/























































































































































Text
Б.С. ЗИНИН
Б. Н. РОЙТЕНБЕРГ
СБОРНИК ЗАДАЧ
ПО ДОПУСКАМ
И ТЕХНИЧЕСКИМ
ИЗМЕРЕНИЯМ
ПРОФЕССИОНАЛЬНО-
ТЕХНИЧЕСКОЕ
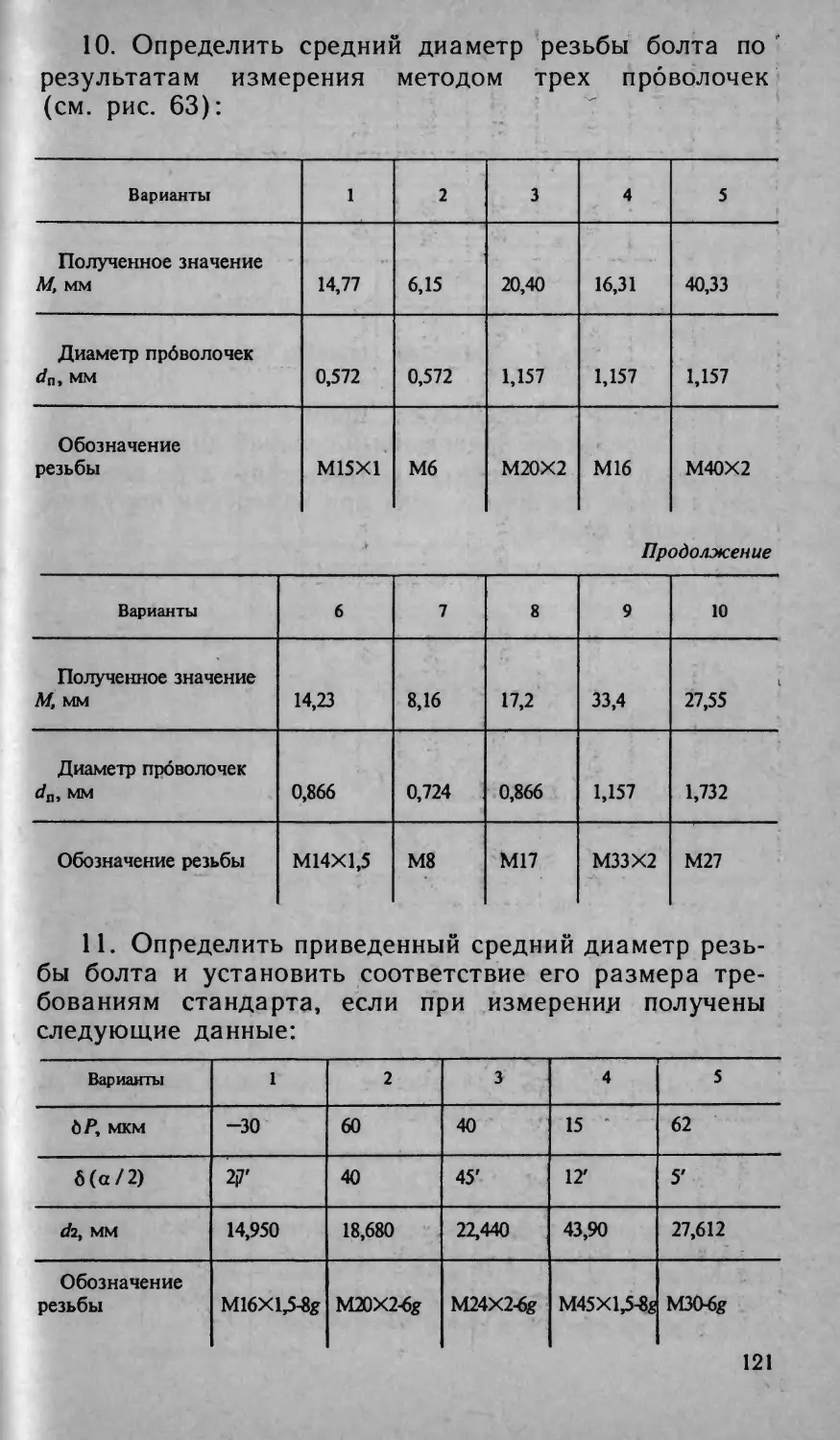
ОБРАЗОВАНИЕ
Б.С. ЗИНИН
Б.Н. РОЙТЕНБЕРГ
СБОРНИКЗАДАЧ
ПО ДОПУСКАМ
И ТЕХНИЧЕСКИМ
ИЗМЕРЕНИЯМ
Издание третье, дополненное
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому
образованию в качестве учебного пособия
для средних профессионально-технических
училищ
Москва «Высшая школа» 1988
ББК 34.41
3-63
УДК 621.753.1
Рецензент — А. Г. Елисаветский (преподаватель СПТУ № 38)
Зинин Б. С., Ройтенберг Б. Н.
3-63 Сборник задач по допускам и техническим
измерениям: Учеб, пособие для СПТУ. — 3-е изд.,
доп. — М.: Высш, шк., 1988. — 160 с.: ил.
Включены задачи по допускам гладких цилиндрических, кони-
ческих, резьбовых, шпоночных и шлицевых соединений, а также
угловых размеров; задачи по оценке шероховатости поверхностей,
определению погрешностей формы поверхности и их взаимного
расположения, выбору средств измерения.
Третье издание (2-е — в 1983 г.) дополнено задачами в свете
х современных сведений о технических измерениях в машиностроении.
Учебное пособие может быть использовано при профессиональ-
ном обучении рабочих на производстве.
2103000000(4307000000) — 111
052(01)—88
18—88
ББК 34.41
6П5.2
Учебное издание
Борис Степанович Зинин
Борис Нахманович Ройтенберг
СБОРНИК ЗАДАЧ ПО ДОПУСКАМ
И ТЕХНИЧЕСКИМ ИЗМЕРЕНИЯМ
Заведующий редакцией Г. П. Стадниченко. Редактор Н. А. Цвет-
кова. Младшие редакторы О. В. Каткова, А. С. Шахбанова.
Художественный редактор Т. М. Скворцова. Технический редактор
Т. Н. Полунина. Корректор Г. А. Чечеткина.
ИБ № 6929
Изд. № М-338. Сдано в набор 23.04.87. Подп. в печать 03.12.87.
Формат 84ХЮ8*/з2. Бум. кн.-журн. Гарнитура литературная.
Печать высокая. Объем 8,40 усл. печ. л. 8,61 усл. кр.-отт. 6,81 уч.
изд. л. Тираж 100 000 экз. Зак. № 337. Цена 15 коп.
Издательство «Высшая школа». 101430, Москва, ГСП-4, Неглин-
ная ул., д. 29/14.
Ярославский полиграфкомбинат «Союзполиграфпрома» при Госу-
дарственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 150014, Ярославль, ул. Свободы, 97.
© Издательство «Высшая школа», 1978
© Издательство «Высшая школа», 1988, с изменениями
СОДЕРЖАНИЕ
Предисловие......................................... 4
I. Размеры деталей и сопряжения в машиностроении ... 5
II. Допуски й посадки гладких цилиндрических соединений 12
III. Погрешности формы, расположения поверхностей и шеро-
ховатость ............................................ 36
IV. Основы технических измерений..................... 63
V. Измерительные средства для линейных измерений ... 72
VI. Допуски угловых размеров и гладких конических соеди-
нений ............................................... 93
VII. Допуски на резьбовые соединения................... 111
VIII. Допуски и посадки шпоночных и шлицевых соединений 124
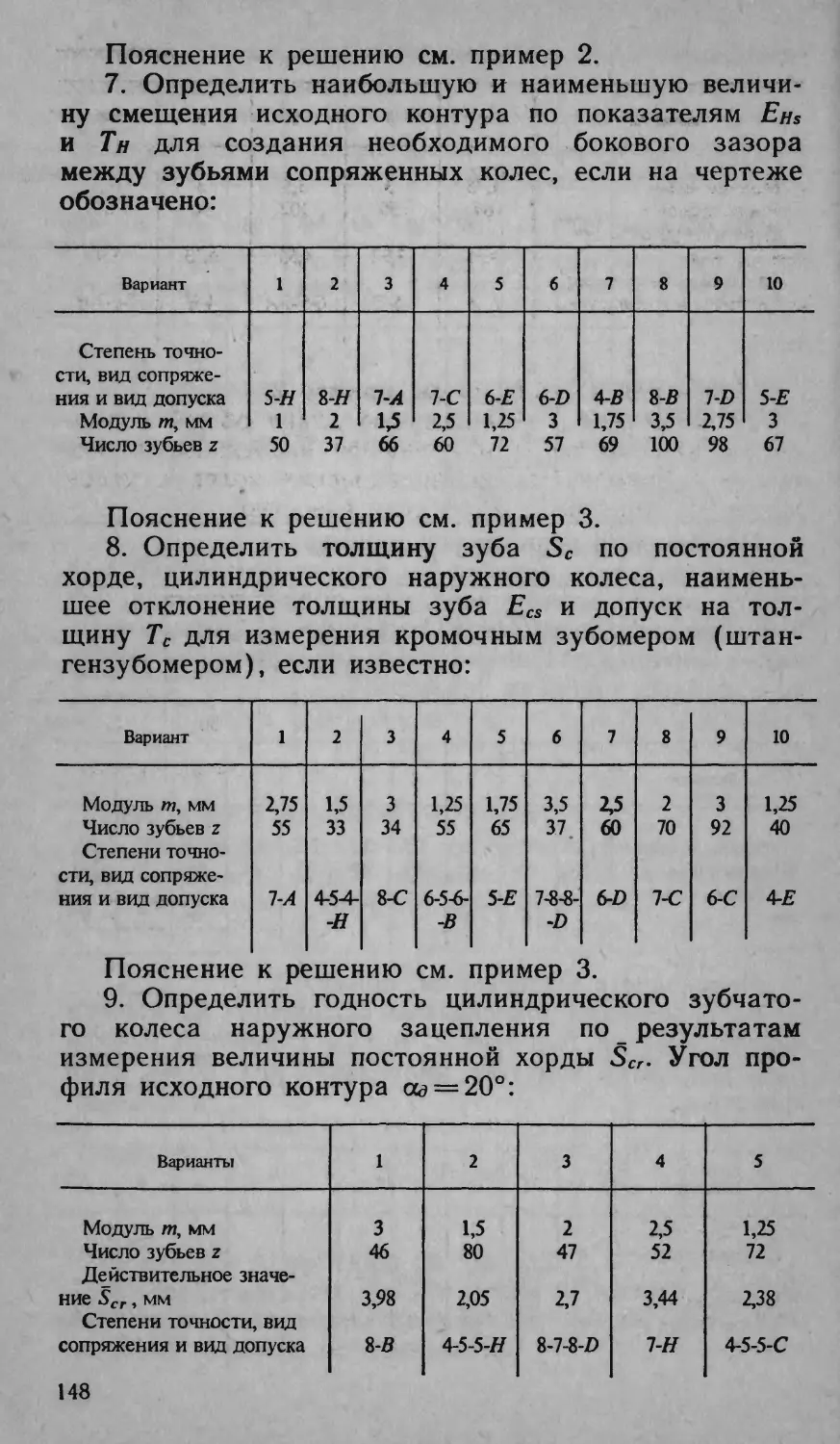
IX. Допуски цилиндрических зубчатых передач ...... 138
ПРЕДИСЛОВИЕ
Грандиозная задача дальнейшего развития про-
мышленности, определенная XXVII съездом КПСС в
Основных направлениях экономического и социального
развития СССР на 1986—1990 годы и на период до
2000 года, требует постоянного пополнения предприя-
тий молодыми квалифицированными рабочими кад-
рами, подготовку которых в основном ведут в про-
фессионально-технических учебных заведениях.
Техника современного производства и перспективы
ее развития, постоянно повышающиеся требования к
качеству продукции, внедрение в производство послед-
них достижений науки и техники требуют, чтобы рабо-
чий любой отрасли промышленности и любой профес-
сии имел широкий научно-технический кругозор, хоро-
шо знал основы техники, промышленной технологии и
в совершенстве владел производственными навыками
в своей профессии. Только такие рабочие могут актив-
но участвовать в совершенствовании производства,
добиваться повышения производительности труда и
качества продукции.
Настоящий сборник задач по допускам и техни-
ческим измерениям предназначен для средних про-
фессионально-технических училищ, готовящих рабо-
чих машиностроительных профессий. В сборник вклю-
чены задачи по определению размеров деталей и со-
пряжениям, допускам для гладких цилиндрических,
конических, резьбовых, шпоночных и шлицевых соеди-
нений, угловых размеров, зубчатых передач, задачи
по оценке шероховатости поверхности, определению
погрешностей формы поверхности и их взаимного рас-
положения, выбору средств измерений.
Третье издание дополнено новыми задачами по до-
пускам угловых размеров и гладких конических,соеди-
нений.
Авторы
I. РАЗМЕРЫ ДЕТАЛЕЙ И СОПРЯЖЕНИЯ
В МАШИНОСТРОЕНИИ
Основные термины и определения
Номинальный размер — размер, относительно кото-
рого определяются предельные размеры и который
служит началом отсчета отклонений (рис. 1). При про-
становке в чертежах номинальных размеров деталей и
сопряжений следует полученное расчетным или иным
путем значение размеров округлять д© значений по
ГОСТ 6636—69 (см.: Ганевский Г. М., Голь-
дин И. И. Допуски, посадки и технические измерения
в машиностроении. — М.: Высшая школа, 1987).
При выборе размеров предпочтение должно отда-
ваться рядам с более крупной градацией (ряд Ra 5
следует предпочитать ряду Ra 10; ряд Ra 10 — ряду
Ra 20; ряд Ra 20 — ряду Ra 40).
Действительный размер — размер, установленный
в результате измерения с допустимой погрешностью.
Предельные размеры — два предельно допустимых
размера, между которыми должен находиться или
которым может быть равен действительный размер.
Наибольший и наименьший предельные размеры —
соответственно больший и меньший из двух предель-
ных размеров.
Предельное отклонение — алгебраическая разность
между предельным и номинальным размерами. Раз-
личают верхнее и нижнее отклонения. Верхнее откло-
нение — алгебраическая разность между наибольшим
предельным и номинальным размерами; обозначается
es — &ля вала и ES — для отверстия.
Нижнее отклонение — алгебраическая разность
между наименьшим предельным и номинальным раз-
мерами; обозначается ei — для вала и EI — для от-
верстия.
Допуск — разность между наибольшим и наимень-
шим предельными размерами или абсолютная валичи-
з
Рис. 1
на алгебраической разности между верхним и нижним
отклонениями.
Зазор — разность размеров отверстия и вала, если
размер отверстия больше размера вала. Наибольший
зазор Знб — разность между наибольшим предельным
размером отверстия DH6 и наименьшим предельным
размером вала dHM: SHo= Dh6 — dHM.
Наименьший зазор S нм разность между наимень-
шим предельным размером отверстия DHM и наиболь-
шим предельным размером вала dH6i Shm = Dhm—dtt6.
Натяг — разность размеров вала и отверстия до
сборки, если размер вала больше размера отверстия.
Наибольший натяг NH6 — разность между наибольшим
предельным размером вала dH6 и наименьшим пре-
дельным размером отверстия DHM: 7Vh6 = dnc — DaM.
Наименьший натяг Num — разность между наимень-
шим предельным размером вала d™ и наибольшим
предельным размером отверстия Z)H6: Nm = dHM — £>Нб.
Примеры решения задач
Пример 1. Выбрать номинальные диаметры и
длины вала.
Условие: при расчете на прочность получено
(рис. 2): di = 38,6 мм, d?— 15,1 мм, /1==61,5 мм, /2 =
= 24,2 мм.
6
Рис. 2
Вал
- Рис. 3
Решение: по ГОСТ 6636—
69 (ряд Ra 5) принимаем Ji =
= 40 мм, б?2=16 мм, Л = 63 мм, 0
/2 = 25 мм.
Пример 2. Изобразить гра-
фически поле допуска вала.
Условие: номинальный
размер — 0 25 ’ мм, верхнее от-
клонение + 0,017 мм, нижнее от-
клонение + 0,002 мм.
Решение: см. рис. 3.
Пример 3. Определить годность
------+ 54/7
Отв.
Вал М
------ -54/7
Рис. 4
детали по ре-
зультатам измерения.
Условие: на чертеже вала указано 032Zo,57;
после измерения установлено, что действительный
размер вала /2Д= 31,73 мм.
Решение: вал считается годным, если соблюде-
но уСЛОВИе
dH6==32 — 0,17 = 31,83 мм; dHM = 32—0,5 = 31,5 мм, по-
скольку 31,83 >31,73 >31,5, то деталь годная.
Пример 4. Определить возможные наибольший
и наименьший зазоры в сопряжении.
Условие: вал 032_о,з4, отверстие 032+0,34
(рис. 4).
Решение: £>Нб = 32 + 0,34 = 32,34 мм, £)нм = 32 —
— 0 = 32 мм, Jh6 = 32 — 0 = 32 мм, JHM = 32—0,34 =
= 31,66 мм, 5нб = 32,34—31,66 = 0,68 мм, SHM = 32—
— 32 = 0 мм.
Задачи
1. Выбрать номинальные размеры диаметров и
длин валов (см. рис. 2) по указанному ряду предпо-
чтительности, если при расчете размеров деталей
получены следующие значения:
z.
Варианты
Расчетные размеры, м\
1 2 3 4 5 6 7 8 9 10
Ряды ио ГОСТ 6636-69
* RaS KfllO Ra2Q Яа40 RaS RaS KelO RaS ZtalO RaS
rf, 37,5 11,5 177 70 2,4 391 78 243 318 15
23 4,8 108 47 1,5 247 49 157 247 6,2
/i 98 9,5 218 103 3,9 625 123 395 498 23,5
/ 2 1 61 4,6 87 21,8 1,4 246 78 97 318 15,7
2. Определить величину допуска, наибольший и
наименьший предельные размеры по заданным номи-
нальным размерам и предельным отклонениям:
Варианты 1 2 3 4 5
Номинальные 2,5 +0.02 4 ±0,004 1.6» 3,2-0 08 -0,045 12 -0,105
размеры и предельные отклонения, мм к -0,007 ° -0,032 10-0,2 63*$ ьо о £ О lyi 40 ± 0,008
Продолжение
Варианты 6 7 8 9 10
Номинальные размеры и предельные отклонения, мм ±0,034 «Л Л» 32 -0,34 „ +0,047 32+0,030 40+0,027 пс+0,013 25 -0,008 25+0,14 ,п+0,15 +0,004 5°-0,017 +0,030 16°+0,004 юо-о,°зб -0,690
3. Определить верхнее и нижнее предельные откло-
нения вала по заданным номинальным и предельным
размерам:
8
Размеры, мм ——————— —— и Варианты
1 2 3 4 5
Номинальный 4 10 16 5 8
Наибольший
предельный 4,009 10 15,980 5,004 8,050
Наименьший *
предельный 4,001 9,984 15,930 4,996 7,972
Продолжение
Размеры, мм Варианты
6 7 8 9 10
Номинальный Наибольший 12 25 32 125 20
предельный Наименьший 11,940 25,007 31,975 125 20,056
предельный 11,820 24,993 31,950 124,920 20,035
4. Изобразить графически поля допусков валов по
заданным номинальным размерам и предельным от-
клонениям:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер, мм 125 160 140 220 180 250 200 320 360 450
Верхнее от- клонение es, мкм +40 0 + 14 +230 -50 +45 0 -70 0 + 20
Нижнее от- клонение е/, мкм + 13 -27 -14 + 140 -90 + 15 -300 -125 -35 -20
Пояснение к решению см. пример 2.
5. Изобразить графически поля допусков отверстий
по заданным номинальным размерам и предельным
отклонениям:
9
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер, мм 10 50 12 80 16 110 20 125 100 25
Верхнее откло- нение £3', мкм +10С +250 -22 +20 -3 +23С -3 +45С -93 +16
Нижнее откло- нение £/, мкм 0 +80 -48 -10 -30 0 +36 +150 -140 -7
6. Определить годность валов по результатам их
измерения:
Варианты 1 2 3 4 5
Номинальные размеры и пре- дельные откло- нения, мм Действитель- -0,040 1 Ю-О,О75 Ю5_о,О23 . , .-ю.озо 125-ю,(хи 100±0,012 ь.-Ю,260 <>->+0.190
ные размеры, мм 109,958 105,002 125,005 100,009 85,2
Продолжение
Варианты 6 7 8 9 10
Номинальные размеры и предельные от- клонения, мм Действитель- ные размеры, мм 24-0,14 23,98 7<-0,11 75-0,030 74,87 пс+О,11 35-{-0,06 36,07 95 -0,46 95 ч к -0,34 315-1,00 314,47
Пояснение к решению см. пример 3.
7. Определить годность отверстий по результатам
их измерения, установить вид брака: неисправимый
или исправимый:
Варианты 1 2 3 4 5
Номинальные размеры и пре- дельные откло- нения, мм Действитель- ные размеры, мм 2+0,12 1,95 4Q+0,060 40,038 71-0,03 71,002 4+0,009 -0,004 3,996 85 -Н>>07 85
10
Продолжение
Варианты 6 7 8 9 10
Номинальные размеры и пре- дельные откло- нения, мм Действитель- ные размеры, мм о -0,004 6 -0,020 7,965 22и 0,060 219,980 180-0,04 180,02 Ю5+°,09 +0,04 105,042 16о+0.027 1 -0,014 159,981
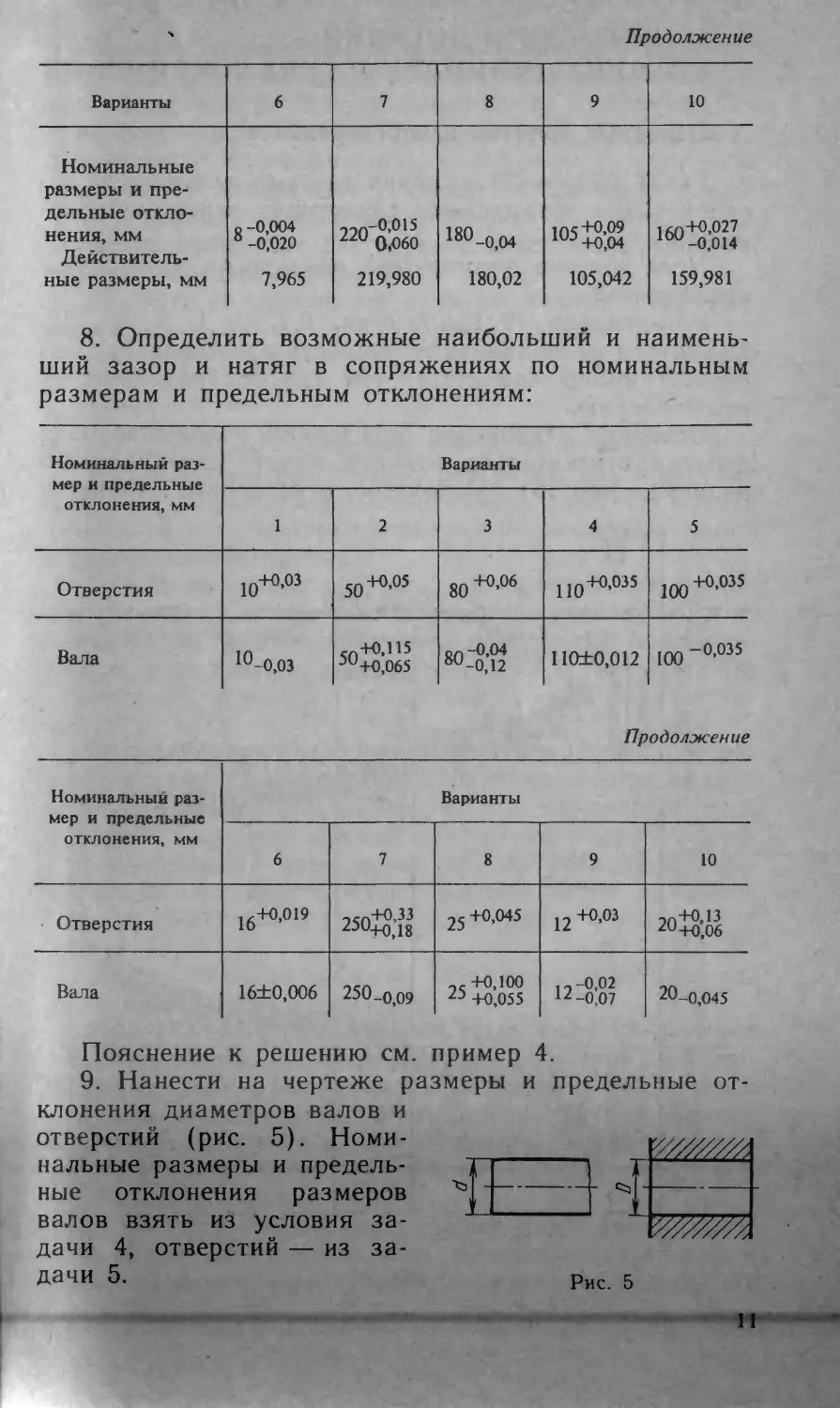
8. Определить возможные наибольший и наимень-
ший зазор и натяг в сопряжениях по номинальным
размерам и предельным отклонениям:
Номинальный раз- мер и предельные отклонения, мм Варианты
1 2 3 4 5
Отверстия io+o,°3 50 +0,05 80 +0’06 ц0+0,°Э5 100 +0’035
Вала 10-0,03 5О'К)’115 эи+0,065 ол -0,04 ° -0,12 110±0,012 100 ~0’035
Продолжение
Номинальный раз- мер и предельные отклонения, мм Варианты
6 7 8 9 10
Отверстия , ,+0,019 1о ?5О^’33 2:>и+0,18 25 +0,045 12 +0,03 пл+0,13 2и+0,06
Вала 16±0,006 250-0,09 +0,100 23 +0,055 ш-0,02 12-0,07 20-0,О45
Пояснение к решению см. пример 4.
9. Нанести на чертеже размеры и предельные от-
клонения диаметров валов и
отверстий (рис. 5). Номи-
нальные размеры и предель-
ные отклонения размеров
валов взять из условия за-
дачи 4, отверстий — из за-
дачи 5.
Y-7//////A
\7///////Л
Рис. 5
II. ДОПУСКИ И ПОСАДКИ
ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ
Основные понятия и определения
ГОСТ 25346—82 «Единая система допусков и по-
садок СЭВ» установлены следующие основные поло-
жения.
Поле допуска нормируется квалитетом и основным
отклонением.
Установлено 19 квалитетов: 0,1, 0, 1, 2, ... , 17.
Квалитеты устанавливают точность изготовления; чем
больше номер квалитета, тем грубее требования к
изготовлению.
Основные отклонения определяют положение поля
допуска относительно нулевой линии (номинального
размера, рис. 6). Основным отклонением является
g
А
Отверстия
Посадки
с зазорам
Переход-
ные
посадки
Посадки с натягом
РИ€. 6
отклонение, ближайшее к нулевой линии, оно может
быть как верхним, так и нижним. Основные отклоне-
ния обозначаются буквами латинского алфавита: для
отверстий — прописными буквами Л, В, С, D и т. д.,
для валов — строчными a, b, с, d и т. д.
Приняты следующие условные обозначения откло-
нений: верхнее отклонение отверстия ES, нижнее от-
клонение отверстия EI, верхнее отклонение вала es,
нижнее отклонение вала ei.
Допуски и отклонения связаны такими зависимо-
стями:
/7'отв== ES — Е1\
/7*валя — CS
где /Тотв и /Лала — допуски отверстия и .вала.
Применяются как система отверстия, так и система
вала. В системе отверстия различные зазоры и натяги
(посадки) получаются соединением различных валов
с основным отверстием.
Основным отверстием называется отверстие, основ-
ное (нижнее) отклонение которого равно нулю, т. е.
наименьший предельный размер совпадает с номиналь-
ным, а поле допуска располагается «в тело». Основное
отклонение основного отверстия обозначается бук-
вой Н.
В системе вала различные зазоры и натяги (посад-
ки) получаются соединением различных отверстий с
основным валом. Основным валом называется вал,
основное (верхнее) отклонение которого равно нулю,
т. е. наибольший предельный размер совпадает с но-
минальным, а поле допуска располагается «в тело».
Основное отклонение основного вала обозначается
буквой h.
Допуск посадки — сумма допусков отверстия и ва-
ла, составляющих соединение.
При условном обозначении поля допуска сначала
указывается основное отклонение, а затем квалитет.
Например, //6 — обозначает поле допуска отверстия с
основным отклонением Н б-го квалитета, gl обозначает
основное отклонение g 7-го квалитета. Вместе с полем
допуска указывается и номинальный размер: 40g6,
74Я7, 50/711 и т. д.
В обозначение посадки входит номинальный раз-
мер, общий для соединяемых элементов (отверстия и
вала), за которым следует обозначение полей допусков
для каждого элемента. Поле допуска, относящееся к
отверстию, пишется в числителе:
40
//7
gb
100-^
и 8
В зависимости от взаимного расположения полей
допусков отверстия и вала посадка может быть с за-
зором — когда размеры отверстия больше размеров
вала (рис. 7, а, б), с натягом — когда размеры отвер-
стия меньше размеров вала (рис. 8, а, б), и переход-
ной — когда размеры отверстия могут быть как боль-
ше, так и меньше размеров вала; возможно получение
как зазора, так и натяга (рис. 9, а, б). На рис. 7, 8 и 9
схемы расположения полей допусков даны в системе
отверстий.
