/























































































































































































































































































Text
А.Д. Гитлевич ДА, Этингоф
Механизация автоматизация сварочного, производства
А. Д. ГИТЛЕВИЧ и Л. А. ЭТИНГОФ
МЕХАНИЗАЦИЯ
АВТОМАТИЗАЦИЯ
СВАРОЧНОГО
ПРОИЗВОДСТВА
Допущено Министерством высшего и среднего специального образования СССР в качестве учебного пособия для техникумов
Москва «МАШИНОСТРОЕНИЕ» 1972
I Hi
УДК >(»21.791 • (>5.011 54/56 (075 3)
Г и т л е в и ч Л. Д. и Эти н гоф Л. А. Механизация и автоматизация сварочного производства. М., «Машиностроение», 1972, 280 с.
Книга написана в соответствии]^ программой курса «Механизация и автоматизация сварочного производства». Это первая попытка • создать учебное пособие, необходимое для подготовки техников сварочного производства.
В учебном пособии даны основы комплексной механизации и автоматизации сварочного производства и классификация применяемого при этом оборудования. Приведена методика расчета уровня механизации сварочного производства. Рассмотрено оборудование для механизации заготовительных работ, механическое сварочное и подъемно-транспортное оборудование, механизированные и автоматические установки, станки и линии. Даны примеры практического использования оборудования.
Рецензенты: Цикловая комиссия «Технология сварочного производства» Ленинградского сварочномашиностроительного техникума (А. С. Зеликсон), инженеры Н. И. Рыжков и С. Е. Поляков (Уралмашзавод)
3-12-6
64—72
ВВЕДЕНИЕ
Механизация и автоматизация сварочного производства являются важнейшим средством повышения производительности труда, повышения качества сварных изделий и улучшения условий труда.
Сварочное производство — комплексное производство, включающее в себя основные операции (сборку, сварку, правку, термообработку, отделку сварных изделий); вспомогательные операции (транспортные, наладочные, контрольные и т. п.) и операции обслуживания (ремонтные и др.). Несварочные операции в сварочном производстве составляют в среднем 70% общей трудоемкости работ сварочных цехов.
При осуществлении собственно сварочных операций, в том числе при применении механизированных методов сварки, выполняются вспомогательные приемы по установке и кантовке изделий под сварку, зачистке кромок и швов, сбору флюса, установке автомата в начале шва, отводу автомата или перемещению изделия и др. На выполнение этих приемов затрачивается в среднем 35% трудоемкости собственно сварочных операций. Отсюда следует, что комплексная механизация сварочного производства имеет чрезвычайно важное значение, так как механизация только самого процесса сварки не может обеспечить высокий уровень механизации сварочных цехов.
В СССР проведены значительные работы в области комплексной механизации и автоматизации производства сварных конструкций. Большой вклад в развитие комплексной механизации производства сварных конструкций внесли научно-исследовательские и проектно-технологические институты: Институт электросварки им. Е. О. Патона, ВНИИЭСО, ВПТИТЯЖМАШ, ЦНИИТМАШ, НИИТАВТОПРОМ, ВИСП, а также заводы: ЗИЛ, ГАЗ, Челябинский трубный завод, Уралмашзавод, Ждановский завод тяжелого машиностроения, «Электрик» и др.
Комплексно-механизированные установки, станки и линии внедрены во многие отрасли промышленности для изготовления множества разнообразных сварных узлов, например крупнопрофильных двутавровых балок, прямошовных труб, полотнищ нефтерезервуаров, котлов железнодорожных цистерн, 1* 3
коробчатых балок электромостовых кранов, шахтных вагонеток, сварных узлов автомобилей, сельскохозяйственных машин и других изделий. Автоматические линии применяются в производстве труб со спиральным швом и прямошовных труб, при изготовлении автомобильных колес, каркасов и сеток арматуры железобетона и других изделий. Значительные работы проведены по комплексной механизации изготовления деталей сварных конструкций, в результате которых созданы и успешно эксплуатируются механизированные линии очистки исходного материала, резки листа, профильного проката, труб и др.
ГЛАВА I
ОСНОВНЫЕ понятия
Под механизацией производственного процесса понимается замена в нем ручного труда работой машин.
Механизация может быть частичной, т. е. охватывать часть (отдельные операции) процесса производства, и комплексной. При комплексной механизации все операции выполняются с помощью машин и механизмов, установленных в порядке последовательности выполнения технологического процесса и взаимоувязанных по производительности.
В сварочном производстве комплексная механизация достигается при внедрении механизированных линий, на которых механизированными способами осуществляются сборка, сварка и транспортировка сварных изделий, а в ряде случаев также правка, механическая обработка, отделка и заготовительные операции.
Высшей ступенью механизации является автоматизация, при которой машины осуществляют и функции управления, а обслуживающий персонал лишь налаживает их и наблюдает за работой приборов и систем управления.
Механизацию и автоматизацию можно осуществлять с помощью различного оборудования, отличающегося производительностью и степенью вытеснения ручного труда.
Форма механизации, т. е. частичная или комплексная механизация, частичная или комплексная автоматизация, и вид оборудования принимаются в зависимости от типа производства и параметров изготовляемых изделий на основании расчетов экономической эффективности.
§ 1. ОПРЕДЕЛЕНИЕ УРОВНЯ МЕХАНИЗАЦИИ
Уровень механизации характеризуется четырьмя показателями, рассчитываемыми по формулам:
1
------------100%,
2 (ТМ1-п,) -\-тр
(1)
или
у2=
•100о/о,
^(ТмГП()-^Тм1
1__________i__
2j mI 'Hi) + ?р
2j (ТmI i__________
S TMi + Tp
•100%,
Vi = p +P -юоо/о.
* м ~r * p
(2)
(3)
(4)
где TMi — трудоемкость операции, выполняемой механизированным способом;
Тр — трудоемкость операций, выполняемых ручным способом; ГЦ — коэффициент производительности оборудования, определяемый как отношение трудоемкости операции до и после механизации;
k[ — коэффициент механизации, определяемый как отношение времени механизированного труда к общим затратам времени на данном оборудовании;
Рм — число рабочих, выполняющих работу механизированным способом;
Рр — число рабочих, выполняющих работу вручную;
mt — коэффициент, характеризующий долю участия оборудования в производственном процессе, равный отношению приведенной трудоемкости операции, производимой на данном оборудовании, к общей приведенной трудоемкости.
Показатель определяет удельный объем механизированных операций в общем производственном процессе. Числитель формулы (1) представляет собой трудоемкость операций, осуществляемых механизированными методами, в случае их исполнения вручную. Эту трудоемкость называют приведенной трудоемкостью механизированных операций. Знаменатель формулы (1) представляет собой общую трудоемкость всех операций в случае их исполнения вручную или общую приведенную трудоемкость.
Показатель Уг характеризует уровень механизации только количественно, так как он не изменяется при замене менее совершенного механизированного оборудования более совершенным. При увеличении производительности оборудования показатель, вычисленный по формуле (1), не повышается, а остается неизменным. Это объясняется тем, что с повышением коэффициента производительности оборудования П соответственно снижается трудоемкость производимых на нем операций Тм. Поэтому при неизменной программе цеха произведение ТМП остается постоянным 6
и показатель Уг не меняется. Таким образом, назначением показателя Ух является оценка степени охвата механизацией производственного процесса.
Показатель У2 отражает степень'вытеснения трудовых затрат в результате механизации [9]. Числитель формулы (2) представляет собой исключенную трудоемкость. Частное_от деления этой трудоемкости на приведенную трудоемкость всех работ является удельным снижением трудовых затрат, достигаемым при внедрении машин, т. е. качественной характеристикой уровня механизации. Таким образом, назначение показателя У2 — охарактеризовать сокращение трудовых затрат за счет механизации и уровень производительности применяемой техники.
Показатели Ух и У2 отражают две важнейшие стороны механизации, но не вскрывают долю ручного труда, сохраняющегося при внедрении механизированных операций и затрачиваемого на выполнение воспомогательных приемов. Трудоемкость Тм, принимаемая для расчета показателей Ух и У2, включает основное, вспомогательное и дополнительное время с учетом затрат на осуществление ручных вспомогательных приемов.
Показатель У3 определяет долю механизированного труда в общих затратах труда и отражает третью сторону механизации. Этот показатель позволяет, в частности, оценить степень механизации вспомогательных работ при осуществлении механизированных операций.
Показатель У4 определяет удельное число рабочих, работающих на машинах, в общем числе рабочих.
Показатели Ух, У3 и У4 изменяются от Одо 100%. На величину показателей Ух и У4 оказывает влияние только масштаб механизации производственного процесса, показатель У3 зависит также от того, насколько применяемое оборудование исключает ручной труд.
Показатель У2 изменяется от 0 и стремится к 100%, но не достигает 100%, так как качественное совершенствование оборудования беспредельно. На величину этого показателя влияет не только масштаб механизации, но и производительность применяемого оборудования. На рис. 1 изображена зависимость показателей Уг и У2 от коэффициентов т и П. Показатель У2 изменяется в значительных пределах в зависимости от коэффициента П, в то время, как на величину показателя Ух влияет только коэффициент/и.
В формулах (1)—(3) для удобства расчетов трудоемкости Тм и Тр могут быть заменены числом рабочих Рм и Рр. Формулы (1)—(3) позволяют оценить выполнение всех основных задач механизации: замену ручных операций механизированными Ух; сокращение трудозатрат и внедрение наиболее производительного оборудования У2; применение оборудования, способствующего максимальному исключению ручных вспомогательных работ У3.
Показатели Ух, У2, У3 и У4 могут быть установлены в целом по цеху сварных конструкций, по отдельным участкам или линиям, а также по видам работ, например для сварочных работ.
Из табл. 1 следует, что только при комплексной механизации производства сварных конструкций могут быть достигнуты высокие показатели уровня механизации сварочных цехов, так как трудоемкость чисто сварочных операций имеет относительно небольшой удельный объем в общем объеме работ. Поэтому механизация производства сварных конструкций должна охватывать не только сварочные операции, но также сборку и вспомогательные
Рис. 1. Зависимость уровня механизации от степени охвата механизацией т и производительности оборудования П
операции и приемы, составляющие значительную часть трудоемкости сварочных цехов. Из табл. 1 следует, что на транспортные операции по обслуживанию цеховых кранов и строплению изделий расходуется основная часть трудоемкости вспомогательных операций, выполняемых вспомогательными рабочими. Кроме того, на транспортные операции затрачивается примерно 15% времени основных рабочих. Поэтому механизация транспортных работ имеет чрезвычайно важное значение в комплексной механизации производства сварных конструкций.
Ниже приведены коэффициенты Пик для расчета уровня механизации по формулам (1)—(3). Следует иметь в виду, что коэффициенты П и k зависят от параметров свариваемых изделий и применяемого оборудования (табл. 2). Поэтому эти данные необходимо рассматривать как приближенные значения, требующие уточнения с учетом конкретных условий производства.
Структура трудоемкости работ сварочных цехов
Операция Удельный объем в общей трудоемкости в % Удельный объем в трудоемкости сборочно-сварочного передела в %
Основные заготовительные операции 18 —
Сборка сварных узлов 21 29
Сварка в том числе вспомогательные 21 29
приемы при сварке Правка, отделка, термообработка, механообработка, окраска, упа- 9 12
ковка Вспомогательные операции техноло- 9 13
гицеского процесса в том числе управление цеховыми кранами, стропильные и погрузочно-разгрузочные one- 21 29
рации Работы вспомогательных служб сварочных цехов (операции обслужи- 15 22
вания) * • в том числе ремонт оборудования и инструмента, изготовление деталей оборудования и инструмента взамен изношен- 10
ных 7 —
Коэффициенты k при выполнении сборочно-сварочных работ
Механизированные сборочные стенды ............. 0,3—1
Универсальные сварочные установки и машины . . 0,5—0,7
Специализированные сварочные и сборочно-сварочные станки.......................................... 0,8—1
Сварочные полуавтоматы, применяемые с механизированным оборудованием для поворота свариваемых изделий..................................... 0,1
Пример расчета уровня механизации. Определить уровень механизации сварочных работ для цеха сварных конструкций отрасли металлургического машиностроения по данным табл. 3.
Показатели уровня механизации, рассчитываемые по формулам (1) — (4), имеют следующие значения:
_ 39 000*3 + 105 000-2 26 000-3,5 inn-TOW
. 39000-3 4- 105000-2 + 26000-3,5 + 175000 ~
_ (39000 -3 4- 105 000-2 -Ь 26 000 -3,5) — (39 000 4- 105 000 4-26 000)
У2 “ 39 000 • 3 4- 105 000*2 + 26 000 • 3,5 + 175 000
X 100 = 42%;
_ 39000-0,5 + 105000*0,1 +26000*0 5 1ПП_19е0/.
Уз- 39 000+ 105000 + 26 000 + 175000 •,ои-1АО/Ь;
У*= = 49'2%-
Коэффициенты П при выполнении сварочных работ
Отрасли производства Сварка под флюсом Электрошлаковая сварка Автоматическая и полуавтоматическая сварка в защитных газах, сварка порошковой проволокой Сварка контактная, газопрессовая, холодная и трением на машинах
автоматическая полуавтоматическая
Обычные режимы Форсированные режимы со скоростями более 70 м/ч универсальных специальных высокопроизводитель- ных
с немеханизированным приводом с механизированным приводом
Вагоностроение, тепловозостроение и другие не перечисленные ниже от-расли 2,5 4 1,5 4 2 3,5 8
Автомобилестроение 3 5 1,5 р — 2 4 6 8
Подъемно-транспортное, продовольственное, угольное, торфяное, строительное и дорожное машиностроение, стан-ко- и турбострое-ние 2 3 1,5 4 2 3,5
Строительство . . . 3 5 1,5 4 2 3,5 — —
Котлостроение . . 3,5 5,5 1,5 5,5 2 3,5 — —
Кузнечно-прессовое машиностроение 3 4,5 1,5 7 2 — — —
Металлургическое машиностроение 3 4,5 1,5 6 ' 2 3,5 — —
Химическое машиностроение .... 3 4,5 1,5 5 2 3,5 — —
Тракторное и сельскохозяйственное машиностроение 2 3 1,5 2 3,5 8
Судостроение, для металла толщиной В ММ'. до 4 4—12 3,5 4,5 4 5 3 4 3 3,5
более 12 ... 5 5,5
Примечание. Приведенные коэффициенты для автоматической сварки под флюсом вычислены при работе одним электродом; при работе двумя электродами принимают в 1,5 раза, а при работе тремя электродами —• в 2 раза большие значения.
Число рабочих и трудоемкость сварочных работ
Вид сварки и применяемое , оборудование Число рабочих Трудоемкость в ч Коэффициенты
П k
Автоматическая сварка под флюсом на универсальных установках с применением обычных режимов . 21 39 000 3 0,5
Полуавтоматическая сварка в СО2 с применением механизированного оборудования для поворота свари-ваемых изделий 57 105 000 2 0,1
Контактная точечная сварка на универсальных машинах с немехани-зированным приводом 14 26 000 3,5 0,5
Итого механизированная сварка 92 170 000 — —
Ручная дуговая 95 175 000 — —
Всего 187 345 000 — —
Предположим, что в рассматриваемом цехе сварных конструкций проведены определенные мероприятия по уменьшению объема полуавтоматической сварки за счет внедрения электрошлаковой сварки на специализированных установках, объем ручной дуговой сварки при этом оставлен прежним. Предположим, что в этом новом варианте объем полуавтоматической сварки снизится в 2 раза и трудоемкость ее составит 52 500 ч. Трудоемкость электрошлаковой сварки равна 17 500 ч. Число сварщиков на полуавтоматах снизится до 29 человек, на электро-шлаковом процессе будет занято 10 сварщиков.
Показатели уровня механизации получат следующие значения:
_ 39 000-3 + 52 500-2 + 26 000-3,5 + 17 500-6
“ 39 000-3 + 52 500-2 + 26 000-3,5 + 17 500-6 + 175 000 ’ 00 “
= 70,5%;
(39 000 • 3 + 52 500-2 + 26 000 • 3,5 + 17 500 • 6) — (39 000 +
у _ +52 500 + 26 000 4- 17 500)
2 39 000-3 + 52 500-2 4-26000-3,5+17 500-6 4-175000 Х
X 100 = 47,7%;
39000-0,5 + 52 500-0,1 +26 000-0,5 + 17 500-0,8 lnn_1fi70/.
3 39000 + 52 500 + 26 000 + 17.500+ 175000 •10°—
у4 = 4Уг = 43-8%.
Как и следовало ожидать, показатель У, остался неизменным, так как степень охвата механизацией не изменилась. Показатели У2 и У3 повысились за счет внедрения прогрессивного метода электрошлаковой сварки. Показатель У4 снизился в связи с уменьшением числа рабочих на машинах. Такйм образом, при
замене менее совершенных машин более совершенными показатель Уг не изменяется, показатели У2 и Уз повышаются, а показатель У4 снижается. Повышение показателя У4 достигается только при замене ручных процессов на механизированные. В ряде случаев показатель У3 также снижается, если внедряемая техника не уменьшает ручное выполнение вспомогательных приемов.
Механизация сварочного производства обеспечивает снижение трудоемкости, облегчение труда, повышение качества, надежности сварных изделий, экономию сварочных и основных материалов, экономию производственных площадей. С другой стороны, механизация связана с дополнительными затратами на оборудование, на его содержание и ремонт. В ряде случаев механизация одной операции технологического процесса вызывает увеличение стоимости смежных операций, и наоборот, механизация одной операции может снизить стоимость смежных операций. Поэтому при осуществлении механизации сварочного производства необходимо сопоставлять затраты с получаемым эффектом. Такое сопоставление осуществляется при помощи показателей сравнительной экономической эффективности, рассматриваемых в § 2.
§ 2. КЛАССИФИКАЦИЯ И ВЫБОР ОБОРУДОВАНИЯ
В табл. 4 приведена классификация оборудования для комплексной механизации, устанавливающая основные направления механизации и автоматизации сварочного производства.
По назначению оборудование разделено на три вида: механическое, сварочное и сборочно-сварочное. Внутри каждого вида классы оборудования расположены в порядке возрастания уровня комплексной механизации У2, рассчитанного по формуле (2). Так как основным назначением классификации является установление принципиальных направлений развития механизации сварочного производства, для расчета уровня механизации приняты средние значения коэффициентов тъП, соответствующие наиболее типичному оборудованию того или иного класса. Практически коэффициенты т и П колеблются в значительных пределах и в каждом отдельном случае их устанавливают с учетом конкретных условий производства сварных конструкций.
Из табл. 4 следует, что механизация вспомогательных, транспортных и сборочных работ позволяет достигнуть уровня комплексной механизации до 42,5%, а механизация только сварочных работ обеспечивает повышение уровня комплексной механизации до 25%. Это вновь подчеркивает необходимость комплексного охвата механизацией всего технологического процесса производства сварных конструкций. Именно поэтому наибольший уровень механизации имеют механизированные и автоматические сборочносварочные станки и линии, в которых механизированы сборка, сварка, транспортировка и другие операции технологического процесса.
Класс оборудования для механизации сварочного производства принимается в зависимости от объема и серийности выпуска, параметров сварцых изделий и особенностей технологии их изготовления. Выбор оборудования производится на основе расчетов сравнительной экономической эффективности капитальных вложений, показывающих, насколько один вариант технологии производства сварных изделий эффективнее другого.
Показателем сравнительной экономической эффективности капитальных вложений является минимум приведенных затрат. Приведенные затраты по каждому варианту представляют собой сумму текущие затрат (себестоимости) на годовой выпуск и произведения капитальных вложений на нормативный коэффициент эффективности:
Ci + EHKi — 3mln, (5)
где Ki — капитальные вложения по каждому варианту в руб.;
Ci — текущие затраты (себестоимость) по тому же варианту на годовой выпуск в руб.;
Ен —> нормативный коэффициент эффективности капитальных вложений.
Коэффициент Ен показывает, какая доля капитальных вложений должна быть возмещена ежегодно за счет экономии, достигаемой при внедрении новой техники. Коэффициент Ен по народному хозяйству в целом устанавливается на уровне не ниже 0,12. Это означает, что срок окупаемости капитальных затрат на внедрение новой техники Тн не должен превышать
Т- = = 0J2 = 8’3 ™а' <6’
Для упрощения расчетов сравнительной экономической эффективности капитальные затраты и себестоимость обычно принимают по тем элементам, по которым сравниваемые варианты различаются между собой.
Механизация сварочного производства вызывает капитальные затраты на приобретение стандартного оборудования, на проектирование и изготовление специального нестандартизованного оборудования, на монтажные работы. Величина этих затрат зависит от сложности оборудования и определяется по прейскурантам и ценникам. Затраты на изготовление нестандартизованного оборудования обычно рассчитывают исходя из укрупненных нормативов стоимости 1 m аналогичного оборудования.
Наряду с дополнительными капитальными вложениями на оборудование механизация сварочного производства во многих случаях обеспечивает и экономию капитальных затрат в связи с уменьшением производственной площади для проведения сборочно-сварочных работ в особенности при внедрении поточных комплексно-механизированных и автоматических линий. Поэтому при определении капитальных вложений необходимо учитывать
Классификация оборудования для комплексной механизации и автоматизации сварочного производства
Класс оборудования Оборудование Общая характеристика Область применения Коэффициент производительности оборудования П Коэффи -циент т Уровень комплексной механизации У2
I Оборудование для Механическое оборудование Устройства, с помощью которых Любое сварочное 1,3 0,30 7,0
1а механизации ручной и полуавтоматической сварки Местный транспорт механизируются вспомогательные приемы при ручной и полуавтоматической сварке (кантователи, позиционеры, манипуляторы, вращатели, роликовые стенды, подъемные площадки, установочные и зажимные приспособления) Устройства, с помощью которых производство То же 2,0 0,35 * 17,5
16 Сборочные установ- механизируются транспортные операции и исключается необходимость в применении общих цеховых кранов Устройства, с помощью которых » 2,5 0,30 18,0
II ки и приспособления Полуавтоматы для механизируются операции по установке и закреплению деталей при сборке и при необходимости вспомогательные приемы по повороту изделий Сварочное оборудование Универсальное оборудование, с по- » 1,5 0,30 10,0
III дуговой сварки Универсальные сва- мощью которого механизируется подача электрода Комплекс универсального свароч- Мелкосерийное и 3,0 0,30 20,0
рочные установки и станки ного и механического оборудования, с помощью которого механизируются процесс сварки и вспомогательные индивидуальное производство ।
IV Специализирован- приемы по повороту изделий, установке автомата, сбору флюса Специализированное оборудование Крупносерийное 4,0 0,30 22,5
ные сварочные станки для сварки одного или небольшой номенклатуры однотипных изделиц. Оборудование механизирует процесс сварки и вспомогательные приемы по повороту изделий, установке автомата, сбору флюса Специализированные станки, с помощью которых осуществляется автоматизация основных и вспомогательных сварочных операций Сборочно-сварочное обор у ( производство
V Специализированные сварочные станки-автоматы (с автоматическим управлением) Крупносерийное и массовое, производство дование 6,0 0,30 25,0
VI Сборочно-сварочные станки обычного типа Станки, с помощью которых механизируются сборочные, сварочные операции и вспомогательные приемы по кантовке изделий, установке автомата, сбору флюса и др. Специализированные станки с автоматическим циклом производства сборочно-сварочных и вспомогательных операций Мелкосерийное и серийное производство 3,5 ' 0,70 50,0
VII Сборочно-сварочные станки-автоматы (с автоматическим управлением) Крупносерийное и массовое производство 6,0 0,70 58,0
VIII Механизированные сборочно-сварочные линии Многопозиционные механизированные линии, на которых осуществляется последовательным потоком весь комплекс сборочных, сварочных, а иногда и заготовительных операций Серийное производство 3,0 0,90 60,0
IX' Автоматические сборочно-сварочные линии (с автоматическим управлением) Многопозиционные линии с автоматическим производственным циклом сборки-сварки и автоматическим управлением Крупносерийное и массовое производство >>8,0 1,00 >>87,5
* Коэффициент т = 0,35 установлен исходя из затрат времени вспомогательных и основных рабочих транспортных операций. на выполнение
стоимость здания, которую рассчитывают исходя из требуемой площади и стоимости 1 м2, приведенной в прейскурантах.
Эффективность механизации сварочного производства отражается на себестоимости производства сварных конструкций. Снижение себестоимости в связи с механизацией обычно происходит за счет уменьшения трудоемкости и экономии по заработной плате и за счет уменьшения стоимости сварочных материалов и электроэнергии.
Трудоемкость рассчитывают по нормативам, заработную плату — по трудоемкости и часовой ставке рабочих, приводимой в тарифноквалификационных справочниках. Затраты на сварочные материалы и электроэнергию рассчитывают исходя из норм расхода, устанавливаемых по нормативам, и удельной стоимости сварочных материалов и электроэнергии, принимаемой по прейскурантам.
Наряду с уменьшением себестоимости за счет снижения заработной платы и расходов на материалы механизация сварочного производства обычно вызывает увеличение амортизационных отчислений и затрат на ремонт оборудования, входящих в состав себестоимости. Поэтому при определении себестоимости необходимо учитывать эти затраты с использованием соответствующих прейскурантов и ценников.
При выборе варианта механизации в первую очередь рассматривают уже внедренные (или разработанные в проекте) решения для механизированного производства данных или аналогичных изделий в идентичных условиях из отечественной и зарубежной практики. Затем разрабатывают варианты технологического процесса изготовления свариваемых изделий, предусматривающие разные уровни механизации производственного процесса. При разработке технологии оценивают технологичность сварного узла и при необходимости вносят изменения в конструкцию свариваемого изделия, способствующие наиболее полной механизации производственного процесса. Наиболее оптимальный вариант технологии отбирают на основании расчетов сравнительной экономической эффективности по формуле (5).
При механизации единичного и мелкосерийного производства сварных конструкций возникают значительные трудности, так как при этом оборудование имеет недостаточную загрузку и оказывается неэффективным. Для повышения загрузки оборудования прибегают к классификации и группировке подлежащих изготовлению сварных изделий по конструктивным и технологическим признакам, с тем чтобы выявить группы однотипных деталей и сварных узлов, изготовление которых может вестись по единому технологическому процессу с применением одного и того же оборудования. Детали сварных конструкций группируют по маркам материала, виду проката, толщине и сечению материала, размерам и конфигурации, наличию и размерам вырезов и отверстий. Сварные узлы группируют по маркам и толщине материала, форме и размерам узла, виду сварных швов. После установления групп 16
однотипных деталей и узлов, их унификации и отработки технологичности разрабатывают групповую технологию с применением оборудования, рассчитанного на изготовление групп деталей и узлов.
Эффективным средством уменьшения капитальных вложений при механизации производства сварных конструкций является компоновка сварочных установок и линий из нормализованного оборудования игузлов. При этом резко снижаются затраты на проектирование и изготовление оборудования, а также сроки внедрения и окупаемости капитальных вложений.
После выбора варианта механизации определяют фактический срок окупаемости капитальных вложений Ток по формуле
T0K = -c4zc~, (7)
G2
где Kq — дополнительные капитальные затраты на внедрение новой техники в руб.;
С\ и С2 — себестоимость годового выпуска до и после осуществления капитальных вложений в руб.
Пример 1. Определить срок окупаемости позиционера, намечаемого к внедрению в целях высвобождения общего цехового крана, сокращения трудоемкости и улучшения условий труда.
Позиционер предполагается применить для поворота и установки крупногабаритных сварных узлов в наиболее удобное положение при ручной дуговой сварке. До внедрения позиционера сварка производилась на плите с кантовкой свариваемого изделия общим цеховым краном. На кантовку затрачивалось 20% времени сварщика, 15% времени крановщика и 15% времени стропальщика. Внедрение позиционера позволяет сократить время, затрачиваемое сварщиком на кантовку до 2% и исключить затраты времени на кантовку крановщика и стропальщика. Наряду с этим высвобождается цеховой кран для проведения других работ, а также обеспечиваются удобные и безопасные условия проведения сварочных работ.
Стоимость позиционера, включая транспортно-монтажные затраты, 3000 руб. Стоимость крана, включая транспортно-монтажные затраты, 6000 руб. Среднечасовая основная и дополнительная заработная плата крановщика и стропальщика 0,51 руб/ч. Среднечасовая основная и дополнительная заработная плата сварщика 0,73 руб/ч. Годовой фонд времени рабочего при двухсменной работе с учетом потерь 3600 V Коэффициент к заработной плате, учитывающий отчисления на социальное страхование 1,077. Амортизационные отчисления от стоимости оборудования 8%. Затраты на текущий ремонт и содержание оборудования от его стоимости 6%.
1. Определяем величину дополнительных капитальных вложений в связи с внедрением позиционера. Стоимость высвобождаемых капиталовложений на крановых операциях
6000 0,15 = 900 руб.
Следовательно, дополнительные капитальные вложения в связи с внедрением позиционера составят:
Кд = 3000—900 = 2100 руб.
2. Определяем снижение себестоимости в связи с внедрением позиционера: С± — С2. Себестоимость снижается за счет сокращения трудоемкости и экономии по заработной плате и увеличивается в связи с-^»едщдЬ1Гет^»мрртизацион отчислений и затрат на текущий ремонт.
а) Экономия по заработной плате.
«А.-Л^Гжглеяич 17
Экономия по заработной плате сварщика за счет снижения трудоемкости сварочных работ:
0,73 • 1,077 -3600 • (0,20—0,02) = 511 руб. в год.
Экономия по заработной плате крановщика и стропальщика:
(0,51 + 0,51) -1,077.3600 .0,15= 594 руб. в год.
Таким образом, экономия по заработной плате сварщика, крановщика и стропальщика составит
511 + 594 = 1105 руб. в год.
б) Увеличение амортизационных отчислений:
[3000 —(6000-0,15)] 0,08 = 168 руб. в год.
в) Увеличение затрат на текущий ремонт и содержание оборудования:
[3000 — (6000 0,15)] 0,06 = 126 руб. в год.
Таким образом, снижение себестоимости в связи с внедрением позиционера составит:
Ci — С2 == 1105 — 168 — 126 = 811 руб. в год.
3. Определяем срок окупаемости капитальных вложений по формуле (7):
т 2100
Ток = gj j 2,6 года.
Сопоставляя Токс Тн~ 8,3 года, убеждаемся в целесообразности внедрения позиционера.
В рассмотренном примере рассчитана экономия, получаемая от применения позиционера только за счет снижения времени на кантовку. Обычно позиционеры и аналогичное оборудование для поворота свариваемых изделий обеспечивают большую экономию, так как при их внедрении представляется возможным не только сократить время на кантовку, но и заменить ручную сварку на полуавтоматическую и исключить сварку швов в горизонтальном, вертикальном и потолочном положениях. В связи с этим достигается значительно большая экономия по заработной плате, а также весьма существенная экономия по стоимости сварочных материалов и электроэнергии. Поэтому срок окупаемости позиционера обычно меньше полученного в примере.
Пример 2. Определить экономическую целесообразность внедрения механизированной линии для изготовления барабанов ленточных конвейеров. Эскиз барабана показан на рис. 168.
Базой для сравнения принимается действующая на конвейеростроительных заводах технология. Согласно этой технологии производится гибка листа на вальцах, затем в свальцованную заготовку обечайки вводят вал с дисками и обтягивают обечайку по дискам с помощью металлических обручей, клина и кувалды. В процессе обтяжки производится прихватка дисков к обечайке. После прихватки ручной дуговой сваркой приваривают диски к обечайке и соединяют продольные кромки стыковым односторонним бесскосным швом. Переноска и повороты деталей и свариваемых узлов в процессе изготовления производятся вручную и общим цеховым краном.
В целях механизации производственного процесса изготовления барабанов, облегчения тяжелого ручного труда, повышения производительности и в связи с увеличением программы выпуска барабанов принимается решение спроектировать специализированную механизированную поточную линию на одном из заводов отрасли конвейеростроения (см. стр. 235).
Намечаемая программа выпуска — 10 000 барабанов разных типоразмеров в год. При средней массе барабана 280 кг годовой^ выпуск составит 2800 ш.
Капитальные вложения по действующей технологии на проектный выпуск— 49 000 руб. В том4чпсл^ стоимость сварочного оборудования 2000 руб,, оснастки 1000 руб., мостового крана 4000 руб. и здания 42 000 руб.
Цеховая себестоимость по основным изменяющимся элементам по действующей технологии на проектный выпуск — 22 440 руб. в год.
Капитальные затраты по проектной технологии —64 000 руб. В том числе стоимость сварочного оборудования 4000 руб., механического оборудования — 35 000 руб. и здания — 25 000 руб.
Цеховая себестоимость по основным изменяющимся элементам — 17 990 руб. в год.
1. Рассчитываем сравнительную экономическую эффективность по формуле (5).
С/+ ЕНКГ = 22 440 + 0,12-49 000 = 28 320 руб.;
С2 + ЕНК2 = 17 990 + 0,12 -64 000 = 25 670 руб.
Таким образом, второй вариант, предусматривающий внедрение механизированной линии, является предпочтительным.
2. Определяем срок окупаемости капитальных вложений:
Кд _ 64 000 - 49000 ,.
Ток ~ С, — С2 22 440— 17 990 - 3,4 Г0Да < 8,3 ГОДа‘
Из табл. 5 следует, что, наряду с экономией по себестоимости, механизированная линия также обеспечивает значительную экономию по стоимости здания, так как поточное производство потребовало значительно меньшую производственную площадь.
Таблица 5
Показатели технологического процесса изготовления барабанов
Параметры По действующей технологии на проектный выпуск По проектной технологии
Годовой выпуск: штук 10 000 10 000
тонн 2 800 2 800
Капитальные затраты в руб. . . . 49 000 64 000
В том числе стоимость: сварочного оборудования . . 2 000 4 000
механического оборудования и оснастки 1 000 35 000
мостового крана 4 000 —
здания 42 000 25 000
Цеховая себестоимость по основным изменяющимся элементам на годовой выпуск в руб 22 440 17 990
В том числе: Основная и дополнительная заработная плата производственных рабочих с отчислениями на социальное страхование . . . 16 700 9 000
Амортизация: оборудования 700 3 900
площади 1 260 750
Текущий ремонт и содержание: оборудования 420 2 340
здания 3 360 2 000
ГЛАВА ll
МЕХАНИЗАЦИЯ ЗАГОТОВИТЕЛЬНЫХ РАБОТ
§ 1. КРАТКАЯ ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
Оборудование для заготовительных работ можно разделить на следующие группы: 1) для очистки проката; 2) для правки проката, заготовок и деталей; 3) для разметки; 4) для резки; 5) для гибки; 6) для штамповки и пробивки отверстий; 7) для строгания кромок и сверления отверстий.
Очистка проката производится на дробеметных установках (см. рис. 9) или химическим методом (см. рис. 10).
Правка проката, заготовок и деталей производится на листо-правильных и сортоправйльных вальцах и на правильно-гибочных прессах. В листоправйльных (рис. 2) и сортоправйльных вальцах
Рис. 2. Листоправйльные вальцы:
1 — подающий рольганг; 2 — электродвигатель подъема верхних валков; 3 — указатель высоты подъема верхних валков; 4 — приемный рольганг; 5 — нижний приводной валок; 6 — выправляемый лист; 7 — верхний неприводной валок; 8 — станина; 9 — редуктор; 10 — электродвигатель вращения нижних валков
правка достигается путем изгиба и растяжения выправляемой заготовки в результате многократного пропускания ее между валками (рис. 3). Двутавры и швеллеры правят на правильно-
1 — верхние неприводные валки; 2 нижние приводные валки
б)
гибочных прессах (рис. 4). Выправляемая заготовка 3 изгибается
между опорами 2 толкателем 4, снабженным электроприводом 5. Величина прогиба регулируется перемещением опор 2 штурвалами /.
Разметку производят на разметочных плитах (стр. 53) или с помощью фотопроек-ционной аппаратуры и переносных пневматических кернеров. В комплект фотопроек-ционной аппаратуры входят фотографическая и проекционная установки. Чертежи размечаемых листов выполняют в масштабе 1 : 10 или 1 : 5 и фотографируют на фотопластинки размером 9 X12. Проекционная установка (рис. 5) воспроизводит в натуральную величину негативное изображение с фотопластинки на размечаемый лист. По световому изображению накернивают контур деталей на листе.
Резка заготовок сварных конструкций осуществляется
Рис. 4. Правильно-гибочный пресс
на машинах для термической резки, на ножницах кривошипных с наклонным ножом (гильотинных ножницах), пресс-ножницах комбинированных, ножницах комбинированных, сортовых, двухдисковых с наклонными ножами, высечных и на трубоотрезных станках. Резка на ножницах основана на скалывании металла по линии реза, вызываемого давлением ножа.
Рис. 5. Проекционная установка
Дри^езке листового и полосового материала на гильотинных и—ярееетгоиннздах (рис. 6) разрезаемая заготовка 2 заводится между нижним 1 и верхним 4 ножами до упора 5, зажимается прижимом 3 и нажатием верхнего ножа осуществляется скалывание. У гильотинных ножниц в отличие от пресс-ножниц верхний нож несколько наклонен относительно нижнего. При резке на пресс-ножницах металл скалывается одновременно по всему сечению, в то время как на гильотинных ножницах по мере опускания верхнего ножа скалывание металла происходит по-22
степенно. Поэтому для разрезания листа одного сечения на пресс-ноЖницах требуется большее усилие, чем на гильотинных ножницах. Резка профильного проката производится фасонными ножами (рис. 6, в).
На гильотинных ножницах разрезают листовой и полосовой металл. На пресс-ножницах комбинированных производится резка
Л
квадратного, углового проката, пробивка отверстий. В ножни-
Рис. 7. Рабочая часть листогибочного пресса
листового, полосового, круглого, швеллеров и двутавров, а также цах комбинированных отсутствует механизм для пробивки отверстий. Ножницы сортовые предназначены для резки профильного, круглого и квадратного проката. Ножницы двухдисковые с наклонными ножами и высечные применяются для вырезки деталей сложной конфигурации из тонкого листа. Технические данные отечественного оборудования для механической резки приведены в табл. 6—8.
Гибка листовых заготовок производится на листогибочных прессах и вальцах. В листогибочных прессах (рис. 7) обрабатываемую заготовку 3 укладывают в нижний штамп 4. При включении привода пресса ползун 1 с укрепленным на нем верхним штампом 2 опускаются, изгибая заготовку. Нижний штамп обычно имеет четыре паза разной ширины, по одному на каждой его грани. В зависимости от требуемой ширины паза штамп перед гибкой устанавливают необходимой стороной и закрепляют на столе 5 пресса (табл. 9).
Гибка цилиндрических и конических изделий из листа производится на трех- и четырехвалковых листогибочных машинах
Технические данные ножниц кривошипных с наклонным ножом (гильотинные ножницы)
Модель Наибольшие размеры разрезаемых листов при otf=50 кгс/ммг в мм Ход ножа в мм Число ходов ножа в минуту Наибольшая длина листа, обрезаемого по упору, в мм Габаритные размеры ножниц в мм Масса в т Мощность привода в кет,'
Толщина Ширина
НБ3312 1,6 1600 34 100 500 2365Х 1550Х 1370 2,80 2J
НБ3314 2,5 1600 50 65 500 2500Х 1600Х 1350 2,30 3,0
НГ474 4,0 2000 71 65 600 2915X1765X1870 4,15 5,5
Н3218В 6,3 3200 105 60 750 4486X2810X1700 10,00 14,5
Н3121 12,5 2000 123 40 1000 3600X2500X2375 8,65 18,5
НБ478 16,0 3200 145 30 1000 4730X3550X2600 27,00 28,5
Н481А 20,0 3200 170 30 1000 5040X3350X2660 32,36 28,6
Н483 32,0 3200 210 20 1000 5285X4300X2850 39,35 40,6*
(вальцах) (рис. 8).1В_тр_ехвалковых вальцах два нижних валка приводятся во вращение электроприводом, а верхний валок свободно вращается в подшипниках. Для съема детали из вальцов
а)
Рис. 8. Схема гибки листов на листогибочных
вальцах:
а — гибка на трехвалковых вальцах; б — гибка на четырехвалковых вальцах; 1 — нижние валки; 2 — верхний валок; 3 — изгибаемый лист
один конец верхнего валка имеет откид-ной подшипник. Вальцы имеют нажимное устройство, при помощи которого можно поднимать и опускать верхний валок, оказывая на изгибаемый лист необходимое давление. Во время гибки верхний валок нажимает на деталь, лежащую на нижних валках, и изгибает ее. При гибке на трехвалковых вальцах требуется предварительная подгибка концов листов, в про-
тивном случае на концах листов остаются прямые несогнутые участки. В четырехвалковых вальцах боковые валки имеют нажимное устройство, что позволяет избежать предварительной подгибки концов листа на прессе (табл. 10).
Детали сварных конструкций штампуют на механических и гидравлических прессах. Наибольшее применение в сварочных цехах находят прессы открытые с номинальным усилием 25 тс (КД2124); 40 тс (КД2126); 63 тс (КД2128); 100 тс (К2130); 160 тс (К2232) и 250 тс (К2234), и прессы закрытые с но-
Технические данные пресс-ножниц комбинированных, ножниц комбинированных и сортовых
Таблица 7
Модель Наибольшие размеры разрезаемого материала при об = 45 кгс[мм2 Число ходов ползунов в минуту Габаритные размеры в мм Масса в tn Мощность привода в кет
Толщина листа в мм Сечение полосы в мм Диаметр круга в мм со СО н К СО о Q. Леса* О СО S н со и М а Сечение уголка в мм Номер швеллера и двутавра 6 з . н | 3 я®* CO'S О « 5§.ое
Н5220 10 16X110 35 Прее 28 С-НОЖНИЦЫ КО1 80X 80X8 лбинирова] 10 иные 25 55 1700X630X1270 1,25 2,2
Н5222 16 20X 140" 45 40 120Х 120Х 12 18 28 45 1885X582X 1950 2,255 4,5
Н635А 25 ЗОХ 160 65 55 150X150X18 30а 35 30 2450X750X2500 5,00 7,5
Н5225 32 40X180 75 65 200X200X20 33 42 28 3200X2750X 9,85 14,0
Н513 1 I 18X120 1 40 Н [ожницы комби I 100X100X12 [нированнь 1 и >ie 1 40 Х2640 I 1090X520X1590 1 1J52
Н5122А 1 16 1 20Х 140 1 45 | 35 1 120Х 120Х 12 1 I8 1 45 1 1785X582X1815 1 1,885 1 5,5
Н1425 | 35 | 28 Ножницы сортовые | 80X 80 X 8 | 10 | 50 | 1425X550X1480 I 0,80 I 2,2
* При наибольшей толщине листа.
ьо
Технические данные ножниц высечных и двухдисковых одностоечных с наклонными ножами
Таблица 8
Модель Наибольшая толщина листа в мм Наибольший ход верхнего ножа в мм Число ходов верхнего ножа в минуту Вылет ножниц в мм Скорость резания в м1мин Диаметр ножей в мм Габаритные размеры в мм Масса в т Мощность привода в кет
при резке (о = 45 кгс]мм2) при отбортовке и гибке
Ножницы высечные
Н532 2,5 — 5,6 1450 и 940 850 — — 1500Х525Х 1210 0,45 1,3
Н533 4,0 — 7,0 1200 и 850 1050 — — 1874Х629Х 1994 0,99 2,8
Н535 6,3 — 10,0 860 и 510 1260 — — 2411X970X2385 1,87 5,5
Ножницы двухдисковые одностоечные с наклонными ножами
Н4414А 2,5 2 — — 1000 7,5—2,5 70 1850Х940Х 1425 1,22 0,5—1,5
Н4420 10,0 8 — — 1800 7,5—2,5 160 2710X995X2158 4,71 12,3
Технические данные листогибочных прессов
Модель Номинальное усилие в тс Длина стола и ползуна в мм Ширина стола в мм Ход ползуна в мм Наибольшее расстояние между столом и ползуном в его верхнем положении в мм Число ходов ползуна в минуту Габаритные размеры в мм Масса в т Мощность привода в кет
И1330 100 2550Z 200 80 320 10 И 30 3000 X 1820X2935 9,1 15,1
И1330А • . 100 4050 200 80 320 10 и 30 4050X 1820X3290 10,6 14,5
И1332Б - 160 5050 250 100 400 8 и 24 5500X3450X4500 26,5 18,5
И1334Б . . . 250 5050 300 100 400 8 и 24 5480X3700X5000 35,4 20,0
Правильно-гибочный гидравлический пресс конструкции Уралмашзавода 1200 7100 (длина подвижного стола) 3000 1200 2100 — 32 820X9750X6300 331 —
Таблица 10
Технические данные машин листогибочных трех- и четырехвалковых
Модель Наибольшие размеры изгибаемого листа при ог=25 кгс]мм* в мм Наименьший радиус изгиба в мм Скорость гибки в м{мин Габаритные размеры в мм Масса в т Мощность привода в кет
Толщина Ширина
С235А * 2 1500 60 10,20 2310X 750X1220 0,86 2,8
ИА2216 * 4 2000 125 8,21 3200X 1450Х 1400 3,50 6,2
И2220А * 10 2000 170 7,55 4020x1100x1510 4,20 16,1
И2222 * ТБ 2000 220 6,00 4000Х 1840Х 1800 7,00 21,9
367П ** 25 2500 300 7,15 7695X 2350 X 2620 41,00 58,2
ИА2426 ** 40 3150 480 6,8 10570X 3900X 3920 97,00 167,0
Трехвалковая.
Четырехвалковая.
минальным усилием: 160 тс (К3732); 250 тс (КА2534) и 400 тс (КА2536).
Кромки заготовок сварных конструкций обрабатывают на кромкострогальных станках. Обычно в сварочных цехах используются станки 7806.
Отверстия сверлят на вертикально- и радиально-сверлильных станках. Наиболее распространены вертикально-сверлильные станки 2А125 и 2А135 и радиально-сверлильные станки 2Н55, 2Н57 и 2Н58.
§ 2. КОМПЛЕКСНАЯ МЕХАНИЗАЦИЯ
Очистка листового материала. Листовой прокат очищается на дробеметных установках и на механизированных линиях химической очистки. На рис. 9 изображена дробеметная установка, предназначенная для очистки от окалины и ржавчины листов толщиной 3—40 мм, шириной до 2000 мм, длиной до 8000 мм и массой до 3000 кг.
Очищаемый лист 6 устанавливают вертикально на тележку и подают в дробеметную камеру. На поверхность листа из дробеметных головок под действием центробежной силы выбрасывается с большой скоростью чугунная круглая дробь размером 0,6— 0,8 мм. Ударяясь о металл, дробь своими острыми гранями удаляет имеющиеся на нем загрязнения, ржавчину и окалину. Лист очищается одновременно с двух сторон. Дробь, отраженная от поверхности очищаемого листа, скатывается по стенкам и наклон-28
ному полу камеры в загрузочный бункер элеватора, поднимается элеватором и проходит воздушный сепаратор, который очищает ее от осколков и частиц окалины. Далее дробь через расходный
4
В атмосферу^
Отсос пыли
Подсос воздуха
1
Рис. 9. Дробеметная установка:
/ — дробеметная камера; 2 — дро-беметные аппараты; 3 — элеватор;
4 — сепаратор; 5 — расходный бункер; 6 — очищаемый лист; 7 — механизм передвижения листа; 8 — загрузочная воронка; 9 — вытяжной трубопровод;
10 — вентилятор; И — циклон
Отсос пыли из камеры
сдорник
Вода
бункер вновь поступает в дробеметные аппараты. Пыль отсасывается вентилятором; для очистки от пыли воздух перед входом в атмосферу пропускают через циклон с водяной пленкой.
Установка обслуживается оператором, который находится у пульта управления механизмами, и рабочим, который уклады
вает и снимает листы с помощью крапа. Производительность установки при очистке листов из стали Ст.З шириной 1900 мм 200 л2/ч. Скорость движения очищаемого листа 3 м/мин. Безвозвратный расход дроби 12—15 кг!ч. Стойкость лопаток дробеметных аппаратов 150 ч.
На механизированной линии для химической очистки с рольганга 1 через листоправйльные вальцы 2 листы подаются на рольганг 3, откуда листоукладчиком устанавливаются в вертикальном положении на рольганг 4 и подаются в ряд камер: подогрева 5, травления 6, промывки, нейтрализации и пассивирования 8 (рис. 10). Через камеры листы перемещаются системой роли-
Рис. 10. Механизированная линия для химической очистки листов
ков с приводом 7 и выталкиваются на холостой рольганг 9, откуда снимаются кантователем-листоукладчиком 10 и устанавливаются в стеллаж.
Правка листового материала на листоправильных вальцах. При правке листового материала на листоправйльных вальцах значительное время расходуется на установку заготовок в вальцы и на снятие их после правки. При правке крупных заготовок их устанавливают в вальцы и снимают после правки обычно с помощью общего цехового крана два-три рабочих, что значительно увеличивает трудоемкость правйльных работ.
В целях сокращения трудоемкости вальцы оборудуют двумя приводными рольгангами (подающим и приемным) и перегрузочными мостами (рис. 11). Подлежащие правке листы мостовым краном пачками укладывают на стеллаж 1. Перегрузочный мост 3 при помощи траверсы 4 с вакуумными или магнитными захватами устанавливает лист на подающий рольганг 2. Далее включается привод рольганга и лист перемещается в вальцы 5. После правки перегрузочный мост 6 захватывает лист с приемного рольганга 8 и укладывает его на стеллаж 9.
Рабочее место обслуживает один рабочий, который управляет всеми механизмами с пульта 7, установленного у листоправйльных вальцов. Комплексная механизация обеспечивает повышение производительности труда, улучшение условий труда и высвобождение цехового крана.
Резка листового материала на кривошипных ножницах с наклонным ножом. При резке на кривошипных ножницах с на-30
клонным ножом основное машинйое время занимает небольшой удельный объем в общей трудоемкости резки. Большая часть времени расходуется на установку и перемещение заготовки в процессе резки, на транспортировку нарезанных деталей и удаление отходов. Трудоемкость этих вспомогательных работ особенно
Рис. 11. Комплексная механизация листоправйльных вальцов
велика при резке больших листов, так как их устанавливают, перемещают и поддерживают при резке два-три рабочих. Кроме того, при резке больших листов постоянно занят цеховой мостовой кран.
Комплексная механизация резки на кривошипных ножницах повышает производительность труда в 2—2,5 раза.'хКомплексно-механизированное рабочее место резки (рис. 12) состоит из кривошипных ножниц, портала для переноски -и укладки листов, тележки-рольганга для подачи листов под ножи, тележки для уборки нарезанных деталей и сталкивателя отходов.
На портале 12 установлен рельсовый путь, по которому перемещается самоходная тележка 13. На тележке смонтирована поворотная траверса 6 с электромагнитными захватами. Портал перемещается по рельсовому пути 10, уложенному перпендикулярно плоскости реза.
Портал поднимает лист со складочного места (9 и 11), перевозит и устанавливает его на самоходную тележку-рольганг. На тележке 4 смонтирован механизм для зажима, подачи и вы-
Рис. 12. Комплексная механизация гильотинных ножниц
равнивания листа. Тележка перемещается по рельсам, уложенным строго перпендикулярно плоскости реза. Лист, уложенный на ролики тележки, выравнивают и зажимают захватами. Затем тележку перемещают к ножницам и включают механизм подачи 5, который перемещает лист по роликам и подводит его под ножи ножниц 3. При резке по упору подача листа отключается автоматически при соприкосновении листа с упором.
Нарезанные детали падают на тележку 1. По мере заполнения тележку перемещают по рельсам с помощью реверсивного цепного привода в зону цехового крана и разгружают. Крайнее положение тележки ограничивается конечными выключателями, установленными на подрельсовой раме.
Отходы падают на настил 2 и сталкиваются балкой 8, передвигающейся на колесах при помощи цепного привода в бункер 7. По мере заполнения бункер вынимают краном и освобождают от отходов.
Механизированные линии резки профильного проката. На рис. 13 показана линия резки деталей из углового прокат^ сечением от 25x25 мм до 160x160 мм и длиной 30—8000 мм.
Линия состоит из прссс-ножниц 6 типа ВМ-25, подающего рольганга 15 с приводом 16, перегружателя 2 с приводом 17, сбрасывателя отходов 4, механизма подачи уголка 5, приемного рольганга 12 с приводом 10, механизма мерной резки 11, сбрасывателя 8, бункера 7 цля мелких деталей, стеллажей 1, 3, 9 и пульта управления 13. Перед началом резки партии деталей устанавливают упор механизма мерной резки 11 на заданную длину детали. Угловой прокат пачкой укладывают краном на стеллаж 1, откуда перегружатель 2 поштучно выдает их на подающий рольганг 15. Уголок по рольгангу 15 проходит пресс-ножницы 6 и поступает на приемный рольганг 12. Дойдя до выставленного упора механизма мерной резки 11, уголок подает сигнал на отключение рольгангов 15 и 12 и включение механизмов зажима и резки.
По окончании операции резки автоматически подается сигнал на разжим отрезанного уголка и остановку ножниц в верхнем положении ножа. Отрезанная деталь длиной до 1 м поступает в бункер 7, при большей длине деталь перемещается по рольгангу 12 исчезающего или стационарного упора (в зависимости от длины детали). Дойдя до одного из упоров, деталь подает сигнал на включение сбрасывателя 8, который убирает ее с приемного рольганга 12 на стеллаж 9. Отходы уголков возвращаются от пресс-ножниц до исчезающего упора 14 после переключения рольганга 15 на обратный ход. Сбрасыватель 4 автоматически перемещает отход уголка на стеллаж 3.
Скорость перемещения уголка по подающему рольгангу 14,1 м/мин, по приемному рольгангу — 40 м!мин. Максимальная масса углового проката, обрабатываемого на линии, 900 кг.
Аналогичные линии применяются для резки деталей из швеллеров и двутавровых балок. Внедрение линий позволяет повысить производительность труда в 1,5—2 раза, высвободить цеховые краны и резко улучшить условия труда рабочих.
Механизированные линии резки труб. На рис. 14 показана линия резки деталей из труб диаметром 38—152 мм и длиной 50—8000 мм с толщиной стенки до 30 мм. Наибольшая масса трубы 775 кг. Линия состоит из трубоотрезного станка 7 9152,
подающего рольганга 3 с приводом 2, дозатора 4 с пневмоцилиндром 17, толкателя 5 с электромеханическим приводом, отводящего рольганга 12 с приводом 11, механизма мерной резки 14 с передвижными упорами 16, сбрасывателя 13 с пневмоцилиндром 10, бункера 8 и стеллажей 1 и 9.
Трубы пачкой подают на стеллаж 1 и по команде с пульта управления дозатор 4 выдает их по одной штуке на рольганг 3. Рольганг перемещает трубу через патрон трубоотрезного станка 7 до упора 16 механизма мерной резки 14. Подъем и опускание
3 а. г. Гитлевич 33
4355
Рис. 13. Механизированная линия резки углового проката
упоров производится гидроцилиндрами 15. После того, как труба, достигнет упора, она автоматически зажимается в цанговом патроне станка, упор откидывается, подводятся резцы и отрезается деталь. Свободный конец трубы при этом вращается в дюнет^6-
Рис. 15. Кран-штабелер
Короткие отрезанные заготовки труб рычагами сбрасывателя 13 подаются в бункер S, а длинные отрезанные детали транспортируются отводящим рольгангом 12 до упора и укладываются на стеллаж 9. Короткие остатки труб подаются к станку толкателем 5 и поступают в бункер 8.
