/














































































































































































































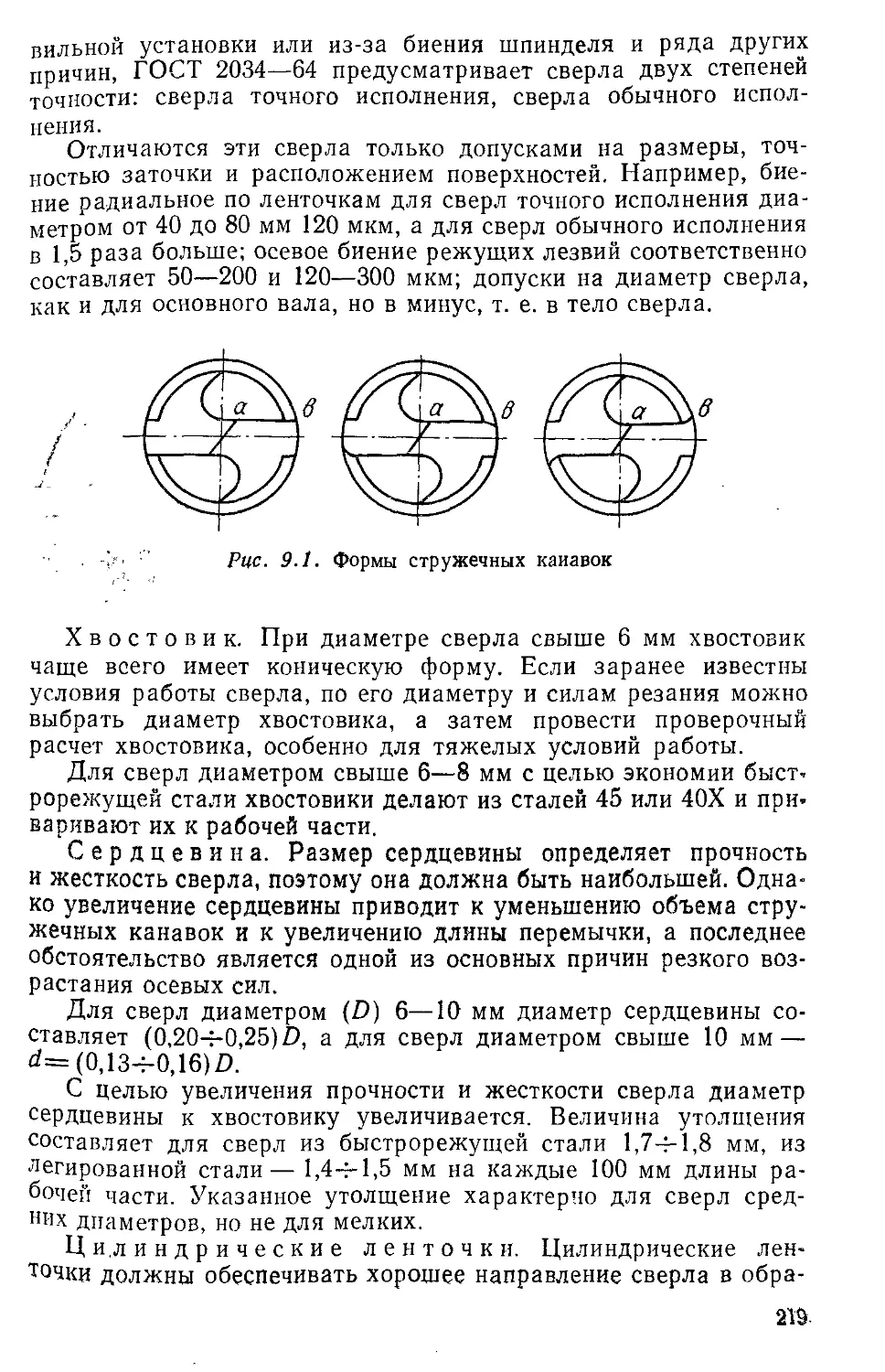







































































































































































































































































































Text
П.И. ЯЩЕРИЦЫН, М. Л. ЕРЕМЕНКО, Н.И. ЖИГАЛКО
ОСНОВЫ РЕЗАНИЯ
МАТЕРИАЛОВ
И РЕЖУЩИЙ
ИНСТРУМЕНТ
ИЗДАТЕЛЬСТВО «ВЫСШ )ЙШАЯ ШКОЛА»
6П4.6 + 6П4.6.08
Я 97
УДК 621.9.001.32(075.8)
Рецензенты: кафедра «Технология машиностроения» Ви-
тебского технологического института легкой промышленности;
заслуженный работник высшей школы УССР, доктор техниче-
ских наук, профессор Г. Я. Андреев (Украинский заочный по-
литехнический институт)
Ящерицын П. И., Еременко М. Л., Жигалко Н. И.
Я 97 Основы резания материалов и режущий инстру-
мент. Минск, «Вышэйш. школа», 1975.
528 с. с ил.
Учебное пособие для студентов машиностроительных специальностей
вузов. В книге изложены основы учения о резании материалов, особен-
ности геометрических н конструктивных параметров режущих инстру-
ментов. Рассмотрены физические основы процесса резания. Дана мето-
дика расчета режимов резання с применением ЭВМ. Освещены особен-
ности комбинированных инструментов и инструментов для автоматизи-
рованного производства. Приведены рекомендации по обработке пласт-
масс, жаропрочных и других материалов.
Пособие может быть использовано инженерно-техническими работ-
никами.
31200—091
Я М 304(05)—75 72—75
6П4.6+6П4.6.08
© Издательство «Вышэйшая школа», 1975.
ОТ АВТОРОВ
В учебном пособии изложены основы учения о резании ма-
териалов и металлорежущих инструментах. Изложение сделано
на уровне современных научных требований с учетом примене-
ния ЭВМ при выборе режимов резания и расчете сложных ре-
жущих инструментов. В книге приводятся современные методы
обработки данных эксперимента: способ наименьших квадратов
и способ множественной корреляции; рассматриваются вопросы
обрабатываемости резанием углеродистых и легированных ста-
лей, а также жаропрочных сплавов и неметаллических материа-
лов; излагаются некоторые новые способы размерной обработ-
ки— электрохимические, ультразвуковые, обработка на сверх-
высоких скоростях резания и др.
В учебном пособии освещаются элементы срезаемого слоя
и геометрические параметры режущей части инструмента, исходя
из температурных и других физических явлений рассматриваются
основные характеристики процесса резания, как, например, износ
и стойкость режущих инструментов, качество обработанной по-
верхности, процесс стружкообразования и силы резания. Приво-
дится расчет режимов резания для многоинструментных наладок
и автоматических линий.
При изложении вопросов проектирования режущих инстру-
ментов в книге даются их геометрические параметры, конструк-
тивные элементы, специфические особенности и методы совер-
шенствования конструкций инструментов с целью повышения
долговечности и надежности их работы; излагаются современ-
ные инструментальные материалы, абразивные и алмазные
инструменты, а также инструменты комбинированные и для
автоматизированного производства.
При подготовке рукописи данного учебного пособия широко
использовались труды бывшего заведующего кафедрой «Метал-
лорежущие станки и инструменты» Белорусского политехниче-
ского института, профессора Э. И. Фельдштейна, исследования
сотрудников указанной кафедры, а также учтены результаты
опубликованных работ советских ученых и специалистов.
3
Книга предназначена в качестве учебного пособия для сту-
дентов высших учебных заведений инженерно-педагогической,
инженерно-экономической, приборостроительной и других спе-
циальностей машиностроительного профиля. Она будет весьма
полезной для учащихся техникумов, инженерно-технических
работников заводов, СКВ и научно-исследовательских инсти-
тутов.
Авторы выражают глубокую благодарность рецензентам:
зав. кафедрой «Технология машиностроения» Витебского тех-
нологического института легкой промышленности канд. техн,
наук, доц. Е. И. Махаринскому; заслуженному работнику выс-
шей школы УССР докт. техн, наук, проф. Украинского заочно-
го политехнического института Г. Я. Андрееву за ценные советы
и указания по улучшению книги.
Замечания и пожелания по содержанию учебного пособия
просим направлять по адресу: г. Минск, Ленинский пр., 65,
Белорусский ордена Трудового Красного Знамени политехни-
ческий институт, кафедра «Металлорежущие станки и инстру-
менты».
- . Ч'
и
ВВЕДЕНИЕ
Большинство деталей машин из различных материалов по-
лучает окончательную форму и размеры в результате механи-
ческой обработки. Важная роль в этом принадлежит обработке
материалов резанием, особенно в случаях, когда требуется
получить детали с высокой точностью и малой шероховатостью
обработанных поверхностей. Для того чтобы такая обработка
была производительной, экономичной и обеспечивала высокое
качество изготовленных деталей, необходимо знать основные
закономерности процесса резания, на основании которых мож-
но сознательно управлять явлениями, протекающими в его зоне.
Поскольку обработка может выполняться различными режущими
инструментами из различных инструментальных материалов
и с различными геометрическими параметрами, изучение законо-
мерностей процесса резания нужно проводить неотрывно от
установления основных путей совершенствования режущего
инструмента.
Наука о резании металлов зародилась в России во второй
половине XIX века, основоположником которой явился профес-
сор И. А. Тиме (1838—1920). Он впервые исследовал характер
деформации срезаемого слоя, установил классификацию типов
стружек, разработал методы измерения сил резания и пред-
ложил формулы для их вычисления. Исследования И. А. Тиме
продолжил К. А. Зворыкин (1861—1928)—профессор Харь-
ковского, а затем Киевского политехнических институтов. Он
сконструировал динамометр для определения сил резания
и вывел формулу для их расчета. Эта формула не потеряла своего
значения и в настоящее время.
В 1896 году вышла книга профессора Петербургской Артил-
лерийской академии А. А. Брикса (1865—1900) «Резание
металлов», в которой анализируются предшествующие иссле-
дования стружкообразования, делается попытка обобщить их
и уточняется терминология режущего инструмента.
Профессор Я. Г. Усачев (1873—1941) впервые провел ис-
следование деформации стружки с помощью металлографиче-
5
скрго метода и измерил температуру резания с помощью тер-
мопар, введенных в тело резца. Большим вкладом в науку
о резании металлов явились также его исследования в области
процесса наростообразования.
За годы Советской власти наука о резании металлов полу-
чила свое дальнейшее развитие в работах А. Н. Челюсткина,
С. Ф. Глебова, А. В. Панкина, В. А. Кривоухова, И. М. Бес-
прозванного, Г. И. Грановского, М. Н. Ларина, Н. И. Резнико-
ва, А. М. Даниеляна, М. И. Клушина и др. Проведены фунда-
ментальные теоретические и экспериментальные исследования
по определению сил и температур резания, установлены особен-
ности износа режущих инструментов и дано объяснение физи-
ческой сущности явления износа, установлены оптимальные
геометрические параметры режущей части инструментов и т. д.
Значительный вклад в развитие науки о резании металлов
и внедрение передовых методов работы внесли и новаторы про-
изводства Г. С. Борткевич, П. Б. Быков, С. М. Бушуев,
В. И. Жиров, В. К. Семинский, В. Я. Карасев, В. А. Колесов
и многие другие.
Развитие науки о резании материалов немыслимо без раз-
работки новых видов режущих инструментов, совершенствова-
ния и улучшения их конструктивных и геометрических парамет-
ров, без исследований обрабатываемости жаропрочных и других
труднообрабатываемых материалов, а также явлений, связанных
с процессом резания и другими особенностями материалообра-
ботки. Это означает, что только комплексное изучение вопросов
обрабатываемости материалов резанием и совершенствование
конструктивных элементов и геометрических параметров режу-
щих инструментов позволит решать как научные, так и практи-
ческие задачи развития металлообрабатывающей и других отрас-
лей народного хозяйства СССР.
Глава 1. ОСНОВНЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ.
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ
резца, типы резцов общего назначения
1.1. Конструктивные элементы резца и основные движения
при точении
Общие сведения. Обработка резанием может производиться
различными режущими инструментами: резцами, сверлами,
фрезами, протяжками и т. д. Несмотря на разнообразие режу-
щих инструментов, в каждом из них можно выделить режущий
клин, определяющий возможности срезания некоторого слоя
металла (припуска). Форма режущего клина может быть раз-
личной и определяется наиболее простым и удобным видом
инструмента для изучения геометрических параметров его ре-
жущей части. На основании понятий и определений геометрии
обычного резца, имеющего в своем сечении режущий клин, изу-
чают геометрию более сложного инструмента.
Конструктивные элементы токарного резца и поверхности об-
работки. Резец состоит из тела (державки) I и рабочей части II
(рис. 1.1). Тело резца представляет
собой стержень прямоугольного,
квадратного либо другого сечения
и служит для закрепления его в рез-
цедержателе станка. Головка рез-
ца, или его рабочая часть участ-
вует непосредственно в снятии
стружки. Ограничивается она перед-
ней 6, главной задней 1, вспомога-
тельной задней 5, нижней и боковой
поверхностями. Пересечение перед-
ней и главной задней поверхностей
образует главное режущее лезвие 2,
а пересечение передней и вспомога-
тельной задней — вспомогательное
режущее лезвие 4. Пересечение главного и вспомогательного ре-
жущих лезвий определяет вершину резца 3.
Передняя поверхность воспринимает давление срезаемого
слоя, т. е. стружки, и является рабочей поверхностью резца
(рис. 1.2). Задняя главная поверхность обращена к поверхно-
сти 1 (рис. 1.3), с которой снимается стружка. Эту поверхность
Рис. 1.1. Основные элементы
резца
7
называют обрабатываемой. Вспомогательная задняя поверх-
ность обращена к обработанной поверхности 3, т. е. к поверхно-
сти, полученной после снятия припуска. Поверхность, соедп-
Рис. 1.3. Основные поверх-
ности обработки
Рис. 1.2. Направление схода
стружки:
/ — стружка; 2 — передняя поверх-
ность
Рис. 1.4. Схема главного движения и движения по-
дачи при обработке различных поверхностей точением:
а — цилиндрической; б — торцевой; в — фасонной; г — конической; д —- кри-
волинейной
няющую обрабатываемую и обработанную поверхности, обра-
зованную главным режущим лезвием в процессе резания, назы-
вают поверхностью резания 2.
Главное и вспомогательные движения при точении. При обра-
8
ботке на токарных станках различают два движения: главное —
вращательное движение заготовки около оси центров V и вспо-
могательное—перемещение (подача) резца вместе с суппор-
том S (рис. 1.4).
Перемещение резца параллельно оси заготовки называют
продольной подачей (рис. 1.4,а), а перпендикулярно к оси —
поперечной (рис. 1.4, б, в). При этом получают соответственно
цилиндрическую форму детали либо плоскость, перпендикуляр-
ную к оси центров (рис. 1.4, б). Фасонные резцы при поперечной
' подаче создают различные поверхности вращения (рис. 1.4, в).
При перемещении резца под некоторым углом к оси центров обра-
зуется коническая поверхность (рис. 1.4, г). Перемещение резпа
может осуществляться по заданной кривой от руки или по шаб-
лону в плоскости, проходящей через ось центров, при этом по-
лучается поверхность с криволинейной образующей (рис. 1.4,6).
Другими словами на токарных станках можно получать любые
детали, имеющие форму тел вращения.
1.2. Геометрические параметры резца
Для Определения геометрических параметров резца установ-
лены следующие координатные плоскости. Плоскость резания 1
(рис. 1.5)—плоскость, проходящая через главное режущее
лезвие и вектор скорости любой точки (точки Л). Для резцов
с криволинейным режущим лез-
вием положение плоскости ре-
зания определяется прямыми,
проведенными через рассматри-
ваемую точку касательно к ре-
жущему лезвию и вектор ско-
рости резания для той же точки.
Под скоростью резания пони-
мается скорость перемещения
главного режущего лезвия от-
носительно обрабатываемой де-
тали. Основная плоскость 2 —
плоскость, перпендикулярная к
вектору скорости резания [94].
При рассмотрении углов
Рис. 1.5. Координатные плос-
кости
резца в статике скорость реза-
ния или вектор скорости реза-
ния — понятия условные вслед-
ствие отсутствия движений. Они
применимы для определения углов резца и всех других видов
инструментов в процессе резания.
Общими для различных видов режущих инструментов явля-
ются определения главной и вспомогательной секущих плоско-
стей (рис. 1.6, а). Главной секущей плоскостью А—А называют
9
плоскость, перпендикулярную к проекции главного режущеМ
лезвия на основную плоскость, а вспомогательной Б—Б —f
плоскость, перпендикулярную к проекции вспомогательного ре*
жущего лезвия на основную плоскость. Линии А—А и Б—Б
Рис. 1.6. Геометрические параметры прямого проходного резца
являются следами соответственно главной и вспомогательной
секущих плоскостей. Углы, измеряемые в главной секущей плос-
кости, называются главными и определяют режущий клин, а во
вспомогательной — вспомогательными.
Дадим определения этих углов:
главный задний угол а — угол между касательной к главной
задней поверхности в рассматриваемой точке и плоскостью ре-
зания;
10
передний угол у— угол между касательной к передней по-
верхности в рассматриваемой точке и нормалью в той же точке
к плоскости резания;
угол заострения р — угол между касательными к передней
и главной задней поверхностям резца, проведенными через рас-
сматриваемую точку режущего лезвия;
угол резания 6 — угол между касательной к передней по-
верхности резца в рассматриваемой точке и плоскостью резания.
Между указанными углами существует следующее соотно-
шение: 6 + у=90° и а+р+у=90°, если угол у — положительный.
Если угол у отрицательный, 6—у = 90°.
Рис. 1.7. Углы наклона глав-
ного режущего лезвия:
1—2 — главное режущее лезвие; 5,
4 — соответственно плоскости осно-
вания и резания (плоскость резания
показана прозрачной)
Во вспомогательной секущей плоскости измеряют угол а\ —
угол между касательной к вспомогательной задней поверхности
резца, проведенной через рассматриваемую точку, и плос-
костью, проведенной через вспомогательное режущее лезвие пер-
пендикулярно к основной плоскости.
Углы резца в плане <р, <pi и е (рис. 1.6, а, б) измеряются в
основной плоскости. Главный угол в плане <р — угол между
проекцией 1' 2' главного режущего лезвия на основную плоскость
и направлением подачи S. Вспомогательный угол в плане — угол
между проекцией 3' 1' вспомогательного режущего лезвия на
основную плоскость и направлением подачи S. Угол при верши-
не е-— угол между проекциями главного и вспомогательного
I режущих лезвий на основную плоскость: е=180°— (cp + cpi).
Угол наклона главного режущего лезвия X —угол между
главным режущим лезвием и прямой, проходящей через верши-
ну резца параллельно основной плоскости 4. Измеряется он в
плоскости, проходящей через главное режущее лезвие перпенди-
кулярно к основной плоскости (рис. 1.7, а), т. е. в плоскости ре-
зания 3, и может иметь нулевое, отрицательное и положительное
значения (рис. 1.7,6). Угол X определяет направление схода
стружки. При /. = 0 стружка сходит в направлении, перпендику-
11
лярном к главному режущему лезвию, при H-Z— в направлении
обработанной поверхности, при —— в сторону обрабатываемой
поверхности. Если главное режущее лезвие параллельно основ-
ной плоскости, угол Z равен нулю; если вершина резца является
наивысшей точкой главного режущего лезвия, угол /. отрицатель-
ный, а если вершина резца является низшей точкой главного
режущего лезвия, угол Z положительный.
Величины всех вышеперечисленных углов резца устанавли-
ваются при соблюдении следующих условий: а) вершина резца
установлена на высоте оси вращения обрабатываемой детали;
б) геометрическая ось стержня резца установлена перпендику-
лярно к оси вращения обрабатываемой детали. Нарушение этих
условий приводит к изменению величины углов.
1.3. Типы резцов
Применяемые в машиностроении резцы можно классифици-
ровать следующим образом:
1) по характеру установки резца относительно обрабаты-
ваемой детали: радиальные (рис. 1.8, а) и тангенциальные
(рис. 1.8,6);
2) по применяемости на станках: токарные (рис. 1.8, а, б),
строгальные (рис. 1.8, в), долбежные (рис. 1,8, г), резцы для
автоматов и полуавтоматов (рис. 1.8, а, б), расточные для гори-
зонтально-расточных станков (рис. 1.8,6), специальные для спе-
циальных станков, фасонные (рис. 1.8, е), чашечные (рис. 1.8, ж;
показана только режущая часть);
3) по виду обработки: проходные (рис. 1.8, а), подрезные
(рис. 1.8,з), отрезные (рис. 1.8,«), расточные (рис. 1.8, к), резь-
бонарезные (рис. 1.8, л);
4) по характеру обработки: черновые, чистовые и для тонкого
точения. Эти резцы могут входить в любой из трех названных
выше типов резцов и отличаются между собой либо геометриче-
скими параметрами, либо точностью и классом чистоты рабочей
поверхности, либо инструментальным материалом режущей
части;
5) по конструкции головки: прямые (рис. 1.8, а), отогнутые
(рис. 1.8, з), изогнутые (рис. 1.8 в), оттянутые (рис. 1.8, и);
6) по направлению подачи: правые (рис. 1.8, а) и левые
(рис. 1.8, ju);
7) по способу изготовления: с головкой, сделанной за одно
целое со стержнем (рис. 1.8, а—д, з—м,6), с головкой в виде
сменной вставки, снабженной пластинкой режущего материала
(рис. 1.8, н, п), с приваренной встык головкой и т. д.;
8) по роду инструментального материала: из быстрорежущей
стали (рис. 1,8, а—в), с пластинками твердого сплава (рис. 1.8, з),
с пластинками из минералокерамики (рис. 1.8, о), с алмазным:!
вставками (рис. 1.8, п).
12
На рисунке даны эскизы только некоторых резцов по каждо-
му типу.
1.4. Пересчет углов резца в трех сечениях
ii
Геометрические параметры резца измеряются в нормальном
сечении к режущему лезвию. Однако обеспечить на заточных
станках такое положение затачиваемого инструмента относитель-
13
но шлифовального круга, при котором получают требуемые гео-
метрические параметры в нормальном сечении, в большинстве
случаев невозможно. Заточные станки позволяют воспроизвести
геометрию резца в основном в продольном и поперечных сечениях
резца, перпендикулярных к основной плоскости.
Рис. 1.9. Схема расчета зависимости между передними углами в главной,
продольной и поперечной секущих плоскостях
Для того чтобы найти зависимость между углами а и у- в нор-
мальной, продольной и поперечной плоскостях, изобразим прямой
проходной резец (рис. 1.9), где NN, уу и хх соответственно сле-
ды нормальной, продольной и поперечной секущих плоскостей;
Q — передняя поверхность резца; АО и ОВ — соответственно
главное и вспомогательное режущие лезвия; SS — направление
подачи.
14
I Через точку К на главном режущем лезвии проведем осевую
плоскость R. Эта плоскость у проходного токарного резца будет
горизонтальной, если точка К расположена на уровне оси дета-
ли, а для инструмента с вращательным главным движением
плоскость R должна проходить через его ось. Через режущее
лезвие АО проведем плоскость Р, перпендикулярную к плоско-
сти R. Для проходного резца плоскость Р вертикальная, а пло-
скость R горизонтальная при одинаковых условиях. Пересе-
чение плоскостей R и Р дает линию НН. Угол между линиями
НН и АО есть угол наклона главного режущего лезвия Л. Пере-
сечем осевую плоскость R и переднюю поверхность резца Q пло-
скостью, перпендикулярной к плоскости R, или плоскостью, па-
раллельной плоскости Р. След ее пересечения (пп) с плоскостью
R параллелен НН, а с передней поверхностью резца (п\ П\), т. е.
с плоскостью Q, параллелен АО. Линия tt\ лежит в этой новой
плоскости и параллельна пп. Пересекаем осевую плоскость R и
переднюю поверхность инструмента Q тремя секущими плоско-
стями NN, уу, хх, проходящими через точку К.
В результате получим нормальный передний угол у = L IKli,
поперечный передний угол уп — 'тКт1 и продольный передний
угол YnP = L г Кг
Из прямоугольного треугольника гКг\
tgy = _Лк = _г£±^_ (11)
Кг Кг v ’
Из треугольника К11г
Hi = rt = KI tg у,
а из треугольника'^/
KI = Кг cos ср;
значит, rt = Кг cos ср tg у.
Из треугольника tlyi
trv = tli tg Л -= rl tg A,
из треугольника rKl
rl = Кг sin ср;
I тогда tri — Кг sin ср tg X.
trr., _ Kr cos ср tg у + Kr sin ср tg %
Yno
или
tg ynp = tg у cos ср + tg A sin ср. (1.2)
Из треугольников Kmtni, Kill и Kml аналогичным образом
находим
tg Yn = tg у sin ср — tg X cos ср. (1.3)
15
При положительном значении к имеем:
tg Vn₽ = tg V cos ср — tg X sin <p; (1.4)
tgyn = tgys^ + tg X COS ф. (1.5)
Так как X угол небольшой и изменяется в пределах от 0 до ±5°,
второе слагаемое очень мало по своей величине и им можно пре-
небречь.
Рис. 1.10. Схема расчета зависимости между задними углами
в главной, продольной и поперечной секущих плоскостях
Тогда
tg Ynp = tg У cos ф;
tgYn = tg ysintp,
откуда
, tg у tg yn
tg Y =--------= —------•
COS ф 51Пф
Умножим уравнение (1.4) на cos ф, а уравнение (1.5)
и сложим:
(1-6)
(1-7)
(1-8)
на sin ф
+
tg Ynp cos ф = tg у со52ф — tg X sin ф cos ф
tg уп sin ф — tg у sin2 ф + tg X sin ф cos ф
tg Ynpcos<p4-tgTnsin<p = tg у
16
Окончательный результат:
tgy = tgynpcosq> + tgynsin<p. (1.9)
При определении зависимости между значениями задних
углов а в сечениях NN, уу и хх допустим, что линия пересечения
главной задней поверхности с опорной поверхностью резца па-
раллельна проекции главного режущего лезвия на основную пло-
скость (рис. 1.10).
Из треугольников К\Кг, К\КР и К\КТ запишем соответст-
венно:
, Кхг КуР КгТ
tg« = и tg ап =
Найдем соотношение между задними углами в различных
плоскостях из треугольников РКг и гКТ:
KJ> Кг tga
tganp costpKiK cos ср
и
, KXT Kr tga _
tg (Zn = = -----77-77- = —P--• (1-Ю)
KiK sinqKiK sincp
Полученные уравнения для пересчета передних и задних углов
в различных секущих плоскостях справед-
ливы для большинства режущих инстру-
ментов, но для таких, как, например, фа-
сонные резцы, сверла, зенкера, развертки,
метчики и плашки, пересчет продольных
углов следует вести по формулам для по-
перечных углов и наоборот. Это объяс-
няется обратными условностями в обозна-
чении углов. Для примера рассмотрим
сверло. Допустим, что проекции режущей
части одного пера сверла и прямого про-
ходного резца совмещены (рис. 1.11). Как
видно из рисунка, плоскость /—/ является
продольной для резца и в то же время
поперечной для сверла. Плоскость II—II,
ная для сверла и поперечная для резца.
Рис.'* 1.11. Совмещение
проекций режущей части
сверла и резца:
1 — прямой проходной резец;
2 — сверло
наоборот,— продоль-
1.5. Трансформация геометрических параметров резцов
в зависимости от их установки по отношению
к оси детали и в процессе резания
Процесс резания осуществляется перемещением режущего
инструмента относительно поверхности обрабатываемой детали.
Количество движений, с помощью которых производится процесс
резания, различно. Сочетание движений, сообщаемых механиз-
2 Зак. 1360 17
мом станка в процессе резания инструменту и обрабатываемой
детали, представляет кинематическую схему резания [94].
В зависимости от положения плоскости резания в процессе
обработки величина углов инструмента может изменяться, что
наблюдается, когда плоскость резания занимает иное положение,
чем при определении углов в статике. Кроме того, геометрические
параметры режущей части инструментов, полученные после за-
точки, изменяются, или трансформируются, в результате: а) из-
менения положения резца относительно основной плоскости;
б) при установке вершины резца выше или ниже оси центров
станка или детали; в) вследствие износа рабочих поверхностей
инструмента.
Рис. 1.12. Схема изменения величины статических углов резца в процессе
резания [94] при:
а — а = 0; б — а =£ 0
Предположим, что процесс резания осуществляется по кине-
магической схеме, указанной на рис. 1.12, где в качестве инстру- J
мента используется призматический брусок со статическими •
углами у=0°, а=0°. На рис. 1,12, а плоскость резания при обра-
ботке совпадает с плоскостью резания в статике, поэтому кине-
матические углы равны углам в статике. Инструмент имеет ,
угол а = 0°, в результате чего происходит трение между задней *
и обрабатываемой поверхностями. Для уменьшения трения не- -
обходимо на инструменте создать положительный задний угол а3
или угол зазора азаз-
Теперь предположим, что инструменту сообщается одновре-
менно два движения (рис. 1.12,6). Одно из движений (главное)
совершается со скоростью v0, второе (движение подачи) — осу-
ществляется со скоростью s. Результирующей /скоростью будет
скорость резания v. В данном случае траекторией движения рас-
сматриваемой точки лезвия является наклонная прямая ОВ, па-
раллельная вектору скорости резания V. Эта прямая является сле-
дом плоскости резания в процессе обработки. Таким образом,
плоскость резания занимает иное положение, чем в статике, так
18
как след плоскости резания в статике — прямая ОА. Передний
угол в статике у = 0°, в процессе резания он приобретает поло-
жительное значение ук.
Задний угол в статике а — 0°, а в процессе резания он имеет
отрицательное значение. В этом случае осуществление процесса
резания возможно лишь при условии смятия, пластического де-
формирования и выдавливания задней поверхностью слоя С мате-
риала обрабатываемой детали, препятствующего движению по на-
правлению вектора v. Чтобы обеспечить нормальные условия ре-
зания, необходимо обеспечить задний угол величиною ад, который
Рис. 1.13. Влияние кинематики процесса продольного точения
на изменение углов резца [92]
может быть назван углом движения. Величина этого угла опре-
деляется из равенства
= (1.11)
°о
На величину ад также возрастает статический передний угол.
Для рассматриваемой схемы кинематический передний угол ук =
= ад. Задний угол заточки а3 должен быть равным сумме углов
«Д И Кзаз, т. е.
а3=ад+а3аз. (1-12)
При неправильно выбранных углах у и а, т. е. без учета из-
менения их в процессе резания, работа инструмента может про-
текать в тяжелых условиях. Величина углов ад для каждой ки-
нематической схемы резания определяется расчетом, а величина
«заз — по нормативам [94].
Рассмотрим далее влияние подачи на углы в движении для
проходного резца, установленного по центру заготовки, с углами
в плане ср = 90° и Z = 0. При продольном обтачивании, когда заго-
2*
19
товка вращается, а резец имеет движение продольной подачи,
поверхность резания представляет собой винтовую поверхность
(рис. 1.13, а). Действительная плоскость резания АА, касатель-
ная к поверхности резания, будет составлять с теоретической
плоскостью резания ВВ угол ад, представляющий собой угол
подъема винтовой поверхности (рис. 1.13,6). В результате вме-
жения его вершины относительно оси центров при:
а, б, в — наружном точении; г, д, е — растачивании; б — расчет изменения ве-
личины заднего угла при установке резца выше линии центров
сто заточенного заднего угла а3 в действительности при резании
получается угол азаз, меньший угла а3 на величину ад [92]:
<Х3аэ = СС3 ССд.
В данном случае
с
aA = arctg^-, (1.13)
где S — продольная подача, мм/об;
D — диаметр заготовки, относящийся к рассматриваемой точке
режущего лезвия резца, мм.
20
Из этого уравнения видно, что угол ад увеличивается с увели-
чением подачи и уменьшением диаметра заготовки. Поэтому чем
больше подача, тем меньшим будет действительный задний
угол а3аз в процессе резания. Для обычно употребляемых при
точении подачах угол осд незначителен. При нарезании же резьбы
этот угол может быть большим и тогда он принимается в расчет
при назначении величины ос3.
Рис. 1.16. Схема изменения
углов в плане в зависи-
мости от установки резца
Рис. 1.15. Схема изменения углов резца а и у
при отрезании или подрезке торца детали
В рассмотренном случае при <р = 90° направление подачи сов-
падало с направлением главной секущей плоскости, в которой
измеряется задний угол в статическом состоянии. При угле <р Ф
#=90 этого совпадения не произойдет и угол ад(д>) в главной се-
кущей плоскости определяется по формуле
tg ссд<(р) = tgccfl sin ср, (1.14)
а действительный задний угол будет равен азаз(¥) = а3 — ад(?).
Если вершина резца устанавливается ниже или выше оси за-
готовки, необходимо учесть угол т(р (рис. 1.14).
Так как.
h
SinT¥ = —,
ТО
азаз(?) = а3 — аД(¥)±т?. (1.15)
Знак минус учитывается при установке вершины резца ниже
центра, плюс — при ее установке выше центра детали. Для углов
резца азаз{¥) при растачивании знаки плюс и минус учитываются
в обратном направлении.
Подобное влияние на действительное значение заднего угла
оказывает также подача при поперечном точении и отрезании.
Рассмотрим изменение геометрических параметров при работе
21
резца с ф = 90° и Л=0 (рис. 1.15). В связи с вращательным дви-
жением заготовки и поступательным движением резца точки
режущего лезвия описывают архимедову спираль, касательная
к которой и будет действительной плоскостью резания АА. Сле-
довательно, а3аз = а3 —ад уменьшается с увеличением подачи,
а также по мере приближения резца к оси заготовки [92].
Так как а + Р + Y = 90°, а угол заострения резца р всегда
величина постоянная, с уменьшением заднего угла а3 на ка-
кую-то величину ад(?) передний угол Уз должен увеличиться на
эту же величину. Таким образом, резец в процессе работы имеет
передний угол
Y = Y3 + YK —П=> (1-16)
где YK =
т¥ — угол поворота плоскости резания в результате установки
резца выше или ниже оси вращения заготовки.
Следует отметить, что главный <р и вспомогательный дц углы
в плане могут иметь различные значения в зависимости от их
установки по отношению к оси обрабатываемой детали. Указан-
ное изменение величин углов <р и cpi показано на рис. 1.16.
1.6. Элементы режима резания и срезаемый слой
Общие сведения. Для совершения процесса обработки заго-
товки резанием и получения готового изделия или детали заго-
товка и инструмент должны совершать определенные движения,
которые делятся на рабочее и движение подачи. При обра-
ботке на токарном станке рабочее движение (вращательное)
совершает заготовка, а движение подачи (поступательное) полу-
чает режущий инструмент. Рабочее движение обеспечивает про-
цесс резания (процесс образования стружки), а движение подачи
дает возможность вести этот процесс по всему участку обраба-
тываемой поверхности [3].
Скорость резания, подача и глубина резания. Окружная ско-
рость заготовки относительно режущего лезвия инструмента
называется скоростью резания. Скорость резания (м/мин) под-
считывается по формуле
лО/г , ,,
w = -f6oo~ м/мин- О-1')
где D — диаметр обрабатываемой поверхности, мм;
п — число оборотов заготовки в минуту, об/мин.
Из этой формулы можно определить число оборотов:
1000v
п =-----—— об/мин.
пи
В расчетах скорости резания принимается ее максимальное зна-
22
чение, соответствующее диаметру D обрабатываемой поверх-
ности.
Величина перемещения режущего лезвия инструмента отно-
сительно заготовки в течение определенного времени называется
подачей. При токарной обработке обычно принимают подачу за
один оборот заготовки 5 (мм/об). Иногда подача выражается
перемещением инструмента за одну минуту SM (мм/мин). Между
ними существует следующая зависимость:
Глубиной резания t называется расстояние между обрабаты-
ваемой и обработанной поверхностями, измеренное в направле-
нии, перпендикулярном к последней (рис. 1.17). Глубина резания
всегда перпендикулярна к направлению подачи. Таким образом,
при наружном продольном обтачивании глубина резания пред-
ставляет собой полуразность между диаметрами заготовки D
и обработанной поверхности Do-.
t= D~2D° мм. (1.19)
При растачивании глубина резания определяется как полу-
разность между диаметром отверстия после обработки Do и диа-
метром отверстия до обработки D:
При отрезке глубина резания равна ширине отрезного резца.
23
Толщина, ширина и площадь поперечного сечения среза (см.
рис. 1.17). Кроме скорости резания, подачи и глубины резания,
к элементам режима резания относятся толщина а и ширина b
среза. Величины а и b представляют собой не толщину и ширину
срезанной стружки, а размеры срезаемого слоя до образования
стружки. Размеры самой стружки, т. е. срезанного слоя металла,
будут иными, особенно ее толщина. Это объясняется тем, что
срезаемый слой подвергается пластической деформации, в ре-
зультате чего стружка делается по длине короче того участка,
с которого она снята, но зато толще в поперечном сечении.
Рис. 1.18. Формы поперечного сечения срезаемого слоя при обработке
резцами с различными значениями <р
Толщина среза а измеряется в направлении, перпендикуляр-
ном к главному режущему лезвию, ширина среза b — вдоль ре-
жущего лезвия (в миллиметрах). Как между толщиной среза и
подачей, так и между глубиной резания и шириной среза суще-
ствуют определенные соотношения. Из прямоугольного треуголь-
ника KLN следует, что:
KN — K.L sin ф или a = S sin ф,
а из прямоугольного треугольника О КМ
sin ф ’
где ф — главный угол в плане.
Из приведенных формул и рис. 1.18, о—в видно, что при по-
стоянных подаче S и глубине резания, t с увеличением главного
угла в плане ф толщина среза увеличивается, а ширина среза
уменьшается.
Глубина резания и подача характеризуют процесс резания в
основном с технологической или производственной стороны. По-
этому их можно называть технологическими элементами режима
резания. Толщина и ширина среза более точно, чем глубина ре-
зания и подача, характеризуют и объясняют физическую сторону
24
процесса резания, а поэтому их можно назвать физическими эле-
ментами режима резания [3].
Площадь поперечного сечения среза PLK.M (см. рис. 1.17)
определяется из соотношения
f=ab = tS мм2.
Вследствие измененных толщины и ширины стружки площадь
поперечного сечения стружки, или срезанного слоя, будет больше
площади поперечного сечения среза. Объем стружки, снятой за
одну минуту работы, вычисляется по формуле
Q = vtS см3/мин.
Рис. 1.19. Примеры свободного резання
Свободное и несвободное резание. Часто при свободном реза-
нии в работе принимает участие только главное режущее лезвие
(рис. 1.19, а). В этом случае все участки режущего лезвия на-
ходятся в одинаковых условиях, а направления перемещения
всех частиц стружки практически одинаковы. Если режущее
лезвие перпендикулярно к направлению подачи, резание является
прямоугольным свободным (рис. 1.19,6), а если неперпендику-
лярно — косоугольным свободным. Основные законы процесса
резания обычно изучают сначала в условиях свободного прямо-
угольного резания, так как в этом случае процесс очищается от
Ряда наслоений, усложняющих наблюдение явлений.
Обычно приходится иметь дело с процессом несвободного'
резания (рис. 1.20), при котором вспомогательное режущее лез-
вие Ьс в зависимости от радиуса закругления при вершине рез-
ца г, вспомогательного угла в плане <pi и подачи S принимает
большее или меньшее участие. Оно создает так называемое по-
бочное резание в дополнение к главному резанию, осуществляе-
мому главным режущим лезвием. При этом процесс образования
стружки является весьма сложным, так как здесь различные
25
части стружки стремятся передвигаться по передней поверхности
резца в различных направлениях.
Рассмотренная выше площадь поперечного сечения среза
f=--ab (мм2) представляет собой площадь номинального или рас-
четного сечения, f=ab=St (мм2) при установке вершины резца
по оси центров, А. и у равны нулю. Однако номинальное сечение
имеет место лишь при свободном резании или в том случае, если
резец имеет зачищающее лезвие с вспомогательным углом <pi = 0
и длину этого лезвия, большую величины подачи. В этих случаях
Рис. 1.20. Пример несво-
бодного резания
резец снимает весь предназначенный для срезания слой, не
оставляя на обработанной поверхности остаточных гребешков.
При обычном резании на обработанной поверхности остаются
гребешки, размеры которых зависят от подачи, радиуса закруг-
ления при вершине резца, главного и вспомогательного углов
в плане. Пусть резец переместился из положения / в положение II
(рис. 1.21), т. е. переместился на величину подачи S, оставив на
обработанной поверхности гребешок высотою Н. Если обозна-
чить действительное сечение среза через f0, а площадь остаточ-
ных гребешков через /2, fo—f—h [3].
Высота остаточных гребешков характеризует шероховатость
обработанной поверхности. Если вершина резца не закруглена,
она подсчитывается по формуле:
Н = 5 —tgtPi
tg ф + tg <рх
и 52
мм; п = ——
2r
мм,
если вершина резца закруглена радиусом г и S<r.
Из приведенных формул следует, что чем больше S, <р и <pi
меньше г, тем высота неровностей больше, и наоборот. Две по-
следних формулы неточные, так как они не учитывают влияние
на шероховатость поверхности таких факторов, как упругие и
26
пластические деформации, вибрации и т. д. Поэтому высота не-
ровностей практически больше расчетной. Как показывают иссле-
дования, действительная площадь поперечного сечения среза
заметно отличается от номинальной при подачах выше 2 мм/об.
Поэтому при обычных подсчетах площадь остаточных гребешков
не учитывается и расчет ведется по номинальной площади по-
перечного сечения среза f=ab — tS мм2.
Формы поперечного сечения среза. В зависимости от формы
главного режущего лезвия и его расположения относительно оси
заготовки образуются различные формы поперечного сечения
среза, а следовательно, и стружки.
Сечение среза при свободном резании резцом с прямолиней-
ным режущим лезвием, расположенным перпендикулярно к оси
заготовки (рис. 1.22, а), имеет форму прямоугольника. В данном
случае толщина среза постоянна и равна подаче, <р = 90°.
Если прямолинейное режущее лезвие при свободном резании
расположено по отношению к оси заготовки под углом ср =/= 90°
(рис. 1.22, б), сечение среза имеет форму параллелограмма. Тол-
щина среза, как и в первом случае, постоянна, но меньше подачи.
Несвободное резание применяется при работе резцом с прямо-
линейным режущим лезвием и с радиусом закругления при его
вершине в плане г (рис. 1.22, в). В этом случае сечение среза
сложное по форме. На участке аЬ оно имеет форму параллело-
грамма, а на участке Ьс — форму запятой, при этом на участке
2Т
ab толщина постоянна, но меньше подачи, а на участке Ьс —
переменна, но тоже меньше подачи.
При несвободном резании резцом с криволинейным режущим
лезвием (рис. 1.22, г) сечение среза имеет форму запятой. Тол-
щина среза, измеряемая по нормали к режущему лезвию, пере-
менна и меньше подачи.
В зависимости от соотношения между подачей и глубиной
резания стружка называется прямой при S<t, квадратной — при
S = t и обратной — при S>t.
Глава 2. ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
2.1. Инструментальные стали и основные требования к ним
Общие сведения. Практика обработки различных материалов,
а также исследования теплообразования, деформации и трения
при резании показывают, что материал режущей части инстру-
мента находится во взаимодействии с обрабатываемым материа-
лом и оказывает большое влияние на процесс резания и дости-
жение высокой производительности труда. В этой связи инстру-
ментальные материалы должны обладать следующими свойст-
вами [92, 83]:
1) высокой твердостью после термообработки;
2) высокой теплостойкостью, т. е. способностью сохранять
высокую твердость (HRC^58) при нагреве. Это особенно важно,
так как в процессе резания инструмент нагревается до очень
высокой температуры;
3) высокой износостойкостью; *
4) возможно более высокой прочностью. Прочность для ин-
струментальных материалов оценивается временным сопротивле-
нием на изгиб аизг;
5) удовлетворительными технологическими качествами (хо-
рошо поддаваться ковке, термообработке, шлифованию, заточке
и т. д_);
6) сравнительной дешевизной и отсутствием остродефицитных
элементов.
Инструментальные стали разделяются на углеродистые, леги-
рованные и быстрорежущие. В углеродистых инструментальных
сталях основным элементом, определяющим режущие свойства,
является углерод. Эта сталь должна быть свободна от окислов
и мельчайших шлаковых включений, а также иметь ограничен-
ное содержание кремния, марганца, серы и фосфора. Процентное
содержание указанных элементов не должно превышать соответ-
ственно: 0,354-0,4%; 0,354-0,4; 0,024-0,03 и 0,03%. Наиболее
Распространенными углеродистыми инструментальными сталями
являются У10А, У11А, У12А, У13А, где цифрами указано содер-
жание углерода в десятых долях процента. Основными свойства-
ми этих сталей является высокая твердость HRC 624-65 и низкая
29
теплостойкость. Под теплостойкостью понимается температура,
при которой инструментальный материал длительное время со-
храняет высокую твердость (HRC 60) при многократном нагреве.
Для сталей У10АЧ-У13А теплостойкость равна 220° С. Приме-
няются эти стали относительно редко, в основном для изготовле-
ния метчиков, лерок, сверл малых диаметров и других инстру-
ментов, которые могут работать со скоростью не больше
8—10 м/мин.
Легированные инструментальные стали. В состав этих сталей
в отличие от углеродистых, кроме углерода, вводят легирующие
карбидообразующие добавки хрома, вольфрама, ванадия. Стали
имеют повышенное содержание марганца и кремния. В табл. 2.1
указаны средние цифры химического состава некоторых легиро-
ванных инструментальных сталей в процентах (остальное же-
лезо) .
Таблица 2.1
Марка стали Содержание легирующих элементов (остальное железо), %
С Мп Si S р Сг W V Мо
9ХС 0,9 0,45 1,4 0,02 0,03 1,1 .— — —
ХВГ 1,0 0,9 0,25 0,03 0,03 1,1 1,4 — —
ХВ5 1,4 0,3 0,3 0,03 0,03 0,55 5,0 0,25 —
Х12 2,1 0,3 0,2 0,02 0,03 12 — — —
Х12М 1,5 0,3 0,2 0,02 0,03 11,7 0,2 0,5 0,5
Х6ВФ 1,1 0,3 0,2 0,02 0,03 6 0,6 — —
Указанные марки сталей имеют большую износо- и теплостой-
кость по сравнению с углеродистыми инструментальными сталя-
ми и применяются для изготовления ручных инструментов, про-
тяжек и фрез. Хотя они и допускают скорость резания в 1,2—
1,5 раза выше, чем углеродистые инструментальные стали, однако
обеспечить достаточно высокую производительность труда не
могут, так как теплостойкость их ограничивается пределами
350—400° С.
Быстрорежущие стали. Инструменты, изготовленные из быст-
рорежущей стали, могут работать со скоростями резания до
20—40 м/мин. Основой высоких режущих свойств этих сталей
является наличие в сталях вольфрама, хрома и ванадия. Состав
быстрорежущих сталей обычной производительности, к которым
относят стали Р9 и Р18, а также повышенной производительно-
сти приведен в табл. 2.2.
В стали Р9 процентное содержание вольфрама в два раза
меньше, а содержание ванадия во столько же раз больше. Эта
замена обусловлена дифицитностью вольфрама. Ванадий тоже
30
дефицитен, но 1% ванадия может заменить 3% вольфрама.
Основные преимущества стали Р9 перед Р18: 1) дешевле почти
в два раза; 2) лучше обрабатывается в горячем состоянии.
Недостатки: 1) ниже износостойкость при невысоких темпе-
ратурах; 2) плохая шлифуемость при изготовлении инструмента;
3) большая чувствительность к выдерживанию интервала темпе-
ратур при ее термической обработке; 4) ниже красностойкость
(температура, при которой инструментальный материал теряет
свои режущие свойства).
Таблица 2.2
Марка стали Содержание легирующих элементов (остальное железо), %
с Si, Мп. каждого не более 1 Р, S, каждого | не более W Сг V Со Мо
Р18 0,75 0,4 0,03 18 4,1 1,2 — 0,3
Р9 0,9 0,4 0,03 9 4,1 2,3 — 0,4
Р12 0,85 0,4 0,03 12—13 3,3 1,7 — 0,5
Р9К5 0,85 0,4 0,03 9,7 4,1 1,8 5 0,4
Р9Ф5 1,45 0,4 0,03 9,7 4,1 4,75 — 0,4
Р9КЮ 0,85 0,4 0,03 9,7 4,1 1,8 10 0,4
Р14Ф4 1,2—1,3 0,4 0,03 13,0—14,5 4,0—4,6 3,4—4,1 — 0,5
Р18Ф2 0,85—0,95 0,4 0,03 17,5—19,0 3,8—4,4 1,8—2,4 — 0,5
Р10Ф5К5 1,45—1,55 0,4 0,03 10,0—11,5 4,0—4,6 4,3-5,1 5-6 0,3
Р18Ф2К.5 0,85—0,95 0,4 0,03 17,5—19,0 3,8—4,4 1,8—2,4 5—6 0,5
Р6МЗ 0,85—0,95 0,4 0,03 5,5— 6,5 3,0—3,6 2,0—2,5 — 3,0—3,6
Из быстрорежущих сталей изготовляют различные виды ин-
струментов, однако сталь Р9 применяется для инструментов
простой конфигурации вследствие плохой ее шлифуемости и
работающих при сравнительно небольших скоростях.
Улучшение режущих свойртв быстрорежущих сталей нор-
мальной производительности достигается за счет легирования ее
кобальтом, либо за счет увеличения содержания ванадия, либо
за счет одновременного введения кобальта и повышенного содер-
жания ванадия. Кобальт сообщает стали повышенную теплостой-
кость и твердость до HRC = 67—68, а ванадий — красностойкость,
днако увеличение содержания кобальта свыше 10% способст-
вует повышению чувствительности к обезуглероживанию и сни-
иию прочности, а ванадий ухудшает шлифуемость этих сталей.
На практике получили наиболее широкое применение стали
31
повышенной производительности марок Р18Ф2К5, Р10Ф5К5,
Р9Ф2К5, Р9Ф2К10 и другие, легированные одновременно кобаль-
том и ванадием. Применяются указанные стали в основном при
обработке нержавеющих и жаропрочных сплавов.
Следует отметить, что режущие свойства быстрорежущих ста-
лей во многом зависят от качества проведения термической об-
работки и применения различных методов облагораживания
рабочих поверхностей инструментов. В этой связи рассмотрим
режимы проведения термообработки быстрорежущих сталей и
некоторые методы облагораживания рабочих поверхностей инст-
рументов.
Термообработка быстрорежущей стали. Она включает в себя
следующие процессы: ковку или пластическое деформирование в
горячем состоянии, изотермический отжиг, закалку и многократ-
ный отпуск. Для создания мелкозернистой структуры сорбито-
образного или зернистого перлита с равномерным распределе-
нием карбидов легирующих элементов заготовки из быстрорежу-
щей стали перед механической обработкой подвергают ковке при
температуре 1000—1050° С. Заканчивают ковку при температуре
порядка 800° С. После этого заготовка охлаждается до темпера-
туры окружающей среды, а затем производится изотермический
отжиг, который осуществляется путем медленного нагрева до
температуры 800—880° С с определенной выдержкой при этой
температуре. Далее заготовка охлаждается до 720—760° С также
с определенной выдержкой. За счет второго интервала темпера-
тур пластинчатый перлит быстрорежущей стали превращается
в зернистый, при этом обрабатываемость стали резко улуч-
шается.
Учитывая пониженную теплопроводность быстрорежущей ста-
ли, при ее закалке производится ступенчатый нагрев. Первый
нагрев до температуры 540580° С с определенной выдержкой
необходим для прогрева стали по всему сечению. Второй нагрев
до температуры 840—880°С производится медленно для предот-
вращения термических трещин из-за плохой теплопроводности
быстрорежущей стали. При 840—880° С дается значительная
выдержка, необходимая для превращения перлита в аустенит.
Нагрев и выдержка при указанной температуре, как правило,
производятся в защитной атмосфере. Дальнейший нагрев до тем-
nepaiypbi закалки 1240—1280 С производится с целью растворе-
ния карбидов легирующих элементов в аустените. Во избежание
роста зерен аустенита (перегрева стали) на окончательный на-
грев и выдержку устанавливают незначительное время. Сужение
перепада закалочных температур до 10—5° С резко повышает
качественные показатели термообработанных (закаленных) бы-
строрежущих сталей. Далее заготовка охлаждается в «мягком»
охладителе (подогретом масле до 70°) или производится так
называемая ступенчатая закалка, т. е. сначала инструмент
охлаждается в указанной среде до 550° С, а затем медленно на
32
воздухе. После охлаждения заготовка имеет до 30—40% остаточ-
ного" аустенита и до 16% карбидов легирующих элементов,
остальное — мартенсит.
С целью дальнейшего превращения остаточного аустенита во
вГОричный более легированный мартенсит производят двух-
трехкратный отпуск быстрорежущей стали, который осуществля-
ется путем нагрева до температуры 550° С и медленным охлаж-
дением на воздухе. Количество отпусков может сокращаться до
одного, если только что закаленную сталь нагреть до температу-
ры 550° С, охладить сначала на воздухе, а затем до — 704-
4—120° С, т. е. произвести обработку холодом.
К особенностям термической обработки новых быстрорежу-
щих сталей следует отнести их большую склонность к перегреву
и более узким (по сравнению со сталью Р18) интервалам зака-
лочных температур, а также более высокую склонность к обез-
углероживанию в процессе нагрева под закалку. Поэтому при
обработке указанных сталей необходимо использовать современ-
ные пирометрические приборы и схемы, позволяющие произво-
дить точность измерения и регулирования температур до ±5° С.
В табл. 2.3 приводятся основные режимы термообработки не-
которых новых быстрорежущих сталей.
Таблица 2.3
Марка стали Температура закалки, °C Число отпусков при температуре 550—560° С
Р6М5 1200—1230 2—3
Р6МЗ 1200—1220 2-3
Р6М5К5 1200—1230 3
Р9М4К8 1215—1235 3
Р12 1240—1250 2—3
Расчет времени нагрева под закалку инструмента из выше-
указанных сталей производится в соответствии с методикой
ВНИИ [86, 87] по формуле
Тобщ — Тс.п + Ти.в, (2.1)
гДе тобщ — общая продолжительность нагрева инструмента в соля-
ной ванне;
тс п — время сквозного прогрева;
ти в — время изотермической выдержки после прогрева.
Особо высокую склонность к обезуглероживанию имеют мо-
либденовые и кобальтовые быстрорежущие стали. Поэтому при
их термообработке важно правильное проведение ректификации
соляных ванн, их очистка и применение современных методов
контроля обезуглероживающей активности расплавленных солей.
3 Зак. 1360 33
Ректификация ванн бурой, ферросилицием и фтористым маг-
нием может производиться путем их периодических добавок или
лучше путем использования готовых смесей солей БМ5, БМФ
и др. Необходима регулярная очистка соляных ванн от окислов
и шлама не менее 1—2 раза в смену. Для увеличения стойкости
инструмента из новых быстрорежущих сталей в 1,5—2 раза не-
обходимо проведение жидкого цианирования по тем же режи-
мам, которые применяются для стали Р18, т. е. при температуре
550—560° С в течение 6—18 мин в зависимости от вида и профи-
ля инструмента. Кроме того, некоторому повышению режущих
свойств, устойчивости против коррозии и улучшению внешнего
вида инструмента способствует воронение цианированного инст-
румента при 500° С в сплавах солей ЧС312.
Методы облагораживания поверхностей рабочей части инстру-
ментов. Облагораживание поверхностей рабочей части инстру-
ментов преследует продление срока службы инструмента за счет
повышения его режущей способности и коррозионной стойкости.
Приведем некоторые из таких методов.
Химик о-термический метод представляет вид об-
работки, при котором обычная термообработка совмещается с
изменением химсостава поверхности. Так, при сульфидировании
поверхность инструмента глубиной до 0,10—0,13 мм насыщается
серой до 0,1%, хотя известно, что обычные легированные стали
имеют серы не более 0,03%. Процесс производится в специаль-
ных ваннах при температуре 550—570° С в течение 40—90 мин.
Состав ванны: а) нагревательная часть состоит из хлористого
кальция, бария и натрия; б) активная часть ванны включает
сернистое железо 13,7% и сернокислый натрий 3,4%; в) ускори-
телем является желтая кровяная соль.
Сульфидированию подвергается термообработанный, заточен-
ный и доведенный инструмент.
С целью повышения коррозионной стойкости и снижения
коэффициента трения инструмент из быстрорежущей стали
можно подвергать обработке в атмосфере перегретого пара.
В этом случае термообработанный и заточенный инструмент тща-
тельно очищается и помещается в спецкамеру с температурой
340—380° С. Затем в камеру поступает перегретый пар в течение
20—30 мин и повышается температура до 550—560° С. На поверх-
ности инструмента, охлажденного в масле, образуется окисная
пленка толщиной около 6 мкм. Она хорошо задерживает смазоч-
ную жидкость на поверхности инструмента и затрудняет налипа-
ние стружки. Стойкость инструмента, прошедшего обработку
перегретым паром, повышается в 1,5—2 раза по сравнению с
обычным. Достоинством указанного метода является безвред-
ность его для окружающих.
В инструментальном производстве широкое применение имеет
низкотемпературное жидкостное и газовое цианирование. Оно
осуществляется в слоях NaCN при температуре 550—560° С. За
34
впемя выдержки 30 мин поверхность инструмента глубиной до
0 ()3 мм насыщается углеродом и в большей степени азотом. Твер-
дость рабочих поверхностей повышается до HRC 68—70, а стой-
кость в 1,5—2 раза. Повышение стойкости объясняется снижени-
ем коэффициента трения пары инструмент — деталь.
До термообработки в инструментальном производстве в каче-
стве облагораживающего метода применяют хромирование, кото-
рое производится при температуре 950—1050° С в среде хлоридов
хрома. При этом протекает реакция
Fe + СгС1г = FeC12 4- Сг.
Выделяющийся хром диффундирует в железо с образованием
карбида хрома. Твердость рабочих поверхностей инструмента
повышается до HRC 70.
Этот процесс может производиться и при цементации порош-
ком хрома. За время выдержки 15 ч глубина хромированного
слоя достигает 0,03 мм. После процесса хромирования произво-
дится обычная термообработка инструмента.
Химико-механические методы облагоражи-
вания инструмента производятся для удаления прижогов
на поверхности быстрорежущей стали, получаемых при заточке,
что достигается доводкой. Существует три метода доводки:
алмазными кругами, специальными пастами и полировкой в
растворах электролитов.
Доводка быстрорежущей стали может осуществляться мелко-
зернистыми корундовыми кругами зернистостью 10-3, М20, М10
со скоростью 6—30 м/сек при обильном охлаждении. Припуск
под доводку составляет 5—20 мк. Твердосплавные инструменты
могут доводиться мелкозернистыми алмазными кругами и на чу-
гунном диске шаржированием алмазной пылью или карбидом
бора. Доводка производится на фаске шириной 2—3 мм. Твердый
сплав может доводиться химико-механическими методами в рас-
творе электролита. В результате реакции Co + CuS04=CoS04 +
+ Cu кобальт как связка освобождается и легко удаляется лю-
бым абразивом.
Химическая и электрохимическая обработ-
к и производятся стравливанием кислотами или солями дефект-
ного слоя на заточенном инструменте. При этом инструмент пред-
варительно обезжиривают и помещают в ванну, наполненную
следующим составом: H2SO4, HNO3, CrSO4 и НгО. Недостатком
обычного ' стравливания является неравномерность протекания
процесса, что приводит к искажению профиля режущего лезвия.
Процесс стравливания улучшается за счет подключения тока,
нструмент в этом случае является катодом, а свинцовые пла-
анодом' За 5—10 мин стравливается слой глубиной до
электролитическое покрытие инструмента
ромом производится после тщательного шлифования его и
3»
35
очистки в ваннах, наполненных смесью хромового ангидрида
серной кислоты и воды. Температура смеси составляет 55—60°.
Инструмент является катодом, а в качестве анода применяется
свинец и нержавеющая сталь.
Электроискровое покрытие инструмента
твердым сплавом и графитом осуществляется с
помощью постоянного тока напряжением 220 В. В качестве като-
да служит инструмент, анода — графит. Процесс осуществляется
непосредственно на воздухе. Пластинка твердого сплава или гра-
фита устанавливается в вибратор. За счет колебательных движе-
ний происходит частое кратковременное соприкосновение инст-
румента с твердым сплавом. При этом за счет разряда конденса-
торной батареи твердый сплав наносится на инструмент в виде
слоя толщиной до 0,1 мм.
2.2. Металло- и минералокерамические твердые
сплавы, алмазы, рубин и лейкосапфир
Твердые сплавы. Эти сплавы получают методами порошковой
металлургии в виде пластинок или коронок путем спекания их в
электрических печах при температуре около 1500° С. Основными
компонентами таких сплавов являются карбиды вольфрама WC,
титана TiC и тантала ТаС, а связующим элементом — кобальт
Со. Прочность твердых сплавов возрастает при воздействии на
них перед спеканием ионизированного или радиоактивного излу-
чения. Теплоустойчивость определяется температурой плавления
карбидов компонентов, входящих в твердый сплав. Режущие
свойства твердых сплавов не изменяются при нагреве до 800—
900°. Поэтому они применяются для обработки твердых и даже
закаленных сталей и таких неметаллических материалов, как
стекло, пластмасса, фарфор и др. Недостатком твердых сплавов
является их хрупкость.
Различают три группы сплавов:
1) однокарбидные или вольфрамокобальтовые —- ВК2 (98%
WC + 2%Co), ВКЗ, ВК4, ВК4В, ВК6М, ВК8, ВК8В, ВКЮМ и др.;
2) двухкарбидные или титановольфрамокобальтовые Т5КЮ
(85% WC + 10% Со + 5% TiC), Т5К12В, Т14К8, Т15К6, Т30К4
и др.;
3) трехкарбидные или танталотитановольфоамокобальтовые
ТТ7К12, ТТ7К15, ТТ10К8В (3% TiC+7% (TaC+NeC) +82%
WC + 8% Со).
Сплавы, имеющие меньшее процентное содержание кобальта
(ВК2, ВКЗ, ВК4), обладают меньшей вязкостью и применяются
для инструментов, срезающих тонкие стружки на чистовых опе-
рациях. Наоборот, сплавы, имеющие большее содержание ко-
бальта (ВК8, Т14К8, Т5КЮ), являются более вязкими и приме-
няются при снятии стружек большого сечения на черновых
операциях.
36
Кроме того, необходимо отметить, что режущие свойства
сплавов зависят не только от химического состава, но и от их
структуры. Например, мелкозернистые сплавы ВКЗМ, ВК6М. и
ВКЮМ, а также крупнозернистые сплавы ВК4В и Т5К12В с коа-
гулированной кобальтовой оболочкой прочнее, чем обычные спла-
вы, и могут применяться для инструментов, работающих в усло-
виях пульсирующих нагрузок, а также при обработке труднооб-
рабатываемых нержавеющих, жаропрочных и титановых сплавов.
Введение в твердый сплав карбидов тантала или карбидов
тантала и ниобия (ТТ10К8В) повышает его прочность. Поэтому
трех- и четырехкарбидные твердые сплавы применяются для
оснащения инструментов, работающих с ударами и по загрязнен-
ной корке. Однако температура теплостойкости этих сплавов
ниже, чем у двухкарбидных, и составляет 750—850° С.
Минералокерамика. Из новых инструментальных материалов
заслуживает внимания минералокерамика, которая не содержит
дорогостоящих и дефицитных элементов. Основу ее составляет
технический глинозем (окись алюминия AI2O3) с небольшой до-
бавкой 0,54-1% окиси магния MgO, подвергнутый спеканию
при температуре 1720—1750° С. Твердость минералокерамики
HRA 91-93, теплостойкость до 1200° С и неокисляемость ее во мно-
гом превосходят эти же параметры металлокерамических твердых
сплавов. Однако она уступает металлокерамическим сплавам по
теплопроводности (0,046 кал/см-сек-град) и в 2—4 раза имеет
ниже предел прочности на изгиб по сравнению с металлокера-
мическими сплавами, а поэтому минералокерамика нашла огра-
ниченное применение. Однако в промышленности применяется
минералокерамика марки ЦМ332 в виде пластин различных
форм. Инструмент, оснащенный такими пластинками, допускает
высокие скорости резания с обеспечением его высокой размерной
стойкости. Объясняется это тем, что обрабатываемый материал
имеет меньшую склонность к слипанию или схватыванию с ма-
териалом пластинки, так как температура схватывания материа-
лов минералокерамики и обрабатываемого очень высока
(1540° С) [92].
Наибольшее применение для обработки жаропрочных, конст-
рукционных, легированных и других сталей могут получить инст-
рументы, оснащенные минералокерамикой, при чистовой их об-
работке, т. е. когда отсутствуют ударные нагрузки.
Керметы. В настоящее время находят применение улучшен-
ные минералокерамические сплавы или керметы, состоящие из
соединения окиси алюминия и сложных карбидов вольфрама и
молибдена. Состав кермета: AI2O3 и 40% (Mo2C + WC). Эти ма-
териалы получаются методом спекания в печах в среде водорода
пРи температуре 1860—1880° С.
Ьольшого внимания заслуживают режущие материалы, осно-
бооКотоРЬ1х составляют соединения на основе бора и азота, или
Разоны. Кубический нитрид бора, или кубонит, состоит ИЗ 40%
37
бора с 50% азота. По твердости боразон приближается к твердо-
сти алмаза, а по красностойкости превосходит его. Температура
красностойкости доходит до 1900° С.
Алмазы. Алмазы и алмазные инструменты широко использу-
ются при обработке деталей из различных материалов. Для
алмазов характерны исключительно высокая твердость и изно-
состойкость. По абсолютной твердости алмаз в 4—5 раз тверже
металлокерамических сплавов и в десятки и сотни раз превышает
износостойкость других инструментальных материалов при об-
работке цветных сталей и пластмасс. Кроме того, вследствие
высокой теплопроводности (0,35 кал/см • сек • град) алмазы луч-
ше отводят тепло из зоны резания, что способствует гарантиро-
ванному получению деталей с бесприжоговой поверхностью.
Однако алмазы весьма хрупки, что сильно снижает область их
применения.
Для изготовления режущих инструментов основное примене-
ние получили искусственные алмазы. По своим свойствам искус-
ственные алмазы близки к естественным. При больших давле-
ниях (более 100 000 кгс/см2) и температурах свыше 2000° С в
искусственных алмазах удается получить такое же расположение
атомов углерода, как и в естественных. Вес одного искусствен-
ного алмаза обычно составляет Vs—Vio карата (1 карат равен
0,202 г). Вследствие малости размеров искусственных кристаллов
они непригодны для изготовления таких инструментов, как свер-
ла, резцы и др., а поэтому применяются при изготовлении по-
рошков для алмазных шлифовальных кругов и притирочных паст
(см. подробнее гл. 21).
Рубин и лейкосапфир. В последние годы в качестве инстру-
ментальных материалов находят все более широкое применение
синтетический корунд в виде рубина, а также монокристаллы
бесцветного корунда, или лейкосапфиры.
Рубин представляет модификацию а — AI2O3 с небольшими
примесями хрома, а лейкосапфир — синтетический монокристалл
AI2O3 в виде a-модификации, который почти не содержит при-
месей. Последний имеет более высокие механические свойства,
чем рубин, в силу чего и находит более широкое применение. Он
выращивается в виде монокристаллов, которые в основном имеют
вид були. Величина и вес булей оговорены ГОСТ 9618—61. Рубин,
и лейкосапфир применяются для изготовления резцов, шлифо-
вальных кругов и паст. Инструменты, изготовленные из них, ре-
комендуется [1] использовать в основном для обработки цветных
металлов.
Более подробно о физико-механических свойствах рубина и
лейкосапфира, а также с рекомендациями по применению ука-
занных инструментальных материалов можно ознакомиться в
работах [4, 33, 43].
Глава 3. ФИЗИЧЕСКИЕ ОСНОВЫ РЕЗАНИЯ
МАТЕРИАЛОВ
3.1. Процесс образования стружки и ее типы
Впервые процессу образования стружки при резании посвя-
тил свои исследования И. А. Тиме [85]. Он тщательно полировал
боковую поверхность образца, с которого на строгальном станке
с небольшой скоростью снимал стружку, и по потускнению (из-
. менению) вида полированной поверхности судил о зоне пласти-
ческой деформации, возникающей под действием резца (рис. 3.1)
[3, 92].
При перемещении резца частицы металла сначала сжимаются
упруго (рис. 3.1, а), затем наступает пластическая деформация,
которая увеличивается до тех пор, пока не будет преодолена сила
внутреннего сцепления частиц металла. В этот момент происхо-
дит скалывание элементов стружки и дальнейший сдвиг элемен-
тов в плоскости ВС (рис. 3.1,6). Такое же изменение претерпе-
вает каждый из последующих элементов 1—6 (рис. 3.1, в).
По наблюдениям И. А. Тиме, пластическая деформация распро-
страняется в зоне, ограниченной углом ф, который он назвал
углом действия. Соответственно угол Pi назван углом скалывания
или углом сдвига, а плоскость ВС — плоскостью скалывания.
Указанный процесс образования стружки относится к пла-
стичным материалам, обрабатываемым с большой толщиной сре-
за и при малом угле резания 6.
И. А. Тиме впервые дал следующую классификацию стружек:
сливная (рис. 3.2, а), скалывания, или суставчатая (рис. 3.2,6),
элементная Q О /^тт^ Q О -Л ,ап
.'iv-niriu/i o.z,, oj , na/vivivici cj .
ния состоит из отдельных элементов. Поверхность стружки,
скользящая по передней поверхности резца, гладкая. Образуется
стружка скалывания в результате обработки сталей и других
пластичных материалов при большой толщине срезаемого слоя,
относительно низкой скорости резания и небольшом переднем
Угле. При уменьшении толщины среза, повышении скорости реза-
я и Увеличении переднего угла отдельные элементы стружки
анУт менее отчетливыми и будут сходить без зазубрин внешней
°роны (сливная стружка).
39
Если увеличить толщину среза, уменьшить скорость резания
и передний угол у, отдельные элементы стружки становятся ме-
нее связанными, т. е. образуется элементная стружка. Эти три
вида стружки получаются при обработке пластичных металлов.
Рис. 3.1. Схема последователь-
ности образования стальной
стружки (по И. А. Тиме)
При больших толщинах среза и больших значениях угла у в
случае обработки хрупких материалов происходит вырывание
или откалывание крупных частиц металла неправильной формы
(стружка надлома). Такая стружка получается при обработке
чугуна. Чугун плохо сопротивляется растяжению. При больших
40
значениях угла у в срезаемом слое появляются значительные на-
пряжения отрыва Оу (рис. 3.3), под действием которых происхо-
дит выламывание кусков металла. Если увеличивать скорость
резания, при обработке чугуна получается элементная стружка.
А при резании с очень высокими скоростями и чугун дает сливную
стружку, только она очень легко разделяется на элементы в отли-
чие от сливной стальной стружки, которая отличается монолит-
ностью и сравнительно высокой прочностью [92].
Рис. 3.3. Напряжения отрыва струж-
ки надлома при обработке чугуна
Рис. 3.4. Расположение плоскости
сдвига (по Я- Г. Усачеву)
Таким образом, на образование стружки влияют скорость ре-
зания, толщина среза, величина переднего угла, свойства обра-
батываемого материала и другие факторы. Наибольший интерес
представляет стружка сливная, образующаяся при обработке
стали с высокими скоростями резания.
Опыты И. А. Тиме не выявили все детали процесса образова-
ния стружки. Первое уточнение было внесено Я. Г. Усачевым
[88]. Он впервые применил металлографический метод для изуче-
ния процесса стружкообразования: процесс резания мгновенно
прекращался, стружка вместе с прилегающим металлом (или
корень стружки) шлифовалась, полировалась, травилась, рас-
сматривалась в микроскопе и фотографировалась.
Хотя отдельные элементы стружки скалываются под углом Pi,
внутри каждого элемента сдвиг происходит под углом рг
(рис. 3.4)? При этом 02>Рь а разность углов Рг — Pi~30°.
Возникает вопрос, почему элемент стружки отделяется в на-
правлении ВС, не совпадающем с направлением деформаций
внутри элемента ВК. Известно, что пластическая деформация
происходит по линиям скольжения до определенной величины,
еле того как деформируемый материал претерпел значитель-
е УпРочнение, или наклеп, разрушение происходит не по ли-
М СКОльжения, а по так называемым линиям разрыва, кото-
Р о являются огибающими линий скольжения [91].
41
По мнению С. Ф. Глебова [13], линии скольжения ВК. (см.
рис. 3.4), наблюдаемые на шлифах корней стружки, являются
линиями текстуры, т. е. линиями ориентации наибольших осей
зерен металла, которые в процессе перехода в стружку получают
сдвиговую деформацию именно по плоскости скалывания. При
этом зерно, имеющее в первом приближении форму сферы
(рис. 3.5, а), постепенно превращается в элипсоид (рис. 3.5, б, в).
большая ось которого составляет с плоскостью скольжения
угол р2.
Как уже говорилось ранее, процесс образования стружки
состоит из двух стадий: сжатия определенного объема металла,
находящегося перед передней поверхностью инструмента, а за-
тем его скалывания. Можно предполагать, что направление де-
формаций внутри элемента стружки соответствует направлению
линий скольжения, по которым металл течет на стадии сжатия.
После того как металл получит предельное упрочнение, наступит
разрушение, которое, как уже отмечалось, пойдет по огибающей
линий скольжения. Разрушение срезаемого слоя по линии ВС
(см. рис. 3.4) и приводит к образованию отдельного элемента
стружки.
42
И. А. Тиме представлял, что скалывание происходит в одной
плоскости, а не в объеме. Еще А. А. Брике [8] в 1896 году вы-
сказал мнение, что пластические сдвиги происходят в семействе
плоскостей веерообразно, плоскости этих сдвигов проходят через
лезвие инструмента. Н. Н. Зорев [30] в 1956 году подтвердил это
мнение. Процесс отделения срезаемого металла происходит
в семействе поверхностей BCCi (рис. 3.6). Поверхность со сле-
дом BCi — граница между исходным металлом и металлом
с более сильной деформацией. Металл, находящийся под обрабо-
танной поверхностью, тоже получается пластически деформиро-
ванным, т. е. имеет место наклеп поверхности, хотя степень де-
формации здесь значительно меньшая. Таким образом, линии
Рис. 3.6. Зона пласти-
ческих деформаций (по
Н. Н. Зореву)
Рис. 3. 7. Упрощенное изображение зоны пласти-
ческих деформаций
разрушения являются не прямыми, а кривыми. Толщина зоны
скалывания металла BCCi равна сотым, иногда десятым долям
миллиметра. В силу небольшой величины этой зоны ее условно
заменяют либо одной плоскостью ВС (рис. 3.7, а), либо ломаной
линией BBiC (рис. 3.7, б).
Граница между деформированным металлом образуемой
стружки и основным металлом проходит при достаточно толстых
стружках по кривой линии, которая для упрощения также может
быть принята в виде ломаной линии ВВ[С. Сливная стружка
, представляет собой сплошную ленту, отдельные элементы кото-
. рой трудно заметить. Слои металла, скользящие по резцу, как
бы изгибаются в направлении, обратном перемещению стружки.
Причина искривления заключается в создании большого трения
между стружкой и передней поверхностью инструмента [92, 107].
Таким образом, в стружке отмечаются два направления пла-
стической деформации. Первое — под углом р2 (см. рис. 3.4),
Второе— вдоль передней поверхности резца (зона «вторичной»
Деформации). Толщина зоны «вторичной» деформации невелика
составляет менее 10% толщины стружки. Расстояние между
зернами в этом слое до 30—40 раз меньше, чем расстояние между
рнами в недеформированном металле [92].
43
В результате дополнительной деформации металл стружки
получает значительное упрочнение. Твердость его возрастает в
1,5—2 раза по отношению к твердости исходного материала:
чем ближе к передней поверхности, тем выше твердость. На неко-
торой длине стружка контактирует с инструментом, а затем
отклоняется от него и завивается. При увеличении скорости реза-
ния радиус завивания стружки увеличивается (при v5=100 м/сек
г= оо).
Рис.~_3.8. _Схема определения относительного сдвига
Каждый из элементов стружки (см. рис. 3.4) подвергается не
только сдвигу, но и сжатию. Деформацию сдвига можно считать
равномерной, а деформацию сжатия — неравномерной. Сильнее
сжимается та часть стружки, которая примыкает к передней по-
верхности резца, поэтому отдельные элементы стружки имеют
форму трапеции, причем большее основание трапеции находится
возле передней поверхности резца, что и приводит к завиванию
стружки.
В соответствии с представлениями И. А. Тиме процесс пере-
хода срезаемого „металла в стружку состоит в последовательных
сдвигах слоев металла в направлении, которое определяется
углом причем переходу элемента срезаемого слоя в элемент
44
стружки способствует его пластическая деформация [11, 92].
Обозначим толщину элементного слоя через ДХ, а его сдвиг че-
рез ДЗ (рис. 3.8,а). В теории ' пластической деформации для ха-
рактеристики интенсивности сдвига пользуются величиной е, на-
зываемой относительным сдвигом, которая равна отношению ве-
личины сдвига AS к толщине слоя ДХ, претерпевшего такой
сдвиг. Элемент срезаемого материала ABCD под действием режу-
щего клина деформируется в параллелограмм еВСп .(рис. 3.8,в).
Изобразим треугольник CnD в увеличенном виде (рис. 3.8,6), в
котором тС = ДХ, /_КпС = у, nD == Д5, /_CmD =
== 90° (по построению), A nDC = рх, /_ пСт — 0.
Угол pj является внешним углом треугольника КСп, а следо-
вательно,
₽1 = © + Y,
тогда
0 = Pi — у.
„ ДЗ nD mD , тп
Следовательно, е = — = —= +
е = ctg pi + tg 0 = ctg Pi + tg (Pt — у);
e = ctgpi + tg(P1-y). (3.1)
Таким образом, относительный сдвиг при резании зависит от
угла сдвига Pi и переднего угла у. Угол Р[ можно определить,
зная а и аь а у всегда известен. Практически е = 2ч-5. Определим,
при какой величине Pi относительный сдвиг будет минимальным.
Для этого возьмем первую производную от правой части уравне-
ния (3.1), приравняем ее к нулю и решим уравнение относи-
тельно Pi:
• — — cosec2Pi + sec2 (Pj — у) = 0.
“Pi
Это условие справедливо при pi = 90°— (Pi—у).
Тогда
(3-2)
Т. е. интенсивность пластической деформации будет наименьшей.
Рядом исследователей в последнее время установлено, что
зона деформаций не ограничивается углом действия, как это бы-
ло представлено И. А. Тиме, а распространяется за ее пределами
и даже под обработанной поверхностью, в результате чего воз-
никают остаточные напряжения.
В области теоретических и экспериментальных исследований
механизма возникновения напряжений под влиянием усилий ре-
зания в процессе стружкообразования особого внимания заслу-
живает работа Б. А. Кравченко [40]. Используя данные своих
45
исследований, он показал направление наибольших деформаций
частиц металла в подрезцовом слое под влиянием суммарной
силы (см. рис. 3.5, а), действующей на передней поверхности.
Из схемы кристаллических зерен металла поверхностного слоя
(см. рис. 3.5, д), построенной им, видно, что частицы металла
подрезцового слоя претерпевают упругую и пластическую дефор-
мацию, причем большая ось овала частиц составляет угол Х<45°.
При таком направлении осей деформаций, указывает Б. А. Крав-
ченко, весь поверхностный слой изделия стремится к увеличению
своей площади. Однако увеличению площади поверхностного
слоя препятствует упругонапряженный слой металла, лежащий
в глубине, с которым остается связанным верхний пластически
деформированный слой. В результате поверхностный слой не
имеет возможности увеличить свою площадь до величины, кото-
рую он занял бы при отсутствии нижележащего недеформирован-
ного слоя. Поэтому в поверхностном слое металла под действием
силового поля передней поверхности инструмента (равнодейст-
вующая сила /?) создаются остаточные напряжения сжатия, а в
нижележащих слоях — уравновешивающие напряжения рас-
тяжения.
На основании данной схемы (см. рис. 3.5, г, д') Б. А. Кравчен-
ко утверждает, что при обработке малопластичных металлов и
сплавов и при определенных условиях их обработки, способст-
вующих образованию элементной стружки, под действием усилий
резания в поверхностном слое детали наводятся остаточные на-
пряжения сжатия. При этом всякое увеличение усилий резания,
не сопровождающееся значительным выделением тепла в зоне
резания, будет вызывать увеличение сжимающих напряжений.
При обработке пластичных материалов с обычно применяе-
мыми режимами резания и геометрическими параметрами режу-
щего инструмента напряженное поле стружки оказывает более
сильное влияние на деформацию металла поверхностного слоя,
чем напряженное поле в зоне под поверхностью сдвига. В ре-
зультате этого в поверхностном слое возникают остаточные на-
пряжения растяжения. Увеличение усилий резания и соответст-
вующих полей напряжений, связанное с изменением режимов
резания, приводит к росту остаточных напряжений растяжения.
Кроме того, при обработке пластичных металлов подповерх-
ностный слой деформируется не только под воздействием сило-
вого поля передней поверхности резца, но одновременно дефор-
мируется под воздействием стекающей стружки. В связи с тем
что интенсивность пластической деформации металла стружки
значительно выше интенсивности деформации металла под по-
верхностью сдвига, деформированные частицы 2 — 5 (см.
рис. 3.5, д) под воздействием верхнего слоя металла IV, уходя-
щего в стружку, дополнительно вытягиваются в направлении
сходящей стружки и в момент отделения ориентируются по от-
ношению к направлению вектора скорости под углом Z>45°.
46
Исследования В. К. Кривоухова и П. Д. Беспахотного [42]
показали, что при обработке стали ЭИ437Б частицы металла
подрезцового слоя действительно сначала вытягиваются перед
резцом в направлении резания, а затем (под резцом) вторично
деформируются и вытягиваются вверх с углом наклона Х>45°
(см. рис. 3.5, е).
Таким образом, влияние воздействия сил на образование
остаточных напряжений поверхностного слоя оказывается раз-
личным при разных условиях стружкообразования:
1) при резании малопластичных металлов и сплавов, когда
образуется элементная стружка, напряженное поле подрезцового
слоя формирует остаточные напряжения сжатия, и всякое повы-
шение сил резания сопровождается ростом сжимающих напря-
жений;
2) при обработке пластичных металлов и сплавов со снятием
сливной стружки превалирующее воздействие оказывает напря-
женное поле стружки, формирующее остаточные напряжения
растяжения, а всякое увеличение усилий резания приводит к
росту растягивающих напряжений.
3.2. Наростообразование при резании материалов *
Общие сведения. При образовании сливной стружки часто
наблюдается задерживание обрабатываемого металла на перед-
ней поверхности непосредственно около режущего лезвия. Это
наслоение в сечении имеет треугольную форму (рис. 3.9). Впер-
вые это явление обнаружил в 1915 году Я. Г. Усачев, а само
Рис. 3.9. Характерная форма нароста:
а — нарост на передней поверхности резца; б — резец
с наростом в процессе работы
образование назвал наростом. Он обнаружил, что структура на-
роста представляет собой тонкие слои металла, которые нало-
жены друг на друга и вытянуты вдоль передней поверхности
инструмента. Существует несколько точек зрения о причине обра-
зования нароста.
боты*[9‘>]аТеРиалы паРагРаФ0В 3.2, 3.10, 3.11, 3.15, 3.18 изложены по данным ра-
47
Так, например, А. И. Исаев [31] считает, что наростом явля-
ется заторможенная зона обрабатываемого металла, образование
которой вызвано значительными силами трения между стружкой
и передней поверхностью инструмента. При снятии стружки
возникают очень высокие удельные давления (^1000 кгс/см2),
в связи с чем металл сильно разогревается. Поэтому по всей пло-
щади контакта наблюдается соприкосновение стружки с поверх-
ностью инструмента. Несмотря на самое тщательное затачивание
инструмента, на передней поверхности его остаются небольшие
Рис. 3.10. Нарост на резце
Рис. 3.11. Увеличение уг-
ла у с образованием нароста
зазубрины, углубления и риски. Деформированный металл
стружки, попадая в них, застревает, затормаживается и не пере-
мещается относительно передней поверхности инструмента. Это
задерживает и перемещение ближайших слоев металла. Образу-
ется масса заторможенного металла (слой его увеличивается,
непрерывно питаясь металлом обтекаемой стружки) (рис. 3.10).
Слои наращиваются друг иа друга, пока нарост не достигает
размеров, максимально возможных при данных условиях. Вслед-
ствие чрезвычайно сильной деформации слои металла, образую-
щие нарост, упрочняются. Их твердость в 2,5—3,5 раза больше
твердости исходного металла. Таким образом, нарост как бы
принимает на себя функции режущего лезвия. Однако он не ста-
билен. Достигнув максимальной величины, нарост разрушается,
частично уносится стружкой, частично поверхностью детали.
Влияние нароста на процесс резания. Так как сходящая
стружка скользит не по вершине резца, а по передней поверхно-
сти нароста, действительный передний угол уд как бы увеличи-
вается (рис. 3.11), что способствует облегчению процесса реза-
ния. Вследствие высокой твердости нароста, он, выполняя функ-
ции режущего лезвия, отчасти предохраняет переднюю и заднюю
48
грани инструмента от истирания их сходящей стружкой и об-
работанной поверхностью и уменьшает нагревание. Это в свою
очередь приводит к уменьшению изнашивания инструмента, т. е.
к повышению его стойкости.
Вместе с тем наличие нароста увеличивает шероховатость
обработанной поверхности. Еще Я. Г. Усачев в 1915 году заметил,
что нарост является причиной появления неровностей на обрабо-
танной поверхности детали даже в условиях свободного резания.
Схема процесса образования неровностей на обрабатываемой
поверхности по мере снятия сливной стружки сводится к сле-
Рис. 3.12. Схема образования нароста и микронеровностей на обра-
батываемой поверхности
дующему. Нарост, обладающий весьма высокой твердостью, вы-
полняет, как отмечалось, функцию режущего лезвия. Он удли-
няет резец, что и является причиной некоторого увеличения тол-
щины среза по сравнению с номинальной. В определенный
момент выступающая часть нароста оказывается столь большой,
что она срезается (рис. 3.12, а), отделяясь от основной массы на-
роста. Часть его уходит со стружкой, а часть остается вдавленной
в обработанную поверхность. Эта частица нароста является вы-
ступающим краем неровностей. Разрушение нароста приводит к
мгновенному уменьшению толщины среза (пунктирная линия на
рис. 3.12,6). В дальнейшем размеры нароста снова увеличива-
ются и толщина среза постепенно возрастает, пока его выступаю-
щая часть опять не будет сорвана и унесена обработанной по-
верхностью, образуя край очередной неровности (рис. 3.12,в).
Этот процесс повторяется периодически, в результате вся обрабо-
танная поверхность оказывается усеянной неровностями.
Отрыв частиц нароста происходит не одновременно по всей
контактирующей длине режущего лезвия, а лишь отдельными
разобщенными участками, поэтому выступы неровностей распо-
ложены на обработанной поверхности беспорядочно [98, 99]. Вы-
4 Зак. 1360 49
сота микронеровностей во многом зависит от структуры обраба-
тываемого материала. При обработке сталей со структурой пла-
стинчатого перлита металл больше деформируется, увеличива-
ется нарост, усиливаются вибрации и в результате снижается
класс чистоты поверхности. Сталь со структурой мелкозернистого
перлита обрабатывается чище, поэтому рекомендуется перед чи-
стовой обработкой подвергать ее нормализации.
Шероховатость, или микронеровности, обработанной поверх-
ности определяется согласно ГОСТ 2789—59 14 классами чисто-
ты. Класс чистоты обозначается знаком V и цифрой, например,
V8 означает восьмой класс чистоты. Класс чистоты оценивается
Рис. 3.13. Параметры профиля обработанной поверхности:
1 — средняя линия; 2 —линия, параллельная средней
средним арифметическим отклонением профиля Да и высотой
микронеровностей Rz (рис. 3.13).
Ла представляет собой среднее значение расстояний у\, у2, ...,
уп точек измеренного профиля до его средней линии и равно
п __ У1 + Уг + Уз + • • • Уп
а п ’
где п — число измерений.
Значения у суммируются без учета их знака. Средняя ариф-
метическая высота неровностей на участке измерения Rz есть
среднее расстояние между находящимися в пределах базовой
длины (или длины участка измерения) пятью высшими точками
выступов и пятью низшими точками впадин, измеренное от ли-
нии, параллельной средней линии профиля:
(/ц + hs + h5 + h7 + /i9) — (/z2 + hi + ha + hs + hw)
Rz=--------------------------------------------------.
Допустимые значения высоты микронеровностей (в микро-
метрах для различных классов чистоты обработанной поверхно-
сти) приведены в табл. 3.1,
50
Таблица 3.1
Класс чистоты «а Rz Базовая длина, мм Класс чистоты «а *z Базовая длина, мм
1 80 320 8 0,63 3,20 0,80
2 40 160 8 9 0,32 1,60
3 20 80 10 0,16 0,80
4 10 40 2,5 11 0,08 0,40 0,25
5 5 20 12 0,04 0,20
6 2,5 10 13 0,02 0,10
7 1,25 6,3 0,8 14 0,01 0,05 0,08
Величина нароста и его устойчивость во многом зависят от
скорости резания. Диапазон скоростей можно приближенно раз-
делить на четыре зоны [2], показывающие интенсивность образо-
вания нароста (рис. 3.14). Зона / — скорость меньше 3 м/мин;
нароста нет или он очень мал. Зона II — скорость резания от 3
до 50 м/мин; нарост появляется и увеличивается. Зона III — ско-
рость резания от 50 до 80 м/мин; нарост начинает уменьшаться.
Рис. 3.14. Зависимость высоты нароста от
скорости резання
Зона IV — скорость резания от 80 до 120 м/мин и больше; на-
роста нет.
Следует указать, что в зависимости от физико-механических
свойств и химического состава обрабатываемых сталей указан-
ный уровень диапазонов скоростей резания несколько изменяется.
Факторы, влияющие на величину и устойчивость нароста.
Размеры нароста зависят от соотношения величин сил трения
между образующейся стружкой и передней поверхностью инстру-
мента и сил внутреннего сцепления (сопротивления сдвигу) обра-
батываемого материала. Чем значительней по величине первая
сила, т. е. сила трения превосходит вторую, тем больше размеры
Нароста.
При определенных условиях обработки на величину силы
трения решающее влияние оказывает температура, возникающая
в зоне образования стружки, или температура резания 0рез, вели-
чина которой находится в прямой зависимости от скорости ре-
зания V. Поэтому основной причиной изменения величин нароста
с изменением скорости резания является температура резания.
От величины последней сильно зависит величина коэффициента
трения стружки о переднюю поверхность инструмента. При
Рис. 3.15. Влияние условий резания на величину нароста
низких скоростях, когда температура в зоне резания невелика,
коэффициент трения относительно небольшой, поэтому нароста
здесь еще нет или он очень мал по величине (зона I, рис. 3.14).
При повышении скорости резания растет 0рез, следовательно,
увеличивается и коэффициент трения стружки о переднюю по-
верхность инструмента. Достигнув определенной температуры,
он становится максимальным. В этот момент нарост получает
наибольшие размеры (зона II, рис. 3.14). Дальнейшее повышение
скорости и температуры вызывает размягчение пограничных
слоев металла, уменьшение коэффициента трения и размеров
нароста (зона III, рис. 3.14).
На величину нароста оказывают влияние также физико-ме-
ханические свойства обрабатываемого металла (пластичность и
прочность), толщина среза, передний угол инструмента, условия
охлаждения и смазки в зоне резания и т. д. Зависимость вели-
чины нароста от вышеперечисленных факторов представлена
52
графиками на рис. 3.15 [92]. Из графиков видно, что чем менее
пластичен материал • (НВ{<_Н В2, рис. 3.15,6), меньше толщина
срезаемого слоя (а\>а2>аз, рис. 3.15,6) и больше передний
угол у (У1<У2<Уз, рис. 3.15, в), тем меньше величина нароста.
Характер рассмотренных зависимостей объясняется: а) усло-
виями трения стружки о переднюю поверхность инструмента;
б) температурой в зоне резания. Факторы, способствующие уве-
личению силы трения, сдвигают кривую влево (увеличивают
нарост). Факторы, способствующие уменьшению трения, переме-
щают кривую вправо (уменьшают нарост). С применением СОЖ
(рис. 3.15, г) кривая зависимости Hmp=f(v) сдвигается из поло-
жения 1 в положение 2. Таким образом, при данном обрабаты-
ваемом металле и постоянных усло-
виях смазки размеры и форма
нароста определяются только тем-
пературой на передней поверх-
ности инструмента. Скорость реза-
ния, толщина среза, величина пе-
реднего угла влияют постольку,
поскольку они влияют на темпера-
туру резания.
Закономерности изменения раз-
Рис. 3.16. Зависимость высоты
микронеровностей обработанной
поверхности от скорости реза-
ния
меров нароста совершенно аналогич-
ны закономерностям изменения вы-
соты неровностей на обработанной
поверхности в зависимости от ско-
роста резания (рис. 3.16).
Для устранения образования нароста и, следовательно, для
уменьшения шероховатости обработанной поверхности необходи-
мо [92]:
1) работать в такой зоне скоростей резания, когда нарост не
образуется, т. е. очень низких. Однако это влечет за собой сни-
жение производительности обработки. Поэтому выгоднее рабо-
тать в зоне высоких скоростей, где нарост также не образуется;
2) уменьшать шероховатость передней поверхности режуще-
го инструмента;
3) по возможности увеличивать передний угол у. Например,
при у = 45° нарост почти не образуется;
4) применять смазочно-охлаждающие жидкости, уменьшаю-
щие трение на передней и задней поверхностях инструмента;
5) уменьшать пластичность обрабатываемого материала за
счет применения специальной термической обработки, либо ис-
пользовать стали с присадками. Например, применение автомат-
ной стали с пониженным содержанием марганца и повышенным
содержанием серы, а также нормализация заготовок дают воз-
можность получить хорошие результаты по чистоте обработанных
поверхностей.
53
3.3. Усадка стружки
Пластическая деформация при резании металлов внешне
проявляется в том, что толщина стружки становится больше
толщины среза а (рис. 3.17). Но так как при этом происходит
изменение формы, а объем остается прежним, оказывается, что
длина стружки L обычно становится короче пути Lo, пройденного
резцом. Явление укорочения стружки по длине и уширения по
толщине называют усадкой стружки. Ее величина характеризу-
ется коэффициентом усадки
В = = (3-3)
Рис. 3.17. Схема усадки стружки
Рис. 3.18. Схема для определения
коэффициента усадки стружки (по
И. А. Тиме)
Коэффициент усадки является косвенным показателем интенсив-
ности пластической деформации при резании металлов.
И. А. Тиме впервые вывел формулу для определения £. Дей-
ствительно, рассматривая один элемент образовавшейся струж-
ки (рис. 3.18), коэффициент усадки будет равен:
t = Jo_ = sin (90° — Pi + у) cos (Pt — у)
S I sin рх sinPx
Так, например, при угле скалывания р1 = 30°, переднем угле
у=15°
cos (30° — 15°) = 0,96
ё sin 30° " 0,5 “ '
Практически величина коэффициента усадки стружки равна
£= 1,54-4.
Определим коэффициент усадки стружки при р1; соответст-
вующем минимальному коэффициенту сдвига. Известно, что
[р1]е . =45°-|-_У—
iriJ ПИП 1 2
54
тогда
t = cos (pt —у)
S sin Pj
cos
sin ( 45° +
Таким образом, когда относительный сдвиг имеет минимальное
значение, т. е. стружка получает наименьшую пластическую де-
формацию, коэффициент усадки стружки £=1, т. е. усадки не
наблюдается. Коэффициент усадки стружки косвенно выражает
Рис. 3.19. Влияние перед-
него угла на усадку струж-
ки и изменение угла pj
пластическую деформацию, а количественную характеристику
дает коэффициент относительного сдвига е [92].
Факторы, влияющие на усадку стружки.
1. Изменение переднего угла у. При увеличении
угла у коэффициент усадки стружки уменьшается (рис. 3.19, а).
Это подтверждается рядом исследований, которые показывают,
что при увеличении переднего угла уменьшается трение стружки
° переднюю поверхность инструмента, что в свою очередь при-
водит к увеличению угла скалывания (рис. 3.19, б, п). Извест-
но, что чем больше угол тем меньше коэффициент усадки
стружки.
2. По этой же причине применение смазочно-
охлаждающей жидкости также приводит к уменьше-
нию усадки стружки.
3. Изменение толщины среза. Чем больше толщи-
на а срезаемого слоя металла, тем меньше коэффициент усадки
стружки, что также связано с изменением угла 0]. Например,
при а=о, 13 мм 01=26°, при а=2,65 мм 0! = 36°.
55
4. Изменение скорости резания. С увеличением
скорости резания происходит немонотонное изменение усадки
стружки. Зависимость g=f (и) с различными значениями угла у
при обработке стали 40Х представлена на рис. 3.20. Характер
изменения величины g при различных значениях скорости реза-
ния объясняется изменением размеров нароста. Минимальный
коэффициент усадки стружки соответствует наибольшему раз-
меру нароста. Характерные точки, соответствующие максималь-
ному значению коэффициента усадки на кривых g=/ (v), или
Рис. 3.20. Зависимость £ = f (v) с различными
значениями угла у при обработке стали 40Х
точки перегиба, тем больше сдвигаются в область низких скорос-
тей резания, чем пластичнее обрабатываемый материал и меньше
передний угол и толщина среза.
Такой вид кривых объясняется тем, что при малых скоростях
резания нарост не образуется и передний угол у мал, а, следова-
тельно, коэффициент усадки стружки g велик.
С достижением скорости резания примерно 50 м/мин, в преде-
лах которой нарост имеет максимальную величину, увеличива-
ется действительный передний угол уд и, следовательно, снижа-
ется £. При скоростях резания 80—100 м/мин нарост отсутствует,
поэтому £ становится максимальным. При дальнейшем увеличе-
нии v (более 100 м/мин) в прирезцовой зоне в результате наличия
высокой температуры граничный слой металла сильно раз-
мягчается и выполняет роль «твердой смазки». В этих условиях
коэффициент трения на передней поверхности инструмента силь-
но снижается, что сопровождается уменьшением коэффициента
усадки стружки.
3.4. Деформация и наклеп материала под обработанной
поверхностью
В процессе снятия стружки деформация слоев обрабатывае-
мого материала возникает не только в области угла действия ф,
56
но и впереди резца и под плоскостью резания АВ (рис. 3.21).
Пластической деформации предшествует упругая. Последняя об-
ратима и поэтому упругодеформированные слои материала вос-
станавливаются так, что обработанная поверхность после про-
хождения резца приподнимается относительно плоскости резания
на какую-то величину /гупр. Другими словами: если бы не было
упругой деформации, след обработанной поверхности проходил
бы по линии АВ. Упругие деформации и соответствующие им на-
пряжения могут быть выявлены поляризационно-оптическим ме-
тодом. Известно, что под действием нагрузки прозрачные изо
Рис. 3.21. Упругое восстановление металла по- Рис. 3.22. ' Вид поляризаци-
сле прохождения лезвия режущего инструмента онных линий в зоне резания
тропные вещества становятся двупреломляющими. При направ-
лении в зону резания пучка поляризованного света появляются
эллиптические линии (рис. 3.22). По цвету этих линий судят о
характере внутренних напряжений. В отличие от упругих пла-
стические деформации приводят к тому, что в поверхностном
слое детали металл получает наклеп или обработочную твер-
дость, которая характеризуется: 1) искажением кристаллической
решетки и возникновением внутренних остаточных напряжений;
2) сильным измельчением зерен металла; 3) появлением тексту-
ры, т. е. преимущественной ориентировки зерен в определенном
направлении.
Для изучения глубины и интенсивности наклепа используются
различные методы.
1. Рентгенографический. Для определения глубины
наклепанного слоя необходимо провести рентгенографическую
съемку исследуемой поверхности образца или детали. При этом
измельчение зерен и наличие напряжений вызывает изменение
рентгенограмм в отличие от рентгенограмм, полученных после
съемки ненаклепанного (ненапряженного) исходного металла.
После съемки первой рентгенограммы стравливается определен-
ный слой и снова снимается рентгенограмма. Этот процесс повто-
ряется до исчезновения изменений в характере рентгенограмм,
что свидетельствует о полном стравливании наклепанного слоя.
По величине стравленного слоя судят о глубине наклепа.
57
2. М е х а н и ч е с к и й (метод Н. Н. Д а в ид е и ко в а).
Метод сводится к последовательному стравливанию с обработан-
ной поверхности разрезанного кольца или пластинки наклепан-
ного слоя и измерению деформаций, происходящих при этом.
Следует иметь в виду, что все поверхности кольца или пластинки,
кроме изучаемой, покрываются цапонлаком. Величина деформа-
ции и толщина стравленного слоя дает возможность по известным
формулам вычислить остаточные напряжения, действующие в
каждом слое, после удаления всех предыдущих слоев.
3. Измерение микротвердости (по М. М. Хру-
щову). Определение поверхностной твердости производится на
Рис. 3.23. Схема образования
наклепанного слоя обработан-
ной поверхности
приборе ПМТ-3 вдавливанием с на-
грузкой от 20 до 200 гс алмазной
пирамиды с квадратным основанием
и углом при вершине между проти-
волежащими гранями 136°. О вели-
чине твердости судят по отпечатку
диагонали алмазной пирамиды после
вдавливания ее в исследуемую по-
верхность под определенной нагруз-
кой. При измерении глубины залега-
ния наклепанного слоя используется
метод косых срезов, при котором
исследуемую поверхность срезают
под очень малым углом (1°—
2°30')- Это позволяет более точно определить глубину наклепан-
ного слоя, так как измерение микротвердости производится по
всей ширине косого среза. Глубина наклепанного слоя после
механической обработки достигает от 0,01 до 2 мм, напряжение —
до 50—70 кгс/мм2, а микротвердость по сравнению с исходной
возрастает до двух раз. Повышенная микротвердость свидетель-
ствует о наличии наклепа. Отношение ее к исходной микротвер-
дости характеризует интенсивность пластической деформации
или степень наклепа.
Одной из основных причин появления наклепа при обработке
следует считать округление лезвия [90, 107, 92]. В действитель-
ности передняя и задняя поверхности зубьев инструментов
сопрягаются не по линии, а по поверхности (рис. 3.23), которая
в сечении представляет собой дугу окружности радиусом р. Ве-
личина радиуса округления лезвия составляет р= 104-20 мкм
даже после самой тщательной заточки и доводки зубьев инстру-
ментов. После грубой заточки и у затупленного инструмента вели-
чина р составляет десятые и даже сотые доли миллиметра.
Так как плоскость скалывания CD будет касательной к
окружности радиусом р, следует отметить, что металл ниже ли-
нии FE подминается режущим лезвием и в стружку не переходит.
Деформированный слой после прохождения резца определяет
глубину наклепа.
58
3.5. Силы резания
Общие сведения. В процессе резания к режущему инстру-
менту прилагаются определенные усилия, или силы резания,
которые действуют на срезаемый слой и стружку. Такой же ве-
личины, но противоположные по направлению, силы действуют
на зубья инструмента. Для расчета мощности привода и жест-
кости станка, а также для определения прочности и жесткости
инструмента и приспособления необходимо знать величину этих
Рис. 3.24. Схемы сил, действующих при свободном резании
сил. Исследования, проводимые в этом направлении в области
динамики резания, можно разбить на две группы:
1) теоретические выводы уравнений для расчета сил резания
на основе анализа процесса снятия стружки как одного из част-
ных случаев пластической деформации; 2) экспериментальное
определение сил резания.
Некоторые положения теоретического определения сил ре-
зания. Рассмотрим систему сил, действующих при свободном реза-
нии (рис. 3.24,а). На переднюю поверхность резца давит стружка с
силой /?0, которая является равнодействующей нормальной силы W
и силы .трения стружки о переднюю поверхность F^, т. е. ==
= N + Лр- В то же время на заднюю поверхность резца вблизи
режущего лезвия действует нормальная сила упругого противодей-
ствия обрабатываемого материала АГ и сила трения о заднюю по-
верхность инструмента F?p. Они дают результирующую силу
Так как задний угол а мал, а при наличии износа на некотором
участке задней поверхности равен нулю, за расчетную схему
59
принимаем направление сил F' и N', как показано на рис. 3.24, б,
т. е. направление F'Tp противоположно вектору скорости реза-
ния v. Для осуществления процесса резания или сохранения рав-
новесия резца к нему извне должна быть приложена сила, равная
по величине и противоположная по направлению силе R = jRi
(рис. 3.24, в).
Разложим силу R, приложенную к резцу, на две составляю-
щие: 1) Pz в направлении главного движения, или перемещения
резца, и назовем ее тангенциальной силой и 2) Ру в направлении,
совпадающем с осью резца, и назовем ее радиальной силой ре-
зания. Спроектируем действующие силы на направление осей у
и z. Получим:
Рг = N cos у + FTp sin у + F’Tp кгс; (3.4)
Py = —N sin у -f- Flp cos у + TV' кгс. (3.5)
Теоретические уравнения [74] для определения сил, действую-
щих на передней и задней гранях инструмента, сложны и, глав-
ное, не совсем точны, так как основаны на ряде гипотез и содер-
жат коэффициенты, характеризующие свойства обрабатываемого
металла. Эти же коэффициенты в большинстве случаев неизвест-
ны и их нужно определить. Так, например, по исследованиям
В. А. Кривоухова [41, 76], с некоторыми допущениями можно при-
нять нормальную силу равной
N = о0А$Гс кгс, (3.6)
где о0 —предел текучести обрабатываемого материала при его
сжатии, кгс/мм2;
t — глубина резания, мм;
S — подача, мм/об;
£ — коэффициент усадки стружки;
пге — показатель политропы сжатия обрабатываемого мате-
риала.
Эта формула получена на основе сопоставления процессов
пластического сжатия и образования стружки. Как известно, за-
висимость сжимающей силы Рс и высоты сжимаемого образца
hc при пластическом сжатии имеет вид:
Pch™c = const. (3.7)
Эта зависимость получила название политропы пластического
сжатия, а показатель степени тс — показатель политропы.
Так как
Р№ =
где Ро — сила, прикладываемая к образцу;
h0 — высота образца в начале пластического деформирования,
можно записать:
60
Рс=Р»
h<> Y”c_ PfT i h<> Vе
hc ) ~ 0 0 [~ih ) '
(3.8)
где Fo — площадь образца в начале пластического деформирования.
Применительно к процессу стружкообразования примем Рс = N,
Fa = tS, a h0/hc = |. В результате подстановки и преобразований
получим вышеуказанную формулу В. А. Кривоухова.
Приведенный пример теоретического определения нормальной
силы N показывает всю сложность проводимых расчетов. В об-
щем случае для определения сил резания необходимо знать ха-
рактеристики пластического деформирования обрабатываемого
металла, параметры сечения среза, коэффициенты трения и усад-
ки стружки и углов резца. Сложность и неточность теоретических
расчетов заключается в том, что, например, коэффициент усадки
стружки сам по себе зависит от ряда факторов и существенно
влияет на силы резания. К тому же при определении характери-
стик обрабатываемого материала оо и гп-с нельзя создать подоб-
ных условий, при которых на самом деле сходит срезаемая
стружка. Поэтому для инженерных расчетов чаще всего поль-
зуются эмпирическими зависимостями сил резания от условий
обработки. Наиболее часто силы резания определяют на основе
непосредственного измерения с помощью специальных приборов.
Рассмотрим некоторые методы измерения сил и конструкции при-
меняемых при этом динамометров.
Методы экспериментального исследования сил резания [3].
Существует большое количество приборов для измерения сил
резания, называемых динамометрами. Независимо от конструк-
ции они состоят из следующих основных частей: 1) датчика, вос-
принимающего нагрузку. Упругая деформация датчика непосред-
ственно или с использованием связанных с ней явлений служит
основой для измерения сил резания; 2) приемника, осуществляю-
щего регистрацию нагрузки; 3) вспомогательных звеньев, связы-
вающих датчик с приемником.
Динамометры подразделяются на три группы: 1) гидравличе-
ские; 2) механические; 3) электрические.
Гидравлические динамометры имеют следующее
устройство (рис. 3.25). Резец 1 укреплен в коробке, или люльке 2,
которая может качаться относительно опоры 8, а также переме-
щаться на шариках 7 в горизонтальной плоскости. Под действием
силы Pz люлька стремится повернуться и давит через стержень 3
на поршень 4. Последний под давлением вытесняет глицерин из
цилиндра через трубку 5 в манометр 6, снабженный самопишу-
щим механизмом. Измерение силы Pv производится аналогичным
образом при горизонтальном перемещении люльки.
Гидравлические динамометры находят ограниченное примене-
ние по причине большой инерционности рычажно-поршневой си-
стемы, из-за чего показания отстают от быстропротекающих про-
61
цессов и искажают картину изменения сил резания во времени и
по величине, а также по причине малой чувствительности.
Принцип работы механических динамометров
(рис. 3.26) основан на том, что под действием сил резания на ре-
Рис. 3.26. Механический динамометр
зец 9 резцедержатель 8 вследствие деформации упругих стенок 1
корпуса 6 перемещается. Эти перемещения через сухари 2 и нож-
ки индикатора 4, 7 фиксируются индикаторами 3 и 5.
Механические динамометры имеют те же недостатки, что и
62
гидравлические, а поэтому, несмотря на простоту их конструкции,
широкого распространения не получили.
Электрические динамометры являются наиболее
чувствительными приборами, так как они мало инерционны и
позволяют с помощью осциллографа производить запись на плен-
ку быстропротекающих процессов за тысячные и стотысячные
доли секунды. Они преобразуют механическое воздействие сил
резания в легко измеряемые электрические величины.
Электрические датчики подразделяются на следующие основ-
ные виды: 1) емкостные, или конденсаторные; 2) индуктивные;
3) тензометрические.
Рис. 3.27. Емкостный датчик Рис. 3.28. Индуктивный датчик
В емкостных датчиках (рис. 3.27) сила резания по-
средством державки резца производит перемещение упругой
пластины конденсатора, изменяя воздушный зазор А/г, а следо-
вательно, и емкость конденсатора. Изменение емкости при помо-
щи высокочастотного устройства приводит к изменению силы
тока, регистрируемой с помощью гальванометра или осцилло-
графа.
Индуктивные датчики (рис. 3.28) основаны на изме-
нении сопротивления токонесущего контура, а следовательно, и
силы тока в обмотке при изменении воздушного зазора А/г между
ферромагнитными телами. Изменение силы резания соответст-
венно изменяет и величину регистрируемого тока.
Проволочные или тензометрические датчики
представляют несколько витков очень тонкой проволоки диамет-
ром от 0,015 до 0,06 мм из специального сплава нихром-констан-
тан, который резко изменяет электрическое сопротивление при
его деформации. Витки или решетка из такой проволоки поме-
щаются между двумя склеенными бумажными полосками и на-
клеиваются на упругодеформирующийся элемент 1 (державку)
(рис. 3.29). Под влиянием сил резания элемент 1 и приклеенная
к нему проволока 6 деформируются. Это вызывает изменение
силы тока в электрической цепи, которая увеличивается усили-
63
телем 3 и измеряется гальванометром или другим каким-либо
регистрирующим прибором 2. Чтобы не было искажений в пока-
заниях приборов при измерении сил резания из-за непостоянства
напряжения в сети, в электрическую цепь необходимо включать
стабилизатор напряжения 4, устанавливаемый между регистри-
рующим прибором и источником питания 5.
В зависимости от того, сколько составляющих сил резания
можно измерить динамометром, они называются одно-, двух- или
Рис. 3.29. Схема измерения сил резания с использованием тен-
зодатчиков
трехкомпонентными. Кроме того, необходимо учитывать, что ди-
намометры не дают нам непосредственно значений сил резания,
а дают какие-то условные показания, пропорциональные силам
резания, чаще всего в виде осциллограмм. Чтобы получить непо-
средственные значения величин сил резания, необходимо произ-
вести его тарировку. Она заключается в том, что датчикам дина-
мометра предварительно сообщают заранее известную нагрузку
с помощью простейших механических устройств. Затем, замечая
показания приборов h, соответствующих различным нагрузкам
Pz, строят тарировочный график (рис. 3.30). В дальнейшем вели-
чины сил резания находят по показаниям приборов из тариро-
вочных графиков.
В производственных условиях для определения сил резания
невозможно каждый раз пользоваться динамометрами, произво-
дить их тарировку, использовать дорогостоящие и чувствитель-
64
фик для определения силы ре-
зания Pz
ные измерительные приборы. Поэтому обычно заранее опытным
путем выявляется, какие и в какой мере параметры процесса
обработки влияют на силы резания, чтобы в практике по таблич-
ным данным и простым формулам можно было рассчитывать
зависимости
Р» Руг Px = f(b, а, См, Снн, V, у, а, Кохл).
Характер этих зависимостей мож-
но раскрыть после проведения
экспериментов и математической
обработки полученных данных.
Методика математической обра-
ботки экспериментальных наблюде-
ний. Эта методика с целью матема-
тического выражения наблюдаемых
закономерностей является предме-
том специальной отрасли математи-
ки [7, 69, 82]. В учебных пособиях
дается простейший графоаналитиче-
ский метод обработки результатов
экспериментов, наиболее широко
применяющийся на практике [90].
Многочисленные исследования показали, что взаимосвязь раз-
личных величин, влияющих на процесс резания металлов, может
достаточно точно выражаться эмпирической зависимостью, кото-
рая описывается степенной функцией вида у=Ахт. Она изобра-
Рис. 3.31. Графики степенной функции
жается кривой степенного вида (рис. 3.31, о). Нахождение
таких функций возможно в случае использования двойной лога-
рифмической системы координат, когда вместо декартовых коор-
динат по осям откладываются не сами величины, а их логарифмы.
Прологарифмируем выражение у=Ахт. Получим lgy=lgA +
+ mlgx, что аналогично уравнению прямой линии y = a+bx. Это
означает, что в двойной логарифмической системе координат сте-
5 Зак. 1360
65
сил резания при различных
ад
пенная функция выражается прямой линией. Причем величина т
соответствует тангенсу угла наклона а прямой к положительно-
му направлению осн абсцисс, а А — отрезку, отсекаемому пря-
мой, на оси ординат при х= 1 (рис. 3.31, б).
Допустим, что нужно установить функциональную зависимость
Рг = f (а) = Срга . Для этого проводим опыты по измерению
величинах толщины среза а, сохра-
няя одинаковыми все другие условия.
Результаты опытов наносим на двой-
ную логарифмическую сетку (рис.3.32).
