














































































































































Author: Дибнер Л.Г. Палей М.М. Флид М.Д.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы технология металлов машиностроение приборостроение обработка металлов
ISBN: 5-217-00257-3
Year: 1988



М.М. ПАЛЕЙ Л.Г. ДИБНЕР М.Д.ФЛИД
ТЕХНОЛОГИЯ
ШЛИФОВАНИЯ И ЗАТОЧКИ
РЕЖУЩЕГО
ИНСТРУМЕНТА
Москва
«Машиностроение»
1988
ББК 34.7
П14
УДК 621.923.6:621.9.02
ПРЕДИСЛОВИЕ
Редакционная коллегия: канд. техн, наук И. А. Ординарцев
(председатель), канд.техн, наук В. А. Гречишников, д-р техн, на-
ук С. И. Лашнев, инж. А. М. Лейн, канд. техн, наук проф.
М. М. Палей, И. Л. Полоцкий, канд. экон, наук Д. И. Поляков,
канд. техн, наук проф. В. Ф. Романов, д-р техн, наук проф.
Г. Н. Сахаров, канд. техн, наук Д. И. Семенченко, д-р техн, на-
ук проф. Н. В. Талантов, канд. техн, наук А. Д. Локтев, канд.
техн, наук В. С. Самойлов
Рецензент канд. техн, наук проф. В. Ф. Романов
Палей М. М. и др.
П14 Технология шлифования и заточки режущего инстру-
мента/М. М. Палей, Л. Г. Дибнер, М. Д- Флид. — М.: Ма-
шиностроение, 1988. —288 с.: ил.—(Б-ка инструменталь-
щика).
ISBN 5-217-00257-3
Приведены данные по шлифуемости быстрорежущих сталей, твер-
дых сплавов, сверхтвердых материалов и керамики и качеству обрабо-
танной поверхности в зависимости от технологических факторов обра-
ботки инструмента.
Описаны выбор характеристик шлифовальных кругов, режимов шли-
фования и СОЖ, методы контроля поверхности и правки кругов.
Для инженерно-технических работников машиностроительных пред-
приятий.
_ 2704040000-239
П ----------------239—88
038(01)—88
ББК 34.7
ISBN 5-217-00257-3 © Издательство «Машиностроение», 1988
«Основные направления экономического и социального раз-
вития СССР на 1986—1990 годы и на период до 2000 года» пре-
дусматривают резкое повышение технического уровня, качества
и объема выпуска продукции машиностроения и металлооб-
работки. В выполнении поставленных задач большое значение
имеет металлорежущий инструмент.
Повышение уровня точности продукции машиностроения,
широкая автоматизация технологических процессов на базе гиб-
ких производственных систем и станков с ЧПУ существенно по-
высили требования к эксплуатационным свойствам режущего ин-
струмента: точности и надежности, которые в значительной сте-
пени определяются технологией шлифовально-заточных опера-
ций, правильным выбором современного шлифовального и заточ-
ного оборудования.
В книге обобщен и систематизирован опыт отечественных за-
водов, зарубежных фирм, научно-исследовательских и проектно-
конструкторских организаций, а также использованы разработ-
ки и исследования авторов по вопросам теории и практики тех-
нологии и оборудования для шлифования и заточки металлоре-
жущего инструмента.
При разработке технологических процессов шлифования и
заточки режущих инструментов необходимо учитывать особен-
ности шлифования современных инструментальных материалов,
производить правильный выбор характеристик шлифовальных
кругов, средств и параметров режима их правки, рассчитывать
оптимальные параметры режима шлифования, определять пути
улучшения качества инструмента и повышения эффективности
процесса шлифования.
Большое внимание уделено приемам повышения качества
шлифованных поверхностей, предотвращения дефектов шлифо-
вания: прижогов и трещин, которые являются причинами повы-
шенного износа инструмента, снижения его стойкости и в итоге
приводят к простоям металлообрабатывающего оборудования.
Описание многообразных шлифовальных и заточных опера-
ций, выполняемых при изготовлении режущего инструмента,
сгруппировано в трех разделах: шлифование цилиндрических,
конических и плоских поверхностей (гл. 2), шлифование фасон-
3
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
ных поверхностей (гл. 3) и заточка режущего инструмента (гл.
4). В каждой из этих глав кооперационно рассмотрены способы
и приемы технологии шлифования и заточки, даны рекоменда-
ции по выбору шлифовальных кругов, режимов обработки, техно-
логического оборудования, в том числе станков с ЧПУ, гибких
модулей и роботизированных технологических комплексов, мето-
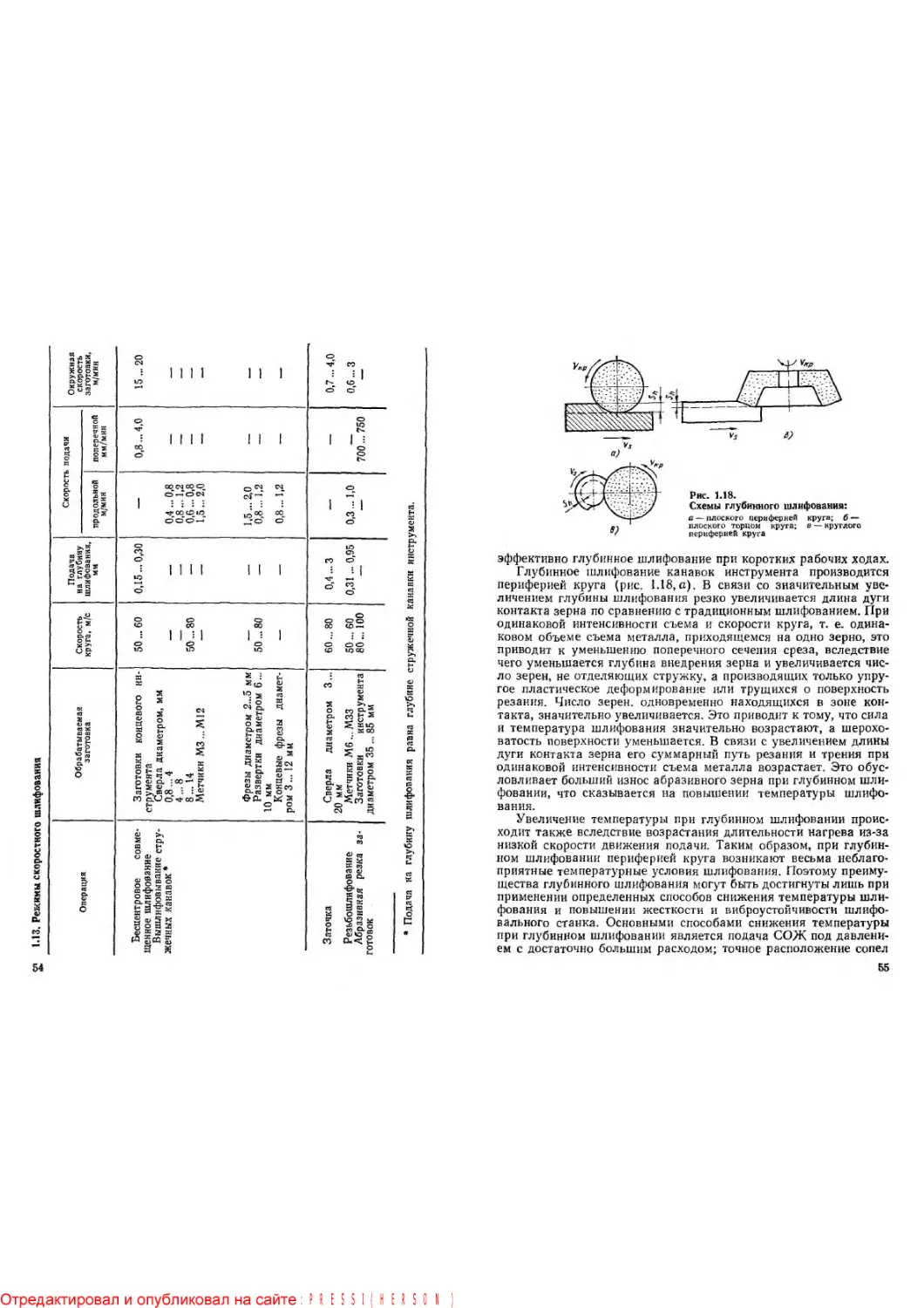
дов и приборов контроля. Подробно изложен способ глубинного
шлифования профильных стружечных канавок в целой заготов-
ке, вносящий коренные изменения в технологию изготовления
концевого цельного инструмента. Рассмотрены технология и обо-
рудование для шлифования сменных многогранных пластин ин-
струмента с механическим креплением.
Материалы по теории процессов абразивной и алмазной об-
работки, справочные данные п рекомендации, приведенные в
книге, дают возможность инженерно-техническим работникам и
технологам инструментального производства значительно улуч-
шить качество разработок технологических процессов шлифова-
ния и заточки металлорежущих инструментов.
1 Общие вопросы технологии шлифования
• и заточки режущего инструмента
1.1. Особенности шлифования
современных инструментальных материалов
Современные режущие инструменты изготовляют
большей частью из быстрорежущих сталей, твердых сплавов, ке-
рамики, сверхтвердых композиционных материалов, которые об-
ладают различными физико-механическими свойствами и вслед-
ствие этого различной шлифуемостью.
Быстрорежущие стали (табл. 1.1) обладают лучшей обраба-
тываемостью по сравнению с более теплостойкими и износостой-
кими твердыми сплавами и сверхтвердыми материалами.
На шлифуемость быстрорежущей стали большое влияние
оказывают ее химический состав, структура и фазовый состав.
В наибольшей степени на износ абразивных зерен шлифовально-
го круга влияет содержание карбидов ванадия (VC), так как
твердость этих карбидов (2500...3000 HV) выше твердости элект-
рокорунда (1800...2400 HV), применяемого при шлифовании бы-
строрежущих сталей. Чем больше объемное содержание карби-
дов ванадия, тем хуже шлифуемость стали. При содержании ва-
надия менее 1,5...2% в закаленной и отпущенной стали карбиды
ванадия могут полностью отсутствовать или быть в незначитель-
ном количестве. Это объясняется тем, что содержащийся в ста-
ли ванадий при закалке и отпуске переходит в первую очередь в
твердый раствор и сложные карбиды вольфрама и только остав-
шееся количество ванадия образует карбиды ванадия. Количест-
во образовавшихся карбидов ванадия зависит от содержания
вольфрама (W) и молибдена (Мо). При большом суммарном
содержании W и Мо количество карбидов ванадия уменьшается,
и это положительно сказывается на относительной шлифуемости
стали.
Весьма существенно влияние термической обработки на шли-
фуемость быстрорежущей стали, так как при термообработке из-
меняются количество карбидов VC и их размеры. При закалке
стали растворяется часть карбидов, в том числе VC, а при отпус-
ке наряду с другими дисперсными карбидами, упрочняющими
сталь, из нее выделяется и VC. Чем выше температура закалки,
тем больше выделяется карбидов VC и тем хуже шлифуемость
стали. Стабильность шлифуемости быстрорежущих сталей опре-
деляется постоянством ее химического состава и режимов тер-
мической обработки. Изменение содержания W и Мо в пределах
5
1.1. Физнко-мехаиические свойства быстрорежущих сталей в термически
обработанном состоянии
Сталь
Р18
Р6М5
Р6АМ5
Р6М5К5
Р6М5К5-МП
Р6М5ФЗ
11РЗЛМЗФ2
Р6М5ФЗ-МП
Р9М4К8
допустимого состава и нестабильность режима термической об-
работки могут существенно изменить относительную шлифуе-
мость стали.
На шлифуемость стали влияют также размеры карбидов и
их распределение. У порошковых сталей (Р6М5К5-МП,
РбтМБФЗ-МП) карбиды распределены более равномерно, а их
размер составляет 2...3 мкм, в то время как у обычных сталей
того же химического состава — 12... 13 мкм. Это определяет зна-
чительно лучшую шлифуемость порошковых сталей по сравне-
нию с обычными.
По степени ухудшения шлифуемости быстрорежущие стали
располагаются в следующем порядке; Р18, Р6М5, Р6М5К5-МП;
Р6М5ФЗ-МП, Р6АМ5, Р6М5ФЗ, 11ГЗАМФ2, Р6М4К8.
Наличие в составе быстрорежущей стали карбидов вольфра-
ма, молибдена и особенно высокотвердых карбидов ванадия вы-
зывает необходимость применять при шлифовании абразивные
материалы повышенной твердости и прочности; высококачествен-
ный электрокорунд, монокорунд, хромтитанистый электро-
корунд, эльбор. Наибольшую износостойкость и режущую спо-
собность при шлифовании быстрорежущих сталей имеет эльбор.
Однако из-за высокой стоимости эльбор получил применение в
основном при окончательном шлифовании и заточке инструмен-
та. При предварительном шлифовании быстрорежущих сталей
применяют главным образом электрокорунд. Использование ал-
мазных шлифовальных кругов для предварительной обработки
быстрорежущих сталей экономически не эффективно вследствие
низкой их износостойкости, которая объясняется повышенным
6
истиранием алмаза при взаимодействии со сталью. Достаточно
эффективны алмазные круги при окончательном круглом шлифо-
вании быстрорежущих сталей.
Твердые сплавы (табл. 1.2) по сравнению с быстрорежущими
сталями обладают большей твердостью (на 5...8 единиц HRC3),
большей износостойкостью, сохраняют твердость при высоких
температурах, но имеют значительную хрупкость. По прочности
твердые сплавы существенно уступают быстрорежущим сталям
и весьма чувствительны к температурным напряжениям.
По степени ухудшения шлифуемости вольфрамовые твердые
сплавы располагаются в следующем порядке: ВКЗ, ВК4, ВК6,
ВК6-М, ВК6-ОМ, ВК8, ВК10.
Титано-вольфрамовые твердые сплавы имеют меньшую проч-
ность, чем вольфрамовые, и поэтому лучше шлифуются. Даже
при одинаковой прочности силы резания при шлифовании спла-
1.2. Физико-механические свойства твердых сплавов, применяемых для
металлорежущего инструмента
Группа сплавов Марка Твердость по Рок- веллу HRC, (не менее) Плотность р-10-’. кг/м’ Предел прочности на нагиб аиэг10-’. Па Теплопро- водность при Г-20’С Вт.'(м-К) Удельная теплоем- кость при /-ККГС, с Дж/(кг-К)
ВКЗ 89,5 15,0 . .. 15,3 ПО 84 183
вкз-м 91,0 15,0.. . 15,3 ПО 84 183
ВК4 89,5 14,9.. . 15,2 130 84 183
В Кб 88,5 14,6... 15,0 135 80 175
Вольфрамо- BK6-M 90,0 14,8.. .. 15,1 135 80 175
вые В Кб-ОМ 90,5 14,7 . .. 15,0 120 80 175
BK8 87,5 14,4 .. . 14,8 140 75 175
вк ю 87,0 14,2... 14,6 150 71 175
вкюм 88,0 14,3... 14,6 150 71 175
вкю-ом 88,5 14,3.. . 14,6 140 71 175
ТЗОК4 92,0 9.5 ...9,8 95 16,8 334
Титановоль- Т15К6 90,0 11.1.. .11,6 115 37,6 250
фрамовые TI4K8 89.5 11,2... 11,6 125 33.4 250
Т5К10 88,5 12,4... 13,1 140 62,5 208
Титанотан- TT7KI2 ТТ8К6 87,0 90,5 13.0... 13.3 12.8... 13.3 165 125 — —
таловоль- фрамовые ТТ10К8-Б 89,0 13.5.. . 13,8 145 —-
TT20KS 89,0 12,0.. . 13,0 130 — —
Бсзвольфра- ТМ1 КНТ16 91,5 89,0 5,5... 6.0 5,5... 6.0 80 ПО —
мовыс ТН20 90,0 5,5 ...6.0 100 — —
7
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
bob группы TK несколько меньше, чем при шлифовании сплавов
группы В К. Однако сплавы группы ТК имеют теплопроводность,
в 2 раза меньшую, чем сплавы группы ВК, вследствие чего они
обладают повышенной склонностью к трещинообразованию при
циклическом нагреве и охлаждении в процессе шлифования. По
степени склонности к трещинообразованию сплавы этой группы
располагают в следующем порядке: Т5КЮ, Т14К8, Т15К6, Т30К4.
Шлифуемость титанотанталовольфрамовых сплавов хуже,
чем сплавов вольфрамовых и титановольфрамовых, так как с
повышением содержания карбидов тантала склонность к появ-
лению трещин возрастает.
Безвольфрамовые твердые сплавы по прочности уступают
большинству сплавов, относящихся к первым трем группам, и
имеют более низкую ударную вязкость, теплопроводность и бо-
лее высокий коэффициент термического расширения, что делает
их более чувствительными к тепловым нагрузкам. По степени
ухудшения шлифуемости эти сплавы располагаются в следую-
щем порядке: ТН20, ТМ1, КНТ16, причем производительность
шлифования сплава КНТ16 почти в 9 раз ниже, чем сплава
ТН20.
Шлифование твердых сплавов кругами из электрокорунда
практически невозможно. Это объясняется тем, что твердость
электрокорунда близка к твердости карбидов вольфрама и ни-
же твердости карбидов титана, поэтому зерна электрокорунда в
процессе шлифования быстро затупляются и шлифовальный
круг теряет работоспособность. Карбид кремния зеленый обла-
дает большей твердостью, чем электрокорунд, что обусловлива-
ет его большую стойкость при шлифовании твердых сплавов.
Однако эффективное шлифование твердых сплавов кругами из
карбида кремния зеленого возможно только при условии их ин-
1.3. Физико-механические свойства сверхтвердых и керамических материалов
тенсивного самозатачивания [71]. Круги из карбида кремния
зеленого рекомендуется применять только при предварительном
шлифовании и заточке. Круги из эльбора обладают низкой ре-
жущей способностью при обработке твердых сплавов и не реко-
мендуются для данного вида обработки. Наиболее высокой из-
носостойкостью при шлифовании твердых сплавов обладают ал-
мазные круги, которые могут работать не только в условиях са-
мозатачивания круга, но и в режиме затупления при шлифова-
нии. Поэтому алмазные круги используют как при предвари-
тельном, так и при окончательном шлифовании и заточке твер-
досплавных инструментов.
Керамические инструментальные материалы обладают такой
же твердостью, как и твердые сплавы наиболее износостойких
марок, и имеют повышенную теплостойкость (до 1 Ю0...1200°С).
Однако прочность керамических материалов примерно в 3 раза
ниже прочности твердых сплавов (табл. 1.3).
Керамические инструментальные материалы отличаются низ-
кой ударной вязкостью, малой пластичностью и повышенной
хрупкостью, поэтому в ббльшей степени, чем твердые сплавы,
керамические материалы чувствительны к температурным на-
пряжениям. Шлифование керамических инструментальных пла-
стин возможно только алмазными кругами при условиях, исклю-
чающих высокую температуру нагрева шлифуемых поверхно-
стей.
Алмаз обладает наивысшей твердостью и наибольшим моду-
лем упругости из всех известных режущих материалов. Тепло-
проводность алмаза также значительно выше, чем у других ин-
струментальных материалов, а коэффициент линейного расши-
рения в 5... 10 раз меньше, что обусловливает высокую стойкость
алмаза при тепловых нагрузках до 800... 1200°С, свыше кото-
Инструментальный материал Плотность р-10-*, кг/м3 Твердость
HRC3 HV при 'С
Наименова- ние Марка 20 S00
Композици- онный 0! 05 3,4 4,3 — 3600 4000... 4500 2000 1200
10 3.4 — 5500... 6200 2700
ВО-13 3.92... 3,94 90 ...91 - -
ЦМ-332 3,85... 3,90 90 —— т ,
Керамиче- ВШ-75 3.98 91 ...92 —
ский ВОК-60 4.2... 4,3 92... 94 — —
В-3 4,5... 4,6 92... 94
ОНТ-20 4,39 92... 94 — —
8
Модуль упругости £10-“. Па Предел прочности, Па Теплопровод- ность Вт/(м-К) Темпера- турный коэффициент линейного расширения Удельная теплоемкость с-10-*. ДжДкг-К)
иа нагиб на сжатие асж-1О—т
82 270 79 2,3
60,8 47 220 — — —
68—78 —• 260 21 ...84 —
38 44 105 7.5... 8.5 9,7 .„10.5
36 29... 39 490 105 7.5 ... 8.5 9,7... 10.5
40 50 250... 300 105 7.5 ... 8,5 9.7... 10,5
40 58... 74 97 7,5... 8,5 9,7... 10,5
38 ...40 44... 68 — 97 7,5... 8.5 9,7 „. 10,5
40 64 — — 7,5... 8,5’ 9,7 .„10,5
9
рой алмаз графитизируется. Шлифование алмазных инструмен-
тов возможно только алмазными шлифовальными кругами из
высокопрочных алмазов на металлических связках.
Композиционные поликристаллические материалы на основе
кубического и вюртцитоподобного нитрида бора обладают твер-
достью в 2...4 раза большей, чем у твердых сплавов, высокой
теплостойкостью (1 100...1300°С), хорошей теплопроводностью
(42...50 Вт/(м-К), близкой к теплопроводности твердых сплавов
группы ВК и не снижающейся при повышении температуры, хи-
мической инертностью к соединениям железа с углеродом, до-
статочной вязкостью и прочностью. Вследствие этого они имеют
очень низкую шлифуемость. Шлифуют композиционные поли-
кристаллические материалы алмазными кругами. При обработ-
ке кругами на органической связке относительный расход алма-
зов составляет 50... 400 мг/г, что в 50... 100 раз превышает отно-
сительный расход алмазов при шлифовании твердых сплавов.
Для снижения расходов алмазов рекомендуется применять спо-
соб шлифования алмазным кругом на металлической связке с
непрерывной электроэрознонной правкой (см. разд. 1.5). По сте-
пени ухудшения шлифуемости композиционные материалы рас-
полагаются в следующем порядке: композит 05, композит 01,
композит 10.
Шлифуемость инструментального материала характеризует
его технологические свойства, которые проявляются как сопро-
тивление, оказываемое обрабатываемым материалом абразив-
ным зернам при шлифовании. Шлифуемость инструментального
материала оценивается коэффициентом относительной шлифуе-
мости, который характеризует относительное изменение какого-
либо показателя при шлифовании данного инструментального
материала по сравнению с эталонным. Показатели, характери-
зующие шлифуемость инструментального материала: коэффици-
ент шлифования, период стойкости шлифовального круга, силы
и мощность шлифования, температура шлифования.
Все эти показатели в той или иной степени характеризуют
технологические свойства инструментального материала, однако
непосредственно оценить сопротивление, которое оказывает ма-
териал абразивным зернам в процессе шлифования возможно
лишь путем измерения сил шлифования.
Для определения коэффициента относительной шлифуемости
инструментальных материалов разработана методика [72] шли-
фования испытываемых и эталонных образцов при одинаковых
условиях с различной интенсивностью съема. В процессе шлифо-
вания измеряются силы резания и устанавливается зависимость
между интенсивностью съема металла Q и силами резания Р для
исследуемого и эталонного образцов в виде функции
(1.1)
10
где Ct, Ct — коэффициенты, учитывающие влияние условий шли-
фования и интенсивности съема; кш — коэффициент относитель-
ной шлифуемости, учитывающий относительное влияние испы-
туемого инструментального материала на силы резания по срав-
нению с эталонным.
Коэффициент ka определяют по формуле
-----------* <!-2)
У (P9i-C2)Q/
/-1
где Pat. Pai — силы резания при шлифовании испытуемого и эта-
лонного образцов с интенсивностью съема Q,; п — число испы-
таний.
Методика позволяет комплексно оценить влияние физико-ме-
ханических свойств инструментального материала на его шлифуе-
мость и обеспечивает высокую точность определения коэффици-
ента относительной шлифуемости. Данный коэффициент может
быть использован при технологических расчетах основных пара-
метров процесса шлифования: сил резания, мощности и темпе-
ратуры шлифования, а также для определения оптимальных ре-
жимов шлифования.
По данной методике были установлены коэффициенты отно-
сительной шлифуемости kDJ различных быстрорежущих сталей и
определены коэффициенты относительного изменения интенсив-
ности съема kQ (табл. 1.4)
kQ=Q„IQ9.
1.2. Характеристика шлифовальных кругов
Абразивные материалы, применяемые при шли-
фовании и заточке режущих инструментов: алмаз, эльбор, элект-
рокорунд, карбид кремния об-
ладают различными физико-
механическими свойствами, ко-
торые определяют их области
применения.
Алмаз по сравнению с
другими абразивными матери-
алами имеет наивысшую мик-
ротвердость, достигающую по
Виккерсу 10й Па и самый вы-
сокий модуль упругости 88-10'°
Па (табл. 1.5), что определяет
его высокую износостойкость и
абразивную способность при
1.4. Коэффициенты относительной
шлифуемости и относительного изме-
нения интенсивности съема различных
быстрорежущих сталей
Сталь *0
Р6М5 1 1
P6AMS 1.1 0,91
Р6М5ФЗ 1,19 0,83
11РЗАМЗФ2 1,13 0,88
Р6М5К5-МП 0,94 1,05
Р6М5ФЗ-МП 0,99 1
11
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
12
1.5. Физико-механические свойства абразивных материалов
Темпера- турный коэффициент линейного расширения а 10*. К-1 0,9... 1,45 2,5 ...4,7 4,7... 6,5 7,5
Теплопро- водность при О’С X. 1 Вг/((мК) ооюе- о ~ 12 £
>чности. Па па сжатие М*4 196... 200 49 147 76 ...98
Предел пр< на изгиб 0в»гЮ-’ 20,6... 48 4,9... 14,7 7,8... 8.8
Модуль упругости й-to-* Па 88 70 35,8... 38,6 31,3
микро- твердость ио Виккерсу Па 10 1 9.0... 9,25 3,3... 3.6 1,8 ...2,4
Плотность р-10-3. КГ/М’ 3,48 ...3,56 3.44 ... 3,49 3,12... 3,21 3,93 ...4,1
Абразивны Л материал Алмаз Эльбор Карбид кремния Электрокоруад
обработке материалов, не содержа-
щих углерод. При шлифовании ста-
лей в условиях повышенных нагру-
зок на зерно, приводящих к высокой
температуре в зоне контакта, про-
исходит интенсивный диффузионный
износ алмазного зерна, что опреде-
ляет повышенный расход алмазов.
Отечественной промышленно-
стью освоен выпуск 23 марок ал-
мазных порошков (табл. 1.6). В ос-
нове классификации шлифовальных
порошков из синтетических алмазов
лежит различие в их механической
прочности, а шлифовальных порош-
ков из природных алмазов —- разли-
чие в содержании зерен изометри-
ческой формы, что также косвенно
связано со средней прочностью зе-
рен. В зависимости от вида исход-
ного сырья шлифовальные порошки
обозначают: А—природный алмаз,
АС — синтетический монокристал-
лический алмаз, АР — синтетиче-
ский поликристаллический алмаз.
К обозначению синтетического по-
ликристалл ического алмаза АР до-
бавляют букву, обозначающую тип
поликристалл ического алмаза:
АРВ — баллас, АРК — карбонадо,
АРС — спеки
Для создания прочной связи
между зернами и связкой разрабо-
таны различные методы металлиза-
ции зерен. При металлизации зерно
обволакивается расплавленным ме-
таллом, который заполняет поры,
трещины и другие дефекты. Металл
покрывает поверхность зерна слоем
толщиной 3... 4 мкм и связывает от-
дельные части зерна. Разрушающая
нагрузка на зерно после его метал-
лизации увеличивается в 1,5... 2 ра-
за.
Наиболее эффективны металли-
зирование зерна алмаза в инстру-
ментах на бакелитовых связках. Ис-
1.6. Алмазно-абразивные материалы
Марка алмазных порошков (ГОСТ 8206—80) Рекомендуемые операции
Al, А2, АЗ, А5 А8 АС2 АС4 АС6 АС15, АС20 АС32 АС50 АРВ1, АРК4, АРСЗ AM, АСМ АН, АСН АМ5, АСМ1, АСМ5 Шлифование и заточка инструментов из алмаза, сверхтвердых материалов, керамики Правка шлифовальных кругов Предварительное н окончательное шлифование и заточка инструментов из твердых сплавов, керамики, сверхтвердых материалов Предварительное шлифование, заточка инструмен- тов из твердых сплавов Профильное шлифование, резьбошлифование, вы- шлифовка канавок в инструменте из твердого спла- ва Резка, глубинное шлифование инструмента из твер- дого сплава Правка шлифовальных кругов. Предварительное хонингование Предварительное шлифование с большими припус- ками на обработку Предварительное хонингование, резка, правка шли- фовальных кругов Доводка, полирование инструментов из твердых сплавов, керамики и сверхтвердых материалов Доводка и полирование инструментов из сверх- твердых материалов Сверхтонкая доводка и полирование инструмента из твердых сплавов
пользование шлифовальных кругов из металлизированных аб-
разивов улучшает отвод теплоты из зоны шлифования, что осо-
бенно важно в тех случаях, когда обработка осуществляется
без охлаждения. Установлено, что при оптимальных режимах
шлифования металлизация алмазных зерен дает возможность
снизить стоимость обработки в среднем на 25%, а режущую спо-
собность абразивного инструмента повысить на 35%.
Эль бор имеет микротвердость несколько меньшую, чем ал-
маз, но значительно большую, чем другие абразивные материа-
лы. Важным свойством эльбора является его способность проти-
востоять циклическому воздействию высоких температур. При
нагревании кристаллов эльбора в воздушной среде до 1000°С на
их поверхности образуется тонкая оксидная пленка ВгОд, кото-
рая служит как бы защитным покрытием и препятствует даль-
нейшему окислению. Эльбор в отличие от алмаза инертен к же-
лезу, что обеспечивает гораздо меньший его износ при обработ-
ке инструментальных и быстрорежущих сталей.
В СССР кубический нитрид бора выпускают двух модифика-
ций— эльбор и кубонит (табл. 1.7). Применение шлифовальных
13
1.7. Абразивные материалы из кубического нитрида бора
Зерно Обозначение Рекомендуемые операции
эльбора кубанита
Обычной прочности ло кл Окончательное шлифование н заточка инструментов из быстро- режущих сталей
Повышенной проч ности лп КР Предварительное п окончатель- ное шлифование инструментов из быстрорежущих сталей
Высокой прочности лкв — Профильное шлифование, резь- бошлифование, вышлифовывание канавок инструментов из быстро- режущих сталей
Дробленое из по- ликристаллов лд —
Обычной прочности с металлическим по- крытием лом ком Окончательное шлифование и заточка инструментов из быстро- режущих сталей кругами повы- шенной стойкости на органической связке
Повышенной проч- ности с металличе- ским покрытием — KPM Предварительное и окончатель- ное шлифование в заточка ин- струментов из быстрорежущих сталей кругами повышенной стой- кости на металлической связке
Обычной прочности со стеклопокрытием лос кос Окончательное шлифование и заточка инструментов из быстро- режущих сталей кругами повы- шенной стойкости на органической связке
Агрегатированное с металлическим покры- тием — КОМА Предварительное и окончатель- ное шлифование и заточка ин- струментов из быстрорежущих ста- лей кругами с повышенной стой- костью
Микропорошки лм КМ Окончательное шлифование, за- точка и доводка инструментов из быстрорежущих сталей
14
1.8. Абразивные материалы из электрокорунда и карбида кремния
Абразивный материал Обозначение Рекомендуемые операции
Электрокорунд нормальный 12А I3A 14А 15А 16А Предварительное шлифование кор- пусов сборных инструментов из кон- струкционных сталей Ведущие крути при бесцентровом шлифовании
Электрокорунд белый 22А 23А 24А 25А Предварительное и окончательное шлифование и заточка инструментов из быстрорежущих сталей
Электрокорунд хромистый 32А ЗЗА 34А Предварительное и окончательное шлифование с повышенной произво- дительностью инструментов из быст- рорежущих сталей
Электрокорунд титанистый 37А Шлифование заготовок из углеро- дистых и конструкционных сталей
Монокорунд 43А 44А 45А Шлифование и заточка инструмен- тов из быстрорежущих сталей ухуд- шенной шлифуемости
Карбид кремния зеленый 63С 64С Предварительное шлифование и за- точка инструментов из твердых спла- вов при съеме большого припуска
Хромотитанистый электрокорунд 9IA 92А Окончательное шлифование ин- струментов из быстрорежущих сталей кругами повышенной стойкости
кругов из эльбора при шлифовании и заточке быстрорежущих
сталей позволяет избегать прижоги, повышать производитель-
ность.
Период стойкости инструмента, заточенного кругами из эль-
бора, в 1,5 раза выше, чем при заточке кругами из электроко-
рунда.
Электрокорунд в зависимости от содержания окиси
алюминия и примесей имеет различный цвет, структуру, свойства
и соответственно области применения его различны (табл. 1.8).
Электрокорунд нормальный имеет значительную вязкость,
15
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
которая необходима при выполнении работ с переменными на-
грузками.
Зерна электрокорунда белого обладают высокой прочностью
и острыми кромками. Шлифовальные круги из белого электроко-
рунда отличаются стабильными свойствами, обладают хорошей
самозатачиваемостью.
Зерна монокорунда имеют изометрическую форму, высокую
механическую прочность и большое число режущих граней. Их
абразивная способность выше, чем зерен электрокорунда белого.
Благодаря этому шлифовальные круги из монокорунда облада-
ют высокими режущими свойствами и обеспечивают меньшие
силы шлифования.
Абразивные инструменты из хромистого электрокорунда по-
вышают на 2О...ЗО% производительность обработки конструкци-
онных и углеродистых сталей по сравнению с инструментами из
электрокорунда белого.
Шлифовальные круги из хромотитанистого электрокорунда
имеют повышенную стойкость, относительный расход электроко-
рунда хромотитанистого снижается в 1,6 раза по сравнению с
электрокорундом белым.
Карбид кремния производят двух видов, имеющих раз-
личное содержание примесей: зеленей и черный. По химическо-
му составу они отличаются незначительно, однако карбид крем-
ния зеленый содержит меньше примесей, имеет несколько боль-
шую хрупкость и более высокую абразивную способность. В ин-
струментальном производстве используют в основном круги из
карбида кремния зеленого.
Зернистость абразивных материалов характеризует размеры
абразивных зерен, представляющих собой геометрические тела
неправильной формы. Основным размером зерна является его
ширина. Классификацию абразивных зерен по размерам осуще-
ствляют рассевом ситами на специальной аппаратуре. Номер
зернистости для всех абразивных материалов, кроме алмазов,
обозначает номинальный размер стороны ячейки сита в свету,
на котором задерживаются зерна основной фракции. Номер зер-
нистости алмазных порошков обозначается дробью, знаменатель
дроби — размер сторон ячейки сита, на которой задерживаются
зерна, а числитель — размер стороны ячейки сита, через кото-
рую проходят зерна.
Шероховатость поверхности определяется работой зерен пре-
дельной и крупной фракций, а съем обрабатываемого материа-
ла— работой зерен крупной или основной фракций в зависимо-
сти от того, в каком количественном соотношении содержатся
они в микропорошке. При содержании зерен крупной фракции
более 20% интенсивность съема будет такой же, как при обра-
ботке абразивом большего (следующего) номера зернистости, а
при содержании зерен мелкой фракций свыше 50% — как при
16
обработке абразивом меньшего номера зернистости. Чем больше
номер зернистости шлифовального круга, тем большую нагруз-
ку выдерживает шлифовальный круг и тем большую производи-
тельность он обеспечивает при шлифовании. На шероховатость
шлифованной поверхности зернистость шлифовального круга
оказывает обратный эффект: чем больше номер зернистости,
тем хуже шероховатость поверхности.
Связка (табл. 1.9). При производстве абразивных инструмен-
тов из электрокорунда и карбида кремния применяют два типа
связок: неорганические (керамические) и органические (бакели-
товые, вулканитовые и др.).
Абразивный инструмент из электрокорунда изготовляют на
плавящейся керамической связке, а инструмент из карбида
кремния — на спекающейся. Плавящиеся связки химически
взаимодействуют с абразивными зернами из электрокорунда и
поэтому обеспечивают большую прочность абразивного инстру-
мента.
Зерна карбида кремния весьма непрочно удерживаются на
рабочей поверхности инструмента. Причина заключается в том,
что связь между зернами карбида кремния и керамической связ-
кой недостаточно прочная вследствие низкой смачиваемости зе-
рен и их слабого химического взаимодействия со связкой. Кера-
мические связки обладают высокими огнеупорностью, водоупор-
ностью, химической стойкостью и относительно высокой прочно-
стью. Недостатком этих связок является их высокая хрупкость,
вследствие чего круги на этой связке не могут использоваться
при ударных нагрузках и для отрезных работ, где возникают
большие изгибающие силы.
Абразивный инструмент на бакелитовой связке обладает боль-
шей прочностью, особенно на сжатие, чем инструмент на кера-
мической связке, что позволяет ему работать на высоких скоро-
стях резания. Шлифовальные круги на бакелитовой связке, ар-
мированные стеклосеткой,, применяют для обдирочного шлифо-
вания и отрезных операций. Недостаток бакелитовой связки —
ее малая теплостойкость. Бакелитовая связка недостаточно ус-
тойчива к действию СОЖ, содержащих щелочные растворы.
Вулканитовая связка обладает большой эластичностью и
плотностью. В абразивном инструменте на вулканитовой связке
зерна закреплены слабее, чем в инструменте на керамической и
бакелитовой связках. При увеличении давления в зоне контакта
круга с заготовкой и вследствие нагрева связки зерна углубля-
ются в нее и режут с меньшей глубиной, вследствие чего обра-
батываемая поверхность получается менее шероховатой. Инст-
рументы на вулканитовой связке, будучи более плотными, вызы-
вают повышенный нагрев обрабатываемой заготовки. Шлифо-
вальные круги на вулканитовой связке применяют в основном
при отрезке и прорезке пазов, в качестве ведущих при бесцент-
17
1.9. Связки шлифовальных кругов
Связка Абразивный материал Рекомендуемые операции а условия обработки
К1—К10 Кер Электрокорунд амические связки Предварительное и окончательное шлифо- вание и заточка инструментов из быстро- режущих сталей с охлаждением и всухую
К Карбид кремния Предварительное круглое и плоское шлн- вание и заточка твердосплавного инстру- мента при съеме больших припусков и об- работке твердого сплава совместно с дер- жавкой
К Алмаз Заточка инструмента при обработке твер- дого сплава совместно с державкой
СЮ Эльбор Предварительное и окончательное шли- фование и заточка инструмента из быстро- режущих сталей с охлаждением и всухую
KI9 Кубоиит Заточка инструментов из быстрорежущих сталей без охлаждения
Б Орга Электрокорунд 1ническне связки Шлифование и заточка инструментов из быстрорежущих сталей всухую и при повы- шенных требованиях к качеству шлифован- ных поверхностей
В Отрезка, вышлифовывание канавок ин- струмента из быстрорежущих сталей
В2—01 (Б1) Алмаз Окончательное шлифование, заточка и доводка инструмента из твердых сплавов, керамических и сверхтвердых материалов с охлаждением и всухую
Б1 Эльбор, кубоиит Окончательное шлифование, заточка, до- водка инструментов из быстрорежущих сталей
18
Продолжение табл. 1.9
Связка Абразивный материал Рекомендуемые операции и условия обработки
В1—04 (Б2) Алмаз Профильное шлифование, резьбошлифо- вание, вышлифовывание канавок твердо- сплавного инструмента
ВЗ—01 (БР) Окончательное шлифование и заточка ин- струментов из твердых сплавов и быстро- режущих сталей
В1—01 (БП—2) Высокопроизводительное механизирован- ное шлифование н заточка твердосплавных инструментов, шлифование твердосплавных многогранных пластин
В1—02 (Б156) Шлифование и заточка инструмента из твердого сплава и сверхтвердых материа- лов с повышенной производительностью, профильное шлифование, заточка узкокро- мочными кругами
Металлические связки
М2—01 (Ml) Алмаз Предварительное шлифование и заточка при повышенных требованиях к стойкости кругов, профильное шлифование, резьбо- шлнфоваиие твердосплавного инструмента с охлаждением
Ml, МФ Эльбор, кубоиит Профильное шлифование, вышлифовыва- ние канавок инструмента из быстрорежу- щих сталей
Ml—01 (МВ1) Ml—05 (M013) Алмаз Предварительное шлифование, заточка, вышлифовывание канавок твердосплавного инструмента с охлаждением
М2—04Э (M15) Электрохимическое шлнф< ванне и заточ- ка твердосплавного инструмента
M4—01 (гальвани- ческая) Профильное и внутреннее шлифование твердосплавного инструмента
19
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
ровом шлифовании и для вышлифовывания канавок в инстру-
ментах из быстрорежущих сталей.
Алмазные и эльборовые шлифовальные круги изготовляют
на органических (бакелитовых), металлических и керамических
связках. Бакелитовые связки обладают более низкими прочност-
ными характеристиками по сравнению с металлическими, что
позволяет кругам на этих связках работать с большей степенью
самозатачивания, тем самым обеспечивая постоянство их режу-
щих свойств.
Твердость абразивного инструмента характеризует силы свя-
зи, удерживающие абразивные зерна в инструменте. Обычно
мягким абразивным инструментом в отличие от твердого назы-
вают такой, из которого зерна легко выкрашиваются. Шлифо-
вальные круги из электрокорунда и карбида кремния подразде-
ляются по твердости на группы и степени (табл. 1.10). Больший
номер степени соответствует большей твердости.
Определение твердости абразивных инструментов из электро-
корунда, карбида кремния на керамической и бакелитовой связ-
ках зернистостью 12 и выше производится с помощью специаль-
ного пескоструйного аппарата путем измерения глубины лунки,
образующейся на абразивном инструменте под действием струи
кварцевого песка, выбрасываемой из камеры прибора сжатым
воздухом под давлением 1,5-103 Па. Твердость шлифовальных
кругов из электрокорунда и карбида кремния при зернистости
от 12 до М14 и твердость эльборовых кругов на керамической
связке определяются на твердомере «Роквелл» путем измерения
глубины лунки, образуемой при вдавливании стального шарика
под действием определенной нагрузки. Твердость абразивных
инструментов на вулканитовой связке измеряется на приборе
ТКИ методом вдавливания конуса с вершиной из твердого
сплава.
Для оценки твердости абразивных инструментов (главным
образом плоских) может быть использован акустический метод,
основанный на определении резонансных частот изгибных коле-
баний, уровень которых для определенного типоразмера абра-
1.10. Степень твердости
Характеристика круга по твердости Связка круга
керамическая бакелитовая вулканитовая
Мягкий Среднемягкий Средний Среднетвердый Твердый Ml. М2. М3 СМ1. СМ2 Cl. С2 СТ1, СТ 2. СТЗ Т1. Т2 СМ1. СМ2 Cl. С2 СТ1, СТ2, СТЗ TI. Т2 С ст т
20
зивного инструмента соот-
ветствует степеням твердо-
сти, определяемым одним из
традиционных способов [4].
При использовании при-
бора «Звук-202» возбужде-
ние в круге свободных коле-
баний осуществляется с по-
мощью удара ударником /
(рис. 1.1) по цилиндриче-
ской поверхности круга 2.
Механические колебания
Рис. 1.1.
Функциональная схема прибора «Звук-
202»
принимаются и преобразуются в электрический сигнал чувстви-
тельным элементом — микрофоном 3. Далее электрический сиг-
нал усиливается усилителем 4 и попадает в фильтр 5, с помощью
которого из сигнала выделяются собственные колебания круга.
Частота выделенных колебаний измеряется с помощью частото-
мера 7. Включение частотомера производится синхронизато-
ром 6.
При контроле малогабаритного инструмента на приборе
«Звук-107» в круге с помощью пьезоизлучателя возбуждаются
вынужденные колебания, частоту которых изменяют до тех пор,
пока она не совпадет с частотой собственных колебаний круга.
Шлифовальные круги высокой степени твердости обеспечива-
ют наибольший период стойкости круга, но работают с затупле-
нием. Это вызывает опасность образования дефектов на шли-
фуемой поверхности, и поэтому необходима частая правка кру-
га. Мягкие шлифовальные круги работают с интенсивным само-
затачиванием, поэтому абразивные зерна имеют небольшую сте-
пень затупления, что дает возможность вести более производи-
тельно обработку. Однако такие круги не обладают достаточной
стойкостью, отличаются повышенным износом и не пригодны для
обработки фасонных поверхностей. Наилучшие результаты по
износостойкости и производительности обеспечивают круги сред-
ней твердости, работающие в режиме ограниченного самозата-
чивания. При этом, чем выше степень твердости шлифовального
круга, тем более затупленными зернами он работает и тем выше
опасность образования дефектов на обрабатываемой поверхно-
сти.
При выборе твердости шлифовального круга следует руко-
водствоваться следующими правилами: чем ниже жесткость и
виброустойчивость станка, тем более твердым должен быть
круг; при работе торцом круга следует применять более мягкие
круги, чем при работе периферией; при обработке фасонных и
прерывистых поверхностей твердость круга должна быть выше;
применение СОЖ позволяет использовать более твердые круги;
чем больше площадь контакта крута с обрабатываемой поверх-
21
ностью, тем мягче должен быть круг; при появлении дефектов
на обрабатываемой поверхности необходимо применять более
мягкие круги; круги на бакелитовой связке должны быть на од-
ну-две ступени более твердыми, чем круги на керамической
связке.
Структура абразивного инструмента характеризует объем-
ное содержание зерен и связки з шлифовальном круге ч обозна-
чается номерами ит 0 до 12 С увеличением номера структуры
число зерен в круге уменьшается, а объем связки — увеличива-
ется. Абразивные инструменты структуры 0...3 имеют очень
плотное расположение зерен с малыми промежутками между
ними и малыми порами. Такие инструменты целесообразно ис-
пользовать для работ, требующих высокую точность профиля
абразивного инструмента (профильное шлифование, прорезка
точных пазов и др.), и для снижения шероховатости поверхно-
сти. Абразивные инструменты структуры 5...8 имеют среднее со-
отношение объемов зерен и связки, применяются для всех видов
работ, обеспечивают большую интенсивность съема и имеют до-
статочный период стойкости. Для круглого наружного и бесцент-
рового шлифования рекомендуются круги Б...6 структур, а для
плоского шлифования периферией круга и внутреннего шлифо-
вания — круги 7...8 структур, для отрезки рекомендуют круги
8...9 структур. Абразивные инструменты с открытой структурой
(9... 12) имеют наименьшее объемное содержание зерен, что уве-
личивает расстояние .между соседними абразивными зернами и
обеспечивает большие размеры пор. Работа такими инструмен-
тами улучшает условия отвода стружки, охлаждения круга и за-
готовки, уменьшает засаливание круга, что позволяет работать
такими кругами на повышенных режимах и предотвращает по-
явление дефектов на шлифованных поверхностях. Однако инст-
рументы с открытой структурой обладают меньшей прочностью.
Инструменты с открытой структурой рекомендуется применять
при обработке, мягких и вязких материалов, при шлифовании
мелкозернистыми абразивами; для предварительного шлифова-
ния инструментов из сталей ухудшенной шлифуемости, при
большой площади контакта круга с заготовкой.
Концентрация алмазных или эльборовых кругов характери-
зует обтлмное содержа не в них алмазных или эльборовых зе-
рен. За 100%-ную концентрацию в СССР и за рубежом принято
содержание 4.4 кар (0,88 г) в 1 см3 рабочего слоя, что составля-
ет 25% объема независимо от вида связки. Концентрация алмаз-
ного и эльборового абразивного инструмента определяет его ре-
жущие свойства, удельный расход и выбирается в зависимости
от выполняемой операции. С увеличением концентрации повы-
шаются режущая способность и период стойкости кругов на ор-
ганических связках, поэтому для окончательного шлифования
и доводки рекомендуют круги 100%- и 150%-ной концентрации,
22
а для профильного шлифования — круги 150%- и 200%-ной кон-
центрации. Для предварительного шлифования и заточки твер-
досплавного инструмента применяют круги на металлической
связке со 100%- или 150%-ной концентрацией; для шлифования
стружколомных канавок и лунок, резьбошлифования твердо-
сплавных метчиков, мелкомодульных фрез и профильного шли-
фования применяют круги со 150%-ной концентрацией алмазов.
1.3. Способы правки шлифовальных кругов
Правка кругов из электрокорунда и карбида
кремния в основном производится точением алмазным правящим
инструментом, накатыванием стальным фасонным диском и шли-
фованием алмазным роликом.
Правка точением алмазными карандашами произво-
дится на операциях круглого, внутреннего, плоского, бесцентро-
вого шлифования, а также на отдельных операциях профильно-
го, резьбо- и зубошлицешлифования. Алмазные карандаши в со-
ответствии с ГОСТ 607- 80 изготовляют четырех типов (рис.
1.2).
При изготовлении карандашей применяют следующие виды
алмазного сырья: природные алмазные кристаллы первого, вто-
рого, третьего и четвертого качества; природные алмазные шли-
фовальные порошки зернистостью от 80/63 до 500/400 и дробле-
ные синтетические алмазы АС32. Карандаши из алмазов первого
качества должны применяться только на операциях шлифова-
ния заготовок для получения точности 6-го и меньшего квалите-
тов с шероховатостью поверхности Ra—0,63 мкм и ниже, а так-
же при выполнении профильного шлифования. Карандаши из
синтетических алмазов рекомендуется использовать при скоро-
сти круга до 35 м/с для правки шлифовальных кругов из элект-
рокорунда белого, нормального и монокорунда
Чем больше объем абразива, снимаемый при правке (боль-
ше диаметр и высота круга), тем больше должна быть масса ал-
мазов в карандаше. Правку необходимо проводить при непре-
рывной и обильной подаче охлаждающей жидкости с расходом
I5...20л/мин. Перед правкой шлифовальный круг должен быть
отбалансирован. Алмазные карандаши типов 0i и 03 следует ус-
танавливать под углом 10...15° в направлении вращения круга и
периодически поворачивать вокруг собственной оси на угол 50...
Рис. 1.2.
Типы алмазных карандашей с алма-
зами, расположенными:
01 — по осн каранлаша; 02 — слоями; 03 —
на сферическое поверхности; 04 — несри-
ентирсвакно
23
и опубликовал на сайте:Р RE S S 1 ( Н Е R S О N )
60°. Карандаши типов 02 и 04 следует устанавливать по отноше-
нию к шлифовальному кругу без наклона. Величина съема аб-
разива при ручной правке шлифовальных кругов зернистостью
40 при внутреннем шлифовании и зубошлифованни не должна
превышать 0,07 мм, для остальных видов шлифования —
0,13 мм, а кругов зернистостью 25 и ниже — соответственно
0,05 мм и 0,1 мм.
При автоматической правке величина съема абразива не
должна превышать 0,03 мм для всех видов шлифования, кроме
резьбошлифования.
При автоматической правке однопрофильного круга для
шлифования резьбы алмазным карандашом типа 04 съем аб-
разива не должен превышать: 0,05 мм — для шага 1,0 мм и ме-
нее, 0,1 мм--для шага 1,25...1,5 мм, 0,14 мм — для шага 1,75 мм
и более. Рекомендуемые режимы правки шлифовальных кругов
алмазными карандашами приведены в табл. 1.11 [38].
Для правки шлифовальных кругов, предназначенных для
профильного шлифования и для операций чистовой обработки,
применяют однокристальные правящие инструменты, которые
подразделяют на инструменты из алмазов естественной формы
(алмазы в оправах и инструменты из обработанных алмазов),
алмазные иглы и резцы. Алмазы в оправах подразделяют на 10
групп в зависимости от массы алмаза, и на четыре типа в зави-
симости от формы державки: цилиндрические, цилиндрические с
головкой, конические и резьбовые. Алмазы в оправах рекоменду-
ется устанавливать под углом 10... 15° в направлении вращения
круга и под таким же углом в направлении продольной подачи.
Для правки кругов сложного профиля применяют алмазные
резцы или иглы с различной формой алмаза (долотообразная,
коническая, пирамидальная).
Правка накатыванием производится вращающимся
стальным фасонным накатным роликом. Под действием значи-
тельного давления накатного ролика, имеющего профиль обра-
батываемой детали и вращающегося вместе со шлифовальным
кругом со скоростью 1...1.5 м/с и поперечной подачей 0,05...
0,06 мм/мин, поверхностный слой круга разрушается, при этом
абразивные зерна дробятся и скалываются. Правка продолжа-
ется до тех пор, пока круг не приобретет форму заданного про-
филя. Накатные ролики изготовляют из стали У8А, У10А, ХГ,
Р18, закаленной до твердости 60...64 HRCg. На операциях пред-
варительного шлифования можно применять накатные ролики
из стали 45 или 40Х с закалкой до твердости 30...32 HRC* для
правки кругов твердостью МЗ...СМ2 и зернистостью 16...40. На
роликах рекомендуется выполнять радиально расположенные
канавки, параллельные оси ролика с неравномерным шагом. На-
личие канавок повышает производительность правки, а нерав-
номерный шаг их расположения исключает появление на шлифо-
24
1.11. Рекомендуемые режимы правки шлифовальных кругов алмазными
карандашами
Вид и способ шлифования Режим правки
Скорость подачи, м/мин Подача. ММ/ДВ.ХОД
Круглое: врезанием напроход шлифование торцов (круга) 0,15... 0,30 0,20... 0,30 0,20... 0,30 0,02... 0,03 0,02... 0,03 0,02... 0,03
Бесцентровое: врезанием напроход правка ведущего круга 0,15... 0,30 0,20 ...0,30 0,10 _ 0,15 0,02... 0,03 0,02 ...0,03 0,02 ...0,03
Внутреннее: отверстий торцов 2,0 ...3,0 2,0 ...3,0 0,02... 0,03 0,02 ...0,03
Плоское: периферией круга торцом круга 0,6 ...0,8 0,2... 0,3 0,02 ...0,03 0,02... 0,03
Резьбошлнфованне однопрофильное 0,08 ...0,15 0,01 «. 0,02
Шлниешлнфование боковых сторон дна впадины 0,40... 0,60 0,50... 0,70 0,02 ...0,03 0,02... 0,03
Профильное шлифование напроход 0,20... 0,30 0,03 ...0,04
вальном круге следов от канавок. Диаметр ролика принимают
равным 0,2...0,25 диаметра правящегося круга. Правку накаты-
ванием производят в основном для профилирования шлифоваль-
ных кругов на керамической связке при скорости круга 0,5 м/с
для предварительного шлифования и 1,0... 1,5 м/с для оконча-
тельного шлифования и скорости поперечной подачи 0,05 мм/мин
для предварительного шлифования и 0,01...0,03 мм/мин для
окончательного шлифования. Метод правки накатыванием при-
меняют при многопрофильном резьбошлифовании, зубошлифо-
вании, фасонном и шлицешлифовании.
25
Правка шлифованием алмазным роликом наи-
более эффективна в массовом и крупносерийном производствах.
Алмазный ролик состоит из корпуса, изготовленного из стали 35
или 45 и прочно соединенного с корпусом алмазоносного слоя,
содержащего равномерно распределенные природные алмазы,
сцементированные твердосплавной связкой. Правку производят
при рабочей скорости шлифовального круга и принудительном
вращении алмазного ролика от самостоятельного привода, с по-
дачей СОЖ в зону правки с расходом 40...60 л/мин на каждый
сантиметр ширины контакта при давлении 4-105 Па. Шпиндель
приспособления для правки алмазным роликом должен иметь
жесткость не менее 106 Н/м и биение не более 0,002 мкм [57].
Применение презиционных алмазных роликов позволяет обе-
спечить точность геометрической формы обрабатываемого инст-
румента ±0,005 мкм, допуск на угол ±10', шероховатость по-
верхности 2?а=0,40 мкм; сокращает вспомогательное время на
правку круга в 5 раз и более по сравнению с правкой по копиру
алмазным карандашом и создает возможности для полной ав-
томатизации процесса шлифования. Алмазным роликом можно
получить такой профиль круга, который невозможно получить
никакими другими методами правки.
Правка алмазных кругов производится в основном следую-
щими способами: механической обработкой абразивным инстру-
ментом, электрофизической обработкой и пластическим дефор-
мированием [74, 80].
Для механической обработки алмазных кругов могут быть
использованы два вида абразивных инструментов: бруски и шли-
фовальные круги.
Правка абразивным бруском аналогична обтачи-
ванию алмазным карандашом и применяется для восстановления
режущих свойств алмазных кругов па мягких органических
связках типа Б1, имеющих цилиндрические или плоские рабочие
поверхности.
Правку рекомендуется производить абразивным бруском из
карбида кремния зеленого при рабочей скорости алмазного
круга. Для алмазных кругов зернистостью от 125/100 и 63/50
рекомендуются бруски зернистостью 8 и твердостью CI, а для
кругов зернистостью 50/40 и мельче —бруски зернистостью 3 и
твердостью СМ1.
Правка абразивным кругом может осуществляться
шлифованием и обкатыванием (рис. 1.3). В первом случае ал-
мазный круг снимается со шлифовального станка, устанавлива-
ется на специальное устройство или станок для правки и приво-
дится во вращение со скоростью 0,5...I м/с, а абразивный круг —
со скоростью 15...20 м/с. При этом скорость продольного пере-
мещения стола составляет 0.5...1 м/мин, а подача — 0,01...
0,015 мм/дв. ход. Во втором случае алмазный круг не снимается
26
Рис. 1.3.
Схема правки алмазных круши абразивным кру-
гом:
в —на оправке в юттрах; б -с почдешо : рвеч-коб-
ления для контактного обкатывания с торможодягм;
I — аСразЕ.-яный круг, 2—кгжух; 3— 1Ю,и:Ы.Н!::к, >
корпус; 5 — шпиндель; в — корпус иептроб*зкисгэ pvry-
дятсра; 7— опора; с—колодки; Пружина; !'J— ОСИ
колодок
со шлифовального станка и вращается во время правки с рабо-
чей скоростью, а абразивный круг устанавливается на специаль-
ное приспособление с тормозным устройством. Во время правки
абразивный круг прижимают к алмазному с определенной силой
и сообщают ему осциллирующие движения, при этом абразив-
ный круг приводится во вращательное движение от контакта с
алмазным кругом, а благодаря тормозному устройству обеспе-
чивается проскальзывание абразивного круга относительно ал-
мазного. Преимущество этого способа — возможность правки не-
посредственно на шлифовальном станке, однако производитель-
ность правки обкатыванием в 3 раза меньше, чем шлифованием.
27
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Рис. 1.4.
Схема правки алмазных кругов
электрофизическими способами
Для правки шлифованием алмазных
кругов зернистостью от 125/100 до
50/40 рекомендуются шлифоваль-
ные круги из карбида кремния зе-
леного на керамической связке зер-
нистостью 25 и твердостью СМ2.
Для правки обкатыванием рекомен-
дуются те же круги, но более мяг-
кие.
Абразивную правку применяют
для алмазных кругов на органиче-
ских и металлических связках, при
этом ие требуется сложных уст-
ройств и модернизации оборудова-
ния. Недостатком этого метода является низкая стойкость аб-
разивного инструмента, что ограничивает его применение для
сравнительно простых форм рабочей поверхности круга. Про-
изводительность абразивной правки алмазных кругов па орга-
нических связках в 4... 6 раз выше, чем кругов на металлических
связках, а расход абразива в 3...4 раза ниже.
Электрофизическая правка применяется для алмаз-
ных кругов на токопроводящих металлических связках. Правя-
щий инструмент вместе с алмазным кругом включается в элект-
рическую цепь постоянного тока, при этом правящий инстру-
мент является катодом, а круг — анодом (рис. 1.4). В зону прав-
ки подается межэлектродная среда. В зависимости от видов ис-
точника тока и межэлектродной среды различают следующие
разновидности электрофизической правки: электрохимическую,
электроконтактную, электроимпульсную.
Для электрохимической правки в качестве источ-
ника тока используют выпрямитель ВАКР-100-12У4, а в качест-
ве межэлектродной среды — электролит (7%-пый раствор
NaNOg). Процесс правки заключается в том, что в результате
электролиза металлическая связка алмазоносного слоя раство-
ряется, обнажая алмазные зерна, которые при контакте с элект-
родом-инструментом выпадают. В качестве правящего инстру-
мента могут быть использованы диски из меди, стали 45 и шли-
фовальные круги из карбида кремния на металлической связке.
Медный диск сравнительно хорошо правит алмазные круги на
связках, имеющих алюминиевую основу, например ТМ2-5, но
плохо — круги на связках, имеющих медную основу типа Ml.
В последнем случае на поверхности алмазного круга образуется
пассивирующая пленка, которая изолирует анод и препятствует
протеканию тока. Значительно лучшие результаты по произво-
дительности достигаются при правке круга на связке Ml сталь-
ным диском. Абразивный круг на металлической связке СА-2
обеспечивает на 20% большую интенсивность съема при правке,
28
чем стальной диск. Интенсивность съема алмазоносного слоя
возрастает с повышением напряжения на электродах. Оптималь-
ное напряжение при электрохимической правке составляет 12...
15 В, свыше которого возникает искрение и ухудшение качества
обработки.
Электроконтактную правку, так же как и электро-
химическую, производят с применением выпрямительного агре-
гата в качестве источника постоянного тока, но в отличие от нее,
в качестве межэлектродной среды используют диэлектрическую
жидкость, например минеральное масло, исключающее процесс
электрохимического растворения связки круга. В процессе прав-
ки между алмазным крутом и правящим инструментом возника-
ют электролуговые разряды. В результате теплового воздейст-
вия этих разрядов происходит эрозия связки, благодаря чему
алмазные зерна обнажаются и выпадают. В качестве правящего
инструмента рекомендуется стальной вращающийся диск прямо-
го или фасонного профиля. Правку рекомендуется производить
при скоростях алмазного круга 1...1.5 м/с, правящего диска 20...
25 м/с, скорости продольного перемещения стола 0,3...0,5 м/мин
и подаче 0,005...0,01 мм/дв. ход.
Эл ектро и м пу л ьс н а я правка по своей физической
природе аналогична электроконтактной, но отличается от нее
тем, что частота и длительность (скважность) электрических
разрядов регулируются. Для этого в качестве источника тока
используют высокочастотный генератор импульсов. Электроим-
пульсную правку производят вращающимся стальным диском.
В качестве межэлектродной среды рекомендуется 3%-ный раст-
вор эмульсола. Микрогеометрия поверхности алмазного круга
при правке в значительной мере зависит от параметров импуль-
сов электрического тока. Чем выше частота и скважность им-
пульсов, тем меньше размер микронеровностей на правящейся
поверхности круга. При частоте 200 кГц и скважности 5 поверх-
ность круга имеет матовый блеск, а при частоте 8 кГц и скваж-
ности 1,25 она покрыта глубокими лунками. Электроимпульсную
правку рекомендуется производить при окружной скорости ал-
мазного круга и правящего диска 0,5... 1 м/с, скорости продоль-
ного перемещения стола 0,5 м/мин, напряжении 20...40 В, часто-
те импульсов 200 кГц и скважности импульсов 2. Подачу на глу-
бину рекомендуется выполнять от следящего привода, позволяю-
щего поддерживать постоянный межэлектродный зазор, который
должен быть несколько больше высоты выступающей части зер-
на алмаза (5...15 мкм). Электроимпульсную правку можно осу-
ществлять периодически по мере износа круга и непрерывно в
течение всего процесса шлифования. Электроимпульсный способ
позволяет более тонко управлять рельефом режущей поверхно-
сти алмазного крута в процессе правки, однако требует приме-
29
нения более сложного оборудования, чем другие рассмотренные
разновидности электрофизической обработки.
Способ пластического деформирования фа-
сонными накатными роликами может быть использован для про-
филирования и правки алмазных кругов на специальной метал-
лической связке, обладающей повышенной пластичностью (связ-
ка на основе алюминия типа МО7 или на бронзовой основе с 5...
10%-ным содержанием олова типа Ml-5, М1-10). Профилирова-
ние осуществляют следующим образом. Алмазный круг предва-
рительно правят одним из перечисленных выше методов по ци-
линдрической поверхности для устранения отклонения от конус-
ности н биения и устанавливают на станок для пластического
деформирования. Для этого могут быть использованы металло-
режущие станки, обладающие достаточной жесткостью; резьбо-
накатные, фрезерные, токарные и т. п. В процессе профилирова-
ния или правки накатной ролик вдавливается в алмазный круг,
производя его пластическую деформацию, и придает ему нужный
профиль. При этом точность профиля составляет 5... 10 мкм по
линейным размерам и 5...10' по угловым. Время профилирования
10...30 мин в зависимости от характеристики круга и размеров
профиля. Способ пластического деформирования позволяет осу-
ществить профилирование и правку таких алмазных кругов, как
многопрофильные резьбошлифовальные, червячные специальные,
сложнопрофильные, которые другими способами получить невоз-
можно.
Правка эльборовых кругов. Эльборовые круги на керамиче-
ской связке наиболее целесообразно править точением алмазным
карандашом, однако расход алмазного карандаша на правку
эльборового круга возрастает в 5...8 раз по сравнению с правкой
круга из электрокорунда. Правку рекомендуется производить
алмазными карандашами типа 04 при рабочей скорости шлифо-
вального круга, обильной подаче СОЖ с расходом 20 л/мин,
скорости продольного движения 0,5 м/мин, подаче 0,01...
0,02 мм/дв. ход для цилиндрических поверхностей и соответст-
венно 0,6 м/мин и 0,06...0,08 мм/дв. ход для торцовых поверхно-
стей.
Эльборовые круги на мягких органических связках рекомен-
дуется править абразивными брусками из карбида кремния зе-
леного твердостью СМ2—С1. Зернистость брусков выбирается
равной или на один номер выше зернистости шлифовального
круга.
Эльборовые круги фасонного профиля на органических и ке-
рамических связках можно править однокристальным алмазом
в оправе при рабочей скорости шлифовального круга и скорости
продольного движения 0,2...0,5 м/мин, поперечной подаче 0,005...
0,01 мм/дв. ход. Эти круги можно также править способом шли-
30
фования фасонным алмазным роликом при скорости ролика 5...
10 м/с.
Эльборовые круги на металлических связках и на органиче-
ских, содержащих металлический наполнитель, рекомендуется
править шлифованием абразивным кругом из карбида кремния
зеленого твердостью СМ2—С2, зернистостью 25...40 на керамиче-
ской связке при скорости правящего круга 20 м/с, эльборового
круга 0,5... 1 м/с, скорости продольного движения 0,5... 1 м/мин,
подаче 0,01...0,015 мм/дв. ход. Чтобы получить фасонный про-
филь, эти круги можно править электроконтактным или электро-
импульсным способом при тех же условиях, что и при правке ал-
мазных кругов на токопроводящих связках.
1.4. Основные закономерности процесса
шлифования и пути улучшения качества
режущего инструмента
Особенности протекания процесса шлифования и
его результирующие показатели зависят от большого числа тех-
нологических факторов, которые условно называют входными
параметрами. Эти параметры можно разделить на две группы:
регулируемые, которые могут изменяться в определенных преде-
лах и выбираться при оптимизации процесса, и нерегулируемые,
которые задаются неизменными и являются ограничениями при
оптимизации процесса. К регулируемым входным параметрам
относятся: характеристика шлифовального круга, режим шлифо-
вания, состав и расход СОЖ. К нерегулируемым входным пара-
метрам относятся: статические и динамические характеристики
шлифовального станка, физико-механические свойства шлифуе-
мого материала, геометрические параметры и требования к ка-
честву инструмента.
Результирующими показателями процесса шлифования, ус-
ловно называемыми выходными параметрами, являются произ-
водительность процесса, износ и стойкость шлифовальных кру-
гов, шероховатость, качество поверхностного слоя и точность,
силы и температура шлифования.
Выходные параметры связаны с входными определенными
функциональными зависимостями, которые определяют законо-
мерности процесса шлифования.
Интенсивность съема Q определяется объемом материала,
снимаемого шлифовальным кругом в единицу времени, мм3/мин,
который задается режимом шлифования.
Основной закономерностью процесса шлифования является
зависимость между интенсивностью съема Q и давлением абра-
зивного инструмента р (рис. 1.5). До значения pi съем шлифуе-
мого материала не происходит. Это объясняется тем, что давле-
ние, с которым прижимаются абразивные зерна к шлифовально-
31
тред актировал и опубликовал на сайте : PRESSI^HERSON ]
Рис. 1.5.
Зависимость интенсивности съема
от давления абразивного инстру-
мента
Рис. 1.6.
