/
Tags: руководство по эксплуатации станки токарные станки винторезный станок станкостроение
Year: 1985




Text
С ганок токарно-винторезный
' модели 1А670
РУКОВОДСТВО по земщин
1А670 000.000РЭ
КРАМАТОРСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ
1981
МИНИСТЕРСТВО СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ ПРОМЫШЛЕННОСТИ
СССР
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ
КРАМА ГОРСКИЙ ЗАВОД ТЯЖЕЛОГО СТАНКОСТРОЕНИЯ
им. В. Я. ЧУБАРЯ
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ
мод. IA670
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
IA67O 000.000 РЭ
КРАМАТОРСК
I
A
'X
_ - _v>_ • _ OopWti A- Mt-?’, j| . СОДЙР2АНИ 3
Раздел Наименование Страниц-.
• •••• о • • ы о? co -г ю r-t сч. о —; нмпммпля <о S S о' о- '-О о Часть 1. TEJMH3CKD3 01ВЮАНИЕ Назначение и область применения Состав станка Устройство , работа станка Органы управления . Перечень графических сйиврлов • < <, Описание основных узлов Кинематическая ехала Гидросистем и систем; смазки Часть Д. ЮЗАНИЯ ПО ТШШЭЗШЧУ ОБОЛ»аГВе'ЛЖЗ, SKQL'i.? A'Libl И Е&ЮНТУ . ‘ Указания мер безопасности Порядок установки станка Порядок работы на станке Настройка на езды работ Нарезание резьб . - , Обработка конусов Обработка по копиру Особенности разборки , сборки и регулировки Дукторные ноиоправности и методы их устранения. ♦ 5 7 7 10 15 26 3/ 38 ; ио ^9 99 99 52. 57 60
1эдпис1,!Дата
LA67Q. GOO GOO РЭ
I *,3M | Лист j № докум
; Pat'Jad: РудскбЙ t
AH?ipS6B’
Андреев-
Станок тоу-арно-винторез- I лдт Ли'г
8ЙЯ « . NI:/
Листов
Яро вер.
Приаял
и митр. Топтунова
ърольник
—. ч о а, ! I I ! 7
<- руководство- по эксплуата- 4 ~ ’ г
— W 4 КЗТС-ОГК
5 -•
М -X
Руководство но эксплуатации станка IA670 и ого мода
состоит из четырех частей.
J.V
IA670.060 ООО РЭ
приложение I
IA670 000.000 К
приложение й
2.x) IA670.000 ООО РЭХ
Руководство по эксплуатации
Схем, рисунки
Сборочные чертежи
хУкоеодотво по экегвдаталди
электрооборудования.
IA670.000 ООО РЭ1
приложение I
Схемы электрические, рисунки.
3. Л670.000 ООО р.
паспорт станка
(Основные технические данные;
д' комплект поставки; свидетельство о
приёмке,' консервации и упаковке;
гарантийные обязательства).
.070.000 000 I по^запасным частим, быстро- ....
ийнашиваеиал деталям.
IA670.000 ООО РОЗ Чертежи бнетроизнегшшаемше деталей
приложение I
ВЧШАНИЕ! ИлОВОДСТВО: ПО ЗШ1ЛУАТАЦИИ НЕ ОТРАЖАЕТ НВЭРОЙПЗЖ-
НЫХ ЛОНСТРШЙВШХ ОЕНЕЖт в йздаии;ънЕСЯ8Н1Ш
ПОСЛЕ ССОТАВЛЕЖт ДАННОГО РУКОВОДСТВА, А ТАхОС •
ИШЕЕЖЙ ПО КОШЛШ^ЩИМ А ДОКУТЖНТАШК,'
П0сктй>.1Ж; с ©й.
.670 000 000 Р-
3
Из^.’Лист • хЧ$ докум
Подпись Д;н.
часть I. Т^ПГЕС.'.О;: ОПИСАНИЕ
Т U х t
I. Назначение и область примен-лрия. — .
Токарно-винтореснкй станок гюд.длСТО предназначен дяя полу-j;oт о-
вой и чистовой обработки доталоЗ весок до 66 т. и диаметром до
2000 мм. из чугуна и стали резцами' из быстрорежущей стали или
резцами с пластинка?® из твердого сплава.
На станке можно прожводить:
I) обработку наружаик хдалиндричоских поверхностей. ж:: цент-
рах, так и, с установкой в кулачки передней бабка к центр задней
бабки.
шероховатость обработанной поверхности не более
2) обработку коцусню: поверхностей ,
•--) нарезание метрических и дейиозых крапа--игр: резьб.
4) обработку деталей сходного пробили: глубино.. но 'более ISO
по копиру при помощи специального йоплровак.нох’о устройства.
Точность х«>пировапн.ч 0,2 :.сл,мер6^>-'.тость. по:-ерхности
Станок предназначен для обр ,,бс ;тк только уравноюйсш: к ..
Работать на станка раарокаотся обучопногу персоналу,изучит^ р
нас: о.ч.;ее руководство.
io точности стадок соотп0$ссту§? • но rQ'JT8-S-j,
ГОСТ 16097-7:
Бад клюлатЕческого исполнения; доя серийных и экспортных ста-;
согласно УД14 НЮТ 15150-69, дах тропиков - 1V.E 15 *:?()-?• .
K67J.000 GOv
4
X U' л Иа^цЛист '
. доку»». ; Подпись 'Д:?ы;
Форм
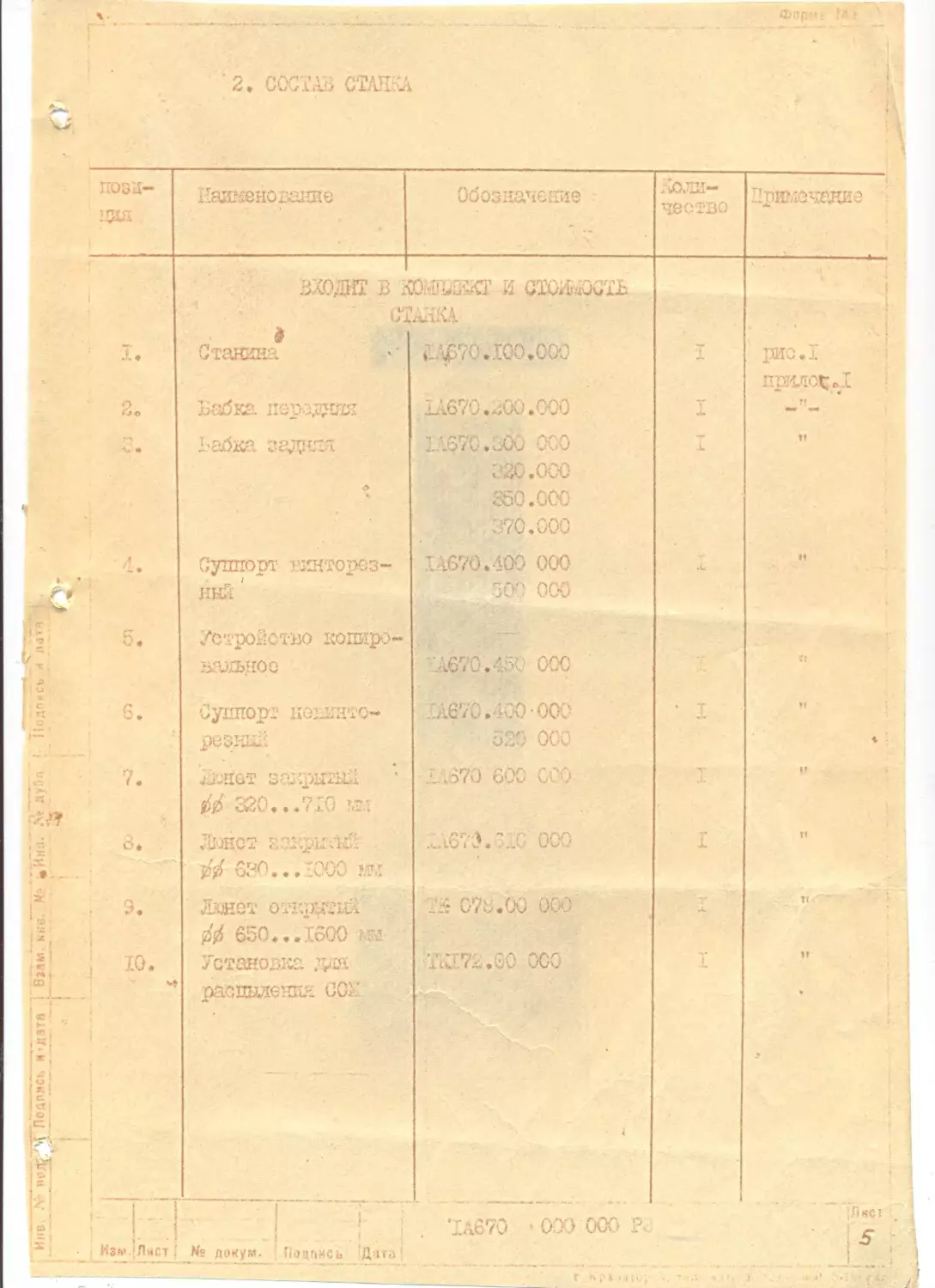
' 2. СОСТАВ СТАЖА
поза- дан Наименование Обозначение Коли- чество Примечание
вхож в к ст ОЖАйСГ И (ЛШшООТЬ. АЖА
I. V Станина Л.^70..100.000 I рис.1 прилез.!
2. Бабка передай® U670.200.000 -*•
J?££5k£1 32ДНГ1Я IA670.300 ООО 320.000 350.000' 370.000
• Суппорт винторез- ный ' LA670.400 ООО 50- ' 000 .L
5. Устройство копиро- вальное А670.45! ООО п
6. Суппорт недаято- резикй 1А670.400'ООО 520 ОСО * Т I» <
7. Лвц&т закрытый 320...710 т.~А 1Л67О 600 000 н
8. Линет вдарн лс: jf/ 630...TOGO iii.675.3AC 000 I н
9. Люнет открытий $ 650... 1600 tг: Т5 078.00 ОСЮ •L V '
, 10. Установка дая -TAC72.Q0 000 I »»
распыления СОБ 1 • J
Изю ‘Лист ; Hs докую. Подпись Дата! 1А670 • ООО 000» Р< jJl.Cl 5
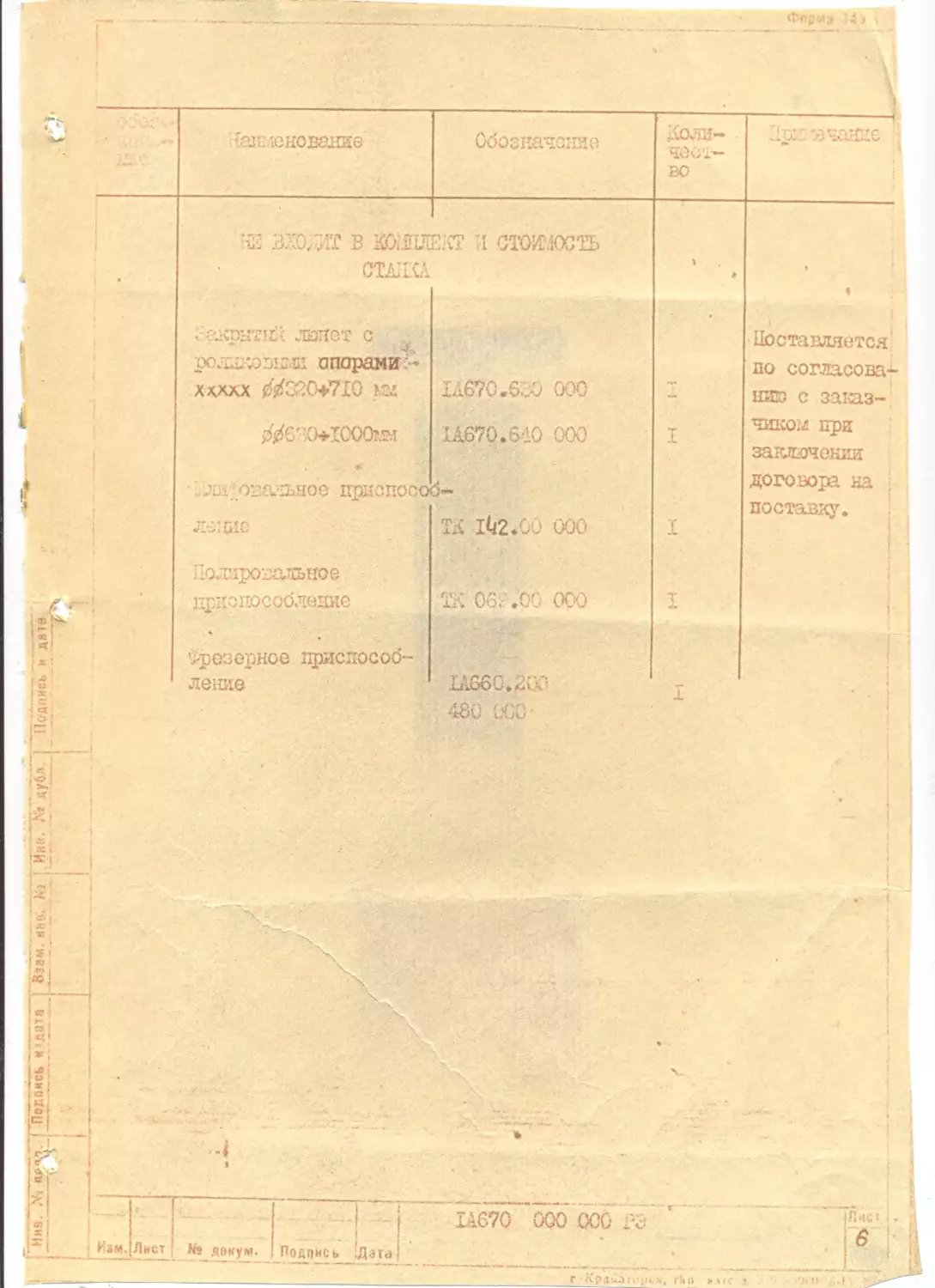
Наименование Обозначение &>ли- чеси- во 1 ИрЕ йЧаННС : •
в&да в МИ Е® II СТОИМОСТЬ
• CTAILCA ♦ *
Закрытый ланет с Поставляется
ролЕлогдг.Е опорами:- ххххх ^/320+710 »ж 1Л670.6ПЗ ООО по согласова- нно с заказ-
^/6'-0+1000?.м Н670.6Ю ООО I никои при заключении
: лиовальное нрнспосо лецие 5- Тл 1112.СО ООО I договора на поставку.
Полировальное приспособление TR 06. .00 000 т
1 «S' фрезерное приспособ-
л I
' ПО8И-
I цля
Назначение
Панель упраатсния эяДй»й басйсоч
.Перемещение эадрытнх талетов
*Wpmn • •»..
Прижчанле
рис.?.
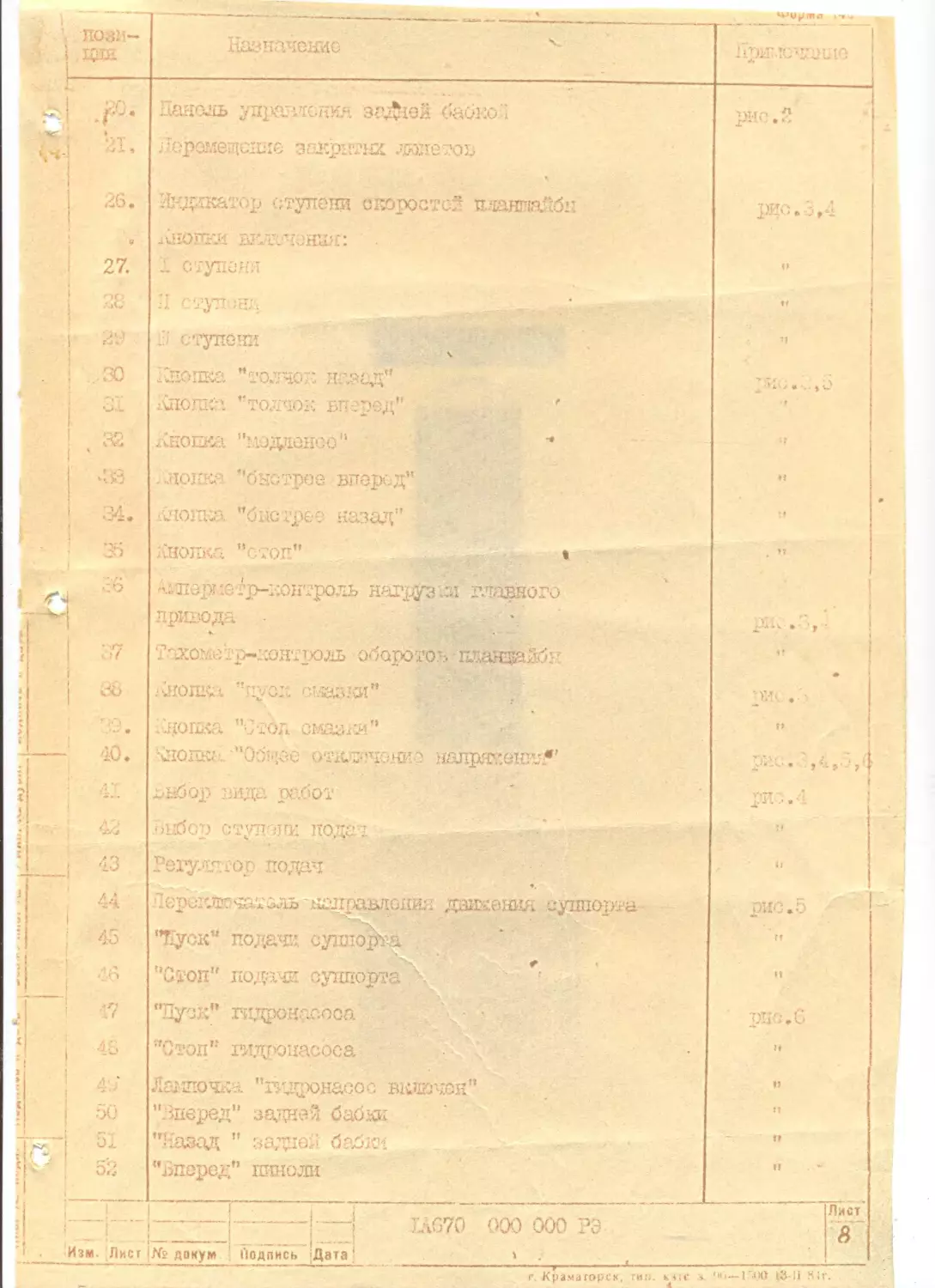
27.
28
20
,30
. &
433
34.
Индикатор ступени сторосте;- нааниайбл
jiHOnaa включения:
ступени
И ступ :..
•:i ступени
1'.попка "толчен, назад"
двояка "толчок вперед" , '
Кнопка "мэдаенер"
.Лолка "быстрое вперед"
Кнопка "быстрее назад”
КНОПКА. "-ток" »
рис.3,4
я
37
38
40.
4,5
43
44
45
стге^етр-тонтроль нагрузки главного
привода •
Тахомер-дантроль' оборотов планзайбп
4{нопка "пуск сладки"
адопка "Стоп смазки"
Лопто "Общее отключение надряиени:*'
лыбор вида работ
.•набор ступени подач
Регудатор подач
черё1й)ячатадо 1И?Л£)авлбнда движения сушорта
"Туск” подада суппорта
"Стоп" лодачи суппорта X
"Нус;;" П1дронао.оса
"Стоп" гидронасоса
00
51
52
Лы:2ючка "гидронасос вктачен"
"Вперед" задней бабда
"Назад " задней бабт
"Вперед" пиноли
IA670
ООО 000 РЭ
г. Краматорск, тип. к ис
ри../'.,
*
г>
рИоЛ
п
рис. 5
Г!
И
1ЛЮ.С.
н
п
п
—. и
tl - w
Лист'
3
ч <j!,_r.(rt) 13-11 В!Г?
одни, инв. № j Инь. № дубя. | Подпись и дата
। Иив. Л» подл, Подпись ««дат* Вмм. иио. Ns ; Йиа. Ki дув*. Подпись и дата j *" '' .
