/

















































































































































































































































Author: Гайдамак К.М. Тыркин Б.А.
Tags: химическая технология химическая промышленность нефтяная промышленность
Year: 1974
Similar




Text
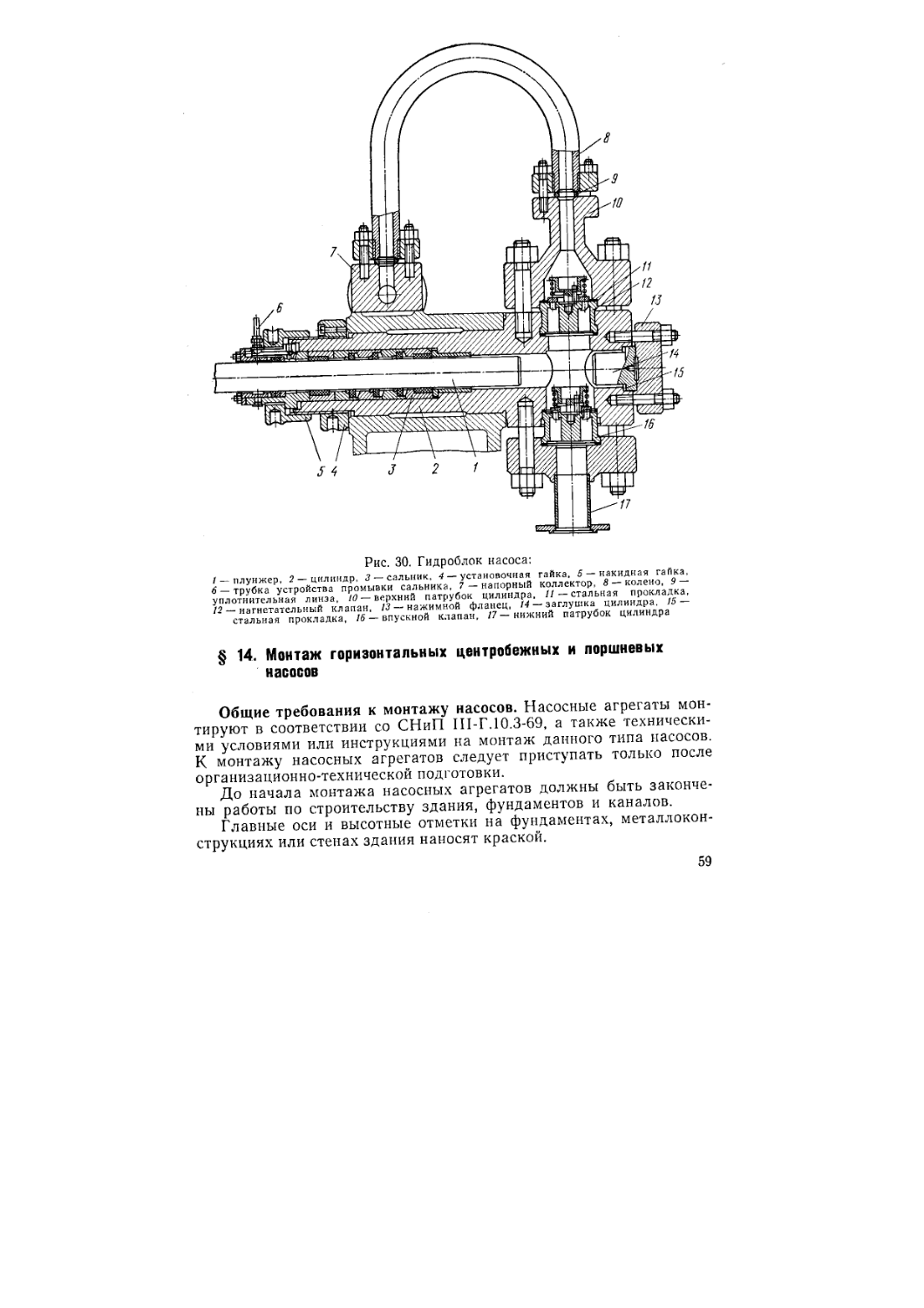
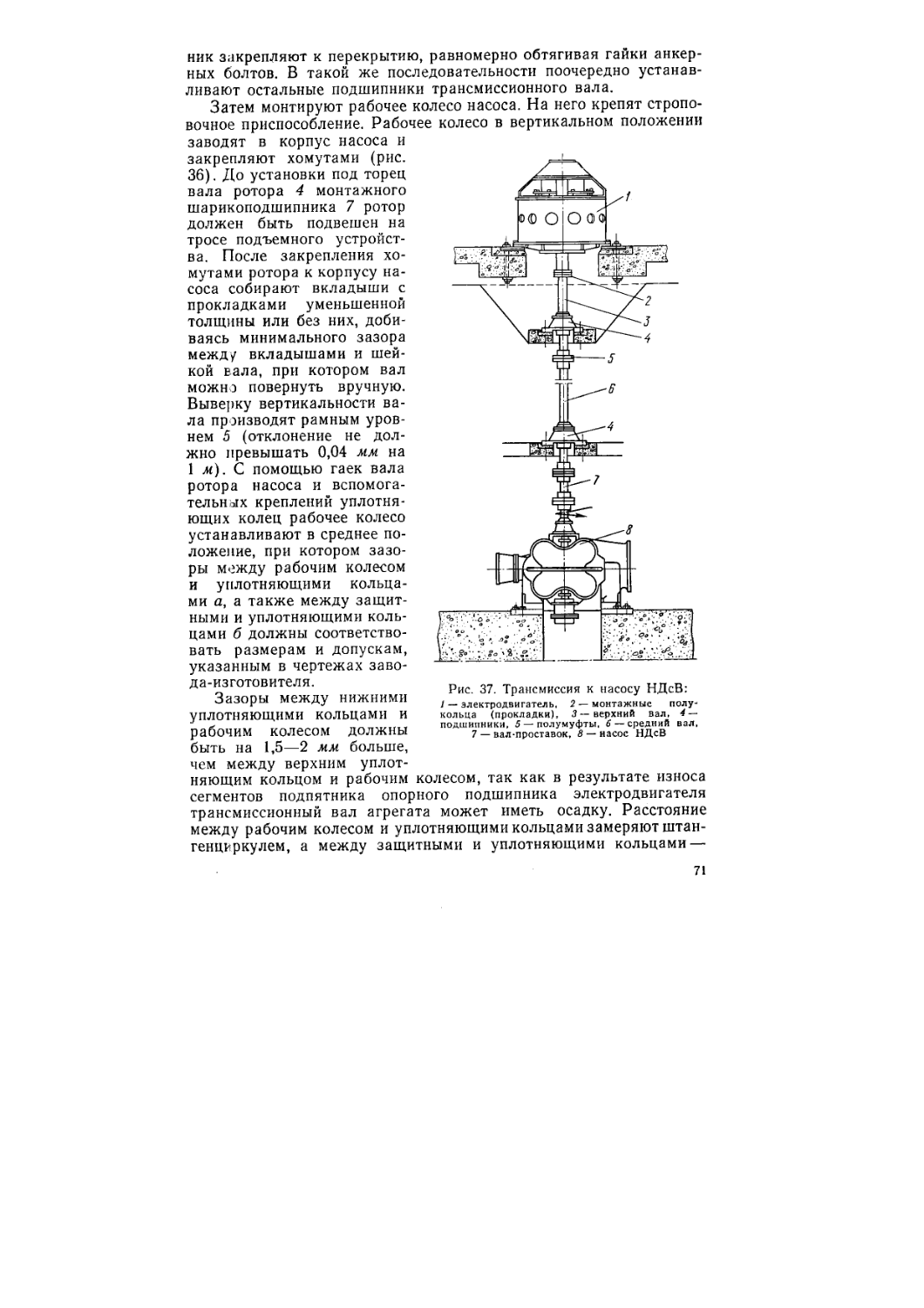
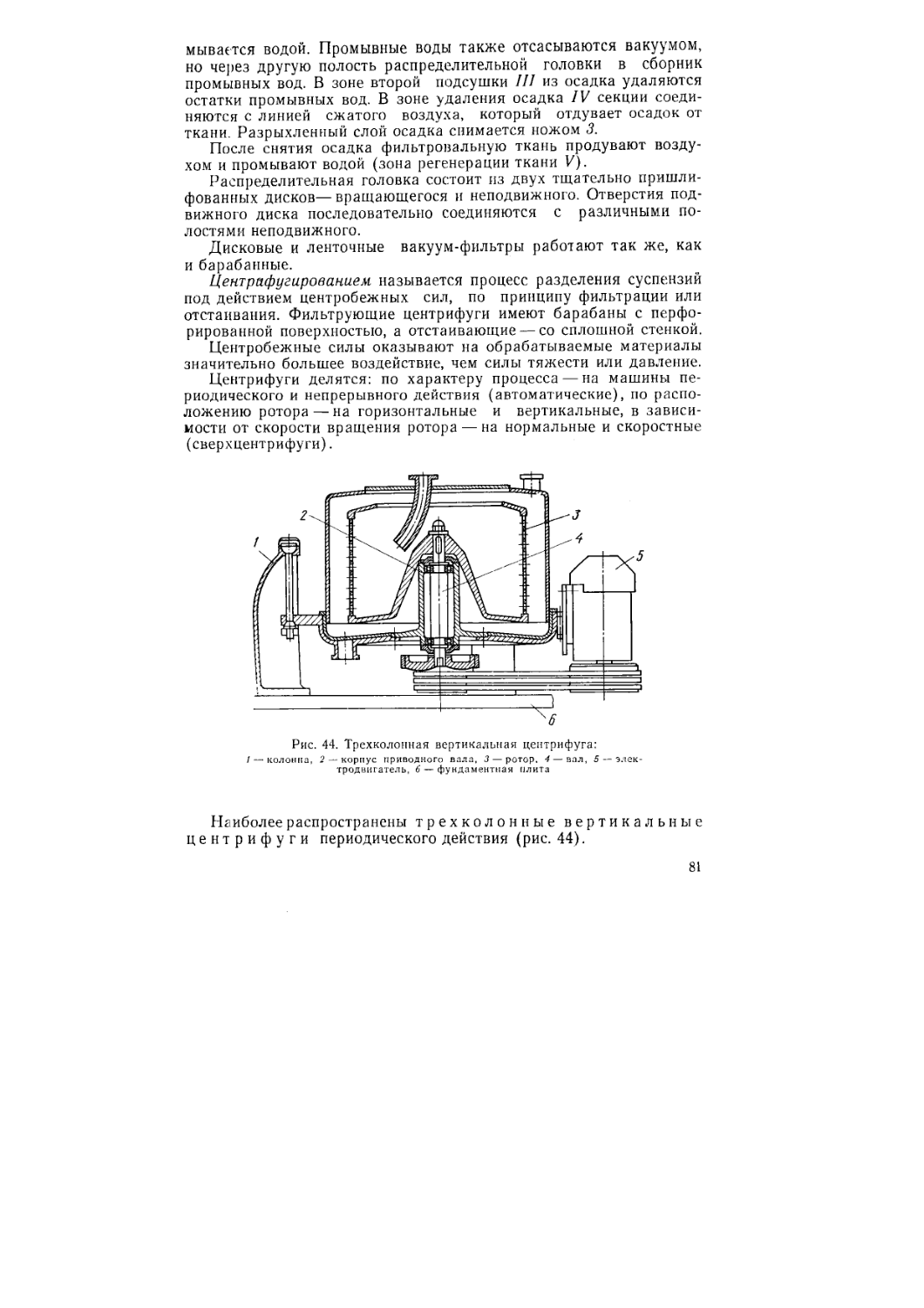
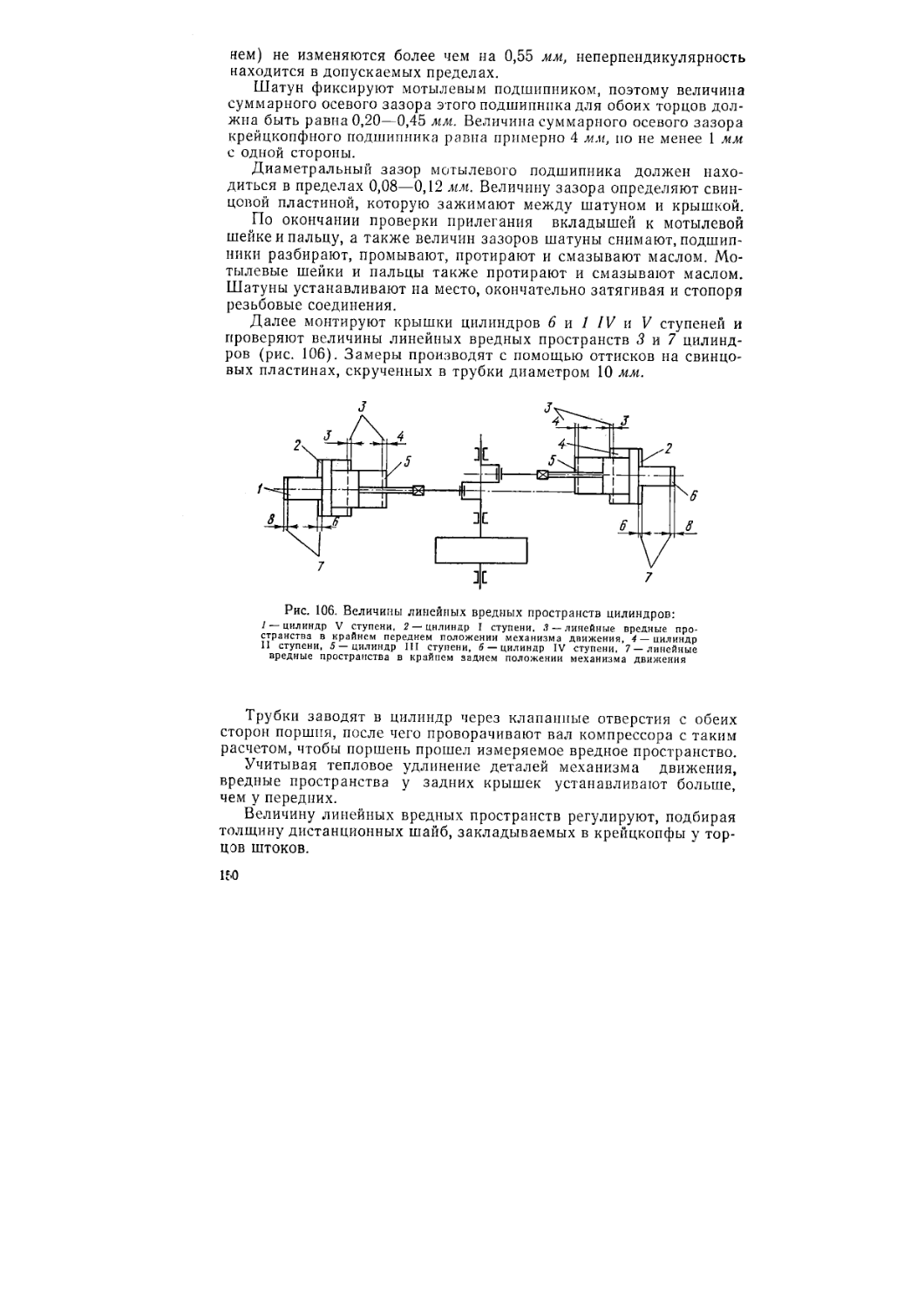
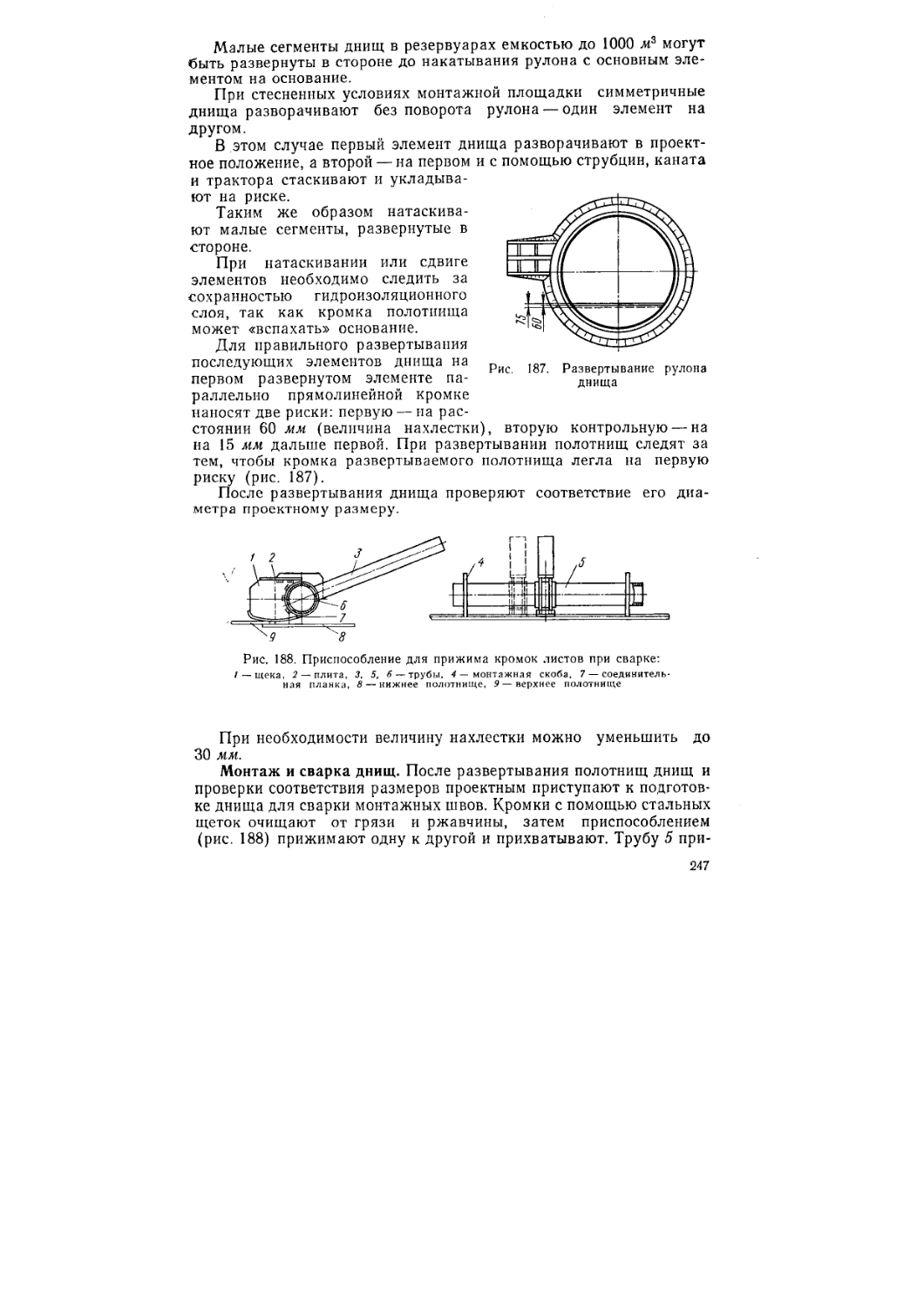
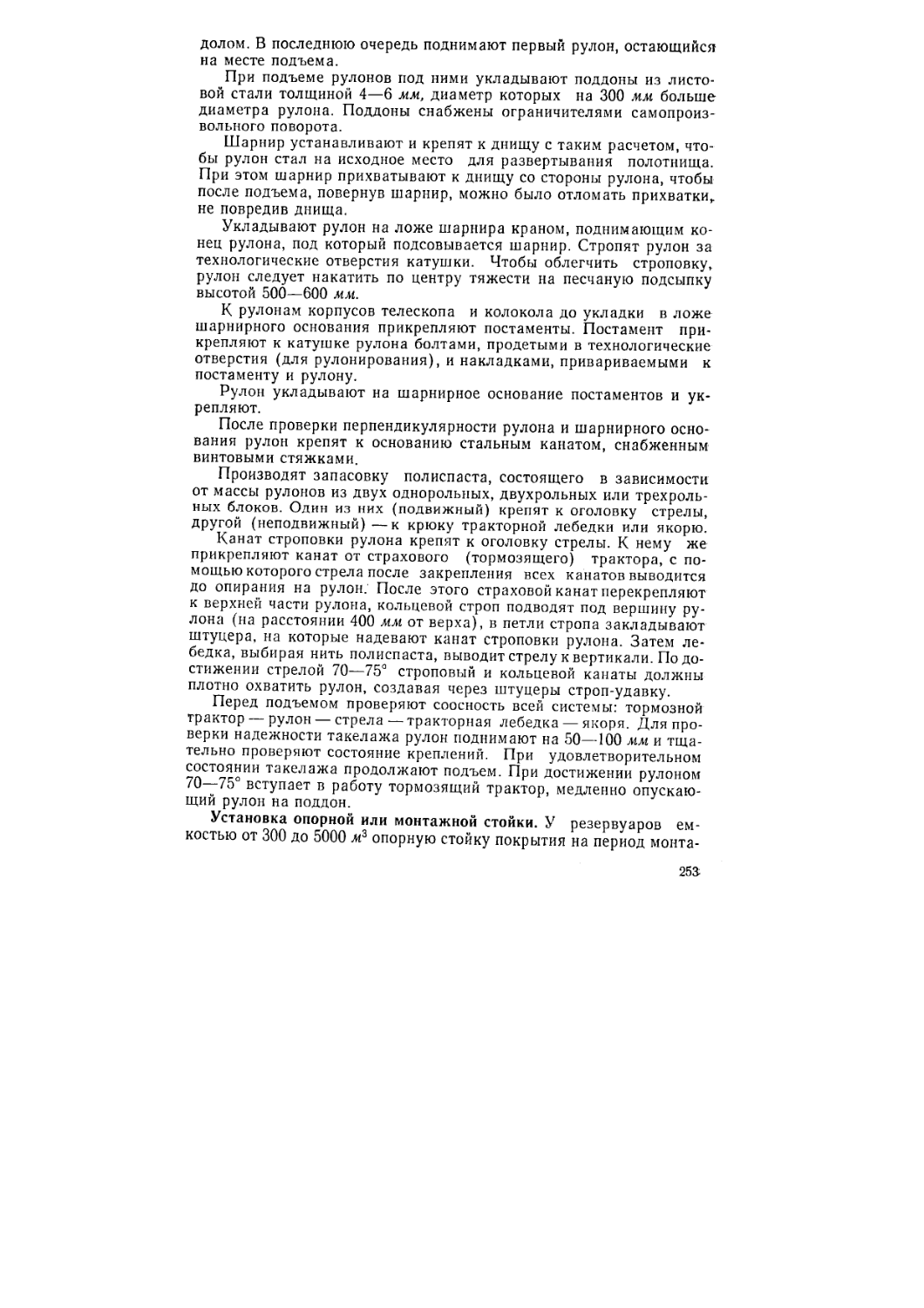
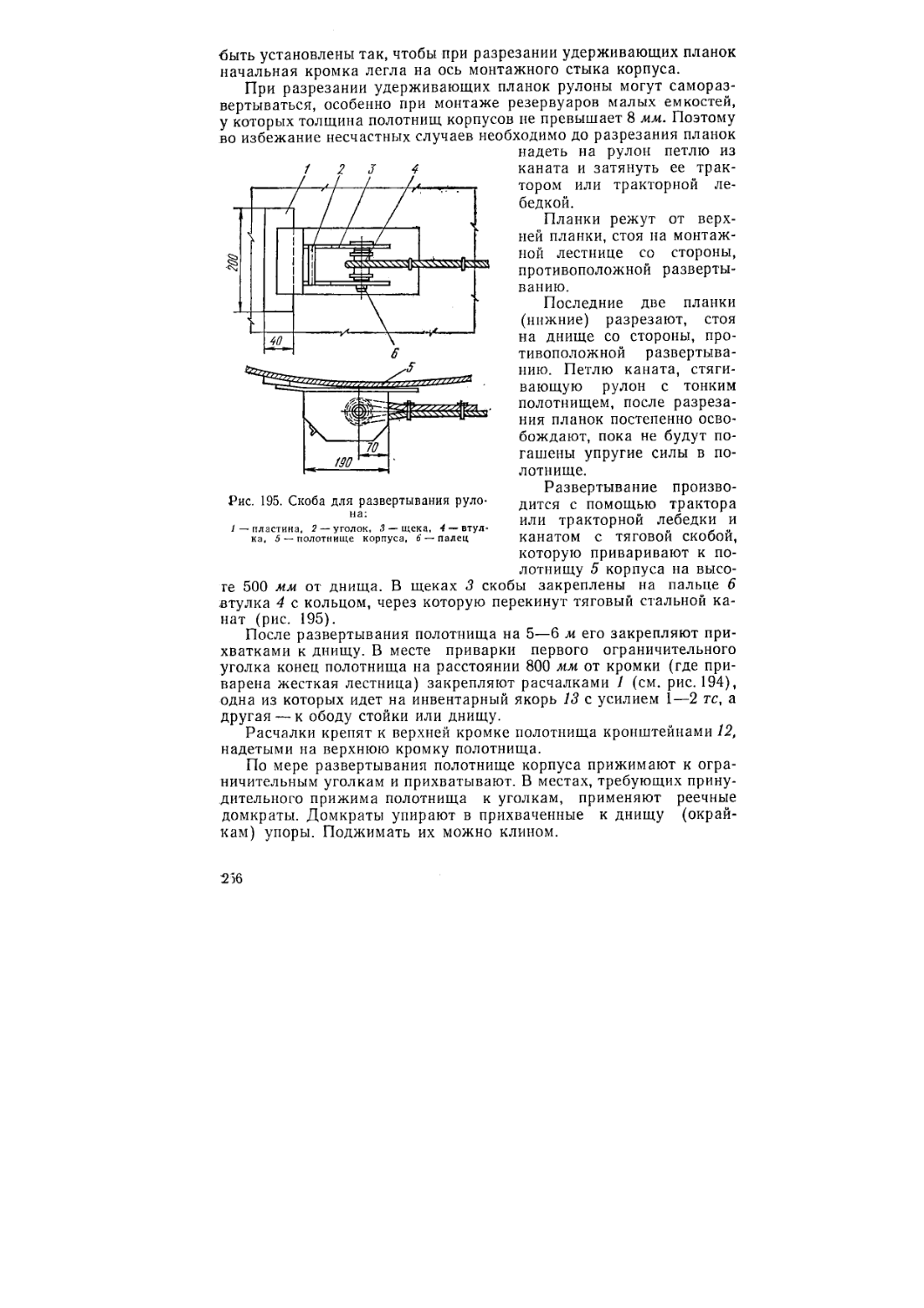
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
6П7
Г 1 4
Гайдамак К. М., Тыркин Б. А.
П4 Монтаж оборудования предприятий химической и нефтехимической промышленности. Учеб, пособие для проф.-техн. учеб, заведений и подгот. рабочих на производстве.
М., «Высш, школа», 1974.
286 с. с ил.
В книге приведены общие сведения о подготовке к монтажу оборудования предприятий химической и нефтехимической промышленности, а также о такелажных работах при монтаже оборудования.
Рассматриваются устройство, приемы и методы монтажа насосов, аппаратов для разделения суспензий и очистки газов, сушильных установок, аппаратов колонного типа, оборудования для перемещения и сжатия газов, дробильио-размольного оборудования, теплообменных аппаратов и печей, аппаратов с мешалками, реакторов каталитических процессор аппаратуры высокого давления , резервуаров и газгольдеров.
Изложены правила техники безопасности при монтаже технологического оборудо вшня , а также вопросы организации труда и заработной платы.
г 0327—418
1 001(01)—74
20—74
6П7
£5) Издательство «Высшая школа», 1974 г.
ВВЕДЕНИЕ
П ирективами XXIV съезда Коммунистической партии Советского Союза принята грандиозная программа капитального строительства. Общий объем капитальных вложений в народное хозяйство на 1971 — 1975 гг. определен около 500 млрд, рублей, что на 36—40% больше, чем в 1966—1970 гг.
В девятой пятилетке продолжается интенсивное развитие химической промышленности, главным образом производств минеральных удобрений, химических волокон и других отраслей, связанных с увеличением производства сельскохозяйственной продукции и товаров народного потребления.
В химической и нефтехимической промышленности предусмотрено увеличить выпуск продукции в 1,7 раза, в том числе пластических масс и синтетических смол — примерно в 2, каучуков — в 1,7 и товаров бытовой химии — в 1,9 раза, довести в 1975 г. производство минеральных удобрений до 90 млн. т, химических волокон — до 1050—1100 тыс. т, расширить ассортимент и повысить качество выпускаемой продукции, предусмотрено дальнейшее развитие химических производств за счет повышения единичной мощности агрегатов и установок, а также создания непрерывных технологических процессов.
В связи с этим перед строителями и монтажниками стоят большие и сложные задачи по быстрому и качественному сооружению новых химических производств и установок.
В настоящее время в стране сооружаются сотни крупных и сложных предприятий химической и нефтехимической промышленности. Из года в год химические процессы интенсифицируются за счет увеличения параметров технологических процессов. Так, действуют и строятся установки, работающие под давлением до 2500 ати, температура ряда процессов достигла 1500° С. Одновременно с ростом параметров процессов наметилась тенденция и к увеличению габаритов установок. Масса отдельных аппаратов достигает 400 т и более, высота колонных аппаратов — 80 м.
Рост параметров технологических процессов и габаритов установок вызвал применение в химическом машиностроении новых высоколегированных марок сталей, а на монтаже — разработку и использование новых методов производства работ, новых механизмов большой грузоподъемности, а в некоторых случаях новых организационных форм выполнения монтажных работ.
Основным направлением в развитии монтажного производства в настоящее время являются индустриализация и механизация работ.
3
Индустриализация изготовительных операций
со строительной площаД механизированные цеха — превращает монтажное прои^ьш^ливо в механизированный поточный процесс сборки и монтажа оборудования, трубопроводов и металлоконструкций из элементов и блоков промышленного производства, имеющих максимальную заводскую готовность. Индустриализация монтажных работ повышает производительность труда, улучшает качество изделий, позволяет экономить материалы, способствует сокращению сроков сооружения объектов, снижению потреб, - в кадрах квалифицированных монтажников, а также в анизмах и транспортных средствах.
Индустриализация неразрывно связана с дальнейшей механизацией монтажных работ. В настоящее время наиболее трудоемкие операции на монтаже (погрузочно-разгрузочные, транспортные, такелажные) механизированы. Уровень механизации этих работ составляет 88—96%.
При монтаже химических установок широко применяются автомобильные краны грузоподъемностью до 16 тс, пневмоко-лесные грузоподъемностью до 40 тс и гусеничные грузоподъемностью до 100 тс. Отечественной промышленностью освоены гусеничные краны грузоподъемностью 160 тс. Широкое применение при монтаже химических установок находят козловые, башенные, мостовые и другие краны.
Наряду с индустриализацией и механизацией монтажных работ при сооружении химических и нефтехимических предприятий широко внедряются новые методы монтажа. Наибольшее признание получил поточно-совмещенный метод монтажа оборудования и конструкций, при котором монтажные работы выполняются одновременно со строительными и другими специальными работами по комплексному графику, предусматривающему необходимую последовательность производства работ. Поточно-совмещенный метод монтажа оборудования и конструкций позволяет в большей степени использовать самоходные краны, создает безопасные условия производства работ, сокращает сроки сооружения объекта.
Большие успехи в развитии монтажного производства приносят также новые организационные формы труда рабочих. Создание комплексных бригад, овладение смежными профессиями помогает монтажникам успешно решать поставленные перед ними задачи.
Успешное выполнение заданий по развитию химической и нефтехимической промышленности во многом зависит от квалификации кадров, выполняющих монтажные работы.
Многообразие задач, с которыми сталкиваются монтажники, требует глубокого и тщательного изучения как основ технологических процессов, так и их конструктивного оформления, а также новых методов монтажа основных групп химического оборудования и трубопроводов.
4
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ О ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССАХ И АППАРАТАХ В ХИМИЧЕСКОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
§ 1. Классификация химических и нефтехимических процессов
Процессы химических и нефтехимических производств подразделяют на физико-механические и химические.
Физико-механические процессы служат либо для подготовки исходного сырья к химическому взаимодействию, либо для разделения продуктов химических процессов и придания им требуемых параметров.
К физико-механическим процессам относятся:
механические процессы, связанные с переработкой твердых материалов (дробление и помол, разделение материалов по размеру частиц, смешение сыпучих и пастообразных материалов);
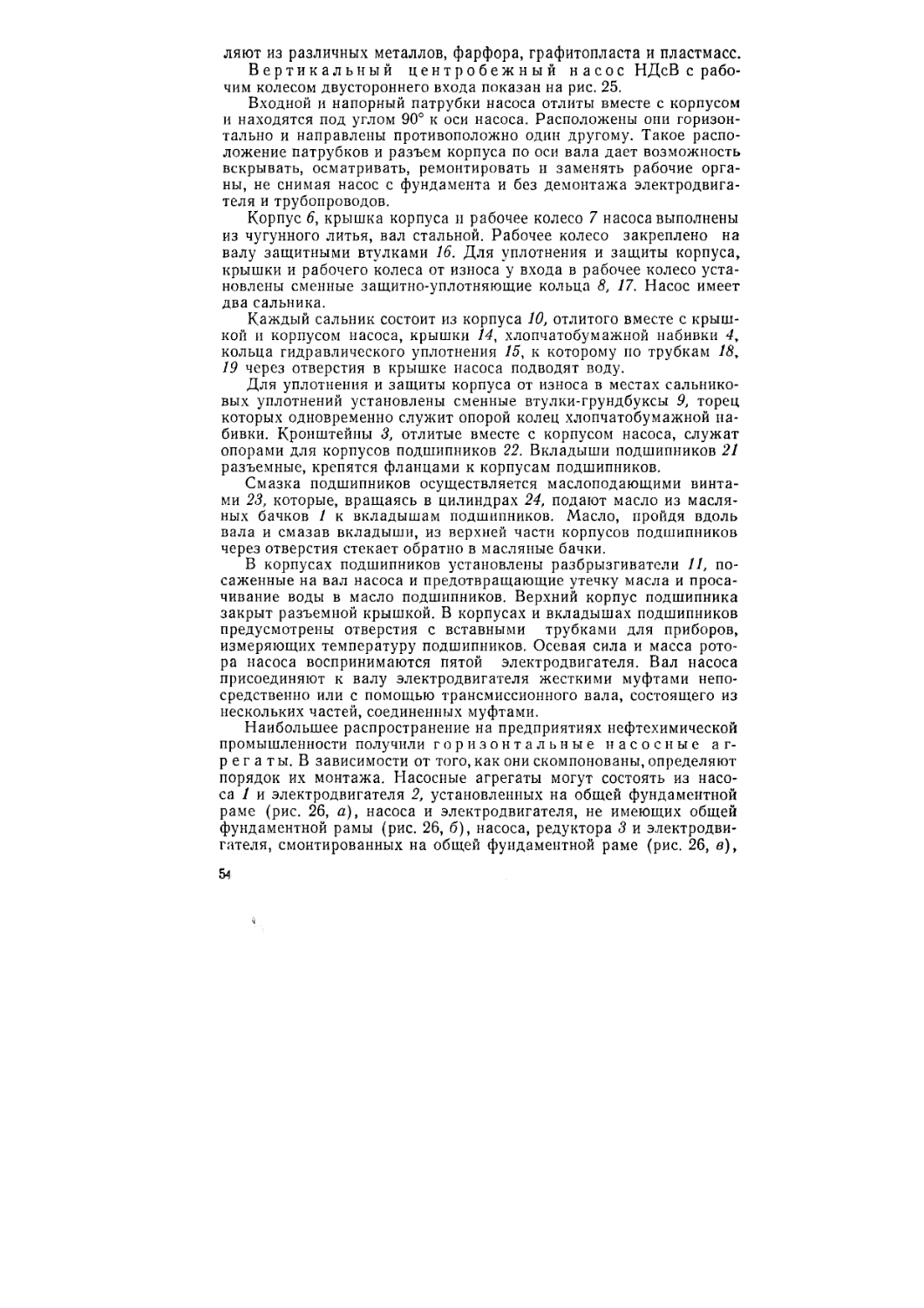
гидромеханические процессы, при которых происходит переработка жидких и газообразных систем (перемешивание, разделение систем путем отстаивания, фильтрации, центрифугирования, очистка газов от пыли или частиц жидкости);
тепловые процессы, связанные с нагревом, охлаждением, испарением, конденсацией жидких и газообразных материалов;
массообменные процессы, характеризующиеся переходом вещества из одной фазы в другую (растворение, ректификация — разделение жидкостей путем перегонки, абсорбция—-поглощение газов жидкостью, адсорбция — поглощение газов твердыми телами, экстракция — извлечение жидкостей с помощью растворителей).
Химические процессы служат для синтеза искусственных продуктов с заданными свойствами.
Химические и физико-механические процессы во многих случаях сопутствуют один другому. Например, химические реакции сопровождаются тепловыми, гидромеханическими и массообменными процессами.
Технологические химические и нефтехимические процессы могут быть периодическими и непрерывными. При периодическом процессе все стадии проходят последовательно. При этом исходные вещества загружают в аппарат, а после окончания процесса из аппарата выгружают продукт. При непрерывном процессе все стадии протекают одновременно. При этом подача исходных веществ и выгрузка продукта ведутся непрерывно. Как правило, непрерывные процессы предпочтительнее периодических из-за большей производительности и возможности автоматизации.
Существуют процессы, занимающие промежуточное положение между периодическими и непрерывными, так называемые полунепрерывные, в которых один из исходных материалов загружается периодически, а другой — непрерывно.
5
Конструкция аппаратов для химических и физико-механических процессов должна соответствовать агрегатному состоянию исходных веществ и получаемых продуктов.
Встречаются следующие сочетания агрегатных состояний:
твердое вещество + твердое вещество;
твердое вещество + газ;
твердое вещество + жидкость;
жидкость + жидкость;
жидкость + газ;
газ + газ.
Сочетание «твердое вещество + твердое вещество» используется в таких процессах, как смешение, пластификация, ряде химических процессов, которые проводятся в аппаратах с гребковыми мешалками, смесителях и пластификаторах.
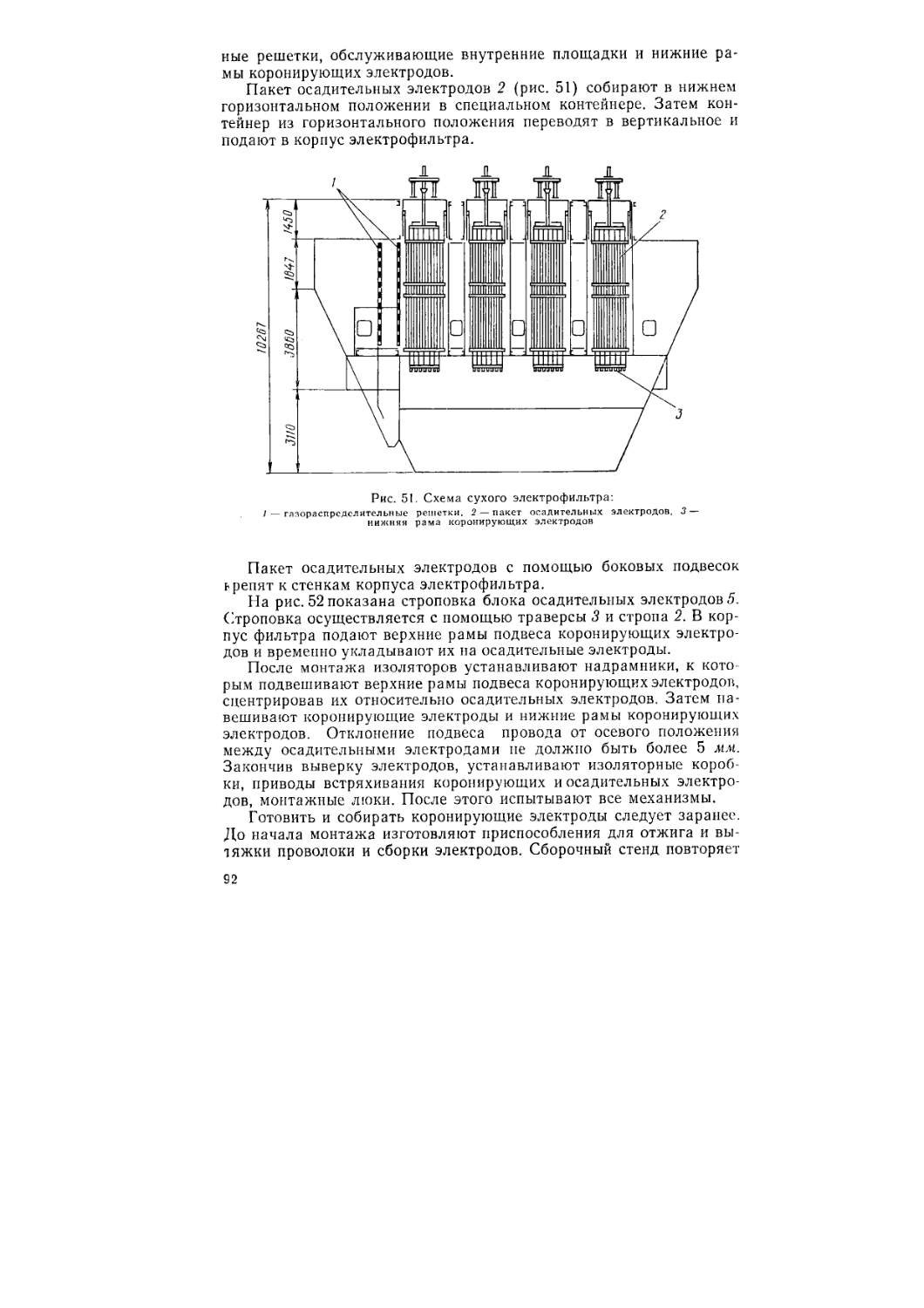
Сочетание «твердое вещество + газ» соответствует процессам очистки газа от пыли, сушке, а также обжигу. Для проведения этих процессов предназначены сухие электрофильтры, аппараты, заполненные твердым исходным материалом (адсорберы), гребко-вые печи, аппараты с «кипящим слоем» и др.
Сочетание «твердое вещество + жидкость» соответствует процессам растворения, отстаивания, фильтрации, центрифугирования, которые проводятся в емкостных аппаратах, аппаратах с размешивающими устройствами, отстойниках, фильтрах, центрифугах и др.
Сочетание «жидкость + жидкость» встречается в таких процессах, как сепарация (разделение эмульсий), экстракция (разделение жидкостей), и других, для которых применяют емкостные аппараты и аппараты змеевикового типа.
Сочетание «жидкость + газ» характерно для процессов абсорбции, мокрой газоочистки, разгонки жидкостей и ряда химических процессов. Для проведения этих процессов предназначены колонные аппараты с тарелками и другими насадками, барботажные аппараты емкостного типа, мокрые электрофильтры и другие аппараты.
Сочетание «газ + газ» соответствует высокотемпературным химическим процессам. Большинство из них протекает в присутствии катализатора, на поверхности которого происходит контактирование газов.
В ряде случаев процесс проводят с нагревом обрабатываемых продуктов.
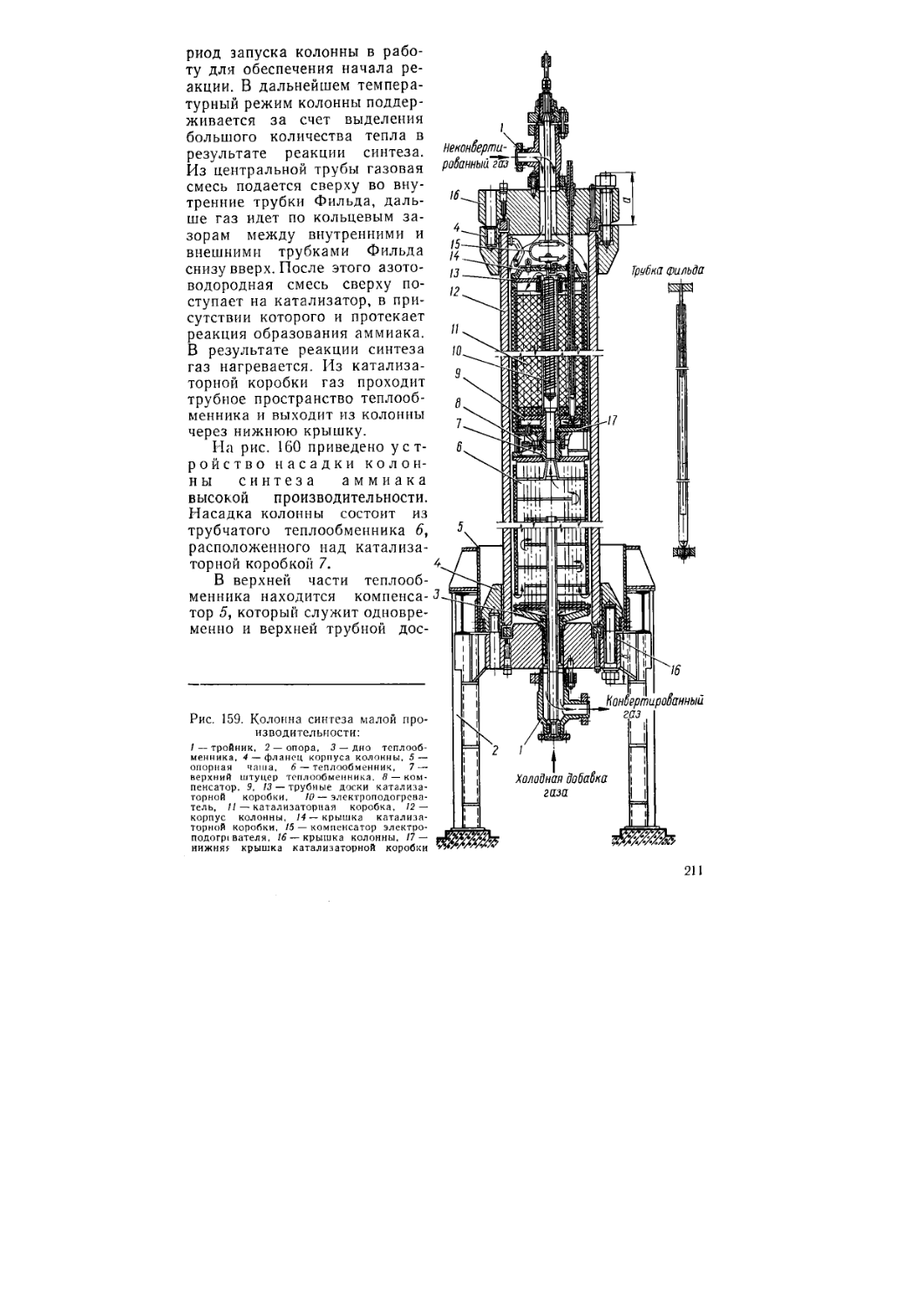
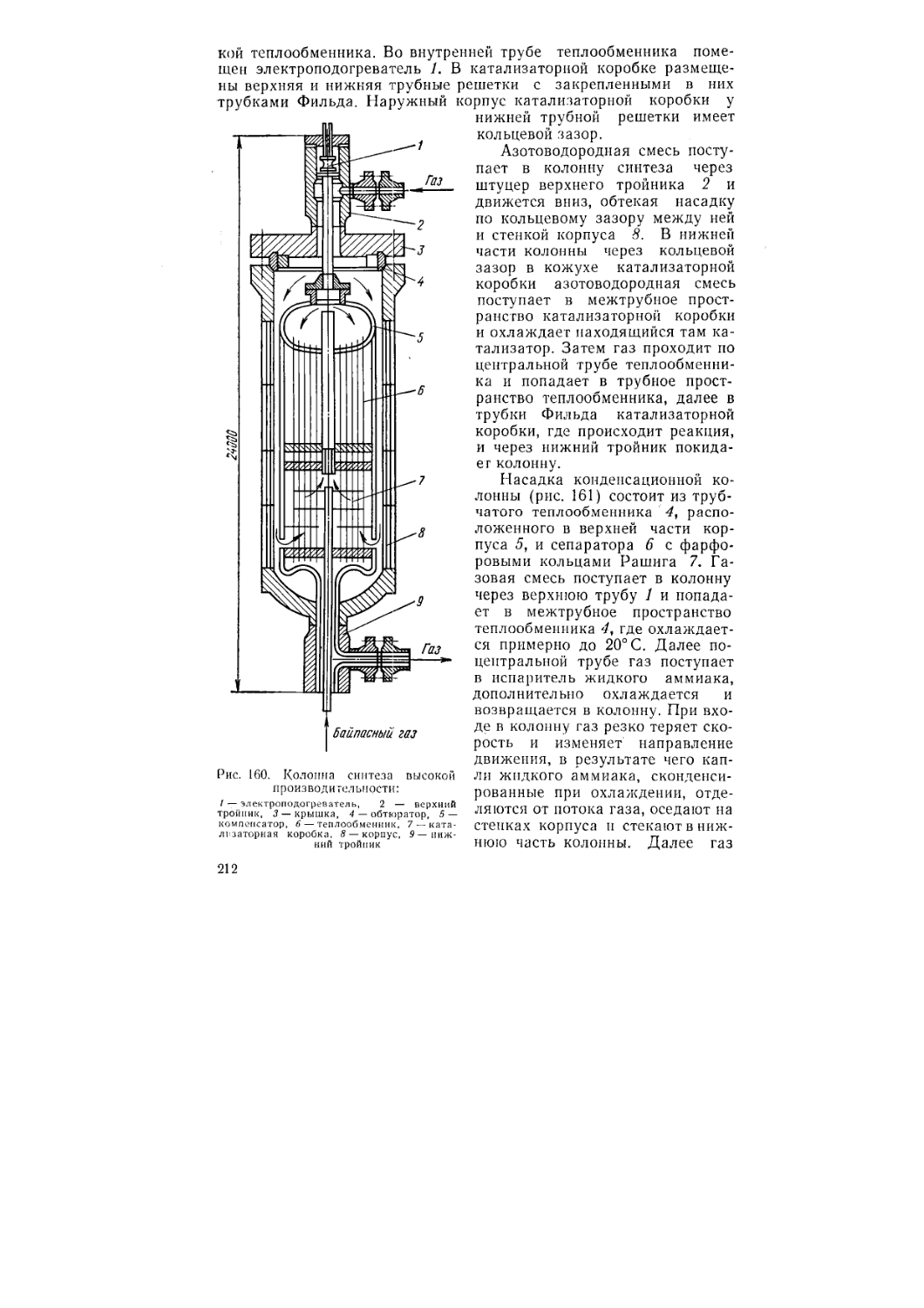
Оборудованием для таких процессов служат различные контактные аппараты, колонны синтеза аммиака и карбамида, печи пиролиза и др.
Кроме агрегатного состояния исходных веществ и конечных продуктов, на конструктивное оформление аппаратуры прямо влияют основные параметры процесса—давление и температура.
Химические и нефтехимические процессы в современном производстве протекают в больших диапазонах давлений (от глубокого вакуума до 2500 кгс/см7) и температур (от минусовых до Н-1500° С).
6
§ 2. Требования, предъявляемые к химическому оборудованию
Конструкция аппаратов для химических и нефтехимических процессов зависит от их технологического назначения, агрегатного состояния реагирующих веществ, параметров технологического процесса, протекающего в аппарате, способа его ведения (непрерывный или периодический). Кроме того, на конструктивное оформление влияют такие факторы, как движение продуктов в аппарате (прямоточное или противоточное), место установки аппарата (в закрытом помещении или под открытым небом), необходимость быстрого опорожнения аппарата и ряд других условий.
Вместе с тем к аппаратуре предъявляются требования, определяющие надежность и долговечность аппарата, технологичность его изготовления, возможность транспортирования его от завода до места установки и монтажа современными и экономичными методами.
Надежность и долговечность. Исходя из условий работы, протекающей часто при повышенных давлениях и температурах с. ядовитыми и взрывоопасными средами, при конструировании аппаратуры применяют высокий запас прочности. Это относится прежде всего к крупногабаритным аппаратам, а также к аппаратам, защищенным футеровкой или эмалью. В ряде аппаратов решающим условием является герметичность, для повышения которой стремятся максимально уменьшить число разъемных соединений.
Расчетный срок службы аппаратов принимают обычно 10— 12 лет. Долговечность аппаратуры достигается за счет применения коррэзионностойких и жаропрочных сталей, а также специальных покрытий — торкретирования, футеровок, эмалирования, гуммирования и т. п.
Технологичность изготовления. При разработке конструкций аппаратов руководствуются современной технологией обработки металлов, стремлением уменьшить трудовые затраты при изготовлении аппаратуры, избежать применения дефицитных материалов. Важное значение имеет удобство сборки аппарата и его разборки для ремонтных целей.
Монтаж современными и экономичными методами. Оборудование должно быть габаритным. Габаритные размеры оборудования в сборе должны вписываться в габарит подвижного состава железнодорожного транспорта.
В тех случаях, когда оборудование не может быть габаритным, оно должно состоять из минимального числа транспортабельных поставочных блоков с наименьшими степенями верхней и боковой негабаритности.
Если сосуды и аппараты невозможно перевозить в собранном виде, необходимо рулонировать на заводе-изготовителе готовые корпуса, обечайки и днища или поставлять их блоками, изготовленными по способу временной деформации, разработанному институтом электросварки имени Е. О. Патона Академии паук УССР со сваркой монтажных стыков на месте монтажа оборудования.
7
Шаровые сварные резервуары должны состоять из одинаковых взаимозаменяемых габаритных элементов (лепестков) с двойной кривизной, обеспечивающих в пределах установленных допусков проектную геометрию резервуара.
У поставляемых отдельными блоками лепестков рисками должны быть обозначены их середины.
У аппаратов и сосудов, изготовляемых из материалов, требующих термообработки сварных швов (легированной, двухслойной или толстолистовой углеродистой стали), все сварочные работы и последующая термообработка должны быть выполнены заводом-изготовителем.
Отдельные узлы и механизмы оборудования, не закрепленные на общем корпусе или жестко не скрепленные друг с другом, взаимное положение которых определяется соосностью, параллельностью, должны быть конструктивно объединены общей рамой (плитой), на которой фиксируется положение каждого установленного узла и механизма.
В фундаментных рамах и плитах оборудования, а также в корпусах, станинах, опорах и других узлах, не имеющих фундаментных рам или плит и устанавливаемых непосредственно на фундаменте, для производства монтажа должны быть:
установлены регулировочные (отжимные) винты для выверки оборудования на фундаменте при бесподкладочном методе монтажа;
в местах, не закрываемых узлами, выполнены отверстия для заполнения бетонной смесью полостей в опорных поверхностях в процессе подливки оборудования;
обработаны контрольные площадки или указаны базовые поверхности для установки уровня при выверке горизонтальности (вертикальности) оборудования на фундаменте.
Для аппаратов колонного, башенного и других типов вместо контрольных (базовых) площадок для уровня вверху и внизу корпуса аппарата под углом 90° должны быть нанесены контрольные риски для выверки вертикальности аппарата на фундаменте. Когда на наружной поверхности аппарата на месте монтажа предусматривается выполнение тепловой изоляции, вместо контрольных рисок на корпусе аппарата должны быть закреплены специальные устройства, которые позволят выверить вертикальность аппарата на фундаменте после выполнения изоляции;
нанесены риски, фиксирующие в плане главные оси оборудования для выверки проектного положения оборудования на фундаменте.
В зависимости от конструктивных особенностей оборудования (типа, компоновки, габаритов, массы) должны быть предусмотрены устройства для строповки (захватные приспособления) на блоках и оборудовании, поставляемом в полностью собранном виде, для производства погрузочно-разгрузочных работ, а также подъема и установки оборудования в проектное положение на месте монтажа. Вместо специальных устройств для строповки могут предусматри
8
ваться элементы оборудования (технологические штуцера и горловины, уступы и бурты на корпусах, отверстия в фундаментных рамах и др.). Подобные места строповки должны быть обозначены на оборудовании яркой несмываемой краской.
Для аппаратов колонного и башенного типов расположение монтажных штуцеров должно быть согласовано с заказчиком. В необходимых случаях вместо монтажных штуцеров для строповки должны быть предусмотрены разъемные монтажные хомуты с цапфами и упорные устройства на корпусе аппарата.
Специальные устройства или предназначенные для строповки элементы оборудования, а также съемные захватные приспособления должны быть рассчитаны на подъемную массу, учитывающую, кроме массы самого оборудования, также массу лестниц и обслуживающих площадок, обвязочных трубопроводов и их креплений, тепловой изоляции и других элементов, устанавливаемых на оборудовании до его монтажа.
Устройства для строповки или предусмотренные для строповки элементы оборудования должны обеспечивать возможность быстрой и надежной строповки, а также использование грузоподъемных механизмов и приспособлений. Аппараты должны иметь: детали для крепления площадок и лестниц для обслуживания оборудования, изоляции, специальных покрытий, облицовок и контрольно-измерительных приборов;
опорные устройства (при массе аппарата более 30 г) для крепления приспособлений, необходимых при переводе аппарата колонного или башенного типов из горизонтального положения в вертикальное в процессе монтажа.
Чтобы уменьшить габариты оборудования по диаметру и сделать его более транспортабельным, вылет выступающих элементов, крепящихся на сварке (штуцеров, опор, постаментов, устройств для строповки, деталей и узлов для крепления обслуживающих площадок, лестниц и тепловой изоляции, опорных устройств и др.), должен быть ограничен минимально необходимой величиной либо предусмотрено их разъемное (фланцевое или резьбовое) присоединение к оборудованию.
Все отверстия под штуцера в корпусе аппарата должны быть вырезаны во всех случаях, независимо от того, приваривается штуцер на заводе-изготовителе или на месте монтажа.
В негабаритных по диаметру аппаратах по согласованию с заказчиком отверстия под штуцера на заводе-изготовителе можно не вырезать.
У аппаратов с внутренними защитными покрытиями — торкретированием, футеровкой кирпичом, другими штучными материалами или изоляционными матами — должны быть установлены (приварены) все детали крепления защитных покрытий и облицовок, а также подготовлены защищаемые поверхности, предусмотренные техническим проектом и рабочими чертежами.
Защитные покрытия аппаратов и сосудов свинцом (гомогенным способом), винипластом, перхлорвиниловыми и другими специаль-
9
ными лаками, эмалирование, гуммирование должны быть выполнены на заводах-изготовителях во всех случаях, когда аппараты и сосуды поставляются в полностью собранном виде или транспортабельными по диаметру узлами и блоками, соединяемыми при монтаже без применения сварки на фланцах.
Все трубопроводы в пределах оборудования (аппарата, машины), входящие в объем поставки, независимо от того, поставляются они присоединенными к оборудованию или отдельно от пего, должны быть изготовлены полностью на заводе-изготовителе с подвесками и опорами, промыты, очищены, обработаны, с покрытыми внутренними поверхностями, испытаны на прочность и плотность.
Трубопроводы, поставляемые отдельно от оборудования, должны поступать на монтажную площадку в виде законченных, испытанных, промаркированных, очищенных и обработанных узлов и элементов с минимальным количеством монтажных стыков. Прямые участки трубопроводов можно поставлять длиной, соответствующей техническим условиям, с маркировкой, в комплекте с фланцами, прокладками, крепежными деталями; окончательно их изготовляют, очищают и испытывают на месте установки оборудования.
Все движущиеся (вращающиеся) части (узлы) оборудования должны быть ограждены. Ограждения, которые поставляются не в сборе с оборудованием, должны пройти па заводе-изготовителе контрольную сборку и маркировку и поставляться в комплекте с крепежными деталями.
На оборудовании с вращающимися механизмами (узлами) должны быть предусмотрены стрелки, указывающие направление вращения.
Стрелки выполняют па узлах (корпусах, станинах, крышах), если они литые, либо закрепляют на них. Стрелки должны быть окрашены в красный цвет несмываемой краской.
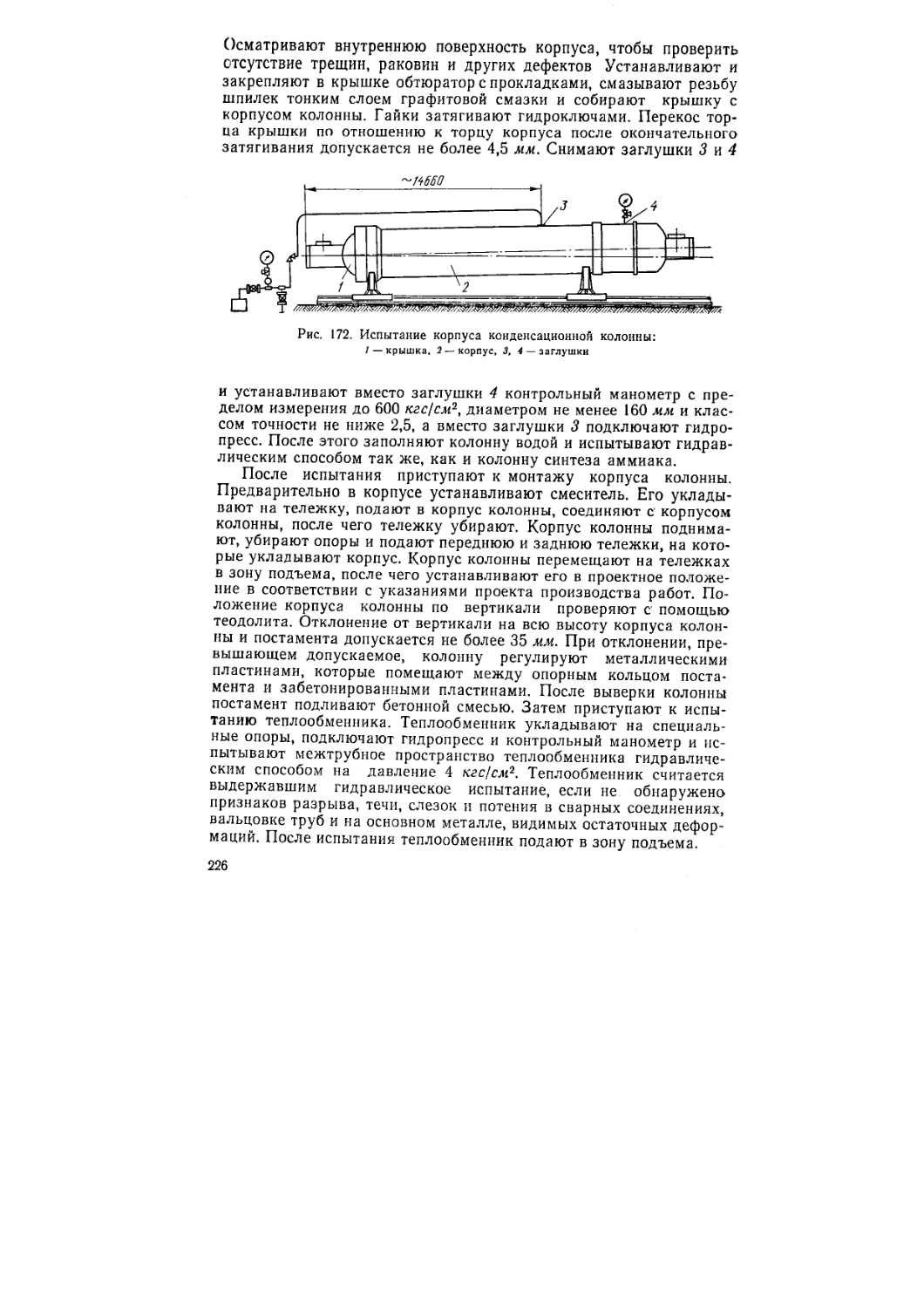
Для проведения на месте монтажа гидравлического испытания на аппаратах и сосудах в необходимых случаях должны быть предусмотрены штуцер для установки крана, через который при заполнении аппарата водой будет выпускаться воздух, штуцер для присоединения манометра и пробка для полного слива воды.
Расположение штуцеров и пробки на вертикальных аппаратах должно учитывать возможность проведения гидравлического испытания до подъема и установки аппаратов в проектное положение.
Во фланцевых монтажных соединениях оборудования, поставляемого блоками и узлами, в необходимых случаях должны быть выполнены установочные (контрольные) штифты (болты, шпильки), обеспечивающие возможность сборки оборудования в процессе монтажа без подгоночных операций и регулировок взаимного положения соединяемых блоков (узлов).
Регулировочные прокладки, устанавливаемые в монтажных разъемах, должны поставляться заводом-изготовителем комплектными промаркированными наборами.
Во всех сварных монтажных соединениях оборудования, поставляемого блоками и узлами, на торцах свариваемых деталей долж
10
ны быть выполнены кромки под сварку в соответствии с рабочими чертежами.
Детали оборудования, собранные узлы и отдельные агрегаты должны быть подвергнуты испытаниям и приняты ОТК завода-изготовителя.
На принятые изделия (узлы, детали) должна быть оформлена техническая документация и поставлены клейма ОТК.
Заводская готовность оборудования, поставляемого в сборе, а также блоков и узлов нетранспортабельного в сборе оборудования должна, как правило, исключать необходимость разборки и ревизии его в процессе монтажа.
Оборудование, поставляемое максимально укрупненными блоками и узлами, должно пройти на заводе-изготовителе контрольную сборку и не требовать в процессе монтажа разметочных и подгоночных работ.
Оборудование, поставляемое в сборе, а также все поставочные блоки и узлы должны быть собраны на постоянных (рабочих) прокладках, предусмотренных рабочими чертежами и не подлежащих замене при монтаже. Материалы сальниковых и торцевых уплотнений должны быть выполнены в соответствии с рабочими чертежами.
Транспортабельный в сборе аппарат или сосуд, а также каждый блок транспортабельного по диаметру аппарата или сосуда должен быть собран с внутренними устройствами; заводом-изготовителем должны быть проведены гидравлические испытания этого аппарата.