Рис. 8
14
Рис. 9
Наибольший Sh6 и наименьший SHM зазоры
(см. рис. 7) определяются выражениями
5нб == Dh6 cIhm ==z (dном + ES) - (d HOM + ei) — ES — ei;
Shm —- Dhm dH6= (б/ном “I- EI) — (dHOM es)EI — es,
где £>нб и D нм наибольший и наименьший предельные
размеры отверстия; dH6 и dНМ наибольший и наимень-
ший предельные размеры вала; dHOM — номинальный
размер соединения.
Вычитая из первого равенства второе, получим
нм
вала*
Наибольший Nhq и наименьший 7VHM натяги
(см. рис. 8) определяются выражениями
Nнб — dn6 — Dhm (Лом es) — (Лом 7^7)== es EI;
Nнм == Лм — Dh6 = (Лом в/) (Лом ЕS)== €1 — ЕS.
Вычитая из первого равенства второе, получим
Л^нб — /Vhm = es — EI — ei -\-ES — ITOrB + IT^na.
He все поверхности деталей входят в сопряжение
с другими деталями, некоторые размеры являются
несопрягаемыми. Они получили название размеров с
неуказанными допусками («свободные размеры»).
ГОСТ 25670—83 установлено, что предельные отклоне-
ния размеров с неуказанными допусками могут на-
значаться по 12, 14 и 16-му квалитетам, приведенным
в ГОСТ 25346—82. В машиностроении для деталей,
обработанных резанием, на «свободные размеры»
предельные отклонения назначаются, как правило, по
14-му квалитету (см. справочный материал, табл. 3).
На размеры, относящиеся к отверстиям, проставляется
!5
Рис. 10
Рис. 11
допуск основного отверстия (рис. 10), относящиеся к
валам — допуски основного вала (рис. Г1); не относя-
щиеся к отверстиям и валам — симметричные допуски
±-ф (рис. 12).
Примеры решения задач
Пример 1. Заменить посадку по ОСТу на соот-
ветствующую посадку по системе СЭВ, определить
1'Г
наибольшие и наименьшие зазоры в обоих случаях и
сравнить их.
Условие: дано соединение 0 80 .
л
Решение: в табл, допусков по ОСТу (см., напри-
мер, Селютин А. М., Беспальчикова Т. А.
Справочник по допускам и посадкам. — М.—Л., Ма-
шиностроение, 1966) находим предельные отклонения
отверстия и вала:
отв. 0 8ОА+0’03; £S = 30 мкм, £7=0;
вал 0 8ОХ~8:об; es=—30 мкм, е/=—60 мкм.
Определяем наибольший и наименьший зазоры
Sh6 = £S — е/ = 30— (—60) = 90 мкм;
SHM = £/ — es = 0 — (—30) = 30 мкм.
Соединение 0 80— соответствует соединению
А
0 80
Н7
п
в стандарте СЭВ (см. справочный мате-
риал, табл. 1).
По табл. 1 и 4 находим предельные отклонения
отверстия и вала:
отв. 0 8О7/7+0,03; ES = + 30 мкм, EI = 0;
вал 0 80/73о;ов; es — — 30 мкм, е/=—60 мкм.
Предельные отклонения отверстия и вала для дан-
ного соединения в обоих стандартах совпадают, поэто-
му наибольший и наименьший зазоры соответственно
равны.
Пример 2. Подобрать посадку в системе отвер-
стия при условии, что допуски вала и отверстия на-
значены по одному квалитету.
Условие: номинальный диаметр соединения
С^ном == 100 мм, необходимый наибольший зазор 5Нб =
= 60 мкм, наименьший = 10 мкм.
Решение: так как по условию допуски отвер-
стия и вала назначены по одному квалитету, то они
равны. Определим допуски отверстия и вала (см.
рис. 7).
/Тот. = /Гввла = (Знб — Smm) /2 = (60— 10)/2 = 25 мкм.
Учитывая, что нижнее отклонение основного от-
верстия EI = 0, найдем верхнее отклонение
ES= /Готв + £/ = 25 + 6 = 25 мкм.
По табл. 1 находим, что для основного отверстия
0 100 мм ближайшее к найденному ( + 25 мкм) верх-
нее отклонение равно + 22 мкм и ему соответствует
поле допуска Н6.
Определим верхнее и нижнее отклонения вала:
SHM = £7 — es, es= £7 —Shm = 0—10= — 10 мкм;
Sh6 = ES — ei, ei — ES — SH6 = 25 — 60=—35 мкм.
По табл. 4 для вала 0 100 мм устанавливаем,
что для найденных отклонений ближайшим полем до-
пуска будет g6.
Назначается посадка 0 100 -~г-.
Задачи
1. Выбрать системы отверстия или вала для соеди-
нений, отмеченных размерными линиями:
Вариант 1
Вариант 2
Вариант 4
Вариант 5
Вариант 6
18
4
2. Для соединений, отмеченных размерными ли-
ниями, назначить, исходя из условий работы, вид по-
садки (с зазором, натягом, переходную):
3. Нанести на чертежах предельные отклонения
валов или отверстий по заданным номинальным
размерам и полям допусков:
Варианты 1 2 3 4 5
Номинальный размер и поле до- пуска 257/8 40Л7 120/77 70п8 11067
19
Продолжение
Варианты 6 7 8 9 10
Номинальный размер и поле до- пуска 150ы8 75*8 130/П 8Q/7 50^7
4. Определить величину допуска по заданному
номинальному размеру и полю допуска по системе
СЭВ (см. справочный материал, табл. 1 и 4):
Варианты 1 2 3 4 5
Номинальный размер и поле до- пуска 0 10Л6 0 1657 0 18779 0 20К6 0 25Н8
Продолжен ие
Варианты 6 7 8 9 10
Номинальный размер и поле до- пуска 0 40м8 0 5079 0 8O-//9 0 75Л8 0 100J11
5. Определить величину допуска по номинальному
размеру и полю допуска по ОСТу:
Варианты 1 2 3 4 5
Номиналь- ный размер, предельные от- клонения и по- ле допуска 1 с у —0.020 Р -0.070 ™ +0,03f 0 100Л 025C2fl-0,021 . +0,025 п , -0,005 0W_O,O15 'родолжение
Варианты 6 7 8 9 10
Номиналь- ный размер, предельные отклонения и поле допуска -0 460 0100^ -OJGO 04О/7±О,ОО8 ст+0,013 ® +0,005 0 1577+0,006 075B_Oj023
6. Определить квалитет, по которому назначен
допуск на изготовление вала:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный диаметр вала, мм 8 40 320 25 32 16 50 250 80 400
Величина до- пуска, мкм 4 16 89 9 160 27 7 46 190 140
7. Определить квалитет, по которому назначен
допуск на изготовление отверстия:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный диаметр отвер- стия, мм 1,6 12 63 280 2,5 360 20 125 4 80
Величина до- пуска, мкм 1 43 30 52 6 140 21 250 18 19
8. Определить предельные отклонения, велич шы
наибольших и наименьших зазоров и натягов по
заданным номинальным размерам и посадкам по сис-
теме СЭВ. Предельные отклонения нанести на черте-
жах:
Варианты 1 2 3 4 5
Номинальный размер и посадки 0 40 пъ 0100^ 0125^ Н1 015 , рб 025 иЗ
Продолжение
Варианты 6 7 8 9 10
Номинальный размер и посадки 0 50 — «6 нж К 7 0 75 Л6 0 90 — 0 ПО— Л8
21
9. Определить величины наибольших и наименьших
зазоров и натягов по заданным номинальным разме-
рам и посадкам по ОСТу. Предельные отклонения
нанести на чертежах:
Варианты 1 2 3 4 5
Номиналь- ный размер, посадка и пре- дельные от- клонения а +0,023 25— -0,014 а +0,013 5- г +0,016 1 +0,008 а +0,070 100-3 у -0,050 лз-0,140 л+0,016 10 — п +0,026 /УЛ+0,016 „+0,020 5Q Я+0,003. ^-0,017
Продолжение
Варианты 6 7 8 9 . 10
Номиналь- ный размер, посадка и пре- дельные от- клонения а +0,200 75 — y -0J00 -0,300 ^+0,023 25 г +0,030 1 +0,015 а +0,025 4. 3 ZZol ^’О55 лр1з+0,030 д +0,016 10 у -0,013 -0,027 Л+0,023 3° в "-0,014
Пояснение к решению см. пример 1.
10. По данным задачи 9 заменить посадки по ОСТу
на посадки по системе СЭВ и нанести условные обозна-
чения посадок на чертежах (см. справочный материал,
табл. 2).
11. Определить допуск посадки, вид посадки (с
зазором, натягом, переходная) по данным задач 8 и 9.
12. Построить схему расположения полей допусков
по системе СЭВ в соединениях рис. 7, б, 8, б, 9, б и оп-
ределить предельные зазоры и натяги:
Варианты 1 2 3 4 5
Номиналь- ный размер и посадки 09О-£- Ги 0 10^ Ло /го . __ 7/8 * 75 78 0125ж
22
Продолжение
Варианты 6 7 8 9 10
Номиналь- ный размер и посадки 0 25 — h5 0 50 — k6 0 8°-^Г А6 0 100-^ si 035мГ
13. Построить схему расположения полей допусков
по ОСТу в следующих соединениях и определить пре-
дельные зазоры и натяги:
Варианты 1 2
Номинальный раз- мер, посадка и предель- ные отклонения j +0,035 0 14— Q -0,0035 Ло ’И)’046 0 65—^ +0,135 11ркз 0,075 Продолжение
Варианты 3 4
Номинальный раз- мер, посадка и предель- ные отклонения А +0,035 0 95 г 40,045 1 +0,023 с +0,030 0 52 В -0,020 Продолжение
Варианты 5 6
Номинальный раз- мер, посадка и предель- ные отклонения Л+О,120 16 х -0’060 4-0,180 а +0,070 А3 * 100 ш -О,™ Продолжение
Варианты 7 8
Номинальный раз- мер, посадка и предель- ные отклонения J+0,027 48г+0,027 1 +0,009 О «о S3 а 05 00
23
Продолжение
'Варианты
9
Ю
~ Номинальный раз-
мер, посадка и предель-
ные отклонения
л+0,040
125 7-ТО
/7^+ОД80
Л+0,023
24 п-0»008
и -0,022
14. В заданных соединениях определить вид посад-
ки (с зазором, натягом или переходная) и систему
(отверстия или вала), в которой назначена посадка:
Варианты 1 2 3 4 5 6 7 8 9 10
Я6 Я9 Н5 Н1 46 ,*J Н1 ЯП 47 Я7 Я8
т5 е8 g4 гб А5 пб АП А6 86 «8
Посадки G7 Кб Hl G6 Я8 Е9 Я7 Я7 67 Я8
И6 h5 рб А5 w8 А8 кб л* А 6 /9
ЯП Я« К1 Нб Я8 ЯП Я8 Я7 Я7 G6
ЯП 57 А6 g5 «8 АП 51 hl fl h6
15. По заданным наибольшим и наименьшим зазо-
рам или натягам в соединении отверстия и вала
подобрать посадку в системе отверстия при условии,
что допуски отверстия и вала соединения назначены
по одному квалитету:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер, мм 0100 0120 0150 015 030 050 075 025 040 020
Наибольший зазор мкм 180 — 50 — 33 75 92 — 50 —
Наименьший зазор 5нм,мкм 72 14 7 25 0 — 0 —
Наибольший натяг Л^б» мкм — 114 29 81 — 28
Наименьший натяг Яны, мкм — 44 — 7 ь *"*и 14 — 2
24
Пояснение к решению см. пример 2.
16. На чертежах записано: «неуказанные предель-
ные отклонения размеров отверстий //14, валов А14,
. /Т14
остальных ± —г— »•
С помощью табл. 3 определить предельные размеры
и величины допусков свободных размеров деталей,
указанных на рисунках:
Вариант 9
Вариант 10
ФЗО
26
Справочный материал
1. Предпочтительные поля допусков отверстии. Предельные отклонения (ГОСТ 25347—82)
Интервал размеров, мм Поля допусков
Н5 66 Н6 Л6 Кб 67 Н1 V К7 Я8 £9 Н9 £11 ЯП
Пре дельные откло? 1ения, лкм
От 1 до 3 0 +8 +2 +6 0 +3,0 -3,0 0 -6 +12 +2 +10 0 +5 -5 0 -10 +14 0 +39 +14 +25 0 +80 +20 +60 0
Свыше 3 до 6 +5 0 +12 +4 +8 0 +4,0 -4,0 +2 -6 +16 +12 0 ^6 +3 -9 +18 0 +50 +20 +30 0 +105 +30 +75 0
» 6 » 10 0 +14 +5 +9 0 +4,5 -4,5 +2 -7 +20 +5 +15 0 +7 -7 -10 +22 0 +0 +25 +36 0 +130 +40 +90 0
» 10 » 18 +8 0 +17 +6 0 +5,5 -5,5 +2 -9 +24 +18 0 +9 -9 -12 +27 • 0 +75 +32 +43 0 +160 +50 +110 0
» 18 » 30 ьэ 0 +20 +7 +13 0 +6,5 -6,5 +2 -11 +28 +7 +21 0 +10 -10 -15 +33 0 +92 +40 +52 0 +195 +65 +130 0
Продолжение
J
4 L1 1 • Интервал размеров, мм Поля допусков
Я5 С6 Н6 Л6 Кб G1 Я7 V К7 Я8 * £9 Н9 D11 ЯП
Пре дельные : отклей 1ения, * ЛКМ
Свыше 30 до 50 +11 0 +25 +9 +16 0 +8,0 -8,0 +3 -13 +34 +9 +25 0 +12 -12 +7 -18 +39 0 +112 +50 +62 0 +240 +80 +160 0
» 50 » 80 +13 0 +29 +10 +19 0 +9,5 -9,5 -15 +40 +10 +30 0 +15 -15 -21 +46 0 +134 +6D +74 0 +290 +100 4-190 0
» 80 » 120 +15 0 +34 +12 +22 0 +11,0 -11,0 -18 +47 +12 +35 0 +17 . -17 +10 -25 +54 0 +159 +72 +87 0 +340 +120 +220 0
« 120 » 180 +18 0 +39 +14 +25 0 +12,5 -12,5 -21 +54 +14 +40 ' 0 +20 -20 +12 -28 +63 Q +185 +85 +100 0 +395 +145 +250 0
» 180 » 250 +20 0 +44 +15 +29 0 +14,5 -14,5 +5 -24 +61 +15 +46 0 +23 +13 -33 +72 0 +215 +100 +115 0 4-460 4-170 +290 0
» 250 » 315 +23 0 +49 +17 +32 0 +16,0 -16,0 +5 -27
» 315 » 400 +24 0 +54 +18 +36 0 +18,0 -18,0 +7 -29
» 400 » 500 +27 0 +60 +20 +40 0 +20,0 -20,0 +8 -32
» 500 » 630 — — — —
» 630 » 800 — — —
800 » 1000 — — — —
» 1000 » 1250 — — >* — —
о » 1250 » 1600 — — — — —
+69 +17 +52 0 +26 -26 +16 -36 +81 0 +240 +110 +130 0 +510 +190 +320 0
+75 +57 +28 +17 +89 +265 +140 +570 +360
+18 0 -28 -40 0 +125 0 +210 0
+83 +63 "4"31 +18 +97 +290 +155 +630 +400
+20 0 -31 -45 0 +135 0 +230 0
+92 +22 +70 0 — +110 0 +320 +145 +175 0 +700 +260 +440 0
+104 +24 +80 0 +125 0 +360 +160 +200 0 +790 +290 +500 0
+116 +90 —_ — +140 +400 +230 +880 +5в0
+26 0 0 +170 0 +320 0
+133 +28 +105 0 — — +165 0 +455 +195 +260 0 +1010 +350 +660 0
+155 +30 +125 0 — +195 0 +530 +220 +310 0 +1170 +390 +780 0
2. Рекомендуемая замена полей допусков по ОСТу
на поля допуска по системе СЭВ
Валы Отверстия
Поля допусков Поля допусков
Система Система Система Система
ОСТ СЭВ ОСТ СЭВ
Тл т5 Пл Кб
П\ js5 Пл 1st
Сл-Вл h5 Сл-Ал Н6
Пл g5 D\ 6^6
Пл рб; r6 Н К1
р пб П Is!
н кб с-А Hl
п js6 D G1
с —в h6 С la — Ala Я8
D С3- А3 Я8; Н9
Продолжение
Валы Отверстия
Поля допусков Поля допусков
Система Система Система Система
ОСТ СЭВ ОСТ СЭВ
X П Хз Ев
Пр21& «8 Сл—/4 4 ЯП
Пр\1а с 7 Хл ЯП
^2а^2а hl Аз Я12; Я13
Пр 1з м8; si Ai Я14
Сз — Вз Л8; Л9 Ав. Я15
Хз е8; /9 Ав Я16
Сл — Вл ЛИ
Хл d 11
Вз Л 12; Л 13
30
3. Неуказанные предельные отклонения размеров по 14-му квалитету, мкм (ГОСТ 25670—76)
Интервал ‘ размеров, мм Предельное отклонение Предельное отклонение
отверстий валов элементов, не от- носящихся к от- верстиям и валам Интервал размеров, мм । этверстий — _ ... валов элементов, не от- носящихся к от- верстиям и валам
Я14 Й14 + 77 14 “ 2 — Я14 — А 14 ± 1Т14 2
От 1 до 3 +0,25 0 0 -0,25 ± 0,125 Свыше 120 до 180 +1,00 0 0 -1,00 ±0,500
Свыше 3 до 6 +0,30 0 0 -0,30 ± 0,150 » 180 » 250 ±1,15 0 0 -1,15 ±0,575
» 6 » 10 +0,36 0 0 -0,36 ± 0,180 » 250 » 315 +1,30 0 0 -1,30 ± 0,650
» 10 » 18 +0,43 0 0 -0,43 ±0,125 » 315 » 400 +1,40 0 0 -1,40 ±0,700
» 18 » 30 +0,52 0 0 -0,52 ±0,260 » 400 » 500 +1,55 0 и -1,55 ±0,775
» 30 » 50 +0,62 0 0 -0,62 ±0,310 » 500 » 630 +1,75 0 0 -1,75 ±0,875
» 50 » 80 +0,74 0 0 -0,74 ±0,370 » 630 » 800 +2,00 0 0 -2,00 ±1,000
» 80 » 120 Со +0,87 0 0 -0,87 ±0,435 » 800 » 1000 +2,30 0 0 -2,30 ± 1,150
4. Предпочтительные поля допусков валов.
Интервал мм 1 размеров Поля допусков
€4 Л4 «5 Л5 А 5 т 5 86 h6 J£6 кб лб
’ 4 Предел ьные
От 1 до 3 -2 -5 0 -3 -2 -6 0 +2,0 -2,0 +6 +2 -2 -8 0 -6 +3,0 -3,0 +6 0 +10
Свыше 3 до 6 •о X, 0 -9 0 -5 +2,5 -2,5 +9 +4 -12 I О» о +4,0 -4,0 +9 +1 +16 +8
» 6 » 10 -5 -9 0 -5 -11 0 +3,0 -3,0 +12 +6 -5 -14 0 -9 +4,5 -4,5 +10 +1 +19 +10
» 10 » 18 -6 -11 0 -5 -6 -14 0 -8 +4,0 -4,0 +15 -И -17 0 -11 +5,5 -5,5 +12 +1 +23 +12
» 18 » 24 -7 0 -7 0 +-4,5 +17 -7 0 +4,5 +15 +28
» 24 » 30 -13 -6 -16 -9 -4,5 +8 -20 -13 -&,3 +2 +15
» 30 » 40 & 0 -9 0 +5,5 +20 -9 0 +8,0 +18 +33
» 40 » 50 -16 -7 -20 -11 -5,5 +9 -25 -16 -8,0 +2 +17
» 50 65 -10 0 -10 0 +6,5 +24 -10 0 +9,5 +21 +39
» 65 » 80 -18 -8 -23 -13 -6,5 +11 -29 -19 -9,5 +2 +20
» 80 » 100 -12 0 -12 0 +7,5 +28 -12 0 +11,0 +25 +45
» 100 » 120 -22 -10 -27 -15 -V +13 -34 -22 -11,0 +3 +23
Ж
Предельные отклонения (ГОСТ 25347—82)
Поля допусков
рб гб /7 А7 Si . е8 Л8 «8 /9 А9 f/ll All
ЭТИЛОН etnra, м км
+12 +6 +16 +10 -6 -16 0 -10 +24 +14 -14 -28 0 -14 +32 +18 -6 -31 0 -25 -20 -30 0 -60
+20 +12 +23 +15 -10 -22 0 -12 +31 +19 -20 -38 0 -18 +41 +23 -10 -40 0 -30 -30 -105 0 -75
+24 +15 +28 +19 -13 -28 0 -15 +38 +23 -25 -47 0 -22 +50 +28 -13 -49 0 -36 -40 -130 J 0 -90
+29 +18 +34 +23 -16 -34 0 -18 446 +28 -32 -59 0 -27 +60 +33 -16 -59 0 -43 -50 -160 0 ПО
+35 -20 0 +56 -40 0 +74 +41 -20 0 -65 0
+22 +28 -41 -21 +35 -73 -33 +81 +48 -72 -52 -195 -130
+41 +50 -25 0 +68 -50 0 +99 +60 -25 0 -80 0
+26 +34 -50 -25 +43 -89 -39 +109 +70 -82 -62 -240 -160
+51 +60 +41 -30 0 +83 +53 -60 0 +133 +87 -30 0 -100 0
+32 +62 +43 -60 -30 +89 +59 -106 -46 +148 +102 -104 -74 -290 -190
+59 +37 +73 +51 -36 0 +106 +71 -76 0 +178 +124 -36 0 -120 0
+76 +54 -71 -35 +114 +79 -126 -54 +198 +144 -123 -87 -340 -220
2—337
33
Интервал размеров мм Поля допусков
g4 А4 g5 Й5 j$5 m 5 gb Л6 кб лб
Предельные
Свыше 120 до 140 » 140 » 160 » 160 » 180 -14 -26 0 -12 -14 -32 0 -18 +9,0 -9,0 +33 +15 -14 -39 0 -25 +12,5 -12,5 +28 +3 +52 +27
» 180 » 200 » 200 » 225 » 225 » 250 -15 -29 0 -14 -15 -35 0 -20 +10,0 -10,0 +37 +17 -15 0 -29 +14,5 -14,5 +33 +4 I +60 +31
» 250 » 280 » 280 » 315 -17 -33* 0 -16 -17 -40 0 -23 +11,5 -11,5 +43 +20 -17 -49 0 -32 +16,0 -16,0 +36 44 +66 +34
» 315 » 355 » 355 » 400 -18 -36 0 -18 -18 -43 0 j -25 +12,5 -12,5 +46 +21 -18 -54 0 -36 +18,0 -18,0 +40 +4 +73 +37
» 400 » 450 » 450 » 500 -20 -40 0 -20 -20 -47 0 -27 +13,5 -13,5 +50 +23 -20 -60 0 -40 +20,0 -20,0 +45 +5 +80 +40 J
• Свыше 500 до 560 » 560 » 630 — — — — — — -22 -66 0 -44 +22,0 -22,0 +44 0 +88 +44
Продолжение табл. 4
Поля д опусков
рб гб /7 hl si е8 Й8 и8 /9 Й9 <П1 А 11
этклои ения, к 4КМ
+88 +63 +132 +92 +233 +170
+68 +43 +90 +65 -83 0 -40 +140 +100 -85 -148 0 -63 +253 +190 -43 -143 0 -100 -145 -395 0 -250
+93 +68 +148 +108 +273 +210
+106 +77 +168 +122 +308 +236
+79 +50 +109 +80 -50 -96 0 -46 +176 +130 -100 -172 0 -72 +330 +258 -50 -165 0 -115 -170 -460 0 -290
+113 +84 +186 +140 +356 +284
+88 +126 +94 -56 0 +210 +158 -110 0 +396 +315 -56 0 -190 0
+56 +130 +98 -108 -52 +222 +170 -191 -81 +431 +350 -186 -130 -510 -320
+98 +144 +108 -62 0 +247 +190 -125 0 +479 +390 -62 0 -210 0
+62 +150 +114 -119 -57 +265 +208 -214 -89 +524 +435 -202 -140 -570 -360
+108 +166 +126 -68 0 +295 +232 -135 0 +587 +490 -68 0 -230 0
+68 +172 +132 -131 -63 +315 +252 -232 -97 1 +637 +540 -223 -155 -630 -400
+122 +78 +194 +150 0 -70 — -145 -255 0 -110 — -76 -251 0 I “175 -260 -700 0 -440
+199 +155
1
2**
35
Интервал размеров мм • Поля допусков
g4 *4 g5 Й5 Js5 т 5 gb h6 Л6 кб лб
г Ipenej к>ные
» 630 » 710 » 710 » 800 — | — • — -у — -24 -74 0 -50 +25,0 -25,0 +50 G +10С +50
» 800 » 900 в 900 » 1000 — г* — -26 -82 0 -56 +28,0 -28,0 +56 0 +111 +56
» 1000 » 1120 » 1120 в 1250 ЯГ -г — L. «г- -28 -94 0 -66 +33,0 -33,0 +66 0 +132 +66
» 1250 » 1400 » 1400 в 1600 — — — — -30. -108 0 -78 +39,0 -39,0 +78 0 +156 +78
III. ПОГРЕШНОСТИ ФОРМЫ,
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
И ШЕРОХОВАТОСТЬ
Основные понятия и определения
Предельные отклонения формы и расположения
поверхностей указывают на чертежах условными зна-
ками по ГОСТ 2.308—79 (см.: Ганевский Г. М.,
Гольдин И. И. Допуски, посадки и технические
36
Продолжение табл. 4
Поля допусков
рб гб /7 Й7 51 е8 Й8 и8 /1 й9 dll Л11
отклонения, мкм
+138 +88 +225 +175 0 -80 — -160 -285 0 -125 -80 -280 0 -200 -290 790 .0 -600
+235 +185
+276 +220
+156 +100 +266 +210 +276 +220 — 0 -90 — -170 -310 0 -140 — -86 -316 0 -230 -320 -880 0 -560
+186 +120 +316 +250 — 0 -105 — -195 -360 0 -165 -г -98 -358 0 -260 -350 -101’0 0 -660
+326 +260
+218 +140 +378 +300 — 0 -125 — -220 -415 0 -195 — -ПО -420 0 -310 -390 -1170 0 -780
+ 408 +330
измерения в машиностроении. — М.: Высшая школа,
1987).
Предельные отклонения формы и расположения
поверхностей нормируются ГОСТ 24642—81 и
24643—81 и назначаются при наличии особых требо-
ваний, вытекающих из условий работы, изготовления
или измерения деталей. Числовые значения отклонений
приведены в табл. 5 (см. справочный материал в конце
раздела). Выбранные из табл. 5 отклонения наносятся
на чертежах с использованием условных знаков по
ГОСТ 2.308—79.
37
Для измерения величины отклонений от круглости
деталей типа тел вращения (например, цилиндров)
применяются приборы — кругломеры. Кругломеры
обеспечивают точное относительное вращение преоб-
разователя (датчика) и контролируемой детали. При
этом в случае отклонения поперечного сечения детали
от правильной окружности измерительный наконечник
преобразователя получает перемещения, которые уси-
ливаются усилителем и записываются в виде профило-
граммы. Для определения отклонения от круглости на
профилограмму накладывают прилегающую окруж-
ность: для вала — это окружность наименьшего воз-
можного диаметра, описанная вокруг профилограммы
вала (рис. 13), для отверстия — окружность наиболь-
Рнс. 14
38
шего возможного диаметра, вписанная в профилограм-
му отверстия (рис. 14).
Отклонения от круглости 6 определяются по фор-
муле
Sorp == Д/У,
где Д — наибольшее расстояние прилегающей окруж-
ности до профилограммы, мм, измеренное в радиаль-
ном направлении; У — коэффициент увеличения при-
бора, при котором произведена запись профилограм-
мы (1000, 2000, 4000 и т. д.).
Одним из элементарных видов отклонений от круг-
лости является овальность (рис. 15). Для определения
овальности можно применять двухконтактные средства
измерений (микрометры, рычажные скобы и т. д.),
Овальность Sob определяется по формуле
Sob — (б/нб б/нм ) /2,
где Jh6 — наибольший измеренный диаметр, мм; скш —
наименьший измеренный диаметр, мм.
й'нм
Рис. 15
Рис. 16
за
Рис. 17
Рис. 18
К другому элементарному виду отклонений от круг-
лости относится огранка (рис. 16) с различным числом
граней.
Величина огранки 6Qrp для нечетного числа граней
в призме рассчитывается по формуле
богр = Л/Л\
где Л — величина показаний отсчетного устройства,
мм; К — передаточный коэффициент, зависящий от
числа граней и угла призмы (см. справочный мате-
риал, табл. 6).
Частными видами отклонения профиля продольного
сечения цилиндрической поверхности являются:
конусообразностъ — отклонение профиля продоль-
ного сечения, при котором образующие прямолинейны,
но не параллельны (рис. 17);
бочкообразность — отклонение профиля продоль-
ного сечения, при котором образующие непрямолинейны
и диаметры увеличиваются от краев к середине сечения
(рис. 18);
седлообразность — отклонение профиля продоль-
ного сечения, при котором образующие непрямолинейны
и диаметры уменьшаются от краев к середине сечения
(рис. 19).