Влияние давления алмазного кру-
га на интенсивность съема твердо-
го сплава при различной зернис-
тости:
1 - 50/40; 2 - 63/50; 3 - 80/63; 4 -
1ЛП/ОП
му материалу, недостаточно для их внедрения в материал. Абра-
зивные зерна только скользят по обрабатываемой поверхности —
происходит процесс трения. При давлении p>pi часть абразив-
ных зерен, находящихся на рабочей поверхности круга, начина-
ет внедряться в обрабатываемую поверхность. В случае обработ-
ки пластически деформируемых материалов на шлифуемой по-
верхности образуются канавки с вытесненным материалом —
происходит его упругое и пластическое деформирование. По ме-
ре увеличения давления наряду с пластическим деформировани-
ем происходит процесс срезания мпкростружек микровыступами
на поверхностях зерен. В диапазоне давлений от pt до р2 интен-
сивность съема постепенно возрастает, однако кривая зависимо-
сти Q=f(p) имеет очень небольшой угол наклона. После дости-
жения давления р2 начинается интенсивное резание. В диапазо-
не давлений р2...рз интенсивность съема резко возрастает, так
как с увеличением давления все большее число зерен, разновы-
сотно расположенных на рабочей поверхности шлифовального
круга, внедряется в шлифуемый материал, при этом возрастают
средняя толщина среза, общее число срезаемых микростружек
и, таким образом, увеличивается суммарный съем материала,
срезаемого кругом в единицу времени. После достижения давле-
ния рз в контакт со шлифуемой поверхностью вступает связка
круга и становится невозможным дальнейшее увеличение глуби-
ны внедрения зерен. Поэтому при увеличении давления выше
Рз рост интенсивности съема прекращается и даже может сни-
n«TTt Л Г*
32
Критические значения pit ръ рз зависят от физико-механиче-
ских свойств шлифуемого материала и характеристики шлифо-
вального круга, главным образом от зернистости и степени за-
тупления зерен. Чем крупнее зернистость, тем большие значе-
ния р\, р?, рз. Так, например, установлено [71], что при шлифо-
вании твердого сплава алмазным кругом на металлической связ-
ке зернистостью 50/40 максимальная интенсивность съема мо-
жет быть получена при давлении р3 = 4103 Па, а зернистостью
100/80—при /?а=18-105 Па (рис. 1.6). Функция Q=f(p), в диа-
пазоне р2...р3, представляющем интерес для практических рас-
четов, может быть выражена линейным уравнением
Q-k(p~- рг), (1.3)
где k — коэффициент, характеризующий влияние давления на
интенсивность съема материала.
Силу прижима абразивного инструмента и соответствующее
ей давление определяет рабочий цикл шлифования, во время ко-
торого осуществляется съем шлифуемого материала. Рабочий
цикл шлифования является частью автоматического цикла рабо-
ты шлифовального станка и содержит программу управления
движением подачи на глубину шлифования.
В качестве примера рассмотрим рабочий цикл врезного шли-
фования с постоянной скоростью движения подачи и выхажи-
ванием (рис. 1.7). На участке 1—3 осуществляется равномерная
подача, а на участке 3—4— выхаживание (штриховые линии).
Фактический линейный съем материала (сплошная линия) на
участке /—2 рабочего цикла отстает от номинальной подачи.
Это объясняется тем, что в начале процесса сила прижима абра-
зивного инструмента недостаточна и не обеспечивает заданную
режимом шлифования интенсивность съема. Вследствие отста-
вания фактического линейного съема от номинальной подачи в
технологической системе станок — приспособление — инстру-
мент— заготовка возникают упругие отжатия у (натяг), благо-
даря чему возрастает сила прижима абразивного круга Py=yj,
где / — жесткость технологической системы. При увеличении Ру
возрастают давление абразивного инструмента и соответствен-
но интенсивность съема.
Это продолжается до тех
пор пока фактическая ин-
тенсивность съема не ста-
нет равной интенсивности
Рис. 1.7.
Рабочий цикл врезного шлифо-
вания с постоянной скоростью
движения подачи на глубину
шлифования
33
съема, заданной режимом шлифования (участок 1—2). После
этого скорость линейного съема становится равной скорости дви-
жения подачи (участок 2—3). При выхаживании (участок 3—4)
движение подачи прекращается, а съем продолжается Сила Ру
постепенно уменьшается, так как по мере съема материала
уменьшается натяг в технологической системе, что приводит к
уменьшению давления р и соответственно фактической интенсив-
ности съема Q$. Съем практически прекращается при р=р?,
соответствующем определенному у0.
Таким образом, при суммарной подаче Л фактический съем
йф=А—у0. Величина и время выхаживания зависят от жестко-
сти технологической системы и критического значения р2. Время
рабочего цикла может быть снижено за счет ускоренного вреза-
ния на участке 1—2, переменной скорости подачи на участке 2—
3 и ускоренного выхаживания на участке 3—4. Общее время ра-
бочего цикла
Тр.ц — (®/Qp) “Ь Ч»ых»
где ш — объем срезаемого слоя, а фактическая интенсивность
съема
Рф=-аг>//р.ц.
Износ и стойкость шлифовальных кругов. Изнашивание аб-
разивного зерна заключается в истирании и обламывании ми-
кровыступов на его режущей вершине. Интенсивность изнаши-
вания абразивного зерна зависит от физико-механических
свойств материала зерна и обрабатываемого материала, нагруз-
ки на зерно, температуры резания зерном, а величина износа так-
же от суммарного пути резания зерном. В зависимости от харак-
теристики шлифовального круга и условий его работы затуплен-
ное зерно может оставаться на рабочей поверхности круга — ра-
бота с затуплением или выкрашиваться — работа с самозатачи-
ванием.
Характер работы шлифовального круга определяется соотно-
шением сил резания, действующих на режущие зерна, и сил свя-
34
зи, удерживающих зерна на
рабочей поверхности круга
(рис. 1.8). В шлифовальном
круге зерно удерживается
связкой с силой 63. До тех
пор, пока сила резания Ръ,
действующая на зерно, боль-
ше силы связи 03, абразив-
Рмс. 1.8. Схема сил, действующих
иа режущее зерно, закрепленное
в шлифовальном круге
Рис. 1.9.
Теоретические кривые распределения
сил связи G и сил резания Р при ра-
боте кругами:
а — с самозатачиванием; б — с затуплени-
ем
Рнс. 1.10.
Влияние давления, МПа, круга на от-
носительный расход q абразивного
материала
ное зерно остается иа поверхности шлифовального круга, по-
степенно изнашиваясь после каждого среза. По мере затупле-
ния зерна сила резания Ра, действующая на него, увеличивается
и наступает такой момент, когда она становится больше силы
связи G3, что приводит к выпаданию затупленного зерна. Чем
больше разность между силой Ра, возникающей при резании ост-
рым зерном и силой связи G3, тем большим будет износ зерна и
тем больший путь резания Дя оно совершит.
В связи с тем что размеры зерна, геометрические параметры
его режущих элементов, расположение по высоте на рабочей по-
верхности круга, величина износа режущих элементов весьма
различны, силы резания зерном Ра и силы связи Ga являются
случайными величинами, подчиняющимися нормальному закону
распределения.
При работе круга с самозатачиванием силы резания Ря, дей-
ствующие на некоторую часть зерен, превышают силы связи G3,
удерживающие эти зерна. В этом случае кривые распределения
Р3 и G3 пересекаются (рис. 1.9), а заштрихованная площадь вы-
ражает вероятность того, что Pa^Ga. Чем меньше разность
между средними величинами G3—Pa, тем больше эта площадь,
а следовательно, больше вероятность выпадания зерен, т. е. тем
большим будет расход круга. Если (<7а—Р3)>»3(ос—од), то
кривые распределения сил G и Р не пересекаются, т. е. макси-
мальные значения сил резания не достигают минимальных зна-
чений сил связи. В этом случае вероятность выпадания зерен
равна нулю и круг работает с затуплением.
35
тред актировал и опубликовал на сайте :PRESS1(HERSON )
При работе шлифовального круга с затуплением затупленные
абразивные зерна удерживаются на рабочей поверхности круга,
все больше изнашиваясь. Зерна с большой величиной износа не
режут, а производят пластическое деформирование, не отделяя
стружки. По мере затупления шлифовального круга таких зерен
становится все больше, поры между зернами заполняются струж-
кой. При этом площадь контакта шлифовального круга с обра-
батываемой поверхностью увеличивается; сила и температура
шлифования возрастают, что приводит к образованию дефектов
на шлифуемой поверхности. Поэтому при работе шлифовального
круга с затуплением его приходится часто править.
При работе шлифовального круга с самозатачиванием изно-
шенные зерна выпадают, обнажая новые незатупленные зерна.
Чем мягче шлифовальный круг, тем меньше силы связи и поэто-
му тем меньше сила резания зерном, при которой зерно выпада-
ет из связки. Это означает, что, чем мягче шлифовальный круг,
тем более острыми зернами он режет, т. е. тем выше его режу-
щая способность, меньше силы резания и теплонапряженность
процесса шлифования.
Основными признаками перехода от затупления к самозата-
чиванию шлифовального круга являются резкая интенсифика-
ция взноса абразивного материала круга, повышение его режу-
щей способности и стабилизация интенсивности съема материа-
ла. Для данного шлифовального круга существует критическое
давление, превышение которого вызывает его самозатачивание.
Кривая функции относительного расхода q абразивного материа-
ла круга от давления б=/(р) имеет точку перегиба (рис. 1.10),
которая соответствует критическому давлению для данного кру-
га. При относительный расход абразивного материала
круга резко возрастает. Величина критического давления зави-
сит от характеристики шлифовального круга и условий шлифо-
вания. Так, например, при плоском шлифовании твердого спла-
ва TJ5K6 торцом алмазного круга на связке Б1 (кривая /) кри-
тическое давление было равно 7,5- 10s Па, а на связке М5 (кри-
вая 2)—20- 10s Па [71]. При шлифовании кругом на керамиче-
ской связке критическое давление с увеличением твердости кру-
га от М2 до СТ2 увеличивается от 7 • 10s до 28- !05 Па.
Период стойкости шлифовального круга — время его работы
между правками — определяется различными критериями, зави-
сящими от технических требований к шлифуемой заготовке. Та-
кими критериями являются предельные погрешности формы и
размеров заготовки, шероховатость шлифованной поверхности,
появление дефектов на шлифуемой поверхности и др. При шли-
фовании заготовок с фасонными поверхностями и высокой точ-
ностью основным критерием является точностной отказ шлифо-
вального круга. В этом случае выбирают условия работы круга
с затуплением или частичным самозатачиванием. При шлифова-
36
нии заготовок плоской или цилиндрической формы с невысокой
точностью основным критерием отказа круга является отсутст-
вие дефектов на шлифованных поверхностях. В этих случаях це-
лесообразно работать в условиях самозатачивания круга.
Расход абразивного материала при шлифовании определяет-
ся характером износа шлифовального круга. При работе шлифо-
вального круга с затуплением расход абразивного материала за
счет износа абразивных зерен является незначительным и им
можно пренебречь. Основной расход абразивного материала про-
исходит в результате периодических правок шлифовального кру-
га. Поэтому относительный расход абразивного материала кру-
га, работающего с затуплением, равен частному от деления мас-
сы абразивного материала, срезанного при правке, на массу ме-
талла, снятого за период СТОЙКОСТИ круга. При работе шлифо-
вального круга с самозатачиванием износ круга зависит от сте-
пени его самозатачивания, а относительный расход абразивного
материала равен отношению скорости изнашивания абразивного
круга к интенсивности съема материала.
Силы резания при шлифовании. Сила резания, возникающая
при шлифовании абразивным кругом, является равнодействую-
щей сил резания абразивными зернами, одновременно находя-
щимися в зоне контакта круга с заготовкой.
Сила резания шлифующим зерном зависит от сопротивления
резанию, которое оказывает обрабатываемый материал, геомет-
рических параметров, степени затупления зерна и глубины его
внедрения. Непосредственное определение глубины внедрения
каждого шлифующего зерна, его геометрических параметров,
числа зерен, одновременно участвующих в резании, является
практически неразрешимой задачей. Для косвенной оценки за-
висимости сил резания от входных параметров процесса шлифо-
вания представляется целесообразным использовать условный
параметр А*— толщину слоя, срезанного рабочей поверхностью
круга, участвовавшей в резании
Лм=С/(«к1Лр), (1.4)
где Вкр—ширина рабочей поверхности круга, участвовавшей в
резании; окг — скорость шлифовального круга.
Используя данный параметр, зависимость (1.3) можно пред-
ставить в следующем виде:
Лм~<:л(/?“/’2). (1-5)
где сн — коэффициент, характеризующий влияние давления аб-
разивного инструмента на толщину слоя, срезаемого рабочей по-
верхностью круга.
Из выражений (1.4), (1.5) следует, что
р=—~^------|-р2. (1.6)
37
При затуплении шлифовального круга давление р возраста-
ет пропорционально суммарному пути резания абразивного зер-
на Lj. В этом случае
Р=~^--------<1-7)
Нормальная составляющая силы резания
где FK— площадь контакта круга с заготовкой, тогда
'’•'-(т-т—+й+еА)Л- <1-8>
\ Okpvk|jCA /
Отношение между касательной и нормальной составляющими
силами резания Рг и PY по аналогии с коэффициентом трения
может быть названо коэффициентом абразивного резания fa=
— PziPy. Исследования показывают, что этот коэффициент на-
ходится в пределах 0,12...0,85 и зависит от условий шлифования
[48].
С увеличением интенсивности съема коэффициент абразивно-
го резания возрастает. Это объясняется тем, что при большей ин-
тенсивности съема возрастает нормальная сила Ру, а это приво-
дит к увеличению глубины внедрения зерен. При этом увеличи-
ваются поперечное сечение среза зерном, а также число зерен,
одновременно участвующих в резании, что в конечном итоге оп-
ределяет относительно большее возрастание силы Рг-
Коэффициент абразивного резания тем меньше, чем хуже
шлифуемость инструментального материала. Так, например, при
плоском шлифовании торцом электрокорундового круга загото-
вок из стали Р18 /а = 0,33... 0,41, а заготовок из стали Р9М4К8
fa=0,27... 0,35. Это означает, что, чем хуже шлифуемость мате-
риала, тем на меньшую глубину врезаются абразивные зерна при
той же нормальной силе Ру, а следовательно, относительно мень-
ше сила Pz. Аналогичным образом сказывается затупление аб-
разивных зерен. Затупленные зерна при одинаковой силе Ру
внедряются на меньшую глубину, чем более острые зерна. От-
сюда меньшее поперечное сечение среза и относительно меньшая
сила Pz.
Тепловые явления при шлифовании. Механическая энергия,
расходуемая при шлифовании на упругую и пластическую дефор-
мацию снимаемого слоя, а также на трение контактных поверх-
ностей шлифовального круга и изделия, почти полностью пере-
ходит в теплоту. При шлифовании с движущейся контактной зо-
ной каждая точка шлифуемой поверхности заготовки подверга-
ется нагреву в контактный период и охлаждению в неконтактный
период. При шлифовании с неподвижной контактной зоной заго-
38
Рис. 1.11.
Схема зоны контакта шлифо-
вального круга с обрабатыва-
емой заготовкой
товка подвергается непре-
рывному нагреву в тече-
ние всего времени шли-
фования.
В контактный период
теплота, выделяющаяся
при шлифовании, поступает в заготовку, шлифовальный круг,
стружку и охлаждающую среду. Нагрев заготовки / (рис. 1.11)
при шлифовании абразивным кругом 2 является результатом
воздействия на него тепловых импульсов, возникающих на по-
верхности резания О—А в результате контакта абразивных зе-
рен 3 с заготовкой 1. Абразивное зерно 3 соприкасается с заго-
товкой / по контактной площадке С—D и перемещается отно-
сительно заготовки по поверхности резания О- А. Теплота вы-
деляется на контактной площадке С—D как в результате про-
цесса резания зерном, так и в результате процессов пластиче-
ского деформирования и трения скользящим по поверхности
зерном, а также трения связки и стружки о поверхность. Вы-
деляемая теплота поступает в заготовку через поверхность ре-
зания ОА, а в шлифовальный круг через абразивные зерна и тру-
щиеся поверхности. В связи с дискретностью контакта шлифо-
вального круга с заготовкой между режущей поверхностью шли-
фовального круга и поверхностью резания образуется зазор 4,
в который попадает охлаждающая среда (воздух или СОЖ),
перемещающаяся относительно поверхности резания со ско-
ростью шлифовального круга. Поток охлаждающей среды, омы-
вая поверхность резания, охлаждает ее и уносит часть теплоты,
выделившейся при шлифовании. Эффект охлаждения поверх-
ности резания зависит от количества попадающей в зазор ох-
лаждающей жидкости и ее теплофизических характеристик.
Максимальная температура нагрева шлифуемой поверхности
и распределение температуры на поверхности заготовки и в глубь
ее (температурное поле) зависит от интенсивности и плотности
теплового потока, а также от условий контакта шлифовального
круга с заготовкой. Интенсивность теплового потока определяет-
ся мощностью N = PzVkv, расходуемой на шлифование, так как
почти вся механическая энергия переходит в тепловую. Основны-
ми характеристиками условий контакта шлифовального круга с
заготовкой является площадь контакта и скорость ее движения
относительно шлифуемой поверхности. Площадь контакта опре-
деляет плотность теплового потока q—PzVwlF*, а скорость по-
39
Отредактировал и опубликовал на сайте :PRESS1(HERSON )
дачи vs определяет время нагрева x=lK/vs, где 1К—длина кон-
такта.
Температура, развивающаяся непосредственно в зоне резания
абразивным зерном и называемая мгновенной, имеет очень вы-
сокие значения и может достигать температуры плавления обра-
батываемого материала. Благодаря этому повышается пластич-
ность обрабатываемого материала, что благоприятствует процес-
су микрорезания зерном.
Средняя температура нагрева шлифуемой поверхности заго-
товки значительно ниже мгновенной температуры в связи с ин-
тенсивным теплоотводом из зоны контакта внутрь заготовки.
Для теоретического расчета средней температуры нагрева
шлифуемой поверхности при наиболее распространенных усло-
виях шлифования с быстродвижущейся зоной контакта может
быть использована следующая формула:
0=Jfe,/^t (1.9)
Хм у nvs
где а3 — доля теплоты, идущая в заготовку; лм— коэффициент
теплопроводности шлифуемого материала; ам — коэффициент
температуропроводности шлифуемого материала.
Температурное поле при плоском шлифовании, представлен-
ное на рис. 1.12, в, имеет вид, характерный для большинства
условий шлифования. Точка с максимальной температурой нахо-
Рнс. 1.12.
Температурное поле при плоской шлифовании:
а — без СОЖ; б - с СОЖ
Рис. 1.13.
Осциллограмма температу-
ры шлифования:
/и 2 — соответственно уровни
минимальной и максимальной
температуры
дится на шлифуемой поверхности и расположена почти на зад-
ней кромке шлифовального круга. Расчет температурного поля
с учетом применения СОЖ (рис. 1.12,6) показывает, что макси-
мальная температура заготовки снижается на 15%. Происходит
существенная деформация температурного поля, заключающаяся
в том, что после прохождения шлифовального круга температура
верхних слоев обрабатываемой поверхности становится ниже,
чем температура нижележащих слоев. При больших скоростях
перемещения шлифовального круга, например при круглом шли-
фовании, влиянием охлаждения можно пренебречь. В ряде слу-
чаев в неконтактный период не происходит охлаждения шлифуе-
мой поверхности до начальной температуры. Вследствие этого
в следующий контактный период нагрев начинается от темпера-
туры выше первоначальной (рис. 1.13). В результате нескольких
циклов нагрева и охлаждения температура шлифуемой поверх-
ности в неконтактный период увеличивается, что приводит так-
же к увеличению температуры в контактный период.
Шероховатость шлифованных поверхностей. Высота микроне-
ровностей, образующихся на шлифованных поверхностях, зави-
сит, главным образом, от размеров и геометрических параметров
абразивных зерен, геометрии рельефа рабочей поверхности кру-
га, глубины проникновения зерен в обрабатываемый материал,
физико-механических свойств обрабатываемого материала, виб-
рационных характеристик технологической системы станок —
приспособление — инструмент — заготовка.
Зернистость шлифовального круга оказывает наибольшее
влияние на шероховатость шлифованной поверхности
(табл. 1.12). Это объясняется тем, что с уменьшением номера
зернистости размеры абразивных зерен уменьшаются, а их чис-
ло в единице объема круга увеличивается. Чем меньше номер
зернистости круга, тем меньше разноеысотность вершин зерен
и тем меньше расстояние между зернами. Это приводит к умень-
шению глубины врезания, уменьшению толщины среза и, как
следствие, к уменьшению высоты микронеровностей шлифуемой
поверхности.
Шероховатость шлифованной поверхности зависит также от
характера работы шлифовального круга. При работе круга с за-
41
40
1.12. Выбор зернистости абразивного порошка
Зернистость порошка Шерохова- тость обработанной поверхности Ra. мим Вад операции
абразивного алмазного, эльборового кубоиитового
200—100 — 12,5 ...6,3 Обдирка и зачистка отли-
вок, поковок, крупных штам-
80-50 — 3...3.2 пованных заготовок Предварительное плоское
40-25 2,5... 1,6 шлифование торцом круга, отрезные работы
Предварительное шлифо- вание и заточка, правка ал-
20—12 160/125—100/80 1,6... 0,8 мазных кругов Предварительное шлифо-
10—8 80/63—63/50 0,8... 0.4 вание, заточка Окончательное шлифова- ние и заточка твердосплав-
6-5 50/40 0,4... 0,2 ного инструмента Отделочное шлифование,
М40—М28 40/28—28/20 0.2... 0.1 доводка, резьбошлифование Суперфиниширование, до-
М20—М10 20/14—10/7 0,1 ... 0,05 водка, притирка Доводка, прнтнрка, отде-
М7—М5 7/5—3/2 0,05... 0,04 лочная обработка Отделочная обработка
туллением по мере возрастания его износа увеличивается число
зерен, производящих не режущее, а заглаживающее действие,
что уменьшает микронеровности шлифованной поверхности. При
работе круга с самозатачиванием величина износа зерен зависит
от степени его самозатачивания. Чем меньше степень самозатачи-
вания круга, тем более затупленными зернами работает шлифо-
вальный круг и тем меньше высота микронеровностей шлифо-
ванной поверхности
Физико-механические свойства связки и особенно ее модуль
упругости существенно влияют на шероховатость шлифованной
поверхности. При работе кругом, связка которого имеет низкий
модуль упругости (например, бакелитовая или вулканитовая),
абразивные зерна вдавливаются при резании в тело шлифоваль-
ного круга. Вследствие этого уменьшается разновысотность аб-
разивных зерен на рабочей поверхности круга и большее число
зерен вступает в контакт с обрабатываемой поверхностью. Это
приводит к уменьшению глубины резания, толщины слоя, сре-
заемого зерном, и в конечном итоге к уменьшению шероховато-
сти поверхности. Трение связки об обрабатываемую поверхность
уменьшает ее шероховатость вследствие полирующего действия
некоторых компонентов.
42
Способ и режим правки шлифовального круга, определяя гео-
метрию рельефа его рабочей поверхности, оказывают влияние
на шероховатость шлифованной поверхности. При тонком режи-
ме правки рельеф рабочей поверхности сглаживается, разновы-
сотность зерен уменьшается, что приводит к улучшению шерохо-
ватости поверхности.
Повышение интенсивности съема при шлифовании приводит
к увеличению давления абразивного инструмента и соответствен-
но к увеличению глубины резания, что обусловливает ухудшение
шероховатости шлифованной поверхности.
При выхаживании вследствие уменьшения натяга в техноло-
гической системе уменьшается глубина внедрения зерен в обра-
батываемый материал и снижается шероховатость шлифованной
поверхности.
С увеличением скорости шлифовального круга возрастает
количество зерен, контактирующих со шлифуемой поверхностью
в единицу времени, вследствие чего уменьшается средняя толщи-
на слоя, срезаемого одним зерном, и уменьшается высота микро-
неровностей.
Высота микронеровностей поверхности существенно зависит
от физико-механических свойств обрабатываемого материала:
его пластичности, хрупкости, твердости. При шлифовании заго-
товок из пластичных материалов невысокой твердости, напри-
мер заготовок из незакаленных сталей, глубина внедрения абра-
зивных зерен больше, поэтому шероховатость хуже, чем при об-
работке заготовок из хрупких и твердых материалов, например
закаленных сталей, твердых сплавов и др.
На шероховатость поверхности оказывают влияние вибраци-
онные характеристики технологической системы. Возрастание
амплитуды вибраций приводит к неравномерному износу круга,
увеличению нагрузки на зерно и глубины его внедрения. Вслед-
ствие этого шероховатость поверхности ухудшается, появляются
огранка, волнистость. Для снижения шероховатости шлифован-
ной поверхности необходимо использовать более жесткие и виб-
роустойчивые шлифовальные станки. Улучшение шероховатости
достигается также применением специальных устройств для очи-
стки СОЖ от шлама.
Характеристика поверхностного слоя после шлифования. Ос-
новными показателями, характеризующими качество поверхност-
ного слоя после шлифования, являются: микротвердость, глубина
структурных изменений, остаточные напряжения, наличие шли-
фовочных трещин. На шлифуемой поверхности инструмента из
инструментальной или быстрорежущей стали в процессе шлифо-
вания возможно образование слоя с измененными по сравнению
с исходным материалом свойствами. Поверхностный слой в про-
цессе шлифования имеет различную температуру нагрева —
максимальную на шлифуемой поверхности и минимальную на не-
43
Отредактировал и опубликовал на сайте:Р RE S S 1 ( НЕ R S О N )
поверхност-
шлифовании
термически
Рис. 1.14.
Схема нагрева
ною слоя при
заготовок из
обработанной стали
котором расстоянии от нее (рис. 1.14)
При большой интенсивности съема и
неблагоприятных условиях шлифова-
ния максимальная температура на
шлифуемой поверхности етах может
превышать нормальную температуру
закалки, поэтому слой /, нагретый до
температуры превышающей критиче-
скую температуру Acs, при последую-
щем быстром охлаждении закалится
вторично. Слой 2, нагретый до темпе-
ратуры, превышающей критическую
температуру Act, при охлаждении по-
лучит неполную закалку. Слой 3, на-
гретый до температуры немного ниже
температуры точки Act, получит вто-
ричный отпуск.
Если Отах при шлифовании немного
ниже температуры точки Act (650... 680сС), то поверхностный
слой получит только вторичный отпуск, а при 0гаах<600°С су-
щественных структурных изменений на шлифуемой поверхности
не произойдет. Наличие на шлифованной поверхности отпущен-
ного слоя, имеющего пониженную микротвердость по сравнению
с исходным состоянием металла, неблагоприятно сказывается
ла износостойкости инструмента. В зависимости от температуры
и времени нагрева возможны следующие вилы структурных прев-
ращений поверхностных слоев закаленных сталей с мартенситной
структурой:
верхний слой вторичной закалки (аустенит—мартенсит)
лежит на отпущенном слое (троостит —мартенсит), переходящем
в структуру исходного нормально термически обработанного ме-
талла (мартенсит);
верхний слой вторично отпущенного металла (троостит — мар-
тенсит) переходит в структуру исходного металла.
Первый вид структурных превращений происходит при более
высоких температурах и большем времени нагрева, чем второй
вид. Наличие в поверхностном слое структуры остаточного аус-
тенита в сочетании с большой глубиной отпущенного слоя, ха-
рактерное для первого вида структурных превращений, обус-
ловливает растягивающие напряжения на поверхности режущей
кромки, которые приводят к микровыкрашиваниям и поломкам
инструмента при его эксплуатации. Структурные превращения
второго вида приводят к снижению микротвердости поверхност-
ных слоев режущего лезвия инструмента, что обусловливает его
повышенный износ (рис. 1.15).
Изменение состояния материала в поверхностных слоях ин-
струмента называют обычно обобщенным термином «прижог»,
который определяют визуально по наличию цветов побежалости
на шлифованной поверхности. Однако эта оценка состояния по-
верхностного слоя является субъективной и не позволяет опре-
делять глубину измененного слоя.
Для количественной оценки фактического состояния поверх-
ностного слоя шлифованных поверхностей инструмента разрабо-
тан ряд методов: металлографический, рентгеноструктурный,
электрохимический.
Металлографический метол контроля состояния шлифованных
поверхностей является разрушающим. Исследование микрост-
руктуры поверхностного слоя после шлифования производится
путем вырезки образца из инструмента, приготовления шлифа,
его травления и изучения полученной структуры на металлогра-
фическом микроскопе. Вторично закаленный слой имеет белый
цвет, а отпущенный слой-—темно-серый или черный. Глубина
измененного слоя может быть непосредственно измерена на мик-
роскопе. Данный метод обладает наибольшей точностью, но яв-
ляется очень трудоемким и может быть использован только вы-
борочно в лабораторных условиях.
Рентгеиоструктурный метод применяют для определения ко-
личества остаточного аустенита на шлифованной поверхности,
повышенное содержание которого свидетельствует о структур-
Рис. 1.15.
Изменение микротвердости в поверхностном слое глубиной h быстрорежущей
стали при плоском шлифовании торцом круга 25А40С1К с подачей Sajx=
= 0,02 мм/ дв. ход, скоростью круга окр я скоростью подачи vs соответственно:
а— окр—33,3 м/с. ve-l.6 м/мии: б —окр-23.5 м/с. »в-1.5 м/мин; в — «вр-16Д м/с. v8-
— 1,5 м/мии; е — гжр— 33.3 м/с, vB—4.0 м/мин
45
В)
ных изменениях в поверхностном слое после шлифования. Рент-
геноструктурный метод определения остаточного аустенита не
требует специальной подготовки образца и может быть применен
при любом, даже малом, содержании аустенита. Метод основан
на значительном отличии кристаллических решеток аустенита и
мартенсита. Исследуемый образец облучают на ионизационной
установке рентгеновскими лучами. На рентгенограмме регистри-
руется интенсивность отраженного луча при различных углах его
падения. По рентгенограмме определяют интенсивность линий
у-фазы (аустенита) и a-фазы (мартенсита) в зависимости от
площадей или пиков соответствующих кривых, а по соотношению
этих величин определяют процентное содержание аустенита. Сле-
дует отметить, что рентгеновская интерференционная картина
соответствует слою толщиной не более 0,01 мм. Для определения
глубины распространения структурных изменений необходимо
проведение послойного рептгеноструктурного анализа.
Электрохимический метод [22] основан на различии в усло-
виях электрохимического растворения отпущенной и закаленной
стали. Существует такая область потенциалов (0,1 ...0,18 В), в
которой отпущенный слой находится в состоянии активного рас-
творения с максимальным током, а закаленный — в состоянии
пассивации с минимальным током. Исследования проводятся
следующим образом (рис. 1.16). Инструмент покрывается слоем
парафина. Участок контролируемой поверхности площадью не
менее 0,05 см2 очищается от парафина и обезжиривается. Инст-
румент закрепляют в приспособлении и опускают в электролити-
ческую ячейку 1 таким образом, чтобы
вся контролируемая поверхность была
погружена в электролит (20%-ный рас-
твор Н3РО4). К контролируемой по-
верхности подводят электролитический
610, МПа.
Рис. 1.17.
Распределение остаточных напряже-
ний о по глубине поверхностного
слоя h
Рис. 1.16.
Схема электрохимического метода
оценки поверхностного слоя после
шлифования:
1 — электрохимическая ячейка с электро-
литом; 2 — контролируемый инструмент;
3 — вспомогательный электрод; 4 — элек-
трод сравнения; S — электролитический
ключ; 6 — потенциостат
46
ключ 5. В ячейку опускают вспомогательный электрод 3, кото-
рый располагают против контролируемой поверхности, подают
напряжение от потенциостата 6 и производят анодное травление
контролируемой поверхности образца. В условиях анодного трав-
ления при постояном потенциале сила тока растворения для от-
пущенного и закаленного состояний различается в 50... 100 раз.
Данный метод позволяет с высокой точностью обнаружить и
оценить глубину измененных слоев (вторично закаленных или
отпущенных) на шлифованных или заточенных поверхностях ин-
струмента из быстрорежущих сталей. Этот метод рекомендует-
ся применять в условиях лабораторий инструментальных заво-
дов и специализированных цехов на стадии отработки парамет-
ров режима шлифования и заточки инструмента, особенно при
его использовании на автоматических линиях, станках с ЧПУ,
гибких производственных системах.
На износостойкость и сопротивление усталости режущих кро-
мок инструмента большое влияние оказывают величина, знак и
характер распределения остаточных напряжений в поверхност-
ном слое, возникающих при шлифовании. Остаточные напряже-
ния сжатия повышают сопротивление усталости стали до 60%;
а растягивающие напряжения уменьшают его. После шлифова-
ния в результате действия тепловых деформаций в поверхност-
ном слое возникают остаточные напряжения. При высокой тем-
пературе нагрева поверхностный слой стремится расшириться, но
испытывает сопротивление со стороны лежащих ниже слоев.
Вследствие этого в поверхностном слое возникают сжимающие
напряжения. Если сжимающие напряжения превосходят предел
текучести материала, то этот слой окажется пластически дефор-
мирован. После охлаждения деформация сохраняется, а это при-
водит к тому, что поверхностный слой оказывается под дейст-
вием остаточных растягивающих напряжений со стороны лежа-
щих ниже слоев.
Величина остаточных напряжений в этом слое значительно
изменяется в пределах его толщины. Непосредственно на шли-
фуемой поверхности вследствие пластических деформаций под
воздействием абразивных зерен могут возникать напряжения
сжатия, которые быстро переходят в напряжения растяжения,
возрастающие до максимума, а затем вновь снижающиеся
(рис. 1.17). Величина остаточных напряжений возрастает с уве-
личением температуры нагрева. При высоком уровне растягиваю-
щих напряжений, превышающих предел прочности материала на
растяжение, возможно появление шлифовочных трещин.
Экспериментальные исследования [8] показали, что после
шлифования заготовок из быстрорежущих сталей в поверхност-
ных слоях в зависимости от условий шлифования возникают рас-
тягивающие напряжения (1О...9О)1О5 Па на глубине 20... 50 мкм.
47
Отредактировал и опубликовал на сайте: Р R Е S S 1 ( Н Е R S О N )
Для хрупких материалов, например твердых сплавов, при
расчете на прочность следует учитывать суммарные напряжения:
остаточные и от внешних нагрузок. Малая величина пластиче-
ской деформации перед разрушением не позволяет нейтрализо-
вать влияние остаточных напряжений. Для прочности хрупких
материалов большое значение имеет прочность поверхностных
слоев. В этих слоях сосредоточиваются поверхностные дефекты,
являющиеся очагами образования микротрещин.
Для контроля микротрещин на шлифованных поверхностях
рекомендуется использовать люминесцентный метод. На контро-
лируемую заготовку наносят слой люминесцирующего вещества
(керосин, минеральные масла, дефектоль), котсрое, проникая в
полости микротрещин, под действием ультрафиолетового излу-
чения кварцевой лампы начинает светиться. Светящиеся места
обозначают контуры дефектов, делая их видимыми. Чувствитель-
ность люминесцентного метода зависит от применяемого люми-
несцирующего вещества, толщины его слоя и мощности ультра-
фиолетового излучения.
Пуги улучшения качества режущего инструмента. Анализ
основных закономерностей процесса шлифования позволяет оп-
ределить следующие направления улучшения качества режуще-
го инструмента. Чем больше интенсивность съема Q металла, т. е.
чем большими принимаются такие параметры шлифования, как
величина и скорость подачи, тем выше силы и температура шли-
фования, больше износ шлифовального крута. Это вызывает
ухудшение шероховатости, точности шлифуемых поверхностей и
опасность образования дефектного слоя. Для снижения шерохо-
ватости поверхности и повышения точности инструмента необ-
ходимо применять мелкозернистые шлифовальные круги, а для
повышения интенсивности съема — крупнозернистые круги.
Таким образом, существует явное противоречие в выборе ус-
ловий, необходимых для повышения интенсивности съема и улуч-
шения качества режущего инструмента. Основной путь решения
этого противоречия заключается в разделении операции шлифо-
вания и заточки инструмента на две — предварительную и окон-
чательную.
Задачей предварительной операции является съем основной
части припуска с интенсивностью, максимально допустимой из
условия полного отсутствия дефектов на шлифованной поверх-
ности или наличия незначительного дефектного слоя, который
может быть устранен последующей окончательной операцией.
Для достижения максимальной интенсивности съема необхо-
димо применять крупнозернистые шлифовальные круги, которые
могут работать при больших давлениях в зоне контакта (см.
рис. 1.6). Ограничением размера зернистости круга является
ухудшение шероховатости шлифованной поверхности и выкра-
шивание зерен на режущих кромках инструмента.
48
Важным условием предварительной операции является обес-
печение заданной точности формы и размеров инструмента, с
тем чтобы на окончательной операции не приходилось устранять
большие погрешности и снимать большой припуск.
В связи с этим необходимо применять шлифовальные круги,
имеющие достаточную стойкость при шлифовании и заточке мно-
гозубого инструмента и фасонных поверхностей. Шлифовальные
круги высокой степени твердости обеспечивают наименьший из-
нос круга, но работают с затуплением. Это приводит к необхо-
димости частой правки круга во избежание появления дефектов
на шлифуемой части поверхности, в результате чего снижается
производительность обработки. Многие шлифовальные круги ра-
ботают с интенсивным самозатачиванием, поэтому абразивные
зерна имеют небольшую степень затупления, что позволяет про-
изводить обработку с наибольшей производительностью. Однако
такие круги не обладают достаточной стойкостью, отличаются
повышенным износом и не пригодны для обработки фасонных
поверхностей и многозубого инструмента.
Наилучшие результаты по износостойкости и производитель-
ности обеспечивают шлифовальные круги средней твердости, ра-
ботающие с ограниченным самозатачиванием. При шлифовании
быстрорежущего инструмента — это шлифовальные круги из
электрокорунда на керамической связке твердостью С1—СТ2,
а при шлифовании твердосплавного инструмента — алмазные
круги на металлической связке Ml-01.
Основным ограничениехМ производительности шлифования яв-
ляется критическая температура нагрева шлифуемой поверхно-
сти, превышение которой приводит к появлению дефектного по-
верхностного слоя или микротрещин. Каждому инструменталь-
ному материалу соответствует определенная критическая темпе-
ратура.
При выборе параметров режима шлифования необходимо
учитывать их влияние как на производительность, так и на тем-
пературу шлифования (формула 1.9).
Повышение скорости шлифовального круга Пир увеличивает
его стойкость, производительность обработки, снижает шерохо-
ватость шлифованных поверхностей, но вместе с тем увеличива-
ет температуру шлифования. Поэтому повышение скорости шли-
фовального круга ограничивается появлением дефектов на об-
рабатываемой поверхности.
Увеличение подачи на глубину шлифования Sh повышает как
интенсивность съема Q, так и температуру шлифования 0. Огра-
ничениями является появление дефектов на шлифуемой поверх-
ности, повышенный износ круга, недопустимое увеличение шеро-
ховатости поверхности.
Скорость подачи Vb в меньшей степени влияет на температу-
ру шлифования, чем величина подачи Sh, хотя на интенсивность
49
съема Q оба эти параметра режима шлифования оказывают оди-
наковое влияние. Объясняется это тем, что с увеличением скоро-
сти подачи vs уменьшается время нагрева шлифуемой поверхно-
сти, поэтому, хотя тепловой поток q увеличивается прямо пропор-
ционально vs, температура нагрева 0 поверхности возрастает
только в степени 1/2. Отсюда следует вывод — скорость подачн
vs должна быть максимально допустимой при условии отсутст-
вия повышенных вибраций в процессе шлифования.
Уменьшению температуры шлифования способствует примене-
ние СОЖ- За счет смазочного действия СОЖ происходит сни-
жение силы Рг и, следовательно, плотности теплового потока q,
а за счет охлаждающего действия СОЖ уменьшается доля теп-
лоты, идущей в заготовку аи.
Состав СОЖ, скорость, объем и способы ее подачи в зону
шлифования существенно влияют на эффект снижения темпера-
туры шлифования. Применение шлифовальных кругов с преры-
вистой поверхностью, пропитка кругов специальными составами
(см. разд. 1.5) также снижают температуру шлифования.
Температура шлифования 0 повышается при уменьшении теп-
лопроводности шлифуемого материала Так, например, при
шлифовании твердого сплава Т30К4 ;,м=16,8 Вт/(м-К) темпера-
тура 0 значительно выше, чем при шлифовании в одинаковых ус-
ловиях твердого сплава Т5КЮ Хм=62,5 Вт/(м-К). Отсюда сле-
дует, что, чем меньше Лм, тем меньше должна быть интенсивность
теплового потока q для снижения температуры шлифования. Это
достигается уменьшением силы Pz за счет снижения интенсив-
ности съема, применения шлифовальных кругов с лучшей режу-
щей способностью, уменьшения скорости шлифовального круга,
автоматической стабилизации силы Ру во время шлифования,
применения электрохимического шлифования или непрерывной
электроэрозионной правки для алмазных кругов на металличе-
ской связке (см. разд. 1.5).
Задачами окончательной шлифовальной или заточной опера-
ции является обеспечение требуемых шероховатости шлифован-
ных поверхностей и точности формы и размеров режущего инст-
румента.
Шероховатость шлифованных поверхностей, формирующих
режущие кромки инструмента, определяет силу трения в зоне их
контакта с обрабатываемым материалом и тем самым оказывает
непосредственное влияние на износостойкость инструмента. Чем
меньше шероховатость, тем выше износостойкость передних и
задних поверхностей режущей кромки инструмента. Шерохова-
тость определяет также радиус скругления режущей кромки, т. е.
ее остроту. Чем меньше шероховатость поверхностей, образую-
щих режущую кромку, тем меньше радиус ее скругления, тем она
острее. Основными направлениями снижения шероховатости
шлифованных поверхностей являются: применение мелкозерни-
50
стых шлифовальных кругов (см. табл. 1.12), обязательное ис-
пользование выхаживания при окончании процесса шлифования,
применение шлифовальных кругов на органических связках, тща-
тельная балансировка шлифовального круга и его тонкая правка,
использование жесткого и виброустойчивого шлифовального обо-
рудования, тонкая очистка СОЖ от шлама.
Точность размерных параметров и взаимное расположение
режущих элементов у металлорежущих инструментов находятся
в пределах 7... 10-го квалитетов. Из точностных размерных пара-
метров наибольшее влияние на эксплуатационные свойства ме-
таллорежущего инструмента оказывает биение его режущих кро-
мок. Например, увеличение биения многозубого инструмента с
0,02 до 0,2 мм снижает его стойкость в 3...4 раза. Заданная точ-
ность размеров может быть достигнута: пробными рабочими хо-
дами с ручной подачей на глубину шлифования и периодическим
измерением размеров; автоматически при работе до упора или с
применением измерительно-управляющих устройств, станков с
ЧПУ. При получении размера пробными рабочими ходами мо-
жет быть достигнута высокая точность.
При шлифовании до упора с выхаживанием на точность ин-
струмента влияет величина линейного износа шлифовального
круга и изменение его режущей способности за период стойко-
сти, погрешности базирования, погрешности срабатывания меха-
низмов компенсации износа круга, погрешности срабатывания
реле времени выхаживания, тепловые деформации изготовляемо-
го инструмента. Для повышения точности изготовляемого инст-
румента необходимо выбирать такие условия шлифования, ко-
торые увеличивают износостойкость шлифовального круга, обес-
печивают его наибольшую режущую способность и снижают теп-
лонапряженность процесса.
При шлифовании с использованием приборов активного кон-
троля точность обработки складывается из собственной погреш-
ности прибора, температурной деформации обрабатываемой за-
готовки и погрешности, связанной с нестабильным съемом ме-
талла после подачи прибором команды на отвод круга. Собствен-
ная погрешность работы прибора колеблется от 0,1 до 1,0 мкм.
Температурная деформация составляет более 30% общего
разброса размера. Уменьшают влияние данного фактора меро-
приятия по снижению температуры шлифования. Для уменьше-
ния температурной деформации целесообразно применять уста-
новки для стабилизации температуры СОЖ, увели тения расхо-
да и давления СОЖ и т. д.
Погрешности формы, полученные в результате шлифования
на станке, можно разбить на статические и динамические. Ста-
тические погрешности возникают вследствие неправильной уста-
новки и загрязнения рабочей поверхности приспособления. Эти
недостатки легко устраняются при отладке процесса шлифова-
51
Отредактировал и опубликовал на сайте: Р R Е S S I { Н Е R S О N )
ния. Динамические погрешности возникают вследствие перемен-
ных упругих деформаций технологической системы под воздей-
ствием колебаний сил шлифования при неравномерном припуске
на обработку, при входе и выходе шлифовального круга. Основ-
ные пути устранения данных погрешностей—повышение жест-
кости технологической системы, выбор режимов шлифования,
шлифовальных кругов, смазочно-охлаждающих средств и других
условий, снижающих силы шлифования, своевременная правка
и балансировка шлифовального круга.
1.5. Способы повышения эффективности
процесса шлифования
Скоростное шлифование. Исследования и практи-
ка в СССР и за рубежом показали, что увеличение скорости
шлифовального круга от 25 до 80 м/с позволяет значительно по-
высить производительность обработки, увеличить стойкость
круга, повысить точность и качество обработанных инструментов.
Скоростное шлифование стало возможным благодаря созда-
нию новых высокопрочных абразивных кругов, жестких и вибро-
устойчивых шлифовальных станков, улучшенных СОЖ. При ско-
ростном шлифовании число зерен, участвующих в резании в
единицу времени, увеличивается. Если не менять подачу, то при
большей скорости резания уменьшается толщина срезаемого зер-
ном слоя, так как тот же объем металла срезается большим чис-
лом зерен, а следовательно, уменьшается средняя сила резания
на каждое режущее зерно и суммарная сила резания в зоне кон-
такта; если же сохранять силу резания постоянной, то можно
увеличить подачу и тем самым снизить машинное время обра-
ботки.
Скоростное круглое, бесцентровое шлифование и резьбошли-
фование позволяют повысить производительность обработки на
15...20%, скоростная абразивная отрезка — на 30...40%, заточка
сверл из быстрорежущих сталей —па 30...35%, а скоростное вы-
шлифовывание стружечных канавок быстрорежущего инструмен-
та дают возможность упразднить операцию фрезерования.
Круги для скоростного шлифования должны обладать высо-
кой прочностью и хорошей уравновешенностью.
Правку кругов для скоростного шлифования производят в ос-
новном многокристальным инструментом. При правке кругов
прямого профиля используют карандаши, гребенки, пластины,
при правке кругов фасонного профиля — гребенки, пластины, ро-
лики (вместо алмазов в оправе).
Режимы правки круга: скорость подачи 0,1...0,5 м/мин, по-
дача при предварительной обработке 0,02... 0,04 мм, при оконча-
тельной—0,01 ...0,015 мм.
52
Процесс скоростного шлифования связан с выделением боль-
шого количества теплоты в зоне резания в связи с высокой удель-
ной мощностью шлифования, поэтому обязательным условием его
эффективного применения является введение в зону резания зна-
чительного количества СОЖ. Для вышлифовывания стружечных
канавок и резьбошлнфования следует применять СОЖ на мас-
ляной основе с расходом 50... 250 л/мин. Для операций бесцент-
рового шлифования применяют водные растворы солей (нитрид-
но-содовый раствор) с расходом 90... 100 л/мин. При заточке
сверл используют жидкости на масляной основе или водные рас-
творы с расходом 25... 45 л/мин.
Способы подвода СОЖ должны обеспечивать динамическую
активацию жидкостных потоков, которая способствует преодо-
лению сопротивления воздушных потоков, создаваемых вращаю-
щимся с высокой скоростью шлифовальным кругом, и попадание
СОЖ непосредственно в зону резания. При вышлифовывании
стружечных канавок давление СОЖ должно составлять р —
= 0,5... 1,5 МПа, при резьбошлифовании р=0,5 ...0,8 МПа.
При определении оптимальных режимов скоростного шлифо-
вания следует учитывать, что повышение скорости резания уве-
личивает стойкость шлифовального круга и производительность
обработки, снижает шероховатость шлифованных поверхностей,
но повышает температуру шлифования. Поэтому технологиче-
ским ограничением при повышении скорости шлифования явля-
ется критическая температура шлифования, превышение которой
приводит к появлению дефектов на шлифованной поверхности.
Рекомендации по выбору параметров режима скоростного шли-
фования при изготовлении режущего инструмента приведены
в табл. 1.13.
Глубинное шлифование. Отличительной особенностью глубин-
ного шлифования по сравнению с традиционным является боль-
шая величина подачи на глубину шлифования (до 103 раз выше
традиционной подачи), а скорость движения подачи меньше, чем
традиционная. При глубинном шлифовании весь припуск может
быть снят за один рабочий ход инструмента. В этом случае глу-
бинное шлифование называют также однопроходным в отличие
от многопроходного (маятникового).
Глубинное шлифование чаще всего применяют при вышлифо-
вывании стружечных канавок сверл, концевых и шпоночных фрез,
разверток, метчиков, борфрез и других инструментов из твердых
сплавов и быстрорежущих сталей; а также при шлифовании
опорных поверхностей многогранных твердосплавных пластин;
при резьбошлифовании, например резьбы метчиков и т. д.
Основным преимуществом способа глубинного шлифования по
сравнению с традиционным является снижение машинного вре-
мени обработки заготовок за счет уменьшения времени на вспо-
могательных ходах, при перебегах и реверсировании. Особенно
53
1.13, Режимы скоростного шлифования
Окружная скорость заготовки, м/мин о ин ill tO 1 I 0,7 ...4,0 । 0.6... 3 1
Скорость подачи поперечной мм/мин $ *5 Illi III 00 еГ 1 1 1 700 ...750 1
продольной м/м нн 0,4 ...ОД 0,8 ...1,2 0,6 ...0,8 1,5... 2,0 1.5... 2,0 0,8... 1,2 0,8... 1,2 0,3... 1,0 СС ₽ ЗЙ с» 2
Подача Обрабатываемая Скорость иа глубину заготовка круга, м/с шлифования, мм Заготовки концевого нн- 50... 60 0,15 ...0,30 стру мента Сверла диаметром, мм 4...8 - - 8... 14 50 ...80 — Метчики М3 ...М12 — — Фрезы диаметром Z...5 мм — — ^Развертки диаметром 6... 50... 80 — Концевые фрезы днамет- — — ром 3... 12 мм Сверла диаметром 3... 60... 80 0,4 ...3 20 мм Метчики Мб... МЗЗ 50... 60 0,31... 0.95 Заготовки инструмента 80... 100 — лиаметпом 35 ... R5 мм 1 1 1 шлифования равна глубине стружечной канавки инстр
| f О Бесцентровое совме- щенное шлифование Вышлифовывание стру- жечных канавок * Заточка Резьбошлифова ни е Абразивная резка за- готовок 1 • Подача на глубину
54
эффективно глубинное шлифование при коротких рабочих ходах.
Глубинное шлифование канавок инструмента производится
периферией круга (рис. 1.18,а). В связи со значительным уве-
личением глубины шлифования резко увеличивается длина дуги
контакта зерна по сравнению с традиционным шлифованием. При
одинаковой интенсивности съема и скорости круга, т. е. одина-
ковом объеме съема металла, приходящемся на одно зерно, это
приводит к уменьшению поперечного сечения среза, вследствие
чего уменьшается глубина внедрения зерна и увеличивается чис-
ло зерен, не отделяющих стружку, а производящих только упру-
гое пластическое деформирование или трущихся о поверхность
резания. Число зерен, одновременно находящихся в зоне кон-
такта, значительно увеличивается. Это приводит к тому, что сила
и температура шлифования значительно возрастают, а шерохо-
ватость поверхности уменьшается. В связи с увеличением длины
дуги контакта зерна его суммарный путь резания и трения при
одинаковой интенсивности съема металла возрастает. Это обус-
ловливает больший износ абразивного зерна при глубинном шли-
фовании, что сказывается на повышении температуры шлифо-
вания.
Увеличение температуры при глубинном шлифовании проис-
ходит также вследствие возрастания длительности нагрева из-за
низкой скорости движения подачи. Таким образом, при глубин-
ном шлифовании периферией круга возникают весьма неблаго-
приятные температурные условия шлифования. Поэтому преиму-
щества глубинного шлифования могут быть достигнуты лишь при
применении определенных способов снижения температуры шли-
фования и повышении жесткости и виброустойчивости шлифо-
вального станка. Основными способами снижения температуры
при глубинном шлифовании является подача СОЖ под давлени-
ем с достаточно большим расходом; точное расположение сопел
55
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
для подвода охлаждения; применение высокопористых или пре-
рывистых шлифовальных кругов.
Плоское глубинное шлифование торцом круга (рис. 1.18,6)
применяют при обработке заготовок, имеющих небольшую ши-
рину поверхности (до 20 мм), например твердосплавных много-
гранных пластин. Шлифовальный круг имеет достаточно боль-
шую ширину кольца (25... 30 мм). Рабочая поверхность круга
имеет заборный конус, высота которого равна величине подачи
на глубину шлифования. Благодаря этому снимаемый припуск
распределен по всей рабочей поверхности круга. Длина дуги кон-
такта абразивного зерна имеет такую же величину, как и при
традиционном способе многопроходного шлифования, и пример-
но равна ширине обрабатываемой поверхности. Поэтому при оди-
наковой интенсивности съема в этом случае толщина среза зер-
ном также будет одинаковой. Следовательно силы, действующие
на зерно, не меняются, а это означает, что износ зерен и плот-
ность теплового потока также не меняются. Однако в связи с
увеличением площади контакта число зерен, одновременно на-
ходящихся в зоне контакта, возрастает, что приводит к увеличе-
нию суммарной силы шлифования. Возрастает также длитель-
ность нагрева вследствие медленной скорости движения подачи.
Это вызывает повышенную температуру шлифования, хотя и в
меньшей степени, чем при шлифовании периферией круга. Поэто-
му для данной схемы глубинного шлифования также необходи-
мы станки повышенной жесткости и обильная подача СОЖ под
давлением.
Круглое глубинное шлифование осуществляют периферией
круга (рис. 1.18, в) и производят в две фазы: врезание и собст-
венно шлифование. Подача на врезание производится при невра-
щающейся заготовке до тех пор, пока на заготовке не будет по-
лучен окончательный или близкий к нему размер. После оконча-
ния врезания начинается собственно процесс круглого шлифова-
ния. При этом заготовке сообщается медленное вращательное
движение. Этой схеме шлифования присущи все те же особенно-
сти, что и профильному шлифованию периферией круга. Такую
схему шлифования применяют при многопрофильном резьбошли-
фовании метчиков.
Шлифование с заданной силой прижима (Ру) шлифовального
круга к заготовке позволяет исключить влияние на температуру
шлифования непостоянства припуска, нестабильности физико-
механических свойств материала изделия и изменения режущей
способности шлифовального круга за период его стойкости. Это
снижает опасность появления дефектов на шлифованной поверх-
ности.
Регламентирование силы Ру во время шлифования возможно
двумя принципиально различными способами: путем встраива-
ния в технологическую систему упругого элемента (пружины,
56
Рис- 1.19. Рис. 1.20.
Схема латочки резцов: Упрощенная структурная схема сис-
резец; i — шлифовальный круг; 3- Темы автоматической стабилизации
шпиндель; 4 — упругие элементы силы шлифования
груза, резинового пневмо- или гидроамортизатора и др.), обла-
дающего низкой жесткостью /=1О...ЗО Н/мм (рис. 1.19) или пу-
тем автоматического регулирования скорости подачи с помощью
датчика, измеряющего силу резания и через систему управле-
ния воздействующего на механизм подачи (рис. 1.20).
При шлифовании с применением упругих элементов рекомен-
дуется осуществлять подачу сразу на всю величину снимаемого
припуска. При этом во избежание ударов и поломок инструмента
необходимо, чтобы во время осцилляции рабочая поверхность
шлифовального круга не выходила из контакта со шлифуемой по-
верхностью.
Существенное снижение жесткости j одного из узлов шлифо-
вального станка, вызванное введением упругого элемента, зна-
чительно уменьшает частоту собственных колебаний данного уз-
ла ш=1'/у7т, где т — масса колебательной системы. Если от-
ношение частоты п возмущающей силы, вызванной, например,
биением шлифовального круга, к частоте ы собственных колеба-
ний узла больше 0,5 и меньше 1,5, то при шлифовании возник-
нут резонансные явления—резкое увеличение амплитуды коле-
баний, что создает значительные напряжения в технологической
системе, увеличивает износ шлифовального круга, ухудшает ше-
роховатость шлифованных поверхностей. Так как низкая жест-
кость упругого элемента является заданной, то возможно умень-
шение частоты собственных колебаний за счет увеличения мас-
сы движущихся частей. Например, увеличение массы движущих-
ся частей упругого суппорта с 10 до 70 кг снижает частоту соб-
ственных колебаний с 35 до 19 Гц, а амплитуду вынужденных
колебаний — со 100 до 12 мкм.
Система автоматической стабилизации силы Ру (см. рис. 1.20)
содержит задающее устройство ЗУ, с помощью которого устанав-
ливается требуемая сила Ру, датчик силы ДУ, непрерывно кон-
тролирующий текущее значение силы Ру, автоматическое управ-
ляющее устройство АУУ, с помощью которого сила резания
поддерживается на заданном уровне с необходимой степенью
57
точности. Большинство из существующих датчиков для измере-
ния сил ДУ состоят из первичного механизма преобразователя
ПМП, преобразующего силу PY в соответствующее упругое пе-
ремещение, и вторичного механизма преобразователя ВМП, пре-
образующего упругое линейное перемещение в соответствующий
ему сигнал электрического напряжения.
В практике автоматизации шлифовальных процессов широкое
распространение получили устройства автоматического непре-
рывного ограничения мощности шлифования. В таких устройст-
вах, например УМР-2, [27] с помощью датчика мощности задают
уровень предельно допустимой мощности.
Системы, обеспечивающие автоматическую стабилизацию си-
- лы Ру по своей конструкции значительно сложнее, чем системы
со встраиваемым упругим элементом, а их надежность опреде-
ляется надежностью работы датчика и электронного управления.
Преимуществами такой системы являются высокая жесткость
технологической системы и возможность обрабатывать поверхно-
сти крупногабаритных заготовок при больших силах Ру.
Шлифование кругами с прерывистой рабочей поверхностью.
На рабочей поверхности круга делают несколько прорезей, вслед-
ствие чего она становится прерывистой — состоящей из опреде-
ленного числа выступов и впадин (рис. 1.21). Наличие впадин
на рабочей поверхности круга обеспечивает лучшие условия ох-
лаждения шлифуемой поверхности за счет подвода СОЖ непо-
средственно в зону контакта круга с заготовкой. В зависимости
от протяженности впадин (2... 45 мм) силы и температура шли-
фования понижаются на 10—40% [82].
Прерывистые шлифовальные круги изготовляют путем прорез-
ки пазов на рабочей поверхности обычных абразивных кругов.
Имеется опыт изготовления пазов на дробеструйной установке и
путем накатки специальным накатником. Изготовление кругов
иа бакелитовой связке с пазами возможно и способом прессова-
ния. Экспериментальные работы и опыт многих машинострои-
тельных предприятий показывает, что круги с прерывистой рабо-
чей поверхностью достаточно прочны и безопасны в работе. Для
изготовления прерывистых шлифовальных кругов рекомендуется
использовать круги с помышенной на 1 ...2 степени твердостью и
меньшей зернистостью по сравнению с обычными кругами.
Рекомендуется производить расчет гео-
метрических параметров круга [81] — дли-
ны режущего выступа /1 и впадииы /2— в
зависимости от требуемого понижения тем-
пературы по сравнению со шлифованием
Рис. 1.21.
Схема шлифования кругом с прерывистой рабочей
поверхностью
1.14. Значения коэффициентов А, В, Vo
Интервалы относительной скорости
Снижение температуры. 1<«<16 15<и<90 ЭОСаОбО
А в V» А В V» А в Vc
10 1 0,10 0,10 1 0,10 0,13 1 0,10 0,18
20 1 0.32 0,25 1 0,32 0,27 1 0,32 0,28
30 4 0,75 0,44 4 0,75 1,70 0,48 4 0,75 0,52
40 5 1,70 0,68 5 0,71 5 1,70 0,74
сплошным кругом, относительной скорости u=vshfa, где Vs — ско-
рость движения подачи, м/с; о— температуропроводность, м’/с;
h — ширина половины зоны контакта вдоль направления ее дви-
жения, м; и критерия Фурье Fo ,где A,R,v0 — коэффи-
циенты, зависящие от снижения температуры и скорости и (табл.
1.14); v=/2//i— соотношение размеров выступа и впадины.
(1.П)
Длину режущего выступа круга определяют по формуле
/ =^F„. (1.10)
а
Длина впадины /2^0,5/|; число режущих выступов
л£)
П /i + h
Электрохимическое абразивное шлифование (ЭХАШ) пред-
назначено для повышения в 1,5... 2 раза производительности об-
работки заготовок из твердых сплавов и быстрорежущих сталей
при достаточно большой площади контакта круга с изделием (от
70 до 200 мм2). Наиболее эффективные области применения
ЭХАШ — плоское шлифование торцом круга, профильное шлифо-
вание, внутреннее шлифование с применением специальных видов
алмазного инструмента, разрезка и др. Сущность способа заклю-
чается в сочетании электрохимического растворения металла с
механическим удалением продуктов реакции зернами шлифоваль-
ного круга (рис. 1.22). Для осуществления ЭХАШ применяют
токопроводящий шлифовальный круг /, который устанавливают
на шлифовальном шпинделе, электрически изолированном от
остальных узлов станка втулкой 2. Через скользящий контакт 3
шпиндель подключают к отрицательному полюсу источника по-
стоянного тока (катоду), а шлифуемую заготовку 4, установлен-
ную на столе станка, подключают к положительному полюсу
(аноду). В зону обработки подается электролит, который посту-
59
Отредактировал и опубликовал на сайте: Р R Е S S 1 ( Н Е R S О N )
Рис. 1.22.
Схема электрохимической заточки
инструмента
пает в зазор между заготовкой
и шлифовальным кругом,
вследствие чего электрическая
цепь замыкается через поток
электролита. Абразивные зер-
на, выступая из связки пример-
но на 0,05 мм, надежно удержи-
вают необходимый межэлек-
тродный зазор, благодаря чему
поддерживается требуемая
плотность тока; и при этом
снимают с обрабатываемой по-
верхности продукты электро-
лиза, что способствует стаби-
лизации электрохимической ре-
акции. В местах наибольшего сближения токопроводящей связ-
ки круга с обрабатываемой поверхностью возможно возникно-
вение искровых разрядов в результате пробоя межэлектродно-
го зазора. Интенсивность эрозии металла зависит в основном
от напряжения источника тока. При напряжении до 7 В интен-
сивность эрозии невелика и оказывает благоприятное влияние
на рабочую поверхность круга, так как под воздействием искро-
вых разрядов выгорает стружка, заполняющая воры круга, рель-
еф его поверхности становится более шероховатым, абразивные
зерна обнажаются и выступают из связки на ббльшую величи-
ну. Однако чрезмерное увеличение интенсивности электроэро-
зионных процессов приводит к увеличению износа круга и ухуд-
шению качества шлифованных поверхностей. ЭХАШ можно осу-
ществлять по двум схемам: с заданной постоянной нормальной
силой (упругое шлифование) и с заданной подачей на глубину
шлифования, обеспечиваемой кинематикой станка (жесткое
шлифование). Первая схема обеспечивает постоянную глубину
внедрения абразивных зерен, а следовательно, постоянный меж-
электродный зазор, и вследствие этого большую стабильность
процесса электрохимической обработки. Однако из-за недоста-
точной жесткости технологической системы не обеспечивается
высокая точность геометрической формы шлифуемого инстру-
мента. Вторая схема не обеспечивает постоянный межэлектрод-
ный зазор, так как глубина внедрения абразивных зерен изме-
няется во время рабочего цикла шлифования при врезании и
выхаживании. Это приводит к нестабильности электрохимиче-
ского процесса, но повышает точность обработки.
Оптимальное рабочее напряжение электрического тока при
ЭХАШ — 6...7 В. Снижение напряжения приводит к уменьшению
производительности обработки, а повышение напряжения — к по-
вышенному износу круга. Допустимая сила тока зависит от пло-
щади обрабатываемой поверхности. Рекомендуемая плотность
тока 100 А/см2.
Эффективность ЭХАШ в значительной степени зависит от
правильного выбора электролита. При обработке твердых спла-
вов рекомендуются электролиты, имеющие в составе растворы
солей азотнокислого натрия N'aNO3 и азотистокислого натрия
NaNO2, а при обработке сталей — растворы солей азотнокислого
калия KNO3 и хлористого натрия NaCl. Для обработки твердого
сплава и стали 45 одновременно, например, при заточке резцов,
рекомендован следующий состав электролита: KNO —5%;
NaNO2 — 2%; Na3PO4-- 12П2О -- 1 %; Na2CO3 — 1 %; Н2О — 91 %.
В процессе эксплуатации электролит теряет свою работоспособ-
ность, загрязняется продуктами распада, плотность его снижает-
ся. Для очистки электролита применяют полиакриламид, способ-
ствующий оседанию шлама. При содержании шлама до 10 г/л
в раствор вводят 1 r/л полиакриламида, а при содержании шла-
ма до 50 г/л вводят 3 г/л полиакриламида [49]. Для удаления
из электролита шлама в систему подачи электролита встраивают
центрифугу.
ЭХАШ выполняют стандартными или специальными токопро-
водящими шлифовальными кругами на металлической связке.
Для изготовления кругов применяют алмазные или эльборовые
зерна повышенной прочности. Наилучшие результаты получены
при работе кругами на связках, в состав которых входят алю-
миний, цинк, магний. Оптимальная концентрация алмазов при
электрохимическом шлифовании 100%. Размер зерна имеет при
ЭХАШ особое значение, так как определяет величину межэлек-
тродного зазора. При требовании к шероховатости шлифован-
ной поверхности /?а^0,16... 0,32 мкм оптимальной является зер-
нистость 80/63. При увеличении площади контакта круга с обра-
батываемой заготовкой более 100... 120 мм2 следует применять
круги большей зернистости. ЭХАШ отличается от обычного шли-
фования большей стойкостью шлифовального круга. Правку кру-
га производят в процессе шлифования изменением полярности в
цепи электрического тока. При этом круг становится анодом, а
обрабатываемая заготовка — катодом.
Одним из основных параметров, определяющих эффективность
ЭХАШ, является оптимальное давление в зоне контакта. С умень-
шением давления межэлектродный зазор увеличивается, благо-
даря чему сопротивление электрической цепи (обрабатываемый
материал—электролит — шлифовальный круг) возрастает, а
плотность тока уменьшается. В связи с этим процесс электрохи-
мического растворения замедляется. При давлении, большем оп-
тимального, абразивные зерна глубоко внедряются в обрабаты-
ваемый материал, межэлектродный зазор уменьшается, плот-
ность тока увеличивается, доля механического резания возрастает,
интенсифицируется процесс искровых разрядов, что приводит
61
60
к повышенному износу круга. При обработке заготовок из твер-
дого сплава оптимальным является давление (12... 15) 105 Па,
а при совместной обработке заготовок из твердого сплава со
сталью—(8... 10) 105 Па. Скорость шлифовального круга реко-
мендуется 25 м/с при напряжении 4...6В и 35 м/с при напряже-
нии 8... 10 В.
Обязательным условием при ЭХАШ является отключение
электрического тока в конце рабочего цикла при выхаживании.
Установлено, что средняя прочность твердосплавных пластин из
сплава Т15К6, шлифованных без отключения тока в конце рабо-
чего цикла, составила 82,3-107 Па, а с отключением тока —
99,2-107 Па.
Шлифование с непрерывной электроэрозионной правкой
(ШНЭП) обеспечивает повышение производительности обработ-
ки, высокое качество обработанных поверхностей, снижение бра-
ка (трещины, сколы, прижоги). Сущность способа заключается
в том, что в процессе шлифования поддерживается постоянная
режущая способность шлифовального круга за счет его непре-
рывной правки. Способ ШНЭП может быть использован только
для кругов на электропроводной металлической связке. Для осу-
ществления этого способа также, как и при ЭХАШ, шлифоваль-
ный круг и заготовку включают в цепь электрического тока, но
в отличие от ЭХАШ при ШНЭП круг подключают к положитель-
ному полюсу (аноду), а заготовку — к отрицательному (катоду).
Для правки кругов можно использовать катод, установленный
вне зоны шлифования.
В качестве межэлектродной среды применяют обычные ох-
лаждающие жидкости, например содовый раствор, что снижает
требования к коррозионной стойкости материалов, находящихся
в рабочей зоне. Источником тока при ШНЭП является высоко-
частотный генератор импульсов, используемый для преобразова-
ния трехфазного переменного тока напряжением 380 В и часто-
той 50 Гц в униполярный (однонаправленный) импульсный ток
регулируемой амплитуды, частоты, скважности (отношение пе-
риода между импульсами к длительности импульса). При рабо-
те кругами на алюминиевых связках типа МВ1 рекомендуются
частота импульсов 88....200 кГц, скважность 4...6, а при работе
кругами на бронзовой связке типа Ml — скважность импульсов
1,5...2,5, частота импульсов 8...20 кГц. Электрические разряды,
генерируемые в зоне резания, производят направленное и регу-
лируемое разрушение связки и сжигают наросты металла на
рабочей поверхности круга, благодаря чему зерна обнажаются,
поры на поверхности круга увеличиваются. Образуя ноздрева-
тую лункообразную рабочую поверхность круга, эрозия создает
хорошие условия для размещения стружки, снижает силы трения
при работе круга, уменьшает силы, удерживающие зерна на по-
верхности круга, поэтому зерна работают до меньшей степени
62
затупления. В результате улучшаются режущие свойства круга,
что обеспечивает повышение производительности и качества об-
работки.
Благодаря отсутствию оксидных пленок на шлифованных по-
верхностях нет необходимости отключать технологический элек-
трический ток в конце рабочего цикла, как при ЭХАШ. Высокая
интенсивность съема обрабатываемого материала поддержива-
ется в течение всего времени работы круга. По сравнению с обыч-
ным шлифованием производительность ШНЭП возрастает в
1,5 ...2 раза.
