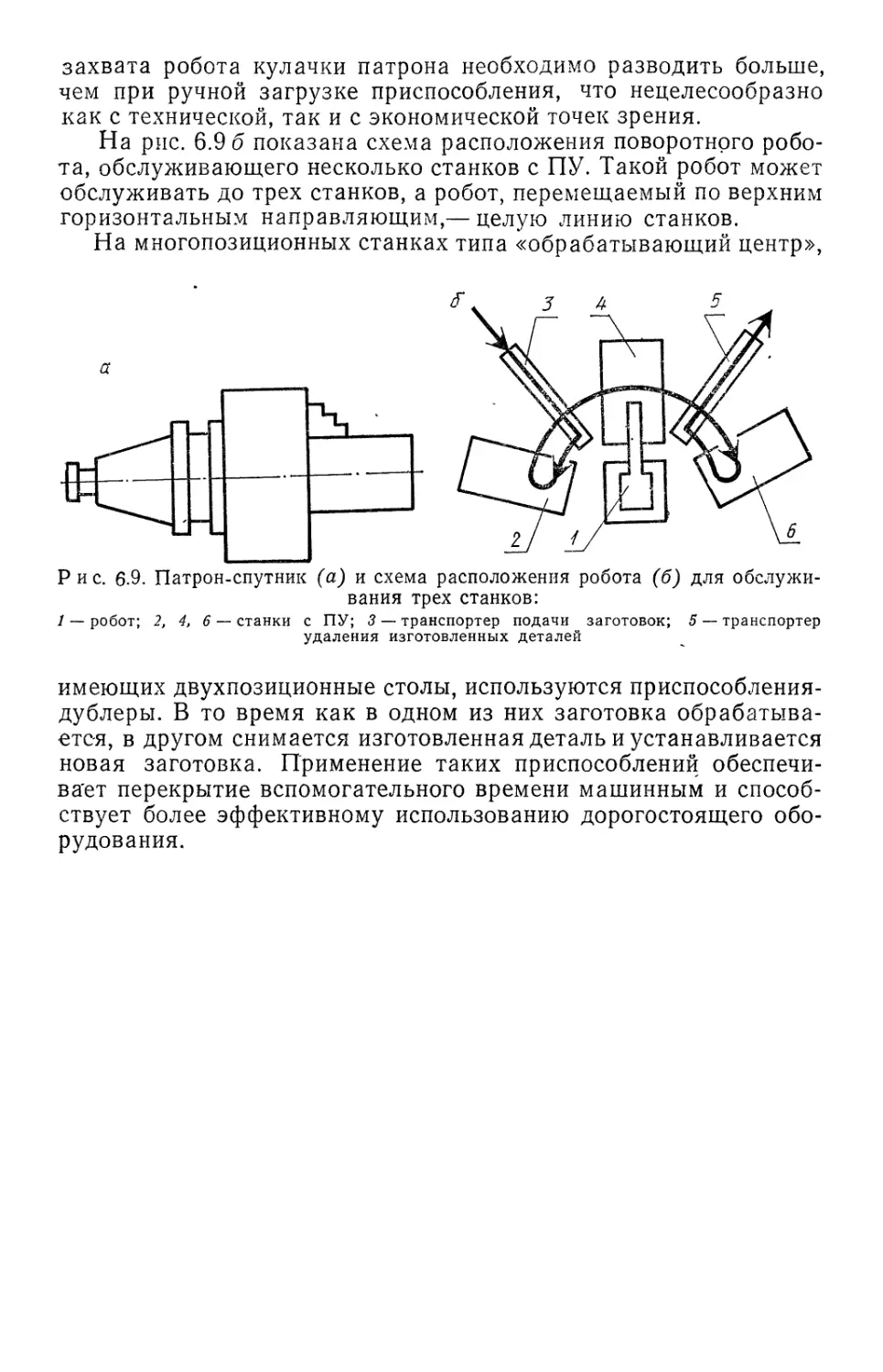
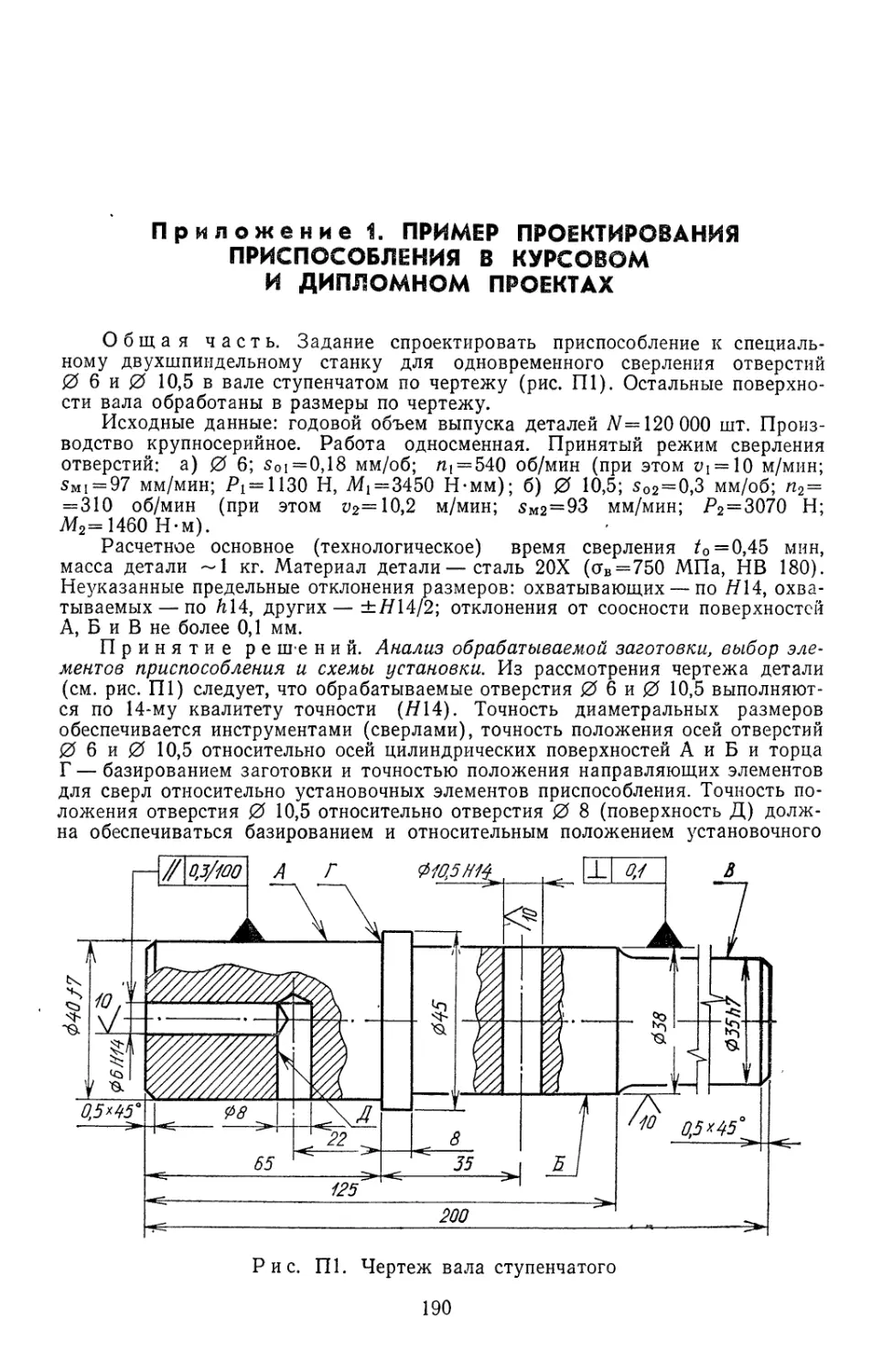
/




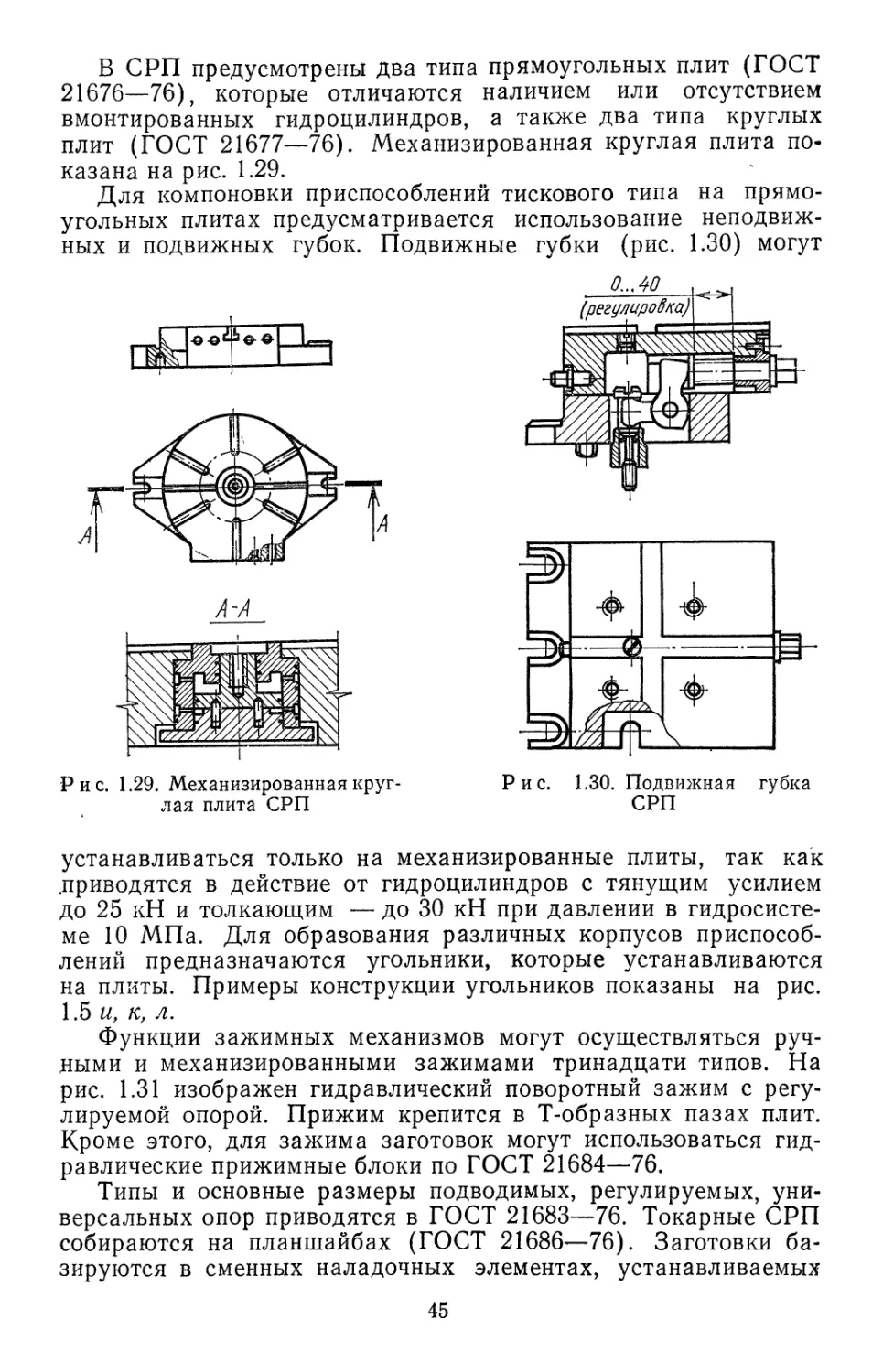
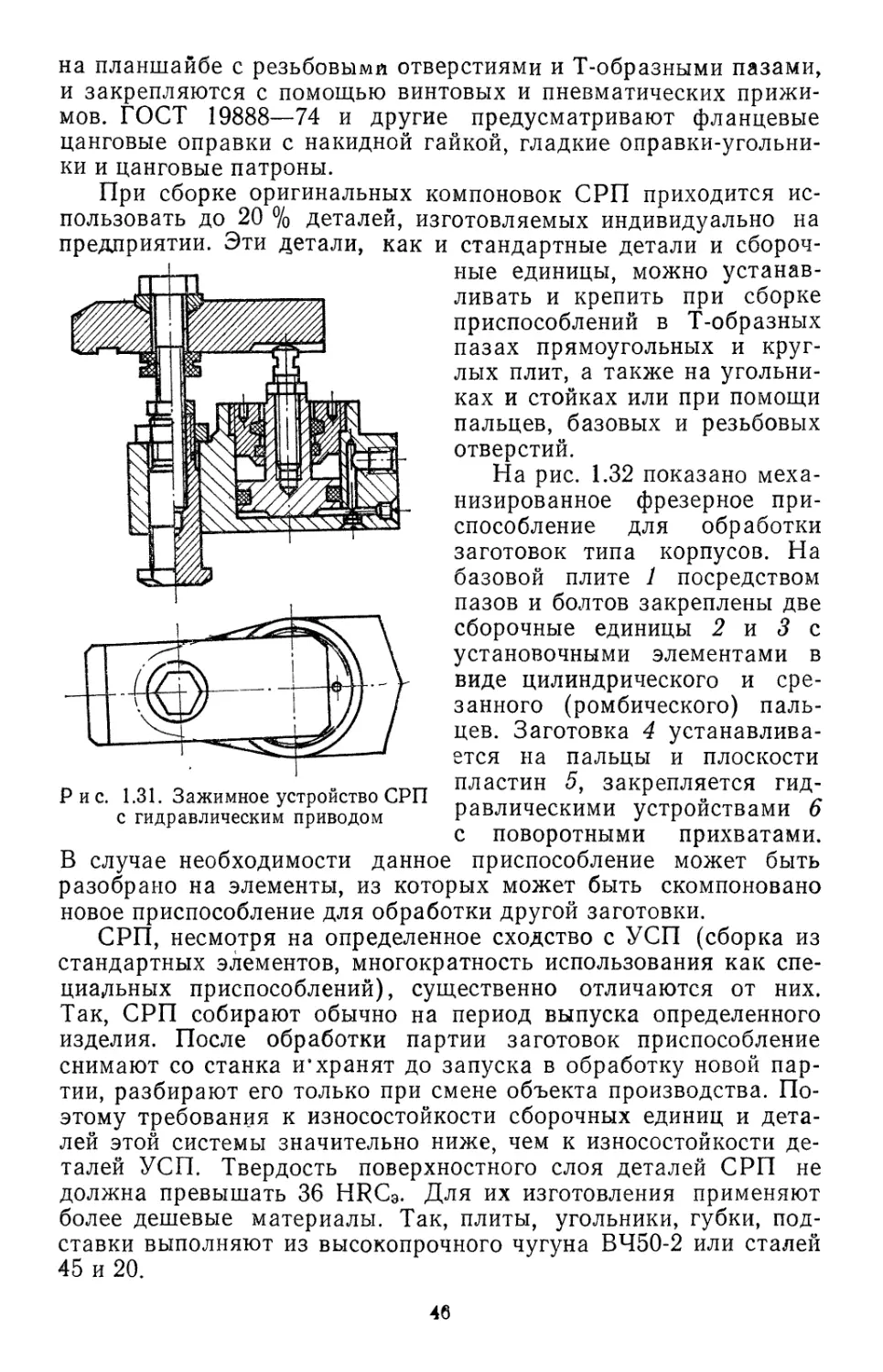
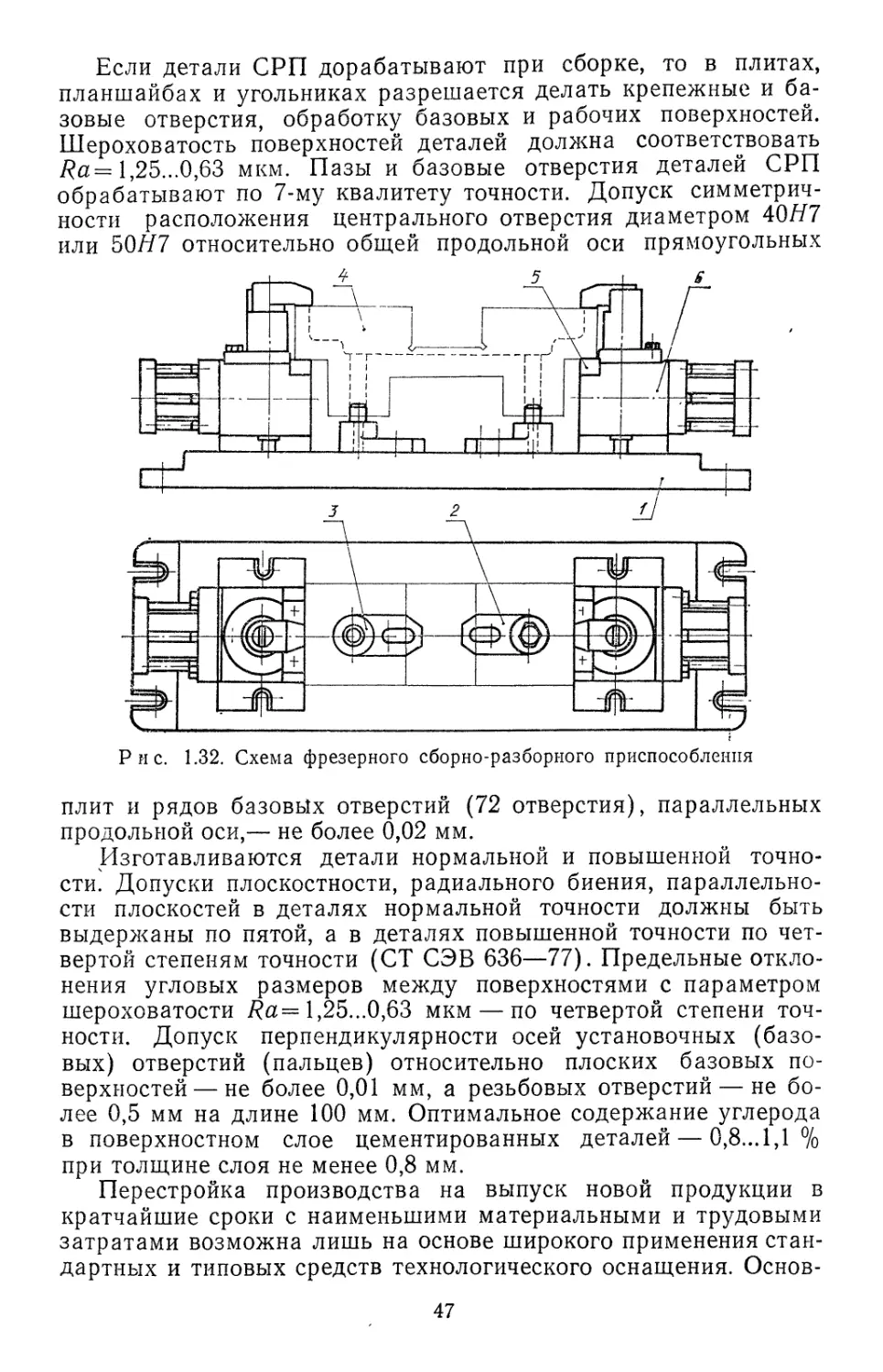





Author: Горохов В.А.