При контрольной сборке сдвоенного, строенного и т. д. аппарата должно быть проверено полное совпадение смежных штуцеров и опорных частей. Испытывают эти аппараты заводы-изготовители в собранном виде по проекту или монтажной схеме.
Если оборудование не может быть испытано в предусмотренном объеме на заводе-изготовителе, то стендовые испытания проводятся заводом-изготовителем на месте монтажа.
Оборудование, поставляемое блоками и узлами, должно быть промаркировано. Знаки маркировки, монтажные и сборочные метки (риски) должны быть тщательно выполнены на сопрягаемых деталях блоков и узлов клеймением, гравировкой, несмываемой яркой краской или другими способами, обеспечивающими четкость изображения и длительную сохранность в процессе эксплуатации.
Сборочные (контрольные) и монтажные метки (риски), нанесенные на оборудовании клеймением или гравировкой, должны быть обведены несмываемой яркой краской.
Маркировке подлежат также регулировочные прокладки, устанавливаемые в монтажных разъемах.
Схема маркировки блоков (узлов), запасных частей, инструмента и приспособлений устанавливается заводом-изготовителем и отражается в технической документации.
Внутренние устройства, установленные в полностью собранном оборудовании, а также в отдельно поставляемых блоках и узлах, перед отгрузкой должны быть закреплены в корпусе (станине) оборудования, если транспортирование, хранение и такелажные рабо
11
ты могут вызвать перемещение или деформацию деталей внутренних устройств.
Внутренние устройства поставляют отдельно от собранного оборудования только при их особой хрупкости, а также если их нельзя установить и закрепить в собранном оборудовании.
Трубопроводы и арматура, поставляемые отдельно от оборудования, после контрольной сборки, испытаний и маркировки должны быть законсервированы, закрыты с обоих концов пробками, заглушками и снабжены комплектами прокладок и крепежных изделий.
Предохранительные клапаны должны поставляться отрегулированными на установленное для каждого сосуда и аппарата давление и не требовать регулировки при монтаже.
Предохранительные клапаны окончательно регулируются на рабочем агенте при комплексном опробовании на месте установки оборудования.
Приборы и предохранительные клапаны должны быть опломбированы.
В объем поставки химического оборудования должны входить: регулировочные (отжимные) винты и опорные пластины (пла-тики), устанавливаемые в процессе монтажа оборудования на фундаменте под торцами регулировочных винтов;
фундаментные болты с закладными деталями на все оборудование;
ответные фланцы в комплекте с рабочими прокладками и крепежными деталями для фланцевых соединений и накидные гайки с ниппелями для ниппельных соединений. Для сосудов и аппаратов, штуцера которых выполнены из двухслойной стали, вместо ответных фланцев должны поставляться ответные штуцера;
электроды для производства сварочных работ и контрольные пластины с кромками, обработанными под сварку аналогично монтажным стыкам оборудования, для проведения механических испытаний сварных швов на месте до изготовления и монтажа оборудования;
прокладки и уплотнительная мастика, предусмотренные рабочими чертежами, для фланцевых монтажных разъемов;
инструмент и приспособления, необходимые для производства монтажных работ и испытания оборудования на месте монтажа.
Обработанные поверхности деталей оборудования и опорные поверхности узлов, устанавливаемых на фундаментах и других основаниях, которые при подливке оборудования в процессе монтажа будут соприкасаться с бетонной смесью, не следует окрашивать.
Поставляемое оборудование должно быть законсервировано. Консервации подлежат все обработанные и неокрашенные поверхности, которые могут подвергнуться коррозии в атмосферных условиях.
Консервация должна обеспечивать защиту от коррозии всего оборудования при его транспортировании и хранении на месте монтажа в течение не менее двух лет с момента отгрузки.
1!!
Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации оборудования в сборе и поставочных блоков (узлов) без разборки. Это требование не распространяется на узлы, детали которых, соприкасающиеся с технологическим продуктом (рабочим агентом), требуют обезжиривания.
Все отверстия, патрубки, штуцера и присоединительные фланцы оборудования, поставляемого в сборе, а также поставочных блоков и узлов должны быть закрыты пробками или заглушками, при этом ответственные из них опломбированы.
Пломбированию также подлежат ответственные разъемы корпусов и станин оборудования в сборе и блоков (узлов).
Упаковка в необходимых случаях должна защищать оборудование от механических повреждений, атмосферных осадков и деформаций под влиянием собственной массы во время транспортирования и хранения на месте монтажа.
Конструкция упаковки должна быть такой, чтобы можно было применять механизированные способы ведения погрузочно-разгрузочных работ.
Чтобы предохранить оборудование от повреждений при транспортировании и погрузочно-разгрузочных работах, его закрепляют от возможных перемещений в ящиках, контейнерах и на салазках. Для увеличения жесткости оборудования в сборе и блоков устанавливают внутренние распорки, стяжки, растяжки и др.
На каждом транспортном месте отгруженного с завода-поставщика оборудования должно быть указано:
общее количество транспортных мест;
масса брутто и нетто;
места строповки и направления стропов, предупреждающие надписи: «верх», «стропить здесь», «осторожно», «не кантовать» и др.
Блоки и узлы, отгружаемые без упаковки, кроме того, должны быть промаркированы номерами чертежей (места маркировки указываются в чертежах).
При отгрузке в один адрес нескольких единиц однотипного оборудования в каждое транспортное место должны быть упакованы узлы и детали только одного комплекта или одной единицы оборудования.
Вместе с оборудованием поставляется техническая документация.
В комплект технической документации должны входить:
технический паспорт оборудования с результатами и датой стендовых и гидравлических испытаний, проведенных заводом-изготовителем;
формуляр с указанием фактических замеров и зазоров, установленных при испытании или контрольной сборке, и регулировочных данных;
чертежи общих видов, основных узлов, установочные, сборочные, монтажные чертежи, задания на проектирование фундаментов с указанием нагрузок;
13
схемы смазки, охлаждения, уплотнения, электроснабжения, систем автоматики, дистанционного управления и др;
инструкции по хранению, монтажу, расконсервации, пуску, эксплуатации оборудования;
схемы разбивки оборудования на блоки, маркировки оборудования, поставляемого блоками (узлами), строповки оборудования в упаковке и без упаковки при поставке в сборе и блоками; паспорта, формуляры, акты на комплектующие изделия, приборы, вспомогательное оборудование, входящие в объем поставки.
Вместе с оборудованием должны поставляться упаковочная ведомость, ведомости электрооборудования, контрольно-измерительных приборов, инструмента и приспособлений, комплектующего оборудования.
ГЛАВА II
ОБЩИЕ ВОПРОСЫ МОНТАЖА ОБОРУДОВАНИЯ
§ 3. Организация производства монтажных работ
В сооружении промышленных предприятий обычно участвуют несколько строительно-монтажных организаций, каждая из которых выполняет определенный вид работ. Например, одна строительная организация сооружает фундаменты, траншеи, дороги, другая устанавливает каркасы зданий и сооружений, механомонтажные организации выполняют монтаж технологического оборудования, трубопроводов и металлоконструкций обслуживающих площадок и т. д.
Деятельность всех организаций тесно связана между собой.
Монтаж технологического оборудования, трубопроводов и металлоконструкций можно расчленить на два основных этапа: организационно-техническая подготовка к выполнению монтажных работ;
производство монтажных работ, включая индивидуальное опробование оборудования.
Комплексное опробование смонтированного оборудования вхолостую и под нагрузкой относится к пусконаладочным работам и проводится эксплуатационным персоналом предприятия с привлечением монтажных и наладочных организаций.
К мероприятиям по подготовке к монтажным работам относятся:
получение от заказчика или генерального подрядчика проектнотехнической документации на монтируемый объект и составление на ее основе проекта производства работ (ППР), являющегося составной частью проекта организации строительства (ПОС);
организация монтажной площадки в соответствии с ППР: строительство открытых и закрытых складов, площадок для укрупнитель-ной сборки оборудования и конструкций, сооружение подъездных путей для подачи оборудования, конструкций и материалов в зону мог тажа, временных производственных и бытовых помещений, про
4
кладка временных энергетических коммуникаций, снабжающих рабочие места монтажников электроэнергией, водой, воздухом, паром;
обеспечение необходимой строительной готовности объекта в соответствии с нормами или техническими условиями для производства монтажных работ;
организация своевременной комплектной поставки оборудования, конструкций и материалов в количестве, необходимом для бесперебойного выполнения монтажных работ;
оснащение монтажной организации специальным монтажным оборудованием, оснасткой, механизмами, инструментом и организация нормальной его эксплуатации;
организация безопасных условий работы с учетом конкретных условий данной монтажной площадки.
Важным фактором, обеспечивающим нормальное ведение монтажных работ, является приемка под монтаж зданий и сооружений. Здание или сооружение считается подготовленным к монтажу, если в нем закончены общестроительные работы: монтаж каркаса здания, кладка стен или навеска стеновых панелей, устройство перекрытий и покрытий кровли, фундаментов под оборудование и технологические конструкции, подкрановые пути. Исключение составляет поточно-совмещенный метод монтажа оборудования и строительных конструкций, при котором порядок производства строительных и монтажных работ определяется специально разработанным проектом производства работ.
Кроме того, в ограждающих и несущих конструкциях зданий и сооружений должны быть устроены монтажные проемы для подачи оборудования и конструкций к местам установки; на конструкциях зданий и сооружений нанесены главные оси, а на реперах — высотные отметки; помещения, сдаваемые под монтаж, освобождены от опалубки, строительных лесов и очищены от мусора.
В помещениях машинных залов, кроме того, должны быть оштукатурены стены, выполнены все санитарно-технические работы, застеклены окна и фонари и навешены двери с врезанными замками.
Сдача-приемка объекта под монтаж производится представителями строительной и монтажной организаций и заказчика. Приемка объекта оформляется актом.
Организация монтажной площадки. Монтажная площадка включает в себя комплекс производственных и бытовых зданий, площадок и других сооружений, обеспечивающих нормальное производство монтажных работ непосредственно на объекте строительства.
При сооружении химических или нефтехимических комплексов постоянная производственная база (мастерские монтажных заготовок, профилакторий для машин и механизмов, центральный материальный склад, административные помещения) обычно располагается в непосредственной близости от объекта строительства. Непосредственно на площадке строительства размещают конторские помещения, бытовые помещения для рабочих, складские помещения для хранения материалов, инструмента и приспособлений, площадки для складирования и укрупнительной сборки в монтаж-
15
нье блоки оборудования и конструкций, подъездные пути, временные энергетические устройства и коммуникации. На рис. 1 приведена схема монтажной площадки производства аммиака. На схеме указаны пути подачи оборудования к объектам, места складирования и укрупнительной сборки, расположение основных монтажных механизмов, временные коммуникации водоснабжения и т. п.
Территория монтажной площадки — места монтажа оборудования и конструкций, установки монтажных механизмов, проезды, проходы, площадки для складирования и укрупнительной сборки — до начала работ должна быть очищена от строительных и других материалов, грязи и мусора, а зимой от льда и снега. Находящиеся на территории монтажной площадки траншеи и ямы должны быть засыпаны или надежно ограждены.
На всей территории площадки до начала работ ограждают и снабжают предупреждающими надписями зоны, опасные для работы и прохода, в ночное время их оснащают световыми сигналами. Работа в темных, неосвещенных местах запрещается.
Монтажная площадка должна быть оборудована противопожарными средствами — огнетушителями, ящиками с песком, резервуарами с водой, ведрами. Для оказания первой помощи пострадавшим должна быть аптечка с набором медикаментов, перевязочных средств.
Складирование и хранение оборудования. Оборудование, поступившее с заводов-изготовителей, должно храниться на складах, обеспечивающих передачу его в монтаж без дополнительных работ по чистке, ревизии и ремонту.
При хранении оборудования на открытых площадках или в складах (независимо от наличия упаковки) его нужно помещать на подкладки, не допуская прикосновения к земле.
На хранящемся оборудовании не должна накапливаться влага. В случае длительного хранения оборудования на складах все законсервированные узлы и детали подвергают контрольному осмотру. вскрытию, ревизии и переконсервации в сроки, предусмотренные техническими условиями на поставку оборудования, но не реже одного раза в год.
Приемка оборудования в монтаж. При приемке оборудования производят его наружный осмотр (без разборки на узлы и детали).
При этом проверяют:
соответствие чертежам или проектной спецификации;
комплектность по отправочным и упаковочным ведомостям или заводским спецификациям;
наличие и полноту технической документации заводов-изготовителей;
отсутствие видимых дефектов: трещин, поломок, раковин и пр.
Глубина местных дефектов на поверхностях стальных аппаратов, работающих под давлением, и глубина их зачистки не должны превышать размеров, указанных в табл. 1.
Документация, которая передается монтажной организации, должна содержать:
16
Рис. 1. Схема монтажной площадки производства аммиака:
I—эона подачи в монтаж оборудования блоков А и Б объединенного корпуса, II — зона укрупнительмой сборки негабаритного оборудования блока Б, III — эона складирования оборудования и узлов трубопроводов блока А, IV, V, VI — зоны складирования металлоконструкций и узлов трубопроводов
Таблица 1
Допускаемая глубина дефектов на поверхностях стальных аппаратов и глубина их зачистки, мм
Толщина стенки Глубина
дефектов зачистки дефектов
4—5 0,3 0,5
6—7 0,3 0,7
8—10 0,5 1,0
11—25 0,6 1,2
сведения об условиях работы аппарата (рабочее давление и температура среды, данные о взрывоопасности, токсичности и других свойствах среды);
указания о способах и параметрах испытания аппарата при сдаче его в эксплуатацию;
данные о материале прокладок и уплотнительных набивок;
спецификацию деталей с указанием массы, материала и ссылки на ГОСТ (для стандартных деталей);
указание о назначении штуцеров;
сведения о футеровке аппарата или нанесении другого защитного покрытия;
зарегистрированную в органах Госгортехнадзора шнуровую книгу на аппарат, подведомственный Госгортехнадзору;
комплектовочную и маркировочную ведомости для негабаритных и поставляемых в разобранном виде аппаратов и инструкцию по сборке и сварке аппаратов;
указания о средствах крепления аппарата при его установке в проектное положение;
данные об объеме и содержании документации, составляемой при производстве работ и сдаче оборудования в эксплуатацию.
§ 4. Основные положения проектирования производства монтажных работ
До начала монтажных работ необходимо получить и изучить основную проектно-технологическую документацию, которая должна состоять из:
плана расположения строящихся объектов;
планов и разрезов каждого из цехов;
чертежей на монтаж технологического оборудования, в том числе чертежей фундаментов;
чертежей на металлоконструкции и трубопроводы, включая схемы трубопроводов;
18
технической документации заводов-изготовителей оборудования, металлоконструкций и трубопроводов, в том числе монтажных, установочных, сборочных и узловых чертежей оборудования, паспортов, актов заводских ОТК на контрольную сборку, балансировку, обкатку, испытания и приемку оборудования, паспортов арматуры высокого давления, комплектовочных ведомостей, заводских технических условий на сборку, монтаж и пуск оборудования, маркировочных схем на узлы, поставляемые в разобранном виде, формуляров с указанием допусков и фактических замеров на заводе-изготовителе при контрольной сборке и стендовом испытании оборудования, сертификатов, актов лабораторных испытаний труб или металлопроката для изготовленных узлов трубопроводов и металлоконструкций;
смет на производство монтажных работ;
дополнительной документации в соответствии с требованиями СНиПов на монтаж отдельных видов оборудования.
Сложные условия строительной площадки, когда работы выполняют зачастую десятки строительных и монтажных организаций, не позволяют вести работы обособленно, поэтому все вопросы производства работ должны быть увязаны в едином документе. Таким документом является проект организации строительства — ПОС.
Проект производства работ — ППР является составной частью проекта организации строительства, относящейся непосредственно к производству монтажных работ.
Проект производства работ содержит основные принципиальные решения по монтажу технологического оборудования, металлоконструкций и трубопроводов.
При разработке ППР решаются следующие вопросы:
объемы и сроки выполнения монтажных работ;
совмещение строительных и монтажных работ;
расположение площадок укрупнительной сборки и промежуточного складирования монтажных заготовок и оборудования;
методы монтажа основного технологического оборудования с учетом максимальной индустриализации работ;
типы и количество основных монтажных механизмов;
методы монтажа отдельных аппаратов или конструкций, установка которых в проектное положение особо ответственна;
потребность в электроэнергии, сжатом воздухе, воде и вспомогательных материалах (кислороде, ацетилене, пропане, электродах и т. д.);
необходимое количество складских помещений для хранения материалов;
потребность в рабочей силе (по количеству и специальностям);
охрана труда и безопасность производства работ.
Проект производства работ оформляется в виде пояснительной записки с приложением:
строительного генерального плана промышленной площадки с временными сооружениями, монтажными и сборочно-укрупнитель-
19
ними площадками, путями подачи оборудования и монтажных заготовок;
сводного календарного графика производства монтажных работ по предприятию в целом и графика движения рабочей силы;
ведомости объемов работ по монтажу технологического оборудования, конструкций и трубопроводов и трудовых затрат для их выполнения.
В пояснительной записке к ППР указывается последовательность монтажа технологического оборудования, конструкций и трубопроводов, исходя из технологической схемы строящегося предприятия и сроков ввода объектов в эксплуатацию. При этом в первую очередь предусматривается строительство компрессорных и насосных станций, ремонтно-механических цехов и других объектов, ввод в эксплуатацию которых необходим для пуска основных цехов монтируемых предприятий.
Наиболее ответственной частью проекта производства работ являются такелажные схемы на установку оборудования в проектное положение и технологические карты на сборку и испытание оборудования.
В такелажных схемах определены основные грузоподъемные механизмы и грузозахватные приспособления, пути подачи оборудования, методы строповки и конструкции стропов, расположение на строительной площадке грузоподъемных механизмов и приспособлений, основные этапы подъема и установки аппаратов или конструкций в проектное положение, техника безопасности при производстве работ.
§ 5. Фундаменты и их приемка под монтаж оборудования
По характеру воздействия работающего оборудования фундаменты можно разделить на следующие группы:
для аппаратов, работающих без динамического воздействия (емкостные аппараты,колонны);
для машин с незначительными динамическими нагрузками (редукторы, насосы, вентиляторы,транспортеры);
для машин со значительными динамическими нагрузками (компрессоры, паровые машины);
для машин с ударными нагрузками (кузнечные молоты, копры);
для тяжелых машин, работающих с большими динамическими нагрузками (крупные вращающиеся печи).
Оборудование, работающее без динамических нагрузок или с незначительными нагрузками, часто устанавливают на металлические или железобетонные конструкции зданий (межэтажные перекрытия или поддерживающие опорные конструкции).
•> Фундаменты должны соответствовать чертежам, увязанным с размерами оборудования и характером его работы.
Для сооружения фундаментов применяют следующие бетоны:
марки 100 — для большинства аппаратов и машин со спокойным и уравновешенным режимом работы;
Таблица 2
Показатели
Конструкция
Основные типы фундаментных болтов и глубина их заделки в бетон
с отгибом
Глухие
Анкерные
с плоской анкерной плитой
с литой анкерной плитой
(О
Устанавливаемые в просверленные отверстия
конические с цементной зачеканкой
прямые на эпоксидном клее
Диаметр d, мм 10—48 56—125 10-48 56—140 24-48 56—125
Глубина заделки Н 25d 25d 12d 15d 15d 30d
Наименьшее расстояние от оси болта до грани фундамен-та 4d 4d 6d 6d 6d 6d
15—48
10d
10d
10—48
10d
5d
марок 100—150 — для тяжелых машин и машин с ударными нагрузками;
марок 150—200 — для машин, к работе которых предъявляются повышенные требования.
При сооружении фундаментов для защиты от разрушения грунтовыми водами, насыщенными агрессивными веществами (растворами солей, щелочей, кислот), их наружную поверхность покрывают битумом или защищают специальными коррозионностойкими материалами.
Фундаменты должны быть прочными, устойчивыми, их осадка не должна превышать допускаемую. Перед сдачей под монтаж фундамент, включая колодцы для фундаментных болтов, должен быть очищен от опалубки и строительного мусора. Раковины, пористость, наслоения и другие дефекты не допускаются.
При приемке фундамента под монтаж проверяют:
соответствие формы фундамента проектной;
общее состояние поверхности фундамента;
соответствие высотных отметок и основных размеров фундамента, а также проемов и проходов в нем проектным;
? точность расположения колодцев для анкерных болтов, а также состояние резьбы на болтах, укомплектованность их шайбами и гайками;
наличие закладных частей (плашек и реперов) для обозначения продольных и поперечных осей и высотных отметок.
Прочность бетона фундамента должна соответствовать проектной и подтверждаться результатами лабораторного испытания образцов, залитых одновременно с изготовлением фундаментов.
Отклонения геометрических размеров фундаментов от проектных, мм, не должны превышать величин, приведенных ниже.
По продольным и поперечным осям фундамента.............. ±20
По основным размерам в плане............................ ±30
По высотным отметкам поверхности фундамента без учета высоты подливки..........................................—30
По размерам уступов в плане............................—20
По размерам колодцев в плане...........................-[-20
По отметкам уступов в выемках и колодцах...............—20
По осям анкерных болтов в плане.......................... ±5
По осям закладных анкерных устройств в плане.............±10
По отметкам верхних торцов фундаментных болтов........ -|-20
Приемку и сдачу фундаментов и других оснований под оборудование оформляют актом (СНиП Ш-Г.10-66) между представителями строительной и монтажной организаций, а также технического надзора заказчика.
Оборудование крепится к фундаментам с помощью фундаментных болтов, типы и характеристики которых приведены в табл. 2.
При подготовке к монтажу особо ответственного оборудования (поршневых компрессоров высокого давления, турбокомпрессоров, а также аппаратов, связанных изготовленными коммуникациями высокого давления из толстостенных труб) следует заранее бето-
22
Таблица 3
Допускаемые нагрузки на один болт и размеры упорных пластин в зависимости от диаметра резьбы болта
Диаметр резьбы болта, Я W Допускаемая нагрузка, кгс Размеры упорных пластин, мм, при марке бетона
100 150 200
16 170 40X40X8 30x30x8 30X30X8
18 650 45х 45х 10 40x40x10 35х 35х Ю
20 920 55X57X12 45х45х 12 40X40X12
22 1240 65x65x14 50x50x 14 50Х50Х 14
24 1500 70X70X16 60 х 60 X 16 55х55х 16
27 2200 85 X 85 X 18 70X70X 18 65Х65Х 18
30 2840 ЮОХ 100x20 80X80X20 75X75X20
36 4640 125X125X26 100X100X26 95X95X24
42 7500 160X160X34 130X130X34 120X120 X 36
пировать фундаментные болты, устанавливая их по шаблону, обеспечивающему высокую точность расположения.
§ 6. Выверка и крепление оборудования
Оборудование устанавливают на фундамент не ранее чем через 7 дней после сооружения фундамента при условии, что прочность бетона достаточна для принятия статической нагрузки. Бетон к этому моменту должен набрать 60% проектной прочности.
При подготовке фундамента под монтаж оборудования с обеих сторон фундаментных колодцев делают ровные горизонтальные площадки под подкладки и клинья для выверки оборудования. Поверхности фундамента выравнивают, срубая неровности зубилом или покрывая площадки ровным слоем цементного раствора. Пакеты подкладок должны лежать на фундаменте горизонтально, качание прокладок не допускается. Высота пакета подкладок не должна превышать 80 мм. Правильность установки пакета подкладок по высоте проверяют нивелиром или гидростатическим уровнем.
Для выверки горизонтальности установки оборудования используют инвентарные клиновые или винтовые домкраты.
Большое распространение получили отжимные болты (рис. 2), для которых в опорных частях оборудования предусмотрены резьбовые отверстия. Типы и конструкции опор для вертикальных сосудов и аппаратов (кроме колонных) с отжимными болтами показаны па рис. 3. Опоры типа I крепятся к вертикальной цилиндрической стенке аппарата, типа II — к сферическому днищу вертикального аппарата.
При наличии в оборудовании болтов до их установки на фундамент укладывают опорные пластины, которые располагаются на расстоянии 150—200 мм от оси фундаментного болта (в зависимости от размеров колодцев).
23
Диаметры болтов, их количество и размеры упорных пластин должны соответствовать массе устанавливаемого оборудования. Суммарную допускаемую нагрузку всех установочных болтов выбирают с коэффициентом запаса не менее 1,5.
В табл. 3 приведены допускаемые нагрузки на один болт и размеры упорных пластин в зависимости от диаметра резьбы болта.
Чтобы удобно было перемещать оборудование в горизонтальной плоскости на отжимных болтах, его выверяют по осям в плане
при минимальном выпуске болтов, что значительно повышает их жесткость. Последующая выверка оборудования на вертикальность и горизонтальность производится с помощью отжимных болтов.
По окончании выверки оборудование должно опираться на все болты или домкраты. Плотность установки оборудования проверяют щупом толщиной 0,1 мм. Положение болтов после выверки фиксируют контргайками для предотвращения случай-
сваркой S 4 х тачках
Прихбатить \
сваркой S
4 * точках
Рис. 2. Отжимной болт для
выверки горизонтальности установки оборудования: / — упорная пластина, 2 — контргайка, 3 — отжимной болт, 4 — фундаментный болт
Рис. 3. Опора с отжимными болтами для вертикальных сосудов и аппаратов (кроме колонных) :
а — типа I для крепления к вертикальной цилиндрической стенке, б — типа II для крепления к сферическому днищу аппарата; / — опора, 2 —отжимной болт, 3 — отверстие для фундаментного болта
кого самоотвинчивания их во время подливки бетонной смесью.
Если закладные анкерные устройства не предусмотрены конструкцией оборудования и фундаментные болты не забетонированы при сооружений фундамента, выполняют предварительную и окон
24
чательную выверку. После предварительной выверки колодцы с фундаментными болтами заполняют бетонной смесью. Окончательная выверка разрешается не ранее чем через 7 суток после заполнения колодцев, так как окончательно выверенное оборудование фиксируют частичной затяжкой гаек фундаментных болтов. Для фиксирования оборудования достаточно 20—30% номинального усилия гаечных ключей с контролируемым усилием затяжки.
Участки установочных болтов, остающиеся в бетоне подливки, обертывают бумагой или толем либо наносят тонкий слой густой смазки для предотвращения сцепления болта с бетоном.
Опалубку перед подливкой устанавливают по периметру фундамента, а при монтаже на домкратах — также и вокруг домкратов, чтобы предотвратить заливку их бетонной смесью.
Для подливки машин и механизмов при бесподкладочном, монтаже оборудования используют жесткие бетонные смеси на мелкозернистых песках, вводя в них пластифицирующие добавки.
Уплотняют смесь глубинными вибраторами, погружаемыми в смесь.
При ширине подливаемого пространства более 0,3 м в его устье устанавливают лоток-накопитель, в который загружают бетонную смесь. Уровень бетонной смеси в лотке-накопителе должен быть выше уровня обреза фундамента не менее чем на 30 см.
При подливке оборудования, имеющего в основании отверстия-окна, смесь загружают в отверстия, в которые затем погружают вибраторы.
При ширине подливаемого пространства до 0,3 м подливка производится также без лотка-накопителя; при этом верхний край опалубки должен быть выше обреза фундамента на 20 см.
При уплотнении бетонной смеси вибратор не должен касаться опорных частей оборудования.
В течение 1 ч после окончания подливки выполняют контрольную проверку положения оборудования.
Через 7 суток после подливки отвертывают на 2—3 оборота болты, выверяют оборудование по осям, а также в горизонтальной и вертикальной плоскостях и окончательно затягивают гайки фундаментных болтов. Обязательная семисуточная выдержка бетона подливки до окончательной затяжки гаек болтов обусловлена тем, что в этот период происходит большая часть общих усадочных деформаций бетона.
Если оборудование было смонтировано на домкратах, их удаляют вместе с ограждающей опалубкой раньше, чем болты (при прочности бетона подливки не менее 50 кгс/см2).
После этого образовавшиеся ниши заполняют бетонной смесью того же состава, что и смесь подливки.
Монтажные работы на подлитом оборудовании можно продолжать после окончательной затяжки гаек фундаментных болтов.
В хорошо затянутом соединении пластинки щупа толщиной 0,1 мм не проходят между подкладками, а также между гайкой, шайбой и корпусом аппарата. Допускается местное «закусывание»
25
щупа на глубину до 3 мм. Фундаментный болт в затянутом состоянии отзывается на простукивание четким звуком, без дребезжания.
При выверке оборудования на фундаменте контролируют горизонтальность, соосность, параллельность и вертикальность, а также вертикальные отметки и привязки осей аппарата или машины к осям здания или строительных конструкций. Отклонения не должны превышать допускаемых величин, указанных в чертежах или технических условиях.
Горизонтальность оборудования выверяют по базовым поверхностям (плоскостям разъема и расточкам под вкладыши подшипников валов и обоймы уплотнений) или контрольным площадкам на собранном оборудовании.
Таблица 4
Области применения и степень точности методов проверки смонтированного оборудования
Способ проверки Область применения Точность проверки, мм
Проверочной лекальной линейной:
на просвет Поверхности протяженностью до 500 мм 0,05
щупом Проверочной линейкой с широкой рабочей поверхностью: То же 0,02
щупом Поверхности протяженностью до 6000 мм От 0,04 до 0,10
штихмасом То же От 0,02 до 0,10
на краску » » От 0,01 до 0,02
Проверочной плитой на краску Поверхности площадью 1000x2000 мм- От 0,01 до 0,05
Проверочной линейкой с широкой рабочей поверхностью и уровнем Методом последовательных перемещений уровня: Участки поверхностей, разнесенные до 5000 мм От 0,04 до 0,18
водяного Поверхность любой протяженности От 0,03 до 0,35
простого Поверхности протяженностью до 20 м; участки поверхностей, разнесенные до 20 м 0,5
специальногос микрометрической головкой То же 0,02
Техническим нивелированием Поверхности любой протяженности; участки поверхностей, разнесенные на любое расстояние 0,1
Струной и штихмасом Поверхности протяженностью до 10 м 0,05
Центровочным приспособлением с индикаторами Соосность валов 0,02
26
В случае несовпадения горизонтальности при взаимной проверке по различным базовым поверхностям установку выверяют в одном направлении по валам или осям, а в другом — по плоскостям разъема. Если базовые поверхности недоступны для осмотра, а контрольные площадки отсутствуют, оборудование частично разбирают.
Соосность валов машин и агрегатов, соединяемых муфтами, проверяют по соединительным полумуфтам валов в два приема: предварительно с помощью линейки и щупа до затяжки фундаментных болтов, окончательно с помощью специальных центровочных приспособлений на полумуфтах и щупа или индикатора после затяжки фундаментных болтов.
Соосность отверстий, расточек, цилиндрических поверхностей, удаленных друг от друга в машинах и агрегатах, проверяют с помощью струны и штихмаса с электроакустическим устройством.
Соосность далеко раздвинутых поверхностей машин и агрегатов контролируют нивелиром или теодолитом.
Области применения и степень точности различных методов проверки приведены в табл. 4.
§ 7. Испытания смонтированного оборудования
Смонтированное оборудование должно пройти следующие индивидуальные испытания:
на плотность и прочность (емкости и аппараты);
вхолостую (машины, механизмы и аппараты с приводами);
под нагрузкой (машины, механизмы и аппараты с приводами).
Индивидуальное испытание оборудования под нагрузкой проводят по окончании монтажных работ. Когда проведение индивидуального испытания под нагрузкой невозможно в отрыве от комплекса смежного оборудования или по технологии производства, окончанием монтажных работ считается индивидуальное испытание смонтированного оборудования вхолостую.
Таблица 5
Пробные давления при гидравлическом испытании сосудов
Сосуды Рабочее давление Р, кгс/см2 Пробное давление
Все сосуды, кроме литых То же Литые Сосуды, работающие при температуре: от 200 до 400°С свыше 400°С Сосуды, работающие под вгкуумом Ниже 5 5 и выше Независимо от давления То же » » » » 1,5Р, но не менее 2 кгс/см? 1,25 Р, но ие менее Р + 3 кгс/см? 1, 5Р, но не менее 3 кгс/см? 1,5Р 2Р 2Р
27
Если с момента испытания аппарата на заводе-изготовителе прошло менее 12 месяцев, испытание можно не проводить.
Виды и длительность индивидуальных испытаний устанавливаются ТУ или СНиП.
Основные виды испытаний аппаратов на прочность и плотность— гидравлическое и пневматическое. Перед испытаниями на штуцера, люки, муфты, контрольно-измерительные приборы ставят заглушки.
Величину пробного гидравлического давления принимают в соответствии с табл. 5.
При испытании сосуда на заводе-изготовителе или изготовлении его в условиях монтажной площадки время выдержки под пробным давлением должно быть не менее, мин:
с толщиной стенки до 50 мм.............................. 10
» 50—100 мм ............................... 20
» свыше 100 мм ............................ 30
литого и многослойного независимо от толщины стенки ... 60
При испытании сосуд должен находиться под пробным давлением в течение 5 мин. После снижения давления до рабочего необходимо тщательно осмотреть все сварные соединения и прилегающие к ним участки.
Сосуды с защитным покрытием или изоляцией следует подвергать гидравлическому испытанию до наложения покрытия или изоляции.
Если сосуды имеют высоту более 8 м, при внутреннем осмотре и гидравлическом испытании они должны быть в горизонтальном положении. При этом пробное давление следует принимать с учетом гидростатического давления в рабочих условиях.
Когда гидравлическое испытание провести невозможно (большие напряжения от массы воды в фундаментах, междуэтажных перекрытиях или сосуде; трудность удаления воды; наличие внутри сосуда футеровки, препятствующей заполнению сосуда водой), разрешается заменять его пневматическим (воздухом или инертным газом) на такое же пробное давление при условии положительных результатов внутреннего осмотра и проверки прочности сосуда расчетом.
Для гидравлического испытания применяют воду; перепад температур окружающего воздуха и воды не должен превышать 5° С.
Давление измеряют по двум манометрам, один из которых контрольный.
Сосуд считается выдержавшим испытание, если не обнаружено признаков разрыва, течи, слезок, потения в сварных соединениях и на металле, а также видимых остаточных деформаций.
Время выдержки при испытании сварных швов аппаратов, работающих при атмосферном давлении, керосином приведено в габл. 6.
При пневматическом испытании давление воздуха в аппарате поднимают медленно, по ступеням времени, достаточным для осмотра (табл. 7).
:-8
Таблица 6
Время выдержки при испытании сварных швов аппаратов керосином
Толщина стенки, мм Время выдержки, мин, при положении шва
нижнем горизонтальном и вертикальном
До 4 40 50
Более 4 60 70
Более 10 80 120
Таблица 7
Режим пневматического испытания
Давление, kzcJcm* Продолжительность подъема давления, мин Выдержка на данной ступени давления, мин
0—1 15 10
1—10 30 10
10—20 30 10
20—50 40 15
50—100 50 15
Под пробным давлением аппарат выдерживают 5 мин, после чего давление снижают до рабочего.
Проверяют плотность сварных швов, обмазывая их мыльной эмульсией.
Давление после пневматического испытания сбрасывают медленно, с интервалами.
Интервалы сброса давления после пневматического испытания, мин
Давление, кгс/см?...... 100—50 50—20 20—10 10—1 1—0
Продолжительность сброса давления на каждой ступени, мин ....................... 90 60 30 30 5
Установки для работы с горючими, легковоспламеняющимися, взрывоопасными, токсическими продуктами дополнительно испытывают на плотность вместе с трубопроводами, определяя падение давления по формуле
_ 100 / j Ркон • Т'нач
\ Рнач ' Ткон .
где ДР — падение давления, % от пробного давления;
•Рнач — сумма давлений по манометру и барометру в начале испытаний, кгс/см2;
Ркон — сумма давлений по манометру и барометру в конце испытаний, кгс/см2;
29
Tttai—абсолютная температура газа в системе в начале испытания, ° С;
Ткоя— абсолютная температура газа в системе в конце испытания, 0 С;
t — время испытания, ч.
Температуру газа определяют по термометрам, установленным на конечных участках испытываемого агрегата. Для подсчета находят среднее арифметическое значение из показаний всех термометров и манометров. Падение давления (процентов в час) в системе не должно превышать величин, указанных в табл. 8.
Таблица 8
Допускаемое падение давления, %
Место установки агрегата
Среда
токсичная взрывоопасная
Закрытые помещения и проходные каналы ...............................
Открытые установки ...............
0,2
0,4
Машины, механизмы и аппараты с мешалками обкатывают в соответствии с указаниями проекта, ТУ и СНиП.
Продолжительность испытаний приводных механизмов (если нет специальных указаний завода-изготовителя) должна соответствовать данным табл. 9.
Таблица 9
Продолжительность испытаний приводных механизмов
Аппараты Скорость вращения, об/мин Продолжительность испытаний, ч
вхолостую под нагрузкой
Аппараты с неподвижными корпусами и внутренними вращающимися частями До 100 2 4
Более 100 4 8
Аппараты с вращающимися корпусами До 300 4 8
ГЛАВА III
ТАКЕЛАЖНЫЕ РАБОТЫ
§ 8. Такелажные приспособления и монтажные краны
v Работы, связанные с подъемом и перемещением оборудования, называют такелажными. При монтаже оборудования такелажные работы выполняют с помощью различных грузоподъемных устройств и механизмов, приспособлений и машин.у
3]
Стальные канаты состоят из прядей, обвитых вокруг органического сердечника. Сердечник придает канату гибкость и удерживает смазку. В зависимости от способа свивки проволок в пряди и прядей в канат различают канаты с точечным и линейным ка-
санием.
В канатах с точечным касанием угол наклона и шаг проволоки
соседних рядов резко различаются, вследствие чего проволоки
смежных рядов, перекрещиваясь, соприкасаются в отдельных точках. В канатах с линейным касанием проволоки в различных рядах располагаются с близким по размеру шагом, и в рядах пряди они соприкасаются по всей длине, обеспечивая большую гибкость и износоустойчивость каната. Поэтому такие канаты получили наибольшее распространение.
Проволоки в прядях и пряди в канате могут быть свиты в одном направлении — односторонняя свивка или в противоположных—крестовая свивка. При
Рис. 4. Свивки каната:
<2 —левая, б — правая; / — односторонняя, 2 — крестовая
такелажных работах применяют стальные канаты крестовой свивки. Кагаты односторонней свивки, в которых проволока специально
не деформирована на заводе, имеют тенденцию к раскручиванию.
Вид (крестовая или односторонняя) и направление свивки (правое или левое) определяют по внешнему виду каната (рис. 4). В ка-
натах крестовой 2 свивки проволоки расположены параллельно оси канате, односторонней 1—наклонно. При правой свивке пряди в канате идут снизу вверх направо (по часовой стрелке), при левой— снизу вверх налево (против часовой стрелки).
У ^Канаты хранят в закрытых сухих помещениях намотанными на барабан, использования канат очищают от грязи,
смазыгают и сматывают в ./'УХТУ- При правильной эксплуатации и хранении каната увеличиваете?^срок его службы. Работать с канатом нужно в рукавицах, так как оборванные проволоки могут пора-
нить руку.
Стропы (рис. 5) служат для быстрого и удобного крепления поднимаемого груза к крюку грузоподъемного механизма.
Унг нереальные или кольцеобразные стропы изготовляют, сращивая концы каната путем сплетки отдельных прядей или двух концов каната с помощью втулочного соединения. Длина сращивания путем сплетки должна составлять не Менее 40 диаметров сращиваемого каната. <
Универсальные стропы изготовляют из канатов’-джаметром 15,5— 39 мм, облегченные — 8,7 мм и более. К концам облегченно'!!? стропа
крепят крюки или петли с коушами. ' -
Полуавтоматические стропы представляют собой облегченные стропы с коушами, оборудованные специальными замками для расстроповки с рабочего места монтажника или с земли.
31
При выборе сечения стропов необходимо учитывать запас прочности и условия их работы — заложение (угол) и количество ветвей. Количество ветвей стропа может быть различное, но наиболее часто применяют 1, 2, 4 и 8 ветвей (рис. 6). При строповке груза одной
Рис. 5. Стропы:
а — универсальный, б — облегченный с
петлей или крюком
Рис. 6. 'Схема строповки грузов:
а — одноветвевым стропом, б — двухветвевым стропом, flчетырехветвевым стропом
ветвью строп растягивается силой Р, равной массе поднимаемого груза. При строповке д’^умя ветвями усилие в каждой ветви S будет равно
5 = —-------,
. т • COS а
где Q — масса груза, г;
т — количество ветвей стропа, шт;
а — угол наклона ветви стропа к вертикали, град.
31!
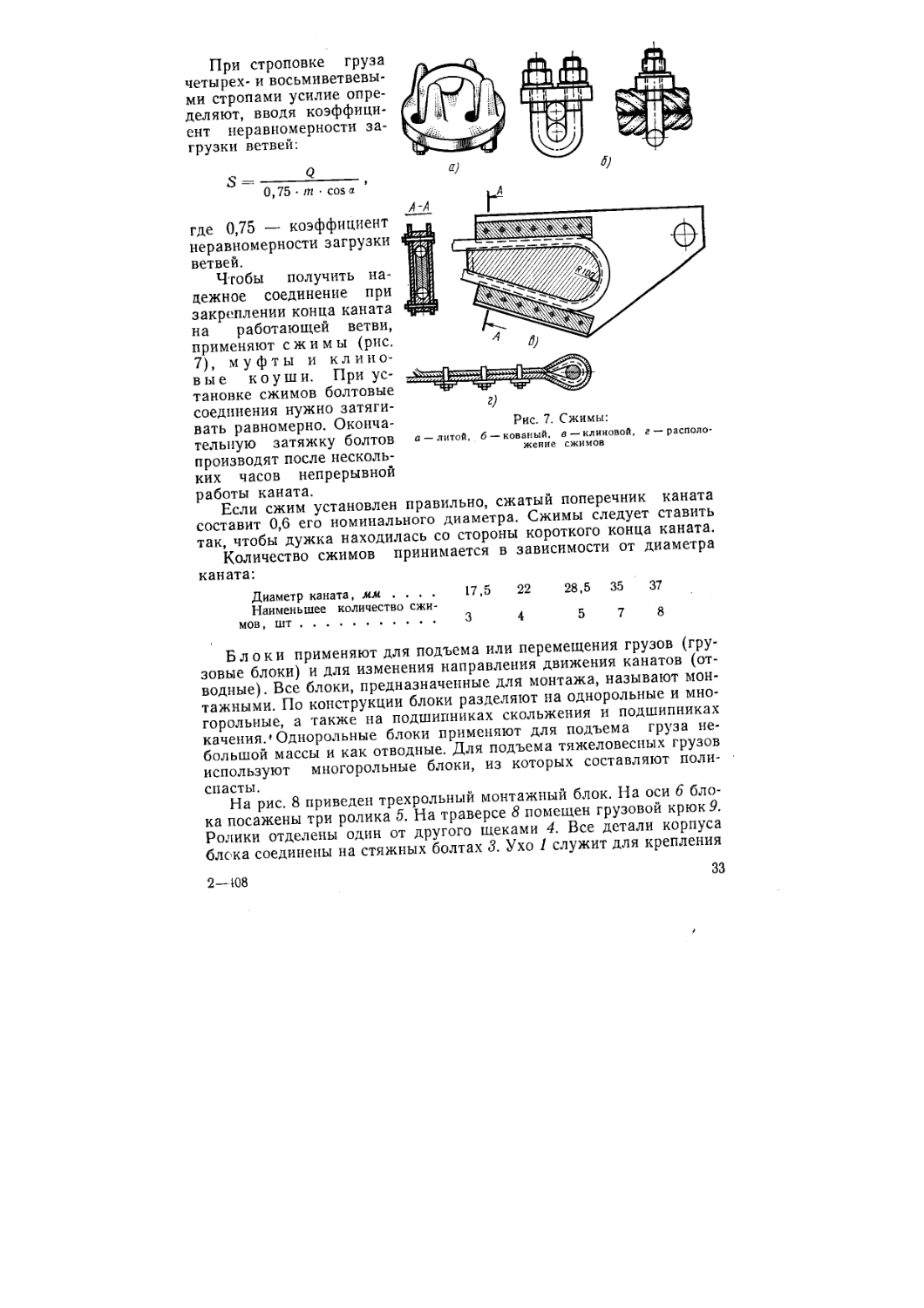
При строповке груза четырех- и восьмиветвевыми стропами усилие определяют, вводя коэффициент неравномерности загрузки ветвей:
1 f
0,75 • in • cos а
где 0,75 — коэффициент неравномерности загрузки ветвей.
Чтобы получить надежное соединение при закреплении конца каната на работающей ветви, применяют сжимы (рис. 7), муфты и клиновые коуши. При установке сжимов болтовые соединения нужно затягивать равномерно. Окончательную затяжку болтов производят после нескольких часов непрерывной
работы каната.
Если сжим установлен правильно, сжатый поперечник каната составит 0,6 его номинального диаметра. Сжимы следует ставить так, чтобы дужка находилась со стороны короткого конца каната.
Количество сжимов принимается в зависимости от диаметра
каната:
Диаметр каната, мм . . . .
Наименьшее количество сжимов , шт...................
17,5 22 28,5 35 37
3 4 5 7 8
Блоки применяют для подъема или перемещения грузов (грузовые блоки) и для изменения направления движения канатов (отводные). Все блоки, предназначенные для монтажа, называют монтажными. По конструкции блоки разделяют на однорольные и многорольные, а также на подшипниках скольжения и подшипниках качения.'Однорольные блоки применяют для подъема груза небольшой массы и как отводные. Для подъема тяжеловесных грузов используют многорольные блоки, из которых составляют полиспасты.
На рис. 8 приведен трехрольный монтажный блок. На оси 6 блока посажены три ролика 5. На траверсе 8 помещен грузовой крюкР. Ролики отделены один от другого щеками 4. Все детали корпуса блока соединены на стяжных болтах 3. Ухо I служит для крепления
2—108
33
неподвижного конца каната. Между щеками установлены распорные трубки 7. Грузовой крюк может свободно вращаться вокруг своей оси. В блоках большой грузоподъемности крюк опирается на шариковые подшипники. На монтажных работах применяют блоки грузоподъемностью до 280 тс.
Полиспаст — простейшее грузоподъемное устройство, состоящее из блоков, соединенных канатом. С помощью полиспаста можно
Рис. 8. Трехрольный монтаж-мый блок;
1 — ухо для крепления троса, 2— тяга, 3 — стяжные болты. 4— щеки, 5 — ролики, б — ось блока, 7 — распорные трубки. 8 — траверса, 5 — грузовой крюк
поднимать груз или перемещать его по горизонтали. Полиспаст дает выигрыш в силе за счет проигрыша в скорости: во сколько раз выигрывается в силе, во столько раз проигрывается в скорости.
Полиспаст (рис. 9) состоит из двух многорольных блоков; верхнего неподвижного 2 и нижнего
Рис. 9. Схема полиспаста:
/ — подвижный блок, 2 неподвижный блок, 3 — отводные блоки, Q — грузоподъемность полиспаста, Р — тяговое усилие
подвижного 1. Блоки соединены канатом, последовательно огибающим ролики неподвижного и подвижного блоков. В устройство полиспаста входят отводные блоки 3 для направления каната полиспаста на лебедку.
При монтаже оборудования для закрепления вант, лебедок, отводных монтажных блоков применяются земляные, деревоземляные и бетонные якоря. Бетонные якоря подразделяют на заглубляемые, полузаглубляемые и наземные. Наиболее широкое применение получили наземные якоря.
Якорь (рис. 10) состоит из металлической сварной рамы-платформы 7 и железобетонных окантованных угловой сталью блоков 1 размером 1500X1000X450 мм, массой 1500 кг. В раме-платформе закреплена ось 4, на которой находится грузовая траверса — тяга 3. К задней части рамы-платформы приварена рама 5, на которую устанавливается лебедка 6. В нижней плоскости к раме-платформе приварены швеллеры 2 полками вниз, которые, заглубляясь под
34
тяжестью блоков и рамы, обеспечивают сцепление якоря с грунтом. В блоках впотай выполнены рамы для крепления стропа при сборке якорей. Блоки при укладке на раму-платформу не скрепляют.
Якоря грузоподъемностью 5—10, 15—20—25 и 30—40—50 тс имеют на каждый диапазон грузоподъемности по одной раме. Различная грузоподъемность якоря достигается разным количеством уложенных блоков, т. е. массой якоря.
Рис. 10. Наземный якорь:
/ — железобетонные блоки, 2— швеллеры, 3 — тяга, 4 — ось, 5 — рама, 6 —лебедка, 7 — рама-платформа
Широкое распространение при такелажных работах получили лебедки, тали, тельферы, домкраты.
Лебедки служат для подъема и перемещения груза.
Они подразделяются: по назначению — на подъемные (для подъема), тяговые (для перемещения грузов) и поворотные (для вращения кранов), по способу установки — на передвижные и стационарные, по числу устанавливаемых на них барабанов — на одно-, двух-
2*
35
и трехбарабанные, по. .. -на ручные и с машинным
приводом. Приводами лебеди, служат электродвигатели или двигатели внутреннего сгорания. Большое распространение при монтаже получили рычажные (ручные) лебедки грузоподъемностью 1,5 и 3 тс. В характеристике лебедок указывается: грузоподъемность, тс; диаметр
4.
порталы, ш е в р ы,
каната, мм; диаметр барабана мм; скорость наматывания каната на барабан лебедки, м/мин; канатоемкость барабана (длина каната, наматываемого на барабан), м.
При подъеме оборудования на небольшую высоту пользуются реечными, винтовыми и гидравлическими домкратами. Грузоподъемность реечных домкратов достигает 10 тс, винтовых—30 тс и гидравлических— 300 тс.
Тали применяют небольшую ность талей до 5 тс.
Мачты, стрелы — простейшие грузоподъемные приспособления. Во многих случаях с их помощью можно поднять оборудование, масса которого превышает грузоподъемность самоходных стреловых кранов.
Мачты бывают трубчатые и решетчатые. Решетчатые мачты применяют для подъема оборудования большой массы.
На рис. 11 представлена монтажная мачта. Мачта инвентарная изготовляется и собирается из отдельных секций 1,2, 3 и 4, которые соединяются на болтах повышенной точности М20 с помощью стыковых уголков и накладок. Секции мачты квадратного очертания размером 1,2 X 1,2 м и состоят из четырех поясных уголков, соединенных решеткой из угловой стали.
д-д
750,750
и тельферы также при подъеме груза на высоту. Грузоподъем-до 10 тс, тельферов —
Рис. 11. Монтажная мачта грузоподъемно-стью 50 тс и высотой 50 м:
/ — верхняя секция, 2 — промежуточная секция длиной 6 м, 3 — промежуточная секция длиной 9 м, 4 — нижняя секция, 5 — башмак
Рис. 12. Шпальное основание под мачту: / — башмак мачты, 2 — шпалы, 3 — грунт
Рис. 13. Портальный подъемник:
/ — строп, 2 — наземные якоря, 3 — вантовые полиспасты, 4 — задние ванты 5 —пигелв -отводные блоки, 7-боковые ванты, 8 - грузовой полиспаст, 3-ноги портал! 10-“е-бедка, // — передняя ванта, /2-расчалки, 13- башмак
Верхняя секция мачты имеет консоли для крепления грузового полиспаста и отверстия на концах консолей для закрепления вант. Нижняя секция мачты соединяется с башмаком 5 осью, относительно которой мачта, поворачиваясь, может изменять наклон. При этом она может занимать положение от горизонтального до вертикального.
Мачта удерживается в вертикальном или наклонном положении четырьмя вантами. Для натяжения и изменения длины ванты натягивают на барабаны лебедок инвентарных наземных якорей.
Обычно башмак 1 мачты устанавливают на два ряда шпал 2 (рис. 12).
Портальный подъемник (рис. 13) представляет собой однопролетную П-образную конструкцию. Ноги 9 портала соединены вверху ригелем 5. Внизу ноги портала шарнирно опираются на башмаки 13, соединенные с ногами с помощью горизонтальных осей. Портал может поворачиваться относительно осей при монтаже портала, а также изменять свой наклон при монтаже оборудования. Ригель соединен с ногами портала с помощью гибких тяг из листовой стали или сферического шарнира.
Портальный подъемник удерживается двумя передними 11, двумя задними 4 и двумя боковыми 7 вантами. Ванты через вантовые полиспасты 3 и тяги крепятся к наземным якорям 2 необходимой грузоподъемности. На якорях установлены лебедки 10 для изменения длины полиспаста при наклоне и перемещении портального подъемника.
Ноги портала при наклоне крепятся расчалками 12, идущими на якоря или к фундаментам монтируемых аппаратов. К ригелю портала подвешены грузовые полиспасты 8, сбегающие нитки которых через отводные блоки 6 идут на лебедки 10, установленные на якорях.
Ноги портала собирают из отдельных пространственных секций, которые выполнены из четырех поясных уголков, соединяемых решетками из угловой стали. Секции соединяются на болтах повышенной точности с помощью стыковых уголков и накладок. Ригель портала изготовляют, так же как и ноги портала, решетчатой конструкции или коробчатого сечения из двух двутавровых балок, усиленных по полкам листами.
Когда нет места для раскладки портала на площадке перед его монтажом, применяют портальный подъемник со специальными обоймами для монтажа и демонтажа.
С помощью четырех мачт, соединенных между собой, или портальных подъемников можно поднимать аппараты массой до 1000 т.
На рис. 14, а показана схема грузоподъемного устройства, состоящая из двух портальных подъемников, верхние секции которых соединены двумя гибкими стяжками. С помощью этого устройства можно поднимать аппараты массой до 600 т. К ригелям подъемников подвешены по два грузовых полиспаста, в которых использованы блоки грузоподъемностью 160 тс. На концах грузовых полиспастов подвешены траверсы грузоподъемностью 330 тс.
зз
40500
Рис. 14. Портальный подъемник из четырех мачт (а) и схема запасов-ки грузового полиспаста (6)
A-A
Для увеличения гр эдъемности полиспастов применена схе-
ма запасовки полиспас (рис. 14, б) с креплением мертвой нитки, идущей с верхнего бло непосредственно к траверсе, что позволило увеличить грузоподъ мность каждого полиспаста на 10 тс. Сбе-
гающие нитки через систему отводных роликов грузоподъемностью 15 тс идут на электролебедки с тяговым усилием 12,5 тс.
При монтаже оборудования используют самоходные стреловые краны. По типу ходовой части краны делятся на гусеничные, пнев-моколесные и автомобильные. Наиболее широко применяют автомобильные краны МК-Ю, МК-16, пневмоколесные МКП-25, МКП-40 и гусеничные МКГ-16, МКГ-25, СКГ-40, СКГ-63.
Автомобильные и пневмоколесные краны более мобильные, но обладают меньшей грузоподъемностью, чем гусеничные. Наибольшая грузоподъемность гусеничного крана МКР-160 в настоящее время 160 тс.
Большое применение при такелажных работах получили также мостовые, козловые ККУ-Ю, ККС-10, КМК-60, КМК-120 и башенные БКСМ-5, БКСМ-14ПМ, КП-30, БК-1000 краны. С помощью специальных приставок грузоподъемность башенных кранов можно увеличить до 500 тс.
§ 9. Подъем и передвижение мачт, запасовка грузовых полиспастов
Наиболее распространены следующие методы монтажа мачт: подъем мачты краном в рабочее положение; подъем мачты краном в промежуточное положение с последующей доводкой вантами в рабочее положение; подъем мачты в рабочее положение с помощью строительных конструкций; подъем мачты с помощью вспомогательной мачты.
Метод монтажа мачт выбирают в зависимости от наличия подъемных механизмов, их грузоподъемности, компоновки оборудования, наличия места на монтажной площадке.
Схема подъема мачты краном в промежуточное положение с последующей доводкой вантами в рабочее положение представлена на рис. 15.
Мачту <3 собирают на шпальных выкладках в положении /. На расстоянии примерно 2/3 длины мачты от опоры, в узле схождения раскосов, мачту стропят стропом, выполненным из троса диаметром 32,5 мм в четыре рабочих нитки на удав. Под строп, чтобы нитки стропа не касались острых граней основных уголков мачты, подкладывают и прихватывают электросваркой четыре сегмента трубы сечением 108X4 мм, длиной 400 мм. Мачту оснащают грузовыми полиспастами, передними, задними и боковыми вантами, концы которых закрепляют к вантовым полиспастам 1 инвентарных наземных якорей 4. Боковые ванты должны располагаться на линии, проходящей через ось поворота мачты.
40
Для предотвращения сдвига основание мачты раскрепляют тросом к инвентарному наземному якорю, расположенному в направлении, противоположном направлению подъема мачты.
Перед подъемом необходимо произвести утяжку стропа во избежание скольжения при подъеме.
Мачту поднимают в наклонное положение гусеничным краном С КГ-30.
Рис. 15. Схема подъема мачты краном в промежуточное положение с последующей доводкой вантами в рабочее положение:
/—вантовый полиспаст, 1 — кран, 3 — мачта, -/—инвентарный наземный якорь
Площадка под гусеничные краны должна быть спланирована.
Из положения / мачту краном поднимают в положение II на максимальную высоту подъема крюка.
Во время подъема мачты грузовой полиспаст крана должен находиться в вертикальном положении, что достигается поворотом и уменьшением или увеличением вылета стрелы крана.
В конце подъема мачта не должна касаться стрелы крана.
По мере подъема вантовые полиспасты должны вовремя подтягиваться.
В положении II крюк крана выводят из стропа и мачту доводят до вертикального положения с помощью заднего ванта.
При монтаже нескольких аппаратов мачтами после окончания работ, выполняемых на одной установке, мачты передвигаются на новую стоянку для монтажа следующих аппаратов.
41
Рис. 16. Способы передвижки мачт: а - 1-й, б —2-й, в —3-й
Мачты можно передвигать перпендикулярно их плоскости тремя способами (рис. 16).
1-й способ (рис. 16, а): мачту последовательно наклоняют на 15—20° в сторону передвижения, выводя ее после каждого наклона в вертикальное положение.
2-й способ (рис. 16, б): мачту последовательно наклоняют на 15—20° в сторону передвижения, перемещая нижнюю часть до образования обратного угла, равного также 15—20°.
3-й способ (рис. 16, в): мачту наклоняют в сторону передвижения на 15—20° и далее перемещают в наклонном положении.
Скорость передвижения не должна превышать 10 м1мин при перемещении 1-м и 2-м способами и 5 м/мин— 3-м.
Со стороны, противоположной перемещению, должны быть поставлены тормозные оттяжки.
Схема запасовки грузовых полиспастов зависит от применяемой такелажной оснастки и массы поднимаемых аппаратов.
Полиспаст мачты грузоподъемностью 50 тс (рис. 17, а) состоит из верхнего и нижнего шестирольных блоков грузоподъемностью по 50 тс, запасованного в эти блоки троса диаметром 22 мм в 12 рабочих нитей и нижнего отводного блока грузоподъемностью 10 тс.
Верхний шестирольный блок стропят к оси консоли мачты стропом диаметром 24 мм в восемь рабочих нитей. Отводной блок закрепляют у основания мачты стропом диаметром 22 мм в две рабочих нитки.
Полиспасты портального подъемника грузоподъемностью 200 тс (рис. 17, б) состоят из верхних и нижних семирольных блоков грузоподъемностью по 130 тс, верхних и нижних отводных блоков грузоподъемностью по 10 тс и троса диаметром 22 мм, запасованного в блоки в 15 рабочих нитей. Верхние семирольные блоки и верхние отводные блоки стропят к оси ригеля портала тросом диаметром 32,5 мм: первые — в восемь рабочих нитей, вторые — в две.
Нижний отводной блок встроен в основание портала.
Блоки грузовых полиспастов часто закрепляют к осям грузоподъемной такелажной оснастки с помощью специальных листовых подвесок вместо троса.
Запасовку грузоподъемных монтажных полиспастов большой длины и грузоподъемности обычно выполняет бригада монтажников.
Для сокращения трудоемкости многорольные монтажные блоки запасовывают следующим образом.
Блоки полиспаста закрепляют на специальном дощатом настиле 3 (рис. 18), при этом расстояние между осями блоков приблизительно равно 1200 мм. Вспомогательный канат 4 диаметром 6 мм очищают от смазки и запасовывают в блоки вручную. Один конец каната закреплен с помощью обжимной муфты с «чулком» 2, предназначенным для соединения его с основным канатом 1 полиспаста, другой — с лебедкой для перетягивания основного каната на блоки полиспаста.
Рядом с настилом устанавливают барабан с грузовым канатом. С помощью «чулка» грузовой канат соединяется с вспомогатель-
43
HbiM. При этом диаметр соединения превышает диаметр грузового каната на 2 мм и не препятствует огибанию блоков полиспаста при перетягивании каната. С помощью лебедки для перетягивания каната запасовывают в полиспаст основной канат, который отсоеди-
няют от вспомогательного, «мертвый» конец основного каната крепят к одному из блоков полиспаста. Затем один из блоков полиспаста закрепляют к лебедке или трактору и полиспаст растягивают на необходимую длину.
§ 10. Перемещение грузов
Доставку технологического оборудования в зону монтажа и перемещение аппаратов в пределах строящегося объекта осуществляют железнодорожным и автомобильным транспортом, трайлерами и тракторами. При перемещении оборудования на небольшие расстояния, а также подтаскивании его в процессе монтажа аппараты устанавливают на специальные сани или тележки. В качестве тяговых средств применяют трактора, трубоукладчики, ручные и приводные лебедки необходимой грузоподъемности. Сани или те
Рис. 17. Схемы запасов-а — монтажной мачты, б —
лежки перемещают по специальным рельсовым путям, которые изготовляют в виде инвентарных переносных секций. При наличии достаточно ровной и утрамбованной площадки аппараты передвигают по каткам из бревен или труб либо на листах металла.
На рис. 19 представлены сани и тележки, применяемые при монтаже оборудования.
Сани 4 используют для перемещения аппаратов, не имеющих в нижней части тонкостенных штуцеров и других деталей. Чтобы аппарат 2 не скатывался с саней, с двух сторон его на сани укладывают шпалы 1, а для предотвращения соскальзывания аппарата в плоскости подъема на санях делают упорный уголок 3. Сани такой конструкции могут быть различной грузоподъемности.
Когда опирать аппарат непосредственно на сани или тележку нельзя из-за наличия в нижней части аппарата тонкостенных штуцеров, применяют сани 11 и 12 в комплекте с хомутами 6. Цапфы хомута входят в прорезь саней и образуют с ними шарнирное соединение, благодаря чему аппарат из горизонтального положения в вертикальное переводится плавно, без рывков.
Чтобы предотвратить сдвиг аппарата в плоскости подъема, после укладки аппарата на сани устанавливают опорные хомуты 7 или опорные косынки 8.
44
ки грузовых полиспастов: портального подъемника
Рис. 18. Схема запасовки грузового полиспаста с помощью вспомогательного каната (а) и «чулка» (6): / — основной канат, 2 — «чулок», 3 — дощатый настил, 4 — вспомогательный канат
Грузоподъемность саней такой конструкции достигает 60 тс. Для горизонтального перемещения группы аппаратов применяют специальные тележки, которые состоят из ходовой тележки 9 и шарнирно-поворотной опоры 10. Тележка перемещается по рельсовому
Рис. 19. Приспособления для горизонтального перемещения аппаратов:
а, б, в —сани, г —тележка; / — шпалы, 2 — аппарат, 3 —упорный уголок, 4, //, /2 —сани, 5— рельсовые пути, 6 — хомут с цапфами, 7 — опорный хомут, 8 — опорные косынки, 9— хо* довая тележка, 10— шарнирно-поворотная опора
пути, причем опора вместе с аппаратом поворачивается вокруг шар-нира. Благодаря этому аппарат плавно переводится из горизонтального положения в вертикальное.
46
§11. Строповка грузов
Стальные канаты крепят к оборудованию, конструкциям, поднимаемому грузу с помощью узлов. Прямой (рис. 20, а) и брамшкото-вый (рис. 20, б) узлы применяют при стыковании канатов, беседочный (рис. 20, в) и двойной беседочный (рис. 20, г) —для образова-
Рис. 20. Канатные узлы:
а —прямой, б — брамшкотовый, а — беседочный, г —двойной беседочный, 9 —штыковой, е — полуштыковой, ж— восьмерка, з — двойная восьмерка, и — мертвая петля из универсального стропа, к— закладная мертвая петля, л — двойная восьмерка со шлангом, непростой выбленочный узел, я —двойной выбленочный узел, о — задвижной штык, я — гач-ная петля; /—вязка узла, 2 — затянутый узел
ния незатягивающейся петли в конце каната, штыковой (рис. 20, б) и полуштыковой (рис. 20, е)—лля петли при неполной нагрузке на канат. Восьмерку (рис. 20, ж), двойную восьмерку (рис. 20, з),
47
Рис. 21. Приспособление для транспортирования длинномерных грузов:
1— поддон, 2 — паукообразная траверса-захват, 3 — горизонтальная балка, 4— пальцы, 5 — валики, 6 — стойка, 7 —крючья, 8 — проушины
мертвую петлю из универсального стропа (рис. 20, и), закладную мертвую петлю (рис. 20, к) и двойную восьмерку со шлангом (рис. 20, л) используют при строповке грузов. Простой выбленочный (рис. 20, м), двойной выбленочный (рис. 20, я) узлы, а также задвижной штык (рис. 20, о) служат для закрепления каната к мачте или якорю. С помощью простой гачной петли (рис. 20, п) канат крепят к крюку.
При подъеме длинномерных грузов обычно применяют траверсы или поддоны. Поддоны используют для перемещения мелких и длинномерных штучных грузов, когда нужно их быстро погрузить и выгрузить. Приспособление для транспортирования длинномерных грузов (рис. 21) состоит из двух поддонов и паукообразной траверсы-захвата 2. Поддон выполнен в виде двух разборных скобообразных открытых сверху рамок следующим образом: горизонтальную балку 3 и стойки 6 соединяют в скобообразную открытую сверху рамку с помощью прикрепленных к ее горизонтальной части крючьев 7, взаимодействующих с укрепленными на стойках валиками 5 и пальцами 4. Для соединения поддона с паукообразным захватом служат проушины 8. Трубы и другие длинномерные материалы транспортируют, укладывая их между стоек поддонов.
Аппараты колонного типа стропят за ложные штуцера, привариваемые к корпусу аппарата выше его центра тяжести. Для мелких аппаратов небольшой массы вместо ложных штуцеров используют проушины, монтажные заглушки или другие специальные устройства.
