/































































































































































































































































Text
М. А. БАРАНОВСКИЙ
Б. А. БЕЛЬКЕВИЧ
В. Д. ТИМАШКОВ
КНИГА
МОЛОДОГО
ТОКАРЯ
ИЗДАТЕЛЬСТВО «БЕЛАРУСЬ»
МИНСК 1971
ScanAAW
6П4.61
Б 24
3-12-4
271-77
Гл а в а /
МАТЕРИАЛЫ,
ИСПОЛЬЗУЕМЫЕ В ТОКАРНОМ ДЕЛЕ
Материалы, обрабатываемые на токарных станках
В процессе работы токарю приходится встречаться с об-
работкой различных материалов: сталей разных марок,
чугунов, цветных металлов и их сплавов, неметаллических
материалов.
Для назначения режимов обработки, суждения об обра-
батываемости различных материалов, выбора марок матери-
ала для изготовления тех или иных деталей или изделий
необходимо знать состав основных материалов и их свойства.
Сталь
Основным материалом в машиностроении является сталь.
Она обладает высокой прочностью, хорошими технологи-
ческими свойствами и притом недорогая.
Наиболее распространенная углеродистая сталь есть
сплав железа с углеродом с примесью марганца, кремния,
фосфора и серы. Основным элементом, определяющим свой-
ство углеродистой стали, является углерод. С увеличением
количества углерода увеличивается прочность и твердость
стали и ухудшается ее пластичность.
Количество углерода в стали может доходить до 1,7%.
Для увеличения прочности и твердости, а также для при-
дания стали специальных свойств в нее вводятся добавки
некоторых других элементов: никеля, хрома, молибдена
и др. Эти добавки называются легирующими, асами ста-
ли — легированными.
По своему назначению стали делятся на конструкцион-
ные, инструментальные и стали специального назначения.
3
Конструкционные стали предназначаются для изготов-
ления деталей машин, конструкций державок для инстру-
мента и т. д.; инструментальные — для изготовления ре-
жущих и мерительных инструментов и штампов. Стали
специального назначения (немагнитные, кислотоупорные,
жаростойкие и др.) применяются для изготовления деталей
приборов, электрических машин, деталей механизмов и
двигателей, работающих при высоких температурах, и т. д.
Углеродистая сталь с содержанием углерода до 0,6% от-
носится к конструкционной стали, свыше 0,6%— к инстру-
ментальной.
Конструкционная углеродистая сталь подразделяется на
сталь обыкновенного качества и сталь качественную. По-
следняя отличается меньшим содержанием вредных приме-
сей — фосфора и серы, а также более точным химическим
составом.
Согласно стандарту сталь углеродистая обыкновенного
качества выпускается следующих марок: ст. 0, ст. 1, ст. 2,
ст. 3, ст. 4, ст. 5, ст. 6, ст. 7. Цифра в марке стали означает
ее порядковый номер и указывает на сравнительные свой-
ства данной марки. Так, ст. 4 более прочна и содержит
больше углерода, чем ст. 3, соответственно ст. 5 обладает
большей прочностью, чем ст. 4.
Конструкционная качественная углеродистая сталь обо-
значается двузначными цифрами, указывающими среднее
содержание углерода в сотых долях процента. Например,
сталь 20 — это конструкционная углеродистая сталь с со-
держанием углерода 0,20%.
В обозначениях марок конструкционных легированных
сталей двузначные цифры перед буквами показывают сред-
нее содержание углерода в сотых долях процента, а буквы
показывают, что в составе стали находится:
алюминий (А1) — Ю
ванадий (Va) — Ф
вольфрам (W) — В
бор (В) — Р
молибден (Мо) — М
никель (Ni) — Н
4
титан (Ti) — Т
хром (Сг) — X
цирконий (Zr) — Ц
кобальт (Со) — К
кремний (Si) — С
марганец (Мп) — Г
медь (Си) — Д
Цифры, стоящие после букв Ю, Р, Ф и т. д., показывают
примерное содержание данного элемента в целых процентах.
Обозначения марок высококачественной стали с пони-
женным содержанием фосфора и серы в конце дополняются
буквой А. Например, сталь 12ХНЗА — это хромоникеле-
вая конструкционная высококачественная сталь, содержа-
щая в среднем 0,12% углерода, около 1% хрома и 3% ни-
келя.
В обозначениях марок углеродистых инструментальных
сталей буква У слева обозначает «углеродистая», а цифра
показывает содержание углерода в десятых долях процен-
та. Так, например, сталь У8А — это инструментальная уг-
леродистая высококачественная сталь (в конце стоит бук-
ва А) с содержанием 0,8% углерода.
В марках инструментальных легированных сталей циф-
ра слева показывает среднее содержание углерода в деся-
тых долях процента в случае, если его количество в стали
меньше 1%. Если содержание углерода больше 1%, то оно
вовсе не показывается. Например: сталь 9Х — это хромистая
инструментальная сталь с содержанием 0,80—0,95% угле-
рода, 1,40—1,70% хрома, сталь X — хромистая инстру-
ментальная сталь с содержанием 0,95—1,10% углерода и
1,30—1,60% хрома.
Различные добавки по-разному влияют на свойства ста-
ли, а именно: хром повышает прочность, твердость, износо-
стойкость и сопротивление коррозии стали. Так, например,
1—2% хрома резко увеличивают прочность стали, добавка
12% хрома делает сталь нержавеющей, а добавка 25% хро-
ма делает ее жароупорной. Хром сообщает стали свойство
прокаливаемости, детали из хромистых сталей при закалке
не меняют своей формы и размеров;
5
никель снижает температуру нагрева при закалке, за-
держивает рост зерна при высоких температурах, уменьша-
ет опасность перегрева, увеличивает вязкость, прочность
и прокаливаемость стали;
ванадий способствует получению мелкого зерна, повы-
шает механические свойства и в особенности сопротивление
ударной нагрузке, уменьшает чувствительность стали к
перегреву;
молибден сообщает стали мелкозернистую структуру,
повышает прочность и увеличивает прокаливаемость, пре-
пятствует росту зерна при перегреве;
марганец сообщает стали повышенную прочность, изно-
соустойчивость и упругость;
вольфрам повышает прочность стали и ее теплостойкость.
Особенно ценные свойства сталь приобретает при одно-
временном легировании несколькими элементами: хромом и
никелем (хромоникелевая), хромом и ванадием (хромована-
диевая), хромом и молибденом (хромомолибденовая) и др.
Чугун
Чугун — железоуглеродистый сплав с содержанием уг-
лерода свыше 2%.
В промышленности применяются следующие виды чугу-
нов: серый чугун идет на изготовление машиностроитель-
ных деталей; высокопрочный (модифицированный) чугун
с шаровидным графитом имеет высокие механические свой-
ства и применяется взамен стали и ковкого чугуна; анти-
фрикционный чугун обладает пониженным коэффициентом
трения и применяется в качестве подшипникового матери-
ала; ковкий чугун по своим свойствам приближается к
стали и применяется для изготовления деталей, работаю-
щих в условиях динамической нагрузки.
Для придания чугуну специальных свойств он легиру-
ется кремнием, фосфором, никелем, хромом, марганцем.
6
Маркировка чугунов. Серый чугун маркируется буквами
СЧ и двумя двузначными числами: первое указывает вели-
чину предела прочности при растяжении в кг!мм2, второе —
максимальный предел прочности при изгибе в кг!мм2. На-
пример, марка СЧ 12-28 расшифровывается так: серый
чугун с пределом прочности при растяжении не менее
12 кг!мм2 и с пределом прочности при изгибе не менее
28 кг!мм2.
Высокопрочный чугун маркируется буквами ВЧ и дву-
мя двузначными числами: первые две цифры указывают
предел прочности при растяжении в кг/мм2, вторые — от-
носительное удлинение в процентах.
Ковкий чугун имеет аналогичную маркировку, только
вместо В ставится К — КЧ.
В обозначении антифрикционного чугуна добавлена
буква А, например: АСЧ — антифрикционный серый чугун;
АКЧ — антифрикционный ковкий чугун.
Медь и ее сплавы
Медь и особенно ее сплавы — латуни и бронзы, широко
применяются в народном хозяйстве благодаря своим высо-
ким механическим, технологическим и эксплуатационным
свойствам. Сплавы меди в зависимости от добавок обладают
высокой прочностью, устойчивостью против коррозии, хо-
рошими литейными свойствами, низким коэффициентом
трения. Наиболее применяемыми сплавами являются медно-
цинковые сплавы (латуни), к которым иногда добавляется
некоторое количество алюминия, железа, марганца, свинца,
никеля, кремния. Такие латуни называются специальными.
Марка каждой латуни обозначается буквами и цифрами.
Буква Л означает «латунь», другие буквы являются началь-
ными буквами русского названия добавок, например: О —
олово, С — свинец, А — алюминий, Ж — железо, К— крем-
ний, Мц — марганец. Первая цифра, стоящая после бук-
венных значений, показывает среднее содержание меди в
7
процентах, последующие цифры показывают среднее содер-
жание добавок в порядке их расположения в буквенном
значении. Например: ЛАЖМц 66—6—3—2 содержит меди
60—68%, алюминия — 6—7%, железа — 2—4%, марган-
ца— 1,5—2,5%.
Другим важным сплавом меди являются бронзы. Они
разделяются на оловянистые и безоловянистые, или, иначе,
специальные. В оловянистых бронзах основным легирую-
щим элементом является олово. Эти бронзы отличаются вы-
сокими антифрикционными, механическими и литейными
свойствами, а также хорошей коррозийной стойкостью.
В безоловянистых бронзах в качестве легирующих элементов
применяются алюминий, никель, кремний, марганец, же-
лезо, кадмий, берилий, хром и др. Название бронзы опре-
деляется по содержащимся в ней легирующим компонентам.
Некоторые из безоловянистых бронз имеют специальные
свойства: высокую электропроводность, теплопроводность,
жаростойкость й др.
Маркировка бронз аналогична маркировке латуни, толь-
ко вместо буквы Л (латунь) впереди ставится Бр (бронза)
и в обозначении не указывается количество меди. В дополне-
ние к ранее указанным обозначениям элементов применя-
ются следующие: Ф — фосфор, Н — никель, Ц — цинк,
Б — берилий, Кд — кадмий, X — хром. Если после цифр
стоит буква Л, то это означает, что из данной марки бронзы
можно получать только литые заготовки.
Алюминий и его сплавы
Алюминий — мягкий пластичный легкий металл. Он
хорошо штампуется и сваривается, но очень плохо обраба-
тывается резанием.
Сплавы алюминия, полученные путем добавки меди, мар-
ганца, магния, кремния, обладают повышенной твердостью
и прочностью. Большинство из них удовлетворительно об-
рабатывается резанием.
8
Механические свойства металлов
Прочность. Основным свойством всякого металла,
идущего на изготовление деталей машин и металлокон-
струкций, является прочность. Прочностью называется
способность материала выдерживать внешние нагрузки не
разрушаясь. За меру прочности материалов, из которых
изготовлены детали различных размеров, принята та на-
грузка, которую выдерживает каждый квадратный милли-
метр (или сантиметр) сечения детали.
Определение прочности металла производится путем рас-
тяжения образцов определенной формы и размеров на
испытательной машине. Образец зажимается своими голов-
ками в зажимы испытательной машины и медленно растя-
гивается со все возрастающей силой. При этом площадь
поперечного сечения образца уменьшается, образец стано-
вится тоньше, а длина его увеличивается. В некоторый
момент образец перестает растягиваться по всей длине, и
растяжение происходит только в одном месте, образуя так
называемую шейку. Спустя некоторое время образец раз-
рывается в месте образования шейки.
Процесс растяжения протекает описанным выше обра-
зом только у вязких металлов — мягкая сталь, медь, алю-
миний. У металлов хрупких — твердая сталь, чугун —
разрыв образца происходит почти без удлинения и без
образования шейки.
Если разделить максимальную нагрузку, которую вы-
держал образец до разрыва (нагрузка отмечается специаль-
ным прибором — силоизмерителем, входящим в конструк-
цию испытательной машины), на площадь его поперечного
сечения до растяжения, то получится основная характерис-
тика металла, которая называется пределом прочности и
обозначается буквами ав.
Знание предела прочности необходимо конструктору
для определения размеров детали и технологу для назна-
чения режимов обработки на станках.
9
Твердость. Твердостью называется способность материа-
ла сопротивляться вдавливанию в него другого, более твер-
дого тела: режущего инструмента, бойков молота, штампа
и т. п.
Твердость металла определяет возможность его обра-
ботки на станках и ручным инструментом. Чем тверже ме-
талл, тем труднее его обрабатывать и тем тверже должен
быть инструмент.
Измерение твердости производится несколькими спосо-
бами — в зависимости от твердости металла.
Твердость сырых незакаленных сталей, чугуна и цвет-
ных металлов определяется на прессе Бринелля. Деталь
устанавливается на подъемный столик пресса, затем в пред-
варительно зачищенную небольшую площадку на поверх-
ности детали с определенным усилием вдавливается сталь-
ной закаленный шарик. На образце или детали остается
отпечаток. Чем тверже металл, тем глубина и диаметр
отпечатка будут меньше, и, наоборот, у мягких металлов
отпечаток будет больше. Если разделить величину усилия в
килограммах, с которым вдавливается шарик, на площадь
поверхности отпечатка в квадратных миллиметрах, то полу-
чим число твердости по Бринеллю. Оно измеряется в кило-
граммах на квадратный миллиметр (кг/мм2) и обозначается
буквами НВ.
Величина усилия и диаметр шарика выбираются в за-
висимости от толщины и рода испытуемого материала. Для
толстых деталей или образцов из прочных материалов (сталь,
чугун) применяются шарик наибольшего диаметра 10 мм
и максимальная нагрузка 3000 кг. Для тонких образцов
и менее прочных металлов диаметр шарика и нагрузка бе-
рутся меньшими. Толщина образцов во всех случаях дол-
жна быть не меньше 10-кратной глубины отпечатка.
Между пределом прочности при растяжении и твердо-
стью по Бринеллю существуют следующие приблизитель-
ные соотношения:
для кованой и катаной стали ав = 0,36 НВ\
10
для серого чугуна ов =----;
для стального литья ов = (0,3—0,4) НВ.
Пусть, например, твердость какой-либо стали НВ рав-
на 200, тогда ее предел прочности будет равен:
ов = 200 • 0,36 = 72 кг!мм*.
Твердость закаленных сталей определять на прессе Бри-
нелля нельзя, так как отпечаток будет очень мал и его
трудно измерить; если же увеличить нагрузку, то можно
раздавить шарик. Поэтому твердость закаленных сталей
определяется на приборе Роквелла путем вдавливания
в металл алмазного конуса.
Твердость по Роквеллу характеризуется разницей в глу-
бине вдавливания конуса при двух определенных нагрузках.
Измерение глубины вдавливания производится автомати-
чески. Число твердости показывается стрелкой на цифер-
блате прибора.
Твердость по Роквеллу принято выражать отвлеченными
числами и обозначать буквами HRC. Твердость, измерен-
ную по Роквеллу, можно пересчитать на твердость по Бри-
неллю.
Инструментальные материалы
К материалам, применяемым при изготовлении инстру-
мента для обработки металлов резанием, предъявляются вы-
сокие требования в отношении прочности, твердости, тепло-
стойкости и износостойкости. В качестве материалов
используются углеродистые и легированные инструменталь-
ные стали, быстрорежущие стали, металлокерамические
твердые сплавы и минералокерамические твердые материа-
лы. Отдельную группу составляют технические алмазы и
искусственные сверхтвердые материалы типа эльбор.
Углеродистые инструментальные стали обладают до-
статочно высокой прочностью и твердостью, но теряют эти
11
качества уже при нагреве до 180—200°. Поэтому они приме-
няются только для изготовления ручного инструмента.
Легированные инструментальные стали, имеющие в сво-
ем составе добавки легирующих элементов — хрома, вана-
дия, молибдена, вольфрама, кобальта, лишены некоторых
недостатков, присущих углеродистым сталям, и обладают
несколько более высокой теплостойкостью (до 350—400°).
Однако их применение ограничено и оправдано только при
небольших скоростях резания.
Быстрорежущие стали, легированные вольфрамом, хро-
мом, ванадием и молибденом, имеют высокую прочность,
твердость и красностойкость. Они не теряют своих режущих
свойств при нагреве до 600—670°. Быстрорежущие стали
маркируются буквой Р и числом, показывающим среднее
содержание вольфрама в процентах. Наиболее распростра-
ненными. марками являются Р9, Р18 и Р12. Для повы-
шения теплостойкости и красностойкости быстрорежущие
стали легируются дополнительно кобальтом (К) и ванадием
(Ф). В состав быстрорежущих сталей всегда входят
хром—3,8—5,0% и углерод—0,7—0,95%.
Быстрорежущие стали можно разделить на две группы:
стали нормальной производительности: Р9, Р18, Р12, Р18М,
Р18Ф2 и стали повышенной производительности: Р18Ф2К5,
Р9Ф2КЮ, Р10Ф5К5.
Примерное назначение инструментальных углеродистых
и легированных сталей и быстрорежущих сталей приведено
в табл. 1, 2, 3.
Металлокерамические твердые сплавы — инструменталь-
ный материал, отличающийся высокой твердостью, износо-
стойкостью и теплостойкостью. Они сохраняют режущие
свойства при нагреве почти до 1000°.
Твердые сплавы подразделяются на три группы: воль-
фрамокобальтовые, титановольфрамокобальтовые, тантало-
титановольфрамокобальтовые.
Вольфрамокобальтовые сплавы состоят из карбида воль-
фрама (карбид есть химическое соединение металла с угле-
12
Таблица 1
Углеродистые стали, применяемые для изготовления
режущих инструментов
Марка стали Назначение Твердость НВ в состоянии поставки, не более Твердость HRC после термообработ- ки, не менее
У7, У7А Для изготовления инструмен- та, подвергающегося толчкам и ударам и требующего вы- сокой вязкости: зубил, керне- ров, ножей по металлу 187 62
У8, У8Г, У8А, У8ГА Для изготовления инструмен- та для обработки дерева, фрез, зенковок, пил продоль- ных и дисковых 187 62
У10, У10А Для изготовления разверток, плашек, метчиков, ножовоч- ных полотен 197 62
У11, У12, У13, УНА, У12А, У13А Для изготовления напильни- ков, метчиков, разверток 207 62
родом, обладающее весьма высокой твердостью) и кобальта,
служащего связкой. Сплав обозначается двумя буквами ВК
и цифрой справа, показывающей содержание кобальта в
процентах. Так, например, ВК8 означает вольфрамоко-
бальтовый сплав с содержанием 8% кобальта и 92% кар-
бида вольфрама.
Свойства сплава зависят от количества кобальта. Чем
больше его, тем мягче и прочнее сплав.
Сплавы вольфрамокобальтовой группы предназначены
в основном для обработки чугуна, цветных металлов и их
сплавов и неметаллических материалов.
13
Таблица 2
Легированные стали, применяемые для изготовления
режущих инструментов
Марка стали Назначение НВ в состоя- нии поставки, не более HRC после термообработ- ки, не менее
ИХ Для метчиков диаметром до 30 мм 179—219 62
13Х Для гравировального инстру- мента 187—241 64
ХВ5 Для гравировальных резцов и фрез при обработке твер- дых материалов 229—285 65
В1 Для спиральных сверл, мет- чиков и разверток 187—229 62
9ХС Для сверл, разверток, фрез, метчиков, плашек и гребенок 197—241 62
ХВГ ХВСГ Для протяжек, метчиков, длинных разверток, специаль- ных фрез и плашек 207—225 62
Таблица 3
Рекомендуемые марки быстрорежущей стали для изготовления
режущих инструментов
Марка стали Инструмент Характеристика обрабатываемого материала
Р9, Р18, Р12, Р18Ф2 Резцы НВ 280
Р14Ф4, Р18Ф2К5, Р9Ф2К5 НВ 280—320
Р14Ф4 Твердые материалы при уме- ренных скоростях резания
14
Продолжение таблицы 3
Марка стали Инструмент Характеристика обрабатываемого материала
Р9, Р18 Сверла НВ 280
Р18Ф2К5, Р10Ф5К5, Р10Ф2КЮ До НВ 280 при тяжелых режимах резания
Р9, Р18, Х06, ХВ Развертки Сталь, чугун, бронза, алю- миний при нормальных ре- жимах резания
Р12 Зенкеры Сталь, чугун при повышен- ных режимах резания
Р12, Р18, Х06 Метчики машинные Все материалы с нормальной твердостью
Р12 Метчики ручные
Титановольфрамокобальтовые сплавы состоят из кар-
бидов вольфрама и титана, сцементированных кобальтом.
Марки сплавов обозначаются буквами Т (титан) и К (ко-
бальт). Цифры после букв показывают соответственно содер-
жание карбидов титана и кобальта в процентах. Количество
карбидов вольфрама дополняет состав до 100 %. Так, на-
пример, Т30К4 означает сплав, содержащий 30% карбида
титана, 4% кобальта и 66% карбида фольфрама. С увели-
чением в сплаве содержания карбидов титана прочность его
уменьшается, а с увеличением количества кобальта —
увеличивается.
Титановольфрамокобальтовые сплавы предназначаются
для обработки сырых и термически обработанных сталей.
Танталотитановольфрамокобальтовые сплавы содержат
карбиды тантала, титана и вольфрама, сцементированные
15
Твердые сплавы, прилуняемые
и обрабатываемого
Характер обработки Рекомендуемые марки
углеродистых и легирован- ных сталей труднообра- батываемых материалов нержаве- ющей стали
1 2 3 4
Черновое точение поковок, штам- повок и отливок по корке и ока- лине Т5КЮ, Т5К12В, ВК8, ВК8В Т5К12В, ТТ7К12, ВК8, ВК8В Т5К12В, ВК8В, ВК8
Черновое точение по корке при относительно равномерном сече- нии среза и непрерывном резании Т15К6, Т14К8 Т5К10, ВК4, ВК8 ВК6М, ВК4
Полу чистовое и чистовое точение при прерывистом резании Т15К6, Т14К8, Т5К10 ВК4, ВК8, ВК8В ВК4, ВК8
Получистовое и чистовое точение при непрерывном резании Т30К4, Т15К6 Т14К8, Т5КЮ, ВК4 ВК6М, вкзм
Тонкое точение при непрерывном резании Т30К4 — ВК6М, вкзм
Предварительная обработка фа- сонных поверхностей Т14К8, Т5К10, Т5К12В, ВК8 — —
16
Таблица 4
в зависимости от характера обработки
материала
твердого сплава для обработки
закален- ных сталей титана и титановых сплавов чугунов НВ 240 чугунов НВ 400-700 цветных металлов и их сплавов неметал- лических материалов
5 6 7 8 9 10
— BK8, ВК8В ВК8, ВК8В, ВК4 ВК8, ВК8В ВК4, ВК6, ВК8 —
— ВК4, ВК8 ВК4, ВК8 ВК6М, ВК2 ВК2, вкзм, ВК4 ВК4
Т5К10, ВК4, ₽К8 ВК4 ВК4, ВК6, ВК8 ВК6М ВК2, вкзм, ВК4 ВК2, вкзм, ВК4
Т15К6, Т5К10, ВК6М, вкзм ВК4, ВК6М, вкзм ВК2, вкзм, ВК4 ВК6М, вкзм ВК2, вкзм ВК2, вкзм
Т30К4, Т15К6, ВК6М, вкзм ВК4, ВК6М, вкзм ВК2, вкзм ВК6М, вкзм, ВК2 BK2, вкзм ВК2, ВКЗМ
— — ВК4, ВК6, ВК8 — ВК4, ВК6 ВК4, ВК6
17
1 2 3 4
Окончательная обработка фасон- ных поверхностей Т15К6, Т14К8, Т5К10 — —
Черновое строгание и долбление Т5К12В, ВК8В, ВК15 Т5К12В, ТТ7К12 Т5К12В, ВК15
Получистовое и чистовое строга- ние и долбление Т5К10, Т5К12В, ВК8 Т5К12В, ТТ7К12 Т5К12В, ВК15
Сверление в сплошном материале Т5КЮ, Т5К12В, ВК8, ВК8В Т5К12В, ТТ7К12, ВК8, ВК8В Т5К12В, ВК8В, ВК8
Черновое зенкерование Т5КЮ, Т5К12В, ВК8 Т5К10, ВК4, ВК8 ВК6М, ВК4
Получистовое и чистовое зенке- рование Т30К4, Т15К6, Т14К8 Т15К6, Т15КЮ, ВК6М ВК6М
Предварительное и окончатель- ное развертывание Т30К4, Т15К6 Т30К4, Т15К6, ВК6М, вкзм ВК6М, ВК4
Предварительное нарезание резь- бы Т15К6, Т14К8 Т15К6, Т14К8, ВК4 ВК6М, ВК4
Окончательное нарезание резьбы Т30К4, Т15К6 Т30К4, Т15К6, Т14К8 ВК6М, вкзм
18
Продолжение таблицы 4
5 6 7 1 1 8 1 1 9 1 10
— ВК4 ВК2, вкзм, ВК4 —, ВК2, вкзм, ВК4 ВК2, вкзм
— ВК8, ВК8В — ВК8, ВК8В ВК4, ВК6, ВК8
— — ВК4, ВК6, ВК8 — ВК4, ВК6 ВК4, ВК6
— ВК8 ВК4, ВК8, ВК4, ВК2,
ВК8В ВК6, ВК8 ВК8В ВК6, ВК8 ВК4
— ВК4, ВК4, ВК6М, ВК4, ВК4,
ВК8 ВК6, ВК8 ВК4 ВК6, ВК8 ВК6
— ВК4, ВК2, ВК6М, ВК2, ВК2,
ВК8 ВК4, вкзм ВК4 вкзм, ВК4 вкзм, ВК4
ТЗОК4, ВК4, ВК2, ВК6М, ВК2, ВК2,
ВКЗМ, ВК6М, вкзм, вкзм вкзм, вкзм,
ВК6М вкзм ВК4, ВК6М ВК4 ВК4
ВК6М, ВК4, ВК2, BK6M, ВК4, ВК2,
ВК4, ВК6М, вкзм, вкзм, ВК6, вкзм,
вкзм вкзм ВК4 ВК2 ВК6М ВК4
ВК6М, ВК4, ВК2, ВК6М, ВК2, ВК2,
ВК4, вкзм ВК6М, вкзм вкзм, ВК4 вкзм, ВК2 вкзм ВКЗМ
19
кобальтом. Марки сплавов обозначаются буквами ТТК и
цифрами. Цифра, стоящая после букв ТТ, показывает сум-
марное содержание карбидов тантала и титана в процентах,
цифра после К — содержание кобальта. Например, сплав
ТТ7К12 содержит 7% карбидов тантала и титана, 12 % ко-
бальта и 81% карбидов вольфрама.
Введение карбидов тантала, а также ниобия (ТТ10К8Б)
значительно повышает прочность сплава, хотя и снижает его
теплостойкость. Эти сплавы, как более прочные, применя-
ются для изготовления инструмента, работающего с ударами
и по корке — при обработке поковок и отливок.
Режущие свойства твердых сплавов зависят не только
от их состава, но и от размеров зерен карбидов.
Сплавы с мелким зерном, например ВК6М (М —-мелкое),
или с зерном более крупным, чем обычно, например ВК4В
(В — крупное), гораздо прочнее, чем обычные сплавы, и
могут применяться для инструмента, работающего с пуль-
сирующей нагрузкой, и для обработки труднообрабатыва-
емых сплавов.
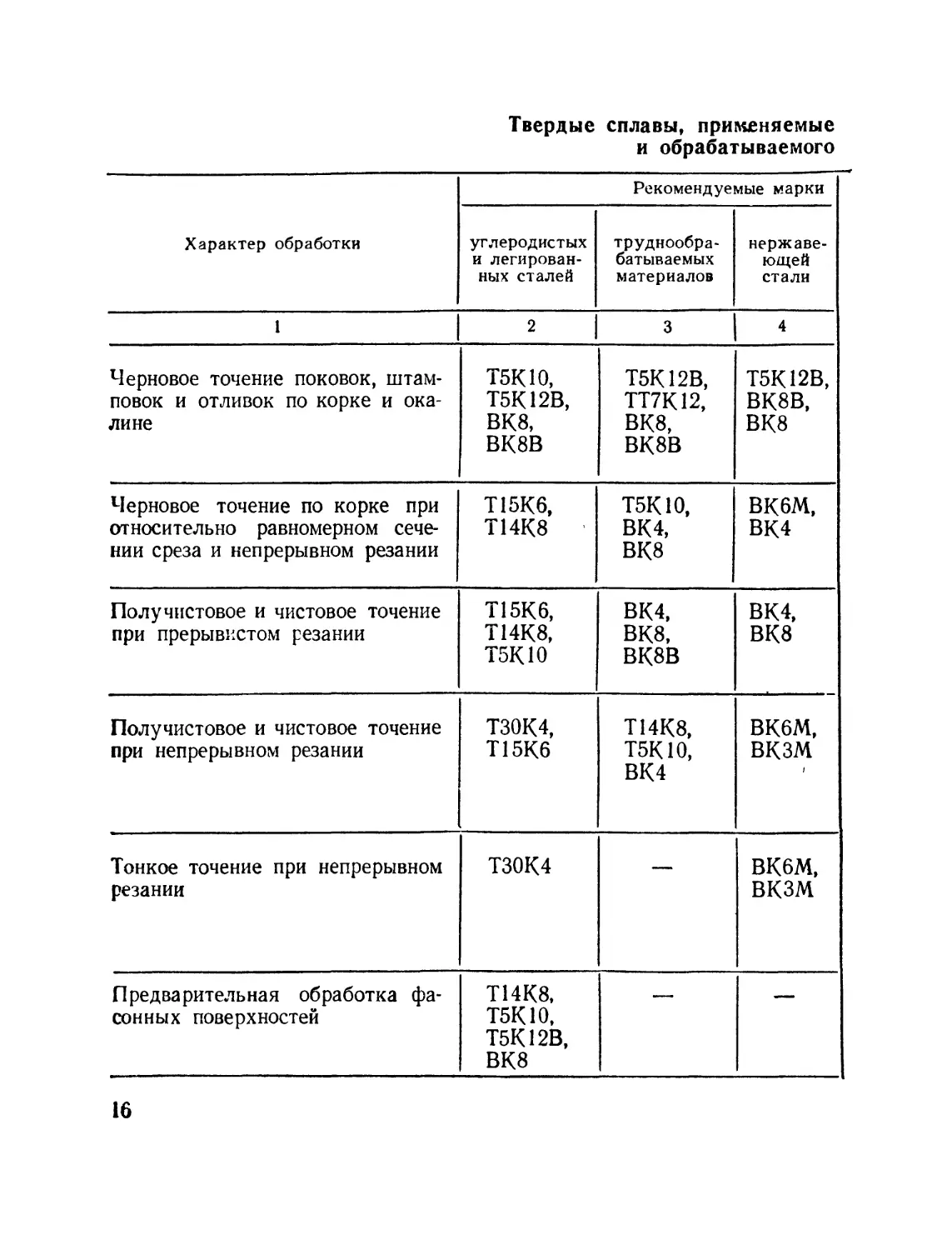
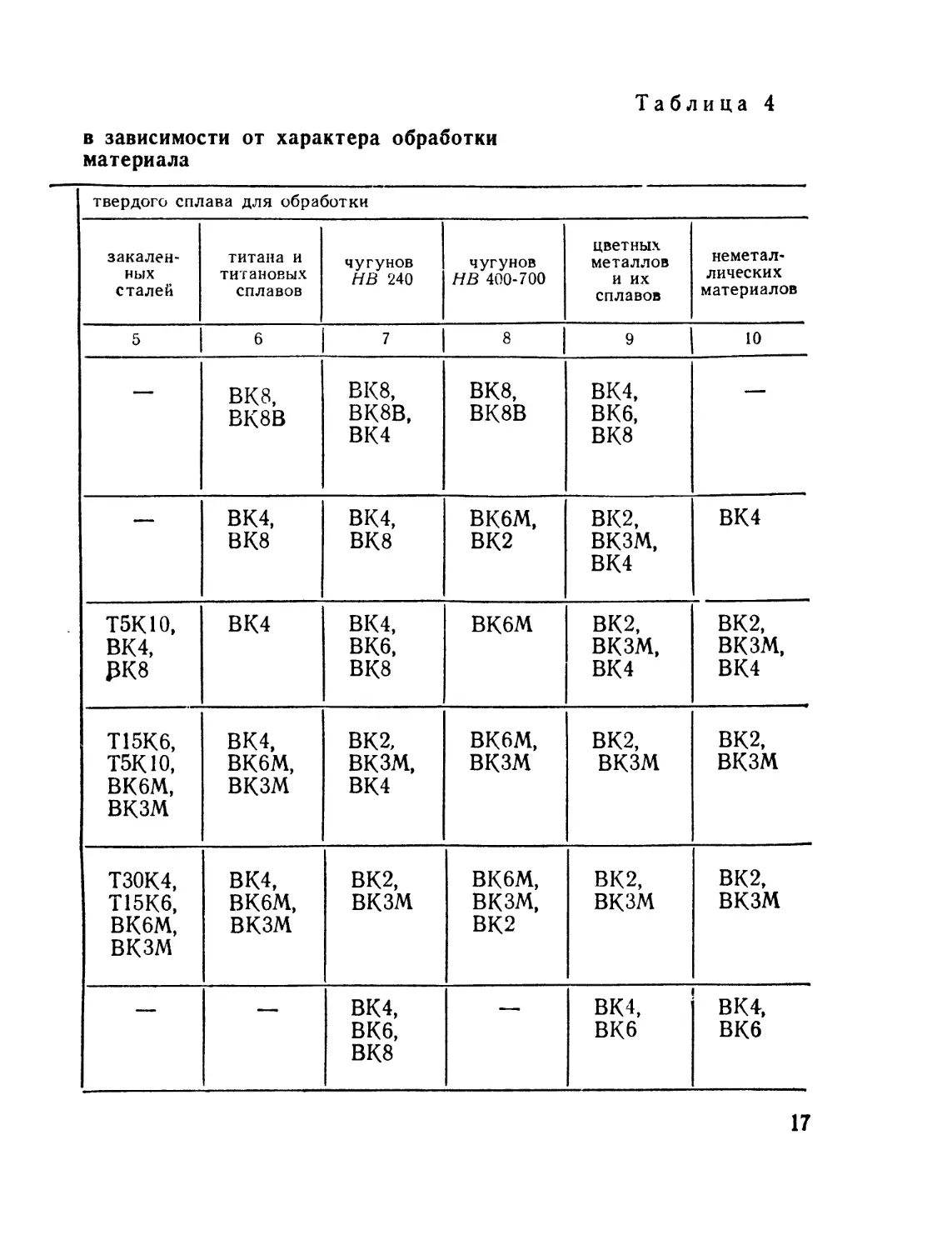
Рекомендуемые марки твердых сплавов, применяемые в
зависимости от характера обработки и обрабатываемого ма-
териала, приведены в табл. 4.
Минералокерамические материалы — новый инструмен-
тальный материал, состоящий в основном из окиси алюми-
ния с небольшим количеством окиси магния. Твердость и
красностойкость его больше, чем у металлокерамических
твердых сплавов. Они допускают скорость резания до
2000 м!мин при чистовой обработке сталей и чугунов.
Красностойкость этих материалов достигает 1200° С. Недо-
статком является их низкая прочность на изгиб.
Термическая обработка сталей
Все металлы имеют кристаллическое строение, т. е.
атомы расположены определенным для данного металла об-
разом. Если соединить центры близлежащих атомов прямыми
20
линиями, то образуется так называемая элементарная атом-
ная решетка. Для стали при обычной температуре решетка
имеет форму куба, в каждом углу которого и в центре рас-
положено по одному атому (объемно-центрированный куб).
Железо с такой решеткой называется альфа-железо.
При нагревании чистого железа до 906° атомы в решетке
перестраиваются и альфа-железо превращается в гамма-
железо.
Температуры, при которых происходит изменение стро-
ения решеток металла, называются критическими точками.
Количество углерода в различных марках стали колеб-
лется от 0,1 до 1,7%. Атомы углерода могут размещаться в
атомной решетке железа между его атомами. В этом случае
углерод образует с железом так называемый твердый рас-
твор.
Твердый раствор углерода в альфа-железе называется
ферритом, а в гамма-железе — аустенитом. Феррит и аус-
тенит мягки, пластичны, хорошо обрабатываются давлением.
Количество углерода, которое может быть растворено
в альфа-железе, невелико — до 0,04%; в гамма-железе, в за-
висимости от температуры, количество углерода может до-
стигать, до 1,7%.
Углерод может также входить в сталь в виде химического
соединения железа и углерода, называемого цементитом
(Fe3C). Цементит — весьма твердая и хрупкая составляю-
щая стали.
Смесь феррита с зернышками или пластинками цементи-
та, содержащая железо и 0,83% углерода, называется
перлитом.
Структура стали зависит от количества углерода, содер-
жащегося в ней, и от температуры. Эта зависимость изо-
бражается так называемой диаграммой состояния железо-
углеродистых сплавов.
На рис. 1 представлена упрощенная диаграмма состояния
сплава железа с углеродом. Линии на диаграмме показывают
критические точки при разном содержании углерода. Выше
21
♦
1500
1400
two
1200
1100
ъЮОО
I" 900
% 800
'TOO
600
500
0,2 0.4 06 0,8 1,0 1,2 1,4 1,6 1.8 2,0
Содержание углерода 6 °/o
Рис. 1. Диаграмма состояния сплава железа с углеродом.
линии АБ сплав представляет собой жидкий раствор угле-
рода в железе.
На линии А Б начинается затвердевание сплава, причем
чем больше углерода, тем при более низкой температуре
застывает сталь. Линия Л Б носит название линии ликвидуса.
Между линиями АБ и АЕ в сплаве одновременно нахо-
дятся и твердый раствор углерода в железе — аустенит и
жидкий сплав. Затвердевание сплава заканчивается на ли-
нии ЛЕВ, которая называется линией солидуса. /Между ли-
ниями АЕ и GSE сплав представляет собой твердый раствор
углерода в гамма-железе — аустенит. Между линиями GS и
PS сплав состоит из феррита и аустенита, между линиями
BES и SK сплав состоит из аустенита и цементита.
Ниже линии PSK до содержания 0,83% углерода сплав
состоит из феррита и перлита (доэвтектоидная сталь), при
содержании 0,83% углерода — из одного перлита (эвтек-
22
тоидная сталь), более 0,83% углерода — из перлита и це-
ментита (заэвтектоидная сталь).
Для придания стали определенных свойств проводится
ее термическая обработка. К операциям термообработки
относятся: закалка, отжиг, нормализация, отпуск.
Закалка. Конструкционная углеродистая сталь при ком-
натной температуре представляет смесь феррита с перлитом
(перлит состоит из феррита и тонких пластинок или зер-
нышек цементита). Если нагревать такую сталь, то в кри-
тической точке—723° (см. диаграмму состояния), которая
обозначается символом Асъ перлит в стали перейдет в аус-
тенит и структура стали будет состоять из феррита и аусте-
нита. При температуре, обозначаемой символом Ас3, струк-
тура стали будет чистым аустенитом, т. е. твердым раствором
углерода в гамма-железе.
Если медленно охлаждать сталь, нагретую выше точки
Ас3 (т. е. выше линии GS или SE), то в ней будут происхо-
дить следующие процессы: атомы железа в критической точ-
ке, обозначаемой при охлаждении Alf перестроятся и из
аустенита образуется феррит, т. е. альфа-железо с раство-
ренным в< нем небольшим количеством углерода. Если
в охлаждаемой стали количество углерода было больше,
чем может раствориться в альфа-железе (т. е. больше сотых
долей процента), то при охлаждении образуется излишек
углерода, который не может раствориться в железе при
низких температурах. Этот излишек углерода образует
химическое соединение с железом — карбид железа, на-
зываемый цементитом. Структура стали снова примет
строение феррит + перлит.
Углеродистая сталь с содержанием углерода свыше 0,83%
при комнатной температуре состоит из цементита и перлита.
При нагреве до 723° (см. диаграмму) перлит переходит в
твердый раствор и структура будет состоять из цементита
и твердого раствора. При нагреве выше линии SE структу-
ра будет чистым аустенитом. При охлажении происходит
распад аустенита.
23
Чем больше скорость охлаждения, тем более низкой будет
температура распада аустенита. При большой скорости
охлаждения аустенит превращается не в ферритно-перлит-
ную структуру, а в другую. Характер структуры будет
зависеть от того, насколько удастся переохладить аустенит.
При скорости охлаждения в несколько сот градусов в
секунду превращение аустенита происходит при темпера-
турах порядка 350—300°. При этом образуется самая твердая
структура, называемая мартенситом. Сущность образова-
ния мартенсита заключается в том, что при большой ско-
рости охлаждения происходит превращение гамма-железа
в альфа-железо, но углерод, который был. растворен в гам-
ма-железе, не успевает выделиться при перестройке и оста-
ется в решетке. Следовательно, образуется пересыщенный
раствор углерода в альфа-железе, который называется мар-
тенситом. Сама решетка железа получается неправильной,
искаженной. Этим объясняется высокая прочность и твер-
дость закаленной стали.
При менее быстром охлаждении получается структура,
называемая троститом. Превращение аустенита происходит
при этом при температурах 500—550°. Тростит менее хрупок
и тверд, чем мартенсит. Он представляет весьма тонкую
смесь цементита и феррита.
Если температура превращения аустенита снижается
незначительно, то получается структура, называемая сор-
битом. Это переходная структура между троститом и пер-
литом.
Для некоторого уменьшения твердости и увеличения
вязкости стали после закалки применяют отпуск. При этом
сталь нагревают до температуры ниже Аег и медленно или
быстро охлаждают. Чем выше температура отпуска, тем
меньше твердость стали.
В качестве закалочных сред применяются: вода, водные
растворы солей и щелочей, масло, расплавленные соли и
расплавленные металлы.
Для получения хорошего качества закалки необходимо,
24
чтобы в интервале температур 550—600° закалочная среда
охлаждала быстро, иначе аустенит распадется на ферритно-
перлитную структуру. При температурах 200—300° зака-
лочная среда должна охлаждать медленно, чтобы не появля-
лось сильных внутренних напряжений.
Холодная вода, особенно подсоленная, обладает весьма
сильным охлаждающим действием как в зоне высоких
(550—600°), так и низких (200—300°) температур. В этом
ее существенный недостаток.
Для смягчения закаливающего действия воды в нее до-
бавляют глицерин, жидкое стекло и др. Особенно сильно
уменьшает закаливающее действие воды добавка мыла.
Масло обладает в 3—4 раза меньшей закаливающей спо-
собностью, чем холодная вода, и медленно охлаждает сталь
в зоне температур 200—300°. Закалка в масле приводит к
меньшим внутренним напряжениям, меньшему короблению
и уменьшает брак по трещинам.
При неправильно проведенной закалке могут возникнуть
различные дефекты в стали. Наиболее распространенными
дефектами являются следующие.
Недостаточна^ твердость закаленной детали вызывается
низкой температурой нагрева детали в печи или недоста-
точно интенсивным ее охлаждением. По этой же причине
могут образоваться мягкие пятна на поверхности закален-
ной детали. Иногда этот дефект является следствием неод-
нородности структуры перед закалкой. Неоднородная струк-
тура исправляется предварительной нормализацией.
Повышенная хрупкость возникает в результате закалки
при очень высоких температурах, при которых происходит
рост* зерен аустенита. Этот брак устраняется повторной
закалкой при нормальных температурах.
Окисление и обезуглероживание поверхности происходит
особенно при нагреве в пламенных печах. Для предупрежде-
ния этого нагрев мелких деталей производят в ящиках, на-
полненных чугунной стружкой или древесным углем. Наи-
лучшим способом предохранения от обезуглероживания и
25
окисления является нагрев в печах, имеющих регулиру-
емую атмосферу (т. е. такой состав газов, при котором не
портится поверхность металла).
Деформация, коробление и трещины появляются вслед-
ствие внутренних напряжений. Внутренние напряжения
можно значительно уменьшить, применяя минимальные
скорости охлаждения и температуры закалки. Кроме
того, необходимо руководствоваться следующими правила-
ми: стержни или детали, близкие к ним по форме, по-
гружаются в закалочную жидкость отвесно — торцом
вниз; плоские предметы погружаются узкой стороной;
детали с неравномерной толщиной погружаются толстой
частью.
Изотермическая закалка. Нагретая до обычных закалоч-
ных температур сталь погружается в ванну с горячей жид-
костью, некоторое время выдерживается в ней и затем
охлаждается до комнатной температуры.
Твердость и прочность закаленной таким образом стали
зависит от температуры закалочной жидкости. Изменяя тем-
пературу, можно получить желаемые механические свой-
ства стали.
При изотермической закалке уменьшаются внутренние
напряжения, отсутствуют коробление и закалочные тре-
щины; изотермически закаленная сталь обладает более
высокой вязкостью, чем сталь, закаленная на ту же твер-
дость обычным способом.
Изотермическая закалка применяется только для тон-
ких изделий, которые могут быстро охлаждаться до темпе-
ратуры закалочной жидкости.
Отжиг. Изделия, охлажденные на воздухе, обладают
различными свойствами и имеют различную структуру
вследствие того, что ковка заканчивается при разных темпе-
ратурах; разные поковки имеют различную величину де-
формации и различную твердость.
Чтобы умягчить стальные поковки, снять остаточные
напряжения, вызванные неоднородным охлаждением и де-
26
формацией, и получить сталь с однородной структурой,
применяется термическая операция — отжиг.
Отжигом называется нагрев стальных изделий до темпе-
ратуры, превышающей линию GSK на 20—30° (см. диаграм-
му состояния), с последующим медленным охлаждением.
Медленное охлаждение ведется до исчезновения свечения
стали, т. е. до температуры около 500°. Скорость охлажде-
ния от температуры отжига до 500° для углеродистых ста-
лей достигает до 150° в час, для легированных сталей — не
должна превышать 50° в час.
