/















































































































































































































































































Author: Каменицер С.Е.
Tags: экономика ссср советская экономика экономика предприятия промышленные предприятия
Year: 1950




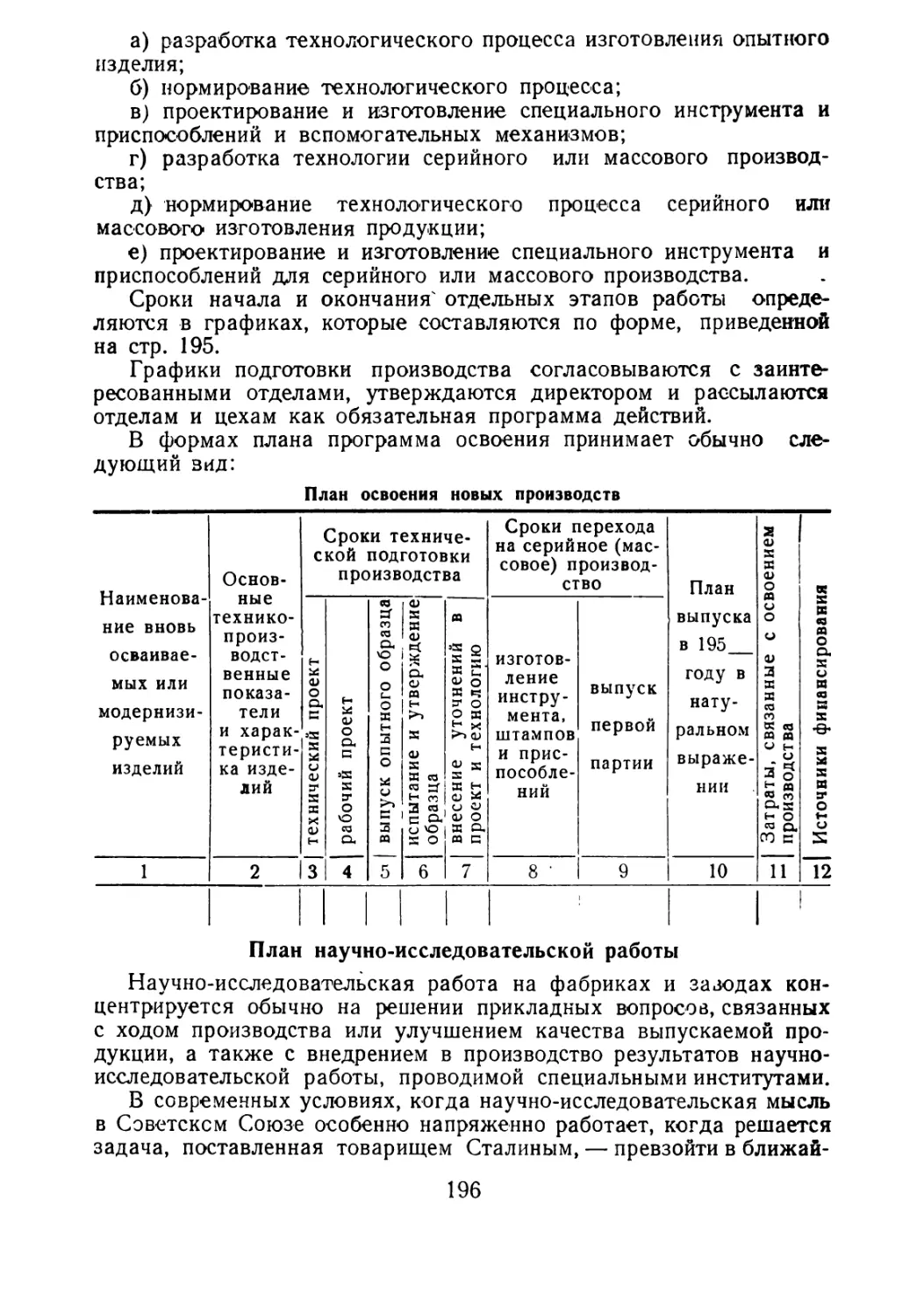
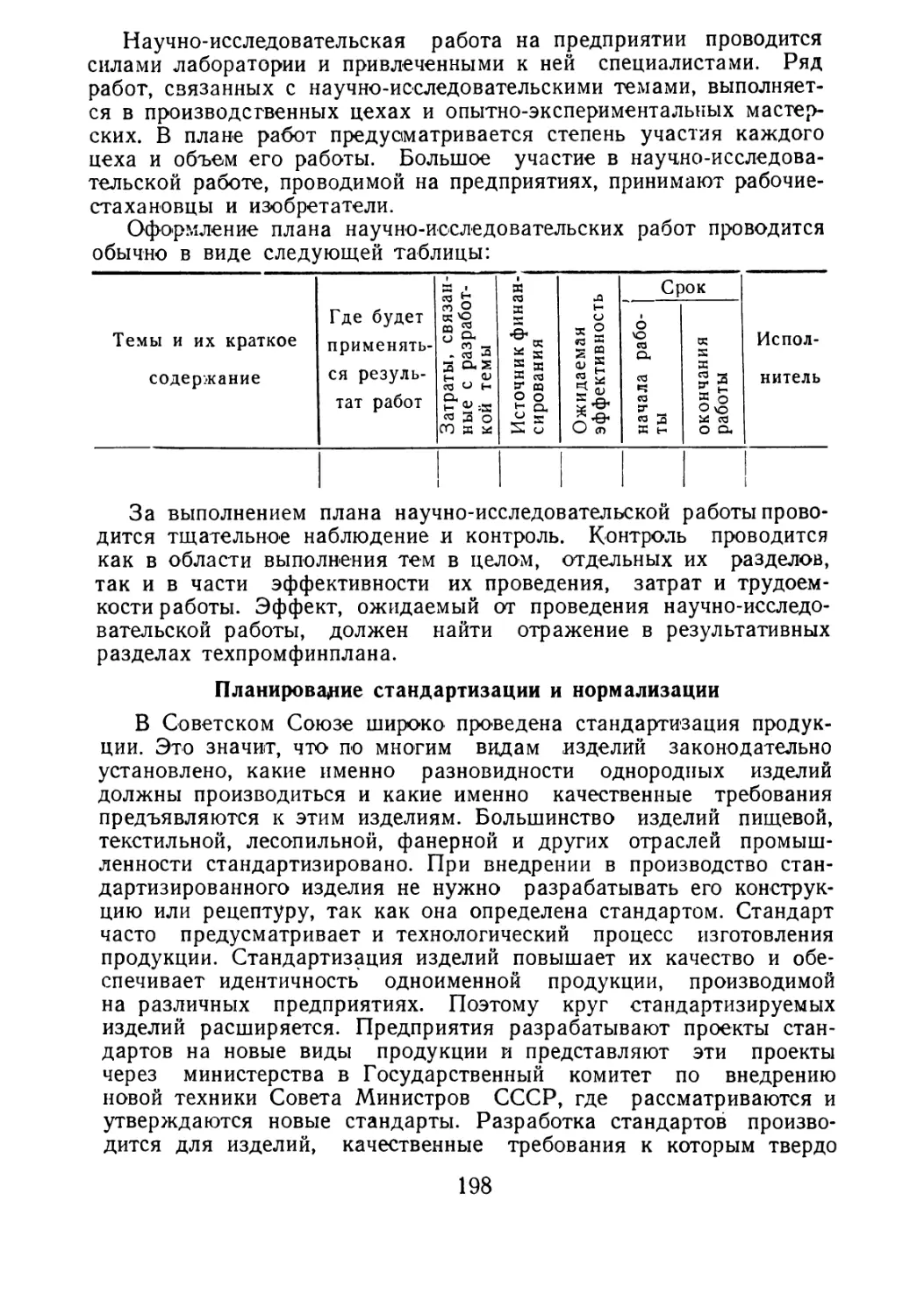
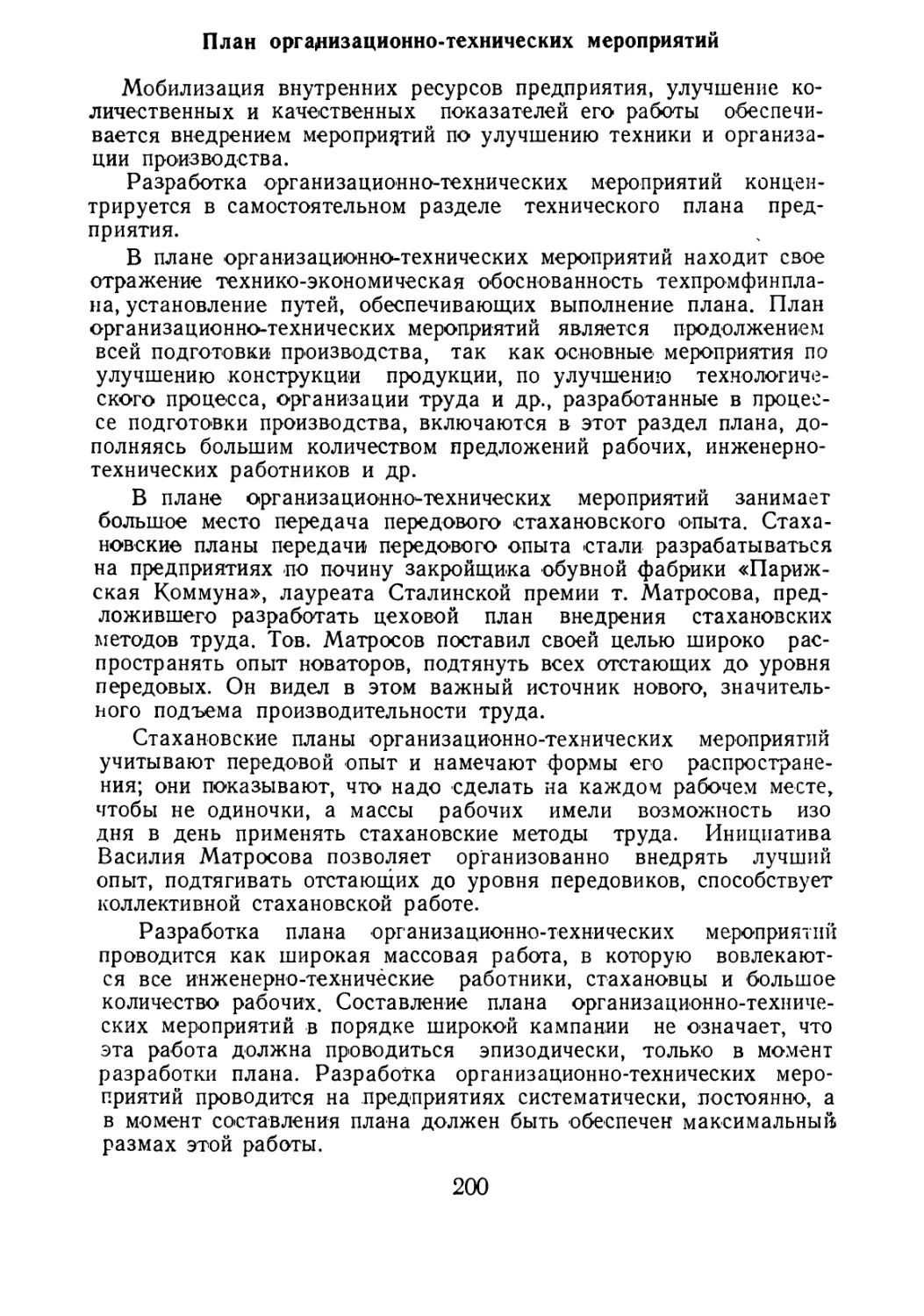
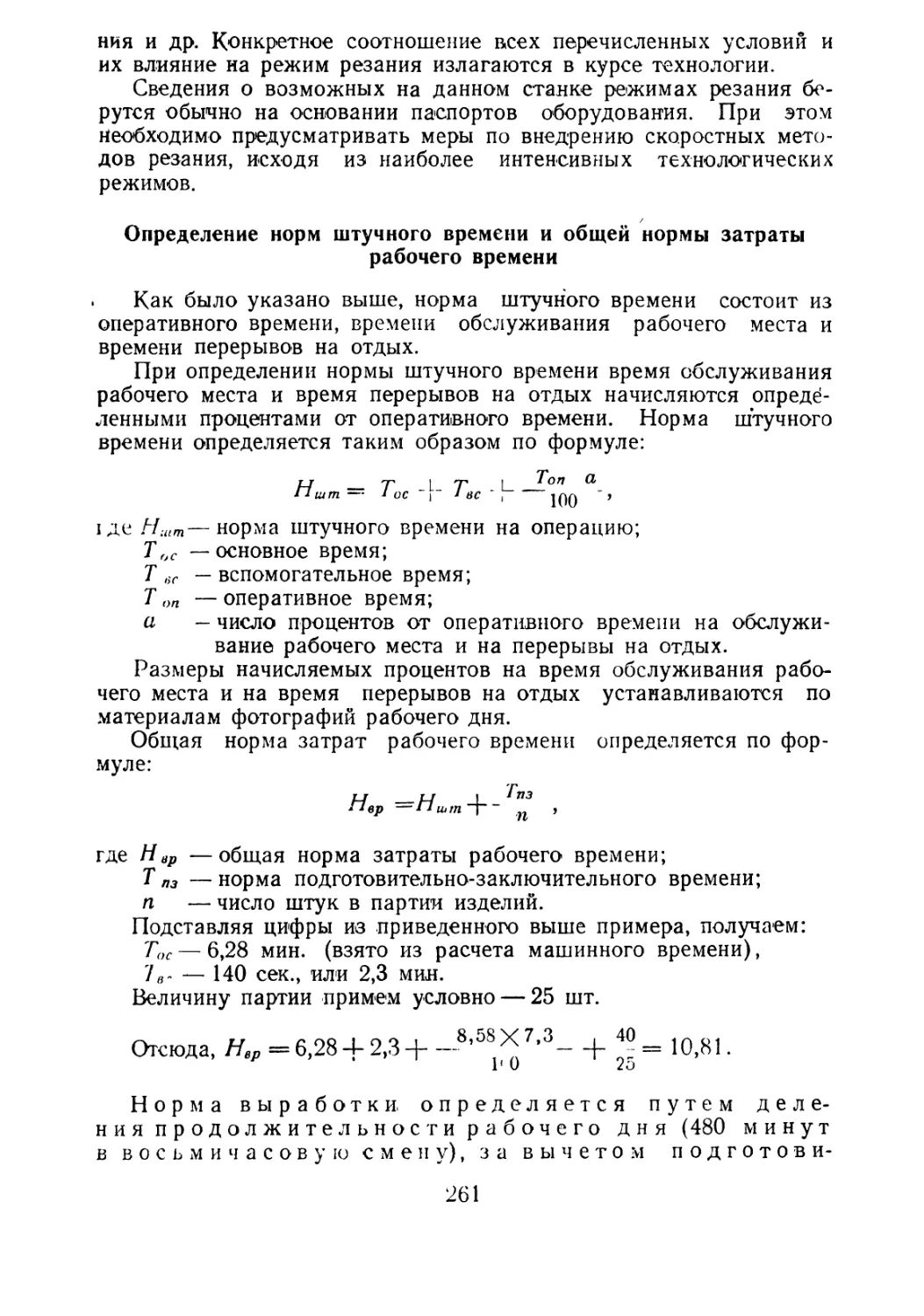
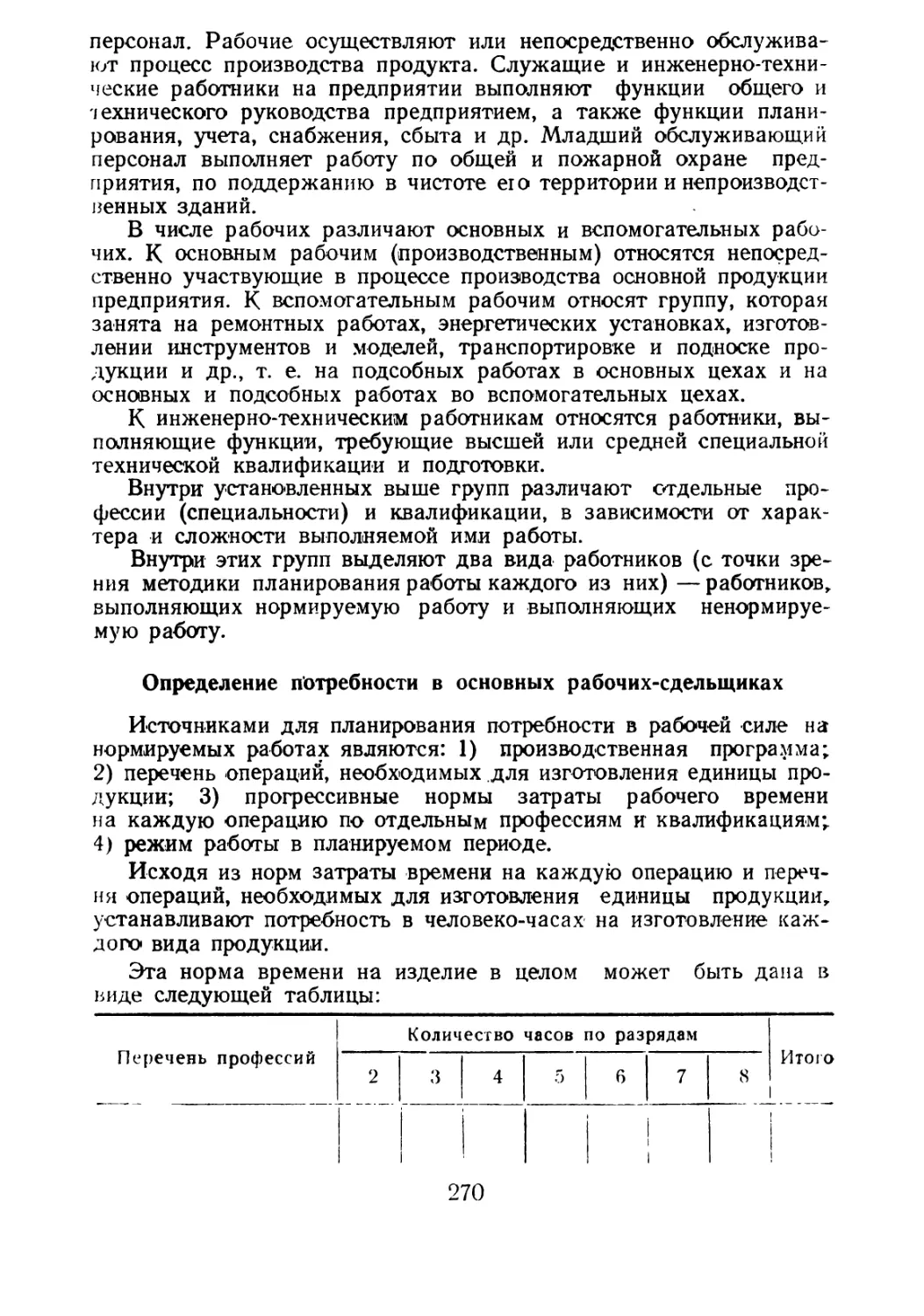
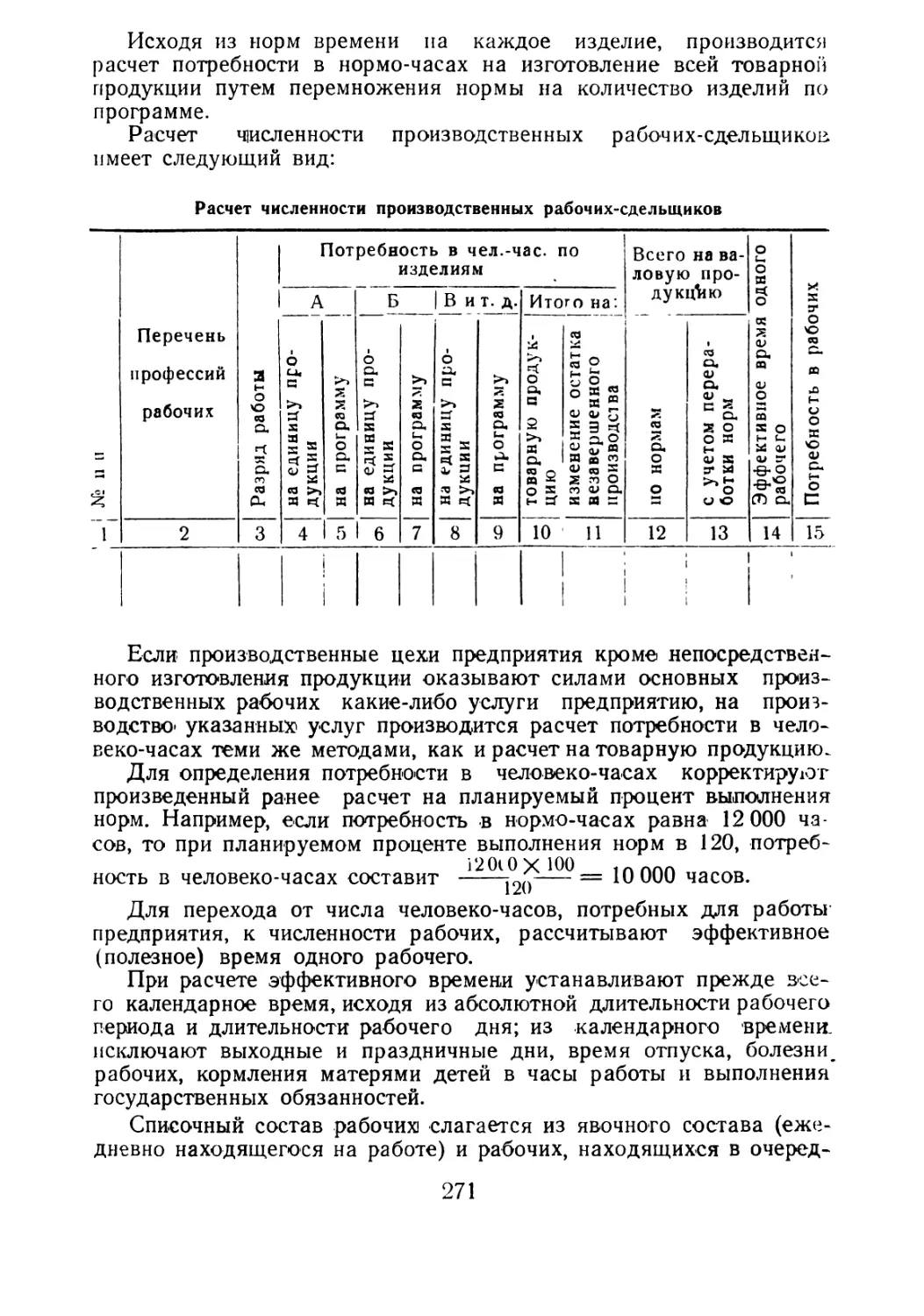
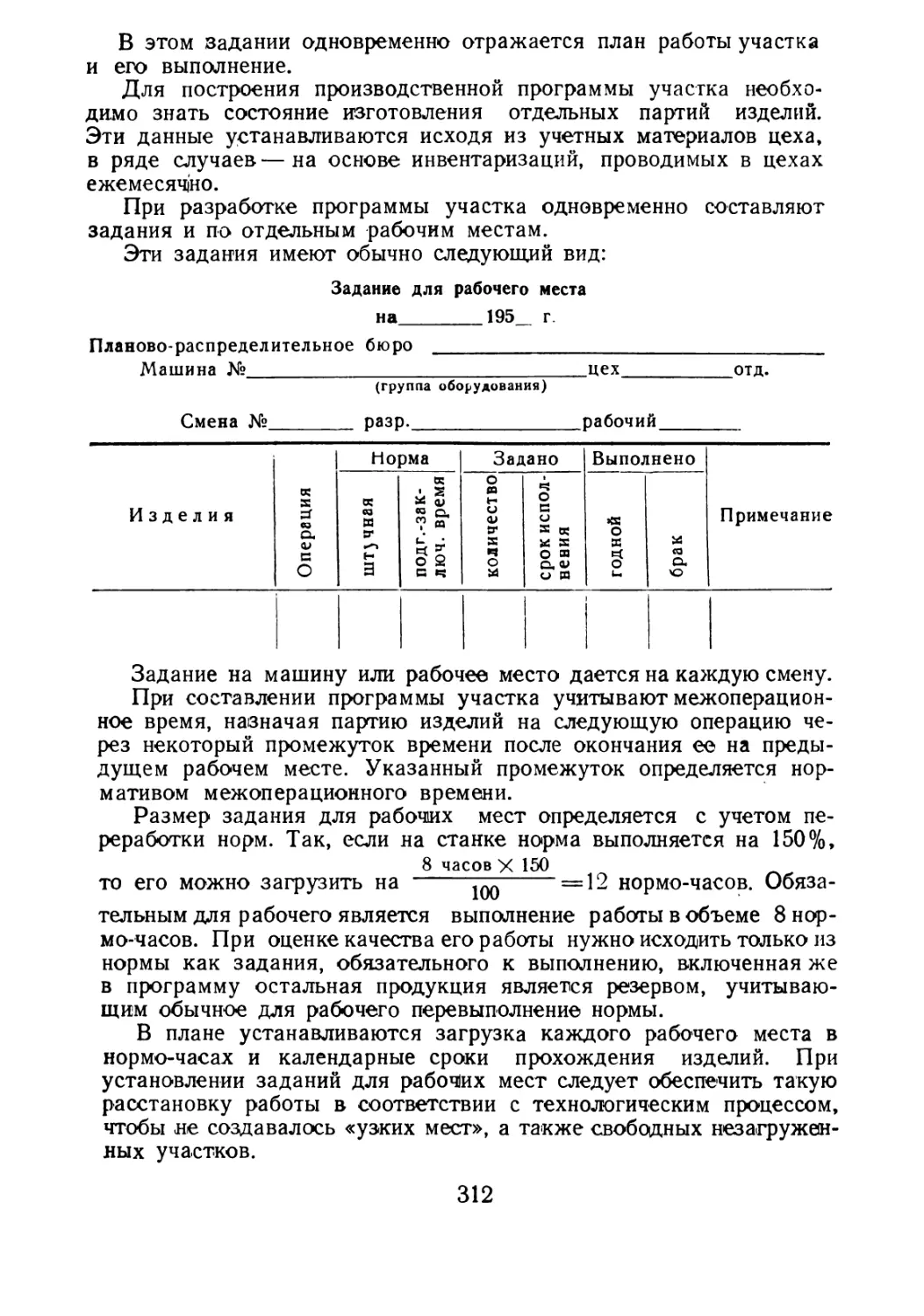
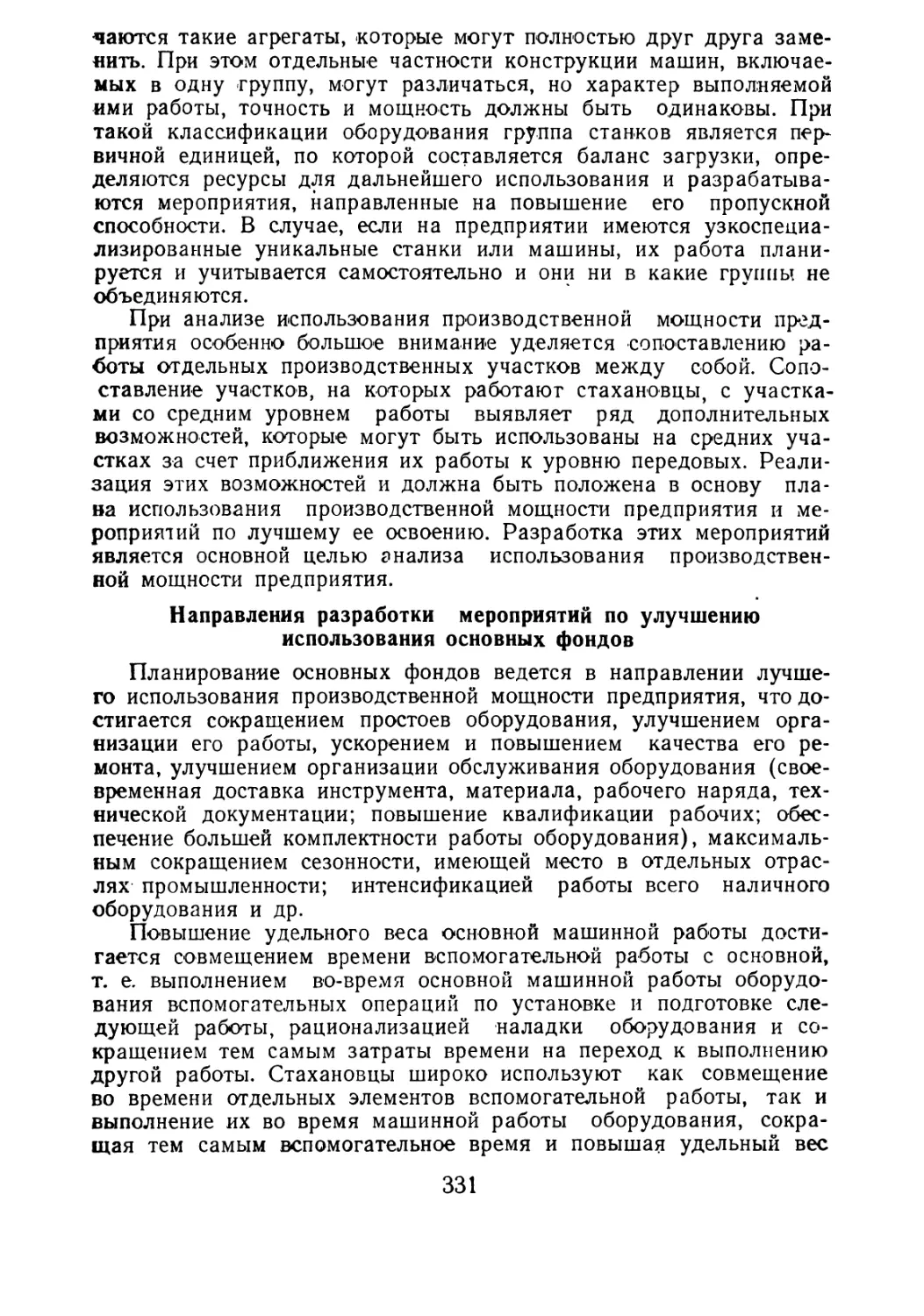
Text
С. Е. КАМЕНИЦЕР
ОРГАНИЗАЦИЯ и ПЛАНИРОВАНИЕ СОЦИАЛИСТИЧЕСКОГО
ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ
ГОСПЛАНИЗДАТ
С. Е. КАМЕНИЦЕР
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ СОЦИАЛИСТИЧЕСКОГО -ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ
Допущено Министерством высшего образования СССР в качестве учебного пособия для экономических вузов
ГОСПЛАНИЗДАТ
МОСКВА — 1950
Редакторы:
проф. А. В. ЧЕРНЫХ, проф. Я. М. ПУНСКИИ
От автора
Настоящее учебное пособие написано применительно к утвержденной Министерством высшего образования СССР программе по курсу организации и планирования промышленного предприятия для экономических вузов.
Исходя из того, что экономические институты готовят, главным образом, специалистов для органов государственного планирования, министерств и ведомств, детальная разработка отдельных технических вопросов организации и планирования промышленного предприятия не включена в настоящую работу, так как изучение этих вопросов выходит за пределы профиля подготавливаемого специалиста. Прикладные вопросы курса, изучаемые на практических занятиях, будут освещены в сборнике практических заданий. Автор учитывает, что студенты предварительно изучали политическую экономию, экономику социалистической промышленности, статистику, бухгалтерский учет и. технологию важнейших отраслей промышленности.
Настоящее пособие является первой попыткой построения курса в соответствии с новыми установками Министерства высшего образования СССР и построено, в основном, на материалах машиностроительных предприятий. В ряде случаев использованы материалы других отраслей промышленности.
В настоящей работе сделана попытка обобщить богатый опыт организации и планирования передовых про3
мышленных предприятий СССР и передовые методы работы стахановцев-новаторов производства.
Автор понимает всю трудность задачи, которая стояла перед ним, и выражает свою признательность кафедрам Московского Государственного экономического института, Ленинградского планового института, Ленинградского инженерно-экономического института, рецензентам и редакторам за многочисленные ценные указания при подготовке данного учебного пособия, а также Совету факультета промышленности и транспорта МГЭИ, который подробно обсудил и одобрил работу.
Автор будет признателен преподавателям экономических вузов и другим лицам, которые дадут свои отзывы и критические замечания по содержанию излагаемого курса.
ВВЕДЕНИЕ
Наука об Организации и планировании социалистического промышленного предприятия является экономической наукой. Она изучает конкретные проявления экономических законов развития социалистического хозяйства на социалистическом промышленном предприятии, использование этих законов коммунистической партией и Советским правительством, пути и методы рационального сочетания отдельных участков предприятия и элементов производственного процесса в целях расширенного социалистического воспроизводства и построения коммунистического общества. Научной методологической основой организации и планирования социалистического промышленного предприятия является марксистско- ленинская теория воспроизводства, блестяще развитая и в огромной степени обогащенная товарищем Сталиным.
Практические методы организации и планирования промышленных предприятий разрабатываются на основе обобщения передового опыта стахановцев, стахановских участков и предприятий.
Организация и планирование социалистического промышленного предприятия определяется общественной социалистической собственностью на орудия и средства производства и социалистическими производственными отношениями, которые являются отношениями товарищеского сотрудничества и социалистической взаимопомощи.
Коммунистическая партия и Советское правительство, используя преимущества социалистической системы хозяйства, опираясь на творческую инициативу трудящихся масс, на широко развернувшееся стахановское движение, — создали в СССР самую передовую организацию промышленных предприятий, коренным образом отличающуюся от организации капиталистических предприятий*
Передовая практика стахановской организации и планирования работы социалистических предприятий дает богатейший материал для обобщения и разработки подлинно научных методов организации и планирования деятельности социалистического промышленного предприятия, направленной на расширенное воспроизводство производительных сил и социалистических производственных отношений — на скорейшее построение коммунизма.
Закономерности, вскрываемые наукой об организации и планировании социалистического промышленного предприятия, вытекают из общих законов развития социализма и определяются местом промышленного предприятия в системе народного хозяйства.
5
Предприятие — основное звено организации и управления прок мышленностью. На промышленном предприятии непосредственно осуществляется процесс производства; здесь наиболее конкретна проявляются производственные отношения людей. Естественно поэтому, что закономерности развития социалистического хозяйства выступают на промышленном предприятии в их наиболее конкретном виде.
Цели и задачи, стоящие перед социалистическим промышленным предприятием, определяются не частнохозяйственными интересами, как это имеет место на капиталистическом предприятии, а задачами расширенного воспроизводства социалистического хозяйства, конкретизированными в государственном плане. Поэтому исходным для изучения организации и планирования социалистического промышленного предприятия являются общие закономерности развития социалистического хозяйства и промышленности как его ведущей отрасли.
В основе всей деятельности социалистического промышленного предприятия лежит государственный план, государственное задание, обязательное к выполнению. Государственный план опирается на творческую практическую деятельность всего народа, руководимую и направляемую коммунистической партией, и подчиняет, в конечном счете, труд каждого советского человека единой цели — борьбе за новые успехи коммунистического строительства, за дальнейший рост экономической мощи страны, за неуклонный подъем материального и культурного уровня народа. Рост объема и улучшение качества продукции на основе расширения производства, внедрения новой техники, передовой технологии и организации производства, систематическое повышение производительности труда и снижение себестоимости продукции являются законом развития социалистического предприятия. Широкое участие масс во всей работе по организации и планированию деятельности предприятия и социалистическое соревнование за досрочное выполнение государственных планов являются непременным условием успешной работы социалиь стического промышленного предприятия.
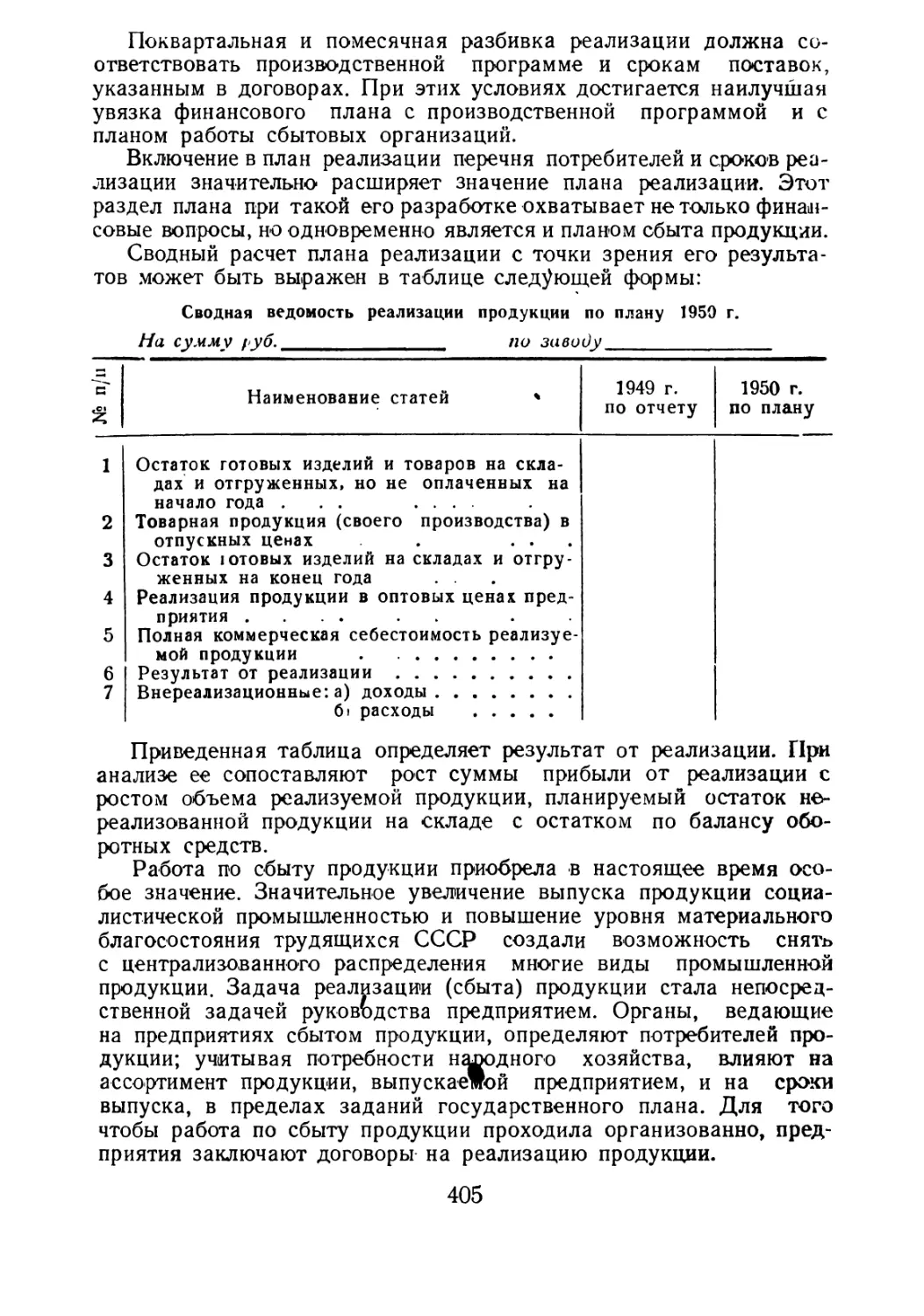
Процесс производства на предприятии не может рассматриваться в отрыве от процесса обращения, в котором это предприятие участвует. Каждое промышленное предприятие через систему снабжения, сбыта и финансов связано с народным хозяйством в целом. Поэтому, наряду с организацией производственного процесса, на каждом промышленном предприятии ведется работа по организации снабжения предприятия и сбыта его продукции, по организации его финансовой деятельности.
Продукция, выпускаемая каждым промышленным предприятием, должна соответствовать установленному планом ассортименту и качеству и производиться при наименьших затратах денежных и товаро-материальных ценностей, при наивысшей производительности труда. Организация и планирование деятельности промышленного предприятия должны быть целиком направлены на безусловное и 6
строжайшее выполнение государственного плана, максимальное использование производственных ресурсов, на максимальную экономическую эффективность осуществляемого процесса производства.
Процесс производства, осуществляемый на предприятии, является не только материально-техническим, но и социально-экономическим процессом. Исходя из этого, наука об организации и планировании социалистического промышленного предприятия изучает вопросы экономики, организации и планирования социалистического промышленного предприятия комплексно и разрабатывает их в направлении, обеспечивающем выполнение и перевыполнение государственных планов и заданий. В этом проявляется коренное отличие и превосходство организации и планирования социалистического предприятия перед организацией производства на капиталистическом предприятии.
Все вопросы организации и планирования социалистического промышленного предприятия решаются при самом широком участии трудящихся масс, борющихся за всемерное улучшение работы каждого социалистического предприятия.
Наука об организации и планировании социалистического промышленного предприятия является партийной наукой. Она развивается в борьбе с проявлениями буржуазного объективизма и преклонения перед иностранной «наукой» об организации производства, которая является в действительности «наукой» о жесточайшей эксплоатации рабочего класса. Она развивается в борьбе с техницизмом, с попытками рассматривать организацию и планирование промышленного предприятия как техническую отрасль знаний, что по существу означает попытку затушевать коренное превосходство социалистических предприятий над капиталистическими, стереть грань между социалистической организацией, направленной на благо всех трудящихся, и капиталистической организацией, направленной на обогащение кучки предпринимателей, на обнищание широких масс трудящихся.
Основой разработки вопросов организации и планирования деятельности социалистического промышленного предприятия являются: выявление и широкий показ принципиальных отличий и преимуществ социалистического предприятия по сравнению с капиталистическим, закономерностей развития советской экономики и их проявлений в работе предприятий; ведущая роль коммунистической партии и Советского государства в организации и всей деятельности социалистических промышленных предприятий; воинствующая борьба с «теорией» капиталистической организации производства; широкое обобщение опыта передовой стахановской работы отдельных рабочих, производственных участков, цехов и предприятий в целом; активное творческое участие коллектива рабочих в организации работы социалистического предприятия.
Важнейшей чертой науки организации и планирования социалистических промышленных предприятий является то, что она строится исходя из передового производственного опыта и обеспечивает его 7
всемерное распространение, что в ее основу кладутся прогрессивные технико-экономические нормы.
Курс организации и планирования социалистического промышленного предприятия непосредственно примыкает к курсу экономики социалистической промышленности, является частью общей науки об экономике социалистической промышленности. Курс экономики социалистической промышленности изучает закономерности развития промышленности и ее отраслей, связи между предприятиями, рассматривая предприятие как низовое первичное звено отрасли. Курс организации и планирования социалистического промышленного предприятия изучает закономерности развития предприятия, исходя из законов развития социалистической промышленности.
Наука о технологии той или иной отрасли промышленности рассматривает производственный процесс в его материально-техническом содержании. Курс организации и планирования социалистических промышленных предприятий рассматривает производственный процесс в его социально-экономическом содержании.
Указанное разграничение наук не означает, что, изучая экономику, можно забыть о технических вопросах, и наоборот. Техника и экономика в промышленном производстве тесно связаны. Уровень и особенности развития техники в различных отраслях оказывают исключительно большое влияние на объем, качество и себестоимость продукции, производительность труда и другие показатели экономики предприятия. С другой стороны, нельзя правильно выбрать тот или иной технологический процесс, машину, инструмент, не учитывая экономических условий и результатов их применения. Однако эта взаимосвязь не стирает граней между техникой и экономикой и не означает превращения организации и планирования социалистического промышленного предприятия в «технико-экономическую» науку, как это пытаются утверждать ряд авторов, так как экономические законы развития являются исходными, определяющими все развитие организации и планирования социалистического промышленного предприятия.
Курс организации и планирования социалистического промышленного предприятия состоит из четырех разделов.
В первом разделе дается характеристика социалистического промышленного предприятия, основные принципы его организации и планирования. Он включает главы I, II, III и IV.
Во втором разделе освещаются вопросы организации и планирования процесса производства. Он включает главы V, VI, VII и VIII.
В третьем разделе излагаются вопросы организации и планирования основных элементов производственного процесса на предприятии. Он включает главы IX, X, XI, ХП^ XIII и XIV.
В четвертом разделе освещаются экономические результаты.работы предприятия. Он включает главы XV, XVI и XVII. В последней главе рассматриваются вопросы, связанные с укреплением хозяйственного расчета как социалистического метода планового руководства работой предприятий.
РАЗДЕЛ 1
Глава I
СОЦИАЛИСТИЧЕСКОЕ ПРОМЫШЛЕННОЕ ПРЕДПРИЯТИЕ И ЕГО СТРУКТУРА
Социалистическое промышленное предприятие является первичным основным звеном социалистической промышленности и призвано выполнять задачи, поставленные перед ним государственным народнохозяйственным планом по производству промышленной продукции.
Социалистическое предприятие характеризуется общественной собственностью на орудия и средства производства и, как следствие этого, отсутствием эксплоатации человека человеком. На социалистическом предприятии все* трудящиеся непосредственно заинтересованы в результатах работы данного предприятия и всей промышленности в целом.
На предприятии совершается процесс производства. Это значит, что здесь происходит материально-технический процесс создания потребительных стоимостей, а люди, участвующие в процессе производства, вступают между собой в производственные отношения. В условиях социализма производственные отношения характеризуются как отношения, основанные на принципах товарищеского сотрудничества и социалистической взаимопомощи.
В условиях капитализма процесс труда является одновременно и процессом производства прибавочной стоимости, присваиваемой капиталистом, т. е. процессом эксплоатации рабочего класса. Давая характеристику капиталистическому процессу производства, Маркс писал: «Прежде всего движущим мотивом и определяющей целью капиталистического процесса производства является возможно большее самовозрастание стоимости капитала, т. е. возможно большее производство прибавочной стоимости и, следовательно, возможно большая эксплуатация рабочей силы капиталистом»
В условиях капитализма рост производительности труда означает усиление эксплоатации рабочего класса. Противоречие между общественным характером производства и частным присвоением находит свое проявление в кризисах перепроизводства, росте
1 К- М а р к с, Капитал, т. I, изд. 1949 г., стр. 337. 9
безработицы и обнищания рабочего класса. В условиях капитализма производительные силы общества используются чрезвычайно расточительно.
Преимущества социалистической системы хозяйства обеспечивают непрерывный планомерный рост производства, направленный на удовлетворение потребностей народного хозяйства, расширенное социалистическое воспроизводство, улучшение материального благосостояния трудящихся, рост народного богатства, укрепление экономической и оборонной мощи советского социалистического государства, и тем самым решение основной задачи — строительства коммунизма. Заинтересованность всех трудящихся в результатах работы предприятий и единство личных и общественных интересов трудящихся являются источником непрерывного роста и развития каждого социалистического предприятия и всего социалистического народного хозяйства.
Товарищ Сталин в беседе с первой американской рабочей делегацией показал, что новыми, могучими факторами социалистического прогресса, двигателем нашей индустрии являются:
«П р е ж д е всего, то обстоятельство, что фабрики и заводы принадлежат у нас всему народу, а не капиталистам, что фабриками и заводами управляют не ставленники капиталистов, а представители .рабочего класса. Сознание того, что рабочие работают йена капиталиста, а на своё собственное государство, на свой собственный класс, — это сознание является громадной двигательной силой в деле развития и усовершенствования нашей промышленности...
В о-в т о р ы х, то обстоятельство, что доходы от промышленности идут у нас не на обогащение отдельных лиц, а на дальнейшее расширение промышленности, на улучшение материального и культурного положения рабочего класса, на удешевление промышленных товаров, необходимых как для рабочих, так и для крестьян, т. е. опять-таки на улучшение материального положения трудя щихся масс...
В-третьих, то обстоятельство, что факт национализации промышленности облегчает плановое ведение всего промышленного хозяйства в целом» Ч
Социально-экономическая сущность социалистического предприятия определяется общественной социалистической собственностью на орудия и средства производства и как следствие этого — новыми социалистическими производственными отношениями, отсутствием эксплоатации и плановым ведением хозяйства.
Одной из важнейших черт, характеризующих промышленное предприятие, является производственно-техническое единство. Под производственно-техническим единством предприятия понимается: 1) однородность технологического процесса в различных
1 И. В. Сталин, Соч., т. 10, стр. 119—122.
10
частях предприятия, специализированных на изготовлении разных видов или разных частей одной и той же продукции; 2) единство продукции, изготовляемой предприятием, и объединение с этой целью технологически разнородных частей.
К предприятиям, характеризуемым первым признаком производственно-технического единства, относятся литейные заводы, включающие цехи мелкого, среднего и крупного литья; механосборочные предприятия, в различных цехах которых изготовляются разные виды изделий; ткацкие фабрики, цехи которых специализируются на изготовлении различных видов тканей, и др. Ко второй группе предприятий относится большинство машиностроительных заводов, состоящих из литейных, механических и сборочных цехов, которые являются технологически разнородными цехами, но все вместе выполняют единый процесс производства определенных машин; текстильные фабрики, включающие прядильные, ткацкие и отделочные цехи, и др.
В ряде случаев предприятия второй группы строятся по принципу предметного деления цехов внутри предприятия, т. е. вместо выделения технологически однородных цехов (литейный, прядильный, закройный и т. п.) создаются цехи, объединяющие технологически разнородные участки, выпускающие определенный вид продукции. Как в том, так и в другом случае предприятие представляет собой единый организм, состоящий из технологически однородных или связанных единством выпускаемой продукции частей.
Наряду с производственно-техническим. единством социалистическое промышленное предприятие характеризуется рядом организационных признаков. Являясь собственностью Советского государства, социалистическое предприятие работает на основе директив и заданий, которые даются ему министерством в соответствии с государственным народнохозяйственным планом. Директор предприятия является доверенным лицом государства и через него государство осуществляет свое руководство производством; сосредоточение всего руководства предприятием в руках директора- единоначальника обеспечивает единство управления предприятием. Единство управления означает одновременно, что вся деятельность предприятия определяется единым народнохозяйственным планом и что предприятие выступает как единая организация со своим балансом и отчетностью. Предприятие имеет права юридического лица, т. е. имеет право вступать с другими предприятиями в юридические отношения, неся материальную ответственность за результаты своей работы. Социалистическое предприятие является хозрасчетной организацией, оно располагает выделенными ему государством основными и оборотными средствами, заключает с другими предприятиями договоры на поставку материалов и реализацию продукции. Состояние финансов предприятия поставлено в прямую зависимость от результатов его производственной и хозяйственной деятельности, И
работники предприятия материально заинтересованы в результатах его работы.
Единство управления, наличие единого плана, учета, хозрасчетная самостоятельность и наличие прав юридического лица являются организационными признаками, дополняющими социально-классовую характеристику социалистического промышленного предприятия.
Предприятие характеризуется выпуском продукции, определенной государственным планом, и законченным процессом производства. В отличие от этого цех как часть предприятия выпускает продукцию, которая, как правило, может быть использована только внутри предприятия, или выполняет только часть всего процесса по производству готовой продукции. Цех в отличие от предприятия не имеет законченной отчетности, не наделяется государством оборотными средствами, не ведет самостоятельного финансового хозяйства и не имеет прав юридического лица.
Каждое промышленное предприятие представляет собой единый организм, объединенный процессом производства. На предприятии имеется определенная сопряженность оборудования по его составу и мощности, оно обслуживается общей системой вспомогательных хозяйств и, как правило, расположено на одной территории.
Партия и Советское правительство на всех этапах социалистического строительства придавали особое значение предприятию. Еще в 1923 году в решениях XII съезда партия поставила вопрос о повышении роли предприятия. «Корень производственного успеха или, наоборот, неудачи находится в основной промышленной единице, т. е. на фабрике и заводе». ЦК ВКП(б) в своем постановлении «О реорганизации управления промышленностью» от 5/ХП 1929 г. указал, что «предприятие является основным звеном управления промышленностью».
Эти указания особенно подчеркивают место социалистического предприятия в системе народного хозяйства в целом.
Производственный процесс на предприятии
Основой деятельности промышленного предприятия является производственный процесс. Поэтому, прежде чем характеризовать систему организации работы предприятия, необходимо остановиться на характеристике производственного процесса.
«В производстве, — писал Маркс, — люди воздействуют не только на природу, но и друг на друга. Они не могут производить, не соединяясь известным образом для совместной деятельности и для взаимного обмена своей деятельностью. Чтобы производить, люди вступают в определенные связи и отношения, и только через посредство этих общественных связей и отношений существует их отношение к природе, имеет место производство» ].
1 К. Маркс и Ф. Энгельс, Соч.» т. V, стр. 429.
12
«Следовательно, — учит товарищ Сталин, — производство, способ производства охватывает как производительные силы общества, так и производственные отношения людей, являясь, таким образом, воплощением их единства в процессе производства материальных благ» *.
Процесс производства является одновременно и процессом воспроизводства материальных благ и производственных отношений, он должен характеризоваться с социально-классовой и материально-технической сторон. Капиталистическое производство является прежде всего производством прибавочной стоимости, получаемой за счет эксплоатации рабочего класса капиталистами-предпринимателями. В процессе производства на капиталистическом предприятии воспроизводятся классовые антагонистические производственные отношения.
Производственный процесс на социалистическом предприятии является прежде всего производством потребительных стоимостей, необходимых народному хозяйству, выпуск которых определен планом. В процессе социалистического производства воспроизводятся производственные отношения, скойственные социалистическому способу производства.
На социалистическом предприятии вся организация производственного процесса определяется государственным народнохозяйственным планом, исходя из которого устанавливается производственная программа предприятия и даются задания по повышению производительности труда, снижению себестоимости и по другим показателям работы предприятия. Государственное задание по выпуску продукции и специализации предприятия, по повышению производительности труда, снижению себестоимости и ускорению оборачиваемости оборотных средств обусловливает выбор типа и метода производства и конкретных форм организации производственного процесса.
Во всяком производстве рабочий в процессе труда с помощью орудий труда воздействует на сырые материалы, являющиеся предметом труда, с целью превращения их в готовый продукт. Основное содержание производственного процесса формирует, та- киМ( образом, процесс труда.
Производственный процесс обычно представляет собой совокупность взаимосвязанных процессов труда. Последние в ряде случаев сочетаются с естественными процессами, т. е. с такими процессами, в течение которых предмет труда подвергается физическим или химическим изменениям под воздействием сил природы, а процесс труда совершенно или отчасти приостанавливается. Взаимосвязанные процессы труда и естественные процессы составляют весь процесс производства на предприятии. Центральное место в этой совокупности частичных процессов производства занимают основные процессы.
И. Сталин Вопросы ленинизма, изд. 11, стр. 551.
13
Основными называются те процессы производства, в результате которых предметы труда непосредственно превращаются в основную продукцию предприятия. К основным процессам относятся процессы прядения, ткачества, отделки тканей на текстильных фабриках; процессы изготовления заготовок, механической обработки деталей, сборки деталей и узлов в машины на машиностроительных заводах и т. п.
Производственный процесс наряду с основными включает вспомогательные процессы, к которым относятся процессы производства различных видов энергии, изготовление орудий труда и поддержание их в рабочем состоянии, изготовление инструментов и приспособлений, ремонт оборудования, зданий и сооружений и т. д.
Основные процессы производства по добыче и переработке сырья и материалов в готовую продукцию требуют для своего осуществления обслуживания различными видами энергии, инструментами и приспособлениями, транспортом и др. Этим и определяется, что неотъемлемую составную часть производственного процесса образуют обслуживающие процессы. К последним относится подача к рабочим местам различных видов энергии (электроэнергия, пар, сжатый воздух), питание основных процессов материалами, полуфабрикатами, инструментами и приспособлениями, межцеховой и внутрицеховой транспорт, ремонт оборудования и др.
Основной процесс производства характеризуется тем, что в нем основное сырье и материалы превращаются в готовую продукцию. В отличие от этого вспомогательные и обслуживающие процессы характеризуются использованием вспомогательных материалов или выполнением функций обслуживания основного процесса (транспорт, контроль качества и др.).
Общественные условия производства определяют организацию производственного процесса. На организацию производственного процесса влияет: а) характер потребляемого сырья, 6} характер готового продукта, в) характер технологического процесса.
Первым, наиболее крупным делением производственных процессов является выделение процессов добывающих и обрабатывающих. Добывающие процессы характеризуются тем, что сырые материалы, используемые в этих процессах, прежде не подвергались никакой обработке и являются непосредственным даром природы. Эти материалы сами по себе не имеют еще потребительной стоимости, так как могут потребляться только после того, как они будут извлечены из той среды, в которую их поместила природа, — руда и уголь в земле, древесина на корню и т. п.; они не имеют стоимости, так как к ним не прилагался еще труд.
Обрабатывающие производства имеют дело по преимуществу с теми видами сырья, которые предварительно уже подвергались воздействию труда.
14
Помимо этого характер сырья оказывает большое влияние на обслуживание процесса производства. В отраслях кирпичной и металлургической промышленности, где применяется громоздкое и трудно транспортируемое сырье, транспортные операции занимают большой удельный вес в затратах общественного труда по производству продукции этих отраслей. Большое значение для процесса производства имеет различие между чистым весом продукции и весом потребленного сырья или, иначе говоря, количество отходов производства. В отраслях с большим количеством отходов использование их представляет самостоятельную сложную проблему организации производства.
Еще в большей степени влияют на организацию производственного процесса различия в составе, форме и других химических и физических свойствах сырья и готовых продуктов. Чем больше эти различия, тем более сложен процесс превращения сырья в готовый продукт. Чем ближе физико-химическая характеристика сырья к характеристике готовой продукции, тем проще процесс производства, тем легче превращение сырья в готовый продукт.
Характер готовой продукции вызывает различия в производственном процессе. Некоторые изделия являются простыми; они состоят из одного или немногих видов сырья. Большинство изделий являются сложными, т. е. состоящими из разнообразных видов сырья. Процесс производства простых продуктов состоит в том, чтобы из данного вида сырья путем постепенного удаления излишних частей или химических элементов или изменения его формы выделить готозый продукт. Здесь весь процесс производства заключается в последовательной обработке одного вида сырья. Примером такого производства является кирпичный завод. При изготовлении сложных видов продукции создается несколько параллельных процессов производства по превращению различных видов сырья в полуфабрикаты, и путем химического или механического соединения последних создается готовый продукт.
Характер готовой продукции влияет на производственный процесс также сложностью формы и химического состава, требуемой точностью физических и химических свойств и размерами готового изделия. Сложность готового продукта, степень точности, предъявляемая к его изготовлению, и размеры (габариты) изделия определяют дробность и количество производственных операций, выделяемых в процессе производства, их характер, степень сложности отдельных операций, требования, предъявляемые к оборудованию, рабочей силе и инструменту.
Один и тот же готовый продукт может быть получен с помощью различных технологических операций часто даже из одного и того же вида сырья. Известны различные методы получения серной кислоты, стали, в машиностроении применяются различные методы изготовления одних и тех же деталей (штамповка и ковка, литье в земляные и в металлические формы, сверление и расточка и т. д.).
15
Естественно, что при разных методах технологической обработки одного и того же сырья с целью получения однотипной готовой продукции процесс производства будет различаться. В этом случае различия в процессе производства будут заключаться в различной характеристике оборудования, квалификации рабочей силы, характере и последовательности операций и т. п. Выбор того или иного варианта технологического процесса зависит от его экономичности, свойств сырья, качества продукции, получаемой при данной технологии, особенностей производства на данном предприятии и других условий.
Масштабы выпуска продукции, степень специализации и кооперирования предприятия с другими предприятиями, комбинирование производства на базе использования сырья, топлива или энергии в значительной степени влияют на организацию производственного процесса.
Организация производственного процесса, в свою очередь, определяет место данного предприятия во всем процессе производства данной продукции, форму соединения различных процессов производства на одном предприятии, дробность операций и т. п. Так, например, поточная организация производства требует более дробного расчленения процесса производства на операции, большей специализации и кооперирования предприятий.
Классификация промышленных предприятий
Для решения конкретных вопросов организации и планирования деятельности социалистических предприятий имеет большое значение классификация предприятий в соответствии с их отраслевым характером, размерами, системой подчиненности, временем действия и степенью специализации.
В свое время промышленный ценз относил к разряду крупных промышленных предприятий фабрики и заводы с количеством рабочих свыше 16 человек при наличии двигателя или свыше 30 человек без механического двигателя. В современных условиях такое деление предприятий на крупные и мелкие является уже недостаточным, потому что в группе предприятий, которые относятся цензом к крупным, имеются фабрики и заводы с несколькими десятками и одновременно со многими сотнями и тысячами рабочих. Кроме того, наличие двигателя не является еще достаточным для определения размера предприятия, так как мощности двигателей бывают самыми различными и факт наличия двигателя еще не определяет размера предприятия. Поэтому для определения размера предприятия используют четыре показателя — количество рабочих, мощность механизмов, стоимость основ(ных фондов и объем выпуска продукции.
Однако установить определенную численность рабочих или размер выпуска продукции для отнесения предприятия к крупным
16
или мелким вне зависимости от отрасли промышленности, к которой относится данное предприятие, не представляется возможным. Поэтому в каждой отрасли промышленности используются свои измерители, характеризующие размер предприятия.
Размер предприятия имеет большое значение для решения ряда вопросов его организации. Естественно, что на крупном и среднем предприятии количество мастеров, инженеров и техников будет значительно больше, чем на мелком предприятии, хотя по отношению к количеству рабочих удельный вес служащих и инженерно-технических работников на крупном и среднем предприятии меньше, чем на мелком. Крупное и среднее предприятие имеет возможность более рационально использовать сырье, оборудование и рабочую силу. Многие высокопроизводительные и дорогостоящие агрегаты оправдывают себя только на крупных и средних предприятиях. Тем не менее, увлечение строительством чрезмерно крупных предприятий вредно, так как это приводит к созданию уникальных предприятий, удлиняет сроки строительства и затрудняет .руководство предприятиями.
Система подчиненности предприятия накладывает существенный отпечаток на организацию управления им, порядок установления плана и систему руководства предприятием. По виду подчиненности различаются предприятия общесоюзного, республиканского, местного (областного, городского) и районного значения. К предприятиям союзного значения относятся фабрики и заводы, которые по объему производства или характеру специализации имеют значение для всего Советского Союза. Руководство этими предприятиями осуществляется общесоюзными министерствами через их главные управления. Большое количество предприятий (главным образом, средние по размеру, производящие по преимуществу предметы широкого потребления и продовольствия) относится к группе республиканских. Руководство ими осуществляется республиканскими министерствами.
Небольшие фабрики и заводы, производящие предметы, удовлетворяющие местный спрос населения данной области или города и использующие в основном местное сырье, включаются в систему предприятий местного (областного или городского) Значения. Эти предприятия подчиняются соответствующему отделу исполкома местного Совета депутатов трудящихся. Одновременно эти отделы соподчинены республиканскому министерству, возглавляющему данную отрасль промышленности.
Наконец, мелкие предприятия местной и пищевой промышленности, целиком базирующиеся на местном сырье и производящие предметы широкого потребления для нужд местного населения или занимающиеся ремонтом обуви, одежды и других предметов обихода, входят в систему районной промышленности. Эти предприятия объединяются в районные промышленные комбинаты.
Кроме государственных предприятий имеется еще большое количество предприятий промысловой кооперации, являющихся ооб-
2 С. Е. Каменицер |у
ственностью артелй и представляющих кооперативную форму собственности.
От системы подчиненности предприятия зависит не только организация управления им, но- и характер специализации, порядок выделения фондов материально-технического снабжения, организация сбыта продукции и т. п.
Немалое значение для организации работи на предприятии имеет сезонность его работы. В результате мероприятий, проведенных партией и правительством, предприятия многих отраслей промышленности превращены из сезонных в действующие круглый год. Типичными сезонными отраслями до последнего времени считались кирпично-черепичные заводы, сахарные, крахмало-паточные и др. Однако создание искусственных сушилок на кирпичных заводах и разработка методов первичной обработки сахарной свеклы и картофеля, позволяющих хранить полуфабрикат, создают условия для перевода многих заводов целиком или ряда стадий обработки на круглогодовую работу. Создание условий для преодоления сезонности во многих отраслях промышленности является важной задачей наших предприятий, так как сезонный характер производства затрудняет формирование постоянных кадров рабочих, ухудшает использование основных фондов, которые бездействуют в перерывах между сезонами, удорожает продукцию, удлиняет цикл производства.
Принадлежность предприятия к той или иной отрасли промышленности определяет многие вопросы организации и планирования его работы.
На машиностроительном заводе, выпускающем многообразные сложные изделия, состоящие из многочисленных деталей, производимых из различных видов сырья, необходима особенно тщательная подготовка к процессу производства. Задачи конструкторской работы, разработки технологического процесса здесь исключительно велики. Очень большое значение для машиностроительного завода имеет изготовление многочисленных и в большинстве случаев очень сложных инструментов, штампов и приспособлений.
На большинстве химических предприятий изменение процесса производства связано большей частью с перестройкой предприятия. На этих предприятиях имеет особенно» большое значение обеспечение непрерывности процесса производства. Это же имеет большое значение и для металлургических заводов (доменные, мартеновские печи).
Однако решение вопросов организации и планирования деятельности предприятий ряда отраслей промышленности имеет много общего. Так например, имеется много общего в характере работы по проектированию изделия на машиностроительном и деревообрабатывающем предприятии, так же как и по проектированию технологического процесса на химическом и металлургическом предприятии. Много общего в организации производственного процесса на строительстве нового предприятия или жилого дома и на производстве крупного теплохода; много общего
18
в производстве обуви и одежды. Больше того, в различных цехах одного и того же предприятия имеют место часто большие различия в характере процесса производства и его организации, чем на предприятиях различных отраслей промышленности. Организация процесса производства в механическом цехе металлообрабатывающего завода имеет больше общих черт с соответствующим цехом деревообрабатывающего завода, чем с литейным и термическим цехами внутри самого металлообрабатывающего завода. Поэтому в дальнейшем изложении мы будем учитывать отраслевые особенности предприятий, исходя в большей степени из характера отдельных производств (отдельных цехов и участков), чем ориентируясь на отраслевую принадлежность предприятия в целом.
В основу отраслевой классификации предприятий кладется назначение выпускаемой продукции. В отдельных случаях при классификации предприятий принимается во внимание в качестве дополнительных признаков вид перерабатываемого сырья или характер технологического процесса. Все предприятия делятся прежде всего на производящие средства производства и производящие предметы потребления. Внутри этих основных подразделений выделяются предприятия различных отраслей в соответствии с классификацией, принятой Госпланом СССР и ЦСУ при Совете Министров СССР. В случае, если на одном предприятии изготовляется различная продукция, отнесение его к той или иной отрасли промышленности производится по преобладающей продукции.
Весьма большое влияние на организацию производственного процесса оказывает степень специализации промышленного предприятия, которая бывает различна. Многие предприятия имеют очень широкую специализацию, ограниченную только характером отрасли промышленности. Большое количество предприятий специализируется на выпуске одного-двух изделий или даже отдельных частей изделий.
Специализация промышленных предприятий проводится в направлении предметной и технологической специализации. При предметной специализации предприятия специализируются на выпуске определенных видов продукции (готовых изделий или полуфабрикатов). При технологической специализации предприятия специализируются на выполнении отдельных стадий технологического процесса изготовления продукции.
Примером первого вида специализации предприятий могут служить тракторные, автомобильные, авиационные, карбюраторные заводы, заводы автотракторного электрооборудования и др. Примерами технологической специализации могут служить литейные заводы, прядильные фабрики и др.
Специализация предприятий создает наилучшие условия для организации массового производства и обеспечивает сокращение времени на изготовление изделий. Имея в своей основе широкое разделение труда, специализация предприятий создает дополни- 2* 19
тельные предпосылки для повышения производительности труда и снижения себестоимости продукции.
Только в социалистическом хозяйстве может быть всесторонне использована эффективность специализации предприятий, так как она проводится в плановом порядке и не наталкивается на препятствия, создаваемые частной собственностью на орудия и средства производства и конкуренцией, свойственными капиталистическому хозяйству.
Большее значение для специализации предприятий имеет стандартизация изделий, деталей, материалов, которая сокращает многообразие однотипных видов продукции, выпускаемых промышленностью. В социалистической промышленности большинство видов продукции производится по установленным стандартам. Стандарты — это типовые образцы изделий, удовлетворяющие определенным установленным нормам в отношении качества, химического состава, физических свойств, формы, меры, веса и других свойств изделий. Стандартизация обеспечивает взаимозаменяемость материалов, изделий и их частей, единство состава продуктов и изделий.
Стандартизация создает условия для увеличения выпуска продукции и значительного сокращения номенклатуры необходимых производству материалов и полуфабрикатов. Стандартизация способствует повышению качества продукции, определяя требования, предъявляемые к качеству продукции и сырья. Она создает дополнительные условия для внедрения массового производства, способствует усовершенствованию технологических процессов, экономии материалов и рабочего времени.
Стандарты в советском хозяйстве разрабатываются министерствами и ведомствами, а также отдельными предприятиями по единому государственному плану с последующим утверждением Коми- тетохМ по внедрению новой техники Совета Министров СССР, после чего они являются обязательными для всего народного хозяйства.
В советской промышленности нет и не может быть заинтересованности отдельных предприятий в выпуске недоброкачественной и тем более фальсифицированной продукции в погоне за увеличением спроса потребителей, что характерно для капиталистической промышленности. Советские предприятия заинтересованы в удовлетворении потребностей государства и всего населения товарами высокого качества. Плановое ведение хозяйства в СССР создает условия для широкого развития стандартизации в условиях четко установленной номенклатуры продукции для каждого предприятия.
Специализация предприятий органически связана с их кооперированием, т. е. установлением между предприятиями предусмотренных планом производственных связей по изготовлению полуфабрикатов или по выполнению технологических операций для выпуска определенной продукции. В этом случае каждое предприятие получает более узкую специализацию и более эффективно мо20
жет использовать свое оборудование, производственные площади и другие ресурсы. Для обеспечения максимальной эффективности производства кооперирующиеся между .собой предприятия работают по общим, строго согласованным техническим условиям и срокам изготовления полуфабрикатов. Особенно широко развито кооперирование в таких отраслях, как судостроение, авиационная, автомобильная, тракторная и некоторые другие отрасли промышленности.
Кооперирование обеспечивает ускорение выпуска продукции и способствует более равномерной загрузке оборудования на предприятиях-смежниках. Иначе говоря, кооперирование является как бы дополнением и продолжением специализации.
Специализация является весьма рациональной формой организации работы предприятия, дающей возможность максимально использовать новейшие достижения науки и техники. Не связанные путами частной собственности на средства производства и узкими рамками капиталистического рынка, социалистические предприятия имеют широкие возможности специализировать свое производство на основе государственного народнохозяйственного плана. Однако чрезмерно узкая специализация предприятий также себя не оправдывает. Закрепление за предприятием ограниченной номенклатуры продукции при больших масштабах производства приводит к излишне дальним перевозкам, плохому удовлетворению потребностей народного хозяйства в разнообразной номенклатуре продукции и др. Учитывая это, XVIII съезд ВКП(б) в своих решениях осудил чрезмерно узкую специализацию предприятий. Специализация должна определяться не внутрипроизводственными соображениями, а потребностями народного хозяйства и хозяйства отдельных экономических районов в различных видах продукции.
На передовых предприятиях СССР используют преимущества специализации при выпуске продукции широкой номенклатуры. Это достигается созданием специализированных цехов и участков.
Станкостроительные заводы, швейные и обувные фабрики выпускают разнообразную продукцию. В интересах народного хозяйства увеличивать ассортимент изделий этих предприятий с тем, чтобы лучше удовлетворять потребности народного хозяйства в разнообразном оборудовании, одевать население нашей страны в красивую и разнообразную одежду и обувь. Но это не означает отказа от специализации.
В станкостроении разработаны типовые детали и узлы изделий, различная комбинация которых дает самый разнообразный типаж оборудования, а типовые детали и узлы изготовляются на специализированных участках поточным методом. На швейных и обувных фабриках организуют несколько потоков, каждый из которых производит определенный вид продукции. Таким образом специализация предприятий в целом дополняется в нашей промышленности специализацией отдельных производственных участков.
21
Степень специализации предприятия определяется номенклатурой изготовляемой продукции и организацией процесса производства. Уровень специализации и кооперирования промышленных предприятий обуславливает в значительной мере номенклатуру изготовляемой продукции и масштаб производства.
Номенклатура изготовляемой продукции может колебаться в весьма широких пределах: от одного или весьма ограниченного числа до очень большого количества наименований. В зависимости от степени постоянства и устойчивости номенклатуры продукции находится и повторяемость изготовления отдельных видов продукции. При весьма ограниченной номенклатуре продукции отдельные ее виды изготовляются обычно непрерывно. При менее ограниченной номенклатуре продукции отдельные ее виды повторяются изготовлением через определенные промежутки времени. В случаях же очень широкой номенклатуры продукции отдельные ее виды либо вовсе не повторяются изготовлением, либо повторяются через неопределенные промежутки времени. Рассматривая номенклатуру продукции, следует иметь в виду не только количество наименований изделий, но и сложность их.
Специализированное предприятие изготовляет продукцию определенного рода в массовых количествах (автомобили, тракторы, вагоны, обувь и т. д.) и специализирует свои участки на изготовлении отдельных деталей или выполнении определенных технологических процессов. Для универсальных предприятий характерно обычно индивидуальное производство, а для смешанных предприятий с широкой специализацией — серийное производство.
Различия в номенклатуре продукции и масштабе производства создают основу для классификации его на три основных типа: массовое, серийное и единичное (универсальное). Массовым называется такое производство, при котором непрерывно изготовляется в значительных количествах ограниченная номенклатура продукции. Серийным называется такое производство, при котором периодически изготовляется значительными или небольшими сериями (партиями) ограниченная или широкая номенклатура продукции. Единичным (универсальным) называется такое производство, при котором в небольших количествах изготовляется очень широкая номенклатура продукции, отдельные виды которой либо повторяются изготовлением через неопределенные промежутки времени, либо совсем не повторяются. Серийное производство занимает таким образом промежуточное положение между массовым и единичным (универсальным) производством. В зависимости от того, изготовляется ли ограниченная, широкая или очень широкая номенклатура продукции значительными, небольшими или средних размеров партиями, различают крупносерийное, среднесерийное или мелкосерийное производство.
^Масштаб производства определяется не только количеством изготовляемой продукции данного наименования, но и ее трудоем22
костью. Изготовление сложной трудоемкой продукции в небольших количествах может представлять собой более значительное по масштабу производство, чем изготовление простой малотрудоемкой продукции в очень больших количествах.
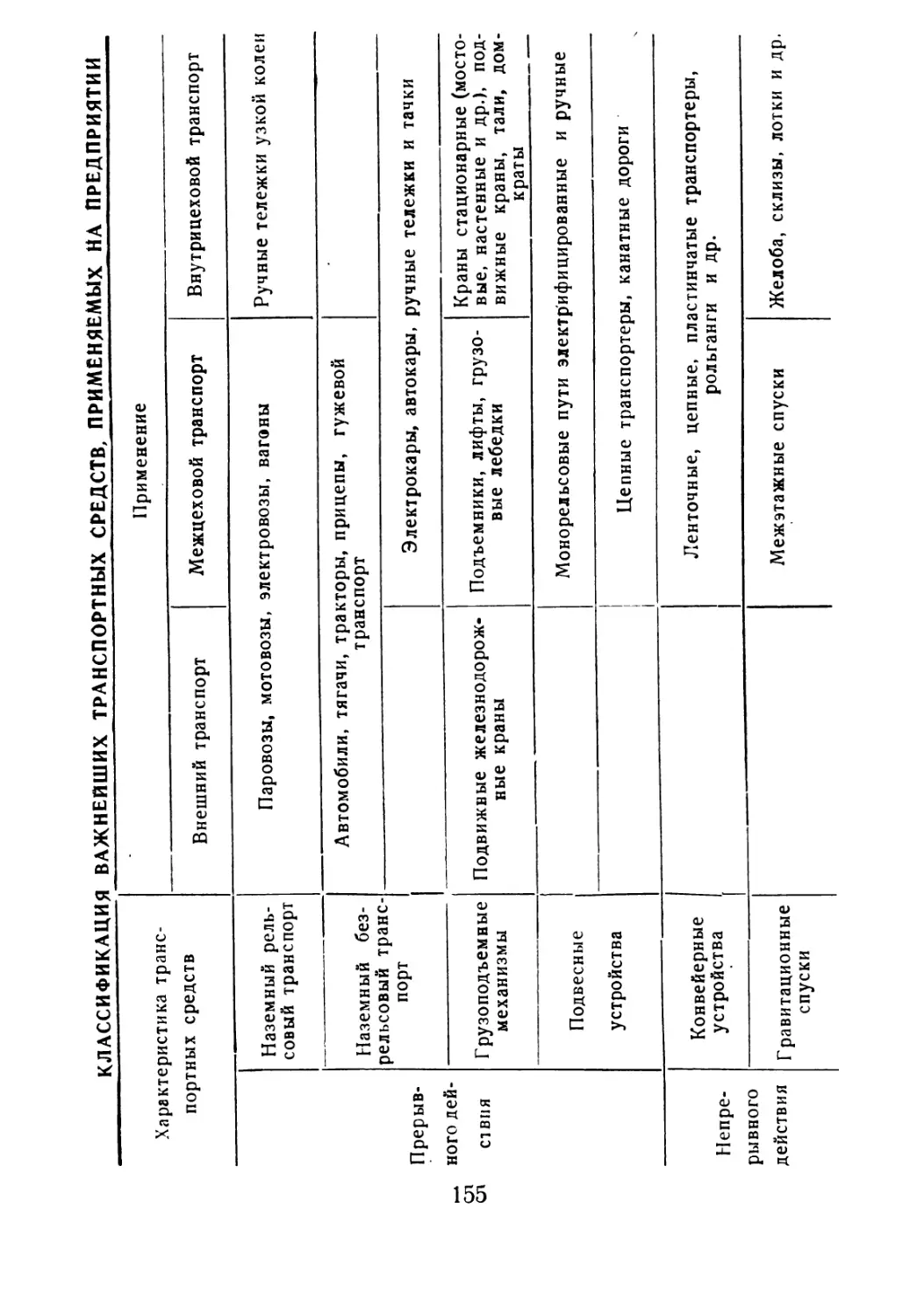
В соответствии с тем, что промышленные предприятия обычно не в одинаковой мере специализируются по всей номенклатуре закрепляемой за ними продукции, в рамках одного и того же предприятия могут быть цехи массового, серийного и единичного (универсального) производства. Внутри одного и того же цеха могут быть участки различных типов производства. Предприятие в целОхМ относится к тому или иному типу производства, в зависимости от того, какой из них преобладает на данном предприятии.
Массовое производство на специализированном предприятии характерно непрерывностью процесса производства, применением большого количества специализированного оборудования, расположенного по ходу технологического процесса; вспомогательные хозяйства здесь также специализируются; отдельные участки специализируются на обслуживании определенных процессов основного производства по линии транспорта, складов, ремонта оборудования, внедрения стандартного и нормализованного инструмента и др. Отдельные агрегаты соединяются между собой транспортными устройствами с постоянным направлением (наклонные плоскости, транспортеры с бесконечно движущимися лентами, тележки на рельсах и др.). В целях сокращения длительности производственного цикла производится одновременная обработка партии деталей на различных станках. С целью создания определенного ритма ©о ©сем производстве отдельные процессы производства увязываются во времени, шире внедряется автоматизированное оборудование, создаются автоматические линии оборудования. Массовое производство .создает условия для полной автоматизации всего процесса изготовления продукции.
Специализированные предприятия не всегда организуются по типу массового производства. При сравнительно небольшом количестве выпуска по отдельным видам продукции в производственную программу может включаться несколько видов продукции и производство организуется по типу крупносерийного с позаказной организацией производства. При крупносерийном производстве создаются некоторые участки с универсальным оборудованием; поточность и непрерывность производства обеспечиваются не во всех случаях, хотя и в этих условиях широко применяются.
В условиях единичного производства применяется преимущественно универсальное оборудование, размещаемое, как правило, по группам однотипности. Такое размещение оборудования значительно удлиняет и делает более сложным путь движения предметов труда в процессе производства, характеризуется относительно более высокой трудоемкостью изготовления изделий, наличием перерывов в ходе производства и значительным увеличением длительности производственного цикла. Единичное (универсальное) 23
производство характеризуется значительно более низким техническим и организационным уровнем, чем массовое производство.
Универсальное предприятие характеризуется единичным или мелкосерийным выпуском продукции. Оно приспособлено к изготовлению широкой номенклатуры разнообразных изделий. Рабочим в единичном и мелкосерийном производстве приходится выполнять не только разнообразные производственные операции, но и ряд вспомогательных работ (заточка резцов, наладка, станка и др.). Вспомогательное хозяйство здесь также организуется с расчетом на разнообразную работу. Преобладают виды транспорта, обеспечивающие разнообразное1 направление перевозок, склады универсально оборудованы и т. д. Такая организация применяется в тех отраслях промышленности, где массовое и крупносерийное производство в настоящее время нецелесообразно или невозможно.
Наряду с делением предприятий по степени специализации — на специализированные и универсальные предприятия и по масштабам производства — на предприятия с . массовым, серийным и индивидуальным производством, различают предприятия и отдельные производственные участки в зависимости от методов организации производственного процесса — участки с поточным, позаказным и единичным производством.
Еще несколько времени назад многие работники промышленности считали, что поточная организация производства соответствует только массовому производству и узкоспециализированному предприятию, что серийному производству и смешанному предприятию соответствует главным образом позаказный метод организации производства и что индивидуальному производству и универсальному предприятию соответствует единичная организация производства. Опыт работы промышленности СССР, накопленный за послевоенные годы, показывает, что поточные методы производства успешно применяются в условиях универсального и малоспециализированного предприятий, а метод позаказный — почти на любом предприятии. Это достигается путем специализации цехов и производственных участков внутри предприятия, нормализации и унификации деталей, узлов и других частей продукции и введения на ряде участков специализации в определенное время (чередование изготовления продукции во времени). Использование при проектировании продукции стандартных и нормальных частей и типизация технологических процессов позволяют производить отдельные части продукции в массовом количестве, и на участках, где производятся эти части, организовать поточное производство, используя все его преимущества.
На предприятии с преобладающим единичным производством на отдельных участках может быть организовано крупносерийное или даже массовое производство. При широкой специализации предприятия в целом отдельные цехи или участки могут быть узкоспециализированными. Отнесение предприятий к той или иной группе производится по преобладающему характеру производства, причем 24
внутри предприятия могут иметь место участки с разной производственной характеристикой.
Большое значение для рациональной организации работы предприятия имеет комбинирование, которое охарактеризовано» В. И. Лениным как «...соединение в одном предприятии разных отраслей промышленности, представляющих собой либо последовательные ступени обработки сырья (напр., выплавка чугуна из* руды и переделка чугуна в сталь, а далее, может быть, производство тех или иных готовых продуктов из стали), — либо играющих вспомогательную роль одна по отношению к другой (напр.,. обработка отбросов или побочных продуктов; производство предметов упаковки и т. п.)» Ч
Комбинирование обеспечивает наиболее всестороннее комплексное использование сырья. Ярким примером комбинированного производства являются: металлургический комбинат, где обеспечивается комплексное использование всего сырья и топлива, включая отходящие газы, шлак и т. п.; мясокомбинат, где все сырье, включая кожу, шерсть, кровь, рога животного, используется для производства разнообразной продукции. Элементы комбинирования сейчас все более широко внедряются в работу предприятий.
Таким образом классификация промышленных предприятий проводится: по назначению продукции (отраслевое деление), по размеру предприятий (крупное, среднее, мелкое) на основе объема- выпуска продукции, численности рабочей силы, мощности двигательных механизмов и стоимости основных фондов; по характеру подчиненности (предприятия союзного, республиканского и местного значения); по сезонности работы (предприятия, работающие лишь в течение о п р е- д е л е н н о г о с е з о н а, п е р е д которыми стоит задача перехода на круглогодовую работу, и предприятия, работающие круглый год); по степени специализации (универсальные, специализированные и смешанные); по масштабам производства (с массовым, индивидуальным и серийным производством) и по методу организации производственного процесса (с поточной, позаказной и единичной организацией).
Производственная структура предприятия
Производственный процесс на каждом предприятии приобретает конкретную форму, определяющую структуру предприятия, — создаются основные и вспомогательные цехи, выделяются отдельные производственные участки внутри цехов, создаются рабочие
1 В. И. Ленин, Соч., т. 22, изд. 4, стр. 186. 25
места и устанавливаются производственные связи и пропорции между производительностью отдельных рабочих мест, производственных участков и цехов. Главнейшими факторами, определяющими производственную структуру предприятия, являются: социально-классовая природа предприятия, характер продукции и технологии ее изготовления, масштаб производства, степень специализации предприятия.
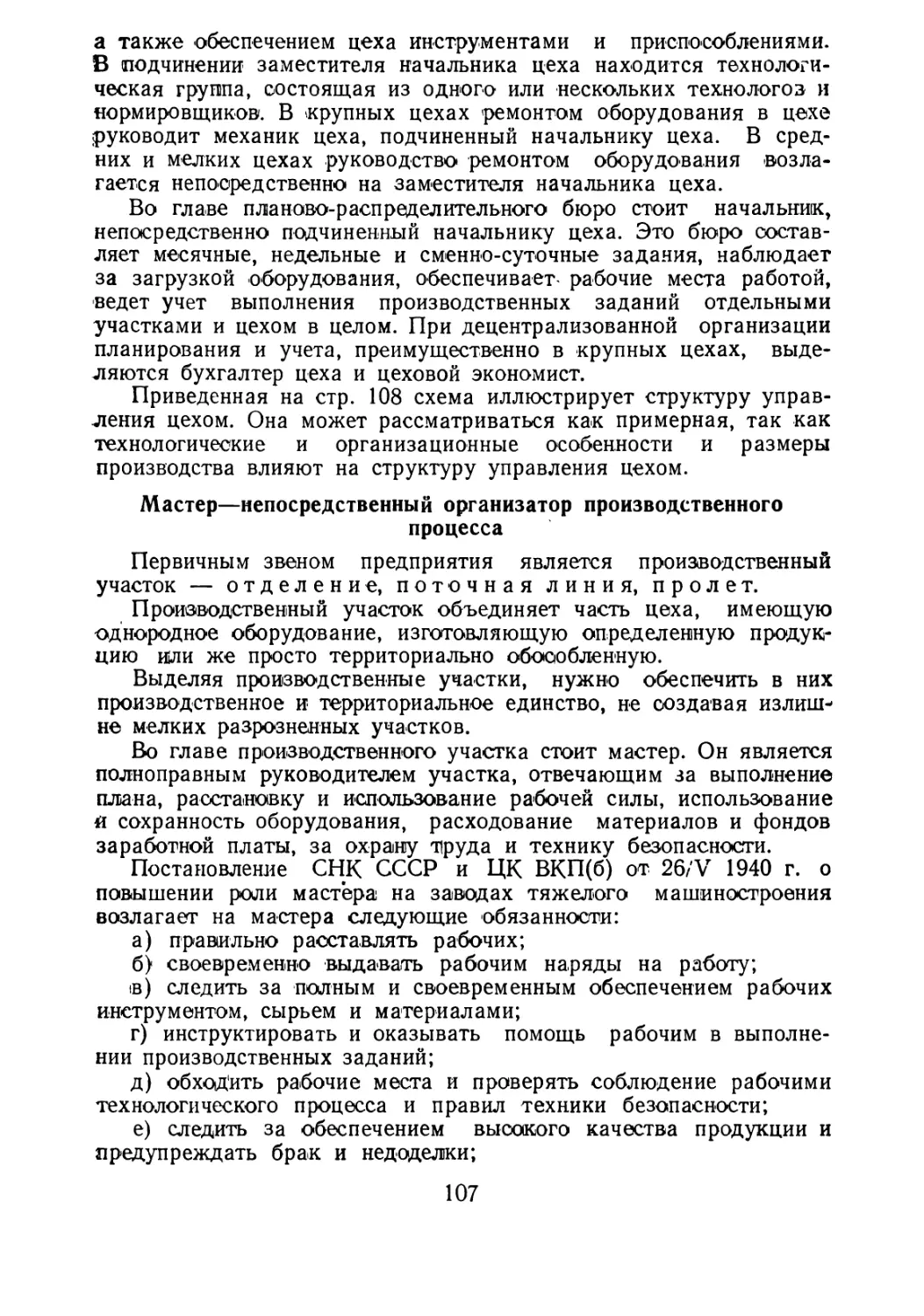
В социалистических предприятиях обеспечивается четкая пропорциональность между отдельными участками предприятия. Все построение социалистического предприятия, созданного и приспособленного для изготовления определенной продукции, предусмотренной государственным планом, является наиболее рациональным, а отсюда и работа такого предприятия — наиболее продуктивной.
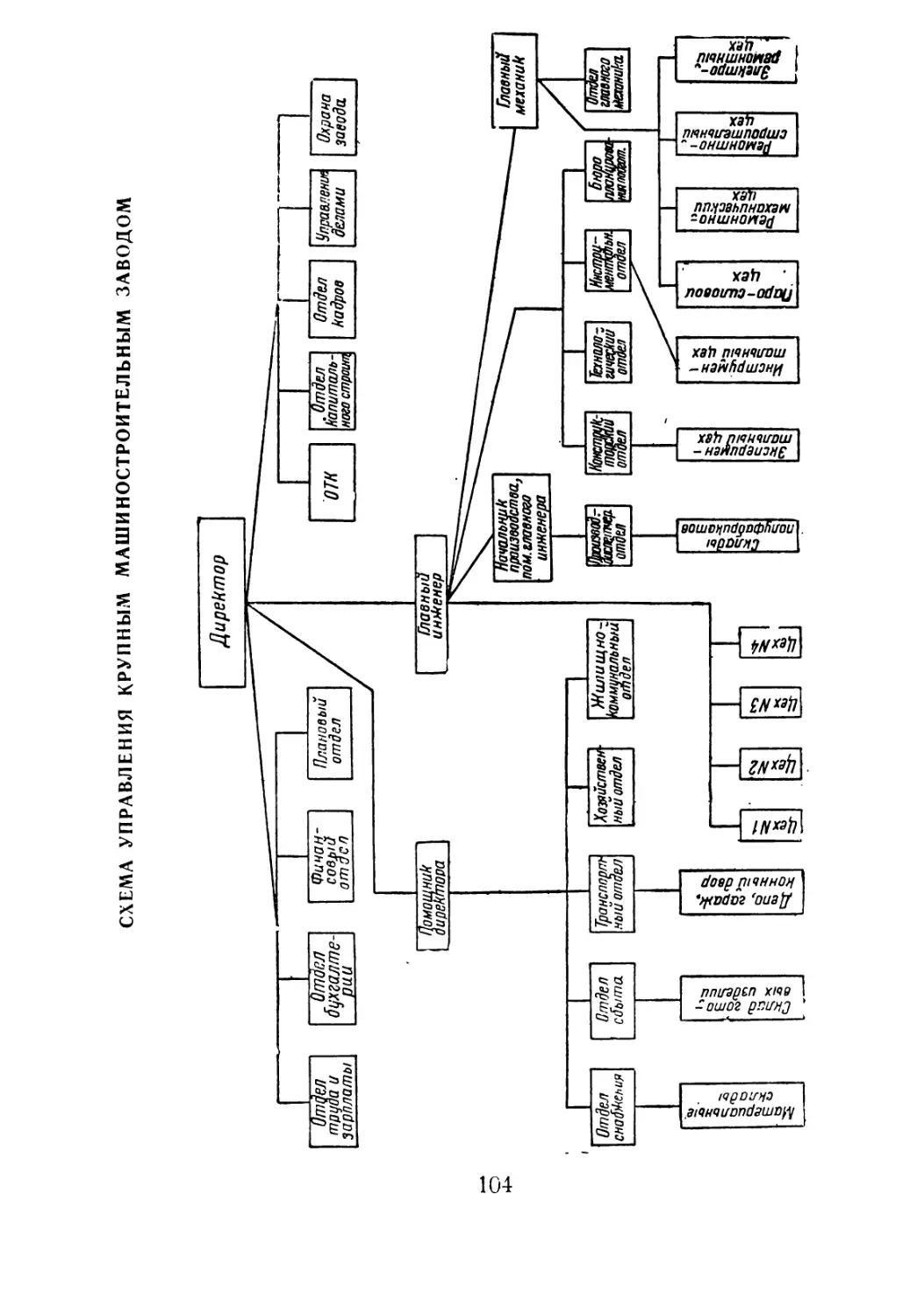
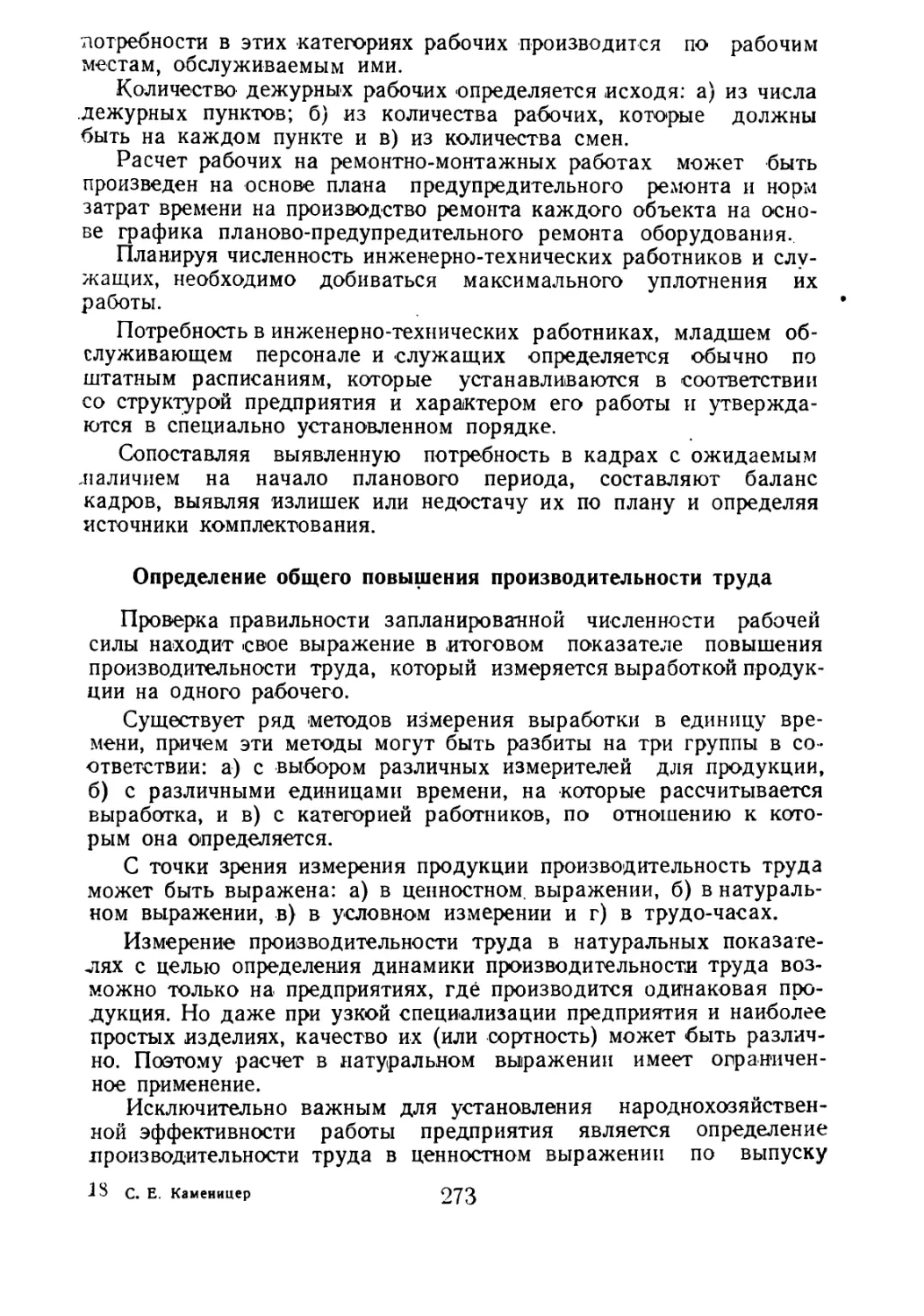
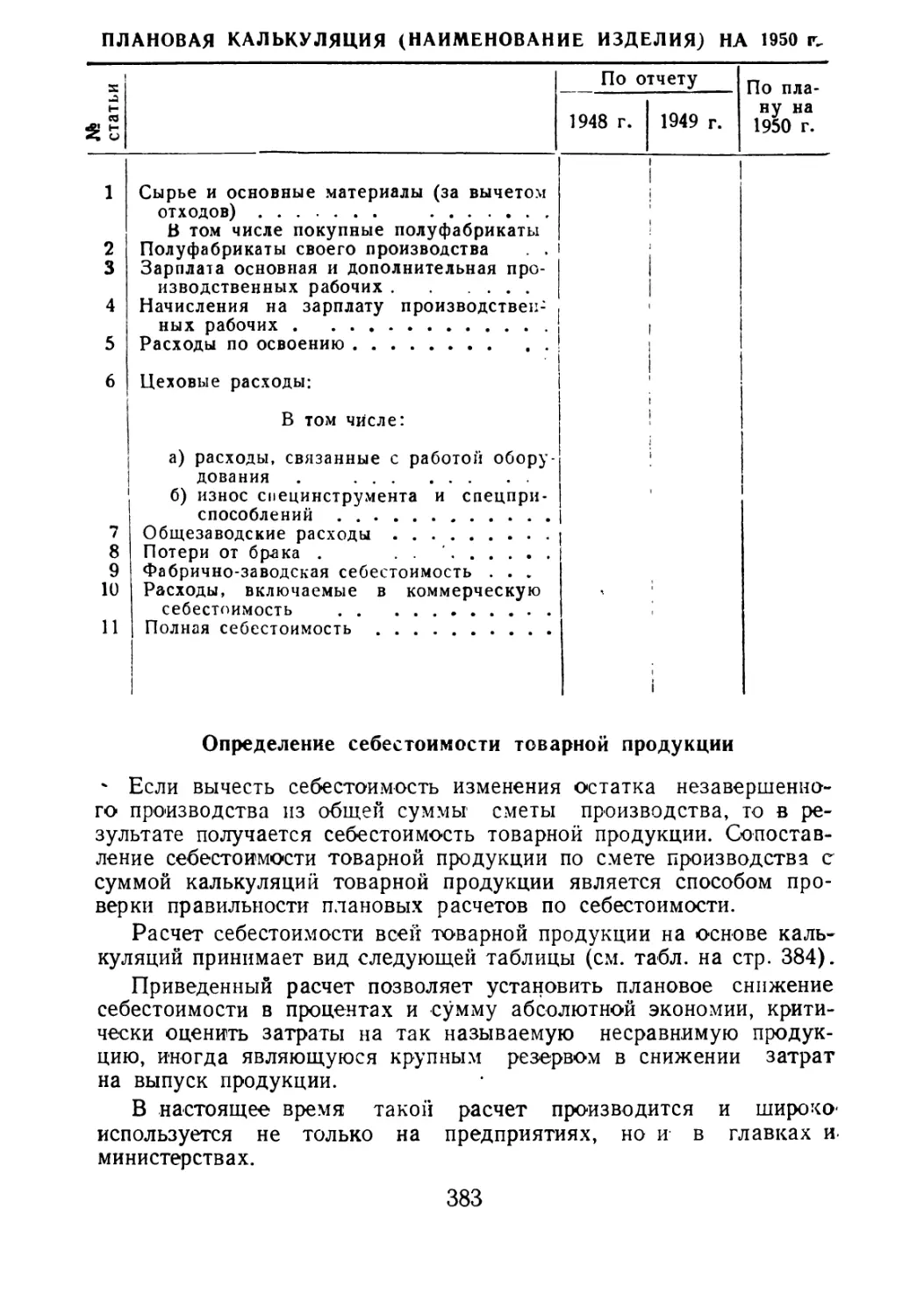
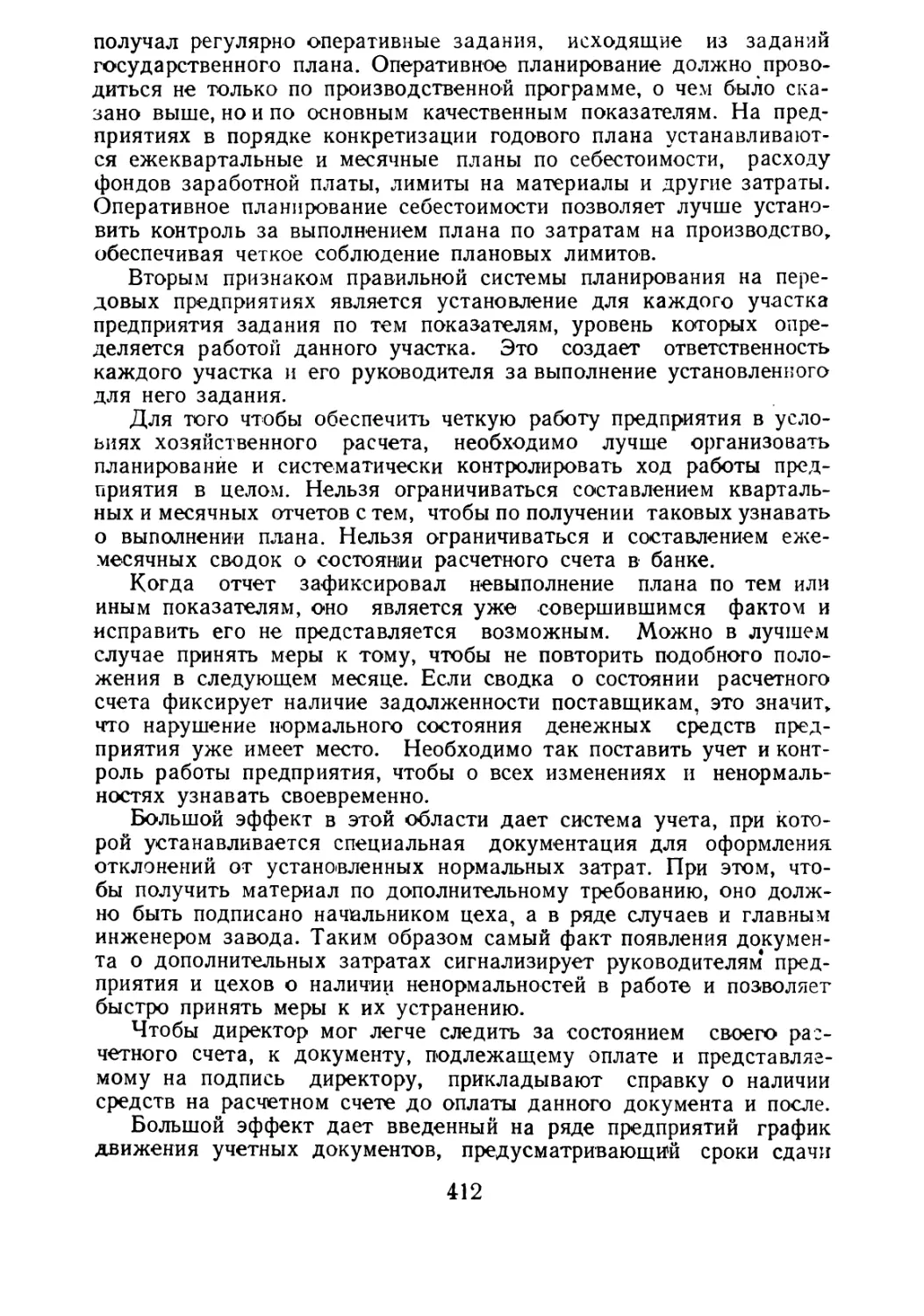
Общая структура социалистического предприятия характеризуется следующей примерной схемой (см. стр. 28—29).
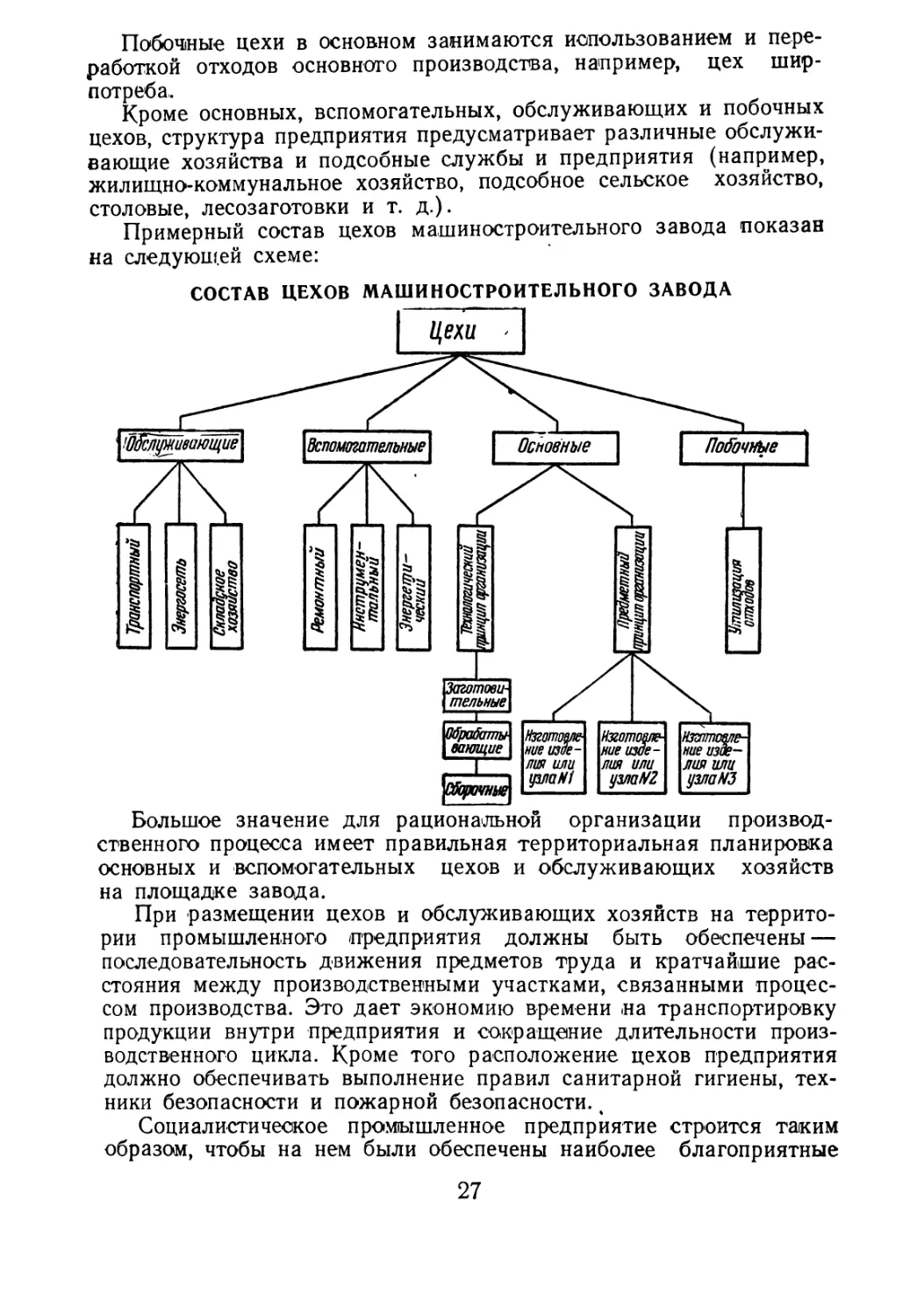
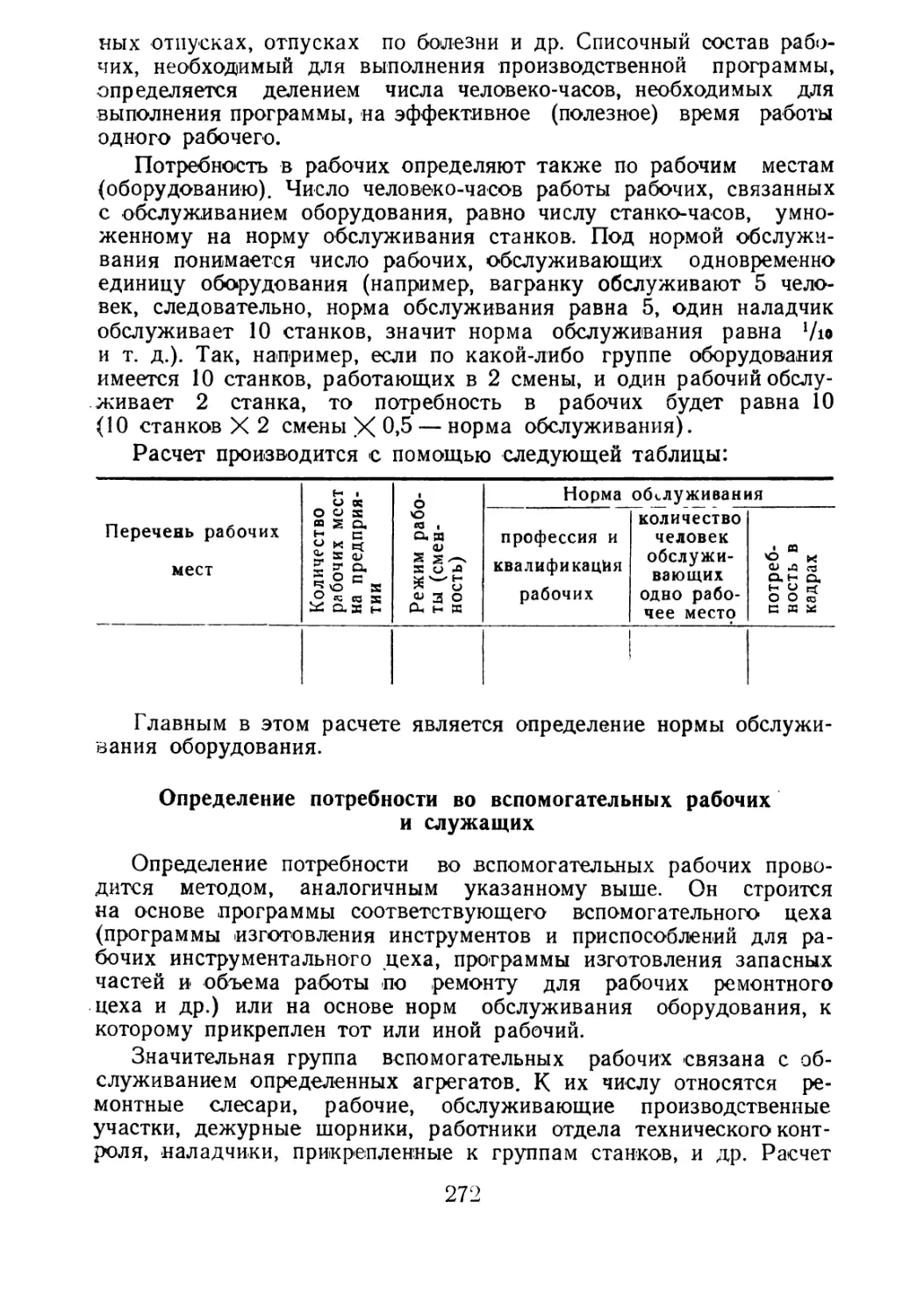
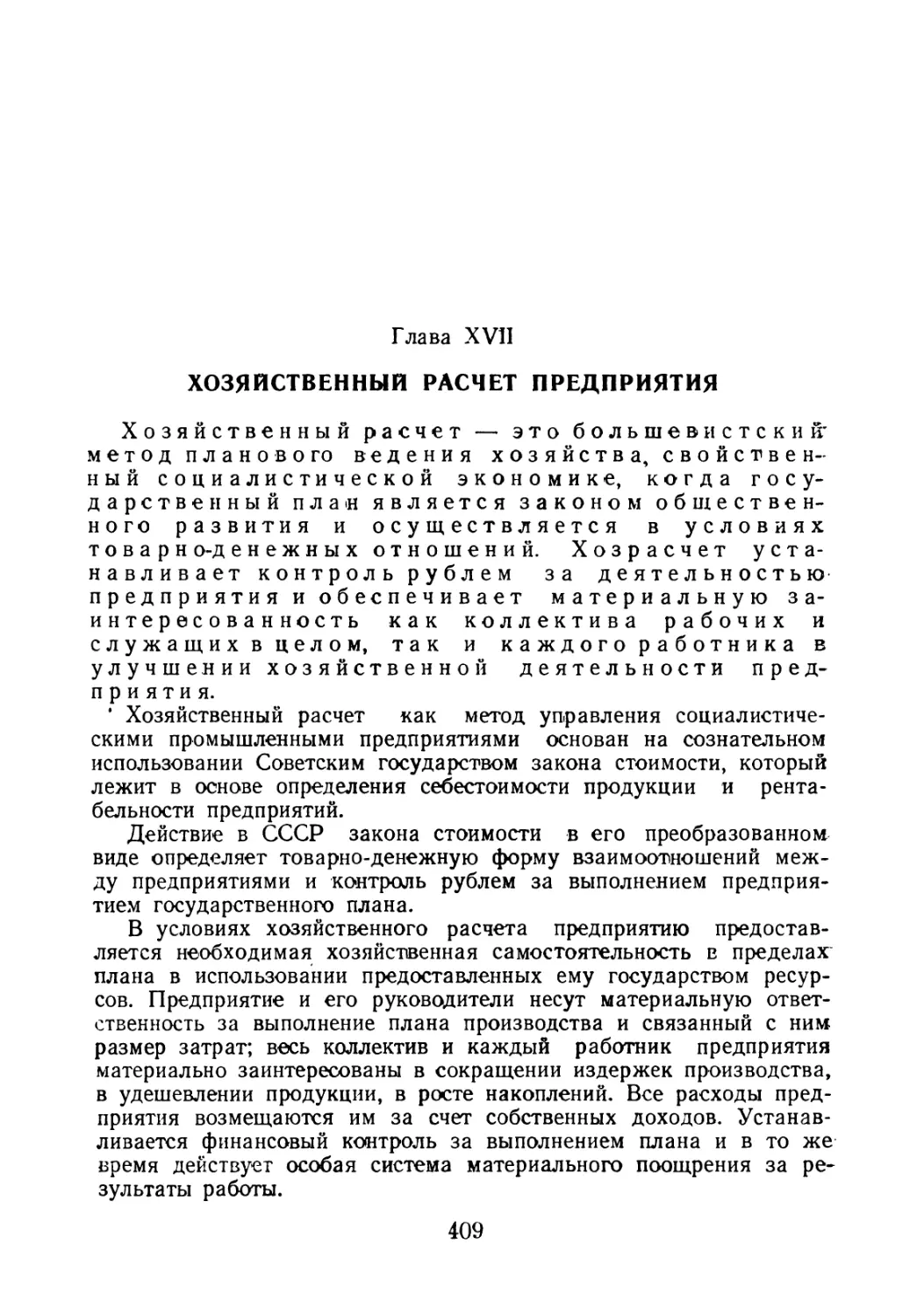
Основной структурной единицей каждого социалистического промышленного предприятия является цех. Обычно различают: а) основные (производственные), б) вспомогательные, в) обслуживающие и г) побочные цехи.