Для подвески аппаратов к полиспастам применяют траверсы различных
конструкций (рис. 22), которые являются промежуточным звеном между полиспастами и аппаратами. С траверсами 4 шарнирно или без шарнира соединены тяги 3, закрепляемые на грузозахватных устройствах аппаратов 1. С осей траверс или с шарнирно присоединенных к ним подвесок 6 производится строповка на крюк грузоподъемного механизма тросом 5 или грузовыми подвесками 7.
48
Рис. 22. Траверсы:
/ — аппарат, 2— крестовина, 3— тяга, 4—траверса, 5 — трос, 6 — подвеска, 7 — грузовая подвеска
§ 12. Правила техники безопасности при такелажных работах
В проекте производства работ на монтаж тяжеловесных аппаратов указаны мероприятия по технике безопасности.
Монтажники знакомятся с порядком производства работ, а также получают инструктаж по технике безопасности, что отражается в специальном журнале.
Применяемые на монтаже лебедки и блоки должны быть испытаны, тросы должны иметь сертификаты, а при их отсутствии также должны быть испытаны.
49
Все материалы, употребляемые для изготовления приспособлений (траверс, саней, мачт, порталов), должны соответствовать маркам сталей, указанным в спецификации, и иметь сертификаты.
Сварка металлоконструкций и других грузоподъемных приспособлений должна производиться дипломированными электросварщиками с применением качественных электродов (тип электрода указывается на чертежах).
В радиусе 100 м от опасных зон должны быть установлены предупредительные надписи и поставлены ответственные лица.
При подъеме аппаратов в опасной зоне не должны находиться посторонние люди и транспорт.
Запрещается движение людей и транспорта в зоне производства монтажных работ.
Работы по подъему тяжеловесных аппаратов, мачт и порталов производят, как правило, в дневное время. При производстве работ в ночное время монтажная площадка должна быть освещена.
Перед подъемом мачт и порталов специальная комиссия, утвержденная руководителем организации, тщательно осматривает металлоконструкции. Выявленные при осмотре дефекты (трещины, погнутости, некачественная сварка и непровар) должны быть устранены. Состояние всех узлов фиксируют в специальном акте.
Комиссия должна также проверить сертификаты на материалы для производства работ и акты о проведении испытаний блоков, лебедок и пр.
Чтобы движущийся транспорт не задевал за ванты, якоря и лебедки, якоря необходимо оградить.
Перед основным подъемом необходимо произвести пробный подъем на высоту 200—250 мм, проверить состояние якорей, оттянуть такелажную оснастку.
При остановке и перерывах в работе электрические лебедки необходимо обесточить, сняв предохранительные вставки в электросборках. Дверцы шкафов электросборок должны закрываться на замок. Со всех ручных лебедок должны быть сняты рукоятки, а тросы, сбегающие на барабаны лебедок, должны присоединяться к предыдущей нитке вантовых полиспастов.
К выполнению работ на высоте допускаются рабочие-верхолазы не моложе 18 лет при наличии разрешения медкомиссии. При выполнении работ на высоте рабочие должны надежно привязываться специальным монтажным поясом.
ГЛАВА IV
МОНТАЖ НАСОСОВ
§ 13. Конструкции насосов
Насосы предназначены для транспортирования жидкостей. По конструктивному оформлению и принципу действия насосы подразделяют на центробежные (жидкость перемещается за счет центробежной силы), осевые или пропеллерные (жидкость перемещается
50
Рис. 23. Схема одноколесного цептро-бежного насоса;
/ — рабочее колесо, 2 — корпус, 3 — лопатки рабочего колеса, 4—нагнетательный трубопровод, 5 — всасывающий трубопровод, 6 — обратный клапан
вдоль оси под действием лопастного колеса пропеллерного типа), поршневые и плунжерные (жидкость перемещается поршнями или плунжерами, движущимися возвратно-поступательно), воздушные водоподъемники (эрлифты) и струйные. На предприятиях химической и нефтехимической промышленности наибольшее распространение получили центробежные, поршневые и плунжерные (скаль-чатые) насосы.
Центробежные насосы подразделяют на горизонтальные и вертикальные. Горизонтальные центробежные насосы бывают одноступенчатые (одноколесные) и двухступенчатые (двухколесные), консольные с рабочими колесами одностороннего входа; одноступенчатые с горизонтальным разъемом корпуса и рабочим колесом двустороннего входа; многоступенчатые (многоколесные) секционные и спиральные с горизонтальным или вертикальным разъемом корпуса и рабочими колесами одностороннего и двустороннего входа; вертикальные с рабочим колесом одностороннего и двустороннего входа; артезианские с погружным электродвигателем и электродвигателем над скважиной; подвесные шахтные.
На рис. 23 показана схема одноколесного центробежного насоса, основным рабочим органом которого является колесо 1 с лопатками 3, помещенное на валу внутри неподвижного корпуса 2 спиральной формы. Рабочее колесо состоит из двух дисков — переднего и заднего, между которыми находятся лопатки, изогнутые в сторону, противоположную направлению вращения рабочего колеса. Корпус насоса соединен патрубками с всасывающим 5 и нагнетательным 4 трубопроводами. Чтобы жидкость не выливалась из насоса и всасывающего трубопровода при заливке насоса или его остановке, на конце всасывающего трубопровода устанавливают обратный клапан 6 с защитной сеткой.
При вращении рабочего колеса жидкость, заполняющая каналы между лопатками колеса, под действием центробежной силы отбрасывается от центра колеса и, выходя из него с большой скоростью, поступает в спиральную камеру, а затем в нагнетательный (напорный) трубопровод. Под действием центробежной силы давление жидкости в камере увеличивается. При этом на входе жидкости в рабочее колесо создается разрежение. Под действием атмосферного давления на поверхность жидкости приемного резервуара она по всасывающему трубопроводу непрерывно поступает в насос.
Спиральная камера корпуса насоса служит для плавного отвода жидкости, поступающей из рабочего колеса в нагнетательный
51
трубопровод, постепенного уменьшения скорости движения жидкости с целью преобразования кинетической энергии в потенциальную энергию давления.
Для создания больших давлений применяют многоколесные насосы, имеющие несколько рабочих колес, последовательно соединенных в корпусе. Напор, развиваемый многоколесным насосом, равен напору одного колеса, умноженному на число колес. Жидкость из рабочего колеса попадает в кольцевой канал, состоящий из двух кольцевых дисков, между которыми помещаются направляющие лопатки, изогнутые в сторону, противоположную лопаткам рабочего колеса. Такое устройство называют направляющим аппаратом. Живое сечение каналов между лопатками постепенно увеличивается, благодаря чему скоростная энергия преобразуется в энергию давления.
Рис. 24. Двухступенчатый консольный насос:
1— рабочее колесо первой ступени, 2— крышка, 3 — рабочее колесо второй ступени, 4— корпус, 5 — вал, б — опорная стойка
Во многих насосах современных конструкций скорость преобразуется в энергию давления без направляющего аппарата благодаря тому, что спиральному отводному каналу корпуса придают плавные очертания.
На рис. 24 изображен двухступенчатый (двухколесный) консольный насос с рабочими колесами одностороннего входа.
Жидкость поступает через всасывающий патрубок на рабочее колесо первой ступени 1, где сжимается до определенного давления. Затем она попадает на рабочее колесо второй ступени 3 и далее выбрасывается через нагнетательный патрубок.
В зависимости от назначения насоса и перекачиваемой жидкости проточные части насосов, рабочие колеса и другие детали изготов-
Б2
Рис. 25. Вертикальный центробежный насос НДсВ:
/ — нижний масляный бачок. 2 —гайка, 3 — кронштейн, -/ — хлопчатобумажная набивка, 5 — нижняя грундбукса, 6 — корпус, 7— рабочее колесо, 8 и 17— защитно-уплотняющне кольца, 9— верхняя грундбук-са, 10— корпус сальника, 11—верхний разбрызгиватель. 12— вал, 13 — муфта, 14— крышка сальника, 15 — кольцо гидравлического уплотнения, 16 — защитная втулка, 18 и 19— трубки, 20 и 21 — вкладыш подшипника, 22 —корпус подшипника, 23 ~ нижний маслоподающий винт, 24 — цилиндр
ляют из различных металлов, фарфора, графитопласта и пластмасс.
Вертикальный центробежный насос НДсВ с рабочим колесом двустороннего входа показан на рис. 25.
Входной и напорный патрубки насоса отлиты вместе с корпусом и находятся под углом 90° к оси насоса. Расположены они горизонтально и направлены противоположно один другому. Такое расположение патрубков и разъем корпуса по оси вала дает возможность вскрывать, осматривать, ремонтировать и заменять рабочие органы, не снимая насос с фундамента и без демонтажа электродвигателя и трубопроводов.
Корпус 6, крышка корпуса и рабочее колесо 7 насоса выполнены из чугунного литья, вал стальной. Рабочее колесо закреплено на валу защитными втулками 16. Для уплотнения и защиты корпуса, крышки и рабочего колеса от износа у входа в рабочее колесо установлены сменные защитно-уплотняющие кольца 8, 17. Насос имеет два сальника.
Каждый сальник состоит из корпуса 10, отлитого вместе с крышкой и корпусом насоса, крышки 14, хлопчатобумажной набивки 4, кольца гидравлического уплотнения 15, к которому по трубкам 18, 19 через отверстия в крышке насоса подводят воду.
Для уплотнения и защиты корпуса от износа в местах сальниковых уплотнений установлены сменные втулки-грундбуксы 9, торец которых одновременно служит опорой колец хлопчатобумажной набивки. Кронштейны 3, отлитые вместе с корпусом насоса, служат опорами для корпусов подшипников 22. Вкладыши подшипников 21 разъемные, крепятся фланцами к корпусам подшипников.
Смазка подшипников осуществляется маслоподающими винтами 23, которые, вращаясь в цилиндрах 24, подают масло из масляных бачков 1 к вкладышам подшипников. Масло, пройдя вдоль вала и смазав вкладыши, из верхней части корпусов подшипников через отверстия стекает обратно в масляные бачки.
В корпусах подшипников установлены разбрызгиватели 11, посаженные на вал насоса и предотвращающие утечку масла и просачивание воды в масло подшипников. Верхний корпус подшипника закрыт разъемной крышкой. В корпусах и вкладышах подшипников предусмотрены отверстия с вставными трубками для приборов, измеряющих температуру подшипников. Осевая сила и масса ротора насоса воспринимаются пятой электродвигателя. Вал насоса присоединяют к валу электродвигателя жесткими муфтами непосредственно или с помощью трансмиссионного вала, состоящего из нескольких частей, соединенных муфтами.
Наибольшее распространение на предприятиях нефтехимической промышленности получили горизонтальные насосные аг-ре г а т ы. В зависимости от того, как они скомпонованы, определяют порядок их монтажа. Насосные агрегаты могут состоять из насоса 1 и электродвигателя 2, установленных на общей фундаментной раме (рис. 26, а), насоса и электродвигателя, не имеющих общей фундаментной рамы (рис. 26, б), насоса, редуктора 3 и электродвигателя, смонтированных на общей фундаментной раме (рис. 26, а),
54
Рис. 26. Насосные агрегаты:
а — насос и электродвигатель на общей фундаментной раме, б — насос и электро-двигатель, не имеющие общей фундаментной рамы, в — насос, редуктор и электродвигатель на общей фундаментной раме, г — насос, редуктор и электродвигатель, не имеющие общей фундаментной рамы, д—насос, редуктор, гидромуфта и электродвигатель, не имеющие общей фундаментной рамы; / —насос; 2 — электродвигатель,
3 —редуктор, 4 — гидромуфта
насоса, редуктора и электродвигателя, не имеющих общей фундаментной рамы (рис. 26, г), насоса, редуктора, гидромуфты 4 и электродвигателя, не имеющих общей фундаментной рамы (рис. 26, д). Гидромуфта применяется для регулирования скорости вращения асинхронных электродвигателей.
Во время работы горизонтального насоса возникает осевое гидравлическое давление, которое стремится сдвинуть вал с колесами в сторону, обратную направлению движения жидкости, поступающей в рабочее колесо. На ротор насоса (вал с насаженными на него колесами) действуют осевые усилия, возникающие в результате разности давлений со стороны всасывания и нагнетания рабочего колеса.
Рис. 27. Схемы уравновешивания осевого давления:
а, б, в, г, д — симметричное взаимопротивоположное расположение рабочих колес (стрелками показано направление движения жндкости)> е — разгрузочное отверстие в стенке рабочего колеса
Осевое давление в горизонтальных насосах уравновешивают симметричным расположением рабочих колес (рис. 27, а, б, в, г, и д) или устройством разгрузочных отверстий в стенке рабочего колеса (рис. 27, е). Однако из-за технологических погрешностей при изготовлении рабочих колес и сборке осуществить полное уравновешивание осевых давлений указанными способами невозможно. В конструкциях насосов устанавливают двусторонний упорный подшипник, который и воспринимает часть осевого давления, оставшуюся неуравновешенной. В многоколесных секционных насосах с односторонним расположением рабочих колес (рис. 28) осевые давления уравновешивают специальным разгрузочным диском 1, закрепленным на валу насоса за последней ступенью.
Жидкость из рабочего колеса 2 поступает через кольцевой зазор 3 в промежуточную камеру 4, откуда проходит через торцевой 56
зазор 5 в разгрузочную камеру 6, соединенную отводной трубкой с областью всасывания первой ступени насоса. Давление в промежуточной камере значительно больше, чем в разгрузочной. Благодаря этому на разгрузочный диск действует усилие, разгружающее осевое давление в насосе.
Разгрузочный диск — саморегулирующее устройство. Если ротор насоса движется влево, то торцевой зазор уменьшается, давление в разгрузочной камере снижается и ротор прекращает передвигаться. Если ротор движется вправо, торцевой зазор увеличивается, утечка в разгрузочную камеру также увеличивается, давление в ней
Рис. 28. Схема уравновешивания осевого давления разгрузочным диском (стрелками показано направление движения жидкости) (а) и устройство для разгрузки осевого давления разгрузочным диском (б):
/— разгрузочный диск, 2— рабочее колесо, 3—кольцевой зазор, 4 — промежуточная камера, 5 — торцевой зазор, 6 — разгрузочная камера, 7 — трубопровод, соединяющий разгрузочную камеру с первой ступенью насоса
/
возрастает и дальнейшее продвижение ротора прекращается. Перемещения ротора в осевом направлении в большинстве случаев очень малы, и поэтому торцевой зазор самоустанавливается во время работы насоса в пределах 0,10—0,25 мм. При уравновешивании осевого усилия разгрузочным диском отпадает необходимость в упорных подшипниках.
В поршневых насосах давление для перекачки продукта создается поршнями или плунжерами, совершающими возвратно-поступательные движения.
Поршневые насосы с дисковым поршнем предназначены для создания небольшого и среднего давления, плунжерные насосы позволяют создать высокое давление.
На рис. 29 показан трехплунжерный насосный агрегат. Электродвигатель 15, редуктор 13 и насос устанавливают каждый на своем основании. Соединяются они с помощью зубчатых муфт 14 и 10.
Плунжер 1 (рис. 30) движется возвратно-поступательно в цилиндре 2. При движении плунжера вправо продукт, находящийся в цилиндре, сжимается и через нагнетательный клапан 12 направляется по колену 8 в напорный коллектор 7. При движении плунжера влево продукт через впускной клапан 16 засасывается в цилиндр. Для уплотнения плунжера в цилиндре применяется сальник 3.
57
Рис. 29. Трехплунжерный насосный агрегат:
1— шестеренчатый маслонасос, 2— смазочная система агрегата, 3 — всасывающий колпак с опорой, 4 — всасывающий коллектор, 5 — гидроблок, 6 — распределительная коробка с опорой, 7—ползун, 8— шатун, 9 — рама насоса в сборе, 10 и 14 — зубчатые муфты, 1! и 12^—змеевики.
13 — редуктор, 15 — электродвигатель
Рис. 30. Гидроблок насоса:
1— плунжер, 2 — цилиндр, 3 — сальник, 4 — установочная гайка, 5 — накидная гайка, 4 — трубка устройства промывки сальника, 7 — напорный коллектор, в —колено, 9 — уплотнительная линза, 10—верхний патрубок цилиндра, И — стальная прокладка, /2— нагнетательный клапан, /<? — нажимной фланец, 14 — заглушка цилиндра, 15 — стальная прокладка, 16 — впускной клапан, /7 — нижний патрубок цилиндра
§ 14. Монтаж горизонтальных центробежных и поршневых насосов
Общие требования к монтажу насосов. Насосные агрегаты монтируют в соответствии со СНиП Ш-Г.10.3-69, а также техническими условиями или инструкциями на монтаж данного типа насосов. К монтажу насосных агрегатов следует приступать только после организационно-технической подготовки.
До начала монтажа насосных агрегатов должны быть закончены работы по строительству здания, фундаментов и каналов.
Главные оси и высотные отметки на фундаментах, металлоконструкциях или стенах здания наносят краской.
59
Насосы и насосные агрегаты поставляют заводы-изготовители в соответствии с требованиями МРТУ 26-06-1—66. Габаритные насосы и насосные агрегаты поставляют в собранном виде, а негабаритные — максимально укрупненными узлами. Все отверстия, патрубки и присоединительные фланцы насоса закрывают пробками или заглушками. Ответственные разъемы корпусов насосов, редукторов, гидромуфт пломбируют.
Предмонтажную проверку насосных агрегатов выполняют в том случае, если продолжительность складского хранения насосных агрегатов превышает гарантийный срок, установленный заводом-изготовителем.
В насосах и насосных агрегатах, принятых на монтаж в полностью собранном виде с заглушенными и опломбированными отверстиями, патрубками и присоединительными фланцами, а также опломбированными разъемами корпусов, вскрывают шейки валов, подшипники скольжения и сальники и проверяют их. Состояние подшипников скольжения должно удовлетворять следующим требованиям:
боковые и верхние зазоры между шейкой вала и вкладышем должны соответствовать размерам, указанным в сборочных чертежах или формулярах завода-изготовителя. При отсутствии заводских данных величины зазоров должны составлять от диаметра шейки вала: верхнего — 0,0015—0,002, боковых — 0,001—0,0015 на каждую сторону;
величина натяга вкладыша должна составлять 0,05—0,15 мм. Эту величину проверяют путем обжима свинцовой проволоки, уложенной на вкладыше, и по разъему корпуса подшипника.
Поверхности шеек валов не должны иметь рисок, коррозионных пятен и забоин. Ротор насоса должен плавно, без заедания проворачиваться вручную за соединительную муфту. В процессе осмотра сальников проверяют концентричность расположения вала относительно нажимной втулки сальника. Между валом и нажимной втулкой сальника должен быть выдержан равномерный зазор по всей окружности. Разность замеров, замеренная щупом в четырех диаметрально противоположных точках, не должна превышать 0,15 мм.
Затяжка сальника в процессе монтажа должна обеспечивать свободное проворачивание вала насоса. Окончательно затягивают сальник при опробовании насоса. Сальниковую набивку набирают отдельными кольцами с косым срезом и зазором в стыке 3—5 мм. При установке колец стыки их смещают на 120° один по отношению к другому. Качество и свойство сальниковой набивки должны соответствовать жидкости, перекачиваемой насосами, и удовлетворять требованиям заводских инструкций. При набивке сальника обеспечивают правильное положение кольца гидравлического уплотнения относительно отверстий для подачи и отвода воды в корпусе сальника.
При наличии в фундаментной плите или раме насосных агрегатов регулировочных отжимных винтов агрегат выверяют с их помощью.
6(
Под каждый винт помещают по одной плоской металлической подкладке толщиной 14—16 мм. При отсутствии отжимных винтов их можно заготовить с косынками и приварить электросваркой к раме.
Количество и диаметр отжимных винтов должны быть не менее числа и диаметра фундаментных болтов, предусмотренных в раме. При отсутствии отжимных винтов в литой фундаментной плите агрегат на фундаменте выверяют на плоских металлических подкладках с бетонными подушками, клиновых или винтовых домкратах, клиновых подкладках.
При выверке агрегата на клиновых или винтовых домкратах их количество определяется в зависимости от массы агрегата и грузоподъемности домкратов, которых должно быть не менее четырех. При этом средняя нагрузка на один домкрат должна приниматься не более 70% его номинальной грузоподъемности. При установке агрегата на отжимных винтах или клиновых домкратах агрегат выверяют до подливки фундаментной плиты или рамы бетонной смесью и затяжки анкерных или фундаментных болтов. При установке агрегата на подкладках с бетонными подушками или клиновых подкладках предварительная выверка его производится до затяжки анкерных или фундаментных болтов, а окончательная —после затяжки этих болтов.
Агрегаты или узлы (насоса, электродвигателя или редуктора) поднимают и устанавливают в проектное положение с помощью мостовых кранов, тельферов и электролебедок. Стропят агрегат с помощью универсального стропа. Строп закрепляют за рым-болты или другие устройства в местах, предусмотренных заводской инструкцией или проектом производства работ.
Не следует поднимать агрегат за рым-болт электродвигателя, валы и другие движущиеся или вращающиеся в процессе эксплуатации узлы агрегата.
Подготовка фундаментов под монтаж. Оси и высотные отметки на фундаменте фиксируют с помощью скоб, забетонированных в тело фундамента. В процессе приемки фундамента, помимо проверки его геометрических размеров, при внешнем осмотре устанавливают отсутствие видимых пустот, поврежденных углов, трещин, раковин и оголенной арматуры. Поверхность бетона в местах установки фундаментных рам и анкерных плит не должна иметь крупных фракций гравия и отслоений. Резьбу на выступающих концах забетонированных фундаментных болтов покрывают антикоррозионной смазкой. Фундаменты, включая колодцы для анкерных и фундаментных болтов, перед приемкой полностью освобождают от опалубки и тщательно очищают от остатков раствора, бетона и мусора. Пробивать отверстия в готовых фундаментах нельзя.
Готовность фундамента под монтаж оформляют актом.
При подготовке принятого под монтаж фундамента на его поверхности намечают мелом площадки для опорных приспособлений, размеры которых должны превышать величину опорного приспособления на 15—25 мм с каждой стороны.
61
Площадки должны быть горизонтальными и обеспечивать плотное прилегание к ним опорного приспособления. Выравнивают площадки с помощью бучарды (ручного молотка с мелкой насечкой), подсыпая слой сухого цемента и притирая его. Горизонтальность площадок выверяют уровнем, устанавливаемым на подкладку. Отклонение площадки от горизонтальной плоскости не должно превышать 0,4 мм на 1 м.
Площадки для подкладок с бетонными подушками не выравнивают. На выровненные бетонные подушки укладывают подкладки или устанавливают клиновые домкраты. Если агрегат монтируют на подкладках с бетонными подушками, то перед их укладкой площадки на фундаменте обрабатывают 3%-ной соляной кислотой, которую через 30 мин смывают водой. В зависимости от массы агрегата размеры подкладок могут быть 70X70 и 100X100 мм, толщиной 10—16 мм. Верхнюю плоскость подкладок обрабатывают. Верхние плоскости подкладок бетонных подушек, пакетов или клиновых домкратов должны быть на одной высоте (допускаемое отклонение ±2 мм) и соответствовать проектной высотной отметке агрегата (± 10 мм).
Высотные отметки проверяют контрольной линейкой и уровнем, нивелиром или гидростатическим уровнем.
Резьбу фундаментных болтов промывают соляровым маслом или керосином, протирают чистой ветошью, смазывают солидолом и прогоняют вручную гайки, которые должны свободно проворачиваться.
Перед установкой агрегата с отжимными винтами на фундамент вблизи подкладок временно укладывают деревянные брусья толщиной 5—6 см. Брусья убирают после установки агрегата на фундамент и передачи его массы на отжимные винты.
Установка и выверка агрегатов. Перед монтажом агрегата или узла необходимо осмотреть опорные и боковые поверхности фундаментной плиты (рамы), которые будут соприкасаться с подливкой, удалить масляные пятна раствором щелочи, затем промыть водой и протереть поверхность досуха.
С окрашенных поверхностей металлической щеткой удаляют краску.
Если агрегат монтируют на фундаменте с забетонированными фундаментными болтами, металлической рулеткой или метром проверяют расположение отверстий для фундаментных болтов, сравнивая его с чертежом.
Когда агрегат монтируют на фундаменте с колодцами, в них опускают фундаментные болты без гаек так, чтобы они были выше подготовленных пакетов подкладок или других опорных приспособлений.
При установке агрегата на опорные приспособления следят за целостностью резьбы забетонированных в фундаменте болтов.
При выверке агрегата с отжимными винтами необходимо, ввернув винты, приподнять его и убрать ранее уложенные деревянные брусья. При этом винты должны опираться на подкладки.
62
Фундаментные болты, опущенные в колодцы, подтягивают вверх, пропускают через отверстия плиты и навертывают на них гайки. Предусмотренные проектом анкерные болты устанавливают на месте.
Агрегаты, поступившие в разобранном виде, собирают на месте установки, руководствуясь заводской инструкцией.
Отклонение установленного агрегата от проектного положения в плане и по высоте не должно превышать ± 10 мм, а в горизонтальной плоскости — 0,1 мм на 1 м.
Агрегат выверяют по высоте по строительной отметке металлической линейкой, метром, рулеткой или нивелиром, а в горизонтальной плоскости — уровнем. Уровень ставят на контрольную площадку, расположенную на корпусе насоса или редуктора, а при ее отсутствии уровень с металлической линейкой помещают на обработанную горизонтальную поверхность плиты или фланец патрубка насоса в продольном и поперечном направлениях.
При монтаже агрегатов отдельными узлами (насос, редуктор, электродвигатель) за базу выверки узлов в горизонтальной плоскости принимают верхние плоскости опорных приспособлений.
После выверки агрегата на фундаменте с забетонированными фундаментными или анкерными болтами поочередно и равномерно затягивают болты, чтобы исключить перекос агрегата.
Перед затяжкой болтов проверяют плотность прилегания плиты (рамы) агрегата к пакетам подкладок или другим опорным приспособлениям. При проверке щуп толщиной 0,1 мм не должен входить в стык сопряженных поверхностей.
Выявленные зазоры устраняют регулировкой установочных клиньев, клиновых домкратов, отжимных винтов или изменением толщины подкладок на бетонных подушках.
При неудовлетворительных результатах выверки необходимо ослабить гайки болтов и повторить выверку.
При монтаже агрегата отдельными узлами, после установки его в проектное положение и выверки, необходимо произвести предварительную центровку узлов агрегата.
После установки и окончательной выверки агрегата на общей фундаментной плите пакеты подкладок и установочные клинья прихватывают электросваркой.
Подливка агрегатов и центровка валов. Агрегат, установленный на общей фундаментной раме, подливают бетонной смесью после выверки, одновременно заполняя колодцы с фундаментными или анкерными болтами. Если агрегат смонтирован на фундаменте и предварительно прицентрован отдельными узлами (насос, электродвигатель, редуктор, гидромуфта), бетонной смесью заполняют колодцы с фундаментными болтами всех узлов на 90% их глубины. По достижении бетоном не менее 60% проектной прочности окончательно выверяют и центруют агрегат, затягивают фундаментные болты и подливают его. Перед подливкой клиновые подкладки прихватывают электросваркой. Если узлы агрегата крепят к фундаменту ранее забетонированными или анкерными болтами, то под-
63
Рис. 31. Центровка муфты:
с — с помощью линейки и щупа, б —с помощью щупа, в — круговые диаграммы результатов центровки; 1 — линейка, 2 — щуп
ливают их после окончательной выверки, центровки и затяжки болтов.
Если горизонтальный насосный агрегат поступает на монтаж отдельными узлами (насос, редуктор, гидромуфта, электродвигатель), то при его центровке в агрегатах без редуктора электродвигатель нужно прицентровывать к выверенному насосу, в агрегатах с редуктором насос и электродвигатель — к выверенному редуктору, в агрегатах с турбоприводом насос — к выверенному турбоприводу, в агрегатах с гидромуфтой насос, редуктор и электродвигатель — к выверенной гидромуфте.
Центровку агрегата, поступившего в монтаж собранным на общей фундаментной раме, проверяют в том случае, если при опробовании обнаружат ее нарушение. При центровке агрегата сначала выполняют предварительную, а затем окончательную центровку валов. В зависимости от конструкции муфты предварительную центровку производят линейкой и щупом или только щупом, окончательную — индикаторами, установленными с помощью магнитных присосов на полумуфтах, а при отсутствии присосов — приспособлением с индикаторами или скобой и щупом.
При предварительной центровке валов агрегата совмещают заводские монтажные метки на полумуфтах. При отсутствии меток поло
жение полумуфт фиксируют нанесением меток керном или краской. В упругих муфтах перед нанесением меток полумуфты устанавливают одну относительно другой так, чтобы совпали отверстия под соединительные пальцы. Затем проверяют в полумуфтах торцевой зазор а или расстояние б (рис. 31), которые должны соответствовать размеру, указанному в чертеже. Изменяют торцевой зазор, сдвигая электродвигатель (или редуктор) в осевом направлении. Затем проверяют соосность полумуфты электродвигателя (или редуктора) с полумуфтой насоса, плотно прикладывая металлическую линейку к полумуфте справа и слева, сверху и снизу. При этом замеряют щупом зазоры между линейкой и полумуфтой (без пово-
рота валов). Параллельное смещение полумуфты не должно превышать 0,2 мм. Несоосность устраняют, регулируя высоту опорных приспособлений под электродвигателем или редуктором или сдвигая их в горизонтальной плоскости.
Рис. 32. Центровка муфты с помощью приспособления с индикаторами (а) и круговая диаграмма результатов центровки (б);
I — индикаторы, 2 — накидной ключ, 3 — винт крепления индикатора, 4— храповик с барабаном, 5 — упор, 6 — клинья для центровки полумуфт малого диаметра, 7 — хомут
При окончательной центровке валов агрегата совмещают монтажные стыки на полумуфтах, устанавливают на полумуфтах три индикатора с магнитными присосами либо надежно закрепляют на полумуфтах приспособление (рис. 32) или скобы.
3-40 3
65
Поворотом полумуфт устанавливают приспособление в вертикальное положение, которое будет нулевым (положение I) и заносят показания индикаторов 1 или замеры щупом в круговую диаграмму.
Индикаторы закреплены на полумуфтах с помощью стяжных хомутов 7.
Поворачивая одновременно валы насоса и электродвигателя (или редуктора) последовательно на 90, 180 и 270° (положения II, III, IV), заносят показания индикаторов или замеры щупом в диаграмму.
Окончательную центровку производят при полной затяжке болтов крепления насоса, электродвигателя, редуктора к фундаментной плите (раме) и затяжке фундаментных или анкерных болтов.
При центровке с помощью индикаторов перекос осей валов в горизонтальной плоскости Пг определяют по формуле:
U __ ^2 + Щ + ба
г ~ 2 2
Перекос в вертикальной плоскости Пв вычисляют по формуле:
Щ + б3 + б3
Параллельные смещения осей в горизонтальной Сг и вертикальной Св плоскостях определяют по формулам:
й2 — в4 .
2
Й1 — й3
Центровка агрегатов считается удовлетворительной, если разность диаметрально противоположных замеров перекоса и параллельного смещения осей валов не превышает величин, указанных в табл. 10.
Таблица 10
Допускаемые величины перекоса и параллельного смещения осей при центровке по полумуфтам
Скорость вращения вала (ротора), об/мин Допускаемые величины перекоса и параллельного смещения (диаметр муфты 500 мм)
муфта жесткая муфта упругая пальцевая муфта зубчатая
3000 и более 0,02 0,04 0,04
До 3000 0,04 0,06 0,10
» 1500 0,06 0,08 0,12
» 750 0,08 0,10 0,15
» 500 0,10 0,15 0,20
66
В табл. 10 не учитывг я величина параллельного смещения оси вала (ротора) насоса носительно оси вала привода, вызванного нагревом от перекачиваемой жидкости. Эта величина при центровке учитывается дополнительно в соответствии с указанием заводской инструкции.
На рис. 33 показаны зазоры а, б, в, г, которые необходимо выдержать в соответствии с заводской инструкцией при перекачивании горячей жидкости.
Если перекос или параллельное смещение валов превышают допускаемые значения, необходимо произвести повторную центров
ку, изменяя положение электродвигателя (или редуктора).
При центровке агрегатов с клиноременной передачей оси валов электродвигателя и насоса должны быть параллельны, а канавки шкивов — располагаться без смещения одна относительно другой.
Параллельность валов проверяют по торцам шкивов металлической линейкой
Рис. 33. Зазоры в поперечных (а) и продольных (б) шпонках, между дистанционной шайбой и поверхностью лап насоса (а), между дистанционной втулкой и отверстиями в лапах насоса (г)
или натяжением струны.
После окончательной
центровки и затяжки фундаментных или анкерных болтов положение насоса, стояковых подшипников и электродвигателя, установленных при монтаже на фундаментной раме, фиксируют контрольными штифтами или шпильками в соответствии с чертежами.
Если при окончательной центровке агрегата заводская штифтов-ка будет нарушена, то новые штифты устанавливают после опробования агрегата и проверки его центровки.
Если при опробовании агрегата, поступившего собранным на общей фундаментной раме, обнаружится, что заводская центровка нарушена, агрегат центрируют по полумуфтам.
§ 15. Монтаж вертикальных насосных агрегатов
Перед началом монтажа вертикальных насосных агрегатов принимают фундамент и выполняют следующие работы.
В проеме А (рис. 34) под электродвигателем закрепляют доску 4 с отверстием диаметром 50—60 мм. На него укладывают металлическую пластину размером 5x80x80 мм с отверстием посередине диаметром 1 мм, через которое пропускают струну 5 диаметром 0,5 мм с грузом 10 кг. Груз опускают в сосуд с маслом 8, установленный на фундаменте насоса.
За исходную базу принимают фундамент под электродвигатель, дл? чего металлическую пластину на доске устанавливают по цент-
3* 67
ру проема, замеряя расстояние от с: ы до осей отверстий под анкерные болты. Затем к доске гвозд и прикрепляют пластину с пропущенной струной и проверяют [_• сположение отверстий под анкерные болты, предназначенные для крепления подшипников трансмиссионного вала на междуэтажных перекрытиях Б и В, а также колодцев под фундаментные болты
Рис. 34. Проверка фундамента вертикального насоса:
/ — перекрытие для установки электродвигателя, 2 — металлическ<1Я пластина,
3 — кронштейн, 4 —доска,
5 — струна, б — высотная насечка, 7 — перекрытие для установки подшипников трансмиссионного вала, 8 — сосуд с маслом, Р —фундамент насоса
насоса.
Расстояние от струны до осей отверстий и колодцев промеряют в диаметрально противоположных направлениях (допускаемое отклонение ±3 мм). Размер междуэтажных перекрытий проверяют с помощью стальной рулетки от высотных насечек на закрашенных местах перекрытий.
После выверки фундаментов и подготовки оснований через проемы на нижний и промежуточный этажи подают насос, подшипники трансмиссионного вала и устанавливают их без выверки. Одновременно приступают к монтажу и выверке статора электродвигателя вместе с фундаментными плитами и нижней крестовиной, которая отцентрирована относительно расточки активного железа статора и зафиксирована четырьмя штифтами.
Перед установкой статора тщательно очищают и продувают воздухом обмотку и вентиляционные каналы. Внутреннюю часть нижней крестовины также тщательно очищают. В крестовине устанавливают гнездо направляющего подшипника (без сегментов) .
После выверки положения статора по осям (допускаемое отклонение ±5 мм) проверяют его горизонтальность брусковым уровнем 1, установленным на контрольную линейку 2, уложенную на верхний фланец статора 3 (рис. 35). Отклонение от горизонтальности не должно превышать одного де
ления уровня на 1 м диаметра статора.
Допускаемое отклонение статора от проектной высотной отметки не должно быть более ±2 мм. Закре-
пив статор анкерными болтами, приступают к установке и выверке
насоса и подшипников трансмиссионного вала на междуэтажных перекрытиях. Через фланец 4 с эбонитовой втулкой, плотно установленной в гнездо нижнего направляющего подшипника статора, пропускают струну 6 диаметром 0,6 мм с грузом. Груз опускают в сосуд 13, установленный на фундаменте насоса и заполненный густым машинным маслом. На подготовленное основание помещают
68
опорную плиту насоса 14. Расположение отверстий в плите под фундаментные болты относительно натянутой струны должно соответствовать проектным размерам (допускаемое отклоне-•ние ±1,5 мм). На выверен-
ную плиту по высотным отметкам (допускаемое отклонение ± 1 мм) и в горизонтальной плоскости (допуск не более трех делений уровня с ценой деления 0,1 мм) монтируют корпус насоса 12 и закрепляют его болтами или шпильками, равномерно затягивая гайки.
Расцентровывают насос электроакустическим способом, для чего к натянутой струне подключают батарею 8 от карманного фонаря: один полюс к плите насоса, второй — к натянутой струне. Установленный размер штихмаса должен быть равен радиусу расточки за вычетом половины диаметра струны. При одновременном касании микроштихмасом струны и детали электрическая цепь замкнется и в наушниках появится треск: чем он меньше, тем точнее замер. Этой величине при правильной установке корпуса насоса будет равен каждый замер, производимый в трех точках (вид Л).
В процессе центровки добиваются положения, при котором поворот головки штихмаса на 0,1 мм размыкает или замыкает цепь наушников. При неправильном показании замеров центровки корпус насоса передвнга-
Рис. 35. Проверка соосности статора, подшипников трансмиссионного вала и корпуса насоса:
ют вместе с опорными плитами.
После этого приступают к установке и центровке трансмиссионных подшипни-
/ — брусковый уровень, 2 — контрольная линейка, 3 — статор электродвигателя, 4—фланец с эбонитовой втулкой, 5 — нижняя крестовина статора, 6 — струна, 7— наушники, 8 — батарея, 9 — штихмас, 10 — подшипник трансмиссионного вала, 11 — опорная плита подшипника, 12 — корпус насоса, 13 — сосуд с маслом, 14 — опорная плита насоса
69
кэв также электроакустическим способом. Во время центровки насоса за базу принимают и в первую очередь устанавливают подшипник, расположенный на первом перекрытии над насосом. Корпус подшипника вместе с подсоединенными плитами, очищенными от’ коррозии и краски, устанавливают на подготовленное опорное основание и выверяют в горизонтальной плоскости контрольной ли-
Рис. 36. Установка ротора в корпус насоса:
1 — корпус насоса, 2 — вал, 3— хомут, 4 — ротор, 5 —рамный уровень, 6~ подшипник, 7—монтажный шарикоподшипник, 8 — подпятник
иейкой, уложенной на торец подшипника и уровня (допуск не более одного деления). Положение подшипника относительно высотной отметки проверяют, замеряя расстояние от опорной плиты насоса до опорной плиты подшипника. Отклонение от проектного размера не должно превышать ±3 мм. Отклонение размеров при центровке корпуса подшипника по струне (с предварительно вынутым нкладышем) не должно быть более 0,05 мм. Выверенный подшип
70
ник закрепляют к перекрытию, равномерно обтягивая гайки анкерных болтов. В такой же последовательности поочередно устанавливают остальные подшипники трансмиссионного вала.
Затем монтируют рабочее колесо насоса. На него крепят стропо-вочное приспособление. Рабочее колесо в вертикальном положении
заводят в корпус насоса и закрепляют хомутами (рис. 36). До установки под торец вала ротора 4 монтажного шарикоподшипника 7 ротор должен быть подвешен на тросе подъемного устройства. После закрепления хомутами ротора к корпусу насоса собирают вкладыши с прокладками уменьшенной толщины или без них, добиваясь минимального зазора между вкладышами и шейкой вала, при котором вал можно повернуть вручную. Выверку вертикальности вала производят рамным уровнем 5 (отклонение не должно превышать 0,04 мм на 1 м). С помощью гаек вала ротора насоса и вспомогательных креплений уплотняющих колец рабочее колесо устанавливают в среднее положение, при котором зазоры между рабочим колесом и уплотняющими кольцами а, а также между защитными и уплотняющими кольцами б должны соответствовать размерам и допускам, указанным в чертежах завода-изготовителя.
Зазоры между нижними уплотняющими кольцами и рабочим колесом должны быть на 1,5—2 мм больше,
Рис. 37. Трансмиссия к насосу НДсВ:
1 — электродвигатель, 2 — монтажные полукольца (прокладки), <3 — верхний вал, 4— подшипники, 5 — полумуфты, 6 — средний вал, 7 — вал-проставок, 8 — насос НДсВ
чем между верхним уплот-
няющим кольцом и рабочим колесом, так как в результате износа сегментов подпятника опорного подшипника электродвигателя трансмиссионный вал агрегата может иметь осадку. Расстояние между рабочим колесом и уплотняющими кольцами замеряют штангенциркулем, а между защитными и уплотняющими кольцами —
71
щупом. Подготовленную крышку насоса на прокладке устанавливают на корпус и равномерно обтягивают гайки болтов.
Вал-проставок 7 (рис. 37) с насаженными полумуфтами 5 устанавливают на вал насоса. При этом бурт выступа муфты вала проставки должен плотно войти в расточку муфты насоса. Правильность предварительной центровки полумуфт проверяют металлической линейкой. Полумуфты соединяют призонными болтами, устанавливая их через одно отверстие. В сопрягаемых полумуфтах отверстия должны совпадать. Риски и задиры на посадочных поверхностях отверстий тщательно устраняют. Болты перед установкой в отверстия смазывают смесью масла с чешуйчатым графитом. После установки призонных болтов в остальные отверстия помещают болты свободной посадки. После равномерной обтяжки гаек болтов щуп толщиной 0,03 мм может входить в разъем между полумуфтами на глубину не более 10 мм.
На вал-проставок устанавливают монтажные кольца (рис. 38) и закрепляют их к полумуфтам конусными болтами. Полукольца временные, их можно заменить по толщине в зависимости от результатов прицентровки вала электродвигателя к валу трансмиссии.
В такой же последовательности с насаженными и закрепленными полумуфтами средний вал 6 трансмиссии (см. рис. 37) помещают на монтажное кольцо вала-проставка. Одновременно корпус подшипника снимают с плит и после закрепления полумуфт среднего вала и вала-проставка устанавливают с вынутым вкладышем, фиксируют его контрольными штифтами и закрепляют к плитам. Биение среднего вала проверяют индикатором с ценой деления
Рис. 38. Проверка установки вала с помощью четырех струн:
/— штихмас, 2 — опора штихмаса, 3— крестовина, 4—прокладка-изолятор, 5 — ограничительный хомут, 6 —струна, 7 — трансмиссионный вал, 8 — контрольная линейка, 9—монтажное кольцо, 10 — сосуд с маслом, 11— насос, /2 —груз, 13— батарея, 14 — наушники
71
0,01 мм, поворачивая ротор насоса вручную. Радиальное биение вала не должно превышать 0,05 мм. В такой же последовательности устанавливают и проверяют последующие валы трансмиссии 6, 3 и только после установки последнего вала приступают к сборке электродвигателя 1. Вкладыши подшипников трансмиссионного вала, вынутые ранее, смазывают и монтируют без регулировки зазоров между валом и вкладышем.
Проверка соосности и вертикальности валов насосного агрегата. От соосности и вертикальности соединяемых валов зависят надежная работа подшипников, отсутствие вибрации, спокойная и бесперебойная работа насоса.
После монтажа вала насоса приступают к установке и проверке соосности и вертикальности валов насоса, трансмиссии и электродвигателя. Вал насоса монтируют на 4—5 мм ниже проектной отметки. Вкладыш направляющего подшипника не устанавливают. Вертикальность вала насоса проверяют методом четырех струн. К верхнему фланцу вала крепят крестовину 3 (см. рис. 38), с которой опускают попарно четыре струны 6 в двух взаимно перпендикулярных плоскостях с грузами 12 на концах. Струны изолируют от вала резиной или другим изоляционным материалом и соединяют через наушники 14 с одним полюсом батареи 13 от карманного фонаря, оборудование — со вторым. Вместо наушников в цепь можно включить гальванометр или миллиамперметр и определить точность центровки по отклонению стрелки гальванометра.
Измерение штихмасом производят в двух местах: на контрольном пояске под верхним фланцем каждой части соединяемого вала насоса и на шейке, сопрягающейся с нижним лигнофолевым подшипником. Для удобства замеров один конец микроштихмаса ввертывают в муфту, привгщенную к гребню угольника. Плоскость прилегания угольника к валу шабрят по плите. На вал надевают ограничительный хомут 5 в плоскостях замеров, а угольник устанавливают так, чтобы он опирался на верхний торец хомута и плотно прижимался к валу. Хомуты устанавливают как можно ближе к фланцам валов.
После замера расстояния, показанного на рис. 38, определяют отклонения вала от вертикали 6 в направлении осей х и у по формулам:
? — Сг) — (щ — С1) .
? _ (4а — а2) — (dj, — 61) у' 2
Абсолютную величину отклонения вала определяют по формуле:
73
Относительное отклонение, т. е. величина уклона на I м линии вала, не должно превышать 0,02 мм:
— <0,02,
L
где L — расстояние между плоскостями замеров по вертикали, м. После этого соединяют валы и устраняют их возможный излом. Совпадение осей можно регулировать перемещением всего электро-
двигателя в нужном направлении или вала ротора на подпятнике.
Перед сборкой валов производят контрольную проверку перпендикулярности опорной плоскости а — а ступицы пяты 10 к оси вала 4 электродвигателя (рис. 39).
Для соединения валов насоса 7 и электродвигателя 4 вращают ротор электродвигателя на пяте до совмещения отверстий во фланцах. Тщательно очищают торцы фланцев валов, убеждаясь в отсутствии забоин на торцах фланцев и отверстиях для болтов. Вал насоса или трансмиссии подтягивают к валу электродвигателя 3—4 временными болтами, которые устанавливают равномерно по окружности. Длину временных болтов выбирают из расчета толщины фланцев, временного зазора между фланцами и высоты гайки. Диаметр их должен быть на 1—2 мм меньше фактического диаметра отверстий.
Вал насоса или трансмиссии подтягивают равномерно на временных болтах, так как неравномерность под-
тяжки может вызвать перекос вала и
Рис. 39 Соединение вала электродвигателя с валом насоса или трансмиссии:
/ — индикаторы, 2 — регулировочный болт. 3— опорный винт. 4 — вал электродвигателя, 5 — полумуфта. 6 — контрольная линейка, 7 — вал насоса , или трансмиссии, 8— Щуп, 9 — направляющий нижний подшипник, 10 — опорная пята, 11 — направляющий верхний под« шипник
неподвижными деталями
защемление буртика. После этого в свободные отверстия устанавливают постоянные болты, которые предварительно смазывают смесью масла с чешуйчатым графитом в пропорции 1:1. Плотность соединения валов проверяют щупом шириной 0,03 мм.
После соединения валов и снятия всех прокладок между подвижными и проверяют общую линию валов агрегата.
Вертикальность валов контролируют методом четырех струн. Таб-
лицы замеров составляют отдельно для валов насоса и электро-
двигателя.
Затем определяют абсолютную величину отклонения валов электродвигателя дэ и насоса бы- Если оси валов находятся на од-
74
ной прямой, то относительные уклоны валов электродвигателя насоса будут равны:
°э__*н
/э 1И
где /3 и /н — расстояния между плоскостями замеров.
После проверки вала по струнам контролируют общую линию вала агрегата методом поворота ротора агрегата и замером биения индикаторами непосредственно у подшипников насоса и электродвигателя. Биение может быть следствием неперпендикулярности пяты 10 к оси вала электродвигателя, а также излома осевой линии вала во фланцевом соединении валов насоса и электродвигателя или трансмиссии. При последовательном повороте ротора агрегата на 90, 180, 270 и 360° замеряют индикаторами 1 биение валов и зазор между уплотнениями рабочего колеса. Величина биения не должна превышать половины допускаемого проектного зазора между валом и подшипником. Разность зазоров между подвижными и неподвижными уплотнениями рабочего колеса не должна составлять более 20% величины среднего проектного зазора. Излом осей линии валов устраняют шабрением поверхностей фланцев или прокладками из красной меди, которые помещают между фланцами валов.
После проверки валов устанавливают корпус подшипника насоса, центрируя его по валу. Замеры производят штихмасом от вала до заточек под вкладыш в корпусе подшипника. Эксцентриситет корпуса по отношению к валу допускается не более 0,03—0,04 мм. Корпус подшипника устанавливают на крышку насоса с помощью штифтов.
По окончании монтажа и выверки насоса и трансмиссии монтируют ротор электродвигателя.
§ 16. Испытание насосных агрегатов
К пуску и опробованию насосных агрегатов приступают только после окончания строительных и монтажных работ. Смонтированные насосные агрегаты сначала опробуют, а затем испытывают под рабочей нагрузкой. Опробование насосных агрегатов ведут в соответствии с требованиями заводских инструкций.
Во время опробования проверяют правильность монтажа насосных агрегатов, выявляют и устраняют обнаруженные неисправности и дефекты.
Насосный агрегат должен работать без стука и чрезмерного шума; не должно быть утечек перекачиваемых, смазывающих, охлаждающих и уплотняющих жидкостей в местах соединений деталей и узлов; температура масла в масляных ваннах, резервуарах, корпусах приводов, гидромуфт, редукторах и картерах рам не должна превышать 60° С, температура подшипников, подпятников гидромуфт и трущихся поверхностей — 65° С.
Во время опробования насосных агрегатов перекачиваемая жидкость подается на сброс: в насосах с байпасом — через байпас
75
ный трубопровод при закрытой задвижке на напорном трубопроводе, в насосах без байпаса — через временный трубопровод, присоединяемый к насосному агрегату за запорной задвижкой.
Опробование насоса считается законченным при достижении устойчивой работы агрегата в течение 2 ч. После опробования насосные агрегаты подвергают индивидуальному испытанию под рабочей нагрузкой в течение 4 ч.
Напор, производительность и потребляемая мощность насосных агрегатов в процессе испытания под рабочей нагрузкой должны соответствовать паспортным данным завода-изготовителя.
§ 17. Правила техники безопасности при монтаже насосов
При монтаже и испытании насосных агрегатов необходимо строго соблюдать правила техники безопасности (СНиП Ш-А. 11-70 «Техника безопасности в строительстве»). Размещение монтируемого оборудования и его узлов не должно создавать стесненных условий в рабочей зоне и на рабочих местах. Рабочее место следует хорошо освещать.
К монтажу насосных агрегатов допускают рабочих, знакомых с правилами техники безопасности при монтажных работах. При работе одновременно на разных отметках по одной вертикали сооружают плотные пастилы с перилами и бортами. Укладывать детали на настилы, не рассчитанные на дополнительную нагрузку, нельзя. По окончании работ оставлять на настилах незакрепленные детали не следует. Нельзя работать под оборудованием, висящим на крюке грузоподъемного механизма. Хранить на месте монтажа смазку, горючие и легковоспламеняющиеся жидкости не разрешается. Для ручных переносных ламп необходимо применять напряжение не более 36 в, а в особо опасных местах—не более 12 в. К пользованию электрическим инструментом допускают рабочих, прошедших специальное обучение. При работе электрическим инструментом необходимо надевать резиновые перчатки и галоши.
Такелажное оборудование должно быть исправно. При выполнении монтажных работ в действующих предприятиях все рабочие и инженерно-технические работники должны руководствоваться правилами техники безопасности и внутреннего распорядка, установленными для этих предприятий.
Перед пуском и испытанием насосных агрегатов вхолостую и под нагрузкой необходимо ознакомить всех рабочих с порядком проведения испытания, правилами техники безопасности, закрыть люки, шахты и другие отверстия, находящиеся в зоне опробования оборудования, убрать с поверхности посторонние предметы; проверить наличие и прочность защитных ограждений, исправность предохранительных и контрольно-измерительных приборов; предупредить всех лиц, работающих в зоне испытания, и выставить охранные посты.
Осматривать и устранять дефекты или неисправности оборудования можно только после его полной остановки.
76
ГЛАВА V
МОНТАЖ АППАРАТОВ ДЛЯ РАЗДЕЛЕНИЯ СУСПЕНЗИЙ
§ 18. Конструкции аппаратов для разделения суспензий
При разделении суспензий жидкую фазу отделяют от взвешенных в ней твердых частиц. Суспензии разделяют с помощью процессов отстаивания, фильтрации и центрифугирования.
Суспензии с частицами больших размеров (более 100 мкм) * поддаются разделению под действием силы тяжести взвешенных частиц. Если плотность твердых частиц больше плотности жидкости, взвешенные частицы оседают на дно, если меньше — всплывают. Осаждение твердых частиц под действием их силы тяжести называют отстаиванием, а применяемые для этого аппараты — отстойниками. Отстойники бывают периодического и непрерывного действия.
Рис. 40. Отстойник непрерывного действия: 1 — мешалка, 2 — кольцевой желоб
Отстойник непрерывного действия (рис. 40) имеет коническое днище, способствующее сползанию осадка к центральному разгрузочному патрубку, через который из аппарата удаляется осадок.
В непосредственной близости от днища вращается гребковая мешалка 1 с наклонными гребками, которые перемещают осадок
1 мкм — 0,001 мм
77
к центру. Суспензия подается в центр аппарата, а осветленная жидкость сливается в кольцевой желоб 2, приваренный к боковым стенкам, и через штуцер выходит из аппарата. Мешалка вращается с малой скоростью 0,5—1 об/мин., чтобы не взмутить осадка.
Отстойники, как правило, устраивают больших размеров, так как их производительность зависит от площади. Стенки отстойников изготовляют из железобетона, а для уменьшения площади, занимаемой аппаратом, их делают многоярусными, с несколькими горизонтальными перегородками, над каждой из которых помещается гребковая мешалка.
Рис. 41. Фильтр-пресс:
1, 6 — опорные стойки, 2 —упорная плита, 3 — фильтрующие плиты, 4 —зажимная плита, 5 —головка, 7 — стяжки, 8, 10— стойки, 9 — балки, // — ступица, 12 — винт
Фильтрацией называют процесс разделения суспензий с помощью пористой перегородки, пропускающей жидкость, но удерживающей частицы твердой фазы.
Фильтрацию используют в тех случаях, когда разделение суспензий отстаиванием невозможно вследствие плохого осаждения частиц или при необходимости получить осадок с минимальным содержанием жидкости.
В качестве фильтровальных перегородок используют различные ткани, реже металлические сетки или пористые керамические плиты.
78
Жидкость (фильтрат) в процессе фильтрации должна преодолеть гидравлическое сопротивление фильтрующей перегородки и слоя осадка. Перепад давления выбирают с учетом свойств осадка. Во многих случаях перепад давления создается за счет вакуума под фильтрующей тканью. Аппараты такого типа называют вакуум-фильтрами.
Фильтры могут быть периодического действия (нутч-фильтры, друк-фильтры, фильтр-прессы и листовые фильтры) и непрерывного (барабанные, дисковые и ленточные).
Наиболее прост по конструкции нутч-фильтр, который представляет собой открытую сверху коробку с двойным дном. Верхнее
ложное дно выполнено в ви-
де решетки, на которую укладывают фильтровальную ткань или пористую керамическую плитку. Из пространства между днищами вакуум-насосом отсасывается фильтрат. Осадок остается на ткани или плитках.
Фильтр-пресс показан на рис. 41. На опорных стойках 1 и 6 фильтр-пресса закреплены упорная плита 2 и головка 5, связанные двумя балками 9 и стяжками 7.
На стяжки опираются плиты и рамы, по ним же перемещается подвижная зажимная плита 4, связанная с зажимным механизмом.
Зажимной механизм представляет собой цилиндр, внутри которого перемещается поршень, связанный через шток с задней рамой фильтра, или винт 12, приводимый в действие че
Суспензия
ПромыОные
Воды
Рис. 42. Принцип действия фильтр-пресса: а -- фильтрация, б — промывка; / — плита, 2 — рама
рез систему передач от электродвигателя.
Фильтр-пресс работает следующим образом (рис. 42). Комплект плит 1 и рам 2, разделенных фильтрующей тканью, сжимается с помощью гидравлического или механического зажимного устройства. Плиты и рамы имеют отверстия. При сборке отверстия совмещаются и образуют канал для подачи суспензии и промывной жидкости. Суспензия подродится в аппарат под давлением и через отверстия в верхних стенках рам попадает в камеры, образованные плитами
79
Рис. 43. Барабанный вакуу.м-фильтр:
/ — барабан, 2 — перегородки, 3— нож для съема осадка, 4 — резервуар, I — зона фильтрования, //—зона первой подсушки, III—зона второй подсушки, IV—зона удаления осадка, V — зона регенерации ткани
и рамами. Фильтрат стекает по вертикальным канавкам, выполненным по поверхности плит, и выводится из плит по внутренним каналам.
По мере заполнения камеры осадком фильтрацию прекращают, при необходимости промывают и продувают осадок, затем: раздвигают комплект плит и рам и вручную разгружают осадок.
В автоматическом фильтр-прессе ФПАК фильтрующая поверхность выполнена в виде бесконечной ленты, зигзагообразно проходящей между плитами. Периодически комплект плит разжимают и ленту протягивают между плитами, причем осадок срезается с ленты ножами.
Более высокую производительность имеют фильтры непрерывного действия. Разгрузка осадка в них механизирована. Как правило, эти фильтры работают под вакуумом.
Основным элементом барабанного вакуум-фильтра является вращающийся барабан 1 (рис. 43) с перфорированной поверхностью, которую покрывают фильтровальной тканью. Внутренняя полость барабана разделена глухими перегородками 2 на отдельные секции. Барабан вращается на валу, один конец которого соединен с приводом, а полая цапфа другого примыкает к распределительному устройству. Каждая секция барабана с помощью трубки, проходящей в полой цапфе вала, соединена с распределительным устройством.
При вращении барабана каждая секция соединяется с различными полостями неподвижной головки распределительного устройства и проходит последовательно ряд зон. В зоне фильтрования I поверхность секции соприкасается с суспензией, находящейся в резервуаре 4, а трубка соединена с источником вакуума. При этом жидкость уходит через трубку в сборник фильтрата, а на поверхности секции образуется осадок. При дальнейшем повороте барабана секция поднимается из суспензии и под действием вакуума воздух вытесняет из пор осадка остатки фильтрата (зона первой подсушки II).
Затем фильтрующая секция попадает в зону, где осадок про
80
мывается водой. Промывные воды также отсасываются вакуумом, но через другую полость распределительной головки в сборник промывных вод. В зоне второй подсушки III из осадка удаляются остатки промывных вод. В зоне удаления осадка IV секции соединяются с линией сжатого воздуха, который отдувает осадок от ткани. Разрыхленный слой осадка снимается ножом 3.
После снятия осадка фильтровальную ткань продувают воздухом и промывают водой (зона регенерации ткани V).
Распределительная головка состоит из двух тщательно пришлифованных дисков—вращающегося и неподвижного. Отверстия подвижного диска последовательно соединяются с различными полостями неподвижного.
Дисковые и ленточные вакуум-фильтры работают так же, как и барабанные.
Центрифугированием, называется процесс разделения суспензий под действием центробежных сил, по принципу фильтрации или отстаивания. Фильтрующие центрифуги имеют барабаны с перфорированной поверхностью, а отстаивающие — со сплошной стенкой.
Центробежные силы оказывают на обрабатываемые материалы значительно большее воздействие, чем силы тяжести или давление.
Центрифуги делятся: по характеру процесса — на машины периодического и непрерывного действия (автоматические), по расположению ротора — на горизонтальные и вертикальные, в зависимости от скорости вращения ротора — на нормальные и скоростные (сверхцентрифуги).
Рис. 44. Трехколонная вертикальная центрифуга:
1 — колонна, 2— корпус приводного вала, 3 — ротор, 4— вал, 5 — электродвигатель, f> — фундаментная плита
Наиболее распространены трехколонные вертикальные центрифуги периодического действия (рис. 44).
81
В такой центрифуге осадок выгружается вручную через верхнее отверстие ротора 3. Ротор приводится во вращение от электродвигателя 5 через клиноременную передачу и вал 4. Ленточный тормоз сблокирован с электродвигателем и включается автоматически при выключении электродвигателя.
Корпус центрифуги подвешен на пружинах к трем колоннам 1, закрепленным на фундаментной плите 6.
Подвесная центрифуга с нижней выгрузкой осадка показана на рис. 45. Ротор 1 подвешен на валу 3 к корпу-
Рис. 45. Подвесная центрифуга:
Z — ротор, 2— стойки, 3—вал-веретено, 4— электродвигатель, 5 — опорные швеллеры, 6 — корпус шаровой опоры. 7 — верхняя часть кожуха, 8 — разгрузочная горловина, 9 — ступица барабана
Рис, 46. Центрифуга с ножевым съемом осадка:
/ — гидравлический цилиндр для подъема ножа, 2 — ротор, 3 — нож, 4 — кожух, 5 — приемный желоб, 6 — труба для подачи суспензии
су 6 шаровой опоры, которая закреплена на раме, состоящей из стоек 2 и опорных швеллеров 5. Благодаря верхней подвеске обеспечивается большая устойчивость системы и ее самоцентрируе-мость. Для выгрузки осадка в днище ротора выполнена разгрузочная горловина 8, закрываемая запорным конусом.
Недостаток подвесных центрифуг — непроизводительные затраты времени, связанные с частыми остановками для выгрузки осадка. Этого недостатка лишена автоматическая центрифуга с ножевым съемом осадка (рис. 46).
82
Суспензия поступает в ротор 2 через трубу 6. После фугования с помощью гидравлического цилиндра 1 нож 3 поднимается и срезает осадок, который удаляется по приемному желобу 5.
§ 19. Монтаж отстойников
В связи с большими размерами непрерывно действующие отстойники поступают на монтажную площадку в виде заготовок и отдельными узлами. Корпус резервуара отстойника в отдельных случаях может поставляться в виде рулонов.
Монтаж резервуара отстойника ведется методами, обычными для сборки и сварки листовых металлоконструкций. После того как резервуар отстойника смонтирован и испытан наливом воды, приступают к монтажу гребковой мешалки. В первую очередь устанавливают на резервуар отстойника опорную конструкцию мешалки. На нее помещают плиту и гнездо шарового подшипника, на котором висит мешалка. Правильность его установки проверяют по уровню, укладываемому на верхний торец гнезда подшипника, а также по струне отвеса, проходящей по центру (вертикальной оси) гнезда.
Положение гнезда подшипника выверяют с помощью металлических подкладок, которые затем приваривают к опорной конструкции. Затем в гнездо подшипника устанавливают вал мешалки с обоймами подшипников, заполняют гнездо смазкой и закрывают крышкой. После этого монтируют конические шестерни, редуктор, электродвигатель, обратив особое внимание на прицентровку к редуктору электродвигателя и вала с шестерней. Смонтированный привод должен легко проворачиваться вручную.
Гребки и лопасти мешательного механизма отстойника устанавливают в последнюю очередь, чтобы не вести работы в два яруса. При этом все болтовые соединения должны иметь контргайки, а шпоночные соединения — стопорные винты.
Положение гребков и лопастей должно соответствовать проектному и обеспечивать перемещение осадка к выгрузочному отверстию.
Многоярусные отстойники монтируют в той же последовательности, что и одноярусные. В каждом ярусе отстойника должен быть предусмотрен люк, через который подаются внутрь детали лопастей и гребков.
По окончании сборки механизма мешательного прибора его обкатывают и испытывают отстойник. До начала обкатки из отстойника удаляют все посторонние предметы.
Сначала мешалку проворачивают 2—3 раза вокруг оси вручную и, убедившись, что при вращении отсутствуют заедания, включают электродвигатель. Обкатка считается законченной, если в течение 8 ч мешательный прибор работает нормально, т. е. мешалка движется плавно, без рывков, а механизм привода нормально нагревается и работает без стука. Нагрев подшипников не должен превышать 70° С.
§ 20. Монтаж фильтров
До начала монтажа фильтр-пресса проверяют состояние узлов фильтра. При этом отклонения валов опорных балок от геометрической оси не должны превышать 0,5 мм на 1 м длины вала, рамы и плиты должны иметь правильную форму, чистую и плотную поверхность без трещин, шлаковых включений, пор, наплывов и других дефектов.
Отверстия для подвода и отвода суспензии должны быть округлыми с гладкой поверхностью. Поверхность щелей, соединяющих отверстия с полостью рам и плит, а также щелей в носиках плит должна быть чистой и гладкой. Отклонения размеров щелей от проектных не должны превышать ±1,5 мм.
Монтаж фильтр-пресса начинают с установки станины на проверенный и подготовленный фундамент или балки перекрытия. Горизонтальность станины достигают установкой подкладок из листового металла. Правильность установки станины определяют по осям валов опорных балок, которые должны быть параллельны между собой и перпендикулярны привалочной поверхности станины. Между привалочной поверхностью станины и плитой или рамой, установленной на опорные балки, непараллельность не должна превышать 0,3 мм на 1 м высоты плиты (рамы).
После окончательной выверки и подливки станины затягивают шпренгельную систему опорных балок. Прогиб валов опорных балок в середине пролета не должен быть более 5 мм.
При установке на опорные балки рабочего комплекта рам и плит привалочные поверхности должны быть параллельны. Непараллельность по высоте и ширине плит и рам не должна превышать 0,25 мм. Смещения отверстий в рамах и плитах для подвода и отвода суспензии не допускаются более 1,5 мм.
После установки привода фильтр-пресса и обвязки его трубопроводами испытывают пресс на прочность усилием, равным 1,25 рабочего.
Перед пробным пуском детали и узлы фильтр-пресса очищают от консервирующей смазки, прочищают щели в рамах и плитах и закладывают между ними фильтровальные салфетки.
При пуске фильтра в эксплуатацию период фильтрации устанавливают опытным путем и прекращают при повышении давления фильтрации на 10% более рабочего.
Монтаж барабанного вакуум-фильтра начинают с установки на фундамент рамы с подшипниковыми стойками. Раму выверяют по осям и на горизонтальность по уровню с ценой деления 0,1 мм на 1 м. Точность установки рамы — 0,2 мм на 1 м. На установленные и выверенные подшипники укладывают барабан с цапфами. Шейки цапф до монтажа тщательно очищают. Правильность пришабровки нижних вкладышей подшипников к шейкам вала проверяют на краску. После укладки барабана подшипники закрывают крышками и контролируют зазоры между шейками вала и верхними вкладышами подшипников. Величина зазора должна быть 0,5—0,7 мм.