Затем проводим прямую так, чтобы
сумма расстояний от эксперименталь-
ных точек до нее была минимальной,
т. е. наиболее близкой ко всем экспери-
ментальным точкам. Это и есть
графическое изображение искомой
зависимости. Тангенс угла наклона
этой прямой даст величину уРг, а
отрезок, который прямая отсечет
на оси ординат при а — 1, даст
величину СРг.
Аналогично находим Pz = f (t),
Pz = f(v) и другие, позволяющие по-
лучить частные зависимости Рг =
= Pz =
Определим постоянный коэффициент CPz в обобщенной зави-
1д/ 1д2 Ц5 1д а
Рис. 3.32. Графическое опре-
деление постоянного коэффи-
циента и показателя степени в
формуле Pz = Ср^аУРг
симости
Рг = СР/Рг8УРгугрг , ' (3.9)
если уже установлены частные зависимости:
Рг = CiPztXpz при и и S = const; (3.10)
Pz = C2PzSypz при t и v = const; (3.11)
Pz = CSPzvZp2 при S и t = const. (3.12)
Приравняем правые части уравнений (3.9) и соответственно
(3.10—3.12), т. е.
Pz = C'PztxpzSypzvZpz и Pz = CiPztXpz.
После простых преобразований получим
Аналогичным образом определим:
C2Pz
tXpzvZp^
(3.14)
66
c'Pz =—. (3.15)
SUpzi pz '
Среднеарифметическое значение величин СРг, СРг и СРг и даст
искомую величину СРг.
Заметим, что подобным образом находится постоянный коэф-
фициент С® при установлении зависимости величины темпера-
туры резания от режимов обработки.
Графический метод обработки результатов экспериментов
очень прост, но его недостатком является субъективность в про-
ведении по нанесенным точкам прямой, которая равноудалена от
всех опытных точек. Поэтому наряду с графическим методом
обработки экспериментальных данных имеются и аналитические,
которые позволяют, зная значения экспериментальных точек и
общее уравнение зависимости, более объективно найти коэффи-
циенты этого уравнения исходя, из условия наибольшего соответ-
ствия всем опытным точкам. Одним из таких методов является
метод наименьших квадратов [69, 82].
Прежде чем приступить к рассмотрению этого метода, отме-
тим, что вид исследуемой зависимости или уравнения должен
быть предварительно определен на основе зрительного впечатле-
ния по расположению экспериментальных точек на графике.
В исследованиях по резанию металлов имеют распространение
уравнения, представляемые в виде степенных функций, например:
P = CS“P. (3.16)
Для определения постоянной С и показателей степени а и р в
этом уравнении можно использовать метод наименьших квадра-
тов. С этой целью уравнение (3.16) путем логарифмирования
приведем к виду:
lg Р = lg С + algS + pig/.
Полагая
lg Р = N, lg S = х, lg t = у, lg С = z и j = 1,
получим уравнение
N = ax + pz/ + jz. (3.17)
Заметим, что ошибки E при определении С, а и р в следующих
Уравнениях:
+ pz/i +/Zi — Np,
. Е2 = ах2 + pz/2 + jz2 — N2;
En = axn 4- pz/„ -f- /z„ — zV„
будут представлять собой логарифмы чисел, а не сами числа,
а поэтому эти ошибки будут наименьшими. Другими словами,
здесь наиболее подходящими значениями коэффициентов будут
те, при которых сумма квадратов логарифмов ошибок будет ве-
личиной наименьшей. Для решения этой задачи необходимо на
основе экспериментальных данных иметь п уравнений типа
(3.16).
Прологарифмировав их, получим п условных уравнений:
a lg Si + 0 lg + 1g C = 1g Pi,
algS2 + 01gt2 + IgC = lg P2;
algS„ + 0 lg/„ + IgC = tgP„.
Для получения нормальных уравнений воспользуемся сле-
дующим способом, т. е. умножим каждое из условных уравнений
на коэффициент, стоящий при а, после чего суммируем их. Сде-
лаем это для 0 и IgC. В результате получим:
п п п п
для а: а £(lgS)2 + 0SIgS!g/ + !gC £lgS = ^IgSIgP;
ii ii
n n n n
для 0: a ^igsig/ + 02(w + !gcV igt = 21g/1gp;
1 1 II
n n n
для lg C:a^lgS + 0^1gt + nlgC = 2lgP’
i i i
откуда и определяем искомые а, 0 и С.
Рассмотрим конкретный пример с обработкой опытных дан-
ных по методу наименьших квадратов, согласно работе [82].
Пример 3.5.1. В результате опытов по точению получены следующие зна-
чения силы резания Р для различных значений глубины резания t и подачи S.
S, мм/об 0,6 0,6 0,6 0,6 0,8 0,8 0,8 1,2 1,2 1,2 1,2 1,6 1,6 1,6
t, мм 3,0 5,0 7,0 10 5 7 10 3 5 7 10 5 7 10
Р, кгс 153 238 341 477 400 515 800 350 460 680 950 600 800 1000
Задаваясь уравнением вида
Г»
г == ио Г ,
определим значение С, а и 0 по методу наименьших квадратов, предвари-
тельно составив вспомогательную табл. 3.2. На основании данных этой таблицы
можно записать систему нормальных уравнений:
0,3861 а+0,442 0-0,258 lg С = -0,354;
0,442 а+9,246 0-|-11,13061g С=30,31;
-0,258 а+11,1306 0+14 lg С=37,688.
Решив систему этих уравнений с тремя неизвестными, получим
1g С= 1,97; С=93,4; 0=0,93; а = 0,7.
68
Таблица 3.2
№ п.п. Р S t lg р lg S lg t (lg S)« (lg W IgS lg/ lg S lg P lg i lg P
1 153 0,6 3 2,1847 —0,2218 0,4771 0,0490 0,2230 —0,1060 —0,4850 1,060
2 238 0,6 5 2,3766 —0,2218 0,6990 0,0490 0,4900 —0,1550 —0,5300 1,640
3 341 0,6 7 2,5328 —0,2218 0,8451 0,0490 0,7100 —0,1880 —0,5600 2,120
4 477 0,6 ю. 2,6785 —0,2218 1,0000 0,0490 1,000 —0,2218 —0,5900 2,6785
Б 400 0,8 5 2,6021 ' —0,1000 0,6990 0,0100 0,4900 —0,0699 —0,2600 1,8200
6 515 0,8 7 2,7118 —0,1000 0,8451 0,0100 0,7100 —0,0845 —0,2711 2,260
7 800 0,8 10 2,9031 —0,1000 1,0000 0,0100 1,000 —0,1000 —0,2903 2,9031
8 350 1,2 3 2,5441 0,0792 0,4771 0,0064 0,2230 0,0380 0,2020 1,220
9 460 1,2 5 2,6628 0,0792 0,6990 0,0064 0,4900 0,0550 0,2100 1,840
10 680 1,2 7 2,8325 0,0792 0,8451 0,0064 0,7100 0,6800 0,2250 2,400
11 950 1,2 10 2,9777 0,0792 1,0000 0,0064 1,000 0,0792 0,2350 2,978
12 600 1,6 5 2,7782 0,2041 0,6990 0,0415 0,4900 0,1400 0,5600 1,940
13 800 1,6 7 2,9031 0,2041 0,8451 0,0415 0,7100 0,1700 0,1900 2,450
14 1000 1,6 10 3,0000 0,2041 1,0000 0,0415 1,0000 0,2041 0,6100 3,000
Итого • • 37,688 —0,258 11,1306 0,3861 | 9,2460 | 0,442 —0,354 | 30,31
В итоге искомое уравнение будет иметь вид:
P=93,4S0'7/0-93.
Если уравнение имеет вид линейной зависимости
у = ах+р, (3.20)
для определения коэффициента а и р по методу наименьших квадратов необ-
ходимо по аналогии с предыдущим по п экспериментальным точкам с индек-
сами I составить сумму *:
п и
(3,21)
1 1 1
Эта сумма будет минимальной, если ее частные производные по парамет-
рам аир будут равны нулю, т. е.
п п
__’_= 0; !-= 0.
да__др
Возведем правую часть уравнения (3.21) в квадрат, возьмем частные
производные по а и р от этого уравнения и получим:
п п п п
1111
п п п п
1 111
Таким образом, мы получаем для определения неизвестных коэффициен-
тов а и Р два уравнения:
(3.22)
(3.23)
Рассмотрим еще один случай, когда уравнение имеет вид параболы
третьего порядка [76]:
(/ = P+aix+a2x2+a3x;!.
(3.24)
* В дальнейшем индекс 1, являющийся номером экспериментальной точки,
опущен.
70
Для того чтобы сумма квадратов отклонении
2£'2 = 2(г/—0—сцх— а2х2—а3х3)2 (3.25)
была наименьшей, необходимо выполнять следующие условия:
д д
-^-2£2 = °; -^-2£2 = 0;
д д
-^2£2==0; ^г2£2=°-
Возведем в квадрат правую часть уравнения (3.25) и возьмем частные
производные от него по 0, а<, а2 и а3, тогда получим следующую систему нор-
мальных уравнений:
пр + а32х + а22х2 + а32х3 = 2//;
;< р2х + «! 2х2 + а32х3 + а32х4 = 2хг/;
(о.zb)
> > ‘ р2х2 + ах2х3 + а22х4 + а32х5 = 2 х2г/;
р2х3 + ах2х4 + а22х5 -f- а32хв = 2х3(/.
Решив эти уравнения, находим искомую параболу третьего порядка.
Рассмотренный наиболее употребляемый графоаналитический
метод обработки опытных данных не позволяет определить зави-
симость между всеми параметрами процессов работы режущего
инструмента в сложных взаимосвязях. Обычно при эксперимен-
тальных исследованиях в каждой серии опытов йзменениям под-
вергают лишь один аргумент, поддерживая все остальные по-
стоянными. В результате требуется выполнить столько серий
экспериментов, сколько изучается переменных. Графоаналитиче-
ский метод является методом анализа, а не синтеза. Последний
позволяет исследовать процессы во всем многообразии и взаимо-
влиянии действующих факторов. Применение метода синтеза
становится возможным лишь при рассмотрении процессов реза-
ния и работы режущего инструмента с позиций их статистиче-
ского, вероятностного характера. К тому же желательно прово-
дить все эксперименты, применяя статистические методы пла-
нирования.
Математическая статистика позволяет установить новые воз-
можности выявления объективных закономерностей в процессах
работы режущего инструмента, а также дает возможность по-
лучить максимальную информацию при минимальных затратах
сил и средств на проведение экспериментов. Кроме того, стати-
стические методы используют для оценки достоверности резуль-
татов, полученных при исследованиях процессов резания.
В данной книге в небольшом объеме на конкретном примере,
заимствованном из книги [34], показано использование одного из
статистических методов при исследовании режущего инструмен-
та теории корреляции.
Практически не всегда можно создать такие условия, когда
все факторы постоянны, а изменяется только исследуемый. Так,
71
при исследовании влияния различных факторов на стойкость
инструмента не все факторы, влияющие на стойкость, могут быть
известными, выдержаны неизменными и измерены. При их изме-
рении возможны ошибки. Поэтому даже при очень тщательном
повторении всех условий эксперимента из-за случайных причин
получается значительное различие в функциональной зависимо-
сти стойкости инструмента.
Если в условиях эксперимента исключить влияние случайных
причин на изучаемое явление, получается определенная строго
функциональная зависимость. Однако достичь этого весьма
сложно, а поэтому одному и тому же значению факториального
признака из-за влияния случайных причин будет соответствовать
целый ряд значений результативного признака. Эти значения
возникают с определенной вероятностью и образуют распреде-
ление. Вместе с тем, несмотря на эту неопределенность, изучае-
мая зависимость проявляется в закономерном изменении средних
значений указанных распределений. Такие зависимости называ-
ются корреляционными, а раздел математической статистики, по-
священный их изучению — теорией корреляции.
Следует отметить, что понятию функция в теории корреляции
соответствует результативный, а понятию аргумент — фактори-
альный признаки. Теория корреляции ставит перед собой сле-
дующие задачи: 1) отыскание уравнения зависимостей между
факториальным и результативным признаками, т. е. корреляци-
онных связей и 2) определения тесноты корреляционной связи,
т. е. степени близости ее к функциональной.
В случае исследования зависимости результативного призна-
ка от нескольких факториальных признаков применяется метод
множественной корреляции. Этот метод позволяет варьировать
многочисленными факторами одновременно, что особенно важно
в реальных, производственных условиях. Однако при слишком
большом числе факторов, т. е. переменных, резко возрастает
трудоемкость вычислений при составлении корреляционных урав-
нений. В таком случае расчет корреляционных уравнений не-
обходимо выполнять с помощью электронно-вычислительных,
машин.
Пусть линейная функция результативного признака у от двух
факториальных признаков х, и х2 имеет вид
у = а0 + (цх + а2х2, (3.27)
где а0, а1г а2 — параметры линейной функции, численные значе-
ния которых необходимо определить.
Для нахождения численных значений указанных параметров
используют метод наименьших квадратов, основное требование
которого заключается в том, чтобы обеспечивать условие
Em [у — (а0 + хх + а2х2)]2 = min, (3.28)
72
где т — число экспериментальных точек;
у — фактические значения результативного признака.
Другими словами можно сказать, что требование способа
наименьших квадратов сводится к тому, чтобы сумма квадратов
отклонений фактических значений у от его значений, полученных
по уравнению (3.27), была наименьшей.
Для выполнения условия (3.28) обязательно равенство нулю
частных производных его левой части:
-Д- = — 22m [у — (а0 -ф агхх + а2х2)] = 0;
д
= — 22m [у — (а0 + CLiXi + а2х2)] хг = °;
- = — 22m [у — (До + ^Xi + а2х2)] х2 = 0.
После несложных преобразований получаем систему нормаль-
ных уравнений:
та0 -J- аг 2ххт 4- а^хуп = 2ут;
а02х1т + a^xfrn + а^х-усуп — х^ут;
а^хуп + а12х1х2т + а2^х2т = х22ут. .
(3.29)
Полученную систему уравнений решаем относительно неизвест-
2%1 —2 2 ^-Х2 —2 2
ных а0, at, а2 и учитывая, что —-----%1 = с^ и — -----х2 — а2,
получаем
^1^1 “Ь ^2^ 12^2 — Г 100о!
12^1 4“ ^2^2 = ^20^0,
(3.30)
где ; xt — средняя величина переменных д;
о(-— среднее квадратичное отклонение (i = 0, 1, 2);
г12 — коэффициент парной корреляции между xt и х2;
rio и г20 — коэффициенты парной корреляции между у и х1г х2
соответственно.
Поясним смысл коэффициента парной корреляции. Если из-
вестны отклонения конкретных (фактических) значений хф от сред-
ней переменной хв, равные — хв, можно определить средний
квадрат отклонений величины хф — хв, обозначив последний че-
рез о1/ф:
о2а_ 2(Хф —хв)2
°в/ф---------
(3.31)
73
В свою очередь средний квадрат отклонений (дисперсия) о2 вы-
числяется по формуле
(3.32)
Следовательно, степень близости значений хф и хв можно опреде-
2 2 Р
лить сопоставлением величин оф и oB/<j>:
°Ф ~ °в/ф
Оф
Квадратный корень из этого выражения называется коэффи-
циентом парной корреляции. При наличии функциональной связи
значения хв точно совпадают с соответствующими значениями хф.
Следовательно, в этом случае о2/ф = 0, а коэффициент корреля-
ции
(3.33)
V о2
ф
Если нет необходимости производить расчет уравнения связи,
а требуется определить только ее тесноту, для расчета
циента корреляции удобнее пользоваться формулой
п^х^ — SnS-^2
коэффи-
Уп^х? — (Sxx)2 V п^х22 — (£х2)2
где п — число наблюдений.
Уяснив понятие коэффициента корреляции, вернемся
му примеру. Из уравнений (3.30) определим значения
(3.34)
к наше-
й] и а2:
По Г20Г12
1 — г2
* • 1Л
Ор .
О1 ’
Г20 Г10Г12
1 — г2
1 ' 12
Qp
(3.35)
4=
— О
а
—
Разделив первое уравнение системы нормальных уравнений
(3.29) на п и зная значения а\ и а2, получим
Uq — у а}хг а2х2.
Вычисленные значения а0, аг и а2 подставляем в уравнение
(3.27) и получаем уравнение множественной корреляции у от хх
и х2.
По полученным значениям парной корреляции определяют все
влияющие факторы на изучаемый результативный признак. Для
определения наиболее влияющих факторов вычисляют коэффи-
циент множественной корреляции по следующей формуле:
74
1 Ge Ga • • • Go
Г12 1 Г23 Г20
Go Go Go • • • 0
1 Ga Ga • • • Gfe
Г12 1 r23 • • • r2k
r 13 Ga 1 • • • r3k
rik rik r3k . . . 1
(3.36)
Здесь индексы от 1 до k обозначают, например, параметры
инструмента, а индекс 0 — стойкость (например, ri0 — коэффици-
ент корреляции со стойкостью первого параметра).
Определители вычисляются согласно правилам линейной
алгебры. Для двух переменных Xi и х2 коэффициент множествен-
ной корреляции рассчитывается по формуле
Г10 ^20 ^-GoGoGe 37)
1 —7*12
При независимых переменных, т. е. когда г12—0, коэффициент
множественной корреляции рассчитывается по формуле
= (3-38)
Пример 3.5.2. Для партии сверл диаметром 5 мм в количестве 59 штук
уравнения парной корреляции на основе анализа уровней вероятности коэффи-
циентов корреляции позволили выделить следующие параметры, влияющие на
стойкость: задний угол а, угол наклона поперечной кромки ф и ширину лен-
точки f (табл. 3.3). Кроме того, установлено, что первые два параметра взаимо-
связаны, а третий — независимый. Это следует из коэффициентов парной кор-
реляции:
G+ = —0,37; = 0,01; rfa = 0,03.
Таблица 3.3
Уравнение связи стойкости с различными параметрами Коэффициент корреляции г Среднее значение параметра Пределы колебания параметров
Т = ~ 7,29-L 38,59/ 0,27 0,48 0,4—0,8
Т= 19,21 + 0,25 ф —0,31 35,62 12—65
Т = 3,54'+ 0,36 а 0,29 16,17 5—25
Требуется получить уравнение Т=/(а, ф, /).
Так как параметры а и ф взаимосвязаны (га.^ ==— 0,37), a f независимо
от а и if, для получения уравнения T = f (а, ф, /) нужно найти сначала
75
уравнение Т = fi(a, ф), которое учитывало бы взаимозависимость а и ф,
и к нему прибавить уравнение Т = /2 (/).
Получить линейное уравнение множественной корреляции T=fi(a, ф)
можно после составления и решения системы нормальных уравнений по стати-
стическим характеристикам (табл. 3.4), полученным при расчете уравнений
парной корреляции и нахождении параметров а0, ai и а2-.
Т=ао+а1а+а2г|).
Таблица 3.4
Параметры сверл и стойкость Среднее квадратическое отклонение Среднее значение параметра Коэффициент корреляции
Задний угол, град Угол наклона попе- речной кромки, град Стойкость, мин II II II 00 о -01 оо - со ю со о si-s-l а1 II II И 5= й 5 я'' я *4 Ч II II II 1 1 -° ° ° S со со
По формулам (3.35) определим at, а2, ао:
0,29—(—0,31) (—0,37) 8,82 9%.
1 —0,1369 ’ 5,96 ’ ’
— 0,31 —0,29 (—0,37) 8,82 _ _ 0 2о.
аг~ 1 —0,1369 ‘ 10,34 ’ ’
а0 = 7 — а1а—а2ф = 9,92 — 0,30 • 16,17— (—0,20) 35,62 = 12,19.
Подставив значения а0, fli и а2 в искомое уравнение, получим
Т= 12,19+0, За—0,2ф.
После сравнения фактического Т и расчетного значения Т путем подста-
новки средних значений а и ф получаем их полное совпадение, т. е.
7=12,19+0,3-16,17-0,2-35,62=9,92 мин.
Вместе с тем уравнение связи стойкости сверл в этой партии с шириной
ленточки f, согласно табл. 3.4, имеет вид:
Т = — 7,29 + 38,59/; г = 0,27; 7=0,48 мм.
Так как f является фактором, не зависящим от а и ф, сложим последние
два уравнения T=fi(a, ф) и T2=f2(f):
, Т = 12,19 +0,3а-0,2ф
7 = — 7,29 + 38,59/
2Т = 4,90 +0,30а+ 38,59/ — 0,20ф;
7 = 2,45 +0,15а + 19,3/ — 0,1ф.
Полученное уравнение является уравнением множественной корреляции
стойкости с рассматриваемыми параметрами сверла диаметром 5 мм.
76
По формулам (3.37) найдем коэффициенты корреляции стойкости с тремя
исследуемыми параметрами сверла:
Г) __ [ ~^~РфТ ЗГаТГфТГаф ,
F Ф«
п „ / 0,0841 4- 0,0961 — 2 • 0,29 (— 0,31) (— 0,37) „ .
= У ------------------1-0,1369---------------------0,ЗЬ4’
Совокупный коэффициент корреляции стойкости с тремя параметрами
* R = yRj + r2tT = /о, 1323 + 0,0729 = /0Д05 = 0,45.
Достоверность вычисленного коэффициента R можно прове-
рить по критерию Фишера [69].
Рис. 3.33. К определению влияния^ параметров поперечного сечеиия
среза на величину силы резания
Влияние ширины и толщины среза на величину силы Pz. Еще
в 1893 году К- А. Зворыкин установил, что толщина а и ширина Ь
среза не в одинаковой степени влияют на величину сил резания.
Более поздние и обстоятельные исследования, проведенные
в 1922—1925 годах А. Н. Челюсткиным, позволили установить, что
сила резания возрастает прямо пропорционально увеличению
ширины среза [3]. Однако увеличение силы резания отстает от
увеличения толщины среза. На рис. 3.33 показаны различные
условия резания при одинаковой площади среза. Установленная
закономерность Pz—f(a, b} имеет вид:
Pz = СРгЬХргаУрг. (3.39)
При обработке различных материалов (стали, чугуна, бронзы) в
среднем приближении А. Н. Челюсткин получил хрг = 1,0, Ург =
= 0,75, Срг = 150 — 200. Указанные значения показателей степе-
ней получили подтверждение в работе других исследователей,
и в настоящее время они являются общепринятыми.
Объяснением отставания роста силы резания от возрастания
толщины среза является следующее [91]:
77
1) с увеличением толщины среза нагрузка на единицу длины
режущего лезвия возрастает. В связи с этим растет температура
резания 0рез, что приводит к уменьшению сил трения, усадки
стружки и снижению сопротивления обрабатываемого материала
пластическому деформированию;
2) пластические деформации и напряжения распределяются
по толщине стружки неравномерно. Они значительно больше в
слоях, прилегающих к передней поверхности зуба инструмента.
Поэтому возрастание толщины среза приводит к уменьшению
относительной величины слоя с максимальными деформациями;
3) сила трения Fi по задней поверхности зуба, входящая в
качестве одного из слагаемых при расчете сил резания, с изме-
нением толщины среза остается неизменной или изменяется
очень мало.
Таким образом, при снятии слоев с заданным сечением среза,
или площадью поперечного сечения среза, силы резания тем
меньше, чем меньше ширина и больше толщина среза.
Для весьма приблизительного определения силы резания Pz
исходя из площади поперечного сечения среза иногда используют
удельную силу резания, т. е. силу, приходящуюся на 1 мм2 по-
перечного сечения среза:
где f=ab — площадь поперечного сечения среза, мм2.
Зная для данного обрабатываемого металла и данных условий
резания удельную силу р, можно определить Pz=pf (кгс). Так
как сила Pz по-разному зависит от а и Ь, удельная сила р при
обработке данного материала является величиной переменной в
зависимости от элементов срезаемого слоя.
Величина удельной силы резания возрастает с уменьшением
толщины среза и особенно при очень тонких стружках
(а = 404-60 мкм). Для примера отметим, что удельная сила ре-
зания при точении в зависимости от изменения толщины среза
в широком диапазоне колеблется в пределах от 20 до 15О.кгс/мм2,
а при протягивании, когда срезаются весьма тонкие стружки,
р = 600—800 кгс/мм2. Кроме того, не рекомендуется работать с
глубиной резания менее 0,02 мм, так как почти весь снимаемый
слой сминается из-за наличия радиуса округления режущего
лезвия.
Влияние свойств обрабатываемого металла на силы резания.
При снятии стружки металл не только срезается, но и претерпе-
вает сильную пластическую деформацию. К тому же заметное
влияние на величину сил резания оказывают силы трения струж-
ки и обрабатываемого материала соответственно о переднюю и
заднюю поверхности зуба инструмента. Однако необходимо учи-
тывать, что в процессе обработки металл в зоне резания сильно
разогрет. Значит его свойства могут сильно отличаться от
78
свойств, которые характерны для него при обычной комнатной
температуре, т. е. при статических испытаниях. Поэтому точной
и однозначной зависимости между силой Pz и пределом прочно-
сти на разрыв ов обрабатываемого материала, а также твердо-
стью его НВ и другими механическими характеристиками не
имеется. Вместе с тем установлено [90], что силы резания растут
при увеличении ов, НВ, пластичности и вязкости обрабатывае-
мого материала. На практике для узких групп металлов (сталей
и чугунов) для расчета силы Pz в зависимости от ов и НВ ис-
пользуются следующие эмпирические формулы:
Pz = Pz = СМНВЛ (3.40)
где д~0,5. Этот показатель степени всегда меньше единицы.
Влияние свойств инструментального материала на величину силы
резания Pz. Это влияние может быть вызвано только различием
в силах трения (коэффициентов трения) между обрабатываемым
и инструментальным материалами. Внутри групп быстрорежущих
сталей и вольфрамокобальтовых твердых сплавов коэффициенты
трения и усадки не отличаются, а следовательно, Рг не изменяется.
При обработке инструментами, оснащенными вольфрамоти-
танокобальтовыми твердыми сплавами, величина Рг немного
уменьшается с увеличением содержания карбидов титана TiC.
Для сравнения отметим, что если при обработке инструментом
из быстрорежущей стали принять Pz=\, для тех же условий ра-
боты инструментами, оснащенными твердыми сплавами группы
В К — Pz=\, а группы ТК — Pz = 0,9—0,95.
Влияние скорости резания на величину силы Pz. До сравни-
тельно недавнего времени считалось, что скорость резания прак-
тически не влияет па величину сил резания. Это представление
объяснялось тем, что работы проводились в сравнительно узком
диапазоне скоростей, а также недостаточной чувствительностью
используемых при этом динамометров. В последние годы в этот
вопрос внесена полная ясность и установлено, как изменяется сила
резания в широком диапазоне скоростей резания. В обобщении
данных о характере зависимости Pz — f (и) особо следует отметить
исследования А. М. Розенберга и А. Н. Еремина [74j, Н. Н. Зо-
рева [30] и др. Выясним эту зависимость на примере тех же опытов
для условий свободного резания стали 40Х, которые проводились,
когда разбирался вопрос усадки стружки. Прежде всего необходимо
отметить полную идентичность зависимостей Pz = f(v) и £ = ф (о).
В тех областях скоростей резания, где уменьшается усадка стружки,
уменьшается и сила резания и наоборот. Однако это не случайное
совпадение, а закономерность, так как при увеличении скорости
резания сила резания изменяется так же, как и коэффициент усадки
стружки (рис. 3.34). Увеличение усадки свидетельствует об умень-
шении угла скалывания и, соответственно, об увеличении по-
79
верхности, по которой происходит сдвиг. При этом повышается
степень деформации металла, т. е. происходит его упрочнение,
а значит, повышаются напряжения, при которых происходит сдвиг.
А так как увеличиваются напряжения и площадь сдвига, то это
неминуемо приведет к увеличению силы резания Рг. Кроме того,
сила резания и усадка зависят от коэффициента трения при дефор-
мировании срезаемого слоя [91].
Рис. 3.34. Зависимость сил резания Р2 от скорости реза-
ния и величины переднего угла при обработке стали 40Х с
элементами среза а = 0,2; b = 4 мм
Горбообразный вид кривых Pz—f(v) объясняется появлением
нароста на передней поверхности зуба инструмента. Минимум
на кривых Pz=f(v) соответствует максимально возможной вели-
чине нароста. При малой скорости резания, когда нарост не об-
разуется, сила резания велика. В диапазоне скоростей, где име-
ется максимальное наростообразование, сила резания и усадка
стружки уменьшаются, так как с увеличением размеров нароста
увеличивается действительный передний угол инструмента. По
мере дальнейшего повышения скорости резания высота нароста,
а следовательно, и действительный передний угол уменьшаются.
Одновременно с этим возрастает коэффициент усадки стружки
и увеличиваются силы резания. Как уже ранее отмечалось, ра-
бота на очень высоких скоростях резания приводит к значитель-
ному повышению температуры резания, в результате чего умень-
шается коэффициент трения, а следовательно, и сила Pz.
Минимум и максимум силы Pz на графиках выражаются тем
рельефнее, чем меньше передний угол. Объясняется это тем, что
большой нарост может образовываться (и образование его ин-
тенсивнее) при меньших значениях переднего угла инструмента.
Здесь же отметим, что при обработке чугуна нарост образу-
ется в меньшей степени, а поэтому график зависимости Pz=f(v)
имеет вид плавной кривой (рис. 3.35).
80
Влияние переднего и заднего углов на величину силы реза-
ния Р2. Как известно, при увеличении переднего угла у облегчается
врезание зубьев инструмента в деталь, улучшается сход стружки,
уменьшается деформация обрабатываемого металла и снижается ко-
эффициент усадки стружки, а следовательно, уменьшается сила Рг
[3,92].
Влияние величины заднего угла на величину силы резания
устанавливается исходя из свойств металла упруго восстанавли-
ваться. С уменьшением угла а увеличивается контакт задней
поверхности инструмента с обрабатываемой деталью, что при-
водит к росту сил трения и резания. Этому способствует то об-
Рис. 3.35. Зависимость
Pz — f (v) при обработке
чугунов
Рис. 3.36. Длина линии
контакта детали н резца по
его задней поверхности
стоятельство, что после прохождения режущего лезвия металл
приподнимается, или упруго восстанавливается, образуя допол-
нительную площадку контакта инструмент — деталь на длине I
(рис. 3.36). Чем больше а, тем меньше длина контакта I, а сле-
довательно, и сила Pz.
В заключение отметим, что интенсивность влияния а на силы
резания невелика. С увеличением заднего угла а от 2 до 10° Рг
уменьшается всего на 6, а Ру — на 17%. При дальнейшем увели-
чении а силы резания остаются почти постоянными.
3.6. Тепловые явления при резании материалов
Тепловые явления в процессе резания играют исключительно
важную роль. Именно они определяют температуру в зоне реза-
ния, которая оказывает прямое влияние на характер образования
стружки, нарост, усадку стружки, величину сил резания и микро-
структуру поверхностного слоя. Еще более Существенное влияние
оказывает температура резания 0рез на интенсивность затупле-
ния инструмента и его стойкость [90].
Выделение тепла при снятии стружки объясняется тем, что в
тепло переходит механическая работа, затраченная на процесс
срезания стружки. Эту работу можно представить как сумму
6 Зак. 1360
8)
-4 4д “1" ^т.п.п Ч~ ^т.з.ш
где Лд, Лтпп + Лтз-п — работа, затрачиваемая соответственно на
упругую и пластическую деформации
срезаемого слоя, на преодоление сил трения
по передней и задней поверхностям.
Работа резания
А = PZL кгс-.м, (3-41)
где Pz — сила резания, действующая в направлении скорости
резания, кгс;
L — путь, проходимый режущим инструментом, м.
На долю частей общей работы резания приходится примерно:
Лд = 55%; Лтльп = 35; Лтз.п = 10%. Если возьмем путь, пройден-
ный инструментом в одну минуту, получим минутную работу
Л = Pzv — Psvs -f- Fvf J- F1vf1 кгс-м, (3.42)
где v — скорость резания, м/мин;
Ps — сила сдвига, или сила в плоскости сдвига, кгс;
Os — скорость сдвига, м/мин;
F — сила трения по передней поверхности зуба инстру-
мента, кгс;
— сила трения по задней поверхности зуба инструмента, кгс;
vp — v/g — скорость движения стружки по передней поверхности
зуба, м/мин;
vFl — v— скорость движения обработанной поверхности относи-
тельно задней поверхности зуба инструмента, м/мин.
Практически в теплоту переходит вся работа резания (боль-
ше, чем 99,5%). Следовательно, количество тепла, выделяемое
при резании, составляет
Q = -А- = ккал/мин. (3.43)
Образующаяся при резании теплота распространяется от то-
чек с высшей температурой к менее нагретым точкам [73]. Она
выделяется вследствие работы пластических деформаций и ухо-
дит в основном со стружкой, а частично остается в инструменте.
Теплота от трения по передней III и задней IV поверхностям
зуба инструмента идет соответственно в переднюю и заднюю его
поверхности, в стружку // и деталь I. Незначительная ее часть
уходит в окружающую среду. В основном она распространяется
между стружкой, деталью и инструментом. Схема тепловых пото-
ков при резании показана на рис. 3.37 [73, 90]. Зная количество
теплоты, выделяемой в процессе резания и распространяемой
между стружкой, обрабатываемой деталью и инструментом,
можно записать тепловой баланс при резании:
Q = Qfl + Qt-п.п + Фт.з.п = Qc + Q11H + Qu + Qo.c, (3-44)
где Qc, QHH, Qfl, Qo c — соответственно теплота стружки, инстру-
мента, детали и окружающей среды.
82
Эксперименты показывают, что при работе резцами с неболь-
шой скоростью резания (до 30—40 м/мин) относительная доля
теплоты составляет: Qc ~ 60—70%; QHH ~ 3; ~ 30—40;
Qoc~ 1 4-2%. Установлено, что чем ниже теплопроводность
детали, тем больше ее уходит в инструмент. По мере увеличения
скорости резания значительно растет относительное количество
теплоты, уходящей в стружку. По опытам С. С. Можаева [54],
при скорости v = 400—500 м/мин она распределяется так:
Qc — 97-98%, a QHH ~ 1%.
При обработке пластичных материалов стружка у передней
поверхности зуба инструмента нагревается больше, чем наруж-
ная ее сторона. Это является следствием работы трения стружки
о переднюю поверхность инструмента. Неравномерность нагрева
стружки по ее сечению относительно велика. Концентрация тепла
в прирезцовых областях стружки и их высокотемпературный
нагрев в условиях высоких давлений при резании является при-
чиной того, что тонкие слои обрабатываемого металла приходят
в состояние оплавления, образуя текущий слои. В прирезцовом
слое максимальная температура 0 возникает на расстоянии
(0,44-0,5) I (/ — длина контакта стружки с передней поверхно-
стью зуба инструмента).
При о = 10 м/мин максимальная температура 0тах на перед-
ней поверхности зуба инструмента приблизительно составляет
540° С, а на расстоянии 0,2 мм в глубь передней поверхности ин-
струмента^450° С. При о = 200 м/мин — соответственно 1265 и
400° С. При обработке материалов низкой теплопроводности, на-
6*
83
пример титанового сплава ВТ2, в резец уходит значительно боль-
ше тепла, чем при точении обычных материалов.
Говоря о температуре резания 0рез, необходимо отметить, что
она в разных точках зоны резания неодинаковая по своей вели-
чине. Различные точки поверхностей инструмента и стружки
имеют различную температуру. Кроме того, в каждой данной
точке температура может изменяться с течением времени. Наи-
более высокая температура наблюдается в центре давления
стружки на резец и у режущего лезвия.
Распределение температур во всех точках рассматриваемого
участка металла в данный момент времени принято называть
температурным полем. Приводим его уравнение в общем виде:
0=/(х, у, г, т), (3.45)
где х, у, z — координаты исследуемой точки;
т— время действия источника тепла.
Если процесс резания осуществляется с постоянным режи-
мом, температура различных точек зоны резания растет лишь в
первый момент, а затем температуру каждой точки можно счи-
тать приблизительно неизменной. Такой температурный режим
называется стационарным и для него уравнение температурного
поля будет
Q=f{x,y,z). (3.46)
Решение задачи о температурном поле в зоне резания теоре-
тическим путем на основе теории теплопередачи является очень
сложным. Получаются чрезвычайно громоздкие и сложные урав-
нения, включающие коэффициенты, зависящие от физических
свойств обрабатываемого и инструментального материалов, ко-
торые нам обычно неизвестны.
Рассмотрим в качестве примера схему теоретического реше-
ния задачи относительно температур контактной поверхности
стружки [90]:
0С.КОМТ = 0д + ®тр. (3.47)
где 0Д — температура, возникающая от теплоты в результате
деформации срезаемого металла;
0Тр — температура, возникающая от теплоты трения.
В свою очередь
д'
= 427^ КаЛ’ <3-48)
где Лд— удельная работа деформации на 1 мм3;
Лд = Psvs = Pzv — Fvf — FjVFi, (3.49)
С — теплоемкость металла нагретой стружки, кал/кг;
d — удельный вес металла стружки, кг/м3.
84
При этом считается, что все возникающее тепло остается В
стружке, а в действительности часть его уходит в деталь. При
достаточно больших скоростях резания этим можно пренебречь.
Температура 0тр, возникающая от теплоты трения, находится
следующим образом. Выделим в стружке элементарную полоску
длиною dL (рис. 3.38). За время нахождения полоски в контакте
с передней поверхностью инструмента к ней подводится теплота
Рис. 3.38. (К расчету
температуры, возникаю-
щей от теплоты трения:
1 — эпюра температур эле-
ментарной полоски
трения. Время контакта полоски с передней поверхностью зуба
инструмента равно
Рассмотрим эту элементарную полоску как стержень, на од-
ной стороне которого поддерживается температура 0тр. Величина
этой температуры в теории теплообмена определяется по фор-
муле
0ТО =--------v — кал,
4276 V hCd%L
(3.50)
где F — сила трения, кгс;
v — скорость резания, м/мин;
b — ширина среза, мм;
X— теплопроводность стружки, кал/см сек’С;
С — теплоемкость стружки, кал/кг° С;
d — удельный вес, кг/м3;
> | — коэффициент усадки стружки;
L — длина контакта стружки с передней поверхностью
инструмента, мм.
Таким образом, зная величины 0Д и 0тр, для расчета темпера-
туры контактной поверхности стружки можно воспользоваться
формулой (3.47).
3.7. Влияние различных факторов на температуру
в зоне резания
Общие сведения. Оценивая влияние какого-либо фактора на
температуру резания, нуЩно учитывать изменение условий под-
вода и отвода тепла в этой. зоне. Другими словами, можно ска-
85
зать, что на температуру резания оказывают влияние те же фай-
торы, что и па изменение баланса тепла. Рассмотрим, как будет
изменяться температура резания с изменением скорости реза-
ния, ширины и толщины среза, физико-механических свойств об-
рабатываемого материала и других факторов [92].
С увеличением скорости резания увеличивается количество
тепла, выделяющегося в зоне резания, и возрастает температура
нагрева детали, стружки и инструмента. Однако рост темпера-
туры в зоне резания отстает от роста скорости резания. Это от-
ставание особенно усиливается в зоне высоких скоростей, что
Рис. 3.39. Зависимость величины 0рез
от скорости резания
Рис. 3.40. Длина активной
части режущего лезвия резца
при различных глубинах реза-
ния
видно на отдельных участках кривых, представленных на
рис. 3.39. Кривые линии можно заменить отдельными прямыми
и получить простые зависимости
0рез = C^v”- кал, (3.51)
где Св£) — коэффициент, учитывающий влияние на температуру ре-
зания всех остальных факторов, кроме скорости резания;
а — показатель степени, указывающий интенсивность влия-
ния скорости резания на повышение 0рез. Обычно а < 1
и при обработке стали со скоростями резания v= 10-4-
-4-20 м/мин а = 0,5; при v = 25 -4- 45 м/мин а = 0,4 и
при и = 45 -4- 185 м/мин а = 0,2.
гемпература в зоне резания при тяжелых условиях работы
может достигать 1000—1100° С. С увеличением v растет работа
резания (Л = Р2о) и, следовательно, количество выделяемой теп-
лоты. Но непосредственно в резец переходит очень небольшая
часть этого тепла, а основное количество уносится стружкой. По-
этому хотя с повышением скорости резания v температура реза-
ния растет, этот рост все время замедляется. Кроме того, допу-
щение о том, что A = Pzv изменяется пропорционально v, не со-
всем правильно, так как по мере увеличения и сила резания Pz
86
уменьшается. Унос тепла стружкой тоже растет с ростом скоро-
сти резания и поэтому нет прямой зависимости изменения тем-
пературы резания 0рез с изменением v [92].
Влияние элементов среза. С увеличением ширины среза b
прямо пропорционально растет сила, работа резания и количе-
ство выделяющейся теплоты, но во столько же раз увеличивается
и длина активной части режущего лезвия (рис. 3.40, а и б), а со-
ответственно и отвод тепла. Поэтому с увеличением b темпера-
тура резания изменяется незначительно. Экспериментально уста-
новлена зависимость
0рез = С9вбР, (3.52)
где Сев — коэффициент, учитывающий влияние на температуру ре-
зания всех остальных факторов, кроме ширины среза;
0 — показатель степени, учитывающий влияние ширины среза
на повышение 0рез. Обычно 0 ~ 0,1.
С увеличением толщины срезаемого слоя а увеличивается си-
ла Pz примерно в степени 0,75. Значит, с возрастанием а увеличи-
вается работа резания и количество выделяемого тепла. Одновре-
менно растет площадь контакта стружки с передней поверх-
ностью резца. Это улучшает условия отвода тепла, поэтому
увеличение температуры отстает от роста толщины среза:
фрез — (3.53)
где у ~ 0,2 4- 0,3.
А. М. Даниелян [23] экспериментальным путем получил фор-
мулу зависимости 0рез = f (v, t, S') при обработке стали 40Х:
0рез= 148,51?0-4 S0-24/°-1. (3.54)
Этой формулой подтверждается рассмотренное ранее относитель-
ное влияние режимных факторов на температуру резания.
Влияние физико-механических свойств обрабатываемого ма-
териала на 0рез. Оно определяется влиянием этих свойств на
силы резания, а следовательно, на работу резания и количество
выделившегося тепла, а также на условие теплоотвода. Физико-
механические свойства оказывают на температуру резания та-
кое же влияние, как и на силу резания Р2, т. е. имеется тенденция
к увеличению 0рез с повышением прочности, твердости и пластич-
ности обрабатываемого м а тер и а л a. Большое влияние на темпе’
ратуру резания оказывает теплопроводность обрабатываемого
материала и характер его микроструктуры. Чем выше теплопро-
водность обрабатываемого материала, тем ниже 0рез, так как
отвод тепла от места его выделения в стружку и в деталь более
интенсивен. Кроме того, при обработке сталей со структурой зер-
нистого перлита сила и температура резания значительно выше,
чем при обработке сталей со структурой пластинчатого перлита.
Это объясняется тем, что пластичность структуры зернистого
перлита гораздо выше, чем у пластинчатого перлита [3, 90].
87
В настоящее время довольно широко применяются жаропроч-
ные нержавеющие и другие труднообрабатываемые стали с вы-
соким содержанием таких легирующих элементов, как Сг, Ni, W,
Мп и т. д. Эти стали имеют аустенитную структуру и отличаются
весьма низкой теплопроводностью. При обработке таких сталей
температура резания значительно выше, чем при обработке обыч-
Рис. 3.41. Зависимость температуры резания
от переднего угла
Рис. 3.42. Зависимость температуры резания
от главного угла в плане
ных сталей перлитного класса. Еще хуже теплопроводность тита-
новых сплавов, а поэтому 0рез при обработке их очень высокая.
Влияние геометрических параметров инструмента на 0рез.
С изменением переднего угла изменяется температура резания,
так как при различных значениях у будут различными условия
подвода и отвода тепла. С увеличением у уменьшается сила, а
следовательно, и работа резания, а также и количество выделив-
шегося тепла. Однако при этом ухудшаются условия отвода теп-
ла, так как уменьшается величина угла заострения р, т. е. мас-
сивность головки резца. Поэтому существует некоторое опти-
мальное значение угла у, при котором уменьшаются силы резания
и количество выделившегося тепла. С увеличением у выше опти-
мального значения уменьшается массивность головки резца,
ухудшаются условия отвода тепла, растет температура резания
(рис. 3.41).
С уменьшением главного угла в плане <р увеличивается угол
при вершине е, что приводит к увеличению массы головки резца и
улучшению теплоотвода, а следовательно, к уменьшению 0рез и
наоборот (рис. 3.42).
3.8. Методы измерения температур в зоне резания
Наблюдение за цветами побежалости. Этот метод является
наиболее простым для суждения о температуре в зоне резания.
Цвета побежалости появляются при высокой температуре на
поверхности стружки в результате ее окисления. При этом свет-
ло-желтому цвету соответствует температура около 220° С, пур-
пурному — 270 и светло-синему —• 320° С. Этот метод чрезвычай-
но примитивен, субъективен и точных результатов дать не может.
Калориметрический метод. Для определения средней темпе-
ратуры стружки пользуются специальными калориметрами, в ко-
торые попадает горячая стружка. Исходя из ее веса, веса воды,-
налитой в калориметр, и перепада температур воды до и после
попадания стружки в калориметр находят температуру стружки.
Искусственная и полуискусственная термопары. Большой ин-
терес представляет непосредственное измерение температур в зо-
не резания. Еще Я. Г. Усачев в 1914 году впервые произвел
измерение температуры методом искусственной термопары
(рис. 3.43, а). Для этого в резце снизу просверливается отверстие
диаметром 1,5 мм, которое на 0,5 мм не доходит до передней по-
верхности резца. В отверстие вставляется термопара из изоли-
рованных медной и константановой проволок возможно меньшего
диаметра (0,02—0,05 мм). Под действием высокой температуры
резания в термопаре возникает термоэлектродвижущая сила,
регистрируемая милливольтметром или гальванометром. При
помощи тарировочного графика показания милливольтметра
переводятся в градусы. Однако такая термопара дает занижен-
ные показания вследствие значительного удаления ее горячего
спая от режущего лезвия.
Кроме этого метода, Я. Г. Усачев предложил другой метод
измерения температур в зоне резания. С этой целью в резце
сверлится канал диаметром 1 мм, который около задней поверх-
ности переходит в отверстие диаметром 0,4 мм. В это отверстие
затягивается константановая проволочка, изолированная от ши-
рокой части канала стеклянной трубочкой. Конец проволочки на
задней поверхности расклепывается. Элементами термопары
являются проволочка и резец. Такая термопара называется по-
луиску сственной (рис. 3.43, б). Недостатком ее является слож-
ность изготовления специальных резцов, которые допускают ма-
лое количество переточек. К тому же показания термопары дают
89
заниженные значения температуры резания, так как горячий спай
термопары расположен не на самом режущем лезвии, а на не-
котором удалении от него.
От этих недостатков свободен метод естественной термопары
(рис. 3.43, в), хотя он дает усредненную температуру в зоне ре-
зания вдоль режущего лезвия. Элементами такой термопары
являются разнородные металлы резца 2 и детали 1. Разность
между температурой контакта резец — деталь в процессе реза-
ния и холодными концами резца и детали приводит к возникно-
вению термоэлектродвижущей силы. Если замкнуть электриче-
скую цепь между резцом и деталью посредством медного коль-
ца 3 и ртутной ванночки 4, включенный в цепь регистрирующий
прибор 5 покажет величину термоэлектродвижущей силы. Ука-
90
Рис. 3.44. Установка для тарирования тер-
мопары резец—деталь
занную схему можно упростить, исключив ртутную ванночку.
В этом случае термопровод подключают непосредственно к зад-
нему неизолированному центру. Следует отметить, что при таком
методе измерения температуры резания будет появляться пара-
зитная термоэлектродвижущая сила, возникающая в месте кон-
такта деталь — задний центр. Но величина ее будет значительно
меньше, чем термоэлектродвижущая сила в зоне резец — деталь,
так как температура резания значительно превосходит тем-
пературу трения детали
и заднего центра.
Поэтому влиянием тер-
моэлектродвижущей силы,
возникающей при трении
детали и заднего центра,
можно пренебречь. Чтобы
исключить влияние пара-
зитной термоэлектродви-
жущей силы, которая мо-
жет возникнуть между
державкой резца и при-
паянной пластинкой, необ-
ходимо пользоваться цель-
ными резцами.
Для того чтобы пере-
вести показания милли-
вольтметра в градусы,
необходимо протарировать естественную термопару. Для этого
в огнеупорном тигле (рис. 3.44) расплавляют олово или сурьму
и погружают в эту ванну головку резца и стружку или стержень
из обрабатываемого материала. Холодные концы резца и струж-
ки соединяют проводником, включая в эту цепь милливольтметр.
Температуру ванны при этом регистрируют контрольной термо-
парой.
В дальнейшем при работе показания милливольтметра рас-
шифровывают по тарировочному графику. Здесь же необходимо
указать, что процесс такой тарировки громоздкий. Кроме того,
свойства обрабатываемого материала и условия контакта при
тарировании и в процессе резания будут различными. Таким об-
разом, такая тарировка дает приближенные данные о темпера-
туре резания.
Метод двух резцов [92]. Этот метод позволяет не тарировать
милливольтметр при обработке различных материалов. Он при-
меняется для относительного сравнения температур при обработ-
ке различных материалов. Резание заготовки 1 производится
одновременно двумя резцами 2, изготовленными из различных
инструментальных материалов, например из быстрорежущей ста-
ли и твердого сплава (см. рис. 3.43, г). Геометрия заточки резцов
и режимы резания совершенно одинаковы. Поэтому можно счи-
91
тать, что приближенно на режущих лезвиях каждого резца воз-
никает одинаковая температура резания. Но так как резцы из-
готовлены из разных материалов, их можно уподобить элементам
термопары и включенный между ними гальванометр 3 будет по-
казывать э.д.с., которая тем больше, чем выше 0рез. Здесь обра-
батываемый материал служит только электрическим проводни-
ком и на показания гальванометра не влияет. Если один раз
такой прибор протарировать, можно оценивать температуру ре-
зания при обработке различных металлов. Правда, абсолютная
точность показаний здесь не очень велика, так как 0рез на резцах
Рис. 3.45. Термопара колет- -Рис. 3.46. Характер кривых изменения
рукции ВНИИ температур, измеренных термопарами
будут несколько отличаться из-за разной их теплопроводности и
разной величины сил резания. Поэтому область применения ме-
тода двух резцов ограничена. В основном он применяется для
относительной оценки величины 0рез и сравнения ее при обра-
ботке различных металлов. Кроме того, метод естественной
термопары дает усредненную температуру в зоне резания кон-
тактных поверхностей инструмента с обработанной поверхностью
и стружкой, т. е. это как бы среднее арифметическое из множе-
ства показаний мелких термопар. Усреднение достигает ошибки
до 30-40%.
Метод искусственной термопары конструкции ВНИИ. Дан-
ный метод применяют для получения температуры в любой точке
зоны резания, что достигается установкой большого количества
термопар (до 80 штук) в одной головке резца (рис. 3.45), при-
чем крайние из них находятся от режущего лезвия на расстоянии
0,7 мм. Различие в показаниях естественных и искусственных
термопар в зависимости от времени резания показано на
рис. 3.46. Характер более медленного подъема кривой изменения
температуры 2 для искусственной термопары объясняется необ-
ходимостью некоторого времени для прогрева термопары. На-
оборот, естественная термопара очень быстро реагирует на изме-
92 '
нение температур (в 2—3 сек), а поэтому кривая изменения
температуры 1 во времени идет круче, чем для искусственной
термопары [90].
Метод микроструктурного анализа. Он разработан А. П. Гу-
ляевым и Б. П. Костецким [21] и основан на определении оста-
точных изменений микроструктуры и твердости материала режу-
щей части инструмента, возникающих вследствие тепловых явле-
ний, происходящих при резании. Для того чтобы судить о тем-
пературе резания, предварительно нужно знать, какие микро-
структуры, фазовые состояния и твердость соответствуют раз-
личным температурам. Недостатком метода является большая
трудоемкость и невозможность определения низких температур.
Оптический метод. Этот метод основан на принципе собира-
ния лучеиспускаемой теплоты. Собранные при помощи линз теп-
ловые инфракрасные лучи направляются через диафрагму на
место спая термоэлектродов, в цепь которых включен гальвано-
метр. При этом можно получить данные о нагреве стружки и за-
готовки в различных точках их боковой поверхности. Недостат-
ком метода является трудность тарировки, сложность применяе-
мых приборов, неудобство их крепления, а также неточность
показаний из-за существующих тонких пленок окислов.
3.9. Влияние температуры в зоне резания на различные
стороны этого процесса
Температура, возникающая в зоне резания, может оказывать
влияние на процесс резания из-за изменения: а) свойств материа-
ла инструмента; б) свойств обрабатываемого материала; в) усло-
вий взаимодействия инструмента и обрабатываемого материала
на контактных поверхностях [90, 92].
При оценке влияния температуры на свойства обрабатывае-
мого материала необходимо учитывать два фактора:
1) время, или продолжительность, воздействия высокой тем-
пературы;
2) скорость деформирования.
Закономерности, .установленные в условиях статических ис-
пытаний, получаются после длительного прогрева образцов на
их толщину и при относительно медленном воздействии. Стружка
срезается со скоростями в сотни тысяч раз больше, чем при ста-
тических испытаниях. Так, при скорости резания v = 100 м]мин,
£ = 2,5, длине контакта стружки с передней поверхностью /п=2 мм
и задней поверхностью /3 = 0,1 мм время контакта стружки с пе-
редней поверхностью резца составит
4,60
1000гстр
-------ГогГ = 0,003 сек,
1000 -^Х-
2,о
93
а с задней поверхностью
/360
ЮООи
0,1-60
1000-100
= 0,00006 сек.
Так как контактные площадки передней и задней поверхностей
инструмента нагреваются постоянно, т. е. длительное время, за-
кономерности изменения свойств инструментального материала
в зависимости от температуры целиком приложимы к режущему
инструменту. Действие высокой температуры в течение тысячных
и даже стотысячных долей секунды совершенно недостаточно для
протекания в толще срезаемого металла структурных превраще-
ний и для изменения механических свойств обрабатываемой де-
тали. Поэтому воздействие высокой температуры в зоне резания
на обрабатываемый металл ограничивается его тончайшими
слоями, соприкасающимися с рабочими поверхностями инстру-
мента, и проявляется в изменении условий трения.
3.10. Влияние СОЖ на процесс резания и качество
обработанной поверхности
Типы СОЖ и методы охлаждения. Практикой установлено,
что смазочно-охлаждающие жидкости оказывают существенное
влияние на процесс резания и на качество обработанной поверх-
ности. При различных видах механической обработки находят
применение следующие виды смазочно-охлаждающих сред:
1. Жидкости: а) вода с небольшой добавкой веществ, препят-
ствующих коррозии станка и детали, например соды; б) эмуль-
сии, представляющие собой растворы в воде специальных эмуль-
солов или паст, т. е. раствор специальных мыл в воде; в) масла
растительные (льняное, сурепное, касторовое), минеральные
(индустриальное 20) и осерненные (сульфофрезол — индустри-
альное 20 масло с добавкой 2—3% серы); г) специальные (смесь
керосина и масла).
2. Распыленные жидкости.
3. Газообразные среды.
Наибольшее применение на практике получили смазочно-
охлаждающие жидкости. Роль СОЖ в процессе резания обуслов-
лена тремя физико-химическими действиями: 1) смазывающим
действием и прямым облегчением деформации поверхностных
слоев обрабатываемого материала; 2) охлаждающим; 3) смы-
вающим.
Смазывающее действие жидкости заключается в том, что на
трущихся поверхностях стружки, детали и инструмента образу-
ются весьма стойкие пленки, препятствующие непосредственному
контакту этих поверхностей и вызывающих снижение сил трения.
Пленки состоят из поверхностно-активных веществ, содержа-
щихся в жидкости, т. е. таких веществ, которые уменьшают по-
верхностное натяжение жидкости и вследствие этого обладают
94
сильным молекулярным сцеплением с металлической поверхно-
стью [70]. К таким веществам относятся органические кислоты:
олеиновая, стеариновая и др., их соли, а также соединения серы,
хлора и других элементов.
Исследования показывают, что жидкость не только уменьшает
внешнее трение, но, кроме того, вызывает прямое облегчение
деформирования срезаемого металла. Объясняется это тем, что
на поверхности металла в зоне предразрушения всегда имеются
микротрещинки. Активная жидкость проникает в них, оказывая
расклинивающее давление на их
сил СОЖ в микротрещине по-
казана на рис. 3.47.
Опыты показали [70], что
добавки к чистой воде около 1 %
поверхностно-активных веществ
(стеариновой кислоты, натрие-
вого мыла) примерно в 2 раза
облегчают процесс резания.
При попадании поверхност-
но-активных компонентов жид-
кости в зону предельно дефор-
мированного срезаемого слоя
стенки. Эпюра расклинивающих
Рис. 3.47. Эпюра расклинивающего
действия СОЖ В микротрещине
возможно распадение ее на
атомы Н, О, N, которые внедряются в кристаллическую ре-
шетку наиболее сильно деформированных зерен металла.
В результате этого металл упрочняется и переходит в хрупкое
состояние. При этом уменьшается величина предельной пла-
стической деформации перед разрушением и удельная работа
резания.
Таким образом, смазывающее действие жидкости выражается
в уменьшении трения на контактных поверхностях; развитии
микротрещин в зоне деформации срезаемого слоя, т. е. в увеличе-
нии зоны предразрушения; уменьшении пластического течения
металла из-за внедрения атомов в кристаллическую решетку и
охрупчивания.
Охлаждающее действие СОЖ заключается в поглощении
тепла в зоне резания, охлаждении стружки, детали и инструмен-
та. Оно зависит от теплоемкости, теплопроводности и скрытой
теплоты парообразования СОЖ.
Смывающее действие жидкости сводится к механическому
удалению мелкой стружки и предотвращению прилипания ее к
поверхности станка, инструмента и детали.
Все современные смазочно-охлаждающие жидкости разделя-
ются на три основные группы.
К первой группе относятся минеральные масла различной
вязкости. К маслам в зависимости от их назначения обычно до-
бавляют в различных комбинациях специальные присадки: анти-
фрикционные, противоизносные, противозадирные, смачивающие,
95
Таблица 3.5
Марка
сож
Характеристика
Область применения
Эт
Э2
Э3
Ci
С2
Mi
м2
Мз
м5
М6
Эмульсия без присадок BD
Эмульсия с присадками BD
Эмульсия для шлифования
Эмульсия с присадками для об-
работки титановых сплавов
Универсальная синтетическая
жидкость для лезвийной об-
работки
Синтетическая жидкость для
абразивной обработки
Легкое масло с присадками
для хонингования
Масляная СОЖ с небольшим
количеством активных при-
садок
Многоцелевая масляная СОЖ
Масляная СОЖ со средним
количеством присадок
Масляная СОЖ с высоким
количеством присадок BD
Масляная СОЖ с присадками
для обработки титановых
сплавов
Широкий круг операций лезвийной
обработки различных материалов
Обработка труднообрабатываемых
материалов
Шлифование чугунов, сталей
Широкий круг операций обработки
титановых сплавов
Широкий круг операций обработки
чугунов, сталей, тугоплавких спла-
вов
Шлифование различных материалов
Обработка с легкими режимами реза-
ния, чистовые операции
Обработка на автоматах, фасонное
фрезерование, зубообработка алюми-
ниевых сплавов
Обработка на токарных автоматах,
смазка станков; рабочая жидкость
в гидросистемах
Протягивание, шлифование различ-
ных материалов
Лезвийная и абразивная обработка
труднообрабатываемых материалов
Лезвийная и абразивная обработка
титановых сплавов
моющие, антикоррозийные и т. д. В отдельных случаях в масла
вводят животные и растительные жиры.
Во вторую группу входят масляные эмульсии, представляю-
щие собой раствор эмульсола в воде. Эмульсолы состоят из сле-
дующих компонентов: базовое масло, эмульгатор, антифрикци-
онные и противозадирные присадки, смачивающие присадки,
ингибитор, или пассиватор коррозии, бактерицидная присадка,
антивспениватель.
Третью группу составляют синтетические или химические
жидкости, не имеющие в своем составе масла. Они содержат,
как правило, вещества, которые пассивируют поверхность обра-
батываемой детали, смачивающие средства, некоторые виды
мыл. Улучшение их эксплуатационных свойств достигается за
счет введения присадок, обеспечивающих повышение противоза-
дирных и антифрикционных свойств растворов и повышение их
96
моющих и смачивающих свойств. По сравнению с маслами и во-
домасляными эмульсиями третья группа жидкостей характери-
зуется отсутствием разложения, прозрачности, обладает более
высокими охлаждающими и другими свойствами, что делает их
более прогрессивными видами СОЖ. Однако, как правило, син-
тетические жидкости являются пока более дорогими, а некоторые
Рис. 3.48. Методы подвода СОЖ в зону резания
теряют свои свойства при попадании в них масла из гидросисте-
мы станка.
Предполагаемый отечественный унифицированный ассорти-
МРТТТ ПИЯ ’иотопгтпп пдэошгдмт опгплппл Г£71 ттгхтт-
Vzlt 1 /J,V1SX 1UV X UHHVU р» VUUUHVIU) v 1 VX Ct V * 1V Xlp»XX
веден в табл. 3.5.
Результаты, получаемые при применении смазочно-охлаждаю-
щих средств, зависят также и от способа подвода жидкости в
зону резания. При охлаждении режущего инструмента свободно
падающей струей жидкости (рис. 3.48, а) необходимо соблюдать
следующие требования.
1. Жидкость должна подводиться непрерывной струей, начи-
ная с первого момента резания.
2. Количество жидкости должно быть достаточно большим,
7 Зак. 1360
97
но не больше 15 л/мин, так как дальнейшее увеличение количе-
ства подаваемой жидкости нецелесообразно. С повышением на-
пора жидкости стойкость инструмента увеличивается, что про-
исходит до определенного предела. При различных видах обра-
ботки требуется разное количество охлаждающей жидкости. Так,
например, при точении и сверлении рекомендуется подводить
жидкость в количестве 10—12 л/мин; точении с охлаждением
сульфофрезолом — 8 л/мин; фрезеровании — 10—20 л/мин; чер-
новых зуборезных работах — 8—10 л/мин; чистовых зуборезных
работах — 2—3 л/мин; нарезании резьбы плашками с охлажде-
нием сульфофрезолом — 3—4 л/мин; при протягивании — 10—
12 л/мин.
3. Характер подвода, направление и форма струи должны
быть отрегулированы в соответствии с проводимой обработкой.
Например, при нарезании резьбы с большой скоростью СОЖ
должна подаваться обильной струей. При точении струю направ-
ляют в то место, где отделяется стружка. Это позволяет отводить
наибольшее количество тепла.
4. Необходимо следить за состоянием и количеством СОЖ,
своевременно менять и доливать ее в баки. Предельный срок ра-
боты эмульсии при обработке стали достигает 30, а чугуна и ла-
туни—15 дней. При появлении коррозии деталей станка необ-
ходимо добавлять антикоррозийные вещества.
Особенности внутреннего охлаждения. Для достижения боль-
шого эффекта по повышению стойкости инструмента используют
внутреннее охлаждение. При этом жидкость подается по кана-
лам резцедержавки к твердосплавной пластинке и непрерывно
циркулирует в ней (рис. 3.48,6). Такой способ охлаждения даже
при обработке высокопрочных сталей позволяет увеличить ско-
рость резания на 25—40%. Для подачи жидкости через внутрен-
ние каналы сверла (рис. 3.48, в) применяется специальный па-
трон. Стойкость сверл с внутренним подводом СОЖ повышается
в 3—10 раз по сравнению с обычными.
Высоконапорное, или напорно-струйное, охлаждение. На
рис. 3.48, г показана схема такого охлаждения. В этом случае
СОЖ направляется под высоким давлением 15—20 кгс/см2 к ре-
жущему лезвию резца со стороны задней его поверхности, т. е.
снизу. Подача жидкости осуществляется с помощью насосов
через фильтр и гибкий шланг с насадкой, имеющей отверстие
диаметром 0,4—0,6 мм. Расстояние от выходного отверстия до
лезвия резца должно быть как можно меньше, чтобы уменьшить
рассеивание струи.
К недостаткам высоконапорного охлаждения следует отнести:
1) необходимость точного и непрерывного попадания струи в зо-
ну резания; 2) сложность защиты от брызг; 3) необходимость
оснащения станка специальным насосом.
При таком виде охлаждения стойкость резцов из быстроре-
жущей стали Р9 и Р18 возрастает в 3—7 раз по сравнению со
98
стойкостью при обычном охлаждении и в 10—20 раз — при сухом
точении. Применение высоконапорного охлаждения при обработ-
ке резцами, оснащенными твердым сплавом, менее эффективно.
Стойкость таких резцов возрастает лишь в 1,5 раза по сравнению
со стойкостью при обычном охлаждении.
Охлаждение распыленной жидкостью. В этом случае СОЖ с
помощью сжатого воздуха распыляется на мельчайшие капельки
и вместе с воздухом в виде тумана с большой скоростью подает-
ся в зону резания. Расход жидкости очень мал. Стойкость же
инструмента повышается от 2 до 4 раз по сравнению со стойко-
стью при обычном охлаждении свободно падающей струей.
Распыленная жидкость оказывает самый большой охлаждаю-
щий эффект, чем все остальные способы охлаждения, так как:
1) смесь жидкости и воздуха расширяется при выходе из сопла
и при этом ее температура снижается до 4—12° С; 2) распылен-
ные частицы жидкости очень малы и, попадая на разогретую
поверхность стружки и инструмента, легко испаряются, интен-
сивно поглощая дополнительное тепло; 3) имея меньшую вяз-
кость, распыленная смесь легче проникает в микротрещины.
При охлаждении распыленной жидкостью стойкость инстру-
мента выше в 2 раза по сравнению со стойкостью при высокона-
порном охлаждении. Кроме того, способ охлаждения распылен-
ной жидкостью более удобен, так как не требует точного направ-
ления струи.
При выборе смазочно-охлаждающей жидкости учитываются
режимы резания, свойства обрабатываемого металла, требования
к чистоте и точности обработки и т. д.
Влияние смазочно-охлаждающих жидкостей на силу резания
Pz можно охарактеризовать некоторыми относительными коэф-
фициентами, принимая Pz равной единице при работе без охлаж-
дения. При применении водных растворов он равен 1, минераль-
ного масла — 0,85, растительного и осерненного минерального
масла — 0,8, осерненного растительного масла — 0,75.
Большое значение имеет расширение объемов производства
новых СОЖ и их применения. На основании анализа и обобще-
ния опыта эффективности применения СОЖ необходимо решить,
какие из них можно включить в базовый ассортимент унифици-
рованных СОЖ после соответствующей доработки (в случае на-
добности) .
/
3.11. Износ режущих инструментов. Понятие о физической
сущности явлений изнашивания режущих инструментов
Потеря режущей способности инструментов вызывается: из-
нашиванием или истиранием контактных поверхностей на рабо-
чих площадках инструмента; выкрашиванием мельчайших ча-
стиц на режущем лезвии, которое характерно для инструментов
из более хрупких материалов. Основной причиной затупления
инструментов при нормальных условиях работы является износ
в результате истирания их рабочих поверхностей. Такой износ
характерен для всех применяемых инструментов в обрабатываю-
щей промышленности.
В зависимости от режимов резания, свойств обрабатываемого
материала, условий охлаждения и других факторов превалирую-
щее истирание контактных площадок может быть: по задней по-
верхности (рис. 3.49, а); передней поверхности (рис. 3.49,6);
одновременно по задней и передней поверхностям (рис. 3.49,и).
Рис. 3.49. Виды ли-
митирующего износа
режущего инструмента
Превалирующий износ по задней поверхности обычно наблю-
дается при обработке сталей с малой толщиной среза (не более
0,15 мм) и низкими скоростями резания, а также при обработке
чугуна. Объясняется это следующим:
1) при малых толщинах среза радиус округления режущего
лезвия соизмерим с толщиной среза;
2) при тонкой стружке возрастает относительное значение
упругой деформации поверхностного слоя (/iynp);
3) путь трения по задней поверхности больше, чем по перед-
ней (из-за наличия усадки стружки).
Преимущественное затупление по задней поверхности наблю-
дается при работе протяжками, метчиками, зуборезными долбя-
ками, фасонными резцами. Как известно, перечисленные инстру-
менты работают на низких скоростях резания и при малых тол-
щинах среза.
Преимущественный износ по передней поверхности наблюда-
ется в случае большого удельного давления на контактной пло-
щадке, когда возникает высокая температура. Эти условия быва-
ют при обработке стали без охлаждения с высокими скоростями
резания и большими толщинами среза (а>0,5 мм). При обра-
ботке сталей без охлаждения быстрорежущие резцы изнашива-
ются в основном по передней поверхности, а при работе с охлаж-
100
дением износ происходит как по передней, так и по задней по-
верхностям.
Износ резцов по передней поверхности происходит следующим
образом. В процессе резания ширина В и глубина лунки Лп по-
степенно увеличиваются. При этом ширина лунки растет быстрее
в сторону, противоположную режущему лезвию резца. Кривизна
лунки постепенно уменьшается, а площадка износа увеличивает-
ся и, когда ширина перемычки f достигнет нуля, наступает пол-
ный, или катастрофический, износ инструмента.
На практике чаще всего наблюдается одновременный износ
инструмента по задней и передней поверхностям. Он является
наиболее общим видом износа. Кроме этого, происходит округле-
ние режущего лезвия инструмента. Таким образом, в зависимости
от скорости резания, толщины среза и других факторов изменя-
ется характер износа режущих инструментов.
Основной мерой величины износа для большинства инстру-
ментов в производственных условиях является ширина изношен-
ной площадки по задней поверхности зуба h3, а для инструментов
с преобладающим износом по передней поверхности — глубина
/гп и ширина лунки В. При проведении экспериментов по анализу
износа зубьев инструментов h3 и В измеряют с помощью луп или
специальных микроскопов с точностью до 0,02—0,05 мм. Для из-'
мерения глубины лунки пользуются индикатором. Эти измерения
называются микрометрическими. В производственных условиях
иногда ограничиваются величиной h3, измеряемой с точностью
до 0,1 мм.
Одним из ускоренных методов изучения процесса износа явля-
ется метод радиоактивных изотопов [56]. Он основан на облуче-
нии пластинки твердого сплава нейтронами. Это приводит к по-
явлению изотопов вольфрама (W187). Радиоактивность стружки
характеризует интенсивность'износа инструмента, так как ока-
зывается, что 90—98% продуктов износа уносится стружкой.
Этот метод весьма чувствителен и кратковременен. Недостатком
его является относительная оценка интенсивности износа инстру-
мента, а не наглядная картина характера износа. Кроме того,
измерение износа этим методом связано с необходимостью про-
ведения больших работ по защите от радиоактивного излучения.
Графическое изображение закономерности нарастания вели-
чины износа (рис. 3.50) за время работы инструмента называется
кривой износа. В общем случае на кривой износа можно выде-
лить три участка: 1 — период приработки, или начального износа.
Продолжительность его небольшая — несколько минут. На этом
участке наблюдается ускоренный износ, являющийся следствием
истирания выступающих участков исходных неровностей на
заточенной поверхности инструмента; 2 — период нормального
износа. Он начинается с того момента, когда величина шерохо-
ватости становится небольшой. При этом износ постепенно уве-
личивается приблизительно пропорционально времени работы
101
инструмента. Это наиболее продолжительный период работы;
3 — период быстрого (катастрофического) износа, сопровождаю-
щегося выкрашиванием и даже поломками инсгрумента. Этот
вид износа недопустим для нормальной работы инструмента.
Признак, по которому инструмент считается затупленным
(предельная величина его износа), называется критерием затуп-
ления или критерием износа. При точении стали сильно затуп-
ленным инструментом вследствие значительного возрастания сил
резания на обработанной поверхности появляется блестящая
полоска, а при обработке чугуна — полоска желтого цвета или
Рис. 3.50. Характер изменения износа инструмента
за время его работы
пучок искр. Указанные критерии затупления режущих инстру-
ментов соответствуют началу периода катастрофического износа
и не могут быть рекомендованы для производства. О чрезмерном
увеличении износа инструментов можно также судить по быстро-
му росту сил резания. Такой критерий затупления называется
силовым. Он может применяться в лабораторных условиях, так
как для регистрации роста сил резания требуются специальные
приборы, размещение которых в цеховых условиях нецелесооб-
разно в связи с усложнением обслуживания станков и др.
Если к выполняемой операции не предъявляются высокие
требования точности и чистоты обработанной поверхности, целе-
сообразно доводить инструмент до такой степени износа, при ко-
торой общий срок его службы наибольший. Такой износ назы-
вается оптимальным или наивыгоднейишм.
Чтобы восстановить режущую способность инструмента, его
необходимо переточить. Для каждого инструмента имеется опре-
деленная зона стачивания, на которой можно производить пере-
точку. На рис. 3.51 пунктирной линией показан слой, удаляемый
при каждой переточке. Количество переточек К, которое до-
102
пускает инструмент, определяется делением длины зоны стачи-
вания на толщину снимаемого слоя металла за одну переточку.
Общий срок службы инструмента определяется по формуле:
ГЕ = Г(К-|-1), (3.55)
где Га — суммарная стойкость или общий срок службы инстру-
мента;
Т — стойкость инструмента.
Единица в формуле соответствует
заточке, производимой при изготовле-
нии нового инструмента.
Таким образом, оптимальным сле-
дует считать износ инструмента, соот-
ветствующий ординате точки А кривой
износа, с которой начинается резкое
нарастание его величины или начало
участка III (рис. 3.52, а). Рис- 3-51- Зоны стачивания
На участках I и II происходит соот-
ветственно приработка инструмента и нормальный его износ.
Для определения оптимальной величины износа h3 (0Пт), при ко-
тором общий срок службы инструмента 7\ будет максимальным,
необходимо провести серию экспериментов. При этом нужно произ-
Рис. 3.52. К определению величины оптимального износа
вести переточку инструментов после достижения некоторой опре-
деленной величины износа h3. Определив и нанеся значение и h3
на график, как это сделано на рис. 3.52, б, можно определить h3 (опт)',
соответствующую максимальной суммарной стойкости режущего
инструмента.
Затупление, или степень износа, инструмента может ограни-
чиваться требованиями обеспечивания необходимых классов чи-
стоты и точности обработанной поверхности. В этом случае сте-
пень затупления режущего инструмента характеризуется техно-
логическим критерием. Так, например, при износе резца по
103
задней поверхности на некоторую величину Л3 (рис. 3.53, а) ухуд-
шается класс чистоты обработанной поверхности и, кроме того,
наблюдается увеличение диаметра обработанной детали на удво-
енную величину радиального износа hr (рис. 3.53, б).
Стойкость инструмента, соответствующая некоторой величине
радиального износа, называется размерной стойкостью. Высокую
размерную стойкость должны иметь инструменты, предназначен-
ные для чистовой или окончательной обработки, а также инстру-
менты, устанавливаемые на автоматизированных станках и авто-
матических линиях.
Рис. 3.53. Изменение размеров обрабатываемой
детали при наличии радиального износа резца
Процесс изнашивания режущих инструментов имеет следую-
щие особенности: 1) высокая твердость инструментального ма-
териала по сравнению с обрабатываемым; 2) большие удельные
давления на инструмент; 3) высокая температура контакта тру-
щихся поверхностей инструмента и детали; 4) постоянное обнов-
ление трущихся поверхностей и удаление продуктов износа.
Существует несколько гипотез процесса изнашивания режу-
щих инструментов. Так, согласно абразивно-молекулярной гипо-
тезе [46], различные структурные составляющие обрабатываемо-
го материала с точки зрения их участия в процессе изнашивания
инструментов из быстрорежущей стали могут быть разделены на
две группы.
1. Цементит и избыточные карбиды легирующих элементов.
Износ инструмента происходит в результате абразивного дейст-
вия этих составляющих на материал инструмента. Это действие
усиливается из-за высокой температуры резания, в результате
которой твердость инструментального материала уменьшается.
2. Феррит и аустенит. Износ инструмента является следстви-
ем молекулярного сцепления (схватывания или адгезии), приво-
дящего к образованию «мостиков» схватывания между материа-
лом детали и инструментом. В результате этого взаимодействия
происходит отрыв мельчайших частиц материала инструмента и
постепенный его износ.
Поскольку в обрабатываемом металле имеется либо феррит
и цементит, либо аустенит и карбиды, при изнашивании инстру-
104
ментов всегда действуют оба процесса, т. е. наблюдается как
абразивное, так и молекулярное изнашивание. Интенсивность
его зависит от различного соотношения между структурными
составляющими, а также от формы частиц цементита или карби-
да и их величин.
Между силами трения обрабатываемого материала о контакт-
ные поверхности зубьев режущего инструмента и интенсивностью
изнашивания этих поверхностей нет соответствия. В ряде случаев
при малых силах трения износ больше. Это можно объяснить
следующим: при абразивном действии острых частиц твердого
цементита на материал инструмента, чем они острее и легче
«режут», тем меньше сила трения. Однако износ инструмента
при этом будет больше.
Процесс износа инструмента из твердых сплавов, работающих
при высоких скоростях резания, значительно сложнее. Основую
роль в износе передней поверхности таких инструментов играют
явления диффузионного растворения зерен карбидов вольфрама
в стальной стружке. Протекание диффузионного процесса
обусловлено высокими температурами контактных слоев (900—
1200°С).
Наряду с диффузионным твердые сплавы подвергаются также
молекулярному и абразивному износам. Молекулярный износ в
результате адгезии между твердым сплавом и обрабатываемым
металлом наблюдается при температурах контактных поверхно-
стей ниже 900° С. Абразивный износ заключается в воздействии
цементита и карбидов обрабатываемого материала только на
мягкую составляющую твердого сплава — цементирующую ко-
бальтовую фазу. В результате ее истирания зерна карбидов воль-
фрама и титана как бы оголяются и облегчается их удаление из
связующего материала инструмента [90].
Диффузионные процессы играют главную роль в износе пе-
редних поверхностей твердосплавных инструментов, работающих
с высокой скоростью. Молекулярный и абразивный виды износа
обычны при сравнительно невысоких скоростях, а следовательно,
и при сравнительно невысоких температурах резания. Чаще все-
го эти явления появляются при наличии износа инструмента по
задним поверхностям.
3.12. Стойкость инструмента и допускаемая им скорость
резания
Продолжительность непрерывной работы инструмента до его
затупления (в минутах), т. е. время его работы между двумя
смежными переточками, называется стойкостью инструмента Т.
Иногда для выражения технологических возможностей стойкость
инструмента дается в метрах пути резания (линейная стойкость)
'и и в количестве деталей, обработанных между двумя пере-
точками.
105
Стойкость инструмента и процесс изнашивания связаны меж-
ду собой. Чем больше интенсивность изнашивания, тем меньше
стойкость. Последняя служит количественным выражением ин-
тенсивности изнашивания инструмента, а следовательно, и его
стойкость сильно изменяются при изменении условий резания,
Рис. 3.54. Зависимость износа режущего инструмен-
та от времени его работы
т. е. режимов резания, геометрических параметров режущей ча-
сти инструмента, применяемой СОЖ и т. д. Одним из основных
факторов, определяющих стойкость инструментов, является ско-
рость резания. Уровень скорости резания влияет на стойкость
инструмента постольку, по-
скольку с изменением ско-
рости изменяется температу-
ра в зоне резания.
Чтобы получить график
зависимости T=f(v) для
определенного инструмента,
им работают до полного его
затупления при выбранных
условиях. При этом все усло-
вия сохраняются постоян-
ными, за исключением v.
Затем строят графики зави-
симости износа от времени
резания h3=f(r) (рис. 3.54).
По этим графикам нахо-
= /(0)
дят соответствующие значения Т при предельном износе
h&=\ и строят кривые T=f(v) или v — f(T). Из графиков
видно, что чем больше величина скорости резания (щ>у3>-П2>
>У1), тем меньше стойкость инструмента. Если получить зависи-
мости T = f (и) в широком диапазоне скоростей при малой толщи-
не среза (при малых подачах), обнаруживается, что стойкость с
повышением скорости v увеличивается до определенного значе-
106
ния (рис. 3.55). При каком-то максимальном значении стойкость
уменьшается. Такой горбообразный вид кривых v=f(T) особен-
но характерен для обработки твердым сплавом [92].
При увеличении толщины среза (подачи) вся кривая v=f (Т)
как бы сдвигается влево (пунктирная кривая), минимум Б исче-
зает и обнаруживается только ветвь AAi. В практических усло-
виях работы на обдирочных и полуобдирочных операциях такими
инструментами, как резцы, сверла, фрезы и другими, в большин-
стве случаев обнаруживается только правая ветвь кривой AAi.
3.13. Общий характер зависимости стойкости от скорости
резания T=f(v)
Исходя из анализа кривых износа инструментов получаем за-
висимость величины площадки износа от продолжительности ра-
боты инструмента т, скорости резания v, толщины а и ширины b
срезаемого слоя в виде следующей формулы [3, 66, 92]:
h3 = C^v^a^b-. (3.56)
Условимся, что а = const и b = const. Кроме того, критерий за-
тупления h3 = А = const. Тогда А = С'т“ир. Из этого уравнения:
Но 1 — Т, тогда
r _ ( А V 1
\ С' / ц₽/’ ’
Обозначим
Получим
Т = Ст^г или ц = (3.57)
где Ст и Cv — постоянные величины для данных условий резания,
зависящие от материала инструмента, обрабатывае-
мого материала, сечения среза, геометрии инстру-
мента, условий охлаждения и т. д.;
1 1
ц =----- или m = —;
/п р
m — показатель относительной стойкости, характеризую-
щий интенсивность изменения стойкости инстру-
мента в зависимости от изменения скорости резания.
107
Если результаты опытов изобразить графически в прямоуголь-
ных координатах, получим закономерность T—f (у) в виде кри-
вой линии (рис. 3.56, а). В логарифмических координатах указан-
ная зависимость изображается в виде прямой линии (рис. 3.56, б).
Действительно, прологарифмируем уравнение
Рис. 3.56. Последовательность обработки результатов опы-
тов при определении зависимости Т = f (о)
которое справедливо только для ветви кривой АА>, когда ц>1
и m< 1:
. lgr=lgCT-plgu,
где ц— тангенс угла наклона линии к оси и, т. е. p = tga.
Полученное уравнение соответствует уравнению прямой линии
у = Ь — ах.
Значение m не является постоянной величиной. На нее влияют
как свойства инструментального материала, так и все другие
условия процесса резания и в особенности величина скорости
резания. При очень малых скоростях резания эта величина мо-
жет быть меньше или больше единицы.
Необходимо помнить, что уравнение
справедливо только для того диапазона скоростей резания, в ко-
тором проводились эксперименты. Только в этих границах допу-
стимо пользоваться постоянными величинами т, иначе можно
прийти к неправильным, даже бессмысленным результатам.
Общая закономерность изменения т такова: чем тяжелее
условия работы инструмента в отношении высоких температур и
сильного истирания и чем хуже инструмент сопротивляется изно-
су, тем меньше показатель относительной стойкости. Приведем
примерные величины т для некоторых случаев.обработки:
108
1) точение быстрорежущими резцами стали без охлажде-
ния — т = х1&—'/ю;
2) то же с охлаждением — т = 1/5;
3) точение чугуна быстрорежущими резцами — /п = ’/ю—'/ы;
4) точение стали и чугуна твердосплавными резцами —
т=7з—’А;
5) нарезание резьбы, протягивание — т=^1г—7з и больше 1.
Полученная зависимость T=f(o) имеет большое значение,
так как позволяет при изменении v определять стойкость Т. Кро-
ме того, эта зависимость позволяет решать ряд практических за-
дач, возникающих на производстве. В частности, она позволяет,
зная скорость резания Vy и стойкость инструмента Ту, определить
путем расчета Т2 или скорость резания v2 при сохранении прочих
условий резания без изменений [92]:
Т = v>T = СГ = const. (3.59)
Следовательно,
v\Tr = V2T2. (3.60)
Поделим обе части уравнения (3.60) на VyT^. Получим
Л = М'
^2 \ V1 /
ИЛИ
/ V V1 I Т \т
л = и ^ = "1 Ьг • (3-61)
\ / \ 1 2 /
При решении практических задач необходимо учитывать, что
даже небольшое увеличение скорости резания может вызвать
резкое падение стойкости и наоборот.
Пример 3.13.1. Пусть ц=8; vy = 20 м/мин; 7’1 = 45 мин; о2 = 30 м/мин. Тре-
буется определить Т"2:
m I vi У1 - / 20 \8 1 45
= Т1 ) ==45(’ЗО") = 45 1,58 =~2д~= 1,7 мин.
Увеличение v на 10% приведет к уменьшению Т в 2 раза. Но если снижать
скорости резания и переходить на высокие скорости порядка 500 и более
минут, пользование этой зависимостью может дать неправильные результаты.
Например: прн 7'1 = 60 мин скорость резания vy —15 м/мин. Если же принять
vz = 10 м/мин, 7'2=26 ч. Такое количество времени инструмент никогда не
простаивает. Это пример того, как важно критически относиться к эмпири-
ческим формулам. Иными словами, можно сказать, что при использовании
эмпирических формул необходимо учитывать диапазон изменения переменных
величии, при которых были получены эти формулы.
^Скорость резания, допускаемая инструментом, зависит от его режущих
свойств и является скоростью при определенной, заранее обусловленной стой-
кости инструмента. Такая скорость при постоянной стойкости обозначается vt.
Тогда пишут о2о, Осо, оэо. Это означает, что скорость резания соответствует
109
стойкости 7 = 20, 60, 90 мин. Для проходных резцов обычно Т=60 мин.
Зная vt, можно определить число оборотов детали:
1000 vT
n = ~^D------ об/мин-
Очевидно, что на стойкость инструмента влияет не только скорость реза-
ния, а и многие другие факторы. В теории резания металлов обычно выясняют
влияние различных факторов не на стойкость, а на скорость резания при
постоянной стойкости, т. е. вместо функциональной зависимости
2п=<р(о, л, Ь, См, У, a, Kqxji, • . ) (3.62)
раскрывают зависимость о = ф(7', a, b, С,,,, С„в, у, а, Хохл, ...).
Часть этой зависимости, касающаяся Т, уже раскрыта, поэтому рассмотрим
зависимость:
От —f (Ц, Ь, См, Син, Хохл, у, ct, . . ). (3.63)
3.14. Влияние толщины и ширины среза на скорость
резания
Характер и степень влияния на скорость резания vT толщины
среза а и ширины b можно установить, во-первых, теоретическим
путем, используя уже известные данные. Общая зависимость
износа инструмента от различных факторов имеет вид [92]:
h3 = ат Ь-. (3.64)
Устанавливаем критерий затупления /г3=А и T=T=const.
Тогда
А = CsTav^mbs,
отсюда
А
v ~ aVfW ’
где
л ( A А
А \ СдТ“ I
Обозначим у/Р = yv- е/р = хи и А = Си,
тогда
Vt =
(3.65)
Данные, полученные А. М. Даниеляном [22, 23] при обработке
стали 40ХН, имеют вид:
h3=Cv^S3^t^. (3.66)
При точении проходными резцами
С С
Vt ~ а3,06/5,5^1,11/5,5- = а0,56^0,2 ' (3.67)
С ПО
Во-вторых, зависимость vT=f(a, b) можно получить экспери-
ментальным путем. При постоянном обрабатываемом материале
интенсивность изнашивания инструмента изменяется в зависи-
мости от режимов резания и температуры 0рез. При повышении
0рез ускоряются структурные превращения в быстрорежущей
стали, приводящие к уменьшению ее износостойкости. Для твер-
досплавного инструмента износостойкость также уменьшается
с повышением 0рез, хотя и значительно медленнее, чем для ин-
струментов из быстрорежущей стали. При неизменном обраба-
тываемом материале и материале режущего инструмента режи-
мы резания, соответствующие одинаковой стойкости, являются
режимами с одинаковой температурой резания, т. е.
v т = v& = const. (3.68)
Тогда, зная
0рез = (3.69)
можно определить
vT = (3.70)
aVvbx°
где
(3.71)
(3.72)
показа-
метода -
меньше
По данным, полученным А. М. Даниеляном [23] при обработке
стали 40ХН,
0рез= 148,8 L>°.4 30,24 /О,!_
Из этого уравнения определим
с; С'о
Vt ^,24/0,4^0,1/0,4 fl0,0^0,25 ’
Из приведенных примеров можно сделать выводы: 1)
тели степени при а и Ь, полученные приведенными выше
ми, близки по своей величине; 2) оба показателя степени
единицы; 3) показатель степени при а больше, чем при b пример-
но в 2,5 раза. Это значит, что на ит гораздо сильнее влияет тол-
щина среза, чем ширина. А это значит, что при снятии слоя ме-
талла с заданной площадью поперечного сечения среза стойкость
инструмента и допустимая скорость резания тем выше, чем боль-
ше ширина (глубина) резания и чем меньше толщина (подача)
среза. Чтобы получить зависимость vT=f (а, Ь), обычно проводят
две серии стойкостных испытаний, доводя инструмент до за-
тупления.
Вначале при нескольких значениях сечения среза, т. е. при
неизменной ширине b и различной толщине а, получают зависи-
мость T = f (и) и наносят ее па график в логарифмических коор-
111
динатах (рис. 3.57, б). Затем производят то же при неизменной а
и различной b (рис. 3.57, а). Далее ведут обработку полученных
данных графоаналитическим способом (рис. 3.57, в) и получают
уравнения:
А
vt — при b = const, (3.73)
где yc=arc tg а;
vT = —х при а = const. (3.74)
а 5
Решив систему этих уравнений, получают общую зависимость
vT—f (а, Ь), т. е.
С„ ,
vT = ----— м/мин,
ay'Jb «
или, имея в виду следующие соответствия b—>-/, а—>-S,
м/мин’ (3,75)
где Cv — коэффициент, учитывающий влияние свойств обрабаты-
ваемого материала и материала инструмента, степени
охлаждения и прочего, т. е. он учитывает все условия
и режимы обработки, кроме а и Ь.
112
Экспериментальным путем для точения стали быстрорежущи-
ми резцами получено:
при S < 0,25 мм/об п60 = -^~-м/мии;
при S > 0,25 мм/об осо = ZQ^o,66 м/мин-
Как видно, показатели xv и yv в данных формулах достаточно
близки к тем, которые получены теоретическим путем. Показа-
тели степени xv и yv, так же как и показатель относительной стой-
кости т, не являются постоянными величинами, а изменяются
с изменением условий резания. Показатель степени yv при тол-
щине среза увеличивается с увеличением абсолютных значений а
и Ь, но уменьшается с увеличением отношения а/Ь. Показатель
степени при ширине среза также увеличивается с увеличением
абсолютных значений а и Ь, но уменьшается с увеличением Ь/а.
Таким образом, показатель степени увеличивается при относи-
тельном уменьшении соответствующего параметра.
Показатели xv и yv зависят также от свойств обрабатываемого
металла — с увеличением его пластичности увеличиваются, от
свойств инструментального материала — для твердосплавного ин-
струмента они меньше, чем для быстрорежущего.
При прямых стружках, если Ь/а>1 и значение показателей
степеней yv>xv, на скорость резания, допускаемую инструмен-
том, толщина среза влияет больше, чем его ширина, т. е. увели-
чение толщины среза (или подачи) сказывается на уменьшении
скорости резания сильнее, чем увеличение его ширины (или
глубины резания). Такой характер влияния а и b на иТ аналоги-
чен их влиянию на температуру резания и вызывается теми же
причинами, т. е. при увеличении толщины среза возрастает коли-
чество выделяемой теплоты, а длина активной части режущего
лезвия остается неизменной. При увеличении ширины среза на-
ряду с возрастанием количества выделяемой теплоты 0рез увели-
чивается длина активной части режущего лезвия и усиливается
отвод теплоты. В последнем случае тепловая нагрузка на единицу
длины режущего лезвия будет меньше и, следовательно, ниже
Open. Поэтому увеличение ширины среза в меньшей степени ска-
зывается на повышении интенсивности изнашивания инструмен-
та и снижении его стойкости, чем увеличение толщины среза.
Таким образом, при снятии слоя материала с заданной пло-
щадью поперечного сечения среза стойкость инструмента и до-
пускаемая скорость резания тем выше, чем меньше толщина и
больше ширина среза [92].
Этот вывод противоположен сделанному при рассмотрении
сил резания, где отмечалось, что для уменьшения силы Pz не-
обходимо увеличивать а за счет уменьшения Ь.
8 Зак. 1360 113
3.15. Влияние на vT свойств обрабатываемого металла
Способность металлов поддаваться резанию принято назы-
вать обрабатываемостью. Понятие обрабатываемость охватывает
совокупность нескольких технологических свойств материала,
характеризующих его влияние на различные стороны процесса
резания. С точки зрения практики наибольший интерес пред-
ставляют следующие основные показатели обрабатываемости:
1) относительный уровень скорости резания, с которой целе-
сообразно производить обработку данного материала;
2) возможность и легкость получения требуемой чистоты
обработанной поверхности на отделочных операциях;
3) относительная величина сил, затрачиваемых при осуще-
ствлении процесса резания.
Единой универсальной характеристики обрабатываемости нет.
Металл, обладающий хорошей обрабатываемостью с точки зре-
ния уровня целесообразных скоростей, т. е. слабоизнашивающий
режущий инструмент не может обеспечивать достаточной чисто-
ты поверхности или возникает слишком большая величина
сил резания, и наоборот. Кроме того, необходимо учитывать, что
оценка обрабатываемости имеет всегда относительный характер.
Например, величина допускаемой скорости резания зависит не
только от свойств обрабатываемого материала, но и от качества
режущего инструмента. Шероховатость обработанной поверхно-
сти тесно связана с геометрическими параметрами инструмента
и с условиями резания, в частности со скоростью резания, при
изменении которых можно получить самые различные резуль-
таты.
Наконец, сравнительная оценка обрабатываемости несколь-
ких металлов в большей степени зависит от специфических осо-
бенностей процесса резания и может сильно отличаться для
таких разнородных процессов, как точение проходными резцами
и зубодолбление, фрезерование, протягивание и т. д. Таким об-
разом, нельзя говорить об обрабатываемости без конкретного
указания о том, какая сторона этого комплексного понятия име-
ется в виду и каковы особенности производимой операции.
Во всех случаях наиболее важным показателем обрабатывае-
мости металлов является влияние свойств металла на интенсив-
ность затупления инструментов, характеризуемое уровнем целе-
сообразных скоростей резания vT. Количественной мерой этого
показателя обычно служит величина скорости резания, напри-
мер и60, которая при определенных условиях резания обеспечи-
вает шестидесятиминутную стойкость инструмента.
Интенсивность затупления режущих инструментов обусловли-
вается действием двух факторов: температурой режущего инст-
румента и истирающей способностью обрабатываемых мате-
риалов (90].
Величина допускаемой скорости vT, или обрабатываемость
114
металла с точки зрения уровня скоростей резания, определяется
также двумя особенностями обрабатываемого металла: истираю-
щей способностью, от которой зависит активность истирания ра-
бочих поверхностей зубьев инструмента сходящей стружкой и
обработанной поверхностью изделия, и влиянием на возникаю-
щую температуру в зоне резания.
Разнообразные свойства металла — механические, физические
и другие оказывают влияние на интенсивность затупления инст-
рументов и на величину ит лишь потому и постольку, поскольку
они связаны с двумя указанными особенностями, т. е.
VT==f(0рез, Лист). (3.76)
Истирающая способность металла тесно связана с его хими-
ческим составом и структурой [90]. При обработке сталей наблю-
даются следующие явления:
1) истирающая способность возрастает с увеличением содер-
жания углерода и карбидообразующих легирующих элементов;
2) наименьшей истирающей способностью обладает структур-
ная составляющая феррит, небольшой коэффициент Лист имеет
аустенит;
, 3) истирающая способность перлита зависит от формы цемен-
тита, у пластинчатого перлита она больше, чем у зернистого.
Истирающая способность зернистого перлита тем меньше, чем
меньше зерна цементита;
4) у высоколегированных сталей истирающая способность
значительно увеличивается, если карбиды расположены в виде
скоплений или сетки.
Исходя из этого можно охарактеризовать влияние структуры
обрабатываемого материала на допустимую скорость резания ит
следующим образом: при обработке сталей величина vT умень-
шается с увеличением содержания углерода и легирующих эле-
ментов. Существенное влияние на обрабатываемость сталей
данного состава оказывает микроструктура. \
Наибольшая величина vT достигается при резании феррита, ”
а затем, в порядке усиления интенсивности затупления инстру-
ментов, идут зернистый и пластинчатый перлит, сорбит, троостит._
Для хорошей обрабатываемости стали должны иметь следую-
щую микроструктуру:
1) малоуглеродистые стали (С-\0,3%) —пластинчатый пер-
лит и феррит. Резко выраженная строчечность феррита и круп-
ные скопления его ухудшают обрабатываемость. Это вызвано
тем, что при больших скоплениях феррита он наволакивается на
режущее лезвие зубьев инструмента;
2) стали со средним содержанием углерода (С = 0,354-
4-0,55%)—пластинчатый перлит и феррит в виде сетки или
некрупных зерен. При структуре зернистого перлита величина vr
для обдирочных инструментов выше, но на отделочных операциях
получается плохая чистота поверхности и сильное налипание
8* 115
обрабатываемого металла на заднюю поверхность инструмента;
3) высокоуглеродистые, конструкционные (С>0,55%) и ин-
струментальные стали — зернистый перлит.
При обработке серого чугуна величина допустимой скорости
резания vT также уменьшается с увеличением содержания угле-
рода в виде цементита Fe3C и легирующих элементов. Цементит
резко ухудшает обрабатываемость чугуна, вызывая быстрое ис-
тирание инструмента, а графит улучшает его обрабатываемость.
Наилучшая обрабатываемость чугуна обеспечивается при нали-
чии графита в свободном виде и малом содержании цементита.
В производственных условиях весьма важно увязать обраба-
тываемость материалов с их прочностью и твердостью. В общем
случае существует известная связь между vT и механическими
свойствами металлов. Но в ряде случаев эта связь имеет боль-
шие отклонения. Поэтому механические характеристики сталей
не могут служить основой для достаточно точного суждения о
величине допустимой скорости резания vT. Обрабатываемость
зависит от механических свойств, а также от теплопроводности
и характера микроструктуры обрабатываемого материала. Рас-
сматривая связь между величиной vT и механическими свойства-
ми металла, необходимо иметь в виду, что последние не могут
оказывать прямого влияния на интенсивность изнашивания ре-
жущих инструментов, так как допустимая скорость, как отме-
чалось выше, определяется двумя факторами: истирающей спо-
собностью обрабатываемого металла и температурой резания
0рС3. Однако может существовать непосредственная связь, уста-
новленная экспериментальным путем, между механическими
свойствами металла, например НВ и <тв с Дист И ©рез-
Поскольку существует такая связь, наблюдается влияние
механических свойств на допустимую скорость резания ит [90].
В практике часто пользуются следующими приблизительными
зависимостями между vT и механическими свойствами металлов:
Vt =
Снв
------—, ИЛИ Vt = ----
(НВ) °
(3.77)
где пи — показатель интенсивности влияния твердости НВ и пре-
дела прочности ов на vT.
Для оценки величины этого показателя при обработке раз-
личных материалов приведем некоторые данные [91]. Так, напри-
мер, при точении быстрорежущими резцами незакаленных сталей
«„=1,5—1,75, твердосплавными резцами закаленных и незака-
ленных сталей соответственно nv = 1 —1,5, nv = 2.
Для серого чугуна зависимость между vT и НВ точнее, чем
для стали, a п„ = 1,7. Зная vt при обработке определенного мате-
риала твердостью НВ', а также твердость НВ" материала другой
116
марки, можно легко определить допустимую скорость резания ит для
его обработки
(3.78)
Пример 3.15.1. При точении стали 40Х с твердостью НВ 207ат = 30 м/мин.
Требуется определить vr, если необходимо обрабатывать сталь с твердостью
НВ 255.
Так как п„ = 1,75 в случае обработки стали,
v = v f JULY1-' = зо [ 22L Y’75 = 20 м/мин.
т т \ НВ" / 255 ) 1
При обработке отливки с отбеленной коркой, окалиной плн песком допу-
стимую скорость резания Vr необходимо уменьшать на 10—20% [89, 91].
3.16. Особенности обработки труднообрабатываемых
и неметаллических материалов
В последние годы в турбостроении, химической и других от-
раслях промышленности широкое распространение получили не-
ржавеющие, жаростойкие, жаропрочные, титановые и другие
труднообрабатываемые стали и сплавы, имеющие особые физико-
механические свойства. Детали, полученные из этих материалов,
обладают повышенной износостойкостью, усталостной прочно-
стью, коррозионной и эрозионной стойкостью и т. д. Однако об-
рабатываемость таких сталей и сплавов резанием очень низка,
так как в труднообрабатываемых сталях и сплавах содержится
большое количество никеля (15—50%) и хрома (10—25%), что
определяет их высокую прочность (предел прочности 80—
ПО кге/мм2) и низкую теплопроводность (почти в 3 раза меньше
теплопроводности углеродистых сталей).
В процессе обработки этих сплавов выделяется большое ко-
личество тепла, котброе при малой теплопроводности обрабаты-
ваемого сплава, а следовательно, и стружки в основном пере-
ходит в инструмент, вызывая резкое нагревание его рабочей
части и снижение стойкости. Поэтому обработка таких сплавов
даже твердосплавным инструментом затруднена. В силу' этого на
практике для обработки труднообрабатываемых сталей и сплавов
применяют быстрорежущие стали повышенной производительно-
сти Р9К.5, Р9Ф5, Р7М6 и другие, имеющие более высокую тем-
пературу красностойкости, чем обычные быстрорежущие стали.
Очень низкую обрабатываемость имеют титановые сплавы,
предел прочности которых находится в диапазоне 60—150 кге/мм2.
Эти сплавы обладают малой пластичностью. Коэффициент усад-
ки стружки равен примерно единице, в силу чего контактная
площадка стружка — резец на передней поверхности инструмен-
117
та имеет незначительную ширину. Это обстоятельство приводит
к тому, что в месте контакта стружки с передней поверхностью
инструмента возникает давление в 2—3 раза большее, чем при
обработке углеродистых сталей. Помимо этого, титановые спла-
вы содержат в основном те же элементы, что и твердые, а по-
этому имеют тенденцию к слипанию или адгезии с твердыми
сплавами.
Следует особо отметить, что стружка (пыль) титановых спла-
вов легко воспламеняется и интенсивно горит. Она вредна для
здоровья людей. Поэтому обработка титанового сплава с малы-
ми толщинами среза не допускается, так же как и скопление
стружки.
Наилучшие результаты при обработке титановых сплавов по
корке достигаются с применением режущих инструментов, осна-
щенных твердым сплавом группы ВК; причем перед механиче-
ской обработкой целесообразно удалять корку травлением либо
подвергать заготовку дробеструйной обработке. Получистовое и
чистовое точение титановых сплавов рекомендуется выполнять
алмазными резцами или твердосплавными марок ВДЗМ, ВК4В,
ВК6М и т. д. Увеличение скорости резания способствует получе-
нию менее шероховатой поверхности.
Из неметаллических материалов широкое распространение в
различных узлах машин получили пластмассы. Детали, изготов-
ляемые из пластмасс, чаще всего подвергаются сверлению. Обра-
ботка таких деталей имеет ряд особенностей, которые обусловли-
ваются своеобразными свойствами пластмасс.
1. Пластмассы имеют очень низкую теплопроводность, кото-
рая до 500 раз меньше теплопроводности металла. Это приводит
к тому, что в зоне резания возникают высокие температуры.
2. Смолистая составляющая пластмасс под действием тепло-
ты резания размягчается, переходит в полужидкое состояние,
обволакивает рабочие поверхности зубьев инструмента, что при-
водит к появлению прижогов и других дефектов на детали. При-
менять же охлаждающую жидкость чаще всегд нельзя, так как
пластмассы поглощают влагу.
3. Многие пластмассы имеют составляющие с сильными абра-
зивными свойствами, под действием которых износ инструмента
протекает преимущественно по задней его поверхности.
4. Диаметр отверстия получается меньше, чем диаметр ин-
струмента, например сверла, зенкера, т. е. происходит его усадка,
величина которой доходит до 0,05—0,1 мм, в то время как при
обработке стальных материалов наблюдается явление разбива-
ния отверстий.
Учитывая вышеизложенное, рекомендуется при обработке
пластмасс применять высокие скорости резания и малые подачи.
К тому же, инструмент должен быть хорошо заточен, доведен и
не иметь зазубрин; рабочие поверхности желательно полировать
или хромировать. Особенно полезно хромирование, так как хро-
118
мированный слой в значительной мере уменьшает силы трения
между контактирующими поверхностями инструмента и обраба-
тываемой детали.
3.17. Влияние на vT качества инструментального материала
и геометрических параметров инструмента
Общие сведения. Различные инструментальные материалы
обладают разной красностойкостью и износостойкостью. Этими
качествами и определяются режущие свойства инструментальных
материалов.
Для сравнения режущих свойств инструментальных материа-
лов для одного из них, принятого в качестве эталона, определяют
величину ит при определенных условиях резания, затем находят
в тех же условиях резания vT для других инструментальных ма-
териалов и сопоставляют полученные величины. В результате
находят коэффициент относительного увеличения скорости ре-
зания
_ иг->Т15К6
Уг_>р 18 (эталон) '
Примерные значения относительных коэффициентов Ди„,, при
точении резцами из различных инструментальных материалов при-
ведены в табл. 3.6.
Таблица 3.6
Материал режущего инструмента Обрабатываемый материал Значения коэффициента кииа
Р18, Р9 Сталь 1
Чугун 1
Т5КЮ Сталь 3
Т14К8 То же 3,5
Т15К6 » 4,5
Т15К4 » 5,5
ВК8 Чугун 3
ВК6 То же 3,5
DVQ
Минералокерамические пласти- ны Сталь 5,5 -1- 6
Система нормативов [64] содержит рекомендации скорости, до-
пускаемой для одной марки материала инструмента, а для перехода
на инструмент из другого материала, пользуются коэффициен-
том /(ИИа.
Понятие об оптимальной геометрии инструмента. На интен-
сивность изнашивания контактной площадки инструмента боль-
119
шое влияние оказывает форма его режущей части и величина
углов заточки, т. е. его геометрические параметры. Изменение
геометрических параметров влечет за собой изменение стойкости
инструмента, сил резания, шероховатости обработанной поверх-
ности и т. д.
Геометрические параметры, при которых достигаются наи-
большие величины стойкости и допустимой скорости резания ит,
называются оптимальными или наивыгоднейшими. При назначе-
нии оптимальных геометрических параметров инструментов сле-
дует помнить, что иногда целесообразно допускать некоторые от-
клонения от оптимальных значений а и у на 2—3°, что позволит
уменьшить номенклатуру применяемых инструментов [92].
3.18. Основные положения по назначению оптимальных
геометрических параметров инструментов
Выбор заднего угла а. Задний угол делается с целью умень-
шения трения задней поверхности режущего инструмента об об-
работанную поверхность детали. С увеличением значения угла а
до каких-то определенных пределов условия резания улучшают-
ся. Однако увеличение а приводит к уменьшению угла заостре-
ния р, в результате чего ухудшаются условия теплоотвода. Ины-
ми словами можно сказать, что с увеличением а стойкость вна-
чале растет, а потом падает (рис. 3.58). Чтобы полнее выяснить
Рис. 3.58. Зависимость стойкости инструмента от
его заднего угла при различных значениях тол-
щины срезаемого слоя
(аа > а2 > ад
характер изменения стойкости режущего инструмента с измене-
нием величины заднего угла, необходимо еще учитывать толщи-
ну срезаемого слоя. Обнаружено, что при обработке сталей боль-
шая величина оптимального угла а соответствует меньшей тол-
щине срезаемого слоя. Так, например, зависимость величины
оптимального заднего угла от толщины среза, установленная
М. Н. Лариным, имеет вид:
sinaonT = —. (3.80)
При обработке стали </ = 0,3; 0=0,13.
120
Для практических целей при обработке сталей рекомендуются
следующие значения задних углов: а) для обдирочных резцов
при 3>0,3 мм/об сс = 8°; б) для чистовых резцов при 3<0,3 мм/об
сс=12; в) для торцовых и цилиндрических фрез сс = 124-15; г) для
прорезных фрез ос = 254-30°.
Значения величины задних углов при обработке -чугуна не-
сколько меньше, чем для обработки сталей.
Выбор переднего угла у. Как известно, чем больше передний
угол у, тем легче протекает процесс резания, т. е. тем меньше
силы и температура резания, деформация срезаемого слоя, а сле-
довательно, выше стойкость режущего инструмента. Однако сле-
Рис. 3.59. Зависимость стойкости инструмента от
его переднего угла при различных значениях твер-
дости обрабатываемого материала
(НВ’ < НВ" < НВ'")
дует учитывать, что с увеличением угла у уменьшается угол
заострения [1 и тем самым ухудшается отвод тепла. Поэтому кри-
вые 7 = /(у) имеют характер, аналогичный графику T=f (а)
(рис. 3.59).
Передний угол должен быть тем больше, чем меньше твер-
дость и прочность обрабатываемого материала и чем больше его
пластичность. Для резцов из быстрорежущей стали при обра-
ботке мягких сталей угол у = 20—30°, сталей средней твердости —
у =12—15, чугуна — у = 5—15 и алюминия — у = 30—40°. У твер-
досплавного инструмента передний угол делается меньшим, а
иногда даже отрицательным, в силу того, что этот инструмен-
тальный материал менее прочный, чем быстрорежущая сталь.
Однако уменьшение у приводит к росту сил резания. Для умень-
шения сил резания в таком случае применяют двойную заточку
по передней поверхности (рис. 3.60, а). Она целесообразна как
для твердосплавного, так и для быстрорежущего инструмента.
Величины у, yF и f в этом случае для твердосплавного инструмен-
та соответственно равны 15°, —5°, (14-1,5) <2 и для быстрорежу-
щего инструмента 30°, 0° и f—a, a^-(\8S.
121
Для обеспечения завивания стружки при скоростном точении
на передней поверхности зуба делают уступы, или порожки, либо
мелкие лунки (рис. 3.60,6). Последние обеспечивают лучшее
завивание стружки.
Выбор главного угла в плане ф. При постоянных значениях 5
и t изменение угла ф приводит к изменению ширины и толщины
срезаемого слоя, так как
, t о •
о = —.--- и а = Л sin ф.
Sin ф
Чем меньше значение угла ф, тем больше ширина среза Ь и вели-
чина угла в и тем лучше отвод тепла. Иными словами: малые углы ф
способствуют увеличению стойкости инструмента (рис. 3.61, а).
Если, например, при точении стали твердосплавными резцами при
Рис. 3.60. Форма передней поверхности резца:
а — с двойной заточкой; б — с лункой
Ф = 45° принять K<pv= 1, при ф= 10° 1,5, при ф=30° 1,13,
при ф = 60° K.ia = 0,92 и при ф = 90° K^v ~ 0,81. Отсюда следует,
что для увеличения стойкости инструмента надо стремиться к умень-
шению угла ф. Однако с точки зрения вибраций чрезмерное умень-
шение угла ф оказывается вредным, так как при этом наблюдается
резкое возрастание радиальных сил резания Ру и увеличения ви-
браций. При обработке нежестких деталей для уменьшения радиаль-
ных составляющих Р главный угол в плане следует увеличивать
до значения ф = 90° (рис. 3.61, б и в). Однако в отдельных случаях
величину угла ф назначают из конструктивных соображений. На-
пример, у метчиков для нарезания глухих резьб угол ф берется
большим (ф = 40°), чем у метчиков для нарезания сквозных резьб
(ф = 20°). В этом случае увеличение ф до 40° улучшает условия
нарезания резьб в глухих отверстиях (рис. 3.61, г).
Выбор вспомогательного угла в плане ф]. Назначение этого
угла заключается в уменьшении трения вспомогательного режу-
щего лезвия инструмента об обработанную поверхность. Однако
чем больше угол фЬ тем больше величина остаточных гребешков
на обработанной поверхности. Кроме того, угол при вершине е
122
a
Рис. 3.61. Зависимость стойкости инструмента от главного угла в плане:
а — график Т = f (f); бив — изменение силы Ру с изменением угла; г — углы у и fi
для метчиков
Рис. 3.62. Зависимость стой-
кости?инструмеита от вспо-
могательного угла в плане
Рис. 3.63. Переходные режущие лезвия:
а — прямолинейные; б — радиусные
меньше, а следовательно, хуже отвод тепла. График зависимо-
сти стойкости резца от величины вспомогательного угла в пла-
не, т. е. представлен на рис. 3.62. Для отдельных видов
инструментов величина угла <pi колеблется в пределах от 0° до
2—3'. Например, у сверл и метчиков ср1=2—3, а у отрезного
резца ф1= 1—3° [92].
Рис. 3.64. К выбору угла наклона режущего лезвия зуба инструмента:
а — положительное и отрицательное значения X; б — при обработке прерывистых по-
верхностей с 4-Х и —X; в — направление схода стружки при нарезании резьбы метчи-
ком с углом 4-Х; г, д, е — направление схода стружки при точении резцом соответст-
венно сХ = 0, Х>0иХ<0 •
Переходные режущие лезвия обеспечивают плавное сопряже-
ние главного и вспомогательного режущих лезвий. При наличии
переходного лезвия увеньшается шероховатость обработанной
поверхности и повышается стойкость режущего инструмента.
Переходное режущее лезвие выполняется либо прямолинейным
(рис. 3.63, а), либо по радиусу — г=0,5—2 мм (рис. 3.63,6).
Обычно у проходных и отрезных резцов длина переходного лез-
вия соответственно составляет / = 2-4-3 и / = 0,5—1 мм.
124
Выбор угла наклона главного режущего лезвия X. При выбо-
ре величины угла X необходимо учитывать следующее:
1) чем больше величина положительного угла X, тем больше
масса металла около носика (вершины) инструмента (рис. 3.64, а)
и лучше отвод тепла. Необходимо также учитывать, что положи-
тельные углы X как бы соответствуют отрицательным передним
углам, а это затрудняет работу резания;
2) при положительных углах X острие инструмента оказыва-
ется более прочным, что весьма важно для твердосплавных ин-
струментов, особенно при работе их с ударами и пульсирующими
нагрузками (рис. 3.64, б);
3) угол X влияет на направление схода стружки и ее форму
(рис. 3.64, в—е).
« 3.19. Совершенствование конструкции резцов
общего назначения
Технический прогресс и рост производительности труда в со-
временном машиностроении требуют непрерывного совершен-
ствования как самих процессов обработки резанием, так и по-
вышения технического уровня инструмента за счет [67]:
1) изыскания и применения новых, более производительных
и стабильных по своим свойствам марок инструментальных ста-
лей и твердых сплавов;
2) создания и освоения новых высокопроизводительных кон-
струкций резцов, обеспечивающих эффективную эксплуатацию
высокопроизводительного оборудования, например станков с
числовым программным управлением (ЧПУ), автоматических
линий и т. д.;
3) разработки новых стандартов на инструмент, и в частно-
сти на резцы, соответствующих уровню лучших зарубежных
фирм или превосходящих его;
4) повышения точности изготовления формы режущей части
и геометрических параметров резцов, особенно фасонных;
5) применения комбинированных резцов (см. 20.2, 20.3);
6) более широкого применения резцов, оснащенных непере-
тачиваемыми многогранными и круглыми пластинками твердого
сплзвз*
7) применения резцов, оснащенных эльбором, эксплуатация
которых особенно эффективна при обработке деталей из зака-
ленных сталей, чугунов, труднообрабатываемых сталей и спла-
вов. Это позволяет получать при обточке и расточке деталей ше-
роховатость поверхности 7—8-го классов чистоты и 1—2-го клас-
сов точности. Кроме того, применение резцов из эльбора повы-
шает производительность труда в 2—4 раза. .