В группе основных цехов сосредоточены производственные процессы по качественному изменению состояния или формы обрабатываемого материала для превращения его в законченную продукцию. Наиболее широко в настоящее время применяется предметное построение цехов по изготовляемой продукции. Часто этот принцип сочетается с технологическим. Так, на машиностроительном заводе создаются общие заготовительные цехи (литейный, кузнечный, прессовый), производящие заготовки для всех видов продукции, а обрабатывающие цехи специализируются по производству отдельных видов продукции. В обувных и швейных фабриках закройные цехи производят раскрой для всей номенклатуры изделий, а пошивочные цехи организуются по принципу выпуска определенных изделий. Аналогичное положение имеет место на текстильных и многих других предприятиях. Преобладающим и наиболее прогрессивным! принципом построения цехов является предметный — по однородной продукции.
Вспомогательные цехи предприятия — ремонтный, инструментальный, модельный, энергетический и некоторые другие — непосредственного участия в выпуске основной продукции не принимают, но способствуют выпуску продукции, обеспечивая условия, необходимые для нормальной работы основных цехов, — оснащение их инструментом, производство ремонта основных средств, выработка различных видов энергии и т. д.
Обслуживающие цехи и хозяйства выполняют работу по обслуживанию основных и вспомогательных цехов подачей энергии (энергосеть), транспортировкой сырья, полуфабрикатов и готовой продукции и т. п.
26
Побочные цехи в основном занимаются использованием и переработкой отходов основного производства, например, цех ширпотреба.
Кроме основных, вспомогательных, обслуживающих и побочных цехов, структура предприятия предусматривает различные обслуживающие хозяйства и подсобные службы и предприятия (например, жилищно-коммунальное хозяйство, подсобное сельское хозяйство, столовые, лесозаготовки и т. д.).
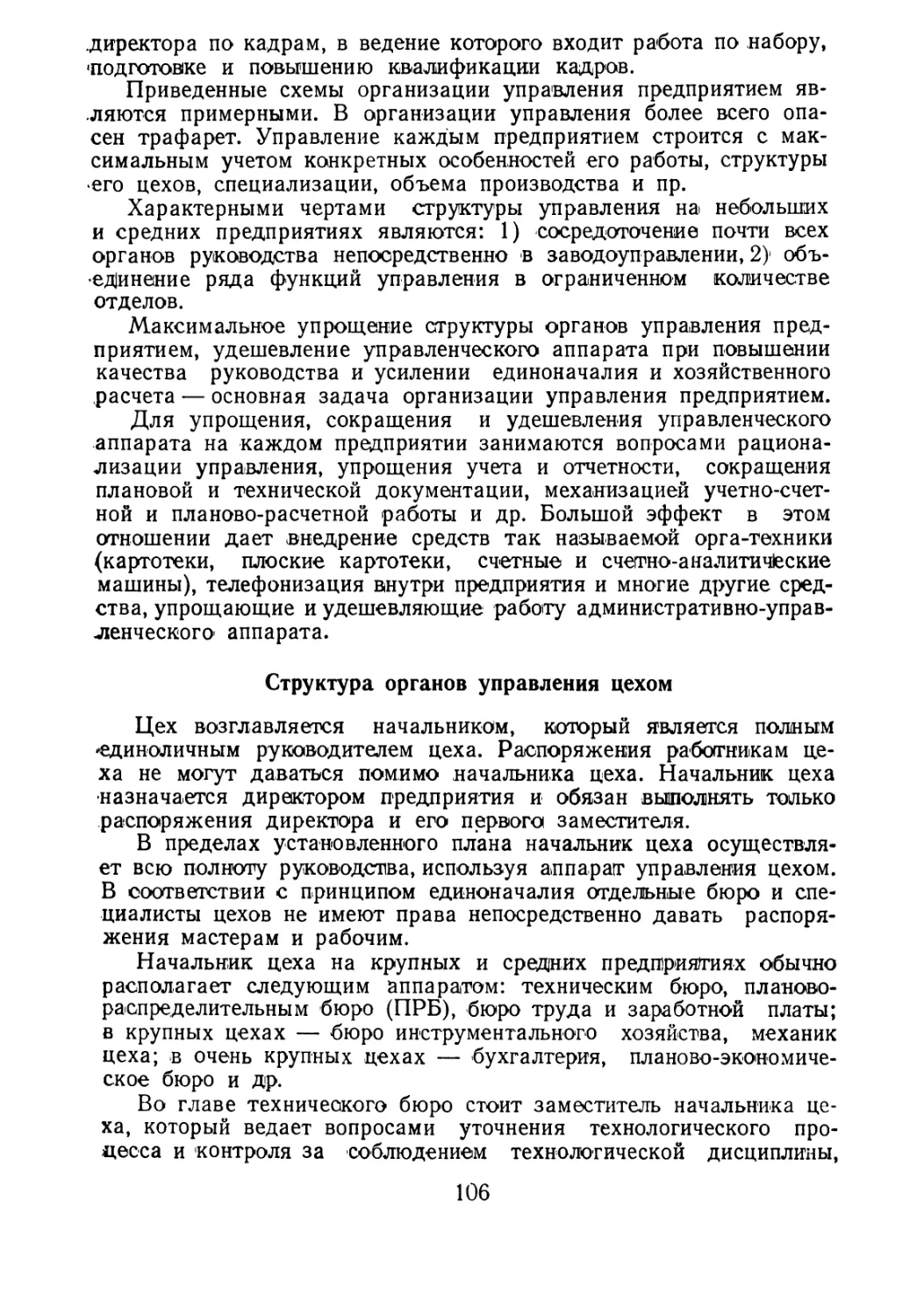
Примерный состав цехов машиностроительного завода показан на следующей схеме:
СОСТАВ ЦЕХОВ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
Большое значение для рациональной организации производственного процесса имеет правильная территориальная планировка основных и вспомогательных цехов и обслуживающих хозяйств
на площадке завода.
При размещении цехов и обслуживающих хозяйств на территории промышленного предприятия должны быть обеспечены — последовательность движения предметов труда и кратчайшие расстояния между производственными участками, связанными процессом производства. Это дает экономию времени на транспортировку продукции внутри предприятия и сокращение длительности производственного цикла. Кроме того расположение цехов предприятия должно обеспечивать выполнение правил санитарной гигиены, техники безопасности и пожарной безопасности. %
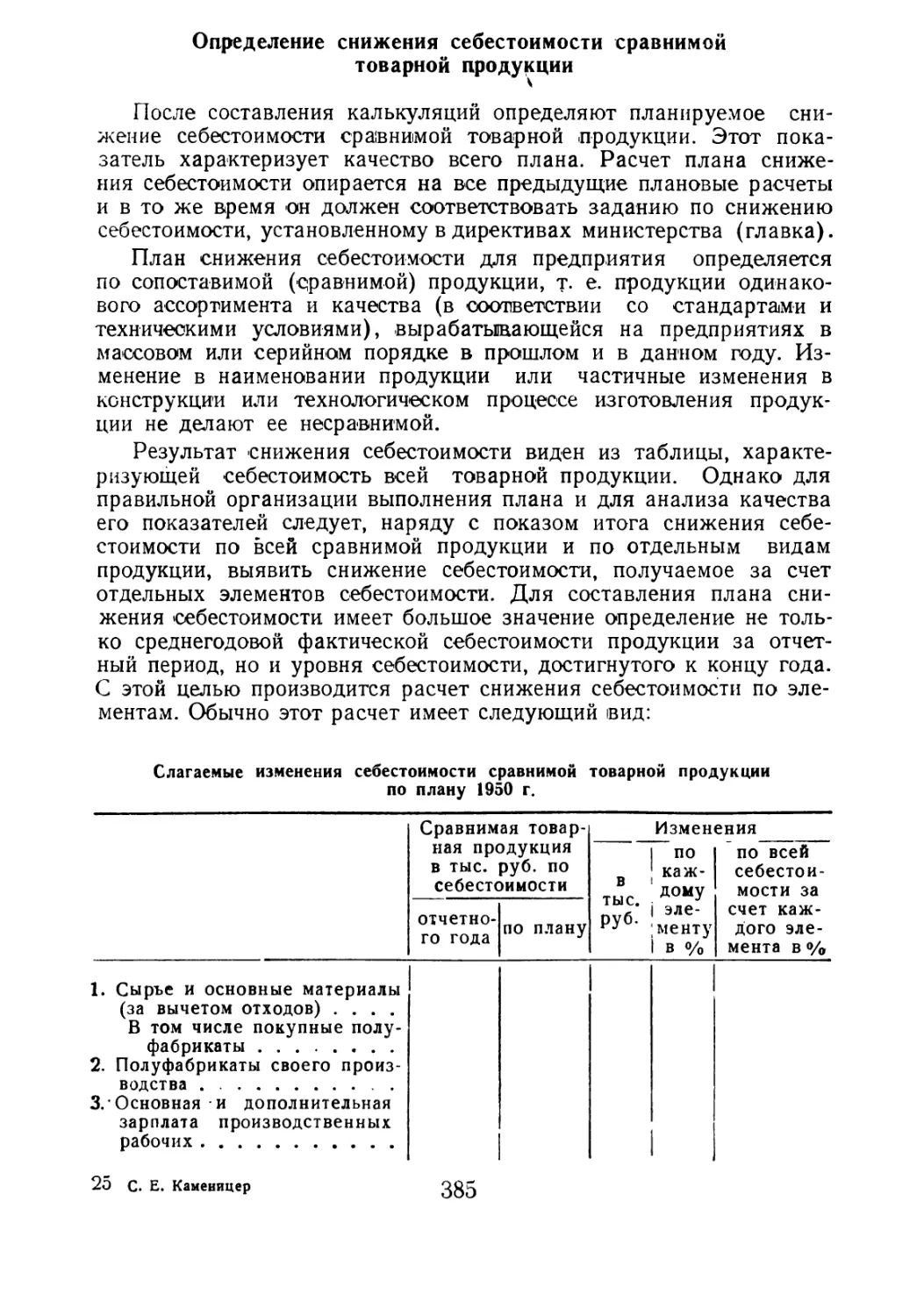
Социалистическое промышленное предприятие строится таким образом, чтобы на нем были обеспечены наиболее благоприятные
27
СТРУКТУРА СОЦИАЛИСТИЧЕСКОГО
Гу*, транспорт
Г а раце.
Попарное депо
3 абодо- у пр а 6лоние
к
I Вепомоеатель- 1 | ные цехи |
инстр цех
Цех приспо с и станко/
Центр, инструм склад
И&М,.
склар
Ремомтно химический цех м вемтиляциоН' ныи цех
Экспериментальный цех
Химическая лаборатория
_ 3 0 м а ° 3 |м о н и я
п о д ъ е з д ные п у т и
зона озеленения
сборочный
Здраб пункт
библио - теки
Красный у СОЛОК
Комм, мате рч и ребенка
[ .М онтан* н ы й цех | о на оз ел енен ия
. Л ■ . подъездные
| Ремонтно - строит. цех | ~7о7а~ о77л 777x77
Центр столобая Сатура^порна я С пг а м ци я
Механо¬
сборочный цех
Уз ел Я1
Механосборочный цех Уз ел К2
-
Заготовительная группа
склад металла
под
п о Въезд ные / зона озеленен
’ и Я
Кузнечный цех
Шт а м п о 8 о - меганически й
Отделен, горе Отделен хо- чих штамп, лодх. штамп
1 зона о з е л е
в е з д н ы е -п у
зона о з е л е
м г н ।
т и
7е н и
и я
баки с нефтью
Цех утилизации
Цех ширпотреба
Пакгауз
Пакгауз // г
Склад Ы1
28
ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ
Отд.ел сбыта
Машиносчетная
бораторая
отдел
Металлографии лаборатория
Электроцех
Компрессорная
цех
Душ е бая
Электромонтажная бригада
Цех озеленения
Оранжерея
Механо -
Телефон и радио узел
Механо -
Электро -
Узел КЗ
Узел К4
I Склад | Модельный моделей
[ Шахтный дбор |
Литейная серого чугуна
Склад М2
Склад
Электростан ция район значения
к:
<ъ
<<>
к
29
условия труда, требуемые правилами санитарной гигиены и техники безопасности, а также чтобы была развернута сеть культурно-бытовых учреждений, предусматривающих широкое удовлетворение разнообразных потребностей работников предприятия. Это определяет кубатуру помещений на одного рабочего, наличие специально оборудованных душей, гардеробов, создание при большинстве предприятий своего жилищно-коммунального хозяйства, клубов, столовых для обслуживания трудящихся в бытовом и культурном отношении. На социалистическом предприятии, как правило, имеется сеть учебных заведений для повышения производственной квалификации, культурного и идейно-политического уровня рабочих и служащих. Все это определяется социалистической сущностью советских предприятий.
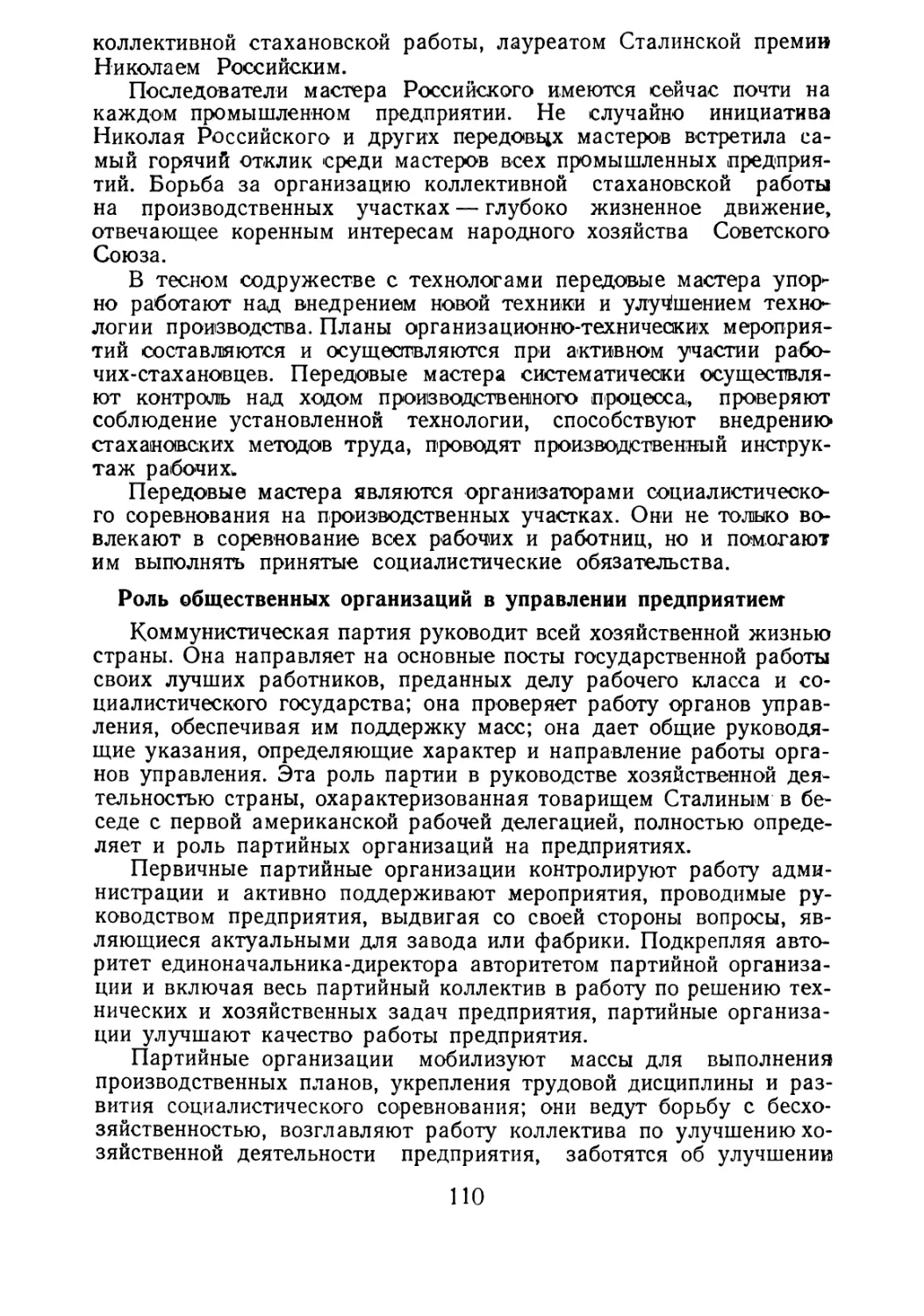
Производственная структура текстильного комбината характеризуется следующим графиком:
производственная структура теЧстильного комбината
В текстильном комбинате целый ряд участков аналогичен структуре машиностроительного завода. Это прежде всего относится к
30
вспомогательным и обслуживающим хозяйствам — ремонтный, энергетический цехи, транспортное и складское хозяйство. Вместо инструментального цеха, имеющегося на машиностроительном предприятии, здесь выделяются валичная и челночная мастерские, которые изготовляют инструмент, необходимый для текстильного производства. Специфика структуры; текстильного комбината определяется основным производством, которое строится по отдельным стадиям производства. Предприятие, представленное в схеме, называют комбинатом потому, что оно включает все стадии текстильного производства. Часто текстильные предприятия включают лишь часть процесса производства — прядильные, ткацкие, отделочные фабрики.
На пищевых предприятиях кроме чисто технологических особенностей, влияющих на структуру предприятия, большое значение имеют холодильные и консервационные установки, предохраняющие пищевое сырье от порчи.
Каждый цех, в зависимости от типа производства, способа организации производственного процесса, масштаба его работы, делится на отделения, пролеты, участки или на поточные линии.
Производственные участки создаются на предприятиях по принципу однородности технологического процесса (участок токарных станков, фрезерных станков и т. п.) и по предметному принципу, при соблюдении которого в один участок объединяются рабочие места по производству определенной части продукции или полуфабриката. Предметное построение производственных участков является наиболее эффективным. Оно обеспечивает лучшую специализацию производственных участков по выполнению определенной работы и повышение роли мастера, руководящего участком, отвечающего за производство определенного полуфабриката или готового изделия.
Производственная структура социалистического предприятия, т. е. деление его на цехи, производственные участки и рабочие места и их взаимоувязка, характер и номенклатура основных и вспомогательных цехов и производственных участков зависят от масштабов производства, степени специализации предприятия и характера производственного процесса.
Первичным звеном организации процесса производства является рабочее место. Рабочим местом называется место выполнения отдельных операций по изготовлению продукции или обслуживанию процесса производства, оснащенное соответствующим оборудованием, столом (верстаком) или стендом и приспособлениями, на которых совершается отдельная операция.
На рабочем месте может работать один рабочий (например, токарь на токарном станке, слесарь у тисков) или группа рабочих — бригада (например, при изготовлении поковок: кузнец, нагревальщик, подавальщик — у кузнечного молота, бригада слесарей — у сборочного стенда и т. п.). В ряде случаев два или не-
31
сколько рабочих мест обслуживаются одним рабочим (многостаночная работа).
Рабочие места отличаются друг от друга степенью специализации и вытекающей отсюда регулярностью повторения одних и тех же операций. В зависимости от однородности выполняемой работы различаются универсальные и специализированные рабочие места. Универсальным рабочим местом называется такое, на котором выполняются различные операции, причем некоторые из них могут повторяться через неопределенный промежуток времени, а другие — совершенно не повторяться. Специализированным рабочим местом называется такое, на котором выполняются закрепленные за ним операции, повторяющиеся периодически через определенный промежуток времени. В ряде случаев выделяются узкоспециализированные рабочие места, где совершается только одна постоянно закрепленная за рабочим местом операция.
Производственная структура социалистического предприятия должна строиться в направлении наиболее возможного разделения труда между отдельными участками производства и работниками «с тем, чтобы обеспечить непрерывность ведения процесса производства, специализацию отдельных участков и работников при обязательном улучшении условий труда на предприятии.
Такая структура предприятия способствует повышению производительности труда и улучшению качества продукции, удешевляет производство и улучшает использование основных и оборотных средств предприятия.
Глава II
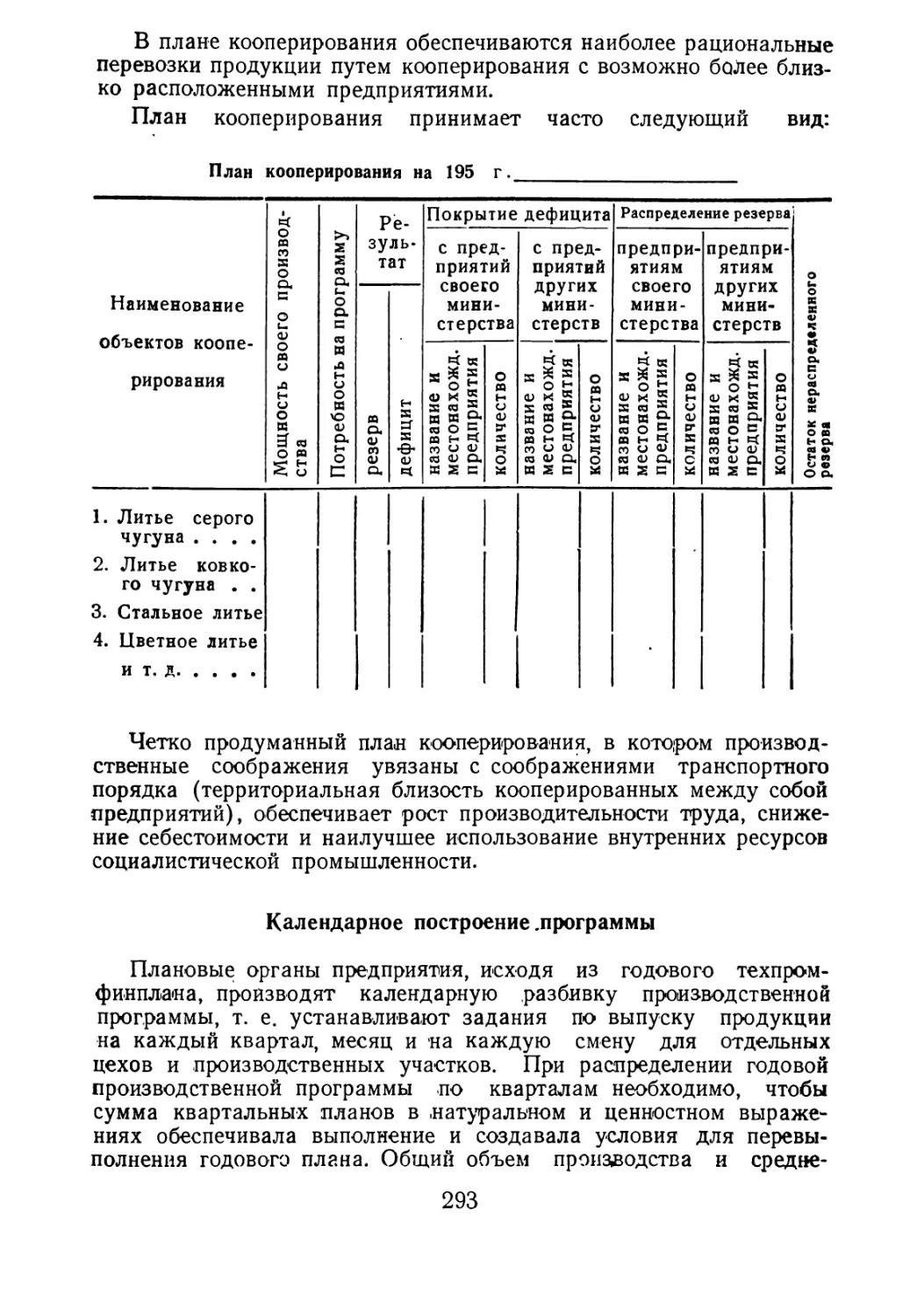
ОСНОВНЫЕ ПРИНЦИПЫ ОРГАНИЗАЦИИ И ПЛАНИРОВАНИЯ РАБОТЫ СОЦИАЛИСТИЧЕСКОГО ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ
Основные принципы организации и планирования работы промышленного предприятия определяются социально-экономической характеристикой предприятия. В СССР ликвидация частной собственности на орудия и средства производства и переход всех предприятий в общественную собственность — основных промышленных предприятий в собственность социалистического государства и остальных предприятий в кооперативно,-колхозную собственность — привели к ликвидации эксплоатации человека человеком, к изменению характера производственных отношений и к созданию новых принципов организации и планирования социалистических предприятий, в корне отличающихся от организации капиталистических предприятий.
«При социалистическом строе, который осуществлен пока что только в СССР, основой производственных отношений является общественная собственность на средства производства. Здесь уже нет ни эксплоататоров, ни эксплоатируемых. Произведенные продукты распределяются по труду согласно принципа: «кто не работает, тот не ест». Взаимные отношения людей в процессе производства характеризуются здесь, как отношения товарищеского сотрудничества и социалистической взаимопомощи свободных от эксплоатации работников. Здесь производственные отношения находятся в полном соответствии с состоянием производительных сил, ибо общественный характер процесса производства подкрепляется общественной собственностью на средства производства...
Поэтому производительные силы развиваются здесь ускоренным темпом, так как соответствующие им производственные отношения дают им полный простор для такого развития» Г
В настоящее время это указание товарища Сталина имеет значение не только для СССР, так как на путь социализма прочно встали страны народной демократии.
1 И. Сталин, Вопросы ленинизма, изд. 11, стр. 558.
О С. Е. Каменицер ’ ОО
Новые, социалистические производственные отношения, основой которых является общественная социалистическая собственность на средства производства, сознательное плановое руководство Советского государства экономическим развитием страны создали важнейшую закономерность социалистического расширенного воспроизводства — .непрерывный рост производства средств производства и предметов потребления, ускоренные темпы воспроизводства.
Промышленность СССР, как и все народное хозяйство, развивается без циклических спадов и кризисов перепроизводства — закономерности капиталистического воспроизводства, порождаемой основным противоречием капитализма между общественным характером производства и частнокапиталистической собственностью на средства производства, анархичностью и стихийностью капиталистического хозяйства.
Ведущую роль в работе каждого советского предприятия осуществляет коммунистическая партия и Советское государство. Директор предприятия является доверенным лицом и представителем социалистического государства и коммунистической партии.
Социалистическое промышленное предприятие является органической составной частью всего народного хозяйства и развивается на основе общих присущих ему законов.
Плановость в работе, подчинение всей деятельности предприятия задачам выполнения государственного плана является важнейшей чертой, характеризующей организацию и планирование социалистического промышленного предприятия.
Экономические законы развития социалистической экономики претворяются в жизнь через политику и хозяйственно-организаторскую деятельность коммунистической партии и Советского государства. Советское государство осуществляет плановое руководство всем народным хозяйством. Оно непосредственно управляет государственными предприятиями и осуществляет плановое руководство предприятиями кооперативной промышленности. Конечно, такие функции чужды и не свойственны буржуазному государству, которое не управляет, не руководит хозяйством, ибо- оно принадлежит капиталистам, а само государство является аппаратом капиталистического хозяйства, аппаратом капиталистических монополий для защиты их интересов внутри и вне страны.
В СССР, где произошёл коренной переворот во взглядах людей на труд, где труд стал делом чести, делом славы, делом доблести и геройства, где рабочий класс работает на себя, на свое государство, где ликвидированы антагонистические производственные отношения, задачи плановой организации разрешаются в масштабе всего народного хозяйства не только силами и средствами людей, специально работающих в этой области, но и всем коллективом трудящихся страны социализма.
34
Социалистические производственные отношения определяют единство всех трудящихся в стремлении улучшить организацию работы предприятия. Рабочие на советских предприятиях являются коллективным организатором производства. Социалистическое соревнование является методом борьбы за улучшение общих результатов работы предприятия.
Социалистическое соревнование — это, по выражению товарища Сталина, неодолимое движение современности, основанное на помощи и подтягивании отстающих до уровня передовых в целях общего подъема, на широкой передаче и внедрении передового производственного опыта, на внедрении прогрессивных технико-экономических норм, — является коммунистическим методом строительства социализма.
«Социализм не только не угашает соревнования, — указывал В. И. Ленин, — а напротив, впервые создает возможность применить его действительно широко, действительно в массовом размере, втянуть действительно большинство трудящихся на арену такой работы, где они могут проявить себя, развернуть свои способности, обнаружить таланты, которых в народе — непочатой родник и которые капитализм мял, давил, душил тысячами и миллионами»
Апологеты капитализма восхваляют «частную инициативу» и конкуренцию, выдвигая их как единственный стимул для развития хозяйства, для движения вперед. Величайшей двигательной силой социалистического производства, его развития и подъема является социалистическое соревнование.
Товарищ Сталин показал принципиальное отличие социалистического соревнования от конкуренции: «Социалистическое соревнование и конкуренция представляют два совершенно различных принципа.
Принцип конкуренции: поражение и смерть одних, победа и господство других.
Принцип социалистического соревнования:* товарищеская п о- м о щ ь отставшим со стороны передовых, с тем, чтобы добиться общего подъема.
Конкуренция говорит: добивай отставших, чтобы утвердить свое господство.
Социалистическое соревнование говорит: одни работают плохо, другие хорошо, третьи лучше, — догоняй лучших и добейся общего подъема»1 2.
Этот принцип может проводиться только в условиях социалистического производства. Поэтому товарищ Сталин и указывал, что социалистическое соревнование «...есть коммунистиче- 1 В. И. Лени н, Соч., т. 26, изд. 4, стр. 367.
2 И. В. Сталин, Соч., т. 12, стр. ПО.
3*
35
с к и й метод строительства социализма на основе максимальной активности миллионных масс трудящихся».
Крупнейшим преимуществом организации социалистического предприятия является то, что в ней принимают активное участие работники производства, что вся работа предприятия проводится в неразрывной связи с широкими массами трудящихся.
Активное участие всех трудящихся в борьбе за улучшение работы социалистического пр ед прият ия является важнейшей чертой, характеризующей организацию и планирование социалистического промышленного предприятия.
Распределение по труду, оплата труда по его количеству и качеству является основным принципом социализма. Товарищ Сталин учит, что социализм означает «...равную обязанность всех трудиться по своим способностям и равное право всех трудящихся получать за это по их труду...» 1.
Организация и планирование социалистического промышленного предприятия строится с учетом материальной заинтересованности каждого работника в результатах его труда. Эта материальная заинтересованность обусловлена тем, что уровень материального благосостояния рабочего класса зависит от общих успехов социалистического строительства. Наряду с этим имеется непосредственная материальная заинтересованность рабочих в результатах их труда, определяемая системой заработной платы, которая строится исходя из социалистического принципа распределения по труду. Оплата по труду наиболее правильно сочетает личные интересы каждого трудящегося с общественными, «...социализм, — говорит товарищ Сталин, — не отрицает, а совмещает индивидуальные интересы с интересами коллектива. Социализм не может отвлекаться от индивидуальных интересов. Дать наиболее полное удовлетворение этим личным интересам может только социалистическое общество» * 2.
Материальная заинтересованность всех трудящихся и личная заинтересованность каждого из них в результатах их труда служит сильнейшим стимулом‘роста производительности труда и повышения квалификации работников.
Грандиозное по своим масштабам развитие социалистической промышленности, непрерывный рост числа предприятий и насыщенности их передовой современной техникой сопровождается в СССР систематическим увеличением численности работников, занятых в промышленном производстве, ростом их квалификации, уровня и фюндов их заработной платы.
Непреложным законом развития социалистического общества является повседневная забота государства о благосостоянии народа, которую ощущает каждый советский человек. Непрерывный, из * И. Сталин, Вопросы ленинизма, изд. 11, стр. 470.
2 И. Сталин, Вопросы ленинизма, изд. 10, стр. 602.
36
года в год, рост национального дохода обеспечивает высокие темпы расширения социалистического производства и, одновременно, позволяет партии и советскому правительству систематически улучшать материальное положение рабочих и других слоев населения. Это находит свое выражение в росте заработной платы рабочих и служащих, повышении реальной заработной*платы в результате снижения цен на продовольственные товары и товары массового потребления, в огромных и все возрастающих затратах государства на пособия и выплату по социальному страхованию, пенсии по социальному обеспечению, на бесплатные и по льготным ценам путевки в санатории, дома отдыха и детские учреждения, на пособия многодетным и одиноким матерям, бесплатную медицинскую помощь, бесплатное обучение и повышение квалификации, стипендии учащимся и ряд других выплат и льгот. Кроме того все рабочие и служащие ежегодно получают оплачиваемые за счет государства отпуска продолжительностью не менее двух недель, а работники ряда профессий более продолжительные отпуска.
Вся система организации труда, тарифов, расценок и заработной платы рабочих и служащих на предприятиях СССР отражает принцип оплаты по количеству и качеству труда и поощрение в виде премирования за лучшие показатели выполнения и перевыполнения государственных планов, заданий и норм.
На социалистическом промышленном предприятии систематически проводятся мероприятия по охране труда и технике безопасности, непрерывно улучшающие условия труда. Нормы по технике безопасности и охране труда определены советским законодательством при активном участии самих трудящихся и профессиональных союзов. За соблюдением этих норм наблюдают специальные правительственные органы, их соблюдение контролируют профессиональные союзы. Благоприятные условия труда, хорошая техника безопасности й санитарно-гигиенические условия способствуют повышению дееспособности рабочих, сводят до наименьших размеров профессиональные заболевания и травматизм среди рабочих, способствуют продлению их жизни и вместе с этим повышению гдооизводительности труда.
На социалистических предприятиях непрерывно улучшается удовлетворение бытовых и культурных нужд трудящихся. Шахты и рудники, фабрики и заводы имеют свои клубы, дома отдыха, детские ясли, детские сады, поликлиники, ночные санатории, свое жилищно-коммунальное хозяйство, отделы рабочего снабжения с пригородными хозяйствами и другие организации, назначением которых является удовлетворение нужд рабочих. Эти организации способствуют улучшению материально-бытового положения трудящихся и тем самым повышению производительности труда.
Организация работы социалистического предприятия основана на постоянном росте квалификации и общего культурного и идейн о-п о л и т и ч е- 37
ск ого уровня рабочего класса. В СССР полностью отсутствует безработица. Постоянное пополнение кадров промышленных рабочих осуществляется государством в плановом порядке, путем подготовки рабочих кадров из молодежи и организованного набора в колхозах рабочих, высвобождающихся из сельского хозяйства благодаря все возрастающей механизации сельскохозяйственного производства. Комплектование кадров предприятия, в основном, через систему государственных трудовых резервов приводит к тому, что новые кадры, приходящие на предприятие, обладают необходимой производственной квалификацией и высоким культурным уровнем.
Система производственного обучения на предприятиях (стахановские школы, подготовка и сдача техминимума, курсы повышения квалификации) в сочетании с систематической массовой политической учебой и повышением общеобразовательного уровня рабочих неуклонно повышает культурный и технический уровень рабочих.
Одной из важнейших черт, характеризующих социалистическое промышленное предприятие, является систематический рост техники и улучшение организации производственного процесса.
Боязнь внедрения новой техники и усовершенствований и обесценения действующих основных фондов, свойственная капиталистическим предпринимателям, чужда условиям социалистического производства. Оборудование, высвободившееся в связи с реконструкцией одних предприятий, находит полное применение на других или в других отраслях народного хозяйства.
Производительность труда на советских предприятиях растет главным образом за счет внедрения новой техники, совершенствования и лучшего освоения существующей техники, улучшения организации производства. Отсутствуют какие-либо ограничения для роста производительности труда, усовершенствования техники, ее освоения и организации производства.
Отсутствие конкуренции и частнопредпринимательских интересов определяет на социалистических предприятиях принципиально иной, чем при капитализме, подход к решению всех производственно-хозяйственных, в том числе и организационно-технических вопросов.
При разработке новых конструкций на советских предприятиях руководствуются прежде всего соображениями улучшения качества продукции и лучшим удовлетворением потребностей народного хозяйства и населения.
Преимущества социалистической системы хозяйства создают широкие возможности для типизации и стандартизации продукции и ее частей при одновременном расширении номенклатуры продукции, так как народное хозяйство и население требуют выпуска все более разнообразной продукции.
Социалистический характер производства обеспечивает широкую типизацию технолог и- 38
ческих процессов и внедрение наиболее передовых методов производства.
В постановлении Совета Министров СССР «О государственном плане восстановления и развития народного хозяйства СССР на 1947 год» сказано, что мощным рычагом дальнейшего подъема социалистической промышленности является передача опыта' передовых предприятий отстающим. Одним из методов распространения передового производственного опыта является разработка типовых технологических процессов, основанных на опыте передовых предприятий, и внедрение этих процессов на всех аналогичных предприятиях.
Внедрение прогрессивных технико-экономических норм использования машин и механизмов, расхода материалов, топлива п т. п., ориентированных на передовой опыт, является действенным средством подтягивания отстающих и средних предприятий к уровню передовых.
Специализация социалистических промышленных предприятий складывается не стихийно, что характерно для капиталистических предприятий, а на основе государственного народнохозяйственного плана с учетом возможностей наилучшего использования производственных ресурсов каждого предприятия и удовлетворения потребностей народного хозяйства.
Специализация предприятий сочетается в СССР с выпуском широкого ассортимента продукции. Производство определенной продукции закрепляется за теми предприятиями, которые могут наиболее экономично ее изготовить и лучше использовать при этом производственные ресурсы.
Плановая организация социалистических промышленных предприятий обуславливает широкие возможности их кооперирования. В условиях частной собственности невозможно планомерное разделение труда между предприятиями. Лишь в условиях социализма кооперирование предприятий осуществляется на основе планового общественного разделения труда, обеспечивая лучшую специализацию, все более полное использование производственных мощностей предприятий. Кооперирование в условиях - социализма является, по существу, содружеством коллективов предприятий, создающих в совместном труде определенную продукцию.
Единое государственное планирование народного хозяйства определяет широкие возможности кооперирования и специализации предприятий для широкого внедрения массового производства. Типизация и стандартизация сырья, готовой продукции и отдельных ее частей, а также типизация технологических процессов позволяют широко внедрять поточное производство и выбирать наиболее рациональные процессы производства в масштабе целых отраслей промышленности.
39
Организация работы промышленного предприятия направлена на решение конкретных задач по выпуску промышленной продукции в соответствии с государственными плановыми заданиями. Успешность организации работы социалистического предприятия находит свое выражение в увеличении выпуска продукции, улучшении ее качества, неуклонном росте производительности труда на основе внедрения передовой техники производства и в повышении накоплений путем систематического снижения себестоимости продукции.
Плановое руководство социалистическими предприятиями обеспечивает широкое внедрение передовых методов организации производственного процесса и в первую очередь внедрение поточного производства, а также всемерное развитие техники на основе комплексной механизации, электрификации, автоматизации производства и внедрения передовых технологических процессов.
XVIII съезд ВКП(б) в качестве основных задач работы промышленности выдвинул:
«...решительное улучшение всей организации и технологии производства с широким внедрением новейших достижений науки и изобретений, количественный и, особенно, качественный рост производственных кадров и высокое освоение техники в промышленности, на транспорте и в сельском хозяйстве... всемерное развертывание социалистического соревнования и стахановского движения, неуклонное укрепление трудовой дисциплины во всех предприятиях и учреждениях, во всех колхозах...» Ч
XVIII Всесоюзная конференция ВКП(б) в резолюции по докладу тов. Маленкова определила основные задачи, стоящие перед партийными организациями в области промышленности и транспорта.
Эти задачи являются и в настоящее время боевой программой действий партийных организаций и хозяйственников, руководящих работой промышленных предприятий.
Важнейшими из этих задач являются:
— обеспечить правильно поставленный учет оборудования, всякого рода имущества и материалов;
— правильно использовать оборудование и хозяйственно расходовать инструмент, сырье, материалы, топливо, электроэнергию;
— содержать все материальные ценности в сохранности и в хорошем состоянии, беречь государственное имущество;
— навести и повседневно поддерживать чистоту и элементарный порядок на предприятиях, повышая культуру производства;
— покончить с бесплановостью, с неравномерным выпуском продукции, со штурмовщиной в работе предприятий и добиться ежедневного, по заранее разработанному графику, выполнения производственной программы каждым предприятием;
1 XVIII съезд ВКП(б), Стенографический отчет, из резолюции по докладу тов. Молотова, изд. 1939 г., стр. 651.
40
— добиться соблюдения строжайшей дисциплины в технологическом процессе, обеспечить выпуск доброкачественной и комплектной продукции» полностью отвечающей стандартам;
— работать над усовершенствованием техники, над освоением производства новых машин, материалов, изделий;
— систематически снижать себестоимость выпускаемой продукции, всячески укреплять хозрасчет, решительно выкорчевывать расточительство;
— строго и последовательно проводить принцип материального* поощрения хорошо работающих, осуществляемый в виде сдельной системы оплаты для рабочих, премиальной системы для руководящих работников и в виде более высокой оплаты квалифицированного труда сравнительно с неквалифицированным;
— полностью ликвидировать прогулы;
— решительно укрепить единоначалие на предприятии;
— всемерно укрепить на предприятиях техническое руководство производством;
— поднять роль мастера как непосредственного организатора- производства.
За время, прошедшее с тех пор, социалистическая промышленность добилась крупнейших успехов. Резко улучшилось качество работы промышленности, вопросы экономики производства стали по-настоящему в центре внимания партийных организаций промышленных предприятий, систематически осуществляется на предприятиях право контроля со стороны партийных организаций за деятельностью администрации предприятий. Все это привело к. дальнейшему улучшению работы предприятий, обеспечило быстрые темпы развития советской промышленности.
Эксплоататорская сущность капиталистической организации производства
Классики марксизма-ленинизма, гениальные вожди и учители рабочего класса Маркс, Энгельс, Ленин, Сталин неоднократно указывали, что организация производства целиком подчиняется задачам правящего класса, что антагонистические производственные отношения на капиталистическом предприятии целиком определяют сущность, методы и цели организации капиталистического производства.
Давая характеристику управлению капиталистическим предприятием К- Маркс писал: «Управление капиталиста есть не только особая функция, возникающая из самой природы общественного процесса труда и входящая в состав этого последнего, оно есть в то же время функция эксплуатации этого общественного* процесса труда и, как таковая, обусловлена неустранимым антагонизмом между эксплуататором и сырым материалом его эксплуатации» Ч
1 К. Маркс, Капитал, т. I, изд. 1949 г., стр. 337.
41
Капиталист-предприниматель видит основную и единственную дель всякого процесса производства в извлечении возможно большей прибыли. Для него только то производство целесообразно, которое дает Максимальную прибыль. Его не интересует материальный результат процесса производства — создание нового продукта, потребительная стоимость товара, вырабатываемого на его предприятии. Вся целеустремленность капиталистической организации Производства обращена на получение возможно большей прибыли, т. е. на усиление эксплоатации трудящихся.
Антагонистические непримиримые противоречия между трудом и капиталом, характерные для капиталистических предприятий, находят одно из своих ярких выражений в эксплоататорской сущности капиталистической организации производства.
Максимальная интенсификация труда, принудительные сверхвысокие темпы и режимы работы, потогонная система оплаты труда характерны для капиталистической организации производственного процесса. Этому подчинена вся техника современного капиталистического производства, система разделения труда и организации заработной платы на капиталистических предприятиях.
Прогресс техники при капитализме означает дальнейшее ухудшение положения рабочего класса, все большее подчинение труда капиталу. «Даже облегчение труда становится источником пытки, потому что машина не рабочего освобождает от труда, а его труд от всякого содержания» (Маркс).
Характеризуя социально-экономические последствия прогресса техники производства при капитализме, В. И. Ленин писал: «...усовершенствование техники, означающее увеличение производительности труда и рост общественного 'богатства, обусловливает собою в буржуазном обществе возрастание общественного неравенства, увеличение расстояния между имущими и неимущими и рост необеспеченности существования, безработицы и разного рода лишений для все более широких слоев трудящихся масс» \
Прогресс техники при капитализме находится в зависимости от степени сокращения капиталистических издержек производства. Усовершенствования техники применяются только в том случае, если капиталист экономит на живом труде больше, чем стоят вновь вводимые усовершенствования. Во многих отраслях промышленности и странах, где применяется «дешевый труд», это вызывает особенно большое торможение развития техники.
Частые кризисы перепроизводства и постоянные колебания рыночной конъюнктуры ограничивают развитие техники, а в условиях господства монополий это приводит к еще большему торможению развития производительных сил, к еще более глубокому загниванию капитализма.
Формально свободный рабочий поставлен на капиталистическом предприятии в условия, при которых капиталисты всеми доступны-
1 В. И. Ленин, Соч., т. XXIV, стр. 89. 42
ми им средствами систематически усиливают эксплоатацию рабочего класса; организация процесса производства и применяющаяся техника в условиях капиталистического ее использования максимально интенсифицируют труд, превращая рабочего в придаток машины, выматывая его жизненные силы; угроза безработицы заставляет рабочего подчиняться насильственной зверской дисциплине капитала. Рабочий класс упорной классовой борьбой отвечает на усиление эксплоатации, борясь за свои права, добиваясь свержения власти капитала.
В. И. Ленин, характеризуя сущность общественной организации труда различных экономических формаций, писал: «Крепостническая организация общественного труда держалась на дисциплине палки, при крайней темноте и забитости трудящихся, которых грабила и над которыми издевалась горстка помещиков. Капиталистическая организация общественного труда держалась на дисциплине голода, и громадная масса трудящихся, несмотря на весь прогресс буржуазной культуры и буржуазной демократии, оставалась в самых передовых, цивилизованных и демократических республиках темной и забитой массой наемных рабов или задавленных крестьян, которых грабила и над которыми издевалась горстка капиталистов. Коммунистическая организация общественного труда, к которой первым шагом является социализм, держится и чем дальше, тем больше будет держаться на свободной и сознательной дисциплине самих трудящихся, свергнувших иго как помещиков, так и капиталистов» Ч
Дисциплина голода на капиталистическом предприятии является методом классовой борьбы капиталистов-предпринимателей.
Капиталистическая организация производства меньше всего учитывает необходимость охраны труда и применения средств техники безопасности. Высокая интенсивность труда выматывает все жизненные силы рабочих. На капиталистических предприятиях нет и не может быть необходимых санитарно-гигиенических условий труда: грязь и пыль, холод и невыносимая жара, теснота и неудобства рабочих мест, широкое применение ручного труда на самых тяжелых и изнурительных работах — все это в условиях нечеловеческой интенсификации труда приводит к массовому травматизму, профессиональным заболеваниям, быстрому, истощению и смерти трудящихся.
Послевоенный период в работе капиталистических предприятий характеризуется полным отказом даже от тех минимальных мер по охране труда, которые принимались раньше. Так, например, на заводах гигантской машиностроительной корпорации «Дженерал моторе» намеренно сняты со станков предохранительные ограждения, которые будто бы «вызывают нежелательное замедление темпов».
1 В. И. Ленин, Соч., т. XXIV, стр. 336.
43
Полное игнорирование охраны труда и техники безопасности приводит на капиталистических предприятиях к массовому травматизму. По данным официальной американской статистики, явно преуменьшенным, на заводах и фабриках США каждые 16 секунд происходит несчастный случай. За один только год там от несчастных случаев потеряло трудоспособность 1960 тысяч человек !.
Империализм с его высоким уровнем концентрации производства, учащающимися кризисами и систематической недогрузкой производственных мощностей возвел в культ капиталистическую организацию производства, придал ей высокий ранг «науки».
Рассматривая «науку» о капиталистической организации производства — тейлоризм, В. И. Ленин писал:
«В чем состоит эта «научная система»? В том, чтобы выжимать из рабочего втрое больше труда в течение того же рабочего дня. Заставляют работать самого сильного и ловкого рабочего; отмечают по особым часам — в секундах и долях секунды — количество времени, идущего на каждую операцию, на каждое движение; вырабатывают самые экономные и самые производительные приемы работы; воспроизводят работу лучшего рабочего на кинематографической ленте и т. д.
А в результате — за те же 9—10 часов работы выжимают из. рабочего втрое больше труда, выматывают безжалостно все его силы, высасывают с утроенной скоростью каждую каплю нервной и мускульной энергии наемного раба. Умрет раньше? — Много других за воротами!...
Прогресс техники и науки означает в капиталистическом обществе прогресс в искусстве выжимать пот» 1 2.
Капиталистические организаторы производства рассматривают рабочего как объект эксплоатации, как простой придаток машины.
Наиболее откровенно циничное выражение эта «теория» нашла в словах американского рационализатора Эмерсона, который писал:
«Нам ясно, что камень, копье или меч были как бы продолжением первобытного человека. Но столь же ясно нам и то, что теперь, наоборот, человек является как бы продолжением станка» паровоза, двенадцатидюймового орудия».
Дальше тот же Эмерсон писал: «Главное — это оборудование и его цели, а основная обязанность рабочих — это их долг по отношению к оборудованию».
Открыто издевательски по отношению к рабочим звучит следующая «установка» Тэйлора: «Предположим, что какой-нибудь подрядчик, — поучает Тэйлор, — держит в стойле различного рода вьючных животных, как то: ишаков, пони, легковых лошадей» ломовых лошадей и тяжеловозов... и был бы издан закон, что ни одно животное не смеет делать больше, чем «правильный урок» для осла. Несправедливость такого закона была бы ясна всяко1 Газета «Труд», 23 апреля 1950 г.
2 В. И. Ленин, Соч., т. 18, изд. 4, стр. 556—557.
44
му... А между тем, разница между первоклассными и слабыми работниками ничуть не меньше, чем между тяжеловозами и ослами». Более цинично выразить отношение капиталиста к рабочему трудно.
Тэйлор считал непреложным, что рабочий скрывает свою действительную производительность, и всю свою «науку» строил в направлении максимальной интенсификации труда, предопределяя заранее каждое движение рабочего.
Занимаясь «организацией» работы на каком-либо участке, Тэйлор прежде всего выбирал наиболее физически сильного и выносливого рабочего. Он заинтересовывал его более Высокой оплатой и устанавливал для него сокращенный рабочий день. Затем он заставлял этого рабочего выполнять какую-либо работу, строго регламентируя каждое движение рабочего, заставляя его слепо подчиняться и выполнять навязанные ему регламентированные движения, исключающие всякое проявление его собственной инициативы и творчества. Когда этот рабочий в выполнении данной операции достигал наибольшей скорости, определялась его выработка за короткий период времени максимально напряженной работы, эта производительность пересчитывалась на полный рабочий день и утверждалась как «урок» для всех рабочих.
Естественно, что такой «урок» не только большинство рабочих, но даже отдельные рабочие, имеющие наибольшую сноровку в данной работе, выполнить не в состоянии. При невыполнении такого «урока» заработная плата резко снижается, уменьшая и без того мизерный заработок рабочего.
Постоянная погоня за этим «уроком», стремление рабочих получить заработную плату, обеспечивающую прожиточный минимум, приводит к максимальной интенсификации труда рабочих, к выматыванию их сил, калечит рабочих и укорачивает их жизнь.
Крупнейший американский капиталист Г. Форд нажил колоссальный капитал путем «изобретения» нового метода эксплоата- ции рабочих. Прогрессивную идею организации поточного производства, которая зародилась в русской промышленности, Форд извратил и заставил служить своим алчным целям наживы.
Процесс производства расчленен на фордовских предприятиях на мельчайшие части и тем самым труд лишен всякого содержания. Простейшая операция, например, навертывание гайки, расчленяется так, что рабочему поручают или ручную пригонку и первые два оборота гайки, или довертывание ее вручную до момента, когда необходимо применение гаечного ключа, или, наконец, окончательное довертывание с помощью ключа.
Все движения, связанные с выполнением этих мельчайших операций, строго регламентируются специалистами — «организаторами». Для каждой операции подбираются рабочие, которые лучше ее могут выполнить. В своей книге «Сегодня и завтра» Форд цинично писал, что он обнаружил, что ряд операций быстрее всего выполняет рабочий, лишенный правой руки, другие опе45
рации успешнее выполняют безногие или слепые рабочие и I. п. Даже человеческое несчастье, человеческое увечье Форд сумел заставить служить своим целям наживы.
На заводах Форда и его последователей операции согласуются во времени, связываются конвейером с принудительным ритмом движения, на узловых участках потока ставятся наиболее физически сильные рабочие, хорошо оплачиваемые, имеющие сокращенный рабочий день, на их производительность рассчитывают скорость движения конвейера, а остальных рабочих заставляют работать так, чтобы не отставать от хода конвейера.
Прикованный к конвейеру, как раб к колёснице, рабочий лихорадочно торопится, выматывает свои силы. Он не смеет ни на секунду задержать конвейер, так как его сейчас же выкинут на улицу и он потеряет свой заработок.
На многих предприятиях с поточной организацией производства капиталист не считает даже необходимым вводить сдельную оплату труда. Конвейер сам заставляет рабочего максимально интенсифицировать свой труд. В результате — темп движения конвейера ускоряется, а заработок рабочего остается на прежнем нищенском уровне. Предатели рабочего класса — руководители реформистских профсоюзов восхваляют эту повременную оплату труда на конвейере, как «гарантированный заработок рабочего», в то время как она является средством гарантированного увеличения прибылей капиталистов.
Чрезмерное расчленение процесса производства на мельчайшие операции, лишенные всякого содержания, и функциональное разделение труда в процессе производства привели к массовой деквалификации рабочих в странах капитализма. Тот же Форд отмечает, что свыше 60% рабочих на его предприятиях дают «нормальную» производительность труда через 3 дня после их найма. Весь срок обучения и приобретения навыков для 60% рабочих определен тремя днями. Это увеличивает и без того колоссальную пропасть между умственным и физическим трудом на капиталистическом предприятии, являющуюся одним из проявлений непримиримых противоречий между рабочим классом и классом капиталистов, приводит к массовой деквалификации рабочих, еще более превращая рабочего в придаток к машине, и снижает и без того нищенский его заработок.
В западно-европейских капиталистических странах и Соединенных Штатах Америки есть много так называемых «школ» и «школок» организации производства. Различия между ними чисто внешние. Сущность у всех этих «школ» одна — разработка методов жесточайшей эксплоатации рабочего класса и повышение на этой основе прибылей капиталистов.
Организаторы капиталистического производства — верные слуги своих хозяев. Они изощряются во ъсе новых и новых способах превращения сил, здоровья, жизни рабочих в большую и все возрастающую прибыль. Предел их стараниям может положить только 46
рабочий класс свержением господства капитала, ликвидацией капиталистического способа производства.
В беседе с английским писателем Уэллсом товарищ Сталин? дал следующую характеристику социально-классовой направленности капиталистической организации производства: «Вы говорите о Форде... Но разве Вам неизвестно его отношение к рабочему классу, разве Вы не знаете, сколько рабочих он зря выбрасывает на улицу? Капиталист прикован к профиту, его никакими силами оторвать от него нельзя. И капитализм будет уничтожен не «организаторами» производства, не технической интеллигенцией, а рабочим классом, ибо эта прослойка не играет самостоятельной роли. Ведь инженер, организатор производства работает не такг как он хотел бы, а так, как ему прикажут, как велит интерес' хозяина» Ч
Капиталистическая организация производства превратила капиталистическую фабрику в тюрьму, а рабочего в каторжника^, изнывающего в оковах капиталистической эксплоатации.
Всякие попытки отдельных авторов работ по организации производства затушевать классово-эксплоататорскую сущность капи- талистической организации производства являются прямым апо- логетизмом капитализма.
Техницизм в работах по организации производства — не случайное явление. Это — стремление выхолостить классовое содержание организации предприятия, смазать противоречия, имеющиеся в организации капиталистического производства, и одновременно затушевать преимущества социалистического предприятия. Игнорируя роль рабочего в производстве, превращая его в придаток машины, капиталистические организаторы производства пытаются скрыть классовую, эксплоататорскую сущность капиталистического хозяйства. В наших социалистических условиях попытка принизить ведущую роль рабочего в организации производства является по существу попыткой затушевать коренные преимущества социалистического производства перед капиталистическим. Попав в плен к зарубежным лакеям капитализма, подчинившим всю свою «науку» задаче максимального выжимания пота из рабочих, некоторые советские авторы отдают приоритет организации производства американским «организаторам». Они забывают об* эксплоататорской сущности фордизма, об ужасных последствиях его системы для рабочих и записывают нас в последователей Форда. Техницизм и буржуазный объективизм в вопросах организации производства приводят к забвению ее классовой сущности,, к прямому восхвалению эксплоататорских методов, к преклонению перед капиталистической организацией производства.
Вне выявления превосходства социалистической системы хозяйства над капиталистической невозможна творческая разработ-
1 И. Сталин, Вопросы ленинизма, изд. 10, стр. 605.
47
:ка вопросов организации и планирования социалистического промышленного предприятия.
Для того чтобы наука об организации и планировании социалистического промышленного предприятия поднялась до такого уровня, который соответствовал бы требованиям, предъявляемым к ней партией и правительством, была бы на уровне передовой практики нашей социалистической промышленности, нужно решительно очистить ее от проявлений буржуазного объективизма, от /всех проявлений низкопоклонства перед иностранщиной.
Анархия капиталистического производства определяет невозможность планового ведения всего народного хозяйства и отдельного предприятия. Для планирования на сколько-нибудь длительный период нужно определить заранее номенклатуру продукции, объем и характер производства на данном предприятии и иметь обеспеченный сбыт продукции, что невозможно в условиях присущей капитализму анархии производства и господства стихии рынка.
Общая анархия всего капиталистического хозяйства не может не отразиться на работе каждого отдельного предприятия, ибо предприятие не остров и не находится в отрыве от всей системы хозяйства в целом. Общая анархия капиталистического хозяйства, являющаяся проявлением антагонизма капиталистического хозяйства, проявляется во всех сферах капиталистического производства и обращения и ярко сказывается в работе каждого капиталистического предприятия. Она нарушает планомерное ведение процесса производства, и организация производства на капиталистическом предприятии оказывается весьма эфемерной. Анархия всего капиталистического хозяйства ограничивает возможности организации производства на предприятии, ставя ее в зависимость от конъюнктурных колебаний и изменений периодов цикла капиталистического производства.
Противоположность между общественным характером производства и частным капиталистическим присвоением порождает классовую борьбу и противодействие со стороны рабочих капиталистической системе организации производства, а в период большого напряжения классовой борьбы стачки ломают весь ход процесса производства.
Производственный процесс на каждом отдельном промышленном предприятии нуждается в организации. Необходимо обеспечить известную пропорциональность между отдельными частями предприятия и отдельными производственными участками. Предприятие должно получать определенное количество сырья и материалов в необходимом ассортименте. Без этого нормальный ход производства невозможен. Без хотя бы минимальной организации не может работать ни одно предприятие. Но эта организация на капиталистических предприятиях проводится в условиях антагонистических производственных отношений и классовой борьбы, в условиях невозможности организации планомерного снабжения материалами и сбыта продукции, стихийно складывающихся связей
48
между предприятиями. Все это вызывает систематические нарушения хода производства, ограничивая организацию производства рамками технологии.
Рациональная организация отдельного предприятия невозможна без планирования всего народного хозяйства. Поэтому попытки планировать работу отдельных капиталистических предприятий в условиях общей стихийности хозяйства беспочвенны.
В условиях капитализма научной организации производства нет, имеется лишь частичная организация производственного процесса на отдельных предприятиях, ограничивающаяся отдельными периодами времени в условиях данной сложившейся конъюнктуры. Утверждать, что возможно планировать работу капиталистического предприятия — это значит недооценивать те глубочайшие противоречия, которые разъедают капитализм, и считать, что эти противоречия на предприятиях не находят своего отражения — это значит не понимать, что вся работа капиталистического предприятия направлена против рабочего класса и осуществляется в условиях классовой борьбы.
Первые русские организаторы производства 1
Всякое непосредственно общественное производство, осуществляемое в более или менее значительном масштабе, нуждается в организации. Без правильного гармонического сочетания отдельных элементов производства на каждом участке и производственных участков между собой хотя бы в отдельные периоды времени немыслимо нормальное ведение производства.
Характеризуя задачу управления производственным процессом в ее самом общем виде, К. Маркс писал, что она «устанавливает гармонию между индивидуальными работами и выполняет общие функции, возникающие из движения всего производственного тела в отличие от движения его самостоятельных органов» 1 2.
Естественно, что с возникновением производства в сравнительно крупном масштабе появилась необходимость его организации. На первых порах эта организация складывалась случайно, в самом ходе производства, а с созданием крупных предприятий вырабатывались основные принципы организации производства.
Разработка вопросов организации производства началась в России с первых шагов развития крупной промышленности.
В первой половине XVIII века в России действовало несколько сот крупных промышленных предприятий; многие из этих предприятий принадлежали к тяжелой промышленности и для того времени могли считаться достаточно крупными. Естественно, что организация их работы являлась важной задачей.
Гениальный русский ученый-новатор М. В. Ломоносов понял важность этой задачи и взялся за ее решение. Тесно увязывая свои
1 При подготовке данного параграфа автор использовал материал, любезно предоставленный ему дон. В. Е. Донсковым.
2 К. Маркс, Капитал, т. I, изд. 1949 г., стр. 337.
4 С. Е. Каменицер 49
научные открытия с жизнью, постоянно борясь за внедрение своих идей в производство, Ломоносов был не только великим ученым, но и великим строителем и организатором.
В 1754 г. по его инициативе и при его непосредственном участии была построена в Усть-Рудище первая в России фабрика по производству цветных стекол для мозаики. М. В. Ломоносов сам выбрал место для строительства фабрики, разработал технический проект ее и организовал работы по производству мозаичного стекла.
В своих научных трудах Ломоносов разрабатывал не только основы технологии, но и указывал, как нужно организовать труд и производство.
Большое значение придавал Ломоносов улучшению условий труда и обеспечению безопасности рабочих на производстве. В книге «Первые основания металлургии» Ломоносов описал одежду горняков, выдвинув требования, чтобы одежда рабочего соответствовала условиям труда. Он указывал, что рукава одежды должны быть такими, чтобы «мокрота и грязь не проходила», а головные уборы должны обеспечить, чтобы «земля и грязь в волоса не вбивалась».
Он разработал теорию движения газов в рудниках как одну из мер, необходимых для удаления из подземных глубин газов и пыли, «человеческому здоровью вредительных».
Несколько позднее вопросами организации производства много занимался выдающийся русский новатор производства Козьма Дмитриевич Фролов (1726—1800 гг.). Фролов впервые в мире создал предприятие, на котором механизация основных процессов и внутризаводского транспорта осуществлялась на основе центрального двигателя.
Крупнейший теплотехник, изобретатель и конструктор, создатель первой в мире паровой машины И. И. Ползунов (1730—1766 гг.) был одновременно и крупнейшим организатором производства.
В 1748 г. Ползунов руководил Колыванским заводом и примыкавшими к нему предприятиями. Одновременно Ползунова направляли на многие другие заводы для налаживания и организации производства. В этой работе Ползунов задумал «облегчить труд по нас грядущим», освободиться от неудобств, связанных с применением водяного колеса, и «огонь слугою к машинам склонить».
Изобретенная в 1763 г. и введенная в действие в 1766 г. паровая машина Ползунова исправно подавала воздух в печи плавильного завода в г. Барнауле. Эта машина окупила все затраты, связанные с ее производством, в первые же месяцы работы и коренным образом изменила структуру предприятия и его организацию.
Россия XIX века выдвинула блестящую плеяду новаторов в области организации различного рода предприятий. Русские железнодорожники Мирон и Ефим Черепановы, организатор крупного судостроительного производства П. А. Титов, организатор производства броневых плит прокатом В. С. Пятов, талантливый организа50
тор металлургического производства Михаил Константинович Кура- ко и многие другие высоко подняли русскую промышленность.
Несмотря на косность царского правительства России, его слепое преклонение перед всем иностранным и недоверие, недооценку русских изобретений, трудами русских ученых, инженеров и практиков в России была создана самая концентрированная промышленность.
Несмотря на жестокий режим, созданный царским правительством, режим, который душил всякую живую мысль и тормозил осуществление новых изобретений и открытий, русские «умельцы», многие из которых погибли в неизвестности, первыми решили крупнейшие вопросы техники и организации производства.
Русские новаторы создали свою ярко выраженную прогрессивную школу организации производства, резко отличающуюся от американской и немецкой.
Важнейшими чертами всех работ наших новаторов производства являлись: любовь к родине, желание сделать свою страну богат ой и независимой. Эти стремления неоднократно подчеркивались величайшим патриотом земли русской Ломоносовым. Эти идеи руководили работой Фролова, Ползунова, Пятова и многих других. Непримиримую борьбу с засильем иностранцев на многих заводах России вел Курако. Русские изобретатели все свои новшества передавали своей родине, борясь за ее приоритет, несмотря на помехи со стороны правительства, в то время как иностранцы легко передавали свои изобретения любой стране, которая дороже заплатит.
Вместе с великим патриотизмом работу русских новаторов характеризует великий гуманизм. Стремление облегчить труд рабочих является характерной чертой работы русских новаторов производства. Несмотря на игнорирование вопросов механизации труда со стороны большинства русских капиталистов-предпринимателей, рассчитывавших на исключительно дешевую рабочую силу, несмотря на антимехани- заторские тенденции, которые насаждали иностранцы в России, русские новаторы стремились к механизации производства, заботились о безопасности рабочих и создании сносных условий труда. Ползунова на мысль о создании паровых машин натолкнуло желание облегчить труд рабочих. Эта черта также резко отличает русских организаторов производства от американских и немецких.
Правда, работа русских гуманистов-организаторов производства была только светлым пятном на общем темном фоне бесправия рабочих и гнета, царивших в российской промышленности до Октябрьской социалистической революции. Зверская эксплоатация, нечеловеческие условия труда и быта рабочих, нищенские условия их жизни характерны для дореволюционной промышленности. Алчная буржуазия, поддерживаемая царским правительством, превращала изобретения гениальных новаторов из средства облегчения труда в средство капиталистической наживы.
4*
51
Развитие методов организации и планирования социалистических промышленных предприятий
В результате победы Великой Октябрьской социалистической революции ,в России создан новый общественный и государственный строй, основанный на всенародной общественной собственности на орудия и средства производства, на отсутствии эксплоатации человека человеком, на отношениях товарищеского сотрудничества и социалистической взаимопомощи трудящихся в процессе производства.
Этот строй вызвал к жизни новую социалистическую организацию труда, в корне отличную от капиталистической.
«Во всякой социалистической революции,—писал В. И. Ленин,— после того как решена задача завоевания власти пролетариатом и по мере того как решается в главном и основном задача: экспроприировать экспроприаторов и подавить их сопротивление, выдвигается необходимо на первый план коренная задача создания высшего, чем капитализм, общественного уклада, именно: повышение производительности труда, а в связи с этим (и для этого) его высшая организация» Ч
Коренные отличия и превосходство организации работы социалистического предприятия перед капиталистическим определяются социалистической собственностью на орудия и средства производства, отсутствием эксплоатации человека человеком; они заключаются в том, что организация социалистического предприятия строится на основе государственного плана, сама является плановой, что в ней принимают участие широкие массы трудящихся, что она развивается под руководством коммунистической партии и советского правительства.
После Великой Октябрьской социалистической революции была впервые создана научная организация и планирование промышленных предприятий. Основы этой науки были заложены Лениным и Сталиным.
Ленинские указания о факторах, определяющих уровень производительности труда, о социалистическом соревновании, о планировании социалистического хозяйства, о всенародном учете и контроле, его резкая критика капиталистической организации производства и многие другие — определили направление развития методов организации и планирования социалистического предприятия.
Товарищ Сталин своими гениальными теоретическими работами и мудрым руководством всей деятельностью партии, государства и всего советского народа по строительству социалистической экономики определил создание и развитие научных методов руководства народным хозяйством и организации и планирования социалистических промышленных предприятий.
Сталинское учение о воспроизводстве и трех особенностях производства, его классическое определение движущих сил социалисти-
1 В. И. Лени н, Соч., т. 27, изд. 4, стр. 227.
52
ческого производства, его характеристика социалистического соревнования и многие другие указания создали теоретическую основу организации и планирования социалистического промышленного предприятия.
Каждый новый этап в развитии социалистического строительства связан с именем товарища Сталина. Начиная от задач всемирно-исторического значения и- кончая заданиями, которые ставятся перед отдельными предприятиями, во всем видно направляющее и организующее руководство товарища Сталина. Товарищ Сталин направляет движение народных масс на строительство коммунизма. Советский народ идет по путям, указываемым товарищем Сталиным.
Социалистическая система хозяйства создала впервые в мире условия для планомерной организации труда во всенародном масштабе. Она выдвинула блестящую плеяду организаторов производства страны социализма — верных соратников Ленина и Сталина, которые, следуя ленинско-сталинским указаниям, создавали новую теорию и практику социалистической организации производства. Соратники и ученики Ленина и Сталина вписали много блестящих страниц в историю развития советской промышленности.
Социалистическая организация производства характерна тем, что ее ведут вперед широкие массы трудящихся. Поэтому наряду с именами руководителей стоят имена тысяч советских организаторов производства.
Имена рабочих Алексея Стаханова, Бусыгина, Марии и Евдокии Виноградовых, Василия Матросова, Андрея Якушина, Александра Чутких, Владимира Ворошина, мастера Николая Российского, технолога Александра Иванова и многих других новаторов производства прочно вошли в историю советской промышленности. Имя каждого из них является новой страницей в развитии новых передовых форм и методов социалистической организации труда и производства.
На разных этапах социалистического строительства изменялись конкретные формы и методы организации работы социалистического промышленного предприятия.
В первые месяцы после Октябрьской социалистической революции вводится рабочий контроль над производством.
Фабричные комитеты и комиссии по контролю над производством ставили своей основной целью бесперебойный выпуск продукции и борьбу с саботажем со стороны предпринимателей.
Значение органов рабочего контроля над производством состояло в том, что здесь впервые рабочий класс принял непосредственное участие в управлении производством. Выполнение предприятиями заказов советского правительства на отдельные виды продукции явилось зародышем работы предприятия по единому народнохозяйственному плану.
В результате национализации промышленности, сосредоточившей в руках социалистического государства крупнейшие и важней53
шие предприятия, была создана предпосылка для народнохозяйственного планирования промышленности и отдельных предприятий.
Низкий уровень производства, отвлечение большого количества квалифицированных рабочих на фронты гражданской войны, нехватка сырья, топлива и продовольствия, плохое состояние основных фондов требовали от рабочих героических усилий для того, чтобы увеличить выпуск продукции. И-эти героические усилия были осуществлены. Замечательным их проявлением были коммунистические субботники.
«Коммунистические субботники» именно потому имеют громадное историческое значение, — писал в 1919 г. В. И. Ленин, — что они показывают нам сознательный и добровольный почин рабочих в развитии производительности труда, в переходе к новой трудовой дисциплине, в творчестве социалистических условий хозяйства и жизни»
Включение рабочих масс в борьбу за рост производства привело к изменениям в организации труда. Начали внедряться производственные планы, в которых определялись ближайшие перспективы работы предприятий, главным образом, по выпуску продукции. В решениях IX съезда РКП (б) большое внимание было уделено соревнованию и организации субботников как форме проявления коммунистического отношения к труду. Съезд отметил, что должны быть призваны все научные силы для разработки вопросов техники и научной организации производства.
В период перехода на мирную работу по восстановлению народного хозяйства и с введением нэпа было перестроено управление промышленностью. Была начата работа по переводу предприятий и трестов на хозяйственный расчет. Хозяйственный расчет был введен в промышленности сразу же после окончания гражданской войны и иностранной интервенции. С переходом к мирному хозяйственному строительству в промышленности были организованы тресты, руководившие деятельностью предприятий, и синдикаты по сбыту определенных видов промышленной продукции. Работа этих организаций была построена на основе хозяйственного расчета.
Партия и советское правительство уже в тот период рассматривали хозрасчет как основной метод организации деятельности промышленных предприятий. XI съезд РКП (б) установил, что введение хозрасчета находится «...в связи с настоятельнейшею необходимостью повысить производительность труда, добиться безубыточности и прибыльности каждого предприятия...» 2.
В решении Всероссийской конференции РКП (б) (декабрь 1921 г.) указано: «Хозяйственный расчет должен лежать в основе ведения всей государственной промышленности» 3.
В дальнейшем, по мере укрепления предприятий — фабрик, заводов, их работа также строилась на основе хозяйственного расче-
1 В. И. Лен и н, Соч., т. XXIV, стр. 339.
2 Директивы ВКП(б) по хозяйственным вопросам, Соцэгиз, 1931 г., стр. 87. 7 Там же, стр. 74.
54
та. В историческом постановлении ЦК ВКП(б) от 5 декабря 1929 г. «О реорганизации управления промышленностью» отмечается: «Перевод предприятий на хозяйственный расчет вполне себя оправдал... Это мероприятие должно быть решительно проведено в кратчайший срок на всех без исключения предприятиях гос- промышленности» Ч Это важнейшее мероприятие изменило систему работы промышленности. Усиление роли экономических стимулов в работе промышленности определило необходимость планирования качественных показателей работы предприятий (себестоимость продукции, накопления и др.) наряду с количественными заданиями по производству.
Промышленные планы, в которых находило оформление планирование работы отдельных предприятий, перерастали в промфинпланы. Хозяйственный расчет трестов усилил ответственность за себестоимость продукции, за расходование средств, выделенных им государством.
Производственные совещания, нашедшие широкое распространение на предприятиях в1 этот период, стали основной формой участия масс в управлении предприятием. На производственных совещаниях в цехах и на предприятиях обсуждались планы и ход работы предприятий, выдвигались ценные мероприятия, обеспечивающие выполнение планов предприятий.
В этих условиях X Всесоюзная конференция РКП (б) поставила задачу расширения самостоятельности и инициативы каждого крупного предприятия в деле распоряжения финансовыми средствами и материальными ресурсами.
Это решение вызвало значительное повышение роли предприятий, рост их самостоятельности.
Индустриализация страны требовала строительства большого количества новых предприятий, главным образом, в области тяжелой промышленности. Одним из основных источников получения средств для капитального строительства явились накопления в самой промышленности. В соответствии с директивами партии и правительства на предприятиях была усилена борьба за режим экономии, за снижение себестоимости, за экономию средств в народном хозяйстве, за мобилизацию внутренних ресурсов промышленности, за рационализацию производства.
План первой пятилетки, принятый XVI конференцией ВКП(б) и V съездом Советов, вызвал огромный трудовой подъем рабочего класса. В борьбе рабочего класса за решение задач, поставленных партией и правительством, огромную роль играло социалистическое соревнование, получившее особенно больйюй размах после XVI конференции ВКП(б), принявшей обращение ко всем трудящимся о развертывании массового социалистического соревнования, и постановления ЦК ВКП(б) от 9 мая 1929 г. «О социалистическом 1 Директивы ВКП(б) по хозяйственным вопросам, Соцэгиз, 1931 г.» стр. 641—642.
55
соревновании фабрик и заводов». В ответ на призыв партии развернулось могучее массовое социалистическое соревнование трудящихся всех отраслей народного хозяйства.
К концу этого периода проектировки промфинпланов перестали отвечать тем требованиям, которые предъявлялись к планам, не отражая уже всех возможностей предприятия.
По инициативе рабочих ряда передовых предприятий (инициатор — коллектив завода им. К- Маркса в Ленинграде) широкое распространение получило встречное планирование, в котором нашло выражение стремление масс ускорить темпы социалистического строительства. Встречный план — новая в то время форма социалистического соревнования — обеспечил более полный учет всех возможностей предприятия, существенно дополняя и исправляя проектировки планов, получаемых предприятием сверху.
«Социалистическое соревнование показало замечательные образцы труда и нового отношения к труду. Рабочие и колхозник» выдвинули на многих предприятиях, в колхозах и в совхозах встречные планы. Они показали образцы героической работы. Они не только1 выполняли, но и перевыполняли намеченные партией и правительством планы социалистического строительства»
Постановление ЦК ВКП(б) от 5/ХП 1929 г. «О реорганизации» управления промышленностью» положило начало новому этапу в развитии наших предприятий. Этим постановлением была расширена оперативная самостоятельность предприятий, были созданы объединения, осуществлявшие оперативное и плановое руководство- предприятиями. Перевод предприятий на хозяйственный расчет усилил их самостоятельность, превратил их в хозрасчетные организации, полностью отвечающие за свою работу. Хозрасчет стал проникать в работу отдельных цехов.
ЦК ВКП(б) в решении от 5/ХП 1929 г., наряду с усилением хозяйственной самостоятельности предприятий, подчеркнул необходимость усиления технического руководства производством. С этой целью была развита сеть фабрично-заводских лабораторий, увеличено количество специалистов, занятых непосредственно на производстве, работа трестов сосредотачивалась на вопросах технического руководства, рационализации и реконструкции предприятий.
Составление первого сталинского пятилетнего плана развития народного хозяйства СССР явилось важнейшим этапом в развитии народнохозяйственного планирования и планирования предприятий. Каждая отрасль промышленности и предприятие получили совершенно четкую перспективу развития не только на ближайший год, но и на длительный период времени. Годовой план стал разрабатываться как отрезок пятилетнего плана развития народного хозяйства. План предприятия в этот период полностью охватил все стороны его производственной деятельности.
1 История ВКП(б), Краткий курс, стр. 283.
56
Однако промфинплан не устанавливал еще мероприятий, которые необходимо провести для выполнения заданий плана. При разработке промфинплана широко использовались отчетно-статистические показатели. После того как была осуществлена реконструкция фабрик и заводов, когда большое количество новых предприятий было введено в действие, отчетно-статистические показатели могли иметь значение лишь как материал для анализа работы предприятия.
Призыв товарища Сталина к овладению техникой, выдвижение' им исторического лозунга «Техника решает все» усилили роль, технических показателей в плане. Возник техпромфинплан как развернутая форма планирования социалистического промышленного предприятия.
Значение техпромфинплана было подчеркнуто тов. Молотовым? в его речи на XVII съезде ВКП(б). Тов. Молотов сказал: «Прекрасным, достойным подражания примером является опыт выработки и осуществления техпромфинпланов на ряде предприятий Ленинграда. Техпромфинплан, в выработке которого участвуют не только хозяйственные и технические руководители, но и все заводские рабочие, проверяющие производственно-технические возможности цеха, агрегатов и отдельных машин и тем самым активно участвующие в выявлении всех производственных ресурсов предприятия, — техпромфинплан одна из лучших социалистических форм борьбы за наши темпы» Ч
Под руководством партии, товарища Сталина социалистическое соревнование росло и ширилось. Отмечая значение социалистического соревнования, товарищ Сталин указывал: «Самое замечательное в соревновании состоит в том, что оно производит коренной переворот во взглядах людей на труд, ибо оно превращает труд из зазорного и тяжелого бремени, каким он считался раньше, в дело- чести, в дело славы, в дело доблести и геройства»1 2.
Крупнейшим этапом в развитии организации и планирования промышленных предприятий явилась борьба за реализацию шести исторических условий дальнейшего успешного развития социалистической промышленности, выдвинутых товарищем Сталиным в известной речи «Новая обстановка — новые задачи хозяйственного строительства».
Шесть замечательных сталинских условий дальнейшего подъема промышленности охватывают все основные вопросы успешной деятельности каждого предприятия и полностью сохранили свое значение и в настоящее время: 1) организованный набор рабочей силы и механизация труда, 2) ликвидация текучести рабочей силы, уничтожение уравниловки, правильная организация заработной платы и улучшение бытовых условий рабочих, 3) ликвидация обезлички, улучшение организации труда и правильная расстановка сил на 1 В. Молотов, В борьбе за социализм, Партиздат, 1935 г., стр. 520.
2 И. Сталин, Вопросы ленинизма, изд. 10, стр. 393.
57
предприятии, 4) создание собственной производственно-технической интеллигенции, 5) изменение отношения к инженерно-техническим силам старой школы, проявление к ним большего внимания и более смелое привлечение их к работе, 6) внедрение и укрепление хозрасчета, подъем внутрипромышленного накопления.
Эти шесть сталинских условий являются основой деятельности, организации и планирования социалистических промышленных предприятий.
После исторической речи товарища Сталина произошла коренная перестройка в системе оплаты труда, организации труда и подготовки кадров на предприятиях, была усилена борьба за экономию средств, за хозяйственный расчет на производстве. Хозяйственный расчет стал внедряться в первичные звенья производства — цехи, участки, бригады, стал формой участия широких масс рабочих в общей борьбе промышленности за рентабельность, за экономию средств, за накопления.
Дальнейшая борьба за усиление хозрасчета потребовала изменения системы финансирования промышленности.
Кредитная реформа, проведенная в 1930 г., и поправки к ней в 1931 г., закон о наделении предприятий оборотными средствами имели огромное значение для дела укрепления хозяйственного расчета в промышленности и организации работы предприятий.
Досрочное выполнение плана первой сталинской пятилетки — пятилетки строительства фундамента социалистической экономики и переход к выполнению задач второй пятилетки — пятилетки, имевшей своей главной хозяйственной задачей — завершение технической реконструкции всего народного хозяйства — поставили перед промышленностью ряд новых задач, потребовали перестройки работы промышленности.
XVII съезд ВКП(б) принял специальное решение по организационным вопросам, подняв их до уровня политических задач. Организация управления промышленностью на основе производственно-территориального признака, ликвидация функционалки в управлении, приближение руководства промышленностью к предприятиям, укрепление единоначалия и ряд организационных мероприятий, принятых с целью упорядочения проектирования и освоения новых видов продукции, характеризуют дальнейшую перестройку управления промышленностью в период после XVII съезда ВКП(б).
Успешное выполнение задач второго пятилетнего плана потребовало решительного улучшения использования новой техники и придало решающее значение проблеме кадров, рост которых отставал от достигнутого технического уровня производства.
«Кадры решают все» — это указание товарища Сталина определило содержание огромной организационной и воспитательной работы партии и Советского государства в годы второй пятилетки, результатом которой явилось возникновение и массовое развитие 58
стахановского движения, представляющего собой высший этап социалистического соревнования.
Величайшее историческое значение стахановского движения состояло в том, что оно «подготовляет условия для перехода от социализма к коммунизму» Ч Стахановское движение сломало старые технические нормы, внесло коренные изменения в систему организации труда, в методы технического нормирования и планирования предприятия.
«Значение стахановского движения состоит в том, что оно является таким движением, которое ломает старые технические нормы, как недостаточные, перекрывает в целом ряде случаев производительность труда передовых капиталистических стран й открывает, таким образом, практическую возможность дальнейшего укрепления социализма в нашей стране, возможность превращения нашей страны в наиболее зажиточную страну» 1 2.
Указания товарища Сталина на первом Всесоюзном совещании •стахановцев и решения декабрьского (1935 г.) пленума ЦКВКП(б) выдвинули новые задачи перед социалистической промышленностью. Стахановское движение внесло коренные изменения в организацию труда и обусловило непрерывный рост производительности труда. Пересмотр всех старых проектных норм и производственных мощностей явился результатом развернувшегося стахановского движения. Старые технические проектные нормы оказались сломанными. Стахановцы выдвинули новые, более передовые и высокие нормы. Ликвидация функционалки в организации труда, усиление механизации производства и упорядочение ремонта оборудования связаны с внедрением стахановских методов в работу предприятий всех отраслей промышленности.
Стахановское движение возникло на основе широкого оснащения промышленности СССР передовой техникой, роста культурного уровня рабочего класса, повышения его классового самосознания, улучшения его материального положения. В стахановском движении ярко проявилась ведущая роль коммунистической партии, гениальное руководство товарища Сталина, чутко уловившего всемирно-историческое значение этого движения и оказавшего помощь в его развитии.
Стахановское движение явилось новым, высшим проявлением социалистического отношения рабочих к труду — умение экономить рабочее время, использовать во-всю новую технику, по-хозяйски творчески развивать технику, улучшать организацию труда, участвовать в руководстве работой предприятия.
XVIII съезд ВКП(б), утвердивший план третьей сталинской пятилетки, поставил ряд новых важнейших задач перед промышленностью и всем народным хозяйством. Дальнейший значительный рост технического вооружения отраслей народного хозяйства, 1 И. Сталин, Вопросы ленинизма, изд. 11, стр. 495.
2 Там же, стр. 494—495.
59
всемерное развитие машиностроения и всей тяжелой промышленности, решительное улучшение организации и технологии производства с широким внедрением новейших достижений науки и изобретений, количественный и, особенно, качественный рост производственных кадров и высокое освоение техники в промышленности, на транспорте и в сельском хозяйстве — таковы задачи, поставленные XVIII съездом ВКП(б) на период третьей сталинской пятилетки.
После XVIII съезда ВКШб) качество плановой работы на предприятиях значительно повысилось, усилилась техническая обоснованность планов, улучшилось планирование капитального ремонта, планирование освоения и внедрения новой техники, повысилось качество анализа и контроля хозяйственной деятельности предприятий. Значительно улучшилась организация производственного процесса.
Партия и правительство на протяжении всей истории развития промышленности неустанно борются за укрепление социалистической трудовой дисциплины.
Строжайшая дисциплина в отношении явки на работу и полного использования рабочего времени, строгая дисциплина в соблюдении технологического процесса, в контроле за качеством продукции, в соблюдении графика производства, в решительном проведении единоначалия на производстве обеспечивают успех работы предприятий.
Огромнейшее значение для организации и планирования промышленных предприятий имеют принятые в феврале 1941 г. по докладу тов. Маленкова решения XVIII Всесоюзной конференции ВКП(б) о задачах партийных организаций в области промышленности и транспорта. Директивы конференции подчеркивают в особенности необходимость постоянного и глубокого внимания к вопросам экономики предприятия, контроля и проверки выполнения планов и оперативных решений, к вопросам учета, правильного использования всех ресурсов предприятий, к вопросам дисциплины, культуры и порядка на предприятиях, к вопросам борьбы за работу по графику,* к вопросам техники и технологической дисциплины на производстве, систематического снижения себестоимости продукции, укрепления единоначалия и технического руководства на предприятиях.
Великая Отечественная война против фашистской Германии вызвала новую волну творческого энтузиазма рабочих масс, дальнейшее совершенствование методов организации работы предприятий, явившееся проявлением великого патриотизма народов СССР. Во время Отечественной войны уровень организации работы наших фабрик и заводов значительно повысился: лучше выполнялся производственный график и значительно повысилась производительность труда в ряде отраслей промышленности; был внедрен поточный метод работы на предприятиях многих отраслей промышленности, усовершенствовалась и улучшилась организация произ60
водства на предприятиях страны; широко внедрялся почасовой график выпуска продукции. Для широкого внедрения в производство потока, для организации работы по графику проводилась тщательная подготовка производства, улучшалось технологическое планирование и нормировочная работа.
Внедрение потока и графика в производство явилось результатом подъема культуры управления и систематической работы по совершенствованию технологии производства и конструкций изделий. Внедрение графика в производство потребовало налаживания ремонта оборудования и организации работы по графику вспомогательных цехов предприятий (ремонтного, инструментального, транспортного и др.).
В условиях Великой Отечественной войны еще более повысилось значение выполнения задач, поставленных перед промышленностью XVIII партконференцией. Вопросы экономики производства, внедрения передовой технологии и строжайшей дисциплины, изыскание и использование внутренних ресурсов и резервов, проведение строжайшего режима экономии на всех участках производства, экономия сырья, материалов, топлива, электроэнергии являлись главными в работе руководителей партийных и общественных организаций и всего коллектива каждого промышленного предприятия.
Война, — указывал товарищ Сталин, — «...заставила перестроить всю нашу работу на военный лад. Она превратила нашу страну в единый и всеобъемлющий тыл, обслуживающий фронт, обслуживающий нашу Красную Армию, наш Военно-Морской Флот»
В первые дни войны в ответ на речь товарища Сталина 3 июля 1941 г. возникло движение двухсотников. В самые тяжелые дни войны рабочие, вдохновленные докладом товарища Сталина о 24-й годовщине Великой Октябрьской социалистической революции, выдвинули новую форму соревнования—фронтовые бригады. Весной 1942 г. развернулось Всесоюзное социалистическое соревнование в помощь фронту, для поощрения которого Государственный Комитет Обороны и ВЦСПС ввели переходящие красные знамена победителям.
Доблестная Советская Армия разгромила ненавистного врага. В войне победил новый общественный и государственный строй, победила наша социалистическая экономика. Еще продолжалась война, а в районах, освобожденных от врага, высокими темпами осуществлялось восстановление народного хозяйства. Быстрые темпы восстановительных работ, высокая производительность труда явились результатом применения новых методов организации труда.
Изобретатели, рационализаторы, инженеры и техники, применяя большое количество усовершенствований, ускоряли восстановительные работы, в процессе восстановления реконструировали производственные предприятия, повышая их производственную мощность.
1 И. Сталин, О Великой Отечественной войне Советского Союза, Гос- пслитиздат, 1950 г., стр. 19.
61
Так как восстановительные работы включали значительное количество мероприятий реконструктивного порядка, то планы восстановления стали одновременно и планами реконструкции соответствующих отраслей народного хозяйства и предприятий.
Указания партии и правительства и лично товарища Сталина направляли все развитие социалистической промышленности. Четкая последовательная реализация этих задач обеспечила быстрые темпы развития нашей социалистической промышленности.
Послевоенная сталинская пятилетка восстановления и развития народного хозяйства СССР, за досрочное выполнение которой самоотверженно борется советский народ, вызвала к жизни новые образцы стахановского труда во всех отраслях народного хозяйства, показывающие, какие огромные резервы таятся в нашем хозяйстве для повышения производительности труда, для ускорения темпов социалистического строительства.
Послевоенный период является новым этапом в развитии социалистической организации и планирования предприятия. Послевоенный период развития стахановского движения характеризуется широким внедрением коллективных форм стахановской 1 работы — стахановские участки, цехи и предприятия в целом; подтягиванием отстающих и средних рабочих к уровню передовых и поднятием на этой основе общего уровня производства. Теперь социалистическое соревнование охватывает все стороны деятельности предприятия. Борьба идет за увеличение выпуска продукции, повышение производительности труда, повышение качества продукции, лучшее использование основных и оборотных средств и увеличение социалистических накоплений промышленности. Активное участие рабочих в решении более глубоких задач по улучшению деятельности предприятия нашло выражение в соревновании за сверхплановые накопления, ускорение оборачиваемости оборотных средств и лучшее использование основных средств предприятия. Организация по инициативе В. Матросова систематической работы по передаче передового производственного опыта всем работникам предприятия, замечательный пример стахановца Якушина в борьбе за мобилизацию внутренних ресурсов, Ворошина за повышение культуры производства, движение за повышение качества продукции, развернувшееся по инициативе мастера Чутких, движение, начатое технологом Ивановым, мастером Российским за коллективную стахановскую работу — во всех этих и многих других.новых формах стахановского движения проявился высокий патриотизм советских рабочих и советской производственной интеллигенции, активно включившихся в работу по организации производства, по улучшению управления предприятием.
Сталинское указание о том, что в социалистическом соревновании передовой рабочий помогает отстающему, чтобы вместе двигать дело вперед, нашло яркое отражение в современном развитии стахановского движения.
62
Крупным шагом в развитии социалистического соревнования явилось движение стахановцев, рабочих, инженеров и техников за широкое внедрение скоростных методов ведения технологических процессов во всех отраслях народного хозяйства.
Во многих отраслях промышленности растет соревнование за экономию материалов. Инициатива Коломенского завода имени? Куйбышева, Сормовского завода имени Жданова, стахановок Купавинской фабрики и других предприятий широко подхвачена всеми трудящимися.
За последнее время получила широкое распространение инициатива стахановцев Лидии Корабельниковой и Федора Кузнецова,, начавших соревнование за комплексную экономию сырья и материалов.
Огромным шагом вперед в деле развития социалистического соревнования является движение за сверхплановые накопления, где речь уже идет не только о передовых цехах и участках, а о превращении предприятий в целом в передовые коллективы. Соревнование за сверхплановые накопления означает борьбу не только за повышение выпуска продукции, но и за экономию сырья, материалов, топлива и энергии, за лучшее использование оборудования и других производственных ресурсов. Поэтому получение сверхплановых накоплений означает общее улучшение всех сторон деятельности предприятия и промышленности в целом.
Движение народных масс за увеличение накоплений промыт-* ленности особенно важно для народного хозяйства нашей страны,, так как в результате государство получает новые средства для дальнейшего развития промышленности и для улучшения материально-бытового положения трудящихся. «За счет полученной экономии промышленность выработала более чем на двадцать миллиардов рублей дополнительной продукции»—указывал тов. Маленков в докладе о 32-й годовщине Великой Октябрьской социалистической революции.
Обращение 103 передовых предприятий Москвы и Московской области, опубликованное в январе 1949 г., положило начало социалистическому соревнованию за ускорение оборачиваемости оборотных средств.
В ноябре 1949 г. было опубликовано обращение 88 передовых предприятий Москвы и Московской области, принявших на себя обязательство улучшить использование основных средств. Движение за лучшее использование основных средств позволяет социалистической промышленности значительно увеличить выпуск продукции без дополнительных капиталовложений и вскрывает значительные резервы для роста промышленной продукции на действующих предприятиях.
Ценная инициатива стахановца Кулагина об увеличении срока работы оборудования без ремонта в сочётании с движением скоростников за более интенсивное использование оборудования позволяет значительно увеличить производительность оборудования^
63
Бригады и участки отличного качества продукции, возникшие по 'инициативе знатного мастера-текстильщика Чутких, организованы на всех предприятиях страны. Только на предприятиях легкой промышленности в соревновании за улучшение качества продукции в 1949 г. участвовало более 500 тысяч рабочих. Их работа обеспечивает выпуск продукции высокого качества и резкое сокращение потерь, связанных с браком. Чистота и культура производства являются не только признаком передового социалистического предприятия, но и условием более производительной и успешной работы. Этим особенно ценен почин стахановца Ворошина — инициатора социалистического соревнования за улучшение культуры производства, на основе которого улучшаются условия труда для рабочих и одновременно предупреждаются брак продукции, порча и поломка оборудования.
Послевоенная сталинская пятилетка выдвинула новую замечательную форму участия масс в улучшении деятельности предприятий, их организации и планирования — содружество работников науки и производства. Содружество науки и производства содействует быстрейшему внедрению новейших научных исследований и изобретений в промышленность и тем самым неуклонному продвижению промышленности по пути дальнейшего технического прогресса.
Стахановское разделение труда, совмещение профессий на ряде участков, многостаночное обслуживание, стахановское использование техники, скоростные методы освоения новой продукции, стахановские методы передачи передового производственного опыта, скоростные методы ведения производства в различных отраслях промышленности, опыт коллективов стахановских цехов и предприятий, всенародное социалистическое соревнование за повышение качества продукции и культуру производства, за сверхплановые накопления, ускорение оборачиваемости оборотных средств и лучшее использование основных средств — вот что внесло стахановское движение в работу советских предприятий в послевоенный период.
Одной из основных форм социалистического соревнования в послевоенной сталинской пятилетке является движение за коллективную стахановскую работу.
Первый завод, которому было присвоено звание стахановского предприятия, — завод «Калибр» явился инициатором коллективных методов стахановской работы. Массовое соревнование за переход цехов и предприятий на коллективную стахановскую работу способствует дальнейшему подъему работы нашей промышленности.
Широкое развитие поточного производства, внедрение потока в условиях серийного и единичного производства, организация работы по графику, стахановский техпромфинплан — эта высшая форма планирования предприятия, воплощающая единство техники и экономики, включающая в борьбу за составление и выполнение планов весь коллектив работников предприятия, — все это подняло работу советских предприятий на новую, более высокую ступень.
64
Задача организаций работы социалистического предприятия состоит в том, чтобы широко использовать опыт стахановцев, распространять его на все предприятия, сделать этот опыт достоянием все больших и больших масс рабочих, обеспечить выполнение и перевыполнение плана каждым предприятием, каждым цехом, каждым рабочим. Надо всемерно подтягивать отстающие предприятия до уровня передовых, руководствуясь при составлении планов опытом передовых предприятий, равняться на передовых рабочих, добиваться все большего внедрения в производство прогрессивных технико-экономических норм.
Свою статью «От первого субботника на Московско-Казанской ж. д. ко Всероссийскому субботнику-маевке» В. И. Ленин закончил вещими словами: «Наши субботники за один год сделали громадный шаг вперед. Они еще бесконечно слабы. Нас этим не запугаешь. Мы видели, как бесконечно слабая Советская власть на наших глазах нашими усилиями окрепла и стала превращаться в бесконечно могучую, всемирную силу. Будем годы и десятилетия работать над применением субботников, их развитием, распространением, улучшением, внедрением в нравы. Мы придем к победе коммунистического труда» Ч
Жизнь блестяще подтвердила это гениальное предвидение Ленина. Коммунистический труд победил. В этой победе коммунистического труда сказались величайшие преимущества советского государственного- и общественного строя, преимущества социалистической системы хозяйства по сравнению с капиталистической.
1 В. И. Ленин, Соч., т. XXV, стр. 256. о с. Е. Каменицер
Глава III
ТЕХПРОМФИНПЛАН — ОРГАНИЗУЮЩЕЕ НАЧАЛО РАБОТЫ СОЦИАЛИСТИЧЕСКОГО ПРОМЫШЛЕННОГО ПРЕДПРИЯТИЯ
Одним из главных преимуществ социалистического строя является плановое ведение народного хозяйства. Государственный план определяет развитие всего народного хозяйства СССР, промышленности, как его ведущей отрасли, и каждого социалистического предприятия, являющегося первичным звеном промышленности.
Государственное планирование деятельности всех отраслей народного хозяйства и каждого отдельного предприятия основано на социалистической системе хозяйства и социалистической собственности на орудия и средства производства, установившихся в результате ликвидации капиталистической системы хозяйства в СССР, отмены частной собственности на орудия и средства производства и уничтожения эксплоатации человека человеком.
План социалистического промышленного предприятия является составной частью государственного народнохозяйственного плана и плана развития данной отрасли промышленности, так жё как отдельное предприятие является органической частью всей советской промышленности, первичной ячейкой отрасли промышленности. Это единство плана предприятия, отрасли и всего государственного плана находит свое выражение во всей системе управления и планирования промышленностью в том, что показатели работы каждого предприятия устанавливаются министерствами или ведомствами в соответствии с государственным заданием. Выполнение плана предприятиями создает базу для выполнения плана всей промышленностью. Планы отдельных цехов и хозяйств в свою очередь являются частями плана предприятия. Всем этим обеспечивается единство всей системы государственного планирования, начиная с народнохозяйственных планов страны в целом и кончая планом предприятия, цеха, участка и производственной бригады.
Плановость во всей работе является одним из законов развития советской экономики, одним из основных принципов организации управления советской промышленностью.
66
В то время как невозможность планирования на капиталистическом предприятии вытекает из характера присущих капитализму антагонистических производственных отношений, анархии хозяйства, конкуренции рыночной стихии, планирование социалистических предприятий определяется самой сущностью социалистического хозяйства, которое не может развиваться без плана.
План предприятия, как и всего народного хозяйства, является директивой, обязательной к выполнению.
«Наши планы есть не планы-прогнозы, не планы-догадки, а планы-д и р е к т и в ы, которые обязательны для руководящих органов и которые определяют направление нашего хозяйственного развития в будущем в масштабе всей страны» (Сталин).
Директивный характер плана определяет его содержание и всю организацию работы по составлению и обеспечению выполнения плана.
Министерства и ведомства, исходя из утвержденных правительством заданий устанавливают для каждого предприятия директивы и лимиты, определяющие направление, темпы и пропорции в ею развитии и являющиеся отправной базой для разработки плана предприятия. В них устанавливается объем продукции, которую должно изготовлять предприятие, ее номенклатура, уровень и темпы повышения производительности труда, качество продукции, ее себестоимость, размер накоплений и задание по оборачиваемости оборотных средств. Одновременно министерство, ведомство или главное управление устанавливает лимиты на сырье и материалы» топливо и энергию, фонды заработной платы и т. п., обеспечивающие выполнение плана. Эти лимиты определяют ресурсы, которые выделяются в распоряжение предприятия.
Директивы и лимиты, устанавливаемые министерством и ведомством для каждого предприятия задолго до* начала планового периода, способствуют правильной ориентации всего коллектива рабочих, инженеров и техников в работе над составлением и обоснованием техпромфинплана. На основе директив и лимитов руководящие органы предприятия приступают к организации разработки техпромфинплана.
Исходя из установленной в директивах номенклатуры продукции и ее количества на предприятии проводится уточнение и улучшение конструкций и технологического процесса, устанавливаются прогрессивные технико-экономические нормативы расхода сырья и материалов, производительности оборудования и затрат рабочего времени. Тщательный анализ работы предприятия за предшествующий период помогает выявлению неиспользованных ранее ресурсов» мобилизация которых будет способствовать улучшению работы предприятия. При составлении техпромфинплана широкие массы рабочих, инженеров и техников активно участвуют в разработке мероприятий по улучшению техники и организации работы предприятия. Изобретатели и рационализаторы, рабочие-стахановцы 5е
67
вносят свои многочисленные предложения по улучшению работы предприятия. Включение этих предложений в план обосновывает более прогрессивные показатели плана, лучшую мобилизацию в плане ресурсов предприятия. На основе новых уточненных нормативов, улучшенных конструкций и технологических процессов с учетом организационных и технических мероприятий, намеченных к внедрению, разрабатываются планы отдельных цехов, производственных участков и предприятия в целом. Вся разработка мероприятий по улучшению техники и юрганизации, улучшению конструкции и технологии проводится на (предприятии в направлении, которое установлено директивами и лимитами. Если запроектированные нормы или организационнотехнические мероприятия не обеспечивают выполнения заданий государства, эти нормы и мероприятия должны быть пересмотрены й приведены в соответствие с плановыми заданиями.
Разработанный на этой основе план включает все необходимые на предприятии балансы. Здесь проверяется соответствие ресурсов предприятия и потребностей, связанных с выполнением плана. Балансы на предприятии составляются по сырью, материалам, топливу, по пропускной способности цехов с учетом наличного оборудования и намеченного к 'вводу в действие, по кадрам *с учетом плана йх подготовки и т. п. В этих балансах наличные ресурсы приводятся в соответствие с потребностями, определяемыми планом.
В плане предприятия и его цехов задания министерства или главка конкретизируются — устанавливаются планы отдельных участков, определяются календарные сроки выполнения отдельных заданий и определяются пути, обеспечивающий выполнение этих заданий. После того как план в таком виде составлен, проводится еще раз широкое рассмотрение его с общественностью предприятия. Общественность предприятия на производственных совещаниях цехов и участков, на активах предприятий, на технических совещаниях рассматривает общие показатели плана, внося свои предложения, направленные на улучшение работы предприятия.
После окончательной разработки план предприятия, включающий плановые балансы и детально разработанный план о р г а- низационн о-т ехнических мероприятий, представляется на утверждение в министерство или главк. Разработанный на предприятии план должен быть построен в соответствии с директивами главка, вскрывая дополнительные ресурсы, на основе которых перед предприятием могут быть поставлены большие задания.
К моменту получения планов от предприятий министерство обычно имеет уже утвержденный план по отрасли промышленности и может окончательно рассмотреть и утвердить план предприятия. Этот окончательно утвержденный план и является для предприятия заданием, обязательным для выполнения. По степени выполнения и перевыполнения утвержденного плана судят об успешности работы предприятия.
68
План предприятия, построенный на основе директив государства, разработанный при самом широком участии коллектива предприятия, о б ос- н ов а) н н ый прогрессивными техник о-экономиче-. скими нормами, в котором наряду с заданиями определены и методы их выполнения, определено развитие техники, экономики и финансов предприятия, называется техпромфинпланом.
Основные требования, предъявляемые партией и правитель-^ ством к планам предприятий, сформулированы в постановлении Совета Министров СССР «О государственном плане восстановления и развития народного хозяйства СССР на 1947 год». В этом поста¬
новлении сказано:
«Государственные планы, устанавливаемые для должны организовать рабочих и интеллигенцию и их на борьбу за план, за движение вперед по пути трудностей и обеспечения нового подъема народного
предприятий, мобилизовать
преодоления хозяйства.
Необходимо решительно разоблачить и покончить установления заниженных планов, которые никого не с практикой мобилизуют
и заставляют людей волочиться за «узкими» местами и достигнутыми нормами в производстве.
Государственные планы должны быть большевистскими; они должны быть рассчитаны не на среднеарифметические нормы, достигнутые в производстве, а на среднепрогрессивные нормы, т. е. равняться в сторону передовых.
Успех выполнения и перевыполнения государственных планов решают люди; план должен ориентироваться на передовых рабочих, инженеров и техников, показывающих огромные возможности в деле достижения прогрессивных норм использования машин и механизмов, и, таким образом, обеспечивающих перевыполнение государственных планов» Ч
При разработке плана предприятия исходным является обеспечение выполнения заданного’ выпуска продукции по номенклатуре, количеству и качеству, в строго установленные сроки, повышение рентабельности на основе более полного использования производственных ресурсов и улучшения качественных показателей — повышения производительности труда и снижения себестоимости продукции путем экономии материалов, топлива и электроэнергии, лучшего использования основных фондов и ускорения оборачиваемости оборотных средств. Решение этих задач обеспечивается всемерным развитием социалистического соревнования', и высокой организацией всей работы предприятия.
г «Известия», 1ЛII 1947 г.
69
Детальная разработка плана организационных и технических мероприятий, тесная увязка технико-экономических норм со всей «системой показателей техлромфинплана и участие всего коллектива рабочих в разработке плана являются отличительной чертой техпромфинплана, который характеризуется единством техники и экономики, директив и мероприятий, обеспечивающих их выполнение, все более активным участием всех трудящихся в разработке я осуществлении плана. Участие стахановцев и вместе с ними широких масс рабочих, инженеров и служащих в разработке тех- промфинплана предприятия является одним из проявлений социалистического отношения к труду, одним из методов социалистического соревнования.
Это участие широких масс, возглавляемых партийными организациями и коммунистами, обуславливает действенность и жизненность техпромфинплана, обеспечивает выявление ресурсов и резервов предприятия и делает возможным наиболее полное их использование.
Действенность планов обеспечивается не только хорошей их разработкой, но и систематическим контролем за их реализацией и вовлечением в борьбу за выполнение плана всего коллектива трудящихся.
Одним из наиболее эффективных методов контроля и обеспечения выполнения плана является хозяйственный расчет. Хозяйственный расчет — это метод планового руководства социалистическим предприятием, при котором предприятию предоставляется необходимая хозяйственная самостоятельность в пределах плана, устанавливается финансовый контроль за выполнением плана и в то же время вводится материальная заинтересованность в результатах работы предприятия как всей фабрики и завода, так и каждого из работников. В условиях хозяйственного расчета выполнение плана по количественным и качественным показателям приводит к благополучному состоянию финансов, повышению рентабельности, что в большинстве случаев поощряется премиями, выдаваемыми как предприятию в целом, так и отдельным работникам (из создаваемого на рентабельно работающих предприятиях фонда директора). Хозяйственный расчет опирается на денежную финансовую систему, обеспечивает тесную зависимость общих итоговых показателей работы предприятия от его финансовых результатов. Хозяйственный расчет охватывает всю работу промышленности. На хозяйственный расчет переводятся цехи, производственные участки, бригады и даже отдельные рабочие.
«Было бы глупо думать, — указывал товарищ Сталин, — что производственный план сводится к перечню цифр и заданий. На самом деле производственный план есть живая и практическая деятельность миллионов людей. Реальность нашего производственного плана — это миллионы трудящихся, творящие новую жизнь. Реальность нашей программы — это живые люди, это мы с вами, 70
наша воля к труду, наша готовность работать по-новому, наша решимость выполнить план»
Эта воля широких масс трудящихся бороться за план и обеспечивать его выполнение находит свое отражение в прекрасном почине стахановцев и новаторов производства, улучшающих технику и организацию производства, вносящих коренные изменения в методы ведения технологического процесса и организации работы на производстве.
Основные разделы техпромфинплана
В техпромфинплане определяются направление и темпы развития социалистического промышленного предприятия, поэтому он охватывает все элементы и участки производства. Техпромфинплан состоит из следующих основных разделов: а) план по выпуску продукции, б) план по труду, в) план использования основных фондов, г) план использования сырья, материалов, топлива и электроэнергии, д) план по себестоимости продукции, е) технический план, ж) план ввода в действие новых производственных мощностей и з) финансовый план.
Первым разделом техпромфинплана является план по выпуску продукции — производственная программа предприятия. В этом разделе определяется номенклатура продукции, количество каждого вида изделий, подлежащих выпуску, качество продукции, общий объем производства (сумма валовой продукции) и общий объем выпуска продукции (сумма товарной продукции).
Производственная программа является исходным разделом, определяющим разработку всего техпромфинплана. Она устанавливается исходя из потребностей народного хозяйства в тех или иных видах продукции и определяет характер, количество и степень использования материально-энергетических ресурсов, основных фондов и рабочей силы.
Выпуск продукции является результатом производственного процесса. «Простые моменты процесса труда, — писал Маркс, — следующие: целесообразная деятельность, или самый труд, предметы труда и средства труда» 2. Для того чтобы в плане определить направление и характер развития производственного процесса, необходимо, чтобы и план включал прежде всего указанные три раздела: план по труду, план по использованию средств труда (основных фондов) и план по использованию материально-энергетических ресурсов, являющихся предметами труда.
В плане по труду находят свое выражение задания по повышению производительности труда, численности рабочих, инженерно-технических работников и'служащих, подготовке и повышению квалификации кадров, росту средней заработной платы
1 И. Сталин, Вопросы ленинизма, изд. 11. стр. 349.
2 К. Маркс, Капитал, т. I, 1949 г., стр. 185.
71
всех категорий работников и лимит по фонду заработной платы рабочих, служащих, инженерно-технических работников, младшего обслуживающего персонала и учеников.
План использования основных фондов включает задания по лучшему использованию оборудования и производственных сооружений как по времени, так и по мощности. В плане использования основных фондов выделяются основные группы оборудования и сооружений и по каждой из них определяется режим работы, сменность, производственная мощность и ее использование.
В плане использования сырья, материалов, топлива и электроэнергии определяется потребность в перечисленных элементах производства и источники покрытия потребности. При этом исходят из прогрессивных и детально рассчитанных нормативов затраты сырья, материалов, топлива и электроэнергии на выпуск готовой продукции. В этих нормативах учитывают экономию средств и такую организацию процесса, при которой наилучшим образом использовались бы материальные ресурсы предприятия. В этом же разделе плана устанавлираются нормативы запаса материальных ценностей и составляется баланс материальных ценностей.
Затраты, связанные с процессом производства на предприятии, определяют себестоимость продукции. План по себестоимости является одним из ведущих разделов техпромфинплана предприятия. Задание по себестоимости определенных видов продукции, по снижению себестоимости сравнимой продукции и по общей сумме затрат на выпуск всей валовой продукции предприятия определяет качество работы фабрики или завода, так как в себестоимости находят свое отражение результаты производственно-хозяйственной деятельности предприятия.
«Разница между заданной и фактической себестоимостью при непременном условии выполнения требований о качестве вырабатываемой продукции является основным показателем успешности работы предприятия» — указано в постановлении ЦК В КП (б) от 5 декабря 1929 г. Задание по снижению себестоимости определяет необходимость лучшего использования производственных мощностей, материально-энергетических ресурсов и повышения производительности труда.
Во всех предыдущих разделах техпромфинплана определялись и конкретизировались задания, подлежащие выполнению предприятием в ходе его работы. Но содержание техпромфинплана, его научность и обоснованность состоят в том, что в нем не только формулируются и конкретно устанавливаются задания, но и определяются методы, способы выполнения этих заданий. Разработка путей, определяющих выполнение заданий плана, сформулированных в предыдущих разделах, находит свое выражение в техническом плане предприятия и его важнейшей части — в плане организационно-технических мероприятий.
72
Технический план включает план освоения новых видов продукции и новых технологических процессов, план научно-исследовательской работы, проводимой на предприятии, и план организационно-технических мероприятий.
Если в плане по труду установлено задание повысить производительность труда на определенное количество процентов, то выполнение этого задания означает, что уровень организации и техники производства в течение планового периода должен повыситься. Это улучшение организации и техники производства достигается в результате проведения большого количества мероприятий, напряженной борьбы всего коллектива рабочих, инженерно-технических работников и служащих.
Чтобы выполнение плана было заранее обеспечено, чтобы работа предприятия не была предоставлена самотеку, необходимо в самом плане предусмотреть те организационные и технические мероприятия, которые обеспечат выполнение количественных и качественных заданий, сформулированных в различных разделах плана. Поэтому план организационно-технических мероприятий является одним из важнейших разделов технического’ плана, а следовательно, и техпромфинплана предприятия в целом, так как в нем определяются пути и методы выполнения всего плана.
Важность этого раздела плана определяется также и тем, что контролируя ход внедрения организационных и технических мероприятий, имеется возможность одновременно контролировать выполнение качественных и количественных заданий плана. Задержка с внедрением мероприятия, которым было обосновано, предположим, планируемое повышение производительности труда, означает угрозу срыва выполнения задания поэтому показателю и, наоборот, досрочное внедрение мероприятий вскроет дополнительные ресурсы для перевыполнения плана. Выявление этого еще в ходе выполнения плана создает условия для принятия мер, обеспечивающих ускорение внедрения мероприятий и тем самым выполнение и перевыполнение государственных плановых заданий.
Разрабатывая план на определенный период времени, ориенти’ руются не только на те основные фонды, которые имеются и используются в начале планового периода, но и учитывают введение в производство новых машин, сооружений, производственных мощностей в; результате большой работы, которая проводится почти на каждом советском предприятии по восстановлению, реконструкции или новому капитальному строительству. Поэтому самостоятельным разделом техпромфинплана предприятия является план ввода в действие новых производственных мощностей. Этот раздел плана является как бы связующим звеном между планом по текущей производственной деятельности и планом капитального строительства. Этот раздел плана дополняет план использования основных фондов, определяя более широкую перспективу для дальнейшего развития предприятия.