Tags: общее машиностроение технология машиностроения машиноведение машиностроение
Year: 1986




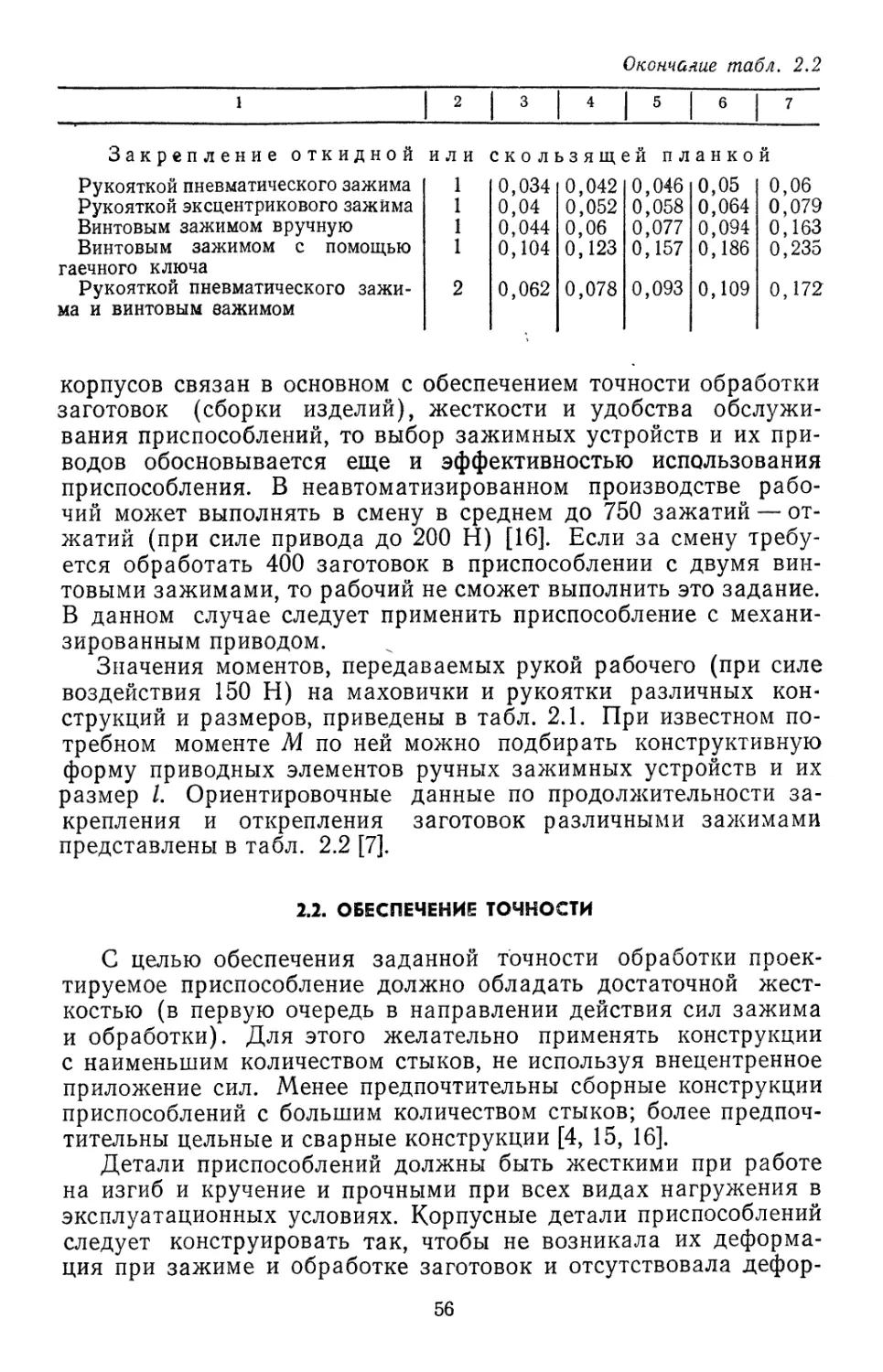
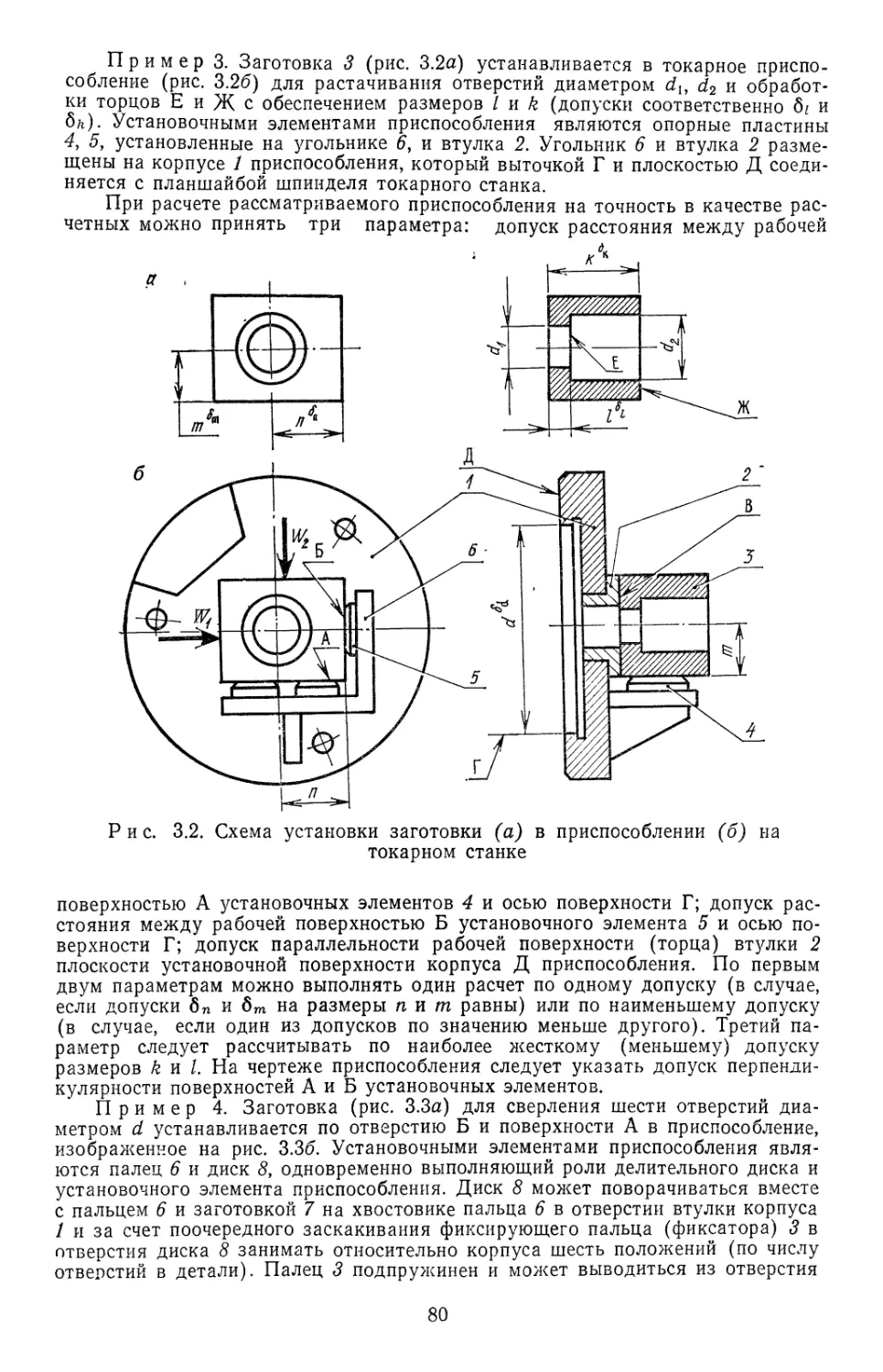
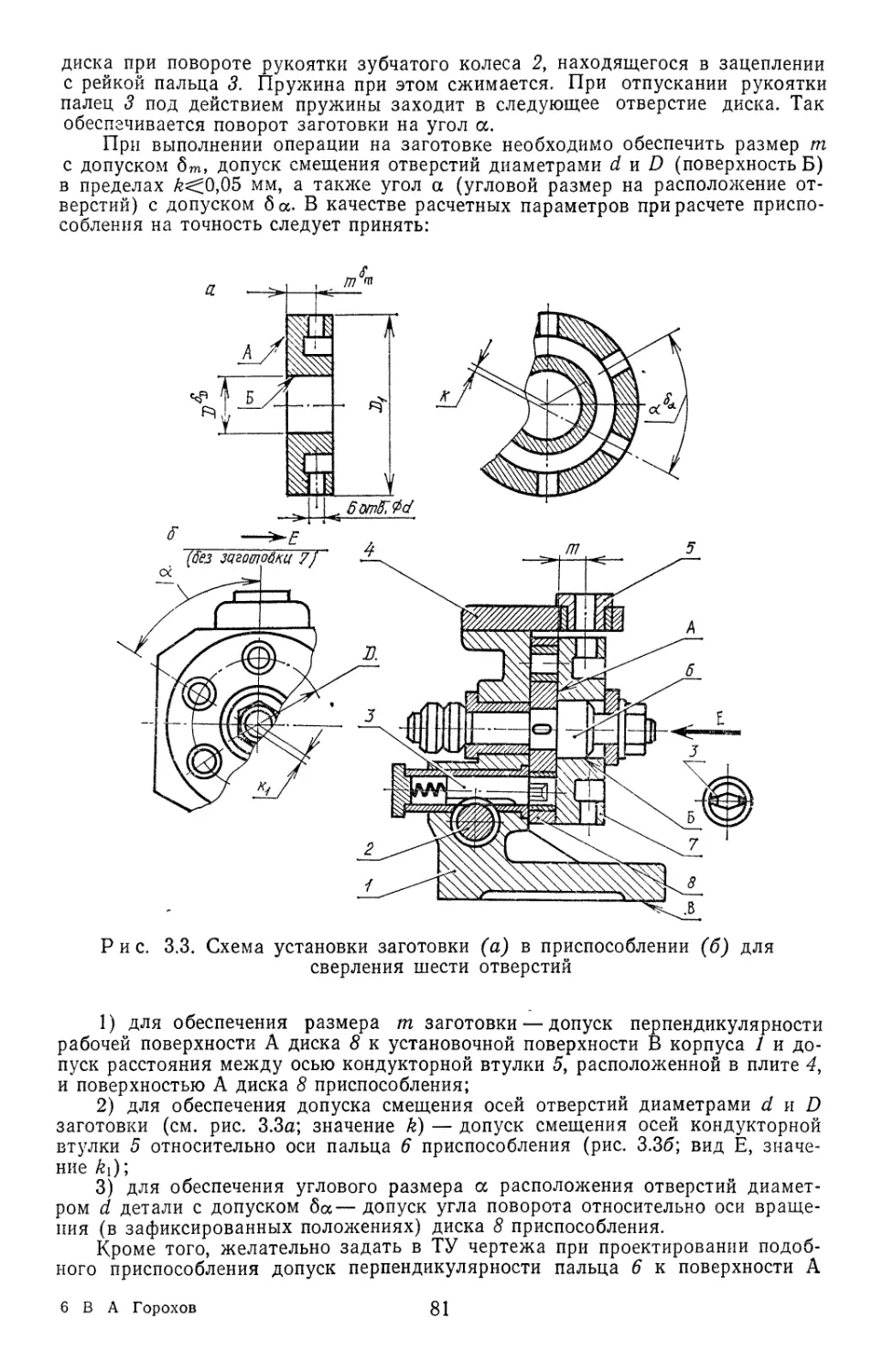
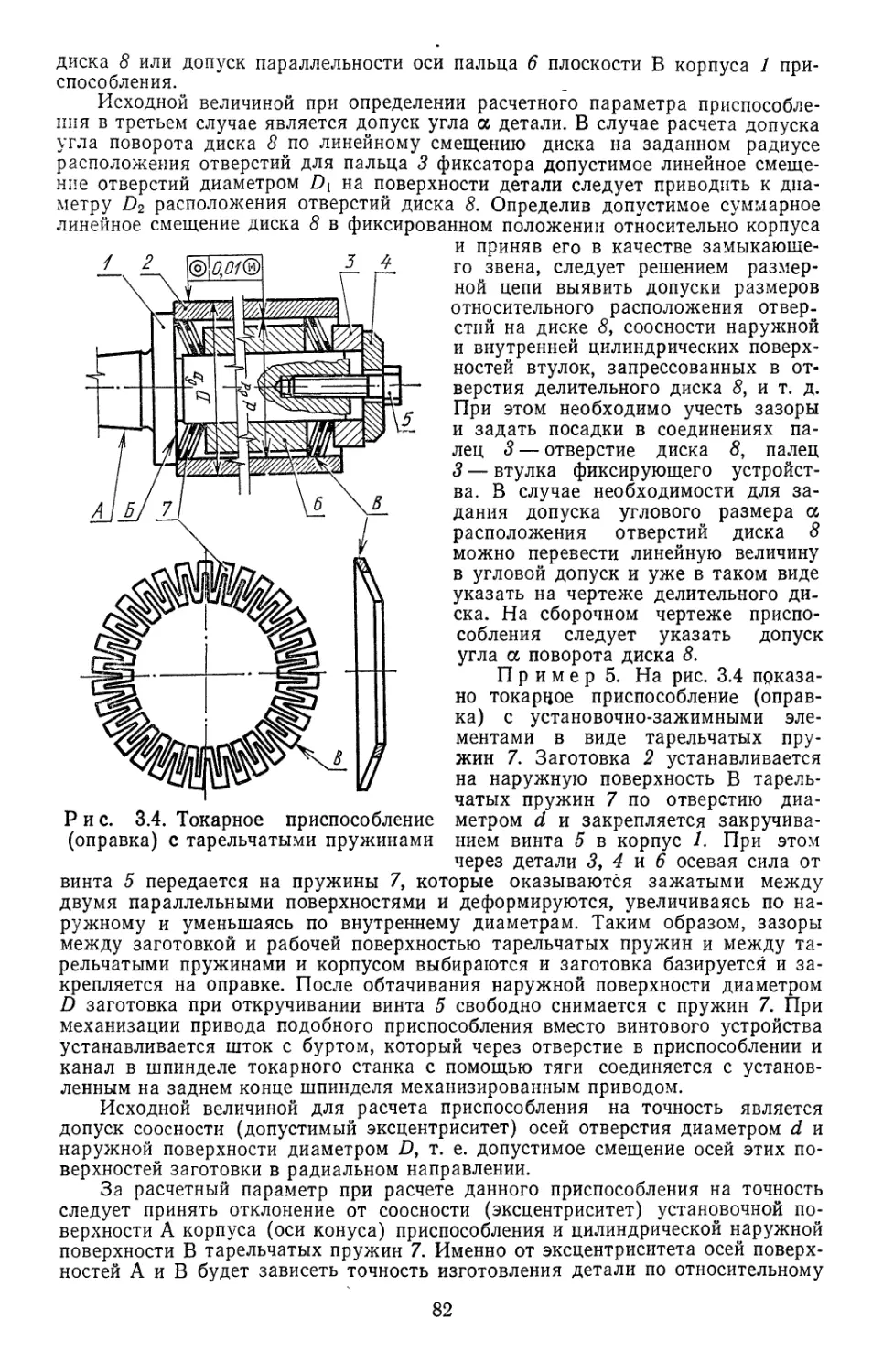
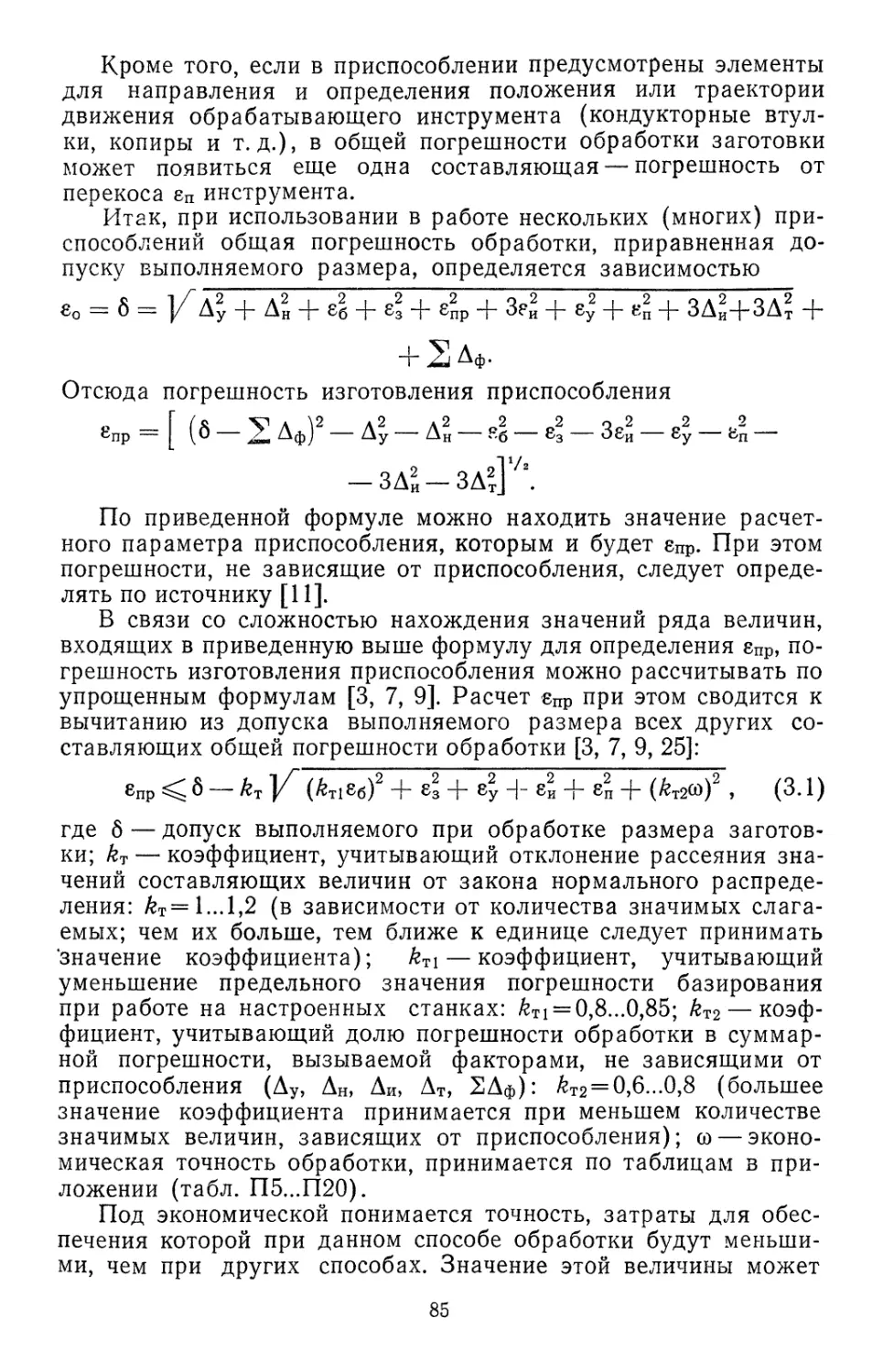
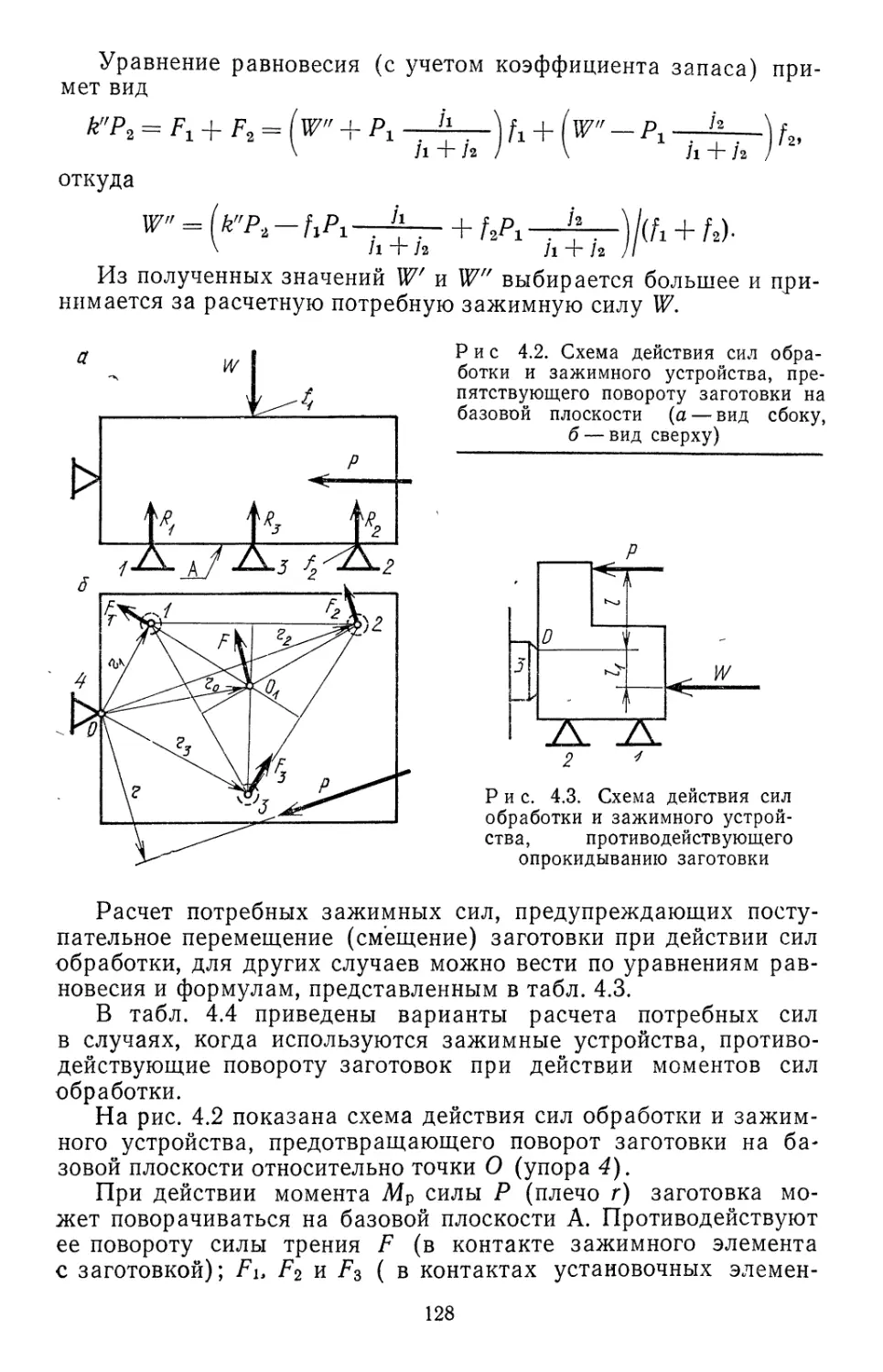
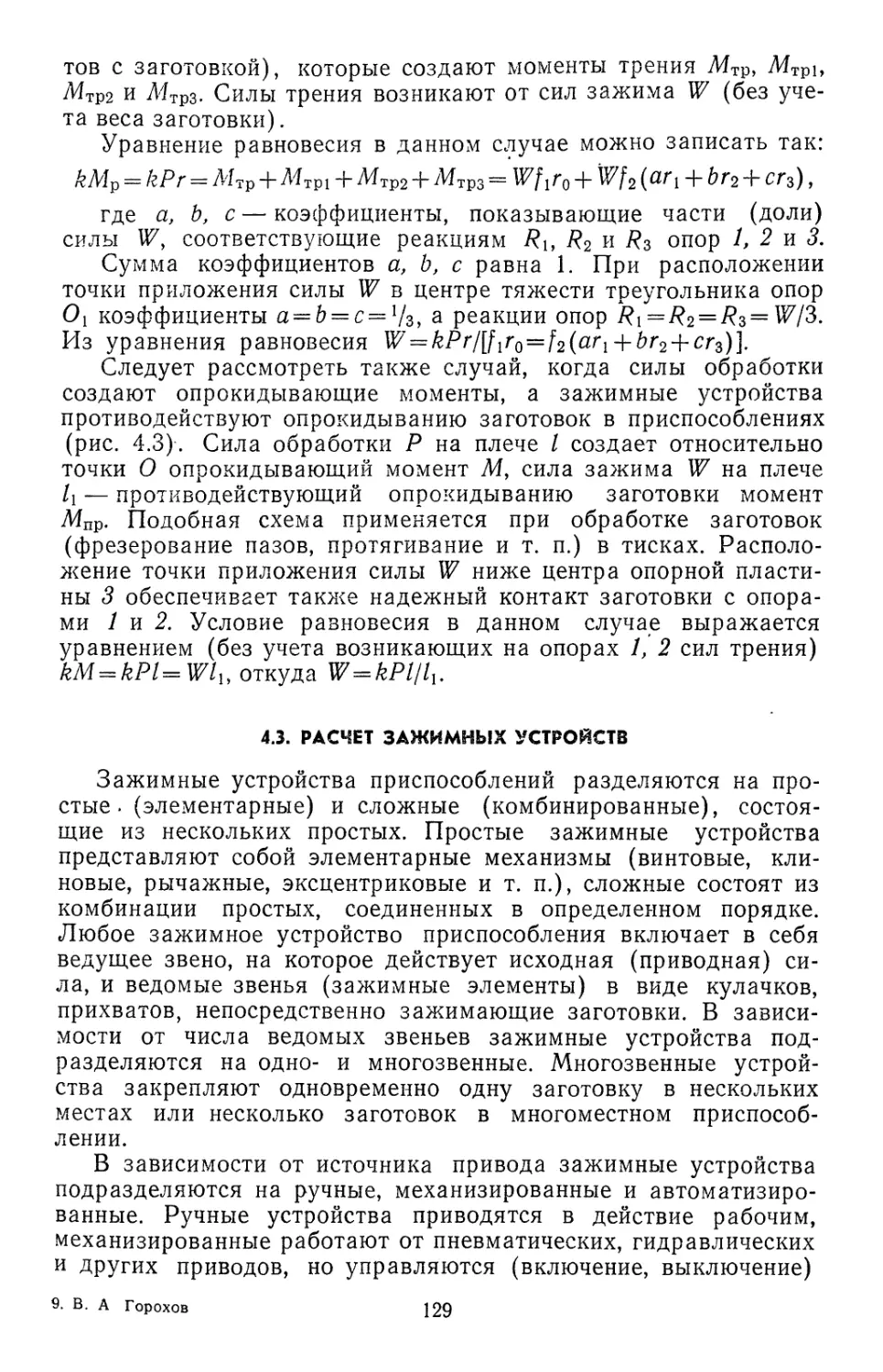
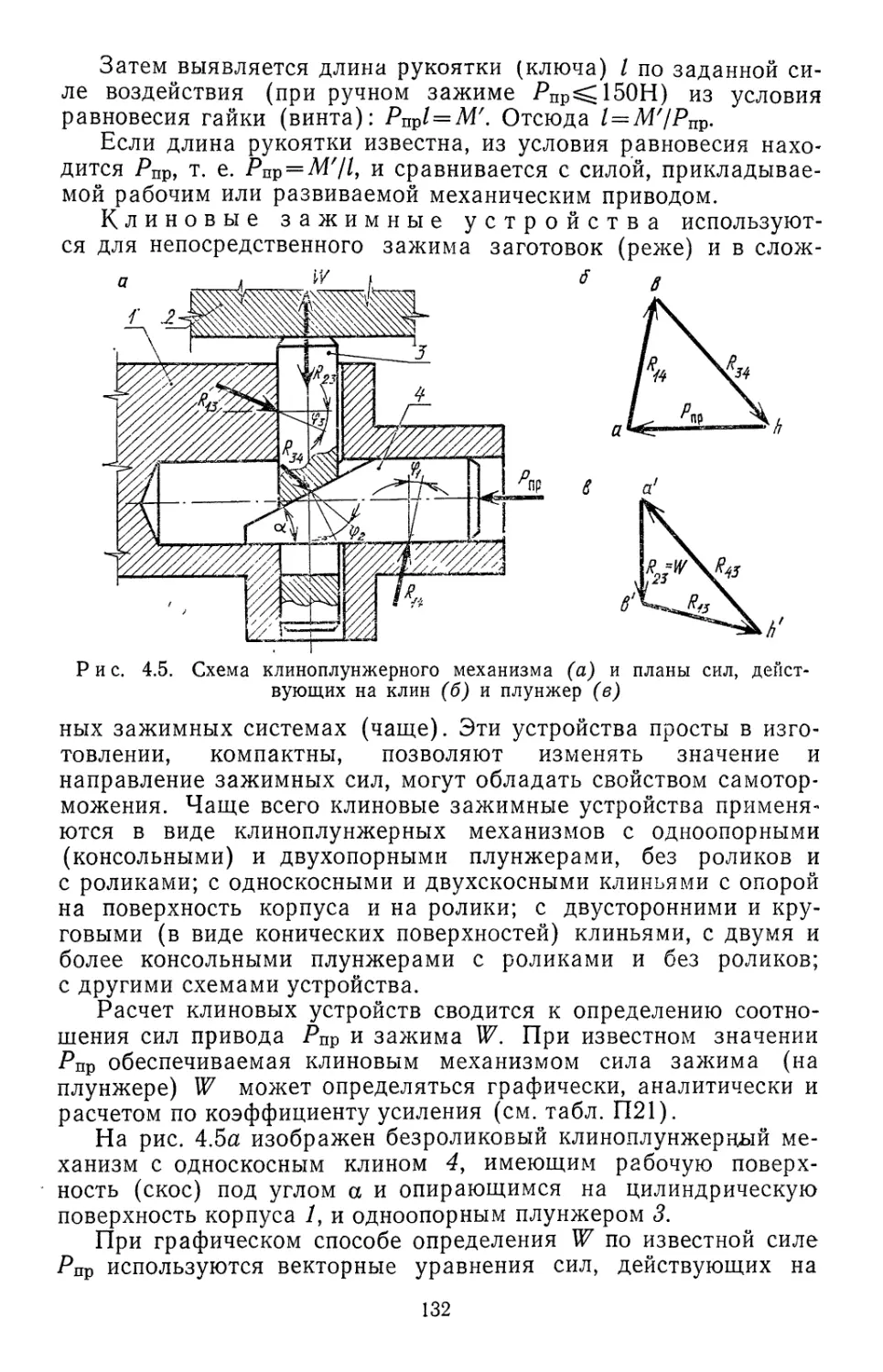
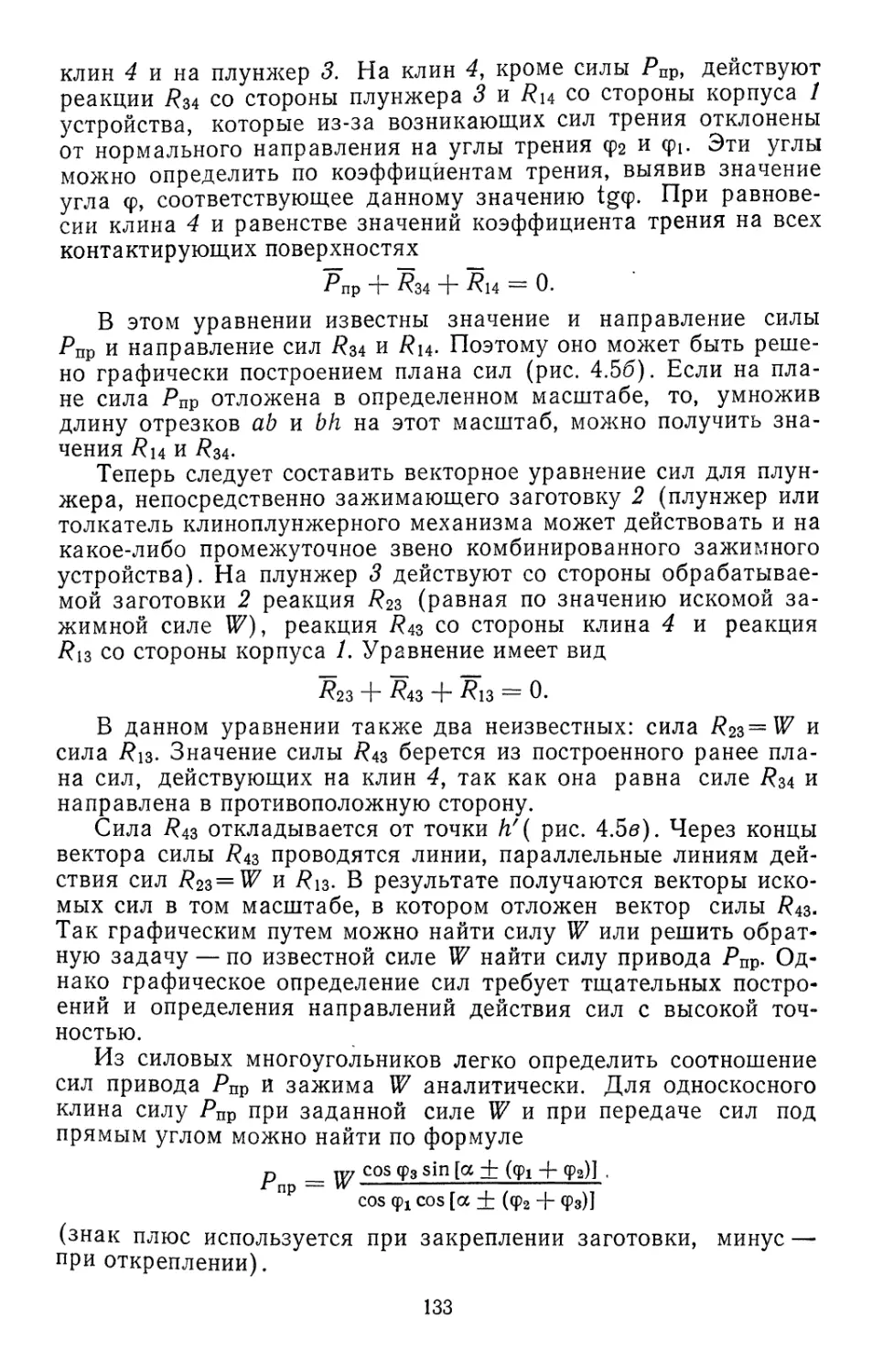
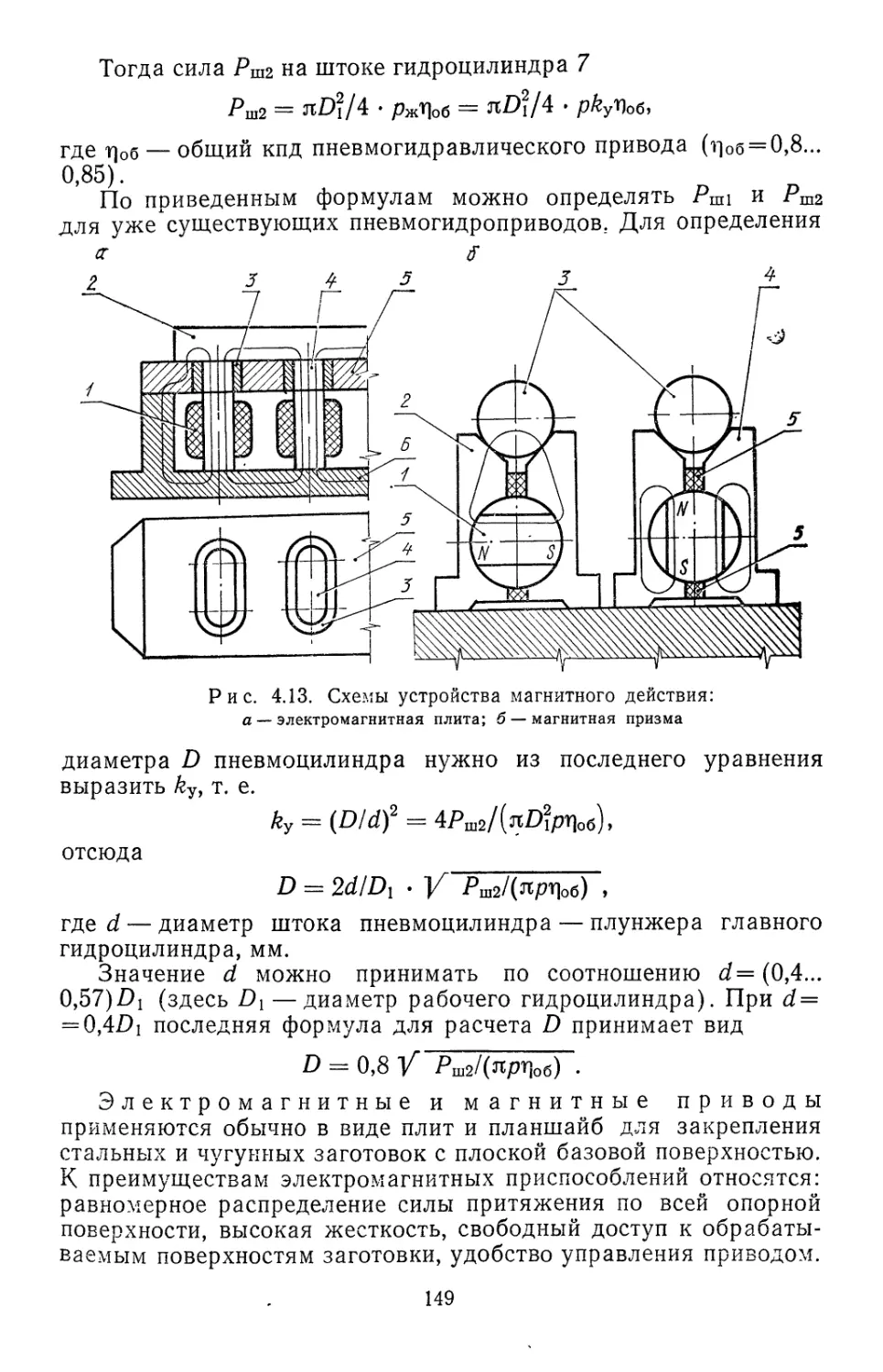
Text
В А. ГОРОХОВ
ПРОЕКТИРОВАНИЕ
И РАСЧЕТ
ПРИСПОСОБЛЕНИЙ
В. А. ГОРОХОВ
ПРОЕКТИРОВАНИЕ
И РАСЧЕТ
ПРИСПОСОБЛЕНИЙ
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебного пособия
для студентов машиностроительных
специальностей вузов
МИНСК, «ВЫШЭЙШАЯ ШКОЛА», 1986
ББК 34.4^*73
rar
У Д1^/621.002.54.001.63 (075.8)
Рецензенты: кафедра «Технология машиностроения» Белорусского поли-
технического института; И. М. Колесов, д-р техн, наук, проф. Московского
станкоинструментального института
2702000000—147
ГМ 304(05)—86 42-86
© Издательство «Вышэйшая школа», 1986.
ПРЕДИСЛОВИЕ
На современном этапе социалистического строи-
тельства придается исключительное значение разви-
тию отечественного машиностроения, подготовке вы-
сококвалифицированных инженерно-технических кад-
ров для этой отрасли промышленности. Ведущую роль
в машиностроении играет станкостроение, производя-
щее средства производства — технологическое обору-
дование, приспособления и инструменты для машино-
строительных предприятий.
Затраты на технологическую оснастку достигают
до 20 °/о себестоимости изделия, особенно значительны
они при создании сложной, дорогостоящей и ответ-
ственной ее части — приспособлений.
Приспособлениями в машиностроении называют до-
полнительные устройства к технологическому оборудо-
ванию, применяемые при выполнении технологических
операций (обработка заготовок, сборка изделий, конт-
роль и др.). За счет использования приспособлений
устраняется необходимость разметки заготовок, рас-
ширяются технологические возможности металлообра-
батывающего оборудования; возрастает производи-
тельность труда; повышаются точность обработки и
качество изделий;чобеспечивается возможность много-
станочного обслуживания, применения прогрессивных
норм времени, снижения потребной квалификации и
численности рабочих; создаются условия для механи-
зации и автоматизации процессов производства; сни-
жается себестоимость продукции; улучшаются условия
и безопасность труда. В настоящее время в СССР
эксплуатируется более 20 млн. приспособлений. Зна-
чительную долю (до 90 % от их общего количества)
составляют станочные приспособления для установки
и обработки заготовок и установки инструментов.
Широкое распространение в машиностроении полу-