81
Зазор между галтелями шейки цапфы и торцом фиксирующего подшипника равен 0,1—0,2 мм.
Для обеспечения теплового удлинения барабана зазор между галтелью шейки и торцом свободного подшипника должен составлять 3—4 мм. До установки головки распределительного устройства необходимо проверить плотность прилегания трущихся поверхностей сменных шайб торца, цапфы и распределительной головки. Прилегание шайб, проверяемое на краску, должно быть равномерным и составлять не менее 70% площади.
Стаканы пружинящих прижимов проверяют на легкость вращения. Стакан должен вращаться легко, но без качки; туго сидящие стаканы необходимо пришабрить по гнезду.
Проверенные распределительные головки устанавливают на место. Затем монтируют редуктор-вариатор и выверяют его по уровню, а также проверяют зацепление зубчатых колес редуктора-вариатора и барабана. Собирают мешалку, устанавливают вал с эксцентриками, редуктор и электродвигатель привода мешалки и электродвигатель привода вакуум-фильтра.
После этого собирают и монтируют механизм съема осадка, приспособление для промывки осадка, масленки и тавотницы. По окончании монтажа обкатывают вакуум-фильтр. Для ревизии редуктора-вариатора и редуктора-мешалки необходимо вскрыть верхние крышки и подшипники. Промыв корпуса и детали, заливают маслом ванны редукторов и заполняют масленки и тавотницы. При переходе на консервацию смазкой, не требующей удаления перед пуском, вышеперечисленные операции отпадут.
Затем отсоединяют редуктор-вариатор от барабана вакуум-фильгра и провертывают вручную на несколько оборотов барабан, проверив зазоры между ножом и барабаном и отсутствие заедания в трущихся частях мешалки. После этого необходимо проконтролировать направление вращения вала электродвигателя, соединить редуктор-вариатор с барабаном, а редуктор с мешалкой, надеть клиновые ремни на шкив электродвигателя и редуктор, а также защитные кожухи и поочередно опробовать механизмы барабана и мешалки.
При нормальной работе их в течение 1 ч вакуум-фильтр считается подготовленным к испытаниям, проводимым в течение 6 ч.
Монтажные допуски и зазоры для барабанного вакуум-фильтра, мм:
Отклонение осей опорной рамы......................... 10
Отклонение высотной отметки рамы .................... 5
Негоризонтальность барабана на 1м....................... 0,2
Зазор в подшипнике...................................0,5—0,7
Зазор галтели цапфы фиксирующего подшипника от торца 0,1—0,2
Зазор галтели цапфы свободного подшипника от торца со стороны барабана....................................... 3—4
§ 21. Монтаж центрифуг
Вертикальные подвесные трехколонные центрифуги поступают с заводов-изготовителей в собранном виде. При монтаже их устанавливают на фундамент, выверяют, закрепляют и обкатывают.
85
Подвесные саморазгружающиеся центрифуги подаются на монтажную площадку в разобранном виде. До начала монтажа необходимо смонтировать электротельфер или другой механизм, грузоподъемность которого обеспечивает подъем наиболее тяжелой детали центрифуги.
Сборку и монтаж центрифуги начинают с натягивания струны и разметки места установки опорной конструкции, которую помещают на балки перекрытия, выверяют по осям и уровню и закрепляют на болтах.
Нижнюю часть кожуха центрифуги с разгрузочной горловиной устанавливают так, чтобы вертикальные оси кожуха и опорной конструкции совпали.
Прилегание конусных посадочных мест ступицы барабана и хвостовика вала проверяют на краску.
Ступицу барабана насаживают на хвостовик вала на шпонке, затягивают до отказа торцовую гайку и зашплинтовывают. На вал, надевают трубу с запорным конусом и распределительным диском.
Под нижней частью кожуха выкладывают шпальную клетку высотой 700 мм, на которую устанавливают барабан с валом. Вал на 800 мм возвышается над опорной конструкцией.
Проверяют плотность посадки шарикоподшипника на вал и в опорном стакане со сферической поверхностью.
При сборке головки привода на вал центрифуги надевают бачок для масла, опорное кольцо, кольцевую крышку масляного бачка с масляным насосом (проверив сцепление шестеренки с червяком), нижнюю кольцевую крышку корпуса головки привода, резиновый цилиндрический амортизатор. На продольные швеллеры устанавливают корпус головки привода так, чтобы конец вала проходил в центре головки. С помощью подкладок по верхней посадочной плоскости головки выверяют горизонтальность головки привода по уровню с ценой деления 0,1 мм на 1 я с точностью до одного деления.
Закрепляют корпус головки привода к продольным швеллерам опорной конструкции болтами. От качества установки головки привода зависит нормальная работа центрифуги.
Надевают на вал опорный стакан со сферической поверхностью, а также радиально-упорные (2 шт.) и радиальный (1 шт.) подшипники с втулками, обеспечив установку радиально-упорны?; подшипников узкими торцами наружных колец вверх.
Надевают на вал верхнюю кольцевую крышку опорного стакана, насаживают тормозной шкив на шпонке и затягивают до отказа гайку и контргайку.
Надевают на шкив тормозную ленту, закрепив нижнюю часть трехзубой полумуфты к тормозному шкиву.
Опускают на место вал с барабаном, предварительно разобрав шпальную клетку. Одновременно собирают надетые на вал детали в корпусе опорной головки и закрепляют тормозную ленту.
Насаживают на вал электродвигателя верхнюю половину соединительной полумуфты на шпонке.
86
На верхнюю плоскость корпуса головки привода устанавливают электродвигатель. Монтируют рычаг запорного конуса. Механизм подъема запорного конуса соединяют с рычагом и навешивают тросик с уравновешивающим грузом.
Устанавливают дозаторный бачок, закрепляют его болтами и подключают к четырехходовому крану промывного водопровода. На масляный бачок помещают контрольный краник.
Собирают на прокладках и болтах верхнюю часть кожуха.
Перед обкаткой необходимо заполнить бак для масла чистым профильтрованным маслом, провернуть центрифугу (вручную) и проверить зазоры между стенками кожуха и ротора, а также направление вращения электродвигателя. Холостую обкатку на полных оборотах проводят в течение 4 ч.
При работе центрифуги температура подшипников не должна превышать 70° С.
Автоматические горизонтальные центрифуги поступают на монтажную площадку собранными. Принимают их в монтаж по внешнему виду, без разборки узлов.
Фундаментные болты предварительно закладывают в анкерные плиты колодцев фундамента, затем уровнем с ценой деления 0,1 мм на 1 м проверяют горизонтальность центрифуги. Уровень укладывают на шейку вала, предварительно вскрыв коренные подшипники. При отклонении уровня более чем на 0,5 деления установку центрифуги регулируют металлическими подкладками между фундаментом и станиной. После этого затягивают фундаментные болты и еще раз проверяют горизонтальность центрифуги.
После подливки и схватывания раствора готовят центрифугу к обкатке. При этом проверяют состояние отверстий для смазки упорного и опорных подшипников, плотность прилегания их к корпусу и крышке. Перед закрытием крышек подшипники смазывают. Далее вскрывают и ревизуют механизмы среза, встряхивания, питания и промывки, проворачивая от руки, проверяют зазор между лезвием ножа и внутренней поверхностью ротора и затяжку болтовых соединений верхней и нижней частей корпуса центрифуги. Затем осматривают масляный резервуар, насос и маслопроводы.
Перед обкаткой бак для масла заполняют профильтрованным чистым маслом, рекомендованным заводом-изготовителем; качество масла должно быть подтверждено сертификатом или анализом лаборатории.
Отсоединив от подшипников трубки и соединив их шлангом, прокачивают масло в бак в течение 40—50 мин, пока оно не будет выходить совершенно чистым. Очищают фильтры и подсоединяют трубки к подшипникам.
Перед пуском прокачивают масло через подшипники и сливную трубу в бак. Внутри центрифуги проверяют зазор между лезвием ножа и ротором, торцом грунд-буксы сальника и ротором, бункером и валом, отражательным кольцом и корпусом по всей окружности. Контролируют направление вращения электродвигателя, надевают клиновые ремни и натягивают их. Провернув вручную цент-
87
Рис. 47. Допуски и зазоры для центрифуги АГ-1200
рифугу, устанавливают ограждение ременной передачи; закрывают люки на корпусе и опускают ручной тормоз; включают масляный насос и доводят давление масла до 1—1,5 кгс/см2-, проверяют уплотнения маслопровода и включают воду для охлаждения масла.
Включив центрифугу, дают ей возможность набрать полное число оборотов, после чего выключают и следят за работой до полной остановки.
Подготовленную центрифугу включают на 1,5—2 ч и при нормальной работе ставят на восьмичасовую обкатку. В процессе обкатки показания манометров и термометров регистрируют в журнале.
ГЛАВА VI
МОНТАЖ АППАРАТОВ ДЛЯ ОЧИСТКИ ГАЗОВ
§ 22. Конструкции аппаратов для очистки газов
Газы очищают от твердых и жидких примесей в скрубберах, циклопах, рукавных фильтрах, электрофильтрах. Электрофильтры — наиболее сложные по устройству и монтажу аппараты.
Сухой электрофильтр. Запыленность обжигового газа при сжигании колчедана в печах КС («кипящего слоя») составляет 50— 200 a/ju3. Для удаления пыли применяют механическую и электрическую очистку. Механическая очистка основана на действии центробежных сил. Ее используют на первой ступени очистки обжигового газа в циклонах.
88
3 4
Рис. 48. Сухой электрофильтр:
/ — осадительный электрод, 2 — коронирующий электрод, 3 — механизм встряхивания коро-нирующих электродов, 4—изоляторная коробка, 5 — изоляторы, 6, 9 — рамы коронирующмх электродов, 7 — корпус, 8 — электропривод механизма встряхивания осадительных электродов, 10 — грузы, // — бункер
Более тонкую очистку обжигового газа производят в сухих электрофильтрах. При этом запыленный газ пропускают между двумя электродами: осадительным и коронирующим. Осадительный электрод заземляют, а ко-ронирующий соединяют с отрицательным полюсом источника постоянного тока высокого напряжения. Между электродами под действием электрического поля газ ионизируется. Взвешенные частицы пыли заряжаются ионами и притягиваются к осадительному электроду.
Корпус сухого электрофильтра 7 (рис. 48) имеет металлический каркас и стенки, футерованные огнеупорным кирпичом. Снаружи корпус иногда покрывают тепловой изоляцией. Внутри электрофильтра расположены поля, состоящие из осадительных 1 и корони-рующих 2 электродов. Осадительные электроды представляют собой перфорированные пластины, или сетки, натянутые на стальную раму. Между пластинами подвешены ряды корони-рующнх электродов из нихромовой проволоки диаметром 1,5—2 мм. Расстояние между электродами 250 мм. Для удаления осевшей пыли электроды встряхивают специальными механизмами 3. Пыль попадает в бункера 11, откуда удаляется шнеками.
Мокрый электрофильтр. Мокрые электрофильтры, применяемые в сернокислотном производстве, бывают пластинчатые, трубчатые и сотовые. На крупных заводах преимущественно используют сотовые электрофильтры. Газ в мокрых электрофильтрах очищается так же, как в сухих.
Мокрый электрофильтр ШМК-6,6 (рис. 49) предназначен для улавливания тумана серной кислоты, окислов мышьяка и селена. Электрофильтр представляет собой вертикальный цилиндрический односекционный аппарат с шестигранными осадительными электродами 3. Диаметр электрофильтра 3728 мм, высота 13 182 мм, масса 34 572 кг. Корпус электрофильтра 9 стальной, футерованный кислотоупорным кирпичом по полиизобутилену. Крышка 2 электрофильтра стальная, гомогенизированная свинцом. Она утеплена асбозуритом с деревянной обшивкой и рубероидным покрытием. Осадительные электроды представляют собой свинцовые шестигранные трубы размером 250 льм. Число осадительных труб 126,
89
Рис. 49. Мокрый электрофильтр ШМК-6,6:
/ — изоляторная коробка без штуцера подвода тока, 2— крышка, 5 —система подвеса осадительных электродов, 4 — противокоррозионная защита корпуса, 5 —система подвеса коронирующих электродов, 6 — газораспределительная решетка, 7 — изоляторная коробка со штуцером подвода тока, 8 — люк корпуса, 9— корпус электрофильтра, 10 — прокладка
длина каждой трубы 3500 мм. Коронирующие электроды выполнены в виде освинцованного стального провода диаметром 1,8 мм. Сечение освинцовки — шестигранная звездочка с диаметром окружности 12 мм. Длина работающей части коронирующих электродов 3,35X126 = 422 м. Трубная решетка выполнена из стальных полос с последующей освинцовкой. Для равномерного распределения газа по рабочему сечению электрофильтра установлена двойная газораспределительная решетка 6 из фаолита.
§ 23. Монтаж сухих электрофильтров
Сооружение сухих электрофильтров начинают с устройства же лезобетонного фундамента и монтажа каркаса фильтра.
В соответствии с указаниями проекта производства работ метал локопструкции корпуса фильтра монтируют отдельными блоками
При монтаже краном СКГ-30 корпус фильтра разбивают на пять блоков, масса которых соответственно равна 3,9; 8,7; 3,1; 2,8 и 4 т.
Электрофильтры монтируют краном с нескольких стоянок. С первой стоянки краном 1 со стрелой длиной 25 м и вылетом 12 м (рис. 50) подают нижний бункер 2 и устанавливают его в положение I между опорными стойками. С этой же стоянки основным крюком крана ставят опорную раму, поднимают нижний бункер из положения I в положение II и крепят его к фартукам рамы 3 корпуса 4. Со второй стоянки крана СКГ-30 с вылетом стрелы 16 м устанавливают бункер второго электрофильтра так же, как и первого, но из-за недостаточной грузоподъем
Рис. 50. Схема монтажа сухих электрофильтров:
/ — кран СКГ-30, 2 — бункер, 3 — рама, 4 — корпус
ности крана опорную раму монтируют россыпью, по маркам.
С этой же стоянки монтируют другие блоки фильтра.
Боковые газовые коробки устанавливают краном СКГ-30 с гуськом. После монтажа основных блоков электрофильтра через верхнюю крышку корпуса подают внутрь фильтра газораспределитель
91
ные решетки, обслуживающие внутренние площадки и нижние рамы коронирующих электродов.
Пакет осадительных электродов 2 (рис. 51) собирают в нижнем горизонтальном положении в специальном контейнере. Затем контейнер из горизонтального положения переводят в вертикальное и подают в корпус электрофильтра.
Рис. 51. Схема сухого электрофильтра:
/— газораспределительные решетки, 1 — пакет осадительных электродов, 3— нижняя рама коронирующих электродов
Пакет осадительных электродов с помощью боковых подвесок грепят к стенкам корпуса электрофильтра.
На рис. 52 показана строповка блока осадительных электродов 5. Строповка осуществляется с помощью траверсы 3 и стропа 2. В корпус фильтра подают верхние рамы подвеса коронирующих электродов и временно укладывают их на осадительные электроды.
После монтажа изоляторов устанавливают надрамники, к которым подвешивают верхние рамы подвеса коронирующих электродов, сцентрировав их относительно осадительных электродов. Затем навешивают коронирующие электроды и нижние рамы коронирующих электродов. Отклонение подвеса провода от осевого положения между осадительными электродами не должно быть более 5 мм. Закончив выверку электродов, устанавливают изоляторные коробки, приводы встряхивания коронирующих и осадительных электродов, монтажные люки. После этого испытывают все механизмы.
Готовить и собирать коронирующие электроды следует заранее. До начала монтажа изготовляют приспособления для отжига и вытяжки проволоки и сборки электродов. Сборочный стенд повторяет
92
контур рамы коронирующих электродов. Проволоки вытягивают с помощью винтового приспособления, а отжигают подключением тока от сварочного трансформатора.
§ 24. Монтаж мокрых электрофильтров
Узлы и детали мокрого электрофильтра поступают на монтаж россыпью, неос-винцованными. На месте монтажа приходится выполнять много трудоемких работ по сборке и освинцовке деталей и узлов фильтра. В последнее время узлы и детали фильтра начинают поступать с заводов-изготовителей освинцованными.
Электрофильтр состоит из двух монтажных блоков: корпуса и крышки, которые устанавливают краном СКГ-бЗ. Допускаемое отклонение по высоте корпуса ±20 мм, по диаметру ±15 мм. Вертикальность корпуса проверяют отвесом или геодезическими инструментами. Отклонение от вертикали не должно превышать 1,5 мм на 1 м. После установки корпуса фильтра монтируют обслуживающие площадки. До выполнения работ по химической защите корпус подвергают испытаниям па плотность керосиновой пробой.
Обкладку штуцеров фильтра свинцом и гомогенную припайку фартуков свинца к корпусам фильтров нужно выполнять внизу в удобном для свинцовопа
Рис. 52. Строповка блока осадительных электродов:
1 — крюк крана, 2— строп, 3— траверса. 4 — контейнер, 5 — осадительные электроды
93
яльных работ положении. Если фильтры смонтированы без предварительной обкладки свинцом, то приходится гомогенную пайку проводить в потолочном положении, что крайне затруднительно.
После проведения защитных работ приступают к монтажу внутренней насадки мокрых электрофильтров. Сначала устанавливают на заплечики футеровки трубную решетку / (рис. 53) и по одной шестигранной трубе монтируют осадительные электроды 3, которые приваривают к освинцованной трубной решетке строго по отвесу.
Трубную решетку
осадительных электро-дов до установки обкладывают свинцом. Решетка весит около 0,5 т и состоит из 126 шестигранных ячеек. Для обкладки свинцом ее укладывают на стеллаж размером 6X6 м. Обкладку производят листовым свинцом толщиной 3 мм. Из полос свинца изготовляют шестигранные заготовки по высоте ячеек, которые вкладывают в ячейки трубной решетки. Заготовки сваривают сначала с одной стороны, затем решетку поворачивают краном и свинцовые шестигранники сваривают с другой стороны. Чтобы не повредить стропом свинцовую обкладку, решетку обкладывают свинцовой полосой из отходов. Освинцовку решетки проверяют на герметичность путем опрессовки сжатым воз-
Рис. 53. Схема подвески осадительных электродов: /— трубная решетка, 2— ручная лебедка. .3, 6 — осадительные электроды, 4 — стойка, 5 — деревянный сектор, 7 — места пайки
духом.
Утечку определяют с помощью U-образного манометра. Для этого в свинцовой обкладке делают два отверстия и к ним припаивают штуцера из свинцовых труб. К одному из штуцеров с вентилем крепят шланг от компрессора, а к другому подсоединяют U-образный манометр. Затем нагнетают воздух давлением до 150 мм вод. ст. Если после закрытия вентиля на первом штуцере столбик воды опустится, значит где-то происходит утечка. Для обнаружения де-
94
Рис. 54. Приспособление для формирования полушестиграшгнков из свинца:
1— рама, 2— матрица, 3 — пуансон, 4— винт, 5 —траверса, 6 — швеллер
фекта все спаянные швы покрывают мыльным раствором и по пузырям определяют место утечки.
Затем проверяют герметичность обкладки с обратной стороны решетки Дефектные места подваривают, а штуцера удаляют и заваривают отверстия. Часто герметичность освинцовки решетки проверяют, погружая ее в сосуд с водой. По пузырькам воздуха определяют место дефекта.
После обкладки свинцом решетку устанавливают на заплечики футеровки и приступают к монтажу осадительных электродов. Шестигранные свинцовые трубы осади-
Рис. 55. Схема подвески коронирующих электродов:
1 — тяги подвеса рамы, 2 — ручная лебедка, 3 — рама подвеса коронирующих электродов, 4 — деревянные козлы, 5 — коронирующий электрод
95
тельных электродов изготовляют на месте монтажа из листового свинца толщиной 3 мм. Для этого нарезают полосы шириной, равной периметру полушестигранника и длиной 3,5 м. На специальном
приспособлении (рис. 54) из
Рис. 56. Струнные подмости:
/ — деревянная доска, 2— струна, <3 деревянный брус
полос формуют полушестигранники. Заготовку свинца закладывают в матрицу 2. Затем, вращая винты 4, опускают пуансон 3 и получают полушестигранник.
Во избежание деформации полушестигранники подают внутрь электрофильтра на деревянных шаблонах. Шаблон представляет собой желоб полушестигранной формы, сколоченный из досок. После припайки полушестигранника к трубной решетке шаблон убирают.
После монтажа' осадительных электродов приступают к установке коронирующих электродов (рис. 55). Их поставляют на монтаж в виде освинцованного провода в бухтах, который вытягивают, правят и рубят на отрезки длиной 3,7 м. Коронирующие электроды крепят к коронирую-щей раме 3, которая представляет собой сварную конструкцию из швеллера и уголков. Ее предварительно обкладывают свинцом на стенде так же, как и трубную решетку для осадительных электродов, и затем проверяют на герметичность.
Раму в фильтре устанавливают на временных козлах. К ней заранее приваривают свинцовые полоски размером 60X10 см для подвески коронирующих электродов.
Коронирующие электроды устанавливают так, чтобы они про-
ходили внутри каждой трубы осадительного электрода по центру шестигранника. Снизу к каждому коронирующему электроду приваривают свинцовый груз, что обеспечивает их вертикальное положение. Грузы спаивают свинцовыми полосками так, чтобы выдер-
жать заданное расстояние между коронирующими электродами.
После этого монтируют газораспределительную решетку и краном СКГ-63 устанавливают крышку электрофильтра. Крышка элек-
!>6
трофильтра стальная, защищена свинцом и утеплена асбозуритом с деревянной обшивкой и рубероидным покрытием. Затем заводят тяги подвеса рам коронирующих электродов и устанавливают изоляторные коробки. Тяги подвеса скрепляют с рамой коронирующих электродов. После монтажа мокрые электрофильтры испытывают на герметичность сжатым воздухом давлением 150 мм вод. ст.
В целях безопасного ведения работ при пайке осадительных электродов применяют струнные подмости (рис. 56). Применяют и другой метод монтажа. Корпус фильтра на верхней отметке перекрывают сплошным инвентарным настилом из досок толщиной 50 мм по двутавровым балкам. Над фильтром на металлических рамах устанавливают монорельс с двумя монтажными кошками грузоподъемностью по 5 тс. Над корпусом фильтра изготовляют блок осадительных электродов, который затем опускают в корпус электрофильтра.
ГЛАВА VII
МОНТАЖ СУШИЛЬНЫХ УСТАНОВОК
§ 25. Способы сушки и конструкции сушильных установок
При сушке из материалов удаляется влага путем испарения.
Существуют следующие способы сушки:
конвективный (сушильный агент — горячий воздух или газ — непосредственно соприкасается с высушиваемым материалом);
Рис. 57. Туннельная сушилка:
/ — туннель-корпус, 2 — подвесной канатный конвейер, 3 — калорифер, 4— вентилятор с электродвигателем, 5 — подвесная люлыса, 6 — дверь сушилки, 7 — вс.здухораспределнтельный
канал
контактный (высушиваемый материал нагревается через стенку);
диэлектрический (материал нагревается токами высокой частоты );
радиационный (сушка инфракрасными лучами).
Процесс сушки может быть непрерывный или периодический. Сушилки работают при атмосферном давлении (туннельные, аэро-фонтанные, ленточные, распиливающие форсуночные, распиливающие дисковые) или под вакуумом (вакуумные цилиндрические, вакуумные одно- и двухвальцовые).
4—403
97
Туннельные сушилки (рис. 57) применяют в производст-
ве синтетического волокна и др. Сушилка представляет собой тун-
нель-корпус 1, внутри которого движется подвесной канатный кон-
Рис. 58. Аэрофонтанная сушилка с вспомо-гательным оборудованием:
1— трубопровод для выброса газа. 2 — циклон, 3 —бункер для сухого продукта, 4 — бункер загрузки продукта, 5 — шнек для подачи продукта в сушилку. 6 —сушилка, 7 — штуцер для подачи газа в топку. 8 — топка сушилки. 9 — трубопровод для подачи воздуха
вейер 2. В подвесных ^польках 5 конвейера находится высушиваемый материал, обогреваемый горячим воздухом, который подается от калориферов 3 вентиляторами4.
Аэрофонтанные сушилки (рис. 58) используют для сушки тон-коизмельченного продукта в потоке горячего воздуха. Воздух от вентилятора по трубопроводу 9 подается в топку 8 и затем поднимается в сушилку 6. Туда же по шнеку 5 из бункера 4 попадает тон-коизмельченный продукт, который потоком горячего воздуха уносится в циклон 2, откуда попадает в бункер 3. Воздух по трубопроводу 1 направляется на очистку в фильтры, конструкция которых зависит от вида продукта.
Ленточная сушилка (рис. 59) работает по принципу противотока. Сырой продукт, перемещаясь по ярусам
многоярусного ленточного транспортера сверху вниз, нагревается от ребристых калориферов /, расположенных между ярусами транспортера, а также от потока воздуха,
входящего снизу сушилки. Сухой продукт удаляется шнеком 7.
Распиливающая форсуночная сушилка (рис. 60) сушит влажный продукт, распыляя его через форсунки 3 в поток го-
рячего воздуха или другого теплоносителя.
Форсуночные сушилки подразделяют на сушилки с механическим распылением, когда жидкость нагнетают насосом под давле-
98
Рис. 59. Ленточная сушилка:
Z— ребристые калориферы. 2 — верхние шиберы, 3 — термометры, 4 —ведущие бараба* ны транспортеров. 5 — изоляционные щиты. 6 — нижние шиберы, 7 — двусторонний шнек
Рис. 60. Распыливающая форсуночная сушилка:
Z —» корпус, 2 — люк. 3 — форсунки для распыления продукта
Рис. 61. Распыливающая дисковая сушилка:
/ — корпус. 2 — привод механизма распыления, 3 —гребковый механизм с приводом, 4 —люк
4*
нием до 200 кгс/см2, и с пневматическим, когда жидкостыюдается в форсунки сжатым воздухом под давлением до 5 кгс/см2.
Р а с п ы л и в а ю щ а я дисковая сушилка (рис. 61) распыляет продукт в потоке теплоносителя с помощью быстровраща-ющегося диска, приводимого в движение от привода 2. Диски вращаются со скоростью 5000—20 000 об/мин и распыляют суспензии и вязкие продукты. При попадании на вращающийся диск жидкость разбрасывается мельчайшими частицами, которые при контакте с горячим сушильным агентом высыхают в полете. Осевший на дно сушилки сухой материал гребковым механизмом 3 удаляется через специальный люк.
Вакуумная цилиндрическая сушилка (рис. 62)
Рис. 62. Вакуумная цилиндрическая сушилка:
1 — корпус с рубашкой, 2 — гребковый вал, 3 — скалка, 4 — привод
Рис. 63. Одновальцовая вакуумная сушилка:
1 — валец, 2 — штуцер Для отсоса парогазовой смеси, 3 — шнек для выгрузки сухого продукта, 4 — скребковое устройство, 5 — фундамент, 6 — корпус сушилки
КО
представляет собой горизонтальный цилиндрический корпус 1, который снабжен паровой рубашкой и мешалкой в виде вала с гребками, имеющей реверсивное вращение. Гребковый вал 2 квадратного сечения. Осевое перемещение материала достигается за счет наклонной установки гребков. Между гребками и паровой рубашкой уложены длинные отрезки труб (скалки) 3, которые перекатываются вместе с вращающимся валом и счищают материал, налипающий на корпус сушилки и гребки.
Од п овал ьцовая вакуумная сушилка (рис. 63) состоит из вращающегося полого барабана (вальца) 1, помещенного в герметический корпус 6. Высушиваемая жидкость подается в корыто и при вращении барабана налипает на пего. Тонкая пленка материала высыхает на поверхности барабана за один оборот и снимается ножом скребкового устройства 4. Попав на шнек выгрузки сухого продукта, она удаляется из сушилки.
Парогазовая смесь отсасывается вакуум-насосом через штуцер 2. Аналогично устроена двухвальцовая сушилка.
§ 26. Монтаж сушилок
Монтаж сушилок начинают со сборки и установки опорных конструкций. Опорные конструкции собирают на стеллажах, выверенных в горизонтальной плоскости.
Отклонения при сборке панелей каркасов не должны превышать следующих размеров:
Межцентровое расстояние между стойками:
при расстоянии до 4 м...............................' . . . +3 мм
» » 12 м........................................+5 мм
» » 16 м........................................+8 мм
Межцентровое расстояние между поперечными.элементами:
при длине элемента до 1 м].................................. ±Г'лж
» » » » 3 м................................. + 2 мм
» » и » 8 .и................................... ±3 мм
Допускаемые отклонения от проектных размеров при монтаже опорных конструкций
Каркасы и опорные рамы
Смещение осей колони каркасов и опорных рам под оборудование относительно разбивочных осей + 5 мм
Смещение осей колонн и стоек каркаса от вертикали (в верхнем сечении) .................... 1/1000 высоты
Отметки опорной поверхности каркасов и опорных рам под оборудование ............................. +5 мм
Отклонения от горизонтальной плоскости элементов каркаса ................................ 1 мм на 1 м,
по не более 5 мм
Отклонения от горизонтальной плоскости опорных рам и плит под оборудование . ..........2 мм на 1 м, но
не более 3 .ы
Конвейеры
101
Смещение оси станин конвейеров относительно разбивочных осей, не более................... 3 мм
Излом продольной оси конструкций конвейеров 3 мм на длине 6 м
Отклонение от горизонтальной плоскости ... 1 мм на 1 л Смещение стыковых соединений направляющих шин, рельсов, балок................................. ±5 мм
Опорные конструкции с рельсами
Отклонения от проектного расстояния между рельсами опорных балок....................... ±5 мм
Смещение высотных отметок головок рельсов . 1 мм на 1 м, но не более 10 мм на всю длину
Смещение торцов стыкуемых рельсов, шин и балок в плане и по высоте........................... ±0,5 мм
Зазор в стыке рельсов, шин и балок, не более 3 мм Смещение рельсовых балок от продольной оси печи или сушилки ..................................... ±5 JKM
Смещение рельсовых балок от горизонтальной плоскости.....................................2 мм на 1 м, но
не более 3 мм на длине 6 м
При монтаже металлической облицовки каркасов сушилок выправляют листы и крепят их к элементам каркаса болтовыми соединениями. Расположение отверстий в листах обшивки можно изменять; изменение разбивки или увеличение отверстий в элементах каркаса запрещается.
При установке гляделок и окон допускается смещение центра окна (гляделки) от горизонтали и вертикали по сравнению с проектными размерами не более 5 мм.
При установке форсунок их оси должны совпадать в плане и по высоте с осью амбразуры в кожухе сушилки, а также с осью туннеля/Отклонение центра форсунки по отношению к оси не должно превышать 5 мм. Угол наклона оси форсунки проверяют по приваленной поверхности фланца.
Сушилки, поставляемые на монтажную площадку в собранном виде, устанавливают по проектным осям и отметкам. Горизонтальность сушилки выверяют с помощью уровня, который помещают на обработанной поверхности вала перемешивающего устройства или барабана. Отклонения от проектных осей и отметок, а также от горизонтальной и вертикальной плоскостей не должны превышать следующих размеров.
Допускаемые отклонения от проектных осей и отметок при монтаже сушилок
Высотной отметки смонтированного корпуса или кожуха ............................................... ±10
Нижней части корпуса или кожуха от горизонтальной плоскости................................1 мм на 1 м, но
не более 5 мм
Корпуса или кожуха от вертикальной плоскости 3 мм на 1 м высоты, но не более 30 мм
102
Эллиптичности смонтированного корпуса или кожуха ....................................... 0,003 Д, но не
более 20 мм
Нижних и верхних фланцев загрузки и выгрузки сушилок.....................................0,5 мм на 1 м,
но не более 3 мм
Оси вала привода перемешивающего устройства от горизонтальной или вертикальной плоскостей . 0,2 мм на 1 м
Бункера и воронки загрузочных или разгрузочных устройств сушилок устанавливают и закрепляют в соответствии с проектом. Отклонения оси бункера или воронки относительно оси сушилки не должны превышать ±5 мм, высотные отметки бункеров и воронок ± 10 мм.
Допускаемые отклонения при монтаже приводных и перемешивающих устройств
Отклонения вертикального или горизонтального
положения осей валов и опорной плиты с подшипниками .......................................0,2 мм на 1 ж
Смещение осей валов и опорных плит относитель-
но разбивочных осей.................................. 0,5 мм
Смещение осей звездочек приводных валов отно-
сительно звездочек промежуточных валов, редукторов питателей ...................................... +0,5 мм
Смещение осей блоков тяговых тросов относи-
тельно продольной оси конвейера, питателя и т. п, +0,5 мм Неперпендикулярность приводных валов натяжных и приводных устройств конвейеров, толкате-
лей, питателей к продольной оси...............0,2 мм на 1 м
Зазоры между шейкой вала и вкладышем подшипника, от диаметра
шейки вала:
верхний............................................. 0,002
боковой ........................................... 0,0015
Перекос и непараллельность осей цилиндрических передач .................................................... 0,5 мм
Величина пятен касания зубьев в зацеплении на краску 50% площади зуба
Биение вала, замеренное индикатором по обработанной части вала при скорости вращения:
до 1000 об!мин ................................... 0,15 мм
более 1000 обIмин ..........................не более 0,05 мм
Радиальное и торцевое биение шестерни верти-
кального или горизонтального вала мешалки ... не более 0,03 мм
Биение траверсы мешалки.....................не более 5 мм
Зазор между втулкой подшипника и шейкой вер-
тикального вала...............................не более 0,3 мм
Радиальное и торцевое биение шестерни верти-
кального вала при диаметре шестерни более
1000 мм.......................................не более 0,5 мм
Течки и патрубки с вмонтированными заслонками и шиберами устанавливают по проектным осям и отметкам. Отклонения смонтированных течек и патрубков, а также шлюзовых или секторных затворов от проектного положения не должны превышать ±5 мм.
Монтаж загрузочных или выгрузочных устройств ведут последовательно, как указано в инструкции по монтажу сушилки. Отклонения установленных загрузочных и выгрузочных устройств должны быть в пределах:
103
относительно оси сушилки .......................... +5 мм
по высотным отметкам.............................. ±10 мм
по горизонтальной и вертикальной плоскостям . 0,2 мм на 1 м.ноне более 3 мм
Допускаемые отклонения при монтаже ленточных конвейеров
Смещение каркаса относительно продольной оси конвейера........................................... 3 мм
Отклонение от перпендикулярности осн вращения приводного и натяжного барабана по отношению к продольной оси конвейера ........................0,3 мм на 1 м,
'по не более 0.5 мм на всей длине барабана
Смещение осей барабанов от горизонтальности . 0,2 мм па 1 м , длины барабана
Отклонения от симметричности расположения
отверстий для крепления роликовых опор относительно продольной оси конвейера....................... ±2 мм
Отклонения от прямолинейности расположения роликовых опор по высоте.............................. ±1 мм
Допускаемые отклонения при монтаже пластинчатых конвейеров
Смещение продольной оси каркаса конвейера . 3 мм
Отклонение от отметки верха направляющих . ±2 мм
Разность высотных отметок направляющих . . 1 мм
Уклон направляющих в продольном направлении и отклонение от горизонтальности приводного и натяжного валов...............................0,2 мм на 1 м
Смещение осей звездочек приводного и натяжного валов....................................0,5 мм на 1 м, но
не более 5 мм на всю длину конвейера
Допускаемые отклонения при монтаже ковшовых конвейеров (элеваторов)
Непараллельность осей верхнего и нижнего валов и отклонение от вертикальной плоскости оси
верхнего и нижнего валов .......................0,5 мм на 1 м
Смещение осей звездочек приводного и натяжно-
го валов........................................0,5 мм на 1 м, но
не более 3 мм на всю высоту
Отклонение стенок кожуха от вертикальности . 1 мм на 1 м, по
не более 5 мм на всю высоту
Допускаемые отклонения при монтаже подвесных и тележечных конвейеров
Смещение продольной оси каркаса конвейера .... 3 мм
Отклонение отметки верха направляющих ползунов • . ±2 мм
Разность высотных отметок направляющих ........ ±1 мм
Уклон направляющих в продольных направлениях и отклонение приводного и натяжного валов от горизонтальности ...........................................0,2 мм на 1 м
.104
Смещение осей блоков тягового каната относительно продольной оси конвейера, оси звездочек приводного вала относительно звездочки редуктора и оси клипоременного шкива редуктора относительно оси шкива электродвигателя ............................................
Отклонение в расстоянии укрепления ползунов-толкателей от проектного положения на тяговом канате, не более ................................................
+ 5
± 1 мм
Сушилки, работающие под давлением, подвергают на монтажной площадке гидравлическому испытанию давлением, указанным в паспорте сушилки. Сушилки, работающие с опасными для здоровья людей веществами, вместе с трубопроводами также испытывают на герметичность воздухом или другим инертным газом на давление, указанное в паспорте. Сушилки, работающие при атмосферном давлении, испытывают, наливая в них воду или смачивая сварные швы керосином.
До начала испытания сушилок вхолостую заканчивают все общестроительные работы и монтаж технологических и энергетических коммуникаций. До начала комплексного опробования сушильного агрегата каждый механизм должен быть обкатан отдельно.
При пуске вхолостую агрегат должен проработать 10 мин, после чего его останавливают, проверяют фундаментные болты, болты подшипников и систему смазки. Исправные агрегаты обкатывают в течение 4 ч-
Комплексное опробование сушилок под нагрузкой производят в течение 7 ч. В отдельных случаях продолжительность испытания определяют условиями технологии, но в любом случае испытание длится не более 72 ч.
ГЛАВА VIII
МОНТАЖ КОЛОННЫХ АППАРАТОВ
§ 27. Сущность процессов ректификации и абсорбции, их конструктивное оформление
Ректификацией называют процесс разделения смеси жидкостей, состоящей из двух или более компонентов. Жидкости, входящие в смеси, имеют различные температуры кипения. При испарении более летучий низкокипящий компонент переходит в пары, а высококипя-щий остается в жидкости.
Процессы ректификации проводят в аппаратах колонного типа, где снизу вверх поднимаются пары смеси, испаряемой в нижней части колонны, называемой кубом. Навстречу пару стекает жидкость. При взаимодействии пара с жидкостью происходит многократная конденсация паров и испарение жидкости, в результате пары непрерывно обогащаются низкокипящим компонентом, а жид-
105
кость — высококипящим. Таким образом, в куб колонны подается жидкость, содержащая высококипящий компонент, а кверху поступает пар с высоким содержанием низкокипящего компонента.
Рис. 64. Схема потоков жидкости и газа в колонне с тарелками
Для ректификации применяют тарельчатые колонны. В них ус-
танавливают горизонтальные колпачковые, клапанные и ситчатые
Рис. 65. Стальной регулируемый колпачок:
/ — шпилька. 2 — гайка. 3 — контргайка с шайбой. 4 — колпачок. 5 — патрубок
тарелки с устройствами, обеспечивающими хороший контакт между жидкостью и паром.
Схема потоков жидкости и газа в колонне с тарелками приведена на рис. 64.
Колпачки изготовляют круглыми (капсульные) и продолговатыми (туннельные). Крепление колпачков на тарелке может быть разъемным или неразъемным. Разъемные соединения сложнее, однако они допускают регулирование уровня колпачка при сборке тарелки. Наибольшее распространение получили стальные регулируемые колпачки (рис. 65). Колпачок 4 крепят на шпильке / с помощью гайки 2 и контргайки с шайбой 3. Патрубок 5 развальцовывают в тарелке.
Ситчатая тарелка представляет собой лист с пробитыми в нем круглыми или ще-
106
левидными отверстиями диаметром 3—10 мм. Пар, проходящий в отверстия, барботирует через слой жидкости, которая стекает через переливные патрубки.
Абсорбция — это процесс поглощения газа или пара жидким поглотителем (абсорбентом), абсорбер — аппарат, в котором этот процесс происходит. Наиболее широко для абсорбции применяют насадочные колонны. Это полые цилиндрические аппараты, в которые загружают насадочные тела различной формы, обеспечивающие развитую поверхность контакта между жидкостью и газом. Газ подводят снизу под слой насадки, а жидкость подается на насадку.
В качестве элементов насадок применяют кольца Ра-шига, реже кольца Палля и седловидные насадки
Рис. 66. Элементы насадок:
а — кольца Рашига. б —кольца Палля, е -? седловидная насадка
Их изготовляют из керамики, фарфора, тонколистового металла либо деревянных брусьев (хордовая насадка) или пластин (плоскопараллельная), показанных на рис. 67.
Рис. 67. Элемент плоскопараллельной насадки
Рис. 68. Типы насадочных колонн: а — полностью насаженная, б — с насадкой, разделенной на секции, в — частично насаженная
107
В насадочных колоннах, у которых высота во много раз больше диаметра, слой насадок разделяют на участки высотой, равной 4—5 диаметрам колонны, между которыми устанавливают устройства, перераспределяющие потоки жидкости.
Типы насадочных колонн представлены на рис. 68.
§ 28. Транспортирование крупногабаритных колонных аппаратов
Повышение заводской готовности крупногабаритного оборудования ставит новые задачи в области транспортирования его от заводов-изготовителей до монтажной площадки.
В настоящее время разработаны специальные транспортные средства, позволяющие перевозить аппараты длиной 45—50 м и диаметром до 4,5 м по рельсовым и безрельсовым дорогам, а также практически любых размеров по водным путям сообщения.
Для транспортирования колонных аппаратов больших размеров созданы специальные транспортеры сочлененного и сцепного типов с пониженной погрузочной площадкой, обеспечивающей минимальную высоту погрузки.
На транспортерах сочлененного типа перевозимый груз, имеющий достаточную жесткость, провисает между двумя тележками транспортера или лежит на низкой платформе.
Такой метод перевозки дает возможность понизить центр тяжести груза и увеличить диаметр перевозимых аппаратов. Максимальная грузоподъемность железнодорожных транспортеров сочлененного типа не превышает 300 тс.
Транспортеры сцепного типа, предназначенные для перевозки длинномерных грузов, состоят из двух несущих платформ с опорными турникетами и промежуточной платформы для увеличения длины сцепа.
В пашей стране получает распространение смешанная перевозка крупногабаритных аппаратов водным путем и по шоссейным и грунтовым дорогам. При этом допускаемые габариты оборудования на данной трассе определяются габаритными ограничениями мостов, тоннелей, путепроводов и других капитальных дорожных строений.
При организации таких перевозок в каждом конкретном случае следует предварительно тщательно просмотреть трассу и при необходимости произвести дополнительные работы по устройству объездов, подъему проводов связи, электропроводов, перекидок трубопроводов и устранению других препятствий.
Прицепы-тяжеловозы площадочного типа грузоподъемностью до 120 тс предназначены для перевозки строительных машин и других грузов сравнительно небольших габаритов.
Применяют также устройства для перевозки длинномерного крупногабаритного оборудования и конструкций массой 250 и 270 т по шоссейным и грунтовым дорогам. Первое состоит из двух тележек одинаковой грузоподъемности, снабженных приспособлением с гидродомкратами, с помощью которых производится погрузка, разгрузка и изменение клиренса при движении по пересеченной
' Ю8
Рис. 76. Способы (I—XVI) подъема и установки колонных аппаратов с помощью такелажных средств
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
При монтаже двух близких по габаритам и массе аппаратов, стоящих рядом, следует пользоваться методом одновременного монтажа двух аппаратов одной мачтой (способ XI), а при больших нагрузках— двумя мачтами (способ XVI).
Этот метод позволяет значительно снизить грузоподъемность такелажной оснастки; так при грузоподъемности мачты 50 тс и высоте 35 м можно поднять одновременно два аппарата общей массой 160 т и высотой до 50 м благодаря симметричному приложению нагрузок к консолям оголовка мачты. В результате мачта работает только на центральное сжатие без изгибающих моментов.
Рис. 77. Металлические опоры колонных аппаратов:
а. — с местными косынками, б —с местными стойками под болты, в —г кольцевым опорным поясом; / — цилиндрическая опора аппарата, 2—косынка. 3 — отверстие для фундаментного болта. 4— местная стойка, 5 — кольцевой опорный пояс
М
Монтаж аппаратов безъякорным способом показан * на рис. 79. Он гфедставляет собой разновидность метода монтажа поворотом вокруг шарнира. При монтаже этим способом не требует-ся?Ш||р1М№р количества якорей, лебедок, такелажной оснастки, а также вспомогательных механизмов, необходимых для монтажа и демонтажа основных подъемных механизмов.
Подъемный механизм (шевр) / поднимают из горизонтального положения в вертикальное грузовыми полиспастами подъемного механизма, используя поднимаемое оборудование как якорь. Затем за счет дальнейшего натяжения грузовых полиспастов поднимают аппарат 6.
В процессе подъема аппарат и портальный подъемник поворачиваются вокруг шарниров 4, которые соединены стяжками 8, предотвращающими горизонтальный сдвиг. Боковые, передние и задние расчалки (шевра или портального подъемника) и якоря для их крепления при подъеме аппаратов этим способом не применяют.
118
При безъякорном способе в такелажной оснастке возникает замкцутая система уравновешивающих сил, исключающая действие горизонтальных нагрузок на фундамент аппарата.
Оборудование поднимают безъякорным способом в том случае, если нельзя использовать стреловые краны, или в стесненных условиях монтажной площадки. Безъякорный способ применяют для установки колонн или конструкций на фундаменты высотой до 2 м при
соотношении диаметра и высоты поднимаемого аппарата не менее чем 1 : 10.
Аппараты, поднимаемые безъякорным способом, крепят фундаментными болтами разъемной конструкции с соединением на резьбовой муфте.
Порядок подъема аппарата безъякорным способом следующий. После сборки и испытания аппарат укладывают с помощью кранов опорной частью в поворотный шарнир, одновре-
А-А
менно сориентировав колонну таким образом, чтобы при установке в вертикальное положение не требовалось дополнительного разворота вокруг оси.
Для уменьшения нагрузок на такелажные средства в мо-
Рис. 78. Фундаментный болт разъемной конструкции: /—верхняя (отъемная) часть болта, 2 — гайка, 3 — шайба, 4 — опора аппарата, 5-муфта, 5 — нижняя (бетонируемая) часть болта
мент подъема верхнюю часть аппарата приподнимают и уклады-вают на временную опору 7 под углом 5-10°; при этом ось аппарата должна совпадать с осью подъема. Место строповки аппарата выбирают в соответствии с указанием проекта производства работ.
Чтобы предотвратить горизонтальный сдвиг опор портального подъемника (шевра) и перекос оси поворотного шарнира в горизонтальной плоскости, между опорами портального подъемника и поворотным шарниром устанавливают стяжки из стального прокат или труб. При подъеме аппаратов и конструкций нагрузки на стяжки равны нагрузкам, возникающим в грузовых полиспастах. Поэтому на крепление стяжек нужно обратить особое внимание.
Проверив состояние такелажной оснастки, подъемных механизмов, стяжек, поворотных шарниров и равномерность осадки опор, приступают к подъему шевра (положение 1). Чтобы предупредить запрокидывание шевра при переходе в вертикальное положение, периодически останавливают лебедки и контролируют положение шевра. После установки портального подъемника в исходное положение приступают к подъему аппарата (положение 11). При подходе аппарата и портального подъемника к положению неустойчивого равновесия (положение III) натягивают тормозную оттяжку 10 аппарата, л при дальнейшем подъеме постепенно отпускают ее. Одновременно
119
с натяжением тормозной системы натягивают боковые расчалки аппарата.
Установленный на фундамент аппарат выверяют и крепят анкерными болтами, после чего освобождают боковые расчалки и опускают портальный подъемник. Подъемник опускается под действием собственной массы при включении лебедок грузовых полиспастов на спуск.
Рис. 79. Схема монтажа аппаратов безъякорным способом:
/ — шевр, 2 — верхний блок грузового полиспаста, 3 — фундамент, 4 —шарнир. 5 — нижний блок грузового полиспаста, 6 — аппарат, 7 — временная опора, 8 — стяжки, 9— отводной ролик, 10 — тормозная оттяжка, 11— лебедки, 12 — уравнительный блок
Опустив портальный подъемник в первоначальное положение, производят расстроповку и разборку портала и шарниров.
Монтаж аппаратов способом выжимания показан на рис. 80.
Этот способ представляет собой разновидность безъякорного метода подъема с замкнутой системой основных сил, хотя существенно отличается кинематической схемой.
Нижнюю часть аппарата укладывают в опорно-поворотный шарнир с помощью гусеничных кранов, а верхнюю — на металлические козлы или шпальные выкладки. К поднимаемому аппарату несколько выше центра тяжести приваривают поворотные цапфы /, к которым крепят подъемные подпорки 2. На нижних концах подпорок шарнирно крепят специальные тележки (каретки) 6, которые в процессе подъема перемещаются по рельсовому пути 5. Подпорки приводят в движение полиспастами 7, соединяющими опорно-пово-
Е0
ротный шарнир Sc тележками подпорок. В качестве подпорок применяют решетчатые или трубчатые мачты или специальные конструкции. При включении лебедок 3 грузовых полиспастов тележки подпорок начинают скользить по рельсам, поворачивая поднимаемый аппарат вокруг опорно-поворотного шарнира. Окончательную посадку аппарата на фундамент выполняют с помощью тормозной оттяжки 4.
Рис. 80. Схема монтажа аппарата способом выжимания:
/- поворотные цапфы, 2 —подъемные подпорки, 3 — лебедки, 4— тормозная оттяжка. 5 — рельсовый путь, 6 — каретки, 7 — полиспасты, 8 — опорно-поворотный шарнир
В процессе подъема контролируют параллельность перемещения оснований подпорок, так как при перекосе возникают дополнительные нагрузки на поворотный шарнир.
При монтаже аппаратов способом выжимания для значительного снижения усилий в первоначальный момент применяют комбинированный подъем: крапами и подпорками. Краны используют для подъема аппарата на определенный угол, а дальнейший подъем выполняют подпорками.
Способом выжимания можно монтировать аппараты на фундаменты высотой до 2 м, так как при подъеме сдвигающие нагрузки равны пулю.
Способом выжимания можно производить монтаж в стесненных условиях благодаря тому, что подъемное устройство не требует для размещения дополнительного места, а располагается в габаритах подготовленного к подъему аппарата. К достоинствам этого способа можно отнести незначительную массу и высоту подъемного устройства, отсутствие якорей и расчалок, а также высокую степень безо
121
пасности работ, так как максимальные нагрузки в конструкциях и такелажной оснастке возникают в первоначальный момент подъема, и испытание всех систем можно произвести при отрыве аппарата от земли.
Недостатки этого способа — необходимость устройства рельсовых путей и большие усилия в такелажной оснастке и конструкциях подпорки, превышающие в 1,5 раза массу монтируемого аппарата. При большой массе аппарата требуется значительное усиление конструкции аппарата в зоне приварки поворотных цапф.
Рис. 81. Способы (I—VI) подъема и установки колонных аппаратов самоходными кранами с обычным стреловым исполнением
Способы подъема и установки колонных аппаратов стреловыми самоходными кранами с обычным стреловым исполнением. Наиболее простые способы подъема колонных аппаратов одним краном приведены на рис. 81 (I и II). Их применяют при наличии стреловых крапов соответствующих параметров. По мере подъема краном аппарат подтаскивают за опорную часть к фундаменту. Перемешать опорную часть аппарата следует по заранее спланированному пути с помощью лебедки или трактора, на санях через полиспаст или на тележке по рельсовому пути. Применять для перемещения трубоукладчики или краны не следует.
Преимущество монтажа аппаратов при строповке за верхнюю часть аппарата заключается в простоте установки аппарата на фундамент.
Особенность монтажа аппаратов при строповке за корпус состоит в том, что место строповки нужно располагать выше центра тяжести аппарата.
121!
Г1ри этом чем ближе к центру тяжести аппарата произведут строповку, тем больше будет угол отклонения от вертикали поднятого над землей аппарата. Это затруднит установку аппарата на фундаментные болты. Поэтому место строповки следует располагать возможно ближе к вершине аппарата таким образом, чтобы при опускании его на фундаментные болты угол отклонения от вертикали оси аппарата составлял не более 15°. Стреловыми самоходными кранами можно поднимать и устанавливать аппараты, высота которых превышает высоту подъема крюка. Однако установить поднятый в наклонном положении аппарат на фундамент довольно сложно. Спаренными кранами можно поднимать аппараты как небольшой, так и большой высоты при условии, что грузоподъемность спаренных кранов обеспечит подъем и установку аппарата на фундамент (способы III и IV).
Аппарат небольшой высоты стропят за верхний центральный штуцер или специальный захват, применяя балансирную траверсу, длина плеч которой обеспечивает необходимое распределение нагрузок между кранами.
При большой высоте аппарата и низком фундаменте аппарат располагают в исходном положении по оси фундамента так, чтобы места его строповки, т. е. монтажные штуцера, приваренные к аппарату, или разъемный хомут, позволили поднять и установить аппарат в проектное положение без дополнительного перемещения.
Аппараты большой высоты стропят ближе к центру тяжести, что способствует лучшему распределению нагрузки на краны при неравномерной работе.
При монтаже колонных аппаратов спаренными кранами без применения балансирных траверс контролируют равномерность подъема аппаратов, синхронность работы кранов, вертикальность оси аппарата, так как при отклонении оси аппарата от вертикали произойдет перераспределение нагрузок на краны — один кран будет нагружен больше, а другой меньше.
При подъеме вертикальных аппаратов спаренными кранами соблюдают определенную последовательность монтажа:
монтируемый аппарат укладывают в исходное положение, затем расстанавливают краны и проверяют их устойчивость;
стропят аппарат;
расставляют механизмы для подтаскивания и оттяжки нижней опорной части аппарата;
верх аппарата приподнимают от земли на 200 мм и проверяют такелажную оснастку и устойчивость кранов;
плавно поднимают аппарат в проектное положение, при этом подъем аппарата и подтаскивание его опорной части должны производиться синхронно, обеспечивая вертикальность грузовых полиспастов кранов;
перед выходом аппарата в нейтральное положение натягивают заднюю тормозную оттяжку;
постепенно отпуская тормозную оттяжку, переводят аппарат в вертикальное положение;
123
опускают и устанавливают аппарат на фундамент, выверяют его по высоте и вертикали, закрепляют фундаментными болтами;
производят расстроповку аппарата.
Способ V подъема колонных аппаратов методом поворота одним краном применяют при достаточном размере подстрелового пространства. Если позволяют грузовые характеристики и подстреловое пространство крана, аппарат следует поднимать до положения неустойчивого равновесия самим краном без дополнительных механизмов. В противном случае аппарат поднимают краном на максимально возможный угол, а затем дотягивают до положения неустойчивого равновесия дополнительными средствами. Из положения неустойчивого равновесия аппарат опускают на фундамент с помощью тормозной оттяжки.
Поднимать и устанавливать аппараты методом поворота двумя спаренными кранами (способ VI) можно в один или два приема (с дотягиванием).
Способы подъема и установки колонных аппаратов самоходными кранами со специальной стреловой оснасткой. В последние годы получили распространение способы монтажа колонных аппаратов кранами с временно расчаленной стрелой, спаренными кранами со стрелами, соединенными ригелем, спаренными кранами с опирающимися стрелами, а также с применением опорной стойки.
При расчаливании стрелы крана его грузоподъемность в зависимости от длины и вылета стрелы можно увеличить в 3— 5 раз.
Использование кранов с расчаленной стрелой требует высокой точности расположения расчалки. Поднимаемый груз, стрела, расчалка, якорь, удерживающий расчалку, должны находиться строго на одной прямой.
При расчаливании стрелы двумя расчалками необходимо обеспечить равенство углов между расчалками и осью стрелы.
Отклонение грузового полиспаста крана из плоскости стрелы недопустимо.
Кран при работе с расчаленной стрелой должен быть установлен строго горизонтально. Во время работы крана с расчаленной стрелой нельзя поворачивать грузовую платформу.
При монтаже оборудования самоходными кранами с расчаленными стрелами значительно увеличивается грузоподъемность крана. Однако кран с расчаленной стрелой теряет возможность произвести поворот груза.
Способы I—III (рис. 82) предусматривают подъем аппарата методом скольжения с отрывом от земли. При этом используется один или спаренные краны с расчаленными стрелами.
Аппарат подтаскивают по мере подъема за опорную часть к фундаменту. Перед фундаментом ее оттягивают, чтобы избежать рывка в момент отрыва от земли.
Способы IV—V предполагают подъем аппарата методом поворота вокруг шарнира с использованием одного крана с расчаленной стрелой.
121
При подъеме аппарата способом IV кран располагают по оси аппарата со стороны фундамента. При применении метода поворота грузоподъемность крана может быть меньше массы аппарата. Аппарат поднимают в проектное положение за один прием без дотягивания (возможно изменение вылета стрелы).
Рис. 82. Способы (I—V) подъема колонных аппаратов кранами с неповоротными расчаленными стрелами
При подъеме аппарата способом V кран располагают по оси аппарата со стороны его вершины. Кран не должен находиться в опасной зоне. Нагрузка на расчалку в данном случае меньше, чем при способе IV, однако требуется дотягивание аппарата до вертикального положения.
При подъеме аппаратов спаренными кранами со стрелами, соединенными ригелем (рис. 83), необходимо выполнить ряд подготовительных работ, связанных с переоборудованием верхних блоков, заменой нижних блоков па блоки большей грузоподъемности, подготовкой монтажной площадки. При укладке аппарата в исходное положение необходимо:
обеспечить расположение оси аппарата в плоскости подъема;
место строповки аппарата расположить строго на оси фундамента, которая должна совпадать с осью стрел кранов;
125
проверить совпадение расположения фундаментных болтов с отверстиями в плите колонны;
ориентировать аппарат таким образом, чтобы после подъема его над фундаментом не было необходимости в его развороте.
Краны должны быть установлены соосно по оси фундамента. Соосность установки крана проверяют (рис. 84) до укладки аппарата в исходное положение по пяти точкам, четыре из которых 1, 2, 4, 5
Рис. 83. Подъем аппарата спаренными стреловыми кранами со стрелами, соединенными ригелем
являются проекциями двух оголовков и середины стрел на горизонтальную плоскость, а пятая — центром фундамента 3.
Проекции определяют с помощью отвесов, привязанных в двух местах продольных осей каждой стрелы. Точки проекций должны располагаться на горизонтальной прямой, проходящей по осям двух кранов с допуском ±8 см.
Ригель устанавливают в рабочее положение в следующем порядке.
Сначала укладывают стрелу одного из кранов на козлы и ригель, удерживаемый вспомогательными краном или трубоукладчиком, соединяют с оголовком стрелы, затем поднимают ее на проектный вылет. Оба крана устанавливают в проектное положение. Расстоя
126
ние между оголовками стрел должно быть на 0,5 м меньше, чем длина ригеля.
Опуская ручной лебедкой или лебедкой вспомогательного подъема ригель, закрепленный на одном из кранов, наводят его на дополнительную ось, установленную на оголовке стрелы другого крана, путем незначительного уменьшения вылета стрел обоих кранов. Это позволяет избежать работы монтажника на высоте. После того как ригель пазами зашел в зацепление с осью, следует ослабить стреловые полиспасты до небольшого провисания.
Рис. 84. Проверка соосности установки кранов: /, 2, 4, 5 — точки проекций стрел кранов, 3 — центр фундамента
Аппарат необходимо поднимать с заторможенными механизмами поворота кранов.
Верхнюю часть аппарата отрывают от земли одновременно двумя кранами. В процессе подъема верхней части аппарата опорную часть его следует плавно перемещать с помощью тягового полиспаста и лебедки, чтобы не допускать динамических нагрузок и отклонений грузовых полиспастов кранов от вертикали более чем на 1°.
При отрыве от земли опорную часть аппарата нужно удерживать от раскачивания расположенными в плоскости подъема оттяжками, идущими на тракторы.
Установленный на фундамент аппарат необходимо выверить по вертикали, закрепить фундаментными болтами, после чего освободить стропы от крюков кранов. Затем нужно натянуть стреловые полиспасты кранов и поднять ригель с оголовка второго крана.
Наиболее эффективен подъем аппарата спаренными кранами с опирающимися стрелами (рис. 85).
Суммарная грузоподъемность, например, двух кранов СГК.-30 со стрелой длиной 35 м на минимальном вылете равна 100 тс.
Для опирания стрелы применяют А-образную опору. При подъеме колонн массой от 60 до 100 т оголовки кранов переоборудуют путем установки двух дополнительных роликов на верхней оси блока грузового полиспаста, соответственно перепасовывают канат грузового полиспаста и заменяют крюковые блоки кранов пятирольными блоками грузоподъемностью 50 тс. Концы каната грузового полиспаста запасовывают на барабан лебедки основного подъема.
Подготовительные работы при этом способе подъема должны включать подготовку монтажной площадки, установку и подготовку к работе монтажных кранов, укладку аппарата в исходное перед подъемом положение. Уклон площадок в зоне установки каж-
127
лого крана не должен превышать 3°. Грунт в местах установки кранов и опор должен быть хорошо уплотнен. Для более равномерного распределения давления под гусеницы крана и основания опор следует укладывать шпалы или инвентарные щиты. При нагрузке неравномерность просадки опор не должна превышать 5 мм. Перекос устраняют подбивкой клиньев.
Рис. 85. Подъем аппарата спаренными кранами с опирающимися стрелами
При укладке аппарата в исходное положение необходимо обеспечить расположение оси аппарата в плоскости подъема; место строповки аппарата должно находиться строго на оси фундамента, которая должна совпадать с осями стрел крапов. Аппарат ориентируют таким образом, чтобы после его подъема над фундаментом не возникала необходимость в его развороте.
Опоры устанавливают в рабочее положение в следующем порядке (рис. 86). К уложенной головной частью иа козлы стреле 1 первого крапа крепят А-образную опору 3, удерживаемую вторым краном. Из положения / в положение II стрелу первого крана с закрепленной к ней опорой поднимают вторым краном. Из положения // в исходное положение III стрелу дотягивают стреловым полиспастом.
Опору, соединенную со стрелой 2 второго крана, устанавливают в том же порядке. В качестве подъемного механизма используют
128
Рис. 86. Схема установки опоры в рабочее положение: / — стрела первого крана, 2— стрела второго крана, 3 — Л-образная опора
Рис. 87. Схема подъема аппарата с применением опорной стойки:
<2 — первый этап, б— второй этап, / — колонна, 2 — уравнительная траверса, 5 —самоходные краны, 4 —опорная стойка
5-408
первый кран с присоединенным к нему ранее шевром, подтянутым и привязанным к стреле. Демонтируют опору в обратном порядке.
В проектное положение краны с опорами устанавливают после укладки аппарата в исходное положение. Чтобы предотвратить сме
щение кранов в процес-
Рис. 88. Монтаж колонны синтеза аммиака с помощью двух кранов и опорной стойки
се подъема аппарата, под гусеницы со стороны шевров укладывают упоры из шпал.
Поднимают аппараты кранами с заторможенными механизмами поворота, натянутыми стреловыми полиспастами и включенными ограничителями грузового момента. Перед началом нагружения кранов между основанием опор и шпальными клетками необходимо оставить зазор 30 мм, который после нагружения опоры обеспечит работу стрелы крана на сжатие.
В процессе подъема верха аппарата его опорную часть следует плавно перемещать к фундаменту с помощью тягового полиспаста и лебедки, чтобы не допускать рывков и отклонений грузовых полиспастов кранов от вертикали более чем на 3°. При отрыве аппарата от земли его
опорную часть необходимо удерживать от раскачивания оттяжкой, расположенной в
плоскости подъема аппарата.
Опорную стойку применяют при подъеме тяжелых аппаратов спаренными кранами (рис. 87). До начала монтажа на колонне укрепляют бандаж опорной стойки 4.
Подъем осуществляется в два этапа. Сначала поднимают аппарат на 40°. Угол подъема определяется высотой подъема уравнительной траверсы 2, подвешенной к грузовым полиспастам кранов 3.
КО
Затеи устанавливают опорную стойку. Уравнительную траверсу закрепляют за нижюю часть опорной стойки и продолжают подъем. Для плавного опускания колонны на фундамент на последнем этапе ее верх удерживают тормозной оттяжкой (рис. 87, б).
На рис. 88 показан момент окончания монтажа колонны синтеза аммиака массой 360 т с помощью двух кранов грузоподъемностью 100 тс каждый и опорной стойки.
§ 31. Монтаж внутренних устройств колонных аппаратов
Монтаж насадок. Если по условиям работы аппарата насадка может лежать беспорядочно, ее загружают следующим образом. Аппарат наполняют водой до верхнего люка. Насадка (кольца Рашита, Палля и т. д.), поднятая на верхнюю площадку с помощью какого-либо такелажного устройства, высыпается из корзин или мешков в воду. По мере наполнения колонн излишняя часть воды спускается через нижний штуцер колонны.
Установка тарелок. Монтаж ситчатых и клапанных тарелок сводится главным образом к установке их в строго горизонтальное положение.
До начала установки тарелок необходимо проверить вертикальность корпуса колонны.
Допускаемые отклонения от вертикальности колонн
Для колонн, монтируемых без внутренних устройств, и для аппаратов с насадками 0,3% высоты аппарата, но не более 35 мм
Для аппаратов, монтируемых с колпачковыми тарелками.....................0,1% высоты аппара-
та, но не более 15 лии
В процессе монтажа тарелки должны быть проверены: соответствие ее деталей конструктивным чертежам, отсутствие повреждений, герметичность установки тарелки в корпусе колонны и правильность установки деталей и тарелки в целом.
