/





































































Text
гигиены труда и профзаболеваний АМН СССР, ЦК профсоюза рабо.
чих машиностроения, Национальный комитет СССР по сварке Ди
СССР).
11. Оздоровление условий труда при сварочных работах. Сборник
материалов научно-технической конференции по вопросам гигиены
труда и техники безопасности при сварочных работах 26—28 марта
1968 г. М., 1968, 212 с. (Центральное правление научно-технического
общества машиностроительной промышленности, Институт гигиены
труда и профзаболеваний АМН СССР, ЦК профсоюза рабочих ка.
шиностроепия, Национальный комитет по сварке АН СССР).
12. Охрана труда электросварщиков. Библиографический указа-
тель (1964—1972 гг.). Л., изд. ВНИИ охраны труда, 1975. 433 с.
13. Правила техники безопасности и производственной санитарии
при электросварочных работах. М., Машгиз, 1960. 40 с. (ЦК проф-
союза рабочих машиностроения).
14. Рекомендации по проектированию отопления и вентиляции за-
готовительных и сборочио-сварочных цехов. Сер. А. 3-499И. М., изд.
«Сантехпроекта», 1971. 27 с.
15. Санитарные нормы проектирования промышленных предприя-
тий СН 245-71. М., Стройиздат, 1972, 97 с. (Госстрой СССР).
16. Санитарные правила при сварке, наплавке и резке металлов.
Ks 1009—73. М., изд. Минздрава СССР, 1973. 27 с.
17. Технология, организация и механизация сварочного производ-
ства. Сборник статей. М., изд. НИИ информации по тяжелому, энер-
гетическому и транспортному машиностроению, 1970. 31 с.
ОГЛАВЛЕНИЕ
Предисловие ................................................ 3
Глава I. Санитарно-гигиеническая характеристика процес-
сов сварки . . ............. 6
1. Физико-химические процессы, обусловливающие возникно-
вение вредных факторов...................................... 6
2. Санитарно-гигиеническая характеристика отдельных видов
сварки . . . .................. 8
Глава II. Электробезопасность . . . 21
1. Действие электрического тока на организм человека . . 21
2. Прокладка проводов и защита от перехода напряжения на
нетоковедущие части сварочного оборудования ... 25
3. Электробезопасность при выполнении электросварочных ра-
бот ........................................................28
Глава III. Техника безопасности . ... 33
1. Требования к безопасности сварочного оборудования . . 33
2. Защита от излучений сварочной дуги.....................37
3. Предупреждение травматизма..............................39
4. Меры безопасности при эксплуатации баллонов и емкостей
с газами....................................................44
5. Организация рабочего места сварщика . 47
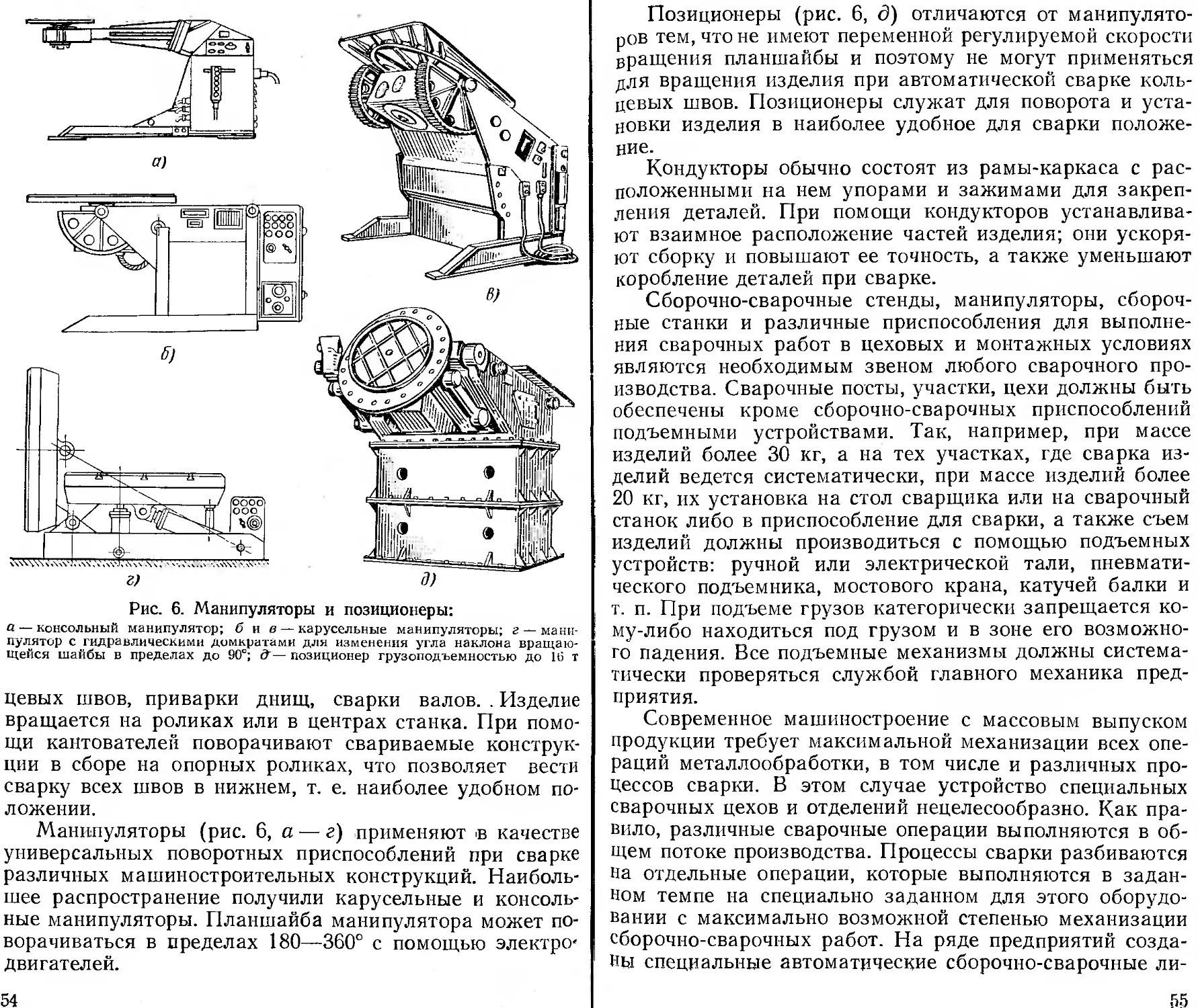
6. Механизация сборочно-сварочных работ . . ... 53
7. Противопожарные мероприятия . 56
Глава IV. Оздоровление воздушной среды в сборочно-сва-
рочных цехах ..... .60
1. Санитарно-гигиенические требования ....... 60
2. Общие принципы устройства вентиляции в сборочно-свароч-
ных цехах ... 63
Глава V . Местная вытяжная вентиляция.......................66
1. Общие принципы устройства местных отсосов .... 66
2. Местные отсосы для ручной электросварки .... 70
3. Местная вытяжная вентиляция при полуавтоматической и
автоматической сварке..................................78
141
Глава VI. Общеобмеиная вентиляция.........................gg
1. Специфические особенности устройства общеобмениой венти-
ляции в сборочио-сварочных цехах . . .... 38
2. Выбор схемы организации воздухообмена.................91
3. Расчет величины воздухообмена.........................96
4. Конструктивное оформление установок общеобменной вен-
тиляции ...................................................98
Глава VII. Вентиляция при специальных работах . . .102
1. Вентиляция при сварке в замкнутых и полузамкнутых про-
странствах ...............................................102
2. Вентиляция при газопламенной обработке металлов . . 109
Глава VIII.Индивидуальные средства защиты .... 111
1. Защита органов дыхания................................111
2. Защита органов зрения, лица и головы..................115
3. Спецодежда и спецобувь................................117
Глава IX. Специальные мероприятия по охране труда . 120
1. Борьба с шумом и вибрацией............................120
2. Освещение сборочно-сварочных цехов....................121
3. Медико-профилактические мероприятия .... .122
Приложения............................................. 124
Список литературы........................................139
ИБ № 1118
Макс Зиновьевич БРАУДЕ, Елена Ивановна ВОРОНЦОВА,
Виктор Петрович НЕКРЫЛОВ, Валерий Александрович ТАМБОВЦЕВ,
Семен Яковлевич ЛАНДО
ОХРАНА ТРУДА ПРИ СВАРКЕ
В МАШИНОСТРОЕНИИ
Редактор издательства В. И. Яковлева
Технический редактор Е. П. Смирнова. Корректор Л. А.
Обложка художника Л. С. Вендрова
Ягупьева
Сдано в набор 07.10.77. Подписано в печать 05.12.77. Т-16300 Формат 84Х108’/32.
Бумага типографская № 2. Литературная гарнитура. Печать высокая.
Усл. печ. л. 7,56. Уч.-изд. л. 7,6. Тираж 30000 экз. Зак. 1508. Цена 40 к.
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер., 3
Московская типография № 32 Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии
и книжной торговли.
Москва, К-51, Цветной бульвар, д. 26.
6П5
092
УДК 621.791:658.382.2
Авторы:
М. 3. БРАУДЕ, Е. И. ВОРОНЦОВА, С. Я- ЛАНДО,
В. П. НЕКРЫЛОВ, В. А. ТАМБОВЦЕВ
Редактор
д-р мед. наук чл.-кор. АМН СССР Е. И. ВОРОНЦОВА
Рецензент инж. Е. К. АЛЕКСЕЕВ
092 Охрана труда при сварке в машиностроении.
М., «Машиностроение», 1978. 144 с.
В книге дана санитарно-гигиеническая характеристика процессов
сварки, изложены требования безопасности и промышленной санитарии
к организации технологического процесса н оборудованию сварочных
цехов. Освещены вопросы электробезопасности, вентиляции, описаны
средства индивидуальной защиты, широко применяемые при автомати-
ческой и полуавтоматической сварке под флюсом и в среде защитных
газов, ручной и контактной сварке. Рассмотрены требования охраны
труда при новых видах сварки.
Книга предназначена для инженерно-технических работников маши-
ностроительных предприятий, технических инспекторов профсоюзов и
органов санитарного надзора.
30102-310
038(01)-78
310-78
6П5
© Издательство «Машиностроение», 1978 г.
ПРЕДИСЛОВИЙ.
Электрическая сварка, наплавка и термическая рез-
ка металлов широко применяется не только в машино-
строении, но и в других отраслях промышленности.
Объем сварочных работ в нашей стране неуклонно
растет. Технология сварки непрерывно развивается и
совершенствуется. В производство внедряются новые
механизированные и автоматизированные технологиче-
ские процессы сварки: плазменная, электронно-лучевая,
лазерная, диффузионная, ультразвуковая, токами высо-
кой частоты, в камерах с контролируемой атмосферой
и др. Наряду с этим все еще широко применяется отли-
чающаяся гибкостью и универсальностью ручная и
полуавтоматическая электродуговая сварка.
Помимо высоких технико-экономических показателей
электросварка обладает и некоторыми отрицательными
свойствами: это — опасность для работающих пораже-
ния электрическим током, получения ожогов брызгами
расплавленного металла и кратковременного ослепле-
ния световым излучением сварочной дуги. Кроме того,
при электросварке, наплавке и резке металлов и спла-
вов воздух производственных помещений загрязняется
пылью (сварочным аэрозолем), состоящей из окислов
железа, марганца, хрома, двуокиси кремния и других
токсичных веществ, входящих в состав свариваемых из-
делий и сварочных материалов. Систематическое воз-
действие сварочного аэрозоля при отсутствии необхо-
димых средств охраны труда может вызвать у работаю-
щих в сборочно-сварочных цехах профессиональные
заболевания легких, а также центральной нервной систе-
мы, а излучение сварочной дуги — заболевание глаз
(электроофтальмию); работающие в сборочно-свароч-
ных цехах подвергаются также воздействию газов и
шума.
з
Охрана труда в сборочно-сварочных цехах — одна
из актуальных комплексных проблем. Наиболее эффек-
тивным средством оздоровления условий труда являет-
ся усовершенствование технологии сварочного производ-
ства: применение сварочных материалов с минимальным
содержанием токсичных веществ, более широкое внед-
рение механизированных и автоматизированных про-
цессов сварки.
Разработка любых, достаточно эффективных средств
охраны труда электросварщиков должна основываться
на анализе системы сварщик (оператор) — сварочное
оборудование—процесс сварки—окружающая среда,
являющейся конкретным применением рассматриваемой
в эргономике системы человек—машина.
Различные физические свойства явлений, сопровож- ,
дающих процесс сварки, обусловливают необходимость
проведения комплекса профилактических и защитных
мероприятий (технологических, санитарно-технических,
индивидуальной защиты, медико-профилактических),
разработать которые могут в содружестве работники
разных специальностей: технологи и конструкторы сва-
рочного оборудования, специалисты по электробезопас-
ности и промышленной вентиляции, врачи-гигиенисты,
создатели средств индивидуальной защиты и др. Обес-
печение отличного качества сварных соединений и вы-
сокой производительности труда должно сочетаться с
уменьшением утомления и сохранением здоровья рабо-
тающих.
В нашей стране в течение четырех с лишним десяти-
летий научно-исследовательские институты охраны и
гигиены труда в тесном содружестве с технологическими
организациями и заводами разрабатывают эффективные
методы и средства оздоровления условий труда при
электросварочных работах. Результатом многогранных
научных исследований явилась разработка не только
конкретных конструкций защитных устройств и образ-
цов спецодежды, но и нормативных документов, со-
держащих требования к проектированию, изготовлению,
монтажу и эксплуатации сварочного оборудования,
производственных помещений, вентиляционных устано-
вок, защитных устройств, спецодежды и др.
В 1975 г. был утвержден ГОСТ 12.3.003—75 «ССБТ.
Работы электросварочные. Общие требования безопас-
ности», входящий в систему стандартов безопасности
4
труда. Он содержит общие положения и требования к
технологическим процессам, производственным помеще-
ниям, материалам и заготовкам ( в том числе к их
хранению и транспортированию), размещению произ-
водственного оборудования, организации рабочих мест,
персоналу, выполняющему электросварочные работы,
применению средств индивидуальной защиты, а также
регламентирует контроль за выполнением требований
безопасности. Введение в действие этого документа бу-
ет способствовать дальнейшему оздоровлению условий
труда при электросварочных работах.
Авторы настоящей книги ставили перед собой за-
ачу не только рассказать обо всех основных направле-
иях и разработках рассматриваемой проблемы, но и
оказать причины недостаточной эффективности отдель-
ых устройств, а также познакомить читателя с науч-
ю обоснованной методикой их разработки с учетом
специфики технологических, объемно-планировочных и
других конкретных условий производства.
Предисловие, гл. IV—VII написаны руководителем
оллектива авторов канд. техн, наук М. 3. Брауде;
л. I — чл.-кор. АМН СССР проф. Е. И. Воронцовой
Тамбовцевым;
и IX — инж.
М. 3. Брауде; гл. II — инж. В. А.
а. III — инж. С. Я. Ландо; гл. VIII
>. П. Некрыловым.
Авторы будут благодарны за отзывы на книгу, кото-
ые следует направлять по адресу: 107885, Москва,
'-78, 1-й Басманный пер., 3, издательство «Машино-
1цым потенциально опасным фактором является загряз-
нение воздушной среды в цехах пылью (сварочным
аэрозолем) и газами.
При сварке нагретые до высокой температуры и
поэтому более легкие, чем окружающий воздух, пары
металла, компонентов электродного покрытия или дру-
гих сварочных материалов поднимаются над местом
сварки и попадают в зону температур одного порядка с
окружающим воздухом, поэтому быстро конденсируют-
ся и затвердевают. Образуется твердая фаза частиц
сварочной пыли — аэрозоль конденсации. Большинство
частиц сварочного аэрозоля (порядка 90%) имеет раз-
мер менее 5 мк; значительное число частиц имеет раз-
меры в десятые и сотые доли микрона. В силу ряда
причин, в частности из-за противоположности заряжен-
ости частиц, наблюдается процесс агрегации — объеди-
нения частиц.
Сварочные работы на машиностроительных заводах
роизводятся главным образом в сборочно-сварочных
ехах или отделениях. Большой объем сварки, значи-
!?льный расход электродов в цехах могут приводить к
.рачительному загрязнению производственной атмосфе-
ры сварочным аэрозолем. Механизм распространения
сварочного аэрозоля по объему производственного поме-
щения требует специального рассмотрения, особенно в
связи с тем, что правильное решение вопросов вентиля-
ции непосредственно зависит от учета характера рас-
пространения вредных примесей в воздухе производст-
i венного помещения. "
[вокруг сварочной
Дионарное
(поле
ГЛАВА I
Санитарно-гигиеническая характеристика
процессов сварки
1. ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ, ОБУСЛОВЛИВАЮЩИЙ
ВОЗНИКНОВЕНИЕ ВРЕДНЫХ ФАКТОРОВ №
Электрическая сварка металлов характеризуете
высокой концентрацией вводимого в изделие тепловоЯ
потока (свыше 30 кал/с на 1 мм2 площади дуговой
пятна). Этим объясняется специфика процессов, сопро-
вождающих процесс сварки. Имеет место очень быст-
рый переход свариваемого металла и сварочных мате-
риалов из твердого в жидкое и парообразное состояние.
Процесс носит взрывной характер и проходит при очень
высоких температурах: несколько тысяч градусов в зо-
не дуги. Подводимая электрическая энергия переходит
в другие виды: тепловую, световую и в меньшей степе
ни звуковую. В итоге вся электроэнергия, затраченна:
на сварку, превращается в тепло, за исключение!
незначительного количества, идущего на необратимы!
химические реакции.
При электросварке организм человека может
вергаться воздействию следующих видов э
а) электрической, вызывающей поражения электриче
ским током; б) электромагнитной (возникновение енль
ных электромагнитных полей характерно для сварочны
машин, работающих при высоких силах электрическог По
тока; при специальных видах сварки возможно bos г
______________________" ;------- *'
ского излучения); в) механической в виде вибрации
шума, возникающих при электросварке.
Особого внимания заслуживают взрывные явлены!
выброс капель расплавленного металла и искр. Пров<
дение электросварки в атмосфере, заполненной газово:
душной смесью взрывоопасной концентрации, мож< Варке ранения теш
привести к взрыву с опасными последствиями. Перечи !0Гда ^Различаются три стадии: 1)
ленными опасностями не исчерпывается вредное во пературы
действие электросварки на организм человека. Серье ;огда* ™ *С1Ы1а’
исключением
под
энергий
В период
ванны
температурное
перемещается
изделию,
(вами изотерм
iwv., *хг' ----,-- - -- X lu
никновение радиационной опасности, мягкого рентгеноиПредельное состояиие>
вместе
а расстояние
практически не
проведения
образуется
поле:
со
сварки
квазиста-
значит, что
дугой
это
сварочной
между любыми точ-
изменяется. Это
(сдельное состояние, как показали исследования со-
ветской научной школы, возглавляемой акад. II. Н. Ры-
клиным, достигается очень быстро, что объясняется
Осокой концентрацией вводимого в изделие теплового
Потока.
В процессе распространения тепла в металле при
— — ) теплонасыщение,
I в поле, перемещающемся вместе с
Щеточником тепла, нарастают; 2) предельное состояние,
Югпа ч в подвижном поле практически не
I
изменяются; 3) процесс остывания металла по оконча-
нии сварки. Например, по данным акад. Н. Н. Рыкали-
на, при общей продолжительности сварки (одного шва)
10 мин процесс возрастания температур в металле, ко-
торые фиксировались термопарами, достиг предельною
состояния через 45 с после начала сварки. Теплообмен
металла с окружающей средой происходит непрерывщ;
в течение трех указанных выше стадий. Над нагретым
металлом возникают конвективные (тепловые) восходя-
щие воздушные потоки, которые в период горения сва-
рочной дуги подхватывают образующиеся частицы сва-
рочного аэрозоля и газы. Аэрозольные частицы подни-
маются воздушным потоком до тех пор, пока скорость
потока, локально воздействующая на частицу, будет
больше скорости ее витания. Средняя скорость витания
частиц сварочного аэрозоля составляет 1 см/с, поэтому
частицы сравнительно легко подхватываются циркуля-
ционными воздушными потоками в помещении. Некото-
рое количество частиц оседает на пол, оборудование г
строительные ограждения. В сварочных цехах, как пра-
вило, наблюдается коричнево-бурое загрязнение окон
особенно в их средней по высоте части.
Возникающие в процессе сварки вредные факторь
могут стать причиной травматизма (поражения электри-
ческим током, ожоги брызгами расплавленного метал
ла, ушибы и порезы рук о кромки металла) и профес-
сиональных заболеваний (электроофтальмия, пневмоко
ниозы, интоксикация марганцем и др.).
2. САНИТАРНО-ГИГИЕНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ОТДЕЛЬНЫХ ВИДОВ СВАРКИ
Ручная дуговая сварка. Ручная дуговая сварка бла-
годаря своей простоте и гибкости является широко рас-
пространенным -способом термического соединения ме-
таллов.
Сварочная дуга является источником образования
лучистой энергии. Спектр лучистой энергии состоит из
инфракрасных лучей длиной более 1,5 мкМ
лучей Фохта (1,5—0,7 мкм), световых лучей (0,7-^
0,4 мкм) и ультрафиолетовых лучей (0,4—0,18 мкм)
Интенсивность излучения зависит главным образом о1
температуры дуги — интенсивность с повышением тем-
пературы увеличивается. При сварке на переменном
тОке интенсивность излучения меньше, чем при сварке
на постоянном токе. Яркость видимой части спектра
достигает 16 000 стильбов, что в тысячи раз превышает
физиологически переносимую дозу. Ультрафиолетовые
лучи с длиной волны менее 0,4 мкм могут вызвать про-
фессиональное заболевание глаз, называемое электро-
офтальмией, и ожог открытых частей кожи сварщика.
Электроофтальмия начинается после небольшого скры-
того периода продолжительностью несколько часов. За-
тем появляется резь и боль в глазах, ощущение инород-
ного тела, светобоязнь, слезотечение, головная боль,
сопровождающаяся бессоницей. Эти явления обусловле-
ны воздействием ультрафиолетовых лучей на слизистую
оболочку глаз. Иногда процесс захватывает и роговую
оболочку глаз. Частое повторение заболевания электро-
офтальмией приводит к снижению чувствительности ро-
говицы, хроническому конъюнктивиту, повышенной
утомляемости глаз. Электроофтальмия чаще наблюдает-
ся у подсобных рабочих, чем у сварщиков.
Инфракрасная радиация вследствие теплового воз-
действия может вызвать помутнение хрусталика. Та-
кие случаи профессиональных заболеваний у сварщиков
машиностроительных заводов не обнаружены.
Ручная сварка производится электродами различных
марок, отличающимися химическим составом проволоки
и покрытий, в состав которых в зависимости от назна-
чения электродов входят: ферромарганец, марганцевая
руда, металлический марганец, плавиковый шпат, элект-
родный мрамор, ферросилиций, кварцевый песок и др.
Каталог разработанных в нашей стране электродов
включает 182 марки.
Для того чтобы иметь представление о потенциаль-
ной опасности аэрозоля, образующегося при различ-
ных видах сварки, и использовании различных свароч-
ных материалов (электроды, сварочная проволока,
флюс), важно знать удельные валовые выделения пыли
и токсичных ее компонентов.
Методика определения удельных валовых выделений
Пыли и токсических компонентов разработана в Инсти-
туте гигиены труда и профзаболеваний АМН СССР.
Для расчета удельных выделений необходимо знать ко-
личество образующейся пыли (или токсических ком-
9
понентов), количество израсходованных электродов р
объем воздуха, из которого с помощью фильтрщ
АФА-В-18 уловлена пыль. Результаты определени;
удельных валовых выделений пыли и токсических ве
ществ выражаются в миллиграммах на килограмм из.
расходованных сварочных материалов [11].
По экспериментальным данным Института гигиень
труда и профзаболеваний АМН СССР [1, И], удельное
количество пыли (твердая фаза аэрозоля), образующей,
ся при сжигании различных электродов, составляет для
электродов с покрытием руднокислого типа (марганце-
вое) 18,6—36,5 г/кг; основного типа (фтористо-кальцие-
вого) — 11,3—13,5 г/кг; рутилового или рутилкарбонат-
него — 7,1—15,3 г/кг.
Длительное (10—20 лет) воздействие сварочного
аэрозоля может стать причиной профессионального за-
болевания у электросварщиков, которое называется
пневмокониозом. При этом заболевании поражаются
органы дыхания, в особенности легкие, в которых неж-
ная эластичная легочная ткань заменяется грубой
соединительной тканью. Жалобы при этом заболевании
незначительны, и обнаруживается болезнь главным об-
разом при рентгеновском обследовании. Заболевание
протекает медленно, доброкачественно, редко ослож-
няется туберкулезом. Своевременное выявление этого
заболевания позволяет затормозить развитие процесса
и правильно трудоустроить сварщика. Основным компо-
нентом (по количеству) аэрозоля являются окислы же-
леза (45—65%). Однако в зависимости от применяемых
электродов в аэрозолях содержатся окислы марганца,
хрома, кадмия, ванадия, цинка, свинца, двуокись крем-
ния и фтористые соединения. Содержание этих веществ
по сравнению с окислами железа относительно невели-
ко, но вследствие своей токсичности они могут иметь
решающее значение при определении степени вредности
пыли.
Общее содержание пыли, окислов марганца, фтори-
стых и хромсодёржащих соединений в рабочей зоне
определяется составом свариваемого металла, стержня
электродов и обмазки, силой сварочного тока и дна
метром электродов, положением тела сварщика отно-
сительно дуги, конфигурацией свариваемых изделий
эффективностью применяемых противопылевых меро-
приятий.
10
Специально проведенными экспериментами в лабо-
зТориых условиях было установлено, что количество
Марганца в электросварочной пыли пропорционально
^держанию марганца в обмазке. Наименьший процент
оКислов марганца содержится в аэрозоле, полученном
ppi! сжигании электродов с фтористо-кальциевым и ру-
словым покрытием, а наибольший — в аэрозоле мар-
ганцевых электродов. Окислы марганца, содержащиеся
в сварочном аэрозоле, представляют потенциальную
опасность в отношении развития интоксикации марган-
цем, однако в настоящее время в результате замены
марганцевых электродов электродами с рутиловым по-
крытием эти поражения не наблюдаются. Хотя сварка
электродами с фтористо-кальциевым покрытием сопро-
вождается меньшим выделением окислов марганца,
в составе сварочного факела при сжигании этих элект-
родов содержатся фтористые соединения (фтористый
водород, четырехфтористый кремний и др.), концентра-
ции которых в зоне дыхания сварщиков иногда бывают
довольно значительны.
Фтор и хромосодержащие аэрозоли в повышенных
концентрациях могут стать причинами раздражения и
воспаления слизистых оболочек носа и носоглотки, если
не соблюдаются меры предосторожности, не работает
местная вентиляция, не применяются средства индиви-
дуальной защиты.
Сварка хромосодержащими электродами характери-
зуется значительным загрязнением зоны дыхания свар-
щиков аэрозолем (10,65—30 г/кг). Важной с гигиениче-
ской точки зрения особенностью этих электродов являет-
ся выделение окислов хрома, концентрации которых в
зависимости от условий сварки колеблются в сущест-
венных пределах.
Содержание в сварочной пыли шестивалентных
соединений хрома, отличающихся большой токсич-
ностью, в 2,5—3,5 раза превышает содержание трех-
валентных соединений. Двуокись кремния в сварочной
пыли составляет 0,9—1,8%. При сварке электродами
с рутиловым покрытием образуется значительно меньше
пыли и окислов марганца.
Сварка оцинкованной стали сопровождается загряз-
нением воздушной среды аэрозолем, основную часть
которого составляют окислы цинка. При сварке цвет-
ных металлов на постах, оборудованных местными от-
11
сосами, концентрации аэрозоля не превышают допусти-
мого предела.
Исправление брака отливок из бронзы различного
состава с помощью наплавки специальных электродов
с фтористо-кальциевым покрытием без вентиляции мо-
жет вызвать загрязнение зоны дыхания сварщиков га-
зами и окислами металлов, из которых основными
являются окислы цинка, марганца и в некоторых слу-
чаях свинца. При выполнении этой работы на постах,
оборудованных эффективной местной вытяжной венти-
ляцией, в зоне дыхания сварщиков концентрации ука-
занных окислов не достигают предельно допустимых.
Принципиально важным и в значительной степени
обусловливающим содержание аэрозоля в зоне дыхания
сварщика является фиксация места сварки. Проведен-
ные на ряде заводов исследования показали, что на
постоянных (фиксированных) рабочих местах в сбороч-
но-сварочных цехах легче организовать местную вы-
тяжную вентиляцию и тем самым резко снизить содер-
жание пыли, окислов марганца и других токсических
веществ в зоне дыхания сварщиков.
Особенно неблагоприятное состояние производствен-
ной атмосферы создается при сварке в изделиях с замк-
нутыми и полузамкнутыми контурами — блоках, ци-
стернах и др. Высокие концентрации пыли, окислов
марганца и фтористых соединений в сочетании с небла-
гоприятными метеорологическими условиями как в
теплый, так и холодный периоды года, отсутствие
естественного света и воздействие шума создают особен
но напряженные условия труда электросварщиков при
сварке в замкнутых пространствах малого объема.
Дисперсность сварочного аэрозоля чрезвычайно
велика. Микроскопическое исследование препаратов,
полученных методом осаждения, показало, что 90—99%
частиц имеют размеры до 1 мк, а значительная часть
находится за пределами разрешающей способности
светового микроскопа. При изучении сварочной пыли с
помощью электронного микроскопа при увеличении в
20 000 и 40 000 раз видны частицы размерами в деся-
тые и сотые доли микрона.
Содержание окислов марганца и двуокиси кремния
в сварочном аэрозоле представлено в табл. 1.
Концентрация окиси углерода и окислов азота при
сварке в кабинах, на открытых участках цеха и т. д. 2
12
большинстве случаев ниже предельно допустимых
уровней.
Таблица 1
Содержание в сварочном аэрозоле окислов марганца
и общей двуокиси кремния, %
Тип покрытия электродов Окислы марганца Двуокись кремния
Руднокислое марганцевое фтористо-кальциевое (основное) Рутиловое или рутилкарбонатное . 7—13 1,72—4,220 8—10 5—12 4,5—7 4—10
Как показали многочисленные хронометражные ис-
следования, 55—70% рабочего времени сварщики заня-
ты непосредственно сваркой [4], а остальное время —
выполнением вспомогательных операций. Сварка
требует от сварщика повышенного напряжения внима-
ния и зрения. Она выполняется часто в вынужденной
позе, сидя на корточках, лежа на боку или спине, что
сопровождается повышенным статическим напряжением
мышц рук и тела.
Иногда по технологическим условиям в сборочно-
сварочных цехах производится сварка изделий, предва-
рительно подогретых до 250—300° С. В этих случаях за
счет повышения температуры воздуха и теплового об-
лучения (5 кал/см2-мин на уровне правой руки и 1—
2,5 кал/см2-мин на уровне груди) у сварщиков к концу
рабочей смены температура тела может повыситься до
37,1—37,3° С, а частота пульса увеличиться. Отсюда
можно сделать вывод, что при сварке подогретых из-
делий у сварщиков наблюдается напряжение терморегу-
ляции. В этих случаях важное значение имеет замена
ручной сварки автоматической, газового нагрева ин-
дукционным. Кроме того, следует предусматривать
местную вентиляцию для удаления электросварочной
пыли и газов, применять маски с подачей воздуха,
обеспечивать для работающих отдых в специально
оборудованных комнатах.
Сварка порошковой проволокой >. Сжигание 1 кг по-
1 Воронцова Е. И., Гофиер А. М., Мосолов Н. И. Гигиеническая
оценка и оздоровление условий труда при полуавтоматической свар-
ке открытой дугой порошковой проволокой ЭПС-15. «Гигиена труда
и профессиональные заболевания». 1968, № 5, с. 46—48.
13
рошковой проволоки сопровождается образованием в
зависимости от состава шихты 8—12 г пыли, в которой
содержится 0,2—0,7 г окислов марганца, 3,8—10 г
окислов железа, 0,2—1 г фтористых соединений. В зоне
дыхания сварщика концентрации пыли составляют по
усредненным данным 10—30 мг/м3; окись углерода и
окислы азота в сборочно-сварочных цехах не превы-
шают предельно допустимых концентраций. Приведен-
ные результаты исследований позволяют сделать вывод,
что условия при сварке порошковой проволокой по ха-
рактеру загрязнения производственной атмосферы близ-
ки к условиям, наблюдаемым при сварке электродами с
рутиловым покрытием.
Электросварка в среде защитных газов. За последние.
10—15 лет получила распространение сварка в среде
защитных газов. В качестве защитных газов применяют
углекислый газ, аргон, гелий, азот. Существует две
основные модификации этого метода сварки — плавя-
щимся и неплавящимся электродами. В качестве не-
плавящихся электродов применяют чаще вольфрамовые,
реже угольные и графитовые стержни. Присадочным ма-
териалом и плавящимся электродом служит проволока
такого же химического состава, что и свариваемый ' ме-
талл. Преимуществами этого метода сварки являются:
а) высокая тепловая мощность дуги, обеспечивающая
большую скорость и производительность сварки; б) вы-
сокое качество сварных швов; в) возможность сварки
разнородных металлов и тонкостенных изделий.
Метеорологические условия, общая характеристика
работы при автоматической и полуавтоматической свар-
ке в среде защитных газов аналогичны ручной дуговой
сварке. Следует лишь отметить большую сложность обя-
занностей сварщика, связанную с подготовкой автомата
и полуавтомата к работе.