чает оснастка многократного использования. При вне-
дрении переналаживаемых (обратимых) станочных
приспособлений в 2...3 раза уменьшается трудоемкость
3
проектирования и в 3...4 раза — цикл изготовления
станочных приспособлений. Технологическая оснастка
многократного использования применяется в различ-
ных типах производства, а также соответствует требо-
ваниям, обусловленным расширением парка станков с
числовым программным управлением (ЧПУ). Перена-
ладка станков с ЧПУ на обработку других заготовок
сводится к замене программы, замене или переналад-
ке приспособлений для установки этих заготовок с ма-
лыми затратами времени.
Из сказанного видно, что для успешного решения
вопросов научно-технического прогресса инженерно-
технические работники машиностроения должны знать
теоретические основы создания приспособлений, их си-
стемы и типовые конструкции; уметь анализировать
соответствие конструкции приспособлений требова-
ниям производства; обладать соответствующими навы-
ками проектирования и расчета различных приспособ-
лений.
В данном учебном пособии описаны системы при-
способлений; изложена методика полного расчета при-
способлений, для которого представлены все необхо-
димые нормативно-технические материалы; приведены
примеры выполнения расчетов.
Новые требования к подготовке современного инже-
нера нашли отражение в материалах XXVII съезда
партии, в ряде постановлений ЦК КПСС и Совета Л4и-
нистров СССР по вопросам совершенствования науч-
но-технического прогресса и развития высшей школы.
Выполнение этих требований предопределяет пере-
стройку высшего образования с целью улучшения
профессиональной и практической подготовки молодых
специалистов. Этой цели служит предлагаемое учеб-
ное пособие.
При подготовке книги к изданию учтены заме-
чания рецензентов: доктора технических наук про-
фессора И. М. Колесова (Московский станкоинстру-
ментальный институт); кандидатов технических наук
доцентов|В. В. Бабука |, А. А. Саковича и других со-
трудников кафедры технологии машиностроения Бело-
русского политехнического института. Автор выражает
рецензентам признательность и благодарность.
Автор
1. КЛАССИФИКАЦИЯ И УСТРОЙСТВО ПРИСПОСОБЛЕНИЙ
1.1. ЗАДАЧИ, РЕШАЕМЫЕ ПРИ ИСПОЛЬЗОВАНИИ ПРИСПОСОБЛЕНИЙ
За счет использования приспособлений в машиностроении
при обработке деталей исключается разметка заготовок и вы-
верка их при установке на станках, повышается производитель-
ность труда, расширяются технологические возможности обо-
рудования.
Ориентирование заготовок и деталей осуществляется авто-
матически за счет контактирования их базовых поверхностей
с установочными элементами приспособлений. При этом обес-
печиваются заданные размеры, повышается точность обработ-
ки, устраняются погрешности, связанные с разметкой и вывер-