Электроэрозионное воздействие на рабочую поверхность ал-
мазного круга может быть организовано по одной из приведен-
ных на рис. 1.23 схем [2]. При работе по схеме / электроэрози-
онная правка круга, вскрытие абразивных зерен и разрушение
стружки происходят непосредственно в зоне шлифования. Эта
схема конструктивно проста, однако она не позволяет раздельно
оптимизировать механические и электрические режимы, что при-
водит в ряде случаев к повышенному износу круга. Поэтому ее
целесообразно применять при относительно небольших площадях
контакта круга с заготовкой (до 2...2,5 см2) и при производи-
тельностях, характерных для окончательного шлифования.^
При работе по схеме // и III электроэрозионное воздействие
на шлифовальный круг осуществляют вне зоны шлифования пра-
вящим электродом, упруго поджатым к режущей поверхности
круга (схема II), либо установленным на некотором расстоянии
от нее (схема ///). Постоянство межэлектродного зазора в по-
следнем случае автоматически поддерживается с помощью сле-
дящего привода. Схемы // и /// обеспечивают снижение расхода
алмазов в 2...3 раза по сравнению с получаемым при работе по
схеме / и позволяют проводить производительное предваритель-
ное шлифование даже при площадях контакта круга с заготовкой
до 10 см2.
По схеме IV электроэрозионное воздействие на шлифоваль-
ный круг происходит в двух зонах. Схему IV наиболее целесо-
образно применять на плоскошлифовальных станках, где воз-
можны перебеги круга относительно обрабатываемой заготовки.
63
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Основное достоинство схемы V — отсутствие токоподвода к
шпинделю, что значительно упрощает конструкцию станка.
Для ШНЭП могут быть использованы алмазно-электроэро-
зионные и алмазно-электрохимические станки (после замены ис-
точников постоянного тока импульсными генераторами), а также
обычные шлифовальные станки при условии их дооснащения
электроизолирующей планшайбой, токоподводами к кругу и за-
готовке и импульсным генератором.
Для экономии алмазов и снижения себестоимости обработки
целесообразно применять круги на связке М2-01. Однако в тех
случаях, когда период стойкости таких кругов оказывается недо-
статочным, следует использовать круги на связке Ml-01. Наибо-
лее высокие технико-экономические показатели дает ШНЭП кру-
гами с алмазами повышенной прочности АС6, АС 15, АС20 и зер-
нистостью не ниже 200/160 при концентрации 100%.
В качестве рабочей среды при ШНЭП необходимо применять
СОЖ на водной основе, а также смесь 1... 3%-ного раствора
кальцинированной соды с техническим глицерином (0,5...2%) с
расходом до 2... 3 л/мин на 1 см высоты круга.
Повышение эффективности смазочно-охлаждающих средств
и способов их подачи в рабочую зону. Роль смазочно-охлаждаю-
щих средств в процессе шлифования — охлаждение обрабатывае-
мой поверхности заготовки и шлифовального круга; образование
пленки на поверхности абразивного зерна, обладающей смазыва-
ющим действием при резании и трении и предотвращающей прива-
ривание обрабатываемого материала к зернам; очистка и удаление
с рабочей поверхности круга загрязнений. Смазочно-охлаждаю-
щие средства подразделяются на смазочно-охлаждающие жид-
кости (СОЖ) и твердые смазочно-охлаждающие материалы. По
химическому составу СОЖ классифицируют на шлифовальные
масла, эмульсии и водные растворы. Рекомендации по выбору
СОЖ при шлифовании заготовок режущих инструментов приве-
дены в табл. 1.15.
Шлифовальные масла оказывают хорошее смазочное
действие, уменьшая трение между зерном и шлифуемой поверх-
ностью, и тем самым повышают стойкость круга. Наиболее эф-
фективно применение масел при профильном шлифовании, резь-
бошлифовании, вышлифовывании стружечных канавок на заго-
товках инструмента. Применение шлифовальных масел способст-
вует также улучшению шероховатости поверхности, поэтому их
целесообразно применять на отделочных операциях. Вместе с
тем масла обладают рядом недостатков: слабое охлаждающее
действие (удельная теплоемкость вдвое меньше, чем у воды, и
низкая теплопроводность); склонность к образованию тумана,
что вызывает необходимость закрывать весь станок колпаком и
применять специальную систему отсоса; относительно высокая
стоимость; склонность к засаливанию круга; плохая способность
1.15. СОЖ для шлифования режущих инструментов
Материал зерна Связка Шлифуемая поверхность Вид н состав СОЖ
Электроко- рунд, карбид кремния Керамиче- ская Цилиндрическая, коническая, плос- кая Эмульсия: аквол-14 6%, вода 94%, ИГЛ-205 5%, вода 95%
Органиче- ская Фасонная Шлифовальное масло: масло индустриальное И-20А 70%, сульфофрезол 30%
Эльбор Керамиче- ская Цилиндрическая, коническая, плос- кая Водный раствор: кальцинированная сода 1%, нитрит натрия 0,8%, вода 98,2%
Металличе- ская Фасонная Шлифовальное масло: масло индустриальное И-20А 70, сульфофрезол 30%
Органиче- ская Цилиндрическая, коническая, плос- кая Водный раствор: триэтаноламин или тринат- рийфосфат 0,6%, ализариновое масло 0,5%, азотистокислый натрий 0,25%, бура 0,25%, во- да 98,4%
Алмаз Органиче- ская Цилиндрическая, коническая, плос- кая Водный раствор: сода кальцинированная 0,25%, тринатрийфосфат 0,25%, ни- трит натрия 0,25%, вазелино- вое масло 0,5%, бура 0,25%, вода 98,5% триэтаноламин 1%, нитрит натрия 0,4%, глицерин 0,6%, вода 98,9%
Металличе- ская Цилиндрическая, коническая, плос- кая Водный раствор: сода кальцинированная 0,25%, тринатрийфосфат 0,25%, ни- трат натрия 0,25%. бура 0,25%, вазелиновое масло0,5%, вода 98,5% тринатрийфосфат 1%, нитрит натрия 0,25%, вода 98,75%
Фасонная Эмульсия: аквол-6 5%, вода 95% Шлифовальное масло: масло индустриальное И-20А 70%, сульфофрезол 30%
64
65
к отстаиванию шлама, что вызывает необходимость в баках боль-
ших объемов для СОЖ и сепараторов для отделения шлама.
Поэтому применение шлифовальных масел целесообразно только
в тех случаях, когда требуется высокая стойкость круга, низкая
шероховатость поверхности и выделяется сравнительно неболь-
шое количество теплоты.
Эмульсии обладают гораздо лучшим охлаждающим дей-
ствием по сравнению с маслами, так как наполовину состоят из
воды. Они оказывают хорошее смазочное действие, а также име-
ют достаточные очищающие, моющие и антикоррозионные свой-
ства. Благодаря этому эмульсии рекомендуют при плоском и
круглом шлифовании заготовок из быстрорежущих и конструк-
ционных сталей.
Водные растворы обладают наилучшими охлаждающи-
ми свойствами и предотвращают засаливание шлифовального
круга, имеют хорошие моющие свойства, но характеризуются
сравнительно невысоким смазывающим действием. Поэтому их
рекомендуют в тех случаях, когда возникает высокая тепловая
напряженность процесса — при шлифовании с большими площадя-
ми контакта, при больших силах шлифования заготовок из твер-
дых сплавов, труднообрабатываемых быстрорежущих сталей,
керамики и сверхтвердых материалов.
Твердые смазочные материалы изготовляют в ос-
новном в виде карандашей и брикетов для периодического или
непрерывного нанесения смазочной пленки на рабочую поверх-
ность круга в сочетании с использованием водных СОЖ. Это
позволяет улучшить смазывание в контактной зоне шлифования
при хорошем охлаждающем действии СОЖ-
Твердые смазочные материалы можно применять также для
пропитки круга — импрегнирование шлифовального инструмента
[51]. Смазочный материал из пор абразивного инструмента пе-
ремещается в зону обработки под действием центробежных сил
после его размягчения теплотой, образующейся при шлифовании.
Технология пропитки кругов зависит от свойств смазочного
материала в жидкой фазе и, в первую очередь, от величины его
поверхностного натяжения и температуры плавления.
При использовании смол, серы и других материалов, отлича-
ющихся сравнительно высоким уровнем величины поверхностно-
го натяжения и температуры плавления, необходимо нагреть их
до 200... 300°С и создать избыточное давление для заполнения
пор, что обусловливает сложную технологию и оборудование для
пропитки (вакуумные камеры, печи, насосы и т. п.). При шлифо-
вании заготовок инструментов из быстрорежущих сталей кругами
на керамической связке наиболее эффективны углеводородорга-
нические материалы типа Л326/1, содержащие серу и хлор и
имеющие температуру плавления 70... 80°С. Технология пропитки
такими составами достаточно проста, так как производится в
бб
обычной ванне с подогревом при вращающемся шлифовальном
круге. Пропитка осуществляется путем свободного капиллярного
проникновения состава в поры инструмента. Основной эффект
пропитки заключается в повышении стойкости шлифовальных
кругов в 1,5... 2 раза и улучшении шероховатости шлифованной
поверхности.
Способ подачи СОЖ в рабочую зону шлифования имеет
большое значение для эффективной реализации функциональных
свойств СОЖ. Вследствие воздушных потоков, создаваемых вра-
щающимся с большой скоростью шлифовальным кругом, при по-
даче СОЖ свободно падающей струей (поливом) большая часть
жидкости отбрасывается и не попадает в рабочую зону шлифо-
вания. В этом случае СОЖ служит в основном для охлаждения
обрабатываемой заготовки и круга вне зоны их контакта. Для
повышения эффективности СОЖ применяют специальные спо-
собы их подвода в зону шлифования (рис. 1.24) [78]. Способ
подачи СОЖ напорной струей (рис. 1.24, а) заключается в уве-
личении давления струи жидкости до (10.. 15) 105 Па и вследст-
вие этого повышении скорости потока СОЖ. Эффективность
охлаждающего действия СОЖ возрастает в результате преодо-
ления сопротивления воздушных потоков и проникновения СОЖ
в зону контакта, т. е. к источнику тепловыделения. Усиливается
и смазочное действие СОЖ- Подача напорной струей сопровож-
дается значительным разбрызгиванием жидкости, что требует
надежной защиты от СОЖ.
Способ подачи СОЖ через поры шлифовального круга (рис.
1.24,6) заключается в том, что очищенная от механических при-
месей жидкость подводится во внутреннюю полость круга и при
его вращении под действием центробежной силы проходит через
67
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
поры на рабочую поверхность. В качестве СОЖ используют мас-
ла и эмульсии. В среднем расход масла составляет 3...5 г/мин
на 10 мм длины рабочей поверхности круга. Преимуществами
способа являются лучшая очистка пор на рабочей поверхности
круга от отходов шлифования, исключение вредного влияния
воздушных потоков, гарантированное попадание СОЖ в зону
шлифования, лучшее образование смазочных пленок на поверх-
ности зерен. К недостаткам способа относятся — недостаточное
охлаждающее действие СОЖ вследствие небольшого общего ко-
личества жидкости, подаваемой в зону шлифования, необходи-
мость тонкой фильтрации СОЖ, распыление СОЖ в виде мас-
ляного тумана, повышенный уровень вибрации вследствие
неравномерного расположения пор по объему круга. Способ
применим только для шлифовальных кругов на керамических
связках, имеющих сквозные поры.
Способ струйно-напорной внезонной подачи СОЖ (рис. 1.24, в)
заключается в том, что СОЖ подают под давлением вне контакт-
ной зоны через одно или несколько сопел. Струи СОЖ, обладаю-
щие большой кинетической энергией, пробивают воздушный по-
ток, окружающий шлифовальный круг и, воздействуя на его
рабочую поверхность, очищают поры и зерна от отходов шлифо-
вания, при этом поверхность круга смачивается и на ней форми-
руются смазочные пленки.
Подачу СОЖ с наложением ультразвуковых колебаний (рис.
1.24,г) осуществляют следующим образом: на небольшом рас-
стоянии от рабочей поверхности шлифовального круга устанав-
ливают волновод (концентратор, излучатель), жестко соединен-
ный с магнитострикционным вибратором, преобразующим элек-
тромагнитные колебания ультразвуковой частоты в упругие
колебания. СОЖ поступает в зазор между торцом волновода и ра-
бочей поверхностью круга. Ультразвуковые волны, передающие-
ся через жидкость на поверхность круга, обеспечивают лучшую
очистку поверхности, уменьшают засаливание круга, повышают
его работоспособность. Этот способ существенно повышает эф-
фективность шлифования вязких металлов, труднообрабатывае-
мых сплавов. Способ применим для очистки алмазных и эльбо-
ровых кругов.
Способ контактного подвода СОЖ (рис. 1.24, д) заключается
в том, что одновременно с поливом зоны шлифования свободно
падающей струей СОЖ, обладающей хорошими охлаждающими
свойствами, на обрабатываемую поверхность вне зоны контакта
непрерывно наносится тончайший слой активного смазочного
материала путем поджима к шлифуемой поверхности мягкого по-
ристого материала, пропитанного смазочным материалом. Бла-
годаря малому расходу смазочных материалов (10... 15 г/ч) воз-
можно использование эффективных составов СОЖ. Смазочный
материал можно наносить также на поверхность алмазного
круга.
Гидроаэродинамический способ подачи СОЖ (рис. 1.24, е)
заключается в использовании воздушных потоков, создаваемых
вращающимся шлифовальным кругом, для повышения скорости
потока СОЖ. С помощью специальных насадок СОЖ с большой
скоростью направляется на рабочую поверхность круга, смачи-
вая ее и очищая от отходов шлифования, а затем — в зону шли-
фования, преодолевая в обоих случаях сопротивление воздушно-
го потока. Гидроаэродинамический способ весьма эффективен на
операциях круглого, плоского, бесцентрового шлифования, а так-
же при скоростном и глубинном шлифовании.
1.6. Автоматизированное проектирование
технологических процессов шлифования
и заточки инструментов с помощью ЭВМ
Большое число исходных данных и факторов,
влияющих на процессы шлифования и заточки инструмента, не
позволяет технологу полностью проанализировать все возможные
варианты технологических параметров, а выбранный вариант не
всегда является оптимальным. Поэтому возникла необходимость
в принципиально новом направлении—автоматизированном про-
ектировании технологических процессов с помощью современных
ЭВМ.
Автоматизация разработки технологического процесса с по-
мощью ЭВМ включает в себя ряд последовательных этапов
(рис. 1.25): разработку методики проектирования, определение
исходных данных и их ограничений, разработку алгоритмов, ко-
дирование, программирование,
расчет на ЭВМ.
Одним из наиболее трудо-
емких процессов проектирова-
ния является оптимизация па-
раметров режима шлифования
применительно к конкретным
условиям обработки заготовки.
Существующие в настоящее
время рекомендации по выбо-
ру параметров режима шлифо-
вания имеют общий характер
и являются ориентировочными.
Такие рекомендации вполне
Рис. 1.25.
Основные этапы разработки техноло-
гического процесса с помощью ЭВМ
68
69
приемлемы для станков с ручным или механизированным при-
водом, где управление процессом шлифования в основном воз-
лагается на рабочего-шлифовщика. Для шлифовальных станков
с автоматическими системами управления эти рекомендации не-
достаточны, так как режим шлифования на этих станках жест-
ко регламентируется и оказывает влияние на экономичность тех-
нологического процесса. Ввиду высокой стоимости автоматизи-
рованного шлифовального оборудования применение неопти-
мальных условий обработки и параметров режима шлифования
приводит к значительным экономическим потерям.
Задача оптимизации заключается в установлении таких па-
раметров, которые обеспечивают минимальную себестоимость
обработки при условии выполнения всех технических требова-
ний к качеству инструмента. Решение этой задачи сводится к
определению минимума целевой функции — себестоимости опе-
рации Соп при определенных ограничениях параметров процесса.
В целевой функции себестоимости учитываются только те
статьи затрат, которые зависят от параметров режима шлифова-
ния (подача на глубину Sh, скорость подачи os. скорость шлифо-
вального круга цкр, период стойкости круга 7): трудовые затра-
ты, связанные с эксплуатацией оборудования, и затраты на при-
обретение и эксплуатацию абразивного инструмента, приходя-
щиеся на обработку одной заготовки:
. (1.12)
где См — стоимость станко-минуты работы оборудования; /маш —
машинное время на операцию; Ц1ф — цена шлифовального кру-
га; СПр — стоимость правки круга и подналадки станка; Кпр —
число правок круга за срок его службы; Сзам — стоимость заме-
ны круга; 2т—число заготовок, обработанных за период стойко-
сти круга между правками.
При увеличении и vs трудовые затраты уменьшаются, а
затраты на абразивный инструмент возрастают. В результате
этого функция себестоимости операции шлифования от парамет-
ров режима имеет минимум.
При решении задачи оптимизации необходимо учитывать ог-
раничения параметров процесса, которые можно разделить на
две группы: ограничения, определяемые данными станка, и ог-
раничения, определяемые техническими требованиями к точности
и качеству шлифованных заготовок. Первая группа ограничений
имеет вид неравенств типа
^KPmiri < ^кргаах’
ограничивающих параметры режима шлифования минимальным
и максимальным значениями, определяемыми техническими дан-
ными станка.
70
Вторая группа ограничений имеет вид неравенств, левая часть
которых представляет собой функцию выходного параметра от
параметров режима шлифования, а правая — критическое значе-
ние этого выходного параметра, превышение которого приводит
к недопустимым отклонениям от технических условий, опреде-
ляющих качество и точность готовой детали. Такими ограниче-
ниями могут быть температура шлифования 0 (Sh, vs, VkP)^
^бкрит, превышение которой приводит к появлению дефектов на
шлифованной поверхности; сила шлифования P(Sh, Vs,
^Ркрит, превышение которой приводит к недопустимым упругим
деформациям в технологической системе, вызывающим отклоне-
ния от требуемой точности обработки, или повышенным ампли-
тудам вынужденных колебаний, которые способствуют образо-
ванию огранки на детали и получению шероховатости шлифован-
ной поверхности Ra (S^ v$, t'Ifp)
Критическая температура, К, шлифования следующая:
Инструментальный материал
Р6М5........................................ 973
Т15К6....................................... 673
ВК8......................................... 873
ВК2......................................... 773
Т30К4....................................... 523
Указанные функции определяют на основании эксперимен-
тальных данных для конкретных видов шлифования, обрабаты-
ваемого материала и вида абразивного инструмента.
Оптимизация параметров режима шлифования производится
методами математического программирования. При выборе ма-
тематической модели следует учитывать, что не все перечислен-
ные виды ограничений являются одинаково лимитирующими.
В зависимости от вида шлифования, характера шлифовальной
операции (предварительная или окончательная), характера ра-
боты шлифовального круга (с самозатачиванием или затупле-
нием) превалируют те или другие виды ограничений.
Рассмотрим математические модели для расчета оптималь-
ных параметров режима шлифования в следующих случаях.
I. Шлифование предварительное при работе круга с само-
затачиванием, например заточка твердосплавных режущих
инструментов кругом из карбида кремния зеленого.
Задачей предварительной заточки инструмента является
съем основной части припуска с затачиваемой поверхности, при
максимально допустимой производительности. При работе шли-
фовального круга с самозатачиванием и отсутствии точностного
отказа работы круга, например при заточке резцов, отпадает
необходимость в периодической его правке. Относительный
расход абразива является функцией параметров режима шлифо-
вания d(Sh, vs, Окр). Основным ограничением, определяющим
качество шлифованной поверхности, является критическая тем-
71
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
пература шлифования. В этом случае математическая модель
определения оптимальных параметров режима шлифования опи-
сывается следующей системой соотношений:
CJIL'K , (^кр + Сзам)^^, V-, икр)
—с------------------——-----------»mln;
Savs 1Г7
0.7укР/ Shv$bK х Г а^к
*з (слДчАф V
*^Лт1п *^йтвх»
®$тп!п ®$гп«Х' ^KPmln Чф Ч<Ртвх»
где 17 — припуск на обработку; £х — длина хода стола; К — по-
правочный коэффициент, учитывающий износ круга и выхажи-
вание; Wa — объем металла, срезаемого с обрабатываемой по-
верхности заготовки; 1^кр— объем изнашиваемой части
шлифовального круга; Л3 — коэффициент теплопроводности за-
готовки; 6К; /к- ширина и длина зоны контакта; СЛ— коэф-
фициент, характеризующий влияние давления на толщину
слоя, срезаемого рабочей поверхностью круга; Вкр — ширина
рабочей поверхности круга; а3—коэффициент температуропро-
водности заготовки; р?— контактное давление, свыше которого
происходит интенсивное резание абразивными зернами круга.
Зависимость давления р2 от инструментального материала
при шлифовании кругом 24А40СМ1К6 с СЛ==1,8-10~4:
Инструментальный материал
Р6М5........................
Р6АМ5................................. ' *
11РЗАМЗФ2..............................
Р6М5ФЗ............................
Р6М5К5МП............................. . . .
Рг-10-’, Па
14
15,7
16,0
17,0
13
2. Шлифование предварительное и окончательное при работе
круга с затуплением, например круглое шлифование заготовок
концевого инструмента из быстрорежущей стали шлифоваль-
ным кругом из электрокорунда. Шлифовальный круг необходимо
периодически править. Ограничением периода стойкости круга
является величина силы шлифования, которая приводит к появ-
лению прижогов или огранки.
Прижоги являются следствием увеличения температуры
шлифования свыше критической, а огранка появляется вследст-
вие увеличения амплитуды вынужденных колебаний технологи-
ческой системы.
Число заготовок гт, обработанных за период стойкости
круга, зависит от скорости съема металла. Чем меньше скорость
съема, тем меньше сила шлифования в начале периода стойко-
сти круга и тем дольше работает круг до достижения критиче-
72
ского значения РкрИт. При большей скорости съема сила Р в
начале периода стойкости круга выше, при этом возрастает
скорость износа круга, поэтому период стойкости круга умень-
шается. Математическая модель определения оптимальных
параметров режима шлифования для данного случая
CunLxada/< . Цкр + СирКпр + Смм _ ml п •
Vg, vKpKnp)
». p IV "«S
P(SA. 4s> ^r) ^крич»
4$ <C't,Smax>
Sftmln < "Сайтах; ^pmin -C ®KP < Чертах*
где a3 — доля теплоты, идущей в заготовку (сса=1 —для кругов
на керамической и органической связках; аа=0,9— для кругов
на металлической связке).
3. Шлифование кругом, имеющим фасонный профиль, напри-
мер глубинное шлифование канавок инструмента. В этом слу-
чае критерием окончания периода стойкости является его точ-
ностной отказ — отклонение размеров заготовки от поля
допуска, вследствие износа круга. Для рассматриваемого приме-
ра ограничением служит величина радиуса профиля канавки,
который является функцией параметров режима шлифования и
числа обработанных заготовок. Расчет оптимальных параметров
режима в этом случае следует производить с помощью системы
соотношений для случая 2, дополненной неравенством
r(SA, v$, «кр,
где гтах— максимально допустимый радиус профиля канавки
инструмента.
4. Шлифование окончательное. Задачей окончательного
шлифования является обеспечение технических требований по
точности и шероховатости шлифованных поверхностей. Оконча-
тельное шлифование может производиться в условиях самозата-
чивания или затупления круга. В зависимости от этого для рас-
чета оптимальных параметров режима может быть использова-
на система соотношений для первого или второго случая. При
этом следует учитывать, что, как правило, температура шлифо-
вания не достигает критических значений, а основным ограниче-
нием является заданная величина параметра шероховатости Ra,
которая является функцией параметров режима шлифования
и периода стойкости круга. Поэтому вместо ограничения по
температуре шлифования следует использовать ограничение по
шероховатости поверхности: Ra(Sh, Vs, vKP, z)^Ratn»x.
2 Шлифование цилиндрических,
• конических и плоских поверхностей
режущего инструмента
2.1. Круглое наружное шлифование
многолезвийного инструмента
Круглое наружное шлифование применяют для
обработки наружных цилиндрических, конических и торцовых
поверхностей заготовок инструмента. Разновидности круглого
шлифования отличаются направлением движения подачи: про-
дольное (параллельно оси заготовки) или врезное (перпендику-
лярно или под углом к оси заготовки); характером подачи на
глубину резания: многопроходное или глубинное (однопроход-
ное) (рис. 2.1).
Продольное круглое шлифование используют при обработке
заготовок длиной более 80 мм в условиях крупносерийного про-
изводства и более коротких заготовок в условиях серийного
и мелкосерийного производства. Врезное круглое шлифование
целесообразно использовать при длине шлифуемой поверхности
менее 80 мм в крупносерийном производстве, а также при шли-
фовании фасонных поверхностей и одновременном шлифовании
нескольких поверхностей. Шлифование цилиндрических поверх-
ностей, как правило, производится периферией круга, а торцо-
вых— торцом круга.
Предварительное шлифование заготовок инструментов из
быстрорежущих сталей при припуске на сторону 0,2... 0,5 мм
и большом объеме срезаемого материала рекомендуется произ-
водить кругами из электрокорунда, при этом наибольшую
эффективность имеют круги из хромотитанистого элекгрокорун-
Рнс. 2.1.
Схемы круглого шлифования:
а — продольное; б — глубинное; а — врезное
74
да (91А, 92А), износостойкость которых на 20... 80% выше, чем
кругов из электрокорунда белого (24А). Круги из хромотитани-
стого электрокорунда вследствие повышенной самозатачиваемо-
сти следует применять повышенной твердости по сравне-
нию с кругами из электрокорунда белого.
Круги из электрокорунда твердостью СТ2 и выше работают
с затуплением. Период стойкости круга при предварительном
шлифовании в основном ограничивается появлением на обраба-
тываемой поверхности огранки, которая является следствием
образования волнистости на рабочей поверхности шлифовально-
го круга. Высота волн на рабочей поверхности шлифовального
круга к концу периода стойкости круга возрастает, что сопро-
вождается при шлифовании появлением характерного шума.
Волнистость на поверхности круга образуется под воздействием
вибраций, возникающих в процессе шлифования, вследствие
которых силы шлифования колеблются в широких пределах.
Впадины на круге образуются в местах воздействия большей
силы шлифования. На твердых кругах вместо впадин образу-
ются равномерно расположенные участки с притупленными
зернами. В ряде случаев период стойкости круга ограничивается
появлением дефектов на шлифованной поверхности в виде при-
жогов.
Окончательное шлифование заготовок инструментов из быст-
рорежущих сталей при припуске на сторону 0,03... 0,05 мм и
высоких требованиях к шероховатости и качеству поверхностей
готовой детали рекомендуется производить шлифовальными
кругами из эльбора или алмаза на органических связках, кото-
рые имеют следующие преимущества: высокие режущие свойст-
ва кругов из алмаза и эльбора со сравнительно мелкой зерни-
стостью позволяют применять их для съема больших припусков,
что обеспечивает шероховатость поверхности /?а=0,32...
0,08 мкм. Повышенная износостойкость этих кругов гарантирует
стабильность геометрических параметров инструмента, остроту
его режущих кромок, отсутствие структурных изменений в
поверхностном слое и снижение трудоемкости операции. Так,
например, применение шлифовального круга из эльбора ЛО5
Б1 100 или алмазного круга АС2 50/40 Б1 100 снижает трудоем-
кость операции окончательного шлифования разверток на
25... 30% по сравнению с кругами из электрокоруида или кар-
бида кремния.
При шлифовании заготовок твердосплавного инструмента вы-
бор характеристики шлифовального круга зависит от вида
операции и величины припуска на сторону. При припуске более
0,3 мм наиболее целесообразно применять круги из карбида
кремния зеленого. Например, при шлифовании центров у твердо-
сплавных заготовок диаметром 6... 12 мм, имеющих прямой
торец, радиальный припуск составляет 2... 5 мм. В этом случае
75
Отредактировал и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
производительность шлифования центров абразивным кругом
63С25СМ1К в 2 раза выше, чем алмазным кругом АС6 80/63
М2--01 100.
Предварительное шлифование заготовок твердосплавного
инструмента с припуском на сторону 0,2... 0,3 мм наиболее эф-
фективно производить алмазным кругом на металлической
связке типа Ml—01. Алмазный круг на металлической связке
работает в режиме затупления и требует продолжительной
правки. По мере затупления круга увеличивается мощность
шлифования и возрастает время, необходимое на выхаживание
для получения необходимой точности размера.
Окончательное шлифование заготовок твердосплавного инст-
румента при припуске на сторону 0,03... 0,05 мм целесообразно
производить алмазным кругом на органической связке типа
В2—01. При использовании алмазного круга АС2 50/40 В2—
01 100 может быть достигнута шероховатость поверхности Ra—
= 0,32... 0,16 мкм. Алмазный круг на органической связке рабо-
тает с самозатачиванием и не требует правки.
Скорость шлифовального круга икр определяется технически-
ми данными круглошлифовального станка и прочностью шли-
фовального круга. Современные круглошлифовальные станки
обеспечивают скорость шлифовального круга до 50... 60 м/с. При
шлифовании заготовок хвостовиков инструмента из конструкци-
2.1. Рациональные режимы круглого шлифования заготовок режущих
онных материалов и заготовок рабочей части инструмента из
быстрорежущих сталей рекомендуется применять скоростное
шлифование со скоростью до 50 м/с. При шлифовании заготовок
твердосплавных инструментов кругами из карбида кремния
зеленого рекомендуется скорость шлифовального круга 18...
22 м/с, а при шлифовании алмазными кругами — скорость
25... 35 м/с.
Окружная скорость заготовки (скорость подачи vs) опреде-
ляет время нагрева заготовки в контактной зоне при шлифова-
нии. Чем выше v8, тем меньше время нагрева и тем ниже темпе-
ратура шлифования. Поэтому следует выбирать максимально
возможную скорость подачи. Ограничением vs является возник-
новение вибраций, вызывающих огранку изделия.
Подача на оборот So при продольном шлифовании обычно
задается в долях ширины круга Вкр. Для предварительного шли-
фования рекомендуется принимать So=0,7 ... 0,8 ВКР, а для окон-
чательного So=0,2... 0,3 Вкр.
Подачу на глубину Sh2% при продольном шлифовании и ско-
рость движения подачи пвр при врезном шлифовании следует
назначать таким образом, чтобы обеспечить минимальную себе-
стоимость операции. При этом необходимо учитывать, что уве-
личение и пвр обеспечивает снижение машинного времени, но
приводит к интенсивному износу шлифовального круга, что
Обрабатываемый материал Обработка Характеристика шлифовального круга °в- м/мин
Конструкционная сталь Предварительная 25А25СТ2К 10 ...25
Окончательная 25А16СТ2К 15... 30
Быстрорежущая сталь Предварительная 92А40СТ2К5 12... 25
Окончательная ЛО5 Б1 100 АС2 50/40 B2-0I 100 12... 20
Твердый сплав Предварительна я АС6 80/63 Ml—01 100 63С 25 СМ1 К 10... 15 10... 15
Окончательная АС2 50/40 В2—01 100 10... 15
76
инструментов
Шлифование
продольное врезное торцовое
м/мин 5Л2х, ММ ₽в- м/мин мм/мин »8. м/мин °ар» мм/мин
2,0 ...6,0 0,02 ...0,05 12... 15 0,5 2,0 25...40 0,5 ...3,0
1,0... 2,0 0,01... 0,02 12 „.15 0,2... 1.0 25 ...40 0.3 .„ 1,0
2,0... 4,0 0,02... 0,05 10...20 0,5 ...2,0 30 .„50 0,6... 1,5
1,0 ...2,0 0,005... 0,01 10.„20 0,4 1,0 30 ...50 0,3 .„ 1,0
1,0 ...1,5 0,02... 0,04 б... 10 0,4... 1,0
1,0 ...1,5 0,05 ...0,10 — 20 .„30 1,0... 8,0
0,5... 1,0 0.003... 0,005 5.„10 0,1 ...0,15 30... 40 0,8... 6,0
77
уменьшает его стойкость и вызывает необходимость частой
правки.
Рациональные области режимов шлифования в зависимости
от обрабатываемого материала, характера операции, вида шли-
фования и характеристики шлифовального круга приведены в
табл. 2.1.
При предварительном шлифовании подача на глубину в
2... 2,5 раза выше, чем при окончательном шлифовании. Величи-
ну $д следует выбирать тем меньше, чем выше требования к
точности обработки, меньше жесткость технологической системы
и хуже шлифуемость инструментального материала. Время вы-
хаживания возрастает с увеличением уменьшением жестко-
сти технологической системы, повышением требований к шерохо-
ватости поверхности.
Способы базирования заготовки и требования к базирующим
элементам. При круглом шлифовании применяют следующие
способы базирования заготовки: в неподвижных центрах, на
центровых оправках, в патроне и на неподвижных опорах. При
обработке заготовок инструмента в основном применяют бази-
рование в центрах. Качество центров станка и центровых отвер-
стий в заготовках оказывает непосредственное влияние на
точность и шероховатость шлифованных поверхностей. Центро-
вые отверстия и центра должны иметь правильную геометриче-
скую форму. Погрешность формы, несовпадение углов конусно-
сти, отклонение от соосности центров и центровых отверстий
приводит к неточному прилеганию поверхностей отверстий к
поверхностям центров. Это вызывает неравномерный износ
центров, неплавное вращение заготовки и смещение центров под
действием сил шлифования, а в результате погрешности формы,
размеров обрабатываемых поверхностей, появление огранки.
После термической обработки заготовок центровые отвер-
стия, как правило, приходят в негодность вследствие забоин,
деформации, заполнения окалиной, солями. Восстановление
центровых отверстий осуществляется на вертикально-сверлиль-
ных станках с помощью трехгранной твердосплавной зенковки.
При повышенных требованиях к точности изготовляемой детали
центровые отверстия следует шлифовать специальными абразив-
ными головками, заправленными по форме отверстия или дово-
дить чугунным притиром с абразивной пастой.
Центры и центровые отверстия должны быть смазаны. Для
смазывания рекомендуются свинцовые белила, разведенные в
машинном масле, тавоте и т. п. Применение центров с износо-
стойкими покрытиями позволяет работать при больших частотах
вращения заготовки.
При установке заготовки инструмента в центрах необходимо,
чтобы она была зажата не слишком плотно. Поэтому заготовки
малых диаметров с отношением //</>10 следует шлифовать с
78
А-А
Рис. 2.2.
Приспособление для круглого шлифования ступенчатых заготовок
применением подпружиненной пиноли задней бабки. При шли-
фовании тяжелых заготовок пиноль задней бабки должна быть
установлена неподвижно, так как силы пружины могут оказать-
ся недостаточными для удержания заготовок в центрах.
Для круглого шлифования ступенчатых заготовок сверл при-
меняют способ базирования на неподвижной опоре. Данный
способ использован в приспособлении Б-581 конструкции ВНИИ-
ииструмента к универсальному круглошлифовальному станку
(рис. 2.2).
Приспособление имеет зажимное устройство, выполненное в
виде неподвижной призмы 1, в которую базируют хвостовик
заготовки 2 и подпружиненного рычага 3. Рычаг прижимает
заготовку 2 к призме 1. На хвостовик надевается хомутик 4,
посредством которого заготовка приводится во вращение от
поводка 5, закрепленного на шпинделе 6 передней бабки. Рабо-
чая часть заготовки прижимается к шлифовальному кругу 7
подвижным люнетом 8, который посредством следящей системы
автоматически подводится к заготовке по мере уменьшения ее
диаметра в процессе шлифования. Следящая система выполнена
в виде двуплечего рычага 9, один конец которого контактирует
с подвижным люнетом 8, а второй конец через рычаг 10 — со
шлифовальной бабкой 11. Вследствие этого перемещение люне-
та производится синхронно с перемещением шлифовальной
79
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
бабки. Применение данного приспособления обеспечивает ради-
альное биение рабочей части относительно хвостовика не более
0,01 мм.
Шлифование заготовок насадного инструмента (червячных
фрез, разверток и др.) по наружному диаметру производится на
конусных или цилиндрических центровых оправках. Закрепле-
ние заготовок на оправке необходимо производить без зазора.
Для уменьшения погрешности установки заготовку напрессо-
вывают на коническую опраику с малым отклонением от конус-
ности 1/1000... 1/1400. При изготовлении прецизионного инстру-
мента (червячных фрез АА, ААА и др.) рекомендуется приме-
нять набор оправок с разностью диаметра 0,002 мм и насажи-
вать заготовку на оправку по скользящей посадке. Заготовки
насадного инструмента, у которых отношение длины к диаметру
отверстия равно или меньше 0,5 (долбяки, шеверы, дисковые
фрезы и др.), шлифуют по наружному диаметру на центровой
оправке с буртом, диаметр которого равен 1,5... 2 диаметрам
отверстия. Для исключения или уменьшения перекосов при за-
креплении заготовки на точных оправках рекомендуется шли-
фовать резьбу на оправке, а также торцы зажимной гайки, про-
межуточной втулки или кольца.
Технологические особенности операций круглого шлифования
заготовок режущих инструментов. При изготовлении режущих
инструментов выполняют следующие круглошлифовальные опе-
рации: шлифование цилиндрических и конических заготовок
хвостовиков из конструкционных сталей; шлифование рабочей
части заготовок из быстрорежущих сталей или твердого сплава
по цилиндру, заборному конусу, фаске, обратному конусу; шли-
фование канавок, шеек, торцовых поверхностей. Основная часть
припуска (70... 80%) срезается при предварительной обработке
крупнозернистым кругом, а меньшая часть припуска (20... 30%)
срезается при окончательной обработке мелкозернистым кру-
гом. Припуски на шлифование устанавливают в зависимости от
исходных погрешностей геометрической формы и глубины обез-
углероженного слоя, которые были получены при обработке
резанием и термических операциях. Общие рекомендации по
выбору припусков для операций круглого наружного шлифова-
ния закаленных заготовок в центрах приведены в табл. 2.2.
Припуски для незакаленных заготовок могут быть уменьшены
на 0,05... 0,1 мм по сравнению с рекомендованными в табл. 2.2.
Порядок выполнения круглошлифовальных операций, выбор
технологических баз, оснастки, способа шлифования и оборудо-
вания производятся в зависимости от конструкции режу-
щего инструмента. Заготовки концевого инструмента в ос-
новном шлифуют в центрах способом продольного шлифования.
Рекомендуется следующий порядок выполнения круглошлифо-
вальных операций: шлифование наружных центров с двух
80
2.2. Рекомендуемые значения припусков на диаметр при круглом наружном
шлифовании в центрах, мм
Диаметр шлифуемой поверхности Длина шлифуемой заготовки
до 100 св. 100... 400 св. 400 ... 800 св. 800... 1200 св. 1200... 1600
з_. ю 0,20... 0,23 0,25... 0,35
10... 18 0,25... 0,30 0,30... 0,40 W — —
18...30 0,25... 0,30 0,30... 0,45 0,35... 0,50 — «—»
30 ...50 0,35... 0,50 0,40... 0,55 0,45 ...0,60 0,55... 0.65
50... 120 0,40... 0,55 0,45... 0,60 0,60... 0,65 0,60 ...0.75 0,70 ...0,85
120... 180 0,50... 0,65 0,55.. 0,70 0,60 ...0,75 0,65... 0,80 0,75... 0,90
180... 260 0,55... 0,70 0,60... 0,75 0,65... 0,80 0,70... 0,85 0,80... 0,95
260... 360 0,60... 0,80 0,65... 0,85 0,70... 0,85 0,80... 1,00 0,85... 1,05
сторон или центровых отверстий; предварительное шлифование
рабочей и хвостовой частей заготовок после предварительной
заточки передней поверхности; окончательное шлифование рабо-
чей части после окончательной заточки передней поверхности.
Круглое шлифование не всегда обеспечивает требуемое отклоне-
ние от цилиндричности и параметр шероховатости поверхности
калибрующей части разверток. Это достигается разработанным
на ЗИЛе процессом алмазной доводки твердосплавных и быст-
рорежущих разверток с применением охватывающих алмазных
брусков. Развертка совершает вращательное движение, а алмаз-
ные бруски— возвратно-поступательные движения и радиаль-
ную подачу. При этом создаются условия непрерывного само-
затачивания режущей поверхности брусков, быстрого прираба-
тывания их охватывающего контура и образование характерной
для хонингования сетки пересекаемых рисок, способствующих
снижению шероховатости поверхности.
При изготовлении круглых, шлицевых протяжек производят
большое число круглошлифовальных операций в центрах с
использованием люнетов. Перед проведением этих операций не-
обходимо зачищать центровые отверстия. Для повышения точ-
ности протяжек зачистку центровых отверстий целесообразно
производить шлифовальными головками на специальном верти-
кально-шлифовальном станке повышенной точности с планетар-
ным вращением шпинделя типа МВ-119. Перед круглошлифо-
вальными операциями необходимо править заготовку, предвари-
тельно заточив переднюю поверхность и спинку зубьев. Шлифо-
вание по наружной поверхности протяжки с групповой схемой
резания производится по секциям, начиная с последней секции,
расположенной перед калибрующими зубьями. Для повышения
точности и производительности обработки круглошлифовальные
операции при изготовлении протяжек рекомендуется выполнять
81
на круглошлифовальных универсальных полуавтоматах с ЧПУ
высокой точности.
На круглошлифовальном станке GON 20-160 фирмы Toyota
(Япония) с системой ЧПУ фирмы Fanuk в автоматическом
цикле шлифуют по цилиндру все зубья, хвостовую и направляю-
щие части заготовок круглых и шлицевых протяжек диаметром
25... 80 мм и длиной 200... 1500 мм. Программа разрабатывается
раздельно для предварительной и окончательной обработки.
Предварительная обработка может производиться врезанием
или глубинным продольным шлифованием, например, заготовок
протяжек с групповыми зубьями. Окончательная обработка про-
изводится только способом врезания с отводом шлифовальной
бабки после обработки каждого зуба. При этом скоростью
врезной подачи управляет прибор активного контроля. По мере
съема припуска скорость подачи уменьшается. Окончательный
размер устанавливается по стрелочным приборам для грубой
и тонкой настройки.
При производстве насадных инструментов выполняется
только одна операция — круглое шлифование наружной цилинд-
рической поверхности. Операцию проводят после шлифования
внутреннего отверстия и торцов, которые являются базирующи-
ми элементами. Заготовки закрепляют пакетом на оправке с
внутренними центровыми отверстиями. Обработку осуществляют
продольным шлифованием на универсальных круглошлифоваль-
ных станках.
При изготовлении хвостовиков инструмента (с конусностью
7: 24) для оснащения станков с ЧПУ необходимо с очень высо-
кой точностью производить операции круглого шлифования
конической поверхности и торца буртика.
При серийном производстве эти операции целесообразно,
по опыту фирмы Nikken (Япония), производить врезным фасон-
ным шлифованием с правкой круга фасонным алмазным роли-
ком (рис. 2.3). Применение алмазных правящих роликов по
сравнению с другими инструментами (например, накатниками)
снижает стоимость шлифования в 3 раза, резко снижает силы
резания при правке, упрощает эксплуатацию оборудования. Та-
кой способ шлифования эко-
комически целесообразен
при обработке партии заго-
товок одного размера не ме-
нее Ю тыс- шт- в год*
- Для наружного и внут-
waреннего шлифования цилин-
liNРис. 2.3.
Фасонный алмазный ролик для
правки шлифовальных кругов
82
дрических и конических поверхностей заготовок, а также шли-
фования плоских торцов круглых заготовок применяют универ-
сальные круглошлнфовальные станки (табл. 2.3). Наружное
шлифование производится в неподвижных центрах, патроне или
цанге и на планшайбе. Внутреннее шлифование осуществляется
откидным внутришлифовальным шпинделем. Для шлифования
конических поверхностей предусмотрена возможность поворота
шлифовальной, передней бабок и стола. Предусмотрена возмож-
ность использования приборов активного контроля.
Для наружного продольного и врезного шлифования цилинд-
рических и пологих конических поверхностей применяют кругло-
шлифовальные полуавтоматы (табл. 2.4) с ручным управлени-
ем, механизированной (врезной или периодической) подачей
шлифовального круга, а также с управлением от прибора ак-
тивного контроля или путевого отсчетного устройства с предна-
бором координат и цифровой индикацией перемещений шлифо-
вальной бабки. Станки имеют ограниченные технологические
возможности, но обеспечивают более высокую производитель-
ность, чем универсальные станки.
Для одновременного врезного шлифования цилиндрической
поверхности и прилегающего к ней торца применяют торце-
кругл ©шлифовальные полуавтоматы с ручным управлением, с
полуавтоматическим управлением или управлением от приборов
активного контроля. Шлифовальная бабка повернута на угол
26°34'. Подача шлифовальной бабки производится в направле-
нии, перпендикулярном оси круга.
В настоящее время отечественное станкостроение освоило
выпуск круглошлифовальных полуавтоматов с программным
управлением ЗМ132МВФ2, ЗУ132ВФ20, ЗУ143ВТФ20, ЗМ151Ф2,
ЗМ153ДФ2, которые предназначены для шлифования в автома-
тическом цикле ступенчатых валов с гладкими и прерывистыми
цилиндрическими поверхностями и позволяют автоматизировать
рабочий цикл шлифования заготовок многоступенчатых инстру-
ментов, например протяжек, как при крупносерийном, так и при
мелкосерийном производстве. В автоматическом цикле выпол-
няются следующие функции: продольное перемещение и ревер-
сирование стола с различными фиксированными скоростями,
ввод и вывод измерительных приборов активного контроля,
подвод и отвод щупа механизма осевой ориентации, быстрый
подвод, подача на глубину шлифования, отвод шлифовальной
бабки, правка шлифовального круга, компенсация износа шли-
фовального круга.
Полуавтоматы оснащены широкодиапазонным измеритель-
ным прибором активного контроля, который автоматически
перестраивается при переходе с одного размера шлифуемой
поверхности на другой. Измерительный прибор контролирует
гладкие поверхности. Шлифование прерывистых поверхностей
83
И опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
g 2.3. Характеристика универсальных круглошлифовальных станков
Основные данные ЗУ10А, ЗУ10В, ЗУЮС ЗУ12УА, ЗУ12А, ЗУ12В ЗУ 131, ЗУ131В ЗУ142, ЗУ142В ЗУ153. ЗУ 155
Наибольшие размеры устанавливаемой заго- товки, мм: диаметр длина 100 160 200 500 280 700 400 1000 560 1400 2800м
Наибольшие размеры шлифуемой поверхности, мм: наружной: диаметр длина внутренней: диаметр длина 15 160 40 25*1 50 30’1 60 450 50 100 280 700 100 125 400 1000 200 125 560 1400 2800** 300 350
Высота центров над столом, мм 80 125 185 240 310
Угол поворота стола, ° +6...—7 +6...-7 +3...—10 +3...—8 +2...—6
Угол поворота шлифо- вальной бабки, ° ±30 ±30 ±30 ±30 —
Размеры шлифовально- го круга, мм 250 X 20 X 76 120x10x76 400X40X203 300X40X203 600X50X305 600X63X305 600 X 80 X 305
Скорость шлифовально- го круга, м/с 35 35; 50’2 50 50 35; 50
Продолжение табл. 2.3
Основные данные ЗУ10А. ЗУ10В, ЗУЮС ЗУ12УА. ЗУ12А ЗУ 12В ЗУ131, ЗУ131В ЗУ142. ЗУ 142В ЗУ153, ЗУ 155
Скорость врезной пода- чи, мм/мии 0,05 - 5 0,05... 5 — — —
Автоматическая перио- дическая подача, мм/ход 0,0012... 0.012 0,002 ...0,02 0,0025... 0,025 0,0025... 0,025 0,0025 ...0,025
Скорость стола, м/мин 0,025... 1,0 0,02 .„ 5,0 | 0,05... 5,0 0,05... 5,0 0,05 ...5,0
Частота вращения за- готовки, мин-1: в неподвижных цен- трах в патронной бабке 100 ...950 100 ...600 50... 1000 50... 1000 40... 400 40 400 30... 300 30 ...300 12... 120 12 ... 120
Мощность привода шли- фовальной бабки, кВт 1,1 4 5.5м 5,5 7,5 11,0
Размеры станка с при- ставным оборудованием, мм (длинахширинаХвы- сота) 1360X1715X1690 3670 X 2520 X 2075 2700X2540X1950’- 3600Х2260Х2040*3 5500X2585X1982 6310 X2585X1982 5510 X 3000X1850 8100 x 3000 x1850м
Масса станка без при- ставного оборудования, кг • » Только для станко • ’ Только для станко • 3 Только для станко • 4 Только для станко си 1630 в ЗУ10В. в ЗУ12А. •в ЗУ 12В. в ЗУ155. 3300 4625 6267 9980; 1228**
Отредактировал и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
g 2.4. Характеристика круглошлифовальных и торцекруглошлифовальных автоматов
Основные данные Круглошлифовэльные Торцскруглошлифопальные
3M1&3. 3M1S3A ЗМ161Е, ЗМ161Д 3T1S3E ЗТ160 ЗТ16ОФ2
Наибольшие размеры устанавливаемой заготов- ки, мм: диаметр длина 140 500 280 700 140 500 280 700 280 150
Наибольшие размеры шлифуемой поверхности мм: диаметр длина 50 450 90 130 50 65 280 130 280 130
Высота центров над столом, мм 90 160 90 160 160
Угол поворота стола, ° +6,0...—7,0 +3,0... -8,0 ±8,5 ±1,0 ±1,0
Размеры шлифоваль- ного круга, мм 500X 63 X 203 500 x 50 x 203” 750X130 X 305 500 x 63 X 203 750X130X305 1 750X130X305
Скорость шлифоваль- ного круга, м/с 50 50 или 35” 50 60 50 50
Скорость врезной по- дачи, мм/мин 0,05... 5 0,03 ...3*‘ 0,1 ... 3 0,02... 7,5 0,1 ...3 0,01 ...99
Продолжение табл. 2.4
Основные данные Круглошлифовэльные Торцекруглошлнфовальные
3M153. 3M153A ЗМ161Е, ЗМ161Д 3T1S3E ЗТ160 ЗТ160Ф2
Автоматическая перио- дическая подача, мм/ход 0,005... 0,05 0,001... 0,05” — — — —
Скорость стола, м/мии 0,02... 5 0,05 5 — — —
Частота вращеиня за- готовки, МНИ"1 63: 90: 125; 180; 250; 355; 500; 700; 50... 1000” 50; 70; 100; 140; 200; 280; 400; 560 50-900 55; 78; ПО; 156; 220; 310; 440; 620 55; 78; 110; 156; 220; 310; 440; 620
Мощность привода шлифовальной бабки, кВт 7,5; 5,5” 17,0 11,0 17,0 18,5
Размеры станка с при- ставным оборудованием (длина X ширина X высо- та), мм 2700 X 2540X1950 3070X2400X2075*' 7350X3475X3680 7350 X 4475 X 3680” 2990 X 2380X 2000 3754 X 4625 X 2245 3150X4345X2128
Масса станка без при- ставного оборудования, кг 3200; 3300*’ 10 000 3700 8110 6350
•» Только для станков 3M153A.
•2 Только для станков ЗМ161Д.
2S
m 2.5. Характеристика специальных круглошлифовальных автоматов для инструментального производства
Наименование, модель Назначение Технические данные Средняя производи- тельность, шт/ч
мм мм «ИР м/с N, кВт Масса, т
Автомат И183 для шлифования конуса на вершине заготовки сверл Шлифование конуса с углом 118® у круглых стержней до термообра- ботки 1,0 ...2,95 300 32 2,2 0,8 10000 ...5 000
Автомат И183Б для шлифования конуса на вершине заготовок сверл То же у сверл со стру- жечными канавками, по- лученными винтовым прокатом 1,8 ...3,0 300 32 2.2 0,8 10 000
Автомат И198М1 для шлифования конуса на вершиие заготовок сверл То же 3,0 ...7,5 300 40 7,5 1,15 2500
Автомат И201 для шлифования конуса на вершиие заготовок сверл > 5,0... 10 300 40 11 1,15 2000
Автомат И202А для шлифования конуса на вершине заготовок сверл » 10... 15 300 40 11 1,4 2000
Продолжение табл. 2.5
Наименование, модель Назначение Технические данные Средняя производи- тельность, шт/ч
d5. мм мм °хр< м/с N, кВт Масса, т
Автомат И202Б для шлифования конуса иа вершине заготовок сверл То же у сверл со стру- жечными канавками, по- лученными винтовым прокатом 15 ...20 300 40 11 1,5 1500
Автомат И183А для шлифования фасок на за- готовках сверл Шлифование конуса с углом 160® у круглых стержней до термообра- ботки 1,0... 2,95 300 32 2,2 0,8 10 000
Автомат для шлифова- ния фасок на заготовках сверл То же 5... 10 300 40 7,5 1,15 5000
Автомат для шлифова- ния конуса у заготовок твердосплавных сверл и метчиков Шлифование конусов с углами 100 и 75* 1.2... 5 М3 ...М5 300 35 4,0 1.1 1000
Автомат для шлифо- вания заготовок твердо- сплавных сверл с утол- щенным хвостовиком Шлифование рабочей части сверл с утолщен- ным хвостовиком 0,4 ...2 350 35 2,2 1,5 300
3
контролируется по датчику-преобразователю. Компенсация изно-
са шлифовального круга производится автоматически вводом
коррекции командами измерительного прибора. Имеется устрой-
ство для автоматического устранения конусности на шлифуемой
поверхности. С помощью прибора активного контроля можно
производить автоматическое изменение режима обработки во
время шлифования. Для определения момента касания заготов-
ки шлифовальным кругом в устройстве ЧПУ станка имеется
датчик мощности резания. Применение круглошлифовальных
полуавтоматов повышает эффективность обработки: автомати-
зирует рабочий цикл обработки, что создает возможность много-
станочного обслуживания; повышает производительность обра-
ботки в 1,5... 2 раза за счет сокращения вспомогательного вре-
мени и времени, необходимого для настройки станка; повышает
точность обработки.
Повышение эффективности использования станков с ЧПУ
достигается применением системы автоматического управления,
которая обеспечивает автоматический выбор режимов и других
технологических параметров в соответствии с геометрическими
параметрами заготовки, жесткостью технологической системы,
твердостью обрабатываемого материала и режущей способно-
стью круга. В алгоритмах управления процессом шлифования
применяют принципы самонастройки и прогнозирования, позво-
ляющие автоматически определять основные параметры процес-
са шлифования и формировать оптимальный. цикл обработки.
Для централизованного крупносерийного производства инст-
рументов созданы специальные круглошлифовальные автоматы
(табл. 2.5).
Для контроля отклонений формы и расположения кониче-
ских и цилиндрических поверхностей инструмента после кругло-
го шлифования рекомендуются приборы, представленные в
табл. 2.6, 2.7.
2.6. Характеристика приборов для контроля биения в центрах
Прибор Расстояние между центрами, мм Высота центров, мм Наибольший диаметр контролируемой детали, мм Цена деления шкалы измерительной головки, мм
ПБ-250 250 80 120 (для дисков) 9 (для валов) 0,01; 0,002
ПБ-500М 500 160 265 (для дисков) 140 (для валов) 0,01; 0,002
Л Б-1600 1600 250 340 (для дисков) 260 (для валов) 0,01; 0,002
90
2.7. Характеристика специальных приборов д.я измерения углов и конусов
Прибор КоЯТрОЛН’ руемые конусность Цена деления шкалы отсчетного устройства, мм Диапазон показаний, мм Длина образу- ющей конуса, мм
диаметры мм
Прибор 307 пнев- матический для контроля внутрен- них конусов 7:24 0,0002 0,020 57... 163
35; 40; 45 50; 55; 60
Прибор 308 пнев- матический для контроля наруж- ных конусов 7:24 0,0002 0,020 57 ...163
35; 40; 45 50; 55; 60
Прибор БВ-7312 для контроля от- клонения от пря- молинейности об- разующих наруж- ных конусов 7:24 0,0001 0,0002 0,006 0,012 130
35; 40; 45 50, 55
Прибор БВ-7319 для контроля угла конуса Nt 1, 2, 3; 4 0,001 0,050 52... 174
Морзе
Прибор Б В-7320 для контроля от- клонения от пря- молинейности об- разующих конуса № 1; 2; 3; 4 0,001 0,050 52... 174
Морзе
Прибор БВ-6166 для измерения ко- нусов 7:24 0,00001 ... 0,0100 0,06 ...0,600 275
Морзе
2.2. Бесцентровое шлифование сверл
и метчиков
В инструментальном производстве бесцентровое
шлифование широко применяют для обработки наружных, ци-
линдрических и конических поверхностей главным образом кон-
цевого режущего инструмента. Основная технологическая осо-
91
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
Рис. 2.4.
Схемы бесцентрового шлифования:
а — продольное шлифование напроход; б — про-
дольное шлифование до упора; в — врезное
шлифование; г — алмазно-электрохимическое шли-
фование
бенность бесцентрового шлифования заключается в том, что
обрабатываемый инструмент не закрепляется во время шлифо-
вания, а вращается свободно в призме, образуемой опорным
ножом, имеющим скос, и ведущим кругом, что обеспечивает
опору инструмента по всей его длине. Благодаря этому значи-
тельно повышается жесткость технологической системы, что
определяет следующие преимущества бесцентрового шлифова-
ния по сравнению с круглым шлифованием в центрах: возмож-
ность шлифования инструмента малого диаметра и большой
длины и инструмента, не имеющего технологических центров;
повышение производительности обработки за счет больших
подач; устранение кривизны заготовок инструмента в резуль-
тате эффекта его правки в процессе шлифования; упрощение
технологии обработки, так как отпадает необходимость в созда-
нии технологических центров или центровых отверстий; упроще-
ние обслуживания станков; сокращение времени на установку
заготовок и снятие готовых деталей; упрощение автоматизации
обработки и встраивания в автоматические линии.
Вместе с тем бесцентровое шлифование имеет определенные
недостатки, ограничивающие его применение. Основным ограни-
чением является невозможность обеспечить при бесцентровом
шлифовании требуемое биение наружной поверхности относи-
92
тельно центровых отверстий, необходимых для последующих
финишных операций при изготовлении и эксплуатации инстру-
мента, например для заточки инструмента. Кроме того, в связи
с тем что обрабатываемая поверхность является базовой, ее
исходное состояние имеет большое значение при бесцентровом
шлифовании. Большие отклонения от круглости, заусенцы за-
трудняют, а иногда делают невозможной обработку на бесцент-
рово-шлифовальных станках.
Способы бесцентрового шлифования. Обработка на бесцент-
рово-шлифовальных станках осуществляется тремя способами:
продольное шлифование на проход, до упора и врезное шлифо-
вание.
Продольное шлифование напроход (рис. 2.4)
применяют для предварительной обработки цилиндрических по-
верхностей инструмента. Обрабатываемая заготовка / самоуста-
навливается между вращающимися шлифовальным кругом 2 со
скоростью оКр==30... 60 м/с и ведущим кругом 3 со скоростью
ив к=Ю... 40 м/мин, опираясь на опорную поверхность ножа 4
станка. Ось ведущего круга располагается под небольшим углом
а (1 ... 6°) к осн изделия, благодаря этому под действием
сил трения заготовке помимо вращательного движения со ско-
ростью ng сообщается также продольное перемещение со ско-
ростью Опр. При этом шлифовальный круг врезается в заготовку
на величину подачи 5л. При продольном шлифовании шлифо-
вальный круг имеет три рабочих участка: заборную часть дли-
ной А, калибрующую часть длиной Б и обратный конус дли-
ной В. Заборная часть круга снимает основной припуск на
обработку, калибрующая часть снимает остаточный припуск,
исправляет погрешности формы, а на участке обратного конуса
происходит выхаживание за счет уменьшения глубины резания,
что способствует снижению шероховатости шлифуемой поверх-
ности и повышению геометрической точности заготовки.
При необходимости повышения геометрической точности и
снижения шероховатости поверхности обрабатываемой заготовки
рекомендуется использовать составной шлифовальный круг, со-
стоящий из двух кругов разных характеристик: для заборной
части— крупнозернистый, а для калибрующей и выхаживающей
частей — мелкозернистый.
Большое влияние на форму и размеры заготовки оказывает
ее положение в зоне шлифования. Для получения точной гео-
метрической формы в процессе обработки ось заготовки, уста-
новленной на опорном ноже, должна располагаться выше или
ниже линии центров кругов, при этом рабочая зона будет иметь
v-образную форму. Чем больше величина превышения центра
заготовки над линией центров кругов, тем быстрее исправляется
огранка. Отклонение от овальности лучше исправляется при
расположении центров заготовки на линии центров. Большинст-
93
во заготовок устанавливают выше линии центров, за исключе-
нием длинных тонких заготовок, центр которых располагают
ниже линии центров. В последнем случае обеспечивается правка
заготовок в процессе ее шлифования. Высота установки центра
заготовки над линией центров h зависит от диаметров заготов-
ки d3, ведущего £>в.к и шлифовального £>кр кругов. При диамет-
рах £>кр=500 ... 600 мм, Db.k=350 ... 400 мм высоту установки
центра заготовки рассчитывают по формуле
2
где К — коэффициент, равный 0,05... 0,06 при предварительном
шлифовании и 0,075... 0,085 при окончательном шлифовании;
di — диаметр заготовки.
В связи с тем что ось ведущего круга устанавливают под
углом а к оси шлифовального круга, для обеспечения линейного
контакта с заготовкой ведущему кругу путем специальной прав-
ки придают форму гиперболоида. Для этого правящий алмаз-
ный карандаш смещают относительно диаметральной плоскости
на величину
Для обеспечения требуемой точности инструмента при про-
дольном шлифовании необходимо поддерживать непрерывный
поток заготовок при прохождении через зону шлифования, с тем
чтобы обрабатываемые заготовки поджимались друг к другу.
Торцовые поверхности заготовки должны быть заранее обрабо-
таны. Особенно важна обработка торцов у неустойчивых заго-
товок типа колец или заготовок, у которых диаметр превышает
длину, например плашек.
Продольное шлифование до упора (рис. 2.4, б) применяют
для обработки заготовок инструмента, геометрическая форма
которого не позволяет вести обработку напроход (например,
окончательное шлифование цилиндрических сверл, имеющих
обратную конусность на рабочей части). В этом случае шлифо-
вальный круг 1 заправляют на конус, величина которого равна
обратной конусности сверла (0,06...0,08 мм на 100 мм длины).
Сверло 2 подается в рабочую зону хвостовиком вперед и пере-
мещается относительно шлифовального круга при помощи веду-
щего крута 3. Из рабочей зоны сверло выходит хвостовой частью
и упирается во внешний упор 4. Упор имеет два уклона: один
для поднятия сверла, а другой для отведения его в сторону от
шлифовального круга. При дальнейшем продвижении сверло
поднимается и сбрасывается в лоток. Таким образом, после шли-
фования хвостовая часть сверла на определенной длине имеет
цилиндрическую форму, а рабочая часть получается с обратной
94
конусностью. Возможна схема шлифования, при которой заго-
товка доходит до упора, а затем ведущий круг отводится и обра-
ботанная заготовка падает в лоток.
Врезное шлифование (рис. 2.4, в) применяют для
обработки заготовок типа тел вращения с профильной поверх-
ностью, например, для совмещенного шлифования рабочей и
хвостовой частей сверл с коническим хвостовиком, наружного
центра, рабочей и хвостовой частей машинно-ручного метчика
и др. Шлифовальный и ведущий круги правят в соответствии с
размерами шлифуемой заготовки так, чтобы их профиль был
идентичен профилю изготовляемой детали. Опорная поверх-
ность ножа также соответствует профилю изготовляемой детали.
Ось ведущего круга развернута относительно оси заготовки на
угол а=0,5... 1,5® для того, чтобы обеспечить прижим заготовки
к упору во время шлифования. Для съема металла ведущий круг
подается со скоростью врезания ивР на величину припуска 2йа.
Подача и вывод заготовки из рабочей зоны производятся меха-
низмом загрузки. В момент загрузки и разгрузки шлифовальный
и ведущий круги отводятся.
При совмещенном шлифовании сверл с коническим хвосто-
виком в зависимости от типа сверла применяют различные
системы упоров. При шлифовании сверла с шейкой, которую
согласно техническим условиям не шлифуют, упор контактирует
с торцом лапки конического хвостовика. В этом случае обеспе-
чивается высокая точность конического хвостовика по втулке-
калибру независимо от допусков на длину хвостовика и общую
длину сверла.
При шлифовании заготовок сверл без шейки требуется за-
чистить место перехода рабочей части сверла в конический
хвостовик. Обеспечить это условие при затяжке сверла до
упора в торец хвостовика невозможно ввиду значительного поля
допуска на длину хвостовика и общую длину сверла. Поэтому
в данном случае упором служит ступенька на опорном ноже,
которая контактирует с торцом конического хвостовика. Анало-
гичным образом производят совмещенное шлифование хвосто-
вика, рабочей части и наружного центра метчиков.
Выбор характеристики шлифовального круга при бесцентро-
вом шлифовании, как и при других видах шлифования, произ-
водят в зависимости от обрабатываемого материала, способа
шлифования, характера операции (табл. 2.8).
При бесцентровом шлифовании заготовок из быстрорежущей
стали используют главным образом шлифовальные круги из
электрокорунда, причем наибольшую эффективность обеспечи-
вают круги из хромотитанистого электрокорунда, которые имеют
стойкость на 30... 50% выше, чем круги из белого электро-
корунда.
95
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
0.8... 2,5 0,7... 2,4 0.3... 1.3 0,6 ...1,9 0,5... 1,8
10... 20 15... 30 15...30 12 ...20 15 ...30 1
0,2... 0,35 0,15... 0,25 0,05 ...0,15 1 1
1.6... 3.4 1,4... 2,8 1,0 ...2,4 1 1
20.. 40 20.. 40 15... 30 1 1
24А 40 СТ1 К 92А 40 СТ1 К 92А 16 С2 К 92А 40 СП—СТЗ К 92А 40 Cl — С2 К
со о 1 1 1 1
I 0£ " SI 1 1 1 1
1 1 0,05 .„0,15 0.02... 0.05 1 • 1 0,2... 0,25 0,1 .„0,15
1 1О о —* м iq со О о «4 *4 о о
1 12 ...25 10.„20 17... 18 17... 18
92А 16 С2 —СТ1 К АС4 100/80 Ml—01 100 АС2 50/40 Bl—01 100 АС6 100/80 Ml—01 100 АС6 80/63 М1-01 100 АС6 40/28 Ml—01 100
При совмещенном шлифовании рабочей и хвостовой частей
заготовок сверл целесообразно применять сборный шлифоваль-
ный крут. Для хвостовой части заготовки, имеющей меньшую
твердость, чем рабочая часть, шлифовальный круг должен иметь
большую твердость. Так, для сверл с коническим хвостовиком с
конусом Морзе 1,2 рекомендуется твердость круга для обработки
рабочей части СТ1, а для обработки хвостовой части СТЗ.
Бесцентровое шлифование заготовок из твердых сплавов
производят алмазными кругами. По сравнению с кругами из
карбида кремния зеленого алмазные круги обеспечивают произ'
воднтельность в 2... 3 раза больше и в 400... 500 раз выше раз-
мерную стойкость.
Рекомендуется применять круги на металлических связках,
при этом наилучшие результаты обеспечивают крути на связках
All—01, имеющих алюминиевую основу. Такие круги обладают
более высокими режущими свойствами и обеспечивают ббльшую
производительность, чем круги на связках М2—01, имеющих
медную основу.
Повышение производительности бесцентрового шлифования
алмазным кругом заготовок из твердых сплавов, например
сверл, возможно путем применения способа электрохимического
шлифования. Существуют две схемы подвода технологического
тока к обрабатываемой заготовке (рис. 2.4, г). По первой схеме
заготовка 3 через опорный нож 5 соединена с положительным
полюсом источника постоянного тока 6, а алмазный круг — с
отрицательным полюсом. По второй схеме заготовка 3 соедине-
на с положительным полюсом через металлический ведущий
круг 4, изолированный от планшайбы резиново-эбонитовым
слоем, толщиной 5 мм. Технологический ток с помощью контакт-
но-щеточного устройства подводится к алмазному кругу 1 через
шпиндель. Токосъемное кольцо закреплено на шпинделе, щетко-
держатели с медно-графитовыми щетками — на кожухе. Суппорт
опорного ножа изолирован от станины винипластовой пласти-
ной. К ведущему кругу ток подводится с помощью контактно-
щеточного устройства, закрепленного на торце круга в специ-
альной державке. СОЖ подается через сопло 2.
Для электрохимического шлифования рекомендуются алмаз-
ные круги АС6 160/125 100 на связке Ml—01.
Бесцентровое шлифование применяют также при изготовле-
нии круглых пластин из сверхтвердых материалов — эльбора,
гексанита и других композиционных материалов.
Для предварительной обработки применяют алмазный круг
АС6 100/80 Ml—01 100, а для окончательной— сборный алмаз-
ный круг, состоящий из крута-АСб 63/50 Ml—01 100 круга —
для заходной части и круга АСМ 40/28 М2—01 100 — для калиб-
рующей.
96
97
Характеристика ведущего круга, как правило, не зависит от
обрабатываемого материала. В качестве ведущего круга в ос-
новном используют шлифовальные круги из электрокорунда
зернистостью 12—16, твердостью СТ—Т на вулканитовой связке.
Правка электрокорундовых шлифовальных и ведущих кру-
гов при бесцентровом шлифовании инструментов производится
преимущественно алмазно-металлическими карандашами с ал-
мазами, расположенными цепочкой вдоль оси карандаша
(тип 01). Алмазный карандаш устанавливают под углом 15° в
направлении вращения шлифовального круга и периодически
поворачивают по мере образования площадки износа для введе-
ния новой режущей кромки. Поворот осуществляют на 90°
после 1... 3 правок. Правку шлифовального круга производят
обязательно с подачей СОЖ при следующем режиме; при чер-
новом рабочем ходе — v8=0,25 ...0,3 м/мин; SA=0,02 ... 0,03 мм;
при чистовом рабочем ходе — vs= 0,1 ... 0,12 м/мин, SA=0,01...