8) широкого, применения конструкции ротационных резцов,
разработанных в ФТИ АН БССР (см. 4.5).
125
Глава 4. ТОЧЕНИЕ
4.1. Силы и мощность резания при точении
В условиях несвободного резания при точении равнодействую-
щую силу сопротивления резанию Д раскладывают на три со-
ставляющие (рис. 4.1): Pz— тангенциальную силу, или главную
силу резания, которая действует в направлении главного движе-
ния станка; Ру— радиальную силу, действующую в горизонталь-
ной плоскости перпендикулярно к оси детали; Рх— силу подачи,
или осевую силу, действующую параллельно оси детали, проти-
воположно направлению подачи.
Принято по величине силы Pz производить расчеты на проч-
ность и жесткость резца, а также необходимой мощности на осу-
ществление процесса резания. Более правильно было бы точные
расчеты резца производить на деформацию косого изгиба от дей-
ствия силы:
R =
При определении прогиба детали, прочности и жесткости от-
дельных деталей станка за основу принимают величину силы Ру,
а прочность и жесткость механизма подачи станка рассчитывают
по величине силы Рх.
Для измерения сил Pz, Ру и Рх при точении используют трех-
компонентные токарные динамометры. Так, например, установ-
лено, что при точении конструкционных сталей и чугунов резцом
с геометрическими параметрами ср = 45°, у=15°, Z = 0° имеется
следующее соотношение сил резания: Ру= (0,44-0,5)Pz, Рх =
= (0,34-0,4) Pz, а при точении жаропрочных сталей силаРу может
быть больше по величине, чем сила Pz. С увеличением угла <р и с
уменьшением переднего угла у отношение Py!Pz уменьшается,
а отношение PXIPZ увеличивается. Кроме того, относительная ве-
личина Рх и Ру возрастает с увеличением износа резца, особенно
при затуплении его по задней поверхности. Для точного опреде-
ления составляющих силы резания Pz, Ру и Рх существуют эмпи-
рические уравнения, полученные экспериментальным путем.
126
Равнодействующая R является диагональю параллелепипеда.
Следовательно,
R = ]^Р2г + Ру + Рх ИЛИ R ~ (1,1 4- 1,2) Рг.
Здесь же отметим, что угол между силами R и Pz гр = 254-40°.
Зная величину сил резания, можно определить мощность, не-
обходимую для осуществления процесса резания. Эту мощность
называют эффективной, так как она не включает затраты мощ-
ности на преодоление сил трения в механизмах станка [11, 19, 66]:
^рез = ^2 + ^ + ^ (4.1)
Рис. 4.1. Разложение силы резания на три со-
ставляющие
ИЛИ
Pzv2 , PiPu . PyVx „
А/ =-------—-— -J---*------------x x-.~ kRt
₽e3 60-102 60-102 60-102 ’
где vz = v — скорость резания, м/мин;
vy = 0 — скорость перемещения резца в радиальном направ-
лении. м/мин:
Sn '
vx ~ юоо— скорость подачи, м/мин.
Так как величина vx очень мала по сравнению со скоростью
резания, третьим слагаемым при подсчете NX)C3 можно пренебречь.
Например, при точении с w = 30 м/мин, S = 0,3 мм/об и п =
= 800 об/мин ух = 0,24 м/мин. Тогда
Р V
^Рез = 60 А02 КВТ' (4‘2)
127
Определив эффективную мощность Аг,с;1, можно найти мощ-
ность электродвигателя станка по формуле
(4-3)
N*B 60-102т]сДп КВТ’
где г)ст — к. п. д. станка. Обычно г)ст принимают равным 0,75;
Лп — коэффициент допускаемой кратковременной перегрузки.
Допускаются 7<п = 1,3 4- 1,5, а иногда Кп = 2.
4.2. Влияние различных факторов на силы резания
при точении
Влияние подачи и глубины резания. Используя формулу А. Н. Че-
люсткина для определения силы Pz в случае свободного резания
Pz = Cpzda°-75 кгс и учитывая, что при точении проходными рез-
цами b = //sin ср, а = S sin ср, запишем
Pz = Cp^/sin cpS0-75 (sin ср)0-75
или
Рг = C^S0-75 кгс.
Экспериментальными исследованиями установлено, что для
всех составляющих сил резания Pz, Ру и Рх влияние глубины ре-
зания и подачи может быть выражено общей зависимостью
Р = CPtXpSyp. (4.4)
Рис. 4.2. К определению величины В при ра-
боте резцом:
а — фасонным;' б — отрезным
Значения постоянных коэффициентов СР и показателей степе-
ней хР и уР зависят от свойств обрабатываемого металла^ гео-
метрических параметров режущей части резцов, условий смазки,
охлаждения зоны резания и т. д. В качестве примера приведем
128
эмпирические формулы для определения составляющих сил реза-
ния при точении стали проходными твердосплавными резцами:
Рг = СptS°-75v~°-15 кгс;
Ру = Cpf^S^v-0’3 кгс;
Рх = CpxtS°’5v~°‘4 кгс.
(4-5)
При фасонном точении твердосплавными резцами Pz ~ CpzBS°’75,
а при работе отрезными и прорезными резцами — Рг = CpzBS,
где В — ширина обрабатываемой детали или длина лезвия резца,
находящегося непосредственно в работе (рис. 4.2, а, б).
Рис. 4.3. Резец конструкции В. А. Ко-
лесова
t
С уменьшением отношения t[S степень влияния глубины реза-
ния на величину силы Pz уменьшается, а подачи — увеличивается.
К тому же отметим, что при работе резцами конструкции
В. А. Колесова (рис. 4.3), имеющими сро=О на ширине фаски
/= (1,14-1,2)5, значения показателей степеней при t и 5 в форму-
ле для определения силы Pz одинаковые, т. е. хР=уР — 0,9.
Влияние свойств обрабатываемого металла. В общих чертах
это влияние было рассмотрено в параграфе 3.9. Для практиче-
ских расчетов Pz — f (ов, НВ) можно пользоваться приближенны-
ми зависимостями:
Рг = СмНВ* и Рг = С^. (4.6)
В качестве примера отметим, что при обработке сталей с твер-
достью НВ =£4170 показатель степени </ = 0,35, а с НВ >170—
7 = 0,75; при обработке чугуна 7 = 0,55.
Другими словами можно сказать, что чем выше твердость и
прочность обрабатываемого материала, тем больше значения сил
резания. Эта зависимость позволяет дать формулы отношений,
Р' I НВ' V
т. е. если НВ' соответствует Р', а НВ"->Р", —= ЦГ)>7- или
Р ( НВ
/ НВ" \ “
Р" = Р' I 1113 I
НВ' Г
(4.7)
9 Зак. 13G0
129
По этой формуле можно определить любую силу резания при
обработке стали с НВ", если известна сила резания Р' для стали
с НВ' [92].
Например, при обработке стали с НВ' = 180 сила Р' = 150 кгс.
Требуется определить Р" при обработке стали с НВ" 255.
Тогда
/ \2
р>150 =293 кгс-
Что касается влияния свойств материала инструмента, скоро-
сти резания, смазочно-охлаждающей жидкости, переднего и
Рис. 4.4. Влияние главного угла в плане <р на
силы резания Рх, и Pz
заднего углов на силы резания, то выводы, сделанные для случая
свободного резания, целиком применимы к точению проходными
резцами.
Влияние главного угла в плане <р (рис. 4.4). По мере увели-
чения угла ср при обработке чугуна сила Pz уменьшается, а при
обработке стали Pz сначала уменьшается, а потом (при ф = 50°)
возрастает. Такой характер зависимости Pz=f (ф) объясняется
тем, что увеличение ф приводит к уменьшению ширины b и уве-
личению толщины среза а, хотя при этом глубина резания и по-
дача остаются неизменными. Указанное изменение величин b и а
приводит к уменьшению силы Pz. Кроме того, большему значе-
нию угла ф будет соответствовать [92]:
1) большая длина криволинейной части главного режущего
лезвия lk2 > Ikt, что усложняет условия резания и способствует
увеличению силы Рг (рис. 4,5, а, б);
2) меньшее значение угла уг' вспомогательного режущего лез-
вия в секущей плоскости А—А, в то время как передние углы у
и у2 в главной секущей плоскости N—N будут одинаковыми при
130
различных значениях угла ср (рис. 4.5, в, г). А это также приводит
к увеличению силы Pz.
Таким образом увеличение угла ср оказывает сложное влияние
на силу Рг. При малых значениях угла ср большее влияние на
величину силы Рг оказывает изменение ширины и толщины среза,
а при работе резцами с <р > 50° преобладает влияние радиуса
криволинейной части режущего лезвия и значения угла у'.
Влияние величины угла ср на силы Ру и Рх легко объясняется
изменением соотношения сил, действующих в горизонтальной
плоскости (рис. 4.6). Как видно из рисунка, с увеличением угла ср
сила Рх возрастает, а сила Ру уменьшается. При ср -90° сила
Py~Q.
Вспомогательный угол в плане <pi и угол наклона главного
режущего лезвия X. Они оказывают незначительное влияние на
величину силы резания, а поэтому это влияние для практических
случаев не учитывается.
9* 131
Влияние радиуса сопряжения режущих лезвий г (рис. 4.7).
Увеличение г изменяет условия резания, так же как и уменьше-
ние главного угла в плане ср. При увеличении г как бы растет
ширина и уменьшается толщина среза при неизменных значени-
ях t и S [92[. Кроме того, это приводит к увеличению деформации
срезаемого металла и уменьшению переднего угла вспомогатель-
ного режущего лезвия.
Рис. 4.6. Влияние главного угла
в плане ср на величину составля-
ющих силы резания Рх и Ру при
<Р1 < <Р1 < <Рз
Рис. 4.7. Влияние радиуса сопряжения
режущих лезвий г иа величину состав-
ляющих силы резания:
1-Рг= СРгг0Л-, 2-Ру=> СРуг0'25-, з -
Ср
"То,25
Таким образом, рассмотрев влияние различных факторов на
величину сил резания, приведем обобщенные формулы для под-
счета сил резания при точении:
Рг = Cpf^Syp-, (4-8)
ру = cPtXpysypy, (4-9)
рх = CpxtXp*Syp*, (4.Ю)
где СР — постоянные коэффициенты, характеризующие влияние
условий обработки на величину сил резания.
Величина СР определяется как произведение ряда поправоч-
ных коэффициентов:
СР = С^нвКмА'ЛЛсожКл.... (4.11)
где Ср — постоянная, характеризующая определенные условия ре-
зания для определенной марки обрабатываемого мате-
риала, принятого за основу (эталон).
Например, для точения твердосплавными резцами стали с цв=
= 65 кгс/мм2(НВ = 180)Ср ~ 270; для фасонных резцов из быст-
132
рорежущей стали C’pz — 190; для отрезных резцов Ср^~220; для
серого чугуна с НВ = 190 С'р ~ 90.
В свою очередь К — поправочные коэффициенты, характери-
зующие влияние:
/(м — группы обрабатываемого материала (сталь углеродистая,
легированная и т. д.);
Лнв — твердости или прочности обрабатываемого материала;
К — главного угла в плане ср;
/Ссож — смазочно-охлаждающей жидкости;
/СЛ — величины износа резца и т. д.
Конкретные величины постоянных Ср, поправочных коэффи-
циентов К и показателей степени х и у приводятся в специаль-
ных справочниках по режимам резания. Там же помещены таб-
лицы, позволяющие определить силы резания при различных зна-
чениях глубины резания и подачи.
4.3. Скорость резания при точении
Зависимость vT от параметров обработки. На уровень ско-
ростей резания, допускаемых резцом, оказывают влияние раз-
личные факторы, в том числе стойкость, или продолжительность
работы резца до износа, принятого за критерий затупления, гео-
метрические параметры резца, материал его режущей части, глу-
бина резания, подача и т . д. При рассмотрении влияния указан-
Рис. 4.8. Вид износа резца и зависимость величины износа от времени рабо-
ты инструмента
ных факторов на уровень скоростей резания при точении остано-
вимся прежде всего на характере и конкретных величинах
критерия износа резца. Вид и кривые износа для твердосплавных
проходных резцов при обработке стали без охлаждения даны
на рис. 4.8, а, б. Приведем некоторые существующие рекоменда-
•. 133
ции средних величин допустимого износа резцов по его задней
поверхности h3 [11, 19, 46, 66]:
1) резцы из быстрорежущей стали проходные и подрезные
при обработке стали с охлаждением — /г3=1,5ч-2 мм;
2) отрезные и прорезные резцы — /г3=0,8—1,0 мм;
3) фасонные резцы — /г3 = 0,4—0,5 мм;
4) резцы, оснащенные твердым сплавом: а) при обработке
стали — /г3=1,0—1,1 мм; б) при обработке чугуна — /г3 = 0,8—
1,0 мм;
5) резцы, оснащенные минералокерамикой — h3=0,5—0,7 мм.
Многочисленными экспериментами установлено, что зависи-
мость стойкости инструмента от скорости резания имеет вид:
V1T™ = v2T™ = ... = vnT™ = Cv = const (4.12)
или
Cv Cv C..
1 1 2 1 n
где Cv — постоянная величина, зависящая от материалов режу-
щей части резца и детали, условий резания (подачи, глу-
• . бины резания, геометрических параметров резца и т. д.)
и других факторов;
т — показатель относительной стойкости, характеризующий
влияние стойкости инструмента на скорость резания. Ве-
личина его зависит от тех же факторов, что и кон-
станта Cv.
Примерные значения показателя относительной стойкости при
точении различных материалов приводятся в табл. 4.1.
Таблица 4.1
Обрабатываемый материал Материал инструмента Значения т
Сталь при обработке: без охлаждения Быстрорежущая сталь 1 1 8 10
с охлаждением То же 1
1 1
Чугун 10 12
Цветные металлы » 1 1 _ 3 *" 4
Сталь и чугун Твердый сплав 1 5
Сталь Минералокерамика 1_ , з
134
Влияние на скорость Vt глубины резания и подачи. Для усло-
вий свободного резания приключении ранее приводилась зависи-
мость vT = f (а, b), имеющая вид: >
ayvbXv
Учитывая, что b — //sin ф, a=S sin ф, получаем
Vr =
(4.13)
где х„ и уи < 1 и,
прямых стружек.
кроме того, у„ > xv для случая образования
. J..<; . i-vT = f (S); 2-vT = f(i) = f (ф)
>Г .
Известно, что зависимости vT = f (b) и Vt — fi (а) в декартовых
координатах выражаются не прямыми, а кривыми, т. е. показа-
тели степени при b и а являются переменными. Это положение
полностью относится и к следующим зависимостям (рис. 4.9):
vT = f (0 и vT = Л (S).
Показатели xv и yv, характеризующие степень влияния глуби-
ны и подачи на скорость резания согласно результатам экспери-
ментальных исследований, изменяются соответственно в преде-
лах 0,154-0,25 и 0,24-0,7.
Величины xv и yv зависят от абсолютных значений t и S, их
отношения t/S, а также от свойств обрабатываемого и инструмен-
тального материалов. Коротко влияние вышеперечисленных фак-
торов на величину показателей степеней xv и yv можно охаракте-
ризовать следующим образом [11, 19, 46, 66]:
1) с увеличением t и S, а также пластичности обрабатывае-
мого материала значения xv и yv возрастают;
2) с увеличением отношений t/S yv растет, a xv уменьшается;
3) при обработке твердыми сплавами значения показателей
xv и yv меньше, чем при обработке быстрорежущими сталями.
В качестве примеров приведем зависимости v=f (Т, S, t) при
135
обработке некоторых материалов резцами из различных инстру-
ментальных материалов [92].
1. При точении конструкционной стали с ов—65 кгс/мм2 про-
ходными твердосплавными резцами Т15К6 с подачей 5 = 0,34-
4-0,75 мм/об
С
v 7'0,2^0,1550,35 м/мин- (4-14)
Если ф = 45° и ф1 = 10°, С,:^400.
2. При точении серого чугуна с НВ = 190 резцами, оснащен-
ными твердым сплавом ВК6, с подачей 5 >0,4 мм/об
V
V = -------------------
7^0,2/0,1550,4 •
(4-15)
Если ф = 45° и ф1 = 10°, С,,^240.
3. При точении стали с <тв = 65 кгс/мм2, НВ = 150, t^S резца-
ми конструкции В. А. Колесова
С
v 7'0,18^0,1550,3 м/мин. (4.16)
Если ф = 45°, Cv ~ 330, а при ф = 90° Cv ~ 228.
В справочниках по режимам резания обычно приводятся зна-
чения С'в для металлов различных групп, например сталей кон-
струкционных, высокоуглеродистых, хромистых, хромоникелевых,
чугунов, цветных металлов и других с определенными твер-
достью НВ или прочностью ов. Пересчет значений Cv для метал-
лов другого состава и с другими механическими свойствами про-
изводится с помощью поправочных коэффициентов Кы и Кнв-
Влияние на Vt геометрических параметров резца. Общие со-
ображения о влиянии геометрических параметров инструментов
на допустимую скорость резания ит были рассмотрены для слу-
чая свободного резания. Здесь же рассмотрим это влияние с ко-
личественной стороны.
Влияние главного угла в плане ф (рис. 4.10). При увеличе-
нии угла ф допустимая скорость резания vT уменьшается. В об-
щем виде можно записать:
(4.17)
где z — показатель степени влияния угла ф на величину vT.
Для примера отметим, что при обработке стали твердосплав-
ными резцами с подачей 5^0,3 мм/об £—0,4.
Влияние вспомогательного угла в плане фь Это влияние на
допустимую скорость резания vT выражается формулой
vT = -^~. (4.18)
Ф1
136
Следует отметить, что при увеличении угла <pi свыше 10° допусти-
мая скорость резания vT падает (рис. 4.11). Значение показателя
степени е при этом равно 0,1. В общем случае, если принять иг = 1
для <р1 = 10°, для ф1 = 20 и 45^г соответственно будет равно 0,94
и 0,87.
Влияние радиуса при вершине резца г на vT (рис. 4.42). При
увеличении г допустимая скорость резания vT возрастает. Зави-
симость vT=f (г) имеет вид:
Vt = сга. (4.19)
Следует отметить, что более ощутимое влияние оказывает
величина радиуса г на величину vT при чистовой обработке. Так,
Рис. 4.11. Зависимость vT =
= /(Ф1)
= f(r)
например, при черновом точении быстрорежущими резцами по-
казатель степени н = 0,1, а при чистовом — н = 0,2. Если принять
при г=2 Пт=1, при г=1 пг^0,9, то при r = 3 vT—1,05.
Влияние размеров сечения державки резца. При увеличении
размеров сечения державки резца улучшаются условия отвода
тепла из зоны резания и увеличивается его жесткость, что позво-
ляет несколько увеличить допустимую скорость резания vT. Пер-
вый фактор, т. е. улучшение условий отвода тепла, оказывает
более сильное влияние на величину vT, чем второй. В целом же
влияние обоих факторов на величину vT на практике не учиты-
вают, так как доминирующим фактором при выборе размеров
сечения державки резца являются силы резания. Чем больше
силы резания, тем больше должно быть сечение державки резца,
обеспечивающее его прочность и виброустойчивость.
Влияние смазочно-охлаждающей жидкости на vT. Применение
СОЖ тем сильнее повышает уровень допустимой скорости реза-
ния, чем больше охлаждающие свойства жидкости. Обычно при
точении сталей применяют водную эмульсию. Количество пода-
ваемой жидкости при черновом точении составляет 8—12 л/мин,
а при чистовом — 4 — 6 л/мин. Применение СОЖ позволяет по-
высить скорость резания на 10—25%, причем в большей степени
при обдирочных и в меньшей при чистовых работах. Применяя
137
распыленное охлаждение, можно повысить стойкость инструмента
в 1,5-4-4 раза по сравнению с работой всухую и по сравнению
с охлаждением поливом [92].
4.4. Обобщенные формулы для расчета vT при точении
Наружное продольное точение. Учитывая влияние различных
факторов на допустимую скорость резания, формулу для подсче-
та скоростей резания в общем виде можно выразить так:
С’'Л'.1А'ии/<сож/'"- • •
v =----?---------------. (4.20)
В упрощенном виде эта формула будет иметь вид:
Vt = '—х—’ (4-21)
= ^а^м^НВ^ин^СОЖ^г- • • , (4.22)
где С'— постоянный коэффициент для некоторой марки
определенной твердости или прочности обраба-
тываемого материала и данных условий резания;
Кнв, Кип — поправочные коэффициенты, учитывающие кон-
кретные условия обработки.
В справочниках нормативов по режимам резания приводятся
значения постоянных коэффициентов С'о, таблицы значений Vt при
точении соответствующих материалов для различных подач и
глубин резания, а также поправочные коэффициенты К для изме-
ненных условий резания.
Примерное значение сил, мощности и скорости резания при
точении проходными резцами приведено в табл. 4.2.
Таблица 4.2
Обрабатываемый материал Материал инструмента t X 5 Pz, кгс м/мии ^рез* КВТ
Сталь конструкционная ( Р18 1X0,2 50 100 0,8
1 Р18 4x0,7 480 35 2,8
ов = 65 кгс/мм2 Г Т15К6 1X0,2 36 300 1,7
1 Т15К6 4x0,7 414 160 И,1
Чугун серый НВ 180-200 ВК6 1 1X0,2 28 180 0,8
1 4X0,7 285 100 4,7
138
Растачивание. Общая формула для подсчета допустимых
скоростей резания при растачивании (рис. 4.13) имеет тот же
вид, что и для наружного точеная. Однако следует иметь в виду,
что условия работы расточных резцов значительно хуже, чем про-
ходных, так как при растачивании затруднен подвод СОЖ в зону
резания и хуже условия отвода тепла, а также меньше жест-
кость (больше вылет) державки резца. Поэтому чем меньше
диаметр растачиваемого отверстия, тем меньше допустимая ско-
рость растачивания ораСт, т. е.
где v — скорость резания для обтачивания;
— коэффициент, учитывающий ухудшение условий работы
расточных резцов. Значения этого коэффициента зави-
сят от диаметра отверстия. Так, например, при диаметре
отверстия d до 75 мм К,, = 0,9; d = 75 -4-150 мм — —
= 0,9; d = 250 мм — = 0,95 и d > 250 мм — Кр = 1.
Поперечное точение или подрезка торцов. В этом случае ус-
ловия работы резца благоприятнее, чем при продольном точе-
нии, так как при перемещении резца от периферии к центру
детали (рис. 4.14) диаметр ее все время уменьшается, а следо-
вательно, уменьшается и скорость резания. Формула для расчета
Vt при поперечном точении имеет вид:
Ут = гЖп, (4.24)
где Кп — коэффициент, характеризующий влияние условий работы
при поперечном точении.
Этот коэффициент зависит от соотношения соответствующих диа-
метров Д = . Различным значениям Д соответствует своя
139
величина K„. Например, для А = 0,2; 0,8 и 1 Кп соответственно
равен 1; 1,08 и 1,34. Кроме того, в таблицах нормативов по ре-
жимам резания дают
при соответствующем
поправку Кп допустимой скорости резания
отношении Например, при = 0ч-
ч- 0,4; 0,5 -ь 0,7; 0,8 4- 1,0 Кп = 1; 0,96 и 0,84.
Работа отрезными и прорезными резцами (рис. 4.15). Экспе-
риментальные исследования показывают, что при работе отрез-
ными и прорезными резцами влиянием ширины среза b на v мож-
Рис. 4.15. Отрезка детали
или проточка
Рис. 4.16. Обработка
фасонным резцом с
радиальной подачей
но пренебречь. Это можно объяснить тем, что увеличение Ь,
с одной стороны, приводит к увеличению количества выделяемой
теплоты в процессе резания, но, с другой стороны, делает режу-
щую часть более массивной, что способствует улучшению отвода
тепла. Поэтому показатель степени xv при b в общей формуле
аУъЬх°
равен нулю. Тогда применительно к работе отрезными и прорез-
ными резцами
vT = —v - или vT = —77—, (4.25)
aVv Sy°
где Cv • • * ^отР>
КОтр — коэффициент, учитывающий уменьшение скорости резания
при приближении резца к центру обрабатываемой детали,
т. е. Котр = f (А), а А = — -.
140
Для примера приводим величины КОтр в зависимости от Д.
При Д = 0,05; 0,25 и 1 коэффициент /СОтр соответственно равен 1;
1,08; 1,16. Здесь же приведем средние значения показателя сте-
пени yv. Для быстрорежущих резцов при обработке стали
//„ = 0,65, чугуна — //„ = 0,4; для твердосплавных резцов //„ = 0,4.
Работа фасонными резцами (рис. ^16). В случае работы фа-
сонными резцами, так же как отрезными и прорезными, влиянием
ширины среза b на скорость резания vT можно пренебречь. Тогда
где Си — коэффициент, учитывающий свойства обрабатываемого
1 материала и других условий обработки;
I
Cv=C'v^KanKmKrKh..-
Так как глубина врезания для фасонных резцов невелика,
уменьшение диаметра обрабатываемой детали по мере переме-
щения резца обычно не учитывается.
Из приведенных ранее данных видно, что твердосплавные
резцы позволяют повысить допустимые скорости резания в
3—4 раза по сравнению с быстрорежущими. Следовательно, ма-
шинное время будет также в 3—4 раза меньше, а производитель-
ность станков с учетом вспомогательного времени может быть
повышена приблизительно в 2 раза. Поэтому необходимость при-
менять резцы с пластинками твердых сплавов очевидна, так как
это дает возможность осуществлять скоростное резание. Под ско-
ростным резанием принято понимать работу твердосплавным
инструментом, имеющим надлежащие геометрические параметры,
с максимальными скоростями резания, целесообразными для-
применяемой марки твердого сплава в данных условиях [92].
Твердыми сплавами должны оснащаться проходные, подрез-
ные, расточные, отрезные и другие резцы при обработке сталей,
чугуна и цветных металлов. В случае применения фасонных
резцов при обработке указанных материалов они по возможно-
сти должны быть твердосплавными.
Обязательным условием работы на скоростных режимах явля-
ется хорошее состояние станков, достаточная их быстроходность,
мощность, высокая жесткость, а также обеспечение необходимых
требований техники безопасности, особенно в отношении завива-
ния и ломания стружки. Следует иметь в виду, что скоростное
резание твердосплавным инструментом может дать максималь-
ный эффект только тогда, когда наряду с уменьшением машин-
ного времени /м проводятся мероприятия по уменьшению вспомо-
гательного времени ^всп за счет применения быстродействующих
приспособлений и других методов автоматизации обработки.
141
4.5. Ротационное точение
В последние годы в металлообрабатывающей промышленно-
сти находит все более широкое применение новая схема обработ-
ки металлов резанием, разработанная В. А. Землянским, а также
академиком АН БССР Е. Г. Коноваловым •— ротационное ре-
зание.
Отличительными особенностями ротационного резания от
обычного являются следующие [38].
1. Относительное скольжение в контактных зонах, сопровож-
дающее любой известный традиционный метод обработки реза-
нием, заменяется качением с той или иной долей проскальзы-
вания. Осуществление указанной замены сопровождается:
а) непрерывным обновлением в процессе резания контактных
поверхностей как обрабатываемой детали, так и инструмента;
б) непрерывным обновлением в процессе резания активного
участка режущего лезвия, что обеспечивается выполнением пре-
дыдущего пункта одновременно для передней и задней рабочих
поверхностей инструмента;
в) резким снижением скорости относительного скольжения в
контактных зонах.
Количественное соотношение между качением и скольжением
характеризует схему резания и конструкцию ротационного инст-
румента с точки зрения реализации указанного принципа рота-
ционного резания.
2. Переход от процесса непрерывного резания к периодически
повторяющемуся, прерывистому для каждого элементарного
участка режущего лезвия. Это обстоятельство является важным,
так как периодизация процесса резания улучшает условия рабо-
ты контактных поверхностей инструмента, которые в период
холостого цикла покрываются адсорбированными пленками
окислов и охлаждаются. Кроме того, это способствует улучшению
теплоотвода из зоны резания через инструмент, снижению общей
тепловой напряженности процесса, а следовательно, и увеличе-
нию периода стойкости инструмента, хотя v = 200—400 м/мин.
Большинство существующих ротационных резцов работает по
схеме, когда функцию передней грани выполняет торцовая
плоская или коническая поверхность его рабочей части, имею-
щая форму тела вращения (чашки). Самовращение режущего
элемента обеспечивается за счет установки оси инструмента под
некоторым углом к вектору главного рабочего движения. Кроме
указанных резцов, которые условно можно отнести к первой
группе, имеются резцы второй группы, у которых ось вращения
располагается так, что функцию передней поверхности выполняет
боковая цилиндрическая или коническая поверхность рабочей
части.
Преимуществом последней схемы является стабильность са-
мовращения в широком диапазоне углов скрещивания осей обра-
142
батываемой детали и инструмента, возможность создания более
жесткой опоры по сравнению с резцами первой группы, а также
получение малой шероховатости (порядка 6—8-го классов чисто-
ты) обработанной поверхности даже при резании с большими
подачами.
5 Рис. 4.17. Схема точения свободновращающимся рез-
i " цом второй группы:
1 — резцедержатель; 2 — рабочая часть резца; 3 — обрабатывае-
| мая деталь
Схема точения свободновращающимся резцом второй группы
показана на рис. 4.17. Ось вращения резца наклонена под углом
Ру к плоскости подач и углом фу к плоскости, перпендикулярной
к направлению продольной подачи. Режущее лезвие резца обра-
зовано пересечением двух конических поверхностей.
В процессе резания стружка сходит по боковой конической
поверхности круглого резца, а торцовая поверхность (коническая
или плоская) является задней. Обработка ведется по прямой или
обратной схемам резания. При прямом резании передняя поверх-
ность резца обращена к направлению подачи, при обратном —
задняя.
143
Заметим, что для круглого вращающегося режущего элемента
необходимо определить два следующих понятия:
1) вершина резца — точка режущего лезвия, наиболее уда-
ленная от оси обрабатываемой детали (точка В);
2) угол контакта активной части режущего лезвия с обраба-
тываемой деталью 0 — центральный угол, измеряемый в плоско-
сти режущего лезвия между радиусом, направленным в верши-
ну В резца, и радиусом, направленным в конечную точку кон-
такта С.
Положение любой точки в плоскости режущего лезвия можно
задать через параметр ф — центральный угол между вертикаль-
ной осью и радиусом, проведенным в рассматриваемую точку из
центра окружности режущего лезвия.
Параметр вершины резца фв находят из условия у'= — tg фу,
где у' — производная от уравнения проекции режущего лезвия
на основную плоскость. В окончательном виде выражение для
расчета фв будет иметь вид:
(4'26>
Важным параметром при установке вершины резца по отно-
шению к «линии центров» детали, является величина h, т. е. пре-
вышение вершины или наивысшей точки режущего лезвия резца
над «линией центров» станка. Определяется h по формуле
/i = rcospy(l—созфв) мм, (4.27)
где г — радиус режущего лезвия резца, мм.
Положение любой другой точки активной части режущего
лезвия определяется параметром вершины фв и частью угла
контакта 0 из условия фв^Сф^фв + 0 для прямого резания
или фв ф фв — 0 для обратного резания.
Следует отметить, что точное определение угла 0 при точении
сводится к нахождению радикалов уравнения четвертой степени.
Приближенное решение этой задачи приводится в работе [39]:
м J" ^шфв I D — t X] .. OQ.
0 = arc cos 1------г——. (4.28)
| г sin D + 2р + 2t / - v '
где D — диаметр обрабатываемой детали;
Р ^ф (1 ~ С0&2 фу)3/2’ (4’29)
Ширина среза b рассчитывается из формулы
Ь = г (0 + 01) мм, (4.30)
S cos ф
где 0г = arc sin —- — угол контакта участка лезвия, игра-
ющего роль вспомогательного режу-
щего лезвия;
S — подача, мм/об.
144
А—А повернуто
Рис. 4.18. Ротационный резец и типовая оснастка для ротацион-
ного резания [39]
Зак. 1360
Принципиальной особенностью рассматриваемого метода ре-
зания является наличие в его кинематике дополнительного дви-
жения вращения режущего лезвия вокруг своей оси. Скорости
трения на задней и передней поверхностях инструмента, а следо-
вательно, стойкостные и динамические характеристики его рабо-
ты, а также геометрические параметры режущей части зависят
от скоростей вращения детали и резца ор. Последние зависят
от углов установки резца <ру, ру и режимов резания. Подробный
анализ зависимости ор/оя от условий резания в данном учебном
пособии не приводится. Это сделано в работах, например [38, 39].
Однако отметим, что отношение ор/оя увеличивается с увеличе-
нием угла фу и уменьшается с увеличением 0У. Режимы резания
также оказывают влияние на величину относительной скорости
вращения резца. При прямой схеме резания увеличение глубины
резания увеличивает эту скорость, а увеличение подачи несколько
уменьшает ее. Изменение скорости вращения детали не оказы-
вает влияния на отношение ор/оя.
Ротационный резец конструкции ФТИ АН БССР с резце-
держателем представлен на рис. 4.18. Резцедержатель стан-
дартный, за исключением корпуса /, гнездо которого под рез-
цовый узел 12 выполнено с учетом оптимальных углов уста-
новки ру и фу. Установка вершины резца по высоте линии центров
станка производится осевым перемещением резцового узла в от-
верстии гнезда 11. Его надежное крепление, исключающее про-
ворачивание и осевое перемещение, производится клеммовым
зажимом головки 12 резцедержателя.
Типовой резцовый узел состоит из корпуса 5, в котором на
двух радиально-упорных шарикоподшипниках 6 свободно враща-
ется валик 7. Для выбора зазоров во внутренней цепи подшип-
никового узла служит распорная втулка 8, установленная между
внутренними кольцами подшипников, а также кольцо 4 с двумя
гайками 3. Устранение осевого смещения подшипников обеспе-
чивается за счет создания предварительного натяга гайкой 2.
В собранном виде корпус подшипников заполняется смазкой, вы-
теканию которой препятствует войлочное уплотнение. На вали-
ке 7 напрессована с натягом в 0,005—0,008 мм твердосплавная
режущая чашка 9. Ее опорный торец и посадочйое отверстие
притираются на чугунном притире алмазной пастой. Окончатель-
ное закрепление чашки на оси производится гайкой 10.
Рекомендации по выбору оптимальных углов установки режу-
щей части ротационных резцов относительно обрабатываемой
поверхности, углов ее заточки и параметров режима резания при-
ведены в работе [38].
Глава 5. МЕТОДИКА НАЗНАЧЕНИЯ
НАИВЫГОДНЕЙШИХ РЕЖИМОВ
РЕЗАНИЯ ПРИ ТОЧЕНИИ
5.1. Критерий ^правильности выбранного режима резания *
Эффективность конструкций машин и режимов обработки в
социалистическом обществе наиболее правильно и полно оцени-
вается производительностью общественного труда. Последняя
находится в прямой зависимости от количества продукции, про-
изводимого обществом в единицу времени. Следовательно, наи-
выгоднейшие режимы резания — это такие режимы, применение
которых обеспечивает при прочих равных условиях наибольшую
производительность общественного труда [89]. Нельзя, однако,
считать, что производительность станка и общественного труда
одно и то же, так как их максимумы не совпадают. Это происхо-
дит потому, что производительность станка определяется затра-
тами живого труда основного производственного рабочего, тогда
как производительность общественного труда зависит еще от
затрат живого труда всех остальных категорий работников дан-
ного производства (мастеров, слесарей по ремонту оборудования
и т. д.), а также от затрат овеществленного труда или труда, вы-
полненного ранее (возможно на других предприятиях при изго-
товлении материалов, инструмента и т. д.).
Учет всех разнообразных затрат общественного труда в ра-
бочем времени не всегда возможен, а поэтому он производится
в денежной форме — форме стоимости. Она позволяет учесть
затраты труда всех видов как живого, так и овеществленного, не-
зависимо, когда и где он затрачивался. При этом учитывается не
только количество труда, но и качество его, т. е. профессия и
степень квалификации работников производства и т. д.
Наибольшая производительность общественного труда и наи-
меньшие его затраты на единицу продукции обеспечиваются при
наименьшей себестоимости обработки [84]. Следовательно, наи-
выгоднейшие режимы — это режимы, при которых достигается
наименьшая себестоимость обработки.
* Материалы параграфов 5,1—5,5 написаны по данным работы [89].
10*
147
5.2. Зависимость производительности станка и стоимости
обработки от периода стойкости инструмента
Поставим перед собой простую задачу: при точении детали с
неизменными условиями резания, т. е. t и S, будем изменять
только скорость резания и. Выясним, как при различных значе-
ниях v изменяется производительность станка и при какой ско-
рости резания достигается максимальная производительность.
Для этого проанализируем формулу машинного времени
= "№ (51)
где L — расчетная длина обработки, мм;
nS — минутная подача, мм/мин;
Н — припуск на обработку, мм;
И
—----число проходов.
LH . , А ЮООи
Обозначим —- = А. Тогда /м =-------, но п =------—.
St м п nD
Следовательно, чем больше значение V, тем меньше машинное
время и тем больше будет производительность станка. Однако
отметим, что машинное время непосредственно не зависит от
стойкости инструмента, так как
'р —
у'-
В то же время известно, что увеличение скорости резания приво-
дит к уменьшению стойкости инструмента. При этом может ока-
заться так, что чрезмерное увеличение скорости резания приведет
к снижению производительности станка, так как последняя опре-
деляется штучным (общим) временем обработки, в которое, кро-
ме машинного, входит вспомогательное время (в минутах) и
время на обслуживание станка. Формула штучного времени име-
ет вид:
^ШТ С1 4“ 4icn 4“ ^обс 4- 4ь.П’ (5-2)
где tM — машинное время;
4сП — вспомогательное время;
/обс— время на обслуживание станка;
^Ф.п — время на физические потребности рабочего.
С уменьшением стойкости инструмента возрастают относи-
тельные потери времени, связанные с заменой затупленного ин-
струмента. Другими словами, стойкость инструмента Т падает
значительно быстрее, чем растет скорость резания и при каком-то
малом значении Т простои станка для смены инструмента станут
столь большими, что превысят выигрыш в сокращении машинно-
го времени, а производительность станка начнет уменьшаться.
148
Оказывается, что всегда имеются определенные значения скоро-
стей резания и соответственно определенные периоды стойкости
режущих инструментов, которые обеспечивают самую большую
производительность [89].
Изменение производительности станка П шт/ч (/) и стоимо-
сти обработки А коп (2) в зависимости от периода стойкости ин-
струмента выражается кривыми, показанными на рис. 5.1. '
Рис. 5.1. Изменение производительности
станка (/) и стоимости обработки (2) в за-
висимости от стойкости инструмента
Стойкость инструмента, при которой обеспечивается наиболь-
шая производительность станка или наибольший выпуск деталей
в единицу времени, называется стойкостью наибольшей произво-
дительности (Гпр.шах).
Стойкость инструмента, при которой обеспечивается наимень-
шая себестоимость операции, называется стойкостью наименьшей
себестоимости, или экономической стойкостью (7’СТОим.т1п>)-
5.3. Определение периода стойкости
наибольшей производительности
Выразим производительность станка П количеством деталей,
обрабатываемых на нем в единицу времени:
t 4. t 4-1' ’ v ’
где — машинное время;
^всп — вспомогательное время или потери времени, идущие на
установку и снятие детали, подвод и отвод инструмента
и т. д.;
/'м — потери времени на смену затупленного инструмента и на-
стройку его на размер, отнесенные к одной детали;
149
р <)
где /см — время на смену затупленного инструмента, затрачивае-
мое за период его стойкости;
Q —количество деталей, обработанных за период стойкости
инструмента Т;
Т
$ = (5-5)
4М
Тогда
f • (5.6)
Учтем и то обстоятельство, что /Всп=const, так как оно не за-
висит от режимов резания.
Тогда
где М = const — некоторая постоянная величина.
При обработке детали за один проход машинное время равно
. к (5-8)
nS ’
ЮООи 1000C, cv
M nD ’ nDTm ’
Тогда
LnDTm
tM = - P'Tm (5-9)
где
LnD
c
1000CaS
Подставим полученные значения /м, /всп и /'м в первоначаль-
ную формулу
П = CTm + tC№CTm~^ ’ (5‘10)
Для обеспечения наибольшей производительности необходи-
мо, чтобы знаменатель последней формулы был минимальным.
С этой целью возьмем производную по Т этого уравнения и при-
равняем ее к нулю:
[СТт CtCMTm~'] = CmTm~' + Ctcu (tn — 1) = 0.
150
Разделим все члены полученного уравнения на выражение
тСТт~2 и получим:
„ , m—1 , _ _ 1 — т ,
Т Н---------4м = 0 или Т =-----------4м-
m т см
Таким образом, стойкость наибольшей производительности
будет равна
7\ip.max = 1 4м (5-11)
ИЛИ
7\ip.max=(P’ 1)4м. (5.12)
где ц — величина, обратная показателю относительной стойко-
сти т.
Пример 5.3.1. Определить стойкость, соответствующую максимальной
производительности станка, если известно, что резец из быстрорежущей стали,
1 / о
т = —— и гсм = 2 мин.
Тпр.мах==(Р 1)<см=(8 1) 2 = 14 мин.
5.4. Определение периода стойкости наименьшей
себестоимости обработки
Элементы себестоимости операции можно разбить на две
группы:
1) элементы себестоимости, которые не зависят от скорости
резания и от стойкости инструмента и могут быть приняты по-
стоянными на единицу изделия, например стоимость материала,
электроэнергии, расходы на внутризаводской транспорт и т. д.;
2) элементы себестоимости, величина которых на единицу из-
делия изменяется в зависимости от скорости резания и стойкости
инструмента.
Переменная часть себестоимости включает [89]: а) заработ-
ную плату станочника, соответствующую машинному времени
обработки; б) оплату по замене затупленного инструмента и на-
стройку его на размер; в) оплату заточки инструмента; г) на-
кладные расходы по механическому цеху и заточному отделению
и т. д. Сумма переменных элементов себестоимости
Апер = tuE + Е + j коп, (5.13)
где Е — основная и дополнительная заработная плата станочника
за одну минуту, включая расходы и затраты, связанные
с эксплуатацией станка в течение одной минуты его
работы, коп;
S — затраты, связанные с изготовлением и эксплуатацией
инструмента за период его стойкости, коп;
151
д
S = + Аат КОП, (5.14)
Л 4~ 1
где Ли„ — стоимость нового инструмента, коп;
К — число допустимых переточек до полного износа ин-
струмента;
К4-1—количество периодов работы инструмента до полного
его износа с учетом того, что один период инструмент
работает до первой заточки;
Лзат — затраты на одну переточку инструмента с учетом на-
кладных расходов заточного отделения, коп.
Для наименьшей себестоимости Лпер должно быть минималь-
ным. Разделим обе части уравнения (5.13) на Е:
$
Лпеп ^См ~F~ 9
__— ________-__— t -!——
F м । П ы । П ’
S
где —=---затраты на изготовление и эксплуатацию инструмента,
Е
выраженные в минутах времени работы станочника;
Э = 4м4-4-, (5.15)
Е
где Э — все затраты, связанные с инструментом за период его
стойкости (изготовление инструмента, смена его после
затупления, переточка в заточном отделении), выражен-
ные в минутах времени работы станочника.
Используя соотношения (5.5) и (5.9), можно выразить вели-
чину AwsvIE через период стойкости инструмента в минутах ма-
шинного времени:
= /м 4- 4- = tM + = СТт + СЭТт~\
Для нахождения условий, при которых себестоимость опера-
ции или обработки будет наименьшей, возьмем производную
этого уравнения по Т и приравняем ее нулю:
—~ [СТ"‘ + СЭТ"1-'] = СтТ'п-' 4- СЭ (m — 1) Тт~2 = 0.
аТ '
Разделим все члены уравнения на CmTm~2 и получим
т + (——Цэ=о
I пг /
или
Дстоим.ппп --
152
T’croHM.rnin — (|A — 1) Э — (|Л- 1) ^/СМ Н-(5.16)
Это выражение имеет такую же структуру, как и выражение
Т’пр.тах (см. параграф 5.3), но здесь величина р. — 1 умножается
„ S
не иа /См, а на /см + —g~- Таким обр^^рм, учитывается не только
живой труд, затрачиваемый на данном станке при смене инстру-
мента, но и вся совокупность затрат живого и овеществленного
труда, связанных с режущим инструментом.
Таким образом, стойкость наименьшей себестоимости
Тстоим, min всегда больше стойкости наибольшей производитель-
ности станка Тпр. Шах. Период стойкости наименьшей себестои-
мости тем больше, чем дороже инструмент, больше расходы на
его эксплуатацию и время на его смену. Поэтому стойкость
наименьшей себестоимости обработки для фасонного резца
больше, чем для проходного или отрезного резцов; для сверла
большего диаметра больше, чем для мелкого; для сложного
зуборезного инструмента больше, чем для простой фрезы и т. д.
Кроме того, чем дороже металлорежущий станок, на котором
используется данный инструмент, тем меньше должен быть пе-
риод стойкости последнего, так как при этом больше затраты на
эксплуатацию станка, входящие в величину Е.
Пример 5.4.1. Найти период стойкости наименьшей себестоимости обра-
ботки для проходного твердосплавного резца при обработке стали, если
/См = 3 мин; Лин = 50 коп; Д’ = 11; Лзат = 6 коп; £=1,5 коп; m = -g- = 0,2.
S
T'croHM.min = (l1 1) >Э> Э Дм ~b £ ,
„ Лин 50
S = д. _j_ j -f- Лзат = ]i _j_ i + 6 = 10,2 коп;
( S\ !
^CTOHM.min — (l1 1) ^cm + £ j ~ (5 1) “Г
10,2
1,5
КОП.
Наивыгоднейшие периоды стойкости режущих инструментов
зависят от конкретных условий производства. Поэтому они не
являются одинаковыми для различных заводов и, строго говоря,
даже для различных цехов одного и того же завода. Однако
вследствие большой сложности точного определения их величины
на практике не прибегают к выполнению соответствующих расче-
тов, а используют данные, полученные для различных инстру-
ментов в некоторых средних условиях его эксплуатации [89].
Для примера отметим, что средние значения наивыгодней-
шего периода стойкости, принятые для проходных резцов в мину-
тах машинного времени, для быстрорежущих резцов составляют
153
40—50 мин, а для твердосплавных — 50—60 мин. Чаще всего
средний период стойкости как для быстрорежущих, так и для
твердосплавных резцов принимают равным 60 мин. Необходи-
мости в особо точном предварительном расчете периодов стой-
кости и их соблюдении при практическом внедрении режимов
резания нет. Расхождения между расчетными и фактическими
скоростями резания, а следовательно, и соответствующими перио-
дами стойкости неизбежны хотя бы из-за кинематики станков.
Последние чаще всего имеют ступенчатое регулирование чисел
оборотов шпинделя. Кроме того, надо учитывать, что стойкость
Рис. 5.2. К определению коэффициента резания X
при точении и сверлении
даже при неизменных условиях эксплуатации не остается вели-
чиной строго постоянной. Поэтому стремление к чрезмерной точ-
ности при определении стойкости является неоправданным [92].
Анализ приведенных выше данных показывает, что при коле-
баниях фактической стойкости в пределах от 0,75 до 1,5 от рас-
четной увеличение себестоимости обработки не превышает 2%,
что практически допустимо. Увеличение стойкости за счет пони-
жения режимов резания нецелесообразно, так как при этом сни-
жается производительность обработки. Если же режущий инстру-
мент будет не особенно дорогостоящим и дефицитным, то жела-
тельно, чтобы его стойкость составляла (0,75—1) 7’соим.пип, так
как в этом случае при ничтожных потерях в стоимости дости-
гается повышение производительности обработки.
Период стойкости инструмента по выведенным формулам
измеряется в минутах машинного времени, а не в минутах реза-
ния. Это связано с тем, что машинное время (путь), в течение
которого включена подача, всегда больше времени (пути), в тече-
ние которого снимается стружка (рис. 5.2), на величину вреза-
ния и перебега инструмента, которая при сверлении равна 1 мм.
Поэтому период стойкости в минутах резания меньше, чем в ми-
нутах машинного времени. Чтобы перейти от машинного вре-
мени /м к времени резания ^ре,з, вводится коэффициент времени
резания X, который равен
154
Ь = 3*1_<1. (5.17)
*м
С учетом X можно записать, что Т'стоим. т1п=А.ГСтоим. min=
=Х(ц—1)3.
Приведенная методика назначения периода стойкости режу-
щего инструмента исходя'ИТнаименьшей себестоимости обработ-
ки, т. е. наибольшей производительности общественного труда,
должна быть положена в основу выбора скоростей резания для
всех случаев, кроме:
1) операций, на которых уровень скоростей резания опреде-
ляется не экономическими, а технологическими факторами, на-
пример требованиями к шероховатости обработанной поверх-
ности или к точности размеров. Например, так называемые тех-
нологические (низкие) скорости резания устанавливаются для
метчиков, разверток, протяжек и других чистовых инструментов;
2) если в поточной линии или на участке имеются отдельные
станки, производительность которых сдерживает или ограничи-
вает производительность всей линии, то на таких лимитирующих
станках целесообразно работать с режимами наибольшей произ-
водительности, т. е. с уменьшенными периодами стойкости. Это
же относится к условиям, когда возникает необходимость вы-
пуска продукции в кратчайший срок, не считаясь с затратами;
3) для многоинструментных станков должен быть обеспечен
наивыгоднейший период стойкости всего комплекта инструмента.
Эта задача решается особыми методами.
5.5. Последовательность назначения режимов резания
Общие сведения. Можно подобрать бесконечное количество
сочетаний глубины резания, подачи и скорости, при которых
инструмент будет иметь одну и ту же стойкость. Наивыгодней-
ший режим резания — режим, обеспечивающий наименьшую
себестоимость обработки при условии удовлетворения всех тре-
бований к качеству продукции и заданной производительности
станка.
На производительность обработки деталей наряду с другими
факторами большое влияние оказывает машинное время, кото-
рое определяется по формуле [89]
м = “шГ1 = lOOOnS/
или
/м = vSt ’ (5’18)
где Л — припуск;
. .4 — число проходов;
LH — нормировочная длина обработки,
155
Учитывая, что стойкость инструмента должна быть постоян-
ной, необходимо соблюдать следующее соотношение:
Со
Vt - --------.
fx^ syv
При условии постоянной стойкости инструмента с учетом зна-
чения vT можно получить в зависимости от элементов сечения
среза следующее выражение для машинного времени:
_ AtXvSyv _ В
МГ=const CvtS tl-xvSl-Uv ’ V J
где А и В — некоторые постоянные величины, причем:
А
В, yv xv, 1 xv 1 y;j-
Проанализируем полученное уравнение.
1. Так как показатели при глубине резания и подаче меньше
единицы, но больше нуля, машинное время уменьшается при
увеличении размеров сечения среза.
2. Так как yv>xv и, следовательно, 1 — xv> 1— yv, tM при усло-
вии постоянной стойкости уменьшается сильнее при увеличении
глубины резания, чем с увеличением подачи. Значит, при опреде-
ленной площади сечения среза машинное время тем меньше, чем ч
больше глубина резания.
Для достижения минимального машинного времени при со-
хранении постоянной стойкости режущего инструмента необхо-
димо соблюдать следующую последовательность при назначении
режимов резания [89]:
1) выбирать режущий инструмент с необходимыми характе-
ристиками;
2) устанавливать глубину резания;
3) определять подачу;
4) определять скорость резания, которая при заданных зна-
чениях t и S обеспечит требуемый период стойкости инструмента.
Выбор режущего инструмента. К характеристикам резца
обычно относят материал и геометрические параметры режущей
части, размеры сечения державки и его тип.
Материал режущей части выбирают в зависимости от свойств
обрабатываемого материала, состояния поверхности заготовки,
а также от условий осуществляемого резания (обычного или ско-
ростного). При скоростном резании, как правило, необходимо
применять твердосплавные либо минералокерамические резцы.
Геометрические параметры инструмента назначаются в зави-
симости от свойств обрабатываемого материала, жесткости си-’
стемы станок — инструмент — деталь, вида обработки (черновой,
чистовой или отделочной) и других условий резания.
156
При черновой наружной обработке по возможности берут
максимальные размеры сечения державки резца. Ограничением
являются габариты резцедержателя. При расточных работах раз-
меры сечения державки ограничиваются диаметром обрабатывае-
мого отверстия.
Выбор глубины резаншг*Необходимо стремиться работать с
максимально возможной в данных условиях глубиной резания.
Пределом увеличения глубины резания является припуск на
обработку, который по возможности должен быть минимальным.
На черновых проходах целесообразно снимать весь припуск за
один проход. Величина припуска на чистовой проход опреде-
ляется технологическими требованиями к шероховатости и точ-
ности обработанной детали и зависит от степени износа инстру-
мента, высоты неровностей обработанной поверхности, остав-
шихся после чернового прохода, глубины наклепанного слоя
и т. д.
Для распределения величины припуска между черновым, по-
лучистовым и чистовым проходами пользуются специальными
нормативами по межоперационным припускам.
Выбор подачи. С учетом выбранной глубины резания назна-
чается максимально допустимая подача. Величина этой подачи
ограничивается различными факторами. Так, например, при гру-
бой черновой обработке она ограничивается прочностью и жест-
костью обрабатываемой детали и способом ее крепления на стан-
ке, прочностью и жесткостью державки инструмента и механизма
подачи станка, а также прочностью твердосплавной или мине-
ралокерамической пластинки; при чистовой и отделочной обра-
ботке — требованиями к чистоте и точности обработанной по-
верхности.
Предельные величины подач, допускаемых прочностью и жест-
костью обрабатываемой детали, можно найти приближенно, поль-
зуясь расчетами курса «Сопротивление материалов», уподобляя
деталь балке, закрепленной определенным образом. Например,
при креплении детали в патроне с поджатием задним центром
конец балки, поджатый центром, считается лежащим на свобод-
ной опоре, а закрепленный в патроне — заделанным наглухо
(рис. 5.3, а, б). При этом полагают, что деталь подвергается
изгибу силой Q = У + Р^- Если принять, что Р„ ~ 0,4_Рг, Q —
= 1,1Рг-
Расчет подач, допускаемых по прогибу детали и способу ее
крепления на станке, производится по следующим формулам:
1) при обработке в патроне (рис. 5.3, г, д) допустимые про-
гиб и подача равны:
f = lf]; 5 = (5.20)
3EJ F 1,1LSC^/^
. 157
2) при обработке в патроне с поджатием задним центром
(см. рис. 5.3, а, б):
. QL3 с yPzf lAQEJf .
f 140EJ 1/ хР мм/°б> (5-21)
у I’lLfL/ pzl £
3) при обработке в центрах:
f = [f]’ S=l/~—70EJfXP мм/о6’ <5-22)
7QEJ f \,\L3CPtp*
Рис. 5.3. Схемы закрепления детали при обточке
где
Q = УР^ + Р*у,
Ру — радиальная составляющая силы резания. Определяется по
эмпирической формуле Р = CPut pvSVPy или по соотноше-
нию Ру = 0,4Pz;
L — расстояние между опорами балки или длина детали, мм;
Е — модуль упругости, дан/мм2. Для стали Е = 20 000 дан/мм2;
J — момент инерции, мм4. Для вала J = 0,05d мм4, где d — диа-
метр вала, мм;
[fl — допустимая величина прогиба, мм. При черновом точении
[fl < 0,2 -ь 0,4 мм. При получистовом и чистовом точении
[fl = 0,25Д, где Д— допуск на диаметр обрабатываемой де-
тали, мм.
158
Получаемые формы обработанной детали при закреплении
ее разными способами показаны на рис. 5.3, в, е.
Как видно из приведенных формул, наибольшей жесткостью
обладает деталь, закрепленная по второму способу, т. е. деталь,
закрепленная в патроне и поджатая задним центром. Поэтому
такой способ закрепления детали для ее обработки рекомен-
дуется применять при силовом и скоростном резании.
Расчет подач по прочности и жесткости державки резца про-
изводится приближенно исходя из условия плоского изгиба с уче-
том действия силы Pz. Например, для державки, имеющей пря-
моугольное сечение стержня, подачу определяют исходя из проч-
ности и жесткости державки, по формулам:
Ург / RH2R
5= У -Д- мм/об; (5-23)
Г bCpzlt
s= V т106’ <5-24)
где В — ширина державки, мм;
Н — высота державки, мм;
— допускаемое напряжение на изгиб материала державки,
кгс/мм2;
I — вылет резца, мм. Обычно I Н;
Е — модуль упругости материала державки, кгс/мм2;
f — допускаемая стрела прогиба державки резца, мм.
При черновом точении f = 0,1 _мм, при^чистовом — f = 0,03 4-
4-0,05 мм.
При работе резцами, оснащенными пластинками твердого
сплава, максимальная подача ограничивается не только проч-
ностью державки резца, но и прочностью самих твердосплавных
пластинок. В связи с этим вводится понятие «ломающих подач»
Злом, т. е. подач, при которых твердосплавная пластинка выкра-
шивается. Например, при точении серого чугуна с ^=15 мм
S лом— 4 мм/об [89].
На основании экспериментов и обобщения опыта работы заво-
дов получена эмпирическая формула для определения максималь-
ной нагрузки на пластину Ргт, которая не должна превышать
f sin 60° \
Р, = -— кгс, (5.25)
пл \ sin <Р ] v ’
где t — глубина резания, мм;
С — толщина пластинки, мм;
<р — главный угол в плане, град.
Кроме того, для определения силы, допускаемой прочностью
пластинки твердого сплава, составлены таблицы и номограммы,
приводимые в справочнике по нормативам режимов резания.
159
Расчет подачи по прочности механизма подачи станка произ-
водится по формуле
Ур*Г------р------
S = 1/ -------------- мм/об, (5.26)
Г CPxt Pxvn
где Рст — значение допускаемой силы по прочности механизма
подачи, указанное в паспорте станка, кгс.
Приведенный расчет величины подачи по прочности механиз-
ма подачи станка можно не делать. Однако проверку правиль-
ности выбранной подачи по указанному фактору, особенно при
черновой обработке, необходимо производить обязательно. При
этом сравнивают значение составляющей силы резания Рх =
= Cpxt PxSyPxv2Px с величиной силы, допускаемой прочностью
механизма подачи станка Рдоп.ст, приводимой в его паспорте. Не-
обходимо, чтобы соблюдалось условие Рх Рдоп.ст.
При получистовом и чистовом точении максимальная вели-
чина подачи ограничивается требуемой шероховатостью обрабо-
танной поверхности. Последняя во многом зависит от значений
вспомогательного угла в плане <pi, радиуса закругления при вер-
шине резца г и скорости резания v.
Расчет подачи в зависимости от средней высоты микронеров-
ностей Rz производят по формуле
Значения коэффициента Cs и показателей степеней у, и, х, z, при-
веденных в формуле, определяют по справочным данным [81].
На практике для определения подач, обеспечивающих тре-
буемый класс чистоты обработки, используют таблицы или номо-
граммы, где подачи даются в зависимости от требуемого класса
чистоты обработки с учетом значений <pi, г, t и V. Так как при
получистовом и чистовом точении резцами с углом <pi>0 силы
резания незначительные, проверка подачи по прочности и жест-
кости резца, детали и станка не производится.
При скоростном точении получистовую и чистовую обработку
следует производить резцами с дополнительным режущим лез-
вием, у которого <pi = 0, например резцами конструкции В. А. Ко-
лесова, что позволяет получать высокий класс чистоты обрабо-
танной поверхности даже при больших подачах мм/об.
Наименьшая из всех найденных подач и будет оптимальной.
Назначение скорости резания ч)т и числа оборотов п шпинделя
станка. По выбранным значениям глубины резания и подачи S
определяют обеспечивающую наивыгоднейший период стой-
кости инструмента. При этом значение vT можно определить по
формуле
160
Vt== tx°s“°~K м/мин’
а также по таблицам нормативов режимов резания. В этих таб-
лицах приводятся также поправочные коэффициенты, позволяю-
щие учесть отличия в условиях резания, т. е. в свойствах обраба-
тываемого и инструментального материалов, условиях охлажде-
ния и т. д. При этом необходимо учитывать, что в таблицах даны
скорости резания, соответствующие стойкости в минутах времени
резания, а не машинного времени.
По найденной скорости резания подсчитывают число оборо-
тов станка
1000ц
п = —— об/мин,
где D — диаметр обрабатываемой поверхности (или диаметр
инструмента), мм.
Это число оборотов уточняется по станку и принимается бли-
жайшее из имеющихся на данном станке.
Затем по скорректированному, или действительному, значе-
нию пд подсчитывают действительную скорость резания
лОПд ,
’«“IMO М/М11Я'
Выбранный режим резания t, S и v проверяется по мощности
и крутящему моменту станка. Так как
jP V
М = _________- кВт
₽ез 60-102 ’
то
где NBe3 — мощность, потребная на резание, кВт;
NaB — мощность электродвигателя станка, кВт;
1] — к. п. д. станка;
/Сп = 1,3-5- 1,5 — коэффициент перегрузки. Он допускается тем
большим, чем меньше время работы станка.
Например, при работе станка 10 мин /(„=1,3.
В случае недостаточности мощности электродвигателя станка
для работы с выбранными режимами нужно уменьшить скорость
резания v или подачу S. Уменьшение v является более выгод-
ным, так как машинное время будет такое же, как и при умень-
шении S, но зато стойкость инструмента значительно возрастет.
Проверка режима резания по крутящему моменту станка
осуществляется следующим образом:
Мрез = -щр- < Л4СТ кВт, (5.28)
11 Зак. 1360
161
где Л/рез—крутящий момент резания, кг-м;
Мсг — крутящий момент, допускаемый прочностью механиз-
мов привода станка при данном числе оборотов, кг-м;
D — диаметр обрабатываемой детали, мм.
Все изложенное относительно ограничений в увеличении ско-
рости резания относится к работе с неизменным режущим инстру-
ментом. Большие резервы повышения скорости резания кроются
в улучшении режущих свойств инструмента и прежде всего в при-
менении высокопроизводительных инструментальных мате-
риалов.
Несмотря на то что табличная форма нормативов проста
и удобна, для сокращения времени работы существуют специаль-
ные графики для назначения режимов резания, т. е. номограммы,
где закон изображен системой прямых. Кроме того, существуют
циклограммы, представляющие собой несколько номограмм,
объединенных в один лист, а также специальные счетные линейки
с прямыми и круговыми шкалами. Использование циклограмм
и линеек позволяет довольно быстро решать совокупность не-
скольких задач.
В последнее время при назначении режимов резания начи-
нают использовать быстродействующие приборы, основанные на
принципе современной вычислительной техники. Могут исполь-
зоваться универсальные электронно-вычислительные машины,
позволяющие увеличить скорость решения задач по выбору опти-
мальных режимов резания примерно в 3000 и более раз.
5.6. Особенности расчета режимов резания
для многоинструментных станков
Совокупность инструментов, используемых на многоинстру-
ментном станке, и принятое распределение между ними всей
работы резания, необходимой для выполнения данной операции,
называется наладкой станка.
Общие принципы, лежащие в основе выбора наивыгоднейших
режимов резания для многоинструментных станков, не отли-
чаются от рассмотренных ранее для одноинструментной обра-
ботки и заключаются в следующем [89]:
1. Достижение наибольшей производительности обществен-
ного труда (живого и овеществленного), что обеспечивается при
наименьшей себестоимости выполнения операции или, в отдель-
ных случаях, при наибольшей производительности данного мно-
гоинструментного станка.
2. Определенная последовательность в назначении элементов
режима резания:
а) для каждого инструмента назначается наибольшая глу-
бина резания, насколько это возможно в данных условиях;
б) выбираются максимально допустимые подачи с учетом
технологических и конструктивных ограничений для каждого
162
инструмента в отдельности, а затем для всего суппорта или
многоинструментного шпинделя;
в) определяются скорости резания, которые должны обеспе-
чить для всего комплекта инструментов, применяемых на станке,
наивыгоднейший период стойкости, соответствующий наимень-
шей себестоимости обработки. Этот период при многоинструмент-
ной обработке должен быть больше, чем при одноинструментной,
так как в этом случае значительно больше затраты времени на
смену затупленных инструментов, суммарная стоимость этих
инструментов и затраты на их заточку.
При одновременной работе z одноименных и одинаково нагру-
женных инструментов можно считать, что период стойкости их
равен
T„z ~ гТ„л = z (р, — 1)3 мин, (5.29)
где
э — (t ц-
При одновременной работе разнообразных по конструкции
и неодинаково нагруженных режущих инструментов условия
наивыгоднейшего режима резания обеспечиваются в случае удов-
летворения следующему уравнению [83, 84]:
VI7* 7* 7* 7*
,-ЦЛ = 4^Л1+4^Л2+...+4^Ля=1, (5.30)
“ 1 ф 1 ф.1 1 ф.2 1 ф.л
где Тст — период стойкости наименьшей себестоимости каждого
инструмента при условии, что он работает один, в ми-
нутах машинного времени;
Тф — фактическая стойкость тех же инструментов при работе
:•, на многоинструментном станке, в минутах резания;
% — коэффициент времени резания.
На практике используют упрощенные методы расчета режи-
мов резания для многоинструментных станков. Они основаны на
следующих принципах.
Инструмент, для которого стойкость, выраженная в коли-
честве деталей, обработанных до затупления, будет наименьшей,
принято называть лимитирующим. Такой инструмент поднастраи-
вается и меняется наиболее часто, поэтому при расчете режимов
резания для многоинструментных станков в основу может быть
положен расчет по лимитирующему инструменту. Это означает,
что для данной наладки сначала устанавливают лимитирующий
инструмент, затем для этого инструмента назначают наивыгод-
неишую скорость резания, обеспечивающую ему достаточно вы-
сокую стойкость, и по ней рассчитывают необходимый режим
работы станка.
Лимитирующий инструмент определяется из сопоставления
11*
163
условий резания для наиболее нагруженных инструментов,
т. е. работающих на поверхностях большего диаметра, с боль-
шими подачами, глубиной резания, длиной прохода и т. д. Наи-
выгоднейший период стойкости лимитирующего инструмента,
выраженный в минутах машинного времени, должен быть значи-
тельно больше, чем для условий одноинструментной обработки.
При назначении этой величины [59] учитывается сложность на-
ладки и количество входящих в нее инструментов:
Т'лпм==^С27'{, (5.31)
где Т{ — стойкость наименьшей себестоимости для каждого
инструмента в предположении, что он на станке один;
К < 1—коэффициент, учитывающий вид обработки, коли-
чество инструментов в наладке и равномерность их
загрузки. Значения К берутся тем больше, чем боль-
ше инструментов в наладке:
Число инструментов в наладке 1 2 3 4 5 6—8 9—12 12
Коэффициент многоинструмент-
ности К 1 0,8 0,7 0,6 0,55 0,5 0,45 0,4
Для одношпиндельных автоматов принимают ТЛим=120 мин,
а для многошпиндельных — Ттт—150 мин.
Исходя из найденного периода стойкости лимитирующего
инструмента назначается скорость резания и по ней подсчиты-
вается число оборотов шпинделя станка. Скорости резания для
остальных инструментов определяются этим числом оборотов
шпинделя и соответствующими диаметрами обработки. Расчет
режимов резания для многоинструментных станков имеет ряд
особенностей, обусловливаемых конструкцией станка, условиями
обработки, главными из которых являются следующие [89].
1. Расчет режимов резания органически связан с разработкой
многоинструментной наладки, типов и количества входящих в нее
инструментов и их загрузки. К тому же необходимо добиваться
максимальной загрузки инструментов по времени резания и наи-
выгоднейшего распределения срезаемого припуска между всеми
инструментами наладки. В связи с этим нередко приходится
в процессе расчетов режима резания изменять запроектирован-
ную наладку и производить сопоставление нескольких вариантов.
2. Кинематические особенности многоинструментных станков
накладывают известные ограничения на величину подачи или на
число оборотов для отдельных инструментов. Например:
а) на станках с рабочим вращением детали и неизменным
числом оборотов п все инструменты одного суппорта должны
иметь общую, одинаковую подачу на оборот;
б) на агрегатных сверлильных станках все инструменты дан-
ной позиции многошпиндельной головки должны иметь общую
минутную подачу и, следовательно, для какого-либо инструмента
164
’увеличение подачи на оборот должно сопровождаться пропорцио-
нальным уменьшением числа оборотов в минуту;
в) на токарных автоматах и полуавтоматах, у которых по-
дача всех суппортов осуществляется от единого распределитель-
ного барабана, нужную подачу получает только один лимитирую-
щий суппорт, а у инструментов других суппортов подачи оказы-
ваются уменьшенными.
3. Важным условием рационального использования много-
шпиндельного агрегатного станка, имеющего несколько незави-
симых суппортов (например, токарный многошпиндельный полу-
,автомат 1286) или независимых позиций (например, агрегатный
станок для обработки отверстий), является уравнивание времени
работы всех суппортов и позиций. Если для позиции или суппор-
та, имеющих наибольшее время рабочего хода, это время не мо-
жет быть уменьшено за счет технологических приемов, например
•за счет увеличения нагрузки, замены быстрорежущего на твердо-
сплавный инструмент и другого, для остальных позиций время
рабочего хода доводится до той же величины путем соответ-
ствующего уменьшения подач или чисел оборотов шпинделей.
Такое уравнивание целесообразно потому, что преждевременное
окончание работы отдельных инструментов или суппортов не
даст необходимого повышения производительности, тогда как
снижение режима резания на нелимитирующих позициях повы-
шает стойкость инструмента, сокращает простои станка и умень-
шает стоимость обработки.
Заслуживает внимания предложенная В. И. Ишуткиным [32]
методика расчета режимов резания многоинструментных наладок
для получистовой и чистовой обработки. Он подчеркивает, что
наиболее полный анализ оптимальности режимов резания полу-
чистовой и чистовой обработки будет лишь при исследовании
надежности технологической системы, т. е. способности системы
сохранять заданную точность обработки при конкретных произ-
водственных условиях.
Сущность указанной методики состоит в следующем. Как
известно, критериями надежности технологической системы
являются среднее время резания инструментом между под-
настройками Тср и коэффициент использования станка Как
указывалось выше, изменение размеров на настроенном станке
при погрешности настройки Дн, мгновенном рассеивании разме-
ров Др.м и допуске 6 ожидаемое среднее время резания инстру-
ментом между поднастройками
где 6И = 6-------------~----часть поля допуска, используемая
для компенсации размерного износа
инструмента;
165
«о — удельный размерный износ инстру-
мента;
о —скорость резания.
Коэффициент т]г характеризует использование станка jio основ-
ному времени с учетом потерь времени на подналадки для вос-
становления заданной точности обработки. Его величина может
быть подсчитана по следующей формуле:
1 I ‘пнцОс
10006и
где /пн — время, потребное на подналадку станка.
Предложенные критерии Tcv и хорошо отражают особен-
ности чистовой и получистовой обработки, так как они устанав-
ливают связь работоспособности инструмента и производитель-
ности со скоростью резания, требуемой точностью обработки
и продолжительностью настройки.
Для рассматриваемого вида обработки особый интерес пред-
ставляет установление зависимости размерного износа инстру-
мента от скорости резания.
На рис. 5.4 показана зависимость удельного износа ио и коэф-
фициента т|г> от скорости резания v. Из графика видно, что
существует оптимальная скорость оОпт (в данном случае о0пт =
= 200 м/мин), при которой удельный износ инструмента мини-
мальный. Как показывают многочисленные эксперименты, при
этой скорости лучше используется станок, чему соответствует
максимум коэффициента т)г. В данных условиях обеспечивается
максимальная производительность обработки. Следовательно,
зная зависимость uo—f(y), можно определить оптимальный ре-
жим наибольшей производительности чистовой и получистовой
обработки.
Сменная производительность станка может быть определена
по формуле
Q, - -j-^2-------, (5.34)
Щ^всп
1о
где ® Тусл — условное основное время, учитывающее простои
Ло
станка на поднастройках, мин;
4сп — вспомогательное время, мин.
В работе [32] отмечается, что при многоинструментной обточке
ступенчатых валиков можно предположить, что обрабатывается
эквивалентный гладкий вал, имеющий расчетный диаметр dx
а длину L = '£li (где — длина i-ой ступени вала). При этом
износ инструмента должен быть примерно равен его износу при
166
обработке ступенчатого вала. Расчетный диаметр определяется
по формуле
dx=^^~, (5.35)
где di — диаметр t-ой ступени вала.
Зная зависимость ua=f(v) для данных условий обработки
определяют число оборотов шпинделя п при оптимальной ско-
рости резания пОпт и производительность станка.
Рис. 5.4. Влияние скорости резания v на
удельный износ инструмента и0 и коэффициент
надежности системы т]а при чистовой обработке
стали 40Х резцами с пластинками Т15К6 [14]
Расчет режимов резания для чистовой и получистовой обра-
ботки можно производить по лимитирующему инструменту, обла-
дающему наименьшей надежностью. Вполне понятно, что быст-
рее всех потребует поднастройки резец, износ которого раньше
других выведет размеры детали из поля допуска на обработку.
Такой резец и будет лимитирующим.
’ Износ резца пропорционален произведению диаметра шейки
на длину обтачивания, a S коэффициент надежности пропорциона-
лен допуску на обработку. Учитывая сказанное, можно полагать,
что наименее надежным (лимитирующим) будет инструмент, для
которого отношение имеет наибольшую величину [32].
Расчет режимов резания производят следующим образом.
Для лимитирующего резца выбирают оптимальную скорость
резания цопт и по ней подсчитывают число оборотов шпинделя п.
167
Затем определяют стойкость наиболее нагруженного инструмента
в наладке по формуле (5.32). Если стойкость остальных инстру-
ментов будет больше стойкости лимитирующего, расчет режимов
выполнен правильно. После этого необходимо по формуле (5.33)
вычислить коэффициент и по формуле (5.34) — производитель-
ность станка.
5.7. Расчет режимов резания при обработке деталей
на автоматических линиях
Расчет режимов резания для автоматических линий пред-
ставляет собой сложную инженерную задачу. Методика ее реше-
ния дана проф. Г. И. Грановским в работе [18]. Коротко рассмот-
рим ее.
Условия эксплуатации режущих инструментов на универ-
сальных станках и автоматических линиях весьма различны.
Поэтому установленная методика расчета режимов резания для
универсальных станков не дает удовлетворительных результатов
при расчете режимов для автоматических линий. В последнем
случае непрерывное наблюдение за работой и состоянием каж-
дого из многочисленных инструментов невозможно. Важное зна-
чение приобретает устойчивая работа всех одновременно рабо-
тающих на линии инструментов на протяжении времени между
двумя смежными моментами их групповой замены. Преждевре-
менное затупление отдельных инструментов связано с остановкой
всей (или части) линии, что нарушает установленный ритм ее
работы.
Проф. Г. И. Грановский отмечает, что известная методика
расчета режимов резания относится главным образом к обди-
рочным и полуобдирочным операциям обработки на универсаль-
ных станках. В ее основе заключено следующее: 1) довольно
узкие пределы проводимых экспериментальных исследований;
2) графическая обработка результатов эксперимента исключи-
тельно в двойных логарифмических координатах, часто необосно-
ванное выражение всех зависимостей только степенными функ-
циями; 3) определение режимов резания исходя из назначенной
стойкости инструмента.
Оказывается, что расчет режимов резания для автоматиче-
ских линий исходя из выбранного периода стойкости не приводит
к оптимальным условиям обработки. В существующей методике
мало уделяется внимания количеству деталей, которое может
быть обработано инструментом за период его стойкости. Это ко-
личество деталей в условиях работы автоматических линий имеет
особо важное значение, так как оно определяет период времени
между групповой сменой инструмента и связанные с этим про-
стои.
Количество деталей, обработанных за период стойкости
инструмента Г, выражается формулой
168
где р = 1000 So Г — площадь поверхности, которая может быть
обработана за период стойкости инструмента Т
при подаче S и скорости и, мм2;
f — площадь поверхности одной обработанной
детали, мм2.
Применительно к вращательному движению при резании
f=nDl, а к возвратно-поступательному движению — f~Bl,
где D, В, I — соответственно диаметр, ширина и длина детали, мм.
Рис. 5.5. Взаимосвязь между зависимостями
Т = Л (V) и vT = f2 (v)
Следовательно, можно выразить количество деталей
„ 1OOQS „ 1000S r
K = ^DTvT^-~Bi-vT- (5-36)
Из этой формулы видно, что при определенных значениях S,
D, В и I количество обработанных деталей прямо пропорцио-
нально произведению vT, которое изменяется с изменением ско-
рости резания и стойкости инструмента. Как известно, зависи-
мость стойкости инструмента Т от скорости резания v выра-
жается кривой, близкой к гиперболе, или значительно более слож-
ной кривой, имеющей несколько перегибов (горбообразной).
Гиперболообразная кривая типична для случаев обработки чу-
гуна инструментами из быстрорежущей стали и с пластинками
из твердых сплавов вольфрамокобальтовой группы. Горбообраз-
ная кривая характерна для обработки сталей твердыми спла-
вами титано-вольфрамовой группы, а также сталей и чугунов
инструментами с пластинками из минералокерамики [18].
169
Проф. Г. И. Грановским для конкретных условий обработки
построены графики T=fi(v) и vT=fz(v). Из графиков (рис. 5.5)
видно, что максимум vT, как определитель количества обрабо-
танных деталей за период стойкости инструмента,’ не совпадает
с максимумом Т. Скорость, при которой достигается максималь-
ная стойкость, меньше скорости, при которой достигается макси-
мум vT, а следовательно, и максимальная производительность.
Безусловно, наивыгоднейшие условия обработки будут при мак-
симуме произведения vT, где отмечается минимальная интенсив-
ность износа инструмента и наибольший съем обработанных
деталей.
Из изложенного видно, что при работе на автоматических
линиях стойкость инструмента не может служить исходной вели-
чиной для назначения режимов резания, потому что при этом не
выявляются оптимальные условия резания. Более рациональ-
ными определителями являются: количество обработанных дета-
лей за период стойкости инструмента и скорость резания. При
назначении режимов резания по максимальной выработке или
оптимальной скорости резания стойкость имеет второстепенное
значение и определяется расчетным путем [18].
Для построения кривой vT—fzfv) и определения условия, при
котором достигается максимальная выработка, нужно, кроме
постоянных факторов, входящих в формулу (5.36), для любой
точки кривой знать величину произведения vT.
При наличии горбообразной кривой зависимости T=fi(v)
(когда опытные точки не могут быть удовлетворительно спрям-
лены в двойных логарифмических координатах) для выражения
указанной зависимости проф. Г. И. Грановский предлагает вос-
пользоваться рядом Фурье. Причем гармонический анализ ряда
Фурье может быть выполнен па электронных машинах.
5.8. Расчет режимов резания с применением
электронно-вычислительных машин
Общие сведения. Применение электронно-вычислительных
машин (ЭВМ) позволяет определять наиболее оптимальные ре-
жимы резания. Известно, что основные формулы теории резания
выражаются степенными зависимостями, которые после логариф-
мирования преобразуются в линейные зависимости. Проф.
Г. К. Горанский в своих работах [14, 15] впервые показал возмож-
ность применения линейного программирования к расчету режи-
мов резания при помощи ЭВМ. Кратко остановимся на методике
расчета режимов резания, разработанной Г. К. Горанским.
Одной из главных задач указанных расчетов является созда-
ние математической модели, наиболее точно описывающей основ-
ные закономерности процесса резания, которая затем реализуется
с помощью ЭВМ. Для установления математической модели со-
ставляют основные уравнения технических ограничений, харак-
170
теризующих кинематику и динамику процесса резания и одно
уравнение, подлежащее оптимизации.
Рассмотрим методику составления математической модели
и ее решения.
Нахождение уравнения оценочной функции (критерия опти-
мальности) процесса резания. Как уже отмечалось, в большин-
стве случаев при определении режимов резания на металлоре-
жущих станках в качестве критерия оптимальности принимается
себестоимость операции (или одной детали). Иногда в качестве
критерия принимается производительность обработки.
Уравнение для определения критерия оптимальности как
функции от элементов режима резания п, S, t предлагается
в дальнейшем называть оценочной, или целевой, функцией.
В работе [15] подчеркивается, что при использовании в расче-
тах экономических периодов стойкости вариант режимов реза-
ния, обеспечивающий наименьшее штучное время (или время
цикла), будет наиболее экономичным вариантом.
В качестве оценочной функции принимается при работе в один
проход
/ = (5.37)
при работе в несколько проходов
/ - (5.38)
где С — постоянный коэффициент;
t — глубина резания.
Постоянный коэффициент Ci=/pe3a, где а — припуск на обра-
ботку.
Уравнения технических ограничений. Для расчетов влияния
технических ограничений на режимы резания нужно выразить
в виде уравнений (точнее, неравенств), представляющих функ-
ции от элементов режима резания п, S, t. Глубину резания t при-
нимают постоянной, предполагая, что работа ведется в один про-
ход, что характерно для массового и крупносерийного производ-
ства.
При работе на металлорежущих станках, в том числе на агре-
гатных станках и автоматических линиях, основными ограниче-
ниями, которые нужно учитывать, являются следующие:
1) режущие возможности инструмента, зависящие от его
материала, геометрии, расчетной стойкости и условий обработки;
2) мощность электродвигателя привода главного движения
станка или силовой головки;
3) заданная производительность станка или ритм работы
линии;
4) наименьшая возможная скорость резания (число оборо-
171
тов), регламентируемая наименьшим числом оборотов шпинделя
станка или режущими свойствами инструмента;
5) наибольшая возможная скорость резания, допускаемая
кинематикой станка или режущими свойствами инструмента;
6) наибольшая подача, допускаемая прочностью и жест-
костью системы СПИД, а также требованиями к чистоте обра-
ботки;
7) наименьшая подача, допускаемая кинематикой станка;
8) наибольшая подача, допускаемая кинематикой станка;
9) наименьшая технологически приемлемая глубина резания
для данного инструмента;
10) наибольшая возможная глубина резания, равная при-
пуску на обработку.
Приведем уравнения перечисленных технических ограни-
чений.
1. Режущие возможности инструмента. Первое ограничение
устанавливает взаимосвязь между скоростью резания, обуслов-
ленной принятой стойкостью инструмента, материалом режущей
части инструмента, его геометрическими параметрами, глубиной
резания, подачей, механическими свойствами обрабатываемого
материала, с одной стороны, и скоростью резания, определяемой
кинематикой станка, с другой.
Унифицированная формула скорости резания для всех воз-
можных видов обработки имеет следующий вид:
CVDZ^KO .
V = -----Г—;,------- М/МИН,
Tmtx^vZavBrv
(5.39)
где Cv — постоянный коэффициент, характеризующий
нормативные условия обработки;
D — диаметр обрабатываемой детали (или инстру-
мента), мм;
Kzt — общий поправочный коэффициент на скорость
резания, учитывающий изменение условия
обработки по сравнению с нормативными;
Т — принятая стойкость инструмента, мин;
m— показатель относительной стойкости;
t — глубина резания, мм;
S —подача мм/об (мм/зуб, мм/дв. ход, мм/мин);
Z — число зубьев режущего инструмента;
В — ширина фрезерования (или шлифования), мм;
z„, xv, yv, uv, r0 — показатели степеней при переменных в формуле
скорости резания.
Для конкретного вида обработки в данную формулу войдут
соответствующие только данному виду обработки величины.
Скорость резания, определяемая кинематикой станка, выра-
жается формулой
nDn
V =------
1000
(5.40)
172
Приравнивая правые части формул (5.39) и (5.40) и выделяя
в левую часть искомые элементы режима обработки, получим
nSyv 318.£s^?Z° 1 . (5.41)
Tmtx^>ZuvBry
Это уравнение является выражением первого технического огра-
ничения.
2. Мощность электродвигателя привода главного движения
станка или силовой головки. Вторым ограничением устанавлива-
ется связь между эффективной мощностью, затрачиваемой на
процесс резания, и мощностью электропривода главного движе-
ния станка.
Унифицированная формула эффективной мощности, затрачи-
ваемой на процесс резания при различных видах обработки,
имеет следующий вид:
.. _ CztxzDZznnzSyzBrzZUzBqKzKz
•'''эф — -----------
где Cz — постоянный коэффициент, характери-
; зующий условия обработки;
рп й . Вк — ширина шлифовального круга, мм;
Kz — общий поправочный коэффициент на
мощность, учитывающий измененные
условия обработки против норма-
тивных;
,, , K.cz — поправочный коэффициент, учитываю-
‘Д' . > щий специфику отдельных видов
обработки;
%z, zz, nz, yz, rz, uz, Уг — показатели степеней соответственно
при t, D, п, S, В, Z и Вк.
В данном случае, как и в предыдущем, из приведенной фор-
мулы путем подстановки соответствующих значений можно полу-
чить формулу мощности для любого конкретного вида обра-
ботки [14].
При этом должно выполняться следующее условие:
ЛГЭф = ЛГпЛ КВт, (5.43)
где Nn — мощность электродвигателя главного привода станка, кВт;
Л — коэффициент полезного действия кинематической цепи
от электродвигателя к инструменту.
Приравнивая правые части выражений (5.42) и (5.43) и вы-
деляя в левую часть искомые элементы режима обработки,
получим
nnzSyz^-------- Nn^Kcz-----------.
CztxzDZznnzZazBrzBqKzKz
173
Это уравнение является выражением второго технического
ограничения.
3. Заданная производительность станка. Третьим ограниче-
нием учитывается взаимосвязь расчетных скорости резания и по-
дачи с заданной производительностью станка. Оно имеет важное
значение, так как никакой режим не может быть признан опти-
мальным, если он не обеспечивает требуемой производитель-
ности.
Продолжительность цикла работы станка выражается сле-
дующей формулой:
Т = 60 мин, (5.45)
где /С3 — коэффициент загрузки станка;
— число деталей, обрабатываемых одновременно на одной
позиции;
R — заданная производительность станка, шт/ч.
Время цикла может быть выражено и таким образом:
= То + Тв.н мин, (5.46)
где То = Ты а — основное технологическое время, мин;
Тзл — вспомогательное неперекрываемое время, мин.
Как отмечалось ранее,
т 1
т° = ~хз~ """•
где Z —длина рабочего хода инструмента (расчетная длина), мм.
Пользуясь уравнениями (5.45) и (5.46), можно написать сле-
дующее выражение:
^~^<Т0 + Тв.п. (5.47)
Подставив в данное неравенство значение То и решив его
относительно искомых величин п и S, получим выражение для
третьего технического ограничения в следующем виде:
бОКз'д-Л.нЯ
(5.48)
4. Наименьшая допустимая скорость резания. Четвертое
ограничение устанавливает взаимосвязь расчетной скорости реза-
ния с кинематикой станка (по минимуму). Вполне понятно, что
скорость резания не может быть выбрана меньшей, чем возмож-
ная при наименьшем числе оборотов станка. Поэтому можно
написать следующее выражение [15]:
„ 1000 Hmin
”> .о
174
или
318 fmjn
D
(5.49)
Эта формула является выражением четвертого технического
ограничения.
5. Наибольшая возможная скорость резания, допускаемая
кинематикой станка или режущими свойствами инструмента.
Пятое ограничение устанавливает взаимосвязь расчетной ско-
рости резания с технологически допустимой скоростью резания.
Действительно, при некоторых видах обработки скорость резания
нельзя принимать больше некоторой величины, установленной
экспериментально (или практикой). Так, например, известно, что
развертывание проводится при скоростях 8—10 м/мин, протяги-
вание — 4—12 м/мин и т. д.
Неравенство, отражающее такого рода ограничения, имеет
следующий вид:
318 Утехи
D
(5.50)
6. Наибольшая допускаемая подача. Максимальная допусти-
мая подача может ограничиваться одним из следующих факто-
ров: 1) прочностью и жесткостью инструмента (державки резца);
2) прочностью механизма подачи; 3) заданной шероховатостью
обработанной поверхности. В каждом конкретном случае обра-
ботки лишь один из указанных факторов лимитирует величину
подачи. В качестве примера приведем выражение шестого огра-
ничения по прочности механизма подачи станка. Оно имеет сле-
дующий вид:
CxKJXxDZxHBnjZUxBrx ’
где РПод.ст — усилие подачи, допускаемое прочностью механизма
подачи станка;
Сх — постоянный коэффициент для осевой составляющей
усилия резания, зависящий от обрабатываемого
металла и от условий обработки;
— общий поправочный коэффициент на усилие подачи,
представляющий произведение нескольких частных
коэффициентов, учитывающих влияние ряда фак-
торов;
НВ — твердость материала заготовки по Бринеллю.
Ограничения по шероховатости обработанной поверхности,
а также по прочности и жесткости инструмента и детали здесь не
приводятся, они подробно излагаются в работах [14, 15].
7. Наименьшая подача, допускаемая кинематикой станка.
Седьмое ограничение устанавливает взаимосвязь расчетной вели-
чины подачи с подачей, допускаемой кинематикой станка (по ми-
175
нимуму). Следовательно, технологически допустимая подача
всегда должна быть больше или равна минимальной подаче,
имеющейся на станке, а именно:
Это выражение характеризует седьмое техническое ограни-
чение.
8. Наибольшая подача, допускаемая кинематикой станка.
Восьмое ограничение устанавливает взаимосвязь расчетной вели-
чины подачи с подачей, допускаемой кинематикой станка (по
максимуму). Следовательно, технологически допустимая подача
не может быть больше наибольшей подачи, имеющейся на стан-
ке, т. е. должно соблюдаться следующее неравенство, являю-
щееся восьмым ограничением:
SsJ^Sct. max- (5.53)
9. Наименьшая, технологически приемлемая глубина реза-
ния. Глубина резания не может приниматься меньше некоторой
определенной для каждого инструмента и обрабатываемого мате-
риала величины /min. В противном случае резко ухудшаются
условия резания и качество обработанной поверхности. Поэтому
девятое ограничение характеризуется следующим выражением:
(5.54)
10. Наибольшая возможная глубина резания. Вполне понят-
но, что глубина резания t не может быть больше припуска на
обработку, а следовательно, должно соблюдаться следующее
неравенство:
(5.55)
Итак, выше перечислены основные технические ограничения,
влияющие па выбор режимов резания. В принципе можно число
ограничений увеличить. Так, например, в работе [14] было вве-
дено 13 ограничений.
Далее перейдем к составлению математической модели, опи-
сывающей в рамках установленных ограничений процесс реза-
ния. Г. К. Горанский [14] пишет: «По заданным исходным дан-
ным определяются элементы режима резания (число оборотов
шпинделя в минуту, величина подач на оборот изделия или
инструмента, на один зуб фрезы, на один двойной ход, величина
минутной подачи), при которых принятый критерий оптималь-
ности достигал бы минимума или максимума в зависимости от
его характера». Стоимость обработки нужно сводить к мини-
муму, а производительность к максимуму.
Для построения математической модели процесса резания
металлов и использования ее с целью определения оптимальных
режимов резания основных положений линейного программиро-
вания необходимо все неравенства технических ограничений
176
и уравнение оценочной функции преобразовать в линейные фор-
мулы. Это легко сделать, прологарифмировав эти выражения.
Проиллюстрируем это на примере с неравенством (5.41),
являющимся первым техническим ограничением. Логарифмируя
это неравенство, получим
Inn + r/„lnS< In
318С^)г"~Х
TmtxvZuvff<>
(5.56)
Введя обозначения
In п=Хь
ln(100S)=X2,
100^ 318 CODZ^~X
TmtxvZufBrf
(5.57)
(5.58)
(5.59)
и подставив их в выражение (5.56), получим линейную форму
неравенства (5.41) в следующем виде:
Преобразовав аналогичным образом остальные неравенства
технических ограничений и уравнение оценочной функции (5.37),
получим систему линейных неравенств и линейную функцию, под-
лежащую оптимизации, которые в совокупности и представляют
собой математическую модель процесса резания. Она имеет сле-
дующий вид [14]:
Xi F yvX3 blt (5.60)
ПгХг + УгХ2 Ь2, (5.61)
Х. + Х^ь,, (5.62)
(5.63)
Хх < ь:„ (5.64)
хх < ь„ (5.65)
+ Ур*2 < b7, (5.66)
ПХ, + У,Дг '< Ь%, (5.67)
ny^i + Уу^-i X Ь9, (5.68)
nsXi + ysX2 < ft10, (5.69)
^2 Ьц, (5.70)
Х2 <7. b12, (5.71)
^2 bi3. (5-72)
/0 = (Хх + Х2)тах. (5.73)
12 Зак. 1360
177
Приведенная математическая модель U7 представляет описание
процесса резания металлов независимо от вида обработки, типа
режущего инструмента, оборудования и других условий обработки.
Для различных видов обработки различными будут лишь свобод-
ные члены Ь2, ... , Ь13 и величины коэффициентов пу, tiz, пр,
nr, п„ у„, ух, уу, Уг, У?, У г и ys-
Входящая в математическую модель система неравенств (Л)
характеризует технические ограничения, в пределах которых про-
Рис. 5.6. Математическая модель оптимального режима резания при
обработке деталей на металлорежущих станках [14]
текает процесс обработки. В этой системе неравенство (5.62)
характеризует заданную производительность, а уравнение
(5.73)-—часть себестоимости операции, зависящую от режима
резания.
Определение оптимальных режимов резания математически
сводится к тому, чтобы среди всевозможных неотрицательных
значений и Х2 системы (Д) найти такие значения Хюпт и Лгопт,
при которых линейная форма fQ принимает наибольшее возмож-
ное значение [14].
Математическая модель процесса резания может быть пред-
ставлена в графическом виде (рис. 5.6). Каждому линейному
неравенству (5.60) — (5.72) системы (Д) и линейной форме оце-
178
ночной функции (5.73) на плоскости соответствуют прямые ли-
нии (на рис. 5.6 над каждой прямой в скобках проставлен номер
соответствующего неравенства и равенства математической мо-
дели U7) Чтобы не усложнять рисунок, на нем изображены не
все линии, соответствующие математической модели W.
При пересечении этих линий образуется ряд точек. Коорди-
наты некоторых точек удовлетворяют всем зависимостям (5.60) —
(5.73). В теории линейного программирования доказывается, что
в случае, если система ограничений не противоречива, т. е. сов-
местна, указанное множество точек является выпуклым замкну-
тым многоугольником (на рис. 5.6 многоугольник ABCDEF),
координаты вершин которого выражают собой корни совмест-
ного решения уравнений, а точки, принадлежащие площади, огра-
ниченной многоугольником, удовлетворяют всем неравенствам.
Прямая каждого из неравенств системы (Л) делит плоскость
на две полуплоскости. По одну сторону от прямой расположены
значения, удовлетворяющие неравенству (эта часть заштрихо-
вана и стрелками показано направление решений, удовлетворяю-
щих неравенству). Точки, расположенные по другую сторону
линий, не удовлетворяют решению неравенств. Точки, лежащие
на самой прямой, удовлетворяют уравнению. Указанные линии
называются граничными.
Зависимость (5.73), подлежащая оптимизации, показана на
рис. 5.6 прямой, наклонной под углом 45° к осям координат.
Поскольку эту линейную функцию, имеющую выражение /о=
=Х1+Х2, необходимо максимизировать, то вполне понятно, что
она будет максимальной в том случае, когда прямая (5.73) зай-
мет положение, при котором расстояние от начала координат по
перпендикуляру М к ней будет наибольшим. Максимум очевидно
будет достигнут, когда указанная линия пройдет через точку С
многоугольника решений. Координаты этой точки и дадут опти-
мальные значения Хюпт и Хгопт. Это значит, что среди всех точек
попарного пересечения прямых (5.60) — (5.72) найдена точка, ко-
торая минимизирует оценочную функцию (5.73), т. е. та точка,
сумма координат которой Xi+x2 наибольшая.
Найдя координаты Хюпт и Хгопт, на основании уравнений
(5.57) и (5.58) определяем оптимальные значения элементов ре-
жима резания, а именно:
«опт = е*1опт; (5.74)
лх2опт
5°пт = род • (5.75)
Такова геометрическая интерпретация модели, дающая гра-
фическое решение поставленной задачи. Такое построение позво-
ляет осуществить аналитическое решение задачи на ЭВМ.
Важным этапом при использовании ЭВМ является разработка
системы кодирования, при помощи которой обеспечивается ввод
скои документации.
в рычаге
в ЭВМ исходной информации, заданной в форме чертежа, тек-
стового описания и прочего, а также обратное преобразование
закодированной информации в общепринятые формы техниче-
Для кодирования можно пользоваться спе-
циальными таблицами [14]. Для реше-
ния любой задачи с помощью ЭВМ не-
обходимо разработать алгоритмы, со-
ставить программы и произвести расчет
задачи на ЭВМ. Для осуществления
программирования создан своего рода
универсальный язык для записи вычис-
лительного процесса любой задачи не-
зависимо от типа ЭВМ. Им служит,
например, язык АЛГОЛ-60 и другие.
Чтобы выяснить, какие из величин
М и х2 удовлетворяют всем зависимос-
тям (5.60) — (5.72), составляют алго-
ритм и программу определения коорди-
нат вершин многоугольника решений.
Специальный сигнал указывает, явля-
ется ли правая часть величиной поло-
жительной или отрицательной. Послед-
ней операцией, как уже отмечалось,
является нахождение координат вер-
шины многоугольника решений, кото-
рые в сумме дают наибольшую вели-
Хюпт+Х2опт = тах. Приведем пример, заимствованный из
чину
работы [15].
Определить оптимальные режимы резания на фрезерование
дисковой фрезой паза 16А3 в рычаге (рис. 5.7). Решение задачи
приведено в табл. 5.1. С более подробным решением ряда задач
по расчету режимов резания и технического нормирования при
помощи ЭВМ можно познакомиться в работе [15, 72].
Таблица 5.1
Номер переходов Определяемая величина Данные машины на печать Принятые значения величин
Яопт ( 00000003 1 23455782 235 об/мин
1 ^2опт Г —00000000 [ 13721411 0,14 мм/зуб
^опт Г 00000002 1 18999076 19 мм
180
Глава 6. ФАСОННЫЕ РЕЗЦЫ
6.1. Назначение и особенности работы фасонных резцов
Фасонные резцы предназначаются для обработки деталей
сложного профиля. Применяются они в массовом, серийном
и даже индивидуальном производстве.
По принципу работы фасонные резцы подразделяются на ра-
диальные и тангенциальные (рис. 6.1, а, б). По конструкции
Рис. 6.1. Типы фасонных рез-
цов:
Радиальным расположением
кы?^его лезвия; б — тангенцналь-
с стержневой затыловочный
г> д —круглый и призмати-
ин резцы с креплением их р
державках
18}
радиальные фасонные резцы выполняются трех типов: дисковые,
или круглые, призматические и стержневые (рис. 6.1, а, в, г, д).
У стержневого и призматического резцов рабочая часть 1 изго-
товляется из быстрорежущей стали, а державки их 2 — из кон-
струкционной. Кроме того, с целью экономии быстрорежущей
стали режущая часть указанных резцов делается сварной
(рис. 6.1, д).
Применение твердых сплавов для фасонных резцов затруд-
нено сложностью их заточки, особенно сложных профилей. Одна-
ко в последнее время при обработке труднообрабатываемых ма-
182
териалов находят применение фасонные резцы, оснащенные
твердым сплавом.
Чтобы процесс снятия стружки происходил при достаточно
выгодных условиях, фасонные резцы снабжаются оптимальными
передними и задними углами. Передний угол у выбирается в за-
висимости от свойств обрабатываемого материала. Для пластич-
ных материалов обычно его выбирают большим, чем для хруп-
ких. По данным Н. И. Семенченко, при обработке можно реко-
мендовать следующие величины передних углов этих резцов:
алюминия и меди 20—30°
мягкой стали 20ч
стали средней твердости 15’
твердой стали и мягкого чугуна 10°
весьма твердой стали и твердого чугуна 5Ч
весьма твердого чугуна, бронзы и латуни 0ч
Рис. 6.2. Определение заднего угла а.
Задний угол выбирается в зависимости от конструктивных
особенностей резцов. При большом заднем угле ослабляется
режущее лезвие, при малом — наблюдается рост сил трения зад-
ней поверхности фасонно-
го резца о поверхность
обрабатываемой детали.
Для дисковых фасонных
резцов а выбирается в
пределах 10—15°, а для
призматических—12-4-14°.
В отдельных случаях, на-
пример для резцов, пред-
назначенных для затыло-
вания фасонных фрез,
а увеличивают до 25-4-30°,
так как в процессе работы
истинная величина угла а
будет намного меньше
заднего угла заточки.
Приведенные величины
заднего и переднего углов
для фасонных резцов от-
носятся только к наруж-
ным точкам профиля рез-
ца. С приближением рас-
сматриваемых точек к центру дискового фасонного резца
величина переднего угла уменьшается (рис. 6.1, г), а заднего —
увеличивается. Кроме того, на величину а и у Влияет наклон ре-
жущей кромки относительно оси детали.
Определим задний угол для любой точки профиля режущего
183
лезвия. Для этого изобразим режущее лезвие дискового фасон-
ного резца, наклоненное под углом ф к линии, перпендикулярной
к оси детали (рис. 6.2), и найдем зависимость между углами а
(угол в сечении, перпендикулярном к режущему лезвию) и ах
(угол в сечении, перпендикулярном к оси детали).
Проведем через точку С две секущие плоскости Р и Q. В сече-
нии плоскостью Р задний угол будет ах, а в сечении плоскостью
Q — а. Из треугольников CDE и CDF определим эти углы:
tgax = -gL; (6.1)
DF
tga = ^- (6.2)
Отсюда
tg a DE CD DE _
V = ~CD ' ST “ ~DT- (6'3)
Но из треугольника DEF угол DEF = ф, а следовательно,
DF = DE sin ф.
Преобразуя ранее полученное отношение tgax/tga, получим
tga = tgaxsin ф. (6.4)
Полученная формула справедлива лишь в том случае, если
точка С режущей кромки лежит на наружном диаметре резца
D = 2R. Если же точка С лежит на некотором удалении от центра,
т. е. на радиусе Rx, полученная расчетная формула (6.4), соглас-
но работе [78], примет вид:
р
tgax = -р-tga sin ф. (6.5)
^х
184
Анализ полученных формул показывает, что при ф=0, т. е. на
участках профиля детали, имеющих образующую, перпендику-
лярную к оси резца или детали, задний угол а=0. Для обеспе-
чения положительного значения заднего угла на таких участках
режущего лезвия необходимо делать поднутрение с углом
1—3° (рис. 6.3, а) или фаску f (рис. 6.3,6); обеспечивать
наклонное расположение оси резца (рис. 6.4, а) или применять
резцы с винтовой поверхностью (рис. 6.4, б).
6.2. Коррекционные расчеты размеров профиля рабочей
части призматического и дискового фасонных резцов
%
1=0
\ I ।
'Р6=О /
Рис. 6.5. Уста-
новка круглого и
призматического
резцов при у = О
и а = О
Общие сведения. Размеры рабочей части
и высота профиля режущих инструментов бу-
дут равны соответствующим размерам и высоте
профиля обработанной детали, если углы а и у
равны нулю (рис. 6.5). Однако такие геометри-
ческие параметры не применяются, так как ре-
зание в таком случае практически невозможно.
Обычно фасонные резцы затачивают и устанав-
ливают так, чтобы обеспечить положительное
значение переднего и заднего углов. Передний
угол как у призматического, так и дискового
фасонного резцов обеспечивается путем за-
точки. Задний угол а у последнего создается за
счет смещения центра резца выше центра де-
тали на величину hp (см. рис. 6.1, г), а у приз-
матического — его наклоном (см. рис. 6.1, д).
При положительном значении углов у и а (рис. 6.6, 6.7)
глубина профиля детали Сп (разность максимального и минималь-
ного диаметров) не равна глубине профиля резца Рп, т. е.
Си >[РП, где Рп = Рг, Р2, , Р„, а Сп = С1( С2, ... , Са. Это ука-
зывает на то, что глубины профиля резца, измеряемые в плос-
кости, перпендикулярной к его задней поверхности от базовой
линии, параллельной оси детали, отличаются от глубины профиля
детали, измеренной в радиальной плоскости.
Профиль детали, измеренный вдоль оси /4, Z2, . .. , ln, в точ-
ности соответствует профилю резца. Это положение справедливо
лишь в том случае, когда ось дисковых или базовая сторона при-
зматического фасонных резцов параллельны оси детали. Для
обеспечения необходимой высоты и формы профиля детали
производят соответствующие коррекционные расчеты профиля
инструментов.
Существует два способа нахождения профиля фасонных рез-
цов по заданному профилю детали: графический и аналитиче-
ский. Графический способ определения профиля фасонного резца
выполняется по правилам проекционного черчения. Преимущест-
135
вом его является наглядность, а недостатком — низкая точность,
связанная с неточностями графических построений. В свою оче-
редь преимуществом аналитического способа является его высо-
кие. 6.6. Расчетная схема призматического фасонного резца
кая точность (до 0,0001 мм) в определении размеров профиля
инструментов, а недостатком — громоздкость вычислений, осо-
бенно для криволинейных поверхностей. Если коррекционный
186
расчет ведется для весьма сложных профилей, целесообразно
вести расчет профиля обоими способами и сравнить полученные
результаты.
Определение формы и размеров профиля рабочей части приз-
матического фасонного резца. Пусть контур фасонной детали
задан узловыми точками /, 2, 3, 4 и одной из промежуточных
точек —5, а осевые расстояния между ними Ц, 1г, 1з, h и радиусы
ri, г2, /з, /ч заданы чертежом (см. рис. 6.6). Исходя из свойств
обрабатываемого материала детали назначаем величину перед-
него угла у и проводим из точки 1 под этим углом след передней
187
поверхности, который пересечет профиль детали в точках 1, 2/3,
4 и 5.
Примем за произвольную координатную ось прямую линию,
проходящую через первую узловую точку 1 (обычно первым но-
мером обозначают точку, соответствующую наименьшему радиу-
су детали ri) под углом щ к плоскости резания в этой точке.
Тогда целью коррекционных расчетов явится вычисление рас-
стояния от прямолинейной образующей точки 1 до параллельных
ей прямолинейных образующих задней поверхности резца, прове-
денных через узловые точки 2/3, 4 и 5, т. е. определение размеров
Pz/з, Pi и Р5. Для этого проведем некоторые дополнительные по-
строения.
Продолжим след передней поверхности резца за точку 1 влево
и опустим на него из центра детали О перпендикуляр ОК. Кроме
того, соединим центр О с точками 1, 2/3, 4 и 5. Из этих же точек
проведем прямые, параллельные отрезку ОК. Расстояния от этих
прямых до отрезка ОК обозначим буквой А с соответствующим
индексом каждой узловой точки. После этого из точек 2/3, 4 и 5
проводим перпендикуляры на заднюю поверхность резца, в ре-
зультате чего получим ряд прямоугольных треугольников.
Из треугольника 1 2/3 А имеем
Р2 = С2/3 cos (а + у),
где С2/з=Л2—Ai.
Из треугольника 2/ЗКО катет А2 = r2 cos е2, а угол
е2 = arc sin , где h = ОК- Величину h и А± определим из
Г2
треугольника OKI'.
/1=7-1 sin у; y4i=ricosy.
Точно таким же образом можно определить величины Pi, Р$
и другие для остальных точек профиля резца.
В общем виде все расчетные формулы можно представить
в виде:
Рп = спсо$(.а + y); (6-6)
Сп = д„-д1; (6.7)
An = rncosen; (6.8)
e„ = arcsin---. (6.9)
При Х=0 осевые размеры /ь /2, 1з, li детали не искажаются,
т. е. равны расстоянию между узловыми точками профиля резца.
Таким образом, по размерам чертежа детали и найденным
значениям Pi, Р2, . . . , Рп производим построение нормального
профиля резца.
Определение формы и размеров профиля рабочей части дис-
кового фасонного резца. Аналогично коррекционному расчету
188
призматического фасонного резца производят расчет дискового
фасонного резца. Пусть необходимо обработать такую же фа-
сонную деталь, для которой уже произведен коррекционный рас-
чет профиля призматического фасонного резца.
На рис. 6.7 приведена схема коррекционного расчета диско-
вого фасонного резца. Задача сводится к нахождению радиусов
резца 7?1, Rz, , Rn, соответствующих узловым точкам детали.
При этом радиус наиболее выступающей точки или наружный
диаметр резца определяют по таблицам [95] или графическим
методом.
Предположим, что точка 1 расположена на уровне горизон-
тальной оси детали. С учетом значения заднего угла а, принятого
согласно таблицам [95], центр резца Ор смещаем на величину
hv=Ri sin а относительно центра детали О.
Из точки 1 под углом у относительно горизонтальной оси
детали проведем след передней поверхности резца 1М и соединим
центр резца Ор с узловыми точками 1, 2/3, 4, ... , п, лежащими
на пересечении следа передней поверхности с окружностями
детали радиусов г\, г2, .. . , гп. Получим ряд прямоугольных тре-
угольников ОР1М, Ор2/ЗМ, ... , ОрпМ, имеющих общий катет
ОрМ=Нр.
Проведя дополнительные построения как для призматического
фасонного резца, получим величины Л и С с соответствующими
индексами и расстояния В узловых точек передней поверхности
1, 4, 5, 2/3 до центра детали и до точки 1.
Из треугольника ОРМ2/3 получим
р _ _ ^2
sin ф2 cos ф2
а из треугольника 0рШ:
/7р = Rr sin Br = Rx cos ф1(
где фх = a 4- у.
Катет В2 треугольника Ор2/ЗА4 определяется исходя из
построения
В2 = Вг С2,
• НР
а угол ф2 = ate tg — —.
П2
Расстояние
С2 = Л2 — Лх,
где Л2 = r2 cos е2; Лх = r\ cos у;
189
Аналогичным образом определяются все искомые радиусы
резца Ri, R5, ... , Rn-
В общем виде формулы для коррекционного расчета можно
записать так:
Ф1 = а + т; (6.10)
Ах = rx cos у; (6.И)
г, sin у 8„ = arc sin — Гп (6.12)
An = rncos&^, (6.13)
Сп~ Ап А^, (6-14)
Вг = 7?х созфх; (6.15)
Вп = Bi Сп> (6.16)
= 7?х sin фх; (6-17)
ф„= arctg———; Dn (6.18)
Н„
R = p " sin (6.19)
Приведенные формулы справедливы лишь в том случае, если
оси резца и детали параллельны. При таком условии пересчет
осевых размеров резца не производится, так как они не иска-
жаются.
Следует отметить, что при классе точности осевых и радиаль-
ных размеров детали в пределах 4—8-го классов точность разме-
ров резца должна быть не ниже 2—3-го классов. В свою очередь
размеры шаблона и контршаблона для контроля точности про-
филя резца принимаются на 1—2 класса точности выше, чем точ-
ность размеров его профиля. На рабочих чертежах резца, кроме
габаритных размеров, следует изображать профиль резца в уве-
личенном масштабе, а также указывать материал, метод облаго-
раживания рабочих поверхностей и технические условия.
Все коррекционные расчеты сводятся в таблицу, как это сде-
лано в следующем параграфе.
6.3. Пример расчета дискового фасонного резца
На рис. 6.8 [77] показана деталь, для обработки которой тре-
буется спроектировать дисковый фасонный резец.
Исходные данные: г\= 15 мм; Гг=24 мм; г3=29 мм; л4=29 мм;
li= 12 мм; /г= 16 мм и /з= 10 мм.
190
Порядок расчета профиля дискового фасонного резца сво-
дится к следующему.
1. Определяем глубину профиля на детали: /тах=Гз—П=
= 29—15= 14 мм.
2. Габаритные размеры резца, передний и задний углы выби-
раем по таблицам [95] или [57]: Pi=40 мм (табл. 9 [95]); у=20°;
а= 12° (табл. 5 [95]).
3. Расчет профиля, т. е. определение размеров Рг, Рз, Rt,
производим по схеме, изображенной на рис. 6.8, в соответствии
с методикой параграфа 6.2. Для удобства расчетов и их проверки
составляем табл. 6.1.
4. В зависимости от вида работ (деталь изготовляется из
прутка, отливки или поковки) определяем длину режущего кон-
тУРа резца (§4 [95]).
Затем по табл. 2 определяем все остальные конструктивные
Размеры резца и выполняем рабочий чертеж в соответствии
с Фиг- 25 [95].
191
Таблица 6.1
Расчетные формулы Обозначение размера Численная вели- чина размера Логарифм размера
1 2 3 4
Гу 15,0 1,17610
h = rj sin у sin у 2 0ч 1,53405
h 5,136 0,71015
Гу 15,0 1,17610
Ay = cos у cos у 20° 1,97299
11,187 1,04909
h 5,136 0,71015
h Г 2 24,0 1,38021
sin y2 = —
f-5 ra sin у2 12°20'36" 1,32994
Г3 24,0 1,38021
Ла = ra cos ya cos y2 12°20'36" Т,98984
л2 23,445 1,37005
л2 23,445 —
^2 ~ — ^1 Ay 11,187 —
c2 12,258 —
h 5,136 0,71015
h r3 29,0 1,46239
sin y3 = — sin ya 10° 11'25" Т24776
r3 29,0 1,46239
A3 = r3 cos y3 cos y3 10°11'25" 1,99309
л3 28,542 1,45548
A3 28,542 —
C3 — Д3 Л1 Ay 11,187 —
c3 17,355 —
a 209 —
ei = a+y T 12^ —
61 32° —
1Ry1 50,0 1,69897
Hp = Ry sin sin 32°- 1,72420
//₽ 26,496 1,42318
*1 50,0 1,69897
By = Ry COS 4>! COS Ip! 32°- Т, 92842
By 42,403 1,62739
192
Продолжение
1 2 3 4
Bi 42,403 —
В2 = — С2 С3 12,258 —
в3 30,145 —
Яр Нр 26,496 1,42318
30,145 1,47921
1Й т2 - Ва в2
tg Ф2 40’39'40" 1,93397
Яр 26,496 1,42318
sin 1|за 40’39'40" T, 81397 1,60921
Л2 sin ф2 40,664
Вг 42,403 —
В3 = — с% с3 17,355 ——
Ва 25,048 —
Пр Нр 26,496 1,42318
В3 25,048 1,39877
lg Фз — в3
tg Фз 46’36'35" 0,02441
Яр 26,496 1,42318
о _ ЯР sini|53 46’36'35" 1,86134
'3 sin ф3 36,462 1,56184
Bi 42,403 —
В4 = Bt — С4 Ci 17,355 —
по условию С4 = С3 Bi- 25,048 —
trrib Нр 26,496 25,048 —
tg^- В1 Bi —
по условию 1|)4 = ф3 tg^i 46’36'35" —
Яр Яр 26,496
'* sin ф4 sin ф4 46’36'35" —•
по условию = R3 Bi 36,462 —
13 Зак. 1360
4
Глава 7. СТРОГАНИЕ И ДОЛБЛЕНИЕ
7.1. Отличительные особенности процесса строгания
и долбления по сравнению с точением
Строгание и долбление обычно применяются при обработке
несложных профильных поверхностей с прямолинейными обра-
зующими, а также для обработки вертикальных и горизонталь-
ных плоскостей в единичном и массовом производствах.
Строгальные (рис. 7.1) и долбежные (рис. 7.2) резцы по своим
геометрическим параметрам и по форме имеют много общего
с токарными. К тому же процесс резания при точении протекает
аналогично процессу резания при строгании и долблении. Напри-
мер, срезание металла и образование новой поверхности сопро-
вождаются упругим и пластическим деформированием, интенсив-
ным трением и тепловыделением, образованием нароста и износа
инструмента, а также другие закономерности процесса формиро-
вания обработанной поверхности как при точении, так и при
строгании и долблении протекают одинаково [2, 97].
В процессе строгания и долбления в период врезания резца
в обрабатываемый материал происходит удар, который не позво-
ляет применять износостойкие, но хрупкие инструментальные
материалы. Из применяемых твердых сплавов для оснащения
строгальных и долбежных резцов наибольшее применение полу-
чили сплавы марки ВК6М, ВК8, ВК8В, ВК10М, ВК15М, Т15К6,
Т5К12В и ТТ7К12.