Допускаемые отклонения при монтаже тарелок, мм с туннельными колпачками
Зазор между внутренней стенкой колпачка и шаблоном . . 1
Отклонение по высоте зубца ............................ 1
Смещение оси отверстия в колпачке от оси симметрии . . 2
Допуск на ширину колпачка на расстоянии 50 мм от торцов 1
Кривизна опорных угольников при проверке на плите ... 3
Отклонение от проектного расстояния между тарелками . . 6
Допускаемый перекос верхних опорных плоскостей опорных угольников ............................................... 2
Непараллельность горизонтальных полок сегментов двух смежных тарелок .......................................... 3
Отклонение от горизонтальности установки колпачков при длине колпачка:
до 1 л ............................................. 1,5
свыше 1 м........................................... 2
Отклонение верхних обрезов желобов от горизонтальной плоскости ................................................ 1
Отклонение по ширине парового прохода ............. ... 2
5’
131
с капсюльными колпачками
Отклонение плоскости тарелки от горизонтальности . . 3
Отклонение верхних кромок сливных труб или перегородок относительно поверхности тарелки .................... 2
Отклонение верхних торцов ниппелей от горизонтальной плоскости: для тарелок с индивидуальным нерегулируемым креплением колпачков ........................................ 2
для тарелок с групповым креплением колпачков или индивидуальным регулируемым ......................... 3
Перекос колпачка относительно плоскости тарелок, замеряемый от верха прорези колпачка ........................ 1
Неперпендикулярность переливных труб по отношению к днищу переливного кармана............................1 мм на
100 мм длины трубы, но не более 5
Зазор между сливной перегородкой и регулировочной планкой:
по середине....................................... 0,25
по краям......................................... 0,6
Отклонение от номинальной величины зазора между обрезом переливной трубы и днищем переливного кармана нижележащей тарелки .................................... +9
—6
Собирают и устанавливают тарелки в колонну на заводе-изготовителе. Однако в отдельных случаях установить тарелки до монтажа колонны нельзя, так как нужно проверить правильность установки на барботаж. Это бывает при необходимости особо четкой ректификации или по другим технологическим требованиям. В этом случае при монтаже тарелок испытывают каждую установленную тарелку, начиная от нижней.
До начала установки тарелок колонну окончательно выверяют, закрепляют и испытывают гидравлическим способом, а также уста-
Рис. 89. Установка опорных угольнИ' ков и полужелобов:
/ — опорные угольники, 2 — полужелоб
навливают обслуживающие площадки и лестницы. Детали тарелок подают на площадку самоходным краном или краном-укосиной.
Порядок сборки тарелок с туннельными колпачками. Монтаж тарелок начинают с установки опорных угольников 1 (рис. 89).
Проверяют установку угольников гидравлическим или обычным уровнем, устанавливаемым на линейке. В пазы опорных угольников помещают полужелоба 2, которые прихватывают элек-
131:
трос варкой к глухим сегментам. Гребенка 1 (рис. 90) укрепляется к сливной перегородке 6 так, чтобы ее верхняя плоскость была горизонтальна и находилась на расстоянии 135 мм от верхней плоскости опорного угольника 5. После приварки опорных угольников
и полужелобов монтируют желоба и колпачки. Перед установкой желобов в пазы опорных угольников для уплотнения укладывают набивочный материал. Правильность установки желобов проверяют уровнем 4 (рис. 91). Желоба крепят попарно с установкой специальных прижимных шайб. Колпачки крепят шпильками 3 так, чтобы расстояние между верхом колпачка и опорным угольником 6 было равно 178 мм.
Горизонтальность установки колпачков проверяют уровнем 2 и линейкой 1 (рис. 92). Окончательно правильность установки колпачков
Рис. 90. Установка переливной гребенки:
/ — гребенка, 2 — шпилька, 3 — колпачок, 4 — желоб, 5 — опорный угольник, 6 — слив* ная перегородка
контролируют при испытании на барботаж. Порядок испытания тарелок на барботаж следующий:
Рис. 91. Проверка установки желобов:
1— желоба, 2— рейка, 3—шпилька, 4— уровень, 5 — полужелоб, 6 — опорный угольник
закрывают люки на той части колонны, которая находится ниже испытываемой тарелки;
тарелка заливается водой;
снизу колонны подается воздух под небольшим давлением от вентилятора или компрессора.
133
Рис. 92. Проверка горизонтальности колпачков:
1— линейка, 2 — уровень
Для обеспечения равномерного гидравлического затвора по всей тарелке погружение колпачков в жидкость должно быть одинаковым. Равномерность гидравлического затвора проверяют по пузырькам воздуха на всей площадке тарелки (рис. 93).
Порядок сборки тарелокс капсюльными колпачками. До начала установки тарелок проверяют правильность их изготовления. Листы тарелок должны быть выправлены, местные Бспучины и кривизна не должны превышать допускаемых величин. При наличии в листах тарелок лазов кромки отверстий необходимо зачистить.
Детали тарелки крепят к опорным деталям и соединяют на болтах. При сборке и установке тарелок необходимо следить за тем, чтобы верхние торцы ниппелей находились в горизонтальной и лоско сти, а уровень верха прорезей колпачков относительно плоскости тарелки колебался в пределах Hz 1 мм. Горизонтальное положение тарелки фиксируют штифтами, ввернутыми через борт тарелки в муфты, приваренные к корпусу колонны. Пазы между корпусом колонны и тарел
кой уплотняют набивкой. Под крышу люка-лаза устанавливают прокладку.
Рис. 93. Испытание тарелок с туннельными колпачками на барботаж
При проверке на барботаж капсюльных колпачков на каждый колпачок последовательно надевают отрезок трубы 1 (оправку) диаметром на 45—55 мм больше диаметра колпачка (рис. 94). Равномерность и интенсивность барботажа проверяют по окружности колпачка. Барботаж всех колпачков тарелки должен быть одинаковой интенсивности; неравномерность его свидетельствует о перекосе колпачков. Один колпачок, отрегулированный на равномерность барботажа, рекомендуется принять за эталон и по нему регулировать остальные колпачки тарелки. При испытании тарелок на барботаж воздух должен проходить только через прорези колпачков. При пропуске воздуха в других местах неплотности необходимо устранить.
134
Рис. 94. Испытание тарелок с капсюльными колпачками на барботаж:
/ — отрезок трубы, 2 — колпачок
Проверка установки смонтированных колонных аппаратов. Прежде чем освободить установленный на фундамент колонный аппарат от такелажных средств, его следует выверить и закрепить фундаментными болтами.
Вертикальность установки колонных аппаратов проверяют теодолитами, расположенными под углом 90°, по контрольным рискам, предварительно нанесенным на верх и низ аппарата. При этом аппарат выравнивают с помощью такелажной оснастки и клиньев, заранее установленных под опорное кольцо аппарата.
Отклонение образующих от вертикали для аппаратов с насадочными внутренними устройствами не должно превышать 0,3% высоты аппарата и составлять не более 35 мм, для аппаратов типа ректификационных колонн — 0,1%, но не более 15 мм.
Указанные допуски действительны при соот-н ношении где Н —
высота, а Д — диаметр аппарата. Н
При"^ <5 величина попускаемого отклонения должна быть указана в монтажных чертежах.
После выверки аппарат закрепляют фундаментными болтами и подливают бетонной смесью.
Выверка колонных аппаратов путем неодинакового затягивания болтов не допускается.
§ 32. Правила техники безопасности при монтаже колонных аппаратов
При подъеме аппаратов опасные зоны должны быть ограждены предупредительными знаками, а ночью — красными фонарями.
Лебедки, применяемые при подъеме колонн, должны быть освидетельствованы и испытаны статической нагрузкой, на 10% превышающей их номинальную грузоподъемность. Электрические лебедки должны быть оборудованы электромагнитным тормозом, а руч
135
ные— двойным тормозящим устройством, состоящим из храпового и ленточного тормозов.
Самоходные краны, применяемые при установке колонн, должны пройти техническое освидетельствование, статическое и динамическое испытания и должны быть зарегистрированы в органах Госгортехнадзора.
К управлению и обслуживанию грузоподъемных машин и механизмов, а также к выполнению обязанностей сигнальщиков и стропальщиков допускаются лица не моложе 18 лет, которые прошли медицинское освидетельствование и соответствующее обучение.
К строповке допускаются только опытные такелажники. Пользоваться неисправными или случайными стропами неизвестной грузоподъемности, а также использовать проволоку в качестве растяжек, оттяжек и т. п. нельзя. Это может привести к аварии. Петли стропа следует надевать по центру крюка подъемного механизма, а крюк устанавливать по центру строповки. При пользовании двурогими крюками необходимо следить за равномерным распределением груза на оба рога.
При начале подъема колонны сначала нужно приподнять ее от земли па 200 мм, осмотреть строповку и такелажную оснастку, а затем, убедившись в исправности и устойчивости подъемных приспособлений и такелажной оснастки, можно продолжать подъем. Крюк подъемного механизма может быть освобожден от груза только после того, как колонна будет смонтирована и закреплена.
При перерыве в период подъема колонны должны быть приняты меры, исключающие возможность пуска грузоподъемных механизмов самопроизвольно или посторонними лицами. Пусковые приспособления должны быть выключены и закрыты.
Работать на аппарате, не установленном в проектное положение и подвешенном на тросах грузоподъемных устройств, запрещается.
При подъеме аппаратов способом поворота вокруг шарнира с последующей доводкой до вертикального положения краны следует освобождать только после полной передачи нагрузки на дотягивающую систему.
Руководитель подъема в процессе проведения работ должен находиться в поле зрения машинистов кранов или мотористов, которые должны видеть его сигналы, а также слышать команду. Команды может подавать только руководитель подъема.
Подъем аппаратов кранами не следует производить в гололедицу, при сильном тумане или снегопаде, температуре наружного воздуха, превышающей данную в паспорте крана, а также при силе ветра более 6 баллов (скорость ветра 10—12 м/сек).
ГЛАВА IX
МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ПЕРЕМЕЩЕНИЯ И СЖАТИЯ ГАЗОВ
Значительная часть химических процессов связана с переработкой газов, при которой возникает необходимость их перемещения и сжатия.
136
Давление газов в системе создают следующие машины: вентиляторы (до 1,1 кгс/сл*2), газодувки (от 1,1 до 4,5 кгс/сл/2), компрессоры (свыше 4,5 кгс/см2), вакуум-насосы (вакуум).
§ 33. Конструкции поршневых компрессоров
Рис. 95. Схема одноступенчатого поршневого компрессора:
.1 — всасывающий клапан, 2 — нагнетательный клапан, 3 — цилиндр, 4— поршень, 5 — шток (шатун)
В поршневом компрессоре газ сжимается в цилиндре поршнем, совершающим возвратно-поступательное движение.
По числу ступеней сжатия компрессоры делятся на одно-, двух-и многоступенчатые; по расположению цилиндров — на горизонтальные, вертикальные и наклонные (угловые). В одноступенчатом компрессоре (рис. 95) цилиндр <3 с одной стороны закрыт крышкой, в которой расположены всасывающий 1 и нагнетательный 2 клапаны. При движении поршня 4 вправо газ всасывается, а при движении влево — сжимается и выпускается через нагнетательный клапан.
Одноступенчатые компрессоры изготовляют на давление не выше {Q кгс/см2.
Для создания высоких давлений применяют двух- и многоступенчатые компрессоры.
Многоступенчатые компрессоры бывают с последовательным расположением цилиндров (система тандем) и посадкой поршней на один вал, параллельным расположением цилиндров (система компаунд) и расположением цилиндров под углом один относительно другого (угловые компрессоры).
Многоступенчатые горизонтальные компрессоры с взаимно противоположным движением поршней относительно коленчатого вала называются оппозитными. Вследствие их динамической! уравновешенности скорость вращения вала в таких компрессорах значительно выше, а масса на 40—50% меньше. Кроме того, для их установки требуется меньшая площадь машинного зала и фундаменты меньших размеров.
Компрессор 50Т-130/200 (рис. 96) поршневой горизонтальный с оппозитным расположением рядов и встречным движением поршней предназначен для сжатия воздуха на давление от 1 до 200 кгс/см2.
Рама компрессора состоит из картера 5 и двух направляющих фонарей 4, присоединенных на фланцах с помощью шпилек и гаек.
Коленчатый вал 15 с двумя мотылевыми шейками опирается на два коренных подшипника (основной и внешний), расположенные в картере, а также на выносной подшипник 6. Радиальные зазоры регулируют с помощью наборов прокладок.
137
Цилиндры 1, 2, 3, 8, 9 представляют собой двухстенные чугунные отливки с кольцевыми пластинчатыми клапанами.
Поршни 11 обоих рядов дифференциальные стальные сварные с баббитовой заливкой опорных скользящих поверхностей.
Шатуны 14 с разъемными мотылевыми и глухими крейцкопфными головками. Вкладыши подшипников стальные с баббитовой заливкой марки Б-83.
Рис. 96. Компрессор 50Т-130/200:
1 — цилиндр V ступени, 2— цилиндр I ступени, 3 — цилиндр III ступени, 4 — фонарь, 5 — картер, 6 — выносной подшипник, 7 — электродвигатель, 8— цилиндр I—II ступеней, 9 — цилиндр IV ступени, 10— качающаяся опора, // — дифференциальный поршень, 12— сальник, 13— крейцкопф, 14 — шатун, 15 — коленчатый вал
Крейцкопфы 13 с отъемными башмаками, залитыми баббитом. Соединение со штоком осуществляется разъемной муфтой.
Сальники 12 обоих рядов установлены на цилиндрах III ступени и состоят из жестких уплотняющих элементов.
Шестеренчатый насос циркуляционной системы смазки подшипников и поршневые лубрикаторы для смазки цилиндров и сальников имеют индивидуальные приводы. Статор электродвигателя 7 неразъемный, устанавливается на двух фундаментных плитах. Ротор состоит из двух частей, соединяемых шпильками, и крепится на валу с помощью тангенциальных шпонок.
138
Кроме компрессора, в агрегат входят межступенчатые аппараты и трубопроводы. После каждой ступени воздух охлаждается в холодильнике, при этом вода и масло конденсируются в капли и удаляются из потока в маслоотделителях. Кроме того, для уменьшения пульсации воздуха в нагнетательных линиях IV и V ступеней устанавливаются буферные емкости.
Холодильник I ступени горизонтальный кожухотрубчатый, состоящий из двух секций с общим маслоотделителем, подвешивается к перекрытию подвала. Холодильники II и III ступеней вертикальные кожухотрубчатые совмещены с маслоотделителями. Холодильники IV и V ступеней устроены типа «труба в трубе».
Маслоотделители IV и V ступеней представляют собой вертикальные толстостенные аппараты.
Вентили продувок имеют электроприводы, вынесенные на площадку обслуживания второго этажа.
Компрессор 50Т-130/200 снабжен автоматической системой контроля, сигнализации, защиты, регулирования производительности и продувки маслоотделителей, а также дистанционного управления.
§ 34. Конструкции центробежных компрессоров
Принцип действия центробежных компрессоров (на примере турбокомпрессора) следующий. Газ поступает в рабочее колесо по кольцевому проходу у вала I (рис. 97) и, изменив направление движения на 90°, попадает на лопатки 3. Лопатки работающего колеса машины придают газу вращательное движение. Возникающие при этом центробежные силы сжимают газ и перемещают его от центра к периферии. По выходе из рабочего колеса газ попадает в расширяющийся диффузор 9, расположенный в корпусе, в котором кинетическая энергия частично переходит в потенциальную, т. е. повышается давление газа. Величина повышения давления газа на одном рабочем колесе (степень сжатия) зависит от окружной скорости вращающегося колеса. Чтобы получить высокие давления, газ последовательно пропускают через несколько рабочих колес.
Вращающаяся часть компрессора — ротор — состоит из вала, на котором закреплены рабочие колеса. Диаметры рабочих колес уменьшаются в направлении от всасывающей части компрессора к нагнетательной вследствие уменьшения удельного объема воздуха в результате сжатия. Ротор помещен в неподвижный корпус, к которому крепят диффузоры, направляющие аппараты 6, корпуса подшипников и другие неподвижные детали. Направляющие аппараты и диффузоры имеют горизонтальный разъем и представляют собой чугунные отливки со стальными направляющими лопатками 5 и 8, залитыми в них.
Для устранения утечки сжимаемого газа через зазоры между вращающимися и неподвижными деталями в компрессорах применяют лабиринтные уплотнения. Работа лабиринтного уплотнения основана на том, что газ последовательно несколько раз проходит
139
через узкие щели в объемные камеры, в результате чего теряет
напор и скорость.
Ротор вращается в двух подшипниках. Один из них опорный, другой опорно-упорный. Учитывая, что при работе компрессора температура сжимаемого газа повышается до 200—300° С, подшипники крепятся к фундаментной раме так, чтобы г а обеспечить свободное удлинение компрес
Рис. 97. Схема рабо-чего колеса турбокомпрессора:
1 — вал турбокомпрессора, 2, 4— диски рабочего колеса, 3 — лопатки рабочего колеса, 5— лопатки обратного направляющего аппарата, 6 — обратный направляющий аппарат, 7—поворотный канал, 8 — направляющие лопатки диффузора. 9 — днффу-аор, 10 — входное устройство
сора.
Вал компрессора соединяют с валом редуктора с помощью зубчатой муфты. Редуктор служит для повышения числа оборотов ротора компрессора. С электродвигателем он также соединен с помощью зубчатой муфты.
Важной составной частью компрессорного агрегата является циркуляционная система смазки. Она предназначена для подачи смазочного масла к подшипникам и зубчатым соединениям, а также для питания гидравлической системы автоматического регулирования и защиты работы компрессора.
В состав агрегата входят также всасывающий фильтр, промежуточные и концевые холодильники и влагоотделители.
Для сжатия азото-водородной смеси с 290 до 320 кгс/см2 в производстве аммиака предназначен центробежный циркуляционный компрессор (рис. 98).
В толстостенный цельнокованый стальной корпус 1 компрессора помещен секционный 14-ступенчатый компрессорный агрегат 2 и асинхронный электродвигатель 4.
Роторы компрессора и электродвигателя соединены с помощью муфты. Всасываемая смесь поступает в корпус через два отверстия со стороны электродвигателя, обтекает его и последовательно проходит 14 рабочих
колес компрессора. Нагнетаемый газ выхо-
дит из корпуса через центральное отверстие
Рис. 98. Центробежный циркуляционный компрессор:
1 — корпус, 2 — компрессорный агрегат, 3 —крышки корпуса, 4 —электродвигатель
140
в крышке с противоположной стороны. Так как вращающиеся детали работают в герметически закрытом корпусе, можно установить компрессоры на открытых площадках. Компрессоры закрепляют в горизонтальном положении на двух бетонных тумбах, поэтому их монтаж не представляет сложности.
§ 35. Монтаж поршневых компрессоров
Монтаж поршневых компрессоров зависит от условий их поставки заводом-изготовителем.
Вертикальные и угловые компрессоры прибывают с заводов-изготовителей законсервированными в опломбированном виде. Расконсервацию их производят без разборки. При монтаже их устанавливают на фундаменте и проверяют основные узлы.
Поршневые горизонтальные компрессоры поставляют отдельными деталями и узлами.
Компрессор 50Т-130/200 поставляют на место монтажа следующими узлами:
картер с направляющими фонарями (рама), коленчатый вал, блок цилиндров 1-го ряда, блок цилиндров 2-го ряда, выносной подшипник, шатун, крейцкопфы, дифференциальный поршень 1-го ряда со штоком, дифференциальный поршень 2-го ряда со штоком;
ротор электродвигателя, состоящий из двух половин, статор электродвигателя, детали крепления к фундаменту, электрооборудование, агрегат циркуляционной смазки с масляным фильтром, холодильником для масла и маслосборником, агрегат для смазки цилиндров и сальников с трубопроводом и соединительными деталями, валоповоротный механизм, запасные части компрессора.
В комплект поставки входят все межступенчатые аппараты (буферные емкости, холодильники, маслоотделители) и трубопроводы с арматурой, соединительными и крепежными деталями и приспособлениями.
Компрессор распаковывает и принимает в монтаж представитель монтажной организации в присутствии представителя заказчика. При этом необходимо проверить наличие узлов и деталей в соответствии с упаковочными листами, а также их сохранность. Обнаруженные дефекты должны быть отражены в акте приемки компрессора в монтаж. Комплектность узлов и качество изготовления компрессора и комплектующего оборудования окончательно проверяют в процессе ревизии, монтажа и испытаний.
До установки деталей и узлов компрессора на фундамент необходимо провести расконсервацию и ревизию:
цилиндров и штоков на отсутствие коррозии, рисок и забоин;
плотности баббитовой заливки подшипников;
чистоты канавок для масла в коренном валу;
прилегания клапанных пластин по плите;
предохранительных клапанов на герметичность;
пришабровки сальниковых колец по штокам и между собой;
141
чистоты и совпадения отверстий для подачи масла в сальниковых обоймах и стаканах между собой;
притирки крейцкопфных пальцев по гнездам;
чистоты просверленных отверстий для масла в корпусе крейцкопфа;
качества резьбы на анкерных болтах и шпильках для крепления цилиндров и фонарей;
прилегания опор цилиндров к плитам.
Рис. 99. Схема строповки основных узлов компрессора 50Т-130/200: а — рамы, б — блока цилидров, в--коленчатого вала, г — дифференциального поршня
Необходимо также проверить механическую часть электродвигателя: ступицу, шпоночные канавки, шпонки, стяжные кольца и др.
До начала монтажа компрессора в машинном зале должен быть смонтирован и сдан в эксплуатацию мостовой кран или другое подъемное устройство грузоподъемностью не менее 15 тс (масса вала с ротором электродвигателя).
Компрессор монтируют следующим образом.
До установки на фундамент раму компрессора необходимо проверить на плотность наливом керосина. Для этого ее устанавливают на шпальную выкладку так, чтобы можно было осмотреть поддон снизу. Продолжительность проверки—не менее 2 ч. Затем керосин сливают, а картер насухо вытирают тряпками.
Проверяют также прилегание вкладышей коренных подшипников к расточкам постелей на краску. Прилегание считается удовлет-
142
верительным при наличии 6 пятен касания на квадрате размером 25X25 мм.
Крышки подшипников должны плотно прилегать к направляющим выступам картера. В замок, образованный картером и крышкой подшипника, не должна проходить пластинка щупа толщиной 0,05 мм.
Раму устанавливают, опирая регулировочными отжимными винтами, на заранее подготовленные подкладки. Схема строповки рамы и других узлов компрессора приведена па рис. 99.
При проверке положения рамы на фундаменте должно быть установлено:
совмещение осей рамы с осями фундамента;
размер зазора между подошвой рамы и поверхностью фундамента. Величина зазора должна составлять 50—80 мм;
горизонтальность рамы в направлении осей вала и рядов.
Горизонтальность рамы контролируют валовыми уровнями с ценой деления 0,08—0,10 мм на 1 м.
Уровни устанавливают на крейцкопфные направляющие фонарей и контрольную линейку, уложенную на постели коренных подшипников. Отклонение от горизонтальности не должно превышать 0,1 мм на 1 м.
При монтаже цилиндров сначала закрепляют в пазах цилиндров /—II ступеней плиты качающихся опор. Стойки опор устанавливают на фундамент с упором регулировочными болтами в заранее уложенные полосы. Регулировочные болты должны быть ввернуты в стойку на 3—4 нитки.
Цилиндры вывешивают на крюке крана в горизонтальном положении и крепят к фонарям, при этом крепежные шпильки цилиндров заводят в отверстия фонарей осторожно, чтобы не повредить резьбу. После этого на шпильки навертывают гайки. Цилиндры остаются подвешенными на крюке крана до окончания установки качающихся опор. Опора должна быть вертикальная, что проверяется рамным уровнем. Допускается отклонение по уровню не более 0,5 мм на 1 м с уклоном в сторону рамы. Это позволяет компенсировать тепловое удлинение деталей компрессора при работе. Опора (пластинка) по всей длине должна прилегать к опорной и установочной плитам, а плиты — к пазам стойки и цилиндра. В зазоры не должна проходить пластина щупа толщиной 0,05 мм.
После присоединения цилиндров I—II и III ступеней к фонарям проверяют горизонтальность их рабочих поверхностей, уклон которых не должен отличаться от фактического уклона крейцкопфной направляющей фонаря соответствующего ряда более чем на 0,2 мм на 1 м.
Контрольную проверку соосности цилиндров и крейцкопфных направляющих фонаря производят по струне, натягиваемой вдоль оси ряда на специальных центровочных приспособлениях, которые позволяют перемещать струну вниз-вверх и влево-вправо.
Одно центровочное приспособление закрепляется на стойке, помещенной на фундаменте, другое крепится к фонарю второго ряда.
143
Расстояние между приспособлениями — 8 м. В стенке картера струна проходит через специальное отверстие.
Сущность электроакустического метода (рис. 100) для проверки соосности заключается в следующем. Электрическую цепь из источ-
Рис. 100. Схема электрической цепи при электроакустическом методе проверки соосности:
/ — струна, 2 — штихмас, 3 -- провод, 4 — наушники, 5 — батарея
Рис. 101. Диаграмма провисания струны
ника тока 5 и наушников 4 одним концом присоединяют к раме компрессора, другим к струне 1. В качестве источника тока применяют батарейку карманного фонаря. При выполнении замеров один конец штихмаса 2 устанавливают па обработанную поверхность рамы и подбирают такую его длину, при которой второй конец лег
144
ко касается струны в одной точке. В момент касания цепь замыкается и в наушниках слышится треск. Расстояние до струны считается замеренным правильно, если уменьшение длины штихмаса на 0,02 мм не дает контакта в цепи наушников.
Вследствие значительного (8 м) расстояния между центровочными приспособлениями струна имеет определенный прогиб (рис. 101). При проверке расположения цилиндров необходимо вносить поправки, учитывающие провисание струны.
С помощью центровочных приспособлений струну устанавливают по направляющим фонаря в сечениях I—I и II—II с заданными по диаграмме величинами провисаний. Струну устанавливают сначала в горизонтальной плоскости. При этом в обоих сечениях противоположные расстояния от центровочных приливов до струны должны быть одинаковыми, разность этих расстояний не должна превышать 0,02 мм.
Затем струну устанавливают в вертикальной плоскости. В сечении I—I провисание равно нулю, поэтому расстояния от струны до верхней и нижней направляющих должны быть одинаковыми с допуском 0,02 мм. В сечении II—II струна провисает на 0,11 мм, поэтому расстояние от струны до верхней направляющей должно быть на 0,22 мм больше, чем до нижней.
Струну устанавливают одновременно в заданные точки обоих сечений, так как при изменении положения струны в сечении I—I меняется ее положение в сечении II—II, и наоборот.
После установки струны по направляющим фонаря проверяют расположение цилиндров.
Допускаются следующие смещения осей цилиндров от осей крейцкопфных направляющих фонаря:
для цилиндров I—II ступени..................не более 0,15 мм
для цилиндров III ступени...................не более 0,10 мм
для цилиндров IV и V ступеней...............не более 0,05 мм
Сначала проверяют расположение цилиндров I, II и III ступеней, затем монтируют цилиндры IV и V ступеней и контролируют их расположение.
Первоначально в каждом сечении проверяют смещение оси цилиндра в горизонтальной плоскости. Величина смещения оси равна половине разности замеров штихмасом. Например, при замерах горизонтального смещения в сечении III—III цилиндра III ступени получены следующие результаты: 184, 75 мм — расстояние до рабочей поверхности с одной стороны струны, 184, 85 мм — с другой.
Смещение оси цилиндра в сечении III—III в горизонтальной плоскости будет равно
184,85— 184,75 п ----------— = 0,05 ММ.
2
Провисание струны в сечении III—III равно 0,09 мм. Внося поправку на провисание, необходимо к первому замеру прибавить, а из второго вычесть 0,09 мм (рис. 102). Расстояние от нижней точки рабочей поверхности цилиндра до оси направляющих будет рав
145
но 184,63 + 0,09=184,72 мм, от верхней точки до оси 184,97—0,09 = = 184,88 мм.
Смещение оси цилиндра в сечении III—III в вертикальной плоскости будет составлять
184,88 — 184,72 п по -----------1— = 0,08 мм.
2
аемая величина смещения
2
- / жшжжмМ
Зная величины смещений в горизонтальной и вертикальной плоскостях, вычисляем абсолютную величину смещения оси цилиндра относительно оси направляющих в сечении III—III как гипотенузу прямоугольного треугольника (рис. 103) : 0,052 + 0,082 = 0,09 мм.
1ля цилиндра III ступени 0,10 мм.
Следовательно, расположение цилиндра III ступени в сечении III—III удовлетворительно.
Так же проверяют смещение осей цилиндров в сечениях IV—IV, V—V, VI—VI и VII— VII. Если
1
184,37
184,63- 6
4
ш
Рис. 102. Подсчет смещения оси цилиндра в вертикальной плоскости:
/ — ось направляющих, 2— цилиндр III ступени, 3— ось цилиндра, 4 — струна, Л — смещение оси цилиндра в сечении III—III в вертикальной плоскости, Б — провисание струны в сечении
тельно выверяют по высоте нивелиром и по расположению оси в плане. Окончательная выверка производится по уложенному на
нижние вкладыши коленчатому валу.
Равномерное прилегание шеек вала по всей длине вкладышей основного коренного и выносного подшипников контролируют с помощью щупа, при этом пластина толщиной 0,05 мм не должна проходить в зазор между шейкой вала и вкладышем.
Для проверки горизонтальности коленчатого вала на основную коренную шейку укладывают валовый уровень. Допускается отклонение от горизонтальности не более 0,1 мм на 1 м. Положение вала регулируют винтами или подбивкой клиновых подкладок под выносным подшипником.
После закрепления выносного подшипника проверяют биение коренных и выносной шеек вала с помощью ин
несоосность цилиндра и крейцкопфных направляющих выше допускаемой, опиливают привалочную поверхность фонаря.
Выносной подшипник устанавливают на пакеты подкладок и предвари-
Рис. 103. Вычисление абсолютной величины смещения:
АО — абсолютная величина смещения, ОБ — величина смещения в горизонтальной плоскости, ОВ — величина смещения в вертикальной плоскости
1*6
дикаторов. Допускаемое биение основной коренной и выносной шеек— 0,05 мм, внешней коренной шейки — 0,08 мм. Кроме того, проверяют параллельность коренных и мотылевых шеек. Допускается непараллельность не более 0,2 мм на 1 м.
После этого проверяют перпендикулярность оси вала к осям рядов сначала по отношению к одному ряду, затем к другому. Моты-
левая шейка вала проверяемого ряда должна находиться под струной.
Для выполнения этой операции струну устанавливают по крейцкопфным направляющим фонаря в сечениях I—I и II—II.
Перпендикулярность осей вала и ряда проверяют, замеряя расстояния а и б (рис. 104) от струны до галтели мотыле-вой шейки при повороте вала в переднее и заднее положение на угол примерно 58°. Если размеры а и б отличаются не более чем на 0,02 мм, неперпен-дикулярность оси вала к оси ряда считается допустимой.
Устранение неперпендику-лярности, превышающей допускаемое значение, достигается при перемещении выносного подшипника перпендикулярно осп вала.
После выверки и закрепления выносного подшипника монтируют электродвигатель.
Монтаж начинают с установки на подкладки фундаментных плит статора. Между лапами статора и фундаментными ческие прокладки толщиной 4—6 статора в процессе эксплуатации.
Рис. 104. Проверка угла вала: /—коленчатый вал, 2 — струна*, а — замер штихмасом в левом положении вала, б —замер штихмасом в правом положении вала
плитами укладываются металли-мм для регулирования высоты Горизонтальность каждой плиты
проверяют уровнем в двух взаимно перпендикулярных направлениях. Допускаемое отклонение не должно превышать 0,Зло* на 1м.
Статор 4 (рис. 105) устанавливают на плиты при снятом коленчатом вале и сдвигают вдоль оси по направлению к выносному подшипнику до стенки статорной ямы примерно на 700 мм.
Одну половину ротора <3 закрепляют в статорной яме на трубах 2. Высота закрепленной половины должна быть отрегулирована таким образом, чтобы между ней и валом, уложенным в подшипники, был зазор 10—15 мм. После укладки коленчатого вала на него
147
устанавливают вторую половину ротора, которая соединяется с первой стяжными шпильками. Затягивают шпильки после установки ротора в проектное положение. На коленчатом валу ротор закрепляют тангенциальными шпонками. После этого в проектное положение перемещают статор и закрепляют его болтами к плитам.
Рис. 105. Сборка электродвигателя:
1 — деревянные брусья, 2 — трубы, 3 — половина ротора, 4 — статор, 5 — ось проектного положения электродвигателя
Проверка междужелезного пространства статора и ротора должна обеспечить равномерность зазоров по всей окружности. Так как в процессе работы компрессора баббит коренных подшипников уплотняется и срабатывается, что вызывает опускание ротора и уменьшение нижнего зазора, последний должен быть на 10% больше верхнего. Положение окончательно выверенного статора фиксируют путем установки контрольных шпилек в лапах и фундаментных плитах.
После подливки компрессора, когда бетонная смесь затвердеет и наберет проектную прочность (6—8 дней), приступают к монтажу механизма движения.
В первую очередь проверяют прилегание шеек вала к нижним частям вкладышей коренных и выносного подшипников. Прилегание считается удовлетворительным, если пятна касания расположены по всей рабочей поверхности вкладыша и на квадрате 25X25 мм имеется не менее 10 пятен. При недостаточном прилегании выполняют дополнительную пришабровку.
Затем проверяют прилегание боковых частей вкладышей обоих коренных подшипников к шейкам вала. Зазор регулируют набором прокладок между вкладышем и отъемной щекой.
143
Величину и равномерность зазора между шейками вала и верхними вкладышами подшипников проверяют с помощью свинцовых оттисков. Для этого снимают наборы прокладок под верхними вкладышами. Вместо них на боковые части вкладышей укладывают 4 свинцовых кубика размером 15X15X15 мм, которые прижимают уложенными сверху верхними вкладышами и крышками подшипника при затягивании гаек. Свинцовые оттиски замеряют микрометром и получают толщину наборов прокладок при нулевом диаметральном зазоре в подшипнике. Толщина набора равна полусумме толщин оттисков.
Толщина каждого набора прокладок складывается из величины, полученной по оттискам, и проектного верхнего зазора в подшипнике, которые должны быть в следующих пределах:
у обоих коренных подшипников ...............0,15—0,18 мм
у выносного подшипника......................0,10—0,15 мм
Толщина набора должна определяться как сумма толщин всех составляющих его прокладок. Между шейкой вала и прокладками, закрепленными к боковым вкладышам, должны быть зазоры не менее 0,3 мм.
Окончательно проверяют качество укладки коленчатого вала в подшипники, замеряя зазор в расхождении щек при повороте на 180° индикаторным приспособлением или штихмасом. Замеры производят после каждого поворота вала на 90°.
Разность противоположных замеров не должна быть более 0,05 мм. Расхождение щек на величину, превышающую допускаемую, свидетельствует о неправильной подгонке вкладышей внешнего коренного подшипника.
Для установки поршней снимают цилиндры IV и V ступеней. Дифференциальные поршни устанавливают в собранном виде со штоками. Шток дифференциального поршня соединяют с крейцкопфом муфтами, после чего щупом проверяют прилегание баббитовой подливки поршня к рабочим поверхностям цилиндров. Прилегание считается удовлетворительным, если пластина толщиной 0,05 мм не проходит между баббитовой поверхностью поршня и рабочей поверхностью цилиндра.
Нижний зазор между поверхностью поршня и цилиндром должен быть на 0,4—0,5 мм больше верхнего; боковые зазоры могут отличаться один от другого не более чем на 0,25 мм.
После монтажа дифференциальных поршней устанавливают цилиндры IV и V ступеней без крышек и проверяют зазоры между поршнями и рабочими поверхностями цилиндров.
При установке шатунов проверяют равномерность прилегания вкладышей шатунных подшипников к мотылевым шейкам, а также перпендикулярность продольной оси шатуна к оси мотылевой шейки вала.
Если величины осевых зазоров крейцкопфного подшипника шатуна в крайних положениях механизма движения (переднем и зад
149
нем) не изменяются более чем на 0,55 мм, неперпендикулярность находится в допускаемых пределах.
Шатун фиксируют мотылевым подшипником, поэтому величина суммарного осевого зазора этого подшипника для обоих торцов должна быть равна 0,20—0,45 мм. Величина суммарного осевого зазора крейцкопфного подшипника равна примерно 4 мм, по не менее 1 мм с одной стороны.
Диаметральный зазор мотылевого подшипника должен находиться в пределах 0,08—0,12 мм. Величину зазора определяют свинцовой пластиной, которую зажимают между шатуном и крышкой.
По окончании проверки прилегания вкладышей к мотылевой шейке и пальцу, а также величин зазоров шатуны снимают, подшипники разбирают, промывают, протирают и смазывают маслом. Мо-тылевые шейки и пальцы также протирают и смазывают маслом. Шатуны устанавливают на место, окончательно затягивая и стопоря резьбовые соединения.
Далее монтируют крышки цилиндров 6 и 1 IV и V ступеней и проверяют величины линейных вредных пространств 3 и 7 цилиндров (рис. 106). Замеры производят с помощью оттисков на свинцовых пластинах, скрученных в трубки диаметром 10 мм.
Рис. 106. Величины линейных вредных пространств цилиндров:
1 — цилиндр V ступени, 2 — цилиндр I ступени. 3 — линейные вредные пространства в крайнем переднем положении механизма движения, 4 —цилиндр II ступени, 5 — цилиндр III ступени, б — цилиндр IV ступени, 7 —линейные вредные пространства в крайнем заднем положении механизма движения
Трубки заводят в цилиндр через клапанные отверстия с обеих сторон поршня, после чего проворачивают вал компрессора с таким расчетом, чтобы поршень прошел измеряемое вредное пространство.
Учитывая тепловое удлинение деталей механизма движения, вредные пространства у задних крышек устанавливают больше, чем у передних.
Величину линейных вредных пространств регулируют, подбирая толщину дистанционных шайб, закладываемых в крейцкопфы у торцов штоков.
150
После этого устанавливают сальники. Все детали сальника смазывают цилиндровым маслом в соответствии с рекомендациями завода-изготовителя. Вращением вала крейцкопф отводится в крайнее переднее положение, а шток с поршнем — в крайнее заднее положение. Для набивки сальника шток отсоединяют от крейцкопфа.
Замыкающее и уплотняющее кольца сальника необходимо устанавливать без перекосов, в этом случае они заходят от небольшого усилия.
После сборки машины монтируют циркуляционную и цилиндровую системы смазки. После контрольной сборки маслопроводы разбирают и очищают от ржавчины и грязи, травят 10%-ным раствором серной или соляной кислоты с ингибиторной присадкой, затем нейтрализуют 15%-ным раствором каустической соды в течение 15 мин, промывают теплой водой и сушат горячим воздухом. После этого трубопроводы смазывают цилиндровым маслом и устанавливают на место.
Испытания и сдача компрессора в эксплуатацию. В помещении компрессорной должны быть уложены чистые полы, выполнены отделочные работы, смонтированы системы вентиляции, закончено испытание трубопроводов и аппаратов, входящих в комплект агрегатов. Камера всасывания должна быть очищена от грязи, пыли и ржавчины.
По агрегату компрессора должны быть выполнены следующие работы: закончена подводка электропитания, просушка изоляции обмоток электродвигателя, смонтированы и проверены все контрольно-измерительные приборы систем автоматического управления, регулирования и защиты, опробование систем маслосмазок, водяного охлаждения и канализации.
Перед пуском компрессора тщательно очищают масляные системы путем неоднократного прокачивания масла и очистки фильтров.
Выполняют холостую обкатку компрессора. При этом снимают клапанные крышки и извлекают клапаны.
При пуске компрессора сначала включают воду системы охлаждения и циркуляционную и цилиндровую системы смазки.
Коленчатый вал проворачивают с помощью валоповоротного механизма, входящего в комплект поставки компрессора, на 2—3 оборота, чтобы проверить отсутствие помех вращению, затем валопо-воротиый механизм выводят из зацепления с венцом ротора и фиксируют в этом положении.
При пуске компрессор сначала включают на мгновение, чтобы определить направление вращения ротора. Вал должен вращаться по часовой стрелке, если смотреть со стороны контактных колец. После этого компрессор включают на время, необходимое для выведения электродвигателя на синхронный режим, а затем выключают. При хорошей подгонке подшипников механизма движения с момента нажатия кнопки «стоп» до полной остановки ротора должно пройти не менее 45 сек. Затем выполняют ряд пусков и остановок компрессора на 2—3 мин, затем на 5 мин и на 10 мин, проверяют работу систем маслосмазки, нагрев подшипников и других трущихся соеди
151
нений, отсутствие стука в механизме движения. В случае обнаружения каких-либо отклонений компрессор останавливают для устранения дефектов. Затем его пускают на 15—20 мин и на 50—60 мин. При отсутствии каких-либо дефектов и прочистки масляных фильтров компрессор пускают на 10-часовую холостую обкатку.
Продувают коммуникации последовательно от 7 до V ступеней. При этом продувка всасывающего трубопровода производится от постороннего источника сжатого воздуха. Межступенчатые коммуникации продувают следующим образом. Устанавливают клапаны цилиндра данной ступени, с цилиндра следующей ступени снимают крышки клапанов, а в клапанные гнезда вставляют металлические заглушки для предотвращения загрязнения цилиндра выдуваемым пыльным воздухом. На коммуникациях и аппаратах данной ступени открывают продувочные и спускные вентили, и компрессор включают в работу. Трубопроводы обстукивают молотком массой 0,5 кг. Продолжительность продувки каждой ступени — около 2 ч. Чистоту воздуха проверяют следующим способом. Стекло размером 200Х Х200 мм смазывают маслом и помещают в струю воздуха при обстукивании трубы. Продувка продолжается до тех пор, пока воздух, выходящий из трубопровода, не будет оставлять на замасленном стекле грязь или ржавчину.
По окончании продувки всех коммуникаций снимают и промывают клапаны, проверяют состояние рабочих поверхностей цилиндров. При обнаружении рисок, задиров и т. п. необходимо вынуть поршень и зачистить рабочую поверхность цилиндра. Кроме того, устраняют обнаруженные дефекты, проверяют затяжку резьбовых соединений и контролируют масло, которое необходимо сменить при наличии в нем загрязнений.
После этого компрессор обкатывают под нагрузкой. При этом давление нагнетания повышают постепенно. Компрессор должен проработать на давлении 50 ати, после чего давление повышают до 100 ати, затем 150 и 200 ати.
На каждом из этапов компрессор должен проработать не менее 1 ч. Непрерывное испытание под нагрузкой при давлении 200 кгс1см2 производится в течение 48 ч.
После обкатки под нагрузкой вскрывают коренные, выносной и шатунные подшипники и снимают клапаны цилиндров для проверки приработки трущихся поверхностей. После устранения дефектов и сборки выполняют заключительную обкатку под номинальной нагрузкой в течение 8 ч и сдают компрессор в эксплуатацию.
§ 36. Монтаж центробежных компрессоров
Центробежные компрессоры малых и средних размеров поставляют на монтажную площадку в собранном виде, а крупногабаритные— блоками максимальной заводской готовности.
Крупные турбокомпрессорные агрегаты (рис. 107) обычно поставляют узлами: корпус турбокомпрессора с уложенным в него ротором 2, 4, редуктор 7, электродвигатель 10, межступенчатое обо-152
рудование, опорные плиты, анкерные болты, маслопроводы, контрольно-измерительные приборы.
После приемки фундаментов и оборудования приступают к монтажу агрегата.
Монтаж редуктора. Турбокомпрессорные агрегаты независимо от компоновки, т. е. количества корпусов машин и редукторов в одном агрегате, монтируют последовательно, начиная с редуктора, который выверяют и закрепляют на фундаменте в первую очередь и считают базой. У турбокомпрессорного агрегата с двумя редукторами за базу принимают редуктор, расположенный рядом с электродвигателем.
Редуктор, поступивший в собранном виде (опломбированный), устанавливают на фундамент на регулировочные винты или клиновые домкраты. В отверстия опорной части заводят анкерные болты, надевают анкерные плиты и завертывают гайки без затягивания. После этого натягивают одну струну 1 диаметром 0,3—0,5 мм по эси шестерни редуктора и ротора турбокомпрессора, а другую 2— по оси колеса и ротора электродвигателя (рис. 108). Оси должны быть параллельны. С натянутых струн опускают отвесы 5 таким образом, чтобы один из них совпадал с центром вала шестерни и с осевой насечкой на планке 8, заделанной в фундамент 6, второй — с центром вала колеса л с насечкой на план
153
ке, также заделанной в фундамент. Струну 4 натягивают вдоль проектной оси редуктора. Отвесы, опущенные с обеих сторон редуктора, должны пройти через продольную ось корпуса и совпасть с насечками, нанесенными на планках, заделанных в тело фундамента.
Рис. 108. Установка базового редуктора по осям:
/ — струна (ось турбокомпрессора), 2 — струна (ось электродвигателя), 3—редуктор, 4— струна (ось редуктора), 5 — отвес, 6 — фундамент, 7 — банка с маслом, 8 — планка с осевыми и высотными отметками
Смещение взаимно перпендикулярных осей редуктора относительно осей фундамента допускается только параллельное и не должно превышать ±10 мм. При окончательной выверке положения редуктора в первую очередь следует установить его относительно высотной проектной отметки. Проверка производится с помощью нивелира или замера расстояния от насечки на планке, заделанной в тело фундамента, до разъема корпуса редуктора. Допускаемое отклонение плоскости разъема редуктора относительно проектной отметки не должно превышать ±3 мм.
Горизонтальность редуктора проверяют брусковым уровнем, который устанавливают на обработанную площадку на крышке редуктора. Допускаемый уклон закрепленного редуктора в сторону турбокомпрессора или электродвигателя может быть не более одного деления уровня с ценой деления 0,1 мм на 1 м.
Горизонтальность редуктора в направлении, перпендикулярном осям его валов, контролируют таким же уровнем, установленным на строганой поверхности редуктора. Допускаемый уклон закреп
151
ленного редуктора в плоскости, перпендикулярной оси турбокомпрессора, может быть не более пяти делений на 1 м. Положение редуктора относительно высотной отметки п горизонтального положения регулируют с помощью клиньев или домкратов.
Чтобы в процессе затяжки гаек анкерных болтов корпус редуктора не деформировался, гайки затягивают равномерно и проверяют с помощью индикаторов, установленных у каждого болта. Неравномерность затяжки болтов будет видна по отклонению стрелок индикаторов, которое допускается не более чем па 0,03 мм. После затяжки гаек болтов пластина щупа толщиной 0,05 мм не должна проходить между подошвой редуктора и подкладками.
Монтаж корпуса. Установку корпуса турбокомпрессора начинают с ревизии фундаментных плит и корпусов подшипников. Корпус турбокомпрессора помещают на шпальную выкладку высотой 500 мм. При присоединении корпуса подшипника к опорной плите шпонку устанавливают в шпоночном пазу с натягом шпона не более 0,01 мм. В шпоночном пазу корпуса подшипника шпонка должна иметь зазор 0,04—0,05 мм. Плотность прилегания опорных плит к корпусам подшипника проверяют пластиной щупа толщиной 0,05 мм, которая не должна проходить в местах соединения.
После проверки опорной плиты и корпусов подшипников устанавливают корпус компрессора. При этом следует учесть расстояние между корпусом компрессора и редуктором, необходимое для получения проектного зазора между торцами зубчатых втулок соединительной муфты турбокомпрессора и редуктора. Размер зазора указывается в паспорте агрегата.
Отклонение корпуса от горизонтальности в направлении, перпендикулярном оси вала ротора, проверяют брусковым уровнем с ценой деления 0,1 мм на 1 м. Оно не должно превышать двух делений уровня.
Турбокомпрессор прицентровывают к редуктору по соединительным муфтам, чтобы проверить геометрические оси валов турбокомпрессора и редуктора.
Небрежная центровка может вызвать ряд осложнений при работе машины: излишние напряжения в соединительных муфтах, сильную вибрацию агрегата, заедания в лабиринтовых уплотнениях.
Правильное положение валов достигается при условии, если торцы зубчатых втулок муфт будут параллельны и концентричны в пределах монтажных допусков.
Соосность валов проверяют с помощью приспособления с индикаторами.
До начала центровки следует убедиться в том, что ротор турбокомпрессора и зубчатая пара редуктора могут вращаться незави-мо друг от друга.
Приспособление’для центровки закрепляют на полумуфтах. Производить замеры следует, когда муфты находятся в одном положении и при одновременном их повороте на 90, 180, 270 и 360°.
Центровка агрегата по полумуфтам считается удовлетворительной, если разность диаметрально противоположных замеров переко
155
са, а также параллельность смещения осей не превысит величин, указанных в табл. 10.
По окончании центровки и закрепления корпуса турбокомпрессора анкерными болтами также прицентровывают электродвигатель.
Выверенный агрегат подливают бетонной смесью. Когда бетон наберет 60% проектной прочности, можно приступать к монтажу других узлов турбоагрегата. В первую очередь монтируют масло-систему, в которую входят маслонасосы с маслосборником, фильтрами, холодильниками и трубная обвязка, а затем маслосистему автоматического регулирования и противопомпажного устройства.
После контрольной сборки все трубопроводы маркируют, разбирают и отправляют для протравки в 15—20 %-ном растворе серной или соляной кислоты в течение 8 ч. Чтобы предохранить трубы от разъедания кислотой, в раствор добавляют ингибиторную присадку из расчета 2,5—3 л на 1 м3 раствора. После удаления из труб кислоты их промывают 10%-ным раствором щелочи для нейтрализации, а затем горячей водой температурой 80—90° С. Подготовленные трубы смазывают внутри турбинным маслом и сразу устанавливают на место. Собранную маслосистему испытывают на рабочее давление маслом от маслонасоса.
Рис. 109. Установка подушек под холодильники: / — подушка, 2 —линейка, 3 — уровень
Монтаж междуступенчатого оборудования. У турбокомпрессорных установок в зависимости от технологического назначения проектом предусматриваются всасывающие фильтры (только у установок, работающих на воздухе), промежуточные и концевые холодильники, влагоотделители.
Устанавливают холодильники и соединяют их с компрессором с помощью воздуховодов в такой последовательности.
Сначала проверяют правильность установки опорных подушек 1 под холодильник (рис. 109). При укладке уровня 3 с ценой деления 0,1 мм на 1 м на брусок отклонение не должно превышать трех делений уровня.
После этого холодильник устанавливают в проектное положение и полностью заливают водой. Пружины между опорами 3 и лапами холодильника 1 заменяют отрезками труб 4, длина которых 156
Рис. ПО. Установка временных жестких опор под холодильник вместо пружин:
/ — холодильник, 2— место* прихватки электросваркой, 3 — постоянная опора, 4— временная опора (отрезок, трубы)
на 8 мм меньше высоты нагруженной пружины (рис. НО). Отрезки труб прихватывают электросваркой к опоре и лапе.
Монтируют патрубки 1 (рис. 111), соединяющие турбокомпрессор 2 с холодильником 3. Замеряют зазор между плоскостями фланцев турбокомпрессора и верхними фланцами патрубков, который должен быть одинаковым при замере в четырех диаметрально противоположных точках. Допускаемая разность в замерах не должна превышать 1 мм. Между фланцами закладывают прокладки и. поочередно убирают временные патрубки, заменяя их пружинами, после чего устанавливают болты на фланцевые соединения и затягивают гайки.
После установки патрубков между турбокомпрессором и холодильником необходимо проверить центровку агрегата по полумуфтам.
Испытания турбокомпрессорных агрегатов. Смонтированный компрессор вместе с комплектующим оборудованием, трубопроводами, контрольно-измерительными приборами и системами регулирования и защиты испытывают, чтобы про
верить правильность монтажа, а также отрегулировать работу всех узлов агрегата.
До начала испытаний тщательно проверяют отсутствие во всей системе загрязнений, пыли, следов коррозии.
К началу испытаний необходимо полностью закончить монтаж системы энергоснабжения и испытать ее.
При подготовке агрегата к пуску приводят в готовность циркуляционную систему маслосмазки, проверяют состояние подшипников и др.
Маслосистему необходимо промыть маслом, прокачав его от пускового мас-лонасоса. Для этого отсоединяют нагнетательные и отводящие трубки маслопровода от подшипников и соединяют их между собой резиновыми шлангами. Прокачку масла выполняют до тех пор, пока из трубы, сбрасывающей масло в бак, не будет поступать масло без посторонних включений (определяют лабораторным анализом).
По окончании промывки трубки мас-лосистемы присоединяют к подшипникам агрегата.
Рис. 111. Установка па-трубка между компрессором и холодильником:
I — патрубок, 2 — турбоком-прессор, 3 — холодильник
157
До начала обкатки компрессора в течение 2 ч обкатывают электродвигатель при разъединенной муфте. Температура подшипников электродвигателя за это время не должна подняться выше 65° С.
Соединив муфты электродвигателя и редуктора, а также редуктора и компрессора, приступают к обкатке агрегата.
Сначала включают пусковой насос маслосистемы и по манометрам проверяют прохождение масла к подшипникам. Задвижка на нагнетательном трубопроводе должна быть открыта, а на всасывающем закрыта. Воздух из нагнетательной линии в период испытания следует сбрасывать с атмосферу.
После включения основного электродвигателя нужно выключить пусковой маслонасос. Если при этом манометры не покажут падение давления масла, следовательно, основной маслонасос работает нормально.
Когда турбокомпрессор наберет полное число оборотов, постепенно открывают задвижку на всасывающей линии. При нормальной работе агрегата температура всех подшипников не должна быть выше 65°С. Вибрация подшипников не должна превышать следующих величии:
Скорость вращения ротора, об/мин, ... до 900 1200 1500 1800 2400 3000 3600 5000 7200 и более
Допускаемые величины амплитуд вибрации, мм......... 0,25 0,2 0,12 0,11 0,06 0,04 0,03 0,02 0,01
Если агрегат работает нормально, то его непрерывное испытание продолжают в течение 24 ч.
Испытываемый агрегат останавливают в следующем порядке: снижают нагрузку на турбокомпрессоре, прикрыв дроссельную заслонку на всасывающем трубопроводе;
выключают основной электродвигатель и одновременно включают вспомогательный маслонасос;
полностью закрывают задвижку на всысывающей линии;
останавливают подачу воды на охлаждение воздуха и масла;
выключают вспомогательный маслонасос через 30 мин после остановки ротора компрессора.
Остановленный агрегат осматривают, вскрывают подшипники, масляные фильтры, люки редуктора. В необходимых случаях проверяют зазоры сопрягаемых узлов.
После устранения обнаруженных неисправностей агрегат подвергают контрольным испытаниям в течение 8 ч, а затем сдают в эксплуатацию.
Правила техники безопасности при монтаже компрессора. При сборке компрессорных агрегатов узлы и детали оборудования нужно размещать таким образом, чтобы не создавать перегрузки междуэтажных перекрытий. Узлы и детали должны лежать так, чтобы
158
исключалась возможность их падения, произвольного переворачивания, смещения центра тяжести, скольжения по наклонной плоскости.
Компрессорные агрегаты собирают так, чтобы исключить работу монтажников на разных отметках по одной вертикали.
Узлы и детали компрессоров стропят только с помощью инвентарных стропов, имеющих бирки с указанием грузоподъемности и даты испытания. Не разрешается стропить длинномерные узлы и детали одним стропом за середину для подъема в горизонтальном положении. Такие узлы и детали стропят с помощью не менее двух стропов или с применением специальных траверс.
Исправность монтажного и измерительного инструмента необходимо проверить до начала монтажа.
Пользоваться неисправным инструментом запрещается.
До начала работ следует ежедневно проверять исправность электроинструментов. Рабочие, пользующиеся электроинструментом, должны обеспечиваться диэлектрическими резиновыми перчатками и галошами или ковриками.
До начала обкатки компрессора необходимо проверить затяжку фундаментных болтов, состояние изоляции и заземления электрической части оборудования, наличие и исправность ограждений у движущихся частей, наличие и состояние контрольно-измерительных приборов.
Все люки и проемы в зоне испытания компрессора должны быть закрыты или надежно ограждены, посторонние предметы убраны. Присутствие посторонних лиц в зоне испытания не допускается. При запуске компрессора давление в системе следует увеличивать постепенно и равномерно, постоянно контролируя показания приборов и работу компрессора.
Гайки фланцевых соединений трубопроводов нельзя дотягивать в процессе испытания компрессора под нагрузкой.
ГЛАВА X
МОНТАЖ ОБОРУДОВАНИЯ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
§ 37. Конструкции теплообменных аппаратов
В химической и нефтехимической промышленности теплообменные аппараты составляют 30—40% от общего количества оборудования. В зависимости от назначения теплообменные аппараты подразделяют на холодильники, подогреватели, кипятильники и конденсаторы.
По способу передачи тепла от одной среды к другой теплообменные аппараты делят на поверхностные и смешения. В поверхностных теплообменных аппаратах среды, участвующие в теплообмене, разделены стенкой из теплопроводного материала, в теплообменных аппаратах смешения среды перемешиваются.
15»
Поверхностные теплообменники. По способам компоновки теплообменных поверхностей различают следующие конструкции теплообменных аппаратов: кожухотрубные, типа «труба в трубе», оросительные, спиральные, пластинчатые, погружные, воздушного охлаждения.
Кожухотрубчатые теплообменники бывают четырех типов (рис. 112):
TH с жестким кожухом и неподвижными трубными решетками (рис. 112, а);
ТЛ с линзовым компенсатором на кожухе и неподвижными трубными решетками (рис. 112, б);
ТП с жестким кожухом и плавающей головкой (рис. 112, в);
ТУ с жестким кожухом и U-образными трубками (рис. 112, г).
Теплообменник TH состоит из цилиндрического кожуха /, трубного пучка 2 и крышек 3. На кожухе и крышках теплообменника расположены штуцера 4. Одна из сред, участвующих в теплообмене, движется по трубкам, другая — по межтрубному пространству.
Теплообменники могут быть одноходовые, т. е. среда, движущаяся по трубкам, проходит теплообменник за один проход. Скорость движения среды невелика, и чтобы ее увеличить, теплообменники делают двух-, четырех-, шести- и двенадцатиходовыми. При одинаковом количестве среды скорость ее движения возрастает в зависимости от числа ходов, что приводит к более интенсивному теплообмену. Поэтому многоходовые теплообменники более эффективны, чем одноходовые.
Теплообменники с жестким кожухом и неподвижными трубными решетками применяют при разности температур между двумя средами не более 50° С. При большей разности температур в конструкции теплообменника вследствие температурных деформаций возникают значительные напряжения, которые могут привести к нарушению соединения труб с решетками или к разрыву кожуха.
Если разность температур более 50° С, применяют теплообменники типа ТЛ, в которых температурные напряжения компенсируются линзовым компенсатором (рис. 113), установленным на кожухе. Наружный диаметр линзы 1 обычно больше наружного диаметра кожуха на 250 мм. Компенсаторы состоят из одной или нескольких линз. Одна линза в типовых теплообменниках допускает растяжение или сжатие кожуха до 8 мм.
Часто при разности температур сред свыше 50° С применяют теплообменники с плавающей головкой, которые также компенсируют тепловые напряжения в трубах и корпусе.
У теплообменников этого типа трубные пучки соединяют с кожухом только у одного конца, в то время как другой конец не имеет жесткого соединения с корпусом. Благодаря этому кожух и трубы
Рис. 112. Кожухотрубчатые теплообмечники:
а — с жестким кожухом и неподвижными трубными решетками, б — с линзовым компенсатором на кожухе и неподвижными трубными решетками, в — с жестким кожухом и плавающей головкой, г —с жестким кожухом и П'Образными трубками; I —кожух, 2 —трубный пучок, 3 — крышка, 4 — штуцера, 5 —трубные решетки
6— 108
161
Рис, 113. Линзовый компенсатор:
теплообменника могут расширяться независимо друг от друга. Одна из трубных решеток как бы плавает внутри кожуха, не будучи жестко с ним соединена.
Конструкция плавающей головки с фланцевой скобой приведена на рис. 114. В подвижной решетке 1 развальцовываются концы труб. Трубное пространство отделяется от межтрубного внутренней крышкой, которая крепится к решетке с помощью разрезной фланцевой скобы 5, нажимных винтов 4 и прокладки 2.
В теплообменниках с U-образными трубками обеспечивается свободное удлинение трубок, но в отличие от теплообменников с плавающей головкой в них нет разъемных соединений внутри кожуха.
Теплообменники «труба в трубе» (рис. 115) являются разновидностью кожухотрубчатых теплообменников и состоят из двух труб разного диаметра D и d, вставленных одна в другую. Одна из сред течет по внутренней трубе, другая — по кольцевому пространству между трубами. При больших расходах теплоносителя теплообменники типа «труба в трубе» компонируют в секции, где отдельные элементы собирают последовательно, а секции включают в технологическую цепочку параллельно.
На ряде химических производств широкое распространение получили оросительные теплообменники (рис. 116), которые служат в основном для охлаждения жидкостей и газов. Оросительный теплообменник представляет собой ряд труб, расположенных одна над другой н соединенных калачами 3. Над верхней трубой находится желоб 2, в который подается охлаждающая жидкость. Равномерно переливаясь через стенки желоба, жидкость попадает на верхнюю трубу, с нее стекает на нижележащую трубу и т. д., пока не поступит в поддон 5, откуда отводится в канализацию или для охлаждения па градирне и повторного использования.
В ряде производств, главным образом при производстве кислот, оросительные теплообменники делают из графитопласта АТМ-1 или стекла, обладающего высокой коррозионной стойкостью.
zrc__i
Рис. 114. Плавающая головка:
/ — подвижная решетка, 2— металлическая прокладка, 3 — внутренняя крышка, 4—нажимной винт, .5—фланцевая скоба
162
Рис. 115. Секционный
теплообменник «труба в трубе»
6*
Высокой эффективностью обладают спиральные теплообменники (рис. 117), состоящие из двух спиралей 1 и 2, входящих одна в другую и образующих два канала. Оба канала начинаются в центре и заканчиваются на периферии. В центре каналы разде-
| Вода
Рис. 116, Оросительный теплообмен-пик:
/ — труба, 2 — желоб, 3 — калач, 4 — рама, 5 — поддон
гами и неподвижной и подвижной парата.
лены перегородкой 3. Боковые стенки каналов образуют торцовые крышки 4 и 6, скрепленные болтами с наружным витком спирали через фланец.
Расстояние между спиралями фиксируется с помощью дистанционных бобышек, приваренных к внутренним поверхностям крышек. Жидкости, между которыми происходит теплообмен, поступают противотоком в штуцера 5 и 7 и выходят через штуцера 8 и 9.
Пластинчатые теплообменник состоят из набора штампованных пластин толщиной 1 мм, установленных между верхней и нижней штан-плитами, образующими раму ап-
Рис. 117. Спиральный теплообменник:
/ — первая спираль, 2— вторая спираль, 3 — перегородка, 4, 6 — торцовые крышки, 5, 1, 8, 9 — штуцера
Между пластинами образуются извилистые щелевые каналы. Схема движения потоков в пластинчатом теплообменнике представлена на рис. 118.
164
Погружные теплообменники применяют в тех случаях, когда по тем или иным причинам нельзя нагревать корпус аппарата. Простейшей конструкцией погружного теплообменника яв-
Рис. 118. Схема движения потоков в пластинчатом теплообменнике
ляется змеевик, установленный внутри аппарата. В нефтехимической промышленности в качестве погружных теплообменников применяют подогреватели, вмонтированные в аппарат (рис. 119).
Рис. 119. Аппарат с паровым подогревателем:
/ — корпус, 2—трубный пучок, 3 — штуцер для выхода пара, 4 — штуцер для входа обогревающего пара, 5 — штуцер для выхода конденсата, 6 — штуцер для входа нагреваемой жидкости, 7 —опора, 8 — штуцер для выхода нагретой жидкости, 4 — перегородка
В корпус 1 аппарата устанавливают трубный пучок 2. Пар входит в трубный пучок через штуцер 4, а через штуцер 5 отводится конденсат. Нагретая жидкость выходит через штуцер 8.
Теплообменники смешения. Теплообменники смешения используют в том случае, когда смешение двух сред или потоков допусти-165
мо. Наиболее часто принцип смешения потоков используют для нагрева жидкостей путем непосредственного введения в нее, например, водяного пара, который подается в жидкость через барботер, т. е. трубу, уложенную горизонтально па дне аппарата и имеющую отверстия для выхода пара. Поднимающиеся в жидкости пузырьки
влажный возддх
Рис. 120. Капельная градирня:
1 — водораспределительное устройство, 2 — решетка оросителя
пара интенсивно перемешивают ее и, конденсируясь, передают жид-кости свое тепло. Поэтому столб жидкости должен быть достаточно высок, чтобы пузырьки при подъеме могли сконденсироваться.
Более сложным типом теплообменника смешения являются градирни, используемые в качестве водоохлаждающих устройств.
На рис. 120 показана капельная градирня, в которой вода стекает в виде капель. Вода, подлежащая охлаждению, с помощью водораспределительного устройства 1 лоткового типа равномерно орошает верхнюю часть решетки оросителя 2. В оросителе вода движется вниз, а навстречу ей поднимается поток воздуха, созданный
166
за счет разности плотностей более холодного и сухого наружного воздуха и нагретого и увлажненного воздуха на верху башни. Для создания достаточной тяги высоту градирни в зависимости от производительности делают от 15 до 100 м. Воздушный поток создает условия для частичного испарения воды. При испарении вода отдает воздуху тепло и охлаждается.
Рис. 121. Выпарные аппараты:
а — с соосной греющей камерой, б — с выносной греющей камерой и принудительной циркуляцией; 1—греющая камера, 2—паровая камера, <3 — циркуляционная труба, 4 — насос
Для уменьшения высоты градирни и интенсификации ее работы устанавливают мощные осевые вентиляторы, которые просасывают воздух через решетку оросителя.
Конденсаторами называют аппараты, предназначенные для сжижения паров воды или других жидкостей, не представляющих ценностей. По способу действия конденсаторы бывают мокрые и сухие.
Выпарные аппараты. Выпаривание применяют для концентриро-
167
вания растворов путем частичного испарения растворителя. В качестве теплоносителя в выпарных установках служит пар.
Конструкции выпарных аппаратов многообразны, но наибольшее распространение получили аппараты с соосной греющей камерой (рис. 121, а) и выносной греющей камерой (рис. 121, б).
Выпарные аппараты могут быть с естественной или принудительной циркуляцией.
Раствор поступает в паровую камеру 2 верхней части аппарата, где частично испаряется вода. Пар отводится через верхнюю часть аппарата. Далее раствор поступает по циркуляционной трубе 3 под действием силы тяжести или с помощью насоса 4 в греющую камеру 1 и затем в паровую камеру 2, где вновь происходит испарение.
Концентрированный раствор отводится через штуцер, расположенный внизу аппарата.
§ 38. Конструкции печей
Для обжига, прокаливания и разложения исходных и промежуточных продуктов, а также отходов широко применяют печи различных конструкций и размеров.