Для быстрейшего выравнивания температуры изделия,
загружаемые для отжига в печь, укладываются в штабели
неплотно. Длительность выдержки при температуре отжига
зависит от веса и формы отжигаемых изделий, мощности
печи и пр.
. Нормализация. Нормализацией называется нагрев сталь-
ных изделий до температуры, на 30—40° превышающей тем-
пературу верхней критической точки с последующим
охлаждением на спокойном воздухе или даже в струе воз-
духа. Нормализация применяется для доэвтектоидных ста-
лей (содержащих углерода менее 0,83%); заэвтектоидные
стали этому виду термической обработки не подвергаются
из-за появления брака по трещинам и короблению.
Нормализация применяется для измельчения зерна ста-
ли и подготавливает сталь к дальнейшей термической обра-
ботке.
Высокий отпуск. Высоким отпуском называется нагрев
изделий до температуры на 20—40° ниже точки Ас± с по-
следующей выдержкой при этой температуре. Высокий от-
пуск применяется для получения равномерных свойств ста-
ли по сечению изделий и для улучшения ее механических
характеристик.
Иногда высокий отпуск применяется для превращения
структуры пластинчатого перлита в более пластичную
и вязкую структуру зернистого перлита (в зернистом пер-
лите частички цементита находятся в виде округлых зерны-
27
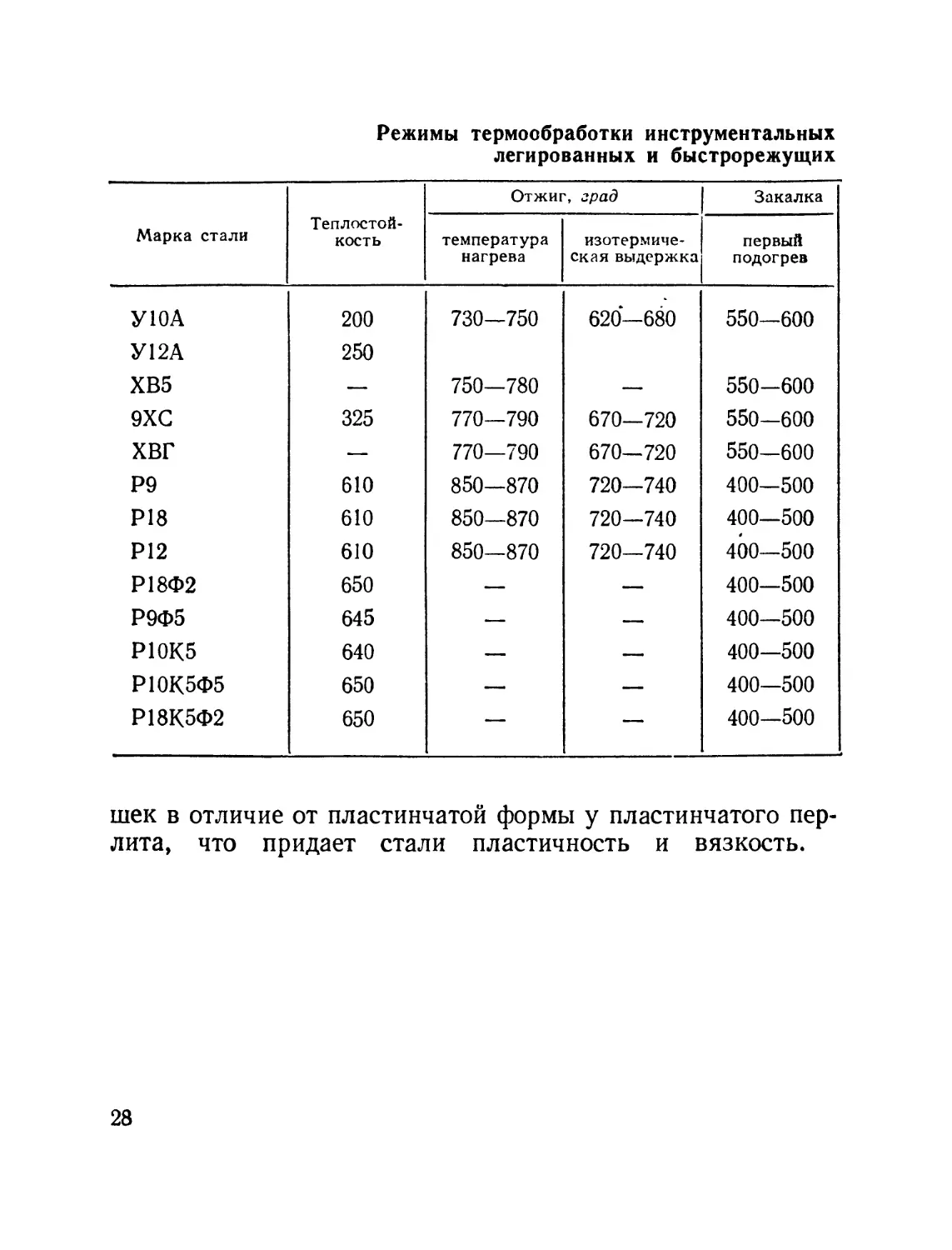
Режимы термообработки инструментальных
легированных и быстрорежущих
Марка стали Теплостой- кость Отжиг, град Закалка
температура нагрева изотермиче- ская выдержка первый подогрев
У10А 200 730—750 620—680 550—600
У12А 250
ХВ5 — 750—780 — 550-600
9ХС 325 770—790 670—720 550—600
ХВГ — 770—790 670—720 550—600
Р9 610 850—870 720—740 400—500
Р18 610 850—870 720—740 400—500
Р12 610 850—870 720—740 400—500
Р18Ф2 650 — — 400—500
Р9Ф5 645 — — 400—500
Р10К5 640 — — 400—500
Р10К5Ф5 650 — — 400—500
Р18К5Ф2 650 — — 400—500
шек в отличие от пластинчатой формы у пластинчатого пер-
лита, что придает стали пластичность и вязкость.
28
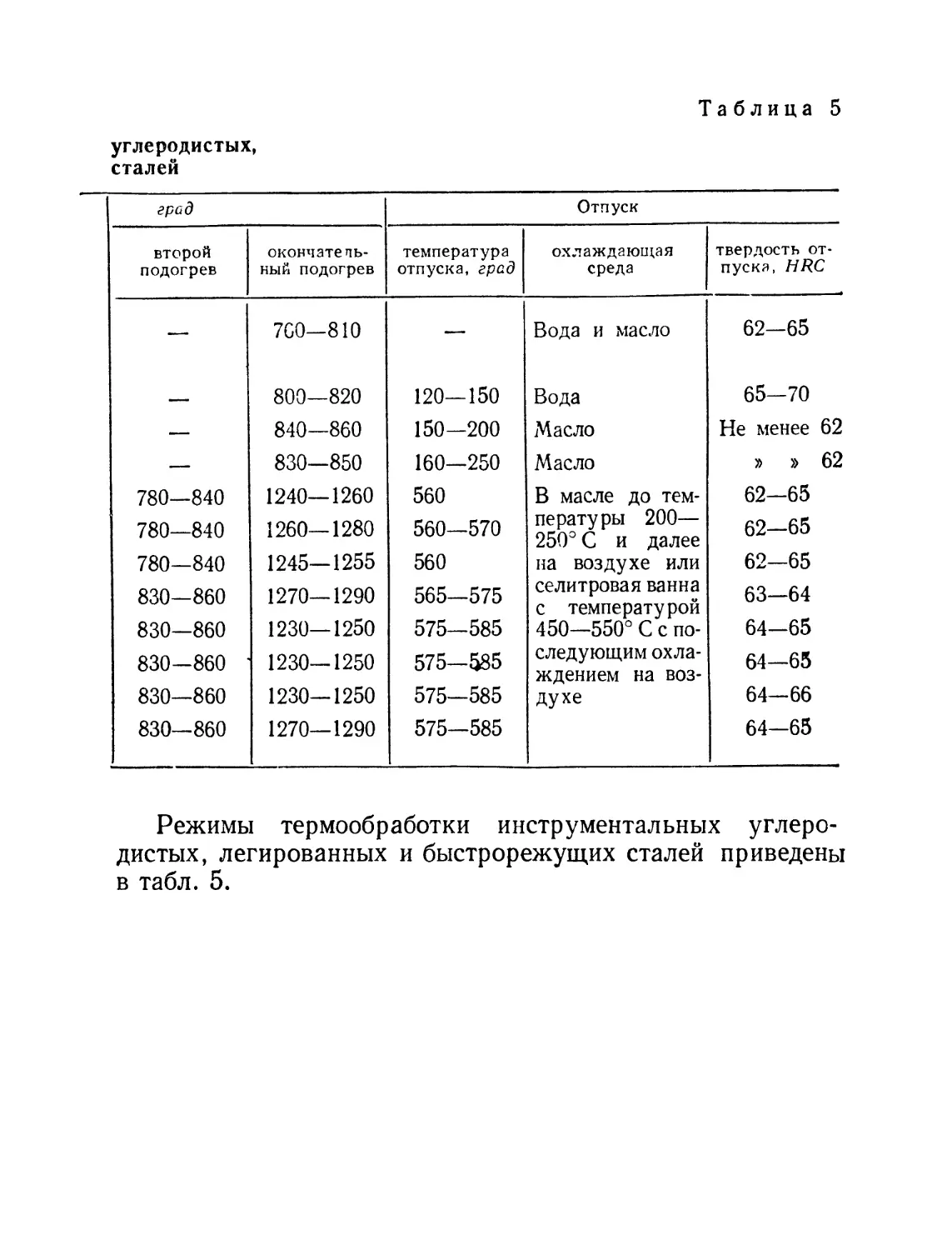
Таблица 5
углеродистых,
сталей
град Отпуск
второй подогрев окончатепь- ный подогрев температура отпуска, град охлаждающая среда твердость от- пуска, HRC
— 7G0—810 — Вода и масло 62—65
— 800—820 120—150 Вода 65—70
— 840—860 150-200 Масло Не менее 62
— 830—850 160—250 Масло » » 62
780—840 1240—1260 560 В масле до тем- 62—65
780—840 780—840 1260—1280 1245—1255 560—570 560 пературы 200— 250° С и далее на воздухе или 62—65 62—65
830—860 830—860 1270—1290 1230—1250 565—575 575—585 селитровая ванна с температурой 450—550° С с по- 63—64 64-65
830-860 ' 830—860 1230—1250 1230-1250 575—585 575—585 следующим охла- ждением на воз- духе 64—65 64—66
830—860 1270—1290 575-585 64—65
Режимы термообработки инструментальных углеро-
дистых, легированных и быстрорежущих сталей приведены
в табл. 5.
Глава //
ТОКАРНЫЕ СТАНКИ
Металлорежущим станком называется машина, предна-
значенная для придания обрабатываемой заготовке требу-
емой формы, размеров, чистоты поверхности с заданной
степенью точности путем снятия стружки тем или другим
металлорежущим инструментом.
Металлорежущие станки находят самое широкое приме-
нение на всех заводах машиностроительного профиля, ре-
монтных заводах, в различного рода мастерских и т. д. По
виду обработки они различаются на токарные, фрезерные,
сверлильные, шлифовальные и т. д.
Из всего парка металлорежущих станков выделяются
своей универсальностью станки токарной группы.
Токарные станки предназначены для черновой, полу-
чистовой и чистовой обработки точением деталей, представ-
ляющих собой тела вращения.
На токарных станках можно выполнять следующие виды
работ:
— точение наружных и внутренних гладких и ступен-
чатых цилиндрических и конических поверхностей;
— подрезку торцов и точение торцовых поверхностей;
— прорезание пазов, канавок и отрезку заготовок;
— сверление, зенкерование, развертывание и растачи-
вание отверстий;
— нарезание наружных и внутренних резьб резцом,
плашкой, метчиком;
— точение фасонных и сферических поверхностей;
— обкатывание цилиндрических и конических поверх-
30
ностеЙ роликами, шариками и накатывание рифлений на
поверхностях.
С применением специальных приспособлений на токар-
ных станках можно выполнять фрезерование, зубонареза-
ние, шлифование и некоторые другие виды работ.
Основными размерными характеристиками токарных
станков являются: 1) высота центров над станиной, которая
характеризует наибольший допустимый радиус обрабатыва-
емой детали; 2) расстояние между центрами, т. е. расстоя-
ние, равное наибольшей длине детали, которую можно
установить на данном станке при крайнем правом положении
задней бабки и выдвинутой до отказа пиноли.
Все токарные станки по высоте центров можно разде-
лить на три группы:
мелкие — с высотой центров до 150 мм;
средние — с высотой центров 150—300 мм\
крупные — с высотой центров свыше 300 мм.
Наибольшее применение имеют средние токарные стан-
ки с расстоянием между центрами 750, 1000 и 1500 мм.
В качестве примера рассмотрим устройство токарно-
винторезного станка модели 1К62, выпускаемого москов-
ским заводом «Красный Пролетарий» им. Ефремова.
Универсальный токарно-винторезный станок модели 1К62
Универсальный токарно-винторезный станок модели
1К62 предназначен для выполнения самых разнообразных
токарных работ с полным использованием возможностей
твердосплавных инструментов. На нем могут нарезаться
как метрические, дюймовые, модульные, питчевые резьбы,
так и архимедовые спирали с шагом 3/8", 7/16"; 2; 5,5;
6; 6,5; 7; 8; 8,5; 10, 11; 12 и 14 мм. На данном станке
можно выполнять также копировальные работы при
помощи гидрокопировального суппорта.
Конструкцией станка обеспечивается значительное умень-
шение времени на его обслуживание: предусмотрено быст-
31
рое механическое установочное перемещение суппорта, од-
норукояточное управление задней бабкой, возможность
автоматической подачи при работе инструментами, закреп-
ленными в пиноли задней бабки путем присоединения ее к
суппорту, имеется четырех позиционный резцедержатель
с точной фиксацией в рабочих положениях и т. п. На стан-
ке установлен амперметр, показывающий нагрузку глав-
ного двигателя при данных условиях работы. Шкала ам-
перметра состоит из трех частей: белой, соответствующей
недогрузке главного двигателя; зеленой, показывающей
нагрузку двигателя в пределах от 85 до 100%, и красной, со-
ответствующей его перегрузке.
Техническая характеристика станка приведена в табл. 6.
Общий вид станка показан на рис. 2. Основными его
узлами являются: I — передняя бабка; II — коробка по-
дач; III — станина; IV — суппорт; V — фартук; VI — зад-
няя бабка; VII — левая тумба; VIII — правая тумба;
IX — корыто.
Передняя бабка I токарного станка представляет собой
чугунный корпус с размещенной внутри коробкой скоростей
и пустотелым шпинделем. Вращение заготовке сообщает
шпиндель. Сквозное отверстие шпинделя используется для
установки длинных прутков и удаления переднего центра
при установке обрабатываемых заготовок в центрах.
Коробка скоростей станка, расположенная в передней
бабке, предназначена для сообщения вращения шпинделю,
изменения скорости и реверсирования его вращения, ко-
торое осуществляется переключением многодисковой фрик-
ционной муфты коробки скоростей или реверсированием
вращения двигателя. Она состоит из ряда зубчатых колес,
блоков и муфт.
Встроенный механизм коробки скоростей обеспечивает
компактность размещения и концентрацию управления ме-
ханизмом привода шпинделя.
Коробка подач II закреплена на передней стороне ста-
нины и предназначена для передачи вращения ходовому
32
Таблица б
Техническая характеристика станка модели 1К62
№ п.п. Наименование параметра Единица измерения Величина параметра
1 Наибольший диаметр изделия,
устанавливаемого над станиной ММ 400
2 Наибольший диаметр точения
над нижней частью суппорта мм 220
3 Диаметр отверстия в шпинделе мм 47
4 Расстояние между центрами
(?МЦ) мм 710, 1000, 1400
5 Наибольшая длина обтачивания
(соответственно РМЦ) мм 640, 930, 1330
6 Пределы чисел оборотов шпин-
деля об/мин 12,5—2000
7 Пределы продольных подач суп-
порта мм/об 0,07—4,16
8 Пределы поперечных подач суп-
порта мм /об 0,035—2,03
9 Нарезаемые резьбы:
метрическая шаги в мм 1 — 192
дюймовая число ниток
на 1" 24—2
модульная модуль 0,5—48
питчевая питч 96—1
10 Мощность главного электродви- 10/13,4
гателя (в зависимости от заказа) кет/л. с 7,5/10
11 Вес станка:
РМЦ 710 мм кг 2080
РМЦ 1000 мм кг 2140
РМЦ 1400 мм кг 2222
12 Габариты станка:
длина мм 2522, 2812,
3212
ширина мм 1166
высота мм 1324
2 Зак. 478
33
Рис. 2. Токарно-винторезный станок модели IK62:
1 — квадратное отверстие вала шкива для деления на многозаходные резьбы; 2, 5 — рукоятки установки
чисел оборотов шпинделя; 3 — рукоятка установки увеличенного, нормального шага резьбы и положения
при делении на многозаходные резьбы; 4 — рукоятка установки правой И левой резьбы и ПодаЧи; б —
кнопка выключения реечной шестерни при нарезании резьбы; 7 — рукоятка индексации и закреплений
резцовой головки; 8 — винт крепления каретки для. торцовых работ; 9— рукоятка подачи верхней части
суппорта; 10 — кнопочная станция пуска и останова главного привода; 11 — рукоятка крепления пиноли
задней бабки; 12— кнопка включения ускоренных ходов каретки и суппорта; 13 — выключатель насоса
охлаждения; 14 — линейный выключатель; 15 — рукоятка крепления задней бабки; 16 — выключатель
местного освещения; 17 — выключатель гидрощупа; 18 — маховичок перемещения пиноли задней бабки;
/9 _ рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль; 20 — рукоятка уста-
новки величины подачи и шага резьбы; 21, 27 — рукоятка включения, выключения и реверсирования
шпинделя; 22 — маховичок ручного перемещения каретки; 23 — рукоятка поперечной подачи суппорта;
24 — рукоятка включения маточной гайки; 25 — рукоятка управления ходами каретки И суппорта;
26 — гайка болта дополнительного крепления задней бабки.
валику или ходовому винту с различной скоростью, т. е.
для изменения величины подачи и шага нарезаемой
резьбы.
У станка модели 1К62 коробка подач состоит из основ-
ной части — шестеренчатого ступенчатого конуса с на-
кидным колесом (конуса Нортона) и умножающей части,
в которую'входит ряд зубчатых колес, блоков, муфт. Вра-
щение коробка подач получает от коробки скоростей через
трензель и сменные шестерни гитары настройки.
При токарных работах и нарезании торцовых резьб ко-
робка подач передает вращение ходовому валику, при на-
резании других резьб — ходовому винту.
Станина III служит основанием для установки и за-
крепления на ней всех основных узлов станка. Ответствен-
ная часть станины — направляющие. По ним перемеща-
ются каретка суппорта IV и задняя бабка VI. Станина
устанавливается на тумбы VII и VIII, к ним прикреплено
корыто IX для сбора стружки и охлаждающей жидкости.
В левой тумбе VII находится главный электродвигатель,
а в правой части станины — электродвигатель ускоренных
ходов суппорта. В передней бабке I помещается коробка
скоростей станка со шпинделем. На передний конец шпин-
деля навертывается патрон или план-шайба, а в коническое
отверстие вставляется передний центр.
Суппорт (рис. 3) предназначен для перемещения за-
крепленных в резцедержателе 4 резцов и состоит из ка-
ретки 1, перемещающейся по направляющим станины,
поперечных 2 и резцовых 5 салазок, поворотной части 3,
Для устранения мертвого хода винта 7 поперечных салазок
при износе гайки последняя выполнена из двух половин 8
и 10, между которыми установлен клин 9. Подтягивая
клин при помощи винта 6 кверху, можно раздвинуть обе по-
ловины гаек и выбрать зазор. Резцовые салазки переме-
щаются по направляющим поворотной части, смонтирован-
ной в круговой направляющей поперечных салазок. Это
позволяет устанавливать резцовые салазки вместе с резце-
2*
35
Рис. 3. Поперечный разрез суппорта токарного станка.
Рис. 4. Задняя бабка токарного станка.
Рис. 5. Механизм трензеля.
держателем под любым углом к
оси станка при обтачивании ко-
нических поверхностей.
Задняя бабка (рис. 4) служит
для поддержания обрабатывае-
мой заготовки при работе в
центрах. Корпус 7 бабки уста-
новлен на плите 5, по которой
обеспечивается смещение бабки
в горизонтальной плоскости.
Бабка крепится к станине 11
при помощи болтов 10 и план-
ки 9. Вращая винт 3 махови-
ком производим осевое пере-
мещение пиноли 4. Поворотом
рукоятки 5 пиноль закрепляет-
ся от осевого смещения. Центр 6
заклинивается в пиноли благо-
даря малому углу конического
хвостовика. Гайка 2 вмонтирована в пиноли. При сверле-
нии задняя бабка специальным прихватом соединяется с
кареткой суппорта и получает от него механическую пода-
чу. Сверло вставляется в пиноль вместо центра. Меха-
низм подачи позволяет изменять величину подачи.
Механизм трензеля (рис. 5) предназначен для изменения
направления перемещения суппорта при неизменном на-
правлении вращения шпинделя. Трензель обычно распола-
гается в корпусе передней бабки и используется при обра-
ботке левыми резцами и нарезании левых резьб. Он состоит
из четырех цилиндрических зубчатых колес Zx, Z2, И
Z4. Зубчатое колесо Zx закреплено на валу /, а зубчатое ко-
лесо Z4 — на валу //. Зубчатые колеса Z2 и Z3 посажены на
пальцах обоймы с рукояткой А. Рукоятка может повора-
чиваться вокруг вала // и занимать одно из трех положений:
в положении 1 рукоятки движение от вала / идет по цепи
Zx —- Z2 — Z3 — Z4 и вал // будет вращаться в направ-
37
7
11
Рис. 6. Упрощенная схема механизма фартука.
лении, противоположном направлению вращения вала /;
в положении 2 рукоятки трензель выключен; в положении
3 рукоятки движение пойдет по цепи Zx — Z3 — Z4 и вал
II будет вращаться в том же направлении, что и вал /.
Гитара сменных колес состоит из четырех сменных колес.
Сменные колеса гитары дают возможность настроить короб-
ку подач на подачу и вид нарезаемой резьбы, а при наре-
зании точных и нестандартных резьб — на шаг резьбы.
Фартук (рис. 6) станка служит для преобразования вра-
щательного движения ходового^валика или ходового винта
в поступательное (продольное или поперечное) перемещение
суппорта вдоль направляющих станины.
При выполнении токарных работ движение подачи осу-
ществляется через ходовой валик станка, с которого через
ряд зубчатых передач вращение передается валику 2 и чер-
вяку 3. Вращение червяка передается червячному зубчато-
му колесу 4 и сидящему на одной оси с ним зубчатому ко-
38
лесу 5. Последнее передает вращение зубчатому колесу 6 и
рядом сидящему с ним зубчатому колесу 7.
Колесо 7 катится по неподвижной рейке S, прикрепленной
к станине станка, заставляя перемещаться суппорт 11,
воедино связанный с фартуком.
При нарезании резьбы вращение получает ходовой винт 1,
ходовой валик при этом отключается. Ходовой винт имеет
разъемную гайку 9 (так называемую маточную), прикреплен-
ную к задней стенке фартука. При включении рукоятки 10
половинки разъемной гайки охватывают вращающийся
ходовой винт, вследствие чего гайка, а вместе с ней фартук
и суппорт получают поступательное движение.
Червячная и зубчатые передачи механизмов фартука по-
стоянны и несменяемы, поэтому различная подача может
быть задана только изменением скорости вращения ходового
валика или винта, т. е. в зависимости от настройки коробки
подач.
Поперечная подача обеспечивается винтовой передачей.
Реверсивный механизм фартука позволяет изменять на-
правление перемещения суппорта.
В механизме фартука предусмотрены самовыключающие
устройства (предохранительные муфты, падающие червяки),
предохраняющие фартук от поломки при перегрузке и обес-
печивающие возможность работы по упорам.
Включение механических подач и маточной гайки сблоки-
ровано так, что при включенной продольной или поперечной
подаче невозможно включение маточной гайки. Благодаря
этому механизм фартука предохраняется от поломки. В нем
имеется также механизм, обеспечивающий ускоренное пе-
ремещение суппорта от отдельного электродвигателя.
Привод станка включает электродвигатель с совокуп-
ностью механизмов, передающих вращение от электродви-
гателя к шпинделю.
Токарно-винторезный станок 1К62 может быть оснащен
дополнительными узлами: гидрокопировальным суппортом
для обработки ступенчатых и фасонных поверхностей, суп-
39
портом с механической подачей верхних салазок и задней
резцовой кареткой, фартуком с электромагнитными муф-
тами, гидрофицированным зажимным патроном и гидро-
фицированной задней бабкой.
Органы управления станка показаны на рис. 2. Кнопоч-
ная станция 10 служит для включения и выключения глав-
ного электродвигателя; выключатели 13,14 и 16 служат для
включения и выключения соответственно насоса, подающего
охлаждающую жидкость в зону резания; линии от сети и
местного освещения. Рукоятки 2 и 5 управляют перемеще-
ниями блоков шестерен в коробке скоростей для настройки
станка на нужное число оборотов. Кнопка 12 служит для
включения дополнительного электродвигателя, осущест-
вляющего ускоренное перемещение каретки и суппорта.
С помощью рукоятки 20 коробка подач настраивается на
нужную величину подачи и шаг резьбы. Рукоятки 21 и 27
сблокированы и служат для включения, выключения и
реверсирования шпинделя.
Кинематическая схема и передачи станка
Кинематическая схема представляет собой относительное
расположение всех основных элементов привода и передач
станка в упрощенном виде. Она показывает пути передачи
движения от первого элемента в кинематической цепи ко
всем остальным и дает возможность определять все кинема-
тические зависимости в станке. На ней условно изображают-
ся источники движения и элементы передач станка: валы,
шкивы, зубчатые колеса, муфты, подшипники, а также
даются числа оборотов и мощность электродвигателей,
диаметры шкивов, числа зубьев, модули зубчатых колес
и т. д.
Условные обозначения основных элементов передач, ис-
пользуемых в изображении кинематических схем станков,
приведены в табл. 7.
40
Таблица 7
Условные обозначения элементов
кинематических цепей
Наименование Условное сбэзна- чение Наименование Условное обозна- чение
4. Передача клиновыми ремнями (кли- 1 1 ,
ноременная передача) р х . ~ — х=^
1. Вал । 11 - 5. Цепная пе- редача i ди 4 Д'
2. Шпиндель: а) токарного станка б) револьвер- ного станка в) сверлильно- го станка г) фрезерного станка д) шлифоваль- ного станка д -CZj=9 3 б -пел г 9 ~0 6. Цилиндри- ческое зубчатое колесо: а) свободно сидящее на валу (холо- стое) б) сидящее жестко на шпонке (за- клиненное на валу) Q $ — X —
3. Ременная пе- редача: а) открытым ремнем б) перекрест- ным ремнем в) скользящее по валу на шпонке г) закрепляе- мое на валу вытяжной шпонкой 3 г — р Д1~-
1
Продолжение таблицы 7
Наименование Условное обозначение Наименование Условное' обозначение
д) двойной (двухвенцовыи блок, жестко сидящий на холостой втулке д 11. Муфта тре- ния (фрикцион- ная муфта): а) конусная б) кольцевая в) дисковая
7. Червячная передача _L., ffl : > х . «J k-J
J [
12. Кулачко- вая муфта: а) односторон- няя б) двусторон- няя а "ВО" zr -QQO"
8. Передача винтовыми зуб- чатыми колеса- ми {44
-i % ь
13. Подшип- ник (опора): а) скольжения б) качения радиальный в) качения упорный а —S S 1 •—£•
9. Реечная пе- редача U •- X
10., Коническое зубчатое колесо: а) жестко си- дящее на шпон- ке (заклиненное на валу) б) скользящее ЛЬ валу на 7
14. Передача ходовым вин- том с гайкой
шпонке
42
При разборе кинематических схем часто встречается
термин «передаточное отношение». Передаточным отноше-
нием i называется отношение числа пЪУАоб’мин ведомого вала
к числу пвщ об/мин ведущего вала, т. е.
£ ^вм
ПВЩ
Для всех видов передач, связывающих ведомый вал с ве-
дущим, сохраняет силу соотношение:
^вм “ ^зщ *
Общее передаточное отношение всей кинематической
цепи равно произведению передаточных отношений всех
отдельных его кинематических звеньев, т. е.
I == ii • 1*2 • • • Gr
"Передачей в станках называется механизм^ который пе-
редает и преобразует движение от одного элемента к другому.
Главнейшими передачами, применяемыми в металлоре-
жущих станках, являются: ременная, цепная, зубчатая, чер-
вячная, реечное зацепление и передача винтом и гайкой.
Некоторые из этих передач показаны на рис. 7.
Ременная передача (рис. 7, а) осуществляется плоскими
или клиновидными ремнями. Передаточное отношение ре-
менной передачи выражается следующей формулой:
• di ___
d2 Hi ’
где di — диаметр ведущего шкива в мм;
d2 — диаметр ведомого шкива в мм;
п2 — число оборотов ведомого вала в мин;
пх — число оборотов ведущего вала в мин.
Если учитывается проскальзывание ремня, то
где у — коэффициент проскальзывания, равный 0,98.
43
Рис. 7. Передачи, применяемые в станках.
Зубчатая передача (рис. 7, б) осуществляется цилиндри-
ческими или коническими зубчатыми колесами. Передаточ-
ное отношение зубчатой передачи равно:
; _ г1 _ л2
где Zi — число зубьев ведущего колеса;
z2 — число зубьев ведомого колеса.
Червячная передача (рис. 7, в) позволяет получать боль-
шие передаточные отношения.
Передаточное отношение червячной передачи равно:
; — А — .51
z rtj ’
где k — число заходов червяка;
z — число зубьев червячного колеса.
44
Реечная передача осуществляется зубчатым колесом и
рейкой (рис. 7, г) или червяком и рейкой (рис. 7, д). Эта пе-
редача служит для преобразования вращательного движе-
ния колеса или червяка в поступательное движение рейки.
Если число зубьев реечного зубчатого колеса обозначим
буквой ?„шаг рейки — /, то при п оборотах колеса рейка
пройдет путь:
s = t-z-n *= к-m-z-n мм,
где т — модуль колеса.
Для передачи червяк — рейка путь, пройденный рей-
кой, соответственно будет:
s *= t*k-n = к-m-k-n мм.
Передача винт—гайка (рис. 7, ё) служит для превраще-
ния вращательного движения в поступательное. За п обо-
ротов винта с шагом /х гайка пройдет путь:
s = n-tx мм.
Кинематическая цепь (рис. 7, ж). Зная число оборотов
ведущего вала-Л! и имея заданную кинематическую цепь,
можно определить число оборотов любого вала в цепи. На-
пример, для данной цепи при заданном пг
ПУ1 = П!- I ^п^ h • i2 • i3 • z4 • i,
d-t z-i Zo
= a?i • • г • — • —
d2 1 z2 z4
4 * *5 —
— . — об/мин.
Кинематическая схема станка модели 1К62
Для изучения движений механизмов станка и их работы
рассмотрим кинематическую схему станка модели 1К62,
показанную на рис. 8 [12].
Кинематическая цепь главного движения. От электро-
двигателя N = 10 кет с п = 1450 об/мин через клиноремен-
142
ную передачу вращается вал I коробки скоростей. На
45
*
Рис. 8. Кинематическая схема токарно-винторезного станка модели IK62.
валу I посажены колеса Z = 56 и Z = 51, которые слу-
жат для прямого вращения шпинделя, и колесо/= 50— для
обратного. Вращение этих колес осуществляется, через двой-
ную многодисковую фрикционную муфту Л41о. Вал 11 по-
лучает две скорости вращения, осуществляемые переда-
точными отношениями и . При помощи тройного
блока между валами II и III осуществляется три переда-
29 21 38
точных отношения: и с вала III при помощи
4/ DO оо 1
двойного блока Z = 88 и Z = 45 на вал VI передаются две
скорости за и 4g-. При помощи следующего блока Z = 22
и Z = 45 между валами IV и V осуществляются переда-
точные отношения gg и ^g. Дальше вращение шпинделя осу^-
27
ществляется либо от вала V через передачу gj, либо не-
гу. 65
посредственно от вала III через передачу ^g.
Пределы чисел оборотов шпинделя при прямом враще-
нии определяются из уравнений:
ит1п = 1450 - 1g - 0,985 • g • | • g • g • g = 12,5 об/мин-
nmn = 1450 • • 0,985 • g • g • g = 2000 об/мин.
В результате переключения блоков получаются 24 ско-
рости, но в действительности скоростей шпинделя 23, так
как некоторые числа оборотов совпадают. Обратное (левое)
50
вращение шпинделя осуществляется через передачи и
36
gg, а далее — как при правом вращении.
Кинематическая цепь продольных подач суппорта. Про-
дольное перемещение суппорта осуществляется следующим
47
гг DU
образом: от шпинделя через передачу далее через трен-
42 28 35 28
зель с колесами или либо йг • от и через гитару смен-
4Z 00 ZO ОЭ
42 95
них колес • F7? вращается вал IX коробки подач. Под-
Уэ ои
ключив муфту, колесо A4t начинает вращать конус шесте-
рен 26, 28, 32, 36, 40, 44, 48 и от него накидное коле-
25
со 36. Далее через передачу и включенную муфту
вращается двойной блок Z = 18 и Z = 28, осуществляю-
18 28 « « х 15 35
щии отношения и затем через двойной блок -тт-и^и
4Э Ои * 4о Zo
28
через передачу вращается ходовой вал, по которому вмес-
те с фартуком перемещается колесо Z = 27. Далее движе-
ние пеоедается через передаточные отношения колес фар-
27 20 4 40 14 7 1Л /
тука ой • ой- • on- • пу • лтг на реечное колесо Z = 10 (мэ-
ZU zo ZU о / Ои
дуль зацепления /и = 3лш). Колесо 10, находясь в зацеп-
лении с рейкой, прикрепленной к станине, катится по ней
и перемещает фартук с суппортом.
Включением муфт Мъ или А4б колесо Z — 14 вращается
вправо или влево, меняя направление движения суппорта.
Общее уравнение кинематической цепи продольных подач
определяется исходя из расчетного периода одного оборота
шпинделя:
1 об. шп. 60 • 95 • 50 • 36 •
25 . .
28 ’ *2 ’ *3
28 27 20 4 40 14 о с
56 ’ 20 ’ 28 ’ 20 ’ 37 * 66 * Л 0
где ZL может быть равно одному из следующих значений:
26, 28, 32, 36, 40, 44, 48;
28 42
^56 ИЛИ 42;
48
18 28
= 45- ИЛИ 35 :
15 35
1з ~ 48 иЛИ 2§"‘
Пределы величин продольных подач при включении
соответствующих блоков составляют 0,07—0,13; 0,14—0,26;
0,28—0,52; 0,57—1,04; 1,14—2,08; 2,28—4,16 мм/об. По-
следняя группа подач получается включением звена уве-
личения шага резьбы.
Кинематическая цепь поперечных, подач суппорта. До
червячной передачи фартука кинематическая цепь не отли-
„ -ту 40
чается от предыдущей цепи. Далее через колеса или
40 45 1 и и
45 • включением муфт /И7 или Л18 и через передачи
40 61 о ттт
gj- • эд- вращается винт поперечной подачи суппорта. Шаг
резьбы винта 5 мм, резьба левая. Уравнение кинематичес-
кой цепи такое же, как и для продольных подач. Величи-
ны подач в 2 раза меньше соответствующих величин и со-
ставляют от 0,035- до 2,08 мм/об.
Ручное продольное перемещение суппорта. Маховиком
Л19 через передачу вращается реечное колесо z = 10.
За один оборот маховика суппорт переместится на вели-
чину
/ • • л • 10 • 3 = 20 мм.
66
Кинематическая цепь для получения метрической резьбы.
При нарезании резьбы для продольного перемещения суп-
порта используется ходовой винт с шагом 12 мм. Для этой
цели блок колес z — 28 и z = 28 входит в зацепление с
муфтой Л43. Маточная гайка, замкнутая с винтом, переме-
щается вместе с фартуком и суппортом. Настройка кине-
матической цепи осуществляется как и для продольных
49
подач — без передачи вращения механизмам фартука. Урав-
нение кинематической цепи в этом случае определяется ис-
ходя из следующего условия: за один оборот шпинделя
суппорт с резцом должен пройти путь, равный шагу наре-
заемой резьбы. Это уравнение примет такой вид:
1 60 42 42 95 25 .. . ♦ ~ __ ~
Аоб.шп ’ "go ' 42 * "95 * "50 ' *36 ’ ~28 ’ ' *3 ' 1Z “ 1 Н-Р>
где Тн.р —шаг нарезаемой резьбы.
В этой цепи конус шестерен (26, 28, 32, 36, 40, 44, 48)
является ведущим. Необходимо отметить, что не все коле-
са, находясь в зацеплении с накидным колесом z — 36,
дают шаги по ОСТу, например для шага ТН.Р = I мм
участвует колесо конуса z = 32, что видно из уравнения
кинематической цепи:
Т — 1 60 42 42 95 32 25 18 15
1 min “ 1 ’ 60 ’ 42 ’ 95 ’ 50 36 28 * 45 ’ 48 12 — 1 ММ’
Т _ i 60 42 42 95 48 25 2^ 35 19-19
7 max — 1 * go * 42 * 95 ’ 50 ’ 36- * 28 ’ 35 * 28 * — ММ.
В коробке скоростей имеется звено увеличения шага
резьбы. Для получения увеличенных шагов резьб необхо-
димо двойной блок z = 60 и z = 45« вала VII перемес-
тить вправо до зацепления колеса z — 45 этого блока с
колесом z = 45 вала 77/, и тогда число оборотов вала по
отношению к шпинделю будет увеличено в 16 или в 4 ра-
за, при этом шпиндель должен вращаться через передачу
27
Тогда все остальные передачи и ходовой винт будут
вращаться ускоренно в 32, в 8 или в 2 раза в зависи-
мости от включения блоков (z = 88 и z = 45) и (z = 22
и z = 45) на валу IV. Найбольший шаг резьбы Тн.р =
= 192 мм при передаточном отношении трензеля 7тр =
Кинематическая цепь для получения модульных резьб.
Шаг модульной резьбы пропорционален л — Тн.р =
50
пт (т— модуль зацепления в мм). Кинематическая цепь
осуществляется аналогично цепи для метрической резьбы,
64 95
но в гитаре сменных колес надо установить колеса 95 • -97 .
Уравнение кинематической цепи напишется в таком
виде:
1 60 42 64 95 Zj 25 . . 19_т __
1 ’ 60 ’ 42 ’ 95 ’ 97 ’ 36 ’ 28 ’ *2 ’ 1з * 12 “ 1 н‘р “ Пт'
Пример: для mmin
Т — 1 60 42 64 95 32 25 28 15 19_
Ун-Р *“ 1 ‘ 60 ’ 42 ’ 95 ‘ 97 ’ 36 ’ 28 ‘ 35 ‘ 48 ‘ 12 ~
= 1,57 мм\ т = = 0,5 мм\
’ л
для mmax
7 н.р -1 • 60 * 42 ‘ 95 ‘ 97 ‘ 36 ‘ 28 ’ 35 * 28 * 12 “
п о 9,42 о
= 9,2 мм\ т —---------= 3 мм.
7С
Для получения, крупных модульных резьб включается
звено увеличения шага резьбы, при этом ттах = 48мм.
Кинематическая цепь для получения дюймовых и питче-
вых резьб. Дюймовая резьба характеризуется числом ниток
на Г'. Запись кинематической цепи производится так же,
как и для метрической резьбы, но конус шестерен являет-
ся ведомым, для чего муфта отключается от колеса
Z = 35, а муфты М4 и М2 выключаются.
Общее уравнение кинематической цепи будет иметь вид:
< 60 42 42 95 35 37 28 36
1 ’ 60 ’ 42 ’ 95 ’ 50 37 ’ 35 * 25 * *
35 28 . . _ 25,4
йГ ‘ 35 г2 1з ~ 7 Н-Р’ 7 н-р ~ Нп.р •
Пределы чисел ниток нарезаемой резьбы: //н.р = 2-4-24
нитки на 1". В отдельных случаях нарезается питчевая
51
резьба, шаг которой выражается в питчах. Величина питча
25 4
р == .—Настройка кинематической цепи аналогична дюй-
мовой, но при этом в гитаре сменных колес устанавлива-
ются колеса Пределы величин р:7— 96, а для
меньших величин применяют звено увеличения шага резьбы.
Кинематическая цепь для нарезания особо точных резьб.
Особо точные резьбы нарезают при помощи включения хо-
дового винта, минуя коробку подач, сокращая этим ки-
нематическую цепь. Для этого необходимо соединить
ходовой винт с валом IX коробки подач включением муфт
ЛД, М2, М3 и разъединением блока колес z = 25 и z =
= 36 от конуса в коробке подач.
Уравнение кинематической цепи в этом случае напишет-
ся так:
< 60 42 in т Тн-Р
1 * "60 * 42 * Х * 12 Гн-Р; 0ТСЮДа Х = ~Т2~’
где х — передаточное отношение сменных колес, состоящее
из одной или двух пар.
Быстрое перемещение суппорта. Оно производится на-
жатием кнопки, встроенной в рукоятке управления, и осу-
ществляется от электродвигателя ускоренного перемеще-
ния. Скорость перемещения суппорта в продольном направ-
лении определяется из уравнения кинематической цепи:
inn 85 л ПОЕ 27 20 4 40 14 то
v — 1410 • • 0,985 • эд- • 28 • 20 • -37 • -g6 • л • 10 • 3 —
= 3360 мм/мин, а в поперечном v — 1680 мм/мин.
Глава HI
ОСНОВЫ ТЕОРИИ ПРОЦЕССА РЕЗАНИЯ МЕТАЛЛОВ
ПРИ ТОКАРНОЙ ОБРАБОТКЕ
Понятие о процессе резания при точении
Обработка резанием представляет совокупность действий,
направленных на изменение формы заготовки путем снятия
припуска режущим инструментом на металлорежущих
станках с целью получения детали требуемой формы и раз-
меров. Припуском на обработку называется слой металла,
который срезается с заготовки в процессе изготовления де-
тали. Величина припуска определяется разностью размеров
заготовки й обработанной детали.
Кроме общего припуска различают промежуточный при-
пуск. Промежуточный припуск — это слой металла, не-
обходимый для осуществления определенной технологи-
ческой операции. На величину припуска оказывают влияние
такие факторы, как вид заготовки (отливка, штамповка,
поковка, прокат и др.), материал заготовки, технологи-
ческий процесс обработки, сложность конфигурации дета-
ли, требуемые точность и чистота обрабатываемых поверх-
ностей и т. д.
При резании снятием стружки усилие резания вос-
принимается только одной (передней) поверхностью резца,
благодаря чему отгибается и отводится в сторону слой
снимаемого материала, т. е. образуется стружка. Вторая
поверхность (задняя) оказывает давление на деталь и
скользит по уже обработанной поверхности.
Пластической деформации подвергается весь отделяемый
слой металла, превращающийся в стружку, а также те слои,
которые непосредственно примыкают к острию клина ин-
струмента, т. е. впереди стружки и на подрезцовой поверх-
ности.
53
В зоне соприкосновения рабочих поверхностей инстру-
мента и срезаемого слоя заготовки происходят упруго-плас-
тические деформации, развивающиеся вплоть до отделения
частиц металла и образования элементов стружки.
При обработке на токарных станках при воздействии рез-
ца передней поверхностью на элемент срезаемого слоя вна-
чале происходят упругие, а затем пластические деформации
в ограниченной области вплоть до отделения стружки. В свя-
зи с относительной малостью упругой деформации в сравне-
нии с пластической первой обычно пренебрегают и считают,
что резание представляет процесс пластической деформации,
доведенной до разрушения срезаемого слоя металла.
В процессе обработки резанием под влиянием внешней
силы станка, приложенной к инструменту, на передней и зад-
них поверхностях инструмента возникают нормальные силы
и силы трения, которые вызывают деформацию срезаемого
слоя и образование стружки, трение по передней и задней
поверхностям инструмента, деформацию поверхностного
слоя заготовки.
Процесс резания сопровождается выделением большого
количества тепла, образуемого в результате деформации
и трения по контактирующим поверхностям инструмента.
Деформации и тепловые явления определяют силы ре-
зания, расходуемую мощность, влияют на износ и стойкость
инструмента, на характер температурного поля в зоне ре-
зания, что приводит к изменению механических свойств
обрабатываемого слоя металла около режущего инструмента.
Процесс стружкообразования сопровождается большим
трением, завиванием и усадкой стружки, наростообразова-
нием и износом режущего инструмента, упрочнением по-
верхностного слоя и детали.
Для увеличения стойкости режущих инструментов, по-
вышения класса чистоты обработанных поверхностей, умень-
шения сил резания, облегчения процесса пластического де-
формирования и удаления стружки при обработке резанием
применяются смазочно-охлаждающие жидкости (СОЖ).
54
Виды движений при токар-
ной обработке. Для осуществ-
ления процесса резания при
токарной обработке необходимо
иметь два одновременно дейст-
вующих рабочих движения, одно
из которых вращательное, а вто-
рое— поступательное. Вращение
обрабатываемой заготовки на-
зывается главным движением,
а скорость ее вращения — ско-
ростью резания.
Поверхности на обрабаты-
ваемых деталях. В процессе ре-
зания нд детали различают три
1) обрабатываемая поверхность, т. е. поверхность детали,
которая подлежит обработке;
2) поверхность резания, которая образуется на детали
непосредственно режущей кромкой резца;
3) обработанная поверхность, полученная после снятия
стружки.
1 2 J
Рис. 9. Главное движение
и движение подачи.
поверхности (рис. 9):
Элементы резания при точении
К элементам резания при точении относятся скорость ре-
зания, глубина резания, .подача, ширина среза, толщина
среза, номинальная площадь поперечного сечения среза
(рис. 10).
Скорость резания — это путь перемещения режущего
лезвия относительно поверхности резания в единицу време-
ни. Обозначается буквой V, измеряется в м!мин и опреде-
ляется по формуле:
т г тс Dn ,
v = -1000-
55
Рис, 10. Элементы ре-
зания.