Следует учитывать, что, помимо ударных нагрузок, процесс
строгания и долбления происходит при наличии возвратно-посту-
пательного движения резца либо детали. Вследствие больших
инерционных сил от движущихся частей строгальных и долбеж-
ных станков процесс долбления и строгания обычно ведут на ско-
ростях, не превышающих 70—80 м/мин. Кроме того, наличие
холостого хода при обратном ходе стола или инструмента сни-
жает производительность обработки.
Применяемые резцы по виду выполняемых работ делятся на
проходные, подрезные, отрезные и фасонные. Форма державки
резцов этих типов преимущественно прямоугольная. Величина
сечения у них принимается в 1,25—1,5 раза больше, чем у токар-
194
Рис. 7.1. Типы строгальных резцов:
в — проходной: б — проходной узкий; в — проходной лопаточный; е —подрезной;
д — прорезной
Рис. 7.2. Типы долбежных резцов:
а — проходной двусторонний; б — щпоночный; в — прорезной
13*
ных, что вызвано необходимостью компенсации ударных на-
грузок.
Наибольшее распространение для строгания получили резцы
с изогнутой формой головки (рис. 7.3,6). Изогнутость головки
позволяет поставить вершину резца на вертикаль, совпадающую
с опорной плоскостью резца. У прямого резца (рис. 7.3, а) под
действием сил резания головка отклоняется вправо по радиусу R.-
При этом происходит врезание вершин резца со стороны задней
поверхности в обработанную поверхность, что приводит к выкра-
Рис. 7.3. Изгиб строгального резца
шиванию режущих лезвий и ухудшению шероховатости обрабо-
танной поверхности. У изогнутых резцов вылет вершины I равен
радиусу дуги R, по которой перемещается вершина резца. Равен-
ство R=4 исключает вышеуказанные нежелательные явления,
наблюдаемые при работе прямого резца.
При выборе геометрических параметров строгальных и дол-
бежных резцов учитывают особенности обработки при строгании
и долблении. Чтобы уменьшить влияние ударных нагрузок, вели-
чину переднего угла берут на 5—10° меньше, чем у токарных
резцов, а угол % — положительным.
Главный угол в плане ф для проходных резцов назначается
в пределах 30—75°, причем большее его значение берется при
обработке менее жестких деталей. Вспомогательный угол в пла-
не ф1 для проходных и подрезных резцов принимают равным
10—15°, а у прорезных и отрезных резцов — 2—3°. Для чистовых
строгальных широких резцов величина главного угла в плане
Ф=0. Главное режущее лезвие устанавливается- строго парал-
196
лельно обработанной поверхности (настройка производится по
горизонтальной поверхности станка). Величина подачи при этом
назначается на 2—3 мм меньше длины главного режущего лез-
вия за счет чего достигается высокая производительность обра-
ботки и высокий класс чистоты обработанной поверхности.
Величина заднего угла а строгальных резцов соответствует
назначаемым задним углам для токарных резцов и равна 6—14°.
7.2. Элементы режима резания и срезаемого слоя
При работе на продольно-строгальных станках главное дви-
жение обеспечивается за счет прямолинейного движения стола
с закрепленной на ней заготовкой. Подачи — вертикальная и го-
ризонтальная — осуществляются периодически перемещением
суппорта с резцом в боковом и вертикальном направлениях за
время перемены хода стола с рабочего на холостой.
Таким образом, скорость резания определяется скоростью
перемещения стола
” = "Тооо- м/"и"’
где D — диаметр шестерни, ведущей стол, мм;
п — число ее оборотов в минуту, об/мин.
Рис. 7.4. Схемы резания и элементы срезаемого слоя при:
а — строганин; б — долблении
При работе на поперечно-строгальных и долбежных станках
лавное движение осуществляется за счет инструмента, закреп-
нного в ползуне, а подачи — за счет перемещения заготовки.
метяп^бИК0^ Резания * ПРИ строгании называется величина слоя
лла, срезаемого за один проход резца и измеренного в на-
197
правлении, перпендикулярном к обработанной поверхности
(рис. 7.4, а). Подачей называется перемещение резца либо заго-
товки за один его (ее) двойной ход в направлении подачи.
Ширина b и толщина а срезаемого слоя измеряются так же,
как и элементы срезаемого слоя при точении: b — вдоль глав-
ного режущего лезвия; а — в направлении, перпендикулярном
к главному режущему лезвию.
Между элементами режимов резания и срезаемого слоя
в зависимости от угла ср существует зависимость, такая же как
и при точении:
а — S sin ф мм; b = —.-- мм.
т sin <р
Рис. 7.5. Схема к расчету Рис. 7.6, Строгание трехрезцовой державкой
машинного времени при стро*
гании
Для большинства долбежных резцов <р=90° и Х==0® (рис. 7.4, б).
Тогда a=S, bsat, а площадь поперечного сечения срезаемого
слоя Fssab^St мм2.
Чтобы увеличить производительность процесса строгания,
стремятся уменьшить время холостого хода стола (ползуна).
Достигается это за счет настройки кулисного механизма станка.
Кроме того, учитывая, что скорость рабочего хода изменяется от
нуля до некоторого максимума, а затем к концу рабочего хода
падает снова до нуля, средняя скорость рабочего хода опреде-
ляется по формуле
Ln(l+/n)’ ,
= —юоо м/мин> (7Д)
где L — длина хода стола, мм;
п — число двойных ходов в минуту;
т — —------^отношение скоростей рабочего и холостого Х9да (при-
водится в паспорте станка); обычно т = 0,7 -? 0,75.
19$
Длина рабочего хода составляла L = /i+/+Z2 (рис. 7.5), где
I — длина заготовки; h и /2 — величины врезания и перебега
пезца в начале и конце хода. Для поперечно-строгальных стан-
ков /1+^2=35—75 мм и зависит от длины обрабатываемой де-
тали, для продольно-строгальных — /14-/2=200—475 мм.
Так как при строгании, особенно на продольно-строгальных
станках, обрабатываются громоздкие детали с большой пло-
щадью поверхностей, подлежащих обработке, основное влияние
на производительность обработки оказывает машинное время.
Напомним, что машинное время равно
' "ин'
Следовательно, повышение производительности процесса строга-
ния можно достичь главным образом за счет уменьшения машин-
ного времени, т. е. путем уменьшения числа проходов /, уменьше-
нием припуска на обработку, а также увеличением скорости реза-
ния и подачи. Кроме того, повысить производительность строга-
ния можно за счет применения многорезцовой державки
(рис. 7.6), когда в работе одновременно участвует несколько
резцов.
7.3. Силовые и скоростные зависимости при строгании
и долблении
Силовые зависимости при строгании и долблении подобны
зависимостям, найденным для точения. Сила резания может быть
разложена на три составляющих (см. рис. 7.4): Pz — горизон-
тальную, направленную параллельно движению резца и изги-
бающую его; Ру — вертикальную, действующую перпендикуляр-
но к обработанной поверхности. По этим силам производится
расчет звеньев цепи главного движения, цепей передач и суп-
порта. Боковая сила Рх действует на резец в направлении дви-
жения подачи и стремится отжать его в обратном направлении.
На силы резанияJ при строгании оказывают влияние те же
факторы, что и при точении, а поэтому значения Pz, Р и Рх
выражаются теми же экспериментальными формулами, что^и при
точении. Например, Рг = CptxvzSyp^^ кгс. Значение коэффи-
циентов Cpz, Kpz и показателей степеней хр , ур находятся из
соответствующих таблиц, приводимых в справочниках по режимам
резания.
Мощность, необходимая на резание при строгании Np, и рас-
четная мощность приводного электродвигателя станка Мдв соот-
ветственно рассчитываются по формулам:
Рг V
Np = 75-60-1,36 кВт’
(7.2)
199
ЛГДв = Л₽-КВт, (7.3)
Чет
где г]ст — к. п. д. станка.
Скорость резания, допускаемая режущими свойствами стро-
гального или долбежного резца, подсчитывается по формуле
v = С” М/мин, (7.4)
₽ Tmt vSy°
где коэффициенты Cv, и показатели степеней т, xv, yv анало-
гичны этим же параметрам в формуле расчета скорости резания
при точении.
7.4. Назначение наивыгоднейших режимов резания
при строгании и долблении
Порядок назначения рациональных режимов резания при
строгании и долблении такой же, как и при точении [2, 89].
1. Назначают глубину резания в зависимости от величины
припуска, классов точности и чистоты обработанной поверхности,
мощности электродвигателя главного движения станка.
2. Выбирают максимально допустимую подачу в зависимости
от класса чистоты обработанной поверхности и прочности режу-
щей части резца.
3. По установленным значениям t и S и выбранной стойкости
резца Т определяют скорость резания vp, допустимую режущими
свойствами инструмента.
4. По найденному значению vp определяют число двойных
ходов стола в минуту
к: 1000 Пр
П== L (1 4- /п)
дв. ход/мин.
(7-5)
Найденное значение п корректируют в соответствии с пас-
портными данными станка, причем берется меньшее значение п.
Зная число двойных ходов в минуту, определяют действитель-
ную скорость резания
Ln (1 4- т) ,
v =-----Иоо----
5. В соответствии с выбранными режимами резания опреде-
ляют величину Рг
Рг= CP2tX^Sy^Kp2Krc. (7-6)
6. Проверяют наличие достаточной мощности электродвига-
теля станка
N '
у*дв
Pzv
75-60-1,36-Т]ст
кВт.
(7.7)
Если мощность электродвигателя станка недостаточ*на, умень-
шают число двойных ходов.
200
Глава 8. СВЕРЛЕНИЕ
8.1. Особенности процесса резания при сверлении.
Элементы режима резания и срезаемого слоя
Сверление применяется для получения отверстий в сплошном
материале, а также для рассверливания уже имеющихся отвер-
стий. Сверлением обеспечивается 5—4-й класс точности и 3—4-й
класс чистоты обработанной поверхности. В качестве инструмен-
тов применяются сверла различных конструкций. Процесс реза-
ния при сверлении протекает принципиально так же, как и при
точении. Так, например, в зависимости от свойств обрабатывае-
мого материала стружка полу-
чается либо сливной, либо над-
лома; имеет место усадка
стружки; при сверлении вязких
металлов образуется нарост.
Однако, несмотря на указанное
сходство процессов точения и
сверления, между ними имеют-
ся следующие различия [3, 92].
1. Наличие очень малых пе-
редних углов в центральной
части сверла и отрицательных
у перемычки повышает дефор-
мацию срезаемой стружки, уве-
личивает силы трения, а следо-
вательно, и тепловыделение в
зоне резания.
2. Наблюдается повышенное
трение в процессе сверления
из-за отсутствия вспомогатель-
ных задних углов на ленточках.
3. Сверло в процессе реза-
ния находится в постоянном
литедьиом контакте со стружкой и обработанной поверхностью;
птп ШеНЫ УСЛОВИЯ отв°Да стружки. Вместе с тем выходящая из
ерстия стружка затрудняет проникновение СОЖ в зону реза-
ния и отвод тепла.
201
4. Различие скоростей резания для различных точек режущих
лезвий в процессе сверления усложняет процесс деформации
стружки и ее схода по передней поверхности инструмента.
Главное движение при сверлении осуществляется за счет вра-
щения сверла и реже — детали, а движение подачи — перемеще-
нием сверла или детали вдоль оси инструмента (рис. 8.1). За ско-
рость резания принимается окружная скорость точки, наиболее
удаленной от оси сверла, или скорость, подсчитанная по диаметру
сверла:
V = —JQQQ-- м/мин, (8.1)
где D — диаметр сверла, мм;
п — число оборотов сверла в минуту, об/мин.
В центре сверла скорость v равна нулю.
Подача — величина перемещения сверла вдоль оси за один
его оборот (So, мм/об). Так как у сверла два главных режущих
лезвия, на каждое из них приходится подача, равная
е
Sz=-~ мм/зуб. (8.2)
В свою очередь минутная подача SM будет равна
SM=Son мм/мин. (8.3)
Глубина резания при сверлении определяется диаметром
сверла, т. е.
t = -5- мм, (8.4)
а при рассверливании отверстия диаметром d
, D d .
t =-----g--- мм. (8.5)
Толщину и ширину среза при сверлении определяют без учета
перемычки по формулам:
о — ---- мм.
2 sin <р
(8.7)
Толщина среза измеряется в направлении, перпендикулярном
к главному режущему лезвию, а ширина — вдоль него.
Площадь поперечного сечения среза Г2, приходящаяся на
одно режущее лезвие, равна ,
Г? S - . D DS п /О
г, = ab = -s-sinro-T—:---= —— мм2. (8.8)
z 2 2 sin ф 4 '
202
8.2. Конструктивные элементы и геометрические параметры
спирального сверла
Спиральное сверло состоит из рабочей части Zi, шейки 1з
и хвостовика Z4, имеющего на конце лапку /5 (рис. 8.2). Рабочая
часть в свою очередь разделяется на режущую /2 и направляю-
щую 1г- Режущая часть включает в себя следующие элементы:
круглошлифованные ленточ-
Рис. 8.2. Конструктивные элементы спи-
рального сверла
КИ (вспомогательные режу-
щие лезвия) 1, поперечную
режущую кромку 2, канав-
ки 3, два главных режущих
лезвия 4, передние 7 и зад-
ние 5 поверхности, два зуба
(пера) сверла 6.
Хвостовик сверла может
быть выполнен как конусным
по системам Морзе или мет-
рической, так и цилиндриче-
ским с поводком. В первом
случае крутящий момент пе-
редается за счет сил трения
между коническими поверх-
ностями хвостовика сверла
и посадочного отверстия
шпинделя, а во втором —
посредством поводка. Лапка
служит для выбивания свер-
ла из шпинделя станка либо
из переходной втулки. Шей-
ка предназначена для выхо-
да шлифовального круга при
изготовлении сверла. На-
правляющая часть обеспечи-
вает направление сверла в
просверливаемом отверстии
и служит резервом для обра-
зования рабочей части при
его переточках.
Режущие свойства сверла
во многом определяются гео-
метрическими параметрами и материалом его режущей части.
(рис^З^щ Гд°]МетРические параметры спирального сверла
Угол наклона винтовой канавки со—-это угол, заключенный
кана^ °5ЬЮ сверла и развернутой винтовой линией стружечной
свеотКИ РИС’ 8 3> б). Величина его непостоянна: чем ближе к оси
‘ а, тем меньше угол со. Действительно, из рисунка видно, что
203
М-М
Рис. 8.3. Геометрические параметры спирального сверла
(8-9)
(8.10)
, nD
--Н-’
где £) — диаметр сверла, измеренный на периферии;
£)% — диаметр сверла, соответствующий некоторой точке X
(рис. 8.3, а);
ю — угол наклона винтовой канавки, измеренный в сечении,
параллельном оси сверла.
Для сверл из быстрорежущей стали угол <в назначается в пре-
делах от 18 до 30°, причем у сверл малого диаметра берется его
меньшее значение:
Диаметр сверла, мм
0,25—0,35
0,4—0,45
0,5—0,7
0,75—0,95
1—1,9
2—2,9
3—3,4
3,5—4,4
4,5—6,4
6,5—8,4
8,5—9,9
10—80
Угол наклона винтовой канавки, град
18
19
20
2!
22
23
24
25
26
27
28
30
Угол наклона поперечного лезвия (перемычки) ф — угол меж-
ду проекциями поперечного и одного из главных режущих лезвий
на плоскость, перпендикулярную к оси сверла. Обычно прини-
мают ф=55°. Угол резания у перемычки больше 90°, а поэтому
металл не режется, а скоблится.
Угол при вершине 2<р — угол между главными режущими лез-
виями.
Величина этого угла зависит от свойств обрабатываемого
материала и лежит в пределах 804-140°. Для сверления пластич-
ных материалов берут большие значения угла 2<р, чем для хруп-
ких. Например, для обработки стали и чугуна 2ф= 1164-120°, для
алюминия 2<р= 140, для мрамора 2<р=80°.
Вспомогательный угол в плане <pi образуется за счет выпол-
нения рабочей части сверла с обратной конусностью. Величина
его составляет 14-2'.
Вспомогательные задние углы щ на ленточках равны нулю,
ность1оцВСПОМОГаТеЛЬная задняя поверхность очерчена поверх-
205
Угол наклона главного режущего лезвия X имеет аналогичное
определение как и для резцов общего назначения.
Передним углом у называется угол между касательной к пе-
редней поверхности сверла в рассматриваемой точке и нормалью
в той же точке к поверхности вращения, образованной при вра-
щении режущего лезвия вокруг оси сверла. В каждой точке
режущего лезвия в плоскости NN угол у имеет различную вели-
чину, а в плоскости 00, параллельной оси сверла, он равен углу
наклона винтовой канавки, т. е. уо=со.
Из рис. 8.3, б следует, что:
nD , nDx
® tg “х = —jy—•
Разделим одно па другое полученные уравнения и оконча-
тельно получим
tgCOX = tgCO-^-. (8.11)
Запишем формулы (см. параграф 1.4) для определения действи-
тельного переднего угла в нормальном сечении N—N:
1) для резца tg уп = tg у sin <р;
2) для сверла tg упр = tg у sin <р.
Учитывая, что упр = у0 — со, запишем tg со = tg у sin ср. Откуда
tgv = -S^-. (8.12)
ь ' sincp v '
По аналогии можно записать значения тангенса переднего угла
для любой точки X
tgYx=-M^-. (8.13)
sin ф '
Подставив полученное ранее значение tg со^ в это уравнение,
получим
Анализ полученной формулы позволяет утверждать, что наиболь-
шее значение имеет передний угол у периферии сверла. Так как
углы уо и со равны между собой, для точек режущего лезвия, ле-
жащих ближе к центру, передний угол уо меньший, чем для пери-
ферийных.
Задний угол а — это угол, заключенный между касательной-
к задней поверхности пера в рассматриваемой точке режущего
лезвия и касательной к окружности ее вращения вокруг оси
сверла. Измеряется а в плоскости 00, параллельной оси сверла
и касательной к цилиндрической поверхности, на которой лежит
данная точка режущего лезвия. В статическом состоянии (по ана-
206
логии СО значением переднего угла) задний угол а, измеренный
в нормальной плоскости, равен
tg a.v=tg a sin ф. (8.15)
В процессе резания истинное значение заднего угла уменьшается,
так как действительной траекторией точки, лежащей на главном
режущем лезвии, будет не окружность, а винтовая линия с ша-
гом, равным величине подачи. Поверхность же резания представ-
ляет собой винтовую поверхность. Поэтому действительный зад-
Рис. 8.4. Изменение углов у и а сверла вдоль
режущего лезвия
ний угол ад определяется касательными к этой винтовой и задней
поверхностям в рассматриваемой точке. По своей величине он
будет меньше значения а на величину угла ц (рис. 8.3, а):
S S
ад = «-н = «-агс*§^5-- (8-16)
С приближением к оси сверла задний угол ад уменьшается, при-
чем для точек режущего лезвия, лежащих ближе к оси сверла,
например для точки X, уменьшение главного заднего угла будет
более интенсивным, чем для периферийной. Чтобы обеспечить
достаточную величину заднего угла в процессе резания у точек
режущего лезвия, расположенных ближе к оси сверла, задняя
его поверхность затачивается так, что на периферии угол а имеет
минимальное значение, а по мере приближения к сердцевине он
увеличивается. Такая заточка обеспечивается конструкцией и ки-
нематикой заточных станков.
Так как передний угол у сверла будет большим, а задний —
-ьшим У периферии сверла, а у центра наоборот а>у
ви л'4 ’ Угол заострения остается для всех точек режущего лез-
Я более или менее одинаковым. Фактический передний угол
207
изменяется от 30° до нуля и даже отрицательного значения его
у перемычки. Задний же угол у периферии равен 6—8°, а у пере-
мычки — 25—35°.
8.3. Силы резания и крутящий момент при сверлении
Предположим, что равнодействующая сил, действующих на
режущее лезвие сверла, приложена в точке А. Разложим ее
в трех взаимно перпендикулярных направлениях (рис. 8.5, а)
Рис. 8.5. Схема сил, действую-
щих на сверло, и расчетная схема
к определению Мкр при сверлении
и получим три составляющие силы, действующие на каждое ре-
жущее лезвие. Силы Рг создают крутящий момент Л-1кр, который
преодолевается шпинделем станка. Силы Ру действуют по ра-
диусам и взаимно уничтожаются. Силы Рх вместе с силой Рп,
действующей на перемычке, образуют осевую силу или силу по-
дачи, которая преодолевается механизмом подачи станка. В ито-
ге на сверло действуют Л4кр и осевая сила, или сила подачи Р
[3, 92].
Определим теоретическим путем величину крутящего момента,
учитывая, что фактически Л-1кр создается элементарными силами,
действующими на двух главных режущих лезвиях ab и се, пере-
мычке Ьс (рис. 8.5, б), а также силами трения Рг, действующими
208
на направляющих ленточках. При этом надо помнить, что вели-
чина Л1кр в основном определяется силами, действующими на
главных режущих лезвиях [66].
Выделим вдоль лезвия элементарную’площадку среза, равную
произведению dr-%-. На ней действует элементарная сила реза-
ния pdr-^-, где р — удельная сила резания.
Известно, что удельная сила резания р увеличивается с умень-
шением площадки среза и может быть представлена в виде
л
(8-17)
О
Тогда элементарный момент
е л е
dM = pdr —^r = —------jT— rdr = BSl " rdr.
' 2 s 2
Или
D D
2 2 2
MKp = 2 j BS'-’rdr = j =CMSW«. (8.18)
d 2 d
2 2
Проинтегрируем элементарную осевую силу
р
<? 5 я
P = ) P~iT dr,
d Z
2
получим
Рж= CpSWp . (8.19)
Эксперименты, проведенные с использованием двухкомпонент-
ных динамометров при сверлении различных материалов свер-
лами разных диаметров и с различной подачей, позволили полу-
чить эмпирические формулы, которые хорошо согласуются с тео-
ретическими и используются для подсчета Л1кр и Рос. Они имеют
следующий вид:
Л!кр = См5у"Ргм/См кгс-м; (8.20)
Рос = CPSypD*pKp кгс, (8.21)
где См и Ср — коэффициенты, характеризующие условия сверле-
„ ния и свойства материала, принятого за эталон;
Ам и — общие поправочные коэффициенты на измененные
условия работы (берутся из справочников).
И 3аК' 1360 209
Отметим в качестве примера, что при сверлении стали сверлом
из быстрорежущей стали Р9 Л4Кр=0,0345Т>2 S0’3 кгс-м, при свер-
лении чугуна /’ос = 57£>50’8 кгс.
Зная величины крутящего момента и осевой силы, можно
определить мощность, потребную на процесс сверления Npe3:
N
Л4К = 716,2——, (8.22)
кр п
MKoti PSn
N = Л/ 4- у =___________2?_______I___________кВт
'Увр-Г^под 716,2-1,36 60-102-1000 ’
Рис. 8.6. Зависимость Р и Мкр
при сверлении от:
а—угла наклона винтовой канав-
ки о>; б — угла при вершине 2с;
в — длины перемычки d
где Увр и Упод — соответственно мощность, потребная на враще-
ние сверла и подачу. <
Так как ЛГП0Д = (0,5 4- 1,5)% WB , можно записать, что
Л4кои
= 716,2 1,36 КВТ- <8‘23)
С учетом к. п. д. станка г] и коэффициента допускаемой пере-
грузки, равного 1,3, окончательно имеем
Л/резй^Л/мотТ] ‘ 1,3. (8.24)
Резание при сверлении осуществляется пятью элементами
сверла: двумя главными режущими лезвиями, перемычкой, двумя
направляющими ленточками.
На каждый из этих элементов приходится определенная доля
в общей величине Л-1кр и осевой силы Рос- Специальные исследо-
2Ю
вания показывают, что между этими составляющими существует
примерно следующее соотношение:
1) по величине Л4кр: на режущие лезвия — 80%, перемычку —
8 и 12%'от общего Л4кр на трение ленточек об обработанную по-
верхность и трение стружки о канавки сверла;
Рис. 8.7. Формы заточки сверла:
а — двойная; б — одинарная с подточкой перемычки; в—одинарная с подточкой
передних поверхностей перьев срерл; г — одинарная с подточкой ленточек; д —
одинарная со стружкоразделительиыми канавками; е — одинарная нли нормаль-
ная {И), двойная с подточкой перемычки и ленточки (ДПЛ), двойная с подточкой
перемычки по методу В. И. Жирова (ЖДП)
2) по величине Рос: на режущие лезвия — 40%, перемычку —
57 /0, на трение ленточек об обработанную поверхность и стружки
о канавки сверла — 3% от общей силы Рос.
Геометрические параметры сверла оказывают существенное
влияние на величины Л4кр и РОс- Так, с увеличением угла наклона
винтовой канавки (рис. 8.6, а) увеличивается передний угол у,
а значит, облегчается процесс стружкообразования и умень-
шаются Л1Кр и Рос- Такое снижение Л4кр и Рос особенно заметно
при увеличении <о до 30°. Дальнейшее изменение ы не оказывает
существенного влияния на величины Л4Кр и РОс-
Изменение угла 2<р приводит к изменению силы Рос и Мкр по-
стольку, поскольку изменяется ширина и толщина среза (анало-
гично точению). С увеличением ф Л4кр уменьшается, а Рос увели-
чивается (рис. 8.6, б).
Длина перемычки d оказывает в большей степени влияние на
величину Рос, чем на Мкр (рис. 8.6, в). Для уменьшения величины
Рос делают специальные подточки перемычки (рис. 8.7,6, в, е).
Влияние свойств обрабатываемого материала на практике
учитывается, как и для точения, эмпирическими зависимостями:
Мкр = Cj. НВ’« или Л1кр = С^’м; (8.25)
Рос = С2 НВ’р или Рос = С2очр. (8.26)
Значения постоянных коэффициентов и показателей степеней
приводятся в соответствующих справочниках и нормативах ре-
жимов резания [61, 80].
8.4. Скорость резания и влияние на нее различных факторов
Скорость резания при сверлении. Она ограничивается стой-
костью сверл. При обработке конструкционных сталей сверлами
из быстрорежущей стали износ обнаруживается одновременно по
передней и задней h3 поверностям,
а также по ленточкам, а при обра-
ботке хрупких материалов — по
уголкам hy (рис. 8.8). При чрезмер-
ной длине перемычки и неправиль-
ной заточке сверла наблюдается
износ по лезвию перемычки /гПер.
Крайне нежелателен износ по угол-
кам, так как при большей величине
износа hy для восстановления режу-
щей способности сверла приходится
стачивать значительную его часть.
В качестве критерия затупления
сверл рекомендуется следующая ве-
личина износа:
1) при сверлении сверлами из
быстрорежущей стали чугуна —
hy= 0,5-4-1,2 мм, стали — h3= 1,1 мм;
2) при сверлении сверлами, осна-
щенными твердым сплавом, как ста-
ли, так и чугуна — /г3=0,4-4-1,3 мм.
Большая величина износа допу-
скается для сверл большего диа-
метра.
Рис. 8.8. Характерные виды
износа сверла
212
Зависимость между скоростью резания v и стойкостью свер-
ла Т имеет такой же характер, как и при точении. С повыше-
нием v .выделяется большее количество тепла, что приводит
к более интенсивному износу. Появление износа способствует еще
большему выделению тепла, а следовательно, и ускорению износа
режущей части сверла.
Зависимость между скоростью резания v и стойкостью свер-
ла Т имеет вид:
v = ?m м/мин, (8.27)
где Cv — постоянный коэффициент;
ш — показатель относительной стойкости.
Значения Cv и m зависят от свойств обрабатываемого
и инструментального материалов и условий резания. Средние
значения показателя относительной стойкости m для быстроре-
жущих сверл равны 0,124-0,2, для твердосплавных — 0,254-0,4.
Стойкость быстрорежущих сверл Т при обработке стали назна-
чается в пределах (1,04-1,5)7?, а для твердосплавных—(1,54-
4-2)7) как при обработке стали, так и чугуна (7)— диаметр
сверла).
Допускаемая скорость резания Vt зависит от диаметра свер-
ла D, подачи 5, глубины сверления /, свойств обрабатываемого
металла Ам, материала сверла Аин, условий охлаждения Кохл
и прочего, т. е.
vT=f(D, S, I, Ам > Аин, Аохл> • • • ). (8.28)
С увеличением диаметра сверла допускаемая скорость реза-
ния повышается, так как при этом увеличивается масса сверла,
что улучшает условия отвода тепла, а также повышается жест-
кость инструмента. Влияние на Vr увеличения ширины среза при
увеличении D сравнительно невелико. Поэтому можно записать,
что
vT = CdDzv м/мин. (8.29)
С ростом величины подачи Vt понижается, так как возрастает
толщина среза а, увеличивается количество выделяемой теплоты,
повышается температура в зоне резания и ускоряется износ
сверла:
vr=-^-. (8.30)
S v
Обобщенная формула для подсчета скорости резания при
сверлении выражается следующим образом [3, 66, 92]:
CVD V /О О 1 \
v~ TmSyv 'К' (8-31)
213
где C'v — коэффициент, характеризующий обрабатываемый
материал, принятый за эталон, и условия его
обработки;
Д = Дм Kiv Дфо — поправочные коэффициенты, характеризующие
соответственно обрабатываемый материал, длину
сверления и форму заточки. Их величины при-
водятся в справочниках и нормативах по
резанию.
Для примера отметим, что при сверлении стали твердостью
НВ=215 сверлом из стали Р9 с подачей S>0,2 мм/об
v ==
12,4 £>ол
(8.32)
При сверлении той же стали твердосплавными сверлами с по-
дачей S>0,12 мм/об
Юдо.б
V =------пч~-
(8.33)
Влияние свойств обрабатываемого металла. Для решения
практических задач пользуются соотношениями:
Vt =
Снв .
НВП* ’
vT —
Са
(&
(8.34)
(8.35)
где nv — показатель степени. При сверлении автоматной стали он
равен 1,05, стали с ов > 55 кгс/см2 и чугуна — 0,9 и 1,3.
Влияние глубины сверления. Чем больше глубина сверления,
тем хуже условия резания. Если глубина отверстия больше чем
в 3 раза превышает диаметр сверла, допускаемую скорость реза-
ния уменьшают, умножая ее на коэффициент Д/о. Приводим зна-
чения Д/о:
Глубина отверстия в диаметрах свер-
ла, мм D + 3D 4D 5D 6D 8D 10D
К10
1,0 0,85 0,75 0,7 0,6 0,5
На допустимую скорость резания большое влияние оказывают
геометрические параметры заточки сверл и применение СОЖ.
Подточки сверла, показанные на рис. 8.7, значительно умень-
шают осевую силу, повышают стойкость сверл, а следовательно,
и допустимую скорость резания vT. Применение СОЖ позволяет
увеличить скорость резания на 40—45%. Особенно эффективна
214
Рис. 8.9. Сверла для глубокого сверления:
.Я, (> — с внутренним подводом СОЖ: 1 — трубка: 2 — конус; 3 — впаянная трубка для
' ' охлаждения; в — с крутой спиралью
подача СОЖ по внутренним каналам сверла (рис. 8.9, а, б).
Стойкость сверл с внутренним подводом охлаждающей жидкости
в несколько раз выше, чем у обычных.
8.5. Методика назначения наивыгоднейших режимов
резания при сверлении
Порядок назначения режимов резания. При назначении наи-
выгоднейших режимов резания для сверления необходимо учи-
тывать положения, которые были рассмотрены применительно
к точению. Назначение режимов резания состоит из следующих
этапов [3, 89].
1. Выбор максимальной подачи, допускаемой прочностью
сверла, технологическими требованиями к качеству обработки
кинематическими возможностями станка.
215
2. Определение наивыгоднейшего периода стойкости сверла.
3. Определение скорости резания, обеспечивающей заданную
стойкость.
4. Подсчет числа оборотов шпинделя и станка по скорости
резания и диаметру сверла.
5. Корректировка подсчитанного числа оборотов п по станку
и действительной скорости резания.
6. Расчет Л4Кр и Рос.
7. Проверка выбранного режима по мощности станка.
Приведенный порядок назначения режимов резания может
быть несколько иным, что наблюдается при установлении режима
независимо от станка. Тогда необходимо после четвертого пункта
произвести расчет Рос, Мкр и УУЭ, а затем выбрать модель станка
И ПрОИЗВеСТИ Корректировку tl, S, V, Рос, МКр и N3.
Рассмотрим некоторые приведенные этапы назначения режи-
мов резания.
Выбор подачи. При сверлении прочность инструмента явля-
ется одним из ограничивающих подачу факторов. В результате
экспериментальных исследований установлены формулы для
определения подач, допускаемых сверлами без подточек их пере-
мычки с двукратным запасом прочности: при обработке стали
с НВ = 215 и чугуна с НВ= 190 соответственно имеем:
Г)0,81 г)0,81
S = TU: s"w <8'36)
При этом подачи, рекомендуемые для работы, берутся не-
сколько меньшими, чем получаемые расчетом по формулам.
Допускаемые подачи тем больше, чем больше диаметр сверла.
Для сверл одинаковых диаметров подачи разбиваются на группы
в зависимости от технологических условий. По подаче и диаметру
сверла определяется осевая сила и сравнивается с осевой силой,
допускаемой прочностью механизма подачи станка. Величина
этой силы приводится в паспорте станка.
Наивыгоднейший период стойкости Т. Он определяется исхо-
дя из положений, рассмотренных ранее. Так как <; увеличением
диаметра сверла возрастает его стойкость и удорожается заточка,
период стойкости для сверл большего диаметра берется большим.
Дальнейший порядок назначения режимов резания не требует
дополнительных разъяснений:-
Здесь же приведем некоторые рекомендации по выбору режи-
мов резания при сверлении пластмасс. Так, при сверлении слоис-
тых пластмасс, например текстолита, рекомендуется работать
с подачей 5 = 0,14-0,15 мм/об, так как при слишком малой подаче
происходит разлохмачивание материала, а при слишком боль-
шой величине 5 — расслоение ее. Скорость резания при обра-
ботке сверлами из быстрорежущей стали должна находиться
в пределах 504-60 м/мин. При больших значениях скорости реза-
216
ния не исключена опасность появления прижогов. Сверление же
оптического стекла, или плексигласа, с высокой скоростью реза-
ния приводит к образованию задиров и чешуек на стенках обра-
ботанного отверстия.
Машинное время при сверлении и рассверливании опреде-
ляется по формуле
= мин, (8.37)
где L=/+/i+/2 — длина прохода сверла в направлении пода-
чи, мм.
[Рис. 8.10. Схема расчета машинного времени
Величина врезания li зависит от формы заточки сверла: при
одинарной заточке (рис. 8.10, а)
G = 4'ctg(p’ (8’38)
а при двойной заточке (рис. 8.10, б)
= В cos ф0 + ----В sin ф0^ ctg ф ~ 0,4 D, (8.39)
где В — ширина дополнительного конуса сверла; 2фо=7О4-75°.
При рассверливании отверстия
D^d <*§ф. (8.40)
Величина перебега сверла /г во всех случаях равна 14-3 мм.
Глава 9. КОНСТРУИРОВАНИЕ СВЕРЛ
9.1. Типы сверл
Сверла спиральные. Конструктивные элементы спиральных
сверл стандартизованы. Лишь в отдельных случаях разрабаты-
ваются специальные сверла. ГОСТ регламентирует следующие
основные размеры спиральных сверл (см. рис. 8.2): 1) номиналь-
ный диаметр, т. е. диаметр рабочей части D\ 2) общая длина
сверла L; 3) длина рабочей части Л; 4) размеры шейки /з и хво-
стовика /4.
Для примера в табл. 9.1 приведены некоторые характеристики
наиболее употребительных стандартизованных спиральных сверл
из быстрорежущей стали.
Таблица 9.1
Номер груп- пы Наименование сверла Серия Диаметр сверла, мм гост Приме- чание
1 Сверла спиральные с ци- линдрическим хвосто- виком Длинная 1,95—20 886—64 Только правые
2 То же Средняя 0,25—20 10902—64 Правые и левые
3 » Короткая 1—20 4010—64 Только правые
4 Сверла спиральные мел- коразмерные с утол- щенным цилиндриче- ским хвостовиком Длинная и короткая^ 0,1—1 8034—67 Правые и левые
5 Сверла спиральные с ко- ническим хвостовиком Средняя и короткая 6—80 10903—64 Только правые
6 Сверла спиральные с ко- ническим хвостовиком Удлинен- ные 6—30 2092—64 Только правые
Так как при сверлении наблюдается разбивание просверли-
ваемого отверстия из-за неправильной заточки сверла, его непра-
218
вильной установки или из-за биения шпинделя и ряда других
причин, ГОСТ 2034—64 предусматривает сверла двух степеней
точности: сверла точного исполнения, сверла обычного испол-
нения.
Отличаются эти сверла только допусками на размеры, точ-
ностью заточки и расположением поверхностей. Например, бие-
ние радиальное по ленточкам для сверл точного исполнения диа-
метром от 40 до 80 мм 120 мкм, а для сверл обычного исполнения
в 1,5 раза больше; осевое биение режущих лезвий соответственно
составляет 50—200 и 120—300 мкм; допуски на диаметр сверла,
как и для основного вала, но в минус, т. е. в тело сверла.
Рис. 9.1. Формы стружечных канавок
Хвостовик. При диаметре сверла свыше 6 мм хвостовик
чаще всего имеет коническую форму. Если заранее известны
условия работы сверла, по его диаметру и силам резания можно
выбрать диаметр хвостовика, а затем провести проверочный
расчет хвостовика, особенно для тяжелых условий работы.
Для сверл диаметром свыше 6—8 мм с целью экономии быст-
рорежущей стали хвостовики делают из сталей 45 или 40Х и при-
варивают их к рабочей части.
Сердцевина. Размер сердцевины определяет прочность
и жесткость сверла, поэтому она должна быть наибольшей. Одна-
ко увеличение сердцевины приводит к уменьшению объема стру-
жечных канавок и к увеличению длины перемычки, а последнее
обстоятельство является одной из основных причин резкого воз-
растания осевых сил.
Для сверл диаметром (D) 6—10 мм диаметр сердцевины со-
ставляет (0,204-0,25) D, а для сверл диаметром свыше 10 мм —
d= (0,134-0,16) D.
С целью увеличения прочности и жесткости сверла диаметр
сердцевины к хвостовику увеличивается. Величина утолщения
составляет для сверл из быстрорежущей стали 1,74-1,8 мм, из
легированной стали— 1,44-1,5 мм на каждые 100 мм длины ра-
бочей части. Указанное утолщение характерно для сверл сред-
иих диаметров, но не для мелких.
Цилиндрические ленточки. Цилиндрические лен-
точки должны обеспечивать хорошее направление сверла в обра-
2I&
Рис. 9.2. Профиль ка-
иавочной фрезы
батываемом отверстии, поэтому ширина их должна быть боль-
шой. Однако увеличение ширины ленточек приводит к увеличе-
нию сил трения между ленточками и стенками отверстия.
Установлено, что, например, для сверл диаметром 6 мм ши-
рина ленточки равна 0,5 мм, а высота — до 0,2 мм; для сверл 20
и 60 мм ширина и высота ленточек соответственно будут 1,25;
2,6 мм и 0,55; 1,2 мм. Сверла диаметром меньше 0,6 мм выпол-
няются из-за трудности их изготовления без ленточек. С целью
уменьшения трения ленточек об обработанную поверхность изго-
товляют сверла с обратным конусом, т. е. с уменьшением диа-
метра сверла к хвостовику. Обратный конус небольшой и состав-
ляет от 0,03 до 0,08 мм на каждые 100 мм
длины для сверл диаметром до 10 мм. Для
сверл диаметром 10—18 мм обратная ко-
нусность составляет 0,04—0,10 мм; для
сверл диаметром свыше 18 мм — 0,054-
4-0,12 мм. За счет обратного конуса обра-
зуется вспомогательный угол в плане дн,
величина которого составляет 1—2'.
Форма канавки. Одним из важ-
ных конструктивных элементов сверла
является канавка, форма и размеры кото-
рой должны обеспечить следующие усло-
вия: 1) достаточную прочность сверла, которая во многом опре-
деляется размерами и плавностью линий перехода канавки;
2) достаточное пространство для размещения стружки; 3) пра-
вильную конфигурацию режущего лезвия, при которой условия
резания и отвод стружки будут благоприятными.
На рабочих чертежах сверл обычно ставится не ширина
канавки, а ширина пера. Обусловлено это тем, что в процессе
изготовления сверла проще измерять ширину пера, а не канавки.
Для сверл из быстрорежущей стали ширина пера состав-
ляет 0,6/).
Размеры канавки задаются размерами фрез, которыми они
изготовляются. От формы канавки зависит форма режущих лез-
вий сверла: прямоугольная, выпуклая, вогнутая (рис. 9.1). Для
получения этих форм режущих лезвий служат специальные фре-
зы, расчет профилей которых весьма сложный. По исследованиям
ВНИИИ и данным завода «Фрезер», лучшим из профилей фрезы
признан профиль, представленный на рис. 9.2. Этот профиль дает
достаточную канавку для отвода стружки, благоприятную форму
сечения сверла с точки зрения его термической обработки,
т. е. плавное изменение сечения, а также простую форму зуба
канавочной фрезы, которая очерчена двумя радиусами и прямой.
По приближенной формуле, приведенной в работе [55], опре-
деляют Ro:
Ro = CrC^D, (9.1)
220
где D — диаметр сверла, мм;
Cr — коэффициент, учитывающий влияние углов. 2 и ©
и равный
з __
0,026-2д> / 2<р, ,
Cl)
где 2 ср и и, град;
Сч — коэффициент, учитывающий изменение диаметра пере-
мычки;
г _ ( 0,140 V’044
4 \ d / !
(9-3)
где d — диаметр перемычки сверла, мм;
Сф — коэффициент, учитывающий влияние диаметра канавочной
фрезы:
0,9
Ct_(wq-. (9.4)
\ иф /
где Оф — диаметр канавочной фрезы, мм.
Радиус 7?к закругления вершины фрезы определяется по
формуле
7?к = СКО, (9.5)
где О — диаметр сверла, мм;
Ск — коэффициент, определяемый по формуле
Ск = 0,015о)°.75. (9.6)
Ширина профиля фрезы равна
Я = Яо + -^~. (9.7)
Величина угла Поэтому можно считать, что B=R0-\-RK.
Таким образом определяется профиль канавочной фрезы. На
практике используют одну и ту же фрезу для фрезерования кана-
вок у сверл небольшого по диаметру диапазона. Все фрезы зану-
мерованы: № 1, № 2, ... , № п. На чертеже сверла форма канавки
не показывается, а указывается: фрезеровать фрезой № 1 или 2
и т. д.
Сверла, оснащенные твердым сплавом. Для увеличения про-
изводительности обработки различных материалов появились
сверла с напайными пластинками твердого сплава. В отдельных
случаях, например при сверлении отверстий в деталях из зака-
ленной стали, обойтись без сверл, оснащенных твердым сплавом,
вообще нельзя. Наибольшее распространение получили сверла
твердосплавные с косыми и винтовыми канавками, хотя имеются
и Другие разновидности подобного типа сверл [5].
221
Конструкции твердосплавных сверл характеризуются следую-
щими особенностями:
1) уменьшением длины рабочей части по сравнению с быстро-
режущими сверлами на (30—40)%. Для конкретного вида работ
li=H-\-2D, где Н — глубина сверления, D — диаметр сверла;
Рис. 9.3. Сверло, оснащенное твердым сплавом
Тип А
Рис. 9.4. Типы твердосплавных пластинок
2) увеличением диаметра сердцевины d до 0,3/?, в то время
как у быстрорежущих сверл d = Q,2D;
3) уменьшением угла наклона винтовых канавок со. На твер-
досплавной пластинке coi=6°, а на корпусе со= 15—20° (рис. 9.3);
4) увеличением обратной конусности по корпусу до 0,15 мм
на 100 мм длины и на пластинке 0,5 мм на 100 мм длины. Для
сверл из быстрорежущей стали обратная конусность составляет
не более 0,12 мм на 100 мм длины.
Корпусы твердосплавных сверл изготовляют из сталей Р9 или
9ХС, на которые напаивают пластинки в случае, когда диаметр
сверла по корпусу равен диаметру сверла по пластинке. Если
диаметр корпуса меньше диаметра пластинки сверла, корпус
изготовляют из сталей 40Х и 45Х.
222
Для оснащения сверл твердосплавными пластинками имеется
14-я форма пластинки трех типов — А, Б, В (рис. 9.4). На рис. 9.3
изображено сверло с винтовыми канавками и цилиндрическим
хвостовиком.
Обычно для твердосплавных сверл рекомендуется делать
двойную заточку 2<р= 118 и 2ф0=75°. Кроме того, рекомендуется
делать подточку перемычки. Сверла с такой заточкой применяют
при сверлении отверстий с глубиной до 5D. При глубине сверле-
ния, большей 5Д, увеличивают сок до 60°. Если глубина сверления
по ЗД, канавки делают прямыми или косыми с углом сок величи-
~ ДО
НОИ ДО О .
9.2. Сверла для глубокого сверления
Общие сведения. Отверстия, глубина которых свыше 5Д, при-
нято называть глубокими. При обработке таких отверстий усло-
вия работы сверла резко ухудшаются, так как затрудняется отвод
стружки и теплоты из зоны резания, уменьшается жесткость
сверл и т. д. Поэтому для сверления глубоких отверстий приме-
няют специальные сверла, которые получили название сверла
для глубокого сверления.
Глубокое сверление может быть сплошным или кольцевым.
Обычно отверстия диаметром до 70—80 мм сверлятся по способу
сплошного сверления, а отверстия свыше указанных диаметров —
( кольцевым. Кроме того, для глубокого сверления применяют
| обычные винтовые сверла двустороннего резания с внутренним
подводом охлаждающей жидкости и специальные нестандарти-
зованные сверла одностороннего резания. Сверла с внутренним
. подводом СОЖ имеют винтовые каналы, которые проходят через
1 тело сверла (см. рис. 8.9, я), или трубки, впаянные в канавки,
профрезерованные на спинках перьев сверла (см. рис. 8.9,6).
Диаметры каналов (трубок) d зависят от диаметра сверла. Так,
например, для сверл диаметром 18—40 мм диаметры этих кана-
лов выбираются в пределах от <У=2,6-=-4 до d= 104-23 мм.
Подача жидкости в зону резания через указанные каналы осу-
ществляется под высоким давлением до 8—10 атм. Это способ-
ствует не только снижению температуры резания, но также облег-
чает выход стружки по винтовым канавкам сверла.
При сверлении фасонных или значительных диаметров и боль-
шой глубины отверстий, а также деталей из хрупких и твердых
материалов применяются перовые сверла. Эти сверла самые
простые по конструкции и самые несовершенные. Простота кон-
струкции позволяет изготовлять их режущую часть ковкой или
Фрезерованием круглого или квадратного стержня. Несовершен-
ство перовых сверл заключается в том, что в сечении N — N
(рис. 9.5, а) они имеют передний угол у отрицательный. Для
образования положительного переднего угла (у=5—10°) на пе-
редней поверхности делается выточка (рис. 9.5,6). Задние углы
223
а=6—12, а а'=8—10°. Остальные параметры (угол 2<р, ф
и обратная конусность рабочей части) такие же, как и у спи-
ральных сверл [77].
При обработке отверстий больших диаметров в изделиях из
вязких материалов на режущих лезвиях делаются стружкоразде-
лительные канавки, расположенные в шахматном порядке, чтобы
Рис. 9.5. Сверло перовое
при вращении участки лезвий перекрывали друг друга. Ширина
этих канавок равна 3—4 мм и выбирается в зависимости от раз-
мера сверла, а расстояние'между ними — 8—12 мм. Размеры
и технические условия на изготовление этих сверл берутся по
нормалям завода-изготовителя.
В последние годы широкое распространение получили быстро-
режущие спиральные сверла с крутым наклоном спирали кон-
струкции СК.Б МЗАЛ. Отличительными конструктивными особен-,
ностями этих сверл являются большой угол наклона винтовой
канавки (со=504-65°) и специальная форма заточки передней
поверхности. Последняя обеспечивает надежное дробление
224
стружки, а крутой наклон винтовой спирали — хороший отвод
стружки из просверливаемого отверстия. Производительность
обработки такими сверлами повышается, так как уменьшается
вспомогательное время на вывод сверла из отверстия для удале-
ния стружки [24, 66].
На рис. 8.9, в показано сверло для глубокого сверления с кру-
той винтовой спиралью, предназначенное для сверления отвер-
стий глубиной больше 1QD в хрупких и вязких материалах. Пара-
метры сверла: D^3 мм; /р>10Г>; -ф=50ч-55°; обратная конус-
ность составила 0,03—0,12 мм на 100 мм длины рабочей части.
При сверлении глубоких отверстий обычным способом, когда
главное и вспомогательное движения осуществляются сверлом,
наблюдается увод оси отверстия. Увод оси отверстия можно зна-
чительно уменьшить, если придать вращение сверлу и детали.
Однако следует отметить, что сверлами двустороннего реза-
ния невозможно обеспечить точность отверстия выше 3-го класса.
Более высокого класса обработки можно достигнуть при обра-
ботке сверлами одностороннего резания, снабженными направ-
ляющей поверхностью. У таких сверл режущее лезвие располо-
жено по одну сторону от оси сверла; поперечного лезвия, способ-
ствующего уводу оси просверливаемого отверстия, у них нет. Рас-
смотрим некоторые типы таких сверл.
Пушечное сверло. Оно представляет собой стержень, у кото-
рого передний конец срезан в виде лопатки, за счет чего обра-
зуются его режущие элементы (рис. 9.6). Передняя поверхность
во избежание заедания сверла в работе расположена выше его
оси на 0,2—0,5 мм. Главное режущее лезвие 1 направлено пер-
пендикулярно к оси отверстия и на 0,5—0,8 мм переходит за ось
!5 Зак. 1360 225
сверла. Вспомогательное режущее лезвие 2 срезается под
углом 10° для уменьшения трения. Сверло работает с направле-
нием по предварительно засверленному на глубину 1= (0,5ч-
4-0,8)D отверстию. Направление сверла в отверстие обеспечи-
вается за счет цилиндрической опорной поверхности 3, которая
опирается на обработанную поверхность отверстия. Для умень-
Рис. 9.7. Сверло ружейное
шения трения направляющей части об обработанную поверх-
ность отверстия на ней срезана лыска под углом 30° и придается
обратный конус — 0,03—0,05 мм на 100 мм длины. Точность обра-
ботки высокая, но условия резания и подача СОЖ в зону резания
затруднены из-за неблагоприятной геометрии сверла: угол реза-
ния 6=90, а=8—10°. Для облегчения подвода СОЖ сверла диа-
метром свыше 15 адм имеют внутренний канал для подвода
охлаждающей жидкости под давлением.
Ружейное сверло. Это сверло обеспечивает получение точных
отверстий с прямолинейной осью и большой глубиной, например
стволов ружей диаметром 3 мм и выше. Сверло состоит из режу-
щей части 1, изготовляемой из быстрорежущей стали или твер-
дого сплава, и стебля 2 из углеродистой стали. Стебель выпол-
226
1яется в виде трубки и имеет форму, показанную в сечении Б—Б
(пис. 9.7, а). Канавка 5 служит для отвода стружки, а по-
лость 4 —для подачи СОЖ в зону резания. Направляющей
частью является шлифованная цилиндрическая поверхность 3
затылочной стороны рабочей части сверла.
В процессе работы сверло испытывает сложные деформации:
кручение, сжатие и продольный изгиб. Поэтому при конструиро-
вании сверла за счет размеров канала и канавки необходимо
обеспечить достаточную жесткость державки и хороший выход
стружки. Практически установлено рациональное распределение
объемов канала и канавки при угле ф= 100—120°, отвечающее
Рис. 9.8. Сверло кольцевое
условиям жесткости. Вершина сверла смещена влево относи-
тельно оси на величину b = 0,2D. За счет этого при работе сверла
образуется кольцевая канавка, центрирующая сверло в отверстии
(рис. 9.7, б). Величина я=0,3£>, <р=50, ф!=70°. Длина режущего
лезвия Kt больше Кг, так как а>Ь и <p<<pi. В связи с этим режу-
щее лезвие Kt выполняет большую работу резания, чем Кг, сле-
довательно, радиальная сила РУ1 будет больше силы РУ2
(рис. 9.7, в), в результате чего сверло прижимается направляю-
щей частью к обработанной поверхности отверстия. С целью
уменьшения трения делается обратная конусность в пределах
0,1—0,3 мм на 100 мм длины рабочей части. Геометрия режущей
части сверла следующая: у=5—8°. Задний угол по режущему
лезвию Kt равен 8—10°, а по лезвию Кг — до 20° [76].
Кольцевое сверло. При сверлении отверстий диаметром 80—
-200 мм и глубиной до 500 мм применяются сверла для кольце-
вого сверления (рис. 9.8). Сверло состоит из корпуса 4 трубча-
той формы, в котором крепятся вставные ножи или резцы 1, изго-
товляемые чаще всего из твердого сплава. По ширине резцы
юльше толщины стенки корпуса и выступают симметрично отно-
сительно внутреннего и наружного диаметров корпуса. Коли-
чество ножей — от 4 до 8, в зависимости от диаметра сверла,
езание осуществляется главным режущим лезвием Б и вспомо-
15*
227
гательными А и В. Последние выполняют функцию зачистных
лезвий. Для направления сверла в отверстии на его корпусе
имеются направляющие кулачки 3, которые иногда делаются из
дерева. Отвод стружки и подвод СОЖ осуществляется по зазо-
рам соответственно между корпусом и наружным диаметром сер-
дечника 2, а также между корпусом и внутренними стенками
отверстия. Для размельчения стружки резцы сверла снабжаются
несколькими стружкоразделительными канавками. Геометриче-
ские параметры сверла и канавки должны обеспечить получение
стружки, завитой мелкими спиралями. Это облегчает ее удаление
из отверстия струей охлаждающей жидкости. Конструктивные
размеры и технические условия на такие сверла устанавли-
ваются по нормалям машиностроения.
9.3. Особенности конструкций и геометрических
параметров сверл, предназначенных для сверления
неметаллических материалов
Для конструкции, материала и геометрических параметров
сверл, предназначенных для обработки пластмасс, характерны
следующие особенности.
1. Узкая направляющая ленточка, размер которой примерно
в 5 раз меньше, чем при обработке металлов. Ширина ее не
должна превышать 0,5 мм, что способствует уменьшению сил тре-
ния ленточек об обработанную поверхность, которые слишком
велики из-за наличия усадки отверстия.
2. Угол при вершине небольшой (2ср = 70°). Лучшие резуль-
таты дает двойная заточка с углами 2<р= 118 и 2фо=7О°, при ко-
торой достигается упрочнение уголков.
3. При сверлении слоистых пластмасс типа текстолита в на-
правлении, перпендикулярном к его слоям, 2ф выбирают равным
60ч-70°, а в направлении, параллельном слоям,— 100—130°.
4. Обязательная подточка перемычки с целью уменьшения ее •
длины и увеличения передних углов.
5. Применение перовых сверл с 2<р=70° и задним углом по
главному режущему лезвию а=8—10° для сверления отверстий
диаметром до 10 мм.
6. Использование сверл, оснащенных твердым сплавом ВК4,
для сверления пластмасс с сильно выраженными абразивными
свойствами. Канавки у таких сверл должны быть прямые с воз-
можно большим объемом, чем у обычных сверл.
В зависимости oj характера операции сверления и марки
обрабатываемой пластмассы в табл. 9.2, согласно работе [26],
даны рекомендации для выбора значений угла 2<р, типа и мате-
риала сверл.
Геометрические параметры сверл для обработки металлокера-
мических изделий зависят от размера отверстия и состава метал-
228
Таблица 9.2
Обрабаты- ваемый материал Характеристика сверл Характер обработки
тип материал угол при вершине 2?
Перовое Сталь У10А, У12А 40 Для сквозных отвер- стий
Волокнит То же Сплав ВК6 60 Для сквозных и не- глубоких несквоз- ных отверстий
Спиральное Сталь Р9 и Р18 90—100 Для глубоких несквоз- ных отверстий
То же Сплав ВК6М 100 То же
К73-2 Перовое Сталь У10 и У12 35 Для сквозных отвер- стий
То же Сплав ВК6 50 Для сквозных и не- глубоких несквоз- ных отверстий
Цилиндриче- ское с пря- мыми ка- навками Сплав ВК6 50 Для сквозных и не- сквозных отверстий
Фенопласт К18-2 Спиральное Сталь Р9 120 Для глубоких несквоз- ных отверстий
Перовое Сталь Р9 30—35 Для сквозных отвер- стий
То же Сплав ВК6 60 Для сквозных и не- сквозных отверстий
Аминопласт МФ Перовое Сталь Р9 30 Для сквозных и не- сквозных отверстий
То же Сталь У12 30 То же
» Сплав ВК6 60 Для сквозных отвер- стий
Спиральное Сталь Р9 120 Для несквозных от- верстий
Полистирол Спиральное Сталь У10 и Р9 90—100 Для сквозных и не- сквозных отверстий
железографитовых,
сверления
оптимальные геометрические
локерамики. Установлено, что для
металлокерамических материалов
параметры будут:
1) у сверл малых диаметров (Z) = 2-y4,9 мм) а=20, 2q>= 100°;
2) у сверл средних диаметров (0=54-15 мм) а=10, 2<р=
— 116°,
Применение сверл малых диаметров с оптимальными величи-
229
нами углов заточки повышает их стойкость в 1,5—2 раза по срав-
нению со стандартными.
При обработке конструкционных металлокерамических мате-
риалов, изготовленных из стальной стружки ШХ15 с пористостью
104-12 и 204-23%, рекомендуется затачивать у сверл из быстро-
режущей стали малых и средних диаметров угол 2<р=116°,
а угол а соответственно 20 и 10°; для твердосплавных сверл сред-
них размеров — 2<р —120, а= 15°.
У сверл, предназначенных для сверления нержавеющих и жа-
ропрочных сплавов на основе хрома, титана и никеля, с целью
улучшения условий резания и отвода стружки на режущих лез-
виях со стороны задней поверхности рекомендуется делать струж-
коразделительные канавки (см. рис. 8.7, д). Разделение широкой
стружки на несколько узких улучшает условия ее отвода из зоны
резания и повышает стойкость сверл. Стойкость сверл при обра-
ботке указанных сплавов также растет с увеличением их жест-
кости за счет утолщения диаметра сердцевины, укорочения рабо-
чей части, а также при внутреннем подводе к режущим лезвиям
СОЖ под большим давлением и в случае обеспечения вибрацион-
ного резания. Кроме того, рекомендуется выбирать следующие
геометрические параметры: со = 35, а=12—15, 2<р= 140°. Канавки
сверла должны быть полированными, что уменьшает налипание
на них стружки. В качестве материала для таких сверл исполь-
зуется быстрорежущая сталь. Твердый сплав применяется редко,
так как сравнительно быстро выкрашиваются режущие лезвия.
9.4. Основные направления совершенствования конструкций
и улучшения геометрии сверл
Геометрические параметры стандартных спиральных сверл,
предназначенных для работы на обычных станках, можно значи-
тельно улучшить, применяя двойную заточку, подточку попереч-
ного лезвия и ленточек.
Двойная заточка (см. рис. 8.7, а) обеспечивает удлинение ре-
жущих лезвий, увеличение массивности уголка (улучшение теп-
лоотвода) за счет образования на режущей части сверла
дополнительного конуса под углом 2<ро=7О4-75° шириной В —
— 0,2D. Рекомендуется такая заточка для обработки отверстий
в деталях из твердых сталей и чугунов. При обработке деталей
из мягких сталей затрудняется отвод стружки вследствие увели-
чения ее объема, а поэтому заточка с 2ф0 не применяется.
Подточка поперечной кромки заключается в выборке мате-
риала перемычки, как это доказано на рис. 8.7, б. В результате
подточки уменьшается ширина перемычки на 25—40%, увеличи-
вается угол у, а следовательно, снижаются осевые силы на 25—
30% и увеличивается в 1,5—2 раза стойкость сверл.
Особенно высркие результаты достигаются при подточке пе-
редней поверхности РДРЛЬ режущид дезрцй (см. рис. 8.7, в),
330
а также при конструировании сверла по способу новатора
В И. Жирова с прорезанной перемычкой (см. рис. 8.7, е). В ре-
зультате такой подточки образуются два выступающих режущих
лезвия без поперечного лезвия, что обеспечивает уменьшение осе-
вой силы примерно в 2 раза, а следовательно, и появляется воз-
можность увеличить подачу в 2—3 раза. Рекомендуются такие
сверла для обработки деталей из хрупких материалов невысокой
прочности, так как ввиду сложности заточки у них будет пони-
женная прочность режущей части.
Подточка ленточек (см. рис. 8.7, г) заключается в том, что на
ее участке длиной 3—5 мм от уголка сверла затачивают вспомо-
гательный задний угол ai = 6—8°, оставляя цилиндрическую лен-
точку шириной 0,2—0,3 мм для сохранения диаметра сверла. При
этом стойкость сверл, особенно при обработке вязких материа-
лов, увеличивается до 1,5 раза, так как уменьшается налипание
металла на ленточки, а также снижаются силы их трения об обра-
ботанную поверхность.
Стандартные спиральные сверла для использования в усло-
виях бескондукторной точной обработки на станках с ЧПУ и коор-
динатно-расточной групп должны совершенствоваться [67]:
а) по параметрам точности: радиальному биению ленточек
и осевому биению режущих лезвий, нецентричности сердцевины
и т. д.;
б) по жесткости: созданием коротких серий с длиной рабочей
части 4—5 диаметров, применением сверл с утолщением сердце-
вины к хвостовику и т. д.;
в) в области разработки и освоения новых форм заточки зад-
них поверхностей: применением заточки одно- и двухплоскостной,
винтовой и др.
Для обработки отверстий повышенной длины с ужесточен-
ными требованиями по величине увода оси отверстия рацио-
нально применение четырехленточных сверл.
Особо перспективно применение цельных твердосплавных
сверл диаметром до 10 мм при высокой жесткости системы
СПИД. Стойкость таких сверл в 10 раз превосходит стойкость
сверл из быстрорежущих сталей.
При получении отверстий по 2-му классу точности с шерохо-
ватостью не ниже 7-го класса чистоты поверхности целесообразно
применение сверл одностороннего резания. Однако при этом
необходимо обеспечить повышенную точность станка и инстру-
мента, значительное давление СОЖ, высокую степень очистки-
фильтрации СОЖ и т. д.
Для повышения производительности при сверлении глубоких
неточных отверстий в труднообрабатываемых материалах исполь-
зуется метод вибросверления ружейными сверлами. Для высоко-
производительной обработки глубоких отверстий в диапазоне
Диаметров от 25 до 200 мм появились весьма перспективные
эжекторные сверла, оснащенные напаиваемыми пластинками.
231
9.5. Пример расчета сверла
Для расчета сверла используем следующие исходные данные:
диаметр отверстия 25 мм, глубина сверления 55 мм; обрабаты-
ваемый материал — сталь конструкционная углеродистая НВ =
= 150, Ов=45 кгс/мм2, станок сверлильный; режимы резания —
подача S = 0,5 мм/об, скорость резания о=40 м/мин; материал
сверла — быстрорежущая сталь Р18.
1. По картам С-6 и С-5 [71, стр. 124—126] определяем кру-
тящий момент Л4кр и осевую силу Ро, действующие на сверло:
Л4кр = МтаблК ~ 12,4-0,75 = 9300 кгс-мм;
^о = -Ртабл^₽= 1370-0,75 = 1027,5 кгс,
где Д и Кр — поправочные коэффициенты соответственно на Мкр
и Ро, зависящие от обрабатываемого материала.
2. Определяем необходимый размер конуса хвостовика. Для
этого находим момент трения по формуле
Л4 = И1 (dl + (1 — 0,04 Д0); Д0 = 5'. (9.8)
тр 4 sin 0 v v
Приравняем его к максимальному крутящему моменту, который
наблюдается при работе затупившимся сверлом, т. е. ЗЛ4кр [5]:
3<р = Мтр = + (1 _ 0 2) но . = ,
кр тр 4sin0 v ' 2 р
Тогда
_ 6MKpsin0 _ 6-9300-sin ИЗО' _18г-4
dcp” И1 Ро(1 — 0,2) ~ 0,096-1027,5-0,8 ~ 18>54 мм- . •
По таблице (ГОСТ 2847—67) средний диаметр конуса № 2 будет
равен 17,78 мм, а конуса № 3 — 23,83 мм. Берем конус № 3, обес-
печивающий передачу большего крутящего момента, чем ко-
нус № 2.
3. Определяем длину сверла. Общая длина сверла берется
по стандарту на сверла с усиленным коническим хвостовиком.
Принимаем /р= 165 мм, общую длину 0 = 285 мм. Все конструк-
тивные размеры конуса принимаем по ГОСТ 2847—67, а допуски
на них по ГОСТ 2848—67. Затем определяем элементы режущей
части сверла.
4. Угол при вершине 2ф=118° (для обработки стали).
5. Угол наклона винтовых канавок а>=30°.
6. Шаг винтовых канавок водсчитываем по формуле
„ лО 3,14-25 „ .
л = —г-----= —, опо— = 135,95 мм.
tg со tg 30°
7. Диаметр сердцевины у режущей части сверла d принимаем
равным 0,140 = 0,14 • 25=3,50 мм. Увеличение диаметра сердце-
232
вины к хвостовику сверла по стандарту берем в пределах 1,4—
1 8 мм на 100 мм длины рабочей части.
’ 8. Диаметр Di сверла по спинке за ленточкой принимаем рав-
ным Di=D—2-0,55=25—1,1=23,9 мм.
9. Ширину ленточки принимаем равной 1,35 мм.
10. Определяем ширину пера сверла по формуле
5=0,585 = 0,58-25^14,5 мм.
11. Определяем элементы профиля канавочной фрезы, кото-
рой будут фрезеровать канавки по формулам (9.1) — (9.7):
/?0 = СдСчСф£> = 12,33 мм,
так как
_ 0,026.2ф^2ф _ 0,026-118^118 _п.__
- ----------------30 и,4УЗ;
Сч=1; Сф = 1-
Меньший радиус профиля будет
5К = СК5 = 4,78;
Ск = 0,015-(о0-75 = 0,015-300-75 = 0,191.
Ширина профиля при фх — 10°
5 = R0 + RK = 12,33 + 4,78 = 17,11 ~ 17 мм.
По этим размерам строим профиль канавочной фрезы.
12. Для данного обрабатываемого материала целесообразно
произвести подточку перемычки по форме НП (см. рис. 8.7,6).
Размеры этой подточки Д = 2,5 мм, 1=5 мм.
13. Сверло должно быть сварным: рабочая часть из ста-
ли Р18, а хвостовик — из стали 45. По данным завода «Фрезер»,
сварочный шов должен располагаться на расстоянии /3=88 мм
от конца режущей части. На чертеже сверла должны указываться
технические условия, к которым относятся допуски на диаметр
и на длину сверла. Кроме того, после термической обработки
твердость должна быть не ниже: рабочей части HRC 624-65, хво-
стовика HRC 304-40. Остальные технические условия на сверло
принимаются по ГОСТ 2034—64. На чертеже сверла должны
указываться классы чистоты (шероховатость) обработанных по-
верхностей.
Глава 10. ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
10.1. Особенности обработки зенкерованием и развертыванием
Зенкерование применяется для обработки предварительно
просверленных, прошитых или отлитых отверстий с целью повы-
шения их точности и класса чистоты. Точность обработки зенке-
ром находится в пределах 3—4-го классов, а шероховатость по-
верхности достигает 5—6-го классов чистоты. По сравнению со
сверлом зенкер чаще всего имеет большее количество режущих
зубьев (обычно 3—4) (рис. 10.1, а, б), а следовательно, и направ-
ляющих ленточек, обладает большей жесткостью и не имеет пере-
мычки или поперечного лезвия, в связи с чем уменьшается раз-
бивка обработанного отверстия и увод его оси. Величина при-
Рис. 10.1. Зенкер хвостовой
234
nycKa i под зенкерование обычно лежит в пределах 1—4 мм на
диаметр.
В свою очередь развертывание является окончательной опе-
рацией при обработке отверстий, прошедших предварительную
обработку сверлом, резцом или зенкером. В качестве режущих
инструментов применяются развертки различных типов. Основ-
ными отличительными особенностями конструктивных и геомет-
рических параметров разверток являются: большое количество
режущих зубьев и направляющих ленточек (^6), длинная ка-
либрующая часть с углом ai = 0, малая величина заборного ко-
нуса и другие, что позволяет получать развертыванием отверстия
2-го класса точности и до 8-го класса чистоты. Тонким разверты-
ванием можно достичь даже 1-го класса точности и 9-го класса
чистоты обработанной поверхности. Припуск на развертывание
обычно не превышает 0,4—0,5 мм на диаметр.
10.2. Типы, конструктивные элементы и геометрические
параметры зенкеров и разверток
Зенкеры. Различают следующие типы зенкеров: хвостовые
(рис. 10.1), насадные цельные (рис. 10.2, а) и насадные сборные
(рис. 10.3).
Как указывалось ранее, у зенкера по сравнению со спираль-
Рис. 10.2. Геометрические параметры насадного цельного зенкера из
быстрорежущей стали
235
ным сверлом отсутствует поперечное режущее лезвие, а следова-
тельно, и угол Остальные режущие элементы и определения
геометрических параметров зенкера и сверла аналогичны [3].
Передний угол у зенкеров измеряется в главной секущей плос-
кости N — N и назначается в зависимости от свойств обрабаты-
ваемого материала и материала режущей части зенкера. Вели-
чина этого угла составляет обычно О-? 15°.
7//Z? /
Рис. 10.3. Геометрические параметры и конструктивные элемен-
ты насадных сборных зенкеров, оснащенных твердым сплавом
Задний угол измеряется так же, как и для сверла в плоскости,
параллельной подаче, и принимается равным 8—10°.
Угол наклона винтовой канавки со делают равным Юн-30°.
Для обработки твердых материалов угол w выбирается меньшим,
чем для вязких.
Главный угол в плане ф назначается для быстрорежущих зен-
керов в пределах 45н-60°, для оснащенных твердым сплавом —
604-75°.
Угол наклона главного режущего лезвия X (см. рис. 10.2, б)
236
принимается равным 54-10°. Для отвода стружки в направлении
подачи зенкера угол Z должен быть отрицательным, а против по-
дачи — положительным.
Переходное лезвие с углом <ро=О,5ф (см. рис. 10.1, в) имеет
длину, в среднем равную 1 мм.
Зависимость между углами со и у выражается формулой
tg (o = tg у sin ф. Следовательно, с увеличением угла © возрастает
(Г
Рис. 10.4. Конструктивные элементы и геометрические параметры хвостовой
развертки
и передний угол у, что приводит к уменьшению сил резания,
т. е. крутящего момента Л4кр и осевой силы Ро.
В целях устранения вибраций при работе зенкера в радиаль-
ном направлении производят его кольцевую заточку (см.
рис. 10.1, а). Диаметр Di лезвий 1—2, расположенных на кольце-
вой заточке, на 0,4—0,8 мм меньше наружного диаметра зен-
кера D. Снижение вибраций при такой заточке объясняется сле-
дующим: обеспечивается лучшее направление зенкера в работе;
увеличивается площадка пятна контакта между инструментом
и обработанной поверхностью, так как задний угол лезвия 1—2
равен нулю. Последнее обстоятельство усиливает сопротивление
вибрациям системы станок — деталь — инструмент.
Развертки. Цилиндрические развертки бывают хвостовые
(рис. 10.4, а), насадные цельные (редко применяются) и насад-
237
Рис. 10.5. Два типа сборных цилиндрических разверток
ные сборные (рис. 10.5). Указанные типы разверток конструк-
тивно подобны тем же типам зенкеров, но имеют большее коли-
чество зубьев, малый угол заборного конуса <р, а на переднем
конце — предохранительный конус длиной /ф для направления
развертки в отверстие.
238
Развертка имеет заборную часть длиной It и калибрующую —
/к (рис. 10.4,6). Калибрующий участок на длине 4 служит для
направления развертки в работе, зачистки поверхности отвер-
стия и обеспечения ему заданного размера, а на длине h делается
на конус с целью уменьшения трения и предотвращения разбивки
отверстия. Разность диаметров конуса составляет 0,034-0,05 мм.
Форма стружечной канавки выполняется по типам А и Б
(рис. 10.4, г).
Рис. 10.7. Схема к расчету исполнитель-
ных размеров диаметра развертки
Рис. 10.6. Развертка с винто-
выми стружечными канавками
Главный угол для ручных
разверток ф=0,54-1,5°, для ма-
шинных ф=15°. При обработке
чугуна 4=5°, а для твердо-
сплавных разверток ф = 30—
45°.
Передний и задний углы,
измеренные в главной секущей
плоскости N — N, выбирают в
зависимости от материалов режущей части развертки и обраба-
тываемого. Для разверток из инструментальной стали у = 04-10°,
Для твердосплавных разверток у = 04-15°. Задний угол а = б4-12°.
Чем пластичнее обрабатываемый материал, тем больше должен
быть угол а. На калибрующей части развертки имеется цилиндри-
ческая фаска f=0,054-0,25 мм. Чем больше диаметр развертки,
тем шире фаска.
Для лучшего отвода стружки, что’; особенно важно при обра-
ботке вязких материалов, развертки изготовляются с наклонными,
или винтовыми зубьями. При обработке сквозных отверстий дви-
жение стружки должно совпадать с направлением рабочего хода
(подачи S) развертки. Это достигается левым наклоном зубьев
239
(рис. 10.6). Развертка с наклонными зубьями обеспечивает полу-
чение более высокого класса чистоты обработанной поверхности.
Угол наклона зубьев колеблется в пределах 10 4- 45°. Чем
вязче обрабатываемый материал, тем угол <о должен быть больше.
С целью исключения огранки отверстия окружной шаг зубьев
развертки делается неравномерным — (Oj ф <о2 и т. д. (см. рис.
10.4, в).
Диаметр развертки и допуски на его выполнение. Диаметр
развертки является основным конструктивным ее размером, опре-
деляющим точность обработки отверстия. При расчете этого па-
раметра необходимо учитывать диаметр и допуск на обрабаты-
ваемое отверстие бо, на разбивку отверстия, а также допуск на
изготовление H=BD и износ развертки H=DF (рис. 10.7). Вели-
чина разбивки Дпах и Рщщ в каждом конкретном случае будет
различная и берется по экспериментальным данным. Ориентиро-
вочно МОЖНО принять Ртах=11 —18 МКМ, 7’min=5 МКМ. Допуск
на изготовление развертки Н принимают равным 0,25—0,4 от
допуска на отверстие бо. Наибольший предельный размер раз-
вертки £>р.б должен быть меньше наибольшего предельного раз-
мера отверстия £>о.б на величину максимальной разбивки Ртах.
Зная Dp.6 и Н, можно определить наименьший предельный раз-
мер развертки DpM.
Следовательно, нижнее отклонение новой развертки лежит на
линии CD, а верхнее — на линии АВ. H=DF— гарантирован-
ный запас на износ развертки. Линия EF — граница допустимого
наибольшего износа развертки, при котором она еще пригодна
к работе и обеспечивает получение наименьшего предельного
размера Z>0.M.
При конструировании разверток необходимо ограничивать
радиальное биение режущих лезвий, которое не должно превы-
шать 10—45 мкм и зависит от величины диаметра и класса точ-
ности обрабатываемого отверстия.
10.3. Износ и стойкость зенкеров и разверток
Зенкеры в основном изнашиваются по задним поверхностям
зубьев и уголкам. Допустимый износ по задним поверхностям
зубьев или перьев для зенкеров из инструментальной стали при
обработке стали составляет /г3== 0,5-=-1,2 мм, а при обработке
чугуна износ по уголкам /гу=0,84-1,5 мм. Для зенкеров, осна-
щенных твердым сплавом, при обработке незакаленной стали
с охлаждением и чугуна с охлаждением и без охлаждения допу-
стимый износ составляет й3= 1,04-1,6 мм, а при обработке зака-
ленной стали — /г3=0,7 мм.
Период стойкости зенкеров находится в пределах 154-80 мин.
Верхние значения стойкости принимаются для зенкеров большего
диаметра, а низшие — для меньших диаметров [3].
Скорость резания подсчитывается по формуле
240
C D*v
v =------—-— м/мин. (10.1)
TmtXvSyv ' v
Для твердосплавных зенкеров диаметром Z) = 20-4-80 мм скорость
резания в зависимости от свойств обрабатываемого материала,
глубины резания и подачи находится в пределах: при обработке
незакаленной стали с охлаждением у=40-ь150 м/мин, а чугуна
без охлаждения v=50-Ь 175 м/мин.
Вопрос о стойкости разверток связан с уменьшением точности
обработки вследствие потери размера диаметра зубьев развертки
в результате их износа и разбивания отверстия. Разбиванием
Рис. 10.8. Изменение диаметров развертки ADp,
отверстия AD0TB и величины разбивания отвер-
стия 60 за время работы развертки
отверстия называется разница между фактическим диаметром
развертки и диаметром развернутого отверстия. По мере затуп-
ления зубьев развертки, а также при развертывании всухую вели-
чина разбивания увеличивается. На рис. 10.8 показано изменение
диаметров развертки отверстия Д£)Отв и величины разбивания
ЛДР последнего в зависимости от времени работы по стали с при-
менением 5%-го раствора эмульсии в количестве 6 л/мин [19].
В ряде случаев наблюдается некоторое уменьшение диаметра
развернутого отверстия по отношению к фактическому диаметру
развертки. Такое явление называется отрицательным разбива-
нием и зависит от геометрических параметров развертки и ско-
рости резания. Если при углах в плане ср=30—45° наблюдается
положительная величина разбивания, с уменьшением угла ср до
5—20° разбивание по мере увеличения времени работы развертки
переходит в зону отрицательных значений. Такое явление может
объясняться увеличением упругих деформаций обрабатываемого
материала в связи с возрастанием радиальных сил резания по
мере уменьшения величины угла ср. Если величина отрицатель-
ных значений разбивания зависит от упругих свойств материала
16 Зак. 1360 241
обрабатываемых заготовок, величина положительных значений
разбивания зависит от степени образования нароста и от условий
налипания мельчайших частиц металла на ленточки развертки.
Поскольку развертка срезает слои металла малой толщины,
она изнашивается чаще всего по задним поверхностям. Износ
инструмента по диаметру, с одной стороны, уменьшает разбивку
отверстия, а с другой — износ в месте перехода главного режу-
щего лезвия каждого зуба во вспомогательное увеличивает ее за
счет большей деформации системы станок — инструмент — изде-
лие. Средний период стойкости разверток, соответствующий тех-
нологическому критерию износа, колеблется в пределах 184-
4-84 мин при обработке стали и 364-150 мин при обработке
чугуна. Развертки больших диаметров имеют период стойкости <
больший, чем малых.
Скорость резания определяется по формуле, аналогичной
(10.1):
V = ---^7——— М/МИН.
Tmtx^
Значения коэффициента Cv и показателей степени при D, Т, t и S
приведены в нормативах режимов резания и в справочниках.
Для твердосплавных разверток диаметром D—104-80 мм ско-
рость резания в зависимости от свойств обрабатываемого мате-
риала, глубины резания и подачи находится в пределах: при
обработке незакаленной стали с охлаждением ц=10—70 м/мин,
а чугуна без охлаждения у=10—18 м/мин.
10.4. Силы резания, крутящий момент и мощность
при зенкеровании и развертывании
Силу, действующую на главное лезвие зуба зенкера, можно
разложить так же, как и при сверлении, на составляющие силы
Pz, Ру, Рх. Тангенциальные силы Pz создают крутящий мо-
мент AfKp, преодолеваемый механизмом главного движения стан-
ка. Силы Рх, действующие вдоль оси зенкера, создают осевое
усилие Ро. Радиальные силы Ру при четном числе зубьев взаимно
уравновешиваются. Величины крутящего момента, осевой силы
и эффективной мощности могут быть определены по формулам:
Мкр = C!JtDx«tu^Sy^ кгс м;
Ро = CpDxPtupSyp кгс;
1,05Мкоп
= —йЛ- кВт.
Силы резания при развертывании невелики ввиду снятия ма-
лых сечений стружки. Приближенно силу Р/ можно подсчитать,
рассматривая каждый ее зуб как резец. Тогда, пользуясь форму-
лой для токарных резцов, определим суммарную силу Pz [3]:
(Ю.2)
242
Pz = P’zZ кгс, (10.3)
где Р'г— сила, действующая на один зуб развертки, подсчитанная
по формуле для токарных резцов, кгс;
Z — число зубьев развертки.
Крутящий момент и эффективная мощность определяются по
формулам:
Р ,D
Мкр= 2 io3 кгс-м; (10.4)
1,05 MKDn
=------10^ кВт'
Значения коэффициентов и показателей степеней приводятся
в нормативах режимов резания и справочниках [64, 80].
(10.5)
10.5. Выбор рациональных режимов резания при зенкеровании
и развертывании
Наивыгоднейшие режимы резания при зенкеровании назна-
чаются в такой последовательности [3, 89].
1. Выбираются геометрические параметры зенкера и мате-
риал его режущей части.
2. Определяется глубина резания t, которая обычно равна
величине припуска на сторону.
3. Находится подача S. Зенкерование производится с боль-
шими подачами на один оборот, чем при сверлении. Это объяс-
няется тем, что зенкер работает в лучших условиях, чем сверло,
так как у него отсутствует поперечное лезвие, более равномер-
ные углы резания, меньше глубина резания, большее число
зубьев. С увеличением подачи производительность увеличивается,
а поэтому зенкерование является более производительным спо-
собом обработки, чем сверление.
Величина подачи назначается с учетом диаметра зенкера,
свойств обрабатываемого материала, условий зенкерования, тре-
бований к точности и шероховатости обработанного отверстия
и жесткости станка. Выбранная подача корректируется по кине-
матике станка.
4. По известным значениям t и S, задавшись периодом стой-
кости, определяют скорость резания, допускаемую режущими
свойствами зенкера.
5. По найденной скорости резания подсчитывается число обо-
ротов шпинделя, которое корректируется по кинематическим дан-
ным станка. При этом принимается ближайшее меньшее или бли-
жайшее большее число оборотов по паспорту станка. По скоррек-
тированному числу оборотов находится действительная скорость
резания.
6. Определяются Л4кр и Na и сравниваются с паспортными
16*
243
данными этих параметров станка. Если расчетные значения Л4кр
и Na превышают момент крутящий и мощность на шпинделе
станка, необходимо снизить режимы резания. При этом в первую
очередь нужно уменьшить скорость резания, а затем подачу.
Прочность механизма подачи станка обычно не проверяется, так
как осевая сила при зенкеровании не достигает больших зна-
чений.
Назначение режимов резания при развертывании произво-
дится в той же последовательности, что и при зенкеровании и
в основном сводится к следующему.
1. Производится выбор материала режущей части развертки
и ее геометрических параметров в зависимости от свойств обра-
батываемого материала и условий резания (глухое либо сквоз-
ное отверстие), требуемой шероховатости обработанной поверх-
ности и т. д.
2. Глубина резания t принимается равной припуску на сто-
рону. При чистовом развертывании величина припуска должна
быть минимальной, но не меньше радиуса округления зуба раз-
вертки.
3. Определяется подача S. Ее величина зависит от диаметра
и материала режущей части развертки, свойств обрабатываемого
материала, заданных классов точности и чистоты обработанного
отверстия. Развертка имеет большее число зубьев, чем зенкер,
поэтому подача на один оборот при развертывании больше, чем
при зенкеровании.
4. По известным значениям t и S, задавшись периодом стой-
кости, находят скорость резания и число оборотов.
Найденная подача и число оборотов корректируются по стан-
ку. Прочность механизма подачи и мощность станка обычно не
лимитируют установленный режим резания, так как осевая сила
и мощность, потребная на резание, не достигают больших зна-
чений.
Машинное время при обработке зенкером или разверткой
сквозного отверстия подсчитывается по аналогии с рассверли-
ванием:
/м = ~nS~= + nS~ 2 МИН’ <10’6)
, D — d , /<Л„.
где lL =---g---ctg <р; (10.7)
/2=14-3 мм при зенкеровании и 12 = (0,2 4- 0,5) 1К при раз-
вертывании;
/к — длина калибрующей части развертки.
Глава 11. КОНСТРУИРОВАНИЕ ЗЕНКЕРОВ
И РАЗВЕРТОК
11.1. Конструирование высокопроизводительных зенкеров
Для обработки различных конструкционных и труднообраба-
тываемых материалов, например нержавеющих, жаропрочных
сталей и других, применяют высокопроизводительные зенкеры,
оснащенные твердым сплавом. Они могут быть насадные и хвос-
товые. Насадные зенкеры (рис. 11.1, а) обычно изготовляются
диаметром 32—80 мм с числом зубьев 2=4. Угол наклона кана-
вок под пластинку твердого сплава составляет 10 и 15—20° за
пластинкой [76].
Рис. 11.1. Геометрические параметры зенкеров, оснащенных твердым
сплавом
Хвостовые зенкеры (рис. 11.1,6) изготовляются диаметром
14=50 мм с числом зубьев 2=3=4. Угол наклона канавки под
пластинку твердого сплава берется равным 10, а за пластин-
кой — 20°, что обеспечивает лучший отвод стружки.
245
Передний угол у на фаске шириной f ~ 2 мм делается отри-
цательным, а задний а по пластинке составляет 8 -г- 10 и по
корпусу—15-г 20°. Такая форма заточки обеспечивает упрочне-
ние режущего клина. С целью повышения стойкости зенкеров на
режущей части твердосплавных зенкеров делают переходное лез-
вие шириной 0,5—1 мм под углом ф0~-^-. Остальные конструк-
тивные размеры зенкеров выполняются по ГОСТ 3231—67,
а технические условия — по ГОСТ 12509—67.
Для обработки отверстий малых диаметров (4—10 мм) в де-
талях из жаропрочных и нержавеющих сплавов применяются
монолитные твердосплавные зенкеры, а в деталях из легких
Рис. 11.2. Зенкер составной со сменной рабочей го-
ловкой
сплавов — зенкеры с увеличенным объемом стружечных ка-
навок.
Для обработки отверстий больших диаметров (50—100 мм)
изготовляют зенкеры насадные со вставными ножами, оснащен-
ными твердым сплавом. При этом может быть два типа крепле-
ния вставных ножей. В конструкции типа I (см. рис. 10.3) паз
корпуса, наклоненный к оси зенкера под углом <в=10°, и нож
клиновидной формы имеют продольное рифление. За счет пере-
становки иожа на одно или несколько рифлений в радиальном
направлении можно изменять диаметр зенкера. Однако такая
конструкция крепления ножей в корпусе не позволяет регулиро-
вать их вылет в осевом направлении, а следовательно, допускает
малое количество переточек.
Конструкция типа II позволяет за счет клиньев и рифлений
регулировать ножи зенкера соответственно в осевом направлении
и по диаметру. Нож 1 постоянной толщины вставляется в паз
корпуса <3 с заданным продольным вылетом и забивается кли-
ном 2. Последний имеет два наклона: в радиальном направле-
нии 5° и в продольном — 3°. В собранном виде производится за-
точка ножей зенкера.
Сборными могут выполняться и хвостовые зенкеры с основ-
ными размерами по ГОСТ 12510—67 и техническими условиями
по ГОСТ 12509—67. Геометрические параметры сборных хвосто-
вых зенкеров аналогичны насадным [76].
246 ' ’
В целях экономии материала нерабочей части 2 хвостового
зенкера изготовляют составные зенкеры (рис. 11.2), у которых
рабочая головка 1, выполненная из быстрорежущей стали или
оснащенная твердым сплавом, является сменной. После полного
износа она заменяется. Размеры и технические условия на такие
зенкеры берутся по нормалям машиностроения.
Для чистовой обработки отверстий большого диаметра
может применяться ротационный зенкер двустороннего резания
(рис. 11.3, а) [38]. Он состоит из режущего элемента 2, выполнен-
Рис. 11.3. Ротационный зенкер двустороннего резания:
а — конструктивные элементы; б — параметры установки его режущей части
ного в форме грибка, и хвостовика 1, установленного под углом
2i=15—30° к оси обрабатываемого отверстия в корпусе инстру-
мента на игольчатых подшипниках или подшипниках скольже-
ния. Режущий элемент зенкера выполняется из быстрорежущей
стали, а его рабочие поверхности затачиваются по наружным
коническим поверхностям.
Процесс зенкерования осуществляется на больших подачах,
так как съем стружки происходит в двух противоположно рас-
положенных контактных зонах. Выход стружки из зоны резания
обеспечивается путем вымывания ее смазочно-охлаждающей
жидкостью (сульфофрезолом), которая подводится под давле-
нием через центральное отверстие хвостовика и каналы головки.
Для направления СОЖ и повышения ее давления в зоне обра-
ботки служит кожух 3 и резиновая манжетка 4. Осевые нагрузки
воспринимаются шариковой опорой.
Обработка ротационными зенкерами ведется со следующими
режимами резания: у=80—120 м/мин, S = 0,2—0,4 мм/об, t=
247
= 0,1—0,5 мм. При этом необходимо, чтобы были обеспечены
следующие параметры его установки (рис. 11.3,6): Х=15—30°,
у1== 30—40, у=0—15°, 77=0—1 мм.
11.2. Конструирование высокопроизводительных разверток
Высокопроизводительные развертки предназначены для обра-
ботки отверстий в деталях из труднообрабатываемых сплавов
и закаленных сталей. Как правило, режущая часть этих развер-
ток оснащается твердым сплавом.
Вид А
Рис. 11.4. Конструктивные элементы и геометрические параметры
насадной развертки, оснащенной твердым сплавом
Развертки насадные, цельные и хвостовые с напаянными плас-
тинками твердого сплава по своей конструкции подобны разверт-
кам из быстрорежущей стали, рассмотренным в десятой главе.
Насадные развертки (рис. 11.4) изготовляются диаметром в
пределах £>=32—50 мм, Z=64-10, L=40—55 мм, /р=30 мм.
Геометрические параметры их выбираются в зависимости от
обрабатываемого материала, условий обработки, классов точ-
ности и чистоты обработанной поверхности и т. д. Например, для
обработки деталей из высокопрочных сталей (ов^100 кгс/мм2)
рекомендуются следующие геометрические параметры насадной
развертки: у= —15°; ^= — 10; а=6; 2.= 13; <р= 15; фо=2°; Л==
= 0,2 мм; а=2ч-3 мм; /= 1,5=2 мм; твердый сплав — Т15К6 [76].
Хвостовые развертки могут быть как с напаянными пластин-
ками твердого сплава, так и монолитными (рис. 11.5). Хвостовик
выполняется цилиндрическим или коническим. Канавки прямые,
угол у^0. Для хвостовых разверток с напаянными пластин-
248
ками при обработке деталей из закаленных сталей на передней
поверхности затачивается фаска шириной fo= 1,54-2 мм под
углом у = —5—10°. Заточка задней поверхности двойная: а=8°
на участке пластинки шириной 0,3—0,5 мм и а=15° на осталь-
ной ее поверхности.
Основные конструктивные размеры разверток берутся по
ГОСТ 11175—65, технические условия — по ГОСТ 5735—65.
Хвостовые монолитные твердосплавные развертки впаиваются
в оправку, которая может быть цельной либо разрезной на участ-
Рис. 11.5. Развертка твердосплавная'монолитная
ке посадки хвостовика. Разрез на оправке служит для отвода
избыточного припоя. Геометрические и конструктивные пара-
метры таких разверток примерно следующие: у=0; а=84-10;
а'=15; <р — обычный; (3 = 754-80°; Л=304-50 мм; /р=О,52,; 1К=
—4 мм = /ц-{-/о, где /ц= (0,64-0,7)/к; /=0,054-0,1 мм; /1=
= 0,84-1,6 мм; шаг зубьев — неравномерный; обратная конус-
ность на длине /0 равна 0,034-0,04 мм.
Развертки с кольцевой ступенчатой заточкой (рис. 11.6) при-
меняются для обработки деталей из различных материалов при
увеличенном припуске на обработку. Режущая часть развертки
состоит из конуса под углом 45° и двух цилиндрических ступенек
длиной /=24-3 мм и диаметрами Dl=D—0,2 мм и Dz=Di—
(0,3—0,5) мм. Такая конструкция развертки обеспечивает хо-
рошее измельчение стружки и ее отвод. Конструктивные размеры
249
Рис. 11.6. Развертка с кольцевой ступенчатой заточкой
Рис. 11.7. Развертки, регулируемые по диаметру:
а — разжимная; б — раздвижная . .
даны по нормалям МН 1584—61 и МН 43—58. Здесь же рассмот-
рим некоторые конструкции специальных разверток.
Развертки разжимные и раздвижные позволяют регулировать
их диаметр. В корпусе 2 разжимной развертки (рис. 11.7, а) про-
сверлено отверстие, на одном конце которого нарезана резьба;
в глубине отверстия расположена конусная часть. В отверстие
Рис. 11.8. Развертки конические под коиус Морзе
развертки вставлен шарик 3 и ввернут регулировочный винт 1.
При ввертывании винта он нажимает на шарик, который в свою
очередь давит на стенки конусного отверстия и разжимает пусто-
телый корпус развертки, снабженный прорезями. При этом
в центральной части развертки происходит увеличение ее диа-
метра. Пределы регулирования таких разверток по диаметру не-
большие. Они составляют, например, для диаметра разверток от
6 до 10 мм —- 0,15 мм, а для диаметра разверток от 30 до 50 мм —’
0,50 мм,
251
Ручная раздвижная развертка (рис. 11.7,6) состоит из кор-
пуса 1, имеющего профрезерованные пазы, идущие по отноше-
нию к оси развертки с уклоном, в которые вставляются по сколь-
зящей посадке ножи 4. На торцах ножей имеются такие же
скосы.
Регулирование диаметра развертки обеспечивается передви-
жением ножей вдоль пазов за счет регулировочных гаек 2 и ко-
лец 3. Предел регулирования составляет 0,5—4,5 мм и зависит
от диаметра развертки. После регулировки развертка шлифуется
на заданный размер и окончательно затачивается.
Конические развертки работают в более тяжелых условиях,
чем цилиндрические. Если цилиндрические развертки режут ма-
териал в основном заборной частью, коническая развертка рабо-
тает всей длиной своих режущих лезвий и по существу не имеет
калибрующей части.
Рис. 11.9. Развертка котельная
Как правило, эти развертки изготовляются комплектом из
трех штук: обдирочная 1, промежуточная 2 и чистовая 3
(рис. 11.8). Обдирочная развертка делается ступенчатой и сни-
мает основную часть припуска. На конической образующей по-
верхности развертки нарезается затылованный винтовой зуб.
Число зубьев, или перьев, развертки равно 3—8 в зависимости от
номера конуса. Всего насчитывается семь номеров — от № 0 до 6.
С целью улучшения условий резания у обдирочных разверток
делается передний угол.
Промежуточная развертка имеет стружкоразделительные ка-
навки в виде резьбы и в основном срезает ступени, оставшиеся
после обдирочной развертки; зубья остроконечной формы
с двойным задним углом а=6°, а'=15, у=0°.
Чистовая развертка имеет прямые сплошные зубья по всей
длине режущей части. Ленточка на вершинах зубьев делается
минимальной (f=0,05 мм), так как развертка режет всей длиной
зубьев и при большой ширине ленточки резания происходить не
будет. Шаг зубьев равномерный. Углы а и у измеряются в плос-
кости N — N, перпендикулярной к оси развертки, и соответствен-
но равны 54-8; 0°. Размеры разверток регламентированы по
ГОСТ 1182—65 или по нормали МН 56—58, технические усло-
вия — по ГОСТ 11178—65.
252
Котельные развертки применяются для обработки отверстий
под заклепки в металлических листах, наложенных друг на дру-
га. Отличительными конструктивными особенностями таких раз-
верток по сравнению с обычными машинными состоят в том, что
котельные развертки обычно выполняются с винтовыми канав-
ками с углом наклона их <о до 25°, а заборная часть составляет
от */з до V2 длины их рабочей части (рис. 11.9). Угол 2ф прини-
мается в пределах от 3° до 5°30'. Направление канавок противо-
положное направлению вращения, а поэтому при работе такими
развертками надо прилагать значительные осевые усилия.
Рис. 11.10. Пятигранная
развертка
При обработке отверстий малого диаметра в сталях и чугунах
в машиностроении и приборостроении находят широкое приме-
нение пяти- и четырехгранные развертки с доведенными поверх-
ностями зубьев до 10-го класса чистоты. На рис. 11.10 представ-
лена пятигранная развертка со следующими геометрическими
параметрами: а=36°, у=—54, 5=144, w=0, ср=7°. В свою оче-
редь геометрические параметры четырехгранной развертки будут
равны: а=45°, у=—45, 5=135, <о=0, ф=7°. Обработка отвер-
стий такими развертками на режимах при п = 9,6 м/мин, t=
= 0,05 мм и 5 = 0,125 мм/об обеспечивает получение шерохова-
тости в пределах V8b—V96 классов чистоты. Точность же отвер-
стия, обработанного пятигранной разверткой диаметром 7,3 мм,
согласно данным [12], соответствует по разбивке 1а классу, а че-
тырехгранной — 3-му классу точности. Особо хорошие результаты
получены после обработки отверстий в деталях из латуни ЛС59-1
четырехгранной разверткой указанного выше диаметра с геомет-
рическими параметрами: а=45°, у=—45, <о=0, ф = 5°. В резуль-
тате обработки получены V10—V106 класс чистоты отверстия
и 2-й класс точности.
253
11.3. Основные направления совершенствования конструкций
зенкеров и разверток
Основными направлениями совершенствования конструкций
зенкеров и разверток являются [67]:
1) более широкое применение твердосплавного инструмента
с одновременным повышением его точности по радиальному бие-
нию направляющей его части (ленточек), заборного конуса отно-
сительно оси посадочного места, обязательная доводка и т. д.;
2) применение двухлезвийных плавающих разверток с микро-
метрическим регулированием, обеспечивающим настройку на раз-
мер с точностью до 0,01 мм на диаметр, а также многозубых
регулируемых разверток диаметром свыше 10 мм, оснащенных
твердым сплавом, позволяющих регулировать размер в пределах
до 0,2—0,3 мм;
3) расширение применения однолезвийных разверток диамет-
ром 10—18 мм для обработки особо точных отверстий по геомет-
рической форме и прямолинейности образующей, а также диско-
вых разверток при обработке отверстий больших диаметров
с уменьшенной длиной рабочей части /р и увеличенными ленточ-
ками на направляющей части.
Глава 12. ФРЕЗЕРОВАНИЕ*
12.1. Классификация и геометрические параметры фрез
Фрезерование применяется для обработки плоскостей, пазов
с прямолинейным и винтовым направлением, шлицев, тел враще-
ния, разрезки заготовок, образования резьбы, а также для полу-
чения фасонных поверхностей.
Главное движение при фрезеровании осуществляется за счет
вращения фрезы, а движение подачи (поступательное или враща-
тельное) — перемещением или вращением заготовки. Процесс
фрезерования может обеспечить точность деталей в пределах
2—4-го классов и шероховатость обработанных поверхностей —
4—7-го классов чистоты.
Рис. 12.1. Виды фрезерования
Фрезы являются самым распространенным видом режущего
инструмента. Они делятся на цилиндрические, дисковые, конце-
вые, угловые, прорезные и др. Несмотря на большое разнообра-
зие фрез схема работы их соответствует цилиндрическому,
(рис. 12.1, а) или торцевому (рис. 12.1,6) фрезерованию. При
цилиндрическом фрезеровании обработка производится зубьями,
* Эта глава написана по материалам работ [2, 11, 66, 74, 92, 106, 107].
255
лежащими на цилиндрической поверхности фрезы, ось которой
параллельна обрабатываемой поверхности, а при торцевом —
зубьями, расположенными на боковой поверхности фрезы, ось
которой перпендикулярна к обрабатываемой поверхности. На
рис. 12.2 показаны в работе некоторые наиболее часто встречаю-
щиеся типы фрез. Классификация фрез по форме зубьев подробно
рассмотрена в главе 13.
Геометрические параметры фрез показаны на примере цилин-
дрических прямо-, косозубых и торцевых фрез (рис. 12.3, 12.4).
Для цилиндрических фрез (рис. 12.3, а) передний угол, обра-
зованный касательной к передней поверхности и осевой плос-
костью, т. е. линией радиуса, проходящей через рассматривае-
мую точку на режущем лезвии, рассматривается в плоскости
N — N.
Задний угол а обеспечивает уменьшение сил трения задней
поверхности зуба по поверхности резания. Этот угол заключен
между касательной к траектории движения рассматриваемой
точки режущего лезвия вокруг оси фрезы, которая принимается
за окружность, и задней поверхностью.
Для фрез с винтовыми зубьями задний угол измеряется
в плоскости М — Л1, нормальной к оси фрезы, а передний —
в плоскости N — N, нормальной к направлению зуба (рис. 12.3, б),
256
Зависимости между углами а и у в плоскостях М — М и #— N
имеют вид [2]:
tg ссдг = tga ; (12.1)
ь cos со
(12.2)
tg yw = tg У COS со.
Рис. 12.3. Некоторые геометрические параметры режу-
щей части цилиндрических фрез:
а — с прямыми; б — с винтовыми зубьями
Заметим, что фрезерование цилиндрическими фрезами является
свободным резанием, так как зуб фрезы имеет одно режущее
лезвие.
У торцевых фрез (рис. 12.4) режущие лезвия оформляются,
как и у проходных резцов, с переходными лезвиями. Определения
углов торцевой фрезы аналогичны определениям углов проходного
17 Зак. 1360
257
резца. Например, ср— главный угол в плане — угол, заключенный
между проекцией главного режущего лезвия на основную (осевую)
ср
плоскость и направлением подачи; ф0 = ---угол в плане пе-
реходного режущего лезвия.
Измерение главного переднего угла у производится в нор-
мальной к главному режущему лезвию плоскости N — N, а зад-
него а — в плоскости траектории движения точки режущего лез-
Рис. 12.4. Геометрические параметры режущей части торцевой
фрезы
вия, т. е. в плоскости А—А, перпендикулярной к оси фрезы
и совпадающей с направлением подачи. Между задними углами
ccn и а существует следующее соотношение:
tg otN=tg а sin ср. (12.3)
Кроме указанных углов, для торцевых фрез различают еще ра-
диальный, или поперечный, угол y.v в поперечной секущей плос-
кости А — А и осевой, или продольной, у2 — в продольной плос-
кости 5 — Б.
Между углами у, yi, у2 и ср существует следующая зависи-
мость:
tgy = tgy1sin<p+tgy2coscp. (12.4)
Геометрические параметры фрез назначаются в зависимости
от свойств обрабатываемого материала, условий обработки, их
конструктивных параметров и т. д. Например, для твердосплав-
258
пых торцевых фрез при обработке сталей передний угол у выби-
рается в пределах —104-+100, а при обработке чугуна у=+5-4-
_^0°. Главный угол в плане для торцевых фрез обычно равен
45-4-60° и выбирается в зависимости от жесткости системы СПИД.
При достаточной жесткости системы СПИД ф=20-4-30°. Вспомо-
гательный угол в плане cpi выбирается в зависимости от требуе-
мого класса чистоты обработанной поверхности и обычно равен
5-4-10° [2].
12.2. Особенности процесса резания при фрезеровании.
Элементы режима резания и срезаемого слоя
Для процесса фрезерования характерны следующие особен-
ности:
1) каждый зуб фрезы во время работы описывает относи-
тельно детали циклоиду. Поэтому стружка срезается в виде запя-
той (рис. 12.5), а толщина ее изменяется от нуля до атах на
выходе зуба из контакта с заготовкой [11, 66, 74, 106, 107];
2) каждый зуб работает с перерывами, периодически вре-
заясь в деталь. Это обстоятельство имеет как положительную,
так и отрицательную стороны. Положительным является то, что
зуб, находясь вне зоны контакта с заготовкой, как бы «отды-
хает», т. е. охлаждается, а отрицательным — врезание зуба в де-
таль происходит с ударом;
3) срезаемая стружка должна свободно размещаться во впа-
дине между зубьями, а поэтому объем стружечной канавки (впа-
дины) между зубьями должен быть больше объема срезаемой
стружки.
Скорость резания определяется окружной скоростью перифе-
рийной точки вращающейся фрезы
яОп I ,,ос,
v 1000 ' м^мин> (12-5)
где D — диаметр фрезы, мм;
С п — число оборотов фрезы в минуту.
Для фрез, имеющих рабочие поверхности, расположенные на
разных диаметрах, например для фасонных или угловых, за D
при определении скорости резания берется наибольший диаметр
фрезы.
В отличие от других видов обработки металлов (точения, свер-
ления и др.) при фрезеровании, кроме глубины резания t, рас-
сматривают и ширину фрезерования В (см. рис. 12.2). Послед-
няя представляет собой размер обработанной поверхности, изме-
ренной в направлении, параллельном оси фрезы. Кроме того,
различают три вида подач: подача на зуб Sz (мм/зуб), или по-
дача за поворот фрезы на один зуб; подача на один оборот фре-
зы So (мм/об) и подача за одну минуту, или минутная подача
SM (мм/мин). Между указанными видами подач существует сле-
дующая зависимость:
5O = S2Z; SM = Sji = SzZn, (12.6)
где Z — число зубьев фрезы;
п — число оборотов фрезы в минуту, об/мин.
Прежде чем приступить к анализу толщины и площади сече-
ния среза, необходимо определить значение угла контакта 5,
Рис. 12.5. Схема срезания стружки зу
бом цилиндрической фрезы
ределению угла контакта
для торцевых фрез
т. е. центрального угла, соответствующего дуге контакта фрезы
с заготовкой (см. рис. 12.5).
Из треугольника ОВС имеем:
_2__ t
я ОС 2 , 2t _ . 2t\
COSO = =------77--= 1-----77-; б = arccos 1--77- . (12.7)
Ud U L) \ U /
~~2~
Полученная формула справедлива только для цилиндриче-
ских, дисковых и фасонных фрез. Для торцевых фрез угол кон-
такта определяется иначе (рис. 12.6):
В
sln 2 “ D ~ D ' (12’8)
~2~
Толщина срезаемого слоя а — это расстояние между двумя
последовательными положениями траекторий двух смежных
260
зубьев, измеренное по нормали, т. е. в радиальном направлении.
При этом циклоиду принимают за окружность (рис. 12.7). На
рис. 12.7, а точка В соответствует моменту выхода первого зуба
из зоны контакта с заготовкой; точка Е—то же для второго
зуба; б — угол контакта. Примем, что дуга ЕС равна отрезку ЕС.
Тогда из треугольника ВСЕ имеем [3]
(12.9)
ВС = ашах = Szsin6.
Рис. 12.7. Схема к определению толщины среза и суммарной площади
срезаемого слоя одновременно работающими зубьями цилиндрической фрезы
В общем случае можем записать, что
a.± = Sz sin -ф, (12.10)
где ф — мгновенный угол контакта, заключенный между верти-
калью и радиусом, проведенным в точку контакта
вершины зуба фрезы с заготовкой.
Срединная толщина стружки аср равна
п _____ «max 4“ «mln __ «max
“сред--------2 2----' (111)
Так как срединная толщина среза относится к углу 6/2, можно
записать, что
«сред = Sz sin (12,12)
Из тригонометрии известно, что
261
По аналогии можно записать:
• . 2 б 1 — cos б
sln 2
(12.13)
тогда
о [ 1 —cos б о / 1
Яср = Sz у -2-= Sz У ~2~ t1 ~cos=
sz у (1 -1-ь Sz Vr-7T- <12-14)
Г & \ U ] j и
Отметим, что срединная толщина среза измеряется на половине
„ б
угла контакта б, т. е.
Зная ширину среза В и атах, определим площадь поперечного
среза, снимаемого одним зубом прямозубой фрезы:
f — Bd, /max — Bd-tn^x — BSz&ifl6‘
Так как
(12.15)
_________ __ Г /--9/\2 [ t
sin 6 == У 1 — cos2 б = у 1—1 гГ = 2 V TT ~ 7r“’
r \ D / r D Lr
окончательно имеем
U = 2BSZ у(12.16)
Учитывая, что при фрезеровании одновременно работают не-
сколько зубьев фрезы, вводится понятие суммарной площади
поперечного сечения срезаемого слоя. Для определения ее необ-
ходимо 'знать, сколько зубьев одновременно находится в работе
и каков мгновенный угол контакта для каждого зуба.
Количество одновременно работающих зубьев т будет равно
т = —, (12.17)
П
360°
где ц = —=-------центральный угол между двумя соседними
зубьями;
Z — число зубьев фрезы.
Полученное значение т после расчета округляется обычно до
ближайшего большого целого числа. Значение т будет тем боль-
ше, чем больше глубина резания t, число зубьев Z и чем меньше
диаметр фрезы.
Мгновенные углы контакта для зубьев 1, 2, 3 (рис. 12.7,6)
соответственно будут равны: ф1=б; фг—б—ц; фз=б—2ц и т. д.
262
Так как для каждого t-го зуба площадь срезаемого слоя /ч=
= BSZ sin Арь суммарная площадь сечения среза [3]
р = 2 ft = BSZ (sin г^+sin ф2 + ... +sin фот) =BSZ 2 sin фР (12.18)
Здесь же отметим, что толщина среза для фрезы с винтовыми
зубьями подсчитывается, так же как и для фрез с прямыми
зубьями, т. е. a^=Sz sin ф. Но эта толщина будет переменной не
Рис. 12.8. Схема к определению площади среза цилиндрической
фрезой с винтовыми зубьями
только вдоль длины дуги контакта, но и вдоль длины режущего
зуба /, так как вследствие винтового расположения режущих лез-
вий под углом со мгновенные углы контакта различны, т. е. фс<фг.
В подтверждение произведем не проектирование, а развертку
фрезы на плоскость (рис. 12.8). Обозначим через f сечение среза,
снимаемого одним зубом фрезы, а через I — длину ее зуба.
Возьмем на лезвии зуба точку на расстоянии х от его конца.
Элементарный участок лезвия зуба dx срезает слой толщиной ах
и поперечным сечением
df = a Xdx; dx =
dtp
sin со
df = ах-^~
dtp
sin co
263
или
df=Szsin^-?--------(12.19)
2 sinffl v '
В свою очередь площадь среза, снимаемого одним винтовым зу-
бом фрезы, будет равна:
Ф1
f = df = ---------$z- f sin фх d$;
J ' 2 sin (й J
Ф1 Ф1
f =-f-----......(cos фх — cos ф2), (12.20)
а для m зубьев
m
F = = -Д- У (cos фх - cos ф2). (12.21)
<£ Ы 11 (1)
1
12.3. Равномерность фрезерования. Встречное и попутное
фрезерование
Чтобы увеличить плавность и равномерность работы цилин-
дрической фрезы, режущие лезвия ее зубьев располагают по вин-
товым линиям (см. рис. 12.2, а). При работе фрезами с винто-
выми зубьями можно подобрать такие условия, при которых сум-
марное сечение среза для всех зубьев, работающих в данный мо-
мент времени, будет постоянным. В этом случае и достигается
равномерность фрезерования [74, 92, 106, 107].
Для фрез с винтовыми зубьями различают торцевой шаг
^tD
зубьев t = —=— и осевой ts шаг, равный шагу развернутой вин-
&
тобой линии, деленный на число зубьев.
В свою очередь (рис. 12,9, а, в)
^s = ^ctgco= -^Д-ctgco = (12.22)
где Н — шаг винтовой линии зуба фрезы (рис. 12.9, б).
На развертке поверхности резания (рис. 12.9, а) суммарная
мгновенная длина активной режущей части зубьев
z;+z2+z3=zi+z2+z3=---=const> (12-23)
где Zj, Zp Z', ... — длина активной режущей части каждого зуба.
Равномерное фрезерование будет осуществлено при условии,
если B = Kds, где ts — осевой шаг зубьев фрезы; К—некоторое
целое число; В — ширина фрезерования. Другими словами, мож-
264
но сказать, что равномерность фрезерования обеспечивается, если
ширина фрезерования кратна осевому шагу, т. е.
в = д- лР ctg (О = Н
(12.24)
Рис. 12.9. Схема к определению площади среза зубьями цилиндрической
фрезы с винтовым зубом
Так как при различной ширине заготовок это условие не всегда
выдерживается, рекомендуется конструировать фрезы со значе-
нием /(=2—3. В этом случае колебания сил резания не превы-
шают 20%, что считается допустимым [2, 3].
Цилиндрическое и торцевое фрезерование может быть встреч-
ным (против подачи) и попутным (по подаче). При встречном
фрезеровании (рис. 12.10, а) направления вращения фрезы и по-
дачи не совпадают, а толщина среда а изменяется от нуля до
Qmax. При этом зубья фрезы, действуя на заготовку, как бы «от-
рывают» ее от стола станка и вызывают вибрации системы
265
СПИД, что ухудшает чистоту обработанной поверхности. Кроме
того, каждый последующий зуб работает по наклепанной поверх-
ности, образованной предыдущим зубом, так как существует на-
чальное скольжение зуба при а=0. Другими словами, скольже-
ние зуба по обработанной поверхности будет происходить до тех
Рис. 12.10. Схемы фрезерования:
а — встречного; б — попутного
пор, пока некоторая толщина среза amin (рис. 12.11) не стане!
больше радиуса округления режущего лезвия (р^б—30 мкм)
Температура в зоне резания при этом резко возрастает. Послед-
нее обстоятельство является одной из основных причин повы
шейного износа фрез по задним поверхностям зубьев [107].
При попутном фрезеровании
(рис. 12.10,6) не наблюдается
указанных недостатков. Силы ре-
зания прижимают заготовку к
столу, а стол — к направляющим
станины. Зуб фрезы начинает ра-
боту с максимальной толщины
среза, а поэтому округление режу-
щего лезвия не оказывает столь
значительного влияния на стой-
кость фрезы, как при встречном
фрезеровании. Попутное фрезеро-
вание имеет следующие преиму-
щества по сравнению со встреч-
ным:
1) более высокую стойкость
фрез, примерно до трех раз. осо-
бенно при малых значениях Sz;
Рис. 12.11. Соотношение
между толщиной срезаемого
слоя и радиусом округления
режущего лезвия
2) меньшую шероховатость обработанной поверхности на 1—
2 класса чистоты;
3) меньший расход мощности.
266
Несмотря на указанные преимущества, попутное фрезерова-
ние применяется значительно реже, чем встречное. Объясняется
это тем, что при встречном фрезеровании зазоры между ходовым
винтом и гайкой стола станка выбираются в самом начале ра-
боты. При попутном фрезеровании при врезании зуба сила дей-
ствует так, что способствует увеличению указанных зазоров.
По мере выхода и входа каждого зуба фрезы стол станка рыв-
ками перемещается на величину зазора между ходовым винтом
и гайкой и, если зазор велик, неизбежна поломка зубьев. Чтобы
исключить это явление, прибегают к специальным конструкциям
механизма подач стола, например, ставят два винта и две гайки,
применяют гидравлическую подачу, обеспечивают выборку зазо-
ров винт — гайка с помощью грузов и т. д. На станках, которые
не приспособлены к работе с попутным фрезерованием, приме-
нять его нельзя.
Попутное фрезерование не может быть применимо и тогда,
когда заготовки имеют твердую наружную корку, например ли-
тейную, так как она вызывает ускоренное затупление зубьев
фрезы. В таком случае встречное фрезерование незаменимо,
в силу того что эта корка выламывается изнутри.