кой заготовок.
Повышение производительности труда обеспечивается при-
менением высокопроизводительного оборудования и высокоэф-
фективных приспособлений. Оно связано с сокращением штуч-
ного ^ШТ (штучно-калькуляционного /ш.к) времени на механи-
ческую обработку или другую операцию технологического
процесса изготовления детали. Структура штучно-калькуляцион-
ного времени выражается формулой
^ш.к — ^о + + ^Т.О + ^0.0 + ^п+ ?П.з/Я, ( 1.1)
где /0 — основное технологическое время обработки, мин; /в—
вспомогательное время, мин; /т.о — время технического обслу-
живания рабочего места, мин; /о.о — время организационного
обслуживания рабочего места, мин; /п — время регламенти-
рованных перерывов, мин; ГПз— подготовительно-заключитель-
ное время, мин; п — число заготовок в партии, шт.
Используя приспособления, можно сократить основное тех-
нологическое время за счет совмещения обработки нескольких
заготовок и различных поверхностей одной заготовки; увеличе-
ния числа одновременно работающих инструментов; повышения
параметров режима обработки. Для этого обычно применяют
многошпиндельные сверлильные и фрезерные головки; много-
резцовые державки для токарно-револьверных станков; много-
местные приспособления и приспособления для установки заго-
товок пакетами; приспособления, повышающие жесткость тех-
нологической системы СПИД (станок — приспособление —
инструмент — деталь) и способствующие устранению вибрации
при обработке. Высокая жесткость приспособлений — важней-
5
шее условие повышения параметров режимов обработки и при-
менения многоинструментальной обработки.
Вспомогательное время сокращается за счет автоматической
ориентации заготовок; сокращения времени на их закрепление;
совмещения вспомогательного времени с основным; исключения
затрат времени на проверку положения заготовок при установ-
ке; использования в конструкциях быстродействующих ручных,
механизированных, автоматизированных и многократных за-
жимных устройств, автоматических загрузочных устройств, вы-
талкивателей и фиксаторов, поворотных устройств и т. п. За
счет применения многопозиционных многоместных или непре-
рывно действующих приспособлений достигается совмещение
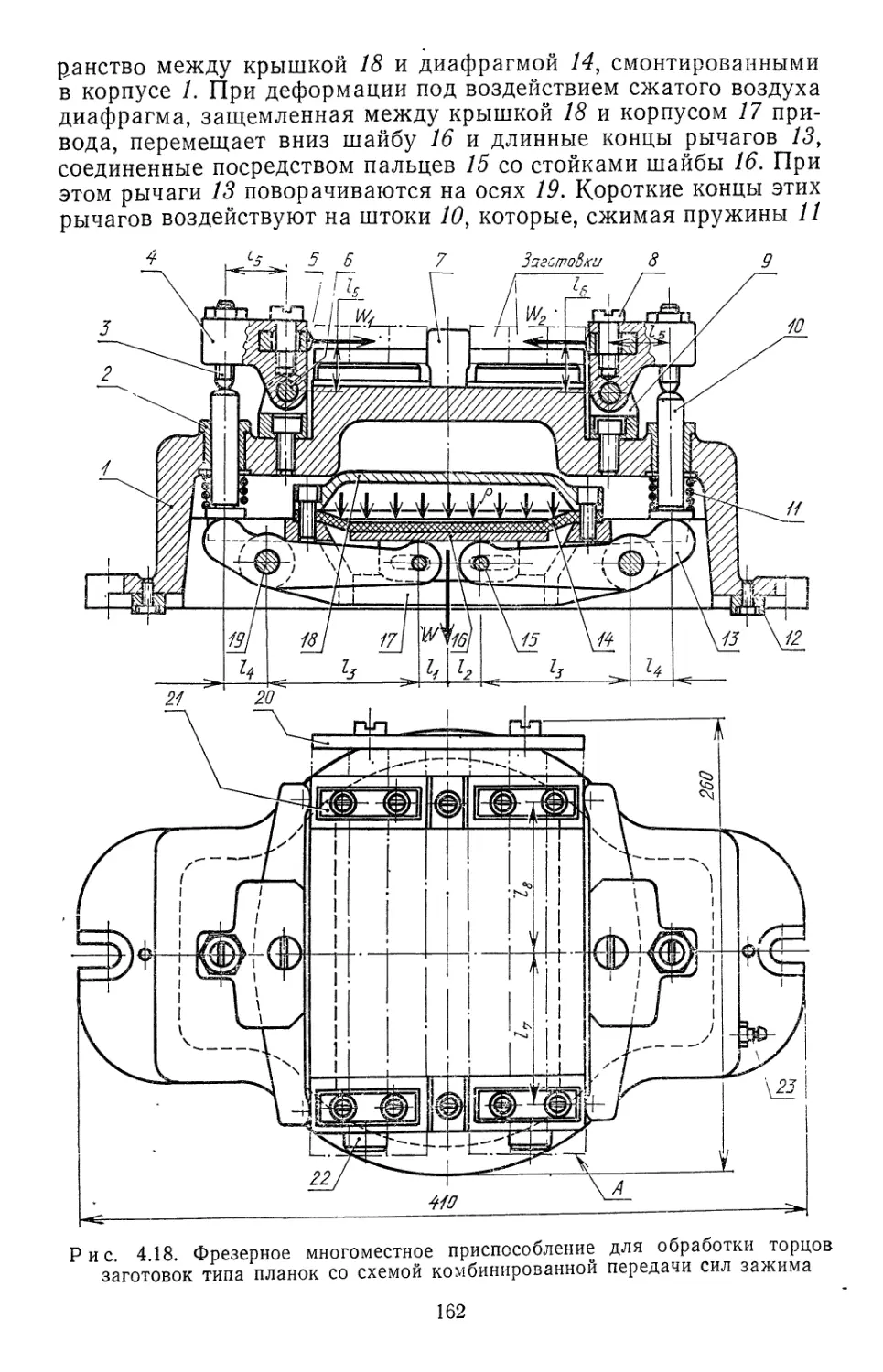
времени установки и снятия, закрепления и открепления загото-
вок с основным временем. В наибольшей степени с помощью
приспособлений можно уменьшать именно вспомогательное
время.
Снижение /0 и tB обеспечивает снижение оперативного време-
ни /оп (/оп=/о + ^в). Для этого целесообразно применять приспо-
собления, повышающие степень концентрации операций и рас-
ширяющие возможности интенсификации технологических
процессов^за счет использования параллельных и параллельно-
последовательных схем обработки поверхностей заготовок.