где D — диаметр обрабатываемой
поверхности заготовки
В ММ]
п — число оборотов заготовки
в минуту.
Для настройки станка на за-
данную скорость резания нужно
знать число оборотов шпинделя
станка, которое определяется по
формуле:
1000V
п = • об/мин,
где V — заданная скорость резания в м/мин]
D — диаметр обрабатываемой поверхности (заготовки)
в мм.
Если такого числа оборотов шпинделя у станка нет, то
следует произвести перерасчет фактической скорости реза-
ния по ближайшему меньшему числу оборотов, имеющемуся
на станке.
Глубина резания — это толщина слоя металла, срезаемо-
го резцом за один проход. Она обозначается буквой t и из-
меряется в мм как кратчайшее расстояние между обра-
батываемой и обработанной поверхностями:
. D — d
t = —
где D — диаметр обрабатываемой поверхности в мм]
d — диаметр обработанной поверхности в мм.
Подачей s при точении называется величина перемеще-
ния резца вдоль обработанной поверхности за один оборот
детали. Измеряется подача в мм/об. При точении применя-
ют продольные и поперечные подачи.
Глубина резания и подача характеризуют основные раз-
меры стружки.
Шириной срезаемого слоя b называется расстояние в
мм между обрабатываемой и обработанной поверхностями,
измеренное на поверхности резания.
Толщиной срезаемого слоя а называется расстояние в мм,
измеряемое между двумя последовательными положениями
поверхности резания за один оборот детали в направлении,
перпендикулярном к ширине стружки.
Номинальной площадью поперечного сечения среза f назы-
вается произведение глубины резания t на подачу s или
ширины стружки b на толщину а:
f = s • t = а • b мм2.
Виды стружки и ее усадка
Различают следующие виды стружки—надлома, сустав-
чатую (скалывания) и сливную.
Стружка надлома (рис. 11, д) образуется преимуществен-
но при обработке хрупких металлов (чугуна, бронзы) и не-
металлических материалов (мрамора, стекла, камня и т. п.).
Она состоит из отдельных мелких элементов, очень слабо свя-
занных между собой. Это происходит потому, что срезаемый
слой материала под действием резца сразу же разрушается.
Стружка вырывается кусками неправильной формы, а
обрабатываемая, поверхность получается шероховатой.
Стружка суставчатая (скалывания) (рис. 11, а) обра-
зуется при обработке твердых и средней твердости ме-
Рис. 11. Виды стружки.
17
таллов с большими подачами, малыми скоростями резания
и с малым передним углом инструмента. Внешне эта
стружка отличается от стружки надлома тем, что элементы
ее на некоторой длине соединены между собой в виде ленты
с шероховатой поверхностью и более ровной нижней по-
верхностью со стороны передней части резца.
Сливная стружка (рис. 11, б, в, г) образуется при обра-
ботке вязких материалов с малыми подачами, большими ско-
ростями резания и с большим передним углом. У сливной
стружки верхняя сторона матовая, с множеством мелких за-
зубрин, а нижняя, скользящая по передней поверхности рез-
ца, — гладкая и блестящая.
Усадка стружки. Сравнив длину поверхности резания,
пройденной резцом, с длиной полученной стружки, видно,
что стружка короче и толще, чем срезанный слой металла.
Это явление усадки стружки обычно определяется отноше-
нием длины пути резца к длине полученной стружки, т. е.
где Къ — коэффициент усадки стружки по длине;
Lx — длина пути резца, мм;
Lq — длина стружки, мм.
Коэффициент усадки характеризует способность мате-
риалов претерпевать под действием нагрузки большие или
меньшие пластические деформации. Чем пластичнее мате-
риал,-тем больше коэффициент усадки стружки. При обра-
ботке вязких металлов стружка укорачивается в 1,5 —
5 раза, а иногда и больше. При обработке хрупких метал-
лов стружка почти не укорачивается.
Нарост и его влияние на процесс резания
В процессе резания вязких металлов перед режущей
кромкой резца образуется спрессованный слой металла
другого строения, чем материал обработанной детали. Этот
58
Рис. 12. Схема образования нароста.
слой движется вместе с резцом в процессе резания. Явление
образования спрессованного слоя металла на режущей
кромке резца называется наростообразованием, а задержан-
ный на передней поверхности резца слой металла — наро-
стом (рис. 12, а).
Нарост прочно удерживается на передней поверхности
резца, предохраняя его тем самым от износа и непосредствен-
ного воздействия теплоты резания. Он увеличивает передний
угол, в результате чего уменьшается усилие резания.
При дальнейшем осуществлении процесса резания нарост
увеличивается, причем часть его нависает над задней
поверхностью резца (рис. 12, б). Когда нарост достигает
больших размеров и стружка опирается уже не на переднюю
поверхность резца, а на сам нарост, то под действием сил
трения нарост ломается (рис. 12, в), попадает между задней
поверхностью резца и обработанной поверхностью и вдавли-
вается в последнюю (рис. 12, а); часть нароста, оставшаяся
на передней поверхности, также отрывается от резца и
уносится со стружкой (рис. 12, д).
Процесс образования и срыва нароста происходит очень
быстро — 70 80 срывов в секунду.
При наличии нароста на резце обрабатываемая поверх-
ность получается неровной и шероховатой. Это объясняется
тем, что нарост, выполняя роль режущего лезвия, внедря-
ется в обрабатываемый металл за пределами линий среза
и увеличивает глубину резания (см. рис. 12, б), срезается и
остается на обработанной поверхности детали в виде не-
69
большого твердого включения (см. рис. 12, в, г). Поэтому,
если нарост при черновой обработке оказывается положи-
тельным явлением, то при чистовой он вреден. Нарост не
образуется при очень низких скоростях резания (порядка
1 4- 3 м/мин) и при больших скоростях резания (свыше
70 4- 80м/мин). Наиболее интенсивное образование нароста
происходит при скоростях резания в пределах 204-30 м!мин.
При обработке хрупких материалов нарост не образуется.
Силы резания
При снятии стружки с заготовки необходимо приложить
такое усилие, которое преодолело бы силы сопротивления
металла резанию. Это усилие называется силой резания Р.
Величина ее зависит от свойства обрабатываемого материала,
размера срезаемой стружки, геометрических параметров
резца и других факторов.
Поскольку сила резания в пространстве может быть на-
правлена различным образом, непосредственное измерение
и использование ее для практических целей затруднитель-
но. Поэтому силу резания Р обычно раскладывают на три
составляющие: Рх, Ру и Pz (рис. 13), которые взаимнопер-
пендикулярны и действуют в направлениях, наиболее важ-
ных с точки зрения условий работы станка и резца.
Составляющая Рг дей-
ствует в вертикальной
плоскости, совпадающей с
направлением скорости ре-
зания у, и называется вер-
тикальной, или тангенциа-
льной, силой резания. Она
обычно на 6 4- Ю% мень-
ше полной силы резания Р,
поэтому ее называют уси-
лием резания. По состав-
ляющей Рг определяются
Рис. 13. Силы, действующие
на резец.
60
расход мощности на резание, величина крутящего момен-
та на шпинделе, а также производится расчет на прочность
элементов станка.
Составляющая Рх действует в горизонтальной плоскости,
совпадает с направлением продольной подачи и называется
осевой силой или силой подачи. По величине Рх производится
расчет на прочность всех звеньев механизма подачи
станка.
Величина силы подачи Рх колеблется в пределах от 0,1
до 0,3 величины силы Рг.
Составляющая Ру. действует в горизонтальной плоскос-
ти, совпадает с направлением поперечной (радиальной)
подачи и называется радиальной силой.
Величина радиальной силы Ру колеблется в пределах
от 0,25 до 0,5 величины силы Рг.
Сила резания, сила подачи и радиальная сила измеря-
ются в килограммах.
От силы Ру зависит прогиб обрабатываемой детали, по-
этому при обработке тонких и длинных валов для уменьше-
ния величины Ру необходимо угол в плане ср резца делать
больше 45° (до 90°). Для уменьшения прогиба заготовки от
силы Ру используются также люнеты.
Величину силы резания Pz определяют по формуле:
Pz = Со • t • 5Ур
4 г
где Ср — коэффициент, характеризующий заданные усло-
вия работы;
t — глубина резания в мм;
s — подача резца в мм на один оборот шпинделя;
Ур— показатель степени при подаче s.
Значение коэффициента Ср может меняться в зависи-
мости от величины углов заточки резца и качества обраба-
тываемого материала. Величины Ср и ур выбирают по спра-
вочным таблицам режимов резания.
61
Крутящий момент и мощность при точении
Силы резания Pz, Рх и Ру действуют на систему СПИД
(станок—приспособление—инструмент—деталь), вследствие
чего возникает потребность в проведении расчетов, устанав-
ливающих (проверяющих) необходимые прочность, жест-
кость, виброустойчивость и другие требуемые свойства
указанных элементов.
Воздействие сил резания на резец (см. рис. 13) следую-
щее: сила Pz изгибает державку (тело) резца в вертикальной
плоскости, и так как обычно направление действия этой
силы не проходит через ось резца, то она производит также
кручение державки. Сила Ру производит сжатие и изгиб
державки. Сила Рх изгибает державку в горизонтальной
плоскости и скручивает ее. Таким образом, державка резца
находится в сложном напряженном состоянии. Расчет
державки обычно производят от изгибающего действия
силы Pz.
В режущей пластинке, закрепленной в державке, силы
резания вызывают также изгибающие и сжимающие на-
пряжения, и при значительных силах, особенно при нали-
чии ударов, возможна поломка пластинок. Рассмотрим дей-
ствие сил резания на заготовку. Сила Pzi воздействуя на
заготовку, производит кручение и изгиб в вертикальной
плоскости. Крутящий момент Л4кр (крутящим моментом на-
зывается произведение силы, приложенной к какому-либо
валу, шкиву ит. п., на расстояние от оси вала до точки
приложения данной силы) составляет:
Р D
Мкр = —V- кГ мм,
где D — диаметр обработанной поверхности в мм.
Крутящий момент должен~быть меньше момента, созда-
ваемого станком Л1СТ, так как в противном случае произой-
дет торможение.
Сила Ру изгибает заготовку в горизонтальной плоскости.
Наличие изгиба заготовки при обработке (особенно от
62
действия силы Ру) вызывает погрешности формы обраба-
тываемой детали. При малой жесткости детали изгибающие
моменты вызывают вибрации, ухудшающие обработанную
поверхность. Воздействие силы Рх состоит главным образом
в том, что она стремится сдвинуть деталь в осевом направле-
нии.
Действие сил резания на станок следующее: вертикаль-
ная сила Pz действует на механизм главного движения стан-
ка, суппорт, станину и заднюю бабку. По силе Pz определя-
ют потребную мощность на вращение детали NQ:
N* “. 60 • 102 Квт'
Обычно для выполнения работы необходимо, чтобы мощ-
ность станка N удовлетворяла условию:
N >
где т] — коэффициент полезного действия механизма глав-
ного движения станка.
Наклеп и остаточные напряжения
в поверхностном слое при точении
В процессе резания пластическая деформация происхо-
дит не только в срезаемом, но и в поверхностном слое основ-
ной массы металла. Глубина распространения деформации
от поверхности резания и обработанной поверхности зависит
от ряда факторов и может достигать сотых долей миллимет-
ра, а в отдельных случаях даже целых миллиметров.
Пластическое деформирование вызывает упрочнение ме-
талла, его наклеп. Твердость наклепанного слоя в ряде слу-
чаев может значительно превышать твердость недеформиро-
ванного металла.
Чем мягче обрабатываемый металл, тем большему накле-
пу он подвергается. При резании стали наклепанный слой
может быть в 3 4- 4 раза тверже основного металла. Чугун
63
упрочняется значительно меньше стали как по величине
твердости, так и по глубине распространения. Чем больше
угол резания, радиус закругления вершины резца и пода-
ча, тем больше наклеп. При увеличении скорости резания
с некоторого ее значения наклеп уменьшается.
Наклеп обработанной поверхности детали повышает ее
износостойкость. Но, с другой стороны, значительное уве-
личение твердости поверхности может вызвать затруднения
при дальнейшей ее обработке.
Вместе с образованием наклепа в процессе резания ме-
талла в поверхностном слое возникают остаточные напряже-
ния, которые могут оказывать существенное влияние на
эксплуатационные свойства детали, увеличивая или снижая
износостойкость и усталостную прочность. Величина и ха-
рактер остаточных напряжений зависят от качества обраба-
тываемого металла, режима и условий резания, а также от
геометрии режущей части резца.
Для повышения эксплуатационных свойств деталей
машин необходимо добиваться таких остаточных напряже-
ний в поверхностном слое, которые были бы противо-
положны по знаку напряжениям, возникающим на данной
детали в эксплуатации при соответствующих нагрузках.
Теплота резания
Для осуществления процесса резания металлов необхо-
димо затратить определенную работу. Общее выражение этой
работы в 1 минуту имеет следующий вид:
А = Pz • V,
где А — работа в кГм!мин\
Р7 — вертикальная сила резания в кГ\
V — скорость резания в м!мин.
Вся работа резания в основном переходит в теплоту.
64
Общее количество теплоты Q можно определить по формуле;
Q = • А = ккал/мин,
где — тепловой эквивалент работы в ккал/кГм.
Приходная часть теплового баланса процесса резания
состоит из:
Qt — тепла, возникшего в результате деформации
обрабатываемого металла, происходящей главным
образом в области концентрации пластической
деформации перед резцом;
Q2 — тепла, возникшего в результате превращения среза-
емого слоя в стружку;
Q3 — тепла, возникшего в результате трения стружки
о переднюю поверхность резца;
Q4 — тепла, возникшего в результате трения задних
поверхностей резца о поверхность резания и об
обработанную поверхность детали;
Q5 — тепла, возникшего в результате упрочнения ма-
териала детали в пограничном слое обработан-
ной поверхности.
Расходная часть теплового баланса состоит из:
— тепла, уносимого стружкой, во всех случаях
резания представляющего наибольшую часть
(75-4-80% от общего количества выделяемого тепла);
q2 — тепла, отводимого в резец (15-^- 20% от общего
количества выделяемого тепла);
q3 — тепла, отводимого в обрабатываемую деталь (по-
рядка 4% от общего количества выделяемого тёпла);
— тепла, излучаемого в окружающую среду (порядка
1% от общего количества выделяемого тепла);
q$ — тепла, постепенно накапливающегося у вершины
резца и повышающего его температуру.
Всегда имеет место равновесие:
Qi 4- Q2 4~ Q3 Qi + Q5 — Qi + ?2 4- Чз 4* ?4
3 Зак. 478
65
Интенсивность теплообразования зависит от физико-
механических свойств обрабатываемого металла, качества
материала резца, его геометрии, качества поверхностей
режущей части резца, скорости резания, подачи и глубины
резания.
На температуру резца и стружки самое большое
влияние оказывает скорость резания. Тепло, развиваемое
в процессе резания, стремится распространиться в массу
обрабатываемой детали и стружку с некоторой скоростью,
зависящей от теплоемкости и теплопроводности материала
детали. Если скорость образования тепла будет больше
скорости распространения тепла, то большая часть его будет
скапливаться в резце и стружке, повышая их температуру.
В связи с этим стойкость резца в значительной мере за-
висит от величины %. Чем больше q-o, тем быстрее нагрева-
ется вершина резца, достигая критической температуры
теплостойкости. Борьба за повышение стойкости резца — это
борьба за уменьшение %, что достигается применением
инструментальных материалов с более высокой температу-
рой теплостойкости, большей теплоемкостью и теплопровод-
ностью, а также применением смазочно-охлаждающих
жидкостей для охлаждения резца, стружки и детали.
Смазочно-охлаждающие жидкости
Для повышения стойкости режущих инструментов не-
обходимо отводить тепло из зоны резания. Наиболее эффек-
тивным средством для отвода тепла из зоны резания и
снижения работы трения являются смазочно-охлаждающие
жидкости, которые разделяются на две основные группы:
охлаждающие и смазочные.
группе охлаждающих относятся жидкости с малой вяз-
костью и большой теплоемкостью и теплопроводностью, т. е.
водные растворы и эмульсии, применяемые при обдирочных
работах, когда к чистоте поверхности не предъявляются
высокие требования. Наиболее сильным охлаждающим
66
действием обладает вода. Для предохранения станков от
коррозии -применяют противокоррозионные вещества —
ингибиторы (вещества, замедляющие протекание реакции)
коррозии: соду, буру, тринатриифосфат, нитрит натрия и др.
Смазочные жидкости обладают высокой маслянисто-
стью, т. е. имеют хорошую смазывающую способность.
К этой группе относятся минеральные и растительные
масла, а также смеси минеральных масел с растительными —
так называемые компаундированные масла. Для повышения
смазочного эффекта в жидкости добавляют поверхностно
активные вещества, содержащие серу и хлор — четырех-
хлористый углерод и др., а также осерненные масла — суль-
фофрезолы (веретенное масло с добавкой 2 — 3°6 серы) и
другие, которые применяют при чистовых и отделочных
работах, когда требуются высокие чистота поверхности и
точность обработки.
Физическая сущность действия смазочно-охлаждающих
жидкостей заключается в том, что за счет электрохимических
сил частицы жидкости проникают в зону резания через мель-
чайшие поры-капилляры, выполняя смазывающее, а испа-
ряясь — и охлаждающее действие на режущую кромку
инструмента, стружку и деталь.
Для снижения температуры на изнашиваемых шаверх-
ностях инструмента необходимо обеспечить более интенсив-
ное охлаждение его режущей части, образующейся стружки
и обрабатываемой детали.
Существуют три способа подвода смазочно-охлаждающей
жидкости:
а) полив на стружку;
б) охлаждение напорной струей;
в) охлаждение распыленной жидкостью.
Наибольший эффект достигается при использовании спо-
соба охлаждения распыленной жидкостью.
Смазочно-охлаждающие жидкости, применяемые при
токарных работах, приводятся в табл. 8.
з*
67
Таблица 8
Смазочно-охлаждающие жидкости,
применяемые при токарных работах
жидкости Состав жидкости Область применения и краткая характерис- тика
Составляющие вещества Весовое содер- жание в %
1 2 3 4
Водный рас- ТЕОр СОДЫ I Сода кальци- нированная тех- ническая Вода 1,50 Остальное Черновое обтачивание. Введение в раствор нитрита натрия повы- шает его антикорро- зионные свойства. По своему охлаждаю- щему действию раст- воры соды и тринат- рийфосфата равноцен- ны
Водный рас- твор СОДЫ II Сода кальцини- рованная тех- ническая Нитрит натрия Вода 0,80 0,25 Остальное
Водный рас- твор тринат- рийфоефата I Тринатрийфос- фат Вода 1,50 Остальное
Водный рас- твор тринат- рийфссфатаП Тринатрийфос- фат Нитрит натрия Вода 0,80 0,25 Остальное
Водный рас- твор мыла I Мыло специаль- ное калийное Сода кальцини- рованная техни- ческая или три- натрийфосфат Нитрит натрия Вода 0,5 v 1 0,5 -? 0,75 0,25 Остальное Чистовое и фасонное точение Наряду с жидким ка- лийным мылом может быть использовано лю- бое водорастворимое мыло при отсутствии
68
Продолжение таблицы 8
1 2 3 4
Водный рас- твор мыла II Мыло специаль- ное калийное Сода кальцини- рованная тех- ническая Вода 4,0 1,5 Остальное в нем хлористых со- лей. Хозяйственное мыло по экономичес- ким соображениям применяется лишь в исключительных слу- чаях
Эмульсия на стандартном эмульсоле I Эмульсол Э-2(Б) Сода кальцини- рованная техни- ческая или три- натрийфосфат Вода 2 — 3 0,4 4-0,6 Остальное Обработка поверхнос- тей, которые не требу- ют ссобой чистоты, производящаяся при высоких скоростях ре- зания, с образованием длинной завивающей- ся стружки большого поперечного сечения
Эмульсия на стандартном эмульсоле II Эмульсия Э-2(Б) Сода кальцини- рованная тех- ническая или тринатрийфос- фат Вода 54-8 0,2 Остальное Чистовое обтачивание
Эмульсия на основе окис- ленного пет- ролатума IV Эмульсол на ос- нове окисленно- го петролату- ма Сода кальцини- рованная техни- ческая Нитрит натрия Вода 5 0,3 0,2 Остальное Черновое и чистовое обтачивание. Получае- мая чистота поверх- ности выше, чем при охлаждении эмульсия- ми на стандартном эмульсоле
69
Продолжение таблицыв
1 2 3 4
Смешанное масло Индустриаль- ное масло 20 Льняное масло (2-й сорт) Керосин 70 15 15 Нарезание резьб с вы- сокой точностью. Об- работка дорогостоящи- ми фасонными инстру- ментами
Сульфофре- зол 100 Чистовая обработка с малым сечением среза. Применение сульфо- фрезола при черновых работах не рекомен- дуется, так как вслед- ствие образования большого количества тепла происходит'раз- ложение сульфоф резо- ла (выделение серы), вредное для токаря
Смесь суль- фоф резола с керосином Сульфоф резол Керосин 90 10 Нарезание резьбы, глубокое сверление, чистовая обработка по- верхностей
Керосин — 100 Обработка алюминия. Обработка колеблю- щимися брусками
Примечание. В смазочно-охлаждающих жидкостях применяю-
тся тринатрийфосфат и нитрит натрия 2-го сорта.
Глава IV
ТОКАРНЫЕ РЕЗЦЫ
Геометрия резцов
Резцы являются основным видом инструмента, приме-
няемого на токарных станках для выполнения самых
разнообразных работ. Резец состоит из головки и державки.
Головка выполняет работу резания и является наиболее
важной частью резца. Державка служит для закрепления
резца в резцедержателе и может иметь круглое, квадратное
иди прямоугольное сечение. На рис. 14 показан проходной
токарный резец. У его головки различают (рис. 14, а):
переднюю поверхность 6, по которой сходит стружка во
время точения, заднюю главную 5 и заднюю вспомогатель-
ную 5 поверхности, обращенные к обрабатываемой заготовке.
При пересечении передней и задней поверхностей обра-
зуется главная режущая кромка /, при пересечении перед-
ней и задней вспомогательной поверхностей образуется
вспомогательная режущая кромка 2. Пересечение главной
и вспомогательной режущих кромок образует вершину
резца 4, С целью повышения стойкости резца его вершину
делают не острой, а либо скругляют по радиусу, который
называется радиусом при вершине, либо делают дополни-
тельную прямолинейную режущую кромку, которая назы-
вается переходной.
Взаимное расположение поверхностей относительно друг
друга определяется углами резца. Величина углов выбира-
ется в зависимости от типа резца, рода обрабатываемого ма-
териала и материала резца, условий работы.
Для отсчета углов введены исходные плоскости: основная
плоскость, плоскость резания, главная и вспомогательная
секущие плоскости.
71
Основной называется плоскость, параллельная продоль-
ной и поперечной подачам. У токарных резцов она совпадает
с нижней опорной поверхностью резца.
Плоскостью резания называется плоскость, касательная
поверхности резания и проходящая через главную режущую
кромку. Она перпендикулярна основной плоскости.
Плоскость, пересекающая главную режущую кромку
и перпендикулярная проекции этой кромки на основную
плоскость, называется главной секущей плоскостью. Плос-
кость, перпендикулярная проекции вспомогательной режу-
Рис. 14. Элементы и геометрические параметры
резца.
72
щей кромки на основную плоскость, называется вспомога-
тельной секущей плоскостью.
Углы, измеренные в главной секущей плоскости, назы-
ваются главными углами: главный задний угол а; передний
угол ; угол резания 8 и угол заострения р (рис. 14, б).
Главным задним углом а называется угол, образованный
главной задней поверхностью резца и плоскостью резания.
Он служит для уменьшения трения задней поверхности рез-
ца об обрабатываемую заготовку. Его величина выбирается
в зависимости от вида обработки и материала обрабатываемой
детали.
Передним углом у называется угол между передней по-
верхностью резца и плоскостью, перпендикулярной плос-
кости резания, проходящей через главную режущую кромку.
Величина переднего угла назначается в зависимости от
формы передней поверхности, материала режущей части
резца и заготовки, условий работы.
Угол у в значительной степени определяет прочность
и стойкость режущего инструмента, усилие резания и по-
требляемую мощность.
С увеличением переднего угла облегчается процесс реза-
ния, повышается чистота обработки, но снижается прочность
и стойкость резца. Передние углы могут быть как положи-
тельными, так и отрицательными. При отрицательных
углах прочность режущей кромки увеличивается, но про-
цесс резания затрудняется. Положительные углы приме-
няются при обработке вязких материалов и в том случае,
когда материал резца обладает достаточной прочностью,
отрицательные углы — при обработке твердых прочных
материалов, при прерывистом резании и в том случае,
когда материал резца имеет недостаточную прочность на
изгиб и боится ударов.
Углом резания 8 называется угол, образуемый плос-
костью резания и передней поверхностью резца. Его
величина изменяется в пределах от 60 до 100°. Чем тверже
обрабатываемый материал, тем больше угол 8.
73
Углом заострения р называется угол между передней
и задней главной поверхностями резца.
Между главными углами существует следующая зависи-
мость (с учетом знака угла):
т + & =90°,
Р -J- а — В.
Весьма важную роль в процессе резания играют углы в
плане: главный угол в плане ср и вспомогательный <рх. Они
представляют собой углы соответственно между проекциями
главной и вспомогательной режущих кромок на основную
плоскость и направлением продольной подачи. Величина
углов выбирается в зависимости от жесткости системы
станок — инструмент — деталь и вида обработки. При жест-
ком креплении детали и инструмента главный угол в плане
выбирается в пределах 30—45°, при нежестком креплении,
а также при обработке длинных тонких валов в пределах
60—90°. При чистовой обработке геличина угла может
составлять 10—20°.
Вспомогательный угол в плане <рх влияет на чистоту об-
работанной поверхности и на стойкость резца. С уменьше-
нием величины угла <рх улучшается чистота поверхности и
возрастает стойкость резца.
Вспомогательный угол в плане назначают в пределах
от 10 до 45° в зависимости от жесткости деталей: меньший
угол для жестких и больший для нежестких деталей.
Угол между проекциями главной и вспомогательной ре-
жущих кромок на основную плоскость называется углом при
вершине е.
Углом наклона X главной режущей кромки называется
угол, образованный самой кромкой и линией, проходящей
через вершину резца параллельно основной плоскости
(рис. 14, в).
Угол X считается отрицательным, если вершина резца
является наивысшей точкой режущей кромки, положитель-
74
ным, — если она является наинизшей точкой, и равным нулю,
если режущая кромка параллельна основной плоскости.
Измеряется угол X в плоскости, проходящей через глав-
ную режущую кромку перпендикулярно основной пло-
скости.
Направление угла влияет на прочность головки резца
(при положительном угле она увеличивается) и на направ-
ление схода стружки. При положительном угле стружка
сходит в сторону обработанной поверхности, при отри-
цательном — в сторону обрабатываемой поверхности, при
угле, равном нулю, стружка сходит перпендикулярно ре-
жущей кромке.
Типы резцов
Токарные резцы применяются для черновой и чистовой
обработки наружных и внутренних поверхностей тел вра-
щения, а также для обработки плоскостей.
Конструкция резцов определяется характером выпол-
няемой технологической операции и материалом их режу-
щей части.
Наиболее распространенные типы резцов показаны на
рис. 15. Проходные резцы (рис. 15, а) предназначены для
обработки наружных цилиндрических поверхностей напро-
ход (для этого пригодны все типы резцов, показанные на
рисунке). Однако если выполняется только эта операция,
без комбинации с другими, то предпочтительнее исполь-
зовать прямые проходные резцы — правые или левые
(рис. 15, а, 1). Для обточки наружной поверхности и под-
резки торца используются проходные отогнутые резцы—
правые или левые (рис. 15, а, 2). Для обточки поверхности
с одновременной подрезкой уступов применяются упорные
проходные резцы (рис. 15, а, 5).
Резец, при помощи которого ведется обточка детали в
направлении передней бабки, называется правым резцом.
75
a
в ж з
1 2 12
Рис. 15 Типы резцов.
У него главная режущая кромка на виде сверху располо-
жена слева. Резец, движущийся при работе в направлении
задней бабки, называется левым.
В основном применяются правые резцы, так как
передняя бабка лучше приспособлена к восприятию
осевых усилий.
Подрезка торцов выполняется при помощи правых или
левых подрезных резцов (рис. 15, б), прорезка канавок про-
76
изводится прорезными резцами (рис. 15, в), а отрезка
деталей — отрезными резцами с радиальной подачей
(рис. 15, г).
Снятие фасок на деталях производится либо проходными,
либо специальными фасочными резцами. На рис. 15, д
показаны односторонние (рис. 15, д, 1) правый и левый фа-
сочные резцы и двусторонний резец (рис. 15, д, 2), который
может работать в качестве правого и левого.
Растачивание отверстий может производиться резцами
с отогнутыми головками (рис. 15, е), при этом резец 1
используется при расточке сквозных, а резец 2 .при рас-
точке глухих отверстий, либо прямыми резцами (рис. 15, ж)
с прямой (резец Г) или косой (резец 2) установкой.
Режущие части резца могут изготовляться из быстро-
режущей стали, твердых сплавов или минералокерамиче-
ских материалов. Инструментальный материал используется
в виде пластинок соответствующей формы и размеров.
Пластинки крепятся к державкам или припайкой при по-
мощи специального припоя, или механическим путем.
Широкое применение получают многогранные неперетачи-
ваемые пластинки с механическим креплением. На рис. 15, з
показана головка 1 проходного резца с трехгранной
твердосплавной пластинкой 2. Пластинка центрируется
штифтом 3 и прижимается к поверхности головки клином 4
при помощи винта 5.
Форма передней поверхности резцов зависит от обрабаты-
ваемого материала, его свойств и качества поверхности,
жесткости системы, механических свойств материала ре-
жущей пластинки и от специальных требований — от
необходимости дробления или завивания стружки. Так,
с увеличением твердости обрабатываемого материала и при
работе с ударами уменьшается передний угол, низкая
прочность инструментального материала, а также стремле-
ние повысить стойкость инструмента вызывает необходи-
мость в заточке фасок на передней грани. Для завивания
или дробления стружки применяются выкружки на перед-
77
ней поверхности или специальные стружколомы. Формы
передней поверхности резцов из быстрорежущей стали и
твердых сплавов приведены в табл. 9, 10.
Таблица 9
Формы передней поверхности резцов
из быстрорежущей стали
Обозна-
чение
формы
Передняя поверх-
ность
Эскиз
Область применения
Плоская с по-
ложительным
передним углом
Обработка стали с ав
> 80 кГ/лш* серого
чугуна НВ > 220, брон-
зы и других хрупких
материалов
Обработка стали с ав
< 80 кГ/мм?, чугуна
НВ < 220
Ш
Обработка стали с ав
< 80 кГ/мм2, и вязких
медных и алюминиевых
сплавов при необходимос-
ти завивания стружки
78
Таблица 10
Формы передней поверхности резцов
с пластинками твердых сплавов
Обозна- чение формы Передняя по- верхность Эскиз Область применения
I Плоская с положительным передним углом к Обработка серого чугу- на, бронзы и других хрупких материалов
II Плоская с от- рицательной фаской Обработка ковкого чугу- на, стали, стального ли- тья с ав < 80 кЦмм2 и ов > 80 кГ/мм2 при недостаточной жесткости технологической системы
Па Плоская с от- рицательной фаской и при- паянным струж- коломом 130' * Обработка стали и стального литья с <тв < 80 кГ/мм2 при необ- ходимости завивания и дробления стружки
III Криволинейная с отрицатель- ной фаской 55 /P4l A, •' •, : м Обработка стали с % < 80 кГ/мм2 при необ- ходимости завивания и дробления стружки
IV Плоская с от- рицательным передним углом ч V? Черновая обработка ста- ли и стального литья с ав > 80 кГ[мм2. Рабо- та с ударами в услови- ях жесткой технологи- ческой системы э
79
Резцы новаторов производства
С целью увеличения прочности и стойкости резцов, уве-
личения производительности труда и улучшения качества
обработанной поверхности новаторами машиностроитель-
ных предприятий нашей страны предложены многочислен-
ные усовершенствования конструкций резцов для различных
операций токарной обработки.
Некоторые из этих конструкций приведены на рис. 16.
Для обеспечения высокой чистоты обработанной поверх-
ности при больших подачах (3—5 мм) применяется резец
В. А. Колесова (рис. 16, а). Отличие этого резца от обычного
заключается в наличии зачистной режущей кромки, длина
которой несколько больше величины подачи. Зачистная
кромка срезает гребешки, образующиеся при резании основ-
ной кромкой. Для увеличения стойкости резца основная
и зачистная кромки соединены переходной кромкой длиной
1 мм, По всей длине режущих кромок снята фаска под от-
рицательным углом у = 2—3°.
Г. С. Борткевичем предложена конструкция подрезного
резца (рис. 16, б), который одновременно является и про-
ходным. Он позволяет обрабатывать детали невысокой
жесткости. Геометрические параметры резца указаны на
рисунке.
На рис. 16, в показан отрезной резец конструкции
Н. К. Евсеева. Он отличается от обычного резца тем,
что имеет две главные режущие кромки с углом в плане
45°, соединенные переходной кромкой шириной 1 мм. При
резании таким резцом стружки, снимаемые каждой кромкой,
направляются навстречу друг другу, что предотвращает за-
бивание канавки и заклинивание резца.
Для увеличения стойкости резца по всей длине кромки
снята фаска с передним углом у = —4°.
При растачивании длинных отверстий режимы резания
ограничиваются жесткостью резца. В. К- Семинским предло-
жена оригинальная форма расточного резца (рис. 16, г),
80
Рис. 16. Резцы новаторов производства.
который имеет жесткость в 5—6 раз выше обычного и по-
зволяет увеличить в 2—3 раза режимы резания.
Резец изготовлен из стали квадратного сечения, и голов-
ка его повернута относительно державки на 45°. Вследствие
этого изгиб резца происходит не по плоскости, а по ребру.
Глава V
ДОПУСКИ И ПОСАДКИ
Общие сведения
В современном машиностроении, когда машины и изде-
лия выпускаются в большом количестве, весьма важно,
чтобы каждая деталь машины подходила при сборке к со-
прягаемым деталям без всякой слесарной или иной под-
гонки. Для этого необходимо изготавливать детали с
определенной степенью точности. Такие детали называются
взаимозаменяемыми. Применение взаимозаменяемых дета-
лей позволяет обеспечить наименьшие затраты труда при
сборке и организовать производство запасных частей.
Запасная деталь, изготовленная на любом заводе, уста-
навливается в машину взамен аналогичной сломанной или
изношенной без дополнительной пригонки и регулировки.
Замена деталей или узлов запасными не должна нарушать
нормальную работу машины.
Такая система применяется в массовом и крупносерий-
ном производстве и называется полной взаимозаменяемостью.
Если в условиях данного производства полная взаимо-
заменяемость экономически невыгодна, применяют непол-
ную или ограниченную взаимозаменяемость. При этом дета-
ли изготавливаются с меньшей точностью, а при сборке их
подбирают по месту или применяют различные компенса-
торы — шайбы, прокладки; стопорные и регулировочные
винты и др.
Нормальная работа узлов и деталей машин обеспечива-
ется в том случае, если размеры сопрягаемых деталей вы-
держаны в определенных пределах. Ни один размер детали
в процессе производства не может быть выполнен абсолютно
точно. Всегда будут отклонения от заданного размера, вы-
83
званные неточностью станка и инструмента, неточностью
установки детали, ошибками измерения и т. д. За исходный
размер принимается номинальный размер, определяемый
конструктором при расчете деталей на прочность, или ис-
ходя из конструктивных и технологических соображений.
Этот размер округляется до ближайшего большего по стан-
дарту с целью уменьшения количества специального режу-
щего и измерительного инструментов.
Так, например, если диаметр валика по расчету равен
0 15,1 мм, то его следует принять равным 16 мм, если
расчетный диаметр равен 38,2, следует принять его равным
40 мм и т. д. В стандарте (табл. 11) представлены размеры,
обязательные при назначении величин диаметров, длин
и высот. Стандартом предусмотрены 4 ряда размеров от
ряда Ra5 с наиболее крупной градацией до ряда 7?а4О
с наиболее мелкой градацией. Желательно пользоваться
рядами с более крупной градацией.
Размер детали, полученный непосредственным измере-
нием, называется действительным размером.
Алгебраическая разность между действительным и но-
минальным размерами называется действительным откло-
нением размера.
Для обеспечения взаимозаменяемости деталей необхо-
димо, чтобы действительный размер детали находился между
двумя предельными размерами. Таким образом, предель-
ными размерами называются наибольшее и наименьшее
допустимые значения, между которыми должен находиться
действительный размер.
Наибольший размер, который может быть допущен при
изготовлении детали, называется наибольшим предельным
размером.
Минимальный допустимый размер называется наимень-
шим предельным размером.
Алгебраическая разность между наибольшим предель-
ным и номинальным размерами называется верхним пре-
дельным отклонением.
84
Таблица 11
Нормальные линейные размеры
(диаметры, длины, высоты)
в машиностроении (по ГОСТ 6636—69), мм
5 10 20 40 5 10 20 40 5 10 20 40
1,0 1.0 1,0 1,0 1,05 2,5 2,5 2,5 2,5 2,6 8,0 8,0 9,0 8,0 8,5 9,0 9,5
2,8 2,8 3,0
1,1 1,1 1,15
3,2 3,2 3,2 3,4 10 10 10 10 10,5
1,2 1,2 1,2 1,3
3,6 3,6 3,8
11 11 11,5
1,4 1,4 1,5
4,0 4,0 4,0 4,0 4,2
12 12 12 13
1,6 1,6 1,6 1,6 1,7 4,5 4,5 4,8
14 14 15
1,8 1,8 1,9 5,0 5,0 5,0 5,3
5,6 5,6 6,0 16 16 16 16 17
2,0 2,0 2,0 2,1
6,3 6,3 6,3 6,3 6,7
18 18 19
2,2 2,2 2,4
7,1 7,1 7,5
85
Продол же ние таблицы 11
5 10 20 40 5 10 20 40 5 10 20 40
20 20 20 21 80 80 80 85 90 250 250 250 250 260
22 22 24 280 280 300
90 95
25 25 25 25 26 320 320 ’320 340
100 100 100 100 105
28 28 30 360 360 380
по но 120
32 32 32 34 400 400 400 400 420
36 36 38 125 125 125 130 450 450 480
40 40 40 40 42 140 140 150 500 500 500
45 45 48
160 160 160 160 170
50 50 50 53
180 180 190
56 56 60
63 63 63 63 67 200 200 200 210
220 220 240
71 71 75
86
Алгебраическая разность между наименьшим предель-
ным и номинальным размерами называется нижним пре-
дельным отклонением. Верхнее и нижнее предельные от-
клонения могут быть положительными и отрицательными.
Разность между наибольшим и наименьшим предельными
размерами -называется допуском размера.
Предположим, что необходимо изготовить вал с номи-
нальным диаметром 50 мм при условии, что наибольший
предельный размер равен 50,015 мм, наименьший предель-
ный размер — 49,090 мм, т. е. верхнее предельное откло-
нение равно +0,015 мм, нижнее предельное отклонение
равно —0,010 мм.
Тогда допуск размера В = 50,015 — 49,090 = 0,025 мм.
Расположение всех указанных элементов представлено
графически на рис. 17. Здесь dHM обозначает наименьший
предельный размер, йнб— наибольший предельный размер,
8 — допуск размера, d — номинальный размер.
Допуск на чертежах проставляется с использованием
номинального размера и предельных отклонений. Так,
в рассмотренном примере на чертеже будет написано:
+ 0,015
0 50-°’010 мм.
Если отклонения одинаковы по размеру, но разные
по знаку, то цифра пишется только один раз, например:
0 50± °’010 мм. Если одно из отклонений равно нулю, то оно
не пишется, например: 0 50+ °’010 мм
или 0 50~0’015 мм.
Отклонения могут иметь одинаковый
знак: либо оба положительные, либо оба *
-J- 0,175
отрицательные, например: 0 50 + 0Д25
- 0,075
или 0 50-°’160 мм.
Детали машин или механизмов соеди-
Рис. 17. Предель-
ные размеры
и допуск.
няются между собой и образуют по-
движные или неподвижные соединения.
Детали, входящие в соединение, назы-
87
Рис. 18. Поля допусков вала и отверстия.
ваются сопряженными деталями, а поверхности, по ко-
торым происходит соединение, — сопряженными поверхно-
стями.
Одна из сопряженных деталей называется охватыва-
ющей, другая — охватываемой. Обычно охватывающая де-
таль называется отверстием, а охватываемая валом.
Общий для обеих деталей расчетный размер называется
номинальным размером соединения.
Полное (слева) и упрощенное (справа) графическое изо-
бражение полей допусков показано на рис. 18. Кроме зна-
комых уже величин здесь показана нулевая линия — линия,
обозначающая номинальный размер соединения, при гра-
фическом построении. Поле допуска представляет собой зону,
заключенную между линиями, обозначающими границы,
соответствующие верхнему и нижнему предельным откло-
88
нениям. Поле допуска определяется величиной допуска и
его расположением относительно нулевой линии (номиналь-
ного размера). Поле допуска необязательно должно распола-
гаться симметрично по обещл сторонам нулевой линии, оно
может быть также выше или ниже ее.
Детали машин в процессе работы либо перемещаются
относительно друг друга, либо образуют неподвижные со-
единения. Характер соединения, или посадка, определяется
разностью между размерами охватывающей и охватыва-
емой деталей.
Посадкой называется характер соединения деталей,
определяемый величиной получающихся в нем зазоров или
натягов. Посадка . характеризует большую или меньшую
свободу относительного перемещения соединяемых деталей
или степень сопротивления взаимному смещению.
В соответствии с ГОСТ, 7713—62 в зависимости от ха-
рактера соединения различают три группы посадок:
а) посадки с зазором;
б) посадки с натягом;
в) переходные посадки.
Посадки с зазором (подвижные)
Подвижные посадки применяются в тех случаях, когда
необходимо обеспечить взаимное перемещение одной детали
относительно другой. Для этого сопряженный размер охва-
тывающей детали должен быть больше сопряженного раз-
мера охватываемой, т. е. чтобы между деталями существовал
гарантированный зазор.
Зазором называется положительная разность между раз-
мерами отверстия и вала (размер отверстия больше размера
вала).
Характер посадки определяется величиной зазора. Для
возможности выбора величины зазора в соответствии с усло-
виями работы стандартом предусмотрено шесть подвижных
посадок.
89
Посадка Обозначение поля
допуска
Скользящая С
Движения Д
Ходовая X
Легкоходовая Л
Широкоходовая Ш
Тепловая ходовая ТХ
Наименьший зазор имеет место при скользящей посадке
(минимальный зазор равен нулю), наибольший — у тепловой
ходовой.
Скользящие посадки применяются в тех случаях, когда
необходимо обеспечить строгую центровку одной детали от-
носительно другой, периодическое перемещение в продольном
направлении или вращение с небольшими скоростями. Они
применяются также в сопряжении сменных шестерен с ося-
ми, при установке муфт на валах, шпинделей сверлильных
станков, пиноли задней бабки токарных станков, направля-
ющих колонок и втулок в штампах.
Посадки движения применяются при необходимости
обеспечить небольшие гарантированные зазоры и хорошее
центрирование: при изготовлении сменных кондукторных
втулок, в соединении головки шатуна с шейкой коленчатого
вала, у шпинделей точных станков и делительных головок.
Ходовые посадки — наиболее часто употребляемые. При-
меняются для большинства вращающихся валов. В зависи-
мости от точности (величины допуска) используются для
валов в подшипниках скольжения при средних скоростях
вращения, для свободно вращающихся шестерен на валах,
подшипников шатунов, подшипников центробежных насо-
сов и т. д.
Легкоходовые посадки применяются при больших ско-
ростях вращения и небольших давлениях, для многоопор-
ных валов, для передвижных зубчатых колес при большой
длине перемещения.
90
Широкоходовые посадки имеют большие зазоры и при-
меняются в неответственных случаях: в конструкциях малой
точности, при больших скоростях и малых нагрузках, при
неточной сборке.
Тепловые ходовые посадки применяются для сопряжений,
работающих при высоких температурах: поршни в цилинд-
рах, валы в подшипниках двигателей внутреннего сгора-
ния и т. п.
Так как и вал и отверстие могут быть изготовлены в пре-
делах допуска, различного размера — от наименьшего пре-
дельного до наибольшего предельного,— До зазоры в соеди-
нениях деталей могут иметь различную ^величину.
Наибольший зазор получится тогда, когда отверстие из-
готовлено по наибольшему предельному размеру, а вал —
по наименьшему, и будет равен разности этих размеров.
Наименьший зазор будет равен разности наименьшего
предельного размера отверстия и наибольшего предельного
размера вала.
Допуск зазора равен разности между наибольшим и на-
именьшим зазором.
Пример. Определить предельные размеры, допуск и за-
зоры для сопряжения двух деталей: отверстие 0 40 +0»050 мм,
—0,032
вал 0 40-“°’100 мм.
Решение.
1. Предельные размеры и допуск отверстия:
dtt6 = 40,0 + 0,050 - 40,050 мм;
dHM = 40,0 + 0 = 40,0 мм;
допуск отверстия 8 = 40,050 — 40,0 = 0,050 мм.
2. Предельные размеры и допуск вала:
4б = 40,0 — 0,032 = 39,968 мм;
dHM = 40,0 — 0,100 = 39,900 мм;
допуск вала 8 = 39,968 — 39,900 = 0,068 мм.
91
3. Зазоры:
Sh6 - 40,50 — 39,900 - 0,150 мм;
SHM = 40,0 — 39,968 - 0,032 мм.
4. Допуск зазора:
AS = 0,150 — 0,32 = 0,118 мм.
Посадки с натягом (неподвижные)
Неподвижные посадки применяются для обеспечения не-
подвижности соединения сопряженных деталей. Для этого
необходимо, чтобы сопрягаемый размер охватываемой детали
до сборки был больше соответствующего размера охватыва-
ющей детали.
При Запрессовке между деталями получается гарантиро-
ванный натяг.
Натягом называется отрицательная разность между ди-
аметром отверстия и вала до сборки, характеризующая сте-
пень сопротивления смещению одной детали относительно
другой после сборки.
В зависимости от условий работы применяется шесть
неподвижных посадок, обеспечивающих получение различ-
ных по величине натягов, а следовательно, и различной силы
сцепления между соединяемыми деталями.