Скорость передвижения трубы по рольгангам 13,3 м!мин.
Для резки деталей из труб диаметром 127—426 мм, длиной 50—8000 мм при толщине стенки до 35 мм применяется вторая более мощная механизированная линия. На этой линии используется трубоотрезной станок мод. 9Д157С.
Применение механизированных линий для резки труб обеспечивает повышение производительности труда в 3—4 раза, высвобождает мостовые краны и резко улучшает условия труда.
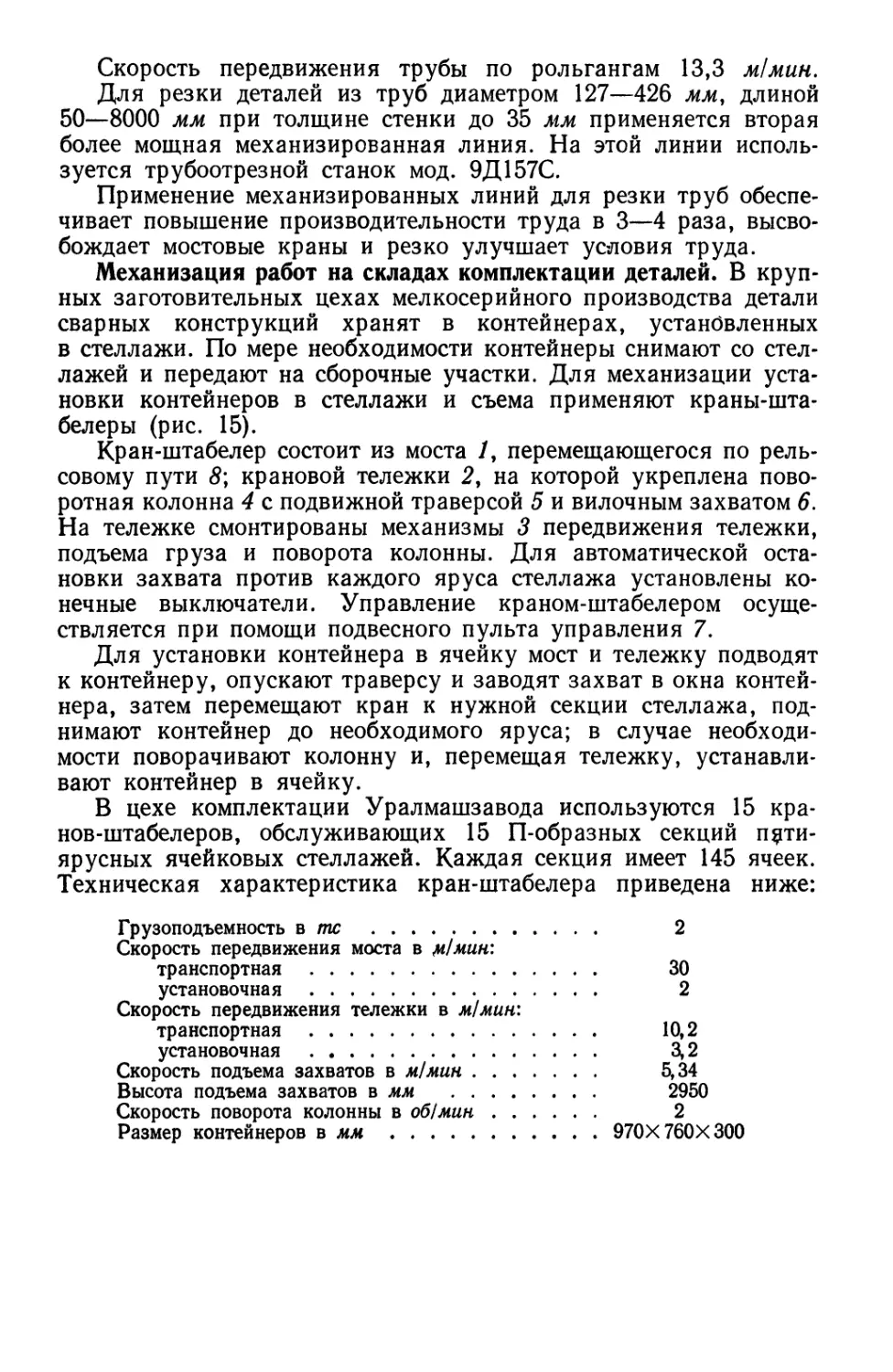
Механизация работ на складах комплектации деталей. В крупных заготовительных цехах мелкосерийного производства детали сварных конструкций хранят в контейнерах, установленных в стеллажи. По мере необходимости контейнеры снимают со стеллажей и передают на сборочные участки. Для механизации установки контейнеров в стеллажи и съема применяют краны-штабелеры (рис. 15).
Кран-штабелер состоит из моста /, перемещающегося по рельсовому пути S; крановой тележки 2, на которой укреплена поворотная колонна 4 с подвижной траверсой 5 и вилочным захватом 6. На тележке смонтированы механизмы 3 передвижения тележки, подъема груза и поворота колонны. Для автоматической остановки захвата против каждого яруса стеллажа установлены конечные выключатели. Управление краном-штабелером осуществляется при помощи подвесного пульта управления 7.
Для установки контейнера в ячейку мост и тележку подводят к контейнеру, опускают траверсу и заводят захват в окна контейнера, затем перемещают кран к нужной секции стеллажа, поднимают контейнер до необходимого яруса; в случае необходимости поворачивают колонну и, перемещая тележку, устанавливают контейнер в ячейку.
В цехе комплектации Уралмашзавода используются 15 кранов-штабелеров, обслуживающих 15 П-образных секций пятиярусных ячейковых стеллажей. Каждая секция имеет 145 ячеек. Техническая характеристика кран-штабелера приведена ниже:
Грузоподъемность в тс ......................... 2
Скорость передвижения моста в м!мин: транспортная .............................. 30
установочная .............................. 2
Скорость передвижения тележки в м/мин'.
транспортная ......................... 10,2
установочная ......................... 3,2
Скорость подъема захватов в м!мин........... 5,34
Высота подъема захватов в мм .............. 2950
Скорость поворота колонны в об!мин........ 2
Размер контейнеров в мм .................. 970X 760X 300
ГЛАВА III
МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ СВАРОЧНОГО ПРОИЗВОДСТВА
§ 1. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯ. ПОНЯТИЕ О ТИПАЖЕ [1 lj
Технологический процесс производства сварных узлов со стоит из основных и вспомогательных операций. К основным отно сятся сборка, сварка, правка, отделка, термообработка и др. К вспомогательным относятся транспортные, контрольные и ряд других операций.
Операции и переходы, выполняемые при производстве сварных конструкций, с указанием применяемого оборудования приведены в табл. 11. Виды оборудования, применяемого для изготовления сварных узлов, приведены в табл. 12.
Под механическим оборудованием сварочного производства понимается оборудование: 1) для сборки; 2) для установки и поворота свариваемых изделий; 3) для установки и перемещения сварочных аппаратов и перемещения сварщиков; 4) для уплотнения стыков; 5) для подачи и сбора флюса; 6) для зачистки кромок, швов и отделки сварных конструкций; 7) для правки сварных конструкций и улучшения свойств сварных соединений; 8) для контроля и испытаний сварных конструкций; 9) специальное подъемно-транспортное.
Из табл. 11 вытекает, что механическое оборудование выполняет различные функции в технологическом процессе производства сварных конструкций. Оно служит для осуществления сопутствующих сварке основных операций, вспомогательных операций и приемов, и обеспечивает в сочетании с основным сварочным оборудованием комплексную механизацию сварочного производства.
Для осуществления основных операций технологического процесса применяется механическое оборудование для сборки, отделки, правки сварных конструкций и улучшения свойств сварных соединений. Для выполнения вспомогательных операций технологического процесса изготовления сварных конструкций применяется механическое оборудование: подъемно-транспортное,
Таблица It
Оборудование, применяемое при изготовлении сварных узлов по операциям и переходам технологического процесса
Операции и переходи! технологического процесса Оборудование Условное обозначение оборудования
I. Сборка
1. Подача и установка деталей собираемого узла Подъемно-транспортное ОПТ
2. Закрепление деталей Для сборки ОС
Для установки и поворота свариваемых изделий оп
3. Прихватка Основное сварочное ОСО
4. Повороты узла в процессе сборки Для сборки ОС
Для установки и поворота свариваемых изделий ОП
Подъемно-транспортное опт
5. Снятие и транспортировка Подъемно-транспортное опт
собранного узла II. Сварка Для установки и поворота свариваемых изделий оп
1. Подача и установка узла Подъемно-тр анспортное опт
под сварку Для установки и поворота свариваемых изделий оп
2. Зачистка кромок Для зачистки кромок 03
3. Установка сварочного ап- Для установки и перемещения опс
парата в начале шва сварочных аппаратов и перемещения сварщиков ОСО
4. Сварка шва Основное сварочное
Для вращения изделий со сварочной скоростью (при сварке кольцевых швов) оп
Для перемещения сварочных аппаратов со сварочной скоростью (при сварке прямолинейных и криволинейных опс
швов несамоходной сварочной головкой) ОУ
Для уплотнения стыков
Для подачи и сбора флюса ОФ
5. Подъем и опускание свар Для установки и перемещения опс
щика при сварке крупнога- сварочных аппаратов и пе-
баритных изделий ремещения сварщиков опс
6. Отвод сварочного аппарата в исходное положение То же
7. Подача и сбор флюса Для подачи и сбора флюса ОФ
8. Зачистка шва от шлака и Для зачистки швов и отделки 03
отделка сварного узла сварных конструкций оп
9. Повороты узла в процессе Для установки и поворота сва-
сварки, зачистки и отделки риваемых изделий опт
Подъемно-транспортное
Операции и переходы и хнологического процесса Оборудование Условное обозначение оборудования
10. Снятие и транспортиров- Для установки и поворота сва- оп
ка сваренного узла III. Правка сварного узла и риваемых изделий Подъемно-тр анспортное Для правки опт ОПУ
улучшение свойств сварных Механическое для улучшения ОПУ
соединений IV. Контроль и испытание свойств сварных соединений Для термической обработки Для установки и поворота сва- риваемых изделий Подъемно-транспортное Для контроля сварных соеди- от оп опт ок
сварного узла нений Механическое для контроля и , испытаний сварных конструкций: а) для перемещения контрольной аппаратуры б) для установки и поворота свариваемых изделий в) для испытания сварных конструкций Подъемно-транспортное окм оп окп опт
Примечание. 1. Подъемно-транспортное оборудование сварочного производства разделяется на оборудование общего применения и специальное.
2. Операции механической обработки, окраски и упаковки сварных конструкций не приведены в связи с тем, что для их осуществления используется оборудование общего применения.
Таблица 12
Виды оборудования для изготовления сварных узлов
Условное обозначение оборудования по табл. 11 Вид оборудования
ОСО ок от опт ОС оп 03 опс ОУ ОФ ОПУ окм Основное сварочное оборудование Оборудование для контроля сварных соединений Оборудование для термической обработки Подъемно-транспортное оборудование: а) универсальное общего применения б) специализированное Оборудование для сборки Оборудование для установки и поворота свариваемых изделий Оборудование для зачистки кромок, швов и отделки сварных конструкций Оборудование для установки и перемещения сварочных аппаратов и перемещения сварщиков Оборудование для уплотнения стыков Оборудование для подачи и сбора флюса Механическое оборудование для правки сварных конструкций и улучшения свойств сварных соединений Механическое оборудование для контроля и испытания сварных конструкций
Механическое оборудование и при
— . __
—
Для установки и поворота свариваемых издел и й — Для сборки сварных конструкций
1- 1 '
— 1 Непово-ротныс Стеллажи Плиты * Столы * — | Поворотные Manипу-ляторы * Позиционеры ♦ Вращатели * Кантователи * Роликовые стенды * Поворотные столы ♦ 1 1 Фиксирующие и закрепляющие элементы Фиксаторы Прижимы — 1 Переносные приспособления Струбцины Стяжки Распорки Домкраты Универсально-сборные приспособления — 1 Сборочные устройства Для плосколистовых конструкций Для цилиндрических конструкций * Для балочных конструкций Для рамных конструкций Для решетчатых конструкций Для корпусных листовых конструкций — 1 Для уста новки и перемещения сварочных аппаратов и перемещения сварщиков Колонны для сварочных аппаратов* Тележки для сварочных аппаратов * Направляющие для сварочных аппаратов Устройства для направления электровода по шву Площадка для сварщиков *
Для сварных деталей машин
(Значком * отмечено оборудование, на которое разработан типаж)
Рис. 16. Классификация механического
оборудования сварочного производства
для контроля и испытаний сварных конструкций. Для выполнения вспомогательных приемов служит механическое оборудование: подъемно-транспортное, для зачистки кромок и швов, для установки и поворота свариваемых изделий, для установки и перемещения сварочных аппаратов и перемещения сварщиков, для сбора флюса. Кроме того, механическое оборудование обеспечивает перемещение свариваемых изделий и сварочных аппаратов с рабочей скоростью сварки.
Классификация механического оборудования сварочного производства приведена на рис. 16.
Механическое оборудование может быть универсальным, рассчитанным на широкую номенклатуру изделий и применяемым на предприятиях различных отраслей промышленности, и специализированным, рассчитанным для изготовления одного типоразмера изделий. Централизованное проектирование и изготовление универсального оборудования осуществляются согласно «Типажу механического сварочного оборудования и средств механизации сварочного производства» [11], в котором установлены номенклатура и основные параметры оборудования, подлежащего централизованному изготовлению.
Основная цель типажа установить типы и размеры нормализованного оборудования, механизмов и узлов и организовать их централизованное изготовление. При наличии такого оборудования, механизмов и узлов значительно упрощается внедрение механизированных установок, рабочих мест и линий, так как исключается необходимость в проектировании и изготовлении оборудования. При этом необходимо лишь подобрать нужные элементы в соответствии с параметрами свариваемых изделий и принятой технологией и скомпоновать из них установки, рабо-
Таблица 13
Номенклатура типажного оборудования
Оборудование .Модели оборудования по типажу Разделение моделей
1. Оборудование для установки и свариваемых изделий поворота
Плиты для сборочносварочных работ Столы для сварщика (неповоротные) ПС-1Х1; ПСИХ 1,5; ПС-1.5Х X 1,5; ПС-1,5X2,5; ПС-2,5X4 ССН-0,8Х0,8 **, ССН-1.25Х Х0,8 ** По размерам в плане (в м)
Манипуляторы М-0,06 **; М-0,12 **; М-0,25 *; М-0,5 **; М-1 **; М-2 **; М-4 **; М-8 **; М-16 **; М-32; М-63; М-125 По грузоподъем ности (в тс)
()бо рудова нис Модели оборудования по типажу Разделение моделей'
Позиционеры П-0,06*; П-0,12*; П-0,25*; П-0,5 **; П-1 **; П-2 **; П-4**; П-8*; П-16; П-32; П-63; П-125 По грузоподъемности (в тс)
Вращатели с осями вращения: наклонной и вертикальной горизонтальной ВВ-0,06; ВВ-0,12; В В-0,25 *; ВВ-0,5; ВВ-1 **; ВВ-2; ВВ-4 *; ВВ-8 ВГ-0,06; ВГ-0,12; ВГ-0,25**; ВГ-0,5; ВГ-1 **; ВГ-2; ВГ-4 *; ВГ-8 »
Кантователи: двухстоечные двухстоечные с подъемными центрами челночные КД-0,06; КД-0,12; КД-0,25; КД-0,5 *; КД-1 **; КД-2; КД-4**; КД-8; КД-16; КД-32 КДП-2 **; КДП-4 *; КДП-8; КДП-16 *; КДП-32 КЧ-2; КЧ-4; КЧ-8; КЧ-16; КЧ-32 »
Роликовые опоры и приводы: роликоопоры приводные роликоопоры холостые приводы роликовых опор РП-0,25; РП-0,5 *; РП-1 *; РП-2; РП-4 **; РП-8 *; РП-16 РХ-0,25; РХ-0,5 *; РХ-1 *; РХ-2; РХ-4 **; РХ-8 *; РХ-16 ПР-1; ПР-2*; ПР-4*; ПР-8; ПР-16; ПР-32; ПР-63**; ПР-125 »
Столы для сварщика: поворотные подъемно-поворотные ССП-0,06 ** ССПП-0,06 ** »
Устройства крепежные самоцентрирующие для манипуляторов и вращателей У КС-0,25;* У КС-0,5; УКС-1; УКС;2; УКС-3,2 По диаметру свариваемого изделия (в м)
Оборудование / Модели оборудования по типажу Разделение моделей
II. О б о р у д ование для сборки св конструкций а р Н Ы X
Устройства для сборки стыков обечаек: продольных кольцевых УП-12; УП-25 УК-12; УК-25; УК-50 По толщине собираемых изделий (в мм)
III. Механичео < о е оборудование для сварки
Колонны поворотные для сварочных аппаратов: подвесных несамо-х щных самоходных К-2,2/1,5; К-3,2/2,5 КН-2,2/3,2; КН-3,2/3,2 По высоте подъема и вылету (в м)
Тележки в :лосипедные со скоростью: сварочной маршевой ТВС-2,2/1,5; ТВС-3,2/2 * ТВМ-2,2/1,5; ТВМ-3,2/2; ТВМ-4,5/2,5; ТВМ-6/3,2 »
Тележки глагольные со скоростью: сварочной маршевой ТГС-2,2/1,5; ТГС-3,2/2 * ТГМ-2,2/1,5; ТГМ-3,2/2; ТГМ-4,5/2,5; ТГМ-6/3,2 »
Тележки портальные со скоростью: сварочной маршевой ТПС-2,2; ТПС-3,2; ТПС-4,5; ТПС-6 ТПМ-2,2; ТПМ-3,2; ТПМ-4,5; ТПМ-6 По высоте подъема (в м)
Площадки для сварщика подъемные подъемные выдвижные ПСП-2; ПСП-4**; ПСП-6 ПСУ-2/1,6 **; ПСУ-4/2 *; ПСУ-6/3,2 По высоте подъема и выдвижению по горизонтали (в м)
Подушки флюсовые для кольцевых швов ПФК-1,5; ПФК-5 ** По диаметру кольцевых швов (в м)
< Иорудованио Модели оборудования по типажу Разделение моделей
Устройства зажимные для сварки прямолинейных швов тонкостенных обечаек и листов УЗ-0,8; УЗ-1,25; УЗ-2 По длине прямолинейных швов (в м)
Подушки флюсовые для прямолинейных швов ПФП-0,8; ПФП-2 **; ПФП-2,5
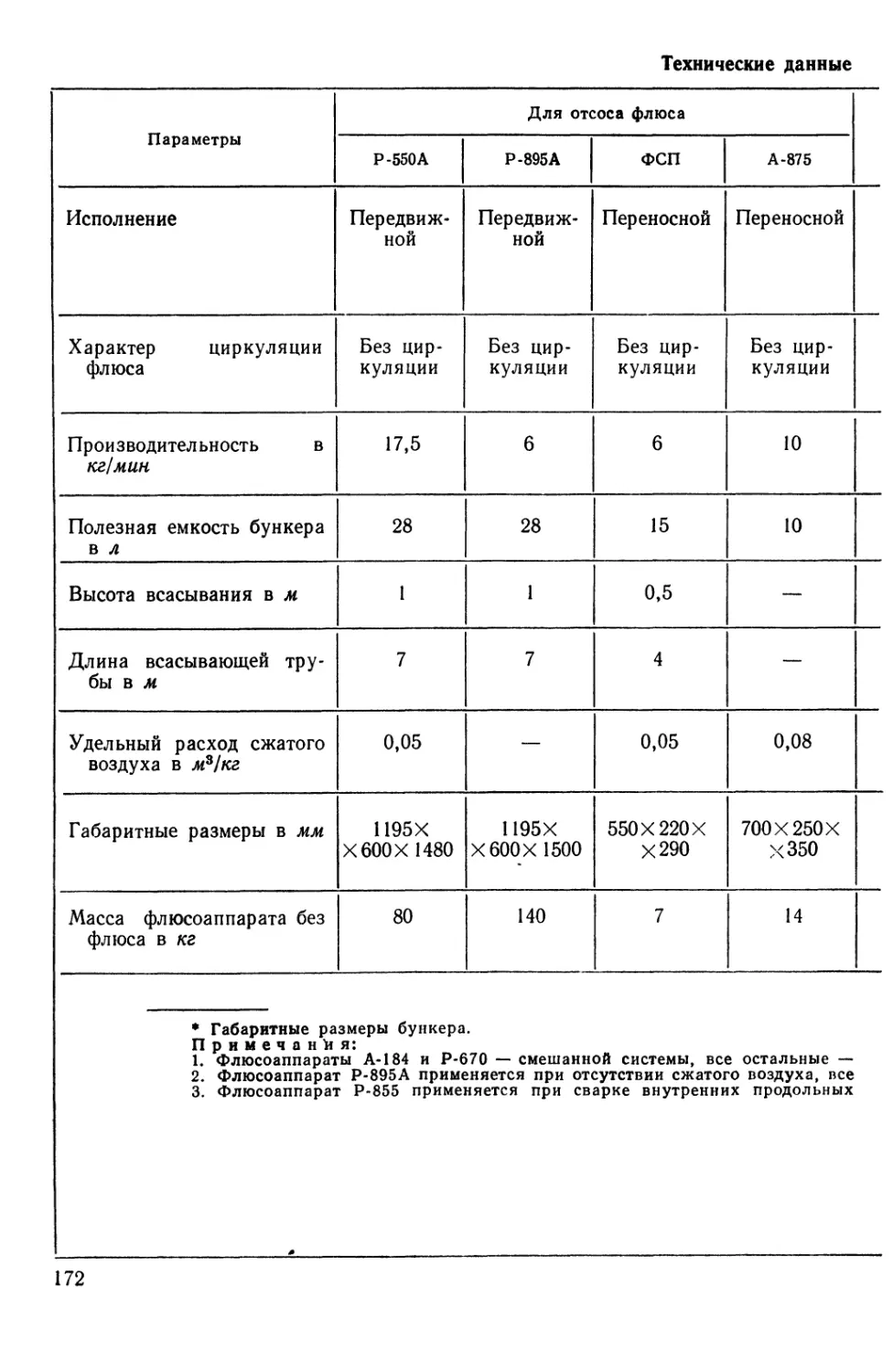
Флюсоанпараты для сбора и подачи флюса ФСП-25; ФСП-63; ФСП-160; ФСП-630 По объему бункера флюсоап-парата (в л)
Флюсоаппараты для сбора флюса ФС-10 **; ФС-25
* Разработана техническая документация. * * Изготовлены в металле и прошли заводские и эксплуатационные испытания.
чие места илу линии. Поэтому типаж и организуемое по нему централизованное производство механического оборудования позволяют исключить параллелизм в проектировании оборудования, сократить сроки подготовки к производству сварных конструкций, способствуют уменьшению стоимости оборудования, повышению уровня механизации и снижению себестоимости производства сварных конструкций.
Типаж предусматривает 32 типа и 145 моделей механического оборудования (табл. 13).
Работа по нормализации механического оборудования должна быть значительно расширена как в направлении разработки типажного оборудования, так и в части расширения самого типажа с включением в него фиксирующих и закрепляющих элементов сборочно-сварочных устройств, переносных сборочных приспособлений, специальных подъемно-транспортных средств и другого механического оборудования и приспособлений.
§ 2. УСТАНОВКА И ПОВОРОТ СВАРИВАЕМЫХ ИЗДЕЛИЙ Назначение и разновидности оборудования
Оборудование для установки и поворота свариваемых изделий применяется на всех стадиях технологического процесса изготовления сварных конструкций и составляет значительную часть механического оборудования сварочного производства. К обору-
Оборудование для установки свариваемых изделий
Оборудование Назначение Схема
Стеллажи Грубая установка средних и крупных изделий при сборке, сварке, отделке, правке, контроле
Плиты Установка средних и крупных изделий при сборке, сварке, отделке, правке, контроле
Столы для сварщика неповоротные Установка мелких и средних изделий при ручной и полуавтоматической сварке
дованию для установки свариваемых изделий относятся стеллажи, плиты, неповоротные столы для сварщиков (табл. 14).
В сварных конструкциях швы занимают самое разнообразное положение в пространстве. Наибольшую скорость сварки, а также высокое качество сварного шва можно получить при нижнем его положении. Угловые швы лучше всего сваривать «в лодочку». Необходимость удобного для сварки расположения швов требует неоднократного поворота изделия. Периодические повороты изделия часто необходимы также при сборке, контроле и отделке сварных конструкций. Кроме периодических установочных поворотов, для автоматической сварки круговых швов требуется вращение изделия с постоянной сварочной скоростью. В зависимости от вида движения (расположения и количества осей поворота), а также от формы изделия и вида сварки различают следующее оборудование для поворота: манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды, поворотные столы (табл. 15).
Оборудование для поворота свариваемых изделий
Оборудование 1 Назначение 1 Количество движений изделия Схема Свариваемые изделия
1. Манипуляторы Установка изделий в удобное для сварки положение и вращение их со сварочной скоростью при автоматической, полуавтоматической и ручной сварке, а также при наплавке и металлизации 2 ИЛИ 3 * Yttf //г Цилиндрические, a также рамные с круговыми швами
2. Позиционеры Поворот изделий вокруг двух осей для установки их в удобное для сварки положение 2 или 3 * ' 1 Рамные и корпусные
3. Вращатели с осью вращения: вертикальной Вращение изделий со сварочной скоростью вокруг одной постоянной оси при автоматической, полуавто^ матической и ручной сварке, а также при наплавке и металлизации 1 L_J Цилиндрические, а$ также рамные с круговыми швами, допускающие установку и сварку в одном положении
Оборудование Назначение Количество движений изделия Схема Свариваемые изделия
горизонтальной наклонной Вращение изделий со сварочной скоростью вокруг одной постоянной оси при автоматической, полуавтоматической и ручной сварке, а также при наплавке и металлизации 1 1 Цилиндрические, а также рамные с круговыми швами, допускающие установку и сварку в одном положении
и
4. Кантователи: двухстоечные двухстоечные с подъемными центрами одностоечные Поворот изделий вокруг горизонтальной оси для установки их в удобное для сварки положение 1 2 1 п Рамные, балочные, корпусные Крупные рамы Малогабаритные компактные
L 1. L 1
1 ij ।
1 №
Гитлерич
Оборудование Назначение Количество движений изделия Схема Свариваемые изхелия
челночные кольцевые домкратные цепные рычажные для балок Поворот изделий вокруг горизонтальной оси для установки их в удобнее для сварки положение 9 1 1 1 1 1 1\ й Объемные рамные и корпусные, а также балочные То же Плоские рамы Балочные с сечением, близким к квадрату Балочные с поперечным сечением до 0,5 м
Оборудование Назначение Количество движений изделия Схема Свариваемые изделия
Поворот изделий вокруг горизонтальной оси для установки их в
челюстные удобное для сварки положение 1 Крупные балочные
рычажные для 1 или Плоские листовые шириной до 2 м
ПОЛОТНИЩ 2 ** Д ——
с поворотной рамой 2 Плоские листовые шириной до 8—9 м
Оборудование Назначение Количество движений изделия Схема Свариваемые изделия
5. Роликовые стенДы со скоростью: сварочной и маршевой маршевой Вращение изделий при различных видах сварки Вращение изделий при сборке, сварке продольных швов и других работах 1 1 Цилиндрические, а также конические и сферические
6. Столы для сварщика: поворотные подъемно-поворотные Поворот изделий вокруг вертикальной оси и установка их в удобное положение при ручной и полуавтоматической сварке и других работах 1 2 т Небольшие изделия (массой до 60 кг) То же
Примечания: * Три движения имеют манипуляторы и позиционеры ** Два движения имеют рычажные кантователи с поперечным перемещением с подъемом стола (см. стр. (см. стр. 74). 60).
Неповоротное оборудование
Стеллаж представляет собой обычно металлоконструкцию из листового и профильного проката. Для крупных тяжелых изделий стеллажи закрепляются на бетонном основании. Для средних изделий стеллажи могут быть переносными. На стеллажах обычно собирают узлы, не требующие высокой точности сборки, или же
Рис. 17. Стол для сварщика:
1 — наклонная панель; 2 — корпус; 3 — решетка;
4 — фланец; 5 — кронштейн для электрододержателя;
6 — ящик для электродов
узлы, точность которых обеспечивается самими деталями и при сборке которых можно обойтись без установочных и зажимных приспособлений.
В отличие от стеллажей плиты представляют собой более точную и надежную базу для размещения на ней установочных и зажимных устройств. Плиты обеспечивают сборку изделий высокого качества. Сборочные плиты изготовляют из чугуна, они имеют пазы в двух взаимно перпендикулярных направлениях для установки упоров, фиксаторов, прижимов (см. рис. 99). Верхняя, рабочая поверхность плит обрабатывается по 5-му 52
классу чистоты. Плиты обычно устанавливают на полу, рабочую плоскость тщательно выверяют по уровню, пространство между ребрами заливают бетоном. Для сравнительно небольших изделий плиты (размером меньше 1—1,5 м) можно устанавливать без заливки бетоном, свободно или на специальных стеллажах с помощью установочных винтов.
Для изделий размером более 3—4 м собирают плитные поля из двух и более плит, соединенных специальными болтами. Рабочие поверхности собранных плит должны лежать в одной горизонтальной плоскости, что обеспечивается шпонками, штифтами и тщательной обработкой боковых стыкуемых сторон.
Кроме сборочных плит, применяют плиты для разметки и контроля сварных изделий, а также для сварки, правки и зачистки. Sh'H плиты по конструкции аналогичны сборочным и отличаются от них отсутствием пазов. Контрольно-разметочные плиты имеют большую точность и на их рабочей поверхности, как правило, нанесена координатная сетка. Плиты для сварки, правки и зачистки имеют более грубую рабочую поверхность и увеличенную толщину.
На рис. 17 показан неповоротный стол для сварщика модели ССН 0,8 X 0,8 для изделий массой до 60 кг. Стол оборудован вентилятором, служащим для отсоса газов и пыли, образующихся при сварке, через верхнюю наклонную панель и решетчатую поверхность стола. Внутри стола размещены отсек для электродов и шкаф для инструмента, а в наклонной панели — две лампочки местного освещения. Применение столов создает благоприятные санитарно-гигиенические условия при работе сварщика. Выпускается также стол без вентилятора, подсоединяемый к общецеховой вьРгяжной системе. Технические данные стола ССН 0,8 X 0,8 приведены ниже:
Размер рабочей поверхности стола в мм .... 800X500
Высота стола от уровня пола в мм ...... 700
Габаритные размеры в мм........................ 900X 850X1370
Масса стола в кг: с вентилятором ................................ 166
без вентилятора........................... 128
Поскольку стол не имеет защиты окружающих от сварочной дуги, такая защита должна быть предусмотрена при установке стола в цехе.
Манипуляторы
Манипуляторы разделяются по конструкции приводов для вращения и наклона изделий, предельному углу наклона и грузоподъемности.
Привод вращения манипуляторов может быть электрический или гидравлический. Современные манипуляторы имеют, как правило, плавную (бесступенчатую) регулировку скорости вра-
иметь ручной привод
Рис. 18. Манипулятор М-1
На рис. 18 изображен
щения. Первые модели манипуляторов имели привод механизма вращения со сменными шестернями, обеспечивающий ступенчатое изменение чисел оборотов.
Привод механизма наклона у манипуляторов — электрический или гидравлический. Модели небольшой грузоподъемности могут она. Предельный угол наклона планшайбы составляет 45—360° и зависит от конструкции манипулятора, а также от его грузоподъемности.
Подавляющее большинство существующих моделей представляет собой манипуляторы с зубчатым сектором и домкратные. Они характеризуются размещением механизмов внутри общего корпуса. На этом же корпусе находится планшайба для крепления изделия и, таким образом, изделие в исходном положении размещается над корпусом, что обеспечивает компактность всей установки, манипулятор М-1 грузоподъемностью
1 тс с зубчатым сектором и электроприводом. Манипулятор состоит из сварно-литого корпуса 3, установленного на опорные лапы 4, поворотного стола 2 с планшайбой / и механизмом вра
Рис. 19. Кинематические схемы механизмов вращения и наклона манипулятора с зубчатым сектором
щения. Внутри корпуса размещается механизм наклона. Электроаппаратура находится в отдельно стоящем шкафу.
Механизм вращения состоит из электродвигателя постоянного тока 1 (рис. 19, а) и червячных редукторов 4 и 5. Электродвигатель соединяется с редуктором 4 эластичной муфтой 6, Червячная шестерня редуктора 5 закреплена на шпинделе стола, на конусе которого укреплена планшайба.
Электродвигатель питается от электромашинного усилителя (ЭМУ), размещенного в нижней части шкафа на отдельном фундаменте. Схема управления обеспечивает плавную регулировку чисел оборотов электродвигателя с помощью потенциометра, расположенного на боковой стенке шкафа. Стабильность заданной скорости сварки обеспечивается системой обратной связи с тахогенератором 3, соединенным с электродвигателем набором паразитных шестерен 2.
Планшайба манипулятора — круглая, имеет радиальные Т-об-разные пазы для крепежных болтов (см. рис. 18). Для передачи сварочного тока и предохранения от него подшипников под планшайбой на шпинделе установлен специальный токосъемник с меднографитовыми щетками, от которого ток передается гибким кабелем на корпус манипулятора, минуя механизм стола. Вместо планшайбы на шпинделе может быть установлено любое специальное приспособление для закрепления изделия (патрон, крестовина и т. д., см. стр. 81).
Механизм наклона (рис. 19, б) состоит из асинхронного электродвигателя 7, клиноременной передачи 9, глобоидного редуктора 3, набора шестерен 10 и зубчатого сектора 11, закрепленного на столе манипулятора. Для предотвращения аварии при наклоне стола на угол, больший предельного, в крайних положениях (О и 135° к горизонту) механизм наклона автоматически выключается двумя конечными выключателями. Кроме того, предусмотрены аварийные упоры. Управление манипулятором — кнопочное и может осуществляться с переносного пульта или с пульта автосварки, в котором сблокировано управление манипулятором совместно со сварочным автоматом. Угол наклона планшайбы контролируется по указателю, расположенному на цапфах стола. На манипуляторе имеется номограмма для определения необходимого числа оборотов стола по заданной скорости сварки и диаметру свариваемого шва.
Исходное положение — ось шпинделя вертикальна, планшайба расположена горизонтально (рис. 20, а). В этом положении изделие устанавливают и закрепляют на манипуляторе. Пунктиром показано положение для сварки «в лодочку» нижних швов, при этом планшайба наклонена под углом 45°. Для сварки «в лодочку» швов, которые в исходном положении являются потолоч-ч ними, планшайба должна быть наклонена под углом 135° (рис. 20, б). Для сварки в нижнем положении вертикальных швов планшайбу наклоняют на 90° (рис. 20, б, штрих-пунктирная линия).
Для сварки крупногабаритных изделий манипулятор устанавливают на специальной подставке — тумбе, лапы манипулятора снимают. Иногда (в зависимости от размеров изделия) приходится делать приямок. При этом необходимо предусматривать возможность поворота изделия и при предварительном прочерчивании его контуров учитывать расстояние до наиболее удаленной от
оси вращения точки. Для прямоугольного (в плане) изделия это будет половина диагонали, а в общем случае — радиус описанной окружности, проведенной из центра вращения (рис. 20, в).
Рис. 20. Рабочие положения манипулятора М-1
Основными параметрами манипуляторов являются грузоподъемность' и крутящие моменты относительно оси вращения стола и относительно опорной плоскости. Определяющими величинами при расчете мощности приводов и конструкции манипуляторов
Рис. 21. Расчетная схема моментов, действующих на манипулятор с зубчатым сектором
на прочность и жесткость являются крутящие моменты. Как известно из механики, крутящий момент равен произведению силы на плечо. На рис. 21 изображены расчетные схемы для определения моментов, действующих на манипулятор с зубчатым сектором. В обеих схемах планшайба с изделием показана в вертикальной плоскости. Схема а показана в плоскости вращения (вид спе-56
реди), схема б — в плоскости наклона (вид сбоку). По схеме а находим момент Мх относительно оси вращения Of.
M1 = G-X, (8)
где G — вес изделия и всех крепежных приспособлений в кгс\ А — плечо центра тяжести, т. е. кратчайшее расстояние от центра тяжести до оси вращения в м.
При подборе и разработке манипулятора допустимый момент на оси шпинделя М1доп должен быть не менее момента Mi9 необходимого для вращения изделий и определенного по формуле (8)
G*A Л^1доп- (9)
Момент относительно опорной плоскости (плоскость Р на схеме б), вернее момент относительно проекции центра тяжести изделия на опорную плоскость (точки О), определим из соотношения
M2 = G-//, (10)
где Н — высота расположения центра тяжести изделия над опорной плоскостью планшайбы в м.
При расположении изделия непосредственно на планшайбе размер Н равен высоте центра тяжести изделия над опорной плоскостью изделия (Я'). Если изделие крепится через промежуточные приспособления (например, устройство на рис. 43), в величине Н должна быть учтена высота этого приспособления К. В паспортах большинства манипуляторов, разработанных до 1965 г., указан момент М2 относительно оси наклона (ось О2 на схеме б)
М2 = G (Н + h) = G-H + G-й = М2 + G-h. (11)
Зная размеры и вес изделия, определяют момент Л12. Затем по величине h находят момент М2> который создается при наклоне изделия на оси О2 манипулятора. Этот момент не должен превышать допустимый момент манипулятора М2 доп, т. е. в этом случае должно соблюдаться соотношение:
G (Н + h) < М2доп. (12)
В соответствии с типажом манипуляторов дается допустимый момент относительно опорной плоскости М2д0п. Этот параметр введен для определения по размерам и весу изделия подходящего типоразмера манипулятора. При этом учитывать высоту опорной плоскости планшайбы над осью наклона не требуется. Момент относительно опорной плоскости является параметром универсальным, применимым ко всем конструктивным типам манипуляторов. В данном случае не рассмотрено совместное влияние моментов относительно осей вращения и наклона. Если при наклоне изделия его центр тяжести находится в диаметральной
плоскости наклона, проходящей через центр вращения (в точке Ц.1\ на рис. 21), то действительный момент на оси наклона возрастает:
М'2 = GL = G У\Н + Л)2 + Л2, (13)
где L — расстояние от центра тяжести изделия до оси наклона в м.
Поскольку величина А обычно значительно меньше суммы (h + Н), этим увеличением пренебрегают. При значительном увеличении М2, что легко определить расчетом в каждом конкретном случае, следует при наклоне изделия поворачивать его таким образом, чтобы центр тяжести находился сбоку — в общей плоскости, проходящей через оси наклона и вращения (в точке Ц.Т. на рис. 21).
При разработке и эксплуатации манипуляторов необходимо правильно определить число оборотов шпинделя, обеспечивающее вращение изделия с необходимой скоростью сварки. Сварочная скорость при автоматической сварке круговых швов на манипуляторе выражается формулой
где D — диаметр изделия в месте сварки в мм\
п — скорость вращения шпинделя манипулятора в об!мин\ л_________________ 1 _ усв /1 к\
60-3,14D ~ 0,1884-D ’
Таким образом, зная диаметр изделия D и задаваясь скоростью сварки, можно определить необходимую скорость вращения. Для облегчения определения скорости вращения шпинделя построены номограммы (рис. 22); по оси абсцисс которых отложены логарифмические координаты чисел оборотов — во всем диапазоне манипулятора, а по оси ординат — диаметров изделий. Наклонные прямые соответствуют основным значениям сварочных скоростей. Номограммой пользуются следующим образом. Зная диаметр изделия, находим его значение на оси ординат и проводим горизонталь до пересечения с наклонной линией, соответствующей выбранной скорости сварки. Затем из точки пересечения опускаем перпендикуляр на ось абсцисс, где и находим необходимое значение чисел оборотов. В качестве примера на номограмме стрелками показано определение скорости вращения шпинделя для сварки изделия диаметром D = 600 мм со скоростью 30 м!ч.
Подобные номограммы построены для всех серийно выпускаемых манипуляторов и различаются только диапазоном скоростей и диаметров свариваемых изделий в соответствии с характеристиками машин.
С зубчатым сектором выполнены типажные манипуляторы М-0,06; М-0,25; М-2 (цифра означает грузоподъемность в тс). Отличительной особенностью домкратных манипуляторов является устройство механизма наклона стола. Наклон стола производится не зубчатым сектором, а механизмом поступательного движения •— гидравлическими цилиндрами, хотя иногда возможно применение и винтовой передачи. Домкратные манипуляторы
Рис. 22. Номограмма для определения числа оборотов шпинделя в зависимости от диаметра изделия и скорости сварки
обычно применяются для тяжелых изделий. По этой схеме, в частности, выполнены типажные манипуляторы М-4, М-8, М-16. В домкратных манипуляторах, так же как и в манипуляторах с зубчатым сектором, предельный угол наклона стола составляет обычно 135°. В тяжелых моделях этот угол иногда уменьшают до 90° и даже до 45°.
Манипуляторы консольного типа (рис. 23) выполнены по оригинальной схеме, значительно отличающейся от ранее рассмотренных. Манипулятор имеет консоль, выносящую /тол с планшайбой вперед от станины, ось консоли расположена под углом к оси главного вала привода, что частично уравновешивает изделие относительно этой оси. Наклон изделия осуществляется поворотом консоли вокруг оси главного вала на 360°.
Таким образом, консольные манипуляторы в отличие от других обеспечивают возможность полного поворота изделия относительно двух осей. Вместе с тем для них характерны и существенные недостатки: большая занимаемая площадь; меньшая жест-
кость, так как стол установлен не непосредственно на станине, как у манипуляторов с зубчатым сектором, а на консоли; значительные перемещения изделия в пространстве как по горизонтали, так и по вертикали, что затрудняет установку сварочного автомата и его обслуживание, особенно на высоте. Этим объяс-
няется то, что несмотря на существенные преимущества консоль-
Рис. 23. Схема консольного манипулятора:
1 — станина; 2 — главный вал; 3 — конЦ соль; 4 — планшайба; 5 — опорные лапы
ные манипуляторы не получили большого распространения и применяются для небольших изделий.
Кроме рассмотренных, встречаются манипуляторы двухстоечные _и._кольцевые> Они применяются сравнительно редко главным образом в специальных случаях, так как обеспечивают наклон изделия до 180° в обе стороны. Характерной особенностью их является расположение части механизмов по обеим сторонам от изде
лия, из-за чего для их установки требуется больше площади, чем для манипуляторов других схем. Конструкция этих манипуляторов почти не отличается от соответствующих позиционеров (см. ниже) и специально не рас-
смотрена.
Некоторые манипуляторы, кроме двух основных движений — врац^едцд^л-. нвклона^. имеют еще третье движение — подъем стола. Это позволяет сваривать крупногабаритные изделия в раз-личньпг положениях, не поднимая при этом манипулятор на специальную подставку — тумбу, как это требуется на манипуляторах без подъема стола (см. рис. 20). Установка изделия производится на опущенном столе, а перед наклоном стол поднимается. По такой схеме выполнены манипуляторы УСМ-1200 (грузоподъемностью 1200 кгс) и УСМ-5000 (грузоподъемностью 5000 кгс). В табл. 16 приведены основные технические данные отечественных манипуляторов, разработанных в соответствии с типажом.
Пример. Подобрать манипулятор для изделия весом G = 800 кгс, при смещении центра тяжести от оси вращения А == 200 мм и высоте расположения центра тяжести И' = 220 мм.
1. По формуле (8) находим
Mi = G-A = 800-0,2= 160 кгС'М.
Технические данные манипуляторов
Таблица 16
Параметры М-0,06 М-0,12 М-0,25 М-0,5 М-1 УСМ-1200 М-2 М-4 УСМ-5000 М-8
Грузоподъемность в тс Допустимый момент в кгс-м-. 0,06 0,12 0,25 0,5 1 1,2 2 4 5 8
относительно опорной плоскости стола 10 25 63 160 400 600* 1200 * 3000* 2750 * 8000 *
на оси вращения 6 16 40 100 250 150 600 1600 500 4000
Скорость вращения шпинделя в об/мин 0,125— 3,15 0,1—2,5 0,08—2 0,08—2 0,04— 4,01 0,056— 2,262 0,0357— 0,892 0,01— 0,47 0,0264— 0,942 0,008— 0,5
Габаритные размеры в мм 800 X X 1020Х Х1240 800Х X 1090Х X 1190 800 X X 1200Х Х1310 1100Х X 1350Х Х2310 950 X X 1550Х X 1690 1150Х X 1410Х Х2350 1240Х X 1850Х X 1880 1290 X Х2650Х Х2672 1330 X X 1790Х Х2720 1065Х X 1640Х Х3640
Масса в кг ...... 570 860 820 1200 1750 2370 2700 4680 5350 6980
♦ Допустимый момент на оси наклона стола.
Примечания: 1. Регулировка скорости вращения планшайбы у всех моделей манипуляторов бесступенчатая.
2. Модели УСМ-1200 и УСМ-5000 разработаны до выпуска типажа и изготовлялись до освоения промышленного выпуска моделей М-1 и М-4.
3. Наибольший угол наклона стола манипулятора М-0,5 составляет ±180°, остальных манипуляторов 135®.
О
2. По весу и моменту относительно оси вращения подбираем манипулятор М-1 грузоподъемностью 1000 кгс и с допустимым моментом М^доп — 250 кгс-м (табл. 16).
3. Находим момент относительно опорной поверхности. Изделие закреплено в промежуточном приспособлении патроне —- рис. 43, а), имеющем высоту k — *= 150 мм. По формуле (10) находим
Gi Н = С?! (#' + k) ~ 800 (0,22 + 0,15) = 296 кгс-м.
Манипулятор М’1 имеет допустимый момент относительно опорной плоскости М2доп^= 400 кгс-м, т. е. пригоден для сварки заданных изделий. Учитывая значительное превышение допустимого момента М2доп над действительным, проверку на совместное действие моментов относительно осей не произво* дим.
Позиционеры
В отличие от манипуляторов позиционеры не имеют рабочей скорости сварки. Они так же, как и манипуляторы, поворачивают изделие ЬбКруг двух осей, что обусловливает возможность широкой унификации этих двух родственных групп оборудования. Поэтому большинство конструкций позиционеров является фак-
Рис. 24. Двухстоечный позиционер
тически упрощенными модификациями соответствующих моделей манипуляторов, в которых привод со сварочной скоростью заменен приводом с постоянной маршевой (установочной) скоростью. Для этого в манипуляторах с электроприводом электродвигатель постоянного тока заменяется обычным асинхронным электродвигателем и, следовательно, отпадает необходимость в сложной системе питания электродвигателя (ЭМУ или тиристор) и контроля скорости (тахогенератор и передача к нему). В табл. 17 приведены основные технические данные позиционеров, разработанных в соответствии с типажом.
Технические данные позиционеров
Параметры П-0,06 П-0,12 П-0,25 П-0,5 П-1 П-2 П-4
Грузоподъемность в тс ... 0,06 0,12 0,25 0,5 1 2 4
Допустимый момент в кгс-м: относительно опорной плоскости стола .... 10 25 63 160 400 1200 * 3000 *
на оси вращения .... 6 16 40 100 250 600 1600
Скорость вращения шпинделя в об/мин 6 5 4 1,95 0,958 0,892 0,47
Габаритные размеры в мм 800Х 1020Х 893X 1190Х 800Х 1200Х 1100Х 1350Х 950 X 1550Х 1240Х 1850Х 1290X2650X
X 1240 Х1117 X 1310 Х2300 X 1690 X 1880 Х2670
Масса в кг 560 820 735 1020 1750 2700 4250
* Допустимый момент на оси наклона стола.
При мечание. Наибольший угол наклона стола позиционера П-0,5 составляет ±180®, остальных позиционеров 135°.
Кроме универсальных позиционеров, разработанных по типажу, на заводах применяются позиционеры специального назначения. На рис. 24 изображен двухстоечный позиционер грузоподъемностью 2,5 тс для изделий с наибольшим размером до 3 м. Позиционер состоит из основания /, двух стоек 2, поворотной рамы 3, на которой находится планшайба 4 с приводом вращения 6 и привода наклона поворотной рамы 5, размещенного на одной из стоек. Вращение планшайбы и поворот рамы может производиться в любую сторону на 360°. Управление обеими приводами — дистанционное с помощью переносного пульта. Преимуществом двухстоечных кантователей являются большие допустимые моменты наклона относительно опорной плоскости. Благодаря смещению этой плоскости от оси наклона, центр тяжести изделия располагается близко к оси и изделие частично уравновешено массой рамы. Кроме того, при наклоне изделие поворачивается почти на одном месте, что значительно облегчает обслуживание. Недостатком двухстоечных позиционеров является их громоздкость и большая занимаемая площадь.
Кольцевые позиционеры по конструкции мало отличаются от двухстоечных. В них вместо стоек с подшипниками, в которых вращаются цапфы рамы, установлены кольца на роликоопорах.
Вращатели
Это — упрощенные манипуляторы, в которых отсутствует механизм наклона и ось вращения занимает постоянное положение (табл. 18). Вращатели с вертикальной и наклонной осями вращения состоят обычно из корпуса, в котором размещен привод вращения планшайбы, электрооборудование и приборы управления. Вращатели с горизонтальной осью вращения обычно включают в себя устройства для поддержки длинных изделий — задние стойки и роликоопоры.
На рис. 25 изображен типажный горизонтальный вращатель ВГ-0,25 грузоподъемностью 250 кгс. Вращатель состоит из передней стойки /, внутри которой размещен привод вращения, и задней передвижной стойки 5. На передней и задней стойках закреплены дье съемные планшайбы 2 с кулачками 3. Задняя стойка передвигается вручную по рельсовому пути 4 и снабжена специальным стопорным устройством, закрепляющим ее неподвижно в нужном положении. Электрооборудование размещено в отдельно стоящем шкафу. Короткие изделия закрепляют только на передней планшайбе. Изделия большой длины или имеющие момент относительно опорной плоскости больше допустимого для передней стойки поддерживаются специальной роликоопорой или закрепляются на двух планшайбах. Схему закрепления изделия выбирают в зависимости от его длины, расположения центра тяжести (высоты над опорной плоскостью), жесткости изделия, а также расположения свариваемых швов.
'hltnOIALIIJ V ‘
Технические данные вращателей
Таблица 18
Параметры ВВ-0,25/0,5 ВВ-0,5/1 ВВ-2 ВВ-4 ВГ-0,25 ВГ-1 ВГ-4
Грузоподъемность в тс • • * • 0,25/0,5 0,5/1 2 4 0,25 1 4
Допустимый момент в кгс-м\ на оси вращения 12 40 200 420 16 ’ 100 600
относительно опорной пло-скости стола 63 160 — — 63 400 2500
Скорость вращения шпинделя в об/мин 0,06—2 0,05—1,6 0,03—1 0,025—0,8 — 0,1—2,5 —
Диапазон регулирования скорости вращения — — — — 1 : 20 — 1 : 15
Габаритные размеры в мм . . 965X900X Х745 1000Х830Х Х800 1600Х 1600Х Х800 1600Х 1600Х Х800 4000Х1631Х Х1330 9000 X 1975Х Х1950 15 670Х X 2000X2000
Масса в кг 540 658 576 1720 1680 4240 6037
Примечания: 1. Регулировка скорости вращения планшайбы бесступенчатая.
2. Допустимый момент относительно опорной плоскости стола дан при креплении изделия только на передней стойке. При применении для поддержки изделия роликоопоры или задней стойки момент может быть увеличен и определяется паспортными данными.
3. Вращатели ВВ-0,25/0,5 и ВВ-0,5/1 позволяют производить установку и вращение детали как в вертикальном, так и в наклонном положениях. В числителе дана грузоподъемность в наклонном положении, в знаменателе — в вертикальном.
Как видно из рассмотренного материала, все три группы оборудования — манипуляторы, позиционеры и вращатели имеют много общего в назначении и устройстве. Наиболее универсальным оборудованием являются манипуляторы, которые могут выполнять все функции и позиционеров, и вращателей. Но манипулятор представляет собой сложное и дорогое устройство.
Рис. 25. Горизонтальный вращатель ВГ-0,25
Поэтому там, где не требуется универсальность, манипулятор успешно заменяют более простыми и дешевыми позиционерами или вращателями.
Кантователи
Наиболее широкое распространение получили двухстоечные кантователи с постоянной осью, имеющие ряд преимуществ по сравнению с другими типами кантователей. Они универсальны, просты по конструкции, дешевы, компактны и требуют меньшую мощность привода, поскольку поворот изделия происходит вокруг продольной оси, проходящей вблизи центра тяжести.
На рис. 26 изображен кантователь УДК-3 грузоподъемностью 3 тс, состоящий из передней приводной стойки 1 и задней неприводной стойки 3. Изделие закрепляют на поворотной раме 2, расстояние основания которой от оси поворота h можно изменять в зависимости от размеров изделия и тем самым уменьшать мо-66
мент вращения. Шпиндель передней стойки кантователя оборудован устройством для подвода сжатого воздуха к крепежным приспособлениям. Это дает возможность применять пневматические прижимы для крепления изделия.
Кантователи небольшой грузоподъемностью (до 500 кгс) имеют обычно ручной привод поворота. В табл. 19 приведены технические данные разработанных типажных двухстоечных кантователей.
Рис. 26. Двухстоечный кантователь УДК-3
Таблица 19
Технические данные кантователей
Параметры КД-0,5 КД-1 КД-4
Грузоподъемность в тс Допустимый момент на оси вращения 0,5 1 4
в кг-см Допустимая консольная нагрузка на 80 200 800
одну цапфу в кгс 375 750 3000
Высота центров в мм Скорость вращения шпинделя в 800 1000 1000
об/мин * 3 3 2
Длина свариваемых узлов в мм « . 1400—7000 2000—8000 2000—14 000
Размеры (ширина, высота) в мм • • 910X1045 1500Х 1750 1500Х 1700
Масса в кг 1276 3800 3800
Примечание. Задние стойки кантователей — передвижные, длина кантователя зависит от длины свариваемых изделий
Двухстоечные кантователи с подъемными центрами, кроме поворота изделия, осуществляют также его подъем. Для установки и крепления изделия центры опускаются в нижнее положение. Для поворота изделия центры поднимаются. Большая часть швов сваривается, когда изделие находится в нижнем положении при опущенных центрах. На рис. 27 изображен двухстоечный кантователь с подъемными центрами КДП-2, а на рис. 28 — кинематическая схема кантователя. Кантователь состоит из двух стоек — неподвижной 2 и передвижной 10, передвигающейся по рельсовому пути 6.
В неподвижной стойке размещается передняя бабка 3 с приводом поворота 1 и шпинделем 4, а в передвижной стойке — задняя бабка 9 с выдвижной пинолью и осью 8. Обе бабки передвигаются по вертикальным направляющим 13 с помощью приводов подъема 11, ходовых винтов 5 и сферических гаек 12. Синхронная работа обоих приводов подъема обеспечивается электросхемой по системе электровала. Шпиндель передней бабки выполнен полым для подвода воздуха или масла к пневматическим или гидравлическим зажимным устройствам. Передвижная стойка передвигается на четырех катках 7 с помощью привода передвижения 14 и закрепляется на рельсах в неподвижном положении двумя захватами 15. Управление кантователем дистанционное, с переносного пульта управления (табл. 20).
Челночные кантователи обеспечивают не только поворот изделий и установку их в удобное для сварки положение, но также и транспортировку изделий с одного рабочего места на другое.