При автоматической сварке плавящимся электродом
в среде углекислого газа на 1 кг наплавленного метал-
ла выделяется в среднем 8—15 г пыли, 0,2—1,8 г окислов
марганца, 0,02—2 г окислов хрома, 0,1—0,5 г’ окислов
никеля, 2,7 г окиси углерода, 0,062 г окислов азота. Эти
величины превышают валовые выделения пыли и газов
при автоматической сварке под слоем флюса.
Содержание пыли в зоне дыхания сварщика при по-
луавтоматической сварке значительно выше, чем при
автоматической. Пыль, уловленная на беззольные фильт-
14
bi, содержит 1 —1,6% окислов марганца. В зоне дыха-
ния сварщика не наблюдаются высокие концентрации
окиси углерода, несмотря на то, что в зоне дуги угле-
кислый газ диссоциирует на окись углерода и кислород.
Указанное обстоятельство объясняется тем, что при
выходе из зоны высоких температур окись углерода
вновь соединяется с кислородом и превращается в угле-
кислый газ.
Концентрации окислов азота в зоне дыхания свар-
щиков на производстве не превышают предельно до-
пустимых. Концентрация озона в зоне дыхания 0,1 —
0,4 мг/м3. Повышение концентрации окислов азота и
озона возможно при нарушении газовой защиты, что
может иметь место в основном при подсосе воздуха в
зону сварки и при сварке в замкнутых пространствах.
Из всех способов электродуговой сварки в среде за-
щитных газов наиболее благоприятным с гигиенической
точки зрения является сварка неплавящимся электро-
дом в среде аргона. Содержание пыли в зоне сварки
как при ручном, так и при механизированном способе
не выходит за пределы 2—2,5 мг/м3; концентрации
окислов марганца в 10 раз ниже предельно допустимо-
го уровня. Окислы азота и окись углерода не обнаружи-
ваются даже в пробах, отобранных вблизи сварочной
дуги.
Концентрации пыли при сварке торированными и
лантанированными (вольфрамовый стержень с 1,5%-ной
присадкой лантана) электродами еще ниже. При свар-
ке торированными электродами (вольфрамовый элект-
род с 1,5%-ной присадкой тория) радиационный фактор
выражен слабо и применение их не связано с опас-
ностью внешнего облучения. Однако процесс изготовле-
ния тарированных электродов, дополнительная обмазка
электродов двуокисью тория повышают радиационную
опасность. Это в известной степени послужило основа-
нием для замены тарированных электродов лантаниро-
ванными, сохраняющими их преимущества. Лантан от-
носится к группе редкоземельных элементов и не вызы-
вает стойких необратимых изменений при поступлении
в организм. Валовое выделение пыли при пользовании
лантанированными и торированными электродами для
сварки стали, алюминия, алюминиевомагниевых спла-
вов не превышает по усредненным данным 1,15—
1,94 г/ч при непрерывной сварке. Концентрация пыли в
15
зоне дыхания сварщика значительно ниже допустимого
предела.
При сварке алюминия и сплавов на его основе под
защитой аргона плавящимся электродом образуется
окись алюминия в количестве 7,6—28 г/кг; при сварке
титановых сплавов удельное выделение титана и его
двуокиси составляет 4,75 г/кг. При сварке в аргоне
алюминиевых сплавов наблюдается повышенное обра-
зование озона за счет большой ультрафиолетовой ра-
диации.
Сварка под слоем флюса. Из способов автоматиче-
ской и полуавтоматической сварки наиболее распростра-
ненной является сварка под слоем флюса. Она менее
трудоемка и более экономична, чем ручная дуговая^
сварка, меньше утомляет сварщика.
Валовое выделение пыли при этом способе CBapj
во много раз ниже, чем при ручной дуговой. Концентр,
ции аэрозоля в зоне дыхания сварщика-оператора п
усредненным данным составляют 5,1—12,2 мг/м3. Кон
центрации окислов марганца в зоне дыхания рабочи?
обслуживающих сварочные автоматы, колеблются о
0,11 до 0,7 мг/м3. На повышение концентраций
аэрозоля
в значительной степени влияет выполнение вручную
операций по сбору и пересыпке флюса и зачистке шва
Проведенные автором исследования показали большук
эффективность применения флюсоотсосов при автома-
тической сварке.
Концентрации аэрозоля, окислов марганца и других
токсичных веществ в зоне дыхания сварщиков-автомат-
чиков зависят от состава и степени измельчения флюса,
конфигурации свариваемых изделий, направления воз
душных потоков в здании и т. д. Так, запыленност!
зоны дыхания сварщиков при применении свежегс
флюса в 2—2,8 раза ниже запыленности при использо-
вании флюса, бывшего в употреблении и тем самым бо-
лее размельченного.
Содержание пыли в зоне дыхания оператора пр
сварке внутренних швов (полузамкнутые пространства)
в 2,5 раза выше, чем при сварке наружных швов. Н-а
заводах, где все посты автоматической сварки располо-
жены на открытых участках цеха, содержание аэрозоля1
ниже предельно допустимой концентрации. Основными
вредными веществами в составе сварочного аэрозоля
при автоматической сварке являются фтористые соеди-
16
1ения (фтористый водород, четырехфтористый силиций
I ДР-)-
Проведенные экспериментальные исследования по-
•азали, что валовое выделение фтористых соединений
особенно велико при сварке под флюсом ОСЦ-45а. Оно
составляло 43—286 мг на 1 кг наплавленного металла.
При сварке с применением других флюсов (АН-348А,
ФЦ-9, ФЦ-6, ФЦЛ-2 и др.) валовые выделения фто-
ристых соединений колеблются по средним данным от
30 до 40 мг на 1 кг наплавленного металла. Выделение
фтористых соединений резко возрастает с увеличением
содержания фтористого кальция во флюсе.
Изучение условий труда при полуавтоматической
сварке под слоем флюса показало ее большую трудоем-
кость по сравнению с автоматической сваркой. Необхо-
димость удерживания длительное время в руке головки
полуавтомата с бункером для флюса массой 2—2,5 кг
к утомляет к концу смены правую руку сварщика. Значи-
> тельно напряжено во время работы внимание сварщи-
ка в связи с высокими требованиями к качеству шва
1 (необходимость поддержания на постоянном уровне
t- длины дуги, силы тока и напряжения).
Концентрации аэрозоля, окислов марганца и фтори-
ч стых соединений в зоне дыхания сварщика-полуавто-
матчика выше, чем в зоне дыхания рабочего при обслу-
живании автоматических сварочных установок. Указан-
ное объясняется более близким расположением зоны
дыхания сварщика-полуавтоматчика к электрической
дуге.
Электрошлаковая сварка. Электрошлаковая сварка
производится с помощью автоматов при температуре
1600—1700° С. Оператор-сварщик находится на расстоя-
нии 0,5—2 м от сварочной дуги.
Трудовой процесс оператора складывается из тру-
доемкого этапа подготовки изделия к сварке, при кото-
ром крупные и тяжелые конструкции при помощи
подъемных механизмов устанавливаются на место, и
этапа сварки, при котором оператор наблюдает за про-
цессом сварки, охлаждением медных ползунов водой,
подачей проволоки и др.
Основным производственным фактором, оказываю-
щим вредное воздействие на операторов, является по-
вышенная интенсивность лучистой энергии, составляю-
щая 2 кал/см2-мин на уровне рук и 3—4 кал/см2-мин
- |_ . ~
Г "tit пттс д I 17
на уровне лица; повышается и температура воздуха, что I „ кпнтполь за гла-
является причиной небольшого (0,5° С) повышения 4 систематический офтальмологический контроль
концу рабочей смены температуры тела оператора. Кон-] зами работающе! . _
центрация аэрозоля в зоне дыхания, по усредненным] <
данным колеблется в пределах 4—7 мг/м3, концентра] ппстяточное внедрение в произ-
ция окислов марганца - 0,25-0,43 мг/м3. Окислы азо-] материалов получила достаточное внедре ______у „
та и окись углерода определяются в виде следов. Таким]
образом, потенциальную опасность для оператора при]
электрошлаковой сварке могут составить аэрозоль Л
фтористые соединения. Не исключена опасность ожогов]
выплескивающимся из ванны металлом. fl
Лазерная сварка. Для сварки мелких деталей при-]
меняют рубиновые или неодимовые лазеры, работающие]
в импульсном режиме. Излучение лазера характеризует-]
ся высокой энергией, составляющей в импульсе несколь-]
ко сотен джоулей. С помощью дополнительной фокуси-]
рующсй системы эта энергия может быть сконцентри-]
рована в очень малом объеме. К числу особенностей®
следует отнести высокую монохроматичность излучения]
малую расходимость пучка, временную и пространствен]
ную когерентность излучения. При работе с лазерам]
наибольшей опасности подвержены глаза и кожны]
покровы. Лучи лазера оказывают на биологически]
объекты тепловое, электрическое, фотохимическое и ме]
ханическое воздействие, одним из проявлений которого]
является возникновение в облучаемом объекте упругих]
колебаний типа ультразвуковых. Опасность для орга]
нов зрения представляет не только прямой, но и отра]
женный луч лазера. Для кожи опасен только прямо]
луч. Поражающее действие лазера зависит от потока]
его энергии, длительности импульса, количества следую-]
щих друг за другом импульсов, длины волны излучения]
и характера отражающей поверхности. Опасны зеркаль-]
ные и светлые поверхности, отражающие свыше 50%]
падающего на них излучения. Глаза необходимо защн]
щать не только от прямого, но и от отраженного луча®
При работе с лазерными установками необходимо]
чтобы пучок излучения был направлен на неотражаю]
щий и невоспламеняющийся фон, траектория пучка]
должна быть недоступна для работающего. Необходп]
мо обязательно применять защитные очки, работать]
следует в условиях общего яркого освещения. Возмож]
ность поражения глаза, адаптированного к темноте]
т. е. с большим диаметром зрачка, больше. Необходим]
18 .
систематический офтальмологический контроль за гла-
Сварка токами высокой частоты. В связи с исполь-
зованием в ряде производств изделий из синтетических
водство сварка в электромагнитном поле коротких и
ультракоротких волн. Основным неблагоприятным фак-
тором при этом виде сварки пластикатов являются вы-
сокочастотные электромагнитные поля значительной ин-
тенсивности 18—320 В/м [11]. Эффективное снижение
напряженности высокочастотного поля достигается экра-
нированием (до 2—7 В/м) источников энергии (электро-
дов, конденсаторов, фидерных линий).
При описываемом виде сварки в производственную
атмосферу поступают летучие токсичные вещества —
фенол, окись этилена, формальдегид, пары ацетона и
органических растворителей. Наблюдается повышение
температуры воздуха производственных помещений.
Плазменная обработка металлов. Плазменная обра-
ботка металлов обеспечивает повышение жаропрочности
и износостойкости изделий и деталей.
Плазма представляет собой высокоионизированный,
электропроводящий газ. Температура плазмы, поступаю-
щей в виде струи из сопла, составляет 6000—20 000° С.
При плазменной обработке происходит довольно интен-
сивное образование окислов азота и озона, концентра-
ции которых при работе без вентиляции довольно зна-
чительны.
При напылении в плазменную струю вводится в ви-
де порошка или проволоки напыляемый материал, в ка-
честве которого используют главным образом тугоплав-
кие металлы — вольфрам, цирконий, окись алюминия,
их карбиды, бориды, силициды.
Плазменная обработка металла (напыление, сварка,
резка) является основным источником загрязнения
производственной атмосферы аэрозолем, состав которо-
го зависит от применяемых порошков и обрабатываемо-
го металла.
При работе плазменных горелок возникают высоко-
частотные звуковые и ультразвуковые колебания. Сум-
марный уровень звукового и ультразвукового давления,
по данным Института гигиены им. Ф. Ф. Эрисмана,
составляет в рабочей зоне 120—130 дБ [11].
Спектральный анализ выявляет широкий диапазон
19
колебаний звукового давления 40—31 500 Гц с макси-
мумом в области высоких звуковых и низких ультразву-
ковых частот в диапазоне 16 000—25 000 Гц.
Работа в вытяжных шкафах и специальных камерах
позволяет значительно снизить уровень звукового и
ультразвукового давления в рабочей зоне. Так же как
и при ручной дуговой сварке, при плазменной обработке
металла работающие могут подвергаться повышенной
ультрафиолетовой, видимой и инфракрасной радиации.
Интенсивность ультрафиолетового излучения зависит от
подаваемого на плазменные установки напряжения,
свойств напыляемого порошка и газа, а также конст-
рукции горелки. В литературе [11] приводятся данные
о заболеваниях подобных электроофтальмиям и эрите-
мах кожи, причиной которых являются короткие ультра-
фиолетовые лучи.
При использовании дуги прямого действия (между
электродом и изделием) возникает ионизирующая ра-
диация (тяжелые аэроионы различной полярности).
В производственных помещениях вблизи плазменных
установок мягкие рентгеновские лучи не обнаружи-
ваются.
Воздействие таких факторов, как ионизирующая,
повышенная ультрафиолетовая и инфракрасная радиа-
ция, высокочастотный шум и ультразвук, загрязнение
воздуха аэрозолями требует проведения комплекса за-
щитных мероприятий: укрытия установок в вытяжных
шкафах, применения шумозаглушающих насадок на го-
релку, использование средств индивидуальной защиты
органов зрения, слуха, лица.
Контактная сварка. Контактная сварка легко меха-
низируется и автоматизируется, ,в результате чего уве-
личивается производительность труда, улучшается каче-
ство сварного соединения, повышается культура произ-
водства. Этим способом сваривают малоуглеродистые и
нержавеющие стали и сплавы.
Процесс контактной сварки основан на двух прин: и-
пах: электрическом нагреве двух кромок металла ю
пластического состояния или до расплавления и заз . м
сплавливания их. Различают три разновидности к< д-
тактной сварки: стыковую оплавлением, точечную и ро-
ликовую или шовную. Наиболее неблагоприятной явля-
ется сварка оплавлением, при которой образуются иск-
ры и брызги расплавленного металла, пыль, газы и
20
наблюдается ионизация воздуха. Концентрации пыли в
зоне дыхания рабочего зависят главным образом от хи-
мического состава свариваемого металла, мощности
контактной сварочной машины. Сварочная машина при
этом методе сварки генерирует низко- и высокочастот-
ный шум. Величина сварочного тока во вторичной цепи
контактных машин достигает десятков тысяч ампер.
Вследствие этого контактные машины создают электро-
магнитные поля мощностью от 70 до 1500 А/м. Электро-
магнитные волны рассеиваются на расстояние 1,5—
3,5 м от контактной сварочной машины. Характер воз-
действия электромагнитных волн, образующихся при
контактной сварке, на организм человека недостаточно
изучен. Для улучшения условий труда рекомендуется
устройство местной вытяжной вентиляции, экранирова-
ние и др.
ГЛАВА II
Электробезопасность
1. ДЕЙСТВИЕ ЭЛЕКТРИЧЕСКОГО ТОКА НА ОРГАНИЗМ
ЧЕЛОВЕКА
Широкое использование в промышленности электри-
ческой энергии обязывает уделять больше внимания про-
филактике электротравматизма. Большая опасность
электрического тока для здоровья и жизни людей обус-
ловлена тем, что ток очень часто не воспринимается че-
ловеком как источник непосредственной опасности, по-
этому строгое соблюдение правил электробезопасности,
изучение основ электротехники лицами, обслуживающи-
ми электрические установки, и рабочими электрифици-
рованных предприятий —- это важнейшее условие, ко-
торое может снизить число несчастных случаев от
электротравм на производстве.
При протекании электрического тока через тело че-
ловека может возникнуть опасность поражения его от-
дельных органов или организма в целом. Основными
видами поражения являются: ожоги электрической ду-
гой; так называемый удар при прикосновении к токове-
Дущим частям; разрыв тканей и др. Серьезную опас-
ность представляют также местные повышения темпера-
туры на участках малой проводимости электрических
21
цепей и искрение, которые могут вызвать пожар или
взрыв.
Из всех видов поражения током наибольшую опас-
ность представляют электрические удары, сопровождае-
мые появлением у человека судорог, потерей сознания,
сильным ослаблением или прекращением деятельности
органов дыхания и кровообращения.
Исход электротравмы зависит от многих обстоя-
тельств: от условий внешней среды и внутренних факто-
ров организма.
К условиям внешней среды относятся прежде всего
параметры электрической цепи, в которой оказался по-
страдавший, место соприкосновения с токоведущими ча-
стями, время воздействия электрического тока. Имеет
значение также температура окружающей среды, с по-
вышением которой число тяжелых исходов возрастает.
Внутренними факторами, отрицательно влияющими
на исход поражения электрическим током, являются
утомление, болезненное состояние, алкогольное опьяне-
ние.
К параметрам электрической цепи, имеющим решаю-
щее значение при оценке опасности поражения электро-
током, относят величину силы тока, его частоту' и напря-
жение.
Сила тока, проходящего через тело человека, зави-
сит от площади контакта: чем больше его площадь, тем
меньшее сопротивление прохождению тока оказывает
кожный слой.
Большое влияние на проводимость человеческого те-
ла имеют чистота кожи и наличие царапин. Если кожа
загрязнена веществами, хорошо проводящими ток (на-
пример, руки работающего покрыты машинным маслом
или мелкими металлическими частицами от стружки и
др.), то опасность поражения электрическим током рез-
ко возрастает.
Тяжесть электрической травмы во многом зависит от
величины сопротивления тела человека электрическому
току в момент электрического удара. Наибольшее со-
противление электротоку оказывает верхний роговой
слой кожи, который не имеет кровеносных сосудов и
нервных клеток. Сопротивление верхнего рогового слоя
кожи человека — величина не постоянная. Оно зависит
от величины электрического тока и продолжительности
прохождения его через тело человека, от величины со-
22
прикасаемой поверхности и плотности контакта ее с
проводником, от влажности кожи. Если верхний слой
кожи не поврежден и находится в сухом и чистом со-
стоянии, электрическое сопротивление тела человека со-
ставляет (4—10) 104 Ом; оно падает до 1000 Ом, если
верхний кожный покров засорен выделениями потовых
желез, расположенных под кожей, или покрыт токопро-
водящей пылью, эмульсией, содовым раствором и т. п.
При напряжении 50 В поражение рогового слоя ко-
жи идет медленно. С увеличением напряжения величина
сопротивления рогового слоя становится все меньше;
при напряжении 500 В поражение наступает почти мгно-
венно.
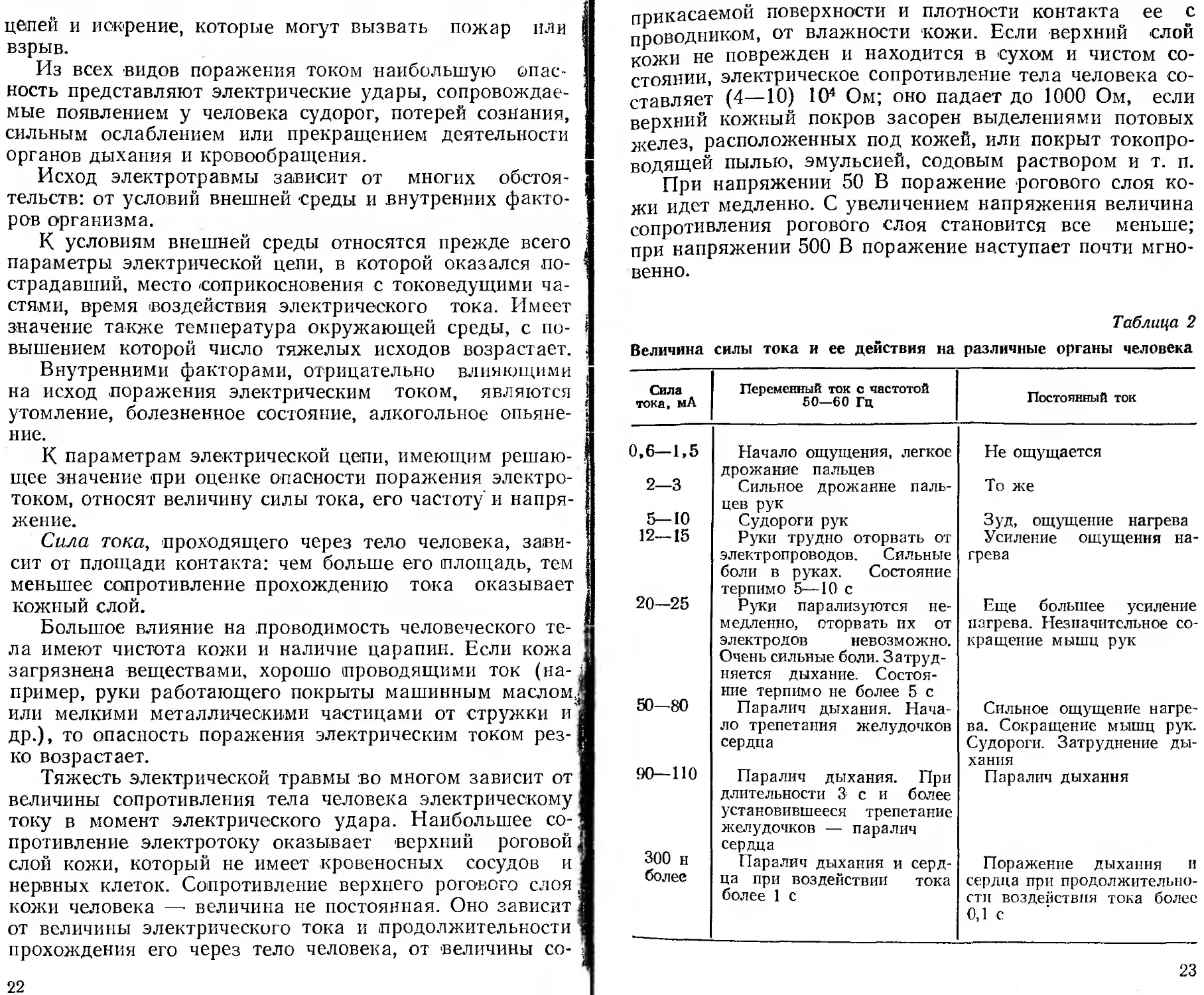
Таблица 2
Величина силы тока и ее действия на различные органы человека
Сила тока, мА Переменный ток с частотой 50—60 Гц Постоянный ток
0,6—1,5 Начало ощущения, легкое дрожание пальцев Не ощущается
2—3 Сильное дрожание паль- цев рук То же
5—10 Судороги рук Зуд, ощущение нагрева
12—15 Руки трудно оторвать от электропроводов. Сильные боли в руках. Состояние терпимо 5'—10 с Усиление ощущения на- грева
20—25 Руки парализуются не- медленно, оторвать их от электродов невозможно. Очень сильные боли. Затруд- няется дыхание. Состоя- ние терпимо не более 5 с Еще большее усиление нагрева. Незначительное со- кращение мышц рук
50—80 Паралич дыхания. Нача- ло трепетания желудочков сердца Сильное ощущение нагре- ва. Сокращение мышц рук. Судороги. Затруднение ды- хания
90—110 Паралич дыхания. При длительности 3 с и более установившееся трепетание желудочков — паралич сердца Паралич дыхания
300 н более Паралич дыхания и серд- Поражение дыхания и
ца при воздействии тока более 1 с сердца при продолжительно- сти воздействия тока более 0,1 с
23
Наряду с силой и напряжением тока, проходящего
через тело человека, существенное значение имеет ча-
стота тока (табл. 2). Токи высокой частоты менее опас-
ны в отношении электрического удара. Они опасны в
основном с точки зрения теплового нагрева и влияния
электрического поля (по силе ожогов токи высокой ча-
стоты особо опасны).
На исход электротравмы -влияет также род тока.
Наиболее опасным является переменный синусоидаль-
ный электрический ток промышленной частоты 50—
60 Гц. Исследования показывают, что переменный ток
действует на нервную систему, а постоянный обусловли-
вает термическое и электролитическое действие на ор-
ганизм пострадавшего. Травмы от воздействия перемен-
ного тока тяжелее, чем от постоянного тока. Вместе с .
тем необходимо иметь в виду, что при напряжениях
около 500 В опасность тока обоих родов одинакова.
Серьезное влияние на исход электротравмы имеет
длительность воздействия тока. От времени воздействия
тока зависит прежде всего электрическое сопротивление
тела. Оно уменьшается по мере прохождения тока в ре- ?
зультате нарастающего нагревания и поражения рого- ;
вого слоя кожи. При кратковременном воздействии то-
ка, как показали исследования, опасность зависит от<
того, с какой фазой работы сердца совпадает момент
прохождения тока. Особо чувствительным к прохожде-
нию тока является сердце в стадии расслабления (пери-
од между последовательными сокращениями и расшире-
ниями предсердий и желудочков сердца, длящийся око-
ло 0,1 с).
При несовпадении момента прохождения тока с фа- ?
зой расслабления сердца даже токи величиной до 10 А I
не вызывают его паралича. Отсюда ясно, что чем коро- г
че время прохождения тока, тем меньше вероятность
такого совпадения, а следовательно, и меньше опасность
поражения. i
Степень опасности поражения электрическим током
зависит также от того, каким образом произошло вклю-
чение человека в электрическую цепь. Наибольшую !
опасность представляет двухполюсное прикосновение
(рис. 1).
Определить заранее ток, который может пройти че-
рез человека без каких-либо серьезных последствий для
него, — задача почти неразрешимая. Чтобы установить
24
Рис. 1. Схема двухполюсного и однополюсного
включения человека в электрическую цепь:
а — двухполюсное прикосновение; б н в — однополюсное
прикосновение; г — использование электроизоляции пола
границу безопасных условий, целесообразно ориенти-
роваться не на безопасный ток, а на допустимое безо-
пасное напряжение. Последнее удобно еще и тем, что
для каждой данной сети напряжение ее относительно
постоянно. В зависимости от окружающих условий за
безопасное напряжение принимается в сухих помещени-
ях при нормальных условиях работы и исправной сухой
одежде и обуви 36 В, а в сырых помещениях 12 В и
ниже.
2. ПРОКЛАДКА ПРОВОДОВ И ЗАЩИТА ОТ ПЕРЕХОДА
НАПРЯЖЕНИЯ НА НЕТОКОВЕДУЩИЕ ЧАСТИ СВАРОЧНОГО
ОБОРУДОВАНИЯ
Существенное значение для безопасности труда
сварщика имеют правильная проводка и прокладка про-
водов к сварочным постам, трансформаторам и особенно
к передвижным сварочным установкам, в которых уст-
ройство обычной сети исключено. Если токопроводящая
сеть сварочных установок состоит из изношенных, ого-
ленных и просто голых проводов, она может служить
причиной поражения током не только сварщиков, но и
посторонних лиц.
Токоведущие провода, присоединенные к сварочному
трансформатору, имеющему сравнительно высокое на-
пряжение (120—500 В), часто бывают большой протя-
женности. При нарушении изоляции проводов сеть ста-
новится крайне опасной. Необходимо следить за тем,
чтобы подводка к стационарному сварочному агрегату
и трансформатору выполнялась так же тщательно, как
и проводка к стационарной сети.
Подводку тока к передвижному трансформатору
можно выполнять с помощью временной сети. Однако
на всем протяжении провода следует подвешивать на
25
недоступной высоте, а в качестве проводов рекоменду-
ется применять шланговый провод.
Спуск провода к трансформатору, если он установ-
лен на доступной высоте, необходимо выполнять у стен,
столбов и т. п. так, чтобы механическое воздействие на
изоляцию проводов было исключено. Прокладка прово-
дов к трансформатору по полу, по земле или другим
способом, при котором изоляция провода не защищена,
а сам провод доступен для прикосновения, категоричес-
ки запрещена.
С точки зрения безопасности следует также обра-
щать внимание на конструкцию сети, которая связывает
трансформатор со сварочными постами. Прикосновение
к оголенным сварочным проводам напряжением 65 В
может быть опасным. Применение голых проводов в пе-
редвижных сварочных установках не допускается. Нель-
зя прокладывать без изоляции и провод, идущий к сва
риваемой детали, оправдывая такое решение тем, что
он присоединен к земле. Запрещается также подача на-
пряжения к свариваемому изделию через систему после-
довательно соединенных металлических листов, рель-
сов и т. п.
Ток от сварочных агрегатов к месту сварки переда-
ется изолированными проводами. Сварочные провода
должны быть гибкими, с легкой и прочной изоляцией.
Жесткие провода с тяжелой изоляцией утомляют свар-
щика и затрудняют выполнение сварки. Обычно для
сварочной цепи используют гибкие провода марки ПРГ
из тонких медных отожженных луженых проволок диа-
метром 0,18—0,2 мм, имеющих легкую изоляцию. При
выборе сечения медных
следующими нормами:
Сечение медного провода, мм2
Допускаемая сила тока, А . .
Сечение медного провода, мм2
Допускаемая сила тока, А . . . 335
проводов
10
60
95
можно пользоваться
25
140
150 185 240
460 530 630
35
175
50
225
310
730
от
70 ;
280 '
400 1
900 |
силы"
16
100
120
400
Сечение гибких проводов в зависимости
сварочного тока выбирается по табл. 3. Желательно,
чтобы длина гибкого провода, ik которому прикреплен
электрододержатель, была 2—3 м. Остальная часть про-
вода, образующего сварочную цепь, может быть марки
ПР или КРПГ.
Применять провода длиной более 30 м не рекоменду-
ется, так как это вызывает значительное падение напря-
26
жения в сварочной цени. Соединение гибкого провода
электрододержателя со сварочными токопроводящими
проводами следует производить при помощи медных
кабельных наконечников,
соединенных болтами и
шайбами.
Одна из серьезных при-
чин порчи изоляции — чрез-
мерная перегрузка питаю-
щих проводов; поэтому се-
чение питающих проводов
должно строго соответство-
вать силе тока в сварочной
цепи. Провода следует за-
щищать от чрезмерного по-
вышения силы тока плавки-
Таблица 3
Сечение гибких
сварочных проводов
Сила сварочного тока, А Сечение провода, мм1
одинарного ДВОЙНОГО
200 25
300 50 2X16
450 70 2x25
600 95 2X35
ми предохранителями.
Необходимо строго следить за состоянием предохра-
нителей, правильно выбирать и устанавливать их, не
допуская применения самодельных или отремонтирован-
ных вставок. Предохранители с такими вставками не
защищают установку и могут быть причиной аварии, по-
вреждений трансформатора и пожара. Смену плавких
вставок следует производить при отключенном напря-
жении.
При пробое изоляции первичной обмотки трансфор-
матора, при повреждении изоляции обмоток электродви-
гателя, сварочного агрегата постоянного тока или дру-
гих электродвигателей напряжение переходит на метал-
лические конструктивные части, прикосновение к кото-
рым опасно. Все металлические конструктивные части
оборудования, питающиеся от силовой сети, необходимо
заземлять.
Помимо заземления основного электросварочного
оборудования надлежит непосредственно заземлять (или
занулять) тот зажим вторичной обмотки трансформато-
ра, который идет к изделию. Такое заземление обеспечи-
вает электробезопасность сварщика и подручных в слу-
чае пробоя изоляции первичной обмотки трансформато-
ра и перехода напряжения на вторичную обмотку. Пе-
редвижные сварочные установки обязательно заземляют
перед началом работ, заземление снимается только пос-
ле окончания работ, причем его необходимо производить
До включения установки в сеть. Сначала заземляющий
27
провод подсоединяют к магистрали заземления, а затем
к сварочному оборудованию. При снятии заземления
поступают наоборот: сначала конец заземляюшего про-
вода отсоединяют от корпуса агрегата или изделия, а
затем от магистрали заземления (или от заземлителя).
Присоединение сварочного оборудования к силовой
сети и отключение от нее необходимо производить ру-
бильником или контактором. Открытые токоведущие
части рубильника создают опасность поражения током.
Кроме того, при включении и отключении рубильника
сопровождающихся возникновением дуги, возможны
электрические ожоги, поэтому открытый рубильник со-
вершенно непригоден. Рубильник снабжается защитные
кожухом, изготовленным из огнестойкого или полуогне;
стойкого материала. Доступные для прикосновения ме
таллические кожухи необходимо заземлять или зану
лять. При отсутствии заземления (зануления) применя-
ют кожухи из изолирующего материала.
Отключение и ремонт сварочного электрооборудова-
ния производятся дежурным монтером. Сварщикам, рез-
чикам, а также подручным категорически запрещаете?
производить указанные работы, в том числе и мелкие.
Заземлять оборудование необходимо только парал
лельно. Последовательное заземление оборудования нс
допускается.
Для защиты сварщиков от поражения током при вы-
полнении ими электросварочных работ применяют за-
щитные приспособления и средства. К ним относятся
диэлектрические перчатки, рукавицы, коврики, резино
вые боты, калоши, применяемые в зависимости от усло-
вий работы. Периодичность испытания защитны?
средств должна строго соответствовать правилам и нор-
мам.
3. ЭЛЕКТРОБЕЗОПАСНОСТЬ ПРИ ВЫПОЛНЕНИИ
ЭЛЕКТРОСВАРОЧНЫХ РАБОТ
При ручной электродуговой сварке в процесе рабо-
ты сварщик имеет дело с электрическими установка-
ми — сварочными агрегатами и передвижными транс
форматорами, а также с различным электрооборудова
нием (кабели, провода, рубильники, электрододержате-
ли и др.). Опасность поражения электрическим токос
возникает как при непосредственном соприкосновении с
28
токоведущими частями установки, находящимися под
напряжением, так и при соприкосновении с металличес-
кими частями установки, случайно оказавшимися под
напряжением вследствие повреждения изоляции.