0,02 мм. Рекомендуется правку шлифовального круга произво-
дить только в одном направлении, а при обратном движении —
отводить правящее устройство. Правку ведущего круга можно
выполнять при рабочем и вспомогательном ходах правящего
инструмента в следующем режиме: us=0,05... 0,07 м/мин, SA=
=0,03... 0,05 мм.
Алмазные круги для правки снимают со станка и правят на
круглошлифовальном станке методом шлифования на оправке
в центрах шлифовальным кругом из карбида кремния зеленого
63С25СМ17К в следующем порядке: заборный конус под уг-
лом 3° на длине 5 мм, рабочий конус под углами 30'... 45' на
длине 25 мм, калибрующая зона длиной 1 ... 1,5 диаметра заго-
товки и обратный конус под углом 3° на длине 3 мм.
При электрохимическом бесцентровом шлифовании правку
алмазного круга можно производить электрохимическим спосо-
бом пластинами из чугуна, латуни или твердого сплава ВК8,
устанавливаемыми в приспособлении для правки вместо алмаз-
ного карандаша при обратной полярности технологического
тока.
Выбор параметров режима шлифования
Скорость шлифовального круга оКр назначают в
зависимости от обрабатываемого материала и технических дан-
ных станка. В настоящее время освоен выпуск бесцентровошли-
фовальных станков, обеспечивающих скорость шлифовального
круга до 50... 60 м/с. Высокоскоростное бесцентровое шлифова-
ние при обработке инструментов из быстрорежущих сталей, на-
пример совмещенное шлифование рабочей части и хвостовиков
цилиндрических сверл с коническим хвостовиком, концевых фрез
98
с коническим хвостовиком, шпоночных фрез с коническим хво-
стовиком обеспечивает повышение производительности труда на
15... 20%. При бесцентровом шлифовании инструментов из твер-
дых сплавов скорость шлифовальных кругов на металлической
связке рекомендуется 30... 35 м/с, а на органической связке
25... 30 м/с. При обработке инструментов из сверхтвердых мате-
риалов, например круглых пластин из композита, рекомендуе-
мая скорость шлифовального круга 25 ... 30 м/с.
Скорость подачи v8—окружная скорость заготовки —
при бесцентровом шлифовании определяется скоростью ведуще-
го круга Vb.k:
^=‘»B.«cosa,
где a — угол наклона ведущего круга.
Скорость подачи оказывает существенное влияние на произ-
водительность процесса и качество шлифуемой поверхности.
С увеличением скорости подачи уменьшается время нагрева
заготовки, а следовательно, опасность появления температурных
дефектов. Однако чрезмерное повышение скорости подачи уве-
личивает вибрацию заготовки, что ухудшает качество шлифо-
ванной поверхности.
Рациональные области скорости подачи v8 в зависимости от
обрабатываемого материала, вида операции и способа шлифо-
вания приведены в табл. 2.8. Меньшие значения v8 соответству-
ют меньшим диаметрам обрабатываемого изделия.
Скорость продольного перемещения заготов-
к и Vnp при продольном шлифовании зависит от скорости веду-
щего круга, угла наклона его к оси заготовки и определяется
по формуле tinp=vB.Ksina. Скорость продольной подачи реко-
мендуется принимать тем больше, чем меньше диаметр заготов-
ки и чем больше ширина круга. При предварительном шлифова-
нии скорость продольной подачи следует принимать большей,
чем при окончательном. Рекомендуемые значения продольной
подачи приведены в табл. 2.8. По принятым значениям скорости
подачи и скорости продольного перемещения заготовки опреде-
ляют угол наклона ведущего круга и частоту вращения:
tga=V’s;
Двойная подача на глубину шлифования
2Shx назначается при бесцентровом шлифовании в связи с тем,
что диаметр заготовки уменьшается на величину подачи по
лимбу станка. Фактическая радиальная подача на глубину шли-
фования равна половине подачи по лимбу. Двойную подачу
99
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
на глубину выбирают в соответствии с величиной припуска и
требуемой шероховатостью обработанной поверхности. При
больших припусках надо применять большую подачу, а при
повышенных требованиях к параметру шероховатости — мень-
шую. При предварительном шлифовании подача может быть
принята значительно большей, чем при окончательном. Обычно
70% припуска снимается при предварительном шлифовании,
а 30% — при окончательном. При снятии припуска за несколько
рабочих ходов первые рабочие ходы надо производить с наи-
большей глубиной шлифования. По мере снятия припуска пода-
чу на глубину с каждым рабочим ходом уменьшают.
При большой кривизне заготовки при первом рабочем ходе
следует давать подачу не более 0,05... 0,10 мм, а основной при-
пуск снимать во время последующих рабочих ходов. Чрезмерно
большая подача ведет к заклиниванию заготовок и выбрасы-
ванию их из рабочей зоны станка.
Скорость движения подачи оар при врезном шли-
фовании определяет глубину шлифования. Величину оВр (см.
табл. 2.8) принимают тем большей, чем выше частота вращения
заготовки и чем меньше его диаметр.
Смазочно-охлаждающая жидкость (СОЖ) при бесцентровом
шлифовании уменьшает трение между шлифовальным кругом
и заготовкой, а также между заготовкой и опорным ножом,
предотвращает схватывание материала заготовки и опорного
ножа и обеспечивает равномерное вращение заготовки. При
бесцентровом шлифовании инструментов из быстрорежущих
сталей наилучшие результаты обеспечивает 10... 12%-ный рас-
твор Аквол-14, а при обработке твердых сплавов и сверхтвер-
дых материалов следующий состав: триэтаноламин 7... 10 г,
нитрит натрия 2,5... 3,0 г на 1 л воды.
Количество подаваемой жидкости в зону шлифования зави-
сит от высоты шлифовального круга и должно быть не менее
3... 5 л/мин на каждые 10 мм высоты круга.
Для повышения эффективности процесса бесцентрового шли-
фования рекомендуется применять систему внезонной гидро-
очистки шлифовального круга струей охлаждающей жидкости,
подаваемой под давлением 0,5 МПа через сопла с отверстиями
диаметром 0,5 мм. При этом силы резания уменьшаются, а
стойкость шлифовального круга увеличивается на 30 ...40%.
Оптимальное расстояние сопла от круга должно составлять
3... 3,5 диаметра выходного отверстия сопла при угле между
направлением струи и касательной к поверхности круга, рав-
ном 90°.
Базирование заготовки и требования к базам. При шлифова-
нии заготовок малого диаметра (до 3 мм) рекомендуется при-
менять базирующие ножи из легированной стали, а для обработ-
ки заготовок диаметром более 3 мм — ножи с твердосплавными
100
пластинами. При врезном шлифовании ступенчатых заготовок
применяют ступенчатые базирующие ножи. Толщина опорного
ножа должна быть не более 12 мм и на 1 ... 2 мм меньше диа-
метра шлифуемой заготовки. Угол скоса <р опорной поверхности
ножа зависит от длины и диаметра шлифуемой поверхности. Для
заготовок длиной до 100 мм и диаметром до 30 мм угол скоса q>
равен 30°. Если длина и диаметр заготовки превышают эти раз-
меры, то угол уменьшают до 20... 25°. Отклонение прямо-
линейности установочной и опорной поверхностей ножа должно
быть не более 0,01 мм на длине 100 мм. При продольном шлифо-
вании для направления инструментов в зону контакта и вывода
из этой зоны применяют направляющие щечки, которые обычно
изготовляют из стали 45. Отклонение от прямолинейности щечек
должно быть не более 0,01 мм на 100 мм длины. Для заготовок
длиной до 100 мм длина щечек берется равной длине заготовки,
а для заготовок длиной 100... 200 мм — 3Д их длины. Щечки
должны быть установлены строго параллельно образующим
шлифовального и ведущего кругов и без смещения в сторону
ведущего или шлифовального кругов.
Бесцентрово-шлифовальные операции применяют в основном
для предварительного и окончательного шлифования цилиндри-
ческих и конических поверхностей заготовок спиральных сверл
с цилиндрическим и коническим хвостовиками, концевых фрез с
цилиндрическим хвостовиком, гаечных метчиков, плашек круг-
лых и др. При предварительной обработке срезается основная
часть припуска (70... 80%), а меньшая часть припуска (20...
30%) срезается при окончательной обработке. Припуски на
сторону устанавливают с учетом условий производства и особен-
ностей технологического процесса. Общие рекомендации по вы-
2.9. Припуски на бесцентровое шлифование инструментов после чистового
точения
Размеры в мм
Длина заготовок
Диаметр s а готовки до 100 св. 100 до 260 до 100 св. 100 до 260
незакаленных закаленных
6... 10 0,20... 0,25 0,25... 0,30 0,20... 0,30 0,30... 0,35
10... 18 0,25 ...0,30 0,30... 0,35 0,25... 0,35 0,30... 0,40
18... 30 0,30... 0,35 0,35... 0,40 0,30... 0,40 0,35... 0,45
30... 50 0,35... 0,40 0,40... 0,45 0,35... 0.45 0,40... 0,50
50... 80 0,40 ...0,45 0,40... 0,50 0,40... ОДО 0,45 ...0,55
80... 120 0,40... 0,45 0,45... 0,55 0,45... 0,55 0,50... 0,60
120... 180 0,45... 0,55 0,50... 0,60 0,50 ...0,60 0,55... 0,65
101
2.10. Характеристика универсальных бесцентрово-шлифовальных полуа.
3E18SB. ЗЕ185Ш. ЗЕ 185 НВ 2,5.-250** 8 -160 360 600Х250Х305*4 600x800X305 400 X 250 X 203** 300 X 800 X 203 10... 115; 280*« 10... 120: 250 U5 о «о ет> 7100** 8000 мм/мия.
а « ы CJ 6... 80 300 500X560X305 350X250X203 12... 150; 300 75,0 7100 юй подачи 0,1 ...30
ЗЕ 184В. ЗЕ184А 4... 80 250 500 X 250X 305 350 X 250 X 203 8 СО о сч 30,0 ! 22,О*3 6800 л/с; скорость врези
3E183B, 3EI83A, ЗЕ183РВФ2 1,2 ...40 60 140*1 155« 400X100X203 300X100X127 15... 200; 300 1 i.S‘Z 1 0TI 3100 »го круга 35 ...60 i
3E180B 0,2... 10 56 200X40X76 1 150 X 40X 51 7... 300; 460 L.0 СЧ К гЗ 8 е 1 сч . • 5 — 22 — Й и 9
Основные данные Размеры обрабатыва- емой заготовки, мм: диаметр наибольшая длина Размеры шлифоваль- ного круга (диаметрХ X высота X внутренний диаметр), мм Размеры ведущего кру- га, мм Частота вращения ве- дущего круга, мин-1 Мощность привода шлифовальной бабки, кВт Масса станка без при- ставного оборудования, кг * Только для станков •2 Только для станков *s Только для станков ** Только для станков Примечание. Ско]
бору припусков на бесцентровое шлифование заготовок после
чистового точения приведены в табл. 2.9.
Для обработки гладких, ступенчатых, конических и фасон-
ных поверхностей заготовок, представляющих собой тела вра-
щения, способом продольного и врезного шлифования применя-
ют универсальные бесцентрово-шлифовальные полуавтоматы
(табл. 2.10). Полуавтоматы могут быть встроены в поточные и
автоматические линии.
Современные бесцентрово-шлифовальные станки разработаны
с учетом применения скоростного шлифования до 60 м/с и в
связи с этим имеют повышенную жесткость и точность.
Для централизованного крупносерийного производства инст-
рументов рекомендуются следующие специальные бесцентрово-
шлифовальные автоматы:
автомат BLU-673 для сверл с цилиндрическим хвостовиком
диаметром 0,5... 4 мм. При шлифовании сверл диаметром 4 мм
с припуском 0,1 мм производительность автомата 450 шт.;
автомат ВШ679КН21 для совмещенного шлифования сверл
диаметром 6... 14 мм с конусом Морзе I, производительность
автомата 100... 160 шт/ч;
автомат ВШ679КН22 для совмещенного шлифования сверл
диаметром 14... 23 мм с конусом Морзе 2, производительность
автомата 100 шт/ч;
автомат ВШ696Н1 для совмещенного шлифования сверл
диаметром 31... 50 мм с конусом Морзе 4, производительность
автомата 65 шт/ч.
102
Рис. 2.5.
Схемы внутреннего шлифования:
а — с продольное подачей, многопроходное; б— с
продольной подачей, однопроходное (глубинное);
в — врезанием, однопроходное; е •— врезанием, много-
проходное (уступами)
103
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
| 33831215 оосэооо о 1 1 1 ! : 5 • : ! g беббсо"
I оооооо © 1 1 1 : = : : : : 383388 5 о’бо'сбо
ОС 1 § 8^88538 оооеооо Я d©‘©dd©d
Размеры в мм Длина on § газдз^зз । ОООООООО 8 2 2 333.88’8 8 о d'do'o'ddo"
тий (на диамец s ООООООООО - ° оооооооое
шлифование отверс 1 «5 ООООООСЭОО § ^Ъ’ЙЙЙЗЙЙ е>ооооосэое>
и. припуски на Диаметр ПТПоХЛтил ’ о 00 ° о о 8 да S о j s; —даюда ——«ечда ; *22388883
сч
104
эрцов м/мнв 1 0,5 .„1,0 0,3... 0,6 И <4 о 0,2... 0,5 0,2... 0,5 0,1 ...0,3
i X в “ г 8 о о о О ..50 . 50
i г- X 8 о 8 о ’Г 40. 40..
Шл м/с 3 1Л со О ем о со 1 30 30
л Й ш еч i to ю сч 25... 25...
X X V? се £ 10,011 ... 0,005 0,003... 0,005 0,004... 0,006 0,002... 0.004 0,002... 0,003 0.001... 0,002
знне отверс- Опр. м/ыии S-E 1 2...3 1 1 1...2 00 ♦— о о о
1 1 Ч X 3 | 30 ...50 1 20 ...40 30 ...50 , 20 ...40 20... 30 20... 30
X о 1 м/с ю СО 3 О сч 3 .30 30
к X X _ й Й to ю сч 25... 25 „.
нфования режущего 1 Характеристика шлифовального круга^ 15А 40 С1 К 1 25А16С2К & сч и о сч о ЛП50/40СТ1 К 100 АС6 125/100 MI- DI 100 АС2 50/40 В2— 01 100
а внутреннего шл 1 Обработка Предвари- тельная Окончатель- | ная Предвари- тельная Окончатель- ная Предвари- тельная Окончатель- ная
2.12. Режим! Материал заготовки Конструкци- онная сталь — Быстроре- жущая сталь Твердый сплав
2.3. Шлифование отверстий и торцов
насадного инструмента
Отверстия обрабатываются на внутришлифо-
вальных станках напроход и врезанием (рис. 2.5). Врезное шли-
фование (без продольной подачи) используют при обработке
коротких, фасонных и глухих отверстий.
При продольном шлифовании напроход (рис. 2.5, а, б) осу-
ществляется возвратно-поступательное движение шлифовально-
го круга, характеризуемое скоростью продольного перемещения
спр, м/мин, и подачей на глубину шлифования на ход Shx или
двойной ход Sh2x- При врезном шлифовании подача осуществ-
ляется перпендикулярно оси заготовки (рис. 2.5, в, г) и харак-
теризуется скоростью врезной подачи v«p, мм/мин. Шлифоваль-
ный круг в процессе шлифования должен выходить из рабочей
зоны на */з своей высоты. Шлифование внутренних торцов про-
изводится торцовой поверхностью шлифовального круга с попе-
речным перемещением; шлифование наружных торцов — торцом
шлифовального круга с подачей на глубину шлифования.
Обработка отверстий на внутришлифовальных станках имеет
следующие особенности: значительно увеличивается поверхность
контакта шлифовального круга с обрабатываемой поверхностью
и ухудшается подвод охлаждающей жидкости по сравнению с
круглым наружным шлифованием, из-за чего возрастает тепло-
выделение и опасность прижогов.
Диаметр шлифовального круга ограничивается размером
обрабатываемого отверстия. Малый диаметр шлифовального
круга приводит к его быстрому изнашиванию и необходимости
частой его правки. Сравнительно большой вылет оправки шли-
фовального круга, ее малый диаметр (ограниченный диаметр
круга) значительно снижают жесткость системы и приводят к
упругим отжатиям круга, что вызывает необходимость ограни-
чивать режимы шлифования для получения точных поверхно-
стей. Учитывая низкую жесткость шпинделя шлифовальной
головки и малый диаметр круга, необходимо на операции
внутреннего шлифования снимать минимальные припуски
(табл. 2.11).
Диаметр круга выбирают наибольшим в зависимости от
диаметра обрабатываемого отверстия. Соотношение между диа-
метром круга и диаметром шлифуемого отверстия следующее:
Диаметр шлифуемого отвер-
стия, мм................До 30 Св. 30... 80 Св. 80... 150Св. 150... 200
Отношение диаметра шлифо-
вального круга к диаметру от-
верстия заготовки....... 0,95 0,9 0.85...0.8 0,70
105
Высоту (ширину) круга выбирают в зависимости от длины
обрабатываемого отверстия:
Длина обрабатываемого от-
верстия, мм.......... 10 12 16 20 25 32 40 50 60 80
Высота круга, мм..... 8 10 13 16 20 25 32 40 50 60
Рекомендации по выбору характеристик шлифовальных
кругов и параметров режима внутреннего шлифования режуще-
го инструмента приведены в табл. 2.12.
По характеру базирования обрабатываемой заготовки раз-
личают два способа: внутреннее шлифование в патроне и бес-
центровое шлифование.
При установке заготовки в патроне отклонение от круглости
и биение отверстия во многом зависит от состояния зажимного
устройства и передней бабки станка. При бесцентровом базиро-
вании обрабатываемую заготовку устанавливают на жесткие
опоры. На жестких опорах (башмаках) шлифуют отверстия во
втулках, имеющих шлифованный торец и высокую геометриче-
скую точность базовой (наружной) поверхности.
В инструментальном производстве отверстия в длинных
заготовках шлифуют с базированием их в люнете по обработан-
ной наружной поверхности.
Наиболее распространенными способами закрепления заго-
товок насадных режущих инструментов при шлифовании отвер-
стий является установка их в трехкулачковые самоцентрирую-
щиеся патроны с помощью разрезного кольца или втулки. Для
повышения точности установки заготовки разрезное кольцо
шлифуют в зажатом состоянии по размеру наружного диаметра
обрабатываемой заготовки.
В серийном производстве эффективно применение цанговых
патронов. Инструмент с затылованным зубом можно закреплять
в приспособлениях с центри-
рованием роликами и за-
креплением с помощью пла-
нок (рис. 2.6).
Шлифование отверстий в
долбяках, шеверах, диско-
вых фрезах производят в
приспособлении, показанном
на рис. 2.7. Заготовку бази-
руют по торцу и центрируют
106
Рис. 2.6.
Приспособление для базирования
заготовки по затылованной по-
верхности с помощью трех роли-
ков
Рис. 2.7.
Приспособление для шлифования за-
готовок долбяков
Рис. 2.8.
Приспособление для базирования за-
готовок червячных фрез
посредством двухступенчатого установочного калибра. Направ-
ляющая ступень калибра входит в направляющее отверстие за-
жимного приспособления, а центрирующая ступень — в отвер-
стие шлифуемой заготовки. Для лучшего центрирования заго-
товки последняя ступень имеет конусность.
При шлифовании отверстий в заготовках червячных фрез
центрирование производят посредством специально обработан-
ных технологических буртиков в приспособлении, показанном
на рис. 2.8. Буртики шлифуют на круглошлифовальных станках
в цанговой оправке.
У сборных комбинированных инструментов, имеющих два
посадочных места, обработку производят двумя способами.
При первом способе вначале обрабатывают хвостовик с ба-
зированием в центрах. В этом случае используют в качестве
базы центровое отверстие хвостовика и центровую фаску в по-
садочном отверстии (или в посадочное отверстие может быть
установлена пробка с центровым отверстием). Затем, используя
в качестве базы обработанный хвостовик, на внутришлифоваль-
ном станке шлифуют посадочное отверстие. Для обеспечения
точности отверстия рекомендуется втулку под хвостовик про-
шлифовать после установки ее в шпиндель станка или в патрон.
При втором способе на внутришлифовальном станке шлифу-
ют вначале коническое отверстие с базированием на хвостовик,
зажатый в патроне станка. Правильность установки может быть
проверена индикатором по внутреннему отверстию. После шли-
фования внутреннего посадочного конуса его принимают за
базу, а наружный конус шлифуют на консольной конической
оправке или на конической оправке в центрах.
107
Отредактировал и опубликовал на сайте: Р R Е S S 1 ( Н Е R S О N )
Рис. 2.9.
Типовые схемы обработки цилиндрических отверстий и торцов заготовок ре-
жущего инструмента
Технологические особенности внутреннего шлифования отвер-
стий и торцов режущего инструмента. Шлифование отверстий и
торцов ведут по одной из четырех схем. По первой схеме отвер-
стие н торец шлифуют на внутришлифовальном станке с торцо-
шлнфовальным устройством (рис. 2.9, а). За одну установку
шлифуют отверстие и один торец 1, 2, а второй торец шлифуют
на плоскошлифовальном станке 3. По этой схеме шлифуют
заготовки прорезных, угловых, трехсторонних, червячных фрез
и заготовки других инструментов.
Вторая схема (рис. 2.9, б) предусматривает вначале после-
довательную обработку двух торцов одной заготовки на плоско-
шлифовальном станке /. Затем, базируясь на шлифованные,
параллельные друг другу поверхности, шлифуют отверстие, ось
которого перпендикулярна торцам (поз. 2). По этой схеме шли-
фуют заготовки тонкостенных фрез, шеверов, долбяков.
Третья схема (рис. 2.9, в) характерна тем, что вначале шли-
фуют отверстие на внутришлифовальном станке (поз. /), а за-
тем обрабатывают торцы I и II на круглошлифовальном станке
10в
(поз. 2, 3). В этом случае заготовку устанавливают на кониче-
скую оправку (отклонение от конусности 0,01 ... 0,02 мм на 10 мм
длины).
По четвертой схеме (рис. 2.10, г) обрабатывают фрезы со
ступицей. Вначале с одной установки шлифуют отверстие и тор-
цовую поверхность I зубьев на внутришлифовальном станке
(поз. /). Затем от полученной базы шлифуют торцы II на плос-
кошлифовальном станке (поз 2). Обработку заканчивают шли-
фованием ступицы III и IV от базы I и II на плоскошлифоваль-
ном станке (поз. 3).
Шлифование и доводка торцов и отверстия долбяка. К по-
верхности внешнего опорного торца долбяка предъявляют
следующие требования: поверхность должна иметь шерохова-
тость 0,16 мкм; отклонение от плоскости не должно превышать
0,005 мм. Эти требования обеспечиваются при шлифовании тор-
цом круга на плоскошлифовальном станке с круглым столом
и вертикальным шпинделем. Рекомендуется применять кольце-
вые круги 92А 40 САП—СМ2 на бакелитовой связке. Режимы
шлифования: окр=22 м/с, частота вращения стола л==14 мин*’,
вертикальная подача при предварительном шлифовании
0,6 мм/мин, при окончательном — 0,2 мм/мин, время выхажива-
ния 6...7 мин, СОЖ — содово-нитридный раствор.
Опорный торец долбяков окончательно доводят на доводоч-
ном станке чугунными плитами. Отклонение от плоскостности
контролируется поверочной линейкой.
Для обеспечения требуемой шероховатости и точности отвер-
стие долбяка хонингуют или доводят.
Для получения отверстий с точностью по квалитету 5 и шеро-
ховатостью поверхности 7?а=О,16... 0,08 мкм в заготовках дол-
бяков и червячных фрез отверстия притирают или хонингуют.
Припуск на притирку 0,02... 0,03 мм. Отверстия притирают на
токарных, сверлильных или специальных доводочных станках,
чугунными притирами. Заготовки инструмента из быстрорежу-
щей стали притирают пастами из карбида кремния зернистостью
М20Н—М14Н.
При доводке инструмента из твердого сплава для производи-
тельной доводки применяют алмазную пасту с зернистостью
20/14, а для окончательной доводки — пасту с зернистостью 5/3.
Окончательную обработку отверстий в инструменте из быстро-
режущей стали можно производить хонингованием при снятии
припуска 0,1 ... 0,2 мм.
Контроль отверстий после доводки осуществляют гладкими
калибрами, ротаметрами или специальным прибором (рис. 2.10).
В корпусе 1 прибора сделаны два глубоких паза, между кото-
рыми оставлена тонкая (0,3... 0,4 мм) перемычка 2. По разные
стороны паза на корпусе укреплены измерительные губки 3, ос-
нащенные тремя алмазными наконечниками 4. Установка инди-
109
катора 6 на нуль
производится по эта-
лонному кольцу. При
контроле диаметра
отверстия заготовку
надевают на прием-
ную втулку 5, имею-
щую диаметр, не-
сколько меньший
номинального диа-
метра отверстия
(—0,05 мм); алмаз-
ные наконечники с
помощью пружины
7 прижимаются к
поверхности отвер-
стия. Отсутствие пе-
редаточных рычагов
повышает точность
Рис. 2.Ю. прибора, алмазные
Приспособление для контроля отверстия наконечники обеспе-
чивают его высокую
износостойкость.
Конические отверстия шлифуют на вну'тришлифовальных
станках с настройкой методом пробных рабочих ходов.
Для шлифования конических отверстий в условиях серийного
производства применяют специальные внутр ишлифов ал ьные
полуавтоматы СШ164. Полуавтомат создан на базе внутришли-
фовального автомата ЗК227Б повышенной точности. Предусмот-
рен активный контроль размеров шлифуемого конуса. Шлифо-
вание производят с СОЖ, направляемой в зону шлифования и
на шлифовальный круг. Показатели точности обработки при
шлифовании в автоматическом цикле; отклонение от круглости
конуса Морзе 3 в пределах 4 мкм; отклонение от прямолиней-
ности образующей конуса в пределах 4 мкм; отклонение от
соосности прошлифованного конического отверстия относитель-
но базового корпуса в пределах 5 мкм. Шероховатость поверх-
ности конического отверстия Яа=0,32 мкм.
Для придания коническому отверстию правильной геометри-
ческой формы необходимо, чтобы ось шлифовального шпинделя
находилась в одной горизонтальной плоскости с осью заготовки.
При установке шлифовального круга выше или ниже центра
заготовки коническое отверстие будет иметь выпуклость в сере-
дине. На внутришлифовальных станках шлифовальный шпин-
дель закрепляют внутри эксцентричной втулки, путем поворота
которой можно точно отрегулировать положение оси шпинделя.
ПО
Контроль размеров конических отверстий производится
с помощью конических калибров — пробок с рисками, пневмати-
ческим прибором 307.
При изготовлении конусов 7:24 для контроля использую!
прибор БВ-6166, причем контролируется отклонение от прямо*
линейности образующей конуса одновременно с углом (на от-
клонение угла и прямолинейности образующей задается
общий допуск). Прибор оснащен ощупывающей индуктивной го-
ловкой.
Выбор внутришлифовальных станков для обработки заго-
товок насадных инструментов с внутренними цилиндрическими,
коническими отверстиями производится в зависимости от спосо-
ба внутреннего шлифования, а также от диапазона размеров
и точности шлифуемых отверстий и торцов металлорежущих ин-
струментов, вида производства. Применяют универсальные стан-
ки и полуавтоматы (табл. 2.13).
Универсальные станки предназначены для шлифования
цилиндрических, конических, глухих и сквозных отверстий. Стан-
ки имеют внутришлифовальный и торцешлифовальный шпинде-
ли, позволяющие шлифовать отверстие и наружный торец заго-
товки за одну установку. Передняя бабка может поворачивать-
ся на угол до 45° для шлифования конических отверстий.
Одной из важных характеристик внутришлифовальных
станков является частота вращения шпинделя, определяющая
минимальный диаметр шлифуемого отверстия. В промышленно-
сти широко применяют электрошпнндели с частотой вращения
18000 ...48000 мин"1. Оптимальная скорость резания достигает-
ся на электрошпинделе при шлифовании кругами диаметром
20... 100 мм.
Для шлифования мелких отверстий необходимы электро-
шпиндели с частотой вращения 100000... 120000 мии~’. В на-
стоящее время по отдельным заказам поставляются станки
с частотой вращения шпинделя до 150000 мин"1.
Современные внутришлифовальные станки снабжены ЧПУ
цикла шлифования. Станки комплектуются набором горизон-
тальных электрошпинделей со встроенным охлаждением (час-
тота вращения 12 000... 100000 мин"1)-
Точность обработки характеризуется следующими показате-
лями: отклонение от круглости 0,4 мкм и отклонение от плос-
костности торцовой поверхности 1,5 мкм; шероховатость цилинд-
рической внутренней поверхности /?а=0,06 мкм, плоской торцо-
вой Яа=«0,16 мкм.
Для контроля геометрических параметров внутренних по-
верхностей режущих инструментов рекомендуются приборы, ука-
занные в табл. 2.14.
111
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
“ 2.13. Характеристика универсальных внутришлнфовалъных станков
Основные данные ЗК225В, ЗК225А, ЗМ225А ЗМ225ВФ2, ЗМ225АФ2 ЗК227В. ЗК227А ЗМ227ВФ2. ЗМ227АФ2. ЗМ227ГВФ2 ЗК229В ЗМ229АФ2. ЗМ229ВФ20
Диаметр обрабатывае- мой заготовки, мм: без кожуха 200; 290*1 200 400 400 800 490
в кожухе 100; 160** 160 250 250 630 1060
Размеры шлифуемых отверстий, мм:
диаметр наибольшая длина 3...25 1 ... 80“ 50; 80*« 3...80 80 5... 150 125 20 ...200 200 100... 400 320 100... 500 400
Угол поворота бабки изделия, 0 45 45 45 45 30 90
Размеры шлифовального круга (DXHXd), мм:
для внутреннего шлифования 3X8X1 50X40X16 3X8X1 50Х40ХЮ 20X20X6 80X50X20 20X20X6 125X50X51 180X50X20 200X63 X76 200X63X76
для торцового 80X40X26 80X40X20 150X50X20 150X50X20 150X50X20 150X50X20
Частота вращения внут- ришлифовального шпин- деля, МИН”1 12 96 15... 150** 20... 160*» 12... 96 9...22 5 ...28*» 48... 96 3,5... 6,0 6,0 ... 8,0
Продолжение табл. 2.13
Основные данные ЗК225В, ЗК225А. ЗМ225А ЗМ225ВФ2. ЗМ225АФ2 ЗК227В, ЗК227А ЗМ227В2. ЗМ227АФ2, ЗМ227ГВФ2 ЗК229В ЗМ229АФ2, ЗМ229ВФ20
Частота вращения заго- товки, МИН"1 280... 2000 125... 2000*’ 125... 2000 140 ... 1000 60 ...1200 20... 240 10... 500
Частота вращения торцо- вого шпинделя, мни-' Мощность электроприво- да, кВт: 8000 8000 5600 5600 4000 4000
внутришлифовальио- го шпинделя 0,4 2,2 4,0 4,0 7,5 11,0
торцового шпинделя 0,55; 1,1« 0,6 1.5 1.5 2,2 2,2
Размеры станка (дли- лаХширинаХвысота), мм 2020X1200X Х1550 2225X1175Х Х1550*’ 2750Х2060Х Х1800 2815Х1ЭО0Х Х1750 2800X1665Х XI800 4630Х2405Х Х2000 4990Х2980Х Х2200
Масса без приставного оборудования, кг 2100 2000 3600 3600 7800 7850
* ' Только для станков ЗК225А.
* ’ Только для станков ЗМ225А.
• ’ Только для станков ЗМ227ВФ2.
Примечание. Скорость перемещения стола станков 1...7 м/мнн; автоматическая подача 0 ...4 мм/мии.
2.14. Характеристика приборов для контроля геометрических параметров
внутренних поверхностей режущих инструментов
Прибор Диапазон измерения, мм 1 1 Цена деления, мм
диаметр наибольшая длина
Нутромеры с измерительными го-
ловками:
103 3...6 20 0,001
104 в-. 10 30 0,001
106 10... 18 100 0,002
109 18...50 150 0,002
154 50 ...100 200 0,002
155 100... 160 300 0,002
156 160 ...200 300 0,002
Нутромеры индикаторные: НИ10М 6.-10 100 0,01
НИ18М 10... 18 130 0,01
НИ50М 18...50 150 0,01
НИ100М 50... 100 200 0,01
НИ160М 100... 160 300 0,01
НИ250М 160 ...250 400 0,01
Глубиномер индикаторный ГИ100 100 0,01
Прибор БВ-7313 для контроля пря- Морзе, 7:24 150 0,0002
молинейности внутренних корпусов Пробки 334, 347 пневматические 3... 160 185
для измерения отверстий
2.4. Шлифование плоских поверхностей
режущих инструментов
Плоское шлифование выполняют периферией или
торцом круга (рис. 2.11). Шлифование можно выполнять как с
поперечной подачей (когда ширина обрабатываемой поверхно-
сти больше ширины круга), так и без поперечной подачи. В том
и другом случае припуск можно снимать за несколько рабочих
ходов станка и за один рабочий ход (глубинное шлифование).
При шлифовании периферией круга требуется меньшая сила
резания. При этом нагрев заготовки незначителен.
При шлифовании торцом круга поперечные колебания шпин-
деля шлифовального круга в меньшей мере влияют на рельеф
обрабатываемой поверхности, в связи с чем при этом способе
получают более высокую точность и низкую шероховатость.
Глубинное шлифование в ряде случаев является более про-
изводительным по сравнению с многопроходным, однако этот
способ применим только при достаточной жесткости технологи-
ческой системы.
Рекомендации по выбору характеристик шлифовальных
кругов и параметров режима плоского шлифования режущих
инструментов приведены в табл. 2.15.
114
Рис. 2.11.
Схемы плоского шлифования:
а — торцом круге не стенке с круглым столом; б —периферией круге на стайке с пря-
моугольным столом, многопроходное; в, д — глубинное; е — торцом круга на станке с
прямоугольным столом, многопроходное
Наиболее распространенными приспособлениями для уста-
новки и закрепления обрабатываемых заготовок на плоскошли-
фовальных станках являются электромагнитные столы, плиты
и магнитные блоки, угольники и призмы.
При обработке заготовок небольших размеров со взаимно
перпендикулярными сторонами применяют лекальные тиски.
Все стороны лекальных тисков и зажимные поверхности губок
обработаны под углом 90°. Не вынимая заготовок из тисков,
можно обработать три взаимно перпендикулярные стороны.
Для увеличения надежности крепления заготовок на магнит-
ной плите применяют опорные или прижимные планки. При
обработке прямоугольных заготовок применяют стальные зака-
ленные угольники. Мелкие заготовки приклеивают шеллаком на
стальные плиты.
Технологические особенности плоского шлифования режущих
инструментов. Для плоского шлифования ножей сборных фрез,
оснащенных твердосплавными пластинами, применяют способ
электрохимического алмазного шлифования (ЭХАШ) торцом
специального токопроводящего алмазного круга с канавками в
рабочем слое, имеющими выход жидкости через каналы на
периферию. Основным недостатком обычных шлифовальных
кругов с канавками в рабочем слое является то, что при больших
съемах и больших обрабатываемых поверхностях в пазах круга
постепенно осаждается шлам, препятствующий дальнейшему
поступлению электролита. При выполнении радиальных пазов
115
и опубликовал на сайте: Р И S S 1 { Н Е R S О N )
2.15. Характеристика шлифовальных кругов и параметры режима плоского
Материал обрабатывае- мой заготовки Обработка Характеристика шлифовального круга м/с
Vg, м/мин Э„, мм
Сталь: конст- Предвари- 15А40СМ2К 30 ...35 10.„12 20 ...30
рукци- онная тельная Окончатель- 15А16С1К 35 ...40 ю... 12 15.„25
быстро- ная Предвари- 23А 40 С2 К 30... 35 15... 20 20 ...30
режу- щая не- тельная Предвари- 25А 25 СМ1 К 30 ...35 20... 30 15.„20
закален- ная тельная Окончатель- Л063/50Б1 100 20 ...30 20... 30 10... 15
Твердый ная Предвари- 63С 25 СМ2 К 10 ...18 10... 12 10... 15
сплав тельная Окончатель- АС2 63/50 В1—01 100 25 ...35 8... 10 1 ...3
Твердый ная Предвари- 63С25СМ2К 15...20 10... 12 20... 25
сплав и кон- струкцион- тельная Окончатель- АС2 63/50 К1—01 100 25 ...30 8 „.Ю 1...3
ная сталь (одновре- менно) Сверхтвер- ная Предвари- АС6 80/63 М1-01 100 25 ...35 8 „.10 1-3
дые мате- риалы тельная Окончатель- АС4 63/50 В2—01 100 25 ...35 6 .„8 1...3
ная
шлифования режущих инструментов
Шлифование
периферией круга на станке со столом торцом круга ла станке с круглым столом
прямоугольным круглым
ЭА2х. мм Vg, м/м НН SB, мм S*2x- ““ tig, м/мии
0,015... 0,020 10... 12 15.„30 0,04... 0,08 10... 12 0,025... 0,050
0,010... 0,015 10 ...12 15... 30 0,02... 0,03 12 .„ 16 0,010 ...0,020
0,010... 0.020 15... 20 15 ...30 0,02... 0,03 20... 25 0,015 ...0,020
0,015... 0,020 20... 25 15... 30 0,02... 0,03 25 . ..30 0,020 „. 0,035
0,010... 0,015 20... 25 5... 15 0,005... 0,010 25... 30 0,005 ...0,010
0,015... 0,020 12... 16 10... 15 0,015... 0,020 10... 12 0,030 ...0,050
0,005... 0,010 8... 10 1 „.2 0,010 ...0,015 8... 10 0,010.„0,015
0,010.„0,025 12... 16 20... 25 0,015... 0,030 20... 25 0,030... 0,050
0,010.„0,020 8.„10 1„.2 0,020 .„ 0,030 25 ...30 0,010 ...0,015
0,010... 0,020 8 „.10 1 ... 2 0,015... 0,025 10... 15 0,015... 0,020
0,005... 0,010 6.„8 1 ...2 0,005... 0,010 8... 10 0,005... 0,010
на всю ширину рабочего слоя с последующим переходом их в
каналы жидкость в основном идет по пути наименьшего сопро-
тивления, а на периферию круга и в рабочую зону шлифования
поступает в недостаточном количестве. Устранить указанный
недостаток позволяет специальный круг, иа алмазном слое
которого выполнены канавки в виде сопряженного перехода от
радиального к тангенциальному направлению с последующим
переходом их в каналы, находящиеся на другом уровне относи-
тельно плоскости канавок, что создает при шлифовании условия
для избыточного давления электролита. Такая конструкция
круга позволяет электролиту в достаточном количестве посту-
пать в межэлектродный зазор и активно участвовать в электро-
химических процессах. Кроме того, переход, связывающий
канавки с каналами, дает возможность беспрепятственно уда-
лять отходы шлифования.
Передняя поверхность ножей шлифуется по твердосплавной
пластине и стальной державке одновременно. При глубинном
групповом ЭХАШ 32... 42 ножа укладывают по два по ширине
магнитной плиты станка в направлении продольной подачи с
чередующимся расположением пластинок твердого сплава и
стальной державки. Площадь контакта круга с обрабатываемы-
ми поверхностями ножей составляет 18 см2. Параметры режима
шлифования: икр=25 м/с, vs=0,3... 0,5 м/мин. Напряжение
электрического тока U=7 ...9 В. Съем припуска 0,2... 1 мм по
твердосплавной пластинке и 0,2... 0,3 мм по стальной державке
осуществляется за три рабочих хода, причем съем за третий
окончательный рабочий ход составляет 0,03... 0,05 мм и произ-
водится при отключенном технологическом токе.
В качестве электролита применяют специальный состав:
азотно-кислый калий 5%, азотисто-кислый натрий 1%; осталь-
ное— вода.
116
117
2.16. Характеристика плоскошлифовальных станков с крестовым столом и горизонтальным шпинделем
Основные данные ЗЕ710В-1, ЗД710В-1 ЗЕ7ИВ, ЗЕ711ВФ1 ЗЕ7ПЕВ-1. ЗЕ7ПЭФ2-1 ЗД7ПВФ11. ЗЕ711ВФ-2 ЗД721ВФЗ-1. ЗЕ721ВФЗ-1
Наибольшие размеры обрабатываемой заготов- ки (длииаХшнринаХвы- сота), мм 250X125X320 250Х125Х 200*1 630X200X320 630X200X370“ 220X 200X320 630X200X 345 630X320X320 600X320X350**
1 Размеры рабочей по- верхности стола (дли- иаХширииа), мм 400X125 250X125“ 630X200 400X200 630X 200 630X320 630X200 *«
Размеры шлифоваль- ного круга (DX^Xd), мм 200X25X32 200X32X76 250X40X76 250X40X76 250X40X76 300X63X127 250X40X76
Наибольшее расстоя- ние от оси шпинделя до рабочей поверхности сто- ла, мм 420 300“ 445 495“ 265 400 495“ 550 445**
Скорость шлифоваль- ного круга, м/с 35 35 25 35 35
Продолжение табл. 2.16
Основные данные ЗЕ710В-1, ЗД71ОВ-1 3E71IB, ЗЕ711ВФ1 ЗЕ711ЕВ-1, ЗЕ7ИЭФ2-1 ЗД711ВФ11, ЗЕ711ВФ-2 ЗД721ВФЗ-1, ЗЕ721ВФЗ-1
Мощность привода кру- га, кВт 1,5 4“ 4 5,5“ 2,2 4,0 5,5“ 7,5
Скорость стола, м/мин 2 .„25 2... 35 2...35 2... 35 2... 25 2... 35**
Автоматическая перио- дическая подача, мм/дв. код: вертикальная поперечная 0,001 .„ 0,09 0,5 ...20 0,001 ...0,09 0,5 „. 20 0,001... 0,09 0,5 .„20 0,001... 0,09 0,3 ...30 0,001... 0,09 03... 30 0,5... 20**
Масса станка без при- ставного оборудования, кг 950 2600 2600 2400 2630 3450 *«
“ Только для станков ЗД710В-1.
*’ Только для станков ЗЕ711ВФ1.
“ Только для станков ЗЕ711ВФ-27.
Только для станков ЗЕ721ВФЗ-1.
При работе на станке ЗЭ731 достигается производительность
съема твердого сплава со сталью 3000 мм3/мин.
Предварительное и окончательное шлифование плоских
протяжек производят на плоскошлифовальных станках на маг-
нитной плите. Первоначально шлифуют боковые стороны на-
правляющей части протяжки. При шлифовании необходимо
равномерно снимать припуск с каждой стороны. Затем шлифуют
нижнее основание протяжки с помощью приспособления или
тисков при горизонтальном расположении шлифуемой плоскости
с выверкой ее с помощью индикатора относительно стола стан-
ка. При этом шпоночные протяжки шлифуют пакетами. Режу-
щие зубья шлифуют на поворотной магнитной плите, установ-
ленной на угол подъема зубьев протяжки.
Боковые поверхности режущей части шпоночных протяжек
шлифуют за два рабочих хода. При первом рабочем ходе выдер-
живают размер от направляющей плоскости до боковой поверх-
ности режущей части, затем шлифуют вторую боковую поверх-
ность режущей части и выдерживают при этом ширину режущей
части в пределах допуска.
Боковое поднутрение обрабатывают на магнитной плите,
установленной под утлом поднутрения, периферией шлифоваль-
ного круга, заправленного под углом поднутрения. При шлифо-
вании поднутрения оставляется ленточка.
2.17. Характеристика плоскошлнфовальиых станков с прямоугольным столом
Основные данные Расположение шпинделя
горизонтальное вертикальное
ЗД722В. ЗЛ722ВФ2 ЗД732
Наибольшие размеры обрабатывае- мой детали (длинаХширинаХвысо- та), мм Размеры шлифовального круга (DXHXd). мм Скорость шлифовального круга, м/с Мощность привода круга, кВт Скорость стола, м/мии Автоматическая периодическая по- дача, мм/дв. ход Размеры стайка с приставным обо- рудованием (длинаХширинаХвысо- та), мм Масса станка без приставного обо- рудования, кг 1250X320X400 450X80X203 35 11 35 0,002... 0,128 0,001 ... 0,099* 4860X2630X2610 4500X4300X2650* 6000 6200* 800X320X400 400X125X300 35 17 1...30 0,004... 0,1 4090X2200X2355 8750
• Только для станков ЗЛ722ВФ2.
2.18. Характеристика плоскошлифовальных станков с круглым столом
Расположение шпинделя
горизонтальное вертикальное
Основные данные ЗД740В, ЗП740ИВ. ЗА740А. ЗЛ740ВФ2 ЗП741Д, ЗЛ741ВФ2 ЗД754, ЗЕ756. ЗД756
Размеры обрабатывае- мой заготовки (диа- метрХвысота), мм Диаметр стола, мм Размеры шлифовально- го круга (DXHXd), мм Наибольшее продоль- ное перемещение стола, мм Частота вращения сто- ла, мии-1 Скорость круга, м/с Мощность привода круга, кВт Скорость продольного перемещения стола, м/мин Автоматическая верти- кальная подача, мм/об 400X160 400 400X40X203 400 235*' 15... 180 30 10; 15*'; 7,5*» 8... 30 800X200 1000X200*» 80; 1000*» 500X63X203 560 630*» 8... 96 6,35... 78*» 30 18,5; 15*» 8...30 400X200 800 X350** 400; 800** 350X125X203 500ХЮ0Х400** 380 530** 10-56 5...30** 16 15; 30** 3,2
0,002... 0,005 0,002 ...0,005 0,1 - 1,0 0,05 - 1,5**
*' Только для станков ЗП740ИВ.
•» Только для станков ЗА740А.
•’ Только для станков ЗЛ741ВФ2.
** Только для станков ЗЕ756 и ЗД756.
Выбор типа плоскошлифовального станка для обработки
режущих инструментов производят в зависимости от размеров,
точности шлифуемых поверхностей, серийности производства
(табл. 2.16, 2.17, 2.18). Для мелкосерийного и серийного произ-
водства рекомендуют применять универсальные станки с пря-
моугольным столом, а для крупносерийного — универсальные и
специальные полуавтоматы и автоматы. Для повышения класса
точности изготовляемых инструментов и снижения трудоемкости
их изготовления применяют станки, оснащенные системой ЧПУ.
Для централизованного крупносерийного производства инст-
рументов созданы специальные плоскошлифовальные станки:
полуавтомат ЗП740ВФ2 с круглым магнитным столом с гори-
зонтальным шпинделем для шлифования отрезных и прорезных
фрез, базового торца и заточки передней поверхности долбяков;
полуавтомат МШ-251М для шлифования поднутрения отрез-
ных и прорезных фрез диаметром 20... 160 мм толщиной 0,2...
5 мм.
120
121
2.19. Характеристика приборов для измерения шероховатости поверхности,
отклонений от формы и расположения поверхностей
Прибор Диапазон измерений. и км Увеличение
При записи при визуаль- ном контроле вертикальное | горизонтальное
Профнлсхраф- профилометр 250 с расширенными функциональными возможностями, в том числе для из- мерения криволи- нейных поверхно- стей 0,02... 500 0,02... 100 100 ...20 000* 0,5... 2000*
Профилограф 296 с цифровым отсчетом н индук- тивным преобразо- вателем типа АП* — 0.02... 10 —
Макропрофнлог- раф БВ-2031 (раз- меры записываемо- го профиля, мм, высота —10, дли- на-50) —* *— 25 50 100 200
Прямомер БВ-
6249 с унифициро-
ванной измери-
тельной системой
Прямомер БВ-
6250 автоматизи-
рованный с нс*
пользованием ин-
формационно-вы-
числительного бло-
ка на базе мнкро-
эвм
Длина, мм
200
• Наименьшая дискретность отсчета 0,001 мкм.
Для шлифования поднутрения отрезных фрез диаметром
250... 315 мм, толщиной 1,0... 6 мм применяют плоскошлифо-
вальмый станок ЗД754 с выдвижным столом и вертикальным
шпинделем. Для шлифования ножей сборного инструмента, зу-
бострогальных резцов, торцов плашек, корпусов насадного
122
инструмента используют станок ЗЕ756Ф1 повышенной точно-
сти с активным контролем.
Ножи к сборному инструменту зубострогальных резцов, кор-
пусы сборного инструмента, дисковые пилы диаметром 10...
1000 мм и сегмент к ним обрабатывают на плоскошлифовальном
двухшпиндельном полуавтомате ЗЕ722-2 непрерывного действия
с электромагнитным столом повышенной точности с активным
контролем.
Для шлифования дисковых пил диаметром 710... 1000 мм
применяют двухшпиндельный полуавтомат ЗЕ722-2 непрерывно-
го действия с активным контролем.
Для шлифования торцов сегментов пил диаметром 1500 мм
и корпусов торцовых фрез диаметром 630 мм применяют полу-
автомат ЗН763Ф2 повышенной точности с ЧПУ.
Для шлифования дисковых сегментов диаметром 275.»
410 мм с двух сторон применяют станки МШ 261-1, а для шли-
фования сегментов диаметром 510... 1000 мм — станки МШ 261-2.
Опорные торцы шеверов шлифуют на плоскошлифовальном
станке ЗП740ВФ2 с круглым столом особо высокой точности с
горизонтальным шпинделем с активным контролем.
Фасонные поверхности инструмента шлифуют на плоскошли-
фовальном полуавтомате ЗЕ711ВФ2 высокой точности с ЧПУ.
Программирование осуществляется предварительным набо-
ром (посредством декадных переключателей) значений подач,
припусков иа обработку, числа ходов выхаживания и величины
автоматического отвода шлифовального круга. Устройство циф-
ровой индикации постоянно указывает величину припуска,
оставшегося до окончания обработки.
Установленный на шлифовальной головке механизм правки
осуществляет в автоматическом цикле правку круга с одновре-
менной автоматической компенсацией положения последнего
относительно обрабатываемой поверхности. Правка может про-
изводиться как во время автоматического цикла обработки
после снятия основной части припуска, так и после каждого
цикла или через несколько (от одного до девяти) циклов.
Показатели точности обработки: отклонение от плоскостно-
сти обработанной поверхности образца размерами (длинаХши-
рина) 380X120 мм в продольном направлении не более 4 мкм,
в поперечном — не более 3 мкм (выпуклость не допускается);
шероховатость обработанной поверхности при шлифовании пери-
ферией круга Ra~0,16 мкм.
Для измерения шероховатости шлифованных плоских поверх-
ностей, отклонений от формы и расположения рекомендуются
приборы, приведенные в табл. 2.19.
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
3 Шлифование фасонных поверхностей
• режущего инструмента
3.1. Профильное шлифование
фасонных резцов
Задние поверхности призматических и круглых
фасонных резцов получают одним из двух методом профильного
шлифования: копированием или огибанием (рис. 3.1).
При копировании профиль инструмента на обрабатываемом
участке полностью совпадает с профилем шлифовального круга.
Обработка ведется по всему профилю или по элементам [7].
Метод копирования позволяет использовать универсальное
оборудование (круглошлифовальные, резьбошлифовальные и
плоскошлифовальные станки) и обеспечивает сравнительно вы-
сокую производительность. Метод копирования по всему профи-
лю является самым производительным, но требует сложной
правки круга. Возможности его использования ограничены ши-
риной шлифовального круга, жесткостью и мощностью шлифо-
вального станка.
В промышленности наибольшее применение при обработке
профиля фасонных резцов получил метод копирования по эле-
ментам. Для шлифования фасонных резцов из быстрорежущей
стали используют преимущественно круги из электрокорунда на
керамической связке (табл. 3.1).
При огибании профили обрабатываемой заготовки инстру-
мента и шлифовального круга не совпадают, а сложный контур
образуется как огибающая различных положений шлифовально-
го круга простой формы, получаемых вследствие движений стан-
ка или приспособления [26].
Метод огибания, осуществляемый на специальных профиле-
шлифовальных станках, получил распространение при единич-
ном и мелкосерийном изготовлении фасонных резцов со слож-
ным профилем.
Для обработки фасонных резцов из быстрорежущей стали
используют двуугловые круги из электрокорунда на керамиче-
ской связке. Фасонные резцы из твердого сплава шлифуют дву-
угловыми алмазными кругами на органической или металличе-
ской связках.
При профильном шлифовании методом копи-
рования используют фасонные шлифовальные круги, правку
3.1. Характеристика шлифовальных кругов и режимы профильного шлифования фасонных резцов Шлифование копированием Режимы шлифования § к я X см «o' 0,02... 0,05 0,005... 0,010 0,02 ...0,03 0,005 ...0,010 Шлифование огибанием 1 Режимы шлифования 3Д2ж. мм/дв. ход 0,02... 0,04 0,005... 0,010 0,02 - 0,03 0,005... 0.01
5П, мм 0.2... 0,4 0,1... 0,2 0,2 ...0,3 0,1... 0,2
vB. м/мин 12... 16 6...8 8... 12 4... б
ve, м/мнн 6...8 3...4 «о го еч
Э/М ,d*fl 25 ...30 25 ...30 16... 18 25... 30
4 ж & 25... 30 25... 30 16... 18 25... 30
Характеристика шлифовального круга 25А 40-25 СМ1—СМ—2 К 25А16— 12СМ1-СМ2К АС6-АС4 125/100-100/80 100—150 Ml—01 АС2 63/50—50/40 100 В2—01 Характеристика шлифовального круга 25 А 10—12 СМ2—С1 К 25 А 6-8 СМ2—С1 К АС6—АС4 80/63—63/50 150 М1-01 АС2 63/50—50/40 100 В2—01
Обработка Предварительная Окончательная Предварительная Окончательная Обработка Предварительная Окончательная Предварительная Окончательная
Обрабатываемый матеокал Быстрорежущая сталь Твердый сплав Обрабатываемый материал Быстрорежущая сталь Твердый сплав
125
124
О)
Рис. 3.1.
Профильное шлифование
фасонного резца:
а — копнромиием всего про-
филя; б — копированием по
элементам; а —огибанием
которых осуществля-
ют с помощью раз-
личных устройств и
приспособлений. Для
правки полного про-
филя применяют
правящие приспо-
собления с копир-
ными устройствами.
Таково, например,
приспособление с
пантографом (рис.
3.2), устанавливае-
мое на шлифоваль-
ной бабке плоско-
шлифовального стан-
ка.
В алмазодержатель могут быть установлены два алмаза —
для предварительной и окончательной правки. Перед началом
правки алмаз устанавливают в горизонтальной осевой плоскости
круга. Для получения точного профиля необходимо, чтобы вер-
шина алмаза находилась на оси кронштейна алмазодержателя,
а профиль алмаза соответствовал (с учетом масштаба копиро-
Рис. 3.2.
Приспособление с пантографом к плоскошлифовальному стайку для правки
шлифовального круга по копиру:
а —общий вид; б —схеме установки алмаза при коррекции профиля; / — копир. 2 —
щуп; 3 — пантограф; 4 — алмазодержатель; 5 — алмазы
126
Рис. 3.3.
Приспособление к плоскошлифовальному станку для правки по копиру:
а — без коррекции; б — с коррекцией; 1 — подкладная плита; 2 — копирующий щуп; 3 —
магнитная влита; 4 — копир
вання) профилю щупа. Если профиль резца задан в плоскости
передней поверхности, можно провести коррекцию профиля
круга с учетом углов у и а за счет смещения положения алмаза
на величину К (см. рис. 3.2, б).
Правку круга на плоскошлифовальном станке можно осуще-
ствлять с помощью более простых, но менее точных копирных
устройств, устанавливаемых на магнитную плиту (рис. 3.3).
Приспособление по поверхности подкладной плиты перемещают
вручную, упирая щуп в кромку копира. Для получения точного
профиля правка должна проводиться в горизонтальной осевой
плоскости крута, а перпендикуляр, опущенный из вершины
алмаза, должен проходить через вершину щупа. Для получения
соответствия формы щупа и алмаза кромка щупа шлифуется
врезным шлифованием кругом, на котором канавка сделана
врезанием вершины алмаза.
При шлифовании круглых фасонных резцов на круглошли-
фовальном станке можно также использовать приспособления,
работающие по копиру (рис. 3.4). Смещением вершины алмаза
относительно вершины щупа можно корректировать профиль
круга.
Правка полного профиля однокристальным алмазом или
алмазным тороидальным роликом может быть выполнена спе-
циальными правящими устройствами с ЧПУ по трем координа-
там, две из которых (X, У) обеспечивают воспроизведение траек-
тории движения вершины алмаза. Третья координата — поворот
алмазодержателя вокруг оси Z, проходящей через вершину
127
ртредактировал и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
алмаза таким образом, чтобы корпус алмаза всегда был перпен-
дикулярен к воспроизводимому профилю в точке их контакта.
Наиболее производительным и простым методом профилиро-
вания круга по всему контуру является правка врезанием с
помощью стального или алмазного фасонного ролика. Для на-
катывания роликами шлифовальных кругов используют специ-
альные приспособления, в которых ось ролика устанавливают
параллельно оси шлифовального круга. При предварительном
накатывании стальным роликом периодическая подача врезания
обычно составляет 0,015... 0,025 мм, а при окончательном
0,01 мм. Шлифовальный круг в процессе накатывания вращает-
ся от взаимодействия с роликом, имеющим принудительное вра-
щение со скоростью 30 ... 40 м/мин.
Рис. 3.4.
Приспособление к круглошлифовальному станку для правки круга по ко-
пиру:
/ — стоя станке; 2 —основание приспособления; 3 — каретка; 4 — алмазодержатель; о —
кронштейн; б — копир; 7 — ось; 8 — щуп
Ряс. 3.5.
Схема правки алмазного круга на ме-
таллической связке электроэрозион-
ным способом:
/ — генератор импульсов; 2 — электриче-
ские контакты; 3 — алмазный круг; 4 —
ванна диэлектрика; 5 — фасонный диск-
электрод; б —фасонный резец
При правке алмазным фа-
сонным роликом (зернисто-
стью 250/200, связка гальвани-
ческая) скорость ролика 30...
35 м/с, скорость врезной пода-
чи 0,8. ..1 мм/мин. Шлифовальный круг имеет рабочую скорость
Правка алмазного круга на металлической связке по всему
профилю производится электроэрозионным (рис. 3.5) или
электрохимическим методом с помощью стальных, чугунных,
алюминиевых или графитовых дисков — электродов, заправляе-
мых по профилю фасонным резцом.
В мелкосерийном производстве в связи со сложностью
изготовления копиров правку кругов проводят однокристальным
алмазом по элементам с помощью универсальных приспособле-
ний (рис. 3.6), обеспечивающих построение профилей, состоя-
щих из сочетания дуг окружностей и прямых линий. Подобные
приспособления могут устанавливаться на плоско- и круглошли-
фовальных станках.
Рис. 3.7.
Приспособление для закрепления
призматических резцов:
/--корпус; 2-прижим; 3 — зажимной
винт
Рис. 3.6.
Универсальное приспособление для
поэлементной правки круга:
/ — алым; 2 — стойка; 3 —крестовый суп-
порт. 4 — поворотная часть; 5 — основа-
ние; в — шаблон установки алмаза
128
129
Призматические фасонные резцы при шлифовании профиля
режущей части закрепляют в специальных приспособлениях
(рис. 3.7), где всю обработку и контроль профиля ведут от по-
верхности А [7].
Круглые фасонные резцы шлифуют в центрах, причем насад-
ные резцы предварительно закрепляются на оправке.
При профильном шлифовании методом оги-
бания используют двуугловые круги с углом профиля 60° и
радиусом при вершине г— 1 ... 2 мм. Обработка ведется на про-
филешлифовальных станках:
в)
Рис. 3.8.
Схемы работы профилешлифовальных станков с пантографом:
а — механического; б — оптического; в— поле зрения микроскопа; / — копир; 2 —ШУП;
3—пантограф; 4 — шлифовальный круг; 5 —резец. 8 — чертеж; 7 —игла; 8— микро-
скоп
130
Рис. 3.9.
Оптический станок с проектором:
I — экран проектора; 2 — крестовый стол;
9 — обрабатываемая заготовка
с пантографом (рис. 3.8,а),
в которых профиль воспроизво-
дится от копира, увеличенного
в 5.. .10 раз,
с пантографом и микроско-
пом (рис. 3.8, б), где профиль
воспроизводится по чертежу,
увеличенному в 50 раз;
с проектором (рис. 3.9), на
экране которого профиль об-
рабатываемого резца, увели-
ченный в 50 раз, совмещается
с чертежом детали, выполнен-
ным в масштабе 50:1 ;
с ЧПУ, работающим как в
декартовых, так и в полярных координатах. Эти станки-полуав-
томаты обеспечивают автоматизацию цикла обработки, правки
круга и компенсации его износа, поддержание положения алма-
за по нормали к обрабатываемому профилю. На оптико-шлифо-
вальных станках с ЧПУ экран проектора используют для уста-
новки шлифовального круга в исходное положение, для пози-
3.2. Характеристика станков для профильного шлифования фасонных резцов
Основные данные Плоскошлифоаальиые станин
ЗЕ711ЭФ2-1 ЗФ70ВФЗ ЗЕ721ВФЗ-1
Обрабатываемые Твердосплавные призматические Быстрорежущие и
инструменты фасонные резцы и резьбовые гребенки. Электрохимическая обработка твердосплавные призматические фасонные резцы
Размеры обра- батываемого инст- римента, мм Диаметр шлифо- вального круга, мм 200X400 160X400 320X630
160 150 400
Скорость пере- мещения стола, м/мин 0,005.-10 0,0005... 0,45 2.-35
Мощность глав- ного привода, кВт 4,0 2,2 7.5
Размеры станка, мм 2450X2150X2300 1465XU70X1870 3500X3500X2090
Масса станка, кг 4700 2500 6360
131
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
ционирования заготовки на столе станка, для контроля профиля
круга после правки, для контроля профиля изготовленной де-
тали.
Устройство ЧПУ допускает возможность расчета траектории
по координатам опорных точек профиля. Ввод программ с
пульта управления выполняется в режиме диалога с выводом
покадровой программы на экран дисплея. Такое программирова-
ние возможно только для профилей, участки которых состоят
из отрезков прямых и дуг окружностей. Если профиль обраба-
тываемого инструмента описывается более сложными кривыми
и есть необходимость обрабатывать повторяющиеся партии,
устройство ЧПУ позволяет ввод программы с перфоленты.
Технические характеристики плоскошлифовальных и профи-
лешлифовальных станков, рекомендуемых для шлифования
профиля призматических фасонных резцов приведены в
табл. 3.2. Круглые фасонные резцы шлифуют на тех же профи-
лешлифовальных станках с помощью круглошлифовального
приспособления, а также на универсальных круглошлифоваль-
ных и резьбошлифовальных станках.
На плоскошлифовальном станке ЗЕ721ВФЗ-1 с ЧПУ основ-
ным методом формообразования является огибание тороидаль-
ным кругом по эквидистанте к образующей профиля (см. рис.
3.1, в). Программируемые перемещения шлифовальной головки
и суппорта осуществляются непрерывно, но поскольку стол со-
вершает возвратно-поступательное движение, контакт круга с
Профнлешлифоаальиые станки Станки для правки алмазных кругов
ЗГ,95 ЗГ95ФЗ ВК-73 МА-87
Быстрорежущие и твердосплавные Алмазные круги на металлической
призматические и круглые связке
фасонны :е резцы
200X30 200X80 Диаметр 100... Диаметр 150...
350 мм, высота до 250 мм, высота до
40 мм 40 мм
50... 150 200
— — — —
0,75 4,5 0,75 1.1
2300X1770X2080 1100X1350X1560 1510X1400X1700 2000X1300X1600
2000 1500 2500 1300
обрабатываемой заготовкой прерывистый. Для шлифования
заготовок большой ширины предусмотрена построчная обработ-
ка, при которой элементарные перемещения шлифовальной го-
ловки и суппорта производятся только в моменты реверса стола.
Точность контура, полученного профильным шлифованием,
проверяется в основном относительным (сравнительным) мето-
дом измерения, при котором оценка отклонения производится
от образца другой формы. Контроль производится на проекторе
по чертежу, вычерченному в увеличенном масштабе, на микро-
скопе или с помощью шаблонов на просвет (не более 0,02...
0,05 мм). При проектировании шаблона задаются базовыми
поверхностями, от которых отсчитывают все размеры.
3.2. Шлифование профиля
шлицевых протяжек
Существует четыре основных вида профилей
шлицевых соединений и соответственно протяжек: прямобочные,
эвольвентные, трапециевидные и треугольные. Шлифование
шлицев производится по методу копирования, при котором
профиль протяжки совпадает с профилем шлифовального круга
(рис. 3.10). Протяжку устанавливают в центры делительного
приспособления и поддерживают люнетами.
У протяжек с прямобочным профилем после шлифования
боковых сторон производится прорезание канавок, а у протяжек,
не имеющих задних углов, на боковых сторонах профиля шли-
фуют поднутрение с оставлением ленточки на боковых сторонах.
Поднутрение производится торцом шлифовального круга или
шлифовальным крутом с углом профиля, меньшим, чем угол
профиля впадины шлицевых зубьев, на величину угла поднут-
рения.
Рис. зло.
Схема шлифования прямобочкых шлицевых протяжек:
а — профиля,- б — канавок; в — поднутрения боковых сторон; е — профиля эвольвентных
шлицевых протяжек
132
133
При шлифовании протяжек с подъемом заднего центра для
создания вспомогательных задних углов ai = l ...3° на боковых
сторонах зубьев профиль шлифовального круга подвергается
коррекции.
Для прямобочпых шлицевых протяжек угол профиля круга
с учетом коррекции 20к—2(0—<pi), где 20=36О/л—угол впади-
ны шлицевого соединения (л— число шлицев); ф1— вспомога-
тельный угол в плане [66].
Величина подъема заднего центра
где L — общая длина протяжки, мм; 1т — расстояние между
зубьями R\ и /?2, мм; R\ — радиус первого режущего шлицевого
зуба, мм; /?2 — радиус последнего режущего шлицевого зуба,
имеющего равномерный подъем, мм.
На калибрующих зубьях при неравномерном подъеме по
диаметру зубьев вводят также коррекцию на ширину шлица:
BX=B-(DX-D№<fb
где В{ — ширина шлица на последнем калибрующем зубе при
измененном подъеме с аг на аг\\ В — ширина шлица на послед-
нем зубе при равномерном подъеме аг по диаметру.
Для эвольвентных протяжек при поднятии заднего центра
необходимо рассчитать новые ординаты каждой точки профи-
ля, совокупность которых аппроксимируется окружностью или
эвольвентой. У протяжек, изготавливаемых без учета коррекции,
эвольвентный профиль выполняют в соответствии с теоретиче-
ским профилем протяжки, т. е. параметры эвольвентного
профиля детали: радиус основной окружности детали и угол
между осью симметрии профиля детали и радиусом — вектором
начальной точки эвольвенты на основной окружности Оо, оди-
наковы с параметрами эвольвентного профиля протяжки, и центр
основной окружности находится на оси протяжки. Параметры
профиля протяжки, спрофилированной по заменяющей эволь-
венте Го' и 0о' отличаются от параметров профиля детали Го
и 0О. В этом случае центр основной окружности не лежит на оси
протяжки [33, 66].
Для трапециевидных и треугольных шлицевых протяжек
величина подъема заднего центра h=azz(L/l), где z—число
режущих зубьев протяжки; I — длина режущей части, мм.
Угол профиля впадины с учетом коррекции
ctg<FK=ctg<f>4—
где ф — исходный угол профиля детали; Т — размер впадины на
dcp; zi — число зубьев между зубьями протяжки, имеющих диа-
134
RSM 1600 фирмы «Реформэ (ФРГ) § о 800 ...3000 1 ... 999 40... 250 3700... 9400 1...30 0,001... 9,999 3 5855X1886X2360 6100
ЗВ451ВФ20 14... 125 1400 (2000) 2...98 55 ...200 2850 ...4750 0,5 ...25 >„.0,5 3 4245(6825) Х1950Х2205 6660 (9170)
5 2 • М — Чф | О 3 3 3 4875 (6075) X1400X1650 8673 (9030)
Основные данные Диаметр обрабатываемого инструмента, Наибольшая длина инструмента, мм Число обрабатываемых зубьев Диаметр шлифовального круга, мм Частота вращения шлифовального круга, мня-1 Скорость перемещения стола, м/мин Радиальная подача, мм/дв. ход Мощность главного привода, кВт Размеры станка, мм Масса станка, кг
135
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
метры d и rfc₽; d и dcv — наружный и средний диаметры профи-
ля протяжки.
Припуск на шлифование составляет по боковым сторонам
и дну впадины 0,25... 0,4 мм на сторону в зависимости от диа-
метра и длины протяжки. Шлифование производят кругами из
электрокорунда и эльбора на керамической связке (табл. 3.3).
При увеличении периметра обработки свыше 20 мм величину
радиальной подачи следует снизить на 20... 30%. После предва-
рительного и окончательного шлифования производится 2... 4
рабочих хода без радиальной подачи, т. е. выхаживание.
При правке круга для прямобочных протяжек прямолиней-
ная правка боковых сторон и правка периферии круга по дуге
окружности может выполняться тремя алмазами (рис. 3.11, а).
При правке одним алмазом (рис. 3.11, б) на станке с ЧПУ
алмаз перемещается по трем координатам: по X и У—поступа-
тельно, по А — вращательно, что позволяет воспроизводить
любой необходимый профиль — как прямобочный, так и эволь-
вентный. При правке эвольвентного профиля на станках с руч-
Рис. 3.11.