Рис. 122. Барабанная вращающаяся печь:
/ — фундамент, 2 — электродвигатель, 3 — редуктор, -/—ведущая шестерня, 5 — вен-цовая шестерня, 6 —упорный ролик, 7 — корпус печи, 8 — опорный ролик, 5 —бандаж, 10 — форсунка
Барабанная вращающаяся печь (рис. 122) представляет собой стальной цилиндрический корпус 7, футерованный изнутри огнеупорными материалами. Исходный материал подается в печь через течку. На кожух печи надеты бандажи 9, посредством которых он опирается на опорные ролики 8 и приводится во вращение.
Печь приводится во вращение от электродвигателя 2 через редуктор 3 и ведущую шестерню 4, которая входит в зацепление с веп-цовой шестерней 5, закрепленной на корпусе. Чтобы материал внутри печи при ее вращении перемещался, печь устанавливают на фундаментах 1 под углом 2—4% к горизонту. Жидкое топливо подается в печь через форсунку 10.
При обработке спекающихся материалов внутри корпуса образуется корка присохшего материала, для сдирания которой навешиваются цепи.
16В
Вращающиеся барабанные печи обычно работают под небольшим разрежением (до 25 мм вод. ст.), которое предупреждает выброс вредных и запыленных газов в атмосферу. В связи с этим между вращающимся барабаном и неподвижной камерой или концевой головкой печи устраивают надежное уплотнение зазора, препятствующее подсосу воздуха в аппарат.
Рис. 123. Трубчатая печь:
1— форсунка, 2— трубы бокового экрана радиантной камеры, <4 —кладка печи, 4— каркас, 5 — труба потолочного экрана радиантной камеры, 6 — подвесной свод, 7 — кровля, 8— подвески свода, 9— подвески труб, 10— трубы конвекционной камеры, // — трубная решетка, /2 — дымоход, 13 — дымовая труба, 14— трубы подового экрана радиантной камеры
Трубчатые печи (рис. 123) служат для нагревания, испарения или разложения жидких и газообразных веществ. Трубчатая печь представляет собой металлический каркас, выложенный огнеупорными материалами и разделенный перегородками на радиантную и конвекционную камеры, через которые проходят горизонтально расположенные трубчатые змеевики.
Печь работает следующим образом. Сырье поступает в трубы 10 конвекционной камеры, затем в трубы 2, 5, 14 радиантной камеры. В радиантную камеру с помощью форсунок 1 подается топливо, при сжигании которого трубы радиантной камеры нагреваются. Образующиеся дымовые газы, пройдя над перегородкой, поступают в конвекционную камеру, откуда, отдав часть тепла конвекционным трубам, через дымоход 12 и дымовую трубу 13 выбрасываются в атмосферу.
Трубчатые печи разделяют:
по способу облучения труб — на печи с односторонним или двусторонним облучением;
169
по числу потоков сырья — на однопоточные или двухпоточные;
по количеству радиантных камер — на одно-, двух- и многокамерные;
по конфигурации — па односкатные, шатровые и цилиндрические.
В нефтехимической промышленности широко применяют трубчатые печи двустороннего облучения с излучающими стенками (рис. 124).
Боковые стенки радиантной камеры печи составлены из безпла-мениых панельных горелок 2, представляющих собой сплошную излучающую поверхность, что позволяет равномерно и эффективно нагревать трубы 1. Печи компактны и экономичны.
В трубчатых печах применяют бесшовные трубы диаметром 102, 127 и 152 мм. Материал труб выбирают в зависимости от температуры процесса и коррозионных свойств среды. При температурах до 400° С и переработке среды, не обладающей коррозионными средствами, используют трубы из стали 20 при той же температуре, но при переработке сернистых соединений — из хромистой стали Х5, а если эта среда нагревается до температуры 450—600° С, то из стали Х5ВФ. Для высокотемпературных процессов, проходящих при 650—850° С, применяют трубы из сталей Х23Н18 или Х18Н10Т.
Так как при работе печи внутри труб отлагается кокс, который периодически необходимо удалять, трубы в змеевиках связывают посредством специальных печных двойников, позволяющих соединять трубы в змеевики, осматривать и очищать их. Трубы крепят к двойникам развальцовкой.
Концы труб с двойниками находятся в специальных отсеках печей, так называемых двойниковых камерах, и работают в более благоприятных условиях, чем трубы. Двойники, работающие при температурах 650—850° С, изготовляют из стали 30ХМА.
Трубные подвески предназначены для поддержания радиантных труб. Их изготовляют из высоколегированной жаропрочной стали Х23Н13, которая может работать при температуре до 1000° С.
Печи обмуровывают огнеупорным (шамотным) фасонным кирпичом.
Для обжига в «кипящем с л о ее> служит печь, показанная па (рис. 125). Она применяется в сернокислотном производстве и предназначена для обжига колчедана.
Кипящий слой образуется следующим образом. Тонкоизмель-чсппый колчедан с размером частиц 2—8 мм помещают на решетку, через которую снизу вверх подают воздух. Так как воздух подают с определенной скоростью, над решеткой печи образуется подвижный полувзвешенный, так называемый «кипящий», слой колчедана.
Рис. 124. Трубчатая печь двустороннего облучения с излучающими стенками:
1 — радиштныс трубы, 2 — панельные горелки, <3 — трубы конвекционной камеры, 4 — дымовая труба
171
Вследствие тесного соприкосновения колчедана с воздухом сера в кипящем слое выгорает очень быстро.
Печь для обжига колчедана в кипящем слое представляет собой вертикальный цилиндрический аппарат, футерованный огнеупорным кирпичом. Верхняя часть печи несколько расширена. Масса печи без футеровки — 47 т.
В нижней части печи расположен под 5 из жароупорного бетона с большим количеством дутьевых сопел, снабженных колпачками.
Рис. 125. Печь для обжига колчедана в «кипящем слое»: / — взрывная мембрана, 2 — фурмы для подачи вторичного воздуха, 3 — газовая горелка. 4 — холодильник, 5 —под печи. 6 — решетка, 7 — штуцер для входа воздуха, 8 — распределительная камера, 9 — разгрузочное отверстие, /3 —выносная камера, 11 — загрузочное окно, 12 — футеровка
172
Чере i сопла в зону «кипящего слоя» поступает воздух. Выше зоны «кипящего слоя» через фурмы 2 можно подавать вторичный воздух для дожигания мелких частиц колчедана, уносимых газом. Колчедан поступает в печь через штуцер 7, находящийся в верхней части выносной камеры 10.
В зоне «кипящего слоя» расположены водяные холодильники 4. В нижней части выносной камеры печи имеется разгрузочное отверстие 9, через которое удаляют огарки колчедана. Поперек разгрузочного отверстия установлены трубы, по которым движется воздух, поступающий на дутье. Подогретый воздух подают через штуцер 7, распределительную камеру 8 и решетку 6 к дутьевым соплам. Для разогрева печи при пуске служат газовые горелки 3. В верхней части печи расположена взрывная мембрана 1.
§ 39. Монтаж теплообменных и выпарных аппаратов
Монтаж теплообменных и выпарных аппаратов должен, как правило, производиться в максимально собранном виде с установленными узлами трубопроводов и металлоконструкциями каркасов. До установки в проектное положение аппараты подвергают гидравлическому испытанию на прочность.
При этом отдельно испытывают межтрубное (при снятых крышках) и трубное пространство.
Аппараты устанавливают в проектное положение на фундамент или другое основание с помощью монтажных кранов или других грузоподъемных механизмов (рис. 126).
При выверке теплообменных и выпарных аппаратов отклонения от проектных осей и отметок, а также по горизонтали и вертикали составляют:
Рис. 126. Монтаж теплообменника высокого давления с помощью самоходного гусеничного крана
главных осей аппарата в плане...................... +10 мм
фактической высотной отметки установленного
аппарата............................................. +10 мм
173
оси вертикального аппарата от вертикальности 3 мм на 1 м, но не более 35 мм
оси вертикального выпарного аппарата принудительной циркуляции от вертикальности...........0,3 мм па 1 М
горизонтального теплообменного аппарата (сек-
ции, звена) от горизонтальности или заданного положения (уклона)............................. 0,5 мм на 1м
привода-насоса вертикального выпарного аппа-
рата принудительной циркуляции от горизонтальности ......................................... 0,3 мм на 1м
При выверке каркаса (опорных металлоконструкций, аппарата на фундаменте или других основаниях) отклонения от проектных размеров, а также горизонтальности не должны превышать:
между осями опорных стоек...................
оси опорной стойки от вертикали ............
плоскостей кронштейнов опорных стоек, несущих трубы или секции, от расположения в одной горизонтальной плоскости, не более ...........
+ 3 мм
1 мм на 1 м, но не более 3 мм
2 мм
Правильность установки аппаратов и каркасов (опорных металлоконструкций) на фундаменте или другом основании выверяют: вертикальных аппаратов — с помощью тахеометрического теодолита по двум образующим, сдвинутым в плане одна относительно другой на 90°;
горизонтальных аппаратов, секций — гидростатическим или брусковым уровнем и контрольной линейкой;
осей опорных стоек каркасов — отвесом;
отклонение плоскостей кронштейнов опорных стоек, несущих трубы или секции, от расположения в одной горизонтальной плоскости — по натянутой струне;
отклонение от горизонтальности привода вентилятора аппарата с воздушным охлаждением, привода насоса выпарного аппарата с принудительной циркуляцией — брусковым уровнем.
Кожухотрубчатые теплообменники. При монтаже кожухотрубчатых теплообменников необходимо обращать особое внимание на прилегание лап аппаратов к опорным конструкциям. Скользящие опоры горизонтальных теплообменников смазывают при монтаже графитовой смазкой. Болты в скользящей лапе 1 (рис. 127) должны иметь зазор в овальном отверстии опоры 3 в направлении температурного удлинения аппарата, а гайки не должны быть затянуты.
Пластинчатые теплообменники. При установке теплообменника на фундамент под винты опорной стойки должны быть уложены стальные подкладки.
При сборке пластины аппарата затягивают до предельно допускаемого размера. При обнаружении во время гидравлического ис-пьг'ания течи прокладки между пластинами следует заменить.
Шкалы для контроля степени сжатия прокладок нужно устанав
174
соответствовать треоованиям
Рис. 127. Сборка скользящей опоры горизонтального теплообменника:
/ — скользящая лапа, 2 — болт, 3 — опора
ливать после гидравлического испытания аппарата. Положение указателей должно соответствовать нулевому давлению шкалы при рабочем давлении в аппарате. Предельную степень зажатия прокладок необходимо отметить рисками на обеих шкалах.
Теплообменники с воздушным охлаждением. При установке колеса вентилятора должен быть выдержан равномерный радиальный зазор в пределах допускаемых размеров.
При монтаже секций крепление секций теплообменника к опорным металлоконструкциям дс чертежей завода-изготовителя.
При центровке привода необходимо соблюдать следующие требования:
промежуточный вал должен прицентровываться к редуктору, выверенному, закрепленному и заштифтованному на фундаментной плите (раме);
электродвигатель нужно прицентровывать к промежуточному валу, выверенному, закрепленному и заштифтоваиному на фундаментной плите (раме) ;
привод следует центрировать по соединительным полумуфтам валов;
центровка должна выполняться в два приема: предварительная с помощью линейки и щупа до подливки бетонной смесью фундаментной плиты и окончательная с помощью специальной скобы, установленной на полумуфте, и щупом или индикатором после подливки бетонной смесью фундаментной плиты и окончательной затяжки фундаментных болтов.
При центровке валов замеры нужно производить в четырех положениях при совместном повороте полумуфт на 90° (для определения величин перекоса и параллельного смещения осей). Центровка привода считается правильной, если разность диаметрально противоположных размеров перекоса и параллельного смещения осей не превышает 0,06 мм (при диаметре муфты 250 мм).
Теплообменники графитовые и из графитопласта АТМ-1. Аппараты нужно транспортировать к месту монтажа только в рабочем положении. Стропят аппараты за рым-болты. Поднимать их следует без рывков. При сборке, установке и монтаже аппаратов необходимо защитить графитовую часть (детали и узлы) от ударов. Присоединяемые к аппарату трубопроводы должны иметь собственные опоры, исключающие натяг и перекосы.
Болты на присоединительных фланцах аппаратов с графитовыми патрубками и штуцерами необходимо затягивать осторожно и равномерно, без рычагов, создающих дополнительные усилия, а гайки на стягивающих шпильках — равномерно по всему периметру, не
175
допуская перекосов крышки. Риски на верхней трубной доске и верхней крышке необходимо совместить.
При монтаже трубчатых оросительных аппаратов из графито-пласта АТМ-1 необходимо соблюдать следующие требования:
собирать звенья и распаковывать элементы секций нужно на месте монтажа. Звенья стропят мягкими захватами только за середину труб;
звенья следует собирать на подставках, обеспечивающих параллельность привалочных поверхностей угольников.
Звенья на каркасе необходимо монтировать снизу вверх. При этом трубы нужно изолировать от металлического каркаса резиновыми прокладками толщиной 3—4 мм.
§ 40. Монтаж печей
Монтаж вращающихся барабанных печей. Барабанные печи по
ступают на монтажную площадку в виде отдельных узлов и деталей, масса которых достигает 60 т.
Поэтому монтировать такие печи необходимо по заранее разработанному проекту производства работ.
При монтаже вращающихся барабанных печей соблюдают такую последовательность работ: установка и выверка плит под опорные ролики, опорных роликов, обечаек с надетыми бандажами, на-
чиная с холодного конца к горячему, затем упорных роликов, зубчатого венца, редуктора и ведущей шестерни и, наконец, вспомогательного оборудования на холодном и горячем концах печи.
Рис. 128. Выверка установки роликов:
а— расположение фундаментов, б — выверка положения опорных роликов; 1 — плашка для фиксации монтажных осей, 2 — струна, 3 — фундамент, 4 — ролик для проволоки, 5 — груз для натяжения проволоки
Механизмы для монтажа печи выбирают в зависимости от ее габаритов и массы самого тяжелого узла. Обычно печи монтируют с помощью самоходных стреловых кранов грузоподъемностью до 40 тс, реже козловых кранов грузоподъемностью 60 тс.
Опорные ролики устанавливают и выверяют после того, как под-ливочный слой наберет прочность 60% от проектной. Для выверки роликов натягивают осевую струну 2 из проволоки диаметром 0,5— 1 мм (рис. 128, а). В качестве измерительного инструмента при вы-176
верке применяют штихмас. Допускаемое смещение роликов относительно оси (а, и ао.) не должно превышать ±2 мм (128, б).
Положение роликов по высоте проверяют с помощью нивелира. Так как печь имеет уклон 3—4°, то рейки при нивелировании нужно устанавливать у всех роликов на одно и то же место. Правильность уклона ролика проверяют по уровню.
От точности установки роликов зависят усилия и напряжения, возникающие в корпусе печи в процессе эксплуатации. Ролики не должны иметь перекосов, которые могут вызвать смещение печи вдоль оси к холодному или горячему концу в зависимости от направления перекоса.
Рис. 129. Схема насадки бандажа барабанной печи: а — установка дополнительной опоры, б — рабочее положение бандажа; / — основная опора, 2 — дополнительная опора
Корпус печи собирают путем последовательного наращивания обечаек или предварительного укрупнения 2—3 обечаек в монтажные блоки, масса которых зависит от наличия грузоподъемных средств. Обечайки собирают в блоки и сваривают на роликовом стенде с приводом для вращения обечаек в процессе сварки.
Стыковку обечайки перед сваркой проверяют на соосность и отсутствие эксцентриситета с помощью струны, натянутой внутри собранного блока, и микрометрического штихмаса. Допускаемые отклонения не должны превышать ±5 мм.
При установке отдельных блоков в проектное положение их стыкуют и выверяют так же, как и отдельные обечайки при сборке в блоки.
До установки блока в проектное положение на него должен быть надет бандаж (рис. 129, а). Перед установкой бандажа все посадочные места очищают от грязи, ржавчины и консервирующей смазки.
Блок устанавливают на стеллаже и подвешивают. Под свободный конец блока устанавливают опору 2, после чего промежуточную опору удаляют и бандаж помещают на место. Затем его фикси
177
руют временными уголками, привариваемыми к необработанным частям подбандажного кольца (рис. 129, б). Окончательно выверяют и закрепляют бандаж после сборки и выверки корпуса печи.
После выверки бандажа и установки подкладок монтируют упорные сегменты, фиксирующие бандаж от перемещения вдоль оси печи.
Смещение по оси при посадке бандажа вызывает значительные напряжения в корпусе печи и может привести к аварии.
Венцовую шестерню крепят к корпусу печи па пружинах, пружины к шестерне—на болтах, а к корпусу печи — на заклепках.
Для сборки и выверки венцовой шестерни характерна такая последовательность работ. Половинки шестерни надевают с помощью
крана на корпус и соединя-
ют па шпильках. Выверяют
/ 2
Рис. 130. Схема проверки положения венцовой шестерни: а — на радиальное биение, б —на осевое биение; 1 — венцовая шестерня, 2— корпус печи
шестерни на осевое и ради-альпое биение (рис. 130), которое не должно превышать 2 мм.
Устанавливают пружины, и основания пружин прихватывают электросваркой к корпусу печи. После окончательной выверки шестерни производят приварку оснований к корпусу печи.
При установке подвенцо-вой шестерни должны быть выдержаны следующие зазо
ры: радиальный — 0,2m + + 5—7 мм, боковой — 1 —1,5 мм (т — модуль шестерни).
Перекос шестерен для радиального зазора не должен превышать 0,25 мм на длине зуба, а для бокового зазора — 0,18 мм.
Проверка производится с помощью щупа и свинцовых прутиков, закладываемых между зубьями шестерен и дающих отпечаток за-
зоров после их прокатывания.
После того как зазоры отрегулированы, проверяют зацепление зубьев на краску. На каждом зубе должно быть несколько пятен касания общей длиной не менее 50% ширины зуба.
Редуктор и электродвигатель устанавливают, выверяют и закрепляют в соответствии с общими положениями по монтажу технологического оборудования.
Монтаж трубчатых печей. Трубчатые печи монтируют из крупных блоков, собранных в заводских условиях. Выбор монтажных механизмов зависит от типа и размеров печей.
Обычно для монтажа печи применяют два самоходных гусеничных крана МКГ-25.
Работы по сборке блоков шатровой печи проводят параллельно на месте монтажа (блоки металлоконструкций) и в мастерской (блоки змеевиков).
173
Блоки металлоконструкций состоят из двух рам, включающих стойки и ферму, соединенные ветровыми связями. К стойкам каркаса прикрепляют кронштейны, к прогонам — подвески для кирпича. Торцовые степы собирают в плоские блоки — правый и левый.
Блоки змеевиков собирают на специальных стендах — плазах, обеспечивающих точность геометрических размеров.
Сборку змеевика конвекционной части начинают с установки трубных решеток и временного их закрепления иа стенде. Трубы змеевика заводят в отверстия трубных решеток, устанавливают ре-турбенты, развальцовывают в них трубы и испытывают змеевики гидравлическим способом. Концы труб и трубные отверстия до начала вальцовки зачищают до металлического блеска.
Подовый и потолочный экраны змеевиков собирают в такой же последовательности.
Сборку змеевиков в секции выполняют с помощью кранов, а затем отправляют их на монтажную площадку.
Монтаж шатровой печи начинают с установки на фундамент блоков конвекционной части (рис. 131).
Блоки печи привозят на монтажную площадку па трайлере 1. С помощью гусеничных кранов 2 блоки печи 4 устанавливают в проектное положение.
После этого монтируют блоки подового экрана. Затем на них временно укладывают блоки потолочного экрана и устанавливают, выверяют и закрепляют пространственные блоки металлоконструкций. После этого производят обмуровку печи, при этом в местах прохода тяг для подвески змеевиков временно кирпич не укладывают. По окончании футеровки печи поднимают и подвешивают блоки потолочного экрана и укладывают кирпичи в местах прохода тяг подвесок. В это же время монтируют торцовые стенки, обслуживающие площадки, форсуночные коробы, гарнитуру и трубную обвязку. Затем производят гидравлическое испытание трубных систем печи.
Монтаж трубчатых печей с излучающими стенками также начинают со сборки змеевиков камеры конвекции и двойного излучения. При этом вместо ретурбептов с вальцовочными соединениями применяют приварные двойники (калачи). На фундамент устанавливают блоки змеевиков двойного излучения, блоки конвекции и пароперегревателя, после чего монтируют каркас печи и панели с б ес-пламенпыми горелками.
Змеевики потолочного и подового экранов устанавливают по окончании футеровки печи. После этого производят гидравлическое испытание трубных систем печи.
Монтаж печей для сжигания в «кипящем слое». Печи поступают на монтаж узлами. На площадке для укрупнителыюй сборки оборудования узлы собирают в монтажные блоки. Обычно печь разбивают па пять блоков (см. рис. 125).
Перед подъемом блоки обстраивают площадками, с которых сваривают монтажные стыки. Для удобства стыковки блоков по периметру обечаек приваривают направляющие планки.
179
2,
Рис, 131. Монтаж блоков конвекционной части печи:
/ — трайлер, 2 — краны, 3 — стропы, 4 — блоки
Блоки стропят с помощью треугольной траверсы грузоподъемностью 10 тс и троса диаметром 22 мм.
Рис. 132. Монтаж печи для сжигания в «кипящем слое»:
/— кран СКГ-63, 2 — блок печи
Чтобы кран СКГ-63 во время монтажа печей мог передвигаться, фундаменты под котлы-утилизаторы выводят только до нулевой отметки. Фермы, стены и перекрытия не возводят до окончания монтажа печей и котлов-утилизаторов.
Техническая характеристика монтажных блоков печи приведена в табл. 11.
Таблица И
Характеристика монтажных блоков печи КС
Номер блока Размеры, мм Масса, у
I Диаметр 4870 6,9
II 1983x2410x3652 2,9
III Диаметр 5780 6,5
IV » 7230 10,0
V » 7230 8,2
181
Монтаж печи начинают с установки опорных металлоконструкций на железобетонные фундаменты.
На опорный каркас монтируют нижнюю обечайку кожуха с конусом. Затем устанавливают плиту (решетку), обечайку уровня спокойного слоя и охлаждающие элементы, после чего монтируют последующие блоки печи. Монтаж ведут краном СК.Г-63 со стрелой длиной 30 м при вылете стрелы 13 м (рис. 132).
После установки блоков в металлический кожух врезают патрубки и форсуночные гнезда. Кожух печи изнутри футеруют огнеупорными материалами, устанавливают арматуру и приборы для подачи горючего газа, воздуха, коллекторы вторичного воздуха и выхода обжигового газа.
Сопла дутьевых распределительных решеток монтируют до футеровки пода жароупорным бетоном. Монтажные работы заканчивают установкой выхлопной трубы и испытаниями системы трубопроводов воздуха и горючего газа.
ГЛАВА XI
МОНТАЖ АППАРАТОВ С МЕШАЛКАМИ
§ 41. Конструкции аппаратов с мешалками
Емкостные аппараты с мешалками применяют в качестве реакторов жидкофазных процессов, а также для приготовления растворов, смешения жидкостей и других вспомогательных процессов.
Аппараты с мешалками используют в основой для периодических процессов, а также для непрерывных.
Они работают при температуре от —30° до +300° С, под давлением до 100 кгс1см?. Емкость аппаратов от 50 л до 50 лг3.
Аппараты, работающие при атмосферном давлении, имеют плоское днище и крышку, под вакуумом или давлением — эллиптическое днище. При работе с вязкими жидкостями или при наличии осадка применяют аппараты с коническими днищами, облегчающими разгрузку.
Емкостные аппараты изготовляют из углеродистой и кислотостойкой стали, чугуна, цветных металлов и пластических масс. В ряде случаев применяют аппараты с внутренней эмалированной поверхностью.
Аппараты с мешалками бывают вертикальные и горизонтальные. К вертикальным относятся: аппараты с перемешивающим устройством 2 и приводом,?, установленным на съемной крышке (рис. 133); аппараты с перемешивающим устройством 2 и приводом 3, помещенным иод или над корпусом 1 аппарата на отдельном фундаменте или другом основании (рис. 134); аппараты с несколькими перемешивающими устройствами в приводами 2, расположенными под утлом непосредственно на вертикальной стенке аппарата (рис. 135), крановые мешалки с односторонним или двусторонним мостом (рис. 136).
182
Приводы <7 перемешивающих устройств 5 устанавливают на мост, перемещающийся по подкрановым путям 2.
Горизонтальные аппараты могут быть с одним пли несколькими вертикальными перемешивающими устройствами и приводами 1,
установленными на корпусе 2 аппарата (рис. 137).
В качестве перемешивающих устройств применяют лопастные, рамные, якорные, пропеллерные и турбинные мешалки (рис. 1.38).
Лопастные, якорные и рамные мешалки являются тихоходными. Они имеют относительно большие размеры и малую скорость вращения (не более 80 об/мин).
Простейшая лопастная мешалка имеет две горизонтальные лопасти. Отношение размаха лопасти к диаметру аппарата равно 0,6—0,7.
Для перемешивания больших объемов жидкости или вязких жидкостей и суспензий применяют рамные мешалки, состоящие из двух пар горизонтальных лопастей, соединенных одной или несколькими парами вертикальных планок.
Для обработки вязких и застывающих жидкостей используют якорные мешалки. Профиль якорной мешалки повторяет профиль корпуса аппарата, поэтому при вращении не возникают налипания па степках аппарата, и
Рис. 133. Вертикальный аппарат с перемешивающим устройством:
1 — корпус аппарата, 2 —мешалка. 5 —привод
около стенок аппарата не образуются застойные места.
К быстроходным мешалкам относят пропеллерные и турбинные. Пропеллерные мешалки имеют три или четыре лопасти, расположенные винтообразно. Лопасти делают плоские или с изогнутым профилем. Пропеллерные мешалки образуют интенсивные вертикальные потоки жидкости. Для улучшения циркуляции жидкости мешалки иногда помещают в направляющие патрубки — диффузоры. Турбинные мешалки работают по принципу рабочего колеса центробежного насоса. Они бывают открытые и закрытые.
183
a)
Рис. 134. Вертикальные аппараты с приводами па отдельных фундаментах:
<2 — с нижним приводом, б —с верхним приводом: / — корпус аппарата, 2 — мешалка, 3 — привод
планетарной передачи, а в двухступенча-
Рис. 135. Вертикальный аппарат с приводами на стенке аппарата:
/ — мешалка, 2 — привод, 3 — корпус аппарата
Привод мешалки состоит из электродвигателя, редуктора и стойки. Применяют вертикальные редукторы с планетарной передачей ВО (одноступенчатые) и ВД (двухступенчатые).
В вертикальных редукторах шестерня монтируется на валу электродвигателя. В одноступенчатых редукторах шестерня играет роль солнечной шестерь тых — шестерни первой ступени цилиндрической передачи.
В этом случае планетарная передача является второй ступенью редуктора.
Редукторы поставляют в сборе с электродвигателем и шпонкой на выходном валу.
Привод устанавливают на стальную сварную или чугунную литую стойку, которая опирается на платики на крышке аппарата. Мешалка соединяется с выходным валом редуктора с помощью продольно - свертной или другой муфты. Чтобы уменьшить поперечные силы, действующие на подшипники привода и сальник аппарата, мешалку снабжают концевым подшипником (подпятником), а в случае невозможности его уста
новки в стойке помещают промежуточные подшипники 2 (рис. 139).
При работе закрытого аппарата с мешалкой ответственным узлом является узел уплотнения вала мешалки, особенно при работе с ядовитыми и взрывоопасными продуктами и в аппаратах, работающих под вакуумом.
В качестве уплотнений валов широко применяют натяжные сальники (рис. 140).
В корпусе сальниковой коробки 1 сальниковая набивка 4 сжимается с помощью нажимной крышки 2. При этом создается уплотнение, препятствующее выходу продукта.
В аппаратах с повышенным давлением используют сальники с большой высотой набивки и принудительной подачей масла под
185
Рис. 136. Крановая мешалка:
/ — железобетонный резервуар, 2 — подкрановой путь, 3 — прнводь1 перемешивающих устройств, 4 — привод Крапа мешалки, 5 _ перемешивающее устройство (Грабли и лопастн мешалок условно не поКазань’>
Рис. 137. Горизонтальный аппарат с несколькими вертикальными перемешивающими устройствами на корпусе аппарата:
1 — приводы, 2 — корпус аппарата, 3 — мешалки
Рис. 138. Мешалки:
а — лопастная, б - - якорная, в — рамная, г - пропеллерная, д — турбинная
давлением, которое подводится в кольцо 3, расположенное между двумя слоями набивки. Масло обеспечивает смазку сальника и служит гидравлическим затвором.
В качестве сальниковой набивки при-
Рис. 139. Стойка с промежуточными подшипниками:
1 — корпус аппарата, 2— подшипники, 3— стойка, 4— редуктор
меняют промасленные шнуры круглого или квадратного сечений (для пропитки шнуров используют графит и воск).
Применяют также шнуровой материал на основе фторопласта, который обладает хорошими антифрикционными свойствами.
Рис. 140. Натяжной сальник:
1 — корпус сальниковой коробки, 2 — нажимная крышка, 3— смазочное кольцо, 4—сальниковая набивка, 5 — грундбукса
§ 42. Монтаж аппаратов с мешалками
Аппараты с мешалками, поступившие в собранном виде, или корпуса этих аппаратов стропят так, чтобы опустить их на фундамент в положении, близком к проектному (без наводки оттяжками или другими приспособлениями). Строповку аппаратов производят за специальные захватные приспособления или монтажные штуцера, предусмотренные проектом. Стропить аппараты за штуцера, предназначенные для присоединения трубопроводов, или узлы перемешивающего механизма нельзя. Когда невозможно приварить захватные приспособления (аппараты изготовлены из чугуна, цветных металлов или легированной стали), аппараты стропят тросом за корпус. В качестве стропов применяют стальные канаты с органическим сердечником.
188
Вертикальные аппараты стропят выше центра тяжести и как можно ближе к верхней части.
До установки аппаратов на фундамент или основание укладывают подкладки или другие приспособления.
Выверяют установленный аппарат с помощью металлических подкладок, клиновых домкратов или отжимных регулирующих винтов.
Предварительную выверку аппаратов на фундаменте или другом основании производят при свободном опирании на подкладки или клинья, окончательную — при затянутых гайках фундаментных болтов. При этом щуп толщиной 0,1 мм не должен проходить между подкладками в пакетах, а также между верхней подкладкой и лапой или опорной конструкцией аппарата на глубину более чем 3— 5 мм. После окончательной выверки аппарата стальные подкладки или клинья прихватывают электросваркой.
Горизонтальные цилиндрические аппараты, не имеющие специальных лап, устанавливают на бетонные, железобетонные или кирпичные опоры на стальные подкладки. Конструкция подкладок должна обеспечить сплошное опирание с центральным углом охвата не менее 90°.
Горизонтальные аппараты выверяют брусковым уровнем, а вертикальные рамным уровнем или отвесом. В необходимых случаях для выверки вертикального аппарата применяют теодолит.
Допускаемые отклонения от проектных осей и отметок при монтаже корпусов аппаратов с мешалками, мм:
Отклонение в расположении главных осей корпуса аппарата в плане ............................ 10
Отклонение от фактической высотной отметки аппарата ........................................ 10
Смещение оси вертикального аппарата от вертикали и горизонтального аппарата от горизонтали или заданного уклона........................................0,3 на 1 м
Чугунные и эмалированные аппараты необходимо предохранять от ударов. При монтаже аппаратов, имеющих внутренние покрытия (гуммировку, обкладку винипластом или фаолитом), должны быть приняты меры, предотвращающие повреждение защитного слоя. Такие аппараты нельзя нагревать, вваривать в них штуцера и бобышки, а также выполнять вблизи сварочные работы.
При выверке привода перемешивающего устройства, устанавливаемого на отдельном основании, отклонения от проектных осей и отметок, а также по горизонтали и вертикали не должны превышать, мм:
оси вертикального вала перемешивающего устройства от вертикальности.............................0,3 на 1 м
оси горизонтального вала перемешивающего устройст-
ва от горизонтальности........................0,3 на 1 ж
Допускаемые отклонения при установке валов перемешивающих устройств
При проверке щупом радиального зазора между валом перемешивающего устройства и внутренней стенкой сальникового
189
стякапа разница замеров зазоров при повороте вала в четырех диаметрально противоположных точках не должна превышать, мм:
для валов со скоростью вращения до 1000 об/мин .... 0,5
для валов со скоростью вращения более 1000 об/мин . . 0,25
При проверке индикатором биение вала у сальника при вра-
щении ие должно превышать, мм:
для валов со скоростью вращения
до 1000 об/мин ........................................0,15
для валов со скоростью вращения более 1000 об/мин . . 0,05
Допускаемые отклонения при монтаже соединительных муфт перемешивающих устройств, мм
Зазор между торцами жестких полумуфт, не белее .... 0,03
Отклонение по шагу между двумя соседними зубцами втул-
ки зубчатой муфты, не более............................... 0,07
Торцовое и радиальное биение полумуфт (проверяют инди-
катором) для муфт:
упругих.............................................. 0,06
жестких .............................................. 0,04
При центровке вала мешалки и привода перемешивающего устройства необходимо соблюдать следующие основные требования.
Для вертикальных аппаратов, у которых приводы перемешивающих устройств установлены па отдельном фундаменте или отдельном основании под аппаратом или над ним, редуктор привода при-центровывают к валу перемешивающего устройства окончательно выверенного и закрепленного аппарата.
Для горизонтальных аппаратов с горизонтальными перемешивающими устройствами, у которых привод установлен на отдельном фундаменте, аппарат ирицептровывают к редуктору привода, выверенному, закрепленному и зафиксированному штифтами или шпильками на фундаментной плите или раме.
Электродвигатели всех аппаратов следует прицентровывать к редуктору, выверенному, закрепленному и зафиксированному штифтами или шпильками на фундаментной плите или другом основании.
Вал мешалки и привод перемешивающего устройства центрируют по соединительным иолумуфтам в два приема: предварительно — с помощью линейки и щупа до подливки фундаментных плит бетонной смесью и окончательно — с помощью скобы, установленной на полумуфте, и щупа или индикатора после подливки фундаментных плит.
При центровке аппаратов с клиноременной передачей оси валов, па которых установлены шкивы, должны быть параллельны, канавки шкивов — располагаться без смещения одна относительно другой, а торцы шкивов — в одной плоскости. Правильность расположения шкивов проверяют линейкой.
При выверке (центровке) конических зубчатых передач необходимо соблюдать следующие требования:
боковой зазор должен быть равномерным по всей длине зуба в пределах 0,25—0,35 мм-,
190
контакт (по краске) зацепления по высоте и длине зуба должен быть не менее 50%;
смещение осей пересечения допускается не более 0,2 мм.
Набивка и затяжка сальников. Сальниковую набивку набирают отдельными кольцами с косым срезом и зазором в стыке 3—5 мм. При установке колец стыки должны быть смещены на 120° один относительно другого. При сложной конструкции сальника или затрудненном доступе к нему кольца устанавливают в корпус сальника с помощью приспособлений, поставляемых заводом — изготовителем аппаратов. Перекос уплотняющих элементов (манжет, колец) в корпусе сальника не допускается. Торцовые поверхности уплотняющих элементов должны быть притерты: на них не должно быть забоин, царапин и раковин.
При затяжке сальниковой набивки между валом и нажимными втулками сальников должен сохраняться равномерный зазор по всей окружности. Сальник следует затягивать так, чтобы в процессе монтажа вал перемешивающего устройства можно было свободно поворачивать от руки. После набивки и окончательной затяжки сальника отверстия в промежуточном кольце должны совпадать с отверстиями в корпусах сальника, предназначенных для подачи охлаждающей воды или смазки на сальник, а также для выхода жидкости.
Испытания аппаратов с перемешивающими устройствами. Смонтированные аппараты до сдачи в эксплуатацию подвергают испытаниям на прочность и плотность.
Перемешивающие устройства испытывают индивидуально вхолостую, а затем под нагрузкой, проверяют правильность сборки движущихся частей, приработку трущихся поверхностей, регулируют работу всех узлов и систем аппарата. До начала обкатки в помещении должны быть закончены отделочные работы и монтаж трубопроводов и конструкций, связанных с аппаратом.
Перед пуском аппарата необходимо:
промыть маслопроводы системы жидкой смазки, прокачав масло, минуя подшипники;
проверить наличие смазки во всех смазывающих точках аппарата;
проконтролировать затяжку резьбовых соединений во всех доступных местах;
проверить температуру и давление воды и масла в трубопроводах систем охлаждения и маслосмазки;
убедиться в отсутствии в аппарате людей и посторонних предметов.
Электродвигатель следует обкатать в течение 1 ч вхолостую без перемешивающего механизма, определив также правильность направления вращения мешалки. Аппараты испытывают вхолостую и под нагрузкой. Перемешивающие устройства должны работать спокойно, без резких стуков, ударов и чрезмерного шума. Масло не должно выбиваться из корпусов подшипников и редукторов, а вода или вс здух — просачиваться через сальник.
191
Температура нагрева подшипников, подпятников, корпусов электродвигателей, редукторов не должна превышать 65° С, кроме случаев, особо оговоренных заводом-изготовителем.
Испытания считают законченными при достижении нормальной и устойчивой работы аппарата в течение установленного времени.
ГЛАВА XII
МОНТАЖ РЕАКТОРОВ КАТАЛИТИЧЕСКИХ ПРОЦЕССОВ
§ 43. Конструкции реакторов и регенераторов
Контактно-каталитические процессы характеризуются высокой температурой, высокой скоростью реакции и, как правило, значительным тепловым эффектом. Особенностью контактно-каталитических процессов является наличие катализатора. Катализаторами служат самые разнообразные вещества: металлы, окислы металлов, природные минералы и др.
Катализаторы используют в виде зерен, колец или сеток. Наиболее широкое применение в химической и нефтяной промышленности находят реакторные установки с кипящим слоем катализатора.
На установках каталитического крекинга технологический процесс протекает в реакторе под давлением 2—5 кгс/см? и температуре 430— 470° С в присутствии катализатора. Реактор установки каталитического крекинга (рис. 141) представляет собой вертикальный
Рис. 141 . Реактор установки каталитического крекинга:
/—штуцер для входа пара в распылитель, 2 — корпус, 3 — спускные трубы из циклонов, 4 — штуцер для входа шлама, 5 — циклон диаметром 400 мм и высотой 2100 мм, б — верхнее днище, 7 — штуцер для выхода паров, 8 — люк диаметром 1000 мм, 9 — циклонная камера, 10 — люк диаметром 450 мм, 11 — воронка циклонов, 12 — распределительное устройство, 13 — опорная воронка, 14 — штуцер для входа катализатора и сырья, 15 — патрубок для выхода катализатора 16 — нижнее днище
192
цилиндрический аппарат с коническими верхним 6 и нижним 16 днищами. Его высота 35,3 м, наружный диаметр цилиндрической части 8,4 м, масса без изоляции 301 тис изоляцией 400 т. Корпус 2 реактора изготовляют из углеродистой стали, футеруют изнутри торкрет-бетоном, шлаковатой (в матах) и легковесным шамотным
Рис. 142. Регенератор:
/— сборная камера, 2 — штуцер для выхода газов регенерации, 3 — штуцер для выхода водяного пара, 4 — верхнее днище, 5—циклонная группа, 6 — цилиндрический корпус, 7—змеевикн-холодильннки зоны сгорания кокса, 8 — опора, 3 —патрубок для выхода регенерированного катализатора, 10 — малый конус, // — патрубок для выхода закоксованного катализатора в потоке воздуха, 12 — нижнее днище, 13 — подвеска циклонных групп
кирпичом.
Футеровку облицовывают листами из легированной стали 0X13. Снаружи реактор покрывают тепловой изоляцией из стекловаты, набранной в маты. Смесь паров нефтепродуктов, пылевидного катализатора и пара поступает в нижнее днище и, пройдя пучок каналов распределительного устройства 12, поднимается в верхнюю часть аппарата, где происходит реакция крекирования. Парообразные продукты реакции вместе с катализатором поднимаются в верхнее днище через циклоны 5, где пылевидный катализатор улавливается в сборные воронки и по трубе <3 попадает в низ реактора. Пары нефтепродуктов из цилиндрической части направляются по трубопроводу в ректификационный блок установки. Активность катализатора быстро снижается вследствие того, что его поры забиваются сажей и смолистыми веществами.
Поэтому отработанный катализатор по вертикальной трубе с помощью воздуха, подаваемого из воздуходувок, направляется в регенератор, где происходит восстановление катализатора путем выжигания кокса.
Регенератор (рис. 142) — это вертикальный цилиндрический аппарат 6, состоящий из корпуса с верхним 4 и нижним 12 коническими днищами. Наружный диаметр его 12,5 м, высота 29,3 м, масса без изоляции и футеровки около 500 т. Внутри регенератор изолируют шлаковатой и облицовывают листами из легированной стали, а снаружи покрывают теплоизоляцией из шлаковаты. Отработанный катализатор поступает в нижнюю часть регенератора, где из катализатора выжигается кокс.
Для понижения температуры в регенераторе в зоне сгорания кокса устанавливают змеевики-холодильники 7. Регенерированный катализатор отделяется от газов и паров в циклонной группе 5 и затем через патрубок 9 вновь поступает в реактор. Газы и пары выходят из регенератора через штуцера 2 и 3.
7—401
193
§ 44. Конструкции контактных аппаратов
Контактные аппараты, применяемые в химической и нефтяной промышленности, отличаются разнообразием конструкций. Ниже приводится описание одного из сложных по устройству контактных
Газ
О Ш слой,б=320
Фвиои
2й слой, h-650
Холодный Воздух
Холодный газ
ю
ТаВарийный Ввод)
Теплообменник'
Теплообменник
5и слои h=625
Рис. 143. Контактный аппарат
Газ от оружного теплообменника
=j Газб наружный, теплообменник
аппаратов, применяемых на сернокислотных производствах. В контактных аппаратах сернистый газ окисляется в серный ангидрид. В качестве катализатора применяют контактные массы на основе пятиокиси ванадия.
Контактный аппарат (рис. 143) состоит из стального кожуха, футерованного изнутри шамотным кирпичом. В аппарате по
194
мещены пять решеток с катализатором, причем на четыре верхние решетки загружается кольцеобразная масса катализатора, а на нижнюю — гранулированная. Количество катализаторов на решетках последовательно увеличивается от верха к середине. На нижней решетке слой катализатора меньше, чем на средних, но несколько больше, чем на верхних.
Под каждым слоем катализатора находится слой кварца, а между слоями катализатора — трубчатые теплообменники с горизонтально расположенными трубками. Сернистый газ, поступающий на контактирование, сначала нагревается в межтрубном пространстве наружного теплообменника. Далее газ последовательно проходит через внутренние теплообменники контактного аппарата, нагревается до 440° С и через верхний штуцер попадает на первый слой катализатора, где реагирует около 70% всего сернистого газа. Для охлаждения смеси после первого слоя катализатора дополнительно вводят холодный газ.
Под первым слоем катализатора расположены штуцера для аварийного подвода воздуха в случае перегрева аппарата.
После первого слоя газ последовательно проходит все четыре слоя катализатора и расположенные между ними теплообменники. Степень контактирования сернистого газа в серный ангидрид после прохождения пяти слоев катализатора достигает 98—98,5%. После контактирования газ с температурой 425° С поступает в наружный теплообменник.
В центре аппарата устанавливается опорная колонна, собранная из чугунных труб. Решетки, на которых располагается катализатор, опираются на кольца из угловой стали и специальные выступы, имеющиеся на опорной колонне. Кольца закрепляются к аппарату электросваркой. Каждая решетка состоит из восьми секторов. На решетки укладывают стальные сетки, на которые затем насыпают кварц и катализатор.
Для равномерного распределения газа по сечению аппарата в верхнем штуцере, на входе газа, установлен распределительный конус с отверстиями, а после первого и четвертого слоев катализатора— распределительные сетки.
Двухходовые теплообменники собирают из труб размером 57Х Х2,5 мм и длиной 7 м. Вход и выход газа размещены с одной стороны. На глухом конце каждого теплообменника расположен компенсатор теплового удлинения трубок. Снаружи контактный аппарат покрывают тепловой изоляцией.
§ 45. Монтаж реакторов и регенераторов
Реактор и регенератор являются основными аппаратами реакторного блока установки каталитического крекинга.
Реакторный блок — сложное инженерное сооружение. Его масса составляет около 42% массы технологического оборудования установки. Масса металлоконструкций реакторного блока 773 т. Реактор, регенератор и вспомогательное оборудование устанавливают в
7‘ 195
металлической этажерке, которая опирается на железобетонный постамент высотой 14 м.
Элементы и узлы оборудования и металлоконструкций реакторной установки, как правило, поставляют россыпью или мелкими блоками массой 10—12 г, так как основное оборудование негабаритно. На монтажной площадке оборудование и металлоконструкции укрупняют в блоки.
Рис. 144. Разбивка реак-тора на блоки:
а — первый блок, 6 — второй блок, в — третий блок
Рис. 145. Разбивка регенератора на блоки: а — первый блок, б — второй блок, в — третий блок, г — четвертый блок, д — пятый блок, е—шестой блок
Реактор разбивают на три блока (рис. 144). Первый блок (рис. 144, а) состоит из верхней части реактора с циклонной группой массой 141т, второй блок (рис. 144, б) представляет собой нижнюю часть реактора массой 105 т и третий (рис. 144, в) состоит из опоры массой в 36 т.
Обечайки монтажных блоков реактора собирают на стенде, который представляет собой пространственную конструкцию.
Конструкция имеет четыре разборных сектора в виде ферм, которые образованы наружными и внутренними обручами из труб, скрепленных системой связей из проката для придания жесткости. Высоту кондукторов стенда выбирают в зависимости от ширины листовой заготовки собираемой обечайки. Секторы кондуктора скреплены болтами, в стыках установлены клиновые прокладки. Применение клиньев позволяет извлекать кондукторы из собранной обечайки. ।
Обечайки собирают в кондукторах стендов следующим образом. Листовые заготовки наворачивают на кондуктор, диаметр наружных обручей которого соответствует внутреннему диаметру обечайки. Прихватывают стык вальцованного листа электросваркой. Ослабляют болты в местах соединения секторов и выбивают клиновые 196
подкладки, стягивают болтовые крепления секторов, тем самым уменьшая его диаметр по сравнению с внутренним диаметром собираемой обечайки. Затем краном извлекают кондуктор из обечайки.
Цилиндрический корпус собирают из обечаек с помощью винтовых стяжек, распорок и клиньев с направляющими скобами. Регенератор обычно разбивают на четыре — шесть блоков (рис. 145). Первый блок (рис. 145, а) представляет собой нижнюю конусную часть регенератора массой 126 т, второй блок (рис. 145, б) — малый конус массой 24 т, третий (рис. 145, в) и четвертый (рис. 145, г) блоки — обечайки массой 125 и 120 т, пятый блок (рис. 145, д) — циклонную группу массой 105 т и шестой блок (рис. 145, е) —верхнее днище массой 80 т. Регенератор из блоков собирают так же, как реактор.
Блоки реактора и регенератора перемещают к месту монтажа на трайлерах, санях, листах металла или перекатывают.
Наиболее эффективный способ перемещения монтажных блоков на небольшие расстояния — транспортирование волоком на санях или металлических листах.
Транспортирование волоком не требует такой тщательной подготовки профиля и поверхности трассы, как при перекатывании или перевозке на трайлерах.
Технологическое оборудование реакторного блока устанавливают на металлическую этажерку — многоярусную конструкцию высотой до 68 м.
Сборка металлоконструкций в укрупненные блоки сокращает сроки и стоимость сооружения реакторного блока, а также трудоемкость и объем верхолазных работ. Металлоконструкции этажерки собирают в пространственные блоки, что позволяет размещать внутри блоков трубопроводы и часть технологического оборудования. Блоки металлоконструкций, как правило, представляют собой параллелепипеды высотой до 12 м, шириной до 11,5 м и длиной до 16 м.
Перемещают пространственные блоки на монтажной площадке с помощью саней, приваренных заранее к опорным стойкам. Наилучший вариант разбивки металлоконструкций в блоки — разбивка этажерки на десять блоков с максимальной массой блока 130 т. Этот вариант обеспечивает наибольшую степень сборности монтажных блоков, наиболее простую конфигурацию и однотипный способ сварки блоков под монтаж, предполагающий установку идентичных блоков один на другой.
Это увеличивает точность изготовления блоков и сокращает до минимума работы по их стыковке на высоте.
Реакторный блок монтируют с помощью двух качающихся решетчатых мачт грузоподъемностью по 100 тс и высотой по 62 м и двух мачт грузоподъемностью по 65 тс и высотой по 80 м.
Качающиеся мачты меняют место стоянки по периметру постамента реакторного блока.
Для безопасной эксплуатации перемещающихся мачт якоря располагают так, чтобы угол между осью мачты и расчалкой был
197
Рис. 146. Расположение якорей:
I — горячая насосная, 2 —здание контрольно-измерительной аппаратуры, 3 — воздушная компрессорная. 4 — регенератор, 5 — газовая компрессорная. 6 — очистное отделение, 7 — холодная насосная, 8— блок конденсаторов и холодильников, 9 — бункера, 10 — реактор, 11 — расчалки; >1-1 и 51 а — якоря
Рис. 147. Схема монтажа нижнего блока реактора
не менее 50°, а между смежными расчалками не более 120° и не менее 70°.
На рис. 146 показано, что расчалки 11 пересекают в плане большинство объектов, расположенных на территории установки каталитического крекинга,— горячую и холодную насосные 1 и 7, воздушную компрессорную 3, блок конденсаторов и холодильников 8 и другие объекты. Кроме того, расчалки проходят над дорогами для подвоза строительных материалов и оборудования. Якоря Я-1 — Я-8, как правило, выносят за пределы монтажной площадки. Мачты устанавливают в вертикальном положении с помощью ранее смонтированных мачт, а первую мачту поднимают стреловыми самоходными кранами и дотягивают с помощью полиспастов расчалок или вспомогательных мачт. Помимо мачт, монтажную площадку обслуживает значительное количество механизмов и машин.
Монтаж реактора. Реактор опирается на специальную цилиндрическую обечайку, приваренную к заплечикам нижнего конуса. В проектном положении высота аппарата над уровнем стройплощадки 41,8 м.
Блоки реактора монтируют мачтой грузоподъемностью 100 те. Стропят блоки за монтажные штуцера, рассчитанные на усилие 70 тс. Увязку готовят из троса диаметром 30,5 мм в 10— 12 ниток.
Циклонную группу монтируют в едином блоке с верхней частью реактора массой до 145 т, опору реактора — в едином блоке с нижней частью реактора. Масса этого блока 140 т. Нижний блок реактора поднимают методом скольжения, а затем качающимися мачтами (рис. 147). Перед подъемом в нижнюю часть реактора для увеличения жесткости корпуса в месте строповки вваривают крестовину из труб размером 219x8 мм. Верхнюю часть реактора монтируют также качающимися мачтами.
Если в верхнюю часть вваривают циклоны, спускные трубы которых выступают за пределы корпуса, применяют оттяжку грузоподъемностью 50 тс, увязанную за ранее смонтированные аппараты.
Верхнюю и нижнюю части реактора стыкуют с помощью приспособлений, позволяющих совместить кромки обечаек корпуса с минимальной величиной зазора, что необходимо для производства сварочных работ. После установки блоков в проектное положение производят пневматическую проверку реактора на герметичность, затем его торкретируют, футеруют шамотом, изолируют шлаковатой и обшивают внутреннюю поверхность корпуса легированной листовой сталью толщиной 8 мм.
Монтажные и футеровочно-изоляционные работы в реакторе производят в четыре этапа. Сначала торкретируют нижний конус (распределительный конус поднимают на кронштейны). Затем торкретируют распределительный конус и корпус реактора до циклонов, после этого верхнюю часть реактора (циклоны опускают на распределительный конус).
199
Реактор футеруют в порядке, обратном торкретированию. Перед торкретированием очищают реактор с помощью пескоструйных
аппаратов.
Монтаж регенератора. Регенератор монтируют с помощью мачт высотой 80 м и грузоподъемностью по 65 тс. Регенератор устанавливают на высоте 44,6 м. При этом количество блоков колеблется от 4 до 6. Наибольшая масса блока 154 т. Как правило, монтажные блоки регенератора до подъема футеруют шамотным кирпичом,
Рис. 148. Приспособления для стыковки обечаек регенератора:
а — реечный домкрат и винтовая стяжка, б — винтовая стяжка с направляющим рельсом, в — клин; / — винтовая стяжка, 2 — домкрат грузоподъемностью 5 тс, 3 — труба диаметром 325 X ХЮ мм, 4 — труба диаметром 219X8 мм, 5 — временные кронштейны, 6 — направляющая из рельса, 7 — стенки обечайки, 8 — клин, 9 — скобы
листами нержавеющей стали и покрывают теплоизоля-цией из шлаковаты. Это значительно сокращает срок монтажа регенератора.
При монтаже регенератора из шести блоков сначала устанавливают нижнее днище, затем малый конус (распределительное устройство), обечайку высотой 7,2 м, обечайку высотой 6 м, циклонную группу и верхнее днище.
Нижнее днище регенератора стропят за штуцера, аналогичные тем, которые были использованы при подъеме реактора. Поднимают и устанавливают нижнее днище двумя мачтами. После установки нижнего днища монтируют малый конус, который поднимают одной мачтой. Стропят конус тросом диаметром 30,5 мм в четыре рабочих нитки, пропущенные через отверстия распределительной решетки. Чтобы не повредить поверхность распределительной решетки, под трос подкладывают отрезок трубы диаметром 273X 10 мм.
Змеевики, двадцать сек
ций массой по 2,2 т, монти-
руют после установки малого конуса с помощью одной мачты. К основному блоку грузоподъемностью 130 тс подвешивают однорольный блок грузоподъемностью 10 тс, через который перебрасывают трос диаметром 22 мм, идущий на тракторную лебедку. Зме
евики поднимают и устанавливают на специальные кронштейны,
приваренные к внутренней поверхности конуса.
20С
Обечайки регенератора поднимают и устанавливают двумя мачтами. Стыкуют их с помощью реечных домкратов с распорками, винтовых стяжек и клиньев со скобами (рис. 148).
Стягивая винтовые стяжки 1, работая домкратом 2 или подбивая клинья 8, добиваются совпадения кромок обечаек.
Сваривают обечайки регенератора четыре сварщика. Каждый
варит четвертую часть окружности шва, проходя ее восемь раз в
одном направлении, т. е. начиная каждый проход с одного места. В том же направлении и в такой же последовательности подваривают корень шва за один проход. Порядок сварки стыка обечаек показан на рис. 149.
Наибольшую трудность представляет монтаж циклонной группы. Циклонную группу регенератора собирают в вертикальном по-
ложении на расстоянии 40 м от мачт, предназначенных для ее монтажа (рис. 150,л). Транспортируют циклонную группу путем нескольких последовательных перестановок. Одновременно в сторону циклонной группы перемещают мачты на расстояние 28 м (рис. 150,6).
Из проектного положения мачту наклоном переводят ц положение I. Затем низ мачты переставляют в сторону циклонной группы па 28 м в положение II. Из положения II мачту выводят в вертикальное положение III. На рис. 150,s показано перемещение циклонной группы из положения I в положение III путем наклона мачт с одновременным использованием оттяжки, идущей на два трактора. Затем мачты и циклонную группу передвигают в исходное для монтажа положение (рис. 150, г).
Рис. 149. Порядок сварки при стыковке обечаек в проектном положении:
Л 2, 3, 4 — места начала работы каждого сварщика
Для этого сначала перемещают мачты нз положения I в положе-
ние II, а затем поворотом мачты из положения II в положение III
циклонную группу передвигают из положения I в положение II.
Перед установкой циклонной группы в проектное положение ее необходимо повернуть трубами вниз. Для этого к металлоконструкциям реакторного блока прикрепляют вспомогательный полиспаст грузоподъемностью 130 т, который крепят к циклонной группе, и
оттяжку, идущую на два трактора.
Работая основными, вспомогательными полиспастами и оттяжкой, циклонную группу укладывают в горизонтальное положение (рис. 150, 6).
Перед установкой циклонной группы в исходное для подъема положение перестроповывают основные и вспомогательные полис-
201
рис. 150. Последовательное?11 перемещения и перекантовки циклонной группы регенератора перед п0Дъем°м: а — ж — стадии монтажа
пасты и оттяжку. Затем устанавливают циклонную группу в' Исходное для подъема положение (рис. 150, е).
Поднимают циклонную группу двумя мачтами (рис. 150, ж\.
Циклонную группу стропят за штуцера, расположенные под распределительными коробами, усиливая места строповки во из-' бежание деформации циклонов. Приподнимают циклонную группу
на 50—100 мм от поверхости земли и удерживают ее в таком положении в течение 10—15 мин. Тщательно осматривают все узлы элементов такелажа и в необходимом случае устраняют дефекты. При вертикальном положении мачт циклонную группу из положения I поднимают в положение II, а затем наклоном мачт на угол примерно 10° переводят в положение П.1. Циклонную группу устанавливают внутри ранее смонтированной цилиндрической части регенератора на специальные опоры 1 (рис. 151), выставленные строго горизонтально по гидравличе
скому уровню.
Верхнее днище регенератора монтируют двумя мачтами. Чтобы избежать посадки на циклонную группу, днище 1 устанавливают на вспомогательные кронштейны 2 (рис. 152). Подрезая газовым резаком кронштейны, верхнее днище опускают таким образом, чтобы зазор между днищем и циклонной группой составил 1—2 мм. После этого обечайку сваривают с днищем встык и сварной шов для усиления перекрывают накладками.
Футеровочные работы и монтаж блоков производят в определенной последовательности. Сначала монтируют нижнюю часть регенератора и футеруют ее шлаковатой и шамотным кирпичом, обшивают листом нержавеющей стали. Затем монтируют малый конус с распределительной решеткой, обе-
к реактору
Рис. 151. Схема установки циклонной группы на монтажные опоры / — опора
чайки цилиндрической части, которые частично футеруют и облицовывают до подъема, внутренние устройства регенератора, не вошедшие в монтажные блоки с обечайками (секции змеевиков, циклонная группа), обшивают нержавеющим листом и окончатель-
но футеруют смонтированные части регенератора, устанавливают футерованное верхнее днище.
203
Рис. 152. Схема стыковки верхнего днища и цилиндрической части регенератора:
/ — днище, 2 — кронштейн, 3 — обечайка
Монтаж металлоконструкций реакторного блока. Этажерку реакторного блока сооружают одновременно с монтажом технологической аппаратуры. При монтаже пространственных блоков для строповки используют такие места, где поперечное сечение конструкции не требует дополнительного увеличения жесткости: узлы, где сходятся основные несущие блоки и связи, или опорные площадки технологического оборудования.
Увязывают стропы за монтажные штуцера или балки. Устанавливают блоки Б2 и Б7 металлоконструкций (рис. 153) качающимися мачтами 1 со вспомогательными оттяжками.
Рис. 153. Схема монтажа блоков металлоконструкций: 1 — мачта, Б-2—Б-7 — блоки металлоконструкций
204
§ 46. Монтаж контактных аппаратов
Контактный аппарат сначала укрупняют в блоки на специальной площадке. Разбивка пятислойного контактного аппарата на монтажные блоки при монтаже краном СКГ-50 показана на рис. 154.
Монтируют контактный аппарат следующим образом. Днище с приваренными опорными балками (блок /) укладывают на фунда
мент и выверяют по уровню. На днище устанавливают обечайку с газовой коробкой и люками (блок II).
Крышки к люкам приваривают после загрузки аппарата кварпем, контактной массой и после обкладки горловины люков шамотным кирпичом. Далее монтируют блок центральной колонны (блок III). Устанавливают распределительную решетку и плиту смесителя с коробками и подвесками и два теплообменника (блок IV). Затем операции повторяют: монтируют блок обечайки, блок центральной стойки, распределительную решетку и т. д. Сборку завершают установкой крышки аппарата (блок XV). Блоки обечаек перед подъемом обстраивают обслуживающими площадками, с которых производят сборку и сварку стыков.
Рис. 154. Разбивка контактного аппарата па монтажные блоки
После сборки и сварки
всех узлов контактного аппарата его испытывают па плотность. Для этого подводят к аппарату воздух от передвижного компрессора и проверяют все сварочные и фланцевые соединения путем обмыли-вапия.
ГЛАВА XIII
МОНТАЖ АППАРАТУРЫ ВЫСОКОГО ДАВЛЕНИЯ
§ 47. Конструкции аппаратов высокого давления
К аппаратам высокого давления относят аппараты, работающие под давлением свыше 200 kzcIcm2. ГОСТ 356—68 предусматривает следующие рабочие давления: 200, 250, 320, 400, 500, 640, 800 и
205
1000 кгс/см?. Высокое давление получило широкое распространение при производстве аммиака, карбамида, метанола, полиэтилена, искусственного жидкого топлива, спиртов.
Аппараты высокого давления отличаются большим разнообразием конструкций в зависимости от технологического назначения. Различают реакционные и нереакционные колонны, теплообменную аппаратуру и емкостную аппаратуру различного назначения. Для каждой группы аппаратов одинаковы основные вопросы организации работ и технологии монтажных операций и технические условия на испытание и приемку в эксплуатацию.
К группе реакционных колонн относят колонны синтеза аммиака, метанола, карбамида, бутилового спирта, колонны гидрирования бензола, колонны жидкой и паровой фазы производства искусственного жидкого топлива.
Скрубберы медно-аммиачной и щелочной очистки, конденсационные колонны, сепараторы и фильтры колонного типа, горячие газовые сепараторы, маслофильтры относят к группе нереакционных колонн. Теплообменными аппаратами являются теплообменники типа «труба в трубе», погружные змеевики, вертикальные теплообменники, подогреватели, емкостными — буферные емкости и сепараторы.
Корпуса аппаратов имеют, как правило, цилиндрическую форму. Они изготовляются коваными, ковано-сварными и оплетенными. Кованые корпуса изготовляют из цельностальной отливки, в середине которой высверливают отверстие. Заготовку надевают на оправку и проковывают. Затем ее подвергают механической обработке. Фланцы цельнокованые соединены с корпусами на резьбе, отъемные крышки расположены с обоих концов.
Ковано-сварные корпуса изготовляют из нескольких кованых цилиндрических обечаек, соединенных с помощью электрошлако-вой сварки.
Оплетенные корпуса состоят из центральной обечайки толщиной 12—20 лш и концентрически расположенных наружных слоев из листовой стали толщиной 6 мм. Аппараты высокого давления имеют внутренний диаметр от 400 до 2400 мм. Длина их корпуса достигает 28 м.
На рис. 155 показан многослойный сосуд высокого давления ЦЦ с оплетенным корпусом.
Корпус 3 аппарата закрывается верхней 6 и нижней 1 крышками. Уплотнение крышек с корпусом достигается затвором с двухконусным обтюратором 2.
Крышки крепятся к корпусу с помощью основных крепежных шпилек 9 и гаек 7. Для строповки корпуса аппарата служат монтажные цапфы 4.
Самыми ответственными узлами в аппаратах высокого давления являются уплотнения крышек, которые должны обеспечивать герметичность соединения в условиях высоких давлений и больших температур. Создание герметичности очень важно, так как аппара-
206
ты высокого давления, как правило, предназначены для обработки ядовитых или взрывоопасных веществ.
Конструкции разъемных соединений аппаратов разнообразны, но принципиально сводятся к двум типам. К первому типу относятся соединения без прокладок, в которых герметичность обеспечивается упругой и только частично остаточными деформациями сопряженных поверхностей, имеющих необходимую чистоту обработки (например, конические, сферические и линзовые уплотнения). Ко
второму типу относятся соединения, в которых между сопрягаемыми поверхностями помещают прокладки из сравнительно мягкого металла — меди, алюминия, железа. Прокладки, деформируясь, уплотняют стыки, заполняя все неровности на поверхностях.
По характеру воздействия сжатой среды конструкции затворов делятся на затворы с принудительным уплотнением и самоуплотняющиеся затворы. В затворах с принудительным уплотнением плотность соединения достигается затягиванием резьбовых соединений. В самоуплотняющихся затворах давление среды способствует лучшему прилеганию поверхностей уплотнения, т. е. повышению герметичности при повышении давления внутри аппарата.
Затворы с принудительным уплотнением показаны на рис. 156.
Затворы с плоской металлической прокладкой (рис. 156, а) применяют главным образом в аппаратах с внутренним диаметром до 600 мм. Прокладку 6 доводят до состояния текучести при затягивании основных крепежных шпилек 5. Прокладка деформируется, течет и заполняет все неплотности между корпусом и крышкой аппаратов высокого давления и таким образом уплотняет стык.
Во время работы аппарата внутреннее давление стремится ослабить плотность прилегания уплотняющих поверхностей затвора с плоской прокладкой, поэтому
Рис. 155. Многослойный сосуд высокого давления
ЦЦ:
/ — нижняя крышка, 2 — затвор с двухконусным обтюратором. 3 — корпус, 4 — монтажная цапфа для строповки корпуса. 5 — грузовая цапфа для строповки крышки. 6—верхняя крышка. 7 — основная крепежная гайка, в — шайба. 9 — основная крепежная шпилька
усилие предварительного затягивания
основного крепежа довольно значительно.
На рис. 156, б показан безболтовой затвор с нажимным кольцом и нажимными болтами. Уплотнение достигается металлической
прокладкой треугольной формы в поперечном сечении. Прокладка
207
доводится до состояния текучести уплотняющими болтами 8, действующими на прокладку через кольцо. Корпус и крышка крепятся через муфту 7, соединяемую с ними с помощью резьбы. Усилие
Рис. 156. Затворы с принудительным уплотнением-.
а — затвор с плоской металлической прокладкой, б — без* болтовой затвор с нажимным кольцом и нажимными болтами, в — затвор с конусным уплотнительным кольцом; / — корпус аппарата, 2 —крышка, .3 —отжимной болт, 4 — основная гайка, 5—основная крепежная шпилька, 6 — прокладка, 7—соединительная муфта с секционной верхней резьбой, 8— уплотняющий болт, 9— уплотнительное кольцо,
10 — удерживающее кольцо
от внутреннего давления в безболтовых затворах в отличие от болтовых затворов воспринимается не болтами, а резьбовой муфтой.