Время технического обслуживания рабочего места можно
уменьшать, применяя многорезцовые державки, быстросменные
патроны, приспособления для совмещенной обработки резанием
и поверхностным пластическим деформированием (ППД) и
устройства, сокращающие продолжительность наладки или
обеспечивающие возможность наладки вне станка.
Время организационного обслуживания рабочего места мо-
жно уменьшать за счет совершенствования конструкции при-
способлений и других технических мероприятий (создания окон
и лотков для отвода стружки; очистки рабочих поверхностей
установочных элементов приспособлений потоком смазочно-
охлаждающей жидкости (СОЖ) или струей отработавшего
сжатого воздуха, выпускаемого из пневмоприводов в момент
открепления заготовок после обработки; автоматического сбора
и транспортировки стружки).
С возрастанием производительности труда при обработке
деталей снижается время регламентированных перерывов в со-
ставе /Шт так как в этом случае при одинаковом общем
времени отдыха в смену рабочий обрабатывает большее коли-
чество заготовок (время отдыха рабочего, приходящееся на од-
ну заготовку, сокращается). Кроме того, /п сокращается за счет
облегчения труда рабочих при использовании приспособлений.
Обычно /то, /о о и* /п принимают в процентах от /оп. Поэтому
уменьшение оперативного времени с применением приспособ-
лений автоматически приводит к сокращению времени техниче-
ского и организационного обслуживания и перерывов.
6
Подготовительно-заключительное время уменьшается за
счет тех же мероприятий, за счет которых сокращается /то. Кро-
ме того, Тп.з уменьшается при использовании приспособлений,
быстро и точно устанавливаемых на станки без выверки и опе-
ративно переналаживаемых на обработку заготовок других де-
талей.
В единичном, мелкосерийном и серийном производствах ис-
пользуется в основном универсальное оборудование. Для сокра-
щения количества потребного оборудования универсальные стан-
ки оснащают специальными приспособлениями, расширяющими
их технологические возможности. С помощью таких приспособ-
лений на токарных станках можно осуществлять формообразо-
вание и отделочно-упрочняющую обработку поверхностей дета-
лей, шлифование, протягивание, фрезерование и другие процес-
сы; на фрезерных — растачивание, долбление, накатывание и
вибронакатывание; на сверлильных — обработку точных по раз-
мерам и относительному расположению деталей, дорнование и
раскатывание отверстий. Используя приспособления, на типовом
металлорежущем оборудовании резанием и поверхностным плас-
тическим деформированием можно изготавливать детали из
труднообрабатываемых конструкционных материалов.
С помощью приспособлений, расширяющих технологические
возможности станков, можно осуществлять: крепление инстру-
ментов, использование которых на данном станке не предусмо-
трено; дополнительные перемещения обрабатываемой заготовки
и инструмента; перемещение инструмента относительно заготов-
ки в требуемой последовательности. При этом возможно крепле-
ние заготовок и инструментов на не предназначенных для этих
целей поверхностях станка; повышается точность положения и
перемещения инструмента; становятся возможными виды обра-
ботки, для которых данный станок не предназначен.
1.2. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Приспособления классифицируют по двум основным призна-
кам: целевому назначению и степени специализации.
По целевому назначению различают пять групп
приспособлений Ч станочные приспособления для установки за-
готовок на станках (70...80 % от общего количества приспособ-
лений), которые в зависимости от вида обработки делят-на то-
карные, фрезерные, сверлильные, шлифовальные, расточные,
протяжные, строгальные и др.;
станочные приспособления для установки обрабатывающих
инструментов (вспомогательный инструмент), характеризу-
ющиеся большим числом нормализованных конструкций в силу
1 Станочные приспособления первой и второй групп обеспечивают связь
обрабатываемых заготовок и рабочих инструментов со станком и являются
частями технологической системы станок — приспособление — инструмент —
деталь (СПИД).
7
применения нормализованных и стандартных рабочих инстру-
ментов;
. сборочные ' приспособления для обеспечения правильного
взаимного положения деталей и сборочных единиц^предвари-
тельного деформирования собираемых упругих элементов (ре-
зиновых деталей, пружин, рессор), напрессовки, запрессовки,
вальцовки, клепки, гибки по месту и других сборочных операций;
контрольные приспособления, предназначенные для провер-
ки точности заготовок, промежуточного и окончательного конт-
роля изготавливаемых деталей, проверки сборочных операций,
сборочных единиц и машин (к этой группе относятся также ис-
пытательные и контрольно-измерительные стенды);
транспортно-кантовальные приспособления для захвата,
перемещения и перевертывания обрабатываемых заготовок и со-
бираемых изделий (обычно тяжелых), применяемые в основном
в автоматизированном массовом и крупносерийном производ-
ствах.
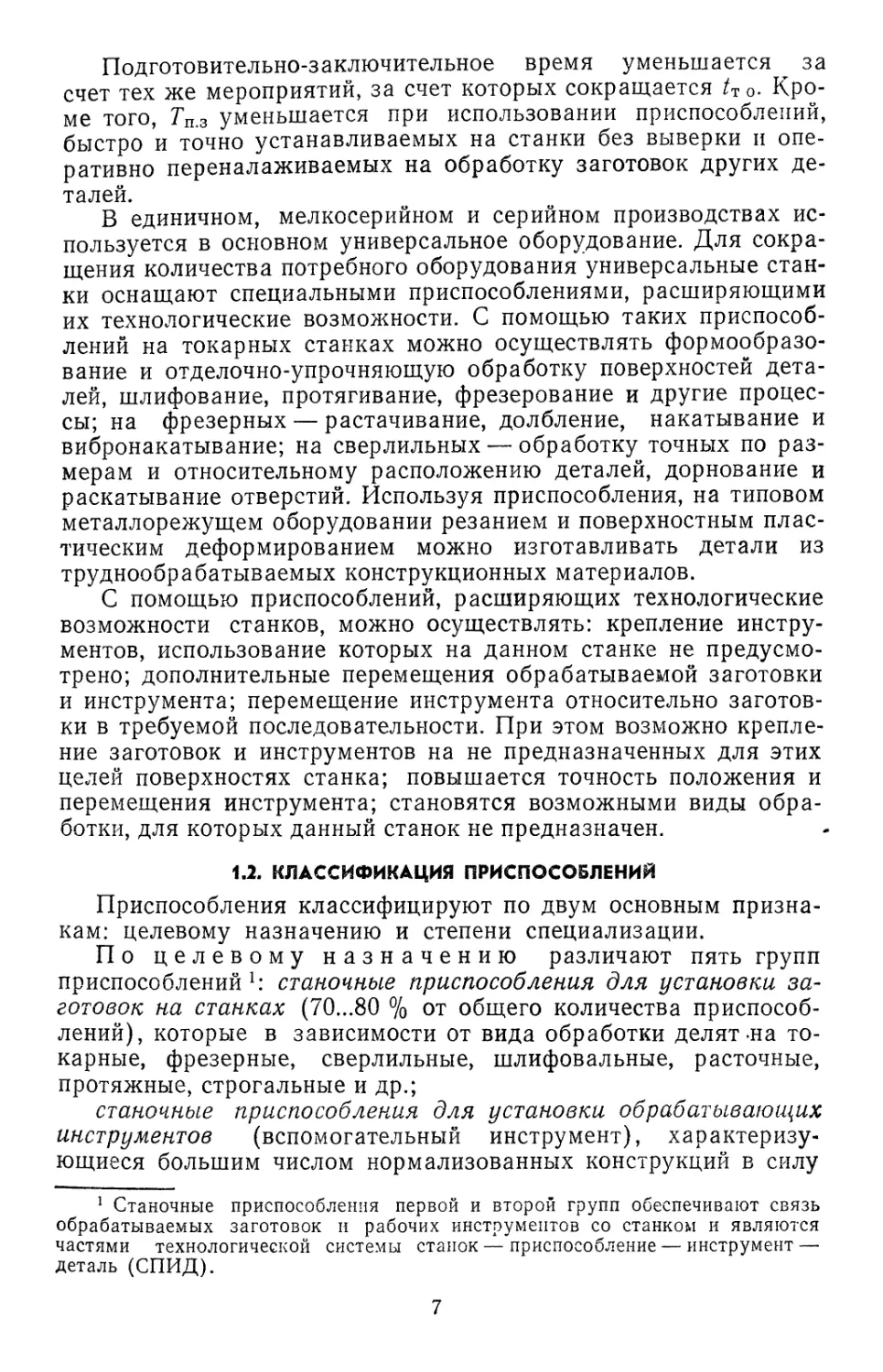
По степени специализации приспособления под-
разделяют на три группы (рис. 1.1), в каждую из которых вхо-
дят соответствующие системы станочных приспособлений, преду-
смотренные ЕСТПП и ГОСТ 14.305—73 «Правила выбора те-
хнологической оснастки». В отдельную систему можно выделить
$
средства механизации зажима станочных приспособлений
(СМЗСП) [4, 6, 9, 10, 12, 16, 18, 23, 28].
Система УБП предусматривает применение универсальных
регулируемых приспособлений, не требующих сменных устано-
вочных и зажимных элементов. Она включает комплексы универ-
сальных приспособлений, входящих в комплекты оснастки, по-
ставляемой машиностроительным предприятиям в качестве при-
надлежностей к станкам. Рекомендуется для единичного и
мелкосерийного производств.
Система УНП предусматривает разделение элементов при-
способлений на два основных вида: базовые и сменные. Базовые
элементы — постоянная многократно используемая часть при-
способления, изготавливаемая заранее по соответствующим
стандартам. Сменные установочные и зажимные элементы-на-
ладки могут быть универсальными (изготавливаемыми заранее)
и специальными (изготавливаемыми по мере необходимости ма-
шиностроительным заводом). Рекомендуется для мелкосерий-
ного и серийного производств, особенно эффективна при груп-
повой обработке заготовок.
Система СНП так же, как и система УНП, включает базо-
вые элементы и комплексы элементов-наладок, но отличается
более высокой степенью механизации приводов и применением
многоместных приспособлений. Рекомендуется для специализи-
рованного серийного и крупносерийного производств.
Система УСП предусматривает комплекс стандартных зара-
нее изготовленных из высококачественных легированных и ин-
струментальных закаленных сталей (12ХНЗА, У8А, У10А и др.)
элементов — деталей и сборочных единиц высокой точности, из
которых компонуют различные конструкции специальных при-
способлений. После применения приспособления разбирают на
составные элементы. Элементы УСП находятся в обращении в
течение 18...20 лет. Рекомендуется для единичного, мелкосерий-
ного, серийного и различных опытных производств в период
освоения новых видов изделий.
Система СРП содержит комплексы стандартных сборочных
единиц с базовыми поверхностями для сборки различных при-
способлений. По окончании эксплуатации (при смене объекта
производства) компоновки разбирают на сборочные единицы и
используют их в новых приспособлениях. Рекомендуется для
серийного и крупносерийного производств в условиях частой
смены выпускаемых изделий с большим количеством модифи-
каций.
Система НСП содержит комплексы преимущественно стан-
дартных сборочных единиц, деталей и заготовок, а также не-
стандартных элементов для изготовления высокопроизводитель-
ных специальных приспособлений и сменных специальных на-
ладок. Рекомендуется для стабильного крупносерийного и
массового производств.
9
Система СМЗСП включает комплекс универсальных сило-
вых устройств, выполненных в виде обособленных агрегатов и
позволяющих в сочетании с другими приспособлениями механи-
зировать и автоматизировать процесс закрепления заготовок.
Предназначена для использования в условиях любого произ-
водства.
Совокупность всех систем приспособлений представляет еди-
ный комплекс технологической оснастки, применяемой для об-
работки заготовок во всех типах производств.
1.3. СТРУКТУРА ПРИСПОСОБЛЕНИЙ
Ввиду многообразия технологических процессов, конструк-
тивных форм и размеров изготавливаемых деталей, типов стан-
ков и других факторов номенклатура применяемых приспособле-
ний весьма разнообразна. Несмотря на большие различия в кон-
структивном оформлении, приспособления имеют практически
одинаковую структуру, куда входят различные элементы, меха-
низмы и детали.
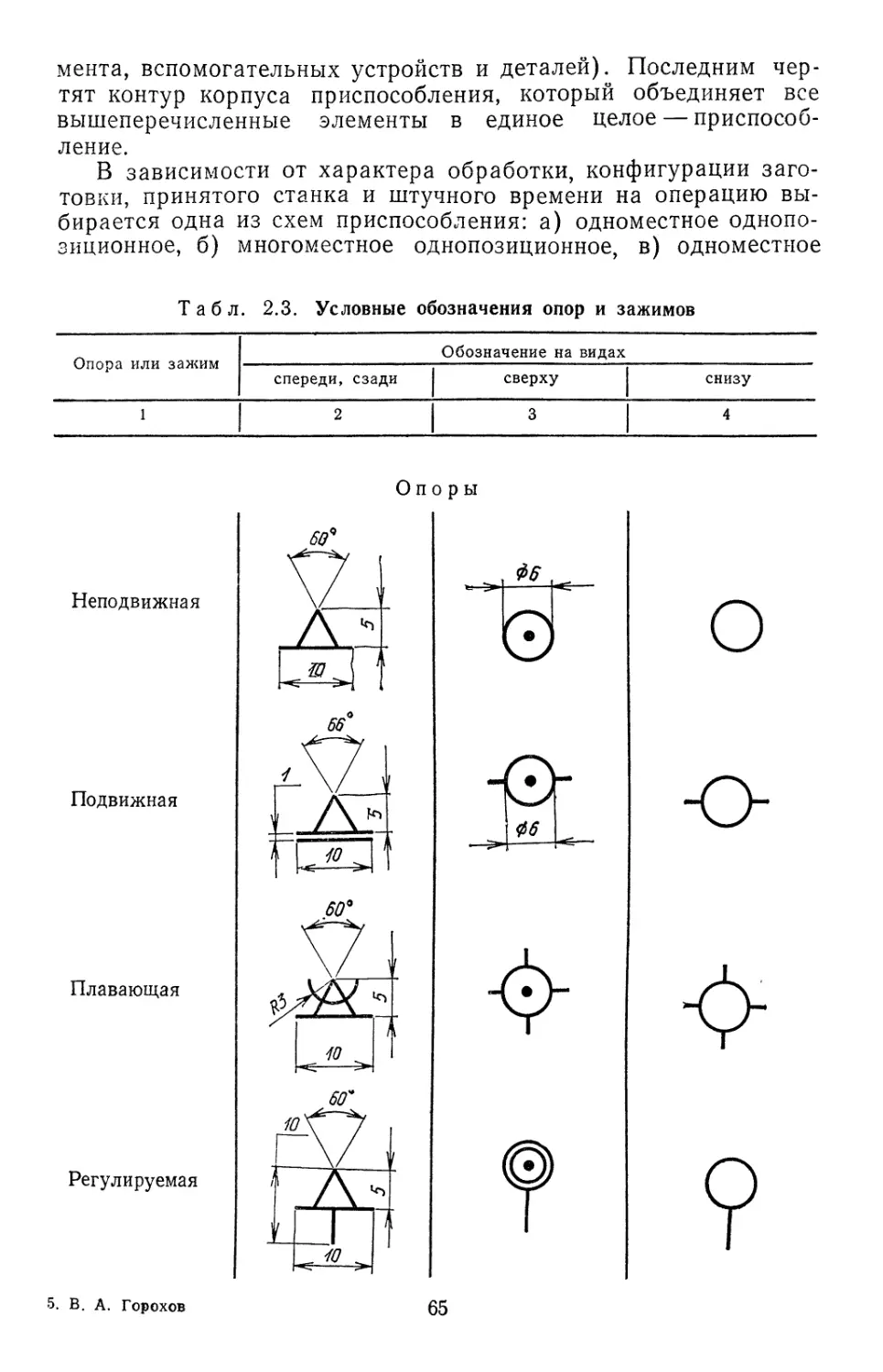
Установочные элементы (опоры) служат для
ориентации заготовки в пространстве, базирования заготовок и
деталей при обработке, сборке и контроле. Опоры могут быть
неподвижными, подвижными, плавающими и регулируемыми.
Неподвижные опоры жестко соединяются с корпусом приспособ-
ления, подвижные могут перемещаться по базе в процессе об-
работки заготовки или при установке ее в приспособление. В ка-
честве примера подвижных опор могут служить опоры подвиж-
ного люнета токарного станка, плавающих — подвижный
(утопающий) палец или центр. Регулируемые (подводимые и са-
моустанавливающиеся) элементы играют роль дополнительных
опор для повышения жесткости обрабатываемых в приспособ-
лениях нежестких заготовок.
В качестве установочных элементов при базировании
заготовок по плоскостям используют точечные неподвижные
опоры со сферической, плоской и рифленой рабочими поверхно-
стями (при использовании черных базовых поверхностей) и
опорные пластины (при использовании обработанных базовых
поверхностей). Выбор постоянных точечных опор осущест-
вляют по ГОСТ 13440—68... ГОСТ 13442—68, регулируемых —
по ГОСТ 4084—68... ГОСТ 4085—68, самоустанавливающихся —
по ГОСТ 13159—67. Опорные пластины выбирают по
ГОСТ 4743—68.