Схема правки профиля круга для шлифования прямобочных протяжек:
*л**аяамн «а стайке с ручным управлением; б - одним алмазом на стайке
ным управлением для движения алмаза по эвольвенте исполь-
зуют специальные механизмы, воспроизводящие эвольвенту за
счет качения без скольжения производящей прямой (линейки
или стальной ленты) по неподвижной окружности г0 (сменный
диск или барабан). Алмаз устанавливают в точку пересечения
эвольвенты с основной окружностью (см. рис. 3.10, г), т. е. рас-
полагают от оси симметрии впадины на расстоянии 7о/2=г<) 0о',
где г$" — радиус диска; 0О' — начальный угол корригированной
эвольвенты. Для точной правки вершина алмаза должна распо-
лагаться по центру державки с отклонением не более ±0,03 мм.
Шлифование профиля шлицевых протяжек производят на
шлицешлифовальных станках (табл. 3.4).
Полуавтомат ЗБ451 имеет горизонтальную компоновку, при
которой стол с заготовкой совершает возвратно-поступательное
движение по горизонтальным направляющим, а шлифовальный
круг перемещается вертикально, обеспечивая подачу на съем
припуска. При предварительном шлифовании подача произво-
дится на каждый двойной ход стола, а деление осуществляется
после съема всего припуска на предварительное шлифование.
При окончательном шлифовании деление производится после
каждого двойного хода стола, а подача — после одного оборота
заготовки. Перед предварительным, окончательным шлифовани-
ем и выхаживанием в цикле проводится правка круга.
В полуавтомате ЗВ451ВФ20 цикл обработки задается про-
граммой.
В полуавтомате RSM-1600 фирмы «Реформ» (ФРГ) помимо
цикла обработки программируются траектории движения алма-
за при правке, обеспечивая получение заданного профиля шли-
фовального круга.
При контроле профиля шлицевых протяжек проверяют по-
грешности линейных размеров, формы и взаимного расположе-
ния отдельных элементов [64, 66].
Для контроля профиля прямобочных шлицевых протяжек
используют гладкий микрометр, микрометр со специальной
вставкой для контроля внутреннего диаметра, специальный при-
бор с оптической делительной головкой и индикатором для конт-
роля накопленной погрешности окружного шага, спиральности
шлица, смещения шлица с оси и биения.
Контроль отклонения от симметричности расположения шли-
цев производится индикатором по двум противоположным сто-
ронам шлица (рис. 3.12, а). В исходное положение протяжка
устанавливается с помощью набора концевых мер длины. Откло-
нение от симметричности не должно превышать допуск на шири-
ну шлица.
Контроль отклонения от параллельности производится инди-
катором по длине шлица в начальной к конечной его точках с
136
137
Рис. 3.12. Схемы контроля отклонений от симметричности
(а) и параллельности (б) шлицев
двух сторон (рис. 3.12, б). Отклонение от параллельности не
должно превышать 0,01 на 500 мм длины.
Погрешность окружного шага определяют при повороте
протяжки в точном делительном приспособлении по показаниям
индикатора, установленного на боковую сторону шлица (рис.
3.13, а). Накопленная погрешность определяется как сумма по-
казаний индикатора с учетом знака отклонений. Погрешность
окружного шага можно также определять по оси симметрии
шлица (рис. 3.13, б).
Контроль толщины эвольвентных шлицев производят микро-
метром с помощью двух роликов (рис. 3.14, а) не менее чем в
трех сечениях: по контрольному буртику передней направляю-
щей части, в середине протяжки и на последнем калибрующем
зубе. Толщину шлицев по высоте проверяют с помощью роликов
разного диаметра в двух или трех точках. При высоте профиля
до 9 мм две точки выбирают на делительном диаметре и в сере-
Рнс. 3.13.
Схемы контроля погрешности окружного шага
138
Рис. 3.14.
Схемы контроля профиля эвольвент-
ных протяжек:
а — толщины шлицев; б - отклонения от
симметричности шлицев
I I
«)
i)
дине головки. При высоте про-
филя свыше 9 мм три точки
выбирают на высоте 1/3, 1/2 и
2/3 полного профиля. Выбранный ролик должен выступать за
наружный диаметр протяжки, но не касаться внутреннего ее
диаметра.
Симметричность расположения шлицев проверяют двумя
роликами, расположенным в симметричных впадинах (рис.
3.14, б), причем при начальной установке добиваются их распо-
ложения на одной высоте. Затем поворачивают протяжку на
один шаг и проводят повторно измерения. Контроль отклонения
от параллельности шлицев и накопленной погрешности окруж-
ного шага производится подобно контролю протяжек с прямо-
бочными шлицами.
3.3. Шлифование задних поверхностей
долбяков и шеверов
Задние поверхности зубьев долбяков и дисковых
шеверов являются эвольвентными винтовыми поверхностями,
которые обрабатывают преимущественно методом огибания в
процессе обкатки.
Наиболее употребительными схемами обработки эвольвент-
ных поверхностей долбяков и шеверов являются шлифование
плоской стороной дискового круга в процессе прерывистой
обкатки с единичным делением и шлифование червячным абра-
зивным кругом с непрерывной обкаткой и делением [64].
Шлифование плоской стороной дискового круга ведется без
продольной подачи вдоль зуба, поэтому для охватывания всей
длины обрабатываемого зуба используют шлифовальные круги
большого диаметра. Для воспроизведения эвольвенты в торцо-
вом сечении шлифуемая заготовка получает в процессе обработ-
ки возвратно-качательное и возвратно-поступательное движения
обкатки, отталкиваясь эвольвентным кулаком от упора (рис.
3.15, а, б) или перемещаясь вместе с барабаном (рис. 3.15, в).
При этом шлифуется одна сторона одного зуба. Затем произво-
дится деление, круг вводится в другую впадину, начинает
шлифование боковой стороны следующего зуба и так до тех
пор, пока не будут обработаны все зубья с одной стороны. То-
гда оправку с обрабатываемой заготовкой устанавливают в
шпиндель противоположным концом и производят поочередное
шлифование второй стороны профиля всех зубьев.
139
Отредактировал и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Если плоскость шлифовального круга параллельна плоско-
сти упора (см. рис. 3.15, а), т. е. угол между ними —угол уста-
новки <ху=0, то производящая прямая СС' (образующая эволь-
венты долбяка или шевера аай и копира bb0) является также
линией зацепления. Делительная и основная окружности долбя-
ка (шевера) и основная окружность копира совпадают. Точка Д
является единственной производящей точкой круга в торцовом
сечении заготовки. Если круг располагается ниже производящей
прямой СС'—неизбежен подрез зуба [44].
Для того чтобы избежать подреза зуба долбяка в точках,
лежащих ниже его делительной окружности, плоскость шлифо-
Рис. 3.15.
Шлифование эвольвентиоА поверхности долбяка или шевера плоской сторо-
ной дискового круга при использовании механизмов с эвольвентным кулачком
(а, б) или с барабаном и стальными лентами (в):
1 — »вольаемтный кулачок: 2 —упор; 3—основная окружность; 4 — обрабатъшаемыА ин-
струмент; 6 - шлифовальный круг; 6—барабан; 7 —стальные ленты
140
вального круга устанавливают к плоскости упора копира под
углом, близким к углу зацепления эвольвенты (см. рис. 3.15, б),
cos ау=cos ао (did*),
где а© — угол зацепления, угол профиля исходного контура; d=
=mz — диаметр делительной окружности долбяка; dK — диа-
метр основной окружности кулачка, который принимается
равным или ближайшим большим (из ряда сменных кулачков)
делительного диаметра долбяка. Диаметр основной окружности
d—— dк cos (Ху.
Для утолщения головки необходимо увеличить угол уста-
новки, а для утонения — уменьшить. На профиль зуба долбяка
у ножки влияет величина хода рабочей головки. В тех случаях,
когда диаметр внутренней окружности долбяка меньше диамет-
ра основной окружности эвольвенты, неэвольвентная часть
ножки образуется в виде прямой или удлиненной эвольвенты.
При обработке косозубого шевера шлифовальный круг пово-
рачивают в плоскости, касательной к основному цилиндру на
угол рЬо:
tg₽30=tg₽oC0S
где Ро —угол наклона зубьев шевера; а<о— угол профиля в тор-
цовом сечении.
При шлифовании зубьев долбяка, боковые стороны которого
являются эвольвентными винтовыми поверхностями с разными
углами наклона, установка шлифовального круга производится
по формулам, которые учитывают задний угол на вершине зуба
долбяка, угол профиля исходного контура рейки, задние углы
боковых поверхностей зубьев и другие параметры [56, 64, 66].
При шлифовании боковых сторон прямозубого долбяка
колонка шлифовального шпинделя поворачивается на угол на-
клона эвольвентной винтовой поверхности боковой стороны зуба
ро на основном цилиндре:
tg^==±tgaKsin aol,
где aK —задний угол на вершине зуба; a©i — угол корригиро-
ванного профиля, tgaol=-—tggya<>tgак (ye —передний угол).
Знаки ± принимают для разных боковых сторон зуба.
У косозубых долбяков эвольвентные винтовые поверхности
острой и тупой сторон зубьев выполняют с разными диаметрами
основных цилиндров dot и do2. Углы установки салазок бабки
заготовки при шлифовании профиля на станках, работающих
торцовой плоскостью круга, определяются по формулам:
cos ayj =doXfdK\ cos a^djd^
dol=dcosaol; ^«dcosa^,
141
где ttoi и cto2 — делительные углы профиля острой и тупой сто-
рон зубьев дол бяка:
tgaol = (tg<x„04-tg APotg Ve)/cosPoi;
tg ao2= (tg a„0+ tg A₽o tg Yj/cos^,
₽oi и pO2 — делительные углы наклона боковых поверхностей со-
ответственно острой и тупой сторон зубьев; ano —угол профиля
в нормальном сечении:
₽о1=₽о4-Д₽о; ₽о2=₽о— tgA₽0=tgaB0tgaKcos₽0,
где Дро — делительный боковой задний угол.
Углы установки шлифовального круга:
tg₽si = tg ₽olcosaol;
tg₽B2=tg₽o2cosao2.
Для обеспечения шлифования профиля на полную высоту
зуба по всей ширине рабочей части долбяка ось шлифовального
шпинделя при настройке с помощью проставочных колец сме-
щается относительно передней поверхности долбяка.
Долбяки с модифицированными зубьями (с утолщением
ножки зуба) можно шлифовать двумя способами: по касатель-
ной и по огибающей. Шлифование модифицированного зуба по
касательной (рис. 3.16, а) заключается в том, что шлифоваль-
Ркс. зле.
Шлифование долбяков с модифицированным профилем: на ножке (а, б) и го-
ловке (в, г, д) зуба
142
ный круг, работающий торцом в конечный момент шлифования
ножки зуба не доходит до оси долбяка и располагается каса-
тельно к профилю зуба. Осуществляется этот способ путем регу-
лирования длины хода головки станка.
Более точным является шлифование модифицированного
зуба долбяка по огибающей (рис. 3.16, б). При этом методе про-
изводят корректирование исходной рейки, выполненной с углом
ас путем дополнительной правки шлифовального круга под
углом Да. Модифицированный участок зуба при этом способе
имеет эвольвентный профиль. Профиль зуба долбяка, предна-
значенного для нарезания зубчатых колес под шевингование с
модифицированной ножкой и утолщением у головки выполняют
шлифовальным кругом, профилированным по шаблону.
Шлифование профиля долбяка с утолщением по головке зуба
может быть выполнено только методом огибания. Профиль утол-
щения (рис. 3.16, в, г) состоит из участка Ьс эквидистантной
эвольвенты, отстоящей на заданную величину п от основной
эвольвенты и переходного участка аЬ [56].
В процессе огибания точка F шлифовального круга образо-
вывает переходный участок ab, а поверхность Б круга — эволь-
вентный участок Ьс утолщения. Максимальная величина утол-
щения Лщах (рис. 3.16, д) получается при образовании утолще-
ния только точкой F шлифовального круга при условии, что по-
верхность Б не участвует в шлифовании.
Величина лт»х зависит от угла зацепления при шлифовании.
Она определяется по формуле
~~~ (sin aeo - sin ft 4-М-aeo),
где г) находят из выражения
cos т;—cos (a„.y — ay),
dao
где dao — диаметр окружности выступов; dK.y — диаметр начала
утолщения; dbo — диаметр основного цилиндра долбяка; afl0 —
угол профиля зуба на окружности выступов; ан.у — угол профи-
ля зуба на окружности начала утолщения; ау —угол установки
шлифовального круга (угол зацепления при шлифовании).
Для повышения стойкости долбяков рекомендуется выпол-
нять фаски или скругления на уголках зубьев, что позволяет
снизить износ долбяков в 2...3 раза. Наиболее эффективно вы-
полнение фасок на зубошлифовальном станке методом обкатки,
при этом фаски образуются по эвольвенте.
При небольшой длине фаски профиль ее практически мало
отличается от прямолинейного. Формообразование таких фасок
можно обеспечить при одновременном шлифовании профиля
зубьев и фасок. При этом для каждого модуля и числа зубьев
143
Отредактировал и опубликовал на сайте: Р R Е S S 1 ( Н Е R S О N )
долбяка требуется своя специальная форма правки шлифоваль-
ного круга. Кроме того, возможны искажения параметров фаски
в различных торцовых сечениях зуба вследствие отсутствия по-
ступательного движения круга вдоль оси. Это особенно заметно
для косозубых долбяков.
Учитывая изложенное, в ряде случаев рекомендуется раздель-
ное шлифование профиля и фасок на зубошлифовальном станке.
Для исправления систематической погрешности профиля
зубьев зубчатых колес, получающихся при шевинговании шеве-
ром с правильным эвольвентным профилем применяют корреги-
рование профиля шевера путем правки шлифовального круга по
копиру. Форму копира определяют путем измерения профиля,
обработанного шевером колеса и построения диаграммы откло-
нения профиля от теоретической эвольвенты. По оси ординат
откладывают угол обкатки, а по оси абсцисс — отклонение про-
филя от теоретической эвольвенты в соответствующих точках.
По диаграмме отклонения профиля колеса строят обратную диа-
грамму корригирования профиля шевера. При построении
копира необходимо учитывать соотношение плеч рычагов при-
способления.
Шлифование червячным абразивным кругом (рис. 3.17, а)
долбяков и шеверов с модулем до 4 мм обеспечивает наиболее
производительное зубошлифование за счет непрерывности про-
цесса и минимальных вспомогательных ходов.
Червячный абразивный круг 1 и обрабатываемая заготовка
2 совершают взаимосвязанные вращения от системы электрова-
ла, обеспечивающего одинаковую частоту вращения двух син-
хронных реактивных электродвигателей приводов круга и заго-
товки.
Рис. 3.17.
Шлифование эвольвентной задней поверхности долбяка червячным абразив-
ным кругом:
а — формообразование; б — установка долбяка выше оси круг*: в — установка долбяка
с наклоном осн
144
При шлифовании долбяков с помощью абразивного червяка
образование задних углов достигается двумя способами (рис.
17, бив); установки передней поверхности долбяка выше оси О
шлифовального круга (шлифование врезанием) на величину Н
или установкой оси долбяка под углом а к направлению по-
дачи [60].
Наибольшее распространение получил способ зубошлифова-
ния методом врезания, который может производиться с ради-
альной или осевой подачей шлифуемой заготовки долбяка по
отношению к абразивному червяку. Окончательное образование
задних поверхностей зубьев производится при определенном
положении круга относительно исходного сечения долбяка. По-
ложение круга определяется условием обеспечения необходимо-
го заднего угла на боковых сторонах зубьев долбяка. Расстояние
И от исходного сечения долбяка до оси круга:
/y=FjSin ак,
где п — радиус делительного цилиндра абразивного червяка;
ак— задний угол на окружности выступов долбяка.
При таком способе образования задних поверхностей зубьев
их форма отличается от теоретической ввиду того, что винтовая
поверхность абразивного червяка в сечениях, перпендикулярных
оси обрабатываемого долбяка, имеет различные по форме и раз-
мерам профили, отличающиеся от исходного контура производя-
щей рейки. В этом случае величина коррекции х зуба долбяка
изменяется по закону, отличному от линейной зависимости:
хт— УЛ-Н2
где т — модуль зубьев долбяка; а, — расстояние от исходного
сечения до рассматриваемого. Знаки ± в формуле относятся
соответственно к сечениям, расположенным выше и ниже ис-
ходного.
Форма и высота зубьев долбяка при повторных заточках
изменяются, что вносит искажения в профиль нарезаемого
колеса. Указанные недостатки устраняются при методе шлифо-
вания напроход, который можно осуществить на станке ЕЗ-88.
Ось долбяка устанавливают под углом к направлению подачи,
равным заднему углу на окружности выступов долбяка, и шли-
фование зубьев осуществляется при перемещении долбяка на-
проход.
Угол профиля исходного архимедова червяка в его осевом
сечении
tga=±_£l^L +------------.
п (I - tg«KtgY«)cos щ
Знаки ± соответствуют правой и левой боковой поверхности
витка червяка; р=тх12— параметр винтовой поверхности вит-
145
ка червяка, взятый с соответствующим знаком; ак, ув — задний
и передний углы долбяка на окружности выступов; т* — осевой
модуль червяка.
Угол а определяет параметры установки правящего алмаз-
ного резца при профилировании архимедова червяка.
Правка профиля червячного абразивного круга 1 (рис. 3.18)
производится одно- или многовитковыми кольцевыми накатни-
ками 2, 3, алмазными резцами 4 или алмазным роликом 5. На-
катники изготовляют из стали Р6М5 (62... 65 HRC3). Использу-
ют накатники для черновой и чистовой обработки. Припуск на
толщину витка абразивного червяка при чистовой правке накат-
ником 0,2... 0,4 мм, радиальная подача 0,01 ... 0,02 мм/ход, ско-
рость круга 1,9 м/с.
При одностороннем методе правки радиальная подача
накатника осуществляется на один двойной ход, а при двусто-
роннем— на каждый одинарный ход. Односторонний метод
обеспечивает более точное профилирование винтовой линии.
При профилировании абразивного червяка многопродольным
накатным роликом профиль витков круга получается в виде
эвольвентного червяка со следующими параметрами:
К1=«₽. Гв1 =
где Zei — угол подъема винтовой линии на основном цилиндре
червяка; ос₽ — профильный угол ролика; гв;— радиус основного
цилиндра червяка.
В этом случае исходный архимедов червяк заменяют эволь-
вентным, профиль которого в осевом сечении касается образую-
щей архимедова червяка в точке, отстоящей от оси на расстоя-
нии Г|. Угол профиля накатного ролика определяется из зави-
симости:
2./1)±+
(1 - tg aK tg Ye) cos a*
Характеристики шлифовальных кругов и режимы шлифова-
ния эвольвентных поверхностей долбяков и шеверов приведены
в табл. 3.5 [56, 66, 79].
Для шлифования шеверов и долбяков плоской стороной
дискового круга применяют полуавтоматы 5891С и 5А893С
(табл. 3.6).
146
Рис. 3.18.
Правка червячного абразивного круга:
а — одновнтковым накатником; б — многовитковым накатником; в —алмазными резцами;
с — алмазным роликом
147
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
3.5. Характеристика шлифовальных кругов и режимы шлифования эвольвент
Обраба- тываемый материал Обработка Мо- дуль, мм Шлифование
плоской стороной круга
Характеристике шлифо- вального круга Режимы »1ф. “/« шлифования 5а2х- мм/дв- ход
Быстро- Предвари- До 2 25А 10(12) СМ! (СМ2) К 25А 16(25) МЗ(СМ1) К 20... 25 0,03
режущая тельная Св. 2 20... 25 0,04
сталь Окончатель- ная До 2 Св. 2 Л О 80/63 100 СМ 1 К (или Б1) ДО 100/80 100 СМ1 К (или Б1) 25... 30 25... 30 0,01 0,01
Твердый сплав Предвари- тельная Окончатель- ная — АС4 100/80 (80/63) 100 Ml-01 АС2 50/40 100 В2-01 18 ...20 25... 30 0,02... 0,04 0,005... 0,01
ных поверхностей долбяков и шеверов
червячным кругом
Характеристика шлифо- вального круга Режимы шлифования
«ЛВ.Х- да. ход/мин «иг “/с SA2x. мм/дв. ХОД 3О. мм /об
25... 40 10... 20 25... 40 10... 20 1',. м/мин 4...6 1 ...2 25А6(8) СМ1(СМ2) К 25А5(6) СМ2(С1) К 25 ...30 25... 30 0,04... 0,05 0,01 ... 0,02 1... 1,5 0,5 ...0,6
Горизонтальный зубошлифовальный полуавтомат 5А893С
имеет компоновку, при которой заготовка, расположенная в
шпинделе горизонтально, в процессе работы совершает возврат-
но-поступательное движение обкатки и периодическое движение
деления. Настройка станка состоит из следующих основных
операций: установка шлифовального круга на угол ау, установ-
ки эвольвентного кулака, наладки механизма подачи изделия,
наладки длины хода обката, наладки механизмов деления
и правки.
Для шлифования шеверов и долбяков червячным абразив-
ным кругом применяют полуавтоматы 5Д833 и ЕЗ-88, построен-
ные в вертикальной компоновке. Привод шлифовального круга
и изделия осуществляется от отдельных синхронных реактивных
электродвигателей, имеющих одинаковую частоту вращения.
Вращение изделия осуществляется через гитару изделия.
Эвольвентный профиль долбяков с малым модулем (до 0,7)
контролируют на проекционном аппарате по увеличенному чер-
тежу в 50... 100 раз.
Для проверки эвольвентного профиля зуба долбяка и шевера
применяют эвольвентомеры, которые фиксируют отклонение
действительного профиля от теоретического, воспроизводимого
прибором (табл. 3.7).
Эвольвентомеры можно разделить на две группы: со сменны-
ми дисками обката и универсальные. Эвольвентомеры со смен-
ными дисками обката (рис. 3.19, а) работают следующим
образом.
Проверяемый долбяк вместе с диском, диаметр которого
равен диаметру основной окружности долбяка, укрепляется на
148
общей оси. Так как диск плотно прижат к линейке, то при
поступательном перемещении последней диск вместе с проверяе-
мым долбяком вращается без скольжения, а измерительный
наконечник, связанный с линейкой, описывает правильную
эвольвенту. Если боковая сторона зуба, ощупываемая измери-
тельным наконечником, выполнена точно по эвольвенте, регист-
рирующий прибор при движении линейки не покажет никаких
отклонений и самописец прочертит прямую линию.
У мелкомодульных хвостовых долбяков при малом диаметре
основной окружности на шейке оставляют цилиндрическую
часть, используемую в качестве основного диска.
Универсальные эвольвентомеры по конструкционным призна-
кам можно разделить на две группы: с основными дисками и с
постоянными копирами.
При использовании универсальных эвольвентомеров с основ-
ными дисками (рис. 3.19, б) проверяемый долбяк устанавливают
так, чтобы его ось совпадала с осью основного диска. Концы
двух стальных лент прикреплены к основному диску и пслзуну.
При перемещении ползуна на расстояние S одна из лент сматы-
вается с диска, а другая наматывается на него, что вызывает
поворот диска, а вместе с ним и проверяемого долбяка на
угол <р. Длина дуги диска на радиусе R тоже равна S.
Проверяемый долбяк имеет радиус основного цилиндра Гь,
отличный от радиуса основного диска R. Чтобы измерительный
наконечник, движущийся вместе с кареткой параллельно на-
правлению движения ползуна, при повороте проверяемого дол-
бяка вместе с основным диском на угол ф переместился на длину
дуги St, соответствующую радиусу основной окружности про-
149
RZ-30OE, фирма «Рей- схауер» (Швей- цария) 1НВНЫМ кругом г делением 8 СО о 7... 256 0,5 ...5,0 ю н 350 0061 52 ...90 1 0,01... 0,08 4,5 2450X2150Х Х2300 ( 4200
88-ЕЗ червячным абра: /вной обкаткой 1 16 ...75 24 ... 200 Я. <4 о <о 300 о о 8 о 1 0,02... 0,08 3,0 2110Х2450Х Х2000 6100
5Д833 Шлифование с непрерь 40 ...320 12... 200 0.5 - 6,0 ±45 400 DOSI О 1 0,02... 0,08 О ь' 2665Х2600Х Х2070 7100
SRS-400, фирма <Хурт» (ФРГ) эй дискового 1 и делением 1 64 ... 400 13... 240 51 -1 SST 762 1 С 8 § § § О ю 0,002... 0,02 2400Х2800Х Х2070 5200 '
5A893C плоской сторож лвистой обкатко( 40 ...320 10... 180 2... 12 •п с- -н 500 1150 1150 10... 20 0,002... 0,01 -* 2545Х1770Х Х2190 3500
5891С Шлифование круга с npepi 10... 125 7... 100 9"’Т о с- н 250 2300 2300 12... 27 0,002 ...0,01 0,75 1590Х1500Х XI820 2600
3.7. Характеристика приборов для контроля геометрических параметров
эвольвент ных поверхностей долбяков и шеверов
Прибор Диаметр де- лительной окружности, мы Модуль, мм Цена деления, мм
Эвольвеитомер БВ-5062 уни- версальный с устройством для контроля направления зуба (с ходомером) 20 ...340 1 ... 10 0,0005... 0,001
Эвольвеитомер БВ-5101 элект- ронный универсальный с само- пишущим прибором и электро- 20-.400 1.-16 0,0005... 0,001
приводом Эвольвеитомер БВ-5057 уни- версальный мелкомодульный 5... 120 0,2 - 1,0 0,0001-0,002
Прибор 27501 универсальный автоматический для поэлемент- ного контроля зубчатых колес 20... 400 0,2... 18
Прибор БВ-5090 для автома- тического контроля накоплен- ной погрешности А шагов, шага и отклонений шага 20... 320 1-8
Прибор БВ-5079 для автомати- ческого контроля шага мелко- модульных зубчатых колес 5... 125 0,2 — 2
веряемого долбяка гь, в конструкции прибора предусмотрен ры-
чаг. Ось В качания рычага расположена на расстоянии R (т. е.
на расстоянии радиуса основного диска) от стальных лент.
При передвижении ползуна на длину S каретка перемещает-
ся на расстояние Sb, определяемое отношением плеч
рычага, которое равно отношению радиусов основных окружно-
Рис. 3.19.
Схемы работы эвольвеитомеров:
а —со смеииымн .снеками обката; б -- универсальных с основными дисками; / — линей-
ка; 2— измерительный наконечник; 3 —самописец; 4 — долбяк; 5 — основной диск; 6—
ось; 7 — ленты; 8 —ползун; 9 — каретка; 10— рычаг; // — шарнир ползуна
151
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
стей R и rb. Если шарнир каретки расположить на расстоянии
радиуса основной окружности проверяемого долбяка гь от оси
В, то шаровый измерительный наконечник, ощупывая иссле-
дуемый профиль, опишет в относительном движении эвольвенту.
Контроль профиля долбяка включает проверку погрешности
эвольвенты в пределах активного профиля зуба, начало и пло-
щадь модифицированного участка. Граница активного профиля
зуба немодифицированного участка определяется разностью уг-
лов развернутости на вершине зуба и в граничной точке.
Измерение эвольвентного профиля производится в расчетном
сечении, отстоящем на 2,5 мм от переднего торца. Для этого
сечения и определяют угол развернутости v₽o.
Угол развернутости vpo, рад, определяют в контролируемом
сечении, используя формулы [56]
^ао=^во +— 5 tg Ок;
d^deo — 5 (m0— tg а*);
cos а'а о = dbo ; COS Оро = ;
<0 dP0
V=tgae<,-tgap0.
На универсальных эвольвенте мер ах БВ-5057 при контроле
по линейной шкале отсчитывается длина дуги развернутости
/=у40/2
по основной окружности, соответствующей углу vP.
Разность соседних окружных шагов и накопленная погреш-
ность окружного шага проверяется по схеме, показанной на
рис. 3.20. Прибор состоит из неподвижного упора 1 и рычага 2,
связанного с индикаторным устройством 3. Долбяк 4 крепится
к втулке, вместе с ней надевается на палец 5, один зуб доводит-
ся до упора /, а второй касается конца рычага 2. После переста-
новки долбяк подводится другим зубом до упора и по показаниям
индикатора определяют разность соседних окружных шагов.
После проверки всех шагов находят алгебраическую разность
между наибольшим и наименьшим показаниями, т. е. наиболь-
шую накопленную погрешность окружного шага. Радиальное
биение зубчатого венца проверяют в центрах. Шариковый нако-
нечник индикаторного прибора последовательно вводится во
впадины зуба и по разности показания индикатора находят ра-
диальное биение зубчатого венца.
Толщина зубьев между разноименными профилями по общей
нормали контролируется скобами, специальными микрометрами
152
Рис. 3.20.
Схема контроля разности соседних
окружных шагов и наибольшей на-
копленной погрешности окружного
шага долбяков
Рис. 3.21.
Схема контроля долбяков к шеверов
на координатно-измерительной маши-
не
или скобами с индикатором. Номинальная длина общей норма-
ли определяется по формуле
L—m cos a [-2-(2п —
где т — модуль; z—число зубьев проверяемого долбяка; п —
число зубьев, охватываемых скобой, л==-^--|—; 6—инво-
люта угла давления на делительной окружности, равная разно-
сти tga—a (a — угол, рад).
Наиболее удобным средством контроля толщины зубьев по
общей нормали является индикаторная скоба. Скобу настраива-
ют на размер номинальной длины общей нормали с помощью
блока концевых мер или специального эталона.
Определение толщины зуба путем измерения обшей нормали
между разноименными профилями исключает влияние отклоне-
ния наружного диаметра на результаты измерения, что имеет
место при измерении зубомером.
Высоту головки зубьев контролируют тангенциальным зубо-
мером или предельными скобами. За базу при измерении зубо-
мером принимают боковые поверхности зуба. Зубомер настраи-
вают по эталонному зубу или по мерному ролику.
153
Диаметр мерного ролика
2т । cos <х — / sin а ]
_____________2_,
1 — sin а
где f—коэффициент коррекции высоты зуба.
В зависимости от конструкции эвольвентомера величину
угла развернутости определяют по шкале на обкаточной линейке
или по высоте зуба от наружного диаметра до диаметра da
начала эвольвенты
2
Задний угол «к на окружности выступов проверяют от опор-
ной поверхности долбяка с помощью угломера или шаблона.
Угол бокового зазора по делительному цилиндру определяют
по формуле
tgft)=tgaKtgaoc,
где ссос — задний угол на боковых сторонах зубьев, проверяемый
с помощью специального приспособления, на котором долбяк
устанавливают на оправке, боковой поверхностью доводят до
неподвижного упора, и с помощью двуплечего рычага индикато-
ром определяют отклонение от эталона.
Современные приборы для контроля долбяков и шеверов
имеют автоматическую настройку, обработку результатов изме-
рения с помощью ЭВМ, причем настройка, как правило, осуще-
ствляется в режиме диалога. Результаты контроля отражаются
на дисплее или графопостроителе.
Наиболее точные данные получают при измерении на коорди-
натно-измерительных машинах (рис. 3.21), позволяющих по
программе контролировать все параметры инструмента и выво-
дить их на печать или графопостроитель.
3.4. Шлифование задних поверхностей
червячных фрез
Основной червяк червячной фрезы, предназна-
ченной для нарезания эвольвентных зубчатых колес, должен
быть эвольвентным с прямолинейным профилем в сечении, каса-
тельном к основному цилиндру (рис. 3.22). Из технологических
соображений на практике основной эвольвентный червяк заме-
няют архимедовым с прямолинейным профилем в осевом сече-
нии или конволютным с прямолинейным профилем в нормаль-
ном сечении по впадине (или по витку). Теоретически точная
боковая задняя поверхность червячной фрезы независимо от
вида основного червяка является нелинейчатой винтовой поверх-
154
Рис. 3.22.
Основные червяки червячных фрез для эвольвентных зубчатых колес:
а — архимедов; б — эвольвентный; в — конволютный
ностью с криволинейным профилем в любом сечении. Получить
такую поверхность шлифовальным кругом можно только при
осевом затыловании червячной фрезы. Однако затыловочные
станки работают преимущественно методами радиального или
радиально-осевого (косого) затылования, не позволяющими
использовать шлифовальные круги с криволинейной образующей
без погрешностей профиля червячной фрезы. Только в случае,
если теоретический профиль шлифовального круга является
прямолинейным, осевое затылование можно заменить радиаль-
ным практически без погрешностей [31, 32]. При затыловании
шлифованием необходимо обеспечить высокую точность формы
и положения режущих кромок на исходной инструментальной
поверхности основного червяка и неизменность этого положения
при повторных заточках по передней поверхности [79].
При затыловании червячных фрез чаще всего стоит задача
минимизации погрешностей профиля при использовании шлифо-
вального круга с прямолинейной образующей (конической фор-
мы) в процессе радиального затылования от архимедова кулач-
ка. Необходимо определить такие параметры затылования: S —
угол скрещивания осей фрезы и круга; т — угол при основании
конуса дискового круга, при которых форма режущих кромок
фрезы имеет минимальные отклонения от теоретической задней
155
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Рис. 3,23.
Схема шлифования профиля зубьев червячной фрезы дисковым (а), чашеч-
ным (6) н пальцевым (в) шлифовальными кругами
поверхности и не имеет подрезов при выбранных границах ста-
чивания инструмента.
Существует множество пар Е и т, удовлетворяющих этому
требованию. Однако угол 2, как правило, можно изменить толь-
ко в некоторых пределах относительно угла уч™ подъема винто-
вой линии на делительном цилиндре фрезы; в противном случае,
круг при своем движении может задевать зуб, следующий за
затылуемым.
Для определения оптимальных значений 2 и т и для нахож-
дения погрешности профиля Af известны программы для опре-
деления оптимального т при заданном 2 (и наоборот) и для
определения Af во всех точках профиля зуба в расчетном сече-
нии новой фрезы, а также после повторных заточек [24, 30].
Пользуясь этими программами можно настраивать затыло-
вочный станок, обеспечивающий получение заданного профиля
фрезы без подгонки, или сократить подгонку до минимума.
Наибольшая точность профиля при шлифовании червячных
фрез может быть получена при шлифовании пальцевым шлифо-
вальным кругом (рис. 3.23). При этом линия касания поверхно-
стей круга и зуба приближается по своему характеру к прямой.
При затыловании фрез такими кругами не требуется образова-
ния на зубьях второго затылка. Правильный профиль получает-
ся на большей длине зуба, что значительно увеличивает число
возможных повторных заточек. Однако в связи с трудностями
получения высокой частоты вращения шпинделя и малой стой-
кости круга шлифование пальцевым кругом рекомендуется для
фрез классов А, В, С с модулем 12 мм и выше, а для классов
ААА и АА — модулем 6 мм и выше.
Боковые стороны профиля можно шлифовать конической
стороной чашечного круга, ось которого развернута на угол а то
подъема винтовой линии витков фрезы (в вертикальной плоско-
156
сти) и на угол р. в горизонтальной плоскости. При этом угол
профиля круга T=an4-p, где ап — угол профиля червячной фре-
зы. В этом случае линия касания поверхностей шлифовального
круга и зуба фрезы в большей мере приближается по своему
характеру к прямой и искажение профиля зубьев меньше, чем
при затыловании дисковым кругом. Кроме того, поворот шлифо-
вального шпинделя на угол дает возможность шлифовать заго-
товки фрез тех же модулей кругами меньшего диаметра и умень-
шить седловины по боковым сторонам профиля. Рекомендуется
при шлифовании червячных фрез классов ААА и А А модулем
4,5... 6 мм применять чашечные круги с углом профиля 35... 37°
и диаметром 70... 80 мм.
В зависимости от модуля и степени точности червячной
фрезы применяют различные схемы шлифования их профиля
(рис. 3.24) [56, 66).
Червячные фрезы классов А, В, С шлифуют дисковым кру-
гом: при т=1 ...2 мм — одновременно по диаметру и по профи-
лю двухвитковым шлифовальным кругом или одновитковым
кругом с образованием радиусов на вершинах;
при т=1,5... 7 мм — последовательно по диаметру, профилю
впадины и радиусам на вершинах или одновременно по диамет-
ру, профилю витка и радиусам на вершинах;
при ш=6... 12 мм — последовательно по диаметру, правой
и левой сторонам профиля и радиусам на вершинах или с совме-
Рис. 3.24.
Затылование червячных фрез шлифовальным кругом по диаметру, профилю
и радиусам на вершинах:
а, б — одновременное шлифование двухвитковым (в) и одновнтковим (б) кругом; в. • —
последовательное шлифование по профилю впадины (в) к витка (в): д. в —последова-
тельное шлифование с разделением затылования правой н левой сторон витка за три
(б) и четыре (е) перехода
157
3.8. Характеристика шлифовальных кругов и режимы шлифования затыло
(Скорость круга ?»<₽= 25 ... 30 м/с)
Обрабаты- ваемый ма- териал Обработка Модуль, мм Классы точности фрез
А. В. С
Характеристика шлифовального круга
лв, мин-*
Быстроре- жущая сталь Предвари- тельная Окончатель- ная 1 .„ 2.25 2.5 ...5,5 6.„12 1... 5,5 б.„ 12 24 А 12— 16МЗ-СМ1 К 24 А 16—25 М3—СМ 1 К 24 А 16—25 М3—СМ 1 К 24А8-10МЗ—СМ1 К 24 А 10—12 М3—СМ1 К 12... 14 8.„ 10 6...8 6...8 4... 6
Твердый сплав Предвари- тельная Окончатель- ная 0,3 ...5 0,3 ...5 АС4 100/80—80/63 100 Ml—01 АС4 50/40—40/28 100 В2—01 12-. 14 6...8
ванных поверхностей червячных фрез
ААА. АА
Режимы шлифования Характеристика шлифовального круга Режимы шлифования
3«. мм/об л„. об/мин S., мм/об
0,02 .„ 0,03 0,03... 0,04 0,04... 0,05 0,007... 0,01 0,01 ...0,015 24А 10-12 СМ1 К 24А 12—16СМ1К 24А12—16СМ1 К ЛО 100/80 СМ2 100 СЮ ЛО 125/100 СМ2 100 СЮ 8.„10 6... 8 4... 6 4... 6 2...4 0,01... 0,015 0,01... 0,015 0,015... 0,02 0,002... 0,004 0,004... 0,006
0,02... 0,04 0,005 ...0,01 АС4 80/63—63/50 100 Ml-01 АС4 40/28—28/20 100 В2—01 8... 10 4 .„6 0,01 ... 0,015 0,004... 0,006
щением шлифования по диаметру и по радиусам на вер-
шинах.
Червячные фрезы классов ААА и АА шлифуют дисковым
кругом —при мм, чашечным кругом т=4,5... 6 мм, паль-
цевым кругом — т—6... 10 мм.
Припуск на затылование шлифованием червячных фрез по
наружному диаметру составляет (на сторону) 0,25... 0,3 мм при
предварительной обработке и 0,035... 0,040 мм при окончатель-
ной обработке. Припуск на шлифование профиля равен 0,15..
0,2 мм при предварительной обработке и 0,03... 0,04 мм при
окончательной обработке. Режимы затылования шлифованием
приведены в табл. 3.8. После предварительного и окончательно-
го шлифования производится выхаживание: 5... 8 ходов для
фрез класса Л; 10... 15 ходов для фрез класса АА и 15... 20 ходов
для фрез класса ААА.
Профиль шлифуют на точных конических оправках с конус-
ностью 0,01 мм для червячных фрез классов В и Л и с конусно-
стью 0,002 мм для фрез классов А А и ААА. Из комплекта опра-
вок подбирают оправку в зависимости от фактического диа-
метра отверстия фрезы.
У червячных фрез классов АА и ААА все операции оконча-
тельного шлифования повторяют дважды: до и после низкотем-
пературного отпуска.
При шлифовании червячных фрез применяют устройство для
правки профиля шлифовального круга методом огибания (рис.
3.25, а). В процессе правки круга алмазу сообщается движение
158
по образующей винтовой поверхности, воспроизводящей в про-
странстве поверхность основного червяка. Заправленная таким
образом поверхность круга является огибающей поверхности
червяка с осевым профилем требуемой кривизны.
На затыловочном станке, настроенном для шлифования про-
филя червячной фрезы, в центрах станка вместо червячной фре-
зы устанавливают приспособление 1, присоединяемое к поводку
шпинделя передней бабки. При правке приспособление движется
вместе со столом и поворачивается относительно оси центров 2
со скоростью, установленной для шага основного червяка. Прав-
ку круга производят при возвратно-поступательном перемеще-
нии стола и ползуна 3 с алмазом 4. При шлифовании архимедо-
ва червяка острие алмаза должно находиться в плоскости, про-
ходящей через ось шлифуемого червяка. При шлифовании эволь-
вентного червяка необходимо ползунок установить так, чтобы
алмаз перемещался по линии, расположенной в плоскости, каса-
тельной к основному цилиндру.
Приспособление 1 доя профилирования шлифовального круга
методом огибания алмазным роликом (рис. 3.25, б) устанавли-
вают в центрах 2 затыловочного станка и придают ему винтовое
движение с шагом винтовой поверхности профиля фрезы. При
этом правящий ролик 5 с углом при вершине 2ар огибает по-
верхность шлифовального круга и формирует выпуклую поверх-
ность вращения с осевым профилем требуемой кривизны. Пра-
159
Отредактировал и опубликовал на сайте:PRESSI(HERSON )
Рис. 3.25.
Приспособления для профилирования шлифовального круга кинематическим
методом с использованием однокристального алмаза (а) или алмазного ро-
лика (б)
вящий инструмент получает вращение от малогабаритного
двигателя через ременную передачу 6 [59].
Угол осевого профиля правящего ролика ар определяют по
формуле
tgaP=tga0cosTiF,
где ссо—номинальный угол профиля исходного контура фрезы;
Yir — угол подъема затылованной поверхности на делительном
цилиндре фрезы tgy1F= * 3Д*сь р —винтовой пара-
метр основного червяка; k — величина затылования; г\Г— ради-
ус делительного цилиндра фрезы. Знак 4- относится к той сторо-
не зуба, где затылование увеличивает угол подъема витка.
На станке для шлифования червяков, оснащенном трехкоор-
динатным устройством ЧПУ (УЧПУ) для профилирования кру-
га, правка производится одним алмазом, вершина которого с
160
Рис. 3.26.
Устройство с ЧПУ по двум координа-
там для правки шлифовального кру-
га алмазным роликом
помощью двух шаговых элект-
тродвигателей перемещается в
осевом сечении шлифовального
круга (оси X и У). Третий ша-
говый электродвигатель обе-
спечивает перпендикулярность
алмаза профилю осевого сече-
ния шлифовального круга.
Для правки шлифовального
круга 1 (рис. 3.26) алмазным
роликом 2 необходимо УЧПУ,
обеспечивающее перемещение
по двум осям X и У.
Изменяя вводимые в УЧПУ
данные, можно получить коррекцию, необходимую для компен-
сации погрешностей шлифования, обусловленных технологиче-
скими и конструктивными параметрами. Исходными данными
для образования контура шлифовального круга служит описан-
ный по точкам в декартовых координатах профиль осевого сече-
ния шлифуемой детали с соответствующими углами исходного
контура.
Подготовка программы правки шлифовального круга произ-
водится в следующем порядке:
расчет осевого сечения червяка;
расчет осевого сечения шлифовального круга;
расчет величин перемещения и углов поворота для отдель-
ных осей координат;
расчет скоростей перемещения по отдельным осям коор-
динат.
По окончании ввода данных профиля все последующие вы-
числения в зависимости от выбранного программного цикла
выполняются на ЭВМ, причем в конце каждого программного
блока может быть проведен выходной контроль.
Для затылования шлифованием задних поверхностей червяч-
ных фрез используют токарно-затыловочные станки со шлифо-
вальным приспособлением, шлифовально-затыловочные станки
(табл. 3.9) и резьбошлифовальные станки (для мелкомодуль-
ных фрез).
Токарно-затыловочный полуавтомат ДН250/4 (ГДР) с ЧПУ
предназначен для затылования сырых и закаленных червячных
фрез. Затыловочные салазки обеспечивают частоту движения
затылования до 250 дв.'ходов в 1 мин. Для затылования много-
заходных фрез применяют автоматическую индексирующую си-
161
8.9. Характеристика станков для затылования шлифованием червячных фрез
Основные данные Токарно-затыловоч- ный станок ДН250/4 (ГДР) со шлифо- вальным шпинделем Шлифовально-затыловочные станки
5884В HSF-ЗЗВ. фирма «Клнигельиберг» (ФРГ)
Диаметр обраба- тываемого инстру- 250 До 320 До 325
мента, мм Модуль, мм Диаметр шлифо- вального круга, мм Частота вращения круга, мин-' 0,16 ...4,5 125 20 000 1...8 125 5733, 9426 0,5... 25 20... 160 0... 15 000 с бесступенчатым регулированием
Мощность главно- 9 5,5 6,8
го привода, кВт Размеры, мм Масса станка, кг 6000X4000X1800 5300 3158X2000X1455 5587 2450X1700X1500 5000
стему с электронным программирующим блоком и с обратной
связью.
Постепенное уменьшение подачи на глубину осуществляет
система ЧПУ. Интегральные логические элементы обеспечивают
серию импульсов, управляющих шаговым двигателем подачи
врезания без обратной связи по положению. Постепенное умень-
шение подачи врезания с каждым новым ходом осуществляется
по экспоненциальному закону.
Система ЧПУ позволяет задавать до девяти ходов выхажи-
вания. Имеется возможность ручного изменения подачи при
шлифовании.
При вращении фрезы суппорт перемещается в соответствии
с шагом винтовой линии с автоматическим возвратом, во время
которого поперечные салазки отодвигаются. Цикл движения
инструмента состоит из рабочего хода, отвода, возврата и вре-
зания. Инструмент движется вдоль осей X и Z. Кроме того, воз-
можно движение вдоль образующей зуба, программируемое с
помощью декадных переключателей.
Особенностью технологии изготовления сборных червячных
фрез с поворотными зубчатыми рейками является обработка по
задним поверхностям не на затыловочных, а на резьбошлифо-
вальных станках. Для этого зубчатые рейки шлифуют по задним
поверхностям в специальных технологических корпусах таким
образом, чтобы вершинные задние поверхности зубьев распола-
гались на цилиндрической поверхности, а боковые задние по-
верхности профиля — на винтовой поверхности постоянного
шага. В ряде конструкций фрез с поворотными рейками в каче-
162
стве технологического корпуса используют основной рабочий
корпус фрезы.
По окончании шлифования задних поверхностей заготовок
зубчатых реек их устанавливают в рабочем корпусе фрезы с
образованием необходимых задних углов, взаимно центрируют
и закрепляют. Этим методом можно изготовить червячные фре-
зы класса Л, а в некоторых случаях класса АА.
Обработка профиля зубчатых реек на резьбошлифовальных
станках обеспечивает сохранение точности формы профиля по
всей длине зуба без седловины, что увеличивает число повтор-
ных заточек, повышает производительность шлифования и пони-
жает шероховатость задних поверхностей зубчатых реек.
Шлифование профиля ведут в две операции: предваритель-
ную и окончательную. Шлифовальные круги и режимы обработ-
ки можно выбрать по табл. 3.8, однако скорость заготовки
может быть повышена до величин, принятых при резьбошлифо-
вании. Шлифовальный круг профилируют так же, как для ци-
линдрических червяков. При задании прямолинейного и симмет-
ричного профиля зубьев фрезы по передней поверхности про-
филь в осевом сечении червяка получается криволинейный и
несимметричный.
Контролируемые параметры червячных фрез делят на две
группы: 1) элементы, непосредственно характеризующие откло-
нение режущих кромок фрезы от винтовой поверхности основно-
го червяка (погрешность зацепления, погрешность винтовой
линии, осевой шаг, профиль); 2) элементы, косвенно влияющие
на расположение режущих кромок фрезы (окружной шаг, шаг
винтовых стружечных канавок, отклонение от радиальности
передней поверхности зубьев, биение по наружному диаметру,
конусность по наружному диаметру, радиальное и торцовое бие-
ние буртиков) [54, 56, 66].
В процессе изготовления проверяют все параметры фрез.
3.10. Приборы для контроля червячных фрез
Прибор Диаметр фрезы, мм Модуль фрезы, мм
Прибор БВ-5080 для комплексной проверки чер- вячных фрез (с непрерывной проверкой винтовой линии основного червяка) 20... 100 0,2 ... 1,5
Машина БВ-5099 для комплексного измерения червячных фрез с применением управляющей ЭВМ 40... 300 1... 20
Прибор 19295М для поэлементного контроля червячных фрез 40... 320 1 ...20
Прибор PWF-300 для комплексного и поэле- ментного контроля червячных фрез (фирма «Клингельнберг», ФРГ) 40... 305 2,5... 20
163
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
Профиль фрезы рекомендуется проверять на микроскопе,
проекторе, на специальных приборах и по шаблонам
(табл. 3.10). На специальных приборах профиль фрезы прове-
ряют контактным способом.
Осевой шаг и проекцию нормального шага на ось фрезы
измеряют от зуба к зубу с помощью универсального микроскопа
или на специальных приборах. Лучшими являются приборы для
непрерывного измерения шага по винтовой линии. У фрез с вин-
товыми стружечными канавками непосредственное измерение
отклонений осевого шага невозможно, поэтому для таких фрез
при измерении шага вдоль реек вместо осевого шага определя-
ют шаг по нормали или проекцию его на ось фрезы, т. е. проек-
ционный шаг. Шаг по нормали РПо связан с осевым шагом Рхо
следующей зависимостью:
Рцо~^Х о cos Vmo*
Проекционный шаг Рп₽ на осевую плоскость зависит от вели-
чины осевого шага и шага винтовых канавок:
р рх»рг
где Ymo —угол подъема витков фрезы; Pz — шаг винтовых стру-
жечных канавок.
При непрерывной проверке шага механизм, перемещающий
измерительный наконечник, кинематически связан с механиз-
мом вращения фрезы так, что при повороте фрезы на угол 0
измерительный наконечник перемещается вдоль оси на расстоя-
в
ние, пропорциональное шагу, т. е. на Рл0— •
При непрерывной проверке отклонения режущих кромок от
теоретической винтовой поверхности можно определить не толь-
ко погрешности шага вдоль рейки, но и погрешности винтовой
линии фрезы. В некоторых из этих приборов наконечник пере-
мещается с помощью синусного устройства вдоль линии зацеп-
ления фрезы, что дает возможность определить также погреш-
ность зацепления.
Для непрерывной проверки шага наиболее распространены
приборы с использованием эталонного винта и синусной ли-
нейки.
Прибор БВ-5080 для комплексного измерения мелкомодуль-
ных червячных фрез предназначен для измерения погрешности
зацепления, отклонения винтовой линии, профиля передней
поверхности, радиального биения по вершинам зубьев, окружно-
го шага стружечных канавок, отклонения направления стружеч-
ных канавок, радиального и торцового биения буртиков. Кине-
матическая схема прибора позволяет воспроизвести теоретиче-
скую винтовую линию фрезы и определить положение режущих
164
АТ 12 11
Рис. 3.27.
Прибор 19295М для поэлементного контроля червячных фрез:
/ — угловой микроскоп; / — передняя бабка; 3 — лента; < —диск; 5 —червячная фреза;
6 — измерительный наконечник; 7 —задняя бабка; fl —отсчетная линейка- $ —индика-
тор; 10 — поперечная синусная линейка; // — нижняя каретка: //—поперечная изме-
рительная каретка; // — продольная синусная линейка; 14 — ползун
кромок на винтовой поверхности. Измерение производится не-
прерывно с помощью электромеханического привода и электро-
самописца.
Прибор 19295М для поэлементного контроля червячных фрез
(рис. 3.27) предназначен для контроля червячных фрез по сле-
дующим элементам: профилю передней поверхности, отклоне-
нию передней поверхности от ее номинального расположения,
погрешности шага, накопленной погрешности шага на длине
любых трех шагов, профилю зуба.
3.5, Резьбошлифование метчиков
и накатных роликов
Различают следующие схемы резьбошлифова-
ния: однопрофильное (однониточное) продольное, многопро-
фильное (многониточное) продольное, многопрофильное врез-
ное. Однопрофильное продольное резьбошлифование — самая
точная (табл. 3.11) и универсальная, но наименее производи-
тельная схема резьбошлифования.
При многопрофильном продольном шлифовании заборный
конус шлифовального круга может иметь профиль (рис. 3.28):
со срезанными вершинами, с полными вершинами и постоянным
углом профиля, с переменными высотой и углами выступов
профиля.
165
3.11. Точность*, достигаемая при различных схемах резьбошлифовання
Резьбошлифование По среднему диаметру, мм По шагу резьбы на длине 95 мм
Многопрофильное врезное Многопрофильное продольное Однопрофильное продольное ±0,03 ±0,015 ±0,005 ±0,005 ...0,008 ±0,005... 0,008 ±0,002... 0,003
• Точность по половине угла профиля ±6... KF.
Многопрофильные круги с формой профиля, показанной на
рис. 3.32, а и б, изнашиваются неравномерно, что снижает точ-
ность нарезаемой резьбы инструмента. Наибольшую износо-
стойкость шлифовальные круги имеют в том случае, когда про-
филь выступов заборного конуса имеет переменную высоту и
угол, величины которых выбраны из условий последовательного
съема одинаковых объемов материала.
При шлифовании резьбы метчиков через шаг многопрофиль-
ный круг правят с шагом в 2 раза большим, чем шлифуемая
резьба. Например, для шлифования профиля резьбы с шагом
Р=0,5 мм шлифовальный круг правят накатником с шагом
Р=1 мм. Шлифование производят с затыловочным движением,
а гитара деления настраивается так, чтобы за один оборот ходо-
вого винта метчик сделал два оборота.
Врезное резьбошлифование многопрофильным кругом яв-
ляется наиболее производительным. При этом ширина круга
должна превышать длину резьбы на метчике. Резьба при ради-
альной подаче круга шлифуется за 1,25... 1,5 оборота заготовки:
часть оборота приходится на врезание, затем происходит шли-
Рис. 3.28.
Формы профиля заборного конуса алмазного многопрофильного круга
166
фование полного профиля резьбы и часть оборота остается на
окончательный съем металла на участке врезания.
Выбор характеристики шлифовального круга определяется
материалом шлифуемого изделия, размерной стойкостью шли-
фовального круга, временем работы круга до появления волни-
стости и прижогов на шлифуемой поверхности. Большая раз-
мерная стойкость шлифовального круга достигается уменьшени-
ем зернистости и увеличением твердости круга, но при этом
увеличивается тепловыделение и засаливание круга.
Шлифовальный круг изнашивается больше всего по вершине
профиля, что влияет на величину радиуса впадины шлифуемой
резьбы. Лучшие результаты получают в том случае, если на
участке, профилирующем радиус, находится несколько зерен (не
менее трех).
Шлифовальные круги на керамической связке применяют
при шлифовании резьб высокой точности. Круги на органиче-
ской вязке (вулканитовой) позволяют работать на более высо-
ких скоростях и обеспечивают высокую производительность.
Однако эти круги эластичнее керамических и их применяют для
шлифования менее точных резьб.
Для многопрофильного шлифования применяют круги с
более мелкой зернистостью и меньшей степенью твердости, чем
для однопрофильного шлифования. Уменьшение твердости мно-
гопрофильного круга облегчает процесс его накатывания при
правке, а уменьшение зернистости обеспечивает увеличение его
стойкости.
Абразивные многопрофильные шлифовальные круги приме-
няют на керамической связке.
Резьбошлифование метчиков из быстрорежущих сталей
эльборовыми кругами по сравнению со шлифованием кругами
из электрокорунда в 2—3 раза уменьшает глубину дефектного
слоя. По данным рентгеноструктурного исследования установ-
лено, что при содержании аустенита в исходной структуре
5... 7% в сталях Р18, Р6МЗ, Р6М5 содержание остаточного
аустенита в поверхности, шлифованной электрокорундовым кру-
гом, 22... 30%, а в поверхности, шлифованной кругом из эльбо-
ра, 8... 12%, т. е. в 2...2,7 раза меньше. При шлифовании метчи-
ков из сталей Р18Ф2, Р10К5Ф5 электрокорундовым кругом
остаточного аустенита содержится 35... 40%, а после шлифова-
ния эльборовым кругом 10... 12%.
Рекомендации по выбору шлифовальных кругов при резьбо-
шлифовании режущих инструментов приведены в табл. 3.12.
Правка однопрофильных абразивных и эльборовых шлифо-
вальных кругов на керамической и органической связках произ-
водится алмазным карандашом с помощью специального при-
способления. Правка круга при окончательном шлифовании
167
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
3.12. Характеристика шлифовальных кругов и параметры режима резьбошлн
Обрабаты- ваемый мате- риал Реэьбошлифова- нме Характер обработки Шаг метри- ческой резь- бы, мм Характеристика шлифоваль- ного круга
Быстроре- жущая сталь Однопрофиль- ное продольное По цело- му 0,5 -0,75 25АМ28Т1ГБ; ЛМ 28/20 Т1 К 100
1,0... 1,5 25АМ40СТ1 К; ЛМ 40/28 Т1 К 100
По резь- бе 1,0... 1,5 25А М40 СТ1 К; ЛМ 40/28 Т1 К 100
2,0 ...3,0 25А 5 СТ1 К; Л КВ 50/40 Т1 К 100
Многопрофиль- ное продольное По цело- му 0,25 ...1,0 25А М28 С2 К; ЛМ 40/28 СТ1 К 100
1,25... 1,5 25АМ40С2К; ЛМ 40/28 СТ! К100
1.25 ...13 25А М28 С2 К; ЛМ 40/28 С2К 100
1,75 ...2,5 25А 5С2 К; ЛКВ 50/40 СТ1 К 100
Т вердый сплав Многопрофиль- ное врезное То же 0,75... 1,0 1,25... 13 ЛМ 40/28 СТЗ К 100 ЛКВ 50/40 СТЗ 100
Однопрофиль- ное продольное « 0,4 ...0,8 АСМ 40/28 М2—01 100
Многопрофиль- ное продольное < 1,0 ...2,0 АС6 50/40 М07 100
фования метчиков и накатных роликов
Параметры режима шлифования
Скорость круга "кр. “/с Скорость подачи заготовки L’fi. м/мин Число ра- бочих хо- дов Z Подача иа глубину Sh. мм. при обработке
предварительной окончательной
35... 50 0,15... 035 2 0,25... 0,45 0,04 ...0,05
13 „. 2,5 6... 8 0,05... 0,06 0,01 ...0,015
35 ...50 0,3 ...0,7 3 0,25... 0,4 0,04... 0,05
2.5... 4,0 10... 15 0,06 ...0.07 0,01 ...0,015
35... 50 0,7 „.1,1 2 0,10... 0,15 0,02... 0,04
3,0... 5,0 6... 8 0,06... 0,07 0,01 ...0,015
35 ...50 0,6 ...1,0 | 0,06... 0,25 0,01... 0,015
4,5... 10,0 8... 10 0,07... 0,08 0,012 ...0,015
40... 50 0,16 ...о,з 1 ...2 03... 0,7 0,04... 0,05
40... 50 0,35... 0,75 1...2 0,6 .„1,0 0,04 ...0,05
40 ...50 4,5 ...8,0 1 .„2 0,15 „.0,2 —
40... 50 3,0... 6,0 1...2 0,25... 0,45 —
40... 50 0,1 „.0,15 1 0,3... 0,6 —
0,15... 0,2 1 0,7 ...0,9 —
35... 45 0,15... 0,25 8... 16 0,1 ...0,2 0,03... 0,04
35 ...45 0,18.„0,32 1 0,6 ...1,0 —
169
168
должна проводиться с подачей 0,02... 0,03 мм на 1 рабочий ход
с охлаждением.
Правка многопрофильного круга на керамической связке
производится накатыванием металлическим роликом. Накатные
ролики изготовляют из высокоуглеродистой, легированной и
быстрорежущей сталей. Большой стойкостью обладают накат-
ные ролики из стали Р6М5 (61... 63 HRC»).
Для размещения выкрошенного абразива на поверхности
накатного ролика фрезеруют канавки с неравномерным шагом
или сверлят отверстия в шахматном порядке. Форма и профиль
накатного ролика соответствует профилю и форме заправляе-
мой резьбы. Кольцевую резьбу резьбонакатных роликов шлифу-
ют на резьбошлифовальном станке однопрофильным абразив-
ным кругом. Для повышения точности резьбы накатного ролика
при его шлифовании рекомендуется не отводить стол при пере-
воде круга с одного профиля на другой. Для этого на резьбо-
накатных роликах делают выемку, а круг к следующему профи-
лю переводят без отвода стола в тот момент, когда выемка
находится против круга. Для лучшего использования резьбо-
накатных роликов ширина их делается в 2...3 раза больше
ширины заправляемого круга. Ролики шлифуют на оправках с
точными полированными центрами и на этих же оправках
правят круги. Длина оправки должна быть равна длине шли-
фуемого инструмента.
3.13. Режимы накатывания роликом многопрофильных резьбошлифовальных
кругов из электрокорунда
Обработка Параметры режима правки Шаг резьбы, мм
0.75 1.0 1Л 2.0
Наименьшая высота профиля, мм
0.53 0,69 1Л5 1.38
Предвари- тельная Скорость подачи, мм/мнн Время выхаживания, мин Глубина врезания роли- ка за один цикл, мм Число циклов накатыва- ния одним роликом 0,005 4 0,020 25 0,005 4 0,020 33 0,004 5 0,020 49 0,004 5 0,020 65
Окончатель- ная Скорость подачи, мм/мин Время выхаживания, мин Глубина врезания роли- ка за один цикл, мм Число циклов накатыва- ния одним роликом 0,0033 3 0,01 4 0,0033 3 0,01 4 0,0025 4 0,01 8 0.0025 4 0,01 8
170
Рис. 3.29.
Модернизированное при-
способление для накаты-
вания многопрофильных
кругов из эльбора:
1 — упругий элемент; 2 —на-
катной ролик; 3 — шлифе-
сальный круг
Новый ролик обе-
спечивает до трех-
четырех окончатель-
ных накатываний и
после этого его при-
меняют для предва-
рительного накаты-
вания. когда сила
давления ролика на круг снижается до такой величины, ври ко-
торой сила трения между рабочими поверхностями ролика и
круга становится недостаточной, чтобы вращать ролик. В этот
момент начинается шлифование ролика кругом. Для обеспече-
ния большей стойкости ролика и высокой точности резьбы мно-
гопрофильного круга ВНИИАШ рекомендует производить накат-
ку по режиму, приведенному в табл. 3.13. Рекомендуется приме-
нять накатку с постоянной силой прижима. Для этого в приспо-
собление для накатывания может быть встроен упругий элемент
из резины (рис. 3.29). При накатывании многопрофильных кру-
гов из эльбора ЛМ 28-40 СТ1 К9 оптимальным является следую-
щий режим: частота вращения круга 30 ...40 мин-1. Сила прижи-
ма 30 ...40 Н на 1 мм высоты круга.
Правка алмазного однопрофильного круга на металлической
связке производится электроэрозионным шлифованием с приме-
нением специального приспособления (рис. 3.30).
Токопроводящий правящий абразивный круг на металличе-
ской связке или металлический диск из стали 45 служит като-
дом, а алмазный круг, подвергающийся правке, анодом. Питание
установки осуществляется от
сети переменного тока напря-
жением 220 В через понижаю-
щий трансформатор Тр с регу-
лированием входного напряже-
ния в пределах 12...24 В. Для
Рис. 3.30.
Приспособление для электроэрозион-
ной правки шлифовального круга:
I— шлифовальный круг на металлической
связке; 2 — резьбошллфовальный круг; 3 —
редуктор
•171
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
получения постоянного тока в электрической схеме использует-
ся двухполупериодный выпрямитель, собранный по мостовой
схеме из полупроводниковых кремниевых диодов типа К2-200
или К2-100. При предварительной правке выходное напряжение
трансформатора 12 В, а при окончательной правке 4,5...6 В.
Напряжение к алмазному кругу (аноду) подводится посред-
ством устройства, которое состоит из медного кольца, запрес-
сованного в стальном стакане, установленном в шкив шпинделя
шлифовального круга, и четырех меднографитовых щегок, ук-
репленных на шпиндельной бабке. Напряжение подводится к
неподвижным шеткам и передается на вращающееся вместе со
шкивом медное кольцо. Приспособление для правки устанавли-
вают на шлифовальной бабке станка, вместо механизма правки
круга алмазным карандашом. Шпиндель получает вращение от
электродвигателя мощностью 0,18 кВт с частотой вращения
2800 мин-1. Напряжение к правящему кругу (катоду) подается
через корпус приспособления для правки. Подвергаемый правке
алмазный шлифовальный круг вращается со скоростью 1,6...
1,7 м/с. Для повышения производительности правки алмазных
кругов на металлической связке рекомендуется предварительное
профилирование производить шлифованием алмазным кругом
на следующем режиме: скорость правящего круга 30 м/с, ско-
рость правящегося круга 1,8 м/с, подача 0,02 мм/дв. ход. При
этом достигается образование радиуса при вершине круга в
пределах 0,025... 0,03 мм. Для восстановления режущей способ-
ности круга производится его электрохимическая правка авто-
номным электродом-катодом из графита, имеющим профиль,
обратный профилю правящего круга и устанавливаемый вне
зоны шлифования. Данный способ позволяет поддерживать по-
стоянную режущую способность круга во время всего периода
его стойкости, что повышает производительность резьбошли-
фования в 1,3... 1,5 раза.
Профилирование и правка алмазных многопрофильных кру-
гов могут осуществляться электроискровым способом или путем
пластического деформирования алмазного слоя на металличе-
ской связке фасонным накатным роликом. Точность профиля,
получаемого пластическим деформированием составляет 5...
10 мкм и зависит главным образом от точности накатного инст-
румента и жесткости технологической системы. Этот способ
позволяет получить профиль с радиусом закругления до 0,04 мм.
Его преимуществами являются высокая производительность
(время накатывания нового профиля 20... 40 мин) и значитель-
ное снижение расхода алмазов при правке.
При электроискровой обработке профиля круга не дости-
гается требуемая точность шероховатости поверхности. Элект-
роискровой способ рекомендуется применять для предваритель-
ной обработки в тех случаях, когда при образовании профиля
накаткой требуется пластическое деформирование алмазного
слоя, способное вызвать его разрушение или же деформирова-
ние. Для уменьшения силы при пластическом деформировании
рекомендуется подогревать алмазоносный слой до 500°С с по-
следующей калибровкой профиля в холодном состоянии.
Выбор параметров оптимального режима резьбошлифования
зависит от ограничивающих факторов: требований к стойкости
профиля шлифовального круга и точности резьбы по профилю
и шагу; отсутствию прижогов и ряби на шлифуемой поверхности
и шероховатости шлифованных поверхностей.
Расчетная стойкость абразивного однопрофильного круга
между двумя правками в среднем принимается 10... 15 мин для
предварительною шлифования и 5 мин для окончательного
шлифования, для многопрофильного круга 20... 30 мин.
При шлифовании режущего инструмента интенсивное выде-
ление теплоты приводит к образованию прижогов, структурным
изменениям поверхностного слоя, что является в большинстве
случаев наиболее важным технологическим ограничением при
назначении режима шлифования: скорости шлифовального
круга Окр, скорости обрабатываемого инструмента vs, подачи на
глубину St, и числа рабочих ходов i.
Резьбу можно шлифовать глубинным и многопроходным
методами. Глубинный метод позволяет шлифовать резьбу с
большой подачей на глубину (0,5... 1,5 мм на сторону) и малой
скоростью инструмента (0,2 ... 0,8 м/мин).
Многопроходное шлифование резьбы производится с малой
глубиной, большой скоростью изделия (3... 10 м/мин) и боль-
шим числом рабочих ходов (8... 20), в зависимости от шага
резьбы. Многопроходное шлифование производят на станках с
автоматической подачей.
При многопроходном шлифовании глубину резания необхо-
димо последовательно уменьшать по экспоненциальному закону,
что обеспечивает максимальную производительность процесса
при высоком качестве шлифованных поверхностей резьбы.
При многопроходном шлифовании интенсивность съема ме-
талла в 2... 3 раза выше, чем при глубинном, так как умень-
шается время контакта шлифовального круга со шлифуемым
инструментом и уменьшается опасность образования прижогов.
Для получения низкой шероховатости и точности резьбы
рекомендуется предпоследний и последний рабочие ходы произ-
водить с подачей на глубину 0,015...0,01 мм.
Параметры режима резьбошлифования приведены в
табл. 3.3.
Технологические особенности резьбошлифования инструмен-
тов. Шлифование резьбы машинно-ручных метчиков произво-
дится после зачистки или шлифования центровых отверстий или
172
173
шлифования и полирования стружечных канавок; после шлифо-
вания хвостовой и рабочей частей метчика.
В условиях серийного изготовления быстрорежущих метчи-
ков обычной точности с шагом до 1,5... 2 мм резьбошлифование
следует производить по целому, а с шагом свыше 2 мм — по
предварительно накатанной резьбе. Точную резьбу обрабатыва-
ют обычно в две операции: предварительно — многопрофильным
кругом и окончательно — однопрофильным кругом.
Шлифование резьбы метчиков с шагом 1 ... 1,5 мм врезанием
многопрофильным кругом из эльбора в условиях специализиро-
ванных инструментальных производств позволяет повысить в
1,5... 2,3 раза производительность операции, но при этом тем-
пература шлифования в 2 ...3 раза выше, чем при резьбошлифо-
вании однопрофильным кругом при одинаковых условиях.
Улучшение теплоотвода при шлифовании резьбы с шагом до
1 мм возможно за счет применения специального сопла, исполь-
зующего энергию воздушных потоков, создаваемых периферией
круга, при небольшом (до 6...8 м/мин) расходе СОЖ. С уве-
личением шага резьбы необходим больший (до 60 л/мин) рас-
ход СОЖ. Ее подача в зону шлифования должна осуществлять-
ся направленно, с повышенной скоростью истечения.