Посадка Обозначение поля допуска
Прессовая третья ПрЗ
Прессовая вторая Пр2
Прессовая первая Пр1
Горячая Гр
Прессовая Пр
Легкопрессовая Пл
Первые четыре посадки имеют очень большие натяги
и применяются для соединения деталей механизмов и ма-
шин, работающих в тяжелых условиях,— при монтаже дета-
лей электромашин, при посадке кривошипов на валы боль-
92
того диаметра, бандажей железнодорожных колес на сту-
пицу и т. п.
Указанные посадки осуществляются с помощью разогре-
ва охватывающей детали, ее внутренний диаметр увеличи-
вается, и она может быть надета на охватываемую деталь.
Можно также сильно охладить охватываемую деталь, при
этом она уменьшится в размере и может быть вставлена
в охватывающую деталь. И в первом и во втором случае
при достижении деталями нормальной температуры полу-
чается весьма надежное неразъемное соединение.
В общем машиностроении из неподвижных посадок наи-
более широко применяются прессовая и легкопрессовая
посадки, имеющие сравнительно небольшие натяги.
Соединение выполняется вхолодную под прессом.
Натяг может быть различной величины, так как и охва-
тываемая и охватывающая детали бывают различных раз-
меров в пределах допуска.
Наибольший натяг будет в том случае, когда отверстие
изготовлено по наименьшему предельному размеру, а вал —
по наибольшему предельному размеру. Величина наибольше-
го натяга будет равна разности размеров вала и отверстия.
Наименьший натяг будет равен разности наименьшего
предельного размера вала и наибольшего предельного раз-
мера отверстия.
Допуск натяга есть разность между наибольшим и наи-
меньшим натягами.
Пример. Определить предельные размеры, допуски
4- 0,052
и натяги для сопряжения двух деталей: вал 0 50+ °’035 мм,
отверстие 0 50+°-027 мм.
Решение.
Предельные размеры и допуск вала:
dH6 = 50,0 + 0,052 = 50,052 мм;
dHM — 50,0 + 0,035 = 50,035 мм;
допуск В = 0,017 мм.
93
Предельные размеры и допуск отверстия:
dH6 - 50,0 + 0,027 - 50,027 мм;
dHM = 50,0 + 0 = 50,0 мм;
допуск отверстия В = 0,027 мм.
Натяги и допуск натяга:
/7нб = 50,052 — 50,0 = 0,052 мм;
Ниы - 50,035 — 50,027 - 0,008 мм;
допуск натяга А Н = 0,044 мм.
Переходные посадки
Переходные посадки применяются для точного центри-
рования сопрягаемых деталей, а также используются в не-
подвижных соединениях, подвергаемых частой разборке.
В этих посадках возможно появление как натягов, так и
зазоров. Поэтому для обеспечения неподвижности соедине-
ния применяются дополнительные крепежные и установоч-
ные элементы: винты, штифты, шпонки и т. п.
Имеется четыре переходные посадки:
глухая — (Г);
тугая — (Т);
напряженная — (Н);
плотная — (П).
Наибольшие натяги обеспечивает глухая посадка. Ча-
ще всего применяется напряженная посадка.
Глухая посадка применяется в деталях, передающих
большие нагрузки, и при ударном и вибрационном нагру-
жении. Соединения, выполненные по глухой посадке, раз-
бираются только при капитальном ремонте.
При более легких условиях работы и при необходи-
мости частой разборки соединений применяется тугая по-
садка. Напряженная посадка имеет натяги меньшие, чем
тугая, а зазоры — небольшие по величине. Она применяется
94
при монтаже шкивов, шестерен, муфт и других подобных
деталей.
Плотная посадка применяется при необходимости частой
разборки соединений.
В переходных посадках в зависимости от действительного
размера сопрягаемых деталей могут появляться натяги от
наибольшего до наименьшего (равного нулю) и зазоры от
наименьшего (равного нулю) до наибольшего. Допуск по-
садки равен сумме наибольшего натяга и наибольшего зазора.
Пример.
Рассчитать посадку двух деталей со следующими раз-
+ 0,035
мерами: вал 0 100+ °’®12 мм, отверстие 0 100+ °’035 мм.
Решение.
1. Предельные размеры и допуски вала:
4б = 100,0 + 0,035 = 100,035 мм;
= 100,0 + 0,012 - 100,012 мм;
допуск размера В = 0,035 — 0,012 = 0,023 мм.
2. Предельные размеры и допуски отверстия:
dH6 = 100,0 + 0,035 = 100,035 мм;
dHM — 100,0 + 0 = 100,0 мм;
допуск размера 8 = 0,035 — 0 = 0,035 мм.
3. Натяг:
Наб = 100,035 — 100,0 = 0,035 мм.
4. Зазор: 5нб = 100,035 — 100,012 = 0,023 мм.
5. Допуск посадки:
А Н = 0,035 + 0,023 = 0,058 мм.
Классы точности
Точность изделий при одном и том же размере определя-
ется допуском на размер. Чем меньше допуск, тем выше точ-
ность.
95
Точность должна соответствовать требованиям, предъ-
являемым к изделиям в процессе эксплуатации. Она не долж-
на завышаться, так как достижение высокой точности тре-
бует усложнения и удорожания технологического про-
цесса.
Для наиболее распространенного класса деталей разме-
ром от 1 до 500 мм имеется 10 классов точности: 1-й, 2-й,
2а, 3-й, За, 4-й, 5-й, 7-й, 8-й, 9-й. Для классов точности
от 1-го до 5-го предусматриваются посадки, для остальных
классов нормируются только допуски основных отверстий
и валов.
Оценка точности детали (величина допуска) произво-
дится по числу единиц допуска и определяется по формуле
8 = I . а,
где i — единица допуска в мкм;
а — число единиц допуска.
Для размеров 1—500 мм единица допуска по стандарту
определяется из выражения
i = 0,5
где dcp — средний диаметр изделия в мм для данного ин-
тервала.
Число единиц допуска принимается по стандарту в за-
висимости от класса точности. Так, например, для отвер-
стия 1-го класса число единиц равно 10, для 2-го— 16, для
4-го — 100, для 5-го— 200 и т. д. Для вала 1-го, 2-го и 2а
классов устанавливаются более жесткие допуски, чем для
отверстия, поскольку у вала легче получить более высокую
точность. Так, для вала 1-го класса число единиц допуска
принимается равным 7, для 2-го — 10, для 2а — 16 едини-
цам. Начиная с 3-го класса допуски на изготовление отвер-
стия и вала назначаются одинаковыми.
Наиболее точным является 1-й класс. В последующих
классах с возрастанием номера класса допуск увеличивает-
ся, т. е. точность убывает. Основным классом являет-
ся 2-й.
96
Рис. 19. Посадки в системе отверстия
и в системе вала.
Системы допусков
Для получения различного характера сопряжений от по-
садок с большим зазором до посадок с большим натягом ис-
пользуются две системы: система отверстия и система вала.
Система отверстия, В системе отверстия за основную
деталь принимается отверстие, предельные размеры которого
изменяются от номинального (нижнее отклонение равно
нулю) до наибольшего предельного размера независимо от
применяемой посадки при одном и том же классе точности
и одном и том же номинальном размере. Такое отверстие
называется основным и обозначается буквой А, а система
имеет обозначение СА. Различные посадки достигаются пу-
тем изменения предельных отклонений валов.
На рис. 19, а показано расположение полей допусков при
различных посадках в системе отверстия.
4 Зак. 478
97
Как видно из рисунка, поле допуска отверстия всегда
расположено выше нулевой линии. Расположение поля до-
пуска вала зависит от характера посадки. При посадке с за-
зором (подвижной посадке) поле допуска вала располага-
ется ниже нулевой линии и в соединении обеспечивается
гарантированный зазор. При переходной посадке поле
допуска вала частично перекрывает поле допуска отвер-
стия. Поэтому при переходных посадках в соединениях
возможны как натяги, так и зазоры.
При посадке с натягом (неподвижной посадке) поле до-
пуска вала полностью перекрывает поле допуска ’отверстия.
В соединении обеспечивается гарантированный натяг.
На чертежах размеры основного отверстия указываются
либо условными обозначениями, либо цифровыми дан-
ными.
Поле допуска основного отверстия обозначается буквой
А, а класс точности — малой цифрой-индексом, стоящей за
буквой. Таким образом, поля допусков основных отверстий
различных классов точности обозначаются: Аь А, А2а А3,
А3а, А4, А5, А7, А8, Аэ. Цифра у основного, 2-го класса
точности не пишется.
Размеры отверстий можно записать условными обозна-
чениями и цифрами. Так, например, размеры отверстия
2-го класса точности диаметром 40 мм могут быть указаны
следующим образом: 0 40А или 0 40+0*027 мм. Размеры
того же отверстия 3-го класса точности будут записаны так:
0 40А3 или 0 40+0’050 мм и т. д.
Система вала. В этой системе за основную деталь прини-
мается вал, у которого верхнее отклонение равно нулю,
нижнее всегда имеет отрицательное значение независимо от
применяемой посадки при одном и том же классе точности и
одном и том же номинальном размере. Такой вал называется
основным и обозначается буквой В> а система имеет обозна-
чение СВ.
Различные посадки достигаются путем изменения пре-
дельных отклонений отверстий.
№
На рис. 19, б показано расположение полей допусков при
различных посадках в системе вала.
Как видно из рисунка, поле допуска вала всегда располо-
жено ниже нулевой линии. При посадке с зазором поле до-
пуска отверстия располагается выше нулевой линии и в
соединении обеспечивается гарантированный зазор.
При переходной посадке поле допуска отверстия частич-
но перекрывает поле допуска вала. В этом случае в соеди-
нениях возможны и натяги и зазоры.
При посадке с натягом поле допуска отверстия полностью
перекрывает поле допуска вала. В соединении обеспечива-
ется гарантированный натяг.
Поле допуска основного вала обозначается буквой В, а
класс точности — малой цифрой-индексом, стоящей за бук-
вой. Таким образом, поля допусков основных валов разных
классов точности обозначаются: Вь В, В2а, В3, В3а, В4,
В5, В7, В8, В9. Цифра у основного, 2-го класса точности
не пишется.
Размеры валов можно записать условными обозначениями
и цифрами. Так, например, размеры вала 2-го класса точ-
ности диаметром 40 мм могут быть указаны следующим
образом: 0 40В или 0 40-°’017 мм.
Размеры того же вала, изготовленного по 3-му классу
точности, будут записаны так: 0 40В3 или 0 40-~0’050 мм.
Величины предельных отклонений основных отверстий
и валов, а также отверстий и валов для различных поса-
док в обеих системах допусков приводятся в таблице до-
пусков.
При постановке размеров на сборочных чертежах
(рис. 20) вначале пишется номинальный размер соединения,
а затем, в виде дроби, поля допуска отверстия (в числи-
теле) и вала (в знаменателе). На рис. 20. а показано сопря-
жение отверстия 0 30 мм с валом по ходовой посадке 3-го
класса точности в системе отверстия, а на рис. 20, б — со-
пряжение вала 0 30 мм с отверстием по ходовой посадке
3-го класса точности в системе вала.
4*
99
Рис. 20. Обозначение посадок в системе от-
верстия и в системе вала.
Примеры.
1. Расшифровать размер 0 бОАр
Ответ: Основное отверстие номинальным диаметром
50 мм, выполненное по 1-му классу точности.
2. Расшифровать4 размер 0 50В3.
Ответ: Основной вал с номинальным диаметром 50 мм,
выполненный по 3-му классу точности.
3. Написать словами 0 50^.
Ответ: Сопряжение двух деталей с номинальным и поса-
дочным размером 0 50 мм, выполненное по скользящей по-
садке 2-го класса точности в системе отверстия.
4. Написать словами 0 50 ^-3.
Ответ: Сопряжение двух деталей с номинальным по-
садочным размером 0 50 мм, выполненное по скользящей
посадке 3-го класса точности в системе вала.
юо
В машиностроении наиболее широко применяется система
отверстия. Это объясняется тем, что отверстия часто вы-
полняются при помощи «жесткого» инструмента: сверл, зен-
керов, разверток, протяжек, которые имеют определенный
размер. Чтобы обеспечить получение всех необходимых по-
садок разных классов точности за счет изменения величины
и расположения допусков у отверстия, потребовалось бы
чрезвычайно большое количество типоразмеров специального
инструмента.
Получение же различных допусков, а следовательно,
различных классов точности и различных посадок при об-
работке валов не вызывает затруднений, так как обработка
производится универсальным инструментом — резцами и
шлифовальными кругами.
Система вала применяется в отдельных случаях, в част-
ности при обработке валдв, сопрягающихся с несколькими
деталями по различным посадкам. Например, сопряжение
поршневого пальца двигателя внутреннего сгорания # со
втулкой шатуна и поршнем выполнено по системе вала, так
как номинальный диаметр обоих соединений одинаковый, а
посадки разные: с отверстием в поршне — напряженная,
а со втулкой шатуна — посадка движения. При выполнении
этих соединений в системе отверстия пришлось бы услож-
нить конструкцию пальца и поршня, выполнив соединения
с различными номинальными размерами.
В табл. 12 приведено распределение посадок по классам
точности. Горизонтальной штриховкой отмечены посадки
предпочтительного применения 1-го ряда (применяемые в
первую очередь), а вертикальной штриховкой — предпоч-
тительного применения 2-го ряда (т. е. применяемые во
вторую очередь).
Остальные стандартизованные посадки можно приме-
нять только тогда, когда невозможно использовать пред-
почтительные.
101
Распределение посадок по классам
Посадки Классы
1 1 2 1 2а
С и с т е-
СА | св 1 СА 1 св СА | св
Обозначения основ-
Ai В1 = А = = А2а — II в 2а 1
Прессовая 3-я
Прессовая 2-я Пр2, | =Пр22а Пр23
Прессовая 1-я Пр1, | — Пр12а— |
Горячая 1 1 ГР 1 1 Гр |
Прессовая 1 1 Ш1М!1 пр |
Легкопрессовая . . . . 1 1 1 Пл 1 1
Глухая 1 Гх 1 г. 1Л11Г1111111ИГ1111 ^2а | Г 2а
Тугая 1 Т! 1 Т1 1 т 1 т | т2а 1 Тга
Напряженная 1 и. ними 1=Н=1 Л1НЛ1Л н,. I Н2а
Плотная 1 n, IHIIMI 1 №11111 ||||П|||| Пга | Пга
Скользящая |||||С1||||| |ее?С = ||1|«с»1Л1111«£э1
Движения 1 Д* 1 Д1 IIIMIII Д 1
Ходовая 1 Х1 1 Xi slslllll* 1111 Х2а |
Легкоходовая mini " i ! 1
Тепловая ходовая . . . . 1 1тх 1
Широкоходовая . . . . 1 1 ш 1 ш | 1
102
Таблица 12
точности для размеров от 1 до 500 мм
точности
3 | За | 4 | 1 5
м ы
СА | СВ | СА СВ | СА | СВ | СА св
ных деталей
= А3 = = Вз = В3а = А4 = = в4 = = а5=
Пр33 1 1 1 1 1
Пр23 1
Пр13 | 1 1 1 1 1 1 1
1 1 1
1 .1 1 1 1 1
1 1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1
1 1 1
1 1
Qa ||||^за|||
==z Сз = 1= Q 1=4= 1=4 = !=4 =
1 1 1 1
= X.==|BIBIIMIl!B 11ЦХ.М1 xs
I 1 1 1 л* 1 л* 1 1
1 1 I
IIBBIWIIIHIII 1 | Ш4 1 Ш4 | 1 1 1
103
Глава VI
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Общие сведения
Долговечность и точность работы машин и приборов за-
висят не только от физико-механических свойств применя-
емого материала, точности изготовления деталей й сборки
узлов, но и от шероховатости их рабочих поверхностей.
Шероховатость характеризуется микронеровностями, ос-
тающимися на поверхности после ее обработки: чем они вы-
ше, острее и чем больше их шаг, тем более шероховата по-
верхность. С уменьшением шероховатости обработанной
поверхности деталей повышаются их эксплуатационные ка-
чества.
Шероховатость поверхности определяется визуально
путем сравнения поверхности деталей с поверхностью об-
разцов шероховатости, которые выпускаются для классов
чистоты с V 4 до V 13. Для повышения точности измерения
применяются разнообразные устройства и приборы. Наи-
большее распространение получили оптические и щуповые
приборы.
Оптические приборы—это микроинтерферометры МИИ-4,
МИИ-5, МИИ-10; оптический профилометр Ю. В. Коло-
мийцева; двойной микроскоп В. П.-Линника МИС-11, ра-
ботающий по принципу светового сечения профиля; микро-
скопы теневой проекции профиля МТ и ТСП-4 и др.
В группу щуповых приборов входят: оптико-механи-
ческие профилографы ИЗП-5 и ИЗП-18; профилографы-
профилометры и др.
Наиболее широкое распространение получил двойной
микроскоп В. П. Линника МИС-11.
104
Рис. 21. Профиль обработанной поверхности.
Оценка шероховатости поверхности
Под шероховатостью поверхности понимается совокуп-
ность неровностей с относительно малыми шагами, образую-
щих рельеф поверхности и рассматриваемых в пределах
участка, длина которого выбирается в зависимости от ха-
рактера поверхности и равна базовой длине I (рис. 21).
Степень воспроизведения рельефа поверхности зависит
от многих факторов, основными из которых являются: ра-
диус закругления щупа, измерительное усилие, рабочая
длина интегрирования, наибольший шаг неровности, учиты-
ваемый прибором (отсечка шага), увеличение и разрешаю-
щая способность оптической системы, случайные или систе-
матические погрешности во время воспроизведения. Наи-
лучшее приближенное изображение рельефа поверхности
и будет представлять собой измеренный профиль.
Графическое изображение измеренного профиля на-
зывается профилограммой.
Базовой длиной / называется длина участка поверх-
ности, выбираемого для измерения шероховатости. Она за-
висит от предполагаемого класса чистоты. С уменьшением
шага и высоты неровностей базовая длина уменьшается.
По ГОСТ 2789—59 «Шероховатость поверхности» уста-
новлено 14 классов чистоты поверхности (табл. 13). Классы
чистоты с 6-го по 14-й могут быть разделены дополнительно
105
Таблица 13
Классы чистоты поверхности
(по ГОСТ 2789 — 59)
Класс чисто- ты поверхности Среднее ариф- метическое отклонение профиля мкм Высота неров- ностей R , мкм Базовая длина /, мм
не б олее
1 80 320
2 40 160 8
3 20 80
4 10 40
5 5 20 2,5
6 2,5 ю
7 1,25 6,3 0,8
8 0,63 3,2
9 0,32 1,6
10 0,16 0,8
11 0,08 0,4 0,25
12 0,04 0,2
13 0,02 о,1
14 0,01 0,05 0,08
106
на разряды а, б, в, (табл. 14). Критерием для отнесения по-
верхности к тому или иному классу чистоты является вели-
чина высоты неровностей Rz или среднее арифметическое
отклонение профиля Ra.
Средняя высота неровностей Rz определяется по форму-
ле:
П __ 01 + ^3 • • • + М-02 "К ^4 + • • • ^ю)
Az — 5
где hly h3, ... /z9 — расстояние от пяти высших точек вы-
ступов до линии, параллельной средней
линии;
й2, й4, ... й10 —расстояние от пяти низших точек впа-
дин до той же линии.
Таблица 14
Разряды чистоты поверхности
(по ГОСТ 2789 — 59)
Класс чистоты Среднее арифметическое откло- нение профиля » мкм, не более Высота неровностей мкмл не более
поверх- ности Разряды
а 6 1 в а б в
6 2,5 2,0 1,6 10 8 —
7 1,25 1,0 0,8 6,3 5,0 4,0
8 0,63 0,5 0,4 3,2 2,5 2,0
9 0,32 0,25 0,20 1,6 1,25 1,0
10 0,16 0,125 0,10 0,8 0,63 0,50
11 0,08 0,063 0,05 0,4 0,32 0,25
12 0,04 0,032 0,025 0,2 0,16 0,125
13 0,02 0,016 0,012 0,1 0,08 0,063
14 0,01 0,008 0,006 0,05 0,04 0,032
107
Положение средней линии О—X определяется тем, что
она должна делить измеряемый профиль на профилограмме
таким образом, что в пределах базовой длины сумма пло-
щадей, заключенных между линией профиля и средней ли-
нией, расположенных над средней линией, равна сумме
таких же площадей, расположенных под линией, т. е.
F1 + Рз + • • • + ^п—1 — ^2 + ^4 + • • • + Лг
Среднее арифметическое отклонение профиля /?а опре-
деляется средним значением расстояний (уъ у2 ... уп) то-
чек измеренного профиля до его средней линии:
п
1
В табл. 13 приведены числовые значения наибольших
допустимых величин /?а и Rz для различных классов чис-
тоты и соответствующие наименьшие значения базовых
длин I,
Для обозначения всех классов чистоты поверхности
устанавливается единый знак — у, рядом указывается номер
класса, а если нужно — и разряд, например у7б.
Шероховатость поверхности измеряется в направлении,
которое дает наибольшее значение /?а и Rz.
Контроль шероховатости поверхности осуществляется
приборами (оптическими и щуповыми), а также сравнени-
ем контролируемой поверхности с поверхностью образцов.
Контроль шероховатости поверхности в цехе осуществля-
ется щуповыми приборами или сличением поверхности с об-
разцами шероховатости (невооруженным глазом или при
помощи сравнительных микроскопов).
Исходные образцы шероховатости поверхности пред-
ставляют собой металлические плитки с плоской рабочей
поверхностью, на которой нанесены одинаковые штрихи,
расположенные в определенном порядке.
Ю8
Рабочие образцы шероховатости поверхности представ-
ляют «собой наборы металлических брусков с плоской или
цилиндрической рабочей поверхностью, обработанной раз-
личными способами при определенных режимах. По резуль-
татам измерений бруски отнесены к соответствующим клас-
сам чистоты.
При контроле деталей сравнивают шероховатость их
поверхности с шероховатостью поверхности образца, изго-
товленного из того материала, что и деталь, с тем же видом
механической обработки и имеющего класс чистоты, соот-
ветствующий указанному в чертеже на деталь.
Некоторые рекомендации по выбору классов чистоты по-
верхности приведены в табл. 15.
Таблица 15
Рекомендации по выбору классов чистоты поверхности
Класс чис- тоты по ГОСТ 2789—59 Ориентировочная применяемость
1 2
v 3 Грубо обработанные поверхности. Для окончательной об- работки деталей применять не рекомендуется
V 4 Поверхности кронштейнов, муфт, сальников, втулок, ру- чек и т. п., не соприкасающиеся с другими поверхностями. Отверстия на проход винтов, заклепок и т. п.
V 5 Поверхности кронштейнов, втулок, поводков, колец, кры- шек и т. п., прилегающие к другим поверхностям, но не являющиеся посадочными. Поверхности, к которым предъ- являются достаточно высокие требования в отношении внешнего вида
109
Продолжение таблицы 15
1 2
V 6 Гнезда под шарикоподшипники диаметром свыше 180 мм, растачиваемые по 2-му классу точности в черных металлах и сплавах, опорные поверхности гнезд под шарикоподшип- ники. Торцы деталей, прилегающие к кольцам шарикопод- шипников. Поверхности с внешним видом высокого качест- ва и базовые. Рабочие поверхности зубчатых колес невы- сокой точности
V 7 Гнезда под шарикоподшипники диаметром до 180 мм, растачиваемые по 2-му классу точности в цветных метал- лах и сплавах и по 1-му и 2-му классам точности в чер- ных металлах и сплавах. Рабочие поверхности зубчатых колес нормальной точности
V 8 Гнезда под шарикоподшипники, растачиваемые по 1-му классу точности в цветных сплавах. Боковые поверхности зубчатых колес высокой точности. Поверхности валиков под шарикоподшипники классов Н и П
V 9 Поверхности валиков под шарикоподшипники классов В, А и С, боковые поверхности направляющих, посадочные поверхности шарикоподшипников, беговые дорожки шари- коподшипников невысокой точности. Рабочие поверхности зубчатых колес высшей точности
v 10 Поверхности, работающие на трение, от качества обработки которых зависит точность работы прибора,— направляющие линейки, поверхности пазов и т. п., поверхности, подвер- гающиеся азотированию или цианированию
V 11 Рабочие поверхности шарикоподшипников высокой точности (типа класса А). Рабочие поверхности фрикционных меха- низмов (диски, валики и т. п.)
V 12 Рабочие поверхности шарикоподшипников высшей точности типа скоростных и гигроскопических
110
Глава VII
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
Общие сведения
Измерение деталей и установление их точности в про-
цессе производства или при окончательном контроле про-
изводится при помощи различных инструментов и прибо-
ров. По принципу действия и назначению все средства
измерения и контроля можно разделить на: меры и эталоны,
измерительные инструменты, калибры, контрольные приспо-
собления.
Эталоном называется образцовая мера длины, служащая
для сравнения других линейных мер.
На производстве в качестве эталонных мер применяют
плоскопараллельные плитки, служащие для проверки изме-
рительных и контрольных мер и приборов.
Основную, наиболее обширную группу средств измере-
ния составляют собственно измерительные инструменты и
приборы, позволяющие установить с той или иной степенью
точности действительный размер детали. В эту группу вхо-
дят штриховые, микрометрические инструменты и рычажно-
механические приборы.
Выбор средств измерения определяется точностью дета-
лей, величиной измеряемого размера и видом производства.
Калибры применяются в серийном и массовом производ-
стве и являются средством контроля, а не измерения. При
помощи калибров нельзя определить действительный раз-
мер детали или отверстия, а можно только установить, на-
ходится ли действительный размер в пределах установлен-
ного поля допуска.
Сложные контрольные приборы, в том числе и автома-
тического действия, обладают высокой производитель-
ностью и применяются в массовом производстве.
111
Прежде чем рассматривать конструкцию и принцип дей-
ствия различных средств измерения, необходимо пояснить
некоторые определения, встречающиеся при их использо-
вании.
Интервал деления есть расстояние между серединками
двух соседних штрихов у штриховых, микрометрических
и рычажно-механических инструментов и приборов.
Цена деления представляет собой значение измеряемой
величины, соответствующее одному делению шкалы.
Интервал и цена деления у одних инструментов и при-
боров совпадают, у других — нет. Так, например, интер-
вал деления масштабной линейки равен 1 мм, цена деления
также равна 1 мм. Это значит, что при измерении диаметра
или длины изделия линейкой размер изделия в мм и коли-
чество мм, отсчитанное по линейке и соответствующее раз-
меру изделия, будут равны.
У штангенциркуля интервал и цена деления основной
шкалы совпадают, а у нониуса — нет. При точности изме-
рения 0,1 мм интервал деления у нониуса равен 1,9 мм,
а цена деления 0,1 мм.
У микрометра интервал и цена деления на стебле совпада-
ют (1 мм), а на барабане — не совпадают. Интервал равен
1/50 длины окружности барабана, а цена деления 0,01 мм;
то же самое относится к индикатору — интервал равен
1/100 длины окружности шкалы, а цена деления 0,01 мм
(при точности 0,01).
Каждый инструмент имеет свои пределы измерения и свой
порог чувствительности, т. е. им можно измерять детали
определенных размеров, от наименьших до наибольших.
Так, например, штангенциркули, выпускаемые нашей про-
мышленностью, имеют пределы измерения от 0 до 125 мм,
от 0 до 200 мм, от 0 до 300 мм и от 0 до 320 мм.
Порог чувствительности (точность отсчета) есть наи-
меньшее значение измеряемой величины, которое может
быть обнаружено по изменению показаний инструмента или
112
прибора. Например, штангенциркули выпускают с точнос-
тью отсчета 0,1 мм, 0,05 мм и 0,02 мм.
Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины представля-
ют собой изготовленные с высокой степенью точности и высо-
ким качеством поверхности (не ниже V 14а) прямоугольные
стальные плитки или цилиндры с двумя плоскими параллель-
ными измерительными поверхностями.
Концевые меры длины выпускаются четырех классов
точности — 0-й, 1-й, 2-й и 3-й. Самым высоким классом яв-
ляется нулевой.
Выпускается 15 наборов плиток и отдельных концевых
мер всех классов точности.
Номинальные размеры двух соседних плиток в наборах
могут отличаться между собой на: 0,001; 0,01; 0,1; 0,5;
10; 25; 50; 100 и 1000 мм.
Наиболее часто применяется набор № 1, состоящий из
87 плиток со следующими размерами:
Номинальные Градация в мм Количество
размеры в мм 1,005 0,005 плиток 1
от 1,01 до 1,49 0,01 49
» 1,6 » 1,9 0,1 4
» 0,5 » 9,5 0,5 19
» 10 » 100 10 10
Кроме того, к набору прилагаются защитные плитки для
предохранения рабочих поверхностей концевых мер от
повреждения. Номинальные размеры защитных плиток:
1 мм — 2 шт. и 1,5 мм — 2 шт.
Для расширения области применения концевых мер ис-
пользуются специальные принадлежности, включающие бо-
ковички: плоскопараллельные, радиусные, центровые, чер-
тильные; державки и стяжки для крепления блоков конце-
вых мер с боковичками, позволяющие собирать скобы и
пробки для измерения наружных и внутренних размеров.
113
Из нескольких плиток могут составляться блоки необ-
ходимых размеров. Для этого плитки предварительно очи-
щаются от смазки, промываются чистым бензином, протира-
ются ветошью и притираются одна к другой. Вследствие
высокого класса чистоты поверхности плитки обладают
свойством слипаемости, т. е. при притирке они прочно
сцепляются одна с другой.
При наборе блока из отдельных плиток необходимо стре-
миться к тому, чтобы количество плиток было наименьшим,
во избежание суммирования ошибок в их размерах. Подбор
плиток ведется путем исключения последних значащих цифр
в размере. Так, например, если необходимо набрать блок
размером 54,955 мм (набор № 1), то первая плитка берется
равной 1,005мм. Остается размер 54,955 — 1,005 = 53,95мм.
Размер второй плитки принимается равным 1,45 мм,
остается размер 53,95 — 1,45 = 52,5 мм. Третья мера бу-
дет равна 2,5 мм. Остается размер 52,5 — 2,5 = 50 мм.
Таким образом, заданный размер получается набором
из четырех плиток: 1,005; 1,45; 2,5 и 50 мм.
Концевые меры в зависимости от класса точности
могут применяться для контроля размеров плиток низшего
класса, проверки калибров и приборов в измерительных ла-
бораториях и в цехах, при точном измерении размеров дета-
лей, точных разметочных работах и при наладке стан-
ков.
С целью сохранения точности концевых мер необходимо
соблюдать аккуратность в обращении с ними.
Инструменты для снятия
и переноса размеров с детали
на масштаб
Для выполнения этих операций с невысокой степенью
точности используются несложные инструменты: циркули,
кронциркули, нутромеры, металлические измерительные
линейки, складные метры и измерительные рулетки.
114
Циркули пружинные и с дуговым установом применя-
ются при разметочных работах для переноса размера с мас-
штабной линейки на деталь и наоборот.
Кронциркули нормальные, пружинные и со шкалой при-
меняются в качестве вспомогательного инструмента при оп-
ределении наружных размеров детали в том случае, когда
непосредственное измерение линейкой невозможно из-за
сложности формы детали или при наличии на ее торцах
фасок или закруглений.
Зафиксированный размер детали у первых двух типов
кронциркулей переносится на масштабную линейку, у крон-
циркулей со шкалой определение размера производится
непосредственно по шкале.
Нутромеры нормальные и пружинные служат для из-
мерения внутренних*размеров изделий и переноса зафикси-
рованного размера на масштабную линейку.
Точность измерений размеров кронциркулями и нутро-
мерами не превышает нескольких десятых миллиметра.
Поэтому применение их ограничивается промежуточными
прюмерами в мелкосерийном производстве.
Линейки измерительные металлические, метры склад-
ные и рулетки измерительные служат для измерения длины
деталей. Пределы измерений устанавливаются ГОСТом и
составляют для линеек — 0—150, 0—300, 0—500 и
0—1000 мм, для метров складных — 0—1000 мм и для ру-
леток — 0—2000 и 0—5000 мм.
Штангенинструменты
Для измерения линейных размеров в индивидуальном и
мелкосерийном производстве чаще всего применяются
штангенинструменты. К ним относятся: штангенциркуль,
штангенглубиномер, штангенрейсмас (штангенвысотомер)
и специальные штангенциркули. Все они работают по одно-
му и тому же принципу и отличаются только конструкцией
отдельных элементов.
115
Рис. 22. Штангенциркули.
Штангенциркуль. Основным инструментом для измере-
ния наружных и внутренних размеров, длины и толщины
гладких деталей, а также глубины отверстий служит штан-
генциркуль.
Наша промышленность выпускает три типа штангенцир-
кулей:
1. ШЦ-1 с двусторонним расположением губок для
наружных и внутренних измерений и с глубиномером для
измерения глубины отверстий, пазов и выемок. Величина
отсчета по нониусу 0,1 мм, предел измерений 0—125 мм.
2. ШЦ-П с двусторонним расположением губок для на-
ружных и внутренних измерений и для разметки. Этот тип
штангенциркуля выпускается с величиной отсчета по но-
ниусу 0,1 и 0,05 мм с пределами измерений 0—200 и
0—320 мм.
3. ШЦ-Ш (рис. 22, в) с односторонними губками с от-
счетом по нониусу 0,1 и 0,05 мм и пределами измерений
116
0—500 мм и с отсчетом 0,1 мм и пределами измерений 2о0—
710, 320—1000, 500—1400 и 800—2000 мм.
Штангенциркуль ШЦ-I (рис. 22, а) состоит из штанги 1
с нанесенными на ней штриховыми делениями через 1 мм
и рамки 5, перемещающейся по штанге. На штанге и на
рамке имеются измерительные губки 2 для внутренних из-
мерений и разметки и 7 для наружных измерений. Рамка
может закрепляться на штанге винтом 4. На скосе рамки на-
несена шкала нониуса 5. С рамкой жестко связана линейка
глубомера 6, передвигающаяся в пазу штанги.
Отсчет размеров производится по измерительной ли-
нейке-штанге с помощью нониуса. У штангенциркулей
отечественного производства с величиной отсчета 0,1 мм
(рис. 23, б) шкала нониуса перекрывает 19 делений основ-
ной шкалы. Она имеет длину 19 мм и разбита на десять
частей. Интервал деления равен 1,9мм (растянутый нониус).
У других штангенциркулей
длина шкалы нониуса при-
нимается равной 9 мм. При
количестве делений, рав-
ном 10, интервал делений
составляет 0,1 мм (рис. 23, а).
Таким образом, каждое деле-
ние нониуса короче двух
(в первом случае) или одного
(во втором случае) деления
основной шкалы на 0,1 мм.
Эта величина определяет точ-
ность измерений, достигаемую
при помощи данного нониуса.
Когда губки штангенцир-
куля сведены вплотную, ну-
левой штрих нониуса совпа-
дает с нулевым штрихом
основной шкалы. Все осталь-
ные штрихи нониуса, за
той же величиной отсчета
О (М /
1"*П7 I ^Штанга
Нониус
0 а сц'О?
о г '
|*Нт I । । Штанга
О
о / 2 3 Ч
о в ML
Рис. 23. Нониусы.
117
исключением последнего, не совпадают со штрихами основ-
ной шкалы. Первый штрих нониуса отстает от первого
деления на линейке на 0,1 (при интервале 0,9 мм), вто-
рой— на 0,2, третий — на 0,3 мм и т. д. При измерении
какой-либо детали губки штангенциркуля плотно прижи-
маются к ее поверхности. Размер детали в целых милли-
метрах отсчитывается на делениях основной шкалы, лежа-
щих слева от нулевого штриха нониуса. Десятые доли
миллиметра показывает порядковый номер штриха нониу-
са, совпадающего с каким-либо делением на линейке. Дей-
ствительный размер детали равен сумме целых миллимет-
ров, отсчитанных по линейке, и десятых долей, отсчитан-
ных по шкале нониуса. Если размер детали выражается в
целых миллиметрах, то со штрихами основной шкалы сов-
падут первый и последний штрихи нониуса.
При необходимости выполнять измерения со степенью
точности больше чем 0,1 мм применяются штангенцирку-
ли с величиной отсчета 0,05 мм (модель ШЦ-П) и с ве-
личиной отсчета 0,02 мм.
Штангенциркуль ШЦ-П (рис. 22, б) состоит из штанги 1
с делениями, имеющей две измерительные губки на
концах, и рамки 5, также имеющей две губки. К скосу на
прорези рамки привинчен нониус 5. Грубая настройка на
размер производится передвижением рамки по штанге
вручную. Фиксация рамки производится винтом 4. При
точной настройке на размер используется микрометриче-
ская подача рамки, состоящая из винта, гайки, движка 7
и стопорного винта 6. При измерении движок стопорится
винтом 4, вращением гайки 8 рамка подается вперед до
плотного прилегания губок к поверхности изделия, после
чего производится отсчет размера.
Наружные размеры детали измеряются между внутрен-
ними поверхностями губок 2 и 9, внутренние размеры —
между наружными поверхностями губок 9. Заостренные кон-
цы губок 2 служат для разметки.
118
При измерении внутренних размеров к полученному по
линейке и нониусу результату надо добавить толщину гу-
бок, которая на них указана, обычно она равна 10 мм.
Нониус штангенциркуля с величиной отсчета 0,05 мм
(рис. 23, в) имеет длину 39 мм и штрихами разделен на 20
равных частей. Интервал деления равен 39 : 20 = 1,95 мм,
цена деления — 0,05 мм. Каждое деление нониуса короче
двух делений основной шкалы на 0,05 мм.
Штрих нониуса, совпадающий с одним из делений ос-
новной шкалы, показывает сотые доли миллиметра. Так,
например, при совпадении пятого штриха показание нони-
уса будет равно 5-0,05 = 0,25 мм. Эта величина прибавля-
ется к числу целых миллиметров, отсчитанных по шкале
на штанге.
Для упрощения отсчетов против каждого пятого штри-
ха на нониусе наносится цифра, соответствующая количе-
ству сотых долей миллиметра,— 0, 25, 50, 75, 100.
У прецизионных штангенциркулей с величиной отсчета
0,02 мм шкала нониуса имеет длину 49 мм и разбита
на 50 частей (рис. 23, г). Интервал деления равен
49 : 50 = 0,98 мм. 'Каждое деление нониуса короче деления
основной шкалы на 0,02 мм.
Размер детали, измеренный с помощью этого штанген-
циркуля, составляется из целых миллиметров, отсчитанных
по основной шкале, и сотых долей миллиметра, показан-
ных штрихом нониуса, совпавшим с одним из штрихов
основной шкалы.
Так, если нулевой штрих нониуса прошел по основной
шкале 20 мм и его одиннадцатый штрих совпал с одним из
штрихов измерительной линейки, то измеряемый размер
равен 20 + (0,02-11) = 20,22 мм.
Для проверки нулевого положения штангенциркуля не-
обходимо плотно сдвинуть измерительные губки. При этом
проверяется отсутствие просвета между измерительными
поверхностями губок и совпадение нулевых штрихов
основной шкалы и нониуса.
119
Рис. 24. Штангенглубиномер.
Допускается просвет меж-
ду губками точных штанген-
циркулей до 3 мкм, а у
обычных до 6 мкм.
При определении размера
губки штангенциркуля плотно
прижимаются к поверхности
детали, проверяется отсут-
ствие перекоса легким пово-
рачиванием губок относитель-
но детали и читается резуль-
тат измерения.
Нельзя производить заме-
ры вращающейся детали, же-
лательно не пользоваться
кончиками губок и не сильно давить на них.
Штангенглубиномер. Предназначен для измерения глу-
бины отверстий, пазов, выемок и высоты деталей. Он состоит
из штанги 1 (рис. 24) с делениями, нанесенными через 1 мм,
рамки 2 с плоским основанием 3 и нониусом 4. Рамка свобод-
но перемещается по штанге и может закрепляться в нужном
положении винтом 5. Глубиномер имеет микрометрическое
устройство, служащее для точной настройки на размер.
Настройка производится гайкой 6, закрепленной в движ-
ке 7.
Проверка нулевого положения штангенглубиномера про-
изводится с помощью лекальной линейки, устанавливаемой
на измерительную поверхность основания. Штанга дово-
дится до упора в линейку, и при этом проверяется совпадение
нулевых штрихов нониуса и штанги.
Методика отсчета размеров такая же, как и у штанген-
циркуля.
Штангенглубиномеры выпускаются с пределами изме-
рений 0—200 и 0—320 мм с величиной отсчета по нониусу
0,05 мм и с пределами измерений 0—500 мм и величиной
отсчета по нониусу 0,1 мм.
120
Микрометрические инструменты
Для точного измерения наружных и внутренних диа-
метров, толщин и глубин применяются микрометрические
инструменты. К ним относятся: микрометры различных кон-
струкций и назначения, микрометрические нутромеры
и микрометрические глубиномеры. Все типы микрометри-
ческих инструментов работают по принципу использования
взаимного перемещения точного винта и гайки.
Наибольшее распространение имеют микрометры. Они
выпускаются следующих типов: микрометры гладкие обык-
новенные, микрометры с плоскими вставками, микрометры
рычажные, микрометры резьбовые.
Все микрометрические инструменты имеют точность от-
счета 0,01 мм.
Микрометры гладкие предназначены для измерения на-
ружных размеров и длин гладких деталей. Согласно стан-
дарту микрометры выпускаются со следующими пределами
измерений: 0—25, 25—50, 50—75, 75—100 и далее через
25 мм до 275—300 мм, а затем 300—400, 400—500 и
500—600 мм.
У всех микрометров максимальное перемещение микро-
метрического винта составляет 25 мм, что способствует со-
хранению необходимой точности. При более длинных винтах
точность была бы ниже вследствие накопления ошибок при
изготовлении винта.
У трех последних микрометров с разницей в пределах
измерения в 100 мм ход винта также равен 25 мм, а увели-
чение пределов измерений достигается за счет применения
сменных пяток.
Микрометр (рис. 25) состоит из скобы 1, в которую за-
прессованы с одной стороны неподвижная пятка 2, с дру-
гой — стебель 5. Стебель имеет внутри нарезку, в которую
ввинчивается микрометрический винт 3. Винт неподвижно
скреплен с барабаном 6, к торцу которого привернут кор-
пус трещотки 7. При вращении трещотки вращается барабан
121
Рис. 25. Конструктивные элементы микрометра.
и микрометрический винт. Трещотка служит для обеспечения
постоянной величины зажатия измеряемых деталей и, сле-
довательно, для получения правильной величины размера.
Закрепление винта в определенном положении производится
стопором 4.
На стебле вдоль его оси нанесена черта, по обе стороны
которой расположена шкала, где с одной стороны указаны
целые миллиметры, с другой стороны — полумиллиметры.
На конической части барабана нанесена круговая шкала, име-
ющая 50 делений. Шаг микрометрического винта равен
0,5 мм, т. е. за один оборот винт перемещается на 0,5 мм, а
при повороте на одно деление барабана продольное переме-
щение составит 0,5:50 =0,01 мм. Отсчет размеров произ-
водится по шкале на стебле (целые миллиметры и полумил-
лиметры) и по шкале на барабане (сотые доли миллиметра).
Считаются те деления на стебле, которые находятся слева от
скошенного края барабана, и то деление на барабане, ко-
торое совпадает с продольной чертой на стебле.
Перед проведением замеров проверяют нулевые положе-
ния микрометра. Для этого при помощи трещотки перемеща-
122
ют микрометрический винт до соприкосновения его с не-
подвижной пяткой при пределах измерения 0—25 мм или с
установочной мерой при других пределах измерения. Размер
установочной меры должен быть равен нижнему пределу из-
мерения микрометра. При этом у исправного микрометра
должны совпадать нулевой штрих барабана с продольной
чертой стебля, а кромка барабана — с нулевым штрихом
шкалы стебля.
Микрометры с плоскими вставками, имеющими большую
поверхность, чем пятка и конец микрометрического винта
обыкновенного микрометра, применяются для измерения
наружных размеров изделий из мягких материалов.
Микрометрический нутромер (штихмасс) применяется
для измерений внутренних размеров отверстий, пазов,
скоб. Он выпускается с пределами измерений 50—75, 75—
175, 75—600, 150—1250, 860—2500 и 1520—4000 мм. Уве-
личение предела измерений производится за счет применения
удлинителей.
Микрометрический нутромер состоит из микрометричес-
кой головки с измерительными наконечниками и комплекта
удлинителей.
Нутромер отличается от микрометра отсутствием скобы
и трещотки, а также некоторыми конструктивными особен-
ностями.
Микрометрическая головка (рис. 26, а) состоит из стебля
5, микрометрического винта 5, барабана 6, установочной
гайки 7, гайки 2, защищающей наружную резьбу на стебле,
и измерительных наконечников I и 8. Стопорение винта в
определенном положении производится стопором 4.
Так же, как и у микрометра, шаг винта у нутромера
равен 0,5 мм, точность отсчета 0,01 мм.
Удлинитель (рис. 26, б) состоит из трубки 1, имеющей на
концах соединительные муфты 2 и 5, одна с наружной, дру-
гая с внутренней резьбой. Муфты служат для соединения с
микрометрической головкой (для этого у головки предвари-
тельно свинчивается защитная гайка 2) и между собой.
123
5
Рис. 26. Микрометрический нутромер.
Внутри трубки помещается стержень 4, имеющий на кон-
цах сферические поверхности.
При отсчете размеров к показаниям микрометрической
головки необходимо прибавить длину удлинителя, указан-
ную на его поверхности.
Перед проведением замеров необходимо проверить нуле-
вое положение микрометрической головку. Для этого го-
ловка устанавливается между измерительными поверхностя-
ми установочной меры, барабан вращается вручную до лег-
кого касания измерительных наконечников с измеритель-
ными поверхностями, и затем микровинт стопорится. Ну-
левой штрих барабана должен совпадать с продольным
штрихом стебля, а кромка барабана — с нулевым штрихом
шкалы стебля.
124
Установочная мера (скоба)
прилагается к микрометричес-
кому нутромеру. Она изготов-
лена по наименьшему предель-
ному размеру инструмента.
М икрометр ический глубино-
мер используется для точного
измерения глубины отверстий,
пазов, канавок, выточек. Он
выпускается с пределами изме-
рений 0—25, 0—50, 0—100 мм.
Точность отсчета 0,01 мм.
Максимальный ход микро-
метрического винта 25 лш. Рас-
ширение пределов измерений
Рис. 27. Микрометричес-
кий глубиномер.
достигается применением сменных стержней.