Количественно конусообразность, бочкообразность
и седлообразность оцениваются по формуле
S = (Jh6 — Лм)/2,
где Jh6 — наибольший измеренный диаметр, мм;
— наименьший измеренный диаметр, мм. Для из-
мерения этих отклонений мож-
но применять двухконтактные
средства измерения (микромет-
ры, рычажные скобы и т. д.).
ГОСТ 2789—73 предусмат-
ривает следующие параметры
шероховатости поверхности:
40
Ra — среднее арифметическое отклонение профиля,
Rz — высота неровности профиля по 10 точкам,
Rmax наибольшая высота неровностей профиля,
5m — средний шаг неровностей, 5 — средний шаг не-
ровностей по вершинам, tp — относительная опорная
длина профиля, где р — шаговое значение уровня
профиля.
Значения этих параметров определяются на участ-
ке поверхности в пределах базовой длины I.
Наиболее распространенными параметрами высоты
неровностей профиля являются Ra и Rz (см. справоч-
ный материал, табл. 7).
Значения шероховатости для параметра Ra ука-
зывают без символа, например 0,5, для остальных
парамеров — после соответствующего символа, наири-
мер Rmax 6,3; Sm0,63; /?z32.
Требования к шероховатости поверхности обозна-
чаются на чертежах условными знаками в соответст-
вии с ГОСТ 2.309—73 (см. справочный материал,
табл. 8 и книгу Ганевский Г. М., Голь-
дин И. И. Допуски, посадки и технические изме-
рения в машиностроении. — М.: Высшая школа,
1987).
Базовую длину в обозначении шероховатости по-
верхности не указывают, если определение значений
параметров Ra или Rz должно производиться в пре-
делах базовой длины, соответствующей значению
параметра в табл. 7.
Примеры обозначения шероховатости
Ау Значение параметра Ra не должно превышать 2,5 мкм,
v базовая длина 0,8 мм (см. табл. 7), вид обработки
и направление неровностей не устанавливаются.
Значение параметра Ra не должно
превышать 0,25 мкм при измерении на
базовой длиЛе 0,08 мм; направление
неровности поверхности — произвольное
, обработки поверхности — полирование.
__________ Значение параметра Rz не должно пре-
*- ’ у 0,25 вышать 0,32 мкм при измерении на
V X базовой длине 0,25 мм; направление
неровностей — перекрещивающееся (знак X), вид об-
работки не устанавливается.
Полировать
Им
V и
(знак М), ви
41
Примеры решения задач
Пример 1. Определить величину наибольшего
возможного зависимого допуска на расстояние между
отверстиями.
Условие: планка (рис. 20) прикрепляется вин-
тами М5.
Решение: при наибольших предельных диамет-
рах отверстий (0 5,5 мм) зазоры увеличиваются на
0,3 мм и без ущерба для собираемости деталей может
быть допущено отклонение расстояния между осями
отверстий в пределах Днанб= ± (0,24-0,3) = ±0,5 мм.
Пример 2. По результатам измерений построить
график и определить величину отклонения от прямо-
линейности линейки. Схему измерения см. на рис. 21.
Условие: измерения проводились в точках,
расположенных через равные интервалы на длине
500 мм. Показания индикатора в проверяемых точках,
мкм: До — 0, Д1 = 4- 5, Д2 = 4" 8, Дз = + 15, Д4 =
= 4- 10, Д5 = 4- 3.
Решение: по полученным данным строим гра-
фик, изображенный на рис. 22. По оси ординат откла-
дываем показания индикатора, а по оси абсцисс —
расстояние между проверяемыми точками. Через на-
чальную и конечную точки графика проводим прямую
ОА. Величина отклонения от прямолинейности Д с уче-
Рис. 21
Рис. 22
Рис. 23
42
том выбранного масштаба равна перпендикуляру,
опущенному на прямую ОА из наиболее отдаленной
от нее точки графика. Отклонение от прямолинейности
А = 14 мкм.
Пример 3. Указать шероховатость поверхности
по ГОСТ 2789—73 и обозначить по ГОСТ 2.309—73.
Условие: вид поверхности — цилиндрический
валик, вид обработки — точение чистовое. Базовая
длина для определения шероховатости — 0,8 мм.
Решение: в табл. 9 для чистового точения
рекомендуются 4—6-й классы шероховатости. Прини-
маем середину рекомендуемого диапазона — 5-й класс.
По табл. 7 определяем, что для 5-го класса рекомен-
дуется параметр Rz с наибольшим значением 20 мкм;
заданная базовая длина отличается от значения по
табл. 7, направление поверхности не указано. Обозна-
чаем шероховатость поверхности так, как показано
на рис. 23.
Пример 4. Определить параметр шероховатости Rz.
Условие: дана профилограмма (рис. 24), запи-
санная с вертикальным увеличением Ув = 2000 и гори-
зонтальным Уг = 80; базовая длина I = 2,5 мм; запись
производилась на прямолинейном участке детали.
Решение: так как измерение производилось на
прямолинейном участке под профилограммой, прово-
дим параллельно общему направлению профилограм-
мы прямую линию АВ. Эта линия проводится в преде-
лах длины L, равной £=/Уг = 2,5-80 = 200 мм.
Измеряем расстояние от линии АВ до пяти высших
выступов Л1, Аз, /15, ^7, hg И ПЯТИ НИЗШИХ ВПЗДИН /l2,
/14, Zi6, ^8, h\Q.
Измеренные расстояния, мм: hi = 56, /г3 = 40,
43
hb = 42, hi == 49, ft» = 53, ft2 = 11, ft4 = 12, fts = 10,
fte = 8, ftio = 16.
Rz =
(hl 4" ^3 + •••hg) — (/l2 + h4 + ...hio)
5УВ
(56 4-40 4-42 4-49 4-53)-(11 4-12 4-10 4-8 4-16)
5-2000
= 0,0193 мм = 19,3 мкм.
Пример 5. Определить требования к шерохова-
тости поверхности детали.
Условие: дан вал 0 8О_о.оз, допускаемое от-
клонение от круглости 18 мкм.
Решение: исходя из номинального размера
(80 мм) и допуска размера (30 мкм), по табл. 4 опре-
деляем: допуск вала соответствует IT7. Допуск формы
поверхности (18 мкм) составляет 60% допуска разме-
ра. По табл. 10 находим: шероховатость поверхности
детали Ra 1,6 мкм.
Задачи
1. Расшифровать условные обозначения предель-
ных отклонений формы и расположения поверхностей
на рис. 25—29.
2. Нанести на чертеже (рис. 30) требования к от-
клонению от плоскостности бруска в зависимости от
заданных размеров и степени точности на погрешность
формы:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер L, мм 100 22 125 ПО 80 50 360 450 630 500
Номиналь ныи размер В, мм 40 10 25 16 10 6,3 50 75 60 63
Степень точно- сти ею ГОСТ 24643-81 2 4 3 5 4 10 7 5 6 9
3. Нанести на чертеже (рис. 31) требования к
отклонению от прямолинейности образующей цилинд-
ра в зависимости от заданной длины и степени точно-
сти и а погрешность формы:
44
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальная длина, мм 80 30 160 160 200 200 500 500 710 710
Степень точно- сти ио ГОСТ 24643-81 9 2 3 7 5 1 4 8 9 6
Рис. 27
Рис. 25
Рис. 28
Рис. 26
Рис. 29
Рис. 31
45
4. Нанести на чертеже (рис. 32) требования к от-
клонению от круглости наружного цилиндра d и внут-
реннего D в зависимости от заданных диаметров и
степени точности на погрешность формы:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный диаметр D, мм 100 120 60 140 180 500 25 12 22 25
Номинальный диаметр t/, мм 50 80 32 60 120 250 10 4 12 14
Степень точно- сти по ГОСТ 24643-81 3 8 10 4 5 9 7 6 1 2
5. Нанести на чертеже (см. рис. 30) требования
к отклонению от параллельности плоскостей бруска в за-
висимости от заданных размеров и степеней точности
на отклонения расположения поверхностей:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер L, мм 40 40 160 160 100 100 220 220 400 400
Номинальный размер В, мм 10 10 40 40 25 25 50 50 90 90
Степень точно- сти по ГОСТ 24643-81 10 9 1 2 4 3 5 6 8 7
46
6. Нанести на чертеже (рис. 33) требования к от-
клонению от перпендикулярности поверхности Б отно-
сительно основания А в зависимости от размера I и
степени точности на отклонение расположения по-
верхностей:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер /, мм 40 40 100 100 160 160 250 250 60 80
Степень точно- сти по ГОСТ 24643-81 2 4 3 5 7 9 8 10 9 1
7. Нанести на чертеже (рис. 34) требования к ради-
альному биению поверхностей А и Б и торцовому бие-
нию поверхности Б относительно оси отверстия в зави-
симости от заданных диаметров и степеней точности на
отклонения расположения поверхностей:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный размер мм 25 50 8 180 Зоо 400 90 400 125 560
Номинальный диаметр мм 20 36 4 ПО 180 160 50 320 75 340
Степень точно- сти по ГОСТ 24643-81 2 4 3 5 1 6 10 8 7 9
Рис. 34
Рве. 35
.47
8. Нанести на чертеже (рис. 35) требования к от-
клонению от соосности отверстия А относительно от-
верстия Б в зависимости от заданных диаметров и
степеней точности на отклонения расположения по-
верхностей:
Варианты 1 2 3 4 5 6 7 8 9 10
Номинальный диаметр D, мм 40 25 16 160 160 100 100 320 320 400
Степень точно- сти по ГОСТ 24643-81 2 1 3 5 4 7 10 9 8 6
9. Нанести на чертеже (рис. 36) требования к от-
клонению от симметричности расположения паза В от-
носительно поверхностей А в зависимости от размера
паза и степени точности на отклонения расположения
поверхностей:
Варианты ) J 1 |ч 2 3 4 5 6 7 8 9 10
Номинальный размер 6, мм 250 140 16 100 100 160 160 320 30 400
Степень точно- сти по ГОСТ 24643-81 1 4 3 7 5 2 10 9 8 6
10. Микрометром измерены диаметры валов по
краям и в середине (рис. 37), по результатам измере-
ния определить величину и вид отклонения профиля
продольного сечения (конусообразность, седлообраз-
ность, бочкообразность):
Рис. 3G
Рис. 37
48
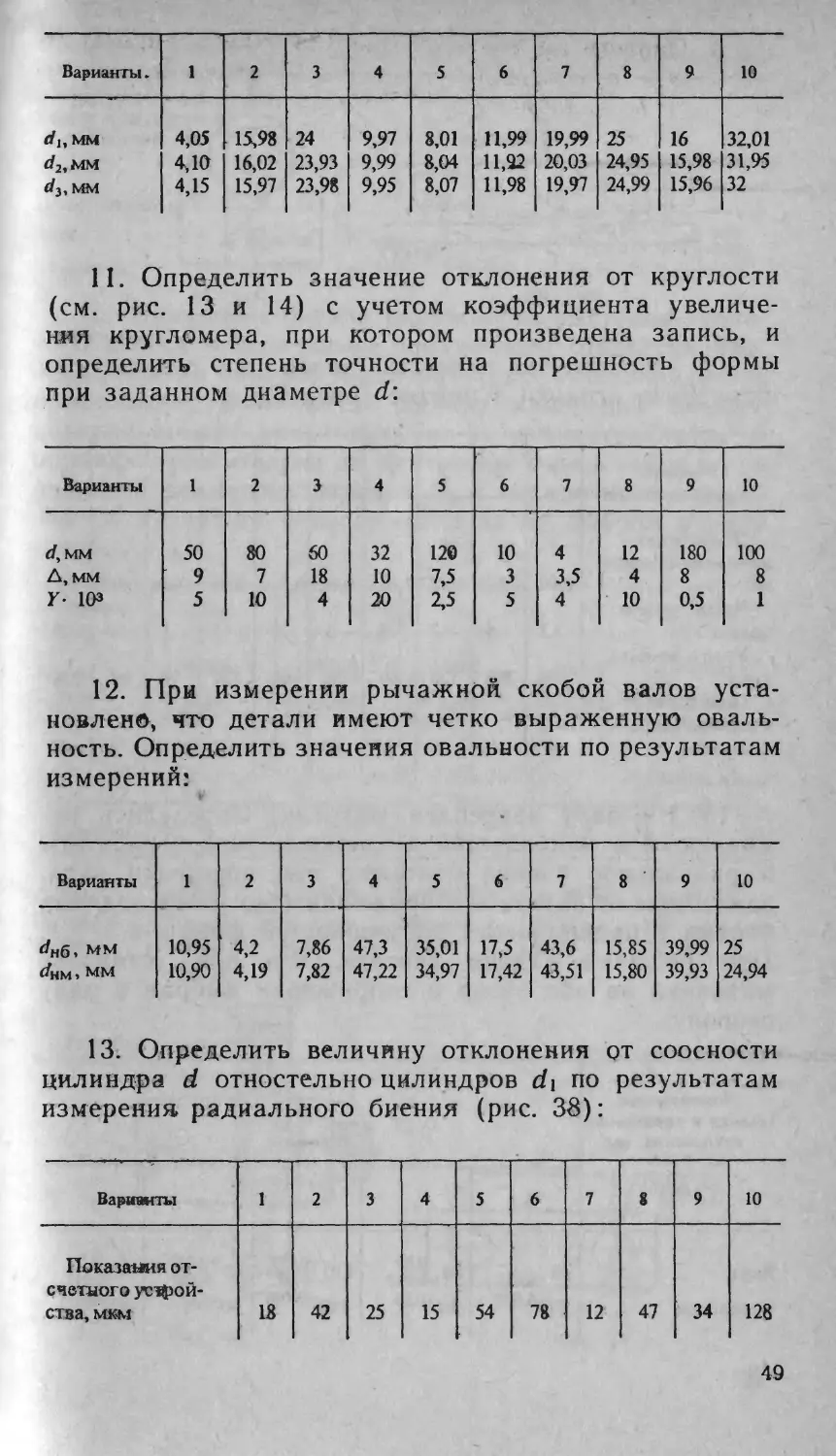
Варианты. 1 2 3 4 5 6 7 8 9 10
dмм 4,05 15,98 24 9,97 8,01 11,99 19,99 25 16 32,01
ММ 4,10 16,02 23,93 9,99 8,04 11,22 20,03 24,95 15,98 31,95
d3 мм 4,15 15,97 23,98 9,95 8,07 11,98 19,97 24,99 15,96 .32
II. Определить значение отклонения от круглости
(см. рис. 13 и 14) с учетом коэффициента увеличе-
ния кругломера, при котором произведена запись, и
определить степень точности на погрешность формы
при заданном диаметре d:
Варианты 1 2 3 4 5 6 7 8 9 10
d, мм 50 80 60 32 120 10 4 12 180 100
А, мм 9 7 18 10 7,5 3 3,5 4 8 8
У- Юз 5 10 4 20 2,5 5 4 10 0,5 1
12. При измерении рычажной скобой валов уста-
новлен©, что детали имеют четко выраженную оваль-
ность. Определить значения овальности по результатам
измерений:
Варианты 1 2 3 4 5 6 7 8 9 10
dffQy мм 10,95 ' 4,2 7,86 47,3 35,01 17,5 43,6 15,85 39,99 25
мм 10,90 4,19 7,82 47,22 34,97 17,42 43,51 15,80 39,93 24,94
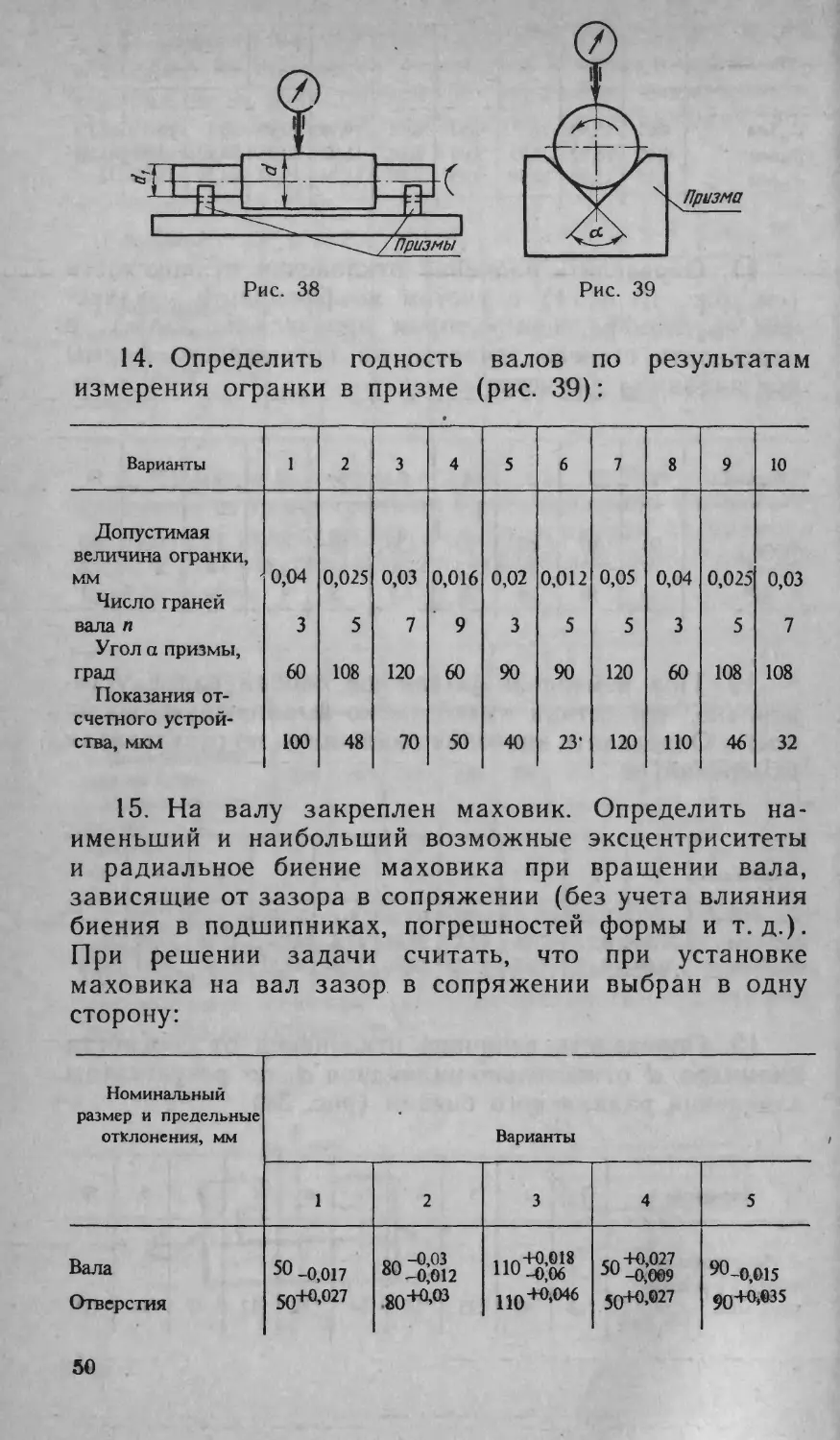
13. Определить величину отклонения ОТ СООСНОСТИ
цилиндра d отностельно цилиндров di по результатам
измерения радиального биения (рис. 38):
Варианты 1 2 3 4 5 6 7 8 9 10
Показания от- счетного ум’^рой- ства, мкм 18 42 25 15 54 78 12 47 34 128
49
14. Определить годность валов по
измерения огранки в призме (рис. 39):
результатам
Варианты 1 2 3 4 5 6 7 8 9 10
Допустимая величина огранки, мм 0,04 0,025 0,03 0,016 0,02 0,012 0,05 0,04 0,025 0,03
Число граней вала п 3 5 7 9 3 5 5 3 5 7
Угол а призмы, град 60 108 120 60 90 90 120 60 108 108
Показания от- счетного устрой- ства, мкм 100 48 70 50 40 23* 120 ПО 46 32
15. На валу закреплен маховик. Определить на-
именьший и наибольший возможные эксцентриситеты
и радиальное биение маховика при вращении вала,
зависящие от зазора в сопряжении (без учета влияния
биения в подшипниках, погрешностей формы и т. д.).
При решении задачи считать, что при установке
маховика на вал зазор в сопряжении выбран в одну
сторону:
Номинальный размер и предельные отклонения, мм Варианты
1 2 3 4 5
Вала 50 -0,017 on -0,03 йи~0,012 ..„+0,018 1 Ю-0,06 сп+0,027 эи -0,009 90 -0,015
Отверстия 50+0,027 <80-н),оз 50+0,627 ^д+0,035
50
Продолжение
Номинальный размер и предельные отклонения, мм Варианты
6 7 8 9 10
Вала 120-0,040 80-0,06 +0,03 75+0,01 1 лл +O.O35 +0,012 1Л л-0,05 140-0,09
Отверстия 120+0.035 80+0,06 75+0,03 10О-Ю.О35 140+О.М
16. Измерение биения окружности выступов зубча-
того колеса относительно посадочного отверстия про-
изводится на оправке в центрах (рис. 40). Определить
наибольшую возможную ошибку измерения биения,
которая может возникнуть из-за эксцентриситета Е
оправки относительно ее центровых отверстий и из-за
разности диаметров оправки DQ и посадочного отверс-
тия DK зубчатого колеса, когда зазор выбран в одну
сторону.
Варианты 1 2 3 4 5
J4 о ж i I! 10+0,016 10 -0,01 0,005 12+0,019 12 -0,008 0,01 14+0,027 14-0,008 0,03 lg+0,019 18 -0,012 0,007 22+о,озз 22-0,09 0,002
Продолжение
1 Варианты 6 7 8 9 10
Z)K, мм Z)o, мм £, мм 36+Ю,027 36 -o,oi 1 0,011 16+0,019 16-0,012 0,006 40+0.027 40-0,11 0,008 30 +0,023 30 -0,014 0,004 25 +0,045 25 -0,009 0,005
Рис. 40
Рис. 41
51
17. Определить наибольшее и наименьшее возмож-
ные расстояния между осями отверстий (рис. 41)
при нормировании зависимого допуска:
Продолжение
Размеры, мм Варианты
6 7 8 9 10
d 6,2 +0-2 8,3 +°3 52-Ю.1 6,3+0.2 8,з+£>»2
1 64 70 32 45 60
Диаметр кре-
пежной детали 6 8 5 6 8
Д, мм ± 0,3 ± 0,3 ± 0,2 ± 0,3 ± 0,3
Пояснение к решению см. пример 1.
18. По результатам измерений построить график
и определить величину отклонений от прямолинейности
линейки (см. рис. 21 и 22, измерения производились
в точках, расположенных через равные интервалы):
Показания индикатора, мкм
Проверяемые точки
линейки Варианты
1 2 3 4 5 6 7 8 9 i 10
До + 10 0 0 0 0 L 'I -10 -20 0 0 + 20
Д) +7 0 +4 +7 4~ 3 -1 -5 —6 + 5 + 8
Д2 + 5 -7 +8 +15 —4 -6 - 18 -10 +12 +17
Дз +10 -13 +10 +20 +6 -12 -15 -12 +13 +14
Д4 +20 -10 +7 +16 -5 -21 -32 -8 +10 +30
Дб +27 -15 +8 +10 +5 —25 -30 + 7 +5 +-28
Дб +30 -20 +10 +2 -3 -30 —40 -11 +9 +35
Общая длина из-
меряемого участ- ка Л, мм 800 1000 1500 1000 1200 600 1500 600 900 1200
52
Пояснение к решению см. пример 2.
19. Расшифровать обозначение шероховатости по-
верхности на приведенных чертежах:
Вариант 2
Вариант 3
Вариант 4
RzOJ
ум
Вариант 5
Вариант 6
Вариант 8
RZ20.. .
ч/У)
Вариант 9
Вариант 10
53
Пояснение к решению см. справочный материал,
табл. 7 и 8.
20. Указать шероховатость поверхности по
ГОСТ 2789—73 в зависимости от вида обработки
и обозначить на рисунках требования к шероховатости
условными обозначениями по ГОСТ 2.309—73 с учетом
условий, приведенных для каждого варианта:
Вариант 1 2 3 4 5
Вид по- верхности 1 1 — — — —
I-
Направ- ление не- ровностей Перпенди- кулярное Параллель- ное Кру- гооб- р аз- ное — Радиальное
Базовая длина, мм 8 0,8 2,5 0,25 0,8
Вид об- работки Точение обдирочное Фрезерова- ние чисто- вое Тор- цовое точе- ние об- ди- роч- ное Шлифова- ние чисто- вое Шлифова- ние торцов чистовое
Продолжение
54
Продолжение
Вариант 6 7 8 9 10
Направ- ление неровно- стей I — Произволь- ное ное Па- рал- лель- ное —-
Базо- вая дли- на, мм 8 0,08 0,8 2,5 0,8
Вид об- работки Сверление Притирка тонкая Про- тяги- вание чис- то- вое Строгание плоскости чистовое Разверты- вание чис- товое
Пояснение к решению см. пример 3., табл. 7, 8, 9;
Ганевский Г. М.» Гольдин И. И. Допуски,
посадки и технические измерения. — М.: Высшая
школа, 1987.
21. Определить значение параметра Rz шерохова-
тости поверхности по приведенным результатам
обработки профилограммы с учетом коэффициента
вертикального увеличения Ув, использованного при
записи профилограммы на профилографе (см. рис. 24):
Расстояние от базо-
вой линии до выс-
ших точек выступов и низших точек впа- дин. мм Варианты
1 2 3 4 5 6 7 8 9 10
33 66 31 63 49 42 . 37 68 41 60
Аг 7 16 11 10 8 21 12 18 11 10
Аз 37 75 27 55 56 39 36 72 43 55
А4 8 15 9 8 10 19 14 17 9 7
а& 32 65 32 61 48 36 38 63 50 63
15 28 14 ] 2 L2 23 11 30 15 15
а7 22 47 36 67 33 38 33 44 54 65
Аа 6 13 17 14 7 17 8 12 12 12
Ад 30 58 35 68 45 43 45 60 49 63
Аю 12 23 8 9 11 18 15 25 18 16
Вертикальное ув<
личение 1& 103 1 2 20 10 1 200 100 4 40 20
55
Пояснение к решению см. пример 4.
22. Определить требования к шероховатости по-
верхности в зависимости от номинального размера,
допусков размера и формы поверхности детали:
Вариант 1 2 3 4 5 6 7 8 9 10
Номинальный размер, мм 4 20 360 *50 125 250 63 5 450 110
Допуск размера, мкм 6 52 57 160 250 115 46 8 400 22
Допуск формы, мкм 3,6 20 14 96 100 115 18 4,8 240 5,5
Пояснение к решению см. пример 5.
Справочным материал
5. Допуски формы и расположения поверхностей
(ГОСТ 24643-81)
Интервалы номинальных размеров, мм Степени точности
1 2 3 4 5 6 7 8 9 10
Допуски плоскостности и прямолинейности, мкм
До Ю 0,25 0,4 0,6 1,0 1,6 2,5 4 6 10 16
Свыше 10 до 16 0,3 0,5 0,8 1,2 2,0 3,0 5 8 12 20
» 16 » 25 0,4 0,6 1,0 1,6 2,5 4,0 6 10 16 25
» 25 » 40 0,5 0,8 1,2 2,0 3,0 5,0 8 12 - 20 -30
» 40 » 63 0,6 1,0 1,6 2,5 4,0 6,0 10 16 25 40
» 63 » 100 0,8 1,2 2,0 3,0 5,0 8,0 12 20 30 50
» 100 » 160 1,0 1,6 2,5 4,0 6,0 10 16 25 40 60
56
Продолжение табл. 5
Интервалы номинальных размеров, мм Степени точности
1 2 3 4 5 6 7 8 '9 10
Допуски плоскостности и прямолинейности, мкм
» 160 » 250 1,2 2,0 3,0 5,0 8,0 12 20 30 50 80
» 250 » 400 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 400 » 630 2,0 3,0 5,0 8,0 12 20 30 50 80 120
» 630 » 1000 2,5 4,0 6,0 10 16 25 40 60 100 160
Примечание. Под номинальным размером понимается номи-
нальная длина нормируемого участка. Если нормируемый участок не
задан, то под номинальным размером понимается номинальная длина
большей стороны поверхности или номинальный больший диаметр
торцовой поверхности.