При многопрофильном врезном резьбошлифовании метчиков
с шагом 1 ... 1,5 мм кругами из эльбора максимально допусти-
мая скорость обрабатываемого инструмента, исключающая при-
жоги, может быть определена по эмпирической формуле
vs < 0,0745 г&813^4Т^Р-°-*
где 3 — размер основной фракции зерна, мкм; Т — твердость
круга НКСЭ; Р — шаг резьбы, мм.
Шлифование резьбы метчиков со спиральной стружечной
канавкой и затылованным профилем производится однопро-
фильным кругом.
Использование многопрофильных резьбошлифовальных кру-
гов с цилиндрическим расположением резьбообразующего про-
филя для получения затылованных зубьев на метчиках со спи-
ральными стружечными канавками невозможно, так как при
этом на части зубьев образуются цилиндрические ленточки или
зарезы.
На ВАЗе для шлифования резьбы метчиков со спиральными
канавками и затылованным зубом используют конический мно-
гопрофильный круг (рис. 3.31), Угол конуса круга определяется
из следующей математической зависимости:
tg^=K sin w/as,
где — угол конуса шлифовального круга; К—максимальная
величина затылования; as — ширина пера в нормальном сече-
174
Рис. 3.31.
Схема шлифования резьбы спираль-
ного метчика со спиральными канав-
ками коническим многопрофильным
кругом
нии; оз — угол наклона стру-
жечной канавки относительно
оси метчика.
Многопрофильный кониче-
ский профиль на резьбошлифо-
вальном круге профилируется
накатным роликом.
Резьбовые фрезы с винто-
вой канавкой могут шлифо-
ваться с помощью многопро-
фильного конического круга
аналогично метчикам.
Профиль резьбы твердосплавных резьбовых гребенок шли-
фуют на электроалмазном (электрохимическом) шлифовальном
станке ЗЕ711ЭФ2 в два перехода многопрофильным кругом
AI-I 200x 20 x 76 АС6 63/50 М2—01 100 с режимом: икр=30 м/с,
Vs—15 мм/мин, Sh=0,02 мм/дв. ход, предварительно при съеме
1,5 мм напряжение технологического тока 17=10... 12 В и окон-
чательно при съеме 0,5 мм без напряжения.
Профилирование многопрофильного шлифовального круга
производится методом электроискрового шлифования на профи-
лешлифовальном станке 395М с применением приспособления
для обработки круглых заготовок алмазным дисковым кругом
из природных алмазов. Шлифование производится с электриче-
ским током напряжением 6 ... 8 В .
При повышенных требованиях к точности резьбы накатных
роликов производится шлифование резьбы. Наиболее эффектив-
но шлифование резьбы многопрофильным кругом. Предвари-
тельное шлифование резьбы производится на универсально-за-
тыловочных или резьбошлифовальных станках.
Окончательное шлифование резьбы заборной и калибрующей
частей производится на резьбошлифовальном станке методом
врезания. Резьбу шлифуют на оправке с базовым торцом, с
полированными центрами и шлифованной резьбой под крепеж-
ную гайку. Торец гайки шлифуется на резьбе оправки. Биение
оправки по наружному диаметру и базовому торцу не допус-
кается.
Сначала производится окончательное шлифование калибру-
ющей части. Шлифуются все ролики одного номера. Затем шли-
фуют все ролики другого номера и далее — ролики третьего
номера.
175
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
~ 3.14. Характеристика резьбошлифовальных станков
Основные данные Универсальные станки
SK821B 5К822В
Наибольшие размеры ус- танавливаемой заготов- ки, мм: диаметр длина 125 360 200 500
Размеры шлифуемой на- ружной резьбы, мм: диаметр наибольшая длина шаг наибольшая величи- на затылования М2-М95 270 0,25... 12 2,5 МЗ-М150 375 0,25... 24 2,5
Размеры шлифовального круга (DXWXd), мм 400X10(20,40) X Х203 400X10(20,40)Х Х203
Скорость шлифовального круга, м/с 35; 50 35; 50
Основные данные Универсальные станки
5К821В 5К822В
Частота вращения шпин- деля изделия, мин-1 (ре- гулируется бесступснча- то) 03-55 0,3 55
Мощность электроприво- да шпинделя шлифоваль- ного круга, кВт 3,0 3,0
Размеры станка с при- ставным оборудованием (длина Хш иринаХвысо- та), мм 3314 X3230X1875 3500X3310X1875
Масса станка без при- ставного оборудования, кг 4000 4500
Специализированные станки
МВ-139 5896М 5897
20 12 33
90 200 280
М1-МЗ 70 М3—М8 200 М10-МЗЗ 70
0,2 ...2 0,05 0,35 ...1,75 0,05 0,5 ...3,5 0,05
350ХЮХ175 400X25 (40) Х203 400X20 (40) Х203
20; 35 20; 30 1 | 20; 35
Специлизироваиные станки
МВ-139 5896М 5897
31 ...200 1...20 25... 200
0,6 5,5 63
1180X2060X1365 1965X1960X1760 1840X2075X1710
1400 3560 4450
3.15. Приборы для контроля геометрических параметров резьбовых
поверхностей инструмента
Прибор Диапазон измерений, мм Цена деления, мм
Микрометры МВМ со вставками для изме- 0... 350 0,01
рения метрических дюймовых и трубных резьб (через 25 мм)
ААикрометры МТИ для измерения трехзубо- 5... 80 0,01
го режущего инструмента (через 15 мм)
Микрометры МПИ для измерения пятизу- 5... 105 0.01
бого режущего инструмента (через 20 мм)
Микрометры МСИ для измерения семизу- 5... 105 0,01
бого режущего инструмента (через 20 мм)
Прибор 2РМ для контроля среднего диа- метра трехканавочных метчиков 3...20 0,002
Прибор РМ для контроля среднего диамет- ра трех- и пятнканавочиых метчиков 3... 33 0,01
Прибор БВ-7320 для контроля резьбы мет ЧИКОВ 3-.12 0,001
При шлифовании по методу врезания многопрофильным
кругом проверяют в первую очередь величину смещения опор-
ного торца до впадины резьбы с помощью специального приспо-
собления путем сравнения с эталоном. Подгонку смещения про-
изводят продольным перемещением стола по показанию индика-
тора. По показанию индикатора производят также смещение
стола при переходе к шлифованию ролика другого номера. При
шлифовании роликов их средний диаметр проверяют гладким
микрометром с проволочками методом сравнения с эталоном;
углы профиля резьбы, радиус закругления впадины резьбы и
шаг проверяют иа микроскопе.
После окончания шлифования всей партии роликов по
калибрующей части производится шлифование заборной части
у всех роликов коническим многониточным шлифовальным кру-
гом. Заправляется круг коническим накатным роликом, имею-
щим профиль резьбы, соответствующий профилю заборной
части. Настройку смещения резьбы заборной части от базового
торца так же, как и при шлифовании калибрующей части, про-
изводят проверкой с помощью индикаторного приспособления
путем сравнения с эталоном.
Шлифование резьбы режущего инструмента производится
на универсальных резьбошлифовальных станках 5К821В,
5К822В, специальных резьбошлифовальных станках и полуавто-
матах для шлифования метчиков МВ-139, 5896М, 5897. Харак-
теристика станков приведена в табл. 3.14.
178
Для контроля геометрических параметров резьбовых поверх-
ностей инструмента рекомендуются приборы, приведенные в
табл. 3.15.
3.6. Шлифование многогранных сменных
пластин для режущего инструмента
Режущие пластины в зависимости от их вида
изготовляют пяти классов по ГОСТ 19042—80: U, М, G, Е, С.
Плоские пластины класса U, М шлифуют по опорным и пе-
редним поверхностям. Пластины со стружколомающими канав'
ками классов LT, М шлифуют только по опорным поверхностям.
Плоские пластины классов G, Е, С шлифуют по опорным перед-
ним и задним поверхностям, а для некоторых видов — и по
упрочняющей фаске на передней поверхности. Пластины со
стружколомающими канавками классов G, С шлифуют по опор-
ным и задним поверхностям.
Схемы шлифования. Обработка опорных поверхностей мо-
жет производиться доводкой свободным абразивом или алмаз-
ным шлифованием.
Плоские пластины обрабатывают одновременно с двух сто-
рон на двудисковом доводочном полуавтомате (рис. 3.32), на
котором установлены чугунные доводочные диски /, выполнен-
ные в виде колец. На нижнем диске установлены сепараторы 2,
представляющие собой тонкие диски — звездочки. Сепараторы
имеют ячейки для установки обрабатываемых пластин 3 и сцеп-
ляются с наружным неподвижным 4 и внутренним приводным 5
цевочными колесами. Сепараторы во время обработки соверша-
ют планетарное движение вокруг оси доводочных дисков, кото-
рые приводятся во вращение механизмами станка. Обработка
пластин осуществляется с применением свободного абразива,
Рис. 3.32.
Схема доводки опорных поверхностей
многогранных плоских пластин
Рис. 3 33-
Двусторонняя кассета к плоскодовп-
дочному станку для обработки опор-
ных поверхностей пластин со струж-
коломающимн канавками
179
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
который в виде суспензии автоматически подается на доводоч-
ные диски. Пластины во время обработки с определенной силой
прижимаются верхним доводочным диском.
Опорные поверхности пластин со стружколомающими канав-
ками также могут быть обработаны на двудисковом доводочном
станке с помощью двусторонней кассеты (рис. 3.33), которая
состоит из двух сепараторов 1, 2 и диска 3, выполненных в
виде звездочек, зацепляющихся с цевочными колесами 4, 5.
Сепараторы 1, 2 имеют ячейки, в которые устанавливают обра-
батываемые пластины 6 таким образом, чтобы они касались
своей опорной поверхностью нижнего 7 и верхнего 8 доводочных
дисков. Диск 3 имеет сплошную гладкую поверхность и служит
опорой для пластин во время обработки.
Интенсивность съема, мм’/мин, твердого сплава при двусто-
ронней доводке пластин определяют по формуле
где С—коэффициент, характеризующий марку твердого сплава
(для ВК8 <7=0,021, для Т14К8 С=0,032); р — контактное дав-
ление, Па; п — степень влияния контактного давления (для ВК8
л=0,25, для Т14К8 я=0,5); kv — коэффициент, учитывающий
влияние средней скорости доводки (при v= 1,6 ...1,7 м/с Л»=1;
при о==0,9... 1 м/с fev=0,6); К„ — коэффициент, учитывающий
износ суспензии (для свежей суспензии Ли=1, после съема 10 кг
твердого сплава /(н=0,5).
Машинное время при обработке пластин из сплава ВК8 с
припуском 0,35 мм на сторону составляет 25 ... 30 мин, а из
сплава Т14К8—15... 20 мин. Средняя производительность при
съеме 0,2... 0,3 мм на сторону составляет 300 ... 400 шт/ч.
Для обеспечения требуемого качества обработанной поверх-
ности пластины (выпуклость поверхности не более 5 мк) откло-
нение от плоскостности поверхности доводочного диска не
должно превышать 0,3 мм, а отклонение от прямолинейности
образующей доводочного диска— не более 0,05 мм. Необходимо
периодически (один раз в смену) изменять направление враще-
ния сепараторных звездочек и производить правку доводочных
дисков юстировочными дисками, которые устанавливают вместо
сепараторных звездочек.
Преимущества процесса доводки по сравнению со шлифова-
нием следующие: отсутствие трещин и сколов вследствие незна-
чительного нагрева заготовок; малые отклонения от плоскостно-
сти и параллельности обработанных поверхностей; простота
установки и закрепления заготовок; возможность одновременной
обработки большого числа изделий, позволяющая значительно
увеличить производительность операции.
Однако процесс доводки свободным абразивом обладает
рядом недостатков по сравнению с алмазным шлифованием:
180
ГГ)
Рис. 3.34.
Схема двустороннего алмазного (а) и одностороннего (б) глубинного шли-
фования опорных поверхностей пластин
худшие гигиенические условия труда, необходимость применения
специальных сложных устройств для отделения отходов твердо-
го сплава от доводочной суспензии, сложность автоматизации.
Для двустороннего алмазного шлифования опорных поверх-
ностей пластин применяют следующую схему обработки (рис.
3.34, а). Обработка производится торцами двух алмазных кру-
гов 1, 4, между которыми располагаются пластины 3, установ-
ленные в ячейки сепаратора 2, совершающего осциллирующие
движения относительно шлифовальных кругов. Верхнему шли-
фовальному кругу 1 сообщается вертикальное перемещение для
подвода в рабочую зону, рабочей подачи и отвода. По оконча-
нии рабочей подачи происходит выхаживание. Обработанные
пластины выводятся из рабочей зоны на разгрузку. Средняя
производительность двустороннего алмазного шлифования твер-
досплавных пластин с диаметром вписанной окружности 12,7 мм
при припуске 0,2... 0,3 мм на сторону составляет 1200 шт/ч.
Такая схема может быть использована также для односто-
роннего шлифования опорных поверхностей пластин со стружко-
ломающими канавками. Для этого вместо верхнего алмазного
круга устанавливают металлический диск, который прижимает
пластины к нижнему алмазному кругу.
Для одностороннего шлифования пластин, имеющих боль-
шую площадь опорной поверхности (0,3...0,5 см2), рекомендует-
ся использовать способ глубинного шлифования (рис. 3.34, б).
Пластины / зажимают в приспособлении иа суппорте 2, кото-
рый подводит пластины к шлифовальному кругу 3, осуществляет
рабочую подачу со скоростью и$=10... 200 мм/мин и отводит
пластины от круга после обработки. Глубина резания равна
полному припуску иа обработку (0,3... 0,5 мм).
При глубинном шлифовании отпадает необходимость в узлах
станка, обеспечивающих автоматическую подачу на глубину
резания, однако требуется повышенная жесткость конструкции
станка. При глубинном шлифовании обязательно применение
обильного охлаждения. Глубинное алмазное шлифование обес-
печивает интенсивность съема твердого сплава 600...
1000 мм*/мин, при этом удельная производительность составляет
181
Рис. 3.35.
Схема шлифования зад-
них поверхностей плас-
тин способом копирова-
ния
80... 150 мм3 твердого сплава на 1 мм3 алмазного круга; откло-
нение от плоскостности не более 3... 6 мкм. При глубинном
шлифовании на режущей поверхности круга образуется забор-
ный конус, угол наклона которого зависит от глубины шлифо-
вания. Рекомендуется использовать шлифовальные круги АС2
100/80 БПЗ 100.
Преимущества алмазного шлифования по сравнению с до-
водкой свободным абразивом— более высокая производитель-
ность обработки, лучшие гигиенические условия, возможность
ав'шмд'ги’.тацйй- процесса.
Шлифование задних поверхностей пластин (граней и вер-
шин) производится копированием и б^скопирным способом.
Способ копирования заключается в следующем (рис. 3.35). На
оси шпинделя 3 устанавливают копир / по форме, соответствую-
щий шлифуемой пластине, делительный диск 2 и зажимную цап-
фу 4. Соосно шпинделю заготовки расположено зажимное уст-
ройство, имеющее вал 7, свободно вращающийся в корпусе и пе-
ремещаемый в осевом направлении с помощью гидроцилиндра
8. Пластину 5 зажи-
мают между торца-
ми зажимной цапфы
4, закрепленной на
оси шпинделя 3, и
зажимной цапфы 6,
закрепленной на ва-
лу 7. В процессе об-
работки пластина
прижимается к шли-
фовальному кругу
Рис. 3.36.
Главные формообразую-
щие движения при бес-
копирном способе шли-
фования задних поверх-
ностей пластин на стан-
ке с ЧПУ
182
посредством пружины 12. Съем установленного припуска с гра-
ни производится до касания корпуса 11 бабки изделия с упором
13. Обработка радиальных закруглений вершин пластин произ-
водится путем обкатки копира 1 по опорной линейке Р. Пружину
позволяет получать в автоматическом цикле две различные силц
подачи при обработке граней пластины и радиусного скругление
вершины, так как площадь контакта шлифовального круга с пла-
стиной в том и другом случае различная. Обработка фасок не
вершинах пластин производится при поворотах пластины с фик-
сацией по делительному диску. Размер фаски обеспечивается си-
стемой регулируемых упоров, ограничивающих перемещение баб-
ки изделия в направлении к шлифовальному кругу. Способ ко-
пирования целесообразно использовать при крупносерийном из-
готовлении плоских пластин класса допусков G.
Бес коп ирный способ шлифования задних поверхностей пла-
стин основан на использовании системы программного управле-
ния формообразующими движениями изделия (рис. 3.36, а),
Главные формообразующие движения — поступательное в на-
правлении оси шлифовального круга (ось X), вращательное
вокруг оси (ось В) и вращательное вокруг оси, перпендикуляр-
ной оси (ось С) — осуществляются посредством шаговых элект-
родвигателей, управляемых по заданной программе системой
ЧПУ. Данный способ шлифования позволяет производить обра-
ботку задних поверхностей классов допусков G, Е, С любыц
форм, причем возможна обработка в автоматическом цикле
пластин, имеющих различный задний угол на гранях и верши-
нах пластин.
При обработке задних поверхностей пластин важное значе-
ние имеет способ базирования пластин: по наружной поверхно-
сти пластины и по отверстию в пластине (рис. 3.36, б).
Базирование по наружной поверхности производится в цент-
рирующей призме (рис. 3.37, а) или с помощью центрирующей
втулки с конусным отверстием, имеющим форму пластины (рис,
3.37, б). Совмещение оси пластины с осью шпинделя изделия ц
первом случае производится путем регулирования положение
центрирующей призмы в направлении осей X и Z (см. рис,
3.36, б) вручную или автоматически с помощью специального
измерительного устройства и системы ЧПУ. Во втором случая
центрирующая втулка устанавливается соосно шпинделю изде-
лия, поэтому при базировании пластина также устанавливается
соосно шпинделю изделия. Базирование по отверстию в пласти-
не производится с помощью конической поверхности штока 2t
расположенного внутри шпинделя 3 изделия (рис. 3.38). Пла-
стину с помощью центрирующей призмы устанавливают между
зажимными цапфами 4, 5, которые с помощью гидроцилиндря
зажимают пластину 1 предварительно с небольшой силой.
18$
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Рис. 3.37.
Способы базирования пластин:
а — в центрирующей призме; б — в цент-
рирующей втулке
Рис. 3.38.
Схема базирования пластин по от-
верстию
Шток 2 перемещается и своей конической поверхностью входит
в отверстие пластины /. После этого зажимные цапфы зажима-
ют пластину окончательно с требуемой силой, а шток 2 возвра-
щается в исходное положение.
Шлифование фасок на передней поверхности пластин произ-
водится следующим способом (рис. 3.39). После центрирования
по наружному контуру пластину 4 зажимают в бабке 5 таким
образом, что ее передняя поверхность прижимается к передней
неподвижной цапфе 1, с тем чтобы толщина пластины не оказы-
вала влияния на ширину фаски. Бабка изделия перемещается
по направлению к шлифовальному кругу 2 и подводит подле-
жащую обработке режущую кромку (или заднюю поверхность)
к копирной линейке 3, расположенной на шлифовальной бабке
непосредственно перед шлифовальным кругом. Перемещение
бабки изделия вперед и сила прижима пластины к копирной ли-
нейке обеспечиваются пружиной 6. Шлифовальный круг подво-
дится к заготовке и производит шлифование фаски с предвари-
тельно выбранной подачей на заданную глубину. После выхажи-
вания шлифовальный круг возвращается в'ясходное положение.
У пластин, имеющих радиальное закругление вершин, фаски
шлифуют за один оборот по всем граням и вершинам. Прижим-
ная сила точно устанавливается в зависимо-
сти от длины режущей кромки и требуемой
ширины фаски. При шлифовании пластин,
имеющих фаски на вершинах, после обра-
ботки каждой грани и вершины бабка изде-
лия отводится для осуществления поворота
пластины на следующую грань.
Оборудование для шлифования и довод-
ки пластин (табл. 3.16). Для обработки
опорных поверхностей пластин рекоменду-
ется применять два типа станков: плоскодо-
водочные универсальные полуавтоматы и
плоскошлифовальные специальные автома-
ты и полуавтоматы. Плоскодоводочные
станки 3803,3E813.3E814 используют при доводке пластин с диа-
метром вписанной окружности от 3... 8 мм главным образом из
сверхтвердых материалов. Станки 3E813 и ЗЕ814 предназначены
для двусторонней доводки между двумя вращающимися дово-
дочными дисками. Обрабатываемые пластины размещают меж-
ду доводочными дисками в сепараторе, который совершает ка-
чающиеся движения от эксцентрикового привода. Станок 3E813
имеет доводочный диск диаметром 280 мм, а станок ЗЕ814--
диск диаметром 450 мм. Выбор типа станка производится в за-
висимости от объема производства. Полуавтомат МФ53 и анало-
гичный ему станок 2U-8 фирмы Peter Wolters (ФРГ) предназна-
чены для двусторонней доводки изделий между двумя вращаю-
щимися дисками с автоматической подачей абразивной сус-
пензии.
При крупносерийном производстве для обработки опорных
поверхностей пластин целесообразно использовать специальные
шлифовальные автоматы и полуавтоматы, которые обеспечива-
ют большую производительность, чем доводочные полуавтома-
ты. Автомат МШ310, изготавливаемый Московским заводом
шлифовальных станков, и аналогичный автомат WBM200/21
фирмы Wendt (ФРГ) предназначены для двустороннего шлифо-
вания пластин. Автомат работает следующим образом: пласти-
ны с помощью двух подающих устройств помещают одновре-
менно с двух сторон в щель между шлифовальными кругами,
которая несколько больше толщины пластин. Как только
пластины подходят к кромке шлифовального круга, начинается
движение подачи верхнего шпинделя. В процессе шлифования
пластины с помощью сепаратора приводятся в медленное осцил-
ляционное движение между шлифовальными кругами для обес-
печения равномерности съема металла и износа круга. Во время
осцилляции пластины не выходят из контакта со шлифоваль-
ными кругами.
Для шлифования боковых граней и вершин пластин приме-
няют два типа станков: к первому типу относятся станки, пред-
назначенные для крупносерийного производства пластин с
радиальным закруглением или фасками на вершинах, работаю-
щие по способу копирования — автомат МП1-289 и аналогичные
ему автоматы WAM 300/11 и WAM 300/20 фирмы Wendt (ФРГ);
ко второму типу относятся станки с программным управлением,
предназначенные для мелкосерийного и серийного производства
пластин любых форморазмеров, работающие без копира — авто-
мат WAM 300/35 фирмы Wendt (ФРГ) и автомат 250 РА — CNC
фирмы Agathon (Швейцария).
Автоматы МШ-289, WAM300/11, WAM300/20 имеют следую-
щую компоновку. На станине смонтированы шлифовальная баб-
ка и круглый поворотный стол, несущий бабку изделия с за-
жимным делительным и загрузочным устройствами. Шлифо-
184
185
3.16. Характеристика оборудования для обработки многогранных сменных
Основные данные
для доводки опорных поверхностей для шлифования опорных поверхностей
3803 3E813 3E8I4 МФ53 2И-8 МШ310 WBM2O0/2I
Диаметр впи- санной окруж- ности пластины, мм 3..-8 3...8 3..8 6...25 6 ... 25
Толщина пла- стины, мм 2...4 2.„4 2... 4 3...6 3... 6
Диаметр до- водочного кру- га, мм 280 280 450 700 500
Скорость до- водочного кру- га, м/с 1...2 0,6 ...2 0,6 „.2 1-2 21
Сила прижи- ма, Н — 0...40 0... 160 — —
Скорость врезной подачи, мм/мнн — — — — 0,2 — 2
Мощность привода шли- фовальной баб- ки, кВт 0,4 0,4 1,1 8,5 30
Размеры станка с при- ставным обору- дованием, мм — 700Х450Х XI060 1300X1100Х Х2240 — 2030Х3100Х Х2200
Масса станка без приставного оборудования, кг ’— 210 900 — 600
186
пластин Станки
для шлифования граней, вершин и фасок
M1U280 МШ289 WAM300/U WAM300/20* МШЭ67ФЗ VZAM30Q/35 250PA-CNC* МП1Э43 Corok am WCM200 250-FSN’ МШ341
9 — 25 6... 25 3...25* 6-25 — б... 25
3.-6 3...6 3...6 — 3-6
350 350 250* — 150
24 20 19 19 19/23* 19
— — — — 0...20
1,6 .„20 0,5... 100 0,6 ...60* — 5-100
7,5 5,5 5,5 1,5 2,2 !,!•
— 1700Х1860Х XI550 2900X2390X1550 2750X2400X1700* — 2200X1540X1500 2350X1300X1700*
2600 3500 3100 — 950 1100*
187
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
вальная бабка имеет качающийся корпус, в котором смонтиро-
ваны шпиндель шлифовального круга и механизм осцилляции.
Шлифование граней и фасок на вершинах пластин производят
с осцилляцией, а радиусные участки шлифуются без осцилля-
ции. Сначала шлифуют все грани до окончательного размера.
Подача осуществляется до жесткого упора, после чего следует
выхаживание. После шлифования последней грани шлифуют
закругления путем вращения шпинделя изделия на 360° с об-
каткой копира по опорной планке упора. Радиусные участки
могут быть предварительно прошлифованы. При шлифовании
пластин с фасками сначала шлифуют все грани, затем шлифуют
все однородные фаски (или все фаски подряд). Регулирование
скорости подачи и скорости вращения шпинделя ступенчатое
(по шесть ступеней). Ход осцилляции устанавливают так, чтобы
кромки шлифовального круга при осцилляции выступали на
каждой стороне шлифуемой поверхности на 0,1 ... 0,5 мм.
На станке можно обрабатывать пластины с точностью
±0,025 мм. Производительность обработки при припуске не
более 0,25 мм на сторону и обработке пакетом по три пластины
составляет 50 ...200 шт/ч в зависимости от диаметра вписанной
окружности и толщины пластины.
Автоматы WAM300/35 фирмы Wendt (ФРГ) и 250 PA-CNC
фирмы Agathon (Швейцария) оснащены системами ЧПУ и ра-
ботают без копиров. По компоновке они аналогичны станкам
для шлифования граней и вершин, работающих с копирами, но
в отличие от них не имеют механических связей между отдель-
ными движениями. Все главные формообразующие движения в
этих станках осуществляются посредством шаговых электродви-
гателей, управляемых по определенной программе системой
ЧПУ. Поворот шпинделя изделия производится с минимальным
программируемым шагом 0,01°, перемещение заготовки в на-
правлении к шлифовальному кругу с минимальным программи-
руемым шагом 1 мкм, а поворот бабки изделия вокруг верти-
кальной оси для образования заднего угла на пластине с мини-
мальным программируемым шагом 0,01°. Система ЧПУ основана
на диалоговом программировании с помощью дисплея. Програм-
ма задается оператором путем ответа на вопросы, находящиеся
в диалоговой маске на экране дисплея. В зависимости от типа
пластины вызываются различные диалоговые маски, в которых
собрано определенное число вопросов, касающихся геометриче-
ских данных пластин, режима шлифования, данных, необходи-
мых для активного контроля и автоматической правки шлифо-
вального круга. Программное устройство снабжено кассетной
лентой, вмещающей до 60 программ, что позволяет не произво-
дить каждый раз программирование заново. Станки имеют
автоматические загрузочные устройства, систему активного
контроля и автоматической ориентации пластин. Возможно так-
же оснащение станков загрузочными роботами. Припуск сошли-
фовывается в соответствии с бесступенчато выбранной скоростью
подачи, при этом скорость подачи по мере приближения к окон-
чательному размеру автоматически уменьшается. В конце
цикла осуществляется выхаживание, чтобы повысить качество
поверхности. Когда время выхаживания заканчивается, каретка
ускоренным перемещением отводится назад настолько, чтобы
шпиндель изделия ускоренным перемещением повернулся для
шлифования следующей грани. В случае необходимости парал-
лельно в это же время осуществляется и поворот бабки изделия
вокруг вертикальной оси для образования заднего угла. После
того как обработаны все грани и фаски, шлифуются поверхно-
сти по радиусу. Для этого шпиндель изделия с предварительно
выбранной скоростью начинает поворот пластины. Скорость
вращения, начиная от грани, медленная, затем происходит уско-
рение и перед следующей гранью опять замедление. В случае
необходимости могут потребоваться несколько оборотов, напри-
мер, для шлифования одинаковых радиусов с различными зад-
ними углами.
Станки для шлифования граней и вершин пластин с ЧПУ
обеспечивают точность шлифования в условиях серийного про-
изводства в пределах ±0,005 мм, которая достигается благо-
даря программируемому контролю за размерами и автоматиче-
ской подналадке.
Данные станки обладают высокой производительностью, а
большая степень автоматизации обеспечивает возможность их
многостаночного обслуживания. В связи с тем что на станках нет
необходимости применять копиры и делительные диски, возмож-
но применение этих станков как для серийного, так и для само-
го мелкосерийного производства.
Для шлифования кромкозащитных фасок на передней по-
верхности пластин созданы автоматы МШ341; WCM200 фирмы
Wendt (ФРГ) и 260-FSN фирмы Agathon (Швейцария), кото-
рые имеют идентичную конструкцию и принцип действия. Дан-
ные автоматы позволяют по различным программам обрабаты-
вать пластины любой формы с фасками и радиальными закруг-
лениями на вершинах. Кромкозащитные фаски можно
шлифовать параллельно задним граням, под углом или только
по вершинам пластин. В зависимости от размера пластин и
кромкозащитиой фаски производительность автомата 150...
250 шт/ч. Один рабочий может обслуживать одновременно четы-
ре станка. Допуск на ширину фаски выдерживается в пределах
±0,02 мм. Для шлифования кромкозащитных фасок с двух сто-
рон пластины станки могут быть оснащены автоматическим
поворотным устройством — роботом.
188
189
3.7. Шлифование стружечных канавок
многолезвийного инструмента
Для шлифования стружечных канавок использу-
ют профильное шлифование, при котором канавки полностью
или поэлементно формируются фасонным кругом. Канавки на
заготовках могут быть предварительно образованы методами
пластического деформирования или фрезерования с припуском
под шлифование.
Вышлифовывание стружечных канавок — частный случай их
шлифования, когда канавки образуются на целой (не имеющей
канавок) заготовке. Основными достоинствами этого процесса
являются высокая точность геометрических параметров, хоро-
шее качество рабочих поверхностей стружечных канавок, быст-
рая смена объекта обработки и короткий цикл производства.
При вышлифовывании канавок по целому свойственны большие
энергетические затраты, интенсивное тепловыделение и слож-
ность утилизации вольфрамосодержащей стружки, которая в
мелкодисперсном виде уходит в шлам вместе с продуктами изно-
са шлифовального круга. Поэтому вышлифовывание стружеч-
ных канавок по целому применяют преимущественно при изго-
товлении точного концевого режущего инструмента (сверл,
фрез, метчиков, разверток) диаметром до 15 мм, отрезных и про-
резных фрез с шагом до 10 мм.
Для получения точных сверл диаметром свыше 12... 15 мм
более экономичным является шлифование канавок, предвари-
тельно образованных методами пластического деформирования
(прокатыванием или прессованием).
Шлифование и вышлифовывание стружечных канавок инст-
румента обычно ведут глубинным способом со съемом полного
припуска за 1 ...3 рабочих хода, используя методы единичного
деления или обкатки.
Метод единичного деления, при котором обработку ведут
дисковым шлифо-
вальным кругом с
периодическим пово-
ротом (рис. 3.40) за-
готовки, рекоменду-
ется при шлифова-
нии канавок инстру-
мента с числом зубь-
ев менее 30... 50, так
Рис. 3.40.
Вышлифовывание кана-
вок методами единично-
го деления (а) и обкат-
ки (б)
190
Рис. 3.41.
Расположение сверла и шлифовального круга при обработке канавок:
а — расчетная схема; б — профили круга и сверла в плоскости NNt К — профиль кон-
волютной внвтовой поеерхаостн сверла; Т—теоретический профиль круга; Лж в J7t
окружности нанлучшего приближения к профвлям К н Т
как с увеличением числа зубьев возрастают потери времени на
деление и перебеги шлифовального круга.
Метод обкатки абразивным червяком рекомендуется приме-
нять для шлифования канавок инструментов с числом зубьев
более 30... 50. Особенно эффективен этот метод при вышлифо-
вывании канавок отрезных и прорезных фрез с числом зубьев
более 100.
Канавки и спинки спиральных сверл диаметром 0,1 ... 15 мм
вышлифовывают, предварительно образованные канавки у сверл
диаметром 15 ...40 мм шлифуют.
Профиль стружечных канавок сверла, который должен отве-
чать двоякому их назначению: служить передней поверхностью
главных режущих кромок и быть шнеком для отвода стружки,
состоит из двух поверхностей (рис. 3.41): передней / и переход-
ной 2. Передняя поверхность канавки теоретически должна
быть конволютным геликоидом, образованным винтовым дви-
жением прямолинейной режущей кромки, т. е. прямой, скрещи-
вающейся с осью сверла под углом <р на расстоянии я/2. На
практике теоретический профиль Т шлифовального круга, со-
пряженный с конволютным геликоидом, обычно заменяют дугой
окружности радиусом Rr и передняя поверхность канавки фор-
мируется как огибающая поверхности тора в винтовом дви-
жении.
Переходная поверхность канавки представляет собой круго-
вую винтовую поверхность, образованную винтовым движением
окружности, т. е. угловой кромкой L шлифовального круга. Для
191
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
повышения прочности и стойкости угловой кромки прилегающая
к ней сторона шлифовального круга может оформляться в виде
упрочняющего конуса с углом ру конуса с небольшим радиусом
вместо точки L.
При шлифовании канавок оси I—I и II—II дискового инстру-
мента и обрабатываемой заготовки представляют собой скре-
щивающиеся прямые с углом скрещивания 2 и кратчайшим
расстоянием а (см. рис. 3.41). Если шлифовальному кругу
придать теоретический профиль Т, обеспечивающий в ходе вин-
тового движения точное формирование конволютной винтовой
поверхости у сверла, то характеристика рабочей поверхности
шлифовального круга (линия контакта поверхности шлифоваль-
ного круга и конволютной винтовой передней поверхности
канавки сверла) будет сложной пространственной кривой, фор-
ма которой зависит не только от параметров конволютной вин-
товой поверхности и угла скрещивания 2, но и от диаметра
шлифовального круга ОКр, что необходимо учитывать при его
износе. В секущей плоскости N—N, проведенной через ось шли-
фовального круга и линию кратчайшего расстояния, профили
конволютной винтовой поверхности сверла К и рабочей поверх-
ности шлифовального круга Т не совпадают, имея касание лишь
в одной точке Л1, принадлежащей пространственной их харак-
теристике. Теоретический профиль Т шлифовального круга по
заданным параметрам конволютной винтовой поверхности
(ф, со, К, D, Ок₽) и ее расположение относительно шлифоваль-
ного круга (2, е, а) определяют на основе теории огибающих с
использованием ЭВМ [31].
Теоретический профиль круга оказывается слишком слож-
ным для точного его воспроизведения правильными механизма-
ми станка и с некоторой степенью приближения заменяется
упрощенной кривой Пт, чаще всего окружностью. Если центр
Ст окружности Пт расположен на линии кратчайшего расстоя-
ния, а угол скрещивания осей сверла и шлифовального круга
равен 2=90 —юс, то образующая каналовой винтовой поверх-
ности, приближенно заменяющей конволютную винтовую по-
верхность, полностью совпадает с приближенным профилем Пт
шлифовального круга [12]. Погрешности профилирования опре-
деляются расстоянием (по нормали к профилю) между кривы-
ми К и Пт. В связи с тем что кривые сечения конволютной вин-
товой поверхности К и теоретического профиля круга Т не
совпадают, окружность Пт наилучшего приближения к профи-
лю Т не будет таковой по отношению к профилю К. Можно себе
представить существование другой окружности Пк, дающей
наилучшее приближение к профилю К и, следовательно, имею-
щей минимальные погрешности профилирования. Учитывая
особенности винтового движения тора, именно по профилю Пк
следует править шлифовальный круг. Специальная методика
192
профилирования и установки шлифовального круга [12] для
получения передней и переходной поверхностей канавок с мини-
мальными погрешностями основана на использовании особенно-
стей образования каналовой поверхности при винтовом движе-
нии тора. Теория огибающей использована только в предпосыл-
ках данной методики, которая целиком основана на плоских
сечениях винтовой поверхности и способе последовательного
приближения. В результате решения определяются уравнения
окружности наилучшего приближения к сечению конволютного
геликоида, координаты ее центра и ее радиус Як, которые при
перенесении на шлифовальный круг (ось круга скрещивается с
Мер + К
осью сверла на расстоянии ------------ под углом 2 = 90—wc,
а центр профиля Ск находится на линии кратчайшего расстоя-
ния), обеспечат минимальные погрешности при образовании
передней поверхности сверла. При винтовом движении шлифо-
вального круга именно дуга окружности Пк радиуса Як будет
линией контакта (характеристикой) шлифовального круга с
передней поверхностью сверла, на формообразование которой
диаметр шлифовального круга D*p не будет оказывать никакого
влияния.
Следует отметить, что погрешности установки по углу скрещи-
вания до ±10% от ыс, радиусу профиля и отклонению его цент-
ра от линии кратчайшего расстояния до ±5% от Яс не оказы-
вают существенного влияния на форму передней поверхности
сверла.
Расчеты показывают, что при ю=25... 30е; £=0,15D; Яс=
= (0,6—0,7)D угол скрещивания осей2 =(90—ш) — (7...8?), что
несколько больше общепринятого значения 2 =(90—о) —2...5°.
Переходная поверхность канавки фррмируется угловой кром-
кой L шлифовального круга диаметр Окр, ось которой скрещи-
вается с осью сверла на расстоянии а под углом 2= (90—о)у).
Образуемая при этом круговая винтовая поверхность пересе-
кается с поверхностью спинки и образует винтовую линию F —
кромку спинки. Формируемая винтовым движением тора кана-
ловая передняя поверхность, пересекаясь с наружной цилинд-
рической поверхностью сверла диаметром D, образует винтовую
линию Е — кромку ленточки. Расстояние между винтовыми ли-
ниями Е и F, измеренное в какой-либо секущей плоскости, пред-
ставляет собой ширину канавки, которая зависит от Окр.
При вышлифовывании канавок сверл наибольшее распрост-
ранение имеют радиусно-угловой и двухрадиусный профили
(рис. 3.42, а, в).
При необходимости повысить стойкость угловой кромки
шлифовального круга ее скругляют радиусом г« (0,1... 0,15)0
(рис. 3.42, б).
193
Рис. 3.42.
Профили шлифовального круга для обработки канавок сверла:
а — радиусно-угловой; б — радиусно-угловой со скругленной кромкой; в — двухраднус-
ный; г — трехраднусмый; д — двухугловой
При использовании радиусно-углового профиля круга кони-
ческую сторону образуют под углом 0у = 15... 35°.
Для увеличения ширины круга при вышлифовывании кана-
вок мелких сверл 0=0,2... 1,5 мм используют трехрадиусный
профиль (рис. 3.42, г).
Упрощенный двуугловой профиль (рис. 3.42, д) применяют
при вышлифовывании канавок в условиях мелкосерийного про-
изводства. При этом весь профиль канавки формируется угловой
кромкой круга. Угол установки круга значительно превышает
угол наклона канавок сверла.
При приближенных расчетах параметров шлифовального
круга с двухрадиусным профилем для вышлифовывания кана-
вок стандартных сверл можно использовать эмпирические зави-
симости:
для сверл D— 1... 4 мм
&=О,80 4-0,5; ₽=0,7D4-0,2; Яу=О,70;
для сверл 0=4... 12 мм
£=0,604-1,5; /?=0,404-1,6; /?у=О,404-1,2.
Несколько отличающиеся эмпирические зависимости
(рис. 3.43) рекомендует фирма «Гюринг» (ФРГ).
Современная методика расчета параметров шлифовального
круга для вышлифовывания или шлифования канавок режущего
инструмента предусматривает введение в ЭВМ параметров ка-
навок обрабатываемого инструмента, расчет и вывод на печать
и графопостроитель параметров профиля и параметров установ-
ки шлифовального круга, чертежа копира правильного устрой-
ства с ЧПУ, профиля получаемого инструмента и его отклоне-
ний от заданного профиля. Так, при расчете профиля шлифо-
вального круга для вышлифовывания канавок сверла в ЭВМ
вводят только значения диаметра сверла, диаметра сердцевины,
угла при вершине, ширины зуба сверла.
194
Рис. 3.43.
Параметры двухрадиусного профиля (а) и их выбор в зависимости от диа-
метра сверла (б). Задано: 0—7,5 мм, находим: 7?»4,5 мм; 4,1 мм; т—
= 1,88 мм; лпу = 0,65 мм; А=0,31 мм
Спинка сверл диаметром менее 12 мм представляет собой
цилиндрическую поверхность, соосную наружной поверхности
сверла. У сверл диаметром свыше 12 мм поверхность спинки
имеет небольшой спад к оси. Учитывая, что форма спинки не
регламентируется, для ее образования часто используют круги
простой формы — цилиндрические или конические. Различают
два метода формирования спинки (рис. 3.44) в зависимости от
установки шлифовального круга в осевой или нормальной плос-
костях сверла. При первом методе (рис. 3.44, а) чаще всего
используют круг цилиндрической формы. При получении
цилиндрической спинки ось круга должна располагаться парал-
лельно оси сверла. Для получения спинки со спадом ось круга
должна быть под небольшим углом. Иногда используют крути
с небольшой конусностью. При втором методе (рис. 3.44, б) ось
шлифовального круга цилиндрической или конической формы
устанавливают под углом 2а*90°—о. За счет установки образу-
ющей круга относительно линии кратчайшего расстояния мож-
но добиться нужной формы спинки: цилиндрической или со
спадом. При обоих методах передняя поверхность канавки
точно ориентируется относительно рабочего торца шлифоваль-
ного круга для получения заданной ширины ленточки f.
195
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
При вышлифовывании канавок сверл винтовое движение
создается принудительно механизмами станка с заранее задан-
ным шагом. При вышлифовывании спинки помимо такого мето-
да винтовое движение воспроизводится копированием шага
передней поверхности канавки с помощью упорки, что обеспечи-
вает постоянную ширину ленточки по всей длине каиавки. Недо-
статком метода является след от упорки на передней поверхно-
сти канавки.
При вышлифовывании канавок с подъемом сердцевины
обычно производят радиальный отвод шлифовального круга
(рис. 3.45). Очевидно, что точки Ei и £2 пересечения профили-
рующего радиуса тора с эллипсом сечения наружной поверхно-
сти сверла, т. е. точки кромки ленточки, в начальном и конеч-
ном положениях совпадать не будут, что приведет к увеличению
ширины ленточки от вершины к хвостовику' на величину, при-
мерно равную Д/«0,3... 0,5 мм на 100 мм длины. Даже если
сверло совершает равномерное винтовое движение, кромка лен-
точки будет винтовой линией аксиально-переменного шага. По-
грешность шага составит примерно ДРж (0,01 ... 0,015)0. Для
достижения более стабильной ширины ленточки можно исполь-
зовать следующие технологические приемы:
1) шлифование спинок после образования канавок вести с
копированием их шага с помощью упорки;
2) при шлифовании спинок сверлу придавать винтовое дви-
жение большего шага, чем при образовании канавок на вели-
чину ДР;
3) при шлифовании канавок круг отводить от оси сверла
под некоторым постоянным или переменным углом X к линии
радиального отвода.
Рис. 3.45.
Образование подъема сердцевины
сверла путем радиального (а) и на-
клонного (б) отвода шлифовального
круга
Рис. 3.44.
Установка спиночного шлифовального
круга:
в — в осевой плоскости; б — В нормальной
плоскости
Отвод шлифовального круга при 2,=25... 30° позволяет прак-
тически ликвидировать колебания ширины ленточки. Однако при
этом происходит изменение положения профиля шлифовального
круга, что неизбежно приведет к некоторому изменению формы
канавки сверла. Расчеты показывают, что такими искажениями
формы можно пренебречь, особенно если в качестве центрально-
го принять положение круга на 1/3 длины канавок от вершины.
Компромиссное решение можно получить при X—15° или при пере-
менном Л, когда изменения ширины ленточки и формы канавок
будут сравнительно небольшими [17].
Рекомендуется операции шлифования и вышлифовывания ка-
навок и спинок сверл проводить перед окончательным шлифова-
нием по наружной поверхности, т. е. до образования обратной ко-
нусности. При этом обеспечивается лучшее базирование заготов-
ки, имеющей цилиндрическую форму, во втулке или люнете.
Современные станки с ЧПУ для вышлифовывания канавок
инструмента с отдельными приводами вращения обрабатывае-
мого инструмента, его перемещения вдоль оси, перемещения шли-
фовального круга на глубину шлифования позволяют легко на-
страивать параметры обрабатываемой канавки и режимы обра-
ботки. На таких станках правка шлифовального крута также
управляется устройством ЧПУ, что позволяет не только легко
изменять форму круга, но и осуществлять автоматизированное
программирование обработки.
Шлифование предварительно образованных канавок сверл
диаметром 15... 40 мм позволяет по сравнению с вышлифовыва-
нием по целому достигнуть экономии быстрорежущей стали, сни-
жения припусков на обработку (рис. 3.46) и повышения произ-
водительности. Шлифование канавок может производиться при
копировании их осевого и окружного шагов, однако точные
сверла класса А1 можно получить только при шлифовании ка-
навок с регламентированием осевого и окружного шагов меха-
низмами станка [14].
Для устранения погрешностей заготовки сверла после про-
дольно-винтовой прокатки и погрешностей ориентации заготов-
ки перед шлифованием с регламентирован*
на шлифование должны составлять по ши-
рине пера ДВ/2= (0,07... 0,12)D на сторону
и по толщине сердцевины АК/2= (0,03 ...
0,05)1) на сторону, где D — диаметр сверла.
Припуск на ширину пера зависит от по-
грешностей осевого и окружного шагов ка-
навок и ширины канавки в партии загото-
Рис. 3.48.
Припуск иа шлифование канавок сверл, полученных
методом продольно-винтовой прокатки
197
шагов припуски
Г,
196
Рис. 3.47.
t-г . а Профиль ступенчатого сверла и
^ТгС\° формы шлифовальных кругов при
пооперационном вышлифовыва-
С нин:
Y&sxxxM /—канавок первой ступени; // — кака-
111 вок второй ступени; /// — ленточки
Р—__________I—Ш— геРвой ступени; IV — спинки второй
1 Ж ступени в двухленточном исполнении;
I/ 'z ~ спинкн второй ступени в четырех-
ленточном исполнении
вок. Припуск по толщине
—J сердцевины зависит от по-
грешностей толщины сердце-
вины заготовки и ее откло-
нения от центричности.
При использовании стан-
ка с ЧПУ, позволяющего
проводить предварительное
измерение осевого шага канавок каждого сверла и задавать за-
тем наиболее близкий к нему шаг винтового движения, указан-
ный припуск на ширину пера можно уменьшить на 20...25%.
Если же шлифование канавок проводить с копированием осе-
вого и окружного шагов, то припуск на ширину пера можно сни-
зить на 50%, однако обработанные сверла по точности не будут
соответствовать классу А1.
Заготовки сверл под шлифование канавок целесообразно вы-
полнять без спинки: это увеличивает стойкость прокатного ин-
струмента и площадь контакта сверла с люнетом при шлифова-
нии канавок, позволяет при последующем вышлифовывании спи-
нок получать ленточку высотой (0,02... 0,03)0, что улучшает теп-
лоотвод от уголков при сверлении и повышает стойкость сверла.
В ступенчатых сверлах диаметром 6...20 мм профиль кана-
вок вышлифовывают последовательно за пять операций
(рис. 3.47).
В концевых фрезах диаметром 2... 14 мм вышлифовывают
три — шесть винтовых стружечных канавок с углом со = 30...45°
на цилиндрической поверхности и столько же прямых канавок на
торце. Глубина винтовых канавок (0,2... 0,3) D. Профиль винто-
вой стружечной канавки концевой фрезы (рис. 3.48) состоит из
передней поверхности 1 и спинки 2. Спинка у концевой фрезы в
отличие от спинки сверла является частью канавки, образуя вы-
пуклую переходную поверхность от передней поверхности к зад-
ней, которая может быть частью поверхности спинки или форми-
роваться отдельно. Окружной шаг зубьев целесообразно делать
равномерным. Образование неравномерного окружного шага
значительно усложняет технологию вышлифовывания зубьев, так
как для получения на всех зубьях одинаковой ширины ленточки
(в частном случае равной нулю) канавки должны иметь различ-
ив
ную глубину. К передней поверхности винтовых зубьев концевой
фрезы предъявляют два основных требования — получение за-
данного положительного переднего угла в нормальной секущей
плоскости yw и плавного перехода к поверхности спинки для
улучшения условий отвода стружки. В связи с этим передняя
поверхность чаще всего формируется окружностью L угловой
кромки шлифовального круга как круговая винтовая поверх-
ность. Упрочняющий конус круга с углом рп. обращенный к пе-
редней поверхности, может участвовать в съеме металла, но не
должен формировать переднюю поверхность зуба фрезы.
Профилирующий конус шлифовального круга с углом 0С» об-
ращенный к спинке канавки, участвует в съеме припуска и в
формировании выпуклой поверхности спинки.
Условия шлифования и вышлифовывания винтовых канавок
концевого инструмента, когда отношение (DKp/O)sin <о^5 (где
D- диаметр фрезы), позволяют рассматривать шлифовальный
круг в процессе формообразования как зуб рейки [И].
При формообразовании реальное движение зуба рейки в на-
правлении Н (рис. 3.49) можно заменить воображаемым движе-
нием в направлении Т, т. е. заменить в расчетах винтовое движе-
ние круга и фрезы движением поперечной обкатки [11].
Модуль вектора Т представляет собой поперечное смещение
зуба рейки за время одного оборота фрезы
T=HctgS = nDctg«>ctg X,
где S — угол скрещивания осей круга и фрезы; w — угол наклона
винтовой канавки на наружной поверхности фрезы.
Движение рейки относительно фрезы в торцовой плоскости
можно рассматривать как качение без скольжения прямолиней-
190
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Рис. 3.49.
Схема формообразования винтовой
канавки концевой фрезы
Рис. 3.50.
Зависимости нормальных переднего
ум и заднего ан углов винтовых
зубьев концевой фрезы от отношения
Wy/w при <й—35°
tg Шу
ной центроиды рейки по окружности диаметра Du=£>-----, яв-
tg ш
ляющейся центроидой фрезы. Относительный диаметр цент-
роиды
£>0.и= Ott/D=tg «>y/tg w,
где <оу=90<’—S — угол установки шлифовального круга, т. е. угол
между осью фрезы и плоскостью вращения круга. Следователь-
но, при заданных D и ю диаметр центроиды Dn и геометрические
параметры фрезы в значительной степени зависят от угла уста-
новки шлифовального круга соу.
Переход от сложной пространственной задачи к плоской за-
даче реечного зацепления значительно упрощает аналитические
расчеты и позволяет наглядно провести графическим способом
прямую и обратную обкатки при шлифовании любых инструмен-
тов, если (Dxp/D) sin (о^5.
При шлифовании канавок концевой фрезы одноугловым кру-
гом с острой вершиной (радиус скругления р = 0) передняя по-
верхность зуба фрезы формируется в торцовом сечении точкой
200
L по удлиненной эвольвенте, а задняя поверхность зуба фрезы
образуется прямой LF по эвольвенте:
t<rv cos<n[t-D0I,(f-2йо)]
* 2Оо.„Г Лс(1-Л0)
COS О> ]/ 1 _ ц sln2 6
где Yn и ад- — передний и задний углы фрезы в нормальном се-
чении; fto=/i/D — относительная высота зуба; h—D—k/2— высо-
COS Шу
та зуба фрезы (k — диаметр сердцевины); tg8—----— .
tg Р
Углы ути а, в торцо.ом сечении
tgyT= tgYyy-; tgar=tgaA-cos».
COS Ш
С увеличением <oy значение yN уменьшается (рис. 3.50), а зна-
чение ак возрастает. Чем больше относительная высота зуба Л0;
тем больше угол у?г.
Угол установки
. sinu
tg tuv=------- —----------------------.
у tgYA’FAod-M + cosod -2/^)
В случае, когда радиусом скругления вершины конического
круга нельзя пренебречь, т. е. р>0, используется следующая ме-
тодика расчета, разработанная В. А. Райхельсоном.
Относительный диаметр центроиды
П — cnsv sinyT-
°‘u T v^w — ($inyt V"w~2po )2
— 2Po) j/ w (I — ttf) — 4p0 sir. yT V w + 4p2
v^w — (sin Yf) w - 2po)* ’
где 1—2Л0+2р0; w=l+tg2cocos2ут; po=p/D.
Угол установки круга tg®y=tgcoDou.
Межосевое расстояние a= —----------h.
Относительный радиус сопряжения во впадине зуба фрезы
г __ г 1 2р0)Д . л
0 D 20^-1+2йо-2р0
Угол рс боковой стороны профиля дискового инструмента, об-
разующей спинку фрезы, определяется из трансцендентного урав-
нения
201
r-+-F
*ср *Л>-Ц
У 1-2р»цсов*рс
£>O.uCOS Зс
2
—+a rccos (О„ „ cos рс)—a rccos ——2р°V. Уф.—
Q2
V Qi-v*
^О.ц
где и= 1—2Л0—2р0; Q= I— 2posinут; /о.ф=/ф/£— относительная
ширина цилиндрической фаски на вершине зуба фрезы; — чис-
ло зубьев фрезы. Задний угол в торцовом сечении фрезы sina?—
= cos0oDo.n; задний угол в нормальном сечении фрезы tga№
_ tgQ,
cos “
Если найденный задний угол не соответствует значению, за-
данному чертежом, то сторона круга, обращенная к спинке, не
может профилироваться по прямой, а должна быть ломаной или
криволинейной (рис. 3.51), причем cos₽c2~~~-r» где aT— зад-
ние
ний угол в торцовом сечении фрезы, заданный чертежом.
Для повышения стойкости угловой кромки шлифовального
круга часто используют двуугловые круги с углом упрочняющего
конуса 0П=5... 15°. На практике
принимают угол установки круга
G)y=w+(3° ...5°), диаметр шли-
фовального круга по технологиче-
ским соображениям выбирают в
пределах Ркр=250... 450 мм для
абразивных кругов и Dxp=100...
200 мм для алмазных и эльборо-
Рис. 3.52.
Зависимость радиуса профиля
шлифовального круга от диа-
метра концевой фрезы и вели-
чины переднего угла
6)
Рис. 3.51.
Двухугловой (а) или криволинейный
(б) профили круга иа стороне, фор-
мирующей спинку зуба фрезы
202
Рнс. 3.53.
Схема образования торцового зуба концевой фрезы:
а. б — общепринятая и упрощенная формы торцового ауба: в, г — вышлифовывание ка-
навки и спинки за две операции; д— вышлифовывание канавки и спинки за одну
операцию
вых кругов. Угол конуса круга со стороны спинки 0С=55... 80°
уточняется экспериментально.
Недостатками способа шлифования и вышлифовывания кон-
цевых фрез одно- и двуугловым кругом являются повышенная
шероховатость передней поверхности и ускоренный износ угловой
кромки шлифовального круга. Поэтому при повышенных требо-
ваниях к качеству передней поверхности рекомендуют [61] ис-
пользовать круги, в которых сторона, формирующая переднюю
поверхность фрезы, заправлена по дуге окружности, т. е. имеет
форму тора. Радиус тора, обеспечивающий формирование пе-
редней поверхности с заданным передним углом у*, можно рас-
считать по методикам определения профиля круга для вышлифо-
вывания канавок сверл или принять на основе эксперименталь-
ных зависимостей (рис. 3.52). Угол рс конуса круга, формирую-
щего спинку, определяется так же, как для одно- или двууглово-
го круга.
Общепринятый профиль прямых стружечных канавок на тор-
це концевой фрезы (рис. 3.53, а) состоит из передней поверхно-
203
и опубликовал на сайте: Р R Е S S I( Н Е R S О N )
сти, переходной поверхности с радиусным сопряжением,
спинки и задней поверхности. Образование торцового зу-
ба обычно проводится за три операции: вышлифовыва-
ние канавки (переходной поверхности) с заточкой передней
поверхности, вышлифовывание спинки и заточка задней поверх-
ности. Иногда используют упрощенный профиль торцового зуба,
в котором задняя поверхность и спинка объединены (рис. 3.53,6).
При вышлифовывании канавки с заточкой передней поверх-
ности необходимо получить следующие параметры (рис. 3.53, е)
1. Угол наклона на стружечной канавке к торцу фрезы |хк=
= 20°, что достигается за счет поворота торца фрезы относитель-
но направления движения продольной подачи на угол цк-
2. Угол профиля канавки 6к=30... 45° с радиусом на дне впа-
дины гк обеспечиваются соответствующей правкой шлифовально-
го круга; пренебрегая отклонением от параллельности дна впа-
дины и торца фрезы, обычно принимают 6к=б, Гц=г.
3. Передний угол торцового зуба yi=6... 13° зависит от распо-
ложения профиля круга относительно оси фрезы: tg
«tgyicos|xK, но на практике принимают У1'=уь
4. Угол наклона режущей кромки Х=10°, который обеспечи-
вается тем, что канавка прорезается не в радиальном направле-
нии, а ниже оси фрезы, причем расстояние от режущей кромки
до оси фрезы равно й= (D/2) sin Л.
При вышлифовывании спинки зуба А круг перемещают в ка-
навки зуба Б, получая следующие параметры (рис. 3.53, г):
1. Задний угол спинки aic=20°, что достигается за счет пово-
рота торца фрезы относительно направления продольной подачи
на угол цс, определяемый по формуле, предложенной Н. С. Дяг-
теренко и В. В. Семеновым,
___ cos alc cos г,
COS _ - ----— г - T >
v cos2 aic cos fl -H sin aic cos fi cos < — cos aic sin fi sin s)2
где e = 90°— (360°/z).
2. Вспомогательный угол в плане (угол поднутрения) торцо-
вой кромки ф! = I... 2°, который обеспечивается расположением
образующей шлифовального круга относительно торца фрезы под
углом vc и определяется по формуле
cos at. COS «I
cosvc ——- - c T .
у cos2 <Xjc cos2 fl 4- (sin aIc cos f i sin » 4- cos alc sin f j cos e)2
Возможна обработка канавки с заточкой передней и задней
поверхностей за одну операцию (рис. 3.57, д). При этом удается
точно выдержать основные параметры передней и задней поверх-
ностей за счет незначительной погрешности (1 ..3°) угла наклона
дна стружечной канавки, что считается допустимым.
204
Рис. 3.54.
Профиль зубьев отрезных и прорезных фрез с разной формой спинки:
а, б — одноугловой н двухугловой: в, t — криволинейной и двойной криволинейной
При вышлифовывании канавок отрезных и прорезных фрез
диаметром 20... 200 мм дисковым инструментом по методу еди-
ничного деления профиль зуба оформляется двумя или тремя
прямыми с радиусным сопряжением во впадине (рис. 3.54). Рег-
ламентируются передний и задний углы, угол спинки, ширина
фаски, радиус сопряжения и угол впадины. При изготовлении
фрез червячным абразивом методом обкатки профиль зуба ог-
раничивается двумя или тремя криволинейными участками, а
регламентируются передний и задний углы, ширина фаски и вы-
сота профиля.
При вышлифовывании фрез дисковым кругом по методу еди-
ничного деления форма шлифовального круга соответствует про-
филю канавки фрезы. Фаска задней поверхности обычно созда-
ется отдельно на операции заточки.
Вышлифовывание стружечных канавок отрезных и прорезных
фрез абразивным червяком по методу обкатки ведется на серий-
Схема образования зубьев фрезы рейкой, имитирующей абразивный червяк
с заостренной (а) н со скругленной (б) вершиной профиля витка
20Б
пых зубошлифовальных станках, работающих абразивным червя-
ком, оснащенных специальной системой подачи СОЖ под давле-
нием 0,6... 0,8 МПа в количестве 100... 150 л/мин.
При диаметре абразивного червяка 400 ...500 мм и сравни-
тельно небольшом шаге зубьев фрезы (Pt^ 10 мм) угол подъема
витков абразивного червяка меньше Г, что позволяет рассмат-
ривать процесс формообразования зубьев фрезы как обкатку
рейкой, причем формирование передней поверхности осуществля-
ется заостренной (р=0) вершиной по удлиненной эвольвенте
(рис. 3.55, а) или скругленной вершиной (р>0) по эквидистан-
те удлиненной эвольвенты (рис. 3.55, б). Радиус скругления р
зависит от материала червяка и фрезы, режима обработки и дру-
гих технологических параметров. При шлифовании фрез из быст-
рорежущей стали электрокорундовыми кругами наименьший ра-
диус скругления, обеспечивающий достаточную стойкость абра-
зивного червяка, р=(0,2... 0,4)й.
Величина переднего угла фрезы ут зависит от относительных
значений диаметра центроиды Ьоц, высоты профиля h0 и радиуса
скругления р0 [59].
Метод обработки зубьев многолезвийного инструмента абра-
зивным червяком позволяет легко перестраивать станок как для
прямых, так и для винтовых зубьев.
Диаметр центроиды фрезы зависит от шага витков червяка
(формула предложена В. А. Райхельсоном)
р ______________ПРр.цТ)_________
' Z-----------------^2— *
V U4'-D’.«1e2“)-—т5-
' Ц>.Ч
где u=ZvJzr—передаточное отношение; ги — число зубьев обра-
батываемого инструмента (фрезы); 2т — число заходов абразив-
ного червяка; Р0.ч=Дч/Д — относительный диаметр червяка; <о —
угол наклона канавок фрезы.
Необходимый для настройки зубошлифовального станка нор-
мальный модуль обрабатываемой заготовки фрезы рассчитыва-
ют по формуле
De.uD “S <»!
mN—-------------,
*н
где сох — угол наклона винтового зуба фрезы на начальном ци-
линдре Dq: tg Qi = tg (оДо.ц.
Угол скрещивания осей червячного инструмента и обрабаты-
ваемой заготовки 2=90°±«у; знак + берется для инструмента
с правым наклоном канавок:
tgwv —-------------------.
у I+£>o.«tgw(^/DJ
206
а) б) В) г)
Рис. 3.56.
Схемы правки абразивного круга:
а — одним алмазным караиДашом по копиру; б— двумя алмазными карандашами; а —
профильным алмазным роликов врезанием, г — алмазным роликом по копиру
В связи с быстрым износом вершины правящего инструмента
окончательное профилирование абразивного червяка следует про-
водить правящим инструментом (алмазным роликом или накат-
ником) с острой вершиной.
Метчики вышлифовывают в диапазоне диаметров 0,35... 10 мм.
Основными параметрами профиля канавки являются: число ка-
навок z=3...4, диаметр сердцевины k= (0,38...0,45)D, ширина
пера В= (0,2...0,32)D, передний угол у=10... 12°. При обработке
прямых канавок их профиль идентичен профилю шлифовально-
го круга.
Профиль шлифовального круга при вышлифовывании кана-
вок инструмента очерчивается в основном дугами окружности и
прямыми. Абразивные шлифовальные круги на керамической,
вулканитовой или бакелитовой связке правят алмазным каран-
дашом или алмазным роликом (рис. 3.56).
Алмазные и эльборовые круги на металлической связке пра-
вят шлифованием кругами из карбида кремния 63С 25 (40),
СМ1 (М3) К или электроэрозионным способом. Правка ведется
Рис. 3.57.
Правка методом шлифования алмазных и эльборовых
кругов при вышлифовывании канавок:
а и б — сверл по радиусу я конусу; е — метчиков н разверток
с прямым зубом; г — фрез я разверток с винтовым зубом
207
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
Рис. 3.58.
Правка эльбороврго .круга на кера-
мической связке алмазным роликом
с воспроизведением профиля
по элементам (рис. 3.57) или
полностью с помощью копира.
Эльборовые круги 1 на керами-
ческой связке в серийном про-
изводстве правят алмазным
роликом 2 (рис. 3.58) с зачист-
кой заправленной поверхности
абразивным бруском 3.
На станках с ЧПУ правку круга производят по программе
с управлением по двум координатам при правке алмазным ро-
ликом или по трем координатам при правке алмазным каран-
дашом (третью координату используют для поддержания поло-
жения алмазного карандаша относительно поверхности шлифо-
вального круга).
Процесс вышлифовывания канавок инструмента ведется пре-
имущественно глубинным шлифованием за 1... 4 рабочих хода
(табл. 3.17). Глубинное шлифование по сравнению с многопро-
ходным позволяет повысить производительность обработки, так
как с увеличением глубины шлифования возрастает площадь кон-
такта круга с обрабатываемой заготовкой и, следовательно, уве-
3.17. Число рабочих ходов • при вышлифовывании канавок режущего
инструмента
Обрабатывае- мый материал Абразивный материал Связка Условный модуль зубьев инструмента
До 4 Св. 4...в Св. 6... 9 Св. 9... 13 Св. 12 ...20
Быстроре- Электро- Вулкани- 1 1 1 1..Л*2 2... 4**
жущая сталь корунд товая, баке- литовая
Эльбор Металли- ческая 1 2 3 4 5
Твердый Алмаз То же 1 2 3 4 5
сплав
• Приведенные рекомендации относятся к случаю Dwv/m^ 100; при
Г)к₽/щ«=50... 100 число рабочих ходов увеличивают на 1, при D,p//ne<50 —
на 2 рабочих хода.
** Число рабочих ходов зависит также от мощности привода шлифоваль-
ного круга н параметров системы подачи СОЖ.
Рис. 3.59.
Зависимость эффективной мощности от скорости
продольной подачи vs при шлифовании канавок сверл
после прокатки:
/-D-16 мм; З-D-’M мы; Л —0-24 ММ; 4 — D-Ж мм
личивается число абразивных зерен, участву-
ющих в работе. Кроме того, с увеличением
площади контакта растет демпфирующая спо-
собность зоны резания, что снижает шерохо-
ватость обработанной поверхности.
При глубинном шлифовании предпочти-
тельной является встречная схема обработки,
при которой теплота распространяется перед
шлифовальным кругом в направлении подачи, способствуя об-
легчению процесса резания. При глубинном шлифовании по срав-
нению с многопроходным сокращается время на останов и
реверс стола, на перебеги и вспомогательные ходы, отводы и
подводы круга, снижаются температурные напряжения из-за
уменьшения числа циклов нагрева — охлаждения. Использова-
ние глубинного шлифования упрощает конструкцию станка.
Следует отметить, что уменьшение скорости продольной пода-
чи при глубинном шлифовании увеличивает продолжительность
воздействия теплового источника (зоны контакта) на обрабаты-
ваемую поверхность. Чтобы предотвратить возникновение дефект-
ных слоев на рабочих поверхностях режущего инструмента, глу-
бинное шлифование необходимо вести с эффективным охлажде-
нием.
Повышение скорости резания способствует уменьшению ше-
роховатости обрабатываемой поверхности, сил резания, а также
износа шлифовальных кругов. Одновременно возрастают нор-
мальные силы и мощность, расходуемая на шлифование, а также
тепловое воздействие на поверхностный слой обрабатываемой
заготовки.
С увеличением скорости резания с 40 до 80 м/с износ кругов
из электрокорунда снижается в 1,5 раза, появляется возможность
увеличения скорости продольной подачи и, следовательно, про-
изводительности обработки на 20... 30%. Ведутся работы по по-
вышению скорости шлифования до 120 м/с. С увеличением ско-
рости продольной подачи высота микронеровностей и эффектив-
ная мощность шлифования возрастают (рис. 3.59).
Шлифование и вышлифовывание канавок инструмента глу-
бинным методом характеризуются высокой интенсивностью съе-
ма металла и производительностью (в 1,5 ...2 раза выше, чем при
фрезеровании). Для шлифования и вышлифовывания канавок
быстрорежущего инструмента абразивными кругами обычно при-
меняют круги на вулканитовой и бакелитовой связках с зерном
электрокорунда 24 А зернистостью 10... 16, твердостью СТ2 ... Т1
209
208
Рис. 3.60.
Способы подвода СОЖ в зону шлифования:
а — струйный; б — гидродинамический; 1 — сопло охлаждения кромка ленточки; 2 —
сопло общею охлаждения первого пера и кромки ленточки; 3 —сопло смазывания круга
и охлаждения сердцевины; 4 — сопло общего охлаждения второго пера и кромки спин-
ки; 5 — пятно контакта шлифовального крута с обрабатываемой канавкой
(например, 24А 12Т1 В или 24А 10 СТЗ БЗ), обладающие высо-
кой стойкостью и обеспечивающие обработку без прижогов с
шероховатостью обработанной поверхности /?а^1,25 мкм. Про-
цесс шлифования и особенно вышлифовывания канавок сопро-
вождается значительным тепловым выделением в зоне резания
(удельная мощность шлифования составляет 1... 3 кВт/мм шири-
ны круга) и требует интенсивного охлаждения (не менее
10 л/мин на каждый миллиметр ширины шлифовального круга)
[13]. В качестве СОЖ обычно применяют специальные масла.
Например, масло Индустриальное 12 с добавкой 15... 20% масла
НГ-203В или Укринол-14. СОЖ подают под давлением 0,5...
2,0 МПа при расходе 80... 100 л/мин через два щелевых сопла
шириной 1 ...2 мм. Для эффективного проникновения СОЖ в зону
Рис. 3.61.