73
Заключительным разделом техпромфинплана предприятия является финансовый план. В нем находят денежно-финансовое выражение все предыдущие разделы техпромфинплана. Затраты, связанные с приобретением сырья и материалов, топлива и электроэнергии, с выплатой заработной платы, с внедрением организационных и технических мероприятий, ремонтом и содержанием оборудования и все другие виды затрат, связанных с производственной и хозяйственной деятельностью предприятия, находят непосредственное выражение в финансовом плане. Финансовый план включает также и доходы предприятия, складывающиеся из сумм, получаемых от реализации продукции и других видов хозяйственной деятельности, а также отражает финансовые отношения предприятия с государственным бюджетом.
Финансовый план не может рассматриваться как пассивная часть техпромфинплана предприятия, которая объединяет все предшествующие разделы. Установленные директивным порядком показатели финансового плана — накопления, оборачиваемость средств, лимиты по капиталовложениям и др. — определяют многие показатели предшествующих разделов плана. Так, нормы запасов, предусмотренные в плане материально-технического снабжения, должны соответствовать нормативам оборотных средств, установленным в финансовом плане. План снижения себестоимости должен увязываться с заданием по накоплениям и т. д.
Каждый из перечисленных выше разделов техпромфинплана тесно связан со всеми другими. Любое изменение показателей по труду —производительности труда, средней заработной платы и др. — неизбежно отразится на себестоимости продукции, на показателях финансового плана, потребует внедрения новых организационно-технических мероприятий, может повлиять на использование оборудования и т. д.
Таким образом все перечисленные выше разделы плана являются частью общей системы директив, которые определяют задачи, стоящие перед предприятием, причем каждый из перечисленных разделов должен рассматриваться в общей системе и связи со всеми другими разделами, так как все они самым тесным образом, органически связаны между собой.
Схематически основные разделы техпромфинплана могут быть представлены в следующем виде (см. стр. 75).
Основные показатели техпромфинплана
Каждый из перечисленных выше разделов техпромфинплана находит свое выражение в большом количестве разнообразных показателей. Все эти показатели необходимы при разработке плана. Однако для анализа плана, проверки его, оценки того, насколько полно в плане вскрываются резервы и мобилизуются ресурсы предприятия, нужно выделить основные решающие показатели, на основе которых можно было бы судить о плане в целом.
74
Основные разделы техпромфинплана предприятия
ФинаигоЗь/й план
75
Производственная программа определяется следующими основными показателями.
Товарная продукция. В товарную продукцию включаются все изделия, которые предназначены для реализации в системе народного хозяйства.
Кроме основной готовой продукции в выпуск товарной продукции включаются также полуфабрикаты, которые предприятие отпускает на сторону, например, изготовление для других предприятий литья, поковок в порядке кооперирования и др. Сюда же включаются услуги другим организациям.
По изделиям, изготовляемым из материала заказчика, в товарную продукцию включается только стоимость изготовления продукции.
На лесозаготовках и в торфяной промышленности в товарную продукцию включается продукция, вывезенная к пунктам потребления или к линиям железных дорог.
Объем товарной продукции не всегда характеризует объем самого производства. Особенно это относится к предприятиям с длительным производственным циклом, на которых при увеличении остатка незавершенного производства объем производства отличается от выпуска товарной продукции.
Объем производства характеризуется валовой продукцией, которая включает товарную продукцию и изменение остатка незавершенного производства и полуфабрикатов собственного производства.
При изменении структуры работы предприятия (включение в данное предприятие нового цеха или вывод одного из цехов за пределы предприятия), а также в случае изменения объема кооперирования предприятия валовая продукция тоже недостаточно характеризует фактический объем производства на предприятии. Например, если раньше завод изготовлял сам для себя полуфабрикаты, а затем стал получать эти полуфабрикаты со стороны, то при неизменности остатка незавершенного производства сумма товарной и валовой продукции на заводе не изменится, в то время как реально объем производства сократится. В этих случаях для характеристики динамики объема производства необходимо детально проанализировать влияние изменения объема кооперирования, используя для целей анализа показатель — валовой оборот.
Валовой оборот — это> сумма продукции всех цехов предприятия, включая и то ее количество, которое потреблено цехами внутри данного предприятия.
Сумма валового оборота не определяет объема производства, так как в ней велик удельный вес внутреннего оборота, т. е. полуфабрикатов одних цехов, потребленных в других цехах. Однако динамика этого показателя достаточна для характеристики изменения фактического объема производства в условиях меняющейся структуры работы предприятия. Обычно в систему показателей плана 76
валовой оборот не включается. Его следует определять только при изменении структуры работы предприятия.
Основным показателем, характеризующим производственную программу и ее выполнение, является выпуск продукции в натуральном выражении. Народное хозяйство заинтересовано, в конечном счете, в выпуске определенной продукции. Поэтому общий объем валовой и товарной продукции не может рассматриваться в отрыве от натурального выпуска продукции в заданном ассортименте.
Для полной характеристики производственной программы, установленной предприятию, необходимо определить показатели качества продукции. К этим показателям относятся: содержание железа в руде, влаги в суперфосфате, золы и серы в коксе; крепость ткани на растяжение и разрыв, плотность ткани и сопротивляемость кр? * сителей; крепость кирпича Для кирпичных заводов; активность извести для известковых заводов и др.
Требования к качеству продукции имеют очень большое значение для характеристики работы предприятия. В ряде случаев улучшение качества продукции равносильно увеличению количества продукции. Так, повышение активности извести, выпускаемой известковым заводом, сокращает нормы ее расхода и дает больший эффект, чем переработка большей массы извести низкой активности. Сокращение зольности кокса увеличивает выплавку чугуна. Потребность населения в обуви и одежде сокращается вместе с улучшением их качества и т. д.
Показатели качества продукции должны быть разработаны в каждом промышленном предприятии в соответствии с требованиями ГОСТов и технических условий и являться неотъемлемой частью производственной программы.
Все показатели, характеризующие в ценностном выражении выпуск товарной и валовой продукции, измеряются в настоящее время в отпускных оптовых ценах предприятий. Для предприятий используются цены без налога с оборота, а для главков и министерств полные отпускные промышленные цены.
Производственная программа таким образом определяется показателями: выпуск товарной продукции, валовой продукции, динамика валового ' оборота и выпуск товарной продукции в натуральном выражении определенной качественной характеристики. Основным из этих показателей является выпуск товарной продукции в натуральном и ценностно <м измерении, так как он определяет реальный результат работы предприятия для народного хозяйства.
Использование основных фондов предприятия характеризуется выпуском продукции в натуральном выражении, получаемой с единицы оборудования.
77
Так, например, использование пресса по выделке кирпича на кирпичном заводе лучше всего характеризуется количеством кирпича, получаемого в смену с одного пресса, прядильной машины— количеством пряжи в кило-номерах, снимаемой с одного веретена в единицу времени. Для многих видов оборудования этот показатель является недостаточным. Нельзя, например, измерять использование доменной печи без учета ее объема, мартеновской печи — без учета площади пода и т. п. Поэтому в тех случаях, когда оборудование обладает различной мощностью, измеряют его использование выпуском продукции с единицы мощности. Таким показателем является: коэфициент использования полезного объема доменной печи, съем стали с 1 м2 поХа мартеновской печи, выпуск кирпича с 1 м канала обжигательной печи и т. п.
В ряде отраслей промышленности применяется универсальное оборудование, выпускающее различные виды продукции. В этом случае установление в плане задания по использованию такого оборудования в натуральном выражении невозможно. С этой целью применяются показатели: выпуск продукции в ценностном выражении на один станок или машину, а также на один отработанный станко-час. В случае очень разнообразного оборудования устанавливают задание по выпуску продукции на один рубль стоимости основных фондов.
Последние показатели являются очень укрупненными; по ним трудно определить изменения в работе предприятия. Поэтому в дополнение к ним используют коэфициент сменности оборудования и коэфициент использования оборудования.
Коэфициент сменности оборудования определяется как отношение всего отработанного количества машино-смен к количеству отработанных машино-смен в наиболее уплотненную смену. Чем ближе этот показатель к трем, тем полнее используется оборудование, так как это означает, что количество работающего оборудования в остальные смены приближается к наиболее уплотненной смене. Степень использования оборудования в пределах имеющейся сменности определяется коэфициентом загрузки оборудования. Этот коэфициент определяется как отношение общего количества отработанных или подлежащих отработке по плану машино-часов к количеству времени, возможному к отработке при данной сменности. Чем ближе этот коэфициент к единице, тем лучше используется оборудование по времени.
Отчетные данные о фактическом использовании оборудования по времени в большинстве случаев недостаточно полно характеризуют реальный уровень работы. Практика учета простоев оборудования страдает в настоящее время рядом серьезных дефектов: простои меньше 15 минут в большинстве случаев на предприятиях не учитываются, простои по вине рабочих в очень малой степени отображаются материалами учета, ведик еще удельный вес времени наладки станков, установки и снятия деталей и др. В резуль78
тате этого часто получается, что при высоком коэфициенте использования оборудования действительное время его полезной работы оказывается низким. Для выявления степени использования рабочего времени по тем группам оборудования, пропускная способность которых лимитирует всю работу предприятия или цеха, простои оборудования определяются с помощью систематического наблюдения за использованием времени работы каждой машины. Выявленный таким образом коэфициент использования оборудования гораздо в большей степени будет характеризовать реальное его использование.
В некоторых случаях пропускная способность цеха или участка определяется использованием производственных площадей. Здесь обычно вводится показатель — выпуск продукции на квадратный метр производственной площади. В случае примерно однородной продукции (литейные цехи) этот показатель определяет в натуральном выражении (в тоннах литья); в иных цехах (типа сборочных) выпуск продукции устанавливается в ценностном выражении. Показатель использования производственных площадей применяется часто для общей суммарной характеристики использования производственных зданий безотносительно к степени механизации прозводственного процесса.
Наряду с этими показателями для характеристики работающего оборудования и степени совершенства технологических процессов применяются следующие показатели: удельный вес турбинного бурения в добыче нефти; удельный вес* гидроторфа и фрезерного торфа в общей торфодобыче; удельный вес веретен с экстравысо- кими вытяжками и других наиболее совершенных видов оборудования в общем количестве применяемых машин.
Основными показателями, которыми определяется использование основных фондов, являются: выпуск продукции единицей оборудования или единицей мощности оборудования; на предприятиях с разнообразным оборудовани- е м—в ыпуск продукции на рубль стоимости основных фондов; на предприятиях с преобладанием универсального оборудования — коэфициент сменности и коэфициент использования оборудования по времени и на немеханизированных участках, а также в целом по предприятию — во многих случаях выпуск продукции на единицу производственной площади.
Большое место в системе плана социалистического предприятия имеет план по труду. Здесь находят свое отражение все мероприятия, связанные с улучшением организации труда и внедрением передовых методов стахановской работы.
Основные задания в плане по труду определяются следующими показателями: 1) выработкой продукции на 1 рабочего и 1 работника в течение планового периода, в день и в час; 2) числен79
ностью кадров по категориям; 3} среднемесячной заработной платой по категориям работников; 4) степенью использования рабочего времени (число часов работы рабочего в году).
Большое значение при определении производительности труда имеет контингент трудящихся, на которых производится указанный расчет. Измерять производительность труда только основных производственных рабочих неправильно, так как помимо них на производительность труда оказывают большое влияние вспомогательные рабочие, косвенно участвующие в процессе изготовления продукции. Поэтому производительность труда должна измеряться на одного» среднесписочного кадрового рабочего (основного и вспомогательного).
В качестве дополнительного задания целесообразно определять выработку продукции на одного работника, занятого на предприятии.
Во многих отраслях промышленности, где изготовляется однородная продукция, задание по производительности труда устанавливается в натуральном выражении (в тоннах угля, в тысячах штук кирпича, в тоннах чугуна, стали, извести и др.). Выработка продукции в натуральном выражении на отдельном предприятии отражает уровень производительности труда более точно, чем характеристика этого уровня в ценностном выражении.
Одним из измерителей производительности труда является средний процент выполнения рабочими норм выработки.
В отраслях, где производится различная, но однородная продукция, задание по производительности труда устанавливается в условных единицах — кило-номер пряжи в прядении, метро-плотность ткани в ткачестве и т. п.
На уровень производительности труда оказывает очень большое влияние использование рабочего времени, которое складывается из двух факторов: использование рабочего дня и всего бюджета рабочего времени в течение планового периода. Использование рабочего дня характеризуется средней его продолжительностью. Этот показатель по предприятию в целом Не является достаточно характерным, так как на нем сказывается наличие на предприятии рабочих вредных профессий, кормящих матерей, подростков, которым установлена меньшая продолжительность рабочего дня. Поэтому целесообразным является установление в плане продолжительности рабочего дня по отдельным категориям работников.
Квалификационный состав рабочих определяется средним разрядом рабочих или средним тарифным коэфициентом. Этот показатель рассчитывается как средневзвешенная величина разрядов тарифной сетки и количества рабочих, тарифицируемых по каждому разря|Д|у.
Уровень и динамика заработной платы определяются следующими показателями: 1) расход фонда заработной платы по отдельным- категориям работников; 2) уровень средней оплаты труда по
80
отдельным категориям работников; 3) удельный вес заработной платы в себестоимости продукции.
Одним из важнейших разделов техпромфинплана является план использования материально-энергетических ресурсов. Этот раздел плана характеризуется следующими показателями:
1) удельные нормы расхода основных материалов, топлива и электроэнергии на единицу главнейших видов продукции; к ним относятся — расход условного топлива на 1 квтч электроэнергии; расход железной руды на 1 т чугуна; расход кокса на 1 т чугуна; расход леса на 1 м3 пиломатериалов, расход молока на 1 т масла;
2) нормы выхода готовой продукции из сырья; к ним относятся — выход сахара в процентах к израсходованной свекле, выход спирта в процентах к весу сырья; выход хлеба в процентах к расходу муки и др.;
3) процент отходов и угаров к общему количеству потребленных материалов, с разбивкой на возвратные отходы и угары и безвозвратные {этот показатель широко используется в текстильной и ряде отраслей химической промышленности).
Эти нормы кладутся в основу расчетов потребности в материалах, электроэнергии и топливе. Для определения общей потребности в материалах, которые должны быть заготовлены для предприятия, устанавливаются также нормы запаса.
Указанными показателями можно лимитировать использование материалов, топлива и электроэнергии, установить задание по сокращению потерь в производстве и увеличению оборачиваемости товаро-материальных ценностей.
Наиболее обобщающими показателями работы предприятия являются показатели плана по себестоимости продукции.
План по себестоимости определяется следующими показателями:
1) снижение себестоимости сравнимой товарной продукции;
2) удельный вес сравнимой товарной продукции;
3) сумма затрат на производство всей валовой продукции (итог сметы производства);
4) себестоимость всей товарной продукции по элементам за трат;
5) себестоимость единицы важнейших видов продукции.
Основными показателями финансового плана являются:
1) оборачиваемость оборотных средств в днях как в целом по всем средствам, так и по отдельным! статьям;
2) рентабельность предприятия, определяемая процентным отношением суммы накоплений от реализации продукции к общей стоимости реализуемой продукции по оптово-отпускным ценам предприятия;
3) сумма накоплений;
4) отчисления в бюджет — сумма всех отчислений в бюджет, вносимая предприятием;
'б С. Е. Каменицер
5) использование средств на капитальный ремонт;
6) соответствие доходов предприятия его расходам, т. е. итог баланса доходов и расходов.
Перечисленные показатели являются наиболее обобщающими итоговыми показателями, которыми определяется работа предприятия в целом. Кроме того для определения направления работы отдельных цехов устанавливают специализированные показатели для каждого цеха.
Приводим сводный перечень основных показателей техпром-1 финплана предприятия на примере машиностроительного завода (см. стр. 83—84).
Основными показателями, определяющими общий уровень и оценку работы предприятия, являются: выпуск товарной продукции в натуральном выражении, выпуск валовой продукции, трудоемкость продукции, рост производительности труда, расход фонда заработной платы, оборачиваемость оборотных средств, снижение себестоимости, рентабельность. Эти сводные показатели охватывают все стороны работы предприятия. В них находит свое отражение экономическая эффективность деятельности предприятия. Этим объясняется, что при подведении итогов социалистического соревнования министерствами и ВЦСПС, при установлении размера премии коллективу работников предприятий, руководствуются указанными показателями. Некоторые экономисты пытаются определить уровень и дать оценку работы предприятия каким- либо одним показателем, рассматривая его как синтетический, чаще всего, например, себестоимостью продукции, рентабельностью предприятия или ростом производительности труда. Все эти попытки не могут быть признаны правильными. Они дают одностороннюю и неправильную оценку работы социалистического предприятия. Если работу капиталистического предприятия предприниматели оценивают по прибыльности его, так как прибыль является основной целью капиталистического производства, то в советских условиях прибыльность не является единственным мерилом и показателем качества и уровня работы предприятия.
При оценке экономической эффективности работы социалистического предприятия необходимо принимать во внимание все стороны деятельности предприятия. К ее определению необходимо подходить не с позиции отдельного предприятия, а народного хозяйства в целом, считая экономически эффективным то, что направлено на выполнение государственного народнохозяйственного плана, что соответствует интересам советского социалистического государства в целом, обеспечивает расширенное воспроизводство социалистического хозяйства, решение задачи скорейшего построения коммунизма.
В техпромфинплане определяются направление и темпы развития социалистического промышленного предприятия. Система разделов и показателей техпромфинплана построена так,
82
ОСНОВНЫЕ ПОКАЗАТЕЛИ ПЛАНА НА 1950 г.
в? _ я
1949
г. 1
1950 г.
План
на
Зя
1
1
1950 г.
В»/о К
н
Наименование показателей
•V _ 1 с_. 1 I I 1
’в’
«г-
н
ОО °
№
о
л
отче¬
отче¬
2
ЕД! изм
’еГ 3* 2 о
со С
н О
со Ч С
ту за 1948 г.
ту за 1949 г.
1
Валовая продукция: а) в ценностном выраже-
1 тыс.
1 1
НИИ
руб.
тыс.
6) в нормо-часах ....
нормо- час.
2
Товарная продукция в цен-
ТЫС.
ностном выражении . .
руб.
3
Незавершенное произвол-
ство:
тыс.
а) на начало года . . .
руб.
6) на конец года ....
9
4
В сумме товарной
продукции:
а) новые изделия . . .
п
6) основная продукция .
»
в) ширпотреб
9
5
Выработка на 1 рабочего:
а) в ценностном выраже¬
нии ... •
руб-
б) в нормо-часах ....
нормо- час. #
1
6
Выработка на 1 работаю¬
щего в ценностном выражении
руб.
7
Всего среднесписочный
состав работающих . .
чел.
В том числе:
а) рабочих .
9
из них: произвол- ственных ......
»
б) инженерно-техниче¬
ских работников . . .
9
в) служащих
г) младшего обслужи¬
9
вающего персонала .
9
8
Среднемесячная зарплата:
•
а) рабочих
б) инженерно-техниче¬
руб.
ских работников . .
9
в) служащих
1 •
6*
83
Продолжение
§ 1
1949 г. !
1950 г.
План на
(5
Наименование показателей
1на<
1950 г.
в % к
сТ
№
оо
X
о
X
отче-
отче-
§
5 з
Ч <т>
со «=:
со «=:
ту за
ту за
Ш Я
Г-1 О
с
О
х
1948 г.
1949 г.
9
Фонд зарплаты всего . . .
ТЫС.
руб.
В том числе:
а) рабочих
6) инженерно-техниче-
»
ских работников . .
10
в) служащих
Затраты производства
V
всего
»
В том числе:
а) материалы основные и вспомогательные . . .
V
б) зарплата и начисления
п
И
Себестоимость всей то-
Варной продукции . . .
12
Результат производствен-
13
ной деятельности (накоп- ления+, убытки—). . .
Снижение себестоимости .
%
14
Оборачиваемость оборот-
ных средств
( ДНИ
15
Выпуск продукции на 1руб.
руб.
оборотных средств . . .
16
Сменность по цехам:
1
(
по механическим цехам . по сборочным
1
17
Коэфициент использования
при
1
оборудования:
работе, в две
18
а) механических цехов . б) кузнечно-прессовых . в) инструментальных . .
смены
Выпуск продукции на 1 руб.
руб-
основных средств . . .
19
Расход на 1000 руб. валовой продукции:
а) основных материалов
б) зарплаты производств, в) электроэнергии произ¬
а*
водственной . .
КВТЧ
г) накладных расходов .
руб.
д) условного топлива .
КГк
е) инструмента
1 руб-
84
что она определяет все стороны деятельности предприятия и устанавливает пути, методы работы, обеспечивающие выполнение государственных заданий. На основании анализа основных показателей можно судить о степени мобилизации в плане ресурсов предприятия.
Система технико-экономических норм
Каждый показатель плана предприятия обосновывается техническими нормами, определяющими использование основных производственных ресурсов: труда, материально-энергетических ресурсов и оборудования. Система составления и проверки выполнения плана строится на основе углубленного анализа основных итоговых показателей работы предприятия, непосредственно дополняемого рассмотрением уровня технико-экономических норм и их выполнения. Выполнение норм является важнейшим показателем, характеризующим работу каждого рабочего, выявляющим его отношение к труду, уровень его производительности.
В технических нормах находит свое отражение эффективность процесса производства и его организации. Поэтому для правильного понимания эффективности работы предприятия, для оценки его деятельности и разработки плановых заданий необходимо установление технико-экономических норм.
«Без технических норм, — указывал товарищ Сталин, — невозможно плановое -хозяйство». Это относится не только к нормам затраты рабочего времени или к нормам выработки продукции рабочим в единицу времени, что характеризует производительность труда, но и к нормам, определяющим использование всех производственных ресурсов.
Естественно, что технико-экономические нормы должны быть установлены для всех производственных ресурсов, так как нормы являются основой для разработки всех разделов плана и для организации производственного процесса.
Основными видами норм, устанавливаемых на предприятии, являются нормы по труду, нормы использования оборудования и нормы использования сырья, материалов, топлива и электроэнергии.
1. В нормы по труду включаются: а) нормы затраты рабочего времени или нормы выработки продукции в единицу времени; б) нормальный бюджет рабочего времени; в) расценки на сдельные работы.
2. Технико-экономические нормы использования орудий труда содержат: а) нормы производительности машин и механизмов; б) режим их работы; в) нормы использования инструментов, штампов и приспособлений.
В отдельных отраслях промышленности к этой группе норм относятся: коэфициент использования полезного объема доменных печей и суточный съем стали с квадратного метра площади пода 85
мартеновских печей в черной металлургии; затраты времени оборудования на выпуск важнейших изделий машиностроения; скорость продвигания линии забоя и месячная производительность врубовой машины в угольной промышленности; скорость проходки скважин на станок в месяц при бурении в нефтяной промышленности; выработка пряжи на тысячу веретен в час и ткани на станок в час в текстильной промышленности; годовая вывозка леса на паровоз, автомобиль, трактор в лесной промышленности; коэ- фициент использования производственной мощности в аммиачной, сернокислотной, содовой, цементной и других отраслях промышленности; производительность основных механизмов (экскаваторов, кранов) в строительстве.
3. К технико-экономическим нормам использования сырья и основных материалов; вспомогательных материалов, топлива и энергии относятся: расход коксующихся углей на тонну кокса, расход железной руды и кокса на тонну чугуна, расход электроэнергии на единицу продукции (электросталь, алюминий), выход сахара из тонны сахарной свеклы, выход спирта из тонны крахмала, выход подсолнечного и хлопкового масла из тонны маслосемян и др.
Эти нормы определяют эффективность использования сырьевых и энергетических ресурсов предприятия.
4. Следующей группой являются нормы, характеризующие организацию процесса производства. К ним относятся: а) нормы длительности производственного цикла; б) нормы остатков незавершенного производства; в) нормы запасов сырья, материалов и топлива.
Уровень норм и методы их установления имеют в условиях планового социалистического хозяйства исключительно важное значение. Нормы должны устанавливаться, равняясь на передовую технику, на сознательного, квалифицированного, передового рабочего, умеющего организовать свой труд и использовать технику, на передовой технологический процесс. Отмечая устарелость норм, разработанных до стахановского движения, товарищ Сталин указывал: «И дело тут вовсе не в том, что эти технические нормы были составлены в свое время, как нормы заниженные. Дело прежде всего в том, что теперь, когда эти нормы стали уже устаревшими, пытаются отстаивать их, как нормы современные»1. Товарищ Сталин указывает, что нормы должны строиться в соответствии с уровнем развития техники, организации труда и степенью освоения техники. Нормы, исходящие из старых условий работы, не могут являться основой для наших планов, нормы должны изменяться вместе с ростом техники и ее освоением, с культурно-техническим ростом рабочих.
Плановые нормы должны стимулировать систематическую работу инженерно-технических работников и рабочих по повыше-
; 1 И. Сталин, Вопросы ленинизма, изд. 11, стр. 501.
86
нию производительности труда, лучшему использованию оборудования и материалов. Эти нормы должны учитывать все те меры по улучшению организации труда и совершенствованию техники, которые будут проведены на протяжении планового периода.
Прогрессивные нормы, устанавливаемые с учетом достижений передовых предприятий, цехов, бригад, с учетом опыта стахановцев, являются одним из важнейших средств лучшего использования техники, сокращения потерь сырья, материалов, топлива. Прогрессивные нормы вскрывают большие резервы роста производства и снижения себестоимости продукции. Для характеристики производственной мощности предприятия и отдельных агрегатов используются данные, основанные на самом передовом производственном опыте. Эти показатели используются в проектной работе, они определяют дальнейшие перспективы в работе предприятия.
Заданием для рабочего, обязательным к выполнению, по которому можно судить об успешности его работы, об отношении рабочего к труду, показателем результатов социалистического соревнования является выполнение нормы выработки.
Совет Министров СССР в постановлении «О государственном плане восстановления и развития народного хозяйства СССР на 1947 г.» установил, что «технико-экономические нормы использования машин, а также сырья должны быть разработаны на основе передовых норм и обеспечивать перевыполнение установленного плана. Поэтому эти нормы не могут быть среднестатистическими. Они должны быть среднепрогрессивными».
Являются ли даже среднепрогрессивные нормы пределом? Можно ли считать их максимальными показателями для предприятий и отдельных их частей? Конечно, нет.
Сам принцип установления прогрессивных норм свидетельствует, что наряду с ними имеются показатели работы передовых стахановцев, цехов и предприятий в целом, показывающих еще более высокие образцы освоения техники и организации процесса производства. Эти наиболее передовые в данный период времени показатели определяют перспективы работы всего предприятия, выявляют пути, по которым должен итти коллектив работников, борясь за достижение наилучших, наиболее передовых норм.
В своем выступлении на декабрьском пленуме ЦК ВКП(б) (1935 г.) тов. Микоян отмечал:
«Товарищ Сталин в своей речи на Первом совещании стахановцев нас правильно предупреждал, что нельзя устанавливать нормы выработки для рабочих на уровне достижений стахановцев. Он говорил, что надо брать нечто среднее между нормой стахановской и нормой тех рабочих, которые отстают от стахановцев. Это совершенно правильно. Но неверно поймет товарища Сталина тот, кто распространит это указание товарища Сталина на определение технических норм производительности оборудования. Я думаю, что при установлении норм мощностей оборудования, производственных 87
мощностей заводов мы должны взять в основу высшие показатели стахановцев потому, что технические нормы мощностей и нормы выработки — разные вещи. Мы не можем каждый год или в два года раз пересматривать нормы мощностей оборудования и заводов»
При разработке прогрессивных норм должны быть учтены реальные условия работы каждого предприятия, состав оборудования, уровень механизации и автоматизации производственного процесса, качество сырья, ассортимент продукции и др. В этих нормах должны учитываться возможности предприятия, они должны стимулировать устранение 'недостатков в работе. Нужно устанавливать такие нормы, которые способствуют внедрению передовых методов производства. Поэтому наряду с общеотраслевыми нормами должны быть установлены для каждого предприятия свои прогрессивные нормы, учитывающие тог передовой опыт, который достигнут на данном предприятии или на другом, имеющем аналогичные условия работы.
Методы установления прогрессивных норм
Принцип установления прогрессивных технико-экономических норм был предопределен товарищем Сталиным в его речи на первом Всесоюзном совещании стахановцев.
Говоря о величине норм, товарищ Сталин указывал: «На?л нужны такие технические нормы, которые проходили бы где- нибудь посредине между нынешними техническими нормами и теми нормами, которых добились Стахановы и Бусыгины» 2. Иными словами, нормы должны равняться на передовой уровень работы, на показатели передовых рабочих, производственных участков и предприятий.
Для этого выявляют сначала фактическую производительность оборудования по всем участкам предприятия и на основе этих данных определяют среднюю выработку и показатели, достигаемые в передовых цехах или стахановцами. Для более реальной оценки производительности оборудования используются данные о фактической его работе в последний период и проектные данные.
По каждому из перечисленных показателей для каждой группы оборудования устанавливаются две величины — средняя производительность оборудования и максимальная, достигнутая передовыми рабочими на передовых участках. В результате выявляется ряд исходных показателей для установления прогрессивных норм.
Для определения абсолютной величины этой нормы выявляют вначале производительность машины, исходя из ее динамической, кинематической, теплотехнической или иной технологической схемы. Эта величина не является еще реальной нормой производительности машины, так как при ее определении не учтены перерывы в
1 А. И. Микоян, Пищевая индустрия Советского Союза, Партиздат ЦК ВКП(б). 1936 г., стр. 69.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 503.
88
работе машин, связанные с нормальным ходом технологического процесса на агрегатах прерывного действия (заправка, наладка и т. п.). Эти потери должны быть определены путем наблюдения за работой машины и детального анализа материалов наблюдения. Обычно проводится фотография работы оборудования на передовых участках. На основе материалов фотографии проводится анализ использования оборудования и устанавливаются минимальные технологические перерывы.
Исходя из технологической производительности оборудования и минимальных потерь времени определяется производственная мощность оборудования. Эта величина устанавливается на уровне производительности этого оборудования, достигнутой лучшими стахановцами. Вслед за этим производят детальный анализ работы оборудования с целью выявления причин, мешающих: в настоящее время полностью освоить эту мощность. С этой целью выбирают машины, на которых фактически была достигнута в течение длительного времени средняя производительность, и машины, производительность которых известное время была близка к максимальной. Сравнительный анализ работы этих машин дает возможность выявить причины более низкой производительности машины, давшей средние показатели по сравнению с лучше работавшим оборудованием. Указанное сравнение должно производиться не по двум машинам, а на основе анализа работы ряда машин одинакового типа, с одинаковыми техническими нормами, подающими фактически различную производительность. Анализ должен производиться на основе систематического проведения фотографии работы оборудования, рассмотрения хода технологического процесса, проверки соблюдения технологического процесса и др. Указанные наблюдения должны проводиться многократно. Анализ работы оборудования на передовых и средних участках обеспечит материал для выявления причин, вызвавших потери в производительности отдельных машин, и облегчит разработку предложений по улучшению использования оборудования. Прогрессивная норма и будет устанавливаться с учетом тех мероприятий, которые должны быть приведены с целью подтягивания средних участков к уровню более передовых. Установленные на этой основе прогрессивные нормы должны быть внедрены в производство.
Прогрессивная норма, как мы отмечали выше, должна лежать между фактически достигнутой средней производительностью оборудования и передовыми устойчивыми стахановскими показателями. Конкретная величина прогрессивной нормы зависит от тех организационных и технических мероприятий, которые проводятся на предприятии для подтягивания средних участков к уровню передовых. Основным методом установления нормы является детальный анализ работы оборудования на передовых и средних 89
участках и разработка мер, обеспечивающих подтягивание всех участков к уровню передовых. Прогрессивная норма должна устанавливаться одновременно с разработкой технологического и организационного режима работы агрегата, который обеспечит выполнение нормы.
Разработанная норма должна быть внедрена в производство и освоена. С этой целью следует выбрать объект, где запроектированная норма будет внедряться в порядке опыта. Выбор объекта для опытного внедрения норм имеет большое значение, так как ошибка в этом вопросе может свести на нет всю работу по проектированию нормы. Если взять в качестве базы отстающий цех или участок производства, то может оказаться, что специфические особенности в работе этого участка, связанные с недостатками в организации и технологии его производства, сорвут внедрение норм и на этом опыте нельзя будет наглядно показать, что нормы реальны. Если взять в качестве базы передовой цех или участок с хорошо организованным производством, то на нем и без того производительность была выше средней и внедрение новой прогрессивной нормы не подтвердит возможности освоения ее всеми участками. Поэтому в качестве объекта для опытного внедрения норм следует брать хорошо работающий цех или участок, регулярно выполняющий план, с нормальной, типичной для других цехов и участков организацией производства. Внедрение новой нормы в таком цехе или участке не будет связано с излишними трудностями и в то же время достижение на них производительности, равной прогрессивной норме, будет являться безусловно показательным.
Так определяются прогрессивные технико-экономические нормы производительности специализированного оборудования, к которому относится большинство машин промышленности строительных материалов, металлургической и химической отраслей, так как производительность неспециализированного оборудования, выпускающего разнообразную продукцию, к которому относится большая часть оборудования машиностроительной промышленности, может быть измерена в натуральном выражении только отдельно по каждому виду продукции, производимой на данном оборудовании.
Аналогичным путем определяются и технико-экономические нормы использования материально-энергетических ресурсов.
Установленные прогрессивные техник о-э к о н о- мические нормы являются базой для разработки подлинно большевистских планов, а тесная увязканорм с в н е д р е н и е м м е р о п р и я т и й по совершенствованию техники и организации производства с оздает усл о в и я для правильной и четкой разработки и перевыполнения государственных планов.
Глава IV
ОРГАНИЗАЦИЯ УПРАВЛЕНИЯ ПРЕДПРИЯТИЕМ
Промышленное предприятие представляет собой сложный организм. Для того чтобы этот организм работал слаженно и четко, им нужно умело управлять. Управление предприятием — это не техническая функция. Характер управления предприятием, его цели и взаимоотношения органов управления с основной производительной силой на производстве — с рабочими — зависят от социально-экономических условий, в которых находится предприятие, от классовой сущности предприятия.
Основной функцией органов управления на капиталистическом предприятии является обеспечение максимальной прибыли капиталисту, владельцу предприятия. Осуществляя надзор за трудом рабочих, органы управления капиталистическими предприятиями принимают все меры для того, чтобы обеспечить своему хозяину максимально возможную прибыль.
Маркс доказал, что основной целью и движущим мотивом капиталистического управления является получение прибыли. По мере развития капиталистического хозяйства меняются формы управления капиталистическими предприятиями, но эксплоататорская сущность его остается неизменной.
Капиталистическое управление выражает антагонистические, непримиримые противоречия между трудом и капиталом. Монополистический капитал использует управление производством для еще большего усиления эксплоатации, для подавления всех проявлений классовой борьбы и сопротивления рабочих предпринимателям.
В условиях советского социалистического стро-я управление социалистическим предприятием направлено на выполнение государственного народнохозяйственного плана, на расширенное воспроизводство социалистического хозяйства, на строительство коммунистического общества и обеспечивает наряду с ростом экономической мощи страны улучшение материального положения трудящихся.
Органы управления социалистическим предприятием возглавляют весь коллектив работни-
91
ков предприятия в его борьбе за правильную организацию труда, за повышение производительности предприятия, повышение качества продукции, улучшение условий труда, за реализацию основной задачи работы каждого социалистического предприятия— успешное выполнение заданий государственных планов коммунистического строительства. Отсутствие частной собственности на орудия и средства производства и эксплоатации трудящихся на социалистическом предприятии ликвидирует противоречия между органами управления и рабочими.
Органы управления социалистическими предприятиями обеспечивают ускорение темпов развития промышленности, рост производительности труда, подтягивание всех предприятий до уровня передовых.
Органы управления социалистическими предприятиями постоянно улучшают свою работу, повышают оперативность управленческого аппарата; борясь с рутиной, косностью и неповоротливостью, они добиваются наиболее экономного и рационального использования ресурсов и строгого проведения хозяйственного расчета.
Принципиальное отличие управления на социалистическом предприятии от управления капиталистическим предприятием определяется ликвидацией антагонистических производственных отношений, присущих капитализму, и созданием отношений товарищеского сотрудничества и социалистической взаимопомощи свободных от эксплоатации работников; на этой основе в корне меняется роль рабочих в управлении предприятием и их взаимоотношения с органами управления.
Значение правильной организации руководства и организации управления неоднократно подчеркивалось Лениным и Сталиным. В своем докладе на XVII съезде ВКП(б) товарищ Сталин указывал: «После того, как дана правильная линия, после того, как дано правильное решение вопроса, успех дела зависит от организационной работы, от организации борьбы за проведение в жизнь линии партии, от правильного подбора людей, от проверки исполнения решений руководящих органов» Ч
Это указание товарища Сталина определяет высокие требования, которые предъявляются к организационной работе, в частности, к организации управления предприятием. Самый правильный план, установленный предприятию, любая директива руководящих органов может остаться нереализованной, если ее выполнение не будет обеспечено организационно. Поэтому для успешной работы предприятия важно правильно организовать управление каждым его участком.
1 И. Сталин, Вопросы Ленинизма, изд. 11, стр. 476—477.
92
Основные принципы управления социалистическим предприятием
Управление советским социалистическим предприятием строится на принципиально иных, чем при капитализме, основах. Эти принципы определены Лениным и Сталиным. Они заключаются в следующем:
* в о-п е р в ы х — в единоначалии, основанном на овладении руководителем техникой, экономикой, финансами и на широко Ам сочетании единоначалия с самым активным участием коллектива работников в управлении предприятием;
* в о-в т о р ы х — в организации всей деятельности предприятия в соответствии с установленным для него государственным планом и директивами вышестоящих органов;
* в-третьих — во внедрении хозяйственного расчета во всю деятельность предприятия и его отдельных частей (цехов и участков), чем обеспечивается оперативная самостоятельность предприятия, контроль рублем за его работой со стороны государства, материальная ответственность за результаты работы и материальная заинтересованность предприятия и коллектива работников в улучшении его деятельности;
/ в-ч етв ертых — в организации выполнения решений, принятых единоначальником, и контроле за их выполнением;
7 в-пятых — в подборе кадров, их правильной расстановке, политическом воспитании и повышении деловой квалификации.
Реализация всех перечисленных выше принципов управления возможна только в условиях широкого привлечения к управлению всего коллектива работников предприятия.
«Что значит правильно руководить?—говорит товарищ Сталин.— Это вовсе не значит сидеть в канцелярии и строчить директивы.
Правильно руководить — это значит:
✓ во-первых, найти правильное решение вопроса, а правильное решение невозможно найти без учета опыта масс...
✓ во-вторых, организовать исполнение правильного решения, чего, однако, нельзя сделать без прямой помощи со стороны масс;
у в-третьих, организовать проверку исполнения этого решения, чего, опять-таки, невозможно сделать без прямой помощи масс» 1.
Ленин и Сталин неоднократно указывали, что единоначалие в сочетании с широким привлечением рабочих масс является непременным условием правильной организации управления.
«Надо научиться, — писал В. И. Ленин, — соединять вместе бурный, бьющий весенним половодьем, выходящий из всех берегов, митинговый демократизм трудящихся масс с железной дисциплиной во время труда, с беспрекословным п о в и- 1 И. Сталин, Доклад и заключительное слово на пленуме ЦК ВКП(б), Партиздат, 1937 г., стр. 41.
93
новением — воле одного лица, советского руководителя, во время труда»
При строгом и последовательном проведении единоначалия каждый работник должен подчиняться распоряжениям одного определенного руководителя, указания которого являются для работника абсолютно обязательными. Ответственность за выполняемую работу, строгая дисциплина в процессе труда, четкое выполнение директив руководителя — обязательные условия для внедрения единоначалия и успешного осуществления руководства предприятием. На социалистическом предприятии, где директор, начальники цехов, мастера и другие руководители выращены рабочим классом и имеют общие задачи со всем коллективом работников, принцип единоначалия сочетается с широким привлечением масс трудящихся к управлению предприятием.
Во всей работе по управлению предприятием и, в частности, в разработке плана и установлении путей его выполнения принимает участие весь коллектив работников, возглавляемый партийной организацией предприятия. Своими ценными советами и предложениями, а также постоянным действенным контролем партийная организация помогает директору наметить правильные пути в работе. В ходе работы коллектив работников предприятия помогает директору в контроле за деятельностью всех звеньев предприятия, выявляя ненормальности, которые имеются на производстве, и пути их устранения. Коллектив рабочих предприятия соревнуется в лучшем выполнении народнохозяйственного плана. Работа производственных совещаний и хозяйственных активов при директоре, социалистическое соревнование являются важнейшими путями привлечения рабочих к управлению предприятием.
Развитие и совершенствование управления социалистическим предприятием немыслимо без всемерного развертывания большевистской критики и самокритики.
«...товарищ Сталин учит нас, — говорил Г. М. Маленков, — что нельзя зазнаваться и почивать на лаврах. Там, где зазнайство, благодушное самоуспокоение и самолюбование, где отсутствует большевистская требовательность и самокритика, там прекращается дальнейшее движение вперёд, там неизбежно наступает застой... наши успехи, размах нашего движения вперёд в огромной мере зависят от того, насколько решительно мы ведём борьбу с недостатками в нашей работе...
Партия добилась успехов потому, между прочим, что она умело проводила в своей работе метод критики и самокритики, исправляла допущенные ошибки и на этом воспитывала кадры» 1 2.
Крупнейшей задачей организации управления является подбор и расстановка кадров. «Главное, по моему, — писал В. И. Ленин, — 1 В. И. Ленин, Сеч., т. XXII, стр. 464.
2 Г. М. М а л е н к о в, 32-я годовщина Великой Октябрьской Социалистической революции, Господитиздат, 1949 г., стр. 14—15.
94
перенести центр тяжести... на выбор людей и проверку исполнения. В этом гвоздь»1.
Вопросы воспитания, подбора и расстановки кадров выдвигались постоянно товарищем Сталиным как центральные вопросы организации управления.
«...чтобы претворить в жизнь правильную политическую линию,— указывал товарищ Сталин, — нужны кадры, нужны люди, понимающие политическую линию партии, воспринимающие ее, как свою -собственную линию, готовые провести ее в жизнь, умеющие осуществлять ее на практике и способные отвечать за нее, защищать ее, бороться за нее» 2. Это указание товарища Сталина определяет, что вопрос о кадрах является центральным вопросом в организационной работе. Решать этот вопрос — значит изучать кадры, расставлять людей в соответствии с их политической и деловой подготовкой. Доверяя работникам, необходимо систематически проверять их, контролировать работу, ставить каждого работника под контроль руководящих органов и под контроль широких масс трудящихся, которые, критикуя недостатки в управлении предприятием, способствуют улучшению его работы.
Контроль исполнения является одним из важнейших принципов организации управления предприятием. Подчеркивая значение проверки исполнения, товарищ Сталин указывал, что «...девять десятых наших прорех и прорывов объясняется отсутствием правильно поставленной проверки исполнения» 3. Выполнение каждого задания, директивы, планового показателя должно систематически* проверяться. Систематическая проверка исполнения усиливает работу каждого работника, стремящегося лучше выполнить полученное задание. При оперативном и систематическом контроле легка также обнаружить каждый недостаток в ходе выполнения заданий и своевременно устранить его.
Характерной чертой, особенностью управления социалистическим предприятием является большевистский стиль работы. Большевистский стиль руководства означает сочетание революционнога размаха и деловитости, оперативность, конкретность и диференци- рованность руководства, связь с массами и привлечение их к управлению, политический подход при решении вопросов хозяйственного руководства, чуткое улавливание всего нового, что выдвигает жизнь, оказание поддержки этому новому и самое широкое его распространение; умение обобщать опыт практической работы; борьбу с бюрократизмом в работе, самоуспокоенностью; непримиримость к недостаткам; развитие критики и самокритики. Образцом большевистского стиля руководства является деятельность Ленина и Сталина.
1 Директор предприятия является доверенным лицом общества, государства. Под руководством директора работает большой
1 В. И. Ленин, Соч., т. XXVII, стр 163.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 595.
3 И. Сталин, Вопросы ленинизма, изд. 11, стр. 481.
95
•коллектив высококвалифицированных специалистов и рабочих, выполняющих сложные и ответственные задачи. Возглавить этот коллектив, обеспечить выполнение государственного плана может человек ленинско-сталинского типа, хорошо знающий технику, экономику, финансы, умеющий политически воспитывать коллектив, опирающийся в своей работе на партийную организацию и владеющий методами большевистского руководства.
Всю работу по управлению предприятием директор осуществляет с помощью аппарата заводоуправления. Построение этого аппарата соответствует территориально-производственной системе управления промышленностью.
Производственно-территориальное управление — есть особая, свойственная социализму система управления. Она обеспечивает полную ответственность руководителей за все стороны деятельности предприятия и его участков, подчинение каждого работника только одному руководителю. При проведении этого метода ликвидируется функционалка и обезличка, разбухание аппарата, создаются условия для внедрения подлинного единоначалия. Вместе с этим производственно-территориальный метод управления обеспечивает квалифицированное руководство предприятием, так как в решении различных сложных вопросов единоначальнику помогает его аппарат. Отдельные части этого аппарата занимаются определенными вопросами и, разрабатывая их, помогают директору. Весь сложный комплекс вопросов, связанных с управлением предприятием, расчленяется при этом между различными отделами заводоуправления в соответствии с отраслью руководства (например, разработка технологического процесса, контроль качества продукции, планирование и т. п.) или в соответствии с участком производства, которым руководит данный отдел (ремонтные цехи, энергетические цехи и т. п.); территориально-производственная система управления предприятием сочетает конкретность и оперативность руководства с глубоким знанием руководителем участка его работы, а также с последовательным проведением единоначалия.
На многих промышленных предприятиях раньше применялась функциональная система, при которой одним участком руководили различные функционеры. Эта система была осуждена XVII съездом ВКП(б) как противоречащая единоначалию, так как директивы, даваемые разными функционерами, были часто противоречивыми и нарушали нормальный ход производства.
Функциональная система управления является типичной системой, свойственной капиталистическим предприятиям, где предприниматель стремится расчленить общее руководство между многочисленными функционерами и тем самым, по существу, обезличить всех частных руководителей, сосредоточивая все управление только в своих руках. Единственно правильной системой управления в советских условиях является производственно-территориальная.
96
Руководство предприятием, цехом, производственным участком
Во главе каждой фабрики, завода стоит директор. Ему доверено руководство деятельностью предприятия. Директором предприятия должен быть квалифицированный в данной отрасли промышленности специалист, хорошо разбирающийся в вопросах техники, экономики и финансов, имеющий способности администратора и политического руководителя коллектива работников предприятия.
Большие и разнообразные задачи стоят перед директором предприятия. Партия и правительство предъявляют высокие требования к директору как к руководителю и организатору работы большого коллектива трудящихся.
К директору предприятия в значительной мере относятся те требования, которые выдвинул товарищ Сталин в статье «О Я. М. Свердлове». Товарищ Сталин указывал: «Что значит быть вождём-организатором в наших условиях, когда у власти стоит пролетариат? Это не значит подобрать помощников, составить канцелярию и давать через нее распоряжения. Быть вождём- организатором в наших условиях это значит, во-первых, — знать работников, уметь схватывать их достоинства и недостатки, уметь подойти к работникам, во-вторых, — уметь расставить работников так:
1) чтобы каждый работник чувствовал себя на месте;
2) чтобы каждый работник мог дать революции максимум того, что вообще способен он дать по своим личным качествам;
3) чтобы такого рода расстановка работников дала в своем результате не перебои, а согласованность, единство, общий подъем работы в целом;
4) чтобы общее направление организованной таким образом работы служило выражением и осуществлением той политической идеи, во имя которой производится расстановка работников по постам» Ч
Товарищ Сталин настойчиво указывал хозяйственникам на необходимость изучения всех вопросов, связанных с руководством предприятием: «Пишите сколько угодно резолюций, клянитесь какими угодно словами, но если не овладеете техникой, экономикой, финансами завода,, фабрики, шахты—толку не будет, единоначалия не будет» 2.
Директор фабрики или завода является доверенным лицом Советского государства. Он определяет пути и методы выполнения задач, поставленных перед предприятием народнохозяйственным планом, обеспечивает получение необходимых материально-техни-
1 И. В. С т а л и н, Соч., т. 6, стр. 277—278.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 327.
7 С. Е. Каменйцер ду
ческих ресурсов, организует труд на производстве, обеспечивает выпуск доброкачественной продукции и сбыт ее потребителям и отвечает за результаты деятельности предприятия. Возглавляя коллектив работников предприятия, директор проводит все необходимые мероприятия для всемерного развития коллективной стахановской работы.
Единоличное руководство каждым цехом возлагается на начальника цеха, подчиненного непосредственно директору предприятия или его первому заместителю.
Отделы заводоуправления не имеют права самостоятельно давать задания начальнику цеха,, они могут только подготовлять материалы для директора завода или главного инженера, распоряжения которых являются обязательными для начальников цехов.
Органы управления цеха подчиняются начальнику цеха. Соответствующие отделы заводоуправления руководят цеховым аппаратом только путем разработки общих принципов и методов организации его работы. Исключение составляет аппарат технического контроля, осуществляющий контроль качества продукции, и диспетчерский аппарат. Органы технического контроля строятся централизованно, начальникам цехов не подчиняются и находятся в ведении непосредственно директора предприятия. Диспетчерский аппарат является в значительной степени централизованным, так как указания главного диспетчера завода (действующего от имени директора) о сроках и порядке выпуска продукции являются для цехов обязательными.
Младшим командиром производства, непосредственно руководящим работой участка, бригад, рабочих, является производственный мастер. Он осуществляет техническое и административное руководство рабочими, помогает им в процессе выполнения работ, способствует повышению их квалификации, организует процесс производства. Мастер подчиняется начальнику цеха. Только указания начальника цеха являются обязательными для мастера. Все задания рабочим должны устанавливаться через мастера. Мастер является полноправным руководителем участка и отвечает за выполнение производственного задания, за сохранность оборудования, расходование материалов и фондов заработной платы, за охрану труда и технику безопасности.
Структура органов управления предприятием
Органы управления предприятием помогают директору в решении конкретных задач, связанных с организацией и планированием деятельности предприятия. С их помощью директор осуществляет техническое руководство ходом производственного процесса, планирование и учет работы предприятия, снабжение его сырьем, материалами и топливом, сбыт его продукции, проводит финансовые операции, вытекающие из результатов деятельности предприятия и т. п.
98
Конкретные формы организации управления предприятием и структура отделов заводоуправления и управления цехами на различных предприятиях строятся в зависимости от размера предприятия, его специализации* характера производственного процесса, уровня квалификации рабочих и инженерно-технических работников и ряда других условий. Поэтому нельзя разработать единую структуру организации управления, пригодную для любого предприятия. Тем не менее, существуют общие положения, которые составляют основу организации управления каждого предприятия.
Структура органов управления государственным предприятием должна быть построена так, чтобы обеспечивалась максимальная оперативность в управлении, чтобы аппарат управления был небольшим, работоспособным, экономным, последовательно проводящим основные принципы управления. Органы управления предприятием должны всемерно способствовать развитию социалистического соревнования, помогать отстающим цехам, участкам и отдельным рабочим подтягиваться до уровня передовых.
Первым заместителем директора является главный инженер. Главный инженер—это высококвалифицированный специалист данной отрасли промышленности, который обеспечивает руководство текущей производственной деятельностью предприятия и определяет, наряду с этим,, направление дальнейшего развития производства на основе государственного плана. Главный инженер руководит производственными цехами, лабораториями и экспериментальными цехами, в которых разрабатываются и испытываются новые конструкции. Он руководит всей работой на. предприятии по внедрению новой техники и технологии. Наряду с текущей производственной деятельностью главный инженер возглавляет научно-исследовательскую работу на предприятии. Главный инженер решает не только текущие, но и перспективные вопросы организации и техники производства.
Одним из основных отделов заводоуправления является плановый отдел, организующий разработку плана, контроль его выполнения, анализ хода выполнения плана, помогающий директору в организации выполнения плана.
Структура плановых органов заводоуправления неодинакова. На ряде предприятий единый плановый отдел осуществляет руководство планированием, статистическим учетом и диспетчерской работой. В ряде случаев выделяется производственно-диспетчерский отдел, который ведет оперативную работу по организации выполнения плана, в то время как плановый отдел занимается разработкой плана и контролем его выполнения.
Плановый отдел на основе директив и лимитов главка (министерства) разрабатывает план деятельности предприятия, осуществляет руководство составлением планов в цехах, организует работу других отделов управления предприятием по разработке ими 7*
99
отдельных разделов плана предприятия и специальных планов» контролирует выполнение планов, ведет и организует на предприятии анализ выполнения плана.
Разделение труда между плановым отделом предприятия и плановыми бюро цехов в части сЪставления техпромфинплана проводится в следующих направлениях.
Плановые бюро цехов производят предварительные расчеты потребности в кадрах,- заработной плате, материалах, составляют цеховую смету затрат и др. Эти расчеты используются при составлении плана предприятия. После утверждения плана предприятия в главке (министерстве) основные показатели работы цехов доводятся до плановых бюро. На основании этих показателей плановые бюро цехов уточняют свои расчеты, составляют техпромфин- план цеха. В целях контроля за выполнением плана плановый отдел осуществляет обычно статистический учет и отчетность, организует статистическую работу на всех участках предприятия.
Производственно-диспетчерский отдел, в том случае, если он выделяется как самостоятельный орган, получает от планового отдела производственную программу и организует ее выполнение. В задачу производственно-диспетчерского отдела входит осуществление и руководство всем оперативно-производст- веиным планированием на предприятии. Этот отдел разрабатывает производственные графики и устанавливает мероприятия, обеспечивающие выполнение производственной программы. Распоряжения главного диспетчера, возглавляющего производственно-диспетчерский отдел, о последовательности изготовления отдельных изделий и их частей, сроках подачи материалов, инструмента и приспособлений к рабочим местам, сроках выполнения отдельных работ — обязательны для всех цехов.
Подготовка производства осуществляется на заводах конструкторским и технологическим отделами. Находясь в подчинении главного инженера, эти отделы разрабатывают проекты новых изделий, модернизацию ранее освоенных изделий, разрабатывают технологические процессы изготовления продукции, устанавливают основные производственно-технические нормативы, определяют режимы работы отдельных агрегатов и др. На небольших предприятиях проектирование изделий и технологических процессов осуществляется единым техническим отделохм. В цехах имеются технологи, подчиненные начальнику цеха. Технологи цехов' уточняют технологический процесс, инструктируют мастеров о порядке внедрения его в производство, помогают точному осуществлению разработанного процесса изготовления отдельных изделий, обеспечивают соблюдение строгой технологической дисциплины.
Проектирование передовой технологии, внедрение ее в производство и обеспечение на предприятии строгой технологической дисциплины являются содержанием работы технологического от100
дела. Полное соблюдение принятой на предприятии технологии производства обеспечивает правильный режим работы цехов и высокое качество продукции.
На предприятиях ряда отраслей промышленности (текстильные фабрики, химические заводы) разработка новых сортов продукции, рецептуры, новых технологических методов работы осуществляется лабораториями. Эти же заводские лаборатории разрабатывают технологический процесс изготовления изделий. Режим работы агрегатов также решается в процессе подготовки производства, осуществляемой техническими органами управления предприятием.
Проектирование инструментов и приспособлений, связанных с подготовкой производства, входит в ведение технического отдела. На небольших предприятиях технический отдел руководит всей деятельностью инструментального хозяйства. Такое объединение обеспечивает ответственность технического отдела за всю технологическую подготовку производства. На крупных предприятиях создается инструментальный отдел, руководящий работой инструментального цеха и центрального инструментального склада.
Роль конструкторов и технологов на предприятии исключительно велика.
Огромная работа по улучшению качества продукции и выпуску изделий новых, более совершенных конструкций выполняется силами конструкторов и технологов в тесном содружестве с рабочими. Все это обеспечивает повышение качества продукции, упрощение и удешевление ее производства.
Работа конструкторов и технологов проводится в обязательном содружестве с широким коллективом рабочих-стахановцев предприятия. Задача конструктора — не только дать хороший чертеж, но и обеспечить более простой метод изготовления продукции по этому чертежу. Задача технолога — не только разработать способы наилучшей организации процесса изготовления изделия и удешевить процесс производства, но и повысить качество продукции в процессе ее изготовления. В этом отношении показателен почин технолога Александра Иванова, активно способствующего рационализации процесса производства.
Работу по организации труда на предприятии организует отдел труда. Его работники помогают лучше организовать рабочие места, улучшают разделение труда и кооперацию рабочих в процессе производства, инструктируют начальников цехов, участков и мастеров по вопросам организации труда Отдел труда проводит работу по техническому нормированию, в процессе которого выявляются дополнительные возможности повышения производительности труда и подтягивания большинства рабочих к уровню передовых. На основе этих норм отдел труда устанавливает расценки. Важнейшей отраслью его работы является рациональная органи101
зация заработной платы, создающая материальный стимул для повышения производительности труда. Отдел труда по поручению директора предприятия проводит основную работу по подготовке коллективных договоров и контролирует ход их выполнения.
В своей работе отдел труда опирается на производственных мастеров и широко использует опыт передовых стахановцев для передачи его всему коллективу рабочих. Аппарат этого отдела оказывает большую помощь директору предприятия по руководству социалистическим соревнованием на предприятии и развитию стахановского движения.
Работой по комплектованию кадров предприятия, их подготовке и повышению квалификации руководит отдел кадров. Он организует работу учебных заведений, находящихся при предприятии, и проводит систему мероприятий, направленных на повышение квалификации рабочих и инженерно-технических работников.
Бухгалтерский учет работы предприятия и цехов осуществляется бухгалтерией. Бухгалтерия подчиняется непосредственно директору предприятия. Главный бухгалтер является государственным контролером, проверяющим целесообразность и законность расходования средств и соблюдение финансовой дисциплины.
Финансовым хозяйством предприятия ведает на предприятиях небольшого размера бухгалтерия, а на крупных предприятиях—самостоятельный финансовый отдел, подчиненный директору.
Организация снабжения всеми необходимыми материалами, топливом и инструментом осуществляется отделом снабжения. Кроме работы по снабжению предприятия этот отдел ведет контроль использования материалов, организует их хранение и контролирует выдачу материалов в цехи.
Сбыт готовой продукции на крупных предприятиях с большим количеством потребителей осуществляется отделом сбыта, который ведает реализацией и отправкой готовой продукции. На предприятиях с ограниченным кругом потребителей создается единый отдел снабжения и сбыта. В ряде случаев отдел сбыта объединяется с финансовым отделом.
Контроль качества продукции осуществляется отделом технического контроля, который находится в подчинении директора. Работа отдела технического контроля имеет чрезвычайно большое значение в борьбе за повышение качества продукции. Работники отдела технического контроля, находящиеся в цехах, не подчиняются начальнику цеха, а остаются в подчинении отдела технического контроля предприятия. Контролеры качества продукции не находятся в зависимости от цеховой администрации.
Задача отдела технического контроля — не только проверять качество изготовленной продукции, но и предупреждать возможность образования брака.
Для обеспечения высокого качества выпускаемой продукции органы технического контроля систематически проверяют качество сырья, материалов, полуфабрикатов, инструментов и оборудования, 102
осуществляют неослабный контроль за соблюдением технологической дисциплины, проверяют и испытывают готовую продукцию. Органы технического контроля выполняют большую работу по контролю за качеством выполнения отдельных производственных операций по всему ходу процесса производства.
Ремонтный цех и ремонтные бригады, паросиловое и энергетическое хозяйства объединяются под руководством главного механика и главного энергетика, находящихся в подчинении главного инженера.
Кроме руководства ремонтным и энергетическим хозяйствами главный механик и главный энергетик отвечают за состояние оборудования и энергохозяйства всего предприятия и руководят проведением мероприятий по охране труда и технике безопасности. Важнейшей обязанностью главного механика является организация планово-предупредительного ремонта оборудования. Непосредственную ответственность за состояние оборудования в цехах, а также за соблюдение правил охраны труда и техники безопасности несут начальники цехов.
На предприятиях, осуществляющих капитальное строительство в небольших размерах, выполнением капитальных работ руководит отдел главного механика. Если объем капитального строительства значителен, выделяется самостоятельный отдел капитального строительства (ОКС), находящийся В' подчинении директора.
В большинстве случаев капитальное строительство значительного объема осуществляется специальными строительными организациями (подрядчиками). Задачей отдела капитального строительства в этих случаях я1вляется сдача заказа на производство работ подрядной организации, контроль за ходом работ и прием законченных строительством объектов.
Руководство подсобным сельским хозяйством, торговой сетью, снабжающей работников предприятия товарами широкого потребления и продовольствием, столовыми, подсобными мастерскими по пошиву и ремонту одежды и обуви осуществляется отдела ми рабочего снабжения.
Жилищно-коммунальным хозяйством, которое имеется при многих предприятиях (общежития, бани, прачечные, жилые дома), руководит отдел жилищн о-к о м м у на л ь но г о хозяйства.
Для иллюстрации приводим схемы организации управления применительно к крупному машиностроительному заводу с числом рабочих свыше 3000 чел. и применительно к небольшому заводу с числом рабочих до 500 чел. (см. стр. 104—105).
На крупном предприятии устанавливается нередко должность заместителя директора по материально-финансовой части, руководящего работой отделов снабжения, сбыта и финансов, должность помощника директора по административно-хозяйственной части, возглавляющего административно-хозяйственный, жилищно-коммунальный и некоторые другие подсобные отделы, и помощника
103
СХЕМА УПРАВЛЕНИЯ КРУПНЫМ МАШИНОСТРОИТЕЛЬНЫМ ЗАВОДОМ
104
СХЕМА УПРАВЛЕНИЯ НЕБОЛЬШИМ МАШИНОСТРОИТЕЛЬНЫМ ЗАВОДОМ
105
директора по кадрам, в ведение которого входит работа по набору, •подготовке и повышению квалификации кадров.
Приведенные схемы организации управления предприятием являются примерными. В организации управления более всего опасен трафарет. Управление каждым предприятием строится с максимальным учетом конкретных особенностей его работы, структуры его цехов, специализации, объема производства и пр.
Характерными чертами структуры управления на небольших и средних предприятиях являются: 1) сосредоточение почти всех органов руководства непосредственно в заводоуправлении, 2)1 объединение ряда функций управления в ограниченном количестве отделов.
Максимальное упрощение структуры органов управления предприятием, удешевление управленческого аппарата при повышении качества руководства и усилении единоначалия и хозяйственного расчета — основная задача организации управления предприятием.
Для упрощения, сокращения и удешевления управленческого аппарата на каждом предприятии занимаются вопросами рационализации управления, упрощения учета и отчетности, сокращения плановой и технической документации, механизацией учетно-счетной и планово-расчетной работы и др. Большой эффект в этом отношении дает внедрение средств так называемой орга-техники (картотеки, плоские картотеки, счетные и счеггно-аналитич1еские машины), телефонизация внутри предприятия и многие другие средства, упрощающие и удешевляющие работу административно-управленческого' аппарата.
Структура органов управления цехом
Цех возглавляется начальником, который является полным ^единоличным руководителем цеха. Распоряжения работникам цеха не могут даваться помимо начальника цеха. Начальник цеха назначается директором предприятия и обязан выполнять только распоряжения директора и его первого заместителя.
В пределах установленного плана начальник цеха осуществляет всю полноту руководства, используя аппарат управления цехом. В соответствии с принципом единоначалия отдельные бюро и специалисты цехов не имеют права непосредственно давать распоряжения мастерам и рабочим.
Начальник цеха на крупных и средних предприятиях обычно располагает следующим аппаратом: техническим бюро, плановораспределительным бюро (ПРБ), бюро труда и заработной платы; в крупных цехах — бюро инструментального хозяйства, механик цеха; в очень крупных цехах — бухгалтерия, планово-экономическое бюро и др.
Во главе технического бюро стоит заместитель начальника цеха, который ведает вопросами уточнения технологического процесса и контроля за соблюдением технологической дисциплины, 106
а также обеспечением цеха инструментами и приспособлениями. В подчинении заместителя начальника цеха находится технологическая группа, состоящая из одного или нескольких технологов и нормировщиков. В ^крупных цехах ремонтом оборудования в цехе руководит механик цеха, подчиненный начальнику цеха. В средних и мелких цехах руководство ремонтом оборудования возлагается непосредственно на заместителя начальника цеха.
Во главе планово-распределительного бюро стоит начальник, непосредственно подчиненный начальнику цеха. Это бюро составляет месячные, недельные и сменно-суточные задания, наблюдает за загрузкой оборудования, обеспечивает’ рабочие места работой, ведет учет выполнения производственных заданий отдельными участками и цехом в целом. При децентрализованной организации планирования и учета, преимущественно в крупных цехах, выделяются бухгалтер цеха и цеховой экономист.
Приведенная на стр. 108 схема иллюстрирует структуру управления цехом. Она может рассматриваться как примерная, так как технологические и организационные особенности и размеры производства влияют на структуру управления цехом.
Мастер—непосредственный организатор производственного процесса
Первичным звеном предприятия является производственный участок — отделение, поточная линия, пролет.
Производственный участок объединяет часть цеха, имеющую однородное оборудование, изготовляющую определенную продукцию или же просто территориально обособленную.
Выделяя производственные участки, нужно обеспечить в них производственное и территориальное единство, не создавая излишне мелких разрозненных участков.
Во главе производственного участка стоит мастер. Он является полноправным руководителем участка, отвечающим за выполнение плана, расстановку и использование рабочей силы, использование и сохранность оборудования, расходование материалов и фондов заработной платы, за охрану труда и технику безопасности.
Постановление СНК СССР и ЦК ВКП(б) от 26/У 1940 г. о повышении роли мастера на заводах тяжелого машиностроения возлагает на мастера следующие обязанности:
а) правильно расставлять рабочих;
б) своевременно выдавать рабочим наряды на работу;
в) следить за полным и своевременным обеспечением рабочих инструментом, сырьем и материалами;
г) инструктировать и оказывать помощь рабочим в выполнении производственных заданий;
д) обходить рабочие места и проверять соблюдение рабочими технологического процесса и правил техники безопасности;
е) следить за обеспечением высокого качества продукции и предупреждать брак и недоделки;
107
СХЕМА УПРАВЛЕНИЯ КРУПНЫМ ЦЕХОМ
о. о
сменные сменные Лпигяпип сменные
мастера мастера оригадир мастера
108
■ж') наблюдать за технически правильной эксплоатацией оборудования;
з) сдавать в отдел технического контроля изготовленную продукцию;
и) производить приемку и сдачу смен.
Мастер обязан наблюдать за чистотой в пролете, чистотой рабочих мест и правильным уходом за оборудованием. Он должен систематически работать над внедрением культуры и чистоты на производстве.
XVIII Всесоюзная конференция ВКП(б) указала, что «необходимо на предприятиях поднять роль мастера, как непосредственного организатора производства и поставить дело таким образом, чтобы мастер являлся полноправным руководителем на порученном ему участке производства, полностью отвечающим за соблюдение технологической дисциплины и за выполнение производственного задания по всем показателям» *.
Большие обязанности, -возлагаемые на мастеров, могут быть выполнены ими при наделении их соответствующими правами.
Мастер является техническим и хозяйственным руководителем своего участка. Он дает рабочим указания об организации ими работы, проверяет качество их работы. Мастер наделен определенными административными правами, имея возможность налагать взыскания на неисполнительных и недисциплинированных рабочих и представлять к премированию лучших работников за хорошую работу. Мастер проверяет качество продукции, выполнение норм выработки. Распоряжения рабочим не могут быть даны помимо мастера.
Постановление ЦК ВКП(б) и СНК СССР от 26/V 1940 г. предусматривает, что «Начальники цехов обязаны своевременно давать мастерам производственные задания с количественными и качественными показателями и устанавливать фонды заработной платы для выполнения задания».
Задачи, поставленные перед мастером, требуют от него знания техники и экономики производства. Мастер — не только технический, но и хозяйственный руководитель участка. От мастера требуется знание основ технического нормирования, организации и планирования труда и заработной платы.
Опыт работы лучших мастеров показывает, что, реализуя решения XVIII конференции ВКП(б) и постановление СНК СССР и ЦК ВКП(б) о повышении роли мастера на заводах тяжелого машиностроения, мастер может превратить свой участок в передовой, стахановский участок производства.
Ярким подтверждением этого служит опыт работы участка цеха микрометров на московском инструментальном заводе «Калибр», возглавляемого старшим мастером — инициатором организации
1 Резолюции XVIII Всесоюзной конференции ВКП(б), Госполитиздат, 1941 л?., ся;р. 12.
109
коллективной стахановской работы, лауреатом Сталинской премии Николаем Российским.
Последователи мастера Российского имеются сейчас почти на каждом промышленном предприятии. Не случайно инициатива Николая Российского и других передовых мастеров встретила самый горячий отклик среди мастеров всех промышленных предприятий. Борьба за организацию коллективной стахановской работы на производственных участках — глубоко жизненное движение, отвечающее коренным интересам народного хозяйства Советского Союза.
В тесном содружестве с технологами передовые мастера упорно работают над внедрением новой техники и улучшением технологии производства. Планы организационно-технических мероприятий составляются и осуществляются при активном участии рабочих-стахановцев. Передовые мастера систематически осуществляют контроль над ходом производственного процесса, проверяют соблюдение установленной технологии, способствуют внедрению стахановских методов труда, проводят производственный инструктаж рабочих^
Передовые мастера являются организаторами социалистического соревнования на производственных участках. Они не только вовлекают в соревнование всех рабочих и работниц, но и помогают им выполнять принятые социалистические обязательства.
Роль общественных организаций в управлении предприятием
Коммунистическая партия руководит всей хозяйственной жизнью страны. Она направляет на основные посты государственной работы своих лучших работников, преданных делу рабочего класса и социалистического государства; она проверяет работу органов управления, обеспечивая им поддержку масс; она дает общие руководящие указания, определяющие характер и направление работы органов управления. Эта роль партии в руководстве хозяйственной деятельностью страны, охарактеризованная товарищем Сталиным в беседе с первой американской рабочей делегацией, полностью определяет и роль партийных организаций на предприятиях.
Первичные партийные организации контролируют работу администрации и активно поддерживают мероприятия, проводимые руководством предприятия, выдвигая со своей стороны вопросы, являющиеся актуальными для завода или фабрики. Подкрепляя авторитет единоначальника-директора авторитетом партийной организации и включая весь партийный коллектив в работу по решению технических и хозяйственных задач предприятия, партийные организации улучшают качество работы предприятия.
Партийные организации мобилизуют массы для выполнения производственных планов, укрепления трудовой дисциплины и развития социалистического соревнования; они ведут борьбу с бесхозяйственностью, возглавляют работу коллектива по улучшению хозяйственной деятельности предприятия, заботятся об улучшении 110
культурно-бытовых условий жизни трудящихся, обеспечивают коллективную стахановскую работу производственных участков, цехов* и предприятия в целом.
Товарищ Сталин еще в 1923 г. указывал, что партийные организации несут ответственность за работу предприятий, и наметил основные формы участия партийных организаций в управлении.
Всенародное соревнование за досрочное выполнение послевоенной сталинской пятилетки, за сверхплановые социалистические накопления, за ускорение оборачиваемости оборотных средств развертывается под руководством партийных организаций.
Предоставление партийным организациям предприятий права контроля деятельности администрации создало благоприятные условия для улучшения качества руководства предприятиями, для лучшего решения задач, поставленных партией и правительством* в области хозяйства.
Предоставление партийным организациям предприятий права* контроля деятельности администрации явилось новой формой проведения партийно-политической работы на предприятии. Право контроля позволяет полнее использовать передовой производственный опыт лучшей части рабочего класса — коммунистов для мобилизации масс на борьбу с трудностями и преодоления их, возглавить борьбу масс против проявлений бюрократизма, антигосударственных поступков, которые могут еще иметь место в отдельных звеньях управленческого аппарата.
Право контроля партийных организаций не ослабляет единоначалия, а поддерживает и укрепляет авторитет директора, начальников цехов, мастеров, которые опираются в своей работе на парторганизацию и на весь коллектив работников предприятия.
Партийные организации свободны от узковедомственного подхода. Они стоят на страже общегосударственных интересов. Они возглавляют борьбу за выполнение государственного плана, за наиболее полную мобилизацию ресурсов предприятия.
Забота об интересах государства стоит в центре внимания партийных организаций в области их хозяйственной деятельности.
Партийные организации на предприятиях проводят большую* работу по политическому воспитанию масс в духе беззаветной преданности делу Ленина — Сталина, развития животворного советского патриотизма, социалистического отношения к труду, самоотверженной работы на производстве. Личным примером коммунисты показывают образцы коммунистического отношения к к труду.
Воспитание коллектива работников предприятия в духе преданности партии Ленина—Сталина и развитие творческого энтузиазма масс является одной из важнейших задач партийных организаций предприятий.
Важнейшей задачей работы партийных организаций на предприятии является контроль деятельности администрации, руководство социалистическим соревнованием, помощь передовикам-стаха- 111
ловцам, являющимся инициаторами новых форм и методов работы, показывающим образцы работы..
Партийные организации руководят работой и оказывают помощь профсоюзным организациям в развитии социалистического соревнования. Для развития соревнования большое значение имеет гласность его, широкий показ результатов работы всех соревнующихся индивидуально и соревнующихся коллективов, поощрение передовиков соревнования. С этой целью используются плакаты, стенные газеты, многотиражки, доклады стахановцев-новаторов об опыте своей работы, стахановские школы и другие формы передачи опыта.
Развертывание критики и самокритики является мощным рычагом в руках партийных организаций по улучшению деятельности предприятия и по контролю за работой администрации. Выявляя недостатки в работе, беспощадно разоблачая лодырей, рвачей, нерадивых руководителей, партийная организация помогает изживать недостатки, улучшать работу предприятия.
Большую работу проводят партийные организации с изобретателями и рационализаторами, помогая им: в разработке и оформлении предложений и оказывая содействие во внедрении предложений в жизнь.
На предприятиях систематически проводятся партийно-хозяйственные активы, партийно-технические конференции, которые обсуждают важнейшие хозяйственные вопросы, помогают директору предприятия, систематически контролируют его работу и тем самым являются школой воспитания всего коллектива работников предприятия.
Так, например, осуществляя передовую роль в борьбе за улучшение работы предприятия, партийная организация Люберецкого завода сельскохозяйственного машиностроения им. Ухтомского добилась резкого перелома в работе завода. Завод стал ритмично ра- >ботать, хорошо справляться с. выполнением плана по всем показателям. В борьбе за улучшение работы завода партийная организация вместе с хозяйственниками вела систематическую работу со всем коллективом работников завода. Все рабочие, инженеры и служащие участвуют в социалистическом соревновании. Ежемесячно подводятся итоги соревнования, и достижения лучших работников широко популяризируются. Передовой опыт передается в 50 стахановских школах, широко популяризируется с помощью заводского радио, многотиражки, путем шефства стахановцев и инженеров над рабочими, особенно над вновь пришедшими на производство. На заводе проведена большая работа по механизации трудоемких процессов, установке высокопроизводительного оборудования, внедрению поточных методов производства.
Формы организации помощи администрации в руководстве предприятием и методы контроля за ее деятельностью, проводимые партийными организациями предприятий, весьма разнообразны. Жизнь каждый день выдвигает все новые и новые методы работы, новые вопросы и пути их решения. Одним из методов, обеспечива112
ющих авангардную роль партийных организаций, является личный пример коммунистов, играющих ведущую роль во всей производственно-хозяйственной деятельности предприятия.
Крупнейшую роль в улучшении работы предприятий играют профсоюзы. Товарищ Сталин указывал: «Профсоюзы можно назвать поголовной организацией господствующего у нас рабочего класса. Они являются школой коммунизма. Они выделяют из своей среды лучших людей для руководящей работы по всем отраслям управления. Они осуществляют связь между передовыми и отсталыми в составе рабочего класса. Они соединяют рабочие мас-сы с авангардом рабочего класса» Ч
Профсоюзы на советских предприятиях руководят социалистическим соревнованием, поддерживают инициативу передовиков, популяризируют их опыт и организуют его распространение, помогая рабочим в выполнении социалистических обязательств.
Организуя и проводя производственные совещания фабричные и заводские профсоюзные организации привлекают весь коллектив работников к управлению предприятиями.
Профсоюзы ведут на предприятиях большую работу по контролю за соблюдением трудового законодательства. Они следят за соблюдением всех правил охраны труда и техники безопасности, за правильной организацией заработной платы, добиваются создания здоровых культурных условий труда на предприятиях.
Одновременно заводские и фабричные профсоюзные организации проводят большую работу по культурному обслуживанию работников, охране их здоровья и материально-бытовому обслуживанию.
Важнейшими документами, определяющими взаимные обязательства коллектива работников предприятия и управления предприятием в лице директора, являются коллективные договоры, в которых коллектив трудящихся принимает на себя обязательства по выполнению и перевыполнению плана, а администрация предприятия обязуется провести мероприятия по улучшению материального и культурного обслуживания трудящихся.
Коллективные договоры при условии регулярной и тщательной проверки хода их выполнения, включения всего коллектива работников предприятия в их подготовку и массового привлечения рабочих предложений к заключению договоров являются средством включения широких масс трудящихся в борьбу за улучшение работы предприятия.
Сочетание серьезной, углубленной работы партийных и других общественных организаций с продуманным, технически квалифицированным и оперативным руководством со стороны администрации обеспечивает внедрение большевистского стиля в работу предприятий, всестороннее улучшение количественных и качественных показателей их работы.
1 И. Сталин, Вопросы ленинизма, изд. 11, стр. 119.
8 С. Е. Каменицер
РАЗДЕЛ II
Глава V
ОРГАНИЗАЦИЯ ОСНОВНОГО ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
Центральным звеном во всей деятельности промышленного предприятия является производственный процесс.
Организация производственного процесса определяет в значительной мере структуру предприятия. Современная структура промышленных предприятий характеризуется тем, что основные производственные процессы отделяются от вспомогательных. Это отделение началось в промышленности с выделения вспомогательных работ 'Внутри производственных цехов (ремонтные рабочие, подносчики и пр.), переросло в создание самостоятельных цехов, обслуживающих основное производство, и в ряде случаев дошло до выделения специальных предприятий и отраслей промышленности, призванных обслуживать другие предприятия. Поэтому, рассматривая вопросы организации и планирования деятельности промышленного предприятия, мы выделяем методы организации основного производственного процесса и организацию обслуживания основного производства вспомогательными хозяйствами предприятия.
Выделение производственных и вспомогательных процессов внутри предприятий еще далеко не закончено. Одним из принципов стахановской организации работы является выделение вспомогательных операций и передача их специальным рабочим, в результате чего высвобождаются производственные рабочие для выполнения своей основной работы и улучшается использование оборудования.
Организация производственного процесса! включает всю систему мероприятий, направленных на повышение производительности труда, лучшее использование производственных мощностей и других ресурсов и улучшение на этой основе экономических результатов работы предприятия. Все эти вопросы рассматриваются на протяжении всей данной работы.
В настоящей главе рассматриваются общие направления, по которым развивается организация основного производственного процесса на передовых советских предприятиях.
Решая задачу планомерной организации производственного процесса, передовые советские предприятия проводят работу, прежде 114
всего, в направлении детального расчленения труда и обеспечения непрерывности производства.
При машинном производстве, — пишет Маркс, — «весь процесс разлагается здесь объективно, в зависимости от его собственного характера, на свои составные фазы, и проблема выполнения каждого частичного процесса и соединения различных частичных процессов разрешается посредством технического применения механики, химии и т. д.... Каждая частичная машина доставляет другой машине, непосредственно следующей за нею, сырой материал, и так как все они действуют одновременно, то продукт непрерывно находится на различных ступенях процесса своего образования, постоянно переходит из одной фазы производства в другую... Комбинированная рабочая машина, представляющая теперь расчлененную систему разнородных отдельных рабочих машин и групп последних, тем совершеннее, чем непрерывнее весь выполняемый ею процесс, т. е. чем с меньшими перерывами сырой материал переходит от первой до последней фазы процесса, следовательно чем в большей мере передвигается он от одной фазы производства к другой не рукою человека, а самим механизмом» Ч
Как видно из изложенного, в качестве основных признаков, характеризующих передовую организацию производственного процесса, Маркс выдвигает: 1) непрерывность ведения всего процесса производства, 2) расчленение произ- водств.енного процесса на его составные части, т. е. выделение дробных частичных процессов внутри совокупного производственного процесса и 3)одновременность работы на всех стадиях производства, перерастающую на высшей стадии развития техники и организации производства в автоматическую систему машин.
Поточное производство — высший тип организации производственного процесса
Выше мы отмечали, что предприятия могут быть организованы как специализированные, универсальные и смешанные. В соответствии с масштабами выпуска однородной продукции на предприятиях организуется массовое, серийное или индивидуальное изготовление продукции. При этом производственный процесс организуется поточным, позаказным или единичным методом.
Естественно, что тем признакам, характеризующим передовую организацию производственного процесса, которые были выдвинуты Марксом, больше всего соответствует поточная организация производства.
1 К. Маркс, Капитал, т. I, изл. 1949 г., стр. 386—387.
115
При поточной организации производства весь процесс изготовления продукции расчленяется на отдельные операции с примерно одинаковой или кратной продолжительностью. Отдельные частичные процессы закрепляются за рабочими местами и для их выполнения используется специализированное или специально оснащенное оборудование. Закрепление операций за рабочими местами производится на длительный период времени, в результате чего создаются условия для расположения оборудования по ходу производственного процесса. Такое расположение оборудования резко сокращает транспортные потоки внутри предприятия и позволяет внедрить в производство специальные транспортные устройства с постоянным направлением, связанным с движением предмета труда, и, в ряде случаев, с установленным ритмом, соответствующим периодам выполнения технологических операций. Часто непосредственно на транспортных устройствах (конвейеры, рольганги, тележки) совершается и сам технологический процесс, причем скорость движения транспортного устройства или период его передвижения (при прерывном движении) соответствует сроку выполнения технологических операций. Таким образом транспортные средства непосредственно включаются в процесс производства и играют в нем во многих случаях боЛ»шую организующую роль.
Полуфабрикаты и отдельные детали передаются при поточной организации производства с одной операции на другую поштучно, партии деталей у рабочих мест не скапливаются и этим самым создаются наиболее благоприятные условия для обеспечения непрерывности производства и сокращения на этой основе длительности производственного циклаНепрерывность производства усиливается и длительность производственного цикла еще более сокращается в результате синхронизации операций, т. е. согласованности их во времени, которой удается полностью достичь в условиях высокоорганизованного поточного производства, так называемого непрерывно-поточного производства. Строгая синхронизация операций приводит на многих предприятиях к внедрению регламентированного ритма работы потока, когда время окончания отдельных операций и передачи полуфабрикатов определяется временем движения транспортных устройств.
Поточные методы производства в условиях капитализма являются орудием усиления эксплоатации рабочего класса, средством превращения рабочего в придаток машины, массовой деквалификации рабочих, лишения труда всякого содержания. Поточное производство на социалистических предприятиях строится на принципиально иной основе.
Поточное производство на капиталистических предприятиях имеет весьма ограниченное применение. Чтобы создать поточное производство, нужно быть твердо уверенным в благоприятной перспективе производства. Такой уверенности нет и не может быть ни у одного капиталиста-предпринимателя. Для организации поточного производства нужно иметь возможность унифицировать продукцию 116
и ее части, широко кооперировать различные предприятия, типизировать технологический процесс. Проведение этих мероприятий в условиях капитализма резко ограничено частной собственностью на орудия и средства производства и конкурентной борьбой между предпринимателями. Поэтому даже в наиболее развитых в техническом отношении капиталистических странах поточное производство организуется только на отдельных крупных предприятиях, производящих продукцию массового потребления.
На социалистическом предприятии широко внедряются поточные методы на основе четких перспектив работы, определенных для каждого предприятия народнохозяйственным планом, государ- ственной стандартизации продукции, широкой нормализации-полуфабрикатов, типизации технологического- процесса в масштабах целых отраслей промышленности и планового кооперирования*
Поточное производство на капиталистических предприятиях приводит к массовой деквалификации рабочих, так как доведенное до крайности разделение труда полностью превращает рабочего в «частичного рабочего», умеющего выполнять только отдельную простейшую операцию.
На советских предприятиях каждый рабочий получает, широкую техническую, общекультурную и политическую подготовку. Квалификация рабочих социалистических предприятий систематически повышается. Советский рабочий, занятый в поточном производстве, — это человек, знающий хорошо свое оборудование, технологию производства, умеющий выполнять различные работы.
Поточное производство на капиталистическом предприятии приводит к выматыванию сил рабочих, к преждевременному лишению их трудоспособности, к массовому травматизму. Скорость движения конвейера устанавливают на капиталистических предприятиях, равняясь на производительность наиболее физически сильных рабочих, поставленных в привилегированные материальные условия и работающих при сокращенном рабочем дне. Естественно, что рядовой рабочий может соблюдать этот темп только при максимальном, нечеловеческом перенапряжении. Всякие меры по охране труда и технике безопасности игнорируются на капиталистическом предприятии. В условиях жесткой интенсификации труда это неизбежно приводит к массовому травматизму и заболеваниям.
На советских предприятиях при внедрении поточных методов устанавливается нормальный темп движения конвейеров. Выделяются операции, имеющие самостоятельное содержание, рабочий время от времени переходит с одной операции на другую; так, например, на поточных линиях в механических Цехах рабочие осваивают работу на нескольких, часто разнообразных станках. Строго соблюдаются меры по охране труда и технике безопасности, которые все в большей степени улучшают условия труда. Пото'чные линии устанавливаются в светлых больших помещениях, регулярно делаются перерывы в работе для отдыха и т. п.
117
Повышение производительности труда, обеспечиваемое поточными методами работы, влечет за собой повышение уровня материального благосостояния советских рабочих.
Поточная организация производства характеризуется: 1^-^- тальным разделением процесса производства на операции, 2Х_твер- дшГ'закретТлёнием отдельных операций за рабочими местами, ^^специализацией оборудования и оснастки—инструментов и приспособлений-~4) расположением оборудования по ходу производственного процесса, 5) сокращением транспортных потоков, 6) специализацией транспортных устройств, 7) непрерывностью производства, 8) синхронизацией операций и, на высшей ступени, 9) регламентированным ритмом движения изделия.
При организации поточного производства выделяются производственные участки в виде поточных линий, за которыми закрепляется изготовление определенного изделия или части его, а в ряде случаев закрепляется изготовление нескольких изделий с однотипным процессом изготовления.
Детальное разделение труда не может рассматриваться как обязательная и всеобщая тенденция развития поточных методов производства. При высоком уровне развития техники и внедрении высокопроизводительного оборудования, требующего относительно большей затраты времени на установку полуфабрикатов, стремятся увеличить объем работы, выполняемой на одном рабочем месте, путем увеличения количества одновременно действующих рабочих механизмов, выполняющих различную работу. В этих условиях разделение операций дополняется совмещением их на отдельных рабочих местах.
Такое положение имеет место при внедрении работы многоагрегатных станков, а также использовании многоместных приспособлений. Создание многоагрегатных станков несколько изменило в последнее время понятие о детальном разделении труда. Многоагрегатный станок, обладая несколькими одновременно работающими рабочими механизмами, выполняет одновременно несколько операций над одним полуфабрикатом. Применение этих станков дает большую экономию времени на перестановке полуфабриката с одного станка на другой, но совмещение операций не снимает детального разделения процесса производства, так как и на многоагрегатном станке выполняются частичные операции.
Введение поточных методов организации производственного процесса и связанная с нйми специализация участков производства способствуют внедрению более совершенной техники и технологии производства, созданию более высокого уровня организации труда при одновременном повышении квалификации рабочих, росте их материального благосостояния и улучшении условий труда.
Такая организация производственного процесса обсспеч1ивает резкое повышение экономической эффективности работы предприятий. Эта эффективность сказывается, прежде всего, в том, что по118
точный метод организации производства способствует повышению производительности труда.
Строгая специализация рабочих мест на выполнении ограниченного количества операций в каждый отдельный период времени позволяет рабочему применить более рациональные приемы работы, лучше организовать рабочее место, приспосабливая его к данному характеру работы, шире использовать специальные инструменты и приспособления. Рабочий улучшает навыки своей работы, выбирает наиболее рациональные технологические режимы, лучше использует технику. На специализированном рабочем месте создаются условия для внедрения более передовой техники и. более полной автоматизации не только выполнения производственных операций, но и всего процесса производства, включая транспортировку и другие вспомогательные операции. Переналадка оборудования для перехода от одного вида работы к другому резко сокращается и в результате этого большую часть своего времени оборудование может выполнять основную производственную работу.
На основе повышения производительности труда увеличивается и общий выпуск продукции. Поточ1ная организация производства выявляет, таким образом, дополнительные ресурсы для роста нашей промышленности.
Поточный метод организации производства способствует резкому сокращению брака и повышению качества продукции. Специализация производственных участков и рабочих мест создает условия .для внедрения большого количества: специальных приспособлений и устройств, которые способствуют предупреждению брака -и повышению качества продукции. Кроме того сама специализация рабочих мест, возможность наладить и отрегулировать оборудование применительно к данной операции, повышенные требования к качеству сырья, которые предъявляются в этих условиях, обеспечивают лучшее качество продукции.
Часто брак и снижение качества продукции являются результатом нарушений предусмотренного технологического процесса; отклонения от заданной технологии приводят к срыву нормального хода производства. В условиях поточных методов работы соблюдение строжайшей технологической дисциплины резко повышается. Укрепление технологической дисциплины способствует повышению качества продукции.
Поточная организация производства резко сокращает длительность производственного цикла. Это сокращение происходит, прежде всего, за счет уменьшения транспортных операций, ликвидации межоперационного пролеживания полуфабрикатов в процессе производства, повышения производительности труда и параллельного метода работы, при котором полуфабрикаты и детали передаются с одного рабочего места на другое немедленно после окончания соответствующих операций.
119
Сокращение длительности производственного цикла приводит к уменьшению остатков незавершенного производства и на этой основе к ускорению оборачиваемости оборотных средств.
Поточные методы работы обеспечивают значительное. снижение себестоимости продукции. Уменьшение затрат, связанных с производством продукции, происходит за счет сокращения доли заработной платы в себестоимости единицы продукции в связи с повышением производительности труда и за счет снижения административно-управленческих расходов, так как значительное повышение производительности труда увеличивает выпуск продукции и доля административно-управленческих расходов на единицу продукции резко падает. Поточные методы работы способствуют экономии электроэнергии^ материалов и других производственных ресурсов.
В результате внедрения поточного производства длительность производственного цикла на участке, где было внедрено поточное производство на заводе «Борец» в первый же год сократилась в 9,5 раза, а объем незавершенного производства — в 8 раз. На заводе «Красный пролетарий» объем незавершенного производства сократился вдвое. Аналогичных результатов добились и другие предприятия.
Внедрение поточных методов производства дает также большую экономию производственных площадей предприятия. Эта экономия получается за счет более рационального размещения оборудования, уменьшения транспортных потоков, резкого сокращения складских помещений для хранения полуфабрикатов, которые на ряде предприятий занимают много места, и др. Так например, при переходе на поточные методы работы на фабрике «Буревестник» размер производственной площади на единицу продукции сократился на 43%. Экономия производственной площади сокращает капитальные затраты при строительстве и реконструкции предприятий.
Социалистические методы организации поточного производства способствуют облегчению труда рабочих. В то время как в условиях капитализма поточный метод ведет к зверской интенсификации труда, к деквалификации рабочих, к превращению рабочего в придаток машины, лишает труд рабочего всякого содержания, при социализме поточное производство облагораживает труд и создает условия для постепенной ликвидации противоположности между умственным и физическим трудом. Вооруженный передовой техникой рабочий на социалистическом предприятии постоянно повышает свою квалификацию, принимает на' себя функции руководства работой машин — их наладки, регулировки, активно включается в управление и организаци к. 120
всего предприятия и тем самым осуществляет свою творческую роль на производстве.
Поточная организация производства способствует укреплению трудовой дисциплины. В условиях поточного производства исключается опоздание в начале работы какого-либо рабочего из числа занятых на поточной линии. Самовольная отлучка рабочего также невозможна. Отстающий рабочий стремится равняться по передовым, повышая свою производительность труда.
Спаянные коллективы рабочих поточных линий, привыкшие работать рука об руку, вступают в социалистическое соревнование с другими коллективами. Появляется новая форма соревнования между отдельными производственными участками, соревнование за повышенную коллективную производительность труда.
Исключительно велико значение поточных методов работы’ для развития техники. Специализация оборудования и целых производственных участков способствует автоматизации отдельных производственных процессов и участков в целом. Поточное производство является крупным шагом по пут» внедрения автоматизации производства
Внедрение поточных методов работы способствует сокращению транспортных потоков внутри предприятия за счет расположения цехов и оборудования, в них по ходу производственного процесса и ликвидации за этот счет встречных перевозок. Сокращение пути прохождения деталей в результате внедрения поточных методов работы видно из приведенных ниже графиков (см. стр. 122—123).
В области внедрения поточных методов работы СССР намного опередил капиталистические страны. В советской промышленности широко внедрены поточные методы в автотракторной промышленности, сельскохозяйственном машиностроении, приборостроении, станкостроении на всех стадиях производства станков, в то время как в США имеется ограниченное применение поточных методов только на сборке станков. Широко внедрены поточные методы производства на паровозо- и вагоностроительных заводах Советского Союза. Производство микрометров поточным методом освоено на заводе «Калибр» впервые в мире. Только в СССР широко развито поточное производство инструмента, всех видов обуви и многих других изделий. Нигде в мире не существуют и не могут существовать поточные методы работы в строительстве, широко применяемые на стройках жилых домов и промышленных зданий Москвы, Запорожья и многих других городов СССР.
Разновидности поточных методов работы
Опыт работы передовых предприятий Советского Союза выявил различные формы внедрения поточных методов работы. Эти формы
121
СХЕМА
1 опер.
ЗапрессоботЬ эбонит подушку
Пнебмат. пресс
и
Подрезать эбонит заподлицо
Токарный станок В ТУ
ц|
ЗабалЬцебатЬ
Пнебмат. пресс
IV —
ОбточитпЬ до ф11 '
Токарный станок ВИ
V —
Подрезать 6 Р-Р* 17 и полироб.
Токарный станок В17
VI —
Подрезать 6 Р-Р-28,5
Токарный станок В77
VII---
Рассберлить отб ф2 и зенкобать
Операц. станок
Общий путь 350м.
—1• ” Путь оет^г- на обрабогп ку
Путь детали 8 ОТК
122
СХЕМА обработки детали на потоке
। опер.
Запресобать эбонит. подушку
Пнебмат. пресс
и
Подрезать эбонит заподлицо
Токарный станок В2Г
ш ---
Забальцебать
Пнебмат. пресс
IV--]
ОбтоиитЬ до ф 11
Токарный станок ВЦ
V
Подрезать 6 Р-Р*17 и полироб.
Токарный станок ВЦ
VI
Подрезать б Р-Р*28,6
Токарный станок ВЦ
VII -•>-
[• РассберлитЬ отб ф2 и зенкобатЬ
Операц. станок
Общий путь 65м.
Пъ т 5 2<
Путь встали в ОТК 123
отличаются, во-первых, по уровню развития техники на участках, где применяются поточные методы работы, и, во-вторых, по степени использования всех преимуществ поточных методов работы.
По уровню развития техники различаются: поточные линии с преобладанием ручного труда, что имеет место на предприятиях галошного производства, в приборостроении и др.; поточные линии с полумеханизированным производством, где большое количество операций механизировано, но много еще работ выполняется вручную. Для полумеханизированных участков характерно большое количество вспомогательных работ, которые выполняются производственными рабочими вручную. Предприятиями с преобладанием полумеханизированного производства являются многие обувные фабрики. Третьей разновидностью поточных участков являются высокомеханизированные участки, оснащенные передовым высокопроизводительным оборудованием. К таким участкам относятся многие поточные линии автомобильных, тракторных и других заводов. Высшей формой поточных участков третьей группы являются автоматические поточные линии.
По степени непрерывности и ритмичности производства, в зависимости от количества изготовляемых объектов, различают следующие разновидности поточных методов работы:
1. Непрерывно-поточное производство. Этот метод является наиболее совершенным, при нем наиболее полно реализуются преимущества поточного производства. Он характеризуется дробным расчленением операций, строгой синхронностью операций во времени, причем продолжительность отдельных операций подчиняется, обычно, движению конвейера, связывающего все рабочие места в единую поточную линию. Непрерывный поток может организоваться с регламентированным ритмом, определяемым скоростью движения конвейера, или со свободным ритмом, когда движение транспортных устройств не регламентирует работы потока, а каждый рабочий отправляет законченный им полуфабрикат для дальнейшей обработки по мере готовности, используя транспортеры, тележку или другое транспортное средство.
2. Прерывно-поточное производство. Этот метод организации работы отличается от первого тем, что здесь может нарушаться непрерывность движения полуфабрикатов от одного рабочего места к другому. В условиях прерывно-поточного производства строго соблюдается принцип расположения оборудования по ходу производственного процесса, но за каждым рабочим местом закрепляется несколько деталей или узлов. Синхронность операций здесь не всегда соблюдается. Выделяются значительно более укрупненные операции. Оборудование имеет более универсальный характер.
3. Переменно-поточное производство. Этот метод организации работы характеризуется тем, что в условиях меняющегося ассортимента продукции поток легко перестраивается на выпуск различных однотипных изделий. Переменно-поточная 124
линия организуется для изделий с типовым технологическим процессом и рассчитана на быструю и легкую перестройку при переходе с одного вида изделий данного типа на другой. Переменнопоточное производство организуется часто на предприятиях и участках с серийным характером производства.
На поточных участках, особенно на участках с непрерывно-поточным производством, крупным вопросом организации производства является обеспечение высокопроизводительной работы стахановцев. Для того чтобы отстающие рабочие не тормозили работы стахановцев на участках с непрерывно-поточным производством, создают условия для повышения производительности труда на отстающих участках. На отдельных предприятиях, по инициативе работников фабрики «Парижская Коммуна», организуют на потоке дополнительные ячейки, по которым движутся полуфабрикаты; эти полуфабрикаты могут обрабатываться стахановцами в свободное время, которое образуется у стахановца как результат его высокой производительности, с соответствующей оплатой за их выполнение. В результате этих мер на предприятиях поток создает все необходимые условия для высокой производительности.
Методы организации поточного производства
Для того чтобы поточное производство работало эффективно, нужно обеспечить единый такт работы всех объединенных в поток участков, т. е. чтобы продолжительность отдельных операций была одинакова. Это требует соответствующего подбора оборудования, расчленения операций, расстановки рабочих и т. д.
Поточное производство должно хорошо обслуживаться со стороны вспомогательных хозяйств.
В условиях поточных методов работы особенно тщательно проводится подготовка производства^
Поточные методы работы возникли прежде всего на предприятиях с массовым характером производства, т. е. на таких предприятиях, где однотипная продукция изготовляется в массовых количествах, однотипные операции систематически повторяются и работа закрепляется за определенными производственными участками. Естественно, что в этих условиях было легче всего организовать поточное производство.
Практика работы социалистической промышленности в послевоенный период потребовала от работников промышленности решения новой задачи — сочетания выпуска продукции самого широкого ассортимента с использованием преимуществ поточных методов работы. Эта задача является одной из коупнейших в организации работы промышленных предприятий СССР в послевоенный период и решается многочисленными методами. Важнейшими из них являются следующие:
125
1. Переход от специализации предприятия в целом к специализации отдельных производственных участков и за этот счет организация поточного п р о и з в о д*с т в а на отдел ь- ных.участках при широком ассортименте продукции, производимой предприятием в целом. Наиболее яркое выражение этот метод нашел в работе обувных фабрик. На крупных обувных фабриках закройные цехи выделены по технологическому признаку. В них в серийном порядке ведется раскрой кожи. Пошивка же обуви производится на небольших специализированных поточных линиях, за каждой и! которых закрепляется определенный тип обуви. Таким образом получается, что на каждом участке создается поточное производство по изготовлению определенного типа продукции (поточная линия, специализированная по изготовлению определенного типа изделий),, а предприятие в целом, имея большое количество специализированных поточных линий, выпускает разнообразную продукцию и реализует все преимущества поточного производства. Аналогичные методы применяются на инструментальных заводах, где организуются участки по производству сверл, метчиков и других видов инструмента.
2. Внедрение типовых конструкций отдельных узлов и деталей и производство их поточными методами. Этот метод организации работы нашел широкое применение в станкостроении, сельскохозяйственном и дорожном машиностроении. Предприятия этих отраслей промышленности при конструировании новых изделий (станков, сельскохозяйственных машин) широко используют отдельные узлы и части ранее освоенных машин и достигают решения специальных задач, поставленных перед данной конструкцией, путем соответствующего подбора стандартных или нормализованных узлов и деталей и оснащения их некоторым количеством специальных деталей. В результате такой нормализации конструкций создается возможность изготовлять нормализованные части поточными методами, внедрять элементы поточного производства на сборке изделий и выделить участки с серийным производством специальных деталей.
3. Внедрение типизированного технологического процесса по изготовлению однотипных, но отличающихся друг от друга изделий. При внедрении этого метода организации потока разрабатывается типовой технологический процесс изготовления какого-либо изделия (например, пошивка модельной обуви или изготовление инструмента). При всем разнообразии продукции данного типа технологам удается установить типовой технологический процесс изготовления всех изделий данного типа с небольшими отклонениями от основного типа в зависимости от специфики изделий. В результате такой типизации технологического процесса создается поточная линия, за которой закрепляется изготовление нескольких изделий данного типа. Так например, за потоком рантовой обуви на фабрике «Парижская
( 126
Коммуна» закреплено изготовление обуви на резиновой и микропористой подошве при выпуске мужских и мальчиковых ботинок и полуботинок с кожаным и текстильным верхом. Таким образом, не считая различия в размерах, на одном потоке благодаря типизацию технологического процесса изготовляется 8 видов обуви.
4. Сочетание внутри предприятия участков с п ото ч1 н о й о р г а н и з а ц и е й производства и* серийных участков. Этот метод применяется в том случае, если предприятие получает задание по производству продукции широкого ассортимента, причем часть продукции, производится сравнительно крупными партиями с систематической повторяемостью, а часть — мелкими сериями. В этом случае на предприятии создаются цехи, специализированные на выпуске определенных видок продукции, а производство мелких заказов концентрируется в отдельных цехах.
5. Организация поточного производства на отдельных участках (стадиях) производственного' процесса. В случае, если в связи с особенностями производства? представляется трудным организовать сплошное поточное производство по всему ходу производственного процесса, организу!- ются поточные линии на отдельных стадиях производства (поточная сборка при серийных методах механической обработки, поток: на заливке в литейных цехах и т. п.).
6. Организация поточного производства на отдельных участках производства в соответствии7 с характером технологического процесса вне зависимости от особенностей изготовляемой продукции. Этот метод работы встречается часто в литейных цехах машиностроительных заводов, где организуется поточная заливка опок на конвейере или рольгангах.
При переводе какого-либо участка или предприятия в целом на поточные методы работы проводят обычно работу по пересмотру конструкции изделия и технологического процесса его изготовления. Этот пересмотр проводится в направлении упрощения и типизации* конструкции и процесса изготовления продукции. Так, например,, при переводе изготовления станка ДИП-200 на поток была пересмотрена конструкция. В результате этого пересмотра количество* деталей было уменьшено на 73, многие детали были изменены и широко использованы нормализованные детали и узлы. На заводе- «Прибор» при переводе на поточные методы производства электроприборов пересмотрели их конструкцию. Были созданы базовые детали, одинаковые для многих разновидностей приборов, весь- крепежный материал и многие детали были строго нормализованы- Технологи пересмотрели технологический процесс, установив типовой процесс, одинаковый для многих видов приборов. Таким образом конструкторы и технологи создали необходимые предпосылки для перехода на поток.
127
Для организации поточной линии определяют сменную производственную программу для данного участка производства. При этом для участков, производящих разнообразную продукцию, подбирают изделия с однотипным, мало отличающимся технологическим процессом и распределяют изготовление различных изделий во времени.
Продолжительность отдельных операций на поточной линии должна соответствовать определенному ритму движения предметов труда с одной операции на другую.
Без этбго не может быть обеспечена непрерывность процесса производства. Для синхронизации операций определяют такт поточной линии. Под тактом понимают промежуток времени между выпуском с поточной линии двух следующих друг за другом изделий или полуфабрикатов. Такт равен фонду рабочего времени, которым располагает поточная линия за смен у, деленному на сменную производственную программ уд
Продолжительность всех операций на этой линии должна быть равна или кратна такту. На различных производствах может применяться самая разная величина такта. Так на одном из заводов, производящем крупные электромоторы, такт на сборке был равен 55 минутам. Это определяет создание крупных операций, длящихся около 55 минут, и малое расчленение процесса производства на операции. На другом заводе, производящем мелкие изделия, установлен такт в 35 секунд. Это определило дробное деление процесса производства на операции и выделение мелких операций.
Задача технолога при организации поточной линии заключается в том, чтобы, выбрав наиболее рациональный процесс производства, приравнять длительность отдельных операций к величине такта. В случае, если отдельные операции оказываются больше такта, технолог внедряет на них дополнительные приспособления, пересматривает технологические режимы, меняет расчленение операций, приравнивая их продолжительность к величине такта. В тех случаях, когда продолжительность операции превышает такт в целое количество раз, эту операцию параллельно выполняют соответствующее количество рабочих и оборудования.
На поточных линиях выпуск продукции может производиться поштучно или мелкими партиями. В последнем случае ритм поточной линии будет равен такту, умноженному «а количество изделий, одновременно передаваемых с одного рабочего места на другое.
При проектировании поточной линии определяют также количество оборудования или рабочих мест на линии, длину и скорость движения конвейера. Количество оборудования или рабочих мест на линии определяется количеством самостоятельных операций с учетом станков, параллельно выполняющих некоторые операции.
128
Для расчета необходимой длины конвейера определяют количество изделий, одновременно находящихся на конвейере, и расстояние между ними. Количество изделий, одновременно находящихся на конвейере, равно длительности производственного цикла, деленной на величину такта. Расстояние между двумя смежными изделиями на конвейере определяется габаритами смежных рабочих мест. Длина конвейера равна расстоянию между центрами двух смежных изделий на конвейере, умноженному на количество изделий, одновременно находящихся на конвейере.
Для того чтобы конвейер данной длины обеспечил соблюдение такта и выполнял свою организующую роль на поточной линии, необходимо установить определенную скорость его движения. Скорость движения конвейера должна равняться расстоянию между центрами двух смежных изделий на конвейере, деленному на величинутакта. Устанавливая скорость движения конвейера, нужно стремиться к тому, чтобы она не была слишком большой, так как при высокой скорости малейшая задержка в выполнении отдельной операции может вызвать необходимость догонять изделие или возвращаться за ним. Чрезмерно низкие скорости увеличивают длительность производственного цикла и плохо регулируют темп работы.
При организации работы поточной линии необходимо привести в порядок все оборудование, поддерживать его систематически в полной исправности, создав такие условия, при которых была бы невозможна никакая авария или перебои в работе, так как малейшее нарушение нормальной работы на поточной линии отражается на работе большого коллектива рабочих. Одновременно создаются резервы незавершенного производства, полуфабрикатов и оборудования на случай возникающих перебоев. Эти резервы должны быть строго ограниченными и обеспечивать бесперебойную работу поточной линии во время быстрой ликвидации перерывов в работе линии.
Организация поточных линий на предприятиях разных отраслей промышленности имеет много различий, хотя общие принципы внедрения поточных методов сохраняются в условиях любого производства. Так, например, в литейных цехах заливочные конвейеры организуются вне зависимости от конкретных особенностей отдельных деталей, пользуясь однотипностью процесса производства. При этом размер деталей, а следовательно, и длительность заливки учитываются при установке форм или опок на рольганг с тем, чтобы между более крупными деталями было большее расстояние. На новостройках значительные особенности поточных методов работы определяются неподвижностью объекта производства (здания) и необходимостью рабочих переходить с одного участка на другой. Эта особенность влияет на конструкцию, габариты и вес оборудования, на организацию транспортных потоков и т. п. В швейном производстве почти полная однотипность оборудования и легкая
9 С. .Е. Каменишер 129
его перестановка позволяет сравнительно легко менять продукцию на поточной линии и корректировать технологический процесс.
Организуя поточную линию на том или ином участке, необходимо, исходя из материалов ее проектирования, определить экономическую эффективность перехода на поточные методы производства. При решении этой задачи, так же как и при определении экономической эффективности других мероприятий, нельзя ограничиваться выявлением экономии рабочего времени, материалов или затрат на производство. На советском предприятии экономически эффективным является то мероприятие, которое обеспечивает выполнение государственного плана при улучшении условий труда рабочих.
Известно, что основными показателями плана предприятия являются: выпуск продукции, себестоимость продукции, рентабельность, оборачиваемость оборотных средств, производительность труда, расход материалов (особенно дефицитных) и расход фонда заработной платы. Естественно, что, определяя экономическую эффективность перехода на поточные методы производства, необходимо определить все перечисленные выше показатели при позаказном и поточном производстве при заданном объеме производства и по этим показателям с учетом условий труда рабочих определить целесообразность применения нового метода работы.
С точки зрения организации поточного производства чрезвычайно интересен опыт завода «Прибор» Министерства машиностроения и приборостроения.
Завод «Прибор» выпускает около 300 разновидностей электроизмерительных приборов. При таком разнообразии продукции производство было организовано по позаказному, серийному методу. Детали в процессе производства проходили большой путь, часто возвращались по несколько раз на одни и те же рабочие места. Завод работал неритмично. Длительность производственного цикла изготовления основных деталей — корпуса и цоколя — составляла 13 дней. Путь, который проходили эти детали в процессе производства, составлял 258 метров, причем каждый корпус проходил через 26 операций. Потребности народного хозяйства в продукции завода вызвали необходимость увеличить выпуск продукции в 3 и более раза.
Группа инженерно-технических работников завода предложила внести коренные изменения в процесс производства. Была основа,- тельно пересмотрена конструкция продукции в направлении унификации деталей и типизации процесса производства. На этой основе удалось значительно сократить количество разновидностей деталей и установить типовой технологический процесс, на основе которого был построен конвейер. Переход от производства одних типов продукции к другим при новой типовой технологии не вызывает переналадки конвейера.
130
При старой технологии в процессе вытяжки корпуса и цоколя требовался отжиг, травление и обезжиривание, что мешало переходу на поток. Изменение характера материала, используемого при изготовлении этих деталей, позволило отказаться от перечисленных операций.
Процесс мойки и сушки деталей стал осуществляться на специально спроектированном автоматическом моечно-сушильном агрегате.
Также автоматизирован процесс окраски корпусов и цоколей. Сборка переведена на поток. При всем разнообразии продукции, благодаря разработке единого технологического процесса, работники завода сумели ограничиться двумя поточными линиями.
Общий цикл производства сократился до 4 часов. Брак снизился до минимальных размеров, в то время как раньше он составлял 20%. Трудоемкость изготовления корпуса сократилась в| 3,5 раза и цоколя в 2 раза. Путь прохождения этих деталей в процессе производства сократился до 79 метров.
Общий объём производства увеличился в 1950 г. по сравнению с 1947 г. в 4,5 раза при тех же производственных площадях и минимальных капиталовложениях.
Выработка продукции на 1 рабочего повысилась по сравнению с 1947 г. в 2 раза, значительно снижена, себестоимость продукции и отпускные цены на изготовляемые заводом приборы.
Инициативная группа работников завода, осуществившая коренную перестройку организации и технологии изготовления электроизмерительных приборов, удостоена высокой награды — Сталинской премии.
Опыт завода «Прибор» не единичен. Он характерен для многих предприятий, прекрасно сочетающих в настоящее время выпуск продукции широкого ассортимента с использованием преимуществ поточного производства.
* * *
Перечисленные и некоторые другие методы организации поточного производства позволяют внедрить этот метод работы на любом предприятии не только с массовым, но и с серийным, а во многих случаях и с индивидуальным характером производства. Можно с уверенностью сказать, чтонеттакого предприятия, на к ото ром в той или иной степени нельзя было бы внедрить передовые высокоэффективные поточные методыра- бот ы.
Поточное производство в условиях советской социалистической промышленности является наиболеепередовым методом организации производственного процесса.
д* 131
Принципы и методы поточной работы, применяемые на советских социалистических предприятиях, создают условия для внедрения широкой автоматизации производства, создания и широкого внедрения новой передовой техники, в большой степени способствуют решению в кратчайший срок основной экономической задачи СССР — перегнать наиболее развитые капиталистические страны Европы и США по уровню производства продукции на душу населения, усилению экономического могущества СССР и дальнейшему повышению культурного и материального уровня трудящихся нашей Родины.
Глава VI «
ОБСЛУЖИВАНИЕ ОСНОВНОГО ПРОИЗВОДСТВА ВСПОМОГАТЕЛЬНЫМИ ХОЗЯЙСТВАМИ
Система вспомогательных хозяйств
Всякий основной процесс производства требует для своего осуществления обслуживания материалами, полуфабрикатами, различного вида энергией, инструментами, приспособлениями, транспортом, ремонтом оборудования. Выполнение всех этих многообразных функций обслуживания основного производства и является задачей вспомогательных цехов и обслуживающих хозяйств промышленного предприятия.
Вспомогательные цехи и хозяйства являются тем «тылом производства», который создает прочную материально-техническую базу для работы основных производственных цехов. В процессе обслуживания они производят и поставляют основным производственным цехам необходимый инструмент, приспособления, полуфабрикаты; обеспечивают поддержание в порядке оборудования, модернизируют его, а часто и изготовляют новое оборудование; вырабатывают необходимую энергию, пар, сжатый воздух; производят заготовки топлива и местных видов сырья. Обслуживание производственного процесса со стороны некоторых вспомогательных хозяйств носит характер услуг — транспортные операции, складские операции и др. Повышение уровня развития техники на предприятиях и улучшение организации труда особенно поднимают роль и значение вспомогательного хозяйства.
Развитие промышленности и углубление' разделения труда между предприятиями и внутри отдельных фабрик и заводов привело к тому, что многие виды обслуживания основного производства оказались переданными специальным предприятиям. Изготовление инструмента, ремонт многих видов оборудования, производство ряда запасных деталей к оборудованию и др. выполняются в настоящее время специальными заводами — инструментальными, ремонтно-механическими заводами и др.
133
Совершенно естественно, * что выполнение работ на специализированных предприятиях гораздо более эффективно, чем производство их в мелких вспомогательных цехах, где не удается достаточно механизировать и автоматизировать производство и наладить массовое изготовление отдельных видов продукции. Поэтому одной из основных тенденций современной промышленности является передача максимально возможного количества вспомогательных работ ца специализированные предприятия. Эта тенденция развивается и углубляется.