Глубиномер (рис. 27) состоит из основания 7, жестко со-
единенного со стеблем 49 барабана 2, трещотки 5, стопора 5
и измерительного стержня 6. При измерении траверсу
устанавливают нижней измерительной плоскостью на по-
верхность детали и вращением трещоток перемещают микро-
метрический винт до упора в нужную поверхность. Отсчет
размеров производят так же,е как и по микрометру.
Для проверки нулевого положения глубиномер уста-
навливается основанием на точную плоскость и измери-
тельный стержень вращением трещотки приводится в
соприкосновение с плоскостью. При этом нулевой штрих
на барабане должен совпадать с продольной чертой на стеб-
ле, а кромка барабана — с нулевым штрихом на стебле.
Индикаторы и индикаторные приборы
Для контроля отклонений от заданных размеров и фор-
мы деталей, а также для определения действительных раз-
меров деталей малой величины широко применяются инди-
125
Рис. 28. Кинематическая схема
и общий вид индикатора часового
типа.
1
каторы и индикаторные приборы различной конструкции
и точности.
Индикаторы, Из нескольких типов индикаторов: ры-
чажных, рычажно-зубчатых, рычажно-винтовых и рычажно-
пружинных — наиболее широко применяются зубчатые
(часового типа) и рычажно-зубчатые.
Схема устройства и общий вид индикатора зубчатого
типа показаны на рис. 28.
В конструкцию индикатора входят измерительный стер-
жень 1 (рис. 28, а) с нарезанной на нем зубчатой рейкой и
система зубчатых колес Zx, Z2, Z3, ^4- Зубчатое колесо Zr
находится в постоянном зацеплении с зубчатой рейкой, ко-
лесо Z2 закреплено на той же оси, что и Z19 и вращается вмес-
те с ним, колесо Z3 входит в зацепление с Z2 и Z4. На его
оси закреплена стрелка 2 индикатора. Люфты в зубчатых
зацеплениях выбираются при помощи пружины 3.
126
Количество зубьев у зубчатых колес подобрано таким
образом, что при перемещении измерительного стержня
на 1 мм стрелка делает один полный оборот. Круговая шка-
ла индикатора имеет 100 делений, тогда цена одного деле-
ния 0,01 мм. Индикаторы типа, показанного на рис. 28, б,
выпускаются с пределами измерений 0—5 и 0—10 мм. Таким
образом, стрелка может делать 5 или 10 оборотов. Для от-
счета количества полных оборотов на циферблате имеется
указатель числа оборотов. Цена деления указателя 1 мм.
На рисунке цифрами обозначены: 1 — корпус, 2 —
стопор, 3—циферблат, 4—стрелка, 5—указатель числа обо-
ротов, 6—измерительный стержень, 7—наконечник. Для
удобства пользования индикатором его шкала может пово-
рачиваться для установки на нулевое деление.
Промышленностью выпускаются также многооборотные
рычажно-зубчатые индикаторы с ценой деления 0,002 мм
и пределами измерения не менее 2 мм и с ценой деления
0,001 мм и пределами измерения не менее 1 мм.
Проверка отклонений детали от заданной формы — ко-
нусность, овальность, биение — производится при установке
детали в центрах или в патроне. Для этого индикатор
закрепляется на сйециальной стойке и устанавливается
на суппорте станка. Наконечник индикатора упирается
в поверхность детали так, чтобы указатель числа оборотов
повернулся на 2—3 деления. Эиго необходимо для воз-
можности фиксации отклонений размеров в большую и
меньшую сторону. Затем устанавливается стрелка на ноль
и прризводятся измерения отклонений. Величина оваль-
ности и радиального биения устанавливается при медленном
вращении детали от руки, конусность — при передвижении
индикатора вместе с суппортом вдоль детали при ручной
подаче.
Рычажный микрометр применяется для точных измере-
ний наружных размеров. Он имеет пределы измерения
0—25 и 25—50 мм, точность отсчета по шкале 0,002 мм.
Рычажный микрометр отличается от обычного наличием
127
Рис. 29. Кинематическая схема и общий вид рычажного микрометра.
рычажного механизма, шкалы и стрелки, подвижностью пят-
ки и отсутствием трещотки на барабане.
Схема рычажного микрометра и общий вид его показаны
на рис. 29.
Микрометр состоит из следующих деталей: скобы /, под-
вижной пятки 2, которая все время поджимается вправо
пружиной 14, микрометрического винта 5, стопора 4,
закрепляющего винт в нужном положении, стебля 5, бара-
бана 6, шкалы 7, арретира 8, стрелки 9, указателя преде-
лов поля допуска 10. Передача движения от пятки 2
к стрелке производится при помощи двуплечего рычага //,
имеющего на конце зубчатый сектор. Сектор находится
в зацеплении с трибкой 12, на оси которой посажена
стрелка. Люфт в зацеплении сектора с трибкой выбирается
при помощи пружины-волоска 13.
Перед измерением производится проверка нуль-пункта
микрометра. Для этого измерительные поверхности пятки
и барабана сводятся вплотную до тех пор, пока нулевой
штрих на барабане не совпадет с продольной чертой на
стебле. Отклонение стрелки от нулевого положения показы-
вает погрешность нуль-пункта. Эту погрешность (с учетом
знака) следует учитывать при измерении детали.
128
Измерение при помощи рычажного микрометра произ-
водится следующим образом. Деталь 15 устанавливается
между измерительными поверхностями. Во избежание их
повреждения пятка предварительно отводится влево при
помощи арретира. Барабан поворачивается до тех пор, пока
стрелка не покажется в поле шкалы, затем один из штрихов
на барабане точно совмещается с продольной чертой на
стебле. Размер детали будет состоять из суммы миллиметров
и полумиллиметров, отсчитываемых по шкале стебля, сотых
долей миллиметра, отсчитываемых по шкале на барабане,
и тысячных долей, отсчитываемых по шкале в скобе. Цена
деления шкалы в скобе 0,002 мм.
При отсчете тысячных долей миллиметра следует учиты-
вать погрешность нуль-пункта (прибавлять или отнимать)
и знак отклонения стрелки при измерении.
Пределы измерений по шкале в скобе ± 0,02 мм.
Рычажные скобы широко применяются для сравнитель-
ных измерений наружных размеров в серийном и массовом
производстве. Они выпускаются с пределами измерений
0—25, 25—50, 50—75 и 75—100 мм и ценой деления 0,002
и 0,005 мм.
Рычажные скобы имеют такой же рычажный механизм,
как и у рычажного микрометра, а вместо микрометрической
головки они снабжены сменными переставными пятками,
которые устанавливаются на нужный размер по концевым
мерам и закрепляются стопором в нужном положении.
Предельные калибры
Калибры представляют собой бесшкальные измеритель-
ные инструменты, предназначенные для контроля размеров,
форм и взаимного расположения частей деталей в условиях
крупносерийного и массового производства.
Для контроля валов применяются калибры-скобы, для
контроля гладких отверстий — калибры-пробки и для кон-
троля линейных размеров — листовые калибры.
5 Зак. 478
129
Проходная
Непроходная
снода
dtp min
8 Просвет
Q
Рис. 30. Схемы контроля размеров предельными калибрами.
При помощи предельных калибров устанавливают, лежит
ли фактический размер детали в заданных пределах (в пре-
делах поля допуска). Для этого один калибр выполняется по
наименьшему размеру изделия, второй — по наибольшему.
На рис. 30, а показана схема контроля диаметра вала
предельными скобами. Одна скоба, проходная, контроли-
рует наибольший размер вала. Она изготовлена по наиболь-
шему, допускаемому чертежом, предельному размеру вала.
Вторая скоба, непроходная, контролирует наименьший
размер вала. Она изготовлена по наименьшему, допускае-
мому чертежом, предельному размеру вала.
Если проходная скоба не надевается на вал, значит
размер вала больше допускаемого и он нуждается в допол-
нительной обработке. Если же непроходная скоба надева-
ется на вал, значит размер вала меньше допускаемого и он
идет в брак.
Аналогично проводится контроль отверстия предель-
ными пробками (рис. 3'0, б). В этом случае проходная скоба
выполняется по наименьшему допустимому размеру отвер-
стия, а непроходная — по наибольшему предельному.
Контроль высоты уступа листовыми калибрами показан
на рис. 30, в.
Для контроля размеров калибров при их износе приме-
няются контркалибры.
Средства для контроля и измерения углов
Для измерения наружных и внутренних углов и про-
верки их отклонения от заданных величин используются:
угловые меры, угольники и угломеры, а также специальные
инструменты, которые в токарном деле, как правило, не
применяются.
Угловые меры применяются при контроле точных углов
и для проверки на просвет угловых шаблонов, шкал угло-
мерных инструментов и приборов.
5*
131
Угловые меры представляют собой стальные плитки трех-
угольной, четырехугольной и многогранной формы тол-
щиной 5 мм.
Измерительные поверхности плиток доведены до такого
качества, которое позволяет собирать плитки в блоки мето-
дом притирания.
Угловые меры выпускаются несколькими наборами, по-
зволяющими установить любой угол с точностью до Г,
а наиболее точный набор обеспечивает точность до 15".
Угольники применяются для контроля и разметки пря-
мых углов. В зависимости от точности изготовления они
могут быть лекальные 0 и 1 классов точности и нормальные
1, 2 и 3 классов. В зависимости от назначения угольники
могут быть плоскими с широким основанием и цилиндри-
ческими. Проверка наружных и внутренних углов про-
изводится по просвету между ребром угольника и по-
верхностью проверяемой детали на глаз или при помощи
щупа.
В токарном деле для проверки различных по величине
наружных и внутренних углов широко применяются угло-
меры. Промышленностью выпускаются три типа угломеров:
угломер транспортирный УТ, угломер универсальный УН
и угломер оптический.
На рис. 31 показан угломер транспортирный УТ. Он
позволяет измерять наружные углы величиной от 0 до 180°
с точностью отсчета по нониусу 2'.
Угломер состоит из лимба /, на поверхности которого на-
несена круговая градусная шкала, имеющая 120 делений
(от 0 до 120°) с ценой деления Г. К лимбу неподвижно при-
креплена измерительная линейка 2, на оси 3 шарнирно за-
креплена подвижная линейка 4, несущая на своем конце
сектор 5 с нониусной шкалой. Цена деления нониуса 2'.
Принцип работы нониуса такой же, как и у штанген-
циркуля.
При измерении угла угломер накладывается на проверя-
емую деталь так, чтобы измерительные поверхности обеих
132
8
Рис. 31< Транспортирный угломер.
линеек плотно прилегали к поверхностям детали, образую-
щим измеряемый угол. Целое число градусов отсчитывается
от нулевого штриха лимба до нулевого штриха нониуса,
части градусов (в минутах) отсчитываются по нониусу и
прибавляются к числу целых градусов.
Для точной установки угломера на нужный угол служит
узел микрометрической подачи 6. В заданном положении
сектор фиксируется винтом 7.
Для измерения углов от 0 до 90° к подвижной линейке
крепится угольник 8, Углы от 90 до 180° измеряются без
дополнительного угольника. В этом случае к показаниям
шкалы необходимо прибавить 90°.
Глава VIII
ОБТАЧИВАНИЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Обтачивание цилиндрических деталей является наиболее
распространенной токарной операцией. Обтачиваемые заго-
товки в зависимости от длины могут устанавливаться на
станке в центрах или в патроне. Длинные заготовки
крепятся в центрах или в патроне с подпором задним
центром, короткие — в патроне.
Обтачивание длинных изделий
Изделия, устанавливаемые в центрах, должны быть снаб-
жены центровыми отверстиями. Центровые отверстия, со-
гласно стандарту, выполняются двух типов (рис. 32, а).
Тип А применяется при ровных торцовых поверхностях,
тип Б — при неровных торцовых поверхностях и для дета-
лей, подвергающихся в процессе эксплуатации дополни-
тельной обработке или перешлифовке или многократно
устанавливаемых при обработке на станках (токарные,
шлифовальные и фрезерные оправки). Цилиндрическое
отверстие служит для разгрузки вершины центра и для
размещения смазки; деталь опирается на коническую
поверхность с углом 60°. Предохранительный конус с
углом 120° служит для защиты основного конуса от забоин
и облегчает подрезку торца детали.
Центровые отверстия должны быть одинаковыми с обеих
сторон вала, даже если диаметры концевых шеек различны.
Такие отверстия могут выполняться цилиндрическим свер-
лом диаметром d и зенковкой (рис. 32, б, в) или специальны-
134
Рис, 32. Центровые отверстия и инструмент для их
получения.
ми комбинированными сверлами (рис. 32, г, д). Центрование
производится на специальных центровочных станках, на
токарном станке в самоцентрирующем патроне или на
токарном станке с опорой заготовки на задний центр.
В первых двух случаях нет необходимости определять
центр заготовки — станок сам обеспечивает правильное ее
положение. В третьем случае необходимо предварительно
найти центр заготовки и накернить его. Центр определяется
при помощи центроискателя (рис. 33, а), который представ-
ляет собой угольник 1 с линейкой 2, разметочная грань
которой делит угол пополам.
Линейка накладывается на торец размечаемой детали,
угольник прижимается к ее наружной поверхности и по
135
о
Рис. 33. Нахождение центра
заготовки.
разметочной грани линейки
чертилкой наносится риска
на торце детали. Затем уголь-
ник поворачивается на 90°,
и операция повторяется. Ис-
комый центр детали будет
находиться на пересечении
рисок. После разметки про-
изводится накернивание от-
верстия.
Накернивание отверстия без предварительной разметки
у небольших деталей диаметром до 40 жж можно производить
при помощи приспособления, называемого «колоколом»
(рис. 33, б).
Установка и закрепление детали при обработке в цент-
рах. В зависимости от условий работы (скорость вращения
детали, ее вес и габариты) применяются различные конструк-
ции центров. Стандартами предусмотрены: центры упорные,
центры упорные наплавленные и центры вращающиеся.
Кроме того, для облегчения процесса подрезки торца
обрабатываемой детали применяются упорные полуцентры
(рис. 34, в).
В упорном центре (рис. 34, а) различают конус Z, цилин-
дрическую шейку 2, хвостовую конусную часть 3 и конце-
вую часть хвостовика 4. Угол конуса принимается равным
60°, конус посадочной части меняется от наименьшего (конус
Морзе № 0) для малого диаметра центра (диаметр шейки
9 жж) до наибольшего (конус Морзе № 6) для большого
диаметра (диаметр шейки 60 жж). Центры устанавливаются
в конические расточки в шпинделе и пиноли задней бабки.
Передний центр вращается вместе со шпинделем, задний
неподвижен и подвергается непрерывному истиранию и на-
греву вращающейся деталью.
Для повышения стойкости упорные центры изготовля-
ются из инструментальной углеродистой стали марок У7
и У8. Рабочий конус и торец хвостовика закаливаются
138
Рис. 34. Центры.
на твердость HRC 55—58. Для наплавленных центров
(рис. 34, б) — материал сталь 40Х, торец хвостовика
калится, твердость HRC 45—50. Наплавка рабочего конуса
производится твердым сплавом типа сормайт.
Вращающиеся центры (рис. 34, г) работают в более лег-
ких условиях, чем упорные, однако они обладают меньшей
жесткостью, что может повести к возникновению вибрации
при точении. Радиальные составляющие усилия резания
воспринимаются радиальным шарикоподшипником, осевые
усилия — упорным шарикоподшипником. При тяжелых
условиях работы вместо шариковых радиальных применя-
ются конические роликовые радиально-упорные подшип-
ники.
137
Для получения изделия правильной цилиндрической
формы необходимо, чтобы оси переднего и заднего центров
находились на оси вращения шпинделя и центр передней
бабки вращался без биения. Несовпадение центров может
быть вызвано смещением задней бабки в поперечном направ-
лении и загрязнением конусного отверстия в шпинделе.
Поэтому перед установкой детали необходимо прочистить
ветошью отверстие под передний центр и проверить совпа-
дение осей центров, придвинув заднюю бабку к передней
до касания центров. Точно установить соосность центров
можно, измерив диаметры концов валика после пробной
проточки — они должны быть строго одинаковы. Биение
центра устанавливается индикатором и исправляется шли-
фовкой на месте.
Перед установкой детали на станок центровое отверстие
для заднего центра заполняется смазкой, деталь устанав-
ливается центровым отверстием на передний центр, задняя
бабка подвигается до упора заднего центра в центровое от-
верстие детали и закрепляется неподвижно. “Затем'махо-
вичком пиноль бабки подвигается влево, поджимает центр
до необходимой величины и закрепляется рукояткой во
избежание произвольного отхода во время работы. Сила за-
жатия должна быть такой, чтобы деталь туго проворачи-
валась от руки. При слабом зажатии возможно разбивание
центровых отверстий и вырывание детали из центров. При
слишком сильном зажатии возможно сгорание центра. При
продолжительной работе деталь нагревается и длина ее уве-
личивается. Поэтому необходимо периодически проверять
усилие поджатия центра. Для увеличения жесткости
системы деталь — станок — инструмент необходимо, что-
бы вылет пиноли из задней бабки был минимальным
(30—50 мм).
Вращение детали при обработке в центрах сообщается
поводковыми патронами различных конструкций. Патроны
навинчиваются на шпиндель токарного станка и имеют
устройства для захвата детали. Простейший патрон представ-
138
ляет собой планшайбу 1 (рис. 35, а) с отверстием для про-
хода центра и прорезью для захвата отогнутого конца хо-
мутика 2, закрепляемого винтом 3 на конце обрабатывае-
мого вала 4. Патрон закрывается предохранительным ко-
жухом 5. Такой патрон позволяет вести обработку как при
правом, так и при левом вращении. Применение предохра-
нительного кожуха в известной степени предотвращает за-
хватывание одежды токаря.
Поводковый самозажимный патрон конструкции Семин-
ского В. К. (рис. 35,6) применяется при обточке гладких
валов диаметром до 60 мм. Патрон состоит из корпуса /,
вращающегося центра 2, фланца 3 с радиальными прорезя-
ми, кольца 4, плавающего кольца 5, кулачков 6, пальцев 7
и осей 8.
Обрабатываемый вал устанавливается между центром
задней бабки и центром 2. При пуске станка сначала по-
ворачиваются корпус 1 и соединенное с ним кольцо Непаль-
цами 7, входящими в продольные пазы кулачков 6. Пальцы
поворачивают кулачки и прижимают их к поверхности об-
рабатываемого вала. Сила зажатия возрастает с увеличе-
нием усилия резания. Для увеличения надежности крепле-
ния на зажимнрм профиле кулачка нарезаются зубцы.
Применение плавающего самоустанавливающегося коль-
ца 5 обеспечивает равномерный зажим детали.
Диапазон диаметров валов, закрепляемых в патроне,
составляет 20—25 мм. Он может быть увеличен за счет при-
менения сменных кулачков.
Для снятия детали со станка достаточно повернуть ее
против часовой стрелки.
Патрон закрепляет деталь только при вращении в одну
сторону.
На рис. 35, в показан торцовой поводковый патрон для
чистовой обточки валов. Вал устанавливается между
подпружиненным центром 1 и задним центром. При под-
жатии заднего центра передний входит внутрь корпуса 2,
сжимая пружину 3. Одновременно торец вала нажимает
139
/ 2
J
Рис. 35. Поводковые патроны.
на зубья поводка 4, перемещая его и связанную с ним обой-
му 5 влево. При этом цанга 6 сжимается и фиксирует под-
пружиненный центр 1. При дальнейшем нажатии заготовки
происходит врезание зубьев поводка в ее торец. Этим обес-
печивается надежный привод заготовки при вращении шпин-
деля.
Установка резцов
Нормальный процесс точения определяется в значитель-
ной степени правильной установкой резца в резцедержа-
теле. Перед установкой резца необходимо протереть опор-
ные поверхности держателя. Резец устанавливается с
минимальным вылетом обычно не более 1,5 толщины его
стержня (во избежание появления вибраций), перпенди-
кулярно линии центров и точно по их высоте. Для проверки
правильности установки резца по высоте необходимо
вставить центр в пиноль задней бабки и подвести вершину
резца к вершине центра. Если вершина резца окажется
ниже вершины центра, нужно под опорную поверхность
резца подложить мерные прокладки (не более трех). Резец
должен быть прочно закреплен не менее чем двумя
болтами при повороте торцового ключа двумя руками.
Установка резца под углом к оси, отличным от 90°, или
вывод на рабочую позицию другого резца, закрепленного
в резцедержателе, производится поворотом резцедержателя
против часовой стрелки на нужный угол. Предварительно
необходимо отвернуть зажимную рукоятку. Иногда, вместо
стандартного резцедержателя, рассчитанного на крепление
четырех резцов с прямоугольными державками, применя-
ются специальные резцедержатели.
Универсальный резцедержатель (рис. 36) устанавливает-
ся на суппорте токарного станка и служит для закрепления
круглых резцов. Корпус 1 имеет четыре сквозных отвер-
стия, расположенных под углом 90° друг к другу. В отвер-
стия вставлены разрезные втулки 2 с эксцентрично распо-
ложенными отверстиями. Это позволяет быстро устанав-
141
1
2
Рис, 36, Универсальный резцедержатель.
ливать режущую кромку резцов 3 по высоте без прокла-
док. Резцедержатель укомплектован жесткими и пружин-
ными державками для расточки глубоких отверстий, наре-
зания внутренних резьб и др.
Специальный резцедержатель (рис. 37) может быть
рекомендован для небольших ремонтных предприятий,
выполняющих разнообразные работы. Он состоит из кор-
пуса /, двух держателей 2 и 3 и сменных оправок 4,
Корпус своим центральным отверстием надевается на болт
суппорта и крепится рукояткой.
Перемещение держателей по вертикали осуществляется
поворотом винтов 5, снабженных прямоугольной нарезкой.
Фиксация держателей по высоте производится стопорны-
ми винтами 6. В каждом держателе одновременно могут кре-
питься два резца. Средний винт 7 прижимает оба резца через
прижимную планку (условно показана пунктиром). Для
установки сверл, разверток и другого инструмента имеются
оправки 4, устанавливаемые в пазах корпуса.
Установка резца на необходимую глубину резания мо-
жет производиться методом пробных стружек, по готовому
изделию либо с использованием лимба поперечной подачи.
142
В первом случае резец подводится к вращающейся детали
до касания к ее поверхности, затем отводится вправо и на
глаз устанавливается «глубина резания. Деталь вручную
протачивается на длину 5—7 мм, останавливается и про-
изводится замер диаметра проточки. Если диаметр оказался
больше требуемого, процесс повторяется с новой глубиной
резания, пока не будет получен необходимый размер. После
этого включается автоматическая подача, и деталь прота-
чивается по всей длине.
143
При изготовлении нескольких одинаковых изделий
установка резца на глубину производится только для
первой детали. После обточки первой детали она сни-
мается без нарушения установки резца, суппорт отводится
в правое положение, устанавливается новая деталь и
обработка ее производится без дополнительной наладки.
Проверка производится только для компенсации износа
резца.
Для ускорения установки резца на глубину резания то-
карные станки снабжены специальным приспособлением.
Оно представляет собой кольцо с делениями, надетое на
переднюю часть винта поперечной подачи суппорта. Это
кольцо называется лимбом, оно вращается вместе с винтом.
Отсчет поворота винта ведется относительно риски на не-
подвижной втулке, сидящей на одной оси с лимбом. Обычно
на станке имеется указание о цене деления лимба, т. е. о
величине перемещения резца при повороте винта .на одно
деление лимба. Для настройки резца на необходимую глу-
бину резания вначале нужно измерить штангенциркулем
диаметр заготовки и найти толщину слоя металла, подле-
жащего снятию. После этого подвести резец до касания его
вершины с вращающейся заготовкой и, поворачивая лимб,
совместить его нулевое деление с риской на неподвижной
втулке. Отвести суппорт назад и вправо и, поворачивая
винт на подсчитанное число делений, установить необхо-
димую глубину резания. Вращение винта при настройке
на размер следует производить только в одном направле-
нии (по часовой стрелке), чтобы исключить влияние за-
зоров между винтом и гайкой.
Пример настройки. Диаметр заготовки 52 мм, диаметр
изделия после проточки должен быть 50 мм. Цена деле-
ния лимба 0,05 мм. Рассчитать, на сколько делений нужно
повернуть винт поперечной подачи.
При повороте винта на одно деление резец передви-
гается вперед на 0,05 мм, т. е. радиус детали уменьшается
на 0,05 мм, а диаметр на 0,1 мм. Нам необходимо умень-
144
шить диаметр на 2 мм или переместить резец вперед на 1 мм.
Для этого необходимо повернуть винт на 20 делений
лимба.
Особенности обработки нежестких валов
К нежестким валам относятся такие валы, у которых
длина в 10—12 раз превышает их диаметр. При обточке на
токарном станке они прогибаются под действием веса и уси-
лия резания, в результате деталь получает неправильную
форму и размеры. Обработка непроизводительная и выпол-
няется с малыми глубинами и подачами. При увеличении
режимов обработки деталь может быть вырвана из центров.
Для усиления жесткости обрабатываемого вала вводится
дополнительная опора, которая воспринимает радиальную
составляющую сил резания. Такая опора называется лю-
нетом. Люнеты могут быть двух типов: неподвижные и под-
вижные. Неподвижный люнет (рис. 38, а) состоит из чугун-
ного корпуса 1 с крышкой 2, которая крепится к корпусу
откидным болтом 3. Нижняя часть корпуса обработана по
форме направляющих станины станка. Люнет крепится
к станине при помощи планки 4 и болта 5. В корпусе име-
ются два и в крышке один регулируемые по диаметру вала
кулачки 7. Они стопорятся в нужном направлении винта-
ми 6. Для установки люнета необходимо предварительно
сделать посредине вала проточку, по длине превышающую
ширину кулачка. Неподвижный люнет может быть исполь-
зован как в качестве промежуточной опоры при наружной
обточке вала в центрах, так и в качестве концевой опоры
с закреплением одного конца в патроне, при подрезке тор-
ца длинной детали и торцового сверления или расточки.
При выполнении проточки на валу необходимо сле-
дить, чтобы она была правильной формы и чисто обработана.
Иначе все ее дефекты передадутся валу.
Для уменьшения износа кулачков при больших числах
145
Рис. 38. Люнеты.
оборотов их выполняют в виде шариковых или роликовых
подшипников.
Если жесткость вала недостаточна для того, чтобы про-
точить на нем шейку под люнет, можно воспользоваться
146
самоустанавливающейся муфтой конструкции Семинского
(рис. 38, б).
Муфта устроена и работает следующим образом: втулка 1
надевается на обрабатываемый вал и крепится на нем вин-
тами 2 и 6. На втулку со значительным зазором надевается
стальное каленое и шлифованное кольцо 4 и прижимается
к бортику втулки тарельчатой пружиной 5. Кулачки 7 лю-
нета предварительно устанавливаются по калиброванной
оправке, диаметр которой равен диаметру кольца 4, и сто-
порятся, затем вал с закрепленной муфтой вводится в лю-
нет. После нескольких оборотов вала вручную кольцо 4
устанавливается строго соосно линии центров станка.
В этом положении оно жестко скрепляется с втулкой вин-
тами 5. Так как поверхность кольца тщательно обработа-
на, то при вращении в бронзовых кулачках люнета оно их
не изнашивает.
Подвижный люнет (рис. 38, в) устанавливается на про-
дольных салазках суппорта и перемещается вместе с ним.
Он состоит из чугунной стойки /, в которой размещаются
два сухаря 2, положение которых регулируется винтами с?.
Закрепление сухарей в нужном положении производится
винтами 4. Подвижный люнет устанавливается несколько
правее резца в зоне действия усилия резания и предотвра-
щает прогиб детали. Он применяется при чистовой обработке
длинных гладких валов и при нарезании резцом наружной
резьбы.
При обтачивании длинных деталей рекомендуется сле-
дующий порядок обработки: начерно обточить деталь до
середины; переставить и обточить другую половину; обра-
ботать начисто до середины; переставить и обработать на-
чисто другую половину.
Длинные изделия, достаточно жесткие, удобно крепить
в самоцентрирующем патроне с подпором задним центром.
Это желательно применять в тех случаях, когда деталь об-
рабатывается с одного конца.
147
3
Рис. 39. Трехкулачковый самоцентрирующий патрон.
Обтачивание коротких изделий
Обтачивание коротких изделий производится обычно
при закреплении их в патронах различных конструкций
либо на оправках, если изделия имеют предварительно об-
работанное центральное отверстие.
Для этой цели наиболее часто применяется трехкулачко-
вый самоцентрирующий патрон. Конструкция его показана
на рис. 39, а. Патрон состоит из корпуса 3, в котором по-
мещается большое коническое зубчатое колесо 1. Оно нахо-
дится в постоянном зацеплении с тремя зубчатыми колеса-
ми 4. На плоском торце колеса нарезана многозаходная
спиральная канавка прямоугольного профиля. В канавки
входят выступы реек кулачков 2. При поворачивании
ключом любого из трех колес 4 поворачивается колесо 1
и все три кулачка перемещаются на одинаковую величину
к центру или от центра в зависимости от направления
вращения колеса 4.
В патроне можно зажимать детали как по наружной по-
верхности, так и по внутренней. Патрон обладает большой
148
универсальностью. Его недостатком является сравнительно
быстрый износ поверхности спирали и рейки и вызываемая
этим потеря точности центрирования. Он закрепляется пу-
тем навинчивания вручную на наружную резьбу шпинделя.
Чтобы избежать биения патрона во время работы, необхо-
димо предварительно протереть резьбу на шпинделе и в пат-
роне, а также центрирующий поясок на шпинделе и центри-
рующую выточку в патроне. Нельзя навинчивать патрон
на вращающийся шпиндель — это опасно. Навинчивать на-
до только руками. Свинчивать патрон необходимо следую-
щим образом. Вставив ключ в патрон, резким рывком
ослабляют крепление патрона. При этом во избежание про-
ворачивания шпинделя в коробке скоростей должна быть
включена минимальная скорость. Если крепление патрона
ослабить не удалось, тогда в качестве рычага используют
деревянную палку, вставленную между кулачками.
Для облегчения навинчивания и свинчивания можно
использовать направляющую оправку, вставляемую во
внутренний конус пустотелого шпинделя (рис. 39, 6), и втул-
ку, зажимаемую в кулачках трехкулачкового патрона.
Втулка и оправка точно направят патрон при навинчива-
нии й предохранят его от падения при свинчивании.
При продольном точении в патроне надо следить за тем,
чтобы: изделие выступало из патрона как можно меньше;
главный угол в плане резца был достаточно большим; глу-
бина резания и подача не были чрезмерно большими; под-
шипники шпинделя не име-
ли люфта. Невыполнение этих
условий приведет к изгибу
обрабатываемого изделия и к
поломке резца.
Крепление деталей, по-
верхность которых может
быть повреждена калеными
кулачками патрона, должно
производиться с помощью
Рис. 40. Крепление деталей.
149
разрезной втулки (рис. 40, а). При креплении диска,
более узкого, чем выступ кулачка, необходимо под-
кладывать под деталь плоскопараллельное кольцо (рис.
40, б).
Для закрепления деталей сложной формы применяют-
ся простые четырех кулачковые патроны. В отличие от само-
центрирующих патронов каждый кулачок у них имеет са-
мостоятельное перемещение от своего винта. Такие патроны
применяются, как правило, в мелкосерийном производстве.
Установка деталей на них связана с большими затратами
времени.
Для точного центрирования зажимаемых деталей, име-
ющих небольшую разницу в диаметрах, применяются цан-
говые патроны. В цанговых патронах и цанговых оправках
в качестве зажимного элемента, удерживающего деталь,
используются пружинные втулки, разрезанные с одного
или двух концов.
Патрон (рис. 41, а) состоит из корпуса 1 с резьбой на
наружной поверхности. Внутренняя поверхность выполне-
на на конус, величина которого обычно принимается равной
30°. В корпусе помещается цанга 2, удерживаемая от пово-
рота винтом 3. Цанга при этом сжимается и закрепляет
обрабатываемую деталь. Постоянство установки детали обес-
печивается регулируемым винтом 5.
Для крепления деталей с широким допуском применя-
ются цанговые патроны с двусторонним зажимом. Показан-
ный на эскизе (рис. 41, б) патрон состоит из корпуса 1 с ко-
нусом на внутренней поверхности обоймы 2, имеющей такой
же конус, и цанги 5, имеющей разрезы с обоих концов. При
перемещении тяги 4 влево цанга охватывается коническими
поверхностями корпуса и обоймы, зажимая деталь.
Для переналадки цанги на другой размер применяются
сменные кулачки, при этом цанга не вынимается из корпуса
(рис. 41, в). Кулачки 1 при помощи винтов 3 крепятся к пру-
жинным перьям цанги 2, которые для удобства крепления
снабжены кольцевой канавкой 4. В канавку заходит коль-
150
4
5 7
Цанговые патроны.
цевой буртик 5, препятствующий осевому перемещению
кулачков.
Для закрепления и центрирования деталей типа втулок,
шестерен и др., имеющих предварительно обработанное
отверстие, применяются поводковые центры и оправки раз-
личных конструкций.
Поводковый центр, применяемый для этой цели, пока-
зан на рис. 42.
151
Рис. 42. Поводковый центр.
Центр с рифлениями на головной части устанавливается
в отверстие шпинделя и затягивается винтом. В центре де-
тали сверлится отверстие и специальным пуансоном на руч-
ном прессе выдавливаются на фаске рифления, соответствую-
щие рифлениям на центре. Затем деталь устанавливается
на центр и поджимается задним грибковым центром. При-
менение поводкового центра позволяет с одной установки
обработать наружную поверхность и торцы детали. Такого
типа центры широко применяются в металлообработке.
Для закрепления деталей с точно обработанным цент-
ральным отверстием применяются цельные центровые ко-
нусные оправки. Посадочная часть оправки имеет конус-
ность около 1 : 200. Деталь напрессовывается на оправку
усилием ручного пресса и держится на ней только силой
трения. Точность установки деталей высокая. Такие
оправки применяются для чистовых операций обработки.
Цанговые оправки применяются главным образом для
закрепления деталей с отверстиями, обработанными по 2 и
3 классам точности. Цанги допускают увеличение своего
наружного диаметра до 0,5 мм. При большем увеличении
диаметра цанги работают неудовлетворительно.
Оправка, показанная на эскизе (рис. 43, а), применяется
для деталей класса втулок. Корпус 1 оправки имеет бур-
тик для установки деталей по длине, эластичная цанга 2
с двусторонними прорезями имеет угол наклона образую-
щей, равный 5°. Разжим цанги производится надвиганием
ее на конусную часть корпуса при помощи винта 3 и стака-
на 4.
152
На рис. 43, б приведена конструкция универсальной
цанговой оправки, предназначенной для обработки дета-
лей типа втулок с различным диаметром отверстия. Универ-
сальность ее достигается за счет применения нескольких
сменных цанг и при необходимости переточки их посадоч-
ных мест на нужный размер.
Оправка состоит из корпуса /, закрепленного в конус-
ном отверстии шпинделя, плунжера 2, скользящего в рас-
точке корпуса, эксцентричного валика 3, связанного с
плунжером, винта 4 с конусной головкой, завинченной в
плунжер, и сменной цанги 5. При повороте эксцентрика
плунжер перемещается влево и тянет за собой винт, кото-
рый своей конусной головкой разжимает цангу и закреп-
ляет надетую на нее деталь.
Точность установки детали на этой оправке достигает
0,03 мм.
153
Рис. 44. Роликовая и шариковая оправки.
Роликовые оправки обеспечивают надежное закрепле-
ние деталей, причем усилие закрепления увеличивается
с увеличением сил резания. Оправки бывают одно-, двух-
и трех роликовые и применяются только для деталей с обра-
ботанным отверстием. На эскизе показана трехроликовая
оправка (рис. 44, а). В корпусе 1 профрезерованы три паза,
в которых размещаются зажимные ролики 2, удерживае-
мые от выпадения пружинными кольцами 3. При повороте
детали 4 по направлению стрелки ролики заклиниваются
между стенками детали и дном паза, надежно закрепляя
деталь. При повороте в обратную сторону деталь освобож-
дается.
154
При закреплении мягких материалов на стенках отвер-
стия могут образовываться вмятины от роликов, особенно
при тяжелых режимах обработки.
Шариковые оправки обеспечивают надежное закрепле-
ние коротких втулок и точность центрирования до 0,02 мм
при отклонении в размере отверстия до 1 мм. Оправки по-
зволяют также закреплять детали с грубо обработанными
отверстиями, разность диаметров которых достигает 5 мм.
Шариковая оправка (рис. 44, б) состоит из корпуса /,
внутри которого помещается втулка 2 с прикрепленным
к ней сепаратором 3. В сепараторе помещается шесть ша-
риков 4, предохраняемых от выпадания обоймой 5. При
заворачивании винта 6 в корпус оправки втулка с сепа-
ратором передвигается влево. При этом шарики, переме-
щаясь по конусной поверхности оправки, раздвигаются и
закрепляют деталь. Раскрепление детали происходит при
вывинчивании винта 6.
Оправки с резиновыми сердечниками и тонкостенной
упругой оболочкой просты по устройству, компактны, обес-
печивают достаточное усилие крепления и высокую точ-
ность установки. Для повышения степени расширения
упругой оболочки ее выполняют с продольными надрезами.
Оправка с одним резиновым сердечником (рис. 45, а)
состоит из корпуса /, резинового сердечника 2 и пробки 3.
Сердечник вкладывается в полость корпуса, имеющего тон-
кие упругие стенки. При ввинчивании пробки сердечник
сжимается и передает давление во все стороны, равномер-
но деформируя оболочку корпуса, — происходит закреп-
ление детали. При вывертывании пробки деталь легко сни-
мается.
Для точного центрирования длинных втулок применяют
оправки с двумя * пакетами тарельчатых пружин. Оправка
(рис. 45, б) состоит из корпуса /, имеющего конусную часть
для закрепления в отверстии шпинделя и цилиндрическую
часть с тонкими упругими стенками, служащую для уста-
новки и закрепления деталей, тяги 2, перемещающейся
155
1
J
Рис. 45. Оправки с резиновым сердечником.
внутри корпуса под действием ручного или пневматического
привода; зажимных втулок 3, шариков 4 и двух пакетов
тарельчатых пружин 5. При перемещении влево тяга сво-
ей конусной частью раздвигает шарики в стороны, шарики
давят на скосы зажимных втулок, а те, в свою очередь, да-
вят на тарельчатые пружины, выпрямляя их. Пружины уве-
личивают свой наружный диаметр и упруго деформируют
тонкостенную часть корпуса. Корпус также увеличивает
диаметр и надежно закрепляет посаженную на него деталь.
Детали по длине устанавливаются по упору 6.
Установка трубчатых деталей по внутренней необрабо-
танной поверхности может выполняться при помощи само-
156
Рис. 46, Оправка с выдвигаемыми штырями.
центрирующей оправки с выдвигаемыми штырями (рис. 46).
На обоих концах корпуса оправки имеется по три радиаль-
ных паза, расположенных под углом 120°. В пазах помеща-
ются центрирующие штыри 2, удерживаемые от выпадания
винтами 3. Выдвижение штифтов происходит при завинчи-
вании плунжера 4t имеющего конический конец и лыски
под ключ.
Обтачивание ступенчатых деталей
Детали типа ступенчатых валиков получаются, как пра-
вило, точением из проката. При этом диаметр заготовки пре-
вышает (на величину припуска) диаметр наибольшей сту-
пени детали. Обработку детали можно вести различными
способами:
а) обтачивать всю заготовку по диаметру наибольшей
ступени, затем данную заготовку за вычетом длины наи-
большей ступени по диаметру второй ступени и т. Д. до пол-
157
Рис. 47. Регулируемый
упор.
ной обработки всей детали. При
таком методе путь и время обра-
ботки получаются наибольшими;
б) обтачивать (если допустима
такая глубина резания) всю де-
таль, исключая наибольшую сту-
пень, по диаметру второй ступени,
затем наибольшую ступень.
Наивысшая производительность
получается в том случае, если
весь припуск на обработку можно
снять за один проход, т. е. сначала
обтачивается наименьший диаметр, затем следующий по
величине и так до полной обработки. Ограничением явля-
ется допустимая глубина резания.
В процессе обработки контроль размеров по диаметрам
и длинам производится универсальным мерительным инстру-
ментом.
Значительного сокращения вспомогательного времени,
затрачиваемого на установку резцов и измерение детали,
можно достигнуть, применяя упоры. Работать с упорами
целесообразно и в мелкосерийном и в индивидуальном про-
изводстве, так как они позволяют получать изделия необхо-
димой длины, а на установку уходит меньше времени, чем
на проверки и измерения.
На рис. 47 показан регулируемый упор, устанавливае-
мый в шпинделе станка. Он состоит из конического корпуса
1 и упорного винта 2 с контргайкой 3. Обрабатываемая де-
таль 4 поджимается к головке 5 упорного винта и крепится
в патроне. При изготовлении партии деталей первая обра-
батывается по непосредственным замерам ее длины с отмет-
кой деления лимба продольного перемещения суппорта,
соответствующего окончанию обработки, а последующие
детали обрабатываются без измерений по отметке лимба.
Ограничение хода суппортов производится простыми
или специальными упорами. Изделия, обтачиваемые в цент-
158
2 Паз для плиток
pax по упорам, должны иметь одинаковые длины. Простой
упор с установочным винтом жестко крепится болтами
к станине станка. Наладка станка производится в следую-
щем порядке: токарный резец подводится вплотную к торцу
обрабатываемой детали, болты крепления упора освобож-
даются, между кареткой и упором устанавливается плитка,
имеющая длину, равную длине обрабатываемого уступа, и
упор закрепляётся. Затем плитка удаляется, и произво-
дится точение с подачей от ходового валика. Подача автома-
тически включается, когда каретка достигает упора. Про-
изводится проверка длины уступа и в случае необходи-
мости — регулировка с помощью установочного винта. На
рис. 48, а показан продольный упор 1 со сменными шай-
159
бами 2, которые надеваются на штифт 5. Толщина шайб
делается согласно длине уступов детали.
Для обработки деталей с несколькими ступенями приме-
няются многоступенчатые упоры. Многоступенчатый от-
кидной упор (рис. 48, б) состоит из колодки 2, закрепляемой
на станине станка, и кольца 1 с надетыми на него откидными
упорами 3. Каждый из них имеет регулировочный винт 5,
который после окончания регулировки стопорится винтом 4.
Точение идет сначала до упора каретки в самый длинный
упор, который после проточки ступени отводится в сторону
(показан пунктиром), затем во второй и т. д. до оконча-
ния обработки всех ступеней. Разница в длинах двух со-
седних упоров равна длине соответствующей ступени.
Многоступенчатые упоры могут быть барабанного типа
(рис. 48, в). Такой упор состоит из упора 2, закрепленного
на станине станка, со штангой /, устанавливаемой в упоре
в нужном положении, и поворотного барабана 4 с регули-
руемыми упорами 3. При точении упоры по очереди останав-
ливаются штангой. Барабан крепится на оси в продольной
каретке суппорта.
При обработке длинных валиков многоступенчатые упо-
ры могут оказаться непригодными. В этом случае можно
пользоваться съемными ограничителями длины (рис. 48, г).
Плитки 2 укладываются на станине станка вплотную к же-
сткому упору /. Длина отдельных плиток равна длине со-
ответствующей ступени обрабатываемого валика.
Описанные конструкции упоров можно применять на
станках, имеющих устройства для выключения автомати-
ческой подачи при встрече суппорта с упором. Наиболее
часто применяется схема с падающим червяком (рис. 49).
Движение продольной подачи суппорта передается от хо-
дового вала I через шестерни Zx и Z2 валу // и далее через
червячную пару 3, 4 и не показанные на схеме передачи
зубчатому колесу 2, находящемуся в зацеплении с непо-
движной рейкой И. Правая часть вала II связана с левой
универсальным карданным шарниром /2, она удерживается
160
Рис 49. Механлзм падающего червяка.
в горизонтальном положении рычагом 8. Червяк сидит на
валу свободно и связан с ним через соединительную муфту,
состоящую из двух полумуфт 5 и 6, прижатых друг к другу
пружиной 10. Когда суппорт наталкивается на неподвиж-
ный упор /, усилие подачи резко возрастает, полумуфта 6
движется вправо, поворачивая рычаг 7 и связанный с ним
рычаг 8. Вал II теряет опору и вместе с червяком падает
на упор 9. Червячная пара размыкается, и движение по-
дачи прекращается. Для приведения механизма подачи в
рабочее положение необходимо отвести суппорт назад и спе-
циальной рукояткой привести червяк в зацепление.
Точность по длине, обеспечиваемая механизмом падаю-
щего червяка, составляет под нагрузкой 0,15—0,20 мм.
Дальнейшее увеличение производительности труда при
обточке ступенчатых поверхностей можно обеспечить при-
менением механических и гидравлических копировальных
устройств. Механическое копировальное устройство конст-
рукции В. К. Семинского показано на рис. 50. Оно устанав-
ливается на суппорте токарного станка вместо резцедер-
6 Зак. 478
161
жателя и состоит из корпуса 5, внутри которого помещается
пиноль 3 с резцом 2. Щуп 4 прижимается к поверхности
копира 8 посредством пружины 6, упирающейся с одной
стороны в дно стакана, привинченного к корпусу, а с дру-
гой — в шайбу, закрепленную на конце пиноли.
Копир представляет собой штангу со ступенчатой по-
верхностью, образованной лысками, длина которых со-
ответствует длине ступеней обрабатываемой детали, а
высота — разности радиусов ступеней. Копир соединен
с кронштейном 13, установленным на станине станка, при
помощи фланца 9, тяги 10 и хвостовика 11. Установка
копира в осевом направлении производится посредством
гаек 12 и 14. При продольной подаче суппорта щуп 4
скользит по участку копира, соответствующему первой
ступени детали. Дойдя до конца ступени на копире, щуп
под действием пружины 6 соскальзывает с нее, а резец
отходит от проточенного участка на высоту, равную высоте
ступени, и начинает обточку следующей ступени. Установка
резца для обработки первой ступени производится по
лимбу, размеры остальных получаются автоматически. Вы-
полнение прямых углов при переходе от ступени к ступени
осуществляется за счет установки пиноли под углом 75°
к линии центров и применением резца с главным углом
в плане 75°.
После снятия детали 1 пиноль посредством эксцентрика
7, управляемого рукояткой, перемещается вперед, и щуп 4
выводится из соприкосновения с копиром. Благодаря этому
суппорт может быть отведен в исходное положение. Меняя
копир, можно при помощи описанного приспособления об-
рабатывать также детали, имеющие конические и фасонные
поверхности.