Вышлифовывание зубьев цилиндрической фрезы эльборовым кругом на метал-
лической связке:
в —зубья фрезы (Оф—160 мм. г—24); б—зльборовый круг. Режим обработки: ожр—
-25 м/с; os—0,3 м/мин; hi—4 мм; h,—2.5 мм; h,—1.5 мм; /ц—1.2 ММ; h,-0.8 мм; длина
пакета фрез 310 мм; общее время обработки 300 мня
210
резания и преодоления воздушных потоков, создаваемых шли-
фовальным кругом, скорость ее истечения должна составлять не
менее 70% скорости шлифовального круга.
При шлифовании канавок сверл диаметром 20... 40 мм исполь-
зуют более мощные насосные установки с подачей СОЖ до
250 л/мин через 3...4 специализированных сопла (рис. 3.60,а).
При вышлифовывании канавок сверл успешно применяют так-
же гидродинамический способ подачи СОЖ (рис. 3.60,6). В за-
крытое пространство — масляную ванну — СОЖ подводится под
давлением 0,5...2 МПа. Крышка ванны отсекает воздушный по-
ток.
При вышлифовывании канавок быстрорежущего инструмент'!
(рис. 3.61) эльборовые круги на металлической связке (концент-
рация зерен эльбора до 200%) имеют скорость круга 25... 60 м/с,
скорость продольной подачи 0,3... 0,6 м/мнн. Подача на глубину
шлифования осуществляется регрессивно, глубина снижается при
каждом следующем рабочем ходе на 30%. СОЖ на масляной
основе подается с расходом до 100 л/мин.
Известен опыт однопроходного шлифования сверл диаметром
10 мм эльборовыми кругами на металлической связке при ско-
рости шлифования 120 м/с и скорости продольной подачи
1000 мм/мин.
Канавки быстрорежущего инструмента глубиной до 1 мм мож-
но вышлифовывать эльборовыми кругами на органической связ-
ке (например, ЛО 10 Б1 56-Б1 100) методом однопроходного глу-
бинного шлифования при пКрз 35 м/с, os=0,3...0,5 м/мин.
Вышлифовывание стружечных канавок твердосплавного ин-
струмента рекомендуется [10] проводить алмазными кругами на
металлической связке глубинным методом (табл. 3.18).
При использовании алмазных кругов на органической связке
чаще применяют многопроходное шлифование.
В многооперационных однопозиционных станках операции
(обычно две) могут выполняться последовательно или парал-
лельно (рис. 3.62). При последовательной обработке канавочный
и спиночный круги чаще располагают на одном или двух шпин-
делях, которые вступают в работу поочередно.
При параллельной обработке круги располагают на разных
шпинделях. Производительность параллельной обработки повы-
шается в 1,5... 1,8 раза по сравнению с последовательной, однако
значительное увеличение тепловыделения в зоне обработки тре-
бует более интенсивной подачи СОЖ. Так как близкое располо-
жение зон обработки сложно по конструктивным соображениям,
их располагают со сдвигом примерно на 1/4 шага, вследствие
чего опорные базы поддерживающей втулки уменьшаются. На
многооперационных многопозиционных станках для сверл выпол-
няют операции вышлифовывания канавки и спинки (на двухопе-
211
тредактировал и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
J2 3.18. Режимы вышлифовывания канавок и спинок твердосплавного инструмента глубинным однопроходным методом
Вышлифовывание канавок । спинок Условный модуль зубьев инструмента ти—D/z* 1 2 3 4 0Д5...0.5 1...2 3...4 АС6 j АС2 АС6 100... 150 100 100 .„150 40/28 50/40 63/50 80/63 40/28 63/50 100/80 Ml—0.1М5-13 | М2—01 Ml—01.М5-13 20 ...24 16 ...20 20 ...24 001'“09 0£“”01 09~0£ На водной основе На масляной На водной основе основе
0,25 0,5 АС2 | .00 20/14 28/20 М2—01 | 24... 28 О со о На масляной основе
Характеристика круга и режимы I к Тип зерна Концентрация алмаза, % Зернистость Связка Скорость круга, м/с Скорость продольной подачи, мм/мин жоэ
Рис. 3.62.
Схема вышлифовывания канавок и спинок сверла на миогооперационных стан*
ках:
а — однопоаицнонном с последовательным проведением операций на канавке и спинке;
б, о — однопоанцноином н ыногопозицнонном с параллельным проведением операций
рационных), а также заточки (на трехоперационных). С учетом
операции загрузки-выгрузки станки имеют три или четыре рабо-
чих позиции и столько же шпинделей заготовок в периодически
поворачивающемся барабане. Применение многопозиционных
станков эффективно в условиях крупносерийного производства
инструмента.
Станки с кинематическим делением (рис. 3.63) широко ис«
пользуют для вышлифовывания канавок благодаря простоте кон-
структивных решений, отсутствию реверсирования шпинделя
обрабатываемой заготовки и прерывания кинематических цепей
во время деления.
Посредством гитары сменных колес передаточное отношение
между кулачком и шпинделем
выбирается таким, чтобы на
каждый оборот кулачка прихо-
дилось k/zB оборота изделия,
где k — любое целое число, не
имеющее общих множителей
с числом зубьев инструмен-
та 2И-
Рис. з.вз.
Схема станка с кинематическим де-
лением:
/ — круг; 2 — изделие; 3 —люнет; 4 —цан-
говая оправка-спутник; 6 — шпиндель; 6, 7
tO, II — червячные пары; 8. 9 — гитара
сменных зубчатых колес; 12 — распреде-
лительный вал; 13 — кулачок отвода-под-
вода изделия или круга; 14 — кулачок про-
дольной подачи; 16 ~ рычаг с переменным
плечом; 16 — передвижной опорный ролик
213
Рис. 3.64.
Схема базирования рабочей части инструмента:
а — на люнете; б - в направляющей втулке; в — в центрах с поддержкой люнетом;
г — на люнете с базированием хвостовика в направляющей втулке
Угол наклона винтовых канавок инструмента
tgw=(nD/^)/£,
г. Л
где D — диаметр инструмента, мм; I —--------передаточное отно-
си
шение между кулачком продольного хода и заготовкой; q =
= 0П/36О° — коэффициент, характеризующий конструкцию кулач-
ка; Вп — центральный угол кулачка, занятый участком прямого
хода, °; £^/о+Д«1,2/о — длина продольного хода, мм; — дли-
на стружечных канавок инструмента, мм; Д»О,2/о — перебег за-
готовки, необходимый для отвода и подвода круга, мм.
Базирование инструмента производят на неподвижные или
подвижные базы (рис. 3.64). Хвостовик базируют всегда в непо-
движной базе, выполненной обычно в виде цанги. Для базирова-
ния рабочей части применяют неподвижную базу — люнет или
центр, либо подвижную базу — направляющую втулку. Люнет и
втулка обеспечивают большую жесткость, чем центр. Люнет обес-
печивает образование 'рдцевины за счет наклона оси обраба-
тываемой заготовки к направлению движения и удобный подвод
СОЖ в зону обработки. Направляющая втулка увеличивает по-
верхность базирования. Длинные заготовки инструментов, бази-
руемые на центре, поддерживают регулируемым люнетом. При
обработке заготовок инструментов с диаметром рабочей части
менее 3 мм рекомендуется тройное базирование: конец хвосто-
вика зажимают в цанге, часть хвостовика, примыкающую к ра-
бочей части, базируют в направляющей втулке, рабочую часть
устанавливают на люнете. Особенно важно обеспечить соосность
люнета и направляющей втулки.
214
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
216
Технические характеристики станков для вышлифовывания и
шлифования стружечных канавок режущего инструмента приве-
дены в табл. 3J9.
Контроль линейных и угловых параметров стружечных кана-
вок инструмента производят с помощью стандартных приборов.
Торцовое сечение инструмента проверяют на проекторе сравне-
нием с эталонным чертежом или методом светового сечения на
специальном устройстве. Для позиционирования измеряемого
образца прибор имеет четыре оси координат (три поступатель-
ных перемещения по осям X, Y, Z и вращение вокруг оси образ-
ца-оси Д) с управлением от системы ЧПУ. Линия светового
сечения выводится на дисплей и графопостроитель, ее координа-
ты можно вывести на печатающее устройство. В качестве источ-
ника света используют гелиево-неоновый лазер с линейной оп-
тикой. Для фотографирования линии сечения служит телевизион-
ная камера с высокой разрешающей способностью. Управление
измерительным устройством осуществляется с помощью ЭВМ в
режиме диалога. Фактический профиль образца сравнивают с
заданным профилем, хранящимся в запоминающем устройстве
ЭВМ, и определяют величины отклонений.
Глава 1. Заточка режущего инструмента
4.1. Универсально-заточные станки
и контрольно-измерительные приборы
Режущий инструмент затачивают на специализи-
рованных или универсальных станках. На специализированных
станках затачивают режущий инструмент одного вида. На уни-
версальных станках (точильно-шлифовальных и универсально-
заточных) можно затачивать различные инструменты.
Специализированные заточные станки высокопроизводитель-
ны и обеспечивают более точную обработку. Их применение це-
лесообразно, если станок загружен не менее 50% рабочего вре-
мени или когда необходимая точность инструмента не может
быть достигнута на универсальном оборудовании.
Универсально-заточные станки (табл. 4.1)—основной тип
оборудования, используемого для заточки многолезвийного ин-
струмента: зенкеров, разверток, фрез, долбяков и метчиков. Мож-
но затачивать также резцы, червячные фрезы, зуборезные голов-
ки и протяжки. Станки приспособлены для круглого (наружного
и внутреннего) и плоского шлифования. Наиболее перспективным
типом этого оборудования являются универсально-заточные стан-
ки с ЧПУ, позволяющие значительно усовершенствовать техно*
логию заточки и повысить стойкость и точность инструмента, что
связано со снижением биения зубьев, улучшением шероховатости
заточенных поверхностей, строгим регламентированием режимов
обработки и отсутствием дефектов заточки. Общие рекомендации
по выбору шлифовальных кругов и режимов заточки режущего
инструмента на универсально-заточных станках даны в табл. 4.2.
Универсально-заточной станок 3644 предназначен для шлифо-
вания, заточки и доводки мелких инструментов. Станок снабжен
специальным микроскопом для измерения линейных и угловых
параметров и наблюдения за зоной обработки.
Универсально-заточные станки ЗМ642, ЗМ642Е, ЗМ642Е-1,
ЗД642Е предназначены для заточки и доводки разнообразного
режущего инструмента. Шлифовальная бабка этих станков име-
ет наклон до 20°. Приспособления к универсально-заточным стан-
кам [16, 23, 47, 50] указаны в табл. 4.3.
Универсально-заточные станки с ЧПУ имеют от двух до семи
управляемых координат (рис. 4.1).
218
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
4-2- Режимы обработки при заточке режущего инструмента торцом- круга
Заточка предварительная
Быстрорежущая сталь Твердый сплав
Основные данные С удовлет- ворительной шлифу- емостью: Р18. PI2, Р6М5 н др. t пониженной шлифу- емостью: Р9К5. Р12ФЗ. Р6М6К6 и др. С удовлет- ворительной шлифу- емостью: ВК8, ВК6. T6KI0 н др. с пони- женной шлифу- емое тью: вкз. Т15К6. Т14К8 и др. Твердый сплав, керамика, сверх- твердые материалы
Абразивный мате- риал Электро- корунд белый 24А, 25А Электро- корунд хромнстый ЗЗА, моно- корунд 44А, 45А 40 ...25 Карбид кремния зе- леный 63С, 64С Синтети- ческий алмаз АС6, АС4
Зернистость 40 ...25 40 ...25 40... 25 125/100...
Твердость СМ1... СМ2 М3- CMI СМ1 ...СМ2 М2... М3 1VU/BU
Номер структуры или концентрация Связка 6-7 Керамичеси 7... 8 :ая К8, 516 5... 6 Керамиче* 6...7 :кая К 100% Метал- лическая Ml—01
Скорость шлифо- вального круга, 20 ...25 16... 18 12 ...15 10... 12 16...18
Скорость продоль- ной подачи, м/мин Подача на глубину шлифования, мм Охлаждение 3...6 0,04... 0,06 С охлая 3...6 0,02 ...0,04 едением 5... 8 0,08 ...0,12 Без охлажж с подачей ( менее 8 J 5...8 1-2 0,06...0,08 0,02-0,03 гния нли С охлаж- ЮЖ не дением j/мин
Примечание. При работе периферией круга или при замене точке следует использовать круги твердостью на одну степень круга на выше, а
Заточка окончательная Доводка
Быстро- режущая сталь Твердый сплав, керамика, сверхтвердые материалы Быстрорежущая сталь Твердый сплав, керамика, сверхтвердые материалы
Эльбор ЛО
Синтетиче-
ский алмаз
АС2
Эльбор ЛО
Карбид
кремния 63С
Синтетический алмаз
АСМ
Станки с двумя управляемыми координатами (X, Л) исполь-
зуют для заточки передних и задних поверхностей прямых и вин-
товых зубьев многолезвийного инструмента цилиндрической
формы.
Станки с тремя управляемыми координатами (X, Z. Л) позво-
ляют затачивать также зубья, расположенные на торце инстру-
мента, в том числе шаровой формы.
На станках с четырьмя управляемыми координатами (X, Y,
Z, Л) можно затачивать инструмент конической формы.
220
100/80— 80/63— 50/40—
80/63 50/40 40/28
С1...С2 (для — •—
керамиче-
ской
связки
100%) 100% 50%
Бакелитовая Бакелитовая Бакелитовая
В2-01, В2-01 В2-01
керамиче-
ская СЮ
25...30 25...30 18-20
1...2 1—2 0,1...оз
0,02-0,03 0,01-0,02 0,005-0,01
Без охлаждения или с
подачей СОЖ не менее
5 л/мии
6-6 40/28—28/20
МЗ-СМ1 — —
5...6 — 50%
Бакелитовая Бакелитовая Бакелитовая
Б В2—01 В2—01
25—30 25—30
0,1...0.3 0.1 ...0,3
0,01—0,02 0,005-0,001 0,006...0,01
Без охлаждения
керамической связке кругом иа бакелитовой связке, а также при ручной за-
скорость круга увеличить на 25%.________________________________
На станках с пятью управляемыми координатами (X, Y, Z,
А, С) имеется возможность изменять положение оси затачивае-
мого инструмента в процессе обработки, что необходимо при за-
точке передних поверхностей инструмента с аксиально-перемен-
ным шагом, а также задних поверхностей фасонного инструмен-
та торцом круга.
Введение программируемого поворота шлифовальной бабки,
оснащенной несколькими шлифовальными шпинделями, превра-
щает станки с шестью управляемыми координатами (X, У, Z, А,
221
4.3. Приспособления к универсально-заточным стайкам ЗМ642, ЗМ642Е,
ЗД642Е, ЗЕ642, ЗЕ642Е и их модификациям
Приспособленке Назначение
Бабка П1 * универсальная (большая универсальная го- ловка) Бабка 118 * универсальная трехповоротная (малая уни- версальная головка) Бабка П39 универсальная конусностью 7:24 Зажим цанговый П40* Бабка П2 * передняя Бабка ПЗ * задняя правая Бабка П6 задняя левая Бабка П73 передняя с боль- шим вылетом Бабка П61 задняя с боль- шим вылетом Бабка П31 задняя с регули- руемой высотой центра Подручник П7 • Тиски П37 * универсальные Тиски ПИ с конусным хво- стовиком Приспособление П55 для за- точки резцов по радиусу Приспособление П17* для наружного круглого шлифо- вания Приспособление П18 для внутреннего шлифования Приспособление П10 для точки сверл Приспособление П14 для плоскостной заточки сверл Приспособление П19 для заточки зенкеров и ступен- чатых сверл Приспособление Г156 для подточки перемычки сверл Заточка многолезвийного инструмента с пря- моугольными режущими кромками. Обеспечи- вается поворот вокруг оси инструмента н еще двух осей. Имеется делительный механизм (на 3, 4, 5, 6, 8, 10, 12, 24 части). Внутренний ко- нус шпинделя — Морзе 5 Заточка многолезвийного инструмента с пря- молинейными режущими кромками. Обеспечи- вается поворот вокруг осн инструмента и еще трех осей. Имеется делительный механизм. Внутренний конус шпинделя — Морзе 4 Аналогичное бабке П|. Внутренний конус шпинделя — 7 : 24 № 50 Монтируется в бабке П1 Заточка инструмента в центрах. Наибольший диаметр устанавливаемого изделия 250 мм. Внутренний конус пнноли — Морзе 2 То же > » > Заточка многолезвийного конического инст- румента. Смещение центра: вверх 70 мм, вниз 55 мм Заточка резцов Заточка резцов, обеспечивается поворот во- круг трех осей Заточка резцов. Вставляются в конус баб- ки П! Заточка резцов с призматической державкой до 40X40 мм по радиусу до 30 мм Монтируется на бабке ГН Шлифование отверстий диаметром до 60 мм. Диаметр шлифовального круга 8... 40 мм. При- способление монтируется на шлифовальной бабке станка Коническая заточка сверл диаметром 6... 32 мм, угол при вершине 90... 145° Двухплоскостная заточка сверл диаметром 6...32 мм. Угол при вершине 90... 160° Заточка зенкеров и ступенчатых сверл диа- метром до 50 мм. Внутренний конус шпинде- ля-Морзе Б Подточка поперечной кромки сверл диамет- ром 12 — 40 мы
Продолжение табл. 4.3
Приспособление Назначение
Приспособленке П21 для точки торцовых фрез Приспособление П22 для точки фрез по копиру Приспособление П36 для заточки фасонных остроза- точенных фрез Приспособление П50 для заточки фрез по радиусу Заточка задних поверхностей торцовых фрез диаметром 80... 400 мм, внутренний конус шпинделя 7:24 № 50 Заточка фасонных острозаточенных фрез с пологим профилем, диаметром до 250 мм. Наибольший угол в плане профиля фрезы 90° Заточка фасонных острозаточенных фрез диаметром до 100 мм с крутым профилем; угол дугового участка до 15<Г Заточка торцовых двух- н трехсторонних фрез диаметром 80... 400 мм по радиусу 1,5 — 50 мм. Угол поворота в горизонтальной плос- кости 90°
Приспособление П28 для заточки инструмента по спи- рали Заточка передних и задних поверхностей многолезвийного инструмента диаметром до 160 мм с винтовыми канавками. Наибольший угол наклона канавок 25°, наименьший шаг 800 мм. Внутренний конус шпинделя — Мор- зе 5
Приспособление П51 для затылования метчиков Заточка (затылование) задних поверхностей трех- и четырехзубых метчиков диаметром 3 .„ 52 мм по режущей части (заборному кону- су). Привод вращения метчика от электродви- гателя
Приспособление П23 для заточки косозубых долбяков Заточка передней поверхности косозубых долбяков диаметром до 100 мм
Стол ПЗО поворотный Плосхошлнфовалъные работы. Рабочая по- верхность стола 140X400 мм
Приспособление П25 уни- версальное для правки кру- га Правка круга по радиусу и сопряженным прямым. Монтируется на пиноль шлифоваль- ной головки. Наибольший радиус правки: вы- пуклый 50 мм, вогнутый 30 мм. Длина пря- молинейного участка до 28 мм
Приспособление П59 для правки круга со шлифоваль- ной бабки Правка круга по радиусу и сопряженным пряыым. Монтируется на шлифовальную баб- ку. Имеется микроскоп. Параметры правки, как у П25
Приспособление П28 для правки круга по прямой Прямолинейная правка кругов диаметром до 200 мм с углом образующей 20е. Монтируется на шлифовальную бабку
Приспособление П5* для линейной правки круга Прямолинейная правка кругов. Монтируется на столе стайка
Универсальная упорка П4 • Угловая ориентация зуба при заточке много- лезвийного инструмента
• Приспособления, входящие в основной комплект станка. Остальные приспособления поставляются по заказу.
223
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
6}
Рис. 4.1.
Универсальио-заточиые стан*
кн с ЧПУ с четырьмя (а),
пятью (б) и шестью (в) уп-
равляемыми координатами:
X — продольное перемещен не
стола; Y. Z — вертикальное и по-
перечное перемещения шлифо-
вальной головки; А — вращение
шпинделя изделия; Я — пово-
рот шлифовальной бабки; С —
поворот бабки изделия вокруг
вертикальной осн
Рис. 4.2.
Схема универсально-заточного станка ВЗ-208ФЗ с ЧПУ:
AfA, Мх, Мт. Мх — двигатели для программируемых перемещений по соответствую-
щим координатам
В, С) в заточные центры, позволяющие обрабатывать сложный
многолезвийный инструмент по всем поверхностям с одной уста-
новки, что значительно повышает точность инструмента.
Универсально-заточной станок с ЧПУ ВЗ-208ФЗ (рис. 4.2)
предназначен для заточки многолезвийного инструмента (фрез,
разверток, метчиков, плоских протяжек и др.) по передним и зад-
ним поверхностям. Заточка ведется без охлаждения преимущест-
венно эльборовыми кругами. Передние и задние поверхности ча-
ще всего затачивают с разных установок (пооперационно). Од-
нако при закреплении на шпиндельной оправке двух или трех
шлифовальных кругов можно передние и задние поверхности не-
которых инструментов заточить с одной установки.
На станке затачивают инструменты с прямыми и винтовыми
режущими кромками, расположенными на цилиндре или конусе
(рис. 4.3), и прямолинейные или криволинейные режущие кром-
ки, расположенные на торце. Задние поверхности на периферии и
на торце можно заточить с одной установки при использовании
224
Рис. 4.3.
Заточка многолезвийного инструмента на универсально-заточном стайке с
ЧПУ:
а —конической концевой фрезы по передней поверхности винтового зуба тарельчатым
кругом; б — цилиндрической концевой фрезы по задней поверхности винтового и торцо-
вого зубьев тороидальным кругом; в — концевой фрезы со сферическим концом по зад-
ней поверхности винтового и радиусного зубьев тороидальным кругом; г - плоской про-
тяжки по задней поверхности чашечным кругом; о — метчика по задней поверхности
режущей части кругом прямого профиля (затылование наборного конуса)
225
4.4. Заточные станки, рекомендуемые для централизованной заточки режущего
инструмента, используемого на многооперацнонных станках ГПМ м ГПС
Станок Затачиваемый инструмент
Универсально-заточной 3644 Универсально-заточной ЗД642Е Универсально-заточной полуавто- мат ВЗ-208ФЗ с ЧПУ Заточной полуавтомат B3-238 (КМ-81) Заточной ГП-модуль ВЗ-228 (ФЗРМ) (автомат) для спираль- ных сверл Заточной полуавтомат ВЗ-205ФЗс ЧПУ для концевых фрез Универсально-заточной полуавто- мат ВЗ-215Ф4 с ЧПУ Мелкий многолезвийный инструмент Торцовые фрезы, развертки, зенкеры Концевые фрезы, метчнки, торцовые фрезы н другой многолейвийный инстру- мент (заточки без охлаждения) Сверла диаметром 5...40 мм (двух- н трехплоскостная заточка с одной уста- новки) Сверла диаметром 8...25 мм (заточка и подточка с одной установки) Концевые фрезы диаметром до 100 мм (заточка передних и задних поверхно- стей по периферии н торцу), метчики (передние и задние поверхности) и дру- гой многолезвийный инструмент (заточка с охлаждением)
4.Б. Характеристика приборов для контроля геометрических параметров
режущего инструмента после заточки
Прибор Диапазон измерений Пена деления
Универсальный угломер 5УМ Прибор 2УРИ для нзмерення уг- лов многолезвийного режущего инструмента (накладной угломер) Угломер ЗУРИ маятниковый Прибор ПКР для контроля углов призматических резцов Прибор К60-6 для контроля пе- реднего угла метчиков Прибор К.10-17 для контроля уг- ла прн вершине н симметричности заточки сверл Приборы КЗЗ-5, КЗЗ-7 для кон- троля переднего и заднего углов концевых фрез Прибор БВ-5117 для измерения элементов заточкн червячных фрез 0-180° Передние углы 0... 25°, задние уг- лы 0... 35° Углы 0...360“ Углы ±45° Диаметр 10... 52 мм, длина 60... 280 мм, передний угол О...2О“ Диаметр 6... 20 мм, углы при вершине 70... 150“ Диаметр 20—52 мм, длина 120... 285 мм. передние углы 0...20“ Диаметр 40 ...300 мм, модуль 1... 20 мм 10' Iе 1“ 1° 30' 30' 30'
тороидального шлифовального круга, установленного под углом
45°.
Универсальные и специальные заточные станки, рекомендуе-
мые для централизованной заточки режущего инструмента, ис-
пользуемого на многооперационных станках, приведены в
табл. 4.4. Эти станки позволяют с высокой точностью и соответ-
ствующими геометрическими параметрами затачивать различные
виды многолезвийного инструмента: сверл, зенкеров, разверток,
концевых фрез, торцовых фрез, метчиков и другого многолезвий-
ного инструмента.
Быстрое развитие заточных станков с ЧПУ создает предпо-
сылки включения участка централизованной заточки в ГПС
с управлением от центральной ЭВМ. Для встроенного в
ГПС заточного участка должны использоваться девятикоорди-
натные заточные станки с ЧПУ, у которых помимо координат у
шестикоординатных станков X, Y, Z, А, В, С имеются две коор-
динаты W, V поступательных перемещений крестового суппорта
поворотной части бабки изделия и одна координата D поворота
(наклона) шлифовального круга в вертикальной плоскости. При
точной настройке абсолютных нулевых точек по каждой из ко-
ординат можно по программе, переданной от центральной ЭВМ
в УЧПУ станка, точно привести шлифовальный круг в исходное
положение и провести необходимую заточку или вышлифовыва-
ние инструмента для обработки деталей в ГПС. Результаты ав-
томатического измерения заточенного инструмента передаются
226
в центральную ЭВМ и используются для введения коррекции в
программу многооперационного станка при работе этим инстру-
ментом.
Контрольно-измерительные приборы предназначены для про-
верки, главным образом, геометрических параметров режущего
инструмента (табл. 4.5). Для проверки биения режущих кромок
используют горизонтальные и вертикальные центры, головки, ин-
дикаторы.
4.2. Заточка резцов
Износ резцов из твердого сплава и быстрорежу-
щих сталей в зависимости от условий обработки может проис-
ходить по передней, задней или по обеим поверхностям одновре-
менно (табл. 4.6). Большинство резцов затачивают по передней
и задней поверхностям. В ряде случаев при незначительном изно-
се по передней поверхности рационально производить повторную
заточку только по задней поверхности. Фасонные резцы затачи-
вают только по передней поверхности, а резцы, предназначенные
Для многорезцовых станков,—только по задним поверхностям.
В зависимости от конструктивных особенностей резца, степе-
ни и характера износа применяют две схемы повторной заточки
твердосплавных резцов, которые при правильном выборе режи-
мов обработки и характеристик кругов обеспечивают одинаковую
227
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
4.6. Износ и нормы стачивания резцов
Ииструмевт Обрабаты- ваемый материал Характер обработки Допустимый износ по задней поверхности, мм Норка стачивания за одну повторную заточку по задней поверхности, мм
Резцы токарные нз бы- строрежущей стали Резцы токарные про- ходные, подрезные, осна- щенные твердым сплавом Резцы токарные рас- точные, оснащенные твердым сплавом Резцы токарные отрез- ные, оснащенные твер- дым сплавом Сталь Сталь н чугун Сталь Чугун Сталь и чугун Черновая Чистовая Черновая Чистовая Черновая Чистовая Черновая Чистовая 1,5 ...2 0.8... 1 1- 1Д 0,8... 1 0.8 ...1.2 03... 0,5 1... 1,4 0,4... 0,5 0,8... 1 0.6 ..0,9 0,3... 0,4 0,4 ...0,6 0,3 ...0,4 0,3 „.0.5 0.15 ...0,2 0.4 ...0,6 0.15.„0.2 0,3 „.0,4
стойкость заточенного инструмента. Первая схема предусматри-
вает предварительную заточку кругом из карбида кремния и
окончательную заточку алмазным кругом, вторая схема предус-
матривает полную обработку алмазным кругом за одну опера-
цию. Полную алмазную заточку экономически целесообразно
производить, если обрабатывается только твердый сплав при
припуске 0,4 ...0,5 мм, а если обрабатываются одновременно
твердый сплав и державка—при припуске 0,2... 0,3 мм. При бо-
лее значительных припусках экономически целесообразны по-
вторная заточка по первой схеме. Электрохимическую заточку
применяют при больших припусках и при необходимости сни-
мать совместно с твердым сплавом большой объем материала
державки.
Заточка главной, вспомогательных и переходных задних по-
верхностей резцов чаще всего производится торцом круга. Вы-
шлифовывание лунок производится кругом типа 1FF1X, имею-
щим размеры профиля, соответствующие профилю канавки. Ча-
ще всего лунка делается методом врезания кругом диаметром
30... 50 мм. При вышлифовывании незамкнутых лунок обработка
производится с продольной подачей.
Передние поверхности и стружколомающие порожки наиболее
рационально обрабатывать торцом круга 12А2 с шириной алма-
зоносного слоя не более 3 мм на заточных станках с вертикаль-
ным шпинделем (рис. 4.4).
На универсально-заточных станках резцы затачивают торцом
или периферией шлифовального круга преимущественно в трех-
поворотных тисках (рис. 4.5, табл. 4.7, 4.8).
228
Рис. 4.4.
Образование стружколомающего порожка иа
резце торцом круга, движущегося в направ-
лении, перпендикулярном передней поверхно-
сти (а) или параллельном упорной поверхно-
сти (б)
Кроме универсально-заточных стан-
ков, для заточки резцов используют
специализированные станки (табл. 4.9).
Полуавтомат ЗД625 применяют для
предварительной абразивной заточки
твердосплавных и быстрорежущих резцов торцом чашечного или
сегментного круга.
Полуавтомат ЗВ624 применяют для заточки твердосплавных
и быстрорежущих резцов торцом алмазного круга на металли-
ческой связке с электроэрозионной правкой. При использовании
специальных приспособлений возможны заточка задних поверх-
ностей резцов высотой до 100 мм, передних поверхностей резцов,
вышлифовывание стружколомающих порожков, а также двух-
плоскостная заточка твердосплавных и быстрорежущих сверл
диаметром 5...32 мм.
Станок ЗВ622Д предназначен для чистовой заточки и довод-
ки твердосплавных и быстрорежущих резцов алмазными и эль-
боровыми кругами. Резец, лежащий на наклонном столе в не-
закрепленном состоянии, затачивают вручную.
Полуавтомат ЗВ626 предназначен для заточки резцов по пе-
редней поверхности и образования стружколомающих порожков.
Заточка производится торцом алмазного круга на металлической
связке с электроэрозионной правкой и охлаждением. Продольная
подача (осцилляция) шлифовальной бабки осуществляется от
гндроцилиндра. Автоматическая вертикальная подача (вреза-
ние) осуществляется также шлифовальной бабкой. Двухповорот-
Рис. 4.5.
Исходные положения резца при заточке * трехповоротных тисках
229
4.7. Приближенные формулы настройки трехповоротных тисков при заточке
резца
Заточка Затачиваемая поверхность Исход- ное поло- жение Угол, *. установки по шкалам
А Б в
Перифе- рией Главная задняя И1 Произ- вольный + «1 + Yp
круга Вспомога- тельная задняя Передняя И1 и2 + <4 У s»n <fp 4- Хр cos -Yip Xp sin <Pp — Y COS Yp.
Торцом круга Главная задняя Ив — а sin Vp + a cos ?p
Вспомога- тельная задняя и2 -Т1Р + °1 sin Ф1Р + ai cos <nP
Передняя И: Ч “Y ?p
Главная задняя Из 90° + а 0 Yp
Вспомога- тельная задняя И3 90е + aj 0 Yu
Передняя И8 V cos Хр Xp Yp
ный стол обеспечивает установку резца относительно шлифоваль-
ного круга.
Станок 3629Р применяют для заточки твердосплавных и бы-
строрежущих резцов (резьбовых и галтельных) по главной, вспо-
могательной и точной переходной (радиусной) кромкам. Заточка
производится торцом алмазного круга на металлической связке
с электроэрозионной правкой и охлаждением. Продольная пода-
ча механизирована. Настройку производят с помощью микромет-
4.8. Определение углов при заточке резца
Резцы Направление работы резца Значение углов
ф1р ч
Проходной Правое Левое Ф Ф| —Ф1 X —X,
Расточной, подрезной, отрезной Правое Левое 90°—ф —(90°—-ф) 90ЧФ, Ч9(Г+ф.) —X. X
230
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
рических упоров, шкал и лимбов, обеспечивающих точность уста-
новки по линейным и угловым размерам соответственно ±0,01 мм
и ± 10\ Для ориентации резца и совмещения плоскости круга с
осью поворота суппорта используют микроскоп.
4.3. Заточка сверл
Износ сверл происходит по передней и задней по-
верхностям, по ленточке и поперечной кромке (рис. 4.6). При
сверлении чугуна лимитирующим является износ сверл по задней
поверхности со срезом уголков hy, а при сверлении стали —износ
по ленточкам Лл. Во время повторной заточки сверла необходи-
мо полностью удалять следы износа (табл. 4.10).
Спиральные сверла затачивают преимущественно по задним
поверхностям. У сверл диаметром свыше 5 мм часто проводят
двойную заточку и подточку поперечной кромки. Иногда подтачи-
вают переднюю поверхность главных кромок и заднюю поверх-
ность ленточек.
Задние поверхности сверла затачивают по криволинейным по-
верхностям или по плоскостям (рис. 4.7). Криволинейная заточка
может выполняться с заострением поперечной кромки (винтовая
заточка с заострением) или без заострения, условно названная
нормальной заточкой (винтовая заточка без заострения, кони-
ческая, сложно-винтовая, эллиптическая, фасонная и др.). Для
получения определенной формы задней поверхности сверло и
шлифовальный круг совершают ряд относительных формообра-
зующих движений.
При конической заточке (рис. 4.8, табл. 4.11) задняя поверх-
ность каждого пера оформляется как часть конуса:
h — расстояние между осью сверла и осью конуса заточки, с
увеличением А возрастает угол а, а углы 2q> и ф уменьшаются.
Н — расстояние между вершиной конуса заточки и осью сверла;
е — угол разворота сверла, измеряемый между проекциями оси
конуса и главной кромки на торцовую плоскость сверла. Вели-
чины Н и в— используются для настройки угла наклона попе-
речной кромки сверла ф; <р0 — угол установки сверла, измеряет-
ся между осью сверла и плоскостью шлифовального круга. Угол
установки <ро используется для настройки угла 2<р; сг — угол скре-
Рис. 4.6.
Износ спиральных сверл:
а —по яадией поверхности со срезом уголков;
о —по ленточке с образованием проточки и по-
явлением налнпов
4.10. Износ и нормы стачивания сверл, зенкеров и разверток
Инструмент Обрабаты- ваемый материал Диаметр инструмента, мм Допустимый износ, мм Норма ста- чивании по оси за одну повторную заточку, им
Сверла спиральные бы- строрежущие Легкие сплавы 2 ...6 6... 15 15... 30 0,4... 0,5 0,5... 0.6 0,6... 0,8 0.8... 1.3 0.7... 0.9 0.9.„ 1.4
Чугун, бронза 2... 6 6... 15 15... 30 0,5 ...0.6 0,6 ...0.7 0,7... 0,9 0,9... 1.3 1,0™ 1.4 1.2 ...1.6
Сталь 2... 6 6... 15 15... 30 0,6... 0,7 0,8 .„ 0,9 0,9... 1,2 0,9 .„1.3 1,2 ...1,5 1.5 ...2
Сверла спиральные, ос- нащенные твердым спла- вом Легкие сплавы Чугун 10...20 20 ...30 10... 20 20... 30 0,5 ...0.7 0,8... 0.9 0.6 ...0,8 0,9 ...1 0.4... 0,5 0,5 ...0,7 0,5... 0,6 0,7... 0,8
Зенкеры быстрорежущие Сталь, чугун 3...30 1J2... 1,5 1 -13
Зенкеры, оснащенные твердым сплавом Сталь, чугун 3...30 0.4... 0,6 0,8 „. 1
Развертки быстрорежу щне Сталь Чугун 3...30 3... 30 0,4 ...0.7 0.5 ...0.8 0,5 ...0,8 0.6... 0,9
Развертки, оснащенные твердым сплавом Легкие сплавы Чугун 3...30 3...30 0.4... 0.7 0,5 ...0.8 0.5 ...0,8 0.6... 0,9
щивания осей сверла и конуса заточки; б — половина угла конуса
заточки.
При винтовой заточке (рис. 4.9) сверло вращается вокруг
своей оси и перемещается под некоторым углом ₽ к ней при не-
изменном угле фо. Поступательное перемещение под углом ₽ =
= Фо— (10 ...30°) к оси сверла обычно получают за счет сложения
Двух движений: затылования и осцилляции. Деление осуществ-
ляется кинематически за счет того, что на каждый оборот сверла
приходится два цикла возвратно-поступательных движений. При
233
232
cse.oid
4.11. Расчет параметров конической заточки [15]
Рвсчет
Эскиз
проверочный проектировочный
tga«ctg<fosin ((*-*) +
2h — D sin (у. — t)
**" 2H + D cos f* X
X ctg 8 cos (p — «)
H
tg(4»-«)« — X
X tg 8 «tg %
sin (p—«)cos(p—«) + tg 8X^
cos ([*—«) — tg (ф—»)[tg ax’*
_Xctg9ocosfi[tgatg po—
Xtgpo— sin (»*-•)]
— sin (p — >)] t
X tgpo—sin(H —•)
H ss fttg(>p —»)ctg 8tg<f0;
D
H sin »i — h cos ®i> -y- X
X cos (8j — •), где tg 8j —
tg8
sin a
234
Рис. 4.8.
Схема конической заточки сверл:
о — при е—0; б — при е>0; в — при е<0
tg a » ctg <₽o sin (t*—к) + 2Л — D sin (и — ») D
+ 2resinTo sin (p — «) cos (p--*)
X cos(p —«); X cos(p —«)-tg(| —«)X sin(p —»)cos(H —«)
tg(| —«) » -f-cos<po Д "* x[tg atgyo— sin (p —«)] ’ . tg(|-t) ф Г я Л 9 cos ро
О Г, —Л> —СО8»
235
и опубликовал на сайте: Р R Е S S I( Н Е R S О N )
Рис. 4.9.
Винтовая заточка сверла:
а—начальное положение; б — конечное
положение при заточке с заострением; в —
конечное положение при заточке без за-
острения (3 — затылование; О —осцилля-
ция; В — вращение сверла)
винтовой заточке с заострением в начальный момент заточки ось
сверла не выходит из контакта со шлифовальным кругом, а в ко-
нечный— находится за пределами угловой кромки круга, кото-
рая производит заострение поперечной кромки. При винтовой
заточке без заострения ось сверла никогда не выходит за преде-
лы угловой кромки круга. При винтовой заточке (рис. 4.10) ха-
рактеристика, т. е. линия касания КК шлифовального круга и
сверла, параллельна проекции оси сверла на плоскость шлифо-
вального круга и отстоит от нее на величину радиуса основного
цилиндра r0 = —tga tg<p0. Часть задней поверхности, располо-
женная внутри основного цилиндра, полностью образована угло-
вой кромкой шлифовального круга. Часть задней поверхности,
расположенная вне основного цилиндра, формируется преиму-
Рнс. 4.10.
Положения сверла и круга при винтовой заточке с заострением:
в —исходное; б — формирование главной кромки; в — формирование поперечной хромкя;
« — конечное перед отводом; КК — граница контакта сверла с кругом (площадь ков-
такта заштрихована); 3 — затылование; О — осцилляция; В — вращение
236
Рис. 4.11.
Направление поступательных движе-
ний затылования (3) и осцилляции
(О) при винтовой заточке:
а — параллельно н перпендикулярно оси
сверла; б — перпендикулярно н параллель-
но образующей шлифовального круга; в —
параллельно оси сверла н образующей
шлифовального круга
щественно линией КК и является эвольвентной винтовой поверх-
ностью.
Угловая кромка шлифовального круга заостряет поперечную
кромку сверла, т. е. снижает отрицательные значения передних
углов на ней до уп=—(30... 45)°, против уп=— (50 ...55°) при
конической заточке. Нормальным считается заострение, захва-
тывающее от 1/3 до 2/3 длины поперечной кромки с каждой ее
стороны. Сверла с неполным заострением поперечной кромки вы-
зывают повышенные силы при сверлении. Чрезмерное заострение
снижает стойкость поперечной кромки. Степень заострения мож-
но уменьшить путем увеличения начального перекрытия оси
сверла С.
При винтовой заточке без заострения угловая кромка круга
не доходит до оси сверла и не заостряет поперечную кромку.
Если поступательные движения затылования и осцилляции
направлены параллельно оси сверла и перпендикулярны к ней
(рис. 4.11), то
tgq— 4(S, + S0ctgyo)
К nD ’
где S3 и So — величины хода затылования и осцилляции от ар-
химедовых кулачков за время поворота сверла на 90°.
Если движения затылования и осцилляции направлены пер-
пендикулярно и параллельно образующей шлифовального кру-
га, то
tgq-.-JS-
nD sin (ро
Если движения затылования и осцилляции направлены парал-
лельно оси сверла и образующей круга, то
tga=4Ss/(n£>).
Величину угла наклона поперечной кромки при винтовой за-
точке можно изменить путем угловой ориентации сверла, т. е.
угла е. При винтовой заточке с заострением угол ф зависит так-
же от величины С перекрытия оси сверла в исходном положе-
нии. С увеличением С угол ф возрастает.
237
При сложновинтовой заточке (рис.
4.12) сверло вращается вокруг своей оси,
перемещается вдоль нее и покачивается
вокруг оси, перпендикулярной к оси свер-
ла. На каждый оборот сверла приходится
два цикла движений затылования и пово-
рота, т. е. обеспечивается кинематиче-
а) g-j ское движение.
При эллиптической заточке задняя по-
Рис. 4.12. верхность формируется внутренней угло-
Схема сложно-винтовой вой кромкой чашечного шлифовального
заточки сверла: Круга (рНС. 4.13) И ИМвеТ форму ЭЛЛИП-
^0^ечХа0Ь,по^же^и7 тического цилиндра.
Параметры эллиптической заточки:
dT— диаметр угловой торцовой кромки шлифовального кру-
га; &«0,5(dr—1.3D)—расстояние от вершины сверла до оси шли-
фовального круга; 6 = 10...25° — угол между направлением про-
дольной подачи и торцом круга; т= (—10°)...(4-25°)—угол нак-
лона сверла, используемый для настройки заднего угла; е —
угол разворота сверла, измеряемый между проекциями вектора
продольной подачи и главной кромки на торцовую плоскость
сверла. При е=0 главная кромка параллельна направлению про-
дольной подачи и может быть прямолинейна; фо — угол между
осью сверла и направлением продольной подачи, используемый
для настройки угла 2ф. Эллиптическая заточка является одним
из самых простых методов и может проводиться на универсаль-
а) Эллиптическая (о) и фасонная (б) заточки сверл
238
но-заточном станке без специальной оснастки.
Для сверл диаметром менее I мм применяют одноплоскост-
ную заточку (рис. 4.14). Задняя поверхность каждого пера свер-
ла представляет собой одну плоскость. Чтобы конец пера не упи-
рался в дно просверливаемого отверстия, задний угол в цилинд-
рическом сечении должен, как правило, быть не менее 28 ...30°.
Поперечная кромка сверла прямолинейна и перпендикулярна к
оси сверла.
При двухплоскостной заточке задняя поверхность каждого
пера образована двумя плоскостями, ребро пересечения которых
обычно параллельно главной кромке. Поперечная кромка состо-
ит из двух наклонных прямых, пересекающихся на оси. Задний
угол первой плоскости си выбирают в зависимости от вида обра-
батываемого материала. Задний угол второй плоскости 02=
=25...40°. С увеличением этого угла уменьшается осевая сила и
повышается точность сверления, однако снижается прочность ре-
жущего клина.
Параметрами настройки станка при двухплоскостной заточ-
ке являются углы 2ф, ат и cun:
239
тредактировал и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
tgл s fg «1 sin у — sin p cos ?
COS P
где sing—Л/D; tg d2N = tg c^sin <p. Угол наклона поперечной
кромки
Ctg(<p —е)= -4- tg Д2ЛГ
2 сое <р
При трехплоскостной заточке затылочная часть задней по-
верхности разделена на два участка. Участок, прилегающий к
периферии, имеет задний угол а# не более 30°. Участок,
прилегающий к сердцевине, имеет большой задний угол аз=40...
45°, что обеспечивает снижение передних углов на поперечной
кромке и улучшает центрирование сверла при сверлении. Трех-
плоскостную заточку можно рассматривать как двухплоскостную
заточку с плоской подточкой.
Двух- и трехплоскостную заточку выполняют одним или дву-
мя шлифовальными кругами. При заточке одним кругом для пе-
рехода к заточке второй или третьей плоскости сверло повора-
чивают вокруг ребра пересечения плоскостей. При заточке дву-
мя кругами первый круг устанавливают под углом сцд',
а второй — под углом агк при заточке второй плоскости
и под углом азх при заточке третьей плоскости.
В промышленности используется упрощенный вариант двух-
и трехплоскостной заточки — плоскостная заточка с поворотом,
при которой все плоскости имеют одинаковые углы с осью свер-
ла. В этом случае для перехода от одной плоскости к другой,
необходимо повернуть сверло вокруг своей оси.
Радиальное базирование сверла при заточке обычно выполня-
ют по цилиндрической поверхности ленточек (рис. 4.15) в непо-
движной направляющей втулке, в патроне, установленном в
шпинделе изделия или на призме. Базирование в неподвижной
направляющей втулке дает более высокую точность заточки. Од-
нако необходим большой комплект сменных втулок для сверл
различных диаметров.
Сверла из быстрорежущей стали следует затачивать и дово-
дить с охлаждением. Сверла, оснащенные твердосплавной пла-
стиной, чаще всего затачивают по двум плоскостям. Вначале за-
тачивают поверхность с задним углом 25... 30°. Эту операцию вы-
полняют кругами из карбида кремния зеленого (см. табл. 4.2).
а,
240
Рис. 4.1S.
Радиальное базирование сверла:
а—в неподвижной направляющей
втулке; б — в цанговом патроне
Г1К. 1.1».
Основные типы подточки поперечной кромки
4/ сверла:
в —луночная; б —плоская; в — крестообразная. (По ма-
териалам Дибнера Л. Г.. Лапшица Б. Л„ Мещеряко-
ва А. И.. Дворецкого А. В.)
Затем алмазным кругом обрабатывают участок твердосплавной
пластины, непосредственно прилегающей к главной кромке, где
си =16°. Монолитные твердосплавные сверла затачивают алмаз-
ным кругом.
Двойная заточка (см. рис. 4.7, в, г), заключающаяся в обра-
зовании на уголках сверла переходных прямолинейных кромок с
углом 2<р'=0,6(2ф) и шириной b=0,2D или переходных радиус-
ных кромок с /?=0,2D, повышает прочность и стойкость уголков
сверла.
Подточку поперечной кромки (рис. 4.16) выполняют у быст-
рорежущих сверл, предназначенных для обработки высокопроч-
ных материалов, у твердосплавных сверл, а также у сверл, име-
ющих диаметр сердцевины ft^0,2D. У сверл с £<0,2D, обраба-
тывающих материалы средней и низкой прочности после винтовой
заточки с заострением, двих- или трех плоскостной заточки,
поперечную кромку не подтачивают.
Коническую, эллиптическую и плоскостную заточку произво-
дят на универсально-заточных станках с использованием спе-
циальных или универсальных приспособлений.
Для конической заточки сверл используют разного типа при-
способления-качалки, в которых сверло располагают на призме
или во втулке, удерживают рукой и покачивают вокруг оси ко-
нуса.
Одно-, двух- и трех плоскостную заточку сверл производят
при их закреплении в большой или малой универсальной головке
241
4.12. Углы поворота шлифовального круга и сверла при подточке его
поперечной кромки
Назначение поворота
Угол поворота.
Поворот шлифовального круга для увеличения ширины
подточки
Поворот сверла вокруг горизонтальной оси, чтобы избе-
жать повреждения зуба
Поворот сверла вокруг вертикальной оси для обеспече-
ния длины подточки •
Поворот сверла вокруг своей оси для создания угла
между поперечной кромкой и новой кромкой, образован-
ной при подточке
0е=22...25
0в==1О... 25
Рис. 4.17.
Приспособления для двух- и трехплоскостной заточек спиральных
одну установку с вертикальной (а) и горизонтальной (б) осями
сверла:
1 — круг; 2 — основание; 3 — поворотная часть; 4 — сверло
сверл за
поворота
с использованием цангового или кулачкового патрона. Эти го-
ловки можно использовать также для эллиптической заточки.
Более производительно двух- и трехплоскостную заточку
проводить в специальных приспособлениях (рис. 4.17), в которых
переход от заточки одной плоскости к заточке другой произво-
дят путем поворота сверла вокруг оси, совпадающей с ребром
пересечения плоскостей.
Рис. 4.18.
Схема установки шлифо-
вального круга и сверла
при луночной подточке
поперечной кромки
242
k — k„
• 0 в » 25—-— > где k — диаметр
сердцевины после подточки; I — длина
срдцевины до подточки, kn — диаметр
подточки.
При подточке поперечной кромки сверло и шлифовальный
круг необходимо повернуть на некоторые углы относительно на-
правления продольной подачи стола (рис. 4.18, табл. 4.12). При
радиусной правке круга обычно R^DjA.
Плоскостную заточку ружейного сверла производят в специ-
альной трех поворотной головке (рис. 4.19, табл. 4.13) за пять
операций.
Спиральные сверла затачивают на специализированных стан-
ках (табл. 4.14).
Станок В К-80 предназначен для двухплоскостной заточки
твердосплавных или быстрорежущих сверл торцом алмазного или
эльборового круга без охлаждения.
Полуавтомат ЗЕ651 предназначен для двухплоскостной за-
точки твердосплавных и быстрорежущих сверл торцами двух ал-
мазных или эльборовых кругов с охлаждением. При настройке
станка необходимо установить угол сверла при вершине 2<р по-
воротом бабки изделия и нормальные задние углы первой и вто-
рой плоскостей oiN и a2w наклоном шпинделей, ось поворота ко-
торых проходит через вершину сверла.
Полуавтомат ЗД651 имеет такое же назначение, однако двух-
плоскостная заточка осуществляется периферией двух кругов
прямого профиля.
Полуавтомат B3-238 предназначен для трехплоскостной за-
точки сверл торцом одного круга (абразивного, алмазного или
эльборового) с одной установки. На станке можно выполнить
также двухплоскостную заточку.
Автомат ВЗ-228ФЗРМ с ЧПУ предназначен для винтовой за-
точки сверл с плоской подточкой поперечной кромки с одной ус-
243
и опубликовал на сайте: Р R Е S S I( Н Е R S О N )
Рнс. 4.19.
Трехповоротная головка для плоскостной заточки ружейных сверл:
7 —шпиндель; 2 — корпус; 3 —рукоятка зажима шпинделя; 4 — рукоятка зажима кор-
пуса, 5— стойка; 6 — основание; 7 --гайка зажима стойки
тановки. Станок выполнен на базе универсально-заточного Стан-
ка с ЧПУ ВЗ-208ФЗ оснащен автоматическим манипулятором и
накопителем и рекомендуется для использования в инструмен-
тальных цехах машиностроительных заводов.
Полуавтоматы 3E653 и ЗЕ659 предназначены для винтовой
заточки сверл, зенкеров и метчиков. Подточку поперечной кром-
ки сверл выполняют на отдельной позиции с ручным управле-
нием.
Описанные выше станки предназначены главным образом для
повторной заточки сверл в условиях машиностроительных заво-
дов. Для первичной заточки сверл на инструментальных заводах
применяют следующие автоматы.
Автоматы И-181, И-182, И-221, И-222 осуществляют винтовую
заточку сверл глубинным скоростным шлифованием со съемом
припуска за два оборота сверла. Обработку ведут периферией
абразивного круга прямого профиля с подачей СОЖ аэрогидро-
динамическим способом.
Автоматы И-169А и И169Г предназначены для двухплоскост-
ной заточки сверл торцами двух абразивных кругов.
244
4.13. Последовательность операций и углы поворота головки при плоскостной
заточке ружейного сверла (см. рнс. 4.19)_________________________________
Номер операции Вид сверла с торца с указанием затачиваемой плоскости Угол. ’. поворота по шкалам
Л Б в
1 -30 +20 +5-.10
2 -30 +12 +5-.10
3 +20 +12 —5
4 +30 +12 +55
5 0 +25 —5
4.4. Заточка зенкеров и разверток
Изнашивание зенкеров и разверток (рис. 4.20,
см. табл. 4.10) происходит по задним поверхностям, по перед-
ним поверхностям с образованием лунки и по ленточке с обра-
зованием поперечных проточин. Стачивание по длине зуба за
одну заточку равна у быстрорежущих зенкеров Л«0,04£>+
+0,4 мм, у твердосплавных зенкеров h«0,010+0,2 мм.
Допустимый износ разверток определяют по уменьшению
размера отверстия. Стачивание по длине зуба за одну заточку
Л«0,020+0,4 мм.
Зенкеры и развертки затачивают, как правило, на универ-
сально-заточном станке.
Переднюю поверхность зуба зенкера или развертки затачи-
вают кругом тарельчатой формы (рис. 4.21), причем для ин-
струментов с прямыми зубьями используют торцовую сторону
круга, а винтовые зубья обрабатывают конической стороной при
(о^20°. Для радиальной установки рабочей поверхности круга
используют специальный шаблон. В случае, когда передний угол
на калибрующей части не равен нулю, необходимо круг сместить
от радиального расположений на величину аг.
D sin у
°* 2 cos 0 *
245
g 4.14. Характеристика станков для заточки сверл
Основные данные ВК-80 ЗЕ651 ЗД651 B3-238 ВЗ-228ФЗРМ 3E653 ЗЕ659
Обрабатываемый материал Обрабатываемый инстру- мент Быстрорежущая сталь и твердый сплав Сверла спиральные Сверла спиральные, зен- керы, метчики
Выполняемые операции Двухплоскостная заточка Двух- и Винтовая Винтовая заточка задних
за, днях поверхно стей трехплос- костная заточка задних поверхно- стей заточка задних по- верхностей и подточка поперечной кромки в одном цикле поверхностей. Подточка поперечной кромки на отдельной позиции
Диаметр обрабатываемого инструмента, мм 0,4 ...3 0,4... 6 1...6 5 „.40 8.„25 5.„40 12... 80
Число зубьев 2 2 2 2 2 2, 3, 4 2,3,4
Угол сверла при вершине, ° 118... 180 90... 160 90... 180 90... 160 90... 160 70... 160 70 ...160
Задний угол сверла (2ф= 0... 40 0... 40 10 ...25 10 ...20 8... 18 8... 18 8.„18
Диаметр шлифовального круга, мм 100 125 125 250 200 300 300
Скорость шлифования, м/с 25 25 20, 30 30 25 45 45
Мощность привода круга, кВт 0,025 0,37(2) 0,37(2) 2,5/3,4 2,0/2,5 1,5/2 2/2,5
Размеры стайка с«пристав- 450Х300Х 1850Х1780Х 600Х700Х 1425x1070 X 2560 Х2630Х 1300X1000 х 1300х1080х
ным оборудованием, мм хзоо Х1500 XI190 Х1540 Х1900 Х1550 XI550
Масса станка с приставным оборудованием, кг 20 300 300 1692 2900 990 1200
Продолжение табл. 4.14
Основные данные И181М И221 И 222 И182 И1ЮА И169Г
Обрабатываемый материал Быстрорежущая сталь
Обрабатываемый инстру- мент Сверла спиральные
Выполняемые операции Винтовая заточка задних поверхностей Двухплоскостная заточка задних поверхностей
Диаметр обрабатываемого инструмента, мм 1,6 ...3,0 3...6 6... 15 6...23 14 ...23 23 „.31,5
Число зубьев 2 2 2 2 2 2
Угол сверла при вершине, ° 118 118 118 118 118 118
Задний угол сверла (2ф — •=118°) 20 17 15 12 12 12
Диаметр шлифовального круга, мм 300 300 300 400 300 300
Скорость шлифования, м/с 60 60 60 60 27 27
Мощность привода круга, кВт 3 3 3 3,3 2.5 2,5
Размеры станка с пристав- ным оборудованием, мм 1200Х Х1650Х Х176О 1660Х ХП40Х Х1760 1660Х Х1740Х Х1760 1ббох Х1740Х Х1760 2310Х1500Х Х1900 2310Х1500Х XI900
Масса станка с приставным оборудованием, кг 2100 2100 2100 2100 3500 3500
Рис. 4.20.
Схема износа развертки
из быстрорежущей ста-
ли:
а — по задней поверхности:
б — по передней поверхно-
сти; в — по ленточке
Рис. 4.21.
Схема установки шлифовального кру-
га при заточке передней поверхности
инструмента:
а —с прямым зубом при у-0; б —с вин-
товым зубом при у—0; в — с винтовым зу-
бом при у<0
где D — диаметр инструмента, мм; у — передний угол на калиб-
рующей части; 0— угол правки круга, при работе торцом круга
0=0.
При заточке инструмента с винтовым зубом угол между ося-
ми шлифовального круга и инструмента (угол поворота заточ-
ной головки) должен составлять о= (90 — <□)+(«—»>, где ш — угол
наклона винтового зуба.
Припуск на передней поверхности составляет в среднем при
заточке зенкеров 0,2 мм, разверток 0,15 мм, а при доводке
0,03... 0,05 мм.
Заточку задней поверхности на калибрующей части произ-
водят в центрах. Ось центров располагается параллельно на-
правлению продольной подачи стола. При заточке торцом круга
(рис. 4.22) вершину зуба с помощью упорки устанавливают ни-
же горизонтальной осевой плоскости инструмента на величину
а—-^- sin aTas 0,0 Юа ,
2 1
где ат — задний угол в торцовом сечении, tg aT = tg on cos cd, здесь
ай — задний угол в сечении, перпендикулярном к режущей
кромке.
При заточке периферией круга упорку располагают в гори-
зонтальной осевой плоскости инструмента, а ось шлифовально-
го круга смещают вверх на величину
a—sin ат =г0,0Юкрат.
248
Рис. 4.22.
Схема установки круга
при заточке задней по-
верхности инструмента:
а — торцом круга; б—пери-
ферией круга
При заточке инструмента с прямым зубом упорку использу-
ют только для деления и закрепляют ее на столе станка таким
образом, чтобы его упорное лезвие касалось передней поверх-
ности затачиваемого зуба как можно ближе к режущей кром-
ке (не далее 0,5 мм).
При заточке инструмента с винтовым зубом упорка служит
как для деления, так и для придания инструменту винтового
движения. Упорку закрепляют на заточной головке, и в процес-
се заточки инструмент перемещается относительно ее. Опорное
лезвие упорки наклоняют так, чтобы оно составляло с осью ин-
струмента угол о. Величину смещения упорки устанавливают по
средней точке опорного лезвия. Для снижения теплообразова-
ния при заточке задних поверхностей круг имеет специальную
форму (рис. 4.23).
При заточке задних поверхностей зубьев на режущей части
верхнюю часть стола поворачивают на угол заборного конуса —
величину смещения упорки рассчитывают по среднему диаметру
режущей части.
4.5. Заточка фрез
Изнашивание фрез происходит по задней и пе-
редней поверхностям. В качестве критерия затупления принят
износ по задней поверхности h9 (табл. 4.15).
Фрезы с незатылованными зубьями затачивают преимущест-
венно по задним поверхностям, а фрезы с затылованными зубь-
ями— по передним поверхностям (рис. 4.24).
Припуск на заточку фрез:
для незатылованных зубьев
h = -MgpcrcCg+YL -]- (0,1.. .0,2) as Л sin a + (0.1.. .0,2);
cosy
для затылованных зубьев
Л=Лв+(0,1...0,2).
249
Рис. 4.23.
Форма рабочей поверхности шли-
фовального круга для заточки зад-
них поверхностей зенкеров и раз-
верток:
а — торцом; б — конусом
Торцовые сборные фре-
зы (рис. 4.25) оснащены
вставными ножами, которые
до установки в корпус обра-
батываются по всем базовым
поверхностям и передней по-
верхности. Все задние по-
верхности и фаску на перед-
ней поверхности затачивают
в сборе.
Для снижения биения ре-
жущих кромок заточка фрез
ведется по упорке, базирую-
щейся по передней поверхности затачиваемого зуба.
При однооборотном методе затачиваемую поверхность каж-
дого зуба обрабатывают полностью со съемом всего заданного
припуска, после чего происходит переход к заточке следующего
зуба, т. е. деление.
Метод многооборотной заточки является более простым, од-
нако из-за больших затрат времени на деление многооборотный
метод в 1,5 раза менее производителен, чем метод однооборот-
ной заточки.
При поэлементном методе заточки задних поверхностей ре-
жущие кромки фрезы (главные, вспомогательные, переходные,
дополнительные) затачивают раздельно — вначале главные
кромки на всех зубьях, затем вспомогательные на всех зубь-
ях и т. д.
При контурном методе заточки все режущие кромки каж-
дого зуба затачивают последовательно одна за другой за один
рабочий ход. Деление для обработки следующего зуба совер-
шается после того, как шлифовальный круг сделал один или
несколько рабочих ходов по всем режущим кромкам предыду-
щего зуба.
Копирную контурную заточку (рис. 4.26) производят двух-
угловым дисковым шлифовальным кругом с радиусным пере-
ходом (г=1,5...2 мм), перемещающимся в двух направлениях:
параллельно оси круга (равномерное прямолинейное движе-
ние) и перпендикулярно к оси круга (от копира). Угол профиля
шлифовального круга равен углу при вершине зуба фрезы. Для
заточки фрез по пластинке и державке обычно используют шли-
фовальные круги из карбида кремния зеленого. Для уменьшения
250
4.15. Износ и нормы стачивания фрез
Инструмент Обраба- тываемый материал Обработка Допустимый износ по задней поверхности, мм Норма стачи- вания за одну повторную заточку, мм
Фрезы концевые быст- рорежущие Фрезы прорезные и от- резные быстрорежущие Фрезы затылованные быстрорежущие Пилы дисковые сег- ментные быстрорежущие Сталь и чугун Черновая Чистовая 0,3 ...0,35 0,15 ...0,2 0,8 .„ 1,0 0,2... 0,4 0,6 ... 0,8 По задней по- верхности 0,2 ...0,3 По задней по- верхности 0,3 ...0,5 По передней по- верхности 0,9 ...1,2 0,3 ...0,5 0,7». 1,0
Фрезы торцовые и дис- ковые со вставными но- жами, оснащенными твердым сплавом Сталь Чугун Черновая Чистовая Черновая Чистовая 1,0... 1,2 0,3 ... 0,5 1,5... 2.0 0,3... 0,5 По задней по- верхности 0,5... 0.8 0.2... 0,3 По задней по- верхности 0.5... 0,9 0,2 -0,3
биения режущих кромок после каждого двойного хода круга
приводится его правка алмазом 1 по копиру.
Копирная контурная заточка наиболее эффективна на фре-
зах для черновой и получистовой обработки, так как помимо вы-
сокой производительности заточки, связанной с непрерывностью
процесса обхода контура зуба, этот метод обеспечивает повы-
шение стойкости фрез благодаря радиусной переходной кром-
ке. Для получистовых фрез целесообразно использование копир-
ной контурной заточки с алмазной доводкой главных и переход-
ных задних поверхностей. Применение копирной контурной за-
точки для чистовых фрез не только нецелесообразно, но и не
всегда возможно, так как использование дискового шлифоваль-
ного круга (обычно диаметром 250 мм) не позволяет затачи-
вать фрезы с большим числом зубьев, с задними углами свы-
ше 15*.
Копирную контурную заточку твердосплавной пластинки ве-
дут кругами из карбида кремния зеленого (63С40—25М27К8)
при скорости 11... 15 м/с и продольной подаче 3...5 м/мин. Ве-
личина поперечной подачи равна 0,04... 0,06 мм/дв.ход при пред-
251
Отредактировал и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
варительной заточке и 0,01 ...0,02 мм/дв.ход при окончательной
заточке. Доводку выполняют алмазными кругами ЛСМ 40/28 100
В2—01 при скорости 25 м/с, продольной подаче 0,2... 0,3 м/мин
и поперечной подаче 0,005 ...0,01 мм/дв. ход.
Для обработки быстрорежущих фрез используют круги из
электрокор^нда (25А 40/25 СМ1 7 К8) при скорости шлифова-
ния 20...25 м/с, продольной подаче 3...5 м/мин и поперечной
подаче 0,04... 0,06 мм/дв. ход при предварительной заточке и
0,01 ...0,02 мм/дв. ход при окончательной заточке. Эти же круги
пригодны для обработки стальной державки у твердосплавных
фрез.
При бескопирной контурной заточке шлифовальный круг пе-
риодически поворачивается вокруг оси конуса переходной зад-
Рис. 4.26. Рис. 4.27.
Схема контурной заточки торцовой Геометрические параметры концевой
фрезы: фрезы
а — копирияя заточка двухугловым диско-
вым кругом; б — бескопмрная ваточка
чашечным кругом; / — алмаз; 2 — шлифо-
вальный круг; 3 —зуб фрезы
262
ней поверхности ножа на угол, равный 180—е (е — угол при вер-
шине) и, останавливаясь в крайних положениях, обрабатывает
главную и вспомогательную кромки. Обычно заточку выполня-
ют чашечным шлифовальным кругом, осциллирующим в плос-
кости своего торца. Для повышения производительности заточ-
ки целесообразно, чтобы длина хода осцилляции изменялась при
переходе от главной кромки к переходной и затем к вспомога-
тельной.
Обработку державки производят шлифованием кругами из
электрокорунда или карбида кремния с задним углом, на 3...5е
превышающим угол, заданный на режущей кромке, или фрезе-
рованием с образованием уступа, на 0,1 ...0,2 мм превышающего
припуск на заточку твердого сплава. Для черновых фрез, не
требующих алмазной доводки, вставной нож затачивают одно-
временно по пластине и по державке кругами из карбида крем-
ния зеленого (63С25СМ1—М3, 8, КЗ). Получистовые и чисто-
вые фрезы предпочтительно затачивать вначале по державке
кругом из электрокорунда (24А 25 СМ2 6 К5) под углом
а-|-(3...5о), затем по пластинке алмазным кругом на металли-
ческой связке (АС6, 80/63, 100% Ml—01) под углом а. Вся об-
работка ведется с охлаждением. Возможна также предваритель-
ная заточка задних поверхностей кругом из карбида кремния
(63С 40 СМ1 8 КЗ) под углом а-|-(2... 3°) по пластине и держав-
ке с последующей доводкой фаски на пластине шириной 1... 2 мм
под углом а алмазным кругом на бакелитовой связке (АС2 50/40,
50%, В2—01). Обработка ведется без охлаждения. При алмаз-
ной электрохимической заточке в большинстве случаев оправ-
дывает себя одновременная обработка пластинки и державки
под углом а за один переход кругом на токопроводящей метал-
лической связке (АС6 80/63, 100%, Ml—01) при скорости по-
дачи врезания 1...2 мм/мин при заточке главной кромки и 5...
6 мм/мин при заточке переходной кромки. Фаску на передней
поверхности затачивают (после заточки задних поверхностей)
алмазным кругом на бакелитовой связке. При чрезмерном из-
носе фрезы, а также после замены нескольких вставных ножей
перед заточными операциями проводят круглое шлифование
кругами ПП из карбида кремния.
Концевые фрезы (рис. 4.27) изнашиваются преимущественно
по задним поверхностям. Заточке подвергаются задние поверх-
ности винтовых и торцовых зубьев и переходных кромок. Перед-
ние поверхности перетачиваются реже.
Заточка винтовых зубьев производится с копированием ок-
ружного и осевого шагов зубьев с помощью копирующего эле-
мента, в качестве которого при заточке передних поверхностей
используется шлифовальный круг, а при заточке задних поверх-
ностей — упорка. При продольном перемещении фрезы в направ-
лении, параллельном ее оси, винтовое движение создается за
253
счет прижатия передней поверхности затачиваемого зуба к ко-
пирующему элементу вручную или специальным механизмом с
регламентированным крутящим моментом Мкр.
При заточке передней поверхности сила ее прижима к шли-
фовальному кругу определяет величину съема металла Д:
О.бЛ^р 200Рпр
д=------------------,
v5£)3 VsD2
где Д — съем металла за двойной ход, дв.ход/мм; М[гр—момент
прижима, г-см; Рпр — сила прижима, Н, на среднем диаметре
зубьев фрезы, примерно равном 0,7D; us — скорость продольной
подачи, м/мин.
Съем должен находиться в пределах 0,04... 0,05 мм/дв.ход
при предварительной заточке и 0,02...0,025 мм/дв. ход при окон-
чательной заточке.
В станках для автоматизированной заточки передних поверх-
ностей концевых фрез диаметром 12... 50 мм с копированием осе-
вого шага винтовых зубьев момент трения движения вращаю-
щихся частей (шпиндель изделия, задний центр) не должен пре-
вышать 10 г-см, а момент трения покоя — 540 г-см. Припуск на
заточку, необходимый для удаления дефектного слоя и улучше-
ния геометрических параметров и шероховатости передней по-
верхности примерно соответствует эмпирической зависимости
Д=0,008£>.
Дисковые пилы изнашиваются преимущественно по задней
поверхности (см. табл. 4.15), однако для сохранения объема стру-
жечных канавок повторная заточка пил ведется по всему про-
филю зуба.
Метод копирования на невращающейся пиле (рис. 4.28) не по-
лучил широкого применения, так как он требует фасонной правки
шлифовального круга и создает повышенную опасность возникно-
вения прижогов. Значительное распространение получили стан-
Рис. 4.28.