j . . л. ". С‘, ’
Изм. Ли< а и 68 67 66 65 Ол '\ 63 29 !9 ; , 60 Sw
J ;т ! докум, Подпись ’Дата /Д 6 "10 „ _А : 5 4- 1 г
р»К \!- -Г-Т' V Я4« ПН1 MJ«!01Vhed>i J ± Ed ООО '000 Задняя дайка ♦ ; 01 инаяЬ г 1 Зажато । и I 1 1 Д 6 и же. ние вращатель - ное (вправо') 'A QXj СО Я 1 1 1 Движение вращательное. прерЬ/виетое (вправо} Движение Зращателвное прерывистое (влево) . I Насос смазки 1 дпнрдоныпар
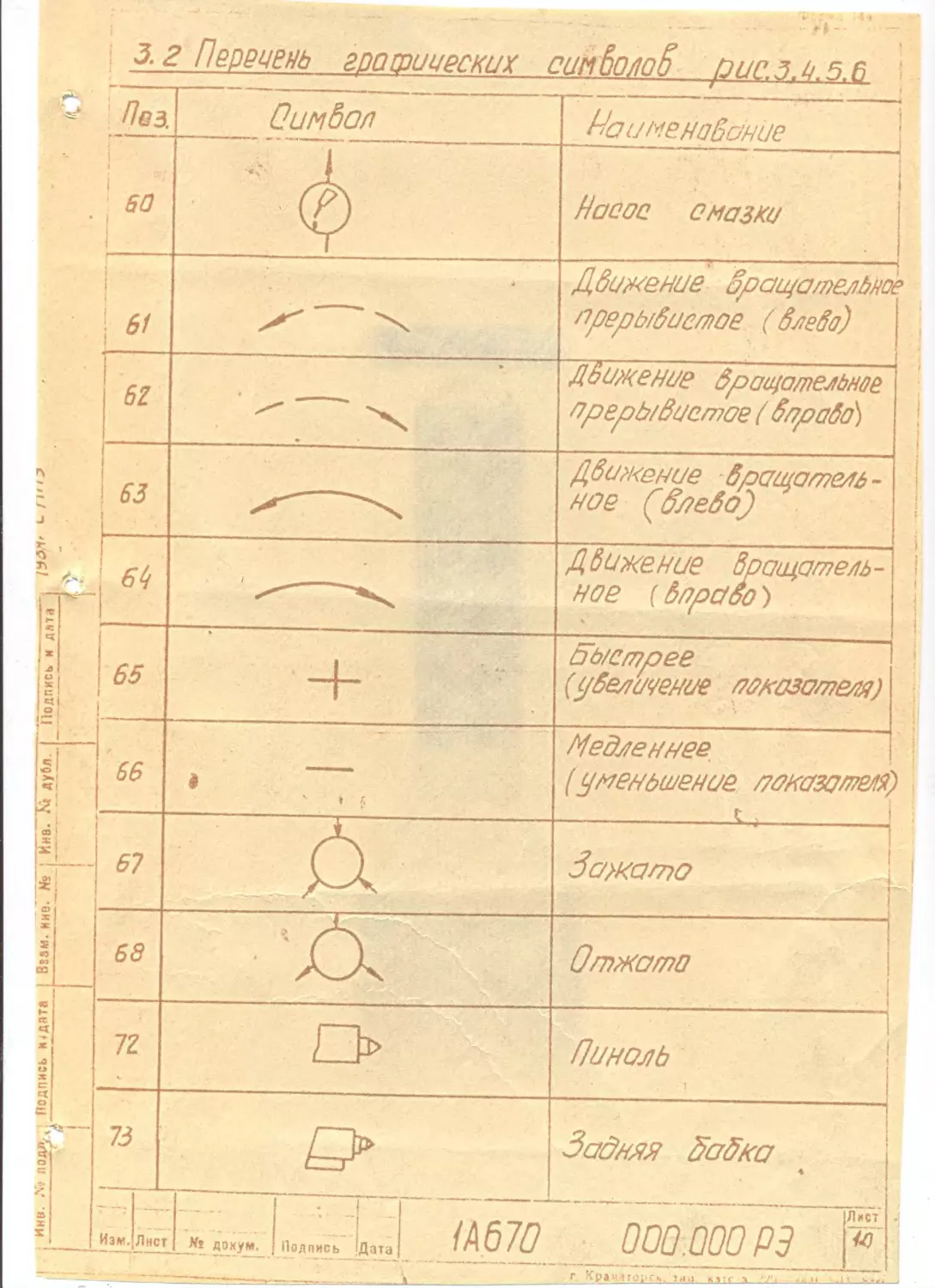
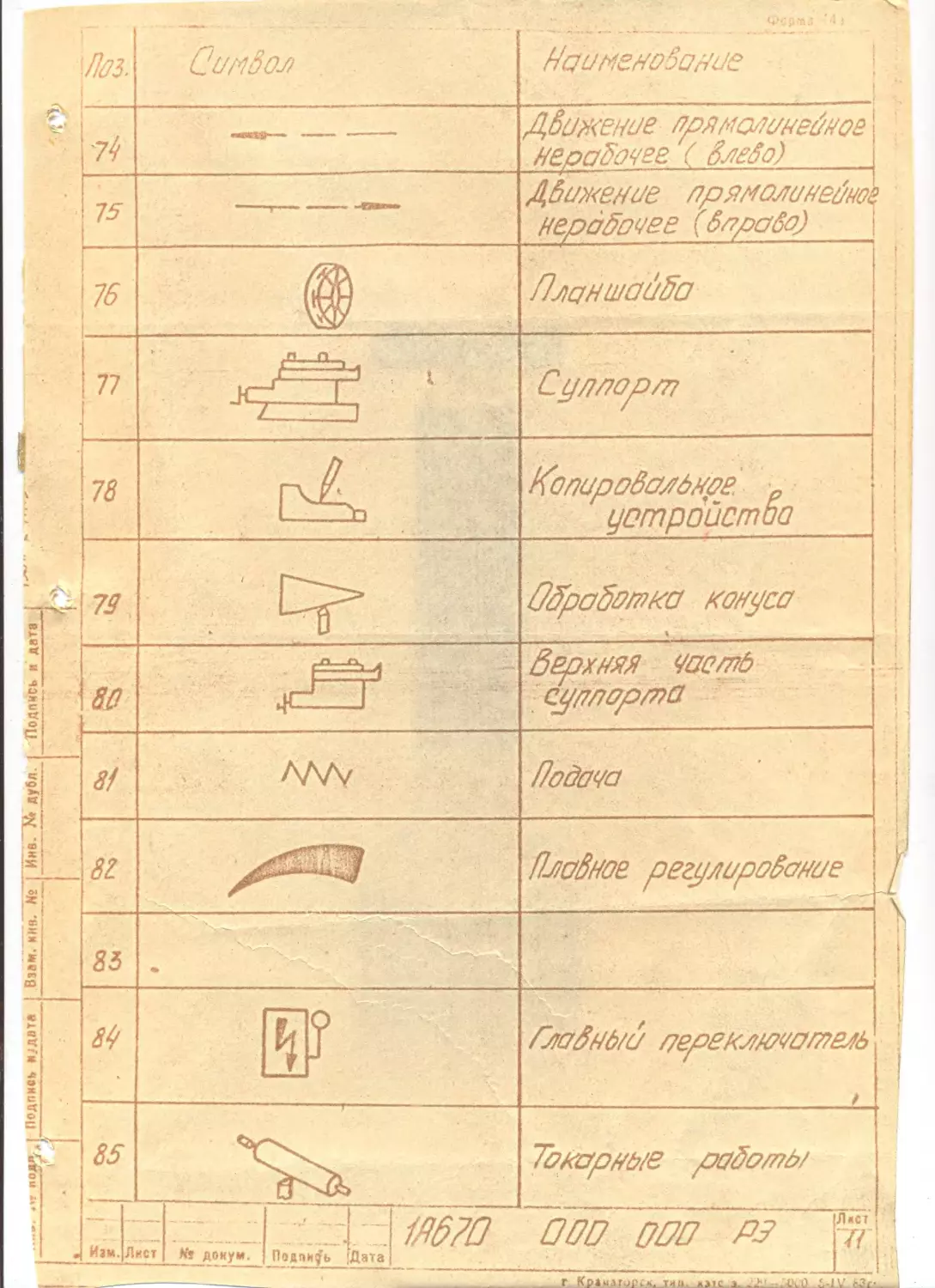
3 2 Перечень графических синЕо/юб рис.зл5,б
Ж QuHlBOJ) б'аУмгноЗйИУе
7^ —«1Э-— Движение /рямалинейное | нерабочее ( блебо)
75 1 1 - ' "" " -О»»г» Дбиженае прямолинейное нерабочее (6араба)
76 t 1 Планшайба
го го ч s «5 < ii s ж F S : & ’Г о с 9 ' • [ 77 —а_ tr-A" 71 1 Суппорт
Z J
78 [А . Копироволбнре р устройства
73, < . Обработка кону со
80 4с! гг1 верхняя чисть суппорта
8/ M/V Подача
87 85 * ПсаВное регулирование
8) ГлабнЬ/й пере кл/очотень f
85 И»м. Л> СТ Ns дону И. Подпив Д : ШО [Дата Токарнь/е робота/ 00D ООО РО "//
______Г. КрАмагорсж. тяи. мате
. Форма |да
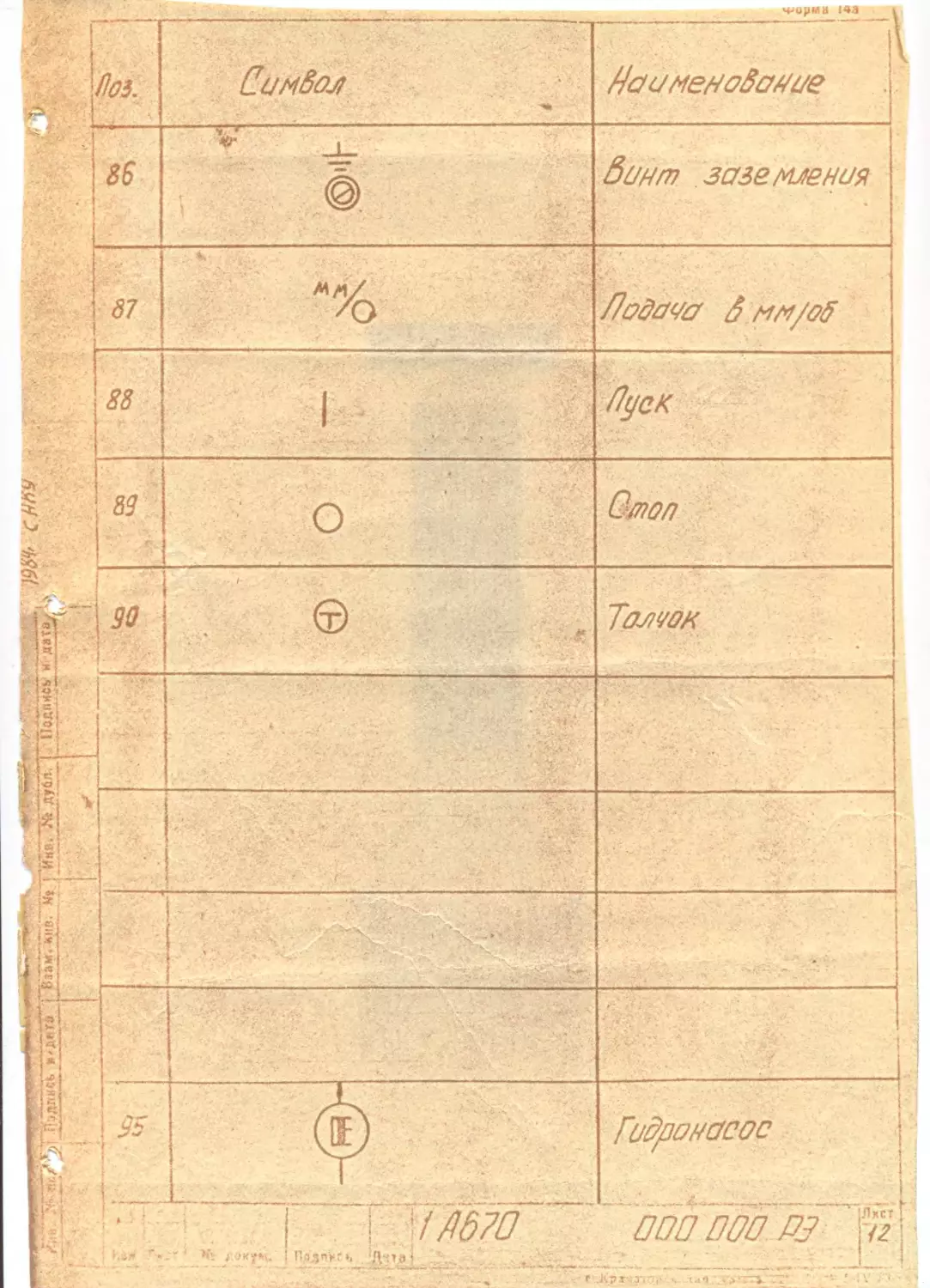
1— . - •• Ооз. Символ Наименование
sb V _j_ ф винт заземления
87 /о Лодаиа в мм/од
88 1 Пуск
88 Г-. о Стоп
1?»даЛ».д«г* l В»»и. кие. М» ! Йи». Л д»4л. | Иолпкеь и дата/-.' 30 © Тоииок
' ' * .' • ' • ' '
: 33 ф | I !ШО Гидронасос 'одгГооо^^ч2 J<7I-97v-;•
Форма К” Us
•.Won un£w nt eXJswSl SV ouu pf'1 HOW U QAWIlWnil ' IftflM»
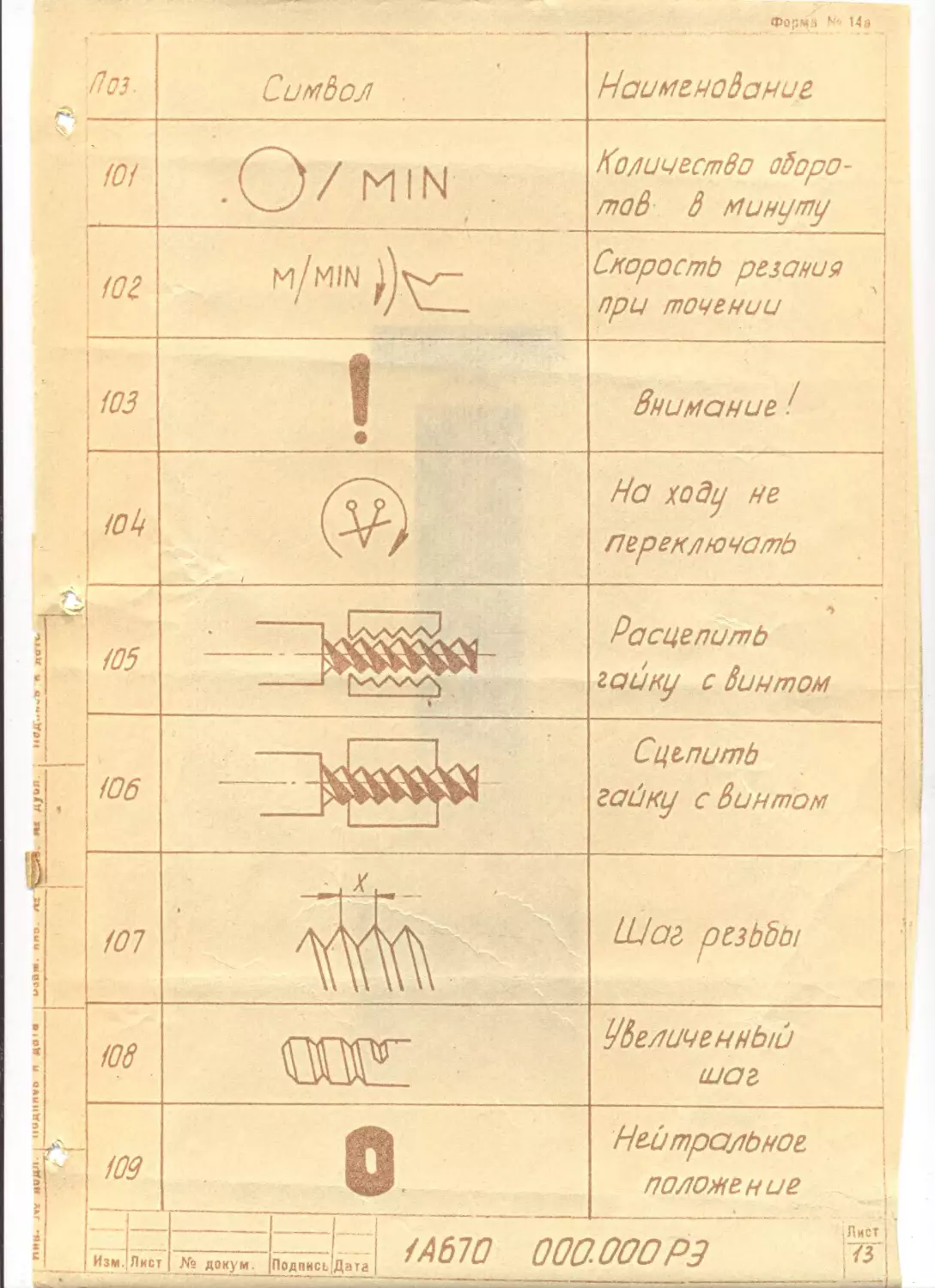
Наименование.
Поз.
Символ .
Ю!
юг
внимание /
ЮЗ
юб
<06
N
Колииество оборо-
тов 8 минуту
На ходу не
переключать
Расцепить
гайку с бинтом
СцепитЬ
гайку с бинтом
Скорость резания
при точении
<01
108
109
1Абю ооаооорэ
Подписе Дата
Нейтральное
положение
Рбе/юченнЬю
ииаг
, Лист
Изм.'Лист
Ю5
Йнв. -S* подг- к Подпись и дата
Вза.м инв N“ Ииз. Ms дуби ' Подпись и дата
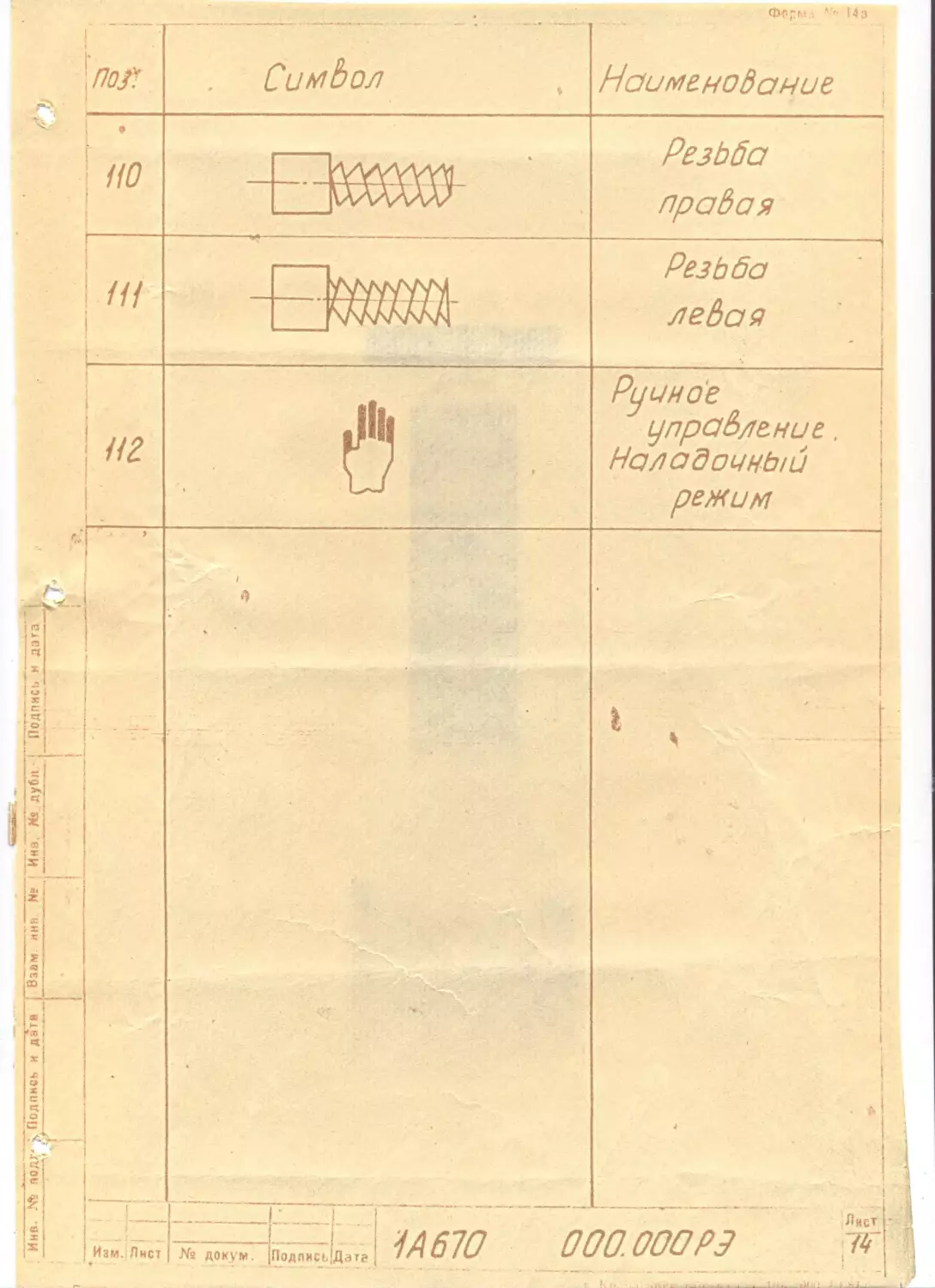
По/! . Символ , Наименование
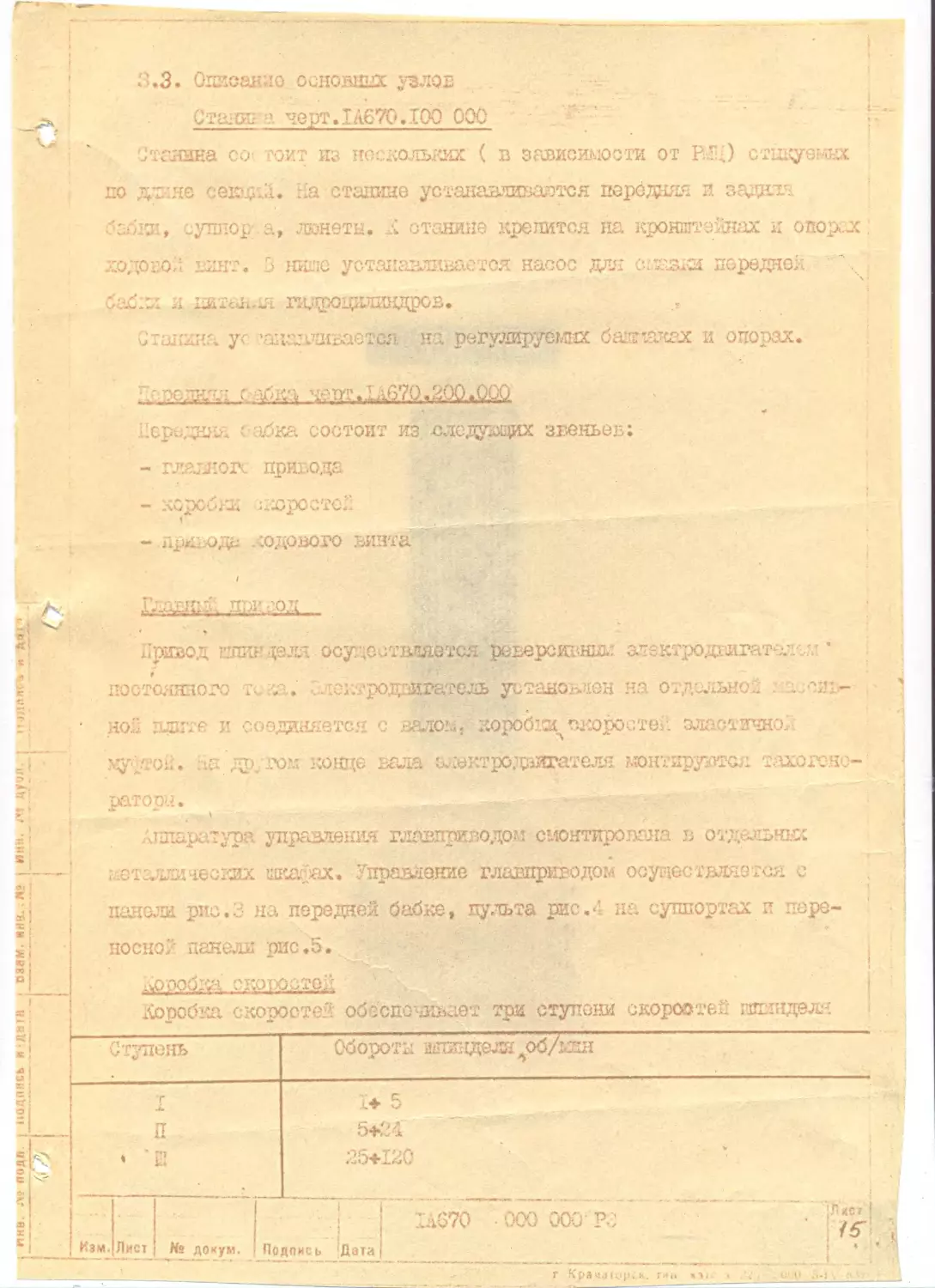
3.3. Описание основных узлов
Станина черт.IA670.ТОО ООО
Станина со' тоит из нескольких ( в зависимости от РЛЦ) стыкуе.мнх
по дтнне сек^Л. На станине устанавливаются передняя и задала
бобки, суппор а, люнеты. д станине крепится на кронштейнах и опорах
ходовой винт. 3 нише устанавливается насос для сиазаа передней
бабпп. и дитанля т^дпоциладдров.
Станина ус залавливается на регулируемых бйипаках и опорах.
Передняя <абка состоит из. следующих звеньев:
- главного привода
- коробки скоростей
1
- привода ходового винта
Привод спин деля осуществляется реверси?,нны алектродаигат'
постоянного is. ...:ектродаигатель установлен на отдельной .
ной плите и соединяется с валом, коробкц. скоростей эластично;
музтой. ля другом конце вала алоктро.’рЖ'ателя монтируются тахогене-
ратор».
лшаратура управления главприводом смонтирована в отдельных
S ,
-— ь-втзллическах шкафах» Управление главпркводом осуществляется с
к •
панели рис.З на передней бабке, пульта рис.4 на суппортах и паре-
*1
ёГ поено/ панели рис.о.
S1___ щоообка скоростей
»' Коробка скоростей обеспечивает три ступени скоростей шпинделя
1 пни. № подл. । подпись и да ^г Ступень Обототн шпзггделя,.об/мпн *
П « ’Е1 х+ 5 5+04 25+120 ' ‘
Изм. Лист U670 ооо ооо рг Jis докум. Подпись 'Дата • *
г Краилорск.
Форма 14а
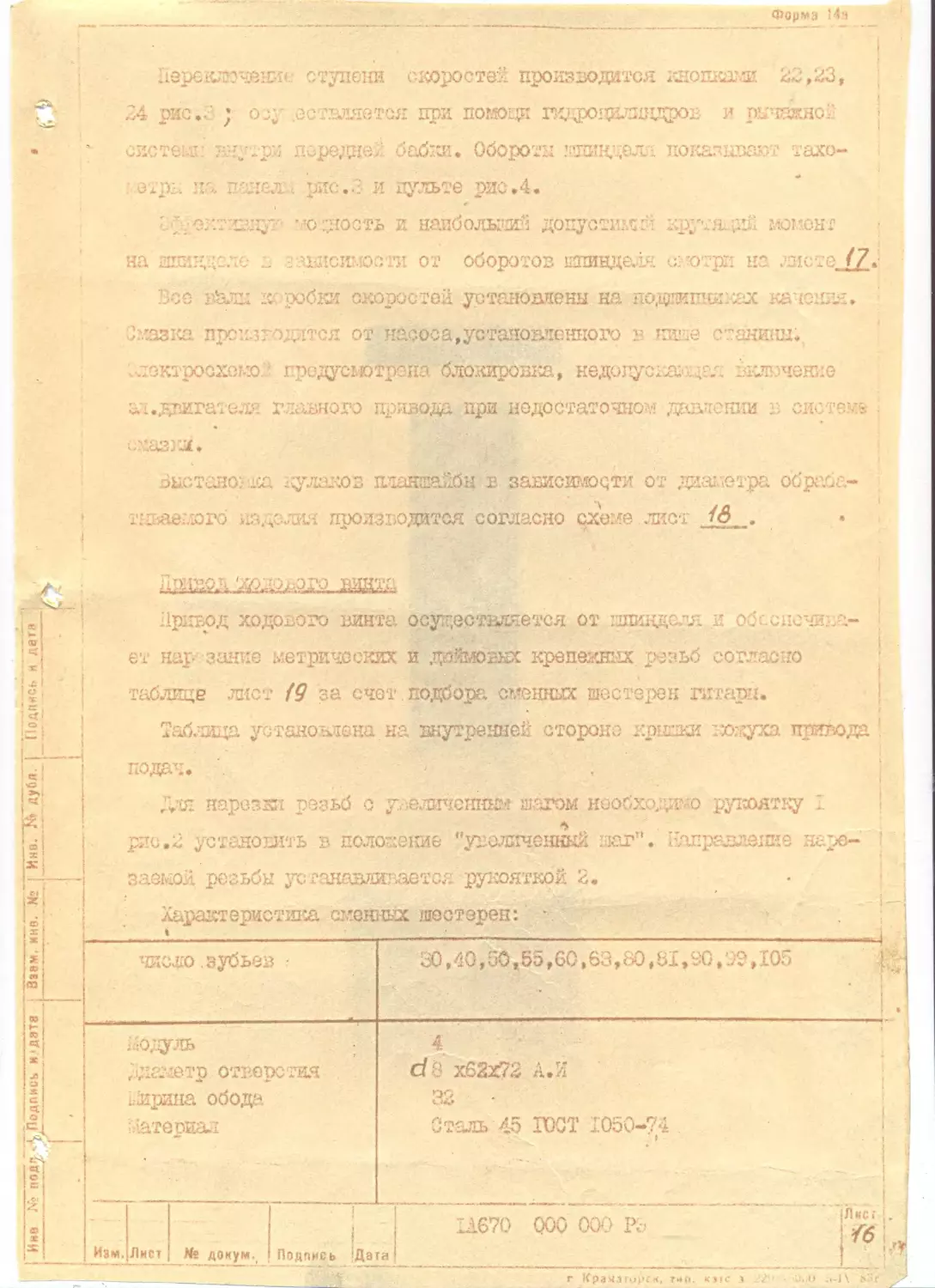
Переключение ступени скоростей производится кнопками 22,23,
24 рис..' ; осу ествляется при помощи в{дро’шлиддров и рщчакно?.?