По внешним цилиндрическим поверхностям заготовки уста-
навливают в призмы (ГОСТ 12195—66... ГОСТ 12197—66), втул-
ки и полувтулки, цанги, кулачки самоцентрирующих патронов
(ГОСТ 2675—80, ГОСТ 3890—82 и др.) и подобные установоч-
ные и установочно-зажимные элементы; по внутренним — на ра-
бочую поверхность различных оправок (ГОСТ 16211—70 и др.),
10
на пальцы (ГОСТ 12209—66... ГОСТ 12212—66), сухари, кулач-
ки разжимных устройств и другие установочные элементы.
Для установки заготовок по центровым гнездам и фаскам от-
верстий используют различные по конструкции центры
(ГОСТ 2576—79, ГОСТ 8742—75), для установки зубчатых ко-
лес по эвольвентным профилям — ролики, шары, витые пружины
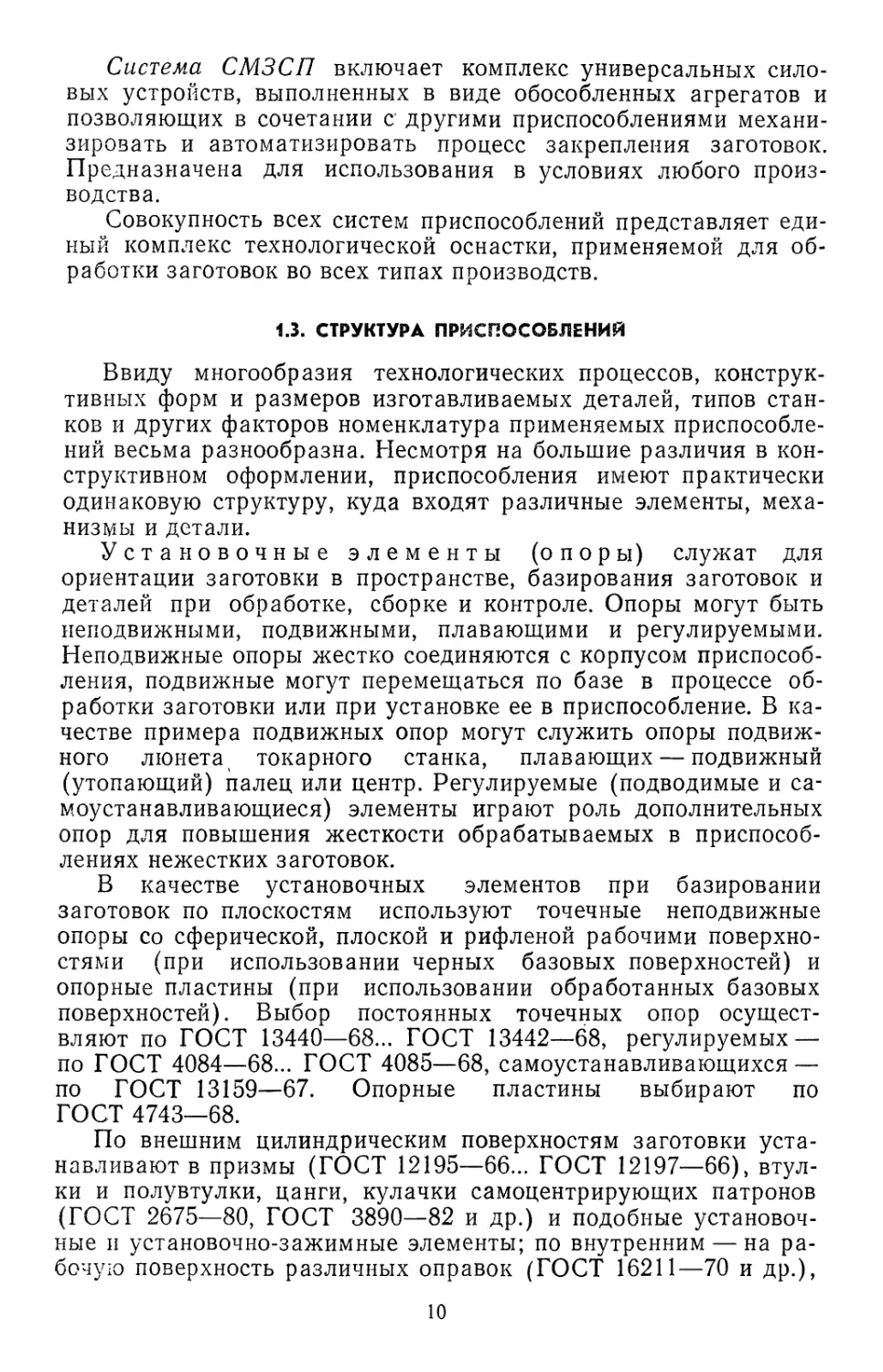
и другие элементы. Наиболее распространенные разновидности
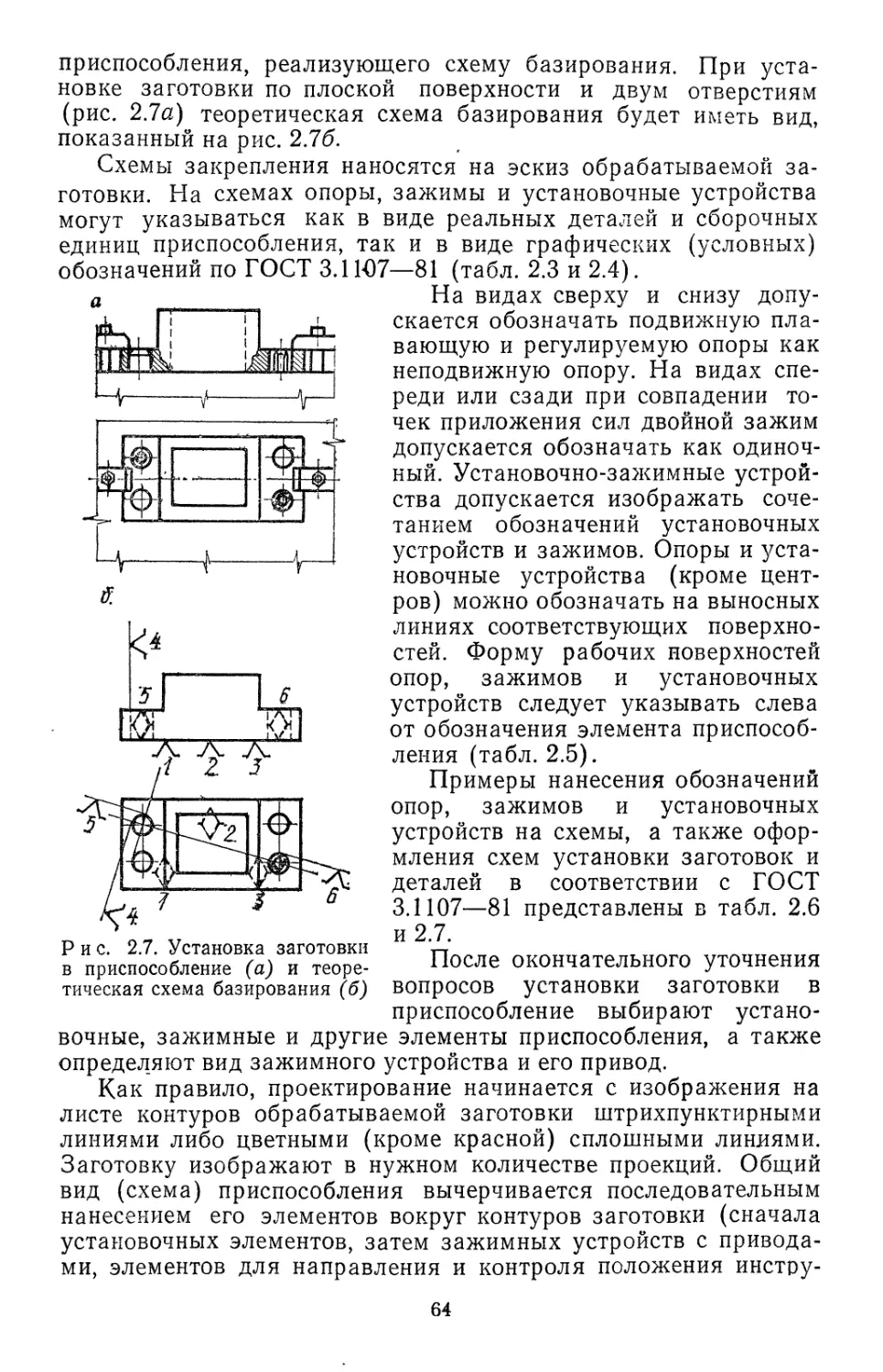
установочных элементов показаны на рис. 1.2 и 1.3. Чаще всего
Рис. 1.2. Элементы для установки заготовок по плоскостям:
а, б, в — точечные опоры соответственно со сферической, плоской и рифленой поверх-
ностями; г — опорная пластина
в конкретном приспособлении используют несколько видов уста-
новочных элементов, так как базирование заготовок обычно
осуществляется не по одной базе, а по их комплекту. Количест-
во этих элементов и их расположение в приспособлении выби-
рают в зависимости от требуемой точности ориентации и устой<
чивости заготовки согласно принятой в технологическом процес-
се схеме базирования.
Установочные элементы должны обладать повышенной изно
состойкостью, длительное время сохранять свои размеры и от-
носительное положение. Поэтому их изготавливают из углерО'
дистых и легированных сталей (У7, У8, У10А, 65Г и др.) с за-
калкой до твердости 56...61 HRC3 или из конструкционных сталей
(15ХН, 20, 20Х и др.) с цементацией на глубину 0,8...1,2 мм и
последующей закалкой до той же твердости. В ряде случаев их
армируют твердым сплавом и другими материалами. Шерохова-
11
тость рабочих поверхностей установочных элементов соответст-
вует чаще всего параметру 1?а = 2,5...0,32 мкм.
Кроме того, установочные элементы не должны ухудшать
качество поверхностей деталей, стыки их должны быть доста-
точно "жесткими. В целях упрощения и ускорения ремонта при-
способлений установочные элементы следует выполнять легко-
сменными.
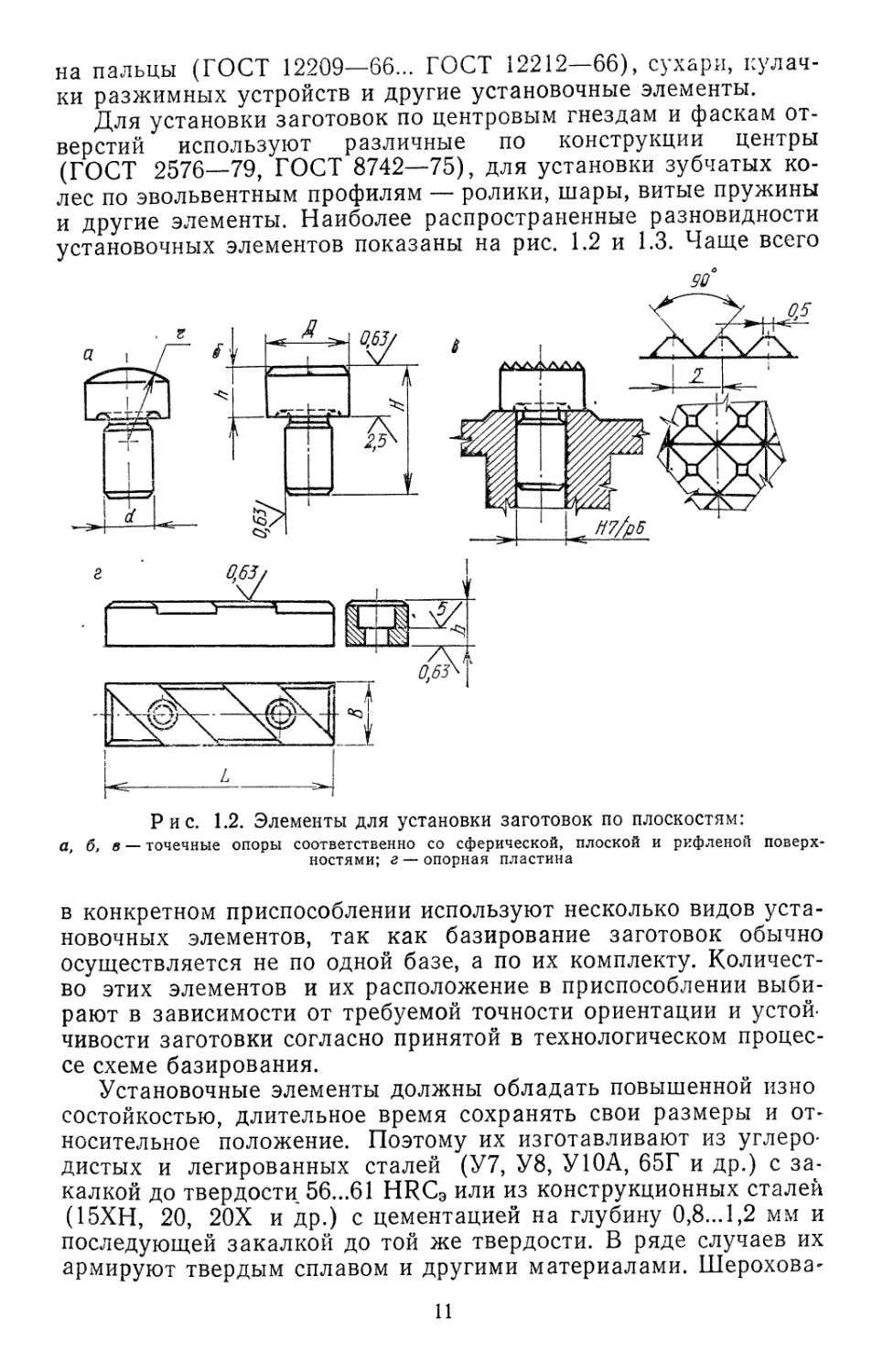
Рис. 1.3. Элементы для установки заготовок по наружным и внут-
ренним цилиндрическим поверхностям:
а, б — призмы широкая и узкая сдвоенная; в, г, д, е — пальцы постоянные
соответственно с буртом, без бурта и сменные с буртом и без бурта
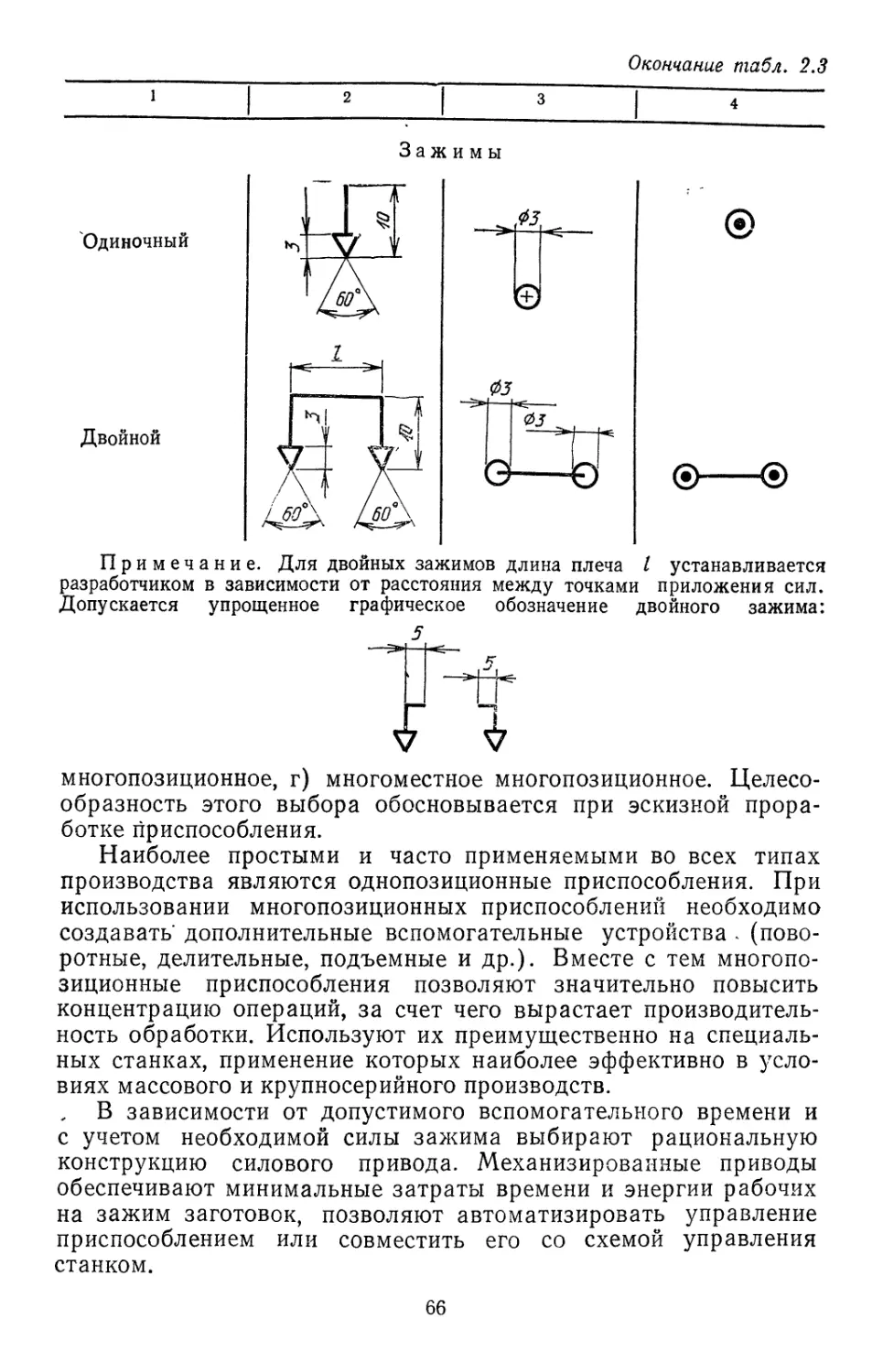
Зажимные элементы и устройства приспособле-
ний предназначены для обеспечения надежного контакта базо-
вых поверхностей заготовок с установочными элементами при-
способлений и предупреждения смещения заготовки при обра-
ботке. В ряде случаев зажимные элементы одновременно
выполняют функции установочных (кулачки, призмы и лепестки
цанг в самоцентрирующих кулачковых, призматических и цан-
говых патронах, губки в тисках и т. п.).