При использовании машины постоянного тока наи-
большее напряжение холостого хода машины не должно
превышать 65 В. Опыт показывает, что при таком на-
пряжении постоянного тока опасность поражения срав-
нительно невелика. Меры защиты требуются только при
работах в особо опасных помещениях.
При сварке дугой переменного тока рабочее напря-
жение, подводимое от сварочного трансформатора к
свариваемому изделию, не должно превышать 70 В.
Работая на переменном токе, необходимо строго следить
за выполнением мер безопасности. Все корпуса свароч-
ных установок, генераторов, электродвигателей, свароч-
ных трансформаторов и других установок надо обяза-
тельно заземлять.
Сварочные агрегаты, машины и трансформаторы
снабжают защитным кожухом для надежной защиты
токоведущих частей первичной цепи. Необходимо сле-
дить, чтобы все защитные кожухи были надежно за-
креплены. Вторичную обмотку трансформатора для сни-
жения опасности перехода на нее первичного напряже-
ния при пробое следует надежно заземлять вместе с ме-
таллическим кожухом (рис. 2).
Рис. 2. Схемы защитного заземления (а) и зануления (б)
29
Напряжение холостого хода источника питания по,
стоянного и особенно переменного тока представляет
опасность в тех случаях, когда сварщик соприкасается
с большими металлическими поверхностями, поэтому
<j 9 г при работе в особо опасных
Рис. 3. Схема автоматичес-
кого отключения сварочного
трансформатора
условиях, например при
сварке внутри металличе-
ских емкостей (котлов, цис-
терн и др., в колодцах g
тоннелях, в понтонах и от-
секах судов), при наружных
работах на металлоконст-
рукциях, а также при неко-
торых отдельных видах
сварки, во избежание дли-
тельного воздействия на-
пряжения холостого хода
электросварочные установ-
ки должны иметь блокиров-
ку, при которой автоматиче-
ски происходит включение
сварочной цепи при сопри-
косновении электрода со свариваемым изделием и авто-
матическое отключение при холостом ходе. Этим обеспе-
чивается полная безопасность сварщика при электро-
сварочных работах в особо опасных местах.
Автоматическое отключение сварочного трансфор-
матора. Схема безопасной блокировки должна приме-
няться при ручной сварке с трансформаторами, у кото-
рых напряжение холостого хода превышает 70 В, и при
автоматической сварке, если напряжение трансформато-
ра при холостом ходе превышает 80 В, а также при
сварке внутри металлических сосудов и котлов.
Принудительная схема автоматического отключения
сварочного трансформатора показана на рис. 3, из ко-
торого видно, что как только сварщик перед началом
сварки прикоснется электродом Э к свариваемой детали,
цепь вспомогательного трансформатора Т, рассчитанно-
го на напряжение 12—24 В, окажется замкнутой. В ре-
зультате этого катушка контактора К возбуждается и,
втягивая сердечник, замыкает контакторы К\ и Къ
включает первичную обмотку сварочного трансформато-
ра СТ и одновременно с этим размыкает контакты Кз-
При этом катушка контактора окажется включенной
30
параллельно дросселю Д. Сварочный ток, проходя через
дроссель, вызовет на нем падение напряжения, которое
питает катушку контактора. При окончании работы или
смене электрода дута обрывается, напряжение на дрос-
селе падает до нуля и катушка контактора, теряя пита-
ние, размыкает с помощью контактов К2 первичную
цепь сварочного трансформатора и этим отключает его
от сети. Одновременно с этим происходит размыкание
контактов и замыкание контактов /С3.
Рассмотренная схема имеет большое экономическое
значение, так как уменьшает время холостого хода и
тем самым сокращает потери от холостого хода, повы-
шает коэффициент мощности машины.
Основные требования безопасности для автомати-
ческой и полуавтоматической сварки. При сварке под
флюсом каждый сварочный аппарат должен иметь от-
дельный заземляющий провод, подсоединяемый непо-
средственно к заземляющей магистрали. Не допускает-
ся использование контура заземления в качестве обрат-
ного провода. Кроме того, напряжение в цепях автома-
тической аппаратуры выше, чем при ручной дуговой
сварке, поэтому все неподвижные провода заключают в
металлические трубки, а подвижные — в резиновые ру-
кава, обшитые брезентом или обмотанные в два слоя
киперной (прорезиненной) лентой. Все части автоматов
и полуавтоматов, которые в случае повреждения изоля-
ции могут оказаться под напряжением, должны быть
надежно заземлены. Номинальный ток плавких предо-
хранителей не должен быть выше предельного тока,
указанного в паспорте установки.
Переключающее устройство снабжают защитным ко-
жухом во избежание случайных прикосновений. Во вре-
мя установки и снятия свариваемой детали, смены
кассеты со сварочной проволокой и при других подгото-
вительных работах сварочную установку следует отклю-
чать от питающей сети.
• При контактной сварке корпус машины должен быть
надежно заземлен. Переключатели режимных ступеней
н рубильники должны быть изолированы.
Переключение ступеней напряжения, включение иг-
нитронных и тиратронных прерывателей, перестановка и
зачистка электродов и другие вспомогательные операции
следует производить при отключенном рубильнике. Шка-
фы, пульты и станины, внутри которых расположены то-
31
коведущие части под сетевым напряжением, должны
иметь блокировочные дверцы, отключающие первичное
напряжение при их открывании. Опасность ожогов при
выплеске металла (иногда на расстояние 3—4 м) пре-
дотвращается применением ограждающих экранов.
Требования без-
опасности при сварке в
среде защитных газов
те же, что и при обыч-
ной ручной электро-
сварке, но так как при
сварке на переменном
токе для большей
устойчивости электри-
ческой дуги в свароч-
ную цепь включается
осциллятор, это вызы-
вает необходимость
применения ряда дополнительных мер предохранения от
поражения электрическим током.
С помощью осциллятора получают ток высокого на-
пряжения 2000 В и выше. В целях профилактики элект-
ротравм осциллятор должен быть огражден, а его ко-
жух надежно заземлен либо изготовлен из токонепрово-
дящего материала. Доступ к осциллятору должен быть
возможен только после его отключения; с этой целью
кожух осциллятора снабжают блокировкой, автоматиче-
ски отключающей ток при снятии кожуха или при от-
крывании дверцы кожуха. Провода, идущие от осцилля-
тора, должны иметь специальную защиту.
Использование осциллятора для сварки. При приме-
нении осциллятора для стабилизации неустойчивой дуги
переменного тока необходимо соблюдать ряд мероприя-
тий по безопасности, к числу которых относятся наличие
конденсатора безопасности и автоматическое отключе-
ние напряжения при смене электродов.
На рис. 4 приведена схема сварки с осциллятором,
который представляет собой генератор высокой частоты
и состоит из катушки индуктивности L, емкости С и
искрового разрядника И. Наложение высокого напря-
жения (2,5—3 кВ) с высокой частотой (150—300 кГц)
на сварочный ток обеспечивает устойчивость дуги и об-
легчает ее зажигание.
При замыкании обкладок конденсатора С колеба-
| 32
гельного контура при Пробое в цепь сварки будет пода-
Заться высокое напряжение (2,5—3 кВ) низкой частоты.
Для предотвращения этого в 'схему включают добавоч-
ный конденсатор Сб, называемый конденсатором безо-
пасности. Этот конденсатор представляет значительное
^противление для токов низкой частоты и тем самым
уменьшает опасность поражения этим током, несмотря
на высокое напряжение.
Конденсатор безопасности Сб, как и конденсатор С,
должен подвергаться регулярному осмотру и проверке.
В целях безопасности осциллятор должен иметь ко-
>кух с блокировкой Б, показанной на рис. 4, с помощью
которой отсоединяется питание при подъеме кожуха.
В этих же целях электрододержатель должен иметь
)учку, изготовленную из диэлектрика с большой элект-
щческой прочностью; смена электрода должна осуще-
ствляться три автоматическом отключении напряжения.
ГЛАВА III
Техника безопасности
1. ТРЕБОВАНИЯ К БЕЗОПАСНОСТИ
СВАРОЧНОГО ОБОРУДОВАНИЯ
Проектирование и изготовление всех видов свароч-
ного оборудования осуществляется ,в соответствии с
«Едиными требованиями безопасности к конструкциям
сварочного оборудования» [3]. Этим документом необ-
ходимо также руководствоваться при модернизации сва-
рочного оборудования; при модернизации же отдельных
узлов эти требования распространяются лишь на соот-
ветствующие узлы.
Некоторые из требований безопасности относятся ко
всем видам сварочного оборудования, в том числе к пре-
дохранительным и оградительным устройствам. Распо-
ложение и конструкция узлов и механизмов сварочного
оборудования должны обеспечивать безопасный и удоб-
ный доступ к ним. Все вращающиеся части, представ-
ляющие опасность травмирования, следует ограждать.
Конструкции ограждающих устройств должны быть до-
статочно прочными, легкими, надежно закрепленными и
Не мешать работе и наладке.
В зависимости от назначения и частоты использова-
ния, ограждения выполняют >в виде открывающихся или
2"15О8 33
быстросъемных сплошных кожухов, решеток или сеток
с ячейками не более 20 X 20 мм. Ограждения снабжают
рукоятками, скобами и другими устройствами для удоб-
ного и безопасного съема и установки. Трубопроводы,
шланги для подачи воздуха, воды, газа, масленки для
смазки и пр. должны быть расположены так, чтобы не
затруднялось обслуживание оборудования. Штуцера, на
которые надевают шланги, должны обеспечивать их
удобное крепление и герметичное соединение.
Стационарные автоматические установки для сварки
под слоем флюса должны иметь пылегазоотсасывающие
устройства, а также флюсоубирающие устройства.
В тех случаях, когда элементы оборудования распо-
ложены на высоте более 2 м и требуют в процессе на-
плавки оперативное обслуживание, следует устанавли-
вать рабочие площадки. Для удобства обслуживания и
безопасности такие площадки должны иметь ширину не
менее 0,8 м. Настил площадки изготовляют из диэлект-
рического материала.
В установках для электрошлаковой сварки должны
быть обеспечены надежность и правильность закрепле-
ния рельсового пути на изделии или на стенде, а также
надежность крепления обратных и боковых роликов хо-
дового механизма. Установки для электрошлаковой
сварки должны оснащаться специальными кабинами с
направляющими, позволяющими сварщику-оператору
вести наблюдение за ходом процесса в условиях полной
безопасности.
На машинах автоматической .сварки в среде защит-
ных газов против сварочной головки со стороны опера-
тора (рабочего) должен быть установлен откидываю-
щийся щиток размером не менее 200X200 мм с защит-
ным стеклом. При появлении искрения между корпусом
газоэлектрической горелки и деталью или сварочным
столом сварку необходимо прекратить до устранения не-
исправностей горелки. Наиболее часто в этих случаях
приходится очищать сопло, сменять изолирующую шай-
бу и т. п. Как известно, для охлаждения сварочных го-
релок используется вода. В случае прекращения подачи
воды электросварку надо прекратить. Для удобства но-
шения, а также для защиты от возможного воздействия
электрического тока спинка ранца с катушкой свароч-
ной проволоки переносных шланговых сварочных полу-
автоматов должна быть покрыта войлочной прокладкой,
34
края которой должны перекрывать спинку ранца по все-
му .периметру на 3—5 .мм.
Аппараты для сварки ТВЧ трубосварочных станов
должны иметь откидывающиеся защитные экраны, за-
щищающие от искр. Зону образования петли станов ог-
раждают. Для наматывания образующегося грата тру-
босварочные станы должны иметь специальные приспо-
собления. Металлические ограждения-экраны
высокочастотных частей схемы установки должны быть
сплошными и иметь хорошие электрические контакты в
местах соединений отдельных частей ограждений и в
местах разъемов. При этом необходимо принять меры
против проникновения электромагнитного излучения
через отверстия для выводов органов управления и при-
боров.
В установках для высокочастотной сварки термопла-
стических материалов следует предусматривать экрани-
рованные камеры, исключающие попадание рук рабоче-
го в зону сварки. Для того чтобы оградить сварщика от
возможных .выплесков металла и искр, при контактной
сварке следует предусматривать на контактных маши-
нах специальные откидывающиеся экраны, позволяю-
щие безопасно вести наблюдение за процесом сварки.
На установках для электронно-лучевой сварки баки
выпрямителей с масляным охлаждением должны иметь
клапаны для выхода газов, накапливающихся внутри
бака. Для защиты глаз от светового излучения металла
при наблюдении за процессом сварки смотровое окно
должно быть снаружи закрыто светофильтром, приме-
няемым при электродуговой сварке. Смотровые окна
снабжают свинцовыми стеклами, которые защищают
рабочих от рентгеновского излучения. Конструкция
электронно-лучевых установок должна предусматривать
возможность максимальной автоматизации технологи-
ческого процесса, достижения вакуума, поддержания по-
стоянства мощности электронного пучка и т. д. Блоки
электронно-лучевых установок должны быть в закрытом
исполнении либо иметь ограждение на высоту не менее
1,8 м от пола. Ограждения должны быть сплошными и
механически прочными.
Высокочастотный генератор для диффузионной свар-
ки в вакууме должен быть экранирован и иметь блоки-
ровочное устройство, обеспечивающее отключение
генератора при открывании дверец. Смотровое окно ва-
24 . , ' 35
куумной камеры должно быть изготовлено из прочное
материала и обеспечивать хорошую видимость. Кроме то
го, смотровое окно должно быть оснащено экраном сс
светофильтром, применяемым при электродуговой свар,
ке. В конструкции установки необходимо предусматри-
вать удаление выбросов из форвакуумных насосов на-
ружу.
В машинах для сварки трением должно быть обеспе-
чено надежное закрепление свариваемых деталей для
устранения возможного вращения их относительно за-
жима под действием момента трения или смещения под
действием осевого усилия. В этих машинах предусмат-
ривают также блокировку, исключающую возможность
попадания руки рабочего в зажимное устройство во вре-
мя установки деталей. В машинах с полуавтоматичес-
ким и автоматическим циклами работ должна быть
исключена возможность вращения деталей до их закреп-
ления. В этих машинах следует предусматривать бло-
кировку, снимающую полностью напряжение при
открывании дверцы, или запоры с замками, исключаю-
щие доступ оператора к открытым токоведущим частям,
смонтированным внутри машины. Кнопки, рукоятки и
другие органы управления должны быть расположены
в местах, обеспечивающих безопасность оператора и
удобство наблюдения. Машины для сварки трением.
рассчитанные для соединения таких пар металлов, при
сварке которых имеет место искрообразоваиие, должны
быть оснащены предохранительными щитками.
При холодной сварке устройство для подготовки де-
талей к сварке, в особенности обработка их вращающей-
ся щеткой из стальной проволоки, должно иметь защит-
ный кожух. В машинах для холодной сварки следует
предусматривать устройства, предотвращающие попада-
ние рук рабочего в зажимы машины. Настоящее требо-
вание необходимо соблюдать в том случае, когда оно
не препятствует выполнению технологической операции,
при этом должна быть предусмотрена предупреждаю-
щая надпись. Пневмогидросистема машины для холод-
ной сварки должна быть герметична и исключать утечки
в соединениях коммуникаций, из емкостей и др. Для
контроля давления в насосах, цилиндрах и трубопрово-
дах машины снабжают манометрами, устанавливаемыми
на удобных для обозрения местах. Дверцы должны
иметь блокировку, исключающую возможность попада-
36
ния работающего под напряжение, или запоры с замка-
ми, исключающие доступ к открытым токоведущим ча-
стям, смонтированным внутри машины.
Пульт управления и контрольные приборы установки
для сварки ультразвуком размещают так, чтобы в про-
цессе работы сварщику было удобно занимать место у
установки. Акустический узел установки должен быть
закрыт защитным кожухом, исключающим непосредст-
венный контакт сварщика >с узлом во время работы.
Смотровые окна в камерах для сварки с контролируе-
мой атмосферой должны быть снабжены откидными
экранами-светофильтрами, применяемыми при электро-
дуговой сварке. Резиновые рукава, встроенные в такие
камеры, должны иметь тканевую подкладку. В установ-
ках необходимо предусматривать автоматическое уст-
ройство, исключающее произвольное падение колпака.
Подъем и опускание колпака установки необходимо ме-
ханизировать.
Установки для плазменного напыления должны быть
оснащены экраном со светофильтром для электродуго-
вой сварки. Управление процесом механизированной
резки плазмой производится дистанционным путем.
В случае закрепления резака на переносной тележке
должно быть устроено электроблокировочное приспособ-
ление, автоматически отключающее электропитание при
случайном прекращении подачи охлаждающей воды.
2. ЗАЩИТА ОТ ИЗЛУЧЕНИИ СВАРОЧНОЙ ДУГИ
Горение сварочной дуги сопровождается излучением
видимых ослепительно ярких световых лучей и невиди-
мых глазом так называемых ультрафиолетовых и ин-
фракрасных лучей. Интенсивность лучистой энергии в
основном зависит от силы сварочного тока и величины
напряжения.
Более мощное ультрафиолетовое излучение наблюда-
ется при сварке в среде защитных газов. Так, при арго-
но-дуговой сварке неплавящимся электродом ультра-
фиолетовое излучение в 2 раза, а при аргоно-дуговой
сварке плавящимся электродом в 5—30 раз больше,
нем при электродуговой сварке покрытым электродом.
Видимые световые лучи ослепляют, так как яркость
их превышает физиологически переносимую дозу. Ко-
роткие ультрафиолетовые лучи даже при кратковремен-
37
ном воздействии могут вызвать электроофтальмию. Ин-
фракрасные лучи обладают главным образом тепловым
эффектом, их интенсивность зависит от мощности дуги.
При современных способах сварки тепловая радиация
на рабочем меете может составлять 0,5—6 кал/см2-мин.
Источниками тепловой радиации являются дуга и
в меньшей степени нагретый металл.
Учитывая, что при электросварке на сварщика дейст-
вуют не только прямая ультрафиолетовая радиация, но
и рассеянная, отраженная от окружающих поверхностей,
необходимо окрттЛшвать стены кабин и сварочных це-
хов, переносные ширмы в светлые матовые тона с при-
менением цинковых белил,' желтого крона или титано-
вых белил, которые поглощают ультрафиолетовые лучи.
_..*»Кожа и глаза сварщика должны быть защищены от
воздействия лучей дуги. Кожа тела защищается специ-
альной рабочей одеждой, лицо защищается щитком или
шлемом, кисти рук — рукавицами, а глаза — специаль-
ными стеклами-светофильтрами, вставляемыми в щиток
или шлем. В масках или шлемах между темным и про-
зрачным стеклами должен быть зазор 0,5—1 мм, чтобы
защитить глаза от перегрева. При работе на стационар-
ных сварочных станках или установках для защиты
сварщика-оператора от излучений дуги устанавливают
откидные экраны со светофильтрами. Размер экрана
должен быть не менее 200X200 мм.
При электродуговой сварке алюминиевых сплавов с
подогревом сварщиков необходимо обеспечивать обувью
с толстой теплоизоляционной подошвой и специальными
подлокотниками и наколенниками. Для защиты от из-
лучений дуги сборщиков, непосредственно работающих
со сварщиками, следует снабжать сварочными масками.
Для защиты окружающих лиц место сварки следует ог-
раждать переносными щитами или экранами (ширма-
ми). При работе вне цеха место сварки также следует
ограждать щитами из несгораемого материала. Допу-
скается применение ширм из брезентовой ткани.
Полуавтоматическая и автоматическая сварка под
слоем флюса характеризуется меньшей опасностью по-
ражения глаз, так как электрическая дуга при этих спо-
собах сварки закрыта слоем флюса. Однако и при свар-
ке под слоем флюса возможно появление открытой
дуги, например, при полном или частичном прекращении
подачи флюса в сварочную 1ванну, что возможно при
засыпке в бункер отсыревшего флюса, который высы-
хая превращается в комки, перекрывающие горловину
бункера.
Для обеспечения постоянного и полного укрытия
сварочной дуги слоем флюса и предотвращения воздей-
ствия лучистой энергии на глаза сварщика необходимо
засыпать в бункер только просушенный флюс.
Все сварщики и их подсобные рабочие, перед тем
как приступить к работе, должны пройти инструктаж по
технике безопасности при сварочных работах. На сва-
рочном участке во время выполнения сварочных работ
не должны находиться посторонние люди. Ни в коем
случае нельзя производить прихватку деталей, не за-
крывшись щитком. В местах производства сварочных
работ надо .вывешивать таблички с крупными надпися-
ми, предупреждающими об опасности лучей сварочной
дуги для окружающих.
3. ПРЕДУПРЕЖДЕНИЕ ТРАВМАТИЗМА
Сварка может быть причиной травмирования рабо-
чих, при этом могут иметь место случаи засорения и ра-
нения глаз, ожоги тела, ушибы, ранения. Ожоги и пора-
жения глаз наиболее часто наблюдаются при ручной
электродуговой сварке, при полуавтоматической сварке
в среде углекислого газа плавящимся электродом, осо-
бенно .при малой плотности тока; причиной является
выброс большого количества искр и брызг расплавлен-
ного металла. Опасность ожогов возрастает при сварке
ржавой, загрязненной, замасленной или окрашенной по-
верхности, а также при использовании загрязненного
флюса.
При контактной, точечной и роликовой сварке воз-
можность ожогов брызгами и выплесками расплавленно-
го металла значительно меньше, так как отлетающие
частицы несколько мельче и «холоднее», чем при элект-
родуговой или полуавтоматической сварке в среде угле-
кислого газа. Однако и здесь при сварке загрязненных
или ржавых деталей возможны ожоги. Повышенная
опасность ожогов при выплеске металла имеет место во
время стыковой сварки методом оплавления.
Электрошлаковая сварка отличается от других видов
сварки наличием больших объемов жидкого металла и
Шлака, а также наличием формирующих медных ползу-
39
нов, охлаждаемых изнутри проточной водой. При силы
ном кипении сварочной ванны шлак, скапливающийся в
верхней части, может выплескиваться и вызывать ожо-
ги. Выплескивание металла происходит по ряду причин,
например из-за малой глубины ванны, недостаточного
содержания кремния в металле, засыпки в один прием
большого количества флюса и др. Выбросы жидкого ме-
талла возможны во время наведения ванны при ее силь-
ном кипении, а также при попадании в шлаковую ванну
воды из-за повреждения ползунов. Кроме опасностей
ожогов от выбрасываемого жидкого металла при элект-
рошлаковой сварке возможны ожоги и ранения в ре-
зультате отскакивания от поверхности шва кусочков
еще не остывшей шлаковой корки.
Возможность ожогов в результате отлетания метал-
лических брызг существует и при вибродуговой наплав-
ке на специализированных токарных станках, при элект-
росварке трехфазным током. Значительно меньшая
опасность ожогов существует при автоматической свар-
ке под слоем флюса. Однако и при этом процессе могут
иметь место ожоги сварщика отскакивающими от шва
частицами шлака, например, .во время осмотра шва, при
случайном прикосновении руками к неостывшему изде-
лию. Такие ожоги рук возможны при всех видах сварки.
Ожоги могут иметь место также при подогревании из-
делий перед сваркой, при пользовании паяльными лам-
пами для сушки стыков, при случайных касаниях элект-
род од ержателем к металлу с образованием вольтовой
дуги (особенно если металл загрязнен маслами), при
случайном касании к разогретому электроду или прово-
локе, при удалении электродного огарка. Имеют место
и порезы рук острыми кромками деталей, ушибы ног
падающими деталями и другие травмы, являющиеся,
как правило, следствием неосторожности при выполне-
нии сварочных или подготовительных работ. Опасно за-
сорение глаз окалиной или частицами горячего шлака,
которые отскакивают от только что сваренных изделий
или во время зачистки и обрубки швов, снятии грата
и т. п.
Для предохранения тела от ожогов основной защит-
ной мерой является пользование специальной одеждой
и обувью. Костюм и рукавицы должны быть исправны-
ми. Костюм надо надевать с напуском брюк на обувь,
чтобы не оставалось незащищенных частей тела. Наи-
40
боле подходящей обувью являются ботинки без шнурков
с гладким верхом и застежкой сзади либо с резиновыми
растягивающимися боковинками. С гладкой поверхно-
сти обуви брызги расплавленного металла скатываются
на пол и не задерживаются на ней. Брюки должны быть
гладкими и не иметь внизу отворотов, куда могут по-
пасть капли металла. Наружные карманы куртки долж-
ны закрываться клапанами. На голову обязательно сле-
дует надевать круглый без козырька берет. Пользование
рукавицами предохраняет руки одновременно от ожогов
и от порезов об острые кромки металла.
При контактной сварке достаточной защитой от
брызг и .выплесков металла является фартук из плотной
хлопчатобумажной ткани. Для защиты глаз от брызг
расплавленного металла и искр при работе на контакт-
ных машинах сварщик и подсобный рабочий должны
надевать очки с простыми стеклами. При сварке на
машине для стыковой сварки с целью защиты от отле-
тающих брызг следует пользоваться брезентовым ко-
стюмом и работать в головном уборе. Подручные свар-
щиков, находящиеся в непосредственной близости от
места сварки либо работающие в недостаточно ограж-
денных местах сварки, должны пользоваться откидными
масками и спецодеждой.
При электродуговой сварке потолочных швов или по-
луавтоматической сварке в среде углекислого газа обыч-
ной спецодежды недостаточно, помимо рукавиц надо
надевать асбестовые нарукавники, плотно завязывая их
у локтей. Если приходится работать лежа или стоя на
коленях на металлической поверхности, надо применять
для защиты от поражения электрическим током резино-
вые коврики, наколенники и налокотники, подшитые
войлоком, а также резиновую обувь.
В процессе сварки сварщики и другие участники сва-
рочных работ должны применять средства индивиду-
альной защиты в зависимости от вида сварки и от усло-
вий выполняемых работ.
Большое значение для снижения травм от отлетаю-
щих брызг расплавленного металла имеет исправность
сварочного оборудования, чистота свариваемых изделий
и применяемых материалов — электродов, проволоки и
флюса. Заготовки (детали) должны подаваться на свар-
ку сухими, очищенными от ржавчины, краски, окалины
и других загрязнений. Это же касается электродов и
41
I сварочной проволоки. Электроды для ручной дуговой
сварки должны быть сухими; отсыревшие электроды
перед сваркой необходимо прокаливать в течение 1—
2 ч при температуре, рекомендованной в техническом
паспорте на данную марку электродов. Поверхность про-
волоки, предназначенной для полуавтоматической и ав-
томатической сварки >в среде защитных газов, должна
быть очищена от ржавчины, масла и грязи, а при 'необ-
ходимости и протравливаться. Проволока для сварки
алюминиевых сплавов и нержавеющих сталей, кроме
того, должна пройти соответствующую химическую об-
работку. Для обезжиривания алюминиевых сплавов
применяют щелочные растворы, а для нержавеющих
сталей — моющие растворы с тринатрийфосфатом и
жидким натриевым стеклом.
Для зачистки шво.в, устранения дефектов поверхно-
сти, снятия заусенцев и слоя металла после огневой рез-
ки, подгонки и подготовки кромок под сварку все чаще
стали применять механизированные инструменты: пнев-
мозубила, переносные шлифовальные машинки с элект-
ро- или пневмоприводом. По требованиям техники безо-
пасности и с целью уменьшения массы инструмента
целесообразно использовать шлифовальные машинки с
электроприводом повышенной частоты и низкого напря-
жения (36 В). Закрепление зубила и шлифовальных
кругов должно быть надежным. Шлифовальные машин-
ки должны быть снабжены защитным кожухом, закры-
вающим верхнюю часть шлифовального круга для пре-
дотвращения попадания искр в лицо рабочего. Кроме
того, при зачистке следует пользоваться очками со
светлыми стеклами.
При сварке в среде углекислого газа плавящимся
электродом для уменьшения разбрызгивания металла
при сварке на малой плотности тока в сварочную цепь
целесообразно включить индуктивное сопротивление.
При этом разбрызгивание металла уменьшается в 2—
2,5 раза. В качестве индуктивного сопротивления, вклю-
чаемого в цепь, может быть использован обычный дрос-
сель.
При контактной сварке во время установки деталей
на электроды сварочной машины сварщик должен сле-
дить за тем, чтобы рука не попала между электродом и
деталью или между сварочными роликами. Особую ос-
торожность необходимо соблюдать при обслуживании
42
и наладке контактных машин. Во время зачистки или
заточки электродов точечных и роликовых машин сле-
дует учитывать возможность случайного нажатия пус-
ковой кнопки или педали, в результате чего может про-
изойти случайное защемление руки наладчика.
При всех видах сварки, наплавки, электродуговой
резки детали сильно нагреваются, поэтому снятие сва-
ренных деталей необходимо производить с осторож-
ностью во избежание ожогов.
На ряде предприятий для защиты от ожогов при ра-
боте на контактных машинах применяют откидываю-
щиеся экраны, застекленные для зрительного наблюде-
ния за процессом. Перемещая экран, сварщик может
отрегулировать его положение применительно к данным
условиям работы.
При стыковой сварке в качестве защитного устрой-
ства от поражения брызгами металла и яркого излуче-
ния дуги применяют металлические откидные кожухи с
закрепленным смотровым окном. Кожух перекрывает
место стыка во время сближения свариваемых изделий
и тем самым защищает лицо и глаза сварщика. Такие
же съемные или откидывающиеся кожухи со стеклами
для наблюдения за процессом следует устанавливать на
специализированных токарных станках для вибродуго-
вой наплавки металлов.
При всех случаях травматизма нужно немедленно
обратиться к врачу, особенно при ожогах. При оказании
первой помощи большое значение имеют размеры по-
верхности ожога. Если на человеке загорелась одежда,
на горящее место нужно набросить пальто, пиджак, ха-
лат, половик, пустой мешок и пр. и прижать их к телу.
Если на месте есть вода, надо облить как можно быст-
рей горящее место водой. Если пострадавший потерял
сознание, необходимо немедленно вынести его из дым-
ного помещения на воздух.
При тяжелых ожогах надо очень осторожно сни-
мать одежду и обувь, а при необходимости разрезать
их. Следует помнить, что рана от ожога, будучи загряз-
нена, нагнаивается и долго не заживает, поэтому нельзя
касаться руками обожженного участка или смазывать
его какими-либо мазями, маслами, вазелином или рас-
творами. Обожженную поверхность нужно перевязать,
как свежую рану: покрыть пораженное место стериль-
ным материалом из индивидуального пакета или чистой
43
глаженой полотняной тряпкой, сверху наложить вату и
Bice закрепить бинтом, после этого пострадавшего необ-
ходимо направить в лечебное учреждение.
4. МЕРЫ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ
БАЛЛОНОВ И ЕМКОСТЕЙ С ГАЗАМИ
При сварке в среде защитных газов, кроме описан-
ных выше возможностей поражения электрическим то-
ком и лучистой энергией, ожогов тела, лица, глаз, вред-
ного воздействия дыма и газов на организм, существуют
еще опасности травмирования при эксплуатации балло-
нов с газами и других емкостей и сосудо|в для хранения
газов.
В большинстве случаев применяемые газы поставля-
ются на предприятия в баллонах под высоким давлени-
ем. Перед получением баллонов со склада необходимо
их осмотреть и убедиться, что на них нет никаких вмя-
тин и повреждений. Нужно также осмотреть клеймо,
чтобы убедиться, что срок годности баллона не истек.
После этого надо снять колпак и осмотреть исправность
вентиля, проверить наличие газа в баллоне. Для этого
надо встать сбоку от вентиля и плавным поворотом
специального ключа приоткрыть вентиль. Не допуска-
ется открывать вентиль молотком или другим предме-
том. Убедившись в том, что в баллоне имеется газ, за-
крывают вентиль, надевают колпак и укладывают бал-
лон в специальную тележку для транспортировки в цех.
Не допускается переноска баллонов на плечах даже
на короткие расстояния, так как при случайном паде-
нии возможна травма, а при ударе баллона о твердый
предмет может произойти взрыв. Взрыв баллона возмо-
жен также при его резком нагреве, поэтому запрещается
отогревать замерзший баллон (или редуктор) с углекис-
лым газом пламенем горелки или струей пара. Для
отогревания баллона (или редуктора) с углекислым га-
зом необходимо прекратить отбор газа из баллона, вне-
сти его в теплое помещение с температурой 20—25°С и
оставить до полного отогревания. Допускается отогрева-
ние замерзшего редуктора водой с температурой не бо-
лее + 25°С.
Следует также учитывать, что в процессе работы
происходит испарение сжиженной углекислоты. Давле-
ние сжиженной углекислоты в баллоне зависит от тем-
44
пер ату ры окружающего воздуха и с повышением ее
увеличивается. Так, при изменении температуры возду-
ха от 0 до 20°С давление в баллоне изменяется от 35
до 55 ат, поэтому баллоны в помещении нужно распола-
гать так, чтобы расстояние от них до ближайшего на-
гревательного прибора составляло не менее 5 м.
На рабочем месте баллоны следует хранить либо в
вертикальном положении в специальных стойках или
шкафах, либо в горизонтальном положении. Во всех
случаях баллоны обязательно должны быть закреплены.
При сварке на открытых площадках в зимнее время
баллоны с углекислым газом во избежание замерзания
следует устанавливать в утепленных помещениях. Для
предотвращения замерзания углекислого газа в редук-
торе перед редуктором должен быть установлен подо-
греватель. Электрическая спираль подогревателя газа
не должна иметь контакта с баллоном. Питание подо-
гревателя должно осуществляться от сети напряжением
не свыше 36 В и мощностью 70 Вт, исключающей воз-
можность нагрева баллона.
На крупных предприятиях, где расходуется большое
количество углекислого газа, питание установок осуще-
ствляется централизованно от контейнеров-накопителей.