систем': • передней бабки. Обороты шпинделя показывает тахо-
етрь на паяел. рис..г и пульте рис.4.
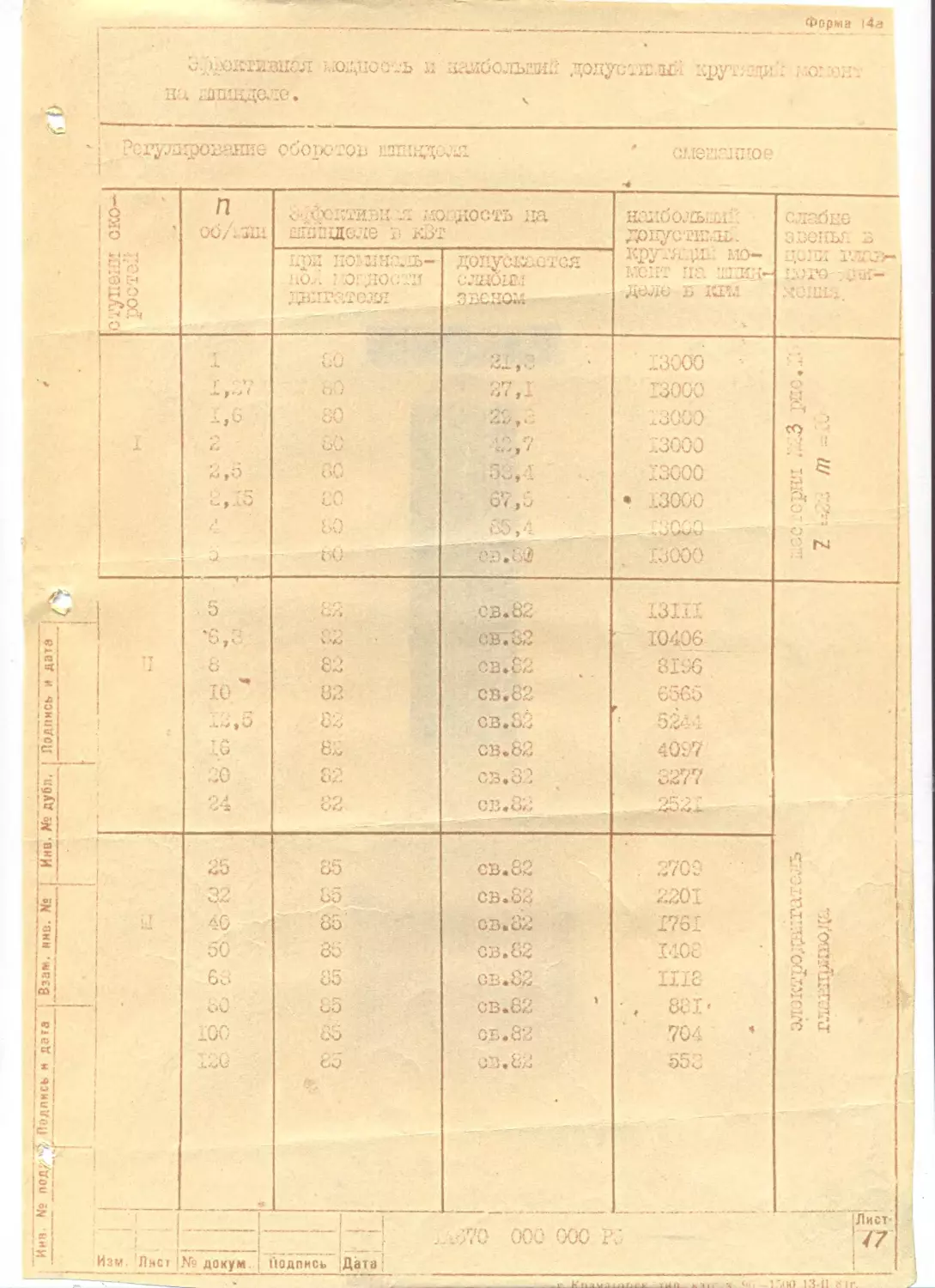
2Л.-ок.тивну1л --’о щюсть и наибольший допустимей кругяцпЁ момент
на шпинделе в зависимости от оборотов шпинделя смотри на листе /7J
Все йзлы робки скоростей установлены на подшипниках качения. :
Смазка производятся от насоса,установленного в кише станины.
. .тектросхегсо.1 предусмотрена блокировка, недопуска- -я включение
да .двигателя гдавнохо привода при недостаточном давлении в систем*,
смазки.
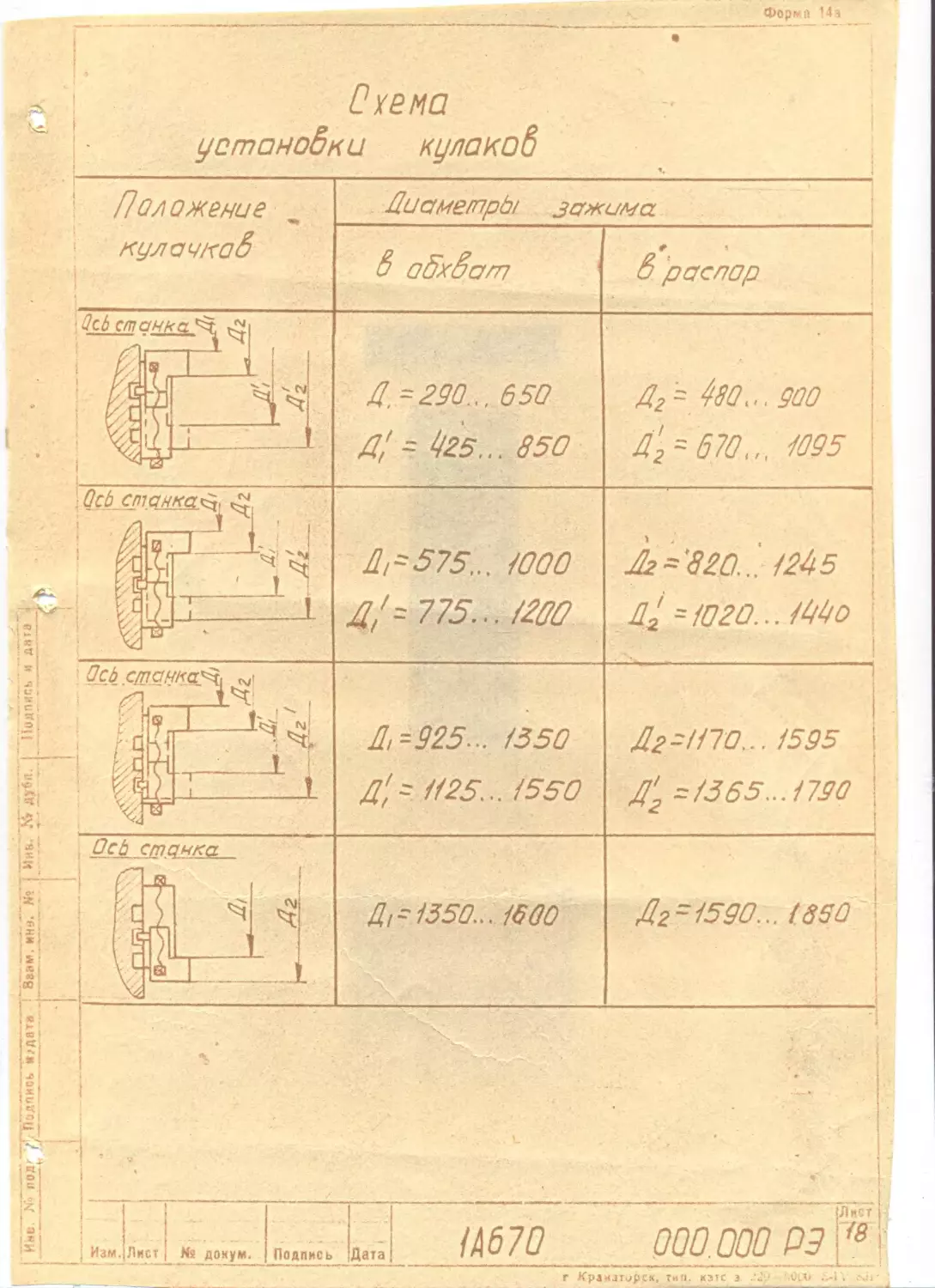
зыстано; аса кулаков планшайбы в зависимости от диаметра обраба-
тываедогб из,,аж производится согласно схеме.лист /6 .
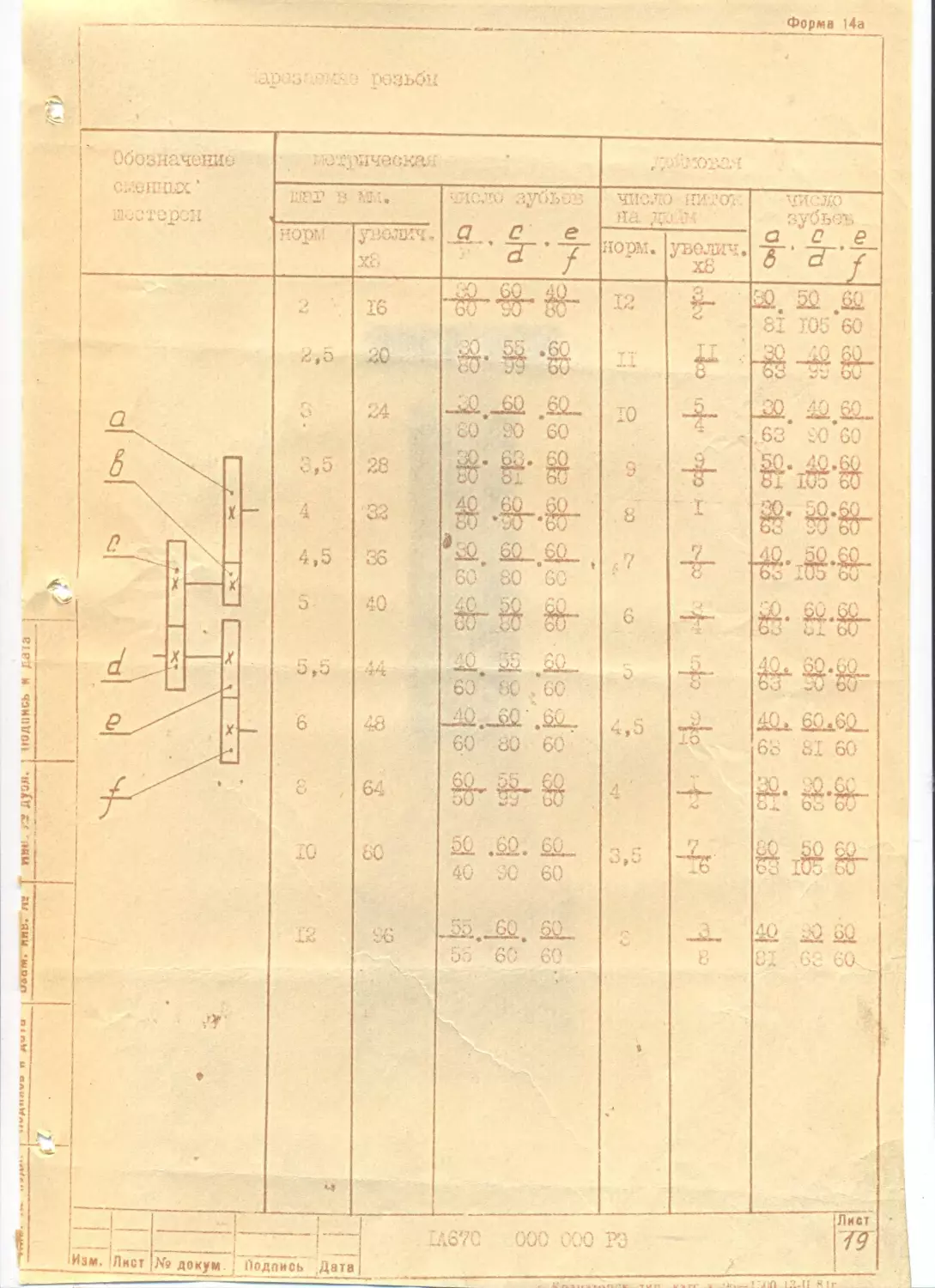
Привод 'ходового винта
Привод ходового винта осуществляется от. шпинделя и обсспечикя-
ет нар-'-занке метрических и дюймовых крепакных резьб согласно
таблице лист {9 за счет подбора сменных шестерен гагары.
Таблица установлена на внутренней стороне крышки гюжуха птитюда '
подач.
;;in нарезж резьб с увеличенным агатом необходимо рукоятку I.
рис.2 установить в полоаекие "увеличенный ааг". Направление на
заемой резьбы устанавливается рукояткой 2.
Характеристика сменных шестерен:
» "* •
число зубьев •
Модуль
лда.метр отверстия
ширина обода
Материал
3),40,50.55,60,63,80,81,90,J?,105
4
с/;? х62х72 А.Я
32
Сталь 45 ГОСТ 1050-74
>
Иам.
Лист
№ донум. Подпись ’Дата
1670 000 000 РЬ
Л«сг '
{6
г Крач.имрс«, тип. кэ1с
Форма l4a
г
свлеитивнай годность и иаиоольаий допус'НЕ.щв лрут.'чи: ; о: •_;
на шиндейё. ч
О ;
^гутлфрваяие оборотов ишвдашх - смешанное -4
1 § . о 1е 4 .1. •« Ф С-1 л Об/шЙН З-^сктивн шпинделе ;со. -дость ixa в ьит наиболышв допусти:,аз', крутягда мо- мент НС. "5П«- дели в галл V слабые звенья него .V хсжх.
при 1к»ь,яаль- ЯОХ :’.OllHOC „Т1 двигателя допускается слаоим 32CS4U- йГ—
1 а. Г '"•* ’’ 6,6 Z 2,3 j 60 80 80 ео 80 ои /г/ V’ 1 , 1. . 67,-j : 85,-'. ' 23000 13000 13000 13000 13000 • 13000 1' '-СОО , 13000 о П <; S 5 V? 4 7 '>• *< гм й
Ине. № дубл. 1 Подпись н дата 1 /х •J Ci Г; г Ж О? О СП н- о о ; о С1 < сс со сс с; с со ;?• ; го bi 1-. to и t<; сз.82 св;82 ов.82 св.82 св. 82 св.82 сзь82 13 In 10406 8106 6565 524.1 4097 3277 . ШО—j. оЗ Р J О Лист- /7
Изм.'Лист 25 85 св.82 св.82 св» 82 св.82 св.82 св.82 св.82 св.82 . -/.’О 000 000 I . 270 9 2201 1761 1408 Ш8 , 881' 704 552
Иив. N? под/ -f. Подпись и дата , Взам. ина. № I 40 50 63 100 J.-'jU № докум. 85 85 85 85 85 85 £5 юдпмсь Дата
• — -
Форма 14а
Л сложение
кулачкаё
0 уема
уотаноёкю кулаков
ДианетрЬ/ зажима
ё о5хёат
* »
6 распор
Qcb станка^
Д=290... 650
Д', = 1/25... 850
Дг = 480... 900
Д'г^б/О... 1095
_Л
5^575... /000
Д,'= 775... №
П2 =1020... Д/9о
ОсЬ сданка'
ОсЬ стачка
А =925... 1350
Д', = 1125... 1550
Д = 135О... 1600
Г I
х ' , Изм. Лист
№ докум.
Подпись Дата
Дг-Н7О... 1595 i
Д'г =/365...1790
Дг=1590... {850
Лист
ООО. 000 РЗ {8 !•
г КраиjТч?рск, тип. кзтс j /2 €чл<
,-------------------------—_________________ ...____________________________________ Форма 14а
I
eiptf и чоип^он ' 4fc£v £< .ши 1 ш *ямм •№№>
i
Обозначение
сменных ’
• _ метрическая ,' 0'оггл
user з 'V- члсло зубьс-в чнсл. па у >:: ..-o'. 4Z :«о зубьет.
норм увелич. х8 J7. , g норм. увелигч. х8 а о е Т'^’у
2 2,5 3,5 4 4,5 5 5,5 6 8 , 10 12 16 20 24 28 32 36 40 44 48 64 60 £6 "й! 'Й ft- _i£,da!2 ,£Q_ 80 SO 60 s- £•» 42 оо бо So •$Г-&Г 60 80 GO M ЙГ 10 . 55 60 60* 80 ,*60 _j£._s£\i2k_ 60 80 60 60 лй 60 Su Sy 60 Si. .S2. 60 40 50 60 J5£.i£©, S2_ 53 60 60 12 J.-А. 10 9 8 6 -. о 4,5 4 ’ 3,5 » с“ 7 16" 7 52 ф^й1 81 105 60 ос Уу 60 4Q.60— .63* 00*60 8х 1и5 еО Ш- -'0-60 ос Эу об йй.££_ Ьс 10з бм 8- 40, 60.60. OJ уО W iUc. £к6(2_ 68 81 60 е fe 80 50 60 6з ioS go 10 sjo 81 .63 60
Лист
-----I— -I___________________ ____
!Изи. 'Лист jVg докум Подпись Дата
А670 ООО ООО РЭ
лузаавх
На станке имеется два суппорта: левый вияторезны.': черт.
1.4670. 400.000 (тартук, 1А670.500 ООО) и правый невинторезний
(фартук 14670.5:30 000).
Продольное перемещение суппорта, поперечное, продольное резцо-
вой салазки при токарных работах и ускоренной перемещении осущест-
вляется от эл.двигателя,установленного на фартуке.
Продольные подачи суппорта различаются на:
I) независимую от оборотов шпивдёлн (бееступенчатук):
на I ступени 0,16+3,18 мщ/мин и-Л ступени 3?91+ 78,18 мм/мин.
за счет изменения оборотов эл.двигателя фартука в пределах
15+800 об/мин.
2) зависимую от оборотов шпинделя (подачу на I оборот шпинделя).
Отношение оборотов глинделя на I, П и Ш ступенях 1:5; соответствен-
но отношение подач на оборот на этих же ступенях при тлинимальных
оборотах шпинделя равно 5:1.
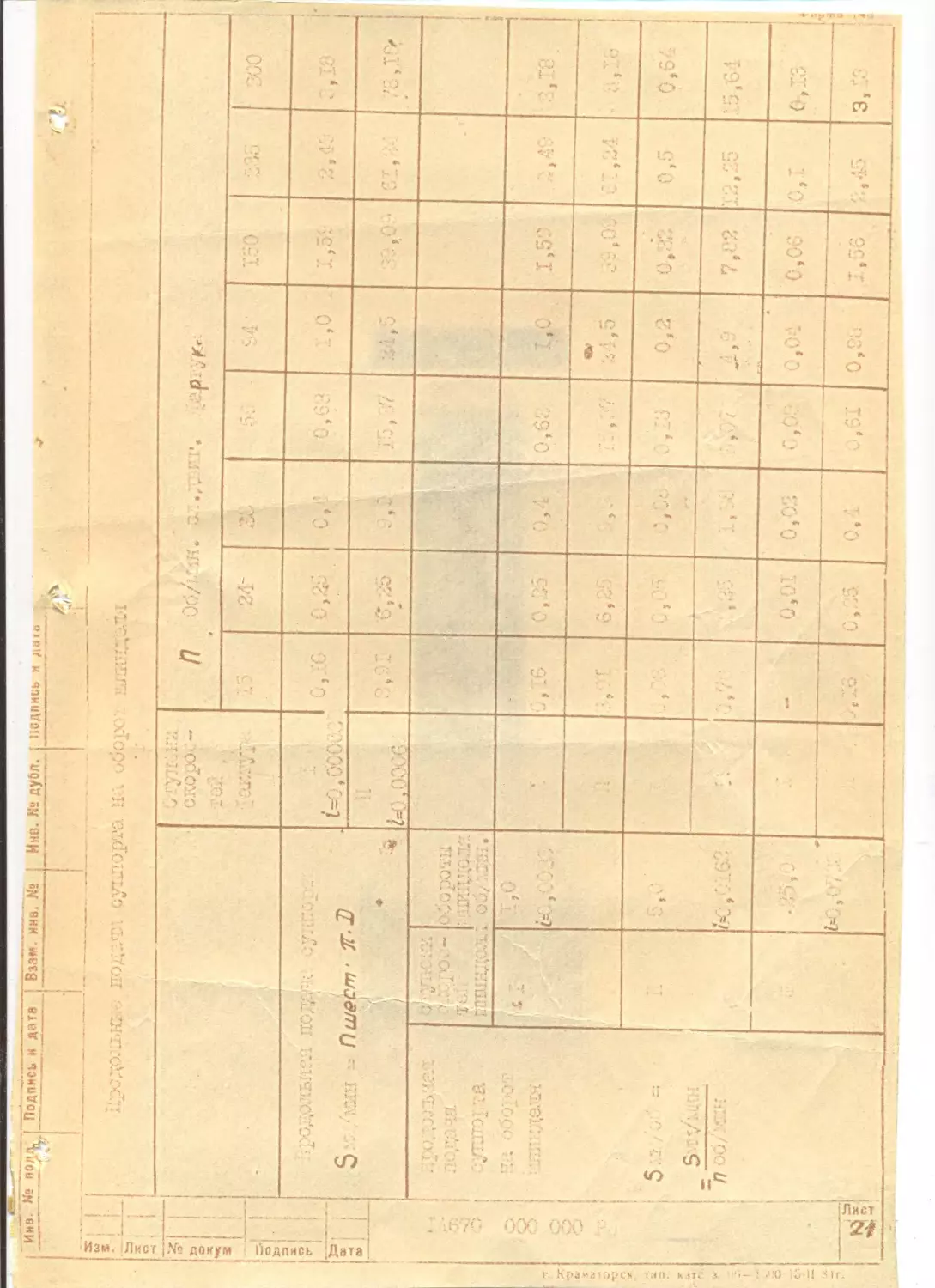
Подачи на оборот приведены в таблице лист 2.1, а табличка
установлена на пульте управления суппортом рис.4. /опускается откло-
нение в пределах 5/.
Включение перемещения поперечной салазки или верхней продольно'
производится винтом 9, рис.2.
Отношение поперечной подачи суппорта к продольной равно 1/2, а
продольной подачи резцовой салазки - 1/3.
На левом торце поперечной салазки имеются Т-образние панн дач
установки копировального устройства черт.14670.450.000.
движение винторезному суппорту при нарезании резьбы передается .
ходовым винтом. Включение маточной гайки производится рукояткой 10
то рис.2.
Крайние положения суппорта при перемещении нижней поперечной,
салазки, ограничиваются конечными выключателями.
При перемещении суппорта за зада® бабгу нижние поперечные
i Г Г ""............." " ' Ляс; ;•
( ! U670 ООО 000 РЭ .. \ 2О '
Изм. Лист ' ,4» покум. ' Подл,с.ь Дата! , .