Продолжение табл. 5
Интервалы номинальных размеров, мм Степень точности
1 2 3 4 5 6 7 8 9 10
Допус ки цю 1ИНДР* геност с и круг ечсни; лости, я, мкм пр эф иля продолы лото
ДоЗ 0,3 0,5 0,8 1,2 2,0 3 5 8 12 20
Свыше 3 до 10 0,4 0,6 1,0 1,6 2,5 4 6 10 16 25
» 10 » 18 0,5 0,8 1,2 2,0 3,0 5 8 12 20 30
» 18 » 30 0,6 1,0 1,6 2,5 4,0 6 10 >6 25 40
» 30 » 50 0,8 1,2 2,0 3,0 5,0 8 12 20 36 50
» 50 » 120 1,0 1,6 2,5 4,0 6,0 10 — 16 25 40 60
67
Продолжение табл. 5
Интервалы номинальных размеров, мм Степень точности
1 2 3 1 4 5 1 6 , 7 8 9 10
Доттус ки циг шндри [Ч-НОСТИ, круг сеченш пости, I, мкм Проф! <ля пр эдольь юго
» 120 » 250 1,2 2,0 3,0 5,0 8,0 12 20 30 50 80
» 250 » 400 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 400 » 630 Примечан! нальныи диаметр пс 2,0 «е. ] )Bepxi 3,0 1од F тости. 5,0 [ОМИН 8,0 альнь 12 >1м ра 20 змерс 30 >м по Прод( 50 нима< элжеь 80 ;тся I iue mi 120 1ОМИ- 1бл- 5
Интервалы номинальных размеров, мм Степени точности
1 2 3 4 5 6 7 8 9 10
Доп уски паралл< гльности, пе и торцового рпендикуляр эиения, мкм ности, наклс )на
До 10 0,4 0,6 1,0 ' Кб 2,5 4 6 10 16 25
Свыше 10 до 16 ' 0,5 0,8 1,2 2,0 3,0 1 5 8 12 20 30
» 16 » 25 0,6 1,0 1,6 2,5 4,0 6 10 16 25 40
» 25 » 40 0,8 1,2 2,0 3,0 5,0 8 12 20 30 50
» 40 » 63 1,0 1,6 2,5 4,0 6,0 10 16 25 40 60
» 63 » 1'00 1,2 2,0 3,0 5,0 8,0 12 20 30 50 80
» 100 » 160 1,6 2,5 4,0 6,0 10 16 25 40 60 100
» 160 » 250 2,0 3,0 5,0 8,0 12 20 30 50 80 120
58
Продолжение табл. 5
Примечание. При назначении допусков параллельности,
перпендикулярности, наклона под номинальным размером понимается
номинальная длина нормируемого участка или номинальная длина всей
рассматриваемой поверхности. При назначении допусков торцового
биения под номинальным размером понимается заданный номинальный
диаметр торцовой поверхности.
Продолжение табл. 5
Интервалы номинальных размеров, мм Степени точности
1 2 3 4 5 6 7 8 9 10
Доп метр уски р 1ИЧНОС адиалг ти, пе] .кого биенш ресечения ос же нии, 1. Допуски с :ей, в диаме мкм ооснос гральн :ти, си ом вы [М- ра-
До 3 0,8 1,2 2,0 3 5 8 12 20 30 50
Свыше 3 до 10 1,0 1,6 2,5 4 6 10 16 25 40 60
» 10 » 18 1,2 2,0 3,0 5 8 12 20 30 50 80
» 18 » 30 1,6 2,5 4,0 6 10 16 25 40 60 100
» 30 » 50 2,0 3,0 5,0 1 8 12 20 30 50 80 120
» 50 » 120 2,5 ——— 4,0 6,0 10 16 25 40 60 100 160
59
Продолжение табл. 5
Интервалы номинальных размеров, мм Степени точности
1 2 3* 4 5 6 7 8 9 10
Доп уски р адиалз >ного зие низ 1. Доп уски с ооснос :ти, си м-
метр^ичности, пересечения осей^ в жении, мкм диаметральном выра-
» 120 » 250 3,0 1 5,0 8,0 1 12 20 1 30 50 1 80 120 200
» 250 » 400 4,0 6,0 10 16 25 40 60 100 160 250
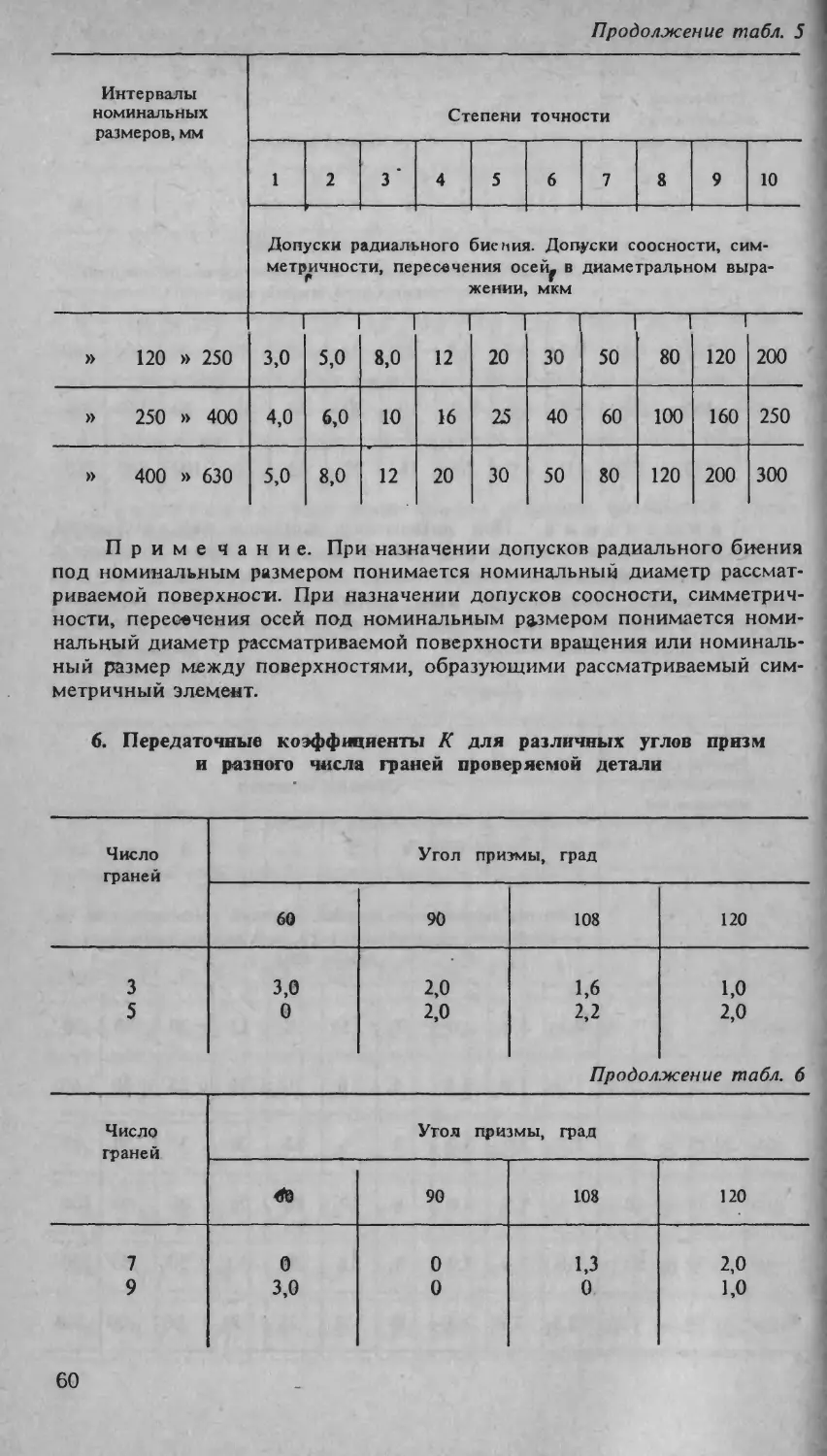
» 400 » 630 5,0 8,0 12 20 30 50 80 120 200 300
Приме ч а н и е. При назначении допусков радиального биения
под номинальным размером понимается номинальный диаметр рассмат-
риваемой поверхность При назначении допусков соосности, симметрич-
ности, пересечения осей под номинальным размером понимается номи-
нальный диаметр рассматриваемой поверхности вращения или номиналь-
ный размер между поверхностями, образующими рассматриваемый сим-
метричный элемент.
6. Передаточные коэффициенты К для различных углов призм
и разного числа граней проверяемой детали
Число граней Угол призмы, град
60 90 108 120
3 3,0 2,0 1,6 1,0
5 0 2,0 2,2 2,0
Продол жение табл, б
Число Угол призмы, град
граней
90 108 120
7 0 0 1,3 2,0 j
9 3,0 0 0 1,0 1
60
7. Рекомендации во выбору числовых значений
и параметров шероховатости по ГОСТ 2789—73
по аналогии с классами шероховатости
8. Структура н знаки обозначения шероховатости поверхности
Вид одрадоткн поверхности
Параметры
шероховатости
Знак
У))}}) J ^7377^7///////77777777.
Визовая длина
вдозначвние напрев-
Зления неровностей
— когда вид обработки не устанавливается;
— когда поверхность должна быть образована удалением слоя
материала;
— когда поверхность должна быть образована без удаления
слоя материала.
61
9. Ориентировочные рекомендация классов
шероховатости поверхности в зависимости от вида обработки
Вид обработки Классы Вид обработки Классы
Точение обдирочное 3, 4 Сверление
Точение чистовое 4—6 Фрезерование обди-
Торцовое обтачива- рочное з, 4
ние обдирочное 3, 4 Фрезерование чисто-
Строгание обдироч- вое 5-7
ное 3, 4 Протягивание отде-
Строгание чистовое 5-7 лочное 8, 9
Развертывание чисто- Шлифование полу-
вое 5-7 чистовое 5-7
Развертывание отде- Шлифование чисто-
лочное 7-9 вое 7-9
Протягивание чисто- Притирка чистовая 7-9
вое 6-8 Притирка тонкая 9-14
1*0. Минимальные требования к шероховатости поверхности
в зависимости от допусков размера и формы
Допуск размера по к валите ту Допуск формы, % от допуска размера Номинальные размеры, мм допуск размера по квалитету Допуск формы, % от допуска размера Номинальные размеры, мм
До 18 г Свыше 18 до 50 Свыше 50 до 120 1 Свыше 120 до 500 До 18 Свыше 18 до 50 Свыше 50 до 120 Свыше 120 до 500
Значения Ra, мкм, не более 1 Значения Ra, мкм, не более
/75 100 0,4 0,8 1,6 1,6 /78 100 1,6 3,2 3,2 3,2
60 0,2 0,4 0,8 0,8 60 0,8 1,6 3,2 3,2
40 0,1 0,2 0,4 0,4 40 0,4 0,8 1,6 1,6
/76 100 0,8 1,6 1,6 3,2 /79 100,60 3,2 3,2 6,3 6,3
60 0,4 0,8 0,8 1,6 1 40 1,6 3,2 3,2 6,3
40 0,2 0,4 0,4 0,8 ' 25 0,8 1,6 1,6 3,2
Продолжение табл. 10
Допуск размера по квалитету Допуск формы, % от допуска размера Номинальные размеры, мм Допуск размера по квалитету Допуск формы, % от допуска размера Номинальные размеры, мм
До 18- г— Свыше 18 до 50 Свыше 50 до 120 > — - Свыше 120 до 500 До 18 Свыше 18 до 50 Свыше 50 до 120 Свыше 120 до 500
Значения Ra, мкм, не более Значения Ra, мкм, не .более
ГП 100 1,6 3,2 3,2 3,2 то 100,60 3,2 6,3 6,3 6,3
60 0,8 1,6 1,6 3,2 40 1,6 3,2 3,2 6,3
25 1 1,8 1,6 1,6 3,2
40 0,4 0,8 0,8 1,6 mi 100,60 6,3 6,3 12,5 12,5
40 3,2 3,2 6,3 6,3
25 1,6 1,6 3,2 3,2
IV. ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
Основные понятия и определения
Чувствительность средства измерения — отношение
изменения сигнала на выходе (перемещение стрелки
или другого указателя) к вызвавшему его изменению
измеряемой величины.
Чувствительность S можно определить по формуле
S = \L/\X,
где Д£ — величина перемещения указателя средства
измерения; ДХ — изменение измеряемой величины,
вызвавшее перемещение указателя.
Ценой деления шкалы называется разность значе-
ний величин, соответствующих двум соседним отмет-
кам шкалы.
«3
Цену деления С можно определить ио формуле
С = a/S,
где а — интервал деления шкалы; S — чувствитель-
ность.
Интервал деления шкалы — расстояние между
соседними делениями шкалы.
Диапазон показаний — наибольшее и наименьшее
значения размера, которые можно отсчитать непосред-
ственно по шкале.
Погрешность измерения — разность между резуль-
татами измерения и истинным значением измеряемой
величины. Погрешности измерений подразделяются на
систематические, случайные и грубые (промахи).
Систематической называется погрешность,
постоянная по величине и знаку, значение которой
при повторных измерениях повторяется или законо-
мерно изменяется.
Случайной называется погрешность, принима-
ющая при повторных измерениях одной и той же
величины и в тех же условиях разные значения по
величине и знаку.
Случайная погрешность измерения является частью
погрешности измерения и оценивается средним квад-
ратическим отклонением, определяемым по формуле
/ (Х,-Х)2 + (X2-X)24-...4-(X/v-X)2
V N
V N
где а — среднее квадратическое отклонение; Xi;
Х2; ,,,;_Х/у — результаты измерений; N — число измере-
ний; X — среднее арифметическое значение ряда из-
мерений
Предельная случайная погрешность измерения
согласно ГОСТ 8.051—81 принимается равной Ант =
= ± 2о, Дпт — предельная случайная погрешность.
Предельная случайная погрешность измерения при
совместном влиянии случайных погрешностей от от-
дельных причин Aiims (суммарная случайная погреш-
ность) определяется по формуле
64
Aiim,; Aiim2; Антл—предельные случайные погреш-
ности, зависящие от отдельных причин.
Отклонение температуры помещения от нормальной
(20°С) вызывает в основном систематические погреш-
ности измерения, а колебание температуры в помеще-
нии за время измерения — случайные погрешности.
Погрешность измерения А/, вызванная нарушением
температурного режима при измерении, приблизи-
тельно определяется по формуле
А/= [ад(/д—20°)—сск(/к—20°)],
где I — измеряемый размер детали; ад — коэффициент
линейного расширения материала детали (см. справоч-
ный материал, табл. 11); /д— температура детали;
Ок — коэффициент линейного расширения измеритель-
ного средства (калибра, концевой меры длины и т. д.,
см. табл. И); /к — температура калибра, концевой
меры длины и т. д.
Примеры решения задач
Пример 1. Определить коэффициент вертикаль-
ного увеличения профилографа-профилометра (чув-
ствительность) .
Условие: записана профилограмма (рис. 42, а)
одноштриховой меры высоты неровности (рис. 42, б);
глубина впадины на профилограмме AL = 39,5 мм;
действительное значение глубины впадины меры
АХ = 0,41 мкм = 0,00041 мм.
Решение: вертикальное увеличение (чувстви-
тельность) определяется по формуле
S = AL/AX = 3,95/0,00041 96 341.
Пример 2. Изме-
рительный наконечник
многооборотного ры-
чажно-зубчатого инди
катора при перемеще-
нии на АХ = 200 мкм
вызвал поворот стрел-
ки на 0,5 оборота.
Радиус стрелки ра-
вен R = 30 мм.
Профилогрпмма
Рис. 42
3—337
65
Определить чувствительность индикатора.
Решение: чувствительность определяется по
формуле
S= ДА/ДХ,
где AL — величина перемещения указателя средства
измерения; ДХ — изменение измеряемой величины.
Угол поворота стрелки в градусах равен а =
= 0,5X360° = 180°.
Угол поворота в радианах:
а = а°л/180 = 180- л/180 = л рад ~ 3,141 рад.
Определяем Д£ = Ra = 30-3,141 ~ 94,25 мм.
Чувствительность индикатора равна
__ АЛ __ 94,25 _
d — ‘дх’ “ 0,2 k
Пример 3. Определить погрешность измерения
из-за температурной деформации, если температура
детали отличается от температуры средств изме-
рения.
Условие: температура помещения, прибора и
концевой меры длины 23°С, материал меры — сталь X.
Температура поступающих на измерение алюминиевых
деталей 30°С, измеряемый размер 100 мм.
Решение: /д = 30°С; /к = 23°С; по табл. 11:
Од = 23,8-10-6; Ок = 11,5-10~6; 1= 100 мм.
Погрешность от температурной деформации равна
А/ = /1ссц(/д—20)— а«(/к—20)] = 100[23,8 • 10—6 (30—
—20) —11,5-1(Г6(23—20)] «0,02 мм.
Пример 4. Определить предельную погрешность
измерения диаметра вала.
Условие: измерение производится относитель-
ным методом с помощью индикатора с ценой деления
0,01 мм с применением концевой меры 3-го класса из
стали X в помещении с температурой +15—25°С.
Погрешность концевой меры 2,5 мкм, погрешность
индикатора 7 мкм; погрешность отсчета 2 мкм. Вал
изготовлен из алюминия; проверяемый размер 100 мм.
Температура вала и средств измерения выравнена с
температурой помещения.
Решение: предельная погрешность измерения
определяется по формуле.
66
Погрешность из-за отклонения от номинального
размера концевой меры Дит1 = 2,5 мкм; погрешность
индикатора Дцт2 = 7 мкм; погрешность отсчета по
индикатору Лпт3 = 2 мкм.
Температурную погрешность Днт4 определяем по
формуле
ДПт4 = М= 20°)—а«(/к—20°)].
Так как наибольшее отклонение температуры от
нормальной (20°С) составляет ±5°С, то в формулу
можно подставить /д = /к = 25°С или /д = tK = 15°С.
Измеряемый размер /=100 мм.
Коэффициенты линейного расширения (табл. 11):
a„ = 23,8-10-6; %<= 11,5-Ю-6;
ДНт4 = д/ = 100[23,8-10-6(25—20)— 11,5-10-6 (25—
—20)] = 61 • 10“4 мм = 6,1 мкм.
Определим предельную погрешность измерения
Дпт£ = ±д/2,52 + 72 + 22 + 6,12 ~ ±9,8 мкм.
Задачи
1. На кругломере произведена запись профило-
граммы цилиндрического вала с лыской (рис. 43).
Величина лыски — 2,54 мкм, наибольшее расстояние
от прилегающей окружности до профилограммы вала
равно 25,8 мм (рис. 44). Определить увеличение (чув-
ствительность) кругломера, при котором произведена
запись.
2. Пневматический калибр-пробка поочередно по-
мещается в два установочных кольца с разностью
з**
67
диаметров 6,2 мкм; поплавок пневматического длино-
мера при этом перемещается на 31 мм. Определить
интервал деления шкалы при цене деления 1 мкм.
3. При перемещении измерительного наконечника
индикатора на величину 0,25 мм его стрелка поверну-
лась на угол 90°. Радиус стрелки равен 25 мм; интер-
вал деления шкалы— 1,57 мм. Определить цену де-
ления.
4. Предел измерения пружинной измерительной го-
ловки (микрокатора) ± 15 мкм; шкала имеет 60 де-
лений.
Определить цену деления.
5. Определить чувствительность индикатора часо-
вого типа, если его измерительный наконечник пере-
местился на 1,55 мм, а стрелка — на 1,55 оборота.
Радиус стрелки равен 25 мм.
6. Определить чувствительность многооборотного
рычажно-зубчатого индикатора, если его измеритель-
ный наконечник переместился на 50 мкм, а стрелка
при этом повернулась на 90° Радиус стрелки равен
30 мм.
7. Три оборота барабана микрометра вызывают
перемещение микровинта вдоль оси на 1,5 мм. Диа-
метр барабана, на котором нанесены штрихи, равен
18 мм. Определить чувствительность.
Пояснение к решению задач 2—7 см. примеры
1 и 2.
8. Шаблон, служащий для обработки профило-
грамм, записываемых при измерении отклонений от
круглости деталей на кругломере, имеет концентриче-
ские окружности, нанесенные с интервалом в 2 мм;
число делений, образованных окружностями, — 15.
Кругломер имеет следующие увеличения (чувствитель-
ность): 2500; 5000; 10 000; 20 000.
Определить цену деления шаблона и предел изме-
рения кругломера для каждого увеличения.
9. Барабан микрометрического винта инструмен-
тального микроскопа имеет 100 делений, шаг микро-
метрического винта равен 0,5 мм.
Определить величину отсчета.
10. Длина шкалы пневматического длиномера
250 мм. Поплавок длиномера переместился вдоль
шкалы на 15 мм при изменении измеряемого размера
на 3 мкм.
Определить диапазон показаний, число делений
68
шкалы, интервал деления шкалы при цене деления
0,5 и 1 мкм.
11. В цехе температура воздуха и температура
средств измерений +20°С.
Определить погрешность измерения от темпера-
турной деформации при нагреве деталей в процессе
механической обработки в случае их измерения сразу
же после обработки (без выдержки):
Варианты 1 2 3 4 5
Измеряемый размер, мм 110 50 400 80 600
Температура детали, °C 35 28 32 27 25
Материал детали Сталь Медь Алюминий Латунь Преи Чугун Ьолжение
Варианты 6 7 8 9 10
Измеряемый размер, мм 140 50 40 20 75
Температура детали, °C 40 25 30 28 32
Материал детали Титан Стекло обыч ное Инвар Сталь Бронза
12. Определить разность измерения размеров дета-
лей и калибра, если температуры измеряемой детали
и калибра равны между собой, но отличаются от нор-
мальной (4-20°С):
69
Варианты 1 2 3 4 5
Измеряемый размер, мм 80 120 50 70 40
Температура детали и калибра, °C 25 30 18 23 j 26
Материал летали Латунь Сталь Сталь Алюминий Латунь
Материал калибра Сталь Сталь Т вердый сплав Сталь Твердый сплав
Продолжение
Варианты 6 7 8 9 10
Измеряемый размер, мм 100 40 32 90 10
Температура • детали и калибра, °C 16 23 18 25 28
Материал детали Чугун Бронза Сталь Титан Твердый сплав
Материал калибра Сталь Сталь Твердый сплав Сталь Твердый сплав
Пояснения к решению задач 11, 12 см. пример 3.
13. По результатам многократного измерения дета-
ли определить предельную случайную погрешность
измерения.
। Варианты Варианты
1 2 3 4 5 1 2 3 4 5
Резул ьтаты из! иерения детая! а, мм Резу; штаты изь дерения летал! I. мм
35,017 18,065 16,01 24,94 12,000 35,018 18,066 16,01 24,95 11998
35,015 18,068 16,03 24,93 12,002 35,016 18,072 16,03 24,97 12,003
35,016 18,070 16,02 24,92 11,999 35,017 18,071 16,05 24,99 12,001
35,019 18,067 16,04 24,98 11,998 35,018 18,069 16,02 24,93 12,003
35,017 18,069 16,05 24,96 12,001 35,014 18,067 16,03 24,94 12,002
70
14. Определить предельную погрешность измере-
ния линейных размеров в случаях применения измери-
тельных средств и условий, приведенных в таблице
(температура измеряемых деталей и средств измере-
ний выравнена с температурой окружающей среды):
Варианты 1 2 3 4 5
Измеряемый раз- мер детали, мм 120 20 50 150 80
Материал детали Бронза Сталь Титан Чугун Твердый
Колебания тем- пературы в поме- щении, °C 18-22 17-23 19-21 16-24 сплав 18-22
Наименование и Много- Микро- Опта- Рычажно- Опта-
погрешность сред- оборот- катор; катор; зубчатая метр;
ства измерения, мкм ный ин- дикатор; 3 0,5 0,5 головка; 3 0,2
Погрешность отсчета, мкм 0,2 0,2 0,1 0,2 0,15
Материал конце- Сталь X Твердый Сталь X Сталь X Сталь X
вых мер длины Погрешность блока концевых мер длины, мкм (при температуре 20°С) 2,8 сплав BK-6M 1,1 0,8 3 1,2
Пояснение к решению см. пример 4.
Справочный материал
11. Средние значения коэффициентов линейного распырения
а (1 / град) некоторых материалов (для температур около 20°С)
Наименование материалов а - 10-е Наименование материалов а • 10-е Наименование материалов а • IO"6
Алюминий 23,8 Латунь 18,0 Стекло обычное 8,5
Бронза 17,8 Медь 16,9 Твердый сплав ВК-6М 4,5
Вольфрам 3,3 Сталь 12,0 Титан ВТ1 8,0
Инвар 1,6 Сталь X 11,5 Чугун 10
71
V. ИЗМЕРИТЕЛЬНЫЕ СРЕДСТВА ДЛЯ
ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
Основные понятия и определения
Концевые меры длины в зависимости от допуска
на изготовление подразделяются на классы точности
по ГОСТ 9038—83 (см. справочный материал,
табл. 12).
При применении мер по классам точности наи-
большая погрешность размера блока мер Днаиб может
быть определена по формуле
Д
наиб
±(1 Д11 4“ |Дг1 4“ ••• +1Дп1),
где Д1, Д2, Ди — допускаемые отклонения мер (см.
табл. 12).
Наиболее вероятной при применении мер по клас-
сам является суммарная погрешность Дпт2 блока, оп-
ределяемая по формуле
Д|im 2 = Al "Ь ^2 “F ••• “|“ Дп •
В зависимости от погрешности аттестации размера
концевые меры делятся на 5 разрядов. Если набору
концевых мер присвоен разряд, то к нему прилагается
аттестат, где указываются действительные размеры
или действительные отклонения от номинальных раз-
меров мер. Пример аттестата см. справочный мате-
риал, табл. 13.
Если блок собирается из набора, которому при-
своен разряд, то действительный размер блока опреде-
ляется с учетом действительных отклонений размеров
мер, указанных в аттестате. Это позволяет уменьшить
погрешность размера блока по сравнению с примене-
нием мер по классам точности.
Исполнительные размеры калиб-
ров — наибольший предельный размер для пробок
и наименьший — для скоб с односторонним отклоне-
нием «в тело» пробки или скобы, а также предельные
•размеры изношенных калибров.
Расчет исполнительных размеров гладких калибров
производится с помощью табл. 14.
Выбор измерительных средств производится сле-
дующим образом. Согласно ГОСТ 8.051—81, опреде-
ляется погрешность бизм, допускаемая при измере-
72
Рис. 45
нии — в зависимости от номинального размера и до-
пуска на изготовление Аизд (см.: Ганевский Г. М.,
Гольдин И. И. Допуски, посадки и технические
измерения в машиностроении. — М.: Высшая школа,
1987).
Затем по табл. 15 выбирается измерительное сред-
ство и условия измерения, при которых предельная
погрешность не превышает значения бИЗм.
При измерении отверстий нутромерами возникают
погрешности, зависящие от положения прибора отно-
сительно измеряемого отверстия.
Погрешность AaD, возникающая от наклона микро-
метрического или индикаторного нутромера в изме-
ряемом отверстии (рис. 45), можно определить по
следующей формуле:
А«Г> = . (D—2г),
cos a 7
гдк D — диаметр измеряемого отверстия; г — радиус
сферы измерительного стержня; a—угол наклона ли-
нии измерения нутромера.
Погрешность ACZ), возникающую от смещения ли-
нии измерения относительно диаметра отверстия
(рис. 46), можно определить по формуле
ACD = (С2//?2) •(/?—г),
где R — радиус измеряемого отверстия; г — радиус
сферы измерительного стержня; С — величина смеще-
ния линии измерения от контролируемого диаметра.
Установка линеек, концевых мер и т. д.
Если линейку, концевую меру длины, штриховую
меру или другое точное изделие, в виде стержня,
73
одинакового по всей длине
сечения, положить на плос-
кость, например на разме-
точную плиту, то вслед-
ствие неплоскостности кон-
тактирующих поверхностей
между ними образуется по-
лость, и изделие прогнется
под действием собственного веса. Поэтому линейки,
концевые меры и другие точные изделия, имеющие вид
протяженного стержня, устанавливают на опорах, рас-
положенных в определенных местах изделия (рис. 47).
Наивыгоднейшие точки опор для установки изделий,
имеющих параллельные торцовые поверхности, опре-
деляются по формуле / = 0,21 IL, L — длина изделия,
мм; / — расстояние от торца изделия до опоры, мм.
Так устанавливают концевые меры, штриховые меры,
шкалы которых расположены на верхней плоскости,
и т. д.
Для проверочных линеек, используемых по всей
длине, наивыгоднейшие точки опор определяются по
формуле / = 0,223L. При этом получается наимень-
ший прогиб по всей длине линейки и одинаковая вели-
чина его на концах и в середине линейки.
Примеры решения задач
Пример 1. Составить блок из концевых мер дли-
ны 4-го разряда для настройки измерительного сред-
ства и определить действительный размер блока с по-
мощью аттестата.
Условие: измеряется методом сравнения с ме-
рой гладкий калибр-пробка 0 20,005 мм.
Решение: при составлении блока концевых мер
длины следует стремиться к минимальному количеству
мер, составляющих блок.
Обычно для уменьшения погрешности блока число
мер в нем берут не более четырех. Первая мера выби-
рается так, чтобы получить последнюю цифру задан-
ного размера, поэтому берем меру с размером 1,005 мм.
Вычитая из размера 20,005 размер 1,005, получим
остаток— 19 мм, далее выбираем наименьшее количе-
ство мер, дающих в сумме размер 19 мм; это меры
размером 9 и 10 мм.
74
Сумма выбранных мер составит: 1,005 + 9+10 =
= 20,005 мм, что равно заданному размеру. По атте-
стату (табл. 13) находим отклонения мер от номиналь-
ного размера и суммируем их алгебраически: —0,7,
— 1,2 + 0,3 = —1,6 мкм. Эта величина является от-
клонением от номинального размера блока.
Определим действительный размер блока 20,005—
—0,0016 = 20,0034 мм.
Пример 2. Определить наибольшую и наиболее
вероятную погрешность размера блока концевых мер
длины.
Условия: блок размером 75,415 мм составлен
из концевых мер 1,005; 1,41; 3; 70 мм. Класс точно-
сти мер — 3-й.
Решение: в зависимости от номинальной длины
мер (1,005; 1,41; 3 и 70 мм) для 3-го класса точности
по табл. 12 находим допускаемые отклонения мер Д,
которые соответственно равны Ai = ±0,8 мкм; Дг —
= ±0,8 мкм; Дз = ±0,8 мкм; Д4 — ±2 мкм.