12.4. Силы резания и мощность при фрезеровании
Силу, которая преодолевает сопротивление резанию Rt, можно
разложить на две составляющие: окружную силу Р (по сущест-
ву Pz), действующую по касательной к траектории движения
режущего лезвия, и радиальную силу Ру (рис. 12.12, а). Кроме
того, эту же равнодействующую силу Ri можно разложить на
горизонтальную Рн и вертикальную Pv составляющие силы. Если
же фреза имеет винтовые зубья, но наряду с силой Ri, действую-
щей на зуб в плоскости, перпендикулярной к оси фрезы, возни-
Рис. 12.12. Схема сил резания, действующих на зубьях цилиндри-
ческих фрез:
а — прямозубой; б — с винтовыми зубьями
267
кает осевая сила Ро, общей равнодействующей будет сила R
(рис. 12.12, б).
Наибольший интерес представляет сила Р. Она производит
основную работу по срезанию стружки. По ней подсчитывается
эффективная мощность и производится расчет деталей механизма
главного движения. Радиальная сила Ру оказывает давление на
подшипники шпинделя и изгибает оправку фрезы. По горизон-
тальной силе Рн, называемой иначе силой подачи, рассчитывают
детали механизма подачи и приспособления для закрепления
заготовки. Эта сила может вызвать вибрации при наличии люф-
тов в паре винт — гайка. Вертикальная сила Pv стремится отор-
вать заготовку от стола и приподнять стол над направляющими
станины.
Выведем уравнение для подсчета окружной силы при работе
цилиндрической фрезы с прямым зубом [66, 74, 92]. Пусть на
один зуб фрезы действует сила Р'. Она равняется
Р' = pf кгс, (12.25)
где р — удельная сила резания или сила, приходящаяся на еди-
ницу площади, кгс/мм2;
f — поперечное сечение среза, снимаемое зубом в данный
момент, мм2.
Удельная сила резания зависит от толщины среза а: чем
больше значение а, тем меньше р, т. е.
д
Р = (12-26)
где А — коэффициент, учитывающий условия работы и зависящий
от свойств обрабатываемого материала, геометрических
параметров зуба фрезы и т. д.;
п < 1 — показатель степени, характеризующий влияние а на
величину р;
ах — текущая величина толщины среза, мм.
Зная р и f, определим Р':
Р' = -^ахВ, или Р' = Аа\~пВ. (12.27)
ах
Какое же принять значение ах?
Для срединной толщины среза
п - <1
“сред — '-’г I/ р •
1—п
- ( t \ 2
Тогда для одного зуба Р' = ABSz "1-^-1 , а Для нескольких
зубьев т, одновременно находящихся в работе, Р = Р'т. Но
268
б
а л =
л ’
360°
Z
2л
т
с 1 2г“
где 6=1----------р полный угол контакта;
Я — угловой шаг зубьев.
Разложение cos б в ряд дает
б2 б4
cos 6 — 1-------- + ... (12.28)
1 * * О * *Х
Если ограничиться только двумя первыми членами ряда,
б2 л, I 2t
2 “ 1 D ’
(12.29)
Отсюда
б2 2/ Л t
«. ~ = ih8-2Vin <12-30>
тогда
Z
1
' 1 / t \ 2 Z / t \2
• P — Pm — ABS^n 4 4) ’ (12.32)
i 'X!• *i' 3/,,S> \ D / 3T \ i-) /
или
д 2~” П~2
P = — Sz~n BZt 2 D2 . (12.33)
л
Обозначим
A 2 — n n — 2
я ~ ^p> 1 n = Ур> 2 ~~Xpt 2 — ^p’
тогда '
; ’ P = CptXpSyzpBZD,p кгс. (12.34)
Заметим, что эта формула выведена чисто теоретическим путем
исходя из общности процессов фрезерования и точения. Струк-
тура или вид этой формулы сохраняется не только для цилин-
дрических фрез, но и для фрез других типов: торцевых, диско
вых и т. д.
269
„ n nDn.
Зная величины P и v = , можно рассчитать мощность, за-
трачиваемую на фрезерование:
=- 60-102 = C^XpS^BZnD^, (12.35)
где <7№<7р4-1-
Мощность, затрачиваемая на подачу, составляет не более 15%
от мощности на резание. Поэтому полную расчетную мощность
определим по формуле
N,
1,15Арез
(12.36)
где т] — к. п. д. станка;
Кп— 1,3 ч- 1,5 — коэффициент допускаемой кратковременной пере-
грузки.
Формулы для подсчета окружной силы и мощности при фре-
зеровании, имеющие данную структуру, приняты в справочниках
режимов резания при фрезеровании [80].
Приведем примеры.
1. Для фрез цилиндрических, концевых, дисковых, прорезных
из быстрорежущей стали при обработке конструкционной стали
НВ=215 (сгв=75 кгс/мм2):
Р = 68,2/0186S°-725Z£T0186 кгс; (12.37)
Арез = 3,5 • 10“5/°'86Sz726ZnD0114 кВт. (12.38)
2. Для фрез торцевых твердосплавных при фрезеровании
серого чугуна с НВ-190
Мрез = 2,8- 1O~5/o'9Sz74BZD0'17 кВт. (12.39)
Анализ теоретических формул и эмпирических зависимостей
для случая обработки цилиндрическими фрезами позволяет сде-
лать выводы:
1) сила резания Р прямо пропорциональна ширине фрезеро-
вания В и числу зубьев фрезы Z;
2) влияние подачи на силу резания характеризуется, как
и при точении, показателем степени, близким к 0,75;
3) показатель степени при t меньше единицы, в то время как
при точении хр=1. Это объясняется тем, что глубины резания
при фрезеровании и точении являются в сущности разными пара-
метрами. Если при точении t характеризует ширину среза, при
фрезеровании — определяет длину дуги резания, или угол кон-
такта б, а также величину срединной толщины срезаемого слоя.
Поэтому с увеличением t уменьшается удельная сила резания;
270
4) с увеличением диаметра фрезы D сила резания уменьшается,
так как при этом: а) уменьшается число одновременно работающих
зубьев при постоянных значениях Z, t и В. Действительно, с уве-
личением D полный угол контакта 6 уменьшается, а угол между
360°
зубьями т] = —2— остается постоянным, а значит, уменьшается
и число одновременно работающих зубьев; б) с увеличением D
уменьшается толщина среза, а следовательно, и площадь попереч-
ного сечения среза и сила резания. Напомним, что amax = Sz sin 6.
Но при большем диаметре фрезы полный угол контакта 6 будет
меньшим, а значит, и атах уменьшается.
Другие составляющие сил резания при фрезеровании обычно
определяются не эмпирическими формулами, а по соотношениям,
связывающим их величину с окружной силой Р.
Для встречного фрезерования цилиндрической фрезой эти
соотношения имеют следующие значения [2, 3]:
Ри = (0,6 4- 0,8) Р; Ря = (1,1 4-1,2)Р; Р„ = (0,2 4- 0,3) Р, (12.40)
а для попутного:
Ри = (0,6 4- 0,8) Р; Рн = (0,8 ч- 0,9) Р; Ро = (0,75 4- 0,8) Р. (12.41)
Для торцевого фрезерования Рн — (0,6 -4- 0,9) Р.
Для фрез с винтовыми зубьями необходимо учитывать еще
действие осевой силы Q, зависящей от угла и и равной примерно
(0,354-0,55)Р. Действие осевых сил желательно устранять. Дости-
гается это за счет применения сдвоенных фрез с разнонаправлен-
ными винтовыми зубьями (рис. 12.13).
Значительное влияние на величину
сил резания оказывает величина пе-
реднего угла у зубьев фрезы и угла
в плане ф. Чем больше угол у, тем
меньше значение Р. Опытным путем
установлено, что увеличение перед-
него угла у на 1 ° уменьшает силу Р
на 1,5%. Если принять для цилин-
дрических и торцевых фрез относи-
тельный коэффициент при у = 10е
за Р = 1, при у = — 10; 0 и 20°
соответственно /’=1,26; 1,12 и
0,87.
Влияние угла в плане <р на величину силы Р при торцевом
фрезеровании более сложное, чем влияние угла у. Величина силы Р
растет и при малых и при больших значениях угла ф. Так, если
принять при ф = 60° за Р — 1, при ф = 45; 90 и 30° соответ-
ственно Р == 1,06; 1,14 и 1,15. Объясняется это тем, что при раз-
личных значениях угла ф изменяется толщина и ширина среза,
271
направление схода стружки и другие условия резания, в результате
суммарного действия которых наблюдается указанное изменение
силы Р.
12.5. Износ и стойкость фрез. Скорость резания
и скоростное фрезерование
В зависимости от условий резания зубья фрез изнашиваются
либо только по задней (рис. 12.14, а), либо одновременно по зад-
ней и передней поверхностям (рис. 12.14,6). Чем меньше тол-
щина среза, тем больше истирается задняя поверхность. Такой
Рис. 12.14. Виды износа зубьев цилиид.
рической фрезы
вид износа характерен для цилиндрических, концевых, шлицевых,
прорезных и фасонных фрез. Этому способствуют не только ма-
лые подачи Sz, но и скольжение зуба по обрабатываемой поверх-
ности в момент его врезания. Торцевые и дисковые фрезы при
обработке сталей с аШах>0,08 мм обычно изнашиваются и по
задней и по передней поверхностям.
При черновой обработке критерием затупления является опти-
мальный износ фрезы, при котором достигается максимальный
срок ее службы. При чистовой или получистовой обработке при-
нимаются технологические критерии затупления, т. е. такой
износ, при котором уже не обеспечивается необходимое качество
обработанной поверхности, или такой износ, при котором поверх-
ность не удовлетворяет техническим требованиям, предъявляе-
мым к ней. Ориентировочные средние величины допускаемого
износа по задней поверхности для некоторых типов фрез из быст-
рорежущей стали приводятся в табл. 12.1.
Таблица 12.1
Характер обработки Тип фрезы
цилиндрическая торцевая фасонная с затыло- ванным зубом
Допускаемая величина износа й3, мм
Черновая Чистовая 0,4 -ь 0,8 0,15 ч- 0,3 1,5 -s- 2 0,3 -т- 0,5 0,3 -ь 0,4 0,2
272
Для твердосплавных торцевых фрез при черновой и чистовой
обработке стали /г3= 14-1,2 мм, чугуна — /г3= 1,54-2 мм.
Следует отметить, что износ твердосплавных торцевых фрез
при работе с большими скоростями происходит не только вслед-
ствие затупления или истирания, но и из-за выкрашивания твер-
досплавных пластинок. Выкрашивание происходит в основном
вследствие образования микротрещин в пластинках в процессе
их напаивания или заточки. Удары и вибрации при работе фрезы
способствуют увеличению этих микротрещин и разрушению плас-
тинок.
При обработке титановых и жаропрочных материалов износ
фрез происходит с образованием лунки на передней поверхности
у режущего лезвия. Лунка опускается и на заднюю поверхность,
в результате чего фактический передний угол становится отрица-
тельным, что приводит к возрастанию сил резания и ухудшению
качества обработанной поверхности.
Установим общий характер зависимости скорости резания при
фрезеровании от влияющих на нее факторов исходя из общности
процессов точения и фрезерования. Для точения эта зависи-
мость имеет вид
Q
V = ТтаУЬх К М/МИН-
Для фрезерования [2, 3]
Cv
и =-------------,
Ттаур (Bz')x
(12.42)
где * н аср — срединная толщина срезаемого слоя;
7, 6 Z Г~Г л
Z = — = — у — количество зубьев, находящихся одновре-
менно в работе.
Подставим значения Z' и цср в общую формулу скорости ре-
зания (12.42) и получим:
С„К.л-
v -
TmSyz
х+У
CVD 2 лхК
х+у
TmSyzBxZxt 2
х/2
Обозначим:
пени при В
—2^ = xv> показатель сте-
Тогда окончательно получим
(12.43)
где
Х ’ У _ а . г'~х _ Q
через иг„ а при Z — pv.
CvDq*K
v =---------------
T,ntxvSyz^Bu^Z‘
Cv — постоянный коэффициент для
определенной группы обрабаты-
ваемого материала;
18 Зак. 1360
273
коэффициенты,
соответственно
К = Лм^/Син^п.с^г.п^Кнз^сож,, — поправочные
учитывающие
свойства обрабатываемого ма-
териала, материала режущей
части фрезы,состояние поверх-
ностного слоя обрабатываемого
материала (наличие литейной
корки и т. п.), геометрических
параметров, износа фрезы и
смазочно-охлаждающей жид-
кости.
Полученная структура общей формулы, характеризующей
влияние различных факторов на скорость резания при фрезеро-
вании, подтверждается экспериментальными исследованиями.
Для наглядности приведем расчетные формулы для определе-
ния скорости резания при обработке конструкционной стали
с НВ = 215; о'в=75 кгс/мм2 [2].
1. Цилиндрические фрезы из быстрорежущей стали:
55D°-4K
V = -------------- М/МИН.
уо, 35/0, ^SzB0’ lZ°’1
(12.44)
2. Торцевые фрезы с пластинками твердого сплава ВК6
_ 528Р°-2К
— 7’0,33/0,151$0;35#0,2£0,1
(12.45)
Степень влияния каждого из факторов, входящего в формулу
скорости резания, объясняется следующим [2, 11, 66, 74, 107 и др.].
1. С увеличением диаметра фрезы при неизменности всех
остальных параметров скорость резания возрастает, так как при
этом уменьшается толщина среза, увеличивается шаг зубьев
и улучшаются условия охлаждения. Последнее преимущество
является следствием того, что с увеличением диаметра фрезы при
том же числе зубьев как бы удлиняется дуга прохождения зуба
по воздуху, когда он охлаждается, а также увеличивается масса
режущей части, т. е. теплоотвод.
2. С уменьшением числа зубьев фрезы Z, увеличивается шаг
зубьев и масса металла на один зуб, т. е. улучшаются условия
охлаждения, а следовательно, повышается скорость резания.
3. С увеличением t, Sz и В увеличивается поперечное сечение
среза, повышаются силы резания и тепловыделение, что приводит
к снижению скорости резания. Влияние на скорость резания усло-
вий обработки (геометрических параметров фрезы, ее износа,
СОЖ и т. д.) примерно такое же, как и для резцов.
Значения показателей степеней, постоянных и поправочных
коэффициентов приводятся в справочниках и нормативах режи-
мов резания [25, 58, 59, 62, 78—81].
274
12.6. Выбор наивыгоднейших режимов резания
при фрезеровании
Методика назначения наивыгоднейшего режима резания при
фрезеровании должна удовлетворять тем общим соображениям,
которые были установлены ранее. Основные этапы назначения
режима резания при фрезеровании сводятся к следующему [66,
74, 92].
1. Выбирается характеристика фрезы.
2. Назначается глубина резания из соображений, что при гру-
бой предварительной обработке следует удалять весь припуск
Рис. 12.15. Схема срезания слоя торцевыми фрезами:
а — обычной; б — со ступенчатой заточкой
за один проход, если этому не препятствуют ограничения станка
по его мощности и жесткость системы СПИД. При получистовой
обработке фрезами из быстрорежущих сталей весь припуск, если
он не более 5 мм, снимается за один проход. В противном случае
основная часть припуска срезается за первый проход, а затем
1—2 мм — за второй проход. В случае скоростного фрезерования
торцевыми фрезами весь припуск снимается за один проход.
Если припуск велик, рекомендуется применять ступенчатые тор-
цевые фрезы (рис. 12.15), для которых общая глубина резания
распределяется между отдельными зубьями, режущие лезвия
которых смещены в радиальном направлении на величину, боль-
шую Sz. Если же указанного радиального смещения нет, резание
осуществляет только самый выступающий зуб.
3. Определяется величина подачи. Основными факторами,
ограничивающими подачу, являются: при черновом фрезерова-
нии — прочность зубьев и жесткость системы СПИД; при окон-
чательном — необходимые величины шероховатости и точность
обработанной поверхности, жесткость системы СПИД и т. д.
Ввиду сложности оценки суммарного влияния различных фак-
торов на качество обработки пока невозможно дать какую-либо
формулу для расчета величины подачи, в которую вошли бы все
эти факторы. Поэтому при назначении подачи пользуются резуль-
татами исследований и заводской практики, которые обобщены
в таблицах, приведенных в справочниках нормативов по выбору
режимов резания при фрезеровании. Там же даются конкретные
рекомендации значений подач для грубого, получистового и чис-
тового фрезерования стали и чугуна фрезами различных типов-
в зависимости от жесткости системы СПИД и конструктивных
особенностей фрез. Если исходить из прочности режущих лезвий
зубьев, при обработке стали предельными величинами толщины
срезаемого слоя можно считать: для быстрорежущих фрез аШах=
= 0,35 мм; для твердосплавных — ятах=0,25 мм.
Рис. 12.16. Неровности на фрезерованной поверх-
ности
При работе на фрезерных станках средней мощности (5—
10 кВт) и средней жесткости ориентировочно можно принимать:
1) грубое фрезерование сталей цилиндрическими фрезами
с крупным зубом Ятах—0,124-0,13, чугуна — 0,24-0,3 мм;
2) для цилиндрических фрез с мелким зубом по стали атах=
= 0,064-0,08, по чугуну — 0,154-0,10 мм;
3) грубое фрезерование плоскостей торцевыми фрезами
с крупным зубом Лтах=0,14-0,15, с мелким — 0,064-0,10 мм;
4) для концевых фрез при фрезеровании пазов по стали
атах=0,024-0,05, по чугуну — 0,054-0,07 мм;
5) для прорезных или шлицевых фрез при обработке стали
йтах=0,01, чугуна — 0,015 мм;
6) для торцевых твердосплавных фрез по стали атах=0,015,
по чугуну — 0,24-0,25 мм.
При чистовой обработке учитывается требуемая шерохова-
тость обработанной поверхности, поэтому принимается в расчет
не подача на зуб Sz, а подача на оборот фрезы So. От величины
последней зависит высота неровностей h, образующихся в про-
цессе фрезерования (рис. 12.16). Величина подачи So задается
в зависимости от требуемого класса чистоты обработанной по-
верхности и диаметра фрезы.
При обработке стали средней прочности торцевыми твердо-
сплавными фрезами с <pi=5° шероховатость V5 класса чистоты
276
(Rz=20 мкм) можно получить при So=0,5-4-0,8, а шероховатость
V7 — при So=0,24-0,3 мм/об. При обработке поверхности цилин-
дрическими фрезами из быстрорежущей стали шероховатость
V5 класса чистоты достигается при So= 1,54-2, а шероховатость
V6 — при So= 14-2 мм/об.
При скоростном фрезеровании плоскостей торцевыми фрезами
делают зачистные лезвия на зубьях фрезы (рис. 12.17), что позво-
ляет получить высокий класс чистоты обработанной поверхности.
4. Определяется минутная подача в зависимости от вида фре-
зерования, диаметра фрезы, числа зубьев, глубины резания и по-
Рис. 12.17. Зуб торцевой фрезы с зачистным '
лезвием
дачи на один зуб. В случае тяжелых условий работы после вы-
бора подачи проверяется механизм подачи по наиболее слабому
его звену.
5. Определяется, как и при точении, наивыгоднейший период
стойкости, обеспечивающий минимальную себестоимость про-
дукции:
с
Тст=(И-1)Э; 9 = tcll'+±
При этом необходимо учитывать, что фрезы являются более доро-
гим инструментом, чем резцы и сверла, а количество допустимых
переточек для них не слишком велико. Поэтому рекомендуемые
периоды стойкости для цилиндрических, торцевых и сложнофа-
сонных фрез весьма значительны. Например, среднее значение'
периодов стойкости цилиндрических и торцевых фрез 3—4, дис-
ковых— 2,5—3, концевых и шлицевых— 1—1,5 ч.
6. По найденным значениям глубины резания и подаче рас-
считывается или определяется по таблицам скорость резания,
обеспечивающая требуемую стойкость фрезы. При этом учиты-
ваются данные о конструктивных и геометрических параметрах
ее режущей части, а также свойства обрабатываемого материала.
277
Далее по выбранной скорости резания и Диаметру фрезы под-
считывается число ее оборотов п, подбираются ближайшие обо-
роты по паспорту станка и подсчитывается цдейст. Затем уточ-
няется по станку минутная подача и корректируются в расчетах
Sz и So.
7. Подсчитывается мощность резания Л^рез и сравнивается
с мощностью станка Л^дв. При этом необходимо, чтобы
1,15^
(12Л6)
Примерные значения стойкости, скорости и мощности резания
при различных видах фрезерования приведены в табл. 12.2.
Таблица 12.2
Тип фрезы и материал ее режущей части D, мм Z, шт. в, мм t, мм SZ мм/зуб Обраба- тываемый материал т, мин V, м/мин Л', кВт
Цилиндрическая из быст- рорежущей стали 90 8 70 8 0,12 Сталь Чугун 180 180 43,5 30,5 3,8 2,8
Торцевая твердосплавная Т15К6 150 6 90 5 0,13 Сталь 180 290 14
То же ВК8 150 14 90 5 0,2 Чугун 180 115 11
Концевая 20 5 10 20 0,05 Сталь Чугун 60 60 40 27,5 2,1 0,9
Шлицевые прорезные из быстрорежущей стали 70 72 3 5 0,1 Сталь Чугун 60 90 63 55 0,5 0,3
Машинное время при фрезеровании определяют по формуле
= — A-f--2 » мин> (12.47)
SM bzLtl
где L — общая длина прохода фрезы в направлении подачи, мм;
I — длина обрабатываемой поверхности, мм;
/г — путь врезания фрезы, мм;
/2— перебег фрезы (1—5), мм;
i — число проходов.
Путь врезания фрезы при разных видах фрезерования будет
различным. Так, например, при обработке цилиндрической фре-
зой (рис. 12.18, а)
// Г) \2 / Г) \2 ___
(т/ vt/ =Vt(D-t) мм;
(12.48)
278
при торцевом симметричном фрезеровании (рис. 12.18, б)
= 0,5 (D — ]ZD2 —В2) мм; (12.49)
то же при несимметричном фрезеровании (рис. 12.18, в)
1Х = ]/(£) — /) мм. (12.50)
Рис. 12.18. Схема к опре-
делению машинного времени
при фрезеровании
Г Глава 13. КОНСТРУИРОВАНИЕ ФРЕЗ
13.1. Особенности конструкций зубьев фрез
Общие сведения. Зубья современных фрез изготовляются из
быстрорежущих сталей и твердых сплавов; цельные фрезы — из
сталей марок Р18, Р9, Р9Ф5 и др. При оснащении фрез твердыми
сплавами обычно применяют пластины марок группы ВК. Такие
фрезы служат для обработки чугунов и цветных материалов. Для
обработки стальных деталей зубья фрез оснащают твердыми
сплавами группы ТК, например Т15К6, Т5КЮ, Т5К12В и т. д.
[2, 77, 97].
По направлению зубьев различают фрезы: прямозубые
(см. рис. 12.1, а), с наклонными и косыми зубьями (см. рис. 12.2).
В зависимости от формы зуба они делятся на фрезы с остроко-
нечными или острозаточенными зубьями (рис. 13.1), у которых
задняя поверхность зуба в плоскости, перпендикулярной к оси,
имеет ломаную линию, и с затылованными зубьями (см.
рис. 13.12,6), у которых при сечении той же плоскостью задняя
поверхность зуба очерчена по архимедовой спирали или другой
кривой.
Достоинством фрез с затылованными зубьями является
сохранение профиля при переточках их по передней поверхности.
Поэтому у фасонных фрез зубья, как правило, затылованные.
Фрезы с остроконечными зубьями затачивают в основном по
задней поверхности. По сравнению с затылованными зубьями они
имеют ряд преимуществ: высокую стойкость, проще в изготовле-
нии и обеспечивают получение более высокого класса чистоты
обработанной поверхности. Форма их зуба должна удовлетворять
следующим требованиям:
1) обеспечивать достаточную прочность и массивность зуба.
Выполнение второго требования улучшает теплоотвод;
2) образовывать межзубую впадину большого объема для
размещения стружки и хорошего ее отвода;
3) впадина не должна иметь острых углов и резких перехо-
дов во избежание трещин после закалки;
4) допускать достаточно большое количество переточек.
280
В настоящее время известны три типа остроконечных зубьев:
трапецеидальный, параболический и усиленный.
Трапецеидальный зуб. Канавка зуба ограничена углом 0, а
зуб — углом г| (рис. 13.1, а). Такая форма зуба проста в изго-
товлении, но он менее прочен, чем все остальные типы зубьев.
Обычно г|= (45—50)° и выбирается из условия прочности зуба:
0=т]4-е, (13.1)
360 „
где е =—х, a Z — число зубьев фрезы.
/-Л
Рис. 13.1. Типы остроконечных зубьев фрез
Чтобы сократить количество применяемых канавочных фрез
для изготовления фрез с остроконечными зубьями, практическим
путем установлены следующие значения угла 0: 45, 50, 55° и да-
лее через каждые 5° до 110°.
Формула для определения 0=г|+е справедлива лишь тогда,
когда режущие зубья параллельны оси фрезы. Для фрез с вин-
товыми зубьями значение углов 0 и е определяется по так назы-
ваемому числу зубьев Zp
где Z; — идеальное число зубьев, т. е. число, которое имела бы
фреза, если бы ее радиус был бы равен радиусу кри-
визны эллипса, полученного от пересечения фрезы плос-
костью, перпендикулярной к направлению винтовых ка-
, навок;
281
Z — число зубьев фрезы;
со — угол наклона винтовых канавок.
Определив Zt, можно найти значение угла е:
360°
Зная величины е и 0, можно найти высоту зуба Н по фор-
муле
(13.3)
Н = [(1 — cos е) + sin е ctg 0].
(13.4)
В этой формуле не учтены величина радиуса г и размер фас-
ки f', а поэтому фактическая величина Н будет несколько меньше
полученной.
Обычно г= (0,54-2), a f'= (14-2) мм и выбираются соответ-
ственно в зависимости от диаметра фрезы и размеров зуба. Раз-
мер фаски определяет возможное количество переточек фрезы.
В последнее время делают и такие фрезы, когда f'=0,054-0,1 мм,
т. е. с остро заточенными зубьями. Чем меньше величина f', тем
меньше трение задней поверхности зуба об обрабатываемый ма-
териал и выше качество обработанной поверхности. Применяется
трапецеидальная форма зуба в основном для чистовых работ.
При конструировании фрез на рабочем чертеже должны быть
указаны все элементы профиля зуба: т|, е, 0, Н, г, f', а и у.
Параболический зуб. Особенностью этого зуба является па-
раболическая форма его задней поверхности, которая опреде-
ляется из условия равнопрочности всех сечений зуба на изгиб.
Если передний угол у не равен нулю, форма зуба имеет некоторое
отклонение от параболы. Определим форму параболического зуба
математическим путем.
Пусть ОК — след передней поверхности зуба (рис. 13.1,6);
ОМ — задней поверхности. Запишем изгибающий момент Л1Изг
для произвольной точки А с координатами (х, у):
<зг = Ру = WKb = кь кгс • мм, (13.5)
где W — момент сопротивления, мм3. Для прямоугольного сечения
зуба W = ~;
Ь — длина зуба, мм;
Rb— допускаемое напряжение на изгиб, кгс/ммг.
bR
Принимая = К, получим у = Кхг, т. е. уравнение пара-
болы. Иногда параболический зуб называют зубом равного сопро-
тивления. Такая форма зуба обеспечивает достаточно большую
прочность его и достаточный объем для размещения стружки;
применяется у фрез, предназначенных для чернового фрезерования.
282
Хотя параболическая форма зуба из условия прочности и раз-
мещения стружки является рациональной, однако она сложна при
изготовлении, так как для каждого отдельного профиля зуба тре-
буется сложная канавочная фреза. Поэтому на практике чаще
всего при тяжелых работах применяют фрезы с усиленным зубом.
Усиленный зуб. Задняя затылочная часть у этих зубьев об-
разована двумя плоскостями, как показано на рис. 13.1, в. Такая
форма зуба близка к параболической. Для определения угла
0!=т)4-е-+-у используют формулу (13.1), а затем строят угол 0,
обычно равный 60 или 65° с радиусом закругления г. При кон-
струировании обязательно необходимо провести графические
построения зуба, что явится проверкой расчетных значений.
Усиленная и параболическая формы зуба применяются при усло-
вии, когда осевой шаг 10 и ^>3; при значениях ts и
L L
меньше указанных, — трапецеидальная форма зуба.
13.2. Высокопроизводительные фрезы с остроконечными
зубьями из быстрорежущей стали и оснащенные
твердым сплавом
Основные конструктивные элементы. Диаметр фрезы
D определяет число и форму зубьев, диаметр посадочного отвер-
стия — толщину стружки и отвод тепла.
Больший диаметр фрезы дает следующие преимущества [3, 5,
28, 94, 97]:
1) возможность сделать для увеличенного диаметра при по-
стоянном шаге большее количество зубьев, благодаря чему при
Рис. 13.2. Основные
конструктивные размеры
Цилиндрической фрезы
одинаковой подаче на зуб минутная пода-
ча, а следовательно, и производительность
возрастают;
2) увеличивается масса фрезы и длина
дуги контакта фрезы с обрабатываемой
деталью, за счет чего улучшается тепло-
отвод, а следовательно, увеличивается
стойкость;
3) возможность сделать большее поса-
дочное отверстие, т. е. применить более
жесткую оправку, позволяющую работать
на высоких режимах без вибраций.
Однако увеличение диаметра имеет
и свои недостатки, так как увеличивается:
1) время на врезание;
2) крутящий момент, а следовательно, расход электро-
энергии;
3) расход быстрорежущей стали.
Поэтому стремятся выбрать конструкцию фрезы с наиболь-
шим диаметром посадочного отверстия и возможно меньшим
283
наружным диаметром. При этом вначале назначается диаметр
фрезы, а затем диаметр оправки, или наоборот. Ориентировочно
для цилиндрических и дисковых фрез при небольшой ширине
фрезерования принимают
D«10/max, (13.6)
Где /тах — максимальная глубина фрезерования.
Если ширина фрезерования большая, 7)^20/тах. Наиболее
1 правильный путь второй: выбирают вначале диаметр посадоч-
*1Рис. 13.3. Расчетная схема для определения диаметра оправки и направления
осевой силы
ного отверстия или диаметр оправки, затем все остальные кон-
структивные элементы фрезы (рис. 13.2):
D = d+2m+2H, (13.7)
где d — диаметр оправки;
т — толщина тела фрезы;
Н — высота зуба.
Диаметр оправки d рассчитывается по силам, дей-
ствующим на оправку, с учетом одновременного действия изгиба
и кручения. Расчетная схема (рис. 13.3, а) представляет собой
балку, защемленную одним концом, другой конец которой лежит
на опоре свободно:
„ D D • ЛХ 3 .
Мкр Г 2 > ^ИЗГ 16 ' I ’
^привел = 0,35Мизг + 0,65 К^зг+^р, (13.8)
где Л1изг — изгибающий момент сил, действующих на оправку;
2ИКр — крутящий момент, действующий на оправку.
Зная, что момент сопротивления круглого сечения IF = 0,1 d3,
можем определить диаметр оправки:
(139)
где Rb — допускаемое напряжение на изгиб, кгс/мм2.
284
На практике обычно диаметр оправки рассчитывается редко.
Соотношение диаметров оправки d и фрезы D приблизительно
равно Z)= (2,5-=-3)d. Размеры диаметров оправки и фрезы, полу-
ченные практическим путем, представлены в табл. 13.1.
Таблица 13.1
Диаметр фрезы, мм Диаметр оправки, мм
13 16 22 27 32 40 50 60
Цельной Сборной: 30 40 50 63 80 100 — —
торцевой — — — 80 100 125 160-ь250 —
ДИСКОВОЙ — — — 100 125 160 2004-315 —
цилиндриче- ской — — — — — 100 1254-200 250
Число зубьев — важнейший элемент, от которого зависит тор-
цевой шаг tr — nDIZ, а также и работоспособность фрезы. Чем
меньше зубьев у фрезы одного и того же диаметра, тем больший
объем канавок для размещения стружки. Это обстоятельство осо-
бенно важно для выполнения черновых работ. Чем больше зубьев,
тем выше плавность работы фрезы и меньше величина сил реза-
ния, приходящихся на один зуб. Поэтому число зубьев и форма
их должны быть оптимальными.
Число зубьев фрез можно определить по эмпирической фор-
муле, установленной практическим путем:
Z = zn]/D, (13.10)
где D — диаметр фрезы;
т — коэффициент, зависящий от условий работы и конструк-
ции фрезы.
Значения коэффициентов т для некоторых типов фрез сле-
дующие:
цилиндрических цельных с крупным зубом —1,1
то же с мелким зубом —1,8
цилиндрических сборных (делаются только с
крупным зубом) —0,8
торцевых цельных с крупным зубом —1,1
то же с мелким зубом —1,8
торцевых сборных —1,14-1,2
дисковых с мелким зубом —2
Необходимо отметить, что сборные фрезы вначале вычерчи-
ваются ориентировочно, рассчитываются, а затем вычерчиваются
окончательно.
285
Если известны конкретные условия работы фрезы, чис-
ло зубьев можно определить по формулам, предложенным
проф. М. Н. Лариным. При обдирочных работах Z рассчиты-
вается для цилиндрических, концевых, дисковых, шлицевых и фа-
сонных фрез из условия размещения стружки:
>4,1 QV.U
Cmax'-’Z max
а для торцевых
J’S . (13.12)
Gnax^Z max
где D — диаметр фрезы, мм;
Zmax — максимальная глубина фрезерования, мм;
Szmax — максимальная назначенная подача, мм/зуб.
Исходя из условий обеспечения наибольшего числа переточек
при работе с небольшими припусками
z = (13ЛЗ)
где i— число переточек;
х — толщина слоя металла, снимаемого за одну переточку, мм.
При расчете числа зубьев необходимо помнить, что с умень-
шением их числа сила резания и потребляемая мощность умень-
шаются. В случаях, когда необходимо уменьшить силы резания,
число зубьев уменьшают по сравнению с расчетным или рекомен-
дуемым значением до одного зуба. Равномерность работы при
этом обеспечивают за счет увеличения угла наклона стружечной
канавки.
Из условия равномерности фрезерования число зубьев фрезы
можно определить по формуле
z= nD ctg со 13 14)
D
где D — диаметр фрезы, мм;
со — угол наклона винтовых канавок, град;
В — ширина фрезерования, мм;
К — любое целое число, обычно равное 2 или 3.
Для удобства определения Z по указанным выше формулам
составляются номограммы.
Направление винтового зуба. Наиболее просты в изготовле-
нии фрезы с прямыми канавками (см. рис. 12.1, а), но по целому
ряду показателей они уступают фрезам с винтовым зубом.
Основные преимущества фрез с винтовыми канавками следую-
щие [2, 5, 19, 94]:
1) большая плавность работы; ,i;, ,
2) выше стойкость; J. ...
286
3) выше класс чистоты обработанной поверхности;
4) ниже себестоимость обработки.
Следует отметить, что фрезы цилиндрические и концевые обя-
зательно изготовляются с винтовым зубом. Однако при работе
фрез с такими зубьями возникает осевая сила Q, направление
a
Схема сил,
винто-
Рис. 13.4.
действующих на
вые зубья концевой фре-
зы:
а — с правым; б — левым нап-
равлением канавок
которой определяется направлениями вра-
щения фрезы и стружечной канавки. Пока-
занная на рис. 13.3, б фреза имеет правое
направление зубьев и левое вращение.
Осевая сила Q в таком случае стремится
затолкнуть оправку в гнездо шпинделя
станка. Указанные сочетания направлений
стружечной канавки и вращения фрезы
будут противоположными и благоприят-
ными для процесса резания, так как при
этом нет дополнительных нагрузок на эле-
менты крепления фрезы в шпинделе
станка.
В случае крутого зуба винтовой ка-
навки и=45—60° на оправке ставят две
цилиндрические фрезы с разным направ-
лением винтовых канавок.
В таком случае осевые составляющие
уничтожают друг друга, но фрезы надо
ставить так, чтобы осевые силы сжимали
фрезы между собой. Такие фрезы полу-
чили название составных (см. рис. 12.13).
На их торцах имеются выступы и впа-
дины, обеспечивающие перекрытие режу-
щих лезвий одной фрезы режущими лез-
виями другой.
Что касается направления винтовых
канавок у концевых фрез, то оно должно
быть одинаковым с направлением враще-
ния, хотя при этом осевая составляющая
сил резания будет стремиться вытянуть
. 13.4). В противном случае величина перед-
них углов имеет отрицательное значение и затрудняется выход
стружки.
Фрезы, оснащенные твердым сплавом. При обработке сталей
такими фрезами, особенно концевыми и дисковыми, необходимо
увеличивать жесткость оборудования, точность настройки и т. д.
Иначе эффект от применения твердого сплава при фрезеровании
Уменьшается. Оснащение фрез пластинками твердого сплава
обычно осуществляется либо механическим креплением их к рез-
цам, закрепляемым в корпусе, либо припайкой [77, 97].
У мелких фрез рабочая часть выполняется целиком из пласти-
фицированного твердого сплава и закрепляется в державке.
Фрезу с оправки (рис,
287
В отдельных случаях могут изготовляться фрезы целиком из
твердого сплава (монолитные фрезы). При изготовлении спе-
циальных фрез стремятся использовать стандартные твердосплав-
ные пластинки, а в необходимых случаях используют спецпла-
стинки. ГОСТ 2209—66 предусматривает для оснащения фрез,
помимо пластинок общего назначения, винтовые пластинки и мо-
нолитные коронки. Винтовыми пластинками оснащают фрезы
Тип А Тип б Тип В
Рис. 13.5. Способы крепления ножей в корпусах фрез
диаметром 62—125 мм (ГОСТ 8721—58) и концевые диаметром
16—50 мм (ГОСТ 8720—58). Коронками оснащают концевые
фрезы диаметром 10—22 мм (ГОСТ 8720—58).
На рис. 13.5, а схематично показан один из способов крепле-
ния напайных вставных зубьев-резцов. Такое крепление доста-
точно надежное и используется в случае применения резцов боль-
шого сечения. Однако от зажимных винтов на вставных зубьях
остаются лунки, которые затрудняют последующую перестановку
ножей (резцов). Сборка таких фрез осуществляется по шаблону
с последующей заточкой фрезы в сборе. Чтобы исключить появ-
ление лунок на ножах при закреплении, крепление их осущест-
вляется с помощью клиновых втулок, которые запрессовываются
в корпус фрезы, а затем крепятся с помощью винтов.
288
Крепление ножей для цилиндрических фрез с помощью цилин-
дрического штифта с лыской, срезанной под углом 3—5° пред-
ставлено на рис. 13.5,6 (типы А и Б). Нож с гладкими сторо-
нами и основанием вставляется в профрезерованный паз корпуса
фрезы. В корпусе имеются отверстия под штифты, причем для
надежного крепления ножа необходимо обеспечение с большой
точностью расстояния от центровой линии отверстия под штифт
до задней опорной стенки ножа. При несоблюдении этого условия
при запрессовке штифта последний будет или проходить глубоко
в отверстие или выступать за торец фрезы.
Рис. 13.6. Дисковые фрезы:
а — трехсторонняя с разнонаправленным зубом; бл— двусто-
ронняя
Крепление ножа, показанное на рис. 13.5, б (тип Б), анало-
гично креплению ножа в конструкции типа А. Отличие заклю-
чается в форме паза в корпусе. Если для конструкции типа А
отверстие под штифт получают сверлением, для конструкции
типа Б — протягиванием или фрезерованием.
Крепление ножей в корпусе фрезы может осуществляться
с помощью радиального клина и винта (тип В), втулки и винта
(тип Г), срезанной втулки и винта и т. д. Однако все перечислен-
ные конструкции крепления ножей в корпусе фрезы имеют один
общий недостаток: после переточек они не позволяют регулиро-
вать диаметр фрезы за счет выдвижения ножей в радиальном
направлении.
На рис. 13.5, б (типы Е и Ж) представлены конструкции креп-
ления ножей, имеющих рифления на опорной поверхности. Кре-
пятся такие ножи или с помощью гладкого клина (тип Е: 1 —
клин, 2—нож) или за счет клиновидной формы ножа (тип Ж).
При переточках нож может быть переставлен на одно или не-
сколько рифлений в радиальном направлении, чем сохраняется
диаметр фрезы. Однако изготовление ножей и пазов с рифле-
19 Зак. 1360 289
Рис. 13.7. Дисковая трехсторонняя фреза с напаянными пластинка-
ми твердого сплава
Рис. i3.8. Схема крепления ножей с рифлени-
ями в сборных фрезах
ниями более трудоемко. Практикой установлено, что общий срок
службы фрез с креплением ножей типа Е и Ж значительно выше
по сравнению с конструкциями типа А, Б, В, Г, Д, что компенси-
рует указанный недостаток.
290
Дисковые сборные фрезы, оснащенные пластинками твердого
сплава, в принципе ничем не отличаются от сборных фрез
с зубьями из быстрорежущей стали (рис. 13.6). Такие фрезы
изготовляются трехсторонними (рис. 13.7) (ГОСТ 5348—60)
и двусторонними (ГОСТ 6469—60) и имеют размеры: £) =
— 904-350, d=274-60, 7=84-20 и ширину В—164-30 мм. На
рис. 13.8 показан способ крепления ножей с помощью рифлений.
Шаг рифлений Sp может быть равен 0,75; 1,0 и 1,5 мм. Ножи 1
и пазы корпуса 2 имеют клиновой уклон в 5° и 2°30'. Рифления
в корпусе фрезы обычно располагаются в осевом направлении.
Перед переточкой фрезы ножи перемещаются на одно рифление
из положения I в положение II. При этом наружный диаметр
получит приращение 2SP, где Sp — шаг рифлений. По торцу нож
выдвинется на величину
АЛ =
SP tg 2°30'
tg 5°
sO,5Sp мм.
(13.15)
Недостатком такого способа крепления является трудоем-
кость изготовления рифления на ножах и в пазах корпуса, а так-
же сборка фрезы. Чаще применяются рифления в радиальном
или осевом направлении с одним уклоном в направлении рифле-
ний. В этом случае возможно регулирование только одного раз-
мера фрезы: по диаметру или торцу. Кроме того, в дисковых фре-
зах при применении призматических ножей крепление последних
может осуществляться гладкими клиньями с углом 3—5°.
На рис. 13.9 показана цилиндрическая фреза, оснащенная
винтовыми твердосплавными пластинками. Пластинки 2 распо-
лагаются в корпусе фрезы 1 в шахматном порядке. Для обеспе-
чения дробления стружки на стыках 3 пластинок выполняются
канавки 4 глубиной 0,5 мм и шириной до 2 мм с углом профиля
120° или с оформлением профиля по радиусу. Геометрические
параметры в главной секущей плоскости имеют следующие зна-
чения: уп= — 5°, ап=18, (0=144-30°.
Рис. 13.10. Концевая фреза.
1—твердосплавная коронка; 2— оправка
На рис. 13.10 представлена высокопроизводительная концевая
фреза с монолитной твердосплавной коронкой. Производитель-
ность этих фрез по сравнению с быстрорежущими выше в 2—
5 раз. В нормальном сечении А —А зубья делаются криволиней-
ными и очерчиваются дугой радиуса R=0,7D, передний угол со-
ставляет уп=0, задний — ап=20°. Угол наклона винтовых кана-
вок ю = 25°.
Наибольшее распространение и применение получили сбор-
ные торцевые фрезы, оснащенные твердым сплавом. Ножи
и клинья для таких фрез стандартизованы.
Характерной особенностью твердосплавных торцевых фрез
является то, что передние углы у них в основном отрицательные.
Геометрические параметры твердосплавных фрез и рекомендуе-
мые значения углов у, а и К, предназначенных для обработки
различных материалов, представлены на рис. 13.11 и в табл. 13.2.
Помимо приведенных в таблице значений углов у, а и X, необ-
ходимо учитывать следующее [28, 66, 74, 94, 97].
292
Таблица 13.2
Обрабатываемый материал у, град А, град а, град
Сталь, ОЬ < 80 кгс/мм1 2 +5 15 15
Сталь, Оь = (80—120) кгс/мм2 —5н- — 10 15 15
Сталь, Оь > 120 кгс/мм2 —15-- —20 15 15
Чугун 5- + 10 0 4- 10 10
Легкие сплавы (алюминиевые, магниевые и др.) 4-Юн- + 15 Он- 10 15 н- 20
Рис. 13.11. Геометрические параметры торцевых фрез, оснащенных
твердым сплавом
1. При резании мягких сталей передняя поверхность ножей
выбирается с упрочняющей фаской (см. рис. 13.11) либо без
фаски.
293
2. При использовании твердого сплава Т5КЮ вместо твердого
сплава группы ВК значение отрицательного переднего угла у
увеличивают в среднем на 10°.
3. Для дисковых фрез при обработке сталей у увеличивают на
5—10°.
4. У концевых фрез направление винтовой канавки должно
быть одноименно с направлением вращения. Передний угол
в продольном сечении обычно больше нуля, но затачивается
фаска с у=—5° шириной 1,54-2 мм.
5. При повышенных требованиях к шероховатости обработан-
ных поверхностей на переходных лезвиях торцевых фрез затачи-
ваются участки с <ро=О (см. рис. 12.17).
6. Допускаемое биение перпендикулярно к режущим лезвиям
для смежных зубьев составляет не более 0,044-0,08, а для проти-
воположных зубьев — 0,084-0,12 мм, торцевое биение — не более
0,054-0,1 мм.
7. В случае снятия больших припусков необходимо применять
ступенчатое расположение зубьев (см. рис. 12.15) со снятием
припуска в соотношении bl>b2>b3.
13.3. Фрезы с затылованными зубьями
Некоторые сведения о затылованных кривых. С затылован-
ными зубьями обычно выполняются фасонные фрезы. Основными
требованиями, предъявляемыми к задней затылованной поверх-
ности зуба фрезы, являются:
1) обеспечение постоянства профиля, т. е. неизменности вы-
соты профиля в любом радиальном сечении при условии, что
переточка производится по передней поверхности;
2) обеспечение постоянства заднего угла в любой точке зад-
ней поверхности;
3) простота затылования.
Для остроконечного зуба (рис. 13.12, а) первых два условия
не обеспечиваются. В сечении 1—1 задний угол щ и высота про-
филя больше значений этих же параметров в сечении 2—2. Одна-
ко достоинством такой формы затылования является хорошая
технологичность изготовления плоских задних поверхностей фрез.
Условию обеспечения постоянства профиля и угла а затыло-
ванного зуба в любом сечении удовлетворяет только одна лога-
рифмическая спираль. Для доказательства вышесказанного
построим в полярных координатах кривую (рис. 13.12,6), на ко-
торой возьмем две точки 1 и 2. По условию углы между касатель-
ными и перпендикулярами к радиус-векторам, проведенным через
точки 1 и 2, т. е. задний угол а и дополнительный к нему угол 0,
должны быть постоянны.
Из аналитической геометрии известно, что тангенс угла 0 на-
клона касательной к радиус-вектору р равняется отношению
функции к ее первой производной [11, 76, 77];
294
tg₽ =
p
p”
(13.16)
где p —«е
Ho tg a =
m0 — уравнение логарифмической спирали.
1 - = ctg p, так как а -ф 0 = 90°. Тогда
. p' атетв
tg a ~ “p” ~ aem® ’
или
(13.17)
tg a = m = const.
Puc. 13.12. Остроконечный (a) и затылованный по логарифмической
спирали (б) зубья фрез
Логарифмическая спираль дает возможность сохранить по-
стоянство заднего угла только в точках профиля, расположенных
у наружного диаметра фрезы. Если взять любую другую точку
профиля, он будет затылован по кривой, равноотстоящей от
логарифмической спирали. Такую кривую принято называть кон-
хоидой. Конхоида не обеспечивает постоянство заднего угла про-
филя во всех его точках, а поэтому второе условие, предъявляе-
мое к затылованной поверхности, не удовлетворяется. Кроме
того, сложность изготовления зубьев, очерченных по логарифми-
ческой спирали, а также непостоянство задних углов в радиаль-
ном направлении по высоте профиля ограничивают применение
логарифмической спирали в качестве затылочной кривой. Поэ-
тому наибольшее распространение в качестве кривой для заты-
лования поверхности зубьев фрез получила архимедова спираль.
295
Архимедову спираль можно представить как траекторию
точки, движущейся по радиус-вектору с постоянной угловой ско-
ростью.
Уравнение архимедовой спирали в полярных координатах
(рис. 13.13) записывается в следующем ви,
р = Ь&. (13.18)
где р — радиус-вектор;
b — постоянный коэффициент;
0 — текущий полярный угол, рад;
, р' Ь 16,,
tg а = -i— = -ту- = -т- = — =# const,
р о© 0 р
(13.19)
Основные свойства архимедовой спирали,
применяемой в качестве затылочной
кривой:
1) задний угол а в различных сечениях
непостоянный (с^^сс,, см. рис. 13.13), но
в пределах ширины зуба его изменение не
превышает 2°;
2) конхоиды дают меньшее изменение задних углов, чем кон-
хоиды логарифмических спиралей, и это' изменение не превы-
шает 2°;
3) закон движения прост: точка равномерно (с постоянной
скоростью) движется по радиус-вектору, который вращается
с постоянной угловой скоростью;
4) простота изготовления кулачка для затыловочного станка.
На рис. 13.14 представлена схема затылования по спирали
Архимеда зубьев фрез на токарно-затыловочном станке. Затыло-
вание обеспечивается посредством равномерного вращения заго-
товки и поступательного движения резца перпендикулярно к оси
детали. Величина затылования К, или величина спада затылка,
определяет величину заднего угла а. Установим зависимость
между величинами К и а. Для этого развернем криволинейный
треугольник АВС до прямоугольного с прямым углом В. Из этого
треугольника имеем
К=АВ tg а,
но
тогда
„ ли ,
К = -у- tg а.
(13.20)
296
На практике величину затылования К определяют следующим
образом: вначале в зависимости от условий работы выбирают
задний угол а, а затем рассчитывают величину затылования К.
Следует отметить, что величина затылования К, будет величиной
подъема спирали на кулачке за один его оборот. Кулачки для
затыловочных станков обязательно имеют клеймо, показываю-
щее, для какой величины затылования К они предназначены.
Рис. 13.14. Схема затылования зубьев фрез на токарно-затыловочном
станке
Весьма важным является тот факт, что кулачок, рассчитанный
для определенной величины К, можно использовать при любом
числе зубьев затылуемой фрезы.
Конструктивные элементы и геометрические параметры за-
тылованных фрез. В большинстве случаев фасонные фрезы де-
лают насадными. Они должны удовлетворять следующим усло-
виям:
1) обладать достаточной прочностью зуба и значительной его
толщиной с целью обеспечения большого числа переточек;
2) иметь достаточные размеры канавок между зубьями, чтобы
обеспечить размещение стружки и выход затыловочного резца
или шлифовального круга при затыловании;
3) фасонные фрезы, как и фрезы с остроконечным зубом,
должны иметь возможно меньший размер наружного диаметра.
Из рис. 13.15 видно, что диаметр фрезы равен
D = d + 2т + 2Н мм, ' (13.21)
где d — диаметр оправки (посадочного отверстия), мм;
т — толщина тела фрезы, мм;
Н — высота зуба фрезы, мм.
Диаметр оправки d можно выбрать в зависимости от 'высоты
профиля детали /гд:
ЙД’ мм ДО 5 6—10 11—20 21—30
d, мм 22 27 32 40
297
Величину т можно определить в зависимости от величины d:
т = (0,3 -н 0,5) d, (13.22)
причем чем меньше d, тем большее нужно брать значение коэф-
фициента при d, т. е. тем больше будет т.
Значение Н можно определить, зная величины h, К и г, т. е.
H = h + K + r, (13.23)
где /г = /гд + (1 4- 3) мм; К = —tg а, а г = 1 4- 5 мм.
Диаметр фрезы обычно определяют из соотношения Dm2,5d.
Зная D, рассчитывают число зубьев
ггГ)
Z=^~. (13.24)
*^окр
В свою очередь
S0Kp = Ah, (13.25)
где А — постоянный коэффициент. Для черновых фрез А =
= 1,8 4-2,5, для чистовых—1,3 4-1,8.
В общем случае расчетная схема конструктивных элементов
с затылованным зубом сводится к определению D, d, Z, расчету
элементов зуба Н, вычерчиванию и окончательному уточнению ее
размеров.
Для фасонных фрез характерно то, что при большем диаметре
фрезы необходимо выбирать меньшее число зубьев. Это объяс-
няется тем, что с увеличением диаметра фрезы увеличивается
величина К, а значит, и общая высота зуба. В результате этого
зуб будет тонким, нежестким. Если искусственно утолстить зуб,
К еще больше возрастет, а следовательно, еще больше увели-
чится Н. Практикой установлено, что .толщина зуба С .должка
.298
быть равна С= (0,84-1)/(, а угол канавки 0 —в пределах
18—30°. С целью упрощения измерений наружных диаметров при
изготовлении фрезы число зубьев должно быть четным.
Следует отметить, что фасонные фрезы с затылованным зу-
g0M__сугубо специальный инструмент, а поэтому стандартов
на них нет, за исключением радиусных (ГОСТ 2305—59), зубо-
резных дисковых модульных и пазовых (ГОСТ 8543—57) фрез.
Рис. 13.16. Изменение вели-
чины бокового заднего угла при
фрезеровании различных про-
филей
Геометрические параметры фасонных фрез. При наличии пе-
реднего угла у, который способствует улучшению процесса реза-
ния, глубина профиля детали и фрезы будет неодинакова. Чтобы
облегчить работу конструкторам, на заводах обычно делают
•фрезы с у=0. Однако стойкость, а следовательно, и производи-
тельность фрез при этом ниже, чем у фрез с положительным пе-
редним углом. В условиях массового и крупносерийного произ-
водства фасонные фрезы проектируют с положительным перед-
ним углом. При этом делают специальный коррекционный расчет
размеров профиля фрезы, необходимый для проектирования за-
тыловочного (резца) и измерительного инструмента (шаблона).
Вели точность профиля обрабатываемой детали невелика, допу-
скается применение фасонных фрез с углом у=-1-5° без прове-
дения коррекционных расчетов.
Задний угол на боковых сторонах профиля (рис. 13.16, а — в)
299
тем меньше, чем больше режущее лезвие отклоняется от линии,
параллельной оси фрезы, т. е. чем меньше главный угол в пла-
не ср. Так как для обычных резцов
tg aN = tg апр cos ср,
можно записать для фрезы
tg ал = tg a cos (90° — ср),
или
tg ап = tg а sin q>.
(13.26)
Рис. 13.18. Схема двустороннего
затылования фрезы (б) (/ — фреза,
2 — резец затыловочный), предназна-
ченной для фрезерования закрытого
профиля (а)
Рис. 13.17. Фрезерование открытого
профиля без поворота (а) и с поворо-
том (б) изделия
Последняя формула справедлива лишь для точек профиля фрезы,
лежащих на ее вершине. Для любой точки х профиля
tg % = tga sinq>. (13.27)
' X
,г . KZ А л KZ
Учитывая, что tg a = —, где А ==---------------= const, можно
пи Rx л
отметить, что чем меньше величина Rx, тем больше величина зад-
него угла. На практике выбирают значение заднего угла в пре-
делах 8—15°.
Чтобы увеличить угол ф (рис. 13.17, а), а следовательно,
и угол а, фрезерование открытых профилей производят при
наклонном положении оси детали 1 относительно оси фрезы 2
(рис. 13.17,6).
Фрезы, предназначенные для обработки закрытых фасонных
профилей (рис. 13.18, а), обычно затыловывают двумя фасон-
ными резцами, как показано на рис. 13.18, б. Однако ширина зуба
у таких фрез от передней поверхности к спинке изменяется, а сле-
300
довательно, будет изменяться после переточки фрезы ширина
профиля обработанной детали. Чтобы избежать этого явления,
фрезу делают сборной с замками на торцах ее половинок, а меж-
ду ступицами после переточек ставят прокладки.
У С целью увеличения боковых задних углов и повышения стой-
кости в последнее время переходят к фасонным фрезам с остро-
конечным зубом. Однако применение этих фрез ограничено, так
как ими можно обрабатывать детали только открытого профиля.
Рис. 13.19. Схема коррекционного расчета профиля фасонной
фрезы с затылованным зубом при у ф О
Корректирование профиля фасонной фрезы при наличии пе-
реднего угла. Приведем коррекционный расчет профиля затыло-
ванной по спирали Архимеда фрезы, предназначенной для обра-
ботки профиля детали трапецеидальной формы.
Пусть С — конечная точка профиля на зубе фрезы (рис. 13.19).
Если снести эту точку по дуге с радиусом Di=OC в точку Ci, на
вертикальную ось фрезы ОА отрезок ACi даст нам высоту про-
филя изделия /гп. Но эта высота не равна соответствующему
отрезку профиля фрезы АС2, если измерять ее в радиальной плос-
кости ОА, так как профильная поверхность зуба очерчена не по
окружности, а по спирали Архимеда.
Высоту профиля на фрезе мы получим, если отнесем точку С
по спирали в точку Сг. Отрезок АС2 будет равен высоте профиля
фрезы Лф. Как видно из рисунка, Лф меньше /гп на величину АЛ,
поэтому профиль затыловочного резца, применяемого для изго-
товления фрезы, должен быть соответствующим образом скор-
ректирован. Как видно, задача сводится к нахождению величины
301
Ah—ha—h$. Для этого рассмотрим криволинейные треугольники
ДЛ1Л2 и АА'А". Из подобия этих треугольников можно записать:
Д/i ф
~7Г = Т’
л» v ф 360"
откуда Д/г = л —, но е = —?—. Тогда
8 Л»
= 360°
В этой формуле неизвестен только угол ф. Для определения его
продолжим след передней поверхности зуба фрезы вправо от
точки А и из центра фрезы О опустим на него перпендикуляр.
Далее рассмотрим треугольник АОС, для которого можно запи-
сать р=у-|-ф, где р — внешний угол треугольника АОС. Тогда
Ф=₽-у.
Из треугольника ОСВ угол р = arcsin но 7?х = R — /ги.
Л1
В свою очередь из треугольника ОБА
tn=R sin у.
Таким образом, если воспользоваться системой простейших
уравнений, которые решаются последовательно, как и при кор-
рекционных расчетах резцов, определение профиля фрезы в ра-
диальном сечении производится в следующем порядке:
m = /?siny; (13.28)
R^R — h»; (13.29)
sinp = -^-; (13.30)
Al
ф = р —у; (13.31)
Д/г = К2-^-; (13.32)
/гф = /ги —Д/г. (13.33)
Такие расчеты выполняются для всех узловых точек профиля
фрезы. Размеры, параллельные оси фрезы, не искажаются.
Для контроля правильности изготовления фрезы ее профиль
должен проверяться шаблоном в плоскости передней поверх-
ности. По теореме синусов из треугольника АОС запишем
АС ^/г„ _ sin ф
ОС ~ ~ sin у ’
откуда
_ Rr sin ф
п sin у
302
Для подсчета высоты профиля в плоскости передней поверхности
последовательно решаем следующие уравнения:
/71=7? sin у; (13.34)
Ri = R—ha-, ' (13.35)
sin р = (13.36)
Al
ф=р-у; (13.37)
= gi_sinj^. (13.38)
п sin у
Все коррекционные расчеты сводим в таблицу, как это было
проделано при коррекционных расчетах профиля фасонных
резцов.
Рассмотрим пример коррекционного расчета профиля фрезы,
предназначенной для обработки детали, изображенной на
рис. 13.20, а, если известно, что материал детали сталь 45, ов =
= 50 кгс/мм2.
Расчет производим в соответствии с изложенной методикой,
пользуясь данными книги [95], профиль строим по точкам. Опре-
деляем координаты узловых и дополнительных точек профиля
детали (рис. 13.20,6). Выбираем: /г2=1,5; Л3=4; /г4=7; /г5=10;
h6= 11 мм.
Из математики известно, что длина хорды a = 2]ffiR— №, Д
где h— высота стрелки:
k = к + V2haR-h2n. (13.39)
Подставляя значения Z1; /гп и R, определим значения Z2, Z3, . . . , Z0.
Они равны: Z2= 11,538; Z3= 15,198; Z4= 17,689; Z6= 19,457. В свою
очередь
^6 — h-5 n r
/б =---g---= 0,5 мм.
Определяем исходные данные для расчета профиля фрезы. Наи-
большая высота профиля детали Zi5= 10 мм (по чертежу). Радиус
наружной окружности фрезы 7? = 7?1==42,5 мм (табл. 9 [95]).
Передний угол фрезы у=20°±5' [95]. Проверим достаточность
рекомендуемой величины затылования. По табл. 9 [95] /С=5
и 12:
tf = ^-tga; tga = = = 0,2248
Z ли л-85
или а = 12°. *
Для определения бокового заднего угла «б проведем некоторые
расчеты. Из рис. 13.20, г запишем:
303
Рис. 13.20. Схема коррекционного расчета профиля фасонной фрезы для
обработки профиля конкретной детали
, AD , 5 _._о
фл = arctg = arctg — 27 ;
, OD , 5 , 5 опо
= arctg дс = arctg = arctg « aFt
, . . R
tganc = tga sincpc-^-;
42 5
tg anc = tg 12° sin 20° 4^- = 0> 1007,
<jZ,D
откуда anc = 6°.
304
Это значение бокового заднего угла больше минимально до-
пустимого, поэтому можно принять величину затылования К=
= 5 мм, не прибегая ни к каким методам увеличения боковых
задних углов.
Для расчета координат узловых точ- к строим расчетную схему
(рис. 13.20,0). Задача ’сводится к нахождению высоты профиля
фрезы в радиальном сечении Нъ Н3, ... , Нв и в плоскости перед-
ней поверхности т2, т3, ... , т6, т. е. к нахождению величин от-
резков 1 — 2р, 1 ~3р, ... , 1 — 6/2, а также — 1 — 2, 1—3, ... ,
1 —6. Обозначим углы 01В = у через уь угол 02 В ~ у,, ... ,
06В — у6; угол 102 — ф2, угол 103 — ф3, ... , угол 106 — ф0. Кроме
того, обозначим радиусы 0—1 = R через Rlt 0 — 2 — R2, ... ,
0=6- Re.
Анализ расчетной схемы показывает, что высота профиля
фрезы Нп до точки п, измеренная в радиальном направлении,
равна высоте профиля изделия ha до этой же точки минус вели-
чину спада затылка (или приращение радиус-вектора на угле фп
между радиус-векторами в точках 1 и п):
На = hn — dytya. (13.40)
Дифференциальное уравнение спирали Архимеда имеет вид
dp = bdQ, (13.41)
или
Ф’Фп ~ ^Фп-
Проинтегрировав последнее уравнение, получим
Р=Ь& (13.42)
или
, р 1
ме=,!“'
Тогда b—ptga. Определим tg а, зная, что
тогда
, KZ о
Ь=ЪГ1Т (!3.43)
Для первой точки, лежащей на наружном диаметре фрезы,
спад затылка для любой точки затылочной кривой одинаков
Поэтому p = R, &
. KZ
(13.44)
20 Зак. 1360
305
Подставим полученное значение Ь в дифференциальное урав-
нение спирали Архимеда:
о о
dP+n = KZ = KZ = АКП. (13.45)
ZJl OOU
Из чертежа видно, что фп=уп—у, так как угол уп является
внешним углом для любого из треугольников 102, 103, ... , 106
и равен уп=фп+у. В свою очередь
уп = arcsin -g—, а т = R sin у.
Ап
Из расчетной схемы
hn-
Таким образом, запишем окончательно порядок последователь-
ности решения:
m = R sin у;
Rn=R—ha;
. т
sinyn = -^-;
фп=уп—у;
д
360° ’
Д/Сп=: Афп;
Hn^=hu АКп-
Решив эти уравнения, можно определить глубину профиля фрезы
в радиальном сечении. Эти же уравнения необходимы для рас-
чета профиля затыловочного резца.
Анализируя расчетную схему, составляем ряд уравнений для
расчета глубины профиля фрезы вдоль передней поверхности.
Эти данные необходимы при построении профиля шаблона и для
контроля профиля
сечение В—1),
фрез. Как видно из чертежа (см. рис. 13.20,
тп = В — 1 — В — п.
В — 1 через С, а В — п через Сп. Тогда из
Обозначим отрезок
треугольника ОВ1 запишем:
С=R cos у; m=R sin у,
а для других точек профиля из треугольников 0В2, ОВЗ, .. . , 0В6:
п г> т
С„ = Ra cos ув; sin уп =
306
a ga=R—hn- Выпишем расчетные уравнения в порядке последо-
вательности решения задачи:
m—R sin у;
Rn=zR h-тТ,
tn
sm yn =
C=Rcosy\
Ca = Rn COS yn!
Tn=C—Cn.
В связи с тем, что часть уравнений для определения Н и т
общие, удобнее производить вычисление Н и т одновременно,
решая последовательно ряд следующих уравнений:
(13.46)
(13.47)
(13.48)
(13.49)
(13.50)
(13.51)
(13.52)
(13.53)
(13.54)
(13.55)
Все вычисления следует внести в табл. 13.3, несмотря на их
некоторую повторяемость (в таблице приведен пример расче-
та т). Такая последовательность записи расчета позволит про-
изводить все вычисления без дополнительных записей, а также
делает удобной проверку расчетов.
Таблица 13.3
m = R sin у;
C=R cos у;
Л_ KZ .
360° ’
—h-a,
т
sin уп =
Сп^7?п COS ynj
Тп=С—Сп;
ipn=yn—у;
= Л'фп’,
H=ha-\KIl.
Расчетные формулы Обозначение размера Численная вели- чина размера Логарифм размера
R 42,5 1,62839
т = R sin у sin у sin 20°- 1,53405
т 14,536 1,16244
20*
307
Имея координаты узловых и дополнительных точек Н и I
в радиальном сечении, х и I в сечении передней поверхности зуба,
можно построить профиль фрезы в радиальном сечении и в плос-
кости передней поверхности. Рабочий чертеж на фрезу разраба-
тывается в соответствии с фиг. 63 [95]. Там же по табл. 9 опреде-
ляем все необходимые параметры конструкции фрезы.
13.4. Ротационные фрезерные головки
Ротационные фрезерные головки предназначены для обра-
ботки плоских поверхностей методом торцевого фрезерования.
С учетом особенностей фрезерования, т. е. ударного процесса
нагружения режущих элементов, переменности сечения среза по
длине реза, прерывистости реза и других, к подшипниковым
узлам фрезерного ротационного инструмента предъявляются по-
вышенные требования в отношении их жесткости. Кроме того,
резцовые узлы ротационных фрезерных головок должны быть
компактными, быстросменными и удобными при заточке и вос-
становлении их режущих элементов. Главной особенностью рез-
цовых узлов головок с учетом указанных требований является
минимальный вылет режущего лезвия относительно радиальной
опоры. Конструктивные элементы резцовых узлов ротационных
головок показаны на рис. 13.21 [38].
В корпусе 13 (рис. 13.21, а) подшипникового узла запрессо-
ван вкладыш 4 из антифрикционного металлокерамического
сплава, который своим торцом опирается на упорный подшип-
ник 5 и воспринимает осевую нагрузку. Выбор осевого люфта
производится гайкой 11, винтом 8 и прокладкой 9. Для предот-
вращения перекоса при поджатии упорного шарикоподшипника
предусмотрена опора, состоящая из двух частей 6 и 7, контакт-
ные поверхности которых имеют сферическую форму. Режущая
чашка 1 с помощью гайки 2 закреплена на валике 12. Защитная
шайба 14 и прокладка 3 (из войлока, фетра и др.) исключает
попадание грязи в подшипниковый узел. Для заполнения сво-
бодного пространства внутри узла маслом и при заточке режу-
щей чашки 1 необходимо вывернуть винт 10, не нарушая поло-
жения регулировочной гайки И. Вращение валику 12 при заточке
передается через специальную шпильку, вворачиваемую в его
центральное отверстие. В процессе фрезерования циркуляция
масла в узле осуществляется принудительно по центральному,
затем радиальным каналам валика 12, по спиральной канавке
вкладыша 4 в свободное пространство, где расположен шарико-
подшипник 5.
При скоростном фрезеровании вместо опоры скольже-
ния устанавливают один или два игольчатых подшипника
(рис. 13.21,6). Такая конструкция отличается повышенной жест-
костью в осевом направлении, поскольку осевые усилия в этом
случае воспринимаются не гайкой, а жестким упорным кольцом.
308
Рис. 13.21. Резцовые узлы ротационных фрезерных головок
А~А
Рис. 13.22. Универсальная ротационная фрезерная голонча
Это обстоятельство особенно важно в случае расположения рез-
цовых узлов в корпусе фрезы на одном диаметре.
Крепление резцовых узлов в корпусе ротационной фрезерной
головки должно обеспечить получение необходимой величины
углов установки 0 и соо. От величины угла 0, обычно равного
20__30° и заключенного между осью вращения режущей чашки
и нормалью к плоскости движения, зависит длина активного
участка режущего лезвия. Чем меньше угол 0, тем более качест-
венная получается обработанная поверхность.
Плоскость наклона оси резца (на угол 0) разворачивают отно-
сительно вектора главного движения v на угол ю0- При этом сме-
щается активный участок режущего лезвия относительно его центра,
что создает устойчивый крутящий момент на резце в процессе
фрезерования. С увеличением глубины резания этот угол необхо-
димо выбрать большим.
На рис. 13.22 представлена одна из конструкций универсаль-
ных фрезерных ротационных головок, у которой установочный
угол юо можно изменять в широких пределах, а угол 0 обеспечи-
вается за счет соответствующей установки резцового узла в кор-
пусе фрезы.
В корпусе 1 головки выполнены посадочные отверстия под
углом 0 к оси втулок, в которые устанавливаются соответственно
числу зубьев втулки 9. В этих втулках закрепляются винтами 5
с контргайками 4 резцовые узлы 8, а сами втулки в корпусе за-
жимаются болтами 10. Для передачи крутящего момента от
шпинделя на фрезу служат шпонки 6. Осевой вылет режущих
лезвий настраивается регулировочными болтами 7, сферическая
головка которых упирается в установочный диск 3, прикреплен-
ный к корпусу винтами 2. Настройка осевого вылета режущих
лезвий производится вне корпуса фрезы, что позволяет произво-
дить замену резцовых узлов без съема фрезы со станка.
С помощью рассмотренной фрезерной головки осуществляется
ступенчатое фрезерование, т. е. припуск делится между резцами
по глубине резания. Разделение припуска вызывает необходи-
мость расположения резцовых узлов на разных радиусах 7?i,
... , Rz. Величина разности между двумя соседними радиу-
сами зависит от tz и составляет 2—5 мм. Один из зубьев фрезы
делается зачистным. Он снимает небольшой припуск (?z = 0,2—
0,3 мм) и обеспечивает V6—V8 классы чистоты обработанной
поверхности.
13.5. Основные направления совершенствования
конструкций фрез
Для острозаточенных фрез характерны следующие направле-
ния совершенствования [28, 67].
1- С целью повышения прочности зуба и увеличения объема
стружечных .канавок у цилиндрических, дисковых и- концевых
311
фрез следует уменьшать число зубьев. Кроме того, следует уве-
личивать угол наклона стружечных канавок со до 45—60°, так
как это повышает плавность работы и дает возможность увели-
чить подачу на зуб, а следовательно, и минутную подачу.
2. Для уменьшения вибраций при фрезеровании, которые
являются следствием врезания зубьев с ударом в материал заго-
товки, шаг зубьев фрез необходимо делать неравномерным.
Для торцевых фрез характерны следующие направления со-
вершенствования.
Рис. 13.23. Схема обработки деталей фрезой с двухлезвийными зубьями
1. Величину главного угла в плане <р следует выбирать в за-
висимости от жесткости системы СПИД и требуемых оптималь-
ной стойкости и производительности. При фрезеровании жестких
деталей с глубиной фрезерования t до 3 мм главный угол в пла-
не ф=20°, для ^=34-6 мм — ф=30°, для деталей средней жест-
кости — ф=454-60°, а при обработке взаимно перпендикуляр-
ных плоскостей — ф=90°. Увеличению стойкости торцевых фрез
способствует заточка ее зубьев с переходным лезвием длиной
1—2 мм с ф0=ф/2.
2. Для увеличения класса чистоты обработанной поверхности
необходимо, чтобы 2—3 зуба фрезы были выполнены в виде
резца конструкции В. А. Колесова, имеющие зачистное лезвие
с фо=О длиной /= 1,2 мм при обработке сталей и /=5—10 мм
при обработке чугуна.
3. При снятии относительно больших припусков за один про-
ход, когда мощность станка или жесткость системы СПИД недо-
статочны, рационально применять фрезы со ступенчатой заточ-
кой или установкой ножей (см. рис. 12.15). В этом случае сре-
заются стружки с большей толщиной, уменьшаются силы резания,
что позволяет несколько увеличить производительность процесса
фрезерования.
312
4. Применение фрез с двухлезвийными зубьями (рис. 13.23),
которыми за один ход стола можно обрабатывать одновременно
две детали. При этом деталь А обрабатывается наружными /,
а деталь Б — внутренними 2 лезвиями зубьев. Такая обработка
увеличивает производительность в 2 раза.
5. Повышение производительности при фрезеровании чугуна
достигается за счет увеличения числа зубьев фрезы или за счет
применения двух- или трехлезвийных вставок. При расчете числа
зубьев для таких фрез принимают ориентировочно Z=0,2D, в то
время как для обычных торцевых фрез Z=O,1Z).
6. Выполнение неравномерного окружного шага.
Л-Л повернуто
Рис. 13.24. Отрезная фреза е подточкой стружечных канавок
Для отрезных фрез необходимо уменьшать число зубьев,
делать их разнонаправленными с <0 = 54-10°, а переходные лез-
вия выполнять с углом ф0=45°. Все это обеспечивает улучшение
условий работы. Кроме того, для лучшего проникновения СОЖ
в зону резания на торцах фрез необходимо делать холодильники
(рис. 13.24).
Для фрез, оснащенных твердым сплавом, необходимо учиты-
вать, что внедрение их может обеспечивать увеличение произво-
дительности на 20—25% по сравнению с фрезами из быстрорежу-
щей стали. Однако применение этих фрез требует увеличения
жесткости системы СПИД, чисел оборотов станка и изменения
геометрических параметров инструментов.
При конструировании твердосплавных фрез необходимо по
возможности предусмотреть применение:
1) пластинок твердого сплава для механического крепления;
2) стандартных спиральных пластинок твердого сплава для
оснащения фрез с винтовым зубом;
3) стандартных «коронок», или заготовок из пластифициро-
ванного твердого сплава для изготовления мелкозубых фрез;
4) раздельную заточку ножей вне корпуса фрезы и быстро-
сменное крепление их в корпусе.
31
Глава 14. ПРОТЯГИВАНИЕ
14.1. Типы протяжек, их назначение. Конструктивные
и геометрические параметры
Протягивание является высокопроизводительным и сравни-
тельно точным способом обработки материалов резанием, приме-
няемым обычно для окончательного получения отверстий раз-
личной формы, а также для обработки плоскостей и наружных
поверхностей сложного контура. Протягиванием сравнительно
легко достигается стабильное получение 2—3-го классов точности
и V7—V9-ro классов чистоты обработанной поверхности.
Протягивание в настоящее время широко используется не
только в массовом и крупносерийном производствах, но его при-
менение является рентабельным даже при малых сериях, насчи-
тывающих примерно 200 деталей в год с круглым или 50 деталей
с фасонным отверстием.
По производительности протягивание стоит выше других про-
цессов обработки металлов резанием (до 750—1000 заготовок
в смену). Например, обработка наружных поверхностей протяги-
ванием по производительности в 5—10 раз выше, чем обработка
фрезерованием, а обработка отверстий — до 10—15 и более раз
выше, чем последовательная обработка зенкером и разверткой
и т. д. Это связано со специфическими особенностями процесса
протягивания по сравнению с другими процессами обработки
материалов резанием. При протягивании срезание заданного
припуска производится большим числом зубьев, имеющих зна-
чительную длину лезвий. Протяжка является как бы инструмен-
тальнои наладкой, за один ход которой осуществляется комои~
нированная обработка черновыми, чистовыми и выглаживаю-
щими зубьями
Различают операции протягивания и прошивания. При про-
тягивании инструмент, представляющий собой длинный стержень
с постепенно увеличивающимися по размеру зубьями, работает
на растяжение, а прошивка проталкивается через отверстие
и работает на сжатие и продольный изгиб. В связи с тем что про-
шивка имеет меньшую длину, чем протяжка, и реже применяется,
в дальнейшем будут рассматриваться в основном протяжки
314
И процесс обработки ими. Обработка поверхностей протягива-
нием производится как на обычных горизонтально- и верти-
кально-протяжных, так и на специализированных станках для-
непрерывного протягивания.
Протягиванием могут обрабатываться поверхности деталей
машин, расположенные как свободно, так и с необходимой точ-
ностью относительно базовых поверхностей. В соответствии
с этим различают два основных метода протягивания: а) метод
свободного протягивания; б) метод координатного протягивания.
При свободном протягивании положение протянутой поверх-
ности определяется точностью размеров предшествующих опера-
ций, а при координатном — положение протянутой поверхности
относительно базовых поверхностей определяется за счет приме-
нения специальных приспособлений.
Протяжки, применяемые в современном машиностроении, раз-
деляются в основном на два вида: внутренние, которыми обра-
батываются замкнутые контуры, или отверстия самой различной
формы, и наружные, используемые для обработки незамкнутых,
или открытых, наружных поверхностей.
Окончательное формирование протянутой поверхности может
производиться путем срезания стружки или методом пластиче-
ской деформации, т. е. протяжки могут иметь режущие или
выглаживающие зубья. Режущими протяжками срезается слой
металла, а уплотняющими, или деформирующими, заглаживается
и уплотняется поверхностный слой металла с целью получения
высоких классов чистоты обработанной поверхности (до V9—
V10-ro).
Протяжки по форме обрабатываемых отверстий можно раз-
делить на следующие виды: круглые, шлицевые прямобочные,
шлицевые эвольвентные, елочные, многогранные и т. д. В свою
очередь наружные протяжки подразделяются по типу обрабаты-
ваемых поверхностей на плоские, полукруглые, фасонные и др.
Кроме этого, внутренние и наружные протяжки классифици-
руются по схеме или принципу протягивания — профильные, или
одинарные; групповые, или прогрессивные, и генераторные, или
смешанные.
Из всех типов протяжек, применяемых в металлообрабаты-
вающей промышленности, наиболее широкое распространение
получили протяжки, работающие по групповой, или прогрессив-
ной, схеме резания. В связи с этим конструктивные элементы
и геометрические параметры протяжек будут рассмотрены на
примере круглой протяжки переменного резания варианта груп-
повой схемы резания (рис. 14,1).
Протяжка состоит из хвостовика 1, служащего для закрепле-
ния протяжки в станке посредством автоматического кулачкового
патрона. Крепление протяжки в станке может осуществляться
Также клиновидной чекой или хвостовиком, имеющим резьбу для
ее СОеДйнения. К хвостовой, или соединительной, части протяжки
315
относятся шейка 2, переходной конус 3 и передняя направляю-
щая часть 4. Последняя обеспечивает центрирование и направ-
ление протяжки при вхождении режущих зубьев в контакт с об-
рабатываемой заготовкой. Длина передней направляющей части
/и.н для протяжки среднего размера составляет до 2,5 ее диаметра
и должна быть не меньше
41.и — 41 4“ ^реж ММ, (14.1)
где /и — длина протягиваемого отверстия, мм;
/реж— шаг режущих зубьев, мм.
Рис. 14.1. Групповая круглая протяжка переменного резания
Форма передней направляющей в поперечном сечении соот-
ветствует форме отверстия до протягивания. Размеры ее устанав-
ливаются исходя из условий обеспечения ходовой или легкоходо-
вой посадки 2-го класса точности, т. е. с гарантированным зазо-
ром направляющей части в протягиваемом отверстии.
Задняя направляющая часть 5 протяжки предназначена для
направления и центрирования детали в момент окончания про-
цесса протягивания. Чаще всего форме задней направляющей
части соответствует форма протянутого отверстия. Она выпол-
няется по ходовой посадке, т. е. с гарантированным зазором
между изделием и задним направлением протяжки.
Для поддержания протяжки при установке ее на станке,
а также для возвращения протяжки в условиях автоматизиро-
ванного производства после рабочего хода в первоначальное
положение применяется цапфа 6.
Рабочая часть протяжки включает режущие и уплотняющие
зубья. В свою очередь режущая часть состоит из черновых, пере-
ходных, чистовых и калибрующих зубьев. Черновыми зубьями
срезается основная часть снимаемого припуска под протягивание.
Подъем на черновые зубья Sz для профильных протяжек или на
секцию S для групповых изменяется в широких пределах. Наи-
большее значение S до 0,4 мм при обработке сталей и до 1 —
1,5 мм при протягивании чугуна имеют протяжки групповой
316
схемы резания. Чистовые зубья имеют малые подъемы на зуб
Sz = 0,05—0,005 мм, так как при больших подъемах, или толщи-
нах среза а, на протянутой поверхности получаются большие
надиры, продольные риски и другие виды неровностей.
Для обеспечения плавности работы протяжки при переходе
от черновых к чистовым зубьям групповая протяжка имеет не-
сколько пар (две-три) переходных зубьев с постепенно умень-
шающимися подъемами на зуб от 0,3—0,1 до 0,05—0,03 мм.
Количество черновых зубьев для протяжек групповой схемы
резания может быть определено по формуле
ZqepH = Л°~(ЛпеР + Лчист) 7с + 0,5Zc, (14.2)
о
где Ао — общий припуск на сторону под протягивание, мм.
Назначается он в зависимости от размеров и формы
обрабатываемой поверхности и степени ее подготов-
ленности под протягивание и т. д.;
Лпер + ЛЧист — припуск на сторону, оставляемый для переходных
и чистовых зубьев, мм;
S — подъем на секцию зубьев, мм;
Zc — число зубьев в секции.
В свою очередь расчет количества черновых зубьев профиль-
ной протяжки производится по формуле
д __д
4,ерн = ^-ЧИСТ - + 1. (14.3)
Количество двузубых секций переходных зубьев принимается
в зависимости от соотношения подъемов на секцию зубьев или
на зуб черновых и чистовых зубьев. В свою очередь количество
чистовых зубьев с постепенно уменьшающимся подъемом от 0,05
до 0,005 мм определяется требованиями, предъявляемыми к полу-
чаемой шероховатости протянутой поверхности.
Число калибрующих зубьев от 3 до 8 назначается в зависи-
мости от степени точности и конструкций протягиваемой детали
и протяжки. Диаметр калибрующих зубьев принимается равным
DK = Dmax ±:6 мм, (14.4)
где Z)max — наибольший диаметр протянутого отверстия, мм;
6 — величина разбивания (—) и усадки (4-) диаметра отвер-
стия, мм. Принимается в зависимости от свойств мате-
риала и толщины стенок протягиваемых деталей. При
обработке тонкостенных деталей наблюдается усадка
величиной до 0,005—0,02 мм, а толстостенных — раз-
бивка до 0,01—0,015 мм.
Шаг калибрующих зубьев может быть уменьшен до (0,6-=-
^°7) /реж.
При выборе числа зубьев и назначении диаметра выглажи-
вающих или деформирующих зубьев также учитываются свойства
317
материала и толщина стенок протягиваемого изделия. Упругие
деформации стенок изделия при работе деформирующих зубьев
могут достигать 0,005—0,08 мм. Подъем на секцию из двух оди-
наковых по размеру зубьев не должен превышать 5^0,02 мм.
Последние два выглаживающих зуба делаются меньшего раз-
Рис. 14.3. Элементы режима резания, геометрические параметры и
конструктивные элементы зубьев протяжки
мера, чем предыдущие, на величину подъема на секцию. Шаг
выглаживающих зубьев составляет ts—5—20 мм в зависимости
от длины протягиваемых отверстий I— 10—200 мм. Конструктив-
ные элементы выглаживающих быстрорежущих и твердосплав-
ных зубьев и их виды показаны на рис. 14.2.
Длина отдельных частей протяжки может быть получена
путем умножения величины шага перечисленных выше зубьев на
их количество.
318
Углы зубьев протяжек (см. рис. 14.1 и рис. 14.3), как и дру-
гих режущих инструментов, обозначаются:
Y и — главный передний и передний угол фаски;
а и а —главный задний и задний угол фаски;
§ и р — углы резания и заострения;
a-L — вспомогательный задний угол;
— угол поднутрения вспомогательных лезвий зуба;
е — угол при вершине в плане.
Размеры зубьев и стружечных канавок определяются величи-
нами:
/черн, Л1ер, ^чнст> и -—осевой шаг черновых, переходных, чисто-
вых, калибрующих и деформирующих
зубьев, измеряемый в направлении, парал-
лельном оси протяжки;
h — глубина стружечной канавки;
g — ширина задней поверхности зуба;
R и г — радиусы окружностей, образующих про-
филь стружечной канавки;
Sz и S — подъем на зуб для профильных или на
группу (секцию) зубьев для групповых
протяжек, который при резании соответ-
ствует толщине срезаемого слоя а;
1а — длина срезаемого слоя, равная длине про-
тягиваемой детали.
Величина переднего угла у= — 54-25° устанавливается, как
и для других режущих инструментов, в зависимости от свойств
обрабатываемого материала и материала инструмента. Увеличе-
ние переднего угла зубьев быстрорежущих протяжек с 5 до 15°
позволяет повысить их стойкость на 20—25% и оказывает влия-
ние на крутизну образуемых при резании стружечных валиков,
размещаемых в стружечных канавках протяжки. С целью исклю-
чения самозатягивания наружных односторонних протяжек в об-
рабатываемый материал их передние углы должны быть не боль-
ше 15°. Кроме того, с целью упрочнения зубьев твердосплавных
протяжек передние углы у следует уменьшать до 0--------5° или
делать на зубьях отрицательную фаску.
Наоборот, задние углы зубьев внутренних протяжек прини-
маются независимо от свойств обрабатываемого материала.
Здесь определяющим фактором является необходимость сохра-
нения рабочих размеров зубьев при их перетачивании. Поэтому
для таких протяжек задние углы на черновых и других режущих
1ооЬ,ях принимаются аЧерн=34-4°, а на калибрующих ак=30'—
1 30'. С целью повышения стойкости наружных протяжек, уста-
новка которых на определенный размер может быть легко регу-
лируема, задние углы зубьев могут быть увеличены до 6—10°.
Для уменьшения сил трения задней поверхности зуба об обра-
отанную поверхность режущие зубья следует остро затачивать,
319
и только для облегчения заточки необходимо оставить фаску
шириной не более 0,02—0,03 мм. На калибрующих зубьях вели-
чина фаски не должна быть больше 0,2 мм.
14.2. Особенности процесса резания при протягивании
и схемы резания
Для процесса протягивания характерным является преры-
вистость работы режущих лезвий инструмента. Они нахо-
дятся в контакте с обрабатываемым изделием сравнительно
непродолжительное время, а при обратном ходе протяжка как бы
«отдыхает»; врезание зубьев происходит с ударом, т. е. инстру-
мент испытывает термодинамическую нагрузку. Кроме того,
обработка осуществляется со сравнительно малыми толщинами
среза, когда большое влияние на процесс срезания слоя металла
оказывает радиус округления режущего лезвия. К тому же про-
цесс протягивания чаще всего производится с обильным охлаж-
дением.
При протягивании стружка обычно формируется и разме-
щается в межзубной стружечной канавке (рис. 14.3, 14.4),
т. е. в стесненных условиях, а поэтому работоспособность протя-
жек во многом зависит от формы и размеров стружечных кана-
вок. Продольное сечение канавки должно быть таких размеров,!
чтобы в ней могла размещаться вся образующая стружка. Если!
Рис. 14.4. Типы стружек и формы стружечных канавок
320
укладывается в канавке, происходит ее прессование
стружкакеТейрОвание, что может привести к поломке зубьев и раз-
рЫВрДмерыК иИ Ф°Рма стружечной
тяРдаемЬой поверхности, режимов
канавки протяжки зависят
всего от свойств обрабатываемого материала, длины про-
------------------------ обработки, геометрических
параметров зубьев, а так-
Рис. 14.5. Размеры стружечных валиков при
обработке высокоуглеродистой стали (ШХ15)
с различными толщинами среза и скоростями
резания
же от направления лезвия
по отношению к вектору
скорости, т. е. происходит
прямо- или косоугольное
резание.
При выборе размеров
и формы стружечной ка-
навки нужно учитывать
возможность нормально-
го процесса свертывания
стружки в завиток, или
валик (рис. 14.4, а); ка-
навка не должна ослаб-
лять поперечное сечение
тела протяжки.
В зависимости от усло-
вий обработки срезаемая
стружка имеет различную
форму и размеры. При
протягивании пластичных
металлов формирование
стружки, как и при других
методах обработки [45],
можно разделить на три
этапа. На первом этапе
резания происходит внед-
рение зуба протяжки в сре-
заемый слой и за счет
пластических деформаций
осуществляется превращение сечения элементарного слоя из па-
раллелограмма в трапецию, и в связи с этим начинает происхо-
дить завивание стружки. На втором этапе полученный элемент
стружки двигается по нормали к поверхности сдвига, а затем,
касаясь стенок стружечной канавки, начинает завиваться в зави-
ток 1 с большой внутренней пустотой или свободно завиваться
в архимедову спираль 2. В дальнейшем как бы на третьем этапе
происходит окончательное формирование стружки в завиток.
В зависимости от изменения условий протягивания, включая
размеры и форму стружечных канавок инструмента, стружка
имеет различную форму и размеры. При прямоугольном протя-
гивании сталей и других пластичных материалов получается
21 Зак. 1360
321
стружка элементная, скалывания или сливная в виде плоских
спиралей Архимеда (рис. 14.4, а, б, г — е), а при обработке про-
тяжками со свободным выходом стружки, генераторной схеме
резания и боковом отводе с переменной глубиной канавки струж-
ка имеет соответственно форму в виде сплошной ленты или шпаги
(рис. 14.4, ж, з) и конической или цилиндрической винтовой спи-
рали (рис. 14.4, и). При обработке чугуна, бронзы и других хруп-
ких металлов получается сыпучая стружка надлома в виде
отдельных несвязанных элементов (рис. 14.4, в) или в виде слабо
связанных валиков, которые весьма легко разрушаются при при-
ложении к ним даже небольшой нагрузки.
Стружка, получаемая при обработке пластичных металлов,
отличается по форме и размерам от срезаемого слоя. Количест-
венной оценкой пластической деформации срезаемого слоя может
быть величина коэффициента усадки стружки, который изме-
няется в зависимости от условий обработки в широких пределах
(5=1,34-3,5). При увеличении толщины среза и скорости реза-
ния увеличиваются наружные размеры стружечных валиков
(рис. 14.5). Они имеют наибольшую величину при обработке ста-
лей мало- и высокоуглеродистых по сравнению со среднеуглеро-
дистыми. При этом наибольшее увеличение стружечных валиков
наблюдается при свободном размещении стружки, когда радиус
естественного завивания стружки р будет меньше радиуса округ-
ления у передней поверхности стружечной канавки (р<г)
(см. рис. 14.4, г), чем при принудительном, когда р^г (см.
рис. 14.4, д), что еще раз подтверждает влияние формы и разме-
ров стружечных канавок на характер формирования и завивания
стружек [27].
В зависимости от условий протягивания изменяется и тип
стружки. Стружку элементную и суставчатую можно наблюдать
при прямоугольном протягивании высокоуглеродистых сталей со
скоростями резания о=10—20 м/мин и большими толщинами
среза а до 0,3 мм (см. рис. 14.5).
При меньших толщинах среза и более высоких скоростях ре-
зания элементная стружка в виде отдельных связанных элемен-
тов или неправильно оформленных валиков переходит в сливную
в виде плоских спиралей Архимеда. Следует отметить, что вели-
чина толщины среза и скорости резания, при которой образуется
стружка элементная или скалывания, зависят от структуры обра-
батываемых сталей. При структуре зернистого перлита и при
большом содержании феррита в сталях элементная или сустав-
чатая стружка образуется при более низких скоростях резания
и больших толщинах среза.
В зависимости от длины протягивания, типа образуемой
стружки, формы и способа заполнения канавки стружкой при-
меняют различные методы расчета стружечных канавок протя-
жек. При обработке сталей и других пластичных металлов в слу-
чае свободного заполнения канавки стружкой скалывания или
322
S
пивной радиус у передней поверхности двухрадиусной канавки
следует определять по формуле_______
1Л ^предФ
г = у —“— мм, (14.5)
е g _ коэффициент усадки;
а = sz — толщина среза, равная подъему на зуб, мм;
I ___предельная длина протягивания, устанавливаемая в момент
п₽еД предельного заполнения канавки стружкой, мм;
_коэффициент пропорциональности или плотности завива-
ния. При обработке сталей марок 10, 45, 40Х, 65Г и Р9
по данным МВТУ он соответственно равен 3—5; 2,5 4-3,5;
2—2,2 и 2 и характеризует, во сколько раз шаг спирали
больше толщины среза.
В случае, когда в самом конце свободного завивания стружки
происходит дополнительное деформирование или сплющивание
стружечного валика в эллипс, глубину стружечной двухрадиусной
канавки можно определить по формуле
4-^пред'~'г
Л
(14.6)
Указанные расчеты параметров стружечных канавок групповых
протяжек с увеличенными подъемами на секцию зубьев, когда
происходит принудительное завивание стружки, следует уточнять
с учетом значительно меньших коэффициентов заполнения К—
= 2,74-3,0 [16], в то время как для протяжек профильной схемы
резания К—3—5. Это связано с тем, что при принудительном
завивании стружки сначала образуется первый валик с большой
внутренней пустотой, затем внутри его располагаются следующие
валики, но наружные размеры первого валика не увеличиваются.
Наоборот, при профильной схеме резания, когда срезаются более
тонкие стружки и происходит свободное заполнение стружечной
канавки, осуществляется менее экономичное расположение
стружки в активной части протяжки.
Расчет коэффициента заполнения К для протяжек с двух-
радиусной стружечной канавкой, используемых при обработке
сталей и других пластичных сталей, когда срезаемая стружка
скалывания и сливная располагаются в активной ее части, может
быть произведен следующим образом:
yz___ ^*акт________3th?
^ср. сл 4/HSz ’
(14.7)
где площадь активной части стружечной канавки, мм2;
ср.сл площадь срезаемого слоя, мм2.
тов стЛУ'1ае’ К2гда пе°бходимо по имеющимся размерам элемен-
ружечной канавки и числу витков п полученной стружки
21*
323
установить или проверить предельную длину протягиваемой де-
тали, расчет следует производить по формуле НИИТАвтопро-
ма [16]:
. _ 1,1л/г
‘пред ' ё
п---^(п — 1) мм.
(14.8)
При обработке сталей и других пластичных металлов хорошо
себя зарекомендовали протяжки с обычной двухрадиусной канав-
кой (см. рис. 14.4,6, д), а при обработке высокоуглеродистых
инструментальных, жаропрочных и других труднообрабатывае-
мых сталей — протяжки с двухрадиусной канавкой с выступом
у перехода от передней поверхности к спинке зуба (см.
рис. 14.4, а). При этом стружка не касается по всему профилю
канавки, не прилипает к канавке и легко из нее удаляется.
Необходимый нормализованный профиль двухрадиусной ка-
навки устанавливается по специальным таблицам исходя из при-
нятого коэффициента заполнения и рассчитанной глубины стру-
жечной канавки. Ниже приводятся соотношения между диамет-
рами двухрадиусной стружечной канавки:
/г = (0,38 —0,45)/;
R = (0,65 — 0,7) /;
g = (0,30 — 0,35)7; (14'9)
г = 0,5/1.
При обработке изделий большой длины (/и>200 мм) из ста-
лей и других пластичных металлов протяжка имеет двухрадиус-
ную удлиненную стружечную канавку (см. рис. 14.4, е), о запол-
нении которой будет подробно указано в параграфе 15.4.
У протяжек, применяемых при обработке чугуна, бронзы
и других хрупких материалов, когда сыпучая стружка надлома
заполняет все пространство канавки, последняя должна иметь
обычную однорадиусную с плоской спинкой (см. рис. 14.4, д) или
удлиненную однорадиусную с плоской спинкой форму (см.
рис. 14.4, в) канавки.
Расчет коэффициента заполнения производится исходя из
заполняемости всей площади канавки
д-= (14 ДО)
ср. сл
При этом площадь наиболее широко распространенной одно-
радиусной канавки приблизительно составляет
^полн = -^-ht мм2,
где
h — глубина канавки, мм;
/ — шаг зубьев, мм,
324
р. __ iksz — площадь срезаемого слоя, мм2. Подставляя полу-
а сР. сл и ценные данные,, имеем
1 ht
Рис. 14.6. Схема работы и применяемость профильных про-
тяжек
Величина коэффициента заполнения при обработке хрупких м
таллов не превышает К=2,0—2,5. . А^-гг.^т.пгпбность
Конструкция рабочей части протяжки и ее Р^^оспо^обность
во многом зависят от размера срезаемых слоев^ Р пезания.
следовательности их срезания, т. е. от принятой Р ы
В настоящее время при протягивании использую Р иЛИ
резания: профильная, или одинарная (рис. 14^ РУ >
325
Рис. 14,7• Принцип работы и варианты протяжек групповой схемы резання
Рис. 14.8. Схема работы генераторных протяжек
прогрессивная (рис. 14.7), и генераторная, или смеш
(РИПр1от?жки, изготовленные по профильной 'схеме Ржания,
имеют профиль всех зубьев, подобный профилю протя У
верхности детали. При этом зубьями, имеющими однорад у У
стружечную канавку и узкие незатылованные стружкоразд
тельные канавки с ai=0 и е=90°, срезаются относительно тон-
327
кие параллельные слои металла (до 0,15—0,3 мм) за счет пре-
вышения высоты последующего зуба по отношению к предыду-
щему. На рис. 14.6, а — г даны примеры использования этой
схемы при обработке протяжками круглого и квадратного отвер-
стий, а также плоскости и фасонной наружной поверхности. Как
видно, профильные протяжки, используемые для обработки по-
верхностей сложного профиля, весьма сложны в изготовлении,
поэтому они применяются в условиях индивидуального произ-
водства и для обработки поверхностей простой формы.
Наиболее широкое применение получили протяжки групповой
схемы резания (см. рис. 14.1, 14.7). Групповая схема характери-
зуется тем, что слои металла по всему профилю срезаются не
каждым зубом, а группой или секцией из двух — пяти зубьев.
При этом первые (прорезные) зубья 1 и 1—3 (см. соответственно
рис. 14.7, а и в) секции прорезают в слоях металла канавки, а по-
следними (зачистными) зубьями 2, 4 срезаются оставшиеся вы-
ступы. Стружкоразделение здесь достигается за счет наличия
затылованных выкружек, фасок, лысок и других конструктивных
элементов принятого варианта групповой схемы резания. Стру-
жечные канавки в этом случае обычно имеют двухрадиусную
форму (см. рис. 14.4, а, б, г, д), у которых сливная или суставча-
тая стружки, образующиеся при протягивании сталей и других
пластических металлов, располагаются более экономично при
сравнительно небольшом коэффициенте заполнения /(=2,5—3.
На рис. 14.7, а — е представлены основные варианты группо-
вой схемы резания:
а) шахматная схема П. П. Юнкина, которая является одним
из первых вариантов групповой схемы резания. Из-за нерацио-
нальных величин углов cti=O и е = 90° она не получила приме-
нения в промышленности;
б) круглая протяжка переменного резания ЧТЗ с затылован-
ными выкружками [48];
в) многогранная схема резания НИИТАвтопрома [16];
г) шлицевая переменного резания ЧТЗ [48];
д) с затылованными лысками П. П. Юнкина и с затылован-
ными выкружками шпоночная протяжка;
е) наружная протяжка трапецеидальной схемы резания
НИИТАвтопрома [16].
Применение протяжек указанных вариантов групповой схемы
резания резко повышает эффективность процесса протягивания
за счет увеличения подъема на секцию зубьев S до 0,Зч-1 мм;
повышения стойкости протяжек и уменьшения их длины, что
обеспечивается благодаря упрочнению уголков зубьев при
е>120°; наличия вспомогательного заднего угла зубьев щ=4о
и использования двухрадиусной стружечной канавки.
Тот или иной вариант групповой схемы резания целесообразно
применять в определенных условиях. При обработке круглых
отверстий сравнительно малых диаметров, а также отверстий
328
большой длины выгоднее применять многогранную схему
НИИТАвтопрома, чем переменного резания с выкружками.
В свою очередь вышеуказанные варианты групповой схемы реза-
ния шлицевых протяжек целесообразно использовать с учетом
следующих рекомендаций:
1) схему П. П. Юнкина с фасками под углом 45 при малом
числе шлицев (1—3), так как при большом числе шлицев шли-
фование фасок с раздельной установкой обеих сторон не обеспе-
чивает их симметричности;
2) схему переменного резания — при числе шлицев более
шести для различных диаметров отверстий, когда выкружки
имеют сравнительно небольшую глубину;
3) схему многогранную — при небольшом числе шлицев
7—4—6, когда лыски легче получать, а выкружки являются
более широкими и глубокими.
При обработке поверхностей сложной формы широкое приме-
нение находят протяжки генераторной схемы резания (см.
рис. 14.8), у которых срезание основного припуска обычно произ-
водится черновыми зубьями, имеющими прямолинейный или
в виде дуг окружностей профиль. При этом упрощается конструк-
ция протяжки и облегчается процесс ее заточки и изготовления.
Необходимый профиль на изделии формируется вспомогатель-
ными режущими лезвиями, а окончательная зачистка поверх-
ности производится чистовыми зубьями, имеющими профиль,
подобный профилю обработанной поверхности. Таким образом,
чистовые и калибрующие зубья этих протяжек выполняются как
бы по профильной схеме. Примером использования генераторной
схемы являются квадратные (см. рис. 14.8, а) и обычные шлице-
вые внутренние протяжки (см. рис. 14.8,6), а также обычные
плоские (см. рис. 14.8, в) и фасонные (см. рис. 14.8, а) наружные
протяжки.
14.3. Влияние режимов резания на основные характеристики
процесса обычного протягивания
Приведем отличительные особенности процесса протягивания.
1. Последовательное срезание припуска большим числом
зубьев протяжки в виде отдельных слоев металла малой толщины
и большой ширины.
О Т-Jг,г',7ТГ'Л , / 1ГЬ 1 Г / \
ниолпс vKujjucin рс^аНИи ^ДО —-15 М/МИН/.
3. Отсутствие в процессе резания подачи, осуществляемой
кинематикой станка, которая обеспечивается за счет превыше-
ния каждого последующего зуба протяжки над предыдущим.
4. Возможность осуществления за один ход комбинированной
протяжки черновой, чистовой и упрочняющих обработок.
сновными элементами режима резания является толщина а
** Рина сРеза- Толщина срезаемого слоя определяется раз-
высот двух смежных секций зубьев или подъемом на
329
зуб Sz. Наименьшая толщина среза (« = 0,014-0,02 мм) ограни-
чивается допустимой остротой лезвий зубьев, радиус округления
которых составляет р=0,008—0,025 мм. Однако в настоящее
время установлено, что при наличии специального нароста на
зубьях протяжки может производиться срезание более тонких
слоев металла (до 0,005 мм) [48]. Наибольшая толщина «=0,02—
0,05 мм, срезаемая чистовыми зубьями, ограничивается необхо-
димостью получения поверхностей с малой шероховатостью (до
V6—V8-ro классов чистоты). Толщины, срезаемые черновыми
зубьями, могут быть увеличены до 0,3—1,2 мм.
При выборе скорости резания следует учитывать, что при
обработке конструкционных сталей повышение скорости с 3—5
до 8—15 м/мин приводит к увеличению шероховатости обрабо-
танной поверхности. Более значительное ухудшение класса чис-
тоты обработанной поверхности наблюдается при протягивании
жаропрочных сталей и сплавов, что связано с повышенными ме-
ханическими характеристиками и с более интенсивным образова-
нием нароста при более низких скоростях резания. В связи с этим
для получения поверхностей с малой шероховатостью обработку
конструкционных сталей следует производить при скоростях ре-
зания до 5 м/мин, а жаропрочных сталей и сплавов до 0,7—
2 м/мин [6, 28, 68]. К тому же при обработке необходимо приме-
нять обильное охлаждение зоны резания сульфофрезолом, эмуль-
сией и специальными СОЖ-
В связи с тем, что при обработке чугуна изменение скорости
резания почти не влияет на шероховатость поверхности, протяги-
вание чугуна можно производить в более широком диапазоне
изменения скоростей резания.
Характер износа зубьев протяжек зависит от свойств обраба-
тываемого материала, толщины среза и других факторов. При
обработке обычных конструкционных сталей и чугуна с неболь-
шими толщинами среза (а<0,1 мм) наблюдается лимитирую-
щий износ зубьев протяжек в виде фаски h3 по задней поверх-
ности (рис. 14.9, а). С увеличением толщины срезаемого слоя до
«>0,14-0,3 мм наблюдается превалирующий износ в виде фас-
ки fn по передней поверхности (рис. 14.9, б) или на передней
поверхности образуется лунка (рис. 14.9, г). Кроме того, усили-
вается износ по задней поверхности. Следует указать, что износ
в виде фаски на передней поверхности fn с уф=0 наблюдается
при протягивании с повышенными скоростями резания. Здесь
большое влияние на износ оказывает повышенная ударная на-
грузка при врезании зубьев в обрабатываемый металл.
Одновременно с указанными видами износа происходит округ-
ление режущего лезвия р до 25 мкм (рис. 14.9, в). При протяги-
вании жаропрочных сталей и сплавов износ по передней поверх-
ности наблюдается даже при малых толщинах среза («<0,1 мм).
Для снижения износа уголков лезвий у стружкоразделитель-
ных канавок и обеспечения при этом равномерного износа вдоль
33'.)
сей длины лезвий стружкоразделительные канавки делают
В виде* затылованных выкружек, фасок и лысок с cti = 4—6°
и е= 120—130°.
Учитывая, что обычное протягивание производится в неширо-
ком диапазоне скоростей резания (v= 1—15 м/мин), при выборе
процесса протягивания влияние скорости на силы резания при
Рис. 14.9. Виды износа зубьев протяжек
обработке конструкционных сталей и чугуна обычно не учи-
тывается.
Более значительное влияние на силы резания оказывает тол-
щина срезаемого слоя, с увеличением которой соответственно
составляющие силы резания Pz и Ру возрастают. Однако рост
силы резания отстает от увеличения толщины среза, поэтому по-
казатель степени при а в формуле расчета сил резания для круг-
лых протяжек
Pz =CPS'zP bnZmax (14.12)
составляет хР=0,85. При этом СР=177—842 [101].
14.4. Назначение режимов резания при протягивании
Назначение режимов резания при протягивании для конкрет-
ных условий обработки сводится в основном к определению ско-
рости резания. Подача или подъем на зуб Sz (толщина среза а)
при конструировании протяжек назначается обычно для опреде-
331
ленных условий ее работы и не изменяется при эксплуатации
станка. Иногда можно изменить подъем на зуб только путем пе-
реточки протяжки.
При определении величины скорости протягивания учиты-
вается не столько период стойкости, сколько получение необходи-
мой малой шероховатости протянутой поверхности, так как при
обработке конструкционных материалов изменение скорости
в нешироких пределах не оказывает существенного влияния на
стойкость протяжек.
Скорость резания при необходимости подсчитывается по
формуле
а затем корректируется по кинематическим данным протяжного
станка.
Коэффициент Сг'=6,3—16,8 и показатели степени т =
= 0,6—0,87 и у=0,62—1,4 для обработки конструкционных ста-
лей приводятся в табл. 36 [3].
Рекомендуются следующие средние периоды стойкости про-
тяжек при обработке конструкционных сталей и чугуна:
а) для шпоночных протяжек 7=120 мин при обработке кон-
струкционных сталей и 7=180 мин при обработке чугуна;
б) для круглых протяжек средних диаметров 7=180 мин при
обработке сталей и 7 = 270 мин при обработке чугуна;
в) для шлицевых протяжек (диаметром 32—52 мм) 7=
=420 мин при обработке сталей и 7=600 мин при обработке
чугуна.
Кроме этого, проводится проверка возможности осуществле-
ния процесса резания с выбранными элементами режима резания
на данном станке. Для этого подсчитывается сила Рг и сравни-
вается с наибольшей тяговой силой, развиваемой электродвига-
телем станка Р„. При этом должно быть Рг <3 Р„.
Основное технологическое время определяется по формуле
^р.х^х.х
1000v ’
(14.14)
где Zp x — длина рабочего хода протяжки, мм;
Кх.х= 1,14—1,5 — коэффициент, учитывающий затраты времени
на обратный холостой ход протяжки.
14.5. Особенности процесса протягивания конструкционных
и труднообрабатываемых жаропрочных материалов
с высокими скоростями резания
Увеличение скоростей резания v до 40—100 м/мин при протя-
гивании является одним из резервов повышения производитель-
ности процесса и улучшения качества протянутых поверхностей.
332
Особенно это наблюдается при протягивании сталей и чугунов
° -черному (корке), а также при обработке жаропрочных сталей
и°сплавов. Кроме того, переход на повышенные скорости протя-
гивания создает возможность расширить область применения
rtnnee износостойких твердосплавных протяжек.
По данным опытов ЭНИМСа, НИАТа, СКВ ПС и ВПП (руко-
водитель канд. техн, наук Н. И. Жигалко) повышение скоростей
резания с 3—12 до 40—100 м/мин обеспечивает повышение стой-
кости твердосплавных протяжек до 2—6 раз и более. При малых
толщинах среза (5Z до 0,04—0,1 мм) и сравнительно невысоких
скоростях резания (у = 15—40 м/мин) более высокую линейную
Рис. 14.10. Зависимость минутной и линейной стойкости протяжки от
скорости резания:
/ — из быстрорежущей стали; 2 — осиащеииой твердым сплавом
стойкость, чем при низких скоростях резания, имеют быстроре-
жущие протяжки. Это обусловлено некоторыми специфическими
особенностями процесса протягивания по сравнению с другими
процессами обработки лезвийными инструментами. Для процесса
протягивания характерным является, как указано выше, срезание
относительно тонких стружек, происходит обильное охлаждение
зоны резания СОЖ и т. д. Кроме того, протягивание является
прерывистым процессом, а поэтому инструмент при обратном
«холостом» ходе как бы отдыхает. Все это снижает тепловую
напряженность процесса протягивания, в связи с чем в логариф-
мических координатах угол между касательной к кривой зависи-
мости T~f(v) и осью ординат будет больше 45° (рис. 14.10, а),
а поэтому показатель относительной стойкости, равный тангенсу
этого угла, в следующих формулах:
л: 7 = -^-; (14.15)
< и"»"
Т=%~' <14Л6)
333
L = Tv = CTv m (14.17)
может быть значительно больше единицы.
В связи с этим по мере увеличения скорости протягивания,
несмотря на уменьшение минутной стойкости Т, линейная стой-
кость протяжек L, или суммарная длина протянутых поверх-
ностей, при определенных режимах обработки будет увеличи-
ваться (рис. 14.10,6).
При протягивании конструкционных сталей (марок 40Х,
18ХГТ, ШХ15 и др.) и серого чугуна (СЧ15-32) со скоростями
резания от 5 до 85 м/мин диапазон изменения постоянных коэф-
фициентов составляет Ст=18—1200 и Са = 2—124, а показателей
степени #=0,05—0,98 и относительной стойкости т=\—6 [27].
Большее различие в характере износа и величине линейной
стойкости протяжек наблюдается при обработке в широком
диапазоне скоростей резания (v=l—100 м/мин) представите-
лей различных групп труднообрабатываемых нержавеющих
(ЭЖ2 (2X13) НВ = 225—230), жаропрочных перлитных (ЭИ415
(20ХЗМВФ) НВ=269—337) и аустенитных (ЭИ572 (ЗХ19Н9
МВТ) НВ = 229—255) сталей, а также сплавов на никелевой
основе (ЖС6-К НВ = 375—400) и титановых (ВТ8), имеющих
в своем составе большое количество карбидообразующих элемен-
тов. Очень низкая стойкость протяжек при обработке некоторых
из этих материалов связана с повышенными физико-механиче-
скими свойствами, а также с наличием в составе этих сплавов
элементов, которые имеются в инструментальных материалах,
что способствует повышенному адгезионному износу зубьев про-
тяжек.
Определяющим фактором при износе зубьев протяжек
является уровень температур, возникающих в зоне резания при
обработке различных материалов. Температура резания при
обработке перлитных и аустенитных жаропрочных сталей со ско-
ростями протягивания до 30—50 м/мин и толщиной среза до
0,05 мм обычно не превышает 400—700° С, в то время как при
обработке сплавов на никелевой основе даже с низкими скорос-
тями резания (до 2—4 м/мин) температура в зоне резания равна
750—800° С.
В соответствии с уровнем температур в зоне резания наблю-
дается характер износа и стойкость протяжек. Если при обра-
ботке жаропрочной перлитной стали ЭИ 415 быстрорежущие про-
тяжки имеют наибольшую линейную стойкость в диапазоне ско-
ростей резания v=10—14 и 28—32 м/мин, при протягивании
аустенитной стали ЭИ 572 при о=12—18 м/мин, то при обра-
ботке сплава на никелевой основе ЖС6-К скорость резания не
превышает 0,5—1 м/мин.
Более высокую линейную стойкость при обработке трудно-
обрабатываемых материалов на повышенных скоростях резания
334
/свыше 10—20 м/мин) имеют твердосплавные протяжки. Обра-
ботка перлитных и аустенитных жаропрочных сталей может
производиться твердосплавными протяжками при скоростях
резания до 30—50 м/мин, а сплавов на никелевой основе — при
у = 2—Ю м/мин.
Большое влияние на характер износа и стойкость протяжек
оказывает толщина среза или подъем на зуб протяжки. Если при
обработке конструкционных сталей и чугуна с повышенными ско-
ростями резания допускается увеличение подъема на зуб про-
Рис. 14.11. Зависимость высоты неровностей от скорости протягивания
при обработке конструкционных и жаропрочных сталей
тяжки до 0,2—0,3 мм, при протягивании жаропрочных сталей,
сплавов подъем на зуб не должен превышать 0,03—0,07 мм.
Изменение в широких пределах (от 1 до 100 м/мин) скоростей
резания при протягивании оказывает влияние на качество обра-
ботанной поверхности, величину сил резания, процесс стружко-
образования и другие характеристики процесса протягивания.
Шероховатость протянутой поверхности во многом зависит от
свойств и структуры обрабатываемого материала, режимов реза-
ния и других факторов. При протягивании конструкционных и жа-
ропрочных сталей и сплавов зависимость высоты неровностей от
скорости резания Rz=f(v) чаще всего имеет горбообразный ха-
рактер (рис. 14.11), что связано с явлением образования нароста
на зубьях протяжки. При низких скоростях резания (до 2—
о м/мин) на протянутой поверхности имеются небольшие про-
дольные риски, причиной которых являются неровности, или за-
зубрины, на режущих лезвиях зубьев протяжки. При повышении
скорости протягивания до 10—30 м/мин на обработанной поверх-
335
Рис. 14.12.
Микроструктура неровно-
стей:
а — в виде приставших частиц нароста; б —
разрывы поверхности
ности неровности имеют наибольшую высоту. На вершинах они
имеют волокнистую структуру, свойственную наросту, а у самого
основания структура имеет такой же вид, как основная масса
протягиваемого металла (рис. 14.12, а). Следует указать, что при
протягивании жаропрочных сталей, которые имеют повышенную
твердость и вязкость по сравнению с конструкционными 4, кри-
вые 1—3 и 5 на графике рис. 14.11 более сжаты и имеют явно
выраженный горбообразный
характер. Максимумы на
кривых Rz=f(v) для жаро-
прочных сталей сдвинуты
в сторону более низких ско-
ростей резания.
Несколько иной характер
имеет кривая 6 Rz=f(v) при
протягивании высокоуглеро-
дистой стали ШХ15 со струк-
турой зернистого перлита.