Изм. Лист |№ докум Подпись Дата
J ’.'у,'! ЛТА ско рос- п - 24-
ародздайй П07Л’« су-ипор-- 5 ::п( - П шест Я- И i=o,occ . С,.'О > /
к ,0" с С » < w-J
' лист . у.уг. 00 ОСО ’ 2/ яе.гача суппорта : •й’с.'даля 5;.г _ s - ~п об, i тй;* ЖИДОЛ.'! . ОС,
i х i=. , •
г 7 О у '
•J I \ -S'- 7
' ' 7 ‘ 1 ' ' •
1- , , .к ' — 0,01
- t •.< у . J'J.
-I
.7 ..;; г,?. p j-.
'i S'4' Lb’O 300
c, 0,63 .., 0 , У. >5; ' » ••' ••
K » *• 15, ,7 r r' T<> • > r
i
'> > * 0,6L -*»c 1,5'0 ". 4C. 1
> ' - , :! «к ,5 < e.
0,13 0,:.; G, < 0,5 0,64
- , - < 7,^2 ..., 5 -.5,164
0,02 0,04 0,00 v, X 6,1.3
C, i V f ЭХ 0,2u 1,36 ' •, 45 3,7
Форма ’4<
салазки должны находиться-в крайне.’’ положении на максимальном
I-
удалении от оси центров.
конструкция суппорта позволяет поворачивать верхш ю часть
суппорта на и 0 в одну и другую сторону вручную при -номада винта 6 •
.рис.я приложения X, для чего предварительно нужно отпустить гайзи
крепления поворот^;:, а после разворота затянуть.
Перемещение "резцовых салазок осуществляется вручную при помощи
винта 5 рис.2.
ЗлектромапштИые густы, смонтированные в фартуках, осущестлляот.
включение поперечной и продольной подач, их ровере и ускоренное
перемещение суппорта. .
Зажим релущего инструмента на суппорте осуществляется механиз-
мом зажима ТК 008.00.000* * согласно таблице, закрепленной на нем.
U670.;^0,000
задняя жйа hoot«IA67Q.J3QQ
• Задняя бабка состоит из верхней чести и основания.
ё верхне-': части размещена пиноль с вращающимся центром. Пиноль
снабжена механизмами выдвижения и зажима.
Предварительный подвод пиноли с центром к устанавливаемой
детали- осуществляется от собственного редуктора нажатием кнопки
52 панели рио^б, и окончательно вручную при помощи маховика I
'•рис.9, предварительно "подав" шховик от себя?развернув уикзатор 2
на 90°.
Цодаим детали центром пиноли за счет сжатия пакета тарельчатых
пружин, установленного на винту пиноли, осуществляется маховиком .1
согл. таблица 3 рис.У пралокення.,1 в зависимости от веса обра-
»
батнвае'аой детали. Вялом с таблицей находится прибор 4 контроля
усилия подаима’детали и сигнальная красная лампочка 5, которая
аагорается при усилии подазма, равном ЭО т.
’Прингда щу’бора коитросх усилий подаима детали основан на
превращении деформации пакета щужин, восприниглаю-дах усилие
Изм. Лист Ms дскум. Подпись Дата;
ООО DOO РО
22
. м’1»1
ФОрМЧ 14.i
У
сс
подаима, во вращение оси сельсина, выходное напряжение которого'
передается на прибор 4. писала прибора отградуирована в тоннах.
Градуировка шкалы прибора выполняется после предварительного
натяга пружин усилием 5т. '
Зажим пиноли после подаю.© детали центром Осуществляется руко-
яткой ХЗ рис.2.
дда извлечения центра из пиноли необходимо вращать маховик I
против часовой стрелки до выталкивания центра.
Перед вклинением-механического перемещения пиноли необходимо
отсоединить, механизм ручного перемещения, подав маховик I на себя
и застопорив фиксатором 2.
Перемещение задней бабки осуществляется с .панели управления рис.
6 кнопками 50,51 от редуктора с эл.двигателем, установленного па
основании задней бабки.
Закии задней бабки на станине перед подеимом детали центром
осуществляется прихватами, приводами в движение гддродалзцщраьл.
Команда; на зажим выдается коночным выключателем посла ввода
вручную маховиком 2 упора I в зацепление с рейкой станины, (рис. 18)
О зажатии-бабки сигнализирует загорание лампочки 54 на панели.
После задания детали в центрах отключить гидронасоскнопкой 48.
Для -предотвращения поломок от перегрузки в механизмах переме-
щения задней бабки и выдвижения пиноли установлены •фрикционные
мудаы. .
Станок комплектуется закрытыми „лаяетами IA670.600 ООО дб-ЗЗО- ’
-710 мл и IA670.6IO.000 /б 630* 1000^, а также открытым
Та 076.00.000 М 650* 1600 мм. ^даеросвагадо пиноли закрытых
лэнетов снабжейк бропэожли подушками и могут быть установлены
на необходимый дадаетр вращением винтов II рис.2. Ролики открытого
люнета на;необходамый. даамэзр уетенавливамтся вращением винта 12
Изм.|Лист
Ns лакум. Подпись (Дата
IA67Q ООО 000 РЗ
(Лист |
23
Форма 14э
перестановкой- с одной опора корпуса на другую.
Закрытые люнеты имеют механизм ручного перемещения по станинех
Допустимые нагрузки на люнеты:
IA670.600 ООО - 16000 кгс I
IA670.6I0.000 - 28000 кгс
ТК078.00 ООО - 32000 кгс
;СОЗДРО£йТЬ.ПОе УСТРОЙСТВО
LA670.450.000
дан обработал деталей елочного профиля применяется электро-
копировальное устройство.слектродапировальное устройство пред-
ставляет собой алектроконтак1‘НЫй датчик 63-106, „щуп которого,
перемещаясь по копиру, закреплённому на'суйпортной рейке станины,
выдает команда на включение Соответствующих адёктромапштных :-у т;
расположенных в фартуке и каретке суппорта.При этом ренуда-
инструмент суппорта повторяет провяль копира с точн.’до 0,2 ш.
лстота обработал .... , глубины копирования 150 ш.
Копировальное устройство крепится на поперечных салазках
аппарата-в Т-образных пазах. При .наладке копировального устрой-
ства щуп датчика при помощи салазок шкет выставляться в продоль- -
ном и поперечном направлении.
Ш72,00,000
t
.'ётановка предназначена для охлаждения реку.его инструмента
распылеадой СО.'. и установлена на винторезном суппорте.
Состав жидкости:
1<4',5> эмульсола и вода.
Установка работает следующим образом. Сжатий воздух от цеховой
магистрали под давлением 1-3 атмосфер через фильтр-аяагоотдели- л;'
тель, кран и дроссель, которым регулируется расход С0£, поступает ;
I . -------—.... — — .... — ....— .... —— _ . . _ I
IA67C ООО 000 РЭ 24 ’
i ^34Я.';^НСТ Д°КУМ• {Подписи Дата J
форма <л
х, установке УРС-75, откуда в виде распиленной СОА по рукаву и
трубке подается в эону резания
Уборка гткижи
Стружка ч^рег окна в станине и фундаменте подает в металличе-
ские ялики, устанавливаемые в специальном бетонированном углубле-
нии фундамента с задней стороны станка.
По мере заполнения язики поднимают краном, освобождают от
стружки и устанавливают на прежнее место. Приямок под ящики закры-
вается металлическими крышками.
.жж для стружки изгокаьдкьигд?а»1. з.казчиком.
|П\ -Г
Иам.;Лису' Ня домум iGoaniTb Да1а ’
А670 ОХ) ООО К
25
Форма 14а
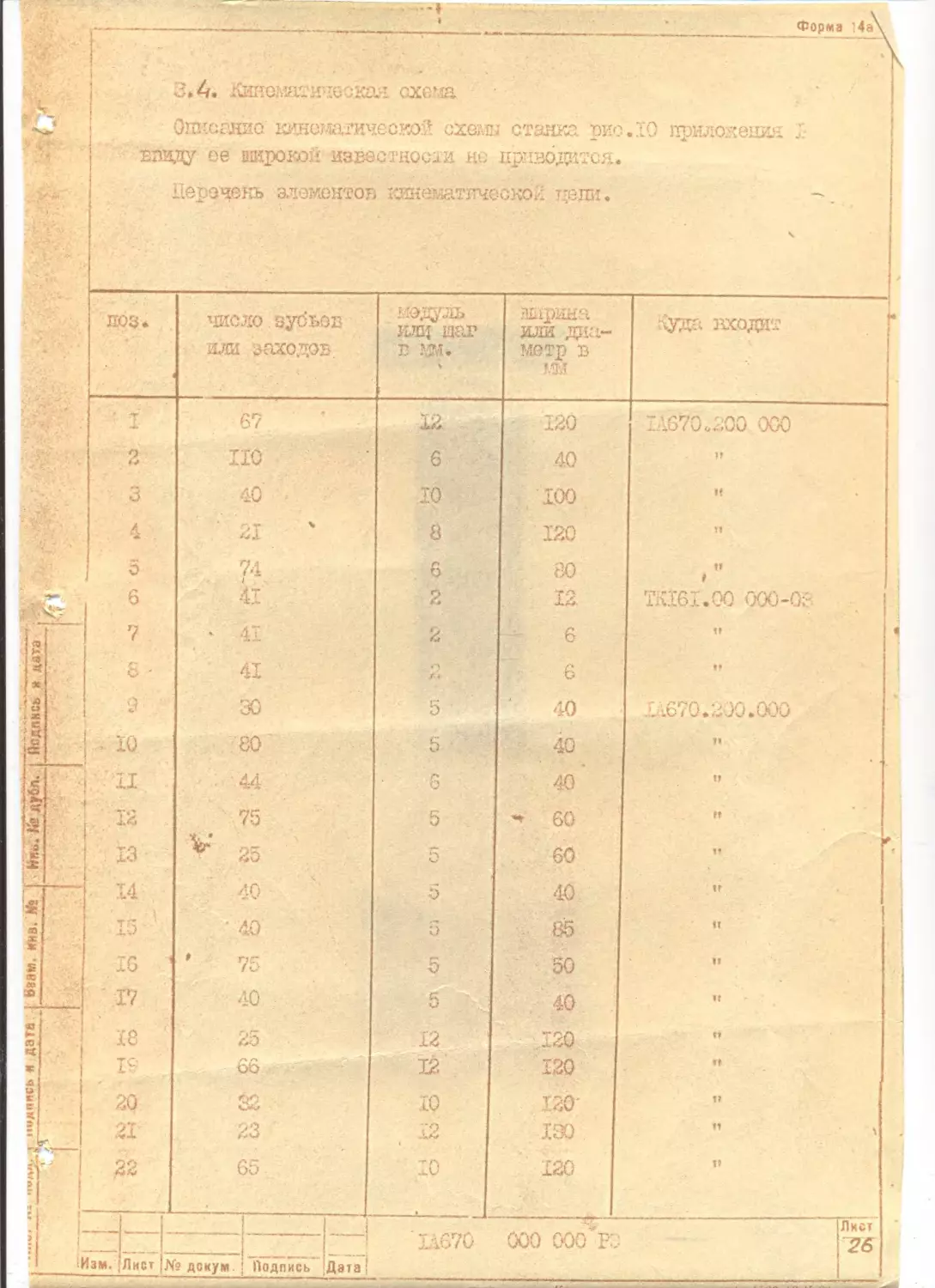
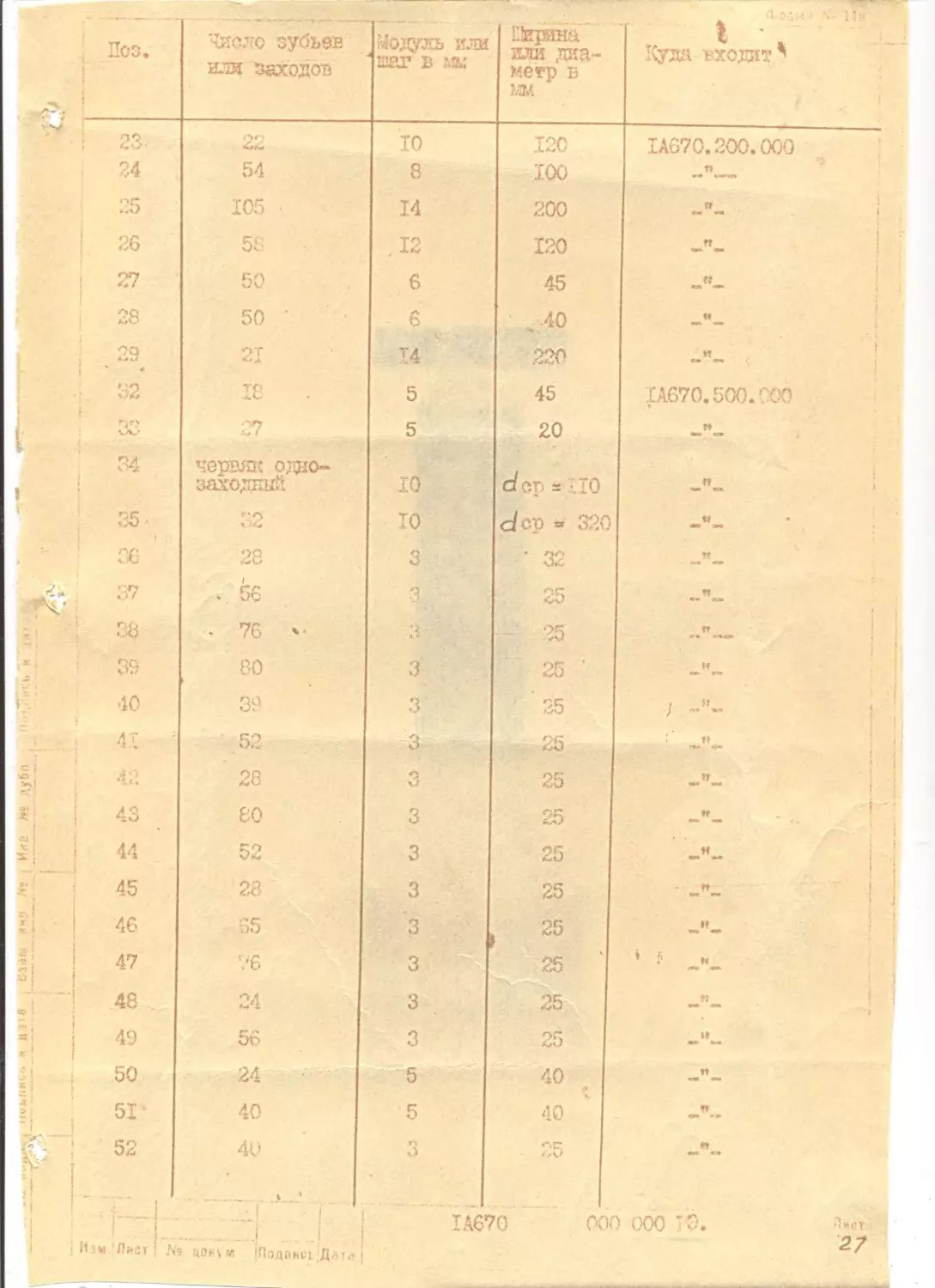
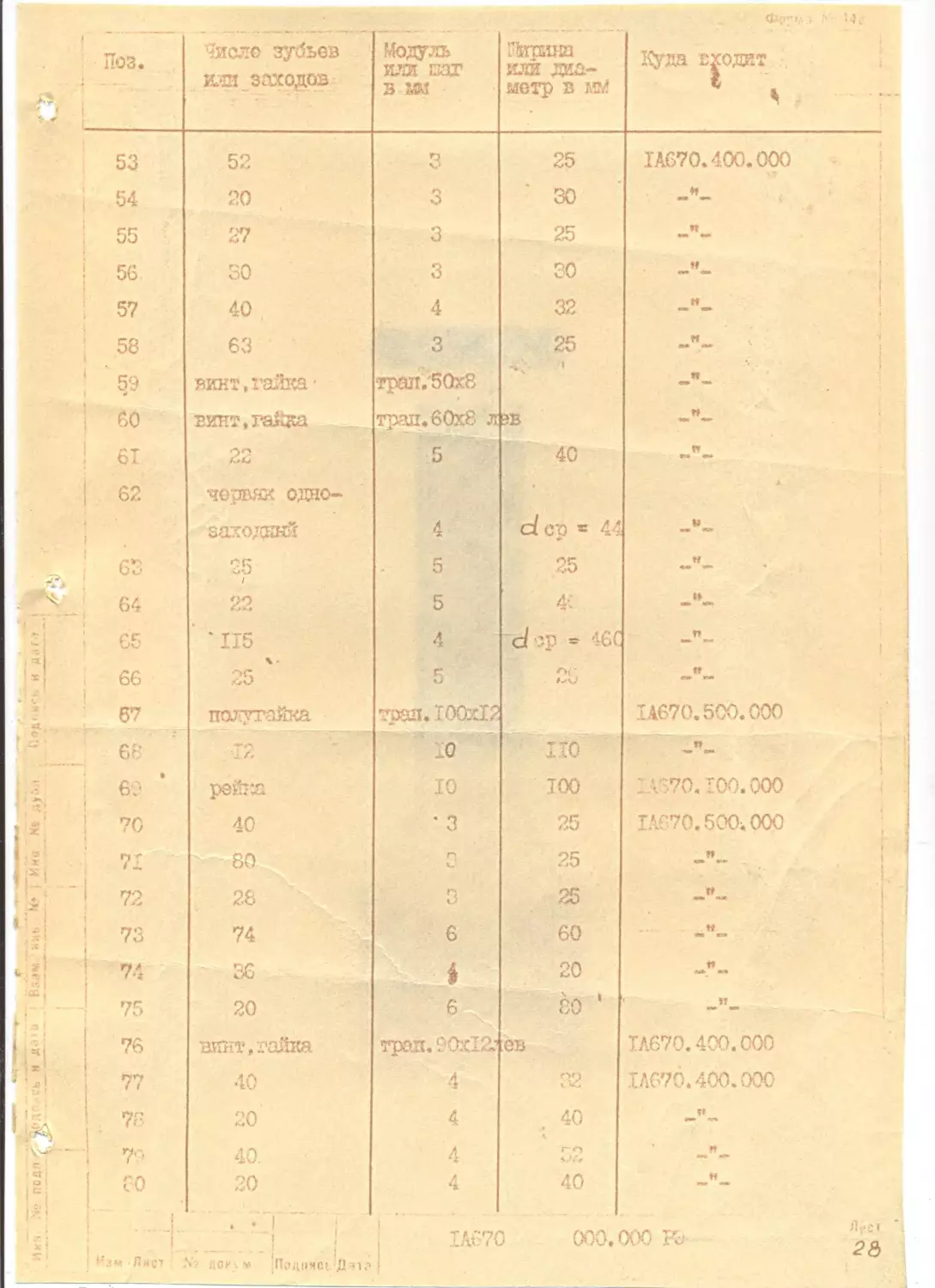
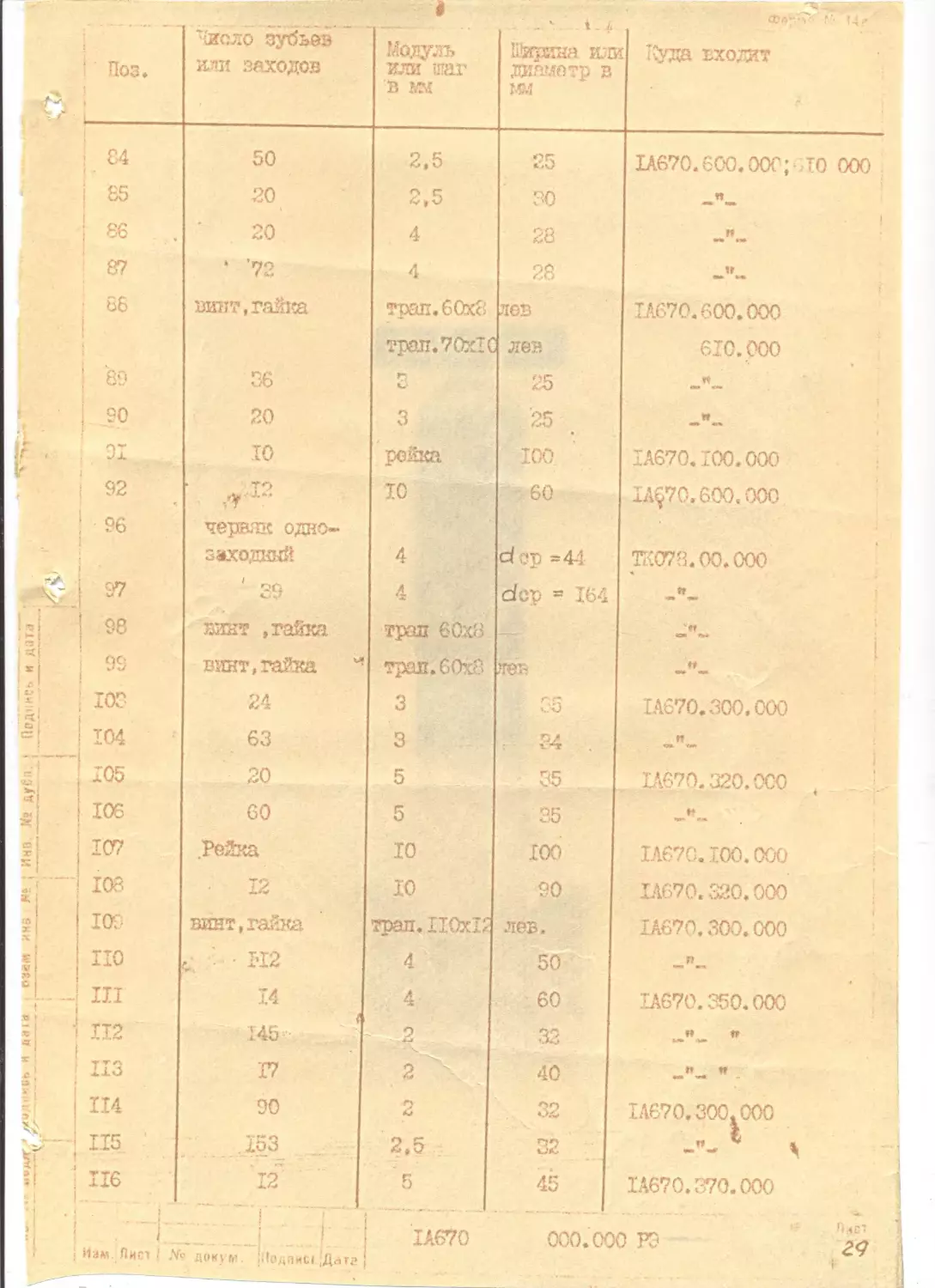
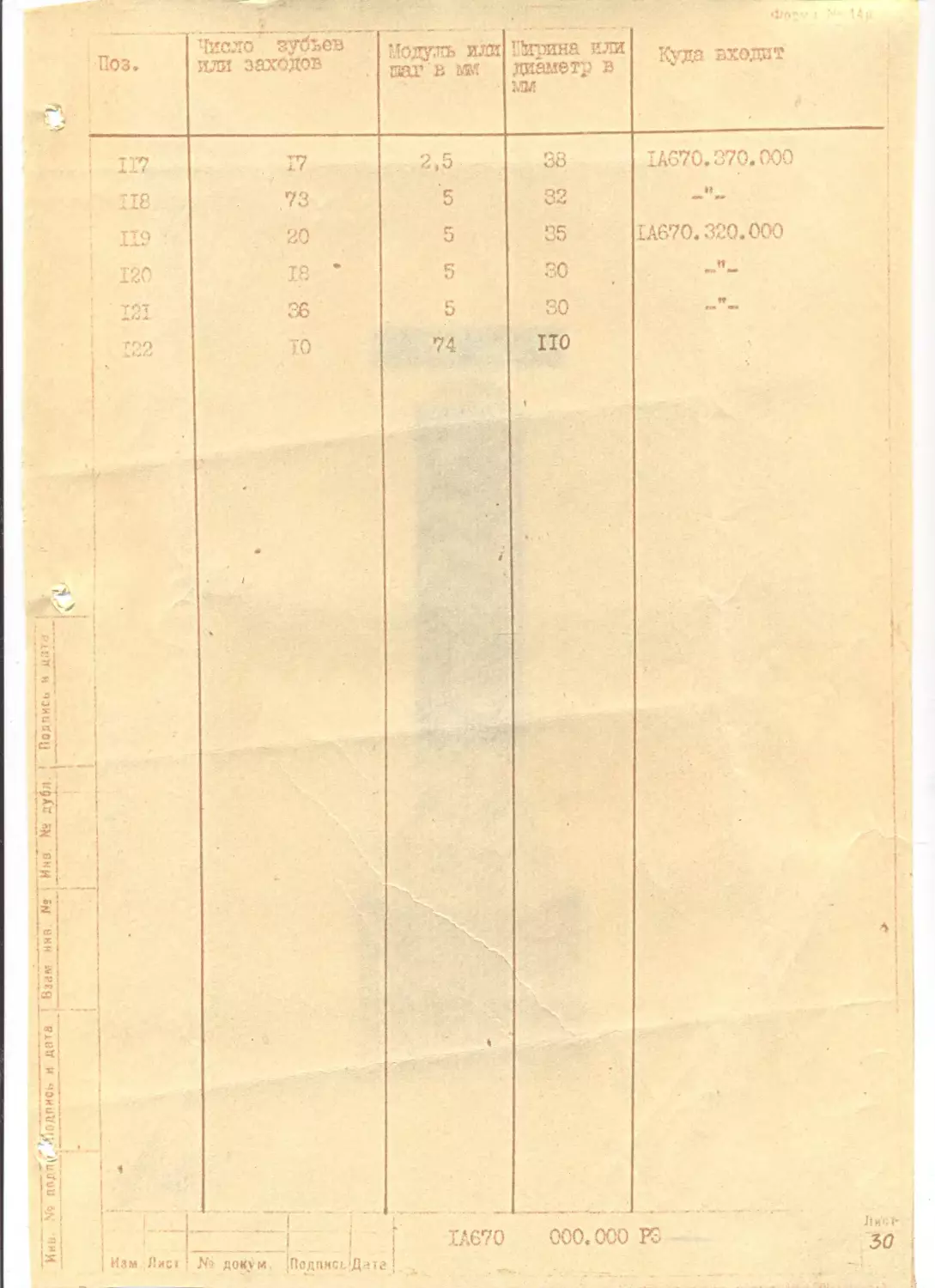
3.4. Кинематическая схема
Отгсеяио кине?лагичесиоЗ схемы станка рис. 10 приложения I-
ввиду ее широкой известности не приводится.