Таблица 20
Технические данные кантователей с подъемными центрами
Параметры КДП-2 КДП-4 КДП-8 КДП-16
Грузоподъемность в тс Допустимый момент на оси вращения в 2 4 8 16
кгс'М Наибольшая высота 400 800 2000 4000
центров в мм ... 1700 2 000 2 400 2 800
Ход центров в мм Наибольшая длина сва- 1 200 1 390 1 800 2 000
риваемых узлов в мм Скорость вращения в 8 000 12 000 14 000 10 300
об/мин Скорость подъема цен- 2,5 1,6 1 0,6
тров в м/мин . . . Наибольшая высота кан- 2,4 1,8 1,3 1,0
тователя В ММ ... 3 400 3 900 4 270 5 400
Масса кантователя в кг 10 900 12 650 13 500 30 100
Рис. 27. Двухстоечный
кантователь с подъемными центрами КДП-2
Рис. 28. Кинематическая схема двухстоечного кантователя с подъемными центрами
На рис. 29 изображен универсальный челночный кантователь УЧК-12М, предназначенный для кантовки и транспортировки изделий сечением до 2000x2000 мм и массой до 12 т. Кантователь состоит из двух подъемных крыльев 1, несущей рамы 3 с двумя колесными парами — холостой 5 и приводной 2, двух блоков гидроцилиндров 4, гидропривода и пульта управления. Подъемные крылья могут поворачиваться раздельно или одновременно на 90°. Для одновременного поворота крылья запираются спе-
Рис. 29. Челночный кантователь УЧК-12М
циальным замком с гидроцилиндром, размещенным внутри рамы, и образуют жесткий прямой угол. Кантователь передвигается по рельсовому пути с помощью гидродвигателей. Управление кантователем дистанционное с выносного пульта.
Рядом с кантователем устанавливают стеллажи, уровень которых на 30 мм выше уровня крыльев в горизонтальном положении; таким образом, кантователь в исходном положении (рис. 29, а) может свободно передвигаться под изделием, лежащим на стеллажах. Поворот может производиться в любую сторону. Для поворота изделия направо поднимается правое крыло и кантователь подъезжает вплотную к изделию (рис. 29, б). Затем крылья запирают замком и оба одновременно поворачивают на 90° направо вместе с изделием (рис. 29, в). Для поворота на больший угол (180°, 270° и т. д.) кантователь приводится в исходное положение (оба крыла опускаются), проезжает под изделием (в сторону 70
поворотами цикл повторяется. Поворот в левую сторону происходит аналогично.
Для транспортировки изделие располагают под углом 45° (как и для сварки «в лодочку», рис. 29, г). При этом нижняя
Рис. 30. Кольцевой кантователь грузоподъемностью 5 тс для сборки и сварки блоков тепловозных дизелей
точка изделия вместе с вершиной угла, образуемого крыльями,
приподнимается над стеллажами на несколько десятков миллиметров, и изделие свободно передвигается в необходимое место.
Челночные кантователи не требуют крепления изделий, что значительно упрощает и ускоряет процесс кантовки и является существенным преимуществом.
Схема кольцевого кантователя для корпусных изделий изображена на рис. 30. Кантователь состоит из двух цевочных колец /, между которыми закреплен разъемный кондуктор 8. Верхняя часть кондук-юра 2 съемная. Кольца опираются на две холостые 6 и две приводные 7 роликоопоры. На валу приводных роликоопор закреплены звездочки 5, вращающиеся от электродвига-1сля 4 через двухступенчатый червячный редуктор 3. Недо-
Рис. 31. Домкратный кантователь грузоподъемностью 12 тс для сборки и сварки тепловозных рам
гтатком кольцевых кантователей является сложность установки пще'лия и затрудненный доступ к нему.
Домкратный кантователь для поворота на 90° в обе стороны плоских рам изображен на рис. 31. Он состоит из основания 2, поворотной рамы /, двух гидравлических домкратов 4 и четырех
Рис. 32. Цепной кантователь
выдвижных полуосей 3. Выдвижение полуосей производится гидроцилиндрами. Раму 1 с закрепленным на ней изделием можно поворачивать вокруг двух полуосей, при этом две другие полуоси убираются.
Цепной кантователь (рис. 32) состоит из нескольких стоек 1, на каждой из которых укреплены приводная 2 и холостые 5 и 6 звездочки. На звездочки надеты провисающие цепи 3, служащие опорой для кантуемого изделия 4. Приводные звездочки связаны продольным приводным валом с приводом кантователя (на рис. 32 привод не показан). Цепные кантователи обладают двумя существенными преимуществами — они просты и надежны в работе и не требуют крепления изделия. Вместе с тем применение цепных кантователей при автоматической сварке нежелательно, так как после кантовки изделие, опирающееся только на цепи, трудно зафиксировать в неподвижном положении и установить параллельно оси движущегося сварочного автомата.
Этих недостатков лишен рычажный кантователь для балок (рис. 33),
состоящий из нескольких призматических опор 1, двух продольных валов 2, закрепленных в верхней части опор*, в подшипниках 3, и двух групп Г-образных рычагов 8. Рычаги расположены рядом с опорами и связаны с приводными гидроцилиндрами 6, закрепленными на цапфах 7 в нижней части кантователя. Опорные поверхности рычагов выполнены подвижными, для чего использованы втулочно-роликовые цепи 5, огибающие две холостые звездочки 4.
Работа рычажного кантователя для балок осуществляется следующим образом. В исходном положении / (рис. 33, б) все рычаги опущены и их опорные плоскости находятся ниже рабочих плоскостей призматических опор. Балка подается краном и укладывается на опоры. После сварки первого шва цилиндры поднимают соответствующую группу рычагов, поворачивая балку на 45° до горизонтального положения ее опорной плоскости (положение II). Затем включаются вторые цилиндры, поднимающие противоположные рычаги и подводящие их под балку (положение III). После этого рычаги опускаются — сначала первые без балки (положение IV), затем, укладывая балку на опоры, — вторые (положение V). Таким образом, балка оказывается повер-72
нутой на 90° и подготовленной к сварке следующего шва. При необходимости поворота на 180° цикл повторяется. Кантовать можно в любую сторону.
Цикл поворота автоматизирован с помощью конечных выключателей, управляющих движениями рычагов в заданной последовательности, и происходит от одного нажатия кнопки. Цепи на опорных поверхностях предотвращают опрокидывание балок при
Рис. 33. Рычажный кантователь для балок: а — устройство; б — схема работы
опускании рычагов. Особенно это относится к балкам с большим отношением высоты к ширине. При наличии цепей балки сдвигаются вместе с цепями (при переходе из положения IV в положение V). Кантователь целесообразно применять для балок сравнительно небольшого поперечного сечения (порядка 500x500 мм), которые необходимо сваривать «в лодочку».
Челюстной кантователь представляет собой кольцевой кантователь с автоматическим раскрытием кольца. Кантователь отличается сложностью и громоздкостью, что ограничивает его применение.
Особое место занимают кантователи для полотнищ, значи-|слык> отличающиеся от других типов конструкцией. Стационар-рычажный кантователь поворачивает полотнище на 180° с одновременной перекладкой их на другое место. При необходи-
мости поворота на одном месте, кантователь устанавливают на тележки, которые передвигаются вместе с изделием в сторону, противоположную направлению поворота. Передвижение может происходить одновременно с поворотом или раздельно, в последнем случае полотнище перевозят в вертикальном положении и кантуют в такой последовательности (рис. 34): поворот на 90° (положение б); передвижение (положение е); продолжение поворота еще на 90° (положение г). Положение а на схеме — исходное перед поворотом. Рычаги могут быть расположены с одной или с двух сторон от полотнища. Однорычажные кантователи проще по конструкции, но требуют крепления полотнища к рычагам. Это крепление осуществляется электромагнитами (в любом месте по ши
Рис. 34. Схема работы передвижного рычажного кантователя для полотнищ
рине полотнища) или клиновыми захватами (по контуру полотнища). Двухрычажные кантователи не требуют крепления, так как полотнище расположено во время поворота между рычагами («в клещах»), но имеют более сложное устройство — приводы для движения каждого рычага.
Схема кантователя с поворотной рамой изображена на рис. 35. Кантователь состоит из направляющей колонны 1, наружной рамы 3, шарнирного козырька 4 с пневмодомкратами 5, горизонтальных направляющих 10, внутренней рамы //и лебедки. Наружная рама имеет ролики 9, предназначенные для передвижения в направляющих колонны 1, и ролики 8, опирающиеся на горизонтальные направляющие 10. Внутренняя рама оборудована электромагнитами 12 и клиновыми захватами 6 и может поворачиваться относительно наружной рамы на осях 7. На обеих рамах имеются канатные блоки 2.
Полотнище подается в кантователь по рольгангам и закрепляется на внутренней раме электромагнитами 12 и клиновыми захватами 6 для страховки (положение а на схеме). После этого лебедкой поднимают обе рамы. При этом ролики 9 поднимаются по направляющим колонны 1, а ролики 8 движутся по горизонтальным направляющим 10(положение б). При достижении рамами вертикального положения козырек с помощью гидродомкратов 5 опускается, и рамы занимают наклонное положение, в котором они удерживаются роликами 9, опирающимися на колонну 1. 74
Затем внутренняя рама 11 с помощью лебедки опускается вместе с полотнищем на рольганг, поворачиваясь на осях 7 (положение в).
После освобождения захватов и отключения электромагнитов внутренняя рама поднимается лебедкой и вместе с наружной рамой с помощью лебедки и пневмодомкрата 5, поднимающего козырек 4 выше горизонтального уровня, возвращается в исходное положение. По окончании работ полотнище передается рольгангами на следующее рабочее место.
Роликовые стенды
Современные универсальные роликовые стенды состоят из унифицированных узлов — приводных и холостых роликоопор и приводов. Применение этих узлов в разных сочетаниях позволяет монтировать в производственных условиях стенды для изделий различной массы и размеров.
При определении числа опор и расстояния между ними следует руководствоваться следующим. Расстояние А между роликоопорами по ширине стенда определяется в зависимости от диаметра изделия таким образом, чтобы центральный угол а (рис. 36) составлял 45°— 115°. Расстояние между опорами по длине стенда зависит от необходимого числа опор и длины изделия. Число опор рассчитывают по допускае-
Рис. 35. Схема работы кантователя для полотнищ с поворотной рамой
мой нагрузке на одну опору. Раскладывая вес изделия на радиальные составляющие, получим
R = —°—, (16)
П-COS-g-
где R — радиальная нагрузка на одну опору в тс\ G — вес изделия в тс;
п — число роликоопор стенда;
а — центральный угол.
Полученная величина не должна превышать наибольшую до-
пускаемую радиальную нагрузку на роликоопору. При опреде-
Рис. 36. Схема распределения нагрузок в роликовом стенде:
1 — изделие; 2 — роли-коопора
лении числа роликоопор необходимо учитывать также жесткость изделия. Если изделие обладает достаточной прочностью и жесткостью и не возникает опасность его деформации, то следует стремиться максимально увеличить расстояние между опорами и сократить их число до четырех, так как при этом значительно облегчается обслуживание стенда, возможность доступа к изделию в любом месте, размещение флюсовых подушек и т. д.
На рис. 37 изображен типовой роликовый стенд Т-ЗОМ для изделий весом до 10 тс и диаметром 300—4000 мм. Стенд состоит из пяти приводных роликоопор 2, пяти холостых перекидных роликоопор 1
с рычагами 7 и фиксаторами 8, привода 3 типа Р-994. Приводные роликоопоры соединены продольными валами 4 и муфтами 6 и вместе с холостыми опорами смонтированы на раме 5. Одна
из приводных роликоопор смонтирована совместно с червячным редуктором, через который передается вращение от привода. Остальные приводные роликоопоры — безредукторные. Расстояние между роликоопорами выбирается в зависимости от длины и диаметра изделия и в соответствии с этим определяются длина соединительных валов и размеры монтажной рамы.
Стенд Т-ЗОМ предназначен для вращения цилиндрических изделий с центром тяжести, расположенным на оси вращения (уравновешенные изделия). Для вращения изделий с центром тяжести, смещенным от оси, применяются стенды с приводными опорами, расположенными по обе стороны от оси вращения изделия. Если при этом стенд имеет один привод, то вращение на приводные опоры, расположенные с другой стороны от оси стенда, передается через поперечный вал. Рассмотрим подробнее устройство основных узлов стенда. Типовые роликовые стенды собираются из роликоопор диаметром 270 мм с допустимой нагрузкой 700 кгс и 410 мм с нагрузкой 900 кгс. На рис. 38 изображена приводная
Рис. 37. Роликовый стенд Т-ЗОМ
304
Рис. 38. Роликоопора приводная (с редуктором)
роликоопора с редуктором, допускающая нагрузку 900 кгс. Роли-коопора состоит из литой стойки 1, на которой в двух подшипниках размещен вал 2 с роликом 3. Стойка выполнена за одно целое с корпусом червячного редуктора 4. Червячный вал 6 соединен муфтой 5 с выходным валом привода, а концы вала 2— с соединительными валами, передающими вращение другим приводным опорам (см. рис. 37). Вал Сможет иметь один или два выходных
конца, в зависимости от числа и расположения приводных опор. При установке приводных опор с обеих сторон от продольной оси изделия червячный вал 6 имеет второй выход для соединения
с поперечным соединительным ва-лом. Остальные приводные опоры стенда (безредукторные) отличаются от вышеописанной отсутствием червячного редуктора и, соответственно, меньшей шириной стойки. Для увеличения сцепления с изделием ролики снабжены резиновыми шинами.
В холостых неперекидных опорах ролик сидит на оси, вращающейся в подшипниках, закрепленных в стойке. В стенде на рис. 37 применены перекидные роликоопоры, позволяющие изменять поперечное расстояние между
Рис. 39. Кинематическая схема привода Р-994 для роликовых стендов
осями роликов, что расширяет диапазон свариваемых на стенде изделий. В этих роликоопорах подшипники закреплены не в стойке, а на рычаге 7, который может устанавливаться в двух положениях. При расположении ролика ближе к оси стенда (для изделий меньшего диаметра) рычаг закрепляется на стойке опоры специальным фиксатором 8. При расположении дальше от стенда (как изображено на рис. 37) рычаг не закрепляется, а прижимается к стойке массой изделия. Рассмотренные стенды предназначены для вращения изделия при автоматической сварке кольцевых, а также продольных швов. Стенды оснащены приводом, обеспечивающим вращение со скоростью, необходимой для автоматической сварки (19—77 м/ч), а также с маршевой (установочной) скоростью (13 м!мин). Привод Р-994 (рис. 39) состоит из асинхронного электродвигателя 1 типа АО-42-4, клиноременной передачи 2, электродвигателя постоянного тока 4 типа МИ-32, червячной передачи 3 и электромагнитной муфты 5.
При необходимости вращения с маршевой скоростью включается двигатель 1, и движение через клиноременную передачу передается непосредственно на выходной вал 6, вращающийся со скоростью 500 об!мин. В это время двигатель 4 и муфта 5 выключены, и червячное колесо передачи ^свободно сидит на валу 6.
Для получения сварочной скорости включается двигатель 4 и муфта 5, соединяющая червячное колесо с валом. Двигатель 1 в это время работает вхолостую.
Скорость вращения плавно регулируется в диапазоне 15— 60 об1мин (на выходном валу) с помощью привода с магнитным усилителем ПМУ-4-4. Управление приводами и электромагнитной
Рис. 40. Передвижные роликоопоры балансирного типа
муфтой — дистанционное. Привод обеспечивает стабильность скорости до 10%..Привод применен в стенде Т-ЗОМ (см. рис. 37, поз. 3).
Роликоопоры балансирного типа имеют большую грузоподъемность благодаря увеличению в 2 раза* числа роликов в одной опоре (рис. 40). Кроме того, эти опоры обеспечивают и больший диапазон диаметров свариваемых изделий без перестановки опор. Стенды из балансирных роликоопор предназначены для вращения изделий / весом до 60 тс и диаметром 350— у 6000 мм со скоростью 12—365 м/ч. Та- J кой диапазон регулирования скорости ' л\\ обеспечивается специальной электро-схемой с питанием электродвигателя постоянного тока от электромашинных усилителей (ЭМУ). Д--------L,
Для легких изделий небольшого
диаметра применяются рычажные ро-Рис. 41. Роликоопоры ры-ликоопоры. На рис. 41 изображена чажные
секция с такими роликоопорами. В каждой секции имеются по две опоры, закрепленные на рычагах, находящихся на одной оси, размещенной по продольной оси стенда. Рычаги можно устанавливать на разную ширину, в зависимости от диаметра вращаемого изделия. Вращение от привода через центральный вал передается на оба ролика приводной секции гибкой связью — цепной или клиноременной передачей. Подобные роликоопоры применяются для изделий весом до нескольких тонн и диаметром 130—2000 мм.
При необходимости частой переналадки стенда применяются передвижные роликоопоры на колесах (рис. 40) или на направляющих рельсах. Для сборочных работ применяются стенды, 79
состоящие из длинных трубчатых металлических роликоопор. Такие стенды хорошо обеспечивают соосность собираемых обечаек. Подобные роликоопоры применены в стендах, описанных в § 3 гл. III.
В заключение необходимо отметить, что холостые роликоопоры применяются в качестве поддержек при установке и вращении изделий на горизонтальных вращателях.
Пример. Подобрать роликовый стенд для уравновешенного цилиндрического изделия диаметром 2000 мм, длиной 4000 мм, весом 3000 кгс.
1. Принимаем минимальное количество роликоопор — 4. Для вращения цилиндрических изделий весом 3000 кгс на стенде, имеющем 4 роликоопоры, могут быть применены роликоопоры диаметром 410 мм с радиальной нагрузкой 900 кгс, так как роликоопоры диаметром 270 мм имеют недостаточную допустимую радиальную нагрузку. Принимаем центральный угол а — 60° (рис. 36), при этом расстояние между опорами А будет равно 1200 мм.
2. Проверяем действительную радиальную нагрузку на опоры по формуле (16)
п G 3000
/? =--------= ---------- — 870 кгс.
а 4-cos 30°
Л-COS -у-
Таким образом, действительная нагрузка меньше допустимой.
Поворотные столы
Столы делятся на просто поворотные и подъемно-поворотные. Типовой поворотный стол модели ССП-0,06 грузоподъемностью 60 кгс (рис. 42) состоит из прямоугольного основания с опорой 3, . поворотной колонки 2 с укреп-
Рис. 42. Стол для сварщика поворотный ССП-0,06
ленной на ней планшайбой /, фрикционного механизма фиксации 4 и колчана для электродов 6.
Для крепления свариваемых узлов в планшайбе имеется четыре радиальных паза. Поворот планшайбы осуществляется сварщиком с помощью диска 5, приваренного к нижней части колонки. Стопорение стола осуществляется нажатием на педаль механизма фиксации, которая при этом заклинивает диск. Диаметр планшайбы стола 800 мм, высота над полом
700 мм.
Подъемно-поворотный стол отличается от поворотного стола наличием в нем подъемного винта, расположенного в поворотной колонке, обеспечивающего регулирование высоты планшайбы от 600 до 900 мм.
Крепежные приспособления
Приспособления для закрепления изделий при сварке на мани
пуляторах, позиционерах, вращателях и двухстоечных кантова-
телях можно разделить рующие устройства или хваты. Патроны предназначены для закрепления тел вращения по окружности.
На рис. 43 изображено крепежное устройство, состоящее из сварного корпуса 7 стремя направляющими пазами, трех реек 4 с переставными кулачками 5, двух конических передач 2 и 3, последняя из которых имеет три ведомых шестерни, связанные ходовыми винтами 6 с рейками 4. Устройства закрепляют на планшайбе манипулятора, затем кулачки устанавливают на рейках по диаметру изделия и немного отводят назад. После установки изделия вращением рукоятки 1 рейки с кулачками синхронно сдвигают к центру, центрируя и закрепляя изделие. Кулачки могут закреплять
на две основные группы: самоцентри-патроны и переставные кулачки и при*
Рис. 43. Патрон для манипулятора М-1: а — общий вид; б — кинематическая схема
изделие, как снаружи,
так и изнутри. Устройство предназначено для закрепления изделий диаметром до 1000 мм на манипуляторе М-1. Имеются аналогичные устройства, устанавливаемые непосредственно на шпиндель манипулятора (вместо планшайбы). Для крепления изделий не только круглой, но и любой формы используются
переставные кулачки.
На рис. 44, а изображен переставной съемный кулачок, состоящий из ползуна /, корпуса 2, крепежных болтов 6 с гайками 3, винта 4 и упора 5. При установке кулачка упор 5 вх ит в гнездо, а головки болтов 6 — в пазы планшайбы.
6
А. Д. Гитлевич
81
При необходимости центрирования изделия кулачки предварительно устанавливают точно по окружности изделия, затем ползун одного из кулачков отводят, изделие устанавливают и прижимают отведенным кулачком к двум остальным. Такие кулачки для манипулятора М-0,5 имеют ход 50 мм, а для М-1 — 75 мм и развивают усилие прижима соответственно до 700 и 900 кгс.
Рис. 44. Крепежные приспособления
На рис. 44, б показан прихват для крепления плоского изделия высотой до ПО мм, состоящий из крепежного болта 6 с гайкой 3 и фасонного рычага 7. Для предохранения резьбы крепежных болтов от сварочных брызг гайки 3 выполнены закрытыми.
§ 3. СБОРКА СВАРНЫХ КОНСТРУКЦИЙ
Назначение и основные виды сборочного оборудования
Для изготовления сварных конструкций высокого качества прежде всего требуется правильная сборка деталей свариваемого изделия, т. е. их правильная взаимная установка и закрепление.
Процесс сборки сварного изделия состоит из ряда последовательных операций. Прежде всего требуется подать детали, из которых собирается изделие или узел, к месту сборки. Затем необходимо установить эти детали в сборочном устройстве в определенном положении. В этом положении детали должны быть закреплены, после чего их сваривают. Подача деталей к месту сборки и установки их в требуемом положении осуществляется универсальным или специальным подъемно-транспортным оборудованием (кранами, конвейерами, тележками и т. д. — см. гл. IV). 82
Положение деталей во время сборки определяется установочными элементами приспособления или другими, смежными деталями. Детали закрепляют зажимными элементами сборочных приспособлений.
Таким образом, основным назначением сборочного оборудования в сварочном производстве является фиксация и закрепление свариваемых деталей. Сборочное оборудование делится на сборочное и сборочно-сварочное.
На сборочном оборудовании сборка заканчивается прихваткой. На сборочно-сварочном оборудовании, кроме сборки, производится полная или частичная сварка изделия, а иногда и выдержка после сварки с целью уменьшения сварочных деформаций. При этом сваривать можно как после предварительной прихватки, так и без нее.
Назначение (сборочное или сборочно-сварочное) и конструкция оборудования определяются технологическим процессом, зависящим прежде всего от изделия — его формы, размеров, требуемой точности, типа производства, его программы, наличия производственных площадей, загрузки рабочих мест, вида сварки и других факторов.
Сборочно-сварочное оборудование применяется тогда, когда нецелесообразно вести сборку и сварку на разных местах. При этом следует иметь в виду, что качество изделия выше, если сварка производится непосредственно после сборки, и изделие не подвергается перестановке и промежуточной транспортировке. Некоторые изделия, особенно из тонколистовых материалов, не допускают прихватки. Во многих случаях перестановка со сборочного на сварочное приспособление требует много времени, что удлиняет цикл изготовления и увеличивает трудоемкость. В то же время сборочно-сварочные приспособления обычно значительно сложнее и дороже сборочных. Поэтому в каждом отдельном случае требуется тщательный анализ всех технологических и технико-экономических факторов, определяющих выбор типа оборудования.
Сборочное оборудование может быть универсальным и специальным.
Универсальное оборудование предназначено для широкой номенклатуры изделий, специальное — для одного или нескольких однотипных изделий. Выбор универсального или специального оборудования определяется типом и масштабом производства, т. е. производственной программой, а также конструкцией изделия. Специальное оборудование всегда обеспечивает большую производительность и лучшее качество изделия, чем универсальное. Экономически целесообразно специальное оборудование только при массовом и крупносерийном производстве.
При индивидуальном и мелкосерийном производстве следует применять универсальное оборудование, которое после завершения выпуска одного изделия может быть использовано для изготовления другого.
6* 83
Сборочные устройства состоят из оснований, установочных и зажимных элементов. Установочные или фиксирующие элементы обеспечивают правильную установку деталей свариваемого изделия, зажимные — поджим и закрепление деталей. Установочные и зажимные элементы размещают на основании сборочного устройства, где располагаются также приводы, площадки обслуживания, элементы управления и другие узлы сборочного устройства.
Сборочное оборудование можно разделить на следующие основные группы:
1. Сборочные кондукторы — устройства, состоящие из плоской или пространственной рамы или плиты, на которой разме-
Рис. 45. Виды сборочного оборудования:
а — кондуктор (механизированный); б — стенд с передвижным порталом (механизированный); в — универсально-сборное приспособление (ручное); г — струбцина (ручная)
щаются установочные и зажимные элементы. В кондукторах обычно производится сборка и сварка изделия, поэтому основание кондуктора должно быть жестким и прочным для восприятия усилий, возникающих в изделиях при сварке. Кондукторы могут быть неповоротные и поворотные.
2. Сборочные стенды и установки предназначены обычно для крупных изделий, имеют, как правило, неподвижное основание с размещенными на нем установочными и зажимными элементами и оборудуются специальными передвижными или переносными устройствами (порталами, катучими балками и т. д.). В дальнейшем, для краткости, сборочные кондукторы, стенды и установки будем называть сборочными устройствами.
3. Универсально-сборные приспособления — УСП представляют собой систему сборочных приспособлений, предназначенных для широкой номенклатуры изделий. Система УСП включает в себя основание — плиту с Т-образными пазами и установочные и зажимные элементы, закрепляемые на плите в различных компоновках в зависимости от формы собираемого изделия.
4. Переносные сборочные приспособления (стяжки, струбцины, распорки и т. д.) это обычно универсальные приспособления, применяемые для сборки разнообразных изделий в различ-84
ных типах производства. В основном они используются в индивидуальном производстве на монтаже и в строительстве. В этих случаях переносные приспособления применяются большей частью самостоятельно, без какого-либо другого сборочного оборудования. В серийном производстве переносные приспособления находят применение в основном для крупных изделий и совместно с передвижным и стационарным оборудованием, являясь дополнением к сборочным стендам и кондукторам.
На рис. 45 в качестве примера изображены различные виды оборудования для сборки одного и того же изделия (коробчатой балки из двух швеллеров). В табл. 21 приведены разновидности сборочного оборудования для различных сварных узлов в зависимости от типа производства.
Таблица 21
Оборудование для сборки сварных узлов
Сварные узлы Тип производства
Единичное | Серийное
Сборочное оборудование
Плосколистовые 1. Сборочные плиты и стеллажи 2. Ручные клиновые прижимы 3. Переносные магнитные прижимы 1. Электромагнитные стенды 2. Стенды с катучими балками, оснащенными пневматическими прижимами
Цилиндрические Стыки обечаек: продольные 1. Роликовые стенды приводные и неприводные 2. Винтовые струбцины 3. Винтовые стяжки 1. Механизированные установки с роликовыми стендами и гидравлическими струбцинами и стяжками 2. Приспособления с механизированными прижимами (для малогабаритных изделий)
кольцевые 1. Роликовые стенды приводные и неприводные 2. Винтовые распорки 3. Винтовые стяжки 4. Ручные клиновые прижимы 1. Механизированные установки с роликовыми стендами и передвижными сборочными пневматическими и гидравлическими скобами 2. Внутренние и наружные центраторы
Продолжение табл. 21
Сварные узлы Тип производства
Единичное | Серийное
Сборочное оборудование
Балочные 1. Сборочные плиты и стеллажи с универсальными съемными фиксаторами и прижимами 2. Винтовые струбцины 3. Универсально-сборные приспособления 1. Поворотные и неповоротные кондукторы с пневматическими и гидравлическими прижимами 2. Стенды с пневматическими и гидравлическими передвижными сборочными порталами (для длинных балок с широким диапазоном разме-ров)
Рамные и решетчатые То же 1. Поворотные и неповоротные кондукторы с пневматическими и гидравлическими прижимами 2. Катучие балки с пневматическими прижимами
Примечание. В массовом производстве для сборки сварных узлов применяются сборочные и сборочно-сварочные установки, встраиваемые в поточные механизированные и автоматические линии.
Базирование деталей
Размещение собираемых деталей в приспособлении осуществляется по правилам базирования. Положение любого твердого тела в пространстве определяется шестью степенями свободы — перемещением вдоль трех взаимно перпендикулярных осей (ОХ, OY, 0Z) и вращением вокруг них (рис. 46). Чтобы твердое тело закрепить неподвижно, необходимо лишить его всех этих степеней свободы. В общем случае это достигается прижимом тела к шести опорным точкам, расположенным в трех взаимно перпендикулярных плоскостях XOY, YOZ, XOZ.
В плоскости XOY, называемой главной, расположены три точки (/—3). Они лишают тело трех степеней свободы — перемещения вдоль оси OZ и вращения вокруг осей ОХ и 0Y.
В плоскости YOZ, называемой направляющей, расположены две точки (4, 5), лишающие тело еще двух степеней свободы — перемещения вдоль оси ОХ и вращения вокруг оси OZ.
В плоскости XOZ, называемой упорной, расположена одна точка 6, лишающая тело последней, шестой степени свободы — перемещения вдоль оси 0Y. Прижим детали ко всем шести опорным точкам обеспечивается тремя усилиями Plt Р2, Ра, действую-86
щими по трем взаимно перпендикулярным направлениям. Таким образом, для закрепления детали она должна быть прижата к шести точкам, лишающим ее шести степеней свободы.
Элементы детали, определяющие ее положение при установке,
называются установочными базами, им соответствуют базовые
поверхности приспособления.
Базирование — это размещение детали в приспособлении таким образом, чтобы установочные базы детали опирались на установочные элементы приспособления. Рассмотрим основные схемы базирования деталей наиболее распространенной формы.
Призматическая деталь. Схема базирования призматической детали рассмотрена
выше — при выводе правила Рис. 46. Базирование призматической шести точек. Для базирова- детали
ния детали призматической формы необходимы три опорные базы — главная, направляющая и упорная плоскости. Желательно в качестве главной базы выбирать поверхность с большими габаритными размерами, в качестве направляющей — поверхность большей длины.
Цилиндрическая деталь. Цилиндрические детали обычно базируют на призме. Здесь деталь лишена только пяти степеней свободы; шестая — вращение вокруг продольной оси — остается. Часто эта степень свободы не мешает правильной установке цилиндрической детали. В противном случае необходима еще одна дополнительная опора, лишающая деталь шестой степени свободы — например, отверстие на торце, выступ и т. д.
При базировании на призме (рис. 47)
Рис. 47. Базирование цилин- главная опорная поверхность приспо-дрической детали по призме собления соприкасается с изделием не тремя точками, а двумя, т. 'е. так же, как направляющая поверхность приспособления. Таким образом, две опорные поверхности приспособления соприкасаются с одной цилиндрической поверхностью детали в четырех точках (/—4). Один из торцов детали является упорной базой (точка 5).
Деталь с цилиндрическими отверстиями. Цилиндрическое отверстие в детали может служить одной из баз. При этом базирование осуществляется пальцем приспособления, входящим в это отверстие. Второй базой обычно является плоскость, перпендику-
лярная оси отверстия. Если положение детали относительно оси отверстия безразлично (допускается ее вращение), то эти две базы обеспечивают правильную установку детали. Если необходимо ликвидировать возможность поворота изделия относительно оси отверстия, то базирование по одному отверстию недостаточно. В этом случае базирование осуществляется по двум отверстиям, причем второй палец связывает только одну степень свободы, т. е. поворот вокруг оси первого пальца (рис. 48). Поэтому второй палец делают фасонным с двусторонним срезом — это снимает излишние опорные точки и облегчает установку детали. При отсутствии в детали второго отверстия дополнительное базирование производится по наружной кромке детали, прижимаемой к упору.
Правильное базирование должно соответствовать пра-
вилу шести точек. Деталь должна иметь не более шести связей. Излишнее количество связей только ухудшает установку детали, делает ее статически неопределенной, что ведет или к неправильной установке детали, или к деформации детали и опор. Рассмотрим это на примере базирования детали на цилиндрическом пальце
Рис. 49. Базирование по плоскости и цилиндрическому пальцу. В вынесенных прямоугольниках показано количество опорных точек на соответствующей поверхности
(рис. 49, а). Здесь плоскость заменяет три точки опоры. Цилиндрическая поверхность — четыре. Таким образом, деталь опирается на семь точек, вместо нужных пяти (так как шестая степень свободы — вращение вокруг оси отверстия сохраняется, следовательно, шестая точка опоры должна отсутствовать). При малейшей неточности изготовления детали (неперпендикулярности торцевой плоскости к оси отверстия) во время ее закрепления под действием силы Р палец будет изгибаться.
При базировании по пальцу возможны два случая правильного базирования: а) короткий палец и торцовая плоскость (плоскость заменяет три точки опоры, а палец — две; рис. 49, б); б) длинный палец и торец (торец небольшого размера заменяет одну точку опоры, рис. 49, в).
Все сказанное выше относится к случаю абсолютно жесткого изделия. Практически большинство крупных свариваемых изделий не являются абсолютно жесткими и для ихфиксации требуется
входящих в систему шести
установка дополнительных опор, не
точек. В этом случае сохранение этой системы обеспечивается или за счет гибкости изделия, или специальным устройством дополнительных опор (подводные, плавающие или регулируемые). При сборке узла под сварку базируется каждая деталь свариваемого узла. В зависимости от конструкции узла и технологии сварки установочными базами для детали могут служить как элементы приспособления, так и другие детали узла.
На рис. 50 изображены узлы, сборка которых может осуществляться без сборочного приспособления, так как одни детали узлов являются установочными базами для других: гнездо и верхняя плоскость плиты 2 служит базой для бобышки 1 (рис. 50, а); расточенная цилиндрическая поверхность и торец трубы 2служат базой для цапфы 1 (рис. 50, б). В подавляющем большинстве случаев для правильной сборки узлов требуются сборочные устройства, установочные и зажимные элементы которых и обеспечивают правильное взаимное расположение деталей изделия.
1
2 г-/----
2
б)
а)
Рис. 50. Примеры сборки деталей без приспособлений
Установочные и зажимные элементы
Эти элементы условно можно разделить на две большие группы — установочные (фиксирующие) и зажимные (закрепляющие) элементы.
Установочные элементы или фиксаторы обеспечивают правильную установку деталей узла в сборочных приспособлениях, ^фиксаторам предъявляются следующие требования: а) обеспечение требуемой точности при установке деталей сварного узла; б) возможность удобной установки деталей в сборочное приспособление; в) возможность удобной сварки узла, т. е. доступность к местам прихваток (для сборочных приспособлений) и сварки (для сборочно-сварочных приспособлений); г) необходимая прочность и жесткость, предотвращающая деформацию изделий во время сварки; д) возможность свободного съема сваренного изделия с приспособления.
Фиксаторы различают по назначению — для разных, поверхностей собираемых деталей и по конструктивному исполнению. По назначению фиксаторы в основном делятся на упоры-У лл я установки деталей по базовым поверхностям), устадоводные.. пальц,ь1_,и. щтыри (для установки'деталей по отверстиям), „призмы*. "Тдля установки цилиндрических деталей по наружной поверхности), шаблоны (для установки деталей свариваемого узла по другим, ранее установленным деталям этого же узла).
Рис. 51. Упоры
Упоры (рис. 51) бывают постоянные (а), съемные (б), откидные (в—б), отводные (е), поворотные (дас). Постоянные упоры наиболее распространены и представляют собой обычно обработанные платики, стойки, угольники. Упоры приваривают к основанию приспособления или привинчивают с фиксацией штифтами. Съемные упоры используют в случаях, когда постоянный упор затрудняет свободную установку детали в приспособлении или съем сварного узла. Тогда же применяют откидные, отводные и поворотные упоры, которые в эксплуатации значительно удобнее, чем съемные. Для фиксации деталей одновременно по двум поверхностям служат угловые упоры (рис. 51, а). Упоры могут быть силовыми (расположенными в направлении действия основных усилий, возникающих в процессе закрепления деталей и их 90
сварки) и направляющими. Так как точный учет нагрузок на упоры, особенно возникающих во время сварки, весьма затруднен, то конструкции силовых упоров имеют значительный запас прочности. Упоры обычно изготовляют из стали Ст.5 или стали 45, их рабочие поверхности подвергают закалке до твердости HRC 40—45,. Упоры, расположенные в горизонтальной плоскости, обычно называют опорами.
Установочные пальцы и штыри выполняют постоянными (рис. 52, а), съемными (рис. 52, б, в) откидными (рис. 52, е) и отводными.
Постоянные пальцы жестко закреплены на приспособлении— с помощью сварки, запрессовки или крепежной резьбы. Съемные пальцы могут быть цельными (рис. 52, б) или разрезными (рис. 52, в} — пружинящими. Съемные, отводные и откидные пальцы используют, если применение постоянного пальца затрудняет установку или съем деталей. Разрезные пальцы облегчают съем изделия после сварки. Пальцы, применяемые при установке детали по одному отверстию, имеют гладкую цилиндрическую
форму, для более точной установки — коническую; при установке детали по двум отверстиям, один палец делают цилиндрический, второй со срезом — ромбической формы. Пальцы изготовляют из стали 20 с последующей цементацией на глубину до 1 мм с закалкой до твердости HRC 55—60, или из стали 45 с последующей закалкой до твердости HRC 40—45.
Призмы (см. рис. 47), необходимые для установки цилиндрических изделий, изготовляют из тех же материалов, что и пальцы.
Шаблоны являются промежуточной базой между деталями и применяются для установки деталей в заданном положении по другим ранее установленным элементам собираемого узла. Шаблоны изготовляют из листовой стали или алюминия. На рис. 53, а показан шаблон, с помощью которого устанавливают ребра 1. Сам шаблон фиксируется по стенке изделия 2 с помощью упоров 3, а в продольном направлении — выступом 4.
К фиксаторам можно отнести также опорные гнезда, применяемые для грубой установки изделия по трем поверхностям (рис. 53, б), ширина гнезда должна быть на несколько миллиметров больше максимально возможной ширины изделия для возможности его свободной установки и съема. Опорные гнезда для изделий с криволинейной поверхностью называют ложементами (рис. 53, в). Ложементы иногда применяют вместо призм для
цилиндрических изделий — в основном при недостаточной прочности последних, когда фиксация на призмах может вызвать деформацию изделия.
Рис. 53. Приспособления для установки деталей: а — шаблон; б — опорное гнездо; в — ложемент
Зажимные (закрепляющие) элементы, к которым относятся прижимы и зажимы, предназначены для закрепления деталей свариваемого изделия в процессе сборки и сварки после их установки в приспособление.
Прижимы и зажимы должны обеспечивать правильное приложение и направление прижимного усилия для закрепления деталей без сдвигов относительно установочных баз; надежное закрепление деталей в продолжение всего процесса сборки и сварки; быстроту действия; возможность удобной установки деталей в приспособление, удобство при сварке узла, а также возможность съема изделия из приспособления после сварки; удобный подход к ним для легкого приведения в действие (для ручных приспособлений); безопасность в работе.
Прижимы и зажимы можно разделить на клиновые, винтовые, эксцентриковые, рычажные, байонетные.
Прижимы и зажимы, так же как и фиксаторы, бывают постоянные, откидные, отводные и поворотные. Прижимы отличаются от зажимов тем, что их усилие направлено с одной стороны, т. е. они прижимают детали либо к упорам, либо к другим деталям. Зажимы же зажимают детали с двух противоположных сторон (рис. 54). Зажим имеет две рабочие поверхности, расположенные одна против другой (как в тисках или клещах).
Прижимы и зажимы могут быть ручные и механизированные.
Ручные прижимы широко распространены главным образом из-за простоты устройства, возможности легкого и быстрого изготовления. Их применение оправдано в индивидуальном производстве и только при обеспечении небольших усилий на рукоятке.
Прижимы с механизированным приводом, несмотря на большую сложность и стоимость, имеют следующие преимущества по сравнению с ручными: создание значительно больших прижимных усилий; быстрота действия; облегчение условий труда и по
вышение культуры производства; возможность дистанционного управления; возможность расположения прижимов в труднодоступных местах; возможность одновременного включения нескольких прижимов.
Механизированные прижимы делятся по роду привода на пневматические, гидравлические, пневмогидравлические, электромагнитные, с постоянными магнитами.
в)
Рис. 54. Зажимные элементы:
а и б — прижимы; в — зажим; 1 — винт; 2 — гайка; 3 — нажимная пята; 4 — упор; 5 — рычаг
Клиновые прижимы отличаются компактностью, простотой и быстротой действия. На рис. 55, а показана схема действия сил в клиновом прижиме с односкосным клином и с трением скольжения по двум поверхностям. Необходимое усилие, приклады-
Рис. 55. Клиновой прижим
ваемое к клину для создания заданного прижимного усилия, определяется формулой:
Р = Q2 [tg(a + ф) + tg<p]. (17)
где Q2 — прижимное усилие;
a — угол скоса клина;
Ф — угол трения- (на обеих плоскостях клина принят одинаковым).
Зная усилие Р, легко найти прижимное усилие
~ tg (а + <р) + tg <р ' (1
При отводе клина силы трения и F2 направлены в обратную сторону и усилие Р', прикладываемое к клину, определяется выражением
Р' = Qz Itg [<p — а) + tg <р]. (19)
При условии а = 2ф (угол скоса клина равен двойному углу трения) из формулы (19) следует, что Р' — 0, т. е. при таком угле скоса для отвода клина не требуется никакого усилия и клин может отойти сам (при снятии усилия Р). Отсюда следует, что условие самоторможения клина:
а 2ф. (20)
Угол скоса односкосного самотормозящего клина с трением по двум плоскостям должен быть менее двойного угла трения. Для клина с трением по одной плоскости
а «С ф. (21)
Для двухскосного клина с трением по двум плоскостям
«1 + «2 < 2ф, (22)
где ах и а2 — соответственно углы скоса двух плоскостей клина.
Для стали коэффициент трения f = 0,14-0,15, что соответствует ф = 6° 4-9°. Для гарантии самотормозящий клин должен иметь а 6°.
Толщина клина определяется по условиям смятия рабочих поверхностей клина.
Самотормозящий клин часто используется в сочетании с другими прижимами. Недостатками клиновых прижимов являются: необходимость приложения больших усилий, значительные потери на трение, а также короткий ход прижима.
Ручные клиновые прижимы (рис. 55, б) приводятся в действие ударами молотка или кувалды, что делает их применение крайне нежелательным. В то же время клин благодаря своей простоте и компактности широко применяется в механизированных прижимах. Так, на рис. 65, е показан пример применения клина в прижиме с пневматическим приводом.
Винтовые прижимы получили наибольшее распространение в сборочно-сварочных приспособлениях благодаря своей универсальности, надежности в эксплуатации, простоте конструкции, возможности значительного уменьшения прилагаемых усилий по сравнению с необходимым прижимным. Недостатком винтовых прижимов является низкая производительность сборочных работ, уязвимость резьбы при воздействии сварочных брызг и быстрый ее износ. Винтовой прижим состоит из винта /, рукоятки 5, 94
гайки 2 и корпуса 4 (рис. 56). Для предотвращения образования на изделии вмятин на винт надевается пята 5, шарнирно прикрепляемая к концу винта.
Рассмотрим основные расчетные зависимости для винтовых прижимов. По заданному прижимному усилию из условий прочности ориентировочно находим внутренний диаметр винта:
^« = 1/44^’ (23)
где Q — прижимное усилие (сила, действующая по оси винта) в кгс-,
z — коэффициент, равный для винта с пятой 1,4 и для винта без пяты 2;
loldon — допускаемое напряжение на сжатие в кгс!мм2.
Рис. 56. Быстродействующие винтовые прижимы
Полученный deH округляют до ближайшего большего по стандарту, по которому определяют все остальные размеры винта. Длина винта зависит от его необходимого хода. Тяжело нагруженные винты требуют дополнительного проверочного расчета 95
на кручение. При необходимости проверить усилие, развиваемое прижимом, пользуются формулой (для винта со сферическим концом и нажимной пятой)
Q = -г--------------i---=п > (24)
[''ср tg (а + ф) + -g-pD J
где Р — усилие, прикладываемое к рукоятке винта, в кгс; обычно Р = 10-ь 15 кгс;
I — радиус рукоятки в мм;
гср — средний радиус резьбы в мм;
а — угол наклона резьбы;
<р — приведенный угол трения в резьбе*
р — коэффициент трения скольжения на торце винта;
D — диаметр контактного кольца между винтом и пятой в мм.
Угол трения в резьбе зависит от вида резьбы. Резьба в прижимах может быть метрической, трапециевидной или прямоугольной. Приведенный угол трения определяется выражением:
Ф = arctg , (25)
где f = 0,1 — коэффициент трения скольжения;
Р — половина угла при вершине профиля резьбы.
Для метрической резьбы р = 30° и
ф= arctg = arctg w = arctg °-115 = 6°40':
для трапециевидной резьбы p = 15° и
<P = arctg = arctg W = arctg°-104 = 6-
для прямоугольной резьбы p = 0° и
Ф = arctg 7БИГ = arctg 011 = 5°43' •
Как видно, у метрической резьбы самый большой коэффициент трения. Это вызывает усиленный износ резьбы и необходимость большего усилия на рукоятке. Прямоугольная резьба, хотя и имеет наименьший угол трения, обладает меньшей прочностью и менее технологична, чем трапециевидная. Поэтому в винтовых прижимах целесообразнее применять трапециевидную резьбу.
Винтовые прижимы должны быть самотормозящими, для чего
а «с (р. (26)
Так как в стандартных резьбах а = 2-н4°, то практически все винты с однозаходной резьбой обладают свойством самоторможения. Винты и пяты изготовляют обычно из стали 45; нажимные концы винтов и пят подвергают закалке до твердости HRC 35—40. На рис. 56 показаны различные конструкции быстродействующих винтовых прижимов. Для быстроты действия прижимы выполнены откидными с закреплением в рабочем положении планкой 6 или штырем 7. При этом завинчивание и отвинчивание осуществляется всего лишь на несколько оборотов. Прижим, показанный на рис. 56, а, служит для прижатия в вертикальном направлении, на рис. 56, б в горизонтальном и на рис. 56, в — в наклонном. Угловой прижим на рис. 56, г снабжен самоуста-навливающейся пятой, обеспечивающей прижатие в двух направлениях.
Эксцентриковые прижимы, так же как и клиновые, являются быстродействующими. Эксцентрик представляет собой круговой клин и принцип действия его аналогичен клину. При повороте рукоятки увеличивается радиус эксцентрика. Зазор между эксцентриком и прижимаемой деталью постепенно уменьшается до нуля. Таким образом, деталь надежно прижимается к другой детали или основанию приспособления. В сборочно-сварочном производстве наиболее часто встречаются так называемые круговые эксцентрики, преимущество которых заключается в простоте изготовления (рис. 57, а).
Рис. 57. Эксцентриковый прижим:
1 —- кулачок; 2 —рычаг; 3 — эксцентрик; 4 — рукоятка
Для надежной работы прижима эксцентрик, так же как и клин, должен быть самотормозящим.
Рабочая поверхность кругового эксцентрика составляет половину длины окружности (между точками 1 и 2 на рис. 57, а). Прижимное усилие, развиваемое эксцентриком, определяется отношением
Q = (10-е-12) Р, (27)
где Р — усилие, прикладываемое к рукоятке, в кгс.
При Р = 15 кгс Q = 150ч-180 кгс.
7 К. Д. Гитлевич 97
Таким образом, прижимное усилие Q имеет сравнительно небольшую величину и не может быть увеличено из-за ограниченности угла поворота эксцентрика и условий самоторможения. Поэтому эксцентриковые прижимы применяются в основном для изделий небольшой толщины. Толщина эксцентрика обычно равна 15—30 мм. При применении эксцентриковых прижимов, в которых эксцентрик непосредственно воздействует на деталь, необходим упор, предотвращающий сдвиг детали под действием сил трения F (рис. 57, а). Эксцентрики часто применяются в сочетании с другими элементами, усиливающими их действие, например с рычагами. На рис. 57, б показан комбинированный рычажно-эксцентриковый прижим.
Рычажные прижимы разнообразны по конструктивным схемам и широко применяются в сборочно-сварочном производстве благодаря быстроте действия. На рис. 58 изображен распространенный ручной шарнирно-рычажный прижим, действующий за счет перехода рычагов через мертвую точку (четырехшарнирная схема). Прижим состоит из стойки 1, на которой шарнирно закреплены рукоятка 3 — на оси 2 и рычаг 7 — на оси 6. Рукоятка и рычаг связаны между собой планками 4, сидящими на осях 5 и 11. На конце рычага 7 закреплен нажимной винт 8, длина которого регулируется гайками 9.
Рис. 58. Ручной шарнирно-рычажный прижим: а — рабочее положение; б — исходное положение
При движении рукоятки влево планки 4 нажимают на рычаг 7 и винт 8 закрепляет детали. При обратном движении рукоятки рычаг, поворачиваясь вокруг оси 6, отводит винт и освобождает детали.
В закрепленном состоянии продольная ось рукоятки должна перейти вертикальное положение. Надежное закрепление детали 98
обеспечивается расположением рукоятки 3 под небольшим углом к планке 4. Дальнейший ход рукоятки ограничивается стопором 10. Поскольку небольшие колебания толщины детали значительно меняют этот угол, длина нажимного винта должна быть отрегулирована. В противном случае возможно самопроизвольное раскрытие прижима, что является существенным недостатком шарнирно-рычажных прижимов, ограничивающим их применение. Такие прижимы можно применять в случаях, когда раскрытие не вызывает падения детали и не представляет опасности для рабочего.
Рычажные системы широко применяются в механизированных (пневматических и гидравлических) прижимах, где обеспечено
а) б)
Рис. 59. Схемы действия сил в рычажных прижимах
р / 4 _
постоянное приложение силы, и, следовательно, не может произойти самопроизвольного раскрытия. Особенно часто рычаги применяются как промежуточный элемент в сочетании с винтовыми, эксцентриковыми и другими прижимами для увеличения прижимного усилия (рис. 59, а), для увеличения хода прижима (рис. 59, б) или для изменения направления действия силы (рис. 59, в), что позволяет лучше скомпоновать сборочное приспособление.
Рассматривая равновесие сил (рис. 59), из равенства моментов прилагаемых сил относительно опор, имеем:
для схемы, рис. 59, а
Q = (28)
для схемы, рис. 59, б
Q = (29)
для схемы, рис. 59, в
Q = -^, (30)
'2
где Р — усилие, приложенное к рычагу,
/, L, 1г и /2 — плечи рычагов.
т
99
На рис. 60 показаны различные схемы рычажных прижимов с пневматическим приводом, где усилие цилиндра Р направлено к прижимному усилию под углом, близким к 90°, и передается через промежуточный распорный рычаг, расположенный под углом а = 5-1-10° к направлению прижимного усилия. Прижим должен быть сконструирован таким образом, чтобы при любом изменении толщины прижимаемой детали (в пределах допусков) угол был больше нуля, т. е. чтобы промежуточный рычаг не занял вертикальное положение (не перешел через мертвую точку).
Рис. 60. Схемы рычажных прижимов
Это положение относится только к приспособлениям с механизированным приводом, характеризующимся постоянным приложением усилия Р к прижиму. В подобных прижимах с ручным приводом рычаг должен перейти через мертвую точку (на рис. 57, через вертикальное положение), благодаря чему прижатие осуществляется и после снятия усилия на рукоятке (хоть и с некоторым уменьшением величины прижимного усилия.
Прижимное усилие Q рассчитывают по формулам: для схемы рис. 60, а
Q = Р--------!-----т-; (31)
tg (а + ₽) + tg Р2
для схемы рис. 60, б
<32’
для схемы рис. 60, в
« = °'5Нт8<4в--М; ' <33>
для схемы рис. 60, г
Q=pnnh^-- <34>
для схемы рис. 60, д
<г = />[тнг+₽г-1гр»^]' (35)
где Р — усилие цилиндра в кгс;
а — угол наклона рычага;
Р — дополнительный угол наклона, с помощью которого учитываются потери на трение в шарнирах;
р = arcsin f -j-;
d — диаметр шарнира;
L — расстояние между отверстиями рычага;
f — коэффициент трения в шарнире;
Р2, Рз — приведенные коэффициенты трения качения, учитывающие потери на трение в роликовой опоре,
Р2 ~ tg Р2 р i tg Р3 = tg Р3 ;
D — наружный диаметр ролика; а — длина направляющей плунжера;
/ — расстояние от оси шарнира плунжера до середины направляющей плунжера.
Как видно из формул (31)—(35) при значении а = 5-4-10° и tgа = 0,14-0,17 прижимное усилие увеличивается в несколько раз (до 10) по сравнению с усилием, развиваемым приводом.
Закрепляющие элементы могут быть простыми (прямодействующими), состоящими из собственно прижима и привода, и сложными, в которых между прижимной частью и приводом расположено одно или несколько промежуточных звеньев.
Звенья могут выполнять несколько функций: увеличивать величину прижимного усилия и ход прижима; отводить прижим в нерабочее положение; обеспечивать неподвижное положение прижима при отключении привода (самоторможение)'; передавать действие одного привода на несколько прижимов; регулировать усилие и ход прижима; обеспечивать удобное расположение привода как для работы, так и для защиты механизма от сварочных брызг.
На рис. 54, а изображена схема простого винтового прижима, а на рис. 54, б — сложного рычажно-винтового, в котором наличие рычага 5 увеличивает усилие винта 1 и обеспечивает удобное расположение привода — в стороне от свариваемого изделия. Сложные прижимы являются обычно комбинированными, представляющими собой сочетание различных конструктивных элементов в одном приспособлении, что позволяет создавать наиболее совершенную конструкцию прижима, отвечающую различным требованиям. При этом клин используется обычно как усилитель и самотормозящий элемент, винт — для регулировки и универсальности, рычаги — для усиления, увеличения хода, изменения направления действия силы.
На рис. 65, е показан комбинированный клино-рычажный прижим с пневматическим приводом, в котором клин 10 усиливает величину прижимного усилия, создаваемого пневмоцилиндром 6 и обеспечивает самоторможение, а рычаг 1 — также увеличивает прижимное усилие, кроме того, обеспечивает удобное расположение пневмоцилиндра и клина — в стороне от изделия.
Механизированный привод установочных и зажимных элементов
Механизированный привод широко применяется в зажимных
элементах для создания прижимного усилия, для подвода прижима к изделию и отвода от него. В установочных элементах ме-
ханизированный привод используется в основном для движения отводных фиксаторов.
Наиболее распространенным является пневматический привод, имеющий следующие преимущества: доступность благодаря наличию на заводах сети сжатого воздуха, сравнительная простота конструкции, надежность в работе, удобство управления.
Недостатками пневмопривода являются трудность регулирования скорости хода прижима (рывки) и требование хорошей очистки воздуха от влаги во избежание коррозии цилиндров. Кроме
а) ff)
Рис. 61. Схема работы компрессора
того, усилия, создаваемые пневмоприжимами, ограничены величиной порядка 2000—3000 кгс.
Сжатый воздух на заводах вырабатывается на компрессорных установках (рис. 61). При движении поршня 2 вниз (рис. 61 а), открывается всасывающий клапан 3 и в цилиндр 1 поступает воздух из атмосферы; при движении поршня вверх (рис. 61, б)
всасывающий клапан закрывается, вошедший воздух сжимается поршнем и через напорный клапан 4 поступает в воздухосборник (ресивер) — резервуар для хранения сжатого воздуха, соединенный воздухопроводом с пневматическим оборудованием. Схема воздушной сети изображена на рис. 71. Обычно в заводских воздушных сетях поддерживается давление 5 кгс/см2.
Основной частью пневматического привода является силовой узел (пневматический двигатель). В качестве силового узла при
Рис. 62. Схемы работы пневмоцилиндров
меняются пневмоцилиндры (одностороннего или двустороннего действия), диафрагменные камеры и воздушные рукава.