Наибольшая погрешность размера блока Днаиб =
== ± (0,8 + 0,8 + 0,8 + 2) = ± 4,4 мкм.
Наиболее вероятная погрешность размера блока
0,82 + 0,82 + 0,82 + 22 « ±2,4 мкм.
Пример 3. Определить исполнительные разме-
ры калибров-скоб и построить схему расположения
допусков калибров.
Условие: номинальный размер контролируемой
детали D = 150 мм с полем допуска k 6.
Решение: номинальный размер D — 150 мм
заключен в интервале свыше 120 и 180 мм (см.
табл. 14). Наименьший размер проходной скобы равен
ПР™™ = D ± 0,018 = 150 ± 0,018 = 150,018 мм.
Верхнее отклонение и допуск на изготовление про-
ходной скобы равны +0,008 мм. Исполнительный
размер проходной скобы ПР — 150,0184"0008 мм.
Предельный размер изношенной проходной скобы
//Ризнош = D + 0,032 = 150 + 0,032 = 150,032 мм.
Наименьший размер непроходной скобы НЕнакм =
= (D— 1) + 0,999 = 150— 1 + 0,999 = 149,999 мм.
Верхнее отклонение (допуск на изготовление) не-
проходной скобы НЕ равен +0,008 мм. Исполнитель-
ный размер непроходной скобы НЕ = 149,999+0,008 мм.
75
Рис. 48
Рис. 49
Схему расположения полей допусков см. на рис. 48.
Пример 4. Определить погрешность измерения
диаметра вала (рис. 49).
Условие: угол между линией измерения и пер-
пендикуляром к оси вала а = 3°48'; измеренное значе-
ние диаметра D' = 375 мм.
Решение: из рис. 49 видно, что погрешность
измерения равна
AD — D'—D = D'—D' cos сх — D' (1 —cos сх) =
= 375(1—0,9978) = 0,825 мм.
Пример 5. Определить размеры кольца D, кону-
сообразность и овальность в проверенных сечениях.
Условие: установочное кольцо 040 мм измеря-
лось на горизонтальном оптиметре в двух перпендику-
лярных диаметральных сечениях а—а и б—б и в каж-
дом из них в двух положениях по высоте кольца
(рис. 50). Установка оптиметра производилась по бло-
ку концевых мер с боковиками, размер блока В =
= 40,001 мм. Показания оптиметра в диаметральном
сечении а—a: Aai-i = + 1,0 мкм; Ааг-2 = +2 мкм.
В диаметральном сечении б—б:
A6i-i = —3 мкм; Абг-2=—1 мкм.
Решение: размеры кольца
в сечении а — а:
Da\ — j = В + Aai — 1 = 40,001 +
+ 0,001=40,002 мкм;
Da,2 — 2 = В + А&2 — 2 — 40,001 +
+ 0,002 = 40,003 мм.
Размеры кольца в сечении б — б:
D6i_i = В + А61-1 = 40,001 —
— 0,003 = 39,998 мм;
Рб2-2 = В + Аб2_2 = 40,001 —
— 0,001 =40 мм.
Рис. 50
76
Конусообразность в сечении а—а равна
(DQ2-2—Z)ai-i)/2 = (40,003—40,002) /2 =
= 0,0005 мм.
Конусообразность в сечении б—б равна
(Р62-2 —D6i-i)/2 = (40—39,998)/2 = 0,001 мм.
Овальность в сечениях 1—1 и 2—2 равна
(Pai-i —D6i_i) /2 = (40,002—39,998)/2 =
= 0,002 мм.
(Da2-2 — D62-2) /2 = (40,003—40) /2 = 0,0015 мм.
Пример 6. Выбрать средство измерения для
вала.
Условие: необходимо измерить вал 0 2Офо.оо2.
Решение: допуск детали равен ( + 0,017) —
— ( + 0,002) = 0,015 мм. Находим равный или ближай-
ший меньший допуск вала (см.: Ганевский Г. М.,
Гольдин И. И. Допуски, посадки и технические
измерения в машиностроении. — М.: Высшая школа,
1987) в нашем случае он находится в 6-м квалитете
с пределом допускаемых погрешностей для интервала
размеров 18—30 мм: 6ИЗМ 4 мкм. По табл. 15 выби-
раем измерительное средство — микрометр рычажный,
у которого предельная погрешность измерения равна
3,5 мкм.
Задачи
1. Составить блок из концевых мер длины 4-го раз-
ряда по заданному размеру и определить действи-
тельный размер блока по аттестату (см. табл. 13):
Варианты 1 2 3 4 5
Размер блока, мм 45,425 87,26 122,075 25,76 73,87
Продолжение
Варианты 6 7 8 9 10
Размер блока, мм 58,65 12,875 92,99 156,56 62,425
77
2. Составить блок из концевых мер длины по за-
данному размеру и определить наибольшую погреш-
ность размера блока в зависимости от класса точно-
сти мер:
Варианты 1 2 3 4 5
Размер блока, мм Класс точности мер 80,515 1 92,34 4 115,005 2 147,54 3 63,505 4
Продолжение
Варианты 6 7 8 9 10
Размер блока, мм Класс точности мер 23,75 3 8,325 2 50,51 1 35,98 3 145,25 4
Пояснение к решению см. примеры 1, 2.
3. По данным задачи 2 определить наиболее ве-
роятную погрешность размера блока в зависимости от
класса точности мер.
4. Определить исполнительные размеры предель-
ных гладких калибров для контроля сопряжений и
построить схему расположения • допусков калибров.
На схеме показать поле допуска на износ:
Варианты 1 2 3 4 •5
Размер и посадка 050^ 1/8 Л8 035-^- с8 7/8 040 Л8 050 #6
Продолжение
Варианты 6 7 8 9 10
Размер и посадка Н1 0125 #6 Я8 020 Л8 Н1 0100 пб _ 7/8 025 «8 Н1 045 ко
78
Пояснение к решению см. пример 3.
5. Определить исполнительные размеры предель-
ных гладких калибров для контроля деталей: в ва-
риантах 1, 3, 5, 7, 9 — для валов, в вариантах 2, 4, 6,
8, 10 — для отверстий. Построить схему расположения
полей допусков:
Варианты 1 2
Размер и посадка А +0,045 А +0,05 г/ ОЛ — .ii.ii—i
030 п 1 +0,005 ПР' з+0,05 080 сз -0,06 Продолжение
Варианты 3 4
Размер и посадка Л+0,07 А +0,05
090 у -0,05 лз-<),14 050 с з -0,05 Продолжение
Варианты 5 6
Размер и посадка А +0,03 л+0,035
080 п -о,оз Я-0,06 0110 ут—0,04 * -0,075 Продолжение
Варианты 7 8
Размер и посадка л +0,06 £.Г\ 3 Л+0,03 ИНГ
060 С з-0,06 075 С -0,02 Продолжение
Варианты 9 10
Размер и посадка • А +0,045 Л+0,023 Я ЗЛ
030 Пп\ +a-09i llPY з+0,05 030 „4-0,017 п +0,002
79
6. Определить годность калибров ПР и НЕ для ис-
пользования их при контроле нижеуказанных деталей,
если действительные размеры этих калибров имеют
следующие значения:
Варианты 1 2 3 4 5
Размер и поле допусков контролируемой детали 05ОН8 035е8 40Л8 507/7 50g6
Действительный раз- мер калибра ПР 49,992 34,941 40,004 50,004 49,99
Действительный раз- мер калибра НЕ 50,040 34,908 39,968 50,04 49,971
Продолжение
Варианты 6 7 8 9 10
Размер и поле допусков контролируемой детали 025«8 045/77 045/сб 01207/8 0125777
Действительный раз- мер калибра ПР 25,068 44,999 45,020 120,011 124,994
Действительный раз- мер калибра НЕ 25,041 45,038 45,001 120,056 124,040
Пояснение к решению см. пример 3.
7. Определить годность проходных калибров для
контроля деталей по приведенным результатам изме-
рения калибров:
Варианты 1 2
Размер и поле допуска контролируемой детали Действительный размер калибра Вал 45 Вз -о,об 44,995 Вал по y —0,025 2бЛз—0,085 27,962
Продолжение
Варианты 3 4
Размер и поле допуска контролируемой детали Действительный размер калибра Отв. 68Л+0,06 68,001 Отв. ПОСз-0,07 109,992
80
Продолжение
Варианты 5 6
Размер и поле допуска контролируемой детали Вал 12Л/Д035 Вал ?5/7л1 +0,095 +0,050
Действительный размер калибра 12,002 25,102
Продолжение
Варианты « 7 8
Размер и поле допуска контролируемой детали Действительный размер калибра _|_q 1^5 95Др2з+од25 95,185 Вал 12С3 -о,оз5 11,995
Продолжение
Варианты 9 10
Размер и поле допуска контролируемой детали Действительный размер калибра °™; -0,075 35 Ш3 -о,16О 34,852 Отв. Л 48Л3+0,05 47,998
8. По результатам измерений определить погреш-
ность измерения диаметра вала (см. рис. 49), если
линия измерения не перпендикулярна оси вала:
Варианты 1 2 3 4 5 6 7 8 9 10
Д', мм 100 250 200 350 50 400 150 80 120 300
а 55' 15' 2°10' 3°35' 45' 4°10' 1°05' 2°10' ГЗО' 3°7'
Пояснение к решению см. пример 4.
9. По результатам измерения посадочного отвер-
81
стия втулки индикаторным нутромером определить
годность детали. Измерения производились в двух пер-
пендикулярных диаметральных сечениях (рис. 50) и
в каждом из них — в двух сечениях по высоте втулки.
Установка нутромера на нуль производилась по
аттестованному установочному кольцу:
Показания нутро- мера, мкм Варианты
1 2 3 4 5
Д£1 — 1 -1 +12 -16 -25
Дб>2 —2 +3 +8 -14 +30 +15
Дд1 — 1 0 0 -12 -32
ДД2~ 2 +7 -18 -24 -НО +38
Диаметр и от- клонение втулки по чертежу, мм ig+0,016 лл+0,007 ™-0,020 -0,006 0,030 пр»—0,008 /и-0,040 g5+0,035
Допускаемые овальность и кону- сообразность втул- ки, мкм 8 14 12 16 18
Размер устано- вочного коль- ца, мм 10,002 39,996 25,005 70,010 85,012
Пояснение к решению см. пример 5.
10. Для заданных валов и отверстий определить
правильность выбора предлагаемых измерительных
средств:
82
Варианты 1 2
Размеры, мм, и вид детали 040-1,0 Вал 070 -0,20 Вал
Предлагаемое измерительное средство Штангенциркуль с отсчетом 0,1 мм Штангенциркуль с отсчетом 0,05 мм
Варианты 6 7
Размеры, мм, и вид детали 08О+0,018 Вал 0100-] о Вал
Предлагаемое измерительное средство 00 СО Оптиметр гори- зонтальный, кон- цевые меры дли- ны 3-го разряда Штангенциркуль с отсчетом 0,05 мм
3 4 5
045-ДШ Вал 0 120-0,07 Отв. 25+0,084 Глубина паза
Микрометр глад- кий Нутромер индикатор- ный с ценой деления 0,01 мм: средство установки — гладкий микрометр Глубиномер инди- каторный
Продолжение
8 9 10
075-0,03 Вал 1 пл -0,120 0 100-0,175 Вал 0 15-0,005 Вал
Скоба рычажная при установке по концевым мерам длины (2-го класса) Микрометр рычаж- ный Оптиметр верти- кальный, концевые меры длины 3-го разряда
Пояснение к решению см. пример 6.
11. Выбрать измерительные средства для измерения валов и отверстий по заданным разме-
рам и допускам:
Варианты 1 2 3 4 5
Размер и вид измеряемой детали 02ох4:21 Вал 032Сз_оо5 Вал 02ОА,+0'14 Отв. 08ОХ4-О4 Вал 01200*4 _q 2з Вал
Продолжение
Варианты • 6 7 8 9 10
Размер и вид измеряемой детали ил у—0,032 04ОЛз_о,1оо Вал 04ОС_о>о17 Вал 08О/7р+О;°“ Вал 04ОСЗ-ОО5 Вал ^12О^-0,35 Вал
12. Выбрать измерительные средства для измере-
ния валов и отверстий по заданным размерам и до-
пускам:
Варианты 1 2 3 4 5
Размер детали 012OJ11 07О£9 018J11 04Ое8 п 0 ПОЛИ родолжение
Варианты 6 7 8 9 10
Размер детали 080^8 0100У7 04ОЛ8 05ОЛ7 0257711
13. Индикаторный нутромер наклонен относительно
измеряемого отверстия.
Определить погрешность, возникающую от наклона
нутромера (см. рис. 45):
Вариант . 1 2 3 4 * 5 6 7 8 9 10
7), мм 7 25 9 ПО 10 125 90 15 6 250
г, мм 2,5 7 2,5 35 2,5 35 35 4 2,5 40
4° 2°12' 2°48' 48' 3°54' 1°12' Г27' 2°32' 3°32' 2°06'
14. Определить погрешность измерения диаметра
отверстия микрометрическим нутромером . (штихмас-
сом), вызванную смещением линии измерения относи-
тельно диаметра отверстия (см. рис. 46):
Вариант 1 2 3 4 5 6 7 8 9 10
7), мм 120 175 700 250 95 1100 90 1250 1500 600
С, мм 0,3 0,5 1,2 0,6 0,25 1,8 0,2 2,0 1,6 1,1
г, мм 20 20 50 50 20 55 20 55 60 25
85
15. Определить место положения опор для контроля
изделий в зависимости от их назначения (см. рис. 47):
Варианты 1 2 3 4 5
Длина изделия L, мм 2500 200 400 1600 500
Назва- ние изде- лия Повероч- ная ли- нейка Штрихо- вая мера длины Концевая мера дли- ны Повероч- ная ли- нейка Концевая мера дли- ны
V Продолжение
. Варианты 6 7 8 9 10
Длина изделия L, мм 1000 1000 ' 800 2000 500
Назва- ние изде- лия Повероч- ная ли нейка Штрихо- вая мера длины Концевая мера длины Повероч- ная ли- нейка Штрихо- вая мера длины
Справочный материал
12. Отклонения длины концевых мер в зависимости
от классов (ГОСТ 9038—83)
Номинальные значения длины концевой меры, мм Допускаемые отклонения, мкм, для классов точности
0 1 2 3 4* 5*
До 10 0,10 0,2 0,4 0,8 2,0 4
Свыше 10 до 25 0,14 о,з 0,6 1,2 2,5 5
» 25 » 50 .0,20 0,4 0,8 1,6 3,0 6
» 50 » 75 0,25 0,5 1,0 2,0 4,0 8
» 75 » 100 0,30 0,6 1,2 2,5 5,0 10
» 100 » 150 0,40 0,8 1,6 3,0 6,0 10
* Классы 4 и 5 предназначены для концевых мер после ремонта и нахо-
дящихся в эксплуатации.
86
13. Аттестат на набор плоскопараллельных
концевых мер длины 4-го разряда
Завод-изго- товитель Заводской N? Кол-во штук в наборе Поверен по набору На приборе
No разряд
«Калибр» 8723 87 29 3 Интерферо- метре ИКПВ
Результаты периодической поверки
Номинальный размер, мм Отклонение от номинала, мкм Номинальный размер, мм Отклонение от номинала, мкм Номинальный размер, мм Отклонение от номинала, мкм Номинальный размер, мм Отклонение от номинала, мкм
1,005 -0,7 1,22 -0,5 1,44 +0,2 6,5 +0,5
1,01 -0,4 1,23 -0,4 1,45 +0,2 7,0 -1,1
1,02 -0,7 1,24 -0,5 1,46 -0,4 7,5 -о,з
1,03 -0,5 1,25 -1,4 1,47 +0,3 8,0 -0,4
1,04 -од 1,26 -0,2 1,48 -1,2 8,5 -Ю,6
1,05 -0,9 1,27 -о,з 1,49 -1,3 9,0 -1,2
1,06 -0,5 1,28 -0,4 0,5 -0,6 9,5 -0,2
1,07 +0,2 1,29 “0,4 1,0 -0,5 10 +0,3
1,08 -0,1 1,30 -0,6 1,5 +0,1 20 -0,5
1,09 -0,3 1,31 -0,4 1,6 -0,1 30 -0,6
1,10 -0,8 1,32 -0,4 1,7 -1,0 40 -1,2
1,11 +0,2 1,33 -0,7 1,8 -0,2 50 +0,4
1,12 -1,1 1,34 +0,7 1,9 +0,1 60 -о,з
1,13 "0,1 1,35 -0,6 2,0 -0,7 70 -1,2
1,14 -0,4 1,36 -0,3 2,5 +0,3 80 -1,5
1,15 +0,42 1,37 +0,3 3,0 -0,8 90 +1,6
1,16 +0,7 1,38 “0,8 3,5 -о,з 100 -0,8
1,17 -0,4 1,39 -0,9 4,0 -0,2 Ка) +0,1
1,18 -о,з 1,40 -о,з 4,5 +0,1 Кн) -о,з
1,19 +0,6 1,41 -0,20 5,0 -0,2 1,5(г) +0,2
1,20 "0,4 1,42 -о,1 5,5 +0,2 1,5(с) -0,6
1,21 +1,3 1,43 -0,2 6,0 -0,5
Примечание.
Меры 1(a), 1(н),
1,5(г),
1,5(с) могут быть ис-
пользованы в качестве защитных мер.
87
14. Таблица для расчета исполнительных размеров
гладких калибров (ГОСТ 21401—75)
(Р — номинальный размер изделия)
Интервалы размеров D, мм Новые калибры Наименьший предель- ный размер Верхнее отклонение Предельный размер изно- шенного ка- либра ПР
ПР НЕ
Калибры - скобы для валов g/6
Свыше 3 ДО 6 (0-1) + 4-0,9925 (0-1} + 4-0,9870 +0,0025 (0-1) + +0,9975
» 6 » 10 0,9915 0,9850 0,0025 0,9965
» 10 » 18 0,9900 0,9815 0,0030 0,9960
» 18 » 30 0,9880 0,9780 0,0040 0,9960
» 30 » 50 0,9855 0,9730 0,0040 0,9940
» 50 » 80 0,9835 0,9685 0,0050 0,9930
» 80 » 120 0,9800 0,9630 0,0060 0,9920
» 120 » 180 0,9760 0,9570 0,0080 0,9900
Калибры- скобы для валов А6
Свыше 3 ДО 6 (0-1) + +0,9965 (0-1) + +0,9910 +0,0025 £>4-0,0015
» 6 » 10 0,9965 0,9900 0,0025 0,0015
» 10 » 18 0,9960 0,9875 0,0030 0,0020
» 18 » 30 0,9950 0,9850 0,0040 0,0030
» 30 » 50 0,9945 0,9820 0,0040 0,0030
» 50 » 80 0,9935 0,9785 0,0050 0,0030
» 80 » 120 0,9920 0,9750 0,0060 0,0040
» 120 » 180 0,9900 0,9710 0,0080 0.0040
Калибры- скобы для валов кб
Свыше 3 ДО 6 D + +0,0055 D +0,0025 D 4- 0,0105
» 6 » 10 0,0065 D +0,0025 0,0115
» 10 » 18 0,0080 (0-1) + +0,9995 4-0,0030 0,0140
» 18 » 30 0,0100 D +0,0040 0,0180
» 30 » 50 0,0125 D +0,0040 0,0210
» 50 » 80 0,0145 (0-1) + 4-0,9995 +0,0050 0,0240
» 80 » 120 0,0170 D 4-0,0060 0,0290
» 120 » 180 0,0180 (0-1) + +0,9990 +0,0080 0,0320
88
Продолжение табл. 14
Интервалы размеров D, мм Новые калибры Наименьший предель- ный размер Верхнее отклонение Предельный размер изно- шенного ка- либра ПР
ПР НЕ
Калибры- скобы для валов е8
Свыше 3 ДО 6 (Я-1) + +0,9750 (Я-1) + +0,9600 +0,0040 (Л-1) + +0,9830
» 6 » 10 0,9700 0,9510 +0,0040 0,9780
» 10 » 18 0,9615 0,9385 +0,0050 0,9720
» 18 » 30 0,9520 0,9240 +0,0060 0,9640
» 30 » 50 0,9405 0,9075 0,0070 0,9550
» 50 » 80 0,9290 0,8900 +0,0080 0,9450
» 80 » 120 0,9150 0,8690 +0,0100 0,9340
» 120 » 180 0,9000 0,8460 +0,0120 0,9210
Калибры- скобы для валов А8
Свыше 3 ДО 6 (Я-D + +0,9950 (£-!) + +0,9800 +0,0040 D + 0,0030
» 6 » 10 0,9950 0,9760 +0,0040 0,0030
» 10 » 18 0,9935 0,9705 +0,0050 0,0040
» 18 » 30 0,9920 0,9640 +0,0060 0,0040
» 30 » 50 0,9905 0,9575 +0,0070 0,0050
» 50 » 80 0,9890 0,9500 +0,0080 0,0050
» 80 » 120 0,9870 0,9410 +0,0100 0,0060
» 120 » 180 0,9850 0,9310 +0,0120 0,0060
Калибры- скобы для валов м8
Свыше 3 ДО 6 D + +0,0360 D + +0,0210 +0,0040 D + 0,0440
» 6 » 10 0,0450 0,0260 +0,0040 0,0530
» 10 » 18 0,0535 0,0305 +0,0060 0,0640
» 18 » 24 0,0660 0,0380 +0,0060 0,0780
» 24 » 30 0,0730 0,0450 +0,0060 0,0850
» 30 » 40 0,0895 0,0565 +0,0070 0,1040
» 40 » 50 0,0995 0,0665 +0,0070 0,1140
» 50 » 65 0,1220 0,0830 +0,0080 0,1380
89
Продолжение табл. 14
Интервалы размеров D, мм Новые калибры Верхнее отклонение Предельный размер изно- шенного ка- либра ПР
Наименьший предель- ный размер
ПР НЕ
Калибры- г [робки для от В е рс ти й г {1
Свыше 3 до 6 D + D + -Ч),0025 (О - 1) +
+0,0035 +0,0130 +0,9985
» 6 » 10 0,0035 0,0160 -0,0025 0,9985
» 10 » 18 0,0040 0,0195 -9,0030 0,9980
» 18 » 30 0,0050 0,0230 -0,0040 0,9970
» 30 » 50 0,0055 0,0270 -0,0040 0,9970
» 50 » 80 0,0065 0,0325 -0,0050 0,9970
» 80 » 120 0,0080 0,0380 -9,0060 0,9960
» 120 » 180 0,0100 0,0440 -9,0080 0,9960
Калибр ы-1 1.р О б к и для о т в е р с т и й Я8
Свыше 3 до 6 D + D + -0,0025 (£> — 1) 4-
+0,0045 +0,0190 +0,9970
» 6 » 10 0,0045 0,0230 -9,0025 0,9970
» 10 » 18 0,0055 0,0285 —9,0030 0,9960
» 18 » 30 0,0070 0,0350 -0,0040 0,9960
» 30 » 50 0,0080 0,0410 -0,0040 0,9950
» 50 » 80 0,0095 0,0485 -9,0050 0,9950
» 80 » 120 0,0110 0,0570 -9,0060 0,9940
» 120 » 180 0,0130 0,0670 -0,0080 0,9940
15. Предельные погрешности измерения универсальными
измерительными средствами наружных размеров и глубин
Измерительные средства Предельные погрешности измерения, мкм, для диапазонов размеров, мм
свыше 1 до 10 свыше 10 до 50 свыше 50 до 80 свыше 80 до 120
Штангенциркули с отсче- том по нониусу 0,05 мм 100 100 100 100
Штангенциркули с отсче- том по нониусу 0,1 мм 150 150 200 200
Штангенглубиномеры с отсчетом по нониусу 0,05 мм 100 100 150 150
90
Продолжение табл. 15
Измерительные средства Предельные погрешности измерения, мкм, для ди пазонов размеров, мм
свыше 1 до 10 свыше 10 до 50 свыше 50 до 80 свыше 80 до 120
Штангенглубиномеры с отсчетом по нониусу 0,1 мм Индикаторы часового ти- па ИЧ (используемое пере- 200 250 300 300
мещение измерительного стержня 10 мм) при установке в стойку типа C-IV с настрой- кой по концевым мерам 3-го класса Индикатор часового типа ИЧ (используемое переме- 20 20 20 20
щение измерительного стер- жня 1 мм) при установке в стойку типа C-IV с настрой- кой по концевым мерам 3-го класса 10 10 10 10
Продолжение табл. 15
Наименование измери- тельного средства и случаи его применения Свыше 0 до 25 Свыше 25 до 50 Свыше 50 до 75 Свыше 75 до 100 Свыше 100 до 125
Микрометры гладкие с величиной отсчета 0,01 мм при настройке на нуль по установочной мере 5 10 10 15 . 15
Микрометры рычаж- ные с ценой деления 0,002 и 0,005 мм при настройке на нуль по установочной мере 4 j 6 10 10 15
Скобы рычажные с це- ной деления 0,002 и 0,005 мм с настройкой по концевым мерам длины 3-го класса 4 ] 5 10 10 20
Глубиномеры микро- метрические: при абсолютном ме- тоде измерения 5 20 20 20 —
91
Продолжение табл. 15
Наименование измери- тельного средства и случаи его применения Свыше 0 до 25 Свыше 25 до 50 Свыше 50 до 75 Свыше 75 до 100 Свыше 100 до 125
при относительном методе измерения с настройкой по уста- новочной мере 5 5 10 10
при относительном методе измерения с настройкой по конце- вым мерам 3-го клас- са 5 5 5 - 5 —
Наименование измери- тельного средства Свы- ше 1 до 3 Свы- ше 3 ДО 6 Свы- ше 6 до 10 Свы- ше 10 до 18 Свы- ше 18 до 30 Свы- ше 30 до 50 Свы- ше 50 до 80 Свы- ше 80 до 120
Глубиномеры инди- каторные при относи- тельном методе изме- рения: используемое пе- ремещение изме- рительного стерж- ня 10 мм с настрой- кой по установоч- ной мере 20 20 20 20 20 20 20 20
используемое пе- ремещение изме- рительного стерж- ня 0,1 мм при на- стройке по конце- вым мерам длины 4-го класса 5 5 5 5 10 10 10 10
Оптиметр верти- кальный, используе- мое перемещение из- мерительного стержня ±0,1 мм с настройкой по концевым мерам длины 3-го разряда 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0
Оптиметр горизон- тальный, используе- мое перемещение из- мерительного стержня ±0,1 мм с настройкой по концевым мерам 3-го разряда 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0
92
Продолжение табл. 15
Наименование измерительных средств для контроля отверстий Предельные погрешности измерения, мкм, для диапазона размеров, мм
свыше 3 до 18 свыше 18 до 50 свыше 50 до 120
Штангенциркуль с отсчетом по но- ниусу 0,1 мм 200 200 250
Штангенциркуль с отсчетом по но- ниусу 0,05 мм Нутромеры индикаторные с ценой деления 0,01 мм: 150 150 200
используемое перемещение изме- рительного стержня на всем расхо- де, средство установки — концевые меры длины 4-го класса с боковика- ми или микрометры 15 20 25
используемое перемещение изме- рительного стержня 0,1 мм 10 10 15
используемое перемещение изме- рительного стержня 0,03 мм, сред-
ство установки — установочные кольца 5 5 10
VI. ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ
И ГЛАДКИХ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Основные термины и определения
В соответствии с ГОСТ 25548—82 и 2.320—82 при-
няты следующие геометрические размеры конусов, ко-
нических соединений и их обозначения: диаметр боль-
шого основания — D\ диаметр малого основания — d\
диаметр в заданном поперечном сечении — Ds, имею-
щем заданное осевое положение Ls', длина конуса —
L; угол конуса — а; конусность — С.
Величину и форму конуса определяют нанесением
трех из перечисленных выше размеров (рис. 51 и 52).
Условные обозначения размеров, относящиеся к внут-
ренним конусам, имеют индекс «/»; к наружным —
индекс «е».
93
Конусностью называют отношение разности двух
диаметров конуса к расстоянию между ними
В чертежах конусность обозначается в виде отно-
шения 1 : L, например С = 1 : L = 1 : 50, обозначает,
что на длине конуса L = 50 мм, разность диаметров
D—d равна 1 мм.
Конусность обозначают на чертеже равнобедрен-
ным треугольником, помещенным перед размерным
числом конусности (рис. 52). Конусности общего наз-
начения выбираются по ГОСТ 8593—81 (см. справоч-
ный материал, табл. 16). Допуски угловых размеров,
углов конусов и призматических элементов установле-
ны ГОСТ 8908—81. Стандарт устанавливает 17 сте-
пеней точности, обозначаемых Л 71, Л 72, АТ\7 в
порядке убывания точности.
Приняты следующие обозначения допусков:
АТа — допуск угла, выраженный в угловых едини-
цах (рис. 53, а); АТ'а — округленное значение допуска
угла в угловых единицах — рекомендуется при указа-
нии на чертежах (см. табл. 17); ATh— допуск, выра-
женный в линейных величинах, как разность диамет-
ров на заданном расстоянии L (рис. 53, а, в)\ ATd —
допуск угла конуса, выраженный в линейных величи-
нах, на заданном расстоянии L (рис. 53, б). Числовые
значения указанных допусков даны в табл. 17.
Значения ATh и АТа связаны зависимостью
ATh = ATaLi • 10"3,
где ATh — в мкм, L\ — в мм.