Перечень элементов кинематической цепи
поз. число зусьов или заходов. модуль или шаг в ММ. ширина или диа- метр в мм г^да входит
: т 67 12 120 "ДбУо.ЗОО 0G0
о НО 6 40 и
3 40 10 100 и
4 21 8 120 м
5 74 6 80 п 1
6 41 2 12 Тл161.00 000-0;?
2 7 • 41 2 6 II
* =t & 41 Ха 6 II
9 30 5 4° £1670.200.000
i • 10 80 5 40 »•
II -44 75 6 5 40 60 1! II
□ •I I* 13 14 V 25 40 5 0 g S 11 и
а £ Х5 . ’ 40 5 85 II
Е 16 ' 75 5 50 *’
в> Л 17 40 5 40 II
« ь* СО- 18 25 12 120 II
ж IS 66 . 12 120 »»
20 32 10 120- U
'Л 21 23 12 130 II \
и .22 65 10 120 11
Лист
26
|—;—- !Изм. Лист — № докум. — Подпись Дата i
IA670 ООО ООО Р-
I
Д-in BMM iw Irt , И«в nt ЛубЛ
Поз. Число зубьев иля Заходов Модуль или ‘ 3ST в мы 'Лрина или диа- метр в мм Т ь ж Куда входит*
23' 22 10 120 IA670.200.000
24 54 8 100 1-*
i 25 105 . 14 200 В* в»
26 55 .12 120
| 27 50 6 45
28 50 ’ 6 ,40
29 21 14 .220
32 18 5 45 IA670.500.000
27 5 20 м — ™
34 червяк одао- с/ср = .ТО
заходпый 10
35- 32 ТО dср = 320
36 28 3j • 32
37 . 56 25
38 - 76 '• 2 - .25
39 80 3 25 '
•10 39 3 ’ 25 )
41 52 3 25
42 28 о 25 п * “
43 80 3 25 Н
44 52 3 25 .
45 28 3 25
46 35 3 25
47 76 3 25 ‘ f _м_
48 24 3 25
49 56 3 25 1»
50 24 5 40
51- 40 5 40
52 40 . ,* 3 25 «
ООО
ООО I о.
IA670
i И зм Лист
дпкум Й1одпм!1.;Дзт<‘ i
№
Лист
27
Поз, Ширина или диа- метр 3 Н?Л Куда входит * *
Число зубьев иди заходов Модуль или кхг в ш
53 52 3 25 IA670.400.000
54 20 3 30
55 27 3 25
56 30 3 30 • i
57 40 4 32 и
58 63 3 25 м —
59 винт,гайка трап.'50х8
60 винт,гакка трап. 60x8 л гв
61 22 5 40
62 червяк одно-
заходкнй 4 dср = 44
65 25 5 25
64 22 5 4< —
65 ' *115 4 dop = 46С
66 25 5 2b ^.w~.
.! Г 67 полутайка трал.100x12 IA670.500.000
68 . Т2 10 I.то
69 рейка 10 ТОО ’А570.100.000
} X 70 40 • 3 25 14670.500^000
i I 71 80 25 —м—
72 28 3 25
’J 73 74 6 60 м
74 36 i 20 «
:оа j
75 20 6 80 '
nn>tf и 76 винт,гайка трап. 90x12; ев IA67O.4OO.600
• J u t 77 40 4 32 IAG70.400.000
I v*' ’Д 78 20 4 40 It
• i 79 40. 4 г<? п
CO 20 4 40 «-и—
"J 1 IA670 000.000 РЬ flj-CT 28
И;»ч Лист S/ док-, м |Подписс:Дч1?
Поз. 'йсло зубьев или заходов Модуль или шаг В №5 Ширина ww диаметр в №1 Куда входит
84 50 2,5 25 IA670.600.000; J0 000
85 ЙО j 5 30
86 20 4 28
87 ‘ '72 4 28
86 винт,гайка трап.60x8 лев IA670.600.000
трап.70х!С ле?. 610.000
89 36 э 25
90 20 3 25
f 31 10 рейка 100 IA670.100.000
92 •,'У 10 60 IA^70.600,000
96 червяк одно-
заходкый 4 d ср =44 TKC78.00.000
-z 97 ' 39 4 dcp = 164
98 винт ,гайка троп 60x3
i: 99 винт,гайка 4 трал.60x8 лев tt
IOC 24 3 С5 IA670.300.000
104 63 3 34 .
C «a 105 20 5 55 IA670.320.0CO ,
106 60 5 35
.r да .Рейка 10 100 IA67C.IOO.OOO
108 12 10 90 IA670.320.000
I(X- шнт, гайка трап.110x12 лев. IA670.300.000
€ iV no г ’ 1>12 4 50
c III 14 4 60 IA670.350.000
112 145 2 32 »«.** M- W
113 17 2 40
114 90 2 32 IA670.300.000
115. 153 2,5 32 * A
116 12 5 45 IA670.370.000
1.. Нам.;Лис! • Ye докум. р1одпиС1.;Дагг IA670 ооо.сх XI РЭ Янс’ И 1
IS
ч
Поз. Число зубьев или заходов Модуль или шаг в мм Гаюина или диаметр в мм Куда входат
Т7 2,5 38 IAG70.370.000
118 .73 5 32
; 119 ' 20 5 35 IA670.320.000
120 18 ’ 5 30
121 36 5 30
ТО 74 ПО
• i
• *
50
I — ----—— i
! Изм. Лис» 1 № докуй, ^Подпись'Днта J
IA670 000.000 PS
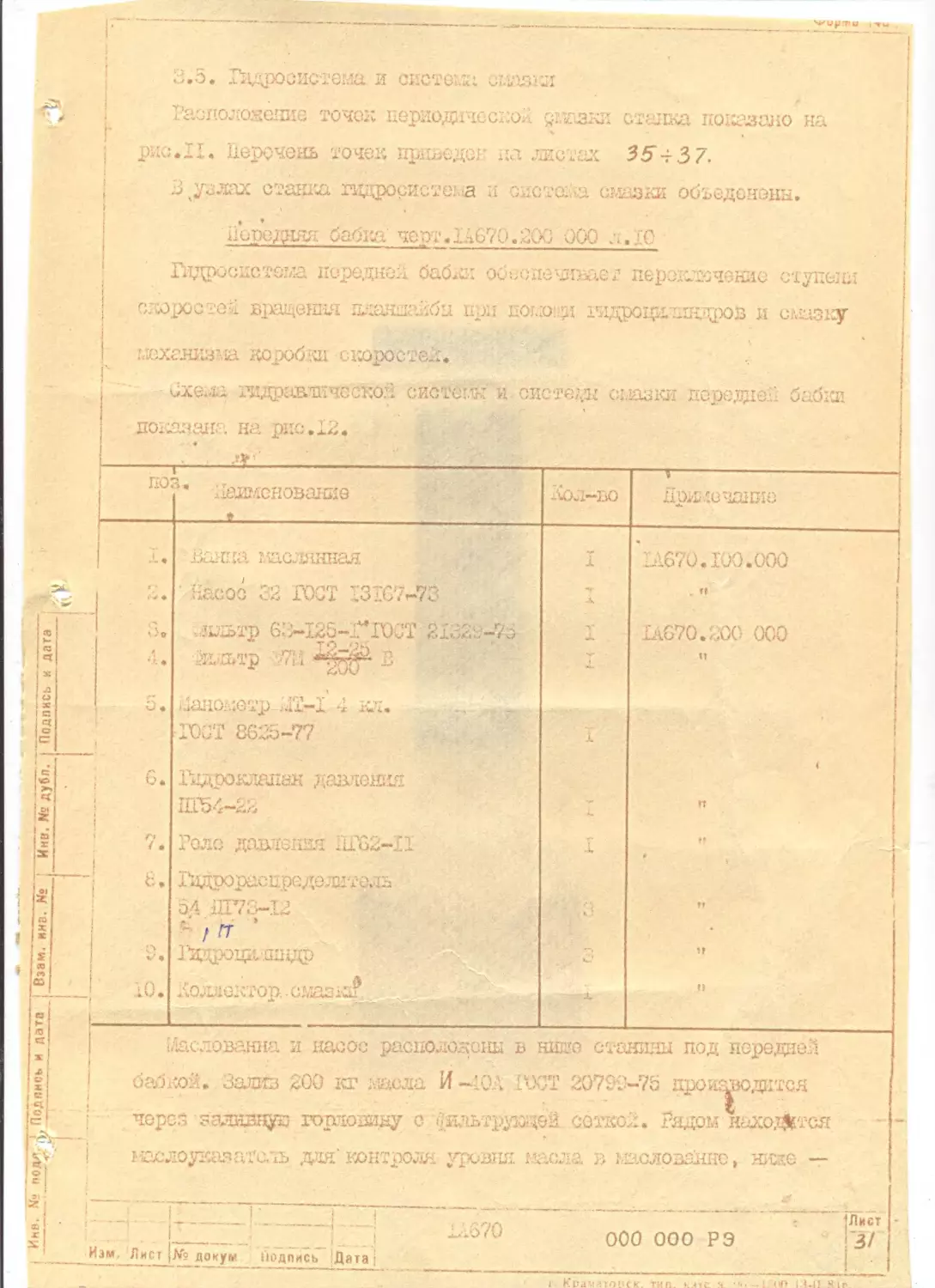
3.5. Гидросистема и систе:.’а смазки
Расположение тонок периодическол §мозки станка показано на
рис.II. Перечень точек приведен пл листах 35-?37.
В%услах ставка гцдрористе: а и оиста-ла смазки обьедененн.
передняя бабка черт. 1.1670.200 ООО ...16
Гидросистема передне?? бабки обеспечивает переключение ступит
скоростей вращения пхаядайбп при помощи глдрода.дандров и смазку
мсхализма коробки скоростей.
Oxe.ii гидравлкчбййОй система и систем: смазки передне? бабки
I
покапал', на рис.да.
. г?,.—:—
Наименование
поз
10
НОЛ-ВО
Примечание
Ванна маслинная
Насос 32 гост 13167-73
лдатр 63-125-л’ГОСТ 2I321
Ошюметр
Гвхроклакан давления
11154—2'->
Роле давления 1WS2-
1Хдр°распредрлнтрль
54 ДГ73-12
Гцдроци. ИНДР
Коллектор.. смаз11? _
1А670.100.000
IA670.200 000
ь&слованна и насос расположены в нише станида под передней
бабкой. Зализ 200 кг ьшела И —‘ОА ГОСТ 20799-75 дроишюдатся
через заливную горловину с фильтрующей соткой. Рядом нахо^тся
гг.слодааз'л'е.\ь для'контроля уровня масла в шсловаНне, ндае —
.870
[Лист
ООО 000 РЭ
G
Иэм. Лист |к» докум Подпись !Дата;
г. Крамлто»чк. тип.
(Ю i.A.Il Rlr
. _________12_ ''_____________________________ ' Форма 14,а
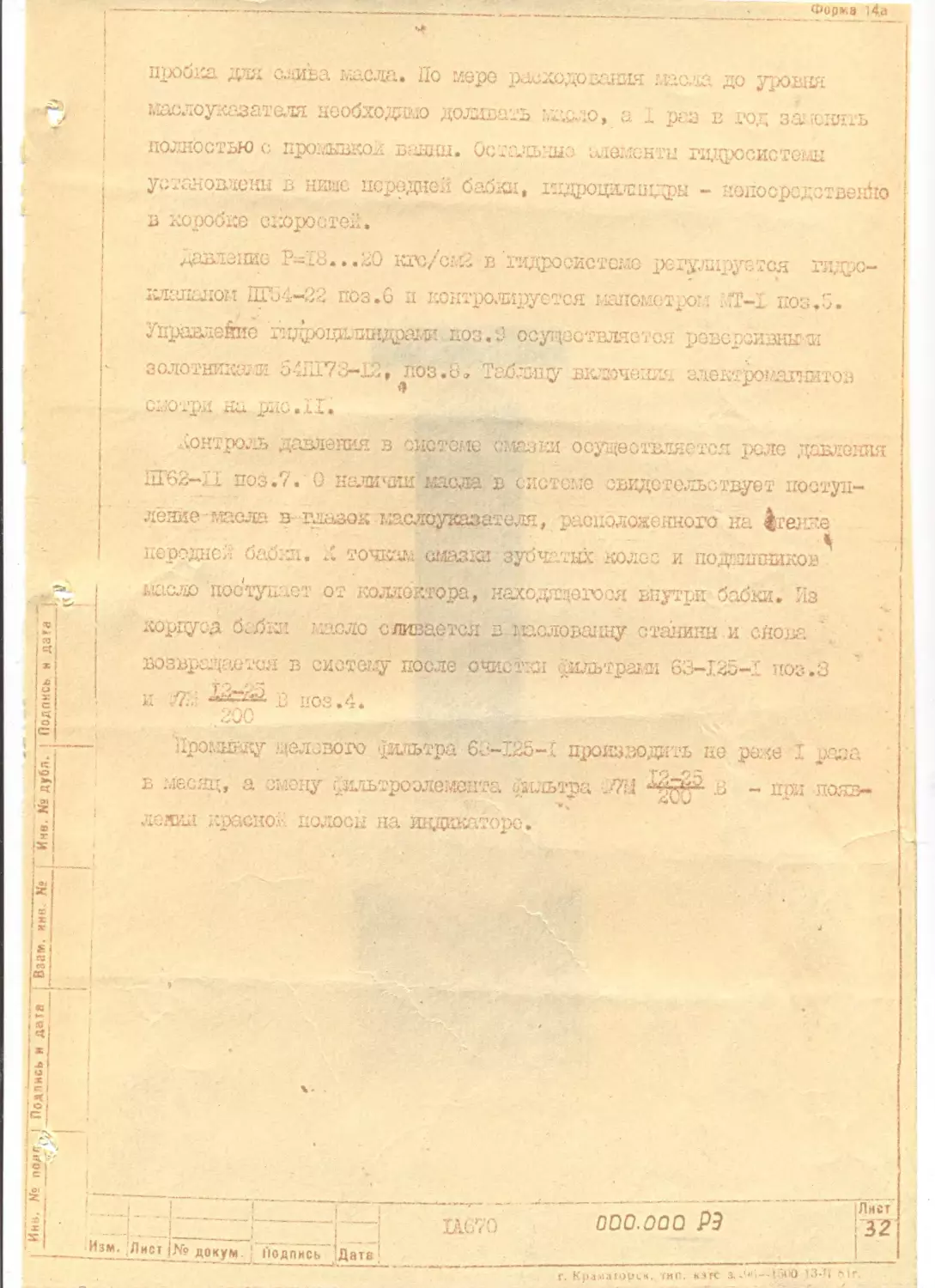
пробка для слива масла. По маре расходования масла до уровня
иаслоуказателя необходимо доливать жсдо, а 1 раз в год заменять
полностью с промывкой вгдпш. Остальные одемснты гидросистемы
установлены в нише передней бабки, тидроцаппщры - непосредственно
в коробке скоростей.
давление Р-18...20 кгс/сиг в гидросистеме регулируется гидро-
клапаном Ш54-82 поз .6 и понтролируется манометром _йТ-1 поз.5.
Управление 'йщродапшдрами поз. 9 осуществляется ровероивными
золотниками 54Ш73-12, поз.8. Таблицу включения элекгромахнитоз
’Э
ciiOTpii .ни piiCeiXe
л<онтроль давления в системе смазки ос^еотвлястся ]>сло давленая
ПГ62-Й1 поз.7. О наличии масла в системе свидетельствует постун-
леяие-масла s-глазок маслоуаазателя, расположенного на |}геиле
передней бабки. Л точкам смазки зубчатых Колес и подишников.
шеоаэ поступает от коллектора, находящегося внутри бабки. Из
корпуса ба5и1 масло сливается в-шеловапну станины и снова
возврсдается в сиотет.у после очистки ‘фильтрам! 63-J.25-I поз.3
и A:.: В иоз.4.
;00 ,л ...
Промывку целевого фильтра б8-1Й5-£ производить не реже I
в месяц, а смену ;р1льтроэлемента фильтра .8 - при появ-
ленил красной полосы на индикаторе.
S
ГС ।
IA670
ООО-000 РЭ
(Лист
\i2
г. Крамаюрск. тип. кэгс з..1"', —>;>Х) )3-П blr.
Изм. Лист |№ докум подпись Дата '
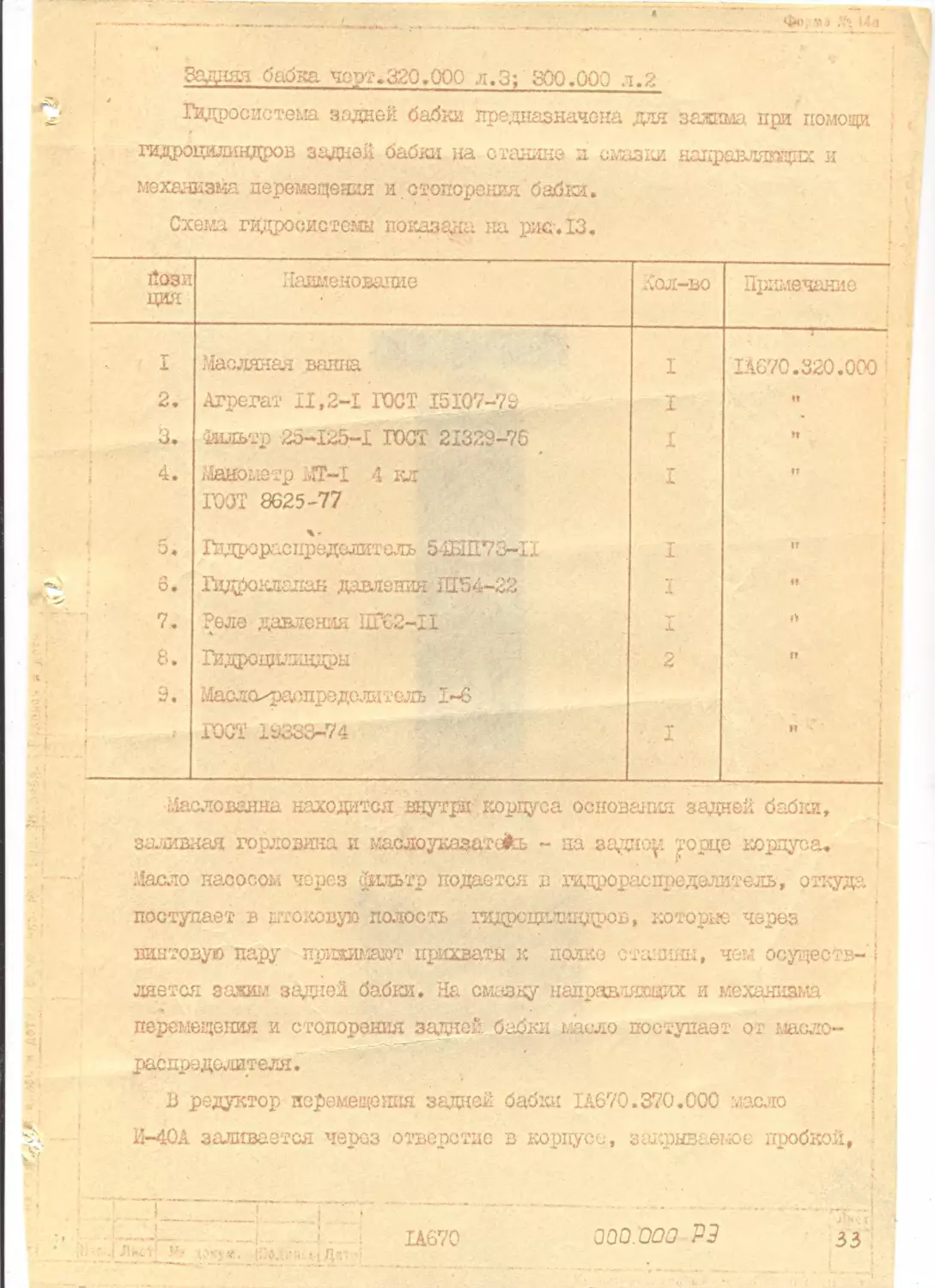
Задняя бабка чорт.320,000 л.З; 300.000 л.2
Гидросистема задней бабки предназначена дан 'зажима при помощи
гидроцилиндров задней бабки на станине и смазки нагфавляящпх и
механизма перемещения и.стопорения бабки.
Схема гидросистемы показана на рис. 13.
йози ция Наименование кол-во Примечание
I Масляная ванна I IA670.320.000 '
2. Агрегат 11,2-1 ГОСТ 15107-79 I н
3. Фильтр 25-I25-I ГОСТ 21322-76 I н
4. Манометр МТ-1 4 кл ГОСТ 8625-77 I »»
5 ♦ Гвдрораспределитель 54ЫИ73-11 I
6. Гадрокпалан давления Ш54-22 •1 »»
7. Реле давления НГС2-Т1 X
8. Гидрощшщдры 2
9. 14асла*распреда>1итель 1-6
ГОСТ 19333-74 I н
Маслованиа находится внутри корпуса основания задней бабки,
заливная горловина и маслоуказат&ь - на задно^ торце корпуса,
.’Ласло насосом через фильтр подается в гидрораспределитель, откуда,
поступает в тисковую полость гидрсщьтзддров, которые через
пинтовую пару прижимают? прихваты к полке станины, чем осуществ-i
дается зажим задней бабки. На смазку направляющих и механизма
перемещения и стопорения задней бабки масло поступает от ыасло-
распредолителя.'
В редуктор перемещения задней бабки IA670.370.000 масло
И-40А заливается через отверстие в корпусе, закрываемое пробкой,
IA670 000.000 РЗ зз
'•v'.Ч-.' '
и кбнтратируется-ло .•'таоукаэау.слв.Омазка ооуществдаатсЕ дутом
Суппорта Ш70.400.Й00 <3,7,8; IA670.500.000 л.6
(рис. 14.).
Маслованна I. расподожоиа в фартуке 14670.500.000, отдула масло
поступает от насоса 2 к коллекторам 4 фартука и "пилоту” о
каретки IA670.400.000.
Смазка ыехаиа»?за фартука и Влектромаиитицх муфт «фартука и
каретки постоянная. Смазка механизма каретки через кол-р ‘7
нажать
периодическая, доя чего нухно на 15+ 20 секУдо упора рукоятку .
"пилота’'.
Смазка .направляющих суппорта, клиньев .Гартука и ходового
8
винта осуществляется от лубрикатора 5, который сблокирован с
кнопкой зщдачения перемещения каретки. Заполнение бачка 6, пи1а>
щего «рубрикатор, производятся при дааатви руясоятки "пилота".-
Смазка 110П1рйвлян)ЩИХ поперечных, резцовой салазок. осу;;еств.т;-
ется через точки 5г'£0 рис. II.