Уже мало (Встречается предприятий, производящих для себя электроэнергию. Большинство фабрик и заводов используют электроэнергию, вырабатываемую на районных электрических станциях.
В тех отраслях народного хозяйства, где используется однотипное оборудование в больших количествах, выделяются специальные ремонтные заводы — паровозоремонтные,, (Вагоноремонтные, авторемонтные, заводы по ремонту станочного оборудования и т. п. В отдельных случаях, когда централизованный ремонт оборудования невозможен из,«-за транспортных трудностей, организуется централизованное производство деталей (заводы по производству деталей к текстильным, швейным, сельскохозяйственным машинам) и на местах осуществляется, в основном, замена изношенных частей новыми. Такая организация применяется при ремонте тракторов, автомобилей и других машин.
Большие преимущества имеет производство инструментов на специализированных заводах. Концентрация производства сверл, метчиков, шпуль, челноков и других стандартных инструментов на специальных заводах дает большую экономию. Некоторые виды инструмента вовсе не могут быть изготовлены в условиях неспециализированного предприятия — швейные машинные иглы, трикотажные иглы и др.
Однако организовывать на крупном специализированном предприятии производство большого количества разнообразных инструментов, из которых каждый должен быть изготовлен в небольших количествах, или производить ремонт разнообразного оборудования мелкими партиями нецелесообразно, так как такое предприятие превратилось бы ,в универсальное с мелкосерийной и единичной организацией производства, что экономически неэффективно.
Поэтому в настоящее время в нашей промышленности сложилась следующая система разделения труда по обслуживанию основного процесса производства: стандартные инструменты или ремонт оборудования, имеющего массовое применение, и др. выделяются для производства их на специализированных фабриках и заводах. Специальные виды работ, имеющие частное значение для данного предприятия или для небольшого круга предприятий, выполняются в собственных вспомогательных цехах, причем и в этом случае не исключено кооперирование между отдельными предприятиями для повышения специализации вспомогательных цехов.
134
Таким образом, во вспомогательных цехах организуется производство специальных видов инструмента и приспособлений, ремонт специальною оборудования, производство нетранспортабельных видов энергии — технологического пара и др., а на специализированных предприятиях сосредотачивается изготовление стандартных и нормальных инструментов и приспособлений и т. п.
Наиболее распространенными вспомогательными цехами являются ремонтный, транспортный, энергетический и инструментальный, обслуживающие основное производство ремонтом оборудования, производством и поддержанием в рабочем состоянии и хранением инструмента, выработкой различного рода энергии и транспортировкой сырья, полуфабрикатов и готовой продукции.
Ремонт оборудования
Задача максимального использования оборудования при одновременном увеличении сроков его службы предъявляет высокие требования к организации ремонта оборудования.
Наибольшие потери времени работы оборудования, а отсюда и потери производственной мощности, в большинстве случаев имеют место вследствие плохой организации ремонта и длительною нахождения оборудования в ремонте или в результате плохого его проведения и частых поломок машин. Поэтому улучшение использования оборудования тесно связывается с рациональной организацией его ремонта.
Систематический уход и надзор за оборудованием, своевременный и доброкачественный ремонт повышают его работоспособность, удлиняют срок его службы, способствуют улучшению качества продукции, повышению производительности труда и увеличению выпуска продукции каждой единицей оборудования.
«...совершенно очевидно, — указывал тов. Маленков в докладе на XVIII Всесоюзной конференции ВКП(б),—что плохой уход за станками и инструментом, несвоевременный и недоброкачественный ремонт оборудования, зданий преждевременно разрушает и выводит их из строя...
Задача состоит в том, чтобы покончить с такими проявлениями антигосударственного отношения к народному добру».
При организации ремонта оборудования нужно разработать график работы каждого механизма, учитывая его особенности и предупреждая поломки и аварии, обеспечить строгое проведение этого графика, принудительно выводя станки -в ремонт в установленные сроки, не доводить оборудование до полного износа; организовать проведение ремонта в наиболее сокращенные сроки и соответствующего качества.
Нельзя непрерывно использовать оборудование, пока не произойдет аварии и только после этого производить ремонт сломавшейся машины. Такая практика причиняет большой вред промышленности, разрушая основные фонды и создавая такое поло135
жение, при котором невозможно организовать планомерную работу предприятия.
Трудоемкость ремонтных работ при аварийном ремонте увеличивается <во много раз, удлиняется и время его проведения, так как нет возможности заранее подготовить необходимые запасные части, рабочих и создать другие условия для быстрого и организованного проведения ремонта. Основное внимание ремонтных органов и всех работников предприятий сосредотачивается на поддержании оборудования постоянно в рабочем состоянии, на создании таких условий, при которых аварии были бы исключены.
Предупреждение аварий может быть достигнуто различными методами. Одним из методов организации ремонта оборудования является систематическое наблюдение за работой оборудования и установление срока ремонта каждой машины, станка, в зависимости от его состояния. С этой целью специальные работники, наблюдающие за работой оборудования, ведут систематически «дефектные ведомости». Чаще всего эти ведомости ведут помощники мастеров (в текстильной промышленности), наладчики или дежурные слесари, которые на основе собственных наблюдений, сообщений производственных рабочих, а также на основе частичного демонтажа и просмотра оборудования отмечают недостатки, обнаруженные в машине во время ее работы. Дефектные ведомости позволяют установить срок остановки машины для ремонта, заказать заранее необходимые запасные части и изготовить или получить их, а также провести необходимую подготовку к ремонту.
Однако и этот метод организации ремонта далеко не наилучший. При организации ремонта на основе дефектных ведомостей производственные цехи и ремонтные органы не в состоянии четко планировать свою работу. Ремонтные цехи вынуждены изготовлять запасные части в каждом случае отдельно, создавая подчас единичное их производство. Постоянное наблюдение за оборудованием и ведение дефектных ведомостей дорого стоит и отвлекает высококвалифицированных рабочих. Поэтому на большинстве предприятий наиболее широко внедрена система п ланов о-предупредительногр ремонта, являющаяся наиболее передовой системой.
Под планов о-п редупредительным ремонтом понимают такую систему работ по уходу, надзору и ремонту, которые выполняются в определенные плановые календарные сроки, направлены на предотвращение прогрессивного нарастания износа, предупреждение аварий и обеспечение сохранения оборудованием необходимых эксплоатационных качеств.
Планово-предупредительный ремонт включает следующие основные виды работ: 1) текущий уход и надзор, 2) осмотры и проверки, 3) текущий ремонт, 4) капитальный ремонт.
Текущий уход за оборудованием включает: ежедневные смазки и очистки, подтяжку ремней, регулировку механизмов, затяжку клиньев, подшипников и т. п. Эти работы выполняются ра136
бочими-производственниками и частично специальными работниками (шорниками, смазчиками и т. п.). Мероприятиям этим должна* сопутствовать система надзора за эксплоатацией оборудования. Этот надзор осуществляется ремонтным персоналом и заключается в наружном осмотре оборудования, в проверке выполнения правил по обращению с оборудованием и в исправлении мелких неполадок без замены отдельных частей (деталей).
Осмотры оборудования производятся периодически (один-два раза в месяц) и заключаются в тщательной проверке действия механизмов. Иногда осмотр сопровождается частичной разборкой отдельных узлов машины. Проверка оборудования производится один раз в 2—3 месяца и включает сверх работ, выполняемых при осмотрах, проверку всех механизмов и работы оборудования с точки зрения точности, смену мелких деталей, не требующих пригонки, а также деталей с коротким сроком службы (примерно до 3- месяцев). Осмотры и проверка производятся по твердому календарному графику.
Основным направлением, по которому различаются ремонтные' работы, является выделение капитального и текущего ремонта. Капитальный ремонт является одной из форм простого воспроизводства основных фондов предприятия, обеспечивающей возмещение их частичного износа. Капитальный ремонт удлиняет срок действия основных фондов и тем самым повышает реальную мощность предприятий. Затраты на капитальный ремонт являются как бы частью капиталовложений, направленных на восстановление дееспособности основных фондов.
Текущий ремонт заключается в смене всех износившихся деталей и в устранении всех дефектов, обнаруженных при осмотрах и проверках, без снятия оборудования с фундамента, т. е. на месте его установки. Текущий ремонт разбивается на ряд ремонтов, отличающихся друг от друга объемом и содержанием ремонтных работ и выполняемых через определенные периоды времени. В машиностроении, например, весьма распространено разделение текущего ремонта на три вида:
1-й текущий ремонт со сменой деталей сроком службы до 9 месяцев (при двухсменной работе);
2-й текущий ремонт со сменой деталей сроком службы до 18 месяцев;
3-й текущий ремонт со сменой деталей сроком службы до 27' месяцев.
Капитальный ремонт состоит в одновременной смене и ремонте всех деталей оборудования, подверженных износу или поломке, с выверкой объекта в целом. Он предполагает полную разборку, промывку и прочистку всего объекта, тщательный осмотр всех деталей, смену всех изношенных частей, исправление трущихся поверхностей, устранение конструктивных и эксплоатационных недостатков отдельных деталей и узлов, сборку и регулировку.
137
Капитальный ремонт в ряде случаев требует снятия оборудования с места его установки и доставки в ремонтный цех.
Особыми видами ремонтов является восстановительный и аварийный.
Восстановительный ремонт заключается в ремонте агрегата, физически весьма изношенного, прошедшего уже ряд капитальных ремонтов. При этом, как правило, проводится модернизация устаревшей конструкции. Восстановительный ремонт производится на специальных ремонтных предприятиях.
Аварийный ремонт имеет место при наличии поломок оборудования, вследствие плохого обращения и ухода за ним или стихийных бедствий. По своему содержанию аварийный ремонт может иметь характер текущего или капитального ремонта.
Особенностью системы планово-предупредительного ремонта является плановость и периодичность ремонтов. Основным ремонтным периодом или ремонтным циклом является промежуток времени между двумя капитальными ремонтами, заполняемый осмотрами, проверками и текущими ремонтами. Периоды между текущими ремонтами называют межремонтными периодами.
Практика наших предприятий различает три метода организации планово-предупредительного ремонта: 1) послеосмотровый, 2) периодический и 3) стандартный. '
Послеосмотровый метод заключается в том, что сроки и содержание очередных ремонтов устанавливаются на основании результатов осмотров и проверок оборудования.
Периодический метод предусматривает проведение определенных видов ремонтов через строго регламентированные периоды времени. Эти периоды устанавливаются, исходя из ориентировочных сроков службы отдельных деталей и механизмов. Содержание ремонтов заранее не фиксируется, а определяется осмотром, предшествующим каждому очередному ремонту.
Стандартный метод заключается в том, что через твердо установленные промежутки времени производятся ремонты, стандартные по объему и содержанию работ, согласно заранее разработанным инструкциям по отдельным типам оборудования. Этот метод организации предупредительного ремонта предполагает наличие твердо установленных сроков службы деталей и механизмов.
Важнейшими подготовительными работами по внедрению системы планово-предупредительного ремонта являются:
1) инвентаризация оборудования, учет его и разбивка по типам и моделям;
2) составление спецификаций сменных деталей для каждого типа оборудования, определение запасных частей и установление норм запасов;
3) составление альбомов чертежей сменных деталей и разработка технологических процессов их изготовления;
4) создание парка запасных частей;
138
5) установление периодичности, сроков и содержания ремонтных работ;
6) разработка инструкций по уходу и надзору, осмотрам, проверке на точность;
7) разработка технологии ремонтов и укрупненных нормативов для планирования ремонтов и для определения потребного количества рабочих и ремонтных средств.
При организации планово-предупредительного ремонта большее значение имеет создание необходимого запаса сменных деталей.
Сменными называются те детали оборудования, которые подвергаются относительно быстрому износу, срок службы которых не превышает срока между капитальными ремонтами. Срок службы детали определяется длительностью нормальной ее работы (от момента постановки на механизм до замены) в станко-часах. Деталь сменяется, как правило, тогда, когда величина износа достигает таких размеров, при которых не гарантируется необходимая точность работы оборудования либо может скоро последовать поломка.
Спецификация сменных деталей составляется по каждому типу оборудования. Часть сменных деталей подлежит постоянному хранению на складе и носит название запасных частей. К ним должны быть отнесены главным образом те детали, которые подвержены частой поломке или весьма быстро изнашиваются (практически все детали со сроком службы 3—4 месяца).
Планирование ремонтов производится путем разбивки оборудования на группы по сложности конструкции и приведения всего разнообразия объектов ремонта к определенной сумме условных величин — единиц ремонтосложности. За единицу ремонто- сложности принимается трудоемкость ремонта простейшего оборудования, имеющего один вал и два подшипника. Все остальное оборудование разбивают по группам сложности, исходя из трудоемкости ремонтных работ. Группа ремонтосложности, присваиваемая тому или иному оборудованию, указывает, во сколько раз трудоемкость ремонта этого оборудования больше трудоемкости ремонта оборудования, принимаемого за единицу.
Так как текущие ремонты отличаются между собой и от капитального ремонта своей трудоемкостью, то каждому ,виду ремонтных работ присваивают соответствующий коэфициент, принимая за единицу время, затрачиваемое на первый текущий ремонт.
В практике большинства машиностроительных заводов, например, принято соотношение между объектами слесарных работ по первому, второму, третьему текущим и капитальному ремонтам, как 1 : 2 : 3 : 7.
Постановление Совнаркома СССР от 8 января 1938 г. «Об использовании амортизационных отчислений и об улучшении ремонта в промышленных предприятиях» оказало большое влияние на улучшение организации ремонтного дела.
139
Объем работы по ремонту оборудования различается в зависимости от типа оборудования (сложные машины, простые, машины с большим или с меньшим количеством быстро изнашиваемых деталей и т. д.); от состояния оборудования (станки мало изношенные, требующие текущего ремонта, значительно изношенные, требующие капитального ремонта, и т. д.); от количества оборудования, подлежащего ремонту, и от состояния обслуживания оборудования в процессе его работы на производстве.
Межремонтные периоды зависят от интенсивности работы оборудования, нагрузки, с которой оно работает, сменности и характера самого оборудования.
Вся организация ремонта оборудования проводится в направлении максимального ускорения ремонта и повышения за этот счет времени работы оборудования.
Сокращение сроков ремонта достигается за счет:
а) производства ремонта на месте установки станка без съема его с фундамента (если можно, то и капитального ремонта);
б) своевременного и полного обеспечения ремонта необходимыми сменными деталями;
в) использования для текущих осмотров и мелкого ремонта перерывов, нерабочих смен, выходных и праздничных дней;
г) организации ремонта оборудования в две или три смены;
д) обеспечения ремонтных бригад различными механизирующими труд приспособлениями, устройствами, подъемными механизмами и т. д.;
е) создания запасных узлов оборудования и замены ими изношенных узлов при минимальной остановке оборудования.
Часто при наличии большого количества однотипного оборудования, особенно в условиях поточного производства, устанавливают запасное оборудование, и в случае, когда машина, стоящая в потоке, должна быть отправлена в ремонт, ее заменяют запасной машиной и поток работает почти без перерыва.
Особенно большое распространение получили скоростные методы ремонта оборудования в период Отечественной войны и в послевоенный период. Стремясь свести к минимуму время простоя оборудования в ремонте и увеличить за этот счет выпуск продукции каждой единицей оборудования, многие предприятия добились значительных результатов, сократив простои в пять-шесть и более раз против плановых норм.
Прекрасных результатов в области сокращения простоев оборудования из-за ремонта достигли стахановцы ремонтных цехов многих предприятий. На швейных фабриках стахановцы-ремонтники заранее подготовляют вполне исправные головки машин. В случае необходимости ремонта какой-либо машины, стоящей на конвейере, снимается ее головка и ставится заранее подготовленная, исправная. Смена головки длится 3—5 минут, и вся линия продолжает бесперебойно работать. На Нижнекотельском кирпич140
ном заводе механики наладили почти весь ремонт методом смены агрегата машин. Заранее подготовленный агрегат или мотор ставится на место снимаемого агрегата, требующего ремонта, и машина почти без перерыва продолжает работу.
Широкое применение в работе промышленности имеют лунин- ские методы ремонта, при которых стахановцы-производственники заботятся об исправности своего оборудования и сами производят мелкий ремонт его в ходе работы.
По мере роста квалификации станочников, по мере овладения ими техникой своего дела объем профилактических и ремонтных работ, выполняемых ими, увеличивается. Участвуя в ремонте оборудования, станочник глубже вникает в технику работы станка и этим самым повышает свою квалификацию. Учитывая это, на ряде заводов установлен порядок, по которому производственный рабочий должен участвовать даже в капитальном ремонте станка совместно с ремонтными слесарями.
Многие стахановцы-производственники внимательным уходом и бережным отношением к оборудованию добиваются длительной бесперебойной работы его без капитального ремонта.
Так, например, токарь завода им. Владимира Ильича тов. Смирнов проработал на своем станке ДИП-300 без ремонта 5 лет и выполнил за это время пятнадцатилетнюю норму. Опыт работы тт. Кулагина, Назарова и многих других стахановцев, принявших оборудование на социалистическую сохранность, показал, что межремонтные периоды могут быть значительно удлинены при обеспеченности полной исправности оборудования.
Условия работы отдельных видов оборудования предъявляют особые требования к уходу за ними и к организации ремонта. Так, например, прядильные машины часто засоряются и недостаточный уход за ними может привести к преждевременной их поломке. Очень важно поэтому обеспечить систематический уход за такого рода оборудованием.
Условия работы металлургического оборудования более тяжелые, чем условия работы металлорежущих станков. Металлургическое оборудование работает круглосуточно в условиях высокой температуры, что затрудняет профилактику и ремонт его. Бесперебойная работа оборудования металлургических заводов и его высокая производительность могут быть обеспечены правильной организацией его работы и ремонта. Все работы по ремонту металлургического оборудования делятся на «горячие» и «холодные». К числу горячих относятся ремонты, выполняемые на ходу агрегата или с небольшой приостановкой, замедлением процесса его работы. Холодный ремонт производится с остановкой агрегата. Согласно приказу Министерства черной металлургии остановка на ремонт того или иного агрегата может производиться только при полной подготовке и предварительной обеспеченности всех условий для бесперебойного ведения ремонтных работ.
141
На многих предприятиях во время ремонта оборудования, особенно капитального ремонта, проводится модернизация оборудования с целью лучшего приспособления его к выполнению данной работы. Внедрение скоростных методов ведения технологических процессов вызвало большую потребность в модернизации оборудования, в частности, в повышении жесткости крепления станков, внедрении автоматизации оборудования, быстродействующих приспособлений для загрузки оборудования и др. Эта работа успешно проводится в ремонтных цехах наших предприятий.
Выполнение всего комплекса ремонтных работ распределяется между ремонтными бригадами в производственных цехах, которые * закрепляются за определенными группами оборудования, и ремонтно-механическим цехом. В крупных производственных цехах имеется обычно цеховой механик, в ведении которого и находятся ремонтные бригады. В мелких цехах последние подчинены непосредственно начальнику цеха.
Ремонтные бригады осуществляют текущий уход и надзор за оборудованием, производят осмотры и проверку его и выполняют также текущий ремонт. Для осуществления ухода за оборудованием и надзора за его эксплоатацией выделяются дежурные слесари. В обязанности дежурного слесаря по оборудованию входит проверка соблюдения производственными рабочими правил обращения с оборудованием, исправление на ходу мелких неполадок, проверка правильности действия смазочной системы, отсутствия перегрева подшипников и т. п. Свой участок дежурный слесарь обходит по заранее установленному маршруту. В свободное от обходов время дежурный слесарь выполняет задания бригадира по ремонтам, осмотрам и проверкам.
До наступления срока текущего ремонта по графику (примерно за месяц) цеховой механик выписывает «листок осмотра и ремонта» и передает его бригадиру ремонтной бригады, за которой закреплено данное оборудование. По назначению бригадира слесарь производит осмотр оборудования, устраняет небольшие дефекты и записывает в листке осмотра все обнаруженные недостатки.
На основании отмеченных в листке дефектов цеховой механик окончательно устанавливает срок проведения ближайшего ремонта и выписывает все необходимые для замены сменные части, а также потребные материалы. При ремонте устраняются все недостатки, занесенные в листок осмотра, а также те, которые будут обнаружены после разборки оборудования или во время ремонта. Все выполненные работы заносятся в «листок осмотра и ремонта», откуда эти данные переносятся механиком цеха в карту ремонтов данного оборудования.
Капитальные ремонты оборудования, а также изготовление сменных частей для ремонтных работ производятся в ремонтномеханических цехах, структура которых строится в зависимости от масштаба завода и объема ремонтных работ.
142
Сравнительно сложная подготовка к проведению капитального ремонта начинается за 2—3 месяца до остановки оборудования. Подготовка эта включает: а) составление предварительной дефектной ведомости, с использованием типовой карты технологического процесса ремонта; б) изготовление и подбор потребных чертежей; е) разработку технологического процесса ремонта; г) изготовление сменных деталей. Перечисленная подготовка проводится в основном аппаратом отдела главного механика, который, по окончании ее, дает распоряжение цеховому механику и ремонтно-механическому цеху о снятии оборудования с фундамента и отправке его в ремонтный цех.
Работа по ремонту оборудования распределяется между следующими участками:
а) ремонтные бригады в производственных цехах, задачей которых является текущее наблюдение за сохранностью оборудования, медкий ремонт его и ведение ведомостей, характеризующих состояние оборудования в каждый отдельный момент (эти бригады находятся в административном подчинении начальника производственного цеха);
б) бригады слесарей по ремонту оборудования при ремонтном цехе, задачи которых — определить необходимый объем ремонта, произвести замену изношенных деталей вновь изготовленными (где это возможно, бригады слесарей должны сами исправлять частично изношенные и подлежащие замене детали);
в) ремонтно-механический цех, изготовляющий запасные части и проводящий работу по ремонту и восстановлению изношенных запасных частей.
При организации ремонта оборудования нужно разработать график ремонта каждого механизма, учитывая его особенности и предупреждая его поломки и аварии; обеспечить строгое проведение этого графика, принудительно выводя станки в .ремонт в установленные сроки, не доводя оборудование до полного износа; организовать проведение ремонта в наиболее сокращенные сроки и соответствующего качества.
Произведя соответствующую классификацию оборудования, установив межремонтные периоды, содержание, трудоемкость и стоимость ремонта каждого вида, нетрудно установить объем работы, который должно выполнить ремонтное хозяйство предприятия.
Для составления программы изготовления запасных частей пользуются календарным планом ремонта оборудования и спецификацией деталей, сменяемых при проведении каждого вида ремонта по каждой группе оборудования.
В сводном виде план проведения капитального ремонта оборудования оформляется в виде следующей таблицы:
143
План капитального ремонта оборудования на год
Наименова¬
ние оборудования
=1
г
з я О. сз н Я О я я
Сметная стоимость капитального ремонта
12 |13 141151
В том числе:
Сроки выполнения ремонта (дата)
Отчет о выполнении плана ремонта и о состоянии оборудования часто проводится по следующей форме (см. стр. 145).
Инструментальное хозяйство
Задачей инструментального хозяйства является своевременное и бесперебойное обеспечение производства инструментом надлежащего качества в требующемся количестве и ассортименте при наименьших затратах. Эта задача инструментального хозяйства становится очень сложной при большой номенклатуре применяемого инструмента. Например, на машиностроительном предприятии номенклатура инструментов нередко доходит до нескольких тысяч и даже десятков тысяч наименований.
Неудовлетворительная организация инструментального хозяйства приводит к очень большим потерям в производстве из-за несвоевременного поступления инструмента, неорганизованной его подачи к рабочим местам, отсутствия централизованной заточки, преждевременного его износа и т. п.
Для нормального функционирования инструментального хозяйства на предприятиях организуется инструментальный цех, центральный инструментальный склад (ЦИС), цеховые инструментально-раздаточные кладовые (ИРК), заточные, восстановительные и ремонтные базы.
Весь применяемый на предприятии инструмент по характеру использования подразделяется на специальный и универсальный. Под специальным понимается инструмент, применяемый только для определенного изделия на конкретной операции. Универ-
144
выполнении плана ремонта и обслуживания оборудования за
Оценка состояния оборудования (физ. ед.)
ОНЧ1ГЭ1ИС1О0
-хэгяоЯХан
сч
ончтгэх
-ибоахэтгаоУХ
ошобох
19 20 |
ОННИ1ГХО
ОО
ХНОНЭб РН
•эеь-чгэь пходхвд
г-
Из общего количества ремонтов выполнено
отобох
СО
ОННИ1ГХО
I 14 1 15
илкотгон и иийвау
Простои в ст.-часах
илэаьихлвф
1 12 13
Хнвгп он 1
Провер-1 ка |
ИЛЭЭЬИХЛВф
Хнвтгп он
о
1П вид ремонта
ияээьихявф
аэ
Хнвтгн он
ОО
11 вид ремонта
илээьихлвф
г*
ЛНВ1ГН ОН
СО
I вид ремонта
илээьихлвф
«Л
Хн81ГИ ОН
винваояЛй
-оро ояхээьитгоя
СО
10 С. Е. Каменицер
145
сальным (нормальным) называется инструмент, применяемый для определенного вида работ независимо от изделия, над которым выполняется работа.
Важнейшей предпосылкой рациональной организации инструментального хозяйства является сокращение количества типо-раз- меров инструмента, находящегося в обращении на предприятии. Это дожигается, прежде всего, путем широкой нормализации инструмента, под которой понимается установление постоянного качества, конструкции и геометрии инструмента для нескольких его типо-размеров аналогичной конструкции. Нормализация должна охватывать как универсальный, так и специальный инструмент. Наряду с нормализованным инструментом во всех случаях, где только возможно, должен применяться стандартный инструмент.
Для облегчения оперирования всей многообразной массой инструмента, применяющегося на производстве, его классифицируют по определенной системе, присваивая каждому инструменту то или иное условное обозначение (индекс).
Органы технической подготовки производства разрабатывают технологический процесс изготовления продукции предприятия. При этом намечается, с помощью каких инструментов и приспособлений должна выполняться каждая операция. Если для выполнения операции можно использовать нормальный стандартный инструмент, то технический отдел проставляет шифр этого инструмента, заменяющий название. Если работа должна быть выполнена с помощью специального инструмента — дается задание по его конструированию. Перечень инструмента, необходимого для выполнения каждого вида работ, систематизируется в инструментальных карточках. Систематизировав данные инструментальных карт по нновь осваиваемой’ и ранее освоенной продукции, инструментальный отдел составляет заявки на те виды инструмента и приспособлений, которые должны быть заказаны на стороне. Суммированная заявка передается органам снабжения.
В дальнейшем обязанностью инструментального отдела является наблюдение и контроль за ходом снабжения и обеспечение необходимых запасов инструментов на складе.
Намного больший объем работы выполняет инструментальное хозяйство- в части специальных инструментов и приспособлений. Получив перечень специальных инструментов и приспособлений, необходимых для выполнения каждой операции, и их техническую характеристику, инструментальный отдел разрабатывает конструкцию каждого вида специального инструмента и приспособления. В результате конструкторской разработки получаются чертежи инструмента и приспособлений и их детальная характеристика. Прежде чем приступить к проектированию нового инструмента и приспособления необходимо проверить технико-экономическую эффективность их применения.
Инструменты и приспособления проектируются с целью обеспечения нормального хода производства и с целью рационализации 146
или ускорения процесса производства, повышения качества продукции, сокращения брака. По операциям, для которых проектируются инструменты второй группы, производится расчет затрат на выполнение работ без приспособлений и с помощью проектируемых инструментов и приспособлений. Экономия сопоставляется со стоимостью самих инструментов. Если экономия, умноженная на. количество изделий, которые будут произведены с помощью данного инструмента, больше, чем затраты, связанные с его производством, то применение данного инструмента себя оправдывает с точки зрения экономии затрат на производство. Однако этим не исчерпывается понятие экономической эффективности. Экономически эффективными будут также и такие приспособления или инструменты, которые не снижают себестоимости, но улучшают условия труда, повышают качество продукции или экономят дефицитные материалы. Эти виды инструментов и приспособлений считаются также экономически эффективными.
Исходя из! данных технического отдела о потребности в инструменте составляют производственную программу для инструментального цеха.
Как было отмечено выше, инструмент, применяемый на промышленном предприятии, делится на два основных вида: специальный и нормальный. Под специальным понимается инструмент, предназначаемый для изготовления определенной продукции. Этот инструмент обладает индивидуальными особенностями, связанными с производством отдельных видов работы. Конструирование и изготовление специального инструмента обычно связано с изготовлением определенного вида продукции. Нормальным (универсальным) называется инструмент, выпускаемый промышленностью по установленным стандартам и предназначаемый для изготовления самых разнообразных изделий. Специальный инструмент в большинстве случаев изготовляется силами самого завода, а универсальный должен выпускаться специализированными предприятиями инструментальной промышленности.
В производственной программе инструментального цеха и в заявке на приобретение инструмента со стороны указывается не только номенклатура инструментов и приспособлений, но и количество их. Количество заказываемых инструментов и приспособлений определяется исходя из норм расхода на производство единицы продукции, размера программы по выпуску продукции и норм запаса.
Нормы расхода инструмента должны устанавливаться исходя из опыта лучших рабочих и производственных участков.
Норма расхода рабочего инструмента определяется обычно с помощью следующей формулы:
10*
147
где А — норма расхода инструмента в штуках на единицу изделия, Д — количество деталей или полуфабрикатов, обрабатываемых данным инструментом, приходящихся на единицу данного .вида продукции,
Т — машинное время данного инструмента, в часах работы, затрачиваемое для обработки одной детали или полуфабриката,
М — время машинной работы инструмента до полного его износа,
К — коэфициент, учитывающий случайную убыль инструмента.
При установлении норм расхода инструмента необходимо исходить из опыта передовых стахановцев, применяющих высокие скорости и интенсивные технологические процессы, обеспечивающие повышение производительности труда и оборудования, и одновременно бережно, по-хозяйски, относящихся к инструменту. Естественно, что на выбор технологических режимов должны влиять, в первую очередь, соображения максимального повышения производительности труда, а не устарелые «экономические скорости», вызывающие практически снижение производительности оборудования.
Коэфициент .случайной убыли должен учитываться в минимальных размерах.
Зная номенклатуру потребного инструмента, программу выпуска изделий на плановый период, а также нормы расхода инструмента на единицу продукции, определяют потребность в каждом виде инструмента для выполнения всей установленной производственной программы. Кроме того должна быть учтена разница между запасами инструмента, имеющимися на складах, и необходимыми запасами.
Определив потребность предприятия в инструменте, устанавливают, какая часть его должна быть приобретена на стороне, остальная часть инструмента должна быть изготовлена силами самого предприятия и включается в производственную программу инструментального цеха.
Расчет загрузки инструментального цеха производится с учетом не только потребности в инструменте на основную программу, но и, как было отмечено ранее, предусматривает пополнение складских запасов до их нормального уровня.
Законченный производством инструмент, а также весь инструмент, поступивший со стороны, направляется в центральный инструментальный склад (ЦИС) предприятия, откуда по мере необходимости распределяется по всем цехам и производственным участкам.
В производственных цехах инструмент поступает в цеховые инструментально-раздаточные кладовые (ИРК), которые служат первичной складской ячейкой, обслуживающей инструментом производственные участки. Инструментально-раздаточные кладовые (ИРК) производят хранение, прием и выдачу инструмента на рабо148
чие места и поддерживают необходимые запасы инструмента для обеспечения бесперебойной работы цехов.
Внедрение производственного графика, повышение производительности труда рабочих может быть обеспечено^ в первую очередь, при полной и своевременной оснастке рабочих мест инструментом. Это требует особой четкости и оперативности работы ИРК. С этой целью на каждом предприятии должен быть установлен такой порядок выдачи и приемки инструмента, который обеспечивал бы нормальное обслуживание рабочих мест без потерь времени производственных рабочих для получения, ремонта и переточки инструмента. Кроме того ИРК обеспечивают полную сохранность инструмента и лучшую его оборачиваемость.
В работе центрального инструментального склада и цеховых раздаточных кладовых особое внимание уделяется обеспечению необходимого запаса инструмента. Нормальный запас определяется исходя из общей потребности в инструменте и периода времени, необходимого для изготовления или приобретения партии инструмента, т. е. длительностью производственного цикла его изготовления и доставки. Обычно запас инструмента регулируется системой так называемого минимума-максимума. Минимальный запас инструмента, ниже которого он не должен снижаться, определяется временем срочного изготовления инструмента. Минимальный запас инструмента рассчитан на тот случай, если своевременное пополнение запаса не будет произведено. Тогда нужно срочно заказать инструмент и изготовить его до того, как иссякнет весь запас. Однако, не допуская снижения запаса ниже минимального, нельзя в то же время и завышать его. Максимальный запас не должен превышать суммы нормального и минимального запасов. Запасы инструмента должны обеспечивать бесперебойную работу производственных цехов и в то же время не замораживать излишнее количество оборотных средств.
В целях правильного использования инструмента и обеспечения лучшей оборачиваемости средств, затраченных на приобрете-* ние инструмента, стремятся сократить запасы инструмента, хранящегося у каждого рабочего. С этой целью выделяют инструмент постоянного пользования, который необходим для оснащения рабочих мест на длительный период. Он закрепляется за рабочими на продолжительный срок. Номенклатура инструмента постоянного пользования для каждого вида рабочих мест устанавливается техническим отделом. В отдельных случаях, при отсутствии технически установленной номенклатуры, она может определяться мастером.
Инструмент, который используется только для выполнения отдельных видов работы, называется инструментом временного пользования. Он подлежит возврату в ИРК немедленно после окончания выполненной работы.
Исходя из календарных планов основного производства, путем расчетов расхода и оборотного- фонда инструмента, устанавливают-
149
ся годовые и квартальные лимиты цехам-потребителям на инструмент. Эти лимиты определяют то количество инструмента, которое может быть получено и израсходовано каждым цехом в течение планового периода. Лимит устанавливается по каждому типо-раз- меру инструмента в количественном измерении, а по укрупненной номенклатуре в ценностном выражении на основе составляемого на предприятии специального ценника, в котором фиксируются плановые цены на срок не менее одного года.
В цехах лимиты распределяются по участкам и служат для целей контроля и регулирования потребления инструмента. Учет использования цехами лимитов ведет ЦИС по отпуску в цех каждого типо-размера инструмента. Цеховые ИРК ведут учет использования участками лимитов по получению инструмента из ЦИС и списанию его в расход. ЦИС прекращает отпуск цеху инструмента в момент исчерпания его лимита. Цеховые ИРК приостанавливают отпуск инструмента на участки, когда списание инструмента достигает размеров расчетного лимита по расходу. Такая четкость в системе отпуска инструмента требует систематического учета его расхода, чтобы уже в ходе использования лимитов иметь возможность обнаруживать отклонения от нормального хода потребления и принимать необходимые меры.
Производство инструмента на самом предприятии сосредоточивается в специальном инструментальном цехе. Производственная программа для инструментального цеха составляется, исходя из рассчитанного расхода инструмента, необходимого пополнения его запасов, с учетом также того инструмента, который в течение планового периода полностью не изнашивается, и того инструмента, .который требуется для экспериментальных работ по освоению новых изделий. Помимо этого некоторая часть производственной мощности инструментального цеха резервируется для выполнения внеплановых заказов, а также на ремонт и изготовление инструмента, потребляемого самим инструментальным цехом.
Ьесь инструмент, который предприятие получает со стороны, а также изготовляемый в инструментальном цехе, поступает в ЦИС и только через него может быть получен цехами-потребителями. Йнструмент собственного изготовления направляется в ЦИС после Окончательного контроля в инструментальном цехе. Покупной инструмент подвергается проверке на контрольном пункте отдела технического контроля в ЦИС.
По каждому типо-размеру инструмента в ЦИС ведется учет с помощью специальной картотеки, в карточках которой, помимо общих и учетных данных, указываются нормы запаса.
Важнейшими задачами цеховых ИРК являются: а) обслуживание рабочих мест инструментом, б) наблюдение за запасами и их пополнение, в) учет и списание инструментов в расход. Особо большое значение в работе ИРК имеет обеспечение рабочих мест инструментом и недопущение перерывов в работе производствен¬
но
ных рабочих из-за ожидания получения инструмента и приспособлений. С этой целью на передовых предприятиях организуется в цехах доставка необходимого инструмента непосредственно к рабочим местам специальными вспомогательными рабочими. Для этого в ИРК по комплектовочно-инструментальным картам предварительно подготовляются комплекты инструмента, необходимые для всех тех рабочих мест, которые обслуживаются одним рабочим-подносчиком. Последний совершает обход рабочих мест по постоянному маршруту, обменивая инструмент на каждом из них. Для этого подносчик пользуется передвижным стеллажом с ячейками по числу обслуживаемых рабочих мест, в каждой из которых находится обменный запас инструмента. По окончании обхода своего участка подносчик возвращается в кладовую и сдает стеллаж-тележку для выемки из него инструмента, доставленного с рабочих мест, и нового заполнения ячеек инструментом.
Выдача инструмента из ИРК должна быть так организована, чтобы был обеспечен четкий учет его обращения и надежность возврата. Учет выдачи инструмента постоянного пользования производится под расписку рабочего на комплектовочно-инструментальной карте либо путем записи в инструментальную книжку рабочего Учет выдачи инструмента временного пользования производится обычно по марочной системе. Для получения инструмента из кладовой рабочий посылает туда через подносчика соответствующее количество инструментальных марок, в обмен на которые и получает инструмент. Кроме инструментальных марок применяются еще номенклатурные марки, на которых выбит индекс данного инструмента. Номенклатурные марки хранятся вместе с инструментом в ячейках стеллажей ИРК. При выдаче инструмента инструментальная марка кладется в ту ячейку стеллажа, из которой выдается инструмент. Одна номенклатурная марка навешивается в кладовой на контрольную доску под номером рабочего, получающего инструмент, а другая номенклатурная марка выдается рабочему вместе с инструментом. Прием в кладовую обратно инструмента производится только при условии сдачи рабочим инструмента вместе с номенклатурной маркой.
В большинстве случаев рабочий инструмент требует частой заточки и восстановления (ремонта). Правильность заточки и восстановления инструмента определяет, в значительной мере, интенсивность процесса производства и, следовательно, уровень производительности труда и себестоимости продукции. Кроме того, правильная организация заточки и восстановления инструмента и инструктаж рабочих о порядке пользования инструментом сокращают потери из-за поломки, преждевременного износа и порчи инструмента. При этом следует учесть, что предприятие несет значительные потери в результате так называемой случайной убыли инструмента, иногда достигающей большой доли от его нормального расхода. Эта «случайная убыль» возникает, с одной стороны, из- за отсутствия в цехах соответствующего производственного ин151
структажа работающих в части правильной эксплоатации инструмента; с другой стороны, большие потери инструмента объясняются отсутствием на’некоторых предприятиях должной работы по его восстановлению, т. е. неорганизованностью ремонта и заточки отработанного инструмента.
Рациональная организация заточки и восстановления инструмента удлиняет сроки его использования, обеспечивает большую экономию средств, времени и материалов.
В целях создания условий, способствующих наиболее эффективному использованию рабочего времени производственными рабочими, на передовых предприятиях организуется централизованная заточка инструмента. Последняя не только освобождает производственных рабочих от заточки инструмента, но и улучшает качество заточки, способствуя тем самым увеличению стойкости инструмента и уменьшению при всех прочих равных условиях его расхода на единицу продукции. При очень большом ассортименте инструмента централизация его заточки в масштабе всего предприятия может повлечь за собой значительное увеличение длительности цикла переточки и, как следствие этого, увеличение размеров оборотного фонда инструмента. Целесообразнее поэтому в условиях очень большой номенклатуры инструмента и значительных масштабов производства организовать централизованную заточку инструмента в масштабе одного или нескольких цехов.
Практика предприятий показывает, что ремонт изношенного и поломанного инструмента является весьма существенным источником уменьшения расхода инструмента и затрат на него, а также экономии расхода инструментальных сталей. Этим и определяется значение организации ремонта инструмента во всей системе инструментального хозяйства предприятия. Ремонт инструмента производится в инструментальном цехе, где для этого выделяется фонд времени по соответствующим отделениям. В крупных производственных цехах в ведении цехового инструментального хозяйства создаются свои ремонтные группы.
Не менее существенным источником уменьшения затрат на ин струмент является восстановление изношенного инструмента. Весь инструмент, переточка и ремонт которого после использования на рабочем месте технически невозможны или экономически нецелесообразны, а также весь изношенный инструмент должен собираться в ИРК, в специальной восстановительной кладовой, и направляться затем для восстановления в специальную мастерскую, которая создается обычно при инструментальном цехе предприятия. В этом направлении большая работа проведена на Харьковском тракторном заводе, на автомобильном заводе им. Сталина и многих других.
В промышленности в настоящее время широко применяются скоростные методы выполнения технологических процессов — скоростное точение, фрезерование, сверление в машиностроении, повышенные скорости работы прядильных и ткацких машин в тек152
стильной промышленности, скоростные плавки в металлургии и др. Скоростные методы предъявляют повышенные требования к инструменту (особая прочность, тугоплавкость, специальные методы заточки инструмента и др.1). Из этих требований необходимо исходить при организации работы инструментального хозяйства.
Внутризаводский транспорт
Осуществление процесса производства на современном промышленном предприятии связано с транспортировкой значительного количества грузов —- материалов, деталей, полуфабрикатов, готовых изделий, а также требует перемещения обрабатываемых изделий внутри цехов, от одних рабочих мест к другим.
Работа по материально-техническому снабжению предприятия может считаться налаженной только при условии, что все материалы, топливо, инструмент и полуфабрикаты поданы непосредственно к месту их потребления. Передвижение предметов труда в процессе производства и доставка их к месту потребления осуществляются средствами внутризаводского транспорта. Отсюда понятна огромная роль и значение правильной организации внутризаводского транспорта, от которого в значительной степени зависит выполнение производственной программы предприятия.
Внутризаводский транспорт должен быть организован таким образом, чтобы обеспечить: а) наиболее быстрое передвижение сырья, полуфабрикатов и готовой продукции в соответствии с требованиями производства; б) максимальное сокращение применения ручного труда на транспортных и погрузочно-разгрузочных операциях; в) согласованность работы транспорта с работой производственного оборудования.
На этой основе внутризаводский транспорт способствует сокращению длительности производственного цикла, снижению себестоимости продукции, повышению производительности и улучшению условий труда.
По характеру использования транспорта различается обычно:
а) межцеховой транспорт, который выполняет операции по перевозке различного рода грузов в пределах территории предприятия, т. е. обеспечивает перевозку материалов, полуфабрикатов, инструмента между цехами и складскими помещениями предприятия;
б) внутрицеховой транспорт, который непосредственно связан с процессом производства и обеспечивает перемещение деталей и изделий между рабочими местами по ходу технологического процесса.
По характеру транспортных устройств внутризаводский транспорт делится на:
а) безрельсовый транспорт, к которому относятся различного типа тележки, электрокары, автомашины и другие 153
транспортные средства, передвижение которых не ограничивается расположением рельсов;
б) рельсовый транспорт, к которому относятся паровозы, электровозы, мотовозы (как широкой, так и узкой колеи) и все виды прицепных устройств к ним;
в) подвесной транспорт, т. е. мостовые краны, монорельсы, канатные дороги и т. д.;
г) конвейерный транспорт — транспортеры.
Примерная классификация основных транспортных средств предприятия может быть представлена в виде следующей таблицы ,(см. стр. 155).
Транспорт современного промышленного предприятия, особенно крупного предприятия, представляет собой сложное хозяйство, включающее путевое хозяйство, подвижной состав, тяговое хозяйство и транспортные базы (гаражи, депо, конюшни и т. п.) с ремонтно-обслуживающими участками.
Путевым хозяйством являются дороги, по которым двигаются автомашины, паровозы и другие транспортные машины. Основными вопросами организации путевого хозяйства являются планировка путей и поддержание их в порядке. Расположение путей на территории предприятия определяется транспортными потоками. Необходимо стремиться к максимальному сокращению пробега грузов по территории предприятия.
На предприятиях с поточным производством направление транспортных потоков целиком определяется ходом технологического процесса. На предприятиях серийного и единичного производства транспортные потоки определяются наиболее часто встречающейся последовательностью выполнения отдельных стадий производственного процесса.
На предприятиях необходимо прежде всего организовать подъездные пути от ближайших железнодорожных станций или пристаней. Эти пути обеспечивают наиболее легкую доставку материалов и топлива и вывозку готовой продукции без излишних перегрузок. Поэтому на всех предприятиях, где объем перевозок сравнительно велик, стремятся ввести на территорию, непосредственно к базисным складам, ширококолейный железнодорожный путь.
Внутри предприятия создаются магистральные пути в направлениях основных грузопотоков — между складами и цехами и между различными цехами, связанными последовательностью технологического процесса. Характер внутризаводских путей зависит от типа подвижного состава, выбранного для связи между отдельными производственными звеньями. Между теми участками, которые связаны постоянными грузопотоками, при значительных их размерах применяют систематически курсирующие узкоколейные вагонетки. В таком случае прокладывается узкоколейный железнодорожный путь, который является постоянным связующим звеном между производственными участками.
154
КЛАССИФИКАЦИЯ ВАЖНЕЙШИХ ТРАНСПОРТНЫХ СРЕДСТВ, ПРИМЕНЯЕМЫХ НА ПРЕДПРИЯТИИ
Непре- устройства рольганги и др.
р ы в н о го
действия Гравитационные Межэтажные спуски Желоба, склизы, лотки и др.
спуски
155
Узкоколейка создается, например, на кирпичных заводах между всеми видами производственных цехов, на угольных шахтах и др. На некоторых предприятиях для межцеховых перевозок применяется транспорт широкой колеи, например, на металлургических заводах между складами сырья и доменными печами и др. На производствах, где перевозятся внутри предприятия значительные грузы, при большой отдаленности отдельных цехов и меняющихся транспортных потоках, применяется автотранспорт. При небольших меняющихся грузопотоках применяются электрокары.
Внутри цехов должны быть созданы пути, обеспечивающие проход для межцехового транспорта., и специальные пути для внутрицехового транспорта. На предприятиях стремятся, чтобы межцеховые транспортные операции завершались непосредственно у рабочих мест, избегая излишних перегрузок. С этой целью основные внутрицеховые проходы должны обеспечивать легкую проходимость для межцехового транспорта. Во многих случаях для межцехового транспорта сохраняются основные проходы, а к отдельным рабочим местам грузы подаются внутрицеховыми средствами — подъемными кранами, рольгангами, транспортерами и др.
Для внутрицехового транспорта также необходимы подъездные пути, которые обеспечивают бесперебойную его работу.
Места погрузки и разгрузки в максимальной степени механизируются, что уменьшает трудоемкость погрузочно-разгрузочных работ. Подъездные и заводские пути систематически поддерживаются в порядке. Неисправный железнодорожный путь, разбитая шоссейная дорога могут быть источниками аварий транспорта и перебоев в снабжении предприятия сырьем и топливом. Хорошее состояние подъездных путей обеспечивает ускорение транспортных операций и лучшую сохранность подвижного состава.
С целью поддержания в порядке путевого хозяйства, особенно при большой протяженности путей, организуются бригады по ремонту путей и дорог и по поддержанию их в порядке (очистка, контроль за состоянием и др.).
Подвижной состав должен максимально быстро оборачиваться. Это требует ускорения транспортных и погрузочно-разгрузочных операций. С этой целью погрузочно-разгрузочные операции механизируются, применяется специальная тара для перевозки грузов и организуются бригады, выполняющие погрузочно-разгрузочные работы. Механизация погрузочно-разгрузочных работ ускоряет проведение этих операций и повышает производительность труда рабочих, занятых на этих трудоемких участках.
В целях бесперебойной работы тягового и подвижного состава необходимо систематически ремонтировать его. Эту работу выполняют ремонтные рабочие гаражей и депо. Большой эффект дает организация ремонта Лупинскими методами, при которых сами водители транспорта осуществляют наблюдение за подвижным составом транспортных средств и его текущий ремонт.
156
В ц;елях более эффективного использования транспорта на предприятиях принимают меры к более полному использованию мощности транспортных средств. С этой целью «обеспечивают полную загрузку машин, перевозку с прицепами, загрузку транспорта при ездках в оба конца, ведут работу по сокращению простоя транспорта под погрузкой и разгрузкой и др. Большую экономию на транспорте и сокращение грузопотоков обеспечивает правильная планировка цехов и производственных участков.
Промышленный транспорт является крупным потребителем горючих и смазочных материалов. Соблюдение правил эксплоатации подвижного состава, борьба за экономию горючих и смазочных материалов, систематическая работа по изучению передового опыта машинистов, шоферов и других водителей транспорта и распространение этого опыта дает существенный экономический эффект и способствует серьезному снижению себестоимости промышленной продукции.
Большинство предприятий Советского Союза работает по заранее установленному графику. На многих фабриках и заводах внедрено поточное производство. В этих условиях равномерная работа транспорта приобретает особенно большое значение. С этой целью разрабатывается график работы транспорта и устанавливается ритм работы непрерывно действующего транспорта. График и ритм работы транспорта определяются на основании плана перевозок.
План работы внешнего и межцехового транспорта вытекает из плана снабжения, сбыта и производства. Он должен отразить весь комплекс предполагаемых к перевозке грузов в плановом периоде и установить потребность предприятия в конкретных видах транспортных средств.
Разработка плана внутризаводского транспорта (внешнего и межцехового) проводится в следующей последовательности:
1. Устанавливается номенклатура грузов, намечаемых к перевозке. Классификация грузов по категориям должна производиться самым тщательным образом, с учетом возможности использования для каждой группы материалов определенного вида транспорта. Например, металлы следует разбить на: а) прутковый материал, б) листовой материал, в) поковки малого габарита, д) поковки большого габарита и т. п.
2. Определяется протяженность перевозок грузов. При разрешении данного вопроса, естественно, следует исходить из выбора самых кратчайших маршрутов, обеспечивающих сокращение цикла транспортных перевозок.
3. Рассчитывается тоннаж грузов, подлежащих перевозке по каждой категории материалов. Эти данные можно получить в отделе снабжения в соответствии с планом материально-технического снабжения.
4. Исходя из программы транспортировки по каждому виду грузов, выраженной в тоннах, и расстояния предстоящих, перевозок
157
ГРУЗООБОРОТ МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА (В тоннах)
Всего . . . 98 ОСО 83 000 45 000 ЗОСОО I 31 000 15 000 29 000 14 5С0 | 32 500 127 000 505 000
158
1 / 1,8 X 50000
2000 \25 XI,5X0,8
в километрах, устанавливают план грузооборота в тонно-километрах. Расчет плана грузооборота предприятия приобретает обычно вид следующей таблицы (см. стр. 158).
Далее определяют возможность использования конкретного вила транспорта для перевозки каждого вида грузов. Взяв за основу нормальные скорости движения транспортных средств и нормы времени, необходимого на погрузочно-разгрузочные операции, рассчитывают потребность в транспортных средствах. Для этого вначале определяют время, необходимое для перевозки грузов, которое рассчитывается путем деления грузооборота в тонно-километрах на среднюю скорость и грузоподъемность одной транспортной единицы. Ко времени перевозки грузов прибавляют время, необходимое на погрузочно-разгрузочные операции, которое определяется по нормам на одну тонну данного груза.
Так, если вес перевозимого» в течение года груза по данному маршруту—50 000 тонн, длина пути составляет 1,8 километра, скорость передвижения 25 километров в час, грузоподъемность транспортного устройства равна 1,5 тонны, коэфициент использования грузоподъемности 0,8, установленное планом погрузочно-разгрузочное время на тонну 0,2 часа и количество часов работы единицы транспорта в год — 2000, то потребность в транспортных средствах составит:
4-0,2X50000^=6,5 единицы.
В случае возвратного движения транспорта без груза первая дробь приведенного расчета умножается на 2. При этом нужно иметь в виду, что пробег транспорта без груза вызывает потери горючего, рабочего времени и его нужно всячески избегать.
Выбор вида внутрицехового транспорта зависит от конкретных условий производства и, в первую очередь, от его типа. При массовом и крупносерийном производстве в условиях работы непрерывным потоком, как было указано выше, применяются различные виды механизированных средств непрерывного действия — конвейеров. В единичном и мелкосерийном производстве транспортирующими средствами служат всевозможные тележки, краны, подъемники и т. д. Потребность во внутрицеховом транспорте должна определяться исходя из объема его работы с учетом принятого порядка передачи деталей с одного рабочего места на другое.
При организации транспортных перевозок должны выбираться наиболее экономичные виды транспорта. В тех случаях, когда срочность перевозок не представляет первостепенной важности или когда необходимо перевозить большие массы грузов, целесообразно широко использовать для внешних перевозок водный транспорт.
Большой эффект для сокращения погрузочно-разгрузочных работ дает перевозка грузов в стандартной таре. Высокая механизация погрузочно-разгрузочных работ при наличии стандартной тары позволяет перегружать материалы сразу большими партиями.
159
Так, например, изготовление специальных контейнеров для транспортировки кирпича дает возможность сразу большую партию кирпича грузить в контейнере в вагоны, с помощью крана быстро перегружать на автотранспорт и в той же стандартной упаковке доставлять на стройку непосредственно к рабочему месту, при этом бой кирпича снижается до минимальных размеров.
Энергохозяйство предприятия
Современное промышленное предприятие потребляет большое количество энергии. Энергия необходима предприятию для приведения в движение многочисленных машин, занятых в процессе производства и его обслуживания, для выполнения многих технологических операций, освещения и отопления производственных и вспомогательных помещений, а также для культурно-бытовых целей — отопления и освещения общежитий, клубов, красных уголков, бань, прачечных и других помещений. В соответствии с назначением различается энергия технологическая, двигательная, отопительная и осветительная.
Предприятия получают энергию от районных электрических станций, собственных электрических станций или теплоэлектроцентралей, производящих электроэнергию и тепло (горячую воду, пар); котельных установок, снабжающих предприятия паром для паровых машин, паром и горячей водой для бытовых нужд и отопления; компрессорных станций, обеспечивающих предприятия сжатым воздухом, и газогенераторных установок, дающих производству газ для энергетических и технологических целей.
Преобладающее количество предприятий СССР получает электроэнергию от крупных районных электростанций, которые во многих районах объединены в общее кольцо.
Задачей организации энергоснабжения предприятия в этих условиях является обеспечение правильного и эффективного использования энергии. В тех случаях, когда посторонние организации не могут снабдить предприятие тем или иным видом энергии, в состав энергетического хозяйства включается соответствующий цех по выработке электроэнергии, пара, газа, сжатого воздуха и др.
Наиболее часто встречается следующий состав энергетического хозяйства предприятия: понизительная подстанция для трансформации тока, получаемого от электростанции, котельная установка для производства пара, компрессорная и газогенераторная станция. В отдельных случаях на предприятиях сооружается собственная электростанция или теплоэлектроцентраль.
Особенность работы большинства участков энергохозяйства заключается в том, что их продукцию (электроэнергию, пар, сжатый воздух, газ) нужно производить в тот момент, когда она нужна основному производству, так как возможности сохранения энергии в виде запасов крайне ограничены. Поэтому важнейшей задачей организации работы энергохозяйства является разработка графика
160
его работы, тесно увязанного с графиком работы основного производства и с потребностью в услугах энергохозяйства со стороны основного производства.
Для составления графика работы заводской электростанции, компрессорной или котельной необходимо выявить потребителей данного вида энергии, рассчитать размер потребности в разное время суток и на этой основе проектировать нагрузку агрегатов, вырабатывающих энергию. При этом должны быть учтены некоторые запасы сжатого воздуха и газа, которые должны быть постоянно в газгольдерах и других установках. В зависимости от потребности в услугах энергохозяйства отдельные агрегаты могут работать с переменной нагрузкой, на некоторое время выключаться, приспосабливаясь к графику основного производства.
Указанная особенность в работе энергохозяйства делает весьма острой «проблему пик». В связи с тем, что часто нагрузка энергоустановок бывает неравномерной, приходится ориентироваться при установлении их мощности на максимальную производительность, которая может одновременно потребоваться на предприятии. Если эта максимальная производительность будет намного отличаться от средней, т. е. будет создаваться «пик» в нагрузке, это приведет к тому, что придется устанавливать излишние мощности энергоустановок, которые будут бездействовать или, что еще хуже, работать вхолостую в интервалах между «пиками». Основное производство» должно при составлении своего графика учитывать нагрузку энергохозяйства, стремясь всеми мерами выравнять его нагрузку, приближаясь к средней ее величине.
Невозможность создания достаточных запасов энергии, которые могли бы обеспечить бесперебойную работу предприятия на случай аварий или ремонта того или иного энергоагрегата приводит к необходимости иметь резервные агрегаты на электростанциях, в котельных, компрессорных и др. С точки зрения энергетического хозяйства наличие резервных агрегатов является излишней затратой основных средств и удорожает производство энергии. Однако, если бы энергохозяйство организовывалось без таких резервных агрегатов, то основное производство находилось бы постоянно под угрозой срыва работы из-за перебоев в снабжении энергией. Такие перебои приводили бы к большим потерям в выпуске продукции и к повышению ее себестоимости. Поэтому наличие резервных агрегатов на основных участках энергохозяйства необходимо и экономически себя полностью оправдывает.
Социалистическая система хозяйства создает большие преимущества для организации работы энергохозяйства промышленных предприятий. Отсутствие частной собственности на орудия и средства производства позволяет нам объединять энергоустановки ряда предприятий, расположенных в одном районе, единым кольцом. Часто промышленные предприятия включаются в общее районное энергокольцо. В результате этого создаются дополнительные условия для выравнивания нагрузки всей энергосистемы благодаря
11 СЕ. Камсницер 161
более равномерному размещению «пик», имеющихся на отдельных предприятиях. Кроме этого, такое кольцевание позволяет уменьшить резервные мощности, так как нет необходимости создавать их на каждом предприятии. Все это значительно повышает экономический эффект работы энергосистемы и использование ее производственной мощности, что недоступно капиталистическим предприятиям.
Энергетическое хозяйство организуется таким образом, Ч1тобы обеспечивать максимальную экономию топлива и других материалов, потребляемых для производства энергии.
Экономия энергии и топлива имеет исключительно большое значение для бесперебойной работы предприятия и снижения себестоимости продукции. Она является резервом для роста объема производства. Экономия каждого киловаттчаса энергии, каждого, килограмма топлива позволяет выпустить дополнительную продукцию при том же их расходе.
Основными путями экономии топлива являются: повышение коэфициента полезного использования котлов, ликвидация потерь в паропроводящей сети, ликвидация потерь пара в работающем оборудовании, использование тепла отходящих дымовых газов и использованного пара, для бытовых нужд, отепление помещений предприятия и рабочего поселка и др.
Рационализация котельного и топочного хозяйства, обеспечивающая значительную экономию топлива, достигается за счет ряда технических и организационных мероприятий. Их примерное направление характеризуется следующим: установка воздушных и водяных экономайзеров для подогрева питательной воды, обеспечение горячего воздуха для дутья и увеличение площади нагрева котлов; очистка воды для котлов и борьба с накипью в котлах; установка конденсационных аппаратов с возвратом горячей воды в котел; использование отбросного тепла; приведение в порядок котельного и топочного хозяйства, теплоизоляция паропроводов и борьба с потерями пара и тепла; использование отходящих газов промышленных установок; правильная организация окладов хранения топлива; подготовка кадров, обслуживающих тепловые установки, и обеспечение их материальной заинтересованности в экономии топлива и др.
Экономия электроэнергии достигается путем проверки соответствия мощности установленных моторов и оборудования, правильности закрепления операций за станками, ликвидации холостых ходов машин, сокращения потерь в электропроводящей сети и пр.
При определении потребности в электроэнергии различают три направления ее потребления: для технологических целей (электролиз, электропечи, электросварка и др.), для двигательных установок и для освещения помещений и двора предприятия.
162
Расход электроэнергии на технологические цели определяется: а) прогрессивными нормами, устанавливаемыми на единицу выпускаемой продукции, исходя из характера технологического процесса, и б) производственной программой участков, на которых потребляется в технологических целях электроэнергия, количеством моторов, временем их работы и их мощностью. Расход осветительной электроэнергии определяется исходя из общей мощности осветительных установок и количества часов их работы.
Пар потребляется для технологических нужд, для двигательных целей (паровые молоты и др.) и для отопления помещения. Расчет пара для технологических нужд производится применительно к каждому виду технологического процесса,' исходя из назначения пара, времени его действия и др. Потребность в паре для двигательных целей определяется паспортными данными агрегатов, приводящихся в движение с помощью пара, и временем их работы. Потребность в паре для отопления определяется исходя из кубатуры отапливаемых зданий и норм расхода топлива, которые устанавливаются с учетом характера стенового материала зданий, необходимой разницы в наружной и внутренней температуре и коэ- фициента охлаждаемости здания.
Совет Министров СССР устанавливает твердые прогрессивные нормы расходования топлива по важнейшим потребителям топлива и энергии.
Центральной задачей всей организации и планирования энергетического хозяйства является обеспечение бесперебойной работы предприятия при максимальной экономии всех видов потребляемой энергии и топлива.
11*
Глава VII 1
ПОДГОТОВКА ПРОИЗВОДСТВА
Прежде чем приступить к производству нового изделия, необходимо провести детальную и тщательную подготовку производства, т. е. точно установить характеристику изделия (конструкцию, рецептуру), процесс его производства, разработать технико-экономические нормы затраты рабочего времени, производительности оборудования, расхода основных и вспомогательных материалов, топлива и энергии. Кроме того, для правильной организации производственного процесса проводится подготовка необходимых инструментов, приспособлений, оборудования и материалов, а также подготовка кадров. Вся эта работа осуществляется системой подготовки производства.
В условиях проводимого на советских предприятиях большого объема работ по освоению новых изделий и внедрения в производство новейших достижений науки и техники, подготовка производства имеет исключительное значение.
Задача обеспечения дальнейшего технического прогресса социалистической промышленности требует от советских предприятий всемерного ускорения освоения новых и модернизированных видов продукции на базе внедрения в производство новейших достижений науки и техники. Наиболее успешному решению этой задачи и должна быть подчинена вся организация технической подготовки производства.
Подготовка производства является центральным разделом работы по освоению новой продукции. Она оказывает значительное влияние на экономические результаты работы предприятия, так как уровень производительности труда, снижения себестоимости и другие показатели работы предприятия зависят в большой степени от качества подготовки производства.
Подготовка производства ведется на передовых предприятиях так, чтобы обеспечить производство продукции отличного качества при наименьших издержках и получить более высокую производительность труда и экономию материалов.
164
Конкретное содержание и организационные формы подготовки производства изменяются на предприятиях различных отраслей промышленности.
В машиностроении, например, разработка конструкции новой машины проходит следующие основные этапы: 1) разработка технического задания на проектирование; 2) составление эскизного проекта; 3) разработка технического проекта; 4) составление рабочего проекта.
В техническом задании устанавливаются определяющие параметры машины и специальные эксплоатационные требования, принимаемые за основу расчета конструкции (производительность, габариты, вес, обороты, скорости подачи, допускаемые напряжения, расход энергии, коэфициент полезного действия и т. п.).
Так например, при проектировании нового типа автомобиля указывается его назначение (грузовой, легковой, санитарный и т.п.), грузоподъемность, дальность проезда без забора горючего, приспособленность к определенному виду дорог, нормальная и предельная скорость, расход горючего и смазочного на 100 км пути, особые требования, предъявляемые к удобству управления или к удобству пассажиров, и т. д.
На основании технического задания, конструкторский отдел завода составляет эскизный проект, включающий: а) конструктивные схемы машины и важнейших ее узлов; б) схему работы машины; в) кинематические схемы механизмов; г) расчеты технологического или рабочего процесса, осуществляемого машиной для определения основных ее параметров; д) технико-экономическое обоснование эксплоатационной характеристики машины.
Дальнейшую свою разработку проектируемая конструкция получает в техническом проекте, который включает: а) конструктивные расчеты; б) установление геометрических форм и основных размеров узлов и главных деталей; в) выбор для последних материалов и основных методов изготовления; г) уточненные расчеты технологического или рабочего процесса, осуществляемого машиной, а также уточненные технико-экономические расчеты.
Во многих (случаях производится изготовление пробного образца изделия. Последний изготовляется в опытном цехе по предварительным рабочим чертежам и эскизам на универсальном оборудовании. Изготовленный пробный образец машины подвергается всесторонним испытаниям. Обнаруживаемые при этих испытаниях дефекты устраняются путем внесения соответствующих изменений непосредственно в конструкцию пробного образца, после чего лишь изготовляются окончательные рабочие чертежи, составляющие основное содержание рабочего проекта конструкции.
Составление рабочего проекта охватывает: а) проверку и корректировку всех предварительных расчетов и разработок; б) установление геометрических форм и размеров всех деталей, выбор для них материалов и основных методов изготовления;
165
в) установление поверхностей обработки на деталях, характера и чистоты обработки, посадок и допусков на неточность изготовления деталей и сборки узлов; г) разработку технических условий на готовое изделие, отдельные узлы и механизмы, а также методов их испытания; д) изготовление рабочих чертежей; е) составление тех-- нической спецификации машины.
При освоении изделия, для производства которого требуются кадры особых профессий и квалификации, в случае необходимости, проводится подготовка таких кадров.
Для производства нового изделия заготовляются материалы, подготавливается оборудование, часто изготовляется специальное оборудование и меняется планировка отдельных цехов и производственных участков с тем, чтобы создать необходимые условия для бесперебойного ведения процесса производства.
При освоении новых видов продукции в текстильном производстве предварительно устанавливаются основные технико-экономические и качественные требования, предъявляемые к ним. Определяется характер ткани по составу (шерсть, полушерсть и т. п. с установлением удельного веса отдельных компонентов в составе смески), плотность ткани по основе и по утку, характер и рисунок переплетения нитей, характер отделки, рисунок, окраска и т. д. На этой основе уточняется состав сырья и определяется весь процесс изготовления ткани — характер подготовительных операций, процесс прядения, номер и степень крутки нити, процесс подготовки основы, тип ткацкого станка, ход отделки и др.
Объем работ по проектированию продукции значительно сокращается в условиях стандартизации отдельных видов продукции и нормализации отдельных ее составных частей. Под стандартизацией понимают установление целесообразного минимума типовых разновидностей однородных объектов производства при точном регламентировании качественных требований в масштабе всего народного хозяйства. Аналогичное мероприятие, проводимое в масштабе отдельного предприятия или отрасли, называется нормализацией. При стандартизации изделий устанавливаются в директивном (общесоюзном) порядке строго определенные нормы качества, форм и размеров изделий, обязательные для производителей. При нормализации устанавливаются в пределах завода (заводские нормали) или в пределах отрасли (отраслевые нормали) нормы качества, форм и размеров отдельных составных частей (конструктивных элементов) изделия, инструментов, приспособлений и т. п.
Содержание подготовки производства
При всем внешнем разнообразии работы по подготовке производства на предприятиях различных отраслей промышленности, эту работу можно свести к следующим основным этапам:
1. Разработка заданий для проектирования нового изделия, определяющих назначение изделия, его основные свойства и требования, предъявляемые к изделию.
166
2. Выполнение эскизных проектов изделий, дающих основное принципиальное решение поставленной задачи (при проектировании особо ответственной продукции).
3. Составление рабочих проектов изделий, включающих в машиностроении разработку чертежей, материальных спецификаций, узловых чертежей и схем сборки; в текстильной промышленности— характеристику ткани и ее отделки; в химической — рецептуру и внешний вид изделий; в металлургии — состав, свойства металла И др.
4. Изготовление опытного образца изделия с целью проверки при его изготовлении разработанной конструкции.
5. Разработка технологического процесса изготовления новой продукции в условиях серийного и массового производства.
6. Проектирование и изготовление специальных инструментов и приспособлений.
7. Заготовка нормальных инструментов, материалов и полуфабрикатов со стороны.
8. Перепланировка оборудования при освоении изделия, определяющего специализацию предприятия, цеха или производственного участка.
9. Подготовка кадров для выполнения специальных работ, связанных с производством данного изделия.
10. Разработка или пересмотр системы планирования, учета и технической документации в цехах в случае резкого изменения специализации.
11. Обеспечение цехов всем необходимым для производства ■новой продукции.
Все перечисленные этапы могут быть сведены к следующим более крупным участкам работы:
а) разработка проекта продукции (конструкции, рецептуры а т. п.);
б) разработка технологического процесса изготовления продукции;
в} разработка основных производственно-технических нормативов;
г) материальная подготовка производства и
д) организационная подготовка производства.
В условиях социалистического планового хозяйства подготовка производства осуществляется на основе государственного задания, которое определяет направление работы по организации процесса производства и в том числе устанавливает задания по освоению новой продукции.
Подготовка производства проводится не только при освоении новых видов продукции. Все предприятия нашей страны систематически работают над улучшением качества изготовляемой ими продукции, усовершенствованием технологических процессов и улуч167
шением технико-экономических норм. Поэтому подготовка производства является постоянной систематической работой, проводимой на каждом предприятии.
Проектирование продукции
Прежде чем приступить к производству какого-либо изделия, к составлению плана и к организации производственного процесса, необходимо четко определить объект производства. Характеристика последнего устанавливается на основе разработки, проводимой проектными, научно-исследовательскими институтами, конструкторскими бюро и заводскими лабораториями. Основной задачей этой работы является разработка изделий более высокого качества, наиболее экономичных в изготовлении и в использовании.
При проектировании каждого нового изделия исходят из тех требований, которые предъявляются к этой продукции потребителями и нуждами страны. Здесь должно учитываться назначение продукции и характер ее использования. Так, например, если проектируется токарный станок, который будет использоваться на заводах тяжелого машиностроения, специализирующихся на выпуске определенной продукции, то конструктор должен все части этого станка максимально приблизить к условиям производства этой продукции. Но ес|ли тот же станок предназначен для универсального предприятия, т. е. ему придется выполнять самые различные работы, то в этом случае узкая его специализация оказывается нецелесообразной. Нужно обеспечить также, чтобы продукция была наиболее экономична, чтобы в работе проектируемого станка было меньше потерь, чтобы коэфициент его полезного действия был максимальный, чтобы энергия, затрачиваемая на приведение в движение станка, использовалась с наибольшим эффектом, чтобы производительность труда тех работников, которые будут работать на этом станке, была достаточно высока.
При разработке нового сорта ткани необходимо предусмотреть соответствие ее характеристики требованиям, которые к ней предъявляются: прочность, эластичность, плотность, вес, расцветка, отделка. В продукции пищевой промышленности имеет большое значение питательность, усвояемость организмом, витаминозность, внешний вид. К продукции химической промышленности предъявляется требование соответствия определенному химическому составу, внешней отделки и вида и др.
К проектированию изделий в условиях советского предприятия предъявляется также требование обеспечить наилучшие условия для работника, производящего и применяющего данное изделие.
Всемерно заботясь о повышении качества продукции, работники конструкторских бюро, лабораторий и -проектных организаций должны учитывать, что от их работы во многом зависит уровень количественных и качественных показателей работы предприятия и прежде всего себестоимость продукции. Неудачная разработка из168
делия может привести к тому, что оно окажется очень дорогим и изготовление его будет нерентабельным. Даже незначительные упрощения в проекте изделия, конечно без ухудшения его качества> дают очень большой эффект для снижения себестоимости продукции, положительно сказываются на производительности труда,, способствуют улучшению качественных показателей предприятия. Высокие требования, предъявляемые к качеству советской продукции, серьезный контроль за характеристикой каждого изделия,, проводимый на основе реализации постановления СНК СССР от 8/ХП 1940 г. «О внедрении технологической дисциплины на машиностроительных заводах», обеспечивают высокое качество продукции советских предприятий. В соответствии с этим постановлением конструкции наиболее важных изделий должны утверждаться непосредственно народными комиссарами и начальниками» главков, и только в отдельных случаях директорами заводов, — все это повышает ответственность инженеров-проектировщиков за результаты их работы.
Не касаясь самой методики разработки проектов тех или иных видов продукции, мы остановимся’ лишь на методах определения наиболее экономичного варианта конструкции (рецептуры). Под. экономичным вариантом понимается такой, который обеспечивает относительно меньший объем капиталовложений, меньшую затрату- рабочего времени, меньшую себестоимость, лучшее выполнение государственного плана и улучшение условий труда при изготовлении' и использовании проектируемой продукции. Достигается это мероприятиями, проводимыми в направлении, главным образом: а) экономии материалов неправильного их выбора; б) экономии затраты- рабочего времени; в) нормализации и стандартизации изделий и частей их.
При производстве различных видов продукции и ее частей указанные моменты сочетаются по-разному. Поэтому следует производить оценку каждого варианта конструкции или рецептуры по совокупности всех показателей, характеризующих экономическую эффективность проекта.
При выборе наиболее экономичного проекта изделия определяют ориентировочную стоимость материалов, которые будут израсходованы на его изготовление, выделяя особо дефицитные материалы. Для выявления эффективности данного варианта по линии затраты рабочего времени следует суммировать затраты на производство' всего изделия, исходя из примерного технологического процесса и укрупненно-разработанных норм времени. Наконец, с целью предварительного определения себестоимости изделия по различным вариантам проекта следует произвести укрупненную их калькуляцию. Сопоставляя затраты материалов, стоимость обработки и общую себестоимость продукции по различным вариантам проекта, получают возможность судить о наилуч1шем из них с точки зрения качества, производительности труда, себестоимости и соответствия ресурсам предприятия.
169
Можно привести много примеров, наглядно показывающих, как хорошая работа проектировщиков (конструкторов, работников лабораторий и проектных институтов) положительно сказывается на результатах работы предприятия. Несколько лет подряд один из станкостроительных заводов выпускал полуавтомат. Станок отличался чрезмерной конструктивной сложностью ряда узлов и, естественно; высокой себестоимостью. Но когда конструкторы завода занялись самым элементарным упрощением конструкции, себестоимость станка снизилась на 25%. Подобная же работа проведена сотнями наших конструкторов.
Использование нормализованных и стандартных изделий и их частей, использование частей или полуфабрикатов ранее освоенных изделий при проектировании новых, применение одних и тех же полуфабрикатов для выпуска различных изделий значительно упрощают конструкторскую разработку и ускоряют освоение новых изделий.
При разработке проекта изделия определяются нормы расходования основных материалов. Правильный выбор материала, внедрение дешевых и недефицитных материалов за счет дорогостоящих и дефицитных, при сохранении качества продукции, обеспечивает снижение себестоимости и значительную экономию дефицитных видов материалов.
В процессе проектирования изделий разрабатывается техническая документация, в которой определяется характеристика продукции и ее частей и нормативы затрат материалов. Правильное документальное оформление проекта новых изделий имеет исключительное значение. Постановление СНК СССР от 8/ХП 4940 г. «О внедрении технологической дисциплины на машиностроительных заводах» устанавливает, что «конструкции, узловые чертежи и технические условия, согласованные с соответствующим наркоматом-заказчиком на изготовление главнейшей продукции машиностроения, утверждаются соответствующим Народным комиссаром». Это касается конструкции грузовых и легковых автомобилей, тракторов, вагонов, паровозов, металлорежущих станков определенных типов, турбин, паровых котлов среднего и высокого давления, нормальных электромоторов, ватеров, чесальных машин, ткацких станков (хлопчатобумажных), велосипедов и часов.
Решением Совнаркома СССР установлен специальный перечень изделий, конструкции которых утверждаются начальником главка. ■На все остальные изделия чертежи утверждаются директором или главным инженером завода. Аналогичное положение имеет место и во всех других отраслях промышленности. Каждый новый образец изделия, принимаемый к производству, должен быть утвержден министерством или, по меньшей мере, главком. В отраслях местной промышленности и промкооперации, а также при выпуске новых изделий ширпотреба предприятиями союзной промышленности из отходов производства новые образцы утверждаются специальными комиссиями облисполкомов.
170
Строгое соблюдение установленного порядка утверждения проектов новых изделий совершенно необходимо. Несоблюдение его может привести к выпуску недоброкачественной продукции, плохо удовлетворяющей нужды народного хозяйства. Нарушение установленного порядка оформления новых изделий карается по закону.
Разработка проекта проводится не только для вновь осваиваемых изделий, но и в порядке улучшения уже освоенной продукции. В этом случае конструктивные изменения, внедрение заменителей материалов и др. осуществляются в том же порядке, какой предусмотрен для утверждения нового проекта. Конструктивные изменения и материалы-заменители могут внедряться в производство только после их испытания и проверки на опытных партиях изделий с утверждением министром или начальником главка, а для изделий ширпотреба — специальной комиссией с участием представителей торгующих организаций.
Решающим моментом при разработке проекта изделия или при его пересмотре должно быть обеспечение высокого качества продукции при наименьших затратах на ее производство. Первостепенное значение качества продукции резко отличает подход к проектированию продукции в советской промышленности от аналогичной работы на капиталистических предприятиях, где в основу выбора кладутся соображения, связанные с конкурентной борьбой и выгодой предпринимателя.
Проектирование новых видов продукции имеет целью определение физико-химических свойств, внешнего вида и других элементов качественной характеристики изделия, определяющих способность данного изделия удовлетворять потребностям народного хозяйства. При этом обеспечивается высокое качество изделия, полностью отвечающее потребностям народного хозяйства, возможно более низкая себестоимость, экономия дефицитных материалов, лучшее использование производственных мощностей предприятия, производящего продукцию, сокращение длительности производственного цикла и высокая производительность труда при улучшении условий труда.
Установление методов изготовления продукции
Вслед за разработкой проектов изделий определяется технологический процесс их изготовления. Технические органы предприятия в непосредственной связи с начальниками цехов, мастерами* привлекая стахановцев и используя их опыт, устанавливают методы изготовления каждого изделия и его частей.
Разработка технологического процесса дает ответ на вопрос» как должно изготовляться данное изделие. Сюда включается уста171
новление перечня операций, которые необходимы для того, чтобы превратить сырой материал в готовую продукцию, последовательность операций, выбор оборудования, инструментов и приспособлений для их выполнения, установление норм затраты рабочего и машинного времени. Вначале этот перечень операций устанавливается по основным этапам процесса производства: ковка, литье, механическая обработка, термическая обработка, сборка; прядение, ткачество, отделка и т. д. Затем каждый этап конкретизируется уже по отдельным видам работ: обтачивание, фрезерование, сверление и т. д.
В некоторых отраслях промышленности основные переделы являются стандартными. Чтобы изготовить, например, ткань, нужно сначала подготовить пряжу, потом выткать суровье, пропустить его через отделочные операции. Аналогичное положение и в промышленности строительных материалов и др. Однако и в этих отраслях промышленности имеет большое значение разработка детального технологического процесса — технологических режимов, технологических связей и т. п.
После установления перечня операций определяется оборудование, на котором выполняется каждая работа. На предприятиях со специализированным производством в перечне оборудования называются конкретные номера машин, на которых должны выполняться те или другие виды работы, так как там чаще всего оборудование узко специализированное. На предприятиях серийного производства, если не представляется возможным специализировать отдельные участки на изготовлении отдельных видов продукции, технологический процесс устанавливается по группам машин, причем, устанавливаются тип оборудования, его мощность или емкость, технологические режимы работы оборудования, а в ряде случаев и точность, с которой должны выполняться операции.
При разработке технологического процесса устана1вливают также перечень инструментов и приспособлений, с помощью которых выполняется каждая работа (в машиностроении это резец, сверлю и т. п.; в швейной промышленности — закройный резак, игла; в деревообработке — строгальный, фрезерный, сверлильный и другие инструменты/а также мерительный инструмент и приборы во всех отраслях промышленности). Разработка технологического процесса имеет целью уста|но|вление лучшего спосрба изготовления продукции предприятия.
Здесь до1лжно быть обеспечено соблюдение тех же принципов подготовки производства, что и при разработке проектов изделий. Опред ел я я спос о б подготовки производства и изготовления изделия, выбирают метод, обеспечивающий соответствующее качество продукции и со к р а щ ен и е б р а к а, стремясь к меньшей затрате рабочего времени и материалов, к мень- 172
.шей себестоимости продукции, более короткому производственному циклу и лучшему использованию основных фондов.
Иногда при сравнении экономической целесообразности нескольких вариантов технологического процесса берут критерием нормы времени и расценки, применяемые при различных вариантах технологического процесса.
Если, например, при обработке по одному варианту нужно затратить 15 минут, а на эту же работу при другом варианте затрачивается 18 минут, то обычно признается, что первый вариант является более целесообразным, и его внедряют в производство. Однако такое сравнение является односторонним, и оно во многих случаях может привести к неправильным выводам. Сравнивая отдельные варианты технологического процесса только по затратам времени, не учитывают необходимых расходов на материал, расходов, связанных с работой оборудования, и других затрат. Для различных процессов обычно требуется различный расход материала, получаются неодинаковые отходы, а это приводит к различным затратам материала при разных вариантах процесса. Поэтому сравнивать тот или иной вариант по затратам времени можно только в ограниченных случаях, когда все прочие данные совершенно одинаковы.
Несколько полнее отражает экономическую эффективность технологического процесса сравнение различных вариантов его по стоимости машино-часа работы оборудования. Дело в том, что стоимость эксплоатации того или другого типа оборудования в один час, так называемая стоимость машино-часа (станко-часа), может колебаться в довольно широких пределах. Стоимость машино-часа представляет собою сумму эксплоатационных расходов, отнесенную на один час работы машины. В эксплоатационные расходы входят: а) заработная плата обслуживающего персонала (ремонтники, смазчики, шорники и т. п.); б) расходы на материалы по обслуживанию машины (смазочные и обтирочные материалы, охлаждающие жидкости и т. п.); в) стоимость силовой энергии (пар, сжатый воздух, электроэнергия); г) расходы по амортизации и текущему ремонту. Все эти эксплоатационные расходы резко различаются для разных типов рабочих машин, которым присуща, стало быть, различная стоимость машино-часа. Вот почему при экономической оценке варианта технологического процесса необходимо, наряду с величиной производственной заработной платы, учитывать соответствующую стоимость машино-часа. Сравнивая затраты, приходящиеся на один час работы станков, с учетом их производительности, можно судить, на каком из них наименьшие затраты, и отсюда — какой технологический процесс наиболее целесообразно применить.
Более полно отражает экономическую эффективность варианта технологического процесса себестоимость изготовления в зависи173
мости от масштаба выпуска. При одном количественном задании целесообразен один способ изготовления, при большем задании имеет смысл применять более совершенные методы, более дорогие инструменты, более дорогие станки, и в результате производство изделий обойдется дешевле.
Для примера возьмем небольшую деталь — втулку. Изготовление втулки можно выполнить на токарном станке, на револьверном станке и на автомате. Какой из этих способов обеспечит вы- нуск более дешевой продукции? Заработная плата рабочего на токарном станке, требующем более высокой квалификации, выше, чем заработная плата рабочего на револьверном станке, последняя в свою очередь более высокая, чем у работающего на автомате. Однако затраты, связанные с наладкой, содержанием и работой револьверного станка и автомата, значительно выше, чем токарного станка. Вместе с тем и производительность револьвер ¬ ного станка и автомата выше производительности токарного станка. Если мы учтем все эти условия и произведем соответствующие расчеты, то установим, что при небольшой партии втулок целесообразно применять токарный станок, ибо при его применении получается наименьшая себестоимость из-за легкости его переналадки. При большом размере партии более выгодным окажется применение более дорогого, но и более производительного револьверного станка; при еще большем задании целесообразно применить автомат. Этот выбор можно производить при условии, если качество продукции во всех трех случаях одинаково. Однако и себестоимость не охватывает понятия'экономической эффективности.
На советском предприятии тот вариант технологического процесса является более рентабельным, который обеспечивает лучшее выполнение государственного плана по всем показателям и лучшие условия труда р.абочих.
Велика и ответственна роль технолога на производстве. Возможности влияния технолога на себестоимость продукции и на всю экономику предприятия чрезвычайно большие. Технолог имеет возможность определять наиболее совершенные, наиболее экономичные технологические процессы.
Основные мероприятия, которые проводятся технологами по улучшению технологического процесса, сводятся к следующим:
1) интенсификация режимов работы оборудования с использованием не только его паспортных данных, но и с пересмотром запроектированных в паспортах мощностей;
2) изменение конструкции оборудования, позволяющее увеличить его мощность;
3) внедрение специального инструмента и приспособлений и наиболее стойких инструментов;
4) введение в действие одновременно нескольких инструментов, что позволяет параллельно выполнять ряд операций;
174
5) обеспечение максимальной слаженности отдельных агрегатов, связанных технологическим процессом.
Ярким примером совершенствования технологии в процессе производства является работа технолога Кировского завода т. Иванова—инициатора социалистического соревнования технологов и новатора производства.
Тов. Иванов проверил запроектированную технологию на практике и внес в нее серьезные улучшения. Эти поправки заключались, прежде всего, в отказе от дефицитных станков, замене их менее ценным оборудованием, в пересмотре режимов резания, изменении геометрии режущего инструмента, в оснащении станков высокопроизводительными приспособлениями. При проведении этой работы передовой технолог исходил из необходимости добиться высокой производительности труда и увеличения пропускной способности участка без дополнительных капиталовложений и установки нового оборудования.
Тов. Иванов решал технические вопросы не изолированно, не оторванно друг от друга, а комплексно. Он не ограничился только увеличением производительности отдельных станков или отдельных рабочих, а добился увеличения производительности всего участка, на котором работало 90 рабочих.
Всю свою работу тов. Иванов проводил в самом тесном* контакте с другими технологами, механиком цеха, мастерами и рабочими. С их помощью он запроектировал и внедрил новые типы инструмента и приспособлений, а также простейшую механизацию. Он помог мастерам и рабочим изучить и освоить новую технологию, оказывал помощь отстающим рабочим. В результате на участке, где работал т. Иванов, все рабочие стали перевыполнять нормы выработки. Ранее установленная проектная мощность участка была перекрыта на 75%. Тов. Иванову удалось благодаря росту производительности труда высвободить с участка 29 человек, т. е. около одной трети всего количества рабочих.
Разработка технологического процесса должна обеспечивать выбор наиболее эффективное способа изготовления продукции, при котором качество продукции строго соответствует требованиям, предъявляемым к ней, наиболее полно используются производственные ресурсы предприятия, обеспечивается достижение высокой производительности труда, сокращение длительности производственного цикла, наиболее низкая себестоимость продукции и лучшие условия труда рабочих. Применяем мые на предприятии технологические процессы систематически совершенствуются, обеспечивая более высокую эффективность работы предприятия.
175
Опыт работы стахановцев показывает, что внедрение большого1 количества специализированных приспособлений и вспомогательных устройств значительно улучшает организацию работы и повышает ее экономическую эффективность.
Достаточно напомнить о таких приспособлениях и вспомогательных устройствах, как многополочные вагонетки со снижа- телем в кирпичной промышленности, транспортные контейнеры, применяющиеся для перевозки грузов, приборы для высоких и сверхвысоких вытяжек в прядении, кондукторы и многоместные приспособления для крепления деталей в машиностроении и др.
Внедрение специальных приспособлений сокращает удельный вес вспомогательного времени, повышает точность обработки, уменьшает брак, обеспечивает стандартность качества продукции, способствует повышению производительности труда и снижению себестоимости.
Внедрение специальных приспособлений должно всемерно поощряться, особенно в крупносерийном и массовом производстве. Известно, например, что применение многорезцовых нарезных головок и протяжек увеличило за годы Великой Отечественной войны производительность некоторых групп оборудования на заводах промышленности вооружения в 20—30 раз. Можно привести большое количество аналогичных примеров. Поэтому, проектированию высококачественного инструмента и приспособлений и их внедрению в производство уделяется большое внимание.
Особенно большое значение имеет выбор стойкого и высокопроизводительного инструмента при внедрении высоких режимов работы технологического оборудования. Высокие скорости резания в машиностроении, повышенные технологические режимы в металлургической и других отраслях требуют стойкого инструмента.
Основную характеристику инструментов и приспособлений, необходимых в процессе производства, и их эскизы дает технолог в соответствии с принятым технологическим процессом., На основании этих данных конструкторы, при участии технолога, приступают к конструированию специального инструмента и приспособлений.
Выбор специального инструмента и приспособлений, намечаемых к освоению, сопровождается экономическими расчетами, подтверждающими целесообразность его применения. При этих расчетах сопоставляют стоимость изготовления данного инструмента или приспособления с тем снижением затрат, которое дает его применение. Этим расчетом можно пренебречь только в тех случаях, когда внедрение данного инструмента или приспособления экономит время на дефицитной группе оборудования или экономится дефицитный материал, а также в случае, когда применение данного инструмента, приспособления или вспомогательного механизма необходимо для обеспечения соответствующего качества продукции.
176
Изготовление и проверка опытных образцов изделий
При проектировании сложных изделий или продукции, предназначенной к массовому или крупносерийному производству, новая конструкция должна пройти стадию экспериментирования, т. е. опытной проверки.
В процессе изготовления первого экземпляра изделия проверяется качество изделия, При экспериментальном изготовлении опытных образцов и их испытании активное участие принимают работники проектных организаций. Они учитывают дефекты, выявленные в проекте, и предупреждают их повторение в дальнейшем производстве.
Во многих отраслях промышленности устанавливается довольно сложная программа испытаний новых образцов изделий. Некоторые изделия испытываются сначала в модели, затем проходят опытную проверку отдельные узлы, отдельные части, часто сначала в лабораторных условиях, затем в условиях обычной работы, и только после этого опытный экземпляр принимается в серийное производство. При выпуске нового вида ткани опытный образец испытывается на растяжение и разрыв, на трение и износ, стойкость красителей проверяется водой, солнцем и др. Все это делается для того, чтобы народное хозяйство получало высококачественную продукцию.
Опытная проверка технологического процесса, которая проводится в экспериментальных, а также и в производственных цехах, позволяет установить качество принимаемого варианта технологического процесса, эффективность запроектированных инструментов, приспособлений, штампов, моделей и вспомогательных механизмов. 1
Технологическим экспериментированием охватывают также проверку полуфабрикатов и отдельных стадий производства.
Проверке подлежат принимаемые режимы работы оборудования, производственно-технические нормативы с целью изыскания наиболее совершенных способов организации производства.
Технологическое экспериментирование производится путем запуска в производство небольшой серии изделий. На крупных предприятиях производственной базой опытно-экспериментальной работы служат экспериментальные цехи. В ряде отраслей промышленности опытные экземпляры или партии продукции испытываются в лабораторных условиях и в специальных полузаводских установках.
В полном объеме экспериментальная работа проводится при освоении продукции, предназначенной к массовому выпуску, или для особо сложной продукции. При освоении несложной продукции, изготавливаемой мелкими сериями или в единичном порядке, объем экспериментальных работ значительно сокращается, а в ряде случаев экспериментальная проверка совсем не проводится.
12 с. Е. Каменицер 177
Технологическая дисциплина — закон производства
Разработка технологического процесса оформляется специальной документацией. В условиях разных производств степень детализации этой разработки различна. При подготовке производства продукции, изготовляемой в массовых количествах, в особенности в условиях поточного производства, проводится особенно детальная подготовка производства. При этом указывается не только перечень операций, которые должны быть выполнены при изготовлении продукции, но и основные элементы операции. В этом случае технолог определяет приемы, способы выполнения отдельных производственных операций, разрабатывая инструкции для рабочих. Естественно, что такая работа проводится с широким привлечением опыта стахановцев. При изготовлении продукции мелкими сериями технологический процесс разрабатывается более укрупненно и тем самым перед мастером ставится более ответственная задача по детальному инструктированию рабочих в процессе производства. В то же время укрупненная разработка технологического процесса требует более разносторонней квалификации рабочих, которые сами могли бы решать, какими методами можно выполнить ту или иную работу. При этом технологический процесс фиксируется в карте следующей, примерно, формы (см. стр. 180—181).
Наиболее подробная документация по проектированию технологического процесса установлена на машиностроительных заводах, поэтому мы в качестве образца приводим технологическую карту механической обработки. При разработке технологического процесса в условиях массового производства устанавливают детальный перечень всех операций и переходов и, используя опыт передовых стахановцев, определяют наиболее выгодный режим работы. В этом случае разработка технологического процесса производится более детально и принимает вид следующей операционно-технологической карты, составляемой на каждую операцию (см. стр. 179).
Утвержденный технологический процесс является строго обязательным. Отступления от технологического процесса без разрешения директора или главного инженера завода не допускаются.
Тов. Маленков в своем докладе на XVIII Всесоюзной конференции ВКП(б) говорил: «Крупнейшим недостатком в работе наших предприятий является слабость технологической дисциплины, отсутствие детально разработанной технологии производства, самовольное отступление от утвержденных чертежей и безответственное изменение конструкций без предварительных тщательных испытаний. На многих заводах установленный технологический режим производства произвольно нарушается, меняется метод обработки, не соблюдаются установленные размеры допусков»
1 Г. Маленков, Доклад на XVIII Всесоюзной конференции ВКП('б), Госполитиздат, 1941 г., стр. 24.
178
Операционно-технологическая карта
Эскиз
обработ-| ки
Наименование перехода
Инструмент
Размеры обработки
Режим работы
При отсутствии строго регламентированного и зафиксированного технологического процесса затрудняется инструктирование рабочих, отдел технического контроля не может точно проверять качество продукции, невозможно заранее заготовить инструменты и приспособления или, если они изготовлены, то нельзя целесообразно их применить. Без зафиксированного технологического процесса нельзя правильно осуществлять техническое нормирование, нельзя правильно организовать планирование производства.
Технологическая дисциплина прежде всего влияет самым непосредственным образом на качество продукции. Невыполнение запроектированного технологического процесса влечет за собой увеличение брака и ухудшение качества выпускаемой продукции.
Технологическая дисциплина в очень сильной степени влияет на производительность труда, себестоимость продукций и на использование оборудования. Например, при несоблюдении технологической дисциплины на револьверных станках, они работают как обыкновенные токарные станки, лишаясь всех своих преимуществ. Тов. Маленков на XVIII Всесоюзной конференции ВКП(б) говорил: «...на огромном карусельном станке обрабатывается деталь с чайное блюдце величиной».
Несоблюдение технологической дисциплины приводит к неправильной загрузке станков, к недоиспользованию их производственных возможностей. При этом некоторые станки могут оказаться • перегруженными, создается «узкое, место», вследствие чего программа не выполняется, одновременно другие станки простаивают и недоиспользуются. Это вызывает огромные потери в использовании основных фондов нашей промышленности.
Технологическая дисциплина имеет большое значение и для рационального использования материалов. В себестоимости продукции машиностроительной промышленности затраты на материалы составляют от 40 до 60 и даже выше процентов, а в швейной и пи-
12*
179
Завод I Цех КАРТА МЕХАНИЧЕ
Наименование изделия
Наименование детали
Черный вес детали
Чистый вес детали
Материал и марка
Вид заготовки
Профиль и размер
Количество штук из одной заготовки
Заготовку получить
№ операции |
№ перехода
Наименование
операции и перехода
| № обрабатываемой по- | верхности
Оборудование
Приспособление
Инструмент
I
Расчетные данные |
группа или инвентарный , номер
индекс
режущий
ин¬
декс
| мерительный .
индекс
диаметр или длина хода
расчетная длина обработки
| число проходов
। количество одно- — временно обра- ьо батываемых | деталей
1
1 2
3
4 1
1 Г '
1 «-> 1
6 1
7
8
9 1
10 1
111
।
5
|_
1
—
1
-- -
—
—
1
2
Изменения
| Дата
№ документа (основание)
Подпись
Дата!
№ документа (основание)
Подпись
-I
1
I-
|_
1
|_
|_
1
1
1 1
180
СКОЙ ОБРАБОТКИ №
Чертеж №
Деталь №
Наименование сборочного соединения:
Количество деталей на 1 изделие
Количество деталей на 1 сборочное соединение
Размер партии ।
Разработал
1
1
Дата
Проверил
Утвердил
Представитель цеха 1
После обработки сдать
Режим обработки
Разряд работы
| Подготовительно- 5 । заключительное 1 время в минутах
Норма времени на 1 шт. в минутах
Расценок в копейках
скорость резания
число оборотов или двойных ходов
1 глубина | резания
подача на 1 оборот
машинное •
а ручное о
вспомога- | тельное
время обслуживания рабочего места
штучное время
за подготовительно-заключительное время
за 1 штуку
13 1
14 I
15 I
161
17 |
19 I
20 |
21 1
22 I
23 |
24 |
25
1
I
1
1
I
—
—
1
1
1
1
।
Оборотная сторона карты
«о 1 № докумен- Й та (осно-
I вание)
1 н Подпись С0 1=1
№ документа (основание)
Подпись
Дата!
№ документа (основание)
Подпись
। —
।
1
1 1
Г
181
щевой промышленности они превышают 80—85%. Следовательно, затраты на материалы весьма велики, и правильное использование материалов дает возможность получить громадную экономию. Вместе с тем нередки случаи, когда отходы материалов составляют недопустимо высокий процент.
Технологическая дисциплина влияет и на работу по графику. Решения XVIII Всесоюзной конференции ВКП(б) поставили перед промышленностью задачу работать строго по графику, который обеспечивал бы ритмичный, равномерный ход всего производственного процесса, равномерный выпуск всей продукции и ежедневное выполнение плана. Работа по графику требует осуществления ряда серьезных организационно-технических мероприятий. Для этого нужно четко составить план и довести его до каждого рабочего места; обеспечить своевременный запуск сырья и полуфабрикатов в производство; знать длительность производственного цикла каждого изделия и определять сроки выполнения каждой части технологического процесса. Строгое соблюдение технологической дисциплины дает возможность точно соблюдать установленную длительность производственного цикла. Это в свою очередь обеспечивает планомерный ход производства, соблюдение графика производства, сокращение длительности производственного цикла и на этой основе ускорение оборачиваемости оборотных средств.
Типизация технологических процессов
Разработка технологического процесса должна основываться на новейших стахановских методах работы и способствовать широкому их распространению. С этой целью широко используется перенесение лучших технологических процессов, внедренных на передовых предприятиях, причем лучшие технологические процессы утверждаются как типовые для целой отрасли промышленности.
Типизация технологических процессов, т. е. установление для группы однородных предприятий или внутри предприятия для группы однородных изделий одинакового процесса изготовления продукции, основанного на опыте передовых участков, фабрик и заводов, имеет весьма большое значение для упорядочения организации производственного процесса, упрощения подготовки производства и внедрения наилучших способов изготовления продукции. Необходимо всемерно расширять внедрение типовых технологических процессов. Это не исключает дальнейшего совершенствования технологических процессов, при этом новые усовершенствованные процессы должны быстро и широко внедряться.
Общественная собственность на орудия и средства производства создала большие преимущества для типизации технологических процессов в нашей промышленности. Министерства и ведомства, осуществляющие полное руководство подведомственными им предприятиями, обобщают опыт передовых предприятий и на его осно182
ве устанавливают типовой технологический процесс для многих предприятий. Такая работа проведена для многих машиностроительных, кирпичных, швейных и других предприятий.
Между тем до сих пор у нас еще не на всех предприятиях внедряется типовая технология. Одна и та же продукция на разных предприятиях часто изготовляется по-разному. Различный технологический режим, применяемый при изготовлении одной и чтой же продукции на разных предприятиях, и различные нормы времени на одну и ту же работу приводят к разнобою в организации процесса, к искажениям в. оплате труда. Необходимо как можно шире разрабатывать и применять типовые технологические процессы, создавать справочники типовых' режимов с тем, чтобы все, что есть передового и нового, быстрее и шире распространять и внедрять в производство на всех предприятиях и участках.
Разработку технологического процесса нельзя ограничивать только составлением технологической карты. Технолог должен проводить большую работу по инструктажу рабочих и содействовать мастерам-производственникам в осуществлении технологического процесса. Он должен помочь рабочим выбрать наилучший технологический режим, организовать труд, правильно расположить инструменты, заготовки, измерительные приборы на рабочем месте, словом, помочь им в самой организации производственного процесса.
Внедрение скоростных методов освоения
Освоение большого количества новых видов продукции — задача, стоящая перед всеми отраслями промышленности. Нет ни одного предприятия в Советском Союзе, которое не проводило бы работы по освоению новых изделий, улучшению и модернизации уже освоенных изделий и улучшению технологических процессов. Поэтому ускорение работы по освоению новых видов изделий — большая задача, стоящая перед всеми органами управления предприятием.
Борьба за уменьшение времени, затрачиваемого на освоение продукции, нашла свое отражение в движении за скоростное освоение производства. При скоростном освоении ряд этапов работы проводится параллельно. Отдельные этапы проектирования продукции совмещают во времени; разработку технологического процесса частично совмещают с проектированием продукции; изготовление инструментов, приспособлений и моделей ведут параллельно с разработкой технологического процесса и т. д. Таким образом, удается значительно сократить период освоения.
Наряду с этим создаются все условия для уменьшения трудоемкости отдельных этапов подготовки производства. С этой целью принимаются меры для повышения производительности труда* конструкторов и технологов путем снабжения их необходимыми справочниками, вспомогательными материалами, проводится нормали183
зация и стандартизация отдельных частей изделий и процессов, улучшается организация рабочего места конструкторов и технологов и др.
С точки зрения практики скоростного проектирования очень интересен опыт работы одного конструкторского бюро, которое в течение 50 дней создало проект и построило опытный образец* сложной машины. Быстро спроектировать и построить эту машину удалось благодаря тому, что различные этапы работы выполнялись параллельно. Обычно этапы проектирования (эскизный проект, технический проект, рабочий проект) следуют один ?а другим. Здесь же начинали каждый последующий этап работы до окончания предыдущего. Разработку рабочего проекта начали гораздо раньше, чем полностью закончили разработку и оформление узловых компоновок. Модели, отливки и поковки были изготовлены опытным заводом еще до окончания рабочего проекта по выданным заблаговременно чертежам. Кроме того конструкторы заранее сообщили заводу, какой инструмент надо изготовить и какие изделия, узлы и детали приобрести на стороне.
Сроки каждого из этапов конструкторской работы были также- сокращены путем расширения фронта работы и повышения производительности труда. Для этого проектируемую машину разбили на четыре группы узлов. Разработка проекта каждой группы была поручена отдельной специализированной бригаде. Внутри бригады конструкторы разрабатывали проекты отдельных узлов. Расчет всех узлов произвела специализированная расчетная бригада, что еще больше расширило фронт работы и повысило качество расчета.
Для повышения производительности труда конструкторов была проведена тщательная подготовка: уточнены технические требования, организован архив чертежей и расчетов машин, изучен опыт родственных организаций. Спроектировано своими силами и изготовлено на опытном заводе новое удобное и недорогое оборудование конструкторского бюро (стойки для чертежных досок, специальное оборудование и т. п.). Разработаны и внедрены подробные; инструкции по оформлению чертежей. Применена стимулирующая система оплаты труда конструкторов и технологов.
Бригады и отдельные конструкторы принимали на себя социалистические обязательства. Выполнение обязательств систематически проверялось, лучшие работники отмечались.
При проектировании машины широко использовались унифицированные и нормализованные части. В проектируемой машине применено большое количество узлов, уже освоенных ранее в массовом или крупносерийном производстве при изготовлении других машин на этом же или на других заводах.
* * *
Материальная подготовка производства обеспечивает необходимые условия для успешного ведения производственного процесса. Она включает: 1) изготовление специального инст184
румента и приспособлений и приобретение нормальных, 2) заказ и' приобретение необходимых материалов и полуфабрикатов, 3) подготовку оборудования. Специально эти вопросы рассматриваются в главе «Использование материальных ресурсов».
При подготовке производства новой продукции на специализированном предприятии, особенно в условиях потока, проводится, большая работа по перепланировке оборудования, транспортных устройств, переподготовке рабочих, инженеров и техников, изменению системы планирования, учета и технической документации.. Ярким примером той колоссальной работы, которую приходится проводить при освоении новой продукции в области материальной и организационной подготовки, может служить прекрасный опыт работы автозавода им. Сталина при переходе на выпуск машины типа ЗИС-150. Завод организовал переход на массовое производство машины новой марки без остановки выпуска продукции.
Материальная подготовка производства осуществляется: в части инструмента — инструментальным хозяйством, в части оборудования — ремонтным хозяйством и в части заготовки материалов—органами снабжения. Подготовка и повышение квалификации кадров организуются отделами кадров и технического обучения.
В процессе технической и материальной подготовки производства определяется проект изделия, способ его изготовления, основные производственно-технические нормативы, и подготовляется все необходимое для правильного ведения процесса производства.
Система подготовки производства при правильном ее проведении обеспечивает высокое качество продукции, создает условия для высокопроизводительной эффективной работы предприятия и для скорейшего освоения и внедрения в производство новых, впервые осваиваемых изделий. Все это обеспечивает повышение экономического эффекта работы предприятия.
Глава VIII
ТЕХНИЧЕСКИЙ ПЛАН ПРЕДПРИЯТИЯ
Направления развития техники на социалистических предприятиях
Советские промышленные предприятия оснащены самой передовой техникой. Подводя итоги развития народного хозяйства СССР, товарищ Сталин в докладе на XVIII съезде В КП ( б) указывал: «Можно сказать без преувеличения, что с точки зрения техники производства, с точки зрения насыщенности промышленности и земледелия новой техникой, наша страна является наиболее передовой в сравнении с любой другой страной...»
Основным источником роста производительности труда в советской. промышленности является систематическое совершенствование техники, которая помогает рабочему, создает лучшие условия для его работы, способствует повышению его квалификации и на этой основе обеспечивает повышение производительности труда. Само развитие техники на социалистических предприятиях проходит при активном творческом участии широких масс трудящихся.
Коммунистическая партия и советское правительство рассматривают развитие науки и техники как одну из важнейших задач коммунистического строительства.
В Законе о пятилетием плане восстановления и развития народного хозяйства СССР на 1946—1950 гг. поставлена задача: «Обеспечить дальнейший технический прогресс во всех отраслях народного хозяйства СССР, как условие мощного подъема производства и повышения производительности труда, для чего необходимо не только догнать, но и превзойти в ближайшее время достижения науки за пределами СССР».
Одним из важнейших направлений развития техники на социалистических предприятиях является механизация производства. Наши предприятия в большинстве своем оснащены самыми передовыми меха-
1 И. Сталин, Вопросы ленинизма, изд. 11, стр. 575
186
низмами. В угольной промышленности, которая еще не так давно считалась отраслью с большим применением ручного труда, механизация основных производственных процессов превышает 95%. Успешно механизируется процесс капитального строительства, где окончательно отошла в область предания ручная транспортировка материалов (вертикальная и горизонтальная). Заново оснащены машинами торфяная и лесная промышленность и многие другие отрасли. Естественно, что в других отраслях промышленности — машиностроении, текстильной промышленности, металлургии и др. уровень механизации гораздо выше, так как там почти все основные производственные процессы и значительная часть вспомогательных процессов полностью механизированы.
Огромное число предприятий работает сейчас над завершением полной комплексной механизации всего производственного процесса. Характерным для многих предприятий является в настоящее время некоторое отставание механизации вспомогательных работ по сравнению с основными. На текстильных фабриках недостаточно еще механизирован внутризаводский и внутрицеховой транспорт; на угольных шахтах — процесс откатки угля и его перегрузки; на машиностроительных заводах еще много ручной работы выполняется в сборочных, литейных цехах и др. Отставание механизации вспомогательных процессов приводит к наличию большого количества вспомогательных рабочих, так как их производительность труда повышается медленнее, чем основных рабочих.
Комплексная механизация всего процесса производства охватывает основные и вспомогательные операции, способствует сокращению обслуживающего персонала и превращает наши предприятия в еще более совершенные организации, где система машин охватывает весь процесс.
Комплексная механизация производства предъявляет большие требования к планированию и организации работы предприятия. Для того чтобы комплексная система машин эффективно работала, надо обеспечить увязку пропускной способности всех участков и механизмов на предприятии, надо так организовать работу, чтобы машины не простаивали в ожидании работы, а на других участках не создавались заторы продукции. Высокомеханизированное предприятие должно работать, как хорошо налаженный часовой механизм.
В процессе производства даже на высокомеханизированных участках остается большое количество ручных операций — уста-’ новка деталей на станок и снятие их после обработки, смена инструмента, наладка оборудования и др. Для того чтобы освободить рабочего от этих ручных операций и обеспечить ему возможность осуществлять только контроль за работой машин и управление ими, на предприятиях широко внедряется автоматизация отдельных операций и крупных участков производства в целом.
187
Советские предприятия имеют уже большой опыт работы с широким применением автоматов. В текстильной промышленности уже много лет применяются автоматические станки, в машиностроении работают автоматы, в том числе сложные автоматы по нарезке зубьев шестерен и выполнению других операций, в металлургии работают мартеновские печи с автоматическим управлением и ряд других автоматизированных агрегатов. В хлебопечении работают почти целиком автоматизированные хлебозаводы.
Предприятия СССР работают в настоящее время над широким внедрением автоматизации в различные участки производства и над созданием автоматических линий и предприятий в целом. На наших предприятиях работает много автоматических поточных линий на различных участках производства. Первая из них была спроектирована т. Иночкиным в 1938 году. С тех пор автоматические линии получили распространение на многих участках производства. В СССР созданы автоматические заводы, на которых машины выполняют не только основные, но и подсобные операции, начиная от загрузки сырья и кончая упаковкой готовой продукции; производительность труда на этих заводах в сравнении с другими неавтоматизированными такого же типа многократно увеличивается. Рабочий автоматического завода выполняет роль командира целой группы машин.
Автоматическая система машин резко повышает производительность труда и обеспечивает сокращение производственного цикла. В условиях автоматизации производства широко применяется многостаночное обслуживание и совмещение профессий. Одновременно автоматизация производства предъявляет большие требования к планированию и организации работы предприятия. Для того чтобы автоматы и особенно автоматические линии работали эффективно, на предприятиях обеспечивается специализация отдельных участков и рабочих мест, с закреплением операций за отдельными станками и агрегатами. Автоматы дают большую экономию труда в процессе производства, но при этом они требуют длительного времени для переналадки. В некоторых отраслях про-, мышленности, например в текстильной, переналадка группы станков на другой ассортимент может проводиться только с разрешения министерства.
Автоматизация производства требует снабжения предприятий строго определенным сортаментом и качеством сырья, так как отклонения в качестве сырья нарушают нормальный ход производства. На автоматизированных участках должна особо тщательно проводиться подготовка производства.
Развитие технической базы советских предприятий проходит на основе широкой электрификации производства. Электрическая энергия является сейчас основным и преобладающим источником энергии на наших предприятиях. Использование электрической энергии в двигательных целях давно решено на всех участках работы наших предприя188
тий. Широко применяется электрическая энергия в технологических целях — электроплавка, электрозакалка, электролиз и др. Советские предприятия работают в направлении более экономного использования электроэнергии и более глубокого внедрения ее непосредственно в технологический процесс. Внедрение электрических технологических процессов, как, например, электроискровой метод обработки, упрощает процесс производства, сокращает потери, связанные с переходом энергии из одного вида в другой (электрической в механическую или в термическую), и таким путем повышает экономический эффект производства. Широкая электрификация промышленности создает условия для внедрения передовых методов работы на советских предприятиях. Электрический индивидуальный привод освободил предприятия от необходимости линейного расположения оборудования и создал возможность располагать оборудование так, как это нужно для успешного ведения процесса производства. Одновременно он позволяет внедрять в производство машины любой мощности. Большую роль играет электричество в автоматизации работы. Механизация ряда вспомогательных работ, например, контроля качества продукции с помощью фотоэлементов или электроконтактных установок, немыслима без электричества. Электролиз позволяет использовать для ответственных целей менее ценный и дефицитный -металл, облагороженный покрытием; электротермия повышает качество, износоустойчивость металла и резко сокращает длительность производственного цикла.
Электрификация производственного процесса облегчает труд рабочего, улучшает условия труда, делая его более гигиеничным (например, в термических цехах), и способствует резкому повышению производительности труда.
Огромные перспективы дальнейшего успешного развития промышленности создает химизация производственного процесса. Еще несколько лет назад отрасли промышленности классифицировались исходя из того, — применяются в них механические или химические процессы. Сейчас это деление абсолютно устарело. Не стало предприятий, где бы химические процессы не занимали все большего места. В машиностроении широко применяются электролиз и термическая обработка, в текстильной промышленности создана новая отрасль — промышленность искусственного волокна и т. д, Внедрение химии во многие отрасли, производства способствует интенсификации производственного процесса, упрощает и ускоряет ряд процессов, расширяет ассортимент применяемых материалов, создавая новые' виды материалов, облегчает использование более дешевых и менее дефицитных материалов и т. д.
Развитие техники и ее использование на советских предприятиях не ограничено рамками частной собственности на орудия и средства производства. Плановое ведение хозяйства на советских предприятиях позволяет внедрять самую передовую технику и эффективно ее использовать. Передовая организация работы социалисти189
ческих предприятий в условиях заинтересованности всех трудящихся в улучшении работы предприятий обеспечивает наиболее эффективное использование техники в СССР.
Внедрение механизмов и автоматизация работы не определяют еще в полной мере уровня производственного процесса. Этот уровень зависит в значительной мере от технологических режимов работы машин и агрегатов, имеющихся на предприятии. Послевоенный период развития советских предприятий характеризуется использованием высоких скоростей, температур и давлений — широким применением методов интенсификации производственных процессов. 4
В металлургии применяется кислородное и обогащенное дутье в доменных и мартеновских цехах, способствующее проведению скоростных плавок. В машиностроении внедряется скоростное резание металла, доходящее до 1000 с лишним метров в минуту, прокатка стали в непрерывных станах достигает 15—20 метров в секунду, скоростные методы внедряются в работу всех отраслей промышленности. Движение скоростников ширится с каждым днем. Вот некоторые данные, характеризующие движение скоростников на машиностроительных предприятиях Москвы и Московской области.
На заводе «Красный Пролетарий» на 1 января 1949 г. на скоростных режимах резания работало 185 человек, а в апреле 1950 г. около 450 человек.
На заводе револьверных станков и полуавтоматов имени С. Орджоникидзе к началу 1950 г. 35 % станков работало на скоростных режимах. Скоростные методы применяются на предприятиях многих отраслей промышленности. Сталевары Кочетков, Амосов, Чесноков и др. положили начало всесоюзному соревнованию за скоростные плавки стали и увеличение съема стали с каждого метра пода печи. Каменщики Шавлюгин, Куликов, Рахманин внедрили методы скоростной кладки кирпича и др.
На автомобильном заводе имени Сталина в результате внедрения скоростных методов трудоемкость обточки кольца маховика была снижена с 7,6 до 0,7 мин., обточка буксирного крюка с 6 до 2,5 мин.
Коломенский паровозостроительный завод имени В. С. Куйбышева также широко применяет скоростное резание, в результате чего резко снижена трудоемкость механической обработки деталей паровоза.