При обработке этой стали
с низкими скоростями реза-
ния (до 8 м/мин) на обрабо-
танной поверхности имеются
поперечные выступы значи-
тельной высоты и углуб-
ления, причиной которых
является не нарост, а разры-
вы обработанного материала
от очень сильного растяже-
ния позади режущего лезвия.
Это подтверждает микро-
структура неровностей (рис.
14.12,6), так как металл
выступа и основной не отличаются по структуре [27].
Дальнейшее повышение скорости резания (свыше 15—
40 м/мин) приводит к резкому уменьшению шероховатости про-
тянутой поверхности, что связано с повышением температуры
в зоне резания и с постепенным исчезновением нароста. Здесь
основное влияние на шероховатость поверхности оказывают не-
ровности, или зазубрины, на. режущих лезвиях зубьев протяжки.
При скоростях резания свыше 30 и 60 м/мин соответственно при
протягивании жаропрочных и конструкционных сталей изменение
подъема на зуб, степени затупления зубьев и передних углов
в допустимых пределах не оказывает существенного влияния па
шероховатость обработанной поверхности. При этом обеспечи-
вается стабильное получение протянутых поверхностей с малой
шероховатостью V7'—V9-ro классов чистоты.
В результате действия зубьев протяжки при срезании слоя
336
металла на обработанной поверхности происходят упругие и пла-
стические деформации, вызывающие упрочнение поверхностного
Лоя оказывающего большое влияние на эксплуатационные свой-
тва'деталей машины. Изменения, происходящие в поверхност-
ном слое, могут характеризоваться глубиной и степенью наклепа,
микротвердостью, напряжениями и т. д.
С увеличением скорости протягивания с 5 до 80 м/мин умень-
шается как микротвердость, так и глубина наклепанного слоя.
При обработке жаропрочных перлитных сталей эти величины
значительно больше, чем для конструкционных сталей. При про-
тягивании жаропрочных сталей с увеличением скорости резания
от 5 до 20 м/мин микротвердость уменьшается приблизительно
на 40 кгс/мм2, а глубина наклепанного слоя на 7 мкм, тогда как
для конструкционных сталей эти величины соответственно состав-
ляют 15 кгс/мм2 и 3 мкм. При этом наиболее интенсивное умень-
шение указанных величин наблюдается при скоростях протяги-
вания v = 5—30 м/мин, а при дальнейшем увеличении скорости
до 80 м/мин наблюдается весьма незначительное изменение этих
величин.
Величина сил резания и характер их изменения при различ-
ных скоростях протягивания представляют не только теоретиче-
ский интерес, но и имеют практическое значение, так как силы
оказывают влияние на жесткость и виброустойчивость системы
СПИД. Кроме того, силы необходимы для выбора мощности
станков и расчета приспособлений.
Наибольший интерес из составляющих сил резания представ-
ляют силы Pz и Ру, действующие при прямоугольном протягива-
нии. Для изучения влияния условий протягивания на силы реза-
ния, они определяются через элементарные силы pz и ру, дей-
ствующие на один миллиметр длины режущего лезвия.
Изменение скорости протягивания в широких пределах (от 4
до 85 м/мин) оказывает значительное влияние на силы резания.
Горбообразный характер кривых pz=f(y) (рис. 14.13) при обра-
ботке различных сталей связан с явлением образования нароста
на зубьях протяжки. Однако величина скоростей резания, соот-
ветствующих максимальным и минимальным величинам сил ре-
зания, во многом зависит от свойств обрабатываемого материала,
режимов протягивания, геометрических параметров зубьев про-
тяжек и других условий обработки.
'-илы резания Pz имеют наименьшую величину при скоростях
резания, когда нарост имеет наибольшие размеры и увеличен-
ный при этом передний угол у зубьев протяжки. Значительно
уменьшается сила резания также при высоких скоростях протя-
гивания за счет снижения коэффициента трения. При обработке
чугуна и других хрупких металлов сила резания Pz с повышением
скорости резания до 40—60 м/мин почти не изменяется, а при
Дальнейшем увеличении скорости наблюдается снижение силы
резания. Объясняется это тем, что при протягивании хрупких ме-
22 Зак. 136Q . QQ7
галлов нарост хотя и образуется, но не удерживается на зубьях
протяжки.
Сила резания Ру изменяется в зависимости от скорости реза-
ния аналогично силе Рх, максимальные и минимальные значения
имеют место в основном при одинаковых скоростях резания, i
Однако отношение сил резания PyIPz имеет неодинаковую вели- t
чину для различных обрабатываемых материалов при разных ре- i
жимах протягивания. Для конструкционных сталей это отноше- 1
ние больше (Py/Pz=0,45—0,85), чем для чугуна (Py/Pz=0,34— ]
0,62). Наибольшую величину имеет указанное отношение сил при
обработке жаропрочных сталей. i
о., кгс j
z мм
-J------1-------1------1_______1______L__i _J_______I ,
Ю 20 30 40 50 60 70 V, м/мин
Рис. 14.13. Влияние скорости протягивания на величину силы pz при обра-
ботке предварительно затупленными протяжками с р = 20 мкм и Sz — 0,05 мм
сталей марок:
/ — сталь 40; 2 — сталь 18ХГТ; 3 — сталь ШХ15
Значительное влияние на величину сил резания Pz и Ру ока-
зывает изменение переднего угла (у от —5 до +15°) и степени
затупления (в пределах до /г3=0,3 мм и р=28 мкм), а также
применяемые СОЖ.
Суммарные силы резания Pz и Ру, возникающие при протя-
гивании, можно выразить следующими формулами:
Рг = кгс; (14.18)
Ру = С^2Ь7тах/<Д7/<11з/(сож кгс, (14.19)
где СРг и СРу — постоянные коэффициенты, зависящие от усло-
вий протягивания (табл. 14.1) [27, 28];
а — толщина среза, мм;
2^ — суммарная длина рабочей части режущего
лезвия, мм;
Zmax — наибольшее количество зубьев, одновременно
участвующих в резании;
338
хг и ху — показатели степени при а (табл. 14.1);
К К, Ккз, Ксож — поправочные коэффициенты, характеризующие
Лг” 1’ влияние скорости резания, переднего угла
зубьев, степени затупления зубьев и СОЖ
(табл. 14.2 и 14.3).
Для нормального размещения и своевременного удаления
стружки межзубые канавки протяжки должны иметь определен-
ные форму и размеры. Характер завивания и размещения струж-
ки в канавке протяжки при обработке с различными скоростями
резания во многом зависит от свойств протягиваемого металла,
геометрических параметров зубьев и других факторов. При пря-
моугольном протягивании сталей и других пластичных металлов
по мере увеличения скорости резания и толщины среза, как ука-
зано выше, поперечные размеры стружечных валиков, имеющих
форму плоских спиралей, увеличиваются (см. рис. 14.5), а струж-
ка скалывания с наличием связанных элементов переходит
в сливную. Однако увеличение толщины среза с 0,05 до 0,3 мм
приводит к уменьшению коэффициента заполнения, что связано
с более экономным принудительным завиванием стружки в ка-
навках протяжки (см. рис. 14.4). Принудительное завивание
стружки наблюдается и при высоких скоростях резания, а поэ-
тому, несмотря на резкое увеличение наружных диаметров стру-
жечных валиков с повышением скорости резания с 4 до 85 м/мин,
коэффициенты заполнения возрастают только с 2,5—3,5 до 3,0—
5,0 (табл. 14.4).
Величина коэффициента заполнения канавки стружкой при
обработке с различными скоростями резания и подъемами на зуб
может быть рассчитана по формулам:
К = С^и*-,
(14.20)
К = C2/S«.
(14.21)
где коэффициенты С\ и С2 и показатели степеней х и у для раз-
личных условий протягивания приводятся в табл. 14.5.
Размеры требуемой формы стружечной канавки рассчиты-
ваются из принятого для данных условий протягивания коэффи-
циента заполнения К- Глубина двухрадиусной нормализованной
стружечной канавки h может быть установлена по специальным
номограммам (рис. 14.14). Для этой цели на оси абсцисс опреде-
ляется точка, соответствующая длине протягиваемого изделия /и,
а затем из данной точки проводится вертикаль до пересечения
с наклонной линией, соответствующей подъему на зуб, после чего
из этой точки проводится горизонталь до пересечения с осью
ординат. Полученная точка будет соответствовать искомой глу-
ине п стружечной канавки. По установленной глубине затем
подбирается ближайший нормализованный номер профиля стру-
жечной канавки.
Форма стружечных канавок протяжек с высокими скоростями
S£
Таблица 14.1
Обрабатываемый материал Твердость НВ, Силы резания, Постоянные коэффициенты С я С„ и показатели степени х и х Pz Ру z > при скорости резания v, м/мин
4 30 60 85
кгс/мм2 кгс С X С Л с X с X
Малоуглеродистая легированная сталь 160—190 Pz 162,0 0,72 203 0,89 162 0,78 148 0,75
Ру 82,0 0,57 92 0,67 93 0,55 94 0,77
Среднеуглеродистая сталь 180—220 Pz 147,0 0,73 170 0,98 156 0,83 180 0,96
Высокоуглеродистая легирован- ная сталь Свыше 220 Ру Pz 55,5 169,0 0,52 0,69 75 205 0,77 0,79 53 198 0,55 0,79 62 205 0,71 0,81
Ру 123,0 0,61 130 0,70 109 0,62 126 0,72
Серый чугун 180—220 Pz 137,0 0,78 130 0,77 141 0,84 137 0,87
Ру 28,0 0,31 27 0,12 32 0,44 78 0,54
Таблица 14.2
ОбрабатываемыйХматериал Толщина среза а, мм
Скорость резания о, м/мин
4 30 60 85
Рг р\' Pz Ру Рг р у Рг ру
0,05 1 1 0,73 0,79 0,89 0,80 0,83 0,60
Малоуглеродистая сталь 0,1 1 1 0,89 0,95 0,86 0,91 0,82 0,82
0,3 1 1 1,00 0,98 0,92 0,95 0,90 0,88
0,05 1 1 0,64 0,61 0,76 0,88 0,59 0,61
Среднеуглеродистая сталь 0,1 1 1 0,89 0,85 0,85 0,38 0,77 0,77
0,3 1 1 1,00 0,97 0,95 0,93 0,92 0,87
0,05 1 1 0,84 0,80 0,82 0,90 0,75 0,75
Высокоуглеродистая сталь 0,1 1 1 0,94 0,93 0,91 0,87 0,82 0,82
0,3 1 1 0,97 0,97 0,93 0,93 0,91 0,89
Серый чугун 1 0,1 1 1 1,00 0,96 0,92 0,84 0,89 0,81
1 0,3 1 1 1,00 0,95 0,95 0,98 0,90 0,94
co
to
Переменный параметр
—5°
О
Передний угол
+ 10
+15
Острая
Степень затупления Предварительно затупленная
h3 = 0,2 мм, р = 26 мкм
Затупленная h3 = 0,3 мм, р = 28 мкм
Эмульсия
СОЖ Сульфофрезол
Без охлаждения
Таблица 14.3
Скорость резания v, м/мии
Обозна- чение коэффи- циента 4 30 60 85
pz Ру ру pz ру ру
1,35 1,50 1,53 1,90 1,36 1,68 1,30 1J3
1,25 1,41 1,33 1,78 1,25 1,54 1,20 1,60
1,16 1,23 1 22 1,38 1,13 1,35 1,12 1,38
1,06 1,12 1,11 1,30 1,10 1,16 1,05 1,23
1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
0,80 0,74 0,75 0,60 0,82 0,65 0,80 0,73
/Сиз 1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
1,10 1,35 1,20 1,40 1,20 1,3 1,23 1,40
1,00 1,00 1,00 1,00 1,00 1,00 1,00 1,00
/Ссож 0,89 0,90 0,85 0,90 1,00 0,88 1,00 0,95
1,12 1,17 1,13 1,20 1,10 1,15 1,10 1,20
Таблица 14.4
. - Скорость резания м/мии
6 30 60 | 85
Обрабатываемый материал Подъем на зуб Sz, мм
0,05 0,1 0,3 0,05 0,1 0,3 0,05 0,1 0.3 0,05 0,1 0,3
Малоуглеродистая сталь НВ = 180—190 3,5 3,0 2,5 4,2 3,6 3,0 4,4 4,0 3,4 4,8 4,3 3,8
Среднеуглеродистая сталь НВ = 180—220 3,0 2,6 2,2 3,6 3,3 2,6 3,8 3,4 2,8 4,0 3,5 3,0
Высокоуглеродистая сталь НВ > 200 3,5 2,8 2,4 4,4 4,0 3,4 4,8 4,5 3,8 5,2 4,8 4,0
Силумин 3,0 2,5 2,0 3,5 3,0 2,6 3,8 3,3 2,8 4,0 3,5 2,8
Бронза — 3,0 2,5 — 3,0 2,5 — 3,0 2,5 — 3,0 2,5
Чугун НВ = 180 — 220 — 2,5 2,0 — 2,5 2,0 — 2,5 2,0 — 2,5 2,0
Таблица 14.5
Обрабатываемый материал Подъем на зуб X С1 Скорость резания У С2
Sz, мм V, м/мин
С 0,05 2,50 6 2,09
Малоуглеродистая сталь 1 0,10 0,15 2,21 30 2,52
1 0,30 1,88 60 0,16 2,79
85 3,02
1 0,05 2,41 6 0,18 1,74
Среднеуглеродистая сталь ( 0,10 0,12 2,10 30 2,И
1 0,30 1,71 60 2,23
85 2,33
6 2,П
[ 0,05 2,24 30 2,85
Высокоуглеродистая сталь 1 0,10 0,20 2,02 60 0,14 3,11
' 0,30 1,68 85 3,38
резания, как и для обычных скоростей, принимается в зависи-
мости от свойств обрабатываемого материала. При обработке
сталей и других пластичных металлов рекомендуется применять
двухрадиусную (см. рис. 14.4, д) или двухрадиусную с выступом
у перехода от передней поверхности зуба к дну канавки (см.
рис. 14.4, а). Выступ препятствует прилипанию и застреванию
стружки в межзубой канавке. Протяжки, применяемые при обра-
ботке чугуна и других хрупких материалов с повышенными ско-
ростями резания, должны иметь однорадиусную или двухрадиус-
ную с плоской спинкой (см. рис. 14.4) канавки таких же разме-
ров, как для обычных скоростей протягивания.
Протяжки относительно простой формы для обработки с по-
вышенными скоростями резания рекомендуется оснащать твер-
дым сплавом, а сложной фасонной формы — изготовлять из
быстрорежущих сталей повышенной производительности. Учи-
тывая повышенную ударную нагрузку при врезании зубьев, про-
тяжки следует оснащать твердыми сплавами с повышенным со-
держанием кобальта марок Т5К12В, Т5КЮ, Т14К8, ТТ7К12,
ВК6М, ВК8В, ВИДОМ, ВК15М и др. Для обработки чугуна и ти-
тановых сплавов лучше себя зарекомендовали твердые сплавы
группы ВК.
Уровень скоростей резания для протяжек, изготовленных из
различных инструментальных материалов, назначается в зависи-
мости от свойств обрабатываемого материала, материала инстру-
мента и других условий обработки.
Быстрорежущие протяжки могут применяться при обработке
344
конструкционных сталей и чугуна с повышенными скоростями
„езания (и до 30—50 м/мин) и сравнительно небольшими тол-
щинами среза (а до 0,1 мм). В свою очередь при установлении
скоростей резания при обработке быстрорежущими протяжками
различных жаропрочных сталей следует учитывать их химиче-
ский состав и физико-механические свойства. Если при обработке
нержавеющих и перлитных жаропрочных сталей с небольшими
толщинами среза (ц=0,03—0,07 мм) допускается повышение
Рис. 14.14. Номограмма для определения глубины двухрадиуснон
межзубой канавки протяжки при обработке малоуглеродистых сталей
в широком диапазоне скоростей резания
скоростей резания до 15—30 м/мин), при протягивании жаро-
прочных сплавов на никелевой основе скорость резания не
должна превышать 0,5—1 м/мин [27].
Обработку конструкционных сталей и чугунов можно произ-
водить твердосплавными протяжками со скоростями резания
у = 30—85 м/мин, а, учитывая повышенную прочность жаропроч-
ных сталей, скорости резания должны быть значительно снижены.
Протягивание жаропрочных сталей перлитного класса следует
производить твердосплавными протяжками при скоростях реза-
ния 25—45 м/мин, а аустенитных сталей — при п = 20—35 м/мин.
При обработке жаропрочного сплава на никелевой основе ско-
рость резания твердосплавных протяжек из ВК не должна пре-
вышать 2—Ю м/мин.
С целью снижения вибраций осевой шаг протяжек не должен
345
быть кратным длине протягиваемой поверхности. Для снижения
ударной нагрузки при врезании зубья наружных протяжек необ-
ходимо делать с углом наклона Л=10—20° (рис. 14.15). Во избе-
жание поломок зубьев первые один-два зуба протяжек делаются
усиленными с шагом /1==(1,5—2)t.
При выборе оптимальных геометрических параметров зубьев
должны учитываться требования достаточно высокой прочности
Рис. 14.15. Буферный наклонный зуб наруж-
ной протяжки
и стойкости протяжек, а также нормального процесса образова-
ния, размещения и отвода стружки. Зубья протяжек следует
упрочнять фасками по передней fu до 0,2 мм с уф до —10° и по
задней f3 до 0,1 мм (см. рис. 14.3). Для уменьшения трения зад-
ней поверхности зуба об обработанную поверхность необходимо
задние углы а увеличивать до 6—10°. Для снижения интенсив-
ности износа уголков зубьев у стружкоразделительных канавок
применяется групповая схема резания с затылованными струж-
коразделительными выкружками или фасками при щ до 6°
и е>120°.
Глава 15. КОНСТРУИРОВАНИЕ ПРОТЯЖЕК
15.1. Повышение долговечности и надежности
работы протяжек
Совершенствование конструкций протяжек идет путем повы-
шения долговечности и надежности их работы, а также увеличе-
ния производительности. Оно может быть достигнуто за счет сле-
дующего.
1. Оснащения режущей части протяжки инструментальными
материалами, обладающими повышенными режущими свойства-
ми и прочностью. К таким материалам относятся быстрорежущие
стали повышенной производительности (Р9К5Ф5, Р18КЮ, Р9Ф5
и др.) и более качественные мелко-, крупнозернистые и титано-
танталовые твердые сплавы (ТТ7К12, Т5К12В, ВК4В, ВК6М,
ВКЮМ и др.). Крепление твердого сплава по возможности произ-
водится механическим способом.
2. Использования более рациональных схем резания при раз-
работке конструкций протяжек. При групповой схеме резания
упрочняются уголки реЖущих лезвий зубьев протяжек за счет
наличия стружкоразделительных затылованных выкружек, фа-
сок, лысок и других устройств. При этом увеличиваются углы
е до 120—130° и cti до 4—6°, обеспечивается более равномерный
износ лезвий и повышается стойкость зубьев протяжек.
Протяжки генераторной схемы резания, имеющие режущие
лезвия в виде прямых линий и дуг окружностей, более просты по
конструкции и дешевле в изготовлении. Они успешно могут при-
меняться для обработки отверстий и наружных поверхностей раз-
личной формы.
3. Назначения более рациональных конструктивных элемен-
тов и геометрических параметров зубьев протяжек. Зубья твер-
досплавных протяжек следует упрочнять фасками по передней
поверхности fn=0,l—1,0 мм с уменьшенным углом уф= —15—
~~5° и по задней f3=0,05—0,8 мм с углом аф до 0°. Первые один-
Два зуба наружной протяжки следует делать усиленными за счет
увеличенного шага Л = (1,54-1,8)/. Для снижения ударной на-
грузки при врезании и обеспечении более плавной работы зубья
347
наружных протяжек делаются наклоненными с Х=10—20°,
а внутренние протяжки вместо кольцевых имеют винтовые зубья.
4. Применения двухрадиусных обычной, удлиненной и с вы-
ступом у дна межзубых стружечных канавок протяжек, у кото-
рых срезаемая стружка скалывания или сливная рационально
формируется, размещается, не застревает и легко выпадает.
В случае принудительного завивания стальная стружка экономно
заполняет межзубую канавку при небольших коэффициентах
заполнения /(=2,6—3,0.
Рис. 15.1. Регулируемые калибрующие зубья
5. Использования протяжек со свободным выходом и протя-
жек с боковым свободным отводом стружки, что обеспечивает
возможность значительного увеличения подъема на зуб. При этом
сокращается длина протяжки, уменьшается длина рабочего хода
и повышается производительность процесса протягивания. Ука-
занными протяжками можно обрабатывать изделия весьма боль-
шой длины или глубокие отверстия. Применяя короткие протяж-
ки со свободным выходом стружки, можно значительно сократить
габаритные размеры протяжных станков и использовать их для
встройки в автоматические линии.
6. Использования специальных механических капроновых или
проволочных щеток и резиновых валиков для постоянной очистки
от стружки обычных протяжек на автоматических линиях.
7. Наличия запасных калибрующих зубьев с отрицательной
фаской, которые вводятся в действие один за другим по мере
срезания при заточке отрицательной фаски зубьев. Для повыше-
ния долговечности протяжки могут иметь регулируемые калиб-
рующие зубья (рис. 15.1). Пустотелая втулочная секция 1 имеет
по всей длине спиральную сквозную прорезь. Под воздействием
гайки 3 перемещается втулка 2 и секция с коническим отвер-
стием, в связи с чем увеличивается ее наружный диаметр.
8. Рекомендации дополнительно применять выглаживающие
или деформирующие протяжки или режущие протяжки с дефор-
мирующими твердосплавными зубьями-кольцами для увеличе-
ния класса чистоты до V8—V10 протянутой поверхности. При
348
использовании твердосплавных колец значительно повышается
долговечность протяжек.
Л 9 Обеспечения более рациональных режимов обработки
твердосплавными протяжками увеличением подъемов на зуб
и скоростей резания при протягивании.
10. Применения более тщательной доводки, хромирования
и других методов облагораживания для повышения стойкости
и срока службы протяжек.
11. Внедрения ЭВМ при расчете и проектировании протяжек.
При этом, несмотря на дополнительную работу, связанную с раз-
работкой исходной информации, резко повышается производи-
тельность инженерного труда и обеспечивается получение более
точных размеров и форм лезвий протяжки при наличии опти-
мальных задних углов, что в свою очередь повышает стойкость
протяжек.
12. Применения наиболее выгодных составов СОЖ, которые
способствуют улучшению качества протянутых поверхностей,
обеспечивают повышение стойкости зубьев протяжки, отделение
и очистку от стружки протяжки, что в конечном счете повышает
долговечность протяжек. Наилучшими СОЖ при протягивании
с обычными скоростями стальных изделий считаются раститель-
ные масла, а также более дешевые СОЖ: эмульсии, сульфофре-
зол, осерненное миндальное масло и другие, а при обработке
чугуна — керосин, уайтспирт и др. При протягивании с повышен-
ными скоростями, когда в большей степени необходимо действие
охлаждающего эффекта, применяются различные эмульсии.
13. Надежного и быстрого крепления протяжек в быстродей-
ствующих патронах и приспособлениях. При этом за счет жест-
кого крепления обеспечивается более надежная работа протяжек
и сокращается вспомогательное время на крепление инстру-
мента. }
15.2. Протяжки для обработки шлицевых, граненых и других
фасонных отверстий
В настоящее время для обработки отверстий различной фор-
мы широко применяются прямобочные и эвольвентные шлицевые
протяжки, протяжки «елочные» для обработки шлицев с тре-
угольным профилем, для отверстий с плоскими гранями (квад-
ратные и шестигранные) и т. д. [101]. Некоторые из этих отвер-
стий относятся к стандартизованным и нормализованным шли-
цевым соединениям. Прямобочные и эвольвентные отверстия
стандартизованы соответственно по ГОСТ 7943—56 и 6767—53.
Внутренний диаметр шлицевых отверстий может быть пред-
варительно обработан чистовым осевым инструментом (зенкер
с кольцевой заточкой, развертка), а затем шлицевые канавки
прорезаются шлицевой протяжкой. Такой метод обработки назы-
вается раздельным. При другом комбинированном методе все
349
элементы шлицевого отверстия обрабатываются одной комбини-
рованной протяжкой. При этом обеспечиваются более качествен-
ные шлицевые отверстия при высокой производительности про-
цесса.
Шлицевые протяжки чаще всего выполняются по генератор-
ной или групповой схемам резания и реже по профильной. У про-
тяжек генераторной схемы резания для обработки прямобочных
шлицев (см. рис. 14.8, б) подъем осуществляется на каждый
зуб, величина которого редко превышает 0,05 мм. Поэтому для
обработки отверстий чаще всего применяется комплект из двух-
Рис. 15.2. Комбинированная шлицевая протяжка групповой схемы резания
трех и более протяжек. Кроме того, на обработанной поверхности
шлицев имеются продольные риски, волнистые (кольцевые)
углубления и другие дефекты. Стойкость протяжек из-за малых
величин углов е=90° и щ=0 относительно низкая. Для умень-
шения трения на боковых сторонах зубьев создается поднутрение
с cpi= 1—1°30', которое начинается не с вершины шлицевого зуба,
а на расстоянии f=0,74-1 мм от его вершины, что также способ-
ствует интенсивному износу уголков зубьев.
Более широкое применение при обработке шлицевых отвер-
стий имеют прогрессивные протяжки групповой схемы резания
(см. рис. 14.7,г и рис. 15.2), у которых срезание отдельных слоев
металлов в шлицевых пазах производится секцией из двух
зубьев [16, 48]. Первый прорезной зуб снабжен боковыми ско-
сами-фасками, благодаря чему он срезает более узкую стружку
шириной 0,6—0,7 ширины шлица, если ширина шлица превы-
шает 10 мм. Второй зачистной зуб имеет режущее лезвие полной
ширины и срезает две стружки с краев канавки, которые сходят
в сторону от стенок шлицевой канавки и не царапают их. Во избе-
жание срезания зачистным зубом стружки по всей длине он вы-
полняется на 0,015—0,02 мм ниже первого.
350
Шлицевые зубья разделяются на черновые, переходные, чис-
товые и калибрующие. Черновые зубья имеют подъем на секцию
д0 Q2—0,3 мм. Переходные имеют постепенно снижающийся
подъем до 0,02—0,03 мм, а чистовые весьма небольшой подъем
0Q15—0,02 мм. Притом черновые и переходные зубья делаются
секционными, а чистовые выполняются секционными только при
большой ширине шлица.
Скосы на прорезных зубьях делаются в виде прямых фасок
(по типу П. П. Юнкина), выкружек по дуге окружности и в виде
Рис. 15.3. Фаски в шлицевом отверстии и фасочные зубья
прямых лысок. Учитывая простоту изготовления выкружек, про-
резные зубья чаще всего снабжаются выкружками. Однако
проще делать фаски при двух-трех шлицах на протяжках, а лыс-
ки при четырех и реже шести шлицах. Скосы при любом их
исполнении снабжаются задними вспомогательными углами
«1=3—4°, что осуществляется за счет поворота шлифовального
круга или подъема заднего хвостовика протяжки.
Для получения фасок (рис. 15.3, а) на кромках шлицевых
выступов в отверстии и для снятия заусенцев, а также для раз-
грузки шлицевых зубьев протяжки снабжаются фасочными
зубьями (рис. 15.3,6). Следует указать, что угол фаски делается
Равным р = 30, 45 и 36° соответственно при числе шлицев п=6,
° и 10, что значительно упрощает процесс изготовления фасочных
зубьев.
351
По размеру фаски е и углу р определяем диаметр df, где кон-
чается фаска в шлицевом пазу, следующим образом: j
Ь -4- 19
sin 0В = ; М = 0,5d (sin 0В + 0); 1
Е = ; С = 0,5& ctg Р;
sin р г
tg 0Ф = п ; df= - . (15.1)
ь ф 2 (Е — С) z sin 0ф k z
Диаметр последнего фасочного зуба г/ф.п протяжки следует при-
нимать на 0,3—0,4 мм больше йф, т. е.
^Ф.п=^ф+(0,34-0,4) мм. (15.2)
В свою очередь диаметр впадин d<^n между фасочными высту-
пами принимается равным минимально допустимому внутрен-
нему диаметру шлицевого отверстия. Он выполняется по посад-
ке Xi, что облегчает изготовление протяжки и не оказывает влия-
ния на точность протянутого отверстия.
Для создания задних углов на боковых лезвиях фасочных
зубьев осуществляется их шлифование при подъеме заднего
центра протяжки из расчета 0,15—0,2 мм на 100 мм ее длины.
Подъем на фасочные зубья принимается в зависимости от схемы
работы фасочных зубьев и равен 5=0,05—0,6 мм. При генера-
торной схеме резания (рис. 15.3, в) подъем осуществляется на
каждый зуб, а при групповой схеме (рис. 15.3, г) фасочные зубья
выполняются секциями, причем первый зуб каждой секции имеет
на боковых сторонах выкружки.
В отличие от обычных цилиндрически-шлицевых протяжек
у групповых или прогрессивных комбинированных протяжек
цилиндрическая и шлицевая ее части выполняются по групповой
схеме резания. Кроме того, протяжки имеют фасочную часть,
которой срезаются заусенцы или образуются фаски до 0,24-
4-0,5 мм в шлицевых отверстиях.
В зависимости от последовательности расположения фасоч-
ной, цилиндрической и шлицевой частей изменяются длина, тех-
нологичность и эксплуатационные свойства протяжек. В соответ-
ствии с классификацией НИИТАвтопрома различают следующие
комбинации размещения частей на этих протяжках:
1) цилиндрическая+шлицевая;
2) цилиндрическая-}-шлицевая-(-фасочная;
3) шлицевая+цилиндрическая;
4) фасочная-}-шлицевая-)-цилиндрическая;
5) фасочная-|-цилиндрическая4-шлицевая (см. рис. 15.2).
Из указанных вариантов пятая комбинация находит более
широкое применение, так как протяжка получается небольшой
длины и более технологичная в изготовлении и эксплуатации.
.352
Небольшую длину имеют также протяжки третьего и четвер-
того вариантов, так как круглые зубья у этих протяжек являются
несекционными. При изготовлении их шлифовальный круг, обра-
батывающий шлицевые зубья, упирается в спинку круглых
зубьев, что опасно с точки зрения их повреждения. Однако
третью и четвертую комбинации рекомендуется применять чаще
всего при большой длине обрабатываемых отверстий, так как при
протягивании коротких деталей существует опасность их пере-
коса. В свою очередь вторая и первая комбинации протяжек
имеют большую длину и применяются в исключительных случаях.
Эвольвентные протяжки, применяемые для обработки эволь-
вентных шлицев, конструируются чаще всего комбинированными
цилиндрическй-шлицевыми. Однако эвольвентное шлицевое от-
верстие можно обрабатывать простой шлицевой эвольвентной
протяжкой. При этом цилиндр выступов отверстия в детали обра-
батывается чистовым осевым инструментом или цилиндрической
протяжкой.
Комбинированные эвольвентные шлицевые протяжки могут
выполняться обыкновенной конструкции с относительно малым
подъемом на каждый эвольвентный зуб либо групповыми. В по-
следнем случае черновые эвольвентные зубья по аналогии с про-
тяжками для прямобочных шлицев делаются секционными из
двух зубьев. На первом прорезном зубе с увеличенной на 0,02 мм
высотой затачиваются лыски, а зачистной зуб имеет полную
ширину. Иногда для упрощения конструкции и облегчения изго-
товления протяжек боковые эвольвенты зубьев заменяются
дугами окружностей и прямыми линиями на определенной длине.
Для уменьшения сил трения производится снятие затылков на
боковых сторонах эвольвентных зубьев протяжки на расстоянии
0,8—1,0 мм от режущего лезвия. Для получения больших задних
углов на боковых сторонах эвольвентных зубьев протяжки рас-
чет их профиля делается по большому количеству точек с по-
мощью ЭВМ. При этом обеспечивается получение более точного
бокового эвольвентного профиля.
Цилиндрическая часть эвольвентной протяжки, служащая для
получения цилиндрических выступов внутреннего отверстия,
обычно выполняется по групповой схеме резания.
При обработке квадратных и шестигранных, а также шлице-
вых отверстий протягивание является почти единственным мето-
дом обработки. Протяжки для получения отверстий с плоскими
гранями конструируются по профильной и генераторной схемам
Резания [101]. Предварительное отверстие под квадратное и шес-
тигранное отверстия обычно делается сверлом диаметром на
ОД—0,5 мм меньшим, чем расстояние Sn между сторонами протя-
гиваемого отверстия.
При профильной схеме резания (см. рис. 14.6, б) все зубья
протяжки имеют квадратную форму и, постепенно увеличиваясь
в своих размерах, срезают припуск, который остался после.обра-
23 Зак. 1360 353
ботки предварительного отверстия цилиндрической формы. Квад-
ратное отверстие образуется последними зубьями протяжки.
Таким образом, режущие лезвия этой протяжки располагаются
на боковой поверхности усеченной квадратной пирамиды.
У квадратных протяжек генераторной схемы резания (см.
рис. 14.8, а) первый зуб имеет очертание окружности и соответ-
ствует форме предварительно обработанного отверстия. Проме-
жуточные зубья с углов очерчиваются дугами окружности,
а с боков — прямыми линиями, расстояние между которыми
Рис. 15.4. Зубья квадратных и шестигранных протяжек
равно размеру квадрата. Радиус дуг лезвий увеличивается на
каждый зуб на величину подъема на зуб. Длина дуговых участ-
ков по направлению к последнему зубу протяжки укорачивается
до нуля. Последний зуб имеет форму квадрата.
Несмотря на кажущуюся простоту первого принципа протя-
жек, они получаются технологически трудоемкими, поэтому рас-
пространены протяжки генераторной схемы резания. У квадрат-
ных и шестигранных протяжек (см. рис. 14.8, а и рис. 15.4) глав-
ные режущие лезвия располагаются на углах зубьев и, как ука-
зано выше, имеют форму дуг окружностей, диаметр которых уве-
личивается от первого к последнему. На первом зубце di=Sn,
а на последнем чистовом и на всех калибрующих г/п=-0тах±5»
т. е. равен наибольшему диаметру протягиваемого отверстия, или
диаметру описанной окружности с учетом разбивания или усад-
ки отверстия.
Для уменьшения трения на плоских сторонах зубьев делают
задний угол 1°, который располагается позади ленточки шири-
ной 0,8—1,0 мм. Стружечные канавки для облегчения заточки
зубьев выполняются круговыми, поэтому глубина канавки на
354
главных режущих лезвиях, где срезается стружка, имеет макси-
мальное значение. Стружкоразделительные канавки на увели-
ченных дуговых лезвиях располагаются в шахматном порядке.
Учитывая разную длину дуговых лезвий различных зубьев,
подъемы на зуб также должны иметь неодинаковую величину,
что необходимо для сохранения сравнительно одинаковой по ве-
личине силы резания на каждом зубе. Однако это сделать затруд-
нительно, и поэтому все зубья разбивают на несколько ступеней.
Для квадратных протяжек количество их принимается равным
трем при расстоянии между сторонами 15 мм и четырем при
S> 15 мм. У шестигранных протяжек делают две ступени при
5^20 и три, когда S>20 мм.
Подъем на зуб увеличивается по направлению от первого
к последнему режущему зубу и составляет 3 = 0,015—0,15 мм.
Однако опыт показал, что при протягивании стали подъемы на
зуб не должны превышать 0,15, а при обработке чугуна — 0,2 мм.
Конструкция и размеры калибрующих зубьев и гладких час-
тей квадратных и шестигранных протяжек должны полностью
удовлетворять требованиям, предъявляемым к обычным круглым
протяжкам.
15.3. Протяжки для обработки наружных поверхностей
Наружные протяжки имеют много общего в устройстве
и принципе работы с внутренними протяжками для обработки
отверстий. Такие элементы рабочей части протяжек, как вели-
чина шага и количество режущих и калибрующих зубьев, форма
и размеры стружечных канавок, величины геометрических пара-
метров, заполняемость канавки стружкой, наличие стружкораз-
делительных устройств и другие определяются теми же данными,
что и для протяжек, применяемых для обработки отверстий.
Наружные протяжки, как и внутренние, могут работать по
трем схемам резания: профильной (см. рис. 14.6, в, г), групповой
(см. рис. 14.7, е) и генераторной (см. рис. 14.8,6, г), В зависи-
мости от габаритных размеров наружные протяжки по аналогии
с внутренними могут быть цельными, составными и наборными,
или секционными.
Цельные наружные протяжки, выполненные из одного куска
быстрорежущей стали, изготовляются относительно небольших
сечений при длине не более 500 мм.
Составные протяжки выполняются с разъемным и неразъем-
ным соединениями режущей части с корпусом. Неразъемное при-
соединение быстрорежущей части к корпусу протяжки осущест-
вляется приваркой, а твердосплавных пластинок—посредством
ипаики (рис. 15.5, а). Преимуществом таких неразъемных про-
тяжек является простота их конструкций. К недостаткам можно
тнести невозможность быстрой замены режущей части при ее
23*
355
Рис. 15.5. Способы крепления
твердосплавных ножей и пла-
стин к корпусу протяжки
затуплении, а также невозможность регулировки и установки
зубьев после их заточки.
В целях уменьшения расхода дорогостоящего инструменталь-
ного материала применяются различные методы крепления
быстрорежущих ножей и особенно пластинок твердого сплава
к корпусу протяжки: 1) с помощью радиального клина, затяги-
ваемого винтами (рис. 15.5, б); 2) посредством осевых клиньев
(рис. 15.5, в), цилиндрических штифтов с лыской (рис. 15.5, а)
и конических рифлений (рис. 15.5,5); 3) крепление двух зубьев
одним осевым клином (рис. 15.5, е) и закрепление клином зубьев-
356
V
MOM
ii i; ii iill III I
Д-Д
О w н О
ww \\ \r\\ у
Рис. 15.6. Крепление секций наружных протяжек
резцов 4 с возможным регулированием по высоте за счет уста-
новочного винта 2 и контрагайки 3 (рис. 15.5, ж). При этом уста-
новочный винт опирается на подкладку 1, а крепление зуба 4
производится радиальным клином 5.
Крепление секций наборных, или секционных, протяжек
к инструментальным плитам также производится различными
методами: 1) винтами снизу непосредственно к плите и с не-
скольких сторон (рис. 15.6, а, б); 2) посредством клиньев
(рис. 15.6,г, д); 3) креплением секций протяжек в кассетах или
Рис. 15.7. Секция сборной твердосплав-
ной цилиндрической протяжки с набор-
ными кольцами
обоймах (рис. 15.6, в, е), благодаря чему заточка протяжек в кас-
сете может производиться вне станка, чем устраняется недоста-
ток первых двух методов крепления.
Заслуживает внимания конструктивное исполнение секции
твердосплавной сборной протяжки для обработки наружной по-
луцилиндрической поверхности (рис. 15.7). Она состоит из
оправки 1, на которую установлено 16 твердосплавных напайных
зубьев-колец 2. Положение каждого кольца по окружности опре-
деляется шпонкой 3. Полный набор зубьев на оправке закреп-
ляется гайкой 4. Сама протяжка состоит из трех таких секций.
Первая и вторая секции комплекта протяжки являются режу-
щими, а третья включает чистовые и калибрующие зубья. Режу-
щие зубья имеют подъем, равный 0,15 мм. Достоинством указан-
ной протяжки является затупление ее с одной стороны после
обработки полуцилиндра. После этого протяжку можно повер-
нуть на 180° и в работу вступают незатупленные зубья. Анало-
гичную конструкцию крепления твердосплавных зубьев имеют
внутренние цилиндрические протяжки.
С целью обеспечения необходимых размеров профиля изде-
лия, протягиваемого по отдельным участкам, установка секции
358
на высоту Н может производиться с необходимой регулировкой,
регулирование по высоте обычно осуществляется посредством
специальных клиньев, перемещение которых производится с по-
мощью специальных винтов, располагаемых со стороны более
толстого конца клиньев. Винт со специальной головкой с бурти-
ком может ввертываться непосредственно в клин или в корпус
протяжки (рис. 15.8, а, б), осуществляя передвижение клина.
Рис. 15.8. Регулирование размера протяжек
Кроме этого, движение клину может передаваться через корпус
и конец обычной шпильки (рис. 15.8, в, г). При большой длине
комплекта секций протяжки применяются встречные клинья
(рис. 15.8, д).
Наборные, ИЛИ CSKl^tlOHHbLC, ПрОТЯЖКН ПрИМСПЯСМЫС ПрИ обрсг’
ботке сложных поверхностей, кроме экономии инструментальных
материалов, обладают тем достоинством, что отдельные ее сек-
ции можно легко перемещать или регулировать, чем удлиняется
срок службы наборной протяжки.
Подъемы на зуб наружных протяжек, как указано выше, рас-
считываются по тем же источникам, что и для внутренних про-
тяжек. Однако, учитывая возможность большой регулировки на-
борных протяжек при их установке и в работе на станке, лучшие
условия для подвода СОЖ в зону резания и для размещения
359
стружки, подъемы на зуб наружных протяжек иногда увеличи-
ваются до 0,5—1,0 мм.
В отличие от внутренних протяжек первый зуб наружных
протяжек делается усиленным с шагом ti= (1,5-4-!,8)/ (см.
рис. 14.15), так как зубья обычной формы от удара при врезании
часто выкрашиваются. Кроме того, для снижения ударной на-
грузки и обеспечения более плавной работы протяжки зубья сле-
дует выполнять с углом наклона Х=10—20°. Направление на-
клона зубьев секционных протяжек следует выбирать разным,
чтобы боковая составляющая сила резания Рх по возможности
уравновешивалась или была направлена в сторону более жест-
кой части корпуса протяжки.
Учитывая возможность регулировки зубьев наружных протя-
жек на необходимый размер, задние углы протяжек с целью сни-
жения износа зубьев, повышения их стойкости следует увеличи-
вать до а=6—10°. Однако при одностороннем резании наруж-
ной протяжки, когда возможно самозатягивание зубьев, передний
угол должен быть не больше у= 10-4-15°.
Форма поперечного сечения тела обычной или секционной
наружных плоских протяжек представляет собой прямоугольник,
трапецию, в отдельных случаях применяются более сложные
формы. Ширина прямоугольного сечения протяжки В прини-
мается равной ширине в обрабатываемой поверхности или боль-
ше. Желательно, чтобы ширина сечения В была не меньше 12—
15 мм. В свою очередь высота поперечного сечения Н с учетом
высоты зубьев принимается конструктивно. Она должна быть не
менее 20—25 мм. Принятая высота, выраженная в числах, крат-
ных двум или пяти, обычно относится к последним зубьям про-
тяжки. Поперечное сечение выбранных размеров проверяется на
прочность по тем же условиям, что и для внутренних протяжек.
Общая длина наружных протяжек, работающих на горизонталь-
но-протяжных станках, должна удовлетворять условиям, установ-
ленным на длины внутренних протяжек. При величине меньшего
поперечного размера В или Н=5—22 мм общая длина протяжки
не должна превышать 500—1300 мм.
15.4. Протяжки для обработки глубоких отверстий
и наружных поверхностей большой длины
При протягивании глубоких круглых и шлицевых отверстий
применяются протяжки, длина рабочей части которых меньше
длины обрабатываемого отверстия [35]. Это вызвано в большой
степени ограниченной прочностью протяжек. В связи с этим для
полной обработки отверстий применяется комплект из 4—6 и бо-
лее протяжек. В настоящее время используются протяжки для
обработки глубоких отверстий с диаметром до 200 мм, длина
протяжек не превосходит 1000—1100 мм.
Протяжки для обработки глубоких цилиндрических отверстий
360
делаются с винтовыми и кольцевыми зубьями. Винтовые исполь-
зуются для протягивания отверстий с малым диаметром (до 20—
25 мм), что связано с более благоприятными условиями для раз-
мещения стружки и подвода СОЖ в направлении против движе-
ния протяжек.
Протяжка (рис. 15.9, а) применяется для обработки отверстия
с малым диаметром (7,5 мм). Два винтовых лезвия распола-
гаются в области режущей части на конической поверхности,
а калибрующая часть выполнена цилиндрической. Суммарный
подъем или изменение диаметра режущей части для одной про-
тяжки составляет 0,07—0,15 мм. В комплекте применяются че-
тыре протяжки, подъем зубьев больше на первых и меньше на
последней протяжке.
Шаг винтовых зубьев с w до 50° приблизительно равен трех-
кратному диаметру, канавка имеет двухрадиусную удлиненную
форму (см. рис. 14.4, е). Для увеличения глубины стружечной
канавки и облегчения выхода стружки диаметр тела (сердечни-
ка), который составляет 0,65 номинального диаметра протяжки,
уменьшается по направлению к калибрующей части до (0,4—
0,45) Z)H. Кроме того, на режущих зубьях имеются стружкоразде-
лительные канавки, расположенные в шахматном порядке.
Хвостовик протяжки снабжен резьбой, посредством которой
протяжка соединяется со стеблем, присоединяемым к тяговому
патрону станка. Длина стебля значительно больше длины протя-
гиваемого отверстия.
Для обработки отверстий большего диаметра (от 0 25 до
80 мм) и длиной от пяти до десяти диаметров и больше исполь-
зуются протяжки с кольцевыми зубьями, которые при диаметрах
отверстия свыше 40 мм могут делаться с насадными быстрорежу-
щими и твердосплавными зубьями-кольцами. Конструктивно
допускается изготовление составных протяжек и меньшего диа-
метра, начиная с 0 25—30 мм.
Протяжка СКВ ПС (рис. 15.9, в) представляет собой сборную
конструкцию, в которой на оправку 5, изготовленную из инстру-
ментальных сталей ХВГ или 9ХС, насаживаются твердосплавные
режущие (черновые, чистовые и калибрующие) 4 и для получе-
ния высоких классов чистоты деформирующие твердосплавные
зубья-кольца 6. Между режущими зубьями устанавливаются
стальные промежуточные втулки 3, которые образуют различную
длину стружечных канавок, а между деформирующими коль-
цами — стальные шайбы 7. Кроме того, на оправке в соответ-
ствующих местах находятся передняя 2 и задняя 8 направляю-
щие части протяжки, длина которых определяется в зависимости
от длины протягиваемых отверстий и конструкции детали. Все
указанные детали удерживаются за счет хвостовика 1 и контр-
гайки, которые завертываются на оправку 5. За счет цилиндри-
ческого посадочного пояска хвостовик центрируется с завернутой
в него оправкой.
361
Рис. 15.9. Винтовые и кольцевые протяжки
Применение составной протяжки обеспечивает значительную
экономию инструментальных материалов, допускает изготовление
твердосплавных составных протяжек и повышает долговечность
инструмента. По мере затупления зубьев происходит их замена.
После пяти-шести переточек и потери размеров зубьями может
быть сделана переустановка всех зубьев. При этом заменяются
только два-три потерявших размер последних зуба, а остальные,
кроме двух-трех первых, перетачиваются на меньший диаметр.
Величина припуска на диаметр под протягивание для глубо-
ких отверстий 0 20—200 мм составляет 0,40—1,5 мм. Предвари-
тельная обработка отверстий производится однолезвийными пу-
шечными или ружейными сверлами и сверлами с крутой спи-
ралью, или шнековыми. Отверстия больших диаметров подвер-
гаются также зенкерованию или растачиванию.
Глубина стружечных канавок h и шаг зубьев t, удовлетворяю-
щие нормальным условиям работы протяжек, могут быть ориен-
тировочно подсчитаны по формулам [35]:
/ = (1 — 1,2)]//“ мм; (15.3)
h = (0,15 — 0,18) D мм, (15.4)
где /и — длина протягиваемого отверстия, мм;
D — номинальный диаметр отверстия, мм.
При протягивании стали, когда образовавшиеся стружечные
валики располагаются один за одним в двухрадиусной удлинен-
ной стружечной канавке (см. рис. 14.4, е), расчет коэффициента
заполнения (/(=2,8—7) при обычно применяемых подъемах
Sz = 0,02—0,05 мм может быть произведен по формуле
К = VaKT = Пт ~d2>> ~ т ~П 5 э!
Пср.сл 4nalB(D-Sz) ~ 4alJ) ’ ’
где D и d— диаметры зуба и тела по канавке протяжки, мм;
.а = Sz — подъем на зуб, мм (имеет весьма малую величину по
сравнению с D);
1а — длина протягиваемого отверстия, мм;
т — длина стружечных валиков, укладываемых в канавке.
Ш лицевинтовые протяжки (рис. 15.9,6) имеют число зубьев,
равное числу шлицев отверстия обрабатываемой детали. Протя-
гивание осуществляется либо с принудительным вращением про-
тяжки или изделия, либо без принудительного вращения. При
относительно больших углах наклона шлицев (со более 15—20°)
стружечные канавки протяжек выполняются винтовыми, но с на-
правлением, обратным направлению шлицевых выступов, а при
малых углах наклона применяются кольцевые канавки.
При протягивании винтовых шлицевых отверстий приме-
няются протяжки, работающие по профильной, или одинарной,
схеме резания. Из-за отрицательных задних углов а и интенсив-
ного износа зубьев подъем не превышает 0,02—0,04 мм. Про-
363
тяжки группового резания выгодно отличаются от обычных вин-
товых шлицевых протяжек. Подъем осуществляется на секцию из
двух зубьев. Первыми (прорезными) зубьями секции, имеющими
угловые фаски, стружка срезается не по всей ширине шлица,
а паз формируется вторыми зачистными зубьями. За счет опти-
мальных геометрических параметров имеется возможность уве-
личивать подъем на секцию из двух зубьев, повышается стойкость
протяжек и, кроме того, толстые узкие стружки легче выпадают
из протяжки.
При протягивании винтовых шлицевых отверстий протяжка
должна иметь два движения: поступательное — вдоль оси, вра-
щательное — вокруг оси. Второе движение осуществляется за
счет специального механизма, вмонтированного в суппорт про-
тяжного станка, или с помощью копировальной линейки. Иногда
вращательное движение имеет деталь, а поступательное — про-
тяжка. В последнем случае поступательное движение суппорта
преобразуется с применением специального приспособления во
вращательное движение детали.
Производительная обработка глубоких отверстий и особенно
наружных поверхностей большой длины может быть обеспечена
протяжками со свободным выходом стружки. При этом за один
проход протяжки производится полностью обработка изделия.
Указанные протяжки имеют небольшую длину и могут быть
использованы на автоматизированном оборудовании, так как не
нуждаются в периодической очистке ее от стружки.
Наружная протяжка со свободным выходом стружки ФТИ
АН БССР [37] по своей конструкции (рис. 15.10,6) напоминает
собой рубанок для обработки древесины. Она в одинаковой сте-
пени может применяться при обработке сталей и чугуна. Струж-
ка, срезаемая зубьями в виде завитка и сходящей ленты или
шпаги (см. рис. 14.4, ж), не изменяет своего направления и сво-
бодно проходит в проем между зубьями или ножами, а затем
направляется в сквозной большой паз корпуса, а из него вымы-
вается наружу СОЖ, подаваемой под давлением 10 атм.
У протяжек со свободным внутренним выходом стружки кон-
струкции СКБ ПС (рис. 15.10, в), применяемых для обработки
глубоких круглых отверстий диаметром 40 мм и больше, зубья
расположены в шахматном порядке. Они закрепляются в кор-
пусе-трубе механическим путем. Перед каждым зубом имеется
пазовое отверстие, которое соединяется с общим внутренним ка-
налом. Стружка при обработке отверстий в чугунных деталях
уходит по передней поверхности в пазовое отверстие, а затем
в общий канал протяжки.
Особого внимания заслуживают наружные генераторные
и с боковым отводом стружки протяжки СКБ ПС (рис. 15.10, а).
У протяжек генераторной схемы резания со свободным выходом
стружки (см. рис. 14.4, з) главные режущие лезвия расположены
перпендикулярно к обрабатываемой поверхности. Ими произво-
364
Рис. 15.10. Протяжки со свободным выходом стружки
дится срезание слоя металла, а оформление и зачистка обрабо-
танной поверхности осуществляется вспомогательными лезвиями,
расположенными перпендикулярно к главным лезвиям и являю-
щимися их продолжением. Подъем на зуб имеют только главные
режущие лезвия. Каждый режущий зуб в процессе резания сни-
мает с поверхности изделия стружку шириной, равной глубине
резания или припуску под протягивание, и толщиной, равной
подъему на зуб. Срезаемая стружка за счет упора о стенки ка-
навки протяжки не сворачивается и имеет форму сплошной ленты
или шпаги и поэтому свободно и непрерывно сходит по стружеч-
ной канавке шириной до 3—5 мм. Таким образом, обеспечивается
более интенсивный отвод тепла из зоны резания и нормальный
сход стружки, что дает возможность производить протягивание
с увеличенными толщинами среза. При этом за счет несоизмери-
мости величины радиуса округления лезвия (р = 8—25 мкм)
и толщины среза (а = 0,5—1 мм) зубья работают под наклепан-
ным слоем со сравнительно меньшими удельными силами реза-
ния, в результате чего снижается температура резания и повы-
шается стойкость этих протяжек до 1,5 раза. Кроме того, про-
тяжка имеет незначительную длину, так как режущая часть
совмещается с калибрующей за счет наличия калибрующих
зубьев в плоскости, совпадающей с обработанной поверхностью.
У протяжек одно- и двустороннего бокового отвода стружки
(см. рис. 15.10, а) с переменной глубиной стружечной канавки
осуществляется, как показали опыты, непрерывный отвод струж-
ки, в связи с чем эти протяжки могут работать на повышенных
режимах. У них за счет сочетания наклона режущих лезвий под
углом А, и переменной глубины канавки с углом наклона дна ф
обеспечивается получение стружек в виде конических и цилин-
дрических винтовых валиков или спиралей (см. рис. 14.4, и).
Диаметры и шаг стружечных валиков изменяются в зависимости
от условий обработки в довольно широких пределах. При этом
глубина канавки /г=2ч-7 мм, шаг зубьев /=8—16 мм и другие
параметры протяжки, назначаются в зависимости от подъема на
зуб Sz = 0,03—0,3 мм и ширины протягиваемых поверхностей
6=10—90 мм. Это связано с тем, что при определенных разме-
рах стружечных канавок, оптимальных углах А до 45°, ф= 10—
25° и определенной ширине детали обеспечивается нормальный
переход от стружки в виде конического валика к стружке устой-
чивого цилиндрического валика, что характерно для данных усло-
вий обработки.
Протяжки с односторонним боковым отводом стружки при-
меняются для обработки уступов, или четвертей, а с двусторон-
ним отводом — для обработки плоскостей. По форме протяжки
с двусторонним отводом представляют собой как бы соединение
двух протяжек одностороннего резания с прямыми зубьями, пер-
пендикулярными к вектору скорости резания. Протяжки боко-
вого отвода стружки, как и генераторной схемы резания, имеют
366
значительные достоинства перед обычными протяжками с разме-
щением стружки в канавках. Повышенная стойкость зубьев, не-
большая длина протяжек, свободный отвод стружки и другие
факторы обеспечивают значительное повышение производитель-
ности и экономичности процесса обработки протяжками со сво-
бодным отводом стружки.
15.5. Применение протяжек вместо других инструментов
Протяжки являются высокопроизводительными инструмен-
тами, обеспечивающими за один проход необходимую обработку.
При протягивании обеспечивается сравнительно высокая ста-
бильность размеров и малая шероховатость обработанной по-
верхности.
С целью снижения трудоемкости и стоимости обработки про-
тяжки могут успешно применяться взамен тангенциальных при-
зматических фасонных резцов, зубообрабатывающих инструмен-
тов, фрез и других инструментов.
Для обработки деталей машин, имеющих форму тел вра-
щения, взамен фасонных резцов могут успешно использо-
ваться плоские (рис. 15.11, а, в) и спиральные цилиндрические
(рис. 15.11,6) протяжки [17]. В случае применения спиральных
протяжек отсутствует затрата времени на возвращение про-
тяжки в исходное положение после выполнения каждого цикла
обработки.
Кинематика процесса обработки тел вращения плоскими про-
тяжками характеризуется четырьмя движениями: двумя глав-
ными — вращение изделия и перемещение инструмента и двумя
дополнительными, которые обеспечиваются конструкцией про-
тяжки. Первое дополнительное движение тождественно глубине
резания за проход и достигается за счет подъема на зуб про-
тяжки, второе — продольной подаче, чаще всего оно равно длине
контакта зубьев протяжки с изделием.
Процесс резания каждым зубом протяжки (см. рис. 15.11, а, в)
хотя и напоминает работу тангенциального резца, однако при
протягивании работа по срезанию стружки распределяется между
всеми зубьями, в связи с чем тепловая и динамическая напряжен-
ность лезвий зубьев значительно меньше, а стойкость протяжек
выше.
При протягивании набором реечных протяжек межзубых впа-
дин цилиндрических зубчатых колес с прямыми зубьями реечная
протяжка (рис. 15.12, а) имеет главное поступательное движе-
ние. При обработке косых зубьев (рис. 15.12,6) заготовка долж-
на принудительно вращаться вокруг своей оси с помощью спе-
циального зубчатого механизма или в отдельных случаях, когда
она установлена на шариковом подшипнике, вращаться само-
стоятельно.
Конические колеса с прямыми зубьями могут обрабатываться
367
Рис. 15.11. Схемы наружного протягивания тел
вращения
Рис. 15.12. Протягивание впадии зубьев
цилиндрических колес набором реечных
протяжек
методом кругового протягивания на специальных зубопротяжных
станках типа 5245. По производительности эти станки до 5—8 раз
выше обычных зубострогальных станков. Колеса, нарезанные
этим методом, по своей точности и качественным показателям
превосходят колеса, обработанные на зубострогальных стан-
ках [77]. В свою очередь нарезание конических колес со спираль-
ным зубом производится на зуборезных станках резцовыми го-
Л
Рис. 15.13. Дисковая протяжка для обработки конических колес с прямым
зубом
ловками-протяжками (см. рис. 19.12), о чем подробно сказано
в главе 19.
Сущность процесса нарезания прямых зубьев конических ко-
лес круговой протяжкой состоит в следующем. Нарезание каж-
дой межзубой впадины производится за один оборот круговой,
или дисковой, протяжки (рис. 15.13). В процессе обработки заго-
товка остается неподвижной, а подача осуществляется за счет
прямолинейного перемещения вращающейся протяжки вдоль
впадины зуба.
Круговая протяжка обычно имеет 75 зубьев и состоит из бло-
ков, закрепленных болтами на корпус 1 и имеющих по пять
зубьев. Каждой зуб расположен с угловым шагом 44-4,5°. Зубья
24 Зак. 1360 369
имеют постепенное увеличение по высоте и толщине или только
по высоте. Переточка зубьев производится по передней поверх-
ности с углом у=15°. Задний же угол а=10° на вершине зубьев
образуется затылованием. Протяжка имеет черновые 5 и чисто-
вые 2 зубья. Черновыми зубьями в количестве 48 штук произво-
дится предварительное прорезание межзубовых впадин колес,
а 20 чистовыми — окончательная обработка. Для осуществления
поворота и для установки приспособления, используемого при
снятии фасок на зубьях заготовок, круговая протяжка имеет два
Рис. 15.14. Сопряжение хвостовика лопатки с диском турбины и
схема срезания припуска при протягивании Т-образного профиля
участка 4, не заполненных зубчатыми блоками. За счет совмеще-
ния чернового и чистового нарезания зубьев, а также за счет от-
сутствия отвода заготовки 3 при делении и подаче инструмента
на глубину врезания резко повышается производительность про-
цесса зубонарезаиия.
Перспективным является применение метода кругового протя-
гивания пазов лопаток турбин взамен фрезерования. В резуль-
тате такой обработки получаются дуговые пазы (рис. 15.14, а)
необходимого Т-образного (рис. 15.14, б) и других видов про-
филя замка хвостовика лопатки турбины, которые хорошо сопря-
гаются по дуговым поверхностям с пазами диска турбины. При
этом обеспечивается надежное и долговечное соединение.
Для обработки профиля замка хвостовика лопатки по необ-
ходимости применяется последовательно несколько круговых
протяжек (рис. 15.15). Протягивание должно осуществляться на
специальных станках для кругового протягивания. Для повыше-
ния качества поверхностей пазов протягивание нержавеющих
(марок 1X13 и 2X13) и жаропрочных сталей должно осущест-
вляться с повышенными скоростями резания (п до 254-30 м/мин).
В этом диапазоне скоростей может обеспечиваться повышение
линейной стойкости протяжек, изготовленных из быстрорежущей
стали, и высокий класс чистоты поверхности.
370
Большое влияние на конструктивную особенность круговых
протяжек оказывает не только принятая схема резания, но и по-
следовательность снятия припуска всеми секциями зубьев кру-
говой протяжки.
Круговая протяжка конструкции СКБ ПС выполняется в виде
сборной резцовой головки. Она состоит из обоймы 1 и несколь-
ких отдельных кассет, или блоков, 2 с закрепленными на них
Рис. 15.15. Круговая протяжка для обработки пазов замка хвосто-
вика лопатки турбины
многозубыми секциями 3 отдельных протяжек с подъемом на
каждый зуб или на секцию зубьев. Сама круговая протяжка уста-
навливается на роторе 4 протяжного станка и имеет главное дви-
жение вращения. Для ввода в зону и вывода из зоны резания на
режущей части протяжки имеется свободное от зубьев место.
Для протягивания Т-образного профиля замка хвостовика
лопатки турбины (см. рис. 15.14,6) применяются две круговые
протяжки. Первой протяжкой обрабатываются участки про-
филя 2 и 3, а второй — пазы 1 и 4, а также снимается фаска. Для
24* \ 371
осуществления снятия припуска секции круговой протяжки вы-
полняются по различным схемам резания и конструктивно отли-
чаются друг от друга. При снятии отдельными секциями боль-
ших припусков они выполняются с одно- и двусторонним боковым
отводом стружки (см. рис. 15.10, а), а также генераторные со сво-
бодным выходом стружки (см. рис. 14.4, з). Подъем на зуб про-
тяжек обычно составляет 0,03—0,07 мм.
Для обработки простых по форме прямолинейных участков
профиля замка лопатки могут применяться протяжки, оснащен-
Рис. 15.16. Метчик-протяжка
ные твердым сплавом, стойкость которых во много раз выше
быстрорежущих протяжек.
Процесс протягивания нашел применение и при нарезании
трапецеидальной, прямоугольной и других резьб крупных про-
филей в гайках. Этот процесс заключается в следующем: обраба-
тывающую гайку сначала слабо закрепляют в патроне обычного
токарно-винторезного станка, а хвостовик метчика-протяжки
(рис. 15.16), вставленный с зазором в отверстие нарезаемой гай-
ки, закрепляется в державке, установленной в резцедержателе
станка. В начале работы подачей суппорта в правую сторону вы-
бирают люфт в маточной гайке ходового винта, после чего окон-
чательно закрепляют деталь и включают механизм вращения
шпинделя станка, осуществляя таким образом протягивание
резьбы. Для обеспечения нормальных условий резания метчик-
протяжка делается с корректированным профилем. Один метчик-
протяжка в работе заменяет комплект метчиков из нескольких
штук, в результате чего производительность процесса нарезания
резьбы увеличивается до 5—10 раз.
372
15.6. Пример расчета комбинированной групповой
шлицевой протяжки
Исходные данные: материал детали — сталь 18ХГТ (НВ <
< 200 кгс/мм2); наружный диаметр шлицевого отверстия D =
_ 6О+0,06 мм (рис. 15.17); внутренний диаметр d = 54+0’4 мм; число
шлиц п = 6; ширина шлиц В — 14+одз мм; размер фасок на шлицах
0,35 мм; длина протягиваемого отверстия 37 мм. Станок — гори-
зонтально-протяжной 7А520 в хорошем состоянии с тяговой силой
Рис. 15.17. Шлицевое отверстие
Р = 0,9 • 20 000 = 18 000 кгс, наибольший ход ползуна 1600 мм.
Патрон для закрепления протяжки на станке — быстродействую-
щий автоматический. СОЖ — эмульсия. Протяжка изготовляется
из быстрорежущей стали Р18 с приваренным хвостовиком из кон-
струкционной стали 40Х. Предварительно отверстия обрабаты-
ваются зенкером. Размеры шлицевого отверстия и схема распре-
деления припуска под протягивание указаны на рис. 15.17, а, б.
Расчет протяжек при обработке шлицевых отверстий приво-
дится в литературе [16, 48, 101]. Весьма компактно изложен таб-
личный расчет кандидата технических наук 3. А. Горецкой [16],
в расчетах доктора технических наук Д. К. Маргулиса при назна-
чении параметров протяжек учитывается изменение стойкости
в зависимости от скорости резания (v = 2—15 м/мин).
В качестве примера приводим расчет шлицевой протяжки по
методике доктора технических наук А. В. Щеголева, который осу-
ществляется в такой последовательности.
1. Определяется припуск после зенкеровании на цилиндричес-
кую часть протяжки А0.ц = 1,2 мм по табл.З [101].
Диаметр предварительного цилиндрического отверстия Do —
^шах — ^о.ц = 54,4 — 1,2 = 53,2 мм.
Диаметр зенкера /?ин = Do + ак = 53,2 -ф 0,15 = 53,35 мм.
373
2. Устанавливаются диаметры калибрующих частей зубьев
протяжки с учетом разбивания 6:
для цилиндрических зубьев Z?B ц = dmax •— 6 = 54,4 — 0,01 =
= 54,39 мм;
для шлицевых зубьев DBai = Dmax — 6 = 60,06 — 0,005 =
= 60,055 мм.
3. Определяется ширина шлицевого выступа на протяжке
b„ = 6тах — 6В = 14,09 — 0,005 = 14,085-°-01 мм.
4. Для протягивания отверстия длиной 37 мм принимается
четвертый вариант комбинированной шлицевой протяжки, когда
снимается припуск последовательно 1, 2 и 3 (см. рис. 15.17,6),
а части протяжки располагаются следующим образом: фасоч-
ная+шлицевая+цилиндрическая.
Угол фаски у основания шлицев 0 (см. рис. 15.3) с целью
упрощения изготовления зубьев протяжки принимается 0 = 30°
вместо 45° и определяется высота фаски. При принятом нами
/ = 0,35 мм
f = I ctg 0 = 0,35 • 1,732 = 0,606 мм.
5. Определяется размер М до фаски и диаметр с1ф, на кото-
ром кончается фаска:
М = 0,5 d sin (0В + 0) = 0,5-54,4 sin 45°47' = 19,494 мм;
sin 0В =
6п + 2/ 14,085 + 2 • 0,35
d
14 79
= 0,27187;
54,4
54,4
0 = 15°46'32";
19 494 19 494
’ - 1 ^2- = 38,988 ~ 38,99 мм;
0,э
Е_ М _
sin 0 sin 30
С = 0,5 ba ctg 0 = 0,5 -14,09 ctg 30э = 12,202 мм;
Ьа _ 14,09
1§0ф =
_____________________________= л 26297-
2(Е — С) 2(38,99 — 12,20)____’ ’
0ф=14°44';
14,09
——~—По лТг = 54,402 = 55,4 мм.
sin 0ф sin 14 44
6. Рассчитывается диаметр последнего фасочного зуба
йф.п=6Ф+ (0,34-0,4) = 55,4+ (0,34-0,4) = 55,7=55,8.
Принимаем (/ф.п=55,8 мм.
7. Диаметр хвостовика равен Di^Do—0,5=53,2—0,5 =
= 52,7 мм, предварительно принимаем ближайший меньший ста1
дартный (табл. 17 [101]) £>i = 50 мм с площадью поперечного а
чения шейки Fx— 1134,1 мм2.
374
8. Сила, допускаемая прочностью хвостовика, составляет
Pz=Fx[crx] = 1134,1 • 25=28 350 кгс,
что позволяет уменьшить диаметр хвостовика до Di = 42 мм для
снижения веса протяжки, когда сила Д=21 380 кгс, что вполне
достаточно.
9. Шаг t и наибольшее количество одновременно работающих
черновых круглых зубьев Zi определяется для случая массового
производства при т = 2 по формуле
t = = 2]/37 = 12,2; принимаем t = 12 мм;
I 37
Z. = —------Н 1 = —F 1 = 4,08, т. е. 4 зуба, что допустимо.
По t выбирается из табл. 7 [101] нормализованный двухрадиус-
ный профиль стружечной канавки с h=5 мм, г=2,5 мм, R = 8 мм,
g = 4 ММ И Fa= 19,6 мм.
10. Проверяется максимальная глубина канавки по допускае-
мой силе
h = 0,5 [Z?o— 1,11//^ = 0,5(53,2—1,1 1/14,2мм.
\ г 1^1 \ г /
Таким образом, стержень протяжки выдерживает осевую на-
грузку на растяжение даже при большей глубине канавки.
11. Подъем на секцию черновых круглых зубьев при коэффи-
циенте заполнения /(=2,5—2,8 составляет
F 19 6
Szk = —г-j/----= -Q-7 ’q с = 0,211; принимаем Sz = 0,2 мм.
^иЛт1п * ДЭ
12. Учитывая, что ширина шлица больше 10 мм, количество
зубьев в секциях для фасочной части 7ч.с.ф = 2, для шлицевой
2ч.с.ш=2 и для цилиндрической, или круговой, Z4.c.p=2. В по-
следнем случае ширина промежутка в отверстии между шлице-
выми выступами по диаметру </=54,4 составляет
6П.Д ~ // - (6 + 21) = 3,14 654’5 - (14 + 2 • 0,35) = 13,75,
т. е. больше 10 мм.
13. Сила протягивания на черновых зубьях:
на фасочной части
р _сЛч(6 + 2/)«гллСОж/<Из_
> . = < ГФ —--------------7------------- ~
^ч.с.ф
__ 216-0,255 (14 + 2 • 0,35) • 6 • 4 • 0,93 1 • 1,15
--- ” ' Ч - __2___________-__________________1_. . -- /"w lilAflil vrn*
375
на шлицевои части
d _ CPSZ4 bnZiK^cowKm
7
^ч.с.ц
_ 216 • 0,255 • 14 • 6 • 4 • 0,93 • 1 • 1,15
на цилиндрической части
р _ Ср Sz4 baRnZ^КсожКнз
ц 2ч.с.Ш.
216 0,255 13,75 6 • 4 • 0,93 • 1 • 1,15 n опп
= -------!------!— ------------------9 800 кгс.
Величина коэффициентов и показателей степеней принимается
по табл. 25—27 [101].
Расчет сил резания показывает, что протяжка не является
достаточно нагруженной, а поэтому допускаемые напряжения на
растяжение протяжки не рассчитываются.
14. Распределяется припуск на диаметр между частями про-
тяжки:
на фасочную часть Ао.ф=^ф.п—/?о=55,8—53,2=2,6 мм;
на шлицевую часть До.ш=Дтах—^ш1 = 60,06—55,75=4,31 мм;
при этом на переходные зубья 0,46 и на чистовые
До.ш.чт 0,05 мм.
Величина припусков в дальнейшем окончательно уточняется
при определении диаметра зубьев.
15. Величина подъема на зуб или секцию составляет:
для фасочной части Sz ч=0,2 мм;
для шлицевых черновых секций Sz 4.m=Sz ч=0,2 мм;
переходных Sz п.ш=от 0,12 до 0,03 мм и для чистовых зубьев
Sz чт ш=0,01 до 0,005 мм;
для цилиндрической части черновых секций SZ4.A=SZ4=
0,2 мм;
переходных Sz пц=от 0,12 до 0,05 мм и чистовых зубьев
Sz чт.ц=от 0,02 до 0,01 мм.
16. Шаги зубьев секционных £с=^=12 мм; чистовых и калиб-
рующих /к=(0,6—0,7)£с=(0,6—0,7) 12 = 7,2—8,4; принимаем
/к=9 мм с размерами двухрадиусной стружечной канавки h=
= 3,5 мм, г~ 1,8 мм, Д = 6 мм, g—З мм [101].
17. Диаметры зубьев:
фасочных — первый z/ф, = Do=53,2 мм; последний d,^!^
= 55,80 мм;
шлицевых — первый йШ1=йф.п—0,05=55,8—0,05=55,75 мм;
последний с?ш.п=-Ов.ш=60,055 мм;
цилиндрических — первый d4l=D0 + 2SZ ч.ц=53,2 -ф 2-0,2=
= 53,6 мм; последний б?ц.п=Дв.ц= 54,39 мм.
18. Определяется количество секций и зубьев в частях про-
тяжки:
376
в фасочной части
. _ 4Ф.П — йф1 _ 55,80 — 53,2
1чф 252ч.ф 2-0,2
принимаем первый зуб несекционный без подъема и 7 секций,
т. е. всего 15 зубьев;
в шлицевой части
_ 40ш— Ио.п.ш. + ^о.чт.ш) _ 4,31 — (0,46 4-0,05) _ 0 г.
£,ш~ 2SZ4.m ~ 2-0,2 -У’Э’
принимаем первый зачистной черновой зуб несекционный
и 10 секций, десятую секцию с уменьшенным подъемом относим
к переходным зубьям. Таким образом, имеем
2ч.ш=21ч.ш4-1 =2-94~1 — 19 зубьев.
На основании предварительно составленной таблицы диамет-
ров зубьев определяется
1п.ш=34-1, т. е. всего Zn.m=2-4 = 8 зубьев, чистовых Z4T.I11=5.
В цилиндрической части
, __ 4О.Ц-(ДО.П.Ц4-4О.Ч.Т.Ц) _ 1,2-(0,46 4-0,05) _
чц 2SZ4.u 2-0,2 ’’
принимаем две черновых секции (вторая с уменьшенным подъе-
мом)
2ч.ц=2гч.ц=2-2=4 зуба; 1П.Ц=3; Zn.4=3-2 = 6 зубьев;
•^ч.т.ц=2 принято из конструктивных соображений.
19. Количество калибрующих зубьев принимается в зависи-
мости от точности отверстия. На шлицевой части — ZK.I1I=7 (для
3-го класса точности), на цилиндрической части ZK.4=5 (для
5-го класса точности).
20. Определяется длина режущих и калибрующих секций про-
тяжки для различных ее частей:
фасочной /ф=(Кч.ф—1)^с= (15—1)12=168 мм;
шлицевой
^ч.ш4~^п.ш== (Z4.m4~^n.ra) tc== (194*8) • 12=324 мм;
/ч.т.ш4-/ш= (Z4.T.ni4-ZK-.ni—1)/к= (54-7—1) -9=99 мм;
цилиндрической
1ч.ц4*^п.ц= (Zq^-j-Zn.ij) tc== (4-J-6) 12= 120 мм;
Кт.ц-^Ц^^ (-^чт.ц-ф-^к.ц— 1) ^к= (24-5— 1) - 9 = 54 мм.
21. Длина рабочей части протяжки с учетом увеличенных
шагов между фасочной и шлицевой, а также между шлицевой
и Цилиндрической частями, что необходимо для выхода режу-
щего инструмента при изготовлении протяжки, /раб=801 мм.
377
22. Принимаются следующие геометрические параметры про-
тяжки:
на черновых и переходных зубьях у= 15, а=3°;
на чистовых зубьях у= 15; а=2°;
на калибрующих ук=15, ак= 1; <pi=2° (угол поднутрения).
23. Количество и радиусы выкружек равны:
на фасочных зубьях Хч.ф=6 (по числу шлицев), Ьч=8 мм,
/?вч==80—85 мм (определено графически);
на шлицевых зубьях 6Ч=8 мм, 7?вч=80—85 мм;
на цилиндрических зубьях Хч.ф = 6 (по числу шлицев), Ьч=
= 7 мм; /?в.ч=80—85 мм.
24. Диаметры впадин между фасочными и шлицевыми высту-
пами составляют
б/в.п=С/в=54,4Х3 мм.
25. Диаметры и длина гладких частей равны:
хвостовика Di=42X3, а /1=90 мм (табл. 17 [101]);
шейки D2—Di—1=42—1=41С5 мм;
переходного конуса Пз=-О2=42 мм, а /з=25 мм;
передней направляющей части £)4=£>0=53,5Л мм; а /4=/и=
= 37«40 мм;
длина до первого зуба /=с+/с+/а+/б+/4+15= 128+75+
+35+30+37+15=320 мм;
задняя направляющая часть /+=б/=54,4Л мм, а с учетом
последнего шага /1=34 мм;
длина приваренной части (шов находится посередине пере-
ходного конуса)
1 25
/св = I — h-s- 4 = 320 — 40--+- = 270 мм.
СВ 4 2 “ 2
26. Общая длина протяжки составляет
Lnp=/+/?+/&+/е^ 320+34+801 = 1155 мм.
Полученная общая длина протяжки 1155 мм не превышает
40 ее диаметров, что вполне допустимо.
27. Центровые отверстия выполняются с выточкой или с пре-
дохранительным конусом по ГОСТ 14034—68. Ширина боковой
ленточки (фаски) на шлицевых зубьях fo = 0,8—1 мм. Режущие
зубья затачиваются почти до остра с фаской на зубьях не более
0,03 мм, а ширина фаски на калибрующих зубьях до fK=0,2—
0,3 мм.
Рабочий чертеж протяжки и необходимые технические усло-
вия представлены на рис. 15.18.
28. Сконструированную протяжку следует проверять на рас-
тяжение в опасных поперечных сечениях, на смятие, продольный
изгиб, а также на обеспечение необходимой величины коэффи-
циента заполнения.
378
of )
Допуск
Диаметры зубьев d ОКв ОР'ГС 55,55| oo'w 5 54, ЙО 54,75 02‘SS \9I‘SS \55,вО 55,56 | 55,80
Номера зубьев 45 ОЪ 3
Тип зубьев Фасочные
ос 3° 2°
Допуск -0,025 -0,02 -0,01
Диаметры зубьев d 59,75 P37Z 59,91 59,87 60,00 55,55 £5 1 В"
Номера зубьев сь § 3 3 3 3 $ 3 5 3 3
Тип зубьев Шлицевые
20
А-А
СН1-15
А
8_
Nt-K.NSS-BO
При шлифовании фасочных зубьев
сделать по профилю обратный
конус -0,13 на длине с А/1 по 15,
для чего поднять задний центр
на 1мм
Рис. 15.18. Рабочий чертеж комбинированной
i,5.t
На четных фасочных
зубьях с Н12 по 14 сделать
по 6 выкружек, как показано
14,085-о,01
р-р
Ыб-бз фбзЛ-б^о
На нечетных зубьях с N17 по 41 сде-
лать по 6 выкружек, как показано,
на четных зубьях с М16 по 42 вык-
ружек не делать
&
На прочность (растяжение) протяжка проверяется в местах
с наименьшим сечением, т. е. у шейки хвостовика и по стружеч-
ной канавке перед первым зубом, исходя из соотношения
ЧУ
[<М >
Л
(15,6)
379
-0,025"
Шлицевые
О »,0в5
В-В
JV55-7/
Оси шлицев и выкружек
на цилиндрических зубьях совпадают
На зубьях //55,57,59,61,63
сделать по 6 выкружек
симметрично шлицам фасоч-
ных и шлицевых зубьев
На зубьях с //17 по 41
сделать поднутрение,
оставлял ленточку
0,8+1,0 мм
Д~Д
//43-54/165-71
1 Материал- режущей части-сталь Р1в;
хвостовика - сталь 40 X
2 . Твердость- режущей части HRC-60-64',
хвостовой части HRC = 40+45
3 .Предельная накопленная погрешность
окружного шага шлицеб не более 0,018мм
б. Спиралеовразность боковых cmopqp шли-
цев в пределах 0,01 на 300 мм длины ре-
жущей части
5. Смещение шлица относительно
оси в поперечном сечении не бо -
лее 0,01
б. биение ф60,055 относительно
ф54,39 не более 0,02 мм
7. Биение ф 53,2-$ог относительно
060,055 не более 0,08 мм
вСмещение оси фасочных зубьев
относительно оси шлицевых не
более 0,03мм
9. На калибрующих зубьях еде -
лать ленточку шириной
f- 0,2 + 0,3 мм
шлицевой протяжки групповой схемы резания
где [ов] — допускаемое напряжение на растяжение составляет для
протяжки из быстрорежущей стали 35, а для.конструк-
ционной стали 20 кгс/мм2;
/’z max — Суммарная ОСеВЭЯ СИЛЭ, КГС.
У шейки хвостовика, где протяжка кулачками удерживается
в быстросменном патроне, протяжка проверяется на смятие с уче-
380
том допускаемых напряжений для быстрорежущей стали <тСм=
= 50—60 кгс/мм2, а для сталей марок ХВГ и 45 — сгсм=40—
45 кгс/мм2.
Для нормального заполнения межзубой канавки стружкой
при обработке стали и других пластичных металлов величина
коэффициента заполнения не должна превышать для зубьев
с наибольшим подъемом допускаемой величины, т. е.
>кдоп = 2,6-3,5. (15.7)
* ср.сл
При протягивании чугуна и других хрупких металлов про-
верка К производится исходя из заполняемости стружкой всей
канавки, т. е.
->КДОП = 2-2,5. (15.8)
ср.сл
Для обеспечения нормальной жесткости протяжки при термо-
обработке и транспортировке суммарная, или общая, длина про-
тяжки должна удовлетворять условию
Anpsg40D, (15.9)
где D — наименьший диаметр протяжки, мм.
Глава 16. РЕЗЬБООБРАЗОВАНИЕ
резьбу
путем
кругами, кото
16.1. Классификация и типы резьбообразующего инструмент;
Резьбовые детали составляют высокий процент в объеме ма
шиностроительных изделий. К крепежным и ходовым резьбам
а следовательно, и к резьбообразующему инструменту предъяв
ляются требования высокой точности. Получить
следующими методами:
1) нарезанием лезвийными инструментами
стружки;
2) шлифованием специальными профильными
рые могут быть одно- и многониточными;
3) накатыванием, т. е. путем пластических деформаций.
Основными инструментами для нарезания резьбы служа:
резьбонарезные резцы, гребенки, метчики, круглые плашки, фре
зы, резцовые и резьбонарезные головки.
Получение мелких точных резьб обеспечивается за счет при
менения шлифовальных профилированных кругов без предвари
тельной лезвийной обработки. Для ходовых и крупных резьб
шлифование производится после предварительной лезвийног
обработки.
Накатывание наружной резьбы осуществляется резьбонакат-
ными плашками и роликами, а внутренней — раскатниками.
16.2. Особенности процесса нарезания резьбы
К особенностям процесса резания при резьбонарезании отно
сятся: а) срезание стружки тонкими слоями, толщина которы?
в некоторых случаях измеряется сотыми долями миллиметра
б) участие в работе одновременно двух (при нарезании остро-
угольной резьбы) или трех (при нарезании ходовых трапеце-
идальных и прямоугольных резьб) лезвий, значительно услож-
няющих процесс стружкообразования. Для получения качествен-
ных резьб необходимо обеспечить:
1) точное изготовление резьбообразующего инструмента, г
также точную его установку по отношению к нарезаемой детали:
382
2) правильный подсчет подачи и соответствующую установку
сменных шестерен, если нарезание резьбы ведется на токарно-
винторезных станках;
3) соответствующие точность и шероховатость поверхностей
под нарезание резьбы;
4) тщательный контроль параметров резьбы.
Особые требования к резьбообрс.зующим инструментам, как,
например, плашкам, метчикам, резьбовым фрезам и другим,
предъявляются в силу того, что они имеют сложную форму режу-
щих элементов с острыми углами. При закалке эти инструменты
претерпевают сложную деформацию, вызывающую их коробле-
ние. Кроме того, при нагреве под закалку острые углы профиля
резьбы обезуглероживаются. Эти обстоятельства вызывают необ-
ходимость цианирования либо хромирования резьбовых резцов,
правки и обязательного шлифования метчиков.
При заточке резьбонарезного инструмента требуется особен-
ная тщательность и точность, так как величины передних и зад-
них углов делаются малыми. Выполнение этих требований спо-
собствует увеличению теплоотводящего объема режущей части
инструментов, а следовательно, и повышению их стойкости.
Исключительно большое влияние на качество нарезанной
резьбы оказывает правильно подобранная по химическому со-
ставу смазочно-охлаждающая жидкость, так как при этом умень-
шаются силы трения и резания, крутящие моменты, износ инстру-
мента и увеличивается период его стойкости. Хорошо себя за-
рекомендовали при нарезании резьбы в сталях такие СОЖ’.
активные масла, многосернистые сульфофрезолы, многомасля-
ные эмульсии на окисленном петролатуме, машинное масло
с 10%-ными добавками животного жира или коллоидального гра-
фита. Правильно подобранная СОЖ позволяет получать резьбы
даже 8-го класса чистоты [100].
Производительность процесса резьбонарезания резко возрас-
тает за счет применения твердосплавного инструмента. Кроме
того, применение этих резцов улучшает класс чистоты обработан-
ной резьбы. Поэтому при изготовлении несложного по форме
резьбонарезного инструмента следует стремиться к применению
твердого сплава.
16.3. Геометрические параметры резьбонарезного инструмента.
Элементы режима резания и срезаемого слоя
Общие сведения. Геометрические параметры резьбонарезно-
го инструмента, например резца, по существу ничем не отли-
чаются от геометрических параметров фасонных резцов. Под-
робно об этом изложено в параграфе 1.17. Учитывая общность
процесса нарезания резьбы плашками, метчиками, гребенками
и другими инструментами, а также общность их геометрических
параметров, в данном параграфе рассмотрим геометрические
383
параметры, элементы режима резания и срезаемого слоя при
нарезании резьбы метчиками.
Геометрические параметры (рис. 16.1,а). Задний угол а —
угол, заключенный между касательными к затылочной поверх-
ности зуба или пера метчика и к окружности вращения, прове-
денными через рассматриваемую точку режущего лезвия.
Рис. 16.1. Конструктивные элементы’и геометрические
параметры метчика
Передний угол у — угол, заключенный между касательными
к передней поверхности и осевой, т. е. диаметральной плоскостью,
проходящими через рассматриваемую точку режущего лезвия.
Задний угол обеспечивается путем затылования. Средняя ве-
личина его составляет а=6°. С увеличением заднего угла умень-
шается прочность зуба и увеличивается вероятность заклинива-
ния метчика стружкой при вывертывании его из нарезанного
отверстия. Для увеличения заднего угла переходят на плоскую
заточку задней поверхности (а—20°), не опасаясь заклинивания
метчика при вывертывании его из нарезанного отверстия.
Передний угол выбирается в зависимости от свойств обраба-
тываемого материала и требуемого класса чистоты нарезаемой
резьбы. С увеличением у шероховатость нарезанной резьбы
уменьшается, особенно при обработке пластических материалов.
Приводим рекомендуемые значения переднего угла в зависимости
от обрабатываемого материала и его свойств [5]:
384
1) мягкая и вязкая сталь: сгв<60 кгс/мм2, у= 15°;
2) сталь средней твердости, ковкий чугун, латунь: у=10°;
3) твердая сталь: сгв>120 кгс/мм2, у=5°;
4) бронза и чугун: у=0—5°;
5) алюминиевые и магниевые сплавы: у=20—30°.
Необходимо отметить, что стойкость метчиков во многом
определяется величиной угла заборной части ф. Чем меньше <р,
Рис. 16.2. Нарезание резьбы:
а, б — резцом, соответственно по дву- н односторонней схеме резания; в — гре-
бенкой [76]
тем выше стойкость инструмента. Например, если принять при
Ф=45° стойкость Т=1, при ф=30° Т=2,5, а при ф=15° 7'=4.
Однако величина угла ф ограничивается конструкцией детали.
Так, при нарезании сквозных резьб метчик имеет ф= 12—15°,
резьб в жаропрочных сталях — ф= ГЗО', а резьб в глухих отвер-
стиях — ф = 30—45°.
Кроме того, с уменьшением угла ф увеличивается расход
инструментальной стали и длина заборного конуса. Последнее
обстоятельство приводит к увеличению времени на врезание
инструмента в деталь, а следовательно, и к снижению произво-
дительности. Наиболее рациональной длиной заборной части h
следует считать такую, когда h = 6S, где S — шаг резьбы, мм.
Геометрические параметры калибрующей части метчика.
С целью уменьшения сил трения и крутящего момента диаметр
25 Зак. 1360
385
калибрующей ча’сти уменьшают по направлению к хвостовику.
Это уменьшение обычно задается не углом <pi=2-4-5°, а обратной
конусностью, которая рекомендуется в пределах от 0,05 до 0,1 мм
на 100 мм длины метчика. Если резьбу нарезают в легких спла-
вах, обратная конусность калибрующей части метчика составляет
0,2—0,3 мм на 100 мм его длины. Ту же цель, что и обратная
конусность, преследует затылование метчика по профилю
(рис. 16.1,6). На некоторых заводах затылование производится
до остра. Иногда затылование начинается, отступая на */з ши-
рины пера Ь.
Элементы режима резания и срезаемого слоя. Скорость ре-
зания при нарезании резьбы метчиками является линейной ско-
ростью вращения периферийной точки на калибрующей части
метчика
v = 1000 м/мин’ (16J)
где d — наружный диаметр резьбы;
п — число оборотов метчика (или заготовки).
Продольная, или осевая, подача на один оборот So равна шагу
резьбы S, а глубину резания при резьбонарезании лучше всего
выражать через ширину среза bz, которая равна переменной
длине режущего лезвия, например bz (рис. 16.2, в).
Толщина среза
fl2 = SzC0Stp, (16.2)
с h
где Sz = -„ 7----подача на зуб;
h — глубина профиля резьбы;
— число зубьев на режущей части;
Z — число гребенок метчика.
Площадь поперечного сечения среза F—bzaz (мм2) является
также переменной величиной.
16.4. Нарезание резьбы резцами, гребенками, метчиками
и круглыми плашками
Нарезание резьбы резцами производится в несколько прохо-
дов, причем последовательность снятия стружки может быть
двоякой. В первом случае резец совершает следующие движения
(рис. 16.2, а): / — радиальное Sp на глубину резания; II— рабо-
чий ход вдоль оси заготовки со снятием стружки; /// — быстрый
радиальный отвод; IV — быстрый обратный ход резца в исход-
ное положение. Следует отметить, что при таком цикле нарезания
резьбы во время рабочего хода оба режущих лезвия резца сре-
зают одновременно симметричные стружки.
Во втором случае (рис. 16.2,6) верхние салазки суппорта
устанавливаются под углом 60° к оси нарезаемой детали. После
каждого очередного прохода перемещают головку суппорта впе-
386
Рис. 16.3. Направление стружеч- .
ных канавок метчиков
последовательно резцов (рис.
пед. При таком методе в работе участвует только одно режущее
лезвие резца. Чтобы избежать работы правого режущего лезвия,
угол при вершине резца е затачивают меньше 60°, а левое лезвие
поворачивают точно на угол 30°. При этом правое лезвие будет
составлять небольшой угол с уже нарезанной правой стороной
резьбы.
Второй метод нарезания резьбы имеет преимущества перед
первым, так как при нем передняя поверхность резца может быть
повернута, т. е. может не совпа-
дать с горизонтальной плоскостью,
как это требуется для резцов, ра-
ботающих по первому методу.
Кроме того, резец, работающий
по второму методу, можно легко
подшлифовать, снимая нарост
и налипы. Однако в конце наре-
зания резьбы должен произво-
диться чистовой проход по пер-
вому методу.
В целом же следует отметить,
что многопроходность при нареза-
нии резьб резцами делает этот
способ образования резьбы не-
производительным. Кроме того,
сложной является точная уста-
новка резца на суппорте, что уве-
личивает вспомогательное время.
Нарезание резьбы гребенками
является более производительным
способом, так как зубья гребенки
представляют ряд расположенных
16.2, в), которые работают одно-
временно. При этом обеспечивается получение полного профиля
резьбы за один-два прохода. В зубьях гребенки различают режу-
щую U и калибрующую части. Зубья режущей части срезаны под
углом ср и снимают основную часть припуска. Калибрующие
зубья имеют полный профиль и окончательно зачищают резьбу
[5, 76, 77, 97].
Недостатком нарезания резьб гребенками является получение
менее точной и чистой резьбы, чем при нарезании резцом, а сбег
резьбы на нарезанной детали получается равным длине заборной
части гребенки, что не всегда допустимо.
При нарезании резьб метчиками можно получить резьбу до
1-го класса точности. В целях улучшения отвода стружки мет-
чики изготовляются с винтовыми канавками, которые могут быть
левого (для сквозных отверстий) и правого (для глухих отвер-
стий) направлений (рис. 16.3, а, б). Угол наклона канавок ш
принимается в пределах 10--160. Для метчиков с прямыми
г5* . 387
канавками заборную часть перезатачивают под углом Л=7ч-10°
(рис. 16.3, в).
Период стойкости машинных метчиков из быстрорежущей
стали, предназначенных для нарезания отверстий в стали, берется
равным 404-90 мин, а для гаечных 120-4-150 мин. Критерием
Рис. 16.4. Круглая плашка
затупления метчиков является износ по задним поверхностям h3
у вершин зубьев на режущей части. Для машинных метчиков при
работе по стали величина предельного износа /i3=0,125t( и Л3=
= 0,07cZ мм — при работе по чугуну, где d — номинальный диа-
метр резьбы.
Нарезание резьбы плашками, так же как и метчиками, может
осуществляться вручную и на станках. Передний угол у зубьев
плашки (рис. 16.4) выбирается в зависимости от свойств обраба-
тываемого материала и равен 10—12°. Задний угол а образуется
путем затылования только по наружному диаметру заборной
части. Величина его составляет 6—9°. Угол конуса заборной
части 2<р для нормализованных плашек выбирается равным 50°.
388
к недостаткам нарезания резьбы плашками следует отнести
низкую производительность и невысокое качество нарезанной
резьбы, а также сложность изготовления и особенно затачивания
самой плашки.
Низкие допустимые скорости резания при работе плашками
обусловлены плохим теплоотводом узких гребенок. Средний пе-
риод стойкости для плашек составляет около 90 мин. Допустимый
износ по задним поверхностям /г3=0,1<70’5, где d — номинальный
диаметр нарезаемой резьбы.
Здесь же отметим, что работа метчиков и плашек чаще всего
происходит за счет принудительной подачи при врезании на один-
два шага, а далее осевое движение инструмента производится
самозатягиванием.
16.5. Особенности процесса фрезерования резьбы
Резьбофрезерование производится тремя видами фрез: диско-
выми (одинарными), гребенчатыми (групповыми) и вращающи-
мися резцовыми головками (вихревое нарезание).
Дисковые резьбовые или трехсторонние угловые дисковые
фрезы имеют зубья, соответствующие профилю нарезаемой
резьбы. По отношению к заготовке они устанавливаются под
углом Хг (рис. 16.5, а), соответствующим углу подъема нарезае-
мой резьбы. Нарезание резьбы происходит за один проход. После
настройки фрезы на глубину профиля резьбы h осуществляются
следующие движения: главное — быстрое вращение фрезы Оф,
вспомогательное — медленное вращение заготовки (круговая по-
дача Sz) и продольное перемещение фрезы или заготовки на шаг
или ход резьбы So. Каждый зуб фрезы срезает элемент АВС, в ко-
тором BC=Sz — круговая подача заготовки на один зуб фрезы.
Гребенчатые резьбонарезные фрезы (рис. 16.5,6) представ-
ляют собой затылованную фрезу с кольцевыми канавками, соот- <
ветствующими профилю резьбы. Стружкоотводящие канавки мо-
гут быть винтовыми или прямыми. Длина фрезы должна быть
на два-три шага больше длины нарезаемой заготовки. Нарезание
как наружных, так и внутренних резьб осуществляется за счет
радиальной врезной подачи на полную глубину профиля h с одно-
временным осевым перемещением фрезы на величину S0 = S за
время, несколько большее одного оборота заготовки и осевого
движения на один шаг. После нарезания производится быстрый
отвод фрезы в исходное положение.
Вращающаяся резцовая головка (обычно четырехрезцовая,
рис. 16.5, в) устанавливается асимметрично по отношению к оси
заготовки, которая крепится в центрах. Скорость вращения го-
ловки намного превышает скорость вращения заготовки и состав-
ляет примерно 200—300 м/мин. Поэтому вихревое нарезание
резьбы относится к скоростным методам получения резьб. При
соприкосновении с заготовкой резцы снимают серпообразную
389
стружку. В головках обычно применяют резцы, оснащенные твер-
дым сплавом. Круговые подачи на один резец головки составляют
от 1,2 до 0,4 мм, и выбор их величины зависит от твердости обра-
батываемого материала. Величину этой подачи следует умень-
Рис. 16.5. Резьбофрезерование:
а — дисковой фрезой; б — гребенчатой фрезой; в —
вихревой головкой
шать с возрастанием твердости материала заготовки. Ось голов-
ки, как и у дисковой резьбонарезной фрезы, наклонена к оси вра-
щения нарезаемой детали на угол подъема резьбы Тг.
Следует отметить, что, несмотря на более высокую произво-
дительность резьбонарезания резьбонарезными фрезами и резцо-
вой головкой, точность получаемой резьбы будет несколько ниже,
чем при обработке резцом и находится в пределах не выше 2а —
3-го класса точности.
39.0:
Скорость резания при всех видах резьбофрезерования рассчи-
тывают так же, как и при фрезеровании. Глубина резания t
равна высоте профиля резьбы h. Подача на один оборот заго-
товки So равна шагу резьбы S, а подача на один резец голов-
ки Sz равна круговой подаче заготовки. Круговая подача Sz на
один зуб фрезы (один резец головки) равна длине дуги ВС по
наружному диаметру резьбы заготовки за один срез.
Рекомендуемые режимы резания приводятся в справочной
литературе.
, 16.6. Стойкостные и силовые зависимости
^/1 при резьбонарезании
При нарезании наружной метрической резьбы резцами из
стали Р18 зависимости между Т, S, St выражаются эмпирической
формулой
С Sy°
v = м/мин> (16-3)
где Cv — постоянный коэффициент;
S — шаг резьбы;
Т — период стойкости (для резцов из стали Р18 Т — 60 мин);
St — подача вдоль стороны профиля на один проход;
K.v — поправочный коэффициент на скорость резания.
Расчет мощности, потребной на резание, производится по формуле
N = CNdXNSVNvKN кВт,
(16.4)
где CN — постоянный коэффициент;
d — диаметр резьбы;
v — скорость резания;
K.N — поправочный коэффициент на мощность.
Подсчет основного технологического времени производится по
формуле
/о = ( ) 1 МИН’ О6-5)
где I — длина резьбы;
/! = (5-j-8)S — перебег резца в начале и в конце прохода;
/ п — число оборотов детали;
/ rtj — число оборотов^в минуту детали при обратном
Л Г ходе;
t i — число проходов.’!
При рез^бофрезеровании дисковыми фрезами
V = -1000 - м/мин. (16-6)
391
где d — наружный диаметр резьбы;
п — число оборотов фрезы в минуту.
V При резьбофрезеровании групповыми быстрорежущими фрезами
г- С DxvS-vv
м/мин, (16.7)
TmSzv
где D — диаметр фрезы;
Sz — круговая подача на один зуб фрезы.
Основное время to при этом рассчитывается по формуле
, l,15nd „ч
/0 =----о---- мин, (16.8)
‘-’и
где d — номинальный диаметр резьбы;
— минутная круговая подача инструмента.
) В случае нарезания резьбы четырехрезцовой головкой
z°= мнн> (16-9)
где d — номинальный диаметр резьбы;
Sz — подача на один резец;
пр — число оборотов резцовой головки в минуту;
z — число резцов;
S — шаг резьбы.
При нарезании резьбы быстрорежущими машинными метчи-
ками скорость резания подсчитывается по формуле
1 IJ
где Cv — постоянный коэффициент;
d0 — диаметр метчика;
Т — период стойкости (выбирается в зависимости от d0; при
нарезании стали Т = 60 — 90 мин);
S — шаг резьбы;
Kv — поправочный коэффициент на скорость.
Основное технологическое время для машинных метчиков рас-
считывается так же, как и в случае нарезания резьбы резцами,
а для гаечных метчиков
I Л
4 = —от— мин, (16.11)
ОМ
где Zp — длина режущей части метчика.
Расчет скорости резания при нарезании резьбы плашками
проводится по формуле, аналогичной формуле расчета скорости
резания для метчиков, но поправочные, постоянные коэффи-
циенты и показатели степеней будут другими.
392
16.7. Особенности накатывания резьбы резьбонакатными
инструментами
Наиболее прогрессивным методом резьбообразования явля-
ется накатывание резьбы, обеспечивающее наряду с высокой
производительностью высокую прочность и износостойкость резь-
бовых поверхностей. Обработка резьбы накатыванием осущест-
вляется копированием профиля накатного инструмента за счет
вдавливания резьбы плашки или ролика в металл заготовки. При
этом поверхность обработки резьбы получается с уплотненными
слоями и непрерывными волокнами, что способствует повышению
прочности резьбовой детали.
Накатку резьбы можно осуществлять на деталях из различ-
ных материалов. Однако одним из показателей пригодности того
или иного материала для накатывания на нем резьбы является
относительное его удлинение: при 6^12% материал обычно
хорошо накатывается.
Качество полученной резьбы накатыванием улучшается при
применении смазывающих веществ, например эмульсий и масел,
и соответствует 7—8-му классам чистоты, а по точности 2-му
классу. Более точную резьбу (1—2-го классов) обеспечивают ро-
лики (см. рис. 17.11). Плашки (см. рис. 17.10) дают меньшую точ-
ность (2—3-го классов), но они более производительны. По стой-
кости накатные ролики до 100 и более раз превышают стойкость
резьбонарезных плашек. Кроме того, накатывание резьбы дает
значительную экономию металла за счет уменьшения диаметра
заготовок, а также обеспечивает снижение расхода электроэнер-
гии до двух раз на единицу накатного изделия.
Следует заметить, что процесс накатывания резьбы роликами
хотя и менее производителен (60—80 штук/мин) по сравнению
с накатыванием плашками (100—120 штук/мин), однако имеет
ряд преимуществ. К их числу следует отнести [28, 77]:
1) возможность обработки роликами резьбы на деталях диа-
метром от 2 до 60 мм, тогда,как плашками — от 3 до 24 мм;
2) более высокий класс чистоты и точности накатанной
резьбы;
3) простоту в изготовлении и обслуживании роликонакатных
станков;
4) малые радиальные силы, что позволяет накатывать тонко-
стенные и трубчатые детали, а также получать резьбу на деталях
с повышенной твердостью (HRC = 40);
5) изменяя режимы накатывания (окружную скорость враще-
ния роликов и радиальную подачу), можно накатывать резьбу на
деталях из малопластичных материалов. Наоборот, при работе
плашек формирование резьбы заканчивается на заборной части,
длина которой ограниченная и относительно небольшая по раз-
мерам;
6) несложность изготовления роликов и более высокая точ-
393
ность их резьбы, получаемой шлифованием по профилю на резь-
бошлифовальных станках.
Схемы накатывания роликами и плашками, а также конструк-
ции резьбонакатного инструмента приведены в главе 17.
16.8. Особенности резьбошлифования
Резьбошлифование может выполняться непосредственно без
обработки резьбы лезвийным инструментом, а также для повы-
шения точности предварительно нарезанных резьб. В качестве
Рис. 16.6. Схемы резьбошлифования
394
режущего инструмента для шлифования резьб служат абразив-
ные круги, а поэтому резьбошлифованию могут подвергаться
резьбы на труднообрабатываемых и закаленных деталях.
Шлифовальные круги, имеющие в сечении профиль резьбы,
могут быть однониточными (рис. 16.6, а) и многониточными.
Последние выполняются с винтовыми (рис. 16.6,6) или кольце-
выми (рис. 16.6, в) нитками. Однониточный круг устанавливается
соответственно углу подъема нитки резьбы и имеет быстрое вра-
щательное движение. Детали же сообщаются медленное враща-
тельное и поступательное вдоль оси строго согласованные дви-
жения [41].
Многсниточные круги по сравнению с однониточными обес-
печивают большую производительность, но меньшую точность (не
выше 2-го класса) нарезаемой резьбы. Более точную резьбу (на
15—20%) получают при работе многониточными коническими
кругами (рис. 16.6, г) по сравнению с обработкой ее многониточ-
ными цилиндрическими.
Точность резьбошлифования можно повысить также за счет
применения круга, состоящего из двух частей: мягкого — для
снятия основного слоя металла и твердого — для калибрования.
Для шлифования резьбы в массовом и крупносерийном произ-
водстве находит применение также и бесцентровое шлифование.
В принципе этот процесс ничем не отличается от процесса обыч-
ного бесцентрового шлифования (см. параграф 21.3). Однако он
применим для резьбовых деталей с обработкой их «напроход»
и требует определенной установки опорного ножа и ведущего
круга. Схема бесцентрового шлифования резьбы представлена на
рис. 16.6, д. Нарезаемая деталь 2 устанавливается на опорном
ноже 1 между режущим 3 и ведущим 4 кругами. Опорный нож 1
разворачивается на угол подъема нитки резьбы а, а ведущий
круг •— на угол 2а. При вращении последнего деталь будет также
вращаться с круговой подачей и2 и одновременно перемещаться
с продольной подачей v3. Для получения линейного контакта де-
тали с ведущим кругом последний заправляют по форме гипербо-
лоида вращения.
В тех случаях, когда резьбошлифование не обеспечивает тре-
буемых классов точности и шероховатости обработанной поверх-
ности, применяются доводка и притирка резьбы, осуществляемые
на специальных чугунных притирах. Доводка наружной резьбы
осуществляется чугунными резьбовыми кольцами, а внутрен-
ней — чугунными резьбовыми стержнями. Притирка резьбы осу-
ществляется непосредственно в паре винт — гайка.
Глава 17. КОНСТРУИРОВАНИЕ
РЕЗЬБООБРАЗУЮЩЕГО ИНСТРУМЕНТА
17.1. Резьбонарезные резцы, гребенки и фрезы
Резьбонарезные резцы и гребенки применяют для нарезания
резьбы на токарно-винторезных автоматах. По своей конструк-
ции они являются фасонными резцами, которые могут быть
стержневыми, призматическими и круглыми. Стержневые резцы
применяются для нарезания внутренней и наружной резьб.
Наружную резьбу нарезают прямыми или отогнутыми резцами
(рис. 17.1, а), а внутреннюю — изогнутым резцом в отверстиях
малого диаметра и прямым резцом в отверстиях большого диа-
метра. Прямые резцы в этом случае устанавливаются в расточ-
ную оправку, так же как и при растачивании гладких отверстий.
Резцы к вращающимся резьбонарезным головкам конструк-
ции ЭНИМСа показаны на рис. 17.1,6. Биение режущих лезвий
при установке таких резцов в головку не должно превышать до-
пуска среднего диаметра нарезаемой резьбы. Конструкция приз-
матических резцов и гребенок не отличается от конструкции
фасонных резцов этих же наименований. Для нарезания точных
резьб проводят коррекционные расчеты профиля резца. Следует
отметить, что гребенки — это инструмент с групповым профилем
и работа ими более производительна, так как в работе одновре-
менно участвует несколько режущих лезвий. Зубья гребенки
представляют собой ряд последовательно расположенных резцов
(см. рис. 16.2, в), обычно 6—8, и имеют заборную, срезанную под
углом ф, и калибрующую части.
Угол в плане при вершине е для резьбонарезных резцов и гре-
бенок составляет е=60°±10/. С учетом разбивания метрической
резьбы угол е иногда делают равным 59°30'. Вершина резца имеет
либо скругление, либо плоско срезанную фаску.
Задние углы щ и аг (рис. 17.2) соответственно относятся к ле-
вому и правому режущим лезвиям. Задние поверхности выпол-
няются винтовыми с углом подъема Ti, причем Ti по внутреннему
диаметру di больше угла подъема т по наружному диаметру d.
Для того чтобы в процессе резания не происходило затирания
левой и правой поверхностей резца о боковые поверхности резь-
396
бы, должно быть ал=т-|-(44-6°) и ап=т— (44-6°). Задние углы
а! и аз рассчитываются или корректируются по формулам [76]:
Б~Б
Рис. 17.1. Резьбонарезные резцы
tg«! = tga^cos—; (17.1)
tg а2 = tg ап cos. (17.2)
Величина заднего угла a
в плоскости, перпендику-
лярной к оси резьбы,
определяется по формуле
tga^ -. (17.3)
sin —
Для метрической тре-
угольной резьбы при наре-
зании незакаленных дета-
лей а= 104-12°, а закален-
ных — a=ai=a2=6°.
Передний угол у назна-
чается в зависимости от
свойств обрабатываемого
материала. Величина его,
измеряемая в плоскости,
перпендикулярной к оси
резьбы, составляет 04-25°.
Для твердых и хрупких
материалов берутся мень-
шие значения углов у, для
вязких и цветных — боль-
шие значения. Для чисто-
вых резцов принимают
у=0, чтобы не делать кор-
рекционных расчетов. При
нарезании высоколегиро-
ванных жаропрочных ста-
лей передний угол для
черновых и чистовых рез-
цов равен 54-10°.
В кинематике ул=т и
уп=—т, так как передняя
поверхность резца параллельна оси заготовки. Для получения
Ул—Уп—0 при больших значениях угла Тг переднюю поверхность
резца наклоняют на угол т2 относительно оси заготовки
(рис. 17.2, а) или затачивают на ней паз (рис. 17.2, в).
Более производительным методом, но менее точным, является
397
резьбофрезероваиие, которое осуществляется дисковыми (оди-
нарными), гребенчатыми (групповыми) и вращающимися резцо-
выми головками (см. рис. 16.5).
Дисковые фрезы изготовляются с симметричным и несиммет-
ричным профилем (рис. 17.3, а, б). Зубья этих фрез остроконеч-
ные с плоской заточкой по
задней поверхности. Коли-
чество зубьев, находящих-
ся одновременно в работе,
рассчитывается из усло-
вия плавности работы
фрезы и должно быть
(17.4)
ф
где ф — угол контакта
фрезы с заготовкой; обыч-
но ф=344-40°.
Для увеличения тол-
щины среза до 2а (рис.
17.3, д') боковые лезвия
удаляют попеременно че-
рез одно с левой и пра-
вой сторон профиля (см.
рис. 16.5, а). Если число
боковых зубьев и зубьев
по наружному диаметру
фрезы одинаковое, боко-
вые режущие лезвия сре-
зают тонкие срезы ' а
(рис. 17.3, в).
Два лезвия, располо-
женные друг против друга
на обеих сторонах профи-
ля, служат для контроля
угла еф!
tg-^- = tg-|-cosT2, (17.5)
где е — угол профиля;
Рис. 17.2. Геометрические параметры стерж-
невого резьбового резца [76]:
а —в процессе его работы; б —при наклоне пе-
редней поверхности; в — при пазе на передней по-
верхности; г — с пластинкой из твердого сплава
т — угол подъема резьбы по среднему диаметру.
Диаметр дисковой резьбонарезной фрезы определяется ориенти-
ровочно по формуле
D = 2(h + Amin + «min) ММ, (1 7.6)
где h — высота профиля резьбы;
Amin — зазор между наружной поверхностью резьбы и краем
корпуса резьбофрезерной оправки;
«min — расстояние от края корпуса до оси фрезы.
398
Для фрез с несимметричным профилем диаметр фрезы полу-
чается меньшим, чем при симметричном.
Основными конструктивными параметрами гребенчатых фрез
являются наружный диаметр фрезы, посадочный диаметр под
оправку t/ф (обычно с/ф — (0,34-0,5)D из условия прочности и жест-
кости оправки), угол профиля (см. рис. 16.5, б).
Рис. 17.3. Дисковые резьбонарезные фрезы:
а, б —методы установки дисковой фрезы; в, г — срезы стружки дисковой фрезой;
д — шахматные зубья групповой фрезы
Ориентировочно диаметр гребенчатой насадной фрезы опреде-
ляют по формуле
D = с!ф + 2 (е + Н) мм, (17.7)
где t/ф — диаметр оправки, мм;
е — толщина тела фрезы без учета глубины шпоночного па-
за; обычно е — (0,3 -г- 0,4) d$ мм;
Н — высота зуба фрезы или глубина стружечной канавки,
размер которой рассчитывают, как и для затылованных
фрез, мм.
Если передний угол у=#0, для определения угла профиля фрезы
в диаметральной плоскости еф выполняют коррекционный рас-
чет. При у = 0 угол еф=е.
Кольцевые профили гребенчатых фрез для резьб с шагом
5^0,8 мм удаляют в шахматном порядке через один-два зуба
399
и закругляют дно впадины профиля радиусом (рис. 17.3, г).
Это обеспечивает повышение стойкости шлифовального круга при
затыловании, которое выполняется с перескоком через один-два
зуба.
17.2. Метчики
Общие сведения. Метчики представляют собой винт, изготов-
ленный из инструментальной стали и снабженный прорезанными
стружечными канавками вдоль оси для образования режущих
лезвий. Существуют следующие типы метчиков:
1) машинно-ручные (ГОСТ 3266—60) диаметром от 1 до
48 мм для метрических и от ‘/4 до 2" для дюймовых резьб;
2) машинные мелкоразмерные для нарезания резьбы на стан-
ках (ГОСТ 8859—60) диаметром от 0,25 до 1 мм;
3) ручные или слесарные для нарезания резьбы вручную
(ГОСТ 9522—60) таких же диаметров, как и машинно-ручные;
4) гаечные для нарезания резьбы в гайках (ГОСТ 1604—60)
с прямым хвостовиком и с изогнутым хвостовиком по ГОСТ
6951—60;
5) конические для нарезания обычных конических и кониче-
ских трубных резьб (ГОСТ 6211—52);
6) плашечные и маточные для нарезания и калибрования
резьбы в плашках;
7) специальные для калибрования резьбы после термообра-
ботки, насадные, бесканавочные и т. д.
Конструктивные элементы метчиков. К элементам, опреде-
ляющим конструкцию метчика, относятся: режущие перья, снаб-
женные резьбой; сердцевина метчика и стружечные канавки.
К элементам, характеризующим процесс резания, относятся:
заборный конус; режущие лезвия; задний угол а на заборной
части; передние углы у и yi соответственно на заборной и калиб-
рующей частях метчика; угол наклона винтовых канавок; про-
филь канавок.
Несмотря на разнообразие конструкций метчиков, они имеют
многие элементы и геометрические параметры, назначение кото-
рых для образования резьбы одинаковое. На рис. 16.1, а была
представлена конструкция и геометрические параметры машин-
но-ручного метчика.
Метчик состоит из рабочей части /раб и хвостовика /хв- Первая
из них включает заборную, или режущую, h и калибрующую
12 части метчика. На заборной части нитки резьбы затылуются
по спирали Архимеда и выполняют основную работу резания.
Калибрующая часть служит для зачистки резьбы и направления
метчика в отверстии. Хвостовая часть метчика необходима для
закрепления его в патроне или воротке и для передачи крутя-
щего момента вручную или от шпинделя станка посредством
квадрата, лысок, шпоночных продольных канавок и т. д. От диа-
метра хвостовика зависит прочность метчика и его технологиче-
400
ские возможности. С увеличением диаметра хвостовика повы-
шается его крутильная жесткость, что способствует увеличению
стойкости. Чтобы можно было нарезать резьбу «напроход», диа-
метр хвостовика должен быть
Л |~ ~~f| меньше внутреннего диаметра
j '~ j резьбы не менее чем на 0,2 мм.
Для мелкоразмерных метчиков
Рис. 17.4. Мелкоразмерный мет- диаметром до 5,5 мм хвостовики
чик делают больше наружного диа-
метра резьбы (рис. 17.4).
Основные размеры метчиков стандартизованы. Наружный
Deu6 и средний Дгнб диаметры резьбы чистового метчика
(рис. 17.5) назначают больше номинальных наружного d и сред-
Рис. 17.5. Схема расположения полей допусков метчик —
гайка
него d2 диаметров нарезаемой гайки на величину допусков на
износ / и /2 и на изготовление N и М2, так что De va = d-PN-\-I,
a Da n6=d2-\-N2-\-I2. С учетом величины разбивания Р до наи-
большего предельного размера среднего диаметра резьбы гайки
^2нб можно записать
D2 H6=d2 нб—Р.