Зажимные элементы и устройства приспособлений должны
быть просты по конструкции, надежны в работе и удобны в об-
служивании; обеспечивать равномерность распределения сил
зажима (особенно при закреплении нескольких заготовок в мно-
гоместных приспособлениях); быть сменными и износостойкими;
обладать достаточным ходом, обеспечивающим удобную уста-
новку и снятие заготовок; не должны вызывать деформации за-
крепляемых заготовок, смещения и порчи их поверхностей, не
12
должны самопроизвольно отключаться. Закрепление и открепле-
ние заготовок в приспособлении должно производиться с мини-
мальными затратами сил и времени рабочего. Например, необ-
ходимое усилие на рукоятку (штурвал, маховик) для обеспече-
ния ручного привода зажимного устройства не должно
превышать 150 Н.
Наиболее распространены элементарные зажимные устрой-
ства — винтовые, клиновые, рычажные, эксцентриковые и цанго-
вые. Чаще в приспособлениях используются сложные (комбини-
рованные) устройства, состоящие из двух или нескольких эле-
ментарных.
Силовые приводы приспособлений обеспечивают воз-
действие зажимных элементов на закрепляемую заготовку с за-
данной силой и в определенном направлении. Наиболее распро-
странены пневматические (поршневые, диафрагменные, пластин-
чатые и сильфонные) приводы с повышенным быстродействием,
позволяющие регулировать и легко контролировать возбужда-
емые ими силы закрепления и обеспечивающие их стабильность.
Они просты в изготовлении и обслуживании, их работоспособ-
ность не зависит от температуры окружающей среды. Давление
воздуха в пневмосистеме — 0,4...0,6 МПа.
Существуют также вакуумные пневмоприводы, однако их
использование сдерживается необходимостью применения ва-
куумных одно- и двухступенчатых поршневых или струйных на-
сосов (эжекторов), работающих с использованием сжатого
воздуха.
Для обеспечения необходимых сил зажима малогабаритны-
ми устройствами применяют гидравлические, пневмо- и механо-
гидравлические приводы. Силы зажима создаются при малых
размерах гидроприводов за счет высокого давления жидкости в
их гидросистеме (10 МПа и более).
Обеспечение надежных уплотнений подвижных соединений в
таких приводах затруднено из-за большого давления жидкости
(масла). Гидравлические приводы целесообразно использовать
на гидрофицированных станках. Кроме того, используются
электромагнитные, магнитные (с постоянными магнитами),
электромеханические, центробежно-инерционные приводы и при-
воды от движущихся элементов станков и сил, возникающих при
обработке, а также ручные приводы зажимных устройств.
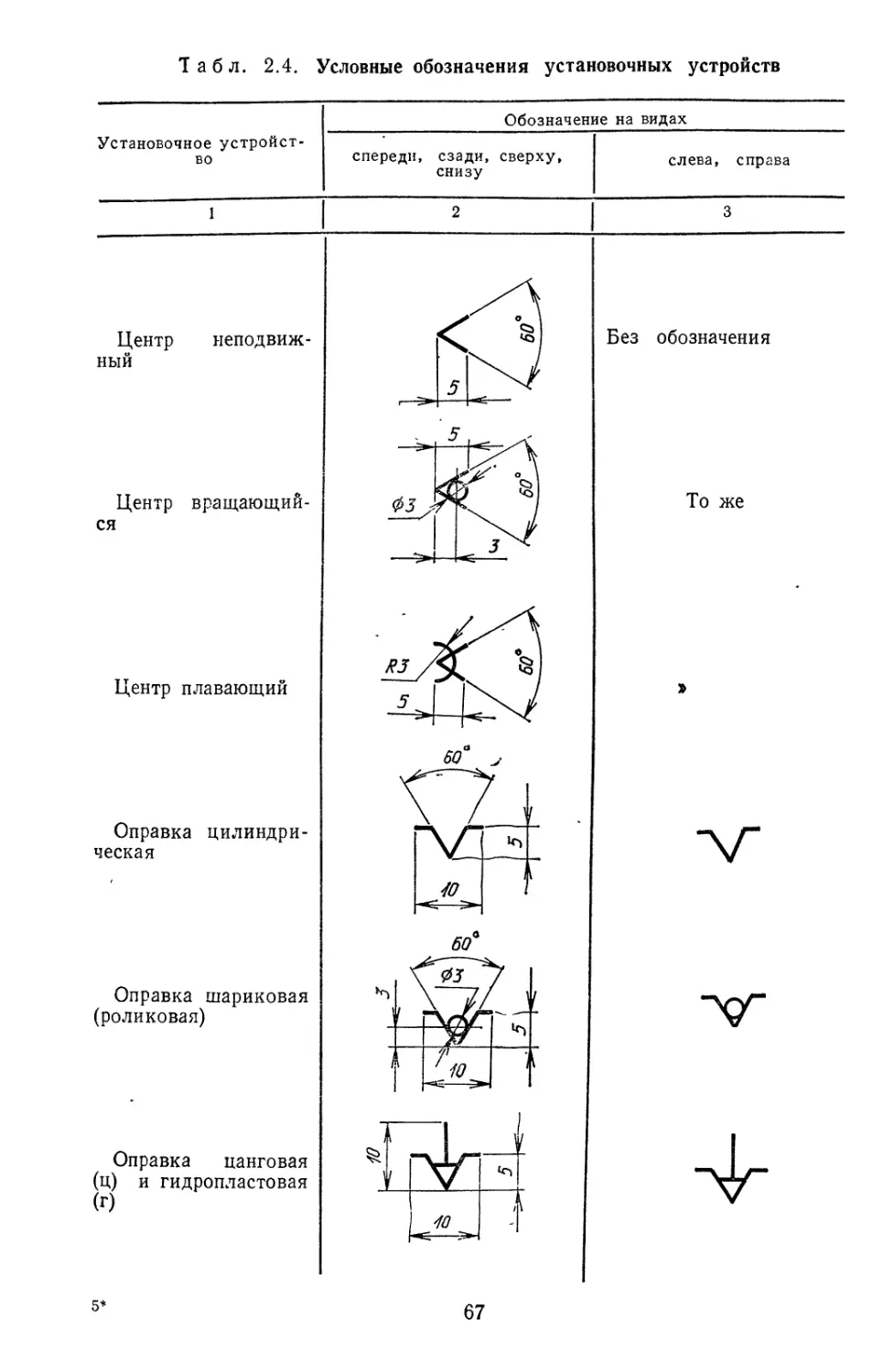
Элементы для определения положения и на-
правления инструментов служат для постановки
обрабатывающего инструмента в требуемое положение (высот-
ные и угловые установи); направления сверл, зенкеров, развер-
ток, дорнов, расточных борштанг и другого инструмента (кон-
дукторные втулки); обеспечения заданной кинематики переме-
щения инструмента (копиры). Указанные элементы должны
иметь повышенные точность и качество отделки, высокую изно-
состойкость.
13
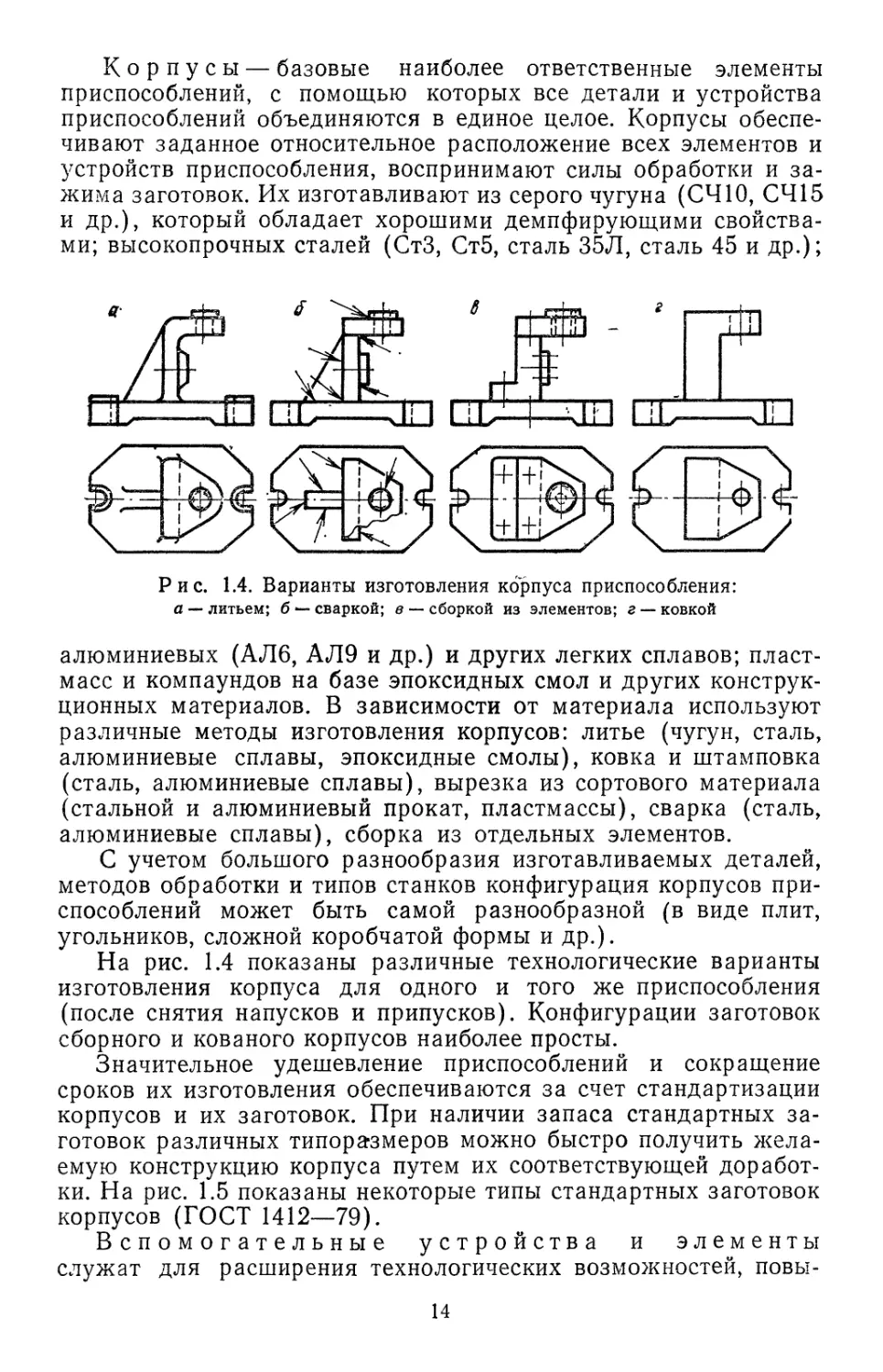
Корпусы — базовые наиболее ответственные элементы
приспособлений, с помощью которых все детали и устройства
приспособлений объединяются в единое целое. Корпусы обеспе-
чивают заданное относительное расположение всех элементов и
устройств приспособления, воспринимают силы обработки и за-
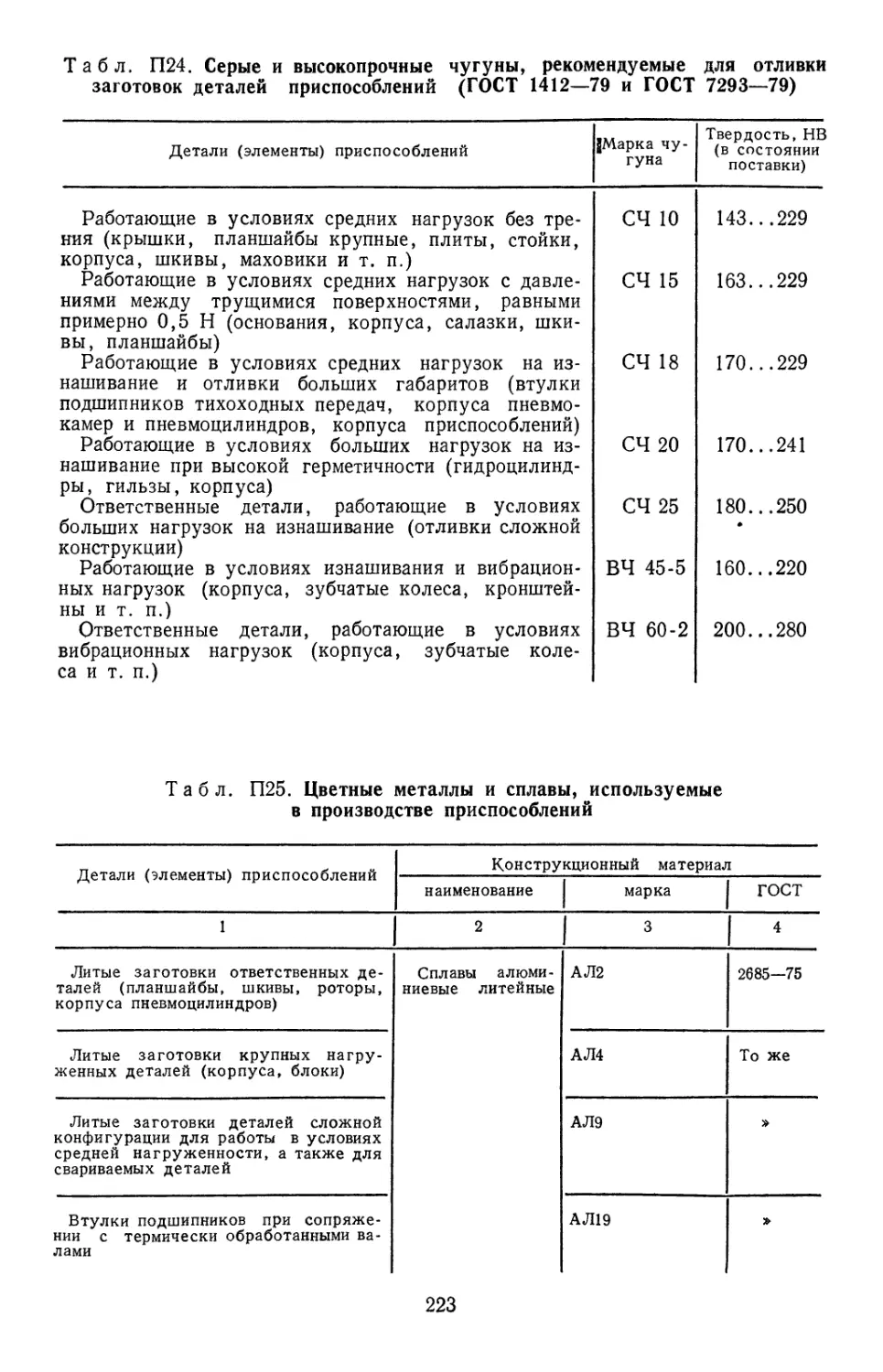
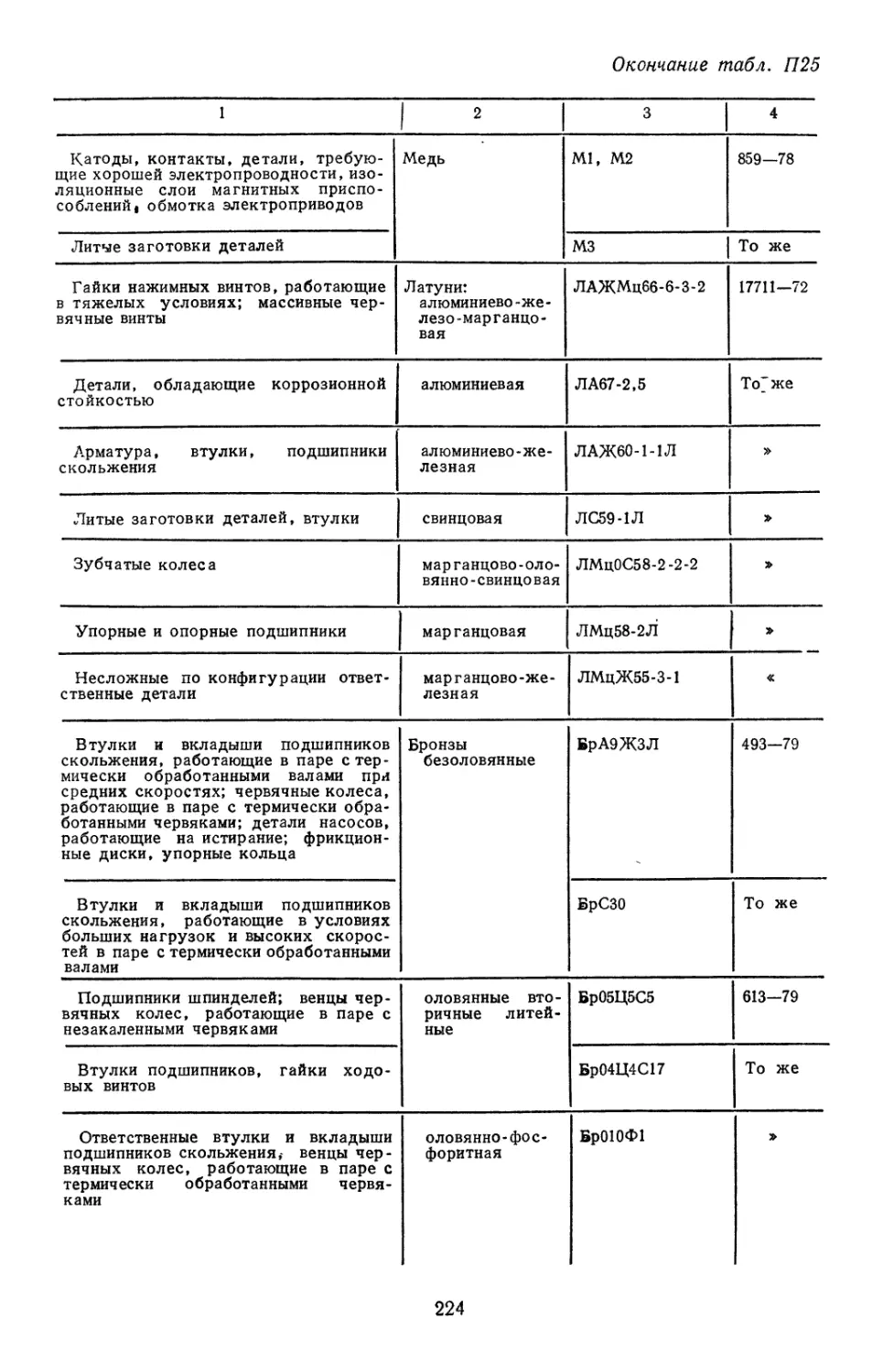
жима заготовок. Их изготавливают из серого чугуна (СЧ10, СЧ15
и др.), который обладает хорошими демпфирующими свойства-
ми; высокопрочных сталей (СтЗ, Ст5, сталь 35Л, сталь 45 и др.);
Рис. 1.4. Варианты изготовления корпуса приспособления:
а — литьем; б сваркой; в — сборкой из элементов; г — ковкой
алюминиевых (АЛ6, АЛ9 и др.) и других легких сплавов; пласт-
масс и компаундов на базе эпоксидных смол и других конструк-
ционных материалов. В зависимости от материала используют
различные методы изготовления корпусов: литье (чугун, сталь,
алюминиевые сплавы, эпоксидные смолы), ковка и штамповка
(сталь, алюминиевые сплавы), вырезка из сортового материала
(стальной и алюминиевый прокат, пластмассы), сварка (сталь,
алюминиевые сплавы), сборка из отдельных элементов.