Особенностью применения скоростных методов работы на социалистических предприятиях является то, что они проводятся при самом активном участии рабочих-стахановцев. Повышенные технологические режимы касаются главным образом машинного, аппаратного времени, а выполнение ручной работы при этом максимально облегчается.
190
Внедрение скоростных методов работы предъявляет большие требования к планированию и организации работы предприятия. На скоростных агрегатах резко сокращается время машинной, аппаратной работы. Для того чтобы это сокращение значительно повлияло на повышение призводительности труда и сокращение длительности производственного цикла, необходимо изменить характер выполнения вспомогательной работы. Если бы установка деталей на станках и снятие их, загрузка и разгрузка аппарата выполнялись по-старому и занимали столько же времени, как и раньше,— значительная часть эффекта, полученного от применения скоростных методов работы, была бы потеряна. Советские конструкторы? много работают над модернизацией оборудования, которая изменила бы выполнение и вспомогательных операций, а рабочие, инженеры и техники на многих предприятиях работают над изменением организации труда, которое способствует рационализации выполнения вспомогательных операций.
На большинстве предприятий успешно ведется работа по обеспечению полного использования оборудования. Особенно большое* значение имеет борьба за полное использование всего рабочего времени агрегатов, работающих скоростными методами, так как. значительная часть эффекта, получаемого от внедрения скоростных режимов, может быть потеряна в связи с простоями оборудования.
В условиях социалистических предприятий полное использование техники и высокий эффект от внедрения новой техники обеспечиваются передовой организацией работы предприятия. Это означает,, прежде всего, правильную расстановку кадров на всех участках работы предприятия, обеспечение их заинтересованности в лучшей работе и в лучшем использовании техники.
«Чтобы привести технику в движение и использовать ее до днаг. нужны люди, овладевшие техникой, нужны кадры, способные освоить и использовать эту технику по всем правилам искусства. Техника без людей, овладевших техникой, — мертва. Техника во главе с людьми, овладевшими техникой, может и должна дать чудеса» *.
Преимущества социалистического хозяйства создают условия для максимального развития науки и техники и наилучшего ее использования.. Основными направлениями развития техники являются: комплексная механизация и автоматизация производства, электрификация, широкое внедрение химии в разнообразные производственные процессы и интенсификация производственных процессов.
1 И. Сталин, Вопросы ле;пши'змг, в >д. 11, стр. 490.
191
Содержание технического плана предприятия
Одной из важнейших задач всей системы организации и планирования работы социалистического предприятия является обеспечение неуклонного технического прогресса на предприятии.
Технический прогресс является важнейшим условием роста производства, улучшения качества продукции, повышения производительности труда и снижения себестоимости продукции на предприятиях всех отраслей промышленности. На каждом предприятии в плановом порядке должна проводиться большая работа по внедрению достижений советской научной мысли, передовой техники и технологии. Эта работа находит свое конкретное выражение в техническом плане предприятия — одном из основных разделов техпромфинплана.
Технический план предприятия составляется по следующим основным разделам: а) план освоения нового производства, б) план проведения научно-исследовательской работы и внедрения в производство ее результатов, в) план нормализации и стандартизации, г) план организационно-технических мероприятий.
В техническом плане определяются задания по внедрению в производство новейших достижений науки и техники, разработке на самом предприятии ряда научно-технических проблем, усовершенствованию технологического процесса, проведению текущих организационных и технических мероприятий, улучшающих технологию и организацию производства. Особое место в технического плане занимает план освоения новых производств. В технический план включаются самые различные мероприятия, начиная с мелких текущих усовершенствований и кончая крупными изменениями, связанными с реконструкцией отдельных частей или даже предприятия в целом. В техническом плане устанавливаются мероприятия, обеспечивающие выполнение заданий государственного плана: увеличение объема производства, освоение новых изделий и технологических процессов, снижение -себестоимости, повышение производительности труда и т. п.
Коллективы передовых предприятий показывают образцы того, как нужно организовать дело технического прогресса. Интересен '01пыт коллектива подшипникового завода в Куйбышеве, начавшего большую работу по техническому перевооружению цехов. Модернизация наличных станков, механизация и автоматизация трудоемких процессов, внедрение передовых методов обработки — вот главные направления работы на этом заводе. Все, что необходимо .для усовершенствования техники производства, изготовляется на самом заводе силами его работников. Для этого здесь оборудован специальный цех.
Одной из самых насущных задач в области улучшения техники производства является широкая механизация трудоемких процессов. На наших предприятиях есть еще немало участков, где
192
в значительных размерах применяется ручной труд. Особенно отстает механизация погрузки и выгрузки, уборки отходов и других вспомогательных работ внутри предприятия. Многие предприятия успешно преодолевают эти- недостатки. В этом отношении важен почин завода «Красное Сормово», где проводится в жизнь широкий план механизации трудоемких работ. Механизация осуществляется целиком силами самого завода. Опыт завода имени Орджоникидзе Министерства транспортного машиностроения по внедрению машинной техники взамен ручного труда в литейном цехе показывает, что можно за этот сч*ет увеличить выпуск литья почти в два с половиной раза.
На наших заводах работает многочисленный отряд технологов. Они — первые проводники технического прогресса. Их долг — показывать пример неустанного совершенствования производственных процессов. Технологи вместе с командирами производства распространяют высокопроизводительные методы труда, переводят станки и другое оборудование на скоростные режимы.
Партийные организации и коммунисты предприятий возглавляют и направляют движение новаторов, производства и распространяют их ценный опыт.
Вопросы новой техники находятся постоянно в центре внимания заводских партийных организаций, которые контролируют деятельность хозяйственников в этой области, борются с косностью, рутиной, кустарщиной на производстве, заботливо воспитывают кадры новаторов техники.
Разработка технического плана организует всю работу предприятия по усовершенствованию техники и организации производства. В техническом плане определяются основные направления внедряемых в производство мероприятий по улучшению организации и техники работы и научно-исследовательской работы с тем, чтобы все они способствовали решению важнейших задач, стоящих перед предприятием.
Технический план придает всей рационализаторской и научно- исследовательской работе целеустремленность. В нем выделяются решающие, наиболее важные мероприятия и определяются задания для рационализаторов по улучшению техники и организации работы на том или другом участке производства.
Технический план предприятия составляется на основе директив, устанавливаемых министерством (главком), исходя из государственного плана развития новой техники и технологии производства. При составлении технического плана должны быть учтены результаты работы научно-исследовательских институтов, запросы потребителей продукции, предложения изобретателей и рационализаторов производства.
Технический план предприятия направляет научно - исследовательскую, рационализатор- скую работу и деятельность по подготовке про-
13 С. Е. Каменицер 193
изводства в целях решения задач, поставленных перед предприятием народнохозяйственным планом.
Планирование освоения новых производств
Работа по освоению новых производств включает проектирование изделий, разработку технологического процесса их изготовления, материальную подготовку производства, экспериментальное изготовление опытного экземпляра изделия и установление технико-экономических норм использования производственных ресурсов. Чтобы эта работа проходила в должной мере организованно, без излишних затрат труда и материальных ресурсов и процесс освоения занимал бы минимальное время, работа по освоению нового производства должна четко планироваться.
Отправным моментом для планирования освоения нового производства является номенклатура и сроки выпуска новых и модернизированных изделий, установленных годовой производственной программой предприятия. Плановый отдел совместно с техническими органами управления предприятия, на основе заданий министерства, разрабатывает программу и сроки выпуска новых изделий и определяет возможные сроки и порядок подготовки производства. Начальной стадией составления планов освоения новых производств является расчет объема работ на разработку проекта изделий, проектирование технологического процесса, проектирование специального инструмента, приспособлений и т. д.
При определении трудоемкости проектных работ изделия, подлежащие проектированию, разбиваются на ряд групп по степени сложности. По аналогии с ранее разработанными проектами однотипных изделий одного и того же класса сложности устанавливают трудоемкость и сроки проведения отдельных этапов проектных работ. Расчет объема работы по проектированию технологического процесса и по нормированию также основывается на аналогии с другими ранее освоенными объектами.
Календарные графики освоения новых изделий составляются отдельно по проектно-экспериментальным и по технологическим работам.
В графике проектно-экспериментальных работ планируются:
а) все стадии проектирования изделия от разработки технического задания до рабочего проекта включительно;
б) сроки выдачи заказа отделу снабжения на поставку покупных полуфабрикатов и материалов для опытного производства;
в) изготовление экспериментальным цехом опытного изделия;
г) окончательное составление рабочего проекта в соответствии с результатами экспериментирования и подготовка проекта для серийного производства.
Объектами планирования в графике разработки технологического процесса являются:
194
ГРАФИК ПОДГОТОВКИ ПРОИЗВОДСТВА ИЗДЕЛИЯ
График подготовки
Числа месяца
•г *1 и
' I
I г
I—
оо
г
г
1
СО
1
г
т_
г
г
•
ю
-
г
00
сч
|_
।
я—1
I
уэнг ОЯДЭЭЬИУОЛ эонрэйюи олодц
I—
ЯОЯНВ1Э ‘уэЯОНГ хийкивюрвд оннэи -эДяонГо овхээьиуоя!
I
к = ч 5 со
«у «
Характер подготовки о «з ю
о> со СХ о О СО с ~
I
Разработка чертежей
Проверка чертежей
Разработка карт технологии
Разработка чертежей
Изготовление специн- струмента
Изготовление заготовок и т. п.
Обработка деталей
Сборка изделия
Испытание изделия
Исправление чертежей
Исполнители
Конструкторское бюро
Технологическое бюро
То же
То же
Инструментальный цех
Заготовительный цех
Механический цех
Экспериментальная мастерская
Техническая комиссия
Конструкторское бюро
Наименование этапов подготовки
Конструктивная разработка
Производственный конт-. роль чертежей
Разработка технологического процесса
Проектирование инструмента и приспособлений
Изготовление инструмента и приспособлений
Заготовительный процесс по пробному образцу
Обрабатывающий процесс по пробному образцу
Сборка конструкции пробного образца
Испытание пробного образца
Внесение поправок в чертежи
ИЯ8О1ОЛДОН аопрхе
04 |
I”
ю I
о
г-
I"
05
о
а) разработка технологического процесса изготовления опытного изделия;
б) нормирование технологического процесса;
в) проектирование и изготовление специального инструмента и приспособлений и вспомогательных механизмов;
г) разработка технологии серийного или массового производства;
д) нормирование технологического процесса серийного или массового изготовления продукции;
е) проектирование и изготовление специального инструмента и приспособлений для серийного или массового производства.
Сроки начала и окончания отдельных этапов работы определяются в графиках, которые составляются по форме, приведенной на стр. 195.
Графики подготовки производства согласовываются с заинтересованными отделами, утверждаются директором и рассылаются отделам и цехам как обязательная программа действий.
В формах плана программа освоения принимает обычно следующий вид:
План освоения новых производств
Наименование вновь осваиваемых или модернизируемых изделий
Основ-
ные
технико-1 произ- | водст- венные показатели
и характеристика изделий
Сроки технической подготовки производства
изготовление инструмента, штампов и приспособлений
8 ■ I 9
Сроки перехода на серийное (массовое) производство
выпуск первой партии
План выпуска в 195
году в натуральном выражении
10 I 11 12
1
План научно-исследовательской работы
Научно-исследовательская работа на фабриках и зазодах концентрируется обычно на решении прикладных вопросов, связанных с ходом производства или улучшением качества выпускаемой продукции, а также с внедрением в производство результатов научно- исследовательской работы, проводимой специальными институтами.
В современных условиях, когда научно-исследовательская мысль в Советском Союзе особенно напряженно работает, когда решается задача, поставленная товарищем Сталиным, — превзойти в ближай196
шее время уровень науки за пределами СССР, научно-исследовательская работа на предприятиях имеет особое значение. Через заводские лаборатории и технические органы к научно-исследовательской работе привлекаются инженеры и техники-производственники. Кроме того, научно-исследовательская работа может считаться законченной только при том условии, если результаты ее внедрены в производство, а этого сделать без участия производственников нельзя.
Большие результаты научно-исследовательской работы, проводимой на советских предприятиях, видны хотя бы из того, какому большому количеству специалистов, работающих на производстве, присваивается почетное звание лауреатов Сталинских премий. Совместная работа научных работников и производственников обеспечивает совершенствование техники и технологии производства и скорейшее внедрение в жизнь результатов научно-исследовательской работы.
При разработке плана научно-исследовательской работы главный инженер предприятия определяет основные ее направления, исходя из задач модернизации продукции, усовершенствования процесса производства, а также тех научных проблем, которые закончены или заканчиваются разработкой в научно-исследовательских институтах и подходят к стадии внедрения в производство. Большую роль в разработке направлений научно-исследовательской работы на предприятии играют технические советы министерств, в работе которых принимают участие виднейшие представители данных отраслей науки. Намеченные направления научно-исследовательской работы должны быть подвергнуты широчайшему обсуждению коллективом инженерно-технических работников предприятия, которые дают обычно весьма ценные предложения в этой области.
Исходя из этих предложений технический отдел совместно с лабораторией устанавливают конкретную тематику научно-исследовательских работ, четко' формулируя задачу, которая решается каждой темой, участок производства или вид продукции, для ко^- торого проводится данная работа, выделяют основные ее этапы, определяют объем работы по теме в целом и по отдельным ее этапам и разрабатывают календарные сроки выполнения работ. Все эти вопросы должны быть решены в плане научно-исследовательской работы с максимальной конкретностью; каждая тема, а в ряде случаев и раздел темы закрепляется за определенными исполнителями. Определяется объем затрат, связанных с проведением отдельных тем, и их эффективность, находящая свое выражение в целом ряде показателей: улучшение качества продукции, освоение новых изделий, снижение себестоимости, повышение производительности труда, улучшение условий труда и техники безопасности и т. п. Раздел эффективности мероприятий разрабатывается с максимальной тщательностью для того, чтобы определить конечный результат работы.
197
Научно-исследовательская работа на предприятии проводится силами лаборатории и привлеченными к ней специалистами. Ряд работ, связанных с научно-исследовательскими темами, выполняется в производственных цехах и опытно-экспериментальных мастерских. В плане работ предусматривается степень участия каждого цеха и объем его работы. Большое участие в научно-исследовательской работе, проводимой на предприятиях, принимают рабочие- стахановцы и изобретатели.
Оформление плана научно-исследовательских работ проводится обычно в виде следующей таблицы:
Темы и их краткое содержание
Где будет применяться результат работ
Затраты, связанные с разработкой темы
Источник финансирования
Ожидаемая эффективность
Срок |
Исполнитель
начала работы
окончания работы
1
1
За выполнением плана научно-исследовательской работы проводится тщательное наблюдение и контроль. Контроль проводится как в области выполнения тем в целом, отдельных их разделов, так и в части эффективности их проведения, затрат и трудоемкости работы. Эффект, ожидаемый от проведения научно-исследовательской работы, должен найти отражение в результативных разделах техпромфинплана.
Планирование стандартизации и нормализации
В Советском Союзе широко проведена стандартизация продукции. Это значит, что по многим видам изделий законодательно установлено, какие именно разновидности однородных изделий должны производиться и какие именно качественные требования предъявляются к этим изделиям. Большинство изделий пищевой, текстильной, лесопильной, фанерной и других отраслей промышленности стандартизировано. При внедрении в производство стандартизированного изделия не нужно разрабатывать его конструкцию или рецептуру, так как она определена стандартом. Стандарт часто предусматривает и технологический процесс изготовления продукции. Стандартизация изделий повышает их качество и обеспечивает идентичность одноименной продукции, производимой на различных предприятиях. Поэтому круг стандартизируемых изделий расширяется. Предприятия разрабатывают проекты стандартов на новые виды продукции и представляют эти проекты через министерства в Государственный комитет по внедрению новой техники Совета Министров СССР, где рассматриваются и утверждаются новые стандарты. Разработка стандартов производится для изделий, качественные требования к которым твердо 198
установились и которые являются объектами выпуска в течение длительного времени.
Кроме стандартов на готовые изделия, предприятия разрабатывают проекты стандартов на отдельные виды сырья и полуфабрикатов. Стандартизация материалов и полуфабрикатов позволяет сократить номенклатуру продукции в отраслях или цехах, производящих эти полуфабрикаты, а также упростить процесс дальнейшей их переработки.
План работ по стандартизации составляется по следующей форме:
Наименование объектов
стандартизации
Характер стандарта
Срок разработки проекта
Затраты на разработку проекта стандарта
Источник финансирования
Исполнитель
Не меньшее значение для улучшения работы предприятия имеет нормализация. Под нормализацией понимается внутрипроизводственная типизация изделий, полуфабрикатов, инструментов и приспособлений и отдельных операций. На каждом предприятии существуют свои нормали, утвержденные техническим руководством. Наличие нормалей позволяет использовать нормализованные детали при конструировании продукции и не разрабатывать заново каждую деталь. Так, например, в машиностроении широко пользуются нормализованными метизами, а в ряде случаев нормализуют целые узлы машины. Нормализацией охватываются те полуфабрикаты, на которые не установлены государственные стандарты. Нормализация обеспечивает сокращение номенклатуры полуфабрикатов и операций, уменьшение объема работы по подготовке производства, увеличение размера партий одноименных полуфабрикатов и, как результат этого, повышение производительности труда и снижение себестоимости продукции.
План работ по нормализации принимает обычно следующий вид:
Перечень объектов нормализации
Количество нормалей, подлежащих разработке
Сроки разработки
Затраты
Источник финансирования
Испол¬
нитель
199
План организационно-технических мероприятий
Мобилизация внутренних ресурсов предприятия, улучшение количественных и качественных показателей его работы обеспечивается внедрением мероприятий по улучшению техники и организации производства.
Разработка организационно-технических мероприятий концентрируется в самостоятельном разделе технического плана предприятия.
В плане организационно-технических мероприятий находит свое отражение технико-экономическая обоснованность техпромфинплана, установление путей, обеспечивающих выполнение плана. План организационно-технических мероприятий является продолжением всей подготовки производства, так как основные мероприятия по улучшению конструкции продукции, по улучшению технологического процесса, организации труда и др., разработанные в процессе подготовки производства, включаются в этот раздел плана, дополняясь большим количеством предложений рабочих, инженерно- технических работников и др.
В плане организационно-технических мероприятий занимает большое место передача передового стахановского опыта. Стахановские планы передачи передового опыта стали разрабатываться на предприятиях по почину закройщика обувной фабрики «Парижская Коммуна», лауреата Сталинской премии т. Матросова, предложившего разработать цеховой план внедрения стахановских методов труда. Тов. Матросов поставил своей целью широко распространять опыт новаторов, подтянуть всех отстающих до уровня передовых. Он видел в этом важный источник нового, значительного подъема производительности труда.
Стахановские планы организационно-технических мероприятий учитывают передовой опыт и намечают формы его распространения; они показывают, что надо сделать на каждом рабочем месте, чтобы не одиночки, а массы рабочих имели возможность изо дня в день применять стахановские методы труда. Инициатива Василия Матросова позволяет организованно внедрять лучший опыт, подтягивать отстающих до уровня передовиков, способствует коллективной стахановской работе.
Разработка плана организационно-технических мероприятий проводится как широкая массовая работа, в которую вовлекаются все инженерно-технические работники, стахановцы и большое количество рабочих. Составление плана организационно-технических мероприятий в порядке широкой кампании не означает, что эта работа должна проводиться эпизодически, только в момент разработки плана. Разработка организационно-технических мероприятий проводится на предприятиях систематически, постоянно, а в момент составления плана должен быть обеспечен максимальный размах этой работы.
200
Составление плана организационно-технических мероприятий не должно превращаться в собирание разрозненных, ничем не объединенных, случайных предложений. Не следует отказываться, конечно, от случайных предложений, если они способствуют улучшению работы предприятия. Однако центр тяжести по разработке плана организационно-технических мероприятий должен быть перенесен в направлении, определяющем основную линию в развитии предприятия, его технологии, организации производства и др. С этой целью разработка плана организационно-технических мероприятий начинается с установления основных направлений развития предприятия, вытекающих из поставленных перед предприятием задач, и устранения тех дефектов, которые были выявлены в работе предприятия за отчетный период времени.
По характеру мероприятий, разрабатываемых на предприятии, обычно выделяют следующие их группы:
1. Мероприятия, связанные с освоением новых видов продукции, улучшением и модернизацией ранее освоенных изделий и улучшением качества продукции. Эта группа мероприятий является основной перспективной группой, в которой находит наиболее яркое преломление технический прогресс предприятия, перспективы его роста по линии освоения новых видов продукции и улучшения существующих. Направление разработки этой группы мероприятий устанавливается главком, министерством, а в ряде случаев и правительственными органами, которые ставят перед предприятиями задачу освоения новых видов изделий и определяют направление их развития. Исполнителем этого раздела мероприятий является, главным образом, конструкторский отдел, лаборатория или иная проектная организация предприятия. Эта работа должна проводиться с широким привлечением общественности не только предприятия — производителя продукции, но и потребителей продукции, которые сплошь и рядом выдвигают новые требования по отношению к продукции, выпущенной ранее, указывают на ее недочеты и в то же время, исходя из опыта своей работы^ подсказывают направление разработки новых видов продукции.
2. Мероприятия, способствующие улучшению технологического процесса на предприятии. В их числе различаются:
а) мероприятия, связанные с внедрением новых механизмов, реконструкцией предприятия или отдельных его цехов, строительством новых участков предприятия, и
б) предложения текущего порядка: внедрение новых приспособлений и инструментов, мелкие улучшения в конструкции оборудования, передача определенных операций с одной группы оборудования на другую, сокращение отходов в процессе обработки и др.
Деление этой группы мероприятий на две подгруппы определяется тем, что мероприятия первой подгруппы связаны с капитальным строительством, со специальными ассигнованиями средств 201
>и могут проводиться, исходя из перспективы работы предприятия. Направление их разработки устанавливается главком и министерством и перечень их после разработки также должен быть утвержден вышестоящими органами. Конкретная разработка этих мероприятий и их реализация осуществляются техническим руководством предприятия (главный инженер, технический отдел и ряд специальных отделов заводоуправления — отдел капитального строительства, отделы главного механика и главного энергетика и др.). Совершенно ясно, что и эта подгруппа мероприятий может быть правильно проведена только при участии в ней всего коллектива работников предприятия.
В разработке второй подгруппы меррприятий коллектив работников предприятия принимает наиболее широкое участие. Здесь концентрируется основная масса рабочих предложений. Разработку этих мероприятий возглавляет отдел подготовки производства (технический отдел) предприятия, который разрабатывает конкретные темы предложений, организует коллектив рабочих-изобретателей, планирует и направляет их работу, производит необходимые технические расчеты, оформляет рабочие предложения и др.
3. Мероприятия по улучшению организации рабочих мест. К ним относятся предложения об улучшении устройства и оснащения рабочих мест, о порядке обслуживания рабочих мест со стороны органов диспетчерской службы, вспомогательных и обслуживающих хозяйств, о последовательности выполнения отдельных операций и др. Эти мероприятия проводит отдел труда и зарплаты, который в отношении их выполняет те же функции, что и технический отдел в отношении мероприятий второй группы.
4. Мероприятия по ускорению оборачиваемости оборотных средств. К ним относятся предложения об упорядочении снабжения, складского хозяйства, сбыта продукции и меры по сокращению длительности производственного цикла.
5. Мероприятия, обеспечивающие переход на многостаночное обслуживание. С целью разработки этих мероприятий организуют углубленное изучение опыта многостаночников и обеспечивают перестройку работы оборудования, внедрение приспособлений, улучшение обслуживания участков производства и др. Ведущая роль в разработке этой группы мероприятий должна принадлежать стахановцам-многостаночникам и инженерно-техническим работникам. Разработку этой группы мероприятий организует отдел труда и заработной платы вместе с руководством диспетчерских органов предприятия.
6. Очень большое значение для повышения производительности и улучшения условий труда имеет внедрение мероприятий по улучшению охраны труда и техники безопасности, созданию лучших санитарно-гигиенических условий работы на каждом рабочем месте
202
(удобство работы, обеспечение меньшей утомляемости рабочих и др.). Эта группа мероприятий разрабатывается под руководством органов по охране труда и отдела труда и заработной платы предприятия.
7. Большое количество мероприятий разрабатывается в настоящее время на предприятиях в направлении улучшения работы органов заводоуправления.
Указанные 7 групп мероприятий определяют общее направление разработки плана организационно-технических мероприятий. Плановый отдел совместно с техническим руководством предприятия устанавливает основные направления разработки плана организационно-технических мероприятий, определяет необходимые затраты, связанные с внедрением мероприятий, выявляет их эффективность, систематизирует их в виде самостоятельного раздела плана и включает его проектировки в соответствующие разделы гехпром- финплана (в план по труду, использованию материалов, в план по себестоимости и др.).
План организационно-технических мероприятий строится так, чтобы эффективность запроектированных мероприятий была включена в проектировки результативных разделов и показателей плана. С этой целью все мероприятия в дополнение к проведенной выше классификации должны быть расчленены на группы в соответствии с теми элементами, по которым получается экономия в результате проведения данного мероприятия.
С этой точки зрения все мероприятия расчленяются на следующие группы: а) дающие экономию материалов, б) способствующие повышению производительности труда и экономящие заработную плату, в) создающие экономию по отдельным статьям накладных расходов, г) увеличивающие объем производства (количество производимой продукции) и тем самым уменьшающие сумму так называемых непропорциональных накладных расходов, приходящихся на единицу продукции, д) ускоряющие оборачиваемость оборотных средств, е) мероприятия, по которым реальной экономии выявить не удается, но которые способствуют упорядочению отдельных участков работы на предприятии, повышению качества продукции или улучшению условий труда.
Прежде чем включать то или иное мероприятие в план, выявляют его экономическую эффективность. Выше мы отмечали, что экономическая эффективность на социалистическом предприятии не может быть сведена к простой экономии затрат. На советском предприятии эффективным является то мероприятие, которое направлено на лучшее выполнение государственного плана, обеспечивает расширенное социалистическое воспроизводство и улучшение условий труда.
Конкретное выражение это может найти в повышении производительности труда, увеличении выпуска продукции путем лучшего использования оборудования или производственных площадей, в 203
снижении себестоимости продукции, повышении качества изделии, ускорении оборачиваемости оборотных средств, улучшении условий труда на предприятии и т. п. Неправильным, вредным является подход некоторых работников к определению экономической эффективности мероприятий только с позиций себестоимости продукции и накоплений. В таком подходе сказывается слепое некритическое перенесение на социалистические предприятия практики капиталистических предприятий, когда экономическую эффективность рассматривают с точки зрения увеличения прибыли капиталиста.
Поэтому расчет экономической эффективности должен проводиться по всем перечисленным выше показателям, а общий вывод о целесообразности проведения мероприятия делается на основании совокупной оценки всех показателей эффективности.
Первым этапом определения экономической эффективности мероприятий является определение экономии затрат на производство продукции.
При определении денежной экономии, получаемой в результате проведения мероприятий, различают условно-годовую экономию, экономию до конца года и так называемую переходящую экономию..
Под условно-годовой понимают уменьшение затрат, которое может быть получено в течение 12 месяцев с момента внедрения мероприятия. Эта экономия исчисляется на основании производственной программы следующего года или, если она еще не известна, исходя из программы IV квартала текущего года. Под экономией до конца года понимается уменьшение затрат, получаемое с момента внедрения мероприятия до конца данного года. Переходящая экономия определяется как разница между среднегодовыми затратами на производство продукции в данном году к себестоимостью ее посл,е проведения мероприятия. Если какое- либо мероприятие затрагивает работу участка в целом, то экономия от его проведения подсчитывается не методом калькуляции, а на основании сопоставления сметы затрат по данному участку до или после проведения мероприятия.
Расчет экономии от проведения мероприятий производится обычно с помощью следующей таблицы (см. стр. 205).
В таблице выделена экономия за счет материалов, заработной платы и прочих расходов. По этой же схеме подсчитывается экономия за счет топлива и электроэнергии. Экономия, получаемая за счет прочих затрат, определяется только по тем статьям, которые непосредственно затрагиваются мероприятием.
В указанной таблице видно не только снижение себестоимости, получаемое от проведения мероприятия, но и экономия рабочего времени, материалов, замена одного вида материалов другим, одной профессии и квалификации рабочих другими и т. ш Таким образом эта таблица дает возможность судить не только о снижении себестоимости, но и о других показателях эффективности, что не менее важно.
204
РАСЧЕТ ЭКОНОМИИ
1 Экономия
ИТОГО
•с! *эш‘и 0961 Я *Ь *Х Я
ь-
—
дХа ’эпх ‘вея -О1ГОД-ОНЯО1ГЭХ
СО
•дХа 'эги ‘эиьойа
ю
. о
Д Л 1- _ 2 о я о ч К © Е о о, Е И со
СО
•дха
•эш ‘еммХэ
—
•эеь
-он(1он 'эн1 я
Е
—
по топливу
•дХа -эш ЧХЭОНИОХЭ
сч
1 ‘ен *энх я
по электроэнергии
•дХа -энх ЧХЭОИИОХЭ
О
—
•ыяя -эш я
ст
по основным материалам и покупным изделиям
•дХа 'эш ЧХЭОИИОХЭ
—
00
1 ‘ИИНЭ(ЗэкЕИ кончкеаХхвн я
кинабгана ио63
—1
—
Ответственный исполнитель
—
Автор мероприятия
г~ ь
Место внедрения
00
Содержание мероприятия
сч
| и,'и «X
ХХИКИК л % я вимонояе ввлээьихлеф
ю со
оеи 0ЯННЭ1П
-Хиэ ‘ииконояб ои хикщ/
оо
ВДОХ впноя отг виконоле ввхэиь
00 00
। В числе затрат 1
шэкэ хэьэ ве 1В(кее олохи
еч 00
ВГОЛ
впноя о1Г квхвахвБ кин -чквхипвл оп виПввихаокв
со
еятэдояЕиобп НХЭНЭ ХЭЬЭ ВБ нхвахве
8
ШВ(1ХВЕ Э1ЧНЧ1ГВХИПВЯ
Ст) см
Итого ।
•дХа ’эш ‘хейхеб
ОО см
Затраты на мероприятия |
• дХа ’энх ‘швахвв эиьойп
см
киТпвжХкэ и ли ‘киьодес! ’нопэя ехекп^вБ < .
ест сч
по трудоемкости
•дха
•эш ‘внгсХэ
ю сч
•эеь
-онаон 'ЭШ я
сч
1
по топливу
•дХа *эш чхэокиохэ
и' 12.
X ‘ЕК 'ЭШ я
сч см
по электроэнергии
•дХа *эш чхэониохэ
сч
•ьхял *эш я
о сч
по ОСНОВНЫМ материалам и покупным изделиям
•дХа ‘эш | чхэоииохэ |
ст
х ‘иинэа
-экеи -аХхен я
00
205
Кроме того, при пользовании этой таблицей экономия по элементам себестоимости сопоставляется с затратами по этим же элементам и с ее помощью оказывается возможным выявить общий результат с учетом затрат, связанных с внедрением мероприятий. В расчет эффективности организационно-технических мероприятий по этой таблице включена также амортизация по капиталовложениям, связанным с внедрением мероприятий. О влиянии амортизационных начислений часто забывают, что приводит к неправильному расчету экономии.
В целях правильного проведения работы по составлению плана организационно-технических мероприятий каждому цеху устанавливается предварительно лимит экономии, которую цех должен обеспечить. Этот лимит сопоставляется в таблице с конечной эффективностью мероприятий.
Аналогичным путем определяется ускорение оборачиваемости оборотных средств, достигаемое в результате внедрения мероприятия и изменения других показателей. Общая экономическая эффективность мероприятий определяется на основании оценки всей совокупности факторов.
Проведение каждого мероприятия связано с определенными за- . тратами. Эти затраты учитываются при расчете эффективности мероприятий. С точки зрения направления затрат и источников финансирования «все они могут быть расчленены на следующие группы:
1. Мероприятия, требующие капитальных вложений, финансируемых за счет специальных ассигнований, включаются в план капитальных работ и по ним составляется предварительно смета затрат на их проведение. Эти затраты отражаются на себестоимости продукции в части амортизационных начислений. Экономия, получаемая от внедрения мероприятий, включается в расчет снижения себестоимости.
2. Мероприятия, не связанные с капитальными затратами, но сумма затрат на проведение которых превышает экономию, получаемую предприятием от их проведения в данный период времени. Если в текущем периоде списать на себестоимость продукции все затраты, связанные с проведением таких мероприятий, то она повысится, а в следующие периоды резко снизится. С тем, чтобы обеспечить более равномерную себестоимость, следует эти затраты постепенно сносить на себестоимость в течение более длительного периода, резервируя затраты на счете расходов будущего периода.
3. Мероприятия, вызывающие затраты меньшие, чем экономия, которая может быть получена в результате их проведения в данный период времени. Затраты по этой группе мероприятий целиком списываются на себестоимость продукции в текущий период времени и являются прямым вычетом из экономии, получаемой в результате проведения мероприятий.
4. Мероприятия, не требующие никаких затрат.
206
С целью определения расходов, связанных с проведением каждого мероприятия, следует составить смету затрат на проведение организационно-технических мероприятий.
В сводном виде план организационно-технических мероприятий оформляется в следующей таблице:
План организационно-технических мероприятий на 195 год
Перечень и содержание мероприятий
Участок проведения
Изделие, по которому проводится мероприятие
Сроки |
Исполнители
подготовки
проведения
1
2
3
4
5
6
1
1
1
Если план организационно-технических мероприятий предприятия включает большое количество предложений, целесообразно более мелкие мероприятия включать в цеховые планы, выделяя в общезаводский план те предложения, которые имеют значение для предприятия в целом.
Составление плана организационно-технических мероприятий это только начало работы над ними. Вслед за включением мероприятий в план начинается большая работа по уточнению их, подготовке всех материальных условий для внедрения их в жизнь, изыскиваются дополнительные мероприятия, которые способствуют перевыполнению плана, и устанавливается жесткий контроль за проведением мероприятий как по существу, так и по срокам их: осуществления. Своевременное и полное проведение всех организационно-технических мероприятий создает серьезные предпосылки для выполнения и перевыполнения техпромфинплана предприятия.
Результат разработки плана организационно-технических мероприятий должен найти отражение в производственно-технических нормативах и в результативных показателях техпромфинплана.
Организация работы по составлению плана организационно-технических мероприятий
План организационно-технических мероприятий, составленный при самом широком участии рабочих, инженеров и техников, превращается на многих предприятиях в стахановский технический план.
Коллектив завода «Калибр» — первого завода коллективной стахановской работы — явился инициатором составления стахановского технического плана.
Этот план состоял из 19 разделов: I) организация новых Цехов и участков и реорганизация существующих, 2) организация поточного производства, 3) ввод в действие нового оборудования и модернизация действующего, 4) внедрение новых методов об207
работки, 5) внедрение многостаночного обслуживания, 6) экономия металла, 7) организация инструментального хозяйства и др.
Для разработки технического плана на заводе были организованы: общезаводская комиссия, 11 заводских тематических бригад и цеховые комиссии. Общезаводскую комиссию возглавил директор завода, а цеховые — начальники цехов.
Заводские тематические бригады разрабатывали тематику, применительно к которой в цехах намечались организационно-технические мероприятия.
Плановый отдел завода установил контрольные задания по экономии, которая должна быть получена за счет организационно-технических мероприятий по основным показателям плана. Эти задания определялись исходя из директив плана, установленных министерством.
Разработка ряда предложений проводилась в комплексных бригадах. Для того чтобы был виден вклад, который дает каждый рабочий и инженерно-технический работник в общий стахановский технический план, на заводе были введены лицевые счета рационализаторов, которые велись по следующей форме:
В общезаводскую комиссию по разработке стахановского техпромфинплана
Листок № по сбору организационно-технических мероприятий
Цех, отдел
Участок
Фамилия, и., о.
Рабочий № Профессия
Разряд Трудовой стаж Стаж на заводе
Характер работы № станка .Мои предложения по улучшению работы завода
№ п/п
Наименование мероприятий и их цель
! Заключение цеховой
| комиссии
1
Подпись автора предложений:
Подпись председателя
цеховой комиссии:
В результате внедрения мероприятий, предусмотренных планом, и организации коллективной стахановской работы завод досрочно выполнил план года, план послевоенной сталинской пятилетки и признан первым заводом коллективной стахановской работы.
2С8
Интересен также опыт работы завода «Каучук».
Для разработки планов во всех цехах завода были созданы бригады, в состав которых вошли стахановцы,, мастера, технологи, нормировщики, плановики, члены комиссий заработной платы. Они объявили сбор предложений, изучали организацию труда и производства, знакомились со всем тем новым, что внесли в свою работу стахановцы.
Что же (представляют собой стахановские планы?
Вот, к примеру, план рукавного цеха. В нем четыре раздела: 1) передача рабочих приемов стахановцев и техническая учеба, 2) организация производства и труда, 3) .технология и использование материалов, 4) оборудование и инструмент.
Первый раздел предусматривает организацию четырех стахановских школ для передачи опыта лучших клейщиц: Пеховой, Лапшиной, Мухановой, Руденской. Как отмечает план, в школах должны учиться не только отстающие, но и работницы, выполняющие нормы на 105—110%. В цехе также решили дважды в месяц проводить совещания по профессиям для обмена передовым опытом, составить и вывесить описания рабочих приемов стахановцев, организовать технические курсы для 30 молодых клейщиц. Таким образом, первый раздел плана обращает внимание на то, что намечено сделать для ознакомления всех клейщиков со стахановскими методами труда.
Три других раздела содержат организационно-технические мероприятия, которые должны быть осуществлены для внедрения этих методов. В плане, например, имеется такое предложение: «Освободить резчиков на дисковых ножах от укладки поступающих со съемки рукавов». Осуществление его повысило производительность на 12 процентов. Значительные результаты достигнуты и от реализации второго предложения — «Объединить разгрузочные и погрузочные бригады». Оказалось возможным высвободить для других участков трех рабочих. Своими предложениями стахановцы подсказали возможность повысить скорости машин и агрегатов, увеличить съемы продукции, более экономно использовать материалы.
Такие планы разработаны во всех цехах. На основе их составлен сводный стахановский план по заводу, куда включены также предложения общезаводского значения.
Одним из видов плана организационно-технических мероприятий является стахановский план борьбы с потерями, разрабатываемый на предприятиях по почину рабочего 2-го часового завода т. Якушина.
Предложение Андрея Якушина по составлению стахановских планов борьбы с производственными потерями имеет прямое отношение к дальнейшему и решительному снижению себестоимости изделий. Ценность его заключается в том, что оно поднимает всю рабочую массу на борьбу с производственными потерями, на борьбу за улучшение экономических показателей предприятий.
14 С. Е. Каменицер
209
Президиум ЦК профсоюза рабочих машиностроения и приборостроения подвел предварительные итоги реализации предложения т. Якушина на ряде предприятий. Только на 57 заводах поступило в то время от рабочих, инженерно-технических работников и служащих 8311 предложений, которые дают экономии около 30 млн. руб.
На участке знатного мастера т. Российского (завод «Калибр») широко развито движение рационализаторов. На участке нет ни одного рабочего, не внесшего какого-либо рационализаторского предложения. Техническое творчество мастеров и рабочих-рационализаторов поощряется материально. Лишь за последний год на участке внедрено свыше 20 существенных рационализаторских предложений, давших большую экономию государственных средств и значительно снизивших трудоемкость изделий. Шлифовщик Василий Точилкин предложил перевести шлифование пятки микрометра с одного станка на другой, более мощный, сам в течение 3 дней изготовил приспособление, увеличил выпуск деталей с 200 до 400 в смену. Бригадир молодежной бригады фрезеровщик Козлов изменил метод крепления детали на станке, увеличил число оборотов фрезы и в результате вместо 140 деталей начал давать за смену 250. Группа рабочих предложила путем некоторой перестройки работы перейти к одновременному обслуживанию каждым из них двух фрезерных станков на обработке плоскостей скобы. Старший мастер поддержал это предложение, и оно было реализовано.
Мастер Российский горячо откликается на каждое рабочее предложение. Он не только консультирует авторов предложений, но и оказывает им практическую помощь, помогает реализовали их идеи. Во внеурочное время изготовляются оснастка, приспособления, переоборудуются станки. Общими усилиями старшего мастера, сменных мастеров, технолога, техника и всего коллектива осуществляются на участке большие технические новшества, внесены серьезные изменения в технологию обработки деталей микрометра, давшие значительный производственный и экономический эффект.
Исключительно большое значение для развития массового рационализаторского движения имеет активная помощь, оказываемая рабочим со стороны инженеров. Участие инженеров в подготовке рабочими организационно-технических мероприятий способствует развитию творческой инициативы рабочих и более широкому развитию рационализаторского движения.
В успешной борьбе коллективов цехов и заводов за коренное улучшение производства решающее значение имеет организующая и направляющая роль партийных организаций предприятий, огромная массово-политическая и воспитательная работа, проводимая ими, и личный пример коммунистов и комсомольцев — передовиков социалистического производства.
РАЗДЕЛ III
Глава IX
ОРГАНИЗАЦИЯ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
Народное хозяйство СССР развивается по законам расширенного социалистического воспроизводства. Важнейшим источником этого роста является неуклонный подъем производительности общественного труда, в котором проявляются преимущества социалистической системы хозяйства.
Гениальные учители трудящихся — Маркс, Энгельс, Ленищ Сталин — определили основные условия, влияющие на уровень производительности труда:
«Если оставить в стороне различие природных особенностей и. приобретенных производственных навыков разных народов, то производительные силы труда должны зависеть главным образом:
1)от естественных условий труда, как то: от плодородия почвы, богатства рудников и т. д.;
2) от прогрессирующего совершенствования общественных сил труда, которое порождается производством в крупном масштабе, концентрацией капитала, комбинированием труда, разделением труда, машинами, усовершенствованиями методов производства, применением химических и других естественных сил, сокращением времени и пространства с помощью средств связи и транспорта и всякими другими изобретениями, посредством которых наука заставляет силы природы служить труду и благодаря которым развивается общественный или кооперативный характер труда» Г
В. И. Ленин в статье «Очередные задачи советской власти» дает следующее определение условий роста производительности труда:
«Подъем производительности труда требует, прежде всего, обеспечения материальной основы крупной индустрии: развития производства топлива, железа, машиностроения, химической промышленности...
1 К. Маркс, Заработная плата, цена и прибыль, Госполитиздат, 1948 г., стр. 33—34.
211
Другим условием повышения производительности труда является, во-первых, образовательный и культурный подъем массы населения... Во-вторых, условием экономического подъема является и повышение дисциплины трудящихся, умения работать, спорбсти, интенсивности труда, лучшей его организации» Ч
«Почему может, должен и обязательно победит социализм капиталистическую систему хозяйства?—указывал товарищ Сталин.— Потому, что он может дать более высокие образцы труда, более высокую производительность труда, чем капиталистическая система хозяйства. Потому, что он может дать обществу больше продуктов и может сделать общество более богатым, чем капиталистическая система хозяйства... Но для того, чтобы социализм мог добиться этой своей цели и сделать наше советское общество наиболее зажиточным, — необходимо иметь в стране такую производительность труда, которая перекрывает производительность труда передовых капиталистических стран»1 2.
Товарищ Сталин в речи на первом Всесоюзном совещании стахановцев вскрыл корни стахановского движения—источника создания невиданной до сих пор производительности труда на основе полного использования новой техники. Эти указания товарища Сталина имеют не только большое теоретическое значение, но и крупнейшее практическое значение для социалистического строительства в нашей стране, а теперь и в странах народной демократии.
Товарищ Сталин указывал, что «основой стахановского движения послужило прежде всего коренное улучшение материального положения рабочих». Это значит, что борьба за улучшение материального благосостояния трудящихся в условиях социализма является одновременно и борьбой за более высокую производительность труда. В силу этого организация заработной платы, наиболее соответствующая социалистическому принципу распределения по количеству и качеству труда, является одним из факторов, определяющих рост производительности труда.
Товарищ Сталин, последовательно борясь с мелкобуржуазным пониманием социализма, в ряде своих работ доказал несостоятельность «теории уравниловки» и дал прямые указания о том, как нужно организовывать заработную плату. Так, в речи на совещании хозяйственников 23 июня 1931 г. товарищ Сталин указывал, что «кто строит теперь тарифную систему на «принципах» уравниловки, без учета разницы между трудом квалифицированным и трудом неквалифицированным, тот рвет с марксизмом, рвет с ленинизмом» 3.
Указания товарища Сталина положены в основу всей системы организации заработной платы, тарификации, мероприятий по улучшению бытового обслуживания рабочих.
1 В. И. Ленин, Соч., т. 27, изд. 4, стр. 228.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 494.
3 Там же, стр. 335.
212
В послевоенный период, в соответствии с Законом о пятилетием плане восстановления и развития народного хозяйства СССР на 1946—1950 гг., повышена роль премий за лучшие показатели выполнения и перевыполнения планов и норм в общей сумме заработной платы, систематически осуществляется снижение розничных цен и на этой основе растет реальная заработная плата рабочих.
Сталинские указания о принципах оплаты труда и об организации заработной платы последовательно проводятся в жизнь партией и правительством и дают блестящие результаты в области повышения производительности труда, роста квалификации кадров и систематического повышения на этой основе материального благосостояния работников социалистического народного хозяйства.
«Вторым источником стахановского движения, — указывал товарищ Сталин,—является у нас отсутствие эксплоатации». Работа на себя, на свое советское общество в корне изменила отношение к труду и на основе нового социалистического отношения к труду возникло и развилось социалистическое соревнование и его высшая форма — стахановское движение.
Социалистическому соревнованию — этой громадной двигательной силе развития и подъема социалистического производства — товарищ Сталин уделяет исключительное внимание.
Еще в 1929 г. товарищ Сталин дал следующую оценку начавшемуся трудовому подъему масс:
«Едва ли можно сомневаться, — указывал товарищ Сталин, — что одним из самых важных фактов, если не самым важным фактом, нашего строительства является в данный момент широко развертывающееся соревнование миллионных масс рабочих» ’.
Далее товарищ Сталин, подчеркивая значение соревнования, указал: «...соревнование есть коммунистический метод строительства социализма на основе максимальной активности миллионных масс трудящихся... соревнование есть тот рычаг, при помощи которого рабочий класс призван перевернуть всю хозяйственную и культурную жизнь страны на базе социализма... Социалистическое соревнование есть выражение деловой революционной самокритики масс, опирающейся на творческую инициативу миллионов трудящихся» 1 2..
Развивая вопрос о значении социалистического соревнования и противопоставляя его капиталистической конкуренции, товарищ Сталин говорил: «Иногда социалистическое соревнование смешивают с конкуренцией. Это большая ошибка. Социалистическое соревнование и Конкуренция представляют два совершенно различных принципа.
Принцип конкуренции: поражение и смерть одних, победа и господство других.
1 И. В. Сталин, Соч., т. 12, стр. 108.
2 Там же, стр. 109—110.
213
Принцип социалистического соревнования: товарищеская п о- м о щ ь отставшим со стороны передовых, с тем, чтобы добиться общего подъема.
Конкуренция говорит: добивай отставших, чтобы утвердить свое господство.
Социалистическое соревнование говорит: одни работают плохо, другие хорошо, третьи лучше, — догоняй лучших и добейся общего подъема»1.
Социалистические производственные отношения основаны, по определению товарища Сталина, на принципах товарищеского сотрудничества и социалистической взаимопомощи. Это нашло блестящее подтверждение во всей истории развития социалистического соревнования. Этими принципами руководствовались знатные металлурги и угольщики, которые выезжали на другие заводы, шахты и передавали свой опыт; им руководствуются стахановцы, организующие стахановские школы; эти принципы нашли свое выражение в замечательном творческом содружестве людей советской науки и передовиков производства.
«Третьим источником стахановского движения, — указывал товарищ Сталин, — следует считать наличие у нас новой техники». За время, прошедшее после этой речи товарища Сталина, социалистическая наука и техника ушли далеко вперед. Повысилась механическая и энергетическая вооруженность труда, широко внедряется автоматизация производства, применяется телемеханика, делается все для облегчения труда рабочих, для того, чтобы труд был более содержательным и высокопроизводительным.
Важнейшее значение для технического прогресса в нашей стране имеет развитие науки. В послевоенный период успешно решается задача, поставленная товарищем Сталиным в его речи 9 февраля 1946 г., — превзойти в ближайшее время достижения науки за пределами СССР. Ускорилось практическое внедрение достижений науки и техники в производство, развернулось массовое движение за внедрение в производство результатов научных изысканий. Тесная связь науки и производства, содружество ученых и практиков — инженеров и стахановцев является могучим рычагом, двигающим технику нашей промышленности вперед.
Четвертым источником стахановского движения, указывал товарищ Сталин, являются кадры овладевшие техникой.
«...новые люди из рабочих и работниц, освоившие новую технику, послужили той силой, которая оформила и двинула вперед стахановское движение» 1 2.
Товарищ Сталин требует от руководителей и организаторов производства заботливого воспитания, выращивания кадров, помощи им. Кадры решают все — учит товарищ Сталин.
1 И. В. Сталин, Соч., т. 12, стр. ПО.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 501.
214
Развитие стахановского движения обеспечило небывалый рост производительности труда на основе массового применения новой техники и ее освоения, роста культурно-политического уровня рабочего класса, роста материального благосостояния трудящихся в пашей стране.
В СССР нет безработицы. Привлечение новых кадров в промышленность осуществляется в основном путем организованного набора рабочей силы (высвобождающейся из сельского хозяйства, благодаря все возрастающей механизации сельскохозяйственного производства) и подготовки рабочих из молодежи через систему государственных трудовых резервов, созданную по инициативе товарища Сталина.
Одним из важнейших вопросов организации труда является ликвидация обезлички. Партия, товарищ Сталин требуют ликвидировать обезличку в производстве, внедрить ответственность каждого рабочего за порученную работу, за механизмы, станки, инструменты. Только на основе ликвидации обезлички и внедрения ответственности каждого рабочего за результаты его труда и за вверенное ему оборудование, стала возможным серьезная борьба за большевистскую организацию труда, повышение дисциплины труда, улучшение качества продукции, полное и рациональное использование основных средств предприятий.
Производительность труда в огромной мере зависит от трудовой дисциплины, от полноты использования установленного рабо- •чего дня.
Коренной переворот во взглядах советских людей на труд, явившийся результатом социально-экономических изменений, происшедших в нашей стране, и коммунистического воспитания масс партией Ленина—Сталина, выкорчевывание пережитков капитализма в сознании людей проявляются в социалистическом отношении к труду, в новой, сознательной дисциплине труда.
Правильная организация работы социалистического предприятия и планирования народного хозяйства требуют создания системы технических норм. Товарищ Сталин разбил гнилую «теорию» о ненужности технических норм и показал их значение. «Без технических норм невозможно плановое хозяйство. Технические нормы нужны, кроме того, для того, чтобы отстающие массы подтягивать к передовым. Технические нормы — это большая регулирующая сила, организующая на производстве широкие массы рабочих вокруг передовых элементов рабочего класса» Ч
Показав принципиальное значение норм, товарищ Сталин с предельной ясностью и конкретностью определяет принципы, которыми нужно руководствоваться при установлении норм.
Товарищ Сталин указывает, что технические нормы должны быть динамичными, они должны учитывать движение техники 1 И. Сталин, Вопросы ленинизма, изд. И, стр. 502.
215
вперед, улучшение организации производства и освоение техники, что технические нормы должны лежать где-то между нынешними техническими нормами и теми нормами, которых добились Стаханов и Бусыгин. «Новые люди, новые времена, — новые технические нормы» Ч
Это указание товарища Сталина определило направление технико-нормировочной работы на много лет вперед. Борьба за внедрение передовых, технически обоснованных норм, связанных с достигнутой организацией труда и освоением техники, постепенное вытеснение так называемого опытного метода нормирования, превращение технического нормирования в подлинную основу организации труда и планирования характерны для современной перестройки технико-нормировочной работы.
Сталинские указания об уровне норм нашли свое отражение в постановлении Совета Министров СССР о государственном плане восстановления и развития народного хозяйства на 1947 год.
Выдвинутая в этом постановлении и реализуемая в промышленности задача разработки среднепрогрессивных технико-экономических норм является претворением в жизнь указаний товарища Сталина о технических нормах, данных им в речи на первом Всесоюзном совещании стахановцев.
Социалистическая организация труда основана на творческом участии рабочих в организации труда и сознательной дисциплине в процессе труда. Одним из важнейших средств внедрения социалистической организации труда является массовая политико-воспита-» тельная работа партийных организаций среди коллектива работников предприятия.
Огромное значение для улучшения организации труда имеет изучение опыта передовых предприятий, цехов, бригад и рабочих и передача этого опыта всему коллективу. Расчленяя процесс производства на его составные части, изучая организацию труда при выполнении каждой операции и отдельных ее частей, измеряя затрату времени на выполнение отдельных операций, инженер и стахановец выявляют преимущества организации труда отдельных рабочих по сравнению с другими и определяют те приемы и способы ведения производственного процесса, которые могут быть объектом передачи всему коллективу.
.Таким образом основными направлениями работы по организации труда являются: 1) организованный набор, подготовка и повышение квалификации кадров; 2)' расстановка кадров на предприятии, разделение труда и к о операци я-м ежду отдельными работниками; 3) правильная организация рабочих мест; 4) улучшение обслуживания рабочих мест; 5) организация трудового процесса; 6) улучшение условий труда, охрана трудам
1 И. Сталин, Вопросы ленинизма, изд. И, стр. 503.
216
техника безопасности; 7) организация заработной платы, улучшение материального и культурного уровня жизни трудящихся и 8) организации социалистического соревнования в целях максимального повышения производительности труда- и увеличения промышленного производства.
Вся работа по организации труда на социалистическом предприятии осуществляется на основе высокого уровня развития техники.
При проведении работы по организации труда* широко пользуются методамитехнического нормирования.
Основным методом социалистической организации труда является социалистическое соревнование.
Организованный набор, подготовка и повышение квалификации кадров
Обеспечение предприятий рабочей силой должной квалифика ¬ ции и необходимых профессий — одна из важнейших задач органов управления социалистической промышленностью. Пополнение предприятий рабочей силой осуществляется в основном путем организованного набора рабочих по договорам с колхозами и через систему государственных трудовых резервов.
Каждое современное предприятие в СССР вооружено сложной^ передовой техникой. Организация труда характеризуется значительным разделением труда. Продукция, выпускаемая предприя* тиями, становится все сложнее. Народное хозяйство предъявляет высокие требования к качеству продукции. Общий уровень квалификации кадров, занятых на производстве, систематически растет. Даже простейшая работа требует теперь в условиях оснащения? предприятий сложными механизмами известной квалификации..
Ежегодно на каждое предприятие поступает значительное количество рабочих. Большинство из них впервые приходят на производство. Поэтому значительная часть кадров, привлекаемых на> предприятие, проходит предварительное производственное обучение.
Рост численности рабочих на каждом предприятии сопровождается систематическим подъемом их квалификации, их культурно- технического уровня.
Подготовка квалифицированных рабочих и кадров массовых профессий из молодежи осуществляется системой государственных: трудовых резервов — ремесленными училищами и школами фабрично-заводского обучения (ФЗО).
Система государственных трудовых резервов, созданная по инициативе товарища Сталина, обеспечивает систематическое плановое пополнение промышленных предприятий обученными рабочими.
217
«В нашей стране полностью уничтожена безработица, навсегда покончено с нищетой и разорением в деревне и городе, ввиду этого у нас нет таких людей, которые бы вынуждены были стучаться и проситься на фабрики и заводы, стихийно образуя таким образом постоянный резерв рабочей силы для промышленности. В этих условиях перед государством стоит задача организованной подготовки новых рабочих из городской и колхозной молодежи и создания необходимых трудовых резервов для промышленности»
Окончившие ремесленные училища и школы ФЗО молодые рабочие направляются на предприятия в соответствии с государственным планом развития производства тех или иных отраслей народного хозяйства.
Производственное обучение в ремесленных училищах и школах ФЗО строится таким образом, чтобы обеспечить приобретение уча ¬ щимися необходимых производственных навыков и сообщить им теоретические сведения, на которых базируется их производственная работа. Этим создаются условия дальнейшего усовершенствования квалификации молодых рабочих в процессе работы на предприятии и освоение ими новых производственных процессов.
Наряду с подготовкой кадров органами государственных трудовых резервов, большую роль в подготовке и повышении квалификации рабочей силы играет обучение рабочих на производстве. Путем индивидуального и бригадного обучения на предприятиях за послевоенное пятилетие подготавливаются 7,7 миллиона человек и повышают свою квалификацию 13,9 миллиона человек.
Наиболее массовой формой повышения квалификации рабочих является подготовка и сдача ими технического' минимума, т. е. получение первоначальных сведений, необходимых для работы на сложном современном оборудовании и для выполнения производственного процесса.
Мастер Н. Российский организовал у себя на участке техническую учебу рабочих, применив самые разнообразные формы и методы занятий. В кружках техминимума рабочие получали знания по теории резания металлов, учились разбираться в чертежах, изучали технологию производства, технику точных измерений. Мастер Н. Российский и сменные мастера наряду с занятиями в группах проводили индивидуальный технический инструктаж на рабочих местах, знакомили рабочих с конструкцией станков, с режимом их работы. Старший мастер специально занимался с группой токарей, готовя их к сдаче испытаний на более высокий разряд. Программа занятий этой группы включала следующие основные вопросы: металловедение; устройство токарного станка и работа на нем; уход за станком; режущий инструмент и его заточка: измерительный инструмент, его устройство и техника измерений; технология обработки деталей на токарном станке; понятие о допусках и посадках и их обозначение в чертежах; чтение техноло-
1 Указ Президиума Верховного Совета СССР от 2 октября 1940 г. «О государственных трудовых резервах СССР».
218
гических карт; причины брака и его устранение; техника безопасности; организация рабочего места. В результате технической учебы многие рабочие освоили новые профессии и повысили свою квалификацию.
Овладение вторыми профессиями обогатило опыт, рабочих, расширило их технический кругозор и сыграло большую роль в деле успешного выполнения производственного плана участка, а также ритмичной его работы.
На фабрике «Скороход» была разработана специальная инструкция по обучению стахановским методам труда. Приводим ее содержание.
Работу по обучению стахановским методам труда следует проводить пв следующим основным разделам:
1. Объяснить, как нужно подготовить рабочее место, с указанием порядка расположения инструментов и применяемых материалов в целях создания наибольшего удобства работы.
2. Ознакомить с оборудованием, уходом за ним, наладкой и настройкой.
3. Показать и объяснить наиболее удобное при работе положение ног, рук и всего тела.
4. Показать исполнение операции в расчлененном, замедленном темпе, с объяснением каждого последующего элемента работы.
Примечание. Обучающий должен предварительно сам (с помощью нормировщика или другого работника по труду) изучить свои приемы и разбить всю операцию по элементам работы.
5. Показать исполнение операций в рабочем темпе.
6. Показать и объяснить прием «отложить изделие» при наиболее выгодном положении тела, рук и самого изделия в руках, а также е учетом того, чтобы изделие было положено правильно для транспортировки на следующую операцию.
7. Самостоятельная работа ученика под наблюдением учителя.
Примечание. Учитель во время работы исправляет приемы, показывает их сам.
Этой инструкцией пользуются стахановские школы всех цехов фабрики.
В стахановских школах лучшие стахановцы, показавшие образцы организации производства и использования техники, обучают своим мето- дам других рабочих, показывая на деле свои приемы и организацию работы. Это — прекрасный способ передачи опыта, знаний и передовых методов работы стахановцев всему коллективу рабочих. Стахановские школы являются одним из методов подтягивания отстающих и средних рабочих к уровню передовых.
В ряде случаев для подготовки и повышения квалификации рабочих отдельных профессий применяются индивидуально-бригадные формы обучения, когда квалифицированный бригадир передает свои производственные навыки прикрепленным к нему рабочим.
Широкое распространение имеют также курсы для повышения квалификации рабочих.
Большое значение для повышения культурно-политического уровня трудящихся имеют лекции, политические беседы и различ219
ные другие формы массовой культурно-просветительной и политиковоспитательной работы, с помощью которой коммунистическая партия доводит до рабочих достижения нашей науки и культуры. Сочетание политического воспитания трудящихся, повышения их культурного уровня с мероприятиями по повышению их производственной квалификации является одним из важнейших факторов систематического повышения производительности труда.
Разделение и кооперация труда
Для высокой производительности труда должна быть осуществлена соответствующая расстановка кадров, внедрено лучшее разделение труда и кооперация между отдельными исполнителями. Для лучшей расстановки рабочих, разделения и кооперирования труда необходимо прежде всего детально разработать и уточнить технологический процесс изготовления продукции. В соответствии с типом производства определяется степень дробности операций и специализация отдельных производственных участков. В соответствии со специализацией участков производится закрепление операций за рабочими местами. Чем более узкой является специализация предприятия, тем больше возможностей закрепить изготовление определенной продукции за каждым производственным участком и тем меньшее количество разнообразных операций закрепляется за каждым рабочим местом.
Закрепление небольшого количества операций за каждым рабочим местом позволяет намного повысить производительность труда рабочего и улучшить организацию его рабочего места.
Специализация производственных участков и рабочих мест может быть проведена не только в условиях узко специализированного производства, но также и на предприятии с широкой номенклатурой продукции. В этом случае специализация рабочих мест достигается за счет нормализации и стандартизации продукции и ее частей и типизации технологических процессов.
Экономическая эффективность более узкой специализации рабочих ясна сама по себе. Если рабочий выполняет длительное время одну и ту же операцию, у него создается навык в ее выполнении. Потери времени, неизбежно связанные с переключением рабочего с одной работы на другую, сводятся к минимуму. Уничтожаются потери производительности в период освоения новой операции. Рабочий, выполняющий длительное время одну и ту же операцию, рационализирует свои движения, исключая лишние, ненужные. В результате этого производительность труда повышается.
Однако разделение труда, осуществляемое на социалистическом предприятии, в корне отличается от разделения труда на капиталистических предприятиях. Разделение труда на поточной линии капиталистического предприятия превращает рабочего в по220
луавтомат, в придаток машины, отупляет и уродует его физически и морально. Деквалификация, преждевременное истощение организма, рост эксплоатации и обнищания масс — прямой результат капиталистического разделения труда.
На социалистическом предприятии разделение труда строится так, чтобы рабочий, свободный от эксплоатации, работающий на себя п на социалистическое общество, являлся руководителем машины. Все однообразные ручные операции максимально механизируются и автоматизируются. Рабочий обучается так, чтобы он мог выполнять не только свою операцию, но и ряд других. Он детально знакомится с оборудованием, на котором ему приходится работать. На социалистическом предприятии каждому рабочему открыты возможности учебы и перехода на более квалифицированную работу, чем устраняется влияние однообразной работы. Кроме того, сама специализация рабочих проводится у нас так, чтобы, обеспечивая наивысшую производительность труда, она создавала условия для дальнейшего роста квалификации рабочего и облегчала самый труд.
Основным принципом разделения труда на социалистическом предприятии является сочетание специализации с общим ростом квалификации кадров, с повышением их технической и культурной подготовки и ростом политической сознательности.
Четкое закрепление операций за рабочими местами еще не раскрывает всех резервов для подъема производительности труда. При выполнении этих операций должно быть предусмотрено такое разделение труда, которое создало бы условия для лучшего использования механизмов и освободило бы производственных высококвалифицированных рабочих от выполнения вспомогательных работ.
Инициатор стахановского движения А. Стаханов- отмечает, что основой его работы явилось разделение труда и отделение вспомогательных работ от основных. До стахановского движения забойщик в шахте некоторое время рубил уголь, а потом откладывал отбойный молоток и принимался за крепление. Не говоря уже о том, что производительность рабочего снижалась при переходе от одной работы к другой, что много времени уходило на смену инструмента, подноску стойки для крепления, приспособление к другому виду работы и т. п., исключительно большие потери имели место в связи с простоями основного производственного оборудования. Достаточно было передать работы по креплению, по навалке угля и породы другим рабочим, как совокупная производительность труда повысилась во много раз.
Забойщик Александр Тюренков, в отличие от того, что в свое время сделал Стаханов, разделил труд не только между забойщиками, но и крепильщиками. Каждый из крепильщиков стал выпол221
нять не весь комплекс работ, а только отдельные операции: одни подавали лес, другие готовили стойки, а третьи только устанавливали их. Все это способствовало высокой выработке.
С начала стахановского движения уже прошло много лет, а
между тем на предприятиях нередко еще имеет в работе и выполнение производственными вспомогательных работ.
Если производственный рабочий, например, щик, столяр, ткач и т. д., сам доставляет место универсализм рабочими многих
токарь, фрезеров- необходимый ему
материал, инструменты, приспособления, производит наладку оборудования, отвозит готовую продукцию, затачивает инструмент, то кроме потерь времени, связанных с переходом от одного вида работы к другому, он создает еще большие простои оборудования. Поэтому необходимо так организовать труд, чтобы основной производственный рабочий не отвлекался от своей прямой работы.
Большое значение для повышения производительности труда имеет такой подбор работы для каждого рабочего, который соответствовал бы его индивидуальным способностям, навыкам и интересам.
Разделение труда между отдельными рабочими требует, чтобы их труд был согласован. Поэтому специализация рабочих, разделение между ними труда неизбежно сопровождается кооперированием рабочих между собой.
Организация рабочих мест
Содержание работы каждого рабочего определяется теми операциями, которые за ним закреплены. Методы работы зависят в большой степени от организации рабочего места. Рабочее место является первичным звеном, в организации производственного* процесса. Рациональная организация рабочих мест и их обслуживание в значительной мере определяют уровень производительности труда. Поэтому 'вопросы организации рабочего места и его обслуживания имеют большое значение для организации труда.
Конкретные методы организации рабочих мест значительно различаются в зависимости от отрасли промышленности, в которой производится работа, и от конкретного вида работы, которая выполняется на данном рабочем месте. Тем не менее могут быть выделены следующие наиболее общие вопросы организации рабочих мест:
1. Положение рабочего. Рабочее место должно быть так устроено, чтобы рабочий находился в непосредственной близости ко всем приборам управления, к инструменту и материалам, с которыми ему непосредственно приходится вести работу. Положение рабочего должно быть таким, чтобы оно' не вызывало излишней утомляемости. Если позволяет характер работы, он должен работать сидя. Если руки должны быть навесу, нужно сделать 222
подлокотники. Высота рабочего места должна соответствовать росту рабочего. В ряде случаев нужно сделать приспособления для регулирования высоты рабочего места или высоты площадки или стула, на котором находится рабочий. Удобство работы имеет большое значение не только для самого рабочего, но и для повышения производительности его труда.
На групповом рабочем месте каждый рабочий должен находиться там, где он непосредственно связай с выполняемой им работой.
На объединенных рабочих местах очень важно так расположить зоны управления отдельными станками, чтобы рабочему с минимальной затратой сил и времени можно было переходить от одного станка к другому.
2. Расположение механизмов. Рабочее место должно быть так устроено, чтобы механизмы и особенно те их части, с которыми непосредственно приходится соприкасаться рабочему, были легко для него доступны, чтобы система управления механизмами была наиболее проста и исключала со стороны рабочих возможность ошибок. В случае, если при переналадке рабочий должен перестраивать внутренние части механизма (смена шестерен в коробке картера и т. д), следует обеспечить автоматическое выключение всех рабочих частей, которые при этом могут причинить вред рабочему. Нужно стремиться к механизации всех процессов производства, в первую очередь всех тяжелых процессов. Располагая механизмы на рабочем месте, нужно стремиться к тому, чтобы те механизмы, которые не должны по ходу работы иметь непосредственного соприкосновения с рабочими, были достаточно удалены от них, чтобы не служить помехой при ведении производственного процесса.
3. Расположение материала. Выше мы отмечали, что материал должен подаваться к рабочему месту, чтобы ликвидировать потери времени производственных рабочих по доставке материала к рабочим местам. Однако этим вопрос не исчерпывается. На рабочем месте или около него материал должен быть расположен так, чтобы рабочий мог легко его достать и без большой затраты сил доставить непосредственно к месту выполнения работы. С этой целью материал должен лежать на специальных стеллажах, а не на полу, вблизи рабочего места, однако так, чтобы не мешать работе. Расположение материала слева или справа от рабочего зависит от того, какой рукой легче рабочему подать материал в обработку и какая рука рабочего свободна от основной производственной работы в то время, когда надо подавать материал.
4. Качество, состав и расположение инструмен- т а имеют огромное значение для производительности труда. Качество инструмента влияет на темп работы рабочего и оборудования. От инструмента зависит часто и качество продукции. Поэтому инструмент должен быть тщательно спроектирован специалистами и
223
изготовлен в точном соответствии с техническими условиями. Ремонт и заточка инструмента должны производиться в специальных мастерских и заточных, что обеспечит соответствующее его качество. На рабочем месте инструмент должен быть расположен так, чтобы облегчить пользование им. С этой целью тот инструмент, который 'чаще употребляется, должен лежать ближе к месту его применения и к той руке, которая им пользуется. Для хранения инструмента в процессе работы должен быть шкафчик, стеллаж, полочка или другое приспособление, которое исключало бы порчу или поломку инструмента, загрязненность его и др. Все технические условия хранения инструмента должны безусловно выполняться, так как ^несоблюдение их может отразиться на качестве инструмента.
Первым шагом рабочего к высокопроизводительной работе является организация рабочего места. Прежде всего необходимо установить чистоту и порядок в своем инструментальном шкафу. Каждое отделение шкафа и каждая полка в нем имеют свое особое, строго установленное назначение. Под хранение комплекта режущего инструметна отводятся верхние полки шкафа, под вспомогательный инструмент — нижние. В самых нижних отделениях располагаются масленки с обтирочными материалами.
Хранение инструмента необходимо организовать по групповому ■признаку: проходные резцы на одной полке, расточные— на другой, подрезные и прорезные — на третьей и т. д. Годный режущий инструмент никогда не следует смешивать с изношенным, который необходимо складывать в особом отделении. Отсутствие инструмента в этом отделении указывает на то, что все резцы находятся в годном состоянии. Строгий порядок и бережное отношение к инструменту удлиняют срок его действия и этим создаются условия для увеличения машинного времени работы станка.
5. Правильное сочетание отдельных элементов работы во времени. При правильной организации рабочего места отдельные элементы операции и процессы производства должны так сочетаться во времени, чтобы свести к нулю потери времени работы оборудования и нерациональное использование рабочего времени.
Образцы правильного сочетания во времени отдельных элементов операции показывают стахановцы, которые так организуют свою работу, что отдельные элементы ручной работы выполняются во время машинно-автоматической работы оборудования. Тем самым ликвидируются перерывы в работе стахановцев и в работе механизмов.
Особенно важно сочетание времени выполнения отдельных элементов работы при многостаночном обслуживании. Здесь совершенно обязательно, чтобы ручная работа на одном станке совмещалась с машинной работой на других. В этом случае, в то время, .когда рабочий занят на одном станке, остальные бесперебойно работают. Если же одновременно на двух станках совпадет ручная работа, один из этих станков остановится, так как рабочий одно224
временно двумя станками заниматься не сумеет. Простои станков снизят их производительность, и эффективность многостаночного обслуживания будет уменьшена.
6. Чистота и культура производства. Во всех отраслях промышленности СССР быстро повышается уровень техники. Исключительная точность обработки поверхностей в машиностроении, высокие требования к точности рецептуры в химическом и металлургическом производствах, сверхвысокие скорости и давления в энергетических установках, высокие требования к качеству продукции во всех других отраслях промышленности вызывают необходимость особой чистоты на производстве и высокой культуры. Рабочий на социалистических предприятиях должен работать в культурных хороших условиях. Этим сберегается его здоровье и создаются условия для повышения производительности труда. Современный советский завод выглядит дворцом по сравнению с дореволюционным заводом той же отрасли. Советские нормы кубатуры, вентиляция, большие окна, верхний свет, отсутствие трансмиссий, затемняющих и засоряющих помещение, необходимые ограждения всех опасных для рабочего мест характеризуют современные советские предприятия. Новая техника, внедренная в нашу промышленность >в годы сталинских пятилеток, изменила не только внешние условия работы. С распространением литья металла в постоянные металлические формы резко сокращается формовка в земле с ее грязью и пылью. Оставшиеся участки формовки в земле снабжаются специальными подпольными транспортерами, по которым убирается отработанная земля и прочие отходы. Стружка и лом в механических цехах улавливаются и механически свозятся в определенные места: Отходящие газы в металлургии утилизируются и являются постоянным источником сырья для химической промышленности и тепла для других процессов производства. Широко используются шлак и другие отходы производства, что дает не только большой экономический эффект, но и улучшает условия труда, способствуя чистоте на производстве, повышая его культуру.
Мастер фабрики «Трехгорная мануфактура» им. Дзержинского т. Ворошин выступил застрельщиком соревнования за повышение культуры производства. Борьба за чистоту рабочего места и хорошую его организацию, начатая на советских предприятиях по инициативе т. Ворошина, дала большие результаты в области повышения производительности труда, улучшения качества продукции и улучшения условий труда рабочих.
XVIII Всесоюзная конференция ВЮТ(б) в своей резолюции по докладу тов. Маленкова указала, что «без чистотц и порядка немыслима нормальная работа современного предприятия. Грязь есть неизбежный спутник и источник расхлябанности, расшатанности дисциплины, разболтанности, отсутствия порядка на заводе, фабрике, железной дороге. Без элементарной культуры на производстве нельзя обеспечить дальнейший подъем нашей промышленности и транспорта».
15 с. Е. Каменицер 225
7. Механизация вспомогательных работ. На каждом рабочем месте выполняется два вида работы — основная производственная работа и вспомогательная. К основной работе относятся процессы по изменению физических или химических свойств, размеров или форм предметов труда. Вспомогательная работа способствует выполнению основных процессов. Сюда относятся загрузка аппарата или агрегата, установка деталей на станке, проверка качества выполнения работы в ходе процесса и т. д. Выполнение вспомогательных работ должно всемерно механизироваться и тщательно организовываться.
При организации й оснащении рабочих мест необходимо максимально интенсифицировать процесс основной работы, который в большинстве случаев механизирован и автоматизируется, сократить затрату времени на выполнение вспомогательных работ и совместить время вспомогательной работы с временем выполнения основной работы.
8. Очень большое значение для ускорения процесса производства имеют личные навыки рабочих.
На прядильно-ткацкой фабрике имени Лакина было проведено сравнение работы двух ткачих — Петровой и Кировой.
Петрова выполняла норму на 143,3%. И тем не менее этой опытной ткачихе нужно еще многое заимствовать у стахановки Кировой, которая за 8 часов выпускала, как правило, 400 метров ткани «диагональ», а Петрова—165 метров. Фотография рабочего дня обеих работниц раскрывает «секрет» успеха Анастасии Григорьевны Кировой (см. табл, на стр. 227).
Легко заметить, что Кирова выигрывает главным образом на быстроте выполнения операций. Следовательно, успехи Кировой объясняются совершенством приемов. Возьмем такой прием как смену челнока. На него Кирова затрачивает 3,5 сек., Петрова — 7, а средняя ткачиха — 8. Кирова выполняет этот прием наивыгоднейшим образом. Эти лучшие навыки, переданные всему коллективу ткачих должны дать большой производственный эффект.
9. Тщательная подготовка производственной работы. Подготовка рабочего места означает обеспечение его чистоты, исправности всех механизмов и приспособлений, расположения инструмента и материалов на рабочем месте в порядке, наиболее удобном для выполнения работы. В процессе подготовки должна быть доставлена к рабочему месту вся необходимая техническая документация.
Подготовка рабочего места проводится в значительной степени самим производственным рабочим. Стахановцы, показывающие образцы высокой производительности труда, обязаны своими достижениями в значительной мере тщательно проводимой подготовке рабочего места. Некоторая затрата времени рабочим на приведение в порядок рабочего места вполне оправдывает себя той экономией, которую получают рабочие за счет ликвидации неожиданных аварий, поломок, сокращения времени на поиски инструмента, приведение в порядок неисправного инструмента и т. д.
226
Кирова (10 станков)
Петрова (8 станков)
К о
Я о
►а
я я
<ъ> иа
я я ф л
Наименование
н
о о
2 Ч (У _
н
о
2 •=! ф о
операций
ительнос сек.)
вторяем ерации
грата вр % к длит и смены
ительнос сек.)
вторяем ерации
грата вр °/о к длит и смены
ч И
ос
«а м н
5. «
2 е
« в н
1
1 =°
1
со о
Смена челнока при доработке початка
3,5
1455
17,7
7
597
12,1
Смена челнока при обрыве утка . . .
4,5
.8
0,1
7,5
3
0,1
Ликвидация обрыва основной нити . .
19,5
84
5,7
32,6
35
4
Зарядка челнока
3,9
1455
19,7
6,0
597
13,7
Поправка и распутывание основы . .
15,5
251
14,7
31,7
53
5,8
Чистка полотна
0,5
1547
2,7
0,9
635
2
Съем товара
61
1
0,2
68
1
0,2
Переходы
2,9
1547
15,7
6,5
635
14,5
Прием смены
120
1
0,4
—
—
—
Сдача
90
1
0,3
—
—
—
Подготовка и раскладка утка ....
33
30
3,4
17,5
24
1,4
Вызов пом. мастера • ...
26
5
0,5
30
3
0,3
Вызов отрывщицы,
32
3
0,3
25
1
о,г
Отметка полотен
4
10
0,1
5
6
0,1
Наблюдение
0,65
1539
3,5
—
—
27,5
Самообслуживание
—
—
0,5
—
—
0,6
Итого. . . .
1
—
100
-
—
100
Обслуживание рабочих мест
Обслуживание рабочих мест проводится по нескольким направлениям. Основные из них — ремонт оборудования, обеспечение инструментальной оснастки, поддержание инструмента в исправном состоянии и доставка его к рабочим местам, энергетическое обслуживание, доставка материалов и полуфабрикатов и приемка готовой продукции. Обслуживание рабочих мест по каждому из указанных направлений обеспечивается соответствующим вспомогательным или обслуживающим хозяйством. Непосредственная подача всего необходимого к рабочему месту может осуществляться с помощью бригад вспомогательных рабочих, которые еще в ходе предыдущей смены получают от распределителя работ график работы следующей смены. В этом графике должно быть указано, какие работы должны быть проведены в следующую смену, их очередность и сроки. Инструментально-раздаточные кладовые, которые имеются в производственных цехах, определяют, какой инструмент, в каких количествах нужен. Затем, с помощью транспортных рабочих, необходимый инструмент подается к рабочим местам на специальных стеллажах-тележках, затупившийся инструмент затачивается в специальном заточном отделении и возвращается в инет- ,5* 227
рументально-раздаточную кладовую или к рабочему месту. Таким образом, производственный рабочий освобождается от заботы об инструменте и может все свое время и внимание уделять основной производственной работе.
Аналогично организуется снабжение рабочих мест необходимыми материалами и полуфабрикатами.
Поддержание оборудования в порядке возлагается в первую •ючередь на производственного рабочего, который в процессе работы должен бережно с ним обращаться, тщательно регулировать, ^наблюдать за его исправностью. На сложных агрегатах, где налад- «л производится специалистами-наладчиками, последние помогают производственным рабочим поддерживать в порядке оборудование. Кроме того, в каждом цехе выделяются специальные ремонтные бригады, которые наблюдают за работой оборудования, следят за его исправностью, подготовляют необходимые запасные части для замены изнашивающихся частей и проводят текущий ремонт. С целью ликвидации обезлички эти рабочие прикрепляются к определенной группе оборудования, за работой которого они наблюдают.
Однако в ряде случаев более целесообразно, чтобы сам производственный рабочей проводил мелкий текущий ремонт оборудования. Этим достигается более быстрый и высококачественный ремонт. Движение лунинцев — производственных рабочих, которые сами взяли на себя выполнение мелкого ремонта оборудования, дает большой производственный эффект.
Много времени отнимает у производственных рабочих ряда отраслей промышленности сдача готовой продукции. Этот вид работы должен быть организован таким* образом, чтобы контролер отдела технического контроля производил приемку продукции непосредственно у рабочего места, а в тех случаях, когда это невозможно, вспомогательные рабочие должны доставлять продукцию или полуфабрикаты в лаборатории или другие места, где осуществляется стационарный контроль, и там, без отвлечения производственного рабочего, производилась бы проверка качества продукции.
В настоящее время широко внедряется автоматический контроль качества продукции. В этом случае контрольные автоматы включаются в производственный поток и их работа совершенно не загружает производственных рабочих и высвобождает большое количество контролеров.
В случае, если со стороны какого-либо обслуживающего хозяйства будет допущена задержка, угрожающая бесперебойной работе на производственном участке, рабочий должен иметь возможность, не отрываясь от работы, сообщить распределителю работ о возможном перебое, и последний должен немедленно принять необходимые меры для предупреждения неполадок.
Система обслуживания рабочих мест должна строиться таким образом, чтобы не увеличивать штата вспомогательных рабочих.
228.
Это требует рациональной организации труда вспомогательных рабочих. Большое значение для повышения производительности труда вспомогательных рабочих имеет механизация соответствующих работ, в частности, применение электрокар, тележек-стеллажей, тележек со снижателями, автоматов для контроля качества продукции, высокопроизводительных механизмов в ремонтных цехах и др. В ряде случаев подача материалов, полуфабрикатов и инструмента может быть выполнена специальными транспортерами без участия или с минимальным участием вспомогательных рабочих. Неправильная организация труда вспомогательных рабочих может привести к тому, что вся экономия в затрате времени, достигнутая на производственных участках, будет сведена на нет излишним количеством вспомогательных рабочих.
Внедрение передового производственного опыта
В целях повышения производительности труда на каждом предприятии проводят большую работу по внедрению передового производственного опыта.
Многие стахановцы, устанавливая рекорды производительности труда, показывают образцы правильной организации труда. Рекорды важны как перспектива для всей массы рабочих. Рекорды показывают, чего» может достичь культурно выросший, овладевший техникой рабочий. Результаты рекордов следует делать достоянием всех рабочих, изучая их и передавая методы, применяемые при их достижении, всем рабочим. Однако главное в социалистическом соревновании не рекорды, а обеспечение коллективной стахановской работы, подтягивание отстающих и средних рабочих и участков до уровня передовых. -Организация и руководство социалистическим соревнованием состоит в том, чтобы возглавить соревнование отдельных рабочих, участков, пролетов и т. д., четко наладить учет их работы, организовать хороший показ результатов труда, выдвигая лучших рабочих как пример для остальных и, на этой основе, добиться коллективной стахановской работы предприятия в целом.
Широко распространяя опыт стахановцев, передовые предприятия переходят к стахановским цехам и заводам в целом. Эта работа предъявляет серьезные требования к системе производственного планирования, ко всей системе оперативно-технического руководства. Особенно большая роль в этом деле принадлежит производственным мастерам.
Оперативность технического руководства предприятием в том и заключается, чтобы все прогрессивное, все то, что двигает производство вперед быстро внедрялось на другие участки работы, обеспечивалось необходимыми материальными условиями его осуществления.-
Пример хорошего технического руководства и создания условий для широкого распространения передовых стахановских методов 229
работы показало руководство тонкосуконной фабрики «Пролетарская Победа».
'Стахановцы фабрики «Пролетарская Победа» (работали по-разному. В товре- гмя как по норме на смену челнока давалось 2,8 сек., лучшая ткачиха т. Козлова выполняла этот прием за 2,5 сек., работница Анисимова — за 3,2 и Чекина — за 4 Ликвидация обрыва основной нити отнимала у Козловой 25 сек., у Аниси- *млъой—14, а у Чекиной 30,3 при норме 16,5 сек. Руководители предприятия предложили заимствовать у каждой стахановки только наиболее рациональные, высокопроизводительные приемы. Иными словами, сменить челнок работницам нужно было учиться у Козловой, а ликвидировать обрывы — у Анисимовой.
На фабрике установили очередность изучения и внедрения рабочих приемов. В первую очередь были изучены те приемы, которые занимают в норме времени больший удельный вес или непосредственно влияют на качество продукции. У ткачих много времени отнимает смена челнока. Цеховые нормиров- х щики проверили один за другим все элементы этого приема, отобрали лучшие стахановские приемы и составили их описания. Затем эти описания подверглись всестороннему обсуждению на цеховом техническом совещании.
Совещание рекомендовало для широкого распространения метод выполнения этой работы, применяемый стахановкой Козловой, которая выполняет его быстро и правильно. Затем описание этого приема было утверждено главным инженером и фабричным методическим бюро. Распространение стахановского опыта было поручено инструкторам.
До того, как начать массовое внедрение стахановского опыта, нужно было предварительно создать рабочим необходимые производственные условия, снабдить достаточным количеством утка и запасными челноками, привести в порядок оборудование. Решено было принять узловую систему ремонта, соответствующую очередности внедрения стахановских приемов. Выбирая, например, наиболее рациональный метод смены челнока, цеховое техническое совещание разработало одновременно план и установило жесткие сроки .ремонта челночных коробок на всех без исключения ткацких станках. Инструкторы в течение всего периода подготовки осваивали скоростной прием заправки челнока. Описание этого приема было отпечатано в местной типографии в виде листовки. Кроме того, работники фабрики изготовили своими силами несколько больших плакатов, на которых помимо текста листовки поместили схемы отдельных элементов приема и фотографию стахановки, у которой был заимствован рабочий прием.
Всем работницам — передовым, средним и отстающим — было роздано печатное описание приема. Руководитель занятий подробно рассказал, как надо выполнять изучаемый прием, и объяснил, почему следует пользоваться именно этим приемом. Затем начался массовый инструктаж.
В течение смены инструктор подходил по очереди к каждой ткачихе отведенного ему участка:, наблюдая за работой. Если ткачиха отступала от рекомендованного приема он поправлял ее, показывал правильный прием. Уже через несколько дней подавляющее большинство ткачих хорошо освоило стахановский метод смены челнока.
Впоследствии были изучены, обсуждены и оформлены остальные приемы передовых ткачих и лучшие методы работы прядильщиц.
Аналогичная работа была проведена на Московской мебельной фабрике № 3. Здесь пошли по пути организации школ взаимного обучения рабочих.
Такая же работа была проведена на заводе «Москабель», где в 1949 г. школы взаимного обучения рабочих закончили 379 рабочих, и на многих других предприятиях.
Чрезвычайно интересной и ценной является инициатива работников завода «Линотип», которые организовали межзаводскую стахановскую школу.
$
230
В ч)исло слушателей определялись только квалифицированные токари и фрезеровщики с тем, чтобы каждый из них. закончив учебу, не только сам применял новые методы, но и помог бы товарищам по цеху стать скоростниками.
В группах школы обучалось 19 человек. Здесь были токари с завода «Вулкан», фрезеровщик и токарь с завода «Знамя труда», стахановцы с «Красной вагранки» и др. Руководили школой лучшие стахановцы. В помощь им в качестве консультантов прикрепили опытных инженеров.
Слушатели школы прослушали лекции на темы: Сущность скоростного резания металла и новая геометрия твердосплавных инструментов; Твердые сплавы, их характеристика и применяемость при обработке различных материалов скоростным резанием; Конструкция высокопроизводительных твердосплавных инструментов. Каждая из лекций сопровождалась практическими занятиями. Стахановцы демонстрировали скоростные методы обработки деталей, разъясняли, как они организовали свое рабочее место, как обеспечивают стойкость инструмента.
Фрезеровщики на своих практических занятиях ознакомились с торцевым фрезерованием чугуна, обработкой деталей сложных конфигураций, ступенчатых поверхностей, пазов и уступов. Токари изучили скоростную обработку валов, торцов и уступов, расточку отверстий, уход за мощными станками.
Все практические занятия проходили непосредственно на рабочих местах стахановцев. Показ новых методов работы сопровождался консультацией инженерно-технических работников.
После второго занятия изготовили для каждого слушателя школы несколько твердосплавных резцов и фрез и посоветовали применить их у себя в цехе. На очередном занятии, прежде чем начать лекцию, обсудили первые результаты их самостоятельной работы.
Опыт показывает, что межзаводская стахановская школа является хорошей формой передачи передового опыта.
Стахановские школы стали на наших предприятиях одной из основных форм передачи передового производственного опыта. Во многих случаях, например на потоке, где коллективные методы стахановской работы определяют общий успех, стахановские школы дают особый эффект.
В условиях поточного производства организация труда осложняется. Требование синхронности работы (выполнение всех операций на поточной линии в равные или кратные промежутки времени) связывает воедино весь коллектив, работающий на одной поточной линии. Здесь особенно важно развитие социалистического соревнования и подтягивание отстающих рабочих до уровня передовых, так как отставание одного участка может при потоке затормозить работу всей линии.
Основной задачей организации труда на потоке является обеспечение синхронности работы всего потока путем повышения про231
&
изводительности труда отстающих рабочих и, в отдельных случаях, путем перераспределения операций между рабочими.
Многостаночное обслуживание
На многих участках улучшение организации труда создает условия для внедрения многостаночного обслуживания и совмещения профессий.
Многостаночное обслуживание и совмещение профессий — формы дальнейшего развития стахановской организации труда. Они возникли в результате роста культурно-технического уровня рабочего класса и дальнейших успехов в освоении новейшей техники.
Сокращая количество рабочих, необходимых для обслуживания отдельных агрегатов и для выпуска того же количества продукции, многостаночники создают дополнительные ресурсы для повышения производительности труда и для увеличения объема производства.
Основой многостаночного обслуживания является использование времени машинной работы на одном станке для выполнения ручных и машинно-ручных работ на других, обслуживаемых данным рабочим, станках. Возможность такого совмещения работы во времени выявилась прежде всего на станках и агрегатах, где удельный вес машинного времени велик. Эта возможность выявилась также на автоматизированных станках и, наконец, на всех прочих видах оборудования, где соотношение между машинным и ручным временем позволяет использовать машинное время для выполнения всех вспомогательных работ на других единицах оборудования.
Практика стахановцев-многостаночников выявляет самые различные формы перехода на многостаночное обслуживание, в том числе: 1) обслуживание двух или нескольких одинаковых агрегатов или станков с одинаковой или разной работой на них; 2) обслуживание двух или нескольких неодинаковых, но однородных машин с различной работой на них; 3) обслуживание разнородных машин; 4) совмещение работы с помощью машины на одном участке с ручной работой на другом и 5) совмещение ручных работ, выполняемых в разное время рабочего дня на разных участках.
Основным требованием, которое предъявляется к каждому участку, переводимому на многостаночное обслуживание, Должно быть сохранение, а если можно, увеличение количества продукции, изготовляемой каждой единицей оборудования. Перевод на многостаночное обслуживание должен обеспечить не только повышение производительности труда, т. е. увеличение выпуска продукции! в среднем на одного рабочего, н о и рост выпуска продукции предприятием <в целом и каждым его отдельным агрегатом.
Перевод на многостаночное обслуживание предъявляет серьезные требования к технологическому процессу, к оснащению стан232
ков приспособлениями, к организации, подготовке и обслуживанию рабочих мест. В подготовке рабочих мест к переходу на многостаночное обслуживание ведущая роль принадлежит технологам, инженерно-техническим работникам цехов и, в первую очередь, мастерам, которые вместе со стахановцами тщательно продумывают все детали многостаночной работы на каждом станке, вплоть до закрепления операций за рабочим местом, подбора станков, переводимых на многостаночное обслуживание, организации маршрута, по которому многостаночник должен обходить прикрепленные к нему машины, и т. п.
При переводе каждого участка на многостаночное обслуживание устанавливается такое соотношение между временем машинной и ручной работы, при котором продолжительность машинной непрерывной работы на одном станке была бы несколько больше или совпала бы с временем ручной работы по наладке, установке деталей, замене их и т. п. на других станках, обслуживаемых данным рабочим. При этом работа станков должна быть так согласована, чтобы переход от машинной работы к ручной происходил на различных станках, обслуживаемых одним рабочим, последовательно, что дает возможность установить четкий маршрут движения рабочего-многостаночника по его участку. Такое соотношение достигается соответствующим подбором операций, сокращением времени выполнения ручных операций и удлинением времени непрерывной машинной работы над партией изделий за счет - увеличения размера партии, введения одновременной работы нескольких инструментов и других мероприятий.
Количество станков, которые может обслужить одновременно многостаночник, определяется отношением машинного времени к ручному. При этом в период машинной работы засчитывается только то время, когда станок работает совершенно без участия рабочего. В отдельных случаях, при длительных вспомогательных работах, если их выполнение не требует высокой квалификации, привлекаются специальные вспомогательные рабочие. Этим удлиняется фронт работы многостаночников и обеспечивается лучшее использование их квалификации на основной производственной работе.
Переход на многостаночное обслуживание легче всего осуществляется на автоматизированном оборудовании. Поэтому, подготовляя перевод участка на многостаночное обслуживание, следует провести хотя бы частичную автоматизацию его работы. Большое значение в этом отношении имеет автоматизация остановки, автоматическая загрузка и др.
Применение приспособлений для автоматической остановки станка, приспособлений для одновременной обработки большого количества деталей, для быстрой проверки качества продукции, применение приборов для автоматического регулирования температуры и определения момента готовности продукции, автоматиче233
ские разгрузочно-загрузочные устройства и другие способствуют переходу на многостаночное обслуживание.
Сокращение вспомогательного времени достигается внедрением быстродействующих зажимных приспособлений, поворотные столов, дублированием установочных приспособлений, внедрением приспособлений для одновременного изготовления большого количества деталей, унификацией крепежных болтов на различных станках и т. д.
При значительном количестве одновременно обслуживаемых станков имеет большое значение расстояние между отдельными станками. Это важно не только с целью сокращения времени на переход от станка к станку, но и в целях обеспечения одновременного обозрения оборудования, прикрепленного к данному рабочему.
При распланировке станков для многостаночного обслуживания следует иметь в виду, что:
1) станки должны быть расположены друг от друга на кратчайшем расстоянии (это расстояние для мелких видов оборудования не должно превышать 2—4 м, а для крупных — 5—7 м);
2) оборудование должно быть расположено так, чтобы рабочий из любой точки своего маршрута мог видеть весь закрепленный за ним участок;
3) система управления оборудованием должна быть расположена так, чтобы рабочему было удобно обслуживать несколько станков (надлежащее расположение рукояток и кнопок управления, вспомогательных ящиков, шкафчиков для инструмента и т. п.).
Маршрут рабочего при обслуживании нескольких станков должен быть тщательно продуман и рабочий в ходе производства не должен сбиваться с установленного маршрута. Это особенно важно на крупных участках, когда рабочий обслуживает большое количество оборудования, как, например, в прядильном и ткацком производстве.
Ткачиха т. Дубяга выдвинула несколько основных принципов своей многостаночной работы.
«Чаще всего повторяется прием смены челнока из-за доработки початка. За час на 16 станках мне жриходится сменить 135—140 челноков. Если бы початки дорабатывались беспорядочно, то на одном, то на другом станке в разных частях гнезда, мне пришлось бы затрачивать много времени и сил на переходы. Станки постоянно простаивали бы в ожидании моего прихода. У меня все станки заправлены одним сортом, скорости их почти одинаковы, уточные початки срабатываются за одно время, поэтому я пускаю станки таким образом, чтобы в каждой из двух восьмерок станков, из которых состоит мое гнездо, початки сходили один за другим.
Между сходами початков в первой и второй восьмерках имеется небольшой перерыв.
Благодаря разгону початков по восьмеркам я знаю, в какой последовательности дорабатываются початки на станках, своевременно подхожу к очередному станку и пускаю его без излишнего простоя. Приходится совершать переходы лишь между соседними станками, затрачивая на это мало времени.
После смены челноков на всей восьмерке я заряжаю каждый из них в нужной последовательности, в то время как остальные станки работают. При переходе к другой восьмерке периодически осматриваю основы или полотна.
234
Все приемы, которые можно производить на действующем станке, я стараюсь выполнить лишь в то время, когда нет станков в простое. Я поправляю и распутываю основу, чтобы предупредить обрывы нитей, одновременно заряжаю запасные челноки, чтобы все мои станки были всегда обеспечены ими.
Внимательное наблюдение и своевременная поправка и распутывание нитей позволяют мне держать обрывность на уровне 0,6—0,7 случая на метр ткани вместо 1,0 в среднем для креп-жаккарда по нашей фабрике.
Если при выполнении длительного приема на одном станке, например, ликвидации обрыва трех-четырех нитей основы, появляется необходимость пустить другой станок, я прерываю начатую работу, пускаю второй станок и только после этого заканчиваю работу на первом станке. Разумеется, я прерываю работу, начатую на одном станке, лишь в том случае, когда на пуск другого станка требуется меньше времени, чем на окончание начатой работы.
Если останавливаются одновременно два станка, я раньше обслуживаю тот из них, для пуска которого требуется меньше времени.
Четырьмя правилами, изложенными выше, я в основном и руководствуюсь в работе».
Во многих случаях внедряется совмещение профессий рабочих, выполняющих чисто ручную работу. ’В этом случае условием для совмещения профессий является наличие у рабочего интервалов в работе, которые вызываются ходом производственного процесса и невозможностью использования этих интервалов на основном участке работы. В этом случае рабочий осваивает дополнительную профессию, полностью используя таким образом все рабочее время. Так, например', дежурный шорник в период, когда все оборудование нормально работает, может выполнять слесарные и другие работы.
На участках с ручным характером работы широко развито движение за совмещение профессий как у основных производственных рабочих, так и у вспомогательных. Уплотняя свой рабочий день, шорники берут на себя выполнение обязанностей смазчика, слесарь совмещает свою работу с профессией монтера и др. На ряде производств имеется большое количество рабочих, особенно повременных, рабочий день которых недостаточно уплотнен. Уплотнение их рабочего дня в порядке совмещения профессий дает большой эффект для повышения производительности труда, позволяет использовать большое количество вспомогательных рабочих на основной работе, что дает этой группе рабочих дополнительный заработок.
Движение за совмещение профессий и многостаночное обслуживание тем шире развивается и дает тем больший эффект, чем лучше организовано обслуживание рабочих мест, чем лучше система производственного планирования, чем лучше поставлено снабжение рабочих мест инструментом, технической документацией и чем лучше организована заработная плата.
Для организации многостаночного обслуживания необходимо обеспечить:
1) выбор надлежащего оборудования и улучшение его конструкции;
2) конструирование, изготовление и внедрение в производство специальных инструментов и приспособлений, сокращающих вспо235
могательное время и увеличивающих количество одновременно обрабатываемых изделий;
3) правильное размещение оборудования, позволяющее сократить время на переход от станка к станку;
4) подбор соответствующих изделий для обработки на каждой единице оборудования;
5) разработку маршрута обслуживания станков;
6) бесперебойное обслуживание участков основного производства всеми звеньями вспомогательных и обслуживающих хозяйств.
Значение многостаночного обслуживания и совмещения профессий для повышения производительности труда требует, чтобы к этой работе инженерно-технические работники предприятий относились особенно внимательно, способствуя широкому распространению многостаночного обслуживания, не ослабляя работы по уже переведенным на это обслужцвание участкам.
Охрана труда, техника безопасности и улучшение условий труда
Охрана труда и техника безопасности оказывают большое влияние на уровень производительности труда. Социалистическая организация труда в отличие от капиталистической строится так, чтобы обеспечить наряду с систематическим повышением производительности труда улучшение условий труда.
Систематическая работа по охране труда и технике безопасности дала немалые результаты в работе нашей промышленности. Одним из наиболее тяжелых участков в работе дореволюционной хлопчатобумажной промышленности было приготовительное отделение, особенно участок по разбивке кип и сортировке смески. Туберкулез был широко распространенной профессиональной болезнью рабочих, занятых на этих работах. При капитализме исключительно велико количество случаев травматизма и ожогов в литейных цехах машиностроительных заводов, многие несчастные случаи являются результатом плохих ограждений в механических цехах, обвалов и взрывов в шахтах и т. д. До сих пор в капиталистических странах травматизм и (профессиональные болезни отнимают большое количество жизней и много здоровья у рабочих.
Условия труда на социалистических предприятиях в корне отличны от условий труда на капиталистических фабриках и заводах.
Охрана труда и техника безопасности обеспечиваются на советских предприятиях советским законодательством, устанавливающим определенные нормы, которым должны соответствовать фабрично-заводские здания и сооружения, и предусматривающим систему мер, обеспечивающих охрану труда, технику безопасности и улучшение условий труда. К числу этих норм относятся: кубатура здания, приходящаяся на одного рабочего, площадь рабочих и главных проходов, которые должны быть в каждом цехе, система ограждений рабочих, силовых и передаточных механизмов, протя236
женность и мощность вентиляционных устройств, особенно в пыльных и вредных производствах, и др.
Нормативы, на основе которых осуществляется строительство советских предприятий, обеспечивают хорошие условия для работы на производстве. В современных литейных цехах, являвшихся ранее рассадниками грязи, вызывавших профессиональные болезни, площади намного увеличены, оборудована мощная вентиляция, организована механическая уборка отработанной земли и т. д. В литейном цехе ЗИС в Москве на одного рабочего приходится 17 м2 цеховой площади. Это почти в 3 раза больше, чем на заводе Форда в США.
Специальные научно-исследовательские институты заняты разработкой путей дальнейшего улучшения условий труда рабочих. В частности, большое научное и практическое значение имеют работы научно-исследовательских институтов ВЦСПС по охране труда.
В Свердловском институте охраны труда разработан способ наиболее полного удаления газов и пыли на алюминиевых заводах. В одном из корпусов алюминиевого завода, по предложению научных сотрудников института, были установлены постоянные газоотсосы, действующие при помощи вытяжных вентиляторов. Это в 5—7 раз уменьшило концентрацию вредного для здоровья газа.
Практическую ценность представляют новые стационарные и переносные приборы для быстрого определения малых концентраций различных газов в воздухе производственных помещений. Несложные по конструкции и очень простые в обращении, эти приборы позволяют принимать своевременные меры, ограждающие рабочих нефтяных и других предприятий от профессиональных заболеваний.
В целях облегчения труда рабочих горячих цехов научные сотрудники Московского института охраны труда решили ряд проблем естественной вентиляции и устройства воздушных душей. Значительное место в работе этого института занимают вопросы техники безопасности. Здесь разработаны десятки конструкций оградительных и предохранительных устройств, приспособлений и безопасного инструмента.
Научные работники Ивановского института охраны труда нашли новый эффективный способ мокрого прядения льна с применением водной эмульсии из сосновой смолы. Этот способ прядения значительно улучшает санитарно-гигиенические условия труда и внедрен сейчас на всех льняных фабриках.
Огромная работа по улучшению охраны труда и техники безопасности проделана на большинстве наших предприятий. Ежегодные общественные смотры охраны труда и техники безопасности, которые вошли в практику многих заводов, способствуют улучшению этой области работы.
Наряду с мероприятиями по охране труда и технике безопасности, большое влияние на повышение производительности труда 237
и улучшение материального благосостояния трудящихся имеет бытовое обслуживание работающих: работа отдела рабочего снабжения с его подсобным хозяйством, индивидуальными и коллективными огородами, магазинами и столовыми, детские учреждения, бани, прачечные, общежития, организация медицинской помощи и др. Забота о бытовом устройстве рабочих охватывает большой комплекс вопросов и требует усиленного внимания администрации и общественности каждого предприятия.
Организация заработной платы
Крупнейшим вопросом социалистической организации труда является организация заработной платы. В стране социализма заработная плата является той долей народного дохода, которую получает рабочий в соответствии с количеством и качеством своего труда. Поэтому соблюдение принципа распределения по труду, свойственного социализму, является основой организации заработной платы.
Организация заработной платы на социалистических предприятиях построена так, чтобы обеспечить материальную заинтересованность работников в' результатах их труда, не допуская перерасхода фонда заработной платы и тесно увязывая уровень заработной платы с опережающим его ростом производительности труда.
XVIII Всесоюзная конференция ВКП(б) подчеркнула в качестве основной задачи в области организации заработной платы необходимость: «...строго и последовательно проводить принцип материального поощрения хорошо работающих, осуществляемый в виде сдельной системы оплаты для рабочих, премиальной системы для руководящих работников и в виде большей оплаты квалифицированного труда, сравнительно с неквалифицированным».
Необходимость повысить применение стимулирующих • систем оплаты труда подчеркнута в Законе о пятилетием плане восстановления и развития народного хозяйства СССР на- 1946— 1950 годы.
В Законе сказано: «Совершенствовать системы сдельно-прогрессивной оплаты труда рабочих, а также систему премирования инженерно-технических работников за выполнение и перевыполнение производственных планов, систематически повышая значение премий в заработной плате».
Основу организации ' заработной платы составляет система тарифов, применяющаяся на социалистических предприятиях. В соответствии с этой системой на каждом предприятии коллективным договором, заключаемым между профсоюзной организацией и директором предприятия, установлены тарифные сетки и ставки первого разряда. Ставки первого разряда устанавливаются для сдельщиков и для повременных рабочих на разном уровне, стимулируя переход на сдельщину. Выделяются ставки рабочих тяже238
лых, вредных и горячих работ, а также некоторых групп ответственных работ.
Для тарификации квалифицированных рабочих устанавливается тарифная сетка, в которой определены коэфициенты, показывающие отношение -ставки рабочего данного разряда к ставке рабочего первого разряда. Чем выше квалификация рабочего, тем более высокий разряд присваивают ему и тем выше коэфициент его оплаты.
Для того чтобы определить, по какому разряду тарифицируется та или иная работа, на предприятиях всех отраслей промышленности имеются тарифно-квалификационные справочники. В этих справочниках указывается содержание работы, которая соответствует определенному разряду тарифной сетки. При этом работа тарифицируется по ее сложности, точности и ответственности. Кроме того, в тарифно-квалификационных справочниках указывается, какими знаниями должен обладать рабочий, тарифицируемый по данному разряду.
В промышленности применяют две системы оплаты труда: сдельную, в условиях применения которой сумма заработной платы находится в прямой зависимости от результатов труда, и повременную, при которой сумма заработной платы определяется по количеству отработанного времени.
Основной системой оплаты труда на промышленных предприятиях является сдельная. Она имеет две разновидности: а) сдельная и б) сдельно-прогрессивная.
При сдельной оплате труда сумма заработной платы, получаемая отдельным рабочим, прямо зависит от количества и качества изготовленной им продукции, т. е. от количества и качества его труда. Проведение сдельной системы оплаты труда требует наличия норм затраты рабочего времени или норм выработки по каждому виду работы и строгого закрепления операций за отдельными профессиями и квалификациями рабочих.
Основой для проведения сдельной оплаты труда является установление расценков, т. е. суммы заработной платы за единицу продукции. Расценок устанавливается исходя из тарифной ставки разряда, к которому отнесена данная работа, и норм затраты рабочего времени на ее выполнение. Тарифная ставка сдельщика — это сумма заработной платы, которая должна быть выплачена е?лу за 1 час или день сдельной работы, при условии полного выполнения норм.
Расценок на каждый вид работы устанавливается путем умножения тарифной ставки 1-го разряда на коэфициент разряда, к которому отнесена данная работа, и на норму времени.
Расценок при сдельной оплате труда определяется по следующей формуле:
Р=С • Д’- Г,
239
где Р — расценок за операцию,
С —сдельная тарифная ставка 1-го разряда в час, — тарифный коэфициент разряда данной работы,
Т— норма времени по данной операции в часах.
Так, например, если данная работа отнесена к 4-му разряду, коэфициент которого равен 1,8 при часовой ставке 1-го разряда в 1 р. 30 к. и норме времени на данную операцию в 45 мин., то расценок по данной операции будет равен:
Р = = 1 р. 75 к.
Наряду с простой сдельной системой во многих случаях применяют сдельно-прогрессивную систему оплаты труда, суть которой состоит в том, что каждое изделие, произведенное рабочим сверх нормы, оплачивается по более высокому расценку, чем такое же изделие в пределах нормы. Эта система в значительно большей степени, чем простая сдельная оплата стимулирует повышение производительности труда, увеличение выпуска продукции и снижение суммы непропорциональных 1 накладных расходов, приходящихся на единицу продукции. За счет уменьшения доли так называемых непропорциональных расходов на единицу продукции получается экономия, часть которой служит источником для выплаты прогрессивно нарастающих надбавок к сдельным расценкам.
Оплата по сдельно-прогрессивной системе производится по результатам месячной работы рабочего, с учетом общего повышения производительности труда.
Прогрессивное нарастание расценков при сдельно-прогрессивной оплате труда производится по специальной шкале. Эта шкала устанавливается таким образом, что увеличение сдельного расценка значительно опережает рост перевыполнения нормы выработки. Так, например, при перевыполнении нормы от 11 до 25% расценок увеличивается на 50%; от 26 до 40% —на 75%; от .41% и выше — на 100%. Указанная шкала взята как примерная, в каждом случае ее следует специально устанавливать, обеспечивая, чтобы рост заработной платы не превышал экономии на непропорциональных расходах, получаемой за счет роста производительности труда.
При повременной оплате труда каждой категории рабочих присваивается определенная ставка и по ней производится оплата их работы в соответствий с количеством отработанного времени.
Для некоторой группы работников применяется повременно-премиальная система оплаты труда, при которой основной расчетной единицей для оплаты работнику является отработанное время, 1 К непропорциональным расходам относятся такие, сумма которых изменяется не в прямой пропорции к объему производства. К ним относятся — амортизация, административно-управленческие расходы и др.
240
премиальные же доплаты вводятся за достижение высоких качественных показателей. Так, например, ремонтным рабочим платится премия за уменьшение простоя оборудования из-за ремонта и за отсутствие аварий, наладчикам — за отсутствие брака по вине наладки и за сокращение времени наладки оборудования и т. п.
Повременно-премиальная система оплаты труда применяется и к руководящему инженерно-техническому составу предприятия в зависимости от результатов работы руководимого ими участка. Премирование инженерно-технических работников производится по показателям руководимого ими участка за выполнение и перевыполнение плана по выпуску продукции при полном соблюдении качества, номенклатуры и комплектности изделий, наличии экономии фондов заработной платы и при выполнении плана по снижению себестоимости. Обычно премирование инженерно-технических работников проводится в пределах планового фонда заработной платы, скорректированного на процент выполнения плана по заводу, а для цеховых работников — по цеху.
Основной системой оплаты труда на социалистических промышленных предприятиях является сдельная система. На ведущих участках производства применяется сдельно-прогрессивная оплата. Для работников, труд которых не поддается нормированию или работу которых нецелесообразно нормировать, установлена повременная оплата. В цел я х сти м у л и р ов а ни я повременных работников для улучшения качества их работы вводится повременно-премиальная оплата. Все системы оплаты труда должны строиться так, чтобы обеспечить соблюдение социалистического принципа распределения по количеству и качеству труда и чтобы производительность труда росла быстрее, чем заработная плата.
?6 С. Е. Каменицер
Глава X
НОРМИРОВАНИЕ ТРУДА
Содержание работы по нормированию труда
Одной из важнейших предпосылок правильной организации труда и заработной платы является хорошая постановка технического нормирования. «В основу правильной организации труда и внутризаводского планирования должно быть положено техническое нормирование», — указано в резолюции XVII конференции ВКП(б).
При капитализме техническое нормирование является методом чудовищной интенсификации труда, способом усиления эксплоатации* рабочего класса и его обнищания. Основной целью работы нормировщика на капиталистическом предприятии является установление таких норм, выполнение которых требовало бы от рабочих нечеловеческих усилий, делать которые его заставляет постоянная угроза безработицы. При капитализме технические нормы являются средством варварского расхищения сил рабочего, средством безудержного наступления на жизненный уровень миллионов трудящихся.
На социалистическом предприятии техническое нормирование является методом проектирования наиболее рациональной организации труда с использованием передовой техники и технологии производства и установления на этой основе норм выработки и расценок, обеспечивающих материальную заинтересованность рабочих в повышении производительности труда. Техническое нормирование на социалистических предприятиях проводится в направлении максимального использования техники, улучшения организации труда, исходя из общей системы плановой организации работы предприятия, и опирается на социалистические методы организации труда; техническое нормирование на социалистическом предприятии является мощным средством повышения производительности труда, обеспечения выполнения и перевыполнения государственного плана и роста материального благосостояния рабочих.
242
Расчленяя каждую операцию на составные элементы, при помощи методов технического нормирования изучают организацию выполнения отдельных элементов операции, выявляют передовые приемы организации труда и способствуют передаче опыта передовых рабочих всему коллективу.
Если при капитализме технические нормы противостоят рабочему классу как чуждая и враждебная ему сила, то при социализме творцами новых передовых технических норм являются сами трудящиеся, движимые высоким чувством советского патриотизма. Техническая норма при социализме является мерой труда, устанавливаемой с целью экономии рабочего времени. На базе быстро растущей социалистической техники передовые советские люди смело ломают устаревшие нормы и создают новые прогрессивные нормы социалистического труда.
«Без технических норм, — указывал товарищ Сталин, — невозможно плановое хозяйство. Технические нормы нужны, кроме того, для того, чтобы отстающие массы подтягивать к передовым. Технические нормы — это большая регулирующая сила, организующая на производстве широкие массы рабочих вокруг передовых элементов рабочего класса. Следовательно, нам нужны технические нормы, но не те, какие существуют теперь, а более высокие» Ч
Нормы затраты рабочего времени, установленные на данный период на предприятии, являются обязательным заданием для каждого рабочего и одновременно служат основой для сдельных расценок и для оценки производительности рабочего-сдельщика. Изменение установленных норм выработки должно проводиться по мере внедрения в производство мероприятий, направленных на повышение производительности труда,' внедрения новой техники, усовершенствования технологии и существенного изменения в организации производственного процесса.
Правильное построение норм затраты рабочего времени обеспечивается проектированием их одновременно с разработкой системы организации труда и проведением подготовки производства.
Норма затраты рабочего времени должна устанавливаться исходя из наиболее эффективного в данных условиях технологического процесса, отвечающего современному уровню развития техники. Технологический процесс и режим работы оборудования, используемые при установлении норм, должны быть разработаны с учетом передового опыта стахановцев, овладевших техникой производства, с учетом внедрения тех организационно-технических мероприятий, которые могут быть проведены за период времени до введения норм.
Изучение организации труда стахановцев и передача их опыта другим рабочим, помощь стахановцам в выборе наилучших режимов, приемов работы, организации рабочего места, изучение возможности перевода участка на многостаночное обслуживание и
1 И. Сталин, Вопроси ленинизма, изд. 11, етр. 502. 16*
243
другие мероприятия должны проводиться, опираясь на методы технического нормирования.
Техническое нормирование — это метод изучения организации труда при выполнении отдельных операций, выявления связанной с этим затраты рабочего времени, проектирования рациональной организации труда, исходя из передового производственного опыта и передачи его всему коллективу рабочих, и установления на этой основе норм затраты рабочего времени и сдельных расценок.
Норма выработки — это количество изделий, которое рабочий должен выполнить в течение рабочего дня. Для установления норм выработки устанавливают предварительно норму затраты рабочего времени.