Недостатком механических копировальных устройств
являются высокие удельные давления, возникающие при
контакте щупа с копиром. Для увеличения износостойкости
копиров их приходится термически обрабатывать и шлифо-
вать, что удорожает приспособление.
162
а>
Применение таких устройств экономически целесооб-
разно при значительных партиях одинаковых обрабатывае-
мых деталей.
Наиболее универсальным средством автоматизации об-
работки ступенчатых и фасонных поверхностей на токарных
станках являются гидравлические копировальные суппорты.
Они позволяют увеличить производительность обработки
на 25—50%. Наиболее широко применяется суппорт КСТ-1
конструкции московского завода им. Орджоникидзе. Схема
суппорта приведена на рис. 51.
Гидравлический копировальный суппорт устанавлива-
ют на специальных поперечных салазках позади станка;
таким же образом в особых бабках устанавливают копир 9.
От насоса 1 масло из бака И по гибкому шлангу 12
подается через отверстие полого штока 5 в полость 4
гидравлического цилиндра, расположенного внутри корпуса
Рис. 51. Схема гидравлического копировально-
го суппорта КСТ-1.
164
суппорта. Из полости 4 масло поступает через дроссельное
отверстие 3 поршня в полость 2, откуда направляется
через золотник 7 на слив.
Под воздействием пружины 6 золотник стремится за-
крыть выход маслу. Перемещение золотника ограничивает-
ся копиром, на который опирается качающийся щуп 8. Если
копир имеет подъем, то золотник открывается, масло из
полости 2 поступает на слив и давление в полости 2 падает.
Масло в полость 2 поступает из полости 4 через дроссели-
рующее отверстие <?, поэтому давление в полости 4 сохра-
няется, и гидросуппорт перемещается назад по своим
направляющим, расположенным под углом 45°. В резуль-
тате перемещения продольных салазок и гидравлического
суппорта резец обрабатывает на детали профиль, анало-
гичный копиру. В случае если копир имеет опускающийся
профиль, то золотник закрывается и давление в полости 2
соответственно поднимается. Поскольку площадь днища
цилиндра в полости 2 больше площади днища в полости 4,
то сила, действующая на днище полости 2, оказывается
больше и корпус гидрокопировального суппорта переме-
щается вперед. Если копир имеет профиль, параллельный
направлению движения продольных салазок, то корпус
суппорта остается неподвижным, а резец обрабатывает
цилиндрическую поверхность.
При обработке поверхностей, расположенных перпен-
дикулярно оси, щуп упирается в торец копира, золотник
открывается и гидрокопировальный суппорт уходит назад.
Так как суппорт перемещается под углом 45°, его движение
как бы компенсирует перемещение продольных салазок и
фактически резец перемещается в плоскости торца обраба-
тываемой' детали 10.
Такая конструкция гидрокопировального суппорта по-
зволяет обрабатывать торцы, обращенные в сторону задней
бабки. Поэтому обработка обоих торцов детали производит-
ся с двух установок с поворотом. Гидрокопировальные
суппорты обеспечивают точность порядка 3—4-го классов.
165
Неправильно
Рис. 52. Схемы подрезки торцов.
Подрезка торцов, уступов, прорезка канавок, отрезка
Подрезка торцов у коротких деталей производится при
закреплении их в патроне. Для обеспечения постоянной ба-
зы при установке детали по длине желательно использовать
внутренний регулируемый упор. Подрезка может выполнять-
ся проходными и подрезными резцами с подачей резца от
себя, на себя и параллельно оси центров станка (рис. 52, а).
Обработка по схеме I обеспечивает нормальную точность
и качество поверхности, по схеме II — затруднительное
врезание резца в начале обработки, по схеме III — имеет
место врезание рабочей части резца в изделие, поверхность
торца получается вогнутой, по схеме IV — не получается
гладкая поверхность, по схеме V — получается нормальное
качество обработки.
При подрезке торца необходимо, чтобы вершина резца
была установлена точно по оси центров; во избежание ис-
кажения формы обрабатываемой поверхности следует отре-
гулировать зазоры между клиновыми планками и направ-
ляющими станины так, чтобы каретка и поперечные салазки
суппорта двигались достаточно свободно, но не слишком
легко; при торцовом точении необходимо жестко закреплять
каретку суппорта.
При подрезке деталей, закрепленных в центрах, исполь-
зуют либо упорный полуцентр (рис. 52, б), либо центро-
вое отверстие с предохранительным конусом (рис. 52, в).
В качестве инструмента применяется отогнутый подрезной
166
рэзец с механической подачей от центра. Величина сни-
маемого слоя не должна превышать половины глубины
центрового отверстия. Для постоянной установки детали
по переднему торцу желательно применять торцовый по-
водковый патрон с утопающим центром (см. рис. 35).
Подрезка наружных уступов производится подрезным
резцом с ручной подачей в продольном направлении в не-
сколько проходов до получения заданного диаметра. Окон-
чательно зачищать уступ с ручной поперечной подачей сле-
дует от центра. Угол между осью детали и режущей кром-
кой резца должен быть примерно 95°.
Прорезание наружных канавок. Канавки могут быть уз-
кими и широкими.
Узкие канавки прорезаются следующим образом: на-
мечается место канавки на детали, после этого деталь уста-
навливается в трехкулачковый патрон так, чтобы место
прорезания канавки отстояло от кулачков не более чем на
величину диаметра детали. Резец затачивается строго по
ширине канавки, режущая кромка должна быть перпен-
дикулярна оси. Резец устанавливается точно по центру
задней бабки с минимальным вылетом. Прорезание канавки
выполняется с ручной подачей.
Широкие канавки прорезаются узким резцом с попереч-
ной подачей последовательно до получения сплошной ка-
навки заданной ширины с припуском на чистовую обработ-
ку. Дно канавки окончательно обрабатывается с продоль-
ной механической подачей. Борта канавки подрезаются с
ручной поперечной подачей в размер.
Отрезка. Отрезку деталей можно производить при за-
креплении в патроне или в патроне с поддерживанием лю-
нетом. Отрезные резцы обладают пониженной прочностью
вследствие малой их ширины и большого вылета (особенно
при разрезке изделий большого диаметра). Для увеличения
прочности резцов увеличивают их высоту и вводят конструк-
тивные элементы, препятствующие защеплению резца в
разрезаемой детали. Во избежание вибраций и поломки
167
резцов необходимо, чтобы вылет их был минимальным; мес-
то резца должно отстоять от кулачков патрона не более
чем на величину диаметра изделия, жесткость станка дол-
жна быть возможно большей, для этого поджимают клинья
поперечных салазок суппорта и жестко закрепляют про-
дольную каретку.
В начале резания применяют минимальную подачу,
после образования сплошной стружки подачу увеличи-
вают и после углубления резца до половины радиуса
подачу уменьшают вдвое. Не доведя 1,5—2 мм до центра
заготовки, резец отводят и выключают станок. Деталь
отламывают.
С целью облегчения условий резания режущую кромку
резца желательно заточить под углом 3—7° к оси детали.
Детали большого диаметра можно отрезать изогнутыми
пружинящими резцами при обратном направлении враще-
ния шпинделя. Резец устанавливается в резцедержателе в
перевернутом положении режущей кромкой точно по вы-
соте центров и строго перпендикулярно оси детали. Отрезка
ведется с механической подачей в 2—3 раза большей, чем
при работе с обычным резцом.
При отрезке коротких деталей можно пользоваться
откидным упором, устанавливаемым в пиноли задней
бабки. Пруток пропускается сквозь шпиндель станка до
соприкосновения с торцом упора, затем зажимается само-
центрирующим патроном; подвижная часть упора пово-
рачивается, выходя из соприкосновения с прутком. Резец
устанавливается на заданный размер детали, и производится
отрезка. Для отрезки следующих деталей не требуется
установки резца по длине.
Глава IX
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
Общие сведения
Конические поверхности часто встречаются в деталях
машин и особенно в инструментах (установочные центры,
посадочные конусы сверл и т. п.). Ниже рассматриваются
элементы конуса и способы нахождения величины этих
элементов (рис. 53). Обозначения на рисунке:
I — длина конуса по его оси;
L —длина всего изделия;
—угол между образующими конуса, называемый
углом при вершине.
—------отношение разности диаметров конуса к его дли-
не называется конусностью и обозначается буквой К.
Если провести из конуса малого диаметра d линию,
параллельную оси конуса, то угол между образующей ко-
нуса и этой линией будет равен а, т. е. половине угла
при вершине. Он называется углом уклона, а отношение
отрезка п, равного , к длине конуса I называется
уклоном конуса. Уклон
конуса равен тангенсу
угла а. Величина укло-
на, или тангенс угла,
не зависит от длины ко-
нуса, а определяется
только величиной угла а.
Уклон конуса обознача-
ется буквой i.
Рис. 53. Элементы конуса.
169
Т а б л п ц а 16
Определение элементов конуса
Элементы конуса Обозначе- ние Формула
Угол при вершине конуса 2а —
Угол уклона конуса а —
Конусность К
Уклон конуса i . . D — d К 2/ - 2
Большой диаметр конуса D D = Л7 + d; £) = 2 tg а • / + d
Малый диаметр ко- нуса d d — D — Kl\ d = D-2^a-I
Длина конуса 1 D — d D — d К ' 2 tg a
Связь между элементами конуса выражается формулами,
приведенными в табл. 16.
Примеры пользования формулами
Дано: рис. 54, а.
Найти наибольший диаметр конуса Z).
Решение:
D == Kj -f~ d = -2q" • 80 -р 30 === 34 мм»
Дано: рис. 54, б.
Найти длину конуса Z.
Решение:
/ = -£^- = (20—10):-^- = 200 мм.
170
№0
________1-Ю0
г
Рис. 54.
d*2S
Дано: рис. 54, в.
Найти диаметр конуса d.
Решение:
d = D — KI = 60 — -jL • 100 = 50 мм.
Дано: рис. 54, г.
Найти конусность К.
Решение:
к — D~d — 50 —25 _ J_
А “ / “ 100 — 4 •
Дано: D = 50; d = 25; I = 100.
Найти уклон конуса I.
Решение:
._ D — d _ 50 — 25 __ 1
1 — 21 ~ 200 — 8 '
171
Методы получения конических поверхностей
Обтачивание конусов может производиться:
1. Широкими резцами.
2. С поворотом верхней части суппорта.
3. Со смещением задней бабки.
4. С помощью конусной линейки.
5. С помощью гидрокопировальных суппортов.
Обработка широкими резцами. Применяется для корот-
ких конусов (обычно не длиннее 20 мм) на жестких деталях.
При этом режущая кромка резца должна быть установлена
по шаблону или угломеру точно под углом уклона конуса а
к оси обрабатываемой детали. Обработка производится с
ручной продольной или поперечной подачей.
Обработка с поворотом верхней части суппорта может
производиться с ручной или автоматической подачей верх-
ней части суппорта или
"Ц одновременно с автомати-
Рис. 55 Обработка конических по-
верхностей с поворотом верхней
части суппорта.
ческой продольной подачей
всего суппорта и подачей
верхней его части.
Обработка по первому
способу (рис. 55, а) при-
меняется для деталей, у ко-
торых длина образующей
конуса меньше хода верх-
ней каретки, и выполняет-
ся в следующем порядке.
В резцедержатель устанав-
ливается резец точно по
центру задней бабки для
того, чтобы образующая
конуса была прямолиней-
ной. Производится обточка
заготовки по наибольшему
диаметру конуса. Затем
172
открепляются верхние салазки суппорта и устанавливают-
ся под углом конуса а. Отсчет угла производится по де-
лениям, нанесенным на опорном фланце поворотной части
суппорта. Цена одного деления обычно равна Г. Если
токарный станок имеет шкалу делений с нониусом, то точ -
ность отсчета повышается. Угол а берется из чертежа или
рассчитывается по приведенной в табл. 16 формуле.
Пример расчета. Больший диаметр обрабаты-
ваемого конуса D = 100 мм; меньший диаметр d = 80 мм,
длина конуса / = 50 мм:
, D — d 100 — 80 п о
fg« = —27- = -т75^=0’2;
по таблице тангенсов (см. приложение) угол а = 11° 20'.
После установки на заданный угол салазки закрепля-
ются, и производится предварительная обточка. Затем с
помощью угломера замеряют угол полученного конуса.
Если конус получился неправильный, то определяют вели-
чину ошибки и регулируют положение верхних салазок.
Затем производят окончательное обтачивание конуса.
Схема обточки конуса по второму способу показана на
рис. 55, б. Обработка по этой схеме позволяет обтачивать
длинные конусы, у которых длина образующей значительно
превышает ход верхней каретки. Суппорту сообщается про-
дольное перемещение с подачей Snp, каретка, повернутая
на угол р, имеет подачу SB. В результате сложения обеих
подач резец перемещается с подачей S под углом а к оси
детали. Настройка станка сводится к определению угла 3
и повороту каретки на этот угол. В случае необходимости
уточнение угла поворота производится после предваритель-
ной обточки и замера полученного угла.
Величина угла поворота р определяется из выражения:
Обработка со смещением задней бабки применяется для
получения длинных пологих конусов. Поперечное смещение
173
Рис, 56. Схемы расчета величины смещения задней бабки.
корпуса задней бабки допускается обычно не более чем на
1/50 часть длины изделия. При большем отклонении центры
станка располагаются в центровых отверстиях со значитель-
ным перекосом, что вызывает неравномерное срабатывание
отверстий и центров и приводит к отклонению изделия от
заданной формы и размеров. Ограничение величины угла
конуса, который можно обточить по этому методу, вызы-
вается также небольшой величиной поперечного смещения
задней бабки. Смещение задней бабки производят, руко-
водствуясь делениями, нанесенными на торце опорной
плиты и на торце корпуса задней бабки.
При расчете величины смещения возможны два случая:
1) длина конуса равна длине изделия (рис. 56, а) и 2) конус
короче изделия (рис. 56, б). Для первого случая, если заданы
величины диаметров, поперечное смещение задней бабки
определяется по формуле:
с _ D-d
д “ 2 ‘
Пример.
Дано: больший диаметр конуса D = 100 мм,
меньший диаметр конуса d = 80 мм.
Найти смещение задней бабки.
п с D — d 100 — 80 1п
Решение: S = —— =--------2—" = Ю мм-
Если задана длина детали и угол уклона конуса, то сме-
щение задней бабки определяется из выражения:
S = l • tga.
174
Пример.
Дано: длина детали / = 300 мм; угол уклона конуса
а = 3°.
Найти смещение задней бабки S.
S = /. tg а = 300 • 0,052 = 15,6 мм.
tga определяется по таблице (см. приложение).
Для второго случая поперечное смещение задней бабки
определяется по формуле:
Q __ D — d т
д - 21 • L.
Пример.
Дано: длина детали L = 500 мм;
длина конической части / = 300 мм;
большой диаметр конуса D = 80 мм;
малый диаметр конуса d =60 мм.
Найти величину смещения задней бабки S.
О В----d т 80------ 60 ГЛЛ in к
S — 2/ * — 2 • 300 ' * 500 ~ 2’5 л^-
Обрабогпка с помощью конусной линейки применяется при
изготовлении конусов с
углом уклона до 10—12°.
Этим методом можно
обрабатывать как на-
ружные, так и внутрен-
ние конические поверх-
ности с автоматической
продольной подачей, а
также производить на-
резание конических
резьб.
Конструкция одного
из типов линейки и
установка ее на станке
показана на рис. 57. Пли-
та линейки 1 крепится
Рис. 57. Обработка конических поверх,
ностей с помощью конусной линейки.
175
при помощи кронштейнов к станине станка. На плите за-
крепляется конусная линейка 3. Линейка при установке
поворачивается вокруг пальца 2 на заданный угол а (по
шкале на плите) и закрепляется болтами 4. В пазу линейки
расположена ползушка 5, жестко соединенная с поперечны-
ми салазками суппорта. При точении резец вместе с суп-
портом перемещается в продольном направлении и под
действием ползушки, скользящей в прорези линейки, —
в поперечном направлении. В результате обтачивается
конус с углом при вершине 2а.
Для увеличения точности обработки производится регу-
лировка положения линейки после пробного прохода.
При наладке станка на обточку конуса винт поперечной
подачи отключается.
Если необходимо обработать конус с углом большим, чем
допускает конусная линейка, можно этот метод скомбиниро-
вать с методом смещения задней бабки.
В данном случае порядок наладки будет следующий:
линейку устанавливают на максимально допустимый угол
поворота ах и рассчитывают смещение задней бабки как
при обточке конуса, у которого угол уклона равен
разности заданного угла а и угла поворота линейки аг
Смещение будет равно:
S = L • tg (а — аг) мм.
Пример:
Определить необходимую величину смещения S задней
бабки при обточке конуса длиной L = 500 мм с углом уклона
а = 12°. Допустимый угол уклона при пользовании ко-
нусной линейкой ах = 10°.
Решение:
S - L • tg (а —аг) = L • tg (12° — 10°) = 500 • tg2°;
по таблице tg2° = 0,035;
S = 500 • 0,035 = 17,5 мм.
176
Обработка с помощью гидрокопировальных суппортов
позволяет получать изделия с различной конусностью (кру-
тые и пологие конусы) и с высокой точностью.
Обработка конических отверстий
Обработка конических отверстий значительного диамет-
ра производится расточными резцами с поворотом части
суппорта на заданный угол либо с использованием конус-
ной линейки.
Конусные отверстия сравнительно небольшого размера
в сплошном материале сначала сверлятся, а затем раста-
чиваются. При малом угле уклона конуса сверление может
выполняться одним сверлом диаметром несколько меньшим
наименьшего диаметра конуса. При больших углах уклона
сверление ведется несколькими сверлами с постепенно
увеличивающимся диаметром (рис. 58, а). Конические
отверстия стандартных и нор-
мализованных размеров после
сверления обрабатываются ком-
плектом конических разве'рток
(рис. 58, б). В комплект входит
черновая развертка с неболь-
шим количеством зубьев, рас-
положенных по винтовой линии,
предназначенная для снятия
большей части припуска, полу-
чистовая с более мелкими и
частыми зубьями и чистовая,
выполняющая окончательную
зачистку стенок отверстия. Зубья
у чистовой развертки прямые
сплошные.
При развертывании деталь
закрепляется в патроне, раз-
вертка подпирается задним цен-
Рис. 58. Конические раз-
вертки и схема обработки
конических отверстий.
177
тром. Подача ее осуществляется вручную маховичком зад-
ней бабки. Во избежание проворачивания развертки на ее
квадратный хвостовик надевается хомутик, конец которого
упирается в верхнюю площадку суппорта.
Контроль конических поверхностей. Угловые размеры
конусов измеряют при помощи универсальных угломеров
(см. рис. 31), иногда при помощи оптических угломеров.
Проверку диаметральных размеров производят при помо-
щи штангенциркулей или микрометров (в зависимости от
требуемой точности). Комплексную проверку углов и раз-
меров в серийном производстве выполняют при помощи
специальных конусных калибров. Так же поступают при
проверке стандартизованных или нормализованных конус-
ностей (конуса Морзе), независимо от рода производства.
Глава
ОБРАБОТКА фасонных поверхностей
В зависимости от размеров, формы, конструкции деталей
и рода производства (индивидуальное, серийное) фасонные
поверхности, имеющие криволинейный контур, могут обраба-
тываться различными методами: путем совмещения ручной
продольной и поперечной подач, с использованием фасон-
ных резцов, механических копиров и механизмов различ-
ной конструкции и назначения, гидрокопировальных суп-
портов.
Обработка путем совмещения подач применяется в ин-
дивидуальном производстве и требует высокой квалификации
рабочего. Деталь, зажатая в патроне или устанавливаемая
в центрах, обрабатывается обычными проходными резцами.
Предварительно на поверхности детали наносится риска,
показывающая границу между криволинейной и цилиндри-
ческой поверхностью, затем продольными проходами детали
придается ступенчатая форма, близкая к форме заданного
профиля, после этого чистовым резцом зачищается поверх-
ность, причем производится согласованная продольная и
поперечная подача вручную. Правильность контура кон-
тролируется 'шаблоном.
Обработка с использованием фасонных резцов применя-
ется при изготовлении партии нешироких фасонных из-
делий, обладающих достаточной жесткостью. Работа про-
изводится вручную с минимальной поперечной подачей и
с небольшими числами оборотов. Фасонными резцами могут
обрабатываться как наружные, так и внутренние поверх-
ности. Для обработки чугуна и стали применяются резцы
179
с передним углом, равным нулю. При обработке мягких ма-
териалов резцу придается положительный передний угол,
но при этом необходимо скорректировать профиль резца,
иначе деталь получит неправильную форму.
На рис. 59 показаны простые фасонные резцы для обточ-
ки и расточки наружного и внутреннего контуров. Они мо-
гут быть с державками 1 или цельными 2.
В серийном и массовом производствах применяют при-
зматические (рис. 60, а) и дисковые (рис. 60, б) фасонные
резцы. Они не меняют своей формы и размеров даже при
частых переточках. Призматические резцы устанавливаются
точно по центру изделия, дисковые несколько ниже центра
для образования заднего угла а. Призматические резцы из-
готовляются фрезерованием, строганием или профильным
шлифованием, дисковые — точением.
Обработка с использованием копиров и механизмов по-
зволяет получать с высокой точностью и минимальной за-
тратой труда наружные и внутренние фасонные поверхнос-
ти с различной крутизной и длиной профиля. Копиры могут
работать при продольной и поперечной подачах суппорта,
устанавливаться в задней бабке, на шпинделе. Отдельную
группу составляют механизмы для обточки и расточки ша-
ровых поверхностей.
На рис. 61, а показано копировальное приспособление
типа конусной линейки, предназначенной для обточки и
расточки наружных и внут-
ренних конусных поверхно-
стей. В отличие от конусной
линейки здесь паз копира не
прямолинейный, а фасонный,
точно соответствующий по фор-
ме контуру обрабатываемого
изделия. При автоматическом
продольном перемещении суп-
порта верхние салазки с рез-
цом принудительно переме-
Рис. 59. Простыг фасонные
резцы.
180
Рлс. 60. Призматические и дисковые фасонные резцы.
щаются в поперечном направлении и резец точно повторя-
ет форму копира. Винт поперечной подачи отсоединен от
салазок.
Для сбточки сложных наружных профилей с успехом мо-
жет быть использовано копировальное приспособление
конструкции В. К. Семинского (см. рис. 50). Для облег-
чения переходов при сложном контуре и уменьшения износа
в нем вместо жесткого щупа применяется вращающийся
ролик малого диаметра.
Для -расточки фасонных и ступенчатых отверстий может
быть использовано приспособление, показанное на рис. 62.
Оно устанавливается на суппорте станка вместо резцедер-
жателя и крепится на стойке 9, скалка 1 может свободно
поворачиваться вокруг оси стойки на двух упорных шари-
коподшипниках 2 и 8. На одном конце скалки установлен
расточный резец 10, на другом конце— ролик 3, катающийся
между копирными линейками 5, закрепленными на плите 6.
В свою очередь, плита привинчена к стойкам 7, связан-
ным со станиной станка. При перемещении суппорта по на-
правлению к передней бабке скалка также перемещается.
181
Рис. 61. Копировальные приспособления для обработки наружных
фасонных поверхностей.
/ 2
Рис. 62. Копироваль-
ное приспособление для
обработки внутренних
фасонных поверхно-
стей.
Рис. 63. Копировальное при-
способление для обработки
с поперечной подачей.
Ролик скользит по пазу между копирными линейками, и ре-
зец полностью копирует его путь, вытачивая необходимый
профиль на внутренней поверхности отверстия.
Вертикальная составляющая усилия резания восприни-
мается планками 4.
копировальные приспособления, работающие при по-
перечной подаче резца, предназначены для фасонной обточ-
ки торцовых поверхностей деталей.
Копир, изображенный на рис. 63, устроен следующим об-
разом: в гнезде державки 3, установленной вместо обычного
резцедержателя на суппорте станка, помещена скалка 2 с
закрепленным в ней резцом 1. Ролик 5, сидящий на оси в
скалке, усилием пружины 4 прижимается к копиру 6, за-
крепленному на конусной державке 7, установленной в пи-
ноли задней бабки. Скалка удерживается от поворота шпон-
кой 8. При включении поперечной подачи ролик скользит
по копиру и резец вытачивает на детали заданную копиром
форму. Подача резца на глубину и отвод его от детали вы-
полняется перемещением пиноли задней бабки.
В качестве копира может быть использована готовая,
точно обработанная деталь 2 (рис. 61, б), закрепляемая в
пиноли задней бабки. В резцедержателе одновременно за-
крепляются резец 1 и щуп 3. Они устанавливаются точно
по высоте центров, имеют одинаковый вылет и одинаковую
форму в плане. При точении токарь подводит щуп до ка-
сания с копиром, затем, совмещая продольную и попереч-
ную подачу, следит, чтобы щуп не терял контакта с
копиром. Благодаря этому резец обтачивает деталь, соот-
ветствующую по форме и размерам копиру.
Сферические поверхности являются разновидностью фа-
сонных поверхностей, поэтому их можно обрабатывать с
помощью копировальных устройств, описанных выше. Од-
нако лучших результатов можно добиться, применяя для
этой цели специальные поворотные устройства. Ниже при-
водится описание некоторых эффективных и сравнительно
несложных приспособлений.
183
2 3
Рис. 64. Поворотное приспособление для обработки
наружных сферических поверхностей.
Поворотное приспособление, показанное на рис. 64,
предназначено для обтачивания наружных сферических по-
верхностей. Оно состоит из корпуса 5, закрепляемого в
резцедержателе станка, червяка 5 и червячного колеса 7,
на валу 6 которого закреплены поворотные салазки 4 рез-
цедержателя 1. Резцедержатель можно перемещать по
салазкам при помощи винта 2, изменяя его расстояние от
оси вращения салазок и, следовательно, изменяя диаметр
обрабатываемого шара. Для получения правильной формы
обтачиваемой шаровой поверхности совершенно необходи-
мо, чтобы ось вращения вала пересекала ось вращения шпин-
деля станка и вершина резца была установлена точно по
центру. Вращение червяка производится вручную при по-
мощи рукоятки, насаженной на его ось.
Приспособление токаря Н. В. Захарова, применяемое при
расточке внутренних шаровых поверхностей, показано на
рис. 65, а. Приспособление состоит из оправки 1, которая
конусной частью входит в пиноль задней бабки, а другим
концом опирается на вращающийся центр, вставленный в
шпиндель станка. В продольной прорези оправки помещает-
184
3
2
1
Рис. 65. Приспособления для
расточки внутренних шаровых
поверхностей.
ся резцедержатель 2 с резцом 4, поворачивающийся на оси 3.
Резцедержатель соединен тягой 5 со стойкой 6, закреплен-
ной на суппорте станка. Обрабатываемая деталь зажимается
в кулачковом патроне.
185
При продольном перемещении суппорта колодка с по-
мощью тяги поворачивает резцедержатель и режущая кром-
ка резца описывает дугу, радиус которой зависит от выле-
та резца.
На рис. 65, б показано приспособление токаря Семин-
ского В. К. для расточки внутренних сфер. Приспособле-
ние состоит из корпуса /, в котором перемещается рейка 2,
находящаяся в зацеплении с шестерней 5. Конусная часть
корпуса вставляется в пиноль задней бабки, а рейка шар-
нирно соединяется с планкой 5, закрепляемой в резцедер-
жателе станка.
При включении поперечной подачи рейка начинает
перемещаться, поворачивая шестерню 5. При этом резец
4, закрепленный на оси 6 шестерни, описывает дугу, снимая
стружку с вращающейся детали. Радиус дуги зависит от
вылета резца. Люфты в зацеплении шестерни и рейки выби-
раются пружиной 7.
Режимы резания при точении
В понятие «режимы резания» входит глубина резания /,
подача S и скорость резания V. Выбранные режимы долж-
ны обеспечить получение наибольшей производительности,
наименьшую стоимость операции и высокое качество из-
делий. При назначении режимов резания сначала устанав-
ливают глубину резания, затем выбирают подачу и в зави-
симости от них определяют скорость резания.
Глубина резания зависит от величины припуска на обра-
ботку. При черновом точении надо стремиться к тому, что-
бы удалять весь припуск за один проход. При чистовой
обработке глубина резания назначается в зависимости от
необходимой степени точности и качества поверхности.
Подача выбирается наибольшей, так как она непосред-
ственно влияет на производительность обработки.
При черновой обработке величина подачи выбирается
исходя из прочности и жесткости обрабатываемой детали и
186
резца, спсссба крепления детали на станке (в центрах, в
патроне), прочности механизма подачи станка и принятой
глубины резания. При чистовом течении подача назнача-
ется с учетом класса чистоты обработанной поверхности и
класса точности.
Выбранная подача согласовывается с кинематикой стан-
ка. При этом принимается ближайшая меньшая из имеющих-
ся на станке. Величину подачи необходимо проверить
исходя из прочности державки резца и пластинки твердого
сплава, прочности механизма подачи.
Скорость резания зависит от материала режущей части
резца, обрабатываемого материала, глубины резания и по-
дачи, охлаждения и других факторов.
При выборе скорости резания пользуются норматив-
ными данными, приведенными в таблицах. При этом необ-
ходимо учитывать конкретные условия работы.
Принятые режимы резания проверяются по мощности
электродвигателя станка. При этом определяется мощность,
необходимая для работы с выбранными режимами, и срав-
нивается с фактической мощностью электродвигателя. Если
мощность электродвигателя оказывается недостаточной,
необходимо понизить скорость резания.
Глава XI
ОБРАБОТКА ОТВЕРСТИЙ
Общие сведения
Обработка отверстий на токарных станках выполняется
различными методами в зависимости от материала изделия,
размеров отверстия, требуемой точности и качества поверх-
ности. В сплошном материале отверстия сверлятся (точ-
ность 3-й класс), затем в зависимости от предъявляемых
требований и условий обработки они могут зенкероваться
или растачиваться резцом (более высокая точность — 4-й
класс), после растачивания или зенкерования для даль-
нейшего повышения точности вводится операция одно- или
двухкратного развертывания (соответственно 3-й и 2-й
класс точности).
Отверстия в поковках или отливках, предварительно
прошитые или отлитые, растачиваются резцом, подвер-
гаются двойной расточке (черновой и чистовой), двойной
расточке и шлифованию или двойной расточке и развертыва-
нию. Для очень точных отверстий (1-й класс) вводится алмаз-
ная расточка. Схемы обработки приведены в табл. 17, 18.
Сверление и рассверливание
Сверление и рассверливание выполняется в подавляю-
щем большинстве случаев спиральными сверлами. Другие
типы сверл применяются редко. Конструкция спирального
сверла и основные его элементы приведены на рис. 66.
Спиральное сверло состоит из двух частей: хвостовика и
рабочей части, разделенных между собой шейкой. Хвостовик
может иметь цилиндрическую форму для зажатия в патроне
или коническую для посадки в конусное отверстие пиноли
183
Таблица 17
Обработка отверстий в сплошном материале
№ пе- рехода Схема обработки Наименование и содержание перехода
1 о d ^7?Де|сэ Предварительное сверление
2 68 ^4“ Рассверливание
3 ^3^ "'^в^ ! Предварительное растачивание. Пере- ход обеспечивает правильную форму и расположение отверстия
4 Снятие фасок
5 Н — Зенкерование
6 Предварительное развертывание
7 — - Чистовое развертывание
189
Таблица 18
Обработка отверстий, имеющихся в заготовке
№ пе- рехода Схема обработки Наименование и содержание перехода
Черновое растачивание односторон- ним резцом обеспечивает выправ- ление обрабатываемой поверхно- сти
1
{—_У
2 _<=>ЧЭД Второе черновое растачивание. Снимается основная часть припус- ка. На чистовое растачивание оставляется припуск по диаметру 4—6 мм (в зависимости от задан- ного диаметра отверстия)
° 1
3 Чистовое растачивание одним рез- цом (1-й проход)
4 Чистовое растачивание (2-й про- ход)
5
7/Z/M7// Снятие фаски с лицевой стороны
6 СТ сэ Снятие фаски с обратной стороны
7 — Предварительное развертывание
8
1 Я ВИ
1 В) шик Bi S1
Чистовое (окончательное) развер-
тывание
190
Рис. 66. Спиральное сверло.
задней бабки или в переходную конусную втулку. Рабочая
часть представляет собой цилиндр, вдоль которого про-
фрезерованы две*винтовые канавки, служащие для образо-
вания двух режущих кромок на конце сверла и для отвода
стружки. По краю канавок идут две узкие ленточки, служа-
щие для уменьшения трения сверла о стенки отверстия и
для лучшего направления сверла.
Передняя часть сверла заточена по двум коническим по-
верхностям. Сверло имеет две задние поверхности, образо-
ванные конической заточкой, и две передние поверхности,
образованные винтовыми канавками. На пересечении перед-
них и задних поверхностей получаются две режущие кромки,
на пересечении задних — перемычка. Для того чтобы задние
поверхности сверла не терлись о дно отверстия при сверле-
нии, им придают наклон в сторону, противоположную
вращению сверла. Этим создается задний угол.
Угол при вершине сверла 2 ср— удвоенный угол в пла-
не — выбирается в зависимости от рода обрабатываемого
материала. Так, например, для стали, чугуна и твердой
бронзы угол равен 116—118°, для латуни и мягкой
бронзы — 130°, для алюминия, дюралюминия — 140°, для
цинковых сплавов — 90—100°.
191
Рис. 67. Формы заточки сверла.
Перемычка между режущими кромками затрудняет про-
никновение сверла в металл и снижает производительность
сверления. Также отрицательно сказываются на произво-
дительности и стойкости сверла отсутствие заднего угла на
ленточке и напряженные условия работы периферийной
части режущих кромок.
С целью улучшения условий резания, увеличения про-
изводительности и стойкости инструмента в промышленности
нашли применение усовершенствования, внесенные в гео-
метрию сверла новаторами производства. К ним относятся:
подточка перемычки и подточка ленточки, двойная заточка
(для сверл диаметром более 12 мм). Подточка перемычки
приводит к уменьшению ширины поперечной кромки. При
этом уменьшается усилие и увеличивается величина подачи,
резко возрастает стойкость сверл. При подточке ленточки
на ней образовывается небольшой участок, имеющий допол-
нительный вспомогательный задний угол 6—8°, уменьша-
ющий трение и повышающий стойкость ленточки. Двойная
заточка уменьшает угол 2 ср в наиболее нагруженнОлМ
месте режущей кромки, улучшает теплоотвод от сверла и
увеличивает его стойкость. Двойной дополнительный угол
192
в плане принимается обычно равным 70°. Ширина заточки
составляет 0,15—0,20 d (d— диаметр сверла). Рекоменду-
емые формы заточки сверл приведены на рис. 67.
Одинарная (нормальная) (рис. 67, а) для диаметров до
12 мм — по стали, стальному литью и чугуну.
Одинарная с подточкой перемычки (рис. 67, б) — по ста-
ли и стальному литью невысокой прочности с неснятой
коркой.
Одинарная с подточкой перемычки и ленточки
(рис. 67, в) — по стали и стальному литью невысокой
прочности со снятой коркой.
Двойная с подточкой перемычки (рис. 67, г) — по сталь-
ному литью повышенной прочности и чугуну с неснятой
коркой.
Двойная с подточкой перемычки и ленточки
(рис. 67, 5) — по стальному литью повышенной прочности
и чугуну со снятой коркой.
Спиральные сверла изготовляются из инструментальных
легированных сталей, а чаще всего из быстрорежущих ста-
лей Р9 и Р18. Для работы по особо твердым материалам
применяются сверла, армированные твердым сплавом.
Для обеспечения нормальной работы сверла необходи-
мо правильно его заточить. Заточка производится на спе-
циальных станках либо квалифицированным рабочим вруч-
ную с последующей проверкой качества заточки шаблоном
(рис. 68), имеющим три выреза. Одним вырезом (рис. 68, а)
проверяется угол при вершине сверла и одновременно
по линейке длина режущих кро-
мок, другим вырезом (рис. 68, б) —
угол заострения режущей кромки и
третьим — угол наклона перемычки
(рис. 68, в).
При неправильной заточке сверл
могут наблюдаться следующие де-
фекты: малый угол при вершине —
сверла легко ломаются и быстро
а б б
Рис. 68. Проверка заточки
сверла шаблоном.
7 Зак. 478
193
тупятся; слишком большой угол при вершине — сверла
быстро тупятся, увеличивается усилие подачи и потребная
мощность; неодинаковая длина режущих кромок — сверло
испытывает одностороннюю нагрузку, отверстие получает-
ся завышенного диаметра; перекошенная заточка — режет
только одна кромка, сверло быстро тупится; недостаточ-
ный задний угол — сверло не режет; слишком большой зад-
ний угол — сверло заедает, рабочая часть выкрашивается.
Сверление отверстий на токарном станке производится
в следующем порядке: сначала выбирается сверло необхо-
димого диаметра так, чтобы длина его рабочей части была
больше глубины просверливаемого отверстия, затем прове-
ряется правильность его заточки, протирается конусная
часть сверла и отверстие в пиноли задней бабки, после чего
сверло вставляется в пиноль. Если хвостовик сверла мень-
ше отверстия в пиноли, применяются переходные конусные
втулки. Если же сверло имеет цилиндрический хвостовик,
оно закрепляется в цанговом патроне, а патрон своим
коническим хвостовиком вставляется либо непосредственно
в отверстие пиноли, либо с использованием конусных
переходных втулок.
Задняя бабка устанавливается так, чтобы сверление
можно было проводить на всю глубину без перестановки
бабки. В начале сверления, при правильном торце детали
и отсутствии центрового отверстия, следует направлять
сверло упором, установленным в резцедержателе, подачу
производить медленно и равномерно. Чаще выводить
сверло из отверстия для освобождения его от стружки,
причем делать это, во избежание поломки, следует без
остановки вращения детали. Сверление проводить с обиль-
ным охлаждением. Сверление на токарных станках обычно
производится вручную, вращением маховичка задней бабки.
У некоторых станков задняя бабка может иметь автома-
тическое перемещение, в этом случае сверление можно
выполнять с механической подачей и совмещать его с про-
дольной обточкой детали. Если такого механизма нет, то
194
Эмуль-^
'сия
a
Рис. 69. Пушечное и ружейное сверла.
можно скрепить заднюю бабку с суппортом несложным
устройством и, предварительно открепив бабку от станины,
использовать механизм продольной подачи суппорта для
перемещения задней бабки. Применив специальный держа-
тель для сверла, можно также установить его в резце-
держателе станка. Недостатком данного метода является
трудность установки сверла точно по оси центров.
Для получения точных длинных отверстий в валах ис-
пользуются однокромочные пушечные и ружейные сверла.
Пушечное сверло (рис. 69, а) имеет вид полуцилиндра с
режущей кромкой на торце. Под углом 10—20° к оси свер-
ла выполнена вспомогательная режущая кромка. Пушеч-
ное сверло имеет канал для подачи охлаждающей жидкос-
ти. Направление сверла обеспечивается его цилиндриче-
ской поверхностью.
Ружейное сверло (рис. 69, б) обеспечивает более произ-
водительную работу и более точное направление. Оно имеет
в рабочей части канавку с углом 80—110° для выхода струж-
7*
195
ки. Конус, образуемый торцовой заточкой сверла, обеспе-
чивает хорошее направление.
При работе пушечным и ружейным сверлами необходи-
мо предварительно засверлить и расточить отверстие на
глубину 1—2 диаметров. Это отверстие служит направляю-
щей для пушечного или ружейного сверла.
Растачивание отверстий резцами
Растачивание отверстий резцами производится в Тех
случаях, когда сверление, рассверливание и зенкерование
не обеспечивают необходимую точность и качество поверх-
ности отверстий, а также при обработке отверстий больших
габаритов и отверстий, полученных прошивкой и отливкой.
Растачиванием можно обрабатывать отверстия цилиндри-
ческие — сквозные и глухие, конические с любым углом
конуса, фасонные, прорезать внутренние канавки, обраба-
тывать дно глухих отверстий.
Порядок выполнения операций сквозного растачивания
следующий: подбирается расточной резец максимально до-
пустимого сечения и устанавливается в резцедержатель
с вылетом немного большим длины обрабатываемого отвер-
стия. Это позволит в максимальной степени увеличить жест-
кость резца. Вершина резца устанавливается на высоте
центров. При черновой расточке допускается установка рез-
ца несколько ниже центра, а при чистовой — выше центра,
но не более чем на 1/100 диаметра отверстия. Установка рез-
ца на глубину производится по лимбу поперечной подачи.
За ноль принимается момент касания резца внутренней по-
верхности отверстия. Точная установка на окончательный
размер производится методом пробных проходов с замерами.
Растачивание ведется с механической подачей.
При растачивании глухих отверстий механическая пода-
ча выключается, не доходя 3—4 мм до дна отверстия, и вся
работа заканчивается с ручной подачей. Для обработки
196
уступов и дна отверстия подрезной расточной резец устанав-
ливается так, чтобы между режущей кромкой резца и обраба-
тываемой поверхностью был угол 8—10°. Подрезка усту-
пов производится вручную сначала продольной, а затем
поперечной подачей на себя. Прорезка канавок выполня-
ется канавочным резцом с шириной режущей кромки, рав-
ной ширине канавки. Обработка ведется с ручной попереч-
ной подачей на себя. При прорезке широкой внутренней
канавки врезание резца на глубину производится ручной
поперечной подачей с отсчетом по лимбу поперечной подачи,
вытачивание в продольном направлении с механической
(если канавка достаточно широка) или с ручной подачей.
Отсчет перемещения резца производится по лимбу продоль-
ной подачи.
Для увеличения жесткости инструмента, особенно при
обработке длинных отверстий, а также для экономии доро-
гостоящих материалов растачивание во многих случаях
ведется не сплошными расточными резцами, а небольшим#
резчиками, закрепленными в специальных оправках илц
борштангах. Ниже приводится описание конструкций не-
которых оправок.
Расточная оправка, предназначенная для расточки ко-
ротких отверстий сравнительно небольшого диаметра, пока-
зана на рис. 70, а. Ее конический корпус устанавливается
либо в шпинделе станка, либо в пиноли задней бабки. Рез-
цы закрепляются в оправке винтами. Установка на размер
производится с помощью калибров или универсального из-
мерительного инструмента.
На рис. 70, б представлена расточная оправка с точной
(до 0,005 мм) установкой резца по диаметру. Тонкая регули-
ровка обеспечивается за счет эксцентричного расположения
отверстия под резцедержатель 3 в головке 2 относительно
корпуса оправки 1. Отсчет радиальной подачи резца ведется
по делениям, расположенным на внешней поверхности
головки. Положение корпуса и головки фиксируется вин-
тами 4.
197
Оригинальная регулируемая борштанга для двусторон-
ней расточки конструкции В. К. Семинского показана на
рис. 70, в. Борштанга состоит из двух частей. Первая часть
имеет два резца: а — черновой и б — фасонный. Эта часть
198
Режущая часть
вставляется в корпус вращающегося центра, а вторая —
в шпиндель передней бабки станка и несет чистовой резец.
После установки и закрепления детали пиноль задней
бабки подается вперед и борштанга 5 своим конусным отвер-
стием плотно садится на конус борштанги Л При обратной
механической подаче резец а снимает2,5—Змм по диаметру,
а резец б снимает фаску. После этого пиноль задней бабки
и борштанга отводятся в исходное положение, и при включе-
нии механической продольной подачи производится расточ-
ка детали начисто.
Точная настройка резца на размер производится вин-
том с?, который, преодолевая сопротивление разрезного
пружинного кольца 4, поворачивает державку 2 вместе с
резцом, изменяя диаметр обрабатываемого отверстия.
Зенкерование
Зенкер — многолезвийный инструмент, применяемый для
предварительной обработки отверстий, полученных про-
шивкой, отливкой или сверлением. Он, как и сверло, имеет
рабочую часть, хвостовик и шейку. Резание производится
торцовой частью, имеющей как минимум 3 зуба (рис. 71)
и не имеющий перемычки. Направление у зенкера осущест-
вляется большим количеством ленточек, поэтому точность
направления выше, чем у спирального сверла.
199
Главный угол в плане <р принимается равным 45—60°
в зависимости от твердости обрабатываемого материала:
для твердого угол меньше, для мягкого — больше.
Для обработки неглубоких конических' поверхностей
и снятия внутренних фасок применяются конические
многозубые зенкеры, называемые зенковками. Угол при
вершине у зенковок может быть равным 60, 75, 90
и 120°.
Зенкеры делятся на два типа: первый — для предва-
рительной обработки и второй — для окончательной. Ди-
аметр зенкера первого типа меньше номинального размера
обрабатываемого отверстия, а диаметр второго типа
больше.
Для обработки отверстий в твердых материалах приме-
няются зенкеры, оснащенные пластинками из твердого
сплава.
При обработке глухих отверстий с плоским дном приме-
няются зенкеры со специальной заточкой.
Отверстия в поковках или отливках всегда имеют бие-
ние, поэтому перед зенкерованием их растачивают на не-
которую глубину резцом, чтобы обеспечить направление
зенкеру.
Обработка зенкером обеспечивает получение отверстий
3—4-го класса точности с чистотой до 6-го класса. Зенкеры
бывают сплошными, спиральными диаметром до 32 мм и на-
садными для больших диаметров отверстий. Зенкеры уста-
навливаются в коническое отверстие пиноли задней бабки
либо крепятся в специальной державке, устанавливаемой
в резцедержателе на суппорте станка.
Развертывание
Развертывание обеспечивает получение цилиндрических
и конических отверстий точных размеров с хорошим качест-
вом поверхности.
200
Шейна
Рис. 72. Конструкция развертки.
Развертка представляет из себя многолезвийный ин-
струмент, предназначенный для снятия небольшого при-
пуска по диаметру отверстия.
Развертки могут быть цельными и регулируемыми.
В отличие от зенкеров они имеют большее число зубьев
и снимают меньший припуск.
Цельные развертки обеспечивают стабильный размер от-
верстия до определенного предела износа. Развертки регу-
лируемые сложны в изготовлении и эксплуатации.
Развертка (рис. 72) состоит из рабочей части, шейки и
хвостовика. Конусная заборная режущая часть служит для
снятия припуска. Угол заточки ее <р зависит от свойств об-
рабатываемого материала. Цилиндрический участок служит
для калибровки отверстия, скошенный конический — пре-
дупреждает заедание развертки в отверстии.
Развертки могут быть ручными и машинными. У ма-
шинных разверток угол заборной части больше, чем у
ручных.