В пневмоцилиндрах одностороннего действия (рис. 62, а) сжатый воздух перемещает порщень .только в одну сторону; обратный ход производится возвратной пружиной. В этих пневмоцилиндрах требуется одностороннее уплотнение поршня и не требуется уплотнение штока. Их недостаток — необходимость расходования части усилия при рабочем ходе на сжатие возвратной пружины. Такие пневмоцилиндры можно применять в прижимах, где требуется короткий ход поршня, а обратный ход не требует больших усилий, например при отсутствии самотормозящих элементов. При ходе поршня более 30—40 мм ухудшается работа возвратной пружины и увеличивается ее сопротивление. При наличии
самотормозящих элементов усилие пружины, необходимое для возврата механизма в исходное положение, значительно возрастает; в результате почти все усилие при рабочем ходе будет затрачиваться на сжатие пружины.
В пневмоцилиндрах двустороннего действия поршень перемещается сжатым воздухом в обе стороны (рис. 62, б). По конструкции крепления к корпусу приспособления различают цилиндры
6)
а)
б)
Рис. 63. Способы крепления пневмоциЛиндров
с фланцевым креплением (рис. 63, а), с креплением на лапах (рис. 63, б), с шарнирным креплением — качающиеся (рис. 63, в). Пневмоцилиндры, по возможности, должны применяться нормализованными (нормали машиностроения МН 2936—62+
2952—62).
На рис. 64 показан нормализованный пневмоцилиндр с шарнирным креплением с уплотнением резиновыми манжетами. Пор-
Рис. 64. Нормализованный пневмоцилиндр с манжетами
шень 3 выполнен из двух половин для облегчения установки манжет 4. Уплотнения неподвижных соединений между крышками 1 и гильзой 5 пневмоцилиндра, а также между штоком 6 и поршнем осуществляются круглыми резиновыми кольцам и 2 и 11. Воздух в обе полости
цилиндра подводится через отверстия в крышках. Для уплотнения штока в передней
крышке установлена резиновая манжета воротникового типа 8, прижимаемая крышкой 9. Для уменьшения трения и предотвра-
щения задиров на штоке в переднюю крышку запрессовывается бронзовая втулка 7. Крышки 1 соединяются с гильзой длинными стяжками 10.
Манжеты уплотняют пневмоцилиндр за счет сжатого воздуха, распирающего кромки и прижимающего их к гильзе пневмоцилиндра и к поршню. Наряду с манжетами для уплотнения используются круглые резиновые кольца. Конструкция пневмоцилиндра при этом получается проще и компактнее. Недостатком круглых колец по сравнению с манжетами является их больший износ.
Кроме того, кольца требуют' более высокой чистоты обработки внутренней поверхности гильзы.
Основными размерами пневмоцилиндров являются внутренний диаметр D и ход поршня L (см. рис. 62). Диаметр D определяется в зависимости от необходимого усилия. Для пневмоцилиндра двустороннего действия усилие на штоке Р и диаметр D находятся в следующей зависимости (при выталкивании поршня из пневмоцилиндра):
P = = (36)
где р — давление воздуха в пневмоцилиндре в кгс!см2;
F — площадь поршня (со стороны, противоположной штоку) в см2;
т] — коэффициент полезного действия.
При втягивании поршня (пуск воздуха в штоковую полость пневмоцилиндра) усилие на штоке определяется формулой:
Pi = PFXT] = р "fe.!2! т], (37)
где Fi — площадь поршня со стороны штока в см2; d — диаметр штока в см.
Для ориентировочного расчета пневмоприводов принимают р = 4 кгс/см2; т) = 0,8. В результате получаем упрощенные формулы: для толкающего движения штока:
Р = 2.5D2; (38)
для тянущего движения штока
Рг = 2,5 (О2 — d2); (39)
для пневмоцилиндров одностороннего действия
Р' = pFr[ - Рг, (40),
где Р2 — сопротивление пружины в сжатом состоянии в кгс.
Величина Р2 зависит от размеров пружины, подбираемой таким образом, чтобы на всем протяжении обратного хода пружина преодолевала сопротивление трения манжет и штока [4]. Для приспособлений применяются пневмоцилиндры с D — 60-*-350 мм. Усилие на штоке составляет Р — 100-*-3000 кгс.
Пневмоцилиндры наиболее часто применяются с различными рычажными системами. На рис. 65, а показан вертикальный прижим, в котором рычаг 1 позволяет расположить цилиндр горизонтально в стороне от изделия. На рис. 65, б показан прижим с пневмоцилиндром одностороннего действия. Прижимной рычаг 1 отходит от изделия од псобственным весом. На рис. 65, в в двух
105
о о>
Упор
д)
положениях показан прижим с качающимся пневМоцилиндром и распорной рычажной системой; прижимное усилие достигает 3000 кгс.
Часто пневмоцилиндры применяются в..байонетных прижимах (рис. 65, г). При обратном ходе поршня штырь 3, закреплённый на штоке^скользит по прорези П на втулке 4 и шток вместе с прихватом 2 поворачивается,‘обеспечивая свободный съем изделия. В сборочных устройствах применяются и передвижные пневмоприжимы /рис. 65, д). Конструкция прижима проста: нажимная пята 5 закреплена непосредственно на штоке цилиндра 6. К верх-
Рис. 66. Прижимы с пневмокамерами:
1 — крышка; 2 — диафрагма; 3 — корпус; 4 — опорная шайба; 5 — шток; 6 — крепежные болты; 7 — штуцер для подвода воздуха
ней крышке цилиндра прикреплены колеса 7, передвигающиеся по балке 8. На рис. 65, е изображен пневмоприжим с клином 10 и роликом 9.
Диафрагменная камера представляет собой замкнутую полость, разделенную эластичной перегородкой — диафрагмой на две части. Приводы с диафрагменными камерами имеют ряд преимуществ перед приводами с цилиндрами: камеры проще в изготовлении и дешевле цилиндров; камеры долговечнее, так как диафрагма работает дольше*, чем уплотнения цилиндров; отсутствие утечки воздуха, так как'обе полости камеры не соединяются между собой; в камерах может быть использован сжатый воздух более влажный и загрязненный, чем в цилиндрах, >так как он не соприкасается с трущимися частями. Недостатком камер является малый ход штока, обычно составляющий 30—40 мм.
Камеры, как и цилиндры, могут быть одностороннего и двустороннего действия. На рис. 66, а изображена камера одностороннего действия с возвратной пружиной. Усилие Q на штоке камеры подсчитывается по формуле
—Лг, (41)
где D — внутренний диаметр диафрагмы в см-,
р — давление воздуха в кгс1см*\
т] — коэффициент, учитывающий затраты усилия на деформацию диафрагмы, закрепленной в корпусе; обычно т) = 0,6-ь0,85 и зависит от отношения хода диафрагмы к ее диаметру;
Р2 — сопротивление пружины.
Основные параметры пневмокамер (диаметр и ход штока) выбирают по ГОСТу 9887—61.
На рис. 66, б показан рычажный прижим с камерой. Рычаг увеличивает усилие привода и обеспечивает его удобное расположение. При отключении привода и отходе штока прижим отво-
Рис. 67. Прижим с пневмошлангами:
1 — возвратный шланг; 2 — рычаг; 3 — прижимной шланг; 4 — пята;
5 — собираемые листы; 6 — подкладка
дится от изделия. На рис. 66, в показан откидной прижим с камерой и самоустанавливающейся нажимной пятой, обеспечивающей прижатие детали (швеллера) одновременно в двух направлениях — по горизонтали и вертикали.
Пневмошланговый привод (рис. 67) находит применение при большом количестве прижимов, расположенных на одной прямой и требующих одновременного включения. В качестве шлангов обычно используют прорезиненные пожарные рукава. Преимуществом таких прижимов являются простота устройства, отсутствие трущихся частей в силовом узле привода, значительное упрощение пневморазводки, так как подвод воздуха к каждому прижиму заменен подводом к одному шлангу. Возврат прижима может осуществляться возвратным шлангом или пружиной. Шланги должны быть уложены в коробы и надежно защищены от грязи и сварочных брызг.
Для нормальной работы пневмопривод оснащен аппаратурой для подготовки воздуха, контрольно-регулирующей и воздухораспределительной.
Основными элементами аппаратуры подготовки воздуха являются фильтры-влагоотделители. Их установка необходима в приводах с пневмоцилиндрами и желательна при применении всех других пневмоприводов. Фильтры-влагоотделители предназначены для очистки воздуха от содержащейся в нем влаги, частиц пыли и грязи. Фильтр-влагоотделитель (рис. 68) состоит из кор-108
пуса /, стакана 3, отстойника 6, отражателя 2, фильтра 4, заслонки 5 и запорного клапана 7.
Воздух, подведенный к отверстию П, проходит в отстойник через щели отражателя и движется по винтовой линии. Под действием центробежной силы частицы воды отбрасываются на стенки и стекают в отстойник, отделенный от стакана заслонкой. Далее
воздух проходит через металлокерамический фильтр, где задерживаются механические примеси, и поступает к выходному отверстию О. Накопившийся конденсат периодически выпускается через клапан 7. Для контроля за уровнем конденсата отстойник 6 сделан прозрачным. Более удобным в эксплуатации является фильтр-влагоотделитель с автоматическим отводом конденсата, в котором влага, при заполнении отстойника выпускается автоматически.
Для смазки трущихся поверхностей в устройствах с пневмоцилиндрами применяют маслорас-пылители, которые периодически заливают отфильтрованным маслом (обычно индустриальным 20). При прохождении воздушного потока через маслораспылитель масло распыляется в сжатом воздухе. Для диафрагменных и пнев-мошланговых приводов маслорас-пылители не ставят.
К контрольно-регулирующей аппаратуре относятся обратные клапаны, регуляторы давления,
Рис. 68. Фильтр-влагоотделитель
БВ41-1
дроссели.
•Обратный клапан служит для пропускания воздуха только в одном направлении и перекрытия его в обратном. Установка обратных клапанов в сборочных приспособлениях необходима
в случаях, если падение давления воздуха в сети может вызвать ослабление и отвод прижима от изделия, т. е. при отсутствии
в прижиме самотормозящих элементов, предотвращающих раскрепление изделия. Необходимо помнить, что часто (например, в поворотных приспособлениях) это может служить причиной несчастного случая или аварии. Обратный клапан при внезапном падении давления воздуха в сети перекрывает поток воздуха в обратном направлении (от прижима) и в течение нескольких минут удерживает давление в приводе прижима.
На рис. 69, а показан серийно выпускаемый обратный клапан В51-1, состоящий из корпуса 5, штуцера /, клапана 2, пружины 4 и резинового уплотнительного кольца 3. При проходе потока воздуха от штуцера 1 к корпусу 5 (слева направо) клапан отжимается от седла штуцера, преодолевая сопротивление пружины, и воздух беспрепятственно проходит через обратный клапан (рис. 69, б). При проходе воздуха в обратном направлении (справа налево) воздух прижимает клапан к седлу, перекрывая проход, и движение воздуха прекращается (рис. 69, б).
Регуляторы давления предназначены для понижения давления сжатого воздуха и автоматического поддержания его на-заданном
Закрытое положение
Рис. 69. Обратный клапан ...
В51-1
уровне. В сборочных приспособлениях регуляторы давления используют в случаях, если требуется обеспечить постоянное усилие прижима, независимо от колебания давления в цеховой воздушной сети, а также при необходимости снижения давления воздуха по сравнению с давлением в этой сети.
При этом необходимо учесть, что давление в сети обычно составляет 4—5 кгс!см2, но часто колеблется от 3 до 6 кгс1см2. Поэтому усилия прижимов следует рассчитывать, исходя из давления не более 3—4 кгс!см2. Если повышение давления не вызывает поломки механизма или деформации изделия, устанавливать регулятор давления необязательно.
Дроссель (регулятор скорости) предназначен для регулирования расхода воздуха, что обеспечивает плавный ход прижима. В сборочных приспособлениях обычно требуется замедленный ход только в одном направлении (прямой ход при прижатии). При обратном ходе не требуется уменьшения скорости. Для этого применяют дроссели с обратным клапаном, регулирующие расход воздуха в одном направлении и обеспечивающие свободный проход воздуха в обратном направлении. Скорость воздуха регулируется изменением сечения щели в дросселе, через которую проходит воздушный поток, по
Рис. 70. Кран управления В71-2
Воздухораспределительная аппаратура состоит из кранов управления, воздухораспределителей и других аппаратов, распределяющих воздушный поток между элементами пневмосистемы.
Краны управления (рис. 70) предназначены для изменения потока воздуха при ручном управлении. Кран состоит из корпуса 2, крышки /, плоского золотника 3, рукоятки 5 и пружины 4, В крышке и корпусе имеются четыре отверстия, два из которых Ц1 и Ц2 соединены с различными полостями пневмопривода (например, с двумя полостями одного цилиндра), одно (/7) соединено с воздушной сетью и одно— с атмосферой (Л).
Рукоятка крана имеет два положения. При первом положении отверстие Цг соединяется с отверстием 77, а отверстие Ц2 с атмосферой. Сжатый воздух из сети поступает в соответствующую полость цилиндра, а другая полость в это время соединяется с атмосферой. При втором положении рукоятки, наоборот, с воздушной сетью соединяется противоположная полость цилиндра, а полость, присоединенная к отверстию Ц±—с атмосферой. При использовании этого крана для управления цилиндром одностороннего действия одно из отверстий (7^ или Т(2)
заглушается резьбовой пробкой, а другое соединяется с рабочей полостью цилиндра (см. рис. 62, а).
Кроме кранов простого управления, применяются краны последовательного включения, обеспечивающие включение различных приводов в определенном порядке, а также воздухораспределители, обеспечивающие различные блокировки в пневматических схемах, т. е. включающие привод только при определенных условиях. Это значительно расширяет возможности и диапазон применения пневмоприводов.
Кроме ручного управления; в пневмоприводах используют электрическое управление, которое легко автоматизируется. При этом вместо ручных кранов применяют электропневматические клапаны, переключаемые с помощью электромагнитов (см. рис. 173, а). На рис. 71 показан пример расположения пневмоаппаратуры на пневматической схеме с цилиндром двустороннего действия.
Гидравлические прижимы в настоящее [время успешно внедряются в сборочно-сварочном производстве. Гидропривод обладает целым рядом преимуществ по сравнению с другими механи-
зированными приводами: возможность создания очень больших усилий (в 10 раз и более по сравнению с пневмоприводом); компактность конструкции привода; плавность и бесшумность работы; основные узлы гидроприводов (цилиндры) не требуют смазки и не подвержены коррозии, так как их рабочие поверхности все время соприкасаются с маслом.
Наряду с этим для работы гидропривода требуется более сложная и дорогая аппаратура. Точность изготовления и чистота рабочей поверхности гидравлических цилиндров должна быть выше, чем пневматических. При применении гидропривода необ-
Рис. 71. Принципиальная пневматическая схема:
1 — компрессор; 2 — ресивер; 3 — воздушная сеть;
4 — фильтр-влагоотделитель; 5 — маслораспылитель; 6 — обратный клапан; 7 — кран управления; 8 — пневмоцилиндр
ходим также более тщательный монтаж гидроразводки и высокая культура обслуживания, так как даже небольшие утечки масла вызывают загрязнение рабочего места. Недостатком гидропривода является замедленная скорость движения поршня, особенно у цилиндров большого диаметра. Для увеличения скорости требуется значительное повышение мощности двигателя насоса.
В качестве рабочей жидкости в гидроприводе используется минеральное масло (индустриальное 20 или турбинное 22). Давление масла обычно составляет до 50 кгс! см2, но может достигать и больших величин. Основные элементы гидропривода — гидроцилиндры — отличаются от пневмоцилиндров большей прочностью. Крышки цилиндра, как правило, укрепляются на резьбе. Получила распространение конструкция с приваркой одной из крышек к гильзе гидроцилиндра (после чистовой обработки гильзы).
Гидроцилиндры аналогично пневмоцилиндрам могут быть с шарнирным креплением, на лапах и с фланцевым креплением. Расчет их производится аналогично пневмоцилиндрам двустороннего действия (см. стр. 105). Для работы гидропривода требуется специальная насосная установка — маслостанция, состоя-112
Рис. 72. Принципиальная гидравлическая схема с одним цилиндром и зо-
щая из масляного резервуара (маслобака) и насоса (шестеренчатого или лопастного) с приводным электродвигателем.
Обязательной принадлежностью любой гидравлической установки является контрольно-регулирующая аппаратура, аппаратура управления и фильтры. К контрольно-регулирующей аппаратуре относятся обратные и предохранительные клапаны и дроссели.
Обратные клапаны предназначены для пропуска масла в одном направлении и перекрытия его в обратном. Устройство гидравлического обратного клапана в принципе не отличается от пневматического. Разница состоит в большей прочности и точности изготовления, что относится и ко всей гидравлической аппаратуре.
Предохранительные клапаны служат для поддержания постоянного давления в гидросистемах, а также для предохранения гидросистем от перегрузки. Для этой же цели служат и напорные золотники.
Дроссели служат для регулировки скорости потока масла, а следовательно, и скорости движения исполнительных органов гидропривода.
управления включает в себя золотники и краны управления.
Золотники предназначены для реверсирования движения поршня в цилиндре, а также для остановки поршня в любом положении. Гидравлические золотники выпускаются с ручным, гидравлическим и электрическим управлением в различном конструктивном исполнении, обеспечивающем разные варианты соединений цилиндров с насосной установкой.
На рис. 72 показана принципиальная гидравлическая схема с одним гидроцилиндром 5, управляемым ручным золотником 4. На схеме плунжер 7 золотника показан в среднем положении, при котором обе полости цилиндра изолированы и заперты. Масло от насоса 2 в этом случае сливается в бак 1 через предохранительный клапан 3.
При левом положении плунжера золотника масло от насоса по нагнетательному трубопроводу поступает через золотник в правую полость цилиндра, а левая полость при этом соединяется со сливным трубопроводом, по которому масло поступает в бак. Шток при этом втягивается в цилиндр.
8 А. Д. Гитлевич 113
При правом положении плунжера золотника, наоборот, нагнетательный трубопровод соединяется с левой полостью, а сливной — с правой, и шток движется в обратную сторону. Неподвижность плунжера в каждом из трех положений обеспечивает пружинный фиксатор 6. На схеме изображен золотник так называемого четвертого исполнения, отличающийся тем, что при своем среднем положении он перекрывает обе полости цилиндра. Золотники с электрическим управлением перемещаются электромагнитами. Обязательной принадлежностью любой гидросистемы -является фильтр. Примером применения гидропривода может служить установка для сборки обечаек по продольным стыкам (см. рис. 84).
Поскольку установка специальной маслостанции с индивидуальным насосом не всегда рациональна, то для приведения
Рис. 73. Схема пневмогидропривода
в действие гидроприводов используется энергия сжатого воздуха. Схема пневмогидропривода показана на рис. 73. Сжатый воздух от сети подается в воздушный цилиндр 1. При движении поршня 2 плунжер 3 давит на масло с силой
л£>?
Qi^-T-Po, (42)
где Di — диаметр воздушного цилиндра в см\ рв — давление сжатого воздуха в кгс!см2.
Давление масла при этом повышается до величины р.=^. («)
4
где d — диаметр плунжера в см.
Так как масло давит во все стороны, то сила на штоке гидравлического цилиндра 4:
Q
~ л£>2 41 4 „ / D \«
<2 = рл—n = = П.
(44)
где ц — к. п. д. привода, равное 0,8—0,9. 114
Сопротивлением возвратных пружин в обоих случаях можно пренебречь. Выигрыш в силе пневмогидропривода пропорционален квадрату отношения диаметров гидравлического цилиндра и плунжера.
Приспособления с магнитами получают широкое распространение в различных отраслях машиностроения, в том числе и в сварочном производстве. Различают два вида приспособлений: с электромагнитами и с постоянными магнитами. Преимуществом этих приспособлений является универсальность, быстрота действия, отсутствие движущихся частей (у электромагнитов) или громоздких коммуникаций — шлангов (у постоянных магнитов).
Рис. 74. Схема управления постоянными магнитами: а — включенное положение; б — выключенное положение
Особенно перспективны постоянные магниты, так как они полностью автономны и не требуют внешних источников энергии, в то время как для питания электромагнитов требуется постоянный ток.
Применение магнитных приспособлений повышает чистоту и культуру рабочих мест сборочно-сварочных цехов. Широкое распространение получили магниты в приспособлениях для сборки листовых полотнищ. Приспособление располагается с нижней стороны свариваемых листов, а верхняя сторона полностью открыта для сварочной аппаратуры и сварщика (см. рис. 115).
Управление электромагнитами осуществляется включением и отключением тока обычными электрическими выключателями, управление постоянными магнитами — путем изменения пути магнитного потока. Приспособление с постоянными магнитами (рис. 74) состоит из подвижной части 1, неподвижной части 2 и основания 8, являющегося магнитопроводом. На подвижной части имеются магниты 10 и магнитопроводы 9, разделенные немагнитными перегородками 4. Неподвижная часть состоит из магнитопроводов 3, разделенных немагнитными перегородками 5. При включении немагнитные перегородки обеих частей расположены друг против друга и магнитные потоки проходят от северных полюсов магнитов 10через магнитопроводы 3, рабочий зазор 7, закрепляемую деталь 6, магнитопроводы 9 и 8 к южным полюсам 8* ‘ 115
магнитов 10. Более коротким путем магнитный поток пройти не может из-за немагнитных перегородок 4 и 5, представляющих собой значительные магнитные сопротивления.
Для отключения магнита достаточно сдвинуть подвижную часть на величину Z; при этом магнитный поток получит возможность замыкаться более коротким путем — от северного полюса магнитов 10 через магнитопроводы 3\ 9 и 8 к южному полюсу. Таким образом, магнитный поток минует деталь, которая легко снимается с приспособления. Перемещение подвижной части осуществляется ручным эксцентриковым, кривошипным или винтовым механизмом. Так отключаются крупные магниты с большой величиной притяжения. Небольшие приспособления с постоянными магнитами отрываются от изделия обычно резким рывком. Усилие притяжения магнитов Р (в кгс) определяется формулой
Р = 4,06B2S, (45)
где В — магнитная индукция в зазоре между магнитом и деталью в вб/м2-,
S — площадь контакта детали с магнитом в см2.
Рис. 75. Примеры применения магнитных прижимов
Из формулы (45) видно, что усилие притяжения магнита пропорционально квадрату магнитной индукции и площади контакта магнита с деталью. Магнитная индукция в электромагнитах зависит от числа ампервитков катушки магнита, а в постоянных магнитах — от размеров и магнитных свойств материала магнита.
Величина воздушного зазора влияет на усилие притяжения: чем больше зазор, тем труднее получить в нем необходимую магнитную индукцию. Поэтому величина зазора должна быть минимальной, желательно в пределах до 0,5 мм. В качестве материалов для постоянных магнитов используются или специальные сплавы, в которые, кроме железа, входит никель, алюминий, кобальт, медь (так называемые литые магниты) или керамические (оксидно-бариевые) магниты.
Литые магниты обладают большей прочностью и развивают удельное усилие притяжения до 7 кгс!см2. Недостатком их является дефицитность исходных материалов и высокая стоимость. Оксидно-бариевые магниты сравнительно дешевы, недефицитны и развивают удельное усилие притяжения до 3—4 кгс!см2. На рис. 75 показаны примеры применения прижимов с магнитами для сборки. Подобным образом применяются прижимы как с электромагнитами, так и с постоянными магнитами.
К установочным и зажимным элементам близки по назначению и устройству переносные сборочные приспособления, отличающиеся от элементов тем, что не закрепляются на основаниях сборочных устройств, а используются самостоятельно.
Переносные сборочные приспособления
К переносным • сборочным приспособлениям относятся струбцины, стяжки, фиксаторы, распорки, домкраты и т. д. Все эти устройства делятся на ручные и механизированные.
1 1
8 6
Рис. 76. Ручные струбцины различных типов:
1 — рукоятка; 2 — винт; 3 — гайка; 4 — пята; 5 — корпус; 6 — упор; 7 — штырь;
8 — талреп
Струбцины служат для прижима двух и более деталей друг к другу или для установки и закрепления деталей в определенном положении (установочные струбцины). На рис. 76, а показана наиболее распространенная конструкция ручной винтовой струбцины.
При частой смене изделий различной толщины целесообразно применять быстродействующую струбцину (рис. 76, б), позволяющую быстро переналаживать струбцину. Переналадка осуществляется перестановкой упора 6, который при. зажиме деталей заклинивается на корпусе струбцины с помощью двух штырей 7. Один из этих штырей размещается в углублениях рейки корпуса. В нерабочем положении упор 6 свободно передвигается вдоль корпуса. На рис. 76, в показана установочная струбцина, состоя-
щая из двух винтовых струбцин и талрепа 8 (гайки с правой и левой резьбой). Детали, закрепленные в струбцинах, устанавливают талрепом на необходимом расстоянии.
Стяжки предназначены для сближения кромок свариваемых изделий (рис. 77). Стяжка состоит из двух винтовых струбцин 1 и 3, связанных двумя винтами 2 и 4 с правой и левой резьбой каждый. Кромки обечайки закрепляют в струбцинах, после чего
винтом 4 выравнивают, а винтом 2 стягивают до необходимого между ними зазора.
Универсальные переносные фиксаторы выполняют ту же роль, что и установочные струбцины, т. е. обеспечивают установку свариваемых деталей в определенном положении. На рис. 78 показаны электромагнитные фиксаторы, предназначенные для выравнивания кромок при сварке встык и фиксирования зазоров между кромками (рис. 78, а), а также для удер-
Рис. 77. Стяжка для сборки продольного [стыка обечаек
жания листов в вертикальном положении при сборке и сварке угловых и тавровых соединений (рис. 78, б). Фиксаторы развивают усилие до 500 кгс и применяются для листов толщиной 5—35 мм. Для питания фиксаторов используется постоянный ток напряжением 24 в.
На рис. 78, в приведен регулируемый электромагнитный фиксатор, предназначенный для установки и фиксирования деталей под углом в пределах 30—150°. Фиксатор имеет следующие технические данные:
Усилие притяжения в кгс............ 400
Род тока........................... Постоян-
ный
Тип трансформатора ..................ОСО-0,25
Напряжение в в: тока магнитов ...................... 36
питающей сети................... 380
Выпрямитель.........................АВС-90/71
Потребляемая мощность в кет....... 0,4
Масса .(без электрооборудования) в кг 12
Распорки предназначены для выравнивания кромок собираемых изделий, сохранения формы и размеров изделий при сборке и сварке, а также для исправления местных дефектов формы. 118
На рис. 79, а показана винтовая распорка, состоящая из двух винтов с правой и левой резьбой, соединенных талрепрм. На рис. 79, б изображена кольцевая винтовая распорка, разжимающая обечайку в нескольких точках, равномерно расположенных по окружности. На рис. 80 приведен пневматический разжим для корабчатых конструкций, состоящий из пневмоцилиндра 2, распределительного крана 1 и двух упоров 3, один из которых закреплен на штоке, второй на цилиндре.
Домкраты в сборочно-сварочном производстве применяются в качестве регулируемых опор для точной установки тяжелых деталей при сборке для прижима деталей. На рис. 81, а показан
Рис. 78. Электромагнитные фиксаторы:
1 — шарнир; 2 — электромагнит;
3 — выключатель; 4 — шарнирная система; 5 — винт; 6 — гайка
обычный винтовой домкрат, работающий так же, как прямодействующий винтовой прижим. При вращении рукоятки 5, винт 2 поднимается, вывинчиваясь из гайки 3, закрепленной в корпусе 1. На конце винта шарнирно укреплена опорная пята 4.
Для создания больших усилий применяются гидравлические домкраты. Давление масла в них обычно создается ручным насосом (рис. 81, б). При движении плунжера 10 ручного насоса вправо в цилиндре 8 насоса создается разрежение и масло из резервуара 9 поступает через впускной клапан 11 в цилиндр насоса. При движении плунжера влево масло, находящееся в цилиндре насоса, сжимается, и преодолевая сопротивление пружины напорного клапана 12, поступает в подъемный цилиндр домкрата 7 под плунжер 6. Благодаря большой величине отношения площадей подъемного цилиндра и цилиндра насоса гидравлические домкраты могут развивать большую подъемную силу — до нескольких десятков и даже сотен тонн.
Переносные сборочные приспособления применяются в основном в качестве универсальных для различных изделий, но иногда, в условиях крупносерийного производства, применяются специальные переносные сборочные приспособления, аналогичные по устройству универсальным. Так, например, пневматический разжим (рис. 80) является специальным приспособлением для сборки 119
305
сварных станин одного типоразмера. Все остальные, рассмотренные выше приспособления — универсальные, применяемые для широкой номенклатуры изделий.
Пример выбора схемы и конструкции сборочного оборудования
Выбрать схему и конструкцию устройства для сборки в условиях серийного производства плоскостной рамы, состоящей из двух продольных Д трех поперечных //и одного шкворневого швеллера III (рис. 82).
Выбор сборочного оборудовании. Для сборки рамной конструкции в серийном производстве в соответствии с табл. 21 выбираем кондуктор с механизированными прижимами.
Рис. 82. Схемы сборки плоскостной рамы:
а — базирование рамы в кондукторе; б — расположение установочных и зажимных элементов в кондукторе
Выбор схемы базирования. В соответствии с правилом шести точек намечаем следующие опорные точки.
Для каждой детали / — по две точки 1 на горизонтальной плоскости, четыре точки 2 на вертикальной плоскости и одну точку 3 на торцовой плоскости.
Деталь II базируем по двум точкам 4 на горизонтальной плоскости и четырем точкам 5 на вертикальной плоскости. Торцовые точки в данном случае находятся на сопрягаемых деталях /.
Деталь III базируем по отверстию 7 и двум точкам б. Поворот этой детали в горизонтальной плоскости (вокруг оси отверстия) ограничивается деталями II.
Выбор четырех точек 2 и 5 для каждой детали I и II вместо трех и двух точек 6 для детали III вместо одной обусловлен недостаточной жесткостью деталей, как это указывалось на стр. 89.
Выбор схемы закрепления. Детали I необходимо прижать в трех взаимно перпендикулярных направлениях к точкам 1,2, 3. Учитывая длину детали, прижатие каждой детали осуществляем двумя усилиями П1 к точкам 1, двумя усилиями П2 к точкам 2 и усилием П3 к точке 3. Каждую деталь // прижимаем усилиями Пл и Пъ соответственно к точкам 4 и 5. Точки приложения прижимных усилий размещаем между опорными точками во избежание сдвига деталей при сборке. Деталь ///не закрепляем, так как по техническим требованиям к изделию требуется точно выдержать положение отверстия только в плане, что обеспечивается штырем, вставляемым в отверстие 7.
Выбор установочных элементов. В соответствии с назначением кондуктора для сборки изделий одного типоразмера в качестве установочных элементов применяем в основном простейшие постоянные упоры? Конструкция деталей / и II позволяет применить угловые упоры каждый из которых обеспечивает фиксацию детали по трем точкам; одной точке / и двум точкам 2 для детали / и одной точке 4 и двум точкам 5 для детали //. Для каждой детали требуется по два упора С целью облегчения съема сваренного изделия вертикальные части упоров для одного продольного и одного поперечного швеллеров должны быть отводными (см. рис. 51, е).
В качестве торцовых упоров (точки 3) применим платики У2- Для детали /// применим платики У3 (точки 6) и съемный штырь III для облегчения съема изделия после сборки. Таким образом, всего для фиксирования узла требуется десять упоров Ух, два упора У2, два упора У3 и один штырь III.
Выбор зажимных элементов. Форма деталей / и II позволяет применить угловые прижимы npt с самоустанавливающейся пятой, прижимающей деталь одновременно в двух взаимно перпендикулярных направлениях (к точкам / и 2 деталь / и к точкам 4 и 5 деталь //). При применении такого прижима усилия Пi и П2 (так же, как и /73 и /74) заменяются равнодействующим усилием П, в результате сокращается число прижимов, упрощается конструкция кондуктора и улучшается доступ к изделию. По опытным данным, для изделия таких размеров достаточно прижимное усилие порядка 400 кгс. Форма деталей позволяет применить прижимы с небольшим ходом (порядка 40 мм). Целесообразнее всего в этом случае использовать пневматические прижимы с диафрагменными камерами. Диаметр камеры выбираем по ГОСТу 9887—61, равным 200 мм. При этом, по формуле (41) усилие на штоке составляет 750 кгс. Конструкцию прижима принимаем аналогичной изображенной на рис. 66, в; прижимное усилие П, с учетом соотношения плеч рычага прижима составит 430 кгс. В качестве торцовых прижимов Пр2 выбираем простые прямодействующие прижимы с такими же приводами.
Таким образом, всего требуется семь угловых и два прямодействующих прижима. Все упоры и прижимы монтируем на основании кондуктора.
Сборочные кондукторы, стенды и установки
Оборудование для сборки плосколистовых конструкций. При сборке плосколистовых конструкций основной задачей является совмещение кромок собираемых листов в одной плоскости 122
(при сварке встык) или прижатие листов друг к другу (при сварке внахлестку). Это требование определяет собой конструкцию типовых устройств для сборки плосколистовых конструкций — электромагнитных стендов и стендов с передвижными балками и порталами. Все эти устройства имеют прижимы, направленные перпендикулярно к плоскости изделия. Иногда устройства оборудуют упорами, обеспечивающими правильное расположение собираемых листов в плане.
Рис. 83. Стенд с передвижной балкой с пневмоцилиндрами
Электромагнитные стенды, предназначенные для сборки и сварки листовых полотнищ, рассмотрены в § 5 гл. III.
Стенды с передвижными (катучими) балками применяются для сборки листовых полотнищ встык и внахлестку, для установки ребер, накладок и других деталей на листы, для сборки каркасов с листами. Стенды представляет собой стеллажи с направляющими, по которым передвигаются балки. На балках расположены передвижные прижимы с пневмоцилиндрами. На рис. 83 изображен стенд с передвижной балкой, снабженной тремя пневмоприжимами. Стенд состоит из стеллажа 2 с боковыми направляющими 1, по которым на четырех колесах 4 передвигается балка 5, оборудованная тремя передвижными прижимами 7 с пневмоцилиндрами 6. Каждый цилиндр снабжен своим распределительным краном 8. Для предотвращения подъема балки во время прижатия имеются захваты 3.
Стенды применяются для листов толщиной 6—8 мм; ширина стендов достигает 15 м, длина зависит от собираемых конструкций. Число прижимов /—4, усилие каждого прижима 500—1500 кгс. Передвигаются балки обычно вручную.
Оборудование для сборки цилиндрических конструкций. Сборка цилиндрических конструкций включает в себя три основные опера-
Рис. 84. Установка для сборки продольных стыков обечаек:
I — III — встречные движения гидроцилиндров и штоков; la — II 1а — соответствующие движения кромок
ции — сборку продольных стыков обечаек, сборку обечаек по кольцевым стыкам и сборку обечаек с днищами. При сборке продольных стыков необходимо соединить кромки стыка, совместив их в одной касательной плоскости и выравнить торцовые кромки.
На рис. 84 показана установка для сборки продольных стыков обечаек, состоящая из портальной рамы 2, двух гидравлических стяжек 4 для совмещения и соединения продольных кромок 124
и гидравлической стяжки 5 для выравнивания торцовых кромок. Стяжки 4 с помощью пружинных подвесок 6 закреплены на тележках 7, передвигающихся по раме 2. На этих же тележках закреплены и панели управления 3. Стяжка 4 (рис. 84, в) по схеме аналогична винтовой (см. рис. 77). Винты заменены гидроцилиндрами —двумя зажимными 8, одним выравнивающим 9 и одним стягивающим 10.
Стяжка 5 для торцовых кромок представляет собой гидроцилиндр с двумя цепями, на концах которых имеются крючки, зацепляющиеся за кромки обечайки. Во время сборки обечайка
Рис. 85. Приспособление для сборки продольных стыков обечаек малого диаметра
находится на роликоопорах 1, на которые она попадает по наклонному стеллажу. Перед сборкой обечайку поворачивают на роликоопорах стыком вверх и стяжкой 5 выравнивают торцовые кромки в плоскости, перпендикулярной продольной оси обечайки (рис. 84, б). После этого кромки обечайки соединяют стяжками 4 (рис. 84, в) и прихватывают дуговой сваркой, начиная с середины стыка. Собранная обечайка снимается с роликоопор специальным пневматическим выталкивателем.
Установка применяется для обечаек диаметром 0,5—1,5 м, длиной до 2,1 м с толщиной стенки до 16 мм. Цилиндры стяжек развивают усилие до 1200 кгс при давлении масла до 60 кгс!см2.
При сборке продольных стыков небольших обечаек абсолютная величина несовпадения торцов обычно невелика, поэтому достаточно совместить и соединить кромки стыка. Эта операция выполняется на приспособлении, показанном на рис. 85. На свариваемом каркасе 1 приспособления размещены два рычажных прижима 3 с пневмоцилиндрами 2 и опорный ложемент 4, на который укладывается обечайка. В осевом направлении положение обечайки определяется торцовым упором 5. При подаче воздуха прижимы с обеих сторон обжимают обечайку по наружному диаметру, 125
соединяя кромки продольного стыка. При этом обечайка прижимается к деталям, расположенным внутри нее (например, к дискам). На этом же приспособлении можно производить сварку, так как прижимы расположены сбоку и продольный стык остается открытым. Приспособление применено для обечаек диаметром 398 мм, длиной 320 мм с толщиной стенки 5 мм.
При сборке обечаек по кольцевым стыкам необходимо прижать обечайки друг к другу, совместив их торцовые кромки по всей
/4 Z7 » 12 11 Ю
Рис. 86. Установка для сборки обечаек по кольцевым стыкам
окружности. В соответствии с этим основным элементом оборудования для сборки кольцевых стыков должны быть осевые и радиальные прижимы.
Установка для сборки обечаек по кольцевым стыкам представляет собой тележку 5 со скобой 4, передвигающуюся по рельсам 10, проложеннным между роликоопорами 11, на которых размещаются собираемые обечайки (рис. 86). На скобе закреплены три пневмоцилиндра: передний 1, средний 3 и задний 6. Штоки пневмоцилиндров связаны с прижимами. Шток переднего пневмоцилиндра заканчивается прижимной пятой, а штоки среднего и заднего пневмоцилиндров соединены с прижимами рычажными передачами, что увеличивает прижимное усилие в несколько раз по сравнению с усилием, развиваемым пневмоцилиндрами. На верхней части скобы, против прижимов переднего и среднего пневмоцилиндров, размещены три регулируемых винтовых упора 2. Скоба может подниматься и опускаться в пределах 0,45 м с помощью электропривода 9 по направляющим 7, закрепленным на тележке. Тележка передвигается по рельсам электроприводом 8.
В исходном положении воздух выключен и давления во всех пневмоцилиндрах нет. При этом шток переднего пневмоцилиндра 126
своим нижним концом опирается на тележку, а конец скобы под действием собственного веса опускается до упора верхней крышки переднего пневмоцилиндра в поршень. Прижим среднего пневмоцилиндра под действием веса поршня находится вверху, а прижим заднего — в крайнем правом положении. В начале работы механизмом подъема скоба устанавливается на таком уровне, чтобы упоры 2 были на 15—20 мм выше нижней стенки обечайки. Затем воздух подается в верхнюю полость переднего пневмоцилиндра и передний конец скобы поднимается.
Одновременно воздух подается в нижнюю полость среднего пневмоцилиндра и средний прижим опускается. В таком положении тележка заводит скобу внутрь обечайки, лежащей на роликоопорах установки, до тех пор, цока кольцевой стык не окажется над средним прижимом (между вторым и третьим верхним упорами). Теперь воздух подается в нижнюю полость переднего пневмоцилиндра и вначале передний конец скобы опускается пока передний верхний упор не опустится на нижнюю стенку левой обечайки, после чего поршень поднимается и зажимает левую обечайку между передними прижимом и упором. Затем последовательно включаются задний пневмоцилиндр, прижимающий правую обечайку к левой, и средний, прижимающий кромки обеих обечаек к верхним упорам, предварительно отрегулированным на необходимую высоту.
После выравнивания кромок обечаек производится прихватка, затем пневмоцилиндры переключаются и все прижимы отводятся от обечаек. При впуске воздуха в верхнюю полость переднего пневмоцилиндра сначала отходит его прижим (до упора нижним концом штока в тележку), после этого поршень останавливается и от давления воздуха в верхнюю крышку начинает подниматься сам пневмоцилиндр, поворачивая при этом скобу с упорами 2, отходящими от обечаек. Освобожденные обечайки поворачиваются на роликовом стенде и производится подгонка и прихватка в соседнем месте стыка. После сборки стыка тележка со скобой откатывается, на стенд устанавливается новая обечайка, и цикл повторяется.
Управление пневмоцилиндрами осуществляется с кнопочной станции электропневмоклапанами. В исходных положениях пневмоцилиндры отключаются конечными выключателями 12—14.
На подобных установках собирает сосуды диаметром от 0,5 м (при толщине стенки до 16 мм) до 5 м (при толщине стенки до 50 мм). Длина отдельных обечаек — до 3,5 м. Для сборки обечаек с толщиной стенки до 70 мм применяются установки с гидроцилиндрами.
Для обеспечения соосности и совмещения торцовых кромок труб и обечаек при сборке под сварку применяются наружные и внутренние центрирующие приспособления — центраторы. На рис. 87 изображен наружный центратор для труб диаметром 720 мм, состоящий из нескольких наружных 6 и внутренних 5
Рис. 87. Наружный центратор для труб
звеньев, шарнирно соединенных между собой и образующих вместе с крючками 3 замкнутую цепь. На внутренних звеньях укреплены ролики 4, которыми цепь опирается на трубы. Замыкающий шарнир представляет собой крестовину 2 с натяжным винтом /. При сборке раскрытая цепь центратора подводится под трубы, на цапфы крестовины надеваются крючки. При этом пластины цепи располагаются симметрично по обеим сторонам от плоскости стыка. Затем цепь натягивается винтом 1, а ролики 4 совмещают кромки обеих труб. После прихватки центратор снимают и трубы сваривают. Аналогичные конструкции разработаны для труб с наружным диаметром 820, 1020 мм.
Имеются также универсальные центраторы, предназначенные для сборки труб нескольких диаметров, для чего наружные и внутренние звенья сделаны составными с регулируемой длиной. Для труб имеется два типа центраторов диаметром 478—820 мм и 920— 1420 мм. Недостаток всех этих центраторов состоит в том, что без прихватки сварка невозможна.
Внутренние центраторы, помещенные внутри обечайки, оставляют стык открытым снаружи, благодаря чему появляется возможность не только сборки, но и сварки без предва
рительной прихватки. Внутренние центраторы применяют, как правило, для сборки и сварки тонкостенных обечаек, когда не требуется больших усилий и возможна сборка сразу всего кольцевого стыка по окружности. При этом производят также калибровку обечаек для обеспечения их правильной геометрической формы. Внутренние центраторы являются обычно вспомогательными устройствами при сборке и сварке обечаек на стендах и установках.
На рис. 88, а показан центратор (патрон) для разжима и закрепления небольшого изделия во время сборки и сварки на специальном станке. Изделие (рис. 88, б) состоит из трех деталей — обечайки 10, кольца 11 и донышка 12. Патрон состоит из четырех сборных секторов 3, сидящих на скользящей шпонке шпинделя станка 7 и двух конусов — переднего 2 и заднего 5. Передний 128
Гитлевич
Рис. 88. Патрон для крепления малых цилиндрических изделий
конус жестко закреплен на конце штока 6 пневмоцилидра 8. Шток проходит внутри шпинделя 7, на котором укреплен задний конус. Воздух к пневмоцилиндру подводится через воздушную муфту 9. На поверхности сборных секторов укреплены медные пластины — кольцевые 1 и продольные 4, служащие подкладками при сварке. Форма и расположение пластин соответствует конфигурации свариваемых швов.
Обечайка с кольцом надевается на сжатые секторы патрона. К обечайке подводится донышко и при подаче воздуха передний конус, перемещаясь со штоком, раздвигает секторы и прижимает обечайку к донышку и кольцу. Затем производится сварка продольного и двух кольцевых швов, после чего шток перемещается в другую сторону. При этом конусы сдвигают секторы к центру и освобожденное изделие снимается с патрона. Все внутренние центраторы предназначены для изделия одного диаметра, равного диаметру секторов.
Для сварки труб без прихватки применяются внутренние гидравлические центраторы. Обечайки с днищами собирают внахлестку или встык. Устройства для сборки внахлестку оборудуются торцовыми прижимами.
На рис. 89 показано приспособление для сборки внахлестку небольших обечаек (диаметром 220 мм и толщиной стенки 2— 2,5 лии) с донышками. Приспособление состоит из сварной рамы /, двух боковых стоек 3 с укрепленными на них горизонтальными пневмоцилиндрами 2, на штоках которых закреплены прижимные диски 4 с электромагнитами, двух вертикальных пневмоцилиндров 8 и накидного хомута 6. На раме расположены также ложементы 5 и пульт управления с распределительными кранами 7.
Собираемую обечайку укладывают в ложементы, накидывают на нее хомут, который соединяют с тягами зажимных пневмоцилиндров, после чего правым распределительным краном подают воздух в полость пневмоцилиндров, обеспечивая надежный зажим обечайки и калибровку ее торцов. Затем в прижимные диски устанавливают под запрессовку донышки, которые удерживаются в них электромагнитами. После этого левым краном сжатый воздух подается в пневмоцилиндры 2, и происходит запрессовка донышек. При правильной цилиндрической форме торцов (если нет необходимости в калибровке) хомут можно не накидывать. Запрессовка донышек в этом случае производится в свободно лежащую обечайку. Для облегчения запрессовки цилиндрические части донышек выполняют с заходными уклонами.
Для сборки обечаек с днищами встык применяются установки, оборудованные радиальными и торцовыми прижимами.
На рис. 90 изображена такая установка, применяемая при изготовлении железнодорожных цистерн длиной 10 м, диаметром 2,8 м с толщиной стенки до 11 мм. Установка состоит из двух центраторов 2, связанных продольной балкой. Каждый центратор оборудован 26-ю радиальными пневмоцилиндрами 3, четырьмя 130
Рис. 89. Установка для сборки небольших обечаек с донышками
торцовыми откидными винтовыми прижимами 4 и двумя боковыми прижимами /. Пневмоцилиндры объединены в четыре секции — по девять пневмоцилиндров в каждой вертикальной секции и по четыре — в горизонтальной. Обечайку укладывают краном на роликоопоры, расположенные между центраторами, и закрепляют боковыми прижимами. Днища, подвешенные на специальных захватах, подводят к обечайке и прижимают к ней торцовыми прижимами, затем секциями включают пневмоприжимы, после чего днища
прихватывают к обечайке. Порядок включения секций выбирают в зависимости от взаимного расположения кромок обечайки и днища.
Каждый пневмоцилиндр развивает усилие до 600 кгс при давлении воздуха 4 кгс/см* и имеет ход поршня 150 мм.
При сборке цилиндрических обечаек и кожухов с внутренним каркасом, состоящим из дисков, колец, ребер и т. п., успешно применяется метод обкатки. По такому принципу работает установка, показанная на рис. 91, предназначенная для сборки и прихватки элементов каркаса и кожуха с каркасом станин электродвигателей и генераторов.
Установка состоит из станины 5, на которой на опорных роликах 2 может вращаться планшайба 4, Вращение осуществляется электродвигателем 1 через червячный редуктор и зубчатую передачу. На планшайбе расположены два вертикальных угловых упора 12 с рычажно-винтовыми прижимами 13 для установки и 132
закрепления лап станин; имеется кольцо 7 с отверстиями и поворотная штанга 8 делительного механизма для установки ребер; винтовые прижимы 6 для нижнего кольца и съемные регулируемые опоры 5 для среднего кольца. На станине сбоку укреплена стойка
Рис. 91. Установка для сборки обечаек с каркасом
11 с пневмоцилиндром 10 и самоустанавливающейся четырехроликовой прижимной головкой 9 для прижима кожуха к кольцам.
Прижимная головка устанавливается на нужный диаметр и высоту с помощью вертикального и горизонтального ходовых винтов. Расстояние между роликами головки по вертикали регулируется в зависимости от высоты собираемой станины. Для станин высотой 300—380 и 400—580 мм используют две сменные головки.
На установке собираются станины нескольких типоразмеров, различающиеся числом колец (два или три), количеством и размещением ребер, высотой, а также наружным диаметром.
При сборке на планшайбу по упорам 12, предварительно установленным на необходимый размер, ставят лапы 14 станины и
закрепляют прижимами 13. Затем укладывается нйжнее кольцо и прижимается к планшайбе прижимами 6. При наличии в станине среднего кольца последнее надевается на выставленные опоры 5. Затем включается привод вращения планшайбы и на нижнее кольцо с помощью делительного механизма устанавливают ребра 17. На одном конце штанги 8 имеется фиксатор, заходящий в отверстие кольца 7. Расположение отверстий обеспечивает установку ребер в нужных местах станины. Вертикальное расположение ребер обеспечивается угольником, укрепленным на другом конце штанги.
На собранные ребра укладывается верхнее кольцо. После сборки и прихватки всех элементов каркаса (лап, колец и ребер) на кольца надевается верхняя часть 16 кожуха и к месту сварки подводится прижимная головка (ролики и пневмоцилиндр предварительно устанавливают по высоте и диаметру). Планшайба приводится во вращение, и ролики головки обкатывают кожух и прижимают его к кольцам каркаса. Одновременно производится прихватка кожуха.
Так же собирается донная часть 15 кожуха (расположенная между лапами станины).
Для сборки криволинейных объемнолистовых корпусных конструкций применяются специализированные установки, конструкция которых зависит от формы и размеров собираемых узлов и программы их выпуска. Пример устройства для сборки крупногабаритных конструкций постоянного поперечного сечения показан на рис. 92, а. Устройство предназначено для сборки листов с каркасом крыши пассажирского вагона (рис. 92, б).
При сборке требуется прижать боковые 7 и верхние 8 листы к каркасу 9 крыши и одновременно верхний лист внахлестку к боковым. Устройство представляет собой портальную тележку с пневмоприжимами. Нижние кромки боковых листов прижимаются к каркасу прижимами с пневмокамерами 5, верхние кромки боковых листов вместе с кромками верхнего листа — прижимами с пневмошлангами 6, верхний лист по всей ширине — прижимной лентой 4 с пневмоцилиндрами 3. Все прижимы смонтированы на раме тележки 1, передвигающейся на четырех колесах 2 по направляющим, уложенным вдоль сборочного стенда. Недостатком конструкции является ручное перемещение тележки.
Оборудование для сборки балочных конструкций. При сборке балочных конструкций требуется обеспечить правильное взаимное расположение и прижать друг к другу по всей длине составляющие балку элементы. Для этого в серийном производстве применяют стенды с передвижными сборочными порталами и сборочные поворотные и неповоротные кондукторы.
Стенды с передвижными сборочными порталами применяются обычно для изготовления балок большой длины в условиях мелкосерийного производства.
Стенд для сборки двутавровых балок, показанный на рис. 93, состоит из сварной рамы 9, двух балок 10, служащих опорой для 134
1700
Рис. 92. Тележка для сборки криволинейных конструкций
стенки собираемой балки, самоходного портала 4 с двумя вертикальными 6 и двумя горизонтальными 5 пневмоприжимами. Одна из опорных балок при помощи винтов 7 и конических редукторов 3, приводимых во вращение электродвигателем /, может передвигаться и устанавливаться в соответствии с высотой собираемой балки. Один вертикальный и один горизонтальный прижимы могут перемещаться вдоль портала, два других прижима — неподвиж-
16000
155W
3900
Рис. 93. Установка для сборки двутавровых балок
ные. Портал передвигается по рельсовому пути, уложенному вдоль рамы. Для снятия собранной балки имеются пневмотолкатели 3.
При сборке стенка собираемого элемента укладывается на опорные балки, а полки — вдоль балок на опорные винты 2, установленные на определенную высоту. Портал, передвигаясь вдоль собираемого изделия, останавливается против мест прихваток; включаются прижимы и производится прихватка собираемых элементов. Затем прижимы отводят, портал подводится к месту следующих прихватов, и цикл повторяется. На установке собирают балки длиной до 15 ;и, высотой 460—2000 лш, шириной полки до 600 лш и толщиной полки до 50 лш.
На рис. 94 изображен самоходный портал, предназначенный для сборки вертикальных боковых стенок с горизонтальными поясами и диафрагмами коробчатых балок, применяемый на краностроительных заводах при изготовлении пролетных (главных) балок мостовых кранов. Портал состоит из сварной рамы /, вертикального 3 и горизонтальных 4 прижимов с пневмоцилиндрами, захватов 5 и ходовых колес 6. Захваты и вертикальные прижимы
составляют замкнутую силовую систему, разгружающую раму и ходовые колеса портала от вертикальных усилий. Воздух от цеховой сети подводится к пневмоцилиндру прижимов через распределительные краны 2. Портал оборудован механизмом передвижения 7 с электродвигателем, червячным редуктором и цепной передачей.
Предварительно расставленные на горизонтальном поясе, лежащем на стеллаже, боковые листы удерживаются в вертикальном положении специальными ручными стяжками. Портал устанавливается против мест прихватки (начиная с конца балки), включаются боковые и верхний при-
Рис. 94. Портал с пневмоприжимами для сборки коробчатых балок
жим и производится при-
хватка боковых стенок, прижатых к горизонтальному поясу и диафрагмам. После этого прижим отводят, портал передвигают вдоль балки к месту следующих прихваток, и цикл повторяется. Вертикальный прижим развивает усилие до 4 тс, горизонтальные— по 1 тс. Скорость передвижения портала 36 м!мин. Для изготовления концевых балок мостовых кранов применяются порталы аналогичной конструкции, но меньших размеров, с ручным передвижением и двумя боковыми прижимами.
Для сборки крупных коробчатых балок высотой до 3 м, шириной до 800 мм с толщиной стенки до 16 мм и пояса до 60 мм применяются порталы с гидроприжимами. Вертикальный прижим развивает усилие до 21 000 кгс, горизонтальный — до 2300 кгс.
В серийном и массовом производствах для сборки балочных конструкций используются стационарные установки и кондук-
торы. Для кантовки балок в процессе их сборки кондукторы выполняются поворотными.
На рис. 95 приведен образец поворотного кондуктора, применяемого для сварки шахтных стоек. Кондуктор выполнен двухпозиционным и предназначен для сборки и сварки коротких коробчатых балок, собираемых из двух профильных заготовок. Кондуктор состоит из основания 8 с двумя стойками /, на которых
л,, 1010
/57g
а)
Рис. 95. Поворотный кондуктор для сборки балок
прижимами к средней части рамы.
в подшипниках укреплена поворотная рама 6 с прямодействующими пневмо-камерными прижимами 3. В раме имеются два продольных окна, к стенкам которых прикреплены сменные опорные планки 5 с торцовыми фиксаторами 7 и возвратными пружинами 4, Форму поперечного сечения опорных планок подбирают в зависимости от профиля заготовок собираемой балки. На одной из стоек помещается привод поворота кондуктора 2, состоящий из электродвигателя, предохранительной муфты, червячного редуктора и зубчатой передачи.
При сборке на опорные части планок по фиксаторам 7 укладывают заготовки балок и прижимают атем производится сварка
первого продольного шва у обеих балок, после чего кондуктор поворачивается на 180° и производится сварка второго шва. Фиксация поворота рамы на 180° осуществляется конечным включателем 9 и упором 10, Затем воздух отключается, прижимы отводятся возвратными пружинами, а освобожденные сваренные балки падают на поддон основания. После этого кондуктор поворачивается в обратную сторону на 180°, и цикл повторяется.
Оборудование для сборки рамных и решетчатых конструкций. Это оборудование можно разделить на две неравные группы. К первой сравнительно малочисленной группе относятся стенды с передвижными сборочными порталами и стеллажами или плитами. Эти стенды применяются обычно для сборки плоских рам, детали которых прижимаются к основанию или другим деталям верхними вертикальными прижимами портала. Во вторую группу 138
входят кондукторы, предназначенные для сборки рам одного или нескольких близких типоразмеров.