Значения ATd, приведенные в табл. 17, относятся
94
Рис. 53
к конусам с конусностью С 1 :3, для
ATo^ATh. Для конусов с конусностью С>
чения ATd следует определять по формуле
которых
1 :3 зна-
COS2
где а — номинальный угол конуса.
Допуски углов назначают по меньшей стороне угла
(рис. 53, а), а конусов — по длине оси L при С 1 : 3
(рис. 53, б) или по длине образующей L\ при С}>1 : 3.
Примеры нанесения размеров и допусков приведе-
ны на рис. 54, а—г.
Конические соединения характеризуются базорас-
стоянием соединения zp — расстоянием между базами
наружного и внутреннего конусов, определяющим
положение одной детали относительно другой (см.
рис. 51).
Допуск на базорасстояние Tzp в конических соеди-
нениях зависит от допусков на диаметр наружного
TDe и внутреннего TDt конусов и конусности С.
95
50
Рис. 54
Эта зависимость выражается формулой
Tzp = + TDe)/C.
Если TDe равен TDe, то
7’2р= 2TD/C = TD/tg(a/2).
96
При измерении углов
конусов синусной линейкой
(рис. 55) размер блока
концевых мер длины h для
установки линейки на за-
данный угол рассчитывает-
ся по формуле ft=L-sina,
где L — размер между
осями роликов линейки,
мм.
По разности показаний Д/г (рис. 55) отсчетного
устройства в двух положениях на расстоянии / откло-
нение измеряемого угла (в угловых секундах) Да от
номинального значения определяется по формуле
Да= (Aft/Z)-2-105.
При пересчете линейных отклонений в угловые или
угловых в линейные можно рекомендовать пользовать-
ся тем условием, что угол в 1" на длине 206,3 мм имеет
линейное отклонение 1 мкм (рис. 56). Исходя из этого,
для пересчета на практике можно пользоваться сле-
дующими приближенными формулами (для неболь-
ших углов)
Да = 200-(Д/г//), Д/г = Да//200,
где Да — угловые отклонения в секундах; Д/г — ли-
нейные отклонения, мкм, на длине /, мм.
Распространен способ измерения малого диаметра
конусных калибров с помощью синусной линейки
(рис. 57). Линейка устанавливается на угол конуса а,
измеряемый калибр помещается на линейку и к торцу
калибра устанавливается ролик известного диамет-
ра dP. Под ролик подкладывается блок концевых мер
Рис. 57
4—337
97
h\ такого размера, чтобы верхние образующие конуса
и ролика находились в одной плоскости. Размер бло-
ка h\ определяется по формуле
1 ___ de dp(l + sin а/2)
1 cos (а/2) *
где de — номинальный размер малого диаметра ко-
нуса, мм.
Так как действительный размер малого диаметра
конуса, как правило, отличается от номинального, то
показания отсчетного устройства на образующих роли-
ка и конуса будут отличаться на величину ±АЯ.
Действительный малый диаметр конуса йедейст оп-
ределяется по формуле
de дейст —
(1 4- sin (а/2)) ± ЛЯ
cos (а/2)
Если показания отсчетного устройства на образую-
щей конуса меньше, то берется значение (—А//), если
больше, то (+АЯ).
Применяется также способ измерения малого диа-
метра и угла наружного конуса с помощью двух ро-
ликов одинакового диаметра и концевых мер длины
(рис. 58, а, б).
Измеряемый конус и ролики устанавливаются на
поверочной плите (рис. 58, а) и с помощью микромет-
ра или другого измерительного устройства измеряется
размер /|, затем под ролики подкладываются два оди-
наковых блока концевых мер длины (рис. 58, б) раз-
мера /.
Угол уклона конуса находится из формулы
tg(a/2) = (/2-/.)/(2Л);
Рис. 58
98
значение а/2 находят по таблицам тригонометриче-
ских функций.
Диаметр малого торца конуса de определяют по
формуле
de = /1—dP(l + ctg 0),
где р = 0,5(90°—а/2), dp —диаметр ролика, мм.
Примеры решения задач
Пример 1. Рассчитать размер блока концевых
мер длины для измерения угла конуса синусной ли-
нейкой.
Условие: номинальное значение конусности
С= 1 : 1,866, расстояние между осями роликов синус-
ной линейки L = 200 мм (см. рис. 55).
Решение: по заданной конусности находим зна-
чение угла конуса (см. табл. 16) а = 30°. Размер бло-
ка концевых мер длины h определим по формуле
h = L • sin а = 200 • 0,5 = 100 мм.
Пример 2. Определить годность конуса по ре-
зультатам измерения угла на синусной линейке.
Условие; измерение производилось в двух поло-
жениях (см. рис. 55) на расстоянии / = 200 мм. Раз-
ность показаний индикатора в указанных положениях
ЛЯ = 12 мкм. Допуск на угол конуса — 15".
Решение: отклонение Да измеряемого угла ко-
нуса определяем по формуле
Да = (ДЯ//)-2-105 = 0,012/200-2- 10s = 12".
Так как отклонение угла меньше допуска на угол
конуса, то конус годен.
Пример 3 Определить годность конуса по ре-
зультатам измерения диаметров D и d и длины /
(рис. 59).
Условие: дейст-
вительный размер боль-
шого диаметра конуса
0= 12,085 мм, малого
диаметра d = 9,59 мм,
длина конуса Z=50 мм,
номинальная конусность
С= 1:20, допустимое от-
клонение конуса на дли-
не 50 мм ATd = —12 мкм.
Рис. Ь9
4** э
99
Решение: номинальная разность диаметров
Оном и dном на длине /:
Оном—Лом = 1С = = 2,5 мм.
Лл XJ
Действительная разность диаметров D и d на дли-
не Z: D—d = 12,085—9,59 = 2,495 мм.
Определяем действительное значение отношения
угла конуса в линейных величинах на длине Z:
(D—d) — (Оном—dHOM) = 2,495—2,5 = —0,005 мм, от-
клонение и его знак не превышает величины допуска
ATd = —0,012 мм. Конус годен.
Пример 4. Определить большой диаметр наруж-
ного конуса De по результатам измерения малого диа-
метра de на синусной линейке (см. рис. 57).
Условие: диаметр ролика dp = 10 мм, размер
блока концевых мер под ролик h\ = 25,42 мм. Угол
конуса а == 8° 10'15". Показания отсчетного устройства
на образующей конуса ЛЯ = —10 мкм. Длина кону-
са Le = 100 мм.
Решение: действительный малый диаметр кону-
са de дейст определим по формуле
1 __ h\ 4- dp(l + sin(g/2)) + ДЯ
Йедейст - cos(a/2) ~
25.42 +10(1 + 0.071245)—0,01
0,997459
36,214 ММ.
Большой диаметр конуса вденет определим по фор-
муле
De дейст — de дейст Le • 2 tg (ci/2) —
= 36,214 + 100-2-0,071427 = 50,499 мм.
Задачи
1. Определить значение конусности С наружных и
внутренних конусов, если известны наибольшие Di
и De и наименьшие di и de диаметры внутреннего или
наружного конуса, а также длина конуса Li или Le:
Варианты 1 2 3 4 5 6 7 8 9 10
Di , мм 40 60 20 50 32 20 16 20 40 25
dj, мм 30 50 18 45 30 16 10 16 20 20
Lt , мм 100 200 20 100 40 40 48 40 60 100
100
, Продолжение
Варианты 1 2 3 4 5 6 7 8 9 10
De , мм de, мм Le, мм 2. Определ теже: 45 44 200 ить 250 249 100 ДОП) 20 18 60 ^СК 25 20 100 угла 60 50 100 И ) 40 30 200 /каз 20 14 48 ать 20 18 20 его 18 16 14 на 50 42 96 чер-
Варианты 1 2 3 4 5 6 7 8 9 10
Размеры L и Li сторон детали, образующих угол 50, 48 63, 50 80, 55 100, 30 60, 50 100, 60 90, 85 200, 199 150, 148 80, 52
Величина угла, град 8 22 45 65 30 90 15 2 3 40
Способ норми- рования допуска угла АТа АЦ АТ^ ATh АТ± АТь AT J ATh' АТа' ЛГА'
Степень точ- ности допуска угла 6 12 7 12 7 11 9 10 9 11
3. Нанести на чертеже размеры и допуски конусов
по данным, указанным ниже:
Варианты 1 2 3 4 5 6 7 8 9 10
Вид конуса Наруж. Внутр. Наруж. Внутр. Наруж. Внутр. Наруж. - Внутр. Наруж. Внутр.
D 20 25 40 32 — 100 80 40 —
Ds .«Л — — — 30 45 160
101
Продолжение
Варианты 1 2 3 4 5 6 7 8 9 10
Вид конуса Наруж. Внутр. Наруж. Внутр. Наруж. Внутр. Наруж. Внутр. Наруж. Внутр.
L$ — — — 15 15 — — 20
а — 5°43'29" 0°34'23" — — — — 30° 18°55'29" —
С 1:10 1:5 1:20 1:3 1: : 1,86< — 1:50
Сте- пень точ- ности до- пуска угла 6 12 < 7 8 12 7 11 9 10 9
4. Определить угол а и диаметр малого торца ко-
нуса de по результатам измерения размеров 1\ и /2 по
роликам диаметра d? (см. рис. 58).
Размер блоков концевых мер, подкладываемых под
ролики, равен h:
Варианты 1 2 3 4 5
Размер по роликам /1, мм 44,12 31,59 60,5 44,46 45,64
Размер по роликам /2, мм 45,31 38,02 67,17 49,46 55,64
Размер блока концевых мер Л, мм 60 45 100 50 80
Диаметр роликов dp, мм 12 8 15 9 10
102
Продолжение
Варианты 6 7 8 9 10
Размер по роликам /i, мм 48,16 66,43 68,35 44,16 26,04
Размер по роликам /2, ММ 51,16 86,42 71,35 60,82 26,34
Размер блока концевых мер Л, мм 90 100 60 50 30
Диаметр роликов dp, мм 10 15 9 14 12 8
5. Определить и нанести на чертеже допуск Тгр
базорасстояния zp при условии, что за базу соединения
выбран большой диаметр внутреннего конуса DL,
а допуски для внутреннего TDi и наружного TDe кону-
сов равны между собой и направлены от номинальных
размеров в «материал»:
Варианты 1 2 3 4 5
D, , мм 60 18 26 50 35
Допуск TDi = TDe 0,05 0,035 0,045 0,05 0,05
Угол конуса а 1°8'45" 1°54'35" 2°5Г51" 4°46'19" 3°49'6"
Базорасстояние zp, мм 2 1,4 1,6 2 1,8
Продолжение
Варианты 6 7 8 9 10
Di, мм 12 32 70 20 60
Допуск TDi ~ TDe 0,035 0,05 0,06 0,045 0,06
Угол конуса а 18°55'29" 8°10'16" 5°43'29" 11°25'16" 7°9'10"
Базорасстояние zp, мм 1,2 1,8 2,4 1,4 2
6. Рассчитать размер блока h концевых мер длины
для установки синусной линейки на номинальный угол
при измерении конусов (см. рис. 55) в зависимости от
заданной конусности С:
103
Варианты 1 2 3 4 5 6 7 8 9 10
Конус- ность С 1:100 1:20 1:5 1:200 1:3 1:12 1:50 1:30 1:8 1:15
Базорас- стояние между ося- ми роликов £, мм 200 100 100 300 200 100 200 300 200 200
Пояснение к решению см. пример 1.
7. Определить годность конуса по результатам из-
мерения угла на синусной линейке (см. рис. 55), если
на длине / образующей конуса разность показаний
индикатора составляет ДЯ:
Варианты 1 2 3 4 5 6 7 8 9 10
ЛЯ, мм 0,01 0,03 0,012 0,02 0,03 0,015 0,022 0,015 0,028 0*016
/, мм Допуск 200 16 100 600 400 100 63 40 160 250
на угол конуса 10" 50" 20" 8" 16" 32" Г Г 20" 40" 12'
Пояснение к решению см. пример 2.
8. Допуск АТа на размер угла задан в угловых ве-
личинах.
Определить соответствующий допуск в линейных
величинах ATd на заданной длине /:
Варианты 1 2 3 4 5 6 7 8 ..9 10
АТа Ц мм 30" 75 60" 150 35" 300 25" 50 50" 500 40" 200 18" 50 14" 250 8" 200 20" 400
9. Допуск АТ к на размер угла задан в линейных
величинах на длине /. Определить соответствующий
допуск Л Та в угловых величинах:
104
Варианты 1 2 3 4 5 6 7 8 9 10
A Th, мкм 90 100 20 15 50 45 75 80 75 30
/, мм 300 250 50 450 200 100 500 250 175 75
10. Определить годность конических калибров про-
бок Морзе по результатам измерения £), d и длины I
на микроскопе (см. рис. 59):
Варианты 1 2 3 4 5
Р, мм 12,07 9,048 17,8 31,27 63,355
d, мм 9,48 6,5 14,603 26,09 54,29
Ц мм Номинальная конус- 52 49 64 100 174
ность, С Допустимое отклоне- ние конуса A TD на длине 1:20,047 1:19,212 1:20,02 1:19,254 1:19,18
измерения /, мкм 1 -10 -16 -10 1
Продолжение
Варианты 6 7 8 9 10
£>, мм 44,41 23,83 17,78 12,065 31,268
d, мм 37,79 19,87 14,61 9,471 26,084
/, мм Номинальная конус- 126 79 64 52 100
ность, С Допустимое отклоне- ние конуса АТр на длине 1:19,002 1:19,922 1:20,047 1:20,047 1:19,254
измерения /, мкм -16 -8 -10 -10
Пояснение к решению см. пример 3.
11. Определить большой диаметр наружного кону-
са De по результатам измерения малого диаметра de
на синусной линейке (см. рис. 57):
105
Варианты 1 2 4 5
Размер блока под ролик Ai, мм Диаметр ролика dp, мм Угол конуса а Длина конуса Le, мм 60,73 10 2°5Г51" 180 27,36 15 16°35'40" 120 46,97 20 14°15' 150 24,95 10 0°34'23" 70 79,33 20 3°34'47" 100
Показание отсчетного устройства на конусе ДЯ, мкм -10 +12 —7 +9 -14
Продолжение
Варианты 6 7 8 9 10
Размер блока под ролик Аь мм Диаметр ролика dp, мм Угол конуса а Длина конуса Le, мм 34,85 15 1°8'45" 80 16,7 8 5°43'29" 50 43,62 10 2°59'12" 190 54,66 20 1°54'35" 120 40,69 20 6°52'2" 150
Показания отсчетного устройства на конусе ДЯ, мм —20 +18 +14 -8 +25
Пояснение к решению см. пример 4.
Справочный материал
16. Нормальные конусности и углы конусов
общего назначения ГОСТ 8593—81
Конусность С = 2tg а/2 Угол конуса а Конусность С = 2tg а/2 Угол конуса а Конусность С = 2tg а/2 Угол конуса а
1:200 0°17'Ц" 1:12 4°46'19" 1:1,866 30°
1:100 0°34'23" 1:10 5°43'29" 1:1,207 45°
1:50 1°8'45" 1:8 7°9'10" 1:0,866 60°
1:30 1°54'35" 1:7 8°10'16" 1:0,652 75°
1:20 2°5Г51" 1:5 11°25'16" 1:0,500 90°
1:15 3°49'6" 1:3 18°55'29" 1:0,289 120°
106
17. Допуски угловых размеров, углов конусов и призматических элементов (ГОСТ 8908—81)
Интервал длин L; L\, мм Степени точности
5 6
Л Та - АТа' ATfr,АТ]), мкм АТа - АТа' ATh; АТр, мкм
мкрад угл. ед. мкрад угл. ед.
До 10 315 ГО,5" Г До 3,2 500 1'43" 1'40" До 5
Свыше 10 до 16 250 52" 50" 2,5-4 400 Г22" Г20" 4-6,3
» 16 » 25 200 41" 40" 3,2-5 315 Г05" Г 5-8
» 25 » 40 160 33" ' 32" 4—6,3 250 52" 50" 6,3-10
» 40 » 63 125 26" • 26" 5-8 200 41" 40" 8-12,5
» 63 » 100 100 21" 20" 6,3-10 160 33" 32" 10-16
» 100 » 160 80 16" 16" 8-12,5 125 26" 26" 12,5-20
» 160 » 250 ФЗ 13" 12" 10-16 100 21" 20" 16-26
о 00
Интервал длин L; L\y мм АТа
мкрад угл- ед.
До 10 Свыше 10 до 16 » J6 » 25 » 25 » 40 » 40 » 63 » 63 » 100 » 100 » 160 » 160 » 250 800 630 500 -400 315 250 200 160 2'45" 2'10" 1'43" Г 22м 1'05" 52" 41» 33"
Продолжение табл. 17
Степени точности
7 8
- ЛТа' A Tf,; А Тр, мкм А Та - АТа' А7^; АТр, мкм
мкрад утл. ед.
2'30” До 8 1250 4'18’ 4' До 12,5
Т 6,3-10 1000 3'26’ Г 10-16
Г 40’ 8-12,5 800 2'45" 2'30" 12,5-20
Г 20’ 10-16 630 240’ 2' 16-25
Г 12,5-20 500 1'43" 1'40" 20-32
50’ 16-25 400 1'22" 1'20" 25-40
40" 20-32 315 1'05" Т 32-50
32’ 25-40 . > 250 » 52" 50" 40-63
109
t Интервал длин L;Lx, мм
АТа
мкрад угл. ед.
До 10 1 2000 6'52"
Свыше 10 до 16 1600 5*30"
» 16 » 25 1250 4*18"
» 25 » 40 1000 3*26"
» 40 » 63 800 2'45"
» 63 » 100 630 2'10"
» 100 » 160 500 1'43"
» 160 » 250 400 1'22"
Продолжение табл. 17
Степени точности
9 10
. АТа АTh; АТр, мкм АТа . АТаг * ATh; АТр, мкм
мкрад угл. ед.
f До 20 3150 10'49" 10' До 32
У 16—25 2500 8'35" 8' 25—40
4' : 20—32 2000 6'52" 6' 32-50
у 25-40 1600 5'30" 5' j 40-63
2'30" 32-50 1250 4'18" 4' 50-80
2' 40-63 1000 3'26" 3' 63-100
1'40" 50-80 800 2'45" 2'30" 80-125
1'20" 63-100 630 2'10" 2' 100-160
о
Интервал длин L; Lt, мм
АТа
мкрад угл. ед.
До 10 5000 17'10"
Свыше 10 до 16 4000 13'44"
» 16 » 25 3150 10'49"
» 25 » 40 2500 8'35"
» 40 » 63 2000 6'52"
» 63 » 100 1600 5'30"
» 100 » 160 1250 4'18"
» 160 » 250 1000 3'26"
Продолжение табл.17
Степени точности
11 12
- лт^ A Tfj;- А Тр, мкм АТа г АТа' А Г/,; АТр, мкм
мкрад угл. ед.
16' До 50 8000 27'28" 26' До 80
12' 40—63 6300 21'38" 20' 63-100
10' 50-80 5000 17'10" 16' 80-125
8' 63-100 4000 13'44" 12' 100-160
6' 80-125 3150 10'49" 10' 125-200
5' 100-160 2500 8'35" 8' 160-250
4' 125-200 2000 6'52" 6' 200-320
3' 160-250 1600 5'30" 5' 250-400
VII. ДОПУСКИ НА РЕЗЬБОВЫЕ
СОЕДИНЕНИЯ
Основные понятия и определения
Основными элементами метрической резьбы (рис. 60)
по ГОСТ 24105—81 являются:
d — наружный диаметр наружной резьбы (болта);
D — наружный диаметр внутренней резьбы (гайки);
d% — средний диаметр болта; Ог — средний диаметр
гайки; di — внутренний диаметр болта; D\ — внутрен-
ний диаметр гайки; Р — шаг резьбы; а = 60° — угол
профиля резьбы; а/2 — угол между боковой стороной
профиля и перпендикуляром к оси резьбы.
Основные размеры метрической резьбы наиболее
распространенных диаметров приведены в табл. 18
(см. справочный материал).
Расположение полей допусков метрической крепеж-
ной резьбы относительно номинального профиля опре-
деляется основным отклонением: верхним — для бол-
тов и нижним — для гаек. Установлены следующие
ряды основных отклонений: для резьб болтов — й, g,
е, d, для резьб гаек— /7, G (рис. 61).
Установлены степени точности, определяющие ве-
личины допусков диаметров резьбы:
Степень
Диаметры болта: точности
наружный . . 4; 6; 8
приведенный
средний . . . 4; 6; 7; 8
Степень
Диаметры гайки: точности
внутренний . . 5; 6; 7
приведенный
средний . . . 4; 5; 6; 7
60
Рис. 60
Рис. 61
111
Отдельные допуски на собственно средний диаметр,
угол профиля и шаг резьбы стандартом не предусмот-
рены. Имеющийся в стандарте допуск на средний диа-
метр дается на так называемый приведенный средний
диаметр. Приведенный средний диаметр включает в
себя действительный средний диаметр (полученный
измерением) и учитывает компенсации отклонений
шага и угла профиля, т. е. пересчет влияний отклоне-
ний шага и угла профиля на диаметральные размеры.
Исходя из этого, оценка годности резьбы при изме-
рении отдельных ее элементов производится по приве-
денному среднему диаметру резьбы.
Приведенный средний диаметр (мм) наружной
резьбы
1,732-бР + 0.36Р- 6(а/2)
^2 пр — & изм
1000
Приведенный средний диаметр (мм) внутренней
резьбы
пр — /^2изм —
Ц732-6Р + 0,36Р-6(а/2)
1000
где ^2изм и Лизм — действительный средний диаметр,
полученный измерением, мм;6Р — погрешность шага
резьбы на длине свинчивания, мкм; Р — шаг резьбы,
мм; 6(а/2) — погрешность половины угла профиля в
минутах.
1(а/2)НОМ (<х/2)прав| -j~ |(сс/2) ном (»/2) лев1
2
(ос/2)прав —
(а/2)„, + (а/2),у . (а/2)лев
(g/2)i + (а/2)ц
2
где (a/2)i, п, ш, iv — значения половины угла профиля,
полученные при измерении (рис. 62); (а/2)ном — номи-
нальное значение половины угла профиля.
Предельные отклонения диаметров резьбы болтов и
гаек и поля допусков предпочтительного применения по
ГОСТ 16093—81 (см.: Раневский Г. М., Голь-
дин И. И. Допуски, посадки и технические измерения
в машиностроении. — М.: Высшая школа, 1987).
Примеры обозначения метрических резьб и полей их
допусков: М12-6^ — метрическая резьба болта, на-
ружный 0 12 мм с крупным шагом, степень точности по
наружному диаметру и среднему диаметру 6, основное
отклонение —
112
Рис. 62
Рис. 63
например Mz4L/7-bg.
7Н *
— пример обозначения резьбового соеди-
M12XI 5Н6Н— резьба гайки, наружный диа-
метр 12 мм с мелким шагом 1 мм, степень точности по
среднему диаметру 5, основное отклонение Я; степень
точности внутреннего диаметра — 6, основное отклоне-
ние Н.
Для левой резьбы после ее обозначения ставят бук-
вы LH,
М16
нения.
Собственно средний диаметр резьбы при измерении
его методом трех проволочек (рис. 63) можно опреде-
лить по формуле
d,2 изм = М — 3dn + 0,866Р,
где Л1 — размер по проволочкам; dn — диаметр про-
волочки; Р—шаг резьбы (см. табл. 18).
Угол подъема ср винтовой линии резьбы болта опре-
деляется по формуле
tg ф = P(nd2).
На угол ср следует наклонять колонку инструмен-
тального микроскопа при измерении элементов резьбы.
Примеры решения задач
Пример 1. Определить размеры диаметров и
предельные отклонения болта и гайки и построить схему
расположения полей допусков.
113
Рис. 64
Условие: дано резьбовое соединение М24 .
Решение: находим размеры диаметров резьбы
болта и гайки (см. табл. 18), предельные отклонения
(см.: Раневский Г. М.: Гольдин И. И. До-
пуски, посадки и технические измерения в машинострое-
нии. — М/. Высшая школа, 1987), мм:
наружный диаметр болта d = 24Zo,268 ;
приведенный средний диаметр болта d2 =
= 22,05lZo;?82;
внутренний диаметр болта di = 20,752;
приведенный средний диаметр гайки D2 = 22,051 +
+ 0,265;
внутренний диаметр гайки D\ = 20,752 + 0,5;
наружный диаметр гайки D = 24.
Графическое изображение полей допусков соедине-
ния см. рис. 64, a, б, в.
Пример 2. Определить значение приведенного
среднего диаметра резьбы и установить соответствие
его размера требованиям стандарта.
Условия: в результате измерения болта М20Х 2-
6g получены следующие данные: отклонения половины
угла профиля (см. рис. 62)
(а/2)1 = 30°15'; (а/2)П = 30°35'; (а/2)Ш = 29°40';
(a/2)IV = 29°50'. -
Погрешность шага 6Р = 35 мкм, действительный
средний диаметр резьбы сЬизм = 18,6 мм.
114
Решение:- определим погрешность половины
угла профиля
(а/2) прав = (а/2)|" ~Ha/2)iv_ = (29°40' + 29°50')/2 =
= 29°45';
(а/2)лев = (а/2)1 + (а/2)п =
= (30° 15' + 30°35')/2 = 30°25';
6(а/2) =
1(а/2) НОМ (а/2) прав I + 1(а/2) НОМ (а/2)лев1
2
= (|30° — 29°45'| + |30° — 30°25'|)/2 = 20'.
Приведенный средний диаметр резьбы равен
d2 пр = d2 изм + (1,732 • 6Р + 0,36Р - б(а/2))/1 000 =
= 18,6 + (1,732-35 + 0,36*2.20)/1000 = 18,665 мм.
Номинальный средний диаметр резьбы и отклоне-
ния берем из справочного материала (табл. 18) и из
книги Г а не в с к и й Г. М., Гольдин И. И. Допу-
ски, посадки и технические измерения в машинострое-
нии.— М.: Высшая школа, 1987.
d2 = 18,7О1_о.2О8.
Сравнивая &пР и d2t видим, что приведенный сред-
ний диаметр находится в пределах допуска.
Задачи
1. Расшифровать условные обозначения резьбы:
Варианты 1 2 3 4 5
Обозначено на чертеже M12-6# М28Х1,5- 6Я МЗО-бе M35L/7- 1Н Д М10Х1- 5Н6Н родолжение
Варианты 6 7 8 9 10
Обозначено на чертеже M14L/7- 8g M15-7g6g М9Х0,5- 4Л М36-7Я М40Х2- 4Я5Я
115
2. Нанести на чертежах болтов и гаек условные
обозначения метрической резьбы по заданным пара-
метрам:
Варианты 1 2 3 4 5
Номинальный диаметр резьбы, мм 6 20 24 30' 10
Основное отклонение h н е G d
Степень точности 4 6 6 7 8
Продолжение
Варианты 6 7 8 9 10
Номинальный диаметр
резьбы, мм 36 42 56 48 25
Основное отклонение g Н е G g
Степень точности 6 7 6 6 8
Шаг, мм Направление винтовой ли- °-7 1 2 3
НИИ Прав. Прав. Лев. Прав.
Продолжение
Шаг, мм
Направление винтовой ли-
нии
5,5 4 2
Прав. Прав. Лев.
116
3. Определить номинальные размеры резьбы болта
и нанести их на схему вместо буквенных обозначений
(рис. 65):
60°
Рис. 65 Рис. 66
Варианты 1 2 3 1. ! 4 5
Обозначение резьбы М10 М 16X1,5 М22Х2 М24 М8Х0,75
Продолжение
Варианты " 6 7 8 9 10
•> Обозначение резьбы М36 М42ХЗ М48Х2 М50Х1Д Мб
Пояснение к решению см. табл. 18.
4. Определить номинальные размеры гайки и нане-
сти их на схему вместо буквенного обозначения
(рис. 66):
Варианты 1 2 3 4 5
Обозначение резьбы мзо М30Х1 М56Х2 М16Х0,75 М18Х2
Продолжение
Варианты 6 7 8 9 10
Обозначе- ние резьбы М36Х1,5 М42Х2 М12 М 10X1,25 М20Х2
117
Пояснение к решению см. табл. 18.
5. Построить схему расположения полей допусков
и указать размеры болта по условным обозначениям:
Варианты 1 2 3 4 5
Условные обозначения M6-6g M8-8g M10-6g M14Xl,5-8g M30X3-6g Продолжение
Варианты 6 7 8 9 10
Условные обозначения M42-8g M12X0,75-8g M48-6g M 20X2-8# M36X3-6#
Пояснение к решению см. пример 1.
6. Построить схему расположения полей допусков
и указать размеры гайки по условным обозначениям:
Варианты 1 2 3 4 5
Условные обозначения Ml 1-6/7 М7Х0,5-7Я M33X2-6/7 M33-6/7 М27Х1Д-7Я
Продолжение
Варианты 6 7 8 9 10
Условные обозначения М36-6/7 М24Х1-7Я M39X3-7H М 10X0,75-6// М16-7Я
7. Построить схему расположения полей допусков
с размерами болта и гайки резьбовых соединений по
приведенным условным обозначениям:
Варианты 1 2 3 4 5
Условные обозначения М22Х2-^ О М15Х1-|^- мзо £ М24Х1 ™ M40-JJ-
118
Продолжение
Варианты 6 7 8 9 10
Условные обозначения М20Х1-^- 8g М27Х?4^- 8g М18Х2 8g М36 <>g М16Х1.5
Пояснение к решению см. пример 1.