Площадка, на которой устанавливается контейнер со
сжиженным газом, должна иметь металлическое ограж-
дение, чтобы между контейнером и ограждением оста-
вался проход шириной не менее 1 м. Вблизи контейнера
не должно быть источников нагрева. При использовании
в качестве сосуда-накопителя транспортных автоцистерн
площадку оборудуют тельфером соответствующей гру-
зоподъемности для погрузки и разгрузки автоцистерн.
При установке на открытом воздухе контейнер со сжи-
женным углекислым газом должен быть снабжен наве-
сом, защищающим от прямых солнечных лучей и осад-
ков. Рабочее давление в контейнере должно автомати-
чески поддерживаться 8—12 ат.
На площадке подачи защитного газа к сварочным
постам должно находиться не более 20 баллонов. На
этой же площадке не должно быть посторонних пред-
метов и особенно горючих веществ. Питание подогрева-
теля при централизованном снабжении сварочных пос-
тов углекислым газом от контейнеров или рамповой си-
стемы должно осуществляться горячей водой или паром.
В процессе эксплуатации контейнеров с сжиженным
45
аргоном освобождение контейнера следует производить
только с помощью испарителя. Открывание и закрыва-
ние вентилей надо осуществлять плавно, без толчков ц
ударов. Подтяжку болтов и сальников на вентилях и
трубопроводах нельзя производить под давлением. Во
избежание обморожения от жидкого аргона нельзя до-
пускать его попадание на открытую кожу.
За эксплуатацией контейнеров и рамп для централи-
зованного использования газов из баллонов должен
быть установлен постоянный контроль за исправностью
всей предохранительной аппаратуры. Предохранитель-
ные клапаны должны быть тщательно отрегулированы,
запломбированы и содержаться в чистоте. Все оборудо-
вание (контейнеры, сосуды-накопители, рамповая си-
стема), работающее под давлением, должно быть заре-
гистрировано в органах Госгортехнадзора. К обслужи-
ванию контейнеров (или сосудов-накопителей) со сжи-
женным газом, а также рамповой системы подачи газа
к сварочным постам допускаются лица, сдавшие экза-
мены по «Правилам устройства и безопасной эксплуа-
тации сосудов, работающих под давлением» (изд. 2-е,
М., «Металлургия», 1975 г.) в соответствии с требова-
нием Госкотлотехнадзора.
Баллоны, используемые при газовой сварке и резке
металлов, нужно хранить в специальных помещениях;
при хранении на открытом воздухе баллоны следует
размещать под навесом или под какой-либо другой за-
щитой от воздействия солнечных лучей и осадков. Хра-
нение в одном помещении баллонов с кислородом и
баллонов с горючими газами запрещается. На рабочем
месте баллон, наполненный газом, должен быть прикре-
плен цепью или хомутом к стене. Перед присоединением
к кислородному баллону редуктора нужно продуть за-
порный вентиль, открывая его на четверть оборота на
1—2 с. При продувке рабочий должен стоять сбоку от
штуцера вентиля. Расстояние между баллоном и свароч-
ной горелкой или очагом с открытым огнем должно
быть не менее 5 м. Нельзя расходовать полностью весь
газ из баллона, следует оставлять в нем давление 1—
2 ат на случай проверки на кислородном заводе находя-
щегося в баллоне газа. Ацетиленовые баллоны следует
располагать на расстоянии не менее 3—4 м от источни-
ков нагрева. Летом баллоны нужно прикрывать от
солнца брезентом.
46
5. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА
Научная организация труда (НОТ) на предприятии
есть совокупность организационных, технологических и
санитарно-гигиенических мероприятий, обеспечивающих
наиболее целесообразное использование рабочего време-
ни, производственных навыков и творческих способно-
стей каждого члена коллектива, способствующих
устранению тяжелого ручного труда, неблагоприятных
воздействий окружающей среды на организм работаю-
щего, снижение травматизма. Правильная организация
рабочего места сварщика способствует не только повы-
шению производительности труда и качества сварки, но
и обеспечению безопасных условий работы, снижению
травматизма и несчастных случаев.
В зависимости от габаритов свариваемых изделий и
характера производства рабочее место сварщика может
быть расположено либо в специальной кабине, либо в
цехе или непосредственно на сборочном объекте. Разме-
ры кабины должны быть не менее 2X2 м2. Стены каби-
ны делают высотой 1,8—2 м. Для лучшей вентиляции
между полом и нижним обрезом стенки оставляют про-
свет 150—200 мм. В качестве материала для стен каби-
ны можно использовать тонкое железо, а также фанеру,
брезент, пропитанные огнестойким составом, или другие
огнестойкие материалы. Каркас кабины делают из ме-
таллических труб или уголковой стали. Дверной проем
кабины обычно закрывают брезентовым занавесом, ук-
репленным на кольцах.
Как указывалось выше, для окраски стен кабины ре-
комендуется применять цинковые белила, желтый крон,
титановые белила, которые хорошо поглощают ультра-
фиолетовые лучи. Окраска сварочных цехов и кабин в
темные цвета не рекомендуется, так как при этом ухуд-
шается общая освещенность места сварки. В тех случа-
ях, когда сварочные работы приходится выполнять на
открытых участках цеха, места сварки со всех сторон
надо огораживать щитами или ширмами. Наружные
стороны таких оградительных устройств рекомендуется
окрашивать в яркие цвета (лучше в виде «зебры»), что-
бы они лучше просматривались. Чтобы предупредить
посторонних лиц об опасности, на таких щитах надо де-
лать крупными буквами надписи: «Осторожно, идет
сварка»!
17
В организации сварочных работ важное значение
имеет правильное размещение оборудования. Многопо.
стовые агрегаты и установки, состоящие из нескольких
сварочных агрегатов, располагают в отдельном помеще.
нии или на площади общего производственного помеще.
ния, огражденной постоянными перегородками высотой
не менее 1,7 м. Сварочные преобразователи при работе
создают шум, оказывающий вредное действие на нерв,
ную систему человека, вызывая понижение внимания ц
снижение работоспособности. По этой причине все сва-
рочные преобразователи надо изолировать в помещении
цеха или вынести их за пределы производственного по-
мещения, огородив со всех сторон и укрыв от атмосфер-
ных осадков.
В стационарных многопостовых сварочных установ-
ках присоединение сварочных постов к электросварочно-
му агрегату осуществляют через общий щит, на кото-
ром должны находиться необходимые измерительные
приборы, защитные средства, сигнальные лампочки, ру-
бильники и зажимы для присоединения сварочных по-
стов. При однопостовой сварке должны быть предусмот-
рены индивидуальные щиты, оборудованные вольтмет-
ром и сигнальной лампочкой, указывающей сварщику на
наличие или отсутствие напряжения в сварочной цепи,
Проходы между многопостовыми сварочными агрега-
тами и между установками автоматической сварки дол-
жны быть не менее 1,5 м; проходы между однопостовы-
ми сварочными трансформаторами или между сварочны-
ми генераторами, а также проходы с каждой стороны
стеллажа или стола для выполнения ручных сварочных
работ — не менее 1 м. Расстояние между стационарным
сварочным агрегатом и стеной или колонной должно
составлять не менее 0,5 м, а расстояние между стеной
или колонной и сварочным автоматом — не менее 1 м.
Проходы между машинами точечной и шовной (ролико-
вой) сварки с расположением рабочих мест напротив
друг друга должны быть не менее 2 м, а между маши-
нами стыковой сварки — не менее 3 м. При расположе-
нии перечисленных выше машин тыльными сторонами
друг к другу ширина проходов должна быть не менее
1 м, а при расположении передними и тыльными сторо-
нами друг к другу — не менее 1,5 м.
Электрододержатели. Электрододержатели должны
быть легкими, удобными в обращении, не стеснять дни-
48
щений и не утомлять руку сварщика. Их выпускают трех
типов: для тока до 125 А и провода сечением 25 мм2; тока
до 315 А и провода сечением 50 мм2, тока до 500 А и про-
вода сечением 70 мм2. Электрододержатель должен вы-
держивать 8000 зажимов электродов. Его конструкция
должна обеспечивать смену электрода не более чем за 4 с.
Электрододержатели для тока 500 А и выше снабжают
щитком для защиты руки от тепла сварочной дуги, а
также от брызг металла. Применяют также электроцо-
держатели, снабженные устройством для выключения
сварочного тока во время смены электрода, обеспечи-
вающие большую безопасность работы.
Выключающее устройство состоит из латунного стер-
жня, вмонтированного в рукоятку. При вращении под-
вижной части рукоятки стержень вывертывается из кон-
тактной втулки, размыкая цепь сварочного тока. Токо-
ведущий провод пропускают через рукоятку, однако при
сварочном токе более 600 А токоведущий провод дол-
жен подключаться к электрододержателю, минуя руко-
ятку.
Сварочный пост следует снабжать специальным шта-
тивом или стойкой, приваренной к столу, для укладки
или подвески электрододержатели при кратковременных
перерывах в работе, чтобы избежать образование элек-
трической дуги в результате случайного соприкоснове-
ния электрододержатели с поверхностью метал-
лического стола. Поверхность штатива или стойки, на
который укладывается или подвешивается электрододер-
жатель, должна быть изготовлена из электроизоляцион-
ного материала.
Во время сварки к электрододержателю прилипают
брызги расплавленного металла, что приводит к утяже-
лению и перегреву электрододержателя. Кроме того, при
попадании брызг на щечки электрододержателя затруд-
няется установка электрода и удаление огарка. Это спо-
собствует большей утомляемости сварщика, а иногда
приводит к ожогам во время смены электрода. Во из-
бежание прилипания брызг расплавленного металла к
электрододержателю его рекомендуется несколько раз в
смену смазывать автолом.
Исследования Института гигиены труда и профзабо-
леваний АМН СССР [6] показали, что в соответствии с
Физиологической конфигурацией кисти руки рукоятке
следует придавать форму шестигранника, вписанного в
49
эллипс. Сама же рукоятка должна быть сделана из теп-
лостойкого, плохо проводящего тепло изоляционного
материала и температура ее поверхности не должна по-
вышаться выше 32—33°С. С целью включения в трудовой
процесс первого пальца кисти следует в переднем отделе
рукоятки делать опорный выступ для этого пальца.
Рис. 5. Стол для свароч-
ных работ:
1 — каркас; 2 — обшивка;
3 — решетка настила; 4 — по-
воротная панель с прибора-
ми освещения; 5 — медные
пластины; 6 — откидная кас-
сета
Столы сварщиков. Сварку небольших изделий (раз-
мером менее 1 м) следует производить в отдельных ка-
бинах на металлических столах. Для отсоса газов и
пыли от сварочной дуги недопустимо над столом распо-
лагать вытяжной зонт. При такой организации рабоче-
го места поток подымающихся газов и пыли частично
проходит через зону дыхания сварщика. Более удобно
рабочее место, на котором над столом сварщика несколь-
ко выше плоскости сварки расположен односторонний
щелевой отсос в виде полузонта. Сварку изделий до 1 М
удобно производить на рабочем столе, над которым со
стороны, противоположной рабочему месту, установлена
односторонняя панель равномерного всасывания.
При оборудовании стола сварщика местным отсосом
вентилятор устанавливают как на самом столе, так и за
пределами помещения. Исходя из того, что встроенный
в стол вентилятор создает шум, снижающий работоспо-
50
собность сварщика, С. Ландо и В. Жизневский разрабо-
тали конструкцию стола сварщика с нижнебоковым
отсосом газов и пыли, в котором вентилятор устанавли-
вают за пределами помещения (рис. 5). При такой кон-
струкции отсоса дым, пыль и газы не попадают в зону
дыхания сварщика даже в тех случаях, когда ему при-
ходится работать стоя.
В столе описываемой конструкции предусмотрены
еще некоторые удобства. Известно, что многие сварщи-
ки перед зажиганием дуги пользуются приемом зачистки
конца электрода от выступающего козырька путем при-
косновения электрода к поверхности стола. В результа-
те этого уже ;через небольшой промежуток времени на
поверхности стола образуются наросты электродного ме-
талла, мешающие передвижению по столу изделий и
портящие его внешний вид. Чтобы этого не случалось,
на новом столе сварщика столешница по краям оканто-
вана медными пластинами, прикрепленными к столу
винтами. Так как к медным пластинам электродный ме-
талл не пристает, то поверхность стола не загрязняется
электродным металлом и в конце рабочего дня следует
лишь прочистить его поверхность стальной щеткой.
В новом столе предусмотрено местное освещение,
смонтированное на откидной панели, которая, в свою
очередь, укреплена шарнирно к верхней части наклонной
панели. Такое устройство панели освещения позволяет
при доставке на стол сварщика крупногабаритных тя-
желых изделий при помощи тельфера откидывать па-
нель освещения, предупреждая ее поломку. С боковых
сторон к настилу прикреплены на петлях две откидные
кассеты. Левая кассета предназначена для укладки
электродов, правая — для укладки молотка, стальной
щетки, зубила и другого инструмента. При этом имеется
в виду, что после рабочей смены материалы и инстру-
мент будут убраны в закрывающуюся тумбочку.
Каркас стола изготовлен из уголковой стали 50 X
Х50 мм. С боков и спереди он обшит листовой сталью
толщиной 1 мм. С лицевой стороны обшивка сделана с
приступком. Это позволяет сварщику периодически ме-
нять позу, давая отдых ноге. В боковых стенках обшивки
прорезаны окна для выходных патрубков местного отсо-
са. В зависимости от места установки стола на свароч-
ном участке один из патрубков соединяется с вытяжной
трубой, а другой заглушается. Настил стола изготовлен
51
Из квадратной стали 16X16 мм, скрепленной стальной
рамкой. Расстояние между прутками 5—6 мм. Через эти
щели отсасываются вредные выделения от места сварки,
если ее ведут на расстоянии до 250 мм от поверхности
стола. Если же сварку ведут на большем расстоянии от
поверхности настила, то вредные выделения отсасывают-
ся в щели, сделанные в задней панели отсоса. В решет-
чатый настил через щели в корпус отсоса могут попа-
дать огарки электродов, окалина, другие загрязнения.
Поэтому периодически, один раз в полгода, следует
открывать люк бокового патрубка и очищать отсасыва-
ющий корпус от загрязнений. Чтобы огарки и загрязне-
ния не засасывало в вытяжную трубу, у выхода вытяж-
ного патрубка устанавливают металлическую сетку. Ра-
бочая зона стола сварщика 1000 X 700 мм, высота от
пола до рабочей зоны 700 мм, общая высота 1400 мм,
масса 110 кг.
На описанном столе сварщика удобно сваривать из-
делия размерами не более 800 X 400 X 400 мм. Для свар-
ки более крупных изделий следует изготовлять специаль-
ные металлические площадки, над которыми для удале-
ния вредных выделений устанавливают двустороннюю
панель равномерного всасывания так, чтобы панель на-
ходилась примерно посередине площадки на расстоянии
250—350 мм от изделия.
При сварке крупногабаритных изделий (более 2 м),
обычно переносимых краном, пользуются подставками.
Удаление вредных выделений производят при помощи
отсоса через панель равномерного всасывания, укреп-
ленную на поворотном шарнирном устройстве, чтобы от-
водить ее в сторону во время установки изделия под
сварку.
Иногда при сварке мелких изделий, требующих нало-
жения сварочных швов по периметру, целесообразно
применять вращающийся стол, регулируемый по высоте
при помощи винта. Пользуясь таким столом, можно под-
нимать 'и опускать детали в наиболее удобное положе-
ние и работать в такой позе, при которой сварщик мень-
ше подвергается воздействию вредных выделений сварки
и меньше устает.
Для устранения вынужденного неудобного положе-
ния тела при ручных видах сварки необходимо снаб-
жать сварщика рациональным сиденьем, регулируемым
по высоте.
52
6. МЕХАНИЗАЦИЯ СБОРОЧНО-СВАРОЧНЫХ РАБОТ
В комплексе мероприятий по профилактике произ-
водственного травматизма при сварке наряду с правиль-
ной организацией работ главное место занимают меро-
приятия по автоматизации и механизации основных сва-
рочных процессов. Для механизации сборки вместе с
применением универсальных сборочных приспособлений
для прихватки деталей широкое применение получают
специальные сборочные механизмы с механическими,
пневматическими и гидравлическими устройствами. Для
механизации ручной сварки в зависимости от типа про-
изводства и размеров изделия все большее применение
получают поворотные ручные и приводные механизмы,
обеспечивающие поворот и наклон изделия в одной
плоскости или в нескольких плоскостях. Для механиза-
ции установки изделий под автоматическую сварку про-
дольных швов находят применение ручные и приводные
поворотные механизмы.
При современной организации сварочных работ в се-
рийном производстве использование приспособлений
обязательно. Сборка и сварка без приспособлений до-
пускается только в отдельных случаях, когда идет не-
большая партия деталей и конструировать и изготовлять
специальные зажимные приспособления нецелесообразно.
Для сборки и сварки используют опорные плиты, сбо-
рочно-сварочные стенды, стяжки и распоры, поворотные
приспособления, кантователи, позиционеры, кондукторы.
Плиты для сборки изготовляют из чугуна с пазами для
закладки болтов, закрепляющих изделия, и отверстиями
для установки упоров. Постоянные сборочно-сварочные
стенды делают из двутавровых балок, швеллеров пли
рельсов с продольными пазами для крепящих болтов.
При сварке встык плоских стальных листов применяют
также магнитные плиты, на которых удобно перемещать
листы.
В последнее время широкое распространение полу-
чают быстродействующие зажимные устройства: пневма-
тические, электромагнитные и гидравлические. Для их
Включения в действие достаточно повернуть кран, ры-
чаг или нажать кнопку. Стяжки и распоры применяют
Для стягивания между собой листов или распора их из-
нутри, например, при сварке цилиндрических обечаек.
Поворотные приспособления удобны для сварки коль-
53
Рис. 6. Манипуляторы и позиционеры:
а — консольный манипулятор; б и в — карусельные манипуляторы; г — мани-
пулятор с гидравлическими домкратами для изменения угла наклона вращаю-
щейся шайбы в пределах до 90°; &— позиционер грузоподъемностью до 16 т
цевых швов, приварки днищ, сварки валов. . Изделие
вращается на роликах или в центрах станка. При помо-
щи кантователей поворачивают свариваемые конструк-
ции в сборе на опорных роликах, что позволяет вести
сварку всех швов в нижнем, т. е. наиболее удобном по-
ложении.
Манипуляторы (рис. 6, а — г) применяют в качестве
универсальных поворотных приспособлений при сварке
различных машиностроительных конструкций. Наиболь-
шее распространение получили карусельные и консоль-
ные манипуляторы. Планшайба манипулятора может по-
ворачиваться в пределах 180—360° с помощью электро-
двигателей.
54
Позиционеры (рис. 6, <3) отличаются от манипулято-
ров тем, что не имеют переменной регулируемой скорости
вращения планшайбы и поэтому не могут применяться
для вращения изделия при автоматической сварке коль-
цевых швов. Позиционеры служат для поворота и уста-
новки изделия в наиболее удобное для сварки положе-
ние.
Кондукторы обычно состоят из рамы-каркаса с рас-
положенными на нем упорами и зажимами для закреп-
ления деталей. При помощи кондукторов устанавлива-
ют взаимное расположение частей изделия; они ускоря-
ют сборку и повышают ее точность, а также уменьшают
коробление деталей при сварке.
Сборочно-сварочные стенды, манипуляторы, сбороч-
ные станки и различные приспособления для выполне-
ния сварочных работ в цеховых и монтажных условиях
являются необходимым звеном любого сварочного про-
изводства. Сварочные посты, участки, цехи должны быть
обеспечены кроме сборочно-сварочных приспособлений
подъемными устройствами. Так, например, при массе
изделий более 30 кг, а на тех участках, где сварка из-
делий ведется систематически, при массе изделий более
20 кг, их установка на стол сварщика или на сварочный
станок либо в приспособление для сварки, а также съем
изделий должны производиться с помощью подъемных
устройств: ручной или электрической тали, пневмати-
ческого подъемника, мостового крана, катучей балки и
т. п. При подъеме грузов категорически запрещается ко-
му-либо находиться под грузом и в зоне его возможно-
го падения. Все подъемные механизмы должны система-
тически проверяться службой главного механика пред-
приятия.
Современное машиностроение с массовым выпуском
продукции требует максимальной механизации всех опе-
раций металлообработки, в том числе и различных про-
цессов сварки. В этом случае устройство специальных
сварочных цехов и отделений нецелесообразно. Как пра-
вило, различные сварочные операции выполняются в об-
щем потоке производства. Процессы сварки разбиваются
на отдельные операции, которые выполняются в задан-
ном темпе на специально заданном для этого оборудо-
вании с максимально возможной степенью механизации
сборочно-сварочных работ. На ряде предприятий созда-
ны специальные автоматические сборочно-сварочные ли-
55
нии, в которых все операции выполняют без применения
ручного труда. К числу таких производств можно отнес,
ти трубосварочные заводы, на которых все процессы
заготовки, сборки, калибровки и испытания труб с про-
дольным или спиральным расположением швов пол-
ностью механизированы. Широко применяется автомати-
зация сварочных процессов в автомобилестроении, ва-
гоностроении, судостроении и других отраслях массового
производства.
В ряде производств с большим успехом применяют-
ся стенды, приспособления и технологические линии, соз-
данные для выполнения сборки и сварки отдельных из-
делий или сложных узлов. Такие установки позволяют
быстро и достаточно точно собирать изделия и произ-
водить их сварку. Практика механизации и автоматиза-
ции сборочных и сварочных процессов показала, что бла-
годаря их внедрению на предприятиях удалось значи-
тельно снизить травматизм, улучшить условия труда и
обеспечить безопасность работающих.
7. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Наибольшую пожарную опасность представляет ду-
говая электросварка открытой дугой, при которой от ду-
ги в разные стороны разлетаются раскаленные частицы
металла. Известны случаи возгорания от искр электро-
дуговой сварки промасленных или пропитанных бензи-
ном тряпок, обтирочной ветоши, бумаги, опилок, нахо-
дящихся на расстоянии 3—4 м от места сварки; при
сварке на высоте искры отлетают от дуги на 5 м и
более.
Сварка в среде углекислого газа плавящимся элек-
тродом также сопровождается сильным разбрызгива-
нием металла, особенно при малой плотности тока. В оп-
ределенной степени пожароопасны контактная, элект-
рошлаковая и другие виды сварки, разбрызгивающие во
время процесса металлические раскаленные час-
тицы.
Пожароопасны различные виды сварки и наплавки
не только из-за отлетающих раскаленных металлических
частиц, но и по причине возможности возникновения по-
жара из-за неисправности сварочного оборудования. Так,
при неправильном устройстве обратного провода, сое-
диняющего аппарат с изделием, его сопротивление про-
56
хождению тока Может Оказаться выше, чем сопротивле-
ние других обходных путей, и тогда часть сварочного
тока (так называемый блуждающий ток) протекает по
этим новым путям, что приводит к искрению и нагреву
мест со значительным переходным сопротивлением. В ре-
зультате этого может произойти воспламенение горючих
материалов, расположенных в зоне прохождения обрат-
ного провода. Известен случай, когда при использовании
в качестве обратного провода труб центрального отоп-
ления загорелись горючие материалы, находящиеся в
кладовой, хотя кладовая находилась на первом этаже, а
сварка велась на третьем.
Возгорание может происходить от электросварочных
работ, устраиваемых временно в плохо защищенных от
пожара помещениях, вблизи легковоспламеняющихся
материалов и веществ или при непосредственной сварке
емкостей из-под жидких топлив. Перед сваркой емкости
(бензобаки, канистры, цистерны, бочки и т. п.) необхо-
димо тщательно очистить, промыть раствором каустичес-
кой соды, пропарить, просушить и провентилировать.
Иначе может образоваться взрывоопасная смесь паров
горючей жидкости с воздухом, которая в процессе свар-
ки под действием нагрева либо вследствие повышения
температуры может воспламениться и привести к взрыву
емкости.
Промывку емкостей из-под горючей жидкости произ-
водят 10—12%-ным раствором каустической соды или
тринатрийфосфата. Применяют также продувку сосудов
сухим паром. Пропаривание бидонов, канистр, другой
мелкой тары производится в течение 30—35 мин, бочек
и других сосудов емкостью 20—200 л — в течение 2—3 ч.
При невозможности применить пар допускается запол-
нение емкостей водой на 80—90% объема и затем кипя-
чение воды в течение 3 ч. Эффективность очистки воз-
душной среды емкости проверяют лабораторным анали-
зом.
В некоторых случаях, когда жидкое топливо находи-
лось в сосудах длительное время, описанная выше под-
готовка сосудов под сварку бывает неэффективной, поэ-
тому когда это возможно, сосуд перед сваркой заполня-
ют водой до максимально возможного уровня и тем
самым одновременно значительно сокращают взрыво-
опасную зону. Чтобы предотвратить повышение давления
внутри сосуда и особенно вблизи мест сварки, надо ос-
57
ФйВлять открытыми все Люки, вентили, пробки для сво-
бедного выхода нагретых газов наружу.
При заварке емкости снаружи достаточно эффектив-
ным является заполнение емкостей выхлопными газами
карбюраторных двигателей, в которых нет достаточного
для горения количества кислорода. Для полного вытес-
нения воздуха из тары емкостью до 300 л требуется
4 мин, 350—500 л — 6 мин, 500—700 л — 9 мин, а на
каждые 1000 л — по 12—15 мин. Во время сварки газ
подают в завариваемую емкость беспрерывно при рабо-
те двигателя на малых оборотах. Отвод газов в атмосфе-
ру производится через газоотводную трубу автомобиля,
спускное отверстие топливного бака, заливную горлови-
ну и т. п. Между выхлопной трубой и шлангом, по ко-
торому проходит в емкость газ, необходимо устанавли-
вать искроуловитель. Заварку тары из-под химикатов
также производят после полной промывки сосудов ней-
трализующими составами и полной очистки стенок от
остатков кислот и щелочей.
Каждый сварщик должен помнить о том, что в по-
жаро- и взрывоопасных местах сварочные работы мож-
но проводить лишь после тщательной уборки взрыве- п
пожароопасной продукции, очистки аппаратуры и поме-
щения, полного удаления взрывоопасных пылей и ве-
ществ, легковоспламеняющихся и горючих жидкостей
и их паров. Помещение необходимо непрерывно венти-
лировать и установить тщательный контроль за состоя-
нием воздушной среды путем проведения экспресс-ана-
лизов и применения для этой цели газоанализаторов.
Сварочные работы вне сварочного цеха могут произво-
диться только по согласованию с заводской пожарной
охраной, которая указывает, какие меры пожарной безо-
пасности надо принять перед началом работ.
Места, 'отведенные для проведения сварочных работ
и установки сварочных агрегатов и трансформаторов,
должны быть очищены от легковоспламеняющихся ма-
териалов в радиусе не менее 5 м. При проведении сва-
рочных работ в зданиях, сооружениях и других местах
при наличии вблизи или под местом этих работ легко-
воспламеняющихся конструкций последние должны быть
надежно защищены от возгорания металлическими эк-
ранами пли другими защитными устройствами, при этом
должны быть приняты меры, уменьшающие образование
искр и попадание их на сгораемые конструкции.
58
При проведении сварочных работ запрещается поль-
зоваться одеждой и рукавицами со следами масел и жи-
ров, бензина, керосина и других горючих жидкостей,
хранить в сварочных кабинах спецодежду, горючие жид-
кости и другие легкосгораемые материалы или предме-
ты. Запрещается также производить сварку свежеокра-
шенных конструкций до полного высыхания краски,
сварку аппаратов и коммуникаций, находящихся под
напряжением, заполненных горючими и токсическими
материалами, негорючими жидкостями, газами, парами,
воздухом, находящихся под давлением.
Перед началом работы сварщику надо проверить
исправность сварочной аппаратуры, подготовленность
рабочего места в противопожарном отношении: наличие
средств пожаротушения, внутренних пожарных кранов,
песка, огнетушителей. Если рабочее место не подготовлен
но, к работам приступать нельзя. Во время работы не
следует допускать попадания искр расплавленного ме-
талла и разбрасывания электродных огарков на горю-
чие конструкции и материалы, а после работы надо
тщательно осмотреть рабочее место.
Основными источниками пожаро- и взрывоопасности
при газовой сварке и резке металлов могут быть взры-
вы ацетилено-воздушной смеси при неправильном обра-
щении с ацетиленовыми генераторами, карбидом каль-
ция и горелками, при обратном ударе пламени. Необхо-
димо следить, чтобы водяной затвор всегда был наполнен
водой до необходимого уровня. После пуска воды в ре-
торту с карбидом следует продуть ее газом. Запрещается
работать до включения водяного затвора или при неис-
правном водяном затворе. Нельзя переполнять карби-
дом секции загрузочных коробок или применять карбид
не той грануляции, которая указана в техническом пас-
порте генератора. Необходимо следить за тем, чтобы
корпус генератора и резервуар, из которого подается во-
да в камеры, всегда были заполнены достаточным коли-
чеством воды. Открывать камеры для перезарядки сле-
дует только тогда, когда из пробного крана камеры
будет выходить вода. Перед открытием крышки нужно
снизить давление в камере, выпустив газ через пробный
кран. Нельзя перегружать генератор, работая с расходом
ацетилена выше установленного предела. Запрещается
к одному водяному затвору присоединять несколько го-
релок или резаков. Следует тщательно промывать гене-
59
ратор от известкового ила не реже двух раз в месяц
при ежедневной работе генератора
Лица, не сдавшие испытания по сварочным работам
а также не прошедшие предварительную проверку зна.
ний ими правил пожарной безопасности, к выполнению
сварочных работ, даже временных, не допускаются.
ГЛАВА IV
Оздоровление воздушной среды
в сборочно-сварочных цехах
1. САНИТАРНО-ГИГИЕНИЧЕСКИЕ ТРЕБОВАНИЯ
Для обеспечения требуемой по санитарным нормам
чистоты воздуха в рабочей зоне сборочно-сварочных це-
хов и участков одной вентиляции, как показывает прак-
тический опыт, недостаточно. Необходимо выполнение
ряда требований к конструкции сварочного оборудова-
ния, применяемым материалам и к организации техно-
логического процесса. При проектировании и сооружении
производственного здания должны быть учтены требо-
вания к объемно-планировочным решениям, способству-
ющие правильной организации воздухообмена в цехе и
обеспечивающие возможность размещения необходимого
вентиляционного оборудования.
Требования к сварочному оборудованию, материалам
и организации технологического процесса. Максималь-
ное количество сварочных операций целесообразно про-
изводить с помощью прогрессивных высокопроизводи-
тельных видов сварки (полуавтоматической и автомати-
ческой под слоем флюса, в среде защитных газов неп-
лавящимся электродом и др.), имеющих гигиенические
преимущества, так как они сопровождаются образо-
ванием меньших, по сравнению с ручной сваркой, коли-
честв аэрозоля и газов. Эти виды сварки проводят, как
правило, на постоянных местах, что существенно облег-
чает задачу устройства наиболее эффективной местной
вытяжной вентиляции.
1 Более подробно эти вопросы изложены в книгах: М. К. Абдул-
лаев. Техника безопасности при сварке металлов. М., Профиздат,
1954; Д. Л. Глизманенко. Сварка и резка металлов. М., «Высшая
школа», 1975.
60
В соответствии с требованием ГОСТ 12.3.003—75 не-
обходимо применение сварочных материалов (электро-
дов, флюсов, проволок и др.) с минимальным содержа-
нием и выделением при сварке вредных веществ. Для
ручной сварки стальных изделий взамен электродов с
руднокислым покрытием марок ЦМ-7, ОММ-5 разрабо-
таны и успешно применяются электроды с рутиловым
покрытием ОЗС-З, ОЗС-4, ОЗС-6, выделяющие в 1,5—2
раза меньше аэрозоля и в 4 раза меньше высокотоксич-
ных окислов марганца по сравнению с электродами с
руднокислым покрытием [1, 10]. Электроды АН0-1 с ру-
тиловым покрытием, АНО-3 с рутилокарбонатным пок-
рытием и др. обеспечивают требуемое качество сварного
шва при минимальном загрязнении воздушной среды.
Так, например, хороший санитарно-гигиенический эф-
фект был получен на Днепродзержинском вагонострои-
тельном заводе им. газеты «Правда» при замене элек-
тродов ЦМ-7 на АНО-1, на Алапаевском станкострои-
тельном заводе при замене электродов марки ОММ-5 на
ОЗС, на Дружковском машиностроительном заводе
им. 50-летия Советской Украины при замене ручной свар-
ки электродами УОНИ 13/55 полуавтоматической сваркой
под слоем флюса АН-348А/ и в среде углекислого газа,
на Днепропетровском заводе металлургического обору-
дования при замене ручной сварки сваркой в среде угле-
кислого газа. Хороший гигиенический эффект дает при
сварке листовых изделий из стали применение вместо
ручной контактной точечной или роликовой сварки, а
при сварке алюминиевых сплавов — аргонодуговой свар-
ки неплавящимся вольфрамовым электродом.
Не рекомендуется во избежание повышенного обра-
зования вредных веществ превышать режимы сварки
(например, силу тока), особенно при сварке цветных ме-
таллов, сплавов, легированных сталей и изделий с ан-
тикоррозионным покрытием.
Для сварочных операций там, где возможно, должны
быть выделены фиксированные участки, что упрощает
устройство вентиляции и подъемно-транспортных уст-
ройств. Сварку мелких и средних деталей следует про-
изводить в кабинах без потолка, оборудованных местной
вытяжной вентиляцией.
К отдельным видам сварки предъявляются специаль-
ные требования, например к организации технологичес-
кого процесса сварки под слоем флюса предъявляются
61
дополнительные санитарно-гигиенические требования
Флюс должен быть сухим, не загрязненным посторонне
ми веществами, он должен иметь строго определенный
гранулометрический состав. Технологическое требование
о необходимости отделения в циклонах-сепараторах мел.