На рис. 96 показана схема сборки крупной рамы (рамы тепловоза). При сборке краном устанавливают две продольные балки, каждая из которых четырьмя прижимами 2 (см. рис. 65, в) прижимается к упорам 3. В вертикальном направлении каждая балка прижимается тремя парными прижимами 4. Буферные брусья и лобовые листы прижимаются тремя торцовыми прижимами / каж-
Рис. 96. Схема закрепления деталей тепловозной рамы в кондукторе:
/ — прижим торцовый; 2 — прижим для продольных балок; 3 — упор для продольных балок; 4 — прижим вертикальный; 5 — зажим винтовой; 6 — прижим откидной для швеллеров; 7 — балка продольная; 8 — диафрагма; 9 — швеллер боковой; 10 — брус буферный
дый. Диафрагмы устанавливают по гнездам и закрепляют винтовыми зажимами 5; аналогично устанавливают и другие дополнительные детали. Боковые швеллеры прижимаются в вертикальном и горизонтальном направлениях откидными пневмоприжимами 6. После сборки и прихватки производится сварка.
Для удобства сварки всех швов сборочный кондуктор установлен на кантователе, поворачивающем раму в вертикальное положение в обе стороны (см. рис. 31).
На рис. 97 изображена схема стенда для сборки каркаса основания автобуса. Каркас основания состоит из средней части, предварительно собираемой из двух лонжеронов 10 и внутренних 11 поперечин, а также наружных 12 поперечин.
На сварной станине стенда размещены пять пар, опорных гнезд 6 и одно опорное гнездо 4 для фиксации средней части каркаса, четырнадцать пар опорных гнезд 5 для наружных поперечин, две пары жестких 1, семь пар плавающих 2 и семь пар регулируе-
мых 3 опор. Кроме того, па станине находятся семь пар вертикальных упоров 9 и столько же рычажных откидывающихся прижимов <?, а также шесть вертикальных откидывающихся прижимов 7. Все горизонтальные и вертикальные прижимы приводятся в действие пневмоцилиндрами.
Среднюю часть в перевернутом положении (в этом положении собирается каркас) укладывают на жесткие опоры /, служащие горизонтальной базой, и на плавающие промежуточные опоры 2.
В горизонтальной плоскости положение средней части определяется гнездами 4 и 6, После установки средняя часть закрепляется прижимами 7. Наружные поперечины устанавливаются по гнездам 5 и закрепляются прижимами 8. Упоры 9, к которым прижимаются наружные поперечины, обеспечивают расположение поперечин в вертикальных плоскостях, перпендикулярных продольной оси стенда. Наружные поперечины опираются на плавающие 2 и регулируемые опоры 3. Плавающие и регулируемые опоры обеспечивают расположение в одной горизонтальной плоскости свариваемых элементов средней части и поперечин в месте сварки.
На рис. 98 показана установка для сборки мостовых кранов, применяемая на ряде краностроительных заводов. На установке собирают металлоконструкцию мостовых кранов, состоящую из двух главных (пролетных) балок и двух концевых балок. При этом концевые балки предварительно собраны с колесами крана. Сборка кранов на установке обеспечивает точность, соответствую-140
щую требованиям технических условий на краны. Основным требованием является правильное расположение колес и балок крана.
Установка состоит из двух опор — неподвижной 4 и подвижной 2. Неподвижная опора забетонирована, а подвижная передвигается по рельсовому пути 3 с помощью двух электромеханических приводов 7. На опоре с обоих концов имеются два фикса-
Рис. 98. Установка для сборки мостовых кранов
тора /, обеспечивающие точную установку опоры. Для этого в рельсах сделаны отверстия, соответствующие пролетам собираемых кранов. На опорах размещены по две каретки 5 с опорными платинами для крановых колес. Каретки могут передвигаться вдоль опор с помощью ходовых винтов. Каретки, расположенные со стороны приводных колес, являются базовыми и точность их установки обеспечивается штыревыми фиксаторами. Каретки с противоположной стороны устанавливаются в соответствии с базой крана (база — расстояние между осями колес вдоль крана).
Сборка начинается с установки концевых балок крана вместе с колесами в каретки. При этом расположение колес в вертикальной плоскости обеспечивается боковыми упорами 8 кареток, к которым колеса прижимаются винтовыми прижимами 6. Затем на концевые балки по разметке устанавливаются и прихватываются про
летные балки. После сварки тут же производится монтаж всех механизмов крана. Таким образом, установка обеспечивает не только сборку и сварку моста крана, но и монтаж механизмов крана на одном рабочем месте, что обеспечивает высокое качество изделий.
Универсально-сборные приспособления
Из примера, приведенного на стр. 121, следует, что сборочное оборудование может быть скомпоновано из отдельных элементов: упоров, прижимов, приводов, оснований и д. т. Эти элементы могут быть нормализованы и изготовлены централизованно. Создание сборочного оборудования из таких нормализованных элементов в особенности целесообразно в индивидуальном и мелкосерийном производстве, где применение специального оборудования экономически невыгодно, так как его проектирование и изотовление требуют большой затраты труда и материалов и продолжается иногда больше времени, чем время выпуска нового изделия. При производстве технологической оснастки на основе нормализованных элементов создается возможность их многократного использования в различных приспособлениях для изготовления большой номенклатуры изделий. Такие системы, называемые универсально-сборными приспособлениями (УСП), применяются и в сварочном производстве.
Сущность системы УСП заключается в том, что на заводе имеется универсальный набор нормализованных деталей и узлов УСП, из которых при необходимости собирают приспособления для сборки сварных узлов. По окончании выпуска данного узла приспособления разбирают и детали УСП отправляют на склад или используют для новых приспособлений. УСП целесообразно применять при выпуске партии изделий 3—40 шт. в зависимости от сложности сварных узлов.
Комплект УСП в основном состоит из основания — чугунных плит и угольников с Т-образными пазами, и набора установочных и прижимных элементов. Для установки и закрепления этих элементов в комплекте имеются дополнительные детали — подкладки, опоры, шпонки, болты, гайки и т. д. Для успешной работы в течение длительного срока все детали УСП должны иметь специальные защитные покрытия от брызг расплавленного металла. При применении УСП вначале намечается схема базирования изделия (рис. 99, б), на основании которой составляется схема расположения и закрепления необходимых элементов УСП на плите (схема наладки). По схеме наладки собирается приспособление.
На рис. 99 изображена компоновка УСП для сборки рамы, состоящей из двух длинных полос с отверстиями, соединенных тремя короткими полосами. Все полосы укладывают на плиту /, Продольные полосы упираются торцами в упоры 5, а одна из них (базовая) опирается на упорные угольники 2. Поперечные полосы 142
2^00
Из
выкладывают по упорам 3 и закрепляют прихватами 4. В горизонтальной плоскости продольные полосы закрепляют винтовыми прижимами 7. К плите 1 продольные полосы прижимаются прихватами 6 с помощью винтов с Т-образной головкой 8.
§ 4. УСТАНОВКА И ПЕРЕМЕЩЕНИЕ СВАРОЧНЫХ АППАРАТОВ И ПЕРЕМЕЩЕНИЕ СВАРЩИКОВ
Назначение и разновидности оборудования
Оборудование можно разделить на три основные группы:
А. Оборудование для установки и перемещения сварочных аппаратов при сварке различных швов на изделиях, свариваемых на вращателях, манипуляторах, позиционерах, кантователях, роликовых и других стендах. К этому оборудованию относятся колонны, тележки и направляющие устройства для сварочных головок и автоматов. Сюда же можно отнести устройства для установки и перемещения подающих механизмов и кассет с электродной проволокой при полуавтоматической сварке — стойки, консоли и т. д.
Б. Устройства для направления электрода по шву, обеспечивающие точное движение сварочных аппаратов вдоль шва.
В. Оборудование, обеспечивающее удобное положение сварщиков при работе на высоте — подъемные и подъемно-выдвижные (универсальные) площадки для сварщика, а также лифты для подъема сварщиков, передвижные площадки-лестницы и другие устройства.
Колонны для сварочных аппаратов
Колонны делятся по типу размещаемых на них аппаратов — для несамоходных и самоходных. Первые предназначены для сварки кольцевых швов, вторые — кольцевых и прямолинейных швов. Большинство колонн — поворотные; в частности, поворотными являются все типовые колонны. Это необходимо для возможности установки свариваемого изделия под сварочным аппаратом с помощью крана. Неповоротные колонны применяются в случаях, если изделие подается какими-либо специальными средствами, например роликовыми или другими конвейерами в поточных линиях. В ИЭС им. Патона разработан ряд типовых конструкций колонн из унифицированных узлов. На рис. 100, а показана поворотная колонна ПК-I, предназначенная для установки несамоходных сварочных аппаратов АБ, А-384 и др. Колонна состоит из основания 9, стойки 8, консоли 5, направляющей 4, каретки 7 и двух электроприводов вертикального и горизонтального пере-144
мещения консоли. Вертикальное перемещение каретки с консолью осуществляется от электродвигателя 1 через двухступенчатую зубчатую передачу 2, ходовой винт 3 и гайку 6, укрепленную на каретке. Каретка перемещается по вертикальным направляющим стойки на четырех роликах. Горизонтальное перемещение консоли осуществляется от электропривода, размещенного внутри консоли. Стойка с консолью поворачивается вокруг оси основания вруч-
#)
Рис. 100. Поворотные колонны для сварочных головок
ную. Для закрепления стойки в основании предусмотрен фрикционный зажим 10.
Поворотная колонна ПК-2 для самоходного сварочного аппарата АБС (рис. 100, б) унифицирована с колонной ПК-1 и отличается от нее конструкцией каретки и закрепленной на ней консоли. Консоль И жестко закреплена на каретке 12 и представляет собой балку с направляющими, по которым передвигается сварочный аппарат АБС. Механизм выдвижения консоли по горизонтали отсутствует. Все остальные узлы колонны такие же, как в колонне ПК-1.
Колонны, предназначенные для сварки крупногабаритных узлов, оборудованы балконом для размещения сварщика с аппаратурой. Основные данные типовых колонн приведены в табл. 22.
10 А. Д. Гитлевич 145
Технические данные унифици
Параметры Колонна поворотная /
ПК-1 для несамоходных сварочных аппаратов АБ; А-384 ПК-2 для самоходных сварочных аппаратов АБС ПК-4 для самоходных сварочных аппаратов ПК-3 с балконом для самоходных сварочных аппаратов ТС-35; АБС
АБС А-874
Высота уровня сварки в мм 800—2400 800—2300 1360— 4160 1300— 4300 2200—4800
Расстояние между осями стойки и электрода в мм 1100—2000 1000—2600 4130 * 2240—2440
Наибольшая длина свариваемых прямолинейных швов в мм — 1600 2800 2500 2500
Скорость перемещения тележки в м/мин: маршевая рабочая — — — — —
Скорость подъема и опускания консоли или балкона в м/мин 2,0 2,0 2,0 2,0
Скорость выдвижения консоли в м/мин 1,0 — — —
Угол поворота стойки с консолью в градусах 360 360 270 270
Габаритные размеры в мм 2380 X X 1000X4500 3500 X X 1000X4530 5000 X X 1350 X 6500 4300 X X 3600X7300
Масса в кг 2100 2200 4500 4500
* Вылет консоли (расстояние от оси колонны до конца консоли). Примечание Тележки ВТ-1, ВТ-2, ВТ-4, ГТ-1 и ГТ-2 имеют бессту
рованных колонн и тележек
Велосипедная тележка с консолью Велосипедная тележка с балконом
ВТ-1 для несамоходных сварочных аппаратов АБ; А-384 ВТ-2 для самоходных сварочных аппаратов АБС ВТ-4 для самоходных сварочных аппаратов ВТ-2Б для самоходных сварочных аппаратов ТС-17; ТС-33; ТС-35 ВТ-3 для самоходных сварочных аппаратов АБС' ТС-35;
АБС А-874
800—2800 800—2400 1135—3935 1475—4075 2000—4000 2200—4800
1100—2000 1000—2600 4130 * 2100—2300 2240—2440
Не ограничена Продольных — не ограничена, поперечных — 1600 Продольных — не ограничена Поперечных — 2800 | 2500 2000 2500
13 19—77 13 19—77 10 18,5—74,5 13 10
2,0 2,0 2,0 2,0 2,0
1,0 — — — —
— — — — —
2520 X X 2320X4900 2520X3500X Х4900 5200X3900X6000 3000 X X 3000X4900 4500 X X 3900 X 7000
2500 2500 5200 1860 5300
пенчатую регулировку сварочной скорости.
Продолжение табл. 22
Параметры Глагольная тележка Портальная тележка
ГТ-1 с неповоротной колонной для несамоходных сварочных аппаратов АБ; А-384 ГТ-2 с поворотной колонной для несамоходных сварочных аппаратов АБ; А-384 ПТ-1 для сварки сосудов диаметром 1200—4000 мм для самоходных сварочных аппаратов ТС-17Р; ТС-33; ТС-35; АБС; А-874 ПТ-2 для сварки сосудов диаметром 1000—6000 мм для самоходных сварочных аппаратов ТС-17Р; ТС-35
Высота уровня сварки в мм 800—2800 1000—2800 Ход балкона по вертикали 2950 4850
Расстояние между осями стойки и электрода в мм 1100— 2000 * 1100—2000 * — —
Наибольшая длина свариваемых прямолинейных швов в мм Не ограничена Не ограничена — —
Скорость перемещения тележки в м/мин: маршевая рабочая 13 19—77 13 19—77 5,8 6,0
Скорость подъема и опускания консоли или балкона в м!мин 2,0 2,0 1,6 1,6
Скорость выдвижения консоли в м/мин 1,0 1,0 — —
Угол поворота стойки с консолью в градусах — 360 — —
Габаритные размеры в мм 2540 X Х2380Х Х4900 2540 X X 2380X4960 4100Х X 6170X7750 6100Х Х8750Х Х8400
Масса в кг 2230 2440 13 500 20 600
Тележки для сварочных аппаратов
Тележки для сварки кольцевых швов (для несамоходный сварочных аппаратов) и кольцевых и коротких прямолинейных швов (для самоходных сварочных аппаратов) имеют только маршевую скорость передвижения. Тележки для сварки кольцевых и длинных прямолинейных швов имеют наряду с маршевой и рабочую (сварочную) скорость передвижения.
По конструкции тележки делятся на три основные группы:
Велосипедные тележки (рис. 101, а, 6), перемещающиеся по двум рельсам, расположенным в вертикальной плоскости один над другим. Эти тележки занимают сравнительно небольшую про-
изводственную площадь, но могут располагаться только у стены цеха, так как при их размещении в середине пролета требуется устройство специальной металлоконструкции для крепления верхнего рельса. В некоторых случаях верхний рельс закрепляют на цеховых колоннах. Этот способ может быть применен только при достаточной жесткости колонн, так как в противном случае, при проходе мостового крана колебания колонн будут передаваться сварочному аппарату, что снизит качество шва. Во избежание этого иногда крепление кронштейнов, поддерживающих верхний рельс, к цеховым колоннам осуществляют с помощью резиновых амортизирующих прокладок. На рис. 101, а показана тележка с консолью, а на рис. 101, б — тележка с балконом для крупногабаритных изделий.
Глагольные тележки отличаются от велосипедных тем, что передвигаются по двум рельсам, расположенным на полу цеха. По сути дела это — напольные тележки с консолью. Тележки достаточно универсальны, могут быть установлены в любом месте цеха, но имеют два существенных недостатка — занимают большую производственную площадь по сравнению с велосипедными тележками, что особенно сказывается при их применении для изделий с небольшими размерами поперечного сечения (например, балок), а также имеют недостаточную жесткость, особенно тележки больших размеров.
Глагольные тележки могут быть поворотными и неповоротными.
На рис. 101, в показана поворотная глагольная тележка.
Портальные тележки (рис. 101, г) представляют собой напольные тележки, передвигающиеся по двум рельсам, расположенным с обеих сторон изделия. Эти тележки обладают наибольшей жесткостью, по сравнению с остальными,
и могут применяться в любом месте цеха. Недостатком портальных тележек является сложность и громоздкость конструкции, охватывающей изделие с обеих боковых сторон. Типовые портальные тележки предназначены в основном для сварки цилиндрических изделий.
В ИЭС им. Патона разработан ряд типовых конструкций велосипедных, глагольных и портальных тележек, собираемых в основном из тех же унифицированных узлов, что и колонны (табл. 22).
При выборе типовых тележек следует руководствоваться следующими основными соображениями: для сварки изделий диаметром до 4 м на установках, расположенных у стены цеха, целесообразно применять велосипедные тележки; сварку изделий диаметром до 2 м в середине пролета лучше всего
Рис. 102. Глагольная тележка производить с использованием глагольных тележек: для изделий диаметром 4—6 м у стены цеха и 2—6 м в середине пролета наиболее применимы портальные тележки.
Устройство типовых тележек рассмотрим на примере глагольной поворотной тележки, предназначенной для установки и перемещения несамоходных сварочных головок при сварке наружных прямолинейных и кольцевых швов. Тележка (рис. 102) состоит из платформы 4 с двумя приводными и одним холостым колесами, стойки 6, каретки 8 с выдвижной штангой 11 и трех электроприводов — передвижения тележки, подъема каретки и выдвижения штанги.
Передвижение тележки осуществляется на приводных колесах 1 электродвигателем 3 с помощью двухступенчатого цилин-150
дрического редуктора 2и червячной передачи. Вертикальное перемещение каретки с балконом осуществляется по направляющим стойки на четырех роликах при помощи электродвигателя 10 через редуктор 9 и ходовой винт 7. Привод выдвижения штанги размещен внутри нее. Поворот стойки производится ручным механизмом 5. К выдвижной штанге на специальных кронштейнах прикреплено кресло 12 для сварщика.
I I-, 800 -I !
''Ш}J i
а)
Рис. 103. Специальная тележка для перемещения сварочной головки: а — общий зид; б — схема механизма копирования
Конструкции специальных тележек, предназначенных для сварки конкретных изделий, зависят от формы и размеров изделий, наличия производственных площадей и т. д. В качестве примера на рис. 103 приведена тележка для перемещения двухдуговой сварочной головки А-639 9 при сварке криволинейных швов продольных балок 8 грузовых вагонов. Тележка состоит из рамы /, выдвижной штанги 4 с кронштейном 5, механизма передвижения 2. Передвижение осуществляется электродвигателем через редуктор и зубчатые передачи со сменными шестернями со сварочной скоростью 40—100 м/ч. Маршевая скорость включается с помощью кулачковой муфты. Тележка опирается на четыре колеса 5, два из которых, расположенных над одним рельсом, сделаны двухребордными и являются направляющими.
1280
Рис. 104. Передвижные направляющие для сварочной головки
Особенностью конструкции является наличие копирующего устройства, обеспечивающего движение головки вдоль криволинейного шва балки (рис. 103,6). Устройство состоит из копирного ролика 7, которым выдвижная часть тележки (штанга 4 вместе с кронштейном 6 и закрепленной на нем головкой) опирается на балку и прижимается к ней грузом 5 с помощью троса.
Направляющие устройства для сварочных аппаратов
Эти устройства предназначены для установки и передвижения по ним самоходных аппаратов при сварке прямолинейных швов ограниченной длины (обычно до нескольких метров) и применяются в случаях, когда конструкция изделия не позволяет применить трактор, передвигающийся непосредственно по изделию. Как правило, направляющие устройства имеют специальное назначение. Исключение составляют передвижные направляющие для швов длиной 3—8 м (катучие балки), предназначенные для широкой номенклатуры изделий. Катучая балка (рис. 104) состоит из балки 2 с направляющими для головки АБС, двух ведущих 4 и двух холостых колес 5, соединительного вала 5, штурвалов /. Для фиксации балки над линией шва имеется стопорное устройство.
Устройства для установки сварочной аппаратуры
Эти устройства обычно представляют собой стационарные или переносные стойки с консолями, на конце которых расположены подающий механизм полуавтомата, а также кассета со сварочной проволокой (рис. 105). На стойке 1 шарнирно закреплены две
Рис. 105. Устройство для установки подающего механизма полуавтомата
секции 2 и 3 складывающейся консоли. На конце консоли размещается подающий механизм полуавтомата, а около шарнира — кассета со сварочной проволокой. Благодаря складывающейся консоли устройство, обладая значительным радиусом обслуживания (до 3500 мм), при необходимости занимает сравнительно небольшую площадь.
Устройства для направления электрода по шву
Эти устройства делятся на две группы: устройства, автоматически обеспечивающие движение электрода вдоль свариваемого стыка, и устройства для контроля за направлением движения
Рис. 106. Установка копирных роликов на тракторе ТС-17М для сварки стыкового шва с разделкой кромок
электрода. К первой группе относятся устройства с копирными роликами и следящие системы, связанные с приводом движения сварочного аппарата. Ко второй — светоуказатели.
Попарные ролика движутся впереди шва по его разделке или по направляющей стенке (или кромке) изделия, расположенной параллельно шву. Так как при переходе через прихватки ролик может соскочить со стыка, обычно ставят два или три ролика.
При сварке стыковых швов с разделкой или с достаточным зазором сварочными тракторами, направление обеспечивается копирными роликами /, укрепленными на консоли 2 и двигающимися по стыку (рис. 106). При сварке тавровых швов направление движения трактора может обеспечиваться установкой его колес под небольшим углом к линии свариваемого шва. Благо-154
даря этому трактор постоянно упирается копирным роликом в стенку или кромку изделия, расположенную параллельношву.
В отдельных случаях направление движения аппарата вдоль шва обеспечивается специальными устройствами. В частности, в установке для сварки криволинейных швов балок, изображенной на рис. 103, противовес прижимает копирные ролики к полке балки, расположенной параллельно свариваемому шву.
Следящие системы разделяются на фотоэлектрические и электромагнитные.
Фотоэлектрические системы основаны на действии отраженного светового луча на фотосопротивление. Световой луч при этом отражается от вспомогательной риски или линии, наносимой на изделие параллельно свариваемому стыку.
Электромагнитная (индуктивная) система основана на зависимости индуктивного сопротивления катушки электромагнита от ее расположения относительно зазора в стыке.
В качестве примера фотоэлектрической системы на рис. 107 схематически показано устройство, применяемое при производстве труб со спиральным швом. Устройство состоит из фотоголовки /, исполнительного механизма 2, державки 4 с плавающим резцом, пульта управления 5, усилителей 5, 7 и тиратронного блока 6. Копирная риска на свариваемую заготовку наносится плавающим резцом на определенном расстоянии от продольной кромки листа, т. е. от стыка. Фотоголовка, жестко связанная со сварочной головкой, направлена фотоэлементом на риску, которая освещается вращающимся световым лучом, направленным осветителем фотоголовки.
При пересечении с риской луч отражается от ее кромок и попадает на фотоэлемент. Фотоэлемент посылает электрические сигналы, которые увеличиваются в усилителях и преобразуются в тиратронном блоке в результирующее напряжение. Знак и величина этого напряжения зависят от величины смещения оси фотоголовки от оси копирной риски и, следовательно, от смещения электрода от стыка. Напряжение воздействует на электродвигатель исполнительного механизма, который перемещает сварочную головку в нужном направлении — до совмещения электрода с осью стыка. Подобная система обеспечивает точность
Рис. 108. Схема установки с фотоследящей системой для сва-
рочного трактора
направления электрода в пределах ±14-1,5 мм при скорости сварки до 120 м/ч. Недостатком
Рис. 109. Блок-схема системы с индуктивным датчиком:
/ — датчик; 2 — усилитель; 3 — корректор
системы является необходимость нанесения копирной риски, так как направление луча непосредственно на кромки стыка не дает удовлетворительных результатов из-за нестабильности световых характеристик этих кромок.
На рис. 108 дана скелетная схема установки с фотоследящей системой для сварочного трактора ТСт17М. Передние колеса 5 трактора — поворотные с приводом от серводвигателя 6. Слежение осуществляется фотоголовкой 4, расположенной над копирной линией 3, наносимой параллельно стыку 2 алюминиевым карандашом. При правильном расположении сварочного мундштука 1 над стыком изображение копирной линии находится в центре экрана фотоголовки. При смещении линии фотоголовка выдает сигнал ошибки, который, преобразуясь в усилителе мощности 7, управляет серводвигателем. Серводвигатель поворачивает передние колеса трактора в нужном направлении, пока линия слежения не окажется снова в центре экрана фотоголовки. Установка обеспечивает точность слежения в пределах 0,5 мм.
Блок-схема с индуктивными датчиками дана на рис. 109. Датчик представляет собой Ш-образный магнитный сердечник, на среднем стержне которого имеется катушка, подключенная к источнику питания, а на крайних стержнях — две измерительные катушки, включенные в мостовую схему. Датчик закреплен на сварочной головке и идет над стыком впереди нее.
При симметричном положении датчика над осью стыка система уравновешена и никаких сигналов в усилитель не поступает. При смещении датчика со стыка в боковых катушках возникают различные электродвижущие силы. Результирующая э. д. с. через
усилитель включает электродвигатель корректирующего механизма, который сдвигает электрод в необходимое положение над осью стыка. Точность слежения этой системы примерно такая же,
как и фотоэлектрической.
Направление движения электрода может обеспечиваться не только копирными роликами и автоматическими следящими системами, но и ручной корректировкой. При этом сварщик должен осуществлять контроль за правильностью движения. При сварке под флюсом визуальное наблюдение за направлением дви-
жения электрода сопряжено с известными трудностями, так как дуга закрыта и отклонение электрода от стыка может быть не замечено сварщиком.
Для повышения качества сварки и улучшения контроля за направлением движения электрода применяются светоуказатели. Свето-указатель (рис. ПО) состоит из разборной трубки /, в верхней части которой находится низковольтная лампа 2, а в нижней — линза 4. Трубка шарнирно закреплена на державке 3. Световое пятно, образуемое лучом на изделии, направляется на стык перед электродом и указы-
Рис. НО. Схема светоуказ ател я для контроля за направлением движения электрода по шву
вает направление движения сварочного аппа-
рата, к которому прикреплен светоуказатель. Резкость светового пятна регулируется перемещением нижней части трубки вдоль
оси светоуказателя.
Оборудование для подъема и перемещения сварщиков
Основным видом оборудования для подъема и перемещения сварщиков являются подъемные и подъемно-выдвижные площадки с механизированным приводом. Подъемно-выдвижные площадки могут не только поднимать, но и перемещать горизонтально рабочий балкон со сварщиком (при неподвижном основании площадки). Площадки могут быть изготовлены стационарными, переносными и передвижными.
Стационарные площадки необходимы для-обслуживания специализированных рабочих мест в случаях, когда движение только верхней части площадки (рабочего балкона) при неподвижном основании обеспечивает удобную работу при сварке всех швов изделия. Переносные, обычно небольшие площадки, применяются в стесненных цеховых условиях.
Наибольшей универсальностью обладают передвижные, механизированные площадки, позволяющие быстро перемещать сварщика вместе с аппаратурой и материалами непосредственно к месту сварки. Это особенно важно при сварке крупногабаритных изделий на позиционерах, кантователях и других поворотных устройствах, когда сварщик, находясь на высоте, должен быстро перемещаться при каждом повороте изделия. Не менее важным является возможность механизированного перемещения сварщика при полуавтоматической сварке, так как сварщик должен иметь при себе подающий механизм полуавтомата.
При отсутствии механизированных площадок сварщик должен пользоваться переставными лестницами, стремянками, под-
Рис. 111. Схемы передвижных площадок для сварщика
ставками и другими приспособлениями, которые каждый раз нужно переставлять. Кроме.того, эти простейшие устройства не всегда могут обеспечить удобное расположение сварщика при сварке всех швов изделия.
Таким образом, механизированные площадки позволяют расширить область применения полуавтоматической сварки, сваривать большую часть швов в нижнем положении и «в лодочку», удобно и безопасно располагаться сварщику на высоте, значительно сокращать вспомогательное время на перемещение сварщика.
Передвижные подъемные площадки обеспечивают перемещение сварщика в двух направлениях: по вертикали — подъемом балкона — и по горизонтали — передвижением всей площадки. Последнее движение может осуществляться как вдоль (рис. 111, а), так и поперек (рис. 111, б) фронта работ («с наездом на изделие»).
Подъемно-выдвижные площадки (рис. 111, в, г) обычно передвигаются вдоль фронта работ, обеспечивая таким образом перемещение сварщика в трех направлениях: вдоль фронта работ — за счет передвижения всей площадки, поперек фронта работ — выдвижением балкона, по вертикали — подъемом балкона. Подъемно-выдвижные площадки могут быть выполнены по двум основным схемам — шарнирно-рычажной и координатной.
Шарнирно-рычажная схема (рис. 111, в) обеспечивает подъем и выдвижение рабочего балкона за счет вращательных движений секций стрелы, а координатная схема (рис. 111, г) — за счет прямолинейных движений каретки по вертикали и консоли по горизонтали (аналогично движениям глагольных и велосипедных тележек). Площадки, выполненные по координатной схеме, занимают значительно больше места в исходном положении, так как консоль в исходном положении выступает над тележкой в сторону, противоположную фронту работ. Площадки, выполненные по шарнирно-рычажной схеме, отличаются компактностью в исходном положении.
Конструкция шарнирно-рычажных площадок более технологична по сравнению с координатными, так как в ней отсутствуют направляющие для прямолинейного движения, отличающиеся сложностью изготовления. В табл. 23 приведены основные данные разработанных типажных площадок — подъемной (ПСП-4) и подъемно-выдвижных (ПСУ-2/1,6 и ПСУ-4/2).
Таблица 23 Технические данные площадок для сварщика
Параметры ПСП-4 ПСУ-2/1,6 ПСУ-4/2
Грузоподъемность в кгс Высота подъема над полом в м: наименьшая наибольшая Вылет балкона от оси колонны в мм: наименьший наибольший Размер балкона в плане в мм . . Колея площадки в мм База площадки в мм Масса площадки в кг Габаритные размеры в мм .... 300 1600 4000 1650 2600 1000Х 1750 1400 1900 2800 2500X2000X Х5000 250 800 2290 0 1660 1800 X 900 1400 1450 2100 1930Х 1540Х Х1860 200 960 4000 0 2000 2000Х 1000 1524 2200 2500 2800X 2500X Х2700
Кроме рассмотренных площадок с механизированными приводами передвижения, в ряде случаев применяются простейшие площадки типа передвижных лестниц.
При электрошлаковой сварке барабанов котлов и других крупногабаритных изделий требуется перемещение сварщика по вертикали на несколько метров. Для этого применяются специальные лифты (см. рис. 161).
§ 5. УПЛОТНЕНИЕ СТЫКОВ
Оборудование для уплотнения стыков применяется при элек-тродуговой и электрошлаковой сварке стыковых швов для удержания расплавленного металла и формирования обратной сто-
роны шва*. Различают: устройства с флюсовыми подушками и устройства с металлическими подкладками. В зависимости от вида свариваемых швов различают устройства для кольцевых и продольных швов.
Устройства с флюсовыми подушками для сварки кольцевых швов
Эти устройства предназначены для сварки внутренних швов и, следовательно, располагаются снаружи, под изделием. По исполнению устройства делятся на передвижные и стационарные. Передвижные устройства — универсальные, широкого назначения, применяются для различных изделий при индивидуальном и мелкосерийном производстве. Ста-
ционарные устройства применяются в массовом и крупносерийном производствах и обычно специализированы для сварки одного и^и нескольких однотипных изделий.
’ Для сварки внутренних кольцевых швов в основном применяются подушки ременного типа. На рис. 112, а изображена передвижная подушка ФК-1, состоящая из тележки 2, на которой 160
расположен пневмоцилиндр 3 с шарнирно закрепленной на нем рамой 4. На барабанах рамы натянута бесконечная замкнутая лента 5 с бортами. Натяжение ленты обеспечивает натяжное устройство 6.
Подушка может передвигаться по рельсовому пути, расположенному между роликоопорами сварочного стенда; для передвижения раму подушки устанавливают вдоль продольной оси стенда. Перед сваркой раму поворачивают поперек стенда и опускают в нижнее положение. После установки изделия раму поднимают и лента вместе с насыпанным на нее флюсом прижимается пневмоцилиндром снизу к свариваемому стыку. При вращении изделие трением увлекает ленту, которая обегает барабаны рамы и непрерывно подает свежий флюс к месту сварки. Очередные порции флюса поступают на ленту из бункера 7, а отработанный флюс ссыпается в ящик 1. Подушка предназначена для изделий диаметром 0,75—3,5 м.
Способ поджатия флюса к изделию, а также подъема и опускания подушки, с помощью пневмоцилиндров получил широкое распространение и применяется почти во всех конструкциях подушек для кольцевых швов.
В отличие от подушек ременного типа, флюсовые подушки с кольцевым лотком не требуют установки бункеров. Основным элементом такой подушки (рис. 112, б) является кольцевой эластичный лоток 10, расположенный в ложементе 11 на диске 9. Диск свободно закреплен на валу 8, связанном со штоком пневмоцилиндра 3. Диск вместе с лотком расположен в плоскости, наклоненной под углом в несколько градусов к горизонтальной. Нижняя часть пневмоцилиндра связана с поперечной траверсой, находящейся над рельсами, по которым может передвигаться тележка 2 с подушкой.
Пневмоцилиндр закреплен на тележке на пружинной подвеске, обеспечивающей его подвижность в вертикальном направлении. При впуске сжатого воздуха в пневмоцилиндр лоток поднимается, прижимая флюс к изделию, а пневмоцилиндр, сжимая пружины подвески, опускается пока траверса не упрется в рельсы. Благодаря этому тележка стопорится под швом. При вращении изделие увлекает за собой диск с лотком, и таким образом происходит непрерывная циркуляция флюса под свариваемым швом. Подушка применяется для сварки внутренних швов изделий диаметром 0,7—4 м.
Примером стационарной флюсовой подушки специального назначения является подушка со шнековой подачей и поджимом флюса (рис. ИЗ). Подушка состоит из основания 7, шнека 3 с корпусом 4 и приводом 6, бункера 5, головки 1 с коробкой 2 и роликами 9. Подушку устанавливают таким образом, что ролики 9 упираются в изделие, обеспечивая минимально возможный зазор между ним и коробкой подушки. Коробка прижимается к изделию пружинами 8, флюс непрерывно подается к изделию
И А. Д. Гитлевич 161
вращением шнека. Лишний флюс ссыпается в ящик (на чертеже не показан). Подушка предназначена для автоматической линии сварки спиральных труб диаметром 429—630 мм.
Рис. 113. Стационарная флюсовая подушка со шнеком
Устройства с флюсовыми подушками для сварки прямолинейных швов
Эти устройства применяются в основном для сварки прямолинейных швов плоских конструкций и продольных швов обечаек. Так же, как и для кольцевых швов, ционарными и передвижными. Как
Рис. 114. Флюсовая подушка для сварки прямолинейных швов
U90
устройства выполняются ста-и в устройствах для кольцевых швов, поджатие подушек с флюсом к изделию в устройствах для прямолинейных швов производится в основном сжатым воздухом. Но если для кольцевых швов обычно применяются пневмоцилиндры, то для прямолинейных, где требуется поджатие по всей длине шва, целесообразно применение пневмошлангов.
На рис. 114 изображена типовая передвижная флюсовая подушка ПФП-2 для сварки внутренних продольных швов обечаек длиной
до 2 м. Подушка состоит из тележки 2 и подъемного корпуса 5, внутри которого находится пневмошланг 3, осуществляющий поджим желоба 4 с флюсом к изделию. Сам корпус поднимается на высоту до 120 мм сдвоенным пневмошлангом 6. Опускание корпуса происходит под действием собственного веса. Тележка может передвигаться на четырех колесах 1. При давлении воздуха в сети, равном 4—6 кгс!см\ подушка прижимается к изделию под давлением 0,5—3 кгс!см\ а флюс 0,3—2 кгс! см2.
Для сварки прямолинейных швов листовых конструкций широко применяются флюсовые подушки с электромагнитами, прижимающими изделие к подушке. Такие подушки могут применяться как индивидуально, так и группами — в составе электромагнитных стендов (рис. 115). Стенд состоит из нескольких подушек 3, стеллажа 1 для заготовок, рельсового пути 6 и системы передвижения подушек, в которую входят тяговая лебедка 7 с канатами 4 и блоками 2 и 5. Управление лебедкой осуществляется с переносных кнопочных станций; передвижение подушек
Таблица 24
Краткие технические данные электромагнитных стендов
Параметры Р-703 Р-624 Р-625 Р-752
Число и расположение
свариваемых швов . . Размер свариваемых по- 1 2 продольных 1 поперечный 3 продольных 1 поперечный 4 продольных 1 поперечный
лотнищ в мм ... Мощность * источника питания электрома- 5600X3000 10 ооох Х4800 10 ОООХ Х6000 10 ооох Х7400
гнитов в кет . . . Усилие притяжения электромагнитов на 2,5 27 33 / == 500 а, U = 35 в
1 м длины шва в кгс Расстояние между продольными швами в 450 4000 (при толщине изделия 5 мм) 4000 (при толщине изделия 5 мм) 2000
мм Габаритные размеры в — 1100—1500 1100—1500 1400
мм 6800Х X 2556X530 10 460Х X 4860X 590 10 460Х X 6390X590 10 670Х X 7970X790
Масса в кг 3220 14 300 19 100 18 500
* Источником питания электромагнитов на всех постоянного тока. стендах служит генератор
11*
163
1
2 3
4
Рис. 115. Электромагнитный стенд для сварки полотнищ
ограничено конечными выключателями. Подобные стенды применяются не только для сварки, но и для сборки полотнищ.
Рама 16 подушки установлена на двух тележках 8. Внутри рамы расположен желоб 10 для флюса, а под ним — два шланга для подъема 19 и опускания 18 желоба, связанные с ним толкателями 11. Вдоль желоба расположены унифицированные электромагнитные блоки, состоящие из сердечников 12, катушек 13 и корпусов 14. Кроме того, в раме расположены стойки с роликами для продольного 15 и поперечного 9 перемещения свариваемых листов. Стойки с роликами поднимаются шлангами 17. Для сцепления с тяговым канатом при передвижении подушки на концах рамы имеются захваты.
В табл. 24 приведены краткие технические данные типовых стационарных электромагнитных стендов конструкции ИЭС им. Е. О. Патона, предназначенных для сборки, и сварки полотнищ с различным количеством и расположением швов. Приведенные в табл. 24 стенды отличаются по устройству от стенда, изображенного на рис. 115, тем, что отдельные подушки в них или неподвижны, или передвигаются ходовыми винтами в определенных пределах, а поджим флюса осуществляется пневмошлангами, расположенными сбоку от желобов, с помощью рычажных толкателей.
Устройства с металлическими подкладками
Эти устройства по сравнению с флюсовыми подушками требуют более тщательной сборки стыка и плотного прижатия подкладки к листу. Они применяются в основном для односторонней
Рис. 116. Зажимное устройство с металлической подкладкой для сварки прямолинейных швов
дуговой сварки изделий из тонколистовых материалов и при электрошлаковой сварке. Материал подкладок зависит от материала изделия: например, для стальных листов применяются медные подкладки, а для листов из алюминия — стальные. Во
Вида
б-б
всех случаях материал подкладки не должен свариваться с материалом изделия. Широкое распространение устройства с металлическими подкладками получили при сварке в среде защитных газов.
Особую группу составляют устройства для электрошлаковой сварки — ползуны и подкладки, назначение которых — удерживать шлаковую и металлическую ванну и формировать шов. Ползуны обычно входят в состав сварочных аппаратов.
На рис. 116 показано типовое зажимное устройство для сварки прямолинейных швов обечаек и листов, состоящее из основания 1, двух стоек 2, поворотной консоли 4, прижимной балки 5 с пневмошланговыми прижимами 7 (см. § 3). На консоли размещена металлическая подкладка 8. Между основанием 1 и стойками 2 вставлены сменные стойки 9, что позволяет использовать устройство для сварки обечаек различного диаметра. Перед сваркой консоль поворачивают на оси 10 и на консоль надевают обечайку, затем консоль подводят под прижимную балку и закрепляют свободным концом на кронштейне 3, после чего пневмоприжимы прижимают кромки обечайки к подкладке и производится сварка (пуск сжатого воздуха в шланги осуществляется краном 6). Сварочный трактор перемещается по направляющим, параллельным оси подкладки. Иногда сварку производят самоходной головкой, для которой в этом случае устанавливают специальные направляющие. При сварке листов консоль не выдвигают, а листы заводят сбоку. Подобные устройства применяют для сварки изделий из листов толщиной до 8 мм. На устройствах с пневмошлангами может производиться и сборка под сварку обечаек, особенно небольших толщин, что позволяет сваривать без прихваток.
На рис. 117 изображена подкладка для электрошлаковой сварки кольцевых швов с внутренним диаметром 1300 мм, состоящая из секторов 1—3 и клина 6, распирающего секторы и плотно прижимающего ленту к обечайке. Все секторы и клин охлаждаются водой, для чего к латунным лентам 5 сектора приварены трубы 4, а внутри клина предусмотрены специальные каналы. Такие кольца могут быть изготовлены для швов любого диаметра. В аналогичных приспособлениях для автоматической дуговой сварки охлаждение не предусмотрено.
§ 6. ПОДАЧА В ЗОНУ СВАРКИ И СБОР ФЛЮСА
Назначение и разновидности оборудования
При автоматической и полуавтоматической сварке под флюсом важным звеном в комплексной механизации и автоматизации процесса является механизация подачи флюса в зону сварки, удержания его на поверхности шва во время сварки и уборки нераспла-вившегося флюса.
В простейших случаях подача осуществляется периодической засыпкой флюса в бункеры, откуда он поступает в зону сварки. Такими бункерами оборудованы сварочные тракторы, а также шланговые полуавтоматы. Уборка флюса часто производится вручную совками. Такой примитивный способ ограничивает дальнейшее повышение производительности труда, отвлекая рабочего на выполнение этой вспомогательной операции. Кроме того, при 167
таком кругообороте флюс поступает в зону сварки вместе с пылью и частицами шлака, засоряющими флюс и снижающими качество шва.
Для механизации процессов подачи и уборки флюса, а также удержания его на поверхности шва предназначено специальное оборудование, которое можно разделить на три группы: флюсо-аппараты, флюсоподающие устройства, флюсоудерживающие приспособления.
Флюсоаппараты представляют собой устройства для подачи и сбора флюса с помощью воздуха.
Флюсоподающие устройства предназначены для этих же целей, но подача и сбор флюса производится механическими средствами — шнеком, элеватором и т. д.
Флюсоудерживающие приспособления предназначены для удержания флюса на свариваемом шве во время сварки.
Механизация подачи и уборки флюса может осуществляться как комплексно, так и раздельно — только подача или только уборка флюса. Уборка флюса может производиться непосредственно со свариваемых поверхностей или же из специального бункера, куда флюс ссыпается с изделия после сварки.
Флюсоаппараты
Флюсоаппараты можно разделить: 1) по характеру воздушного потока в аппарате — всасывающей, нагнетательной и вса-сывающе-нагнетательной (смешанной) систем; 2) по характеру циркуляции флюса в аппарате — с непрерывной циркуляцией, с периодической циркуляцией, без циркуляции; 3) по назначению — для сбора флюса, для сбора и подачи флюса, для подачи флюса; 4) по исполнению — переносные, передвижные на колесах, встраиваемые в сварочные аппараты, стационарные, монтируемые на опорах или на устройствах для перемещения сварочных аппаратов; 5) по источнику энергии — работающие от сети сжатого воздуха, работающие независимо от сети сжатого воздуха с эксгаустерами, вентиляторами или вакуум-насосами.
В аппаратах всасывающей системы флюс увлекается в бункер аппарата потоком воздуха, возникающим в результате разрежения во всасывающей трубе и бункере. В аппаратах нагнетательной системы подача флюса осуществляется потоком сжатого воздуха. В аппаратах смешанной системы всасывающая труба находится под разрежением, ссыпная труба и бункер — под атмосферным или избыточным давлением. В аппаратах с непрерывной циркуляцией флюса одновременно осуществляется всасывание и ссыпка флюса; бункер при этом пополняется непрерывно всасываемым флюсом (рис. 118, а) [14]. Эти аппараты большей частью имеют смешанную систему, в них флюс подается сжатым воздухом или под собственным весом.
В аппаратах с периодической циркуляцией всасывание и подача флюса происходят одновременно, но бункер пополняется 168
всасываемым флюсом периодически — порциями. Эти аппараты обычно всасывающей системы (рис. 118,6). В аппаратах без циркуляции происходит только всасывание флюса (всасывающая система, рис. 118, в) или только подача флюса сжатым воздухом (нагнетательная система). При этом следует заметить, что простые аппараты всасывающей системы не пригодны для циркуляции флюса, так как давление в бункере меньше атмосферного давления в ссыпной трубе, и флюс не высыпается из бункера, «зависает» в нем. Во избежание этого флюсоаппараты всасывающей системы с периодической циркуляцией имеют обычно двухка-
Рис. 118. Схемы флюсоаппаратов с различным характером циркуляции:
1 — смесь воздуха с флюсом; 2 — сжатый воздух; 3 — выход чистого воздуха; 4 — ссыпка флюса
мерный бункер, разделенный специальной заслонкой, которая перекрывает выход из верхнего бункера во время всасывания и периодически открывается (см. рис. 120).
Флюсоаппараты всасывающей системы имеют наибольшую эксплуатационную надежность и обеспечивают наилучшее качество флюса, так как флюс в них подвергается измельчению меньше, чем в аппаратах других систем, вследствие меньшей скорости транспортировки, и не увлажняется от соприкосновения со сжатым воздухом.
Во флюсоаппаратах смешанной и особенно нагнетательной систем, где флюс соприкасается со сжатым воздухом, обычно происходит увлажнение флюса, так как сжатый воздух в цеховой сети, как правило, имеет значительную влажность. Поэтому для таких аппаратов требуется, обязательная установка влаго-отделителя. В аппаратах смешанной и нагнетательной систем происходит дробление флюса, вследствие большой скорости транспортировки. В аппаратах нагнетательной системы возможно образование пробки в трубопроводе при перерывах процесса. В то же время флюсоаппараты нагнетательной системы обладают наибольшей производительностью и более экономичны по сравнению с аппаратами других систем.
На практике наибольшее распространение получили аппараты всасывающей и смешанной системы. Первые применяются или без
циркуляции — для сбора флюса или с периодической циркуляцией — для сбора и подачи флюса. Вторые применяются, как правило, для сбора и подачи флюса и имеют непрерывную циркуляцию. Наиболее целесообразно применение флюсоаппаратов смешанной системы с непрерывной циркуляцией при сварке швов большой протяженности, в частности, в специальных сварочных установках, например при производстве сварных труб.
Аппараты нагнетательной системы применяются только для подачи флюса (без циркуляции) при полуавтоматической сварке. Технические данные аппаратов, предназначенных для сбора, а также для сбора и подачи флюса, приведены в табл. 25.
На рис. 119, а изображен переносной флюсоаппарат А-875 для сбора флюса. Аппарат всасывающей системы, без циркуляции флюса, работает от сети сжатого воздуха, состоит из сварного бункера 2, внутри которого расположен эжектор 3 и пылеотделяющее устройство 4. Сжатый воздух подается в сопло эжектора через кран /; в результате в бункере создается разрежение и по резиновому шлангу 5 через насадку 6 в аппарат всасывается смесь флюса с воздухом. При входе в бункер тяжелые частицы флюса отделяются от воздуха и падают на дно, а в пылеотделяющем устройстве задерживается пыль. Собранный в бункере флюс периодически высыпают через горловину, закрываемую заслонкой.
На рис. 119,6 показан типовой передвижной аппарат Р-550 для сбора флюса; аппарат всасывающей системы, без циркуляции флюса, работает от сети сжатого воздуха, состоит из бункера 2, с крышкой 12, всасывающей трубы 5, эжектора 3, флюсоотделяющего устройства и тележки 8. Флюсоотделяющее устройство включает конус 13, матерчатый фильтр 14 и пружину 15.
Для подачи сжатого воздуха в сопло эжектора служит кран 1. Под действием струи сжатого воздуха, выходящего из сопла, в бункере создается разрежение и происходит всасывание флюса в бункер через трубу 5. При входе в бункер смесь воздуха с флюсом расширяется и благодаря резкому изменению направления движения, создаваемому конусом 13, крупные частицы флюса отделяются от воздуха и падают на дно. Воздух, содержащий мелкую пыль, устремляется вверх и попадает в матерчатый фильтр 14, где флюсовая пыль оседает на стенках фильтра, а очищенный воздух выходит наружу через надставку 10. Флюсовая пыль, собранная матерчатым фильтром, периодически стряхивается посредством тяги 11. Собранный флюс из бункера высыпается в ведро 7 при помощи заслонки 16. Внутри бункера закреплена резиновая амортизационная накладка 9, которая снижает степень измельчения флюса и служит защитой бункера от износа в местах удара струи воздуха с флюсом.
Передвижной флюсоаппарат Р-895 отличается от аппарата Р-550 способом создания разрежения в бункере. Для этой цели вместо эжектора применен эксгаустер — всасывающий вентиля-170
тор, приводимый в движение электродвигателем мощностью 1 кет со скоростью 2850 об!мин. Аппарат работает независимо от сети сжатого воздуха, что особенно важно в условиях строительства, на ремонтных работах и т. д.
Все перечисленные аппараты в основном рекомендуются для работы совместно с полуавтоматами, а также со сварочными тракторами и в других случаях, когда трудно применить более универсальную аппаратуру для одновременной подачи и сбора флюса.
При сварке головками АБС, а также АБ подача и сбор флюса осуществляются флюсоаппаратом А-184, встроенным в сварочную головку.
Технические данные
Параметры Для отсоса флюса
Р-550А Р-895А ФСП А-875
Исполнение Передвижной Передвижной Переносной Переносной
Характер циркуляции флюса Без циркуляции Без циркуляции Без циркуляции Без циркуляции
Производительность в кг/мин 17,5 6 6 10
Полезная емкость бункера в л 28 28 15 10
Высота всасывания в м 1 1 0,5 —
Длина всасывающей трубы в м 7 7 4 —
Удельный расход сжатого воздуха в м*1кг 0,05 — 0,05 0,08
Габаритные размеры в мм 1195Х Х600Х 1480 1195Х Х600Х 1500 550X220X Х290 700X250X Х350
Масса флюсоаппарата без флюса в кг 80 140 7 14
* Габаритные размеры бункера. Примечания: 1. Флюсоаппараты А-184 и Р-670 — смешанной системы, все остальные —- 2. Флюсоаппарат Р-895А применяется при отсутствии сжатого воздуха, все 3. Флюсоаппарат Р-855 применяется при сварке внутренних продольных Л
флюсоаппаратов
Для отсоса и подачи флюса
А-184 А-361, А-381 Р-670 Р-675 Р-720 Р-855
Встроенный в головки АБС, АБ Встроенный в двухдуговые автоматы А-330 Стационарный Стационарный Стационарный Стационарный
Непрерывная циркуляция Пер иоди некая циркуляция Непрерывная циркуляция Периодическая циркуляция Периодическая циркуляция Периодическая циркуляция
6—7,5 17 8 10 12 20
22 50 32 130 750 100
1,5 2,2 1,7 5 5 0,6
2,5 2,6 2,5 5,5 5 1,5
0,16 0,06 0,11 0,11 0,11 0,05
350 X Х530 * 520 X 1600 * 420 X X1400 * 600 X Х2300 * 1200Х Х3200 * 2500X X 600X620
25 60 42 - 85 220 50
всасывающей системы. остальные флюсоаппараты работают от сети сжатого воздуха швов труб.
Примером стационарного аппарата для сбора и подачи флюса может служить флюсоаппарат Р-720 всасывающей системы с периодической циркуляцией флюса. Этот аппарат применяется в условиях массового производства с большим объемом автоматической сварки под флюсом, в частности при производстве сварных труб большого диаметра. Аппарат (рис. 120) состоит из нижней 15 и верхней 12 камер, загрузочного люка 13, эжектора 8, вакуумкамеры 7, пневматического клапана 5, диафрагменного толкателя 4 и сетки 2.
Особенностью аппарата является автоматическое управление клапаном 5, перекрывающим отверстие, соединяющее обе камеры. Это управление осуществляется распределительным краном 16, сблокированным с заслонкой 17 на ссыпной трубе. При открывании крана 1 сжатый воздух поступает в сопло эжектора 18, создавая разрежение в верхней камере' и всасывающей трубе 6. Благодаря разрежению во всасывающей трубе создается поток воздуха из атмосферы, увлекающий флюс в верхнюю камеру, где флюс с воздухом ударяется о стенки. В результате флюс выпадает на дно камеры, а воздух направляется в пылесборник, состоящий из конусов 10 и //и перегородок.
Нижняя камера бункера в это время испытывает нормальное атмосферное давление, поэтому находящийся в ней флюс по трубе ссыпается на шов. По окончании сварки подачу сжатого воздуха в эжектор перекрывают заслонкой 17, при этом распределительный кран 16 переключает поток сжатого воздуха от сети, направляя его в диафрагменный толкатель, который поворачивает пневматический клапан и открывает доступ флюсу из верхней камеры в нижнюю. При открытом клапане обе камеры находятся под атмосферным давлением, и флюс из верхней камеры пересыпается в нижнюю через сетку. До заполнения верхней камеры новой порцией флюса отверстие в камере под действием груза 3 закрыто.
Пылеотделяющее устройство состоит из конусов, кольцевое пространство которых разделено перегородками. Вихрь запыленного воздуха вначале попадает в кольцевое пространство между конусами. Здесь перегородками поток рассекается на части и теряет скорость вращающего движения, вследствие чего из него частично выпадает оставшаяся пыль. В результате двукратного преломления струи воздуха, движущегося вверх к эжектору, выпадает остальная пыль. Перед началом работы нижняя камера загружается флюсом через загрузочный люк.
Аппарат оборудован газоотсасывающим приспособлением, головка 14 которого смонтирована на выхлопной трубе 9. Газоотсасывающее приспособление при помощи специального эжектора отсасывает вредные газы, выделяющиеся при сварке, и через головку 14 отводит их в, систему отвода пыли от флюсоаппарата.
175
Флюсоаппарат нагнетательной системы для шланговых полуавтоматов ПДШМ-500 (рис. 121) состоит из бункера 4, подающего шланга 6, вибрационного сита 2, воздушного фильтра (масло-влагоотделителя) 1 и эжектора 5. Флюс засыпается через сито, получающее колебания от пневматического вибратора 3. При этом флюс очищается от крупных зерен и поступает в бункер, откуда ссыпается в камеру эжектора. Воздух, поступающий от сети через фильтр в сопло эжектора, выходит из него с большой
Рис. 121. Схема аппарата для подачи флюса
скоростью и подхватывает флюс, подавая его по шлангу к сварочной головке 10. Здесь воздух отделяется от флюса и выходит наружу через окно 9. Давление воздуха регулируется редуктором 8 в пределах 0,5-*-2,5 кгс/см\ Повышение давления сверх 2,5 кгс! см1 предотвращается предохранительным клапаном 7.
Флюсоподающие устройства
В отличие от флюсоаппаратов, флюсоподающие устройства осуществляют сбор и подачу флюса механическими средствами — шнеком, спиралью, конвейером, ковшовым элеватором и т. д. Недостатком этих устройств является громоздкость (особенно элеваторных устройств), измельчение флюса (шнеками), а также большая по сравнению с флюсоаппаратами запыленность окружающего воздуха (особенно элеваторы и, транспортеры). Подающие устройства находят применение в крупных специализированных установках, а также при сварке в труднодоступных местах (в частности, шнеки и спирали).
Рассмотрим установку с устройством для сбора и подачи флюса, основной частью которой является ковшовый элеватор 1 (рис. 122). Свежий флюс засыпают в бункер 4, откуда он поступает на площадки 5, расположенные в зоне сварки. Во время
сварки изделие 8 перемещается, флюс ссыпается через сито 6 на склиз 7, по которому скатывается к элеватору. Ковши 2 элеватора подхватывают флюс и поднимают его на сетку 3, сквозь которую просеивается пыль. Очищенный от пыли флюс ссыпается в бункер.