8. Определить угол наклона колонки инструмен-
тального микроскопа при измерении угла профиля и
шага наружной резьбы:
Варианты 1 2 3 4 5
Обозначение измеряемой резьбы М24Х11Я М36Х1,5 М15Х1 M3QLH М27Х2
Продолжение
Варианты 6 7 8 9 10
Обозначение измеряемой резьбы М42Х6 M6LH М12 М20Х2 М101Я
9. Определить погрешность половины угла профиля
метрической резьбы по результатам измерений на
инструментальном микроскопе (см. рис. 62):
Значения половины угла профиля, полу- ченные при измерении
1 2 3 4
30°40' 30°50' 28°10' 29°50'
30°20' 29°40' 29°20' 30°20'
ш 29°30' 30°35' ЗО°ЗО' 30°10'
-у ГУ 29°50' 30°25' 29°50' 30°50'
Пояснение к решению см. пример 2.
Варианты
5 6 7 8 9 10
29°30' ЗО°ЗО' 25°35' 30°12' 28°10' 30°10'
29°15' 30°02' 25°30' 30° 29°40' 31°20'
29°48' 31° ЗО°ЗО' 30°20' 30°40' ЗО°2О'
30° 30°24' 30°10' 29°20' 30° 31°
10. Определить средний диаметр резьбы болта по '
результатам измерения методом трех проволочек
(см. рис. 63):
Варианты 1 2 3 4 5
Полученное значение М, мм 14,77 6,15 20,40 16,31 40,33
Диаметр прбволочек dn, мм 0,572 0,572 1,157 1,157 1,157
Обозначение резьбы М15Х1 Мб М20Х2 М16 М40Х2
Продолжение
Варианты 6 7 8 9 10
Полученное значение М, мм 14,23 8,16 17,2 33,4 27,55
Диаметр проволочек dOi мм 0,866 0,724 0,866 1,157 1,732
Обозначение резьбы М14Х1,5 М8 j М17 МЗЗХ2 М27
11. Определить приведенный средний диаметр резь-
бы болта и установить соответствие его размера тре-
бованиям стандарта, если при измерении получены
следующие данные:
Варианты 1 2 3 4 5
6Р, мкм -30 60 40 15 ‘ 62
6 (а/2) 2j7' 40 45' 12' 5'
rfz, мм 14,950 18,680 22,440 43 90 27,612
Обозначение резьбы M16Xl,5-8g M20X2-6g M24X2-6g M45Xl,5-8g M30-6g
121
Продолжение
Варианты 6 7 8 9 10
6Р, мкм 20 36 25 46 78 ;
б(а/2) 12' 8' 30' 25' 16'
di, мм 14,526 28,48 19,145 33,34 33,87
Обозначение резьбы M16-6g M30X2-8g М 20 XI-8g M36-6g M35-6g
Пояснение к решению см. пример 2.
12. Определить приведенный средний диаметр резь-
бы гайки и установить соответствие его размера
требованиям стандарта, если при измерении получены
следующие данные:
Варианты 1 2 3 4 5
6Л мкм 22 -35 -20 -50 62
6 (а/2) 16' 12' 18' 25' 17'
Di, мм 9,51 17,51 19,47 16,92 18,95
Обозначение
резьбы М10Х1-7Я М18Х1-6Я М20Х1-7Я М18Х2-7Я М20Х2-7Я
Продолжение
Варианты 6 7 8 9 10
&Р, мкм 6(а/2) Di, мм Обозначение резьбы Пояснение 13. Опред контркалибро 30 6' 23,24 М24Х1,5-6/7 к решет елить на в, приме 38 40' 32,51 МЗЗХ1-7Я ШЮ СМ. I значение няемых , 45 35' 39,18 М42-6Я тример 2 резьбо! ДЛЯ KOHI 62 34' 34,171 М36ХЗ-6Я > вых кал гроля ре 18 10' 7,50 М8Х1-7Я ибров И !зьбы:
Варианты 1 2 3 4 5
Наименование и обозначение калибра или контркалибра Калибры- пробки ПР; НЕ Контрка- либры- пробки КПР-ПР; КПР-НЕ Контрка- либры- пробки КНЕ-ПР; КНЕ-НЕ Контрка- либры- пробки КИ-НЕ; К-И Калибры- кольца ПР; НЕ
122
Справочный материал
18. Основные размеры метрической резьбы, мм (ГОСТ 24705—81)
Наружный диаметр D; d Для резьбы с крупным шагом Для резьбы с мелкими шагами
Da; di Di; di Р Р-0,5 р- 0,75 p - 1 P- 1,25 P- 1,5 P-2 P-3 P -4
Da; di Di; d\ D2; di Di; d\ Da; di Di; d\ Da; di Di; d\ Da; di Di; d\ Da; di Di; </i Da; di Di; d\ Da; di Di; di
6 5,35 4,917 1 5,675 5,459 5,513 5,188 — — — — — — — —
7 6,35 5,917 1 6,675 6,459 6,513 6,188 — — — — — —r — — — — —
8 7,188 6,647 1,25 7,675 7,459 7,513 7,188 7,350 6,917 — — — — — — — — —
9 8,188 7,647 1,25 8,675 8,459 8,513 8,188 8,350 7,917 — — — — — — — — —
10 9,026 8,376 1,5 9,675 9,459 9,513 9,188 9,350 8,917 9,188 8,647 — — — * — — —
11 10,026 9,376 1,5 10,675 10,459 10,513 10,188 10,350 9,917 — — — — — — — — —
12 10,863 10,106 1,75 11,675 11,459 11,513 11,188 11,350 10,917 11,188 10,647 11,026 10,376 — — — — —
14 12,701 11,835 2 13,675 13,459 13,513 13,188 13,350 12,917 13,188 12,647 13,026 12,376 — — — —
16 14,701 13,835 2 * 15,675 15,459 15,513 15,188 15,350 14,917 — — 15,026 14,376 — — — —
18 16,376 15,294 2,5 17,675 17,459 17,513 17,188 17,350 16,917 — — 17,026 16,376 16,701 15,835 — — —
20 18,376 1 17,294 2,5 19,675 19,459 19,513 19,188 19,350 18,917 — — 19,026 18,376 18,701 17,835 — — -JL
22 20,376 19,294 2,5 21,675 21,459 21,513 21,188 21,350 20,917 — — 21,026 20,376 20,701 19,835 — — —
24 22,051 20,752 3 — — 23,513 23,188 23,350 22,917 — — 23,026 22,376 22,701 21,835 — — —
27 25,051 23,752 3 — — 26,513 26,188 26,350 25,917 — — 26,026 25,376 25,701 24,835 — — —
30 27,727 26,211 3,5 — 29,513 29,188 29,350 28,917 — — 29,026 28,376 28,701 27,835 28,051 26,752 —
33 30,727 29,211 3,5 — — 32,513 32,188 32,350 31,917 — — 32,026 31,376 31,701 30,835 31,051 29,752 —
36 33,402 31,670 4 — — — — 35,350 34,917 — — 35,026 33,376 34,701 33,835 34,051 32,752 —
39 36,402 34,670 4 — — — 38,350 37,917 — — 38,026 37,376 37,701 36,835 37,051 35,752 —
42 39,077 37,129 4,5 — — — — 41,350 40,917 — 41,026 40,376 40,701 39,835 40,051 38,752 39,402 37,670
45 42,077 40,129 43 —— — — 44,350 43,917 44,026 43,376 43,701 42,835 43,051 41,752 42,402 40,670
VIII. ДОПУСКИ И ПОСАДКИ шпоночных
И ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Основные понятия и определения
Допуски и посадки шпонок и пазов стандартизо-
ваны ГОСТ 23360—78 как по размеру b (рис. 67), так
и по ряду других размеров, влияющих на качество
этих соединений.
Рекомендуемые стандартом виды соединений при-
ведены в табл. 19 (см. справочный материал в конце
раздела), а соответствующие им предельные отклоне-
ния — в табл. 20.
В подвижных шпоночных соединениях неизбежен
«мертвый ход», т. е. втулка всегда может быть повер-
нута относительно вала на некоторый угол.
Из рис. 68 видно, что величина угла поворота
втулки зависит от зазора в шпоночном соединении.
Определим возможный угол поворота (рад) при
наибольшем зазоре
а=^АВ/ОА.
Так как а ОА «(d/2)-—1\ + /1, то
а= АВ/ОА 5нб/[ (d/2) -1i + h].
В угловых минутах угол поворота а будет равен
180°.60«5нб __ 3440-Sh6
а— л-[(<//2)-/, + ft)] — (<//2)-/,+Л ’
Рис. 68
124
D Поверхности центрирования
Рис. 69
где 5нб — наибольший зазор в шпоночном соединении;
d — диаметр шпоночного соединения, 6 — глубина
шпоночного паза вала, h — высота шпонки; а — угол
поворота втулки («мертвый ход»).
В прямобочных шлицевых соединениях (по ГОСТ
1139—80) существует три вида центрирования: по
наружному диаметру D (рис. 69, а), по внутреннему
диаметру d (рис. 69, б) и по ширине шлицев Ь
(рис. 69, в).
Для каждого из этих элементов: D, d и Ь стан-
дартом установлены предельные отклонения (см.
табл. 21—26).
Для центрирования шлицевого соединения выби-
рается один из элементов, например наружный диа-
метр £>, на который назначается наиболее жесткий
допуск, а на остальные элементы соединения, внутрен-
ний диаметр d и ширину шлицев b — более грубые
допуски.
Условные обозначения шлицевых соединений долж-
ны содержать:
а) букву, обозначающую поверхность центрирова-
ния (d, D или Ь)\
б) число зубьев и номинальные размеры соедине-
ния (z — число зубьев, d — внутренний диаметр, D —
наружный диаметр);
в) обозначение полей допусков или посадок диа-
метров d и £>, а также размера 6, указываемых после
соответствующих размеров.
В условных обозначениях шлицевых соединений
можно не указывать допуски нецентрирующих эле-
ментов.
125
Примеры условных обозначений шлицевых соеди-
нений по ГОСТ 1139—80 при центрировании:
по d:d — 8X36-----40—ту-Х 7-75-
е8 all /8
число зубьев (шлиц) — 8; внутренний диаметр d =
= 36 мм с посадкой по диаметру центрирования
наружный диаметр £> = 40 мм с посадкой
-~уу~ (эту посадку можно не указывать); ширина зуба
D9
(шлица) 6 = 7 с посадкой “jg~;
по D : D —8Х ЗбХ40-^-Х 7-^-;
по b:b — 8X36X40X7-^-.
С W
В последних двух обозначениях не указаны посад-
ки по нецентрируемым диаметрам.
Примеры обозначения шлицевых деталей при цент-
рировании:
для отверстий
по d:d — 8Х36//7Х40Х
X 7£>9*
по £>:£> —8X36X407/8 X
X7F10;
по 6:6 — 8X36X40X709
для валов
по d\d — 8Х36е8Х40Х
X 7/8;
по £>:£> —8Х36Х4067Х
X 768;
по 6:6 — 8ХЗбХ40Х7е9.
Примеры решения задач
Пример 1. Определить величины зазоров и натя-
гов в шпоночном соединении и вид соединения.
Условие: номинальная ширина шпоночного
соединения 6 = 20 мм. Поле допуска шпонки по шири-
не — 69, паза вала — 7/9» паза втулки — £>10.
Решение: по табл. 20 находим предельные от-
клонения размеров: 2069 (—0,052); 207/9(4-0,052);
2О£>1О(фо:об5).
Наибольший и наименьший зазоры между пазом
втулки и шпонкой
5нб = ES — ei = 0,149 — (—0,052) = 0,201 мм,
Shh = EI — es = 0,065 — 0 = 0,065 мм.
126
Соединение свободное, наибольший натяг между
шпонкой и пазом вала
Nh6 — es — EI = 0 — 0 = 0.
Наибольший зазор между шпонкой и пазом вала
Знб = ES — ei = 0,052 — (—0,052) = 0,104 мм.
Пример 2. Зубчатое колесо соединено с валом
с помощью подвижного шпоночного соединения.
Определить возможный угол поворота зубчатого коле-
са относительно вала.
Условие: диаметр вала 0 50 мм, ширина шпон-
ки 6=16 мм, высота шпонки h— 10 мм, глубина
шпоночного паза вала /1 = 6 мм, поле допуска шпонки
по ширине — 69, поле допуска шпоночного паза зуб-
чатого колеса — D10.
Решение: по табл. 20 найдем; верхнее отклоне-
ние шпоночного паза зубчатого колеса £5 = 0,12 мм
и нижнее отклонение шпонки по ширине е/ =
= —0,043 мм.
Наибольший зазор в шпоночном соединении равен
5нб = £5 — ei = 0,12 — (—0,043) = 0,163 мм.
Определим возможный угол поворота зубчатого
колеса относительно вала
3440 Х$нВ _ 3440X 0,163
(d/2)-Zi+/i ” (50/2) —6 + 10
^19'.
Пример 3. Определить величины наибольшего
и наименьшего зазоров по центрирующему элементу
и боковым сторонам зубьев в шлицевом соединении.
Условие: дано соединение D — 10 X 72 X
Решение: центрирующим элементом является
0 82; по табл. 23 находим предельные отклонения
наружного диаметра втулки 82//7(+0,035) и вала
82/7(Z°o°o376i).
Наибольший зазор равен
5нб = £5 — ei = 0,035 — (—0,071) = 0,106 мм.
Наименьший зазор равен
5нм = £/ — es = 0 — (—0,036) = 0,036 мм.
Размер и предельные отклонения толщины зубьев
127
вала: 12f8(Zo:o43). Размер и предельные отклонения
ширины пазов втулки: 12F8(±o,’oi6).
Наибольший зазор равен
S„6 = £S — ei= 0,043 — (—0,043) = 0,086 мм.
Наименьший зазор равен
SHM = Е1 — es — 0,016 — (—0,016) — 0,032 мм.
Задачи
1. На валике неподвижно закреплена направляю-
щая призматическая шпонка; вдоль оси вала переме-
щается подвижно зубчатое колесо. Установить допуски
и посадки шпоночного соединения (см. рис. 67):
Варианты 1 2 3 4 5 6 7 8 9 10
Размер Ь. мм 6 16 12 18 8 20 4 5 14 24
2. Установить годность пазов под призматическую
шпонку по результатам измерения ширины пазов
(см. табл. 20):
Варианты 1 2 3 4 5
Номинальная ширина паза, мм 20 32 • 40 2 6
вала Поле допуска паза Л5 — Н9
втулки £>10 — Is9 —
Действительная ширина паза, мм 19,96 32,1 39,9 2,01 5,95
128
fl
Продолжение
Варианты 6 7 8 9 10
Номинальная ширина паза, мм 45 60 14 10 2$
вала Поле допуска паза — Л9 Л9
втулки £>10 — Л9 £>10
Действительная ширина паза, мм 45,10 59,89 13,96 10,01 28,12
3. Определить предельные значения зазоров или
натягов между шпонкой и пазом вала, шпонкой и
пазом втулки по следующим данным:
Варианты 1 2 3 4 5 6 • 7 8 9 10
Номинальная ширина шпоноч- ного соединения, мм 3 6 16 20 8 4 32 14 10
Поле допуска шпонки Л9 Л9 Л9 Л9 Л9 Л9 Л9 Л9 Л9 Л9
Поле допуска вала Л9 N) № Н9 Р9 Л9 /Я W9 ^Р9
Поле допуска паза втулки £>10 Л9 jP9 49 • £>10 Р9 £>10 49 jP9
Пояснения к решению см. пример 1 и табл. 20.
4. Блок зубчатых колес соединен с валом с по-
мощью подвижного шпоночного соединения.
Определить возможный угол поворота блока зуб-
чатых колес относительно вала (см. рис. 68):
Варианты 1 2 3 4 5 6 7 8 9 10
Диаметр вала J, мм 58 22 85 75 38 ПО 170 200 130 150
5-337
129
Продолжение
Варианты 1 2 3 4 5 6 7 8 9 10
Ширина шпонки 5, мм 16 6 22 20 10 28 40 45 32 36
Глубина шпо- ночного паза п, мм 6 3,5 9 7,5 5 10 13 15 11 12
Высота шпонки Л, мм 10 6 14 12 8 16 22 25 18 20
Поле допуска шпонки по ширине Л9 Л9 Л9 Л9 Л9 Л9 Л9 Л9 А9 А9
Поле допуска шпоночного паза 010 010 49 4’ 010 49 49 010 49 010
Пояснение к решению см. пример 2.
5. Расшифровать условное обозначение шлицевого
вала, отверстия втулки или соединения:
Вариант Условные обозначения Вариант Условные обозначения
1 d-6X23 ~-X36X6~q 6 b- 10X16X20X2,6e8
2 d-SX56-~X62XV)~g- 7 0-8X42X4807X8/8
3 6-10X72X82X12-^ 8 />-16X62X72X6
4 D-SX32X3S^-X6~ J sb J1 9 rf-10X42g€X52X6A9
5 d—3X56~X 62X10-^7 g6 kl 10 D-20X112X125xJ^X9j|-
6. Определить номинальные размеры, предельные
отклонения и допуски центрирующих элементов шли-
цевого вала и отверстия в шлицевом соединении:
130ц
размеры, предельные отклонения и допуски нецентри-
рующих элементов, шлицевого вала и отверстия в
шлицевом соединении.
8. Определить величины зазоров или натягов по
центрирующему элементу в шлицевых соединениях:
Вариант Условные обозначения Вариант Условные обозначения
1 D-6X23X26 Д\б 3 £>-20 X112Х 125-Д?Х9-т| Л>6 /8
2 <2-8X62-^X68X12-?! /7 Л 9 4 <7-10X72^X78X12 -?| go к!
Продолжение
Вариант Условные обозначения Вариант Условные обозначения
5 £>—8Х52Х6О-^уХ 10^- 8 <2-8X36^42X7-^
6 <7-16X56-^X65X5-^ 9 £>-10X36X45-^5-^-
7 £>—10X72X78 -г^Х 12-Д A6 Jsl 10 .f^-6X26-^-X30X6 — Л к!
5**>
131
Пояснения к решению см. пример 3.
9. . По данным задачи 8 определить величину наи-
больших и наименьших зазоров по боковым сторонам
зубьев шлицевого соединения.
Справочный материал
19. Поля допусков и виды шпоночных
соединении (ГОСТ 23360—78)
Вид соединения Обозначение полей допусков
ширина шпонки паз вала паз втулки
Свободное Нормальное Плотное Л9 № D10 49
20. Предельные отклонения размеров шпонок и пазов по
ширине Ь шпоночных соединении (ГОСТ 23360—78)
Номинальная ширина шпонки и паза, мм На шпонке На валу На втулке На валу и втулке
Л9 Н9 D10 49 Р9
Предельные отклонения размера, мкм
От 1 до 3 -25 +25 -29 +60 +20 +12 -12 -31
Свыше 3 до 6 -30 +30 -30 +78 +30 +15 -15 -12
» 6 » 10 -36 +36 -36 +98 +40 +18 -18 -15 -51
» 10 » 18 “43 +43 -43 +120 +50 +21 -21 -18
132
Продолжение
Номинальная ширина шпонки и паза, мм На шпонке На валу На втулке На валу и втулке
А9 Ю Л9 £>10 Is9 F9
Предельные отклонения размера, мкм
1 » 18 » 30 -52 +52 -52 +149 +65 +26 -26 —22 -74
» 30 »50 -62 +62 ~62 +180 +80 +31 -31 -26 -88
» 50 » 80 —74 +74 -74 +220 +100 +37 -37 -32 -106
» 80 » 120 -87 +87 -87 +260 +120 +43 -37 -124
21. Рекомендуемые предельные отклонения диаметров d и D
при центрировании ио d, мкм (ГОСТ 1139—80)
Элемент соединения Обозначение поля допуска d и D, мм
свыше 10 до 18 свыше 18 до 30 свыше 30 до 40 свыше 40 до 50 свыше 50 до 65 1 свыше 65 до 80 свыше 80 до 100 свыше 100 до 120 свыше 120 до 140
Втулка d Н1 +18 0 +21 0 +25 0 +30 0 +35 0 +40 0
D ни +18( 0 +210 0 +250 0 +300 0 +350 0 +400 0
Вал d -17 -7 -20 —25 -10 -29 -12 -34 -14 -39
133
Продолжение
Элемент соединения Обозначение поля допуска d и D, мм -
свыше 10 до 18 свыше 18 до Ю свыше 30 до 40 свыше 40 до 50 свыше 50 до 65 свыше 65 до 80 свыше 80 до 100 свыше 100 1 до 120 свыше 120 до 140
Вал d Л6 0 -11 0 -13 0 -16 0 -19 0 -22 0 -25
/56 +5,5 -5,5 Jx ck +8 -8 4"9,5 -9,5 +11 -11 +12^ -12,5
/7 -16 -34 -20 -50 -30 -36 -71 48
е8 -32 -69 -40 -73 -50 -89 -60 -106 -72 -126 -85 -148
D all -290 -400 -300 -чзо -310 -470 -320 -480 -340 -530 -360 -550 -380 -600 -410 -630 -460 -710
22. Рекомендуемые предельные отклонения размера b
при центрировании по d, мкм (ГОСТ 1139—80)
Элемент соединения Обозначение поля допуска ft, мм Элемент соединения Обозначение поля допуска Ь, мм
свыше 3 до 6 свыше 6 до 10 свыше 10 до 18 свыше 3 до 6 свыше 6 до 10 свыше 10 до 18
Втулка b ТФ +60 +30 +76 +40 +93 +50 Вал b Л -10 *2® -13 -35 -16 -43
Л0 +58 +10 +71 +13 +86 +16 А8 оо о 1 0 —22 0 -27
Вал gfa 1 -12 -5 -14 -17 । б9 -20 -50 ’-25 -32 -75
134
Продолжение
Элемент соединения Обозначение поля допуска д, мм- t Элемент соединения Обозначение поля допуска Ь, мм
свыше 3 до 6 свыше 6 до 10 свыше 10 до 18 свыше 3 до 6 J свыше 6 до 10 свыше 10 до 18
b Л7 0 -12 0 -15 0 -18 b Г9 - -10 -13 -49 -16
Вал к! +13 +16 +19 +1 Вал Л9 0 -30 0 -36 0
е8 -20 -38 -25 -32 -59 </10 -30 -78 -98 -50 -120
23. Рекомендуемые предельные отклонения диаметров Dud
при центрировании по D, мм (ГОСТ 1139—80)
Элемент соединения Обозначение поля допуска D и d, мм
свыше 10 до 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 140
Втулка D Н7 + 18 0 +21 0 +25 0 +30 0 +35 0 +40 0
нъ +27 0 +33 0 +39 0 +46 0 +54 0 +63 0
d НН +110 0 +130 0 +160 0 +190 0 +220 0 +250 0
Вал D -17 -20 -25 -10 -29 -12 -34 -14 -39
А6 0 -11 0 -13 0 -16 0 -19 0 -22 0 -25
135
Продолжение
Элемент соединения Обозначение поля допуска Dud, мм
свыше 10 до 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 140
Вал D is 6 +5,5 -5,5 +6,5 “6,5 + °Г +9,5 “9,5 +11 -11 +12,5 -12,5
П -16 -34 -20 -25 -50 -30 т60 -36 -71 -83
24. Предельные отклонения размера b при центрировании
по D, мкм (ГОСТ 1139-80)
Элемент соединения Обозначение поля допуска Ь, мм Элемент соединения Обозначение поля допуска b, мм
свыше 3 до 6 свыше 6 до 10 свыше 10 до 18 свыше 3 до 6 1 свыше 6 до 10 . — свыше 10 до 18
/В +28 +10 +35 +13 +43 +16 /8 -10 -28 -13 -35 -16
Втулка F10 +58 +10 +71 +13 +86 +16 Вал Ь Л8 0 -18 0 —22 0 -27
b п -10 -22 -13 -28 -16 -34 е9 -20 -50 । -32 -75
Вал id 4"6 +7 -7 4*9 dlQ -30 -78 -^0 -98 -50 -120
е8 -20 -38 -25 -32 -59
136
25. Рекомендуемые предельные отклонения размеров b
при центрировании по Ь, мкм (ГОСТ 1139—80)
Элемент соединения Обозначение поля допуска мм Элемент соединения Обозначение поля допуска Ь, мм
свыше 3 до 6 свыше 6 до 10 свыше 10 до 18 свыше 3 до 6 । свыше 6 до 10 свыше 10 до 18
Втулка b +28 +10 +35 +13 +43 +16 Вал b й 4"6 +7 -7
т» +60 +30 +76 +40 +93 +50 е8 -20 -38 —47 -32 -59
но +58 +10 +71 +13 +86 +16 Я -10 -28 -13 -35 -16
26. Рекомендуемые предельные отклонения диаметра D
при центрировании по Ь9 мкм (ГОСТ 1139—80)
Элемент соединения Обозначение поля допуска А мм
свыше 10 до 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 140
Втулка А мм Н12 +180 0 +210 0 +250 0 +300 0 +350 0 +400 0
Вал all -290 -400 -300 -430 -320 -480 -360 550 410 -630 -460 -710
л
IX. ДОПУСКИ цилиндрических
ЗУБЧАТЫХ ПЕРЕДАЧ
Основные понятия и определения
Для зубчатых колес и передач по ГОСТ 1643—81
установлены нормы кинетической точности, плавности
работы, контакта зубьев и бокового зазора.
По первым трем нормам ГОСТ 1643—81 устанав-
ливает 12 степеней точности зубчатых колес и передач
с модулем 1—50 мм, обозначаемых в порядке убыва-
ния точности цифрами 1, 2, 3, , 12.
Допускается комбинирование норм кинематической
точности, плавности работы и норм контакта зубьев,
зубчатых колес и передач, разных степеней точности
Контроль колес по всем приведенным в стандарте
показателям не является необходимым. Устанавлива-
ются взаимно равноправные комплексы нормируемых
показателей, подлежащих контролю.
Один из комплексов приведен в табл. 27.
В табл. 28 и 29 приведены нормы кинематической
точности и плавности работы прямозубых и узких
косозубых цилиндрических колес.
Нормы контакта зубьев (см. табл. 31) определя-
ются величинами пятен контакта (рис. 70) сопряжен-
ных зубьев в передаче (например, при контроле «на
краску») и оцениваются в % как по длине зуба
[(а— с)/Ь] • 100%, так и по его высоте (hzn/hp)100% =
’=(/im/2/n)100%.
Установлено шесть видов сопряжений и восемь
видов допуска на боковой зазор.
Вид сопряжения А, В, С, £>, Е, Н характеризует
гарантированный боковой зазор /
возможный боковой зазор.
Вид допуска а, Ь, с, d, h
характеризует возможный наи-
больший боковой зазор.
Устанавливается шесть клас-
сов отклонений межосевого
расстояния, обозначаемых в
порядке убывания точности
римскими цифрами от I до VI.
Г арантированный боковой
зазор для каждого вида сопря-
жений обеспечивается при со-
п min, т. е. наименьший
138
блюдении соответствия классов межосевого расстоя-
ния и видов сопряжений (см. табл. 30).
При необходимости изменения значения бокового
зазора допускается изменять соответствие между
видом сопряжения и видом допуска на боковой зазор,
используя при этом виды допуска z, у, х.
Допускается также изменять соответствие между
видом сопряжения и классом отклонений межосевого
расстояния.
Условные обозначения точности зубчатых колес
и передач
Если все нормы назначены по одной степени точ-
ности, то обозначение производится одной цифрой и
буквой, например: 7-С ГОСТ 1643—81 — степень точ-
ности 7, по всем нормам (кинематической точности,
плавности работы и контакта зубьев) вид сопряже-
ния — С с допуском на боковой зазор — с (вид допу-
ска на боковой зазор в обозначении не указывается,
если соблюдено соответствие с видом сопряжения,
указанным в табл. 30). Класс отклонения межосевого
расстояния не указывается, если соблюдено соответ-
ствие с видом сопряжения, указанным в табл. 30.
При комбинировании норм из разных степеней
точности обозначается последовательным написанием
трех цифр и двух букв. Например: 8-7-6-Ва
ГОСТ 1643-81. Первая цифра обозначает степень по
нормам кинематической точности — 8, вторая — сте-
пень точности по нормам плавности работы — 7,
третья — степень точности по нормам контакта
зубьев — 6, вид сопряжения — В, допуск на боковой
зазор — а. Класс точности межосевого расстояния V.
При изменении соответствия между видом сопря-
жения и классом отклонения межосевого расстояния
в обозначении после вида сопряжения и вида допуска
через косую черту указывается класс отклонения меж-
осевого расстояния и через тире рассчитанный гаран-
тированный боковой зазор jn min (мкм). Например,
7-CA/V—128 ГОСТ 1643—81.
Создание бокового зазора в передаче в той мере,
в которой это зависит от одного колеса, обеспечивает-
ся смещением исходного контура (рис. 71, а и б, здесь
и далее рассматриваются колеса с внешними зу-
бьями).
139
___________Дополнительное
смещение исходного контура
Допуск на смещение
исходного контура
б)
Рис. 71
Номинальное положение
исходного контура
Зуб. колеса при наименьшем
смещении исходного контура
Зуд, колеса при наибольшем
смещении исходного контура
Зубчатое
зазора, если
-Ен
оценки смещения ис-
контура, измеренного
Для
ходного
зубомером смещения, в табл. 32
приведены величины наимень-
шего дополнительного смеще-
ния, исходного контура — Ehs
и наименьшего отклонения тол-
щины зуба — Ecs, а в табл.
36 — величина допуска на сме-
щение исходного контура Тн и
толщину зуба Тс.
будет годным по нормам бокового
колесо
измеренное Енг будет отвечать условию
Енг — Ehs + Тн.