Методы заточки зубьев пилы:
а — копирования на невращающейся пиле; б и а —огибания на прерывисто вращаю-
щейся пиле; в н д— огибания на непрерывно вращающейся пиле
254
Рис. 429.
Схема заточки фасонных острозаточенных фрез по задней поверхности шли-
фовальным кругом:
а — тороидальным; б — коническим; в —работающим торцом; / — круг; 3 — упор; 3 —
фреза; 4 — копир; 5 — копириый палец '
ки, работающие методом огибания, на которых обработка ведет-
ся тороидальным кругом по передней поверхности на невраща-
ющейся пиле, а по задней поверхности на вращающейся пиле.
На станках с непрерывным вращением пилы формообразо-
вание передней и задней поверхностей происходит при враща-
тельном движении зуба пилы и поступательном движении торо-
идального шлифовального круга. У каждого зуба поочередно
обрабатываются вначале передняя, а затем задняя поверхности.
На практике радиус профиля круга принимают гир=0,25Р, а
ширину круга 6«0,5 Р, где Р=зй)1га — шаг зубьев.
Фасонные фрезы с незатылованными зубьями затачивают по
задней поверхности с использованием нескольких схем [29] (рис.
4.29). Заточка тороидальным кругом наиболее универсальна,
поскольку позволяет обрабатывать фрезы как с выпуклым, так
и с вогнутым профилем и обеспечивает заданные значения зад-
них углов. Недостатком этой схемы является ограниченное чис-
ло обрабатываемых зубьев фрезы при заданном заднем угле.
Заточку коническим кругом применяют для фрез с выпуклым
или пологим вогнутым профилем. Схема не создает ограничений
по числу обрабатываемых зубьев и величине заднего угла.
Заточка торцом круга пригодна для фрез с выпуклым про-
филем.
Для упрощения проектирования копира целесообразно, что-
бы зуб фрезы при заточке располагался в плоскости, парал-
255
Отредактировал и опубликовал на сайте: И Е S S 1 ( HE R S О N )
Рис. 4.30.
Исходное положение большой универсальной
головки перед затопкой задних поверхностей
торцовой фрезы
дельной ПЛОСКОСТИ копира, а необхо-
димый задний угол обеспечивался за
счет соответствующей установки шли-
фовального круга.
На универсально-заточных станках
торцовые фрезы диаметром до 250 мм
по задним поверхностям затачивают в
большой универсальной головке, а диа-
метром до 400 мм — в специальной го-
головке. Заточка обычно ведется торцом чашечного круга при
делении по упорке. Из исходного положения (рис. 4.30) большую
универсальную головку поворачивают вокруг трех осей по шка-
лам А, Б, В на углы:
tg6A=tg?+tgaJV-^-;
cos X
tg tg aN cos <? cos
tg 6jj=tg <iN sin <p.
Специальную головку из аналогичного исходного положения
поворачивают также вокруг трех осей по щкалам А, Б, В (рис.
4.31) на углы:
6д=6д + <р;
tg 6fi=tg aN cos cos 0B;
tg 6B~tg <Хдг sin ?.
Рнс. 4.31.
Схема заточки крупных торцовых фрез в специальной головке по торцу (а)
и периферии (б):
1 —• основание; 2 — наклонная колодка; 3 — головка; 4 — упорка
Рнс. 4.32.
Схема заточки передней поверхности винтовых зубьев концевой фрезы ко-
нической поверхностью (а) и угловой кромкой (б) шлифовального круга
Особенность настройки этого приспособления заключается в
том, что значение угла <р по шкале А устанавливают не против
нуля, а против значения угла 6£.
Концевые фрезы затачивают по передним и задним поверхно-
стям винтовых зубьев в центрах или в универсальной головке
консольно с базированием на хвостовик.
Переднюю поверхность винтового зуба затачивают кониче-
ской или тороидальной поверхностью шлифовального круга, а
также угловой кромкой крута (рис. 4.32) [41]. Заточку кониче-
ской стороной круга можно проводить у фрез с углом наклона
винтового зуба g)^20°. При бблыиих углах на передней поверх-
ности возникает заметная выпуклость, затрудняющая получение
необходимых передних углов.
При заточке передней поверхности винтового зуба кониче-
ской поверхностью круга шлифовальную головку необходимо по-
вернуть на угол
6Л= arcsin[sin ©cos (Y/vH-S)].
где со — угол наклона винтового зуба; y№arctg(tgYCOs со) —
передний угол в нормальном сечении; 6 — угол профиля круга,
и сместить круг на величину
D______sin (yjy 4- ft) соз _
2 1 — sin2 (уд- -f- Ь) sin2u>
256
257
При <о>2О° рекомендуется вести обработку передней поверх-
ности фрезы тороидальным кругом или угловой кромкой тарель-
чатого круга. Тороидальный круг обеспечивает достижение
меньшей шероховатости заточенной поверхности и имеет более
высокую стойкость. Радиус правки тороидального круга выби-
рают по расчетным или эмпирическим зависимостям (см. рис.
3.52).
Для выбора параметров установки круга, работающего уг-
ловой кромкой, используют специальные номограммы, которые
могут быть использованы и для выбора параметров установки
тороидального круга [36].
Вследствие неточностей наладки после заточки первой фрезы
проводится уточнение параметров установки круга. Если
^20° при любом диаметре круга, а также при <о>20° при от-
носительном диаметре крута Ро.кр“7>кр/Р^3, более эффектив-
ным способом увеличения угла yw является увеличение попе-
речного относительного смещения круга Оо=2а/Д. Если о>20
при £)о.«р>3, для увеличения yw необходимо уменьшать Д<о=
=“ (Оу—(0.
Переднюю поверхность винтового зуба затачивают при про-
дольном перемещении стола, прижимая фрезу во вращательном
движении к шлифовальному кругу.
При заточке задней поверхности винтового зуба (рис. 4.33, а)
шлифовальную головку поворачивают на угол а>у, определяемый
зависимостью sin(i>y=sinatfsin<l)=sin(xtg(o или графиком (рис.
а)
Рис. 4.33.
Схема заточки задней поверхности винтовых зубьев концевой фрезы (а) и
зависимость угла поворота шлифовальной головки от угла наклона зубьев н
заднего угла (б):
/ — а-3*; 2 — 0—6"; 3 — а-8"; 4 —а-10"
Фрезу поворачивают вокруг своей оси на угол Эв=а или сме-
щают упорку на величину a=0,5Dsina, где а —задний угол в
торцовом сечении: tga=tgatfcos<o.
Настройка станка упрощается, если имеется возможность на-
клона шлифовального круга на угол а, когда упорку устанавли-
вают на высоте оси фрезы независимо от ее диаметра.
Передние и задние поверхности торцового зуба фрез зата-
чивают в малой универсальной головке с использованием упор-
ки или делительного диска.
Фасонные фрезы с затылованным зубом затачивают только
по передней поверхности при базировании фрезы на оправку,
установленную в центрах или в универсальной головке. Наи-
большая точность фасонной фрезы достигается при делении по
делительному диску.
Фасонные фрезы с незатылованными зубьями и выпуклым
профилем затачивают по задней поверхности шлифовальным
кругом прямого профиля диаметром 80... 125 мм на специальном
приспособлении с использованием копира. Требуемый задний
угол получают взаимным расположением упорки, зуба фрезы и
круга.
Фрезы и пилы целесообразно затачивать на специализиро-
ванных станках (табл. 4.16).
Полуавтомат ЗГ667Ф2 предназначен для поэлементной за-
точки задних поверхностей торцовых фрез диаметром 80...630 мм
с вставными ножами, оснащенными пластинками из твердого
сплава, и фрез из быстрорежущей стали. Обработку производят
торцом или периферией абразивного, алмазного или эльборо-
вого круга без охлаждения или с охлаждением. На полуавтома-
те пооперационно затачивают все прямолинейные режущие
кромки: главные, вспомогательные и переходные. Упорка выпол-
нена покачивающейся и с продольным смещением, что позво-
ляет посредством бесконтактного выключателя давать сигнал
на продолжение обработки после окончания деления. Шлифо-
вальная бабка может поворачиваться на угол ±20° в вертикаль-
ной плоскости для установки заднего угла. Алмазный круг пра-
вят шлифованием кругом из карбида кремния, установленным
на специальной оправке в шпинделе бабки изделия. Абразивный
круг правят алмазным карандашом. Параметры обработки:
число зубьев, подача и число рабочих ходов предварительной об-
работки, подача и число ходов окончательной обработки, число
ходов выхаживания программируются с помощью декадных пе-
реключателей.
Комплекс ВЗ-219К предназначен для заточки задних поверх-
ностей торцовых фрез диаметром 80 ... 630 мм и состоит из двух
полуавтоматов ЗГ667Ф2, манипулятора с ручным управлением
и накопителя.
258
259
Отредактировал и опубликовал на сайте: Р И S S 1 ( HE R $ О N )
4.16. Характеристика станков для заточки фрез и пил
260
Основные данные ЗГ667Ф2 B3-2I9K ВЗ-152Ф2 В 3-170 Ф2 ВЗ-205ФЗ
Обрабатываемый инструмент Выполняемые операции Торцовые фрезы Заточка задних поверхностей Заточка перед Концевые фрезы них и задних
Диаметр обрабатываемо- 80... 630 100... 500 поверхнос 200.-. 1000 :тей 10... 100
го инструмента, мм Число зубьев 4...90 6- 48 8... 120 1...99
Угол наклона кромок, 9 — — ±45
Диаметр шлифовального 125, 150 250 150, 200 150, 200
круга, мм Скорость шлифования, м/с 12, 24 13; 16 13; 26 25
Скорость продольной пода- 0,5 ...8 0,5 ...6 0,5 ...8 0,01... 10
чи, м/мин Мощность привода шлифо- 1.5 5 13 1,1 1,1
вального круга, кВт Размеры станка, мм 1855X1435X1820 4000Х3200Х 2320X1450Х 3300Х2500Х 2500Х2000Х
Масса станка, кг 2390 Х3095 5100 Х1860 3600 Х2000 5500 XI700 1300
Продолжение табл. 4.16
Основные данные ВЗ-233Ф2РМ 3691 ЗД692, ВЗ-226К ЗЕ692 ВЗ-187 ВЗ-2МФ2 ВЗ-192Ф2
Обрабатываемый инструмент Выполняемые операции Отрезные бвезы Заточка перед-, них и задних поверхностей Дисковые пилы Заточка передних и задних поверхностей за одну операцию Фасонные ф гим пр Заточка задних по- верхностей •резы с поло- офилём Заточка передних по- верхностей
Диаметр обрабатываемо- го инструмента, мм 63 ...315 50 ..315 275 ...1430 710... 2000 50... 320 50 ...320
Число зубьев 16... 100 — 56 ...288 1... 75 — —
Угол наклона кромок, 9 — — — — — —
Диаметр шлифовального круга, мм 300 и 150 200 300 300 250 200
Скорость шлифования, м/с 30; 22 18; 35 25; 30 25 13; 26 26
Скорость продольной пода- чи, м/мин 1... 12 — — — 0,5 ...3 0,5 ...3
Мощность привода шлифо- вального круга, кВт 5,5 1,1 2,2 2,2 1.1 2.2
Размеры станка, мм 3400Х1700Х Х2580 1030Х9ЮХ Х1500 1955Х960Х Х1860 2500Х950Х Х1900 1800Х Х2250Х Х1650 1800Х Х2250Х Х1625
Масса станка, кг 5700 850 2450 2600 1800 2050
Полуавтомат ВЗ-152Ф2 предназначен для копирной контур-
ной заточки задних поверхностей торцовых фрез диаметром 100...
500 мм с вставными ножами, оснащенными пластинами из твердо-
го сплава. На станке можно производить круглое шлифование по
контуру зубьев. Заточку по пластинке и по державке производят
под разными задними углами, что достигается смещением оси
шлифовального круга. Станок оснащен специальным приспособ-
лением для фрезерования копиров. Автоматический цикл об-
работки программируется декадными переключателями.
Полуавтомат ВЗ-170Ф2 предназначен для бескопирной кон-
турной заточки задних поверхностей торцовых фрез диаметром
200... 1000 мм с ножами, оснащенными пластинами из твердого
сплава. Заточку осуществляют торцом чашечного круга или пе-
риферией круга прямого профиля. Возможна заточка радиусных
кромок с радиусом до 30 мм. Общий и черновой припуски, чер-
новая и чистовая подачи, число двойных ходов на зубе, частота
вращения при выхаживании и другие элементы режимов и цик-
ла устанавливаются преднабором на пульте управления систе-
Полуавтомат ВЗ-205ФЗ предназначен для заточки передних
и задних поверхностей винтовых и торцовых зубьев концевых
фрез диаметром 10... 100 мм, выполнен на базе универсально-
заточного станка ВЗ-208ФЗ с ЧПУ и имеет защитный кожух для
работы с обильным охлаждением. Для определения фактиче-
ских окружных и осевых шагов винтовых зубьев [25] полуавто-
мат оснащен специальным упором с контактным датчиком (рис.
4.34). Упор вводится в канавку между зубьями в сечении А~А,
фрезе придается медленное вращение. При касании каждого зу-
ба с упором датчик дает сигнал в устройство ЧПУ. Фреза де-
лает один оборот и автоматически останавливается в первой ка-
навке. Стол с фрезой перемещается на величину Дх и упор в
сечении В—В при медленном вращении фрезы фиксирует каса-
ние с передними поверхностями всех зубьев. Устройство ЧПУ
рассчитывает, запоминает и выводит на дисплей значения сред-
него осевого и каждого из окружных шагов винтовых зубьев,
262
Рнс. 4.34.
Схема измерения окружного и
осевого шагов винтовых зубьев
концевой фрезы на полуавто-
мате ВЗ-205ФЗ:
а—положение сечений намерения;
б —схема измерения шага и разво-
рота фрезы при заточке передней
поверхности; 1 — контактный дат-
чик; г —упор; 3 — устройство ЧПУ;
4 — шлифовальный круг; 5 — зата-
чиваемый зуб; в— измеряемый зуб
которые затем используются в процессе заточки при задании
осевого шага винтового движения и окружных шагов деления.
Выбор типа инструмента и затачиваемой поверхности, ввод
геометрической и технологической информации происходят в ди-
алоговом режиме.
Поворот оси шлифовального круга относительно оси затачи-
ваемого инструмента на угол (см. рис. 4.32) производится
оператором при настройке станка вручную. Поворот фрезы на
угол 6в относительно исходного положения, вертикальное сме-
щение шлифовального круга h производятся автоматически по
программе.
При заточке передней поверхности винтового зуба кониче-
ской стороной тарельчатого круга:
wT=arcsin [sin ю cos (Yjv-j-6)];
0B=9O+aKtg[^±^l.
[ COS <a J
При заточке задней поверхности винтового зуба торцом ча-
шечного круга:
wy=arcsln(sin uisin aN);
6д=18О--а.
При заточке задней поверхности винтовых и торцовых зубь-
ев у концевых фрез со сферическим торцом или с радиусным за-
круглением на торце:
<оу=45°, 6д=180°, a==(DKP/2) sin а,
где а — угол наклона винтовых канавок на наружном диаметре
фрезы (со знаком 4- принимается для правого, со знаком —
для левого направления винтовых канавок); б — угол профиля
круга; ук — передний угол в нормальном сечении; ап— задний
угол в нормальном сечении; а — задний угол в торцовом сече-
нии;
tga/v^tga/cosw.
При настройке станка на заточку задней поверхности конце-
вой фрезы с радиусным закруглением на торце ось шлифовально-
го круга тороидальной формы с радиусом R устанавливают в
горизонтальной плоскости, проходящей через ось фрезы, и раз-
ворачивают на угол <ду=45°, что обеспечивает обработку зад-
ней поверхности фрезы по всему контуру. После того как опе-
ратор введет в УЧПУ геометрическую и технологическую ин-
формацию и определения осевого и окружных шагов винтовых
зубьев, колонна станка автоматически опускается по координате
У на величину h, обеспечивающую получение заданного угла а.
С помощью наладочных перемещений устанавливают режу-
263
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
щую кромку начального зуба на торце горизонтально, подводят
шлифовальный круг до легкого касания в точке 6" (рис. 4.35,а)
и фиксируют это положение нажатием соответствующей клави-
ши на пульте УЧПУ, которое затем на основе ранее введенно-
го математического обеспечения по параметрам De, <р, R, г фор-
мирует специальную программу и обеспечивает автоматический
отвод круга от фрезы по траектории 6—5'—2*. Затем оператор
с помощью пульта осуществляет поворот фрезы вокруг своей
Рис. 4.35.
Последовательность взаимных перемещений шлифовального круга и концевой
фрезы с радиусной переходной кромкой:
в—при настройке в режиме обучения; б — при ааточке в автоматическом режиме; 0—8—
положения центра радиуса тороидальной поверхности шлифовального круга; 9 — фреза;
10 — шлифовальный круг
264
оси (по координате А) таким образом, чтобы режущая кромка
в начале цилиндрического участка (точка 2") находилась в го-
ризонтальной осевой плоскости фрезы. Величину этого поворота
УЧПУ запоминает как параметр объемной интерполяции на
участке сопряжения, соответвующего углу X. Оператор подво-
дит круг к фрезе по наклонной траектории до легкого касания с
режущей кромкой в точке 2". Нажатием кнопки на пульте опе-
ратор фиксирует это положение в памяти УЧПУ. Затем круг
перемещается вдоль цилиндрического участка фрезы по траекто-
рии 2—1. При этом фреза совершает поворот, соответствующий
шагу Р.
Автоматический цикл заточки (рис. 4.43, б) включает быст-
рый подвод и первую радиальную подачу 0—1, винтовое дви-
жение 1—2, движение по окружности 2—3 с одновременным
вращением фрезы, движение по окружности 3—4—5 без враще-
ния фрезы, прямолинейное перемещение 5—6, отскок 6—7, воз-
вращение в исходное положение 7—8—0 на быстром ходу с по-
воротом фрезы в обратном направлении.
Данный процесс повторяется до полного снятия припуска.
В конце цикла заточки выполняется выхаживание.
ГПМ ВЗ-233Ф2РМ предназначен для заточки отрезных фрез,
собранных в пакет. ГПМ состоит из заточного станка, манипуля-
тора и поворотного магазина, что по компоновке совпадает с
ГПМ ВЗ-218Ф2РМ. В магазине располагаются отрезные фрезы,
собранные в пакет длиной до 100 мм на оправках (16 пакетов
фрез диаметром до 200 мм или 8 пакетов диаметром 200 и
315 мм). Обработка фрезы производится методом многопроход-
ного шлифования двумя кругами: канавочным, заправленным по
форме канавки из круга ПП 300, и заточным — в форме цилин-
дрической чашки, который затачивает заднюю поверхность.
Полуавтоматы 3691 и ЗД692 предназначены для заточки от-
резных и прорезных фрез и дисковых сегментных пил по перед-
ним и задним поверхностям главных и переходных кромок. За-
точка передних и задних поверхностей главных кромок на про-
резных и зачистных зубьях производится абразивным или эль-
боровым кругом за один рабочий цикл. Задние поверхности пе-
реходных кромок также затачиваются в автоматическом цикле,
но пооперационно (отдельно правые и левые) и требуют отдель-
ной настройки положения шлифовального круга и числа его хо-
дов. При заточке тороидальный шлифовальный круг 6 получает
от сменного кулачка / поступательное движение в радиальном
направлении, кинематически связанное с непрерывным равно-
мерным вращением пилы 7 (рис. 4.36).
Выбор сменного кулачка производится в зависимости от ве-
личин переднего и заднего углов.
Радиус правки круга Лкр~ (0,6... 0,7)Z)/z, высота круга
^2гкр. При настройке гитары сменных зубчатых колес пользу-
265
Рис. 4.36.
Схема заточки дисковых пил на полуавтомате ЗД692:
1 — сменный кулак; 2 — качающийся рычаг: 3 — ролик рычага; 4— смещаемый опор-
ный ролик; 5- каретка шлифовальной бабки; 6 — шлифовальный крут; 7 —затачива-
емая пила
J . а 120 , - -
ются формулой —=—, где а, о — числа зубьев сменных зуб-
ft ж
чатых колес, z— число зубьев пилы.
Для заточки используют шлифовальные круги 24А 25 СМ1 К
формы ПП 300X6 (8, 10, 13) X127.
Полуавтоматы ЗЕ692 и ВЗ-187 имеют то же назначение и ком-
поновку, что и полуавтомат ЗД692 и отличаются от него конст-
руктивным исполнением.
Полуавтоматический комплекс ВЗ-226 К предназначен для за-
точки дисковых пил диаметром 275... 1430 мм и состоит из двух
полуавтоматов ЗД692, сбалансированного манипулятора с руч-
ным управлением ВЗМ-125 грузоподъемностью до 125 кг и мага-
зина-накопителя.
Полуавтомат ВЗ-204Ф2 предназначен для заточки задних по-
верхностей фасонных фрез с пологим профилем (например, паль-
цевых модульных фрез) диаметром до 320 мм и длиной до
180 мм. Заточка производится по плоскому копиру с использо-
ванием тороидального шлифовального круга, радиус профиля ко-
торого равен радиусу копирного пальца. Все параметры режима
обработки набираются оператором на пульте управления УЧПУ
с помощью декадных переключателей.
Полуавтомат ВЗ-192Ф2 предназначен для заточки передних
поверхностей фрез с пологой криволинейной формой дна канав-
ки (например, пальцевых модульных фрез); заточка производит-
ся по плоскому копиру с использованием тарельчатого круга.
Станок выполнен на базе станка ВЗ-204Ф2.
266
4.6. Заточка резьбонарезного инструмента
Метчики (табл. 4.17) изнашиваются по задней поверхности
зубьев режущей (заборной) части и на первых двух нитках ка-
либрующей части (рис. 4.37, а). После каждых двух повторных
заточек (затылования) по задней поверхности режущей части ре-
комендуется проводить одну заточку по передней поверхности.
Заточку передней поверхности метчика производят торцом
тарельчатого или чашечного круга (рис. 4.37, б). Ширину рабо-
чей поверхности круга Ъ следует брать меньшей, чем ширина за-
тачиваемой поверхности В, которая должна составлять не менее
двух высот профиля резьбы. Для получения переднего угла не-
обходимо расположить рабочую поверхность круга со смещени-
D .
ем относительно оси метчика на величину а = — sin у.
Чтобы избежать ступеньки па поверхности стружечной канав-
ки, рекомендуется шлифовальный круг править по прямой со
скруглением, радиус которого гкр берется близким к радиусу впа-
дины стружечной канавки метчика г. Затачивается передняя по-
верхность метчика обычно методом многопроходного шлифова-
ния в одну или две операции: предварительная — абразивом,
окончательная — эльбором. Эффективна полная глубинная за-
точка метчиков мелких и средних диаметров эльборовым кругом.
Заточку задних поверхностей режущей части метчика обыч-
но производят периферией абразивного круга прямого профиля
(рис. 4.38) с радиальным или осевым затылованием. Затылова-
ние может производиться как цилиндрическим кругом, ось кото-
рого располагается под углом «р к оси метчика, так и коническим
4.17. Износ и нормы стачивания резьбонарезного инструмента при обработке .стальных н чугунных заготовок _
Инструмент Диаметр резьбы, мм Допустимый износ ло задней поверхности, мм Норма стачивания и одну заточку, мм
по передней поверхности по задней поверхности
Резцы стержневые резьбовые, оснащенные твердым сплавом Метчики машинно-руч- ные Плашки круглые 3.-52 3...6 8... 10 12... 24 27... 36 42 ...52 3...6 8.-.24 27 ...36 42 - 52 0,8... 1 0,1 ...0,2 0,2... 0,3 0,4... 0,5 0,5... 0,6 0,6... 0.7 0,1 ...0,2 0,2 ...0,3 0,3 ...0,4 0,5 ...0,6 0,2... 0,3 0,3 ...0.4 0.5... 0.6 0,6 ...0,7 0,7... 0.8 0,2 ...0.3 0,3 ...0.4 0.4... 0.6 0,6 ...0,8 0,3-0,8 0,9 -1,1 1,4 ...1,6 1,8... 2,5 3 ...3,5 4 ...4,5
267
и опубликовал на сайте: Р R Е S S I ( Н Е R S О N )
Рнс. 4.37.
jv Схема износа задней поверхности метчика (а);
/Лч Т*' расположение крута и метчика при заточке пе-
Г редней поверхности (б):
/wS/Jv I I / I / — круг; 2 —уторка; 3 метчик
Г7Т кругом, профиль которого заправляется
° 4под углом <р. Затылование метчиков с
1 винтовыми стружечными канавками мо-
жет производиться заправленным на ко-
нус торцом чашечного круга при смеще-
._£ J нии оси метчика относительно оси шли-
г 9) ’ фовалыюго круга.
Круглые плашки затачивают абразив-
ными, алмазными и эльборовыми кругами. Технические требо-
вания предусматривают:
шероховатость передних и задних поверхностей зубьев на
заборной части /?о^1,25 мкм;
предельные отклонения угла 2ф=±2°30' и угла у=±10°. За-
тылование задних поверхностей режущей части при изготовле-
нии плашек производят цилиндрической или конической поверх-
ностью шлифовального круга (рис. 4.39).
Передняя поверхность плашек может быть криволинейной
или прямолинейной. Диаметр шлифовального круга при заточке
криволинейной поверхности может быть значительно большим,
чем при заточке прямолинейной поверхности, и берется обычно
на 1 мм меньше диаметра стружечного отверстия.
Для улучшения схода стружки на плашках делают специаль-
ную подточку с образованием наклонной режущей кромки. Дли-
на подточки обычно равна длине режущей части.
Для заточки метчиков используются специализированные
станки (табл. 4.18).
Автоматы 3688Ф2, 3688БФ2 и 3688ДФ2 предназначены для
заточки передней поверхности метчиков с одновременным шли-
фованием всего профиля стружечной канавки у метчиков с пря-
Рис. 4.38.
Схемы затылования метчиков с прямыми (а) и винтовыми (б) канавками
268
Рис. 4.39.
Схемы заточки круглых плашек:
а. б— то задней поверхности режущей части цилиндрическим и коническим кругами;
в. г — по криволинейной передней поверхности в упор и качанием; д. е—по прямоли-
нейной передней поверхности напроход и в упор
мым зубом. Обработка ведется методом глубинного скоростного
шлифования.
Станок МФ-4М предназначен для затылования (заточки)
метчиков по задней поверхности режущей части и работает по
методу радиального затылования.
Автоматы 3686Ф2 и 3686ГФ2 осуществляют затылование ре-
жущей части в автоматическом цикле в режиме скоростного
шлифования за 2...3 оборота метчика по схеме радиального за-
тылования.
Автомат МФ-389 и полуавтомат МФ-382 имеют аналогичное
назначение и различаются тем, что основную часть припуска
снимают без затылования метчика при быстром его вращении.
На второй стадии обработки вводится затылующее движение с
постепенно возрастающей амплитудой. При этом число оборо-
тов метчика соответствующим образом снижается.
Полуавтомат ВЗ-202Ф2 выполнен на базе универсально-за-
точного станка и позволяет вести пооперационную заточку пе-
редних и задних поверхностей метчика.
Все станки, в обозначение которых входит Ф2, имеют про-
граммирование съема припуска на декадных переключателях.
269
4.18. Характеристика станков для заточки метчиков
Основные данные Э688Ф2 3688БФ2 3688ДФ2 МФ-4М МФ-389 МФ-382 Э68СФ2 36Я6ГФ2 ВЗ-202Ф2
Выполняемые операции Диаметр обрабатываемо- го инструмента, мм Число зубьев метчика Диаметр шлифовального круга, мм Скорость шлифования, м/с Заточка i шлнфова! 7 „17 3...4 300 60 передней повс нне профиля । канавки 17 ...30 4 300 60 рхности И стужечной 27... 52 4 300 60 Затылование 6 „.52 3...4 175 30 задней пове] 3.„12 3„. 4 300 60 рхности на забо{ 22 ...60 3...4 300 60 )ном конусе (ре> 3„. 16 3...4 300 30; 60 кущей части) 16 ...30 3...4 300 30; 60 Заточка перед- ней поверхно- сти, затылова- ние заборного конуса (режу- щей части) 6...80 3... 16 200 25
Скорость продольной подачи, м/мин Мощность привода шли- фовального круга, кВт Размеры станка, мм Масса станка, кг 0,5 ...2 22 2050Х Х2650Х Х3080 4,5 0,5 ...2 3,0 2050Х Х2650Х Х3080 4,5 0,5 ...2 4,0 2050Х Х2650Х Х3080 4,5 0,8 800Х600Х Х1300 0,6 2,2 1550Х Х1876Х XI960 3,8 4.0 1550Х1876Х XI960 3,6 3,0 2970Х1900Х Х1900 4,2 4,0 2890Х2360Х Х1900 5,4 0.5 „8 1,5 2200Х2300Х Х1750 2,0
4.7. Заточка зуборезного инструмента
Износ зуборезного инструмента происходит по
задней и передней поверхностями (рис. 4.40). Лимитирующим
является износ по задней поверхности у вершины зуба ha (табл.
4.19).
Червячные зуборезные фрезы с винтовыми канавками зата-
чивают конической поверхностью круга с углом профиля 15...
40°. При этом на передней поверхности зубьев появляется вы-
пуклость FjN. Величина выпуклости зависит от диаметра шлифо-
вального круга и разностного угла Дя(ов—о/, где ые и о,- — углы
наклона стружечной канавки соответственно у вершины и осно-
вания зуба фрезы (рис. 4.41) [17, 46].
Рис. 4.40.
Схема износа зуборезного ин-
струмента:
а —дисковой фрезы; б — червячной
фрезы; В —долбяка
Уменьшение выпуклости F/n передней поверхности может
быть достигнуто: уменьшением диаметра круга, увеличением уг-
ла профиля круга, профилированием выпуклой рабочей поверх-
ности круга, дополнительным поворотом круга. Полностью устра-
нить выпуклость на передней поверхности можно только при за-
точке профильным кругом.
4.19. Износ и нормы стачивания зуборезного инструмента
Инструмент Обрабаты- ваемые материал Характер обработки Допустимый износ по задней поверхности, ми Норма стачивания по передней поверхности за одну заточку, мм
Фрезы дисковые быст- рорежущие фрезы червячные бы- строрежущие Долбякн быстрорежу- щие Сталь и чугун Сталь Чугун Сталь и чугун Чернобая Чистовая Черновая Чистовая Черновая Чистовая Черновая Чистовая ОД „.1,0 0,2... 0,4 1,0 „1,2 0,2 ...0,4 0.6 ...0,8 02... 0,4 0.8... 1,0 0.1 ...0,2 0,9 .„1,2 0,3... 0,5 1,1... 1Д 0,3 ...0,5 0,7... ОД 0.3 „.ОД 0,9 ...1.1 0,2... 0,3
271
и опубликовал на сайте: Р R Е S S I( Н Е R S О N )
выпуклости при заточке передней поверхности червячной
стружечными канавками (с) и зависимость значения вы-
Рнс. 4.41.
Схема образования
фрезы с винтовыми . ------------ —, п ОПв-КПИМ ВШ“
пухлости Ffn на передней поверхности фрезы от диаметра круга и разностно-
го угла А при заточке фрез коническим кругом с прямолинейной образующей
при 6=20“ (б):
Яср. Явм — длина образующих дополнительных конусов абразивного круга; ые. ш(|
— углы наклона стружечной канавки по наружному, среднему н внутреннему диа-
метрам фрезы; £>кр — диаметр круга; Л— угол профиля круга; ht и Л, —съемы по на-
ружному и внутреннему диаметрам фрезы; / — ось фрезы; 2 — ось поворота шлифо-
вальной головки на угол подъема стружечной канавки; 3, 1, 5 —линки сечения перед-
ней поверхности фрезы плоскостями, перпендикулярными оси 2 соответственно на внут-
реннем. среднем и наружном диаметрах фрезы; 6—6 — ось дополнительного поворота
шлифовального круга для снижения выпуклости
Для этой операции применяют механизмы кинематической
правки (рис. 4.42) или правки по копиру.
Для уменьшения выпуклости передней поверхности в 4... 10
раз при заточке фрезы коническим кругом с прямолинейной об-
разующей можно использовать прием дополнительного поворота
круга (20] вокруг оси 6 (см. рис. 4.41), перпендикулярной винто-
вой линии, лежащей на среднем диаметре фрезы, на угол р:
_ (дж—(О/
Аф tg —j—
------------±—,
г (Dt — Dt) sin 6
где De и Dt — наружный и средний диаметры фрезы; и ш/ —
углы наклона передней поверхности на De и Dt.
На практике для заточки фрез классов В и С, при угле на-
клона канавок менее 10°, допускается использовать коническую
поверхность шлифовального круга с прямолинейной образующей.
Если диаметр шлифовального круга превышает некоторую кри-
тическую величину, зависящую от диаметра фрезы, глубины и
272
шага стружечных канавок, то передняя поверхность зубьев бу-
дет иметь подрезание, несмотря на профильную правку кру-
га [42].
При настройке шлифовальный круг должен быть повернут на
угол установки ыу, зависящий от угла наклона стружечной ка-
навки на делительном диаметре (ае и угла т между образующей
круга, контактирующей с передней поверхностью фрезы, и осью
поворота шлифовального круга при настройке:
sin шу = sin ше cos г.
У большинства современных станков для заточки червячных
фрез ось поворота круга параллельна его контактной образу-
ющей, т. е. т=0. В этом случае wy=we.
Если крут имеет криволинейный профиль, то для определе-
ния угла т проводят касательную к профилю в точке, контакти-
рующей с передней поверхностью зуба фрезы на ее делитель-
ном или среднем диаметре.
Заточка насадных фрез производится на концевых или цен-
тровых оправках. Центровые оправки в состоянии обеспечить
более высокую точность вращения фрезы и поэтому могут быть
рекомендованы при заточке фрез высоких степеней точности,
но при общей массе фрезы с оправкой не более 30 кг. При за-
точке фрез на концевых оправках на станках с горизонтальным
расположением фрезы, второй конец оправки поддерживается
центром задней бабки.
Мелкомодульные фрезы при заточке закрепляют на консоль-
ной оправке. После установки фрезы на станке надо обязатель-
но проверить, нет ли радиального биения по буртикам. Биение
для фрез класса АА не должно быть более 0,01 мм; для фрез
класса ААА — не более 0,006 мм. Ширина затачиваемой перед-
ней поверхности берется обычно равной глубине стружечной
канавки за вычетом величины радиуса ее впадины, но не ме-
нее 3m.
Фрезы с винтовой поверхностью затачивают конической по-
верхностью круга методом многопроходной обработки, причем
на станках, не имеющих программного управления, деление осу-
ществляют после каждого двойного хода круга по канавке, а кру-
говая подача на глубину шлифования происходит через число
зубьев фрезы. Таким образом, для снятия припуска требуется
несколько оборотов фрезы. После съема основной части припуска
целесообразно выполнить правку круга с компенсацией его из-
носа. Заточку заканчивают одним — тремя выхаживающими обо-
ротами фрезы.
На станках с ЧПУ деление производится после съема всего
припуска с обрабатываемого зуба, а круговая подача идет пе-
риодически после каждого одинарного или двойного хода. Сле-
довательно, весь припуск снимается за один оборот. Второй обо-
273
рот фрезы используется для
выхаживания. Однооборот-
ная заточка повышает про-
изводительность обработки
1.5...2 раза.
При многопроходной за-
точке быстрорежущих фрез
абразивными кругами (24А
16—25 СМ 1-СМ2 К) ско-
рость круга Сир=25 м/с, ско-
рость продольной подачи
0з = 5...Ю м/мин, величина
поперечной подачи Sh 2х==
= 0,04...0,06 мм/дв. ход при
черновой заточке и 2х=
Рнс. 4.43.
Методы заточки прямозубых долбяков:
в — периферией круга; б — торцом круга
=0,02...0,03 мм/дв. ход при чистовой заточке. Рекомендуется
обильная подача СОЖ.
274
кинематическая алмазной иглой; б — кине-
матическая алмазным роликом; в —по жестко-
е)
Рис. 4.42.
Схема профильной правки шлифовально-
го круга:
wnnunv «в V тепли
му копиру; г — по регулируемому копиру:
1 — алмазная игла; 2 — алмазный ролик: 3 —
привод вращения алмазного ролика; 4 —Жест-
кий копир; 5 — регулируемый копир
При заточке червячных фрез на полуавтоматах с микропро-
цессорным управлением можно воспроизвести цикл обработки,
наиболее рациональный в заданных условиях [35].
Червячные фрезы с прямыми канавками затачивают эльбо-
ровыми (для быстрорежущих зубьев) и алмазными (для твер-
досплавных зубьев) кругами глубинным методом. Заточку про-
изводят торцом круга с заборным конусом (для фрез классов
В и С) или с острой кромкой (для фрез классов А и АА). Глу.
бинная заточка эльборовым кругом на керамической связке
(ЛП-12 СТ1-СТ2 ОП9; 100—150%) производится со скоростью
круга 22... 25 м/с, скоростью продольной подачи и подачей на
глубину шлифования соответственно 0,6 м/мин и 0,5 мм при
предварительной заточке, 0,2 м/мин и 0,1... 0,3 мм при оконча-
тельной заточке, СОЖ (Укринол-14 с химически активными при-
садками) подается в количестве около 100 л/мин. Глубинный
метод заточки алмазным кругом на металлической связке
(АС4 125/100 100 Ml—01) производится со скоростью круга 18...
20 м/с, скоростью продольной подачи 0,3 м/мин и подачей на
глубину шлифования 0,2... 0,4 мм. СОЖ и ее подача такие же.
Зуборезные долбяки с прямыми зубьями затачивают по пе-
редней поверхности методом круглого шлифования (рис. 4.43).
Заточку косозубых долбяков производят методом плоского мно-
гопроходного шлифования каждого зуба отдельно С делением
после двойного хода стола. Последние несколько ходов исполь-
зуются для выхаживания без подачи. В качестве делительного
диска обычно используют сам затачиваемый долбяк. Заточка
косозубых долбяков для шевронных зубьев производится в два
приема. По эвольвенте, соответствующей по своим параметрам
эвольвенте профиля зуба долбяка, затачивают фаску на острой
275
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Ряс.
Схема станка с ЧПУ для заточки червячных фрез:
I — затачиваемая фреза; 2 — шлифовальный круг; 3 — червячная передача; 4—шари-
ковый винт; 5 — электродвигатели приводов вращения фрезы и перемещения шлифо-
вального круга; 6 — измерительные датчики обратной связи- 7— блок сравнения- 8—
центральный процессор; 9 — аналоговый процессор; 70 — ввод данных (параметров за-
режущей кромке, а затем канавку на тупой режущей кромке.
Заточку фаски производят периферией, а канавки — профилем
специально направленного круга формы Пп.
Станки для заточки червячных фрез по расположению оси
шпинделя изделия имеют горизонтальную иди вертикальную ком-
поновку. По способу осуществления продольной подачи станки
разделяются на станки с подвижной шлифовальной бабкой и с
подвижным столом.
Различают три способа вращения шпинделя изделия при про-
дольном перемещении шлифовальной бабки (стола), необходи-
мого при заточке червячных фрез с винтовыми канавками. При
первом способе вращательное движение воспроизводится от по-
ступательно перемещающейся зубчатой рейки и передается на
шпиндель изделия с помощью системы зубчатых передач, вклю-
чающих гитару сменных колес. При втором способе это дви-
жение осуществляется посредством регулируемой синусной ли-
нейки и передается на шпиндель изделия механическим спосо-
бом. При третьем способе каждое из этих двух движений име-
ет отдельный привод, связь между которыми осуществляется
контурной системой ЧПУ (рис. 4.44).
276
Полуавтоматы ЗА660А и ЗБ662ГВ, а также ГПМ ВЗ-218Ф2РМ
(табл. 4.20) предназначены для заточки червячных фрез из быст-
рорежущей стали и твердого сплава с прямыми канавками. За-
точка производится методом глубинного шлифования торцом эль-
борового или алмазного круга с обильным охлаждением. На стан-
ке ЗА660А возможно многопроходное шлифование. Цикл обра-
ботки автоматизирован. На станках можно затачивать передние
поверхности других многолезвийных инструментов с прямым зу-
бом. ГПМ ВЗ-218Ф2РМ включает в свой состав базовый станок
ЗБ662ГВ, манипулятор и поворотный магазин, в котором распо-
лагают фрезы, закрепленные на оправках.
Полуавтоматы ЗБ662ПФ2, ЗБ663ВФ2, ЗБ664ВФ2 с позицион-
ной системой ЧПУ и ГПМ ВЗ-218ФЗРМ предназначены для за-
точки хвостовых и насадных черячных фрез из быстрорежущей
стали и твердого сплава с прямыми и винтовыми канавками. За-
точка производится за один оборот фрезы методом многопроход-
ного шлифования конической поверхностью абразивного, эльбо-
рового или алмазного круга с охлаждением и всухую.
Полуавтоматы имеют горизонтальную компоновку с подвиж-
ными шлифовальными салазками, перемещающимися относи-
тельно установленной в центрах фрезы.
Для заточки фрез с большим углом подъема винтовых стру-
жечных канавок (более 25°) модулем до 8 мм в комплекте стан-
ка предусмотрена дополнительная шлифовальная бабка.
Полуавтоматы имеют привод круговой подачи и деления
шагового электродвигателя с управлением от позиционной сис-
темы ЧПУ, что обеспечивает обработку со съемом полного при-
пуска с черновыми и чистовыми проходами за один оборот фрезы,
что значительно сокращает время обработки. Необходимый цикл
заточки и режим обработки (общий припуск, величина и число
черновых ходов, величина чистовой подачи, число выхаживающих
ходов, частота правки) устанавливаются оператором на декадных
переключателях пульта управления.
Полуавтомат ВЗ-2ОЗФ2 с ЧПУ предназначен для заточки пе-
редних поверхностей косозубых и прямозубых дисковых, чашеч-
ных и хвостовых долбяков классов АА, А и В. Обработка произ-
водится периферией абразивного, алмазного или эльборового
круга прямого профиля. С помощью декадных переключателей
программируются параметры обработки: число зубьев, подача
и число черновых ходов, подача и число чистовых ходов, число
ходов выхаживания.
Полуавтомат ЗМ666ВФ2 предназначен для заточки одно-,
двух- и трехсторонних, право- и леворежущих зуборезных голо-
вок для черновой и чистовой обработки диаметром 80... 500 мм
и круговых протяжек диаметром до 630 мм для нарезания ко-
нических колес с круговыми зубьями, а также право- и леворе-
жущих зуборезных головок диаметром до 450 мм и круговых
277
4.20. Характеристика станков для заточки зуборезного инструмента
Основные данные ЗА660А ЗБ6627В ВЗ-218Ф2РМ ЗБ662ВФ2 ЗБ6&ЗВФ2 ЗБ664ВФ2 ВЗ-2ОЗФ2 З.М666ВФ2 ВЗ-227Ф2К
Обрабатываемый инстру- мент Червячные фрезы с прямыми канавками Червячные фрезы с винтовыми Долбяки Зуборезные головки
Диаметр обрабатываемо- го инструмента, мм 10 ...65 До 250 До 250 До 200 и прямыми До 320 канавками До 500 До 280(320) 80 ...630
Длина, мм До 65 До 230 До 230 До 280 До 450 4... 30 До 700 8...20
Число зубьев 4...26 4... 45 4... 45 4... 45 Л ...90 15 L Л
Угол наклона канавки,0 Шаг канавки, мм Передний угол, ° Класс точности 0 оо До 15 АА 0 оо —30 ...4-15 АА 0 оо —30... 4-15 АЛ До 45 125 015 АА До 45 125 ...оо 015 АА 100; 200; 300 До 45 J25...W 015 АА До 45 0?5 АА 4 0
Диаметр шлифовального круга, мм 80... 100 150; 200 150; 200 100; 200; 250 400 100 ...200 ЛА 350
Скорость шлифования, м/с 16; 30 15; 35 15; 35 30 30 30 20 ...30 25
Скорость продольной по- дачи, м/мин 0,2... 6 0,03... 1,5 0,03... 1,5 0,5... 12 0,2 ...16 0,5... 10 —
Мощность привода круга, кВт 0,75 4 4 2,2 3 3 1,5 5 !,2
Размеры станка, мм 1210Х680Х XI450 2380Х Х1600Х Х1665 4300Х Х2000Х XI900 2380Х Х1660Х Х1800 2980Х XI760X Х18Ю 4000X2 Ю0Х XI800 2600Х2100Х XI665 2250X1910Х Х2150 4165X20! 5Х Х3885
Масса станка, кг 1080 4000 5100 4200 4500 5500 1800 3300 5700
протяжек диаметром до 630 мм для нарезания прямозубых ко-
нических колес. Полуавтомат имеет вертикальное расположение
бабки изделия. Съем припуска происходит за один оборот за-
тачиваемой головки при многопроходном шлифовании и програм-
мируется преднабором на декадных переключателях пульта уп-
равления однокоординатной системы ЧПУ.
Полуавтоматический заточной комплекс ВЗ-227Ф2К состоит
из полуавтомата ЗМ666ВФ2, сбалансированного манипулятора
с ручным управлением и магазина-накопителя.
4.8. Заточка протяжек
Износ протяжек (рис. 4.45) происходит преиму-
щественно по задним поверхностям со скруглением режущих
кромок. Допустимый износ по задней поверхности зубьев про-
тяжек Л3=0,10...0,15 мм, а по уголкам стружкоразделительиых
канавок — в пределах /iy = 0,2... 0,4 мм. Внутренние протяжки пе-
ретачиваются по передней поверхности, так как при этом умень-
шение размера зубьев является минимальным. Припуск на пов-
торную заточку равен 0,15... 0,2 мм у протяжек для чистовой
обработки и 0,25 ...0,3 мм у протяжек для черновой обработки.
278
Общая толщина слоя на все повторные заточки не превышает
1,5 мм. Наружные и шпоночные протяжки затачивают по зад-
ним поверхностям. Для поддержания объема впадины после
трех — пяти повторных заточек необходимо углублять впадину
зуба с заточкой передней поверхности.
Переднюю поверхность круглой или шлицевой протяжки за-
тачивают эллиптическим или коническим методом [3], исполь-
зуя соответственно тороидальные или тороидально-конические
круги (рис. 4.46). В обоих случаях радиусный переход от перед-
ней поверхности протяжки к дну впадины формируется торо-
идальной частью круга. При эллиптической заточке передняя
поверхность протяжки образуется окружностью тора, контакти-
рующей с точкой А сопряжения передней поверхности с радиус-
ным переходом, и является эллипсоидом вращения. При кониче-
ской заточке передняя поверхность протяжки формируется ко-
нической частью шлифовального круга н является конусом вра-
щения.
При эллиптической заточке передний угол протяжки зависит
от диаметров круга и протяжки
279
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
Рис. 4.45.
Износ протяжек:
а я б — шпоночных или шлицевых; в — круглых: г - поперечное сечение зуба с изно-
сом по передней и задней поверхностям н скруглением режущей кромки
tgv'=-7^r+ct«₽’
где ЯА — ---радиус окружности шлифовального
sin у
круга, проходящей через точку Л; гл — радиус точки А на протяж-
ке; п —текущий радиус передней поверхности протяжки; fl —
угол между осями круга и протяжки; у—передний угол протяж-
ки (в точке С).
При конической заточке обеспечивается постоянство перед-
него угла по всей передней поверхности. Во избежание завала
режущей кромки из-за неравномерного износа конической обра-
зующей круга, перед чистовой заточкой круг необходимо править
или поднимать на 0,1 гв (гв— радиус впадины стружечной ка-
навки).
Для предупреждения интерференции режущей кромки про-
тяжки с поверхностью шлифовального круга необходимо, что-
Рис. 4.46.
Заточка передней поверхности протяжки тороидальным (с) и
тороидальио-коинческнм (б) кругами
бы радиус кривизны круга был меньше радиуса кривизны пе-
редней поверхности протяжки во всех точках их контакта:
zi ^wDsin(₽—у)
к? . -----•
sin у
где т — коэффициент запаса, принимаемый т=0,9—при эллип-
тической заточке и т=0,8--при конической заточке.
Для выбора угла поворота шлифовального шпинделя fl или
наибольшего диаметра шлифовального круга можно пользо-
ваться номограммой (рис. 4.47), построенной при /п=1 (16).
Круговые и шлицевые протяжки затачивают в центрах с ис-
пользованием люнетов, расстояние между которыми не превы-
шает 8Z). Вращение круга и протяжки должно быть встречным.
Оси шлифовального круга и протяжки должны пересекаться,
т. е. лежать в одной плоскости. В этом случае следы заточки
(риски от зерен круга) на передней поверхности зуба являются
круговыми (рис. 4.48, а) при заточке тороидально-коническим
кругом или пересекающимися (рис. 4.48, б) при заточке торо-
идальным кругом. Лучевые следы заточки (рис. 4.48, в) свиде-
тельствуют о неправильном расположении круга и протяжки: их
оси являются скрещивающимися прямыми. Для правильной за-
точки расстояние между осями круга и протяжки не должно
превышать 0,05 мм на всей длине протяжки. Радиальное биение
280
281
a)
6)
Рис. 4.48.
Вид следов заточки на
передней поверхности
зуба протяжки при пра-
вильной (а, 6} и не
вильной (в) устан
шлифовального круг:
Рис. 4.50.
Выкружки (а) на протяжках группового резания и их вышлифовывание ци-
линдрическим (б) и коническим (в) кругами
зубьев протяжки при протягивании не должно превышать
0,05 мм по 9-му квалитету, 0,03 мм по 8—6-му квалитетам и
0,02 мм по 5-му квалитету [34].
При вышлифовывании стружкоразделительных канавок ме-
тодом врезания (рис. 4.49) с образованием задних углов на вспо-
могательных кромках необходимо сместить ось круга относитель-
но передней поверхности на ширину зуба.
Выкружки на протяжках группового резания вышлифовывают
цилиндрическим кругом (рис. 4.50) с продольной подачей или
коническим кругом методом врезания.
При шлифовании стр у ж ко разделительных канавок и выкру-
жек нельзя допускать образования бочкообразности, нарушаю-
щей процесс резания.
Плоские протяжки затачивают по передним и задним поверх-
ностям зубьев торцом тарельчатого или чашечного круга при
возвратно-поступательном перемещении параллельно режущей
кромке. Протяжку закрепляют в тисках или на магнитной плите.
При заточке плоской протяжки по задней поверхности смеще-
ние на шаг обеспечивается использованием откидной упорки,
закрепленной на неподвижной части станка и базирующейся по
передней поверхности затачиваемого зуба.
Протяжки затачивают кругами 24А 16—25 СМ1-СМ2 К при
скорости шлифования 18...20 м/с, скорости вращения протяжки
или продольной подаче 10... 15 м/мин и глубине шлифования
0,02... 0,04 мм.
Для доводки протяжек используют круги 63С 5-6 С2 Б, а так-
же алмазные и эльборовые круги. Припуск под доводку 0,01 ...
0,02 мм.
Станки 3601-1 (табл. 4.21), 3602, ЗМ601Ф1 (с цифровой инди-
кацией продольного и вертикального перемещений) и ЗБ601ФЗ
предназначены для заточки круглых и плоских протяжек.
Рис. 4.49.
Вышлифовывание стружкоразделительных канавок:
а —установка круга; б — правильная форма канапок; в — неправильная форма кана-
вок (бочкообразвость)
282
4.21. Характеристика станков для заточки протяжек
Основные данные 3601-1 ЗМ601Ф1 3602 ЗБ601ФЗ
Диаметр протяжки, мм До 200 До 250 70...500 20—250
Длина протяжки, мм Ширина плоской протяж- ки, мм: с прямыми зубьями До 1000 До 2000 До 2500 До 2000
До 250 До 250 До 250 До 250
с наклонными (30°) зубьями Диаметр круга, мм До 220 До 220 До 230 200
25-200 25-200 80-200 200
Частота вращения круга. 2000... 12 000 2500... 12 000 1500-9000 4000
мин-1 Скорость поперечного пе- ОД-16 0,5—16 0,5—12 0,75-10
ремещения шлифоваль- ной бабки, м/мин Мощность привода шли- 0,82/1,2 2,2 2,2 2.2
фовального круга, кВт Размеры станка, мм 3200Х 5220Х 7200Х 5180Х
Масса станка, кг Х1770Х Х1840 5100 Х2000Х XI820 5400 Х2300Х Х2200 10 600 Х2400Х Х2450 5000
283
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
СПИСОК ЛИТЕРАТУРЫ
I. Абразивная и алмазная обработка: Справочник/Под ред. А. И. Рез-
никова. М.: Машиностроение, 1977. 391 с.
2. Абразивное электроэрозионное шлифование. Методические рекоменда-
ции. М.: ЭНИМС, 1981. 86 с.
3. Баранов Л. П. Выбор способа заточки круглых и шлицевых протя-
жек//Станки и инструмент. 1982. № 4. С. 24—25.
4. Глаговский Б. А., Ротштейн Г., Яшин В. Контрольно-измерительные
приборы и основы автоматизации производства абразивных инструментов. Л.:
Машиностроение, 1980. 287 с.
5. Голубев И. В., Гродзиискнй Э. Я-, Свешников В. С. и др. Шлифование
с автоматической стабилизацией режущей способности круга//Станкн и ин-
струмент. 1984. № 1. С. 20.
6. Грановский Г. И., Панченко К. П. Фасонные резцы. М.: Машиностро-
ение, 1976. 309 с.
7. Дашевскнй И. И., Бурцев И. М., Закревский А. М. Профильное шли-
фование деталей машин и приборов. М.: Машиностроение, 1977. 176 с.
8. Дегтяренко Н. С. Остаточные напряжения на заточенной поверхности.
М.: ВНИИИ, 1962. 68 с.
9. Дегтяренко Н. G, Каменкович А. С. Установление условий заточки по
температурному критерию. М.: ВНИИИ, 1S65. 12 с.
10. Деречин Л. Г. Технология алмазной вышлнфовки стружечных кана-
вок твердосплавного концевого инструмента диаметром 2...6 мм//Металло-
режущий и контрольно-измерительный инструмент. Вып. 10 (82). М.:
НИИМАШ, 1973. С. 4—8.
11. Дибнер Л, Г., Райхельсон В. А., Беленький Л. В. Упрощенный метод
профилирования шлифовального круга для винтовых канавок концевого нн-
струмента//Станки н инструмент. 1979. № 1. С. 8—9.
12. Дибнер Л. Г., Беленький Л. В., Кузнецов А. А. Методика профилиро-
вания и установки шлифовального крута при обработке канавок спиральных
сверл//Станки н инструмент. 1975. № 11. С. 26—27.
13. Дибнер Л. Г., Белостоцкий В. Л-, Лапшиц Б. Л. Применение скорост-
ного шлифования при обработке стружечных канавок и заточке сверл//Стан-
ки и инструмент. 1981. № 11. С. 12—14.
14. Дибнер Л. Г., Кузнецов А. А., Беленький Л. В. Шлифование канавок
сверл, полученных методом продольно-винтовой прокаткн//Станкн и инстру-
мент. 1976. № 5. С. 18—19.
15. Дибнер Л. Г., Шкурнн Ю. П. Заточка спиральных сверл,. М., Маши-
ностроение, 1967. 155 с.
16. Дибнер Л. Г. Справочник молодого заточника металлорежущего ин-
струмента. М.: Высшая школа, 1984. 160 с.
17. Дибнер Л. Г., Цофин Э. К- Заточные автоматы и полуавтоматы. М.:
Машиностроение, 1978. 390 с.
18. Дорофеев В. Д. Основы профильной алмазно-абразивной обработки.
Саратов: Саратовский университет, 1983. 186 с.
19. Захаренко И. П., Меркулов В. Н. Обработка инструмента из быстро-
режущей стали. Киев: УКРНИИНТИ, 1983. 70 с.
20. Заточка червячных фрез с разворотом образующей шлифовального
круга//Станки и инструмент. 1973. № 5. С. 29.
21. Захаренко И. П. Сверхтвердые материалы в инструментальном произ-
водстве. Киев: Высшая школа, 1985. 170 с.
22. Зекцер Г. О., Шаповалов Э. Т., Баранова Л. И. Применение электро-
химических методов для выявления и исследования прижогов инструмента из
быстрорежущих сталей после шлифования и заточки//Сб. трудов ВНИИин-
струмент. 1980. С. 147—153.
284
23. Кащух В. А., Мелехин Д. А., Бапмии Б. П. Справочник заточника
М.: Машиностроение, 1982. 232 с.
24. Кирсанов Г. Н., Лазебник И. С. Особенности процесса затылования
червячных зуборезных фрез//Вестник машиностроения. 1984. № 3. С. 59—61.
25. Колесников С. В., Беиднков В. Д., Олехиович В. А. Заточка фрез на
станках с ЧПУ//Станки и инструмент. 1985. № 9. С. 25—26.
26. Колесников С. В. Обработка криволинейных поверхностей тороидаль-
ным крутом на плоскошлифовальном станке с ЧПУ//Станки и инструмент.
1982. № 3. С. 21—23.
27. Костюков К. М., Михелькевич В. Н. Устройство для автоматического
ограничения прижогов при шлифовании. Станки и инструмент. 1982. № 10.
28. Котельников В. К- Приспособления для изготовления металлорежуще-
го инструмента. М.: Машиностроение, 1977. 175 с.
29. Кудевнцкий Я. В. Фасонные фрезы. М.: Машиностроение, 1978. 196 с.
30. Лазебник И. G Оптимизация технологических параметров затыло-
ванных червячных фрез//Станки и инструмент. 1984. Ns 10. С. 19—21.
31. Лашнев С. И., Юликов М. И. Расчет и конструирование металлоре-
жущего инструмента с применением ЭВМ. М.: Машиностроение, 1975. 392 с.
32. Лашнев С. И. Формообразование зубчатых деталей реечными и чер-
вячными инструментами. М.: Машиностроение, 1971. 216 с,
33. Либерман А. И. Корригирование профиля эвольвентных протяжек//
Станки и инструмент. 1965. № 9. С. 26—30.
34. Люкшни В. С. Теория винтовых поверхностей в проектировании ре-
жущих инструментов: М.: Машиностроение, 1968. 372 с.
35. Мартышко В. В., Кананец Э. Ф., Родионов А. С. Заточка многолез-
вийного инструмента на полуавтоматах с ЧПУ//Станки и инструмент. 1985.
№ 6. С. 18-20.
36. Махарииский Е. И., Рабинович В. А., Олехиович Н. И. Выбор пара-
метров установки шлифовального крута при заточке передних поверхностей
винтовых зубьев концевых фрез//Станки и инструмент. 1987. № 11. С. 17—18.
37. Мищенко Л. Д., Алферов Э. А. Выбор режимов врезного резьбошли-
фовання по силовым показателям процесса//Станки и инструмент. 1982. № 1.
С. 31.
38. Нормативы расхода алмазных правящих карандашей. М.: НИИМАШ,
1982. 52 с.
39. Нормативы режимов резания и времени на заточку и доводку режу-
щего инструмента крупносерийное и серийное производство. М.: НИИМАШ,
1977. 160 с.
40. Нормативы режимов резания и времени на затылование режущего
инструмента. Крупносерийное и серийное производство. М.: НИИМАШ, 1980.
127 с.
41. Олехиович Н. И., Олехиович В. А., Каплан Ю. А. Методика расчета ус-
тановки шлифовального крута при заточке концевых фрез по передней поверх-
ности//Станки и инструмент. 1986. № 2. С. 22—23.
42. Ольхименко Н. И., Чичерин В. И. Выбор максимального диаметра шли-
фовального крута при заточке червячных фрез//Станки и инструмент. 1980.
№ 3. С. 16—18.
43. Ординарцев И. А., Филиппов Г. В. Автоматизация производства режу-
щего инструмента. Л.: Машиностроение, 1972. 264 с.
44. Палей М. М. Технология производства металлорежущего инструмента.
М.: Машиностроение, 1982. 256 с.
45. Пахалин Ю. А. Алмазное контактно-эрозионное шлифование. Л.: Ма-
шиностроение, 1985. 178 с.
46. Петренко П. Д., Сандлер А. И. Профилирование шлифовального кру-
га при заточке червячных фрез на станках моделей 5851 и 5о53//Металлоре-
жущие станки и автоматические линии. М.: НИИМАШ, 1980. Выл. 9. С,
10—13.
285
47. Попов С. А., Дибнер Л. Г., Каменкович А. С. Шлифование деталей и
заточка режущего инструмента. М.: Высшая школа, 1975. 331 с.
48. Попов С. А., Малсвскнй Н. П., Терещенко Л. М. Алмазно-абразивная
обработка металлов и твердых сплавов. М.: Машиностроение, 1977. 263 с.
49. Попов С. А., Белостоцкий В. Л. Электроабразивная заточка режущего
инструмента. М.: Высшая школа, 1981. 159 с.
50. Попов С. А. Заточка и доводка режущего инструмента. М.: Выс-
шая школа, 1986. 223 с.
51. Прогрессивные методы шлифования пропитанным абразивным инстру-
ментом. М.: НИИМАШ, 1978. 24 с.
52. Рабинович А. М., Олехнович Н. И., Конников М. Н. Формообразова-
ние профиля зубьев при заточке дисковых пил и отрезных фрез//Станки и ин-
струмент. 1982. № 5. С. 22—23.
53. Расчет экономической эффективности новой техники: Справочник. Л.:
Машиностроение, 1975. 432 с.
54. Режущий инструмент. Лабораторный практикум/Под общ. реп
Н. Н. Щеголькова. М.: Машиностроение, 1985. 168 с.
. 55. Резников А. Н. Теплофизика резания. М.: Машиностроение, 1969. 288 с.
56. Родни П. Р., Климов В. И., Якубсон С. Б. Технология изготовления зу-
борезного инструмента. Киев: Техшка, 1982. 208 с.
57. Романов В. Ф., Авакян В. В. Технология алмазной правки шлифоваль-
ных кругов. М.: Машиностроение, 1980. 118 с.
58. Сандлер А. И. Профилирование шлифовальных кругов для затылова-
нЙ1Д^ШМ1978Л7^е7СУСи,Д-8И контрольно'изме₽ительний инструмент. М.:
59. Сахаров Г. Н, Дибнер Л. Г., Райхельсон В. А. Образование зубьев
отрезных и прорезных фрез абразивным червяком//Станки и инструмент. 1979.
№ 3. С. 21—23.
60. Сахаров Г. Н., Сморкалов Н. В. Шлифование зубьев долбяков абра-
зивным червяком//Прогресснвиые технологические процессы в инструменталь-
ном производстве. М.: НИИМАШ. 1979. 75—80 с.
61. Семенов В. В., Рахмилевнч Б. К. Заточка концевых фрез тороидаль-
ным шлифовальным кругом//Металлорежущнй и контрольно-измерительный ин-
струмент. Экспресс-информация. М.: НИИМА ., 1978. Выл. 8. С. 15—21.
62. Семенченко Д. И., Высоцкий А. В. Режущие инструменты и контроль-
но-измерительные приборы. М.: НИИМАШ, 1984. 67 с.
63. Семенченко Д. И. Затылование//Техиология изготовления металлоре-
жущего инструмента. М.: ЦБТИ, 1959. С. 78—178.
64. Сильвестров Б. Н. Зубошлифовальные работы. М.: Высшая школа,
1975. 272 с.
65. Сипайлов В. А. Тепловые процессы при шлифовании и управление ка-
чеством поверхности. М.: Машиностроение, 1978. 167 с.
66. Технология изготовления режущего ииструмента/А. И. Барсов,
А. В. Иванов, К. И. Кладова, А. Н. Троицкая. М.: Машиностроение, 1979.
136 с.
67. Типовые нормы времени на точение, фрезерование, шлифование про-
филя зубьев стружечных канавок червячных и дисковых модульных фрез, дол-
бяков и шеверов. М.: НИИМАШ, 1983. 116 с.
68. Типовые нормы времени на финишную обработку прецизионного ре-
жущего инструмента. Мелкосерийное производство. М.. НИИМАШ, 1982.
92 с.
69. Типовые нормы времени иа шлифование, заточку и доводку сложно-
режущего инструмента в мелкосерийном производстве. М.: НИИМАШ, 1975.
330 с.
70. Укрупненные нормативы времени на профильное шлифование. М.:
НИИМАШ, 1980. 132 с.
71. Флид М. Д. Повышение эффективности процесса шлифования твердых
сплавов. М.: НИИМАШ, 1971. 59 с
72. Флид М. Д. Предупреждение брака на операциях шлифования и за-
286
точки инструментов из быстрорежущих сталей//Алмазио-абразивиая обработ-
ка в машиностроении. М.: МДНТП, 1982. С. 45.
73 Флид М. Д. Рациональное применение шлифовальных кругов при
обработке инструментальных материалов. М.: НИИМАШ, 1974. 45 с.
74. Флид М. Д. Исследование методов правки алмазных кругов и кру-
гов из эльбора//Станки и инструмент. 1974. № 12. С. 27—29.
75. Флид М. Д. Цельный концевой твердосплавный инструмент для обра-
ботки печатных плат и деталей из труднообрабатываемых материалов. М.:
НИИМАШ, 1983. 50 с.
76. Хворостецкий В. И. Усилия резания при алмазном наружном бесцент-
ровом шлифовании твердосплавных изделий//Синтетические алмазы. Киев.:
1973. Вып. 5. С. 39.
77. Холмогорцев Ю. П. Оптимизация процессов обработки отверстий. М.:
Машиностроение, 1984. 184 с.
78. Худобин Л. В., Бердичевский Е. Г. Техника применения смазочно-ох-
лаждающих средств и металлообработке. М.: Машиностроение, 1977. 189 с.
79. Цепков А. В. Профилирование затылованных инструментов. М.: Ма-
шиностроение, 1979. 150 с.
80. Чачин В. И., Дорофеев В. Д. Профилирование алмазных шлифоваль-
ных кругов. Минск; Наука и техника, 1974. 160 с.
81. Якимов А. В. Абразивно-алмазная обработка фасонных поверхностей.
М.: Машиностроение, 1984. 312 с.
82. Якимов А. В. Оптимизация процесса шлифования. М.: Машиностро-
ение, 1975. 176 с.
ОГЛАВЛЕНИЕ
Предисловие...................................................... 3
ГЛАВА 1. ОБЩИЕ ВОПРОСЫ ТЕХНОЛОГИИ ШЛИФОВАНИЯ
И ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА............................... 5
1.1. Особенности шлифования современных инструментальных ма-
териалов .................................................. 5
1.2. Характеристика шлифовальных кругов...................... И
1.3. Способы правки шлифовальных кругов..................... 23
1.4. Основные закономерности процесса шлифования и пути
улучшения качества режущего инструмента................... 31
15. Способы повышения эффективности процесса шлифования . . 52
1.6. Автоматизированное проектирование технологических про-
цессов шлифования и заточки инструментов с помощью ЭВМ 69
ГЛАВА 2. ШЛИФОВАНИЕ ЦИЛИНДРИЧЕСКИХ, КОНИЧЕСКИХ
И ПЛОСКИХ ПОВЕРХНОСТЕЙ РЕЖУЩЕГО ИНСТРУ-
МЕНТА ......................................................... 74
2.1. Круглое наружное шлифование многолезвийного инструмента 74
2.2. Бесцентровое шлифование сверл и метчиков............... 91
2.3. Шлифование отверстий н торцов насадного инструмента ... 105
2.4. Шлифование плоских поверхностей режущих инструментов 114
287
и опубликовал на сайте: Р R Е S S I ( И Е R S О N )
ГЛАВА 3. ШЛИФОВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ РЕ-
ЖУЩЕГО ИНСТРУМЕНТА........................... 124
3.1. Профильное шлифование фасонных резцов............ 124
3.2. Шлифование профиля шлицевых протяжек............. 133
3.3. Шлифование задних поверхностей долбяков и шеверов ... 139
3.4. Шлифование задних поверхностей червячных фрез ..... 154
3.5. Резьбошлифование метчиков и накатных роликов..... 165
3.6. Шлифование многогранных сменных пластин для режущего
инструмента.............................................. 179
3.7. Шлифование стружечных канавок многолезвийного инстру-
мента ................................................... 190
ГЛАВА 4. ЗАТОЧКА РЕЖУЩЕГО ИНСТРУМЕНТА.................... 218
4.1. Универсально-заточные станки и контрольно-измерительные
приборы.................................................. 218
4.2. Заточка резцов....................................... 227
4.3. Заточка сверл........................................ 232
4.4. Заточка зенкеров и разверток......................... 245
4.5. Заточка фрез......................................... 249
4.6. Заточка резьбонарезного инструмента.................. 267
4.7. Заточка зуборезного инструмента...................... 270
4.8. Заточка протяжек..................................... 278
Список литературы ............................................. 284
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Палеи Михаил Маркович,
Дибнер Леонид Григорьевич,
Флид Марк Давидович
ТЕХНОЛОГИЯ ШЛИФОВАНИЯ
И ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА
Редактор 4. А. Степанова
Художественный редактор А. С. Вершинкик
Технический редактор О. В. Куперман
Корректоры Т. В. Багдасарян, Л. Л. Георгиевская
ИБ К« 5123
Сдано в набор 20.04.88. Подписано в печать 12.07.88. Т-05290. Формат
60Х881Ле. Бумага офсетная № 2. Гарнитура литературная. Печать оф-
сетная. Усл. печ. л. 17.64. Усл. кр.-отт. 17,64. Уч.-изд. л. 18,84. Тираж
22 000 экз. Заказ № 279. Цена 1 р. 40 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Московская типография № 8 Союзполнграфпрома прн Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли,
101898, Москва, Центр, Хохловский пер., 7.