ких, некондиционных фракций оборотного флюса, обра-
зующихся при истирании частиц при его транспортиров-
ках, имеет и большое санитарно-гигиеническое значение,
так как мельчайшие частицы наиболее летучи и опасны
для здоровья. Системы пневмотранспорта флюса долж-
ны иметь герметичные соединения трубопроводов и ма-
терчатые фильтры для очистки воздуха, выбрасываемого
в атмосферу.
Операции по уборке флюса следует производить с
помощью флюсоотсосов. Загрузку флюса в бункер и за-
чистку шва необходимо механизировать для устранения
выделения пыли. Для уменьшения образования фторис-
того водорода целесообразно применение флюса с мень-
шим содержанием плавикового шпата.
Сварку или наплавку с помощью хромоникелевых
сварочных материалов следует производить, как прави-
ло, в изолированных от сборочно-сварочного цеха по-
мещениях.
Плазменную обработку металлов производят в спе-
циальных помещениях или на изолированных участках.
Плазменное напыление на крупногабаритные изделия
выполняют в герметичных камерах с контролируемой ат-
мосферой, в которую поступают пары и аэрозоли нап-
лавляемых металлов, окислы азота и других токсичных
веществ в значительных количествах и с большой ско-
ростью.
Электросварочные цехи не рекомендуется размещать
в многопролетных бесфонарных и безоконных зданиях.
К помещениям сварочных цехов и организации техно-
логического процесса предъявляется ряд требований,
облегчающих устройство вентиляции и создание нор-
мальных условий труда. Электросварочные работы сле-
дует, как правило, производить в отдельных помещениях
или на участках (в пролетах), изолированных от несва-
рочных легкими подвесными шторами. Расположение в
одном пролете сварочных и несварочных участков допус-
кается только в исключительных случаях. В одном про-
изводственном помещении со сваркой не должны раз-
мещаться гальванические, малярные и другие более
62
вредные производства. Остекление здания должно пре-
дусматривать возможность естественного проветрива-
ния его в теплый период года, а объемно-планировочные
решения — возможность размещения вентиляционного
оборудования и прокладки воздуховодов.
2. ОБЩИЕ ПРИНЦИПЫ УСТРОЙСТВА ВЕНТИЛЯЦИИ
В СБОРОЧНО-СВАРОЧНЫХ ЦЕХАХ
Требования к вентиляции. Системы вентиляции долж-
ны обеспечить в сборочно-сварочных цехах и на участках
метеорологические условия (температуру, относительную
влажность и скорость движения воздуха), а также со-
держание вредных веществ в воздухе рабочей зоны в
соответствии с «Санитарными нормами проектирования
промышленных предприятий» СН 245—71 [15]. Сбороч-
но-сварочные цехи характеризуются незначительными
(менее 20 ккал/м3-ч) удельными избытками явного теп-
ла, воздействующего на изменение температуры возду-
ха. Выполняемые в них технологические операции в
основном можно отнести к категории работ средней
тяжести (п. 11. 5,6) СН 245—71. В холодный и переход-
ный периоды года (температура наружного воздуха ни-
же + Ю°С) на постоянных рабочих местах в сварочных
цехах и на участках допускается температура воздуха в
пределах от +15 до +20°С, относительная влажность
воздуха — не более 75% и скорость движения воздуха —
не более 0,5 м/с. Вне постоянных рабочих мест допуска-
ется температура в пределах от 13 до 20°С.
В теплый период года (температура наружного воздуха
+ Ю°С и выше) на постоянных рабочих местах темпера-
тура воздуха допускается на 3°С (не более) выше сред-
ней температуры наружного воздуха в 13 ч самого жар-
кого, месяца, но не более 28°С, а относительная влаж-
ность при 28°С не более 55%, при 24°С и ниже — не
более 75%. Скорость воздуха допускается в пределах
0,3—0,7 м/с. Вне постоянных рабочих мест температура
воздуха допускается на 3°С выше средней температуры
наружного воздуха в 13 ч самого жаркого месяца. Пре-
дельно допустимая концентрация образующихся при
электросварке аэрозолей окислов железа с примесью
3—6% марганцевых соединений в воздухе рабочей зоны
принята равной 4 мг/м3.
63
Принцип действия и конструктивное оформление
вентиляционных установок должны быть максимально
согласованы с конкретными специфическими особеннос-
тями организации технологического процесса: а) они не
должны мешать выполнению сварочных и вспомогатель-
ных операций (подъемно-транспортных и др.) и снижать
производительность труда; б) не должны снижать каче-
ство сварных соединений (например, не нарушать газо-
вое покрытие дуги при сварке в среде защитных га-
зов).
Системы вентиляции, как убеждает практика, долж-
ны иметь резервы увеличения мощности в связи с пер-
спективами увеличения выпуска продукции и возможно-
сти минимальной реконструкции в соответствии с изме-
нением номенклатуры выпускаемой продукции.
Принципы организации воздухообмена. Сборочно-
сварочные цехи и участки следует снабжать местными
(вытяжными) и общеобменными (приточными и вытяж-
ными) механическими вентиляционными установками.
Достаточных оснований для проектирования естествен-
ных вытяжных установок нет, так как эти цехи не обла-
дают значительными теплоизбытками, являющимися
основным энергетическим ресурсом для работы естест-
венной вентиляции. Приток воздуха в холодный период
года (зимний и переходный) должен быть обязательно
механическим с подогревом наружного воздуха, полно-
стью компенсирующим объем удаляемого воздуха, в
противном случае в помещение поступает холодный воз-
дух через неплотности наружных ограждений, что может
вызвать простудные заболевания у работающих. Рецир-
куляцию воздуха в сварочных цехах применять не сле-
дует, так как вместе с аэрозолями окислов железа при
различных видах сварки образуются и другие вещества,
более опасные при воздействии на организм человека
(окислы марганца, хрома, фтористые соединения, дву-
окись кремния), при наличии которых рециркуляция воз-
духа санитарными правилами не разрешается. В теплый
период года должно быть предусмотрено естественное
поступление наружного не загрязненного вентиляцион-
ными и технологическими выбросами воздуха через
оконные проемы.
Наиболее эффективным средством вентиляции сбо-
рочно-сварочных цехов, как и всех других производств,
являются местные отсосы, обладающие по сравнению с
64
Общеобменной вентиляцией следующими преимущества-
ми:
а) локализуя вредные вещества непосредственно в
зОне их образования, они предотвращают распростране-
ние их по всему объему производственного помещения;
б) благодаря близкому расположению к источнику
вредных выделений местные отсосы могут удалять их
с помощью минимальных объемов воздуха, что имеет
большое экономическое преимущество по сравнению с
общеобменной вентиляцией.
Для удаления того же количества вредных веществ
с помощью общеобменной вентиляции требуется, как
правило, в десятки раз большая производительность вы-
тяжных вентиляторов и соответственно больший расход
электроэнергии и тепла на подогрев наружного воздуха.
Принципиальное различие между местными и общеоб-
менными вытяжными установками можно показать,
введя понятие активной зоны спектра всасывания. Это
область пространства, ограниченная поверхностью, внут-
ри которой скорость воздуха направлена в воздухопри-
емное отверстие и превышает 5% от средней скорости в
его сечении. Вытяжные отверстия общеобменной венти-
ляции удалены от источника вредных выделений на та-
кое расстояние, при котором подвижность воздуха в зоне
источника всегда меньше 5% средней скорости в вытяж-
ном отверстии. Взаимное расположение местного отсоса
и источника вредных выделений в первую очередь опре-
деляет указанные выше преимущества местной вытяж-
ной вентиляции. Активность местного отсоса заключает-
ся в его способности захватывать и транспортировать
вредные примеси. Активную роль в вентилировании ра-
бочей зоны при общеобменной схеме вентиляции выпол-
няют не вытяжные, а приточные установки, разбавляю-
щие чистым наружным воздухом до ПДК воздух в
рабочей зоне или во всем объеме цеха. Наилучшим ва-
риантом для сварочных цехов является сочетание мест-
ной вытяжной и общеобменной приточно-вытяжной
Механической вентиляции. Эффективность местных отсо-
сов следует принимать не более 75%, остальные 25%
вредных выделений следует учитывать в расчете обще-
обменной вытяжной вентиляции.
Применение местных отсосов в реальных условиях
сборочно-сварочных цехов бывает ограничено и даже
Невозможно по следующим причинам: систематические
3—1508 65
изменения номенклатуры свариваемых изделий; сварка
крупногабаритных изделий; отсутствие фиксированных
мест сварки; необходимость выполнения погрузочно-
транспортных операций. Обеспечение требуемых условий
воздушной среды в этих случаях достигается общеоб-
менной вентиляцией.
При проектировании систем вентиляции необходим
всесторонний учет конкретных технологических условий
и объемно-планировочных решений, что будет показано
в следующих разделах, посвященных основным вопросам
вентиляции.
ГЛАВА V
Местная вытяжная вентиляция
1. ОБЩИЕ ПРИНЦИПЫ УСТРОЙСТВА МЕСТНЫХ ОТСОСОВ
В вентиляционной технике местные вытяжные уст-
ройства классифицируют в зависимости от взаимного
расположения источника образования вредных веществ
и приемного отверстия на закрытые и открытые. Приме-
ром местного отсоса закрытого типа является вытяжной
шкаф, внутри которого расположен источник вредных
выделений. Для вентиляции при электросварочных ра-
ботах в производственных условиях вытяжные шкафы
и другие устройства закрытого типа не нашли широкого
применения. Арестные отсосы, используемые при свароч-
ных операциях, относятся к типу открытых. При конст-
руировании их учитывают размеры свариваемых деталей
(малогабаритные пли крупногабаритные); место прове-
дения работ (на фиксированных или нефиксированных
местах); вид сварки (ручная, полуавтоматическая, авто-
матическая и др.).
ЛАестные отсосы могут быть совмещены с технологи-
ческим оборудованием или встроены в него, что находит
все более широкое применение в отечественной и зару-
бежной практике, и не связаны с оборудованием. Они
могут быть стационарными и нестационарными, подвиж-
ными и неподвижными. Эффективность местного отсоса
может обеспечиваться дополнительным устройством
поддувом.
Ко всем без исключения местным вытяжным устрой-
ствам следует предъявлять следующие требования: онИ
66
должны обеспечивать требуемую по санитарным нормам
чцстоту воздуха на обслуживаемом рабочем месте с по-
мощью минимальных объемов воздуха, удаляя загряз-
ненный вредными веществами воздух кратчайшим
путем, минуя зону дыхания работающих; местные отсосы
де должны мешать выполнению технологических опера-
ций и должны препятствовать распространению вредных
веществ по объему производственного помещения. Эти
требования диктуются санитарными нормами проекти-
рования и устройства вентиляции. Требование о выпол-
нении технологических операций должно строго соблю-
даться, в противном случае даже эффективные отсосы
не будут эксплуатироваться. Требование об обеспечении
чистоты воздуха с помощью минимальных объемов воз-
духа определяется экономическими соображениями и
должно обязательно выполняться при значительном ко-
личестве местных отсосов в цехе.
Любой местный отсос состоит из двух основных
частей: пылегазоприемника и воздуховодов. Конструк-
тивное оформление каждой из этих двух частей и способ
их соединения определяет эффективность отсоса. Особо-
го внимания требует устройство приемного отверстия и
его расположение относительно источника вредностей.
Скорость воздуха, создаваемая отсосом в месте образо-
вания вредных веществ, должна быть достаточной для
их полного удаления в приемное отверстие. В физиче-
ском аспекте явление описывается взаимодействием
стока воздуха и источника вредных выделений. Анали-
тическое решение этого вопроса сложно, так как явле-
ние описывается нелинейными дифференциальными
уравнениями. Для практических целей промышленной
вентиляции были проведены экспериментальные иссле-
дования, результаты которых необходимо учитывать для
правильного устройства местных отсосов. На рис. 7
представлен точечный сток — бесконечно малого радиу-
са шаровая полностью проницаемая поверхность, распо-
ложенная в изотропной жидкой среде, т. е. с одинаковой
Плотностью во всех направлениях. При работе побуди-
теля — насоса или вентилятора — со всех сторон равно-
мерно через сток будет засасываться жидкость. Если
Указать несколько сфер разных радиусов (/?i, /?2) с
Центром в точечном стоке, то на основании принципа
Неразрывности среды, изотропности и несжимаемости
(воздух в практике вентиляции можно считать несжи-
67
маемой жидкостью) можно утверждать, что объемы
жидкости, проходяшие через поверхность любой сферы
в единицу времени (расходы), постоянны и равны пр0.
изводительпости побудителя: Li—L2—.. . = Ln=const.
Несложно определить величину скорости жидкости, на-
правляющейся в сток, на любых расстояниях от сток?.
Рис. 8. Спектры всасывания отверстий
с острыми кромками:
а — круглого; б — прямоугольного с соот-
ношением сторон 1 : 2
Рис. 9. График изменения осевых ск°
ростей для прямоугольных отверстий-
I — расстояние от отверстия; г — гиДРаВ^
ческий радиус отверстия; Wo—
скорость в отверстии; w — осевая скор
68
хак отношение расхода к поверхности сферы с радиусом,
равным заданному расстоянию:
v = L/i л7?2,-
Соотношение скоростей жидкости в любых точках об-
ратно пропорционально отношению квадратов расстоя-
ний этих точек от стока: vT/t>2= Z?2//?2, что изображено на
графике (рис. 7). В реальных условиях идеального то-
чечного стока быть не может. Конкретная форма прием-
ного отверстия несколько изменяет характер течения
воздуха (жидкости) в активной зоне спектра всасыва-
ния. На рис. 8 представлены спектры всасывания для
круглого и прямоугольных отверстий с острыми кромка-
ми, а на графике рис. 9 — кривая изменения относитель-
ной скорости. Из рассмотрения графиков вполне очевид-
но, что воздухоприемные отверстия должны быть
максимально приближены к источнику вредных выделе-
ний, так как создаваемая ими подвижность воздуха
убывает примерно обратно пропорционально квадрату
расстояния. Поэтому если по каким-то причинам рас-
стояние от отверстия до источника увеличилось всего
на 30% (в 1,3 раза), скорость воздуха в источнике вред-
ностей уменьшится на 70% (в 1,7 раза) и окажется, без-
условно, недостаточной для эффективного удаления
вредных веществ. Минимальный (наиболее экономич-
ный) расход удаляемого воздуха достигается макси-
мальным приближением отсоса к источнику с учетом
требования полного обеспечения удобства проведения
технологических операций, а также минимальным аэро-
динамическим сопротивлением отсоса, определяемым
его конструкцией, которая одновременно должна сузить
зону активного всасывания, сосредоточив ее на источни-
ке вредных выделений. Это главные общие принципы
устройства любых местных отсосов. Специфические осо-
бенности местных отсосов для конкретных условий и
видов сварки будут рассмотрены ниже.
Расчет местного отсоса сводится к определению ско-
рости воздуха в приемном отверстии, конструктивное
оформление которого (тип отсоса) выбирается в зависи-
мости от конкретных технологических условий. Для
этого нужно знать необходимую величину подвижности
воздуха в источнике вредностей и расстояние от источ-
ника до отсоса, а также их взаимное расположение.
Скорости воздуха, достаточные для удаления сварочного
09
аэрозоля из зоны дуги, при различных видах сварку
будут указаны ниже. Их величина зависит от интенсив-
ности источника, определяемой режимом сварки, у
взаимного расположения источника и отсоса. Тепловая
струя сварочного факела стремится подниматься вверх.
При боковом или нижнем отсосе нужно увеличивать ско-
рость всасывания. Зная расстояние от отверстия д0
источника, по соответствующему для выбранного типа
отсоса спектру всасывания определяют скорость воздуха
в приемном сечении отсоса и производительность уста-
новки. В нормативно-технической литературе для каж-
дого типа отсоса указывается требуемая скорость возду.
ха в его сечении, определенная заранее эксперименталь-
но. Иногда не указывается максимально допустимое
расстояние от приемного отверстия отсоса до источника
вредностей. Увеличение этого расстояния на практике
обязательно приводит к резкому снижению эффектив-
ности вентиляционного устройства. Во всех случаях это
расстояние не должно быть более одного гидравлическо-
го диаметра местного отсоса, определяемого как отно-
шение площади отверстия к половине его периметра.
Устройство местной вытяжной вентиляции должно
быть увязано с действием приточной общеобменной вен-
тиляции, струи которой, восполняя удаляемый из цеха
воздух, не должны разносить вредности по помещению.
Для этого подвижность воздуха в источнике вредностей I
должна быть на столько меньше скорости, создаваемой
в зоне сварки местным вытяжным устройством, чтобы в
результате их взаимодействия вредные вещества эффек-
тивно удалялись местным отсосом.
Ниже рассмотрены конструкции местных отсосов для
различных электросварочных работ.
2. МЕСТНЫЕ ОТСОСЫ ДЛЯ РУЧНОЙ ЭЛЕКТРОСВАРКИ
Вопросы вентиляции при ручной сварке решаются в
зависимости от организации технологического процесса.
Сварка мелких изделий должна производиться на фик-
сированных местах или в кабинах, оборудованных мест-
ными отсосами — неподвижными решетчатыми панелями
равномерного всасывания (рис. 10), изготовленными по
типовым чертежам (габаритные размеры 600X645 мм;
750X645 мм; 900X645 мм). Скорость воздуха в рабочей
сечении панели, составляющем 25% габаритного, должна
70
Рис. 10. Наклонная панель рав-
номерного всасывания
находиться в пределах 3—4 м/с с тем, чтобы обеспечить
подвижность воздуха, удаляемого отсосом, в зоне сварки
ра расстоянии не более 0,7 м, от отсоса не менее 0,5 м/с.
0цжняя кромка панели должна быть расположена не
выше 350 мм над поверхностью сварочного стола.
На рис. 11 и 12 в относи-
тельных координатах пред-
ставлены спектры всасыва-
ния для наклонных панелей
равномерного всасывания,
полученные эксперимен-
тально во Всесоюзном науч-
но-исследовательском ин-
ституте охраны труда
ВЦСПС (г. Ленинград) 1 с
помощью термоэлектроане-
мометра ТА-ЛНОТ. Как
видно по расположению ли-
ний равных скоростей, при-
менение поворотного ко-
зырька повышает эффектив-
ность этих устройств. Нали-
чие стенки, соединяющей
нижний край панели с по-
верхностью стола, повыша-
ет КПД панели. При отсут-
ствии стенки бесполезно засасывается воздух из прост-
ранства сзади панели и стола сварщика. Применение
козырька и стенки позволяет ограничить область всасы-
вания и благодаря этому повысить подвижность воздуха
в зоне сварки на 20%. Приведенными спектрами всасы-
вания можно пользоваться для того, чтобы с достаточной
для инженерных расчетов степенью точности определить
скорость у источника выделения вредности, которая при
Ручной электросварке на стационарных постах и в каби-
нах по нормам проектирования не должна быть меньше
0,5 м/с. Панели равномерного всасывания могут приме-
няться при полуавтоматической сварке в среде углекис-
лого газа. Подвижность воздуха в зоне сварки в этом
случае должна быть 0,2—0,5 м/с во избежание наруше-
ния защитного газового покрытия дуги и ухудшения ка-
чества сварного шва.
1 В дальнейшем именуемом для краткости ВНИИОТом.
71
Рис. 11. Спектр всасывания на-
клонной панели без козырька
Рис. 12. Спектр всасывания на-
клонной панели с поворотным ко-
зырьком
Пример расчета. Определить расход воздуха, который нужно уда-
лить с помощью панели равномерного всасывания размером
900X645 мм при ручной сварке изделия, расположенного на столе,
как показано на рис. 12. Определяем по спектру всасывания, что
скорость воздуха в зоне дуги составляет (по интерполяции)
12% скорости в рабочем сечении панели (25% габаритного). При
ручной сварке подвижность в зоне дуги должна быть не менее
0,5 м/с, следовательно, скорость в рабочем сечении панели должна
быть v =4,16 м/с. Определяем необходимый расход воздуха
£=3600ХоХ/'=3600 Х0,9X0,645X0,25X4,16 = 2170 м3/ч, где F —пло-
щадь рабочего сечения.
На отдельных предприятиях еще имеются вытяжные
зонты, расположенные над местами сварки. Это решение
неудачно, так как образующийся аэрозоль проходит че-
рез зону дыхания сварщика. Наличие горизонтальных
потоков воздуха в цехе также снижает эффективность
таких отсосов. Независимо от объема удаляемого зонтом
воздуха под щитком сварщика, работающего стоя, на-
клонившись над изделием, экспериментально были
обнаружены концентрации сварочного аэрозоля. Уста-
новка с трех сторон вытяжного зонта подвесных фарту-
ков несколько увеличивает эффективность такого мест-
ного отсоса. Для обеспечения равномерности скоростей
воздуха по всему рабочему сечению зонта угол его
раскрытия при вершине не должен превышать 60°. Пло-
72
щадь рабочего сечения зонта должна перекрывать пло-
щадь источника вредностей.
Создание эффективной местной вентиляции при рас-
сварке крупногабаритных
значительно
Возможным
является
панелей
всасы-
сеяннои по площади
изделий
сложнее.
решением
применение,
равномерного
вания на одно- и двух-
секционных поворот-
ных устройствах с те-
лескопическим соеди-
нением воздуховодов,
которые могут обслу-
живать участок цеха
около стены или ко-
лонны, где расположен
магистральный возду-
ховод, на площади, ог-
Рис. 13. Панель равномерного вса-
сывания на поворотных устрой-
ствах
раниченной радиусом 2—4,5 м (рис. 13) [7, 8]. Поворот-
ные устройства, как показала практика, быстро выходят
из строя. Институтом «Сантехпроект» (г. Москва) усо-
вершенствована типовая конструкция в направлении
повышения ее надежности в эксплуатации. Аэродинами-
ческая схема панели осталась прежней. Другим реше-
нием рассматриваемой проблемы является применение
разработанной ВНИИОТом высоковакуумной установки
с малогабаритными местными отсосами [7]. Основной
областью применения этой установки является ручная
электросварка на нефиксированных местах, в замкну-
тых и полузамкнутых пространствах. Подробное ее опи-
сание дано в гл. VII.
В трудах Ленинградского дома научно-технической
пропаганды был описан отсос с гибким шлангом, укреп-
ляемый на свариваемом металле с помощью магнитного
основания (конструкция инж. Коржова). Эта конструк-
ция широкого практического применения не получила.
Такой отсос может быть больших размеров, чем пнев-
мовакуумный, с гибкими шлангами больших диаметров
(100—150 мм), что дает возможность применить менее
Дефицитные вентиляторы низкого или среднего давления.
В зарубежной практике получили широкое примене-
ние малогабаритные передвижные вентиляционные уста-
73
новки, применяемые при сварке на нефиксированных
местах. Характерной конструктивной особенностью
является сочетание малогабаритного вентилятора высо.
кого давления, гибких облегченных шлангов и пылегазо-
приемника, фиксируемого на требуемом расстоянии от
сварочной дуги с помощью специального штатива или
укрепляемого на свариваемых деталях.
ГОСИНТИ располагает чертежами отечественной
малогабаритной установки «ВИХРЬ-2», в которой элект-
родвигатель пылесоса сблокирован с электрод о держате-
лем и включается при зажигании дуги. Гибкий шланг
объединен с электрододержателем. Удаляется загряз-
ненный воздух непосредственно из зоны сварки.
Горьковским отделением института «Проектпромвен-
тиляция» в производственных условиях были применены
панели равномерного всасывания, активированные при-
точными струями для вентиляции при ручной электро-
сварке рамы размером 3,5X1,75 м на кондукторе.
Применение поддува позволило расположить панели
равномерного всасывания не над изделием, а в стороне
на расстоянии 1 м от кондуктора. Такое техническое ре-
шение требует обязательного выполнения следующих
условий: температура и подвижность воздуха на рабочих
местах должны быть в пределах, регламентируемых са-
нитарными нормами; рабочие места должны быть
расположены вдоль приточных струй с тем, чтобы
исключить попадание загрязненной струи в зону дыха-
ния рабочих и дутье в спину, что вызывает простудные
заболевания; местные вытяжные устройства должны
быть рассчитаны на удаление объема воздуха, подавае-
мого местными приточными устройствами, и всех под-
мешивающихся масс воздуха из окружающей среды.
Гигиенический эффект в описанной установке был
достигнут при подаче 2420 м3/ч приточного воздуха дву-
мя приточными насадками размером 600X1100 мм каж-
дый и удалении 3760 м3/ч загрязненного воздуха двумя
панелями равномерного всасывания размером 600Х
Х645 мм. Для вентиляции в таких условиях в принципе
можно применить и типовые устройства — панели рав-
номерного всасывания на подъемно-поворотных устрой-
ствах, не активированные поддувом.
Новым и перспективным направлением развития вен-
тиляционной техники является разработка отсосов,
встроенных в оборудование для сварки, обладающих
74
(рис. 14). Поворотный диск,
рядом преимуществ по сравнению с обычными. Их глав-
ной отличительной чертой является то, что они значи-
тельно ближе расположе-
ны к источнику образова-
ния вредных веществ.
рис. 14. Сварочный стол с на-
движным укрытием и подреше-
точным отсосом
В альбоме типовых
рабочих чертежей, разра-
ботанном институтом
«Проектпромвентиляция»
[9], представлены черте-
жи стола с надвижным
укрытием и поворотным
диском для ручной сварки
расположенный над решеткой, из-под которой произво-
дится отсасывание вредных веществ, может поворачи-
ваться вместе с изделием сварщика (расход удаляемого
воздуха рекомендуется определять по формуле
£ = 4Ям + 820 м3/ч при работе без укрытия, где Нм—рас-
стояние от сварочной дуги до плоскости стола). При ра-
боте с укрытием следует удалять 1200 м3/ч воздуха. Ско-
рость воздуха в рабочем сечении следует принимать
2,1 м/с.
На рис. 15 представлен разработанный М. 3. Брауде
отсос, встроенный в кондуктор для сварки плоских ферм.
Отличительной его чертой является то, что удаление
загрязненного воздуха производится вниз, а не вверх;
при этом загрязненный воздух не проходит мимо лица и
дыхательных органов рабочего-сварщика. Отсос невелик
по размерам и вписан в габариты сварочного кондукто-
ра. Процесс сварки фермы выполняется следующим
образом: верхний и нижний пояса ферм укладывают на
кондуктор на специально профилированных желобках и
зажимают фиксаторами 1. Раскосы фермы укладывают
рядом с упорами 3. Общая конфигурация фермы, изго-
товляемой из уголковой стали, на плане кондуктора
показана штрихпунктирной линией. Сварку производят
в строго определенных местах в узлах фермы, обозна-
ченных на рисунке кружками. Воздухоприемные отвер-
75
Рис. 15. Отсос, встроенный в кондуктор для сварки плоских
ферм
стия размером 80X80 мм отсоса прорезаны в плоскости
кондуктора в непосредственной близости (25 мм) от уз-
лов фермы, где производится сварка. В качестве возду
ховода использовано пространство (см. рис. 15) между
двумя несущими двутавровыми балками кондуктора,
для чего к раме по торцам и снизу приварены стальные
листы. Конструктивное выполнение отсоса обеспечивает
эффективное удаление сварочного аэрозоля с помощью
небольшого объема воздуха (1000—2000 м3/ч) в зависи-
мости от режима сварки (подвижность в зоне дуги 0,5—
1,5 м/с), не создавая при этом помех процессу сварки,
укладке заготовок и снятию готовой фермы.
Изготовление описываемого отсоса проще и дешевле,
чем типовых панелей. Основные эксплуатационные за-
траты (на электроэнергию для работы вентилятора)
пропорциональны объему воздуха и для встроенного от-
соса будут в 2,5—5 раз меньше. Вредные вещества
отсасываются вниз, минуя зону дыхания работающего,
что имеет большое гигиеническое значение. Принцип
устройства таких отсосов вполне применим к кондукто-
рам для сварки плоских ферм любых размеров и кон-
фигураций, являющихся универсальной конструкцией.
Для дальнейшей транспортировки уловленных вреднос-
тей могут служить подпольные воздуховоды, эффектив-
нее гасящие шум от работы вентиляторов и не мешаю-
щие работе подъемно-транспортного оборудования.
76
Рис. 16. Сварочный стол ССН-0,8X0,8 мм со встроенным вен-
тиляционным агрегатом:
/ — вентилятор с электродвигателем; 2— стол с решетчатой плитой;
3 — наклонная вытяжная панель; 4 — виброоснование; 5 — выходной
патрубок
НИИ санитарной техники (г. Киев) совместно со
Всесоюзным институтом сварочного производства
(г. Киев) разработаны столы со встроенными отсосами
для ручной и полуавтоматической сварки в среде угле-
кислого газа с рабочей плоскостью 800X800 мм (рис.16)
для сварки деталей массой до 50 кг и с рабочей пло-
скостью 1250X800 мм для деталей массой до 80 кг.
Вентиляционный агрегат состоит из местного отсоса
комбинированного типа — наклонной панели и подре-
шеточного отсоса с клапаном для переключения, сбор-
ного воздуховода и вентилятора низкого давления
Ц4-70 № 2,5, который создает подвижность воздуха в
зоне сварки 0,25—0,5 м/с. Для повышения эффектив-
ности наклонной панели имеется поворотный козырек,
ограничивающий зону всасывания. Удаление сварочного
аэрозоля в основном производится наклонной панелью
с шарнирно закрепленным козырьком. При сварке дета-
лей малой высоты, а также при сварке в среде углекис-
лого газа отсос производится через решетку стола, при
этом клапан перекрывает верхний отсос. Для хранения
77
электродов предусмотрена выдвижная кассета, а ддя
инструмента имеется ящик. Стул с регулируемой высо-
той сидения создает удобства при работе сидя. Стол^
оборудованы осветительными лампами. Модификацией
является вариант стола без вентилятора, который под.
соединяется к общецеховой вытяжной системе.
На этих примерах показаны пути рационального
использования свободных объемов в технологическом
оборудовании. Встроенные отсосы эффективнее в гигие-
ническом, экономическом и технологическом отношении
по сравнению с обычными местными отсосами и, без-
условно, заслуживают широкого внедрения. Создание
оборудования со встроенными отсосами — актуальная
задача улучшения условий труда, которая может быть
успешно решена только организациями, разрабатываю-
щими технологическое оборудование при обязательном
участии специалистов по вентиляции и работников заво-
дов.
Рис. 17. Пылегазоприемники к автомату для сварки под слоем
флюса:
а — щелевой конструкции ВЦНИИОТа для сварки под флюсом: 1 — хо-
мутик; 2 — планка; 3 — переход; 4— патрубок; 5 — каркас приемника;
d — кольцо; 7 — дно приемника; б — воронкообразной конструкции
ВНИИОГа: 1 — патрубок; 2 — воронка; 3 — планка; 4 — хомутик;
5 — кольцо
3. МЕСТНАЯ ВЫТЯЖНАЯ ВЕНТИЛЯЦИЯ ПРИ
полуавтоматической и автоматической сварке
В этом разделе будут представлены местные вытяж-
ные устройства, разработанные для сварки под слоем
флюса, в среде защитных газов и контактной сварки,
нашедшие практическое применение в производственных
условиях. Необходимые сведения о местных отсосах при-
ведены в приложениях 1 и 2.
Сварка под слоем флюса. Характер выделения вред-
ных веществ при этом виде сварки обладает определен-
ной спецификой. Если при ручной сварке аэрозоль и
газы выделяются только из самой зоны дуги, то при
наличии флюса вредные компоненты выделяются с неко-
торым запаздыванием, что объясняется постепенной
фильтрацией вредных веществ через слой нерасплавлен-
ного флюса. Практически выделение вредных веществ
имеет место, пока температура остывающего металла
выше 300°С. Кроме выделения аэрозоля и газов непо-
средственно от сварочного шва, процесс сварки под
флюсом сопровождается поступлением в атмосферу цеха
флюсовой пыли (аэрозоля дезинтеграции), образую-
щейся путем истирания частиц флюса при транспорти-
ровках и пересыпках. Уборку неиспользованного флюса
поэтому следует производить флюсоотсосом. При реге-
нерации флюса в циклоне-сепараторе некондиционные
фракции (пыль) должны отделяться и отсасываться вен-
тилятором. Возможно объединение пылегазоприемников
от точек сварки, флюсоотсосов и сепараторов флюса в
одну систему, обслуживаемую вентилятором высокого
давления. Характер выделения газов при сварке под
флюсом определяет методику расчета и конструирова-
ния местного отсоса, расположенного около дуги.
Удлиненный щелевидный отсос (рис. 17, а) конструк-
ции Всесоюзного вентрального института охраны труда
ВЦСПС (г. Москва) 1 по сравнению с воронкообразным
отсосом, предложенным ВНИИСТом, при одинаковых
объемах удаляемого воздуха и прочих равных условиях
обеспечивает лучший гигиенический эффект, что было
подтверждено результатами исследований, проведенных
одной из организаций* 2. При перемещении сварочной
головки с закрепленным на ней воронкообразным отсо-
сом уже проваренный, но еще продолжающий выделять
газы участок шва выходит из активной части спектра
всасывания воронкообразного отсоса, поэтому приме-
нение удлиненного щелевидного отсоса с гигиенической
’ В дальнейшем именуемого для краткости ВЦНИИОТом.
2 Олейниченко К. А., Корнеев А. Д., Олейниченко К- Ан. и др.
Цксичность воздушной среды при сварке алюминия под флюсом.
'С.варочное производство», 1968, № 3, с. 51.