Для диаметров до 32 мм применяют цельные разверт-
ки, для больших диаметров используют насадные раз-
вертки.
201
Развертывание не выправляет положения оси отверстия.
Для самоустанавливания развертки применяют плаваю-
щие оправки с шарнирным креплением.. Это позволяет
развертке самой правильно установиться в обрабатывае-
мом изделии.
Глава XII
ОТДЕЛКА ПОВЕРХНОСТЕЙ
С целью улучшения качества поверхности или по-
вышения точности деталей на токарных станках могут вы-
полняться следующие отделочные операции: полирование
абразивной шкуркой, притирка (доводка) поверхностей,
обкатка наружных поверхностей и раскатка отверстий ро-
ликами или шариками, а также накатка.
Полирование абразивной шкуркой применяется для
получения чистой поверхности у деталей невысокой точ-
ности. Абразивные шкурки с крупными зернами (№ 6, 5
и 4) применяются для зачистки грубых необработанных по-
верхностей. Шкурки со средними зернами (№3 и 2) ис-
пользуются для полирования поверхностей с обработкой V4.
Полирование шкурками с мелкими зернами (№ 1 и 0) обес-
печивает получение поверхности с чистотой V 5, V 6.
И, наконец, полирование шкурками с очень малым зерном
(шкурки № 00 и ООО) позволяет получить поверхности с
чистотой 7, V 8 и даже V 9.
При полировании станок включается на средние или
максимальные обороты (в зависимости от диаметра изделия),
шкурка тремя пальцами прижимается к обрабатываемой по-
верхности и медленно перемещается вперед и назад вдоль
изделия. Полоску шкурки можно также удерживать в на-
тянутом состоянии за концы двумя руками и, прижимая ее к
изделию, производить полирование. При обработке изде-
лий небольшого диаметра используются жимки — приспо-
собление, состоящее из двух деревянных брусков, шарнирно
связанных между собой. Бруски имеют впадины, соответ-
ствующие диаметру обрабатываемого изделия. В углубле-
203
Рис. 73. Схемы наружной и внутренней
притирки.
ния жимка вкладывается абразивная шкурка или наносится
абразивный порошок, смешанный с маслом. При полирова-
нии жимок сжимается левой рукой и перемещается вдоль
изделия.
Полирование желательно вести с использованием сма-
зочно-охлаждающей жидкости. Окончательное полирование
выполняется шкуркой, натертой мелом.
Притирка (доводка) поверхностей служит для оконча-
тельной отделки поверхностей после тонкой обточки, рас-
точки, шлифования или развертывания. При помощи при-
тирки можно достигнуть 1-го класса точности и чистоты
поверхности по V12—V13. Притирка наружных цилиндри-
ческих поверхностей производится притирами, имеющими
форму разрезной втулки. Внутренний диаметр притира дол-
жен быть больше диаметра изделия на 0,15 мм при черновой
обработке и на 0,05 мм — при чистовой. Толщина стенок при-
тира должна быть от 1/6 до 1/8 его диаметра. Притир из-
готовляется из чугуна для обработки закаленной стали и
204
из бронзы, латуни или меди для остальных металлов и
сплавов.
Втулка-притир 2 (рис. 73, а) шаржируется изнутри мел-
ким абразивным порошком, смешанным с маслом, или по-
крывается доводочной пастой ГОИ. Притир вставляется в
металлический жимок 3 и надевается на деталь 1. Болтом 4
обеспечивается небольшое равномерное прижатие притира и
детали. Притирка выполняется при скорости вращатель-
ного движения 10—20 м/мин, с медленным возвратно-по-
ступательным движением притира вдоль детали. Припуск
на притирку устанавливается в размере 0,015 мм для де-
талей диаметром 10—20 мм и 0,025 мм для диаметров
20 — 75-мж.
Схема притирки отверстия приведена на рис. 73, б.
Втулка-притир 2 надевается на конусную оправку /, за-
крепляемую в патроне. Конусность оправки принимается
равной 1/30. Наружная поверхность притира покрывается
абразивным порошком, смешанным с маслом или пастой
ГОИ. Деталь 3 надевается на притир с легким усилием.
Для обеспечения правильной формы отверстия длина при-
тира должна быть больше длины отверстия.
Накатывание рифлений. Рифления, наносимые на детали
приборов, приспособлений, инструментов, бывают прямыми
или перекрестными. Они выполняются путем накаты-
вания специальными ролика-
ми, закрепленными в державке.
Для прямых рифлений исполь-
зуется один ролик соответству-
ющего шага, для перекрестных
рифлений применяется державка
с двумя роликами, расположен-
ными точно один над другим.
На цилиндрической поверхности
роликов нанесены зубчики опре-
деленного шага, величина кото-
рого зависит от диаметра изде-
Рис. 74. Схема накатывания
рифлений.
205
лия. При прямом рифлении зубчики расположены парал-
лельно оси ролика, при перекрестном — наклонной име-
ют встречное направление.
Державка с роликами устанавливается в резцедержатель
по линии центров, перпендикулярно к оси изделия
(рис. 74). Поперечной подачей с усилием ролик вдавли-
вается в поверхность вращающегося изделия. После не-
скольких оборотов проверяется попадание зубчиков ролика
в сделанные им насечки и затем включается механическая
продольная подача. Накатка выполняется за 4 — & прохо-
дов на деталях из стали и за 6— 10 проходов — на деталях
из цветных металлов. Окружная скорость детали составля-
ет 10—25 м/мин для стали и 50—100 м/мин для цветных
металлов. Накатывание ведется со смазкой машинным или
веретенным маслом. Насечка роликов периодически очи-
щается от налипших частичек металла.
Раскатывание отверстий и обкатывание наружных по-
верхностей роликами и шариками. Раскатывание сквозных
и глухих отверстий роликовыми и шариковыми раскатками,
а также обкатывание наружных цилиндрических и сфери-
ческих поверхностей применяется в качестве окончательной
операции для получения точности по 2-му и 1-му классам.
Этот процесс отличается большой производительностью и
обеспечивает высокое качество поверхности. Кроме того,
при обработке поверхности шариками или роликами повы-
шается долговечность и надежность обработанных деталей.
Раскатывание отверстий выполняется нерегулируемыми
и регулируемыми раскатками.
Нерегулируемые роликовые раскатки применяются для
обработки точных отверстий.
Качество обработки зависит от применяемого режима ра-
бот. Для нерегулируемых раскаток рекомендуются следу-
ющие режимы: величина подачи для стальных заготовок —
30—40 м!мин, для чугунных — 20 м!мин.
Для получения поверхностей 8—9-го классов чистоты
необходима предварительная обработка — тонкое растачи-
206
вание или чистовое развертывание. Припуск на раскаты-
вание для чугуна 0,025 — 0,035 мм, для стали — 0,035 —
0,050 мм. ,
Нерегулируемая роликовая раскатка (рис. 75, а) со-
стоит из оправки 1, на которой плотно сидит пригнанная
втулка 2. На втулку надеты две обоймы 4 со сферическими
углублениями на торцах. В углубления вставлены стальные
ролики 3 (HRC = 56—60). Обойма удерживается в нужном
положении при помощи гайки и контргайки 5.
Шариковая регулируемая раскатка (рис. 75, б) состоит
из оправки Дна которую плотно посажена каленая конус-
ная втулка 2 (угол конуса 2—3°). Вдоль оправки может пе-
ремещаться муфта 5, связанная штифтом 4 и тягой 5 с гай-
кой 6. На втулку 2 опираются семь шариков S, помещенных
207
в сепаратор 7 и ограниченных с обеих сторон упорными под-
шипниками 9.
Установка на размер производится путем изменения по-
ложения упорной гайки 10, которое выполняется после
освобождения стопорного винта 11 и гайки 12. После про-
верки радиуса калибром винты стопорятся.
Режимы раскатывания роликовыми раскатками приве-
дены в табл. 19.
Таблица 19
Режимы раскатывания роликовыми раскатками
Диаметр обрабатыва- емого отверстия в мм Припуск на диаметр в мм Число об!мин Подача в мм/об
5,5-12,7 0,02 500—700 0,13
13,5-24,6 0,025 400—500 0,23—0,38
25,4—44,4 0,037 325—400 0,38—0,71
45,2—63,5 0,05 200—325 0,71—0,91
Свыше 63,5 0,076—0,15 100—200 0,91—3,3
Режимы работы шариковыми раскатками: припуск на
раскатку выбирается минимальным — при диаметре шари-
ков 1/2—1" составляет 0,08—0,1 мм (для сталей). Величина
подачи 0,06 — 0,1 мм/об на шарик диаметром 1/2—1";
для шариков 3/8", 7/16"— 0,01—0,03 мм/об на шарик.
Скорость раскатывания 75—170 м/мин.
Обкатывание сферических поверхностей. На рис. 76, а
показана многошариковая накатка, предназначенная для об-
работки галтелей и шариковых путей.
Накатка состоит из корпуса 1, на конце которого за-
креплена чашка 2 с шариками 3 и сепаратором 4. Крышка 5
208
Рис. 76. Шариковые
накатки.
предохраняет шарики от выпадания. На корпус надета втул-
ка 6, в торец которой упирается пружина 7. Наличие пру-
жины обеспечивает постоянный контакт шариков с обрабаты-
ваемой поверхностью. Накатка закрепляется в гнезде ре-
вольверной головки или в пиноли задней бабки токарного
станка. В этом случае втулка имеет соответствующий конус.
Обкатывание с целью отделки и упрочнения. С целью
увеличения долговечности и надежности работы деталей ма-
шин применяется отделка их поверхностей путем обкатыва-
ния роликами и шариками.
В качестве инструмента для накатывания чаще всего
применяются шариковые накатки с опорой на два или один
подшипник.
Накатка (рис. 76, б) состоит из корпуса /, в который ввин-
чена втулка 2. Во втулку вставлены стержень 3 и стержень
209
4 с укрепленной на нем обоймой. В обойме на осях 6 поса-
жены два шарикоподшипника 7, на которые опирается
шарик 8. От выпадания шарик предохраняется бронзовой
скобкой 9. Эластичность и постоянное давление шарика на
изделие обеспечивается пружиной 10. Конструкция накат-
ки с шариком, опирающимся на один подшипник, изобра-
жена на рис. 76, е.
Глава XJII
НАРЕЗАНИЕ РЕЗЬБЫ
Общие сведения
Резьбовые соединения широко применяются в машино-
строении для скрепления деталей, передачи движения и
усилий. Резьба может быть цилиндрической — нарезанной
на цилиндрическом стержне или в цилиндрическом отвер-
стии, и конической — нарезанной на конусном стержне и
в конусном или цилиндрическом отверстии/
Резьбы различаются по форме профиля — треугольные,
трапецеидальные, прямоугольные, пилообразные, круглые;
по размерам, диаметру и шагу резьбы; по направлению —
Лравая и левая резьбы; по количеству заходов — одно- и
многозаходная резьбы.
Все виды резьб, за исключением прямоугольной и круг-
лой, стандартизованы. Способ образования винтовой ли-
нии на поверхности цилиндра показан на рис. 77, а. Если на
цилиндр диаметра dcp навернуть треугольник с катетом, рав-
ным длине окружности цилиндра, и углом при вершине т,
то гипотенуза треугольника образует на цилиндре винтовую
линию.
Основными параметрами резьбы являются средний, на-
ружный и внутренний диаметры, шаг и угол профиля резь-
бы. Расположение этих элементов показано на примере мет-
рической резьбы (рис. 77, б).
Наружный диаметр d — расстояние между крайними
наружными точками резьбы, измеренное в направлении,
перпендикулярном оси резьбы, или, иначе, это общий для на-
ружной и внутренней резьбы диаметр цилиндра, описанный
относительно вершин наружной резьбы и впадин внут-
ренней.
211
Рис. 77. Схема образования
винтовой линии и основные
элементы метрической резьбы.
Внутренний диаметр dr — расстояние между крайними
внутренними точками резьбы, измеренное в направлении,
перпендикулярном оси резьбы, или, иначе, это общий для
наружной и внутренней резьбы диаметр воображаемого ци-
линдра, описанного относительно впадин наружной резьбы
и вершин внутренней.
Средний диаметр d2 — диаметр воображаемого цилинд-
ра, соосного с резьбой, пересекающего витки резьбы в таком
месте, где ширина витков равна ширине впадин.
Шаг резьбы S — расстояние между параллельными сто-
ронами двух соседних витков резьбы, измеренное парал-
лельно оси резьбы.
На поверхности заготовки могут быть нанесены одна вин-
товая канавка—такая резьба называется однозаходной, две,
212
три или более канавок — такая резьба соответственно на-
зывается двухзаходной, трехзаходной, многозаходной.
Ход резьбыЗ*. Расстояние между параллельными сторо-
нами двух соседних витков одной и той же нитки резьбы
называется ходом резьбы.
Для однозаходных резьб ход резьбы равен шагу, для
многозаходных — шагу, умноженному на число заходов:
Sx = S • /г,
где п — число заходов.
Перемещение винта или гайки за один оборот равно ходу
резьбы.
Угол профиля а — угол между боковыми сторонами про-
филя, измеренный в плоскости, проходящей через ось
резьбы.
Угол подъема резьбы т представляет собой угол между
касательной к винтовой линии и плоскостью, перпендику-
лярной оси резьбы (см. рис. 77, а).
Соответственно трем диаметрам резьбы — наружному,
внутреннему и среднему — различают и три угла подъема.
Обычно определяют средний угол подъема тср.
Тангенс этого угла определяется по формуле:
tgtcp = ,
л аср
где тср — средний угол подъема резьбы в градусах;
S — шаг резьбы в мм-,
к —3,14;
dcp — средний диаметр резьбы в мм.
Лля многозаходной резьбы вместо шага требуется по-
ставить величину хода Sx.
В зависимости от направления винтовой линии резьбы
могут быть правыми и левыми. Правая — это такая резьба,
у которой виток направлен слева вверх направо; завинчи-
вание винта или навинчивание гайки происходит при их вра-
щении по часовой стрелке. У левой резьбы виток направ-
213
лен справа вверх налево; ввинчивание винта или навинчи-
вание гайки производится при вращении против часовой
стрелки. Нарезание правой резьбы происходит при переме-
щении резца к передней бабке, нарезание левой — при пе-
ремещении резца к задней бабке.
Треугольная резьба наиболее широко применяется в
машиностроении. Она разделяется на метрическую, дюймо-
вую и трубную. Эта резьба в основном используется для
крепежных деталей — болтов, винтов и шпилек, благодаря
ее высокой прочности и малому углу подъема резьбы, что
препятствует самоотвинчиванию гаек.
Метрическая резьба имеет угол профиля 60° и по стан-
дарту изготовляется с крупным или мелким шагом. Все
размеры резьбы выражаются в миллиметрах.
Дюймовая резьба предназначается для крепежных де-
талей при ремонте старых машин или машин, импортиро-
ванных из других стран. Эта резьба имеет угол профиля
55°, диаметры ее измеряются в дюймах, а шаг — в коли-
честве ниток на один дюйм длины.
Трубная цилиндрическая резьба (рис. 78, а) применяет-
214
ся для герметического соединения труб и арматуры тру-
бопроводов. Она имеет треугольный профиль с углом а,
равным 55°. Для обеспечения герметичности резьба выполня-
ется с закругленными вершинами и впадинами. Зазоры по
наружному и внутреннему диаметрам обеспечиваются только
за счет допусков. Размеры трубной резьбы задаются в
дюймах.
Трапецеидальная резьба (рис. 78, б) применяется для
передачи движения и усилий (ходовые винты). Она обла-
дает более высоким коэффициентом полезного действия, чем
треугольная резьба, но имеет меньшую прочность. Профиль
резьбы треугольный с углом а, равным 30°, и со срезанной
вершиной.
Прямоугольная резьба (рис. 78, в) не стандартизована
вследствие технологических трудностей ее изготовления и
сложности устранения зазора между витками винта и гайки,
образующегося при износе. Почти полностью вытеснена тра-
пецеидальной резьбой.
Упорная резьба (рис. 78, г) применяется в механизмах
с большим односторонним давлением (рабочие винты прес-
сов, рабочие части крюков подъемных кранов, домкратов
и др.). Профиль резьбы несимметричный. Рабочий угол про-
филя принят равным 3°, задний угол — 30°.
Круглая резьба (рис. 78, д) используется при работе
в тяжелых условиях. Она обладает повышенной износо-
стойкостью и высоким сопротивлением динамическим на-
грузкам.
Трубная коническая резьба применяется в таких соеди-
нениях труб, где необходима повышенная плотность. Резьба
имеет треугольный профиль с углом а, равным 55°, верши-
ны и впадины профиля закруглены. Шаг резьбы выражается
количеством ниток на один дюйм и измеряется параллельно
оси трубы. Угол уклона конуса, на котором нарезается
резьба, равен 1°47'24", что соответствует конусности 1 : 16.
Коническая дюймовая резьба применяется для трубо-
проводов машин и станков, а также для деталей машин, свя-
215
6
Рис. 79, Круглые плашки.
занных с трубопроводами (бензиновые и масляные баки, кар-
бюраторы, бензонасосы и др.).
Резьба имеет профиль 60°. Шаг резьбы выражается чис-
лом ниток на один дюйм и измеряется параллельно оси резь-
бы. Угол наклона конуса применяется такой же, как и для
трубной конической резьбы.
Нарезание наружной резьбы
Наружную резьбу на токарных станках нарезают плаш-
ками, резьбовыми резцами и гребенками.
Выбор способа нарезания зависит от профиля и размеров
резьбы и требуемой точности.
Нарезание резьбы плашками. Плашками нарезают тре-
угольную резьбу, цилиндрическую и коническую, неболь-
ших размеров при невысоких требованиях к ее точности.
Плашка представляет собой кольцо с внутренней резьбой,
в котором просверлены стружечные канавки (рис. 79). Пе-
ресечение канавок с резьбой образует режущие зубья с
передним углом Стружку срезает образованная раззен-
ковкой заборная часть. Остальная часть нарезки плашки
служит для калибровки резьбы, кроме того, она способ-
ствует правильному направлению плашки в процессе ра-
216
боты. Передний угол равен 104-25°. Задний угол а на
заборной части равен 6-4-8°, а на калибрующей а = 0.
Круглые плашки не обеспечивают хороших условий для
резания, так как отсутствие заднего угла на калибрующих
зубьях вызывает сильное трение витков о нарезаемый ма-
териал.
Плашки могут быть сплошными (рис. 79, а) и разрезными
(рис. 79, б). Сплошные плашки обеспечивают большую точ-
ность, но быстрее выходят из строя вследствие износа. Раз-
резные плашки применяются для нарезания резьб невысокой
точности, они допускают некоторую регулировку диаметра
резьбы, что позволяет компенсировать их износ. Разрезные
плашки устанавливаются в плашкодержателе непосредствен-
но либо с помощью установочного кольца и закрепляются
стопорными винтами, острозаточенные концы которых вхо-
дят в сверления в теле плашки.
Увеличение размера разрезных плашек производится
распорным винтом Б, конусный конец которого входит в
разрез плашки. Уменьшение размера производится двумя
винтами А и В, оси которых не проходят через центр плашки.
Заготовка под нарезание резьбы должна иметь опреде-
ленный диаметр. При малом диаметре резьба получится не-
полного профиля, при слишком большом возможен срыв
резьбы. Необходимо учитывать изменение диаметра нареза-
емого стержня вследствие частичного выдавливания металла
плашкой. Рекомендуемые диаметры заготовок приведены
в табл. 20.
Для облегчения врезания зубьев плашки в металл в на-
чальный момент на заготовке следует проточить направляю-
щую фаску.
При нарезании резьбы плашкой на токарном станке не-
обходимо установить корпус плашкодержателя в пиноль
задней бабки и опереть рукоятку о поверхность верхней
части суппорта; вращением маховичка задней бабки подавать
плашку на вращающуюся деталь до тех пор, пока она пол-
ностью не навинтится на заготовку. Рекомендуется нарезать
217
ьо
00
Размеры заготовок, обточенных под нарезание
плашками метрических резьб 2-го класса точности, мм
Таблица 20
Диаметр резьбы Диаметр заготовок Диаметр резьбы Диаметр заготовок
для резьбы с круп- ными шагами для резьбы с мел- кими шагами для резьбы с круп- ными шагами для резьбы с мел- кими шагами
диаметр стержня 1 , (У W о ® и су >> СУ 2С С О О 0 5" СУ « диаметр стержня допуска- емое от- । клонение диаметр стержня допуска- емое от- клонение диаметр стержня Л u S « о К О <У >» СУ Ж с о о О2Ч t=t (У W
1 2 3 4 5 1 1 6 7 8 9 1 10
3 2,94 — 0,06 2,97 — 0,06 14 13,88 — 0,12 13,94 — 0,12
3,5 3,42 — 0,08 3,46 — 0,08 15 — — 14,94 — 0,12
4 3,92 — 0,08 3,96 — 0,08 16 15,88 — 0,12 15,94 — 0,12
4,5 4,42 — 0,08 4,46 — 0,08 17 — — 16,94 — 0,12
5 4,92 — 0,08 4,96 — 0,08 18 17,88 — 0,12 17,94 — 0,12
6 5,92 — 0,08 5,96 — 0,08 20 19,86 — 0,14 29,93 — 0,14
7 6,90 — 0,10 6,95 — 0,10 22 21,86 — 0,14 21,93 — 0,14
8 7,90 — 0,10 7,95 — 0,10 24 23,86 — 0,14 23,93 — 0,14
9 8,90 — 0,10 8,95 — 0,10 25 — — 24,93 — 0,14
10 9,90 — 0,10 9,95 — 0,10 27 26,86 — 0,14 26,93 — 0,14
11 10,88 — 0,12 10,94 — 0,12 30 29,86 — 0,14 29,93 — 0,14
12 11,88 — 0,12 11,94 — 0,12 33 32,83 — 0,17 32,92 — 0,17
613
4^ 4^- CO CO CO
to о CD СП си
Диаметр резьбы
4^ СО СО Г- 1 00 СП I 00 1 00 00 1 СО СО СО to диаметр стержня для резьбы с круп- ными шагами Диаметр заготовок 1
— 0,17 — 0,17 — 0,17 w допуска- емое от- клонение
4^ СО СО СО СО р 00 СП р CD CD CD CD СО ND ND ND ND ND * диаметр стержня для резьбы с мел- кими шагами
1 1 1 1 1 р о р р р СП допуска- емое от- клонение
1 СП СП 4^ 4^ 1 ND О 00 СП СП Диаметр резьбы
СП 4^ Ф*. I ~ I 1 00 1 00 00 О со со диаметр стержня для резьбы с круп- ными шагами Диаметр заготовок
— 0,17 — 0,17 — 0,20 00 допуска- емое от- клонение
СП 4^ 4^ 1 — р р р • СО СО СО СО О ND ND ND CO диаметр стержня для резьбы с мел- кими шагами
— 0,17 — 0,17 -0,17 — 0,20 о допуска- емое от- клонение
Продолжение таблицы 2*
Рис. 80. Установка резьбэвого резца и спосо-
бы нарезания наружной треугольной резьбы.
несколько ниток резьбы вручную и только потом включать
станок.
Скорость резания должна составлять: для стали
3-4-4 м!мин\ для чугуна — 2,5 м!мин\ для латуни— 9 4-
4-15 м!мин. При нарезании необходимо применять соответ-
ствующие смазочно-охлаждающие жидкости.
Нарезание резьбы резцами. Для получения точной и чис-
той резьбы пользуются резьбовыми резцами, профиль ко-
торых соответствует профилю резьбы, а передний угол 7 =
=0 во избежание искажения профиля. Резьбовые резцы долж-
ны точно устанавливаться по линии центров. Средняя ли-
ния профиля резца должна быть перпендикулярна оси дета-
ли. Форма профиля и правильность его установки относи-
тельно поверхности заготовки контролируются специальными
шаблонами (рис. 80, а).
Нарезание треугольной резьбы. Резцы для нарезания мет-
рической резьбы имеют угол профиля, равный 60°, для наре-
зания дюймовой резьбы — 55°. Нарезание резьбы с величи-
ной шага до 2 мм производится по схеме (рис. 80, б). Резец
подается на глубину винтом поперечной подачи. Величина
подачи 0,5—0,4 мм для первого прохода, 0,4—0,3 мм — для
второго и при последующих проходах — от 0,3 до 0,1 мм. При
черновом нарезании резьбы с шагом свыше 2 мм резец по-
дается на глубину либо одновременно основной поперечной
подачей и дополнительной продольной — путем поворота
рукоятки винта верхних салазок суппорта на одно деление
лимба за каждый проход (рис. 80, в) либо только рукоят-
220
кой верхних салазок, повернутых на угол 60° к линии цент-
ров станка (рис. 80, г).
Чистовое нарезание выполняется тщательно заправлен-
ным резцом и только радиальной подачей с приложением сма-
зочно-охлаждающей жидкости. Величина подачи на глубину
резания от 0,1 до 0,02 мм за проход.
Для увеличения долговечности инструмента и увеличения
производительности применяются специальные дисковые и
призматические резцы (рис. 81, а, б). Они допускают много-
кратную переточку по передней грани, благодаря чему со-
храняют правильную форму профиля почти до полного из-
носа.
В серийном производстве для нарезания сквозных резьб
применяются резьбовые гребенки, позволяющие получать
резьбу за один проход. Гребенки бывают призматические и
дисковые (рис. 81, в, г) и имеют несколько зубьев, выполнен-
ных по форме профиля. Первые по ходу зубья срезаны под
углом 7, они образуют заборную часть, и каждый последу-
ющий зуб режет глубже предыдущего. Последние зубья
зачищают, калибруют резьбу.
Профильные канавки на призматических гребенках рас-
положены вертикально параллельно одна другой, витки у
круглой гребенки расположены параллельно ее торцам.
Широкое применение нашли более простые в изготовлении
винтовые гребенки, имеющие несколько винтовых витков,
в том числе заборные и калибрующие.
При нарезании наружной резьбы направление ее у вин-
товой гребенки должно быть обратным. При нарезании пра-
вой резьбы у винтовой гребенки должна быть левая резьба.
При нарезании внутренней резьбы направление ее у винтовой
гребенки и изделия должно совпадать.
Нарезание резьбы гребенками производится следующим
образом: гребенка, закрепленная на державке в резцедер-
жателе, подается до касания с вращающейся деталью, за-
тем отводится вправо и по лимбу подается на полную глуби-
ну зуба. Включается маточная гайка и нарезается резьба.
221
Рис. 81. Резьбонарезные резцы Рис. 82. Установка резцов
и гребенки. для нарезания прямо-
угольной резьбы.
В конце нарезания маточная гайка выключается и гребенка
возвращается в исходное положение.
Нарезание прямоугольной резьбы. Прямоугольная резь-
ба с шагом до 5 жж нарезается одним резцом предварительно
и окончательно. Резец затачивается по шаблону и устанав-
ливается точно по оси центров так» чтобы режущая кромка
была параллельна оси резьбы. При заточке необходимо
учитывать угол подъема винтовой линии тср (чтобы резец
не скоблил боковую поверхность профиля).
Резец приспосабливают к углу подъема винтовой линии
путем заточки бокового заднего угла, левого (при нарезании
правой резьбы) (рис. 82, а, /) и бокового правого угла (при
нарезании левой резьбы). При этом боковой левый угол (при
222
нарезании правой резьбы) будет равен тср+ (24-3°). Боковой
правый угол в этом случае должен быть равен 24-3°. При на-
резании левой резьбы, наоборот, боковой левый угол будет
равен 2-43°, а боковой правый ^ср + (24-3°). Это же положе-
ние сохраняется и при нарезании трапецеидальных резьб.
Прямоугольная резьба с шагом более 5 мм нарезается двумя
резцами: прорезным й чистовым. Прорезной резец устанав-
ливается так, чтобы его режущая кромка образовывала угол
90° с боковыми сторонами нарезки (рис. 82, а, II), причем
канавка будет несколько уже. Чистовой резец устанавли-
вается так, как в предыдущем случае (рис. 82, а, I).
Для обеспечения наклона нормально заточенного прорез-
ного резца на угол тср + (24-3°) используется специальная
державка (рис. 82, б). Резец 1 крепится в головке 2 винтом 3.
Наклон резца на требуемый угол производится путем пово-
рота головки, используя шкалу 5 и риску 4.
Подача прорезного резца на глубину составляет
0,5—0,3 мм на первом проходе и 0,4—0,2 мм — на
последующих проходах. Чистовой резец подается на
0,2—0,02 мм на проход.
Нарезка трапецеидальной резьбы. Трапецеидальная резьба
с шагом до 5 мм нарезается одним резцом, имеющим профиль
канавки резьбы. Резец устанавливается по оси центров так,
чтобы ось профиля резца была перпендикулярна оси резьбы.
Подача резца на глубину резания ведется по лимбу попе-
речной подачи. Ее величина постепенно уменьшается от
0,5—0,4 мм на первом проходе до 0,1—0,02 мм на оконча-
тельном проходе.
Нарезание резьбы с шагом более 5 мм ведется двумя рез-
цами: сначала нарезается прямоугольная винтовая канавка
прорезным канавочным резцом с шириной режущей кромки,
равной ширине впадины резьбы (канавка прорезается в
несколько проходов до полной глубины резьбы), затем про-
фильным трапецеидальным резцом производится оконча-
тельное нарезание с поперечной подачей резца на глу-
бину.
223
Резьба с крупным шагом (более 12 мм) нарезается тремя
резцами: двумя прорезными канавочными — широким и
узким и чистовым профильным трапецеидальным резцом.
Широкий прорезной резец имеет ширину режущей кром-
ки, равную ширине впадины по среднему диаметру минус
0,2—0,3 мм, узкий резец — ширине впадины по внутрен-
нему диаметру. Резцы устанавливаются, как обычно, по
высоте центров перпендикулярно оси детали.
Сначала прорезается широкая винтовая канавка, затем
узкая на полную глубину резьбы. Окончательная обра-
ботка производится трапецеидальным резцом. Резьба про-
веряется шаблоном.
Нарезание внутренней резьбы
Внутренняя резьба гарезается метчиками, резцами, гре-
бенками. Для нарезания внутренней метрической резьбы
диаметром до 50 мм и дюймовой до 2" применяются метчики.
Нарезание резьбы метчиками. Метчик представляет
собой стальной закаленный стержень с нарезанной резьбой
заданного профиля (рис. 83, а). Вдоль стержня профрезе-
рованы канавки, образующие при пересечении с нитками
резьбы режущие кромки. Метчик состоит из рабочей части и
хвостовой части. Хвостовая часть заканчивается квадратом,
служащим для закрепления метчика в патроне или воротке.
Рабочая часть подразделяется на конусную заборную
часть и цилиндрическую калибровочную. Основной рабо-
чей частью является заборная. Зубья на заборной части
срезаны на конус, и при ввинчивании метчика они по-
следовательно входят в работу и снимают стружку (рис.
83, б). Вся работа резания по образованию впадины зуба
распределяется между несколькими режущими зубьями,
расположенными на заборной части. Калибрующая часть
служит для зачистки нарезаемой резьбы и для подачи мет-
чика вперед.
224
Каждый зуб метчика рабо-
тает как резец и имеет соот-
ветствующие углы резания,
величина которых выбирается
в зависимости от обрабатыва-
емого материала. Передний
Рабочая часть Хбосто&ая часть
Задняя хромка
Затылочная
поверхность
Сердцоб/на
о
Лёредчяя
аооерхность
угол 7, измеряемый в плос-
кости, перпендикулярной оси
метчика, составляет 10° при
обработке стали средней твер-
дости и 5° при обработке чу-
гуна. Задний угол а, измерен-
ный в той же плоскости, вы-
бирается в пределах 6—12э
при обработке стали и чу-
гуна.
Канавки на метчике слу-
жат для образования режу-
щих кромок и для отвода
стружки.
В процессе резания проис-
ходит не только срезание
стружки, но и выдавливание
металла вследствие пластиче-
ской деформации, что приво-
дит к уменьшению внутренне-
го диаметра резьбы. Поэтому
диаметры отверстий под наре-
зание резьбы должны выби-
Вь/дабли$ание металла при нарезании
Рис. 83. Конструкция метчика
и характер резания при нареза-
нии резьбы.
раться с учетом этого обстоятельства.
Диаметры сверл под нарезание метрической резьбы мет-
чиками приведены в табл. 21.
Имеется несколько типов метчиков, а именно: ручные,
машинные, гаечные, плашечные, маточные, калибровочные,
раздвижные, специальные. Наибольшее распространение
получили первые три типа.
8 Зак 478
225
Таблица 21
Диаметры сверл под нарезание метрической резьбы
(по ГОСТ 9150—59)
Размеры в мм
Шаг резьбы Диаметр сверла | Шаг резьбы | | Диаметр сверла
0,25 d —0,25 1,5 d— 1,5
0,3 d — 0,3 1,75 d— 1,75
0,35 d — 0,35 2 d — 2
0,4 d — 0,4 2,5 d — 2,6
0,45 d — 0,45 3 d — 3,1
0,5 d — 0,5 3,5 d — 3,6
0,6 d — 0,6 4 d — 4,1
0,7 d — 0,7 4,5 d —4,6
0,75 d —0,75 5 d —5,2
0,8 d — 0,8 5,5 d —5,7
1 d— 1 6 d —6,2
1,25 d — 1,25
d — номинальный диаметр резьбы.
Пример. Резьба М10х1,5; диаметр сверла 10 — 1,5 = 8,5.
Ручные метчики предназначены для нарезания метри-
ческой или дюймовой резьбы вручную или на токарных
станках. Нарезание производится либо одним метчиком,
либо комплектом из двух и трех метчиков в зависимости
от размера нарезаемой резьбы. Мелкие метрические резьбы
нарезаются одним или двумя метчиками в зависимости от
диаметра резьбы. Номер метчика устанавливается по коли-
честву рисок на хвостовой части.
Машинные метчики применяются при нарезании резьбы
на сверлильных и расточных станках. Они отличаются углом
226
заборного конуса и формой хвостовой части, имеющей конус-
ную выточку, предназначенную для закрепления в специ-
альном патроне. Машинные метчики выпускаются одинар-
ными и по два в комплекте. Они выполняются обычно трех-
перыми и со шлифованной резьбой.
Гаечные метчики применяются для нарезания коротких
сквозных резьб. Они бывают с коротким, длинным и изо-
гнутым хвостовиком, имеют удлиненную заборную часть и
нарезают резьбу за один проход.
Конические резьбы нарезаются при помощи специальных
метчиков.
Нарезание резьбы метчиками на токарном станке произ-
водится в следующем порядке. Деталь устанавливается в
патрон токарного станка, в ней просверливается отверстие
требуемого под данную резьбу диаметра, затем устанавлива-
ется необходимое число оборотов шпинделя. Метчик с наде-
тым на хвостовик воротком опирается центровым отверстием
на центр задней бабки; поддерживаемый рукой и центром
метчик движением пиноли вводится в нарезаемое отверстие.
Вороток при этом опирается на верхние салазки суппорта.
После начала самозатягивания метчика необходимо следить,
чтобы центр не вышел из центрового отверстия. Такой ме-
тод требует усиленного внимания со стороны исполнителя.
Для крепления метчика можно использовать специаль-
ный патрон (рис. 84).
Патрон состоит из оправки 4 со шпонкой 3 и коническим
хвостовиком 5, который вставляется в пиноль задней баб-
ки. По оправке скользит втулка 2, имеющая паз для прохо-
Рис. 84. Патрон для закрепления метчика на токарном станке.
227
Рис. 85. Схема нарезания внутренней резьбы резцом.
да шпонки. На конце втулки закреплен держатель 1 с квад-
ратным отверстием для установки метчика. Метчик закреп-
ляется в держателе двумя винтами. При нарезании резьбы
метчик вводится в нарезаемое отверстие нажатием пиноли до
тех пор, пока он не начнет ввинчиваться. Данное приспо-
собление может быть отрегулировано на определенную длину
нарезания. Когда будет достигнута нужная длина> шпонка
выйдет из паза во втулке, метчик начнет вращаться вместе
с деталью и нарезание резьбы прекратится.
Нарезание резьбы резцами. Внутренняя резьба наре-
зается так же, как и наружная: резцы устанавливаются точ-
но по оси центров, ось профиля резца перпендикулярна оси
детали; установка резца и проверка его профиля произво-
дится по шаблону (рис. 85, а), установка на глубину реза-
ния — по лимбу; учитывается угол подъема винтовой ли-
нии, установка на длину нарезки производится по отметке
на стержне резца (рис. 85, б). При нарезании резьбы в глу-
хих отверстиях должна быть предусмотрена выточка для
выхода резца. Для обеспечения нормального входа-выхода
резца на кромках отверстия должны быть выполнены фаски.
При нарезании резьбы изменяется ее внутренний диаметр
вследствие пластической деформации. Исходя из этого, ди-
аметры расточенных отверстий под нарезание резьбы сле-
дует принимать по табл. 22.
228
Таблица 22
Диаметры расточенных отверстий под нарезание
метрической резьбы (по ГОСТ 9150—59)
Размеры в мм
Шаг резьбы Диаметр отверстия Шаг резьбы Диаметр отверстия
номинал допуск номинал допуск
0,5 d — 0,5 + 0,1 3 d — 3,18 + 0,31
0,75 d — 0,77 + 0,15 3,5 d — 3,7 + 0,33
1 d — 1,04 + 0,16 4 d — 4,23 + 0,38
1,25 d — 1,03 + 0,16 4,5 d — 4,75 + 0,43
1,5 d — 1,55 + 0,17 5 d —5,3 + 0,48
1.75 d — 1,82 + 0,2 5,5 d —5,85 + 0,54
2 d — 2,1 + 0,23 6 d — 6,38 + 0,58
2,5 d — 2,64 + 0,25
d — номинальный диаметр резьбы.
Пример. Резьба MlOxl.5; диаметр отверстия 8,45^ °’17.
Настройка токарного станка для нарезания резьбы
Настройка токарного станка для нарезания резьбы за-
ключается в том, чтобы обеспечить перемещение резца на
величину шага (хода) резьбы за один оборот детали.
Настройка станков производится путем соответствующей
установки рычагов на коробке подач, а при нарезании резь-
бы заданного шага, отсутствующего в коробке подач,— пу-
тем подбора сменных шестерен на гитаре станка.
На рис. 86 приведена схема передачи движения от шпин-
деля станка к ходовому винту через две группы шестерен.
Первая группа имеет постоянное передаточное отношение.
Она служит для изменения направления вращения ходо-
вого винта. Обычно передаточное отношение этой группы
229
Рис. 86. Схема настройки токарного станка для нарезания
резьбы.
равно 1. Передаточное отношение второй группы можно из-
менять, устанавливая шестерни с различными числами
зубьев. Известно, что передаточное отношение i пары зуб-
чатых колес, имеющих соответственно числа zY и z2 —ве-
дущее колесо, от которого передается вращение; г2 — ведо-
мое колесо, воспринимающее вращение), равно отношению
числа зубьев ведущего колеса к числу зубьев ведомого:
i = —.
*2
Если имеется две или более пар колес, то общее передаточ-
ное отношение будет равно произведению передаточных от-
ношений каждой пары. Так, при двух парах колес
I = Zj. i =
2 Z2 г4
Таким образом, если ведущее колесо сделает один обо-
рот, то ведомое колесо z2 сделает 1 • i оборотов. Если есть
две пары шестерен, то при одном обороте первого ведущего
колеса последнее колесо получит
1 . А.. оборотов.
г2 г4 г
230
Из схемы следует, что при одном обороте шпинделя
(а следовательно, и детали) ходовой винт повернется на
1 • 1ц • ic оборотов и перемещение резца SH будет равно:
SH = i • Si,
где S„ — перемещение резца за один оборот шпинделя,
равное шагу нарезаемой резьбы;
i — передаточное отношение всех зубчатых колес,
расположенных между шпинделем и ходовым
винтом:
/ ~ in • Zc,
Si — шаг ходового винта;
/п — передаточное отношение постоянных зубчатых
колес, не меняющихся при нарезании различных
резьб;
ic — передаточное отношение сменных колес на гитаре:
. В качестве сменных колес обычно применяются наборы
шестерен, у которых числа зубьев кратны пяти: 20, 25,
30 и т. д. до 120, иногда наборы кратны трем: 21, 24, 27
и т. д. до 120. В каждый набор входит шестерня со 127 зубь-
ями, необходимая для нарезания дюймовых резьб на станках,
имеющих ходовой винт с метрической нарезкой, и метри-
ческих резьб на станках, у которых ходовой винт с дюймовой
резьбой.
При подсчетах необходимо, чтобы величина шага была
выражена в одинаковых мерах длины, обычно в миллимет-
рах. Так, например, если шаг выражен в дюймах, то для
перевода в миллиметры его необходимо умножить на 25,4;
если указан не шаг, а число ниток на 1", необходимо узнать
шаг в дюймах, разделив 1" на число ниток, и затем пере-
вести в миллиметры, умножив на 25,4; если нарезается
червяк, у которого известен модуль, то шаг определяют,
умножив его значение на к.
231
На практике применяются два способа подбора сменных
зубчатых колес: разложение передаточного отношения на
сомножители и замена точного отношения приближенным.
Первый способ применяется тогда, когда отношение можно
разложить на множители, кратные зубчатым колесам, име-*
ютимся в наборе. Например:
. _ 39____3_ 13
Jc“ 40 - 4 * 10’
Умножив первую дробь на 20, а вторую на 5, получим:
. __ 60 _65
tc — 80 * 50*
Второй способ' применяется тогда, когда передаточное
отношение не может быть осуществлено имеющимся набором
колес. В этом случае точное отношение заменяется прибли-
женным. При этом допускается некоторая ошибка.
Например, требуется подобрать сменные колеса, если
дано:
SH == 2,21 лии, Sx = 10 лии, /п =
тогда
; sh = 2,21 4
sx • 10 . 1 •
Умножив и разделив дробь на 100, получим
fc =-gr = 0,884^-1-.
Преобразуем дробь: ™ = А • за-
221 220
меним дробь приближенной: .
Получим значение приближенного передаточного отно-
шения и соответствующее ему количество зубьев:
. _ 9 220 _ 9 55 _ 9 11 • 5 _ 9 11 _ 45 55
с ” 10 ' 224 10 * 56 ~ 10 7 • 8 Т ‘ Тб “ 35 ‘ W
232
Шаг нарезаемого винта будет равен:
5Н, = «с, • ia • = -g • g- • 4- • 10 = 2,2098 мм,
т. e. будет отличаться от заданного на 0,0002 мм.
При подборе колес в формулы часто входят некоторые
приближенные величины. Значения их приведены ниже.
Подобранные сменные колеса должны удовлетворять
условиям сцепляемости:
+ г2 > 23,
при двух парах колес
?! + z2 > z3,
при трех парах колес z3 + z4 > z2 + z5,
z5 + *6 > z4,
где zlt z3, z6 — числа зубьев первого, второго и третьего
ведущих колес;
z2, г4» гб — числа зубьев первого, второго и третьего
ведомых колес.
Левая часть должна быть больше правой на 15—20 зубь-
ев, что вызывается размерами цапф, на которых сидят зуб-
чатые колеса.
Значения приближенных величин:
Г = 25,4 мм,
. 1П 18-24 40 40 11-30.
приближенно: I ~ ~ • -тг ~ —го—;
1/ I У
к = 3,14159,
, 22 32 27 19 • 21 25 47
приближенно: = — ~ 25 • ff ~ ~ ~ 22 ‘ Т7 ’
тс __ 3,14159 .
1" “ 25,4 ’
, тс 47 5 19 23
приближенно: -р «
к • 1" = 79,796;
х 22 127 27 65 21-19
приближенно: к • -у - -у- ~ “5" * "ц" ~ —5—•
Настройка станка для различных случаев нарезания
резьбы приведена в табл. 23.
233
Таблица 23
Настройка токарного станка для нарезания резьбы
Вид работы Расчетная формула и пояснения к ней Пример расчета
Нарезание дюймо- вой резьбы на стан- ке с дюймовым хо- довым винтом _ Iq п * Sx Подобрать сменные коле- са для нарезания резьбы, имеющей 4 нитки на 1": о 1" • _ 5 '"-"б" Решение 1" 5н = -г; 4 2-6 ‘с ~ 5 1" ~4 • 5 = 6 ‘ 2 _ 20 30 40 ’ 25' Проверка на сцепляемссть 20 + 40 > 30 30 + 25 > 40 условию удовлетворяет
Нарезание метриче- ской резьбы на стан- ках с метрическим ходовым винтом I — , 5н C *П ‘ Подобрать сменные шес- терни для нарезания резь- бы при условии: SH — 6 мм\ 5Х = 8 мм\ 5 7 6 6 ’ ~ 5 а = 6 ’8 _ 30 • 60 ~ 80 • 25 Проверка на сцепляемость 30 + 80 > 60 60 + 25 > 80 условию удовлетворяет
234
Продолжение таблицы 23
Вид работы Расчетная формула и пояснения к ней Пример расчета
Нарезание метри- ческой резьбы на станках с дюймо- вым ходовым вин- том i — S* = с in • S” • 25,4 5-SH in • s" . 127 Подобрать сменные шес- терни для нарезания резь- бы при условии: $н ~~ 6 мМ; Sx —- —» fn— 6 ’ 5-6-6 Zc 1 e 5 - - 127 _ 60-30 25 • 127е Проверка на сцепляемость 60 + 25 > 30 30 + 127 > 25 условию удовлетворяет
Нарезание дюймо- вой резьбы на стан- ках с метрическим ходовым винтом 25,4. s; c in • Sx _ 127-s; 5 • • Sx Подобрать сменные шес- терни для нарезания резь- бы, имеющей 4 нитки на 1"; 5 Sx = 42 мм; in — -х-; 127 - 1 1С К 4.5 - • 12 127 - 30 “ 60 - 100- Проверка на сцепляемость 127 + 60 > 30 30+ 100 >60 условию удовлетворяет
235
Продолжение таблицы 23
Вид работы Расчетная формула и пояснения к ней Пример расчета
Нарезание модуль- ной резьбы на стан- ках с дюймовым хо- довым винтом i — — с i„ S’x . 25,4 _ 5 • л • т ~ ia s; • 127 Подобрать сменные шес- терни для нарезания чер- вяка модуля: 1" т — 4; Sx = 5 • тс • 4 • 3 1с “ 1 2 ’ "Г * 127 157 л ~ 50’ __ 5 • 157 • 4 • 3 • 2 с~~ 50 • 2 • 1 • 127 _ 157 60 “ 50 ’ 127- Проверка на сцепляемость 157+ 50 >60 60 + 127 > 50 условию удовлетворяет
Нарезание модуль- ной резьбы на стан- ках с метрическим ходовым винтом g ъ к И х” СО • Подобрать сменные шес- терни для нарезания чер- вяка модуля: т — 4; = 12 мм: 2 157 гп - 3 ; л « 5() . _ 157 • 4 • 3_157 40 'с “50 • 2 • 12“ 50 ’ 80’ Проверка на сцепляемость 157 + 50 > 40 40-|-80>50 условию удовлетворяет
236
Продолжение таблицы 23
Вид работы Расчетная формула и пояснения к ней Пример расчета
Нарезание попереч- ной резьбы i — . tQ t » • /п • SH — шаг нарезаемой резьбы; Sn — шаг винта попе- речной подачи; i — передаточное от- ношение зубчатых колес, соединяющих шпиндель станка с ходовым валиком, включая коробку по- дач, за исключением сменных колес; 1ф — передаточное от- ношение всех передач фартука Подобрать сменные шес- терни для нарезания спи- рали с шагом 4 мм: SH = 4 мм; /п = 1; /ф == ——; Sn = 6 мм; 4 8 £с 1 з — 6-1-4- 4 4 2 100 80 ~ 1 * 3 “ 25 ’ 125
Нарезание резьбы на станке с короб- кой подач ( А_. д = Д «к* «х* iK — одно из значе- ний передаточных от- ношений коробки по- дач данного станка, при котором может быть нарезана резьба с шагом, наиболее близким по величине к шагу нарезаемой резьбы: ; J>K. ; 1к ~ V-> 1д — “с~ *~>х °к Подобрать сменные шес- терни, дополняющие ко- робку подач станка, не- обходимые для нарезания резьбы SH = 9 мм. Короб- ка подач позволяет наре- зать резьбы с шагом SK = — 6 и менее миллиметров. При постоянном наборе 35 сменных шестерен X X 90. х7о Принимается SK = 6;
237
Продолжение таблицы 23
Вид работы Расчетная формула и пояснения к ней Пример расчета
_ $н _ _9_. д “ «к “ 6 ’ . _ 35 90 9 1с ~ 127 ' 70 ’ 6 3 _ 45 90 “ 127 ’ 60 ' Рукоятка коробки подач устанавливается па шаг 6 мм
Примечания: 1. Формулы, указанные в таблице, справедливы
для случая, когда передаточное отношение зубчатых колес, связываю-
щих шпиндель с валиком (пальцем), на котором устанавливается первое
ведущее сменное колесо, равно единице.