Норма затраты рабочего времени должна строиться с учетом: а) рациональной организации труда и правильного обслуживания рабочего места; б) рационального технологического процесса и применения соответствующих инструментов, приспособлений и режима работы оборудования, исходя из производительности квалифицированного рабочего, знающего технику своей работы и имеющего соответствующий опыт работы на данном участке. Там, где это возможно, в норме следует учесть одновременную обработку нескольких деталей на станке и одновременное обслуживание рабочим нескольких станков.
Методы нормирования
Задачей технического нормирования является: а) изучение системы организации труда на рабочих местах; б) проектирование и внедрение в производство мероприятий, способствующих улучшению организации труда и сокращению затраты рабочего времени на изготовление продукции; в) установление норм затраты рабочего времени, соответствующих новому уровню организации труда.
Однако на практике нормы затраты рабочего времени далеко не всегда строятся на основе проектирования рациональной организации труда. До сих пор еще применяются так называемые опытные и статистические методы установления норм. Особенно часты случаи применения опытно-статистических норм на предприятиях с единичным и мелкосерийным производством.
При установлении норм выработки опытным путем мастер или нормировщик, пользуясь своим опытом и проводя аналогию с другими ранее выполнявшимися работами, устанавливает норму на операцию. При этом норма, а следовательно, и расценок устанавливаются на основе субъективной оценки. Это может привести к ошибкам, а в отдельных случаях и к злоупотреблениям со стороны нормировщиков. При пользовании этим методом норма равняется на производительность прошлого периода, не учитывает и 244
не может учесть улучшений в организации и технологии производства и в освоении новой техники. В результате организующая и мобилизующая роль нормы теряется.
Частые пересмотры норм, вызываемые неуверенностью нормировщика в их качестве, создают неуверенность рабочего в расценке. В отдельных случаях нормы устанавливались после того, как работа была выполнена рабочим, исходя из «необходимого!» заработка рабочего данной квалификации, что является уже совершенно недопустимым. В этих случаях сдельная работа превращалась, по существу, в повременную, не обеспечивающую достаточных стимулов для роста производительности труда.
Этот метод установления норм должен быть самым решительным образом изжит из практики работы наших предприятий. Даже на изделиях и работах случайного, неповторяющегося характера и на участках, где такие работы составляют большой удельный вес, следует пользоваться более совершенными методами установления норм, избегая так называемого «опытного» метода.
Вторым методом установления норм, также неприемлемым, является статистический. При его применении норма устаназли-’ вается на основе статистических данных о фактической затрате рабочего времени на проведение аналогичных работ в предшествующем периоде. Здесь так же, как и при пользовании опытным методом нормирования, не учитываются сдвиги в технике и организации производства, в освоении новой техники, в росте стахановского движения.
Отмечая на первом Всесоюзном совещании стахановцев отсталость старых технических норм, товарищ Сталин указал на необходимость их замены новыми, более высокими техническими' нормами.
Технические нормы должны ориентироваться на передовую организацию труда. Нормы должны способствовать подтягиванию всех рабочих до уровня передовых.
С ростом техники, лучшим ее освоением, с повышением технического и культурного уровня рабочих должны изменяться и технические нормы.
Отсюда вытекает задача систематического пересмотра устаревших технических норм и замена их новыми нормами с учетом полного использования производственных возможностей предприятия и цеха и роста механо- и энерговооруженности рабочих.
В решениях декабрьского (1935 г.) пленума ЦК ВКП(б) был отмечен ряд недостатков в работе по техническому нормированию на предприятиях.
Пленум ЦК ВКП(б) указал на недопустимость такого положения, когда этот ответственный участок работы был передоверен второстепенным лицам — нормировщикам и тарификаторам, а руководящие работники цехов и завода стояли от него в стороне.- Своим постановлением пленум возложил ответственность за состояние технического нормирования непосредственно на инже245
нерно-технический персонал цеха и предприятия под руководством директора.
Декабрьский пленум ЦК ВКП(б) осудил существовавшую систему и практику установления так называемых опытно-статистических норм. «Преобладание в практике нормирования так называемых опытно-статистических норм, равнение на выработку слабо владеющего техникой своего производства рабочего, отсутствие при установлении норм выработки подлинного анализа роста производственных возможностей предприятия и цеха, роста энерговооруженности рабочего, роста его технического и культурного уровня — все это делает существующую практику нормирования труда тормозом на пути дальнейшего роста производительности труда и заработка рабочих» Ч
Пленум ЦК ВКП(б) вынес следующее решение: «Пленум ЦК считает необходимым:
а) Исходить при установлении норм выработки из строгой проверки производственных возможностей цеха и предприятия и учета передового производственного опыта стахановцев;
б) Возложить работу по нормированию и ответственность за ее состояние на инженерно-технический персонал цеха и предприятия под непосредственным руководством директора предприятия;
в) Широко привлечь к работе по установлению новых норм выработки на предприятиях кадры стахановцев»1 2.
Закон о пятилетием плане восстановления и развития народного хозяйства СССР на 1946—1950 гг. обязывает: «Расширить применение в промышленности технически обоснованных норм, учитывая при этом передовую технологию и возросшую техническую вооруженность труда. Обеспечить дело нормирования труда опытными кадрами инженеров и техников».
Техническое нормирование ставит своей задачей не статистический, а техник о-э коном иче с кий расчет нормы, сокращение продолжительности выполнения операций за счет внедрения рациональных технологических процессов и приемов организации работы. В свете этих задач основным методом технического нормирования должен быть расче т.н о-а налитический метод.
В основе расчетн о-а налитического метода лежит всестороннее исследование и изучение процесса труда, проектирование технических норм путем анализа фактической затраты рабочего времени! и наряду с этим проектирование мероприятий по повышению производительности труда. В процессе нормирования принимаются меры для максимального использования 1 ВКП(б) в резолюциях и решениях, ч. II, 1940 г., стр. 629.
2 Там же.
246
всех ресурсов предприятия, устранения потерь рабочего времени и внедрения того нового, что дало нашей промышленности стахановское движение.
Переходим к изложению способов нормирования расчетно-аналитическим методом.
Структура нормы времени
Под нормой затраты рабочего времени следует понимать время, необходимое, в данной конкретной обстановке, на выполнение работы с учетом полного использования оборудования, применения эффективных методов работы, соответствующих передовому уровню техники, при использовании передового производственного опыта стахановцев.
Норма времени состоит из двух основных частей: нормы штучного времени и нормы подготовительно-заключительного времени.
Норма штучного времени представляет собой время, необходимое для выполнения данной операции по каждому отдельному изделию. В состав нормы штучного времени включается: 1) основное (технологическое) время, 2) вспомогательное время, 3) время на обслуживание рабочего места, 4) время регламентируемых перерывов.
Основное и вспомогательное время составляет оперативное время, затрачиваемое на непосредственное выполнение данной операции по каждому отдельному предмету труда. Время на обслуживание рабочего места и нормируемых перерывов является дополнительным к оперативному. '
Основное (технологическое) время представляет собой время, в течение которого происходит работа по изменению форм, размеров, внешнего вида обрабатываемого материала или полуфабриката или их физических и химических свойств.
Основное (технологическое) время может быть: а) машинным, если это изменение производится машиной, б) машинно-ручным, когда одновременно с работой машины применяется ручной труд; в) ручным, если работа производится рабочим без участия машины.
Под вспомогательным временем понимается время на управление механизмом, оборудованием (пуск, остановка машины, смена режимов работы), время на передвижение инструмента, время на подачу, установку, выверку, съем и промер изделия, время на загрузку и выгрузку аппаратов и др.
Затрата времени на обслуживание рабочего места охватывает время по уходу за рабочим местом на протяжении рабочей смены в той части, в которой эти виды работы вменяются в обязанность данного рабочего. К обслуживанию рабочего места относятся — 247
смазка, чистка машины или станка, осмотр, опробование его и г. д.
Время перерывов на отдых и естественные надобности включает лишь время, регламентированное условиями работы на данном рабочвхМ месте.
Структуру нормы времени можно представить в виде следующей схемы:
же и затрату подготовительно-заключительного времени.
Подготовительно-заключительное время включает время, затрачиваемое на подготовку оборудования, приспособлений и инструмента как до начала работы, так и на уборку рабочего места по окончании изготовления всей партии деталей. Сюда также относится время, необходимое на ознакомление рабочего с чертежом, с работой и на пробную обработку изделия. Подготовительно-заключительное время рассчитывается в целом на партию и в норму штучного времени не включается. Для определения нормы затраты рабочего времени на изготовление какой-либо детали суммируют норму штучного времени и долю подготовительно- заключительного времени, приходящуюся на одну деталь.
В массовом и крупносерийном производстве наладка станков осуществляется специалистом-наладчиком. Поэтому в этих условиях время наладки не включается в норму затраты рабочего времени основного производственного рабочего. В индивидуальном и мелкосерийном производстве наладка обычно производится самим производственным рабочим. В этом случае время наладки включается в общую норму затраты рабочего времени в виде подготовительно-заключительного времени.
248
Как указывалось выше, основным методом технического нормирования является расчетно-аналитический метод. При его применении нормируемая операция разлагается на составляющие ее элементы. По каждому элементу изучаются организация труда н производственные возможности оборудования и устанавливаются более рациональная организация труда и технологический режим. На этой основе определяется необходимое основное технологическое время и «вспомогательное время с учетом возможного их совмещения. В результате устанавливаются норма затраты рабочего времени и мероприятия, способствующие повышению производительности труда и достижению запроектированных норм.
Использование рабочего времени
Размеры норм зависят от использования рабочего времени и организации труда.
Весь рабочий день рабочего состоит из: а) времени основной' работы, когда рабочий непосредственно выполняет основную производственную операцию; б) времени вспомогательной работы, когда рабочий устанавливает деталь, снимает ее со станка, измеряет правильность обработки и др.; в) времени обслуживания рабочего места, подготовки рабочего места перед работой, уборки> его после работы, смены инструмента и г) времени подготовиг- тельно-заключительной работы на партию — ознакомление с чертежом, получение инструктажа, наладку станка и др. Кроме того, в течение рабочего дня имеет место ряд перерывов. К перерывам относятся: простои по организационно-техническим причинам: ожидание мастера, материала, транспорта, наладка станка и др.; потери времени, зависящие от рабочего: позднее начало работы, преждевременное ее окончание, отлучки от рабочего места и др. Структура рабочего времени может характеризоваться следующей схемой (см. стр. 250).
Имеющиеся на предприятиях учетные данные об использовании рабочего времени обычно недостаточны для характеристики этого важнейшего момента в организации труда. Поэтому для полной характеристики фактического использования рабочего времени проводят фотографию рабочего дня.
Под фотографией рабочего дня понимается наблюдение за использованием рабочего дня рабочими и сопоставление затраты рабочего времени на различные виды работы у стахановцев и остальных рабочих с целью выявления возможной рационализации работы и установления рационального использования рабочего времени.
При проведении фотографии рабочего дня нормировщик с часа- . ми в руках наблюдает за работой одного или нескольких рабочих и записывает затрату времени на выполнение отдельных видов работ. При этом нормировщик стремится выявить причины, вызвавшие различные затраты времени на однотипную работу у различных ра-
249
Классификация затрат времени на производство
250
бочих, и тем самым подготовляет материал для разработки мероприятий по улучшению использования рабочего времени.
Фотографию рабочего времени проводят с помощью наблюдательных листов:
Завод ' НАБЛЮДАТЕЛЬНЫЙ ЛИСТ д I фотографии рабочего дня
Цех: Механический
Станок (рабочее место): токарный, фирма: „Комсомолец*, тип: винторезный, инв. № 14/8, паспорт № 118
Фамилия исполнителя: таб. № разряд: б, специальность: токарь,
Наблюдатель: дата: 19/Х1 1949 г. начало наблюдения—8 ч. конец наблюдения —17 ч., продолжительность —8 ч.
№ п/п
Что наблюдалось
I Время
Номенклатурный индекс
текущее
продол- жительн. работы
1
2
3
4
5
6
7
Начало работы
Подготовка станка к работе (заливка масла в коробку скоростей, смазка, подготовка охлаждающей смеси)
Наладка станка .
Установка детали
Обработка
Ищет инструмент
Снятие детали . . . \
И т. д. 1
8 ч.
28'
45'
48*
9 ч. 32'
37'
39'
28'
17'
03'
44'
05'
02'
ОМ
ПЗ
ВР
ОР
ВР
ВР
В результате проведения фотографии рабочего дня составляют фактический баланс рабочего времени, характеризующий степень использования рабочего дня; разрабатывают организационно-технические мероприятия в целях уплотнения рабочего дня; определяют количество рабочих, необходимых для обслуживания отдельных станков и агрегатов, иди количество агрегатов, обслуживаемых одним рабочим.
Проектируя наиболее рациональный баланс рабочего времени, необходимо стремиться к возможно большему увеличению удельного веса основного рабочего времени за счет максимального сокращения вспомогательного, подготовительно-заключительного времени и перерывов.
251
Стахановцы добиваются полной ликвидации перерывов, зависящих от рабочего, и потерь времени по организационно-техническим причинам, всемерно сокращают время на вспомогательные и подготовительно-заключительные операции, выполняя их одновременно с основными, совмещают обслуживание ряда рабочих мест, выполняют работу нескольких профессий за счет уплотнения рабочего дня и строго укладываются в регламентированные перерывы.
При проведении фотографии рабочего дня следует установить: а) кто должен являться объектом наблюдения; б) какие части рабочего времени надо сделать объектом наблюдения; в) как технически проводить само наблюдение.
Фотография рабочего дня проводится для выявления положительных и отрицательных сторон в организации работы и проектирования рационального в данных условиях баланса рабочею дня. С этой целью наблюдение (фотография) проводится у различных групп рабочих: у стахановцев, ударников и у рабочих, не выполняющих нормы. Этот материал позволяет выявить особенности баланса рабочего времени у рабочих различных групп и установить, благодаря чему стахановцы достигают высокой производительности и что нужно сделать, чтобы весь коллектив рабочих повысил производительность труда.
Задачей нормировщика при проведении фотографии рабочего дня является измерение времени, затраченного на ту или иную работу, или времени простоев, установление причин, вызвавших отклонение в затрате времени, разработка мероприятий, улучшающих организацию труда, и вместе с этим разработка рационального баланса рабочего дня.
Кадры нормировщиков должны быть высококвалифицированными, знающими технологию своего производства, умеющими организовать и рационализировать производственную работу.
Практика работы передовых предприятий выдвинула новый метод проведения фотографии рабочего дня — самофотографию. При проведении самофотографии каждый рабочий в течение нескольких дней сам тщательно наблюдает за использованием своего рабочего времени, записывая в специально подготовленных бланках продолжительность отдельных видов работы и перерывов.
На основании материалов самофотографии рабочие с помощью нормировщиков и мастеров проводят анализ использования своего рабочего времени и организации работы и намечают мероприятия по улучшению организации труда.
Проведение самофотографии работы является одним из проявлений заботы советских рабочих о повышении производительности труда и развитии производства. Метод самофотографии свойственен только социалистическим предприятиям, которые являются собственностью народа и его государства.
252
Проектирование баланса рабочего дня
Проектирование рационального в данных условиях баланса рабочего дня проводится вместе с проектированием мероприятий по улучшению организации труда.
Рассмотрим метод проектирования рационального баланса рабочего времени на следующем примере. Ниже приведены сводные фотографии рабочего времени пяти рабочих (см. табл, на стр. 254).
В ходе наблюдения нормировщик отметил следующие моменты, характеризующие организацию работы на участке, где проводится наблюдение:
1) рабочий Балашов недавно переведен на данный участок;
2) на заводе мелкосерийное производство, рабочий загружается на день двумя-тремя работами;
3) инструмент, наряд и чертеж к рабочему месту не подаются, рабочему самому приходится за ними ходить;
4) приемка работы у рабочих мест не введена;
5) в связи с нечеткой работой планово-диспетчерского бюро рабочие имеют простои из-за отсутствия работы;
6) отдых рабочих не был регламентирован;
7) поломки, имеющиеся на станках, выявляют небрежность их ремонта;
8) рабочий Разин добился минимального вспомогательного времени, совместив его с основным.
Для проектирования баланса рабочего дня анализируют организацию труда у всех рабочих и разрабатывают мероприятия, обеспечивающие лучшую организацию труда.
1. Рабочий Балашов недавно переведен на данный участок, у него лишняя затрата -времени на ознакомление -с нарядом и чертежом, на наладку станка и на инструктаж со стороны мастера. Ознакомление рабочего с вспомогательным хозяйством цеха и техническая учеба сократят потери времени.
2. Несмотря на мелкосерийный характер работы следует силами плановодиспетчерского бюро цеха обеспечить подачу к станку всей работы на день, освободив основного производственного рабочего от хождения за чертежом, нарядом и т. п.
3. Контролеры отдела технического контроля должны производить приемку деталей у рабочего места с тем, чтобы производственный рабочий не тратил на это время.
4. Следует ввести приемку качества ремонта оборудования и кроме того установить для ремонтных рабочих премиальную систему оплаты труда за сокращение простоев оборудования в ремонте.
Разработав мероприятия (перечень их в нашем примере, конечно, условен), мы можем перейти к проектированию рациональной затраты рабочего времени при условии внедрения этих мероприятий в жизнь. Проектируется следующий баланс рабочего времени:
1) на подготовку станка устанавливаем затрату времени 15 минут;
2) на получение и ознакомление с нарядами и чертежами—5 минут, так как выдача их будет производиться один раз на весь рабочий день и доставляться они будут непосредственно к станку;
3) на наладку станка — 30 минут — по средней затрате времени;
4) на сдачу работы — 5 минут, сдача будет производиться у станка;
5) вспомогательное время — 25 минут. Разин добился рекорда, который нельзя положить в основу установления нормы, но учет опыта стахановцев Разина и Смирнова позволяет значительно снизить вспомогательное время; внедрением дополнительных мероприятий, как например, производство замера без остановки станка, можно еще больше снизить вспомогательное время;
6) потери из-за отсутствия работы не проектируются;
7) потери из-за отсутствия тока также не проектируются;
8) на мелкий ремонт станка время не проектируется, так как при двухсменной работе ремонт можно осуществить между сменами;
253
Что наблюдалось
[Затраты рабочего времени в мин. (общее время)
Колесников
Балашов
Смирнов
Великанов
Разин
Подготовка станка в начале
работы и уборка его в кон-
1
це работы (ОМ) . . . • .
15
20
10
15
15
Ознакомление с нарядами и
чертежами (ПЗ)
20
20
10
15
5
Наладка станка (ПЗ) ....
35
30
25
35
25
Сдача работы (ПЗ)
10
15
5
10
5
Установка, снятие и замер
деталей (ВР)
40
40
25
25
10
Основная работа (ОР) . . .
285
290
360
320
400
Отсутствие работы (ПО) . .
15
—
ю
—
Отсутствие тока (ПО) ....
10
10
10
10
10
Мелкий ремонт станка (ПО)
20
15
5
15
—
Инструктаж мастера (ПЗ)
10
20
5
10
—
Отдых и естеств. надобно¬
сти (ПР)
20
20
25
15
10
Итого. . . .
480
480
480
480
480
Примечание. ОМ — обслуживание машины, ПЗ — подготовительно- заключительное время, ОР — основная работа, ВР — вспомогательная работа, ПО — перерывы организационного характера, ПР — перерывы по вине рабочих.
Составляем сводный средний баланс рабочего времени по данным фотографий:
(минут)
। № п п |
Индекс рабочего
времени
Затрата рабочего времени у отдельных рабочих
Общая сумма затраты времени
Средняя затрата времени
Колесников
1
Балашов
Смирнов
Велйка- нов
Разин
1
ОМ (время обслуживания рабочего места).
1
15
1
20
10
15
15
75
15
2
ПЗ (подготовительнозаключительное время)
75
85
45
70
35
310
62
3
ОР и ВР (основное и । вспомогательное вре- мя) . . . •
1
325
330
385
345
410
1795
359
4
ПР (перерывы по вине рабочих)
20
20
25
15
10
90
18
5
ПО (перерывы по организационным причинам)
45
25 1
15
35
10
| 130
_ 26
Всего РВ (рабочее время) . .
480
480
480
480
480
2 400
480
254
9) инструктаж мастера должен проводиться во время машинной работы» станка и специального времени не требует;
10) на отдых и естественные надобности—15 минут.
Остальная часть рабочего дня должна быть использована на основную производственную работу.
Таким образом, проектируемый баланс рабочего дня будет выглядеть следующим образом:
ОМ — 15 минут, , ОР и ВР — 410 минут,
ПЗ — 40 минут, ПР — 15 минут,
Всего — 480 минут.
ОМ + ПР = 30 минут, или 7,3% к оперативному времени.
Проектирование баланса рабочего времени связано с проведением организационно-технических мероприятий по улучшению организации труда и использованию рабочего времени. Это обеспечивает повышение производительности тру да рабочих.
Хронометраж
Запроектировав увеличение удельного веса времени основной производственной работы в балансе рабочего дня, следует обеспечить его рациональное использование, сокращая затрату времени на каждую операцию. С этой целью проводят наблюдение за затратой времени на отдельные производственные операции методом хронометража, путем расчленения операций на составные части (элементы) и измерения затраты времени на каждый из этих, элементов.
Хронометраж — метод изучения выполнения отдельной операции и затрат времени’ на ее выполнение с целью передачи передового производственного опыта и на этой основе рационализации выполнения работы и установления нормальной затраты времени на выполни ниеопераций.
Основным методом обработки материалов хронометража является аналитический, при котором норму устанавливают вместе с мероприятиями по ее достижению.
Хронометраж проводится с помощью следующей таблицы (см. стр. 256 и 257).
Рассмотрим на следующем примере методику установления нормы затраты ручного времени с помощью хронометража.
Нужно установить норму затраты рабочего времени на операцию по обточке детали на токарном станке. С этой целью операция расчленяется на 4 элемента: 1) взять и установить деталь на станок, 2) обточить деталь, 3) измерить ее после обработки и 4) снять ее со станка и уложить в ящик.
Второй элемент операции является чисто машинным временем и в замер может не включаться, так как его продолжительность может быть установлена по формуле для расчета нормы машинного времени.
Хронометраж данной операции, произведенный 10 раз, выявил следующую- затрату времени на проведение каждого элемента операции (см. стр. 258).
255
256
Оборот хронокарты
ркёон ври -эЛйихмэоёц
внэёа
•яядлэёэц
ВАЭйв ’ьХд
•ёмадаиац
виэйа •нвгпвдо
17 С. Е. Каменицер
Наблюдаемое время в
секундах по
замерам
Элементы операции
2
3
4
5
6
I
7 ■
8
10
Взять и установить деталь .
50
70
80
1
50
80
40
60
90 '
50
I
40
Обработать
• •
м
а ш г
1 н н о е
время
Измерить
30
40
30
70
30
30
40
со
90
30
Снять и уложить деталь . .
• •
60
70
60
90
60
90
(50
70
70
60
Примечания нормировщика:
1. 1-й элемент. 3-й замер—неправильно отрезана заготовка, пришлось заменить ее.
2. 1-й элемент. 5-й замер — заготовка далеко укатилась, пришлось поднимать ее.
3. 1-й элемент. 8-й замер — замедлил темп работы.
4. 3-й элемент. 4-й замер — испортился мерительный инструмент.
5. 3-й элёмент. 9-й замер — то же.
6. 4-й элемент. 4-й замер — мелкая порча станка.
7. 4-й элемент. 6-й замер — наполнен ящик с готовыми деталями, пришлось взять новый.
Арифметическая обработка данных хронометража дала бы следующую норму времени:
1-й элемент: сумма замеров 610, средняя продолжительность 61
3-й » » » 450, » » 45
4-й » » » 690, » » 69
Всего .
175 секунд
или, округленно, — 3 минуты.
Анализируя материал хронометража и примечания нормировщика, устанавливаем:
по первому примечанию — необходимо ввести контроль заготовок перед подачей их в производственный цех;
по второму примечанию — заготовки следует хранить на специальных стеллажах, где они не могли бы укатываться;
по четвертому и пятому примечаниям — измерительный инструмент надо проверять перед выдачей его в цех и хранить на специальной полке, чтобы предотвратить его порчу;
по шестому примечанию — необходимо содержать станок в чистоте, предотвращая порчу и -«заедание» отдельных частей станка; \
по седьмому примечанию — надо постоянно иметь запасной ящик для деталей.
После проведения всех указанных мероприятий проектируем следующую затрату вспомогательного времени на каждый элемент и на операцию в целом: по первому элементу — 50 сек., по третьему » — 30 сек.,
по четвертому » — 60 сек.
Всего на операцию — 140 сек.
258
В нашем примере мы установили норму затраты рабочего времени одновременно* с разработкой организационно-технических мероприятий по улучшению организации труда и уменьшению затраты рабочего времени.
Расчет нормы машинного времени
Норма машинного времени устанавливается исходя из объема работы, которая должна быть выполнена, и технологического режима работы машины.
Важнейшим фактором, влияющим на норму машинного времени, является режим работы оборудования. При обработке металла резанием режим работы включает — скорость резания, величину подачи и глубину резания. Чем выше эти показатели, тем меньше машинного времени нужно затратить для выполнения данной работы. Стахановцы-скоростники применяют сейчас высокие скорости резания, намного превышающие все известные ранее показатели. Однако до последнего времени нормативы, установленные по ряду отраслей машиностроения, ориентировались на так называемые «экономические скорости», определенные Тэйлором, исходя из соотношения затрат на переточку инструмента и экономии, получаемой в результате повышения скорости резания. Эти нормативы являются явно заниженными. Они тормозят рост производительности труда, отрицательно сказываются на использовании оборудования, мешают развитию стахановского движения.
Выше мы отмечали, что основным критерием экономической эффективности в наших условиях является наилучшее выполнение государственного плана по всем его показателям. Это определяет и подход к выбору режимов работы. При определении режима работы каждой единицы оборудования,нужно ориентироваться на принцип наивысшей производительности общественного труда. Исключительное значение, которое придавалось стоимости инструмента и его заточки, приносило вред промышленности и никак себя не оправдывало, особенно если учесть, что даже в такой высокооснащенной инструментом отрасли машиностроения, каким является автостроение, удельный вес затрат на инструмент в общей себестоимости продукции составляет 1,5—2%, а заточка инструмента составляет 0,02% от себестоимости продукции.
Выбрав наиболее производительный режим работы оборудования, устанавливают норму затрат машинного времени.
Рассмотрим методику установления нормы машинного времени на примере токарного станка. Обработка цилиндрической поверхности детали на токарном станке состоит в снятии стружки с поверхности детали и доведении размера заготовки до нормального размера детали по чертежу. Объем работы прямо пропорционален величине поверхности обрабатываемого цилиндра ( ), т. е. про17*
259
изведению длины окружности на высоту цилиндра или, что одно и то же, на длину обрабатываемой поверхности.
Затрата машинного времени в этом случае будет прямо пропорциональна объему работы (в нашем случае — ж//) и количеству повторных обработок детали (количеству проходов); она будет обратно пропорциональна пути, проходимому резцом по направлению оси детали за один оборот детали (подача 5), и скорости вращения цилиндра V (в данном случае скорость вращения является скоростью резания).
В виде формулы этот расчет может быть изображен следующим образом:
ъд,И ~ 9
V , Н
при этом п = отсюда 1М
где — норма машинного времени,
- — 3,14,
(1 — диаметр детали,
I — длина детали,
I — количество проходов,
V — скорость резания,
5 — величина подачи,
и — число оборотов детали в минуту.
Рассчитаем норму машинного времени для следующей детали.
Необходимо установить норму машинного времени для обточки цилиндра длиной 2500 мм. Диаметр заготовки—ПО мм, диаметр готовой детали—100 мм, глубина резания — 2,5 мм, величина подачи — 0,5 мм, скорость резания — 500 м в минуту.
Исходя из указанных данных, определяем, прежде всего, количество повторных обработок (проходов). Оно равно разнице в диаметрах заготовки и готовой детали, деленной па глубину резания и на 2. Деление на 2 определяется тем, что глубина резания это толщина снимаемой стружки по радиусу, а в числителе дается разность диаметров. В нашем примере количество проходов равно:
110-100 = 2
” 2X2,5
На основе приведенной выше формулы расчета нормы машинного времени опредеЛяем:
_ 2500X3,14 V 100X2
М~~ 500 000 X 0,5
6,28 минут,
при этом д,— 100 мм, I — 2 500 мм, I — 2, V — 500 000 мм, 5 — 0,5 мм.
Норма машинного времени зависит от режима резания, который в свою очередь определяется материалом обрабатываемой детали, материалом резца, зависит от мощности станка, наличия охлажде260
ния и др. Конкретное соотношение всех перечисленных условий и их влияние на режим резания излагаются в курсе технологии.
Сведения о возможных на данном станке режимах резания берутся обычно на основании паспортов оборудования. При этом Необходимо предусматривать меры по внедрению скоростных методов резания, исходя из наиболее интенсивных технологических режимов.
Определение норм штучного времени и общей нормы затраты рабочего времени
. Как было указано выше, норма штучного времени состоит из оперативного времени, времени обслуживания рабочего места и времени перерывов на отдых.
При определении нормы штучного времени время обслуживания рабочего места и время перерывов на отдых начисляются определенными процентами от оперативного времени. Норма штучного времени определяется таким образом по формуле: тде Н;ит—норма штучного времени на операцию;
Тос — основное время;
Т ве — вспомогательное время;
Т оп — оперативное время;
а — число процентов от оперативного времени на обслуживание рабочего места и на перерывы на отдых.
Размеры начисляемых процентов на время обслуживания рабочего места и на время перерывов на отдых устанавливаются по материалам фотографий рабочего дня.
Общая норма затрат рабочего времени определяется по формуле:
т_т т_т I Гпз
Пвр —Пщгп~] п 9
где Нвр —общая норма затраты рабочего времени;
Т пз — норма подготовительно-заключительного времени;
п — число штук в партии изделий.
Подставляя цифры из приведенного выше примера, получаем:
Тос — 6,28 мин. (взято из расчета машинного времени),
1 — 140 сек., или 2,3 мин.
Величину партии примем условно — 25 шт.
Отсюда, Нвр =6,28-1-2,3+ -8,58 Х7’3- + ^=10,81.
11 о 20
Норма выработки определяется путем деления продолжительности рабочего дня (480 минут в восьмичасовую смену), за вычетом подготов и- 261
тельно-заключительного времени на штучную норму времени.
Проведение технико-нормировочной работы указанным выше методом является наиболее правильным в условиях поточного производства. Специализация рабочих мест и однотипность работы, выполняемой на определенных участках производства в течение длительного времени, целиком оправдывает затрату времени на установление норм. Этот метод является наиболее правильным на предприятиях всех отраслей с более или менее однотипной продукцией. Однако на участках с единичным или позаказным характером производства такая методика технического нормирования не всегда является целесообразной. Проведение большой работы по наблюдению и анализу организации труда при выполнении каждой операции в условиях единичного и позаказного производства затруднительно и мало оправдано. Кроме того, норма выработки должна устанавливаться заранее, в то время, когда еще заказ не пущен в производство и никаких наблюдений провести нельзя.
В этих случаях, а также при неповторяемости изделий нормы устанавливаются на типовые операции. Так например, устанавливают норму затраты рабочего времени на опиловку одного квадратного сантиметра поверхности в зависимости от материала, степени точности, формы поверхности и др. Разрабатываются также нормы затраты времени на обслуживание рабочего места и на вспомогательные операции. В связи с трудностью установления этих норм на каждом предприятии составляют типовые нормы для отрасли промышленности в целом.
Эти нормы строятся так же, как и нормы на отдельные конкретные операции, . на основе тщательного анализа организации труда и затраты рабочего времени и систематизируются в таблицах — справочниках типовых норм. Суммируя отдельные части операций по таблице нормативов, получают норму на всю операцию. При установлении нормы затраты времени на новый объект, работа по его изготовлению расчленяется на типовые элементы. Затрату времени на каждый элемент устанавливают по нормативному материалу и, суммируя эти затраты, получают общую норму на объект. Этот метод, имея все преимущества аналитического метода нормирования, менее сложен и широко применяется в настоящее время на предприятиях.
Пересмотр и внедрение норм
На предприятии далеко не всегда приходится иметь дело с установлением впервые норм на ту или иную работу. Сплошь и рядом стоит задача пересмотра уже действующих норм вследствие улучшений в технике и организации производства, неправильности или устарелости ранее установленных норм.
Методика пересмотра норм аналогична методике их разработки. Подробный анализ действующих норм и фактической затраты ра262
бочего времени, выявление причин, мешающих росту производительности труда на отдельных участках, разработка организационно-технических мероприятий, способствующих росту производительности труда, внедрение их и установление норм затраты времени в соответствии с новым уровнем организации производства—таков путь пересмотра норм.
Систематическое внедрение мероприятий по изменению режимов работы оборудования, лучопей организации рабочих мест, модернизации станков, расширения многостаночной работы без соответствующего пересмотра норм выработки привело бы к явному занижению норм. Поэтому нормы выработки должны систематически пересматриваться по мере улучшения техники и организации производства. Вместе с нормами выработки должны пересматриваться и нормы обслуживания оборудования наладчиками, смазчиками и другими вспомогательными рабочими.
Работа по пересмотру норм и расценок проводится с широким привлечением общественности всего предприятия, всего коллектива рабочих и инженерно-технич(еских работников к обсуждению новых норм выработки, к разработке и внедрению новых организационно- технических мероприятий, улучшающих* организацию труда и тем самым уменьшающих затрату времени на единицу продукции. Большое значение норм для нашего планового хозяйства требует особенно серьезного подхода к работе по их установлению и пересмотру.
Неотъемлемой частью работы по техническому нормированию является внедрение норм в производство. Внедрить нормы в производство — это значит обеспечить, чтобы каждый рабочий применял режим работы и организовал свой труд в соответствии с тем, что было предусмотрено при разработке норм. Этим обеспечивается полное выполнение норм всем коллективом рабочих. Одним из основных путей внедрения норм в производство является инструктаж рабочих. Инструктаж осуществляется: а) путем разработки инструкционных карт, в которых указывается, как должно работать оборудование, как должен работать рабочий, б) путем оперативного руководства со стороны мастеров организацией и режимами работы.
XVIII Всесоюзная конференция ВКП(б) указала, что выполнение плана предприятием означает выполнение его всем коллективом, всеми участками производства. Это указание предъявляет повышенные требования и к выполнению норм.
Техническое нормирование, устанавливая нормы выработки для рабочих-сдельщиков, является основой правильной организации труда и заработной платы. Аналитический метод нормирования, при котором производится детальный анализ организации труда и затрат рабочего времени различными рабочими, способ263
ствует передаче передового производственного опыта всему коллективу рабочих и тем самым внедрению лучшей организации труда.
Нормы выработки должны устанавливаться с учетом передового уровня организации труда и технологии. Поэтому изменения в организации труда и технологии производства должны вызывать соответствующие коррективы в нормах выработки. Внедрение новых норм выработки в цехах и на участках должно проводиться на основе большой работы по рационализации производства, создающей условия для выполнения и перевыполнения установленных норм и для дальнейшего неуклонного роста производительности труда.
Глава XI
СОСТАВЛЕНИЕ ПЛАНА ПО ТРУДУ И ЗАРАБОТНОЙ ПЛАТЕ
В настоящем разделе излагаются методы составления плана по труду и заработной плате, исходя из тех положений, которые были изложены в главах об организации труда и заработной платы и о нормировании труда.
Планирование труда состоит из трех взаимоувязанных разделов: 1) повышение производительности труда; 2) потребность и рабочей силе и источники ее покрытия; 3) фонд заработной платы.
Повышение производительности труда является центральным разделом плана по труду.
Определение планового задания по росту производительности труда осуществляется следующим образом:
1) устанавливаются точные данные о фактической выработке продукции (на одного рабочего и в единицу времени);
2) анализируется уровень производительности труда и выявляются резервы, за счет использования которых можно получить дальнейшее повышение производительности труда;
3) разрабатываются организационно-технические мероприятия в целях улучшения организации труда и роста его производительности;
4) на основе запроектированных мероприятий устанавливаются плановые нормативы затраты рабочего времени;
5) определяется численность кадров и плановая производительность труда;
6) выявляется рост производительности труда и соответствие его директивному заданию.
Анализ уровня производительности труда
Анализ уровня производительности труда выявляет: 1) обеспеченность предприятия кадрами по численности, квалификации и профессиональному составу; 2) использование рабочего времени и 3) производительность труда в единицу времени.
Основной задачей анализа уровня производительности труда является изыскание ресурсов, использование которых обеспечит дальнейшее повышение производительности труда.
265
Обеспеченность предприятия кадрами определяется сопостав- -лением списочного состава рабочих с планом. При этом определяется возможность замены недостающей категории работников другими рабочими. Выявив обеспеченность предприятия кадрами и приняв меры к улучшению их комплектования, переходят к анализу использования рабочего времени, которое характеризуется использованием рабочего дня и всего рабочего времени.
В настоящее время система табельного учета на предприятиях упорядочена и по данным табельного учета легко определить количество человеко-дней, отработанных каждым рабочим. Что же касается использования рабочего дня, то его учет во многих случаях еще не налажен в достаточной мере.
Простои по вине рабочих часто не учитываются. Ряд простоев организационно-технического порядка также нередко не выявляется. В число учтенных попадают главным образом длительные, общезаводского порядка простои (отсутствие энергии и т. п.) и лишь некоторая часть текущих простоев.
Для анализа использования рабочего дня данные статистического учета дополняются фотографией рабочего дня, выборочным обследованием отдельных цехов, пролетов и другими материалами. Выявив среднюю продолжительность рабочего дня и сопоставив ее с плановой, устанавливают размер недоиспользованного рабочего времени.
Полное использование рабочего времени является одним из важнейших условий повышения производительности труда наряду с повышением выработки продукции в единицу отработанного времени. В случае резкого изменения ассортимента выпускаемой продукции по сравнению с планом или с отчетом за предшествующий период целесообразно в качестве дополнительного показателя определить выработку продукции в нормируемых трудо-часах. Этот показатель может использоваться только в целях анализа для исключения влияния различной трудоемкости продукции.
Выработка продукции в единицу отработанного времени (в 1 час) является одним из основных показателей, характеризующих деятельность предприятия. Она определяется целым рядом более конкретных показателей, которые в процессе анализа должны быть вскрыты и степень влияния которых на уровень производительности труда должна быть выявлена. К их числу относятся: 1) процент выполнения норм выработки; 2) уровень квалификации рабочих; 3) удельный вес производственных рабочих.
Анализ выполнения норм является одним из серьезнейших разделов анализа хозяйственной деятельности предприятия. Выполнение норм определяет использование основных фондов и применение стахановских методов организации труда. При анализе выявляют причины различия в выполнении норм на отдельных рабочих местах, участках и цехах, в организации труда, в применяемых режимах, в инструменте и приспособлениях. Одновременно устанав266
ливается, какими путями можно повысить уровень организации труда, а вместе с тем и степень выполнения норм, обеспечивая полное выполнение норм выработки всеми рабочими.
Наряду с выполнением норм существенное значение для повышения производительности труда имеет увеличение удельного веса производственных рабочих, что достигается за счет механизации вспомогательных операций, улучшения организации труда и сокращения вспомогательного и обслуживающего персонала.
Выработка продукции в ценностном выражении на одного рабочего за весь анализируемый отрезок времени является итоговым показателем, характеризующим уровень производительности труда. На размер этого показателя наряду с перечисленными выше факторами оказывает большое влияние изменение ассортимента выпускаемой продукции, особенно, если различные виды продукции обладают разной трудоемкостью.
Рассмотрим путь анализа уровня производительности труда на конкретном примере (цифры условные):
Е с
Перечень показателей по производительности труда
Фактически за 1948 г.
1949 г.
Фактически за 1949 г. в % к:
по плану
фактически
фак1иче ( скому за
1948 г. 1
плану 1949 г.
1
Выпуск валовой продук¬
ции в неизменных це¬
нах (тыс. руб.)
12000
13400
14000
116,6
104,5
2
Общая численность работ¬
ников предприятия . .
900
900
870
96,6
96,6
3
В том числе: ИТР . . .
150
150
140
93 3
93,3
служащих
105
100
85
80,9
85.0
МОП
45
50
45
100.0
90,0
рабочих
600
600
600
100,0
100,0
4
В том числе произвол-
ственных рабочих
430
450
420
97,6
93,3
3
Удельный вес произвол-
ственных рабочих (%)
71,6
75
70
—
—
6
Выработка на одного ра-
богника в год (тыс. руб.)
13,3
14,9
16.1
121,1
108,0
7
Выработка на одного ра-
бочего в год (тыс. руб.)
20,0
22,3
23,3
116,6
104,5
8
Отработано чел.-дней ра-
1
бочими . . . .
165 600
178800
172 200
103,8
96,4
9
Отработано чел.-дней в
среднем на одного рабо-
чего
276
298
287
103,8
96,4
ю
Отработано чел.-час. ра-
бочими
1 169 200
1 323 120
1 239 840
106,0
93,7
11
Отработано чел.-час. в
среднем в 1 чел.-день .
7,0
7,4
7,2
102,8
97,2
12
Средний процент выпол¬
нения норм выработки
115
125
135
- -
—
13
Средний коэфициент та¬
рифной сетки по заводу
2,3
2,7
2,5
1 “
—
267
Как видно из приведенной таблицы, завод имеет внешне неплохие показатели по росту производительности труда.
Выработка на одного работника возросла на заводе на 21,1% к прошлому году, составив 108% к плану. Завод выполнил производственную программу при меньшей численности инженерно-технических работников и еще большей экономии по служащим. Выработка на одного рабочего повысилась на 16,6% против прошлого года, составив 104,5% к плану. Завод обеспечил значительный рост объема производства при стабильной численности рабочих, дав в среднем по заводу выполнение норм на 135% (против 115% по отчету за 1948 г. и 125% по плану). И это при том, что средний уровень квалификации несколько ниже, чем по плану (2,5 против 2,7 по плану).
Однако данные об использовании рабочего времени выявляют все же неудовлетворительную картину. Коллектив рабочих завода недоработал за год 6600 человеко-дней (178 800 по плану минус 172 200 фактически). Средняя продолжительность рабочего дня на заводе ниже, чем по плану, что означает наличие значительных потерь внутри рабочего дня.
При доведении использования рабочего времени до соответствующего уровня завод может повысить объем производства больше чем на 1 млн. руб. в год при программе в 13,4 млн. руб.
Для полной характеристики производительности труда в таблицу нужно ввести еще два показателя—выработка на 1 человека в день и в 1 человеко-час.
Определив эти показатели, получаем, что выработка продукции в 1 чел.- день составляла в 1948 г. — 72 р. 50 к., по плану 1949 г. — 74 р. 83 к. и фактически в 1949 г. — 81 р. 19 к.
Выработка в 1 чел.-час составила: в 1948 г. — 10 р. 36 к., по плану 1949 г. — Юр. 11 к. и по отчету за 1949 г. — 11 р. 28 к. Отсюда видно, что завод имел заниженное задание по выработке продукции на один чел.-час.
При среднем проценте выполнения норм выработки, равном 135, на заводе все же имелось некоторое количество рабочих, выполняющих нормы ниже среднего уровня. Если получить данные о количестве рабочих, выполняющих нормы выработки ниже среднего уровня, можно подсчитать количество продукции, которое будет дополнительно получено за счет подтягивания отстающих рабочих хотя бы до среднего уровня. Это количество продукции является дополнительным ресурсом завода.
Влияние сокращения числа производственных рабочих и недоиспользования рабочего времени на объем производства устанавливают путем деления фактического выпуска на фактически отработанное время и умножения разности на время, подлежащее отработке по плану.
В заключение анализа этого раздела работы предприятия сопоставляют достигнутый рост производительности труда с ростом средней заработной платы и выявляют изменение удельного веса заработной платы в себестоимости продукции.
Определение эффективности организационно-технических мероприятий
Исходя из материалов анализа уровня производительности труда, достигнутого предприятием в отчетном периоде, и задач, стоящих перед предприятием, разрабатывают организационно-технические мероприятия, которые кладутся в основу плана повышения производительности труда.
С этой целью организационно-технические мероприятия расчленяются на две группы: а) мероприятия, дающие экономию времени 268
па единицу продукции, и б) мероприятия, увеличивающие полезное рабочее время.
Расчет эффективности организационно-технических мероприятий, уменьшающих затрату времени на единицу продукции, производится обычно с помощью следующей таблицы:
Перечень организа¬
ционно-технических
мероприятий
Затрата I времени на I единицу ' продукции I
Экономия времени
Расчет эффективности организационно-технических мероприятий, увеличивающих полезное рабочее время, производится с помощью следующей таблицы:
Перечень организационно-технических мероприятий
Срок внедрения
Число часов рабо-1 э ты рабочего в день] мия на
Общая экономия за планируемый период
до внед-' после олного пения । введ₽е’ 1 рабочего
1 : ния
1
Общая экономия определяется умножениехМ количества рабочих дней с момента внедрения мероприятия и до конца планового периода на экономию рабочего времени в день. Общий результат определяется перемножением полученной экономии на количество рабочих на данном участке.
Рассчитанная таким образом экономия рабочего времени учитывается при определении потребности в численности рабочих. Расчет потребности в рабочих производится с учетом экономии рабочего времени, которая будет получена в результате осуществления запроектированных мероприятий.
Классификация рабочей силы
При расчете потребности в рабочей силе выделяют следующие основные группы работников предприятия: рабочих, инженерно- технических работников, служащих и младший обслуживающий 269
персонал. Рабочие осуществляют или непосредственно обслуживают процесс производства продукта. Служащие и инженерно-технические работники на предприятии выполняют функции общего и технического руководства предприятием, а также функции планирования, учета, снабжения, сбыта и др. Младший обслуживающий персонал выполняет работу по общей и пожарной охране предприятия, по поддержанию в чистоте ею территории и непроизводственных зданий.
В числе рабочих различают основных и вспомогательных рабочих. К основным рабочим (производственным) относятся непосредственно участвующие в процессе производства основной продукции предприятия. К вспомогательным рабочим относят группу, которая занята на ремонтных работах, энергетических установках, изготовлении инструментов и моделей, транспортировке и подноске продукции и др., т. е. на подсобных работах в основных цехах и на основных и подсобных работах во вспомогательных цехах.
К инженерно-техническим работникам относятся работники, выполняющие функции, требующие высшей или средней специальной технической квалификации и подготовки.
Внутри установленных выше групп различают отдельные профессии (специальности) и квалификации, в зависимости от характера и сложности выполняемой ими работы.
Внутри этих групп выделяют два вида работников (с точки зрения методики планирования работы каждого из них) —работников, выполняющих нормируемую работу и выполняющих ненормируе- мую работу.
Определение потребности в основных рабочих-сдельщиках
Источниками для планирования потребности в рабочей силе на нормируемых работах являются: 1) производственная программа; 2) перечень операций, необходимых для изготовления единицы продукции; 3) прогрессивные нормы затраты рабочего времени на каждую операцию по отдельным профессиям и квалификациям; 4) режим работы в планируемом периоде.
Исходя из норм затраты времени на каждую операцию и перечня операций, необходимых для изготовления единицы продукции, устанавливают потребность в человеко-часах на изготовление каждого» вида продукции.
Эта норма времени на изделие в целом может быть дана в виде следующей таблицы:
Перечень профессий
Количество часов по разрядам
Итого
1_
2 |
3
4
5
6
7
8
1
| 1
1 1
1
270
Исходя из норм времени на каждое изделие, производится расчет потребности в нормо-часах на изготовление всей товарной продукции путем перемножения нормы на количество изделий по программе.
Расчет численности производственных рабочих-сделыциков. имеет следующий вид:
Расчет численности производственных рабочих-сдельщиков
Перечень профессий рабочих
Потребность в чел.-час. по изделиям
Б | В и т. д.| Итого на:
Всего на ва- 2 ловую про- § дукцЪю §
15
«
о О к
г> с-
о С
1 I 2
I
I
Если производственные цехи предприятия кроме непосредственного изготовления продукции оказывают силами основных производственных рабочих какие-либо услуги предприятию, на производство' указанных услуг производится расчет потребности в человеко-часах теми же методами, как и расчет на товарную продукцию.
Для определения потребности в человеко-часах корректируют произведенный ранее расчет на планируемый процент выполнения норм. Например, если потребность в нормо-часах равна 12 000 часов, то при планируемом проценте выполнения норм в 120, потреб- 120(0X100 шлпп ность в человеко-часах составит = 10 000 часов.
Для перехода от числа человеко-часов, потребных для работы предприятия, к численности рабочих, рассчитывают эффективное (полезное) время одного рабочего.
При расчете эффективного времени устанавливают прежде всего календарное время, исходя из абсолютной длительности рабочего периода и длительности рабочего дня; из календарного времени исключают выходные и праздничные дни, время отпуска, болезни, рабочих, кормления матерями детей в часы работы и выполнения государственных обязанностей.
Списочный состав рабочих слагается из явочного состава (ежедневно находящегося на работе) и рабочих, находящихся в очеред271
ных отпусках, отпусках по болезни и др. Списочный состав рабочих, необходимый для выполнения производственной программы, определяется делением числа человеко-часов, необходимых для выполнения программы, на эффективное (полезное) время работы одного рабочего.
Потребность в рабочих определяют также по рабочим местам (оборудованию). Число человеко-часов работы рабочих, связанных с обслуживанием оборудования, равно числу станко-часов, умноженному на норму обслуживания станков. Под нормой обслуживания понимается число рабочих, обслуживающих одновременно единицу оборудования (например, вагранку обслуживают 5 человек, следовательно, норма обслуживания равна 5, один наладчик обслуживает 10 станков, значит норма обслуживания равна 7ю и т. д.). Так, например, если по какой-либо группе оборудования имеется 10 станков, работающих в 2 смены, и один рабочий обслуживает 2 станка, то потребность в рабочих будет равна 10 (10 станков X 2 смены X 0,5 — норма обслуживания).
Расчет производится с помощью следующей таблицы:
Перечень рабочих мест
Количество рабочих мест на предприятии
Режим работы (сменность)
1
| Норма обслуживания
профессия и квалификация рабочих
количество человек обслуживающих одно рабочее место
потребность в кадрах
Главным в этом расчете является определение нормы обслуживания оборудования.
Определение потребности во вспомогательных рабочих и служащих
Определение потребности во вспомогательных рабочих проводится методом, аналогичным указанному выше. Он строится на основе программы соответствующего вспомогательного цеха (программы изготовления инструментов и приспособлений для рабочих инструментального цеха, программы изготовления запасных частей и объема работы по ремонту для рабочих ремонтного цеха и др.) или на основе норм обслуживания оборудования, к которому прикреплен тот или иной рабочий.
Значительная группа вспомогательных рабочих связана с обслуживанием определенных агрегатов. К их числу относятся ремонтные слесари, рабочие, обслуживающие производственные участки, дежурные шорники, работники отдела технического контроля, наладчики, прикрепленные к группам станков, и др. Расчет
272
потребности в этих категориях рабочих производится по рабочим местам, обслуживаемым ими.
Количество дежурных рабочих определяется исходя: а) из числа дежурных пунктов; б) из количества рабочих, которые должны быть на каждом пункте и в) из количества смен.
Расчет рабочих на ремонтно-монтажных работах может быть произведен на основе плана предупредительного ремонта и норм затрат времени на производство ремонта каждого объекта на основе графика планово-предупредительного ремонта оборудования.
Планируя численность инженерно-технических работников и служащих, необходимо добиваться максимального уплотнения их работы.
Потребность в инженерно-технических работниках, младшем обслуживающем персонале и служащих определяется обычно по штатным расписаниям, которые устанавливаются в соответствии со структурой предприятия и характером его работы и утверждаются в специально установленном порядке.
Сопоставляя выявленную потребность в кадрах с ожидаемым .наличием на начало планового периода, составляют баланс кадров, выявляя излишек или недостачу их по плану и определяя источники комплектования.
Определение общего повышения производительности труда
Проверка правильности запланированной численности рабочей силы находит свое выражение в итоговом показателе повышения производительности труда, который измеряется выработкой продукции на одного рабочего.
Существует ряд методов измерения выработки в единицу времени, причем эти методы могут быть разбиты на три группы в соответствии: а) с выбором различных измерителей для продукции, б) с различными единицами времени, на которые рассчитывается выработка, и в) с категорией работников, по отношению к которым она определяется.
С точки зрения измерения продукции производительность труда может быть выражена: а) в ценностном, выражении, б) в натуральном выражении, в) в условном измерении и г) в трудо-часах.
Измерение производительности труда в натуральных показателях с целью определения динамики производительности труда возможно только на предприятиях, где производится одинаковая продукция. Но даже при узкой специализации предприятия и наиболее простых изделиях, качество их (или сортность) может быть различно. Поэтому расчет в натуральном выражении имеет ограниченное применение.
Исключительно важным для установления народнохозяйственной эффективности работы предприятия является определение производительности труда в ценностном выражении по выпуску
^3 С. Е. Каменицер 273
валовой продукции в текущих оптовых ценах. Для определения динамики призводительности труда продукция сравниваемых периодов оценивается в одинаковых ценах. Наряду с ценностным измерителем в ряде случаев определяется производительность труда в количестве нормо-часов, приходящихся на один отработанный человеко-час.
Производительность труда рассчитывается на одного среднесписочного рабочего в год, квартал, месяц, день и час. Осйовным иа этих показателей является выработка продукции на одного рабочего за плановый период.
При расчете производительности труда учитываются все рабочие, занятые на предприятии, включая основных и вспомогательных рабочих, так как вспомогательные рабочие, косвенно участвующие в процессе изготовления продукции, оказывают большое влияние на уровень производительности труда.
Итоговый показатель плана по труду — выработка продукции на одного рабочего — характеризует качество плана по труду. Для того чтобы выявить, насколько произведенные ранее расчеты по труду соответствуют установленным ранее директивам, необходимо сопоставить с ними рассчитанный рост производительности труда. Если рассчитанный показатель ниже задания, значит расчеты плана по труду недостаточно мобилизуют ресурсы предприятия и эти расчеты должны быть пересмотрены, должны быть изысканы дополнительные ресурсы для повышения производительности труда. Если плановые расчеты соответствуют заданиям, значит они могут быть включены в план.
Определение планового фонда заработной платы
Третьим разделом плана по труду является план по заработной плате. Планирование заработной платы на предприятии проводигея следующими этапами:
1) проводится анализ уровня и динамики заработной платы в. истекшем периоде времени;
2) определяется плановый фонд заработной платы и средняя заработная плата рабочих, инженерно-технических работников, служащих и других категорий работников и устанавливается их соответствие директивам министерства (главка).
По составу различают часовой, дневной и месячный (годовой) фонд заработной платы:
а) В часовую заработную плату входят: заработок по тарифу (для сдельщиков — сдельный расценок, помноженный на количество деталей или операций), за аккордные работы, дополнительная оплата за работу в ночное время, доплата по прогрессивно-сдельной оплате труда, доплата бригадирам за руководство бригадами, оп274
лата за обучение учеников на производстве, премиальные выплаты повременщикам за экономию материалов, топлива, энергии и пр., доплаты за вредные работы, доплата за выполнение работы низшего разряда.
б) Дневная заработная плата слагается из часовой заработной платы плюс доплаты за работу в сверхурочное время, оплаты перерывов кормящих матерей, оплаты аккордных работ, которые нельзя учесть в часах затраченного времени, оплаты внутрисмен- ных простоев; фонд дневной заработной платы является основной заработной платой.
в) Месячная (годовая) заработная плата слагается из дневной (основной) заработной платы и дополнительной заработной платы, в которую включаются оплата невыходов из-за выполнения государственных обязанностей, оплата отпусков, компенсаций за неиспользованный отпуск, выплата выходного пособия, оплата квартирных денег и коммунальных надбавок, стоимость бесплатных натуральных выдач, стоимость бесплатных коммунальных услуг, заработная, плата за время служебных командировок.
Структура планового и отчетного фонда заработной платы- видна из следующего графика (см. стр. 276—277).
Анализ уровня и динамики заработной платы проводится с целью выявления возможностей улучшить организацию заработной платы и поставить ее еще в большую зависимость от производительности труда и квалификации работников. Уровень заработной платы на предприятии определяется ростом производительности, труда, квалификацией кадров, изменением тарифных условий и; норм выработки, изменениями в ассортименте продукции.
Анализ расходования фондов заработной платы начинается с выявления общего перерасхода или экономии. Обычно различают два вида экономии или перерасхода фондов заработной платы: 1) абсолютный — в сопоставлении е плановым фондом заработной платы и 2) относительный — в соответствии с утвержденным планом, скорректированным на процент выполнения плана по валовой продукции.
Если предприятие перевыполнило план по выпуску валовой* продукции, то оно имеет право перерасходовать соответственно фонд заработной платы. В этой связи плановый фонд заработной платы ему повышают в соответствии с процентом выполнения плана по валовой продукции и относительный перерасход фондов заработной платы считают по отношению к этому скорректированному плану.
Так, например, предположим, что плановый фонд заработной платы—2000 тыс. руб., а фактический расход—2300 тыс. руб. и план по выпуску валовой продукции выполнен предприятием на 120%. В этом случае предприятие имеет абсолютный перерасход фонда заработной платы в 300 тыс. руб., но по отношению к скорректированному фонду на выпуск продукции (2000 тыс. руб X 120: 100 ~
С Т Р У
ПЛАНИРУЕМОГО И ОТЧЕТНОГО
ПЛАНИРУЕМЫЙ
Средние показатели по заработной плате по плану и отчету:
Средняя
Средняя
Средняя
— Месячный фонд зарплаты месячная зарплата = з:—-— г
Списочное число рабочих
Дневной фонд зарплаты дневная зарплата общее количество отработанных чел.-дней Часовой фонд зарплаты часовая зарплата = -7^7 х—
г Общее количество отработанных чел.-часов
276
1ДА ЗАРАБОТНОЙ ПЛАТЫ
ОТЧЕТНЫЙ
277
= 2400 тыс. руб.) предприятие имеет относительную экономию — 100 тыс. руб.
Излишний расход заработной платы на предприятиях вызывают доплаты, производимые в связи с отклонениями от нормальных условий работы. Вне зависимости от наличного перерасхода или экономии следует подробно проанализировать эти доплаты. Большие перерасходы фондов заработной платы, происходящие вследствие самых разнообразных доплат, привели к тому, что на большинстве предприятий установлен специальный контроль над доплатами. Тем не менее размер их на многих предприятиях еще значителен. Поэтому анализ доплат следует производить детально, по отдельным их видам. Это позволяет выявить дополнительные ресурсы экономии заработной платы.
.Анализ эффективности систем оплаты труда проводится путем сопоставления сумм, выплаченных по ним, и экономии, достигнутой благодаря их применению.
Предположим, что сумма выплаченных премий слесарям за ликвидацию простоев оборудования составила 20 тыс. руб., снижение количества простоев составило 8%, чго обеспечило рост объема производства на 9%. При удельном весе непропорциональных расходов в себестоимости продукции, равном 20%, экономия от увеличения выпуска продукции составит 0,09-0,2 = 0,018, или 1,8%.
При себестоимости валовой продукции за этот период в 12 млн. руб. снижение себестоимости составит 1,8% от 12 млн. руб. или 216 тыс. руб. Даже учитывая, что указанное повышение объема выпуска продукции явилось результатом не только сокращения простоев оборудования и что по данному участку выплачено еще 80 тыс. руб. других премий, все же получается, что эти системы себя оправдали, так как при расходе 100 тыс. руб. (20 тыс. руб. слесарям и 80 тыс. руб. другим работникам) имеется экономия в 116 тыс. руб. Эффективность системы окажется еще большей, если учесть, что рост объема производства сокращает не только непропорциональные расходы, но и в некоторой степени сумму пропорциональных расходов на единицу продукции. Необходимо также учесть, что рост выпуска продукции имеет самостоятельное народнохозяйственное значение, помимо его влияния на себестоимость продукции.
Для анализа расходования фондов заработной платы расчленяют общий расход по плану и по отчету по отдельным цехам участкам предприятия.
Уровень заработной платы и ее динамика находят свое отражение в итоговых показателях — средней заработной плате и удельном весе заработной платы в себестоимости продукции, характеризующем соотношение между долей живого и овеществленного труда. Как известно, рост производительности труда выражается в увеличении выпуска продукции в единицу времени, т. е. в том, что единица живого труда осваивает все увеличивающиеся массы овеществленного труда. Вследствие этого удельный вес заработной платы в себестоимости продукции должен систематически уменьшаться.
Итоговым выражением уровня и динамики заработной платы является следующая таблица:
278
п и
Перечень показателей по заработной плате
Фактически за 1948 г.
1949 год
Отчет за 1949 г. в »/о к:
план
фактически
фактич. за 1948 г
плану 1949 г.
1
2
3
4
5
Расход фонда заработной платы по категориям работников1 .
Средняя заработная плата по категориям работников
Средний коэфициент тарифной сетки по рабочим
Доплаты по причинам1 2 . .
Удельный вес заработной платы в себестоимости
продукции |
I
Анализ уровня и динамики заработной платы рабочих доводится до выявления соотношения между ростом производительности труда и средней заработной платы всех рабочих и отдельных стахановцев. Большой эффект дает показ структуры заработной платы отдельных стахановцев с точки зрения удельного веса основной сдельной заработной платы, прогрессивных доплат и других элементов заработной платы. Анализ заработной платы ИТР, служащих и МОП проводится в среднем по заводу, по общему фонду и по структуре заработной платы отдельных групп работников и отдельных работников индивидуально. Исходя из данных, выявленных при анализе использования фонда заработной платы, проектируют мероприятия, обеспечивающие ликвидацию излишних доплат и лучшую увязку расхода заработной платы с выпуском продукции и производительностью труда. С учетом внедрения указанных мероприятий рассчитывают плановый фонд заработной платы.
Оплата за производственную работу рассчитывается для сдельщиков исходя из расценков и программы по выпуску готовой продукции с учетом изменения остатка незавершенного производства.
Исходя из запланированного процента выполнения норм, процента доплат за перевыполнение норм, установленного по шкале прогрессивной оплаты, и фонда сдельной заработной платы рабочих данного участка, определяют фонд заработной платы на прогрессивные оплаты.
Доплата бригадирам исчисляется в виде процентной надбавки к их заработной плате как компенсация за затрату времени на руководство бригадой. Расчет этой части фонда следует вести исходя из установленных штатов оплачиваемых неосвобожденных
1 Под категориями работников понимаются рабочие, ИТР, служащие и др.
2 Здесь должны быть подробно перечислены все причины доплат.
279
СВОДНЫЙ ПЛАН ПО ТРУДУ НА 1950 ГОД
1949 г.
195
0 г.
отчет
план
в том
числе:
за год
за IV кв.
абс.
% к 1949 г.
I кв.
II кв.
III кв.
IV кв.
Валовая продукция, млн. руб. Количество нормо-часов, тыс. а) Выработка на одного рабочего в отпускных цепах
б) Количество нормо-часов на одного рабочего . . .
Численность основного персонала
1
1
1
1
1
1
1
1
1
1
В том числе:
рабочих
ИТР
служащих
МОП
учеников
прочих
1
Средняя зарплата:
рабочих
ИТР
служащих
МОП
учеников
прочих
Фонд зарплаты по основному производству
В том числе:
рабочих
ИГР
служащих
МОП
учеников
прочих . .
1
1
Прочие хозяйства:
1
численность, чел
фонд, тыс. руб
!
1.
В том числе:
жилкультбыт
лесо агоювки
персонал детсадов . . .
и т. д.
1
•
280
бригадиров, процента доплат и среднего их заработка за последние 3—4 месяца.
Кормящие матери имеют весь период кормления неполный рабочий день. Чтобы недорабатываемое ими время было соответствующим образом оплачено, рассчитывают специальный фонд на эти доплаты. Расчет указанного фонда проводят исходя из соотношения удельного веса женщин в отчетном году - с удельным весом их в плановом и суммы выплаченных доплат за отчетный год.
При работе предприятия в две и три смены часть рабочего времени .приходится на ночь. В связи с тем, что ночью полагается работать на 1 час меньше, чем днем, производится доплата за 1 час в течение каждой рабочей смены, приходящейся на ночь.
Оплата за время выполнения государственных обязанностей рассчитывается путем умножения времени, затрачиваемого на выполнение этих обязанностей, на сумму заработной платы за один отработанный час.
Оплата отпусков рассчитывается по специальностям в соответствии с установленной продолжительностью отпусков.
Фонд заработной платы повременных рабочих определяется численностью работающих и их тарифными ставками-
Установив штат повременных работников по профессиям И' квалификациям, зная ставку соответствующей категории работников и длительность планируемого периода, получают общий фонд заработной платы. Для той категории ИТР, которой предусмотрена премиальная оплата за выполнение плана, в плановый фонд заработной платы должна быть включена доплата по премиальным системам в пределах премии, установленной за выполнение плана.
Сводный план по труду имеет часто следующий вид, (см. стр. 280).
Глава XII
ПРОИЗВОДСТВЕННАЯ ПРОГРАММА ПРЕДПРИЯТИЯ И ОРГАНИЗАЦИЯ ЕЕ ВЫПОЛНЕНИЯ
В директивах и лимитах, устанавливаемых предприятию министерством (главком), определяется номенклатура продукции, которую должно изготовлять предприятие, и общий объем производства. В ходе подготовки производства определяется характеристика продукции и технологический процесс ее изготовления как для вновь осваиваемой, так и для модернизируемой продукции. При разработке технологического процесса уточняется объем и содержание работы, которую должен выполнить каждый цех и производственный участок для выпуска всей продукции. В процессе технического нормирования устанавливаются основные технико- экономические нормы, характеризующие использование производственных ресурсов предприятия, и организация выпуска продукции.
При составлении производственной программы предприятия необходимо предусмотреть все меры, обеспечивающие максимальное использование производственной мощности и' других ресурсов предприятия с целью выпуска продукции, установленной государственным заданием.
Производственная программа предприятия должна строиться ж соответствии с директивами XVIII Всесоюзной конференции ВКП(б). «Необходимо..., — говорится в резолюции конференции,— покончить с бесплановостью, с неравномерным выпуском продукции, со штурмовщиной в работе предприятий и добиться ежедневного, по заранее разработанному графику, выполнения производственной программы каждым заводом, фабрикой, шахтой, железной дорогой».
Содержание работы по планированию производственной программы
Исходным материалом для разработки производственной программы является задание министерства (главка) по номенклатуре продукции, которая должна быть изготовлена предприятием, и количеству ее. Это задание исходит из государственного народнохозяйственного плана.
При составлении производственной программы выполняется следующая работа: а) уточняется номенклатура про-
282
д у к ц и и, особенно в части тех видов продукции, номенклатура которых в директивах и лимитах главка детально не устанавливается. К этим видам продукции на машиностроительных заводах относятся запасные части, услуги другим организациям, децентрализованные заказы, а на многих предприятиях продукция, изготовляемая из местных видов сырья и отходов производства, а также из давальческого сырья; б) разрабатывается календарная производственная программа, т. е. устанавливаются сроки изготовления отдельных партий изделий и порядок прохождения их по цехам и участкам; в) определяется нормальный остаток незавершенного производства, т. е. то его количество, которое необходимо для обеспечения бесперебойной работы предприятия, и с его учетом уточняется общий объем валовой продукции предприятия; г) н а м ечен ны й выпуск пр од у к ц и и сопоставляется с пропускной способностью предприятия на основе прогрессивных норм производительности оборудования; д) разрабатываются цеховые программы и задания отдельным производственным участкам; е) разрабатываются мероприятия по выполнению программы каждым цехом и участком и, в частности, по устранению «узких мест» производства; ж) организуется систематическая проверка выполнения плана, контроль за выпуском продукции и ходом процесса ее изготовления. Производственная программа является основой для разработки всех других разделов техпромфинплана и организации процесса производства.
Министерство (главк) и само предприятие при установлении производственной программы должны стремиться к такой специализации предприятия, которая способствовала бы внедрению поточных методов производства и одновременно создавала бы условия для наиболее полного удовлетворения потребностей народного хозяйства в различных видах продукции. Наряду со специализацией предприятия широкое кооперирование его с другими предприятиями создает условия для внедрения поточного производства и использования свойственных ему преимуществ. При невозможности или нецелесообразности узкой специализации предприятия нужно стремиться к созданию условий для внедрения поточного производства в отдельных цехах и участках путем такого построения производственной программы, при котором отдельные цехи и участки предприятия получили бы определенную специализацию по крайней мере на какой-то отрезок времени.
Составление производственной программы должно производиться в таком направлении, чтобы создать необходимые условия для равномерной работы предприятия и для полного использования его внутренних ресурсов.
Размер задания, устанавливаемого производственной программой, зависит от потребности народного хозяйства в продукции, на изготовлении которой специализируется предприятие, а также от 283
производственной способности предприятия, определяемой мощностью оборудования, численностью и производительностью рабочих, материально-энергетическими ресурсами и их использованием. В случае, если производственная способность предприятия не соответствует заданию, необходимо путем максимального использования всех производственных ресурсов добиться полного выполнения задания государственного плана.
Выполнение производственной программы является основной задачей предприятия. Поэтому все факторы, могущие лимитировать выполнение программы, должны быть приведены в соответствие с необходимостью полного и своевременного выполнения задания, установленного государственным планом, в целях наиболее полного удовлетворения потребности народного хозяйства в тех видах продукции, на выпуске которых специализировано предприятие, возможно более полного использования производственных мощностей и наилучшего использования сырьевых, топливных ресурсов, электроэнергии и рабочей силы.
Производственная программа может считаться окончательно установленной только тогда, когда в соответствие с ней приведена производственная способность предприятия, материальные и трудовые ресурсы и другие элементы процесса производства.
При составлении производственной программы необходимо обеспечивать систематическое увеличение выпуска товарной и валовой продукции в целом за плановый период и по среднесуточному выпуску продукции. Ни в коем случае недопустима практика планирования сезонных спадов производства, имевшая место в отдельных отраслях промышленности.
Производственная программа предприятия включает обычно задания по следующим видам продукции:
а) основные изделия, составляющие главную специализацию предприятия (по этой группе изделий программа составляется на основе задания главка или министерства, определяющего номенклатуру, количество изделий и сроки их выпуска);
б) децентрализованные заказы местных организаций (производство запасных частей к сельскохозяйственным машинам, выпуск ширпотреба из местных видов сырья и т. п.);
в) заказы кооперированных предприятий, большая часть которых также устанавливается в заданиях главка;
г) прочая продукция (производственные услуги другим предприятиям, продукция вспомогательных цехов для реализации другим предприятиям и Др.).
Различаются следующие виды производственных программ: 1) программа перспективного характера, отражающая директивное задание предприятию (или отдельному его цеху, участку) на длительный отрезок времени; 2) оперативного характера (на квартал, месяц, декаду, смену), разработанная в соответствии с перспективным планом, но охватывающая собой более короткие периоды времени и учитывающая опыт работы предприятия и те дополнитель284
ные ресурсы, которые выявились в ходе выполнения перспективного плана.
Необходимыми данными для составления производственной программы предприятия являются:
1. Годовое задание предприятия по выпуску продукции, которое представляет собой народнохозяйственную директиву, полученную предприятием от министерства (главка) и охватывающую: а) номенклатуру изделий и количество их по каждому виду, подлежащих выпуску в плановом порядке, б) отпускные цены изделий; в) сроки выпуска продукции внутри данного планового периода.
2. Календарный план подготовки производства, определяющий сроки запуска в производство вновь осваиваемых видов продукции.
3. План реконструкции и капитального строительства, ввода в действие новых производственных площадей, оборудования и энергоустановок, а также «реконструкции отдельных участков, так как график монтажа поступающего оборудования определяет сроки возможного включения его в производство и влияет на разработку календарного плана производства.
4. Нормативы длительности производственного цикла по изделиям и отдельным полуфабрикатам, служащие для определения календарных сроков выпуска отдельных видов продукции и для установления соответствия программы выпуска и программы запуска.
Для составления производственной программы нужно также иметь данные, характеризующие уровень производственной мощности по всем звеньям предприятия (цехам, участкам и рабочим местам), а также план организационно-технических мероприятий, направленных на дальнейшее расширение пропускной способности предприятия с тем, чтобы привести производственные мощности в соответствие с заданием по выпуску продукции.
Следует различать: а) программу выпуска, определяющую номенклатуру и количество продукции, намечаемой к выпуску; б) программу запуска (программу работ), предусматривающую полный объем работ, который должен быть выполнен предприятием (или отдельным его цехом, участком) в течение планового периода. Программа запуска отличается от программы выпуска потому, что по отдельным видам изделий длительность производственного цикла не совпадает с продолжительностью планового периода. Программа запуска устанавливается в оперативных планах.
Основными показателями, характеризующими производственную । программу и ход ее выполнения, являются товарная и валовая ’ продукция в ценностном измерении, а также номенклатура и количество продукции в натуральном выражении.
285
Определение объема производства
Валовой оборот в тысячах рублей Валобая продукция Товарная продукция
ВО = Л * Б » У ' РН-Ю) В • Я *Ре>-6) * У * РЯ-Н,) Т • Я 'РБ-б) '
I V
I'
I
I
I
в %
I I 8 8
286
Структура товарной, валовой продукции, а также валового оборота характеризуется следующим графиком с примерным цифровым расчетом (см. стр. 286).
Многие годы валовая продукция предприятий определялась в неизменных ценах, в качестве которых в государственной промышленности использовались цены 1926/27 г., а в промысловой кооперации цены 1932 г. За годы, прошедшие со времени установления неизменных цен, промышленность СССР освоила большое1 количество новой продукции; цены на нее устанавливались в разное время и во многих случаях не соответствовали стоимости изделий. Кроме того, выполнение плана в неизменных ценах не стояло^ ни в какой связи с получением предприятием денежных средств, так как расчеты велись в текущих ценах. Исходя из этого, начиная с 1949 г., планирование и учет валовой продукции осуществляются в оптовых ценах предприятий. Оптовая цена предприятия утверждается на уровне его плановой коммерческой себестоимости с учетом планируемой прибыли. На основе этих цен предприятия определяют выпуск товарной и валовой продукции и по ним же производится расчет с потребителями. Итоговым п о к а з а т е л е м, характеризующим объем про тГз в о д с тва на предприятии, является в настоящее время выпуск валов о^й продукции в текущих отпускных оптовых ценах.
Важнейшим показателем, характеризующим работу предприятия в части выпуска продукции, является выпуск товарной продукции по заданному ассортименту.
Для определения итогового показателя выполнения плана по ассортименту выписывается плановая и фактическая номенклатура с указанием количества запланированных и фактически выпущенных изделий.
Так, например:
Перечень основных изделий
Оптовая цена (в тыс. руб)
План 1949 г.
Фактич. за 1949 г.
В том числе номенклатурно
% номенклатурного вы полнения плана
колич. | (в шт.)
сумма (в тыс. руб-)
колич. (в шт.)
сумма (в тыс. руб)
колич. (в шт.)
сумма (в тыс. руб-)
А
Б
В
Г
д
12,0
10.0
15,0
8,0
15,0
100
120
160
200
1
1200,0 |
1200,0 :
2400,0 ।
1600,0 |
110
130
140
190
50
! 1320,0 1300.0 2100,0 1520,0 750,0
100
120
140
190
1200,0
1200,0
2100.0
1520,0
100,0
100.0
87,5
95,0
Итого. . .
—
1
6400,0
I
{ 6990,0
1
—
6020,0
* 91,2
Как видно из таблицы, заводу было задано выпустить изделия четырех наименований на сумму 6400,0 тыс. руб. Завод выпустил изделия пяти наимено-
28 7
гваний на сумму 6990,0 тыс. руб., т. е. перевыполнил программу. При этом завод недовыполнил план по изделиям «В» и «Г» и перевыполнил по остальным изделиям.
В результате, при перевыполнении плана по товарной продукции, выполнение плана по заданной номенклатуре составляет только 91,2%. Такое недовыполнение плана по ассортименту продукции является совершенно недопустимым. Выпуск изделий «В» и «Г» в меньшем объеме, чем было предусмотрено по плану, означает, что народное хозяйство недополучило необходимой государству продукции. Комплектно должны выпускаться каждым предприятием не только отдельные изделия, но и вся номенклатура должна быть выдержана в пределах плана, иначе снабжение страны будет неполным, некомплектным.
Предприятие, выполнившее план по сумме товарной и валовой продукции, но имеющее при этом отставание по выпуску хотя бы одного из основных видов продукции, не может считаться выполнившим план.
Большое значение имеет выполнение заказов кооперированных предприятий. Задержка выпуска хотя бы небольшого количества заказов, предназначенных для кооперированного предприятия, может привести к срыву его работы. Поэтому выполнение данного раздела производственной программы особенно тщательно контро- .лируется и кооперированные заказы включаются в число основных изделий при оценке номенклатурного выполнения плана.
Наряду с установлением итогового показателя выполнения плана по номенклатуре продукции большое значение имеет выявление комплектности остатка незавершенного производства, т. е. соответствия остатков не законченной производством продукции потребности выпуска готовых изделий. Комплектность незавершенного производства определяет, насколько имеющийся на заводе задел, т. е. заготовленное незавершенное производство, обеспечивает выпуск товарной продукции в заданном ассортименте. В ряде случаев, при наличии на предприятии большого задела незавершенного производства, практически предприятие может оказаться не -обеспеченным работой, так как имеющиеся на производстве полуфабрикаты не соответствуют выпускаемой продукции. Некомплектность незавершенного производства приводит к неравномерному выпуску продукции, к штурмовщине и к заморажи- ванцю оборотных средств.
Одним из важнейших указаний XVIII партконференции является обеспечение равномерного выпуска продукции ежедневно, каждую смену. Неравномерность выпуска, штурмовщина, имеющая место на некоторых предприятиях, крайне вредно отзываются на работе промышленности. Поэтому важнейшим показателем работы предприятия является выполнение графика производства и равномерность работы.
Чрезвычайно важным показателем, характеризующим выпуск продукции, является ее качество. При наличии утвержденных стандартов на продукцию предприятия все изделия, не соответствующие ГОСТу, являются браком и в выпуск годной продукции включаться не могут. Качество изделий, не имеющих стандартов,
288
определяется установленными техническими условиями. Изделия, не соответствующие техническим условиям, также являются браком и не могут быть выпущены предприятием. Выпуск недоброкачественной продукции карается по закону.
Однако и среди выпущенной годной продукции могут быть изделия разного качества. Для оценки качества выпущенной продукции следует проанализировать данные лабораторных исследований. Так, лаборатории текстильных фабрик производят выборочную проверку плотности ткани по основе и утку, крепости ткани на разрыв и растяжение, стойкости красок и т. п. На кирпичных заводах проводится проверка крепости кирпича, правильности его формы и пр. Во многих отраслях промышленности введена система сортности продукции. Внимательное рассмотрение данных лабораторий, изучение материалов рекламаций дает большой материал для проектирования мероприятий по улучшению качества продукции.
Работа по повышению качества продукции должна проводиться по плану. С этой целью разрабатываются организационные и технические мероприятия, направленные к улучшению качества продукции, улучшению качества сырья, уточнению технологического процесса изготовления продукции и др.
Количество, продукции, которое может быть произведено на предприятии, зависит от пропускной способности оборудования и производственных сооружений, от количества рабочей силы, ее квалификации и производительности труда, а также от того количества сырья, материалов, топлива и электроэнергии, которым располагает предприятие в течение планового периода, и от степени экономного использования материальных ресурсов.
В соответствии с этим все производственные ресурсы предприятия, определяющие выпуск продукции и влияющие на другие количественные и качественные показатели работы, можно расчленять на три группы: а) ресурсы труда, б) ресурсы использования производственных мощностей и в) материально-энергетические ресурсы.
Ресурсы труда определяются численностью и квалификацией рабочей силы, ее распределением по категориям трудящихся и участкам производства в соответствии со степенью их участия в процессе производства, использованием рабочего времени и производительностью труда.
Ресурсы использования производственных мощностей определяются количеством и составом оборудования, имеющегося на предприятии, использованием времени работы оборудования и его производственной мощности.
Использование материально-энергетических ресурсов определяется степенью экономного их использования, что находит выражение в сокращении норм их расходования.
Правильная организация деятельности предприятия определяет лучшее использование ресурсов труда, оборудования, материалов и энергии, а также обеспечивает улучшение итоговых показателей 19 С- Е Каменицер 289
производства — длительность производственного цикла и оборачиваемость средств на предприятии.
Основным направлением всей работы по лучшему использованию производственных ресурсов является четкая организация и планирование работы предприятия.
Недоиспользование производственных ресурсов приводит к значительным потерям. Часть потерь легко обнаруживается на основе данных текущего учета. Многие потери вскрываются только при более глубоком анализе. Потери сокращают использование производственных ресурсов, и активная работа по их ликвидации является одной из важнейших задач, решающихся при организации и планировании деятельности предприятия.
Основные потери рабочего времени, времени работы оборудования, излишние отходы сырья и топлива возникают, главным образом, в результате недостатков в организации и планировании предприятия. Несвоевременная подача материалов, аварии и внеплановый ремонт оборудования, отсутствие кадров надлежащей квалификации и плохое использование рабочего времени, перебои в работе оборудования — все это является результатом, прежде всего, неудовлетворительной организации и планирования .производства.
Для выявления производственных ресурсов, за «чет которых будет увеличиваться выпуск продукции, следует провести углубленный анализ использования производственных ресурсов предприятия, выявить возможности увеличения выпуска продукции за счет улучшения использования ресурсов и повести активную работу по ликвидации потерь и мобилизации всех резервов производства.
Анализ выполнения производственной программы ‘
В целях анализа выполнения производственной программы устанавливают вначале основные итоговые показатели по выпуску продукции—объем товарной и валовой продукции и номенклатуру изделий. При этом нужно иметь в виду, что показатели товарной и валовой продукции недостаточно полно учитывают изменение объема кооперирования, и это может исказить показатели работы предприятия.
Так, например, если в прошлом году сумма полуфабрикатов, получаемых заводом в порядке кооперирования, составляла 20% от себестоимости его продукции, а в этом году кооперированные поставки увеличились до 30%, то завод сумеет увеличить на 10% выпуск валовой и товарной продукции без реального увеличения объема своей работы. За этот счет возрастут показатели завода по выпуску продукции, по производительности труда и др. Поэтому при анализе выполнения производственной программы необходимо выявить влияние изменения объема кооперирования на 290
итоговые показатели предприятия, определяя удельный вес кооперированных заказов в прошлом и в текущем году.
При оценке товарной и валовой продукции в текущих оптовых ценах предприятия, для сравнения объема производства за различные периоды времени нужно исключить влияние различного уровня цен и пересчитать с этой целью выпуск продукции прошлого периода в цены текущего периода. Таким образом можно будет сравнивать выпуск продукции за ряд лет, не опасаясь искажений, связанных с изменением цен. После определения итоговых показателей выявляются ресурсы предприятия, использование которых создает условия для дальнейшего роста выпуска продукции.
Возможности увеличения выпуска продукции, которые имеет предприятие за счет лучшего использования рабочего времени, повышения производительности труда, лучшего использования оборудования и других ресурсов, мы рассмотрим в соответствующих главах настоящей работы. Здесь же мы останавливаемся на тех дополнительных возможностях, которые вскрываются анализом выполнения самой производственной программы. С этой целью анализу подвергаются три показателя работы предприятия — среднесуточный выпуск продукции, равномерность работы и производительность передовых, средних и отстающих участков.
Рассматривая итоги по выпуску продукции за отчетный период, легко обнаружить, что среднесуточный выпуск продукции значительно колеблется из месяца в месяц вне связи с вводом в действие новых мощностей. На колебания этого показателя оказывает влияние успешность оперативного руководства производством. Выявив среднесуточный выпуск продукции в течение года, мы можем считать, что в те месяцы, когда среднесуточный выпуск продукции был ниже среднего в году, предприятие недоиспользовало своих возможностей. Проверив причины, повлиявшие на снижение среднесуточного выпуска продукции в отдельные месяцы, и наметив пути устранения этих причин, мы считаем, что если бы в течение всего года выпуск продукции не снижался ниже общего среднесуточного показателя, предприятие могло бы выпустить дополнительно определенное количество продукции. Этот резерв должен быть учтен при разработке плана на следующий период времени.
В решениях XVIII Всесоюзной партконференции подчеркивалась необходимость равномерной работы предприятий по заранее установленному графику.
Тем не менее и до сих пор многие предприятия большую часть месячной продукции выпускают в третьей декаде и даже в конце третьей декады месяца. Естественно, что при равномерной работе предприятия и выпуске в первую и вторую декады каждого месяца не менее 33% месячного выпуска, общий объем производства на предприятии может быть увеличен. Этот резерв также должен быть учтен при составлении плана на следующий период времени.
19*
291
На каждом предприятии есть, как правило, передовые и отстающие участки* и участки, работающие на среднем уровне. При однотипном оборудовании и продукции имеются все условия для подтягивания отстающих и средних участков к уровню передовых. Проанализировав работу отстающих участков, определив причины их отставания и наметив пути улучшения их работы, мы можем с полным основанием считать, что разница между их производительностью и выпуском продукции на средних участках является тем резервом, который может быть использован в плановом периоде.
Следует учесть, что данными резервами не исчерпываются возможности предприятия. Дальнейший рост техники и улучшение организации работы предприятия создадут новые возможности дальнейшего роста выпуска продукции, которые должны быть также учтены в производственной программе предприятия.
План кооперирования
Уточнив номенклатуру изделий, -следует установить объем работ, производимых непосредственно на предприятии, и ту часть работы, которую выполняют другие предприятия в порядке кооперирования. Иными словами, необходимо составить план кооперирования.
Кооперирование имеет очень большое значение для улучшения работы предприятия: усиление специализации, достигаемое при кооперировании, позволяет сосредоточить внимание всего производственного коллектива на основных частях продукции. При этом изготовление ряда частей изделий и производство отдельных операций передаются другим предприятиям, специализированным на соответствующих работах.
Нормализация и стандартизация деталей и узлов, стандартизация сырья дают возможность в условиях планового хозяйства вести широкое кооперирование предприятий. Так, изготовление метизов, шарикоподшипников и других изделий благодаря их стандартизации проводится в большинстве на специализированных заводах, что повышает качество продукции, производительность труда при ее изготовлении и снижает себестоимость. Изготовление многих, видов заготовок для машиностроительных заводов передается непосредственно на металлургические заводы, что повышает общую производительность труда и снижает расход металла.
План кооперирования должен быть обоснован пропускной способностью цехов по изготовлению отдельных полуфабрикатов. Так, если на данном предприятии изготовляется ковкий чугун, то потребность в нем на программу сопоставляется с пропускной способностью цеха и в случае недостачи планируется получение от других предприятий, а в случае излишка—получение дополнительных заказов.
292
В плане кооперирования обеспечиваются наиболее рациональные перевозки продукции путем кооперирования с возможно более близко расположенными предприятиями.
План кооперирования принимает часто следующий вид:
План кооперирования на 195 г.
Покрытие дефицита
Распределение резерва]
Наименование объектов кооперирования
зуль-
тат
с предприятий
своего мини¬
стерства
с предприятий Других министерств
предприятиям своего министерства
предпри-1 ятиям других министерств
1. Литье серого чугуна ....
2. Литье ковкого чугуна . .
3. Стальное литье
4. Цветное литье и т. д
Четко продуманный план кооперирования, в котором производственные соображения увязаны с соображениями транспортного порядка (территориальная близость кооперированных между собой предприятий), обеспечивает рост производительности труда, снижение себестоимости и наилучшее использование внутренних ресурсов социалистической промышленности.
Календарное построение .программы
Плановые органы предприятия, исходя из годового техпром- финплана, производят календарную разбивку производственной программы, т. е. устанавливают задания по выпуску продукции на каждый квартал, месяц и на каждую смену для отдельных цехов и производственных участков. При распределении годовой производственной программы по кварталам необходимо, чтобы сумма квартальных планов в натуральном и ценностном выражениях обеспечивала выполнение и создавала условия для перевыполнения годового плана. Общий объем производства и средне293
суточный выпуск продукции в каждом последующем квартале должен быть больше, чем в предыдущем. Сроки начала производства (запуск) отдельных видов продукции должны устанавливаться с учетом директивно установленных сроков выпуска и длительности производственного цикла. Поэтому для правильного построения производственной программы нужно иметь данные о длительности производственного цикла. Расчленение работы между отдельными цехами производится на основании разработанного технологического процесса, в котором определяется содержание и объем работы, выполняемой каждым цехом по изготовлению отдельных изделий, включенных в программу. При распределении производственной программы по цехам вначале устанавливают задание выпускающим цехам. Это задание полностью соответствует плану предприятия. Затем устанавливается задание обрабатывающим цехам, с учетом необходимости создания некоторого переходящего запаса незавершенного производства, обеспечивающего бесперебойную работу выпускающих цехов.
Построение производственной программы по срокам имеет большое значение для организации производственного процесса, облегчает планирование и контроль за ходом производства.
Сроки выпуска продукции определяются: а) сроками, предусмотренными директивами министерства (главка), соответствующими требованиям потребителей продукции или торгующей сети; б) сроками проведения подготовки производства для впервые осваиваемых изделий; в) необходимостью обеспечить равномерную загрузку оборудования во времени.
При составлении производственной программы выделяют: а) изделия, постоянно выпускаемые предприятием, б) изделия, периодически изготовляемые (серийное производство), и в) изделия, выпускаемые в порядке отдельных заказов.
Выпуск изделий первой группы закрепляется за соответствующим потоком или участком производства. При этом стремятся к равномерному выпуску изделий с нарастанием объема производства в соответствии с освоением его, вводом в действие нового оборудования и улучшением организации производства.
Изделия второй группы размещают во времени, стремясь сократить номенклатуру продукции в отдельные периоды, что позволяет увеличить размер серий и облегчает наблюдение и контроль за производством. Составляя план по срокам, избегают перерывов в производстве изделий, влекущих обычно потерю навыков рабочими, потерю и порчу отдельных инструментов и приспособлений, увеличение остатка незавершенного производства, а вместе с этим и ухудшение финансового положения предприятия.
Изделия третьей группы включают в программу исходя из установленных сроков их выпуска, стремясь при этом доукомплектовать ими программу для полного использования оборудования» загрузки отдельных участков предприятия и др.
294
Расчет длительности производственного цикла
Длительность производственного цикла — это период времени, проходящий с момента запуска в производство первой партии сырья для изготовления партии изделий до выпуска их в готовом виде.
Маркс, говоря об обороте капитала, дает следующее определение рабочего периода: «Если же мы говорим, напротив, о рабочем периоде, то это означает определенное число связанных между собою рабочих дней, необходимых в определенной отрасли производства для получения готового продукта» \
Подчеркивая разницу между рабочим временем и временем производства, Маркс пишет: «Рабочее время есть всегда время производства, т. е. время, в течение которого капитал связан в сфере производства. Напротив, не всякое время, в течение которого капитал находится в процессе производства, непременно является уже в силу этого рабочим временем» 1 2. И дальше Маркс указывает: «Здесь речь идет о перерыве, независимом от длины процесса труда, обусловленном самою природою продукта и способом его изготовления, о перерыве, в течение которого предмет труда подвергается более или менее продолжительным естественным процессам, должен проделать физические, химические, физиологические изменения, о перерыве, во время которого процесс труда совершенно или отчасти приостанавливается» 3.
Время производства или, иначе говоря, длительность производственного цд$ла (состоит: Д))из времени непосредственного производства,/б)) из времени, тз течение которого происходят естественные процессы (сушка изделия, ликвидация остаточной деформации у металла, старение вина, брожение пива и при в естественных условиях), из времени контроля качества продукции и транспортировки сырья, полуфабрикатов, деталей от одного рабочего места к другому, а также межоперационного пролежива- ния продукции в цехах и промежуточных кладовых. Время непосредственного процесса производства представляет собой длительность технологического цикла.
Длительность технологического цикла зависит от вида сочетания операций и от величины партии, т. е. количества одновременно изготовляемых и передаваемых со станка на станок изделий или полуфабрикатов.
Различают три вида сочетания операций: последовательное, п а р а л л е л ь н онп о с л е до в а т е л‘ь н о е и параллельное.
Последовательным называется такое сочетание операций, при котором следующая операция начинается после того, как 1 К. 'Маркс, Капитал, т. II, изд. 1949 г., стр. 227.
2 Там же, стр. 235.
3 Там же.
295
на предыдущей операции прошла вся партия запущенных в производство предметов труда.
Длительность технологического цикла при последовательном сочетании операций прямо пропорциональна количеству предметов труда, запускаемых в производство одной партией, и времени прохождения одним предметом труда всех операций. Этот вид сочетания операций показан на графике, приведенном на стр. 297.
Длительность технологического цикла при последовательном сочетании операций определяется по формуле:
Тпос = 11 2
1
где Т пос — длительность технологического цикла при последовательном сочетании операций;
п — количество предметов труда в партии запуска;
т —число операций;
Е I — сумма продолжительности всех операций.
Параллельн о-п оследовательным называется такое сочетание операций, при котором смежные операции частично совмещаются во времени так, что на каждой операции вся партия запущенных в производство-предметов труда проходит без перерывов.
Предметы труда передаются с одной операции на другую не целыми партиями запуска, а частями. Передаваемую часть предметов труда называют т рха н сддх^хх-н-о-й партией. Величина этой партии определяется часто грузоподъемностью ‘ транспортных средств или специальной тарой. Иногда транспортную партию принимают равной выработке за полсмены или за смену. В последнем случае транспортная партия на разных операциях имеет различную величину.
Различают два случая параллельно-последовательного сочетания операций:
1) когда продолжительность предыдущей операции меньше продолжительности последующей операции — 1\<^ъ
2) когда продолжительность предыдущей операции больше продолжительности последующей операции ^>/2.
В первом случае вторая операция может быть начата сразу же после прохождения первой операции одной транспортной партией предметов труда.
Во втором случае, необходимо, во избежание перерывов в прохождении всей партией предметов труда второй операции,* чтобы последняя транспортная партия проходила вторую операцию* после того, как первую операцию пройдет вся партия запуска предметов труда. В соответствии с этим момент окончания первой операции на графике определяет точку, от которой проектируется вправо прохождение последней транспортной партией предметов труда второй операции.
296
ГРАФИК ПОСЛЕДОВАТЕЛЬНОГО СОЧЕТАНИЯ ОПЕРАЦИИ
Минуты
297
ГРАФИК ПАРАЛЛЕЛЬНО-ПОСЛЕДОВАТЕЛЬНОГО СОЧЕТАНИЯ ОПЕРАЦИЙ
Минуты
298
При параллельно-последовательном сочетании операций длительность технологического цикла сокращается по сравнению с последовательным сочетанием за счет частичного совмещения во времени смежных операций.
Как видно из графика, приведенного на стр. 298, в первом случае:
г = = (п — р)
а во втором случае: с = п1г—р1г=(п—р)12, где р — число предметов труда в одной транспортной партии.
В обеих этих формулах индекс при / соответствует каждый раз менее продолжительной операции. Поэтому формула может быть переписана в более общем виде:
с = (п — р)^р, где 1кор —продолжительность «короткой» операции для каждой данной пары смежных операций.
Для многооперационных процессов число совмещений смежных операций равно числу операций без одной, а длительность технологического цикла определяется по формуле:
т—1 т т—\
Тпар-п^ ТП0С — Я с=пМ — Ъ(п — Р) 1к0р.
Параллельным называется такое сочетание операций, при котором следующая операция начинается немедленно после того, как предыдущую операцию прошли отдельные единицы или транспортные партии предметов труда.
Этот вид сочетания операций показан на графике, приведенном на стр. 300.
Длительность технологического цикла при параллельном сочетании операций определяется по формуле:
Тпар=
где I гл. — продолжительность главной {наиболее длительной) операции.
При параллельном сочетании операций длительность технологического цикла резко сокращается за счет устранения излишнего пролеживания полуфабрикатов, имеющего место в условиях последовательного сочетания операций.
Однако при передаче изделий с более продолжительных операций на менее продолжительные параллельное сочетание операций вызывает простои в работе оборудования. Поэтому параллельное сочетание операций применимо при одинаковой или кратной продолжительности операций, т. е. в условиях поточного производства.
Выбор вида сочетания операций имеет значение только для предприятий с прерывным ходом производства (машиностроительные, деревообрабатывающие заводы и др.). На предприятиях с непрерывным ходом производства, где передача полуфабрикатов
299
300
-с одного процесса на другой проходит непрерывно, применяется параллельный вид сочетания операций.
Большую часть производственного цикла составляют межопера- дионные периоды, куда включается время контроля качества продукции, транспортирования полуфабрикатов в процессе производства и время естественных процессов. Наиболее точным методом определения затраты времени на межоперационные работы является нормирование всех этих работ тем же методом, что и производственных операций. Однако это возможно, да и то не всегда, в условиях специализированного производства. В условиях серийного производства расчет межоперационного времени производится более укрупненным методом. С целью установления затраты времени на межоперационные работы, их расчленяют на ряд групп по количеству времени, которое требуется на их проведение, устанавливая укрупненный норматив времени на каждую из них. Время, затрачиваемое на эти виды работы, определяется обычно на основании опытных данных о фактической продолжительности работы передовиков производства и анализа этих данных.
Суммируя время технологического цикла с временем, затрачиваемым на межоперационные работы, получают общую длитель- , ность производственного цикла, причем принимается во внимание возможность совмещения во времени различных операций.
Общая длительность производственного цикла находит свое выражение в следующей формуле:
+ +м,
где Д — длительность производственного цикла,
Т — время технологического цикла,
Е — время, затрачиваемое на естественные процессы, К —время контроля качества продукции,
Тр — время транспортировки изделий и полуфабрикатов в процессе производства,
М — время пролеживания деталей -в ожидании обработки, контроля и транспортировки.
Расчет длительности производственного цикла необходим для правильного построения производственной программы, в частности для установления сроков начала изготовления отдельных изделий и их частей с тем, чтобы обеспечить выполнение заданных сроков выпуска каждого изделия. Правильное определение длительности производственного цикла является основой для составления графика производства, для организации бесперебойной равномерной работы предприятия. Этот расчет важен для определения нормального остатка незавершенного производства и, тем самым, для определения оборачиваемости оборотных средств.
Подробный расчет длительности производственного цикла по каждой детали требует большой работы. Его проводят только в условиях массового производства.
301
На предприятиях серийного производства все детали расчленяют на ряд групп в соответствии со сложностью их .обработки, трудоемкостью, количеством операций, которые они проходят, и др. Для нескольких деталей из каждой группы длительность производственного цикла рассчитывается описанным выше методом. Средняя длительность цикла по каждой группе является величиной, достаточно характерной для данной группы деталей, — по этой средней судят о цикле всех деталей данной группы. В связи с тем, что различные части продукции изготовляются параллельно, общая длительность производственного цикла изделия устанавливается по времени изготовления наиболее трудоемкой детали или части продукции.
Сокращение длительности производственного цикла достигается в первую очередь за счет улучшения планирования производства, что влияет на сокращение межоперационного времени. Повышая производительность труда, сокращают непосредственно технологическое время. Внедряя параллельно-последовательный и параллельный виды сочетания операций, сокращают рабочий период. В ряде отраслей промышленности сокращение длительности производственного цикла достигается за счет так называемых естественных процессов. В виноделии, например, где естественный процесс старения вина занимает многие годы, внедрение методов искусственного старения резко сокращает время этого процесса, а тем самым во много раз уменьшает и длительность производственного цикла. Аналогичное положение в деревообработке, в кирпичном производстве, где переход от естественной сушки древесины и кирпича к искусственной сушке дает резкое сокращение времени производства. Особенно большой эффект в направлении сокращения длительности производственного цикла дает переход на непрерывно-поточное производство.
При уменьшении длительности производственного цикла сокращается период освоения нового* производства, сокращаются остатки незавершенного производства, ускоряется оборачиваемость оборотных средств. Сокращение длительности производственного цикла обеспечивает скорейший выпуск продукции и более быстрое переключение предприятия на производство новых видов продукции.
Определение размера партии изделий
Большое влияние на длительность производственного цикла на предприятиях, где применяется последовательное сочетание операций, оказывает величина партии изделий. Чем больше партия изделий, тем больше и время производства. Поэтому на предприятиях стремятся сократить размер партии изделий и за этот счет сократить длительность производственного цикла. Однако излишнее сокращение величины партии вызывает дополнительные переналадки оборудования, снижение производительности тру302
да, увеличение затраты времени на перевозку большого количества партий, их контроль, оформление документов и др.
Все факторы, влияющие на размер партии изделий, расчленяют на: требующие увеличения размера нормальной партии, требующие уменьшения этого размера и устанавливающие некоторые пределы для величины нормальной партии изделий.
К первой группе факторов относятся:
1) время, затрачиваемое на переналадку оборудования (чем больше эФо время, тем больше должна быть и нормальная величина партии изделий с тем, чтобы на одно изделие приходилось, минимальное количество' подготовительно-заключительного времени);
2) рост производительности труда (чем больше партия, тем< большие навыки приобретает рабочий и тем выше становится его производительность труда);
3) улучшение использования оборудования и др.
Ко второй группе факторов относятся:
1) длительность производственного цикла (чем меньше партия — тем короче длительность производственного цикла);
2) лимит оборотных средств (чем меньше партия — тем меньше сумма потребных предприятию оборотных средств и тем лучше оборачиваемость средств).
К третьей группе факторов относятся:
1) абсолютный размер задания по выпуску данных изделий;
2) стойкость специальных штампов, приспособлений и инструмента (величина партии должна приближаться к стойкости специальных приспособлений или быть кратна ей);
3) величина машино-партии—количество одновременно обрабатываемых на машине изделий (вес извести, загружаемой в гасильный барабан, количество шариков, загружаемых в сепаратор, и т. д.);
4) пропускная способность отдельных агрегатов или рабочих мест за смену (величина партии должна быть, по возможности, кратна сменной пропускной способности агрегатов).
Размер нормальной партии запуска должен устанавливаться в зависимости от всех этих условий с конкретным учетом особенностей производства каждого отдельного предприятия.
Расчетные формулы, применяемые отдельными авторами для определения оптимальной величины партии, увязывающие расчет партии с оборачиваемостью средств, ростом накоплений, приходящихся на один рубль стоимости основных и оборотных средств предприятия, не могут явиться основанием для определения оптимальной величины партии. Оптимальная величина партии не может определяться, как это делается в капиталистических предприятиях, раз навсегда в зависимости от изменения процента на капитал. В советских социалистических предприятиях величина партии определяется тем, что является самым важным в данное время’ для предприятия, исходя из государственного народнохозяйствен- 303
люто плана. Если на данном предприятии в соответствии с государственным заданием важно ускорить сроки выпуска продукции, надо стремиться к сокращению размера партии с тем, чтобы и этим путем способствовать ускорению выпуска продукции. Если решающее значение >в настоящее время имеет рост производительности труда, — возможно некоторое увеличение размера партии. И в тех и в других условиях нужно подсчитать, как это влияет на оборачиваемость средств и на себестоимость продукции.
Определение нормального остатка незавершенного производства
Длительность производственного цикла оказывает прямое влияние на остаток незавершенного производства. Под незавершенным производством понимаются материалы и полуфабрикаты, находящиеся в процессе производства до момента превращения их в готовую продукцию. В практике работы часто различают собственно-незавершенное производство, т. е. материалы и полуфабрикаты, находящиеся в процессе производства в цехах, и полуфабрикаты, т. е. ту часть незавершенного производства, которая является результатом работы отдельного цеха и находится -на складе полуфабрикатов до передачи их для обработки в другой цех. В дальнейшем изложении мы не делаем различия между этими двумя частями незавершенного производства.
На каждом предприятии имеется некоторый остаток незавершенного производства. Излишнее сокращение этого остатка вызывает перебои в производстве, простои отдельных рабочих, а часто и целых участков производства. Завышение его омертвляет оборотные средства, замораживает материалы, нужные на других предприятиях. Поэтому соблюдение нормального остатка незавершенного производства особенно важно.
Рационализация производственного процесса обеспечивает сокращение остатка незавершенного производства при одновременном создании необходимых резервов на предприятии. Нормальный остаток незавершенного производства состоит из двух частей: 1) оборотный запас, т. е. то' количество незавершенного производства, которое находится в процессе производства непосредственно в цехах, и 2) гарантийный запас, хранящийся на складе с целью обеспечения бесперебойной работы предприятия в случае аварии на каком-либо участке, перебоев в снабжении материалами и др. Запас незавершенного производства на складе создается также и с той целью, чтобы обеспечить возможность комплектования изделий перед подачей их на следующие стадии производства. Этот запас должен гарантировать бесперебойную работу последующих цехов.
Оборотный запас в свою очередь слагается из незавершенного производства, находящегося непосредственно на производственных участках, в процессе контроля качества продукции и транспортировки, из полуфабрикатов, в которых совершаются естественные
304
процессы, и, наконец, из полуфабрикатов, пролеживающих в ожидании обработки, контроля или транспортировки. Количество изделий, находящихся на каждой из этих стадий, зависит от количества пунктов, где находится продукция, и от числа единиц продукции, находящихся на каждом пункте (т. е. от величины партии). Иначе говоря, оборотный запас незавершенного производства определяется следующей формулой:
Ноб=п. Рг+К . Р2+Т . Р.+ Е + М • Л,
где Ноб — нормальный оборотный запас незавершенного производства,
П — количество производственных операций,
К — количество контрольных операций, Т — количество транспортных операций, Р\ — величина производственной партии изделий, Р2 — величина контрольной партии изделий, Р3 — величина транспортной партии изделий,
Е — количество изделий, находящихся в стадии естественных процессов,
М — количество пунктов межоперационного пролеживания деталей,
Р4 — количество изделий, лежащих на каждом пункте.
В целом ряде случаев величины Рь Р2 и Рз бывают равны между собой, так как партия изделий, идущая на перевозку, контроль и др., обычно бывает равна производственной партии. Указанный расчет лимита незавершенного производства производится в натуральном выражении, т. е. по отдельным изделиям или их частям; этот метод применяется в условиях массового производства, где номенклатура продукции стабильна и ограничена.
На предприятиях единичного и серийного производства этот расчет осложняется большой номенклатурой изделий и непостоянством ее. В этих условиях нормальный остаток незавершенного производства определяется укрупненным методом. При этом учитывают, что остаток незавершенного производства должен быть прямо пропорционален длительности производственного цикла и объему производства, с учетом, что изделия в незавершенном производстве стоят дешевле, чем в готовом виде, так как они еще не закончены процессом производства. Поэтому при расчете лимита вводят поправочный коэфициент, отражающий отношение средней стоимости изделия в незавершенном производстве к стоимости готового изделия.
В общем виде укрупненный расчет нормального остатка незавершенного производства производится с помощью следующей формулы:
20 с. Е. Каменицер
305
где Н — нормальный остаток незавершенного производства,
Р— объем производства за планируемый период времени,
Д — длительность производственного цикла в днях,
а — коэфициент средней готовности незавершенного производства,
Т — длительность планируемого периода в днях.
Объем производства в этом расчете берется по смете производства как итог всех затрат на изготовление валовой продукции, если расчет норматива ведется в целом по заводу. Если норматив незавершенного производства рассчитывается по отдельным видам продукции, величина Р определяется исходя из плановой себестоимости всего выпуска по данному изделию.
При делении величины Р на Т получается среднедневной объем производства по данному изделию или по предприятию в целом.
При определении лимита незавершенного производства по каждому изделию в формулу включается длительность производственного цикла данного изделия. Если расчет ведется по предприятию или цеху в целом, длительность цикла принимается как средневзвешенная по всем изделиям.
Последним элементом формулы является коэфициент готовности, который характеризует отношение средней стоимости изделия в незавершенном производстве к стоимости того же изделия в готовом виде.
Применяют также более упрощенный, но менее точный метод расчета лимита незавершенного производства: всю стоимость затрат на производство (Р) расчленяют на стоимость основных материалов, которые условно принимают как вложенные в первый день производственного цикла, а все прочие затраты берут с коэ- фициентом, равным половине, учитывая их равномерное вложение в производство. В этом случае расчет принимает следующий вид:
(С + О -0,5) Д
** гр ,
где С — стоимость сырья,
О — стоимость обработки (все прочие статьи сметы производства),
0,5 — условный коэфициент, заменяющий средний коэфициент готовности,
Д — длительность производственного цикла в днях,
Т — длительность планового периода в днях.
Так как при укрупнённом расчете лимита незавершенного производства мы не приняли во внимание гарантийного запаса, то с учетом его формула примет следующий вид:
нп = ^4^ + Г, или нп = д + г,
где Г — гарантийный запас. Размер гарантийного запаса должен быть таким, который обеспечивал бы бесперебойную работу пред306
приятия на случай возможных нарушений планомерного хода производства и в то же время был бы минимальным, незначительно увеличивающим лимит незавершенного производства.
Определение нормального остатка незавершенного производства и борьба за его соблюдение не только по стоимости, но и по номенклатуре, комплектно создают условия для равномерной, бесперебойной работы предприятий.
Определив лимит незавершенного производства и сопоставив его с фактическим или ожидаемым остатком на начало планового периода, определяют планируемое изменение остатка незавершенного производства, а отсюда и размер валовой продукции.
Разработка цеховых производственных программ
После того как устанавливается производственная программа по предприятию в целом, определяется план выпуска по каждому цеху.
План цеха по выпуску продукции имеет ряд особенностей по сравнению с планом по выпуску продукции предприятия в целом. Номенклатура продукции цехов отличается от номенклатуры продукции, выпускаемой предприятием, так как заготовительные и обрабатывающие цехи должны работать с известным опережением, выпуская в данном периоде те полуфабрикаты, которые понадобятся для обрабатывающих цехов в следующем периоде. Таким образом даже в годовом разрезе в отдельных цехах могут появиться полуфабрикаты тех изделий, которые не числятся в годовом плане выпуска товарной продукции по предприятию в целом. Эти полуфабрикаты предназначены для выпуска товарной продукции в следующем году. С другой стороны, в номенклатуре цехов может не оказаться ряда полуфабрикатов, необходимых для выпуска товарной продукции данного периода, так как они уже изготовлены ранее и находятся в незавершенном производстве. Указанные отличия могут быть не только в номенклатуре полуфабрикатов, но и в их количестве.
Таким образом первое отличие программы цехов от программы предприятия идет по линии создания задела на следующие периоды и учета имеющегося к началу планового периода остатка незавершенного производства.
Второе отличие программы цехов от программы предприятия определяется тем, что планы цехов учитывают взаимные производственные услуги. В порядке кооперирования отдельные цехи выполняют ряд работ для других цехов, причем происходит кооперирование между основными производственными цехами, а также и основных производственных цехов с вспомогательными.
Третьей особенностью цеховой программы является включение в нее не только продукции, предназначенной для выпуска, но и продукции, которая должна быть начата производством в> данном цехе (план запуска). Этот раздел программы показывает цеху 20
307
перспективу дальнейшей его работы, к выполнению которой цех должен готовиться, частично выполнив ее в данный период времени.
Цеховая производственная программа включает: а) полуфабрикаты, предназначенные для выпуска готовой товарной продукции, б) полуфабрикаты, идущие в задел и в) работу, выполняемую в порядке межцехового кооперирования.
Производственная программа цехов составляется обычно по следующей форме:
Производственная программа цеха
Перечень изделий, изготовляемых цехом
2 3 4|5
План выпуска
Трудоемк. в н.-час
Ожидаемый остаток на начало планового периода (гр. 2) определяется по отчетным данным предприятия и цеха. Нормальный запас определяется на базе расчета длительности производственного цикла и лимита незавершенного производства. Оценка продукции производится в зависимости от принятого на предприятии метода оценки в отпускных ценах или по плановой цеховой себестоимости. Трудоемкость продукции должна быть обязательно показана в плане, так как этот показатель является одним из основных для характеристики работы цехов. В ряде цехов, где вес продукции имеет особое значение (литейные цехи, кузнечные, прядильные, известковые и др.), одним из методов оценки продукции является оценка ее по весу.
Особое внимание следует обратить на установление сроков выпуска продукции. Практика работы многих заводов, особенно машиностроительных, показала, что основная масса продукции выпускалась ими в конце месяца. Такой неравномерный выпуск приводил к штурмовщине в конце месяца, к большому количеству сверхурочных работ и дезорганизовал предприятия, отражаясь весьма отрицательно на качестве продукции и ее себестоимости.
308
Установление сроков выполнения отдельных этапов работы должно производиться исходя из сроков выпуска и длительности производственного цикла изделия. Календарный план находит выражение в графике, предусматривающем содержание и объем ежедневной работы предприятия, цехов и участков. Эти ежедневные (суточные) графики запуска и выпуска продукции стали законом организации производства на предприятиях.
В последние годы в практике планирования передовых предприятий стал широко внедряться часовой график запуска и выпуска, в котором устанавливаются задания цехам и отдельным участкам на каждый час работы и устанавливается контроль за выполнением этих заданий.
Производственная программа участка
При составлении производственной программы участка определяют: какую продукцию и в каком количестве должен изготовить участок за месяц, неделю и день; объем работы и номенклатуру продукции для каждого рабочего места на различные промежутки времени; снабжение каждого рабочего всем необходимым для выполнения заданной работы (инструмент, приспособления, материал, чертеж и др.). Организация правильного и оперативного учета выполнения программы и бесперебойной передачи работы с одного рабочего места на другое и с одного производственного участка другому является важнейшей частью планирования производства.
При построении производственной программы участка обеспечивают полную загрузку рабочих мест, создавая наилучшие условия для выполнения производственной программы и быстрой передачи продукции следующим участкам в целях быстрейшего ее выпуска.
Этой задаче должна быть подчинена работа по планированию производственной программы участков. Необходимо при этом исходить не из узких интересов только своего участка, а уметь сочетать их с интересами предприятия в целом, ставя последние во главу угла своей работы. Всю производственную программу участка можно расчленить на следующие части:
1) Продукция, необходимая на выпуск товарной продукции данного месяца. Изготовление ее должно быть включено в программу рабочих мест в первые же дни с тем, чтобы она успела пройти остальные участки производства и своевременно обеспечить выпуск товарной продукции. За этой продукцией следует обеспечить особое наблюдение.
2) Продукция, не идущая в этом месяце на выпуск, но включенная в производственную программу в этом же месяце или декаде в других участках и цехах. График ее изготовления следует согласовать с участком-потребителем, установив заранее сроки изготовления. Указанные сроки должны быть установлены плано309
во-диспетчерским бюро цеха и утверждены начальником цеха. Выдержать сроки, не задержать продукцию дольше установленного времени — обязанность мастера, так как задержка продукции на одном участке приводит к срыву планомерной работы ряда остальных.
3) Продукция, изготовляемая в порядке кооперирования с другими участками, над которой на данном участке выполняются отдельные операции. Наиболее часто она встречается на участках, построенных не по предметному, а по технологическому принципу. По отношению к ней следует применить то же положение, что и по отношению к первым и вторым видам продукции.