78
79
Рис. 18. Двойной отсос, установленный на свароч-
ном тракторе:
1 — вытяжной сборный воздуховод; 2 — регулирующий
клапан; 3 — передний отсос, расположенный около сва-
рочной головки; 4 — сварочная головка; 5 — задний отсос
точки зрения целесообразнее. Длина его определяется
быстротой остывания шва и скоростью движения сва-
рочной головки. По экспериментальным данным
ВЦНИИОТа, при скорости движения сварочной головки
0,8 м/мин длина шва, над которым происходит выделе-
ние вредных веществ, составляет 0,3 м. Длина местного
отсоса рекомендуется 0,25—0,3 м, а высота его' над сло-
ем флюса 50 мм (во избежание засасывания флюса).
Если конструкция сварочного автомата не позволяет
установить удлиненный отсос, рекомендуется устройство
двойного отсоса (рис. 18), разработанного Проектным
институтом № 1 (г. Ленинград).
Интенсивность выделения вредных веществ, как
установлено экспериментально, находится в прямой за-
висимости от силы сварочного тока. ВЦНИИОТом была
предложена следующая формула для определения объе-
ма воздуха (м3/ч), удаляемого при сварке под флюсом:
8 _
L = kVl,
где I — сила сварочного тока, A; k — опытный коэффи-
циент (значения его для отсоса, представленного на
рис. 17, а, равно 12, а на рис. 17, б — 16).
Пылегазоприемники для сварочных полуавтоматов
(под слоем флюса), разработанные ВНИИОТом, реко-
мендуется выполнять полукольцевыми, охватывающими
80
Рис. 20. Общий вид вытяжной установки к полуавто-
мату для сварки под флюсом:
1 — газоприемник; 2— воздуховоды; 3—шарнирные соединения;
4 — механизм для подачи электродной проволоки; 5 — кабель
81
по периметру сварочную головку. Патрубок диаметром
20—25 мм присоединяется к облегченному резиновому
шлангу с гладкой поверхностью. Гигиенический эффект
достигался при удалении 80 м3/ч воздуха. Во избежание
засасывания флюса нижнюю кромку отсоса располагают
на расстоянии 25—30 мм над флюсом. Отсос должен
быть облегченной конструкции. Следует иметь в виду,
что все приведенные рассуждения, касающиеся характе-
ра выделения вредных веществ и принципа устройства
местных отсосов при автоматической сварке под флю-
сом, справедливы и для полуавтоматической сварки.
Проектным институтом № 1 был выпущен альбом
чертежей местных вытяжных устройств при сварке под
слоем флюса. На рис. 19 представлен удлиненный отсос
к шланговому полуавтомату ПШ-5-у массой 2,5 кг, а на
рис. 20 — общий вид вытяжной установки, разработан-
ные институтом. Конструкции отсосов Проектного
института № 1 при соответствующей экспериментальной
проверке могут быть использованы или взяты за основу
при оборудовании аналогичного сварочного оборудова-
ния новых типов местной вентиляцией.
Институтом «Проектпромвентиляция» выпущены ти-
повые чертежи ОВ-02-151 местных отсосов и укрытий к
технологическому оборудованию для сварки под слоем
флюса, а также в среде защитных газов, контактной
сварки, плазменного напыления, наплавки и резки. По-
мимо общих видов и рабочих чертежей указаны требуе-
мые объемы воздуха, коэффициенты местных сопротив-
лений, необходимые для подбора вентиляторов, а также
концентрации вредных веществ в удаляемом воздухе
(см. приложение 1).
Сварка в среде защитных газов. Как указывалось
выше, этот вид сварки характеризуется меньшим обра-
зованием вредных веществ по сравнению с ручной свар-
кой. Специфической сложностью устройства местных
отсосов при сварке в среде защитных газов является
необходимость создания скоростей воздуха в зоне сва-
рочной дуги, эффективно удаляющих выделяющиеся в
процессе сварки вредные вещества, не нарушая защит-
ное газовое покрытие дуги (обеспечивая одновременно
высокое качество сварочного шва). В связи с этим к
местной вентиляции при сварке в среде защитных газов
предъявляется технологическое требование в отношении
ограничения подвижности воздуха в зоне дуги: при
82
сварке стали в среде углекислого газа не более 0,5 м/с;
при сварке цветных металлов в аргоне, гелии и азоте, а
также алюминия и титана в аргоне и гелии не более
0,3 м/с. Увеличение расходов защитного газа не реко-
мендуется, так как может привести к раздуванию вред-
ных выделений, а увеличение расхода отсасывае-
мого воздуха — к ухудшению качества свариваемого
щва.
При полуавтоматической и автоматической сварке в
среде защитных газов небольших деталей на стационар-
ных рабочих местах рекомендуется применять устройст-
ва, используемые при ручной электросварке и создаю-
щие однородное поле скоростей в зоне сварки: панели
равномерного всасывания, столы с надвижным укрытием
и со встроенным местным отсосом, стол для сварщика
с встроенным комбинированным (верхним и нижним)
отсосом и др., соблюдая указанные выше максимальные
скорости движения воздуха в зоне защитного газового
покрытия дуги (при сварке цветных металлов на столах
с комбинированным отсосом конструкции ВИСПа следу-
ет пользоваться только верхним отсосом).
Институтом «Проектпромвентиляция» разработана
типовая конструкция местного отсоса от автомата типа
АДК-500-6 для сварки в среде углекислого газа в виде
щелевого отсоса, удаляющего 500 м3/ч загрязненного
воздуха со средней скоростью в сечении щелевого отсоса
8,4 м/с при концентрации вредности (по данным «Про-
ектпромвентиляции») в удаляемом воздухе 31,2 мг/м3.
Коэффициент местного сопротивления отсоса, отнесен-
ный к скорости в его приемном отверстии, равен 23. Рас-
стояние от пылегазоприемника до сварочной дуги со-
ставляет 260 мм. Тем же институтом разработан отсос
от автомата типа АДСП-1 для сварки в среде аргона
(расход удаляемого воздуха 200 м3/ч, при этом сопро-
тивление отсоса равно 35 мм вод. ст.). При сварке на
нестационарных местах (на конвейере и др.) оптималь-
ные газодинамические режимы сварки могут быть со-
блюдены при условии перемещения местного отсоса
вместе со сварочной горелкой (т. е. при наличии жест-
кой конструктивной связи между ними). Одним из
технологических институтов разработаны совмещенные
воронкообразные отсосы к автоматам АДС-1000-2У
и АСУ-6М, удаляющие 60 и 40 м3/ч загрязненного воз-
духа.
83
Рис. 21. Отсос, совмещенный
с автоматической горелкой
для сварки в углекислом
газе
На рис. 21 представлен ме-
стный отсос, совмещенный с
горелкой для автоматической
сварки в углекислом газе, раз.
работанный специалистами
МАДИ и ВПТИтяжмаша
(г. Москва).
В приемном сечении мест-
ного отсоса наблюдается слож-
ная картина течения; в цент-
ральной части со значительной
скоростью выходит углекислый
газ для защиты дуги, а вокруг
засасывается пылегазовоздуш-
ная смесь. Входное сечение
местного отсоса имеет форму
кольца с эллипсообразным наружным контуром. Далее
по ходу отсасываемого воздуха установлена диафраг-
ма, стабилизирующая влияние одностороннего присое-
динения шланга к камере местного отсоса с помощью
изогнутого штуцера. Коэффициент гидравлического со-
противления местного отсоса, отнесенный к средней
скорости во входном сечении, равен 50. Сопротивление
установки до цехового подключения (местного отсоса и
шлангов длиной 10 м внутренним диаметром 20 мм) при
достаточном расходе удаляемой смеси 23,6 м3/ч состави-
ло 626 кг/м2, поэтому необходим вентилятор высокого
давления.
Этим же коллективом была разработана опытная
конструкция отсоса, совмещенного с горелкой для полу-
автоматической сварки. В конструкции (рис. 22) было
предусмотрено применение более легких и гибких рези-
нотканевых шлангов внутренним диаметром 12 мм
(длиной 1,5 м). Коэффициент местного сопротивления
отсоса, отнесенный к скорости на входе, равен 30. Сум-
марное гидравлическое сопротивление отсоса со шланга-
ми до цехового подключения при производительности
23,7 м3/ч составило 750 мм вод. ст.
ВНИИСТом проведены испытания опытных пылега-
зоприемников, совмещенных с полуавтоматическими
горелками для сварки в углекислом газе А547 и
ПДПГ-500 при расходах удаляемой смеси 36—68 м3/ч.
Аэродинамическое сопротивление опытной конструкции
пылегазоприемника с гибким шлангом диаметром 32 мм
84
t~ nV. ^vZv. V/1 VW, ^СНЛПССЦСШИЛИ
горелкой для сварки в
углекислом газе
и длиной 2 м, в котором были проложены токопроводы
и шланг для подачи углекислого газа, при объеме уда-
ляемой смеси 35 м3/ч составило 250 мм вод. ст.
Контактная сварка. Институтом гигиены труда и
профзаболеваний АМН СССР совместно с Киевским
политехническим институтом и ВНИИСТом подготовле-
ны рекомендации по устройству местной вытяжной вен-
тиляции при контактной стыковой и точечной сварке на
промышленных предприятиях Машины для контактной
стыковой и точечной сварки мощностью 10, 25, 50, 75 и
150 кВа должны быть оборудованы встроенными мест-
ными отсосами (рис. 23 и 24). Машины контактной-сты-
ковой сварки непрерывным оплавлением мощностью 150,
300, 500 кВа и более должны быть оборудованы вытяж-
ным шкафом-укрытием. Подвесные машины для контакт-
ной точечной сварки мощностью 75 и 100 кВа следует
оборудовать малогабаритными вакуумными вытяжными
установками.
Основные показатели типовых вытяжных устройств
для машин контактной сварки, разработанных институ-
том «Проектпромвентиляция», приведены в приложе-
нии 1. Характеристики местных отсосов, разработанных
ВНИИОТом, приведены в приложении 2.
Для машин МТП-150-6 и МТП-75-11 разработаны
три варианта отсосов (см. рис. 23), а для машины
МТСМ-10Х35 два варианта отсосов. Выбор варианта
конструкции определяется конкретными особенностями
сварочных операций. Предложенные ВНИИОТом кон-
структивные решения могут послужить прототипами при
1 Воронцова Е. И., Киреев В. И., Мосолов Н. И. и др. Гигиени-
ческая оценка условий труда при контактной сварке. «Сварочное
производство», 1974, № 4, с. 53—54.
85
Рис. 24. Местный отсос от
машины для точечной свар-
ки МТПП-150:
1 —. резинотканевый рукав, Dy—
—50 мм; 2 — шланг пылесос-
ный Йу=32 мм; 3 — приемник
30X30 мм
устройстве аналогичных уст-
ройств для контактной сварки.
Выше были рассмотрены
различные типы местных отсо-
сов. Правильный выбор того
или иного вытяжного устрой-
ства зависит от анализа конк-
ретных технологических усло-
вий при обязательном обеспе-
чении требуемых санитарно-
гигиенических условий с по-
мощью минимальных затрат,
поэтому при выборе оптималь-
ного варианта (с учетом капи-
тальных и эксплуатационных
затрат в нормативный срок
окупаемости) необходимо рас-
сматривать все конструктив-
ные элементы вентиляционной
установки: местный отсос, воз-
духоводы (шланги), вентиля-
тор и другие приспособле-
ния.
86
Имеется принципиальное конструктивное различие
между совмещенным отсосом, укрепленном на рабочем
органе автомата, например сварочной головке, и пере-
мещающимся вместе с ней и неподвижным приемником
вытяжной вентиляции, например панелью равномерного
всасывания. В первом случае необходимо применение
облегченных гибких шлангов, пылегазоприемное отвер-
стие расположено ближе к источнику вредных выделений
ц поэтому может быть принято меньших размеров. Ги-
гиенический эффект будет достигнут с помощью мень-
шего объема отсасываемого воздуха, чем при неподвиж-
ном отсосе. Первый тип отсоса удается расположить
непосредственно над сварочным швом, так как направ-
ление отсасываемого воздуха совпадает с естественным
движением вверх сварочного факела. Второй тип отсоса
удается расположить, как правило, только сбоку, при
этом он должен отклонять аэрозоль и газы от их
первоначального естественного направления движе-
ния.
Вопрос подбора шланга также весьма серьезен в
силу ряда требований, предъявляемых к нему. Шланг
должен быть легким и гибким, иначе он будет стеснять
движения сварщика, потребует дополнительных усилий
при работе, что в конечном счете приведет к снижению
качества сварочного шва и послужит причиной отказа от
использования местного отсоса. Шланг одновременно
должен быть достаточно прочным и герметичным. Мате-
риал шланга должен быть таким, чтобы была исключена
возможность его деформации (перекручивания, смина-
ния и др.), приводящей к уменьшению поперечного се-
чения шланга. В противном случае резко возрастает и
без того значительное аэродинамическое сопротивление
шланга, уменьшается расход отсасываемой пылегазовоз-
душной смеси и снижается эффективность вентиляцион-
ного устройства. В системах со шлангами значительной
длины необходимо применять многоступенчатые центро-
бежные машины или вакуумнасосы (типа РМК или
ВВН) производительностью 500—2200 м3/ч при напоре
до 2500 кг/м2. При большом количестве сварочных пос-
тов (10 и более) следует применять центробежные пя-
тиступенчатые машины «Узбекхиммаш» типа ТВ-50-1,6;
ТВ-80-1; ТВ-175-1,6 производительностью 3—10 тыс. м3/ч
воздуха и с напором до 3000 кг/м2.
Для работы вакуум-насосов типа РМК или ВВН
8Л
помимо электроэнергии необходима подача технически
чистой проточной воды и постоянный слив ее в канали-
зацию.
ГЛАВА VI
Общеобменная вентиляция
1. СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ УСТРОЙСТВА
ОБЩЕОБМЕННОЙ ВЕНТИЛЯЦИИ В СБОРОЧНО-СВАРОЧНЫХ
ЦЕХАХ
Одним из наиболее сложных вопросов проектирова-
ния новых и реконструкции действующих сборочно-сва-
рочных цехов является выбор схемы общеобменной вен-
тиляции, который должен быть обоснован анализом
конкретных технологических и санитарно-гигиенических
условий и объемно-планировочных решений, а также
технико-экономическим расчетом.
В настоящее время строятся сварочные и сборочно-
сварочные цехи больших размеров, как правило, много-
пролетные с шагом колонн 12, 16 и 24 м, значительной
высоты (10—15 м и более). Протяженность цеха может
достигать 200 м и более. Увеличение габаритов свароч-
ных цехов усложняет прокладку воздуховодов вентиля-
ционных систем и затрудняет возможность эффективно
провентилировать рабочие места в средних пролетах
цеха. Наряду с этим сварочные цехи вспомогательного
характера и участки имеют небольшой объем или распо-
лагаются в комплексе с другими производствами. Нали-
чие в сварочных цехах сложного подъемно-транспортно-
го оборудования серьезно усложняет задачу размещения
вентиляционных установок.
Кроме сварщиков, как правило, в цехе имеется
значительный контингент рабочих, занятых на вспомога-
тельных и других операциях, которые также подверга-
ются воздействию сварочного аэрозоля. В одном произ-
водственном помещении по технологическим причинам
часто располагают вместе со сборочно-сварочными це-
хами высокой производительности механические и меха-
носборочные цехи.
Выбор принципиальной схемы общеобменной венти-
ляции сборочно-сварочного цеха зависит от характера
88
загрязнения его воздушной среды аэрозолем и газами.
Количество поступающих вредных веществ находится в
прямой зависимости от объема сварочных работ. В этом
отношении показателен удельный расход сварочных
материалов на единицу объема цеха: наибольший в це-
хах тяжелого машиностроения — до 2—3 г/м3-ч; в цехах
металлоконструкций до 1 г/м3-ч. Многочисленные сани-
тарно-гигиенические обследования подтвердили наиболь-
шее загрязнение воздуха в цехах с высокой удельной
технологической нагрузкой. Согласно действующим са-
нитарным правилам устройство общеобменной механи-
ческой вентиляции в сборочно-сварочных цехах необя-
зательно, если удельный расход сварочных материалов
меньше 0,2 г/м3-ч (кроме хромоникелевых электродов).
В связи с нахождением оптимальных вариантов орга-
низации воздухообмена в сварочных цехах на протяже-
нии ряда лет исследовались закономерности распростра-
нения сварочного аэрозоля по высоте и в плане произ-
водственных помещений. ВЦНИИОТом изучены в
основном сборочно-сварочные цехи машиностроительных
заводов и заводов металлоконструкций, в которых была
обнаружена характерная неравномерность концентраций
сварочного аэрозоля по высоте. Позднее аналогичные
результаты были получены при натурных обследованиях,
выполненных институтом «Сантехпроект». Помимо ана-
лизов воздушной среды свидетельством неравномерности
концентраций сварочного аэрозоля по высоте цехов ма-
шиностроительных заводов является затруднение види-
мости из кабин крановщиков, так как обычно область
повышенных концентраций аэрозоля («сварочное обла-
ко») располагается несколько ниже кабины крановщика.
Наибольшие концентрации в плане помещения, как
правило, наблюдаются над участками наибольшего со-
средоточения сварочных работ.
Для изучения характера загрязнения воздуха в сва-
рочных цехах необходимо знать тепломощность конвек-
тивных потоков, возникающих на второй стадии процес-
са сварки. М. 3. Брауде были проведены расчеты и
обработаны результаты экспериментов Н. Н. Рыкалина
по изучению полей температур в изделиях при электро-
сварке и экспериментов Т. С. Карачарова и В. М. Эль-
термана (выполненные раздельно) по изучению пара-
метров конвективных воздушных потоков, образующих-
ся над изделиями. Было установлено, что тепломощность
89
естественных конвективных струй воздуха, возникающих
в период сварки, зависит от режима сварки, теплотехни-
ческих свойств изделий, их размеров и формы и состав-
ляет для ручной электросварки с силой тока от 100 до
400 А примерно от 6 до 10% общей мощности дуги. Про-
веденные В. Л. Писаренко в Киевском НИИ санитарной
техники исследования показали, что при ручной сварке
эта величина составляет 11%, а при полуавтоматической
в среде углекислого газа 13% мощности дуги.
На основании этих данных были проведены расчеты
ориентировочной высоты подъема аэрозольного облака
в сварочных цехах, которые вполне удовлетворительно
совпали с результатами экспериментальных исследова-
ний других авторов. Помимо натурных исследований
были изучены на моделях причины возникновения не-
равномерности концентраций примесей по высоте произ-
водственных помещений. Явление образования пылевого
облака по высоте сборочно-сварочного цеха машино-
строительного завода можно объяснить следующим
образом. Тепловая струя воздуха, возникающая над на-
гретым сварочной дугой металлом, поднимает вверх
примеси до тех пор, пока действует подъемная сила,
зависящая от разности средних температур в струе и в
окружающем воздухе. Когда средняя температура в
струе при смешивании с окружающим воздухом снижа-
ется до его температуры, подъем пылевоздушной смеси
прекращается. Мельчайшие частицы сварочного аэрозо-
ля оказываются во власти гравитационных сил и цирку-
ляционных потоков воздуха.
При отсутствии эффективной вентиляции количество
частиц сварочного аэрозоля, поступающих с тепловыми
струями в облако, значительно превышает число уда-
ляемых из него частиц: процесс нестационарен. Концент-
рации возрастают и к концу смены. В таких цехах рабо-
та крановщиков чрезвычайно затруднена из-за плохой
видимости. В верхней зоне помещений температура
воздуха всегда на 1—2°С выше, чем в нижней, поэтому
в машиностроительных цехах уже на уровне от 6 до 10 м
по высоте подъем сварочных факелов прекращается и
создаются зоны, в которых концентрации сварочного
аэрозоля значительно превышают концентрации в рабо-
чей зоне. В более высоких судостроительных цехах (до
45 м), теплонапряженность которых ниже машинострои-
тельных, создаются благоприятные условия для практи-
90
чески равномерного распределения концентраций сва-
рочного аэрозоля по высоте.
Учитывая специфику технологии и состояния воздуш-
ной среды в электросварочных цехах, к системам их
общеобменной вентиляции предъявляются следующие
требования: струи приточного воздуха не должны спо-
собствовать распространению вредных выделений на
несварочные участки; приточные и вытяжные воздухово-
ды не должны мешать работе внутрицехового транспор-
та; эксплуатация вентиляционных устройств не должна
снижать производительность труда; подвижность возду-
ха, создаваемая приточной вентиляцией, не должна на-
рушать технологический процесс сварки (в среде защит-
ных газов).
Институтом гигиены труда и профзаболеваний АМН
СССР на основе натурных исследований было рекомен-
довано применять в сборочно-сварочных цехах в основ-
ном механическую общеобменную вентиляцию. В лет-
ний период для однопролетных цехов при условии обес-
печения требуемой чистоты наружного воздуха
целесообразно применение естественного притока. В хо-
лодный период года обязателен подогрев приточного
наружного воздуха.
Проектирование общеобменной вентиляции сборочно-
сварочных цехов включает следующие вопросы: а) вы-
бор по гигиеническим и экономическим соображениям
оптимальной схемы вентиляции; б) расчет требуемых
воздухообменов; в) конструктивное оформление принци-
пиальной схемы организации воздухообмена.
2. ВЫБОР СХЕМЫ ОРГАНИЗАЦИИ ВОЗДУХООБМЕНА
В табл. 4 представлены четыре основные схемы обще-
обменной вентиляции сборочно-сварочных цехов, которые
нашли практическое применение. Укажем области при-
менения каждой из схем, сопоставляя определяющие
факторы: характер распространения вредных примесей,
технологические условия, объемно-планировочные реше-
ния и экономические соображения.
Первая схема (рис. 25) вентиляции требует наимень-
ших воздухообменов, так как удаляет воздух с макси-
мальными концентрациями сварочного аэрозоля, значи-
тельно превосходящими предельно допустимые уровни.
Применение ее возможно только в тех цехах, в которых
91
Рис. 25. Схема I общеобменной вентиляции
можно расположить вытяжные воздуховоды в зоне
максимальных концентраций по высоте (например, при
Таблица 4
Схемы общеобменной, вентиляции сборочио-сварочных цехов
Кв схемы Способ подачи чистого воздуха в цех Способ удаления загрязненного воздуха из цеха
I 11 III IV В рабочую зону с малыми скоростями То же Сосредоточено в верхнюю зону цеха Сосредоточенное душирова- ние рабочей зоны Из зоны накопления пы- ли по высоте цеха Из верхней зоны цеха То же »
92
сварке на конвейере). При наличии в цехе кран-балок
устройство этой схемы практически невозможно: следует
применять вторую или третью схемы (нумерация схем
условна(.{"Устройство второй схемы (рис. 26) целесооб-
разно только в тех случаях, когда концентрация аэро-
золя в верхней зоне выше концентраций в рабочей зоне,
т. е. в невысоких цехах. В высоких цехах ее применение
недопустимо, так как концентрации аэрозоля в удаляе-
мом из верхней зоны воздухе незначительны, что под-
тверждено результатами натурных обследований
ВНИИОТа и др. В этом случае целесообразно приме-
нение сосредоточенной подачи воздуха в верхнюю зону
(третья схема). По этой схеме воздух интенсивно пере-
мешивается и достигается равномерное распределение
аэрозоля во всем объеме цеха. Рабочая зона вентилиру-
ется так называемым обратным потоком (рис. 27).
При сварке в среде защитных газов и при большом
количестве местных отсосов недопустимо создание вы-
сокой подвижности воздуха в рабочей зоне. Это условие
могут обеспечить первая или вторая схемы, подающие
приточный воздух в рабочую зону с малыми скоростями.
В цехах, где невозможно разместить приточные воздухо-
воды, подающие воздух в рабочую зону, или вытяжные
в средней по высоте части цеха, следует устраивать об-
щеобменную вентиляцию по третьей схеме, которая не
требует протяженных воздуховодов и эффективно
выполняет функции отопления, так как при подаче в
верхнюю зону приточный воздух можно нагреть до 70-—
80°С. Четвертая схема вентиляции (рис. 28) применима
в тех же условиях, что и третья, но когда сварка прово-
дится на отдельных участках, а не по всей площади
цеха. Третья схема легко трансформируется в четвертую
изменением угла подачи приточной струи (приточными
устройствами с поворотными лопатками), что целесооб-
разно в теплый период. Применение третьей и четвертой
схем, создающих высокую подвижность воздуха, недо-
пустимо при сварке в среде защитных газов. Сосредото-
ченная подача приточного воздуха нашла достаточно
широкое применение в практике. Душироваиие рабочей
площадки, исследованное и рекомендованное институтом
«Проектпромвентиляция», имеет значительно меньшую
область применения.
Необходимость в вентиляции ка'ипы крановщика
может возникнуть при первой или второй схемах, если
93
Рис. 26. Схема II общеоб-
менной вентиляции
Рис. 27. Схема III общеобменной вентиляции
концентрации в рабочей зоне
Рис. 28. Схема IV общеобменной вентиляции
94
кабина находится в зоне повышенных концентраций
вредных веществ. При третьей схеме необходимость в
вентиляции кабины отпадает, так как вредные выделе-
ния интенсивно перемешиваются во всем объеме цеха до
предельно допустимых концентраций.
Установки для вентиляции кабин крановщиков могут
работать на воздухе, поступающем из цеха, и наружном
воздухе. Установки первого типа для сварочных цехов
должны иметь устройства для эффективной очистки
воздуха от сварочного аэрозоля и в случае необходи-
мости от газов. Охлаждение воздуха в обычных сбороч-
но-сварочных цехах не требуется. Основным и конструк-
тивно сложным элементом установки, подающей наруж-
ный воздух, является приточный неподвижный воздухо-
вод для подачи воздуха в движущуюся кабину. Наиболее
простым вариантом является канал с двустворчатым
ленточным затвором, предложенный ВНИИОТом. Типо-
вые чертежи установки для вентиляции кабины кранов-
щика распространяются Центральным институтом ти-
повых проектов Госстроя СССР (альбом ОВ-02-108).
В сборочно-сварочных цехах следует устраивать воз-
душные или воздушно-тепловые завесы в случаях, пре-
дусмотренных санитарными нормами СН 245—71: у
ворот, открывающихся чаще пяти раз в смену или нс
менее чем на 40 мин в смену. Объем наружного возду-
ха, проникающего в цех в смеси с нагретым воздухом
завесы, можно учитывать в воздушном балансе цеха.
Расчет воздушных завес следует производить по методу
В. М. Эльтермана, на основе которого институтом «Сан-
техпроект» составлены «Указания по расчету двусторон-
них воздушных завес у наружных проемов производст-
венных зданий» (АЗ-374). Типовые чертежи (1.435—5;
1.494—2) воздушных завес разработаны ЦНИИ пром-
зданий (г. Москва) и распространяются ЦИТП Гос-
строя СССР.
При возможности устройства в цехе двух вариантов
вентиляции необходимо провести их технико-экономиче-
ское сравнение. Для этого нужно подсчитать сумму ка-
питальных затрат К и ежегодных эксплуатационных
расходов Э, умноженных на нормативный срок окупае-
мости Н для каждого варианта, и выбрать более эконо-
мичный вариант:
95
Имеется в виду, что оба варианта обеспечивают вы.
полнение требований санитарных норм, но при разных
величинах воздухообменов, различном оборудовании
и т. д. Сравнение только сметных стоимостей недопусти-
мо, так как эксплуатационные расходы на электроэнер-
гию для вентиляторов и на подогрев наружного воздуха
весьма значительны в современных сборочно-сварочных
цехах. Капитальные затраты складываются в основном
пз стоимости оборудования, материалов, изготовления
и монтажа; эксплуатационные расходы — главным обра-
зом из стоимости электроэнергии, тепла на нагрев при-
точного воздуха, различных видов ремонта и заработной
платы обслуживающего персонала.
3. РАСЧЕТ ВЕЛИЧИНЫ ВОЗДУХООБМЕНА
Требуемый расход воздуха общеобменной вентиляции
для удаления аэрозолей или паров (газов) определяется
по формуле
где L — расход воздуха, м3/ч; G — количество образую-
щихся в единицу времени вредных веществ, мг/ч; qy—
концентрация вредных веществ в удаляемом воздухе,
мг/м3; qa — то же в приточном воздухе, мг/м3.
Научно-исследовательскими организациями сани-
тарно-гигиенического профиля были экспериментально
определены по единой методике количества вредных ве-
ществ Gy, образующихся при сжигании 1 кг электродов
и сварочных проволок различных марок. Для исследо-
ванных материалов были подсчитаны удельные воздухо-
обмены по формуле, в которой вместо концентрации
вредных веществ в удаляемом воздухе использована кон-
центрация в рабочей зоне:
где 9р.з —концентрация вредных веществ в рабочей зоне,
которую следует для сварочных цехов принимать равной
предельно допустимой по санитарным нормам в рабочей
зоне; qp_3^.qy, поэтому результат, подсчитанный по фор-
муле (2), больше, чем определенный по формуле (1).
96
Требуемая величина воздухообмена в цехе определя-
ется произведением
L = Ly п,
где п — расход сварочных материалов, кг/ч.
Институтом «Сантехпроект» была проведена большая
работа по определению соотношения массы образующих-
ся вредных веществ при сварке к массе этих компонен-
тов в сварочном материале (проволоке, обмазке и т. д.)
для всех основных групп сварочных материалов. Полу-
ченные данные были сведены в таблицу-приложение к
утвержденному нормативному документу {14]. Методика
расчета носит- универсальный характер, она позволяет
проектировщикам систем вентиляции при изменении или
появлении новой марки сварочного материала выяснить
с помощью технолога, к какой группе он относится, и
определить количество образующихся в процессе сварки
вредных веществ на единицу массы расходуемого мате-
риала (электрода, проволоки).
В действующих «Санитарных(правилах» № 1009—73
[16] приведены удельные валовые выделения вредных
веществ для различных видов сварки (приложение 3).
Для проверки эффективности систем вентиляции, смон-
тированных по схемам I, II и IV (см. табл. 4) проек-
тант должен знать концентрации вредного вещества в
удаляемом воздухе дуг. Концентрация вредного вещест-
ва в приточном воздухе qn регламентируется санитарны-
ми нормами в пределах до 30% ПДК в рабочей зоне.
Величины коэффициента т, учитывающего неравно-
мерность распределения концентраций вредных веществ
по высоте цеха, может быть представлена в виде
7у 7п
Во ВЦНИИОТе были экспериментально получены на
моделях значения коэффициента т для трех из четырех
приведенных в табл. 4 схем общеобменной вентиляции,
нашедших практическое применение в действующих сва-
рочных цехах:
1 Строительные нормы и правила (СНиП П-ЗЗ—75), действующие
с 1 июля 1976 г., п. 4. 94, предусматривают удаление воздуха си-
стемами общеобменной вентиляции из зон наибольшего загрязнения
воздуха в помещениях.
4— 150Я
97
Схема................ I II III IV
Коэффициент. . . 0,5 0,6 1,0 0,7
Эти данные позволяют проводить расчет воздухообмена
по формуле
£ =______
9р.з
(3)
Сравнение результатов моделирования, на основе
которых были определены указанные коэффициенты, да-
ло вполне удовлетворительное совпадение с данными на-
турных обследований не только ВЦНИИОТа, но и «Сан-
техпроекта» и «Проектпромвентиляции».
Представленные выше коэффициенты, полученные
экспериментально, требуют корректировки в связи с
изменением технологии сварочного производства и объ-
емно-планировочных решений производственных зданий.
Общеобменная вытяжная вентиляция должна асси-
милировать вредные вещества, образующиеся не только
при рассеянной по площади цеха сварке, но и на фикси-
рованных постах, оборудованных местными отсосами,
эффективность которых в расчетах следует принимать не
более 75%- Если на отдельных участках цеха выполня-
ются различные сварочные операции, сопровождающие-
ся образованием разнородных вредных веществ, следует
устраивать самостоятельные приточно-вытяжные систе-
мы, рассчитанные на улавливание вредных веществ, об-
разующихся на каждом участке.
Пример расчета. В сборочно-сварочном цехе производится ручная
рассеянная по всей площади помещения сварка. Расход электродов
УОНИ-13/45 равен 40 кг/ч. Требуется определить величину воздухо-
обмена при сосредоточенной подаче воздуха в верхнюю зону
(III схема) и удалении загрязненного воздуха из верхней зоны цеха.
Согласно «Санитарным правилам при сварке, наплавке и резке
металлов» № 1009—73 [16] количество воздуха, необходимого для
растворения до предельно допустимой концентрации аэрозоля,
выделяющегося прн сжигании 40 кг/ч электродов УОНИ-13/45, со-
ставляет 40 кг/чХ3000 м3/кг=120 000 м3/ч.
4. КОНСТРУКТИВНОЕ ОФОРМЛЕНИЕ УСТАНОВОК
ОБЩЕОБМЕННОЙ ВЕНТИЛЯЦИИ
Рассмотрим современные конструктивные решения
способов воздухораспределения и удаления загрязнен-
ного воздуха Применительно к условиям сборочно-сва-
рочных цехов.
98
Рнс. 29. Воздухораспределители для подачи воздуха в рабо-
чую зону:
а — полочный; б — пристенный
При проектировании новых и реконструкции дейст-
вующих сборочно-сварочных цехов расчет воздухорас-
пределителей и их конструктивное оформление следует
выполнять по действующим справочным материалам и
типовым чертежам (воздухораспределители и приточные
вентиляционные камеры). Для сосредоточенной подачи
воздуха в верхнюю зону или душпрования площадки
применяют поворотные патрубки типа ПП, патрубки по-
воротные душирующие ППД, регулируемые решетки
воздухоприточные РР. Поворотные патрубки ПП пред-
назначены для раздачи воздуха горизонтальными или
несколько наклонными компактными струями в верхнюю
зону цехов. Подвижная часть патрубка может поворачи-
ваться в вертикальной плоскости на угол до ±20°, на-
клоняя в тех же пределах компактную струю воздуха
(если она не настилается на потолок).