Одним из распространенных методов контроля
смещения исходного контура на производстве является
контроль с помощью кромочного зубомера (штанген-
зубомера) толщины зуба Sc до _ постоянной хорде
(рис. 72). Номинальное значение Sc:
Sc — 0,5лт cos2 ад; ад = 20°, Sc = 1,378m.
Расстояние hc от вершины зуба до постоянной
хорды:
hc=m — 0,5Sc tg с^; при ад = 20°, hc = 0,748m;
«д — угол профиля исходного контура, m — модуль.
При нарезании зубчатых колес для обеспечения
наименьшего дополнительного смещения исходного
140
контура наименьшее дополнительное радиальное вре-
зание режущего инструмента Д/гнм по результатам
измерения кромочным зубомером (штенгензубомером)
толщины зуба Scr определяется по формуле
A/iHM = (Scr — Sc — Ecs)/(2tg ад); при ад = 20°;
ДЛнм = (Scr-Sc- Ес$)/0,728.
Величина наибольшего дополнительного врезания
С\Г1нб-Z-M1HM т 1 н.
Для обеспечения бокового зазора в передаче
вместо дополнительного смещения исходного контура
нормируется наименьшее отклонение средней длины
общей нормали — Ewms (рис. 73). Нормы на наимень-
шее отклонение средней длины общей нормали Ewms
и допуски Twm приведены в табл. 33, 34 и 35. Номи-
нальная длина общей нормали для некоррегирован-
ных прямозубых колес с углом исходного контура
а=20° определяется по формуле
W = т[ 2,952(п - 0,5) + 0,014904 • z],
где z — число зубьев колеса; п — число зубьев, охва-
тываемых при измерении; п =— 4-0,6 и округляется
до ближайшего целого числа.
Длина общей нормали может измеряться с по-
мощью нормалемеров или зубомерных микрометров.
По результатам измерений средняя длина общей нор-
мали подсчитывается по формуле
д7|+д7г+...+д7„.
" тг & »
где ITг, W2\ ...; Wn— измеренные значения средней
длины общей нормали; k — число измерений.
w2
w
Рис. 73
Действительные длины
общей нормали
~EWms Зля зубчатого колеса
t * г Внешними зубьями
\+Ewmi для зубчатого колеса
* ' с Внутренними зубьями
Номинальная длина общей нормали
141
По этим же данным определяют величину колеба-
ния длины общей нормали Fvwr‘.
Fvwr~ U^max ^min,
где IFmax и ITmin — наибольшая и наименьшая величи-
ны из числа измеренных значений.
Примеры решения задач
Пример 1. Определить степень точности зубча-
того колеса по результатам измерения показателей
кинематической точности.
Условие: число зубьев г — 32, модуль т =
— 1,5 мм. Действительное значение радиального бие-
ния зубчатого венца F„=24mkm, колебания длины
общей нормали Fvwr = 12 мкм.
Решение: диаметр делительной окружности
dd= mz= 1,5-32 — 48 мм.
По табл. 28 в зависимости от dd = 48 мм и т =
= 1,5 мм определим, что по показателям Frr = 24 мкм
Pvwr= 12 мкм зубчатое колесо соответствует 6-й степе-
ни по нормам кинематической точности.
Пример 2. Определить годность зубчатого коле-
са по результатам измерений.
Условие: число зубьев z=38, длина зуба Ь =
= 16 мм, модуль /и=2мм. Обозначение точности:
7-7-6-Ва ГОСТ 1643—8L Номинальная толщина
зуба по постоянной хорде Sc= 2,774 мм.
Действительные значения показателей: кинемати-
ческой точности Ггг=30мкм; Fvwp = 21 мкм; плавно-
сти работы fPbr= 12 мкм; ffr = $ мкм.
Размеры пятна контакта:
а= 14 мм; с = 2_мм; hm = 2,5 мм; толщина зуба по
постоянной хорде Scr = 2,62 мм.
Решение: диаметр делительной окружности
dd= т- z= 2-38 — 76 мм.
По табл. 28 при т = 2мм и ^ = 76мм значения
Frr и Fvwr соответствуют 7-й степени по нормам кине-
матической точности.
По табл. 29 при /и = 2мм и с^ = 76мм значения
fpbr и ffr соответствуют 7-й степени точности по нормам
плавности работы.
Относительные размеры пятна контакта (см.
рис. 70) по длине зуба [(а — с)/Ь] • 100% = [(14 —
142
— 2)/16] • 100% = 75%, по высоте зуба (hm/2m)X
X 100% = [ 2,5/(2 • 2)] • 100% = 63%.
По нормам контакта зубьев колесо соответствует
6-й степени точности (табл. 31).
По табл. 32 для вида сопряжения В, 7-й степени
точности по нормам плавности и диаметра делитель-
ной окружности б(а=76мм находим наименьшее от-
клонение толщины зуба Ecs= —100 мкм = —0,1 мм.
Определяем допуск на толщину зуба Тс.
По табл. 28 по заданной 7-й степени кинематиче-
ской точности находим величину допуска на радиаль-
ное биение зубчатого колеса. Для tn = 2 мм и ^ =
= 76 мм находим Гг=36мкм.
По табл. 36 для вида допуска на боковой зазор а
и допуска Гг=36 мкм определяем: допуск на толщину
зуба Тс= 120 мкм = 0,12 мм. Наибольшее отклонение
толщины зуба равно
-(|£J + Тс)= —(0,1 +0,12)= -0,22 мм.
Номинальная толщина зуба и предельные откло-
нения
Sc=2,774zg:^.
Из сравнения Sc и 5СЛ = 2,62 мм видно, что по тол-
щине зуба колесо годное.
Зубчатое колесо является годным, так как соответ-
ствует всем заданным нормам.
Пример 3. Определить толщину зуба по посто-
янной хорде, наименьшее и наибольшее отклонения
толщины зуба, а также наибольшую и наименьшую
величину смещения исходного контура.
Условие: число зубьев z = 30, модуль т = 3 мм,
угол профиля исходного контура Од = 20°. Обозначе-
ние точности: 7-7-8-D ГОСТ 1643—81.
Решение: диаметр делительной окружности
= mz = 3*30= 90 мм.
Толщина зуба по постоянной хорде SC= 1,387X
X т = 1,387*3=4,161 мм.
По табл. 32 для вида сопряжения D в зависимости
от степени точности 8 по нормам плавности и dd =
= 90 мм находим: EHs ——70 мкм =—0,07 мм; Ecs =
= —50 мкм=—0,05 мм.
По табл. 36 в зависимости от вида допуска на
боковой зазор b и допуска на радиальное биение
143
Ег=36мкм (см. табл. 28) определяем: 7\=120мкм;
Тс = 90 мкм.
Наибольшее отклонение толщины зуба:
—(|ECS| + Л).= -(50 + 90)= —140 мкм.
Толщина зуба по постоянной хорде и предельные
отклонения
Sc=4,i6iz8;?18.
Наибольшая величина дополнительного смещения
исходного контура: —+ Тн) =—(50+ 120) =
= 170 мкм.
Пример 4. Определить величину наименьшего
дополнительного радиального врезания червячной
фрезы для обеспечения наименьшего дополнительного
смещения исходного контура по результатам измере-
ния постоянной хорды.
Условие: число зубьев z=80, модуль tn =
= 3 мм. Угол профиля исходного контура «^ = 20°.
Номинальное значение постоянной хорды Sс=4,161 мм.
Измеренное значение постоянной хорды Scr = 4,22 мм.
Обозначение точности зубчатого колеса 7-6-7-Д
ГОСТ 1643—81.
Решение: диаметр делительной окружности
dd= mz = 3’80= 240 мм.
Наименьшее отклонение толщины зуба —Ecs =
=—200 мкм =—0,2 мм (см. табл. 32).
Наименьшая величина дополнительного радиально-
го врезания
Д^нм — (Ecr Sc Ecs)/0,728 —
= [4,22 — 4,161— (— 0,2)] /0,728 = 0,355 мм.
Пример 5. Определить среднюю длину общей
нормали, наименьшее и наибольшее предельные от-
клонения и число зубьев, охватываемых при измерении
длины общей нормали.
Условие: число зубьев колеса z=20, модуль
т = 3 мм; обозначение точности: 8-7-6-В ГОСТ 1643—81.
Решение: число зубьев охватываемых изме-
рений
п = -?- + 0,6= — +0,6=2,22+0,6=2,82, округляем
У
п = 3.
144
Номинальная длина общей нормали
W = т[ 2,952(п - 0,5) + 0,014904 • z] =
= 3[ 2,952(3 — 0,5) + 0,014904 - 20] = 23,034 мм.
Диаметр делительной окружности dd = mz — 3-20 =
= 60 мм. Наименьшее отклонение средней длины об-
щей нормали Ewms определяется суммой отклонений
слагаемого 1 (см. табл. 33) и слагаемого 2 (см.
табл. 34).
По табл. 33 для вида сопряжения В и степени 7
по нормам плавности и в зависимости от диаметра dd
определяем первое слагаемое Ewms—100 мкм.
По табл. 34 в зависимости от допуска Fr (8-я сте-
пень) на радиальное биение (45 мкм) определяем
второе слагаемое Ewms— 11 мкм.
Наименьшее отклонение длины общей нормали
Ewms= — 100 + (—11)= — 111 мкм.
По табл. 35 в зависимости от вида сопряжения В
и допуска на радиальное биение /> = 45 мкм опреде-
ляем допуск на среднюю длину общей нормали
(—70 мкм). Наибольшее отклонение средней длины
общей нормали
( —111) + (~70)= —181 мкм.
Номинальная длина общей нормали и ее предель-
ные отклонения
«7 = 23,03438:^1.
Задачи
1. Расшифровать условное обозначение точности
цилиндрических зубчатых колес и передач:
Вариант 1 2 3 4 5
Обозна- чено на чертеже 6-В ' ГОСТ 1643-81 7-6-7D ГОСТ 1643-81 34-5-D ГОСТ 1643-81 9-Я ГОСТ 1643-81 6-6-7-Е ГОСТ 1643-81
145
Продолжение
Вариант б 7 8 9 10
Обозна- чено на 5-Я 8-Л 4-5-4-С 3++Я 7-Со/И—128
чертеже ГОСТ 1643-81 ГОСТ 1643-81 ГОСТ 1643-81 ГОСТ 1643-81 ГОСТ 1643-81
2. Определить степень точности зубчатых колес по
результатам измерения показателей кинематической
точности Frr и Fvwr’
Вариант 1 2 3 4 5 6 7 8 9 10
Модуль т, мм 1,5 2 1,5 2,5 3 1,5 2,75 3 1,25 3
Число зубьев z 30 70 60 40 30 50 18 41 56 97
Значение Frri мкм Значение Fvwr, 12 20 30 48 9 15 20 31 42 16
мкм 6 24 19 8 11 10 24 28 20 •
Пояснение к решению см. пример 1.
3. Определить степень точности зубчатых колес,
если действительные отклонения шага зацепления
fpbr и погрешность профиля зуба ffr равны:
Вариант 1 2 3 4 5 6 7 8 9 10
Модуль W, ММ 2 1 1,5 3 2,5 3,5 1,25 2,75 3 1,75
Число зубьев z 60 75 53 50 112 90 36 40 84 52
Отклонение fpbr., мкм +16 —9 —12 +21 —22 +18 -8 +14 —7 +13
Погрешность fjr, мкм 10 8 11 18 18 15 6 5 10 9
Пояснение к решению см. пример 2.
4. Определить степень точности зубчатого колеса,
если при измерении суммарного пятна контакта
получены следующие результаты:
146
Вариант 1 2 3 4 5 6 7 8 9 10.
Модуль W, ММ 3 6 4 2 6 3,5 3 5 2,5 4
Длина зуба 6, мм 30 72 40 20 60 40 36 60 30 48
Размеры пятна контак- та, мм hm 4 7 2 2 5,5 2,5 3,5 5,5 2,5 2,5
а 24 65 36 17 56 36 30 55 27 42
с 2 6 22 3 21 20 2 10 0 20
Пояснение к решению см. пример 2.
5. Определить допуски на радиальное биение зуб-
чатого венца, колебание длины общей нормали, от-
клонение шага зацепления, погрешность профиля зуба,
пятно контакта для прямозубых цилиндрических колес
по заданным степеням точности:
Пояснение к решению см. пример 2.
6. Определить допускаемые отклонения по нормам
кинематической точности Fr и плавности работы
fpb и ff и пятна контакта цилиндрических колес, если
известно:
147
Пояснение к решению см. пример 2.
7. Определить наибольшую и наименьшую величи-
ну смещения исходного контура по показателям Ehs
и Тн для создания необходимого бокового зазора
между зубьями сопряженных колес, если на чертеже
обозначено:
Вариант 1 2 3 4 5 6 7 8 9 10
Степень точно- сти, вид сопряже- ния и вид допуска 5-Я 8-Я 7-Л 7-С 6-£ 6-D 4-В 8-5 7-Я 5-Е
Модуль ЛИ, мм 1 2 13 2,5 1,25 3 1,75 3,5 2,75 3
Число зубьев z 50 37 66 60 72 57 69 100 98 67
Пояснение к решению см. пример 3.
8. Определить толщину зуба Sc по постоянной
хорде, цилиндрического наружного колеса, наимень-
шее отклонение толщины зуба Ecs и допуск на тол-
щину Тс для измерения кромочным зубомером (штан-
гензубомером), если известно:
9. Определить годность цилиндрического зубчато-
го колеса наружного зацепления по _ результатам
измерения величины постоянной хорды Scr. Угол про-
филя исходного контура аа = 20°:
Варианты 1 2 3 4 5
Модуль ЛИ, мм 3 1,5 2 2,5 1,25
Число зубьев z 46 80 47 52 72
Действительное значе- ние Scr, мм 3,98 2,05 2,7 3,44 2,38
Степени точности, вид сопряжения и вид допуска 8-5 4-5-5-Я 8-7-8-Я 7-Я 4-5-5-С
148
Продолжение
Варианты 6 7 8 9 10
Модуль ту мм 1,75 3 3,5 3 1,5
Число зубьев z Действительное значе- 64 50 102 90 50
ние Sen мм Степени точности, вид 2,31 3,92 4,55 4,13 1,95
сопряжения и вид допуска 6-А 5-Е 6-5-6-Л 4-Я 7-6-7-Е
Пояснение к решению см. пример 2.
10. Определить номинальную длину общей норма-
ли, ее наибольшее и наименьшее предельные откло-
нения у прямозубых цилиндрических колес с углом
исходного контура а=20°, если известно:
Варианты 1 2 3 4 5
Модуль И7, мм 2 4 1,5 3 3,5
Число зубьев z Степени точности, вид 20 18 40 50
сопряжения и вид допуска 7-6-7-D 8-7-7-Е 6-Я 3-4-5-Е 6-6-7-D
Продолжение
Варианты 6 7 8 9 10
Модуль И7, мм 4,5 2,5 5 3,5 1,75
Число зубьев z Степени точности, вид 100 30 45 150 200
сопряжения и вид допуска 8-Е 44-5-С 8-7-8-Л 7-Я 6-5-6-Е
Пояснение к решению см. пример 5.
11. Определить годность цилиндрических зубчатых
колес с углом исходного контура а=20° по показате-
лям: средняя длина общей нормали и ее колебание
по результатам измерения длин общих нормалей:
149
Варианты 1 2 3 4 5
Модуль т, мм 3 2 3,5 1,5 4
Число зубьев z 40 18 80 120 90
Степени точности, вид сопряжений и вид допуска 7-Е 8-7-7-Я 6-7-7-С 6-Я 8-7-8-Л
Номинальная длина общей нормали РК 41,534 27,518 102,08 65,302 129,031
Измеренные значе- ния длин общих нормалей W\ 41,490 27,495 101,76 65,225 128,730
41,485 27,490 101,80 65,230 128,690
№з 41,475 27,480 101,85 65,238 128,710
И4 41,470 27,470 101,96 65,250 Яр 129,685 одолжение
Варианты 6 7 8 9 10
Модуль т, мм 5 4,5 2,5 2,75 3,5
Число Зубьев z 35 45 50 30 60
Степени точности, вид сопряжений и вид допуска 5-В 6-6-7-Я 4-С 5-5-6-D 7-8-7-Е
Номинальная длина общей нормали W 68,724 79 902 42,343 29,570 70,102
Измеренные значе- ния длин общих нормалей W\ 68,605 79,880 42,28 29,530 69,98
W2 68,618 79,872 42,27 29,522 69,67
68,615 79,863 42,25 29,525 69,63
68,620 79,858 42,23 29,531 69,60
150
12. Определить годность зубчатых колес наружного
зацепления по заданным степеням точности и видам
сопряжений, если при измерении получены следующие
результаты:
Варианты 1 2 3 4 5
Модуль W1, мм 2 3 1,25 1,5 3,5
Число зубьев z 38 30 40 53 40
Степени точности, вид сопряжения и вид допуска 8 Z> 8-7-7-£Г 6-7-7-C 5-6-6-Я 4-£
Отклонения по показателям, мкм Frr 45 48 20 15 12
28 25 9 10 19
fpbr +18 -15 +13 -10 +5
ffr 12 ’ 12 10 7 4
%Hr -110 —180 -120 -30 —45
Пятно контакта по высоте, % 35 46 50 48 62
Пятно контакта по длине, % 50 61 • 75 65 93
Продолжение
Варианты 6 7 8 9 10
Моду/н» тл, мм 1,5 1,75 2,5 3,5 3
Число зубьев z 30 40 47 75 100
151
Продолжение
Варианты 6 7 8 9 10
Степени точности, вид сопряжения и вид допуска 8-7-7-Г 1-A 6-5-6-Z) 5-H Ы 6-C
Отклонения по показателям, мкм £ *^гг 36 43 23 20 40
Fpwr 16 24 15 16 32
fpAr +13 -14 — -8 +12
ff, 9 10 7 7 12
EHr -20 -240 -75 -32 -215
Пятно контакта по высоте, % 46 50 55 60 59
Пятно контакта по длине, % 70 62 74 87 76
Пояснение к решению см. , пример 2.
13. Определить величину наименьшего дополни-
тельного радиального врезания режущего инструмен-
та (смещение исходного контура) по результатам
измерения постоянной хорды Scr. Угол профиля исход-
ного контура нарезаемого колеса 20°:
Варианты 1 2 3 4 5
Модуль тл, мм Число зубьев z 2 3 1 2,5 1,25
45 80 90 140 75
Степень точности, вид сопряжения и вид допуска 8-5 8-7-8-Я 1-А 8-5 1-А
__ Номинальное значение Sc, мм 2,774 4,161 1,387 3,468 1,734
Действительное значе- ние Scr, мм 2,8 4,25 1,40 3,47 1,81
152
Продолжение
Варианты 6 7 8 9 10
Модуль т, мм 3,5 3 1,75 1 1,5
Число зубьев z НО 90 50 70 132
Степень точности, вид сопряжения и вид допуска 7-6-7-Л 7-В 6-7-7-Е 8-С 7-А
Номинальное значение Sc, мм 4,855 4,161 2,427 1,387 2,081
Действительное значе- ние Scr, мм 4,95 V 2,52 1,4 2,2
Пояснение к решению см. пример 4.
Справочный материал
27. Комплекс показателей для контроля узких цилиндрических
колес 3—8-й степеней точности
Наименование норм Наименование показателей Обозначе- ние пока- зателей Обозначе- ние допу- ска пока- зателей
Кинематическая точ- ность колес 1. Радиальное биение зубчатого венца Р р
2. Колебание длины общей нормали Fvwr Fyw
Плавность работы 1. Отклонение шага за- цепления fpbr fpb
2. Погрешность про- филя зуба ffr.
Контакт зубьев колес в передаче с регулируемым расположением осей Суммарное пятно кон- такта — —
153
28. Нормы кинематической тошюсти прямозубых
н косозубых цилиндрических колес
по показателям Frr и Fvwr ГОСТ 1643—81
Степени точности Обозначе- ние допу- ска Модуль /и, мм Диаметр делительной окружности, мм
до 125 свыше 125 до 400 свыше 400 до 800
4’ Ъ От 1 до 3,5 свыше 3,5 до 6,3 10 ' 11 15 16 18 20
F„„ » 1 » 10 6 12 18
5 Pr » 1 » 3,5 3,5 » 6.3 16 18 22 25 28 32
Fvvt » 1 » 16 10 18 28
6 F? » 1 » 3,5 3,5 » 6,3 25 28 36 40 45 50
^vw » 1 » 16 16 28 45
7 Ft От 1 до 3,5 свыше 3,5 до 6,3 36 40 50 56 63 71
Fvw ; » 1 » 25 22 40 60
Fr » 1 » 3,5 3,5 » 6,3 45 50 63 71 80 90
8 Fy w » 1 » 40 ' 28 50 80
154
29. Нормы плавности работы прямозубых и косозубых
цилиндрических колес по показателям fpbr и fr »
мкм, ГОСТ 1643-81
Степени точности Модуль т, мм Диаметр делительной окружности, мм
до 125 свыше 125 до 400 свыше 400 до 600
4 От 1 до 3,5 fpb fpb fpb ff
±3,8 4,8 ±4,2 5,3 ±4,8 6,5
5 » 1 » 3,5 ±5,6 6 ±6,7 7 ±7,5 9
6 » 1 » 3,5 ±9,5 8 ±10 9 ±12 12
7 » 1 » 3,5 ±13 11 ±15 13 ±17 17
8 » 1 » 3,5 ±19 14 ±21 18 ±24 25
30. Гарантированный боковой зазор
Обозначение Характер гарантированного наименьшего бокового зазора в сопряжении Степени точности по нормам работы
виды со- пряжений виды до- пуска на боковой зазор классы от- клонений межосевого расе гояния
PJ А п Нулевой 3-7
Е А II Особо малый 3-7
D d III Малый 3-8
С с IV Уменьшенный 3—9
В b V Нормальный 3-11
А а VI Увеличенный 3-12
— Z — Большой —
—* У — » —
X — » —
155
31. Нормы контакта зубьев в передаче
по суммарному пятну контакта для модулей 1—55 мм
Степени точности Направление измерения пятна на зубе по Относитель- ная величина пятна кон- такта, %, не менее Степени точности Направление измерения пятна на зубе по Относитель- ная величина пятна кон- такта, %, не менее
4 высоте 60 7 высоте 45
длине 90 длине 60
5 высоте 55 8 высоте 40
длине 80 длине 50
6 высоте 50 9 высоте 30
длине 70 длине 40
33. Нормы бокового зазора (показатели или
— слагаемое I и ~E^S или +EW), мкм
X о Делительный диаметр d, мм
№ X X м Н 5 о CQ о 2 о оо о оо о гм СО 8 о о ю о СО ЧО
X о * х 5 в* с о оо >гше 125 081 эгпг оя ЭГШ ЭШ1 о о В 1ше 630 008 ЭГШ
н стЗ о СО О - свь до л - Л ~
сх с х S X Q. ч и ч о Ч СО О о Ч О П s§ О Е(
о
о С X
=1 о
X ь о МКМ
CQ О с
н 3~6 8 10 11 12 14 16 18 20 22
7 10 10 12 14 16 18 20 22 25
Е 20 24 28 30 35 40 45 50 55
7 1 25 30 30 35 40 45 50 55 60
3—6 : 30 35 40 50 55 60 70 70 90
D 7 35 40 50 55 60 70 70 80 100
8 40 50 50 60 70 70 80 90 ПО
3—6 50 60 70 80 90 100 ПО 120 140
(J 7 55 70 70 80 100 nd 120 140 140
8 60 80 80 100 110 120 140 140 160
9 70 80 100 ПО 120 140 140 160 200
156
32. Наименьшее дополнительное смещение исходного контура —Ец5 и наименьшее
отклонение толщины зуба —Ecs, мкм, для зубчатых колес с внешними зубьями
Вид сопряжения Степени точности по нормам плавности Диаметр делительной окружности, мм
до 80 свыше 80 до 125 свыше 125 до 18( свыше 180 до 250 свыше 250 до 315 свыше 315 до 400
~EHs Есз ~EHs Есз ~EHs ECS ~EHs ~Ecs EHs ~Ecs - ~Efs ЕСЗ
Н 1 12 9 14 10 16 12 18 14 20 16 22 16
7 14 10 16 12 18 14 20 14 22 16. ^5 17
Е 30 22 35 25 40 30 46 35 52 40 57 40
7 35 25 40 30 45 35 50 35 56 40 60 45
3~6 46 35 54 40 63 45 72 55 81 60 89 60
D 7 50 35 60 45 70 50 80 60 90 70 100 70
8 55 40 70 50 80 60 90 70 100 70 НО 80
74 55 87 60 100 70 115 80 130 90 140 100
С 7 80 60 100 70 ПО 80 120 90 140 100 160 120
8 90 70 НО 80 120 90 140 100 160 120 180 140
3~6 120 90 140 100 160 120 185 140 210 160 230 160
в 7 140 100 160 120 180 140 200 140 250 180 250 180
8 140 100 160 120 200 140 220 160 250 180 280 200
190 140 220 160 250 180 290 200 320 250 360 250
А 7 200 150 250 180 280 200 300 220 350 250 400 300
сл *4 8 220 160 280 200 300 220 350 250 400 300 450 350
34. Нормы бокового зазора (показатель —Е„. или +£„. .— слагаемое П), мкм
it ms wtnt
Допуск на радиальное биение зубчатого венца Fr
до 8 свыше 8 до 10 свыше 10 до 12 свыше 12 до 16 свыше 16 до 20 свыше 20 д о 25 свыше 25 до 32 свыше 32 до 40 свыше 40 до 50 свыше 50 до 60 свыше 60 до 80 свыше 80 до 100 свыше 100 до 125 свыше 125 до 160 свыше 160 до 200 свыше 200 до 250 свыше 250 до 320 свыше 320 до 400
2 2 3 3 4 5 7 9 11 14 18 22 25 35 45 55 70 90
Примечания: 1. Принятые обозначения:
EiVms наименьшее отклонение средней Длины общей нормали (слагаемое II) для зубчатого колеса с внешними зубьями
(со знаком минус);
~ наименьшее отклонение средней длины общей нормали (слагаемое II) для зубчатого колеса с внутренними зубьями
(со знаком плюс).
2. Величина наименьшего отклонения средней длины общей нормали EWms (Е^тг) определяется сложением слагаемого I
(табл. 33) со слагаемым II (табл. 34).
Например, величина Е^т$ для колеса 8-й степени точности с <7 “300 мм, /и —5 мм будет равна по табл, 33—110 мкм и
по табл. 34 —18 мкм.
Таким образом, EiVms и (~ 110) + (—18) == —128 мкм (или EWm “+128 мкм). Величина наименьшего отклонения длины
общей нормали EWs определяется по табл. 33. Эта величина равна —ПО мкм.
35. Нормы бокового зазора (7^ —допуск на среднюю длину общей нормали), мкм
Вид со- пряжения Вид допуска Допуск на радиальное биение зубчатого венца Fr, мкм
до 8 свыше 8 до 10 свыше 10 до 12 свыше 12 до 16 свыше 16 до 20 свыше 20 до 25 свыше 25 до 32 свыше 32 до 40 свыше 40 до 50 свыше 50 до 60 свыше 60 до 80 свыше 80 до 100 свыше 100 до 125 свыше 125 до 160 свыше 160 до 200 свыше 200 до 250 свыше 250 до 320 свыше 320 до 400
Н, Е h 16 16 18 20 20 20 22 ' 25 25 28 30 40 55 70 80 100 100 140
D d 20 25 25 25 28 30 35 40 49 40 60 70 80 100 120 140 160 240
С с 28 30 30 35 40 45 45 50 60 70 90 ПО 120 140 180 240 280 300
В b 35 40 40 40 45 50 55 60 70 100 100 120 140 200 250 300 350 450
а 45 50 50 55 60 60 80 90 100 ПО 140 150 180 240 280 350 450 550
— Z 60 60 60 70 70 80 100 ПО 120 140 180 200 250 300 400 500 600 800
— У 70 80 90 90 100 НО 120 160 180 220 240 300 350 400 500 600 800 900
X 90 100 100 110 120 140 160 180 220 250 300 350 400 550 700 800 1100 1200
Примечание. Величина Fr устанавливается в соответствии с нормой кинематической точности
по табл. 28.
36. Допуск на смещение исходного контура Т и толщину зуба Тсз мкм
Вид сопряжения Вид допуска на боковой зазор* Обозначения допуска Допуск на радиальное биение зубчатого венца Fr, мкм
до 8 свыше 8 до 10 свыше 10 до 12 свыше 12 до 16 свыше16 до 20 свыше 20 до 25 свыше 25 до 32 свыше 32 до 40 свыше 40 до 50 свыше 50 до 60 свыше 60 до 80
И, Е h Тн Тс 28 20 30 22 35 25 40 30 40 30 45 35 55 40 60 45 70 50 80 70 ПО 70
D d Тн тс 35 25 40 30 40 30 45 35 55 40 60 45 70 50 80 60 90 70 100 70 140 100
с Тн Т 45 35 50 35 55 35 60 45 70 50 80 60 90 70 100 70 120 90 140 100 180 140
в b Тн т 55 40 60 45 70 50 70 50 80 60 90 70 100 70 120 90 140 100 180 140 200 140
А а Тн т 70 50 80 60 80 60 90 70 100 70 ПО 80 140 100 160 120 180 140 200 140 250 180
* Вид допуска используется при изменении соответствия между видом сопряжения и видом допуска.
Примечание. Величина Fr устанавливается в соответствии с нормой кинематической точности по табл. 28.