Внутренний диаметр резьбы метчика Z), Нб назначают меньше
номинального внутреннего диаметра резьбы гайки di, чтобы мет-
чик не работал дном впадины профиля резьбы. Диаметр торца
метчика составляет dT = di—(0,14-0,35) мм (см. рис. 16.1, а).
26 Зак. 1360
401
Конструкция рабочей части метчика определяется в основном
принятой схемой резания или распределением работы по среза-
нию стружки между отдельными участками лезвий его зубьев.
Различают нормальную, шахматную и коррегированную схемы
резания или конструкцию метчиков. Нормальная конструкция
предусматривает цилиндрическую и коническую схемы реза-
ния [28].
Рис. 17.6. Схемы резания при работе метчиками
Цилиндрическая схема резания (рис. 17.6, а) предусматри-
вает работу комплектами из двух или трех метчиков. Все мет-
чики комплекта имеют разные наружный и средний диаметры,
причем полный профиль резьбы имеет лишь последний метчик.
Обычно ручные метчики диаметром от 2 до 24 мм выполняются
комплектом из двух, а диаметром от 27 до 52 мм — комплектом
из трех метчиков. Машинные метчики используются в комплекте
из двух метчиков или применяется один метчик с соответствую-
щей длиной заборной части. При работе метчика по цилиндри-
ческой схеме резания за один оборот его срезается плоская
стружка толщиной а.
Коническая схема (рис. 17.6, б) используется при работе
некомплектных станочных и конических метчиков. При этом каж-
дый зуб метчика режет по всему профилю. В конце работы зубья
метчика перегружаются из-за большого трения между витками
402
резьбы метчика и детали, что приводит к быстрому его износу
и затуплению.
Метчики шахматной схемы резания отличаются от метчиков
нормальной схемы резания тем, что зубья у них срезаны через
шаг, в результате чего толщина среза в два раза больше, чем
для нормальных метчиков, что способствует уменьшению силы
резания Pz. Кроме того, у таких метчиков площадь пятна кон-
такта витков резьбы детали и метчика меньше, чем у нормаль-
ных, а следовательно, меньше момент трения и опасность защем-
ления. Недостатками метчиков шахматной схемы резания
является то, что стойкость их меньше нормальных метчиков, так
как увеличение толщины среза приводит к увеличению темпера-
туры в зоне резания и снижению стойкости. Операции по удале-
нию части зубьев увеличивают трудоемкость и стоимость изго-
товления метчиков, поэтому они не нашли широкого применения.
При нарезании обычных метрических резьб в деталях из жа-
ропрочных сталей и титановых сплавов, а также при нарезании
резьб сложного по форме и глубокого профиля в конструкцион-
ных сталях применяются метчики с коррегированной схемой реза-
ния (рис. 17.6, в). Коррегированный метчик имеет угол профиля
зубьев ai=55o в отличие от угла профиля нарезаемой резьбы
Оо —60°. В результате между зубьями метчика и обрабатываемой
деталью возникают угловые зазоры, облегчающие работу мет-
чика. Требуемый профиль изделия обеспечивается за счет обрат-
ной конусности резьбы метчика, рассчитываемой по формуле
tg6 = tg<p(tg-^ctg-^--1), (17.8)
где ср — угол заборного конуса;
а0 и Oj — углы профиля нарезаемой резьбы и метчика.
Как видно из схемы, при нарезании резьбы коррегированными
метчиками на профиле резьбы остаются несрезанные гребешки
высотой h, укладывающиеся в допустимые пределы для 7—8-го
классов чистоты по ГОСТ 2789—59. Однако при работе такими
метчиками контакт зубьев с обрабатываемым материалом осу-
ществляется только в зоне резания, поэтому крутящий момент
определяется в основном силами резания, а не силами трения
нерабочих боковых поверхностей. При работе коррегированных
метчиков улучшаются условия смазки и отсутствует налипание
стружки на боковых поверхностях зубьев.
Число и форма канавок. С увеличением числа канавок уве-
личивается количество режущих перьев, или зубьев, и на каждый
зуб приходится меньшая сила резания, так как им снимается
меньшая часть срезаемого слоя. Это приводит к повышению
класса чистоты обработанной поверхности резьбы и к увеличению
стойкости инструмента. Однако увеличение числа канавок при-
26*
403
водит к увеличению удельных сил резания, так как уменьшается
толщина слоя металла
а = tg <р мм
(см. рис. 17.6, а), срезаемого каждым зубом при одной и той же
длине заборного конуса, а следовательно, и к увеличению крутя-
щего момента.
Выбор числа канавок производится из условий повышения
стойкости и нормального размещения стружки. Можно реко-
Рис. 17.7. Различные профили стружечных канавок метчика:
а — полукруглая; б—с передней радиусной поверхностью и спинкой, очерченной
прямой; в — передняя поверхность прямолинейная, а спинка зуба радиусная
мендовать для различных диаметров метчиков D следующее
число канавок Z:
D, мм 6 8—14 16—24 27—36 свыше 36
Z 2—3 3 3—4 4 4—6
Желательно выбирать четное число канавок, так как если
Z четное, проще измерять средний диаметр резьбы при изготовле-
нии летчиков. При Z нечетном для измерения dcp требуются спе-
циальные приборы.
Форма канавок (рис. 17.7) должна обеспечить:
1) отсутствие резких переходов, являющихся источниками
концентраторов напряжений;
2) достаточный объем для размещения стружки;
3) нужные величины передних углов по всей высоте профиля;
4) отсутствие резания задним лезвием при вывертывании
метчика из нарезанного отверстия;
5) увеличенную сердцевину.
Наиболее рациональной и получившей наибольшее распро-
странение является форма стружечной канавки (рис. 17.7, в),
передняя поверхность которой очерчена по прямой, задняя по-
верхность и дно стружечной канавки — по радиусу. В практиче-
ских целях можно рекомендовать: диаметр сердцевины d=0,5D,
ширину пера Ь—0,257) и R ж 0,57). Представленная на рис. 17.7, в
форма стружечной канавки проста в изготовлении и при пере-
404
точках имеет плавные переходы, а объем ее увеличен за счет
очерчивания спинки по радиусу.
От формы канавки зависит ширина пера b. С увеличением b
улучшается направление метчика в отверстии, но растут силы
трения. Последнее обстоятельство весьма плохо сказывается при
обработке пластических материалов, так как увеличивается
склонность к налипанию стружки, заеданию и поломке метчика.
При малой величине b ухудшается направление метчика в наре-
занной резьбе, уменьшается общее количество переточек, появ-
ляются вибрации и дробление поверхности резьбы.
Внешний угол т] рекомендуется выбирать в пределах г] = 80—
85°, так как при больших его значениях при вывинчивании мет-
чика из нарезанной резьбы будет происходить резание, а при
меньших значениях при вывинчивании будет заклиниваться
стружка.
При обработке мягких материалов передний угол у увеличи-
вают, но не настолько, чтобы зуб оказался ослабленным. В таких
случаях переднюю поверхность делают по радиусу.
Элементы резьбы. К основным элементам, характеризующим
резьбу метчика, относятся: шаг резьбы; число заходов резьбы п,
если резьба многозаходная; угол профиля резьбы а0; диаметры —
наружный d, средний d2 и внутренний высота профиля резь-
бы t; угол подъема резьбы т, определяемый по среднему диа-
метру.
Так как резьбу после метчиков дальше не обрабатывают,
допуски и размеры их стандартизованы по ГОСТ 7250—60 (для
нарезания в отверстии резьбы с натягом допуски и размеры мет-
чиков берутся по ГОСТ 11188—65). При этом учитывается, что
нарезание резьбы в сталях и чугунах происходит с разбиванием,
а в пластмассах и тонкостенных трубах с усадкой резьбы.
Метчики делают четырех степеней точности: С — повышенной;
D и Е — обычной и Н — пониженной точности. Профиль метчиков
точности С и D шлифуется. Метчики повышенной точности С
служат для нарезания резьб 1-го класса и тугих. Метчики точ-
ности D и частично Е обеспечивают 2-й, а Н — только 3-й класс
точности.
По ГОСТ 7250—60 установлены предельные отклонения на
следующие элементы резьбы: половину угла профиля а0/2, на
наружный d, внутренний сб и средний d2 диаметры и шаг резь-
бы S метчика. Обычно допуск на половину угла профиля (от
±15' до ±100') увеличивается как с уменьшением шага резьбы,
так и с понижением точности от степени С до Н. Допуск на шаг
резьбы принимается исходя из длины (10 и 25 мм) нарезанной
части метчика. От степени С к Н он увеличивается от ±0,010
До ±0,070 мм. Увеличенный допуск на шаг резьбы нешлифован-
ных метчиков степени Е и Н объясняется большими погрешнос-
тями термической обработки (от ±0,04 до ±0,07 мм) по сравне-
нию с механической (до ±0,01 мм).
405
Допуск на средний диаметр d2 (см. рис. 17.5) строится исходив
из следующих соображений: а
1) допуск Уа должен быть достаточно большой для экономив
чески выгодного изготовления метчика. Он устанавливается с уче-Я
том разбивки Р и запаса на износ Л; 1
2) верхнее отклонение О должно быть возможно меньшим по|
сравнению с верхним отклонением гайки, чтобы не получить
брака при работе метчика из-за разбивания;
3) нижнее отклонение N2 должно быть достаточно большим
и обязательно положительным, чтобы обеспечить достаточный
запас на износ метчика.
Для наружного диаметра метчика верхнее отклонение ограни-
чивается условием прочности и стойкости вершин профиля резьбы
метчика. При этом поле допуска на изготовление наружного 1
диаметра будет наименьшее у шлифованных метчиков степени
С и D. Для внутреннего диаметра Di Нб устанавливается только
верхнее отклонение. Оно должно быть отрицательным, чтобы
метчик не обрабатывал резьбу по внутреннему диаметру наре-
заемой детали.
17.3. Резьбонарезные плашки и головки
Резьбонарезные плашки. Они по форме разделяются на круг-
лые (см. рис. 16.4), трубчатые, квадратные и др. Основные раз-
меры плашек стандартизованы. Внешние размеры плашки зависят
от диаметра нарезаемой резьбы, диаметра стружечных отверстий
d0, прочности и жесткости перемычек, размер которых опреде-
ляется по эмпирической формуле е = (0,6 ч- 0,9) VD, где D —
наружный диаметр плашки,7мм. Для резьб с d0 = 1 4- 52 мм на-
ружный диаметр плашки D = 16 ч- 90 мм.
Диаметр стружечных отверстий и диаметр их расположения
определяют пробными построениями по заданному внутреннему
диаметру резьбы d1; наружному диаметру плашки D, переднему
углу у, ширине гребенок f, числу гребенок Z, толщине перемыч-
ки с и по ширине промежутков между гребенками С.
Ширина плашки определяется длиной заборной Zi и калиб-
рующей 12 частей. Длина заборной части ограничена углом 2ф,
который обычно выбирают равным 50°, а для твердых материа-
лов 2ср=30°. Для обеспечения лучшего захватывания заготовки
принимают d0 = d-\-2K_, где К— 0,054-0,15 мм. Длину заборной
части определяют по формуле
/1= (H-/()ctg ср,
где t — высота резьбы.
Вся ширина плашки Н—21^-\-12, где /г — длина калибрующей
части, равная трем-шести шагам резьбы. Уменьшение ширины
плашки ухудшает ее направление в работе. Ширина гребенки или
пера (= (0,654-0,75)С, где С — промежуток между гребенками.
406
Число стружкоотводных отверстий обычно равно Z—3-ьб для
диаметров резьб d= 14-48 мм. Величина главных углов для раз-
личных типов плашек выбирается в зависимости от обрабаты-
ваемого материала. Например, практикой установлены следую-
щие средние значения углов для круглых плашек: а=4—6° на
заборной части; у=15°, а=0 на калибрующей части.
Чтобы можно было на калибрующей части плашки регулиро-
вать размер резьбы, который увеличивается в результате износа,
ее тело разрезают по перемычке узким шлифовальным кругом
в плоскости АО, а затем сжимают установочными винтами плаш-
кодержателя до требуемого размера резьбы.
Рис. 17.8. Типы резьбонарезных головок
Резьбонарезные гребенки (плашки) к резьбонарезным голов-
кам. Резьбонарезные головки могут быть:
1) с плоскими радиальными плашками (рис. 17.8, п);
2) с плоскими тангенциальными гребенками (рис. 17.8,6);
3) с круглыми радиальными гребенками (рис. 17.8, в).
Достоинства резьбонарезных головок заключаются в сле-
дующем:
1) после нарезания резьбы головка раскрывается; не тре-
буется свинчивать инструмент при обратном его ходе. Это увели-
чивает производительность обработки и обеспечивает получение
резьб высокого класса чистоты;
2) резьба на плашках (гребенках) шлифуется, а следова-
тельно, классы точности и чистоты нарезанной резьбы будут
достаточно высокие;
3) возможность регулирования размеров резьбы.
Из указанных типоз резьбонарезных головок наибольшее
распространение получили головки третьего типа, так как они
просты по конструкции. Круглые гребенки допускают наиболь-
шее количество переточек (в 7—8 раз больше, чем плоские ра-
диальные плашки и в 1,5—2 раза больше, чем тангенциальные
гребенки), а также из-за высокой стойкости круглых гребенок.
407
Основные размеры головок с круглыми гребенками стандар-
тизованы по ГОСТ 3307—61. Имеется три разновидности таких
головок:
1) невращающиеся — применяются на токарных и револь-
верных станках с ручным управлением работы головки;
2) вращающиеся — применяются на сверлильных станках
и автоматах с автоматическим управлением работы головки по
упорам, настроенными на размер;
3) головки для одношпиндельных автоматов моделей 1124,
1136.
В зависимости от диаметра нарезаемой резьбы головки обоз-
начаются номерами: IK, 2К, . . . , 6К соответственно для резьб
диаметром 4-4-10; 64-14; 94-24; 124-42; 244-60 и 524-90 мм.
Вращающиеся головки дополнительно имеют индекс А, а для
автоматов — И. Например, в наименование разьбонарезной го-
ловки 2К — 30—64-14 входят следующие обозначения: 2К — но-
мер головки, 30 — диаметр хвостовика, 64-14 — диаметр наре-
заемой резьбы. Маркировка головки 1КА — 25—44-40 обозна-
чает, что головка вращающаяся.
Резьбонарезные гребенки. По существу круглая резьбонарез-
ная гребенка ничем не отличается от конструкции круглого
фасонного резца. Нарезка на гребенке кольцевая. Для нарезания
резьбы каждая из гребенок и соответственно витки их резьбы
смещены вдоль оси относительно соседней на величину S/Z, где
S — шаг резьбы, Z — число гребенок в головке. Во всех голов-
ках, кроме 6К и 6КА, 4 гребенки. В головках 6К и 6КА 5 гре-
бенок.
При установке в головку гребенка поворачивается на угол т
за счет кулачка, на который она опирается. Величина угла уста-
новки т равна углу подъема резьбы т, кулачок вставляется
в плашкодержатель 1. Во избежание проворачивания гребенки
от воздействия сил резания и для точной установки гребенки
после переточки между кулачком 4 и гребенкой 2 устанавли-
вается двухвенцовая звездочка 5 (рис. 17.9), имеющая различное
число зубьев на каждом венце. Венец, вставляемый в кулачок,
имеет число зубьев на один меньше, чем венец, закладываемый
в гребенку. Это сделано для перемещения режущего лезвия на
величину стачивания гребенки h за одну переточку (0,92—0,3 мм),
которая определяется по формуле
h = nD{-^--------i— мм, (17.9)
\ Zi Z2 ]
где D — диаметр гребенки, мм;
Zj и Z2 — число зубьев венцов звездочки, вставляемой соот-
ветственно в гребенку и кулачок.
Если величина перемещения режущего лезвия при повороте
гребенки относительно кулачка на один зуб звездочки оказы-
408
вается недостаточной для снятия затупления при заточке гре-
бенки, ее поворачивают относительно звездочки, а звездочку
относительно кулачка на 2, 3 и более зубьев в обратном направ'-
лении, обеспечивая необходимую величину стачивания зубьев.
После этого производится заточка каждой гребенки в сборе с ку-
лачком, установленных в специальном приспособлении, напоми-
нающем корпус головки.
Рис. 17.9. Резьбонарезная са-
мооткрывающаяся головка с
круглыми гребенками
Рассмотренное соединение гребенки с кулачком не единствен-
ное конструктивное решение. Подробно по этому вопросу можно
ознакомиться в специальной литературе, посвященной нареза-
нию резьбы, или в работе [77].
Выбор диаметра гребенки D определяется размерами наре-
заемой резьбы и самой головки. При этом необходимо обеспе-
чить, чтобы гребенки в раскрытой головке не выходили за внут-
ренний диаметр нажимного кольца 3, а в рабочем состоянии не
упирались друг в друга. Расчет диаметра производится по
формуле
D = А-d + Zt мм, (17 10)
где А — расстояние от оси головки до скоса на нажимном коль-
це, мм. Для определенного типа головки оно является
постоянной величиной.
d — наружный диаметр нарезаемой резьбы на детали, мм.
Длина заборной части гребенки определяется углом забор-
ного конуса ср, который при нарезании резьбы напроход прини-
409
мается равным 15—20°, а для нарезания глухих отверстий <р=
= 30—45°. При этом длина режущей части определяется по фор-
муле
/1= (/-j-f) ctg-<р мм, (17.11)
где t — высота профиля резьбы, мм;
/ — дополнительная величина, необходимая для обеспечения
захвата детали зубьями режущей части и равная 0,02—
0,5 мм.
Улучшение условий размещения и отвода стружки дости-
гается за счет увеличенного пространства у режущей части, обес-
печиваемого заточкой дна стружечной канавки под углом (о=12°.
Для схода стружки на обрабатываемую поверхность и обеспече-
ния работы самозатягиванием гребенка имеет угол наклона ре-
жущего лезвия передней поверхности калибрующей части к оси
гребенки, равный 2v=l,5—2°. Учитывая установку гребенки на
скошенный под углом кулачок, угол наклона режущего лезвия
в работе составит
2ч=7,-|-т.
Величина угла у выбирается в зависимости от свойств обраба-
тываемого материала. Например, для нарезания резьбы на дета-
лях из стали средней твердости <тв=60—80 кгс/мм2 у = 20°, из'
серого чугуна у= 10°.
Величина заднего угла, как и у фасонных круглых резцов,
обеспечивается за счет смещения оси гребенки по отношению
к оси детали. Величина заднего угла определяется по формуле
sina^ 2<?±_a) , (17.12)
где q — смещение оси гребенки по отношению к оси кулачка или
оси детали;
а — превышение данной точки режущего лезвия относительно
оси детали (а ^0,05 4- 0,25 мм), за счет которого улуч-
шаются условия работы самозатягиванием.
Выбор величины а определяется условиями работы и свой-
ствами обрабатываемого материала. Большие значения а берутся
при нарезании резьб на деталях из вязких и мягких материалов.
17.4. Резьбонакатный инструмент
Резьбонакатные плашки (ГОСТ 2248—60). Резьбонакатные
плашки работают в паре. Одна из них закрепляется неподвижно
на станке, а другая, закрепленная на ползуне, совершает воз-
вратно-поступательное движение. Между собой плашки в осевом
направлении смещены на половину шага резьбы, которая выпол-
няется у обеих плашек под одинаковым с высокой точностью
углом подъема т, но по направлению различная.
410
Процесс накатывания заключается в постепенном обжатии
заготов-ки и калибровании резьбы. Для этой цели на плашках
(рис. 17.10, а) имеется заборная li и калибрующая /2 части. Кроме
того, имеется выходная, или сбрасывающая часть /3, которая
служит для освобождения заготовки от зацепления с инструмен-
том и предотвращения затягивания ее между плашками при
обратном ходе. С этой же
Рис. 17.10. Накатные плашки
целью подвижная плашка
делается на 15—25 мм
длиннее неподвижной.
Форма и размеры забор-
ной части определяют ин-
тенсивность формирова-
ния накатываемой резьбы.
Плашки могут выполнять-
ся без заборной и с забор-
ной частью. В первом слу-
чае плашка устанавли-
вается под некоторым
углом ср, а во втором —
плашки имеют заборную
часть (рис. 17.10,6) с на-
резанной под некоторым
углом к опорной плоскос-
ти резьбой, что обеспечи-
вает постепенное выдавли-
вание резьбы, но удельный
объем вытесненного ме-
талла и соответственно на-
грузка постепенно увели-
чиваются.
Имеются и более совершенные плашки (рис. 17.10, в), забор-
ная часть которых обеспечивается плоским шлифованием ниток
резьбы под углом ф. При работе таких плашек объем вытеснен-
ного металла и соответственно нагрузка к моменту окончания
накатки уменьшаются, что способствует получению более качест-
венной резьбы.
Во избежание проворачивания детали при накатке на забор-
ной части дополнительно делаются поперечные канавки, форма
и размеры которых указаны на рис. 17.10, г. Хорошо себя заре-
комендовала на практике радиусная форма заборной части
(рис. 17.10, д').
Резьбонакатные ролики. Накатывание резьбы роликами мо-
жет осуществляться одним или двумя или большим количеством
роликов, установленных в специальные резьбонакатные головки
или круглые плашки (головки).
При накатывании резьбы двумя роликами с винтовой резьбой
возможны две схемы работы:
411
а) до упора с радиальной подачей роликов к заготовке^
(рис. 17.11, а);
б) напроход с использованием разности скоростей вращения
двух роликов (рис. 17.11,6).
Накатывание резьбы по первой схеме осуществляется за счет
вращения неподвижного 1 и подвижного 2 роликов. Заготовка 3
Рис. 17.11. Схемы накатывания резьбы роликами
устанавливается выше линии центров роликов на величину 0,1—
0,6 мм и опирается на специальный упор или линейку 4. По окон-
чании накатывания резьбы радиальная подача роликов прекра-
щается и происходит калибрование резьбы, а затем выталкива-
ние заготовки вверх.
Накатывание резьбы роликами по второй схеме осущест-
вляется при разной окружной скорости вращения роликов. Это
достигается или за счет изменения числа оборотов роликов п при
неизменных их диаметрах или за счет неодинаковости диаметров
роликов при одинаковых значениях п.
Заготовки в обоих случаях подаются сверху в пространство
между роликами, которые смещены друг относительно друга в
осевом направлении на 0,5 шага. При таком расположении роли-
ков обеспечивается затягивание заготовки и формирование резьбы.
412
Скорость перемещения заготовки вниз определяется разностью
v„ — и,
окружных скоростей роликов и равна —.
Угол подъема т резьбы обоих роликов выполняется одинако-
вым. Средний расчетный диаметр ролика рассчитывается из соот-
ношения
5
Z)Cp = -J- dcp = й/Ср мм, (17.13)
где Sp — ход резьбы ролика, мм;
S, dcp — шаг и средний диаметр резьбы заготовки, мм;
i — число заходов резьбы ролика, равное j целому числу.
Учитывая величину износа и последующую перешлифовку ролика
в процессе эксплуатации, на чертеже проставляют средний раз-
мер диаметра нового и изношенного ролика, т. е.
7-^ср.нов = 7?ср.расч + 0,0175 £>Ср мм; (17.14)
^ср.изн = ^ср.расч 0, 0175 Оср мм. (17.15)
При этом наружный диаметр нового ролика определяется по
формуле
D= 1,0175£>Ср.расч + мм, (17.16)
где hx — высота профиля резьбы ролика, мм.
Ширину ролика обычно берут на два-три шага больше длины
накатываемой заготовки. Посадочный диаметр и размеры шпо-
ночной канавки принимаются из конструктивных соображений.
Резьбонакатные головки с тремя или шестью роликами диа-
метром до 50 мм работают так же, как и резьбонарезные методом
самозатягивания. Они могут быть с нерасходящимися роликами
и самораскрывающиеся. Первые допускают только регулирова-
ние резьбы на размер, а самооткрывающиеся обеспечивают
возможность быстрого отвода после накатывания.
413
К резьбообразующему инструменту, работающему по методу
пластических деформаций, относят раскатники (рис. 17.12). Рас-
катник имеет заборную часть с конической резьбой /1=35 для
глухих и Zi= (10—20)5 для сквозных отверстий. Калибрующая
часть выполняется с цилиндрической резьбой длиной /2= (5-—8)S.
По всей рабочей части раскатника выполняется огранка К=0,2ч-
4-0,6 мм, за счет чего уменьшаются силы трения. Диаметр отвер-
стия, подлежащего раскатке, должен быть несколько больше
среднего диаметра резьбы d2.
17.5. Пример расчета метчика
Исходные данные: рассчитать машинный метчик для нареза-
ния резьбы М10 3-го класса точности в глухом отверстии детали
из углеродистой стали с ов=60—90 кгс/мм2 [76].
1. По ГОСТ 9150—59 находим основные размеры резьбы.
Диаметры: наружный d=10 мм; средний d2=9,026 мм; внутрен-
ний df = 8,376 мм; шаг 5= 1,5 мм.
2. С учетом того что резьба выполняется по 3-му классу точ-
ности (ГОСТ 9153 — 59), выбираем метчик степени точности Е по
ГОСТ 7250 — 60 со следующими отклонениями размеров диамет-
ров: наружный De = 10+o.oso мм; средний Z?2 = 9,О26+о,’о2о мм; внут-
ренний D{ — 8,376_о,о9 мм.
3. Определяем допуски изготовления размеров диаметров
резьбы метчика: наружного Д7=0,148—0,090=0,058 мм; среднего
У2=0,056—0,020=0,036 мм. Отметим, что поля допусков дают
в «тело» метчика.
4. Определяем исполнительные размеры £>иНб и Дгнб с Ука’
занием нижних отклонений, равных допускам N и N2:
De нб = Ю,148 _ о,о58» D2 нб = 9,082—о,озб! Di Hg = 8,286.
5. Отклонения половины угла профиля 3O'J±z3O'.
6. По ГОСТ 3266—60 устанавливаем габаритные размеры
метчика: L = 60 мм; I = 25 мм. Диаметр торца dT = dj —
— 0,15 мм = 8,376 — 0,15 = 8,2 мм. Длина режущей части
^ = 25 = 2-1,5 = 3 мм. Угол в плане рассчитываем по формуле
откуда
ф=16°30'.
7. По данным завода «Фрезер», стружкоотводные канавки
прямые; число гребенок Z=3; передний угол у= 10°; профиль
канавки № 5. Диаметр сердцевины метчика dc = 0,4d = 0,4-10 =
= 4 мм; задний угол а = 8°. -
8. Определяем величину затылования
xdT 3,14 • 8,2 п , .ЛС . „
К = —tg а = —-—х—— 0,1405 = 1,2.
4/ Q
414
9. Технические условия и материал метчика — по ГОСТ
3449—62.
17.6. Совершенствование конструкций резьбообразующего
инструмента
В настоящее время в области совершенствования резьбооб-
разующего инструмента наметились следующие основные направ-
ления [67]:
1) создание и модернизация высокопроизводительных кон-
струкций резьбонарезного и резьбонакатного инструмента;
2) разработка и совершенствование высокопроизводитель-
ного инструмента и оснастки к создаваемым и существующим
автоматическим линиям и станкам для обработки труб нефтя-
ного и геологоразведочного сортамента;
3) разработка резьбообразующего инструмента и оснастки
для станков с программным управлением;
4) разработка инструмента для образования резьбы методом
холодного пластического деформирования на наружных, внут-
ренних и конусных поверхностях сплошных и полых изделий.
Совершенствование конструкций метчиков, как и других
резьбовых инструментов, осуществляется путем увеличения их
надежности и долговечности, стойкости и производительности,
а также экономичности работы. Рассмотрим некоторые пути
совершенствования конструкций метчиков.
1. Для регулирования отвода стружки в определенном на-
правлении, особенно при нарезании резьбы в деталях, изготов-
ленных из мягких и вязких пластичных материалов, необходимо
принимать угол Z=to = 8—30°. При этом стружка своевременно
удаляется из зоны резания и не брикетируется в канавках,
исключая тем самым поломку зубьев.
2. Применение метчиков с укороченной калибрующей частью
до 6—8 ниток резьбы увеличивает производительность процесса
на 15% за счет увеличения жесткости метчика. Увеличению жест-
кости метчика способствует уменьшение размеров канавок.
3. Увеличению производительности и уменьшению расхода
инструментальных сталей способствует применение комбиниро-
ванных метчиков.
4. При нарезании резьбы в деталях из особо вязких и проч-
ных металлов, имеющих склонность к налипанию на рабочие по-
верхности зубьев метчика, следует применять бесканавочные мет-
чики с обычным и внутренним отводом стружки (рис. 17.13, а).
5. Для нарезания резьб малых диаметров наиболее широкое
применение имеют двух-трехгранные и двухканавочные метчики.
Стружечные канавки у двух- и трехгранных метчиков образуются
шлифованием плоских продольных канавок, которые могут быть
параллельны или несколько симметрично наклоненными по отно-
шению к оси метчика. Зуб у таких метчиков упрочнен, передний
415
угол отрицательный, задняя поверхность плоская, диаметр хвос-
товика больше наружного диаметра резьбы.
6. При нарезании резьб в особо вязких и труднообрабаты-
ваемых материалах применяют шахматные метчики, уменьшаю-
щие силы трения между витками резьбы детали 1 и метчика 2
(рис. 17.13,6).
Рис. 17.13. Специальные конструкции метчиков
При нарезании тугих и плотных резьб, а также резьб 1-го
класса точности рекомендуется применение метчиков конструк-
ции В. В. Матвеева с бочкообразными зубьями на ведущей части.
Режущие и первые два-три зуба калибрующих у таких метчиков
затыловываются, как у обычных, а последние затылованы с по-
мощью специального кулачка по обе стороны от середины пера
с /(1=0,02-4-0,06 мм (рис. 17.13, в).
8. Повышение чистоты и точности резьб можно достичь с по-
мощью раскатников, работающих по методу пластических дефор-
маций.
9. Для нарезания многозаходных внутренних резьб специаль-
ных профилей необходимо применять метчики-протяжки (см.
рис. 15.16). При работе их уменьшается влияние осевых сил на
точность нарезаемой резьбы, так как осевая сила резания при-
лагается со стороны режущей части, а не хвостовика.
10. Для повышения стойкости метчиков рекомендуется под-
вергать их доводке по передней поверхности зубьев боразоновыми
кругами, что уменьшает радиус округления режущих лезвий, или
применять ультразвуковые колебания метчика с амплитудой 7—
9 мкм в осевом направлении [10, 50], так как при этом улучшаются
условия стружкообразования и подвода СОЖ.
416
Глава 18. ЗУБОНАРЕЗАНИЕ
18.1. Основные методы нарезания зубчатых колес
и применяемые инструменты
Основным методом получения зубчатых колес является обра-
ботка резанием. Неточные зубчатые колеса можно получать
отливкой, а профиль зубчатых колес малого модуля — накаты-
ванием. Получение профиля зубьев с применением лезвийного
инструмента может осуществляться по методу копирования и ме-
тоду обкатки. При первом способе обработки профиль инстру-
мента (пальцевые и дисковые модульные фрезы, рис. 18.1) опре-
деляется профилем впадины нарезаемого колеса. Основные пара-
метры процесса фрезерования дисковыми и пальцевыми фрезами,
5
Рис. 18.1. Нарезание зубчатого колеса фасонными модульными фрезами:
а — дисковой; б — пальцевой
т. е. скорость резания, подачи Sz, So и SMt глубина t опреде-
ляются исходя из тех же основных положений, что и при обычном
фрезеровании. Недостатком нарезания зубчатых колес по методу
копирования являются низкая точность обработки и малая
производительность, а также необходимость иметь наборы
инструментов для каждого модуля, состоящие из 8, 15 или
26 фрез.
27 Зак. 1360
417
Нарезание зубчатых колес по методу обкатки производится
червячными модульными фрезами, долбяками, строгальными и об-
каточными резцами и т. д. Для примера на рис. 18.2 показана схе-
ма работы долбяка, где указаны движения долбяка и заготовки в
процессе резания: I — врезание (S); // — вращение долбяка вокруг
своей оси (SKp); III — вращение заготовки около оси (З’кр); IV —
рабочее и возвратное движение долбяка; V — для предохранения
зубьев долбяка от трения при обратном ходе заготовка в начале
обратного хода отодвигает-
ся от долбяка и в конце
холостого хода возвраща-
ется обратно.
Необходимо отметить
следующие особенности
процесса зубонарезания
[2, 5, 66, 76, 77, 97]:
1) сечение срезаемого
слоя изменяется за время
обработки заготовки од-
ним зубом. Кроме того,
необходимо учитывать,
что в работе участвуют
Рис. 18.2. Схема нарезания зубчатого ко-
леса долбяком:
/ — долбяк. 2 — нарезаемое колесо
одновременно несколько
зубьев;
2) различные участки лезвия неодинаково нагружаются, так
как они срезают слои различного сечения и имеют различную
скорость резания;
3) оптимальная геометрия не может быть обеспечена, так
как инструменты имеют весьма сложную форму и совершают
сложные движения. Поэтому назначение геометрических пара-
метров ведут исходя из принципа сохранения точности профиля
инструмента при его переточках.
Вопросы зубонарезания, касающиеся кинематики процесса,
изменения геометрических параметров при весьма сложных отно-
сительных движениях заготовки и инструмента, изменение вели-
чины среза и другие особенности зубонарезания весьма сложны
и недостаточно исследованы. Поэтому в данном учебном пособии
вопросы зубонарезания рассматриваются в основном с эксплуа-
тационной точки зрения.
18.2. Геометрические параметры червячных зуборезных
фрез и долбяков
Червячные зуборезные фрезы и долбяки пред-
назначены для нарезания зубчатых колес методом обкатки. Чер-
вячная фреза (рис. 18.3) представляет собой червяк со стружеч-
ными канавками, наклоненными под углом <вд к оси фрезы и обра-
зующими режущие зубья.
418
Зубья модульной фрезы имеют периферийное и два боковых
режущих лезвия. Передняя поверхность зуба является винтовой,
а задние поверхности затылованы по спирали Архимеда.
Для чистовых фрез передний угол у периферийного режущего
лезвия принимается равным нулю, а для черновых — у—54-10°.
С увеличением угла у улучшаются условия резания, но иска-
жается профиль зубьев нарезаемого колеса.
Рис. 18.3. Конструктивные элементы и геометрические параметры червяч-
ной фрезы
Задние углы боковых лезвий Об, равные 34-4°, рассматри-
ваются в нормальном сечении к ним и определяются по формуле
tg ct6 = tg a sin а3, (18.1)
где а — задний угол периферийного лезвия;
Оз — профильный угол или угол зацепления.
Для увеличения стойкости рекомендуется у сборных остро-
заточенных червячных фрез деталь Об = 84-15°, так как указанные
фрезы перетачивают не по передним, а по задним поверхностям.
Для червячных фрез, оснащенных твердым сплавом, рекомен-
дуются следующие значения углов: у=0, 0=104-12° для всех
лезвий. Вдоль лезвий пластинки твердого сплава необходимо
27* 419
затачивать упрочняющую фаску шириной f=0,34-0,8 мм с углом
у=—54-10° при обработке стали и у=0° при обработке чугуна.
Зуборезный долбяк представляет собой зубчатое ко-
лесо, снабженное режущими лезвиями. Из геометрических пара-
метров долбяка рассматривают задние и передние углы на вер-
шинах и боковых сторонах профиля его зубьев в трех сечениях
(18.2)
(рис. 18.4). Задний угол ав определяет интенсивность изменения
величины смещения исходного контура по длине зуба. Он функ-
ционально связан с другим задним углом ап и углом зацепле-
ния а3 следующей зависимостью:
tgaB = - ^°п
в sina3
где ап — задний угол на боковых сторонах зубьев долбяка в нор-
мальном сечении к боковому профилю зуба. Он определяет фак-
тический зазор между задней боковой поверхностью в данной
точке лезвия зуба и плоскостью резания. Величина его опреде-
ляется из выражения tg an=tg aB sin a3, т. e. так же, как и для
резцов (см. параграф 1.4).
Задний угол ах.б в сечении по делительному цилиндру является
расчетным при проектировании долбяка. Величина его опреде-
420
ляется в развернутом сечении А —А зуба по делительному ци-
линдру или в сечении В — В по делительному цилиндру
tg ax.6==tg aB tg a3. (18-3)
Передний угол в любом радиальном сечении у=5°. Величина
переднего угла в сечении по делительному цилиндру ух опреде-
ляется из формул пересчета углов резца
tg?x = tgysina3, (18.4)
где — уГол давления для рассматриваемой точки режущего
лезвия;
ax = arccos г°я~, (18.5)
'х
где го.д — радиус основной окружности долбяка;
гх — радиус текущей (рассматриваемой) точки.
Известно, что для всех видов инструментов передние углы
выбираются в зависимости от свойств обрабатываемого мате-
риала. Однако при выборе переднего угла для долбяков у необ-
ходимо учитывать, что от величины у зависит искажение профиля
зубьев нарезаемого колеса. Поэтому для черновых долбяков у
не должен превышать 15°, а для чистовых — у=5°. Вместе с тем,
как указывает профессор В. М. Матюшин, для долбяков боль-
ших диаметров и модулей можно назначать величину у=15° без
опасения получить большое искажение профиля нарезаемых
зубьев [53].
18.3. Элементы режима резания, силы и мощность
при зубонарезании
Нарезание зубчатых колес червячными фрезами осущест-
вляется за счет следующих движений: главного, делительного
и подач (рис. 18.5).
Главное движение определяется скоростью вращения фрезы,
рассчитываемой по формуле
v = 1000 м/мин’ ( 8,6)
где De — наружный диаметр фрезы, мм;
п — число оборотов фрезы в минуту. •
Делительное движение представляет собой согласованное
и непрерывное вращение заготовки и фрезы, обеспечиваемое ки-
нематикой станка. При обработке однозаходной фрезой станок
обеспечивает поворот заготовки на один зуб за один оборот
фрезы, а при обработке многозаходной — поворот заготовки на
число зубьев, равное числу заходов фрезы, за один поворот
последней.
Движение подачи S осуществляется фрезой вдоль оси наре-
421
заемого колеса. Исчисляется оно в миллиметрах на один оборот
заготовки.
При зубодолблении прямозубых колес главное движение осу-
ществляется за счет прямолинейного движения долбяка. Процесс
обкатки обеспечивается синхронным вращением долбяка и заго-
товки таким образом, что при повороте долбяка на один зуб,
заготовка также поворачивается на один зуб. Подача исчисляется
за время одного хода долбяка. При этом различают круговую
подачу по дуге начальной окружности заготовки и подачу вреза-
ния 5В в направлении врезания.
Рис. 18.5. Процесс нарезания зубча-
того колеса червячной модульной фре-
зой
Рис. 18.6. Схема срезания слоев
металла межзубой впадины шестерни
долбяком
На рис. 18.6 показана схема нарезания долбяком одной меж-
зубой впадины зубчатого колеса, из которой видно, что размеры
и конфигурации среза меняются в каждой части контура, а сле-
довательно, изменяется и нагрузка на режущий контур зубьев
долбяка. Цифрами от 1 до 12 указаны номера сечений срезов,
снимаемых последовательно. Суммарное сечение, приходящееся
на все одновременно работающие зубья, является величиной
переменной и может быть определено по формуле [94]
0,6m2S
SFmax =------70Т~~ ™2> (18.7)
где т — модуль нарезаемого колеса, мм;
5Кп — круговая подача на один двойной ход долбяка, мм;
Z— число зубьев нарезаемого колеса.
Зная SFmax, можцо определить максимальную силу резания
при зубодолблении:
Рmax — SFmaxp кгс, (18,8)
где р — удельное давление резания, кгс/мм?.
422
Скорость возвратно-поступательного движения долбяка изме-
няется по синусоиде. Для вычисления средней ее величины можно
использовать формулу
2Ln .
” = Тооо м/гаИ'
(18.9)
где L — длина хода, мм.
На основании опытных данных при обработке долбяками из
быстрорежущей стали Р18 зубьев колес из стали 45 скорость
резания определяют по эмпирическим формулам [80]:
а) при черновом нарезании
4,9
v =-------«ё----- м/мин;
Т0.25к'рт0'3
б) при чистовом нарезании
90
V = ------х-ё— м/мин.
( T°-3S°p5
Эффективную мощность при фрезеровании однозаходной чер-
вячной фрезой зубьев колес из стали 45 можно определить по
формуле [80]:
(18.10)
(18.11)
Ns =
0,124 • S0-9™1-7
кВт,
(18.12)
где S — подача на один оборот нарезаемого колеса, мм;
т — модуль, мм;
De — наружный диаметр фрезы, мм.
Окружную силу Р, создающую крутящий момент на фрезе,
можно подсчитать, если известны N3 и v:
60 • 10Ws
Р=------------(18.13)
Эффективную мощность при работе долбяком находят по
формуле
= ^тахЩр кВ
60 • 10®
(18.14)
где Рmax — максимальная сила резания при оаботе долбя-
ком, кгс;
Иср — средняя скорость возвратно-поступательногс движе-
ния долбяка, м/мин.
Подсчет мощности, потребной для нарезания зубьев, может
проводиться согласно нормативам по режимам резания и по та-
ким эмпирическим формулам:
а) при работе червячными фрезами
W = CN\0~3S^mxND^Zq^KN кВт;
(18.15)
423
б) при работе долбяками
W = CN1 Q-^m^Z^vKN кВт, (18.16)
где Cn — коэффициент, зависящий от свойств обрабатываемого
материала;
SB — подача инструмента вдоль оси заготовки, мм/об. детали;
SKp — круговая подача, мм/дв. ход долбяка;
т — модуль, мм;
De — наружный диаметр фрезы (долбяка), мм;
Z — число зубьев нарезаемого колеса;
Kn — поправочный коэффициент на мощность в зависимости
от условий обработки;
v—'скорость резания, м/мин.
18.4. Износ и стойкость зуборезного инструмента.
Скорость резания
Износ зуборезного
задним поверхностям,
Рис. 18.7. Износ модуль-
ных фрез
инструмента происходит в основном по
так как применяемые подачи при зубо-
нарезании весьма малы, а следователь-
но, будет мала и толщина среза, кото-
рая не сможет образовывать лунку на
передней поверхности инструмента.
Поэтому за критерий затупления для
дисковых и червячных фрез принимают
износ в виде площадки h3 по задней по-
верхности с углом а=0 (рис. 18.7).
Оптимальная величина износа для чис-
товых зуборезных фрез составляет ha=
= 0,24-0,4 мм, для черновых — ha—
= 0,84-1,2 мм. Время работы фрезы до
образования оптимальной величины
износа есть стойкость Т в минутах, ко-
торая является функцией скорости ре-
зания V, т. е.
Тт = -^-. (18.17)
Для зуборезных инструментов большего модуля т назначают
и больший период стойкости, так как с его увеличением возрас-
тают размеры инструмента и расходы на эксплуатацию. Для
инструментов с модулем 4—8 мм период стойкости Т берется
равным 240 мин при обработке стали и вдвое больше при обра-
ботке чугуна, а с модулем до 12 мм — Т =720 мин. Стойкость для
долбяков с модулем до 8 мм обычно принимают равной 240—
400 мин.
Учитывая, что зубья червячной фрезы испытывают макси-
мальную нагрузку в средней ее части и поэтому подвергаются
424
более интенсивному износу, необходимо фрезу после некоторого
времени работы передвигать вдоль оси на величину, равную
(154-3)т. Количество таких передвижек обычно равно от 1 до 10.
Стойкость фрез при этом значительно возрастает.
Закономерности, связывающие скорость резания, допускае-
мую червячными фрезами, с основными параметрами (Т, m, SB)
выражают формулой
v =-----м/мин, (18.18)
TmSJBvm °
а для зубодолблении
v =-----5°.х Kv м/мин, (18.19)
TmSy^tn v
где Cv — постоянный коэффициент, зависящий от свойств обра-
батываемого материала;
SB — подача инструмента вдоль оси заготовки, мм/об. де-
тали;
т — модуль нарезаемого колеса, мм;
Хкр— круговая подача, мм/дв. ход долбяка;
Kv— поправочный коэффициент на скорость, учитывающий
все остальные условия обработки.
Необходимо отметить, что изменение модуля приводит к изме-
нению объема снимаемого металла и массы зуба инструмента.
Последнее обстоятельство меняет условия теплоотвода. Так,
например, с увеличением модуля при чистовом зубонарезании
с небольшими подачами улучшается теплоотвод и возрастает
допустимая скорость резания. При черновом зубонарезании уве-
личение сечения среза даже при больших модулях вызывает не-
обходимость уменьшения допустимой скорости резания.
18.5. Выбор наивыгоднейших режимов резания
при зубонарезании
Назначение режимов резания производится следующим
образом.
1. Выбирается характеристика зуборезного инструмента.
2. Устанавливается число проходов и глубина резания в зави-
симости от размеров обрабатываемого колеса, мощности станка
и жесткости системы СПИД.
3. Назначается подача в зависимости от свойств обрабаты-
ваемого материала, модуля, заданных класса чистоты и степени
точности, пользуясь таблицами справочников.
4. Подсчитывается скорость резания, допускаемая режущими
свойствами инструмента. Для различных инструментов величина
скорости резания различна. Например, для долбяков и червяч-
ных быстрорежущих фрез соответственно v= 15—30 м/мин и v =
425
= 25—45 м/мин; при работе червячными фрезами, оснащенными
твердым сплавом, о = 75—150 м/мин.
5. По установленной скорости резания определяется число
Рис. 18.8 Схема к подсчету Д при зубофрезеро-
вании
оборотов для фрезы или число двойных ходов К для долбяка.
6. Полученные значения п и К корректируются по паспорту
станка.
7. Подсчитывается действительная скорость резания.
8. Определяется эффективная мощность.
9. Рассчитывается машинное время.
При работе долбяком за один проход машинное время
2,1 т
nmZ
(18.20)
Первое слагаемое в этой формуле представляет время, необ-
ходимое на врезание. Путь на врезание — 2,1m, а подача на вре-
зание S = 0,lSKp. Второе слагаемое — время, необходимое на
нарезание колес на длине делительной окружности, равной nmZ.
Для чистового прохода вместо 2,1m подставляется значение
припуска в радиальном направлении.
Машинное время при работе червячной фрезой определяется
по формуле
t
м
LZ
nSi
+ + +
nSi
мин,
(18.21)
где L — длина прохода фрезы, состоящая из длины зуба I, длины
врезания 1вр, длины прохода /' и выхода Г (рис. 18.8), мм;
Z — число нарезаемых зубьев;
п — число оборотов фрезы в минуту;
S — подача на один оборот нарезаемого колеса, мм;
i — число заходов фрезы.
420
Глава 19. КОНСТРУИРОВАНИЕ
ЗУБОРЕЗНОГО ИНСТРУМЕНТА
19.1. Дисковые и пальцевые зуборезные фрезы, головки
контурного зубодолбления
Дисковые и пальцевые зуборезные фрезы
(рис. 19.1), а также головки контурного зубодолбления относятся
к инструментам, работающим по методу копирования. Профиль
их зубьев соответствует профилю впадины нарезаемого зубчатого
колеса. Пальцевые модульные фрезы применяют только в тех
случаях, когда нельзя использовать дисковые модульные фрезы.
Объясняется это низкой жесткостью пальцевых модульных фрез,
не позволяющей работать с большими подачами.
Pits' /О 1 ХГ г\хзг>'Ч'Г\хт wuxi ттт TTOW ГОТТ'Т'Г т Аолптгттг 1 v ntr Апнпоттт т v
i U-V • л • Л • X\VHV > j A IXiblluiS. JUlCmCil Пл фи^ХЛНИЛА О J VWpVJllblA
a — дисковой; 6 — пальцевой
Как дисковые, так и пальцевые модульные фрезы изготов-
ляются в комплекте из 8 штук при модулях до 10 мм и из 15 штук
при больших модулях. При этом каждая фреза комплекта
используется для нарезания колес одного модуля с разным коли-
чеством зубьев. Например, фреза № 1 применяется при нарезании
колес с Z= 12 и 13; № 2 — с Z= 14—16; № 3 — с Z= 17—20 и т. д.
При нарезании колес этими же фрезами с другим количеством
427
зубьев возникает погрешность в профиле, снижающая точность
нарезаемых колес.
Для нарезания колес с модулем т>4 выгодно пользоваться
обдирочными модульными фрезами, у которых имеются прорез-
ные, или ступенчатые, и зачистные (рис. 19.2)
зубья. Ступенчатая заточка прорезных
зубьев обеспечивает надежное дробление
стружки. У черновых дисковых фрез реко-
мендуют делать передний угол у=8—12°
с закруглением уголков зуба по радиусам.
Для чистовых модульных дисковых фрез
обычно у=0. Если у#=0, необходимо прово-
Рис. 19.2. Про
резной зуб диско-
вой черновой мо-
дульной фрезы
дить коррекционный расчет профиля, как
и у обычных фасонных фрез.
С целью уменьшения расхода быстро-
режущей стали дисковые ф.резы больших
размеров рекомендуется делать сборными.
Профиль эвольвеитного зуба дисковой и пальцевой модуль-
ных фрез обычно определяют методом координат. Метод этот
состоит в определении координат ряда точек эвольвенты, по кото-
рым можно получить точный эвольвентный профиль зуба фрезы.
।
Рис. 19.3. Схемы образования (а) и расчета профиля эвольвеитного зуба (б)
Эвольвента описывается каждой точкой прямой, например точ-
кой М, катящейся без скольжения по окружности (рис. 19.3, а).
Окружность радиусом г0, служащая для образования эвольвенты,
называется основной. Полярными координатами эвольвенты
будет радиус-вектор гх точки М и полярный угол 0Ж. Угол аж
между радиус-вектором и радиусом окружности называется
углом зацепления, а угол между ОК и ОМ назовем углом развер-
нутости эвольвенты 0Ж. Выведем уравнение эвольвенты.
428
Из чертежа видно, что АМ=^>АК. Но
оДД- = го(0х + ах). (19.1)
Из треугольника ОМА имеем: , • АЛЛ r
/ . — , /ин 1 0 х cos ах
или АМ = о АК = Го tg ах- (19.2)
Тогда ro(@x + «x)==''otgal. (19.3)
или ®х = tg «г — ах- (19-4)
Величину tg ах—ах называют эвольвентой функцией и обоз-
начают inv ах. Тогда 0x=inv аж.
Выведенные уравнения для гх и 0Ж являются полярными урав-
нениями эвольвенты и используются для определения координат
профиля фрез.
Для прямозубых колес радиус основной окружности
(рис. 19.3, б) определяется по формуле
л? 7
г0=-^созад, (19.5)
где т — модуль нарезаемого’колеса;
Z— число зубьев;
ад — угол зацепления на делительном цилиндре с радиусом гп.
Угол зацепления для любой точки профиля определяется по
ранее выведенной формуле
cosax=——, (19.6)
гх
где гх — радиус текущей координаты, значение которого может
изменяться в пределах от наружного радиуса нарезае-
мого колеса Re до г0-
Половина угловой ширины впадины р.в на основной окруж-
ности составит [76]
-пг fcr п AS
Ив = "V-----"д--------inv а н----у-, (19.7)
2r Z д rnZ
гДе £— коэффициент смещения исходного контура;
AS — утонение зуба или боковой зазор.
Для любой текущей координаты профиля с радиусом гх по-
ловина угловой ширины впадины р,х = р.в + inv ах.
Задаваясь значениями гх, определяем координаты точек про-
филя по уравнениям:
х = rxsiniix; у = rx cos рх. (19.8)
429
Вместо определения у на практике для удобства построения
шаблонов ординаты профиля отсчитывают от наружного диа-
метра фрезы и определяют по формуле
ya = y — Ri-
(19.9)
Точность при расчете координат х и у лежит в пределах
0,001 мм. Для того чтобы обеспечить эту точность, необходимо
рассчитать 6—20 точек профиля в зависимости от модуля и тре-
буемой точности: чем больше точность, тем больше требуется
брать расчетных точек. Радиус г рассчитывают по формуле
Рис. 19.4. Головка для кон-
турного зубодолбления
г=Кт, где К—коэффициент, зависящий от числа зубьев наре-
заемого колеса. Он равен [76]:
Число свыше
зубьев 12—13 14—16 17—20 21—25 26—34 35—54 55—134 135
К 0,52 0,49 0,46 0,43 0,40 0,36 0,32 0,25
При нарезании косозубых и шевронных колес профиль фасон-
ных фрез отличается от профиля впадины между зубьями колеса
и определяется сложными методами нахождения огибающей [20].
Однако для колес невысокой степени точности (до 9-й) и углем m
до 15° можно профилировать фрезы, как и для прямозубых колес,
но по приведенному числу зубьев Znp.’
Z = ____
п₽ cos3® ’
(19.10)
где Z — число зубьев нарезаемого колеса;
со — угол наклона зубьев.
Головки контурного зубодолбления работают
по методу копирования, но являются высокопроизводительными,
так как обеспечивают одновременное нарезание всех впадин
обрабатываемого зубчатого колеса (рис. 19.4). Режущими эле-
ментами являются фасонные резцы 3, имеющие форму профиля
впадины прямозубого цилиндрического колеса. Установленные
430
в радиальных пазах корпуса или разводящего кольца 1
Р еле каждого рабочего хода отводятся, а затем в начале рабо-
Пего хода подаются в радиальном направлении с помощью сво-
дящего кольца 2 и при рабочем движении заготовки 4 производят
долбление впадин.
Несмотря на сложность конструкции головок контурного зубо-
долбления, они находят широкое применение в массовом произ-
водстве в силу высокой производительности процесса нарезания
зубчатых прямозубых колес.
19.2. Червячные и шлицевые зуборезные фрезы
Общие сведения. Червячные фрезы по технологическим при-
знакам делятся на две основные группы [2, 5, 77, 97]:
1) для нарезания цилиндрических колес черновые и чистовые,
отличающиеся между собой числом заходов, геометрическими
параметрами и углом наклона стружечных канавок со;
2) для нарезания червячных колес с радиальной и танген-
циальной подачами.
В зависимости от требований к качеству нарезаемых зубьев
колес эти фрезы делятся на четыре класса точности. Для нареза-
ния колес 7—9 и 10-го классов точности служат фрезы соответ-
ственно классов АА, А, В и С.
Элементы профиля. В нормальном сечении (см. рис. 18.3)
элементы профиля фрезы должны соответствовать рабочему про-
филю зубчатой рейки. При этом
/п = лтп, (19.11)
где tn — шаг зубьев фрезы в нормальном сечении;
тп = т — модуль в нормальном сечении.
Осевой шаг
где со — угол подъема винтовой линии на делительном цилиндре.
Высота головки h± и ножки й2 зуба берутся равными 1,25 m.
Толщина зуба фрезы по делительному диаметру Sn равна
Sn=4~ = Jir- (19.13)
Для облегчения операции затылования шлифованием во впадине
зуба фрезы делается технологическая канавка, ширина которой
составляет 0,75 от ширины впадины. Дно впадины и технологи-
ческой канавки очерчивается радиусами ri=0,3m; r2=0,3m
и г3=(0,2—0,3)т.
431
Элементы режущей части. Величина затылования К рассчи-
тывается по формуле
где а —задний угол по наружному диаметру фрезы. Обычно
а = 10 — 12°.
Величина задних углов на боковых лезвиях определяется
аналогично, как и для фасонных фрез.
Рис 19.5. Форма задней
поверхности зуба червяч-
ной фрезы
Рис. 19.6. Схема к расчету длины рабо-
чей части червячной фрезы
Для фасонных фрез
tg аб = tg a sin <р,
а для червячных
tga6 = tgasina3, (19.14)
где а3 — угол зацепления. В СССР принят по общесоюзному
стандарту профилей зубьев колес а3 = 20°.
Задняя поверхность очерчивается двойным профилем
(рис. 19.5). Задний угол со шлифованным профилем имеется
только на 2/з ширины зуба, так как шлифовать по всей длине зуб
нельзя из-за опасности врезания в соседний зуб шлифовального
круга на выходе его при обработке первого зуба.
Передние углы у чистовых червячных фрез, как указывалось
ранее, обычно принимаются равными нулю. Если у имеет поло-
жительное значение, необходимо провести коррекционные рас-
четы профиля зубьев фрезы.
Конструктивные размеры червячных фрез [2, 5, 66, 76, 77, 94].
1. Длина рабочей части фрезы выбирается с таким расчетом,
чтобы обеспечить правильное профилирование зубьев нарезае-
мого колеса и высокую стойкость ее зубьев. Для выполнения пер-
вого условия необходимо, чтобы длина фрезы L была больше
432
кции активной части линии зацепления на ось фрезы
пР°| 19 6) и толщины крайних профилирующих зубьев. Второе
ловие — повышение стойкости — обеспечивается за счет пере-
УСщения фрезы в осевом направлении, а поэтому необходимо
увеличить длину фрезы на величину этих передвижек. Для прак-
тических расчетов можно рекомендовать общую длину фрезы L
рассчитывать по формуле
(2-4-3) 13/72 мм.
(19.15)
Для фрез с большим модулем
L=4t0+ (25-4-15) мм. (19.16)
2. Наружный диаметр червячных зуборезных фрез рассчиты-
вается так же, как и для обычных фрез с затылованным зубом по
эмпирической формуле
£>е>( 1,5-4-2)<Н-2Я мм, (19.17)
где d — посадочный диаметр отверстия, мм;
Н — высота зуба или глубина стружечной канавки, мм.
3. Угол наклона винтовой стружечной канавки о выбирается
в зависимости от модуля и числа заходов фрезы I. Так как чи-
стовые зуборезные фрезы всегда однозаходные, величина угла для
них зависит только от модуля и лежит в пределах со = 1-4-5°.
При больших значениях угла со происходит большее искажение
профиля нарезаемых зубьев, так как при со 0 искажается пря-
молинейность режущих лезвий зубчатой рейки.
Направление винтовой линии зубьев обычно правое для пря-
мозубых колес и совпадающее с направлением зубьев у косозу-
бых колес. За счет этого уменьшается угол поворота фрезы при
установке ее на станке, а следовательно, обеспечиваются при-
мерно одинаковые передние углы и условия резания на обеих
сторонах зуба. Поэтому червячные фрезы всегда должны иметь
клеймение с указанием угла со.
Шаг винтовых канавок определяется по формуле -
И = 7-Рд мм. (19.18)
4. Расчетный диаметр делительного цилиндра. При конструи-
ровании червячных фрез для нарезания зубчатых прямозубых
и косозубых колес обычно задаются модулем т, углом давле-
ния ад, диаметром наружной окружности De, который прини-
мается в зависимости от т и точности нарезаемого зуба колеса
по ГОСТ 9324—60, и задним углом при вершине а= 10-4-12°.
Число зубьев также принимается в зависимости от модуля по
таблицам. Зная величину De и высоту головки зуба hi, можно
определить диаметр делительного цилиндра Пл—Ое—2hi. Между
28 Зак. 1360 433
осевым шагом /о, нормальным шагом /п, диаметром делительного
цилиндра Од, углом наклона винтовых канавок со можно из
рис. 19.7 вывести следующие зависимости:
/о = —---------= лО tgco.
cosco д
Так как /и=л/7гп, запишем
лтп лОдЭтсо
сос со cos со
или
Вд = т* ,
А sin со
откуда
тп
sin со = п .
Br
диаметра делительного
цилиндра червячной
фрезы:
1 — развертка линии стру-
жечной канавки
(19.21)
Так как переточка червячных фрез выполняется по передней по-
верхности и при этом Од будет уменьшаться, расчетное сечение
для определения Од выбирается из предположения, что фреза
сточена на Ve углового, т. е. окружного шага:
Од=Ое—2/ii—0,25К мм, (19.22)
где = ft2 ф- С — высота головки зуба. Обычно у некоррегиро-
ванных колес hr = 1,25 т, мм;
К — величина спада затылка, мм;
/г2 — высота ножки зуба нарезаемого колеса, мм;
С — радиальный зазор, мм.
Червячные фрезы для нарезания червячных колес. Эти фре-
зы сугубо специальные. Объясняется это формой самого червяка.
Размеры фрезы, ее установка относительно червячного колеса,
число заходов, осевой шаг t0=nm, ход винтовой линии То=
= лта должны соответствовать всем указанным параметрам чер-
вяка, сопрягаемого с червячным колесом.
Известны два метода нарезания червячных колес Г. с ра-
диальной (рис. 19.8, б) и тангенциальной подачей фрезы 2
(рис. 19.8, а).
Второй метод нарезания червячных колес точнее, так как
получение точности межцентрового расстояния А зависит от наст-
ройки; при первом методе обеспечение точности зависит от вре-
мени включения исполнительного устройства. В зависимости от
направления подач различают и два типа фрез: с заборным кону-
сом (тангенциальные) (рис. 19.8, в) и без заборного конуса.
Угол ф выбирается в пределах 11—13°. Величина Я'=(0,8-г
434
-0 9)^- Наружный минимальный диаметр фрезы Яефр.пип опре-
деляется по формуле
De фр.т1п = ^е чер4_С//И, (19.23)
где De чер — наружный диаметр червяка;
е с — величина радиального зазора при работе в паре чер-
вяка и колеса;
т — модуль.
Рис. 19.8. Схема нарезания червячных колес
С учетом запаса на переточки Яефр.т1п рассчитывается так:
De фр.т1п==7)с чер4-2(С/-(-0,1) Ш. ( 19.24)
Длина фрезы, работающей с радиальной подачей,
ДчерД-^о’, (19.25)
для фрез, работающих с тангенциальной подачей,
Аф = /заб+2/о= (4,54-5) t0. (19.26)
Внутренний диаметр червячных фрез берут равным внутрен-
нему диаметру червяка. Число канавок рекомендуется 10 для
ответственных фрез и Z=64-10 для более грубых.
Диаметр оправки рассчитывается по эмпирической формуле •
d= (0,35-0,45) De, (19.27)
а затем уточняется по стандарту. Толщина тела фрезы опреде-
ляется по формуле
Тф=-^^--Нк, (19.28)
. где Як — глубина канавки, а затем проверяется на прочность.
28* 435
Конструкции червячных фрез не стандартизованы. В случае,
когда нужно нарезать одно-два колеса, делают не фрезу, а лету-
чий резец — однозубую фрезу. Работает летучий резец только
с тангенциальной подачей, которая очень мала, а следовательно,
производительность обработки таким методом низкая. Фрезы
больших модулей целесообразно делать сборными с оснащением
их твердым сплавом. Мелкомодульные червячные фрезы для на-
резания точных колес рекомендуется делать цельнотвердосплав-
ными.
19.3. Долбяки
Зуборезные долбяки работают по методу обкатки. В основу
изготовления долбяка положена не прямозубая рейка, а шестерня
с соответствующими углами. Производительность обработки дол-
Рис. 19.9. Типы долбяков:
а—дисковый; б — хвостовой; в — ча-
шечный; г — втулочный; д — сборный
бяками несколько ниже, чем червячными фрезами, но они позво-
ляют нарезать такие колеса, как, например, блоки колес, шев-
ронные, колеса внутреннего зацепления и другие, которые нельзя
436
Рис. 19.10. Конструктивные элементы:
а — дискового долбяка; б — то же для расчета на ЭВМ
нарезать червячными фрезами. Точность же по профилю зубча-
тых колес, нарезанных долбяками, выше, чем при зубофрезе-
ровании.
В зависимости от характера обрабатываемых деталей долбяки
делятся на три группы:
1) прямозубые — для нарезания прямозубых колес;
2) косозубые — для нарезания колес с винтовым зубом
и шевронных колес;
3) специальные — для нарезания зубчатых деталей неэволь-
вентного зацепления (звездочки, шлицевые валы и т. д.).
По конструкции долбяки классифицируются на следующие
группы (рис. 19.9):
1) дисковые — применяются для колес внутреннего и наруж-
ного зацепления при больших диаметрах;
2) чашечные — для нарезания зубьев в упор;
3) хвостовые — для колес внутреннего зацепления малого
диаметра, где недопустимо применение и изготовление диско-
вого долбяка;
4) втулочные — являются видоизмененным типом хвостового
долбяка;
5) сборные.
437
f)
Для обеспечения резания долбяку придают несколько изме-
ненный вид по сравнению с обычным зубчатым колесом.
На рис. 19.10 изображен дисковый долбяк. Принятые обозна-
чения: D — диаметр окружности выступов; Da — диаметр дели-
тельной окружности; Di — диаметр окружности впадин; 5Д —
толщина зуба по делительной окружности; Se — толщина вер-
шины зуба по окружности выступов; d — посадочный диаметр;
С — С — исходное сечение; hi — высота головки зуба; h2— вы-
сота ножки зуба.
438
Боковые поверхности шлифуются по эвольвенте, а передняя
оверхность — на конус, в результате чего образуются боковые
и передний углы. Задний угол при вершине получают шлифова-
нием задней поверхности на конус.
Необходимость наличия у долбяков боковых задних углов
обусловливает ряд своеобразных особенностей в форме зуба
[2, 5, 66, 76, 77, 94, 97].
1. Боковые стороны зубьев шлифуются по эвольвенте, чтобы
при переточках по передней поверхности форма зуба не изменя-
лась. Эвольвентные боковые поверхности образуются путем вин-
тового движения эвольвенты по направляющему цилиндру, диа-
метр которого является диаметром основной окружности. Благо-
даря этому в любом сечении долбяка, перпендикулярном к его
оси, получаются одинаковые эвольвенты. Причем на одной сто-
роне зуба винтовая поверхность делается правой, а на другой —
левой, за счет чего обеспечивается наличие на боковых сторонах
зуба задних боковых углов.
2. Толщина зубьев долбяка уменьшается по направлению от
плоскости ЕЕ к плоскости АА с одновременным уменьшением
Do, D и Dt (плоскость А —А соответствует III—III, см. рис. 18.4).
Поэтому долбяк можно представить как коррегированную шес-
терню с различным смещением исходной рейки в каждом сече-
нии, перпендикулярном к оси. В сечении ЕЕ смещение рейки
положительное (от оси), а в сечении АА — отрицательное (к оси).
В некотором сечении СС, отстоящем от передней плоскости на
расстоянии а, смещение рейки равно нулю. Это сечение условно
называется исходным, а величина а — смещением исходного се-
чения, или исходным расстоянием. Таким образом, с точки зрения
геометрической теории зацепления эвольвентных зубчатых колес
долбяк можно рассматривать как совокупность бесконечно боль-
шого количества элементарных зубчатых колес с положительным,
нулевым и отрицательным смещениями исходного контура рейки
с бесконечно малой шириной обода. По мере перетачивания дол-
бяка в процесс резания и зацепления вступает одно из этих бес-
конечно тонких зубчатых колес. В исходном сечении сдвиг рейки
равен нулю, и здесь размеры и профиль зубьев долбяка опреде-
ляются соответствующими параметрами нарезаемого колеса.
Для чистовых долбяков толщина зуба по делительной окруж-
ности
(19.29)
а для черновых — S' = ~^т~ — 0,4 т. (19.30)
Высота головки зуба долбяка:
/ii = /z2= 1,25m (для долбяков с т<2,5); (19.31)
/г1=/г2=1,3т (для долбяков с т^2,5). (19.32)
439
Соотношение между параметрами в плоскостях ЕЕ и СС при
условии, что у=0:
х = a tg ав; у' = a tg аб. (19.33)
С целью удобства измерений при изготовлении долбяка на чер-
тежах проставляются размеры его параметров в сечении ЕЕ.
Сюда входят:
высота головки зуба
hlE = + х = (1,25-ь l,3)m + atgaB; (19.34)
высота ножки зуба
h2E = hr — х — (1,25 -ь 1,3) m — atgaB; (19.35)
диаметр окружности выступов
Е)еЕ = D& -f- 2hi£ = mZ 4" 2/ti£j (19.36)
диаметр окружности впадин
Die ~ £>д — 2йг£ = mZ — 2hzE> (19.37)
толщина зуба
S£= 4-2atga6. (19.38)
По расчетным данным [77]:
tg«6 = tgaBtga3; (19.39)
5Е=5д4-2а tg aB tg a3.
Величина смещения исходного контура в теории корригиро-
вания эвольвентных зацеплений обычно выражается через коэф-
фициент смещения в долях модуля
х=1,т. (19.40)
Из построения видно, что величина смещения исходного контура
х tm
а = —т----= —.
tgaB tgaB
(19.41)
Увеличение а дает следующие преимущества:
1) улучшается класс чистоты поверхности нарезаемого зуба
и точности профиля колеса, благодаря чему достигается меньший
шум и более плавное зацепление;
2) уменьшается опасность срезания вершин зубьев при ма-
лом их числе. С другой стороны увеличение расстояния а вредно,
так как при этом уменьшается толщина зуба на вершине, а в силу
этого уменьшается и стойкость долбяка. Кроме того, чем боль-
ше а, тем больше получается участок с неэвольвентным профилем
у основания зуба нарезаемого колеса, т. е. уменьшается рабочий
участок профиля зуба колеса.
Выбор значения а при проектировании долбяка производят
по специально разработанным номограммам, которые связывают
между собой толщину зуба Se, число зубьев долбяка Z и макси-
440
но допустимый коэффициент смещения g. Определив макси-
мально допустимый коэффициент смещения gmax, определяют
расстояние а:
а = , (19.42)
tgaB
Затем производят проверку на отсутствие подрезания зубьев
на участках переходных кривых по вспомогательным таблицам
и графикам справочной литературы. Кроме того, необходимо учи-
тывать, что при переточках долбяков изменяется величина а, что
также приводит к опасности подрезания этим долбяком зубьев
нарезаемого колеса, особенно при малом числе Z.
Максимально допустимое изменение Ай рассчитывается по
формуле
ДЙ = Unin (И (19.43)
tgaB
где g„ min — минимальный коэффициент смещения, выбираемый по
таблицам или по специальным графикам, исходя из
условий допустимого срезания лезвий и отсутствия
подрезания.
Конструктивные параметры долбяков стандартизованы: для дол-
бяков модулей т=1—12 по ГОСТ 9323—60, для долбяков моду-
лей от 0,1 до 1 мм по ГОСТ 10059—62.
Следует учитывать, что диаметр делительной окружности
стандартизован:
Da, мм 75 100 125 166 200
т, мм 1—4,5 1—6,5 5—9 8—10 - 10—12
Однако при определении D^=mZ нужно брать не стандарт-
ный, а расчетные диаметры.
Стандартное значение £>д показывает размер диаметра дели-
тельной окружности, около которого колеблется значение расчет-
ного диаметра D;; делительной окружности. Приблизить расчет-
ные значения £>д к стандартному можно за счет выбора соответ-
ствующего числа зубьев долбяка Z. Например: т=4; Z=19.
Тогда расчетное значение Пд=76 и лежит близко к значению
стандартного £>д.
19.4. Пример расчета геометрических параметров
долбяка с применением ЭВМ *
Последовательность расчета. Аналитический расчет и выбор
оптимальных конструктивных и геометрических параметров
сложнофасонного режущего инструмента — трудоемкий процесс.
* Параграф разработан с участием инженера НТК АН БССР М. В. Крейцер.
- 441
Эффективными средствами для решения таких задач являются
современные математические методы с применением ЭВМ.
Последние осуществляют не только вычислительные операции, но
и позволяют производить сравнение и оценку получаемых резуль-
татов, выбирают наивыгоднейшие из просчитанных вариантов
и выполняют заданную программой последовательность матема-
тических и логических операций.
Количественные методы проектирования базируются на мате-
матических моделях явления. При построении математической
модели явление упрощается, схематизируется. Из множества
факторов, влияющих на явление, выделяются важнейшие. Уста-
навливаются количественные связи между условиями протекания
процесса, параметрами решения и целью проектирования.
На основе математической модели выбираются численные ме-
тоды, которые реализуются в блок-схему алгоритма. Этапы полу-
чения программы на основе блок-схемы алгоритма здесь не рас-
сматриваются, поскольку вопросы программирования достаточно
полно освещены в специальной литературе, например [47].
Проектирование инструментов с точки зрения применения
количественных методов к явлению нельзя рассматривать обособ-
ленно от процесса формообразования поверхностей, так же как
процесс формообразования неотделим от технологических усло-
вий, в которых должен протекать. При проектировании инстру-
ментов в качестве явления, для которого составляется математи-
ческая модель, выступает процесс формообразования поверх-
ности. Такая модель может связывать либо все элементы системы
СПИД, либо часть из них. Ниже приводится математическая мо-
дель и соответствующая ей блок-схема алгоритма, формализую-
щие процесс проектирования режущей части долбяка для фор-
мообразования наружных эвольвентных зубьев.
Математическая модель процесса формообразования наруж-
ных эвольвентных зубьев долбяками. Параметры зубчатого вен-
ца, которые необходимо обеспечить в процессе формообразова-
ния, обозначим следующими символами:
т — модуль нормальный;
ад — угол исходного контура;
ZK — число зубьев;
DK — максимальный размер диаметра венца;
Вк — номинальная толщина зуба по дуге делительного диаметра;
ВВК — верхнее отклонение толщины зуба;
НВК — нижнее отклонение толщины зуба;
de — максимальный размер внутреннего диаметра зубьев;
Дв— допуск на диаметр внутренний;
fK — размер фаски на боковой стороне зуба;
ря — радиус кривизны эвольвенты в начале активной части про-
филя зуба;
Дд — величина перекрытия обработкой активной части профиля
зуба.
442
Для элементов режущей части долбяка введены следующие
обозначения (рис. 19.10,6):
/и — число зубьев;
— диаметр наружный;
// — диаметр делительный;
£)о —диаметр основной;
D ___диаметр начала активной части профиля зуба;
£>₽ — внутренний диаметр зубьев;
/у__максимально возможная величина стачивания долбяка вдоль
его оси;
ан___расстояние передней грани долбяка от исходного сечения;
ас__расстояние торцевого сечения предельно сточенного долбяка
от исходного сечения;
L — длина зубьев;
5д — толщина зуба по дуге делительной окружности в проекции
передней грани;
Sx — толщина зуба по хорде в передней грани;
А —высота до хорды в передней грани;
аб0 — боковой задний угол на основном цилиндре;
у — передний угол;
ав— задний угол при вершине;
Se — толщина зубьев по вершине.
Рассмотрим задачу построения математической модели про-
цесса формообразования наружных эвольвентных зубьев долбя-
ками. Схема формообразования определена указанием типа
инструмента. Технологические условия, влияющие на принятие
решений, представим в виде следующих ограничений:
Se— минимально допустимая толщина зубьев по вершине;
De — максимально допустимый наружный диаметр долбяка;
Ьт — максимальная длина зубьев долбяка;
А — минимально допустимое значение зубьев долбяка;
ZH — максимально допустимое значение зубьев долбяка.
Будем считать заданными следующие группы параметров:
Ar = {m, ад, ZK, Вк; ВВК, НВК);
42 = (Рм, /к);
i; А3 = (рд, Ад);
At = (dB, Дд); (19.44)
•; Д = (у, ав);
4в = (Se, De, Lt, 2и, Zh).
Совокупность заданных (управляющих) параметров обозна-
чим буквой 4. Тогда
4 - < 41( А9, А3, At, А6, Ав>. (19.45) ’
, 443
Затем проанализируем параметры инструмента с тем, чтобы
выявить такие из них, с изменением которых будут меняться
остальные. Для долбяка такими будут: Zw, ап, ас и k, где k — при-
рост высоты головки зуба долбяка в предельно изношенном (сто-
ченном) состоянии. Совокупность этих параметров назовем управ-
ляемыми и обозначим через х:
х= (Za, аа, ас, k). (19.46)
Диапазон, в котором могут изменяться управляемые пара-
метры, следующий:
(19.47)
Д, Z„;
«с < ^н>
О < k < 1,5 т.
Имеется ряд условий [20, 53, 75], которые влияют на выбор
управляемых параметров. Во-первых, рост ан сдерживается уве-
личением переходной кривой у ножки зуба венца. Необходимо,
чтобы в процессе формообразования зуба выполнялось условие
fi(^4i. ^5, ZH, ап, k) —Ля- (19.48)
Во-вторых, с ростом ян уменьшается размер вершины зуба дол-
бяка Se, т. е. новый инструмент должен иметь размер вершины
больше допустимой:
f2(Xv Л4, Л5, ZH, я,„ й)>5е. (19.49)
Величина яс лимитируется, во-первых, опасностью среза вер-
шины зуба венца долбяком в предельно сточенном состоянии
/з(Л1, А2, As, Za, яс)>0, (19.50)
во-вторых, подрезанием зубьев венца, если диаметр основной
окружности последних лежит выше диаметра внутреннего
/ч(Л1, Л4, As, Zh, ас, k) ^0 (19.51)
и, в-третьих, наружный диаметр предельно сточенного долбяка
должен быть не ниже диаметра делительного
f5(Zli, As, Zh, ас,
(19.52)
Наружный диаметр нового долбяка должен быть меньше до-
пустимого
fe(Alt А5, Zh, яи, k)<De. (19.53)
Длина зубьев долбяка ограничена величиной LT:
fi(Ai, А2, Аз, Ai, Л5, X)^.LT—5,
(19.54)
где в левой части неравенства стоит Н, а из LT вычитается запас
конструктивной прочности у предельно сточенного инструмента.
444
Данная величина является рекомендуемой и может корректиро-
ваться.
При переточках долбяка в интервале rl высота нарезаемых
зубьев венца должна колебаться в пределах допуска:
de — ^з> ' ds- (19.55)
Остается определить показатель эффективности (цель проек-
тирования инструмента). В качестве показателя эффективности
принимаем величину Н. Тогда задача проектирования математи-
чески формулируется так.
При заданных условиях А найти такие элементы решения X,
которые максимизируют величину стачивания долбяка И.
Символическая формула будет иметь вид:
Н = F (А, х)->тах. (19.56)
Данная математическая задача относится к классу так назы-
ваемых вариационных задач [9]. Классические методы нахожде-
ния экстремума функции многих переменных дифференцирова-
нием ее по аргументам с последующим приравниванием произ-
водных нулю и решением полученной системы уравнений здесь
не подходят по следующим причинам:
1) когда аргументов много, совместное решение системы
уравнений, полученных дифференцированием основной зависи-
мости, не всегда проще непосредственного поиска экстремума;
2) при наложении ограничений на аргументы экстремум
может находиться не в точке, где производные обращаются
в нуль, а на границе области возможных решений;
3) производных может вовсе не существовать, если аргу-
менты изменяются дискретно.
Других общих математических методов нахождения экстре-
мума функции любого вида при наличии произвольных ограни-
чений не существует. Поэтому в каждом конкретном случае при-
меняются специальные методы решения экстремальной задачи.
Метод последовательного анализа области возможного фор-
мообразования. Область существования долбяка — пространст-
во D, лежащее внутри ограничений (19.48) — (19.52), (19.55),
т. е. диапазон возможных переточек инструмента при фиксиро-
ванном числе зубьев долбяка.
Область возможного формообразования — пространство Ф,
лежащее внутри ограничений (19.48) — (19.53), (19.55) во всем
диапазоне чисел зубьев. Из первого определения следует, что
долбяк — пространство Н, получаемое из D наложением ограни-
чения (19.54).
В соответствии с принятой терминологией поиск экстремума
функции H=F(A, х) можно осуществлять в следующей последо-
вательности.
При фиксированном значении Zn определяется D' как прост-
ранство, лежащее внутри ограничений (19.48) — (19.52). Причем
445
Блок-схема алгоритма определения некоторых конструктивных и геометриче-
ских параметров режущей части долбяков
ПП1
сначала вычисляется положение, которое в этом пространстве
может занимать предельно сточенный инструмент. Затем из этого
положения передняя грань инструмента «перемещается» с ша-
гом в I мм. В каждой точке шага определяется внутренний диа-
29 Зак. 1360
449
ЛП2
метр зубьев венца dB. Значения dB', выходящие за рамки огра-
ничения (19.55), фиксируются, если они экстремальны. Получен-
ное значение D' сравнивается с ограничением (19.54). При этом
возможны два варианта.
1. D'<LT-5. Если нет препятствий увеличению 2И, преды-
дущее значение увеличивается на один зуб. Вновь полученное
значение D' опять анализируется. Процесс увеличения зубьев пра|
должается до тех пор, пока Za не достигнет максимума, либо D]
станет больше Lt—5. Если Za достигнет максимума, произво!
дится проверка De. Если De выходит за рамки ограничения?
Za уменьшается на единицу и определяется соответствующее
ему D'. В случае максимума Z„, если De не выходит за ограниче-
ние, D' анализируется на соответствие условию (19.55). При вы-
полнении условия следует, что D = D'. В противном случае выяс-
няется количество нарушений условия (19.55). Если имеет место
одно нарушение, изменяется высота зуба предельно сточенного
инструмента и определяется новое значение D'. При двух нару-
шениях значение D' уменьшается на величину экстремальных
зон. В результате коррекции D' получаем новое значение, тож-
дественное D. Так как D в рассматриваемом варианте меньше
LT-5, H=D.
2. D'>(LT—5). Проверяется, не выходит ли £)е за рамки
ограничения. Если De выходит за рамки ограничения, Za умень-
шается на единицу и определяется соответствующее ему D'.
Если нарушения нет, D' анализируется на соответствие условию
(19.55). Если dB выходит за границы, описанным выше способом
450
ндется D'. Новое значение D' тождественно D. Так как D
^просматриваемом варианте может быть либо меньше, либо
больше Тт—5, проводится соответствующий анализ. В первом
ае H=D. Во втором случае возникает задача расположе-
ния И внутри D. Предусматривая такую ситуацию, вводится
коэффициент пропорциональности Р, который может принимать
значения от 0 до 1. Физический смысл упомянутого коэффициента
следующий. При Р=0 положение передней грани нового дол-
бяка фиксируется на поверхности D, ограничивающей максималь-
ный наружный диаметр инструмента. В этом случае сечение пре-
дельно сточенного инструмента будет находиться внутри D па
расстоянии Н от передней грани. При Р=1 сечение предельно
сточенного инструмента фиксируется на противоположной по-
верхности D, а положение передней грани нового инструмента
внутри D относительно сточенного сечения определяется вели-
чиной Н. Промежуточное значение коэффициента Р приводит
к положению, когда передняя грань и сечение предельно сточен-
ного инструмента лежат внутри D.
Если в результате исследования установлено, что Ф=0, сле-
дует вывод, что противоречива исходная информация. Это значит,
что в первую очередь необходимо подвергнуть анализу Ав. Если
положение не изменится, анализируются остальные параметры,
входящие в А.
Блок-схема алгоритма определения конструктивных и гео-
метрических параметров режущей части долбяков. При состав-
лении блок-схемы приняты следующие обозначения. В блоки
прямоугольной формы вписаны вычислительные операции или
операции присваивания. В качестве связей служат стрелки, пока-
зывающие направление перехода. В качестве переключательных
блоков использованы фигуры ромбовидной формы. Из каждого
переключательного блока исходят две стрелки. Информация,
содержащаяся в переключательном блоке, воспринимается вопро-
сом. Переход по утвердительному ответу помечается плюсом, по
отрицательному — минусом. Все блоки пронумерованы. В круж-
ках содержится информация перехода вне пределов прямой ви-
димости, когда блоки находятся на разных страницах. Кружок
с исходящей стрелкой показывает номер блока, из которого
информация поступает. Если такой кружок помечен знаком, это
служит признаком конца переключательного блока, из которого
информация поступает.
В случаях многоадресных переходов вместо кружков исполь-
зованы фигуры, ограниченные по бокам полуокружностями.
Стрелка, упирающаяся в кружок или его заменитель, указывает
номер блока, куда информация передается. Подпрограммы
индексируются цифрами после «ПП» и приводятся за блок-схе-
мой. Блок-схема алгоритма начинается с перечня исходной
информации. В первом блоке содержится указание о печати пе-
речня исходных данных. Во втором блоке вычисляется диаметр
29* 451
основной окружности зубчатого венца, угол профиля инстру-
мента, толщина зуба венца по дуге делительной окружности
с учетом середины допуска и принимается толщина зуба инстру-
мента по дуге делительной окружности в исходном сечении.
Блоки 3—5-й служат для определения числа зубьев инстру-
мента. Затем в 6-м блоке определяются диаметры делительной
и основной окружностей инструмента и вводятся нулевые значе-
ния прироста высоты k, максимального внутреннего диаметра
венца d', который может получаться в процессе формообразова-
ния, и минимального внутреннего диаметра d". В 7—8-м блоках
определяется соответствующее минимально допустимое значение
толщины зуба по вершине долбяка.
Минимально допустимый станочный угол зацепления пре-
дельно сточенного инструмента с учетом условий (19.50) и (19.51)
определяется в блоках 9—13. Затем в 14-м блоке определяется
коэффициент коррекции предельно сточенного долбяка и вычис-
ляется толщина зуба по дуге делительной окружности.
В 15-м блоке содержится указание о выполнении подпро-
граммы определения межцентрового расстояния А1И в предельно
сточенном состоянии. На базе полученного значения в 16-м блоке
определяется наружный диаметр предельно сточенного долбяка
Dec и соответствующее значение наружного диаметра в исходном
сечении.
Блоки 17 и 18 служат для уточнения значения наружного диа-
метра в соответствии с условием (19.52).
В 19-м блоке определяется положение ас предельно сточен-
ного сечения относительно исходного. В блоках 20—33 идет цикл
определения максимально возможного смещения нового долбяка
относительно предельно сточенного. Причем в этом цикле опре-
деляются координаты экстремальных сечений, в которых ds'
выходит за рамки допуска на внутренний диаметр Ав.
В блоке 34 исследуется пространство D', обозначаемое в алго-
ритме буквой Н. Смысл действий, выполняемых в блоках 35—42,
очевиден. «
В блоках 43, 44, 46—48 определяется прирост наружного диа
метра при наличии одного экстремума. При двух экстремума:
в блоках 45 и 50 происходит определение координат зоны, нахо
дящейся между экстремальными значениями и лишенной участ
ков, выходящих за рамки ограничения (19.55). Блоки 49 и 51 вы
полняют процедуру расположения Н в D.
Остальные параметры режущей части инструмента опреде
ляются в блоках 52—55.
19.5. Инструменты для нарезания конических
зубчатых колес
Зубья прямозубых конических колес нарезаются как по ме
тоду копирования, так и методом обкатки. Последний мето/
имеет более широкое распространение. Инструментами для полу
452
пения зубчатых конических колес служат зубострогальные резцы
которые работают, как правило, по предварительно обработан-
ным зубьям, а также резцовые специальные головки (фрезы)
круговые протяжки и др. [2, 5, 28, 77, 97]. 4
Рис. 19.11. Резец для нарезания конических прямо-
зубых колес
Рис. 19.12. Зуборезная резцовая головка для нарезания конических колес с
спиральным зубом
На рис. 19.11 показан общий вид, парного резца. Зуб его по
своим очертаниям имеет профиль рейки с прямолинейными
зубьями и наклоном сторон резца под определенными углами.
Передний угол у этих резцов составляет 20° в горизонтальной
и 12° в вертикальной плоскостях. Задний угол заточки равен
нулю. Положительное значение заднего угла в процессе резания
достигается при соответствующей установке резца на станке.
453
Недостатком обработки прямозубых конических колес с по-
мощью зубострогальных резцов является низкая производитель-
ность процесса. Наиболее совершенными, более производитель-
ными методами получения конических колес является обработка
их сдвоенными фрезами (головками) и круговой протяжкой
с зубьями, расположенными по периферии ее корпуса. Для полу-
чения конических колес со спиральным зубом применяются кони-
ческие червячные фрезы. Рассмотрим некоторые виды этих
инструментов.
Рис. 19.13. Резцы к резцовой головке:
а — наружный; б — внутренний
Резцовая головка (рис. 19.12) состоит из корпуса 1, в пазах
которой с помощью винтов 9 крепятся наружные 6 и внутрен-
ние 5 резцы. Точная установка и регулировка резцов 2 относи-
тельно центра резцовой головки осуществляется за счет регули-
ровочных клиньев 3 и прокладок 4 и 8. Регулирование клиньев
производят винтами 7. Два резца головки являются нерегули-
руемыми в радиальном направлении и служат установочными для
остальных резцов головки. Для нарезания всех размеров кони-
ческих колес имеется несколько типоразмеров головок диамет-
ром Уг, • • , 12". Число резцов в головке может быть 2—32.
Внутренние и наружные резцы устанавливаются в головке попе-
ременно. Внешний вид и некоторые размеры резцов к головкам
показаны на рис. 19.13. Установка резцов должна обеспечивать
такое их положение, чтобы в момент резания режущие кромки
резцов представляли собой зуб плоского колеса. Режущие кромки
резцов при этом должны быть прямыми, лежащими в плоскости,
совпадающей с осью резцовой головки, и составлять с этой осью
угол, равный требуемому углу давления данного резца. Это усло-
вие должно выполняться всегда при настройке головки. В зави-
симости от направления вращения резцовой головки резцы
делают право- и левосторонними.
454
Особого внимания заслуживает процесс обработки кониче-
ских колес по методу полуобкатки с применением дисковой про-
тяжки с круговым зубом (см. рис. 15.13), подробно описанный
в параграфе 15.5.
19.6. Инструменты, работающие методом зуботочения
К инструментам, работающим по методу зуботочения, относят
обкаточные резцы, которые представляют собой колесо с винто-
выми зубьями, снабженными режущими лезвиями. Иначе обка-
Рис. 19.14. Схема нареза-
ния колес обкаточными рез-
цами:
а — косозубого колеса прямозу-
бым обкаточным резцом; б —
прямозубого колеса косозубым
обкаточным резцом; в — косозу-
бого колеса косозубым обкаточ-
ным резцом
точный резец можно представить себе как червячную фрезу,
у которой число заходов равно числу зубьев обкаточного резца.
Принцип работы таким инструментом основан на использовании
относительного скольжения профилей зубчатых колес с перекре-
щивающимися осями. В процессе обработки (рис. 19.14) инстру-
мент 1 вращается вокруг своей оси согласованно с заготовкой 2
и, кроме того, имеет продольную подачу So, параллельную оси
заготовки. За счет разности скоростей скольжения профилей
обкаточного резца и заготовки (пр—-v3=25—35 м/мин) при осе-
вой подаче So=O,5—0,8 мм/об происходит обработка заготовки.
Угол перекрещивания осей инструмента и заготовки составляет
0 = 60—90° [28].
Переднюю поверхность зубьев обкаточного резца затачивают
под углом у к плоскости, нормальной к направлению зубьев,
а задние углы на боковых сторонах профиля зубьев выпол-
няются, как у косозубых зуборезных долбяков, т. е. с одной сто-
роны с большим, а с другой — с меньшим углом наклона, чем
угол наклона зубьев резца.
К преимуществам метода зуботочения перед зубофрезерова-
нием следует отнести:
455
1) одинаковую нагрузку на все зубья инструмента и, следова-
тельно, равномерный износ;
2) сокращение расхода быстрорежущей стали на 70—80%;
3) повышение производительности в 4—5 раз за счет увели-
чения минутной подачи.
Недостатки этого метода следующие:
1) обкаточный резец является сугубо специальным инстру-
ментом;
2) обкаточным резцом можно производить обработку колес
с числом нарезаемых зубьев не менее 80—100. Этот недостаток
связан с ограниченными возможностями кинематических цепей
обычных зубофрезерных станков, на которых применяются обка-
точные резцы.
19.7. Методы шевингования и инструмент
для шевингования зубчатых колес
Для окончательной обработки боковых сторон зубьев колес
применяют шевингование. Суть этого процесса состоит в удале-
нии (соскабливании) крупных гребешков шероховатости в виде
мелкой стружки с боковых сторон зуба. В качестве инструментов
для шевингования применяют шевер-рейку, дисковый и червяч-
ный шеверы (рис. 19.15). Все перечисленные шеверы работают
по методу обкатки [5].
Принцип работы шевер-рейки представлен на рис. 19.16. При
возвратно-поступательном движении рейки 2 колесо 1, установ-
ленное свободно в центрах и прижимаемое с небольшим давле-
нием к зубьям рейки, начинает перекатываться по ней. Направ-
ление движения рейки не совпадает с направлением вращения
колеса и образует угол 10—15°. Это вызывает относительное
скольжение зубьев колеса и рейки. При перемещении рейки из
точки А в точку В обрабатываемое колесо должно повернуться
на дугу АС, а также «проскользнуть» в перпендикулярном на-
правлении на величину ВС. На рейке на боковых сторонах зубьев
прорезаны канавки для образования режущих лезвий. Во время
«проскальзывания» зубчатого колеса относительно режущих лез-
вий происходит соскабливание микронеровностей с боковых сто-
рон зубьев колеса.
Следует отметить, что в изготовлении шевер-рейки весьма
сложны, а поэтому наиболее широкое применение получили дис-
ковые шеверы, с помощью которых производят шевингование
обычное продольное (рис. 19.17, а), диагональное, или угловое
(рис. 19.17,6), и тангенциальное, или касательное (рис. 19.17, в).
Обычное шевингование с продольной подачей производится
при перекрещивающихся осях шевера и зубчатого колеса. Отли-
чительными особенностями диагонального шевингования явля-
ется направление подачи шевера по отношению к оси заготовки.
При диагональном шевинговании подача направлена под углом
456
Рис. 19.15. Типы шеверов:
а — дисковый; б — шевер-рейка; в — червячный
Рис. 19.16. Схема работы шевер-рейки
к оси колеса, в результате чего линия зацепления непрерывно
перемещается вдоль осей колеса и шевера. Кинематика такого
движения обеспечивает равномерный износ зубьев шевера по всей
его длине, что способствует повышению стойкости шевера.
Шеверы для тангенциального шевингования работают без
осевой подачи, а поэтому их ширина должна быть на 3—5 мм
больше ширины обрабатываемого колеса. Область их примене-
ния ограничена шириной обрабатываемых колес. Установлено,
что шеверы такого типа можно применять для обработки колес
шириной не более 40 мм.
Для шевингования незакаленных зубчатых колес широко
применяются кромочные шеверы. Принцип их работы аналоги-
чен рассмотренным методам шевингования. Однако для обра-
ботки обеих сторон зубьев колеса применяют два шевера, при-
чем каждый шевер обрабатывает только одну сторону зуба.
Обрабатываемое колесо 1 подводится к шеверу 2 (рис. 19.18),
затем включается рабочая подача и обрабатывается одна сто-
рона профиля зубьев А. После этого колесо отводится в положе-
ние 3. В этом положении реверсируется вращение колеса и ше-
вера и колесо вводится снова в зацепление с шевером. При вклю-
чении рабочей подачи отделывается вторая сторона профиля
зубьев Б.
458
Червячные шеверы (см. рис. 19.16) по своей конструкции на-
поминают червяк, на боковых сторонах витков которого нарезаны
мелкие зубья для образования режущих лезвий. Применяются
они для шевингования червячных колес. В процессе обработки
Рис. 19.18. Схема обработки кромочным шевером
ось такого шевера и обрабатываемого червячного колеса обра-
зуют угол 90°. Снятие припуска осуществляется за счет сближе-
ния осей шевера и колеса.
19.8. Основные направления совершенствования
зуборезных инструментов
В последние годы проводятся серьезные работы по разработке
теории проектирования зуборезного инструмента и научному
обоснованию выбора его конструктивных и геометрических пара-
метров, как, например, работы по теории обкаточного инстру-
мента, по расчетам зубопротяжных головок, по профилированию
червячных фрез и т. д.
Основные направления совершенствования зуборезного инст-
румента и разработки новых его конструкций сводятся к следую-
щему [28, 67]:
1- Применению быстрорежущих сталей повышенной произво-
дительности, позволяющих работать на более высоких режимах
резания. Так, например, на ЗИЛе червячными фрезами-рейками
из стали Р9К.10 работают при скоростях резания до 70 м/мин.
2. Использованию как монолитного, так и сборного твердо-
сплавного инструмента, работающего со скоростями резания до
200—300 м/мин. Трудности исполнения твердосплавных зуборез-
459
ных инструментов в значительной степени обусловлены неста-
бильным качеством твердого сплава и отсутствием новых марок
сплава, отвечающих необходимым требованиям.
3. Совершенствованию геометрических параметров режущих
элементов инструмента. В этом направлении проводятся большие
работы по внедрению в промышленность острозаточенных чер-
вячных фрез модулем 2—20 мм, зуборезных головок и дисковых
модульных фрез для цилиндрических колес и реек модулем
6—30 мм.
4. Изысканию новых схем резания, в частности для червяч-
ных фрез — прогрессивных схем, корригирования и т. п.
5. Совершенствованию и созданию новых Конструкций и ме-
тодов расчета инструмента для операций зубопротягивания, зубо-
точения и т. д.
6. Разработке баланса точности системы СПИД с целью опре-
деления точности конструктивных и геометрических параметров
инструмента и в первую очередь прецизионного.
7. Совершенствованию типажа зуборезного инструмента
с учетом возможностей его унификации.
8. Разработке вспомогательных таблиц размеров по всем эле-
ментам специального инструмента для всей, гаммы обрабаты-
ваемых изделий с применением ЭВМ.
9. Разработке инструментов второго порядка для новых видов
инструмента (например, для зацепления М. Л. Новикова), когда
головка и ножка зуба оформлены по дугам окружностей.
10. Пересмотру стандарта на зубчатые колеса и технического
прогресса в этой области.
Глава 20. МЕТОДЫ РАЗМЕРНОЙ ОБРАБОТКИ.
КОМБИНИРОВАННЫЕ ИНСТРУМЕНТЫ
И ИНСТРУМЕНТЫ ДЛЯ АВТОМАТИЗИРОВАННОГО
ПРОИЗВОДСТВА
20.1. Методы размерной обработки металлов
и неметаллических материалов
Общие сведения. В настоящее время в связи с бурным раз-
витием техники появилось много металлокерамических и мине-
ралокерамических, жаропрочных и тугоплавких материалов на
основе вольфрама и других, обработка которых трудно выпол-
нима металлическим и абразивным инструментом. В связи с этим
потребовались и новые методы размерной обработки. К ним
относятся электрохимический, электроэрозионный, ультразвуко-
вой, электронно-лучевой, ионно-оптический методы, обработка
плазменной горелкой, а также с использованием энергии выст-
рела и взрыва и др. Кроме того, некоторые из указанных мето-
дов имеют несколько разновидностей.
Приемы обработки, оборудование, применяемое при использо-
вании указанных методов размерной обработки, рассматриваются
в специальной литературе, как, например [29, 44, 49]; в данной
книге мы остановимся на физической сущности некоторых мето-
дов размерной обработки.
Электроэрозионные методы обработки. Они основаны на ис-
пользовании электрической эрозии — направленного разрушения
токопроводящих материалов в результате теплового действия
импульсных электрических разрядов между заготовкой и инстру-
ментом-электродом. Наиболее распространенными методами
электроэрозионной размерной обработки являются электроискро-
вой и электроимпульсный. Последний включает анодно-механи-
ческий и электроконтактный методы. Обработка деталей назван-
ными методами производится искровым или дуговым разрядом.
Если мощность источника питания недостаточная, возникновение
искры между деталью и инструментом ведет к мгновенному паде-
нию разности потенциалов. При достаточно большой мощности
источника питания искровой разряд переходит в дуговой. По ко-
личеству теплоты (10 000° С) искровой разряд более чем в 2 раза
превышает дуговой (4000—5000° С). Обрабатываемость различ-
ных материалов указанным методом зависит от температуры их
плавления и коэффициента теплопроводности, мощности источ-
, 461
ника питания и размеров обрабатываемой поверхности. Несмотря
на высокую производительность обработки, когда съем материала
с 1 см2 при обработке стали составляет 35—60 мм3/мин, высота
неровностей обработанной поверхности равна 0,3—1,5 мм при
глубине структуроизмененного слоя металла до 0,2—0,5 мм.
Электрохимические методы обработки. Они основаны на
явлении анодного растворения металла в среде электролита. При-
меняются методы электрополирования и электро-
гидравлический. При прохождении электрического тока
Рис. 20.]. Принципиальная схема электрохимической обра-
ботки отверстий:
1 — направление подачи электролита; 2 — электрод-инструмент;
3 — изоляция
через электролит на поверхности заготовки — анода, включенного
в цепь постоянного тока, происходят химические реакции с обра-
зованием окислов и других химических элементов. Производи-
тельность процесса зависит от электрохимических свойств элек-
тролита и обрабатываемого материала, а также плотности тока.
Электрогидравлический способ является более производитель-
ным по сравнению с электрополированием и чисто химическим
процессом — размерным травлением. Интенсификация процесса
достигается за счет высокой плотности тока (100—300 А/см2),
а также прокачиванием насосом электролита через зазор между
деталью (анодом) и катодом (электродом-инструментом) со ско-
ростью 25—45 м/сек. Величина зазора составляет 0,06-—0,25 мм.
При быстром движении электролита образующиеся окислы
хорошо растворяются и уносятся из зоны обработки.
Электрохимический способ обработки получил широкое при-
менение при обработке лопаток турбин и отверстий в трудно-
обрабатываемых материалах, а также при электроалмазном шли-
фовании твердых сплавов.
Производительность обработки лопаток турбин, изготовлен-
462
них из труднообрабатываемых материалов, увеличивается в 4—
10 раз по сравнению с обычной металлообработкой при одновре-
менном уменьшении в 50—100 раз затрат на инструмент и сокра-
щении в 2—4 раза количества оборудования. Чистота обработки
поверхности при этом составляет V7—V8, а'стабильность разме-
ров находится в пределах допуска ±(0,154-0,3) мм.
Схема электрохимической обработки отверстий в труднообра-
батываемых материалах представлена на рис. 20.1. Электрод-
инструмент, выполненный в виде трубки, покрыт снаружи слоем
изоляции. Через трубку и кольцевой зазор между ее стенками
и обработанной поверхностью прокачивается электролит. Про-
дольная подача инструмента при этом равна 0,15—0,8 мм/мин.
Обработка ультразвуком. Этот метод является перспектив-
ным при изготовлении деталей сложной конфигурации из стекла,
флюорита, кварца в приборостроении и оптической промышлен-
ности, а также при обработке фильер из технических алмазов,
изготовлении твердосплавных матриц и т. д. Обработка с по-
мощью ультразвука производится на серийно выпускаемых уни-
версальных ультразвуковых станках мод. 4772А, специализиро-
ванных станках МЭ-11 для обработки полупроводниковых мате-
риалов, МЭ-22 для сверления алмазных фильер. В отдельных
случаях ультразвуковые колебания применяются для интенсифи-
кации обычных процессов резания труднообрабатываемых мате-
риалов.
Основными технологическими параметрами, характеризую-
щими ультразвуковую обработку, являются производительность,
точность обработки, качество обработанной поверхности и износ
инструмента.
Наибольшее развитие получили способы ультразвуковой
обработки деталей из хрупких материалов несвязанными
направленными абразивными зернами, получаю-
щими энергию от источника ультразвуковых колебаний, а также
абразивом, зерна которого получают энергию от специаль-
ного инструмента.
Обработка деталей по первому способу производится в сус-
пензии, состоящей из абразива, взвешенного в жидкости, в кото-
рой возбуждаются ультразвуковые колебания. Под действием
кавитации и гидродинамических потоков происходит декоратив-
ное шлифование и снятие заусенцев на обрабатываемой поверх-
ности.
Размерная ультразвуковая обработка. Этот метод обработки
является более перспективным; на рис. 20.2 приведена его прин-
ципиальная схема.
В рабочую зону, т. е. между колеблющимся торцом инстру-
мента 1 (с частотой /= 164-30 кгц и амплитудой Л = 0,02±
±0,06 мм) и заготовкой 3 подается взвешенный в воде абразив
2, обычно карбид бора. Под действием ультразвуковых колеба-
ний и при условии, что инструмент прижимается к заготовке
463
Рис. 20.2. Принципиальная схема раз-
мерной ультразвуковой обработки
со статической силой РСт = 24-15 кгс, происходит выкалывание
мельчайших частиц заготовки. Однако учитывая, что при боль-
шой частоте колебаний количество ударов велико, достигается
удовлетворительная производительность обработки. Другими
словами, можно сказать, что число ударов в секунду частиц
абразива и сила удара пропорциональны частоте ультразвуко-
вых колебаний. Не меньшее влияние на производительность
обработки оказывают давление инструмента на деталь, величина
зерна абразива и его вид,
концентрация абразива в
применяемой суспензии и т. д.
Подробно с использованием
ультразвука при обработке
можно познакомиться по ма-
териалам работы [49].
Электронно-лучевая и ла-
зерная обработка. Элек-
тронно-лучевой ме-
тод применяется в метал-
лургии для плавки металлов,
в машиностроении и прибо-
ростроении для сварки, на-
пыления тонких пленок, при
обработке отверстий очень
малых диаметров и т. д.
В основе этого метода лежит
способность электронного пучка с большим к. п. д. превращать
свою кинетическую энергию в тепловую. При соответствующей
регулировке величины кинетической энергии электронов и фоку-
сировке этой энергии на весьма малых площадях можно достиг-
нуть высокой плотности энергии (107—108 Вт/см2), под действием
которой обрабатываемый материал плавится и испаряется.
Например, если энергия электронов достигает 100—150 кэВ и луч
сфокусирован в пучок диаметром до 0,01 мм, при силе тока в пуч-
ке 0,1 мА создается плотность энергии, при которой материал
в точке касания луча нагревается до температуры около 6000° С.
Этот термический эффект действия электронов при их торможе-
нии и лежит в основе электронно-лучевого метода обработки.
В основу обработки сфокусированным лучом (лазером)
с использованием квантовых генераторов света, называемых
лазерами, положено использование внутренней энергии атомов
и молекул некоторых веществ. Работают лазеры в импульсном
режиме с энергией светового импульса от 10 до 50 Дж. Однако
эта энергия сфокусирована в луче диаметром около 0,01 мм и вы-
деляется в миллионные доли секунды. При такой концентрации
энергии и столь малом времени ее выделения обрабатываемый
материал нагревается до нескольких тысяч градусов и испа-
ряется.
464
Применяется обработка лазером для сверления отверстий,
пазрезки, сварки и других видов обработки деталей.
Преимущества обработки световым лучом перед электронно-
лучевой обработкой заключаются в следующем:
У 1) обработка ведется в воздушной среде, а поэтому отпадает
необходимость в применении вакуумных камер;
2) не требуется защита рабочего от рентгеновского излуче-
ния, нужны лишь защитные очки;
3) лазерная установка имеет меньшие габаритные размеры.
К недостаткам обработки световым лучом относятся: неболь-
шая излучаемая мощность (мощность подкачки в 1000—3000 раз
больше излучаемой мощности); низкий к. п. д. квантовых гене-
раторов из-за больших тепловых потерь в кристаллической ре-
шетке активного материала и малой эффективности ламп под-
качки; перегрев кристалла и трудности его охлаждения; низкая
точность обработки.
20.2. Комбинированные инструменты
Комбинированные инструменты представляют соединение
двух или более однотипных или разнотипных инструментов. Они
являются важнейшим средством концентрации технологических
операций и используются для последовательной или одновремен-
ной обработки одной или нескольких поверхностей. Применение
комбинированных инструментов на агрегатных и автоматических
линиях значительно упрощает конструкцию последних за счет
уменьшения количества шпинделей. Кроме того, применение
комбинированных инструментов сокращает вспомогательное
время. Однако применение комбинированных инструментов
является ограниченным, так как еще не налажено их серийное
производство и чаще всего они изготовляются как специальные.
Расширению применения этого вида инструмента будет способ-
ствовать их стандартизация и нормализация, а также их центра-
лизованное изготовление на инструментальных заводах [76, 77,
94, 97].
Применяемые в настоящее время комбинированные инстру-
менты можно классифицировать на две группы:
1) инструменты, обеспечивающие одновременную обработку
одной или нескольких деталей однотипным инструментом, одним
методом, например развертыванием, протягиванием и т. д.;
2) инструменты, обеспечивающие одновременную обработку
несколькими методами, например сверление и развертывание,
сверление и нарезание резьбы и т. д.
При конструировании комбинированных инструментов в пер-
вую очередь необходимо решить те же вопросы, что и при конст-
руировании обычных режущих инструментов, т. е. произвести
выбор типа инструмента и кинематической схемы резания, вы-
брать материал режущей части, определить ее размеры, форму
зо зак. 1360 465
а
Рис. 20.3. Комбинированные резцы
и т. д. Кроме того, необходимо при расчете комбинированного
инструмента учитывать специфические требования, выполнение
которых позволяет обеспечивать по возможности равномерное
распределение нагрузки по всей длине режущих лезвий; предус-
матривать применение более износостойких интрументальных
материалов для тех частей комбинированного инструмента, кото-
рые работают с более высокими скоростями резания; обеспечи-
вать надежное дробление и отвод стружки, которая часто имеет
встречное движение и может застревать в стружечной канавке,
брикетироваться и вызывать
поломку инструмента; делать
удобное и быстросменное креп-
ление на станке; обеспечивать
простоту заточки и регулировку
на требуемый размер; предус-
матривать возможность приме-
нения их на автоматизирован-
ном оборудовании; выполнять
расчеты на прочность и жест-
кость для наиболее нагружен-
ных участков комбинированно-
го инструмента.
При конструировании и из-
готовлении комбинированных
инструментов могут использо-
ваться три основных метода
комбинирования. Первый метод комбинирования преду-
сматривает образование фасонного профиля режущего контура
инструмента, который может работать с одним (фасонные рез-
цы, зенкеры), двумя (отогнутый проходной резец) или несколь-
кими (комбинированные резцы) направлениями подачи.
Второй метод, или метод чередования зубьев инстру-
мента, применяется при конструировании ступенчатых зенкеров
и протяжек. У последних производится параллельное соединение
двух или нескольких инструментов, например круглой и шлице-
вой протяжек.
Третий метод последовательного соединения ступеней
в одном корпусе инструмента применяется при конструировании
ступенчатых однотипных (ступенчатый зенкер, сборная протяж-
ка) или разнотипных инструментов (сверло-зенкер с кольцевой
заточкой — развертка, сверло-метчик и т. д.).
Рассмотрим некоторые типы применяемых в металлообра-
ботке комбинированных инструментов [2, 76, 77, 97].
Комбинированные резцы применяются при обра-
ботке деталей за один или несколько проходов. Представленный
на рис. 20.3, а комбинированный резец применяется для расточ-
ки отверстия и нарезания резьбы. Причем расточка отверстия
производится при правом, а нарезание резьбы — при левом вра-
466
щении детали. Для обточки, подрезки торца и снятия фаски
хорошо зарекомендовал себя комбинированный резец конструк-
ции С. С. и К- С. Ильиных (рис. 20.3, б), а для расточки, обточки,
подрезки торца и проточки канавки резец, изображенный на
рис. 20.3, в. Последний является комбинацией из расточного, ка-
навочного, проходного и подрезного элементарных резцов.
Рис. 20.4. Комбинированные инструменты из однотипных режущих элементов
При обработке отверстий широко применяются одно- и разно-
типные инструменты, скомбинированные методами образования
фасонного профиля зубьев, чередования зубьев или последова-
тельного соединения ступеней. Примерами однотипных комбини-
рованных инструментов являются ступенчатое сверло (рис. 20.4,
а), затылованный зенкер (рис. 20.4, б), сборная твердосплавная
ступенчатая развертка (рис. 20.4, в) и двухступенчатый метчик
(рис. 20.4, г). Из разнотипных инструментов этой группы на
30* 467
рис. 20.5, а—е соответственно показаны сверло-зенковка, сверло-
развертка с кольцевой заточкой, зенкер-развертка, сверло-мет-
чик, сверло-зенковка-зенкер, сверло-фреза. Число ступеней
Рис. 20.5. Комбинированные инструменты из разнотипных режущих эле-
ментов
указанных инструментов может доходить до шести, а число
объединенных элементарных инструментов — до пяти. Выбор
числа ступеней определяется наибольшей производительностью,
точностью и шероховатостью обрабатываемых отверстий. Кон-
468
структивное оформление режущей части комбинированных инст-
рументов зависит от применяемого метода комбинирования.
Размеры диаметров промежуточных ступеней выбираются в за-
висимости от вида ступеней, величины срезаемого припуска,
а также от распределения его между ступенями. Диаметр послед-
ней ступени рассчитывается с учетом допуска на диаметр отвер-
стия, величины его разбивания или усадки и допуска на износ
инструмента. Число зубьев у комбинированных инструментов,
Рис. 20.6. Комбинированные фрезы
как и у обычных, с целью удобства измерения при изготовлении
принимается четным и выбирается в зависимости от величины
припуска на обработку, условий отвода стружки и величины
суммарных моментов и сил, действующих при резании. Для
обеспечения надежности выхода срезаемой стружки у осевых
инструментов увеличиваются размеры и угол наклона стружеч-
ных канавок, создаются стружколомающие устройства, обеспе-
чивается вымывание стружки струей СОЖ, подающейся под
давлением.
Форма стружечных канавок у комбинированных зенкеров
близка к профилю канавки сверла и очерчивается либо по криво-
линейным параболам, либо по прямым линиям. Угол наклона
канавки со у зенкера, измеряемый в продольной плоскости, выби-
рается в зависимости от свойств обрабатываемого материала
и обычно составляет от 0 до 30°.
Комбинированные фрезы конструктивно включают
все указанные выше методы комбинирования. На рис. 20.6, а—в
в качестве примера показаны конструкции комбинированных
дисковых ступенчатых, торцово-цилиндрических и торцово-угло-
вых фрез, применяемых для одновременной обработки двух и бо-
469
лее поверхностей. Применение таких фрез позволяет значитель-
но увеличить производительность обработки различных деталей
фасонного и прямоугольного профилей.
Комбинированные протяжки используются для обработки
внутренних и наружных поверхностей. Они могут быть, как
и обычные протяж-ки, профильной, генераторной и групповой
схем резания. Конструируются комбинированные протяжки
путем сочетания двух и более элементарных протяжек любым из
методов комбинирования. Примером комбинированной протяжки
(рис. 20.7) является протяжка, применяемая для одновременной
обработки цилиндрического отверстия и шпоночного паза.
Рис. 20.7. Комбинированная протяжка
Из комбинированных резьбообразующих и зуборезных инст-
рументов заслуживают внимания комбинированные накатные
ролики (рис. 20.8, а), долбяки (рис. 20.8, б) и червячные фрезы-
шеверы (рис. 20.8, в).
Комбинированные ролики имеют заборную 1,
сбрасывающую 2 и калибрующую <3 части. Ролики вначале по-
дают на деталь до соприкосновения со шлифованной заборной
их частью. Затем подачу роликов прекращают и они, вращаясь,
увлекают деталь и накатывают на ней резьбу. При этом про-
изводительность процесса накатывания резьбы значительно
повышается по сравнению с накатыванием резьбы обычными ро-
ликами, так как не требуется подачи подвижной бабки станка.
Комбинированные долбяки обеспечивают черно-
вую и чистовую обработку зубьев нарезаемого колеса, так как
имеют два вида зубьев. Черновые зубья выполнены с уменьшен-
ной толщиной по делительному диаметру, а чистовые — с нор-
мальной расчетной толщиной. Кроме того, имеется установочный
(без зубьев) участок долбяка, позволяющий производить снятие
и установку детали на оправку без подвода и отвода шпинделя,
что резко сокращает путь, необходимый для врезания долбяка.
Тангенциальная червячная фреза — червячный
шевер позволяет за один проход выполнять черновую и чистовую
обработку зубьев червячных колес.
В заключение следует отметить, что область применения
комбинированных инструментов значительно расширяется за
счет использования различных комбинаций режущих инструмен-
тов в сборе со вспомогательными. При этом обеспечивается воз-
470
можность совмещения нескольких переходов или операций.
Здесь же отметим, что режущие инструменты у них соединяются
друг с другом посредством вспомогательных инструментов, т. е.
с помощью державок, борштанг, оправок и т. д. Примерами
таких видов инструментов являются:
1) резец и сверло в сборе (рис. 20.9, а), обеспечивающие
одновременное сверление отверстия и проточку выступа;
2) торцевые дисковые фрезы (рис. 20.9, б), предназначенные
для обработки шлицевых валов;
3) комбинированный двухступенчатый зенкер в сборе с оп-
равкой (см. рис. 20.4, в);
4) наборная наружная протяжка в сборе с корпусом
(рис. 20.9, в) и т. д.