Для раздачи приточного воздуха в рабочую зону при-
меняют трехсторонние распределители полочные или
типа ВП (рис. 29). Воздух выпускается через отверстия,
прорезанные в стенках распределителя. Нижняя кромка
Устройства может находиться на уровне 0,7—2,5 м от
пола. Температура подаваемого воздуха не должна быть
более чем на 5°С ниже нормируемой температуры возду-
ха в рабочей зоне. При подаче перегретого воздуха верх-
ний предел температуры 40°С. Воздухораспределители
следует располагать так, чтобы на рабочих местах со-
блюдались комфортные условия.
Для обработки приточного воздуха применяют типо-
нью приточные камеры типа ПК-10-150, разработанные
99
институтом «Сантехпроект» (рис. 30) производитель-
ностью 3,5—150 тыс. м3/ч воздуха. Применение в совре-
менном строительстве типовых вентиляционных камер
позволило добиться максимальной компактности разме-
щения оборудования, применить наиболее эффективное
Рис. 30. Вентиляционная приточная камера:
1 — вентиляционная установка; 2 — мягкая вставка;
3 — конфузор; 4 — секция калориферная; 5 — секция
соединительная; 6 — секция фильтров; 7 — заслонка ре-
циркуляционная; 8 — секция приемная; 9 — заслонка
утепленная
оборудование (секции), исключить возможность случай-
ного выбора отдельных элементов. Эти решения полно-
стью отвечают индустриальным требованиям строитель-
ства. Приточные камеры комплектуют из отдельных ти-
повых секций, изготовляемых серийно на заводах или в
центральных заготовительных мастерских. Вместе с ка-
мерами на строительство поставляются комплекты опор-
ных конструкций и крепежа. В зависимости от конкрет-
ных условий камеры могут использоваться с полным и
неполным набором секций. Приточные камеры рекомен-
дуется размещать у наружных стен, а в многопролетных
зданиях (в средних пролетах) необходимо обязательно
обеспечивать забор наружного воздуха из незагрязнен-
ной зоны. Во избежание загрязнения подаваемого возду-
ха не следует располагать в одной камере агрегаты
вытяжных и приточных систем. Приточные камеры
100
следует размещать таким образом, чтобы протяженность
воздуховодов по возможности не превышала 50 м.
Общеобменные вытяжные установки в настоящее
время большей частью выполняют в виде центробежных
или осевых крышных вентиляторов (рис. 31 и 32). Кон-
структивное исполнение общеобменной вентиляции по
Рис. 31. Крышной осевой вен-
тилятор с колесом ЦЗ-04:
1 — ЛЮК; 2 — диффузор; 3 — колесо
рабочее; 4 —корпус вентилятора;
5 — патрубок входной; 6 — решетка
предохранительная; 7 — электродви-
гатель; 8 — клапан; 9 — зонт
Рис. 32. Крышной центробеж-
ный вентилятор КЦЗ-90:
/ —• входной патрубок; 2 — защит-
ный цилиндр; 3 — рабочее колесо;
4 — электродвигатель; 5 — съемный
колпак: 6 — кожух; 7 — железобе-
тонный стакан
схемам I или II (см. табл. 4) наиболее целесообразно
в виде вертикальных воздуховодов, опущенных до зоны
максимальных концентраций или до нижнего пояса
ферм. В действующих цехах еще можно встретить вы-
тяжные осевые вентиляторы, установленные в оконные
проемы, которые, при реконструкции следует заменять
крышными. (J
Необходимо указать, что системы как приточной, так
и вытяжной вентиляции должны обязательно иметь ре-
зервы увеличения производительности по воздуху и теп-
лу в связи с необходимостью увеличения воздухообмена
при обязательном росте производительности цеха.
101
ГЛАВА Vll
Вентиляция при специальных работах
1. ВЕНТИЛЯЦИЯ ПРИ СВАРКЕ В ЗАМКНУТЫХ
И ПОЛУЗАМКНУТЫХ ПРОСТРАНСТВАХ
Сварка внутри емкостей характеризуется быстрым
образованием высоких концентраций газов и аэрозоля
в зоне дыхания, а также неблагоприятными метеороло-
гическими условиями, поэтому требует специальных са-
нитарно-технических мероприятий. Условия работы при
сварке внутри резервуаров усугубляются повышенным
тепловым облучением и неудобным положением тела
сварщика. Исследованиями Института гигиены труда и
профзаболеваний АМН СССР установлено, что темпера-
тура воздуха в замкнутых пространствах объемом 7,5
и 15 м3 повышалась через 30 мин работы на 6—10°С, а
интенсивность теплового облучения по данным много-
численных замеров составляла на уровне лица сварщика
300—450 ккал/м2-ч. При сварке предварительно подо-
гретых изделий интенсивность теплового облучения по-
вышается. По санитарным нормам СИ 245—71 при
облучении более 300 ккал/м2-ч для создания нормаль-
ных условий труда необходимо применять воздушное
душирование рабочего места.
В соответствии с «Санитарными правилами при свар-
ке, наплавке и резке металлов» № 1009—73 [16] подвиж-
ность подаваемого в замкнутые объемы воздуха должна
быть 0,7—2 м/с, чтобы исключить возможность простуд-
ных заболеваний сварщиков. Температура подаваемого
воздуха в холодный период года должна быть не ниже
20°С.
В соответствии с «Правилами техники безопасности
и производственной санитарии при электросварочных
работах» [13] сварка внутри замкнутых пространств без
вентиляции не допускается.
Перед сваркой емкостей должны быть проведены
очистка, промывка и вентилирование их. В качестве ра-
створителей для обезжиривания свариваемых изделий
нельзя применять трихлорэтилен и дихлорэтан, при
взаимодействии которых с озоном может образоваться
токсическое вещество удушающего действия — фосген.
В цехах, где производится сварка внутри емкостей
(баков, цистерн, котлов, резервуаров, колонн), необхо-
1П2
Рис. 33. Схемы организации воздухообмена внутри емкости:
а — подача приточного воздуха; б — удаление загрязненного воздуха
димо устройство общеобменной и местной вентиляции.
В ряде случаев необходимо применять индивидуальные
средства защиты органов дыхания.
Вентилирование замкнутых пространств можно осу-
ществить по следующим принципиальным схемам:
1) создание организованного воздухообмена в емкос-
ти: механическая подача чистого наружного воздуха в
емкость; механическое удаление воздуха из нее; совме-
стное действие притока и вытяжки;
2) удаление загрязненного воздуха непосредственно
вблизи электросварочной дуги;
3) вентилирование только зоны дыхания сварщика
(путем подачи чистого воздуха под маску или под щи-
ток).
Характерной особенностью вентилирования емкостей
является необходимость применения в большинстве слу-
чаев гибких шлангов и вентиляторов высокого давле-
ния.
На рис. 33 показана схема вентилирования емкости
приточной струей от стационарной вентиляционной уста-
новки. Достоинство этой схемы состоит в том, что пода-
ется чистый (наружный) подогретый в холодное время
воздух. Емкости типа цистерн или колонн следует при
этом способе располагать на фиксированных местах.
Можно применять и гибкие шланги больших диаметров
(порядка 200—300 мм) при наличии в торцовой части
резервуара готового фланца. Конец гибкого шланга
может быть оформлен в виде приточного насадка, ук-
репленного на штативе. При определении объема пода-
ваемого воздуха важно, чтобы скорость воздуха на
рабочем месте была 0,7—2,0 м/с при ручной сварке, а
при сварке в среде защитных газов в пределах, указан-
103
ных в гл. V. Подаваемая струя чистого воздуха должна
иметь направление от сварщика к дуге с тем, чтобы
вредные выделения не попадали в зону дыхания. При
работе двух сварщиков второй из них по ходу движе-
ния воздуха будет в менее благоприятных условиях. По-
даваемый объем воздуха должен растворить твердую
фазу аэрозоля и газы, образующиеся при работе первого
по ходу движения воз-
духа сварщика до пре-
дельно допустимых
концентраций.
Рис. 35. Высоковакуумиая установка
с малогабаритными местными от-
сосами:
1 — коллектор; 2 — переносные шланги;
3 — пылегазоприемник; 4 — штуцер с за-
глушкой; 5 — пылеуловитель; 6 — высоко-
вакуумный побудитель
Рис. 34. Передвижная вен-
тиляционная установка для
вентилирования при сварке
внутри емкостей:
1 — основание; 2 — каркас; 3 —
электродвигатель; 4 —• осевой
I вентилятор; 5 — электрокалори-
I феры; 6—регулирующий клапан
Недостаток рассматриваемой схемы заключается в
том, что загрязненный воздух выбрасывается в цех и
должен удаляться общеобменной вентиляцией. Этого
можно избежать, если устраивать одновременно удале-
ние загрязненного воздуха из емкости со стороны, про-
тивоположной притоку воздуха, с помощью вытяжной
вентиляции.
Удаление воздуха упрощается, если имеется возмож-
ность подключить вытяжной воздуховод к готовому
отверстию изделий. Объем удаляемого механической
вентиляцией из емкости воздуха должен на 10—15%
104
превосходить объем воздуха, подаваемого для предот-
вращения поступления загрязненного воздуха в цех.
Устройство одной вытяжки из емкости (с выбросом
еце цеха) обладает тем недостатком, что в емкость
поступает воздух из цеха уже частично загрязненный,
рекомендуемый объем удаляемого воздуха на один пост
2000 м3/ч. При таком способе вентиляции создаются
меньшие скорости воздуха, чем при подаче приточной
струи, но воздух в холодный период не нагревается от
температуры в цехе (16—18°С) до рекомендуемой для
подачи в емкости (не ниже 20°С).
При сварке емкостей на нестационарных местах,
когда невозможно устройство описанных выше схем,
применяют передвижные агрегаты. Они также могут
быть использованы при сварке на улице зимой с подо-
гревом подаваемого воздуха. При вентилировании ем-
костей с помощью передвижных агрегатов остаются в
силе указанные выше положения по организации возду-
хообмена и его расчету. Следует отметить, что пере-
движные агрегаты подают из цеха в емкость уже частич-
но загрязненный воздух, а отработанный воздух с
высоким содержанием аэрозоля и газов поступает об-
ратно в помещение.
Передвижная установка, представленная на рис. 34,
проста по устройству и может быть изготовлена на не-
специализированном предприятии.
Иностранные фирмы выпускают агрегаты большой
номенклатуры, работающие на бензиновом топливе.
Применение этих установок, независимых от электро-
подводок, целесообразно только при сварке емкостей
вне цеха, так как внутри цеха потребуется дополнитель-
ная общеобменная вентиляция для удаления выхлопных
газов от двигателей.
Для удаления загрязненного воздуха непосредствен-
но от сварочной дуги ВНИИОТом разработана вакуум-
ная установка с малогабаритными переносными местны-
ми отсосами. Удаление пыли и газов осуществляется
непосредственно от сварочной дуги малогабаритными
пылегазоприемниками с гибкими облегченными шлан-
гами небольшого диаметра.
Схема высоковакуумной установки представлена на
Рис. 35.
В качестве побудителей движения воздуха могут
быть использованы:
105
Рнс. 36. Малогабаритный пылегазоприемиик
с пневматическим присосом-держателем:
I — приемник; 2 — кольцо из пористой резины;
3 — присос-держатель; 4 — диффузорный пережим;
5 — полая втулка; 6 — пылесосный шланг
а) в системах большой протяженности — различные
вакуум-насосы; при малом числе постов сварки следует
применять водокольцевые вакуум-насосы типа РМК или
ВВН; при большом количестве сварочных постов реко-
мендуется применять многоступенчатые центробежные
машины завода «Узбекхиммаш» марок ТВ-50-1,5;
ТВ-70-1,6 и ТВ-175-1,6, создающие разрежение 2500--
3000 мм вод. ст.;
б) в системах с малой протяженностью шлангов (до
6—8 м) могут быть использованы вентиляторы высокого
давления, создающие разрежение 1500 мм вод. ст.
К побудителю подводится коллектор — герметичная
тонкостенная стальная труба, проложенная вдоль воз-
можного фронта электросварочных работ. Длина кол-
лектора может быть 100 м и более. К коллектору прива-
ривают штуцера для подключения переносных шлангов.
Все штуцера снабжают заглушками для герметичного
перекрытия.
В высоковакуумных установках используют спи-
ральные резинотканевые шланги облегченной конструк-
ции. Для конечных участков (у пылегазоприемников)
применяют пылесосные шланги диаметром 25 и 32 мм
длиной 2 м (шланги для комнатных пылесосов завода
«Каучук», ТУ 2825—53). На входе воздуха в шланги
устанавливают малогабаритные переносные пылегазо-
приемники с пневматическими присосами-держателями
(рис. 36).
Действие пневматического присоса основано на ис-
пользовании разрежения, создаваемого побудителем
тяги. Необходимое для удержания приемника и шланга
разрежение в присосе 3 обеспечивается путем местного
106
повышения величины разреже-
иця с помощью вмонтированного
р шланге диффузорного пережи-
ма 4, суженное сечение которого
^общается полой втулкой 5 с
целостью резиновой полусферы.
Крепление присоса осуществля-
ется автоматически при сопри-
косновении полусферы с поверх-
востью за счет быстрого возник-
новения вакуума. Отрыв присоса
производится сжатием пальцами
краев полусферы. Перестановка
присоса осуществляется сварщи-
ком, как правило, при каждой
смене электродов.
При правильной эксплуатации
таких местных отсосов обеспе-
чивается необходимый санитар-
но-гигиенический эффект. Кон-
центрация пыли и газов в зоне
дыхания сварщика снижается до
уровня, близкого предельно до-
пустимой концентрации. Такой
эффект достигается при удалении
Рис. 37. Пылегазоприем-
ник, прикрепленный к
ручке защитного щитка
сварщика:
/—защитный щиток; 2—ци-
линдр; 3 — малогабаритный
пылегазоприемник; 4—хомут;
5 — стопорный диск;
6 шпилька
воздуха от одного сварочного
поста 100—150 мЧ/ч.
При ручной сварке конструкций на нестационарных
местах могут быть использованы постоянно перемещае-
мые приемники вытяжной вентиляции, прикрепленные
шарнирами к ручкам защитных щитков (рис. 37). Шар-
нирные соединения позволяют изменять угол поворота
патрубка приемника как в вертикальной, так и горизон-
тальной плоскостях.
При сварке внутри цилиндрических емкостей, осуще-
ствляемой на кантователях, т. е., выполняемой только
в нижнем положении, может быть использован пере-
движной пылегазоприемник, который передвигается на
Роликах по мере вращения свариваемого цилиндра. Для
обеспечения нужного гигиенического эффекта через та-
кой приемник необходимо удалять 250 м3/ч воздуха.
Сечения и длина шлангов и коллектора определяется
Расчетом для каждой конкретной установки в зависимос-
ти от местных условий и типа принятого в системе высо-
107
ковакуумного побудителя тяги. Удельное гидравлике-
ское сопротивление в мм вод. ст. на 1 пог. м резинотка-
ниевого шланга с гладкой внутренней поверхностью с
достаточной степенью точности можно определить ц0
формуле
1.75
Я = 10------,
jl.25
а для имеющих гофрированную внутреннюю поверхность
с открыто проложенной в гофрах проволочной спиралью
по формуле
7? = 20 —--------,
rfl-25
где v — средняя скорость движения воздуха в шланге,
м/с; d — внутренний диаметр шланга, мм.
Универсальность установок, незначительный объем
удаляемого ими воздуха, не требующий, как правило,
устройства дополнительной приточной вентиляции; ма-
лые габариты являются несомненными их достоинства-
ми. Малогабаритные отсосы эффективно удаляют вред-
ные вещества, если сварка находится в активной части
спектра всасывания не далее одного диаметра прием-
ного отверстия, т. е. на 150—250 мм от отверстия, по-
этому требуется периодическое перемещение приемников
в процессе работы, которое можно, по данным
ВНИИОТа, совместить по времени со сменой электро-
дов, на что уходит 3—10% рабочего времени. В связке
этим требуется проведение специального инструктажа
сварщиков и соответствующее нормирование затрат ра-
бочего времени.
Специального обслуживания требуют вентиляторы и
другие побудители тяги высокого давления.
Внедрение отсоса, прикрепленного к щитку сварщи-
ка, можно обеспечить путем изготовления его из легки*
сплавов с применением облегченного шланга, укреплен-
ного на поясе сварщика. Значительное утяжеление щит-
ка вызывает дополнительное усилие левой руки >
повышает утомляемость сварщика, однако несмотря на
это, данный вариант положителен в том отношении, что
не требует периодического перемещения отсоса.
В наиболее трудных условиях проведения сварочнЫ*
работ применяется вентилирование зоны дыхания свар-
108
щИкэ, например, когда затруднено устройство общего
рентилирования при заключительных операциях по свар-
ке цистерны. В этом случае общее вентилирование с
помощью гибкого рукава, подающего или удаляющего
воздух из нее, не дает требуемого гигиенического эффек-
та. Для создания нормальных условий работы необходи-
мо подать чистый воздух непосредственно в зону дыха-
ния. Для этой цели применяют средства индивидуальной
защиты органов дыхания, описанные в гл. VIII.
В цехах, в которых производится сварка внутри
сосудов, устройство общеобменной вентиляции обяза-
тельно. Она дополняет вентиляционные установки, об-
служивающие сварочные посты в емкостях, восполняет
воздух, удаляемый местными устройствами, приточным
воздухом и растворяет и удаляет вредные вещества, вы-
брасываемые в атмосферу цеха при продувке замкнутых
пространств.
2. ВЕНТИЛЯЦИЯ ПРИ ГАЗОПЛАМЕННОЙ ОБРАБОТКЕ
МЕТАЛЛОВ
Кислородно-ацетиленовую сварку рекомендуется
проводить на столах, оборудованных типовым укрыти-
ем — шкафом с откидными дверцами и козырьком
(рис. 38) [9]. При устройстве отсосов для газовой резки
металлов необходимо учитывать, что вредные вещества
распространяются вместе с газовой струей, выходящей
из горелки с большой скоростью. Отклонить этот поток
в сторону практически невозможно, поэтому приемное
отверстие местного отсоса должно быть установлено на-
встречу пылегазовому потоку.
Для ручной и полуавтоматической резки ВНИИОТом
предложены столы, короб которых служит приемником
(рис. 39) (7]. Объем удаляемого воздуха рекомендуется
принимать 2000—2700 м3/ч на 1 м2 площади стола. По-
верхность стола должна быть не менее чем на 80% за-
крыта разрезаемыми листами, тогда у места резки будут
обеспечены достаточные скорости воздуха во всасываю-
щем потоке. Для сокращения объемов удаляемого воз-
духа вытяжные воздуховоды целесообразно разделять
па секции, снабженные заслонками с ручками. Открыта
Должна быть та секция,' против которой производится
резка. Следует учитывать бесполезный подсос воздуха
через остальные секции, которые закрываются негерме-
109
ьрама, алюминия токсичные окислы этих металлов. Кро-
Je того, в воздух помещения поступают газы (окислы
'Зота и озон). При плазменной резке также наблю-
дается выделение аэрозолей разрезаемого металла.
В альбоме типовых чертежей ОВ-02-151 представле-
Рис. 38. Вытяжной шкаф
с откидными дверками и ко-
зырьком:
1 — откидной козырек; 2 — от-
кидные дверки
Рис. 39. Местный отсос от раскроеч-
ного стола шириной до 1,5 м:
1 — стальной лист; 2 — ручка дроссель-
клапана; 3 — всасывающий приемник; 4 —
дроссельный клапан; 5 — сборный воздухо-
вод; 6 —• щелевое отверстие в боковой
стенке короба
на кабина, установленная на столе для плазменного на-
^ления (например, алюминиевого порошка пистолетом
rtfna УИП-4-64) или металлизации (оцинковка стали
ргчным электрометаллизатором М-ЗА). При металлиза-
ции выделяется большее количество вредностей, возду-
хообмен в связи с этим увеличен на 20% по сравнению
с напылением.
Для установки ХТТ-1-58 для плазменной резки ре-
комендуется типовой подрешеточный отсос (см. прило-
жение 1).
ГЛАВА VIII
Индивидуальные средства защиты
1. ЗАЩИТА ОРГАНОВ ДЫХАНИЯ
секцию). При использовании
В соответствии с ГОСТ 12.3.003—75 средства индиви-
|уальной защиты органов дыхания следует применять
ри отсутствии местных отсосов. В некоторых случаях
естные вытяжные устройства не могут обеспечить тре-
уемых параметров воздушной среды, поэтому также не-
бходимо применение средств индивидуальной защиты
рганов дыхания.
Когда концентрации газов в зоне дыхания неве-
гики, можно применять противопылевые респираторы
1 .1_______ , «Астра-2». Ткань этих респирато-
ров (ФП) разработана Физико-химическим институтом
Щ. Л. Я- Карпова (г. Москва). Практика показала, что
Д ткань можно применять для защиты от микробных,
Довитых и нетоксических пылей. Ткань ФП отличается
тично (по 800 м3/ч на
газорезательных автоматов отключение секций может
быть автоматизировано с помощью пневматической си-
стемы включения и отключения шиберов секции. Техни-
ческая документация на вентиляционные устройства при
газовой резке распространяется ленинградским
ВНИИОТом.
Альбом типовых чертежей местных отсосов и укры-
тий [9] ОВ-02-151 содержит чертежи отсосов у решетки ?Ц;??СсСток»'
стола машины для кислородной разделительной резки *
листовой стали АСШ-2 и из камеры для резки цветного
металла и нержавеющих сталей также с помощью.
АСШ-2. Резка цветных металлов и нержавеющей стали'
с гигиенической точки зрения более опасна, поэтому “пы7е7адерживающими Свойствами? обладает
предусмотрено проведение этих работ в камере с крат< (адой MaGCoft (ШБ.[ весит 10 г) и небольшим еопротив-
ностью воздухообмена 350 объемов в час. Предусмотре- L - - 7
на подача непосредственно в камеру чистого проточного
воздуха в объеме 20% удаляемого, остальной воздух
будет поступать в камеру из цеха.
Плазменная сварка и резка металлов. При плазмен-
ных методах обработки металлов образуются высоко-
дисперсные аэрозоли, в том числе при напылении воль-
:№ием дыханию (3—3,5 мм вод. ст.).
I Когда сварщик работает в условиях высоких концен-
ГРаций не только аэрозоля, но и газов, следует пользо-
рться шланговыми противогазами ПШ-1, ПШ-2-57,
гПА-5, АСМ, РМП-62 с принудительной подачей возду-
s Недостатком применяемых для индивидуальной за-
111
ПО
Рис. 40. Схема установки для принудительной подачи воздуха;
под маску электросварщика:
1— пояс; 2, 5—ткань; 3 — оргстекло; 4— козырек; 6, 7, 11— шланги!
8 — электроподогреватель; 9 — фильтр; 10 — редукционная шайба<
12— коллектор; 13— маска; 14 — светофильтр; 15 — откидная рамка5
щиты органов дыхания шланговых противогазов явл£
ется отсутствие устройств для подогрева воздуха, что ог-
раничивает возможность пользования ими в холодный
период года, а также фильтров для очистки воздуха, заг-
рязненного парами и туманами масла.
Институтами охраны труда были разработаны нес-
колько вариантов щитков и масок с принудительной по-
дачей воздуха. Их основными недостатками были значи-
тельные объемы подаваемого воздуха (12 и 30 м3/ч) и
резкое охлаждение лица. Поэтому они не получили ши-
рокого применения. С учетом этих недостатков установ-
ка и маска для сварщиков с принудительной подачей
воздуха разработаны Институтом гигиены труда и проф-
заболеваний АМН СССР и автомобильным заводом
им. Лихачева (авторское свидетельство № 193031,
Е. И. Воронцова, Н. И. Мосолов и др.). Использована
стандартная маска, для облегчения изготовленная из
фибры толщиной 1 мм (общая масса маски не превы-
шает 700 г).
Установка для принудительной подачи воздух®
(рис. 40) под маску электросварщика состоит из следуй'
112
ui.iix основных узлов: .маски 13, шлангов 6, 7, 11, электро-
цодогревателя 8, фильтра 9, редукционной шайбы 10.
Воздух для установки может подаваться от вентиля-
jopa высокого давления; от ротационной воздуходувки;
от заводских поршневых компрессоров или турбокомп-
рессоров. В случае использования вентиляторов высоко-
го давления шланги должны быть небольшой длины (до
Ю м) с внутренним диаметром 20—25 мм.
Сжатый воздух, подаваемый поршневыми компрес-
сорами, обычно загрязнен продуктами смазочных масел
(масляный туман, пары углеводородов), пылью и водя-
ными парами. При недостаточном охлаждении поршне-
вых компрессоров не исключена возможность присутст-
вия в компрессорном воздухе и окиси углерода.
Для очистки воздуха, поступающего от поршневых
компрессоров, следует устанавливать специальный
фильтр, разработанный ВЦНИИОТом.
При работе у сварщика наблюдается увеличение объ-
ема легочной вентиляции в результате воздействия
таких факторов, как вынужденное положение тела, влия-
ние лучистого тепла, нарушение терморегуляции в за-
щитной спецодежде. Для обеспечения нормальной легоч-
ной вентиляции, поддержания гигиенической нормы уг-
лекислого газа и относительной влажности под маску
следует подавать не менее 100 л воздуха в минуту. Для
поддержания избыточного давления около 0,35 кг/см2
должно быть добавлено еще 20% воздуха, т. е. 120 л/мин.
При возможных колебаниях давления в сети от 4 до
7 ати количество подаваемого под маску воздуха будет
изменяться в допустимых пределах (НО—140 л/мин)._
Требуемое количество воздуха проходит через редук-
ционную шайбу 10 с отверстием в ней диаметром 1,7 мм.
Перед шайбой установлена сетка для улавливания слу-
чайно попавших из сети частиц пыли или окалины, за
шайбой для уплотнения — /резиновая прокладка. Сетка
латунная с ячейкой размером 0,3 мм в свету легко вы-
нимается для прочистки.
Окончательную очистку воздух проходит в фильтре
9 (фильтры-коробки марки А и СО, последовательно сое-
диненные от промышленного противогаза) и поступает в
ЗДектроподогреватель 8 напряжением 36 В и мощностью
300 Вт, который используется для подогрева воздуха в
Холодное время года.
Для подачи воздуха к сварщику применен автоген-
5—1508 113
ный шланг с внутренним диаметром 12 мм. На участку
от коллектора 12 до редукционной шайбы 11 шланг на-
ходится под давлением сети.
При подаче воздуха от вентилятора высокого давле-
ния (например, ВВД №5), к которому возможно под.
ключение до пяти масок, воздуховодом может служить
облегченный пылесосный шланг диаметром 25 мм (ТУ
2825-53), длиной 2 м, собранный на муфтах до требуе-
мой общей длины.
От пояса 1 до козырька 4 установлен шланг 6 длиной
1 м из медицинской резины с внутренним диаметром
8 мм. Воздух из-под козырька 4 через щель, несколько
расширяемую от центра маски 13 >в стороны, равномер-
но направляется на переднюю ее стенку.
На передней стенке маски смонтирована на оси от-
кидная рамка 15 со светофильтром 14, имеющим снару-
жи защитное стекло. При поднятой рамке смотровое
окно площадью, в 4 раза превышающей габариты свето-
фильтра, закрыто органическим стеклом, поверхность ко-
торого для предотвращения образования царапин обра-
ботана лаком, изготовленным на основе кремнийорга-
нических соединений.
Электросварщик через смотровое окно может свобод-
но обозревать свариваемый участок, не откидывая всей'
маски, а благодаря наличию органического стекла и не-
большого избыточного давления дышать чистым возду-
хом при полном устранении подсоса в зону дыхания заг-
рязненного воздуха. Чистый воздух, омывая переднюю
стенку маски, на которой закреплено оргстекло, устра-
няет его запотевание, не охлаждая при этом кожных
покровов лица.
По внутреннему периметру маски укреплена ткань
(черная саржа) 2, 5, затягиваемая с помощью резинки
по подбородку и щекам сварщика. Через этот мягкий
материал избыточный воздух, включая и выдыхаемый
сварщиком, свободно выходит наружу. Ткань во избе-
жание воспламенения от искры обработана специальной
огнеупорной пропиткой, приготовляемой из расчета на
1 л теплой воды 50 г диаммонийфосфата и 30 г серно-
кислого аммония. После пропитки ткань отжимается,
просушивается и проглаживается.
К кромке ткани, соприкасающейся с лицом, присте-
гивается запонками сменный чехол из марли. В случае
перехода на новое рабочее место предусмотрен запас тка-
114
щ, позволяющий полностью откидывать маску поворо-
том на наголовнике.
Незначительная концентрация пыли (0,94 мг/м3) в
зоне дыхания сварщика при работе в маске с подачей
=оздуха, хорошее субъективное ощущение сварщиков и
самочувствие (частота пульса и дыхания ниже, чем при
заботе без маски), отсутствие выделения пота с кожи
дща позволили рекомендовать ее для широкого приме-
тния при сварочных работах.
2. ЗАЩИТА ОРГАНОВ ЗРЕНИЯ, ЛИЦА И ГОЛОВЫ
Для защиты глаз и лица сварщиков и подсобных ра-
бочих используются специальные щитки и .маски, изго-
товляемые в соответствии с требованиями ГОСТ 1361—69.
При разработке масок и щитков для защиты лица элек-
тросварщика необходимо учитывать антропометрические
данные. Размер смотрового окна по вертикали не дол-
жен уменьшать угол зрения и тем самым вызывать до-
полнительные движения сварщика с изменением наклона
туловища. Помимо величины поля зрения должен быть
соответствующий конкретным условиям излучения све-
тофильтр. Щитки и маски должны быть удобны в эксп-
луатации, обладать небольшой массой и соответствовать
другим требованиям ГОСТ 1361—69.
Для защиты глаз от ослепляющей видимой части
спектра излучения, ультрафиолетовых и инфракрасных
лучей в очках, щитках и масках должны применяться
защитные светофильтры по ГОСТ 9497—60, представ-
ленные в табл. 5.
Для защиты глаз и лица электросварщиков
ВЦНИИОТ разработал щитки ЩЭУ универсального ти-
па для электросварщика, которые [выпускались и широко
Использовались различными предприятиями. В связи с
частыми профессиональными заболеваниями глаз под-
собных рабочих этим институтом была разработана за-
щитная маска МВЭ — для вспомогательных рабочих,
защищающая глаза, лицо и шею от брызг расплавлен-
ного металла в вредных излучений сварочной дуги. Мас-
ка состоит из фибрового экрана, наголовника и фартука.
Нз уровне глаз вмонтирована прямоугольная рамка с
Комплектом стекол: наружного бесцветного покровного
11 внутреннего двухцветного защитного светофильтра,
Позволяющего видеть при горящей и негорящей свароч-
115
Защитные светофильтры
Таблица, g
Назначение Марка свето- фильтра Классифи- кационный номер Визуаль. НЫЙ КОэф. фициент пропуска, имя. °/ » /о
Для работ на открытых площадках при ярком освещении и для вспомо- гательных рабочих при электро- сварке В-1 2,4 22,1
Для вспомогательных рабочих при электросварке в цехах В-2 3 10,4
Для газосварщиков и для вспомо- гательных рабочих при электросвар- ке на открытых площадках Г-1 и В-3 4 3,2
Для газосварщиков (газовая свар- ка и резка средней мощности) Г-2 5 0,984
Для газосварщиков (мощная газо- вая сварка и резка) Г-3 6 0,303
Для электросварщиков при свароч- ном токе от 30 до 7'5 А Э-1 9 0.0088
То же, при токе св. 75 до 200 А Э-2 10 0,0027
То же, при токе св. 200 до 400 А Э-3 11 0,00087
То же, при токе св. 400 А Э-4 12 0.00027
ной дуге. Фартук из кожевенного спилка, защищает ниж-
нюю часть лица и шею от брызг металла и излучения,
не ограничивая наклоны и повороты головы .вниз и в
стороны. Регулируемый наголовник позволяет подогнать
маску по размеру головы, а шарнирное устройство—от-
кидывать маску в нерабочее положение. Возможна за-
мена отдельных деталей маски. Ее масса 0,3 кг.
Для защиты глаз крановщиков в сборочно-сварочных
цехах рекомендуется применять защитные очки «Восход»
№ 1 и №2. Они состоят из двух рамок: основной с боко-
винками и бесцветными стеклами и откидной с цветны-
ми светофильтрами марки В.
В США разработан новый тип защитных очков, ко-
торые могут использоваться при электросварке и резке
металла. Линзы этих очков в течение примерно 50 мкс
становятся из совершенно прозрачных сильно затемнен-
ными и автоматически возвращаются в первоначальное
состояние, когда уровень освещенности становится бе-
зопасным для глаз. Очки являются достаточно сложной
системой, состоящей из электрооптического керамичес-
116
кого элемента, помещенного между двумя прозрачными
пластинами, плоскости поляризации которых повернуты
по отношению друг к другу на 90°. Питание осуществля-
ется от батареи напряжением 5,4 В; емкости ее хватает
на 200 ч работы.
Фирма «Файбер металл» (США) представляла на
выставке «Автоген-76» сварочные щитки и защитные
шлемы для электросварщиков, изготовленные из стекло-
волокна и снабженные шарнирами для перевода в нера-
бочее положение и наголовниками, регулируемыми по
размеру головы. Фирма «Фроммелт индастриз» (США)
изготовляет несколько типов защитных складных экра-
нов «Сейфти-Скоинз» серии 60 для зашиты работающих
на местах, не оборудованных специально для выполне-
ния электросварки. Экраны изготовляются из алюминие-
вых труб, обтянутых плотной огнестойкой тканью. Чер-
ный цвет внутренней стороны способствует поглощению
ультрафиолетовых и инфракрасных лучей. Желтые и
черные полосы на внешней стороне обеспечивают хоро-
шую видимость ширм. С обеих сторон ткань покрыта
слоем винила, что придает ей огнестойкость, водо- и
маслоотталкивающие свойства.