Люнеты 600.000, 610,000
Смазва нанра&кахщих и данпчестю’ зубчатой пары мехаш^га
ручного перемещеяня закрытых люнетов производится от py’nio.'i
смазочной станции CI6-63.
СмааШ шейк? обрабатываемой детали, установленной п лзоиотс ,
производится из масловгинщ, раетюжженирй в крышке люнета. Подача
>g<y£a рехужруется винтом I рио. 15.
S-
Йгм. Л ши Hi мун. |П едя«(я.| Д^та!
IA670
ООО. 000 РЭ
I ЛиСК
34
Инв. № «сдл, I. Подпись и дата
Баам. ина. № ; Инв. N? дубл.
Подпись и дата
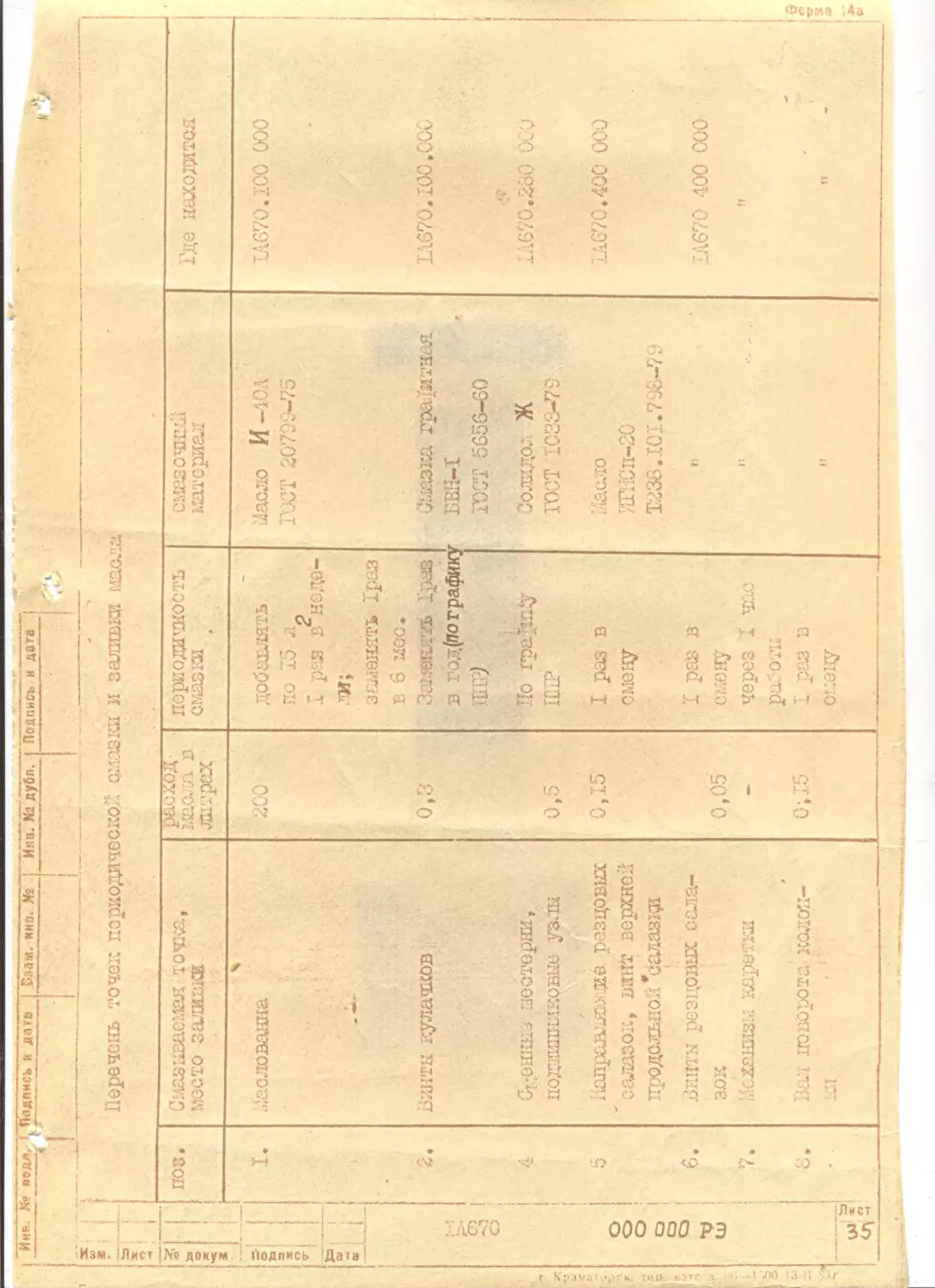
Перечень точек периодической смазки и заливки масла
; wAxotf о\| поз. Смазываемая точка. Ь*’ЭС ТО 3 ШШ.СКЕ расход, масла в лптрах ЛОрЕОДИЧНОСТЬ смазки смазочш’й материал — —_ Где находится
подпись ’Дат»! I. .'Ласдованна 200 1 добавлять по 15 л Z р$з в‘неде- ЛИ} задганЯТЬ 1раз в 6 мое. Загленять Ipas в г:д(по график: ППР) По rpajnly ПНР I раз в смену I раз в смену через I работы I раз в смену йасло И -ЮЛ ГОСТ 20700-75 U670.I0C 000
г Крэмаi.'r1'ь- THit к-'Г ц. 53 Ч Sir § о о о о о о о •V CU 2. 4 5 6. 7. с» • Винты кулачков Сгонные шестерни, подшипниковые узлы 1{аправляуэде резцовых "салазок, винт верхней продельной "салазци Винты резцовых сала- зок Гсхекнзм каретки Вал поворота колон- ки • ! ’ 0,3 0,5 0,15 0,05 0; 75 Смазх» гранитная • БВД-1 ГОСТ.5656-60 Солидо; Ж ГОСТ 1033-75 Гасло ЙГЯСп-20 1238.101.793-75 Г! п ft Li670.I00.C0C Li670«280 000 JA670.400 000 IA670 400 000 11 „ .
и»1*
в
tv
Подпись и Д*(а
£.
у>
ie
Вэам.иив. Ms Иив. № дубл.
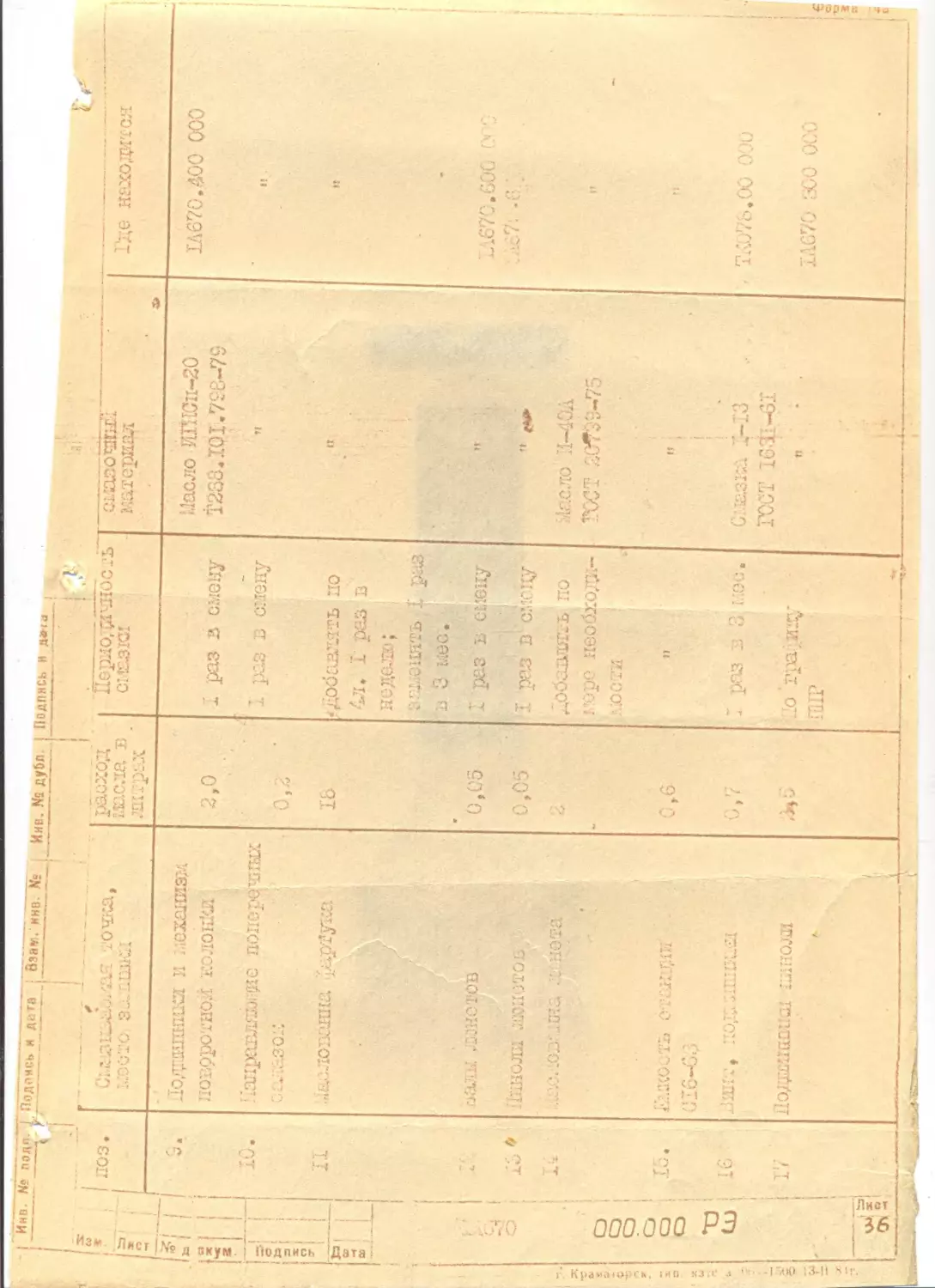
ЛОЗ
II
J.
Сжзизыь ia." \ очка, расход желе, в литрох
G* 'Г О 3 lL I
Лодашпшка и аханиям ЛОВррОТНОЙ КОЛОНУЛ 2,0
налравлгоагие поиере'зппс с.г...;о.зо:: '
..;асловаяна .pajtfyica I&
.‘аистов 0,05
.iciHCJiii v.uOxPj^i^а 0,05
. < 1ОдЗ< .a ui•.:.': Ю
ёмкость от.апгип vI6~G.'3 0,6
«. f -lOj'.yi •> ill. &Zv*~b'X
ilOj/iyLiiiiiKiLiuiA iaBiiiOjjfi Л V — — .Ь»5
раз а смену
I раз. в смену
I раз в смену
раз
Тйрйодачнос л
смазки
I раз в1 смену
^.обавшгть^ по
море яеобходк-
'Добазнять по
4т. I раз в
неделю;
3'».'СНЯТЬ I р
в G мес.
о
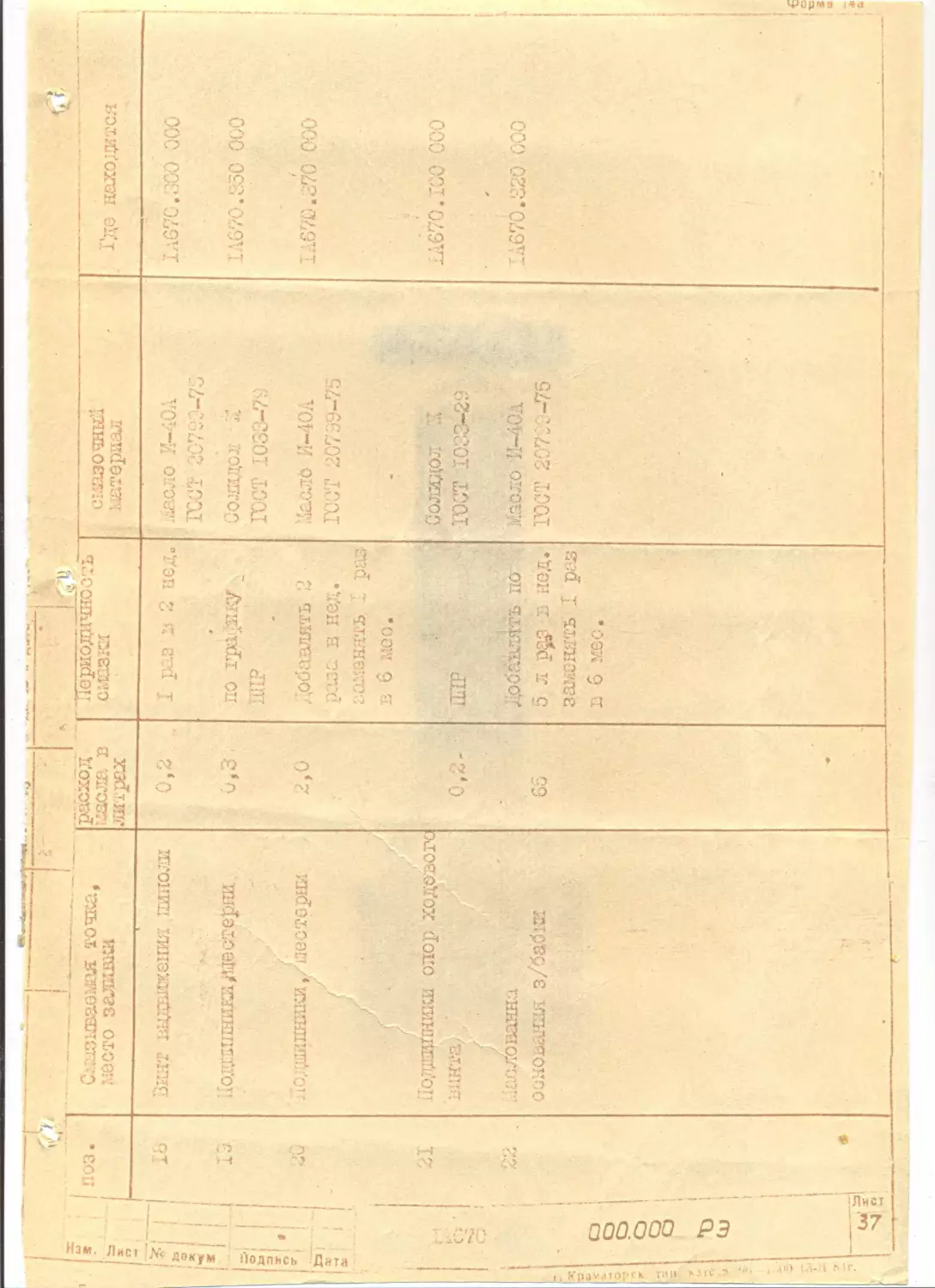
поз. —: -"
'J-'. JTO 4Kci a расход масла в литрах Иериодачнсоть смазки
место залавки
16 20 21 Винт вьвддаемия шшоли ; {одашника^еитерни Дс/дщпники ./аестораи / *. Водшдйники опор ходового ...сслэваина основания з/бабкг 0,2 0,3 2,0 С’, 2 - 65 I раз в 2 цед« по i^paijiKy 1ШР Добавлять 2 раза з нед. ассленять I раз в 6 мео, ШП| Добавлять по 5 л pjp в иед. заменять I р;.-з в 6 млс.
сшзочнк.1
материал
Лдасло И-40А
ГОСТ 20703-75
мОЛИДОЛ
ГОСТ 1033-79
УаслЪ И-40А
ГОСТ 20739-75
______ V _
Где находится
IAG7C.300 ООО
IA670.&50 ОСО
IA87C.370 ООО
Солидол .’л
ГОСТ 1033-29
хасло И-40А
ГОСТ 207?..-75
Ы670.ГО0 ООО
IA670.320 ООО
Pfc' RWrfOrb
tptb-'V.. >0
_J . часть П. .ПАЗАИИА ЕЮ ТОИЧИШУ (WMKi., ллС2ИУЛТС’-л
И ШСНТУ; '
4. УдАЗАКЯ ifSP ЬЕЗОДАСЯОСШ
А обслуживание станка допускаются лица» волу'пжне шютруктаз
по технике безопасности и изучивже работу станка и настоящие
указания.
Для пэдезпогг- ;гччаливания: а безопасного переш7.с:шя узлов и
деталей при .wonт ::j, ремонте и монтаже необходимо использовать
«
специальные 1яс-м5а’г?н, отверстия, издйиц- предусмотренные конструк-
цией. станка..
Грузоиодьидш устрой.: :ва следует вабирать с учетом мавр сос-
тавных частой станка (см.рис.16) и рекомендаций, указанных в
раздело "Порвдо.: уст:ню®кк".
Anta I азам. ння.
Станок не предусмотрен .для обработки деталей со сЛющошшл
центром тяготя р-’тгосительна осп вродздкя (аксцодтргпювыс и
коленчатые .веж, .сорпуоипс детали a HejipaEHOBeMOHfCEJi маховыми
массамн).
Обработку д т тз! производить при нздеаном ее закреш1ен11И.При
установке детали напбольшой массы в центрах необходим дополни-
тельный ее закш,’. ^лаками планшайбы» При обработке деталей
большой массы необхода»:
- на йацравлях&$ие станины под деталь улоыить даревашече
брусья;
- при вредении со скоростью более 10 об/мип. остановку апивде
производить постепенном снйкением чисел оборотов, падасая инопд/
S2 рис.3,5.'
Запрещается:
- работать при снятых защитнее кожухах, открытых дверцах и
крышках;,
- работать с пепсправтшг.^ блотаровошаш устроиотвйлщ;
i—L iz ’“Н'..Lz‘! LiG7° ООО 000 ?з 58
|Иям^Лмс>; донум. |П1дпяс1.|Дата;
f
С-.
s
- производи.ь тшровку подааладцу механизмов во время
работы;.
- работать с .нвиспразнш едекдао- к гцдрообарудоза’шег.’;
- производить ремонт подключенного к алектрОСети станка
- производить уборку стайка so время работы.
При демонта»: ,щ перестановке кулаков гшантйбы необходимо
.обеспечить невозможность пропорота планшайбы в следствие появление}
дисбаланса.
Основные, мерь. безопасности при расконсервации . (ГОСТ 9.014-78):
- лица, Занятые расконсервацией , должны пользоваться средства-
ми индивидуальной ззтлтн по ГОСТ Т2.4.011-75.
- - вето расконсорпл.дгд долгота быть оборудовано средствами про-
тивопожарной бтзолас 'ости в соответствии с требования ...i ГОСТ
12.4.009-75.
- отхода консярв'йрюннах средств необходимо убрать в захрываю-
цдася , 'щиют для охиганйя* Горючие, растворители долгны храниться в
сид-аоных безопасно; канистрах на склада.
'1
А670 ООО 000 К
39
Нам. ЛиС|| докум
Подпись]
м. -Лист |Х? докум • подпись ’Дата
Форма 14а
. .vt дуол. । хидпниъ к дата
-р^лслортироже необходимо соойцить з.'^воед-гюск^^и-у, улслш?-
заводокой номер стлкда, модель и год'выпуска.
дерод установке.: узла необходимо очистить открн д:е обр лот;л-
ные поверхности, а такие закрытые яояухамй, .•яткгд.'И от антккоо-
рознисх покрыты:.' и смазать маслом индустриально.: ,:-40л.
Очиейгйу антикоррозийных покрытий. следует производи? ь деревинам
шпателем , а оставшуюся смазку удалять чистая; о;тт ем-Хд-з., с::оче.1-
hie.c; бснзин-растворитолеы ГОСТ 5X34-78.
5. о. Транспортирование
Строповку распакованных узлов при их транспортировке нообх .о
производить согл.схопе рис. 16.При.этом для искдачсния покрелдыс;.
внешней отделки псобходаэ под трос ставить подал? доз;. ,л -. .р
тросов я -ранспор.провочних валиков должен сос-;.ч;...:тдо > :ь весу
узла. д.та провари; ’нздезхнбети строповки узел Ку.-:но поднять на
100-;?00 ввдэ^жгь с парлинутц в этом положении и только под-:
этого транспортировать в яуздое место. •
3.4. Установка стаНХса
г
5.4.1. Установка станины
Сталина зыстаздяетоя башмаками, устанавленнъзлл согласно чортет-у
:.А670.00С ООО !.:Ч, согласно норм точности'IA670.0CX) ООО Ри.2.’
...опте?: станины рекомендуется выполнять одаи?г из двух способов.
• 1 способ
1) выставить вес бешашки п.1' рис. 17 в р-р 12..—башмаки л.-’ -
в р-р 05-1, вверцуть до упора болты п.2. Смазать рабочпо поверх-
ности со;а; 'оло1;. X 4001' 10<5v-7S.
;;) подахть головнуа сехщшо стаПлкы на .1000 смазать /)оеоь?-
лю'солидолом.
ем. при.а*-е Т
продеть алкерптс болты й.ТУв билдаз; и.,; л оггерстля стадаи.,
болты п.5 - в отверстия станины, навернуть r^lici с далбагли.
1) у-. . на .уидаглент баш?лаки п.< , imktu п.6.
--------—------------------- I Лист
<-пл. uQO pH |
г. Краматорск,, 1НП. К31С з- -йу~1£’>-)р j j-Ч ^1г-.
i-Vt дчиум ; 'Подпись jffa Ц
Форма l4a
й) установить секцию станины на введи анкерные болты
В колодцы.
.6) аналогичным образом установись ьторук •сездйи, лродзарительно
протерев стшм и смазав ИГ-БОЙЛ. Состьеювать предварительно
секции.
и ыБЗ!
ОБРАТИТЬ ЖИШЕЕ БА иИОТРОВлУ CTUSDB OTAKSui. КлР^РОВлА БА
ТнБшИЧКлл uTU£JZA«.«a дЕТДАь.. C. JlitJSBOyl СТОРОН.. ДОЛЛА -.TL
ИдбКТЯЧИА. <
7) Установить и состыковать предварительно третьи cgkukj.
и) выставить ... п.1..: и винтами :;.7 сханику но ур.-.лм
и линейке продварительно с точи.0,5 л: nt 1000 ш
9) Залить колодцы с анкершо,si 6о.'лам! цементным растворо-л с
подаИвкол ,башмаков сова.чорт.~:А670.иОС ООО ,1х.
10) выставить станицу вл«ончатк.-ьно по
ссхттлейо церием то'дюсти.
струне,.уровня» с точностью
П способ . ' ' ' '
шайбы п. 8
!•> игекь:.титьУсвариоа к ажервдм болта.: п.-i оог.г.рп' , У?,
которые при окончательно! выетаиожс станины сресолтсп. „ .или;;
3< V?.- rX’-I'CclHIUI IViC'lu *
Б) по;д'отое;:ть ,;лт.ь ж (см.п.1. л способа).
ч>) -LiC 0р« [а'Ь! 13. И. -О_ВСр1:'...А^1 1'0.«ШЛО.
станины, затяну’л’Ь с nai-.6;u.si, но допускся орньа
4) yCT"-'. .- ПЛИТЫ П.6, “бау лкп П.З СОГЛ. чср.4 QQC МЧ.
Усчдаовитъ на уцц&.юит радом с башмакам! прок-щдга! ..о.т цко..
35 lij.
Б) установить сстщии на прокда/^!, ?п7сде глксрныо болты в
колодцы. Быстажть б:?. . т.:'.г;йи к вхнт -т.; п.7 сопоь-Т' ::о лэбт.ы ..
лл:с.'1:е л/оД-.:-; -'''< ' точи. О,.' л и -. 1000 ,;->ти;!Н.
•по.
ап
Лист
42
‘Изм.'Лист № докум. | Подпись Дата
болтами цементным раствором с подливкой башмаков оогл.черт.
.1А670 ООО 000 1й'1,
7.) ана.юхично.йзхтрдошть остатышс секции s состнкоьа.ь.
-- .- - . - -,-
о) выставить окончательно станину по струне, уро&;о с точностью
согласно нормам точности.
5.4*2. ;.Фонтах узлов станка
Перед установкой узлов на станину необходимо:
.J распаковать а расконсершоовать узел
3) раскрепить и снять клинья, прйхъаты и прихго.иыо планки :•
кареток суппортов, Фартуков основания задней бабки, люнетов.
При установке узлов обратить внимание на тарировку стыкуемых
узлов. - '
Проверка норм точности узлов проводится после подключения взе-
I при- -ода и отладки эд, схемы*
ЬАалй .
' I) протереть поверхности стыка породней байки и станины.
Установить бабку на станину, замтифтовать прс.дааритсльно.
2) проворить установку бабки согласно норнам точности.
3) при необходимости пйрентийтовать бабку а развертыввжем
отверстий и закрогать.
УСТАНОВКА tArW БАШ
у
1) подготовить'сопрягаемые поверхности бабтш и станины.
2) установить упор I рис.18 маховиком 2, в крайнее убранное
полсконио.