Широкое применение в аппаратах высокого давления получил затвор с конусным уплотнительным кольцом 9 с прокладками из листового алюминия (рис. 156, в). Уплотнительное кольцо 9 в по-
208
и
б
8
Рис. 157. Самоуплотняющийся затвор:
/ — корпус. 2 — обтюратор, 3 — разрезное упорное кольцо. 4 — натяжной болт, 5 — опорное кольцо, 6 — шпилька, 7 — гайка, 8 — крышка
перечном сечении представляет собой двойной конус с углом наклона к оси аппарата 30°. Между конусными поверхностями для лучшего уплотнения ставят прокладки из листового алюминия. Уплотнение достигается при затягивании основных крепежных шпилек. Затвор с конусным уплотняющим кольцом является отчасти самоуплотняющимся, так как уплотняющее конусное кольцо под действием внутреннего давления деформируется в радиальном направлении и благодаря этому уплотняется конусными поверхностями с корпусом и крышкой.
Самоуплотняющийся затвор представлен на рис. 157. Он состоит из разрезного упорного кольца тюратора 2, который прижимается к шли-фованой поверхности крышки 8. Первоначальное уплотнение осуществляют с помощью шпилек 6.
Наибольшее распространение в аппаратах высокого давления получили затворы с принудительным у плоти е-н и е м.
Внутри корпусов аппаратов высокого давления размещаются устройства, создающие необходимые условия для протекания процесса, так называемые насадки. К ним относятся катализаторные коробки, теплообменники, сепараторы, фильтры и др.
На рис. 158 показан масляный фильтр отделения синтеза аммиака. Корпус 4 фильтра ковано-сварной, затвор снабжен плоской металлической прокладкой. Внутри корпуса на опорной раме 1 установлена насадка 5, состоящая г
трубы, внутренней трубы с отверстиями в стенках и нескольких слоев грубошерстной ткани между ними. Пространство между корпусом и насадкой заполнено металлическими кольцами Рашига.
Азотоводородная смесь поступает на очистку в верхнюю часть корпуса, смешивается с входящей туда же циркулирующей смесью газов и проходит вниз по кольцевому зазору между корпусом и насадкой через слой металлических колец. На кольцах оседают содержащиеся в потоке газа капли масла. Окончательно смесь газов очищается от масла при проходе потока во внутреннюю трубу насадки через ткань. Масло, задержанное в фильтре, стекает в ниж-
сплошной н
нюю часть аппарата, откуда оно периодически удаляется через трубку для спуска масла. Очищенная смесь газов по внутренней трубе насадки через центральное отверстие в крышке корпуса выходит из фильтра.
Насадки колонн синтеза аммиака отличаются большим конструктивным разнообразием в зависимости от хода газа, расположения электронагревателей, катализаторной коробки и теплообменника. Катализаторную коробку обычно помещают над теплооб-
209
менником. Для защиты стенок корпуса от действия высоких
температур холодный газ, поступающий в колонну, подают в коль-
цевой зазор между внутренней стенкой корпуса и насадкой.
На рис. 159 показана колонна синтеза с наиболее рас-
пространенным расположением насадки. Насадка со-
стоит из двух частей: трубчатого теплообменника 6 и катализатор-ной коробки 11, между которыми установлен компенсатор 8. На-
Рис. 158. Масляный фильтр отделения син-
теза аммиака:
/ — опорная рама насадки. 2 —конусная решетка. 3 — металлические кольца. 4 — корпус фильтра. 5 — насадка. 6 — шпилька. 7 — крышка. 8 — сальник, 9 — алюминиевая прокладка, Ю—-рым-болт насадки, // — опорная плита
ружный кожух теплообменника у нижней трубной решетки имеет кольцевой зазор. В межтрубном пространстве теплообменника установлены горизонтальные направляющие перегородки, обеспечивающие обтекание трубок газом. Ката-лизаторная коробка имеет верхнюю и нижнюю трубные доски 9 и 13 с закрепленными в них трубками Фильда. Пространство между трубками заполнено катализатором. Во внутренней центральной трубе катализаторной коробки помещен электроподогреватель 10.
Азотоводородная смесь подается в колонну синтеза аммиака через штуцер в тройнике на верхней крышке и движется вниз, обтекая насадку по кольцевому зазору между ней и стенкой корпуса. В нижней части колонны через кольцевой зазор в кожухе азотоводородная смесь поступает в межтрубное пространство теплообменника, поднимается вверх и нагревается,
после чего попадает в
центральную трубу ката-
лизаторной коробки, где расположен электроподогреватель включается
16, который только в пе-
21
риод запуска колонны в работу для обеспечения начала реакции. В дальнейшем температурный режим колонны поддерживается за счет выделения большого количества тепла в результате реакции синтеза. Из центральной трубы газовая смесь подается сверху во внутренние трубки Фильда, дальше газ идет по кольцевым зазорам между внутренними и внешними трубками Фильда снизу вверх. После этого азотоводородная смесь сверху поступает на катализатор, в присутствии которого и протекает реакция образования аммиака. В результате реакции синтеза газ нагревается. Из катализа-торной коробки газ проходит трубное пространство теплообменника и выходит из колонны через нижнюю крышку.
На рис. 160 приведено устройство насадки колонны синтеза аммиака высокой производительности. Насадка колонны состоит из трубчатого теплообменника 6, расположенного над катализа-торной коробкой 7.
В верхней части теплообменника находится компенсатор 5, который служит одновременно и верхней трубной дос-
Рис. 159. Колонна синтеза малой производительности:
/ — тройник, 2 — опора, 3 — дно теплообменника, 4 — фланец корпуса колонны, 5 — опорная чаша, 6 — теплообменник, 7 — верхний штуцер теплообменника. 8 — компенсатор, 9, /3 —трубные доски катализа-торной коробки, 10 — электроподогреватель, 1! — катализаторная коробка, 12 — корпус колонны, 14— крышка катализа-торной коробки, /5 — компенсатор электро-подогр! вателя, 16 — крышка колонны, 17 — нижняя крышка катализаторной коробки
211
кой теплообменника. Во внутренней трубе теплообменника помещен электроподогреватель 1. В катализаторной коробке размеще-
ны верхняя и нижняя трубные решетки с закрепленными в них трубками Фильда. Наружный корпус катализаторной коробки у нижней трубной решетки имеет
байпасный газ
кольцевой зазор.
Азотоводородная смесь поступает в колонну синтеза через штуцер верхнего тройника 2 и движется вниз, обтекая насадку по кольцевому зазору между ней и стенкой корпуса 8. В нижней части колонны через кольцевой зазор в кожухе катализаторной коробки азотоводородная смесь поступает в межтрубное пространство катализаторной коробки и охлаждает находящийся там катализатор. Затем газ проходит по центральной трубе теплообменника и попадает в трубное пространство теплообменника, далее в трубки Фильда катализаторной коробки, где происходит реакция, и через нижний тройник покидает колонну.
Насадка конденсационной колонны (рис. 161) состоит из трубчатого теплообменника 4, расположенного в верхней части корпуса 5, и сепаратора 6 с фарфоровыми кольцами Рашнга 7, Газовая смесь поступает в колонну через верхнюю трубу 1 и попадает в межтрубное пространство теплообменника 4, где охлаждается примерно до 20° С. Далее no-центральной трубе газ поступает в испаритель жидкого аммиака, дополнительно охлаждается и возвращается в колонну. При входе в колонну газ резко теряет скорость и изменяет направление
Рис. 160. Колонна синтеза высокой производительности:
/ — электроподогреватель, 2 — верхний тройник, 3 — крышка, 4 — обтюратор, 5 — компенсатор, 6 — теплообменник, 7 — ката-лгзаторная коробка. 8 — корпус, 9 — нижний тройник
движения, в результате чего капли жидкого аммиака, сконденсированные при охлаждении, отделяются от потока газа, оседают на стенках корпуса и стекают в ниж-нюю часть колонны. Далее газ
212
проходит через слой фарфоровых колец сепаратора, на поверхности которых оседают унесенные потоками газа капли аммиака, проходит через трубное пространство теплообменника и выходит из колонны. Капли аммиака собираются на конусном днище сепаратора и через отводную трубу 8 поступают в нижнюю часть колонны, а затем отводятся в сборники жидкого аммиака.
Наиболее проста насадка в колонне синтеза карба-
мида (рис. 162). Она состоит из наружного и внутреннего 4 вертикальных сосудов и направляющих вставок. Жидкий аммиак вводится в колонну через штуцер 5 в нижней крышке. Он поднимается по кольцевому пространству между стенкой корпуса 3 и наружным стаканом, а затем опускается между стенками наружного и внутреннего стаканов, что предохраняет стенки корпуса от корродирующего действия плава карбамида. Во внутренний стакан через нижний штуцер непосредственно в поток аммиака вводится углекислый газ, который барботирует через слой плава. Для лучшего смешения аммиака с углекислотой служат кольца и доски горизонтальной вставки, которые придают потоку то левое, то правое вращение. Плав карбамида поднимается внутри стакана и выводится из колонны.
К материалам, из которых изготовляют аппараты высокого давления, предъявляют повышенные требования, так как в
реакциях, как правило, участвуют ядовитые, взрывоопасные, сильно корродирующие вещества
Газ
Газ 8 испаритель
жидкого аммиака
Рис. 161. Конденсационная колонна:
1 — верхняя труба, 2 —крышка, 3 — обтюратор, 4 — трубчатый теплообменник, 5— корпус, 6 — сепаратор, 7 — кольца Рашига, 8— отводная труба, 9 — конденсатор, 10 — смеситель
213
под высоким давлением. Для изготовления аппаратов применяют углеродистые, хромокремнемарганцевые, хромомолибденовые, хро-
Рис. 162. Колонна синтеза карбамида: / — опора, 2 — крышка, 3 — корпус, 4 — внутренний и наружный сосуды, 5 — штуцер
момолибденовольфрамованадиевые и хромоникелетитановые стали в зависимости от условий работы аппарата, т. е. температуры, давления и среды.
§ 48. Монтаж аппаратов высокого давления
Подготовительные работы. При поставке оборудования завод-изготовитель принимает меры, обеспечивающие его сохранность в пути следования. Обработанные детали на аппаратах высокого давления защищают от коррозии и механических повреждений в соответствии с техническими условиями на поставку. Все штуцера на аппаратах закрывают деревянными или металлическими заглушками, чтобы внутрь аппаратов не попала влага, пыль и посторонние предметы.
214
Аппараты высокого давления поставляют на монтируемый объект железнодорожным транспортом. Тяжеловесное оборудование транспортируют на двух-трех обычных платформах или платформах специального типа в зависимости от массы аппаратов. По прибытии на место проверяют сохранность упаковки оборудования, проверяют его комплектность, наличие необходимой документации, маркировку, состояние оборудования (отсутствие поломок, повреждений и дефектов, наличие пробок и заглушек на отверстиях).
Корпуса аппаратов высокого давления хранят на открытых площадках и эстакадах, укладывая на деревянные брусья. Внутренние устройства хранят в полуоткрытых складах на деревянных брусьях или настиле.
Арматуру и крепежные изделия хранят в закрытых неотапливаемых складах, контрольно-измерительные приборы — в закрытых утепленных складах.
Оборудование принимают на монтаж по внешнему осмотру, при этом прежде всего обращают внимание на состояние резьб, уплотнительных поверхностей, отсутствие следов коррозии. Устанавливают комплектность оборудования, соответствие оборудования чертежам, отсутствие видимых дефектов, наличие и комплектность документации. Приемку оборудования в монтаж оформляют актом. После приемки под монтаж строительных конструкций приступают к приемке оборудования и его расконсервации.
При расконсервации узлы и детали оборудования очищают от консервирующих смазок и лакокрасочных покрытий, за исключением тех узлов и деталей, которые должны оставаться покрытыми. Смазки и покрытия удаляют различными растворителями (соляровым маслом, керосином или бензином, ацетоном), обдувкой сухим паром или сухим горячим воздухом, механическим способом.
В комплекс работ по монтажу аппаратов входят перемещение и установка их на фундаменты, выверка их положения, закрепление, сборка насадок и испытание аппаратов.
На фундамент устанавливают опору или укладывают плиту на опорную металлическую конструкцию и обеспечивают горизонтальность кольца, на которое будет опираться аппарат, а также требуемое расположение опоры по отношению к осям здания. Горизонтальность кольца проверяют в двух взаимно перпендикулярных направлениях с помощью брускового уровня, укладываемого непосредственно на кольцо или контрольную линейку. Допускается отклонение опорного кольца от горизонтали не более 0,2 мм на 1 м, что соответствует одному делению уровня. При этом постамент должен равномерно опираться на фундамент, клиновые домкраты, отжимные болты или пакеты подкладок.
При бесподливочном способе установки опоры на подкладках положение опоры окончательно проверяют при затянутых гайках фундаментных болтов.
При установке опоры бесподкладочным способом ее положение выверяют после предварительной легкой затяжки гаек фундаментных болтов, т. е. в таком положении, в каком опору будут подли-
215
вать бетонной смесью. При бесподливочной установке положение опоры регулируют, укладывая тонкие металлические подкладки на фундамент под опору.
При бесподкладочном монтаже положение опоры регулируют с помощью домкратов или отжимных винтов. По окончании предварительной выверки опоры положение отжимных болтов фиксируют контргайками.
При монтаже на пакетах подкладок положение опоры регулируют заменой плоских подкладок или подбивкой клиньев.
При всех способах установки оборудования постамент должен полностью опираться на фундамент, клиновые домкраты или пакеты подкладок.
Так как аппараты высокого давления имеют большую массу, их положение выверяют не ранее чем через 24 ч после установки на фундамент. При выверке определяют проектное расположение аппарата в плане по отношению к осям здания или сооружения, проектное. расположение штуцеров аппарата в плане, необходимую высотную отметку установки, вертикальность корпуса.
Смещение аппарата в плане допускается не более чем на 10 мм. Положение аппарата определяют с помощью металлической рулетки. Если смещение превышает 10 мм, аппарат передвигают вместе с опорой.
Высоту установки опоры определяют во время укладки подкладок. После установки аппарата на опору производят контрольную проверку его высотной отметки с помощью нивелира.
Вертикальность корпуса выверяют тахометрическим теодолитом или отвесом по наружной цилиндрической поверхности. Допускается отклонение корпуса от вертикальности не более 0,5 мм на 1 м высоты аппарата.
Перед сборкой затворов и фланцевых соединений детали освобождают от консервирующих смазок и проверяют, нет ли на уплотняющих поверхностях забоин, видимых трещин, задиров, заусенцев, следов коррозии. Обнаруженные дефекты исправляют или заменяют деталь.
Оборудование собирают по чертежам и в строгом соответствии с требованиями технических условий и инструктивных указаний заводов-изготовителей.
Размеры и допускаемые отклонения на сборку обтюраторов, крышек и корпуса указываются в конструктивных чертежах. Детали затворов и прокладки перед сборкой протирают чистыми тряпками, так как грязь на уплотнительных поверхностях может явиться причиной неплотности затвора. Резьбовые соединения смазывают в соответствии с указанием рабочих чертежей. Прокладки из листового металла используют на одну сборку-разборку затвора. Перед сборкой прокладке придают форму уплотнительной поверхности, обстукивая ее деревянной киянкой. Прокладка должна быть целой, без надрывов.
Затвор с плоской металлической прокладкой (см. рис. 156) собирают следующим образом Насухо вытирают чистой ветошью вы-216
щупом
Рис. 163. Скоба для замера удлинения шпилек конденсационной колонны и колонны синтеза при уплотнении крышек
точку для прокладки, очищают и протирают V-образные канавки, проверяют размеры прокладки и укладывают прокладку 6 в выточку корпуса 1. Прокладку также насухо вытирают чистой ветошью. При установке крышки 2 следят за тем, чтобы шпильки 5 заходили в отверстия без повреждения резьбы, а уплотняющий выступ ровно вошел в выточку корпуса с уложенной прокладкой. На шпильки вручную наворачивают гайки. Правильно изготовленную, хорошо смазанную гайку наворачивают с незначительным усилием без заеданий.
При сборке затвора с металлической прокладкой треугольной формы прокладку укладывают на выступ корпуса, на прокладку помещают нажимное кольцо, которое фиксируется контрольными винтами. После этого устанавливают крышку. Прокладку доводят до состояния текучести уплотняющими болтами 8, действующими через кольцо. Основное крепление достигается муфтой 7, которая одним концом соединяется с корпусом сплошной резьбой, а другим— с крышкой с помощью секционной резьбы.
При сборке затвора с конусным уплотнительным кольцом крышку укладывают внутренней стороной вверх на шпальную выкладку. На конусную уплотняющую поверхность крышки помещают алюминиевую прокладку, обжимают ее и обстукивают деревянной киянкой, добиваясь плотного прилегания прокладки к поверхности крышки. Затем па прокладку укладывают обтюратор и крепят его удерживающим кольцом с помощью шпилек и гаек.
На конусную уплотняющую поверхность корпуса аппарата укладывают другую алюминиевую прокладку и обжимают. После этого крышку осторожно устанавливают на место.
Самоуплотняющийся затвор (см. рис. 157) с уплотняющим кольцом собирают в следующем порядке. Крышку 8 с ввернутыми шпильками опускают в корпус до упора в выступ, затем между крышкой и корпусом 1 помещают обтюратор 2, собирают разрезное упорное кольцо 3 в углублении верхней части корпуса и закрепляют его натяжными болтами 4. На верхний торец корпуса укладывают опорное кольцо 5, навертывают гайки 7 на шпильки б крышки и затягивают их равномерно по окружности до тех пор, пока упругое кольцо не будет плотно соприкасаться с крышкой и разрезным упорным кольцом.
Затяжка гаек основных шпилек. В аппаратах высокого давления для крепления крышек к корпусам аппаратов применяют шпильки диаметром до М190. На шпильках аппаратов затягивают гайки.
Гайки крепления крышек к корпусам аппаратов должны быть затянуты равномерно, с одинаковым усилием. Усилие затяжки
217
контролируют, замеряя удлинения шпилек против размера а (расстояние от верха корпуса аппарата или верха фланца аппарата до верхнего торца шпильки) (рис. 163).
Гайки шпилечных соединений затвора затягивают постепенно, крестообразно и тщательно следят за равномерностью затяжки, контролируя зазоры между торцовыми плоскостями крышки и корпуса колонны. Гайки затягивают в три-четыре приема, при этом через 2 ч после затяжки их дополнительно подтягивают. Величину зазора между торцами крышки и фланца указывают в рабочих чертежах.
Допускаемые отклонения величин зазоров регламентированы техническими условиями и равны, например, для фланцев диаметром 630 —'1000 мм — 0,8 мм, 1000 — 1600 мм — 1,25 мм, 1600—2500 мм—2 мм.
8
9 '10
Гайки на шпильках аппаратов высокого давления затягивают с помощью гидравлических и пневматических гайковертов.
На рис. 164 показано гидравлическое приспособление. С его помощью производится холодная вытяжка шпильки до определенной
। длины и последующее навин-
Рис. 164. Гидравлическое приспособление чивание гаек.
для затяжки гаек на шпильках аппаратов высокого давления:
1— штуцер, 2, 9 — гайки, 3 — шток. 4— поршень, 5 — цилиндр. 6 — опорный стакан, 7—паз для оправки, 8— шпилька, 10 — оправка, // — жесткая связь между двумя приспособлениями, 12 — трубопровод для подачи рабочей жидкости
Затягивание гаек на шпильках аппаратов высокого давления с помощью гидравлического приспособления производится следующим образом.
Крепежную гайку 9 навинчивают на шпильку аппарата до упора в крышку. Шток 3 также навинчивают на шпильку аппарата. Рабочую жидкость через штуцер 1 цилиндра 5 нагнетают ручным насосом высокого давления под поршень 4. Поршень под давлением жидкости поднимается вверх и через шток передает необходимое расчетное усилие на шпильку, растягивая ее в пределах упругой деформации на величину, указанную в технических условиях. Гайку доворачивают до плотного прилегания к крышке аппарата оправкой 10. которую вставляют через паз 7 опорного стакана 6 приспособления. После этого сбрасывают давление в приспособлении. Крышка аппарата оказывается достаточно плотно затянутой.
Шток 3 приспособления свинчивают со шпильки с помощью гайки 2. Для равномерного затягивания гаек по всему периметру аппарата используют два приспособления, соединенных жесткой 218
связью. Чтобы можно было быстро изменить положение приспособления, его устанавливают на укосине или треноге.
Для затягивания гаек используют также гидродомкрат (рис. 165). По резьбе внутреннего стакана 3 его навертывают на конец шпильки 8, выступающей над предварительно навернутой гайкой 7. Нижняя торцевая поверхность наружного стакана упирается в крышку корпуса аппарата. При подаче жидкости под давлением в гидравлический цилиндр 2 (полость и) вытягивается шпилька 8, после чего через овальные прорези к в нижнем стакане затягивают гайки.
При отсутствии гидравлических и пневматических ключей для затяжки гаек на шпильках аппаратов высокого давления использу
ют монтажные ключи, усилие к которым прикладывают от самоходных кранов.
Монтаж колонны синтеза аммиака. Колонна синтеза аммиака мощностью 1360 т/сутки (450 тыс. т в год) (рис. 166) имеет внутренний диаметр 2400 мм, высоту 24 560 мм и массу 571 750 кг.
Колонна работает под давлением 320 кгс1см2 н при температуре 250° С.
Колонну поставляют блоками: корпус 3 внутренним диаметром 2400 мм и длиной 24 560 мм с крышкой и деталями массой 429 015 кг; насадка 4 диаметром 2330 мм, длиной 22 933 мм, массой 107 260 кг; постамент 5 диаметром 3890 мм, высотой 5125 мм, массой 31 585 кг; электроподогреватель массой 1000 кг.
Монтаж колонны подразделяют на следующие этапы: приемка и подготовка фундамента колонны и насадки, приемка колонны синтеза в монтаж, установка постамента и заливка анкерных болтов, испытание корпуса колонны, установка корпуса колонны на постамент, установка насадки на фундамент, испытание насадки, засыпка катализатора, изоляция
Рис. 165. Гидродомкрат:
/ — штуцер для подвода рабочей жидкости, 2 — гидравлический цилиндр, 3— внутренний стакан, 4 — подвеска для перемещения гидродомкрата, 5 — поршень, 6 —наружный стакан, 7 — основ-
ная гайка, 8—основная шпилька
насадки, установка насадки в
корпус.
На заводе-изготовителе в соответствии с техническими условиями производят приемочные испытания и контрольную сборку колонны.
219
В процессе приемочных испытаний проверяют комплектность и маркировку, производят гидравлическое испытание корпуса колонны синтеза, испытание на прочность и плотность теплообменника насадки гидравлическим способом на давление Р!Пб = 25 кгс/см2 и пневматическим способом на давление Л«б = 20 кгс/см2, испытание па прочность и плотность катализаторной коробки, теплообменника
Рис. 166. Колонна синтеза аммиака:
/ — крышка, 2 — штуцер, 3— корпус колонны, 4 —насадка, 5— постамент
и штуцера (корпуса насадки) гидравлическим способом на давление 25 /сгс/сл2 и пневматическим способом на давление РИЗб = = 20 кгс/см?, гидравлическое испытание на прочность и плотность компенсатора давлением 25 кгс!см2.
Завод гарантирует исправную работу аппарата в течение 12 месяцев, но не более 18 месяцев со дня отгрузки.
При приемке колонны в монтаж не должно быть повреждений на деревянной упаковке и металлических узлах насадки. Приемка аппарата в монтаж, а также обнаруженные дефекты оформляются актом.
Гидравлическое испытание вновь установленных сосудов при техническом освидетельствовании можно не производить, если с момента проведения такого испытания на заводе-изготовителе прошло менее 12 месяцев, сосуды не получили повреждения при транспортировании к месту установки и монтаж их проводится без применения сварки или пайки элементов, работающих под давлением.
Приемку и подготовку фундамента колонны начинают с проверки соответствия фактических размеров и высотных отметок фундамента проектным, причем отклонения не должны превышать величин, приведенных в табл.3.
После этого составляют акт о го
товности фундамента к производству монтажных работ. Устанавливают опалубку в колодцы, очищают поверхность фундамента, продувают ее сжатым воздухом и увлажняют. Для установки колонны необходимо изготовить 24 стальные подкладки размером 14Х X 90X280 мм.
21’0
Укладывают бетонную смесь под одну из подкладок, которую в дальнейшем принимают за базовую. Выверяют базовую подкладку (рис. 167) на горизонтальность брусковым уровнем, а по высоте теодолитом. Через 3 дня по базовой подкладке укладывают остальные подкладки 1, положение которых проверяют гидростатиче-
Рис. 167. Выверка металлических подкладок:
1 — металлическая подкладка, 2 — гидростатический ypoj вень, 3 — бетонная подушка
ским 2 и брусковым уровнями. Допускаемое отклонение от проектной высотной отметки составляет не более 1 мм, по горизонтали — 0,2 мм на 1 м.
Установку постамента разрешают только по достижении бетоном подушек прочности не менее 70% проектной.
Принимают и готовят фундамент насадки так же, как и под колонну. Однако для закрепления насадки применяют составные фундаментные болты (рис. 168). Перед установкой и заливкой их осматривают, очищают резьбы от загрязнений и коррозии и смазывают маслом. При этом па стержнях болтов не должно быть масляных пятен. Гайки прогоняют по резьбе болтов, а соединительные муфты 3 оборачивают толем или картоном.
Фундаментные болты устанавливают в колодцы по шаблону 2, изготовленному по кольцу опоры под насадку. Отклонения при установке болтов не должны превышать: по осям фундаментных болтов в плане —3 мм, по отметке верхних торцов фундаментных болтов +20 мм. После затвердения бетона шаблон снимают и вы
*221
ворачивают верхние части составных фундаментных болтов из соединительных муфт, а оставшиеся муфты заглушают пробками.
Монтаж постамента начинают с опускания анкерных болтов в колодцы фундамента. Анкерные болты продевают в отверстия опускаемого постамента. После установки постамента на фундамент наворачивают гайки на анкерные болты, причем болты должны
Рис. 168. Заливка составных фундаментных болтов:
/ — шпилька, 2 — шаблон, J — муфта, 4 — анкерный болт постамента на подкладки. ] пластины и прихватывают их
свободно висеть на гайках, не касаясь стенок колодцев.
Далее выверяют горизонтальность верхнего фланца постамента по контрольной линейке и уровню в двух взаимно перпендикулярных направлениях. Отклонение от горизонтальности допускается не более 0,3 мм на 1 м. При необходимости положение постамента регулируют, укладывая прокладки между забетонированными пластинами и опорным кольцом постамента.
Затем проверяют зазоры между опорным йОльцом постамента и подкладками. Щуп толщиной 0,1 мм не должен проходить в местах опирания > зазоры укладывают металлические электросваркой к забетонированным
пластинам.
Колодцы с анкерными болтами заливают бетонной смесью. По достижении бетоном прочности не менее 70% проектной затягивают гайки анкерных болтов.
Для испытания корпус колонны вместе с крышкой с помощью грузоподъемных механизмов снимают с транспортных средств и укладывают на специальные опоры так, чтобы заглушки 2 и 3 оказались вверху (рис. 169).
222
Снимают крышку и очищают корпус и крышку от консервирующей смазки. Внутреннюю поверхность корпуса осматривают с помощью переносной лампы напряжением не более 12 в, чтобы проверить отсутствие трещин, раковин или других дефектов. Заглушают все отверстия в корпусе и крышке, которые не нужны при гидравлическом испытании колонны. Укладывают обтюратор с проклад
ками в крышку корпуса, устанавливают крышку на корпус и с по-
мощью гидродомкратов / (рис. 170). Перекос торца крышки по отношению к торцу корпуса после окончательной затяжки допускается не более 5,5 мм. В заглушке 3 (см. рис. 169) просверливают отверстие и нарезают резьбу для установки контрольного манометра с пределом измерения до 600 кгс/см2, диаметром не менее 160 мм и классом точности не ниже 2,5.
В заглушке 2 просверливают отверстие и приваривают патрубок для подключения гидропресса. На штуцере 1 устанавливают сливной кран. Через штуцер 4 заполняют корпус колонны водой, при этом воздух выпускают через трехходовой кран перед контрольным манометром. После заполнения колонны водой штуцер 4 закрывают пробкой и испытывают корпус гидравлическим способом на давление 400 кгс/см2. Скорость подъема давления не более 10—
крестообразно затягивают гайки
Рис. 170. Затяжка гаек гидродомкратами:
1 — гидродомкрат, 2 — колонна синтеза
12 кгс/см2 в 1 мин, т. е. давление 400 кгс/см2 набирают постепенно и не быстрее, чем за 35 мин. При давлении 400 кгс/см2 колонну выдерживают в течение 5 мин, после чего давление снижают до рабочего — 320 кгс/см2. Снижать давление необходимо постепенно со скоростью не более 16—18 кгс/см2 в 1 мин. При рабочем давлении проверяют прочность корпуса и плотность соединений. Если в результате испытаний будут обнаружены дефекты корпуса, составляют акт.
По окончании испытания давление в корпусе снижают до атмосферного с такой же скоростью, как и при подъеме. После этого открывают воздушник — трехходовой кран перед контрольным манометром. Через сливной кран сливают воду в сливную магистраль,
223
снимают крышку, удаляют остаток воды и просушивают корпус колонны, обдувая его теплым воздухом. О результатах испытания составляют акт.
После испытания корпуса колонны приступают к его установке на постамент. Корпус колонны перемещают в зону подъема на спе-
Рис. 171. Конденсационная колонна:
/ — труба верха, 2—крышка, 3 — теплообменник, 4 — корпус, 5 — сепаратор, 6 — смеситель, 7— отвод, 8 — постамент
-считывают падение давления, более чем на 0,2%.
Гидравлическим способом
циальных тележках и затем поднимают. Положение корпуса по вертикали проверяют с помощью теодолита. Отклонение от вертикали на всю высоту корпуса и постамента не должно превышать 35 мм. При отклонении, превышающем допускаемое, положение корпуса регулируют металлическими пластинами, которые помещают между опорным кольцом постамента и забетонированными подкладками. При этом постамент должен опираться на все пластины. Дополнительные пластины прихватывают к подкладкам электросваркой.
Окончательно вертикальность корпуса замеряют при затянутых гайках анкерных болтов.
После выверки корпуса постамент подливают бетонной смесью.
Насадку перемещают в зону подъема на специальных тележках. После установки насадки ввертывают шпильки составных фундаментных болтов и заворачивают дайки на шпильках. Теодолитом проверяют положение насадки по вертикали. Отклонение от вертикали на всю высоту насадки и опоры допускается не более 35 мм. Регулируют положение насадки по вертикали так же, как и корпуса колонны. После демонтажа такелажной оснастки опору подливают бетонной смесью. Приступают к испытанию насадки. Сначала производят гидравлическое на давление 25 кгс/см2, затем пневматическое на давление 20 кгс/см? испытание межтрубного пространства теплообменника и под-За 1 ч давление не должно падать
на давление 25 кгс!см2 испытывают
224
катализаторную коробку, трубное пространство теплообменника, компенсатор и штуцер. Насадку испытывают пневматическим способом на давление 20 кгс/см2.
После испытания в насадку засыпают катализатор, изолируют ее и устанавливают в корпус колонны. Для этого насадку застро-повывают, демонтируют обстройку вокруг нее, снимают крепление, соединяющее насадку с опорой. Затем монтируют электроподогреватель. Устанавливают крышку на корпус и затягивают гайки гидродомкратом. Перекос торца крышки по отношению к торцу корпуса после окончательного затягивания допускается не более 5,5 мм. Приваривают компенсатор.
Монтаж конденсационной колонны. Конденсационная колонна для производства аммиака мощностью 450 тыс. т аммиака в год показана на рис. 171.
Внутренний диаметр аппарата — 2000 мм, высота— 19 722 мм, масса — 303 758 кг.
Аппарат работает под давлением 320 кгс]см2 и при температуре 200° С.
Колонна поставляется блоками (табл. 12).
Таблица 12
Техническая характеристика поставочных блоков колонны
Блоки Габариты, мм Масса, кг
Корпус в сборе с крышкой и
другими деталями Диаметр 2000, длина 19 325 225 850
Постамент Диаметр 3520, длина 5125 27 518
Смеситель 375 x 665 x 2467 235
Сепаратор 100x1912x6180 1 990
Теплообменник Диаметр 2000, длина 7650 43072
Корзина Диаметр 1992, длина 2422 2 375
Труба верхняя Диаметр 570, длина 2525 263
Отвод Диаметр 290, длина 4275 4'3 ,3
Опора верха 3500 x 3500x140 1 285
Монтаж колонны состоит из следующих операций: приемка и подготовка фундамента, приемка колонны, установка постамента и заливка анкерных болтов, испытание корпуса колонны, монтаж корпуса колонны, выверка его и подливка постамента, испытание теплообменника, монтаж внутренних устройств.
Приемку колонны, приемку и подготовку фундамента, установку постамента и заливку анкерных болтов выполняют так же, как и при монтаже колонны синтеза.
Для гидравлического испытания корпус колонны укладывают на специальные опоры таким образом, чтобы заглушки 3 и 4 были в верхнем положении (рис. 172). Затем снимают крышку / колонны и очищают ее и корпус 2 колонны от консервирующей смазки.
8—408
225
Осматривают внутреннюю поверхность корпуса, чтобы проверить отсутствие трещин, раковин и других дефектов Устанавливают и закрепляют в крышке обтюратор с прокладками, смазывают резьбу шпилек тонким слоем графитовой смазки и собирают крышку с корпусом колонны. Гайки затягивают гидроключами. Перекос торца крышки по отношению к торцу корпуса после окончательного затягивания допускается не более 4,5 мм. Снимают заглушки 3 и 4
Рис. 172. Испытание корпуса конденсационной колонны: / — крышка, 2 —корпус, 3, 4 — заглушки
и устанавливают вместо заглушки 4 контрольный манометр с пределом измерения до 600 кгс/см2, диаметром не менее 160 мм и классом точности не ниже 2,5, а вместо заглушки 3 подключают гидропресс. После этого заполняют колонну водой и испытывают гидравлическим способом так же, как и колонну синтеза аммиака.
После испытания приступают к монтажу корпуса колонны. Предварительно в корпусе устанавливают смеситель. Его укладывают на тележку, подают в корпус колонны, соединяют с корпусом колонны, после чего тележку убирают. Корпус колонны поднимают, убирают опоры и подают переднюю и заднюю тележки, на которые укладывают корпус. Корпус колонны перемещают на тележках в зону подъема, после чего устанавливают его в проектное положение в соответствии с указаниями проекта производства работ. Положение корпуса колонны по вертикали проверяют с помощью теодолита. Отклонение от вертикали на всю высоту корпуса колонны и постамента допускается не более 35 мм. При отклонении, превышающем допускаемое, колонну регулируют металлическими пластинами, которые помещают между опорным кольцом постамента и забетонированными пластинами. После выверки колонны постамент подливают бетонной смесью. Затем приступают к испытанию теплообменника. Теплообменник укладывают на специальные опоры, подключают гидропресс и контрольный манометр и испытывают межтрубное пространство теплообменника гидравлическим способом на давление 4 кгс/см2. Теплообменник считается выдержавшим гидравлическое испытание, если не обнаружено признаков разрыва, течи, слезок и потения в сварных соединениях, вальцовке труб и на основном металле, видимых остаточных деформаций. После испытания теплообменник подают в зону подъема.
226
Для монтажа внутренних устройств колонны изготовляют специальную лестницу 2, которую закрепляют к корпусу колонны (рис. 173). При производстве работ внутри корпуса 3 колонны применяют переносные светильники с напряжением не более 12 в.
Рис. 173. Размещение лестницы в корпусе колонны:
1 — сепаратор, 2 — лестница, 3 — корпус, 4— опора верха, 5 — смеситель
Стропят и опускают в корпус колонны сепаратор 1. Закрепляют сепаратор к корпусу колонны, после чего лестницу убирают. Устанавливают на рельсы опорное устройство 2 (рис. 174). Ось окна в опорном устройстве должна совпадать с осью шахты. Затем на опорное устройство монтируют опору 3, а на опору — корзину 4. Присоединяют к корзине отвод 1 и загружают ее насадкой. На фланец 5 помещают прокладку, далее устанавливают теплообменник на корзину и затягивают болты на фланцевом соединении. Насадку в собранном виде размещают в корпусе колонны. Корпус колонны покрывают крышкой.
8'
227
Широкое распространение получил способ монтажа тяжеловесных аппаратов высокого давления (массой до 500 т) с помощью специальных приспособлений к башенному крану БК-1000.
Приспособление (рис. 175) представляет собой Г-образную конструкцию, состоящую из ригеля 2 и мачты 4.
Приспособление с выступающими консольно-горизонтальными осями опирается на опорные подвески, прибалчиваемые к башне.
Примыкающие в узлах крепления нН
Рис. 174. Сборка корзины с отводом:
/ — отвод. 2 — опорное устройство, 3 — опора под корзину, 4— корзина, 5 — фланец
полагать ригель над мачтой так,
подвесок раскос и распорку баш-ни крана усиливают. Никаких других изменений ни в конструкцию, ни в механизмы крана вносить не нужно.
Конструктивное решение опорного узла ригеля обеспечивает возможность поворота ригеля относительно горизонтальной и вертикальной осей.
Другой конец ригеля шарнирно соединен с мачтой с помощью горизонтальной оси, вследствие чего вертикальная нагрузка от ригеля на мачту передается центрально. Мачта опирается шаровой опорой на подпятник башмака, с которым она соединена шарнирно, что обеспечивает передачу нагрузки на грунт на площадке, имеющей уклон.
Наличие на одном конце ригеля консоли дает возможность при сборке приспособления рас-чтобы между ними помещались
грузовые полиспасты.
На концах ригеля находятся трубчатые опоры, к которым стропами прикрепляют два грузовых полиспаста. К грузовым полиспастам с помощью траверсы подвешивают монтируемый аппарат.
Сбегающие нитки полиспастов направляются вниз на грузовые лебедки: одни через отводные ролики на ригеле, другие — через отводные ролики на верхней части мачты.
Приспособление поднимают в проектное положение и перемещают на новую стоянку для монтажа следующего аппарата краном БК-1000 без дополнительных подъемных механизмов. После установки в проектное положение мачту приспособления закрепляют двумя боковыми вантами за наземные якоря. Отклонение мачты от вертикали не должно превышать ±600 мм.
Монтируемое оборудование поднимают и перемещают вдоль ригеля грузовыми лебедками путем натяжения сбегающих ниток грузовых полиспастов.
228
Рис. 175. Приспособление к крану БК-1000:
/ — башенный кран, 2 -ригель, 3 - грузовые полиспасты, 4-мачта
4
При монтаже технологического оборудования с помощью приспособления кран закрепляют противоугонными устройствами.
Приспособление монтируют в собранном виде. Сборку производят на монтажной площадке в такой последовательности. Из от-
Рис. 177. Установка насадки в корпус конденсационной колонны: / — насадка, 2— корпус колонны, 3 — кран БК-1000, 4 — Г-образная при* ставка с оснасткой
дельных секций собирают мачту и ригель. Мачту укладывают на шпальную выкладку и на нее помещают на подкладках блоки грузовых полиспастов. К нижним блокам на стропах прикрепляют траверсу. В блоки запасовывают трос грузовых полиспастов. На мачту укладывают ригель, который шарнирно соединяют с верхом мачты с помощью горизонтальной оси.
231
Под свободный конец ригеля подкладывают шпальную выкладку, опирающуюся на узлы мачты, верхние блоки грузовых полиспастов закрепляют на стропах к ригелю, сбегающие нитки полиспастов пропускают через ригель и мачту и закрепляют.
Последовательность установки Г-образного приспособления в проектное положение показана на рис. 176.
Стропят приспособление за специальные конструкции, предусмотренные на ригеле, двумя стропами. Центр тяжести приспособления во время подъема должен находиться между крюком крана и опорным концом ригеля на кране.
Поднимая крюк крана и одновременно передвигая кран, приспособление поднимают из положения I последовательно в положение II, III и IV до отрыва мачты от земли. В момент отрыва центр тяжести приспособления перемещается вправо, поэтому кран передвигают в обратную сторону до совпадения центра тяжести приспособления с линией полиспаста крана (положение V).
Затем с помощью оттяжек, закрепленных за ригель, приспособление развертывают так, чтобы ригель можно было соединить с башней крана. Затем приспособление устанавливают на шпальное основание и расчаливают двумя вантами, закрепленными к наземным якорям. Кран БК-ЮОО АП прикрепляют к рельсам противоугонным устройством, после чего ослабляют полиспаст.
При перестановке приспособления ослабляют ванты, поддерживающие мачту, и подъемом крюка крана отрывают приспособление от земли. Ригель остается закрепленным к башне крана. Во избежание перегрузки крана траверсу подтягивают к башне. Трос грузовых полиспастов закрепляют к мачте приспособления. В таком положении кран вместе с подвешенным на крюк приспособлением перемещают на новую стоянку для подъема следующих аппаратов.
В качестве примера на рис. 177 показана установка насадки в корпус конденсационной колонны с помощью приспособления к крану БК-ЮОО.
Насадку 1 стропят к грузовым полиспастам Г-образного приспособления 4 башенного крана 3. Изменяя вылет грузовых полиспастов, насадку поднимают, перемещают и опускают в корпус колонны в проектное положение.
Монтаж колонны синтеза карбамида. Вблизи главного корпуса на фундаментах с отметкой 6,1 м устанавливают колонны синтеза карбамида, рассчитанные на рабочее давление 200 кгс1смг и температуру 185° С. Наружный диаметр колонны 1490 мм, высота 24 000 мм, масса 92 т.
Колонны синтеза карбамида монтируют (рис. 178) с двух стоянок мачт. Перемещают мачты с одной стоянки на другую по рельсовому пути.
Для подъема колонн синтеза применяют следующее оборудование и монтажную оснастку: мачту грузоподъемностью 50 тс, высотой 45 м (2 шт.), кран СКГ-50, инвентарную переходную траверсу, передние и задние сани грузоподъемностью по 50 тс, электролебедки грузоподъемностью 7,5 тс (2 шт.), 5 тс (2 шт.) и 3 тс (4 шт.), пяти-23!
5)
Рис. 178. Схема подъема колонн синтеза карбамида массой по 85 т в проектное положение:
а •—» момент подъема, б ~ схема расположения инвентарных наземных якорей; ! — траверса, 2 — колонна, 3 — мат* та, 4 — шпальная клетка, 5 — сани, 6 — инвентарный наземный якорь
рольные блоки грузоподъемностью 50 тс (4 шт.), однорольный блок грузоподъемностью 7,5 тс (1 шт.), двухрольный блок грузоподъемностью 10 тс (1 шт.), трос диаметром 17,5 мм (310 м), 32 мм (180м), 28,5 мм (1000 м) и 22 мм (100 м), инвентарные наземные якоря с установленными на них лебедками.
Колонны синтеза карбамида монтируют в такой технологической последовательности. На рельсовые пути устанавливают передние и задние сани, на которые краном СК.Г-50 укладывают колонну 2. Хвостовую часть ее закрепляют в шарнирно-поворотном устройстве задних саней. На оголовке колонны крепят разъемный хомут, который шарнирно соединен с инвентарной переходной траверсой 1, связанной с грузовыми полиспастами мачт. После подготовительных операций приступают к подъему колонны.
Мачты 3 имеют некоторый постоянный наклон в сторону главного корпуса, который увеличивают с помощью вант полиспастов по мере подъема колонны в проектное положение. При этом одновременно подтаскивают задние сани полиспастом, связанным с лебедкой, которая закреплена на инвентарном наземном якоре. В момент перехода колонны из положения // в положение III нижнюю часть ее удерживают полиспастом оттяжки и выводят из задних саней. Поднимают колонну в положение // при вылете мачт 4,5 м. Из положения III колонну переводят в положение IV благодаря наклону мачт и увеличению вылета до 7 м.
Наклон обеих мачт необходимо выполнять одновременно и синхронно. Затем вертикальную ось колонны синтеза, поднятой предварительно на 1 м выше опорных металлоконструкций, совмещают с осью фундамента, колонну опускают в проектное положение и после выверки закрепляют на фундаменте.
Разъемный хомут снимает рабочий, которого поднимают на высоту в люльке. Для этого на инвентарной переходной траверсе предусмотрен палец для крепления отводного блока, через который стальной канат, закрепленный к люльке, направляется на лебедку.
ГЛАВА XIV
МОНТАЖ РЕЗЕРВУАРОВ И ГАЗГОЛЬДЕРОВ
§ 49. Конструкции резервуаров и газгольдеров
Резервуары и газгольдеры служат для хранения жидкостей и газов. В зависимости от конструкции резервуары разделяют на вертикальные цилиндрические, горизонтальные цилиндрические, сферические, а газгольдеры — на сухие и мокрые.
Вертикальные цилиндрические резервуары (рис. 179) бывают с коническим и сферическим покрытием с плавающими крышами и понтонами.
В настоящее время освоено строительство стальных вертикальных цилиндрических резервуаров емкостью до 20 000 м3. Разработаны два направления дальнейшего увеличения емкости резервуа-
234
ров: строительство резервуаров емкостью до 50 000 м3 с двухслойной стенкой из низколегированной стали в нижней части корпуса и такой же емкостью из стали высокой прочности, что позволит при
10000 м3
5000м3
20000м3
Рис. 179. Сварные вертикальные цилиндрические резервуары
менить для нижних поясов листовую сталь толщиной до 16 мм и изготовлять корпуса резервуаров методом рулонирования.
Техническая характеристика сварных вертикальных цилиндрических резервуаров приведена в табл. 13.
Чтобы уменьшить потери продуктов при хранении от испарения, применяют резервуары с плавающими крышами и понтонами.
235
g Таблица 13
Техническая характеристика сварных вертикальных цилиндрических резервуаров
Показатели Емкость резервуаров,
100 200 300 400 700 1000 2000 3000 5000 10000 20000
Расчетная емкость, jh3 104 204 332 421 757 1 056 2 135 3 340 4 832 10 950 19 500
Внутренний диаметр по нижнему поясу, мм 4730 6630 7 580 8 530 10 430 12 330 15 180 18 980 22 790 34 200 45 640
Высота цилиндрической части, jwai 5920 5920 7 325 7 375 8 845 8 845 11 805 11 825 11 845 11 920 11 920
Диаметр днища, мм . 4810 6710 7 660 8 610 10510 12410 15 280 19 080 22 890 34 350 45 770
Масса оезервуара, кг 4700 7177 10 588 12 387 18 775 24 313 41 794 62 539 89 231 203 171 381 700
Рис. 180. Стальные вертикальные цилиндрические резервуары с понтонами и плавающими крышами:
я —емкостью до 5000 м3 с понтонами, б- -емкостью 10 000—20 000 м3 с понтонами, 1 — с плавающей крышей
Таблица 14
Техническая характеристика стальных вертикальных цилиндрических резервуаров с понтонами и плавающими крышами
Показатели Резервуары
с понтонами емкостью, ма с плавающими крышами емкостью, мл
300 400 700 1000 2000 3000 5000 10000 20000 100 1000 2000 3300 10000
Диаметр понтона или плавающей крыши, JMJW . . . 7 280 8 230 10 130 12 030 14 780 18 580 22 390 33 800 45 200 4430 11 930 14 780 18 580 33 800
Количество коробов понтона или плавающей крыши, шт. ... 6 8 10 8 8 10 12 18 24 1 8 8 10 18
Масса резервуара, кг . . . 13154 15 530 22 177 31 553 102133 77 184 108 130 250 000 485 000 7388 25 484 48 710 71 150 198 000
Вертикальные цилиндрические резервуары с понтонами и плавающей крышей показаны на рис. 180, их техническая характеристика приведена в табл. 14.
Рис. 181. Шаровой резервуар
Газы и жидкости, находящиеся под давлением, хранят в шаровых резервуарах (рис. 181).
Таблица 15
Техническая характеристика шаровых резервуаров емкостью до 4000 м3
Объем, м3 1 Диаметр, .и Продукт 1 Расчетное давле- 1 ние, кгс/смг 1 1 Толщина оболочки, мм Масса оболочки» т
номинальный геометричес' кий
300 382 9 Легковоспламеняющаяся жидкость 2,5—5,5 12 25
400 9,22 То же 6 20 43
600 606 10,5 » » 2,5—4,5 12 34
600 606 10,5 Бутан-бутилен 6 16 45
600 606 10,5 Инертный газ 10 22 62
600 606 10,5 Пропан 18 34 95
800 — 11,58 То же 6 25 81
900 905 12 » » 18 38 140
2000 2145 16 Легковоспламеняющаяся жидкость 2,5 16 104
2000 2145 16 Бутан-бутилен 6 22 143
4000 4189 20 Легковоспламеняющаяся жидкость 2,5 18 183
4000 4189 20 Бутан-бутилен 6 28 285
239
Форма шара лучше всего подходит для восприятия внутреннего избыточного давления по сравнению с другими формами резервуаров. Так для сферических резервуаров емкостью 600 м3 по сравне-
Рис. 182. Каплевидный резервуар с экваториальной кольцевой опорой:
/ — оболочка резервуара, 2 — ребра жесткости, 3 — стойки, 4 — кольцевой фундамент, 5—песчаная подушка, 6 — днище, 7 —косынки
нию с цилиндрическими экономия стали только на оболочку составляет 15%, а с учетом всех металлоконструкций—50 %; стоимость их меньше на 35%.
Рис. 183. Мокрые газгольдеры:
а — однозвенный, б — двухзвенный; / — резервуары, 2 — внутренние направляющие резерв вуара, 3 — нижние ролики, 4—телескоп, 5 — внутренние направляющие телескопа, 6 — верх* ние ролики, 7 — наружные направляющие колокола, 8— колоколы
240
Техническая характеристика шаровых резервуаров приведена в табл. 15.
Каплевидные резервуары (рис. 182) применяют для хранения легкокипящих продуктов под давлением. Оболочка 1 каплевидного резервуара имеет форму капли жидкости, лежащей на не-смачиваемой поверхности. Напряжения во всех точках такого резервуара одинаковы.
Оболочка резервуара 1 опирается стойками 3 на кольцевой фундамент 4. Стойки приваривают к оболочке резервуара и усиливают косынками 7.
Мокрые газгольдеры (рис. 183) выпускают емкостью до 30 000 лг3.
Мокрые газгольдеры сооружают однозвенные и двухзвенные. Однозвенный газгольдер состоит из резервуара 1 и колокола 8, который под давлением газа может перемещаться по внутренним 2 и наружным 7 направляющим с помощью роликов.
Двухзвенный газгольдер состоит из резервуара 1, телескопа 4 и колокола 8.
Работает он так же, как и однозвенный.
Техническая характеристика мокрых газгольдеров приведена в табл.16.
§ 50. Монтаж вертикальных цилиндрических резервуаров и газгольдеров
Разгрузка, транспортирование и складирование металлоконструкций. Приемка и разметка основания. При монтаже нескольких резервуаров на одной монтажной площадке устраивают разгрузочную площадку с пологим пандусом, дающим возможность разгружать рулоны с платформы и погружать на трайлеры, сани или подкладные листы. Разгрузку рулонов резервуаров производят по подкладным балкам.
Разгружают рулоны с помощью тракторной лебедки и трактора, двух или одного тракторов. Тракторы можно заменить лебедками и якорями.
При разгрузке тракторной лебедкой и трактором (рис. 184, а) один канат охватывает рулон удавкой по центру тяжести и обматывается двумя-тремя витками. Конец каната закрепляют к форкопфу трактора.
Другой канат, также с помощью удавки, закрепляют на рулон (со стороны толстых листов) на расстоянии 500—800 мм от торца рулона и обматывают вокруг рулона витками, количество которых должно соответствовать длине пути разгрузки плюс 10—15 м.
Тормозной трактор, натягивая канат, дает возможность выбить передние клинья. Затем тракторная лебедка, натягивая канат, заставляет рулон скатываться с платформы 2 по разгрузочным бал-
241
Показатели
Отметка верха наружных направляющих, мм . . . .
Внутренний диаметр резервуара (по нижнему поясу) , мм ................
Высота корпуса резервуара, мм...................
Внутренний диаметр телескопа, мм..............
Высота корпуса телескопа, мм...................
Внутренний диаметр колокола, мм...............
Высота корпуса колокола , ММ............'
Масса, кг .............
Таблица 16
Техническая характеристика мокрых Газгольдеров
Емкости газгольдеров, м3
100 зоо 690 1900 3000 6000 10000 15000 23000 39009
7 460 12 550 15 430 15 430 20 250 24 350 29 580 35 530 35 530 35 530
7 400 9 300 11 480 14 500 21 046 26 876 28 140 31 158 35 852 43612
3 440 5910 7 380 7 380 9 790 11 730 9 790 11 710 11 710 11 730
— — — — — — 27 120 30 НО 34 780 42 500
— — — — — — 9 390 11 340 11 340 11 320
6 600 8 500 10 680 13 700 20 250 26 100 26 100 29 090 33 700 41 400
3 220 5 690 7 120 7 120 9 530 11 430 9 380 11 330 11 330 И 310
15 784 26 788 37 942 55 128 121 360 213 265 291 340 369 672 454 000 620 590
кам Для устойчивости под платформу устанавливают опорные стойки 3.
Тормозной трактор, работая синхронно с лебедкой (или тяговым трактором), удерживает рулон от ускорения.
При разгрузке одним трактором (рис. 184, б) сначала в четырех местах рулона рядом с подкладными клиньями 5 подсовывают клинья несколько выше разгрузочных балок 4.
Рис. 184. Схема разгрузки рулоноз с железнодорожной платформы:
а — двумя тракторами на землю, б — одним трактором на землю, в — по переходной-балке на трайлер, г — через разгрузочную платформу на трайлер, д — разгрузочная балка, е — клин; / — подкладка из деревянных брусков, 2 — железнодорожная платформа, <3 —опорная стойка, 4 — разгрузочная балка, 5 — клин, б—переходная балка»
7 — разгрузочная платформа
Трактор, натягивая канат, переводит • рулон на подложенные клинья, что дает возможность выбить заводские клинья впереди рулона. Постепенно двигаясь по направлению к рулону, трактор медленно скатывает рулон по лагам.
В обоих случаях перед разгрузкой под поперечные балки (траверсы) платформы устанавливают опорные стойки 3. Рулоны раз
243-
гружают на трайлер по двум схемам: по переходной балке 6 (рис. 184, в); через разгрузочную платформу 7 (рис. 184, г).
На рис. 184, д показана разгрузочная балка, на рис. 186, е — клин.
До начала монтажных работ на площадке проводят следующие подготовительные работы: планируют строительную площадку, причем отклонения отметок планировки от проекта не должны превышать ±5 см; устраивают основания под резервуар или газгольдер и шахтную лестницу; укладывают трубопроводы с засыпкой, утрамбовкой и планировкой поверхности; подводят электроэнергию и воду для гидроиспытания сооружения; разбивают оси резервуара или газгольдера; устраивают площадки для складирования металлоконструкций и укрупнительной сборки.
Перед началом монтажных работ на резервуарах и газгольдерах проверяют (СНиП Ш-В.5-62): правильность разбивки осей резервуара, отметку поверхности гидроизолирующего слоя искусственного основания резервуара и обеспечение отвода поверхностных вод от основания.
При приемке оснований резервуаров и газгольдеров допускают
ся следующие отклонения, мм:
отметок планировки......................... не более ±50
по отметке центра подушки........................ ±50
по отметке периметра в средней точке между
двумя смежными точками (отметки устанавливают
по проектному периметру корпуса не менее чем в
восьми точках, но не реже чем через 6 м) ... ±20
разность отметок по диаметрально противопо-
ложным точкам..................................не более 50
Уплотнение гидроизолирующего слоя считается достаточным, когда при работе механическими катками средней массы (до 10 т) прекращается выпирание «волны» грунта перед катком и глубина следа от задних валков катка составляет не более 10 мм.
Тщательно проверяют уплотнение пазух кольцевых фундаментов мокрых газгольдеров.
На устройство уплотнения искусственного основания составляют акт на скрытые работы.
В дополнение к требованиям СНиП проверяют отметку оси шахтной лестницы и резервуара, отметку центра оснований (в центре забивают репер из трубы диаметром 1"—1,5" на глубину 500— 600 мм). В основаниях с опорным кольцом или кольцевым фундаментом стальной линейкой проверяют покрытия гидроизоляционным слоем бетонной части с толщиной слоя у обреза кольца 10—15 мм по периметру через 3—4 м.
Основание размечают для ориентации сооружения в плане и для правильной укладки днища./
Днища резервуаров и газгольдеров емкостью более 300 м3 имеют центральный монтажный стык для лучшего облегания днищем конусного основания.
Когда ось стыка, являющаяся одновременно осью резервуара, совпадает с осью шахтной лестницы, отбивают ось через центр фун-244
дамента шахтной лестницы и центр основания и забивают на краях основания по одному реперу (обычно трубы или деревянные штыри диаметром Г'—1,5" и длиной 500—600 мм, фиксирующие ось резервуара).
На трубу, забитую в центре основания, надевают кольцо с прикрепленной к нему стальной проволокой диаметром 2 мм или стальным канатом диаметром 2—3 мм с чертилкой на конце и проводят 8—10 дуг длиной 2—4 м по радиусу, равному радиусу необрезанного днища плюс 50 мм.
Если днище состоит из двух элементов, то ограничиваются отметкой мест пересечения риски радиуса необрезанного днища с осью монтажного стыка.
В днищах с отдельными сегментными окрайками наносят риску, равную проектному радиусу центральной части днища плюс 50 мм.
На основаниях резервуаров и газгольдеров, днище которых состоит из четырех частей, проводят обе оси резервуара и находят оси крайних монтажных стыков днища методом засечек.
Развертывание днищ резервуаров и газгольдеров. Для накатки рулонов устраивают пандус из шпал или бревен, скрепленных скобами и засыпанных землей. Рулоны днищ резервуаров малой емкости (до 200 ж3) обычно укладывают в исходное положение с помощью крана (рис. 185).
Существует несколько способов развертывания днищ:
с помощью каната, охватывающего рулон петлей, рулон 2 стропят петлей 3 и краном устанавливают на основание. Петлю троса закрепляют к трактору и перерезают планки, удерживающие кромку полотнища; рулон разворачивается при постепенном ослаблении петли троса под воздействием упругих сил;
с помощью каната, охватывающего рулон, один конец которого закрепляют на крюке тракторной лебедки, а другой — на барабане лебедки;
с помощью щек 2, надеваемых па трубу 7, продетую через трубу катушки (рис. 186) (вариант II), или на патрубки 1 (вариант I), привариваемые к фланцам катушки или крестовинам 6 (вариант III), которые в свою очередь прикрепляются к катушке болтами, пропущенными через технологические отверстия катушки.
Рулон развертывают с помощью тракторов и канатов, прикрепленных к щекам. С одной стороны канат 4 прикрепляют к трактору, с другой — к лебедке. Трактор, перемещаясь, постепенно разворачивает рулон.
Для резервуаров и газгольдеров емкостью 3000 м3 и более применяют последний способ, так как при этом можно поворачивать рулон для перестановки его в последующие исходные положения, чтобы развертывать без перестроповки каната и накатывания рулона на специальную подсыпку для поворота.
Кроме того, при развертывании со щеками не портится гидроизоляционный слой, обычно нарушаемый петлей каната при протаскивании из-под днища после развертывания.
245
/
Рис. 185. Монтаж днища резервуаров малых емкостей: / — крюк крана, 2 — рулон, 3 — петля каната
Рис. 186. Приспособление для развертывания рулонов днищ:
1 — патрубок, 2 — щека, 3 — кольцо, 4 — канат, S — рулон, б — крестовина, 7 —труб»
Малые сегменты днищ в резервуарах емкостью до 1000 м3 могут быть развернуты в стороне до накатывания рулона с основным элементом на основание.
При стесненных условиях монтажной площадки симметричные днища разворачивают без поворота рулона — один элемент на
другом.
В этом случае первый элемент днища разворачивают в проектное положение, а второй — на первом и с помощью струбцин, каната
и трактора стаскивают и укладывают на риске.
Таким же образом натаскивают малые сегменты, развернутые в стороне.
При натаскивании или сдвиге элементов необходимо следить за сохранностью гидроизоляционного слоя, так как кромка полотнища может «вспахать» основание.
Для правильного развертывания
Рис. 187. Развертывание рулона днища
последующих элементов днища на первом развернутом элементе параллельно прямолинейной кромке
наносят две риски: первую — на рас-
стоянии 60 мм (величина нахлестки), вторую контрольную — на на 15 мм дальше первой. При развертывании полотнищ следят за тем, чтобы кромка развертываемого полотнища легла на первую риску (рис. 187).
После развертывания днища проверяют соответствие его диа-
метра проектному размеру.
Рис. 188. Приспособление для прижима кромок листов при сварке:
/ — щека, 2 — плита, 3, 5, 6 — трубы, 4— монтажная скоба, 7 — соединительная планка, 8— нижнее полотнище, 9—верхнее полотнище
При необходимости величину нахлестки можно уменьшить до 30 мм.
Монтаж и сварка днищ. После развертывания полотнищ днищ и проверки соответствия размеров проектным приступают к подготовке днища для сварки монтажных швов. Кромки с помощью стальных щеток очищают от грязи и ржавчины, затем приспособлением (рис. 188) прижимают одну к другой и прихватывают. Трубу 5 при
247
способления закрепляют в монтажных скобах 4. Вращая с помощью трубы 3 приспособление, прижимают кромки верхнего 9 и нижнего 8 полотнища. У днищ с отдельными окрайками сначала подгоняют и сваривают центральную часть, затем окрайки подсовывают под центральную часть днища. Проверив правильность укладки, окрайки сваривают и прихватывают к центральной части днища. Возвышение сварного шва на расстоянии 200 мм от края окрайков срубают. Окрайки сваривают с днищем после развертывания корпуса и приварки его к окрайкам. При этом прихватки предварительно срезают для ликвидации возникающих деформаций от
Рис. 189. Разметочное приспособление:
/ — стойка, 2 — кольцо, 3— полоса, 4 — проволока, 5 — шайба, 6, 9—болты, 7 — чертилка, 8 — оправка, 10 — ребро жесткости
сварки и развертывания рулона корпуса, после чего днище вновь прихватывают и приваривают к окрайкам. Днища резервуаров с понтонами и плавающими крышами приваривают к окрайкам по мере развертывания рулона корпуса.
Днища резервуаров и газгольдеров сваривают вручную или автоматической сваркой под слоем флюса. Все сварные швы проверяют на плотность.
Разметка днищ. После проверки днища на плотность ось резервуара или газгольдера с основания переносят на днище. Определяют центр днища и к центру приваривают разметочное приспособление (рис. 189). Риски на днище проводят чертилкой 7, которая установлена в оправке 8. Оправка соединительной планкой из проволоки 4 и полосой 3 связана с кольцом 2, сидящим на шайбе 5, закрепленной сваркой к стойке 1. С помощью приспособления для резервуаров емкостью от 100 до 5000 .и3 наносят кольцевые риски для обрезки днища, установки ограничительных уголков по наружному радиусу корпуса, контроля положения нижнего корпуса, конт
248
роля вертикальности центральной стойки, установки центральной стойки.
Для резервуаров емкостью 10 000 и 20 000 м3 со сферическим покрытием, кроме рисок, наносимых на днище для резервуаров емкостью до 5000 .и3, дополнительно наносят кольцевые риски для контроля вертикальности корпуса, укладки коробов, понтонов или плавающих крыш радиусом на 200 лии меньше внутреннего радиуса корпуса. Отвесы, контролирующие вертикальность корпуса, пропускают через отверстия в опорном кольце. При разметке днищ резервуаров с понтонами и плавающими крышами, кроме рисок, наносимых на днище, дополнительно наносят риски для укладки понтонного кольца, контроля укладки днища понтона или центральной части плавающей крыши, кольцевые риски под опорные стойки и ряд других рисок.
При разметке днищ газгольдеров наносят кольцевые риски для приварки ограничительных уголков корпуса резервуара, контроля положения нижней кромки с внутренней стороны корпуса, установки подкладных балок и монтажной стойки, контроля вертикальности монтажной стойки. По оси фундамента шахтной лестницы отбивают ось опорных стоек, внешних и внутренних направляющих газгольдера, от которой производят дальнейшую разметку — наносят последующие оси внешних и внутренних направляющих, опорных стоек и находят положение подкладных балок.
Наносят кольцевые риски на подкладных балках для установки элементов опорного кольца телескопа и элементов кольца гидрозатвора колокола, на опорном кольце телескопа для приварки ограничительных уголков, фиксирующих положение нижней кромки корпуса телескопа, на кольце гидрозатвора колокола для контроля положения гидрозатвора телескопа, приварки ограничительных уголков, фиксирующих положение нижней кромки корпуса колокола, установки опорных стоек перекрытия колокола.
После разметки стальной лентой выборочно проверяют по пяти радиальных и кольцевых размеров. Если отклонения не превышают 10 мм, разметка считается правильной.
Монтаж центральной части плавающей крыши (понтона). После разметки днищ резервуаров и приварки опорных пластин для стоек (кроме пластин опорных стоек коробов, которые привариваются по мере развертывания полотнищ корпуса) приступают к развертыванию центральной части плавающей крыши или понтона. Если центральная часть плавающей крыши или понтона состоит из четырех частей, сначала разворачивают средние, затем крайние элементы. Полотнища центральной части плавающей крыши (понтона) сваривают, причем центральный монтажный стык только на половину радиуса по обе стороны от центра, а остальную часть — после приварки центральной части плавающей крыши (понтона) к коробам.
Подъем рулонов корпусов в вертикальное положение. До подъема рулонов и крепления такелажных устройств к рулону на расстоянии 600 мм от вертикальной кромки приваривают поворотную
249
лестницу, придающую жесткость начальной кромке полотнища при разворачивании.
Рулон корпуса в исходное положение для разворачивания можно устанавливать тремя способами: краном, краном и шарниром (поворот рулона вокруг шарнира) и с помощью шарнира и А-образной стрелы (шевра).
Рис. 190. Подъем рулонов корпуса краном:
1— железнодорожная шпала, 2—кольцевой строп, 3 — подкладки, 4 — жесткая лестница, 5 —кран
Первым способом целесообразно поднимать рулоны всех резервуаров при наличии кранов необходимой грузоподъемности.
С помощью крана и шарнира (второй способ) можно монтировать рулоны большой массы.
Подъем рулонов корпуса с помощью шарнира и А-образной стрелы (третий способ) позволяет поднимать рулоны любой массы и габаритов.