4) Продукция, включенная в производственную программу данного уч*астка и не учтенная в программе других участков в данный месяц (работа на задел). Эта продукция включается в производственную программу в последнюю очередь.
Программа по участкам должна предусматривать сроки прохождения отдельных партий изделий через рабочие места, при обеспечении скорейшей их передачи на следующие участки. При этом следует учесть, как каждая партия изделий загружает каждое рабочее место и какова длительность производственного цикла каждого изделия в данном пролете. Разработка производственной программы участка производится • цеховым плановодиспетчерским бюро с обязательным участием мастера. Для разработки программы необходимо иметь: а) предварительный перечень изделий и их количество, которое должен изготовить участок; б) нормы затраты рабочего времени и времени работы оборудования на каждую операцию и закрепление операций за рабочими местами; в) длительность производственного цикла изготовления изделий на данном участке и г) состояние изготовления отдельных изделий к моменту составления плана (к началу планируемого периода).
Срок доведения программы до производственного участка должен соответствовать времени, необходимому на подготовку и обеспечение выполнения программы.
Используя весь перечисленный нормативный материал и имея производственную программу — задание, установленное для цеха, устанавливают программу для участка, руководимого мастером.
Основным плановым документом является «производственное задание по запуску-выпуску продукции на месяц». Строится это задание отдельно по запуску изделий в производство и по выпуску. Необходимость такого деления вызывается .длительностью производственного цикла, размер которого имеет значительные колебания для отдельных видов изделий.
Установление и соблюдение сроков выпуска по всем участкам производства предотвращает возможность образования дефицита на конечных операциях и нормализует работу, ликвидируя штурмовщину и предотвращая срывы выпуска продукции.
310
Подетальный план вручается начальником цеха мастеру не позднее чем за три дня до наступления планируемого периода и часто строится по следующей форме:
Производственное задание _(УчасткУ2—на 195 г.
(пролету)
месячный объем его работы, выраженный в нормо-часах и являющийся базой для подсчета фонда заработной платы работников, занятых на выполнении производственного задания.
В дополнение к месячному заданию обычно устанавливается оперативное задание на каждую смену, с указанием отдельных рабочих мест, на которых это задание должно выполняться.
Форма сменного задания имеет часто следующий вид:
Сменное задание и отчет производственного мастера
311
В этом задании одновременно отражается план работы участка и его выполнение.
Для построения производственной программы участка необходимо знать состояние изготовления отдельных партий изделий. Эти данные устанавливаются исходя из учетных материалов цеха, в ряде случаев—на основе инвентаризаций, проводимых в цехах ежемесячно.
При разработке программы участка одновременно составляют задания и по отдельным рабочим местам.
Эти задания имеют обычно следующий вид:
Задание для рабочего места на 195_ г.
Планово-распределительное бюро
Машина № цех отд.
(группа оборудования)
Смена № разр. рабочий
Изделия
Норма
Задано I Выполнено
Примечание
Задание на машину или рабочее место дается на каждую смену. При составлении программы участка учитывают межоперационное время, назначая партию изделий на следующую операцию через некоторый промежуток времени после окончания ее на предыдущем рабочем месте. Указанный промежуток определяется нормативом межоперационного времени.
Размер задания для рабочих мест определяется с учетом переработки норм. Так, если на станке норма выполняется на 150%, 8 часов х 150
то его можно загрузить на = 12 нормо-часов. Обяза¬
тельным для рабочего является выполнение работы в объеме 8 нор- мо-часов. При оценке качества его работы нужно исходить только из нормы как задания, обязательного к выполнению, включенная же в программу остальная продукция является резервом, учитывающим обычное для рабочего перевыполнение нормы.
В плане устанавливаются загрузка каждого рабочего места в нормо-часах и календарные сроки прохождения изделий. При установлении заданий для рабочих мест следует обеспечить такую расстановку работы в соответствии с технологическим процессом, чтобы не создавалось «узких мест», а также свободных незагруженных участков.
312
При разработке производственной программы особые требования предъявляются к установлению ее для участков, переведенных на многостаночное обслуживание. Успех многостаночного обслуживания в значительной степени определяется тем, насколько правильно составлена для данного участка производственная программа.
Основное требование, которое обычно предъявляется к производственной программе в этих случаях, — обеспечить такой подбор изделий, чтобы машинное время на одной единице оборудования перекрывало ручное и машинно-ручное время на остальных машинах,, обслуживаемых данным рабочим.
Так, если операция на станке состоит из трех элементов, из которых первый — ручной (установка детали), второй — машинноручной (пробный проход с ручной подачей) и третий—машинный (обработка детали), продолжительность третьего элемента операции должна быть такой, чтобы перекрыть первый и второй элемент на остальных станках. Это дает возможность рабочему наладить, остальные станки за время машинной работы на первом станке и вернуться к нему в момент окончания операции, обеспечив работу его без перебоев.
При обслуживании рабочим одновременно пяти станков это соотношение машинного и ручного времени может быть следующими
№
станка
Наименование детали
Время на штуку
машинное
ручное
всего
1
2
3
4
5
А
Б
В ,
—н
25
27
20 ।
23
25
5
3
10
7
5
30
30
30
30
30
При таком подборе работы все станки будут работать бесперебойно, так как машинное время на каждом станке равно сумме ручного времени на всех остальных станках.
Организация работы по графику
Квартальные, месячные и суточные - планы цехов определяют задачи, стоящие перед ними на данный отрезок времени. Плановые органы должны создать условия для полного выполнения плана, обеспечивая с этой целью все необходимые мероприятия.
«Только бюрократы могут думать, что плановая работа заканчивается составлением плана. Составление плана есть лишь- начало планирования. Настоящее плановое руководство* развертывается лишь после составления .плана, после проверки на. местах, в ходе осуществления, исправления и уточнения плана»
1 И. Сталин, Вопросы ленинизма, изд. 10, стр. 413.
313
Это указание товарища Сталина определяет основные задачи .плановой работы. Только план, ставший подлинно организующим началом, достоянием всего коллектива работников предприятия, учитывающий все передовое и новое в работе, является подлинным планом социалистического предприятия.
Утвержденный годовой план действует на протяжении всего года и является основным заданием для предприятия. Уточнение годового плана в процессе его выполнения производится при разработке квартальных, месячных и суточных планов, в которых имеется возможность лучше учесть внутренние ресурсы предприятия и наметить пути использования этих ресурсов.
Единство плана, организации его выполнения и контроля достигается системой производственного планирования, при которой разработка плана на отдельный период времени (месяц, неделю, сутки, смену) непосредственно увязывается с работой по обеспечению выполнения плана.
В процессе производственного планирования обеспечивается бесперебойная равномерная работа всех участков производства и, в первую очередь, равномерный выпуск товарной продукции. С этой целью разрабатывается и внедряется в производство график работы цехов, участков и предприятия в целом.
В производственном графике устанавливается очередность, порядок изготовления каждого изделия, сроки прохождения его через отдельные цехи и операции и сроки выпуска продукции. В основу составления графика по каждому изделию кладется расчет длительности производственного цикла.
Производственный график разрабатывается в целом по изделию, по отдельным узлам и в цеховом разрезе.
В развитие производственного графика в каждом цехе составляется цеховой график, в котором указываются сроки, порядок и очередность изготовления отдельных деталей и выполнения производственных операций.
График цеха должен предусматривать комплектность выпуска продукции, подачу полуфабрикатов в следующие цехи в соответствии с установленными сроками. График должен являться не только плановым, но и учетным документом. Соблюдение его, подача полуфабрикатов в срок, в необходимом количестве — непреложный закон работы цехов.
При составлении производственного графика обеспечивают равномерный и непрерывно нарастающий выпуск продукции предприятием и всеми цехами. Борьба за равномерный выпуск продукции, за обеспечение суточного графика привела к построению почасового графика запуска и выпуска продукции.
Часовой график запуска и выпуска продукции нашел широкое применение в условиях массово-поточного производства, в цехах, где налажен непрерывный процесс производства, технический контроль и учет выпуска продукции.
314
Доведение часового задания до рабочего места, при наличии сменного задания, технически несложно. Часовое задание определяет или равномерный выпуск продукции в течение смены (сменное задание, деленное на число часов работы рабочего), или с некоторым нарастанием, в зависимости от конкретных условий работы данного участка.
Часовой график это не только средство контроля работы цехов, пролетов, участков и отдельных рабочих мест. Он является и средством воздействия на производственные цехи в направлении обеспечения равномерного хода производства в течение рабочей смены.
Для того чтобы производственные графики регулярно выполнялись, надо обеспечить оперативное регулирование хода производства и постоянный систематический контроль за выполнением графиков. Учет и контроль должны проводиться действенно с тем, чтобы оперативно реагировать на все отклонения от графиков и обеспечивать неуклонное выполнение плана. С этой целью органы оперативного регулирования производства организуют конкретней оперативный учет номенклатуры продукции, комплектности выпуска отдельных узлов и частей изделия и использования оборудования.
На ряде предприятий учет обеспечивается органами технического контроля, которые ведут систематическую регистрацию принятых полуфабрикатов.
Плановая и учетная документация, имеющаяся у распределителя работ, дает ответ на следующие вопросы: каково состояние изделия и отдельны^ его деталей, когда они будут изготовлены, в чем причины задержки той или другой части продукции, как были загружены основные участки производства до сих пор и жак они будут использ.ованы в остающийся период времени..
Особая четкость оперативно-плановой работы ’ достигается на предприятиях, внедривших часовой график производства.
Работа по оперативному регулированию проводится обычно следующим образом. После получения плана пролета, плановопроизводственное бюро цеха составляет график изготовления каждого изделия, в котором определяется порядок прохождения партии через отдельные операции, чередование операций, лимитируется время на межоперационную работу (контроль, транспортировку, пролеживание и т. д.) и тем самым устанавливаются сроки работы цеха. График считается составленным, когда распределитель работ проверит обеспеченность каждой работы инструментом, заготовками, документацией и т. д. При наличии указанных материалов даются задания на выписку нарядов на работу, маршрутных листов и требований на материалы.
На ряде предприятий, где продукция состоит из разнообразных деталей, — машиностроение, мебельное производство, стандартное домостроение и др.,—большое значение имеет контроль за комплектностью работы цехов.
315
С целью наблюдения за комплектностью подачи деталей каждым цехом вводится график комплектного изготовления продукции (комплектовочный график). Он включает в себя перечень деталей, количество их на комплект готовой продукции и ряд граф, в которых в соответствии с порядковыми номерами изготовляемых в данный период изделий делается отметка о выпуске отдельных деталей в количествах, кратных количеству их в комплекте готового изделия. Комплектовочный график имеет обычно следующий вид (см. стр. 317).
Из данного графика видно, что в то время как по детали № 1233 полностью обеспечена вся месячная потребность, деталь № 1405 явно задерживает работу сборочных цехов.
Необходимо систематически наблюдать за комплектностью подачи продукции, не подменяя ее погоней за дефицитными деталями. Нужно концентрировать внимание на перспективе работы, а не заниматься только теми деталями, которые уже сегодня лимитируют работу предприятия.
Для обеспечения равномерной работы выпускающих цехов создают в ряде случаев комплектовочный склад полуфабрикатов. На этот склад поступают полуфабрикаты, законченные обработкой. Полуфабрикаты здесь комплектуются в зависимости от потребности последующих технологических переделов. Склад должен вести активную работу по комплектованию полуфабрикатов, предупреждая распределителей работ о недостающих частях. На складе- постоянно должен иметься определенный запас комплектных полуфабрикатов с тем, чтобы выпускающий цех мог работать бесперебойно, а поступающие полуфабрикаты обеспечивали бы его дальнейшую работу.
Учет* работы оборудования проводится с помощью так называемых распределительных щитов или.г рафиков. С их помощью организуется учет работы каждой машины или рабочего места, причем щит используется не только для учета, но и для планирования. Часть щита, отведенная определенной машине, расчленена по вертикали на следующие колонки: 1) день недели; 2) продукция, подготовляемая к обработке на данной машине; 3) продукция, находящаяся в работе; 4) продукция, находящаяся в отделе технического контроля. По этому распределительному щиту видно, какая работа находится на каждой машине, срок ее выполнения в соответствии с числом, на котором сделана пометка, какая работа стоит на очереди, на какой период времени обеспечен подготовленной работой станок и какая продукция задержана в отделе технического контроля приемкой. В случае отставания какой-нибудь работы распределитель работ имеет возможность перевести отставшую работу в число первоочередных, изменить порядок выполнения работы и тем самым обеспечить комплектность подачи работы. В пределах плана и установленного технологического процесса распределитель работ цеха или пролета устанавливает порядок и очередность выполнения всех работ.
316
КОМПЛЕКТОВОЧНЫЙ ГРАФИК
317
Подготовка плановой и учетной документации и организация наблюдения за ходом выполнения плана — только часть плановораспределительной работы. Плановик-распределитель должен обеспечить выполнение разработанного графика, создав производственным рабочим необходимые условия для бесперебойной продуктивной работы. С помощью прикрепления к рабочему месту вспомогательных рабочих плановик-распределитель обеспечивает подачу к рабочим местам инструментов, приспособлений, полуфабрикатов, плановой и технической документации, чтобы производственные рабочие тратили минимальное время на получение всех этих материалов. На передовых предприятиях плановик-распределитель организует оперативную связь с рабочими с помощью телефона или специальной сигнализации, чтобы своевременно принимать меры для подачи новой партии изделий при окончании предыдущей, для замены изношенного инструмента годным, для вызова своевременно мастера к рабочему месту по требованию рабочего, для направления контролера отдела технического контроля и т. д.
Плановик-распределитель связан с каждым рабочим местом, со складом заготовок, транспортной и ремонтной бригадами, дежурным шорником, мастером цеха и т. д. Эта связь позволяет каждому рабочему без отрыва от выполнения своей производственной работы просигнализировать о тех или иных недостатках в работе, а плановику-распределителю быстро и оперативно принять необходимые меры для их ликвидации.
Система телефонной связи с отдельными рабочими местами, звуковой и световой сигнализации, которая устанавливается в пролетах, сигнализации флажками и ряд других форм, применяемых на предприятиях в зависимости от условий их работы, позволяют обеспечить оперативную связь плановика-распределителя с рабочими местами и тем самым сократить потери времени производственных рабочих на выполнение вспомогательных работ.
На предприятиях, где работа отдельных агрегатов должна быть поставлена под особый контроль, в распределительный пульт включаются измерительные приборы, связанные с работой этих агрегатов. Благодаря им плановик-распределитель постоянно имеет возможность контролировать ход работы ведущих агрегатов.
Телефонные коммутаторы, которые нашли широкое применение на целом ряде предприятий, позволяют легко поддерживать связь с самыми различными участками предприятия, иметь многостороннюю связь одновременно с рядом участков и тем самым оперативно контролировать ход выполнения плана.
В своей повседневной работе распределитель должен сосредоточить внимание на подготовке работы, т. е. на обеспечении заранее необходимых инструментов, заготовок, документации и т. д., чтобы в процессе производства принимать только оперативные меры по доведению всех подготовленных заранее материалов до рабочего. Без предварительной подготовки работа распределителя превращается в погоню за заготовками и инструментами, он не 318
успевает обеспечить все участки производства и тем самым бесперебойную работу производственных цехов.
Для принятия мер по предотвращению и ликвидации отдельных недочетов в работе на производстве организуются оперативные совещания, проводимые ежедневно под руководством главного* инженера или начальника производства предприятия. Руководящие работники предприятия при этом не отрываются от работы в цехах,, а участвуют в совещаниях, находясь каждый на месте своей работы. Специальная связь (селекторы и др.) обеспечивает возможность одновременного разговора ряда работников, принимающих участие в совещании.
Распределительная работа является частью оперативно-техни* ческого руководства предприятием, направленной на выполнение плана. В процессе этой работы создается материал для составления производственной программы на следующий период времени, выявляются недочеты, имевшиеся как в работе предприятия, так и в самом плане за предшествующий период, и устанавливаются пути йх ликвидации.
Распределительская работа дополняет и завершает планирование производственной программы промышленного предприятия. Она доводит план до полного его выполнения, на деле обеспечивая единство плана, учета и контроля за его выполнением. Она является мощным рычагом в борьбе за план, за равномерность работы, за график.
< < Качество продукции и технический контроль
Одной из важнейших задач, стоящих перед социалистическим предприятием, является повышение качества продукции. Под качеством продукции понимается способность изделия удовлетворять потребностям народного хозяйства в соответствии с назначением данной продукции. Непосредственным мерилом качества продукции является соответствие ее техническим условиям, установленным для каждого вида изделий. Для тех изделий, для которых утверждены государственные стандарты, качество продукции определяется соответствием изделия показателям ГОСТа.
Социалистическая промышленность призвана удовлетворять потребности народного хозяйства в определенных видах продукции. Эта задача решается нашими предприятиями систематическим увеличением количества продукции и улучшением ее качества. Для предприятий многих отраслей промышленности повышение качества продукции равносильно увеличению ее выпуска без дополнительных затрат труда и материально-сырьевых ресурсов. Так, если обувная фабрика повышает качество обуви, одним из показателей которого является носкость, это дает стране тот же эффект, что и повышение выпуска продукции из тех же материалов, . причем обязательно создается экономия рабочего времени., времени работы оборудования и т. д. Если машиностроительный
319
эавод повышает качество своей продукции, это означает увеличение срока действия выпускаемых им машин и повышение экономичности их использования, так как хорошая машина не только ^олее долговечна, но и обеспечивает экономию электроэнергии, вспомогательных материалов и т. п.
За качество продукции предприятия непосредственно отвечают командиры производства — директор, начальник цеха и мастер. •Они организуют на предприятии работу по повышению качества продукции. По инициативе знатного мастера-текстильщика т. Чутких широкие массы рабочих развернули социалистическое соревнование за повышение качества продукции. Большое количество бригад взяли йа себя социалистические обязательства — быть бригадами отличного качества. Тем самым борьба за повышение качества продукции стала всенародным делом.
Планирование повышения качества продукции проводится на всех предприятиях Советского Союза. Оно заключается в улучшении проектных данных изделий и технологического процесса изготовления продукции, в разработке мероприятий, направленных на повышение качества продукции. Выше мы отмечали, что на каждом предприятии разработаны измерители качества продукции. Основными измерителями качества продукции являются показатели стандартов, технических условий, данные чертежа и др. План мероприятий по повышению качества продукции является одним из важнейших разделов технического плана.
Разработка мероприятий по повышению качества продукции ведется на предприятиях систематически. Эффективность этих мероприятий сказывается в улучшении итоговых показателей, характеризующих качество продукции, — крепость ткани, стойкость красителей, качество и рисунок окраски и др. в текстильной промышленности; носкость, красоту отделки, удобство и другие показатели в обувной промышленности; экономичность, производительность, качество работы машины и др. в машиностроении и многие показатели в других отраслях промышленности.
На отдельных предприятиях показатели качества продукции -сводят только к чистоте отделки отдельных деталей — этими показателями ограничиваться нельзя. Значительная часть деталей машины может быть очень тщательно обработана, но в целом машина не будет в достаточной мере экономичной, производительной и т. п. Поэтому для определения качества работы отдельного рабочего или производственного участка должны использоваться показатели, характеризующие выполнение отдельных операций или изготовление отдельных узлов, деталей, а для измерения качества продукции предприятия в целом надо использовать показатели, характеризующие готовую продукцию. В отдельных случаях в качестве показателя качества работы цеха, предприятия принимают потери, полученные от брака. Количество и удельный вес брака .характеризуют качество работы предприятия, а не качество про-
320
дукции. Брак — это продукция, не соответствующая техническим условиям. Следовательно, продукция, признанная браком, не может быть выпущена предприятием. Большое количество брака означает неудовлетворительность технологического процесса, плохую технологическую дисциплину, низкую квалификацию рабочих и пр. Исходя из этого при планировании качества продукции на предприятиях разрабатывают мероприятия по сокращению и полной ликвидации брака и одновременно по повышению качества продукции.
Для контроля за качеством выпускаемой продукции, для помощи коллективам цехов в работе по повышению качества продукции и по борьбе с браком на предприятиях создаются отделы технического контроля. Отдел технического контроля является инспекцией при директоре предприятия. Его задачей является разработка мероприятий по предупреждению брака, повышению качества продукции, выявление, учет брака и анализ причин его образования. Для выполнения этих задач работники отдела технического контроля наблюдают за правильностью разработки проектов изделий и оформлением проектов, изучают технологический процесс, проверяя запроектированный процесс и его соблюдение, т. е. состояние технологической дисциплины на предприятии. Непосредственно на производстве осуществляется технический контроль качества материалов, полуфабрикатов, получаемых со стороны, полуфабрикатов своего производства по ходу изготовления продукции, а часто и выполнения отдельных ответственных операций.
На качество продукции большое влияние оказывает качество инструмента и состояние оборудования. С целью предупреждения возможных случаев образования брака или снижения качества продукции по этим причинам проводится технический контроль инструмента и оборудования.
При выпуске особенно сложной продукции разрабатывается заранее программа и порядок ее приемки и испытаний. Технологический процесс контроля определяет объекты контроля (операции, полуфабрикаты и т. п.), элементы, подлежащие контролю на каждом объекте — размеры, химический состав и пр.; методы проведения контроля; оснащение контроля соответствующими средствами (приборы, инструмент и т. п.); квалификацию контролера и охват контролем продукции.
Работа органов технического контроля должна быть построена таким образом, чтобы гарантировать невозможность выпуска недоброкачественной продукции, способствовать предупреждению брака и улучшению качества и в то же время эта работа не должна значительно увеличивать стоимости продукции.
Для выполнения этих требований на предприятиях применяются в большом количестве контрольные приборы. Значительная часть этих приборов автоматизирована. Кроме того, на многих предприятиях вводится выборочный контроль, так как сплошной контроль всех изделий и операций потребовал бы чрезмерно большого количества работников технического контроля. Большие
21 С. Е. Каменицер 221
перспективы имеет внедрение статистических методов технического контроля, применяемых на многих предприятиях. Их преимущество заключается в том, что они направлены, в первую очередь, на профилактику брака и в то же время не требуют большого количества контролеров.
Передовики социалистического соревнования — высококвалифицированные стахановцы получают на некоторых предприятиях право выпускать продукцию без последующей проверки ее контролерами. Это поднимает их ответственность за качество продукции и сокращает контрольный аппарат.
Проверяя качество работы или материалов, работник отдела технического контроля делает на продукции отметку о ее пригодности и проставляет свой номер с тем, чтобы можно было определить лицо, ответственное за выпуск продукции. В случае, если продукция требует переделки — контролер дает соответствующее указание мастеру. При обнаружении брака обязательно делается отметка на самом изделии и оно изолируется для того, чтобы недоброкачественная продукция не попала на выпуск или для дальнейшей переработки. Аппарат отдела технического контроля ведет учет брака по причинам. Это делается для того, чтобы на основе анализа причин брака можно было бы разработать мероприятия по ликвидации брака и повышению качества продукции.
Совместными усилиями руководства предприятий и цехов, органов контроля качества продукции и широких масс рабочих и инженерно-технических работников, возглавляемых партийными организациями предприятий, на советских заводах и фабриках успешно осуществляется борьба за улучшение качества продукции.
Глава XIII
ИСПОЛЬЗОВАНИЕ ПРОИЗВОДСТВЕННОЙ МОЩНОСТИ ПРЕДПРИЯТИЯ
На современных промышленных предприятиях, где большинство процессов производства осуществляется с помощью машин, результаты работы предприятия в значительной степени зависят от мощности машин, состояния и использования их. Орудия, средства труда образуют технический базис общественного воспроизводства
«Средство труда, — указывал Маркс, — есть вещь или комплекс вещей, которые рабочий помещает между собою и предметом труда и которые служат для него в качестве проводника его воздействий на этот предмет. Он пользуется механическими, физическими, химическими свойствами вещей для того, чтобы в соответствии со своей целью заставить их действовать в качестве орудия его власти» Ч
С ликвидацией капиталистических производственных отношений и созданием социалистических условий производства средства труда перестают быть основным капиталом и превращаются в основные фонды социалистической промышленности.
Отличие основных фондов социалистических предприятий от основного капитала состоит в том, что средства труда в условиях социализма стали материальной основой для расширенного социалистического воспроизводства, для улучшения материального положения трудящихся, в то время как в условиях капитализма они являются средством личной наживы и эксплоатации.
Неотъемлемой частью основных фондов социалистического предприятия является жилищно-бытовое хозяйство, здания и имущество организаций, обслуживающих работников предприятия. Эти организации на социалистическом предприятии непосредственно включаются в состав предприятия, в его производственную структуру. В основные фонды советских промышленных предприятий не включаются земельные участки, которые составляют часть основного капитала капиталистических предприятий.
1 К- Маркс, Капитал, т. I, 1949 г., стр. 186.
21*
323
Широкое использование самой передовой техники, для внедрения которой на социалистических предприятиях нет границ, повышает удельный вес стоимости оборудования в общей стоимости основных фондов. Высокий уровень механизации и автоматизации производства, достигнутый на советских предприятиях, широкое внедрение высокопроизводительного оборудования в противовес хроническому торможению техники в условиях капитализма определяет еше одну черту, отличающую основные фонды социалистических предприятий.
Основные фонды социалистических предприятий существенно отличаются от основного капитала по характеру и эффективности использования. Антагонистические противоречия между производительными силами и производственными отношениями, характерные для капитализма, находят одно из своих выражений в хроническом недоиспользовании производственного аппарата капиталистических промышленных предприятий. На промышленных предприятиях СССР основные фонды используются гораздо полнее и эффективнее. Высокие коэфициенты сменности, высокий коэфициент использования оборудования во времени и большой съем продукции с каждой единицы оборудования свидетельствуют о крупнейших преимуществах социалистических предприятий, где достигнуто полное соответствие производительных сил и производственных отношений.
Как видно из изложенного, основные фонды социалистического предприятия коренным образом отличаются от основного капитала своей социально-классовой сущностью и составом.
Каждое промышленное предприятие имеет определенное количество основных фондов — зданий, сооружений, оборудования, представляющих собой ту базу, на которой осуществляется процесс производства.
Наилучшее использование основных фондов является важнейшей народнохозяйственной задачей. Чем лучше используются основные фонды, тем большее количество продукции может быть изготовлено предприятием, тем успешнее решается задача досрочного выполнения государственных планов и выше темпы расширенного социалистического воспроизводства народного хозяйства. Лучшее использование основных фондов способствует увеличению выпуска продукции без дополнительных капиталовложений, чем создается большая экономия в народном хозяйстве страны.
В процессе производства основные фонды изнашиваются и передают свою стоимость по частям готовой продукции предприятия. Амортизационные отчисления представляют собой часть стоимости основных фондов, которая в процессе эксплоатации переносится на готовый продукт и выражает степень износа основных фондов.
Размер амортизационных отчислений определяется первоначальной стоимостью основных фондов, нормальным сроком службы отдельных частей фондов и затратами на капитальный ремонт, необходимый за время нормального их функционирования. Если 324
первоначальная стоимость машины равна 20 тыс. руб. и за время ее нормального функционирования на капитальный ремонт должно быть затрачено 5 тыс. руб., то общие затраты на данную машину, которые должны быть возмещены амортизацией, будут равны 25 тыс. руб. Если при этом данная машина после окончательного ее износа будет стоить 2 тыс. руб. (стоимость металлолома и некоторых частей, которые могут быть использованы), то амортизационные отчисления должны производиться с 23 тыс. руб. Установив, что срок службы данной машины с учетом режима ее работы равен 10 годам, определяем, что сумма амортизационных отчислений в год будет равна 2,3 тыс. руб. Исходя из этого, процент ежегодных амортизационных отчислений по отношению к первоначальной стоимости машины составит 11,5%.
Использование основных фондов определяется количеством продукции, производимой с их помощью в определенный период времени. Социалистическое соревнование за увеличение выпуска продукции с каждой единицы оборудования направлено прежде всего на наилучшее использование основных фондов и производственных мощностей.
В условиях послевоенного периода, когда в результате огромного объема капитального строительства основные фонды промышленности все время возрастают, задача их наиболее полного использования и увеличения на этой основе выпуска продукции без дополнительных капиталовложений приобрела особое значение.
В обращении к товарищу Сталину коллективы 88 предприятий Москвы и Московской области писали:
«Внимательно изучив производственные возможности, мы считаем, что основные средства наших предприятий — здания, сооружения, станки, машины, транспортные устройства — используются еще не полностью и что здесь заложены большие резервы для дальнейшего роста выпуска продукции и снижения себестоимости» Ч
Это обращение положило начало новой волне социалистического соревнования. Оно включает в сферу внимания руководителей, рабочих коллективов и партийных организаций предприятий вопрос более эффективного использования основных фондов. Это движение улучшает использование основных фондов по всем показателям. Так например, коллектив автозавода им. Сталина обязался увеличить выпуск продукции на рубль основных средств на 19%; выпуск продукции с одного квадратного метра производственной площади основных цехов по товарной продукции (в рублях) на 24% и по автомобилям (в машино-тоннах) на 32%; съем поковок (в тоннах) с единицы основного оборудования в кузнечном цехе на 24%; съем литья с одного квадратного метра производственной площади: серого чугуна на 17% и ковкого чугуна на 28%; выпуск
1 «Правда», 3 ноября 1949 г.
325
в условных машинах в год с единицы металлорежущего оборудования по основным механическим цехам грузовой машины ЗИС-150 на 30%.
Таковы резервы в области использования основных фондов, которые, в результате новой волны всенародного соревнования, ставятся на службу делу ускорения коммунистического строительства.
Понятие производственной мощности
Производственная мощность единицы оборудования, цеха и предприятия в целом ха рак-* теризуется наибольшим количеством продукции, которое может быть изготовлено на данном оборудовании в определенный период времени при- данном уровне техники, степени ее освоения и максимальном использовании основных фондов в условиях наиболее передовой организации производства.
Мощность оборудования нельзя рассматривать как постоянную, заранее установленную величину. Количество продукции, которое может быть получено с того или иного оборудования, зависит не только от степени совершенства оборудования и его производительности, но и от освоения техники, умения использовать оборудование, выжать из техники все. Рост культурно-технического уровня рабочих и инженерно-технического персонала, внедрение в производство новых усовершенствований, улучшающих использование основных фондов предприятия, более совершенная организация производства повышают мощность оборудования. При установлении мощности оборудования равняются на производительность передовых стахановских участков.
Опыт работы ряда предприятий показывает, что в результате большой работы по освоению техники, по мобилизации внутренних ресурсов многие предприятия перекрывают ранее установленную мощность, добиваясь в целом по предприятию еще лучших результатов, чем ранее достигнутые на передовых участках.
Производственная мощность предприятия и каждого агрегата устанавливается применительно к определенной номенклатуре продукции. Качество материалов, соответствие их размера и состава требованиям к продукции влияют на степень использования производственной мощности.
Для специализированных агрегатов выпуск продукции устанавливается в натуральном выражении: съем стали с квадратного метра площади пода мартеновской печи, коэфициент использования объема доменной печи, выпуск кирпича одним прессом, количество килограмм пряжи определенного номера с 1 веретена и т.п.
Производственную мощность универсального оборудования измеряют в единицах определенного вида продукции при условии, 326
что она непрерывно изготовляется на данном агрегате в течение всей рабочей смены.
Производственная мощность цехов измеряется так же, как и мощность предприятия, т. е. выпуском ' продукции в натуральном выражении в заданном ассортименте продукции. В отдельных случаях для измерения мощности отдельных цехов используют условные единицы, которыми являются — для кузнечных и литейных цехов — тоннаж и нормо-часы, для механических цехов — станко-часы, нормо-часы, для сборочных цехов — нормо-часы, для прядильных цехов — кил о-номера \ для ткацких — метроплот- ность1 2 и т. п. В ряде случаев принимают определенный вид продукции за единицу, а остальные виды продукции приравниваются к нему по трудоемкости.
Часто применяется измерение мощности предприятия в ценностном выражении — стоимостью валовой продукции. Однако этот метод измерения имеет тот основной недостаток, что при увеличении выпуска продукции, изготовляемой из более дорогостоящего материала, формально выпуск продукции в ценностном выражении увеличивается, хотя использование мощности и не улучшается. Этот метод измерения можно условно применять для предприятий с широкой номенклатурой продукции.
Расчет производственной мощности цеха или предприятия имеет целью увязать производственную мощность всех находящихся в цехе или на предприятии агрегатов, предотвратить возможность создания диспропорций в их работе, путем подтягивания отстающих участков до уровня передовых.
Решающим для определения производственной мощности предприятия является выбор ведущего участка, который определяет мощность предприятия в целом.
До стахановского движения производственная мощность оборудования определялась по данным паспортов оборудования, зачастую устарелым, а для предприятий — исходя из их проектов. Стахановское движение показало, что существовавшие проектные данные были перекрыты во много раз и будут и в дальнейшем требовать периодического пересмотра по мере усовершенствования техники и повышения степени ее освоения.
Декабрьский пленум ЦК ВКП(б) 1935 г. дал следующее указание о расчете производственных мощностей:
«В основу пересмотра проектных мощностей положить новые, повышенные технические нормы. Эти технические нормы, определяющие мощности отдельных агрегатов оборудования, с о1 Кило-номер — величина, получаемая от умножения количества килограммов пряжи на ее номер.
2 Метроплотность — величина, получаемая от умножения количества метров ткани на количество уточин в метре.
327
ставлять на основе проверенного опыта лучших стахановцев» (разрядка наша — С. Д'.), В отличие от производственной мощности пропускная способность предприятия определяет количество продукции, которое фактически было произведено предприятием (фактическая пропускная способность) или которое будет выпущено предприятием по плану (плановая пропускная способность).
При составлении плана использования производственной мощности предприятия ориентируются на плановые прогрессивные нормативы затраты рабочего времени, уровень которых определяется исходя из действующих норм и запроектированной экономии времени, в результате внедрения организационно-технических мероприятий по улучшению использования производственных мощностей и подтягивания отстающих и средних участков к уровню передовых.
Для определения мощности оборудования используют данные его паспортизации. В паспорте указываются тип машины, основные данные об ее размерах, точности, видах работы, выполняемых ею, о скорости работы, напряжениях и др.
Паспортизация всего наличного на предприятии оборудования— непременное условие организации правильного его использования.
Данные, характеризующие оборудование в паспортах, должны систематически пересматриваться по мере выявления дополнительных возможностей, вскрываемых стахановским движением в улучшении использования машин.
Анализ использования производственной мощности
Прежде чем приступить к планированию использования производственной мощности, следует проанализировать ее использование в отчетном периоде. Результаты анализа дают материал для разработки мероприятий, повышающих пропускную способность предприятия.
При анализе использования основных фондов выявляют степень влияния на выпуск продукции каждого из показателей, характеризующих работу оборудования и использование производственных мощностей. Для этого устанавливают размер отклонений этих показателей от плана и, исходя из производительности оборудования или съема продукции с единицы производственной площади, определяют размер уменьшения или увеличения выпуска продукции за счет отклонений фактического использования основных фондов от плана.
Предположим, что завод имел коофициент использования оборудования 0,8 против плана 0,9 и коэфициент сменности 1,8 против плана 2,0. При условии полного выполнения плана по этим показателям завод мог дать дополнительно продукции:
328
а) за счет коэфициента использования оборудования:
0,9 : 0,8—1 = 1,125—1 = 0,125, или 12,5%, и
б) за счет коэфициента сменности:
2,0: 1,8— 1 = 1,111 — 1,0 = 0,111, или 11,1%.
Для анализа1 использования основных фондов необходимо прежде всего обеспечить учет всего оборудования, имеющегося на предприятии, выявить оборудование, используемое в производстве,, находящееся в демонтированном виде и установленное в цехе, но* по тем или иным причинам не работающее.
Учет наличного оборудования не ограничивается только переписью его, показывающей, сколько и каких единиц оборудования имеет фабрика или завод. Непременным условием учета оборудования является установление также его состояния (изношенности, степени точности, потребности в ремонте и др.).
Большие потери в использовании производственной мощности, оборудования заключаются в простоях машин. Обычно различают следующие причины простоев: 1) капитальный и текущий плановый ремонт оборудования; 2) аварии оборудования, моторов и силовых, установок; 3) отсутствие рабочих, материалов, инструментов и энергии и 4) прочие организационно-технические неполадки (ошибки в чертеже, поломка инструмента, обрыв ремня и пр.).
Выявление потерь времени проводится по каждой группе оборудования и каждому станку. Влияние потерь на общую сумму выпуска продукции определяется отношением простоев оборудования к общему количеству отработанного времени. Подвергая каждый вид потерь времени работы оборудования тщательному анализу, разрабатывают мероприятия, способствующие устранению потерь.
Существующая на ряде предприятий система учета использования оборудования не обеспечивает, однако, полных данных, для характеристики использования оборудования по времени. Простои меньше 15 минут на большинстве предприятий не учитываются; не выделяется время наладки оборудования и время, затрачиваемое рабочими на получение нарядов и чертежей. Эти неучтенные потери, включаются в отработанное время, что искажает коэфициент использования оборудования, скрывает имеющиеся потери.
Для характеристики использования оборудования по мощности пользуются такими показателями, как выработка продукции на 1 станок, станко-час или рубль стоимости основных фондов. Последний показатель является весьма несовершенным и пользоваться им можно только в случае невозможности использовать натуральные показатели. В ряде случаев в качестве косвенного показателя,, характеризующего интенсивность использования оборудования,, применяют средний процент выполнения норм выработки.
329
Для определения влияния выполнения норм выработки на выпуск продукции производят следующие расчеты: из фактически достигнутого процента выполнения норм вычитают плановый, и разность процентируют к плановому выполнению норм. Полученный процент перевыполнения плана умножают на плановый выпуск продукции, определяют сумму продукции, которую завод выработал сверх плана за счет перевыполнения норм.
Предположим, что по плану завод должен был дать продукции на 12 000 тыс. руб. (при выполнении норм на 120%), а фактически выпустил продукции на 14 000 тыс. руб. при выполнении норм на 130%. Таким образом завод перевыполнил нормы сверх плана на 10% (130—120), что составило —= 8,3% к запланированному выполнению норм. Переводя это в абсолютные цифры выпуска продукции, определяем, что за счет перевыполнения норм завод дал сверх плана продукции на 966 тыс. руб.:
12 000 тыс. руб.X 8,3
100 - =966 тыс. руо.
Остальная сумма перевыполнения плана получена заводом за счет других факторов.
Проводя аналогичный расчет по показателю выпуска продукции на один станок, получают сумму перевыполнения или недовыполнения плана за счет использования оборудования.
При наличии неустановленного оборудования или невыполнения срока фактической установки его выявляют потери в выпуске продукции по этой причине, умножая производительность неустановленного оборудования на время его простоя.
В цехах, где основная работа проводится вручную и где оборудование вследствие своего незначительного удельного веса не определяет пропускной способности цеха, для установления последней исчисляется размер полезной производственной площади цеха, за вычетом цеховых проходов, находящихся в цехе кладовых, контор и т. п. Полезная площадь цеха умножается на возможное время работы при планируемой сменности. Полученное количество квадратных метро-часов характеризует использование производственной площади цеха. Коэфициент использования производственной площади цеха определяется отношением использованных метро-часов к полезному времени использования производственной площади.
Общая оценка использования основных фондов и влияния их на объем производства дается по итоговым показателям использования их по времени и по выработке продукции в единицу времени. Для более точной характеристики работы оборудования его делят на группы в зависимости от характера выполняемой работы и конструктивных особенностей. Внутри этих групп выделяются подгруппы, объединяемые по мощности, точности и степени автоматизации. Таким образом в одну группу оборудования вклю330
чаются такие агрегаты, которые могут полностью друг друга заменить. При этом отдельные частности конструкции машин, включаемых в одну группу, могут различаться, но характер выполняемой ими работы, точность и мощность должны быть одинаковы. При такой классификации оборудования группа станков является первичной единицей, по которой составляется баланс загрузки, определяются ресурсы для дальнейшего использования и разрабатываются мероприятия, направленные на повышение его пропускной способности. В случае, если на предприятии имеются узкоспециализированные уникальные станки или машины, их работа планируется и учитывается самостоятельно и они ни в какие группы не объединяются.
При анализе использования производственной мощности предприятия особенно большое внимание уделяется сопоставлению работы отдельных производственных участков между собой. Сопоставление участков, на которых работают стахановцы, с участками со средним уровнем работы выявляет ряд дополнительных возможностей, которые могут быть использованы на средних участках за счет приближения их работы к уровню передовых. Реализация этих возможностей и должна быть положена в основу плана использования производственной мощности предприятия и мероприятий по лучшему ее освоению. Разработка этих мероприятий является основной целью анализа использования производственной мощности предприятия.
Направления разработки мероприятий по улучшению использования основных фондов
Планирование основных фондов ведется в направлении лучшего использования производственной мощности предприятия, что достигается сокращением простоев оборудования, улучшением организации его работы, ускорением и повышением качества его ремонта, улучшением организации обслуживания оборудования (своевременная доставка инструмента, материала, рабочего наряда, технической документации; повышение квалификации рабочих; обеспечение большей комплектности работы оборудования), максимальным сокращением сезонности, имеющей место в отдельных отраслях промышленности; интенсификацией работы всего наличного оборудования и др.
Повышение удельного веса основной машинной работы достигается совмещением времени вспомогательной работы с основной, т. е. выполнением во-время основной машинной работы оборудования вспомогательных операций по установке и подготовке следующей работы, рационализацией наладки оборудования и сокращением тем самым затраты времени на переход к выполнению другой работы. Стахановцы широко используют как совмещение во времени отдельных элементов вспомогательной работы, так и выполнение их во время машинной работы оборудования, сокращая тем самым вспомогательное время и повышая удельный вес 331
машинной работы оборудования. Повышение полезного времени работы оборудования сказывается на увеличении коэфициента его использования, т. е. на увеличении непосредственно полезного времени в общем балансе рабочего времени.
Повышение использовайия мощности оборудования достигается: а) интенсификацией режимов его работы (повышение температуры, скорости резания и др.); б) внедрением специальных приспособлений и инструментов, уменьшающих затрату времени на смену инструментов и переход к другой работе; в) улучшением конструкции изделий, упрощающих их изготовление и сокращающих тем самым затрату времени на их выработку (последнее возможно только при утверждении этих изменений в соответствии с постановлением СНК СССР о соблюдении технологической дисциплины на машиностроительных заводах1); г) повышением квалификации рабочих и на этой основе увеличением выпуска продукции данным оборудованием.
Большое значение для использования производственной мощности имеет модернизация оборудования, проводимая в связи с рационализаторскими предложениями рабочих и инженерно-технических работников.
На основании материалов анализа и мероприятий по улучшению работы оборудования разрабатывают план использования производственных мощностей.
Планирование использования производственных мощностей ведется в следующей последовательности: 1) определяют прогрес¬
сивные нормы затраты времени на единицу каждого вида изделийповидам оборудования и время занятости определенного рабочего места; 2) производят расчет потребного времени работы оборудования и использования производственных площадей для выполнения всей производственной программы; 3) устанавливают потребное время работы оборудования и использования производственных площадей; 4) выявляют эффективный (полезный) фонд в.ре- мени работы оборудования и использования производственных площадей (за вычетом потерь); 5) составляют баланс времени работы оборудования и использования производственных площадей; 6) разрабатывают мероприятия по устранению диспропорций в загрузке и пропускной способности оборудования и производственных площадей.
1 Постановление СНК СССР от 8/ХП 1940 г. технологической дисциплины на машиностроительных
№ 2465 «О соблюдении заводах».
332
Расчет потребности в станко-часах работы оборудования на выполнение производственной программы
В основу расчета потребности в станко-часах берутся прогрессивные плановые нормы, учитывающие запланированные организационно-технические мероприятия, обеспечивающие повышение производительности оборудования. Эти нормы являются основными данными, позволяющими установить суммарные нормы времени по видам оборудования на единицу изделия.
Расчет суммарной нормативной затраты времени работы оборудования на одно изделие определяется с помощью следующей таблицы:
Потребность в нормированных станко-часах по группам оборудования на едини цу
(наименование изделия)
Перечень полуфабрикатов и операций
Количество полуфабрикатов на единицу продукции
Потребность в станко-часах по группам обору ювания
1 1
2 1
3 1
4 1
и т. д.
на единицу полуфабрикатов
на изделие
на единицу полуфабрикатов
на изделие
на единицу полуфабрикатов
на изделие
на единицу полуфабрикатов
на изделие
1
2
3
1 4
5
6
! 7
1 8
1 9
1 10
1 11
Итоги граф 4, 6, 8, 10 и т. д. выявляют потребность в нормированных станко-часах данной группы оборудования на каждое изделие. На этой основе определяют потребность в станко-часах на всю продукцию, предусмотренную программой.
В тех цехах, где пропускная способность определяется производственной площадью, производится расчет баланса производственной площади в квадратных метро-часах.
Расчет потребности в квадратных метро-часах производственной площади участков, цехов осуществляется тем же методом, что и в станко-часах, при этом определяется потребность в метро-часах сначала на одно изделие, а затем и на всю производственную программу.
Расчет потребности в производственных площадях проводят по отдельным видам производственной площади, классифицируя их в соответствии с наличием на них подъемно-транспортных сооружений (подкрановые и свободные площади), с установкой на них специальных стендов и т. д. Такая классификация оборудования и площадей создает однородность объединенных в одну группу 333
агрегатов и возможность замены внутри группы одного агрегата другим. Расчет баланса загрузки узкоспециализированного обору* дования производится по каждой единице оборудования в отдельности.
Определение эффективного времени работы оборудования
Эффективное (полезное) время работы оборудования определяется путем исключения из календарного времени его работы (365 дней X 24 часа) нерабочего времени, исходя из режима работы оборудования. При определении эффективного времени все оборудование расчленяют на две группы: 1) агрегаты, работающие непрерывно (доменные печи, мартеновские печи и др.), и 2) агрегаты, работающие прерывно.
Для первой группы агрегатов эффективное время отличается от календарного только временем капитального и текущего холодного ремонта, т. е. ремонта, связанного с остановкой агрегата. Расчет эффективного времени для второй группы оборудования производится путем исключения из времени работы при данном режиме сменности выходных дней и другого планируемого нерабочего времени.
Планируемое эффективное время одной машины прерывного действия может быть выражено с помощью следующей формулы:
Э = К— (Ч ±и + ,
где Э — эффективное время работы одной машины в часах; Л' — календарное время работы одной машины в часах; П — количество часов, приходящихся на праздники и выходные дни; Н — нерабочие часы, вызванные режимом работы данного предприятия; Рк —число часов ремонта; Р — прочие планируемые потери времени.
Эффективное (полезное) время работы группы оборудования определяется путем умножения эффективного времени работы одной машины на количество машин в группе. Если отдельные машины вводятся в действие не с начала планового периода, то при расчете полезного времени их работы учитывается лишь проектируемый период действия их на предприятии.
Баланс времени работы оборудования и использования производственных площадей
Определив потребность в часах работы оборудования и использования производственных площадей, а также эффективное (полезное) время их работы, сопоставляют обе величины для выявления соответствия пропускной способности оборудования и производственных площадей заданной производственной программе, определяя недостаток и излишек часов работы по отдельным группам оборудования. Недостаток часов работы, сигнализирует о на33^
личии «узких мест» по отдельным группам оборудования. Выявление «узких мест» производится для того, чтобы немедленно в самом плане предусмотреть меры по расширению их пропускной способности, подтягивая их к ведущим основным участкам и ни в коей мере не допуская равнения на «узкие места».
Основными мероприятиями по устранению так называемых «узких мест» и повышению их пропускной способности являются; внедрение в плановом порядке новых приспособлений и инструментов, позволяющих ускорить работу на перегруженном оборудовании; изменение режима работы; прикрепление специальных вспомогательных рабочих для освобождения производственных рабочих от вспомогательных работ; передача части работ с перегруженной группы оборудования на другое оборудование или другим предприятиям в порядке кооперирования; сокращение потерь времени оборудования и др.
Повышая нормы производительности на лимитирующих участках, исходят из тех резервов, которые вскрывает стахановское движение.
Сокращение времени ремонта достигается улучшением текущего наблюдения за оборудованием, содержанием станка в чистоте (смазка, тщательная регулировка и т. д.). Все это позволит сократить потери времени на ремонт оборудования и эффективнее использовать его время работы.
Сохранность оборудования, тщательная его регулировка и четкость работы зависят от работы ремонтных и производственных рабочих. е
Большой эффект дает интенсификация технологического процесса, достигаемая за счет введения специальных приспособлений1 и инструментов и внедрения различных методов, ускоряющих процесс производства. Кроме того, для повышения пропускной способности оборудования и участков производства пересматривают режим их работы (увеличивают сменность и т. д.).
Мероприятием по расширению пропускной способности оборудования является также увеличение его количества в так называемых «узких» группах, что требует дополнительных капиталовложений и что возможно только в том случае, когда все перечисленные выше пути использованы и, несмотря на это, полная комплектность оборудования и соответствие его производственной программе еще не достигнуты.
В части использования производственной мощности поточная организация производства имеет особенно большие преимущества. Переход значительного количества предприятий на поточные методы организации работы выявил большие дополнительные резервы повышения пропускной способности оборудования. При поточной работе значительно сокращается время на переналадку оборудования, так как операции закрепляются за станками на длительное время, больше применяются специальные инструменты и приспособления и за этот счет сокращается вспомогательное 335
«время, интенсифицируется режим работы оборудования, сокращаются простои, связанные с ожиданием работы, инструмента и другими неполадками.
Разработав мероприятия по повышению пропускной способности предприятия и определив их эффективность, составляют окончательный баланс времени работы оборудования, который обычно имеет следующий вид:
Баланс времени работы оборудования
№ п/п
Перечень оборудования
Группа оборудования
1 Потребность в машино-часах:
а) на изделия: А
Б
В
и т. д.
- 6) на услуги другим цехам:
’2
3
4
5
в) всего на выпуск товарной продукции ... ...
г) на изменение остатка незавершенного производства . ....
д) всего требуется машино-часов на программу ... ....
Календарный фонд времени работы оборудования ....
Потери времени, принятые в расчете: а) ремонт
6) . . . . ...
Рабочий фонд времени в часах . . . Результаты расчетов:
а) недостаток часов
б) избыток часов
Форма баланса использования производственных площадей имеет тот же вид, что и баланс оборудования с той разницей, что увеличение пропускной способности производственной площади достигается (наряду с другими рационализаторскими мероприятиями) высвобождением производственной площади от вспомогательных занимающих ее участков (конторы и др.).
Неотъемлемой частью этого баланса являются организационнотехнические мероприятия, повышающие пропускную способность предприятия и его отдельных цехов.
В заключение устанавливают итоговые показатели, характеризующие планируемый уровень использования основных фондов. В этих показателях определяется степень мобилизации внутренних ресурсов предприятия, уровень использования основных фондов, соотношение между планируемыми показателями и производственной мощностью и др. Итоговые показатели использования обору336
дования определяются не только по предприятию в целом, но и по отдельным цехам и участкам.’
Производственная мощность предприятия определяется максимальным количеством продукции, выпуск которой достигнут передовыми стахановцами и участками. Плановое использование производственных мощностей определяется на основании прогрессивных норм производительности оборудования и использования производственных* площадей.
Для выявления соотношения между потребностью в оборудовании, определяемой производственной программой, и наличным его количеством составляется баланс использования оборудования по отдельным его группам. Общая пропускная способность оборудования ориентируется на пропускную способность ведущих цехов и производственных участков.
Вся работа по планированию использования производственной мощности проводится в направлении наибольшей интенсификации технологического процесса и повышения пропускной способности оборудования.
22 С. Е. Каменицер
Глава XIV
ИСПОЛЬЗОВАНИЕ МАТЕРИАЛЬНЫХ РЕСУРСОВ
Своевременное, бесперебойное и комплектное снабжение производства сырьем, материалами, полуфабрикатами, инструментом и топливом . и обеспечение рационального, наиболее экономного использования материальных ресурсов по прямому назначению являются главными задачами, решаемыми в процессе организации и планирования материальных ресурсов предприятия.
Возросшие масштабы и уровень работы советских промышленных предприятий предъявляют исключительно высокие требования к организации материально-технического снабжения. Организация и планирование материально-технических ресурсов — один из серьезнейших разделов работы по организации деятельности промышленного предприятия.
Экономия материалов является одним из важнейших источников снижения себестоимости, особенно важным на предприятиях тех отраслей промышленности, где затраты на материалы занимают большой удельный вес в общей сумме затрат на производство.
Широкое распространение массового и комбинированного производства позволяет достичь значительной экономии в материалах путем сокращения отходов в процессе производства, внедрения более совершенных методов производства и лучшего использования отходов.
Одной из крупнейших задач планирования и организации деятельности промышленных, предприятий является обеспечение бесперебойного материального снабжения предприятий, создание на предприятиях комплектных запасов сырья, материалов, топлива и полуфабрикатов.
Для бесперебойного и экономного ведения процесса производства предприятие должно снабжаться всеми необходимыми видами сырья, материалов и топлива в установленном ассортименте и количествах, в сроки, определяемые ходом производственного процесса.
338
Система материально-технического снабжения включает заготовку и закупку сырья, основных и вспомогательных материалов, топлива, оборудования и инструмента. Снабжение всеми ‘перечисленными ресурсами предполагает, что все они должны быть обеспечены надлежащим хранением их на складах предприятий, в цехах и доставлены непосредственно к месту производительного потребления.
Лучшее использование материальных ресурсов связано со всей системой организации работы предприятия, начиная от проектирования продукции и разработки технологического процесса и включая организацию работы в цехах и организацию хранения и транспортировки сырья, материалов и топлива.
Вся работа по организации и планированию использования материальных ресурсов должна быть направлена на максимальную их экономию с тем, чтобы:
«...при данных материальных средствах, на основе большей экономии, лучшего использования производственных возможностей, лучшей мобилизации сил и лучшего практического руководства дать стране больше продукции и лучшего качества»1.
Экономия материалов — центральная задача организации их использования во всех отраслях промышленности. Особенно большое значение приобретает экономия материалов в тех отраслях, которые обрабатывают дефицитные материалы. Декабрьский (1935 г.) пленум ЦК ВКП(б) указал, что:
«В отраслях тяжелой промышленности, перерабатывающих дефицитное сырье, наряду с борьбой за высокую производительность труда, стахановское движение должно быть направлено но линии экономии сырья, замены этого сырья другим, борьбы с потерями в браке и отходах, по линии резкого улучшения качества продукции, увеличения срока службы готового изделия» 1 2.
Анализ использования материалов
Все материалы, потребляемые в процессе производства, расчленяются на две' группы: основные и вспомогательные. К. Маркс дал следующее определение основных и вспомогательных материалов:
«Сырой материал может образовать главную субстанцию продукта или же принять участие в его образовании только как вспомогательный материал. Вспомогательный материал или потребляется средствами труда, как, напр., уголь паровой машиной, масло колесом, сено рабочей лошадью, или присоединяется к сырому материалу, чтобы произвести в нем вещественное изменение, — как, напр., хлор к небеленому холсту, уголь к железу, 1 ВКП(б) в резолюциях, ч. II, 1940 г., стр. 488.
2 Там же, стр. 630.
22* 339
краска к шерсти, — или • же способствует выполнению самого труда, как, напр., материалы, употребляемые для освещения и отопления рабочего помещения. В собственно химической фабрикации различие между главным материалом и вспомогательным материалом исчезает, потому что ни один из применяемых сырых материалов не появляется вновь в качестве субстанции продукта» \
Таким образом, основные материалы, составляя главную субстанцию продукта, находят свое вещественное выражение в готовой продукции. Их расход зависит от номенклатуры и количества выпускаемой продукции и норм расхода, устанавливаемых на единицу продукции.
Вспомогательные материалы выполняют функции обслуживания процесса труда или присоединяются к основному материалу, чтобы придать продукту необходимые свойства. Расход вспомогательных материалов зависит от работы оборудования, кубатуры помещения, численности работников предприятия и т. д. Деление материалов на основные и вспомогательные производится исходя из направления использования материала, а не характера его происхождения. Основные и вспомогательные материалы делятся на ряд групп в зависимости от происхождения материалов, их назначения, способов обработки и др.
Организация и планирование использования материалов начинается с анализа фактического их использования, для чего выявляют расход материалов, потребленных в процессе производства, состояние запасов на складах предприятия и выполнение плана снабжения материалами со стороны.
Использование материалов характеризуется следующими показателями:
1. Отношение веса потребляемого материала к весу готовой продукции, соблюдение норм расхода материалов или норм выхода готовой продукции;
2. Процент отходов в производстве по отдельным цехам и процент материалов, затраченных на забракованную продукцию;
3. Удельные нормы расхода материалов на единицу мощности, грузоподъемности и т. д. (например, вес мотора на единицу его мощности и др.). Снижение этого показателя при обеспечении высокого качества продукции характеризует улучшение использования материалов.
При анализе состояния снабжения предприятия материалами устанавливают следующие показатели: а) общее выполнение плана снабжения всеми материалами; б) ассортиментное выполнение плана снабжения; в) выполнение плана снабжения по срокам и г) соответствие качества поставляемых материалов техническим условиям.
Качество материалов оказывает большое влияние на показатели работы предприятия. В целях недопущения нестандартных или 1 К. Маркс, Капитал, т. I, изд. 1949 г., стр. 188—189.
340
пониженного качества материалов организуется проверка их на складах отделом технического контроля. Данные контроля наиболее правильно отображают качество поступающих материалов.
Анализ снабжения непосредственно увязывается с анализом материальных запасов на складах предприятия и проводится в направлении проверки соответствия наличных запасов нормативам. Это сопоставление устанавливается не только по среднему запасу, но и по остаткам на отдельные периоды времени, и не только по общей сумме стоимости, но и по отдельным видам материалов. Оборачиваемость материалов определяется отношением общего количества потребленного материала к среднему остатку.
В процессе анализа использования материалов выявляется возможность сократить их расход на единицу изделия, что обеспечит кроме снижения себестоимости дальнейшее увеличение выпуска продукции при данном количестве потребленного сырья.
Анализ использования материалов опирается на налаженный, точный учет поступления и расхода материалов. С этой целью большое внимание уделяется состоянию складского хозяйства, соблюдению правил документального оформления приемки и выдачи материалов в производство, организации сбора отходов, выявлению и учету отходов, потерь и брака.
Анализ использования материалов часто осуществляют, применяя следующие показатели (см. табл, на стр. 342).
На основе анализа использования сырья и материалов разрабатываются организационно-технические мероприятия, направленные на экономию материалов, сокращение отходов и потерь и на улучшение порядка хранения материалов и отпуска их в производство.
Основные направления работы по экономии материалов
Мероприятия по экономии материалов проводятся в направлении: 1) уменьшения расхода материалов на единицу готовой продукции, 2) замены дефицитных и дорогостоящих материалов менее дефицитными и более дешевыми, 3) сокращения отходов в процессе производства, 4) использования полученных отходов, 5) борьбы с браком (см. стр. 342).
Сопоставление в этой таблице фактического расхода материалов с тем количеством, которое должно было быть израсходованным по нормам, достигнутым на передовых участках, и со среднепрогрессивными нормами выявляет резервы в расходовании материалов, которые должны быть учтены при составлении плана на следующий период времени.
Количество материалов, содержащихся в единице готовой продукции (чистый вес продукции), определяется назначением изделия, требованиями, предъявляемыми к прочности и стойкости изделия, и условиями его работы (температура, нагрузка, возможные осложнения в работе изделия, окружающая среда и др.).
341
АНАЛИЗ НОРМ РАСХОДА СЫРЬЯ, МАТЕРИАЛОВ, ТОПЛИВА, ЭЛЕКТРОЭНЕРГИИ за 195 г.
। Резерв в расходовании
ювкдон ИПЧНЯИЭ -эадлоди он
ИНВЯИЯО'П' -эдэн Н1Ч1 -ЛнЛИХЭО'П' ‘нвндон он
1 13 | 14
Расход на выпуск продукции в 195 г.
пвндон ИИ ня и э -ээдлодн он
сч
|_
ИНПЯИЯО'П’ -эдэн ммх -Хнлиюоц' ‘квндон он
1
г
нвндон нияээн
-ихлвф он
1
1 о
I
ПРИ -дон ияя -0НВ1ГН он
сг>
ии'пнАп'оди Ап ин и Пэ вн впохэвд видон ввнниэээдаодц
00
иивмия -оНэдэп вехАнлихзоИ ‘ииПяАкоди АпиниИэ вн вп'охэвд видоц ииПяЛяодн Лпин -иИэвн еиохэвд вк -дон ввяээьи1явф
| 6 1 7
ииПяЛчгодн Хпин ияэ пн в'п'охэвд видон БВЯОНВ1ГЦ
ю
иинэжвдня чШвн я ииП -яЛдодп яэАппд
м*
винэдэкЕи еПини!Гэ и иийяХ'п'одн Иид
|™
। Наименование сырья, материалов и пр. и единица измерения
сч
и/и
342
В ряде случаев конструкторы допускают излишества, применяя завышенные запасы прочности, используя без особой в этом необходимости дефицитные материалы. Облегчение конструкций при обеспечении высокого качества продукции, использование в ряде случаев вместо цветных металлов пластических . масс, ковкого чугуна, применение безоловянистой бронзы, биметаллических1 деталей и ряда других полноценных заменителей, не ухудшая качества продукции, сокращает нормы расходования сырья.
В результате пересмотра конструкций изделий с целью экономии материалов удельные нормы расхода на единицу продукции пли единицу мощности изделий систематически и резко снижаются. На 1 лошадиную силу мощности грузового автомобиля ЗИС расход металла за последние несколько лет сократился на 39 %1 За это же время на Горьковском автозаводе удельная норма расхода металла сократилась на 30%. Завод «Динамо» им. Кирова увеличил мощность производимых им промышленных моторов на 20%, а вес их уменьшился на 40%. Конструкторы Подольского завода им. Орджоникидзе разработали конструкцию вертикального котла, который при прежней производительности требует для изготовления листового металла на 25% меньше, чем котлы прежней конструкции. Количество таких! примеров может быть во много раз увеличено.
Экономия материалов за счет уменьшения отходов в процессе производства достигается путем улучшения технологического процесса. В машиностроении это» достигается посредством нормализации припусков, повышения точности обработки деталей (что позволяет получить желаемый размер их при меньшем количестве повторных обработок); путем приближения чистого размера деталей в процессе их конструирования к стандартному размеру материалов; путем применения более совершенных способов изготовления продукции, вызывающих меньшие потери материала (штамповка в закрытых штампах вместо обработки резанием, литье под давлением или в металлические формы и др.); путем внедрения нормализованного раскроя материалов, сокращающего отходы при заготовке деталей из материалов нормального размера; посредством детальной разработки технологии литья, нормализации припусков на моделях, сокращения литников и др. Все эти и ряд других мероприятий сокращают припуски, предусмотренные технологическим процессом. Большое количество материалов теряется в настоящее время на предприятиях за счет повышения фактического количества отходов по сравнению с установленным. Использование немерных материалов приводит к их перерасходу и к излишней затрате рабочего времени и времени работы оборудования.
Улучшение технологических процессов на многих предприятиях дает большую экономию материалов. На заводе им. Владимира Ильича затраты на материалы, расходуемые для производства единицы продукции, снизились по одному изделию на 42% и по другому на 38%. Это снижение достигнуто за счет из343
менений технологического процесса. На Ленинградском заводе «Электросила» благодаря более экономному раскрою стального листа удалось повысить коэфициент использования металла на 20%. На Московском трансформаторном заводе отходы при раскрое стального листа составляли 31%, а после того как была * разработана правильная технология раскроя, потери снизились до Р/2%.
В течение многих лет на изготовление паровоза «СУ» отпускалось 108 т металла, после пересмотра норм было установлено, что достаточно 88 т.
Технологам Сталинградского тракторного завода удалось снизить нормы расходования металла на один трактор на 200 кг. На Харьковском тракторном заводе норма расхода на один трактор также снижена на 105 кг.
Уралмашзавод выпускает трехкубовые экскаваторы. Проката на каждую машину расходовалось 90,7 т. Завод сократил расход металла на экскаватор до 86,3 т только благодаря более правильному раскрою металла.
Большую экономию материалов дают сами рабочие, внимательно относящиеся к раскрою материала. Широко известен опыт знатного стахановца-обувщика Матросова, сэкономившего много кожи , путем рационализации раскроя. Его последователь — вырубщик Поварчук за короткий период сэкономил 63 500 кв. дециметров кожи. На обувных фабриках столицы широко» развернулось соревнование за экономное использование основных и вспомогательных материалов.
На многих предприятиях организовали индивидуальный учет экономии материалов, достигнутой каждым стахановцем. Так, на Подольском заводе им. Орджоникидзе выдали каждому разметчику особую книжку учета экономии металла, или «лицевой счеь>. В эту книжку разметчик ежедневно вносит количество и вес нормалей, вырезанных им из отходов. Введено премирование за экономию металла.
Жизнь выдвигает все новые и новые образцы блестящих достижений социалистических предприятий по обеспечению более экономной работы, в частности по сокращению расхода материалов.
Брак, имеющий еще место в работе наших предприятий, вызывает большой перерасход материалов. Нарушение технологической дисциплины, небрежность в работе влечет за собой образование брака. Борьба с потерями в связи с браком — одна из важнейших задач.
Немалое значение в деле экономии материалов имеют их стандартизация и нормализация. Некоторые потери материалов получаются и в процессе хранения и перевозки. Коррозия металла, усушка, утруска и потеря сыпучих материалов, порча их в процессе хранения и транспортировки могут и должны быть безусловно ликвидированы.
344
Экономия материалов достигается не только за счет сокращения отходов в процессе производства, но и за счет лучшего улавливания и использования уже полученных отходов.
В случае, если отходы материалов не могут быть использованы? на данном предприятии, они должны тщательно сортироваться и передаваться другим предприятиям. Предприятия местной промышленности и артели промысловой кооперации значительную часть, своей продукции выпускают на базе использования отходов.
Экономия вспомогательных материалов достигается путем сокращения их потерь и восстановления уже использованных материалов (регенерация смазочных масел, обезжиривание обтирочных, концов, очистка эмульсии и др.).
Составление баланса материалов
Планирование потребности в материалах и источников снабжения предприятия находит свое итоговое выражение в балансе материалов. При составлении баланса сначала рассчитывается потребность в материалах. Этот расчет производится на основе плановых прогрессивных норм, которые устанавливаются на каждый вид: основных и вспомогательных материалов.
Норма расхода материалов — это минимальное их количество^ необходимое для выпуска единицы продукции определенного вида. Норма расхода основных материалов определяется на единицу продукции в двух видах: а) норма чистого веса материалов, содержащихся в готовой продукции; б) норма черного веса — количествен материалов, которое необходимо израсходовать для получения продукции, включая отходы, получаемые в процессе производства.
Норма чистого веса устанавливается на основании проекта изделия. В машиностроении этот проект оформляется в виде спецификации, содержащей перечень деталей и количество их на единицу готовой продукции. Определение нормы чистого веса производится исходя из размеров детали и удельного веса материала. В текстильной промышленности норма чистого веса определяется?1 плотностью ткани, ее весом и характером пряжи, используемой для производства. В других отраслях промышленности основанием для установления норм является рецептура.
Норма черного веса определяется по материалам технолога^ который на основе проекта устанавливает количество материалов, которое должно быть израсходовано в процессе производства, исходя из разработанных им технологических процессов.
Норма расхода материалов должна устанавливаться как прогрессивная величина, учитывающая передовой опыт работы предприятий, цехов и отдельных производственных участков.
Все мероприятия по экономии материалов, включенные в плащ должны быть учтены в плановых нормах расхода материала. Подетальные нормы расхода материалов суммируются в целом по 345
изделию. Сводная норма расхода материалов используется при расчете потребности материалов на год, квартал, месяц или иной отрезок времени.
Норму расхода вспомогательных материалов устанавливают в зависимости от назначения каждого их вида (обслуживание работы оборудования, зданий и сооружений, рабочих и др.), расчленяя материалы на ряд групп по признаку участков, с обслуживанием которых связано их расходование.
Расчет потребности во вспомогательных материалах, как правило, зависит от большого количества факторов. Например, расход смазочного масла на станок зависит от количества и площади его трущихся частей, материала их, характера трения (трение скольжения или качения), скорости работы, загрузки, под которой происходит трение, непрерывности работы, окружающей температуры, качества смазочного масла, состояния оборудования, системы смазки и др.
Для установления нормы расходования смазочных масел все оборудование расчленяют на группы по степени потребления смазочных. материалов и по каждой группе выделяют несколько машин, за работой которых устанавливают систематическое наблюдение в условиях разной их нагрузки, разных режимов работы и др. Исходя из материалов наблюдения, разрабатывают мероприятия по экономии масел и с их учетом проектируют плановые нормы расхода. Аналогичный метод изучения и анализа фактического расхода и установления нормы на основе разработки мероприятий по экономии материалов применяется при нормировании многих видов вспомогательных материалов.
Исходя из нормы расхода материалов, п{)оизводственной программы, количества единиц, с обслуживанием которых связан расход вспомогательных материалов, и установленных министерством (главком) источников снабжения, можно составить баланс материалов. Он состоит из двух частей: а) расчет потребности в материалах и б) определение источников покрытия потребности. Расчет потребности в материалах производится исходя из нормы расхода их на единицу продукции. Этот расчет может быть произведен с помощью следующей таблицы:
Расчет потребности в основных материалах на товарную продукцию
Перечень изделий по программе
Количе¬
ство
Потребность материалов по видам
Вид материала 1
I Вид материала
на 1 изделие
на программу
на 1 изделие
на программу
1
2
3
4
5
6
!
346
Итоги граф 4, 6 и т. д. определяют потребность в основных материалах для изготовления товарной продукции предприятия.
В случае, если программа запуска изделий в производство значительно отличается от плана выпуска продукции, расчет потребности в материалах следует производить исходя из плана запуска в производство, так как материалы нужны предприятию для той номенклатуры продукции и того объема, которые начинаются производством в данном периоде времени.
Помимо непосредственной потребности в материалах для текущей деятельности предприятия, необходимо постоянно иметь некоторое количество их в виде запасов. Проектируя запасы, следует обеспечить четкое их лимитирование, учитывая, что чрезмерное сокращение запасов может повлечь за собой перебои в работе предприятия, а необоснованное увеличение их вызывает омертвление оборотных средств и выключает из системы обращения материалы, необходимые другим участкам социалистического народного хозяйства.
Количество материалов, находящихся в запасе, определяется условиями снабжения предприятия. При полной регулярности и комплектности снабжения, количество материалов, которое должно находиться в запасе, равно сроку возобновления запаса, умноженному на среднедневную потребность в материалах.
Учитывая возможные задержки в поставке материалов, в оформлении документов на получение материалов, а также возможное перевыполнение плана на предприятии, к этому запасу материалов прибавляют некоторое количество их в виде гарантийного запаса. Размер гарантийного запаса должен быть строго ограничен, так как завышение его ведет к омертвлению оборотных средств.
Запас материалов в момент их поставки определяется следующей формулой:
з^с+нуд,
где 31— запас материалов в момент их поставки,
С — срок возобновления запаса в днях,
Н — количество резервных дней на нерегулярность снабжения, Д — дневная потребность в материалах.
По мере потребления этот запас сокращается и накануне дня получения новой партии материалов он должен быть равен гарантийному запасу (НД).
Таким образом, средний запас, который должен находиться на складе предприятия, равен среднему между максимальным запасом и гарантийным.
В виде формулы определение среднего запаса материала может быть дано следующим образом:
347
т. е. средний запас равен дневной потребности в материалах, умноженной на сумму из половины срока возобновления запаса и количества дней резерва на нерегулярность снабжения.
Для выявления общего количества материалов, подлежащих заготовке, следует потребность на производственную программу суммировать с проектируемым запасом и из этой суммы вычесть ожидаемый остаток материалов на начало планового периода.
Расчет материалов, подлежащих заготовке, имеет следующий вид:
Перечень материалов
Потребность на выполнение производственной программы
Планируемый запас материалов
Ожидаемый остаток на начало планового периода
Подлежит заготовке
1
На крупных предприятиях, специализированных на выпуске ограниченной номенклатуры продукции, подетальные нормы расхода материалов принимают обычно следующий вид (см. таблицу на стр. 349).
Источники снабжения предприятия сырьем и материалами зависят от характера материала и существующей системы их распределения.
С точки зрения методов распределения материалов различают фондируемые, планируемые, регулируемые материалы и материалы, получаемые в порядке децентрализованных заготовок.
К фондируемым материалам относятся наиболее важные промышленные и продовольственные виды сырья. По ним Государственный комитет по материально-техническому снабжению Совета Министров СССР (Госснаб СССР) составляет баланс, в котором определяются потребности и производственные ресурсы и для каждого потребителя устанавливается выделяемое ему количество материалов (фонды). В соответствии с фондами потребитель может получить выделенное ему сырье у поставщика, указанного в фондовом извещении.
В число планируемых и регулируемых товаров включаются виды сырья, имеющие общегосударственное значение и распределяемые министерствами-производителями или советами министров союзных республик.
В порядке децентрализованных заготовок предприятие может привлекать в производство такие виды сырья, которые не подлежат фондированию и регулированию.
Размер выделенных фондов соответствует потребностям предприятий, определенным исходя из передовых норм расхода мате-
348
(дИЕЭПБИ) Хнишвн ВН
сч
2
яотгохю хннэАеявонэи ээя
00
о
•пээро % э ‘Яохю •ЯОЕЧ1ГОПЭИ
X н
XНд01ОЯ 10 ‘ЦЭ1ГВХЭ1Г оХоХ
со
О
(ЭИ1Г
о
-энеи) Хнитви вн ля олээя
со
(эигэУеи) о
Хнишви ] вн внохэвд видон 64
[Ч НИ ГП ЕН яобХя-Хнирвя вн
Я1ГЭ1ВЛ ИЯН ВН
(эИЕЗПЕИ) Хнишви вн
•ЯОЕЧ1ГОПЭИ хнэиПифеои ля а И1ТВ1Э1Г ээя НЛ1ЭИН ля а -Хэк I вн -хэвд видон
СПЕЦИФИКАЦИЯ подетальных норм расхода металлов по сортам । । Расход металла на оьрасотку детали
% я Ххидврвл он •ЯЭЛ11О1Г олоаоэонгп 8/<
°/о я ’ПЭИ И -Я1ГВ1ГВН : вн В1ПГВ1ЭН ХГохэвд 04
аопохю -локонхэх -хэьХ о Э Ч1ГВХЭУ I вн нохэвд 04
оюдя
-эвд он чхэонхвдяэн
вяхХдп ‘илнвхтп яои -НОЯ ВЯХЭИЬВЕ ‘ВЯБЭдхО
вниа
-ЭШЭ1ГЯ И ИИЖВ6
вявэд
;-гоп и вявэдхо
ИИ
ля а ИЯЯИ1ГЮ и _<
•нивхгп -ькдол ияяоявп ээд
Ч1ГВХЭ1Г Хн 2
-но вн молве ээа и дэнвв^ ни о
В1ЭИ1Г ОЛОН1ГО БИ МШ 8 I уагвлап' оахээьиноя ИИЯОКэХ ’ЬИНХЭ!
квхбоэ ОН В1ЭСН 5Х ндэиЕвд эннхидврвл |ю БИНЭЬЭЭ дэнввд I ю
вядвн |
ИЭ1ГЕ1ЭГ «АбХ | СЧ
11 II оХ ] —
349
риалов на единицу изделий, с учетом мобилизации внутренних ресурсов предприятия.
Составляя баланс материалов, следует обеспечить безусловное соответствие между количеством материалов, необходимых для обеспечения бесперебойной работы предприятия в соответствии с планом производства, и их поступлением из различных источников. Разрыв в балансе материалов является угрозой выполнению производственной программы и не должен допускаться.
Источники снабжения предприятия должны быть установлены с максимальной тщательностью и план по снабжению должен быть закреплен договорами с поставщиками.
Затраты, связанные с приобретением материалов и топлива, определяются по плановым ценам. Плановая цена определяется франко склад завода-потребителя, т. е. по стоимости материалов^ доставленных на склад завода-потребителя. Эта стоимость складывается из следующих элементов: 1) цена франко склад поставщика или франко станция (порт) отправления; 2) железнодорожный тариф или водный фрахт; 3) издержки по таре; 4) расходы по погрузке и разгрузке. Кроме того, в плановую цену материала включаются затраты на хранение материалов на складах завода-потребителя.
Плановые цены применяются не только при определении стоимости потребных материалов и топлива, но также при составлении калькуляций. Поэтому к моменту разработки техпромфинплана на каждом предприятии составляются ценники на все виды сырья, основных материалов, топлива и вспомогательных материалов. При расчете плановых цен ставится задача их снижения-по сравнению с уровнем фактических цен текущего года. Снижение плановой цены единицы материалов и топлива может быть достигнуто, например, за счет следующих мероприятий: выбора наиболее близко расположенного поставщика (что устранит излишне дальние перевозки), изменения способов доставки (водным путем вместо железнодорожного), повышения производительности труда при погрузочных и разгрузочных работах и т. д.
В том случае, когда один и тот же материал или вид топлива поступает из разных мест по различным ценам, по ним определяется средневзвешенная цена.
Организация складского хозяйства и снабжения предприятия
Согласно данным материального баланса о потребности в материальных ресурсах, предприятие представляет заявку на материалы в соответствующее главное управление (или трест). После рассмотрения потребности в материалах в главке заявки в сводном виде поступают в соответствующие министерства, а затем (в части фондируемых материалов), будучи сведенными в цело л по отрасли промышленности, направляются на рассмотрение в Госснаб СССР.
350
Госснаб СССР осуществляет плановое распределение фондируемых материалов. Он выделяет для каждой отрасли промышленности фонды на материалы, которые через министерства и главные управления доводятся до отдельных предприятий. Такая система распределения материальных ресурсов носит название фондирования. В пределах установленных фондов предприятия-потребители прикрепляются к заводам-поставщикам материалов, которые обязаны произвести поставку материалов по фондам, в соответствии со спецификацией и условиями, предусмотренными в договоре с потребителем.
Снабжение заводов остальными материалами производится на основе договоров с заводами-поставщиками по планам снабжения министерств и через соответствующие городские, областные и республиканские плановые органы.
Материалы, поступившие на предприятие, нуждаются в правильной организации их хранения и в подготовке к использованию в производстве. Эти функции выполняются складским хозяйством, располагающим специально приспособленными и оборудованными помещениями—складами, предназначенными для приемки, хранения, подсортировки, отпуска, учета и контроля сырья, материалов, полуфабрикатов и других материальных ценностей. Основной задачей складского хозяйства промышленного предприятия является хранение материалов и питание производства необходимыми материалами и другими видами материально-технического оснащения, а также хранение и подготовка к отправке на сторону законченной продукции — готовых изделий и полуфабрикатов.
Складское хозяйство — важная часть предприятия, от которой во многом зависит выполнение производственной программы предприятия.
Существенное значениё для обеспечения производства материально-техническими ресурсами имеет правильный выбор видов складов. В практике работы промышленных предприятий имеют место различные виды складских помещений. Выбор наиболее приемлемых видов складов зависит от масштаба работы предприятия и его отдельных цехов, от типа производства, от номенклатуры потребляемых материалов, от территориального расположения предприятия по отношению к централизованным базам снабжения, от внутренней планировки предприятия и др.
Наиболее распространенными являются следующие виды склаг дов: 1) склады хранения основных и вспомогательных материалов (материальные склады), 2) склады топлива и горючего, 3) склады полуфабрикатов, 4) склады инструмента, 5) склады оборудования и запасных частей, 6) склады готовой продукции, 7) склады отходов и утиля.
По отношению к процессу производства различаются склады:
1) снабженческие (склады основных, вспомогательных материалов и топлива), входящие в структуру органов материала ного снабжения;
351
2) производственные (склады полуфабрикатов), находящиеся в ведении производственных отделов;
3) сбытовые (склады готовых изделий, склады отходов), [подчиненные сбытовым органам.
По масштабу работы материальные склады делятся на:
1) общезаводские (базисные, центральные), обслуживающие нужды всего предприятия или значительной части его цехов;
2) участковые (или прицеховые), пополнение которых осуществляется, в большинстве случаев, непосредственно от поставщиков, минуя центральные базисные склады;
3) цеховые склады (кладовые), находящиеся непосредственно в ведении управления цехами и снабжаемые из общезаводских складов.
Большое значение для правильной организации складского хозяйства имеет расположение складов на территории предприятия. Правильная планировка складских помещений неразрывно связана с ускорением доставки материалов для нужд производства, сокращением транспортных потоков и, как следствие, с экономией затрат на транспортировку- В основу рационального размещения складов на территории предприятия должно быть положено: максимальное приближение складских точек к основным потребителям материалов и обеспечение максимальной прямолинейности грузооборота. Исключением могут служить склады специального назначения, например, огнеопасных материалов, размещение которых регламентируется особыми техническими условиями.
Каждому виду материалов свойственны определенные режимы хранения, вытекающие из механических и физико-химических данных и хозяйственного назначения материалов. Учитывая номенклатуру намеченных к хранению материалов, следует выбирать тип склада.
Существует три основных типа складов:
а) открытые склады — в виде площадок и платформ для .различного рода навалочных материалов, не требующих особой защиты от атмосферных влияний;
б) полузакрытые — в виде навесов и легких складских помещений с односторонней зашивкой;
в) закрытые — в виде специальных помещений (одноэтажных или многоэтажных), предназначенных для хранения наиболее ценных материалов, требующих защиты от атмосферных влияний, а также особых режимов хранения.
Основным, наиболее распространенным видом складского оборудования служат стеллажи. При оснащении складских помещений при меняются различные по своей конструкции стеллажи. Устройство их зависит от величины, конфигурации, характера и физико- химических свойств хранимых материалов. Основным требованием, предъявляемым к стеллажному оборудованию, является удобство размещения на нем материалов как в момент их приемки, так и <при отпуске в производство.
352
Складские операции связаны с погрузкой, разгрузкой и перемещением большого количества материалов. Все это определяет особую роль и значимость транспортных устройств для рациональной организации складского хозяйства, для облегчения труда складских работников, для ускорения переброски материалов и сокращения затрат.
Наиболее распространенными средствами механизации погрузочно-разгрузочных операций служат мостовые краны, индивидуальные ручные и механизированные краны, различного рода тележки (ручные, электрифицированные), конвейеры и т. д., а также лифты, спускные люки, автопогрузчики и другие подъемно-транспортные устройства.
Цикл складских работ слагается йз следующих основных операций: приемка, хранение, подготовка к отпуску и отпуск материалов. Завоз и приемка материалов, как было отмечено выше, производится согласно установленному плану заготовки материалов, утвержденному на квартал и на месяц. Процесс приемки материалов на склад состоит из количественной и качественной проверки поступающих материалов и оформления их соответствующими документами. Количественной проверкой устанавливается соответствие количества поступивших материалов сопровождаемым их документам. Качественная приемка ставит задачей просмотр материалов в смысле их соответствия установленным техническим условиям. Эта задача решается представителями отдела технического контроля и центральной лаборатории, которые подвергают поступившие материалы исследованиям и испытаниям.
На все поступившие и принятые складом материальные ценности составляются приемные акты, которые служат основанием бухгалтерии для их оприходования. После окончания оформления приемки материалов и размещения их по стеллажам наступает период хранения материалов.
В процессе хранения материалы должны быть защищены от порчи, коррозии, хищений, для чего в складских помещениях следует поддерживать определенный режим в смысле температурных условий, охраны материальных ценностей, осуществления противопожарных мероприятий и т. д.
Заключительной фазой в складских операциях является подготовка материалов к отпуску и отпуск их для нужд производства. Подготовка материалов к отпуску в производство включает: раскрой и заготовку материала, расфасовку его и взвешивание для подачи в производственные цехи. С этой целью при складах организуются заготовительные отделения, оснащенные соответствующим оборудованием. Правильная организация работы заготовительных отделений на предприятиях имеет существенное значение для экономного расхода материалов и как следствие для устранения потерь в производстве. Борьба за устранение потерь материалов должна начинаться непосредственно со склада. Правильный, продуманный раскрой и заготовка материала, соблюдение строгой 23 с. Е. Каменйцер 353
МАТЕРИАЛЬНО-ПЛАНОВАЯ КАРТА НА ОТПУСК В . . . . КВАРТАЛЕ 195... г.
Материал
из склада в . . . . • • • —
Пвэак ве олаэд
1
! ।
ВПБЭЭИНГОП ЕЕ ОЛО1Ц
1 Табель задания и исполнения 1
09/91
1
1
1
1
| |
65/Н
1
1
1
1 1
8С/61
1
1
1 1 1
22/51
1 1
1
1 1
95/11
—1
1 1
1 1
55/01
1
1
1
1
1 1
»5/б
1
1 1
1
1 1
85/8
1
1 1
1
ш
55/2_
1
1 1
1
1 1
15/9
1
1
1 1
05/5
1
1 1 1
61/»
1
1
1
1 1
81/8
1
1 1 1
21/5
1
1
1
1
1
91/1
1
1
1
1
задан.
с
5
задан.
с о 5
задан.
Е
О
5
1
I задан.
с
5
Е к э и ь
с 1 по 16
с 16 по 1
с 1 по 16
с 16 по 1
К подаче
ННО1
1
1
Г
яЛхш
1
•ил 1 ЕН ’ЯОЮЛЕЕ бэ^ЕВ^
•ЦП I ЕН внйоц
Материал
с1энбвс1
1
1
I
чкифодп
1
1
I
вябвк
1
1
1
БИНЕНЕЕ КИНЭН
-1Г0П1ЧЯ В1НГ ВЭХэКрэбх
оДО И1ГВ1Э1Г Н1ТТГ
1
1
1
354
дисциплины в постановке учета и хранения материальных ценностей — вот те мероприятия, с которых начинают борьбу за экономное расходование материалов.
Отпуск заготовленных материалов производится на основании расходных документов.
Для осуществления контроля рублем в условиях цехового хозрасчета каждому производственному участку предприятия устанавливается лимит на право получения материалов со склада, в пределах которого и должна производиться их выдача.
Лимит материалов устанавливается каждому цеху на основе производственной программы и прогрессивных норм расхода материалов.
Показатели лимитов заносятся в материально-плановую карту (см. стр. 354), и в строгом соответствии с лимитом производится отпуск материалов в цехи. Выдача материалов ежедневно отмечается в этой же карте.
В случае, если цех перерасходовал материалы, он должен представить объяснение причин перерасхода и только после признания этих причин уважительными цех получит дополнительное количество материалов.
Таким образом обеспечивается планомерное снабжение цехов и строгий контроль за использованием цехом сырья и материалов.
Система материально-технического с н а б ж е- нияобеспечивает закупку и доставку на предприятие необходимых материально-технических средств. В задачу материально-технического снабжения входит также организация и хранение материалов и контроль использования их в процессе производства.
23*
РАЗДЕЛ IV
Глава XV
ПЛАНИРОВАНИЕ СЕБЕСТОИМОСТИ ПРОДУКЦИИ
Уровень производственной работы предприятия по выпуску продукции, повышению производительности труда и соотношению его с ростом заработной платы, по экономии материалов и других видов производственных ресурсов находит одно из своих итоговых выражений в себестоимости продукции. Снижение себестоимости промышленной продукции является основным источником увеличения внутрипромышленных накоплений, роста прибыли государственных предприятий.
Отсутствие эксплоатации на социалистических предприятиях изменило сущность прибыли, получаемой предприятиями, и превратило ее из средства обогащения класса капиталистов и эксплоатации трудящихся, чем она является при капитализме, в средство роста народного дохода, богатства страны социализма, укрепления ее обороноспособности, в источник улучшения материального благосостояния и повышения культурного уровня трудящихся.
Затрата общественно-необходимого труда на производство товара определяет его стоимость. В социалистическом обществе общественные издержки производства определяют стоимость товаров. В условиях действия в СССР закона стоимости в преобразованном виде сумма цен всей продукции народного хозяйства СССР, произведенной в данный период времени, соответствует их стоимости.
Преимущества советской системы хозяйства, организации труда и производства, неограниченные возможности применения в производстве достижений советской науки и техники, а также строжайший режим экономии на всех этапах общественного производства и распределения позволяют систематически снижать издержки производства.
Решающую роль в сокращении затрат общественного труда на производство общественного продукта играет направляющая и организующая труд советских людей работа коммунистической партии и Советского государства.
Индивидуальные затраты каждого предприятия, связанные с изготовлением отдельного вида продукции, составляют его себе356
стоимость и отражают уровень технической оснащенности и особенности производства данного конкретного предприятия.
В себестоимость продукции включаются в денежной форме все расходы, прямо или косвенно связанные с изготовлением продукции.
Государственное плановое задание предприятий по снижению себестоимости изготовляемой им продукции обязывает коллектив предприятия и его руководство лучше использовать все материальные и людские ресурсы предприятия, лучше организовать процесс труда и производства, широко использовать опыт передовых предприятий и этим добиться более высокого уровня производительности труда. Систематическое снижение себестоимости, достигаемое на основе максимальной экономии во всех звеньях народного хозяйства и в первую очередь на предприятиях, является одним из важнейших источников получения средств для расширенного воспроизводства народного хозяйства страны, для улучшения материального и культурного уровня жизни трудящихся, для скорейшего построения коммунизма. В снижении себестоимости промышленной продукции в СССР заинтересован каждый трудящийся.
Эта заинтересованность определяется тем, что средства, получаемые от снижения себестоимости, используются в интересах всего социалистического общества и служат источником систематичен ского снижения цен на товары широкого потребления, что каждое предприятие на основе снижения себестоимости получает дополнительные средства для улучшения материально-бытового положения своих работников из фонда директора и, наконец, тем, что многие работники предприятий получают премии за выполнение плана по снижению себестоимости продукции.
Задача снижения себестоимости изготовляемой продукции по^ стоянно выдвигалась и выдвигается партией и правительством как важнейшая народнохозяйственная задача. Еще в 1921 г. в письме в Наркомфин В. И. Ленин подчеркивал значение себестоимости для перехода предприятий и трестов на хозяйственный расчет.
Снижение себестоимости продукции выдвигалось как первоочередная задача в постановлениях ЦК ВКП(б), в решениях партий-» них съездов и конференций и во многих указаниях товарища Сталина. «Разница между заданной и фактической себестоимостью* при непременном условии выполнения требований о качестве вырабатываемой продукции является основным показателем успешности работы предприятия» (из постановления ЦК ВКП(б) от 5 декабря 1929 г. «О реорганизации управления промышленностью»).
На себестоимость продукции оказывает влияние вся система организации работы предприятия и уровень развития техники. В выступлении на 5-й Всесоюзной конференции ВЛКСМ товарищ Сталин указывал: «...что требуется для того, чтобы сделать возможной и вполне осуществимой политику снижения себестоимости промышленной продукции и отпускных цен на товары? Для этого необходимы коренное улучшение техники производства, коренное улучше357
ние организации труда на предприятиях, коренное улучшение и упрощение всего хозяйственного аппарата, решительная борьба с бюрократизмом хозяйственного аппарата. Все это называется у нас социалистической рационализацией производства и управления хозяйством»
Себестоимость продукции и ее элементы
Себестоимость является сводным итоговым показателем, в котором находят свое отражение все сдвиги в работе предприятия. В свою очередь, себестоимость продукции является директивным заданием, влияющим на разработку плана повышения производительности труда, экономии материалов и улучшения других показателей работы.
Различают: а) цеховую себестоимость продукции, т. е. сумму затрат, связанных с работой цеха; б) фабрично- заводскую себестоимость, в которую включаются полностью цеховая себестоимость продукции и общезаводские расходы, т. е. затраты, не связанные с работой отдельных Щёхбв (содержание общезаводского административ1но-технического персонала, канцелярские расходы заводоуправления, амортизация общезаводских зданий и сооружений и др.), и в) коммерческую или полную себестоимость, куда входит вся заводская себестоимость и так называемые коммерческие расходы, т. е. расходы, связанные с реализацией продукции или производимые за счет коммерческих расходов (расходы по сбыту, отчисления вышестоящим организациям). В ряде случаев в коммерческие расходы включаются затраты на научно-исследовательскую работу и другие виды затрат.
Себестоимость продукции состоит из следующих первичных элементов: 1) материалы основные; 2) материалы вспомогательные; 3) топливо; 4) электроэнергия, получаемая со стороны; 5) покупные инструменты, штампы и приспособления, не включаемые в основные фонды; 6) покупные полуфабрикаты; 7) заработная плата основных и вспомогательных рабочих, инженерно-технических работников, служащих и младшего обслуживающего персонала (основная и дополнительная); 8) начисления на заработную плату; 9) амортизация зданий, сооружений, оборудования и дорогостоящего инструмента; 10) услуги со стороны; 11) прочие денежные расходы.
Каждая статья цеховой, фабрично-заводской и коммерческой себестоимости состоит из перечисленных выше элементов, включая все или часть из них.
Перечисляя элементы себестоимости, мы выделили затраты на энергию, топливо и инструменты, получаемые со стороны, потому что затраты на энергию и инструменты собственного производства и топливо собственной заготовки состоят в свою очередь из ряда первичных элементов (заработной платы, материалов, топлива и др.).
1 И. Сталин, Соч., т. 9, стр. 196.
358
Обычно указанные элементы затрат классифицируются в следующих направлениях:
а) В зависимости от степени участия в процессе производства расчленяют все затраты на основные, непосредственно участвующие в процессе производства, и наклад н ы е, связанные с обслуживанием процесса производства.
К числу основных расходов относятся затраты на материалы, технологическое топливо, покупные полуфабрикаты, технологическую энергию и заработную плату основных рабочих. Все прочие затраты относятся к накладным. К основным затратам следует относить амортизацию производственного оборудования и рабочего инструмента, так как работа производственного оборудования непосредственно связана с самим процессом производства, а амортизационные отчисления являются способом отнесения части стоимости оборудования на выпускаемую продукцию.
б) По методу отнесения затрат на отдельные виды продукции различают затраты прямые, т. е. непосредственно относимые на себестоимость отдельного вида продукции, и косвенные, условно распределяемые между себестоимостью различных видов продукции.
в) В зависимости от влияния объема производства на изменение объема затрат выделяют затраты пропорциональные и непропорциональные, т. е. возрастающие в прямой пропорции с выпуском продукции или изменяющиеся вне зависимости от выпуска продукции.
г) Кроме того, различают затраты зависимые от самого предприятия и независимые, состав и размер которых является данным для предприятия, не подлежащим изменению (цены на материалы, изменяемые постановлением правительства, нормы амортизационных начислений и т. п.).
Указанные направления классификации содержат существенные недостатки. Включение в сумму так называемых накладных расходов самых разнообразных затрат, в том числе и непосредственно связанных с производственным процессом, и отнесение их общей суммой на себестоимость продукции неправильно. Из числа накладных расходов при калькуляции следует выделить расходы, связанные с работой оборудования, и расходы по освоению производства. Это приблизит классификацию затрат к их экономическому содержанию.
Практикуемое расчленение затрат на прямые и косвенные искажает в ряде случаев себестоимость продукции. Нельзя ограничиться отнесением на единицу продукции непосредственно только заработной платы производственных рабочих и стоимости основных материалов, распределяя остальные расходы условными методами, как это делают сейчас на многих предприятиях. Нужно стремиться при калькуляции к максимальному приближению затрат к отдельным видам продукции.
359
Значительного уточнения требует и понятие пропорциональных и непропорциональных затрат. К пропорциональным затратам относится, обычно, стоимость основных материалов, технологического топлива и технологической электроэнергии, рабочего инструмента, заработная плата производственных рабочих и начисления на их заработную плату. Между тем в действительности эти затраты не возрастают пропорционально объему производства. Рост объема производства дает и по этим затратам определенную экономию. В практике работ часто непропорциональные затраты называют постоянными. Это неверно, потому что вспомогательные материалы, амортизация и др. изменяются непропорционально объему производства, но к ч|ислу постоянных отнесены быть не могут, так как они все же изменяются.
При оценке плана и отчета по затратам на производство нечеткое определение непропорциональных расходов может исказить характеристику работы предприятия.
Ряд недостатков имеет также применяющееся сейчас во многих случаях деление затрат на зависимые и независимые. Относя к независимым расходам цены на материалы, допускают ошибку, так как изменение этих цен может происходить в результате изменения транспортных расходов или применения материалов других сортов и т. д.
Конкретность в планировании и учете себестоимости, которой требуют решения XVIII Всесоюзной конференции ВКП(б), может быть достигнута лишь при максимальном приближении структуры себестоимости к элементам, ее составляющим, и при детальном подходе к планированию, учету и анализу каждого из них.
Для точного учета и контроля выполнения плана по себестоимости необходимо обеспечить сопоставимость номенклатуры статей себестоимости в плане и в отчете путем такого построения этой номенклатуры, которое давало бы наиболее правильное калькулирование продукции.
При составлении калькуляции единицы продукции все расходы, связанные с ее изготовлением, расчленяют обычно на 5 групп: 1) расходы, связанные с изготовлением каждой единицы продукции (прямые расходы), 2) расходы по освоению новых видов изделий, 3) расходы, связанные с работой оборудования, 4) прочие общецеховые расходы, 5) общезаводские расходы.
К расходам, связанным с изготовлением каждой единицы продукции (прямым расходам), относятся затраты на основные материалы, технологическое топливо, технологическую электроэнергию и на заработную плату производственных рабочих. Каждый из перечисленных видов затрат включается непосредственно в себестоимость отдельных видов продукции. В калькуляции продукции эти статьи находят самостоятельное отражение.
В группу расходов по освоению ндвых в и д о в изделий включаются затраты на техническую подготовку производства (разработку конструкции, технологического процесса, основ- 360
них нормативов и др.) и на материальную подготовку производства (испытание материалов и полуфабрикатов), перепланировку и перестановку оборудования, связанную с освоением новых видов изделий, стоимость изделий, используемых в качестве образцов в случае, если они не реализуются на сторону, а потребляются в процессе экспериментирования, разница между плановой себестоимостью опытного образца и экземпляра серийного выпуска, затраты, связанные с испытанием опытных образцов, и др. Все эти затраты имеют целевое назначение — освоение определенного вида продукции и при составлении калькуляции относятся непосредственно на себестоимость того изделия, на освоение которого эти расходы были произведены, если они не были предусмотрены специальными ассигнованиями. Для того чтобы эти расходы не вызвали излишнего повышения себестоимости вновь осваиваемых изделий, их обычно списывают частями на продукцию по мере ее выпуска.
Третьей группой затрат являются расходы, связанные с работой оборудования. К ним относятся: расходы по содержанию оборудования (смазочные материалы и заработная плата смазчиков, шорников, слесарей по текущему уходу за оборудованием и др.), стоимость двигательной энергии, амортизация оборудования, затраты на его текущий ремонт, износ рабочего инструмента и др. Эти затраты выделяются с целью калькулирования одного станко-часа работы каждой группы оборудования и распределения этих затрат при калькулировании продукции пропорционально станко-часам работы.
В прочие общецеховые расходы включаются, главным образом, административно-управленческие расходы цеха (заработная плата административно-технического персонала, амортизация зданий цеха, расходы по отоплению, освещению и др.).
К общезаводским расходам относятся затраты, производимые за пределами цеха: заработная плата общезаводского персонала, амортизация общезаводских зданий и сооружений, общезаводские административно7хозяйственные расходы и т. п.
Анализ себестоимости продукции
В основу планирования себестоимости продукции, как и других разделов техпромфинплана предприятия, кладется директивное задание по снижению себестоимости, установленное министерством или его главным управлением. В этом задании обычно определяется процент снижения себестоимости сравнимой товарной продукции и сумма экономии, которая должна быть получена предприятием в результате снижения себестоимости. Если удельный вес сравнимой продукции невелик и ее удешевление не определяет уровня работы предприятия, министерство устанавливает общий лимит затрат по смете производства, в который должно уложиться предприятие.
Для того чтобы выполнить задание по снижению себестоимости и чтобы в плане предприятия были определены пути и методы по361
лучения той экономии затрат, которая предусмотрена директивой, на предприятиях производят детальный анализ фактической себестоимости продукции в период, предшествующий плановому, и с учетом материалов анализа разрабатывают мероприятия, обеспечивающие заданное снижение себестоимости..
При проведении анализа себестоимости продукции дается оценка фактического выполнения плана по предприятию, отдельным цехам и производственным участкам, устанавливаются причины перерасхода и источники экономии, выявляются лучшие образцы работы, разрабатываются организационные и технические мероприятия, способствующие снижению себестоимости продукции, и выявляются резервы в области себестоимости продукции для использования их при составлении плана на следующий период. Тем самым работа по анализу себестоимости смыкается с работой по -составлению плана и является неотъемлемой частью общей плановой работы.
Для целей анализа работы предприятия пользуются отчетными данными. Ограничение анализа одними бухгалтерскими и статистическими данными неправильно. В качестве исходного материала здесь должен быть использован и конкретный опыт цеХ©в, лучших рабочих-стахановцев и производственных участков, чтобы выводы, сделанные на основании анализа, были максимально жизненными и вооружали хозяйственное руководство на борьбу за улучшение работы предприятия.
Центральная задача при этом — выявление причин, вызвавших отклонения в себестоимости продукции, резервов, позволяющих снизить себестоимость в дальнейшем, и разработка мероприятий по дальнейшему снижению себестоимости продукции.
Материалы для анализа себестоимости должны обеспечивать сопоставимость данных фактической себестоимости с плановой, с затратами прошлого года и с затратами на выпуск такой же продукции на других предприятиях.
Затраты на производство и себестоимость анализируются в направлении: 1) выполнения сметы затрат на производство; 2) калькуляции отдельных видов продукции; 3) динамики себестоимости сравнимой товарной продукции и 4) выполнения плана по себестоимости всей товарной продукции.
Анализ выполнения сметы производства производится по общей сумме затрат, по отдельным элементам и по комплексным статьям.
Сопоставление затрат по элементам показывает отклонения в их содержании (какие средства расходуются), а комплексные статьи выявляют назначение расходов (на что расходуются средства). При этом выявляют отклонения фактических затрат от плана и, исходя из их существа, определяют правильность того или иного отклонения, а также определяют динамику затрат как в целом по предприятию, так и по отдельным изделиям.
362
Сопоставляя общую сумму фактических затрат со сметой затрат на производство, выявляют отклонения по отдельным статьям, выделяя абсолютную и относительную величину отклонений. Скорректировав так называемые пропорциональные расходы в соответствии с выполнением плана по валовой продукции, а прочие расходы пересчитав по плановым ценам и запланированным процентам отчислений (амортизация, начисления на заработную плату и др.), определяют отклонения от плана за счет зависящих от предприятия факторов.
В результате получают суммы отклонений от плана и от затрат предшествующих периодов по каждому элементу и статье себестоимости и устанавливают основные причины, вызвавшие эти отклонения (объем производства, цены на материалы, расчетные условия по заработной плате, директивно установленные проценты отчислений и пр.). По каждому из отклонений выявляют причины и одновременно разрабатывают мероприятия, дающие экономию в дальнейшем.
Наряду с анализом выполнения сметы затрат на производство проверяется выполнение плана снижения себестоимости сравнимой товарной продукции. Простое сопоставление процента снижения себестоимости по плану и фактически не характеризует действительного выполнения плана, так как на размер этого показателя влияет ассортимент и количество выпущенной продукции. Поэтому выполнение плана снижения себестоимости определяется общей суммой экономии по плану и отчету, а также сопоставлением процента снижения себестоимости по отчету с плановым процентом, пересчитанным на фактически выпущенный ассортимент продукции.
Рассмотрим этот расчет на примере (цифры условные).
Е
*в“
Перечень сравнимых изделий
Фактически за
1948 г.
План 1949 г.
Фактически за 1949 г.
1 количество
себестоимость единицы (тыс. руб)
сумма (тыс. руб.)
количество
себестоимость единицы (тыс. руб).
сумма (тыс. руб.)
количество
себестоимость единицы (тыс. руб)
сумма (тыс. руб.)
1
2
3
4
А
Б
В
Г
100
80
400
90
20,0 3,0 2,0
30,0
2000,0
240,0
800,0
2700,0
ПО 70 460 80
19,0
2,5
2,0
28,0
2090,0
175,0
920,0
2240,0
120 40 700 80
18,9
2,45 2,0
27,9
2268,0
98,0
1400,0
2232,0
Итого . .
5740,0
5425,0
| 5998,0
363
Исходя из этих данных план снижения себестоимости сравнимой товарной продукции на 1949 г. составил#
(тыс. руб.)
№
п/п
Перечень сравнимых изделий
Количество по плану 1949 г.
Планируемая на 1949 г. продукция по себестоимости
% снижения себестоимости по плану
отчета за 1948 г.
1 плана на 1949 г. |
единицы
всего
единицы
всего
1
2
3
4
А
Б
В
Г
ПО 70 460 80
20,0
3,0
2,0
30,0
2200,0
210,0
920,0
2400,0
19,0
2,5
2,0
28,0
2090,0
175,0
920,0
2240,0
- 5,0 -16,7
— 6,7
1 Итого ....
5730,0
1
5425,0
1 - 5,3
Иначе говоря, по плану следовало получить экономию от снижения себестоимости по сравнению с прошлым годом в сумме 305 тыс. руб. (5730 тыс. руб. — 5425 тыс. руб.) и снизить себестоимость на 5,3%.
Фактическое снижение себестоимости сравнимой товарной продукции, выпущенной в 1949 г., составило:
№
п/п
Перечень сравнимых изделий
Количество, фактически выпущенное в 1949 г.
Сравнимая товарная продукция в количествах фактического выпуска 1949 г.
% снижения себесто-
имос ти
по фактической себестоимости 1948 г.
по фактической себестоимости 1949 г.
единицы
всего
единицы
всего
1
2
3
4
А . . . •
Б
В
Г
120 ।
40
700
80
20,0
3,0
2,0
30,0
2400,0
120,0
1400,0
2400,0
18,9 1 2,45 2,0 1
27,9 1
2268,0
98,0
1400,0
2232,0
— 5,5
-18,3
- 7,0
Итого
| 6320,0
| 5998,0
I -5,1
Иными словами, предприятие фактически снизило себестоимость на 5,1%, дав при этом экономии 322 тыс. руб. (6320 тыс. руб.—5988 тыс. руб.).
Данное предприятие по каждому изделию в отдельности снизило себестоимость больше чем по плану, за исключением изделия «В», по которому себестоимость не изменилась. Тем не менее, вследствие изменений номенклатуры общий фактический процент снижения себестоимости оказался ниже, чем, по плану.
Предприятие должно было по плану дать 305 тыс. руб. экономии, а фактически дало 322 тыс. руб. Таким образом, снизив себестоимость каждого изделия больше чем по плану и превысив общую сумму экономии, предприятие не достигло планового процента снижения себестоимости, потеряв некоторую часть планового снижения себестоимости за счет несоблюдения планового ассортимента. Поэтому для полной сопоставимости снижения себестоимости по плану и отчету следует план пересчитать на фактический ассортимент выпущенной продукции.
364
Указанный пересчет принимает следующий вид:
Перечень сравнимой продукции
Количество, фактически выпущенное в 1949 г.
По отчетной себестоимости 1948 г.
По себестоимости плана 1949 г.
Плановый % снижения себестоимости по фактическому ассорт.
По фактической себестоимости 1949 г.
Фактический % снижения себестоимости
единицы
все количество, выпущенное в 1948 г.
единицы
все количество, выпущенное в 1949 г.
единицы
фактически выпущенное количество
А . . . 6 . . . В . . . Г . . .
120
40
700
80
20,0
3,0
2,0
30,0
2400,0
120,0
1400,0
2400,0
19,0
2,5
2,0
28.0
2280,0
100,0
1400,0
2240,0
5,0
16,7
6,7
18,9
2,45 2,0
27,9
2268,0
98,0
1400,0
2232,0
5,5
8,3
7,0
Итого . . . . ।
6320,0
6020,0
4,7
1
5998,0
5,1
После проведенного пересчета ясно, что если исключить влияние изменений .ассортимента, то фактическое снижение себестоимости превысило плановое. Это видно по каждому отдельному изделию как в абсолютных суммах, так и в процентах и по себестоимости всего выпущенного количества.
Указанный пересчет является только методом анализа выполнения плана по себестоимости продукции, выявляющим влияние изменений ассортимента на себестоимость продукции. Разрыв между плановым снижением себестоимости, установленным при этом пересчете, и первоначальным заданием определяет влияние изменения номенклатуры продукции.
Выполнение плана снижения себестоимости сравнимой товарной продукции может не совпадать с выполнением плана по себестоимости всей товарной продукции, так как влияние несравнимой продукции бывает настолько велико, что совершенно изменяет не только величину, но и направление этого показателя. Поэтому совершенно обязательным является анализ затрат на производство всей продукции.
Вслед за общей динамикой себестоимости выявляют отклонения в отдельных статьях себестоимости всей товарной продукции и отдельных изделий, которые определяются по статьям калькуляций, считая условно в каждом случае один фактор изменяющимся, а остальные условно считают неизменными. В этих условиях каждый раз получают динамику себестоимости в результате изменения данного фактора.
Покажем этот метод анализа на примере сопоставления фактических данных с планом по стоимости материалов.
Предполагалось по плану израсходовать на единицу изделия 100 кг материала «А» по цене 5 руб.; фактически материал «А» был заменен материалом «Б», с нормой расходования 90 кг и плановой ценой 5 р. 20 к.; фактическая цена на материал «Б» была 5 р. 10 к. Выявляем сначала влияние изменения ассортимента материала.
365
Наименование материалов
Расход в натуральном выражении
Плановая стоимость единицы материалов
Затраты на материалы
Изменение за счет ассортимента
А (плановый ассортимент) Б (фактич. ассортимент) .
Таким образом, за сч1 снизилась на 32 руб. Однов этого фактора мы мэжем е
100 кг 90 кг
ет изменения ременно измен .ыявить следу!
5 р. 00 к.
5 р. 20 к.
ассортимент [илась цена н ощим путем:
5С0 руб.
468 руб.
а стоимость а материал «
— 32 руб.
материалов Б». Влияние
Наименование материалов
1 Расход в натуральном выражении
Цена |
Сумма ।
Изменение за счет цен
плановая
фактиче¬
ская
по плановым ценам
по фак-1 тическим! ценам
Б
90 кг
5 р. 20 к.
1
5 р. 10 к.
।
468 р.
459 р.
-9 р.
Следовательно, за счет цены на материал «Б» затраты на материалы снизились на 9 руб. на единицу продукции. Аналогично определяют влияние всех прочих факторов. Совокупное их действие устанавливают путем суммирования экономии, полученной за счет отдельных факторов.
В нашем примере мы получаем 32 + 9 = 41; иначе говоря, затраты на материалы снизились на 41 руб., составив 459 руб. вместо предусмотренных планом 500 руб.
Аналогичный расчет производится для сопоставления с предыдущими периодами и с другими предприятиями.
Расчет, аналогичный показанному, может быть проведен также по заработной плате и другим элементам себестоимости.
Изменение объема производства влияет на себестоимость продукции главным образом за счет общецеховых и общезаводских расходов.
Получив данные об уровне себестоимости продукции по отдельным элементам, переходят к более углубленному анализу затрат по отдельным элементам себестоимости и по отдельным цехам и участкам предприятия.
Одним из направлений детализации анализа является проведение его по отдельным видам продукции.
Анализ калькуляции проводится подробно, так как здесь появляется наибольшая возможность вскрыть все отрицательные и положительные моменты в работе предприятия в самом конкретном их виде, а также наиболее полно вскрыть резервы производства.
С целью анализа себестоимости отдельных видов продукции сравнивают отчетную себестоимость с планом, с предшествующим периодом и себестоимостью этого же веда продукции на других предприятиях по статьям калькуляционного листа.
Нередки случаи, когда разные предприятия выпускают одинаковую продукцию при резком различии в ее себестоимости. Раздый 366
уровень себестоимости одних и тех же изделий на различных предприятиях свидетельствует о наличии больших резервов. Выявление различия затрат по статьям калькуляционного листа на различных предприятиях вскрывает резервы и пути их лучшего использования.
При сопоставлении общецеховых и общезаводских расходов сравнивают не только их абсолютные суммы, приходящиеся на единицу продукции, но и их удельный вес в себестоимости продукции. Сплошь и рядом сопоставление одних итоговых калькуляций не дает достаточной характеристики причин, повлиявших на себестоимость продукции. В дополнение к итоговым общезаводским калькуляциям составляется калькуляция по отдельным стадиям производственного процесса — переходам (калькуляция жидкого металла, годного металла в литейном цехе, калькуляция тонны поковок, тонны пряжи и пр.). Эти попереходные калькуляции, расшифровывая итоговые, позволяют определить конкретно, где произошло то или иное отклонение от плана или то или иное изменение по сравнению с отчетным периодом, сказавшееся на итоговой калькуляции.
Чем глубже анализ калькуляции, тем конкретнее выявляются недочеты и положительные моменты в работе предприятия, тем больше предпосылок для разработки организационно-технических мероприятий по улучшению работы.
Выявляя те или иные абсолютные или относительные отклонения в сумме затрат по отдельным элементам и статьям себестоимости, а также и по отдельным изделиям, устанавливают правильность и целесообразность каждого отклонения, проектируют мероприятия, обеспечивающие снижение затрат, и, исходя из этого, подходят к определению плановых затрат по отдельным элементам и статьям.
Анализ себестоимости продукции проводится с целью выявления возможностей дальнейшего снижения затрат на производство и обеспечения более экономного ведения хозяйства. Анализ себестоимости проводится путем сопоставления фактических затрат данного предприятия с планом, с отчетом за предшествующий период и с данными о затратах других предприятий, выпускающих аналогичную продукцию, при обязательном расчленении общих затрат по элементам и статьям, а также по цехам и участкам производства и отдельным видам продукции.
Направления работы по экономии затрат
Основной задачей разработки плана по себестоимости на предприятии является конкретизация государственных заданий, разработка мер, обеспечивающих выполнение задания, и изыскание 367
дополнительных ресурсов для дальнейшего снижения себестоимости продукции. Поэтому работу по планированию себестоимости нельзя ограничивать только составлением плановых калькуляций, сметы производства и расчетов процента снижения себестоимости сравнимой товарной продукции.
Работа по планированию себестоимости проводится на предприятии уже в процессе подготовки производства, т. е. при разработке проектов продукции, технологического процесса ее изготовления, норм затраты рабочего и машинного времени, норм расходования материалов, топлива, электроэнергии, инструмента и т. д. В зависимости от того, насколько удачно разработан проект изделия, технологический процесс его изготовления, в зависимости от качества прогрессивных технико-экономических норм в значительной степени изменяется итоговый показатель работы предприятия — снижение затрат, связанных с выпуском продукции.