Рис. 122. Флюсоподающее устройство с ковшовым элеватором
Флюсоудерживающие приспособления
Эти приспособления представляют собой всевозможные рамки, щитки, козырьки, ограничительные щеки и другие элементы, удерживающие флюс на изделии во время сварки. На рис. 123, а
б). 6> г>
Рис. 123. Флюсоудерживающие приспособления
12 А. Д. Гитлевич
177
показано приспособление для сварки продольных швов обечаек представляющее собой откидную рамку 1, поворачивающуюся на осях 2. На рис. 123, бив даны схемы приспособлений для сварки угловых и стыковых швов. Устройство для приварки фланцев к трубе «в лодочку», состоящее из кольца 3 и диска 4, прикрепляемых к изделию струбцинами 5 и стопорными болтами 6, показано на рис. 123, г.
§ 7. ЗАЧИСТКА И ПРАВКА СВАРНЫХ КОНСТРУКЦИЙ
Зачистка кромок, швов и отделка сварных конструкций
Оборудование для зачистки кромок, швов и отделки сварных конструкций разделяется на ручные шлифовальные машины, ручные зачистные машины, пневматические рубильные молотки и зачистные установки.
Рис. 124. Пневматическая шлифовальная машина ПШМ-08-60:
7 — шпиндель; 2 — гайка; 3 — кожух; 4 — корпус; 5 — пусковое устройство; 6 — рукоятка; 7 — штуцер; 8 — шлифовальный круг
Ручные шлифовальные машины подразделяются по виду привода на пневматические (рис. 124, 125) и электрические (рис. 126), а по расположению шпинделя — на прямые, рабо-
Рис. 125. Пневматическая шлифовальная торцовая машина ШРТМ:
7 — кожух; 2, 4 <— рукоятка; 3 — корпус; 5 — шланг; 6 — шлифовальный круг
тающие периферией круга; угловые и торцовые, работающие торцом круга (табл. 26 и 27).
Пневматические рубильные молотки подразделяются на прямые (рис. 127) и с пистолетной рукояткой (рис. 128). Технические данные типовых ручных рубильных молотков, зачистной машины 178
Рис. 126. Электрическая шлифовальная машина С-475:
/ ~ электродвигатель; 2 — гибкий вал; 3 — шлифовальная головка; 4 — шлифовальный круг
Рис. 127. Пневматический молоток МЗС:
1 — рукоятка; 2 — пусковое устройство; 3 — соединительная муфта; 4 — выхлопное кольцо; 5 — ствол; 6 — пружина; 7 — зубило
180
Технические данные ручных пневматических шлифовальных машин
Параметры ШМ25-50 ПШМ-08-60 ШР-06А 1 см с ПШМ-08-90 ЗМП-1,5-150 ШР-2 И-44 А ШРТМ
Наибольший диаметр шлифовального круга в мм 25—50 60 60 80 90 150 150 125 150
Мощность ъ л.с 0,25 0,65 0,4 0,8 1,2 1,5 1,4 1,4 1,5
Скорость вращения шпинделя в об/мин*. на холостом ходу . • 16 000 12 000 14 000 9500 8000 5000 4500 4000—4500 4500
под нагрузкой .... 8 000 6000— 8500 6 000 8000 4000 2500 3000 3500 4000
Расход воздуха под нагрузкой в м*/мин 0,4 0,4 0,65 0,88 0,9 1,3 1,7 1,3 1,7
Дли^з машины в мм . 250 380 406 467 480 625 585 212 (высота) 206 (высота)
Масса (без шлифовального круга) в кг 0,9 1,7 2,0 2,5 2,7 6 6,9 4,5 7,6
Примечания: 1. Машины ШМ25-50, ПШМ-08, ШРТМ — торцовые. 2. Давление воздуха в сети 5 кгс1см*. , ШР-06А, П-2008, ПШМ090 - - прямые; 1 машины И-44А
Таблица 27
Технические данные ручных электрических шлифовальных машин
Параметры С-499А С-475 ШПУ-6
Наибольший диаметр шлифовального круга в мм ... Мощность в кет Напряжение в в Частота тока в гц Скорость вращения шпинделя в об/мин Длина машины в мм .... Масса (без шлифовального круга и кабеля) в кг .... 150 0,8 36 200 3160 585 5,5 200 0,85 220 50 2800 330 (без электродвигателя и гибкого го вала) 2,1 (без электродвигателя и гибкого вала) 150 0,58 220 180 4700 448 8
Примечание. Машина С-499А — прямая, машина С-475 — прямая и угловая, машина ШПУ-6 — угловая.
Таблица 28
Технические данные ручных пневматических зачистных машин и рубильных молотков
' Параметры Зачистная машина (щетка) УПЩР-1* Рубильные молотки Машина } ля фрезерования сварных швов (на базе ручной сверлильной машины СД-8, рис. 130)
МЗС 57КМП-4 с набором зубил
Мощность В Л. С 0,7—0,8 — 0,15
Энергия удара в кгс-м ... — 0,15—0,2 0,33 —
Скорость вращения в об/мин-. на холостом ходу .... 3800— 4100 2500— — — 2000
под нагрузкой — — 1000
Число ударов в минуту • . 3000. 2800— 1800 —
Расход воздуха в м?/мин . . 0,8 3000 0,3 0,15 0,55
Длина машины в мм .... 420 250 Длина без Длина без
Масса (без инструмента) в кг 3,4 1,0 инструмента 180, высота 168 1,6 патрона 213, высота 170 1,9
♦ Диаметр щетки ПО мм.
Примечание. Давление воздуха в сети 5 кгс/см*.
(рис. 129) и машины для фрезерования швов (рис. 130) приведены в табл. 28. Общим недостатком этого оборудования является шумность и малая производительность. Для сварочного произ-
Рис. 129. Пневматическая щетка УПЩР-1:
1 — головка; 2 — корпус; 3 — пусковое устройство; 4 — рукоятка; 5 — штуцер; 6 — кожух; 7 — щетка
Рис. 130. Пневматическая машина СД-8:
/ — фреза; 2 — патрон; 3 — шпиндель; 4 — корпус; 5 — пусковое устройство; 6 — ниппель
водства наиболее удобными являются машины ШМ25-50, МЗС, 57КМП-4 и СД-8.
Наиболее совершенным является специализированное оборудование для зачистных и отделочных операций. Примером специализированной установки является фрезерный трактор ФТ-2 182
для снятия усиления сварных швов (рис. 131), имеющий следующие технические данные:
Размеры обрабатываемого шва в мм: ширина........................................... До 45
усиление..................................... » 8
Длина обрабатываемого шва без переключения кабеля в м ...................................... » 10
Диаметр обечаек при’обработке внутренних продольных швов в мм ............................... Свыше 2000
Диаметр фрез в мм: внутренний .................................. 200
наружный .................................... 280
Скорость резания в м!мин......................... 338
Скорость движения трактора в м!мин: рабочая!................................... 0,680
маршевая .................................... 10,7
Габаритные размеры трактора в мм .... 1680X765X1080
Масса в кг...................................... 2480
Рис. 131. Фрезерный трактор ФТ-2 для снятия усиления сварных швов
Правка сварных конструкций
и улучшение механических свойств сварных соединений
Оборудование для правки сварных конструкций разделяется в зависимости от вида и размеров свариваемых изделий.
I Типовая конструкция пресса для правки крупногабаритных сварных металлоконструкций изображена на рис. 132. Пресс выполнен передвижным, что позволяет применять его для изделий неограниченной длины и исключить трудоемкие крановые операции по перемещению и установке сварных узлов в процессе правки. Наряду с продольным перемещением пресса вдоль стола предусмотрено поперечное перемещение рабочего цилиндра по порталу пресса. Усилие пресса 150 тс, рабочий просвет по ширине 3000 мм, по высоте 935 мм.
Грибовидность сварных двутавровых балок — угловую деформацию полок, образуемую вследствие поперечной усадки поясных швов выправляют на специализированной установке тремя вертикальными роликами — одним нажимным 1 и двумя подающими 2 (рис. 133). Балка в процессе правки опирается на
5225
Рис. 132. Пресс для правки крупногабаритных сварных конструкций:
1 — рабочий цилиндр; 2 — гидроустановка; 3 — самоходная тележка; 4 — портал; 5 — привод портала; 6 — стол
четыре пары поддерживающих регулируемых роликов 3. Установка для правки грибовидности имеет следующие технические данные:
Размеры полки в мм: ширина........................................ 220—600
толщина.............................. 10—40
Высота сварной балки в мм ............... 500—2030
Предел прочности материала балки в кгс/мм2 . . 50
Усилие нажимного ролика в кгс ................ 170 000
Скорость продольного перемещения балки в м!сек ................................... 0,165
Габаритные размеры машины в мм......... 6672X3190X4835
Масса в т....................................... 50
Для исправления сварочных деформаций и пластического деформирования усиления сварных швов с целью улучшения свойств сварных соединений тонкостенных сосудов применяются специализированные станки для прокатки швов.
Рис. 133. Схема правки грибовидности двутавровых балок
Схема простейшего станка для прокатки стыковых швов полотнищ и кольцевых швов оболочек показана на рис. 134. От электродвигателя 1 через клиноременную передачу 2 и пару сменных шестерен 3, позволяющих изменить скорость прокатки, вращение передается с помощью червячной пары 4 на вал 5 верхнего ролика 6. Нижний по- ,
движной ролик 9 также имеет привод с помощью карданного вала 8 и пары сменных шестерен 7, позволяющих получить одинаковые окружные скорости роликов 6 и 9 при любом соотношении их диаметров. Давление между роликами создается рычагом 10 от грузового устройства или пневмоцилиндра.
Созданный по этой схеме станок для прокатки прямолинейных швов типа СППШ, предназначенный для исправления сварочных деформаций и улучшения механических свойств продольных стыков тонкостенных оболочек, имеет следующие технические данные:
Рис. 134. Станок для прокатки швов
Наибольшая длина прокатываемых швов
в мм........................................ 1775
Диаметр в мм\ изделий................................. 600—3000
прокатных роликов........ 140—210
Наибольшая ширина рабочего пояска роликов в мм.............................. 40
Усилие прижима прокатных роликов в тс 1—15
Скорость прокатки в м/мин.............. 0,35—5,7
Габаритные размеры в мм................. 10 000X3600x3160
Масса станка в т....................... 11
Станок для прокатки кольцевых швов типа СПКШ, предназначенный для исправления сварочных деформаций и улучшения
Рис. 135. Многобойковые упрочнители: а — прямой; б — угловой
механических свойств кольцевых стыков тонкостенных оболочек, имеет следующие технические данные:
Диаметр изделий в мм................ 350—2800
Наибольшая длина изделий в мм ... 1400
Наибольшая масса изделий в кг ... 300
Усилие прокатки в тс.................. 1—15
Скорость прокатки в м/мин......... 0,5—10
Площадь, занимаемая станком, в ж2 12
Масса станка в т ....................... 14
Для повышения прочности сварных швов крупногабаритных изделий применяются пневматические многобойковые чеканочные упрочнители (рис. 135). Эти устройства состоят из пневматического молотка и многобойкового наконечника в виде пучка проволок (игл), наносящих сильные и частые удары по обрабатываемой поверхности и производящих упрочняющий наклеп сварного шва и околошовной зоны. Упрочнители работают от сети 186
сжатого воздуха при давлении 4—5 ат. Для игл используется пружинная проволока из стали 65Г диаметром 1,2—3 мм, зака-ленная* до твердости HRC 45—50 (табл. 29).
Таблица 29
Технические данные упрочнителей
У промните ль Марка пневмомолотка Энергия Удара в кгм Число ударов в минуту Длина проволоки в мм Высота упроч-нителя в мм Число проволок в пучке Масса упроч-нителя в кг
МР-4 0,9 3500 178 425
П-2 МР-4 0,9 3500 150 397 24—30 7,0
МР-5 1,2 2200 178 425
МР-5 1,2 2200 150 397
П-3 МР-6 1,6 3500 178 232X400 26—35 11,0
П-4 57КМП-4 0,6 1800 98 300 30—50 2,0
П-4А 57КМП-6 0,6 1800 98 300 30—100
П-5 КМ-5 0,97 1600 100 330 27—60 2,5
П-6 57КМП-6 0,76 1800 100 330 27—75 3,0
п р имечание Производительность упрочнителей 6—8 метров шва в час
ГЛАВА IV
ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
С помощью подъемно-транспортного оборудования в сборочносварочном производстве осуществляется погрузка, транспортировка, разгрузка, а также кантовка металла, заготовок, деталей, узлов и готовых изделий на всех стадиях технологического процесса.
Различают внешний, межцеховой и внутрицеховой транспорт. В составе внутрицехового транспорта особо следует выделить межоперационный транспорт, назначением которого является передача изделий с одного рабочего места на другое в соответствии с технологическим процессом. Для внутрицехового транспорта применяются как средства универсального назначения, так и специальные, применяемые в основном в сварочном производстве.
Подъемно-транспортное оборудование можно разделить на две основные группы: грузоподъемное и транспортирующее.
Универсальные грузоподъемные машины
Основными грузоподъемными машинами в сборочно-сварочном производстве являются электротали и краны.
На рис. 136 изображена электроталь, состоящая из канатного барабана 2, электродвигателя подъема 5, грузовой обоймы с крюком 1, тележки 4 с электродвигателем передвижения 3 и кнопочной станции 6. Питание электроталей осуществляется или от троллейных проводов, или гибким подвесным кабелем (гирляндой). Электроталь передвигается по однорельсовому пути — монорельсу.
Электротали выпускаются по ГОСТу 3472—63 и имеют грузоподъемность 0,25; 0,5; 1; 2; 3,2; 5 тс. Электротали грузоподъемностью 0,25 тс имеют ручной привод передвижения, а грузоподъемностью 1 тс и больше—электрический. Привод передвижения электротали грузоподъемностью 0,5 тс может быть как ручной, так и электрический. Скорость передвижения стандартных электроталей 20 м!мин, скорость подъема 8 м!мин. Управление осуществляется с пола при помощи подвесной кно-188
почной станции. В качестве монорельса используют двутавровые балки от № 18 до № 45 в зависимости от грузоподъемности элек-тротали. При необходимости монорельс может иметь закругление в горизонтальной плоскости. Электротали применяются для обслуживания сварочных участков, отдельных рабочих мест, а также в качестве межоперационного транспорта в поточных линиях.
В сварочном производстве используются различные типы кранов, как передвижные — мостовые, велосипедные, полукозло-вые, так и стационарные поворотные. Наибольшее распространение получили электрические мостовые краны, являющиеся универсальным подъемно-транспортным оборудованием, обслуживающим почти всю площадь цехового пролета, и в то же время не занима-к/щим производственную площадь. Особенно широко мостовые краны применяются в индивидуальном производстве, а в тяжелом машиностроении — ив мелкосерийном.
В серийном и массовом производствах целесообразнее применять специальные транспортные средства и конвейеры.
Мостовые краны делятся на двухбалочные и однобалочные.
S и
Рис. 137. Мостовой электрический кран
Двухбалочный кран (рис. 137) состоит из моста /, механизма передвижения 2, тележки 3 и кабины 6. Мост опирается четырьмя колесами 5 на подкрановые пути, установленные на колоннах цеха и передвигается по ним вдоль всего пролета. (У тяжелых 189
кранов число колес 8—16 шт.) Балки мостов в современных кранах изготовляют сварными коробчатого сечения.
На тележке крана размещены механизмы подъема груза и передвижения тележки. Механизм подъема состоит из электродвигателя, редуктора, канатного барабана и грузовой обоймы с крюком 7. Механизм передвижения включает в себя электродвигатель, редуктор и четыре колеса 8. Тележка крана вместе с грузом передвигается по двум подтележечным рельсам, лежащим на балках моста. Электроэнергия подводится к крану обычно с помощью троллейных проводов 4.
Рис. 138. Разновидности кранов и обслуживаемые ими зоны
Мостовые двухбалочные краны имеют широкий диапазон грузоподъемности (5—250 тс) и выпускаются с пролетом (колеей подкрановых путей) 10,5—32 м. Краны грузоподъемностью 15— 20 тс и более обычно оборудованы двумя независимыми механизмами подъема — главным и вспомогательным; грузоподъемность вспомогательного в несколько раз меньше, чем главного.
В однобалочных кранах вместо тележки применяется стандартная электроталь. Грузоподъемность однобалочных кранов, как и электроталей, обычно равна 1—5 тс.
Велосипедные краны передвигаются вдоль стены (или колонн) цеха по двум рельсам. Один рельс может быть проложен по полу цеха, рядом со стеной и воспринимает основную нагрузку от веса крана и груза, а второй закреплен на колоннах или стене и удерживает кран от опрокидывания (рис. 138, а). В ряде случаев оба рельса закрепляют на колоннах (рис. 138, б).
Полукозловые краны (рис. 138, в) передвигаются по двум рельсам, один из которых расположен на полу, второй — на стене цеха. Велосипедные и полукозловые краны применяются 190
обычно для обслуживания отдельных участков, расположенных на одной стороне пролета — между стеной и проходом.
Для обслуживания отдельных рабочих мест и передачи изделий с одного места на другое применяются стационарные поворотные краны, расположенные около стены (рис. 138, г) или отдельно стоящие в цехе (рис. 138, 5). Эти краны могут быть
Рис. 139. Поворотный кран с ломающейся стрелой
с переменным или постоянным вылетом. Переменный вылет обеспечивается наличием передвижного подъемного механизма, в качестве которого обычно используется таль. У кранов с постоянным вылетом грузовой крюк расположен на конце консоли.
Поворотные краны могут выполняться с ломающейся стрелой, что позволяет увеличить зону обслуживания по сравнению с обычными поворотными кранами.
На рис. 139 изображен такой кран КПГ-0,5 грузоподъемностью 0,5 тс. Кран состоит из неподвижной колонны /, поворотной консоли 2 и стрелы 5. Груз подвешивается к крюку 7 и поднимается механизмом подъема 8, в качестве которого использована электроталь, закрепленная в хвостовой части консоли. Во избе
жание обрыва каната установлен ограничитель подъема 6, автоматически отключающий электродвигатель электротали при достижении грузом предельной высоты подъема. Поворот консоли и стрелы производится с помощью рукояток 3 и 4; на последней установлены кнопки управления электродвигателем подъема. Благодаря двум осям вращения и повороту на 360°, кран обслуживает значительную площадь в радиусе 1400—3600 мм.
Транспортирующие машины
К транспортирующим машинам относятся оборудование непрерывного транспорта (конвейеры), тележки, автопогрузчики, электрокары, а также вспомогательные устройства — скаты и склизы.
Рассмотрим оборудование непрерывного транспорта — наиболее перспективного вида межоперационного транспорта.
Конвейеры применяются преимущественно в массовом и крупносерийном производствах и обычно используются в автоматических и механизированных поточных сборочно-сварочных линиях. Различают конвейеры с гибким тяговым органом и без него. К конвейерам с гибким тяговым органом, применяемым в сборочносварочном производстве, относятся ленточные, пластинчатые, тележечные и подвесные. К конвейерам без гибкого тягового органа относятся роликовые, карусельные и штанговые.
Конвейеры с гибким тяговым органом
Ленточные конвейеры в сварочном производстве имеют ограниченное применение и используются для транспортировки флюса и отходов.
Пластинчатый конвейер (рис. 140, а) состоит из двух тяговых цепей 2 с несущими пластинами 4 и катками 3, приводной 1 и натяжной 6 станций. На прямолинейных участках катки опираются на направляющие металлоконструкции 5. Подобный конвейер может быть применен для транспортировки малогабаритных изделий различной конфигурации.
Тележечные конвейеры применяются для межоперационной транспортировки крупных изделий. Эти конвейеры подразделяются на вертикально-замкнутые и горизонтально-замкнутые. У первых обе ветви конвейера расположены в одной вертикальной плоскости, они более компактны и занимают меньше места. При этом тележки на нижней ветви могут и опрокидываться, и не опрокидываться. У горизонтально-замкнутых конвейеров обе ветви расположены в одной горизонтальной плоскости. Эти конвейеры требуют большей производственной площади, их применение целесообразно в случаях, когда рабочие места могут быть расположены вдоль обеих ветвей. При этом не должен нарушаться производственный поток и все рабочие места должны иметь достаточную загрузку.
В сборочно-сварочном производстве тележечные конвейеры могут найти широкое применение благодаря возможности размещения на тележках кондукторов, кантователей и других сборочно-сварочных приспособлений, что обеспечивает изготовление сварных изделий высокого качества, так как в продолжение всего процесса сборки и сварки изделие закреплено в одном приспособлении. Выбор схемы тележечного конвейера зависит от размеров и веса изделия, числа рабочих мест, наличия производственной площади, необходимого технологического оборудования.
На рис. 140, б показана схема вертикально-замкнутого конвейера с неопрокидывающимися тележками,
6 5 ❖ J 2 /
a у р W
б)<
Рис. 140. Конвейеры с гибким тяговым органом
применяемого в линии сборки и сварки клавишей соломотряса самоходного комбайна. Конвейер состоит из приводной 1 и натяжной 6 станций и направляющих 5, по которым передвигаются тележки 7. Передние оси всех тележек связаны между собой тяговой цепью 2. На тележках размещены сборочно-сварочные кондукторы, в которых закрепляют свариваемые изделия. Направляющие в головной и хвостовой частях конвейера имеют специальные откидные участки 8 и 9 для прохода колес тележек при переходе с рабочей ветви на холостую и обратно.
Кинематика конвейера с опрокидывающимися тележками аналогична кинематике пластинчатого конвейера.
Горизонтально- и вертикально-замкнутые тележечные конвейеры могут иметь непрерывное и пульсирующее движение тягового органа в одном направлении.
Особую группу составляют тележечные конвейеры с возвратно-поступательным движением тягового органа. Это так называемые грузоведущие или грузотолкающие конвейеры, в которых тележки с грузом передвигаются периодическими движениями тягового органа. Примером такого конвейера является тележечный конвейер для транспортировки крупногабаритных изделий (рис. 140, в).
13 А. Д. Гитлевич 193
а) б)
Рис. 141. Устройство подвесных конвейеров
Конвейер предназначен для линии сборки и сварки рам тепловозов.
Конвейер состоит из приводной 1 и натяжной 6 станций, рельсового пути 10, тележек 7 с домкратами И и стоек 12 с выдвижными опорами 13. Тяговым органом конвейера является стальной канат 14, связывающий все тележки в единую линию. Свариваемые изделия устанавливают мостовым краном на выдвижные опоры стоек / позиции конвейера. Тележки с опущенными домкратами находятся на шести исходных позициях. По окончании технологической операции на первой позиции домкраты тележек поднимают изделие, выдвижные опоры стоек освобождаются и устанавливаются в нерабочее положение. После этого все тележки передвигаются на одну позицию и занимают позиции //—VII. Затем опоры стоек устанавливаются вновь в рабочее положение, домкраты тележек опускаются, изделие укладывается на стойки. После опускания домкратов все тележки одновременно возвращаются на исходные позиции. Начинается следующий цикл обработки изделий.
Конвейер имеет два режима работы — автоматический и ручной. При автоматическом режиме работы управление конвейером производится диспетчером с центрального пульта управления. При ручном—управление каждой операцией (подъем домкратом тележек, передвижение тележек, выдвижение опор стоек) осуществляется соответствующими кнопками управления. При этом выдвижение опор и передвижение тележек осуществляется с помощью кнопок, установленных на пульте управления диспетчера, а;подъем и опускание домкратов — кнопками, установленными на каждой тележке.
Подвесные конвейеры обеспечивают межоперационную и внутрицеховую транспортировку изделий при любом расположении рабочих мест, они получили широкое распространение во всех отраслях машиностроения, особенно на заводах массового производства. Трасса подвесных конвейеров может проходить в любом направлении, изгибаясь не только в горизонтальной, но и в вертикальной плоскости. Подвесные конвейеры можно разделить на грузонесущие и грузотолкающие. В грузонесущем конвейере (рис. 141, а) тележки 2, передвигающиеся на роликах 1 по пути 4, связаны общей тяговой цепью 3.
В подвесных толкающих конвейерах ПТК (рис. 141, б) тяговая цепь 3 не связана жестко с тележками 2, а толкает их специальными устройствами — кулачками 5. Тележки передви-194
гаются на роликах 1 по подвесному пути 4. Такая конструкция позволяет остановить тележку в любом месте трассы, а также передать ее на другой путь, для чего используют устройство, приподнимающее кулачок и освобождающее от него тележку. Эти конвейеры могут быть оборудованы системами автоматического адресования. Подвесные конвейеры часто одновременно используются в качестве промежуточных межоперационных складов-накопителей.
Конвейеры без гибкого тягового органа
Роликовые конвейеры (рольганги) широко применяются для транспортировки изделий между рабочими местами и выполняются как неприводными, так и приводными. Для успешной
транспортировки изделия по роликам необходимо, чтобы шаг роликов (расстояние между осями) был в 3—4 раза меньше длины изделия. Роликовые конвейеры отличаются простотой и безотказностью в работе. Это обусловило их широкое применение в сварочном производстве. Основные параметры неприводных конвейеров с цилиндрическими роликами стандартизованы (ГОСТ 8324—71).
Для транспортировки труб применяются желобчатые или призматические ролики. Ролики конвейеров устанавливают на шарикоподшипниках. По неприводным рольгангам (рис. 142) изделия перемещаются вручную или под собственным весом.
В последнем случае конвейеры располагают под небольшим углом к горизонту (уклон 2—3%). Наклонными обычно выполняют короткие участки конвейеров, находящиеся между соседними рабочими местами. В приводных конвейерах вращение роликов осуществляется электродвигателем через трансмиссионный вал с коническими передачами или с помощью цепных передач, а также
Рис. 143. Приводной роликовый конвейер для крупных цилиндрических изделий
индивидуальными электродвигателями, установленными непо-средственно на каждом ролике. Последний способ обычно применяется в конвейерах для крупных изделий.
Специальный конвейер для крупных цилиндрических изделий изображен на рис. 143. Конвейер применяется в поточной линии А
Рис. 144. Роликовый катковый конвейер
сборки и сварки железнодорожных цистерн и состоит из отдельно стоящих приводных 3 и неприводных 6 роликов с резиновыми шинами, причем против каждого приводного ролика установлен неприводной. Ролики закреплены на раме 1 в стойках 2. Приводной ролик вращается электродвигателем 5 мощностью 1 кет через редуктор 4. Обечайки диаметром 2800 мм, длиной 9280 мм, массой 7300 кг передвигаются со скоростью 11,2 м!мин.
Особой разновидностью роликового конвейера является катковый конвейер (рис. 144), оси несущих роликов которого 2 свя-196
заны между собой двумя замкнутыми тяговыми цепями 3. Между несущими роликами и цепями с обеих сторон размещены ролики-катки 1, передвигающиеся по направляющим 4. Такой конвейер одновременно является накопителем, изделие, находящееся на нем, передвигается до тех пор, пока не наткнется на препятствие, в том числе и на предыдущее изделие. В этом случае изделие
Рис. 145. Карусельный конвейер
останавливается, конвейер продолжает двигаться и несущие ролики свободно проворачиваются под изделием, не перегружая механизмов движущегося конвейера. Скорость движения конвейера 7,5 м!мин. Конвейер применен на линии сварки автомобильных колес.
Значительно отличаются по своему конструктивному устройству от других конвейеров карусельный конвейер (рис. 145), представляющий собой поворотный круг 1, вращающийся на опорных катках 3 по замкнутому рельсовому пути 4. Вращение круга осуществляется приводной станцией 5 через цепь 6, либо с помощью цевочного или шестеренчатого зацепления. На поворотном круге устанавливают сборочно-сварочные приспособления, в которых осуществляются все необходимые рабочие операции.
Большим преимуществом карусельных конвейеров является возможность изготовления изделия без перестановки — в одном сборочно-сварочном приспособлении. Такой конвейер может быть легко оборудован пневматическими сборочными приспособлениями. Сжатый воздух подается к приспособлениям по вращающемуся воздухопроводу 2 через центральную ось. Сварочные аппараты подвешивают на круговом монорельсе над рабочими местами, а источники питания располагают внутри кольца поворотного круга. Конвейер может иметь как непрерывное, так и пульсирующее движение.
а)
Рис. 146. Вспомогательные транспортные устройства
Для передачи деталей и узлов на коротких участках применяются скаты (рис. 146, а) и склизы (рис. 146, б), представляющие собой наклонные плоскости или желоба, по которым детали и узлы подаются к рабочим местам, местам складирования, а также к другим транспортным средствам.
Специальные подъемно-транспортные средства сборочно-сварочного производства
Специальные подъемно-транспортные средства имеют в основном то же назначение, что и обычные универсальные средства, но изготовлены с учетом специфики сборочно-сварочного производства и обычно предназначены не только для подъема и перемещения деталей и узлов, но и для установки их в определенном положении перед сборкой или сваркой, т. е. выполняют функции монтажно-сборочного оборудования, а также оборудования для поворота изделий. К этим средствам относится, например, четы-рехкрюковый мостовой кран, который в отличие от обычных мостовых кранов обеспечивает не только подъем и перемещение свариваемого изделия, но и его кантовку. Другим примером специального подъемно-транспортного устройства является самоходная портальная тележка для транспортировки листовых заготовок и установки их в нужном положении при сборке.
Четырехкрюковый мостовой кран предназначен для подъема, транспортировки и кантовки крупногабаритных изделий, например главных балок мостовых кранов. В отличие от обычного мостового крана, на тележке четырехкрюкового крана установлено два независимых механизма подъема, каждый из которых имеет по два канатных барабана.
Изделие располагают на двух круглозвенных цепях, каждая из которых накинута на крюки, подвешенные к разным механизмам подъема (рис. 147, а). Для кантовки изделие сначала немного приподнимают над стеллажом (рис. 147, б), затем один механизм подъема начинает работать на спуск, а второй — на подъем (рис. 147, в) до тех пор,, пока изделие не повернется на требуемый
Рис. 147. Схема работы четырех крюкового мостового крана
угол, после чего изделие опускают (рис. 147, г). Кран грузоподъемностью 15 тс для изделий с размерами поперечного сечения до 750X1800 мм и длиной до 32 м изготовлен и применен в поточной механизированной линии сборки и сварки главных балок электромостовых кранов.
Портал для транспортировки листов в вертикальном положении (рис. 148) состоит из портальной рамы 1 и двух независи-
Рис. 148. Самоходный портал для транспортирования листов в вер тикальном положении
мых траверс 2. На каждой траверсе размещено десять вакуумных захватов 3 диаметром 300 мм. Разрежение до 500 мм рт. ст, в вакуум-захватах создается вакуумной установкой 4 с двумя вакуум-насосами типа ВН-1МГ. Каждая траверса имеет вертикальное и горизонтальное (поперечное) перемещение по 220 мм, осуществляемое гидроцилиндрами. Благодаря шарнирной подвеске траверсы могут поворачиваться на небольшой угол в
поперечной плоскости, что делает возможным захват листов из наклонной пачки и облегчает их установку при сборке. Приводы всех механизмов передвижения портала вакуумной установки и гидростанции — электрические. Портал перевозит листы массой до 400 кг размером до 6000X1300 мм. Одновременно можно перевозить два листа (по одному каждой траверсой) со .скоростью 36 м!мин.
Портал для транспортировки листов в горизонтальном положении отличается от вышеописанного конструкцией траверсы.
Рис. 149. Самоходная стапельная тележка грузоподъемностью 100 тс
Портал предназначен для листов массой до 1000 кг и оборудовав одной горизонтальной траверсой с шестью вакуумными захватами. Траверса может перемещаться по вертикали на расстоянии до 1200 мм. Подъем траверсы осуществляется электродвигателем с помощью грузового каната. Портал может быть оборудован механизмом для горизонтального поперечного перемещения траверсы, что позволяет укладывать листы точно в необходимом месте на сборке.
Стапельные тележки с гидродомкратом предназначены для перевозки блоков корпусов судов и их точной установки при сборке. Каждая тележка (рис. 149) состоит из рамы 1, четырех колес 2 и плунжерных гидравлических домкратов 3. Гидродом-200
краты можно приводить в действие ручными насосами 4, а также гидронасосами с пневмоприводом. Передвижение тележек осуществляется электроприводом 5. Тележки имеют грузоподъемность 75—200 тс и ход домкрата 200—300 мм. Давление масла в гидродомкратах достигает 330 кгс/см2.
‘Специальные грузозахватные приспособления
Грузозахватные приспособления, применяемые для запаливания (захвата) грузов, имеют большое значение в механизации подъемно-транспортных операций, так как время, затрачиваемое на запаливание, может быть в несколько раз больше времени подъема и переноса груза. К тому же палочные операции обычно выполняются вручную и связаны с опасностью для рабочего. В связи с этим к грузозахватным приспособлениям предъявляются следующие основные требования: надежность, удобство и безопасность в работе; минимальное время, требуемое для захвата и освобождения груза; максимальное высвобождение рабочего от ручного труда; минимальный собственный вес и размеры; сохранность грузов; простота и низкая стоимость приспособления. Наиболее важным и безусловным является первое требование.
Конструкция грузозахватных приспособлений зависит главным образом от формы, размеров и веса поднимаемых грузов. Грузозахватные приспособления разделяются по назначению в зависимости от поднимаемых грузов: для листов, полотнищ, цилиндрических изделий и т. д.
Приспособления различаются также по способу удержания груза: охватывающие и поддерживающие груз-стропы, петли, поддоны, скобы нт. д.; защемляющие груз и удерживающие его трением — эксцентриковые и клещевые захваты; притягивающие груз — электромагнитные и вакуумные приспособления, а также приспособления с постоянными магнитами.
Охватывающие и поддерживающие приспособления являются наиболее надежными и безопасными в работе, но обычно требуют большое время для зачаливания. Кроме того, при зачаливании большинства грузов значительное затруднение вызывает необходимость подвода приспособления под изделие.
Более совершенными являются приспособления, не требующие подвода под изделие. Для подъема листовой заготовки из пачки охватывающим приспособлением требуется приподнять лист над пачкой, после чего можно подвести приспособление. Для зачаливания защемляющим захватом надо приподнять только край листа или немного сдвинуть лист с пачки. Притягивающим приспособлением можно захватить лист прямо из пачки без всяких предварительных операций. Это особенно ценно при межоперационном транспорте в условиях массового и серийного производства, а также в индивидуальном производстве при наличии большого числа однотипных по форме грузов.
Недостатком вакуумных и электромагнитных приспособлений является их невысокая надежность, вызываемая возможностью перерыва подачи электроэнергии (у электромагнитов) или нарушения вакуума (у вакуумных захватов). И те и другие захваты требуют прокладки коммуникаций для подвода электроэнергии, сжатого воздуха или вакуумпровода. Кроме того, грузоподъемность электромагнитов колеблется в значительных пределах и зависит от качества прилегающей к магниту поверхности груза, формы груза, воздушного зазора между грузом и магнитом и т. д. Этим объясняется применение электромагнитов и вакуумных
6) 6)
Рис. 150. Захваты для листов
захватов в основном на специальном оборудовании, предназначенном для определенных грузов в условиях, гарантирующих полную безопасность.
Вакуумные захваты применяют на самоходных порталах для транспортировки листов (см. рис. 148), а также для ручной переноски небольших листов на короткие расстояния (см. рис. 150, в). Электромагниты используют на аналогичных устройствах, а также на мостовых кранах, работающих на перевозках листа на обособленных участках. Охватывающие и поддерживающие приспособления применяют главным образом для таких изделий, форма которых позволяет зачаливать их без дополнительных операций (например, обечайки и трубы).
Специальные грузозахватные приспособления иногда применяют не только для зачаливания груза, но и для его кантовки (захваты для листов, специальная скоба для обечаек). Ниже рассмотрены специальные грузозахватные приспособления, используемые в сборочно-сварочном производстве, а также некоторые приспособления универсального характера, для которых сборочно-сварочное производство является основной областью применения.
На рис. 150, а показан эксцентриковый захват грузоподъемностью 500 кгс для транспортировки листов в горизонтальном 202
положении, а на рис. 150, б — аналогичный захват грузоподъемностью 1000 кгс для транспортировки листов в вертикальном положении. Горизонтальный захват состоит из скобы /, рычага с эксцентриком 2 и серьги 3. При зачаливании листов и натяже-
нии серьги рычаг эксцентриковым концом надежно зажимает лист в скобе и удерживает его в процессе подъема, транспортировки и опускания. Вертикальный захват состоит из скобы /, эксцентрика 2 и двух пар тяг 4. Действие его аналогично дей-
ствию горизонтального.
Захваты, изображенные на рис. 150, а, б, предназначены для листов толщиной 6—25 мм. На рис. 150, в изображен ручной вакуумный захват, применяемый для захвата и удержания листов и других мелких плоских деталей при их ручном перемещении и погрузке на транспортные средства. Захват состоит из вакуумной чаши 5, эжектора 6, вмонтированного в корпус 9, к которому присоединяется рукав /Одля подвода сжатого воздуха, и запорного клапана 8. Основная рабочая деталь — вакуумная чаша — изготовлена из эластичной маслобензостойкой резины.
Рис. 151. Электромагнитное грузозахватное приспособление
Принцип работы захвата заключается в том, что после наложения вакуумной чаши на плоскость листа или детали и включения эжектора внутри контура чаши создается разрежение, обеспечивающее надежный захват изделий. При разрежении, равном 400 мм рт. ст., грузоподъемность захвата 10 кгс. &ля освобождения изделия от захвата необходимо закрыть запорный клапан сжатого воздуха, вследствие чего давление в вакуумной чаше уравновесится с атмосферным, и захват легко снимется с изделия. Запорный клапан включается рычагом 7.
По такому же принципу работают вакуумные захваты, примененные в порталах для транспортировки листов (см. рис. 148).
На рис. 151 показано электромагнитное приспособление, предназначенное для переноски на короткие расстояния небольших листов массой до 250 кг. Приспособление подвешено к крану и состоит из магнитов 1 постоянного тока, траверсы 2 и подвески 3. Питание к магнитам подается от трансформатора и выпрямителя, установленных на кране. Для переноски небольших плоских изделий успешно применяются приспособления с постоянными магнитами.
Для захвата и транспортировки полотнищ применяются траверсы с эксцентриковыми захватами и с электромагнитами. Первые предназначены не только для транспортировки, но и для поворота полотнищ на 90°. Эти траверсы (рис. 152, а) состоят из сварной балки /, направляющих 2 и уравнительных 3 блоков и цепей 6 с захватами.
Траверса переносится мостовым краном на цепях 4. К уравнительным блокам 3, подвешенным на тросе 5, закреплены цепи 6 с вертикальными 7 и горизонтальными 8 захватами. Полотнище может транспортироваться в горизонтальном или вертикальном
1 2 3
Мостовой
3000
3000
» Стеллаж для листов
3000
0)
Рис. 152. Траверсы для полотнищ положениях с помощью соответствующих захватов. Неработающие захваты навешиваются на специальные крюки на балке траверсы. При кантовке полотнищ пользуются вертикальными захватами (табл. 30).
Траверса с электромагнитами (рис. 152, б) применяется при транспортировке листов в горизонтальном положении специальным мостовым краном и состоит из балки 1 с направляющими 8 и электромагнитов 10 типа М-21. Балка подвешена к мостовому крану с помощью блоков 9. Грузоподъемность траверсы 3 т', напряжение питания электромагнитов 220 в.
Для транспортировки грузов цилиндрической формы—обечаек, сосудов и труб применяют обычно приспособления под-держивющие, поскольку в этом случае они легко подводятся под изделие. Простые скобы для коротких обечаек (рис. 153, а) и сосудов (рис. 153, б) заводят с торцовой стороны изделия.
Грузоподъемность скобы, изображенной на рис. 153, а, 23 тс, а на рис. 153, 6 — 40 тс.
Таблица 30
Технические данные траверс с эксцентриковыми захватами для транспортировки полотнищ
Параметры Грузоподъемность в тс
11 5
Размеры транспортируемых полотнищ в мм: длина ширина толщина Количество захватов для транспортировки в положении: вертикальном горизонтальном 10 000—32 000 600—2 200 6-30 8 16 7000—23000 500—1850 6—25 6 12
Захват для труб, применяемый на строительстве магистральных трубопроводов, автоматически раскрывается при надевании его на изделие сверху, после чего без труда подводится под него. Захват (рис. 153, в) состоит из двух скоб 5, двух тяг 2 и подвески /, шарнирно соединенных между собой. На концах скоб имеются опорные ролики 6, а в верхней части скоб — упоры 4, предотвращающие зажим трубы. Перед опусканием на трубу скобы раскрывают и закрепляют в этом положении штырем 5, а после опускания штырь вынимают, при подъеме скобы смыкаются, подхватывая роликами трубу. При необходимости труба может поворачиваться на роликах вокруг своей оси (табл. 31).
Таблица 31
Технические данные захватов для транспортировки труб
Параметры Диаметр трубы в мм
219-273 325-377 426-529 630-720
Грузоподъемность в тс Высота от оси трубы до крюка в мм .... 2 720 5 980 5 1150 5 1400
ГЛАВА V
МЕХАНИЗИРОВАННЫЕ УСТАНОВКИ И ЛИНИИ
§ 1. СВАРОЧНЫЕ И НАПЛАВОЧНЫЕ УСТАНОВКИ
Универсальные аппараты для дуговой сварки и наплавки под флюсом, в среде защитных газов, а также для электрошлаковой сварки обеспечивают автоматическую подачу электрода в зону сварки (подвесные и самоходные аппараты), а также автоматическое передвижение самого аппарата вдоль шва при сварке прямолинейных швов (самоходные аппараты). В зависимости от исполнения универсальные аппараты снабжены рядом дополнительных механизмов, например для наклона электрода, для правки электродной проволоки, для направления дуги вдоль шва. Сварку в некоторых случаях можно проводить только с помощью универсального сварочного аппарата, укомплектованного источником питания и пусковой электрической аппаратурой. Однако в большинстве случаев для автоматической сварки и наплавки сварочный аппарат используется в сочетании с механическим оборудованием, рассмотренным в гл. III и IV.
Комплект оборудования, состоящий из сварочного аппарата, механического оборудования, источника питания и электрической аппаратуры управления и позволяющий осуществлять весь цикл операции сварки или наплавки тех или иных изделий, называется сварочной или наплавочной установкой.
Установки классифицируют по следующим основным признакам: по виду сварки и наплавки; по специализации — универсальные, рассчитанные для изготовления изделий разных типоразмеров, и специальные, предназначенные для изделий одного типоразмера; по технологическому назначению — сварочные и сборочно-сварочные; по виду изготовляемых изделий — для плоских, цилиндрических, балочных и конструкций других видов.
Рассмотрим типовые решения сварочных и наплавочных установок.
Установки для автоматической сварки
Установки для автоматической сварки листовых полотнищ находят широкое применение в судостроении, краностроении, мостостроении, при изготовлении сосудов, емкостей и в других отраслях промышленности.
Сварку листов можно выполнять односторонним швом с обратным формированием и двусторонним швом. Односторонняя сварка применяется для листов толщиной до 12 мм и может проводиться сварочным трактором ТС-32, имеющим скользящую медную подкладку. При этом свариваемые листы укладывают на стеллаж, собирают с зазором 2—3 мм и скрепляют короткими пластинками (гребенками), которые прихватывают к свариваемым листам. Во время сварки эти пластины удаляют при приближении к ним трактора.
Конструктивное исполнение установок для листовых полотнищ зависит от числа и размеров листов, свариваемых в полотнище, и номенклатуры полотнищ. При большой номенклатуре свариваемых полотнищ, состоящих из нескольких листовых заготовок, и различном расположении свариваемых стыков установки снабжают передвижными флюсовыми подушками. При ограниченной номенклатуре свариваемых полотнищ и зафиксированном расположении свариваемых стыков флюсовые подушки установок имеют стационарное исполнение.
На рис. 115 приведена установка — стенд с передвижными флюсовыми подушками для автоматической сварки полотнищ судовых секций. Свариваемые полотнища имеют разнообразное сочетание листовых заготовок и различные габаритные размеры. Установка состоит из нескольких флюсовых подушек, которые могут перемещаться по рельсам с помощью лебедки, и сварочного трактора, движущегося по полотнищу.
На рис. 154 изображена установка со станционарными пневматическими флюсовыми подушками, применяемая для сварки полотнищ железнодорожных цистерн. Полотнища сваривают из четырех листов размером 9280 X 1680х9?иж и одного листа 9280 X X 2100X11 мм. На стеллаже установки размещены четыре пневматические флюсовые подушки 7, подъемные ролики 10 для транспортировки полотнища, тяговое устройство с тележками 9 и два портала 4, на каждом из которых установлено по два сварочных аппарата АБС и по восемь пневмоцилиндров 5 с прижимами 6.
Собранное на прихватках полотнище 1 передается на стеллаж при помощи двух тележек 9 со скоростью 12 м/мин и перемещается до совпадения свариваемых стыков с флюсовыми подушками. Далее при помощи клинового устройства 2 опускают рамки 3 и <?, на которых размещены ролики, и укладывают полотнище на флюсовые подушки. Полотнище сверху поджимают к флюсовым подушкам пневмоприжимами порталов и пропускают воздух во флюсовые подушки, плотно поджимая флюс к стыкам. Затем вклю-208
3120
чают автоматы и сваривают одновременно четыре стыка. После сварки полотнище передается на специальный кантователь, в котором оно поворачивается на 180°, и поступает на установку для сварки с другой стороны. Эта установка выполнена аналогично рассмотренной, но не имеет флюсовых подушек и прижимных устройств.
Примером установок с передвижными пневматическими флюсовыми подушками является установка для автоматической
Рис. 155. Установка с передвижными флюсовыми подушками для автоматической сварки вертикальных стенок и поясов пролетных балок электромостовых кранов *
сварки поясов и вертикальных стенок пролетных балок мостовых кранов (рис. 155). Свариваемые на установке узлы представляют собой длинные полотнища длиной до 32 м и шириной до 2,2 м. Установка состоит из следующих основных элементов: стеллажа /, нескольких передвижных пневматических флюсовых подушек 2 и нескольких тележек 5, на которых установлены сварочные тракторы 4 типа АДС-1000-2.
Листовые секции полотнищ укладывают краном на стеллаж, состыковывают и прихватывают стыки. Затем к стыку подводят одну из тележек и поджимают листы к стеллажу с помощью траверсы, смонтированной на тележке. Под стык устанавливают одну из флюсовых подушек и поджимают флюс к стыку. Предварительный подъем флюса производится при помощи пневмоцилиндров. 2J0
Более плотный поджим флюсовой подушки осуществляется при подаче воздуха в шланг 7, уложенный под флюсом. Флюсовые подушки перемещаются под стеллажом по двум рельсам 5, а тележки — по направляющим стеллажа. Поперечные связи 6 стеллажа выполнены передвижными для обеспечения доступа флюсовой подушки к стыку в любом месте стеллажа.
После сварки всех стыков с одной стороны полотнище поворачивают и сваривают стыки с противоположной стороны. Установка снабжена несколькими флюсовыми подушками и верхними тележками для сокращения времени на их передвижку к стыку и для удобства работы. Для сокращения времени на раскладку заготовок и для разгрузки мостового крана на рабочем месте предусмотрен консольный кран, с помощью которого заготовки транспортируются со складочного места и устанавливаются на стеллаж. Перемещение сваренных полотнищ, а также повороты полотнищ для наложения подварочных швов осуществляются мостовым краном при помощи траверс. Установка снабжена двумя траверсами, одна из которых имеет длину 18 м и служит для перемещения и кантовки полотнищ длиной до 23 м\ вторая траверса длиной 28 м (рис. 152, а) служит для перемещения и кантовки полотнищ длиной 23—32 м.
Следует иметь в виду, что оснащение установки передвижными флюсовыми подушками и стеллажом с подвижными поперечными связями вызвано большой номенклатурой разных по размерам полотнищ и разным расположением стыков по длине стеллажа. При меньшей номенклатуре полотнищ и установлении определенных положений стыков можно упростить установки подобного типа, применяя стационарные флюсовые подушки и жесткий стеллаж.
Установки для автоматической сварки цилиндрических сосудов целесообразно разделить на следующие три группы.
Установки для сварки продольных швов цилиндрических сосудов предназначены для сварки односторонними и двусторонними швами. Типовая установка для односторонней сварки продольных стыков обечаек на медной подкладке рассмотрена ранее (см. рис. 116) На рис. 156 изображена двухместная установка для автоматической сварки продольных швов цилиндрических обечаек двусторонним швом. Установка предназначена для сварки обечаек диаметром 800—3000 мм и длиной до 2400 мм. Установка состоит из двух роликоопор /, двух флюсовых подушек 2, подставки 3 с передвижными направляющими 4, сварочного трактора 5 для сварки внутренних швов, велосипедной тележки 6 и сварочного трактора 7 для сварки наружных швов.
Обечайку для сварки устанавливают на одну из роликоопор, после чего поджимают флюсовую подушку к стыку обечайки. Для предварительного подъема флюсовой подушки включают воздушные цилиндры, а затем поджимают флюс к стыку за счет давления воздуха, подаваемого в воздушный шланг, уложенный под флюсом.
to
Рис. 156. Установка для двусторонней автоматической сварки продольных швов обечаек
Далее в обечайку вводят направляющие, устанавливают трактор 5 в начале шва и сваривают внутренний шов обечайки. После сварки внутреннего шва опускают флюсовую подушку, отводят сварочный трактор на подставку и передвигают направляющие во вторую обечайку, уложенную на другой роликоопоре.
Обечайку со сваренным изнутри швом поворачивают на 180° с помощью электропривода 8 роликоопоры, подводят самоходную велосипедную тележку, опускают балкон 9 и сваривают шов сварочным трактором 7, перемещающимся по направляющим 10. По окончании сварки наружного шва велосипедную тележку перемещают ко второй роликоопоре; сваренную обечайку снимают, а на ее место устанавливают следующую.
В установках рассматриваемого типа с успехом могут быть применены типовые узлы роликовых стендов (см. гл. III, § 2), велосипедные тележки (см. гл. III, § 4) и флюсовые подушки (см. гл. III, § 5).
Установки для сварки кольцевых швов цилиндрических сосудов разделяются по двум основным признакам: по конструкции устройства для крепления и перемещения сварочного аппарата и по конструкции устройства для вращения изделий в процессе сварки кольцевых швов.
В зависимости от конструкции устройства для крепления и перемещения сварочного аппарата имеются следующие разновидности установок: с поворотной колонной, с велосипедной тележкой, с глагольной тележкой, с портальной тележкой. Установки с поворотной колонной применяются в тех случаях, когда имеются относительно небольшие отклонения в расположении свариваемых кольцевых швов по длине свариваемых цилиндрических изделий. Установки* с велосипедными, глагольными или портальными тележками применяются для сварки длинных цилиндрических изделий с несколькими кольцевыми швами (см. гл. III, § 4).
В зависимости от конструкции устройства для вращения изделий в процессе сварки существуют две основные разновидности установок: с роликовыми стендами и с вращателями или манипуляторами.
Наибольшее применение благодаря их универсальности, простоте и удобству обслуживания имеют установки, снабженные роликовыми стендами, конструкция которых приведена в гл. III,§2.
При сварке изделий небольшой длины, а также при сварке длинных труб используются установки с вращателями и манипуляторами. Эти установки широко применяются для сварки патрубков и обечаек с фланцами. Образец такой установки показан на рис. 157. Установка предназначена для сварки под флюсом круговых швов изделий массой до 400 кг и диаметром 150—600 мм. На станине 9 установки смонтированы стол 2, механизм подачи проволоки 7, сварочная головка 5 и пульт управления 6. Стол снабжен механизмом вращения 11 и механизмом наклона /.
Скорость вращения стола регулируется при помощи коробки скоростей в пределах 0,2—2,6 об/мин. Для сварки швов, различно расположенных в пространстве, а также для сварки угловых швов «в лодочку» стол можно наклонить вручную на угол до 90°.
Свариваемый узел центрируется и прижимается к столу пневмоприжимом 4 с центром 3. Сварочную головку устанавливают
Рис. 157. Установка АДК-500-6
в необходимое положение при помощи винта 10 и выдвижной штанги 8.
Установки для сварки кольцевых и продольных швов аналогичны установкам для сварки одних только кольцевых швов. Они отличаются конструкцией устройства для крепления и перемещения сварочных аппаратов. В установках для сварки кольцевых и продольных швов применяются велосипедные, глагольные и портальные тележки, снабженные приводом для перемещения их с рабочей скоростью автоматической сварки.
При сварке продольных швов относительно небольшой длины (2—2,5 м) самоходные тележки могут не иметь сварочной скорости. Сварка продольных швов при этом осуществляется сварочным трактором, перемещающимся по направляющим, укрепленным на балконе тележки. В случае применения поворотных ко-214
лонн их конструкция предусматривает передвижение сварочного автомата по консоли.
На рис. 158 изображена установка для автоматической сварки внутренних и наружных кольцевых швов корпусов нефтеаппаратуры диаметром 800—4000 мм и для сварки наружных продольных швов сосудов длиной до 2000 мм. Установка состоит из велосипедной тележки с подъемным балконом и сварочным трактором для
iMstiil
вид А 6
Я 800
2000
4500
Рис. 158. Установка с велосипедной тележкой и передвижными ро-ликоопорами для автоматической сварки сосудов:
/ — тележка; 2 — балкон; 3 — сварочный трактор; 4 — приводная ролико-опора стационарная; 5 — неприводная • передвижная роликоопора; 6 — флюсовая подушка
наружных швов, роликового стенда, сварочного трактора для внутренних швов и передвижной пневматической флюсовой подушки. Отличительной особенностью данной установки является возможность сварки на ней сосудов с приваренными штуцерами, люками и другими выступающим^ деталями, что обусловлено принятой конструкцией роликового стенда.
Роликовый стенд состоит из одной стационарной приводной роликоопоры и ряда передвижных холостых роликоопор, перемещающихся по двум рельсам, уложенным на фундаменте. Число холостых роликоопор принимается в зависимости от длины свариваемого сосуда и его массы, причем роликоопоры могут быть установлены в тех местах сосуда, где отсутствуют штуцеры, люки и другие выступающие детали. Для увеличения, силы сцепления со свариваемым сосудом ролики снабжены резиновыми бандажами.
Сварка внутренних кольцевых швов производится сварочным трактором ТС-17 на передвижной флюсовой подушке.
Нетрудно видеть, что эти установки также, как и установки для сварки продольных швов обечаек (рис. 156), могут быть скомпонованы из типового механического оборудования, рассмотренного в гл. III.
Установки для сварки балочных конструкций можно разделить на три типа: с подвесным сварочным аппаратом, который смонтирован на самоходной тележке, перемещающейся со сварочной
Рис. 159. Установка для автоматической сварки балок и колонн
скоростью; со сварочным трактором или с самоходным сварочным аппаратом, перемещающимся по направляющим; со сварочным трактором, перемещающимся по свариваемому изделию.
Установки первого типа состоят из портальной, глагольной или велосипедной тележки и кантователя. Особенностью этих установок является возможность сварки балок больших длин и свободный доступ при укладке балок под сварку. Установка, приведенная на рис. 159, предназначена для сварки колонн длиной до 15 м и сечением 200x220—360x480 мм и состоит из рычажного кантователя (см. рис. 33), подставок для размещения свариваемой балки и самоходного портала, перемещающегося по рельсовому пути. Сварка производится головкой АБ, укрепленной на портале. Портал перемещается со сварочной скоростью, плавно регулируемой в пределах 20—100 м/ч. Маршевые перемещения портала осуществляются со скоростью 40 м/мин.
Установки второго типа выполнены со стационарными или передвижными направляющими для самоходного сварочного аппарата или трактора. При применении стационарных направляющих усложняется доступ для укладки и снятия свариваемых изделий. При применении передвижных направляющих (рис. 104) огра-216
ничивается длина свариваемых балок. Основной областью применения установок второго типа является сварка коротких балочных конструкций.
Установки третьего типа (рис. 160) нашли применение при изготовлении балок электромостовых кранов длиной 10—32 м и отличаются простотой и возможностью сварки балок неограничен-
Рис. 160. Установка для автоматической сварки поясных швов пролетных балок электромостовых кранов:
1 — тележка для /трактора; 2 — сварочный трактор; 3 — стеллаж
ной длины. Однако они имеют ограниченное применение: высота балок должна быть больше размера колеи трактора; поверхность листа, по которому перемещается сварочный трактор, должна быть ровной и свободной от накладок и других выступающих деталей; сварка возможна при катете шва до 6 мм.