250
Рис. 191. Подъем рулонов с помощью крана и шарнира:
/—строп для подъема рулона, 2 — днище резервуара, <3 —поддон, 4 — шарнир, 5 — земляная подсыпка, б — кран, 7—основание резервуара
При подъеме первым способом (рис. 190) рулоны устанавливаются так, чтобы начальная вертикальная кромка полотнища после срезки удерживающих планок стала на ось монтажного стыка корпуса.
Рулон краном 5 поднимают с места складирования и устанавливают на днище. Стропят рулон кольцевым стропом 2 по деревянным подкладкам 3.
Рис. 192. Подъем рулона А-образной стрелой:
/ — стальной канат для торможения, 2 —навесная монтажная лестница. 3 — стро-повочный канат, 4—А-образная стрела. 5 —стальной канат для крепления полиспаста, 6— полиспаст, 7 — трактор или тракторная лебедка, 8— поддон, 9— шарнир, 10 — жесткая лестница, 11— земляная подсыпка, 12 — рулон корпуса, 13 — штуцер для строповки
При подъеме вторым и третьим способами рулоны корпусов резервуаров емкостью до 5000 м3 и газгольдеров емкостью до 6000 м3 устанавливают для развертывания вместе с шарнирным основанием.
При втором способе (рис. 191) рулон укладывают на земляную подсыпку 5 и закрепляют сваркой шарнир 4 к днищу. Грузовым полиспастом крана 6 поворачивают рулон до установки в вертикальное положение.
При третьем способе (рис. 192) с помощью тракторной лебедки грузовым полиспастом 6, закрепленным стальным канатом 5 к стреле 4, рулон корпуса 12 через шарнир 9 поднимают в вертикальное положение. Рулон к стреле стропят канатом 3. Для торможения рулона при подъеме стальной канат 1 закрепляют к лебедке.
Рулоны корпусов резервуаров емкостью 10 000 и 20 000 м3 и газгольдеров емкостью 10 000—30 000 м3, у которых корпуса состоят из двух и трех рулонов, поднимают, устанавливая шарнирное основание на место развертывания первого полотнища. В первую очередь поднимают третий и второй рулоны, которые по мере подъема устанавливают на поддоны и с помощью трактора и каната, охватывающего рулон, удавкой на высоте 600 мм передвигают к месту развертывания. Путь продвижения рулонов обильно смазывают соли-252
долом. В последнюю очередь поднимают первый рулон, остающийся на месте подъема.
При подъеме рулонов под ними укладывают поддоны из листовой стали толщиной 4—6 мм, диаметр которых на 300 мм больше диаметра рулона. Поддоны снабжены ограничителями самопроизвольного поворота.
Шарнир устанавливают и крепят к днищу с таким расчетом, чтобы рулон стал на исходное место для развертывания полотнища. При этом шарнир прихватывают к днищу со стороны рулона, чтобы после подъема, повернув шарнир, можно было отломать прихватки,, не повредив днища.
Укладывают рулон на ложе шарнира краном, поднимающим конец рулона, под который подсовывается шарнир. Стропят рулон за технологические отверстия катушки. Чтобы облегчить строповку, рулон следует накатить по центру тяжести на песчаную подсыпку высотой 500—600 мм.
К рулонам корпусов телескопа и колокола до укладки в ложе шарнирного основания прикрепляют постаменты. Постамент прикрепляют к катушке рулона болтами, продетыми в технологические отверстия (для рулонирования), и накладками, привариваемыми к постаменту и рулону.
Рулон укладывают на шарнирное основание постаментов и укрепляют.
После проверки перпендикулярности рулона и шарнирного основания рулон крепят к основанию стальным канатом, снабженным винтовыми стяжками.
Производят запасовку полиспаста, состоящего в зависимости от массы рулонов из двух однорольных, двухрольных или трехрольных блоков. Один из них (подвижный) крепят к оголовку стрелы, другой (неподвижный) —к крюку тракторной лебедки или якорю.
Канат строповки рулона крепят к оголовку стрелы. К нему же прикрепляют канат от страхового (тормозящего) трактора, с помощью которого стрела после закрепления всех канатов выводится до опирания на рулон. После этого страховой канат перекрепляют к верхней части рулона, кольцевой строп подводят под вершину рулона (на расстоянии 400 мм от верха), в петли стропа закладывают штуцера, на которые надевают канат строповки рулона. Затем лебедка, выбирая нить полиспаста, выводит стрелу к вертикали. По достижении стрелой 70—75а строповый и кольцевой канаты должны плотно охватить рулон, создавая через штуцеры строп-удавку.
Перед подъемом проверяют соосность всей системы: тормозной трактор — рулон — стрела—тракторная лебедка — якоря. Для проверки надежности такелажа рулон поднимают на 50—100 о и тщательно проверяют состояние креплений. При удовлетворительном состоянии такелажа продолжают подъем. При достижении рулоном 70—75° вступает в работу тормозящий трактор, медленно опускающий рулон на поддон.
Установка опорной или монтажной стойки. У резервуаров емкостью от 300 до 5000 м3 опорную стойку покрытия на период монта-
25а
жа раскрепляют тремя — пятью расчалками, снабженными винтовыми стяжками. Расчалки крепят к днищу через приваренные к нему хомуты. Стойку до подъема снабжают тремя отвесами, дающими возможность контролировать ее вертикальность при укладке щитов покрытия. После установки стойки в проектное положение и вывер
Рис. 193. Монтажная стойка:
/ — отвес, 2 — стойка (катушка), 3 — страхующий столик. 4 — фланец центрального щнта, 5 — шпильки (болты), 6—монтажный фланец, 7 — опорное кольцо, 8 — лестница, 9 — центральный щит (корона), 10 — клин, 11 — надставка
ки вертикальности ее приваривают к днищу, предварительно раскрепив.
При установке резервуаров со сферическим покрытием, у которых нет опорной стойки, покрытие монтируют с помощью временной монтажной стойки (рис. 193).
Монтажную стойку изготовляют из стойки (катушки) 2 рулона днища, освобожденной от промежуточных ободьев и надставки, наращиваемой из отрезка трубы диаметром, равным диаметру трубы катушки. К стойке приваривают корону 9 и лестницу 8. Для проверки вертикальности стойки предусматривают 3—5 отвесов 1, закрепленных равномерно по окружности на центральном щите для монтажной стойки или верхнем ободе для опорной стойки, опускаемых на риску на днище. Отклонение стойки от вертикали допускается в пределах ±15 мм. Для крепления стойки предусмотрены расчалки, крепящиеся к периферийной части днища, но не ближе 4 м от корпуса резервуара.
Стойку монтируют после установки рулонов корпуса в вертикальное положение с помощью крана или крана и тракторной лебедки с поворотом стойки вокруг шарнира.
Опорную стойку в резервуарах емкостью до 5000 ти3 с понтонами устанавливают на днище резервуара в предваритель-
ны
но вырезанном в центральной части понтона отверстии. Стойка к днищу не приваривается.
После подъема стойки на днище приваривают четыре уголка, ограничивающие ее от смещения.
На время монтажа до укладки щитов покрытия стойку расчаливают четырьмя расчалками с талрепами.
Рис. 194. Развертывание рулона корпуса:
1 и 5 — расчалки, 2— отвес для проверки вертикальности корпуса, <3 — опорное кольцо, 4— кран, 6—отвес для проверки вертикальности стойки. 7— лестница к монтажной стойке, 8 — скоба для развертывания рулона, 9— первый рулон, 10—винтовая стяжка, 11 — второй рулон, 12 — кронштейн. 13 — инвентарный якорь, 14— ограничительные уголки, 15 — щиты покрытия
Развертывание рулонов корпусов (рис. 194). К днищу по кольцевой риске приваривают ограничительные уголки 14 с интервалом 300 мм. Уголки устанавливают одной из полок по риске. Другую радиально направленную полку приваривают к днищу с одной стороны. Это позволяет после прихватки корпуса к днищу легко отломать уголки ударом молотка. До развертывания рулоны должны
255-
быть установлены так, чтобы при разрезании удерживающих планок начальная кромка легла на ось монтажного стыка корпуса.
При разрезании удерживающих планок рулоны могут самораз-вертываться, особенно при монтаже резервуаров малых емкостей, у которых толщина полотнищ корпусов не превышает 8 мм. Поэтому во избежание несчастных случаев необходимо до разрезания планок
Рис. 195. Скоба для развертывания рулона:
/ — пластина, 2 — уголок, 3 — щека, 4 — втулка, 5 — полотнище корпуса, 6 — палец
надеть на рулон петлю из каната и затянуть ее трактором или тракторной лебедкой.
Планки режут от верхней планки, стоя на монтажной лестнице со стороны, противоположной развертыванию.
Последние две планки (нижние) разрезают, стоя на днище со стороны, противоположной развертыванию. Петлю каната, стягивающую рулон с тонким полотнищем, после разрезания планок постепенно освобождают, пока не будут погашены упругие силы в полотнище.
Развертывание производится с помощью трактора или тракторной лебедки и канатом с тяговой скобой,
которую приваривают к полотнищу 5 корпуса на высоте 500 мм от днища. В щеках 3 скобы закреплены на пальце 6 .втулка 4 с кольцом, через которую перекинут тяговый стальной канат (рис. 195).
После развертывания полотнища на 5—6 м его закрепляют прихватками к днищу. В месте приварки первого ограничительного уголка конец полотнища на расстоянии 800 мм от кромки (где приварена жесткая лестница) закрепляют расчалками 1 (см. рис. 194), одна из которых идет на инвентарный якорь 13 с усилием 1—2 тс, а другая — к ободу стойки или днищу.
Расчалки крепят к верхней кромке полотнища кронштейнами 12,
надетыми на верхнюю кромку полотнища.
По мере развертывания полотнище корпуса прижимают к ограничительным уголкам и прихватывают. В местах, требующих прину
дительного прижима полотнища к уголкам, применяют реечные домкраты. Домкраты упирают в прихваченные к днищу (окрай-кам) упоры. Поджимать их можно клином.
256
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
Рис. 198. Формообразование концов полотнища корпуса резервуара:
/ — расчалки от труб к якорям, 2— расчалки от труб к тракторам, 3 — вспомогательная риска
емкостью более
По мере развертывания корпуса резервуара и приварки его к днищу устанавливают элементы кольцевой площадки, укладывают опорные балки для телескопа и колокола, опорное кольцо и направляющие стойки для телескопа.
Полотнище телескопа развертывают на длину 15 м, одновременно укладывая после приварки полотнища к опорному кольцу элементы гидрозатвора колокола и устанавливая направляющие стойки для колокола.
Полотнище колокола развертывают на длину 10—15 м, устанавливая опорные стойки покрытия.
Чередуя указанные операции, продолжают развертывание полотнищ.
По мере развертывания корпусов и установки направляющих и опорных стоек их раскрепляют по верху отрезками углового железа размером 50x50x5 мм, фиксирующими вертикальность и расстояние между стойками.
Во втором случае (рис. 197) в первую очередь развертывают корпус резервуара, одновременно устанавливая наружную кольцевую площадку, подкладные балки, направляющие и опорное кольца для телескопа, приваривая ограничительные уголки для телескопа.
После замыкания сварки и проверки качества сварки вертикальных монтажных швов корпуса резервуара приступают к одновременному развертыванию полотнища телескопа и колокола.
Формообразование концов полотнищ корпусов резервуаров и газгольдеров и сварка монтажных стыков. В резервуарах и газгольдерах
5000 м3 с толщиной нижних поясов 10 мм и более возникают значительные остаточные деформации концов полотнищ корпусов от рулонирования, особенно у начальной кромки полотнища.
При сварке промежуточных и замыкающих вертикальных монтажных стыков из-за остаточных деформаций происходит западание корпуса внутрь в местах монтажных стыков. Чтобы избежать этого, необходимо изгибать концы полотнищ по проектной риске с некоторой угловатостью, учитывающей утяжку от усадки шва. Концы полотнищ изгибают с помощью спаренных труб от катушек рулона.
Длина труб должна быть на 500 мм больше высоты корпуса.
Трубы с прикрепленными к ним расчалками 1 и 2 краном устанавливают в месте излома полотнищ (рис. 198). Расчалку (стальной канат) от наружной трубы крепят с противоположной стороны днища (окраек) к приваренной монтажной скобе. Длину каната рассчитывают так, чтобы полное натяжение его наступило к моменту вывода полотнища на проектную риску. Канат от внутренней трубы крепят снаружи к трактору или якорю грузоподъемностью 1—2 тс.
9*
259
Специальным тяговым приспособлением, надеваемым на вертикальную кромку полотнища с помощью крана, полотнище вместе с трубами подводят к риске. В этом положении башмаки труб прихватывают к днищу резервуара. Между наружной трубой и корпусом резервуара закладывают лист размером 0,8Х 1,5X8 мм, чтобы предупредить изломы и увеличить площадь деформации полотнищ
После тщательной проверки расчалок и тягового приспособления приступают к изгибу полотнища по нужному радиусу. Полотнище, защемленное между двумя трубами, в местах остаточных деформаций изгибается, огибая наружную трубу. Опуская тяговый канат, проверяют положение полотнищ. Если полотнище в свободном состоянии остается на проектной риске плюс 35—40 мм (технологическая угловатость), оно считается выправленным. При необходимости операцию повторяют с большим изгибом.
При наличии нескольких изломов трубы передвигают и операцию повторяют.
После формообразования концов полотнищ развертываемый конец полотнища прижимают к начальной кромке и излишек полотнища обрезают (при рулонировании конечной кромки полотнища) под углом 25—30°, базируя резак на предварительно выровненную-конечную кромку. Ширина реза должна быть не более 3 мм. Кромки разделывают под сварку с внутренней стороны газовым резаком, зачищая все выступы и неровности и доводя кромки до металлического блеска. После подготовки кромок их прихватывают с внутренней стороны и приступают к сварке. Сварку ведут одновременно два-три сварщика с навесных лесов обратно-ступенчатым способом с длиной ступени 200 мм и общим направлением сверху вниз. После сварки стыка с внутренней стороны вырубают корень шва, тщательно зачищают и подваривают. После сварки и зачистки шов подвергают испытанию.
После сварки вертикального стыка корпуса резервуара приступают к установке пенокамер, опорных колец и кольцевых площадок.
В резервуарах с понтонами и плавающими крышами устанавливают понтонные короба и сваривают их с центральной частью плавающей крыши (понтона), монтируют опорные стойки плавающих крыш и понтонов.
Сборка и установка щитов покрытия. Плоские щиты для резервуаров емкостью от 300 м3 до 5000 м3 поступают в собранном виде вместе с ловителями. Первый щит покрытия устанавливают согласно разметке. В первую очередь укладывают начальный щит с двумя несущими балками, затем промежуточные щиты, имеющие по одной несущей балке, и замыкающий щит, не имеющий несущих балок. Все плоские щиты при установке опускают вершиной на центральную опору и после закрепления вершины болтами опускают широкую часть (основание) щита с ловителями на стенку резервуара.
Половинки сферических щитов собирают на стендах-кондукторах. При установке сферических щитов в первую очередь опускают на опорное кольцо основание щита (широкую часть), затем вершину. При этом щит должен легко продвигаться на центральном кольце-260
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
руют на упорный уголок корпуса резервуара, центрируют с помощью конических бородков и приваривают к корпусу резервуара. Для этого в кольцевой площадке резервуара вырезают промежутки, которые после установки панелей заваривают. Вертикальность панелей контролируют отвесами и фиксируют четырьмя расчалками. После монтажа панелей устанавливают связи между ними. Для этого предварительно собранные и сваренные на земле элементы связи поднимают краном в проектное положение. Элементы связи приваривают к панелям с тех же лестниц.
Опускание в проектное положение сферических покрытий резервуаров и газгольдеров. После монтажа и сварки сферических покрытий резервуаров и газгольдеров их необходимо опустить на величину строительного подъема.
Сферическое покрытие опускают в проектное положение 2— 3 монтажника, которые равномерно отвинчивают гайки шпилек (болтов), поддерживающих покрытие, на 1—2 нитки за один прием. После снятия нагрузки с болтов или шпилек в течение 2—3 ч проверяют состояние покрытия, отмечая на монтажной стойке по плоскости фланца люка прекращение деформации покрытия. После проверки болты или шпильки удаляют. Затем демонтируют стойку.
Проверка качества сварных швов резервуаров и газгольдеров. Перед проверкой швы тщательно очищают от шлака, сварочных брызг, окалин и визуально осматривают для выявления подрезов, непроваров шва, трещин и возможных прожогов и расслоения металла. В первую очередь проверяют на плотность сварные швы днища (монтажные и заводские).
Днища резервуаров, газгольдеров, понтонов, корпусов резервуаров, телескопов и колоколов, настила кровли, затворов, коробов испытывают на плотность до гидравлического испытания сооружения. Днища резервуаров, газгольдеров, а также плавающих крыш и понтонов проверяют вакуум-камерой, монтажные вертикальные швы резервуаров, сваренные внахлестку,— керосином. При сварке вертикального монтажного стыка в стык его проверяют, просвечивая рентгеном или радиоактивными изотопами. Все обнаруженные в процессе испытаний дефектные участки сварных швов вырубают, заваривают и повторно испытывают.
Приварку корпуса к днищу проверяют керосином и вакуум-камерой, при этом керосином смачивают наружный шов, а испытание ведут изнутри.
Швы кровли резервуаров, настила кровли газгольдеров и обвязочного уголка проверяют на плотность керосином или вакуум-камерой и сжатым воздухом.
Испытание резервуаров и газгольдеров. Гидравлическое испытание резервуаров и газгольдеров производят, наливая воду на полную высоту ступенями, по поясам, с промежутками времени, необходимыми для осмотра.
По мере заполнения корпуса водой внимательно следят за состоянием сварных швов и стенки. При обнаружении отпотин, свищей, течи и трещин немедленно приостанавливают заполнение
263
и спускают воду до уровня: при трещинах в поясах от первого до шестого — на один пояс ниже расположения трещин, от седьмого и выше — до пятого пояса. Дефекты вырубают и сваривают корпус. В процессе испытания резервуаров и газгольдеров должны быть обеспечены условия, исключающие образование вакуума в резервуаре, колоколе или замерзание воды в гидрозатворах.
Резервуар считается выдержавшим испытание, если через 24 ч после него для резервуаров емкостью до 5000 At3 и 72 ч для резервуаров большей емкости на поверхности корпуса резервуара или по краям днища не появится течи и уровень воды не будет снижаться.
Газгольдер испытывают, наливая воду и нагнетая воздух, при этом проверяют правильность подъема телескопа и колокола. Если подъем и опускание телескопа и колокола происходит нормально, из газгольдера спускают воду с таким расчетом, чтобы объем воздуха составлял 90% номинального объема газгольдера. В таком положении испытывают газгольдер на величину утечки воздуха в течение суток. Газгольдер считается выдержавшим испытание на плотность, если полученная в результате пересчета величина утечки газа при непрерывном испытании за 7 суток не превышает 3% для газгольдеров емкостью до 1000 м3 и 2% для газгольдеров емкостью 3000 м3 и более.
Правила техники безопасности при монтаже резервуаров и газгольдеров. При накатывании рулонов рабочие должны находиться со стороны торцов рулонов — впереди и сзади.
При развертывании полотнищ днища разервуара впереди рулона на расстоянии 30 м, а также при подъеме рулонов в зоне подъема в радиусе 20 м от трубы шарнира и под канатами не должны находиться люди. Опасную зону необходимо оградить предупредительными знаками.
При развертывании рулонов корпуса планки, удерживающие начальную кромку полотнища, срезают последовательно, начиная с верхней. Рабочий, срезающий планки, стоит на монтажной лестнице, прикрепившись к ней предохранительным поясом. Две нижних планки рабочий срезает, стоя на днище, находясь все время на стороне, противоположной направлению развертывания рулона.
В процессе развертывания рулонов люди не должны находиться ближе 12 м от освобождающегося витка полотнища. Запрещается пребывание людей ближе 15 м от каната, с помощью которого производится развертывание, так как может разорваться канат и серьга оторвется от рулона.
При выполнении работ на высоте более 3 м (установка кольца жесткости или опорного кольца, элементов гидрозатвора, элементов покрытия, монтаж внешних направляющих, площадок верхних роликов и т. д.) рабочие должны быть снабжены предохранительными поясами, нескользящей обувью, инструментальными ящиками или сумками для инструмента и крепежных материалов. Следует избегать ведения работ в два и более яруса по одной вертикали. В случае необходимости ведения двух- или многоярусной работы не-264
обходимо оградить людей от возможного падения с ярусов инструмента и т. д.
До начала монтажных работ нужно подробно ознакомить рабочих с проектом производства работ. Вновь изготовленные леса, люльки и т. п. должны быть испытаны и приняты комиссией с участием представителей органов техники безопасности.
Резервуары изнутри должны быть освещены светильниками с лампами напряжением 12 в (типа переносных). Питание их осуществляется от трансформаторов с раздельными обмотками первичного и вторичного напряжения, один из выводов вторичной обмотки должен быть заземлен.
Применение автотрансформаторов внутри сооружения запрещено. Все металлические леса, электрооборудование и механизмы, которые могут оказаться под током, должны быть надежно заземлены.
При производстве сварочных работ нужно следить за сохранностью изоляции сварочного провода во избежание повреждений металлоконструкций резервуара, подвесных люлек и пережога канатов (расчалок, стропов и пр.).
§ 51. Монтаж шаровых резервуаров
Шаровые резервуары поступают на монтажную площадку в виде заготовок со сферической кривизной (лепестков) и воротников, трубчатых стоек для опор, лестниц и площадок. Лепестки со сферической кривизной изготовляют методом холодной вальцовки и горячей штамповки. Наибольшее распространение получил метод холодной вальцовки.
Ниже описан монтаж сферических резервуаров емкостью 600 ju3 из лепестков, изготовляемых методом холодной вальцовки.
Лепестки резервуара поставляют в двух контейнерах (8 лепестков и 2 части днища или купольно?! части сферы). На выровненной площадке с подкладкой деревянных брусков или шпал лепестки укрупняют в блоки по три лепестка (4 блока) и по два (2 блока).
Лепестки укладывают на ребро, с помощью стяжных приспособлений и временных прихваток подгоняют кромки. Для обеспечения требуемого зазора между лепестками устанавливают прокладки, и сваривают лепестки. Готовые блоки подвозят к месту монтажа, где должны быть установлены опорные стойки с монтажными кронштейнами и временным опорным кольцом.
Сборку оболочки резервуара из укрупненных блоков начинают с укладки блока на опорное кольцо выпуклостью вниз. Со стороны боковых кромок к нижнему блоку устанавливают смежные блоки поочередно с двух сторон. После сборки трех блоков размещают сферические сегменты (купол и днище), затем поочередно с двух сторон монтируют еще два блока с прикрепленными с внутренней стороны подмостями для ручной подварки швов. Сверху оболочки
265
устанавливают замыкающий (замковый) блок и контролируют сборку оболочки.
Под собранную оболочку резервуара подводят манипулятор и выполняют автоматическую сварку.
Можно собирать резервуар и другим методом. Лепестки собирают в полусферы на специальных стендах. Одну полусферу можно собирать выпуклостью вверх, начиная с установки на ребро половин днища и купола, затем двух трехлепестковых блоков и одного двухлепесткового (замкового).
Сборку другой полусферы можно производить выпуклостью вниз на стенде с металлическим опорным кольцом, что позволяет
Рис. 200. Манипулятор:
1— подвижная опора. 2— неподвижное опорное кольцо, .?— ведущая роликоопора, 4 — блок пневматических колес, 5 — приводная станция пневмоколес, 6 — насосная станция, 7—ведомая тележка, 8 — электрошкаф, 9 —ведущая тележка, 10 — нижняя опорная рама, 11 — ведомая роликоопора
исключить кантование полусферы. Собранные полусферы должны иметь взаимно перпендикулярные стяжки (распорки) из труб. Полусферы с помощью двух кранов или мачт устанавливают на месте монтажа. По окончании сварки сферическую оболочку приподнимают с помощью манипулятора, демонтируют временную кольцевую опору и кронштейн, оболочку опускают в проектное положение, опоры оголовками приваривают к оболочке, устанавливают крестовые связи между опорами и демонтируют манипулятор.
Шаровые резервуары сваривают на манипуляторах различной конструкции, которые позволяют вращать шаровые резервуары в различных плоскостях. Для сварки шаровых резервуаров емкостью 2000 м3 применяют манипуляторы конструкции ВНИИМон-тажспецстроя с пневматическими опорами.
Манипулятор (рис. 200) состоит из подвижной опоры 1, размещенной снаружи неподвижного опорного кольца 2, и нижней опорной рамы 10 с круговым рельсом. Подвижная опора может перемещаться по круговому рельсу в горизонтальной плоскости.
2&5
Подвижная опора состоит из четырех тележек и четырех роликоопор, которые жестко связаны посредством стяжки и болтов. Из четырех тележек две являются ведущими, две — ведомыми; из четырех роликоопор также две ведущие, две ведомые.
Роликоопоры установлены на тележках с помощью болтового соединения.
Роликоопоры с тележками расположены друг против друга по кругу диаметром 6 м и связаны посредством стяжек и болтов в правильный четырехугольник.
Ведущая роликоопора <3 состоит из стойки, внутри которой находится гидравлический домкрат, поднимающий шток с блоком пневматических колес 4.
Вверху на штоке установлена приводная насосная станция 6. Ведомая роликоопора 11 отличается от ведущей отсутствием приводной станции. Ведущая тележка 9 состоит из сварной рамы с двумя колесами и привода. Ведомая тележка 7 отличается от ведущей отсутствием привода.
Насосная станция 6 служит для привода гидравлических домкратов. Неподвижное опорное кольцо 2 представляет собой сварную трубчатую конструкцию. Нижняя опорная рама 10 состоит из шпал, па которых проложен рельс по диаметру качения колес тележки. Электроаппаратура управления размещена в электрошкафу 8.
Внутри кольцевого фундамента резервуара собирают опорную раму, на которой устанавливают неподвижное опорное кольцо и подвижную опору. После того как на неподвижном опорном кольце смонтирован сферический резервуар, подвижная опора перемещается по круговому рельсу в горизонтальной плоскости таким образом, чтобы подлежащий сварке шов лежал в плоскости вращения ведущих колес и находился между ними. После этого включается привод насоса и гидравлические домкраты снимают резервуар с неподвижной опоры. Затем включается привод роликоопор и производится сварка резервуара.
Для сварки других швов резервуара необходимо изменить плоскость его вращения. Резервуар опускают на неподвижную опору, включают привод колес ведущей тележки и перемещают подвижную опору по круговому рельсу, устанавливая ведущие колеса в нужное для сварки положение. Манипулятор подготовлен для сварки следующего шва.
Для автоматической сварки применяют сварочные тракторы ТС-17М или ТС-34.
Конструкция сосуда, его прочность, выбор материала, а также качество изготовления и монтажа должны соответствовать действующим правилам устройства и безопасной эксплуатации сосудов, работающих под давлением.
Качество работ контролируют пооперационно в период изготовления и монтажа резервуаров. При этом подвергают резервуары внешнему осмотру, проверяют соответствие применяемых материалов требованиям проекта и технических условий, допускаемые
267
отклонения на смещение кромок швов и соответствие геометрических размеров проекту, качество сварочно-монтажных работ, механических испытаний образцов на растяжение, ударную вязкость, прочность и плотность.
При приемке элементов заводской готовности проверяют соответствие рабочим чертежам размеров и формы, материала каждого элемента, наличие технической документации.
Каждый элемент должен иметь двустороннюю маркировку, контрольные риски сборки, если ее выполняли на заводе.
Гидравлические испытания проводят на давление, равное 1,25 расчетного, но не менее чем расчетное давление плюс 3 атм.
При гидравлическом испытании резервуаров внутри их корпуса не должно быть посторонних предметов, все патрубки должны быть заглушены, подсоединен трубопровод для подвода воды, подключены два манометра для взаимного контроля: один около насоса, другой на наблюдательном пункте (не ближе 50 м от резервуара).
ГЛАВА XV
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
§ 52. Правила техники безопасности
Правила техники безопасности при монтаже технологического оборудования предприятий химической и нефтехимической промышленности изложены в СНиП Ш-А.11-70. Монтажные работы необходимо выполнять в соответствии с проектом производства работ.
При одновременном производстве работ несколькими организациями на одном строящемся объекте генеральный подрядчик совместно с субподрядными организациями составляет график совмещенных работ, обеспечивающий безопасное ведение строительномонтажных работ.
Контроль за выполнением мероприятий по технике безопасности возлагается на генерального подрядчика; ответственность за безопасное ведение работ, выполняемых субподрядными организациями, возлагается на руководителей этих организаций.
Ответственность за соблюдение согласованных мероприятий по технике безопасности несет администрация монтажной организации и предприятия, на территории которого производятся строительно-монтажные работы.
Вновь поступающие рабочие могут быть допущены к работе только после прохождения ими:
вводного (общего) инструктажа по технике безопасности;
инструктажа по технике безопасности непосредственно на рабочем месте, который должен проводиться также при переходе на другую работу или при изменении условий работы.
268
Инструктаж должен оформляться в журнале по технике безопасности.
Кроме инструктажа, необходимо не позднее трех месяцев со дня поступления рабочих на строительство обучить их безопасным методам работы.
Обучение производится по «Типовым программам по обучению рабочих безопасным методам труда и проверке знаний инженерно-технических работников по технике безопасности в строительстве».
После окончания обучения главный инженер монтажной организации (управления или участка) должен обеспечить проверку знаний рабочих и выдачу им удостоверений. Экзамены принимает специальная квалификационная комиссия, назначенная приказом начальника монтажного управления, причем в состав комиссии должен входить инженер-контролер (инспектор) Госгортехнадзора.
Проверку знаний рабочих нужно проводить ежегодно.
Рабочие комплексных бригад должны быть проинструктированы и обучены безопасным приемам по всем видам работ, выполняемых ими.
\ZK работе на особо опасных и вредных производствах, к которым предъявляются повышенные требования по технике безопасности, могут быть допущены лица, прошедшие обучение по утвержденной программе, сдавшие экзамены и имеющие соответствующее удостоверение.
К верхолазным и другим монтажным работам (верхолазные работы, управление механизмами и оборудованием, поднадзорными Гостехнадзору, и транспортными машинами, погрузочно-разгрузочные работы, работы, связанные с воздействием вибрации, малярные работы, при которых применяют материалы с токсическими свойствами, пескоструйная обработка, электро- и газосварка, кислородная резка, обслуживание переносных ацетиленовых генераторов и электроустановок, рентгено- и гаммадефектоскопия, работа абразивным инструментом, работа со строительно-монтажными пистолетами) допускаются лица не моложе 18 лет. Рабочие, занятые на вредных и опасных работах, подлежат предварительному и периодическому медицинскому осмотру в сроки, установленные Министерством здравоохранения СССР.
Рабочих и инженерно-технических работников монтажной организации, выполняющих работы в действующем цехе с вредными условиями труда, обеспечивают спецодеждой, спецобувью, средствами индивидуальной защиты, спецпитанием, а также санитарнобытовым обслуживанием.
Территорию монтажной площадки и рабочие места перед началом работ очищают от строительных материалов и мусора, а зимой— от снега и льда.
Проезды, проходы и подкрановые пути следует содержать в чистоте и не загромождать. В зимнее время их необходимо очищать от снега и льда, дороги посыпать песком, шлаком или золой.
На территории строительной площадки нужно определить зоны, опасные для работы и прохода людей.
269
Опасные зоны следует ограждать и снабжать надписями и указателями (стрелками); при работе в опасных зонах ночью, а также в затемненных местах необходимо устанавливать световые сигналы.
Колодцы и шурфы закрывают прочными и плотными щитами или ограждают, а у траншей и котлованов в местах движения людей устанавливают перила высотой не менее 1 м. В темное время суток, кроме ограждения, должны быть выставлены световые сигналы.
В местах проходов через канавы, траншеи, конвейеры устанавливают мостики шириной не менее 0,8 м с двусторонними перилами высотой 1 м и бортовыми досками высотой не менее 15 см.
Через переезды необходимо обеспечить одновременно с движением транспортных средств и безопасное движение пешеходов.
Железнодорожные пути, проезды, проходы, лестницы и склады, а также все рабочие места на строительной площадке в темное время должны быть освещены.
На строительной площадке оборудуют санитарно-бытовые помещения: гардеробные, помещения для сушки, обезвреживания и обеспыливания спецодежды, умывальные, душевые, уборные, помещения для гигиены женщин, обогревания работающих, ремонта спецодежды и спецобуви. Монтажную площадку обеспечивают аптечками с медикаментами и средствами для оказания первой помощи пострадавшим. На монтажной площадке устраивают пункты питания и здравпункты.
Всех работающих на монтажной площадке обеспечивают питьевой водой. Питьевые установки следует располагать на расстоянии не более 75 м от рабочих мест с раздачей питьевой воды с помощью фонтанчиков, закрытых баков с фонтанирующими насадками и других устройств.
Работа в местах, где возможно образование или появление вредного газа, может быть разрешена только после предварительного согласования с руководством газового хозяйства данного предприятия, которое обязано перед началом работ сделать отбор проб воздуха, чтобы убедиться в отсутствии вредного газа, установить дежурство газоспасателей, оказание неотложной медицинской помощи и т. д.
Если при отборе проб воздуха будет обнаружено присутствие вредного газа, следует устранить возможность заражения воздуха, после чего произвести повторную проверку. При неожиданном появлении вредного газа работы нужно немедленно прекратить и вывести рабочих из опасной зоны.
В местах, где возможно образование и появление вредного газа, работающие должны быть обеспечены противогазами, соответствующими химическому составу данного газа.
Для выполнения работ в емкостях следует назначать не менее двух рабочих, из которых один (страхующий) должен находиться снаружи и следить за безопасностью работающего в емкости.
Рабочий, находящийся внутри емкости, должен иметь предохра
270
нительный пояс со страхующей веревкой. Второй конец веревки находится снаружи, у второго рабочего.
В местах, где поблизости нет людей, для работ в емкостях следует назначать трех рабочих, из которых двое страхуют третьего.
Для защиты глаз применяют очки, щитки и шлемы.
Работы на открытом воздухе при низкой температуре выполняют с перерывами для обогревания.
Работы, выполняемые на открытом воздухе и на высоте, прекращают при превышении установленных норм силы ветра, температуры, влажности.
Работающих на монтажной площадке обеспечивают исправным монтажным инструментом и грузоподъемными механизмами, безопасным электропитанием.
Леса и подмости, применяемые на монтажных работах, должны быть инвентарными и изготовлены по типовым проектам. Для подъема на леса высотой более 12 м необходимо пользоваться лестницами с площадками, расположенными в лестничной секции лесов. Уклон лестниц не должен превышать 60°. Подъем рабочих на леса высотой до 12 м допускается по лестницам, установленным в пределах каждого яруса и закрепленным верхними концами к поперечинам лесов. Запрещается использовать лестницы и стремянки лесов для переноски и складирования грузов.
Ступени (перекладины) деревянных приставных лестниц должны быть врезаны в тетивы, которые не реже чем через 2 м следует скреплять стяжными болтами.
Площадки для складирования и хранения материалов и оборудования должны быть спланированы; в зимнее время их необходимо регулярно очищать от снега и льда.
Штабеля штучных и длинномерных материалов укладывают на деревянные или металлические подкладки высотой не менее 15 см.
Под крайние трубы во избежание их раскатывания подкладывают деревянные клинья или опоры.
Запрещается разбрасывать и беспорядочно хранить материалы, детали и оборудование.
При складировании грузов необходимо соблюдать следующие условия:
длинномерные и громоздкие материалы (балки, крупносортный и листовой металл) следует укладывать в штабеля высотой не более 1,5 м с депевянными прокладками между рядами;
мелкосортный металл нужно помещать на стеллажи высотой не более 2 м;
металлические изделия (болты, гайки, заклепки и др.) в ящиках необходимо хранить в штабелях высотой не более 2 м;
крупногабаритное и тяжеловесное технологическое оборудование и его детали следует укладывать на клетки из шпал или бревен в один ряд;
стальные трубы больших диаметров нужно укладывать в штабеля высотой 1,2 м с деревянными прокладками и концевыми упорами, а небольших диаметров — в стеллажи высотой до 2,2 м.
271
Штабеля материалов и оборудования располагают на расстоянии не менее 1 м. от головки рельсов узкоколейных путей и не менее 2 м от головки рельсов широколинейных путей.
Между штабелями на складах необходимо предусматривать проезды, ширина которых зависит от габарита транспортных средств и грузоподъемных механизмов, обслуживающих склад, с учетом свободных проходов шириной не менее 1 м.
При обслуживании баллонов со сжатыми газами наполненные баллоны нельзя ставить в горячих местах, на солнце, а также загрязнять вентили баллонов и редуктор маслом.
При разгрузке, транспортировании, а также во время работы обращаться с баллонами нужно осторожно, не допуская ударов и толчков. Все баллоны должны быть снабжены стальными или чугунными предохранительными колпаками и стальными башмаками, насаженными на нижнюю часть. Баллоны окрашивают в разные цвета в соответствии с их назначением.
На сферической части баллонов ясно выбивают их паспортные данные. Баллоны заполняют газом только в соответствии с их назначением. Вентиль кислородного баллона разрешается открывать и закрывать только руками, а вентиль ацетиленового баллона — специальным ключом. Ремонт вентилей на баллонах, заполненных газом, запрещается.
Газ из баллонов не следует расходовать полностью, остаточное давление должно составлять не менее 3 атм. Неисправные баллоны, наполненные газом, возвращают на наполнительную станцию с надписью: «полный», «осторожно». Для переноски баллонов используют носилки или тележки. При транспортировании вентили на баллонах обязательно закрывают предохранительными колпаками. Перед началом работы проверяют резьбу на штуцере баллона и гайке редуктора. Вентиль продувают, открывая его на короткое время.
Редуктор при эксплуатации осматривают до присоединения к баллону, проверяют качество резьбы накидной гайки и наличие чистой непромаслянной прокладки для плотного соединения. Вентиль продувают, открывая его на короткое время, проверяют манометры высокого и низкого давления. При обнаружении на редукторе жира или масла его промывают дихлорэтаном или четыреххлористым углеродом в помещении с приточно-вытяжной вентиляцией. Манометры редуктора проверяют один раз в год. С неисправными манометрами работать нельзя. Присоединять редуктор к баллону нужно при закрытом вентиле специальным ключом. После присоединения вентиль баллона открывают медленно, находясь в стороне от редуктора. Отогревают замерзшие вентили только чистыми тряпками, смоченными теплой водой.
Подтягивать соединения редуктора при наличии давления запрещается. Шланги прочно закрепляют на редукторе и горелке хомутами. Применять проволочные крепления для шлангов нельзя.
В одном помещении не следует хранить барабаны с карбидом кальция и баллоны со сжатыми газами, а также совместно балло
272
ны с кислородом, ацетиленом, пропаном, бутаном, коксовым газом и другими огне- и взрывоопасными веществами и материалами.
Барабаны с карбидом кальция хранят в сухих, хорошо проветриваемых несгораемых складах с легкой кровлей.
Запрещается устраивать склады в подвальных помещениях, а также оборудовать склады отоплением.
Барабаны с карбидом кальция нужно хранить в вертикальном положении не более чем в два яруса; между ярусами барабанов должны быть уложены доски толщиной 40—50 см.
Склады с карбидом кальция должны быть обеспечены противопожарными средствами: огнетушителями ОУ-5 и ящиками с сухим песком в количестве не менее 0,5 л3 на каждые 50 м2 площади склада.
Ядовитые вещества хранят в отдельных, хорошо проветриваемых помещениях, удаленных от жилья, столовых, колодцев, водоемов, а также от мест производства строительно-монтажных работ. В таких помещениях должны быть вывешены предупредительные надписи.
Краски, имеющие вредные для здоровья примеси, хранят в особых помещениях, оборудованных приточно-вытяжной вентиляцией или хорошо проветриваемых.
Кислоты хранят в стеклянных оплетенных бутылях, в отдельных проветриваемых помещениях. Бутыли с кислотой следует устанавливать на полу в один ряд. Каждую из них необходимо снабдить биркой с наименованием кислоты. Порожние бутыли из-под кислоты хранят в таких же условиях.
Запрещается хранить горючие и легковоспламеняющиеся жидкости в открытой таре.
Розлив и выдача легковоспламеняющихся жидкостей (керосин, бензин и др.) разрешается только в герметически закрывающуюся металлическую тару с помощью насосов и через медную сетку. Нельзя разливать бензин в ведра и применять сифонные шланги с отсасыванием воздуха ртом.
На таре, в которой хранится и транспортируется этилированный бензин, должны быть сделаны надписи масляной краской.
§ 53. Противопожарные мероприятия
При производстве монтажных работ необходимо строго соблюдать правила пожарной безопасности. Проходы и запасные выходы не следует загромождать; доступ к пожарным кранам, шлангам, огнетушителям и ящикам с песком должен быть свободным. При возникновении пожара необходимо немедленно вызвать пожарную охрану и принять меры по ликвидации огня, а также предупредить его распространение всеми имеющимися средствами.
Воспламеняющиеся жидкие горючие вещества (бензин, керосин и др.) или промасленные материалы тушат с помощью пенного огнетушителя или песка. При загорании электропроводки немед-
273
ленно обесточивают линию. Горящие деревянные предметы, бумагу, спецодежду тушат водой из пожарных шлангов.
Запрещается пользоваться открытым огнем и вести огневые работы на расстоянии менее 20 м от места хранения легковоспламеняющихся веществ. Нельзя оставлять без надзора включенные электроприборы и механизмы.
Расстояние между переносным генератором и местом обработки металла, а также местоположением открытого огня должно быть не менее 10 м. На месте установки переносного генератора вывешивают предупредительные плакаты и надписи: «Огнеопасно», «Не курить», «Не подходить с огнем».
Не следует устанавливать переносные ацетиленовые генераторы в помещениях, где имеются продукты, способные образовать с ацетиленом взрывчатое соединение, а также в котельных, кузницах и около мест всасывания воздуха компрессорами и вентиляторами. При возникновении пожара в газогенераторном помещении для его тушения применяют только углекислотные огнетушители.
Отогревать замерзшие ацетиленовые генераторы можно только паром или горячей водой, не имеющей следов масла. Запрещается отогревать ацетиленовые генераторы с помощью открытого огня, раскаленного металла.
При газовой сварке, резке или нагреве поверхностей металла внутри закрытых помещений или емкостей и в местах, где скапливаются вредные газы или нагретый воздух, должны быть установлены переносные приточно-вытяжные вентиляторы и открыты двери, а у емкостей — люки и горловины.
Перед началом работ электросварщик обязан проверить изоляцию электропровода и электрододержателя, наличие и правильное заземление корпуса сварочного аппарата и рубильника, плотность соединения электропроводов с аппаратом, а также убедиться в отсутствии вблизи места сварки легковоспламеняющихся веществ.
Электросварщики должны следить за спецодеждой и обувью, обеспечивающей надежную защиту от брызг и расплавленного металла. Брезентовые куртки и брюки должны быть надеты навыпуск, карманы куртки прикрыты клапанами, ботинки плотно зашнурованы. Для предохранения от падающих сверху капель расплавленного металла и шлака под местом сварки устанавливают плотный помост.
ГЛАВА XVI
ОРГАНИЗАЦИЯ И ЭКОНОМИКА СТРОИТЕЛЬНО-МОНТАЖНОГО ПРОИЗВОДСТВА
§ 54. Организация строительного производства
Важнейшим условием выполнения пятилетнего плана на 1971— 1975 гг. является последовательное осуществление новых принципов экономической политики, разработанных ЦК КПСС и направлен-
2 74
ных на усиление научного руководства социалистическим строительством. В текущем пятилетии будет в основном завершен перевод строительно-монтажных организаций на новую систему планирования и экономического стимулирования.
Новая система хозяйствования должна привести в действие все экономические рычаги для всемерного повышения эффективности строительного производства. Новая система планирования способствует улучшению показателей работы, повышению материальной заинтересованности работников, сокращению сроков строительства. Вместе с тем новая система требует более глубоких экономических знаний не только у руководителей, но и у всех работников строительства. Выполнение постановления «Об улучшении экономического образования трудящихся», принятого ЦК КПСС в 1971 г., позволит правильно решить сложные экономические задачи, стоящие перед советским народом. Результаты работы по выполнению хозяйственных планов зависят от личного вклада каждого работника.
Этот вклад в значительной мере определяется уровнем квалификации. Вот почему экономическая подготовка должна быть обязательной.
В основу экономического образования должно быть положено глубокое изучение выработанной на XXIV съезде КПСС экономической политики партии, закономерностей развития социалистического общества, ленинских принципов хозяйствования. Основная цель экономической учебы — повышение творческой активности трудящихся в борьбе за рост эффективности производства. Если все работники получат навыки экономического анализа, научатся считать, будут постоянно совершенствовать приемы и методы труда, свое мастерство, бережливо относиться к социалистической собственности, выиграют и государство, и каждый член общества.
Для овладения основами экономических знаний молодой рабочий должен знать основы организации строительного производства, структуру строительно-монтажных организаций, организацию рабочего места и труда в бригаде и др.
Ответственность за осуществление капитального строительства на всей территории Советского Союза, а также за проведение единой технической политики в строительстве несет Государственный комитет Совета Министров СССР по делам строительства (Госстрой СССР). Управляют строительством в стране союзно-республиканские министерства: строительства предприятий тяжелой индустрии (Минтяжстрой СССР), промышленного строительства (Минпромстрой СССР), строительства (Минстрой СССР), строительства предприятий нефтяной и газовой промышленности, сельского строительства (Минсельстрой СССР). Монтажными и специальными строительными работами руководит Министерство монтажных и специальных строительных работ СССР (Минмонтаж-спецстрой СССР).
В состав Минмонтажспецстроя СССР входит ряд специализированных главных управлений: по монтажу предприятий химиче
275
ской промышленности (Главхиммонтаж), нефтяной промышленности (Главнефтемонтаж), легкой и пищевой промышленности (Главлегпродмонтаж) и т. д.
Основным производственным звеном, выполняющим монтажные работы, является монтажное управление, входящее в систему монтажного треста.
Основное производственное подразделение монтажного управления— монтажный участок, который возглавляет начальник — старший производитель работ. Техническое руководство монтажными работами осуществляют производители работ и мастера. Все рабочие участка распределены по бригадам, которыми руководят бригадиры.
Взаимоотношения работников и администрации монтажного управления регулируются заключаемым ежегодно коллективным договором. Коллективный договор представляет собой соглашение между администрацией и построечным комитетом профсоюза, направленное на успешное выполнение производственной программы, улучшение организации и условий труда, укрепление дисциплины, обеспечение материально-бытовых и культурных запросов работающих и членов их семей. Коллективный договор является одним из средств привлечения широких масс трудящихся к управлению производством.
Важным фактором в организации производственных отношений является социалистическое соревнование между организациями, предприятиями, участками, бригадами и отдельными рабочими. Принятое в 1971 г. постановление ЦК КПСС «О дальнейшем улучшении организации социалистического соревнования», направленное на повсеместное развитие социалистического соревнования и совершенствование его организации, является важнейшим условием претворения в жизнь программы экономического и социально-политического развития страны, выдвинутой XXIV съездом КПСС.
Социалистическое соревнование всегда было и остается могучим средством развития творческой инициативы масс. Оно служит эффективным методом подъема производительных сил, совершенствования производственных отношений, воспитания трудящихся.
Главным направлением в развитии социалистического соревнования является мобилизация усилий всех работников на всемерное повышение производительности труда, эффективности общественного производства, снижение трудовых затрат, рациональное использование и экономию сырьевых и материальных ресурсов, повышение качества работ и др.
Большую роль в развитии социалистического соревнования играет разработка личных и коллективных творческих планов, соревнование по профессиям, шефство опытных рабочих над молодыми, конкурсы мастерства, общественные смотры резервов производства, личные счета экономии и т. д.
276
§ 55. Основные положения трудового законодательства
Продолжительность пятидневной рабочей недели рабочих строительно-монтажных организаций составляет 41 ч. Время начала и окончания работы устанавливается в соответствии с правилами внутреннего распорядка. В течение рабочего дня работнику должен быть предоставлен перерыв для приема пищи и отдыха.
Сокращенный рабочий день устанавливается для работающих во вредных условиях труда, для подростков, кормящих матерей и работающих на открытом воздухе в зимнее время.
В монтажных организациях введен сокращенный рабочий день для следующих категорий трудящихся, работающих во вредных условиях труда: электросварщики и газосварщики, работающие в закрытых сосудах, а также при сварке и наплавке цветных металлов, высокомарганцовистых сталей и титана; рабочие, занятые на плавке, заливке и обработке свинца и свинцовых сплавов и др.
Рабочий день подростков в возрасте от 15 до 16 лет продолжается 4 ч, а молодых рабочих в возрасте от 16 до 18 лет —6 ч.
В случае особой производственной необходимости в виде исключения и при наличии разрешения профсоюзных органов может производиться сверхурочная работа. Молодые рабочие в возрасте до 18 лет, учащиеся школ рабочей молодежи в дни занятий, а также ряд других категорий работников не могут привлекаться к сверхурочным работам.
В случае привлечения работника к работе в дни его еженедельного отдыха ему должен быть предоставлен отгул не позднее чем через 12 дней после работы в дни отдыха.
В исключительных случаях допускается работа в праздничные дни— 1 января, 8 марта, 1,2 и 9 мая, 7 и 8 ноября и 5 декабря. Работа в эти дни оплачивается в двойном размере и лишь с согласия работника может компенсироваться предоставлением ему отгулов.
§ 56. Организация рабочего места и труда бригады
Научная организация труда предполагает создание необходимых условий для высокопроизводительного труда с наименьшими затратами сил и времени на выполнение работы, без лишних перемещений, вынужденных перерывов и с экономным использованием материалов.
Рациональная организация рабочего места включает:
планировку рабочего места исходя из конкретных условий работы, а также из физиологических и психологических особенностей человека;
создание безопасных и здоровых условий труда;
оснащенность инструментом и приспособлениями в необходимом количестве и нужного качества;
обеспечение рабочего места необходимыми видами обслуживания.
277
При планировке рабочего места необходимо учитывать расположение монтируемого оборудования, машин, механизмов и такелажной оснастки. Рабочие должны быть обеспечены спецодеждой и защитными приспособлениями. Следует устроить правильное и достаточное естественное или искусственное освещение рабочего места, установить защитные приспособления. На рабочем месте должны быть порядок и чистота.
Рабочее место должно быть оснащено полным комплектом инструментов, механизмов и приспособлений, вспомогательными материалами, а также различной технической документацией — чертежами, нарядами, технологическими инструкциями, правилами и плакатами по технике безопасности. Необходимо устроить леса, переходы и ограждения. Технический надзор за ходом монтажных работ осуществляет инженерно-технический персонал.
Такелажные, механомонтажные, сварочные, трубопроводные и другие работы выполняют комплексные или специализированные бригады.
Комплексной называют бригаду, выполняющую комплекс взаимосвязанных, но технологически разнородных видов работ. Комплексные бригады бывают двух типов: с полным разделением труда, в которых каждый рабочий постоянно выполняет четко определенный круг рабочих процессов по своей специальности, и бригады, состоящие из рабочих, овладевших несколькими специальностями.
Специализированной называется бригада, состоящая из рабочих одной профессии, выполняющих рабочие процессы одного вида монтажных работ.
Наибольшее распространение получили комплексные бригады со следующими совмещенными профессиями:
бригады слесарей-монтажников, часть которых владеет смежными специальностями такелажника или машиниста электролебедки;
бригады в составе слесарей-монтажников и сварщиков.
В табл. 17 приведен ориентировочный состав комплексной бригады, выполняющей монтаж химического оборудования и трубопроводов.
Таблица 17
Состав комплексной бригады
Средний разряд
Количество рабочих
Слесари-монтаж-ники
Ведущие профессии
Совмещенные профессии
Электрогазосварщики, такелажники, машинисты электролебедки
278
Состав комплексной бригады может меняться как по количеству рабочих, так и по их квалификации в зависимости от конкретных условий работы.
Бригадой руководит бригадир, назначаемый администрацией из наиболее квалифицированных рабочих.
Бригадир изучает проектную документацию, получает наряд на производство работ, разбивает бригаду на звенья с учетом квалификации, способностей каждого рабочего и устанавливает задания каждому звену, расставляет рабочих по рабочим местам, следит за качеством выполняемой работы и соблюдением всеми рабочими правил техники безопасности.
Бригадир имеет право вносить предложения по составу бригады, о присвоении рабочим бригады в установленном порядке тарифных разрядов, премировании за образцовое выполнение производственных заданий, наложении взысканий за нарушение правил техники безопасности, трудовой дисциплины или невыполнение распоряжений бригадира.
Каждый член бригады обязан выполнять все распоряжения бригадира, делать работу качественно и в срок, поддерживать высокую трудовую и производственную дисциплину, добиваться экономного расходования материалов, строго соблюдать правила техники безопасности.
§ 57. Тарификация и техническое нормирование
Правильная организация заработной платы способствует росту производительности труда.
Всем рабочим, занятым на строительно-монтажных работах, в соответствии с ЕТКС («Единый тарифно-квалификационный справочник работ и профессий рабочих, занятых в строительстве и на ремонтно-строительных работах») присваиваются разряды в зависимости от сложности выполняемых работ и квалификации работника. В строительстве действуют три категории норм и расценок: единые нормы и расценки (ЕНиР), ведомственные нормы и расценки (ВНиР) и местные нормы и расценки (МНиР).
Каждому разряду присвоена определенная тарифная ставка.
Часовая тарифная ставка — это величина заработной платы, выплачиваемой рабочему определенного разряда за количество работы, выполненной в единицу времени (табл. 18).
Таблица 18
Часовые тарифные ставки рабочих, занятых в строительстве и на ремонтно-строитель-ных работах
Разряды 1-й 2-й 3-й 4-й 5-й б-й
Часовая ставка, коп 43,8 49,3 55,5 62,5 70,2 79
279
Тарифные ставки рабочих, занятых на тяжелых работах и на работах с вредными условиями труда, повышаются на 8%, а занятых на особо тяжелых работах и на работах с особо вредными условиями труда — на 17%.
К профессиям рабочих, занятых на работах с вредными условиями труда и оплачиваемым по повышенным тарифным ставкам, относятся электросварщики, газосварщики и газорезчики, кислото-упорщики на винипластовых и гуммировочных работах, а также на работах с применением сырого фаолита и асбовинила, клепальщики, занятые на работах с применением пневмоинструмента, рабочие по кладке и футеровке промышленных печей, труб, котлов и др.
К профессиям рабочих, занятых на работах с особо вредными условиями труда, оплачиваемым по повышенным тарифным ставкам, относятся: электросварщики, газосварщики, газорезчики и клепальщики, работающие в закрытых сосудах, свинцовопаяльщики, рабочие на футеровочных работах при горячем ремонте промышленных печей и др.
Тарифные ставки являются основой повременной оплаты труда. Основой сдельной оплаты труда являются сдельные расценки. Расценкой называется размер оплаты труда за единицу нормы времени или нормы выработки, установленный при сдельной оплате труда. Сдельная расценка исчисляется умножением часовой тарифной ставки, установленной для выполнения данной работы, на норму времени.
Нормой времени называется количество рабочего времени, необходимое для выполнения единицы качественной продукции в определенных организационно-технических условиях.
Нормой выработки считают объем работы, который должен быть выполнен в единицу времени.
§ 58. Оплата труда монтажников
Труд рабочих, занятых на монтаже технологического оборудования химических и нефтехимических предприятий, оплачивается по двум основным системам: сдельной и повременной.
При сдельной оплате труда заработная плата начисляется работнику пропорционально выработанному им количеству продукции определенного качества.
При повременной оплате труда размер заработной платы определяется соответственно проработанному количеству времени (часов, дней, месяцев).
Сдельная система оплаты труда. При выполнении монтажных работ применяют две системы сдельной оплаты труда: прямую сдельную и сдельно-премиальную. Прямая сдельная оплата производится по прямым расценкам, величина которых остается неизменной при любом уровне выполнения норм выработки. Сдельно-премиальная система предусматривает оплату труда по сдельным расценкам с доплатами за перевыполнение норм выработки, причем размеры доплат зависят от степени перевыполнения норм. Срок вы-280
полнения задания устанавливается с учетом определенного уровня перевыполнения норм выработки.
Разновидность прямой сдельной оплаты труда — аккордная оплата. Аккордную оплату труда применяют при оплате за целый комплекс работ (монтаж агрегата, линии трубопровода), выполненных в определенный срок. При этом рабочие до начала работ четко представляют себе объем задания, сроки его выполнения и сумму заработной платы.
Аккордную систему применяют обычно на комплексных работах, которые могут быть выполнены бригадой в пределах одного платежного периода (календарного месяца). При большом объеме работ аккордный наряд может быть выдан бригаде и на более продолжительный срок.
Сдельно-премиальная система оплаты по аккордным нарядам способствует усилению материальной заинтересованности рабочих в повышении производительности труда, улучшении качества продукции, сокращении сроков и снижении стоимости строительно-монтажных работ.
Календарный срок выполнения аккордного задания устанавливает производитель работ в соответствии со сроками, предусмотренными графиком производства работ и конкретными производственными условиями.
При выполнении аккордного задания в срок доплаты производятся за количество процентов перевыполнения норм, предусмотренных установленным сроком.
При невыполнении аккордного задания к установленному календарному сроку или при выполнении задания в нормативное время выполненные работы оплачиваются по прямым сдельным расценкам без начисления премий.
Процент сокращения нормативного времени С определяют по формуле:
С = - ~ф 100 %,
н
где Н — нормативное время для выполнения задания по аккордному наряду, чел-ч;
Ф — фактически отработанное бригадой время при выполнении аккордного задания, чел-ч.
Размер премии П, причитающейся бригаде за выполнение аккордного задания к установленному сроку или досрочно, определяют по формуле:
где Р— сумма сдельного заработка по аккордному наряду;
К — процент премирования за каждый процент сокращения нормативного времени;
С — процент сокращения нормативного времени.
Повременная система оплаты труда. Повременная система опла-
281
ты труда подразделяется на повременную и повременно-премиальную.
Повременной системой называется оплата труда рабочего по тарифной ставке (окладу), установленной в соответствии с его квалификацией, за фактически проработанное время.
Такая форма оплаты применяется лишь на работах, не поддающихся нормированию и учету, или на работах, нормирование которых настолько затруднено, что не обеспечивается реальная сдельная оплата труда (например, работы по ремонту оборудования).
Повременно-премиальной называется система оплаты труда, предусматривающая, помимо повременного заработка, доплаты за выполнение и перевыполнение количественных и качественных показателей.
Премии рабочим-повременщикам начисляются по месячным результатам работы за фактически отработанное время и выплачиваются при выдаче заработной платы за месяц.
В строительно-монтажных организациях, переведенных на новую систему планирования и экономического стимулирования, за счет отчислений от прибыли образуются фонды материального поощрения, социально-культурных мероприятий и жилищного строительства, развития производства.
Выплачиваются премии за ускорение ввода в действие производственных мощностей и объектов. На премирование особо отличившихся рабочих, занятых на строительно-монтажных работах, в подсобных производствах, вспомогательных и обслуживающих хозяйствах, направляется до 40% из общей суммы премии, полученной монтажной организацией за ввод в действие объектов строительства. При этом размер премии, выплачиваемой в данном месяце, не должен превышать 75% месячной тарифной ставки премируемого рабочего.
Премии рабочим выплачиваются за завершение отдельного этапа возведения объекта в размере до одной месячной тарифной ставки, за выполнение на пусковом объекте отдельного задания по строительным и монтажным работам — до половины месячной тарифной ставки.
Премирование за образцовое выполнение производственных заданий и отличное качество работ производится из фонда мастера. Средства на премирование выделяются в распоряжение мастера по истечении каждого месяца в размере до 3% месячного планового фонда заработной платы участка работ за счет экономии по этому фонду. Размер премии из фонда мастера не может превышать половины месячной тарифной ставки рабочего. Круг премируемых и конкретный размер премии согласовываются с построечным комитетом профсоюза.
Премирование за экономию строительных материалов и конструкций производится только в тех организациях и стройках, где в установленном порядке утверждены производственные нормы расхода материалов и организован надлежащий учет их расходования. Премирование производится за экономию материалов против норм 282
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
b b : -I')
г
Гайдамак К. М., Тыркин Б. А.
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИЙ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕН-
НОСТИ
Одобрено Ученым советом Государственного комитета Совета Министров СССР по профессионально-техническому образованию в качестве учебного пособил для профессионально-технических учебных заведений и подготовки рабочих на производстве
ИЗДАТЕЛЬСТВО «ВЫСШАЯ ШКОЛА»
Москва1974
ОГЛАВЛЕНИЕ
Введение ....................................................... d
Глава I. Общие сведения о технологических процессах и аппаратах в химической и нефтехимической промышленности ........................................................... 5
§ 1. Классификация химических и нефтехимических процессов 5
§ 2. Требования, предъявляемые к химическому оборудованию 7
Глава II. Общие вопросы монтажа оборудования.................... 14
§ 3. Организация производства монтажных работ............ 14
§ 4. Основные положения проектирования производства монтажных работ.............................................. 18
§ 5. Фундаменты и их приемка под монтаж оборудования . . 20 —
§ 6. Выверка и крепление оборудования.................... 23-
§ 7. Испытания смонтированного оборудования.............. 27-
Глава III. Такелажные работы.................................. 30-
§ 8. Такелажные приспособления и монтажные краны ... 30*
§ 9. Подъем и передвижение мачт, запасовка грузовых полиспастов .................................................. 40
§ 10. Перемещение грузов................................... 45 -
§ 11. Строповка грузов..................................... 47
§ 12. Правила техники безопасности при такелажных работах 49-
Глава IV. Монтаж насосов................................... 50
§ 13. Конструкции насосов ................................ 50
§ 14. Монтаж горизонтальных центробежных и поршневых насосов .................................................... 59
§ 15. Монтаж вертикальных насосных агрегатов.............. 67
§ 16. Испытание насосных агрегатов........................ 75
§ 17. Правила техники безопасности при монтаже насосов . . 76
Глава V. Монтаж аппаратов для разделения суспензий .... 77
§ 18. Конструкции аппаратов для разделения суспензий ... Т1
§ 19. Монтаж отстойников.................................. 83
§ 20. Монтаж фильтров..................................... 84
§21. Монтаж центрифуг.................................... 85
Глава VI. Монтаж аппаратов для очистки газов............. 88
§ 22. Конструкции аппаратов для очистки газов............. 88
§ 23. Монтаж сухих электрофильтров........................ 91
§ 24. Монтаж мокрых электрофильтров....................... 93
Глава VII. Монтаж сушильных установок......................... 97
§ 25. Способы сушки и конструкции сушильных установок . 97
§ 26. Монтаж сушилок...................................... 101
Глава VIII. Монтаж колонных аппаратов . . ............ 105
§ 27. Сущность процессов ректификации и абсорбции, их конструктивное оформление ................................... 105
§ 28. Транспортирование крупногабаритных колонных аппаратов 108
§ 29. Сборка и сварка негабаритных колонных аппаратов в условиях монтажной площадки.............................. 109
§ 30. Методы монтажа колонных аппаратов ........... 114
§ 31. Монтаж внутренних устройств колонных аппаратов . . 131
285
§ 32. Правила техники безопасности при монтаже колонных аппаратов ................................................... 135
Глава IX. Монтаж оборудования для перемещения и сжатия газов 136
§ 33. Конструкции поршневых компрессоров.................. 137
§ 34. Конструкции центробежных компрессоров............... 139
§ 35. Монтаж поршневых компрессоров....................... 141
§ 36. Монтаж центробежных компрессоров.................... 152
Глава X. Монтаж оборудования для тепловых процессов . . . 159
§ 37. Конструкции теплообменных аппаратов................. 159
§ 38. Конструкции печей................................... 168
§ 39. Монтаж теплообменных и выпарных аппаратов .... 173
§ 40. Монтаж печей........................................ 176
Г л а в а XI. Монтаж аппаратов с мешалками.................... 182
§ 41. Конструкции аппаратов с мешалками................... 182
§ 42. Монтаж аппаратов с мешалками........................ 188
Глава XII. Монтаж реакторов каталитических процессов . . . [92
§ 43. Конструкции реакторов и регенераторов............... 192
§ 44. Конструкции контактных аппаратов.................... 194
§ 45. Монтаж реакторов и регенераторов.................... 195
§ 46. Монтаж контактных аппаратов.........................205
Глава XIII. Монтаж аппаратуры высокого давления...............205
§ 47. Конструкции аппаратов высокого давления.............205
§ 48. Монтаж аппаратов высокого давления..................214
Глава XIV. Монтаж резервуаров и газгольдеров.................. 234
§ 49. Конструкции резервуаров и газгольдеров.............. 234
§ 50. Монтаук вертикальных цилиндрических резервуаров и газгольдеров ........................................... 241
§ 51. Монтаж шаровых резервуаров.......................... 265***
Глава XV. Правила техники безопасности и противопожарные мероприятия ............................................ 268—
§ 52. Правила техники безопасности..................... 268 -
§ 53. Противопожарные мероприятия ........................273
Глава XVl. Организация и экономика строительно-монтажного производства .......................................... 274
§ 54. Организация строительного производства........... 274
§ 55. Основные положения трудового законодательства . . . 277
§ 56. Организация рабочего места и труда бригады .... 277
§ 57. Тарификация и техническое нормирование........... 279
§ 58. Оплата труда монтажников.............................. 280 "
Литература ................................................284
Карл Максович Гайдамак Борис Александрович Тыркин
МОНТАЖ ОБОРУДОВАНИЯ ПРЕДПРИЯТИИ
ХИМИЧЕСКОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Редактор А. П. Николаева. Художник
В. М. Лукьянов. Художественный редактор Т. В. Панина. Технический редактор Э. М. Чижевский. Корректор В. М. Чеснокова.
Т—14160. Сдано в набор 17/V-73 г. Поди, к печати 18/Х-73 г. Формат 60X90/ie. Объем 18 печ. л. Бум. тип. № 2. Уч.-изд. л. 19,62. Изд. № ИНД-1. Тираж 14 000 экз. Цена 58 коп.
Плац выпуска литературы издательства «Высшая школа» для профтехобразования на 1974 г. Позиция № 20. Москва, К-51, Неглинная ул., д. 29/14, Издательство «Высшая школа»
Ярославский полиграфном бинат «Союзполи-графпрома» при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. Ярославль, ул. Свободы, 97. Заказ № 408