:.:) установить бобку на станину, следя, чтобы зубья упора I и
тестера бабтл ко попали на зубья ройаш стаЙЙнн.
В13ШНИЕ1
20 iigssAHs околА йшакуй. о нйш»шж;гк e/eki сслиуда
ОСЮРОИЮЙЬ ПРИ УСТАНОВКЕ НА СТАНИНУ.
U670 V
«•. Крэмэюрск. а ЧЬ—|.ГМХ) >3-11 Й1г._
2*<8И-|ЛИС> № докум. Подпись [Дата :
Ф(!рг<-; 14з
4) Прижать баф^у к зертжальной направляв;еЛ станины (iqyn
0,02 мм по ,;o.\-:ci: идти), установить я отрегулировать клинья.
Установить и гахоыхать-Х .'Эйза. ы и натхньхчщле кланки сог. .
^ItlpKHpOSKC е
5) произвести проверки согласно нормам точности
УСТА. ЮВ&'. СУГЛОРТОЬ
I) подготовить оопрпшадю поверхности каретки суппорта и •
; ft т:. •
станины.
2) установить суппорт на -станину, ир^ать к вертл^тьяр.': н-зпраэ-
ft
ляацен станины. Установить'., и рттегу-тшровать кк-кьл. Уставспгзь и
закрепить согл. маркировке' издразхж^с планки, прихват;;. .реиигь
не затягивая.
з)'подготовить сопрягаемые поверхности ?артут:! . .кротки оогл.
маркировке.
А) Поднять краном лрту^а цапЛ, совместить .:рс::а:тьтс оттер-
е
стия и ввести в задпяеяис ;>.с ,лестор;сл тартук-, уетоновк.ь ;ити,ты
и закрепить окончательно. <
5) установить и отрегулиройать i-ывшья .рхртукн. зое.-;шять трубки
систйтн смазки .и.рс'.тл п <-poyi:a. Произвести про ..ор.м сог.-г.сло
HOTvan точности
6) . зналрпгшо установить второй супнорт
7)
ками
прифабрить их запоД’Дщо с ^осшсть-.. карста:
I) по;;готовить ходоъо/. винт, га /у вииторхского суппорта. Полу-
д .еут^ерта долины быть разьеЛнд, левая опора ходового. ав:тл
2) установить ходовой :
долугаикл суппорта. Собрат:
1 oiiopK сгаюпш, продень винт через .
L1S70 •
°9° ооо рр
ЖЖ |.
- 'Осу
( Msw.;Bhct
№ локум. -Подпись Дата
;; 7 ФО₽«а Mi
И) соединить ходовой винт с валом станины, засда-яговать.
Закрепить опоры пинта с комценсаторныгдн шапками. Проворитт/йарсл-
лельнбсть ходово^дата относительно налравляюда станины: допус-
каемая неНарахлелыЙсть не белее О',03 ми.
УСТЛНОол. П.ХЙЮГ0 пЬйрдД
1) выставить caiciaiai главпривода в р-р 1С0 Продеть аякер-:и; ;
болты в бат.аки и отверстия подаоторнод.плиты, навернуть гайки ;
"iaL-10 JU'-iXi •
2) установить главпривбд с падлоторнрй плитой на-...уидомеЕТ,
введя полуьурту I в йолутусргу- 2 рис. 19 и обеспечив проворачивание
вала главдвигателя.
3) выставить баидаами глаааривод> обеспечив соосность до С,?..-
(показание одного из индикаторов) и перекос не Золее 1° (разноси
показаний индикаторов на более 2мй).
4) ®.5хть колодцы цементным раствором,.
5) заставить главхфивоД окончательно с проверке ; ;:-:репить.
Установить резиновые колода, застопорить кольцом согл.черт.
200 000 л.З.
! установи ;у' ЗхоЬ
I) подготовить сопрягаете поверхности станины и люнетов.
2) установить динеты на станину, введя в зацепление шестери;;
с рейкой станкны, ,
’ 0) установить -н .отрегулировать клинья.
4) установить и закрсчшть прихваты,
(йОнтал злшйадБогулЫзЖ'
Произвести монгак алектрооборудования согласно ру.»водо д..у
1Л670.000 ООО PPI и токойодаода к главприводу, суппортам, задней
бабке.
LIC70 00Q QQQ Л<.
Краилтиргк, гй}>.
Изм.;Ли£г! Ns доку». Подпись Дота)
6. поида РАБОТЫ IU CTAIEG
6.1. Подготовка к пробно^ пуску
Перод пуском станка необходимо:
I) залить гУ.сло?заннн, смазать точки периодической смезкп сот;:,
табл. л. л (рис. I _.)
2) проверить работу насосов передней бабки, фартуков,
.бабки, давление в систегЪх передней и задней бабок.
3) проверить циркуляция тела в системах (поступление. отработан-
ного масла).
4) проверить' работу электрооборудования согл.руководотву
U670.0G0 ООО РЛ. • ' . л ;
5) ознакомиться с органами управления станком разд. с.Т.
6.2. Пробный пуск станка
Установить 20-25 оборотов шпинделя и вкдачить главкриьод.
СТУПЕНЕЙ ОХОРОСТИ ВРАГдаК ЕШЩЖ
2IC.1Z10 ПРОИЗВОЖУ ТОЛЬКО ПРИ HSBPAWS-ай Лд;иАТ.,0'
ГЛ'иЗЖйТОд!. ПЙ1 ПОЛЮЙ ВКЕбЧЕНИИ ПЛ ИсЬ)&ЛТОРЕ
IE.I ПО£Э£ .УГОЛ СООТВЕТСТВУЙ !АЯ ЦК Ж. ЕС® :П1ЯЛ. ?:
псиззхлоь, гзоьло,.;:.:о толшйи прсшбнотъ
Mwrc iSPEl®^W.
.а оээ обо)ютсс-: в собхо;5И> поработать ь течение о;5юго чае;.
* ,'Э.; M-T0I.I ЦСЛССООбр;вяс ВВКйОЧНТЬ ПОДД’-У суппортов И про.: ЦЛП’Ь О--
дэльные ступени подач.
После этого колко постепенно поднимать обороте доЮО об/эдн.
Работать с оборота?® выше 100 об/мин. рекомендуется после.прира-
ботки кеханизш.
6.С£ Общие указана по работе на станке >
.'•п.у.-Ти.';?.;'. стаи. .а допускается пр:; тетдгературе но :п::е -С^С.
...и црлработр! ?»ХШЫЗ'.;ОВ В .СЧСЧЙС С-4-Х МОСЯЦОи р>...<-. ГЕ'-'- 'Я
работать ‘па поев: .яипх рс- ст ах.
IAC70 рос goo-'
L'bAAl. «?,- ..... _ ....._________ ...
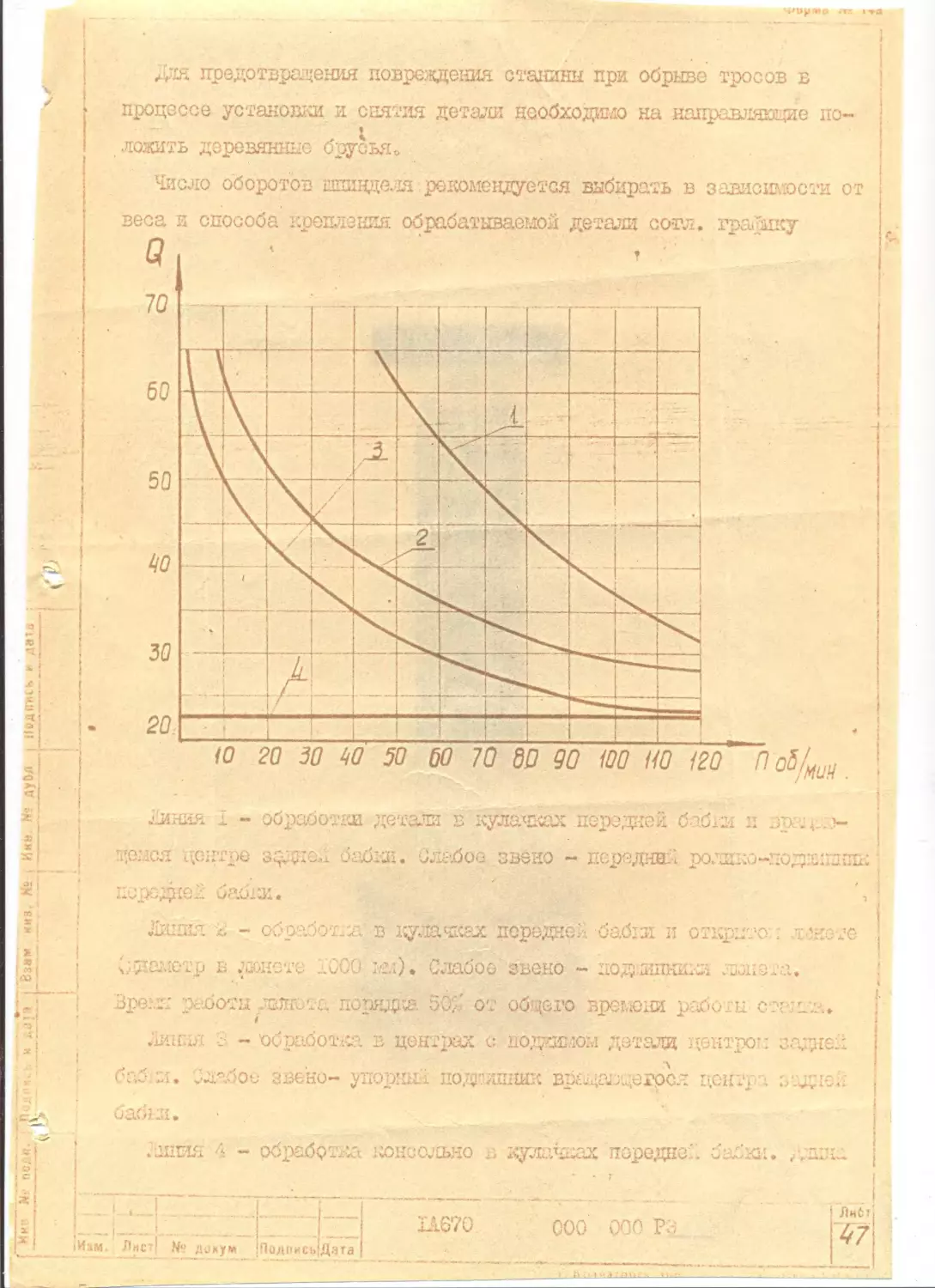
Дня предотвращения повреждения станины при обрыве тросов в
процессе установки и снятия детали необходимо на направляющие по-
ложить деревянные брусья'.
Число оборотов иппвделя рекомендуется выбирать в зависимости от
веса и способа крепления обрабатываемой детали согл. графику
линия 1 - обработки детали в кулачках передней бабки п врацл?-
щемся центре з^рал бабки. Слабое звено - передний ролЕко-подапашк
передней бабки.
Линия к - обработж в кулачках передней бабки и открыто : 'ноте
йдаметр в .монете йОООййа). Слабое звено - подлипни;:;; лккота.
Время работы ралготг. порядка 50)' от общего времени работы стгтм?..
JlHinn:. - обработке, в центрах с подцедом детали дентрог: задней
баб: ns. Слабое звено- упорный по.тдгяшшк вргщаюцеграя центр а оздне..
С)НОНИ»
.цист : - обработка консольно л кутюлашх передней
I__|. LLxi*.-.
(Изм. Лист| N« до.ум
|Подгг«сь|Дага
А670
ооо ооо Р;
Фор И 9
детали должна быть не более 0,3 D. Слабое звено - гулечки.
Долговечность подлинников принята 5000 часов.
При установке детали нслбольшего веса обороты по долхнк пре-
взаать 8 об/мин. При этом обязателен зашил детали кулачками
передней бабки, т.п.. допустимая радиальная нагрузит. центр пе-
редне:! бабки 15 тони, а на центр задней бабки - 40 тонн. В детали
под кулачки необходимо про.фрезеровать лыски.
После длительной остановки станка с тяжеловесной деталь; для
’ < обиЛьной смазки необходимо шцаочять насос смазки за 3-5 :шн. до
екляченгл главцриьода,
Постановка кулачков планшайбй в зависимости от диаметра обра-
батадаэхого изделия производится согласно таблице стр. 18
подбор сменных иссторез производятся согласно таблице го. 19
Продольные подачи суппорта на оборот шпинделя приведеип в
таблице стр. 2/
перед вадеикенпем пиноли задней бабки необходаю .отпустить
зажим гшноли, после зашша детали- зажать пиноль.
Вылет резца на суппорте и пиноли задней бабки долтен быть
;.2нй:'.ЕЛыедщ.
Сцену масла с очисткой шелованн от металлических частиц з
первые -два Месяца приработки мехшшздав необхо/дао продзвоцить
&-:е;.;есячно, дальне - через полгода.
3 едучае стоматического.отключения станка, о чем сигнализирует;
сирона,-необходимо найти причину, устранить неиспревирсть и только
поело этого включать рубильник на ыка^у управления.
IA67Q. OOQOCO К
• И»т. Лист Нт докуй. : Подпись ДиЪ;
Ферма
7. НАСТРОйлА. НА ВЦДУ РАБОТ
7.1. Нарезание резьб
Нарезаний резьб на станке производится только левым суппорте. ;
। *
(винторезным) на I и 2 ступенях скоростей Передней бабки.
Дяа нарезания резьбы необходимо:
I) в зависимости от требуемой резьбы установить но таблице
: на крытсе гитары на передней бабке^..-, . '• рукоятку I рис.£ в
;• положение "нормальна; шаг" или "уьвжданныл лаг”, а рукоятку 2 в
полевение "правая резьба" или "левая резьба".
2) подобрать и установить сменные шестерни,
3) установить и подвести резец
. 4) соединить маточную гайку с ходовым винтом рукояткой <0,
влачить главпрявОд.
При ото:; поворо-акл салазка суппорта должна стоять на "О" н
закреплена, дан исключения случайного включения продольного переме- .
аения верхней салазки, рукоятка 3 должна. быть установлен. ъ положе-
ние "поперечная подача". Пербййэтийель 41 рис.4 вида робот должен
быть установлен на "токарные работы", а переюсочлтель 44 рис.5
направления движения суппорта должен находиться в нейтральном
положении.
В конце нарезанзьч резьбы нудно вручную отвести резец и реверсе
жьпривода (кнопка 33 или ,34 рис.3;о } отвести суппорт в начало
> резьбы. Увеличив глубину резания продолжить нарезание резьбы.
7.2. Обработка конусов
Обработку конусов можно выполнять иесколькиж способами. При этож
переключатель 41 рис.4 вида работ должен быть установлен в поло-
жение "конус", рукоятка 2 рис.Х- в пейтра-тьяоб-положение.
I) Обработка крутых конусов проязводатся пере: ’.ещэнием верхней
продольной салазки, при повернутой по линс;<кеу верхней части суппор-;
та на угол, равны»; половине угла конуса обрабатываемой детали, с
I?:
•х ।
IA670
ООО 000 Р7
Изм.|Лис7 | № локум.
Подпись Дата!
Крам ajp
конт]хюм конуса обрабатываемой детали.
9 рмс.1 находиться В ' '&О1 ~ «РР“
' дольная подача".
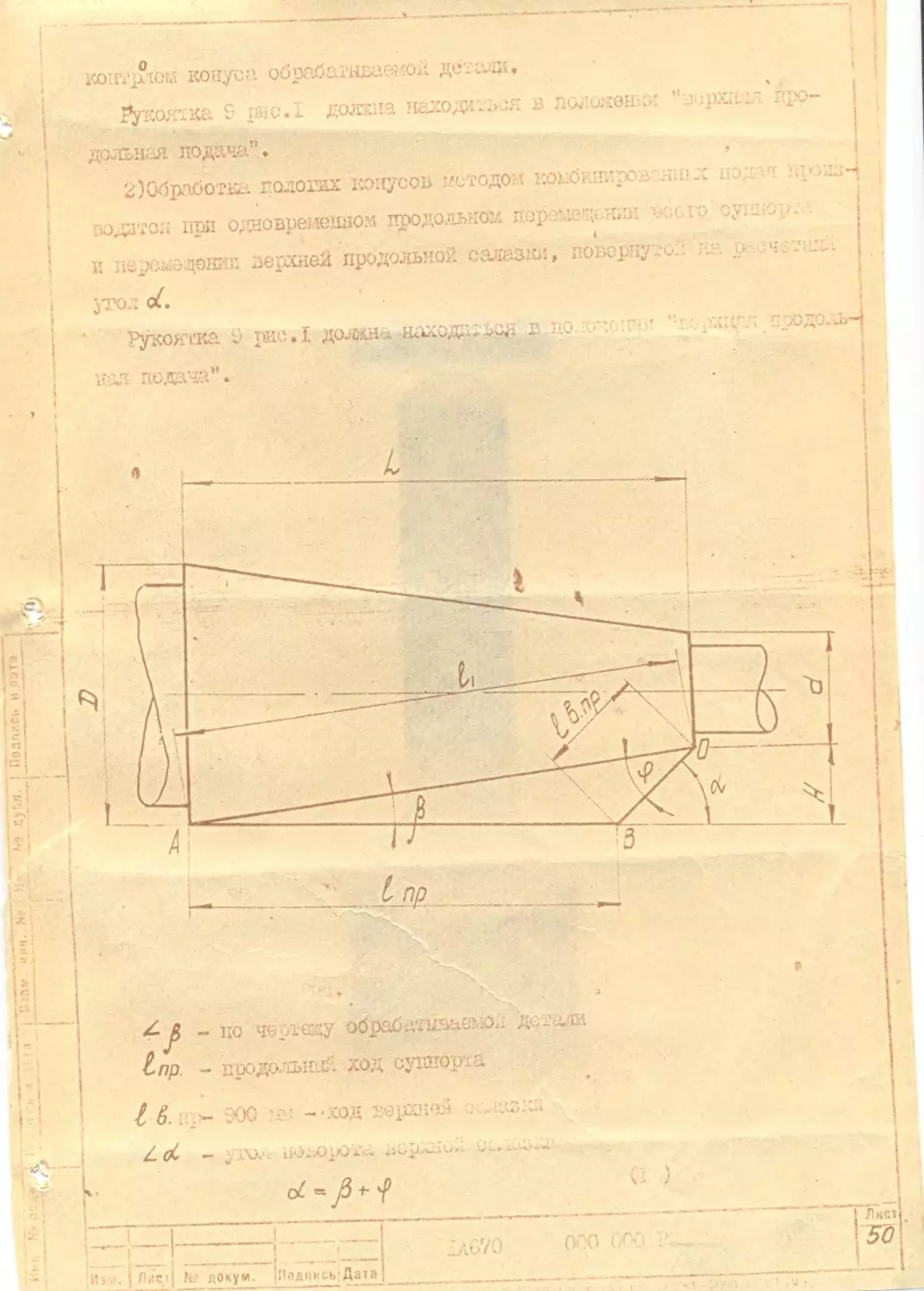
2)0бработка пологих конусов методом ког/битлрсл. :т.пд и эд. !
I водится при одновременном продольном пераме^гжш \-ocio су^ ор;
; и псремедонии верхней продольной салазки. поБср?1у.х? аа р
। ут; </.
I * рукоятка v рис.1 долиа •находп;^ -
; нал подача".
t Поя-I
ООО САа '1
Лист
50
'Иг.I. Лист К? д«кум. (ПодпхсьДата
Фирмз № I4ii
По теореме синусов
(2)
ПО _ S np-t . брПр
L&.np S6.np.t 5 б. пр
по кинематике
Sin^ = L Sin
(3)
Подставляй значение р , находим
- значение, об
, затем по Лоруле (I)
Т
дана конуса, соответстауэдая даниЛу ут^у поворота верхней- .
продольной салазки,
900. Sin об
(О
Длина конуса обрабатываемой детали не должна превышать расчетной
.я дая полученного угла об . В .противном, случае обработку
конуса нужно производить методом смещения оси з/бабки.
.В зависимости от угла об поворота верхней салазки максималь-
ная длина обрабатываемого конуса равна 2700+3600 мм.
ВНИЖНИЕ! ПОСЛЕ ОКОНЧАНИЯ РАБОТ, СВЯЗАННЫХ С ПОБОРОТО.',I ЗЕРХЩБ.
ЧАСТИ СУППОт.НЕОБХОдаО хЮШНМ Ей ОБРАТНО .ЗАСТА-
ВИТЬ ПАРАШШЮ ОСИ ЦЕНТРОВ О ТОФЮСТЬО ДО 0,01 ж
И S'UvKTujTb.
о) Обработка пологих конусов глубиной не- более 150 по копиру,;
' при помощи копировального устройства L',670.450.000 (сьираздол
4) Обточка пологих конусов длиной с-тие 27С0 ?лм за счет смеще-
ния верхней части задней бабки г горизонтальной плоскости при
HOMOitpi винта к^С рис.2.
?“C'L N‘ А®*У* |Подпнсь!Дага
1Л670
ООО 000 р:
37
.ч'и' I. VII
Лист
Форма 14а
Обработка по копиру
СбрабО '-'Л Л1:П.:Х ПрОфИ.Ц.3 НО КОПИРУ осушеот?... 2Т‘> на:
> помощи электрэдешкровальното устройства IA670. J30.CG'' •-л
лтемотс'на .:;г< ' торце .тсого суппорта.
Копир з&фепжется на суийортйых рейках распорными . •
тами.
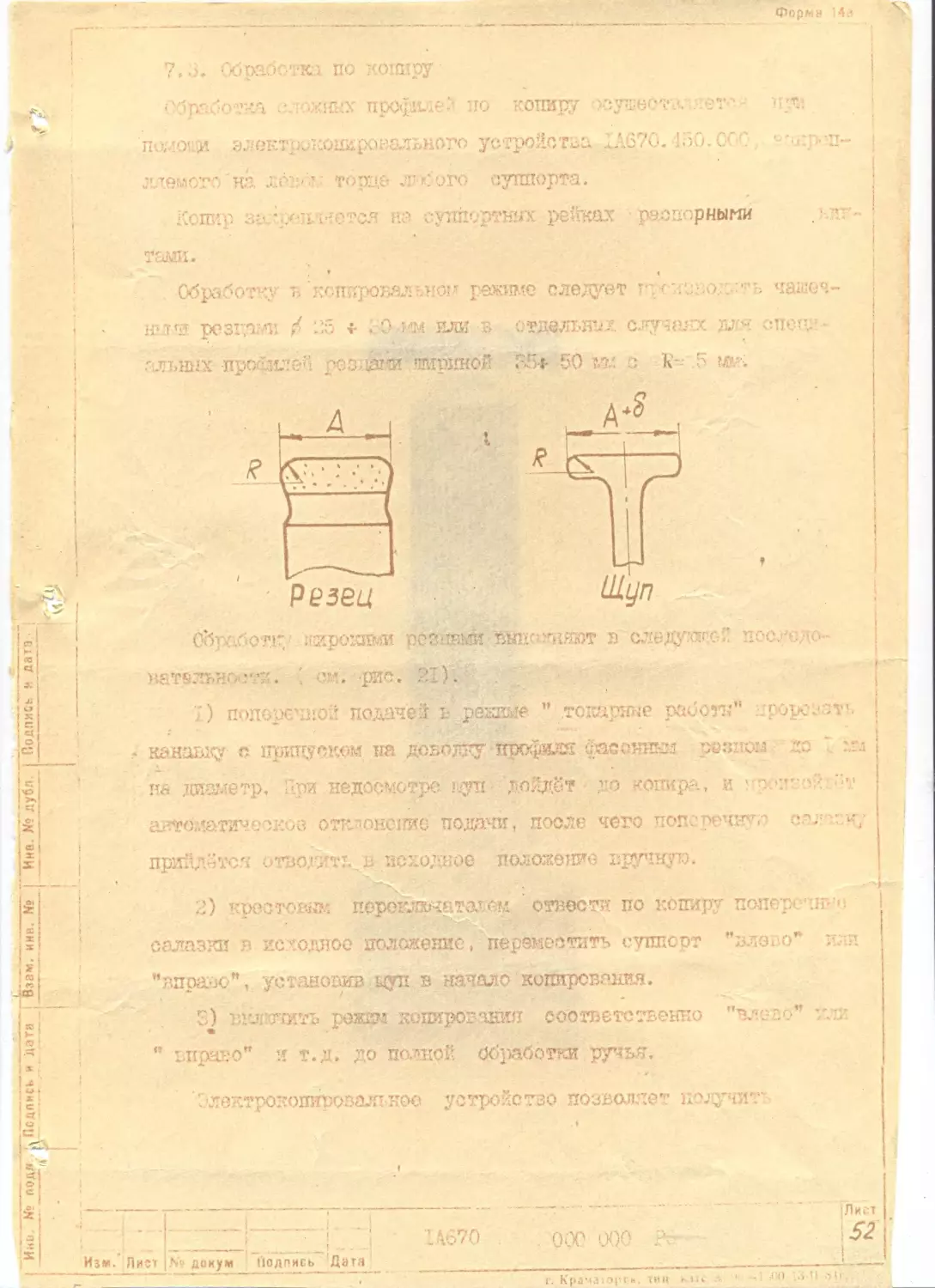
Обработку и койфОБЯльном режиме следует .о . ,:,ь чашеч-
ннг<я рсзгр-,41 / 25 < УО -мм или в отделили случаях для спец.!-
ГЛЫШХ лрофил&ч осадами шириной ГЙ+ 50 ИЛ О К .5 IS.-.