Для защиты головы электросварщиков следует обес-
печивать защитными касками из токонепроводящих ма-
териалов.
3. СПЕЦОДЕЖДА И СПЕЦОБУВЬ
Спецодежда и спецобувь выдаются согласно «Типо-
вым отраслевым нормам бесплатной выдачи спецодеж-
ды, спецобуви и предохранительных приспособлений»
(М., Профиздат, вып. I—III, 1968, 1969 гг.). Электро-
сварщикам должны выдаваться защитные костюмы, ру-
кавицы, спецобувь. Спецодежда должна быть прочной,
огнестойкой, легкой, воздухопроницаемой, неэлектропро-
водиой, с малой усадкой. При повышенной опасности
поражений электрическим током сварщикам должны вы-
даваться диэлектрические перчатки, галоши и коврики.
При плазменной обработке, потолочной сварке, работе в
холодных условиях сварщикам выдают нарукавники,
наколенники, подлокотники, пелеринки из огнестойких,
влагонепроницаемых или теплозащитных материалов.
При сварке предварительно нагретых изделий сварщиков
117
необходимо снабжать теплоизолирующей спецодеж.
дой.
ВЦНИИОТом было проведено производственное об-
следование эффективности рукавиц, используемых элек-
тросварщиками. Установлено, что широко применяемые
брезентовые рукавицы непригодны для этой профессии
как по срокам носки, так и по качеству. Через два-три
дня они прогорают, особенно при сварке потолочных
швов. Неудачна конструкция рукавиц, так как в складке
между ладонью и большим пальцем задерживаются иск-
ры и капли расплавленного металла. Брезентовые рука-
вицы ненадежно защищают руки электросварщиков oi
ожогов. ВЦНИИОТом были разработаны технически*
требования к материалам для изготовления рукавиц и ^бумажных тканей." Костюмы из брезентовой парусины
конструкциям рукавиц для электросварщиков-судосбор, с огнестойкой! пропиткой с накладками из кожевенного
щиков. Основные из этих требований приведены
ниже.
Материалы и изделия из них должны быть проч-|
1_____.. _ _ ...______________________________________________________________________________________
ся при попадании искр во время электросварочных pa-jспецодежды может быть успешно решена при "подборе
подходящих основных и накладочных материалов.
ЦНИИшерсти была разработана специальная ткань
(арт. 49116) на основе шерсти, хлопка и синтетических
Спецодежда из молескина с огнестойкой пропиткой
,ериаловедения и конструирования спецодежды. Иссле-
дования НИИ швейной промышленности (г. Москва)
подтвердили нецелесообразность изготовления костюмов
?ля электросварщиков из брезентовой парусины: она не
защищает от искр и брызг расплавленного металла, че-
рез 2 3 месяца куртка и брюки имеют прожоги, проч-
ность ткани становится недостаточной. При стирке ткань
1ает большую усадку. При разработке технических усло-
вий на новые образцы использовались ткани с умерен-
ными защитными свойствами с накладками из материа-
лов с повышенной защитной способностью. В связи с
увеличением массы костюмов с накладками под ними
предусматривалась установка легких и мягких хлопча-
спилка и тентового материала, изготовленные по реко-
мендациям ЦНИИшерсти (г. Москва), эксплуатирова-
________г_________________ . лись 10—12 месяцев (при своевременном текущем ре-
ными и достаточно эластичными; не должны прожигать-1 монте). Основная проблема создания прочной и удобной!
бот; не должны изменять своих физико-механическщИ
свойств при температуре — 25°С; должны свободно про-
шиваться швейными машинами; ориентировочная масса
1 м2 материала 600—650 г; срок носки рукавиц должен материалов для костюмов электросварщиков,
быть не менее месяца.
Рукавицы изготовляют однопалые с короткими ? изготовлена для электросварщиков на Бердянском заво-
длинными крагами, обычные и утепленные. Корпус рука- де дорожных машин. В комплект входят полукомбине-
------------------------------------ - -------“..-Фон, куртка, передник, две пары нарукавников и нако-
ленников, берет с защитным козырьком. Покрой одежды
Удобен, не стесняет в процессе работы свободы движе-
ний.
На постоянной тематической выставке павильона
,, д и отдых» представляются современные
образцы спецодежды, обуви и другие защитные приспо-
собления: наушники, очки, щитки, маски, каски и др.
Костюм мужской! (ТУ 17-893—72) изготовленный из бре-
, 1 за-
зг и искр расплавленного метал-
I Для защиты ног сварщиков и подсобных рабочих от
, - 'гм и ожогов применяют специальные.ботинки с нос-
ами, защищенными металлическими пластинками, и
I оковой! застежкой, исключающей! попадание искр и ка-
’ -ь расплавленного металла.
виц можно изготовлять из материалов с огнестойким
покрытием.
Готовые изделия по внешнему виду и качеству изго-
товления должны соответствовать утвержденному заказ„ иистоян
чиком образцу. В процессе испытаний опытных образце) «Труд
рукавиц технические требования могут быть уточнены t ГУ
дополнены по согласованию с заказчиком.
Для изготовления рукавиц электросварщиков приго .................................. потопленный из
ден кожевенный спилок. Срок носки таких рукавиц пр зентовой парусины (арт. 11119) предназначен для
мерно один месяц. Прочность асбестовых тканей и ткан» ?ать, сварщ™ов от
с огнестойкой пропиткой недостаточна. ВЦНИ Ла (изготовляется Шатурской! швейной! фабрикой)
разработаны конструкция рукавиц, технология пошив» д__ у н - /•
и подготовлены лекала для изготовления рукавиц ДвУ|фавм
типов.
Создать рациональную спецодежду можно только
учетом данных физиологии, гигиены, текстильного ма |ц,
118
119
ГЛАВА IX
Специальные мероприятия
по охране труда ЧИ
1. БОРЬБА С ШУМОМ И ВИБРАЦИЕИ [
I
Уровни шума в сборочно-сварочных цехах, помещу
ниях для плазменной и электронной обработки Mei ад.
лов, должны быть в пределах, регламентируемых «Сани-
тарными нормами проектирования промышленных пред-
приятий» (СН 245—71) [15]. Особое внимание следует
обращать на участки плазменной и электронной обра-
ботки металлов. Для снижения шума, создаваемого обо-
рудованием, это оборудование целесообразно помещать
в звукоизолирующие ограждения. Технологическое и
вентиляционное оборудование, создающее шум и виб-
рацию, нужно устанавливать на виброизолирующие ос-
нования. Присоединение воздуховодов к вентиляторам
следует выполнять с помощью виброизолирующих бре-
зентовых вставок. Создающие высокие уровни шума вен-
тиляторы высокого давления и вакуум-насосы необходи-
мо устанавливать в отдельных звукоизолированных по-
мещениях. Стены кабин для плазменного напыления
должны быть облицованы изнутри материалом с коэф-
фициентом поглощения звука не менее 0,7. Мероприя-
тия при работе с ручным виброинструментом регламен-
тируются «Санитарными нормами и правилами при ра-
боте с инструментами, механизмами и оборудованием,
создающим вибрации, передаваемые на руки работаю-
щих» (СН 626—66).
Для защиты органов слуха от шума рекомендуется
пользоваться индивидуальными средствами защиты —
противошумными наушниками или вкладышами (ГОСТ
15762—70). Для защиты от высокочастотного шума эф-
фективны наушники ВЦНИИОТ-2, наушники ПН-2К-
также вкладыши «Беруши».
Одним из направлений борьбы с шумом является
создание шумоглушащих устройств в самом технологи-
ческом оборудовании, например шумозаглушающих на-
садок на горелку для плазменной обработки.
Повышенный шум высокочастотного характера соз-
дают машины для точечной электросварки с пневмати-
ческими приводами. На заводе «Электрик» (г. Ленин-
град) были разработаны глушители шума, устанавлива-
емые на выхлопные отверстия электропневматических
клапанов. Для клапана КПЭ-4-2 были созданы две кон-
струкции глушителей: в виде пористого металлокерами-
ческого стакана длиной 80 мм и диаметром 22 мм, внут-
ри которого находился звукопоглощающий поролоновый
материал, и в виде стального перфорированного цилинд-
ра. Производственными испытаниями было установлено,
что активные глушители снижали уровни шума машин
энтактной сварки в диапазоне частот 1000—8000 Гц до
шитарной нормы, поэтому использование этих машин
.23 глушителей шума не рекомендуется.
На Горьковском автомобильном заводе для сниже-
[Я шума контактных сварочных машин МТП и МТПП
ыли также разработаны два типа глушителей: метал-
окер амический и с многослойной латунной сеткой. Эф-
ективность последнего оказалась ниже, но он значи-
ельно проще в изготовлении и эксплуатации.
При разработке нового сварочного оборудования с
левмоприводом необходимо предусматривать установ-
ку глушителей шума. Это мероприятие вполне оправда-
но и для действующего оборудования.
2. ОСВЕЩЕНИЕ СБОРОЧНО-СВАРОЧНЫХ ЦЕХОВ
Сварщикам приходится выполнять операции, разли-
чающиеся по точности зрительной работы: разметку,
сборку, чтение чертежей, сварку, контроль сварных со-
единений и др. Наличие источников повышенной яркости
вызывает необходимость частой переадаптации зрения:
каждый раз при переходе от вспомогательных операций,
выполняемых без щитка, к сварке, выполняемой обяза-
тельно со щитком.
Создание высоких уровней освещенности мест сварки
(порядка десятков тысяч люкс) с тем, чтобы все опера-
ции можно было выполнять со щитком, экономически не
ыгодно и практически сложно. Уровни освещенности
ля сварочных работ установлены в соответствии с дей-
твующими нормативными документами для люминес-
ентных ламп 150 лк, а для ламп накаливания 50 лк с
четом наличия в поле зрения самосветящихся элемен-
ов.
Характер технологических операций в сборочно-сва-
очных цехах (работа на нефиксированных местах) оп-
ределяет целесообразность создания системы общего
121
120
освещения локализованного или равномерного общего <]|
использованием переносных светильников местного ос-Е
вегцения. С учетом возможности использования газораз-1
рядных источников света целесообразно повысить уров-Л
ни освещенности при электросварочных работах д0|
500 лк при общем и местном освещении и до 300 лк при!
одном общем освещении.
В переносных светильниках необходимо предусмат-
[ ривать ограничение прямой блесткости. Под кранами
должны быть повешены дополнительные светильники,
компенсирующие затемнение рабочих мест. При сварке
внутри емкостей следует использовать светильники нап-
равленного действия, расположенные снаружи, или руч-
ные переносные светильники, имеющие защитную сетку
(трансформатор должен быть установлен снаружи, его
вторичная обмотка заземлена; не допускается примене-
ние автотрансформаторов).
Светильники, окна и световые фонари необходимо
очищать по мере загрязнения (не реже одного раза в
три месяца).
Окраску стен целесообразно выполнять специальны-
ми красками, обладающими высоким коэффициентом от-
ражения для видимой части спектра и низким коэффи-
циентом — для ультрафиолетовых лучей.
I
3. МЕДИКО-ПРОФИЛАКТИЧЕСКИЕ МЕРОПРИЯТИЯ
В соответствии с приказом Министра здравоохране-
ния СССР №400 от 30 мая 1969 г. электросварщики
должны подвергаться предварительным и периодическим
медицинским осмотрам 1 раз в год при работе в закры-
тых пространствах и 1 раз в 2 года при работе на откры-
тых участках цеха.
Электросварщики, у которых обнаружен пневмоко-
ниоз первой стадии, не должны допускаться к свароч-
I ным работам внутри емкостей. К этим работам и к плаз-
менным способам обработки металлов не следует допус-
кать женщин. Электросварщики, у которых обнаружена
интоксикация марганцем, хромом, свинцом и др., долж-
ны быть переведены на другие работы, не связанные с
воздействием пыли и токсичных веществ.
В соответствии с «Правилами аттестации сварщиков»
(утверждены Госгортехнадзором 22 июня 1971 г.) перед
аттестацией сварщики должны пройти подготовку по
122
программам, утвержденным соответствующим министер-
ством (ведомством) и включающим правила безопаснос-
ти при выполнении сварочных работ. ГОСТ 12.3.003—75
предусматривает следующие меры контроля за выпол-
нением требований безопасности: измерение концентра-
ций вредных веществ в зоне дыхания и в рабочей зове,
исследование шумовых характеристик, дозиметрический
контроль защиты от рентгеновского излучения при элек-
тронно-лучевой сварке и при проверке качества сварных
соединений непосредственно на рабочем месте операто-
ра. Средства индивидуальной защиты следует периоди-
чески проверять в сроки, установленные соответствую-
щей нормативно-технической документацией.
К ПРИЛОЖЕНИЕ 1 Типовые местные отсосы к технологическому оборудованию сварочных цехов (по альбому типовых чертежей ОВ-02-151)
Вид сварки Наименование технологического оборудования Тип местного отсоса Объем отсасываемого воздуха, м’/ч Сопротив- ление отсоса, мм. вод. ст.
Ручная и полу- автоматическая Стол с надвижным укрытием и поворотным диском Столы на стационарных по- стах и в кабинах На площади, ограниченной радиусом до 4,5 м Из-под решетки стола Панели равномерного всасы- вания односторонние размером 600X645, 750X645 и 900Х Х645 мм* То же, с поворотными и по- воротно-подъемными устройст- вами* 1200 По расчету ско- рость 3—4 м/с в живом сечении (25% габаритно- го размера пане- ли) 1
Автоматическая под слоем флюса Автомат АДОБ-ЗОО со сле- дящим устройством Автомат АДОБ-ЗОО Головка типа КДС-ЮОО для сварки продольного наружного шва круглых патрубков Головка полуавтомата ПДДМ-500, установленная на подъемно-поворотной консоли Приближенный плоский гори- зонтальный То же Щелевой Перфорированный 200 130 1650 35 /_ 65 10,5 9,5 5
Продолжение прилоис. 1
Вид сварки Наименование технологического оборудования Тип местного отсоса Объем отсасываемого воздуха, м3/ч Сопротив- ление отсоса, мм. вод. ст.
Автоматическая под слоем флюса Автомат типа АДС-100-3 (сварка круговых швов) Автомат типа АДС-100-3 (сварка внутреннего продоль- ного шва) Приближенный Флюсоотсос Газоотсос Приближенный 100 40 60 45 20 23
Наплавка под слоем флюса Автомат АБС Приближенный щелевой 800 50
Сварка: в углекислом газе в среде аргона Автомат АДК-500-6 Автомат АДСП-1 Верхний щелевой Горизонтальный 500 200 100 35
неплавящимся электродом Установка сварки угольным электродом круговых торцовых швов Приближенный боковой 275 94
Газопламенная _ обработка м СИ — Сварочный стол для кисло родно-ацетиленовой сварки Шкаф-укрытие с откидными дверцами и козырьком 100 3
to о Продолжение прилож. 1
Вид сварки Наименование технологического оборудования Тип местного отсоса Объем отсасываемого воздуха, м3/ч Сопротив- ление отсоса, мм. вод. ст
Газовая резка Машина для кислородной разделительной резки АСШ-2 Цветного металла и нержа- веющих сталей на АСШ-й в специальной камере Из-под решетки стола Отсос из камеры Механический приток меру в ка- 4800 25000 5000 7 30 1
Контактная сварка Машина для точечной свар- ки МТП-75 Машина для точечной свар- ки АТП-10, МТП-25-м Машина для стыковой свар- ки СМ-50-2 Машина для стыковой свар- ки МСМУ-150 Верхний Щелевой Укрытие То же приближенный от электрода с отсосом 380 380 500 700 7,5 7 8 16
Сварка трением Металлизация и плазменное напы- ление Машина МФ-327 ^Ручной электрометаллизатор Пистолет для напыления алю- миниевого порошка УМП-4-64 Приближенный Кабина » 200 3600 3000 3,5 1,5 1,5
Плазменная резка Установка ХТТ-1-58 Из-под стола 2600 3
• По альбому типовых чертежей 4-9 04—37. Примечание. Чертежи распространяются филиалом Центрального института типовых проектов (Г. Тбилиси).
Местные отсосы Ш’ IJIO/K.IJI 1П '
Наименование технологичес- кого оборудования или местоположения укрытия Тип местного отсоса Скорость воз- духа в рабочем проеме, м/с Объем отсасы- ваемого воз- духа, м’/ч Примечание
Столы для ручной сварки мелких изделий 1. Ручная электродугов Вытяжной шкаф с размером от- крытого проема 700X400 мм Подрешеточный отсос и наклон- ная панель, встроенные в сварочные столы ая сварка 0,5-0,7 600—800 1300 ЦКБ ВИСП (г. Киев)
Сварка в закрытых и полузакрытых объемах Пылегазоприемник с пневматичес- ким присосом-держателем 6:6 150 ВНИИОТ, (г. Ленинград)
Универсальный свароч- ный автомат АБС Г. Автоматическая и полуавтоматическая Отсос конструкции Киевского ин- ститута электросварки им. Патона. Расход сжатого воздуха при 4-—5 атм сварка под В зависимо- сти от силы тока флюсом 80—160
Самоходная автосва- рочная головка САГ-4 Приближенный воронкообразный отсос на расстоянии 50 мм от слоя флюса То же 80 -160 Проектный инсти- тут № 1 (г. Ленинград)
Сварочный трактор ТС-17-М-У Из двух изогнутых патрубков, ко- торые крепятся к бункеру для флю- са 80 -160
<» Продолжение прилож. 2
Наименование технологическо- го оборудования или местоположения укрытия Тип местного отсоса Скорость воз- духа в рабочем проеме, м/с Объем отсасы- ваемого возду- ха, м3/ч Примечание
Сварочный трактор ТС-ЗО Из изогнутой трубы диаметром 60 мм В зависимо- сти от силы тока 70—140 1 Проектный инсти- тут № 1 (г. Ленинград)
Сварочный трактор АДС-1000-2 для сварки стыков и угловых швов Из двух воронок, расположенных на высоте 40 мм от слоя флюса Щелевой отсос конструкции ВЦНИИОТа Воронкообразный отсос конструк- пии ВНИИОТа ! 1 1 90—180 140 150 ВНИИОТ (г. Ленинград)
Сварочный трактор АДС-500 Из двух воронок и изогнутых па- трубков, прикрепляемых к бункеру для флюса. Местные отсосы при ав- томатической сварке и электросварке — 80-160 Проектный инсти- тут № 1 (г. Ленинград)
Сварочный трактор АДСД-500 — 90—180
Шланговый автомат АДШМ-500 для автома- тической и полуавтома- тической сварки' Отсос от головки нз изогнутого патрубка 1 80—160
И родолжение прилож. 2
Наименование технологичес- кого оборудования или местоположения укрытия Тип местного отсоса Скорость воз- духа в рабочем проеме, м/с Объем отса- сываемого воздуха, м’/ч Примечание
Сварочные тракторы УТ-1250, УТ-1500, УТ-200 Из двух воронкоизогнутых патруб- ков — 90-180 Проектный инсти- тут № 1 (г. Ленинград)
Полуавтоматические головки ПШ-5-У, АДШМ-500, ДШ-14 и др. Патрубок с воронкой, крепящийся к воронке для флюса — 70-140
Полуавтоматические головки ПШ-54 и ПШ-5 Машины МТП-150-6 и МТП-75-11 Полукольцевые пылегазоприемники Ill. Контактная св Три варианта пылегазоприемннков арка 80 170; 170; 200 ВНИИОТ (г. Ленинград)
Машина МТМ-50 Машина МТПП-150 с подвесной рабочей ча- стью Пылегазоприемннк-воронка Воронка над верхним электродом — 170 150
Многоточечная сеточная го машина МТМС-10X35 Два варианта вертикальной гребен- ки — 380; 380
П родолжение прилож. 2
Наименование технологичес- кого оборудования или местоположения укрытия Тип местного отсоса Скорость воз- духа в рабочем проеме, м/с Объем отсасы- ваемого воз- духа, м’/ч Примечание
Машина Квасова для сварки каркасов железо- бетонных труб В виде полуотвода — 350
IV. Газопламенная обработка металлов
Машинная резка на рас- кроечном столе Секционный отсос с ручным пере- ключением клапанов — 6000* внииот (г. Ленинград)
Машина для автома- тической резки листово- го проката Пылегазопрнемник, жестко связан- ный с порталом газорезательной ма- шины — 1500
* Дополнительно добавляется по 800 м’/ч иа подсосы через каждую выключенную секцию.
ПРИЛОЖЕНИЕ 3
Количество воздуха, необходимого для растворения до предельно допустимых концентраций сварочных аэро-
золей
Таблица 1
№ по пор. Технологическая операция Сварочные материалы (широко применяемые) Валовые выделения определяющих воздухообмен вредных веществ в г на 1 кг расходуемого сварочного материала Количество воз- духа в м3 на 1 кг тгхгг» POQ- рочного материала
Наименование Коли- чество
А. Сварка и наплавка электродами, порошковой, электродной и присадочной проволоками
1 Ручная дуговая сварка:
а) углеродистых и низколе- Электроды с покрытием:
гированных конструкционных 1) газозащнтного типа Марганец 0,83 2800
сталей (ОМА-2)
(ВСЦ-4, ВСЦ-4а) Железа окись с при- 20,2— 3400—
месью до 3% окнслов 24,2 4000
марганца
2) рутилового и рутнлкар- То же 15,3 2500
бонатного типа (ОЗС-З)
(АНО-1, ОЗС-6) Железа окись с при- TH- 1800—
месью фтористых или от IS,8 3400
3 до 6% марганцевых
соединений
(АНО-3, АНО-4, МР-3, Марганец 0,59— 2000—
МР-4, ЗРС-З, РБУ-4, 1,87 6200
ОЗС-4, АНО-5, ОЗС-12)
Технологическая операция
№ по пор.
2
3
4
Сварочные материалы
(широко применяемые)
3) фтористокальцневого ти-
па (УОНИ-13/45, УОНИ-
13/85, СК2-50)
Валовые выделения определяющих
воздухообмен вредных веществ в г
на 1 кг расходуемого сварочного
материала
Наименование Коли- чество
б) теплоустойчивой стали
в) коррозионно-стойкой,
жаростойкой и жаропроч-
ной сталей
г) высокопрочных средне-
легированных сталей
Ручная дуговая наплавка:
а) слоя низколегированной
стали
б) слоя хромистой стали
в) слоя высокохромистого
специального чугуна нлн
стали
Ручная дуговая сварка и на-
плавка чугуна
Ручная сварка и наплавка
меди и ее сплавов
(ВСФ-65, ВСФС-60, УОНИ-
13/65, К-5а, АНО-7)
(ЭБ-55, УОНИ-13/55,
УС)НИ-13/55у, АНО-1,
УОНИ-13/55Д)
4) руднокнслого и ильме-
нитового типа (ЦМ-7,
ОММ-5, СМ-5, АНО-6) *
Электроды с покрытием фто-
ристокальциевого типа (ЦЛ-
26м, ЦЛ-17) *
Электроды с покрытием:
1) рутилового и рутилкар-
бснатного типа
(ОЗЛ-9А, НИАТ-1, ОЗЛ-
14) *
2) фтористокальцневого
типа
(ОЗЛ-20, ВИИМ-1, ОЗЛ-
7, ЦТ-15, ЭА-400/1 ОУ,
ИЖ-13, ЭА-606/11, ОЗЛ-1
ОЗЛ-5, ЦТ-28, ИМЕТ-10,
ЦЛ-9)*
(ЦТ-36)
Электроды с покрытием фто-
ристокальциевого типа (ЭА-
395/9, ЭА-981/15, ВИ-10-6) *
Электроды с покрытием: фто-
пистокальциевого типа
(ОЗН-250) *
(НР-70, ОЗН-ЗОО) *
(ОЗШ-1, ЭН-60М, УОНИ-
13/НЖ, ЦН-6Л, ОЗИ-З) *
Электроды с покрытием фто-
рнстокальциевого типа (ВСН-6,
ОМГ-Н) **
Электроды, легированные
хромом (Т-590, Т-260) **
Электроды с покрытием фто-
ристо-кальцневого типа:
1) железованадиевые
(ЦЧ-4)
2) медные и медно-никеле-
вые (МНЧ-2) (ОЗЧ-1) *
Электроды с покрытием фто-
ристокальциевого типа («Ком-
сомолец-100») *
Железа окись с при- 11,2- 2800—
месью фтористых или от 3 до 6% марганцевых соединений 13,6 3400
Марганец 1,1— 1,53 3700— 5100
Фтористый водород 2.13— 2,7 4300— 5400
Марганец 1,7— 2,38 5700— 8000
Хромовый ангидрид 0,085— 0,166 8500— 16 600
То же > / 0,273— 0,46 0,1— 0,595 ! 27 300— 46 000 10 000- 59 500
Марганец М, 4000
Хромовый ангидрид 0,425— 0,72 42 500— 72 000
Железа окись с при- месью фтористых или от 3 до 6% марганцевых соединений 22,4 5600
Марганец 3,9— 4,42 И 000— 14 700
Хромовый ангидрид 0,145— 0.393 14 500 39 000
То же 0.29— 1,54 29 000— 154 000
> 2,87— 3,7 287 000— 370 000
Ванадий, дым ПЯТИ- 0,54 5 400
окиси
Медь 4,42— 4 400—
6,05 6 100
Марганец 3,9 13 000
Технологическая операция
№ по пор.
Сварочные материалы
(широко применяемые)
Валовые выделения определяющих воздухообмен вредных веществ в г на 1 кг расходуемого сварочного материала
Наименование Коли- чество
5 Полуавтоматическая сварка стали: а) без газовой защиты б) без газовой защиты в) в защите углекислого газа г) то же н Присадочная проволока и керамический стержень (ЦСК-3) (ЭП-245) Порошковые проволоки (ЭПС-15/2)* (ПП-ДСК1, ПП-ДСК2, ПСК-3) * (ПП-АНЗ) * Порошковые прозолоки (ПП-АН4) * (ПП-АН8) * 1) Электродные проволоки (Св-08Г2С) (СВ-10Г2Н2СМТ) Марганец Железа окись с при- месью фтористых или от 3 до 6% марганцевых соединений Марганец Железа окнсь с при- месью фтористых или от 3 до 6% марганцевых соединений Фтористый водород То же Марганец Железа окись с при- месью фтористых или от 3 до 6% марганцевых соединений Железа окись с при- месью до 3% ОКИСЛОВ марганца / 1.П 12,4 0,89 7,7- 11,7 2,7 1,95 2,18 8,0 12,0 3700 3100 2900 1900— 2900 5400 3900 7300 2000 2000
6 7 8 9 Полуавтоматическая свар ка меди и ее сплавов: а) в защите азота; б) в защите смеси аргона и гелия Ручная сварка алюминия и его сплавов Полуавтоматическая аргон- но-дуговая (гелиево-дуговая) сварка алюминия и его спла- вов плавящимся электродом Полуавтоматическая ар- гонпо-дуговая сварка титано- вых сплавов плавящимся электродом 2) хромоникелевые элект- родные проволоки (Св-08Х19НФ2Ц2), (Св-Г6Х16Н25М6) * Электродная проволока (МНЖ-КТ5-1-0,2-0,2) * Электродная проволока (МНЖ-КТ-5-1-0,2-0,2) * Электроды (ОЗА-1, ОЗА-2/АК) * Электродные проволоки (Д-20. АМЦ, АМГ-6Т, АМГ, сплав-3) * Электродные проволоки Хромовый ангидрид Медь » Алюминия окись в ви- де аэрозоля конденсации То же Тнтан и его двуокись 1 0,5—1 Л 7,0 11,0 20,0— 28,0 7,6— 28,0 4,75^ \ 50 000— 100 000 7 000 11 000 10 000— 14 000 3 800— 14 000 500
10 h—1 СО СИ Б. Наплавка литы Ручная электродуговая на- плавка ми твердыми сплавами и карби 1) Литые твердые сплавы (С-27, В-2К) ** 2) Стержневые электроды с легирующей обмазкой (КБХ-45, БХ-2, ХР-19) ** 3) Наплавочные смеси (КБХ) * доборидными соединениям! Хромовый ангидрид То же i 1,01 — 1,66 2,12— 4,35 0,033 101 000— 166 000 212 000— 435 000 3300
Оэ СП 14 1 .Nli по пор. 1 Технологическая операция Сварочные материалы (широко применяемые) Валовые выделения определяющих воздухообмен вредных веществ в г на 1 кг расходуемого сварочного материала Количество воз- духа в м8 на 1 кг расходуемого сва- рочного материала
Наименование Коли- чество
и 12 13 1 Ручная газовая наплавка Полуавтоматическое газо- вое напыление В. Сварка и я Автоматическая и полуавто- матическая сварка под плав- ленными флюсами: а) стали б) алюминия и его спла- вов Автоматическая и полуавто- матическая сварка под кера- мическими флюсами: а) стали б) алюминия и его спла- вов (БХ) * (Сталинит М) * 1) Литые твердые сплавы (С-27) (В-2К) * 2) Литые карбиды трубча- тые (РЭЛНТ-ТЗ) Порошки для напыления (СНГН, ВСНГН) * аплавка под плавленными и к Электродные проволоки, флюсы (ФЦ-2А. ФЦ-6, ФЦ-7, ФЦ-12, АН-26, АН-64, 48-ОФ-6М, ОСЦ-45) (Л.Н-30. AT-I-RO, ЛТТ-.348Л. 1 Электродная проволока, флюс (АН-А1)* Электродные проволоки, флюсы, (К-8, ЖС-450, КС-12ГА2) (К-Н) (АНК-18, К-1) Электродная проволока, флюс (ЖА-64) Железа окись с при- месью фтористых или от 3 до 6% марганцевых соединений Марганец Железа окись с при- месью фтористых или от 3 до 6% марганцевых соединении Хромовый ангидрид Вольфрам Хромовый ангидрид ерамическими флюсами Фтористый водород Марганец V Алюминия окись в ви- де аэрозоля конденсации Углерода окись Марганец Фтористый водород То же 54,2 9,48 3,16 0,475 3.94 0,063— 0,357 0,017— 0,2 О. 012—j 31,2 17,8— 22.4 0,089 0,042 0,15 0,076 9 000 31 600 800 47 500 650 6 300— 35 700 40—400 40—250 15 600 900— 1100 300 80-300 150
* Требуется дополнительное применение распиратора или подача чистого воздуха под маску.
** Обязательно устройство местной вытяжной вентиляции и дополнительное применение распиратора.
Примечание При проектировании вентиляции расчет количества воздуха для каждого из сварочных материалов дол-
жен производиться ' согласно «Рекомендациям по проектированию отопления и вентиляции заготовительных н сборочно-сварочных
цехов» (Серии АЗ-499И, ГПИ «Сантехпроект» Госстроя СССР, 1972).
Определяющие воздухообмен вредные вещества
13Я
СПИСОК ЛИТЕРАТУРЫ
1. Воронцова Е. И. Новые вопросы гигиены труда при сварочных
работах и перспективы дальнейших исследований. — В кн.: Оздоров-
ление условий труда при сварочных работах. М., 1968, с. 5—15 (Цент-
ральное правление научно-технического общества машиностроитель-
ной промышленности, Институт гигиены труда и профзаболеваний
АМН СССР, ЦК профсоюза рабочих машиностроения. Национальный
[комитет СССР по сварке АН СССР).
2. ГОСТ 12.3.003—75. Работы электросварочные. Общие требо-
вания безопасности. М., 1975. 9 с.
3. Единые требования безопасности к конструкциям сварочного
оборудования. ЛЁ, изд. Госкомитета по электронике при Госплане
СССР, 1964. 19 с.
4. Комплексные средства защиты оператора при электродуговой
сварке и перспективные направления в этой области. Тезисы докладов
научно-технического семинара 8—10 декабря 1970 г. Вильнюс, 1970,
49 с. (Литовский научно-исследовательский институт научно-техни-
ческой информации и технико-экономических исследований, Вильнюс-
ское отделение Всесоюзного научно-исследовательского института
электросварочного оборудования).
5. Краткий перечень средств индивидуальной защиты и предприя-
тий-изготовителей. М., Профиздат, 1962, 23 с. (ВЦНИИОТ ВЦСПС).
6. Кузьмина В. К. Гигиеническая оценка электрододержателей,
применяемых при электросварочных работах. — В кн.: Оздоровление
условий труда при сварочных работах. М., 1968, с. 35—39 (Цент-
ральное правление научно-технического общества машиностроитель-
ной промышленности, Институт гигиены труда и профзаболеваний
АМН СССР, ЦК профсоюза рабочих машиностроения, Националь-
ный комитет СССР по сварке АН СССР).
7. Местная вытяжная вентиляция при электросварке и газовой
резке. Рабочие чертежи. Л., 1971, 103 с. (ВНИИОТ ВЦСПС).
8. Местные отсосы при ручной электросварке. 4. 904—37. М., 1967,
102 с. («Сантехпроект», ЦИТП Госстроя СССР).
9. Местные отсосы и укрытия к технологическому оборудованию
сварочных цехов. Общие виды и характеристики отсосов. М., ЦИТП
Госстроя СССР, 1966, 25 с. (Типовые детали и конструкции зданий и
сооружений. ОВ-02-151. Вып. 1).
10. Науменко И. М. Гигиеническая характеристика электродов на
рутиловой основе. — В кн.: Оздоровление условий труда при свароч-
ных работах. М., 1968, с. 55—60 (Центральное правление научно-тех-
нического общества машиностроительной промышленности, Институт
139