При выборе способа резания для обработки комбинирован-
ными инструментами следует учитывать условия работы каждо-
го инструмента. В первую очередь назначаются глубина резания
Л величина подачи S и скорость резания v при заданном перио-
де стойкости для лимитирующего инструмента, при которых
процесс резания наиболее производителен и обеспечивает вы-
сокое качество обработанных поверхностей. Период оптималь-
ной стойкости Т принимается в 2—3 раза больше, чем для
471
Рис. 20.9. Примеры режущих инструментов в сборе со
вспомогательными
в
обычных элементарных инструментов. Силы резания и потреб-
ная мощность определяются суммированием соответствующих
параметров на отдельных ступенях инструмента. При расчете
машинного времени учитывается последовательность работы сту-
пеней комбинированного инструмента.
20.3. Особенности инструментов для автоматизированного
производства
Для автоматизированного производства характерно примене-
ние значительного количества разнообразного инструмента. От
режущих свойств последнего во многом зависит интенсивность
режима работы оборудования автоматических линий и станков-
автоматов, а следовательно, и себестоимость изготовления дета-
лей. Производительность оборудования во многом зависит от
потерь времени, связанного с заменой и регулированием режуще-
го инструмента. В соответствии с этим к инструменту для авто-
матизированного производства предъявляются особые требова-
ния, направленные на [2, 5, 76, 77, 94, 97]:
1) повышение их режущих свойств за счет применения высо-
копроизводительных инструментальных материалов и улучшения
геометрических параметров режущих элементов;
2) создание их конструкций, обеспечивающих постоянное
обновление или замещение режущих лезвий, а также позволя-
ющих сократить или полностью устранить простои оборудова-
ния, связанные с регулированием или заменой инструмента;
3) высокую стабильность в работе и обеспечение заданного
периода стойкости;
4) хорошее формирование и отвод стружки;
5) обеспечение заданной размерной стойкости.
Некоторые из этих требований к режущему инструменту
характерны как для автоматизированного, так и неавтоматизиро-
ванного производства. Второе же требование относится в основ-
ном к инструментам автоматизированного произвдства. Выпол-
нение его связано с дополнительными затратами на изготовление
инструментальной оснастки. Однако они сравнительно быстро
окупаются повышением режимов обработки и, таким образом,
более рациональным использованием автоматического оборудо-
вания.
Сокращение времени на регулировку инструмента на размер
достигается за счет создания специальных конструкций инстру-
ментальной оснастки, позволяющей производить регулировочные
перемещения инструмента вне станка, обеспечивая тем самым
требуемое положение режущих лезвий при установке его на ста-
нок в рабочем положении.
Наиболее простыми примерами регулируемых инструментов
на размер являются инструменты, снабженные регулировочным.
винтом (рис. 20.10). Установка и контроль размера L может вы-
473
полниться с использованием универсальных измерительн
приборов индикаторного типа и скоб. При работе такими ин
рументами упоры автомата, служащие для регулировки разг
ра, устанавливаются наглухо. Инструмент, отрегулированный
размер вне станка, при установке его прижимается к упору ав'
а
Рис. 20.11. Сверло бесподналадочное
мата и, следовательно, обеспечит требуемое рабочее положени
резца или другого инструмента.
Другим примером бесподналадочного инструмента може
служить сверло, предназначенное для установки на продольны:
суппортах автоматов (рис. 20.11). Сверло устанавливается в<
втулке 4, которая перемещается в корпусе 3 с помощью устано
вочного винта 6. Хвостовик сверла зажимается винтами 2 в раз
резной втулке 1. Повороту сверла при его регулировке препятст
вует шпонка 5. После установки сверла на размер винт 6 зажи
мается гайкой 7.
474
Рис. 20.12. Механизм для автоматической замены зубозакругляющих фрез
Простои автоматического оборудования исключаются также
за счет применения взаимозаменяемого инструмента в сочетании
с устройствами для автоматического регулирования инструмента
по мере его износа.
В качестве примера механизма для автоматической замены
инструмента на рис. 20.12 показана схема устройства для заме-
ны пальцевых фрез, применяемых для закругления зубьев зуб-
чатых колес. При подаче сигнала на замену инструмента вклю-
чается соленоид 9 и откидной копир 8, поворачиваясь, занимает
положение «замена». По окончании резания шпиндельная бабка
Рис. 20.13. Резец с быстродействующим зажимом
3 перемещается и рычаг 6 находит на скос откидного копира 8,
вследствие чего цанга разжимается. Шпиндельная бабка с раз-
жатой цангой и фрезой 1 продолжает перемещаться в исходное
положение; при этом толкатель 7 откидного копира передвигает
фрезы, которые подаются из бункера 5. После этого они пере-
двигаются в трубе цанги на величину хода бабки. Изношенная
фреза падает в сборник, а новая занимает ее место. В последу-
ющем, при перемещении шпиндельной бабки на рабочую пози-
цию, рычаг 6 сходит с копира и цанга сжимается под действием
пружины 4, а новая фреза 1 из кассеты поступает в приемник.
Необходимая точность осевого положения фрезы обеспечивается
откидным упором 2. Достоинством рассмотренного устройства
является замена инструмента без остановки вращения шпинделя.
С целью сокращения вспомогательного времени на установку
и закрепление инструмента на станках автоматических линий
широко используются типовые крепления, одно из которых пока-
зано на рис. 20.13. Основание резца имеет поперечный угловой
паз, в который вводится фиксатор 3, укрепленный на цилиндри-
ческой тяге 1, находящейся под действием пружины 5. Устанав-
ливая резец в гнездо корпуса, нажимают на тягу 1, при этом
фиксатор 3 захватывает резец 4 и прижимает его к регулировоч-
476
ному винту 2 резцового блока и к основанию гнезда. Окончатель-
ное крепление осуществляется силами резания. Таким образом,
на замену инструмента требуется не более 15—20 сек.
Рис. 20.14. Конструкция державки для автоматичес-
кого регулирования положения резца в процессе его
работы
Для автоматического регулирования положения резца в про-
цессе обработки деталей (компенсации его износа) разрабаты-
вается специальная оснастка. В качестве примера рассмотрим
конструкцию державки с автоматическим регулированием фасон-
477
кого резца (рис. 20.14), в которой также использован принцип
быстросменности резца 11 в корпусе Р.Под действием подпружи-
ненной тяги 12, заведенной в Т-образный паз резца, и сил резания
резец прижимается к опорной поверхности корпуса и регулиро-
вочному винту 1. Регулирование производится с помощью штока
5 и его оси 3, действующих на поводок 6 с собачкой 7, последняя
поворачивает на определенный угол храповое колесо 8. На одной
Рис. 20.15. Принципиальная схема сигнализации о чрезмерном износе и по-
ломке режущего инструмента
оси с этим колесом сидит кулачок 9, профиль которого очерчен
по архимедовой спирали с общей величиной падения, равной
0,35 мм. Кулачок толкает тягу 10, которая давит на опорную по-
верхность резца в направлении оси обрабатываемой детали.
Движение тяге сообщается от штока 4 гидроцилиндра, управляе-
мого по результатам измерения обработанной детали. При этом
за каждый ход штока резец перемещается на 15 мкм.
Для определения момента катастрофического износа инстру-
мента в автоматизированном производстве широко используется
система сигнализации о чрезмерном износе или поломке инстру-
мента. Критерием затупления инструмента является увеличение
сил, действующих на инструмент и вызывающих его поломку, или
выкрашивание режущих лезвий. На рис. 20.15 показана схема
сигнализации о состоянии режущего лезвия инструмента. С дос-
тижением большой величины износа резко возрастают силы ре'
478
зания Рх и Ру, которые через упругие элементы воспринимаются
тензодатчиками 2 и 3. Резец 4 укреплен в специальной люльке 1
обычным способом, принятым для крепления инструмента на
автоматических линиях. Сигнал от тензодатчика через электрон-
повернуто
2 5
Рис, 20.16, Чашечный резец с автоматическим поворотом пла-
стины
ный усилитель II импульсов сигнализирующего устройства I по-
ступает в устройство III, дающее команду на остановку станка
или на автоматическую замену инструмента.
Повышение режущих свойств инструмента осуществляется
за счет выполнения первого и второго требований, предъявляе-
мых к инструментам автоматизированного производства. Однако
для сложного режущего инструмента типа червячных фрез, фа-
479
сонных резцов, шеверов и т. д. применение твердых сплавов
затруднительно из-за сложности их изготовления, а также из-за
большой нестабильности их работы на многолезвийном инстру-
менте. Поэтому для изготовления указанных типов инструментов
Рис. 20.17. Принципиальная схема дробления
стружки
чаще всего применяются быстрорежущие стали Р18 с карбидной
неоднородностью не свыше балла 3, а также быстрорежущие
стали повышенной производительности марки Р18К5, Р18КЮ,
P9KJ0, Р10К5Ф5. Работа такими инструментами обычно произ-
водится при обильном охлаждении, а при обработке отверстий
используются инструменты с внутренним подводом СОЖ под
давлением 4—5 атм.
Повышению режущих свойств инструментов способствует
автоматическая замена рабочего участка режущего лезвия, как
это имеет место, например, в конструкциях чашечных резцов
(рис. 20.16, а), у которых режущее лезвие расположено по
окружности, а следовательно, не имеет вершины, разделяющей
главное и вспомогательное режущие лезвия. Свободное положе-
ние пластины 2, базирующейся по внутреннему отверстию на
втулке 5, запрессованной в державку 1 и закрепленной силами
резания, облегчает ее периодический поворот. Сверху устанавли-
вается стружколоматель 3, который прижимается к пластине 2
посредством стержня 4 и пружины 6.
Поворот круглой пластины осуществляется за счет обратного
480
хода суппорта (рис. 20.16, б), а в некоторых случаях без приме-
нения специального механизма (рис. 20.16, в).
Рассмотрим, каким образом происходит поворот пластины
за счет обратного хода суппорта (см. рис. 20.16, б). В момент
прямого хода чашечная пластина 2, соприкасаясь с резиновым
роликом 5, поворачивается вокруг своей оси на небольшой угол
(храповое колесо застопорено собачкой 4). Резец 1 при этом
выполняет проточку детали 3 участком режущего лезвия, азатем
отводится назад. Во время обратного хода, т. е. при отводе резца,
пластина 2 касается ролика 5 и поворачивает его вместе с коле-
сом храпового механизма. Дальше резец подводится снова
в рабочее положение. При этом пластина 2 вновь касается рези-
нового ролика 5 и поворачивается на некоторый угол, обеспечи-
вая при этом обновление режущего лезвия. Защелка храпового
механизма в это время не позволяет поворачиваться храповому
колесу.
Поворот пластины без применения специального механизма
происходит при врезании и выходе резца (см. рис. 20.16, в),
когда осуществляется подача, а отделение стружки не происхо-
дит. В это время выбираются зазоры, а затем технологическая
система получает натяг, соответствующий силе врезания Ру. Ча-
шечная пластина при перемещении на величину I прокатывается
по детали, поворачиваясь на некоторый угол, величина которого
определяется величинами угла [3 и относительного перемещения
резца Др в направлении оси у.
Не менее важной проблемой при обработке деталей на авто-
матических линиях является обеспечение дробления стружки за
счет создания специальных устройств. Одна из схем для дробле-
ния стружки приведена на рис. 20.17. При обточке наружных
или торцовой поверхностей детали 1 резцу 2 наряду с постоянной
подачей сообщается еще возвратно-поступательное перемещение
в направлении подачи S. Эти перемещения передаются резцу 2
через рычаг 6 благодаря медленному вращению кулачка 5. При
этом в отдельные моменты процесса резания уменьшается тол-
щина стружки и происходит ее отрыв. Постоянный контакт резца
2 с рычагом 6 обеспечивается пружиной 4 и рычагом 3. Длина
срезаемой стружки будет зависеть от скорости вращения кулач-
ка. Однако шероховатость обработанной поверхности несколько
увеличивается. Поэтому этот метод дробления стружки получил
наибольшее применение для черновых, а в отдельных случаях
и для получистовых работ.
31 Зак. 1360
Глава 21. ШЛИФОВАНИЕ I
21.1. Особенности процесса шлифования |
Шлифование — это процесс резания металлов, осуществляе-
мый зернами абразивного или алмазного материалов. Шлифова-
нием можно практически обрабатывать любые материалы, так
как твердость зерен абразива (НВ = 22004-3100) и алмаза
(НВ = 7000) очень велика. Для сравнения отметим, что твердость
твердого сплава НВ = 1300, цементита НВ = 2000, закаленной ста-
ли НВ = 6004-700. Зерна абразива скрепляются специальной связ-
кой в инструменты различной формы или наносятся на ткань
(абразивные шкурки). Шлифование применяется чаще всего как
отделочная операция и позволяет получать детали 2—3-го
и даже 1-го классов точности с шероховатостью 8—9-го, а иногда
и 12-го класса чистоты. В некоторых случаях шлифование при-
меняется при обдирке отливок и поковок, при зачистке сварных
швов и прочем, т. е. как подготовительная или черновая опе-
рация.
Характерными особенностями процесса шлифования являют-
ся следующие [104].
1. Многопроходность, способствующая эффективному исправ-
лению погрешности формы и размеров деталей, полученных
после предшествующей обработки.
2. Резание осуществляется большим количеством беспоря-
дочно расположенных абразивных зерен, обладающих высокой
микротвердостью (2200—3100 кгс/мм2). Эти зерна, образующие
прерывистый режущий контур, прорезают мельчайшие углубле-
ния, а объем металла, срезаемый в единицу времени, в этом
случае значительно меньше, чем при резании металлическим
инструментом. Одним абразивным зерном в единицу времени
срезается объем примерно в 400 000 раз меньший, чем одним
зубом фрезы [102].
3. Процесс срезания стружки отдельным абразивным зерном
осуществляется на высоких скоростях резания (304-70 м/сек)
и за очень короткий промежуток времени (в течение тысячных
и стотысячных долей секунды).
4. Абразивные зерна расположены в теле круга хаотически,
482
а поэтому они чаще всего имеют отрицательные передние углы
и угол резация больше 90°.
5. Большие скорости резания и неблагоприятная геометрия
режущих зерен способствуют развитию в зоне резания высоких
температур (1000—1500°С).
6. Управлять процессом шлифования можно только за счет
изменения режимов резания, так как изменение геометрии абра-
зивного зерна, выполняющего роль резца или зуба фрезы, прак-
тически трудноосуществимо. Алмазные круги с помощью специ-
альной технологии изготовления могут иметь преимущественную
(требуемую) ориентировку алмазных зерен в теле круга, что
обеспечивает более благоприятные условия резания.
7. Абразивный инструмент может в процессе работы само-
затачиваться. Это происходит, когда режущие грани зерен затуп-
ляются, что вызывает увеличение сил резания, а следовательно,
и сил, действующих на зерно. В результате затупленные зерна
выпадают, или вырываются, из связки, раскалываются, и в работу
вступают новые острые зерна.
8. Шлифованная поверхность образуется в результате одно-
временного действия как геометрических факторов, характерных
для процесса резания, так и пластических деформаций, сопро-
вождающих этот процесс.
При изучении механизма образования шлифованной поверх-
ности основное внимание следует уделять вопросу образования
шероховатости и волнистости. С геометрической точки зрения
шероховатость образуется в результате копирования на обраба-
тываемой поверхности траектории движения режущих абразив-
ных зерен. Пластические деформации, происходящие в процессе
резания, сильно искажают микрорельеф, получающийся в ре-
зультате действия геометрических факторов.
Приведем некоторые соображения по вопросу геометриче-
ской схемы образования шлифованной поверхности. При этом
нужно иметь в виду следующее.
1. Для большего приближения к действительному процессу
стружкообразования нужно рассматривать врезание зерен в ше-
роховатую поверхность, а сами зерна хаотично расположенными
во всем объеме круга (рис. 21.1). Шлифование должно рассмат-
риваться как явление пространственное, а не плоскостное. В зоне
резания обрабатываемая элементарная поверхность (например,
на участке I) за время ее контакта со шлифовальным кругом,
соприкасается не с одним рядом зерен, а с несколькими.
2. Чем меньше неровности абразивного режущего контура,
тем ближе он подходит к сплошному режущему лезвию и тем
менее шероховатой получается обработанная поверхность. Оди-
наковый режущий контур можно создать уменьшением номера
зернистости или увеличением времени абразивного воздействия,
например, за счет понижения скорости вращения детали или
уменьшения продольной подачи за один оборот изделия.
31*
483
3. Упорядоченный режущий рельеф достигается алмазной
правкой. В процессе шлифования по мере разрушения и выпада-
ния отдельных зерен упорядоченный режущий рельеф нарушает-
ся. Режущие лезвия располагаются хаотически, и процесс струж-
кообразования протекает по схеме, указанной на рис. 21.1. При
шлифовании в режиме самозатачивания круга процесс стружко-
образования идет в основном по той же схеме.
4. Абразивные зерна в процессе врезания можно разделить
на режущие (например, зерна 3, 7), скоблящие, если они вреза-
Рис. 21.1. Схема образования шлифованной поверх-
ности:
1 — исходная шероховатая поверхность до шлифования;
2 — шлифовальный круг; 3, 4, 5, 7 — первый ряд абразив-
ных зерен (сплошные линии), находящихся на одной об-
разующей; 6—второй (соседний) ряд зерен (штриховые
линии); 8 — профиль шлифованной поверхности после
выхода ее из зоны контакта с кругом
ются на столь малую глубину, что происходит лишь пластиче-
ское выдавливание металла без снятия стружки (на схеме они
не указаны), давящие (зерно 5) и нережущие (зерно 4).
В реальном процессе шлифования примерно 85—90% всех зерен
не режет, а так или иначе пластически деформирует тончайший
поверхностный слой, т. е. наклепывает его. За счет наклепа мик-
ротвердость могла бы значительно возрасти, но этому противо-
действует явление возврата (отдыха), происходящего из-за
высокой температуры резания. Тем не менее, при тонких процес-
сах шлифования и особенно при выхаживании, или шлифовании
с очень малой или нулевой подачей, эффект наклепа резко воз-
растает, а шероховатость уменьшается; скоблящих и давящих
зерен становится больше, и они упрочняют поверхностный слой.
5. На величину шероховатости влияет не только зернистость,
но и связка абразивного инструмента, оказывающая полиру-
ющий эффект, который больше проявляется при меньших скоро-
стях вращения круга.
Экспериментально доказано [104], что по убывающей степени
484
влияния на уменьшение шероховатости шлифованной поверхно-
сти основные технологические факторы можно распределить
в следующем порядке: выхаживание — алмазная правка кру-
га — скоростное шлифование — уменьшение величины зерен
круга — варьирование режимными факторами — влияние мате-
риала связки — влияние химического состава и чистоты СОЖ.
Установлено, что шлифованная поверхность не может пред-
ставлять собой массу параллельных рисок как точное воспроиз-
ведение или след движения абразивных зерен. В результате
больших удельных давлений при резании и возникающих при
этом пластических деформаций поверхностные слои металла
вытягиваются и образуют надрывы с поперечными скоплениями
металла. Как результат большого разогрева тончайшего слоя
наблюдается «размазывание» размягченного металла по обрабо-
танной поверхности. Такую картину наблюдал А. А. Маталин
[52]. Эти явления сильно изменяют рельеф поверхности по срав-
нению с рельефом, образованным чисто геометрическими фак-
торами.
21.2. Абразивные и алмазные материалы и инструменты
Абразивные инструменты изготовляются в виде шлифоваль-
ных кругов различного профиля и размеров, брусков, пластин,
шкурки. Абразивы применяются в виде порошков и паст.
Абразивные материалы для изготовления кругов применяют-
ся в виде зерен. Они должны обладать высокой твердостью,
иметь хорошую теплоустойчивость, а при своем затуплении хоро-
шо дробиться и образовывать новые острые лезвия. Все абразив-
ные материалы делятся на две группы: естественные и искуст-
венные. К естественным материалам относятся корунд и наждак,
состоящие из А12О3 и примесей. Широкого применения они не
получили из-за низких качественных характеристик.
Из искусственных абразивных материалов наиболее широкое
применение получили: электрокорунд, карбид кремния, карбид
бора, синтетический алмаз, кубический нитрид бора (КНБ).
Электрокорунд представляет собой кристаллическую окись
алюминия А120з, являющуюся очищенным продуктом плавки
глинозема (бокситов). Различают несколько видов электроко-
рунда: нормальный (Э), белый (ЭБ), хромистый (ЭХ), титани-
стый (ЭТ) и монокорунд (М).
Наибольшее применение получил электрокорунд нор-
мальный. Выпускается он трех марок: Э2, Э4 и Э5 с содер-
жанием А120з 92—95%. Цифры после буквы означают содержа-
ние А120з соответственно 92, 94 и 95% (остальное примеси).
Применяется электрокорунд нормальный при черновом, получис-
товом и чистовом шлифовании сталей и чугунов, а также для
заточки режущего инструмента из инструментальной стали.
Э л е к т р о к о р у н д белый Э8, Э9 содержит 98—99%
485
окиси алюминия и на 30—40% превосходит по качеству электро-
корунд нормальный, так как включает меньше примесей. Он
применяется при шлифовании прочных и вязких сталей (незака-
ленных и закаленных), ковкого чугуна, заточки инструментов
из быстрорежущей стали.
В последние годы абразивная промышленность стала выпус-
кать электрокорунд белый повышенного каче-
ства марки Э9А, который применяется для изготовления
инструментов повышенного качества класса А. Кроме того,
получают распространение электрокорунд хромистый ЭХ и
электрокорунд титанистый ЭТ.
Электрокорунд хромистый получается при плавке
в электропечах глинозема с добавлением хромистой руды. Зерна
его имеют розовую окраску. Содержание AI2O3 не менее 97
и СгО до 2%.
Электрокорунд титанистый получается при плав-
ке в электропечах глинозема с добавлением соединений титана.
Выплавленный материал подвергается дроблению и рассеву.
Содержание А12О3 не менее 97, ТЮ2—не менее 2%.
Большое постоянство физико-механических свойств и высокая
вязкость зерен электрокорунда хромистого и титанистого созда-
ют предпосылки для применения их при напряженных режимах
шлифования углеродистых и конструкционных сталей, а также
для высокоточных работ и доводочных операций.
Монокорунд М7 и М8 отличается высокой прочностью
и более высокими режущими свойствами. Он содержит 97—98%
А120з- Применяется для обработки весьма прочных сталей, ков-
кого чугуна, быстрорежущей стали.
Карбид кремния (карборунд) представляет со-
бой химическое соединение кремния с углеродом SiC. Он изго-
товляется путем спекания в электропечах кварцевого песка
с углеродом в виде кокса и выпускается двух видов: черный
(КЧ4, КЧ6, КЧ8) и зеленый (К37, К38, К39). В черном карбо-
рунде содержится 95—98, в зеленом — 98—99% SiC. Более
качественным, но и дорогим является зеленый карбид кремния.
Применяется он только для заточки твердосплавного инструмен-
та. Черный карбид кремния хрупок и применяется для обработ-
ки материалов с низким пределом прочности (чугуна, бронзы),
вязких металлов и сплавов (мягкой латуни, алюминия, меди),
а также для обработки таких неметаллических материалов, как
кожа, стекло, мрамор и т. д.
Карбид бора (В4С) обладает чрезвычайно высокой
твердостью, близкой к твердости алмаза. Применяется для довод-
ки твердосплавного инструмента, так как обеспечивает мини-
мальный радиус округления режущего лезвия до 6—10 мкм
(электрокорунд обеспечивает этот радиус до 15 мкм), а также
при обработке весьма твердых материалов, как, например, руби-
на, корунда, кварца и т. д.
486
Что касается алмаза и КНБ, некоторые сведения об этих
видах абразивных материалов приведены в главе 1. Добавим,
что в настоящее время синтетические алмазы выпускаются сле-
дующих марок:
АСО — алмаз синтетический обычной прочности, предназна-
ченный для изготовления инструментов на органической связке,
а также паст и порошков;
АСП — алмаз синтетический повышенной прочности, пред-
назначенный для изготовления инструмента на керамической
и металлической связках;
АСВ — алмаз синтетический высокой прочности, предназна-
ченный для изготовления инструментов на металлической связке,
работающих при больших удельных нагрузках, характерных для
черновых операций;
АСК — алмаз синтетический кристаллический с прочностью,
близкой к прочности природных алмазов;
АСКС — алмаз синтетический кристаллический сортирован-
ный, который в некоторых случаях по прочности может превос-
ходить природные алмазы.
Отметим, что прочность синтетических алмазов определяет-
ся путем раздавливания зерен между двумя параллельными ко-
рундовыми пластинками. Она зависит от зернистости алмаза
и колеблется в пределах [Ю5]:АСО (зернистостью 4—25) —
0,14—0,25 кгс; АСП (зернистостью 5—32)—0,2—0,74 кгс и т. д.
Алмазы марок АСК и АСКС предназначены для изготовле-
ния алмазных инструментов: алмазно-металлических каранда-
шей и роликов для правки шлифовальных кругов, резцов, стек-
лорезов, фильер и т. д.
Кроме указанных марок синтетических алмазов, нашей про-
мышленностью изготовляются алмазные микропорошки двух
марок: АСМ и АСПМ. Первая марка предназначена для прити-
рочных и доводочных работ при обработке твердых сплавов
и сталей. Микропорошки марки АСПМ обладают повышенной
абразивной способностью и применяются при обработке наиболее
твердых материалов, таких, как алмаз, бриллиант, рубин т. д.
Отрицательным свойством алмаза является то, что при обра-
ботке материалов на железистой основе при температуре около
850—900°С имеет место активная диффузия углерода алмаза
в железо, что резко повышает износ алмазного инструмента.
Исключение составляет искусственный материал кубического
нитрида бора КНБ (эльбор), зерна которого при одинаковой
примерно твердости с алмазом обладают значительно большей
теплоустойчивостью (до 1500—1900°С) и отсутствием химическо-
го сродства к железу.
Микроскопический анализ выделенного из продуктов синтеза
эльбора показал, что последний имеет вид зерен и кристалликов
с различными размерами. Основная масса зерен эльбора имеет
размеры 30—90 мкм [103]. Часто встречаются зерна и кристалли-
487
Рис. 21.2. Расположение
атомов в ячейке кристал-
лической решетки эльбора
за
ки размером 120—170 мкм. В последнее время получены более
крупные зерна и кристаллы размером 5 мм и крупнее.
Кристаллизуется эльбор подобно алмазу. Ячейка элементар
ной решетки эльбора представляет собой гранецентрированныг
куб из атомов бора 2 (рис. 21.2). Четыре атома азота 1 размеще-
ны внутри куба. Расположены атомы азота и бора аналогично
атомам углерода в ячейке кристаллической решетки алмаза.
Постоянная решетки эльбора близка к постоянной решетке
алмаза и составляет 0,3615—0,3616 Н-м. Ее значение изменяется
в зависимости от условий синтеза. Рас-
стояние между связанными атомами бора
и азота в ячейке решетки эльбора
равно 0,157 Н-м. Энергия этой связи
составляет 166,538 мДж/кмоль [65], что
в 2,4 раза меньше, чем у алмаза
(355,45932 мДж/кмоль).
Микротвердость эльбора изменяется в
пределах 71613—98100 мН/м2 и составляет
в среднем 83385—84366 мН/м2 (8500—
8600 кгс/мм2). По данным ВНИИАШ,
абразивная способность эльбора зернис-
тости 10—12 при шлифовании стекла со-
ставляет 0,58—0,64 по отношению к абра-
зивной способности естественного алмаза,
При шлифовании сталей эльбор по абразивной способности пре-
вышает естественный алмаз.
Согласно техническим условиям МРТУ 2-036-1-68, отечест-
венной промышленностью эльбор выпускается двух марок:
ЛО — обычной механической прочности, с обычным содержанием
основной фракции; ЛП — повышенной механической прочности,
с увеличенным содержанием основной фракции.
( Под зернистостью абразивных материалов
пЬнимают размеры зерен абразивных материалов. По своим раз-
мерам (по крупности) они делятся по номерам: 200, 160, 125,
100, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6, 5, 4, 3, М40, М28,
М20, М14, М10, М7, М5.
По величине зерна абразивные материалы делятся на следу-
ющие группы: шлифзерно — 200, 160, 125, 100, 80, 63, 50, 40, 32,
25, 20, 16; шлифпорошки— 12, 10, 8, 6, 5, 4, 3; микропорошки —
М40, М28, М20, М14, М10, М7, М5.
Номера зернистости шлифзерна определяются размером сто-
роны ячейки контрольного сита (в сотых долях миллиметра).
Шлифзерно 200 при просеивании остается на сите с сеткой, у ко-
торой номинальный размер стороны ячейки в свету равен
2000 мкм; 160 — на сите с ячейкой 1600 мкм; 5 — на сите с ячей-
кой 50 мкм и т. д.
Зернистость микропорошков определяется размером зерен
488
основной фракции в микрометрах, например, М40 — от 40 до
28 мкм, М28 — от 28 до 20, М5 — от 5 до 3 мкм.
Зернистость алмазных порошков приведена в табл. 21.1, со-
гласно данным работы [105].
Таблица 21.1
Группа Обозначение зернистости по маркам Старое обо- значение зернистости (в дюймовой системе) Размер зерен основной фракции, мкм
природ- ные алмазы ACB АСП ACO
А
Шлифзерно А50 — — — 36 630—500
А40 АСВ40 — — 46 500—400
А32 АСВ32 АСП32 — 54 400—315
А25 АСВ25 АСП25 АСО25 60 315—250
А20 АСВ20 АСП20 АСО20 70 250—200
А16 АСВ16 АСП16 АСО16 80 200—160
Шлифпо- А12 АСВ12 АСП12 АСО12 100 160—125
рошки А10 АСВ10 АСШО АСОЮ 120 125—100
А8 АСВ8 АСП8 АСО8 150 100—80
А6 АСВ6 АСП6 АСО6 180 80—63
А5 — АСП5 АСО5 230 63—50
А4 — — АСО4 280 50—40
Микропо- АМ40 — АСПМ40 АСМ40 М40 40—28
рошки АМ28 — АСПМ28 АСМ28 М28 28—40
АМ20 — АСПМ20 АСМ20 М20 20—14
АМ14 — АСПМ14 АСМ14 М14 14—10
АМ10 — АСПМ10 АСМ 10 М10 10—7
АМ7 — АСПМ7 АСМ7 М7 7—5
АМ5 — АСПМ5 АСМ5 М5 5—3
АМЗ — АСПМЗ АСМЗ — 3—1
АМ1 — АСПМ1 АСМ1 — Мельче 1
Для эльбора различают три группы зернистостей: шлифзер-
но (Л25—Л16), шлифпорошки (Л12—Л4) и микропорошки
(ЛМ40—ЛМ1). Необходимо отметить, что эльборовые зерна
имеют шероховатую поверхность, величина которой примерно
равна величине шероховатости естественных алмазных зерен.
Связка служит для скрепления отдельных абразивных
зерен в одно тело. От материала связки в большой степени зави-
сит прочность удержания зерен в шлифовальном круге. Разли-
чаются два вида связок: органические и неорганические. К не-
489
органическим связкам относятся керамическая, магнезиальная
и силикатная.
Керамическая связка (К) получила наиболее широ-
кое применение. Состоит она из каолина, огнеупорной глины,
талька, жидкого стекла, полевого шпата, кварца. Она обладает
большой теплостойкостью, водоупорностью, высокой химической]
стойкостью, обеспечивает высокую производительность и хорошоI
сохраняет профиль круга. Однако она чувствительна к ударам
и изгибающим нагрузкам. Допускаемая скорость шлифования
круга на керамической связке цк=30—50 м/сек.
Магнезиальная связка (М) представляет собой
смесь каустического магнезита и раствора хлористого магния,
твердеющую на воздухе,— магнезиальный цемент. Шлифоваль-
ные круги на этой связке гигроскопичны и должны храниться
в сухом проветриваемом помещении. Круги имеют повышенный
износ, нестойкий профиль, допускают ук не более 20 м/сек, но
зато работают с небольшим нагревом обрабатываемой поверх-
ности.
Силикатная связка (С) имеет основное связующее
вещество — растворимое стекло (силикат натрия). Тепловое вы-
деление при шлифовании такими кругами минимальное, а поэто-
му они применяются на таких операциях, где нагрев обрабаты-
ваемых деталей недопустим. Однако прочность этой связки
намного ниже, чем керамической, и круги размягчаются от
охлаждающей жидкости.
К органическим связкам относятся бакелитовая
(Б), глифталиевая (Г) и вулканитовая (В). Все органические
связки намного прочнее неорганических. Так, например, бакели-
товая связка, изготовляемая из искусственной фенолформальде-
гидной смолы, в силу высокой прочности, твердости и упругости
позволяет изготовлять круги толщиной до 1 мм. Интенсивность
тепловыделения при работе кругами на этой связке низка, одна-
ко она обладает пониженным сцеплением с зернами и способна
разрушаться под действием щелочных растворов, входящих
в состав СОЖ- Для уменьшения вредного воздействия щелочных
растворов круги на бакелитовой связке обмазывают по всей по-
верхности суриком или серой или окрашивают водонепроницае-
мой краской. Допустимая скорость шлифования кругов на этой
связке равна 30—50 м/сек.
Глифталиевая связка представляет собой синтетиче-
скую смолу из глицерина и фталиевого ангидрида. Применяются
круги на глифталиевой связке для чистовых и отделочных опера-
ций, так как отличительной их особенностью является повышен-
ная упругость.
Вулканитовая связка состоит из каучука и серы
и обладает высокой прочностью и эластичностью. Она позволяет
изготовлять тонкие круги (до 0,5 мм толщиной) с относительно
большим диаметром (до 150 мм). Круги на этой связке могут
490
выдерживать большие удельные давления и получили широкое
распространение на чистовых, полировальных и отрезных опера-
циях и особенно в подшипниковой промышленности.
Абразивные инструменты на вулканитовой связке делятся на
жесткие, в которых связкой служит эбонит,-и гибкие, в которых
связкой является резина.
Жесткие круги изготовляются самого различного ассортимен-
та: от тонких разрезных дисков до кругов для скоростного шли-
фования. Особенно хорошие результаты дают прессованные
жесткие круги, которые отличаются большим постоянством
свойств и меньше нагревают обрабатываемое изделие.
Гибкие круги бывают четырех степеней эластичности: элас-
тичный (1 ГК), среднеэластичный (2ГК), малоэластичный (ЗГК)
и жесткий (4ГК). Допустимая скорость работы для этих кругов
составляет до 18 м/сек. Основным их достоинством является то,
что во время работы их рабочий профиль принимает форму обра-
батываемой поверхности в силу того, что вулканитовая связка
для них берется с низким модулем упругости и относительно
большим удлинением при разрыве. Такие круги хорошо зареко-
мендовали себя при декоративной обработке.
Связки, предназначенные для изготовления алмазных шлифо-
вальных кругов, в основном подразделяются на три группы:
органические (Б1, Б2, БЗ, Б4, ТО2, ТО4, БР, Б156, КБ и т. д.),
металлические (Ml, М4, М5, МК, МВ1, МО13, MCI, МС6, МС15)
и керамические (К1, К2, К5, СК, СТ и др.).
Из перечисленных органических связок наиболее широкое
распространение получили пока связки Б1, ТО2, Б2 и Б156. На
этих связках изготовляются алмазные круги с 50, 100%-ной
и реже с 25, 150%-ной и большей концентрацией алмазов в ал-
мазоносном слое. За 100%-ную концентрацию условно прини-
мается содержание алмазного порошка в 1 мм3 алмазоносного
слоя, равное 0,878 мг. Помимо алмазного порошка, алмазоносный
слой кругов на органических связках включает в себя наполни-
тель, связующее вещество и воздушные поры. Объемы составляю-
щих алмазоносного слоя в зависимости от концентрации алмаз-
ного зерна в круге приведены в табл. 21.2 [105].
Наполнителями в этих связках служат различные органиче-
Таблица 21.2
Компонент Объем компонентов при концен- трации, %
25 50 100 150 200 250
Алмаз 6,25 12,5 25 37,5 50 62,5
Наполнитель 43,75 37,5 25 12,5 0 0
Связующее вещество (пульвербаке- лит или другие материалы) 50 50 50 50 50 37,5
491
ские и минеральные вещества (карбид бора — связка Б1, желез-
ный порошок — связка Б2, электрокорунд белый — связка БЗ,
карбид кремния зеленый — связка Б4, смесь карбида бора
с медным порошком — связка ТО2 и т. д.). Для уменьшения
влияния наполнителя на шероховатость шлифованной поверхно-
сти зернистость последнего выбирают на два номера меньше
зернистости алмазного порошка.
Наиболее широко в промышленности применяются алмазные
инструменты на связках Б1, Б2 и БЗ. Круги на связке Б1 обес-
печивают высокую производительность и умеренный расход
алмаза на доводочных операциях и при чистовом шлифовании
твердых сплавов и хрупких материалов. Однако эту связку, как
и другие бакелитовые связки, не рекомендуется применять при
интенсивных режимах резания, так как она чувствительна к тем-
пературам. С увеличением последней резко возрастает расход
алмаза.
Для обеспечения высокого класса чистоты обработанной по-
верхности (до V12) рекомендуется применять алмазные круги
на связках Б1 и БЗ. В случае же обработки деталей повышенной
точности, например профильных, резьбовых и других, когда тре-
буется высокая размерная стойкость инструмента, рекомендует-
ся применять алмазные круги на связке Б2.
Из металлических связок наиболее широкое применение по-
лучили МИ, Ml, М5, МК- Круги на этих связках по сравнению
с кругами на бакелитовой связке обладают более высокой изно-
состойкостью, менее чувствительны к изменениям сил резания,
хорошо сохраняют свою геометрическую форму и применяются
в основном для предварительного шлифования и заточки твердо-
сплавного инструмента. Однако металлические связки склонны
к засаливанию, и при их применении рекомендуется работать
с охлаждением.
Основой для большинства металлических связок являются
медь и ее сплавы с оловом, алюминием, никелем и другими ма-
териалами. В качестве наполнителей в металлических связках
МИ и МК применяются соответственно карбид кремния зеленый
и электрокорунд. Круги на связке Ml применяются для шлифо-
вания деталей из керамики, стекла и других хрупких материа-
лов. Для обработки твердосплавных деталей штампов и пресс-
форм хорошо зарекомендовали круги на связке М5. Режущая
поверхность этих кругов имеет открытую пористую структуру.
Алмазные зерна более обнажены, чем в связке Ml, а удельный
расход алмаза для кругов на связке М5 при заточке твердых
сплавов в 1,5—3 раза меньше по сравнению с кругами на
связке Ml.
Повышенной стойкостью и режущей способностью обладают
круги на связках МО 13, М5-4, МС6, МВ1 и др. Важно отметить,
что кругами на металлосиликатных связках МС6 и MCI можно
обрабатывать твердые сплавы без охлаждения.
492
Из керамических связок наиболее часто употребляются связ-
ки К1 и К5. Основой этих связок являются легкоплавкое стекло
и огнеупорная глина. В качестве наполнителя используется поро-
шок карбида бора. Алмазные круги на керамических связках К1
и К5 предназначены для обработки твердосплавных пластинок
одновременно со стальной державкой.
Стеклокерамические связки СК и СТ используются для изго-
товления суперфинишных брусков и других инструментов специ-
ального назначения.
Вид связки определяет режим термообработки и условия фор-
мообразования алмазоносного кольца круга. Круги на керамиче-
ских связках термически обрабатываются при температуре
850°С, на металлических связках — при 630 и на органических
связках — при 180—232°С.
Формуются алмазоносные кольца методом горячего или
холодного прессования. Удельное давление прессования для
органических, металлических и керамических связок соответст-
венно составляет 500—750 кгс/см2, 1000—1500 и 2000 кгс/см2.
При таких давлениях часть зерен дробится, что значительно
снижает качество абразивно-алмазных кругов. Для предотвра-
щения дробления зерен и сохранения каркаса круга со звездча-
той арматурой фирма «Abrasive Products Group» (США) вместо
прессования под давлением применила вакуумное заполнение
формы. Это позволило добиться более равномерного распределе-
ния связки и абразивного материала в круге, т. е. значительно
повысить качество абразивно-алмазного инструмента.
Под твердостью кругов понимается способность связ-
ки удерживать абразивные зерна от вырывания их с поверхности
круга под действием внешних сил, или степень сопротивления
связки вырыванию зерен круга из материала связки.
По твердости круги делятся на семь классов (табл. 21.3). От-
метим, что обозначение твердости идет по степени ее возраста-
ния, поэтому круг М2 тверже круга Ml.
В практике выбор твердости шлифовальных кругов имеет
Таблица 21.3
Твердость абразивного инструмента
М — мягкие
СМ — среднемягкие
С — средние
СТ — среднетвердые
Т — твердые
ВТ — весьма твердые
ЧТ — чрезвычайно твердые
Подразделение
Ml, М2, М3
СМ1, СМ2
Cl, С2
СТ1, СТ2, СТЗ
Т1, Т2
ВТ1, ВТ2
ЧТ1, ЧТ2
493
большое значение. При шлифовании кругом, правильно выбран-
ным по твердости, зерна по мере затупления самопроизвольно
выкрашиваются, обнажая новые острые зерна, т. е. идет процесс
самозатачивания. При слишком твердом круге этого процесса не
происходит, а поэтому наступает состояние засаливания рабочей
поверхности круга, приводящее к резкому возрастанию контакт-
ной температуры, а следовательно, к появлению прижогов
и даже шлифовочных трещин.
Шлифование слишком мягким кругом приводит к тому, что
зерна выкрашиваются, не успев затупиться, в результате чего
наблюдается повышенный износ круга и снижение производи-
тельности обработки. На практике обычно применяют твердые
круги при шлифовании мягких материалов и, наоборот, мягкие
круги при шлифовании твердых материалов. Однако в каждом
конкретном случае следует учитывать все особенности процесса
шлифования обрабатываемой детали.
Контроль и определение твердости шлифовальных кругов
производится на пескоструйном приборе, приборе Роквелла
и ТКН (твердомер конусный).
Пескоструйный прибор основан на принципе ударного воздей-
ствия струи кварцевого песка, выбрасываемого под давлением
на поверхность круга. Твердость круга определяется глубиной
образующейся при этом лунки. Такой метод проверки пригоден
для кругов зернистостью 200—16, а также для кругов, предна-
значенных для шлифования шариков.
Для определения твердости кругов на бакелитовой или кера-
мической связках зернистостью № 12—М14 применяется прибор
Роквелла. Определение твердости производится при следующих
условиях:
1) предварительная нагрузка — 10 кгс;
2) окончательная нагрузка — 60 кгс;
3) наконечник прибора — стальной шарик диаметром 1/4"
или 1/8";
4) отсчет показаний прибора производится по красной шкале
индикатора. При этом за исходную величину принимается деле-
ние 30 единиц.
Прибор ТКН работает по принципу вдавливания в тело круга
наконечника конической формы с нагрузкой на конус 60 кгс
в течение 4—5 сек. Он применяется для испытания кругов на вул-
канитовой связке. Показателем твердости является глубина
вдавливания конуса в виде стального колпачка, вершина которо-
го сделана из твердого сплава ВК6А. Угол при вершине конуса
60±1°, радиус закругления при вершине г = 0,04—0,05 мм.
ГОСТ 4785—64 предусматривает выпуск инструментов клас-
сов А, имеющих повышенные технические характеристики на це-
лый ряд параметров, и классов Б, к которым предъявляются
обычные требования. Требования по твердости к классу кругов
А и Б приведены в табл. 21.4.
494
, Таблица 21.4
Показатели Класс инструмента
А Б
Равномерность степени твердости в пределах одного инструмента: на керамической и бакелитовой связках на вулканитовой связке Примечание. Отклонения от з пускаются. В пределах од- ной степени То же аказанной степени В пределах двух степеней В пределах одной степени твердости не до-
Под структурой шлифовального круга пони-
мается его внутреннее строение, т. е. процентное соотношение
и взаимное расположение зерен, связки и пор в единице объема
круга. Система структур выражается равенством
V3 + Vc + Vn= 100%; (21.1)
где V3 — обьем абразивных зерен;
Vc — объем связки;
Гп— объем пор.
Основой системы структур является объемное содержание
абразивного зерна в инструменте К, [103]:
Номер структуры 1 23456789 10 11 12
Объемное содержание зер-
на, % 60 58 56 54 52 50 48 46 44 42 40 38
С повышением номера структуры на единицу объем абразив-
ных зерен уменьшается на 2%. Структуры № 0—4 называются
закрытыми, или плотными (рис. 21.3, а), № 5—8 — средними
(рис. 21.3, б), № 9—12 — открытыми (рис. 21.3, в).
Исходя из практики шлифования, можно выбирать структуры
шлифовальных кругов для различных работ [103]:
Круги с мелкими порами—струк-
туры № 4 и 5
Круги с порами среднего размера—
структуры № 6
Круги с крупными порами—струк-
туры № 7 и 8
Круги с крупными порами — от-
крытые структуры № 9—12
Для шлифования твердых и хрупких
металлов, высокой чистоты поверхности,
при фасонном шлифовании
Для наружного круглого шлифования,
заточки инструмента
Для шлифования мягких и вязких метал-
лов, плоского шлифования
Для скоростного шлифования (здесь
уменьшается количество связки по срав-
нению с обычными кругами структуры
№ 12)
495
Дисбаланс шлифовального круга — следствие неодина-
ковой плотности материала в массе круга, неправильной фор-
мы наружной поверхности, эксцентричности расположения поса-
дочного отверстия по отношению к наружной поверхности круга
или эксцентричности установки круга на шпинделе станка и т. д.
Дисбаланс является источником вибрации станка, причиной
разрыва кругов, ускоренного износа подшипников шпинделя
и образования волнистости на обработанной поверхности.
а 1 5
Рис. 21.3. Структуры шлифовального круга;
/ — зерна абразива; 2 — связка; 3 — поры
Мерой статического дисбаланса служит вес груза, который,
сосредоточиваясь в точке периферии круга, противоположной
его центру тяжести, перемещает последний на ось вращения кру-
га. За единицу статического дисбаланса принимается величина Е,
устраняющая неуравновешенность, вызванную смещением центра
тяжести от геометрического центра круга на £=0,01 см:
р_ о л (О2 — _ 0,0377 (D~ — d2) И .
47? ' D Г’
где у — объемный вес круга, принятый равным 2,4 г/см3;
D — наружный диаметр круга, см;
d — внутренний диаметр круга, см;
Н — высота круга, см;
496
ГОСТ 3060—55 устанавливает четыре класса дисбаланса в за-
висимости от ширины круга, его зернистости и связки: чем мень-
ше круг, тем меньший допускается дисбаланс.
Абразивная способность — это способность разных
материалов обрабатывать другие материалы. Она определяется
обычно на приборе Миндта. Способ определения заключается
в том, что абразивные зерна одного и того же гранулометриче-
ского состава, зажатые между двумя вращающимися в разных
направлениях дисками, сошлифовывают за определенное время
некоторое количество материала, которое и принимается за кри-
терий абразивной способности данного материала.
Абразивная способность некоторых абразивных материалов
(сошлифовка стеклянного диска) следующая (в г) [103]:
электрокорунд нормальный, зернистость № 140—0,144
электрокорунд белый, зернистость № 140—0,156
карбид кремния зеленый, зернистость № 140—0,314
карбид бора, зернистость № 140—200—0,314
алмаз, зернистость № 200—0,623.
ГОСТ 2424—67 регламентирует выпуск 22 профилей
шлифовальных кругов диаметром 34-1000 мм, толщиной
0,5—200 мм. В табл. 21.5 приведены некоторые наиболее харак-
терные типовые формы абразивных кругов. Кроме стандартных
форм кругов, применяется большое количество нестандартных.
Их применение объясняется специфическими потребностями от-
дельных видов производства.
Таблица 21.5
Форма шлифовальных
кругов
Плоские прямого профиля
Диски
Чашки цилиндрические
Чашки конические
Тарелки
Условное
обозначение
Профиль круга
ПП
Д
чц
чк
т
Маркировка шлифовальных кругов необходи-
ма для удобства их эксплуатации. Все характеристики шлифо-
вального круга наносятся на его торцовую поверхность в виде
обозначений в следующей последовательности:
32 Зак. 1360
497
а) для абразивных кругов:
БЗШ ЭБ 40 С2 к
(Московский завод шлиф- изделий) (марка абразив- ного ма- териала) (номер зер- нистости) (степень твердости) (вид связки)
5 А ПП 250X16X75 35 м/сек
(номер структуры) (класс инстру- мента) (форма круга) (типоразмер, мм) (допускаемая окружная скорость)
2К 142
(класс дисбаланса) (номер маршрутного листа)
б) для алмазных кругов:
АЧК 150 10 3 32
(алмазный (наруж- (ширина ал- (толщина (диаметр
чашечный ный диа- мазоносного алмазонос- посадочного
круг, кони- ческий) метр кру- га, мм) кольца, мм) ного кольца или слоя, мм) отверстия, мм)
А С О 10 Б1
(алмазное (синтети- (алмазное (зернистость (связка ба-
зерно) ческие алмазы) 50 (концент- рация ал- мазов в алмазо- носном слое, %) зерно обычной прочности) 29 (весовое количество алмазного порошка, караты) алмазного порошка) 8 (заводской номер круга) келитовая первая с на- полнителями из карбида бора) 67 (год изготов- ления круга)
В маркировке могут быть опущены некоторые элементы ха-
рактеристики круга, например диаметр посадочного отверстия,
высота круга и т. д. Однако все’ эти сведения должны быть ука-
заны в сопроводительном документе.
Инструмент, изготовленный из эльбора, маркируется подобно
алмазному, например, ЧК 150X10X3X32 Л10-Б1 -100-58, з-д
«Ильич» № 43—68.
498
Правка к-p у г а производится с целью восстановления ре-
жущей способности его зерен при их затуплении либо с целью
восстановления его профиля (для фасонных кругов). Правка
кругов может быть алмазной и безалмазной. Величина снимае-
мого слоя при правке составляет около 0,08 мм.
Алмазная правка производится алмазом в виде одного зерна
(0,25—0,2 карата), закрепленного в оправке или в виде металли-
ческих карандашей, в которых в специальном вольфрамомедно-
алюминиевом сплаве заделывается несколько алмазных зерен.
Режим алмазной правки: Рк —принятая; 8Прод = 0,054-
4-0,4 м/мин; 8П=0,0054-0,09 мм/ход; число проходов: черновых
г’чер=2—3; чистовых 1ЧИст== 1—2.
Безалмазная правка производится с помощью монолитных
дисков, состоящих из зерен твердого сплава ВКЗМ или ВК6М,
сцементированных латунью; металлических дисков и звездочек
из закаленных сталей Ш15 или 20Х; абразивных дисков из кар-
бида кремния черного на керамической связке. Правку произво-
дят обкатыванием или «шлифованием» с режимами: 8ПроД = 0,54-
4-0,9 м/мин; 8Ц=0,014-0,03 мм/ход; число проходов выхажива-
ния i = 3—5; скорость вращения абразивных дисков приравни-
вается к скоростям вращения заготовки.
Правка как алмазная, так и безалмазная проводятся с обиль-
ным охлаждением.
Алмазные и эльборовые круги, изготовляемые на органиче-
ских связках, в основном при правильно выбранных режимах
шлифования правки не требуют. Эти круги работают в режиме
самозатачивания. Однако при большом биении или для восста-
новления геометрической точности они правятся с помощью
мягких абразивных брусков из карбида кремния на керамиче-
ской связке твердостью СМ1-М2 и зернистостью 8—16. Правка
производится при рабочих скоростях рабочей поверхности круга.
Для очистки рабочей поверхности круга лучше применять пемзу.
Правка алмазных и эльборовых кругов на металлических
и керамических связках производится кругами из карбида крем-
ния на шлифовальных, заточных или токарных станках. Окруж-
ная скорость абразивного круга принимается равной 20—
25 м/сек. При правке рекомендуется применять охлаждение.
Сильно засаленный торец алмазного круга форм АПВ, АПВД,
АЧК, АТ и других можно восстановить путем притирки на чугун-
ной плите с использованием абразивного порошка.
Здесь же отметим, что правку алмазных кругов производят
только в необходимых случаях после тщательного выяснения
причины снижения или потери их режущих свойств.
21.3. Элементы режима резания при шлифовании
Основными наиболее часто встречающимися в современном
машиностроении методами шлифования являются следующие:
32:
499
1) наружное круглое: а) с продольной, или осевой, подачей,
б) с поперечной подачей, в) бесцентровое;
2) внутреннее: а) при вращающейся детали с продольной и
поперечной подачами, б) бесцентровое, в) при неподвижной
детали (планетарное);
3) плоское: а) периферией, б) торцом круга;
4) специальное (резьбовое, фасонное и т. д.).
Процесс шлифования обычно осуществляется посредством
трех движений: вращения шлифовального круга, вращения или
перемещения (кругового или возвратно-поступательного) дета-
ли и движения подачи, осуществляемого кругом или обрабаты-
ваемой деталью. Некоторые из указанных движений могут отсут-
ствовать, например возвратно-поступательное движение детали
или круга при врезном шлифовании, однако вращение шлифо-
вального круга является неотъемлемым условием процесса шли-
фования.
Скорость вращения круга является скоростью резания и опре-
деляется по формуле
= 1000.60 м/“к’
(21.3)
где DK — диаметр круга, мм;
пк — число оборотов круга в минуту.
Скорость вращения обрабатываемой детали од при круглом
наружном и внутреннем шлифовании определяют по формуле
= пЙю5- м/мин’ (21-4)
где Од — диаметр шлифуемых деталей или отверстия, мм;
ид — число оборотов детали в минуту.
Глубина резания, равная поперечной подаче Зп, при круглом
наружном (рис. 21.4, а) и внутреннем шлифовании с продольной
подачей устанавливается за двойной или один ход обраба-
тываемой детали или круга. При черновом наружном шли-
фовании £=0,014-0,07 мм/дв. ход, при чистовом — £=0,0054-
4-0,02 мм/дв. ход.
Продольную подачу назначают в долях ширины круга или
миллиметрах за один оборот обрабатываемой детали. При чер-
новом наружном шлифовании Зпрод= (0,34-0,85)В, при чисто-
вом — 3Прод= (0,24-0,3) В.
Глубинное шлифование (рис. 21.4, в) применяют
при обработке жестких коротких деталей со снятием припуска
(до 0,4 мм) за один проход. Величина продольной подачи выби-
рается в пределах ЗпрОд=14-6 мм/об. дет. Чем больше диаметр
обрабатываемой детали, тем большее принимается значение
Вцрод- Основную работу резания выполняет коническая часть
круга, а цилиндрическая только зачищает обрабатываемую по-
500
верхность. Разновидностью глубинного шлифования является
одновременная обработка двумя кругами (рис. 21.4, г).
Шлифование методом врезания (рис. 21.4, б)
чаще всего применяют при обработке фасонных, а также корот-
ких жестких деталей. Поперечная подача при этом принимается
равной 0,002—0,005 мм/об. Иногда задается минутная подача
от 0,8 до 3 мм в минуту.
Схема к расчету машинного времени при круглом наружном
шлифовании представлена на рис. 21.4, д, а для внутреннего —
на рис. 21.5, в. %
ь М >$ . Рис. 21.4. Наружное круглое шлифование в центрах
Внутреннее круглое шлифование может осу-
ществляться обычным и планетарным способами. В первом слу-
чае (рис. 21.5, а) деталь закрепляется в патроне и имеет враща-
тельное движение; круг вращается и имеет возвратно-поступа-
тельное движение (5Прод) и поперечную подачу (Sn) на каждый
двойной ход. При планетарном способе внутреннего шлифова-
ния деталь неподвижна, а все движения осуществляются кругом
(рис. 21.5, б). Этот метод применяется при обработке крупных
и тяжелых деталей. Шлифовальный шпиндель станка имеет
четыре движения: 1) вокруг своей оси со скоростью до 35 м/сек;
2) планетарное вокруг оси обрабатываемого отверстия со ско-
ростью 40—60 м/мин; 3) возвратно-поступательное вдоль оси
изделия, измеряемое в долях ширины круга; 4) поперечная пода-
ча, осуществляемая после каждого двойного хода (от 0,008
до 0,05 мм/дв. ход).
Необходимо отметить, что внутреннее круглое шлифование
протекает в более тяжелых условиях, чем наружное. Связано это
501
с тем, что нагрузка на каждое зерно круга для внутреннего шли-
фования больше, чем для наружного, так как поверхность кон-
такта круг — деталь велика. Диаметр шлифовального круга DK
меньше диаметра обрабатываемого отверстия D и составляет
£>к= (0,754-0,25) D. Кроме того, размеры посадочного отверстия
кругов для внутреннего шлифования малы, а поэтому шпиндель
Рис. 21.5.
Рис. 21.6. Плоское шлифование
недостаточно жесткий. Проникновение СОЖ в зону резания пло-
хое, что приводит к снижению теплоотвода.
Учитывая ухудшенные условия внутреннего шлифования, ре-
жимы резания (глубина и подача) берутся примерно в два раза
меньшими, чем при наружном круглом шлифовании.
Плоское шлифование осуществляется двумя метода-
ми: периферией круга (рис. 21.6, а) и торцом круга (рис. 21.6, б).
Как то, так и другое может выполняться на круглом или на пря-
моугольном столах. При шлифовании торцом круга поверхность
контакта значительно больше, чем при шлифовании его перифе-
502
рией, и сопровождается большим тепловыделением в зоне реза-
ния. ’Следовательно, шлифование торцом круга применимо для
обработки массивных жестких деталей. Для лучшего использова-
ния режущей способности круга ось шпинделя круга устанавли-
вают под некоторым углом (»3(У). Получение шлифованной
Рис. 21.7. Схема образования сетки
на шлифуемой поверхности при работе
торцом круга:
/ — магнитный стол; 2 — шлифовальный
круг; 3— шлифуемая деталь
Большие значения t берутся для
ные элементы режима резания j
поверхности сопровождается
чаще всего сеткой (рис. 21.7),
представляющей собой след от
резания входной и выходной
сторонами круга. Наличие сет-
ки свидетельствует о точности
прошлифованной плоскости.
Вместе с тем отметим, что
при плоском шлифовании тор-
цом круга абразивные зерна
более продолжительное время
находятся в работе и быстрее
тупятся. Поэтому для плоского
шлифования обычно выби-
раются более мягкие круги,
чем для круглого.
Глубина резания прини-
мается равной 1=0,05-4-0,1 мм.
более жестких деталей. Осталь-
,ля плоского шлифования выби-
раются примерно такие же, как и для круглого наружного шли-
фования.
Рис. 21.8. Бесцентровое шлифование
Бесцентровое шлифование может применяться для
обработки как внутренних, так и наружных поверхностей, осу-
ществляться напроход и до упора. Рассмотрим некоторые основ-
ные принципиальные особенности процесса бесцентрового шли-
фования на примере обработки наружной поверхности гладкого
цилиндрического валика (рис. 21.8, а).
Деталь 2 помещается на опорном ноже 4 между двумя вра-
щающимися с различными скоростями кругами 1 и 3. Круг 1
503
является рабочим и осуществляет процесс резания, а круг 3 —
ведущий, обеспечивает вращательное и поступательное движения
детали за счет разворота его оси относительно оси рабочего кру-
га на угол а=14-5°. Ось детали устанавливается выше осей кру-
гов на величину h (0,1 -4-0,3) d, где d — диаметр детали. Большее
значение h берется при обработке деталей меньшего диаметра.
Вектор скорости ведущего круга раскладывается на вектор ско-
рости вращения детали пд (рис. 21.8, б) и вектор скорости про-
дольного ее перемещения vs. Аналогично можно разложить
и вектор силы Рд и Ps- Рабочий круг вращается со скоростью
30—35 м/сек, ведущий—15—30 м/мин. В результате разных
скоростей вращения кругов трение между ведущим кругом
и деталью значительно больше окружной силы резания, что
обеспечивает вращательное движение детали. Для увеличения
силы трения ведущий круг изготовляется на вулканитовой связ-
ке, зернистостью 10—12 и твердостью СТ2—Т1.
Значения цд и Vs можно подсчитать по следующим формулам:
' ия = c°s « = Я^000ВК C°S “ м/мин‘ (21.5)
Если а = 5°, для данного случая cos5°~l. Тогда ид«*рв.к (без
учета кругового проскальзывания в месте контакта);
vs=vB.K sin а К=п DB.KnB.K sin а К мм/мин, (21.6)
где К — 0,954-0,99 — коэффициент осевого проскальзывания
детали.
1000 ия
Зная vs и пя =---------, можно определить продольную по-
дачу на оборот детали
_ __ vsn.d (217)
Величина угла а в некоторой степени влияет на производи-
тельность обработки и качество шлифованной поверхности. Чем
больше а, тем выше производительность, но хуже качество обра-
ботанной поверхности. На практике обычно для чернового шли-
фования принимают а—3-4-5 и 1—2° для чистового.
Что касается внутреннего бесцентрового шлифования, то все
основные движения сохраняются так же, как и при внутреннем
обычном шлифовании (см. рис. 21.5, а).
Принципиальное отличие бесцентрово-шлифовальных ста-нков
заключается в способе зажима изделия, который осуществляет-
ся, как указано на рис. 21.5, г.
Деталь 1 устанавливается между роликами 2, 3 и 4. Ролик 2
сообщает вращение детали и называется ведущим. Ролик <3
фиксирует положение детали и называется опорным. Ролик 4
служит для прижима изделия во время шлифования и называет-
ся прижимным. Ведущий ролик вращается от специального при-
504
вода и за счет трения вращает деталь, которая в свою очередь
вращает опорный и прижимной ролики. Последний имеет еще
дополнительное периодическое движение в вертикальной плоско-
сти для освобождения детали с целью осуществления ее загруз-
ки и разгрузки. В осевом направлении деталь фиксируется опор-
ной планкой либо опорной втулкой, которая вращается вместе
с деталью за счет прижима к ней детали. Сила прижима созда-
ется поворотом оси ведущего ролика в вертикальной плоскости
на угол 30'. При внутреннем шлифовании деталь и шлифоваль-
ный круг вращаются в одном направлении, как при бесцентровом
наружном шлифовании.
Способ бесцентрового зажима может применяться только для
изделий, имеющих цилиндрическую наружную поверхность, стро-
го концентричную обрабатываемому отверстию. Он повышает
точность обработки благодаря отсутствию дополнительного
зажимного приспособления, применяемого в станках патронного
типа, и позволяет довольно просто автоматизировать процесс.
Однако следует иметь в виду, что геометрические погрешности
наружной поверхности обрабатываемой детали (овальность,
гранность и т. д.) вызывают неточности вращения ее в процессе
обработки, что влечет за собой снижение точности шлифования.
К тому же необходимо отметить, что применение процесса бес-
центрового внутреннего шлифования будет экономичным только
в случае обработки больших партий деталей, так как станки для
бесцентрового внутреннего шлифования в основном работают
с полным автоматическим циклом шлифования.
21.4. Поперечное сечение срезаемого слоя при шлифовании
За один оборот детали снимается слой металла со следующим
сечением F=tS. Вместе с тем работу круга характеризует сред-
нее мгновенное сечение слоя, снимаемого в данный момент
времени. Определим его. величину.
Объем слоя металла, снимаемого за один оборот детали,
равен
Q = ndtS. (21.8)
Длина абразивной поверхности, работающей в течение одной ми-
нуты, или путь, пройденный кругом относительно детали за одну
минуту, определим как L = nDKnK ^вращением детали пренебре-
гу 1 \
гаем, так как —— .
vK . 100 у , •
Путь, пройденный периферийными точками круга за один
оборот детали, составляет
(21-9)
505
Среднее мгновенное сечение слоя, снятого всеми абразивными
зернами f, будет равно всему снятому объему металла, деленно-
му на путь I, т. е.
. _ Q _ ndtS
' ~ I ~ nDKn,.
ndn„ {g
л£>к«к
—tS мм2, (21.10]
60ок '
детали, м/мин;
круга, м/сек.
Яд
где Од — скорость вращения
vK — скорость вращения
Анализ полученной формулы для определения среднего мгно->
венного сечения слоя f позволяет утверждать, что с увеличением
Од возрастает и f, а следовательно, возрастает и нагрузка на
каждое зерно, круг изнашивается. быстрее, а шероховатость
поверхности увеличивается. При увеличении ок картина
обратная.
Отсюда следует, что для получения менее шероховатой по-
верхности следует работать с возможно большей vK, меньшей
Од и малыми t и S. Уменьшению шероховатости поверхности спо-
собствует также обработка ее мелкозернистыми кругами.
С уменьшением скорости вращения детали увеличивается время
воздействия теплового источника на каждую точку обрабатывае-
мой поверхности, что может привести к образованию прижогов.
Поэтому на практике при чистовом и скоростном шлифовании
увеличивают и для того чтобы при этом f не увеличивалось,
во столько же раз повышают ик- Это способствует повышению
производительности обработки и снижению вероятности получе-
ния шлифованной поверхности с прижогами.
Если известно мгновенное сечение снимаемого слоя f, полу-
чим среднюю мгновенную толщину слоя (среднюю глубину реза-
ния), снимаемого всеми абразивными зернами, разделив f
на продольную подачу [51]:
Q
йс₽ is
и°прод
(21.11)
t’K60
Из рис. 21.9 видно, что длина дуги контакта круга с изделием
равна примерно дуге АВ. Истинное значение длины дуги контак-
та зерна с обрабатываемой деталью больше, чем дуга АВ, на ве-
личину дуги ВВ[, равной дополнительному повороту детали
за время поворота круга на угол 6.
Формула для определения длины дуги контакта имеет вид:
LK
мм.
(21.12)
Знак плюс берется при одноименном вращении круга и детали,
а минус — при их противоположном вращении.
506
В пределах дуги контакта при снятии слоя глубиной t дейст-
вуют одновременно Z зерен. Считают, что
где 13 — условный «шаг» между
между ними.
зернами или среднее расстояние
Рис. 21.9. Схемы для определения длины дуги
контакта круг — деталь при шлифовании
Тогда средняя толщина слоя, срезаемого одним зерном, будет
равна [51]
«ср
Z
Од^/з
•/ 7) \
60 vK I 1 |
60ок )
1
/ DKdt
V n. + d
й^ср
После несложных преобразований окончательно получим
с'д^З | / DK 4~ d 'ЯфОД . q,
- 60г-к^2пд V —D~d В~’ (2ЫЗ)
где 5Прои — продольная подача круга, мм/об. детали;
В — ширина круга, мм.
Из полученной формулы видно, что толщина слоя, срезаемо-
го одним абразивным зерном, увеличивается с увеличением
507
окружной скорости детали vR, поперечной подачи t, расстояния
между зернами 13, продольной подачи 5прОд и уменьшается с уве-
личением окружной скорости vK, диаметра детали d, диаметра
круга DK и его ширины В.
Сравним aZcp при различных видах шлифования: наружного
круглого (рис. 21.9, а), плоского (рис. 21.9, в) и внутреннего
(рис. 21.9, б). Круг должен находиться в контакте с образующей
отверстия, обращенной в сторону рабочего. Во всех случаях «шаг»
между зернами берется постоянным, т. е l3 = const, Z — —г-, но
*3
£к.нар < Lk-пл < ^к.вн- Так как /3 = const, az будет обратно про-
порциональна LK, т. е. п2нар > Лгпл > aZBH.
21.5. Силы резания и мощность при шлифовании
При шлифовании различают сум-
марную силу резания шлифоваль-
ным кругом и силу резания-царапа-
ния одним абразивным зерном. Рас-
смотрим только суммарную силу ре-
зания Р, которая раскладывается на
три составляющие (рис. 21.10): тан-
генциальную Pz, радиальную Ру
и осевую Рх. По Pz определяется
мощность электродвигателя станка,
потребная на шлифование; Ру— ве-
личина упругих отжатий или дефор-
маций детали и круга, влияющих на
точность обработки; Рх — сила, необ-
ходимая для продольной подачи кру-
га или детали.
Силу Pz определяют по эмпирической формуле
Рг = CpX’XV’6 кгс, (21.14)
где Cpz — коэффициент, характеризующий материал шлифуемой
детали и другие условия шлифования. Он принимается
равным 2,2 для закаленной стали; 2,1—для незака-
ленной стали и 2,0 — для чугуна.
Для примера подсчитаем силу резания при шлифовании неза-
каленнной стали 40 кругом Э40СМ1К5 высотой 40 мм при цд=
= 30 м/мин, £Прод=20 мм/об и /=0,009 мм/дв. ход [51];
Pz = 2,1-30°-7-200-7-0,0090-6^ 11 кгс..
Экспериментально установлены соотношения между Pz, Рх и Ру:
Py = (\^-3)PZ; Рх = (0,1 = 0,2)Р, (21.15)
Превышение силы Ру над Pz является следствием того, что
удельные силы резания при шлифовании очень велики и по дан-
508
ным различных исследований лежат в пределах /7=10 000—
20 000 кгс/мм2, т. е. в десятки раз превышают удельные силы
резания при точении, сверлении и фрезеровании.
Столь большие величины р при шлифовании объясняются
чрезвычайно малым сечением срезаемого слоя и наличием отри-
цательного переднего угла у зерен круга. В табл. 21.6 приводят-
ся сравнительные данные средних удельных сил резания р для
различных видов обработок. Следует отметить, что более круп-
нозернистому кругу соответствует меньшее значение р.
Таблица 21.6
Вид обработки Удельная сила резания^ р, кгс/мм8
Точение 200—250
Сверление 300—350
Фрезерование 500—570
Шлифование 10 000—20 000
(21.16)
(21.17)
детали,
и
враще-
Мощность, необходимая для вращения круга,
дг — ?zVk krt
102т)1
Мощность, затрачиваемая на вращение детали,
Р V
КГ — Д kRt
д 60-102112 '
где vK, vA— соответственно скорость вращения круга
м/сек и м/мин; •
т)! и т]2 — соответственно к. п. д. приводов механизмов
ния круга и детали.
Так как = 60 ч- 100, N„ значительно меньше, чем tVKd.
Мощность, необходимую для шлифования, можно определить
и по эмпирической формуле
ЛГШЛ = CNv°-5S°^ollt0-5 кВт. (21.18)
Значения коэффициента Сл- для различных видов и условий
шлифования приводятся в справочной литературе [60, 96].
21.6. Износ, стойкость и выбор шлифовальных кругов
Общие сведения. Общий износ рабочей части шлифовального
круга состоит из износа в процессе шлифования и слоя, удален-
ного при правке круга. В зависимости от свойств круга и условий
509
шлифования работа может происходить либо с затуплением
абразивных зерен, либо с самозатачиванием. Процесс износа
рабочей поверхности круга можно разделить на два этапа. Пер-
вый этап (период приработки после правки) характеризуется
откалыванием и выкрашиванием непрочно укрепленных зерен.
Второй этап — округление (притупление) и расщепление абра-
зивных зерен. На этом этапе происходит забивание пор круга
металлической стружкой, абразивной пылью, в результате чего
круг засаливается и теряет свои режущие свойства.
Самозатачивание, как указывалось ранее, заключается в том,
что по мере затупления абразивных зерен, возросшие силы отры-
вают полностью или частично зерна из связи. Некоторые зерна
раскалываются, при этом появляются острые новые зерна, спо-
собные производить резание-царапание.
Обычно круги работают с затуплением, а не с самозатачива-
нием. С самозатачиванием работают мягкие круги, предназна-
ченные для обработки твердых материалов. При высоких требо-
ваниях к точности формы детали, например при чистовом шли-
фовании фасонных деталей методом врезания, самозатачивание
вредно, так как при работе такой круг очень быстро теряет необ-
ходимую форму профиля. В случае, когда необходимо обеспечить
высокопроизводительное бесприжоговое шлифование, самозата-
чивание круга желательно.
Обычно после периода приработки круга износ его замедля-
ется и протекает более равномерно, так как сила резания распре-
деляется на большее количество зерен и удельная нагрузка на
зерно падает. Этот период соответствует нормальному периоду
износа круга.
Если круг работает в режиме затупления абразивных зерен,
необходимо периодически производить его правку.
Время работы круга между двумя его смежными правками
при заданных режимах называется периодом стойкости круга.
Ориентировочно этот период может быть принят по табл. 21.7
[103] (таблица приводится с сокращениями).
Для повышения производительности процесса шлифования
желательно выбирать шлифовальные круги увеличенного диа-
метра. При этом на рабочей поверхности круга большего разме-
ра располагается большее количество режущих зерен и, следо-
вательно, при сохранении нагрузки на одно зерно можно повы-
сить производительность шлифования. При применении кругов
больших диаметров уменьшается размерный износ круга и его
влияние на изменение скорости резания. Повышается период
стойкости круга.
Эмпирическая зависимость между стойкостью круга и эле-
ментами режима шлифования имеет вид:
С rd,0'6 ,0, iqi
~ 1,82^1,82,1,1 МИИ‘ ( ’
Цд S t
51С
Таблица 21.7
А. Период стойкости рабочих кругов между двумя правками, мии
Вид шлифования Время Т работы круга между двумя правками
Круглое наружное шлифование:
с продольной подачей напроход 40
с продольной подачей в упор 30
врезанием 30
врезанием с одновременным шлифованием галтели 20
Бесцентровое шлифование:
с продольной подачей напроход 60
врезание.м 30
Внутреннее шлифование 10
Плоское шлифование периферией круга v 25
Плоское шлифование торцом круга 10
Фасонное шлифование 10
Б. Срок службы 7] (время работы до полного износа) ведущих
кругов бесцентрово-шлифовальных станков на вулканитовой связке,
машино-час
Ведущий круг Время 7\ работы круга до полного износа
форма размеры, мм
D И
ПП 200 75 200
ПП 250 127 200
пвд 300 127 330
пвд 350 127 500
В свою очередь скорость вращения детали при пк=20-г-
-4-40 м/сек можно рассчитывать исходя из стойкости круга по
формуле
^д^-^-м/мии, (21.20)
где d — диаметр детали, мм;
Т — стойкость круга, мин;
t— глубина резания или поперечная подача на один двойной
ход, мм;
5 — продольная подача, м/мин.
511
10.
получила керамиче-
связки применяются
изготовления тонкая
С увеличением диаметра детали d стойкость круга Т несколь-
ко растет, так как при этом уменьшается толщина среза az.
Выбор шлифовальных кругов. На основе заводского опыта г
многочисленных исследований рекомендуется для шлифования
сталей, ковкого чугуна и заточки режущего инструмента приме-
нять электрокорунд; для серого чугуна, бронзового и алюминие-
вого литья — карбид кремния черный; для твердых сплавов —
карбид кремния зеленый или черный.
Зернистость. Круги с более крупным зерном выбираются прк
черновом шлифовании, а также при обработке мягких и вязки?
металлов, чтобы предотвратить засаливание. Зернистость абра-
зивных зерен 11, 12, 16, 25, 40 и 46 обеспечивает хорошее качестве
обработанной поверхности при шлифовании большинства дета-
лей общего машиностроения и заточку инструмента. Для грубы?
работ выбирают зернистость 50 и выше, а для обеспечения высо-
кого класса точности и шероховатости — 3,
Связка. Наибольшее распространение
ская связка. Вулканитовая и бакелитовая
для точных чистовых работ, а также для
кругов, предназначенных для разрезки деталей.
Твердость кругов. Она должна обеспечивать частичное само-
затачивание их в работе. Чем тверже обрабатываемый материал
тем скорее режущие зерна круга затупляются, тем мягче должен
быть шлифовальный круг. Крупнозернистые круги должны иметь
более высокую твердость, так как на каждое зерно приходится
большая сила, чем на зерна мелкозернистых кругов. Следует учи-
тывать важное обстоятельство при выборе твердости круга
истинная твердость круга в процессе шлифования во многом за-
висит от скорости его вращения. С повышением скорости круг
приобретает так называемую динамическую твердость, т. е. ведез
себя в процессе резания, как более твердый.
Почти все операции шлифования обеспечиваются кругами
твердостью М2-4-СТЗ, а именно: заточка твердого сплава и быст-
рорежущей стали — МЗ-4-СМ2; обдирочное шлифование — СТ1-4-
-4-СТЗ; получистовое и чистовое шлифование — М24-С2.
Структура. Пористость шлифовального круга должна быть
тем больше, чем пластичнее обрабатываемый материал, больше
глубина шлифования и длина дуги контакта круг — деталь. Пра-
вильно подобранная структура круга предохраняет его от заса-
ливания, т. е. обеспечивает хороший выход стружки.
Рекомендуется для круглого наружного, внутреннего, плоско-
го шлифования периферией круга и для заточки инструментов
из быстрорежущей стали брать круги структуры № 5, 6. Для
плоского шлифования торцом круга, отрезки и шлифования твер-
дых сплавов — структуры № 7, 8 и 9; для фасонного шлифова-
ния — № 3, 4.
512
21.7. Назначение режимов шлифования
Оптимальным режимом резания при шлифовании следует
считать режим, который обеспечивает: высокую производитель-
ность, наименьшую себестоимость и получение требуемого каче-
ства шлифованной поверхности [51, 92, 103].
Режимы шлифования назначаются в следующем порядке.
1. Выбирается характеристика шлифовального круга и уста-
навливается его окружная скорость vK.
2. Назначается поперечная подача t и определяется число
проходов, обеспечивающих снятие всего припуска. Величина
этой подачи лежит в пределах 0,0054-0,09 мм/дв. ход.
Величины поперечной подачи для обработки некоторых кон-
струкционных материалов приведены в табл. 21.8.
Таблица'21 .S
Материал детали Чистовое шлифование Черновое шлифование
Сталь закаленная 0,005+0,010 0,01—0,06
Сталь незакаленная 0,006+0,020 0,02—0,08
Чугун 0,008+0,030 0,03—0,09
3. Назначается продольная подача в долях ширины круга
8щ>0Я=КВ, где /<=0,44-0,6 для чернового шлифования; /<=0,34-
4-0,4 для чистового шлифования.
4. Выбирается окружная скорость вращения детали ид. При
черновом шлифовании следует исходить из установленного пе-
риода стойкости круга (/'=254-60 мин); при чистовом — из обес-
печения заданной чистоты поверхности. Обычно скорость враще-
ния детали находится в пределах 40—80 м/мин.
5. Подбирается охлаждающая жидкость.
6. Определяются силы резания и мощность, необходимая для
обеспечения процесса шлифования. Мощность, необходимая для
вращения круга
102 т)
кВт,
(21.21)
а для вращения детали
N -------zV-—
60 • 102 т)
кВт.
(21.22)
7. Выбранные режимы шлифования корректируются по пас-
порту станка. При нехватке мощности уменьшаются од или S,
33 Зак. 1360
513
так как они влияют на мощность резания NK и машинное
время
8. Проверяются условия бесприжогового шлифования по
удельной мощности, приходящейся на 1 мм ширины круга:
^уд=-^- (21.23)
Она должна быть меньше допускаемой удельной мощности, при-
водимой в справочной литературе, например [96].
9. Подсчитывается машинное время согласно табл. 21.9.
Таблица 21.9
Вид шлифования Машинное время Примечание
Круглое наружное . 1 h_K К3 = 1,2 ч- 1,4 для черно-
в центрах мето- дом продольной подачи Круглое наружное в центрах с по- перечной пода- чей (врезное) naS " t Лз / Л вого шлифования К3 = 1,25 ч- 1,7 для чисто- вого шлифования 1 — длина шлифования, мм К3 — коэффициент зачистных ходов t—поперечная подача на 1 ход, мм h — припуск, мм К3 = 1,4 ч-2,5 1
1ы~ n.S ~ пЛ8 Лз
Бесцентровое на- проход 1д + Вк vsq Л:) К3 = 1,05 ч- 1,2 / — длина шлифования, мм q — количество детален в партии, шлифуемых непрерывным потоком, шт. i —• число проходов Уз — продольная подача, мм/мин
Плоское перифе- L Н h Вк — ширина круга, мм К3= 1,15—1,35 для чер- нового шлифования; К3 = = 1,25 ч- 1,5 для чистового шлифования Н — величина перемещения круга в направлении поперечной подачи, мм L — длина продольного хода стола станка, мм Вд — ширина детали, мм
рией круга ~ 1000сд ' S ' t Лз Н = Вд + Вк -р 5 мм В=£д-!-(10-ь 15) мм
51-1
21.8. Основные направления совершенствования
процесса шлифования
Общие сведения. Назначая определенные условия шлифова-
ния, стремятся обеспечить заданные размерную и геометрическую
точность деталей, необходимое качество поверхностного слоя,
а также наиболее высокую производительность при наименьшей
себестоимости обработки. Комплекс указанных требований мож-
но осуществить, зная основные методы, улучшающие процесс
шлифования. Рассмотрим некоторые из них.
Скоростное шлифование. Если сравнить работу шлифоваль-
ного круга при обычной скорости (примерно 30 м/сек) с работой
круга, например, при скорости 50 м/сек, легко убедиться в том,
что зерна круга, работающего на больших скоростях, будут на-
гружены меньше. Это объясняется тем, что при скоростном реза-
нии каждое абразивное зерно, находящееся на рабочей поверхно-
сти круга, за единицу времени успеет нанести большее количество
царапин на обрабатываемой поверхности.
Следовательно, в момент царапания (при нанесении одной
царапины) зерно снимает меньший объем металла. Силы реза-
ния, действующие на каждое зерно, также уменьшаются. Поэто-
му появляется возможность догрузить абразивные зерна круга,
работающего с большой скоростью. Эту догрузку делают обычно
увеличением глубины шлифования, подачи и скорости вращения
детали, что увеличивает производительность шлифования. Напри-
мер, при шлифовании отверстий шарикоподшипниковых колец
при скорости круга до 30 м/сек глубину шлифования рекомен-
дуется принимать равной 0,003 мм на один двойной ход стола.
При повышении скорости круга до 50 м/сек глубину шлифования
можно увеличить до 0,006 мм.
Скорость вращения детали можно увеличивать с 60—80 м/мин
при обычном шлифовании до 130—150 м/мин при скоростном. Это
дает увеличение производительности шлифования в 1,2—1,3
раза.
Быстро вращающийся круг обладает большей режущей спо-
собностью. Его «режущий контур» получается более ровным,
в результате чего слой металла на каждой элементарной площад-
ке обрабатываемой поверхности за время ее контакта с кругом
полностью срезается и образуется малая шероховатость. На каж-
дом проходе круга его зерна нагружены более или менее равно-
мерно. Это способствует увеличению стойкости круга и более
длительному поддержанию его правильной формы.
С увеличением скорости вращения круга в процессе резания
он приобретает так называемую динамическую твердость [104],
поэтому круги для скоростного шлифования рекомендуется брать
на одну степень мягче по сравнению с обычным шлифованием.
Благодаря увеличению режущей способности круга его удель-
ный износ при скоростном шлифовании уменьшается на 15—20%.
33*
515
Скоростное шлифование, так же как и другие виды скоростного
резания, предъявляет особые требования к режущему инструмен-
ту. Шлифовальный круг должен удовлетворять повышенным тре-
бованиям по прочности на разрыв. Хорошо себя зарекомендовали
высокопористые круги на керамической связке. Наличие крупных
пор способствует хорошему размещению стружки в процессе ре-
зания. Стружка удерживается в порах, пока она проходит зону
контакта детали с кругом. Как только она выйдет из зоны кон-
такта, стружка выбрасывается из пор под действием центробеж-
ной силы и воздушной струи, идущей изнутри круга.
Пористый круг в отличие от обычного круга лучше очищается
от стружки. Увеличенная пористость создает условия для больше-
го отвода тепла с поверхности детали за счет интенсивного про-
текания воздуха через круг. Воздух, находящийся в порах круга,
в результате центробежной силы выбрасывается на наружную
(рабочую) поверхность круга. В порах создается разряжение,
благодаря чему свежий воздух засасывается в поры через торцы
круга. В данном случае круг работает как насос, перегоняющий
воздух на рабочую поверхность.
Скоростное шлифование можно вести не только высокопори-
стыми кругами на керамической связке, но и обычными на вул-
канитовой и бакелитовой связках.
В дальнейшем необходимо улучшать качество шлифовальных
кругов с тем, чтобы можно было работать со скоростями резания
90—100 м/сек. За рубежом некоторые фирмы уже работают
с такими скоростями.
Силовое шлифование. При шлифовании методом врезания
производительность резко возрастает с увеличением минутной
поперечной подачи. При шлифовании закаленной стали подачи
обычно принимаются равными 1,5—2 мм/мин. В настоящее вре-
мя в МФ ВНИППа под руководством акад. П. И. Ящерицына
проводятся исследовательские работы по шлифованию с подача-
ми до 6 мм/мин. Уже достигнуты весьма положительные резуль-
таты. Для осуществления таких поперечных подач потребовалось
изменить структуру рабочего цикла шлифования с тем расчетом,
чтобы процесс резания заканчивался с выполнением чистового
этапа шлифования для гарантийного вывода дефектного слоя
металла, получающегося на этапе форсированного шлифования.
Как показали эксперименты, лимитирующим фактором в по-
вышении величин поперечных подач является качество шлифо-
вальных кругов, т. е. уровень их режущей способности. Дело
в том, что при увеличенных подачах наступает такой момент,
когда круг не в состоянии срезать «подведенный» объем металла;
и тогда он начинает интенсивно изнашиваться (осыпаться), воз-
никает явление, подобное шарошению круга. Это вызывает боль-
шой расход кругов и повышает стоимость обработки (процесс
становится неэкономичным), что резко ухудшает качество шли-
фованной поверхности.
516
Для более полного использования указанного резерва повы-
шения производительности процесса шлифования необходимо
улучшать качество шлифовальных кругов.
Повышение качества шлифовальных кругов. Ранее уже гово-
рилось о том, что качество абразивно-алмазных инструментов
существенно повышается в результате оптимальной ориентации
абразивных или алмазных зерен. Большие возможности имеются
в улучшении структуры образивных инструментов. В частности,
желательно сузить разброс грануляции зерен, т. е. добиться зна-
чительного увеличения доли их основной фракции.
В последнее время проведен ряд работ по исследованию гео-
метрии зерен с точки зрения установления связи между углами
заострения, радиусами округления их вершин и режущих лезвий.
Уже на данном этапе исследования найдены некоторые методы
управления геометрией этих зерен с целью существенного улуч-
шения процесса резания при шлифовании.
Кроме того, необходимо изыскивать новые, более совершен-
ные материалы связок. В настоящее время установлено, что ма-
териал связки, кроме обеспечения необходимых прочностных
свойств инструмента, активно участвует в формировании микро-
геометрии обрабатываемой поверхности и ее физико-механиче-
ских свойств.
Применение наиболее эффективных смазочно-охлаждающих
жидкостей. Выше рассматривались основные функции СОЖ,
облегчающие процесс резания. Было отмечено, что при шлифова-
нии не полностью используется одна из важнейших функций —
обеспечение гидродинамического расклинивания металла в зоне
резания. Вероятно, с изысканием наилучших химически актив-
ных добавок в СОЖ можно заставить жидкость мгновенно про-
никать в микроскопические и субмикроскопические трещинки
и выполнять указанную функцию. В ряде зарубежных фирм уже
найдены составы СОЖ, позволяющие работать абразивным ин-
струментом с очень большими глубинами резания и продольны-
ми подачами. Так, например, винтовые канавки у сверла диамет-
ром 15 мм на форсированных режимах вырезаются из закален-
ного цилиндрического валика непосредственно абразивным кру-
гом. Вполне логично такую СОЖ называют режущей жидкостью.
Мы считаем, что в настоящее время повышение производитель-
ности и качества шлифования больше зависит от изыскания
новых составов СОЖ, чем от других технологических условий
шлифования.
Разработка и применение наиболее оптимальных циклов шли-
фования. Прогрессивным направлением является усовершенст-
вование схемы врезной подачи шлифовального круга. Процесс
съема металла при шлифовании с момента контакта круга с де-
талью протекает в три периода.
В первом периоде при постоянной поперечной подаче проис-
ходит постепенное врезание шлифовального круга в металл. Так
517
как технологическая система СПИД имеет ограниченную жест-
кость, в этот период отдельные узлы этой системы отжимаются.
Поэтому действительная глубина шлифования (или действитель-
ный съем металла) в этот период меньше глубины, сообщаемой
по лимбу (или меньше величины подачи, сообщаемой коробкой
подач). Этому уменьшению способствует также износ круга. По
мере отжатия технологической системы в ней создается натяг,
в результате чего увеличивается действительный съем металла.
Следовательно, первый период процесса съема металла характе-
ризуется неустановившимся режимом, т. е. все увеличивающим-
ся съемом металла и, естественно, все увеличивающейся потреб-
ляемой мощностью. Длительность первого периода зависит
от жесткости системы и от режимов шлифования.
После создания в системе необходимого натяга начинается вто-
рой период, в котором отмечается установившийся режим рабо-
ты. От величины созданного натяга зависит интенсивность съема
металла во втором периоде. В этом периоде действительный
съем металла примерно равен поперечной подаче по лимбу. Точ-
нее можно сказать, что величина снятого в радиальном направ-
лении металла во времени становится примерно равной действи-
тельной поперечной подаче.
В третий период подача по лимбу прекращается, но резание
продолжается за счет упругих сил, созданных в системе к концу
первого периода. При этом отжатие уменьшается и система
постепенно возвращается в исходное состояние. Величина вреза-
ния отдельных абразивных зерен в металл уменьшается, в резуль-
тате чего шероховатость шлифуемой поверхности уменьшается
и повышается точность обработки. Этот период называется
выхаживанием.
Необходимо стремиться к сокращению продолжительности
первого периода (периода врезания). Для этого в первый период
сообщают такую подачу, которая бы в несколько раз была боль-
ше номинальной подачи (т. е. подачи второго периода). Это
особенно важно, если учесть, что в первом периоде съем металла
в радиальном направлении составляет от 40 до 50% от подачи
по лимбу.
Время третьего периода (время на выхаживание) зависит от
интенсивности съема металла во втором периоде. Чем выше
интенсивность, тем больше требуется времени на выхаживание.
Последнее зависит также от жесткости системы — чем выше
жесткость, тем меньше время на выхаживание.
При увеличении интенсивности съема металла в 2,5 раза
(с минутной поперечной подачей от 0,5 до 1,5 мм/мин) высота
шероховатости возрастает в 1,4 раза. При выхаживании дли-
тельностью в 15 сек шероховатость по сравнению с обработкой
без выхаживания уменьшается в среднем в 2 раза. Таким обра-
зом, влияние выхаживания на чистоту обработки более значи-
тельно, чем влияние изменения режимов шлифования.
518
Улучшать цикл шлифования можно при помощи механизма
«следящих подач». Путем изменения величины поперечной пода-
чи по лимбу, по показаниям специального прибора можно управ-
лять радиальной составляющей силы резания Ру и тем самым
управлять величиной фактической глубины шлифования (или
действительным съемом металла). Следовательно, при помощи
показаний встроенного в технологическую систему датчика мож-
но управлять процессом по заранее установленной закономерно-
сти (программе). Следует отметить, что действительная подача
всегда выбирается меньше так называемой пограничной подачи,
при которой образуются ожоги.
Применение высокоскоростных приводов шлифовального
круга. В настоящее время известны многочисленные конструк-
ции высокооборотных приводов шлифовального круга. В частно-
сти, в подшипниковой промышленности широко распространены
так называемые электрошпиндели. Основная идея их конструк-
ции заключается в том, что вал ротора высокочастотного элект-
родвигателя является одновременно валом шлифовального шпин-
деля, на котором крепится шлифовальный круг. В настоящее
время имеются электрошпиндели с числом оборотов от 3000 до
75 000 об/мин и мощностью от 1 до 5 кВт. Эти двигатели являют-
ся асинхронными, короткозамкнутыми. Их скорость регулируется
путем изменения частоты тока на генераторе.
Высокооборотные приводы позволяют применять скоростное
шлифование при обработке отверстий малого диаметра.
Подача смазочно-охлаждающей жидкости через поры шли-
фовального круга. Такой метод охлаждения зоны резания явля-
ется наиболее эффективным, так как СОЖ подводится именно
в место резания абразивными зернами. Но широкому распро-
странению данного метода препятствуют пока неизбежное засо-
рение внутренних пор круга всевозможными примесями и загряз-
нениями, имеющимися в охлаждающей жидкости. Шлифоваль-
ный круг в данном случае является своеобразным фильтром,
задерживающим указанные механические примеси. В настоящее
время в борьбе с этим недостатком проводятся большие работы
по созданию специальных центрифуг для очистки СОЖ перед
поступлением ее в охлаждающую систему. Такие работы, в част-
ности, проводятся в филиале ВНИППа (на ГПЗ И). Работа
круга с такой очисткой СОЖ дает хорошие’результаты при шли-
фовании деталей подшипников качения.
Наконец, большое значение в решении поставленной задачи
имеет автоматизация процессов загрузки, ус-
тановки и закрепления деталей, а также откреп-
ления и отвода их после обработки. Важное зна-
чение в совершенствовании процесса шлифования имеют и
методы активного контроля шлифуемых дета-
лей. На этих вопросах мы останавливаться не будем, так как
они выходят за рамки данной книги.
ЛИТЕРАТУРА
1. Аваков А. А., Хачатрян Г. Г., Киракосян Э. М. О применении рубиновых
резцов при тонком продольном точении цветных металлов.— «Вестник машино-
строения», 1971, № 7.
2. Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инстру-
мент. М., 1967.
3. Аршинов В. А., Алексеев Г. А. Резание металлов. М., 1959.
4. Арутюнян А. М. Исследование стойкости резцов, оснащенных пластинка-
ми из синтетического корунда, при точении цветных металлов — «Промыш-
ленность Армении», 1970, № 3.
5. Алексеев Г. А., Аршинов В. А., Смольников Е. А. Расчет и конструиро-
вание режущего инструмента. М., 1950.
6. Балюра П. Г. Протягивание пазов. М., 1964.
7. Блантер М. Е. Методика исследования металлов и обработка опытных
данных. М., 1952.
8. Брике А. А. Резание металлов (строгание). Спб., 1896.
9. Вентцель Е. С. Исследование операций.— «Советское радио», 1972, № 12.
10. Воробьев С. А., Крупеня П. В. Влияние радиуса округления режущих
кромок метчиков на процесс резьбонарезания.— «Станки н инструмент», 1966,
№ 11.
11. Вульф А. М. Резание металлов. Л., 1973.
12. Галей М. Т. Развертки. М., 1960.
13. Глебов С. Ф. Теория наивыгоднейшего резания металлов. Кн. 1. Зако-
ны резания. М.—Л., 1933.
14. Горанский Г. К. Автоматизация технического нормирования работ н*|
металлорежущих станках с помощью ЭВМ. М., 1970. Я
15. Горанский Г. К. Расчет режимов резания при помощи электронно-выИ
числительных машин. Минск, 1963. Я
16. Горецкая 3. Д. Протягивание с большими подачами. М., 1960. Я
17. Грановский Г. И. Кинематика резания. М., 1948. Я
18. Грановский Г. И'. О методике исследования и назначения режимов ре™
зания на автоматических линиях.— «Вестник машиностроения», 1963, № 10.
19. Грановский Г. И., Грубое П. П., Кривоухов В. А., Ларин М. Н., Мал~
кин А. Я. Резание металлов. М., 1954.
20. Г рубин А. Н., Лихциер М. Б., Полоцкий М. С. Зуборезный инструмент.
М„ 1947.
21. Гуляев А. П. Металловедение. Изд. 4-е, перераб. М., 1966.
22. Даниелян А. М. Резание металлов и инструмент. М., 1950.
23. Даниелян А. М. Теплота и износ инструментов в процессе резания ме-
таллов. М., 1954.
24. Дечко Э. М. К вопросу стружкоотвода при сверлении глубоких отвер-
стий.— В сб.: Прогрессивная технология машиностроения. Вып. III. Минск,
520
25. Долматовский Г. А. Справочник технолога. М., 1962.
26. Егоров С. В. Обработка резанием конструкционных пластмас.—
Труды МАИ, 1955.
' 27. Жигалко Н. И. Совершенствование конструкции протяжек. МиискДЭбо..
28. Жигалко Н. И., Киселев В. В. Проектирование и производство режу-
щих инструментов. Минск, 1969.
29. Золотых Б. Н. Физические основы электроискровой обработки. М., i960..
30. Зорев Н. И. Вопросы механики процесса резания металлов. М., 1956.
31. Исаев А. И. Процесс образования поверхностного слоя при обработке-
металлов резанием. М., 1950.
32. Ишуткин В. И. Расчет режимов резания иа автоматах и полуавтома-
тах.— «Вестник машиностроения», 1969, № 7.
33. Капелевич И. И., Кононович А. Ю., Николаев В. А. Тонкое точение рез-
цами из лейкосапфира.— «Промышленность Белоруссии», 1969, № 9.
34. Кацев П. Г. Статистические методы исследования режущего инстру-
мента. М., 1968.
35. Кацев П. Г. Протягивание глубоких отверстий. М., 1967.
36. Клушин М. И. Резание металлов. М., 1953.
37. Коновалов Е. Г., Дривотин И. Г. Новые способы протягивания. Минск,
1966.
38. Коновалов Е. Г., Сидоренко В. А., Соусь А. В. Прогрессивные схемы ро-
тационного резания металлов. Минск, 1972.
39. Коновалов Е. Г., Гик Л. А. Резание круглыми ротационными резцами.
Минск, 1969.
40. Кравченко Б. А., Папшев Д. Д-, Колесников Б. М., Моренков Н. И..
Повышение выносливости и надежности деталей машин и механизмов. Куйбы-
шез, 1966.
41. Кривоухов В. А., Петру ха П. Г., Бруштейн Б. Е., Егоров Ф. В., Червя-
ков А. Г., Марков А. И., Беспахотный П. Д., Бовин В. Г., Мякишев М. А. Ре-
зание конструкционных материалов, режущие инструменты и станки. М., 1967.
42. Кривоухов В. А., Беспахотный П. Д. Исследование работы деформации
при резании.— «Известия вузов. Машиностроение», 1958, № 1.
43. Летун Д. М. Исследование процесса точения алмазными и рубиновыми
резцами.— Автореф. дисс. иа соискание ученой степени кацд. техи. наук. М.,
1967.
44. Лазаренко Б. Р., Лазаренко Н. И. Электрическая эрозия металлов.
Т. 1—2. М„ 1944—1946.
45. Лоладзе Т. И. Стружкообразование при резании металлов. М., 1962.
46. Лоладзе Т. Н. Износ режущего инструмента. М., 1958.
47. Максимов М. А. Алгоритмизация проектирования металлорежущих,
инструментов с помощью ЦЭВМ. М., 1967.
48. Маргулис Д. К. Протяжки переменного резаиия. М., 1962.
49. Марков А. И. Резание труднообрабатываемых материалов при помощи
звуковых и ультразвуковых колебаний. М., 1962.
50. Мартынов В. Д., Черня Н. И. Увеличение стойкости гаечных метчиков
М16 при нарезании резьбы с наложением ультразвуковых колебаний.— «Вест-
ник машиностроения», 1966, № 8.
51. Маслов Е. Н. Основы теории шлифования металлов. М., 1951.
52. Маталин А. А. Качество поверхности и эксплуатационные свойства
деталей машин. М., 1956.
53. Матюшин В. М. Зубодолбдение. М., 1953.
54. Можаев С. С. Скоростное и силовое точение сталей повышенной проч-
ности. М., 1957.
55. Можаев С. С. Аналитическая теория спиральных сверл. М., 1948.
56. Надеинская Е. П. Исследование износа режущего инструмента с по-
мощью радиоактивных изотопов. М., 1955.
57. Нефедов Н. А., Осипов К. А. Сборник задач и примеров по резанию ме-
таллов и режущему инструменту. М., 1962.
58. НИБТН. Режимы резаиия металлов инструментами из быстрорежущей
стали. М., 1950.
5211
59. НИБТН. Нормативы по режимам резания при многоинструментной об-
работке (токарные полуавтоматы). М., 1955.
60. НИБТН. Режимы скоростного шлифования. М., 1955.
61, НИБТН. Нормативы по режимам резания сверлами из инструменталь-
ной стали. М., 1956.
62. НИБТН. Режимы резания черных металлов инструментом, оснащенным
твердым сплавом. М., 1958..
63. НИБТН. Нормативы стойкости режущего инструмента. М., 1961.
64. НИИТАавтопром. Режимы резания металлов. М„ 1957.
65. Ормонт Б. Ф. Об удельной поверхностной энергии и ширине запрещен-
ной зоны кубического нитрида бора.— «Известия АН СССР. Неорганические
материалы». Т. 4, 1968, № 4.
66. Панкин А. В. Обработка металлов резанием. М., 1961.
67. Перспективы развития режущего инструмента и повышение его произ-
водительности в машиностроении. М., 1972.
68. Пронкин Н. Ф. Протягивание жаропрочных и титановых материалов.
М„ 1968.
69. Пустыльник Е. И. Статистические методы анализа и обработки наблю-
дений. М., 1968.
70. Ребиндер П. А. Физико-химические основы применения смазочно-охла-
ждающих жидкостей. М., 1947.
71. Режимы резания металлов. Справочник. Под редакцией Ю. В. Бара-
новского. М., 1972.
72. Резников Н. И. Использование ЭВМ для определения оптимальных ре-
жимов резания.— «Вестник машиностроения», 1966, № 12.
73. Резников А. Н. Температурное поле и тепловой баланс при резании ле-
гированных и жаропрочных материалов. М., 1959.
74. Розенберг А. М., Еремин А. Н. Элементы теории процесса резания ме-
таллов. Свердловск, 1956.
75. Романов В. Ф. Расчеты зуборезных инструментов. М., 1969.
76. Рубинштейн С. А., Левант Г. В., Орнис Н. М., Тарасевич Ю. Ф. Основы
учения о резании металлов и режущий инструмент. М., 1968.
77. Семенченко И. И., Матюшин В. М., Сахаров Г. Н. Проектирование ме-
таллорежущих инструментов. М., 1962.
78. Семенченко И. И. Энциклопедический справочник. Т. 7. М., 1948.
79. Справочник технолога машиностроения. Т. 3. М., 1959.
80. Справочник нормировщика-машиностроителя. Т. 2. М., 1961.
81. Справочник машиностроителя. Т. 5. М., 1964.
82. Солонин И. С. Математическая статистика в технологии машиностро-
ения. М., 1960.
83. Третьяков И. П. Проблемы прочности режущего инструмента. М., 1953.
84. Темчин Г. И. Теория и расчет многоинструментных наладок. М., 1957.
85. Тиме И. А. Сопротивление металлов и дерева резанию. Спб., 1870.
86. Типовая технология термической обработки металлообрабатывающего
инструмента. Ч. I — ОМРТМ 5312-002-67, НИИМАШ, 1967.
87. Типовая технология термической обработки металлообрабатывающего
инструмента. Ч. II —ОМРТМ 5436-004-68, НИИМАШ, 1968.
88. Усачев Я. Г. Явления, происходящие при резании металлов.— В кн.:
Русские ученые — основоположники науки о резании металлов. Под ред. К- П.
Панченко. М., 1952.
89. Фельдштейн Э. И. Методика назначения наивыгоднейших режимов ре-
зания. Минск, 1963.
90. Фельдштейн Э. И. Обрабатываемость сталей в связи с условиями тер-
мической обработки и микроструктурой. М., 1953.
91. Фельдштейн Э. И. Основы рациональной эксплуатации режущих инст-
рументов. М., 1965.
92. Фельдштейн Э. И. Как лучше использовать режущий инструмент.
Минск, 1960.
93. Филоненко Н. Е., Иванов В. И., Coxop М. И., Фельдгун Л. И. О меха-
522
низме образования кубического нитрида бора.— Труды ВНИИАШ. М.— Л.,
1966, № 2.
94. Филоненко С. Н. Резание металлов. Киев, 1969.
95. Фрайфельд И. А. Расчеты и конструкции специального металлорежуще-
го инструмента. М., 1958.
96. Центральное бюро технических нормативов по труду. Общемашиностро-
ительные нормативы режимов резания и времени для технического нормирова-
ния работ на станках: токарных, сверлильных, фрезерных, протяжных, зуборез-
ных, шлифовальных. М., 1959—1965.
97. Четвериков С. С. Металлорежущие инструменты. М., 1965.
98. Шверд Ф. Новые исследования в области теории резания и обрабаты-
ваемости.— «Stahl und Eisen», 1931, № 16.
99. Шверд Ф. Исследование в области теории резания.— «ZdVDJ»,
1932, № 52.
100. Шагун В. И. К вопросу о влиянии скорости резания и смазывающе-
охлаждающих жидкостей на размеры резьбы, нарезаемой метчиками,—- В сб.:
Прогрессивная технология машиностроения. Вып. 11. Минск, 1971.
101. Щеголев А. В. Конструирование протяжек. М.—Л., 1960.
102. Якобсон М. О. Шероховатость, наклеп и остаточные напряжения при
механической обработке. М., 1956.
103. Ящерицын П. И. Жалнерович Б. А. Шлифование металлов. Изд. 2-е,
доп. и перераб. Минск, 1970.
104. Ящерицын П. И. Повышение эксплуатационных свойств шлифованных
поверхностей. Минск, 1966.
105. Ящерицын П. И., Зайцев А. Г. Повышение качества шлифованных по-
верхностей и режущих свойств абразивно-алмазного инструмента. Минск, 1972.
106. Яковлев Г. М. Фрезерование в направлении подачи. Минск, 1952.
107. Яковлев Г. М. Некоторые вопросы скоростного фрезерования и точе-
ния. Минск, 1960.
СОДЕРЖАНИЕ
Стр.
От авторов......................................................... 3
Введение .......................................................... 5
Глава 1. Основные конструктивные элементы. Геометрические
параметры режущей части резца. Типы резцов общего назначения
1.1. Конструктивные элементы резца и основные движения при точении 7
1.2. Геометрические параметры резца................................ 9
1.3. Типы резцов ..................................................12
1.4. Пересчет углов резца в трех сечениях..........................13
1.5. Трансформация геометрических параметров резцов в зависимости
от их установки по отношению к оси детали и в процессе резания 17
1.6. Элементы режима резания и срезаемый слой......................22
Глава 2. Инструментальные материалы
2.1. Инструментальные стали и основные требования к ним .... 29
2.2. Металле- и минералокерамические твердые сплавы, алмазы, рубин
и лейкосапфир.......................................................36
Глава 3. Физические основы резания материалов
3.1. Процесс образования стружки и ее типы.........................39
' 3.2. Наростообразование при резании материалов.....................47
> \ 3.3. Усадка стружки ............................................. 54
‘ 3.4. Деформация и наклеп материала под обработанной поверхностью 56
i '3.5. Силы резання ..................................................59
3 3.6. Тепловые явления при резании материалов.........................81
3.7. Влияние различных факторов на температуру в зоне резания . . 85
3.8. Методы измерения температур в зоне резания....................89
3.9. Влияние температуры в зоне резания на различные стороны этого
процесса............................................................93
3.10. Влияние СОЖ на процесс резания и качество обработанной поверх-
ности ..............................................................94
3.11. Износ режущих инструментов. Понятие о физической сущности
явлений изнашивания режущих инструментов............................99
3.12. Стойкость инструмента и допускаемая им скорость резания . . 105
3.13. Общий характер зависимости стойкости от скорости резания
Г=/(п) ....................................................'07
3.14. Влияние толщины и ширины среза на скорость резания . . . . ПО
3.15. Влияние на vT свойств обрабатываемого металла...............114
3.16. Особенности обработки труднообрабатываемых и неметаллических
материалов.........................................................117
524
3.17. Влияние на vT качества инструментального материала н геометри-
ческих параметров инструмента......................................119
3.18. Основные положения по назначению оптимальных геометрических
параметров инструментов............................................120
3.19. Совершенствование конструкции резцов общего назначения . . 125
Глава 4. Точение
4.1. Силы и мощность резания при точении............................126
4.2. Влияние различных факторов на силы резания при точении . . . 128
4.3. Скорость резания при точении...................................133
4.4. Обобщенные формулы для расчета vT при точении..................138
4.5. Ротационное точение............................................142
Глава 5. Методика назначения наивыгоднейших режимов резания
при точении
5.1. Критерий правильности выбранного режима резания...............147
5.2. Зависимость производительности станка и стоимости обработки от
периода стойкости инструмента .................................... 148
5.3. Определение периода стойкости наибольшей производительности . 149
5.4. Определение периода стойкости наименьшей себестоимости обработки 151
5.5. Последовательность назначения режимов резания............... 155
5.6. Особенности расчета режимов резания для многоинструментиых
станков............................................................162
5.7. Расчет режимов резания при обработке деталей. на автоматиче-
ских линиях........................................................168
5.8. Расчет режимов резания с применением электронно-вычислительных
машин..............................................................170
Глава 6. Фасонные резцы
.6.1. Назначение и особенности работы фасонных резцов...............181
6.2. Коррекционные расчеты размеров профиля рабочей части призмати-
ческого и дискового фасонных резцов................................185
6.3. Пример расчета дискового фасонного резца......................190
Глава 7. Строгание и долбление
7.1. Отличительные особенности процесса строгания н долбления по
сравнению с точением...............................................194
7.2. Элементы режима резания и срезаемого слоя.....................197
7.3. Силовые и скоростные зависимости при строгании и долблении . . 199
7.4. Назначение наивыгоднейшнх режимов резания при строгании и
долблении..........................................................200
Глава 8. Сверление
(.-8 .1. Особенности процесса резания при сверлении. Элементы режима ре-
зания и срезаемого слоя.............................................201
/ 8.2. Конструктивные элементы и геометрические параметры спирального
I сверла.............................................................203
8.3. Силы резания и крутящий момент при сверлении..................208
8.4. Скорость резания и влияние на нее различных факторов .... 212
8.5. Методика назначения наивыгоднейших режимов резания при
сверлении..........................................................215
Глава 9. Конструирование сверл
9.1. Типы сверл.....................................................218
9.2. Сверла для глубокого сверления.................................223
9.3. Особенности конструкций и геометрических параметров сверл, пред-
назначенных для сверления неметаллических материалов .... 228
9.4. Основные направления совершенствования конструкций и улучшения
геометрии сверл....................................................230
9.5. Пример расчета сверла.........................................232
525
Глава 10. Эенкерование и развертывание
10.1. Особенности обработки зенкерованием и развертыванием . . . 234
10.2. Типы, конструктивные элементы и геометрические параметры зенке-
ров и разверток....................................................235
10.3. Износ и стойкость зенкеров и разверток..................... 240’
10.4. Силы резания, крутящий момент и мощность при зенкеровании н
развертывании........................................... . . . 242
10.5. Выбор рациональных режимов резания при зенкеровании и развер-
тывании ...........................................................243
Глава И. Конструирование зенкеров и разверток
11.1. Конструирование высокопроизводительных зенкеров..............245
11.2. Конструирование высокопроизводительных разверток .... 248
11.3. Основные направления совершенствования конструкций зенкеров
и разверток............................................... .. . . 254
Глава 12. Фрезерование
12.1. Классификация и геометрические параметры фрез................255
z 12.2. Особенности процесса резания при фрезеровании. Элементы режима
I резания н срезаемого слоя...........................................259
/ | 12.3. Равномерность фрезерования. Встречное и попутное фрезерование . 264
0 1 12.4. Силы резания н мощность при фрезеровании.....................267
\ 12.5. Износ и стойкость фрез. Скорость резания и скоростное фрезеро-
вание ............................................................272
12.6. Выбор наивыгоднейших режимов резания при фрезеровании . . 275
Глава 13. Конструирование фрез
13.1. Особенности конструкций зубьев фрез.........................• 280
13.2. Высокопроизводительные фрезы с остроконечными зубьями из
быстрорежущей стали и оснащенные твердым сплавом...................283
13.3. Фрезы с затылованными зубьями................................294
13.4. Ротационные фрезерные головки................................308
13.5. Основные направления совершенствования конструкций фрез . . 311
Глава 14. Протягивание
14.1. Типы протяжек, их назначение. Конструктивные и геометрические
параметры..........................................................314
14.2. Особенности процесса резания при протягивании и схемы резання . 320
14.3. Влияние режимов резания на основные характеристики процесса
л i обычного протягивания.............................................. 329
14.4. Назначение режимов резания при протягивании..................331
14.5. Особенности процесса протягивания конструкционных и труднообра-
батываемых жаропрочных матеоиалов с высокими скоростями резания 332
Глава 15. Конструирование протяжек
15.1. Повышение долговечности и надежности работы протяжек . . . 347
15.2. Протяжки для обработки шлицевых, граненых и других фасонных
отверстий..........................................................349
15.3. Протяжка для обработки наружных поверхностей...............355
15.4. Протяжки для обработки глубоких отверстий и наружных поверх-
ностей большой длины...............................................360
15.5. Применение протяжек вместо других инструментов..............367
15.6. Пример расчета комбинированной групповой шлицевой протяжки . 373
Глава 16. Резьбообразование
16.1. Классификация и типы резьбообразующего инструмента . . . 382
(А ! 16.2. Особенности процесса нарезания резьбы.........................382
~JI 16.3. Геометрические параметры резьбонарезного инструмента. Элементы
i режима резания и срезаемого слоя.................................. 383
526
16.4. Нарезание резьбы резцами, гребенками, метчиками и круглыми
плашками..........................................................386
16.5. Особенности процесса фрезерования резьбы........................389
16.6. Стойкостные и силовые зависимости при резьбонарезании . . . 391
16.7. Особенности накатывания резьбы резьбонакатными инструментами . 393
16.8. Особенности резьбошлифования....................................394
Глава 17. Конструирование разьбообразующего инструмента
17.1. Резьбонарезные резцы, гребенки и фрезы..........................396
17.2. Метчики.........................................................400
17.3. Резьбонарезные плашки и головки.................................406
17.4. Резьбонакатный инструмент.......................................410
17.5. Пример расчета метчика..........................................414
17.6. Совершенствование конструкций резьбообразующего инструмента . 415
Глава 18. Зубоиарезание
18.1. Основные методы нарезания зубчатых колес и применяемые инстру-
менты ............................................................417
18.2. Геометрические параметры червячных зуборезных фрез и долбяков 418
18.3. Элементы режима резания, силы и мощность при зубонарезании . 421
18.4. Износ и стойкость зуборезного инструмента. Скорость резания . . 424
18.5. Выбор наивыгоднейших режимов резания при зубонарезании . . 425
Глава 19. Конструирование зуборезного инструмента
19.1. Дисковые и пальцевые зуборезные фрезы, головки контурного зу-
бодолбления.......................................................427
19.2. Червячные и шлицевые зуборезные фрезы...........................431
19.3. Долбяки.........................................................436
19.4. Пример расчета геометрических параметров долбяка с применением
ЭВМ...............................................................441
19.5. Инструменты для нарезания конических зубчатых колес .... 452
19.6. Инструменты, работающие методом зуботочения.....................455
19.7. Методы шевингования и инструмент для шевингования зубчатых
колес.............................................................456
19.8. Основные направления совершенствования зуборезных инструментов 459
Глава 20. Методы размерной обработки.
Комбинированные инструменты и инструменты для
автоматизированного производства
20.1. Методы размерной обработки металлов и неметаллических мате-
риалов ...........................................................461
20.2. Комбинированные инструменты.....................................465
20.3. Особенности инструментов для автоматизированного производства . 473
Глава 21. Шлифование
21.1. Особенности процесса шлифования.................................482
21.2. Абразивные и алмазные материалы и инструменты...................485
21.3. Элементы режима резания при шлифовании..........................499
21.4. Поперечное сечение срезаемого слоя при шлифовании .... 505
21.5. Силы резания и мощность при шлифовании..........................508
21.6. Износ, стойкость и выбор шлифовальных кругов....................509
21.7. Назначение режимов шлифования............................... . 513
21.8. Основные направления совершенствования процесса шлифования . 515
Литература............................................................520