В процессе подготовки производства разрабатываются организационно-технические мероприятия, способствующие улучшению количественных и качественных показателей работы предприятия. Поэтому работу по планированию себестоимости нужно вынести далеко за пределы планового и учетного аппарата, надо сделать ее достоянием всего коллектива рабочих и инженерно-технических работников.
Мероприятия по снижению себестоимости промышленной продукции должны проводиться в направлении более экономного использования всех производственных ресурсов.
Начавшееся в 1948 г. по инициативе москвичей социалистическое соревнование за получение сверхплановых накоплений является ярким проявлением всенародной борьбы трудящихся за экономное ведение хозяйства. Режим экономии стал постоянным методом работы миллионов людей. Постоянная забота об умножении и охране общественного достояния — характерная черта советских людей. Она находит свое выражение в воспитании подлинно коммунистического, бережного отношения к общественной собственности. Важную роль на производстве играют стахановские планы борьбы с потерями, внедряемые по примеру московского слесаря Андрея Якушина.
Стахановские планы накоплений разрабатываются на предприятиях различных отраслей промышленности. В тресте «Ленинуголь» на шахте «Журинка» стахановские планы накоплений стали постоянным методом работы. На шахте завели лицевые счета на каждого начальника участка и. горного мастера. В них указывается число рабочих, необходимых для выполнения намеченного объема работ, норма расхода материалов и заработная плата на тонну угля. Сюда же заносятся все данные о работе за каждую смену с начала месяца.
Серьезное внимание уделяют на шахте сменному рапорту — первичному документу по учету труда и заработной платы. Мастер записывает в нем фамилии рабочих, объем произведенных ими работ,
368
фактические нормы выработки, расценки, начисленную заработную плату, а если работа выполнена некачественно, то называется виновник этого. Рапорт считается действительным после подписания его начальником участка, который обязан сдавать его в отдел труда после каждой смены. Фактический расход заработной платы по сменному рапорту заносится в лицевой счет горного мастера. Он ежедневно знает теперь, сколько его смена перерасходовала или сэкономила средств и за счет чего. Начальник же участка при сдаче нарядов второй смене также отчитывается перед начальником шахты о выполнении плана добычи и себестоимости работ. Начальник шахты имеет, таким образом, возможность оказывать нужную помощь отстающим участкам механизмами, материалами, техническими указаниями.
В составлении стахановских планов накоплений и успешном их претворении в жизнь большая роль принадлежит партийной организации шахты. Зачинателями важных нововведений были коммунисты. Они возглавили массовое социалистическое соревнование рабочих. Партийная организация передает опыт лучших бригад отстающим.
На фабрике «Скороход» по инициативе бригадира Муштуковой завели индивидуальные лицевые счета по сверхплановым накоплениям. 3 ноября у станка т. Муштуковой появился лицевой счет по сверхплановым накоплениям. Это был первый лицевой счет на фабрике. Знатная закройщица обязалась до конца месяца сэкономить 9 тыс. кв. дм кожи.
Почин закройщицы Муштуковой и ее последователей был подхвачен партийной организацией фабрики. Партком принял решение, наметившее пути широкого распространения индивидуального и бригадного соревнования за сверхплановые накопления. В цехах появились красочные плакаты и призывы поддержать почин закройщицы Муштуковой. Об ее опыте рассказывали агитаторы и фабричная газета. Почин т. Муштуковой нашел живой отклик на многих фабриках и заводах страны. Одним из первых инициаторов введения лицевых счетов рабочих был рабочий завода «Калибр» т. Уткин.
Новую форму массовой борьбы за снижение себестоимости выдвинул коллектив металлургического завода им. Куйбышева. На заводе ввели ежесуточную калькуляцию по всем переделам металлургического цикла.
Как составляются эти калькуляции? Сырье, основные материалы, полуфабрикаты и топливо принимаются в оперативной калькуляции по фактическому их расходу, затраты на энергию, заработная плата основная и дополнительная, начисления на заработную плату, текущий ремонт и прочие статьи принимаются в размере одной тридцатой абсолютной суммы фактических расходов за предыдущий месяц. Ежедневная калькуляция позволяет заводу оперативно контролировать расходы и обеспечивать быстрое про-
24 С. Е. Каменицер 369
ведение мероприятий, обеспечивающих снижение себестоимости продукции.
Коллектив первого государственного подшипникового завода им. Л. М. Кагановича дал крупную сумму сверхплановых накоплений. Немалую долю в счет сверхпланового накопления внесли рационализаторы и изобретатели завода. С начала года ими было подано 1327 предложений, из которых 661 внедрено в производство. Это дало заводу свыше семи миллионов рублей экономии. Большую роль сыграли комплексные бригады. В них входят инженеры, техники и рабочие. Такое творческое содружество способствует быстрейшему внедрению в производство рационализаторских предложений.
Смета производства
В смету производства включаются все затраты, связанные с производственной деятельностью предприятия. Она позволяет определить в конечном счете себестоимость валовой и товарной продукции предприятия.
Смета производства составляется по элементам затрат (основные материалы, вспомогательные материалы, топливо, энергия со стороны, заработная плата, начисления на заработную плату, амортизация, прочие денежные расходы). Одновременно ее составляют и по статьям калькуляционного листа (основные материалы, технологическое топливо, производственная заработная плата, цеховые расходы, расходы, связанные с работой оборудования, общезаводские расходы, специальные расходы и т. п.). Смета производства составляется обычно в целом по предприятию и» по отдельным цехам.
Смета производства, составленная по элементам, определяет объем и характер затрат, а в калькуляционном разрезе характеризует направление расходования средств.
Для составления сметы производства используются материалы других разделов техпромфинплана.
Смета производства разрабатывается обычно на основе цеховых смет. Это позволяет не только соблюсти единство плана предприятия и отдельных цехов, но и подводит базу под хозрасчет цехов. Затраты каждого цеха состоят из затрат самого цеха и услуг других цехов (полуфабрикаты, произведенные другими цехами завода, услуги вспомогательных цехов и т. д.). Поэтому при составлении сметы производства по предприятию в целом исключают внутренние обороты и получают, в конечном счете, смету производства предприятия по прямым элементам затрат.
В цеховую смету включаются обычно две группы расходов: а) производимые непосредственно цехом (стоимость потребляемых покупных материалов, заработная плата и начисления на нее, амортизация, прочие денежные расходы и т. п.) и б) комплексные расходы по услугам других цехов предприятия. По этим затратам 370
цех-потребитель не знает состава затрат, но знает стоимость необходимых ему услуг. Для взаимной проверки стоимости взаимных услуг обычно за итогом цеховой сметы указывается распределение этих затрат по направлениям: а) на сторону, б) на изменение остатка незавершенного производства, в) услуги цеху № 1, г) услуги цеху № 2 и т. д. Сопоставляя, например, услуги ремонтного цеха, оказанные прочим цехам завода, с распределением услуг по цехам, по смете ремонтного цеха, мы получаем возможность внести соответствующие коррективы в цеховые сметы. В основе построения всех смет лежит производственная программа цеха.
На ряде предприятий смету производства строят на основании сметных калькуляций, которые составляют на все .изделия. Во всех случаях рекомендуется для взаимной проверки итогов сметы производства и калькуляций сопоставлять итоги сметы по товарной продукции со сводкой итогов калькуляций изделий.
Составление сметы производства обычно начинается с составления так называемых частных смет затрат по работе отдельных вспомогательных участков производства. Это определяется тем, что ни одна смета основных производственных цехов не может быть закончена до тех пор, пока не составлены сметы по всем вспомогательным цехам, так как услуги вспомогательных цехов распределяются между основными цехами, включаясь в смету последних. Кроме того, работа вспомогательных цехов менее тесно связана с номенклатурой изготовляемой предприятием продукции, чем основных производственных цехов.
На многих предприятиях сметы вспомогательных цехов и хозяйств и сметы цеховых и общезаводских накладных расходов составляются, главным образом, исходя из отчетных данных. Такой подход к планированию этих крупных статей затрат порочен, так как в этом случае план предприятия не определяет' заданий по отдельным видам затрат и заданий по разработке мероприятий, обеспечивающих их сокращение. Тем самым план теряет свое мобилизующее значение.
Основной задачей составления смет всех видов вспомогательных хозяйств и цехов и смет цеховых и общезаводских расходов является установление технически обоснованных норм по отдельным видам затрат и разработка мероприятий, обеспечивающих соблюдение этих норм.
В работе по нормированию всех этих видов затрат принимают активное участие отдел главного механика, главного энергетика, проектные организации, работающие на предприятии, и др. Необходимо привлечь’к работе по нормированию затрат наиболее широкий коллектив работников предприятия, ориентируя их на самую жесткую борьбу с излишествами в затратах.
Конкретный вид отдельных смет затрат по вспомогательным цехам и хозяйствам и по прочим цеховым и общепроизводственным расходам определяется следующим.
24*
371
Смета затрат на снабжение предприятия э н е р- г и е й зависит от структуры энергетического хозяйства. Основным видом энергии, потребляемой в настоящее время большинством наших предприятий, является электроэнергия, В случае снабжения предприятия электроэнергией от своей электростанции смета расходов, связанных с производством электроэнергии, составляется как смета затрат электростанции. Для определения затрат на электроэнергию, получаемую со стороны, устанавливают количество необходимой энергии, ее стоимость по ценам поставщика и учитывают затраты, связанные с содержанием энергосети и силовых установок на предприятии.
В главе VI мы рассмотрели основные моменты, связанные с определением потребности в электрической энергии.
Сумма затрат на содержание энергосети, текущий ее ремонт и другие расходы по энергохозяйству определяется конкретным расчетом, производимым на предприятии. Смета затрат, связанных с с*, снабжением предприятия электроэнергией, имеет следующий вид:
Смета затрат, связанных со снабжением предприятия электроэнергией
Статьи расходов
Сумма
1. Оплата за силовую и технологическую энергию
2. Оплата за осветительную энергию
3. Оплата за установленную мощность
Итого оплата поставщику
4. Расходы на содержание подстанции и сети
5. Текущий ремонт электрооборудования
6. Амортизация электрооборудования
7. Износ хозяйственного инвентаря
8. Зарплата обслуживающего персонала
9. Дополнительная зарплата . . .
10. Начисления на -зарплату . . .
Итого смета затрат . . . .
Кроме затрат на приобретение электроэнергии, предприятие расходует средства на производство пара для технологических или хозяйственных нужд, сжатого воздуха и газа.
372
Смета затрат на паросиловое хозяйство, компрессорную и газогенераторную установки включает следующие статьи: основная заработная плата рабочих, дополнительная заработная плата, начисления на заработную плату, стоимость топлива, стоимость воды, энергия силовая, энергия осветительная, содержание оборудования, ремонт оборудования, амортизация и прочие затраты (анализы, технадзор и др.).
Получив общую сумму затрат по энергоцеху, распределяют ее между участками-потребителями пропорционально потребности в электроэнергии, паре и других видах энергии.
Составление сметы затрат на еодержаниетранс- порта, как и других участков производства, определяется его производственной программой, т. е. количеством тонно-километров работы, которую должен выполнить транспорт в плановом периоде.
Смета затрат транспортного хозяйства расчленяется обычно на три части: а) расходы, не связанные с объемом перевозок; б) расходы, связанные с объемом перевозок, и в) затраты, связанные с погрузочно-разгрузочными работами.
В первую группу затрат включаются накладные расходы транспортного хозяйства. Проектирование расходов по этим видам затрат проводится большей частью исходя из отчетных данных, с учетом мероприятий по снижению этих затрат. Ко второй группе затрат относятся расходы на горючее, смазочные материалы, зарплату шоферов и другие расходы, связанные с работой автотранспорта. К третьей группе затрат относится заработная плата грузчиков, амортизация транспортеров, подъемных крапов и др.
Сумма затрат по большинству статей сметы устанавливается исходя из материалов плана по труду и заработной плате, плана по материальному снабжению и др., с использованием частично отчетного материала по отдельным статьям.
Расчет бензина, масла и заработной платы шоферов и грузчиков производится по установленным нормам расхода горючего и смазочного на 100 км пробега и по штатам и расценкам для шоферов и грузчиков.
При распределении затрат транспортного хозяйства значительная часть транспортных! расходов относится на себестоимость заготавливаемого материала, часть — на стоимость готовой продукции через коммерческие расходы и часть — на затраты производственных цехов. Распределение этих затрат производится по количеству тонно-километров перевозок, произведенных для того или иного участка производства по видам грузов.
Смета затрат по инструментальному цеху определяется исходя из его производственной программы.
Для инструмента, изготовляемого в своем цехе, смета исчисляется исходя из нормативов на единицу данного вида инструмента. В случае, если в производственную программу включено большое количество нового инструмента, затраты на его производство 373
определяются по удельному весу материалов и заработной платы в себестоимости аналогичных инструментов.
На предприятиях с единичным производством затраты определяются ПО' средним удельным весам стоимости материалов и заработной платы в себестоимости изготовляемого инструмента. По накладным расходам цеха составляется самостоятельная смета.
При составлении сметы затрат по инструментальному хозяйству особо выделяют затраты на приобретение инструмента, необходимого для изготовления продукции предприятия, так как сумма этих затрат должна быть внесена в смету производства предприятия в целом. Вся сумма затрат инструментального цеха распределяется между другими цехами предприятия — потребителями его продукции.
Наиболее распространенным методом распределения затрат инструментального цеха до последнего времени являлся метод распределения их пропорционально заработной плате производственных рабочих. Этот метод, как слишком условный, нельзя признать удовлетворительным.
Наиболее правильным и в то же время практически легко осуществимым является следующий метод распределения затрат инструментального хозяйства. Затраты, связанные с изготовлением специальных инструментов и приспособлений, непосредственно списываются на себестоимость определенных изделий или резервируются на счете специальных затрат по данному изделию с тем, чтобы постепенно списывать их на себестоимость данного вида продукции.
Расход прочих видов инструмента связан преимущественно с работой оборудования, возрастая вместе с ростом отработанного им времени. Исходя из этого, затраты на нормальный инструмент правильнее всего списывать на себестоимость различного рода продукции или на различные цехи, пропорционально отработанному количеству станко-часов по каждой группе оборудования.
В случае, если удельный вес машинного времени по разным изделиям значительно отличается, распределение затрат, связанных с изготовлением инструмента, лучше производить пропорционально затрате часов машинного времени.
Элементы себестоимости в смете затрат инструментального* цеха те же, что и элементы общезаводской сметы производства. Здесь появляется только один дополнительный элемент — услуги других цехов.
Смета затрат по ремонтному цеху строится исходя из плана ремонта и нормативов затрат на ремонт отдельных видов оборудования с учетом периодов, через которые должен быть проведен ремонт каждой группы оборудования. Основой для составления сметы затрат по ремонтному цеху является план ремонта оборудования, методы составления которого были рассмотрены нами ранее. Смета имеет обычно следующий вид:
374
Смета затрат по ремонтному цеху
Перечень ремонтируемого оборудования и характер ремонта
Сумма затрат по элементам
Затраты на капитальный ремонт, финансируемый за счет амортизационных отчислений, выделяются особо, а расходы, связанные с текущим ремонтом, распределяются между цехами-потребителями, в соответствии с количеством единиц оборудования (по их видам) и нормативами затрат на отдельные виды ремонта оборудования.
На ряде предприятий имеются еще и другие вспомогательные цехи (модельный, упаковочный, шпульный и др.). Мы специально не останавливаемся на сметах по этим цехам, так как ничего специфического они не представляют.
Некоторые особенности имеет расчет затрат на подготовку производства и освоение новых видов продукции.
Разработка проекта новой продукции, технологических процессов, проектирование специального инструмента и приспособлений требуют значительных затрат. При этом, если затраты на разработку проекта изделия зависят в основном от характера проектируемого изделия, то затраты по разработке технологического процесса и проектированию специального инструмента и приспособлений находятся в зависимости от размера намеченного выпуска, его серийности и, следовательно, характера организации производственного процесса.
Определение суммы затрат на освоение новых видов продукции и на подготовку по ним производства сопряжено с рядом трудностей, так как технически обоснованно рассчитать трудоемкость и стоимость каждого этапа подготовки по отдельному виду продукции трудно из-за отсутствия нормативов. Создание нормативов для планирования подготовки производства затрудняется тем, что в период планирования объект подготовки (новая конструкция изделия) еще не ясен.
Чтобы создать некоторую нормативную базу для планирования подготовки производства, следует организовать углубленное систематическое наблюдение за ходом подготовки производства и разработать, используя этот материал, нормативы затрат на прове375
дение каждого этапа подготовки производства. С этой целью вся* осваиваемая ранее продукция классифицируется в зависимости от сложности и трудоемкости работы по ее освоению. По каждой группе продукции определяется статистическим путем затрата времени и общая стоимость работ по освоению производства с тем> чтобы, приравнивая к ранее освоенным изделиям те, которые включены в план, можно было ориентировочно определять затраты по ней с учетом мероприятий по экономии затрат.
Большая доля расходов по освоению приходится на испытание опытных образцов. Для сокращения затрат по освоению продукции должна быть улучшена организация испытания опытных образцов с целью упрощения и сокращения времени испытания, при обязательном сохранении высокого качества испытания.
Затраты по освоению новых видов продукции часто производятся за счет бюджетных ассигнований в порядке специального финансирования. В этом случае они никакого влияния на себестоимость продукции не оказывают. Расходы по освоению могут производиться также и за счет расходов будущих периодов. В этом случае они постепенно списываются на производство ио мере выпуска данного вида продукции, и в смету производства предприятия в целом включается обычно не весь объем затрат, связанных с освоением новой продукции, а только та их часть, которая списывается в данный период времени на себестоимость продукции.
Расходы по освоению производства новых изделий определяются обычно с помощью следующей таблицы:
Смета затрат по освоению новых изделий
Большой удельный вес в себестоимости продукции занимают цеховые и общезаводские расходы. Поэтому на них составляют специальные сметы. В группу цеховых расходов включаются расходы, связанные с работой оборудования; заработная плата цехового персонала и вспомогательных рабочих; затраты на 376
ремонт зданий и сооружений; амортизация зданий и сооружений;, расходы по охране труда; расходы на отопление и освещение цеха и др.
В общезаводские расходы включаются: заработная платг* общезаводского административно-управленческого персонала, затраты на ремонт зданий, конторы и служб предприятия, амортизация общезаводских построек и сооружений, расходы на отопление и освещение общезаводских помещений, содержание лабораторий предприятия, складов, общезаводского транспорта и т. д.
Размер цеховых и общезаводских расходов зависит от системы:» управления предприятием, организации работы управленческого персонала, в очень большой степени определяется степенью* специализации предприятия, его техническим оснащением, массовостью и непрерывностью производства, длительностью производственного цикла и т. п. Затраты вспомогательных цехов, включаемые в цеховую себестоимость основных производственных цехов., занимают большой удельный вес на высокоорганизованных и оснащенных1 предприятиях, где лучше налажена система обслуживания основного производства.
Цеховые и общезаводские расходы труднее всего поддаются; нормированию, так как номенклатура их велика и очень разнообразна, а сумма этих расходов зависит от самых различных условий. Тем не менее при тщательной разработке техпромфинплана удается и эти затраты в достаточно точной степени нормировать и включить в себестоимость продукции. Смета цеховых и общезаводских расходов имеет, обычно, следующий вид:
СМЕТА ЦЕХОВЫХ РАСХОДОВ на 1950 г.
Наименование статей
По пла- По По
ну на 1949 г.
отчету плану за 1949 г. на 1950 г.-
I. Расходы, связанные с работой оборудования
1. Материалы для содержания производственного оборудования
2. Заработная плата и начисления на заработную плату рабочих, занятых уходом за производственным оборудованием . ...
3. Энергия, пар, вода, газ, воздух для производственных целей
4. Производственное топливо
5. Износ и ремонт инструментов и приспособлений, штампов и моделей(малоценных)
6. Текущий ремонт оборудования и полноценного инструмента
7. Амортизация оборудования и полноценного инструмента
377
Продолжение
Наименование статей
По плану на 1949 г.
По По
отчету плану за 1949 г. на 1950 г.
11. Общецеховые расходы
1. Заработная плата и начисления на заработную плату рабочих, занятых на общепроизводственных работах и на транспорте
2. Материалы для общецеховых и хозяйственно-бытовых нужд . . .
43. Износ и ремонт хозяйственного инвентаря
4. Освещение и отопление цеха . . .
5. Вода для хозяйственно-бытовых нужд . .
6. Текущий ремонт зданий и сооружений . .
7. Амортизация зданий и сооружений ....
8. Расходы по охране труда и технике безопасности ..... . . . ....
9. Расходы на работы по рационализации и изобретательству
10. Услуги других цехов
11. Прочие общецеховые расходы .
III. Управленческие расходы
1. Заработная плата и начисления на заработную плату цехового аппарата
2. Канцелярские расходы
СМЕТА ОБЩЕЗАВОДСКИХ РАСХОДОВ НА 1950 г.
Наименование статей
По плану на 1949 г.
По отчету за 1949 г.
По плану на 1950 г.
1. Административно-хозяйственные расходы
1. Зарплата административно-хозяйственного персонала (основная и дополнительная) . .
2. Начисления на зарплату
3. Подъемные по перемещению
4. Командировки . . :
5. Разъезды и снабжение легкового транспорта . .
6. Конторские, телеграфные, почтово-телеграфные и телефонные расходы .'. .
7. Содержание и амортизация зданий и инвентаря административно-хозяйственного характера
;8. Прочие административно-хозяйственные
1
расходы
378
П р о дол жени©
По
По
По
Наименование статей
плану на 1949 г.
отчету за 1949 г.
плану на 1950 г.
II. Общепроизводственные расходы |
9. Содержание и амортизация зданий, сооружений и хозинвентаря общепроизводственного характера
10. Содержание заводских складов (кроме зарплаты регистрируемого персонала) ....
И. Производство испытаний, опытов, исследований и содержание заводских лабораторий (кроме зарплаты регистрируемого персонала)
12. Содержание конструкторского бюро . . .
13. Расходы по охране труда
14. Расходы по производственной практике и зарплате ученикам ФЗУ
15. Расходы по подготовке кадров за счет себестоимости
16. Оргнабор рабочей силы (вербовка) ....
17. Пожарная и военизированная охрана (кроме зарплаты регистрируемого персонала) .
18. Расходы по изобретательству, техническим усовершенствованиям, рационализации и нормализации
19. Прочие общепроизводственные расходы . .
После составления частных смет по отдельным вспомогательным и основным цехам и смет цеховых и общезаводских расходов составляют общую смету производства по предприятию в целом.
Смета затрат по предприятию определяет фабрично-заводскую себестоимость валовой продукции при условии исключения из нее расходов на непроизводственные нужды, на транспортные и другие услуги, оказываемые сторонним организациям и не включаемым в валовую продукцию.
Для получения общей суммы фабрично-заводских затрат на товарную продукцию надо из итога фабрично-заводских затрат вычесть себестоимость увеличения остатка незавершенного производства и расходов по освоению новых изделий, не списанных на себестоимость продукции, или прибавить уменьшение остатка незавершенного производства и расходов по освоению, если эти остатки сокращаются.
Смета производства имеет, обычно, следующий вид:
379
СМЕТА ЗАТРАТ НА ПРОИЗВОДСТВО НА 1950 г.
1 1949 г. план
1949 г. отчет
1950 г. план
1. Сырье и основные материалы за вычетом отходов
В том числе покупные полуфабрикаты и изделия
2.
Вспомогательные и прочие материалы . .
1
3.
Топливо со стороны
4.
Электроэнергия
5.
Зарплата основная и дополнительная . . .
6.
Начисления на зарплату .
7.
Амортизация
8.
Разные денежные расходы
9.
Итого затрат на производство .
10.
Затраты, не входящие в валовую продукцию
11.
Итого затрат по валовой продукции . . .
12.
Остаток незавершенного производства и полуфабрикатов собственного производства:
а) на начало года |
1
1
6) на конец года
13.
Итого затрат на товарную продукцию . .
14.
Внезаводские (коммерческие) расходы—всего
а)_
б)
(перечислить) *
15.
Полная себестоимость всей товарной продукции
16.
Во всей сумме затрат указать сумму админ.-управлен. расходов, включая зарплату
380
Составление плановой калькуляции единицы продукции
При составлении плановой калькуляции устанавливается себестоимость единицы каждого вида продукции по статьям.
Все прямые расходы относятся на единицу продукции непосредственно. Определение суммы затрат по прямым расходам производится исходя из норм затраты на единицу продукции. В машиностроении и ряде других отраслей промышленности к числу прямых расходов относятся: себестоимость основных материалов, заработная плата основных рабочих с начислениями на нее, затраты на технологическое топливо и энергию, а также специальные затраты, связанные с изготовлением отдельного вида продукции, хотя и производящиеся не на единицу продукции, а на весь выпуск продукции данного года. К специальным затратам относится стоимость специальных инструментов и приспособлений, специальных вспомогательных материалов и затраты, связанные с освоением производства данного изделия.
Гораздо сложнее обстоит дело с косвенными расходами. Эти расходы непосредственно с изготовлением отдельных видов продукции не связаны, а распределяются между ними каким-либо условным методом. Наиболее употребительные условные методы распределения косвенных расходов: 1) пропорционально сумме основной производственной заработной платы; 2) пропорционально затратам на заработную плату и материалы; 3) пропорционально затраченным человеко- или станко-часам; 4) путем отнесения значительной части цеховых расходов к месту их производства.
Сущность каждого из первых трех перечисленных выше методов состоит в том, что в основу распределения этих расходов принимается один какой-либо фактор (заработная плата, основные затраты или затрата времени) и пропорционально ему распределяются все косвенные расходы.
Между тем далеко не все расходы изменяются в зависимости от указанных факторов. Вследствие этого отнесение расходов пропорционально этим факторам искажает действительную себестоимость продукции. В самом деле, предположим, что в одном и том же цехе однородная работа производится на механизированном и на ручном участках. Понятно, что амортизация оборудования, расход смазочных и обтирочных материалов, затраты по содержанию и ремонту оборудования, двигательная энергия и пр. на механизированном участке значительно больше, чем на ручном. При распределении же затрат по первым трем методам получается, что сумма их падает в большем объеме на ручной участок потому, что затрата времени, а отсюда и заработная плата на ручном участке выше, чем на механизированном. Вследствие этого объекты, изготовляемые на ручном участке, удорожаются, а на механизированном искусственно удешевляются.
Метод отнесения расходов к месту их производства избавляет от искажений, вносимых . предыдущими методами. Однако 381
практически в чистом виде его применение почти невозможно. Определить сумму заработной платы инженерно-технического персонала, стоимость канцелярских принадлежностей и ряда других расходов на единицу определенного вида продукции при разнообразном ассортименте продукции, выпускаемой предприятием или цехом, практически не представляется возможным.
Поэтому при распределении косвенных расходов применяется комбинированный метод, с расчленением затрат на три группы. К первой группе относятся затраты на специальные инструменты и приспособления, расходы по рационализации производства отдельных видов продукции, по амортизации специального оборудования и др. Эту группу затрат непосредственно относят на единицу каждого вида продукции.
Ко второй группе относятся затраты, связанные с работой отдельных групп оборудования: затраты по содержанию и ремонту оборудования, амортизация, расход вспомогательных материалов, связанных с работой оборудования, двигательная энергия и др. По этим затратам составляется смета по каждой группе оборудования и в соответствии с подлежащим к отработке числом станкс- часов определяется себестоимость одного часа работы оборудования. Отнесение этих затрат на единицу продукции производится в соответствии с количеством часов по каждой группе оборудования, которое затрачивается на производство единицы данного вида продукции.
Наконец, третья группа — это такие затраты, которые не могут быть непосредственно увязаны ни с продукцией, ни с оборудованием. Сюда относятся общезаводские расходы, заработная плата цеховых инженерно-технических работников и служащих (за исключением ведущих инженеров, руководящих производством отдельных видов продукции), освещение и отопление зданий, расходы по содержанию складов и др. Эти затраты распределяются между отдельными видами продукции различными условными методами. Так, например, расходы по освещению, отоплению, текущему ремонту помещений следует распределять в соответствии с длительностью производственного цикла изделий; заработную плату инженерно-технических работников и служащих цеха— пропорционально заработной плате основных рабочих, общезаводские расходы — пропорционально цеховой себестоимости продукции. Таким образом достигается максимально-возможная конкретизация отнесения косвенных затрат и получается более реальная калькуляция отдельных видов продукции.
Структура калькуляционного листа может быть . разная в различных производствах и отраслях промышленности. Однако при любой его структуре следует стремиться к возможно большему выделению в нем отдельных элементов себестоимости.
Наиболее употребительна «следующая структура калькуляционного листа:
382
ПЛАНОВАЯ КАЛЬКУЛЯЦИЯ (НАИМЕНОВАНИЕ ИЗДЕЛИЯ) НА 1950 г.
По отчету 1
По пла¬
1948 г. 1949 г.
ну на 1950 г.
1
2
3
4
5
6
7
8
9
10
11
Сырье и основные материалы (за вычетом отходов)
В том числе покупные полуфабрикаты Полуфабрикаты своего производства . . । Зарплата основная и дополнительная про- I изводственных рабочих |
Начисления на зарплату производстве!!- . ных рабочих |
Расходы по освоению I
Цеховые расходы: I
В том числе:
а) расходы, связанные с работой оборудования . I
б) износ специнструмента и спецпри- | способлений |
Общезаводские расходы
Потери от брака .
Фабрично-заводская себестоимость . . . Расходы, включаемые в коммерческую себестоимость
Полная себестоимость
I
Определение себестоимости товарной продукции
* Если вычесть себестоимость изменения остатка незавершенного производства из общей суммы сметы производства, то в результате получается себестоимость товарной продукции. Сопоставление себестоимости товарной продукции по смете производства с суммой калькуляций товарной продукции является способом проверки правильности плановых расчетов по себестоимости.
Расчет себестоимости всей товарной продукции на основе калькуляций принимает вид следующей таблицы (см. табл, на стр. 384).
Приведенный расчет позволяет установить плановое снижение себестоимости в процентах и сумму абсолютной экономии, критически оценить затраты на так называемую несравнимую продукцию, иногда являющуюся крупным резервом в снижении затрат на выпуск продукции.
В настоящее время такой расчет производится и широко' используется не только на предприятиях, но и в главках и- министерствах.
383
НОМЕНКЛАТУРНЫЙ РАСЧЕТ ПЛАНА ПО СЕБЕСТОИМОСТИ НА 1&Й0 г.
ииПяХгобп уоиин
-авбэ ээа ипнявагд
10 1 11 1 12
ИХЭ0И1И0ХЭ
-араэ винэжинэ %
ПяХ'л'обп иониневбэ ихэогсиохэараэ вин
■ЭЖИНЭ ХО ВИЛ’ОНОЯ^
Сумма в тыс. руб.
1 по себестоимости
плани-
1 руемого периода
О
отчетного периода
ОО
хенаП хтчняэЛпхо я
г-
Хнвтгп он иип
-яХЕобп ояхээьивоя
чо
Себестоимость единицы продукции
планируемого периода
1
1 ш
1
отчетного года
внэй ввяохио
00
винэйэнси вйиниДд
03
Наименование изделия
А. Сравнимая продукция
384
Определение снижения себестоимости сравнимой товарной продукции
После составления калькуляций определяют планируемое снижение себестоимости сравнимой товарной продукции. Этот показатель характеризует качество всего плана. Расчет плана снижения себестоимости опирается на все предыдущие плановые расчеты и в то же время он должен соответствовать заданию по снижению себестоимости, установленному в директивах министерства (главка).
План снижения себестоимости для предприятия определяется по сопоставимой (сравнимой) продукции, т. е. продукции одинакового ассортимента и качества (в соответствии со стандартами и техническими условиями), вырабатывающейся на предприятиях в массовом или серийном порядке в прошлом и в данном году. Изменение в наименовании продукции или частичные изменения в конструкции или технологическом процессе изготовления продукции не делают ее несравнимой.
Результат снижения себестоимости виден из таблицы, характеризующей себестоимость всей товарной продукции. Однако для правильной организации выполнения плана и для анализа качества его показателей следует, наряду с показом итога снижения себестоимости по всей сравнимой продукции и по отдельным видам продукции, выявить снижение себестоимости, получаемое за счет отдельных элементов себестоимости. Для составления плана снижения 'себестоимости имеет большое значение определение не только среднегодовой фактической себестоимости продукции за отчетный период, но и уровня себестоимости, достигнутого к концу года. С этой целью производится расчет снижения себестоимости по элементам. Обычно этот расчет имеет следующий вид:
Слагаемые изменения себестоимости сравнимой товарной продукции по плану 1950 г.
Сравнимая товарная продукция в тыс. руб. по себестоимости
Изменения
по в 1 каж- тыс. . Д0“У руб. 1 эле- менту 1 В о/о
по всей себестоимости за счет каждого элемента в %
отчетного года
по плану
1. Сырье и основные материалы (за вычетом отходов) ....
В том числе покупные полуфабрикаты
2. Полуфабрикаты своего производства
3/Основная и дополнительная зарплата производственных рабочих
25 С. Е. Каменицер
385
Продолжение
Сравнимая товарная продукция в тыс. руб. по себестоимости
Изменения
в тыс. руб.
по каждому элементу в %
по всей себестоимости за счет каждого элемента в %
отчетного года
1 по плану
4. Расходы по освоению ....
5. Цеховые расходы
В том числе:
а) расходы, связанные с работой оборудования . . .
б) износ специнструмента и спецприспособлений .
6. Общезаводские расходы . . .
7. Потери от брака
Фабрично-заводская себестоимость
Расходы, включенные в коммерческую себестоимость .
Полная себестоимость . . .
Задание по снижению себестоимости устанавливается предприятию министерством (главком) по отношению к фактически достигнутому среднегодовому уровню себестоимости истекшего года. Естественно, что уровень себестоимости промышленной продукции предприятия к концу истекшего года ниже ее среднегодового уровня. Переходящая экономия, т. е. разница между среднегодовой себестоимостью и ее уровнем на конец года, учитывается в плановом задании на год наряду с намечаемыми в плане мероприятиями по дальнейшему внедрению прогрессивных норм, мобилизации внутрипроизводственных резервов, организационно-технических и рационализаторских мероприятий.
Глава XVI
ПЛАНИРОВАНИЕ ФИНАНСОВ ПРЕДПРИЯТИЯ
Для того чтобы каждое промышленное предприятие моглск выполнять возложенную на него работу по выпуску продукции,- социалистическое государство выделяет в его распоряжение нёобу ходимое количество основных и оборотных средств. Эти средства* являются государственной собственностью.
К основным средствам предприятия относятся такие, которые^ участвуют *в процессе производства длительное время, во всяком случае превышающее время .одного производственного цикла, не меняют в процессе производства своей потребительной стоимости и переносят свою стоимость на готовый продукт частями. Основные средства это — оборудование, здания и сооружения, дорогостоящий инвентарь и инструменты со сроком действия дольше одного года.
Оборотные средства представляют собой денежное выражение оборотных фондов и фондов обращения. К оборотным фондам относятся такие, которые полностью потребляются за время одного производственного цикла, целиком переносят свою стоимость на стоимость готового продукта и в процессе производства меняют свою потребительную стоимость, приобретая новую потребительную стоимость в виде готового продукта.
Оборонные фонды это — сырье, основные материалы и вспомогательные материалы, топливо, малоценный инвентарь, инструменты с небольшим сроком действия.
Наряду с оборотными фондами в сумму оборотных средств включаются так называемые средства обращения. К средствам обращения относятся: готовые изделия на складе, товарная продукция, отгруженная заказчикам, но не оплаченная, денежные средства в кассе и на расчетном счете в банке и средства в расчетах.
Кроме собственных оборотных средств предприятие обычно располагает некоторой суммой оборотных средств, покрываемых банковским кредитом. Этот кредит предоставляется предприятиям, главным образом, для покрытия сезонных запасов и товаров в пути. (Структуру оборотных средств см. стр. 388).
25* 387
388
Каждое предприятие, располагая собственными1 оборотными средствами, кроме того , имеет право в ряде случаев использовать заемные оборотные средства, получаемые из Госбанка в виде ссуд целевого назначения.
Установлен особый порядок выделения предприятиям средств для строительства и приобретения основных средств и наделения предприятий оборотными средствами. В соответствии с целевым назначением средств установлено раздельное их хранение и учет и категорически запрещено использование оборотных средств для приобретения основных и наоборот.
Состояние финансов предприятия определяется успешностью его производственной и хозяйственной деятельности, что находит отражение в финансовом плане. Финансовый план — это итоговый раздел техпромфинплана предприятия. В финансовом плане выявляются денежные результаты работы предприятия (накопления), взаимоотношения предприятия с бюджетом (отчисления средств в бюджет и получения их из бюджета), а также потребность предприятия в оборотных средствах.
В основу финансового* плана должно быть положено рациональное использование денежных средств и материальных ресурсов, ускорение их оборачиваемости, борьба за снижение себестоимости, за нормальные остатки незавершенного производства, материалов' и готовых изделий и за повышение накоплений предприятия.
Планирование финансов является важным условием для организации хозяйственного расчета на предприятии. С другой стороны, последовательное внедрение хозрасчета способствует выполнению финансового плана и достижению лучших результатов деятельности предприятия.
Все промышленные предприятия в СССР переведены на хозяйственный расчет. Поэтому состояние финансов каждого предприятия зависит от результатов его производственно-хозяйственной деятельности. Хозяйственный расчет предприятия означает, что министерство и главк как представители государства осуществляют плановое руководство предприятием и в то же время предприятие обладает оперативной хозяйственной самостоятельностью в пределах плана и в целях выполнения плана..
Вся разработка финансового плана проводится так, чтобы он обеспечивал наилучшее внедрение хозяйственного расчета, максимальную рентабельность предприятия и ускорение оборачиваемости оборотных средств.
Задачи существующей в настоящее время системы финансирования предприятий определены постановлением Совнаркома СССР от 20 марта 1931 г. «О изменении в системе кредитования, укреплении кредитной работы и обеспечении хозрасчета во всех хоз- органах», в котором сказано:
389
«Кредитная реформа, оставаясь на почве хозрасчета и опираясь целиком на хозрасчет, как важнейший рычаг управления хозяйственными организациями во всем обобществленном секторе, должна обеспечить контроль рублем за выполнением хозяйственных планов и за ходом накоплений в обобществленном секторе народного хозяйства и усиление хозяйственной заинтересованности каждого предприятия и каждого хозоргана в выполнении заданных им планов, в рационализации производства, в снижении себестоимости, в накоплении прибылей».
Финансовый план на предприятии, используя возможности, созданные стахановским движением в области снижения себестоимости, ускорения оборачиваемости средств и создания дополнительных источников социалистического накопления, в свою очередь, должен всемерно1 способствовать его развитию, созданию стимулов для дальнейшего улучшения работы предприятия.
Финансовый план должен строиться с необходимым напряжением, стимулируя экономное ведение хозяйства каждого предприятия. Он должен опираться на систему прогрессивных технико-экономических норм. Финансовый план охватывает всю финансовую деятельность предприятия и состоит из следующих основных разделов: 1) план накоплений, 2) план потребности в собственных оборотных средствах и покрытия этой потребности, 3) кредитный план и 4) баланс доходов и расходов. Эти четыре раздела финансового плана охватывают в основном планирование финансов по производственной деятельности предприятия. Кроме того самостоятельно разрабатывается финансовый план по капитальному строительству 1.
Составление финансового плана опирается на все остальные разделы техпромфинплана. Непосредственно финансовый план строится на основе: 1) сметы производства цехов и предприятия в целом; 2) товарной продукции по коммерческой себестоимости и в оптовых ценах; 3) данных о необходимых запасах основных, вспомогательных материалов и других оборотных средств; 4) данных о движении расходов будущих периодов; 5) условий реализации готовой продукции; 6) последнего отчетного баланса, имеющегося к моменту составления финансового плана; 7) плана текущего квартала в момент составления финансового плана и 8) плана ввода в действие новых объектов капитального строительства и выбытия имущества.
Однако финансовый план не пассивно отражает данные других разделов техпромфинплана. Лимиты оборотных средств, установленные предприятию, задания по накоплениям и другие показатели финансового плана оказывают большое влияние на производственно-экономические показатели плана, опре-
’ Финансовый план по капитальному строительству не рассматривается в настоящей работе, так как в соответствии с программой, утвержденной Министерством высшего образования, все вопросы капитального строительства изучаются в курсе экономики социалистической промышленности.
390
деляя запасы товаро-материальных ценностей, объем незавершенного производства и другие показатели производственно-хозяйственной деятельности предприятия.
Составление финансового плана промышленного предприятия имеет своей задачей реализацию директив и лимитов, установленных в государственном плане, изыскание ресурсов для дальнейшего улучшения финансовой деятельности предприятия и разработку мер, обеспечивающих выполнение утвержденных государством финансовых показателей. Конкретные величины показателей финансового плана определяются, в значительной мере, на основании анализа состояния финансов в отчетном периоде времени и разработки мер по улучшению финансовых показателей в плановом периоде.
Анализ состояния финансов предприятия
Анализ состояния финансов является итоговым разделом анализа хозяйственной деятельности. В его показателях находят отражение все сдвиги в работе предприятия.
Анализируя состояние финансов предприятия, выявляют ресурсы для: а) увеличения накоплений, б) ускорения оборачиваемости оборотных средств и в) повышения доходов предприятия.
Большой материал для анализа состояния финансов предприятия дает анализ баланса. Методы анализа баланса являются содержанием специального курса и нами не рассматриваются. Поэтому мы переходим непосредственно к анализу накоплений, получаемых предприятием.
На размер получаемых накоплений влияет: а) выполнение плана по количеству реализованной продукции, б) ассортимент реализуемой продукции, в) оптовые цены предприятия на реализуемую продукцию, г) изменение ставок налога с оборота, д) изменение расходов по сбыту продукции и е) изменение себестоимости продукции, которое может в свою очередь определяться работой самого предприятия или независящими от предприятия факторами: изменение цен на материалы и топливо, транспортных тарифов, ставок начислений на заработную плату и процента амортизационных отчислений.
Сумма накоплений, получаемых предприятием, определяется как разность между стоимостью продукции в оптовых ценах предприятия и коммерческой себестоимостью реализованной продукции. При условии твердо установленных цен на продукцию и постоянных ставок налога с оборота повышение рентабельности предприятия возможно только за счет снижения себестоимости продукции и увеличения объема производства. Общая сумма прибыли, получаемой предприятием, в значительной степени зависит от ассортимента выпущенной продукции.
С целью выявления причин отклонения суммы фактических накоплений от плана исключают влияние изменения номенклатуры 391
продукции, пересчитывая план по накоплениям на фактически выпущенный ассортимент и количество продукции. После этого пересчета влияние всех прочих факторов определяется сравнительно просто.
Пересчет обычно осуществляется с помощью следующей таблицы:
Перечень фактически реализованной продукции
Фабрично- заводская себестоимость
коммерческие расходы
Отпускная промышленная цена
Накопле ния
4 I 5 I 6 I 7 I 8 I 9 110I11|12113114115
2
В данной таблице весь расчет сделан на фактически реализованную продукцию. Благодаря этому влияние ассортимента продукции и объема реализации исключается.
Разница между стоимостью продукции по плановым и фактическим оптовым ценам, при условии, что обе суммы рассчитаны на одну и ту же продукцию, характеризует влияние изменения оптовых цен на сумму накоплений. Разница между плановой суммой налога с оборота и фактической дает отклонения в накоплениях за счет изменения ставок налога с оборота, а разница между плановым размером накоплений, выявленным по этой таблице, и накоплениями, установленными по утвержденному плану, характеризует влияние отклонений фактического ассортимента и количества реализованной продукции от плана. Таким образом указанный выше расчет позволяет выявить влияние основных факторов на размер накоплений, полученных предприятием. Дальнейший анализ рентабельности может быть проведен в направлении выявления влияния изменения фабрично-заводской себестоимости продукции. Метод этого анализа был освещен в предыдущей главе.
Вторым разделом анализа состояния финансов предприятия является проверка его доходов и расходов. С этой целью составляют сводку всех доходов и расходов, взяв плановые суммы из баланса доходов и расходов, а данные фактических расходов — из материалов бухгалтерии предприятия.
Значительная часть расходов уже была подвергнута анализу в смете производства. Здесь же следует сконцентрировать внимание на расходах, не предусмотренных сметой производства, — расхо392
ды будущего периода, коммерческие расходы и др. Расходы, связанные с изменением материальных остатков, не должны включаться в анализ по этому разделу, так как их лучше проанализировать при рассмотрении состояния оборотных средств. При проверке выполнения баланса доходов и расходов выявляется соответствие общей суммы доходов и расходов установленному плану и статьи, по которым имеются отклонения. Причины отклонений устанавливаются при более тщательном анализе соответствующих статей. Особое внимание при анализе данного раздела работы должно быть обращено на рассмотрение счета прибылей и убытков, где обычно концентрируются значительные суммы непроизводительных расходов, а также на рассмотрение расходов непромышленных организаций предприятия — детских садов, жилищно- коммунального хозяйства, ОРСа и др.
Анализ состояния оборотных средств должен проводиться двумя этапами: 1) анализ средних остатков оборотных средств в сопоставлении с плановыми нормативами; 2) анализ остатков оборотных средств по отдельным статьям в динамике.
Сопоставление средних остатков оборотных средств за год с нормативами характеризует состояние этих остатков лишь в самых общих чертах. Недостаточность этих данных определяется тем, что при исчислении «средней» сглаживаются все дефекты, имевшие место в работе в течение отчетного года. Поэтому целесообразно, наряду с выявлением средних остатков оборотных средств, по их статьям провести сопоставление фактических остатков на отдельные отчетные периоды.
Выявление соотношений между фактическим остатком и нормативом по статье в ряде случаев не дает должных результатов, так как при нормальном остатке по материалам в целом остатки по отдельным их видам могут быть резко завышены, а по другим занижены. Поэтому анализ состояния оборотных средств должен проводиться по видам материалов, топлива и другим статьям оборотных средств.
Пути ускорения оборачиваемости оборотных средств предприятия
При анализе оборачиваемости оборотных средств выявляют ресурсы для дальнейшего ускорения оборачиваемости. Чем скорее совершается процесс кругооборота средств, тем большие массы продукции производятся при одной и той же сумме выделенных предприятию оборотных средств. Поэтому каждое предприятие заинтересовано в ускорении оборачиваемости оборотных средств.
Скорость оборота оборотных средств исчисляется путем деления стоимости реализованной продукции в промышленных оптовых ценах без налога с оборота на средний остаток оборотных средств. I
393
Так например, если предприятие реализовало продукцию на 100 млн. руб. и имеет собственных оборотных средств 10 млн. руб., значит его средства оборачиваются в течение года 10 раз. Или, иначе говоря, с каждого рубля оборотных средств предприятие получает продукции на 10 рублей.
Для расчета показателя оборачиваемости средств используются данные о реализации продукции, а не о выпуске товарной продукции, потому что кругооборот средств предприятия не заканчивается выпуском продукции. Деньги на предприятие возвращаются после реализации продукции. Следовательно, и для определения оборачиваемости следует исходить из стоимости реализуемой продукции.
Для того чтобы от количества оборотов перейти к продолжительности одного оборота, к -оборачиваемости в днях, следует количество дней в году разделить на количество оборотов за год. Так например, если у предприятия оборотные средства совершили в течение года 10 оборотов, то естественно, что продолжительность одного оборота равна 36 дням.
Громадное большинство советских предприятий приняло на себя социалистическое обязательство — ускорить оборачиваемость оборотных средств и высвободить за этот счет государству много миллионов рублей. Как же определяется сумма освобождающихся оборотных средств?
Предположим, что в 1949 г. предприятие имело следующие показатели: реализация продукции в оптовых ценах без налога с оборота составила 100 млн. руб., средний остаток оборотных средств—10 млн. руб., следовательно, количество оборотов в течение года равнялось 10 и продолжительность одного оборота составляла 36 дней (360, деленное на 10, равно 36 дням). В плане на 1950 г. установлено, что реализация продукции с 100 млн. руб. должна повыситься до 120 млн. руб. На основе организационных и технических мероприятий, разработанных заводом в направлении ускорения оборачиваемости средств, подсчитано, что запас товаро-материальных ценностей, незавершенного производства, готовой продукции и других видов оборотных средств можно сохранить на том же уровне, что и в 1949 г.» т. е. в сумме 10 млн. руб. При этом, исходя из нового объема реализации, оборачиваемость в 1950 г. . составит 12 оборотов. Время одного оборота будет равно 30 дням. Естественно, что в этих условиях оборачиваемость ускорится на 6 дней. Экономия средств за этот счет может быть подсчитана двумя путями: первый путь состоит в выявлении среднедневного оборота и умножении его на количество дней ускорения оборачиваемости. Так, например, при 120 млн. руб. реализации среднедневной оборот составит: 120 : 360 = 0,333 млн. руб., или 333 тыс. руб. При ускорении оборачиваемости на 6 дней сумма экономии составит 2 млн. руб. Второй путь расчета состоит в следующем. Объем производства по плану 1950 г. увеличивается на 20%, следовательно, при сохранении старых нормативов сумма оборотных средств должна была бы, увеличиться тоже на 20% и составить 12 млн. руб. Завод берет обязательство работать при 10 млн. руб. оборотных средств, следовательно, освобождает 2 млн. руб. оборотных средств.
Таким образом, чем больше выпускается и реализуется продукции при данных остатках оборотных средств, тем эффективнее они используются и тем большее количество оборотов совершают в течение планового периода. Скорость оборота оборотных средств является одним из важнейших показателей работы предприятия.
394
В показателе оборачиваемости находит свое отражение уровень организации производственного процесса, уровень развития техники, организация снабжения и сбыта продукции, финансовой деятельности, соответствие ассортимента, качества и сроков выпуска продукции потребностям народного хозяйства. Поэтому социалистическое соревнование за ускорение оборачиваемости оборотных средств является соревнованием за улучшение и оздоровление всей экономики предприятия.
Преимущества советского общественного и государственного строя создают для социалистической промышленности огромные возможности в области ускорения оборачиваемости оборотных средств. Каждое советское предприятие работает по установленному для него государственному плану. Это создает ему четкую перспективу в работе, твердое закрепление поставщиков и потребителей его изделий, четко установленную номенклатуру изделий и государственно закрепленные цены на сырье и готовую продукцию.
Плановое снабжение и сбыт позволяют советским предприятиям значительно сокращать запасы товаро-материальных ценностей и готовой продукции. Четкая специализация предприятий создает условия для широчайшего внедрения массового изготовления продукции и поточных методов производства и на этой основе для сокращения длительности производственного цикла. Социалистическая финансовая система позволяет свести к минимуму всякого рода задержки средств в обороте. В результате этого структура оборотных средств социалистических предприятий отличается от структуры оборотных средств капиталистических предприятий. На советских предприятиях увеличен удельный вес средств, находящихся в производстве за счет сокращения запасов товаро-материальных ценностей и готовой продукции’ на складе.
Наличие объективных возможностей ускорения оборачиваемости оборотных средств означает, что при условии усиления внимания к экономике со стороны руководства фабрик и заводов, партийных организаций, финансовых и контрольных органов можно всегда иметь большие успехи в этой области.
Ускорение оборачиваемости оборотных средств является одной из форм борьбы за внутрипромышленные накопления. Ежегодна ассигнуется на увеличение собственных оборотных средств предприятий и хозяйственных организаций СССР десятки миллиардов рублей. Каждый день ускорения оборачиваемости средств позволяет уменьшить эту сумму и тем самым использовать средства на другие нужды социалистического строительства. Только по Москве и Московской области выполнение обязательств, принятых предприятиями на 1949 г., должно было освободить народному хозяйству 1 млрд. 300 млн. руб. Эти деньги — дополнительные ресурсы для пополнения внутрипромышленных накоплений, используемые бюджетом советского социалистического государства.
Ускорение оборачиваемости оборотных средств требует улуч395
шения всей производственной и хозяйственной деятельности предприятия, и показатель оборачиваемости является синтетическим, сводным, охватывающим всю деятельность предприятия.
Недисциплинированность в финансовых расчетах, увеличение дебиторской задолженности, слабая реализация продукции, плохая организация материально-технического снабжения, не говоря уже о ходе самого1 производства, — все это отражается на оборачиваемости средств. Поэтому, усиливая внимание к вопросам экономики производства и борясь не только за снижение себестоимости, но и за ускорение оборачиваемости оборотных средств, руководители и партийные организации предприятия существенно усиливают воздействие всего коллектива работников промышленных предприятий на организацию деятельности предприятия в целом.
Какими же факторами определяется потребность в оборотных средствах?
Чтобы нормально вести производство, каждое предприятие должно иметь некоторые запасы товаро-материальцых ценностей. Нельзя так организовать производственный процесс, чтобы материалы прямо «с колес» поступали в производство. Отсутствие запасов товаро-материальных ценностей на производстве может создать неравномерную, лихорадочную работу предприятия.
Какие же товаро-материальные ценности должны храниться в виде запасов перед поступлением в производство?
В этих запасах должно находиться некоторое количество основных материалов, вспомогательных материалов, покупных полуфабрикатов, тары, топлива, малоценного инвентаря и инструментов. После того как эти материальные ценности поступают в производство, начинается процесс производства. Здесь постоянно находится некоторое количество незавершенного производства.
Затем, по окончании процесса производства, появляется готовая продукция, которая реализуется, и вырученные от реализации деньги опять затрачиваются на приобретение новых запасов товаро-материальных ценностей. Таким образом, все движение оборотных средств охватывает процесс, начиная от приобретения сырья до реализации готовой продукции включительно.
Кроме того, в оборотные средства включаются расходы будущих! периодов, куда относятся авансы, вносимые за аренду помещений, расходы по освоению нового производства, которые списываются на себестоимость продукции не сразу, а в течение некоторого периода времени, и др.
Большое влияние на скорость оборота средств оказывает дебиторская задолженность, которая образуется на некоторых предприятиях из-за недостатков в организации их финансовой работы и недисциплинированности потребителей их продукции.
Все запасы, имеющиеся на предприятиях, состоят из нормальных остатков, предусмотренных народнохозяйственным планом, и сверхнормативных остатков, которые образуются большей частью вследствие недостатков в работе снабжающих органов.
396
Для того чтобы оудить о тех резервах, которые имеются на предприятии для ускорения оборачиваемости оборотных средств, и определить возможные пути ускорения оборачиваемости, нужно установить, какие нормальные запасы оборотных средств необходимы предприятию, и выявить факторы, определяющие скорость оборота средств.
Запасы основных, вспомогательных материалов, покупных полуфабрикатов, тары, топлива, малоценного инвентаря и запасных деталей, т. е. всех товаро-материальных ценностей, хранящихся до процесса производства, зависят, прежде всего, от объема потребности в них на данном предприятии и от условий его снабжения.
Так, например, если в Москве имеется фабрика, получающая основную массу материалов из московской оптовой базы, которая раз в пять дней может отпускать фабрике необходимые ей материалы в полном комплекте и ассортименте, то для данного- предприятия текущий запас может ограничиться его пятидневной потребностью в материалах. Если другое московское предприятие получает металл с Урала, что усложняет отгрузку и транспортировку, то учитывая, что металлургический завод не может каждые пять дней отгружать металл всем своим потребителям, срок возобновления запаса для него может быть значительно большим. В этом случае текущий запас товаро-материальных ценностей на складе увеличится и может дойти до- месячной потребности завода в металле.
Поэтому текущий запас товаро-материальных ценностей на складе можно определить как произведение двух величин: а) срока возобновления запаса, т. е. количества дней, которое проходит между обычными поступлениями партий материалов, и б) среднедневной потребности в материалах. Для расчета потребности в оборотных средствах среднедневная потребность в материалах определяется в оптово-отпускных ценах франко базисный склад предприятия, т. е. с учетом расходов по снабжению и транспортных расходов по доставке материалов на склад предприятия.
Предположим, что текущий запас какой-либо группы товароматериальных ценностей равен 30 дням. Значит ли это, что при 30-дневном запасе товаро-материальных ценностей предприятие сумеет обеспечить нормальную бесперебойную работу? Нет, не значит. Кроме обычного текущего запаса на предприятии должен быть некоторый гарантийный запас, который обеспечил бы работу предприятия на случай перебоев в регулярном снабжении. Эти перебои могут являться результатом невыполнения плана заводом- поставщиком, задержкой в пути, переадресовкой материала более первоочередному потребителю и другими причинами. Кроме того, гарантийный запас необходим для обеспечения перевыполнения плана. Предположим, что предприятие перевыполнило план. Если 30-дневный объем производства будет выполнен за 25 дней, то при наличии только текущего 30-дневного запаса последние 5 дней 397
предприятие вынуждено будет простаивать. Следовательно-, некоторый гарантийный запас необходим на каждом предприятии.
Какова же величина гарантийного запаса? Если срок текущего запаса определяется периодом поставки материалов в нормальных условиях, то срок гарантийного запаса определяется периодом поставки в условиях срочного снабжения предприятия. Этот период не должен быть большим, его надо свести к минимуму, обеспечивая четкую работу органов снабжения. Гарантийный запас определяется количеством дней гарантийного резерва, умноженным на среднедневную потребность. Максимальный запас в день получения новой партии материалов будет равен текущему запасу плюс гарантийный. Минимально за день до получения новой партии материалов на складе должен остаться только гарантийный запас. Средний запас, на который устанавливается норматив оборотных средств, определяется как среднеарифметическая величина между максимальным и минимальным запасами.
Борясь за ускорение оборачиваемости, передовые предприятия пересматривают нормативы запасов, устанавливая их по отдельным видам ценностей, и добиваются такого уменьшения запасов, которое обеспечивает ускорение оборачиваемости при одновременном создании резервов, необходимых для бесперебойной работы предприятия.
Сокращение необходимых нормируемых запасов достигается, прежде всего, приближением поставщиков к потребителям и налаживанием четкого регулярного комплектного снабжения предприятий. Если фабрика или завод имеет твердо закрепленного поставщика, договоры обуславливают регулярную поставку материалов через определенные периоды времени и транспорт работает бесперебойно, — значит запасы могут быть значительно сокращены. Этим определяется необходимость активного участия в работе по ускорению оборачиваемости средств органов материально-технического снабжения и транспортных организаций.
Сокращение нормальных запасов достигается также за счет экономии сырья, материалов, топлива, полуфабрикатов и уменьшения на этой основе норм их расходования. Чем экономнее используются сырьевые и энергетические ресурсы на предприятии, тем меньше расходуется средств на их приобретение и тем меньше нужно оборотных средств для обеспечения бесперебойной работы предприятия.
Большие суммы оборотных средств бывают омертвлены на ряде предприятий в сверхнормативных запасах. На одном из заводов химической промышленности сверхнормативные запасы материальных ценностей, за вычетом прокредитованных Госбанком, составляли к началу года 6,8%. К концу года сверхнормативные запасы возросли до 22,2%. Это привело к замедлению оборачиваемости средств. Наличие значительных сверхнормативных запасов явилось следствием того, что руководители завода создавали у себя на складах такие запасы сырья, которые значи398
тельно превышали действительную потребность. Достаточно указать, что запасы одного из видов материалов равнялись 11-месячной потребности вместо нормальной 2-месячной. На другом заводе запасы материальных ценностей превысили нормативы на 88,3%. Для покрытия сверхнормативных остатков товаро-материальных ценностей завод неправильно использовал ссуду Госбанка, предназначенную для покрытия сезонных запасов, и задолжал поставщикам за отгруженные материалы около 3 млн. руб. Образование таких значительных остатков произошло потому, что завод в ряде случаев представлял в вышестоящие организации завышенные заявки, а также завозил к себе на склад материалы сверх заявок и сверх своей реальной потребности. В результате такого омертвления средств оборачиваемость их составила 100 дней вместо 72 дней по плану.
Основную массу сверхнормативных запасов товаро-материальных ценностей составляют так называемые неликвиды, т. е. те виды материалов, полуфабрикатов, инструментов и других ценностей, которые находятся на складах предприятия, но для производства не нужны. Эти ценности должны быть реализованы в порядке, установленном законом, т. е. с разрешения министерства (главка). Этим самым значительные суммы оборотных средств будут освобождены.
Кроме того, на многих предприятиях имеются запасы материалов, которые не числятся неликвидами, но которые по несколько месяцев лежат без движения. Эти запасы также подлежат в значительной мере реализации.
Нужно проверять комплектность запасов на складах. Часто бывает, что при общей сумме запасов в пределах норм по отдельным видам материалов имеются излишние запасы, а другие виды лимитируют производство. Нужно добиваться комплектных запасов в том ассортименте, который нужен производству, сокращая при этом общий запас.
Крупнейшей статьей оборотных средств является незавершенное производство. Некоторое количество незавершенного производства должно быть на каждом предприятии. Это количество* определяется длительностью производственного цикла, т. е. временем, которое проходит с момента поступления сырых материалов в процесс производства на данном предприятии до выхода готового изделия. Следовательно, проводя работу по ускорению оборачиваемости оборотных средств, необходимо добиваться всемерного сокращения длительности производственного цикла.
На многих предприятиях большая часть длительности производственного цикла приходится на перерывы. Сокращение этих перерывов достигается улучшением работы органов планирования, лучшей системой организации обслуживания производства.
Во многих отраслях промышленности часть длительности производственного цикла составляет естественные процессы — естественная сушка сырца в кирпичной промышленности, древесины на 399
мебельных фабриках, старение крупных отливок в машиностроении и др. Замена естественных процессов технологическими — искусственная сушка сырца, древесины, искусственное старение отливок и др.—во много раз сокращает длительность производственного цикла. Так, например, при переходе с естественной сушки сырца-кирпича на сушку в искусственных сушилах цикл сушки сокращается с 30—35 до 4—5 дней. Это обеспечивает ускорение оборачиваемости средств по статье «незавершенное производство» в 7—8 раз.
Технологические процессы сокращаются методами их интенсификации. Внедрение скоростных плавок в металлургии, ускорение химических процессов путем высокого давления и температур, внедрения катализаторов, скоростное резание металла и др. способствует интенсификации технологических процессов и сокращению за этот счет длительности производственного цикла. Огромное значение для интенсификации технологических процессов имеет комплексная механизация производства, особенно трудоемких процессов, внедрение новых передовых методов технологии, изучение и широкое распространение передовых стахановских методов труда. Все это обеспечивает резкое сокращение длительности производственного цикла. Так, на одном из заводов внедрение закалки токами высокой частоты дало сокращение длительности производственного цикла термической обработки с 63 до 4,5 час. (включая все вспомогательные операции в термических цехах). Сушка дерева в результате применения токов высокой частоты сократилась с 14 — 15 дней до 10—12 часов.
Большое значение для сокращения длительности производственного цикла имеет повышение производительности труда. Постоянный непрерывный рост производительности труда является одним из важнейших преимуществ социалистической промышленности перед капиталистической.
Крупнейшим фактором, обеспечивающим сокращение длительности производственного цикла, является внедрение поточных методов производства. хЧногие предприятия добились уже больших успехов в области сокращения длительности производственного цикла. На заводе «Калибр» в цехе штангенциркулей оборачиваемость составляла 32 дня, а после перехода на поток она сократилась до 6 дней; по цеху микрометров, соответственно, 41 день и 8 дней. Резко сократилась длительность производственного цикла на Уралмашзаводе и на многих других предприятиях.
Организуя работу по графику, передовые предприятия Советского Союза устанавливают жесткие сроки начала изготовления каждого изделия и сроки прохождения его через все стадии производства. Эти сроки лимитируют длительность производственного цикла и ускоряют оборачиваемость оборотных средств предприятия.
Кроме нормальных запасов многие предприятия имеют значительные сверхнормативные остатки незавершенного производства. Сокращение сверхнормативных остатков незавершенного произ-
400
водства достигается строгим контролем за комплектностью его запасов и обеспечением ритмичной работы всех участков производства.
Проверка комплектности незавершенного производства имеет большое значение. В ряде случаев даже при наличии на предприятии большого объема незавершенного производства практически нарушается нормальная его работа, так как имеющиеся на производстве полуфабрикаты не соответствуют выпускаемой продукции. Некомплектность незавершенного производства приводит в ряде случаев к неравномерному выпуску продукции, к штурмовщине и создает условия, при которых на- производстве замораживается большое количество оборотных средств.
На основании установленной длительности производственного цикла можно определить нормальный остаток незавершенного производства, который должен быть на предприятии и на который должен быть установлен лимит оборотных средств 1.
Определение нормального остатка незавершенного производства и борьба за его соблюдение не только по стоимости, но и по номенклатуре комплектно создают условия для равномерной бесперебойной работы предприятия.
Одним из преимуществ плановой социалистической системы является значительное сокращение доли оборотных средств, находящихся в сфере обращения. В условиях социалистического планового ведения хозяйства планомерно организована реализация продукции, исключены огромные непроизводительные издержки обращения и замедление реализации продукции, свойственные капитализму. Быстрая реализация товара является в наших условиях плановым завершением процесса производства. Задержка реализации, так называемое «затоваривание», в условиях социализма может возникнуть только в результате нарушения планового ассортимента продукции или выпуска изделий неудовлетворительного качества.
Чем должно определяться количество оборотных средств, которое находится у предприятия в изготовленной, но нереализованной продукции?
Запас готовой продукции, который должен быть профинансирован за счет оборотных средств предприятия, зависит от срока реализации продукции, т. е. от времени, которое проходит с момента приемки готовой продукции органами технического контроля и до получения денег за нее от потребителя или ссуды под отгруженные товары. Этот период состоит из времени упаковки, транспортировки продукции до потребителя или до станции назначения (при иногороднем потребителе) и времени оформления документации в банке. Сокращение периода реализации достигается за счет быстрой и четкой организации отгрузки готовой продукции, ликвидации ее
1 Расчет лимита незавершенного производства см. «главу XII.
26 С. Е. Каменицер 401
залеживания на складах, за счет быстрого оформления документации и жесткого контроля своевременности расчетов со стороны потребителей продукции.
В своем обращении к товарищу Сталину работники промышленности Москвы и Московской области обязались: «Ускорить оборачиваемость оборотных средств в процессе реализации готовой -продукции. Для этого мы будем добиваться быстрой и четкой отгрузки потребителям изготовленных изделий и товаров, чтобы они ни одного дня не залеживались на складах предприятий».
Строгая финансовая дисциплина, своевременное взыскание с потребителей денег за отгруженную продукцию, борьба за сокращение дебиторской задолженности — оказывают также 'большое влияние на ускорение оборачиваемости оборотных средств.
Опыт передовых предприятий показал, что на этом пути можно добиться больших результатов. Завод «Динамо» им. Кирова довел оборачиваемость средств до 112 дней вместо 124 по плану. Первый Государственный подшипниковый завод им. Л. М. Кагановича ускорил оборачиваемость со 177 дней по плану до 142 дней.
Завод «Калибр» систематически работает над ускорением оборачиваемости средств. На заводе перевели на поток производство микрометров и штангенциркулей. Это обеспечило резкое повышение производительности труда и ускорение оборачиваемости. Завод добился ликвидации большого количества неликвидов и пересмотрел нормативы запасов материалов за счет лучшей организации снабжения. В результате этой работы оборачиваемость средств при одинаковом типе продукции ускорилась в 2 раза.
На Уралмашзаводе оборачиваемость средств сократилась до 157 дней против 307 дней в 1940 г.
На Коломенском паровозостроительном заводе им. Куйбышева оборачиваемость оборотных средств составила 2,45 раза вместо 1,55 раза в 1947 г.
Эти примеры могут быть умножены. Они показывают, какие исключительные резервы имеет наша промышленность для дальнейшего ускорения оборачиваемости оборотных средств.
Баланс «оборотных средств
Основным источником покрытия потребности в оборотных средствах является выделенный предприятию руководящим органом (главком, министерством) уставный фонд по оборотным средствам.
Необходимые предприятию собственные оборотные средства определяются как разность между общей потребностью в оборотных средствах и сумкцц! привлеченных средств, к которым относятся: нормальна$Н?адолженность рабочим и служащим, задолженность соцстраху по начислениям на заработную плату и др.
Рабочие и служащие обычно на предприятии получают заработную плату по окончании расчетного периода, через 5—8 дней, вследствие чего предприятие должно рабочим и служащим максимум (накануне дня выплаты заработной платы) за 3 недели и ми-
402
нимум (после дня выдачи заработной платы) за 1 неделю. Минимальная (недельная) задолженность рабочим и служащим и соцстраху по начислениям и учитывается как источник привлеченных средств, приравненных к собственным.
В случаях особой длительности производственного цикла и возможности поставки продукции частями, потребители оплачивают поставщику выпуск продукции по мере ее готовности или соответствующие кредиты выдает банк. При этом кредиты по степени готовности продукции становятся дополнительным источником привлечения оборотных средств, перекрывая частично стоимость незавершенного производства. Если сумма указанных источников привлечения оборотных средств не перекрывает потребности в них, возникает необходимость в дополнительном финансировании.
В сводном виде баланс собственных оборотных средств находит свое отражение в следующей таблице:
Баланс собственных оборотных средств
АКТИВ I ПАССИВ
1. Основные материалы I
2. Вспомогательные материалы
3. Малоценный инструмент и инвентарь |
4. Топливо
5. Незавершенное производство
6. Готовые изделия
7. Дебиторы по степени готовности
8. Расходы будущего периода
1. Уставный фонд в обороте
2. Кредиты по степени готовности
3. Минимальная задолженность по зарплате и соцстраху
4. Бюджетное финансирование
Баланс | Баланс
Помимо статей,* покрываемых за счет собственных и приравненных к -ним оборотных средств, имеется ряд статей, покрываемых за счет привлеченных оборотных средств (кредитов). Такими статьями являются сезонные запасы материалов, топлива, готовой продукции, товары в пути и др.. По этим статьям составляется самостоятельный кредитный план.
Борьба за ускорение оборачиваемости оборотных средств стала теперь задачей всех работников промышленности. Под руководством коммунистической партии каждая группа работников предприятия на своем участке добивается ускорения темпов ведения производственного процесса, что и находит отражение в показателях оборачиваемости средств.
Многие предприятия пересматривают нормативы оборотных средств. Устанавливая новые нормативы, необходимо добиться наиболее полного их соответствия условиям снабжения, производства и сбыта. Для эффективной работы по ускорению оборачиваемости оборотных средств каждый работник промышленности должен еще глубже вникать в технику своего производства, в его экономику и финансы.
26* 403
Составление плана реализации
Одним из важнейших разделов финансового плана является план реализации.
При составлении плана реализации определяют: а) объекты реализации, б) стоимость их по полной (коммерческой) себестоимости, в) стоимость реализуемых изделий в оптовых ценах предприятия, г) накопления от реализации, д) потребителей реализуемых изделий и е) сроки реализации каждого вида продукции.
План реализации составляется по следующей форме:
с
Перечень реализуемых объектов
Количество ।
Стоимость 1
Сумма налога с оборота
Результат от реализации
Потребители продукции
Сроки реализации
по коммерческой себестоимости
по оптовым ценам предприятия
един.
— 1
сумма
един.
сумма
накопления
убыток
1
1 1
1 1
1
1
Перечень реализуемой продукции не всегда точно совпадает с номенклатурой товарной продукции. Различие между ними определяется остатками нереализованной, но уже готовой продукции на начало и конец планируемого периода. Вся номенклатура продукции, которая остается на начало планируемого периода нереализованной, безусловно включается в план реализации- К ней прибавляется номенклатура товарной продукции планируемого периода, за исключением изделий, которые будут изготовлены в самом конце года и могут остаться на складе нереализованными. Стоимость продукции, остающейся нереализованной к концу планируемого периода, должна соответствовать лимиту готовой продукции, по балансу оборотных средств.
Количество реализуемых объектов определяется путем суммирования остатка на начало планового периода с товарным выпуском, исключая из этой суммы остаток на конец планируемого периода. Коммерческая себестоимость определяется по плановым калькуляциям, за исключением объектов, которые перешли с прошлого года в виде нереализованной продукции на складе. Эти изделия расцениваются по коммерческой себестоимости, фактически достигнутой в отчетном периоде. Стоимость продукции в оптовых ценах предприятия определяется исходя из утвержденных отпускных цен, а по изделиям, по которым утвержденных цен нет, — по договорам. Результат от реализации получается путем вычитания из отпускной стоимости всего реализуемого количества в ценах предприятия ее коммерческой себестоимости. Перечень потребителей устанавливается в соответствии с указаниями министерства.
404
Поквартальная и помесячная разбивка реализации должна соответствовать производственной программе и срокам поставок, указанным в договорах. При этих условиях достигается наилучшая увязка финансового плана с производственной программой и с планом работы сбытовых организаций.
Включение в план реализации перечня потребителей и сроков реализации значительно расширяет значение плана реализации. Этот раздел плана при такой его разработке охватывает не только финансовые вопросы, но одновременно является и планом сбыта продукции.
Сводный расчет плана реализации с точки зрения его результатов может быть выражен в таблице следующей формы:
Сводная ведомость реализации продукции по плану 1950 г.
На сумму /уб.
по заводу
—
в*
Наименование статей
ч 1949 г.
1950 г.
'Л
по отчету
по плану
1
2
3
4
5
6
7
Остаток готовых изделий и товаров на складах и отгруженных, но не оплаченных на | начало года ... ... I
Товарная продукция (своего производства) в отпускных ценах . ...
Остаток ютовых изделий на складах и отгруженных на конец года . .
Реализация продукции в оптовых ценах предприятия .... . .
Полная коммерческая себестоимость реализуемой продукции
Результат от реализации
Внереализационные: а) доходы
б» расходы
Приведенная таблица определяет результат от реализации. При анализе ее сопоставляют рост суммы прибыли от реализации с ростом объема реализуемой продукции, планируемый остаток нереализованной продукции на складе с остатком по балансу оборотных средств.
Работа по сбыту продукции приобрела в настоящее время особое значение. Значительное увеличение выпуска продукции социалистической промышленностью и повышение уровня материального благосостояния трудящихся СССР создали возможность снять с централизованного распределения многие виды промышленной продукции. Задача реализации (сбыта) продукции стала непосредственной задачей руководства предприятием. Органы, ведающие на предприятиях сбытом продукции, определяют потребителей продукции; учитывая потребности ншюдного хозяйства, влияют на ассортимент продукции, выпускаемой предприятием, и на сроки выпуска, в пределах заданий государственного плана. Для того чтобы работа по сбыту продукции проходила организованно, предприятия заключают договоры на реализацию продукции.
405
Основной задачей работы по реализации продукции является обеспечение нужд потребителей и при этом наиболее быстрое продвижение продукции к потребителю с тем, чтобы ускорить оборачиваемость оборотных средств.
Составление плана реализации, определяющего задания по накоплениям и доходы, получаемые предприятием от реализации продукции, и одновременно устанавливающего сроки реализации продукции и потребителей, определяет задания как в области финансовой и сбытовой деятельности предприятия, так и непосредственной производственной работы.
Баланс доходов и расходов
Следующим разделом финансового плана является баланс доходов и расходов, отображающий в сводном виде все затраты предприятия и доходы от всей хозяйственной деятельности предприятия. Баланс доходов и расходов является обобщающим итоговым разделом финансового плана. Предыдущие разделы финансового плана определяют, главным образом, результаты производственной деятельности.
Чтобы организовать всю финансовую деятельность предприятия, составляют баланс доходов и расходов, охватывающий всю работу предприятия. Этот баланс является, по существу, бюджетом предприятия. Все расходы по этому плану можно расчленить на 7 групп: 1) расходы, предусмотренные сметой производства; 2) расходы по изменению остатков материальных ценностей; 3) расходы будущих лет; 4) расчеты; 5) расходы за счет результатов и спец- ассигнований; 6) расходы обслуживающих хозяйств; 7) взаимоотношения с бюджетом.
В расходы, предусмотренные сметой производства, включается вся смета производства по ее статьям. Так рак изменение остатков основных и вспомогательных материалов, инструментов и т. д. в смету производства не включается, эти затраты находят самостоятельное отражение в приходной и расходной частях баланса. Расходы будущих лет являются частью баланса оборотных Средств. В них предусматриваются расходы, связанные с работой предприятия в будущих периодах: расходы по рационализации, не окупающие себя в текущем году, расходы по освоению новых производств и др. Расчеты проектируются в виде погашения ссуд, уменьшения переходящей задолженности по заработной плате и пр. Все остальные расходы предусматриваются в соответствии с существующим законодательством и конкретными условиями работы предприятия.
В приходной части баланса доходов и расходов основной статьей является поступление средств от реализации. Доходная часть баланса включает дохады обслуживающих хозяйств и взаимоотношения с бюджетом ^предусматривает также изменение дебиторских статей. Дефицит в средствах находит свое отражение в приходной части, а излишек — в расходной части баланса доходов и расходов.
406
В сводном виде баланс доходов и расходов дается в следующей таблице:
БАЛАНС ДОХОДОВ И РАСХОДОВ ПРЕДПРИЯТИЯ на 1950 год (в тыс. руб.)
Статьи доходов
Сумма
Статьи расходов
Сумма
1. Выручка от реализации по оптовым ценам предприятия
В том числе прибыль
2. Уменьшение нормативов собственных оборотных средств
3. Прирост устойчивых пассивов (уменьшение минимальной переходящей задолженности по заработной плате рабочим и служащим, по платежам в соцстрах и др.)
4. Выручка от реализации выбывшего имущества
5. Средства министерства и главка на нужды капитальною с1 рои । ельства
€. Амортизационные отчисления, предназначенные на капитальный ремонт
7. Средства, передаваемые главком на пополнение собственных оборотных средств ....
•8. Доходы от жилищно-коммунального хозяйства . .
9. Средства родителей на содержание детского сада
10. Ассигнования главка на научно-исследов .тельскую работу
1
1. Смета производства по элементам затрат
В том числе затраты ни р ализуемую продукцию
2. Прирост норматива собственных оборотных средств
3. Капитальные затраты
4. Мобилизация или иммобилизация внутренних ресурсов в капитальном строительстве
5. Внелимитные затраты
6. Капитальный ремонт
7. Средства, переводимые другим предприятиям главка в соответствии с планом главка
8. Расхоты по жилищно- коммунальному хозяйству
9. Содержание детского сада . .
10. Отчисления в фонд директора
11. Расходы на подготовку кадров и научно- исследовательскую работу ....
12. Расходы по изобретательству ....
Итого доходов
Превышение расходов над доходами
Итого расходов
Превышение доходов над расходами
Взаимоотношения с бюджетом
Ассигнования из бюджета
1. На капитальные затраты
*2. На прирост собственных оборотных средств
3. На подготовку кадров
4. Прочие ассигнования . .
Итого ассигнований . .
Платежи в бюджет
1. Отчисления от прибылей
2. Излишки собственных оборотных средств . .
3. Прочие платежи
Итого платежей
407
Сопоставление доходов и расходов позволяет оценить результат всей хозяйственной деятельности предприятия в его денежнофинансовом выражении. Это сопоставление предусматривает:
1) сравнение суммы всех затрат на производство и накладных расходов, отнесенных на реализацию, с доходами от реализации, чем характеризуются планируемые прибыли и убытки;
2) сравнение расчетов в приходной и расходной части плана, чгго характеризует конечную сумму задолженности предприятия или задолженности предприятию.
Финансовое положение предприятия полностью зависит от выполнения плана производственной и хозяйственной его деятельности: от реализации произведенной продукции, соответствующей плановому ассортименту и качеству, от выполнения заданий по снижению себестоимости продукции, связанного с ростом производительности труда, и, наконец, от правильного использования основных и оборотных средств.
Договоры предприятия с поставщиками и покупателями обеспечивают взаимный контроль рублем. Госбанк через систему кредитования контролирует рублем деятельность предприятия.
Ликвидация системы государственных дотаций и повышение рентабельности всех предприятий в послевоенный период опираются на борьбу широких масс трудящихся за сверхплановые накопления, за ускорение оборачиваемости оборотных средств и лучшее, наиболее полное использование основных средств предприятий. Все это предъявляет особые требования к планированию финансов предприятия.
Финансовый план советского предприятия характеризует в денежном выражении всю производственную и хозяйственную деятельность предприятия и оказывает большое влияние на ход работы предприятия, обеспечивая ускорение оборачиваемости оборотных средств, лимитируя запасы товаро-материальных ценностей и незавершенного производства, устанавливая задания по накоплениям от реализации продукции и влияя на правильное соотношение доходов и расходов. Разработка финансового плана опирается на всю систему технико-экономического планирования. В свою очередь, планирование финансов дополняется учетом и контролем состояния финансового хозяйства предприятия, которые вместе с разработкой финансового плана охватываются системой хозяйственного расчета.
Организация и планирование финансового хозяйства подводят итоги работы предприятия и выявляют хозяйственную эффективность его деятельности.
Глава XVII
хозяйственный расчет предприятия
Хозяйственный расчет — это большевистский' метод планового ведения хозяйства, свойственный социалистической экономике, когда государственный план является законом общественного развития и осуществляется в условиях товарно-денежных отношений. Хозрасчет устанавливает контроль рублем за деятельностью предприятия и обеспечивает материальную заинтересованность как коллектива рабочих и служащих в целом, так и каждого работника в улучшении хозяйственной деятельности предприятия.
’ Хозяйственный расчет как метод управления социалистическими промышленными предприятиями основан на сознательном использовании Советским государством закона стоимости, который лежит в основе определения себестоимости продукции и рентабельности предприятий.
Действие в СССР закона стоимости в его преобразованном виде определяет товарно-денежную форму взаимоотношений между предприятиями и контроль рублем за выполнением предприятием государственного плана.
В условиях хозяйственного расчета предприятию предоставляется необходимая хозяйственная самостоятельность в пределах: плана в использовании предоставленных ему государством ресурсов. Предприятие и его руководители несут материальную ответственность за выполнение плана производства и связанный с ним размер затрат; весь коллектив и каждый работник предприятия материально заинтересованы в сокращении издержек производства, в удешевлении продукции, в росте накоплений. Все расходы предприятия возмещаются им за счет собственных доходов. Устанавливается финансовый контроль за выполнением плана и в то же время действует особая система материального поощрения за результаты работы.
409
Задача укрепления хозрасчета и повышения рентабельности, прибыльности социалистических предприятий неоднократно ставилась партией и правительством перед нашей промышленностью.
В 1922 г. в письме в Наркомфин В. И. Ленин писал: «Я думаю, что тресты и предприятия на хозяйственном расчете основаны именно для того, чтобы они сами отвечали и притом всецело отвечали за безубыточность своих предприятий» 1.
В речи на совещании хозяйственников 23 июня 1931 г. товарищ Сталин выдвинул хозрасчет как одно из шести исторических условий развития нашей промышленности. Товарищ Сталин указывал, что необходимо «уничтожение бесхозяйственности, мобилизация внутренних ресурсов промышленности, внедрение и укрепление хозрасчета во всех наших предприятиях, систематическое снижение себестоимости, усиление внутрипромышленного накопления во всех без исключения отраслях промышленности» 1 2.
XVIII Всесоюзная конференция ВКП(б) в качестве одной из важнейших задач промышленности выдвинула: «... систематически снижать себестоимость выпускаемой продук- ц и и, всячески укреплять хозрасчет, решительно выкорчевывать р асточ ител ьств о ».
Закон о пятилетием плане восстановления и развития народного хозяйства СССР на 1946—1950 гг. требует «...поднять значение .прибыли и хозяйственного расчета в народном хозяйстве как дополнительного стимула роста производства; путем снижения себестоимости продукции повысить прибыльность всех отраслей производства; повысить внимание хозяйственных организаций к мобилизации внутренних ресурсов, к режиму экономии и решительной ликвидации потерь от бесхозяйственности и непроизводительных затрат» 3.
Хозяйственный расчет предполагает контроль рублем за деятельностью предприятия и его цехов, обеспечивает повседневное сопоставление расходования средств с ходом выполнения плана. В условиях существующей системы финансирования и кредитования промышленности хозяйственный расчет является мощным орудием борьбы за выполнение плана.
Хозяйственный расчет опирается на денежную финансовую систему и тесно увязывает себестоимость продукции с другими итоговыми показателями работы предприятия. Выполнение плана по себестоимости продукции является основой хозяйственного расчета предприятия, цеха и бригады.
Внедрение хозяйственного расчета означает борьбу за строжайший режим экономии, денежно-финансовую дисциплину, дисцчп- 1 В. И. Ленин, Соч., т. XXIX, стр. 420.
2 И. Сталин, Вопросы ленинизма, изд. 11, стр. 347.
3 Закон о пятилетием плане 'восстановления и развития народного хозяйства СССР на 1946—1950 гг., стр 10.
410
лину в выполнении плана по всем показателям и в установленные сроки и систематический учет и контроль за работой предприятия и его частей.
Хозяйственный расчет предприятий определен существующей системой их финансирования и кредитования, юридическими положениями о работе предприятий, их хозяйственной самостоятельностью.
В условиях хозяйственного расчета каждое предприятие наделено правами юридического лица, отвечающего за результаты своей работы и обладающего имущественной самостоятельностью. Взаимоотношения между предприятиями определяются договорами, предусматривающими номенклатуру продукции, поставляемой одним предприятием другому, сроки поставки, требования к качеству продукции, цены и условия расчета между предприятиями. Хозяйственные договоры являются формой реализации плана, в которой конкретизируются плановые задания и определяются санкции за несоблюдение сроков и условий поставок.
Эти договоры заключаются на основании прикрепления предприятий-поставщиков к потребителям, проводимого министерствами в планах снабжения.
Заключение договоров между предприятиями способствует лучшему выполнению планов, укрепляет хозрасчет, расширяет связи между предприятиями, укрепляет хозяйственную дисциплину предприятий.
Существующая в настоящее время система расчетов между предприятиями создает ответственность предприятия и его руководителей за результаты работы и обеспечивает тесную связь между состоянием финансов предприятия и выполнением им плана по количественным и качественным показателям.
Важнейшим условием для работы хозрасчетного предприятия является наделение его собственными оборотными и основными средствами.
Хозяйственный расчет предприятия включает: четкую систему планирования всей деятельности предприятия, вытекающую из заданий государственного плана и опирающуюся на социалистические методы организации труда, передовую технику и прогрессивные технико-экономические нормы; хорошо налаженный учет, обеспечивающий оперативный контроль за выполнением плана предприятием и его участками, и материальную заинтересованность предприятия и его работников в результатах работы предприятия, цеха, производственных участков и бригад.
Система планирования на предприятии должна быть построена таким образом, чтобы каждый цех и производственный участок 411
получал регулярно оперативные задания, исходящие из заданий государственного плана. Оперативное планирование должно проводиться не только по производственной программе, о чем было сказано выше, но и по основным качественным показателям. На предприятиях в порядке конкретизации годового плана устанавливаются ежеквартальные и месячные планы по себестоимости, расходу фондов заработной платы, лимиты на материалы и другие затраты. Оперативное планирование себестоимости позволяет лучше установить контроль за выполнением плана по затратам на производство, обеспечивая четкое соблюдение плановых лимитов.
Вторым признаком правильной системы планирования на передовых предприятиях является установление для каждого участка предприятия задания по тем показателям, уровень которых определяется работой данного участка. Это создает ответственность каждого участка и его руководителя за выполнение установленного для него задания.
Для того чтобы обеспечить четкую работу предприятия в условиях хозяйственного расчета, необходимо лучше организовать планирование и систематически контролировать ход работы предприятия в целом. Нельзя ограничиваться составлением квартальных и месячных отчетов с тем, чтобы по получении таковых узнавать о выполнении плана. Нельзя ограничиваться и составлением ежемесячных сводок о состоянии расчетного счета в банке.
Когда отчет зафиксировал невыполнение плана по тем или иным показателям, оно является уже совершившимся фактом и исправить его не представляется возможным. Можно в лучшем случае принять меры к тому, чтобы не повторить подобного положения в следующем месяце. Если сводка о состоянии расчетного счета фиксирует наличие задолженности поставщикам, это значит, что нарушение нормального состояния денежных средств предприятия уже имеет место. Необходимо так поставить учет и контроль работы предприятия, чтобы о всех изменениях и ненормальностях узнавать своевременно.
Большой эффект в этой области дает система учета, при которой устанавливается специальная документация для оформления отклонений от установленных нормальных затрат. При этом, чтобы получить материал по дополнительному требованию, оно должно быть подписано начальником цеха, а в ряде случаев и главным инженером завода. Таким образом самый факт появления документа о дополнительных затратах сигнализирует руководителям* предприятия и цехов о наличии ненормальностей в работе и позволяет быстро принять меры к их устранению.
Чтобы директор мог легче следить за состоянием своего расчетного счета, к документу, подлежащему оплате и представляемому на подпись директору, прикладывают справку о наличии средств на расчетном счете до оплаты данного документа и после.
Большой эффект дает введенный на ряде предприятий график движения учетных документов, предусматривающий сроки сдачи 412
всех первичных документов бухгалтерии и поступление их в бухгалтерию немедленно после того, как они были использованы на производстве. В этом случае документы не накапливаются у исполнителей, а постепенно поступают в бухгалтерию и тут же обрабатываются. Это значительно ускоряет обработку всей доку- ?у1ентации и позволяет получать отчеты немедленно после окончания отчетного периода.
Только систематическое повседневное наблюдение за ходом работы предприятия и состоянием его финансов и чуткое реагирование на все факты отклонений от нормального хода работы может обеспечить надлежащие положительные результаты хозяйственной деятельности и строгое соблюдение хозяйственного расчета.
Хозяйственный расчет усиливает материальную заинтересованность предприятия в выполнении плана, для чего на всех промышленных предприятиях сейчас установлен фонд директора. Этот фонд создается на фабриках и заводах, выполнивших план по выпуску товарной продукции в установленном ассортименте, задание по снижению себестоимости продукции и план прибылей от реализации продукции. Если хотя бы один из указанных показателей плана не выполнен, фонд директора не выделяется.
На предприятиях большинства отраслей тяжелой промышленности в фонд директора отчисляется 2% от плановой прибыли или экономии от снижения себестоимости в том случае, когда планом не предусмотрена прибыль, и 30% от сверхплановой прибыли или сверхплановой экономии от снижения себестоимости. Для предприятий наиболее трудоемких отраслей промышленности (черная металлургия, угольная, горнорудная и др.) в фонд директора отчисляется 5% от плановой и 45% от сверхплановой прибыли. Для предприятий других отраслей промышленности размер отчислений в фонд директора установлен в размере 1 % плановой прибыли и 15% от сверхплановой прибыли.
Отчисления в фонд директора производятся в течение года, по окончании каждого квартала, на основе отчетного баланса и утверждаются руководителем вышестоящей организации.
Отчисления в фонд директора за II и III кварталы производятся исходя из выполнения плана прибылей и экономии от снижения себестоимости за время, прошедшее с начала года, нарастающим итогом. При расчете отчислений за II квартал принимается сумма прибыли за первое полугодие, а при расчете отчислений за III квартал учитывается прибыль, полученная с начала года за 9 месяцев.
Средства из фонда директора используются целиком на нужды данного предприятия. Распорядителем этих средств является директор, согласовывающий их использование с фабрично-заводским комитетом профсоюза. Основные направления использования этих средств: расширение производства, строительство и ремонт жилого фонда предприятия, расширение подсобного-хозяйства, оборудова413
ние домов отдыха и санаториев, столовых, клубов, детских учреждений, выдача индивидуальных премий рабочим, служащим и инженерно-техническим работникам, приобретение путевок в санатории и дома отдыха и оказание материальной помощи рабочим.
Хозяйственный расчет создает условия финансовым органам и банкам для систематического и строгого контроля за выполнением плана и дает возможность накладывать финансовые санкции на предприятия, не выполняющие плана или плохо использующие выделенные им средства.
Хозяйственный расчет предприятий, при котором контроль за выполнением плана по всем показателям осуществляется только по предприятию в целом, не обеспечивает должных результатов работы промышленности. Поэтому установлена ответственность и заинтересованность в результатах работы не только предприятий в целом, но и цехов и отдельных производственных участков. Перевод цехов и уч/астков на хозрасчет дополнил систему хозрасчета предприятия и обеспечил заинтересованность и ответственность работников за результаты работы всех звеньев предприятий.
Хозяйственный расчет цехов
В целях стимулирования улучшения работы цехов предприятия и достижения ими наилучших результатов в дополнение к хозрасчету предприятия осуществляется хозрасчет цехов.
Хозяйственный расчет цехов обеспечивает максимальную их самостоятельность в пределах предприятия в осуществлении задач по улучшению деятельности цеха, создает дополнительную заинтересованность цехового персонала в результатах работы и повышает ответственность работников цеха за выполнение плана.
За многие годы, в течение которых в нашей промышленности проводится хозяйственный расчет цехов, формы и методы организации их хозрасчетной работы неоднократно менялись. Некоторые предприятия создавали сложную систему межцеховых расчетов, имели место договоры, заключавшиеся между цехами, в отдельных случаях строилась громоздкая система учета для отражения результатов работы хозрасчетных цехов.
Современная практика передовых предприятий установила достаточно четкую и в то же время относительно простую систему организации хозяйственного расчета цехов. Эта система базируется на разработке для цехов плана по тому кругу показателей, выполнение которых зависит от цехов и по которым можно обеспечить учет результатов их работы. Учет работы цеха целиком основан на системном бухгалтерском и статистическом учете и не требует никакой дополнительной документации за исключением общих сводок, в которых находят итоговое выражение показатели работы цеха. Большое значение для организации хозрасчета цехов имеет материальный стимул, определяемый всей системой материального поощрения, имеющейся в распоряжении директора предприятия.
414
Основой для хозяйственного расчета цехов является утвержденный директором план работы цеха. План цеха не во всем копирует план предприятия. Выше было отмечено, что производственная программа цеха отличается от программы завода тем, что в ней учитывается остаток незавершенного производства, имеющийся на начало планового периода и необходимый для работы предприятия- в следующем периоде. Финансовый план находит отражение & плане цеха только как лимит незавершенного производства, устанавливаемый ему. Смета общезаводских накладных расходов также не находит отражения в планах цехов. Не в полном объеме включается в цеховой план и баланс материалов: запасы материалов и топлива, планируемые по предприятию, не включаются в план цеха. Аналогичное положение имеется и по ряду других разделов плана.
План цеха не охватывает всех разделов техпромфинплана предприятия, но зато суженный круг показателей разрабатывается в цехе намного глубже, детальнее, с конкретизацией по отдельным, производственным участкам. Для организации хозяйственного расчета цехов выделяют основные показатели, характеризующие их работу, концентрируя вокруг этих показателей планирование, уч!ет и анализ работы цеха, строя по ним премиальные системы оплаты труда руководящего персонала цехов.
Создать единый перечень основных показателей для всех цехов нельзя. Не только особенности технологического процесса, каждого цеха и его организация влияют на перечень и содержание его итоговых показателей, но и те задачи, которые в данный период стоят перед цехом. Поэтому конкретный перечень показателей по цеху устанавливается в каждом отдельном случае особо-.
Составление плана по цеху определяется не только выбором показателей, характеризующих его работу, но и качеством планирования. Качество плана определяется степенью мобилизации? в нем ресурсов цеха, что зависит от уровня разработанных производственно-технических нормативов, плана организационно- технических мероприятий и действенного контроля за выполнением плановых заданий.
Особенно большое значение для перевода цехов на хозяйственный расчет имеет план по себестоимости, который устанавливается: каждому цеху и определяет цеховую себестоимость единицы каждого вида продукции или, если калькуляция отдельных полуфабрикатов представляет трудности, устанавливает смету затрат каждого цеха.
Для разработки плана цехов по себестоимости создаются ценники на полуфабрикаты и услуги, оказываемые одними цехами другим. Кроме того, для каждого цеха устанавливаются основные расходные нормы.
Для внедрения и укрепления хозяйственного расчета необходимо, наряду с разработкой плана, обеспечить хорошо налаженный
415
учет и оперативную отчетность по основным разделам работы цеха. Основными объектами, по которым следует организовать учет и контроль работы цеха, являются: 1) номенклатура продукции, выпускаемой цехом, и объем его производства; 2) расход фондов заработной платы; 3) расход материалов и полуфабрикатов; 4) все прочие затраты по цеху.
Учет работы цеха не должен ограничиваться только констатацией результатов его работы. Учет должен давать материал для анализа работы цеха; для оперативного вмешательстве в работу цеха 'С целью ее улучшения он должен быть действенным.
Следует отказаться от получения данных о результате работы цехов только после 5—10-го числа следующего за отчетным месяца. Необходимо создать оперативный учет, который сигнализировал бы о результатах деятельности цеха в ходе работы. С этой целью выделяются объекты, по которым представляется ежедневная отчетность. К их числу относится выпуск продукции каждым цехом, данные о трудовой дисциплине и о простоях рабочих и оборудования. Ежедневная отчетность по этим показателям необходима не только для оценки уровня работы цеха и степени равномерности вы пуска продукции, но и для работы диспетчерских органов. В условиях внедрения почасового графика вводится учет выпуска продукции участками и отдельными рабочими ежечасно. Этот учет обычно ведут диспетчеры по данным контролеров отдела технического контроля.
Ежедневной отчетности требуют также и показатели трудовой .дисциплины. Ежедневно нужно иметь сведения и о простоях оборудования. Начальник цеха и бригадир должны постоянно иметь под своим наблюдением эти важнейшие элементы производства.
Отчетность о выполнении плана по остальным показателям ведется обычно помесячно, так как ежедневное выявление результатов работы цеха по всем показателям приводит к усложнению отчетности. В некоторых отраслях промышленности применяется ежедневная калькуляция, составляемая укрупненным путем (еже- плавочная калькуляция в металлургии). В ряде случаев она дает хорошие результаты. Сигналами об отклонениях от нормативов по заработной плате и материалам служат доплатные наряды и требования на материалы, а также данные оперативного ежедневного учета.
Учет должен дать не только материал, характеризующий работу цеха в целом и ' отдельных его участков, но и сигнализировать об отдельных отклонениях от нормальных условий работы цеха. Эту функцию учета следует обеспечить с помощью выделения отдельной документации для случаев отклонений от нормального расхода материалов, заработной платы и др. Контроль за этими документами по отклонениям оказывает воздействие на причины, вызвавшие отклонения, и тем самым на упорядочение работы цеха.
416
Учет должен не только констатировать фактическое положение дел в цехе, но .и давать определенные выводы. Выводы эти, оценка и указание основных путей, способствующих улучшению работы цеха, делаются в процессе анализа работы цехов силами цеховых экономистов, дающих краткие обзоры работы цеха, и аппаратом планового отдела предприятия, который, производя общий анализ работы предприятия, одновременно характеризует и работу отдельных цехов.
Действенность учета определяется также тем, что план на следующий период строится в значительной степени с учетом данных о работе в предшествующем периоде, что все выводы, сделанные на основании учета, находят свое отражение в плане на следующий период времени.
Обычно учет работы хозрасчетного цеха оформляется в виде его лицевого счета или хозрасчетной ведом'ости, которую ведет бухгалтерия заводоуправления или — в крупных цехах — цеховая бухгалтерия. Лицевой счет цеха представляет собой часть общезаводского счета производства. В расходную часть цехового счета •вносятся все затраты, произведенные цехом, — стоимость материалов, топлива, полуфабрикатов, услуг других цехов, инструмента и т. п. Все указанные затраты записываются по их плановой себестоимости. Система нормативного учета позволяет наблюдать за правильностью затрат, произведенных цехом. Так как каждому цеху выделяется лимит материалов, топлива, инструмента и других элементов производства, то расход в пределах лимита означает нормальный ход затрат. В доходную часть лицевого счета цеха вносится стоимость выпущенной цехом продукции также по плановой себестоимости. Таким образом соотношение доходной и расходной части счета характеризует состояние средств цеха. Излишний расход материалов, топлива, заработной платы влечет повышение расходной части, и доходы могут оказаться меньше расходов, т. е. цех работает в убыток. Такой же результат может быть получен, если цех не выполняет плана по выпуску продукции. Отклонения в себестоимости продукции других цехов по полуфабрикатам и услугам, потребляемым цехом, не влияют на состояние его счета, так как все потребляемые цехом материалы и полуфабрикаты записываются по их плановой себестоимости.
Никакая система документации не даст желаемого результата, если на предприятии не будет надлежащим образом организовано складское хозяйство, если из цеха в цех и из склада в цех материалы и полуфабрикаты будут передаваться без должного оформления, взвешивания, измерения. С целью наведения порядка в этом хозяйстве склады предприятия должны быть строго изолированы от цехов, должна быть организована заготовка материала (раскрой) на складах или специальных цехах с тем, чтобы производственные цехи получали готовые заготовки. Кроме изолированности складов, необходимо обеспечить хорошее хранение в них материалов и полу27 С. Е. Каменицер 417
фабрикатов во избежание порчи их и тщательную сортировку, которая предотвращает выдачу в производство материалов ненадлежащих сортов. Необходимо создать хорошо .налаженное контрольно-измерительное хозяйство с тем, чтобы тщательно измерять и взвешивать все выдаваемые в цехи материалы.
Для внутрицехового учета следует подготовить мерную тару (для мелких, трудно поддающихся счету деталей) с тем, чтобы выдачу продукции рабочим и приемку ее от них производить по счету или по весу, не допуская ни приписок, ни обсчета рабочих.
Промежуточные склады полуфабрикатов собственного производства должны быть организованы в цехах так, чтобы движение полуфабрикатов быстро отражалось в данных их учета и чтобы постоянно был известен их остаток. Брак должен быть строго изолирован.
Система хозяйственного расчета цехов — это прежде всего четкий и детально разработанный план, опирающийся на план организационно-технических мероприятий, на анализ работы предприятия в отчетном периоде и целиком исходящий из техпромфинплана предприятия в целом; система хозяйственного расчета цехов — это организация контроля и учета выполнения плана по всем его основным показателям.
Постановлением правительства установлена система премирования инженерно-технических работников и служащих за выполнение и перевыполнение плана. В соответствии с этой системой начальник цеха, его заместитель и ряд других работников получают премии за выполнение и перевыполнение плана. Эти премии выдаются только в том случае, если цех выполнил план по номенклатуре и количеству продукции, себестоимости и не имеет перерасхода фонда заработной платы. Таким образом само право на премию появляется у работников только после выполнения основных требований, предъявляемых к хозрасчетному цеху по выполнению плана.
Премиальной системой установлен высший предел размера премий. Это дает право директору изменять размер премии в зависимости от выполнения плана по себестоимости, поощряя сверхплановые накопления. Кроме того, при сверхплановых накоплениях по предприятию создается директорский фонд, являющийся источником для дополнительного материального поощрения работников цехов.
Перевод цехов на хозрасчет выявляет большие дополнительные ресурсы, обеспечивающие создание сверхплановых накоплений. Можно сослаться на опыт завода им. Владимира Ильича, где на хозяйственный расчет в первую очередь был переведен изоляционно-обмоточный цех. В результате большего внимания к вопросам экономики производства со стороны всего коллектива работников цеха, небольшой цех за полгода работы в условиях хозрасчета дал свыше 0,5 млн. руб. экономии. Эта экономия была получена цехом в условиях внедрения прогрессивных норм при переводе его на
418
хозрасчет и при более четкой системе планирования и учета. Перевод на хозрасчет остальных цехов завода намного повысил эффективность их работы.
Хозяйственный расчет цехов повышает качество их работы, создавая новый стимул для улучшения работы и усиливая ответственность начальника цеха и партийной цеховой организации.' Поэтому естественно значительное улучшение работы, отмечаемое в условиях хозрасчетных цехов.
Опыт работы многих предприятий показал, что весьма целесообразно переводить на хозяйственный расчет не только производственные и вспомогательные цехи, но и некоторые отделы заводоуправления, в первую очередь отделы снабжения.
В целях стимулирования закупки сырья и материалов в количестве и в сроки, предусмотренные планом, а также приобретения их по более дешевым ценам и с меньшими затратами на транспортировку отделу снабжения выделяется лимит затрат и устанавливаются нормативы запаса по отдельным видам товаро-материальных ценностей.
Хозяйственный расчет производственных участков и бригад
Хозрасчет цехов дополняет хозяйственный расчет предприятия, обеспечивая лучшие показатели работы предприятия в целом, более экономичную его работу. В свою очередь, хозрасчет цехов дополняется переводом на хозяйственный расчет отдельных производственных участков и бригад.
Хозрасчет бригад возник как форма социалистического соревнования, при которой рабочие соревнуются не только в выполнении плана по выпуску продукции, но и в достижении при этом максимальной экономии. Перевод участков и бригад на хозрасчет создает максимальную заинтересованность каждого рабочего в экономном расходовании основных и вспомогательных материалов, инструмента и топлива. При переводе участков и бригад на хозрасчет задание по выпуску продукции дополняется лимитом на основные и вспомогательные материалы и другие затраты, производимые бригадой. Мастер или бригадир получает все необходимые материалы, инструменты и пр. под расписку, сам хранит их, выдает по мере надобности в производство и отчитывается в их расходовании. В случае, если участок или бригада добились экономии по сравнению с установленным им лимитом, рабочие получают известную часть экономии в виде премии.
Непременным условием перевода участка или бригады на хозрасчет является установление им лимита затрат, организация учета расходов, произведенных участком или бригадой, и создание таких условий, при которых мастер или бригадир получал бы необходимое ему сырье, вспомогательные и другие материалы по счету и мере и мог бы организовать их хранение отдельно от других участков и бригад.
27* 419
Лимит расходов должен устанавливаться только по тем видам затрат, размер которых определяется непосредственно на участке и которые могут быть учтены по каждой бригаде или участку в отдельности. Не имеет никакого смысла, например, устанавливать для бригады или участка лимит общецеховых расходов, так как на их величину бригада прямого воздействия не оказывает. Также не имеет смысла устанавливать лимит расхода электроэнергии в случае, если на каждом производственном участке нет измерительной аппаратуры, которая позволила бы измерить количество израсходованной электроэнергии. Установление лимита электроэнергии нецелесообразно в этом случае, несмотря на то, что количество израсходованной энергии в большой степени зависит от работы бригады или участка цеха.
В борьбе за улучшение экономики производства многие рабочие и работницы берут на себя индивидуальные обязательства по экономии материалов, топлива и энергии. Для контроля за выполнением этих обязательств на многих предприятиях открывают рабочим индивидуальные лицевые счета, в которых отражается экономия, получаемая каждым рабочим. Тем самым вводится система индивидуального хозрасчета рабочих.
Открывая личные счета экономии, советские рабочие включаются тем самым в социалистическое соревнование за улучшение экономики предприятия. В современных условиях дело.улучшения экономики предприятия стало предметом заботы всех трудящихся. Открытие личных счетов экономии является новой формой хозяйственного расчета, органически связанной с социалистическим соревнованием.
Инициатива открытия личных счетов экономии проявилась одновременно на нескольких предприятиях. Бригадир токарей цеха микрометров завода «Калибр» В. Уткин, бригадир молодежной бригады сталелитейного цеха литейно-механического завода имени Л. М. Кагановича В. Н. Фомина, бригадир закройного цеха фабрики «Скороход» О. Муштукова почти одновременно включились в социалистическое соревнование за экономное, бережливое ведение производства и открыли свои личные (лицевые) счета экономии.
Одновременное возникновение этой новой формы соревнования в разных городах и на различных предприятиях свидетельствует о том, насколько назрела эта идея и как важна она для дальнейшего развития нашего производства.
Движение стахановцев, открывающих личные счета экономии, широко распространилось* сейчас во всей промышленности. Многие инженерно-технические работники открыли свои личные счета, куда записывается экономия, получаемая от внедрения их рационализаторских предложений и изобретений.
Особенный интерес представляет работа некоторых стахановцев по экономии на производстве. Лауреат Сталинской премии В. Уткин работает на участке, где трудно ожидать большой экономии. Бригада т. Уткина получает готовые заготовки, выполняет 420
ограниченный круг операций и поэтому размер возможной экономии кажется ограниченным. Тщательно продумав и рационализировав свою работу, бригада т. Уткина добилась снижения стоимости обработки скобы почти в 2 раза. Большую экономию получает бригада т. Уткина на инструменте. Полностью используя все режущие грани инструмента и систематически восстанавливая инструмент, В. Уткин и его товарищи получают за этот счет большую экономию. Значительную экономию эта бригада и ее последователи на заводе получают за счет экономии вспомогательных материалов. За 1949 г. в личные счета экономии комсомольско-молодежных бригад на заводе «Калибр» записана экономия в сумме 350 тыс. руб. Дав государству большую ' экономию, члены этих бригад одновременно получили значительную премию. Личный или, как его называют на заводе, лицевой счет экономии включает плановые показатели, социалистические обязательства бригады и данные о фактических результатах работы по многим показателям: выпуску продукции, в том числе отличного качества, сокращению брака, экономии вспомогательных материалов, инструмента и др.
В современных условиях все промышленные предприятия переведены на хозяйственный расчет. При внедрении хозяйственного расчета в работу предприятия необходимо улучшить организацию хозрасчетной работы всех его цехов, основных и вспомогательных.
Хозрасчет производственных участков, бригад и цехов является необходимой частью общей системы хозяйственного расчета предприятий, так как он превращает борьбу за наиболее экономичную работу предприятия в общую задачу всего коллектива рабочих, инженерно-технических работников и служащих, делая хозрасчет подлинно массовым.
Тесная увязка плана с учетом и контролем его выполнения, с системой мероприятий, обеспечивающих улучшение работы всех звеньев социалистической промышленности, с хозяйственным расчетом предприятий, цехов и бригад и с всенародным социалистическим соревнованием превращает наши планы в могучую силу, способствующую быстрейшему осуществлению задач коммунистического строительства.
ОГЛАВЛЕНИЕ Стр^
Введение . 5
РАЗДЕЛ I
Глава!. Социалистическое промышленное предприятие иегоструктура 9
Производственный процесс на предприятии 12*
Классификация промышленных предприятий 16
Производственная структура предприятия 25
Глава II. О с н о в н ы е принципы организации и планирования работы социалистического промышленного предприятия 35
Эксплоататорская сущность капиталистической организации производства 41
Первые русские организаторы производства 49
Развитие методов организации и планирования социалистических промышленных предприятий 52
Глава III. Техпромфинплан — организующее начало работы социалистического промышленного предприятия 6В
Основные разделы техпромфинплана 71
Основные показатели техпромфинплана . .. . . 74
Система технике-экономических норм 85
Методы установления прогрессивных норм 88
Глава IV. Организация управления предприятием . . 91
Основные принципы управления социалистическими предприятиями .93
Руководство предприятием, цехом, производственным участком 97
Структура органов управления предприятием .... 98
Структура органов управления цехом 106
Мастер — непосредственный организатор производственного процесса 107
Роль общественных организаций в управлении предприятием 110
РАЗДЕЛ II
Глава V. Организация основного производственного процесса 114
Поточное производство — высший тип организации производственного процесса . 115
Разновидности поточных методов работы . - 121
Методы организации поточного производства 125
Глава VI. О б с л у ж и в а н и е основного производства вспомогательными хозяйствами . : . 133
Система вспомогательных хозяйств 13о
Ремонт оборудования 135
422
Стр.
Инструментальное хозяйство .144
Внутризаводский транспорт . 153
Энергохозяйство предприятия .160
Глава VII. П од г о т о в к а производства . . . 164
Содержание подготовки производства .... . 166
Проектирование продукции .168
Установление методов изготовления продукции . . .171
Изготовление и проверка опытных образцов изделий . .177
Технологическая дисциплина — $акон производства . . 178
Типизация технологических процессов 182
Внедрение скоростных методов освоения 183
• Глава VIII. Т е х н и ч ес к и й планпредприятия 186
' Направления развития техники на социалистических предприятиях 186
Содержание технического плана предприятия .... 192
Планирование освоения новых производств 194
План научно-исследовательской работы 196
Планирование стандартизации и нормализации . . . 198
План организационно-технических мероприятий .... 200
Организация работы по составлению плана организационнотехнических мероприятий 207
РАЗДЕЛ III
Глава IX. Организация труда и заработной платы . . . 211
Организованный набор, подготовка и повышение квалификации кадров 217
V Разделение и кооперация труда 220
Организация рабочих мест 222
Обслуживание рабочих мест 227
Внедрение передового производственного опыта .... 229
Многостаночное обслуживание 232
Охрана труда, техника безопасности и улучшение условий труда 236
Организация заработной платы 238
Глава X. Нормирование труда 242
Содержание работы по нормированию труда 242
Методы нормирования 214
Структура нормы времени . 247
Использование рабочего времени 249
Проектирование баланса рабочего дня 253
Хронометраж 255
Расчет нормы машинного времени 259
Определение норм штучного времени и общей нормы затраты рабочего времени 261
Пересмотр и внедрение норм 262
Глава XI. Составление плана по труду и заработной плате 265
Анализ уровня производительности труда 265
Определение эффективности организационно-технических мероприятий 268
Классификация рабочей силы 269
Определение потребности в основных рабочих-сдельщиках 270
Определение потребности во вспомогательных рабочих и служащих 272
Определение общего повышения производительности труда . 273
I Определение планового фонда заработной платы .... 274
Глава XII. Производственная программа предприятия и организация ее выполнения 282
423
Стр^
Содержание работы по планированию производственной программы
Анализ выполнения производственной программы .... План кооперирования
Календарное построение программы
[/Расчет длительности производственного цикла .... г Определение размера партии изделий
Определение нормального остатка незавершенного производства
Разработка цеховых производственных программ .... Производственная программа участка
Организация работы по графику
Качество продукции и технический контроль
Глава XIII. Использование производственной мощности предприятия
Понятие производственной мощности
Анализ использования производственной мощности , Направления разработки мероприятий по улучшению использования основных фондов
Расчет потребности в станко-часах работы оборудования на выполнение производственной программы
Определение эффективного времени работы оборудования Баланс времени работы оборудования и использования производственных площадей
Глава XIV. Использование материальных ресурсов .
Анализ использования материалов
Основные направления работы по экономии материалов . Составление баланса материалов
Организация складского хозяйства и снабжения предприятия
РАЗДЕЛ IV*
Глава XV. П л а н и р о в а н и е себестоимости продукции . Себестоимость продукции и ее элементы
Анализ себестоимости продукции
Направления работы по экономии затрат
Смета производства
Составление плановой калькуляции единицы продукции . Определение себестоимости товарной продукции Определение снижения себестоимости сравнимой товарной продукции
Глава XVI. Планирование финансов предприятия .
Анализ состояния финансов предприятия
Пути ускорения оборачиваемости оборотных средств предприятия
Баланс оборотных средств
Составление плана реализации
Баланс доходов и расходов
Глава XVII. Хозяйственный расчет предприятия
Хозяйственный расчет цехов 414
Хозяйственный расчет производственных участков и бригад 419
Техн, редактор А. М. Михайлов
А05423 Подп. к печ. 20/УП 1950 г. Объем 13^4 бум. л. —- 261/2 печ-
Уч.-изд. л. 2^,69' Тираж 25000 экз. Зак, 214
Типография Госпланиздата им. Воровского, г. Калуга