2. Поперечная (торцовая) резьба может нарезаться на станках, у
которых отсутствует фрикционный механизм при передаче движения
от ходового валика к ходовому винту.
Нарезание конической резьбы. Точная коническая резьба
может быть нарезана при помощи конусной линейки. На-
стройка станка производится так же, как и для нарезания
резьбы на цилиндрической поверхности.
Нарезание конической резьбы путем смещения задней
бабки дает неправильную резьбу.
Нарезание многозаходной резьбы. Настройка токарного
станка производится по тем же формулам, что и для одно-
заходной резьбы, только вместо шага берется ход резьбы,
который определяется по формуле:
Sx = S • и,
где Sx — ход резьбы;
S — шаг резьбы;
п — число заходов резьбы.
238
Рис. 87t Приспособления для нарезания многозаходной резьбы.
Переход от одной нитки к другой или одновременное на-
резание нескольких ниток может выполняться различными
способами: при помощи поводковых патронов с прорезями
или с делениями, переключением гайки ходового винта,
набором резцов и резцовыми гребенками, путем использо-
вания шестеренной передачи от шпинделя к ходовому винту
и путем продольного смещения резца на величину шага на-
резки.
Первые три способа наиболее удобны. На рис. 87, а по-
казан поводковый патрон с прорезями, предназначенный для
нарезки многозаходных резьб. Прорези расположены под
углом, соответствующим той части поверхности, на которую
надо повернуть нарезанный винт. В прорезь плотно входит
хомутик. После прорезания одной нитки деталь вынимают
из центров и вставляют в прорезь, соответствующую опре-
деленному числу заходов. Так, например, для двухзаходной
резьбы служат прорези Г—3\ 2'—4'; для трехзаходной —
Y—2'—3'; для четырехзаходной — 1'—2'—3'—4'.
На рис. 87, б показан делительный патрон. Он состоит
из корпуса 2, наворачиваемого на шпиндель и поворотно-
239
го кольца 4 с делениями. Кольцо поворачивается на требу-
емый угол в зависимости от числа заходов резьбы и стопорит-
ся болтами 5.
Нарезание некратной резьбы. Некратной, или нечетной,
резьбой называется такая резьба, у которой шаг ходового
винта не делится без остатка на шаг нарезаемой резьбы.
При нарезании некратной резьбы разъемную гайку мож-
но включать только в определенный момент для того, чтобы
не срезать уже нарезанную резьбу. Момент включения опре-
деляется следующим образом: на шейке ходового винта ш
его подшипнике мелом наносятся одна против другой риски
в момент, соответствующий началу нарезания резьбы; такие
же риски наносятся на втулке патрона и стенке передней
бабки.
После окончания прохода резца выключается разъем-
ная гайка и вручную возвращается суппорт в исходное по-
ложение. Гайка включается снова, как только все риски
совпадут.
Для облегчения нарезания некратных резьб некоторые
станки снабжены специальными резьбоуказателями, уста-
новленными с правой стороны суппорта. Резьбоуказатель
имеет снизу червячную шестерню, которая перед нареза-
нием некратной резьбы вводится в зацепление с ходовым
винтом. Сверху резьбоуказателя имеется диск с делениями,
сидящий на оси шестерни.
При первом проходе суппорт ставится в такое положе-
ние, при котором одно из делений на диске совпадает с не-
подвижной риской, нанесенной на корпусе указателя. По-
сле этого включается маточная гайка. При последующих
проходах маточная гайка должна включаться в тот момент,
когда неподвижная риска совпадает с тем же делением на
диске, что и при первом проходе. В этом случае будет обес-
печено попадание резца в ранее прорезанную канавку, неза-
висимо от положения суппорта по длине направляющих.
Можно также нарезать некратную резьбу, не выключая
маточной гайки. В конце каждого прохода резец выводится
240
Рис 88. Нарезание резьбы резцовыми головками.
из нарезки и каретка отводится назад вращением шпинделя в
обратную сторону. Такой метод применяется только при на-
резании коротких резьб, потому что при нарезании длинной
резьбы тратится много времени на обратный ход.
Метод вихревого нарезания резьбы является скоростным
высокопроизводительным методом. Он позволяет увеличить
производительность более чем в 10 раз и сократить расход
режущего инструмента в 3—4 раза по сравнению с нареза-
нием резьбы резцом, использовать менее квалифицирован-
ную рабочую силу и не требует применения охлаждающей
жидкости.
Нарезание наружной резьбы резцовыми головками ведут
двумя способами: с внутренним касанием и с внешним каса-
нием.
Нарезание с внутренним касанием (рис. 88, а) распро-
странено шире, так как стружка в этом случае срезается
более плавно и резец касается детали на большей длине нит-
ки, чем при наружном касании (рис. 88, б). Резьба получа-
9 Зак. 478
241
ется более чистой. Схему с внутренним касанием можно при-
менять для нарезания резьбы и в патроне и в центрах, то-
гда как при внешнем касании центр или сама деталь часто
мешает подводу головки к детали. Нарезание внутренней
резьбы производится только одним возможным способом
(рис. 88, в). Внутренние резьбы, как правило, нарезаются
головками с одним резцом. И только для резьб с большим
диаметром удается закрепить два, а иногда и три резца.
Для повышения производительности в головках для
нарезания наружных резьб обычно устанавливается не-
сколько резцов. Однако больше четырех резцов на практике
применяют редко. Это объясняется трудностью точной
установки большого количества резцов, значительным уда-
лением резцов от центра, что уменьшает их стойкость и ухуд-
шает качество резьбы. Частое размещение резцов не позво-
ляет отводить головку в исходное положение вдоль оси, не
нарушив установку ее по глубине нарезки. Большую труд-
ность в эксплуатации резьбовых головок составляет не
только установка резцов, но и их одинаковая заточка. На
некоторых заводах резцы затачивают в специальных голов-
ках одновременно по нескольку комплектов. Профиль резца
затачивается с меньшим углом, чем профиль резьбы: для
треугольной — на 1°30', для трапецеидальной — 0°30'.
Эго объясняется тем, что углы профиля резьбы даны по оси
изделия, а резец режет вдоль нитки под углом к оси изде-
лия.
Передний угол резца выбирается в зависимости от меха-
нических свойств обрабатываемого металла. Так, для наре-
зания резьбы на углеродистых сталях средней твердости
его принимают равным 8°, а для сталей твердых и легиро-
ванных — 4°.
Нарезание резьбы резьбовыми головками обычно обес-
печивает 3-й класс точности резьбы с шагом 2 мм и выше,
2-й класс — у резьб с шагом менее 2 мм. Нарезание резьб
в два прохода одним и тем же резцом не дает повышения точ-
ности резьбы. На первых деталях настройку резцовой голов-
242
ки необходимо вести по нижнему предельному размеру
среднего диаметра.
Нарезание резьбы вихревым методом производится на
обычных токарно-винторезных станках с помощью неслож-
ных приспособлений.
Накатывание резьбы
Процесс накатывания резьбы получил весьма широкое
распространение. Он позволяет получать резьбы более проч-
ные и с более чистой поверхностью по сравнению с резьбами,
нарезанными лерками или резцом.
Производительность накатывания резьбы на токарных
станках выше производительности нарезания резьбы лер-
ками в 2 раза. Поверхностная твердость резьбы возрастает
в 2 раза. Если при нарезании лерками получается
5—6-й класс чистоты боковой поверхности резьбы, при
нарезании резцом — 6—7-й класс, то при накатывании
обеспечивается 9—10-й класс. При накатывании также до-
стигается высокая точность резьбы (1—2-й класс).
Рациональным способом накатывания резьбы являет-
ся применение резьбонакатных головок к универсальным
станкам.
По конструкции головки могут быть разделены на две
группы:* нераскрывающиеся и самооткрывающиеся. На
рис. 89, а показана трехроликовая нераскрывающаяся го-
ловка, работающая по принципу самозатягивания. Голов-
ка состоит из корпуса 1 и трех роликов 2, свободно сидяших
на осях 3. Ролики опираются на шайбы 4 и крепятся вин-
тами 5. Головка крепится в стандартных державках, при-
меняемых для круглых плашек.
Ширина роликов принимается равной семи шагам резь-
бы; заборная и выходная части роликов делаются равными
1,4 шага под углом 30° к оси.
На рис. 89, б показана самооткрывающаяся головка
типа НГ-3.
9*
243
Головка состоит из корпуса 1 с установленной в нем
гайкой 2, регулировочного кольца 5, нажимного кольца 4,
кулачков 5 и трех роликов 6, надетых на выступы кулач-
ков и вращающихся на игольчатых подшипниках 7. Кулач-
ки помещаются в пазах корпуса и пружинками прижима-
ются к опорным поверхностям нажимного кольца.
Угол наклона осей выступов кулачков к оси головки ра-
вен углу подъема накатываемой резьбы.
Раскрывание головки производится рукояткой 8 или
регулируемым упором 9, или хомутиком, надетым на упор-
244
ное кольцо. Во всех случаях нажимное кольцо отводится
вправо, и кулачки под действием пружин расходятся,
освобождая деталь.
Скорость накатывания резьбы выбирается в зависимости
от обрабатываемого материала. Значения скоростей приве-
дены в табл. 24.
Таблица 24
Ориентировочные значения скоростей
при накатывании резьбы роликовыми головками
Обрабатываемый материал Скорость м/мин Смазочно-охлаждаю- щие жидкости
Стали малоуглеродистые (Ст. 2— 3) 50—80 и более Сульфофрезол или всухую
Латунь 50—80 и более —
Стали среднеуглеродистые (35—45) 20—40 Сульфофрезол или эмульсия
Малолегированные вязкие стали 7—10 То же
Нержавеющие аустенитные стали 5—15 »
Заготовки под накатывание резьбы имеют меньшие диа-
метры, чем при нарезании, и выполняются с меньшими
допусками. Значения диаметров заготовок приведены в
табл. 25.
Диаметр заготовок для накатывания шурупной резьбы
может быть приближенно подсчитан по формуле:
где S —шаг резьбы в Мм;
h2 — высота профиля резьбы в мм;
dBn — внутренний диаметр резьбы в мм.
245
N3
СП
Диаметры заготовок под накатывание метрической
резьбы 2-го и 3-го классов точности
Таблица 25
Обозначение резьбы в мм Средний диаметр резьбы и мм Диаметр заготовки под резьбу в мм
2-й Класс точности З-Й класс точности 2-й класс точности З-й класс точности
3 X 0,5 2,675 2,604 2,675 2,557 2,63 — 0,07 2,65 — 0,08
4 х 0,7 3,546 3,362 3,546 3,406 3,50 — 0,08 3,52 — 0,1
5х 0,8 4,48 4,39 4,48 4,330 4,44 — 6,08 4,46 — 0,1
6 х 1,0 5,35 5,249 5,75 5,182 5,31 — 0,10 5,33 — 0,13
8 X 1,25 7,188 7,076 7,188 7,001 7,15 — 0,10 7,16 — 0,16
10 х 1,5 9,026 8,903 9,026 8,820 8,99 — 0,10 9,00 — 0,18
12 х 1,75 10,863 10,730 10,863 10,641 10,82 — 0,10 10,84 — 0,2
14 X 2,0 12,701 12,559 12,701 12,454 12,66 — 0,12 12,68 — 0,22
16 х 2,0 14,701 14,559 14,701 14,464 14,66 — 0,12 14,68 — 0,22
18 х 2,5 16,376 16,217 16,376 16,113 16,34 — 0,12 16,36 — 0,25
20 х 2,5 18,376 18,217 18,376 18,113 18,34 — 0,12 18,36 — 0,25
22 х 2,5 20,376 20,217 20,376 20,113 20,34 — 0,12 20,36 — 0,25
Контроль и измерение резьбы
Для контроля элементов резьбы — шага, диаметров, фор-
мы профиля — применяются универсальные и специаль-
ные инструменты. Выбор того или иного инструмента зависит
от типа резьбы и главным образом от ее точности. В первую
очередь контролируются шаг, средний диаметр и форма про-
филя и затем уже наружный и внутренний диаметры.
Измерение шага резьбы. Измерительной линейкой или
штангенциркулем определяют длину нескольких шагов резь-
бы и полученный результат делят на количество шагов.
Шаг как наружной, так и внутренней резьбы можно
определить при помощи резьбомера (рис. 90, а). На каждой
пластинке резьбомера указана величина шага резьбы. Под-
бирают пластинку таким образом, чтобы ее зубцы плотно,
без зазора вошли во впадины измеряемой резьбы. Тогда
шаг резьбы будет равен шагу, указанному на пластинке.
Измерение среднего диаметра резьбы. Точно измерить
средний диаметр резьбы можно с помощью резьбового
микрометра (рис. 90, б). Для измерения резьб различных
размеров пользуются комплектами наконечников (один с
вырезом /, второй с конусом 2) соответствующего размера.
Предел использования данного комплекта указан на нако-
нечниках. Так, например, клеймо М 3—4,5 показывает,
что данным комплектом можно измерять метрические
резьбы с шагом 3; 3,5; 4; 4,5 мм.
У микрометров с пределом измерений 0—25 мм нулевые
деления на барабане и стебле микрометра совпадают при
плотном прилегании наконечников друг к другу. У микро-
метров с пределом измерения 25—50 мм совпадение делений
должно быть тогда, когда между наконечниками вставлен
эталон А.
Проверка профиля резьбы. Форма профиля резьбы про-
веряется шаблоном (рис. 90, в). В случае необходимости
в очень точном контроле применяется специальные микро-
скопы.
247
Рис. 90. Методы контроля резьбы.
Проверка нормальными резьбовыми калибрами. Неот-
ветственные резьбы удобно и просто контролировать с
помощью калибров (рис. 90, г). Нормальным резьбовым коль-
цом проверяют наружный диаметр резьбы. Кольцо навин-
чивается на винт, и о точности резьбы судят по покачива-
248
нию кольца. Внутренний диаметр резьбы проверяют нор-
мальной резьбовой пробкой. Гладкий конец нормального
калибра служит для проверки диаметра отверстия под резьбу.
Проверка предельными резьбовыми калибрами. Точные
резьбы контролируют с помощью предельных резьбовых
калибров (рис. 90, д). Внутренняя резьба проверяется с по-
мощью резьбового калибра-пробки. Проходной конец
калибра (Пр) должен полностью входить в резьбовое отвер-
стие по всей его длине.’ Непроходной конец (Не) имеет
2—3 витка неполного профиля и не должен ввинчиваться
в проверяемое отверстие.
Наружная резьба проверяется проходными резьбовыми
кольцами (Пр), которые должны полностью навинчиваться
на винт и зажиматься непроходной регулируемой скобой
(Не) для проверки среднего диаметра. В массовом произ-
водстве для проверки наружной резьбы пользуются пре-
дельными резьбовыми скобами с двумя парами роликов
(рис. 90, е).
Автоматизация работ при нарезании резьбы
При скоростном нарезании резьбы и нарезании резьбы
в упор трудно вручную управлять процессом отвода резца
от детали. Для этой цели применяется ряд приспособлений,
облегчающих труд токаря и повышающих производитель-
ность.
Для автоматического отвода резца при нарезании резь-
бы без проточенной канавки, а также резьбы в упор при-
меняется приспособление, показанное на рис. 91. Оно со-
стоит из закрепляемого в резцедержателе станка корпуса /,
внутри которого перемещается ползун 2. В передней части
ползуна имеется отверстие, в котором при помощи винта 3
закрепляется резьбовой резец 4 круглого сечения. Ползун
снабжен прямоугольным окном, где помещается сухарь 5,
запрессованный в корпус.
В рабочем положении ползун удерживается фиксато-
249
Рис. 91 Приспособление для автоматического отвода резца от
детали в конце каждого прохода.
ром 6, Фиксатор установлен на качающемся рычаге 7 и
поджимается к ползуну пружиной.
Приспособление работает следующим образом: в конце
прохода ролик S, укрепленный на рычаге 7, наталкивается
на упор, установленный на станине. При этом ^рычаг пово-
рачивается, и фиксатор освобождает ползун. Ползун под
действием пружины 9 мгновенно отводится вправо до упора
в резиновую шайбу 10, прикрепленную к сухарю.
Токарь отводит суппорт в исходное положение, а затем,*
поворачивая рукоятку 11 вокруг оси 12, подает ползун впе;
ред до тех пор, пока фиксатор не зайдет в отверстие.
Ролик 8 сидит на эксцентричной втулке, соединенной
храповым механизмом с рукояткой. При каждом новом про-
ходе совершается поворот ролика на определенный угол,
меняется момент касания ролика с упором и происходит
опережение отвода резца. Это позволяет нарезать резьбу
в упор.
Приспособление для быстрого отвода резца (рис., 92)
состоит из корпуса 1, в котором ходит скалка 2, снабженная
прорезью для прохода стержня 3, В передней части скалки
закреплен резьбовой резец; сбоку прикреплен сухарь 4.
Пружина 5 стремится оттянуть скалку с резцом в заднее
положение. Этому препятствует сухарь 4, который при ра-
250
Рис. 92. Приспособление для автоматического отвода рез-
ца при нарезании резьбы без проточенной канавки.
бочем ходе упирается в цилиндрическую часть стержня 3.
Стержень при этом смещен в крайнее левое положение пру-
жиной 6. В конце хода стержень наталкивается на пере-
ставной упор и отводится вправо. Сухарь становится против
лыски на стержне, и резец отходит от детали. Возврат всех
деталей в исходное положение выполняется при помощи
рукоятки 8 и эксцентрика 7.
251
Глава XIV
НЕПОЛАДКИ И БРАК ПРИ РАБОТЕ
НА ТОКАРНЫХ СТАНКАХ
Неполадки и брак при токарной обработке вызываются
износом и разрегулировкой деталей и узлов станка, не-
правильной заточкой и установкой инструмента, наруше-
нием технологии обработки (неточный выбор заготовки, на-
рушение установленных режимов резания), невниматель-
ностью рабочего.
Для удобства пользования основные виды неполадок и
брака и способы их устранения сведены в таблицу (табл. 26)л
Таблица 26
Виды неполадок и брака и способы их устранения
Неполадка Причина Способ устранения
£ 2 3
Обтачивание наружных цилиндрических поверхностей
Поверхность обработа- на не полностью Чрезмерная кривизна заготовки Недостаточная вели- чина припуска Ввести правку загото- вок Увеличить диаметр за- готовки
Действительный диа- метр детали не соот- ветствует размерам чертежа Неправильная уста- новка резца на глуби- ну резания Проверить и изменить установку резца
252
Продолжение таблицы 26
1 2 3
Недостаточная чистота обработанной поверх- ности Неправильная заточка и доводка резца Работа затупившимся резцом Слишком большая по- дача Исправить заточку рез- ца Установить подачу в соответствии с техно- логической картой
Деталь имеет дробле- ную поверхность Зазор в опорах шпин- деля Зазоры в направляю- щих суппортов Слабое крепление рез- цов Неплотный зажим из- делия в патроне Велик вылет резца Отрегулировать под- шипники Подтянуть планки и клинья суппортов Закрепить резцы Расточить кулачки или заменить патрон Уменьшить вылет резца
Не выдерживается внутренний диаметр детали Биение шпинделя Биение детали в пат- роне Смещение задней бабки Люфт пиноли задней бабки Неправильная заточка сверла (одна режущая кромка длиннее дру- гой или режущие кромки сверла заточе- ны под разными угла- ми) Отрегулировать под- шипники Расточить кулачки Правильно установить заднюю бабку Устранить люфт пи- ноли Переточить сверло
253
Продолжение таблицы 26
1 2 3
Не выдерживается внутренний диаметр детали Неточная установка резца на глубину ре- зания Отжим резца от сте- нок отверстия вслед- ствие затупления ре- жущих кромок е Установить резец по лимбу или упору Переточить резец
Ось отверстия детали смещена в сторону Недостаточная глуби- на центровки Ось пиноли задней бабки не совпадает с осью шпинделя Неправильная заточка сверла Зацентровать Отрегулировать соос- ность центров или гсдать станок в ремонт Переточить сверло
Обработка торцовых поверхностей,
канавок и отрезание деталей
Размер по длине дета- ли не выдерживается Слабо закрепляется деталь в патроне Шпиндель имеет осе- вой люфт Недостаточная длина заготовки Расточить кулачки, ра- зобрать и промыть ме- ханизм патрона Заменить патрон Отрегулировать упор- ный подшипник шпин- деля Заменить заготовку
Часть поверх нести торца или уступа не полностью обработана Недостаточный при- пуск на обработку Увеличить припуск на обработку
254
Продолжение таблицы 26
1 2 3
Вогнутая или выпук- лая поверхность торца детали при подрезке и отрезке Недостаточная жест- кость резца (малое сечение, большой вы- лет, нежесткое креп- ление) Неперпендикулярная установка резца отно- сительно оси детали Увеличить сечение рез- ца, уменьшить вылет, улучшить крепление Установить отрезной резец под углом 90° к оси детали
Недостаточная чисто- та обработанной по- верхности торца Неправильно выбран- ная геометрия резца Затупление резца Слишком большая по- дача Правильно заточить ре- зец Установить подачу со- гласно нормативам
Низкая чистота торца детали со стороны от- резки Неправильная заточка режущих кромок рез- ца (правая вспомога- тельная грань резца имеет малый вспомо- гательный угол в пла- не и малый задний угол Переточить резец
Ширина канавки не соответствует заданно- му размеру Неправильно выбрана ширина резца при про- точке узких канавок Неправильная размет- ка широких канавок Заменить резец Повысить вниматель- ность
Глубина канавки не соответствует задан- ному размеру Ошибка рабочего
255
Продолжение таблицы 26
1 2 3
Обтачь Неправильная конус- ность изделия 1вание конических поверх 11еточное выполнение установочных опера- ций: установки конус- ной линейки, переме- щения задней бабки, поворота верхней час- ти суппорта сностей Проверить и отрегули- ровать перемещение с помощью пробных стру- жек
Неп рямолиней несть образующей конуса Резец установлен вы- ше или ниже линии центров Установить резец точ- но по центру
Неправильные диамет- ральные размеры ко- нуса Неточная установка резца на глубину ре- зания Проводить установку резца по лимбу или по упорам
Обра< Искажение формы об- работанной детали ботка фасонных поверхь Неточная установка копира Неправильная заточка или установка резца юстей Исправить установку При обработке стали и чугуна передний угол должен быть равен 0. При обработке мягких материалов передний угол положительный, при этом необходима корректировка профиля Установку резцов про- изводить по центру
Неправильные диа- метральные размеры детали Неправильная уста- новка глубины резания при чистовом проходе Применить упоры для ограничения перемеще- ния резца
£56
Продолжение таблицы 26
1 2 3
Недостаточная чисто- та обработанной по- верхности1 Большая подача Малая жесткость рез- ца или детали Уменьшить подачу Уменьшить вылет резца
Растачивание отверстий
Поверхность отверстия после расточки . обра- ботана не полностью Недостаточный при- пуск на растачивание Неточная установка детали в патроне Увеличить припуск Производить; тщатель- ную выверку положе- ния детали
Искажение формы от- верстия (овальное, с огранкой) Слишком сильный за- жим тонкостенной де- тали в патроне Использовать при за- креплении детали раз- резные втулки Ослабить зажим дета- ли в патроне перед чистовой обработкой
Недостаточная чисто- та поверхности отвер- стия Неправильная заточка резца Неправильные режи- мы резания Переточить резец Установить режимы ре- зания согласно норма- тивам
Нарезание резьбы
При нарезании резьбы
плашками профиль
резьбы неполный
Диаметр стержня
меньше требуемого
Увеличить диаметр до
расчетного
257
Продолжение таблицы 26
1 2 3
Резьба сорвана или нечисто обработана Диаметр стержня больше требуемого Большая скорость ре- зания Недостаточное охлаж- дение, неправильный выбор смазочно-охлаж- дающей жидкости Уменьшить диаметр до расчетного Уменьшить скорость Подобрать соответству- ющую жидкость
При нарезании резьбы метчиком профиль резьбы неполный Диаметр отверстия под резьбу больше требуемого Уменьшить, диаметр до расчетного
Резьба сорвана или нечисто обработана Диаметр ^отверстия меньше требуемого Несвоевременное уда- ление стружки из от- верстия Увеличить диаметр до расчетного
При нарезании резьбы резцом неточный шаг резьбы Неправильный подбор шестерен на гитаре станка Проверить расчет и ис- править
Неправильный про- филь резьбы Неправильная заточка резца Неправильная уста- новка резца Контролировать заточ- ку и установку с по- мощью шаблонов
Недостаточная чисто- та поверхности резьбы Завышенная скорость резания Скорость устанавли- вать согласно норма- тивам
258
Продолжение таблицы 26
1 2 3
Недостаточная чистота поверхности резьбы Неправильная заточка резца Затупление резца Неправильный подбор смазочно-охлаждающей жидкости Проверить и исправить углы заточки Переточить резец Подобрать соответст- вующую жидкость и применить интенсивное охлаждение на чисто- вых проходах
ОСНОВНЫЕ ПРАВИЛА
ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ РАБОТЕ
НА ТОКАРНЫХ СТАНКАХ
1. Нельзя приступать к работе до получения инструк-
тажа. Каждый вновь принимаемый рабочий должен прой-
ти предварительный инструктаж по технике безопасности.
Мастер знакомит рабочего с правилами содержания рабо-
чего места, с правилами обращения с оборудованием и
подъемно-транспортными средствами, показывает безопас-
ные приемы работы.
2. Обрабатываемая деталь и режущий инструмент долж-
ны быть надежно закреплены. Под резец не следует под-
кладывать более двух подкладок или применять вместо под-
кладок случайные обрезки. Нельзя работать короткими рез-
цами, закрепляемыми только одним болтом.
3. У станка-должен быть решетчатый настил по росту
рабочего. Высота настила должна быть такой, чтобы локти
рабочего находились на высоте линии центров станка.
4. Запрещается работать на станке при отсутствии на
нем защитных ограждений.
5. При обработке деталей весом более 20 кг следует
применять подъемные устройства или пользоваться по-
мощью подручного рабочего.
6. Перед включением электродвигателя все рычаги
управления выключить, установив их в нерабочее поло-
жение.
7. Станок во время работы нельзя оставлять без над-
зора. При любой, даже временной, остансвке выключать
электродвигатель.
8. Установку или снятие обрабатываемой детали, сме-
ну инструмента, чистку и смазку станка, уборку стружки
производить только после остановки станка.
260
9. При обработке металлов, образующих мелкую раз-
летающуюся стружку, обязательно пользоваться защитны-
ми очками или предохранительными щитками.
10. Нельзя работать у станка в свободной одежде; ру-
кава одежды должны быть завязаны у кистей рук, а волосы
рабочего убраны в головной убор.
11. Нельзя работать с забинтованными пальцами. Не-
обходимо надеть резиновые напальчники.
12. Запрещается удалять стружку непосредственно ру-
ками; для этого следует применять крючки, щетки или
скребки.
13. Запрещается производить измерение обрабатываемой
детали на ходу станка.
14. Нельзя тормозить руками вращающийся патрон.
15. Нельзя поддерживать руками отрезаемую деталь.
16. На рабочем месте должны поддерживаться чистота
и порядок; рабочее место и проходы нельзя загромождать
деталями.
17. При опиливании деталей носовую часть напильника
держать правой рукой, а ручку — левой.
18. При установке деталей в центрах особое внимание
обращать на правильность центровых отверстий (недоста-
точная их глубина может привести к срыву детали во время
вращения).
19. Закрепив деталь в патроне, нужно проверить, вынут
ли ключ.
20. Нельзя класть инструмент и детали на направляю-
щие станка.
21. Станок должен быть обязательно заземлен. О неис-
правности электродвигателя или осветительной аппарату-
ры, а также о повреждении изоляции электропроводов долж-
но быть сообщено мастеру или дежурному электромонтеру.
Запрещается рабочим цеха, кроме электриков, самосто-
ятельно производить ремонт, наладку, вскрытие и осмотр
электрооборудования.
261
ПРИЛОЖЕНИЕ
Тангенсы углов о 0 до 90°
Минуты
Гра- дусы 0 ю 20 30 [ 40 50 60
0 0,000 0,003 0,006 0,009 0,012 0,015 0,018
1 0,018 0,020 0,023 0,026 0,029 0,032 0,035
2 0,035 0,038 0,041 0,044 0,047 0,049 0,052
3 0,052 0,055 0,058 0,061 0,064 0,067 0,070
4 0,070 0073 0,076 0,079 0,082 0,085 0,087
§ 0,007 0,090 0,093 0,096 0,099 0,102 0,105
£ 0,105 0*108 0,111 0,114 0,117 0,120 0,123
7 0,123 0,126 0,129 0,132 0,135 0,138 0,141
8 : 0,141 0,144 0,147 0,149 0,152 0,155 0,158
9 0*158 0,161 0,164 0,167 0,170 0,173 0,176
10 0,176 0,179 0,182 0,185 0,188 0,191 0,194
И 0,194 0,197 0,200 0,204 0,206 0,210 0,213
12 0,213 0,216 0,219 0,222 0,225 0,228 0,231
13 0,231 0,234 0,237 0,240 0,243 0,246 0,249
14 0,249 0,252 0,256 0,259 0,262 0,265 0,268
15 0,268 0,271 0,274 0,277 0,280 0,284 0,287
16 0,287 0,290 0,293 0,296 0,299 0,303 0,306
17 0,306 0,309 0,312 0,315 0,319 0,322 0,325
18 : 0,325 0,328 0,331 0,335 0,338 0,341 0,344
19 0,344 0,347 0,351 0,354 0,357 0.361 0,364
20 0,364 0,367 0,371 0,374 0,377 0,381 0,384
2д 0,384 0,387 0,391 0,394 0,397 0,401 0,404
22 0,404 0,407 0,411 0,414 0,418 0,421 0,424
23 0,424 0,428 0,431 0,435 0,438 0,442 0,445
262
Продолжение
Гра- дусы Минуты
0 10 20 30 40 50 60
24 0,445 0,449 0,452 0,456 0,459 0,463 0,466
25 0,466 0,470 0,473 0,477 0,481 0,484 0,488
26 0,488 0,491 0,495 0,499 0,502 0,506 0,510
27 0,510 0,513 0,517 0,521 0,524 0,528 0,532
28 0,532 0,535 0,539 0,543 0,547 0,551 0,554
29 0,554 0,558 0,562 0,566 0,570 0,573 0,577
30 0,577 0,581 0,585 0,589 0,593 0,596 0,601
3.1 0,601 0,605 0,609 0,613 0,617 0,621 0,625
32 0,625 0,659 0,633 0,637 0,641 0,645 0,649
33 0,649 0,654 0,658 0,662 0,666 0,670 0,675
34 0,675 0,679 0,683 0,687 0,692 0,696 0,7:10
35 0,700 0,705 0,709 0,713 0,718 0,722 0,727
36 0,727 0,731 0,735 0,740 0,744 0,749 0,754
37 0,754 0,758 0,763 0,767 0,772 0,777 0r78l
38 0,781 0,786 0,791 0,795 0,800 0,805 0,810
39 0,810 0,815 0,819 0,824 0,829 0,834 0,8’9
0,839 0,844 0,849 0,854 •0,359 0,864 0,869
0,869 0,874 0,880 0,885 0,890 0,895 0,900
42 W0U 0,906 0,911 0,916 0,922 ; i 0,927 ; 0,933
43 9,933 0,938 0,943 0,949 0,955 1 0,960 0,9ь6
44 0,966 0,971 0,977 0,983 0,988 0,994 i 1дТЗ
45 1,000 1,006 1,012 1,018 1,024 1,030 1,036
46 1,036 Г,042 1,048 1,054 1,060 1,066 150Т>
47 4,072 1,079 1,085 1,091 1,098 : 1,104
Продолжение
Гра- дусы Минуты
0 10 20 30 40 50 60
48 1,111 1,117 1,124 1,130 1,137 1,144 1,150
49 1,150 1,157 1,164 1,171 1,178 1,185 1,192
50 1,192 1,199 1,206 1,213 1,220 1,228 1,235
51 1,235 1,242 1,250 1,257 1,265 1,272 1,280
52 1,280 1,288 1,295 1,303 1,311 1,319 1,327
53 1,327 1,335 1,343 1,351 1,360 1,368 1,376
54 1,376 1,385 1,393 1,402 1,411 1,419 1,428
55 1,428 1,437 1,446 1,455 1,464 1,473 1,483
56 1,483 1,492 1,501 1,511 1,520 1,530 1,510
57 1,540 1,550 1,560 1,570 1,580 1,590 1,600
58 1,600 1,611 1,621 1,632 1,643 1,653 1,664
59 1,664 1,675 1,686 1,698 1,709 1,720 1,732
60 1,732 1,744 1,756 1,767 1,780 1,792 1,804
61 1,804 1,816 1,829 1,842 1,855 1,868 1,881
62 1,881 1,894 1,907 1,921 1,935 1,949 1,963
63 1,963 1,977 1,991 2,006 2,020 2,035 2,050
64 2,050 2,066 2,081 2,097 2,112 2,128 2,145
65 2,145 2,161 2,177 2,194 2,211 2,229 2,246
66 2,246 2,264 2,282 2,300 2,318 2,318 2,356
67 2,235 2,375 2,394 2,414 2,434 2,434 2,475
68 2,475 2,496 2,517 2,539 2,560 2,583 2,605
69 2,605 2,628 2,651 2,675 2,699 2,723 2,747
70 2,747 2,773 2,798 2,824 2,850 2,877 2,904
71 2,904 2,932 2,960 2,989 3,018 3,047 3,078
72 3,078 3,108 3,140 3,172 3,204 3,237 3,271
264
Продолжение
Минуты
Г ра- дусы 0 10 20 30 40 50 60
73 3,271 3,305 3,340 3,376 3,412 3,450 3,487
74 3,48? 3,526 -3,566 3,606 3,647 3,689 3J32
75 3,732 3,776 3,821 3,867 3,914 3,962 4,011
76 4,041 4,061 4,113 4,165 4,249 4,275 4,331
77 4,331 4,390 4,449 4,511 4,574 4,638 4,705
78 4,705 4,773 4,843 4,915 4,989 5,066 5,145
79 5,145 5,226 5,309 5,396 5,485 5,576 5,671
80 5,671 5,769 5,871 5,976 6,084 6,197 6,314
81 6,314 6,435 6,561 6,691 6,827 6,968 7,115
82 7,115 7,269 7,429 7,596 7,770 7,953 8,144
83 8,144 8,345 8,556 8,777 9,010 9,255 9,514
84 9,514 9,788 10,078 10,385 10,712 11,059 11,430
85 11,430 11,826 12,250 12,706 13,197 13,727 14,301
86 14,301 14,924 15,605 16,350 17,169 18,075 19,081
87 19,081 20,205 21,470 22,904 24,542 26,432 28,636
88 28,636 31,242 34,368 38,188 42,964 49,104 57,290
89 57,290 68,750 85,940 114,589 171,885 343,774
ЛИТЕРАТУРА
1. Архипов В. В. и др. Технология металлов.- Изд-во «Высшая
школа», М., 1968.
2. Барановский М. А., МолочковА. В. Справочник токаря.
Изд-во «Беларусь», Минск, 1962.
3. Безменов А. Е. Допуск», посадки и технические измерения.
Изд-во «Машиностроение». М., 1969.
4. Белькевич Б. А. Обработка металлокерамических материалов
резанием. Изд-во «Наука и техника», Минск, 1965.
5. Большаков С. А. Токарные работы. Лениздат, 1957.
6. Данилевский В. В. Справочник техника машиностроителя.
Изд-во «Высшая школа», М., 1962.
7. Егоров В. А Оптические и щуповые приборы для определения
шероховатости поверхности. Машгиз, М., 1961.
8. Захаров В. И. Технология токарной обработки. Лениздат, 1968.
9. Зобнин Н. П. и др. Обработка металлов резанием.
Всесоюзное издательско-полиграфическое объединение Министерства
путей сообщения, М., 1962.
10. Космач ев И. Г. Карманный справочник технолога-инструмен-
тальщика. Изд-во «Машиностроение», М.—Л., 1968.
11. КрупицкийЭ. И. Пособие по допускам и техническим изме-
рениям. Изд-во «Высшая школа», Минск, 1966.
12. Локтев Д. А. Металлорежущие станки. Изд-во «Машино-
строение», М., 1968.
13. Михайлов С. М., Каныгин В. С. Производственное обуче-
ние токарей на предприятиях. Изд-во «Высшая школа», М., 1964.
14. Никитин Л. Советы молодому токарю. Калужское книжное
издательство, 1961.
15. Обшадко Б. И. Технология токарной обработки. Профтех-
издат, 1961.
16. Огл об ин А. Н. Справочник токаря. Машгиз, М., 1960.
17. Коллектив авторов. Основы токарного дела. Профтех-
издат, 1962.
18. Пи кус М. Ю. Нарезание реьъбы. Госиздат БССР, Минск, 1955.
19. П о н о м а р е в В. Ф. Справочник токаря-расточника. Изд-во «Ма-
шшосгроепис», М., 1969. '
266
20 Рубинштейне. А. и др. Основы учения о резании металлов
й режу/ций инструмент. Изд-Во «Машиностроение», М., 1968.
21. ‘Семинский В. К. Приспособления для токарной обработки
Изд-во «Техника», Киев, 1964.
22. С л е п и н и н В. А. Руководство по обучению токарей по металлу.
Изд-во «Техника», Киев, 1964.
Токарно-винторезный станок, модель IK62. Руководство по уходу и
обслуживанию. М., 1966.
23. Фомин С. Ф. Приспособления и вспомогательный инструмент
к токарным станкам. Машгиз, 1969.
ОГЛАВЛЕНИЕ
Глава /. Материалы, используемые в токарном
деле...............................3
Материалы, обрабатываемые на токарных станках 3
Сталь.................................3
Чугун.................................6
Медь и ее сплавы......................7
Алюминий и его сплавы.................8
Механические свойства металлов...........9
Инструментальные материалы ...................И
Термическая обработка сталей.............20
Глава II. Токарные станки...................30
Универсальный токарно-винторезный станок мо-
дели IK62 ...................................31
Кинематическая схема и передачи станка ... 40
Кинематическая схема станка модели IK62 ... 45
Глава III. Основы теории процесса резания ме-
таллов при токарной обработке ... 53
Понятие о процессе резания при точении ... 53
Элементы резания при точении.................55
Виды стружки и ее усадка.....................57
Нарост и его влияние на процесс резания ... 58
Силы резания.................................60
Крутящий момент и мощность при точении . . 62
Наклеп и остаточные напряжения в поверхност-
ном слое при точении ........................63
Теплота резания..............................64
Смазочно-охлаждающие жидкости................66
Глава IV. Токарные резцы . . . ........71
Геометрия резцов.............................71
Типы резцов..................................75
Резцы новаторов производства.................80
268
Глава V. Допуски и посадки......................83
Общие сведения...............................83
Посадки с зазором (подвижные)................89
Посадки с натягом (неподвижные)..............92
Переходные посадки...........................94
Классы точности .............................95
Системы допусков.............................97
Глава VI. Шероховатость поверхности............104
Общие сведения . ............................104
Оценка шероховатости поверхности............105
Глава VII. Измерительные инструменты . . . .111
Общие сведения .............................111
Плоскопараллельные концевые меры длины . .113
Инструменты для снятия и переноса размеров с
детали на масштаб .........................114
Штангенинстру менты .......................115
Микрометрические инструменты...............121
Индикаторы и индикаторные приборы..........125
Предельные калибры ........................129
Средства для контроля и измерения углов . .131
Глава VIII. Обтачивание наружных поверхностей!^
Обтачивание длинных изделий.................134
Установка резцов............................141
Особенности обработки нежестких валов . . . .145
Обтачивание коротких изделий................148
Обтачивание ступенчатых деталей.............157
Подрезка торцев, уступов, прорезка ка^ азок, от-
резка .....................................166
Глава IX. Обработка конических поверхностей .169
Общие сведения..............................16Э
Методы получения конических поверхностей . .172
Обработка конических отверстий..............177
Глава X. Обработка фасонных поверхностей . .179
Режимы резания при точении.................186
Глава XI. Обработка отверстий..................188
Общие сведения.......................... .188
Сверление и рассверливание.................188
269
Растачивание отверстий резцами.............196
Зенкерование...............................199
Развертывание .............................200
Глава XII. Отделка поверхностей...............203
Глава XIII. Нарезание резьбы..................211
Общие сведения.............................211
Нарезание наружной резьбы..................216
Нарезание внутренней резьбы................224
Настройка токарного станка для нарезания резь-
бы ................................. , . . .229
Накатывание резьбы.........................243
Контроль и измерение резьбы . ..........247
Автоматизация работ при нарезании резьбы . .249
Глава XIV. Неполадки и брак при работе на то-
карных станках .....................252
Основные правила по технике безопасности при
работе на токарных станках.................260
Приложение....................................262
Литература....................................266
Барановский М. А., Белькевич Б. А., Тимашков В. Д.
Книга молодого токаря. Мн., «Беларусь, 1971.
272 с. с илл. 62 000 экз. 50 к.
В предлагаемой книге содержатся сведения, необходимые для разрешения
теоретических и практических вопросов, связанных с работой на токарных
станках.
В ней даны необходимые сведения о материалах, используемых в токарном
деле, об инструментальных материалах, приведены данные о токарных станках,
токарных резцах, изложены основы теории процесса резания металлов, допуски
и посадки, шероховатость обработанной поверхности, измерительные ин-
струменты.
Приведены наладка и настройка токарных станков для различных видов
обработки, даны рекомендации по различным видам токарной обработки, осве-
щаются вопросы техники безопасности при работе на токарных станках.
Книга предназначена для молодых рабочих, осваивающих токарное дело.
Главы II, III и VI написаны Б. А. Белькевичем и В. Д. Тимашковым, а ос-
тальные — М. А. Барановским.
3-12-4 6П4.61
271-71 Б 24
Михаил Адамович Барановский, Борис Арсентьевич Белькевич,
Владимир Дмитриевич Тимашков
КНИГА МОЛОДОГО ТОКАРЯ
Издательство «Беларусь*. Минск, Ленинский проспект, 79.
Редактор Л. Климова. Художественный редактор В. Безмен. Техниче-
ский редактор Т. Сокол. Корректор Р. Мовшович.
АТ 12836. Сдано в набор 6/XI 1970 г. Подп. к печати 13/VIII 1971 г. Тираж 62 000 экз.
Формат 70Х108’/з2. Бумага тип. № 1. Усл. печ. л. 11,9. Уч.-изд. л. 10,3.
Зак. 478. Цена 50 коп.
Полиграфический комбинат им. Я. Кол аса, Минск. Красная, 23.
CCct 2739'73
f(fT2309'73
Старое
^OTOCT
2.309- 63
uosoe
no fOCT
2.309'79
О/пдел '
! Зе!исиллости от etactct точности
при базовой и посадки
длине, нлл
V2
VJ
V4
V5
21
V3
Х7/0
V //
V/2
V/J
V/4
fl to,
ft to.
С./5С/
O.DJOy
O.oiOy
Ft Fici/j
Л 0.050 .
. i.o
t.3
o.t
0,25
0,03
Z/ace finOMQCMlf и лосабга ^с!3*езб', **
(УП / Л в c£6 3)Ю c! tO eats ct/3 Sa 50 ci-30 io 30
WtpOJfQternOC/ryb, AftrA!
_2i ft4V“
W2\/
A 0J2 °‘£i'\/ /2i\J
r,n.c.n~X 73Г
X ’V “У
F4, A <2^ , !Ц
^\/
’ AsM Л 20 7
h » &
(ели шеролобатость Задаете О M
tpviqu Лазо!ой длине, то 6изо!ун>
длине следует imasamy, поприн$о:
Ui/jr coofy>a3fc4*uu -
VvcAbtu? бвзо&аи длины
\£^5а0с7ютср из fvto: 0,0/; 0.03i
O.OS: 0.2S; CtfO; £5; 3,00 ;
Ашпе^ч/&! 7УСЭ0- 0/2. /2/
^Si 4