Установки для электрошлаковой сварки
Универсальные установки для электрошлаковой сварки разделяются по виду свариваемых швов на установки для сварки прямолинейных швов и для сварки кольцевых швов.
На рис. 161 изображена установка для сварки продольных швов обечаек диаметром 900—2200 мм, длиной до 6,5 м и толщиной стенки 60—160 мм. Обечайки собирают из двух штампованных полуобечаек (корыт) и сваривают одновременно двумя аппаратами, что позволяет не только повысить производительность сварочной установки, но и снизить до минимума деформации обечайки.
Сварочная установка представляет собой агрегат, состоящий из двух передвижных электроподъемников — лифтов 3 и стационарного стенда 10, на котором устанавливают обечайку 4. Подъемники устроены по типу пассажирских лифтов и снабжены клетье-выми кабинами 6 для сварщиков; в кабинах расположены кнопочный пульт управления подъемником, катушки с электродной проволокой и рабочий запас флюса.
9500
Рис. 161. Установка для электрошлаковой сварки продольных швов обечаек
К металлоконструкции каждого подъемника шарнирно прикреплена своими верхним и нижним концами вертикальная рельсовая колонна 5, несущая сварочный аппарат 7 типа А-372Р. Конструкция шарнирной подвески 8 позволяет в известных пределах перемещать колонну по горизонтали в любом направлении, а также устанавливать ее параллельно шву при случайных перекосах последнего. Для облегчения этой операции каждый из двух шарниров рельсовой колонны снабжен сдвоенным суппортом, осуществляющим горизонтальное перемещение колонны по двум взаимно перпендикулярным направлениям.
Механизм подъема кабины и механизм вертикального перемещения сварочного аппарата кинематически не связаны между 218
1 — тележка с приводами для продольного и поперечного перемещения колонны; 2 — колонна с направляющими для дубль-аппарата; J3 3 — сдвоенный сварочный аппарат; 4 — опорный стол; 5 — поворотный стол; 6 — поворотные рамы-параллелограммы; 7 — пружины to механизма перевода; 8 — система защелок; 9 — приемная стойка; 10 — подвеска внутреннего ползуна; 11 — подвеска наружного ползуна
собой и управляются раздельно; сварочный аппарат движется непрерывно с автоматически изменяющейся скоростью, зависящей от колебания уровня сварочной ванны, а подъемник периодически включается и останавливается сварщиком по мере продвижения сварочного аппарата. Скорость подъема кабины устанавливается обычно в пределах 4—5 м!мин. Весь подъемник смонтирован на механизированной тележке 1 с электроприводом 2, позволяющим перемещать его по горизонтальным рельсам, приближая или удаляя от стенда, на котором установлена свариваемая обечайка.
Эти перемещения необходимы для безопасности при крановых операциях во время укладки или снятия обечайки, а также для настройки подъемника на сварку обечайки заданного диаметра. На вершине несущей конструкции лифта смонтирована небольшая стрела 9 с подъемным механизмом, при помощи которой можно поднимать и доставлять в кабину во время сварки необходимые сварочные материалы (проволоку, флюс и пр.), не останавливая движения аппарата и не спуская кабины вниз.
Каждый подъемник оборудован тремя электроприводами (не считая приводов сварочного аппарата): для подъема кабины; для передвижения подъемника по рельсам со скоростью 1,8 м1мин\ для подъема сварочных материалов.
Работа на установке ведется в следующем порядке. Обечайка в собранном виде подается краном и закрепляется на стенде в вертикальном положении. Затем оба подъемника подъезжают к обечайке и рельсовые колонны при помощи концевых суппортов устанавливаются параллельно стыкам. После сварки обоих швов подъемники откатывают в сторону, готовую обечайку убирают со стенда, сварочные аппараты маршевым ходом опускаются вниз, и цикл повторяется.
Пример установки для электрошлаковой сварки кольцевых швов изображен на рис. 162. Установка предназначена для сварки изделий диаметром 600—5200 мм, длиной до 25 м при толщине стенки 60—500 мм. Наибольшая масса изделий 200 т.
Установка состоит из тележки со сварочной аппаратурой и роликового стенда. На тележке смонтирован дубль-аппарат, состоящий из двух трехэлектродных головок типа А-911 и механизма их перевода. Сварка производится одной из головок; другая головка, подготовленная к сварке, находится в резерве. В случае выхода из строя работающей головки ее заменяют резервной в течение 4—5 сек.
Наплавочные установки
Наплавочные установки разделяют в зависимости от конструкции наплавляемых деталей (для плоских поверхностей, тел вращения, изделий сложной конфигурации) и по назначению (на универсальные и специализированные).
Наплавка в отличие от сварки выдвигает ряд специфичных требований к конструкции установок, вытекающих из необходимости:
а) перемещения наплавочного аппарата на шаг (ширину слоя) после завершения наплавки слоя;
б) предварительного и сопутствующего подогрева наплавляемых деталей;
в) расположения наплавляемой поверхности в строго горизонтальном положении;
г) оснащения установок специальными устройствами, компенсирующими расширение изделий в результате нагрева при наплавке;
д) длительного цикла непрерывной работы.
В качестве наплавочных установок часто используют обычные токарные станки, снабженные наплавочным аппаратом. Такие установки используют для наплавки шеек коленчатых валов, роликов гусеничных тракторов, внутренних поверхностей шатунов и других деталей. В большинстве же случаев наплавочные установки являются специализированным оборудованием. Рассмотрим примеры наплавочных установок.
Установки У-2 для наплавки плоских деталей и тел вращения. Установка предназначена для дуговой наплавки под флюсом плоских деталей и наружных поверхностей изделий цилиндрической и конической форм. Установка (рис. 163) состоит из наплавочного аппарата 2 типа А-384, укрепленного при помощи выдвижной штанги на самоходной тележке 1 типа Р-872; рельсового пути 4, закрепленного на металлоконструкции 6; сварочного манипулятора 3 и стеллажа 5.
При наплавке тел вращения изделие устанавливают на манипулятор и вращают со скоростью наплавки. При этом тележка с наплавочным аппаратом перемещается по рельсовому пути вдоль оси изделия. За один оборот наплавляемой детали тележка перемещается на шаг наплавки. Скорость перемещения тележки при наплавке тел вращения регулируется в пределах 1,5—22 mmImuh. При наплавке конических поверхностей изделие наклоняется в манипуляторе так, чтобы образующая конуса была в горизонтальном положении.
При наплавке плоских деталей наплавляемая деталь укладывается на стеллаж, а тележка с наплавочным аппаратом перемещается по рельсовому пути со скоростью наплавки, которая может быть установлена в пределах 4,5—66,5 м/ч. Поперечное перемещение головки осуществляется электроприводом выдвижной штанги со скоростью 0,5 м!мин. Максимальная ширина плоских деталей зависит от длины штанги, на которой укреплена сварочная головка, и равна 550 мм. Длина наплавляемых плоских поверхностей определяется стеллажом и несущей металлоконструкцией.
Рис. 163. Установка У-2 для наплавки плоских деталей и тел вращения: а «- общий вид; б — схема размещения механизмов
В зависимости от программы выпуска установка может быть выполнена совмещенной для плоских деталей и тел вращения или раздельной для деталей одного типа. Грузоподъемность манипулятора подбирают в зависимости от массы наплавляемых деталей. Наплавочный аппарат комплектуется мундштуком для наплавки
одним и тремя электродами, а также для наплавки ленточным электродом шириной 20—100 мм.
Установка Р-643 для наплавки бандажей и колесных центров вагонных полускатов. Установка предназначена для двухдуговой наплавки под флюсом гребня и поверхности катания бандажей колес железнодорожных и трамвайных вагонов диаметром 430—1050 мм и массой до 2 т. На раме 13 укреплен вращатель 12 и колонна 11 (рис. 164), на которой смонтирована верхняя бабка и каретка 6 со сварочной головкой 5. Мундштуки 9 и 10 сварочной головки и бункер для подачи флюса 7 укреплены на кронштейне 8 каретки. Каретка перемещается по направляющим колонны вручную. Для облегчения передвижения каретки имеется противовес, расположенный внутри колонны.
Для наплавки колесную
Рис. 164. Установка Р-643 для наплавки бандажей и колесных центров вагонных полускатов
пару устанавливают вертикально в центрах вращателя и верхней бабки. Каретку со сварочной головкой и мундштуками устанавливают в необходимом для наплавки положении, включают вращатель и производят наплавку. Без поворота колесной пары наплавляют наружную поверхность гребня и поверхность катания на верхнем колесе и внутреннюю поверхность гребня на нижнем колесе. Затем колесную пару поворачивают, и процесс повторяется.
Сварочная головка обеспечивает подачу двух изолированных друг от друга электродных проволок. Каждая проволока имеет свою скорость подачи. Мундштуки 9 и 10 обеспечивают подвод
jo
1300
15 А. Д. Гитлевич
сварочного тока на выходе; смещение одного мундштука относительно другого осуществляется червячным корректором 3. Перемещение мундштуков на шаг наплавки (за один оборот колеса) производится вручную суппортами поперечной и вертикальной 4 настройки. Для удержания флюса предусмотрено флюсоудерживающее приспособление 2, которое закреплено непосредственно к бандажу; флюс ссыпается во флюсо-сборник 1.
Станок Р-922М для наплавки внутренних цилиндрических поверхностей. Станок предназначен для дуговой наплавки в среде углекислого газа внутренних цилиндрических поверхностей. На опорной тумбе 1 станка шарнирно укреплен поворотный стол 3 (рис. 165). На поворотном столе смонтированы вращатель 4 с кулачковым патроном 5 и каретка 10 со сварочной головкой 9 и мундштуком 8. Для переналадки станка на разные диаметры наплавляемых деталей сварочная головка снабжена механизмом вертикальной настройки.
Наплавляемую деталь устанавливают и закрепляют в кулачковом патроне. При большой длине детали консольный конец ее опирается на роликовый люнет 6. При наплавке цилиндрических поверхно-
225
стей стол располагают горизонтально. При наплавке деталей с ко* нической внутренней поверхностью стол при помощи механизма поворота 2 устанавливают под определенным углом так, чтобы наплавляемый участок поверхности был расположен горизонтально. За один оборот наплавляемой детали каретка со сварочной головкой перемещается на шаг наплавки.
Для предупреждения образования трещин деталь подогревают кольцевым индуктором 7, питаемым током промышленной частоты. Индуктор установлен на тележке и перемещается вдоль стола вручную. Станок рассчитан для наплавки изделий с внутренним диаметром 90—420 мм, наружным диаметром 150—645 мм, длиной до 1200 мм и массой до 2 т.
Выше рассмотрены универсальные сварочные, сборочно-сварочные и наплавочные установки. Специализированные сборочносварочные и наплавочные станки в отличие от универсальных установок рассчитаны для изделий одного типоразмера. В связи с этим в специализированных станках возможно обеспечить более высокий уровень механизации и производительности и большее удобство выполнения сборочно-сварочных и наплавочных работ по сравнению с универсальными установками. Часто повышение производительности специализированных станков достигается применением нескольких одновременно работающих сварочных головок и многоэлектродной контактной точечной сварки. Внешне станки отличаются от установок компактностью исполнения. Обычно они представляют собой единый агрегат, в котором конструктивно объединены элементы сварочного и механического оборудования.
Специализированные станки являются одним из наиболее перспективных видов оборудования. Их широкому внедрению будет способствовать систематическое повышение уровня специализации производства сварных конструкций. Наибольшую производительность имеют сборочно-сварочные станки, так как они обеспечивают комплексную механизацию процесса изготовления сварных узлов и исключают транспортные операции по передаче сварных узлов от рабочего места сборки на рабочее место сварки. При этом исключаются также межоперационные заделы и экономится производственная площадь. Поэтому по своей производительности и эффективности сборочно-сварочные станки близки к механизированным линиям. Однако применение сварочных и сборочносварочных станков ограничено конструкцией сварных узлов. Обычно такие станки могут быть созданы для относительно небольших сварных узлов, состоящих из небольшого количества деталей.
Чаще всего в специализированных сварочных и сборочносварочных станках автоматизирован не только процесс сварки, но и ряд вспомогательных приемов: подвод и отвод сварочных головок, установочные перемещения сварных узлов в процессе их изготовления, переход от сварки одного шва к другому шву 226
изделия и др. Поэтому специализированные станки рассмотрены в гл. VI, посвященной полуавтоматическим и автоматическим .станкам и линиям.
§ 2. ПОТОЧНЫЕ МЕХАНИЗИРОВАННЫЕ ЛИНИИ
Поточной механизированной сборочно-сварочной линией называется комплект оборудования, расположенного в порядке последовательности выполнения технологического процесса и обеспечивающего механизированное выполнение основных и вспомогательных операций по изготовлению сварных узлов, включая межоперационный транспорт. В отдельных случаях допускается выполнение некоторых операций немеханизированными методами, когда механизация по технико-экономическим соображениям нецелесообразна.
Поточные механизированные линии разделяются по признаку непрерывности производственного потока, по виду межоперационного транспорта, по специализации, виду выполняемых на линии работ и по расположению оборудования вдоль линии.
По признаку непрерывности производственного потока различают непрерывные и прерывающиеся линии. На непрерывных линиях сварной узел последовательно перемещается с одного рабочего места на другое без образования межоперационных заделов. Прерывающиеся линии делятся на отдельные участки, между которыми размещены промежуточные накопители-склады полуфабрикатов. В сборочно-сварочном производстве крупногабаритных изделий наиболее целесообразно применять непрерывные линии, так как межоперационное складирование сварных узлов занимает значительную площадь и вызывает большие затруднения при осуществлении потока.
При организации комплексных заготовительно-сборочно-сварочных линий для крупных сварных узлов прибегают к складированию деталей в местах их поступления на сборочно-сварочные участки.
По виду межоперационного транспорта различают линии с напольным, верхним и комбинированным транспортом. Напольные конвейеры линий разделяются на рабочие и распределительные. На рабочих конвейерах работа выполняется непосредственно на конвейере без съема изготовляемых изделий; на распределительных—конвейер используется только как средство межоперационного транспорта.
По специализации различают линии, рассчитанные для изготовления изделий одного типоразмера, и линии, предназначенные для изготовления группы однотипных изделий.
По виду выполняемых на линии работ линии разделяются в зависимости от состава выполняемых на ней операций: сварка; сварка и отделка; сборка и сварка; сборка, сварка и отделка; заготовка, сборка и сварка и т. д.
По расположению оборудования вдоль линии различают линии с последовательным, параллельным и последовательно-параллельным расположением рабочих мест (см. стр. 258).
Основными параметрами линии являются такт производства и ритм потока. Тактом называется отрезок времени между выпуском одного и выпуском следующего непосредственно за ним другого изделия. При проектировании линии необходимый такт производства задается и определяется по формуле
Ф
(46)
где Ф — действительный годовой фонд времени линии в мин-, N — годовой выпуск изделий в шт.
Ритмом потока R называется отрезок времени между последовательными передачами с одного рабочего места на другое равных количеств (транспортных партий) одинаковой продукции. Для непрерывных линий с последовательным расположением рабочих мест ритм равен такту R — г. Для прерывающихся линий
R = гр,
где р — количество изделий в транспортной партии.
Поточная механизированная линия изготовления прямошовных труб. Линия предназначена для изготовления прямошовных труб диаметром 529—820 мм, длиной до 12 м с толщиной стенки 6—12 мм. Технологическая схема производства труб показана на рис. 166. Линия состоит из четырех участков: заго-
Рис. 166. Схема производства труб из одного листа:
1 — складирование листа; 2 — задача листа в производство; 3 — правка листа; 4 — строгание кромок листа; 5 — подгибка кромок; 6 — предварительная формовка заготовок; 7 — окончательная формовка заготовок; 8 — сварка наружного шва; 9 — сварка внутреннего шва; 10 — отрезка кратерных участков и торцовка труб; 11 — фрезерование усиления внутреннего шва; 12 — раздача и гидроиопытание; 13 — складирование труб
товки и формовки листа, сварки наружных швов, сварки внутренних швов, контроля и отделки труб.
На участке заготовки и формовки листа осуществляются правка листа на листоправйльных вальцах, строгание кромок на кромкострогальном станке, подгибка кромок на валковом стане, предварительная и окончательная формовка заготовки на прессах. Передача заготовки в процессе изготовления производится при помощи приводных рольгангов.
Сформированная заготовка трубы при помощи передвижных рольгангов поступает на участок сварки наружных швов, состоящий из нескольких параллельно расположенных автосварочных станов. Сборка и сварка наружного шва производится одновременно на непрерывном валковом стане, который в процессе сварки обжимает трубу, плотно прижимает свариваемые кромки одну к другой и перемещает трубу со сварочной скоростью. Сварочный аппарат при этом неподвижен. Прихватка кромок перед сваркой не требуется. Сварка производится трехдуговым сварочным аппаратом типа А-688 на медной скользящей подкладке — башмаке. Стан оборудован флюсовой аппаратурой, обеспечивающей подачу флюса в зону сварки, уборку флюса, а также отсос газа и пыли в процессе работы.
Сваренная труба проходит через специальную установку, предназначенную для снятия флюсовой корки и очистки внутренней поверхности трубы от окалины и затем поступает на участок сварки внутреннего шва.
Сварка внутреннего шва производится в стане сварочным аппаратом А-850, укрепленным на длинной штанге. В процессе сварки труба, уложенная на специальной тележке с роликоопо-рами, движется со сварочной скоростью на штангу. После сварки труба возвращается в исходное положение. Сварка наружных и внутренних швов производится на скоростях 100—200 м!ч в зависимости от толщины стенки трубы.
После сварки производится очистка внутренней полости трубы от остатков флюса, шлака и окалины. Затем труба проходит ультразвуковой контроль аппаратом У-175 и поступает на участок отделки труб. На участке отделки производится вырубка, заварка и зачистка дефектов сварных швов; снятие усиления внутренних сварных швов на расстоянии до 300 мм на специальных фрезерных станках; торцовка и снятие фаски на трубообрезных станках. Далее труба поступает в пресс-расширитель для правки, калибровки, снятия внутренних напряжений и гидравлического испытания.
Производительность линии 7—8 труб в час при длине трубы 12 м. Линия характеризуется комплексной механизацией производственного процесса, начиная от изготовления заготовки и кончая отделкой готового узла. Линия — непрерывная с напольными транспортирующими устройствами и с последовательнопараллельным расположением рабочих мест.
15 1495 229
Поточная механизированная линия изготовления цилиндрических сосудов. Наиболее интересным примером комплексной механизации производства крупных цилиндрических сосудов является линия изготовления котлов железнодорожных цистерн. Цистерны служат для перевозки нефтепродуктов и имеют емкость 60 м3. Котел цистерны состоит из обечайки, двух днищ и ряда мелких деталей и узлов. Внутренний диаметр котла 2800 мм, длина 10 300 мм, толщина стенки 9 и 11 мм. Для изготовления обечайки предварительно собирают и сваривают полотнище из четырех листов размером 9280 X 1680x9 мм и одного листа 9280 X 2100 X 11 мм.
Линия состоит из участка изготовления полотнищ обечайки и участка изготовления и испытания котлов.
Процесс изготовления полотнищ начинается с правки листов на семивалковых вальцах. Со складочного места на рольганг вальцов листы подаются кран-балкой, на которой установлены три электромагнита для захвата листов. Выправленные листы передаются по рольгангу под вторую кран-балку, которая транспортирует их к пакетировочному стеллажу. Листы толщиной 9 мм набираются в пакеты по 16 шт. (на 4 котла); листы толщиной 11 мм — по 12 шт. (на 12 котлов).
После строгания продольных кромок на кромкострогальном станке пакеты поступают на специальное рабочее место для обработки поперечных кромок. Рабочее место оборудовано двумя каретками, установленными с торцовых сторон пакета. На каждой каретке смонтированы резак для кислородной резки и фрезерная головка. Обработка торцов пакета производится в два прохода одновременно двумя каретками. При первом проходе края пакета обрезаются резаком, при втором проходе производится фрезеровка торцов.
Обработанные по периметру пакеты поступают на промежуточный склад, откуда передаются на сборочный стенд. Собранное на прихватках полотнище передается на автосварочную установку (см. рис. 154). Сваренное односторонними швами полотнище передается в кантователь, поворачивается на 180° и затем с помощью шлепперного устройства передается на сварочную установку для сварки второй стороны швов. Сварка, как и в первой установке, производится одновременно четырьмя сварочными аппаратами АБС.
Сваренное с двух сторон полотнище шлепперным устройством передается на промежуточное рабочее место и затем на трехвалковые десятиметровые гибочные вальцы. Свальцованная обечайка передается мостовым краном на сборочный стенд для сборки и прихватки продольных кромок. Собранная обечайка подается в автосварочную установку, в которой вначале сваривается внутренний шов стыка на магнитно-пневматической флюсовой подушке трактором ТС-17М. Затем обечайка поворачивается роликовым стендом стыком вверх и производится сварка наружного стыка сварочным аппаратом АБС, перемещающимся по катучей 230
балке. Далее обечайка тележкой с рольгангом подается на вальцы и проходит калибровку.
Участок изготовления котла состоит из трех одинаковых параллельно расположенных линий. Каждая линия состоит из 14 рабочих мест. Передача изделий с одного рабочего места на другое осуществляется роликовым конвейером (см. рис. 143).
Откалиброванная обечайка передается на первое рабочее место линии, где производится вырезка отверстий для горловины и сливного прибора, удаление вводных планок и зачистка мест их прихватки. Затем обечайка роликовым конвейером передается на второе рабочее место — стенд для сборки обечайки с днищами (см. рис. 90).
Обечайка, собранная с днищами, поступает на установку для автоматической сварки внутренних кольцевых швов, сварка производится на ременной флюсовой подушке стационарного типа сварочным трактором ТС-18, который обеспечивает возможность сварки на ограниченной длине отбортованного участка днища. Следующим рабочим местом является установка для автоматической сварки наружных кольцевых швов. Установка оборудована роликовым стендом, двумя поворотными консолями со сварочными аппаратами АБС, откидными и постоянными площадками для сварщика. Сварка двух кольцевых швов может осуществляться одновременно.
После сварки швы подвергаются рентгеновскому контролю в местах примыкания продольных швов к кольцевым. При наличии дефектов в сварных швах котел подается на следующее рабочее место для исправления дефектных участков. Отремонтированный котел подвергается повторному рентгеновскому контролю. На следующем рабочем месте производится прихватка и приварка мелких деталей (люка, корпуса сливного прибора, штуцера предохранительного клапана, кронштейнов лестниц). После этого котел проходит гидравлическое испытание под давлением до 4 ат. В случае обнаружения течи производится ремонт и повторное гидравлическое испытание, после чего котел передается с помощью поперечной передаточной тележки в другой пролет для общей сборки цистерны на конвейере.
Линия однономенклатурная, непрерывная, с напольным транспортом и последовательно-параллельным расположением рабочих мест.
Линия занимает площадь 10 000 ж2. Такт производства 102 мин. Внедрение линии позволило снизить трудоемкость изготовления котла со 122 до 77 нормо-часов и получить годовую экономию по трудоемкости 450 000 нормо-часов.
Поточная механизированная линия изготовления коробчатых балок. Линия предназначена для сборки и сварки пролетных балок электромостовых кранов грузоподъемностью 15—20 тс.
Пролетная балка — основной несущий элемент крана — имеет коробчатое сечение, образованное двумя вертикальными стенками
и двумя поясами (верхним и нижним), сваренными между собой. Для обеспечения необходимой жесткости и устойчивости внутри балки к верхнему поясу приваривают диафрагмы. В балках с длиной пролета 19,5 м и выше для увеличения жесткости устанавливают и приваривают к вертикальным стенкам уголки жесткости. Пролетные балки имеют длину 10—32 л/, ширину поясов 450— 700 мм, высоту 974—1865 мм, массу 0,9—12,8 т.
Поточная линия (рис. 167) производства пролетных балок состоит из пяти параллельно расположенных рабочих мест.
Первое рабочее место предназначено для сборки и полуавтоматической сварки верхнего пояса, установки и приварки диафрагм к верхнему поясу и уголков жесткости к диафрагмам. Рабочее место состоит из стенда, в который вмонтированы две флюсомагнитные подушки; самоходного портала с вакуумными захватами для горизонтальной транспортировки и раскладки заготовок поясов; тележки для подачи диафрагм и приводного устройства для передачи собранного верхнего пояса с диафрагмами (гребенки) с первого рабочего места на второе.
Листы верхнего пояса комплектовщик линии укладывает краном на напольный стеллаж в порядке их сборки. Далее листы раскладывают на стенде самоходным порталом с вакуумными захватами. После раскладки листы собирают, прихватывают и устанавливают на них заходные планки.
Собранный верхний пояс сваривают полуавтоматом ПДШМ-500 на флюсомагнитных подушках без скоса кромок. Затем на специальной тележке доставляют комплект диафрагм и раскладывают на заранее размеченный пояс. Диафрагмы устанавливают вертикально и прихватывают к поясу. Между большими диафрагмами размещают и прихватывают уголки жесткости (на балках длиной свыше 19,5 м). После этого производится приварка диафрагм к поясу. По окончании установки, прихватки диафрагм и частичной приварки их собранный узел (гребенка) передается на промежуточный стеллаж, где заканчивается приварка диафрагм к поясу.
Верхний пояс с диафрагмами перемещают со стенда на стеллаж специальным механизмом, состоящим из двух толкающих тележек и смонтированного под полом привода. Стенд и стеллаж оборудованы самоубирающимися скользящими устройствами, которые, выдвигаясь по мере перемещения гребенки, перекрывают проход между стендом и промежуточным стеллажом. Это позволяет транспортировать легко деформирующуюся гребенку по потоку с одного рабочего места на другое. Передача гребенки со стеллажа первого рабочего места на второе осуществляется аналогично.
Второе рабочее место предназначено для установки и прихватки листов вертикальных стенок к верхнему поясу и диафрагмам. Оно состоит из стенда, самоходного портала с вакуумными захватами для вертикальной транспортировки листов и самоход-232
Рис. 167. Схема поточной механизированной линии изготовления коробчатых балок:
1 — самоходный портал с вакуумными захватами для транспортировки заготовок верхнего пояса;
2 — толкающая тележка для передачи гребенки; 3 — самоходный портал для сборки корпуса балки;
4 — тележка с гидродомкратом для растяжки балки; 5 — самоходный сборочный портал для прижатия нижнего пояса к вертикальным стенкам балки; 6, 7 — сварочный трактор для сварки стыков вертикальных стенок; 8, 9 — свароч
6
ный трактор для сварки угловых швов, соединяющих вертикальные стенки с поясами; 10 — самоходный портал для транспортировки заготовок нижнего пояса;
11 — кантователь для нижнего пояса; 12
— самоходный портал для транспортировки листов вертикальных стенок;
1 — V — рабочие места
1
ного сборочного портала. Самоходные порталы перемещаются вдоль стенда по рельсовому пути.
Вертикальные стенки пролетной балки устанавливают и прихватывают следующим образом. Набор листов для вертикальных стенок одной пролетной балки комплектовщик линии при помощи консольного крана укладывает в последовательности сборки на пирамиду. Самоходным порталом с вакуумными захватами (см. рис. 148) снимают первую пару листов и доставляют к месту их установки на верхнем поясе. Листы закрепляют снизу скобами-ловителями, а сверху накидными захватами. Далее самоходный портал возвращается за следующей парой листов. Поджатие листов вертикальных стенок к верхнему поясу и диафрагмам производится самоходным сборочным порталом (см. рис. 94). В процессе поджатия производится прихватка вертикальных стенок к поясу и диафрагмам.
Съем пролетной балки со второго рабочего места, передача, кантовка и установка ее на третьем рабочем месте, а также все последующие операции транспортировки и кантовки балок на поточной линии осуществляют специальным четырехкрюковым электромостовым краном-кантователем грузоподъемностью 15/15тс (см. рис. 147).
На третьем рабочем месте производится приварка диафрагм к вертикальным стенкам и сварка стыков стенок с внутренней стороны балки. Для обеспечения заданного такта выпуска балок рабочее место выполнено двухпозиционным.
Четвертое рабочее место служит для растяжки балки, сборки и полуавтоматической сварки нижнего пояса, накрытия балки нижним поясом и прихватки его к вертикальным стенкам. Рабочее место состоит из стенда с флюсомагнитными подушками для сборки и сварки нижнего пояса, кантователя для подъема нижнего пояса и накрытия им балки и стенда для растяжки балки, оснащенного двумя тележками с гидродомкратами грузоподъемностью 20 тс, самоходным порталом с вакуумными захватами и самоходным сборочным пневматическим порталом.
Балку поднимают с третьего рабочего места, в процессе транспортировки кантуют вокруг продольной оси и устанавливают на стенд для растяжки. Затем с двух сторон подводят тележки с гидродомкратами, которые нажимают на верхний пояс балки, прогибают ее и тем самым растягивают гофры и выправляют вертикальные стенки. Нижний пояс, собранный и сваренный на стенде, кантователем поднимают и укладывают на балку. Самоходный сборочный портал с пневмоприжимом поджимает нижний пояс к вертикальным стенкам балки. Этот же портал производит гибку концевых участков пояса по скосам балки. После прихватки нижнего пояса давление в гидродомкратах снимают, освобождают балку и передают ее на пятое рабочее место.
На пятом рабочем месте производится автоматическая сварка стыков вертикальных стенок с наружной стороны и угловых швов, 234
соединяющих вертикальные стенки с поясами. Рабочее место состоит из двух стендов, на которые укладывают пролетные балки.
На колоннах цеха по специальным направляющим движутся две велосипедные консоли для перемещения сварочных тракторов к балке и для подвода кабеля с ним. На одной из консолей подвешены направляющие и сварочный трактор, осуществляющий сварку стыков вертикальных стенок на одном стенде. Сварка стыков на другом стенде производится трактором, смонтированным на самоходной тележке.
Угловые швы сваривают трактором ТС-17М, оборудованным специальным копирным устройством, которое обеспечивает нужное направление движения трактора по балке (см. рис. 160).
Готовую пролетную балку подают на рентгеноконтроль стыковых швов нижнего и верхнего поясов и швов вертикальных стенок.
При средней длине пролета крана 17 м линия обеспечивает выпуск 2800 пролетных балок в год. Площадь, занимаемая линией, 960 л*2. На поточной линии работают 33 производственных и три вспомогательных рабочих.
На линии производится сборка, сварка и правка балок, линия многономенклатурная, непрерывная, с комбинированным транспортом и последовательным расположением рабочих мест. Особенностью линии является ее универсальность и минимальные затраты времени на переналадку оборудования при переходе с одного типоразмера балки на другой, что позволило организовать комплексно-механизированное производство в условиях многономенклатурного выпуска.
Недостатком линии является сварка стыков вертикальных стенок и поясов в собранной балке, поэтому в модернизированном варианте линий вертикальные стенки и пояса сваривают на отдельных рабочих местах и подают на сборку балки в готовом виде. Вторым серьезным недостатком является ручная приварка диафрагм к вертикальным стенкам.
Поточная механизированная линия изготовления барабанов ленточных конвейеров. Линия рассчитана для барабанов диаметром 256—1260 мм\ длина обечаек 510—1410 мм\ толщина стенки 8—20 мм] катет угловых швов 4—10 мм] масса барабанов 39,7— 1726 кг. Расчетная годовая производительность линии 10 000 барабанов при средней массе 300 кг. Барабан ленточного конвейера (рис. 168) состоит из обечайки 1 и вала 2 с двумя дисками <?, привариваемыми к обечайке угловыми кольцевыми швами.
Линия (см. рис. 169) состоит из пяти рабочих мест, соединенных накопителями, пневматическими роликовыми поворотными перегружателями и откидными мостами с пневмоприводами. Линия начинается с накопителя, на который укладывают заготовки обечаек после вальцовки.
Первое рабочее место линии предназначено для установки вала с дисками в обечайку и для выравнивания кромок обечайки в слу-
чае их относительного смещения вдоль стыка. Рабочее место состоит из приводной роликоопоры, зажимного устройства, пневматического выталкивателя и консольного крана.
Свальцованная обечайка из накопителя, установленного в начале линии, накатывается на роликовый перегружатель, смонтированный возле первого рабочего места. Далее опускают переходный мостик, поворачивают перегружатель с помощью пневмоцилиндра и обечайка перекатывается по мостику на роликоопору первого рабочего места. Затем поднимают переходный мостик, включают привод вращения роликоопоры, поворачивают обечайку и устанавливают ее стыком вверх, после чего местным кон-
Рис. 168. Барабан ленточного конвейера
сольным краном заводят вал с дисками в обечайку. При наличии смещения кромок вновь включают привод роликоопоры, поворачивают обечайку стыком вниз и выравнивают кромки при помощи зажимного устройства, которое состоит из двух кулачков и электропривода, перемещающего кулачки вдоль продольного стыка обечайки. В тисках зажимного устройства с одного торца обечайки прихватывается технологическая планка, фиксирующая положение кромки относительно диска, а с другого торца второй Диск прихватывается к обечайке одной прихваткой. Затем кулачки разводят и пневматическим выталкивателем выкатывают собранный узел на промежуточный накопитель.
На втором рабочем месте производится обтяжка обечайки по дискам и Прихватка.
Рабочее место состоит из приводной роликоопоры, гидравлического зажимного устройства, смонтированного на портале, и пневматического выталкивателя. Технологический узел из накопителя поступает в перегружатель, смонтированный возле второго рабочего места, и далее через переходной мост накатывается на роликоопору второго рабочего места. Затем включают привод роликоопоры и поворачивают обечайку так, чтобы продольный стык распбложился на одном из роликов роликоопоры. Далее включают подачу масла в гидроцилиндр двойного действия зажимного устройства. При этом ролики, шарнирно закрепленные на штоке цилиндра, опускаются и плотно прижимают обечайку 236
fj
Рис. 169. Схема поточной механизированной линии изготовления барабанов ленточных конвейеров:
1 — накопитель; 2 — роликоопора с зажимным устройством; 3 — портал; 4 — гидроцилиндр с прижимными роликами; 5 — роли-коопора; 6 — колонна; 7 — переходный мост; 8 — роликоопора; 9 — монорельс; 10 — тельфер; 11 — траверса; 12 — наклоняющаяся роликоопора; 13 — роликоопора; 14 — складочное место для валов; 15 — листогибочные вальцы; I— V — рабочие места
«о
к роликоопоре. В таком положении производится первая прихватка обечайки к дискам в зоне продольного стыка.
Затем включают привод роликоопоры. При этом обечайка, вращаясь, поджимается к дискам. Роликоопору выключают тогда, когда стык расположится на втором ролике роликоопоры, после чего производится вторая прихватка дисков к обечайке. После прихватки удаляют технологическую планку, установленную на первом рабочем месте, и сваривают конечные участки продольного стыка с внутренней стороны обечайки. Далее переключают гидроцилиндр и поднимают ролики зажимного устройства, а затем выкатывают барабан в накопитель третьего рабочего места при помощи пневматического выталкивателя.
Для переналадки, рабочего места на разные диаметры барабанов на портале установлен электропривод подъема и опускания гидроцилиндра.
Третье рабочее место предназначено для автоматической сварки продольного стыка обечайки.
Автосварочная установка состоит из приводной роликоопоры, поворотной колонны ПК-2, сварочного аппарата ТС-17М и пневматического выталкивателя. Собранный барабан из накопителя третьего рабочего места поступает на поворотный перегружатель и при помощи пневмоцилиндра перекатывается на переходной мост и далее на роликоопору третьего рабочего места. Затем включают привод роликоопоры и поворачивают барабан стыком вверх, опускают консоль колонны, устанавливают сварочный аппарат в начале шва и производят сварку стыка. После сварки пневматическим выталкивателем барабан перекатывается в накопитель четвертого рабочего места.
Четвертым рабочим местом является автоматическая сварочная установка для приварки дисков к обечайке «в лодочку». Установка состоит из приводной наклоняющейся роликоопоры; сварочного полуавтомата ПДПГ-500, смонтированного на установочной тележке; из портала с тельфером и траверсой.
Роликоопора служит для наклона барабана под угол до 30° и вращения его с рабочей скоростью сварки. Наклон роликоопоры осуществляется двумя пневмоцилиндрами. Привод вращения роликоопоры состоит из электродвигателя постоянного тока, редуктора и пары цилиндрических шестерен. Скорость вращения роликоопоры регулируется потенциометром, изменяющим число оборотов электродвигателя. Для предотвращения сползания барабанов при наклоне роликоопора снабжена упорным роликом с пневмоцилиндром.
В исходном положении роликоопора находится в горизонтальном положении и упорный ролик отведен так, чтобы не препятствовать поступлению барабана из перегружателя на роликоопору. При этом тележка со сварочным полуавтоматом также отведена в положение, обеспечивающее свободное перемещение барабана на четвертое рабочее место. Барабан из накопителя чет-239
вертого рабочего места перегружателем накатывается по переходному мосту на роликоопору. Затем включается пневмоцилиндр упорного ролика и ролик перемещается до соприкосновения с диском барабана. Далее наклоняют роликоопору, перемещают тележку с полуавтоматом и устанавливают сварочную головку в начале шва, включают привод вращения роликоопоры и сваривают кольцевой шов, соединяющий диск с обечайкой.
После сварки первого кольцевого шва упор и тележка с полуавтоматом отводятся в исходное положение, а роликоопора возвращается в горизонтальное положение. Затем барабан захватывается траверсой, подвешенной на тельфере, поднимается и разворачивается на 180°. Далее вновь включают торцовый упор и наклоняют роликоопору с барабаном, подводят тележку с полуавтоматом и сваривают второй кольцевой шов. После сварки упор и тележку отводят в исходное положение, роликоопора опускается в горизонтальное положение, барабан захватывается траверсой, поднимается и перевозится тельфером к накопителю пятого рабочего места.
На пятом рабочем месте производится зачистка и отделка барабана и контроль качества. Рабочее место оборудовано приводной роликовой опорой и пневматическим выталкивателем.
Линия охватывает сборочные, сварочные и отделочные операции, линия многономенклатурная с комбинированным транспортом и последовательным расположением оборудования. Линия позволила исключить тяжелый ручной труб сборщиков, механизировать сварочные работы, высвободить общий цеховой кран и обслуживающих его рабочих и значительно (более, чем в 2 раза) сократить трудоемкость изготовления барабанов. Особенностью данной линии, как и предыдущей, является ее универсальность и минимальные затраты времени на переналадку при переходе на изготовление изделий разных типоразмеров.
ГЛАВА VI
АВТОМАТИЧЕСКИЕ СТАНКИ И ЛИНИИ
Высшей, наиболее совершенной ступенью механизации производства является автоматизация. Если в механизированном производстве работой всех механизмов управляет человек, то при автоматизации управление всеми основными и вспомогательными технологическими операциями осуществляется без участия человека, автоматически. В этом случае функции обслуживающего персонала сводятся к наладке и первоначальному пуску оборудования, наблюдению за его работой, устранению неисправностей, возникающих в процессе работы, а также к ремонту оборудования.
Автоматизация производства высвобождает значительное число производственных рабочих и создает благоприятные условия для применения скоростных технологических процессов, внедрение которых в неавтоматизированном производстве часто сдерживается индивидуальными возможностями рабочего, управляющего работой оборудования. При автоматизации повышается качество продукции, которое в этом случае зависит только от нормальной работы оборудования. Кроме того, автоматизация улучшает условия труда и позволяет вывести обслуживающий персонал из рабочей зоны, что особенно важно в условиях вредного производства, в том числе сварочного.
Поскольку сварка является основным процессом сварочного производства, необходимым условием любого автоматизированного сварочного производства является прежде всего комплексная автоматизация самого сварочного процесса. Так, например, при элек-тродуговой сварке должны быть автоматизированы не только главные операции — подача электрода и передвижение его вдоль шва, но и зажигание дуги в начале сварки, прекращение процесса и заварка кратера, направление электрода по шву, защита дуги и сварочной ванны от действия воздуха. При стыковой контактной сварке автоматизируются зажатие и центровка изделия, подогрев, оплавление и осадка. Простое сравнение этих операций показывает что контактная сваока легче поддается автоматизации, чем дуговая.
Кроме самой сварки, в автоматизированном оборудовании авто-матически выполняются и другие операции, являющиеся неотъемлемой частью технологического процесса, — загрузка и установка изделия, подвод и отвод электрода, съем сваренного изделия.
К сварочным станкам-автоматам относятся станки, на которых автоматически выполняют основные и вспомогательные операции технологического процесса сварки изделия. В сборочно-сварочных станках-автоматах автоматизирована также сборка изделия под сварку. Сварочные и сборочно-сварочные станки-автоматы можно встраивать в автоматические поточные линии.
Автоматической сборочно-сварочной линией называется комплекс технологического и подъемно-транспортного оборудования, выполняющий без непосредственного участия человека в определенной технологической последовательности и с определенным тактом операции сборки и сварки изделия. На автоматических сборочно-сварочных линиях можно выполнять и многие смежные операции, в том числе заготовительные (резка, гибка, правка), операции механообработки (сверление и пробивка отверстий), отделки и окраски.
Широкое распространение автоматического оборудования в сборочно-сварочном производстве сдерживается узкой специализацией этого оборудования, затрудняющей переналадку при изменении выпускаемого изделия. Перспективным является создание агрегатированного оборудования, т. е. оборудования, собираемого из унифицированных узлов. В этом случае при переходе на другой тип изделия потребуется не полная смена оборудования, а только замена и перекомпоновка отдельных его узлов, что позволит применить автоматическое оборудование в условиях не только массового, но и серийного производства.
Иногда в автоматическом оборудовании автоматизация ряда вспомогательных операций может оказаться трудно выполнимой или экономически нецелесообразной. В этих случаях часть операции таких, как периодическая зарядка проволоки и засыпка флюса, может выполняться с участием человека. В ряде случаев с участием человека осуществляется также установка и съем изделия, подвод и отвод электродов. Особенно часто это имеет место в отдельно стоящих (не встроенных в поточные линии) станках, предназначенных для крупных изделий. В этом случае автоматическая подача заготовок практически не выполнима, так как для ее осуществления требуется синхронизация работы станка с работой смежного оборудования или устройство специальных складов-накопителей, которые обычно предназначены только для мелких изделий. Пуск оборудования в работу в начале каждого цикла и включение отдельных операций при этом также выполняются рабочим-оператором. Такое оборудование относится к полуавтоматическому.
Принципиальная разница между автоматами и полуавтоматами заключается в том, что автомат выдает продукцию непрерывно — 241
одно изделие за другим через определенные промежутки времени, а полуавтомат выдает только одно изделие, после чего его необходимо каждый раз включать в работу. На сварочных станках-полуавтоматах автоматизированы основные операции сварки изделия и часть вспомогательных. К станкам-полуавтоматам можно отнести и высокомеханизированные специализированные станки, в которых имеются элементы автоматики, обеспечивающие частичную автоматизацию производственного цикла.
§ 1. СИСТЕМЫ И СРЕДСТВА УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМ ЦИКЛОМ
Автоматическим циклом называется полное время изготовления изделия на автоматическом оборудовании, начиная от загрузки заготовок и кончая выдачей готовой продукции. Автоматический цикл Тац представляет собой сумму времени всех технологических, подъемно-транспортных и контрольных операций, осуществляемых последовательно на автомате или автоматической линии при изготовлении одного изделия,
Та.ц = S (tm+tn+ tK), (47)
где tm — время технологической операции;
tn — время подъемно-транспортной операции;
tK — время контрольной операции.
По формуле (47) должна суммироваться продолжительность всех последовательных операций — как основных, так и вспомогательных. При совмещении операций учитывается время только одной, наиболее продолжительной из одновременно выполняемых операций.
Существуют две принципиально различных системы управления автоматическим циклом:
1. Централизованная (независимая) система, при которой весь цикл осуществляется независимо от фактического хода технологического процесса и работы отдельных элементов автоматической установки. В этой системе действия всех механизмов заранее запрограммированы по времени в определенной последовательности и управление ими осуществляется с одного места, обычно распределительным валом или командоаппаратом. Поэтому такая система называется программированием,
2. Децентрализованная (зависимая), при которой каждая последующая технологическая операция начинается только по окончании предыдущей и механизмы включаются специальными датчиками, срабатывающими в зависимости от хода технологического процесса. Поскольку в общем случае датчики осуществляют контроль по пути прохождения изделия во время автоматического цикла его изготовления, эта система носит название «путевой контроль»,
находятся щетки для замыкания
Рассмотрим обе системы управления несколько подробнее. При централизованной системе управления вал командоаппарата или распределительный вал совершает один оборот за время автоматического цикла и, таким образом, все операции совершаются строго в заданной последовательности всегда в определенное время после начала цикла. Командоаппарат состоит из барабана и одного или нескольких дисков, закрепленных на общем вращающемся валу; на дисках или барабане неподвижных контактов или кулачки, переключающие расположенные вокруг дисков путевые переключатели. Эти переключатели могут быть как электрическими, так и гидравлическими или пневматическими. Таким образом, командоаппараты являются универсальными средствами управления для всех механизмов с любым видом привода.
На рис. 170 изображена схема командоаппарата с электропереключателями. Электродвигатель 1 через шестеренчатые передачи 2 и 4 и червячный редуктор 3 вращает вал 5, на котором укреплен барабан 6. В кольцевых проточках барабана закреплены кулачки 7, которые при вращении барабана
в нужный момент замыкают расположенные против них контакты переключателей S, включающие соответствующие механизмы.
На рис. 171, а изображена схема централизованной системы управления с помощью командоаппарата автоматической установки из нескольких рабочих узлов. На рис. 171, б показана схема управления по системе «путевой контроль» — с помощью путевых конечных переключателей (выключателей). При этой системе работа очередного узла установки начинается только при определенном положении предыдущего узла. Так, узел // включается в работу при наезде упора узла I на конечный переключатель КВ-1. В свою очередь, при заданном положении узла II его упор включит в работу с помощью переключателя КВ-2 узел /// и т. д.
Путевые конечные переключатели являются наиболее распространенным элементом децентрализованной системы управления, включающим в нужный момент различные исполнительные механизмы. Электрические конечные переключатели могут быть простого и моментного действия. Переключатель простого действия срабатывает постепенно, по мере воздействия на него движущейся
части рабочей машины. Переключатель моментного действия срабатывает мгновенно — при достижении определенной величины усилия, воздействующего на переключатель. Моментные переключатели применяются при малых скоростях движения упора, воздей-
Рис. 171. Схемы автоматического управления — узлы)
ствующего на переключатель, — до 0,4 м!мин. При таких скоростях в переключателях простого действия происходит интенсивное обгорание контактов.
В корпусе 2 конечного переключателя простого действия
(рис. 172, а) закреплены размыкающие 5 и замыкающие 4 контакты.
а) б)
Рис. 172. Конечные переключатели простого и моментного действия
Там же имеется шток /, на котором укреплены планки 3 с подвижными контактами, расположенными против размыкающих и замыкающих неподвижных контактов корпуса. При нажиме подвижной части механизма(упора) на шток планки с подвижными контактами перемещаются вниз, размыкая размыкающие верхние контакты и замыкая замыкающие нижние контакты. При отходе упора шток под действием пружины 6 возвращается в
первоначальное положение.
Переключатель мгновенного действия (рис. 172, б) работает следующим образом. При наезде упора на ролик 1 рычаг 2 с помощью ленточных пружин 3 поворачивает поводок 4. При этом подпружиненный ролик 11 нажимает на Т-образную планку 10, стремясь повернуть ее вокруг оси 9. Но планка 10 удерживается защелкой 6 и поворачивается только после отхода защелки, ко
торая отклоняется поводком 4 при продолжении его поворота. Поворот планки происходит мгновенно, контакты 7 при этом размыкаются, а контакты 8 замыкаются. После прекращения действия упора на ролик 1 механизм возвращается в первоначальное положение пружиной 5.
Электрические конечные переключатели применяются и при централизованной системе управления — в качестве датчиков, воспринимающих команды от командоаппарата, а также для контроля работы отдельных механизмов.
Управление гидравлическими и пневматическими механизмами может осуществляться с помощью электрических конечных пере-
а) б)
Рис. 173. Средства автоматического управления пневматическими и гидравлическими механизмами
ключателей, воздействующих на электрогидравлические золотники и электровоздушные клапаны, или непосредственно с помощью золотников и клапанов. В первом случае электрические конечные переключатели при срабатывании замыкают цепь управления золотников или электровоздушных клапанов, которые включают в работу соответствующие исполнительные механизмы. Во втором случае вместо электрических конечных переключателей устанавливают гидравлические золотники или воздушные клапаны с механическим управлением, срабатывающие непосредственно от движущихся упоров на рабочих частях машины. Электрогидравлические золотники и электровоздушные клапаны управляются с помощью электромагнитов.
На рис. 173, а показана схема электровоздушного клапана. При прохождении тока по катушке 1 в нее втягивается сердечник 2 и открывается клапан 3. На рис. 173, б показан гидравлический золотник с механическим управлением. Внутри корпуса 9 золотника находится плунжер 4. В исходном положении плунжер поднят пружиной 7. При этом масло, поступающее от насоса через канал 10, проходит через кольцевую проточку плунжера и канал 5 к гидроцилиндру. Отработанное масло поступает от гидроцилиндра
по каналу 6, и проходит на слив через отверстие 8. При нажатии упора на конец плунжера 4 последний опускается. При этом канал 10 соединяется с каналом 6, а канал 5 через отверстие 11 — с отверстием S, в результате чего направление потока масла меняется. Аналогично устроены и воздушные клапаны с механическим управлением.
Сравнивая обе системы управления, видим, что при централизованной системе каждый механизм включается строго в определенное время и весь технологический процесс протекает по заданному графику исходя из циклограммы процесса. Каждая операция осуществляется как бы независимо от остальных операций. Продолжительность цикла остается постоянной в соответствии с заданной программой и не меняется за все время работы установки. При нарушении режима или неисправности какого-либо механизма на одной из операций, механизмы, выполняющие следующую операцию, все равно начнут свои действия в заданное время, а поскольку фронт работ для них не подготовлен, то следующая операция или не может быть осуществлена или осуществится некачественно. В результате произойдет расстройство работы установки, могущее вызвать самые различные нежелательные последствия — от выдачи бракованной или недоделанной продукции до поломки механизмов и аварии всей установки.
Так, например, при отказе зажимных устройств на сборочной операции на место сварки поступит несобранное изделие, а если оно в процессе изготовления должно поворачиваться, то отдельные детали при повороте могут упасть, вызвав поломку механизмов или несчастный случай. При перерыве или нарушении процесса сварки изделие будет не сварено или сварено с дефектами. Поэтому централизованная система в чистом виде может быть осуществлена только в тех случаях, когда практически нет опасений в нарушении работы всех элементов установки, а также когда весь технологический процесс может быть осуществлен на строго постоянных режимах, без малейших отклонений от расчетных.
При децентрализованной системе все смежные операции связаны между собой и, как правило, каждая следующая операция (на одном изделии) начинается только по окончании предыдущей и получении соответствующей команды. Таким образом, в этом случае задержка одной из операций вызовет только задержку следующей, но порядок технологического процесса при этом не нарушится и цикл продолжится. При отказе же любого элемента оборудования произойдет остановка станка или линии, предотвращающая аварийную ситуацию. Совершенно очевидно, что продолжительность цикла в этом случае не остается постоянной, а может изменяться в тех же пределах, в которых изменяется продолжительность всех операций (в сумме).
Следовательно, децентрализованная система обладает значительно большей гибкостью, чем централизованная. Это особенно важно в условиях сборочно-сварочного производства, где нормаль-246
йый ход технологического процесса зависит от многих переменных факторов — в частности: отклонений формы и размеров заготовок, колебаний параметров сварочного тока, величины сварочных деформаций и т. д.
К недостаткам децентрализованной системы следует отнести значительное увеличение количества аппаратуры управления (всевозможных датчиков, усилителей, реле и т. д.). На каждой операции требуется установка минимум одного датчика, а иногда и нескольких. Увеличение количества аппаратуры ведет к увеличению неисправностей при работе (так называемых отказов), а следовательно, и поломок, и уменьшению эксплуатационной надежности. Грубо говоря, надежность работы любой автоматической системы обратно пропорциональна количеству аппаратуры и ее сложности. По данным А. Владзиевского, при работе контактной аппаратуры один отказ наступает через каждые 20 000 срабатываний контактов. При централизованной системе количество аппаратуры сведено к минимуму.
Кроме того, продолжительность цикла при децентрализованной системе увеличивается, так как между окончанием предыдущей и началом следующей операции проходит некоторое время, необходимое для срабатывания датчиков передающей и воспринимающей аппаратуры. Наконец, сама продолжительность цикла при децентрализованной системе остается непостоянной, в силу возможности изменения времени отдельных операций. Следовательно, несмотря на удобство децентрализованной системы, централизованная система (программирование) является более прогрессивной.
На практике часто применяют смешанные системы управления, в которых имеются элементы обеих систем — и программирование, и путевой контроль. К одной из таких систем можно отнести систему с периодически вращающимся командоаппаратом, когда вал командоаппарата поворачивается на определенный угол между последовательными радиально расположенными контактами. При повороте вала и включении контактов подается команда на выполнение очередной операции, а командоаппарат при этом отключается. По окончании операции путевой датчик подает команду на поворот вала командоаппарата, который в свою очередь дает команду на выполнение следующей операции, и т. д.
Эта система удобна тем, что управление одними операциями может осуществляться командоаппаратом, а другими — непосредственно путевыми датчиками. При этом время включения всех операций легко регулируется перестановкой путевых упоров и контактов на дисках командоаппарата. Команда на продолжение процесса после операций, ход которых требует особого контроля, подается путевыми датчиками после успешного окончания этих операций, а в остальных случаях, когда нет опасений в нарушении нормальной работы, очередные операции включаются непосредственно командоаппаратом. Таким образом, сохраняется значительная часть преимуществ централизованной системы и в то же
время повышается надежность управления, так как осуществляется контроль за ходом особенно ответственных операций. .
В других случаях управление, осуществляемое от непрерывно-вращающегося командоаппарата, дублируется различными блокировками, осуществляемыми путевыми датчиками на отдельных операциях. При этом очередная операция может начаться только при получении двух команд — от командоаппарата и от датчика, сигнализирующего об успешном окончании предыдущей операции. Иногда устанавливается несколько датчиков, сигнализирующих не только об окончании операции, но и о качестве ее выполненйя, а также о приведении в правильное положение различных механизмов.
Такие смешанные системы являются наиболее гибкими и удобными в эксплуатации, так как сохраняют преимущества централизованной системы на большей части цикла, устраняя ее недостатки в наиболее уязвимых местах. При этом достигается наибольшая надежность и стабильность работы оборудования, и в то же время возможность изменения продолжительности цикла сводится к минимуму и сама продолжительность увеличивается весьма незначительно. Также к минимуму сводится и количество дополнительных элементов управления, которые устанавливают только на некоторых операциях.
Централизованная система применяется большей частью в автоматических станках, в частности в станке для сварки цилиндров гидроамортизаторов (стр. 254) и в станке для сборки и сварки пустотелых шаров (стр. 254). В автоматических сборочно-сварочных линиях находят применение или децентрализованная, или смешанная системы. Так, в линии арматурных ферм (стр. 266) применена децентрализованная система, а в линии автомобильных колес (стр. 262) — смешанная.
§ 2. СТАНКИ-ПОЛУАВТОМАТЫ
Станок Р-556 для сварки корпусов шахтерских ламп. Станок Р-556 предназначен для дуговой сварки под флюсом корпусов шахтерских ламп. Корпус лампы состоит из трех деталей: обечайки, кольца и донышка (см. рис. 88). Толщина стенок деталей 1,5 мм, внутренний диаметр обечайки 79 и 104 мм, длина корпуса 165 и 176 мм. Корпус соединяется двумя кольцевыми и одним продольным швом.