Ойу.цботг, rapes®:? гопгиязт выпорют в следуй.-.:: :.<...-
НбТВЛЬИО'.-Т'ч. •••. .рис. 21).
I) попсрсшой подачей ь раише ” .токарные работа” .-.'popewT!. :
‘ канавку с припуском на доволку профиля йивоннни разном го :хл
• 1-----~~Г------IA670
Лист |№ докум Подпись Дата
па диаметр. ‘.1ри недосмотре 'куп дойдйт дю копира, и '
автбмлтичеокоз отклонение подачи, после чего попсречячл со.:
прийдётс.ч отводатт. н исходное положение вручную.
2) креотовмм перекльчаталш отвести по копиру колере пи
салазки в исходное положение, переместить суппорт "а.таг.о'*
"вправо**, установив цуп в начало копирования.
Е) г.'.г. тсить режим копирования соответственно .
'* вправо" и т.д. до полной обработки ручья.
лдактрокопировальное устройство позволяет нолучит-
......,— .... ^Ли_т
ООО OQ0 ?Т 152
. Краматорск, тин к.и< л 1 -i ТЮ 13-4 >!>.
чистоту обработки 5z и точность пробили ±0,2 мм.
При дальнейшем отклонении щупа размыкается контакт ’ и
отключается продольное перемещение, происходит движение только i
"назад" .
Точность копирования.зависит от величины зазоров в контакта”
датчика.
Однако при очень малых зазорах ввиду ограниченности быстро-
действия злоктромуфт в системе возникают колебания, погрешности,
во избежание которых рекомендуется снижать подачу.
Регулировка зазоров между электрическими контактами про-
изводится винтом 17, который стопорится винтом IS.
Поэтому данный метод обработал рекомендуется использовать
как предчпетовой.Окончательную обработку ( доводку) профиля
следует, выполнить профильными резцами.
Устройство и принцип работы преобразователя
мод. 63I06M
Преобразователь электроконтактный ПЭ является сладядаш
' устройством станка.Во время работы щуп преобразователя I
(рис.22) скользит по заданному профилю копира. Щуп I жестко
связан с рычагом 71 Рычаг 2 совершает колсбателънно даячения
в подшипниковых опорах S и 4 в трех направлениях: прямо,
влево, вправо. Конец рычага снабжен подшипником (роликом )5,
подшипник ( ролийг ) опирается на призму 6.
Призма прижата к ролику пру.дтной ".Отклоняясь в ту или
другую сторону, рычаг 2 давит через ролик 5 на призму 6.
'„ жестко связанную со стойкой 8.Стойка поворачивается в подаип-
.. .никовых опорах 9 вокруг вертикальной.оси; у. ней же крепится
• планка II,несущая рабочие контакта 12, Упорные контакты 12
Лист
IAG7Q (Х50.000 Р5
53
Лист № доку м (Подпись Дате
Форм.> 14а
расположены на. планке ^.которая поджимается к подвиннрй
планке пружиной 15.
Электрические контакты,переменно замыкаясь и размыкаясь,
даот команды на включение электромагнитных муфт.
В качестве задазхцей принята продольная подача.Муфта про-
дольной подачи управляется контактами " S Е-2".ПЭ. ,
В качестве копирующих. приняты поперечные подачи.
Муфта поперечной подачи "Вперед* управляется контактами
"SE-I" ПЭ, муфта подачи " назад" - контактами ”ЗЕ-3"
При включении копировального режима контакты " SB-I"
включают поперечную подачу, ” Вперед" и ПЭ с суппортом пере-
метается к копиру. При нажиме щупа ПЭ на копир замыкается
контакт " S Е-2 ", который включает муфту продольной по-
дачи, при дальнейшем перемещении ’ вперед" размыкается кон-
такт "SE-I" и отключается муфта подачи "вперед", идёт про-
дольное перемещение " влево", либо " вправо" в зависимости от
.выбранного режима копирования.. Когда ПЭ подходит к выступу I
.на ’ копире происходит большой наклон щупа ПЭ , при этом за-
мыкается контакт " SS-3” , включающий муфту перемещения
"назад".При дальнейшем отключении.щупа.размыкается контакт
"SB-2" и отключается продольное перемещение, происходит
движение только "Назад" . Чувствительность ( четкость ра-
боты ) копировальной системы зависит от правильной установки
зазоров в ПЭ ( см. 1Л670.000.000 РЭ1).
' случае чрезмерного отклонения щупа, во избежание по-
ломки ПЭ срабатывает аварийный контакт микровжлючателя 16. ;
Усилие, прикладываемое к щупу ПЭ, до срабатывания квн- ।
тактов, равно 2S i 1,0 Н.
IA670 000.000 РЭ 1
• ' ' • • " . 7. 1
Иам.'Лист
X? Д®кум_ Подпись!Дата
Фо Г-V- 14э
Согласование положения резпа с
датчиком
Согласование производится s следующей последовательности.
I) включить "копирование"
2) отвести щуп датчика от копира до упора поперечной салаз-
А
кой датчика,
") подвести резцовую салазку с резцом вручную до касания с
вращающейся заготовкой,
4) установить копир соответствующей точкой против щупа дат-
чика,
5) подвести щуп датчика к копиру до переключения контактов
на продольную подачу ( замкнут' только средний контакт ) и за-
стопорить салазку поперечного перемещения датчика винтами
регулирования зазора между клином и салазкой,
6) .отвести поперечную салазку с резцом-от изделия, пере-
местить суппорт до базового торта копира,подвести к копиру
щуп ПЭ с зазоре»!, подвести к копиру щуп ПЭ перемещением попе-
речной салазки’ до переключения контактов па продольную подачу.
7) перемещенном только верхней части суипорда с резцом вдоль
оси изменения подвести резеп до касания к соответствующему
базовому торцу изделия.
Следует иметь в виду:
1)что-базовый торец изделия должен быть смещен относитель-
но резца настолько , насколько щуп смежен относительно торца
копира, ''
2) при фиксированном положении’роздан щупа верхняя по-
перечная каретка должна ийбть запас хода на 5-10мм божке
Глубины профиля,
3) изменение положения щупа или резца категорически за-
прещается, т.н. это вызовет рассогласование между ними.
Лнс*
IA.670 000.000 Ю
55
Лист № докум.
Лодпис2(Дата
... , .
Форм л М »4а
ЗАПРЕЩАЕТСЯ! Т.РАБОТАТЬ С ПРИБОРОМ ДО ОЗНАКОМЛЕНИЯ С
ИГО ОПИСАНИЕМ В ПАСПОРТЕ ИЛИ ДАННОМ
РУКОВОДСТВЕ ПО ЭКСПЛУАТАЦИИ.
2.ПРОИЗВОДИТЬ НАСТРОЙКУ И РЕГУЛИРОВКУ ПЭ
ПРИ ВРАЩАШЕЙСЯ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ.
3. РАБОТА С ДО ПРИ СНЯТОЙ КРЫШКЕ
ВНИМАНИЕ! К ВСКРЫТИЮ ДО”ДДЯ УСТРАНЕНИЯ НЕИСПРАВ-
й НОСТЕЙ ДОЛЖНЫ ДОПУСКАТЬСЯ (Л1Е1Д1АЛИСТН,
’ ОБЛАДАНИЕ ОПЫТОМ РЕМОНТА И ОДОЛУЛЕ^АНИЯ
ПОДОБНЫХ ПРИБОРОВ.
I
I .....I i IA670 000.000 га
№ докум. |Подпис1.|Дата I > ,
Дне»
56
Ферма № )4э
8. ОСОБЕННОСТИ РАЗБОРКИ, СБОРНИ И РЕГУЛИРОВКИ
8,1. Обгдяе указания
Ремонт должны выполнять специально подготовленные слесари вы-
ft. сокбй квадятикащш.
Необходимо избегать линией разборки станка, в особенности
узлов, определяадпх выходную точность (шпиндельной группы,
винторезной цепи).
Применяемые иэмерительннв инструменты и приборы должны быть
- проверены в измерительной лаборатории я арестованы.
Демонтированные узлы и ответственные дотади должны храниться
на специальных мягких подкладках.
Строповку узлов ври демонтаже производить согласно рис.16.
3 виду простоты конструкции разборка и сборка станка особо.;
сложности,не представляет. Наиболее отвототвеннн?.и элементами
станка являются направляющие станины, шпиндель передней бвбкп,
врацах-цийся центр задней бабки, суппорта.
Рдспроовбвка подшипников I ри< .23,24 при их демонтаже и доя
увеличения зазора между релизами и нарутсной обоймой производятся
' гвдравличвекта разжимом внутренних колец подшипников ири помощи
' у..
ручного насоса Тл 088-00.000, вворачиваегюго в отверстия "И" на
. торцах шпинделя через перахсдаш: 1*660.200.200300.
Нагнетание масла и создание давления под подишщиком произво-
дится вытеснением шфжером 2 рис.26 цорции маока, навинчивая
гайку 3 на корпус 4. После ьтого пяуЕкер отводится в крайнее по-
ложение, л иерсмедодке?: стгканаЗ к с-..бе жеегл из его полости пода-
стся, в полость цадиадра. ж снова ?ласло плунзором вытесняется из
'насоса.'Этот цикл цоыор’.стоя до обздалхч дгхвления 400 кто /см2.
м ..г Гслй» требуемо® давление не достигается, необходимо вывернуть
насос (не выворачивая переходник 6) й заполнить полость стакана
веслом. Для этого плунжер, отводится ь краадое положение, входное
Лисз
57
14670
ООО 000 РЭ
Из*
Лкст
Mr доку»
Подпись Дата
отверстие ысооа опускается з емкость с телом а- г? а а пароме-
цеаием стакана от себя -масло всасывается в полость стакана объе-
мом 250 сми.
Дия расирессовкл планшайбы при демонтаже насос вворачивается в
отверстие "Нл".
При распроссовко цен-др:*. в случае срыв*, резьбы насос вворачивает-
ся в отверстие "Ц",
.2. Регулировка «одш.зпьс»з опор шпинделя (рис.23,24).
Сборка и рогулировад: : /шаддельнш; опор передне:- бабки должна
производиться особенна тотально , т.к. плохо отрегулчрованные
подшипники могут .стчть ирэтинок вибразд.; да -ла.ад- снаденда
точности обраббтки.Ярл ремонте цится, как нвйло , до
установки шпинделя в корпус передней бабки.
Требуемой зазор -.'-* C,DD5 мы *.эду роликами по;;: тпяит л ндруж- .
ной обоймой обеспечивается 'натяжением с-нутреши.обопж я; -да.:л-
ческую. шей:су л.; гайкой 7. ..’азор .ад:Трол:!да'*г'да нитро.ад;
аддикатором, уотанозадянкя на йаружну» сбоХму по/:: 'аднит. ' '«'.i;,
сухари 8 гаок 7 бблтамл.З.
Посла <у;.-тачогдаг лпиаделя s корпус г. ej.гр.--*;
г.юб::о.'да,о ода-...;.. .. ...
дай ЬЗдаоглао.да норм ';'i гое.ти, 'годавада1:. : г;5 да:^- чШГадделя)
и при -необходимости 'подрегулирозчть шда дандада. I, посте него одая-
чательно застопорить гг/лар;: болттда ’, бот.т*: 7 - ra:>a-.-i -
кайбам:! и проголодай.
3.3. .Регулировка мдажидаов В|аи^кх:;ого:х: ц.-.-.чт;и TUC-Ui.tlJ.* '-.
Регулировал заднего лод:ншнида У рис. 7 i прол -да.,:•’да: ::с пес- ’
тияовад-стакан.:.-L5 в пиноль I?. Поел-: сборки стг. дадада
попять ояонадтелъно прыаду затем рлу.таруатс:-- е дада/.да - У-ю>.-.! J
лнй подшипник 15 гайкой 6 п-прж-ягчи?: - гайко:-* . -дао . лад- :ор;.?:
точности и застопорЯТЬ-Г-1'.tKU 1,6,10. ' ...
ООО Ю
58
Изм. ЛиС' I № докум. !ПодЛИСь1ДэТа
ВЕШНИЕ ! Л-.1 ГЮАТ.. 31 ГАЖ 6,10 чХЖ
• ПИНОДЙ ЗСТАЖЕЦВ ОТВЕРСТИЙ Га.-:С1)
OTJEuO 11Р0ЖЕШВ СТАЕЙ! 16, И ЗРАЬ/С'
ЖЕ ШИШИ 216, ЕЕЕ-ЭТа В ТОРЕЦ СТ.
8.4. Регулировка лрикдоонно:; цуфты редуктора пер:
ней бабки.
В случае пробуксовки муфты необход имо отвернуть .колпачок 1
рис.26 контргайку 2 и винтом .3 отрегулировать му-:ту на передачу
необхода-аого дал перемещения задней бабки круглого момента.
Застопорить винт, ввернуть колпачок.
8.5. Регулировка Арикщюпной муФты редуктора выдвижения
по.
51
.ПИНОЛИ.
Дня фогулированэд муфты необходимо раскрепить и снять эл.
двигатель с црикционшада досками. Раскоятрить гдалу риз.27,
подайть Диски до необходимого усилии гайкой застопори .ь га:
Установить ад.двигатель, введя' фрикционные дасгл в :
4, и закрепись.
/ i
8,6. Регулировка клиньев
Регулйрбвавяв зазоров мааду'станиной и суппорта'>:
бабкой и линетйми производится согласно рис.28 с доработал;' втуло
Регулирбванио зазоров поперечной и верхней продольной орлазок
производится согласно рис.26.
Рогутированио зазоров, резцовой салазки производится соталло
рис.БО.
I
8.7. Выстановиа роликов открытого люнета
Установка роликов открытого люнета в зависимости от обраб;
емого диаметра, а задав заким люнета, на станине производятся
согласно прилагаемому чертезу IX 078.00.000 СБ.
1J
IA67O
ООО 000 РЭ
Ляс, ,
59
Нам.' П,ст[ Ns докуй. Подпись
Дптэ
9. Характчрш» нояспра«поста и методы их устранении.
большинство кои сира ано л1».-, з станке возникает из-за неоосс -
деаля янотру•ады но уходу л обслуживания. Прежде чо:л приступят?. :
устраижги нсисправноста теобхо.> г о озкако'литься с перечнем, оо-
•П3'.-о:а1ых - гд. ридж- -: fl.A.6l-b3t --. также с pan чело?.'
"3. Устройство , работа станка".
Указания с мерах устранения возможных неисправностях злев.: '.>оо6о-
рудования приведены в руководстве по Эксплуатации элд/.т-рооборудоза-
нал I.i 370.000,000 РЭ1.
В работе электро:<аг; л;.;х муфт суппортов ветре-и ат..:
ей, причиной которых чшл;этся либо ’неисправности В IX-.Xi: ЛД.,0
к:.исправность еолой цр-.тз.
Необходимо сначала проверить эл. аппаратур/ украилмгс. -. .,
.налги. > контакта :токбподэмуйцих щеток а Правильность включен.!-
•y f; , а зат т производить осмотр ^рта.
Л иодачески оледуот очтрейыр^зать износ д;искоь л тонлпс--о. -
?:,в. . ТРОК.
При запасе хода детки на л оборот (при .’.ивертьдазии дотки
па з оборот псл^£детоя зазор) гцетну следует заменить ;о?.о; .
йодльаемое .ч?. луФта масло должно быть чистым, без •:.и-талличе '';.
часг"ИЦ. Период-.помог масло пугано заменять (смотри . ;.л.- .т>+.
Яаиболео встречаюдюея неисправности электромагнитных :
Неисправность ! чр.трщу способ устр-х:;.
;. /уд'га л<з срабат»заэт •:. йовнгиевкчй оу: то 1- момент » От'сутствио контак- та. а)’Годоетат-очно сво - боддое перемощениз дисков в полод.’;? и зтулк-з из-:; ’. . — — ш — Провернуть тозюяо.;, ?о д. Устранять его разры -. Устранить перекос.
р ;осов.
^сэлол!" диска. . - и.:
I
i 1А670,СС;'.
i Изм.|Лис1| № докум. Поди. ;.1ага|
'60
ПИРЖНЬ ОСНОВНЫХ НЕИСПЕШОСТЕЙ СТАНКА
•
Ж п/п Неисправность причина способ устранения
I. - Не вращается планшайба при >ia- жатяи кнопки а)срабатывают блокиро- вочные устройства проворить надежность закрытия двери эл. ждафа.
" пуск ". Опадение или отсутст- вие напряжения питаю- щей сети. проверить наличие и величину напряжения.
в) не поступает смазйа проверить систему сшзки, устранить ноиспрарнооть
г) не окончено переклю- чение ступеней скорос- тей. толчковой кнопкой провернуть планвайбу , до полного переклю- чения.
I2- Отключается главдвигатель во время работы. срабатывание теплового реле от--перегрузки двигателя уменьшить скорость резания или величи- . ну подачи.
;з. Не переключаются ступени скоростей а) низкое давление в гидросистеме Проверить давление
б) не работает маслояа- сос Проворить наличие напряжения и лептав-'
3/ не работают электро- машцты распредели- телес/ г ность электроаппарату ры.
ч. Крутящий момент меньше указанного в руководство. падение напряжения в цепи главдвигателя. проверить напряжение ; и исправность эд. аппаратуры.
5. Усилие подачи суп- портов меньше ука- занного в руковод-- стве. неисправность одной из электромуфт. устранить неисправ- ность или заменить муфту.
,Ииф IICtJ Л” докум. ; Полл. 1/1,1 IA6JD ООО 000 РЭ га й
. п/п Неисправность « причина способ устранения
’6. Не перемещается задняя бабка а) обрыв, электрической цепи проверить напряжение на кнопках и элект- тодвягатеде.
б) отсутствие смазки проверить систему смазки , устранить ненспразность.
к Станок вибрирует а) неправильная установ- ка станка на фунда- менте. выверить станину по уровню.
б) износ гацщьев , при- жимные планок суп- портов. отрегулировать зазо- ры.
в)неправильные режимы резания,неправильная выстаяовка резца . неправильная заточка резца. изменить скорость резания, правильно выставить резец, проверить заточку резг па.
8. Стало? не обеспе- чивает точность обработки а) вибрация станка устранить вибрацию 1
б)неправильная выстанов- ка детали в люнетзЬс вавер ить деталь в люнетах
в)нежесткое крепление детали в люнетах выбрать зазоры меж- ! ду деталью л подуй- {• каш.
|9. Течь масла из-под крышки передней бабки нарушено уплотнение между корпусом и крыш- кой а) проверить наличие резинового шнура,от- сутствие его поврез- i декия.При повреждении заманить. б)подтянуть винты крепления крышки
•10* Люфт в муфте главпривода »< i V 1ОКУ«. Поли 1.1.1 несоосность главнривода и выходного вата перед- ней бабки. IA670? ООО 000 РЭ «Я а)проверить выставку главдвигателя. б)заменить резиновые колодки в муфте. Лис * 62
Форма Ma
X
с
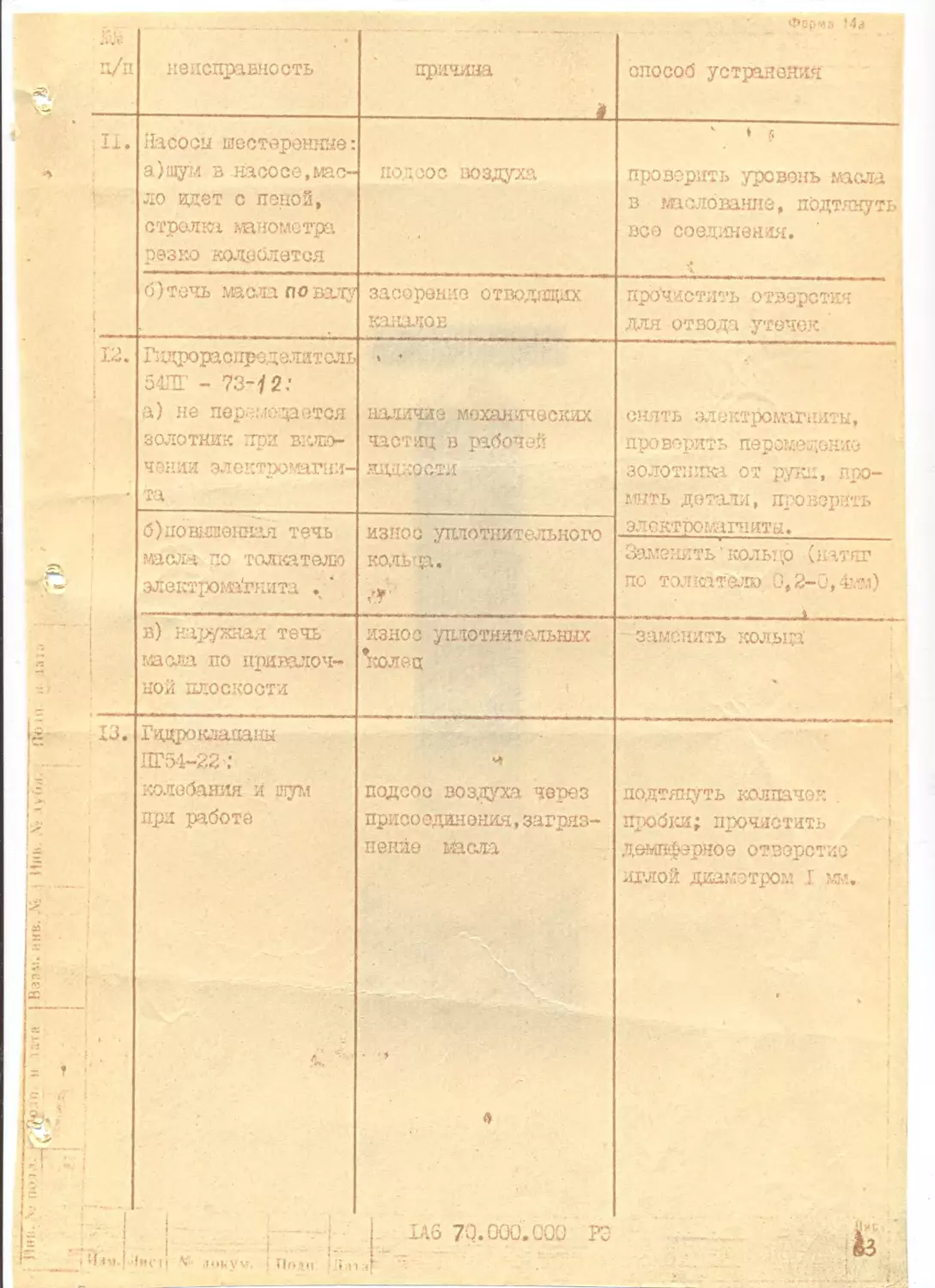
п/п неисправность причина L способ устранения
,11. Насоси шестеренные: а)шум в насосе,мас- ло идет с пеной, стрелка манометра резко колеблется подсос воздуха ' ♦ ? проверить уровень масла в маслованне, подтянуть все соединения.
б)течь масла по валу засорение отводящих каналов прочистить отверстия для отвода утечек
12. Гддрораспределитсль 54ПГ - 73-12: а) не перемещается ЗОЛОТНИК при В1СЛЮ- чении электромагни- та наличие механических частиц в рабочей жидкости снять электромагниты, проверить перемещение золотника от рукп, про- мыть детали, проверить
б)иовмшенная течь масла по толкателю электрома“гнита , ’ износ уплотнительного КОЛЬ’©. г*'' электромагниты.
Заменить'кольцо (натяг по толкателю 0,2-0,4мм) 1
в) наружная течь масла по припадоч- ной плоскости износ уплотнительных ’колец заменить колы©
13. Гидро клапаш ПГ54-22 : колебания и шум при работе ч подсос воздуха через присоединения,загряз- нение масла подтянуть колпачок . пробки; прочистить демпферное отверстие иглой диаметром I мл.
•
! * • • • 1
0
j Иам.
i По.чн
IAS 7Q.ООО.000 РЭ