Работа станка осуществляется следующим образом (рис. 174). Детали корпуса устанавливают на патроне 3. С помощью пневмоцилиндра 1 секторы патрона разжимаются и детали закрепляются на медных подкладках патрона. Затем включается вращатель 4, поворачивающий патрон с изделием со сварочной скоростью, и головкой 2 сваривается первый кольцевой шов.
По окончании сварки первого кольцевого шва сваривается продольный шов — при этом патрон неподвижен, а головка переме-248
щается со сварочнойскоростью с помощью механизма продольного перемещения. Затем головка останавливается, а патрон начинает вращаться — происходит сварка второго кольцевого шва. Переключение механизмов станка со сварки одного шва на другой происходит автоматически, и сварка всех трех швов происходит непрерывно (без обрыва дуги). Все механизмы станка размещаются на станине 5, внутри которой находится флюсоприемник.
Рис. 174. Станок Р-556 для сварки корпусов шахтерских ламп
Сварка производится со скоростью 50—200 м/ч на постоянном токе. При установке и снятии детали сварочную головку отводят в сторону.
Станок СТС-2М для сборки и автоматической сварки тавровых балок. Станок предназначен для механизированной сборки и автоматической сварки под флюсом прямых и криволинейных балок таврового сечения со стенками постоянной и переменной высоты. Станок используется для изготовления деталей корпуса судна — стрингеров, карлингсов, рамных шпангоутов, бимсов и т. д. Взаимное центрирование заготовок, подача их и сварка производятся автоматически.
Сборка и сварка тавров осуществляются следующим образом (рис. 175). Полку тавра укладывают на приводной ролик 8 станка и ролик 10 задней подвижной опоры. С помощью боковых роликов 3 полка центрируется и прижимается к приводному ролику 8 нажимным роликом 7, затем на нее устанавливают стенку тавра, которая также центрируется роликами 9 и прижимается к полке закрепленным на штоке пневмоцилиндра 6 верхним роликом 5.
16 1495 249
Включением электродвигателя 2 через клиноременную передачу,, вариатор скоростей, червячный редуктор и пару цилиндрических шестерен приводится во вращение приводной ролик, и собранный тавр получает поступательное движение. К стыкуемой кромке тавра подводят сварочную головку 4. Затем включается подача
В)
электродной проволоки и флюса и начинается сварка. После сварки половины длины швов передний конец тавра опирается на ролики передней опоры /.
Высота роликов передней и задней опор в процессе движения криволинейного тавра регулируется скользящим контактом 11, обеспечивающим нормальное расположение заготовок в зоне сварки. Под действием пружины 13 шток 12 поднимается до тех пор пока ролик 14 не упрется в полку тавра. На втором конце штока закреплен скользящий контакт 11. Если скользящий контакт не замыкается с неподвижными контактами 15 или 16, задняя 250
опора остается выключенной, что соответствует нормальному положению тавра в зоне сварки. При перемещении тавра в процессе сварки передний конец его может подняться или опуститься. В этом случае шток под действием пружины или веса тавра соот
ветственно поднимется или опустится, замыкая скользящим кон-
тактом верхний контакт 15 или нижний 16.
При замыкании скользящего контакта с контактом 16 включается электродвигатель задней опоры, что обусловливает опускание ролика 10. При этом передний конец тавра приподнимается,
Рис. 176. Схема работы вальцесварочного станка
шток под действием пружины перемещается кверху до размыкания скользящего контакта. При замыкании скользящего контакта с контактом 15 направление вращения электродвигателя задней опоры изменяется, что заставляет опорный ролик подниматься. При этом передний конец тавра опускается^ шток перемещается вниз до размыкания скользящего контакта. Когда средняя часть тавра приблизится к приводному ролику, выключится управление следящим контактом задней опоры и включится управление передней опорой 1. Технические данные станка для сборки и автоматической сварки тавровых балок приведены ниже:
Размеры изготовляемых балоц в мм толщина лолки и стенки ............. 4—16
ширина полки ................... 40—250
высота стенки .................. 60—800
длина балки........................Не менее
1500
Наименьший радиус кривизны контура стенки в мм........................... 2500
Вальцесварочный станок для изготовления кузовов шахтных вагонеток. Станок предназначен для сборки и дуговой сварки под флюсом кузовов шахтных вагонеток и применяется в механизированной поточной линии. Кузов вагонетки (рис. 176, а) состоит
из боковины 1 и двух днищ — так называемых лобовин 2. В станке одновременно производится вальцовка — гибка боковины валками 4, сборка боковины с двумя лобовинами и автоматическая сварка аппаратами 3 двух криволинейных швов, соединяющих лобовины с боковиной.
Изготовление кузова в вальцесварочном станке происходит в следующем порядке. Штампованные лобовины подаются специальным механизмом в станок и закрепляются в нем. Затем заводится плоская заготовка боковины и с помощью прижимного устройства 5 плотно прижимается к лобовинам. После этого начинается автоматическая сварка двух швов одновременно (положение / на рис. 176, б). В дальнейшем сварка происходит непрерывно по всему контуру лобовины, состоящему из двух прямых и одного полукруглого участка. По достижении сварочными аппаратами начала круговых швов движение сварочной тележки автоматически прекращается и одновременно включается привод вращателя.
На круглых участках прижимные башмаки поднимаются, боковина под действием прижимных валков 4 и благодаря вращению кондуктора загибается и обворачивается вокруг лобовин (положение II). При этом изделие вращается со сварочной скоростью и одновременно с вальцовкой боковины происходит сварка круговых швов. Когда кондуктор повернется на 180° и, следовательно, полукруглые участки швов будут заварены, вращение автоматически прекратится и одновременно снова включится движение сварочной тележки вдоль прямых участков швов (положение III). По окончании сварки кузов снимается с кондуктора и подается на поток. Сварка производится со скоростью 50 м/ч. Производительность станка — 10 вагонеток в час.
§ 3. СТАНКИ-АВТОМАТЫ
Необходимой частью сварочных и сборочно-сварочных станков-автоматов является загрузочное устройство, обеспечивающее бесперебойную непрерывную подачу заготовок в станок. Каждое загрузочное устройство должно иметь накопитель для хранения запаса заготовок, и механизмы для отделения от всей массы одной заготовки и подачи ее в рабочую зону станка. В станках, предназначенных для изготовления изделий, состоящих из нескольких одинаковых деталей, в рабочую зону одновременно подается соответствующее количество заготовок.
Накопители бывают магазинные и бункерные. В магазинных накопителях заготовки заранее укладывают в один ряд в определенном положении в специальный лоток или другую (емкость. На рис. 177, а изображена схема вертикального магазинного накопителя. Очередная (нижняя) заготовка подается в рабочую зону толкателем 1, совершающим возвратно-поступательное движение. При этом он придерживает все остальные заготовки, т. е. выпол-252
няет функции не только питателя, но и-отсекателя. При возвратном ходе толкателя заготовки под действием собственного веса опускаются и очередная заготовка оказывается подготовленной к выдаче. Толкатель приводится в действие обычно пневмо- или гидроцилиндром.
В бункерных накопителях заготовки укладывают в бункера обычно навалом, что является преимуществом этих накопителей, так как не требуется специальной'операции по укладке заготовок
♦
Рис. 177. Загрузочные устройства
в определенном положении (рис. 177, б). Из бункера 1 заготовки подаются толкателем 2 на лоток 3, где они задерживаются упором 5 и располагаются в один ряд. Отсюда питатель 4 выдает заготовки поштучно. Питатель 4 работает синхронно со всем станком, включаясь в работу в начале каждого цикла, а толкатель 2 включается по мере необходимости — при уменьшении запаса заготовок на лотке 3 меньше допустимого. В этом устройстве лоток 3 с питателем 4 работает как самостоятельное загрузочное устройство магазинного типа.
На рис. 177, в показан штифтовый отсекатель, отделяющий по одной заготовке от остальной массы. Отсекатель состоит из двух штифтов 2 и 4, поочередно выдвигающихся в лоток 1. При этом нижний штифт задерживает движение всех заготовок, а верхний штифт 2 освобождает нижнюю заготовку, задерживая остальные (положение показано на схеме). Движение штифтов осуществляется с помощью рычага 3, связанного с приводным механизмом.
На рис. 177, г показана схема аналогичного по назначению устройства барабанного типа. При каждом повороте диска 1 на определенный угол очередная заготовка, захваченная гнездом диска, поступает к рабочей зоце. На схеме изображен диск с шестью гнездами, следовательно, угол поворота равен 1/в полного оборота, т. е. 60°. Конструкция загрузочных устройств зависит от формы заготовок, а также их размеров и массы. Все рассмотренные схемы применяются в устройствах для круглых заготовок (цилиндров, труб, осей, шаров ит. д.). Загрузочные устройства для фасонных заготовок имеют более сложную конструкцию.
Рассмотрим устройство сварочных станков-автоматов на примере станка-автомата для роликовой сварки цилиндров гидроамортизатора автомобиля. Станок состоит из вала 4 с двенадцатью радиальными оправками 2, загрузочного устройства 1 с толкателем 3, двух головок 6, со сварочными роликами 5, фрикционными приводными колесами 12 и пневмоцилиндрами 7, двух приводов 10 (рис. 178).
Цилиндры гидроамортизаторов с предварительно запрессованными проушинами укладывают в загрузочное устройство. Отсюда они пневмотолкателем 3 подаются на оправку 2. Вал 4 поворачивается периодически на угол 30°, и при каждом повороте очередная оправка с надетым на нее цилиндром оказывается между сварочными роликами 5. Пневмоцилиндры 7 прижимают к изделию ролики, получающие вращение от приводов 10 через карданные передачи 11 а фрикционные колеса 12. Осевое смещение изделия предотвращается пневмоцилиндром 8. Каждый ролик сваривает половину длины шва. После сварки ролики раздвигаются, вал поворачивается на 30° и сваренное изделие снимается съемником 9. В станке применена централизованная система управления автоматическим циклом — с помощью командоаппарата.
В качестве примера сборочно-сварочного станка рассмотрим станок-автомат Р-899 для сборки и сварки пустотелых стальных 'шаров. Станок (рис. 179) предназначен для сборки и автоматической сварки в среде углекислого газа пустотелых шаров. Каждый шар диаметром 200 мм сваривается из двух полусфер, штампуемых из листовой стали толщиной 2 мм; кромки полусфер обтачиваются на токарном станке. Сварной шов должен быть прочно-плотным, выдерживающим давление 40—50 кгс!см\
Станок состоит из механизма загрузки заготовок, передней и задней бабок с центрирующими конусами и пружинящими захватами, откидного ножа для точной установки заготовок, сварочной головки, пневмосистемы и аппаратуры управления. Передняя бабка — приводная, снабжена редуктором со сменными шестернями; задняя бабка оборудована колодочным тормозом. Большинство механизмов станка (передняя и задняя бабки, тормоз задней бабки, откидной нож, отсекатели загрузочного устройства) приводится в действие пневмоцилиндрами. Передняя бабка приводится во вращение электродвигателем.
Рис. 178. Станок для сварки цилиндров гидр ©амортизатор а: а — цилиндр гидроамортизатора; 6 — схема станка
Заготовки поступают в станок попарно по наклонному лотку. В конце лотка расположены два откидных упора /, первый из которых задерживает весь поток, а второй — очередную пару заготовок. В момент за-
грузки второй упор откидывается и очередная пара заготовок катится по направляющим до неподвижного упора в станке. Здесь заготовки попадают в центрирующие конуса передней 2 и задней 3 бабок, цилиндры которых прижимают их к плоскостям откидного ножа 4, находящегося при загрузке в верхнем положении. После этого шток задней бабки фиксируется тормозом 8, а передняя бабка отходит влево на 2 мму освобождая откидной нож. Заготовки
Рис. 179. Станок Р-899 для сборки и сварки пустотелых стальных шаров: а —общий вид; б — схема
при этом удерживаются в конусах пружинящими захватами 6. Освобожденный нож откидывается в нижнее положение, передняя бабка подается вперед и обе полусферы плотно прижимаются друг к другу.
Благодаря наличию откидного ножа и тормоза на задней бабке, стык располагается всегда в одной и той же вертикальной плоскости, перпендикулярной к оси вращения. Таким образом, обеспечивается расположение электрода сварочной головки 7, находящегося в этой же плоскости, над стыком в любой момент сварки, независимо от неточности действительных размеров и формы заготовок. После прижима полусфер включается привод вращения и начинается сварка, необходимая длительность которой обеспечивается реле времени.
Управление работой большинства механизмов осуществляется командоаппаратом 5, кулачки которого при вращении через пневматические золотники и конечные выключатели включают соответствующие пневмоцилиндры, двигатели и электромагниты — строго в заданной последовательности в соответствии с циклограммой процесса. Механизм загрузки включается с помощью путевого выключателя готовым шаром, скатывающимся по наклонному желобу из станка после сварки. Наблюдение за сваркой ведется через щиток с защитным стеклом.
Благодаря полной автоматизации всего процесса сборки и сварки шаров станок легко встраивается в автоматическую линию. Продолжительность цикла 70 сек, непосредственно сварка занимает 55 сек.
§ 4. АВТОМАТИЧЕСКИЕ СБОРОЧНО-СВАРОЧНЫЕ ЛИНИИ
Компоновка и транспортные средства линий
Автоматические сборочно-сварочные линии можно классифицировать по следующим основным признакам: 1) по характеру исходного материала — для материала, подаваемого непрерывной заготовкой (проволока, лента, полоса и т. д.), и для штучных заготовок; 2) по виду выполняемых на линии работ — для сварки, для сборки и сварки, для сборки, сварки и отделки и т. д.; 3) по признаку непрерывности производственного потока — непрерывные и прерывающиеся линии; 4) по расположению технологического оборудования вдоль линии — последовательные, параллельные, последовательно-параллельные; 5) по расположению основного транспорта — со сквозным и с вынесенным транспортом.
В машиностроении основная часть автоматических сборочносварочных линий предназначена для штучных изделий, изготовляемых из штучных же заготовок. Непрерывные заготовки используются при производстве спиральных труб (лист), арматурных ферм (проволока) и т. п. изделий.
В непрерывных линиях (рис. 180, а) все технологическое оборудование 2 связано одним конвейером 1 и работает в едином ритме. В таких линиях не требуется создание промежуточных запасов заготовок и деталей и бункеров для их хранения. Недостатком этих линий является зависимость работы всей линии от беспере-
17 А. Д. Гитл^вич ?57
бойной работы всех отдельных элементов. При нарушении работы на любой из операций останавливается вся линия.
В прерывающихся линиях (рис. 180, б) отдельные автоматы не связаны жестко с конвейером и работают независимо. По конвейеру 2 заготовки поступают к первой группе автоматов /, откуда после обработки, по конвейеру 4 и подъемнику 5, они подаются в автоматы 5 для следующей операции. Транспортные средства, связывающие различные группы оборудования, являются одно-
временно накопителями промежуточных запасов, позволяющих останавливать при необходимости отдельные автоматы без нарушения работы всей линии.
Таким образом, прерывающиеся линии обладают большей эксплуатационной надежностью, чем непрерывные. Последние применяются для крупных изделий, когда создание промежуточного запаса изделий требует много места. В прерывающихся линиях для промежуточного запаса могут использоваться как транспортные средства (конвейеры-накопители на рис. 180, б), так и специальные бункеры, аналогичные изображенным на рис. 177 загрузочным устройствам. Иногда в прерывающихся линиях отдельные участки являются непрерывными, так как оборудование, расположенное на них, работает в едином ритме. Примером может служить линия автомобильных колес (стр. 262), где непрерывным является участок второго штангового конвейера.
Расположение технологического оборудования в линии определяется длительностью отдельных операций и необходимым чис-258
лом единиц оборудования для каждой операции, а также общим количеством операций. В линиях с последовательным расположением оборудования (рис. 180, в) каждое изделие последовательно проходит по всем автоматам, на каждом из которых выполняются различные технологические операции. Естественно, что нормальная работа такой линии возможна только при одинаковой продолжительности операций, совершаемых на каждом автомате. Примером последовательных линий могут служить линия арматурных ферм (стр. 266) и линия спиральных труб (стр. 268).
Линии с параллельным расположением оборудования (рис. 180, г) применяются для изготовления простых изделий, когда весь процесс выполняется на одном или нескольких станках-авто-матах. В этом случае несколько одинаковых единиц или групп оборудования стоит рядом и связано общими устройствами для загрузки и выгрузки. Каждое изделие изготовляется на одном из станков.
Линии последовательно-параллельные (рис. 180, д) применяются в случаях, когда длительность операций, выполняемых на разном технологическом оборудовании, различна. Для обеспечения заданного такта линии на участках, где выполняются более длительные операции, параллельно устанавливают большее число единиц оборудования. Примером параллельно-последовательных линий являются линия рештаков (стр. 260) и линия автомобильных колес (стр. 262).
Конвейер для передачи изготовляемого на линии изделия может быть расположен как по оси рабочих мест, так и сбоку от них. В первом случае (рис. 180, е) изделия проходят непосредственно сквозь рабочие места и такая система называется линией со сквозным транспортом. При этом путь изделия совершается по прямой линии одним конвейером. Во втором случае (рис. 180, ж) конвейер вынесен в сторону от технологического оборудования и дополнительно необходима поперечная передача изделия с конвейера к рабочим местам и обратно. Для этой цели применяются специальные конвейеры, подъемники, механические руки и другие механизмы.
Таким образом, при вынесенном транспорте значительно усложняется подъемно-транспортное оборудование линии и увеличивается продолжительность цикла (на время поперечной транспортировки). Расположение транспорта в линии зависит от формы изделия, конструкции технологического оборудования, характера технологического, процесса. Примером линии со сквозным транспортом является линия рештаков, а также линии арматурных ферм и спиральных труб, а линии с вынесенным транспортом — линия автомобильных колес.
Транспорт в автоматических линиях является важным фактором, существенно влияющим на компоновку и всю работу линии. В линиях для непрерывных заготовок транспортировка осуществляется протягиванием заготовок сквозь рабочие места. Транспортировка штучных заготовок и изделий выполняется различ-17* 259
ними конвейерами. В прерывающихся линиях применяются роликовые, тележечные и другие конвейеры, рассмотренные в гл. IV. В непрерывных линиях обычно используются штанговые конвейеры, передвигающие изделия при каждом ходе на определенный шаг. Поэтому такие конвейеры называют шаговыми.
Штанговый конвейер (рис. 181) состоит из штанг 3, жестко связанных с приводным гидро- или пневмоцилиндром 1. На штангах через определенный шаг на осях 6 закреплены собачки 4, прижимаемые пружинами 7 к штифтам 5. Рядом со штангами находятся направляющие 2, на которых располагается изделие. При каждом
Рис. 181. Схема штангового конвейера
ходе цилиндра штанги с выступающими собачками перемещают изделие на один шаг, равный ходу цилиндра. При обратном ходе собачки наталкиваются на расположенные сзади изделия и, опускаясь, свободно проходят под ними, после чего цикл повторяется.
Обычно на автоматических сборочно-сварочных линиях изделие перемещается с остановками на рабочих местах, во время которых производятся технологические операции (сборка, сварка и т. д.). В настоящее время имеются линии с безостановочным движением изделия, в которых технологические операции совмещены с транспортными, т. е. изделие одновременно движется и обрабатывается. Примерами таких линий являются линия спиральных труб и роторная линия тракторных колес.
Линия сварки рештаков
На линии изготовляются унифицированные рештаки для скребковых угольных конвейеров. Рештак (рис. 182, а) представляет собой штампованный из листовой стали толщиной 3 мм желоб с приваренными по краям усиливающими скобами, согнутыми из сталь-260
ных полос сечением 45 X 10 мм. Скобы привариваются к желобу контактной точечной сваркой в шести местах каждая: две точки на горизонтальной плоскости и по одной на каждой наклонной и вертикальной плоскостях. Сварка осуществляется на специальных многоточечных контактных машинах. На каждой машине одновременно свариваются по две точки. Линия изготовления рештаков (рис. 182, б) начинается прессом 1 усилием 800 тс. От пресса выгнутые желоба поступают по конвейеру к раздатчику 2, где
Рис. 182. Линия Изготовления рештаков: а — рештак; б — схема линии; в — раздатчик
передаются поочередно на каждую из двух параллельных ветвей. В каждой ветви установлены по четыре контактных машины; две из них 4 и 6—для сварки на горизонтальной плоскости, и по одной для сварки на наклонных 8 и вертикальных 10 плоскостях. Все машины в каждой из параллельных ветвей связаны между собой приводными рольгангами. Остановка желобов в нужных местах для сборки и Сварки производится пневмоупорами 5, 7, 9, 11, 12 и упором 13. В конце обеих ветвей имеются общий поперечный конвейер 14, наклонный рольганг 15 и конвейер 16, подающий готовые рештаки на склад.
Раздатчик (рис. 182, в) состоит из трех приводных рольгангов (приемного 18 и двух передающих 17 и 20) и двух съемников 19 с пневмоцилиндрами 21. Поступающие по приемному рольгангу желоба съемниками 19 передаются на рольганги 17 и 20, по которым они поступают на рольганги параллельных ветвей. Здесь желоб двигается до выдвинутого пневмоупора 5, который останавливает его для сборки перед контактной машиной 6. Поскольку
расстояние между машинами 4 и 6 равно расстоянию между передней и задней скобами рештака, задний конец рештака останавливается перед машиной 4.
После укладки скоб включением педали пневмоупор 5 опускают и приводят в действие пневмоцилиндр 3, подающий собранный рештак под электроды двух первых машин. Пневмоупором 7 рештак останавливается, при этом срабатывает путевой выключатель, включающий машины, приваривающие обе скобы по горизонтальным плоскостям. По окончании сварки пневмоупор 7 автоматически опускается и рештак передвигается до пневмоупора 9 в машину 8, где передняя скоба приваривается по наклонным плоскостям. Затем упор 9 опускается и рештак движется дальше до пневмоупора 11.
В положении, когда передняя скоба находится против электродов машины 10, а задняя — против электродов машины 8, происходит одновременная приварка передней скобы по вертикальным плоскостям, а задней — по наклонным. После этого пневмоупор 11 опускается и рештак передается до следующего пневмоупора 12, останавливающего его в момент, когда задняя скоба находится против электродов машины 10. Происходит последняя сварочная операция — задняя скоба приваривается по вертикальным плоскостям.
По окончании сварки пневмоупор 11 опускается и рештак перемещается вперед до упора 13, полностью выдвигаясь из четвертой машины. Готовый рештак сбрасывателем снимается с рольганга линии и по поперечному конвейеру 14 попадает на наклонный рольганг 15, передающий его на конвейер 16.
Как видим, при автоматическом выполнении основной части операций, некоторые из них (в том числе сборка) производятся с участием человека. Поэтому линия может быть отнесена к полуавтоматическому оборудованию. Нетрудно заметить, что линия имеет последовательно-параллельное расположение оборудования. Все сварочное оборудование расположено параллельно, последовательно расположен только пресс. Линия — непрерывная со сквозным транспортом.
Линия изготовления колес автомобиля
Колесо состоит из двух деталей — штампованного диска и сварного обода (рис. 183, а). На линии выполняются следующие операции: сборка диска с ободом, электродуговая приварка диска к ободу под слоем флюса, очистка сварного шва от шлака, пробивка ниппельного отверстия, зачистка заусенцев на кромках пробитого отверстия, визуальный контроль сваренного колеса, исправление брака, погрузка готового колеса на главный конвейер цеха.
В линию (рис. 183, б) входит следующее основное технологическое оборудование: пресс 1 для запрессовки диска в обод: четыре 262
сварочных автомата 6, автомат 9 для очистки шлака, пресс-автомат II для пробивки ниппельного отверстия, автомат 12 для зачистки заусенцев. Транспортировка колеса между рабочими ме-
стами осуществляется несколькими конвейерами: наклонными роликовыми 2 и 7, роликовыми катковыми 3 и /5, штанговыми 4 и 8 и роликовым конвейером возврата 17.
ОбоО Диск
3
г
/4 16
ю
11
12
9
6)
<2)153
<2508
15
Рис. 183. Линия изготовления автомобильных колес
Линия работает следующим образом. Собранное на прессе 1 колесо по конвейеру 2 поступает на конвейер 3, выполняющий роль магазина-накопителя (см. гл. IV). Отсюда колесо попадает на шаговый штанговый конвейер 4, приводимый в действие двумя 263
пневмоцилиндрами и доставляющий колеса к сварочным автоматам 6. Поскольку управление прессом 1 не автоматизировано, то возможно неравномерное поступление колес на конвейер 4. Во избежание этого конвейер 3 выполняет роль накопителя, выравнивающего подачу колес. Скорость конвейера 3 значительно выше средней скорости движения колес на линии, благодаря чему в головной его части всегда имеется запас собранных колес. Устройство конвейера обеспечивает возможность свободного прокручивания нагруженных роликов и пробуксовки изделий на месте, что предохраняет шаговый конвейер 4 от перегрузки и в то же время обеспечивает его равномерную непрерывную загрузку.
Такт работы линии — 15 сек. Сварка же каждого колеса вместе с подготовкой занимает 1 мин. Этим и объясняется установка на линии четырех автоматов. С конвейера 4 колеса подаются толкателями 5 к автоматам попарно — сначала к первому и третьему, через 30 сек — ко второму и четвертому, и т. д. Соответствующее расположение автоматов и синхронность работы конвейера 4 и толкателей 5 обеспечивает постоянную равномерную загрузку всех четырех автоматов и подачу к ним всех колес, попадающих на штанговый конвейер. Естественно, что такт работы конвейера 4 равен такту работы линии и составляет 15 сек. Величина перемещения колес за каждый ход (размер шага) — 600 мм.
В случае остановки или нарушения работы части сварочных автоматов, колеса, оставшиеся на шаговом конвейере, автоматически перегружаются в конце его на роликовый конвейер возврата 17. конвейер устроен аналогично конвейеру 3 и работает в качестве накопителя. По нему несваренные колеса попадают к началу потока, где, по мере накопления, перегружаются прессовщиком на конвейер 2 с помощью специального пневматического подъемника. В отличие от конвейера 3, на конвейере возврата 17 колеса передвигаются не плашмя а в вертикальном положении. Поданное толкателем к сварочному автомату колесо, после сварки попадает на шаговый конвейер 8, передающий его на следующие операции.
Путь колеса с шагового конвейера 4 на конвейер 8 хорошо вйден.на поперечном разрезе линии (рис. 183, в); / — положение колеса на конвейере 4, II — положение колеса на автомате перед сваркой и после нее. (Для самой сварки колесо поднимается к сварочной головке, показанной на рис. 184). Из положения II сваренное колесо при следующем ходе толкателя 5 сталкивается очередным колесом, подаваемым на сварку, и по склизу 18 попадает на поперечный роликовый конвейер 7, который и перекатывает его на конвейер 8 (положения ill—V).
Колесо, не попавшее на сварочный автомат, возвращается по конвейеру возврата — положение VI. На рисунке хорошо видны лотки 20 и ленточный конвейер 19 для отходов, расположенный под шаговым конвейером 8. Шаговый конвейер 8, устроенный так же, как и конвейер 3, передает сваренные колеса сначала на авто-264
мат 9 для очистки шва от шлака, затем к автомату 11 для пробивки ниппельного отверстия. Перед этим колеса ориентируются специальным механизмом 10, так как ниппельное отверстие должно быть расположено определенным образом по отношению к отверстию для рук в диске колеса.
После пробивки отверстия колесо тем же конвейером 8 подается к автомату 12 для зачистки заусенцев, после чего готовое колесо попадает к контрольному посту 13. После визуального контроля, для облегчения которого имеется специальный подъемник с поворотным диском, годные колеса по поперечному рольгангу передаются на роликовый конвейер 15. Бракованные колеса передаются на пост 14, где брак исправляется ручной электродуговой сваркой. Исправленное колесо передается на конвейер 15, состоящий из четырех самостоятельных параллельных ветвей, подающих готовые колеса к главному конвейеру цеха 16.
Навешивание колес на крючья главного конвейера производится с помощью четырех пневмоподъемников, установленных в конце каждой ветви конвейера 15. Поскольку ритм главного конвейера цеха может изменяться и не всегда согласован с тактом линии колес, конвейер 15 устроен так же, как конвейер 3 и тоже выполняет роль магазина-накопителя (колеса по нему двигаются в вертикальном положении, как на конвейере возврата 17).
Управление работой обоих шаговых конвейеров и толкателей — централизованное и осуществляется с центрального пункта электрическим командоаппаратом. Все автоматы управляются по системе путевого контроля, при этом автоматы, установленные на конвейере 8, работают с ним в едином ритме. Подъемники готовых колес управляются рабочим с помощью педали. Роликовые конвейеры работают непрерывно в течение всего времени работы линии.
На линии работают в смену восемь человек: три наладчика, подсобный рабочий, следящий за наличием сварочной проволоки и флюса, контролер, рабочий на исправлении дефектов, прессовщик и рабочий по погрузке готовых колес. Линия отличается высокой надежностью, так как наиболее сложная и ответственная операция — сварка — производится на четырех параллельных автоматах и кратковременный выход из строя одного из них не нарушает работу всей линии.
Рассмотрим подробнее устройство и работу сварочного автомата. Автомат (рис. 184) состоит из подъемника 2 с пневмогидроприводом 1, вращателя 4 с фрикционным диском 3, сварочной головки 6 и аппарата для подачи сбора флюса 7. Поступившее в автомат колесо поднимается из исходного положения в рабочее положение подъемником 2. При этом автоматически включается электродвигатель вращателя и колесо, прижатое к фрикционному диску 3, начинает вращаться. В это же время начинается подача флюса и через некоторое время включается сварочная головка. Сварка производится в течение всего оборота колеса, после чего
путевое реле 5 переключает привод подачи проволоки в обратную сторону и сварочная дуга разрывается. Подача флюса при этом прекращается, а отсос его продолжается еще некоторое время, пока вращается колесо. Затем колесо опускаётся в исходное положение.
Рис. 184. Сварочный автомат
Линии изготовления арматурных ферм
Фермы состоят из двух боковых прямолинейных проволок и соединяющей их средней проволоки, изогнутой змейкой и приваренной внахлестку к обоим боковым проволокам. Фермы имеют следующие размеры (рис. 185, а): ширина А = 1004-350 мм-, шаг В = 2004-400 мм; диаметр боковой проволоки — 64-14 мм; диаметр средней проволоки d.2 = 64-10 мм.
Линия (рис. 185, б) состоит из стойки 2 с тремя барабанами 1, машины 3 для стыковой сварки концов проволок, правильного устройства 4, двухэлектродной машины 5 типа МТМФ-2Х 150 для гибки и вязки ферм, гильотинных ножниц 6 и приемного стола 7. Основным звеном линии является машина МТМФ-2Х150, выполняющая в автоматическом цикле следующие операции: 1) форми-266
рбвание змейки; 2) подачу змейки и продольных проволок к электродам; 3) фиксацию всех проволок во время сварки; 4) точечную сварку всех пересечений змейки с продольными проволоками; 5) перемещение фермы на шаг после каждой сварки; 6) отсчет за-
Рис. 185. Схема автоматической линии изготовления арматурных ферм
данного числа шагов и подача команды на гильотинные ножницы для отрезки ферм заданной длины. С барабанов 1 проволока поступает через правильное устройство 4 (рис. 185, б) в приемное устройство машины МТМФ-2Х150. Отсюда боковые проволоки
поступают в подвижную каретку машины, где удерживаются захватами, а средняя проволока — в шатунный механизм.
Этот механизм (рис. 186) состоит из пневмоцилиндра 2 с неподвижным поршнем, направляющих втулок 1, двух стоек — подвижной 3, связанной с пневмоцилиндром, и неподвижной 6.
Обе стойки соединены между собой сменными шатунами 5. На стойках и в месте соединения шатунов установлены три штыря 4. При движении пневмоцилиндра по направляющим втулкам вправо, проволока оказывается между тремя штырями и средний штырь отгибает ее в сторону, образуя очередной шаг змейки. Для каждого размера ферм (в зависимости от ширины и шага) в механизм ставятся свои шатуны.
В таком положении проволока удерживается захватами на каретке машины, после чего весь шатунный механизм опускается, освобождая согнутую проволоку. Пневмоцилиндр шатунного механизма возвращается в исходное положение, выпрямляя шатуны. Затем подвижная каретка машины с укрепленными на ней захватами перемещается вперед и все три проволоки передвигаются на величину шага, изгибы змейки в месте пересечения с боковыми проволоками попадают под сварочные электроды, а над шатунным механизмом оказывается новый участок средней проволоки для формирования следующего зигзага. Управление автоматическим циклом осуществляется системой конечных выключателей и электронными регуляторами времени. Производительность линии — до 2 м фермы в минуту.
Основное отличие линии от ранее рассмотренных состоит в том, что она предназначена для непрерывных заготовок. Линия — непрерывная с последовательным расположением оборудования и сквозным транспортом.
Линии изготовления сварных труб со спиральным швом
Линия предназначена для труб диаметром 1020 мм с толщиной стенки до 12 мм. Всю линию (рис. 187, а) можно условно разделить на участок подготовки полосы и формовочно-сварочный стан. Участок подготовки полосы состоит из разматывателя /, правильной машины 2, гильотинных ножниц 3, сварочной машины 4, подающих роликов 5, петлеобразователя 6, дисковых ножниц 7 с кромкокрошителем, подающей машины 8. Формовочно-сварочный стан состоит из формовочной машины 10, сварочных головок — внутренних 9 и наружной 11, летучего отрезного станка 12. Все оборудование для подготовки полосы установлено стационарно на фундаментах, а формовочно-сварочный стан — на поворотном мосту 13.
Рулоны массой до 10 т и наружным диаметром до 1650 мм разматываются в полосу, направляемую подающими роликами разметывателя в машину для правки. Выправленная полоса поступает в гильотинные ножницы, где обрезаются задний конец предыдущей полосы и передний конец последующей. Эти концы свариваются затем на сварочной машине электродуговой сваркой под флюсом односторонним швом на медной цилиндрической подкладке. Совмещение обоих свариваемых концов обеспечивается 268
вертикальными направляющими роликами, расположенными с обеих сторон от сварочной машины. Зажим концов ленты при сварке производится поперечными балками с гидроцилиндрами, а поджатие медного башмака к стыку — клиновым прижимом с пневмоприводом. Скорость сварки 60 м/ч.
Сварка производится без технологических планок, так как кратер выводится на край полосы, который в дальнейшем обрезается на дисковых ножницах. Сваренная полоса поступает в петле-образователь, представляющий собой яму с направляющими ро-
ликами на входе и выходе из нее. Ролики расположены по дуге, что обеспечивает равномерный изгиб полосы в пределах упругих деформаций. В начале линии полоса приводится в движение подающими роликами разматывателя, затем подающими роликами, расположенными после сварочной машины.
Так как обрезка концов и их сварка производятся при неподвижной полосе, то до петлеобразователя она движется периодически, а формовка и сварка трубы происходят непрерывно. Это обеспечивается наличием компенсирующей петли длиной до 22 м. При остановке механизмов, расположенных до петлеобразователя, механизмы, расположенные после него, продолжают работать и петля сокращается.
После обрезки и сварки концов остановленные подающие механизмы опять включаются и полоса до петлеобразователя продолжает прерванное движение, причем скорость ее больше, чем скорость после петлеобразователя. Размер петли увеличивается, постепенно достигая максимальной величины. После этого скорость 269
движения полосы до петлеобразователя автоматически замедляется до скорости ее движения после петлеобразователя, т. е. становится равной скорости сварки спирального шва. В яме петлеобразователя установлено фотореле, контролирующее размеры петли и регулирующее скорость подающих роликов.
После петлеобразователя полоса попадает через направляющие ролики в дисковые ножницы, обрезающие кромки шириной 15— 25 мм с обеих сторон полосы и обеспечивающие точный размер полосы по ширине. Обрезанные кромки подаются к кромкокроши-телю, где разрезаются на полуметровые куски. После ножниц ровная полоса через направляющие вертикальные ролики поступает к подающей машине. Эти направляющие ролики выполняют очень важную роль правильной ориентации обрезанной полосы относительно ножей дисковых ножниц, чем обеспечивается прямолинейность полосы в плане. Ролики же перед ножницами, через которые проходит черная (необрезанная полоса), обеспечивают только грубую ориентацию полосы, так как во избежание ее заклинивания установлены с гарантированным зазором с учетом плюсового допуска на ширину заготовки.
Четырехвалковая подающая машина обеспечивает движение полосы от петлеобразователя до выдачи сваренной трубы. Нижние ее валки — стационарные, а верхние — подвижные, закрепленные на качающихся рычагах, шарнирно связанных с гидроцилиндрами. Подвижное крепление верхних роликов обеспечивает проход через машину неснятого усиления сварного стыкового шва, сохраняя при этом необходимое тяговое усилие.
Пройдя все эти механизмы, полностью подготовленная полоса поступает во втулку формовочной машины, насаженную на ось поворота выходного моста 13. Эта ось находится на линии пересечения в плане оси участка подготовки полосы с осью трубы (точка О на рис. 187, в).
На внутренней поверхности втулки формовочной машины (рис. 187, б) наплавлены и отшлифованы по спирали пояски из твердого сплава, которые вместе с регулируемыми роликами формируют спираль из полосы. Сварка спирали в трубу производится под флюсом тремя швами — двумя внутренними и одним наружным. Схема расположения швов изображена на рис. 187, в. Вначале — накладывается первый внутренний технологический шов I, через полвитка — наружный шов II, еще через полвитка — второй внутренний перекрывающий шов III. Таким образом, первый шов является по сути дела сборочным швом. Скорость сварки до 120 м!ч.
Несмотря на обрезку кромок все же имеется небольшая серпо-видность полосы, влияющая на величину зазора между кромками, поэтому предусмотрена его регулировка, осуществляемая небольшим изменением угла формовки а (в пределах ±0,5°) путем поворота моста с формовочно-сварочным станом. Внутренние швы выполняет сварочный аппарат У-124, представляющий собой само-270
ходную тележку с длинной штангой, на которой закреплены две сварочные головки. Аппарат перемещается по направляющим, установленным на поворотном мосту. Подача флюса к головкам, находящимся внутри трубы, от флюсоаппарата, расположенного на тележке, производится ленточными конвейерами внутри штанги. Наружный шов выполняет сварочный аппарат А-807, закрепленный на стойке также на поворотном мосту.
Сваренная труба попадает на приводные отводящие ролики, расположенные на поворотном мосту. Здесь же находится летучий отрезной станок, разрезающий трубу на мерные части. Отрезка производится газокислородными резаками во время движения трубы. Станок установлен на тележке, перемещающейся по рельсам вдоль трубы. В месте разрезки вращающаяся обойма станка специальным гидравлическим механизмом прочно закрепляется на трубе и станок таким образом двигается поступательно вдоль оси трубы вместе с ней, Кислородный резак, установленный на раме станка, отрезает трубу за один ее оборот. Закрепление станка на трубе и одинаковая скорость их перемещения обеспечивают строгую перпендикулярность реза оси трубы.
Отрезанная труба по транспортному рольгангу поступает на участок отделки, а станок возвращается в исходное положение на повышенной скорости. Качество шва проверяется ультразвуком с последующей рентгеноскопией обнаруженных дефектных мест. Ультразвуковой контроль осуществляется на потоке по всей длине спирального шва, а рентгеноскопия — на участке трубоотделки. Там же производится гидравлическое испытание всех труб.
Роторные автоматические линии
В обычных автоматических линиях технологические операции осуществляются на постоянных рабочих местах, расположенных в определенном месте линии. При этом изделие или перемещается относительно неподвижного инструмента (либо другого рабочего органа) или останавливается для обработки движущимся инструментом. Таким образом, имеет место только относительное перемещение инструмента по отношению к изделию, а сама операция производится на одном и том же месте. На роторных же линиях изделия на каждой операции в процессе обработки перемещаются в пространстве вместе с инструментов и обработка происходит на хоДу, во время этого перемещения. Таким образом, роторные линии являются линиями с безостановочным движением, что характеризует их высокий класс.
Роторная линия (рис. 188) обычно состоит из нескольких рабочих роторов. Каждый ротор имеет по окружности определенное число гнезд для изделия, представляющих собой движущиеся рабочие места. Большей частью на каждом роторе выполняется определенная операция, все гнезда этого ротора оснащены одор^м и тем же рабочим инструментом. В этом случае число роторов соот
ветствует числу технологических операций, осуществляемых на линии. Число же гнезд в каждом роторе зависит от длительности операций: чем больше ее продолжительность, тем больше гнезд на роторе, где она выполняется.
Другими словами, роторная линия может являться линией не только с последовательным, но и с последовательно-параллельным
Рис. 188. Схема роторной линии
Рис. 189. Роторный автомат для сборки и сварки тракторных
и параллельным расположением оборудования. Отсюда следует важное преимущество роторных линий — возможность применения их для изделий, в процессе изготовления которых имеют место различные по длительности операции. Для этого число гнезд в каждом роторе должно быть пропорционально длительности выполняемой на нем операции.
Часто между рабочими роторами устанавливают транспортные, служащие для передачи изделий с одного рабочего ротора на другой. Иногда гнезда рабочего ротора оборудуют несколькими инструментами, включающимися в работу в определенной последовательности. Это позволяет в одном роторе выполнить несколько операций, а иногда и весь технологический процесс. В последнем случае линия сводится к одному ротону,
представляющему собой самостоятельный многоместный автомат. Именно таким является сборочно-сварочный роторный автомат для сборки и сварки тракторных катков.
Каток состоит из двух половин, сваренных кольцевым швом. Основной частью автомата (рис. 189) является шпиндель /, на котором укреплена многоместная планшайба 2. На планшайбе закреплены зажимные приспособления, в которых находятся свариваемые катки 5. Над катками расположены сварочные головки 4 с катушками для проволоки и флюсоподающими трубками. За-272
готовки катков поступают к автомату по лотковому устройству, откуда они специальным автооператором подаются в одно из сборочных зажимных приспособлений, установленных на планшайбе. В зажимных приспособлениях заготовки получают вращение, при этом включается сварочная головка, возбуждается дуга и подается флюс. Сварка прекращается, когда каток совершит полный оборот вокруг своей оси, после чего он освобождается и выгружается в приемное устройство. Загрузка и выгрузка происходит на ходу. Верхняя часть полого шпинделя используется для газо-отсоса из зоны сварки.
18 А. й. Гитлевич
ПРИЛОЖЕНИЕ
ПРИМЕР ВЫБОРА МЕХАНИЧЕСКОГО ОБОРУДОВАНИЯ*
Порядок выбора механического оборудования рассмотрим на примере изготовления бака емкостью 50 м3 (рис. 190, а, б).
'Технология изготовления бака предусматривает:
1. Сборку и сварку узлов:
а) узел I — дет. 5, 9 — патрубок с фланцем, масса 28 кг;
б) узел 11 — два комплекта, дет. 2—4 — днище с радиальными и кольцевым ребром жесткости, масса одного узла 266 кг;
в) узел III — дет. 7, 8— трап вертикальный, состоит из двух планок и семи стержней, масса 19,5 кг;
г) узел IV — дет. 1 — обечайка в сборе, масса 3150 кг.
2. Общую сборку бака из узлов 1—IV.
Днище (дет. 2) собирают из двух полуднищ и сваривают прямолинейным швом длиной 2500 мм. Обечайка в сборе (дет. 1) состоит из пяти отдельных обечаек. Заготовку каждой отдельной обечайки собирают из двух стандартных листов 1800X4500 мм и сваривают стыковым швом длиной 1800 мм.
Согласно технологии для изготовления бака необходимо подобрать: приспособление для сборки узла /; электромагнитный стенд для сборки и сварки днища и полотнищ обечаек; приспособление для сборки узла //; приспособление для сборки узла III', оборудование для сборки и сварки узла IV', приспособление для сборки узла 1 с узлом IV, приспособление для сборки узла II с узлом IV.
Приспособление для сборки узла /. Для сборки узла 1 выбираем ступенчатую жесткую оправку с двумя цилиндрическими поверхностями, служащими базой для обеих собираемых деталей (рис. 191).
При сборке сначала устанавливают фланец на поверхность а и фиксируют по поверхности б. Для облегчения установки фланца в сборочном приспособлении предусмотрен конусный участок кольца — поверхность в. Затем устанавливают патрубок на фланец и на поверхность г.
Конусная поверхность е облегчает установку патрубка, поверхность б фиксирует патрубок в нужном положении. Патрубок имеет массу 22 кг, поэтому дополнительное поджатие патрубка к фланцу не требуется.
Конусная поверхность в предотвращает приварку к приспособлению собираемых деталей во время прихватки. Для облегчения съема собранного узла с приспособления служат радиальные канавки м.
Электромагнитный стенд для сборки и сварки днища и полотнищ обечаек. Конструкцию электромагнитного стенда, выбираем по общемашиностроительным типовым и руководящим материалам ([7], ч. 2).
С учетом максимальной ширины и длины полотнища 2500 мм и 7910 мм, толщины листов 6 мм и одного стыка на полотнище выбираем «стенд передвижной электромагнитный с флюсовой подушкой для сварки листов» (стр. ПО).
Приспособление для сборки узла II. Узел II состоит из трех деталей: днища 2, восьми ребер жесткости 3 и кольца жесткости 4 (рис. 190).
* Пример составлен инж. Зеликсоном А. С.
274
А-А
__________8500_________ а)
7
9 Фланец 0575x510 s = 8 1 6,0 6,0
8 Стерэйень 018 / = 325 7 0,7 4,9
7 Планка 50x6 / = 2400 2 7,3 14,6
6 Крышка 0575 X6 1 15,0 15,0
5 Патрубок 0 508 X4 / = 320 1 22,0 22,0
4 Кольцо Труба 0400X 6 /=50 2 3,0 6,0
3 Ребро 120X6 / = 1044 16 4,0 64,0
2 Днище 0 2500X6 2 231,5 463
/ Обечайка 0 2500 x6 / =8500 1 3150 3150
в сборе
Пози- Наимено- Коли- детали общая
ции вание Размеры заготовки чество Ма< :са
Так как днище имеет диаметр 2500 мм и вес 231 кг, а масса ребер и кольца жесткости мала и их можно перемещать, в качестве сборочного приспособления выбираем съемный шаблон. Съемный шаблон (рис. 192) представляет собой узкую раму из двух угольников /, с торцов рамка ограничена планками 4.
Рис. 191. Приспособление для сборки узла 1
Полки угольников имеют по три полукруглых прорези — для возможности прихватки ребер 5 к днищу 6. Сбоку к угольникам приварена опора из двух труб 3. К противоположным концам этих труб приварена скоба 2. Вначале шаблон устанавливают на любом месте днища так, чтобы одна из планок 4 и скоба 2 упира-
Ребро
Рис. 192. Приспособление для сборки узла 11
лись в наружную кромку днища. Сверху в прорезь опускают ребро жесткости и прихватывают к днищу. Шаблон поднимают и переставляют так, чтобы уже прихваченное ребро ьошло бы торцом в скобу 2, а планка 4 уперлась в наружную кромку днища. В прорезь опускают второе ребро жесткости и прихватывают к днищу. Остальные ребра устанавливают аналогичным образом.
Приспособление для сборки узла ///. Узел III — лестница (рис. 192) состоит из двух планок 7 и семи ступенек — стержней 8.
Для сборки лестницы выбираем кондуктор (рис. 193). На основании кондуктора 1 установлены попарно прямоугольные платики 2, образующие гнезда, в которые сверху вставляют собираемые планки 4. Торцовые ограничители кондуктора позволяют уложить планки так, что их отверстия окажутся друг против друга.
Стержни заводят с правой стороны до соприкосновения с упорами 3. В таком положении
производят прихватку стержней с планками, сначала с правой, а затем с левой стороны. Собранную лестницу извлекают из кондуктора легкими ударами молотка снизу.
Оборудование для сборки и сварки узла IV, Узел IV — обечайка в сборке (см. рис. 190) — состоит из пяти отдельных обечаек.
Технология изготовления обечайки в сборе следующая: 1) сборка продольных стыков отдельных обечаек; 2) сборка отдельных обечаек друг с другом по кольцевым стыкам; 3) автоматическая сварка под флюсом продольных и кольце-
вых стыков.
Для сборки продольных стыков выбираем установку с гидравлическими струбцинами. Такая установка ([7], ч. 3, стр. 16, 17) позволяет собирать продольный стык обечаек с размерами: диаметр 500—1500 мм, длина до 2100 мм, толщина стенки до 16 мм.
Рис. 193. Кондуктор для сборки Рис. 194. Приспособление для сборки узла III узла / с узлом IV
С цельго применения установки для сборки обечаек диаметром 2500 мм необходима небольшая ее переделка — удлинение на 1 м боковых стенок и масляных шлангов.
Для безопасной и удобной работы при сборке продольных швов на высоте около 3 м, выбираем по табл. 23 площадку для сварщика — модель ПСП-4.
Для сборки отдельных обечаек выбираем установку с пневмоприжимами для сборки обечаек по кольцевым стыкам ([7], ч. 3, стр. 18, 19).
Обе установки (для сборки продольных и кольцевых швов) монтируют совместно со специальными роликовыми стендами.
Для автоматической сварки под флюсом продольных и кольцевых стыков необходимо подобрать роликовый стенд и флюсовые подушки для продольных и кольцевых швов. Для сварки узла IV по продольным и кольцевым стыкам и для сборки и сварки узла IV с остальными узлами выбираем роликовый стенд ([7], ч. 1, стр. 99—128).
При выборе типа и конструкции роликового стенда необходимо учитывать длину, диаметр, массу и смещение центра тяжести цилиндрической конструкции, от ее оси. С учетом заданных размеров изделия выбираем стенд Т-15. Стенд оснащаем приводом Р-994 с плавным регулированием скоростей.
Флюсовую подушку для сварки внутренних прямолинейных швов обечаек выбираем по руководящим материалам ([7], ч. 2, стр. 99). По условиям примера пригодна подушка ФП-1.
По тем же материалам выбираем флюсовую подушку ФК-1 ([7], ч. 2, стр. 83) для внутренних кольцевых швов.
Приспособление для сборки узла / с узлом IV. При установке узла I в отвер-стие обечайки (узел IV) (см. рис. 192) необходимо решить две задачи: 1) патрубок с фланцем (узел /) должен быть на высоте 280 мм над боковой поверхностью обечайки; 2) ось патрубка должна быть перпендикулярна оси обечайки. Решение этих задач без приспособления затруднительно.
Приспособление (рис. 194) представляет собой круглый фланец 1 толщиной 5 мм', к нему с четырех сторон приварены плоские планки 2. К нижней плоскости каждой планки приварена труба 3 диаметром Р/4". Длины этих труб определяются с помощью чертежа при подготовке производства. Из нижней
Рис. 195. Приспособление для сборки узла II с узлом VI
плоскости фланца 1 выступают четыре шпильки 4 М16 длиной 15 мм. Приспособление надевается на фланец узла 1 и крепится на нем с помощью гаек 5.
Узел I совместно с приспособлением устанавливают на обечайку до соприкосновения труб 3 с поверхностью обечайки. Правильность сборки достигается, когда все четыре трубы касаются обечайки. Узел I прихватывают к обечайке; гайки 5 отвинчивают и сборочное приспособление снимают.
Приспособление для сборки узла // с узлом IV. Для сборки узла IIузлом IV применяем съемные упоры (шаблоны) (см. рис. 195). Упор 1 надевают на ребро узла II и закрепляют с помощью винтового прижимав. Точность установки упора на ребре облегчается тем, что задний торец паза а соответствует скосу ребра, а передняя часть упора б при его установке упирается в поверхность полотнища днища. В этом месте упора имеется скос в для прохода шва, соединяющего ребро с полотнищем днища. На одно из ребер, свободное от упора, надевается струбцина, соединенная со стропом. Цеховой кран подносит вертикально висящее днище 3 к торцу обечайки 4. Днище заводят внутрь обечайки до соприкосновения упоров с торцом обечайки и прихватывают.
Исправление эллипсности обечайки производят винтовой распоркой (см. рис. 79, а).
ЛИТЕРАТУРА
1. А б а р и н о в А. А., Петров В. П.» Рожков Е. Е. Технология изготовления стальных конструкций. Госстрой изд ат, 1963.
2. Автоматизация и механизация сварочного производства. Под ред. Б. Е. Патона. Институт технической информации. Киев, 1961.
3. Б е л ь ф о р М. Г., Каленский В. К., Л итв и н чу к М. Д. рборудование для автоматической сварки и наплавки. Высшая школа. М., 1967.
4. Дзюбандовский К. А. Пневматические приспособления. Л., «Машиностроение», 1969.
5. Кузнечно-прессовое оборудование. Номенклатурный справочник. М., НИИМАШ, 1971.
6. К у р к и н С. А. Технология изготовления сварных конструкций. Атлас чертежей. М., Машгиз, 1962.
7. Оборудование для комплексной механизации сварочного производства. ОМТРМ 5436-003-65, ч. 1; ОМТРМ 5436-005-66, ч. 2; ОМТРМ 5436-006-67, ч. 3. М., НИИМАШ, 1965—1967.
8. Сварочное оборудование. Каталог-справочник. Ч. I и II. ИЭС имени Е. О. Патона. Киев. «Наукова думка», 1968.
9. С е в б о П. И. Комплексная механизация и автоматизация сварочных процессов. Киев, «Наукова думка», 1964.
10. С е в б о П. И. Эффективность механизации электродуговой сварки в СССР. «Автоматическая сварка», 1965, № 7.
11. Типаж механического сварочного оборудования и средств механизации свалочного производства на 1965—1970 гг. М., НИИМАШ, 1965.
12. Типовая методика определения экономической эффективности капитальных вложений. М., «Экономика», 1969.
13. Типажное унифицированное оборудование для сборочно-сварочных работ. М., НИИИНФОРМТЯЖМАШ, 1970.
14. Ч в е р т к о А. И. Флюсовая аппаратура для автоматической и полуавтоматической сварки. М., Машгиз, 1963.
ОГЛАВЛЕНИЕ Введение........................................................... 3
Глава I. Основные понятия.......................................... 5
§ 1. Определение уровня механизации............................ 5
§ 2. Классификация и выбор оборудования.................. . . 12
Глава II. Механизация заготовительных работ........................ 20
§ 1. Краткая характеристика оборудования...................... 20
§ 2. Комплексная механизация .................................. 28
Глава III. Механическое оборудование сварочного производства .... 37
§ 1. Классификация оборудования. Понятие о типаже............. 37
§ 2. Установка и поворот свариваемых изделий.................. 45
§ 3. Сборка сварных конструкций............................... 82
§ 4. Установка и перемещение сварочных аппаратов и перемещение сварщиков......................................................144
§ 5. Уплотнение стыков........................................159
§ 6. Подача в зону сварки и сбор флюса........................167
§ 7. Зачистка и правка сварных конструкций....................178
Глава IV. Подъемно-транспортное оборудование......................188
Глава V. Механизированные установки и линии.......................207
§ 1. Сварочные и наплавочные установки........................207
§ 2. Поточные механизированные линии..........................227
Глава VI. Автоматические станки и линии...........................240
§ 1. Системы и средства управления автоматическим циклом......242
§ 2. Станки-полуавтоматы......................................248
§ 3. Станки-автоматы...........................................252
§ 4. Автоматические сборочно-сварочные линии.................- 257
Приложение. Пример выбора механического оборудования . . . 274
Литература .......................................................279
Арлен Давидович Гитлевич и Лев Александрович Э т и н г о ф
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА
Редактор издательства Т. Е. Черешнева Переплет художника А. Я. Михайлова
Технический редактор В. Д. Элькинд Корректор Л. В. Асташенок
Сдано в набор 7/1 1972 г. Т-11386 Подписано к печати 18/VII 1972 г. ~
Формат 60X90/16. Бумага типографская № 2. Печ. л. 17,5. Уч.-изд л. 18,0 __________________Тираж 42 000. Заказ 1495. Цена 82 коп. ______________ _______________________________________________________________________Издательство «Машиностроение», Москва, Б-66, 1-й Басманный пер., 3
Ленинградская типография № 6 Главполиграфпрома Комитета по печати при Совете Министров СССР 193144, Ленинград, ул. Моисеенко, 10