С учетом большого разнообразия изготавливаемых деталей,
методов обработки и типов станков конфигурация корпусов при-
способлений может быть самой разнообразной (в виде плит,
угольников, сложной коробчатой формы и др.).
На рис. 1.4 показаны различные технологические варианты
изготовления корпуса для одного и того же приспособления
(после снятия напусков и припусков). Конфигурации заготовок
сборного и кованого корпусов наиболее просты.
Значительное удешевление приспособлений и сокращение
сроков их изготовления обеспечиваются за счет стандартизации
корпусов и их заготовок. При наличии запаса стандартных за-
готовок различных типоразмеров можно быстро получить жела-
емую конструкцию корпуса путем их соответствующей доработ-
ки. На рис. 1.5 показаны некоторые типы стандартных заготовок
корпусов (ГОСТ 1412—79).
Вспомогательные устройства и элементы
служат для расширения технологических возможностей, повы-
14
шения быстродействия приспособлений, удобства управления
ими и их обслуживания. К вспомогательным относятся поворот-
ные и делительные устройства с дисками и фиксаторами; раз-
личные выталкивающие устройства (выталкиватели); быстро-
действующие защелки и откидные винты для крепления
откидных элементов приспособлений (например, шарнирно
установленных кондукторных плит); подъемные механизмы ста-
ночных приспособлений, обеспечивающие выполнение специаль-
Р и с. 1.5. Стандартные заготовки корпусов и их элементов:
а, б — плиты стальные; в — плита чугунная; г, д — коробки; е — швеллер; ж — трех-
гранник; з — четырехгранник; и — угольник; к, л — угольники с ребрами; м, н, о —
ребра; п— планка
ных технологических приемов; тормозные и прижимные устрой-
ства; рукоятки; сухари; шпильки; маховички; крепежные и дру-
гие детали.
С помощью поворотных, делительных и подъемных устройств,
применяемых в многопозиционных приспособлениях, обраба-
тываемой заготовке придаются различные положения относи-
тельно станка. Делительные устройства состоят из дисков, за-
крепляемых на поворотных частях приспособлений, и фиксато-
ров (рис. 1.6). Наиболее просты в изготовлении, но наименее
точны в работе шариковые фиксаторы. Они не воспринимают
крутящих моментов при обработке. Фиксаторы кнопочного ти-
па с цилиндрическими пальцами (выполняются по ГОСТ 13160—
67) могут воспринимать крутящие моменты от сил резания.
15
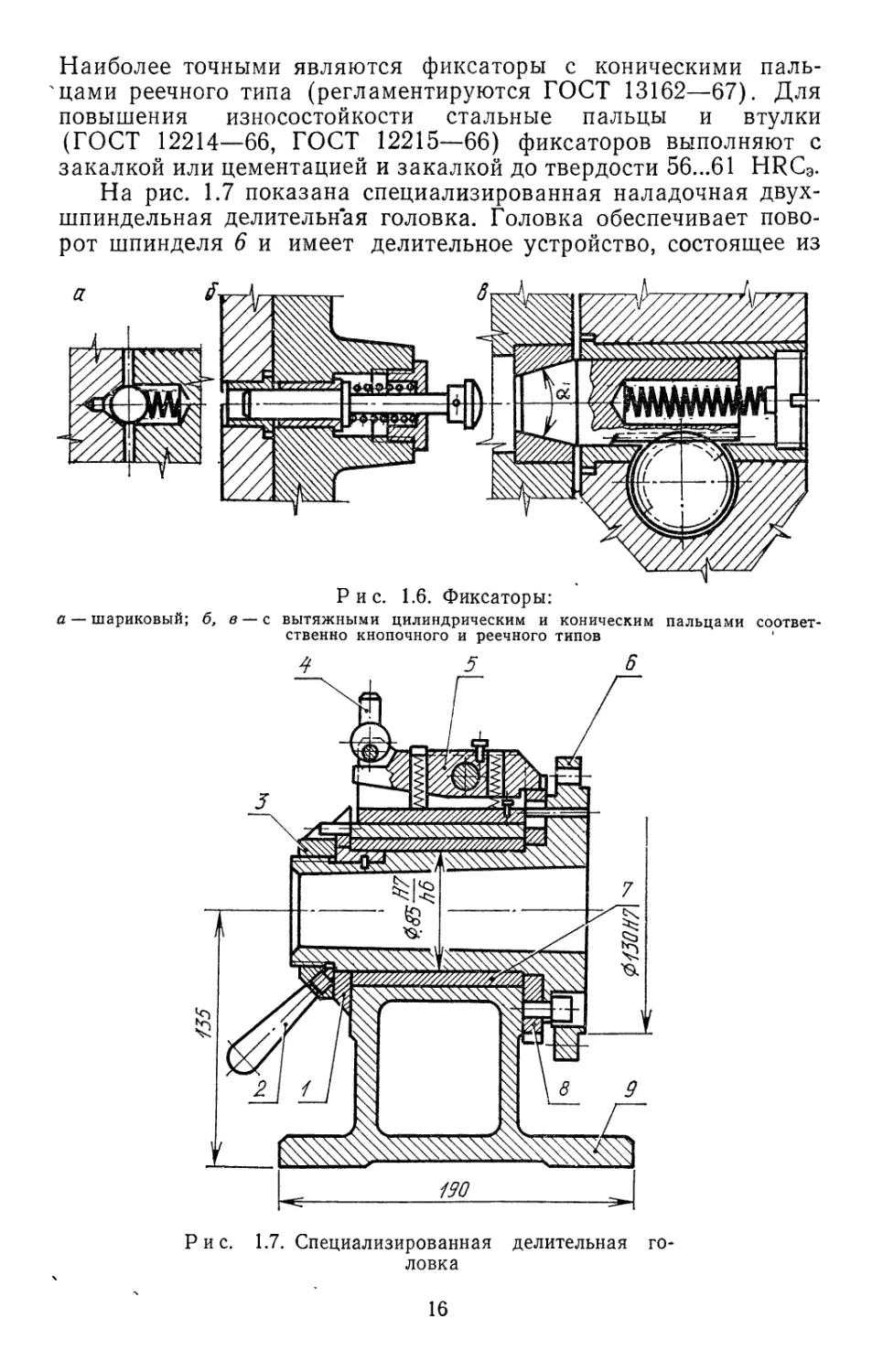
Наиболее точными являются фиксаторы с коническими паль-
цами реечного типа (регламентируются ГОСТ 13162—67). Для
повышения износостойкости стальные пальцы и втулки
(ГОСТ 12214—66, ГОСТ 12215—66) фиксаторов выполняют с
закалкой или цементацией и закалкой до твердости 56...61 HRC3.
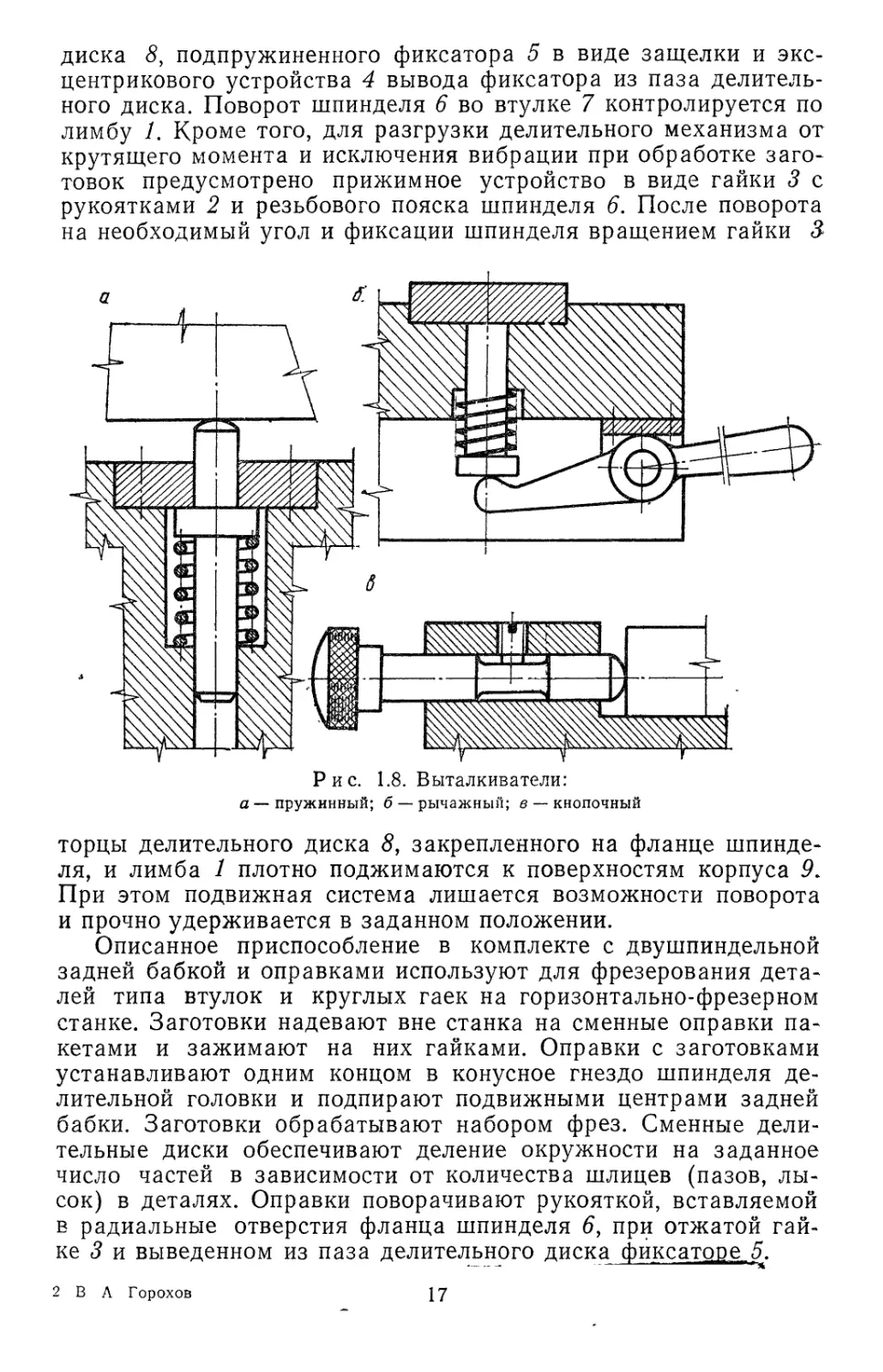
На рис. 1.7 показана специализированная наладочная двух-
шпиндельная делительная головка. Головка обеспечивает пово-
рот шпинделя 6 и имеет делительное устройство, состоящее из
Рис. 1.6. Фиксаторы:
« — шариковый; б, в —с вытяжными цилиндрическим и коническим пальцами соответ-
ственно кнопочного и реечного типов
Рис. 1.7. Специализированная делительная го-
ловка
16
диска S, подпружиненного фиксатора 5 в виде защелки и экс-
центрикового устройства 4 вывода фиксатора из паза делитель-
ного диска. Поворот шпинделя 6 во втулке 7 контролируется по
лимбу 1. Кроме того, для разгрузки делительного механизма от
крутящего момента и исключения вибрации при обработке заго-
товок предусмотрено прижимное устройство в виде гайки 3 с
рукоятками 2 и резьбового пояска шпинделя 6. После поворота
на необходимый угол и фиксации шпинделя вращением гайки 3
Рис. 1.8. Выталкиватели:
а — пружинный; б — рычажный; в — кнопочный
торцы делительного диска S, закрепленного на фланце шпинде-
ля, и лимба 1 плотно поджимаются к поверхностям корпуса 9.
При этом подвижная система лишается возможности поворота
и прочно удерживается в заданном положении.
Описанное приспособление в комплекте с двушпиндельной
задней бабкой и оправками используют для фрезерования дета-
лей типа втулок и круглых гаек на горизонтально-фрезерном
станке. Заготовки надевают вне станка на сменные оправки па-
кетами и зажимают на них гайками. Оправки с заготовками
устанавливают одним концом в конусное гнездо шпинделя де-
лительной головки и подпирают подвижными центрами задней
бабки. Заготовки обрабатывают набором фрез. Сменные дели-
тельные диски обеспечивают деление окружности на заданное
число частей в зависимости от количества шлицев (пазов, лы-
сок) в деталях. Оправки поворачивают рукояткой, вставляемой
в радиальные отверстия фланца шпинделя 6, при отжатой гай-
ке 3 и выведенном из паза делительного диска фиксаторе
2 В А Горохов 17
Выталкиватели (рис. 1.8) используют для ускорения снятия
небольших деталей с приспособления.
Примером подъемных механизмов может служить подъем-
ное устройство расточных приспособлений. В случае, когда нуж-
но одновременно расточить в заготовке несколько последова-
тельно расположенных отверстий одинакового диаметра одной
борштангой, предусматривается подъемное устройство, на ко-
тором устанавливается обрабатываемая заготовка. В результа-
те подъема и, следовательно, смещения оси необработанных от-
верстий заготовки относительно оси борштанги обеспечивается
проход расточной скалки в кондуктор и заготовку с установкой
резцов в исходное положение перед растачиваемыми на данной
операции отверстиями. После этого подъемная часть с заготов-
кой опускается и крепится к неподвижному основанию приспо-
.собления.
1.4. СИСТЕМЫ УНИВЕРСАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
К универсальным (см. рис. 1.1) относятся универсально-без-
наладочные и наладочные приспособления и универсальные
устройства, а также средства механизации зажима [4, 6, 10, 12,
16, 18].
Универсально-безналадочные приспособле-
ния имеют постоянные регулируемые установочно-зажимные
элементы и предназначаются для установки различных по фор-
ме и размерам заготовок со сравнительно простыми схемами
базирования. Они наиболее распространены в единичном и мел-
косерийном производствах, а при малых коэффициентах загруз-
ки (менее 0,5) одной операцией рентабельны во всех типах про-
изводств. Представителями этой системы приспособлений явля-
ются универсальные патроны, тиски, центры, универсальные
столы и стойки. Некоторые универсальные приспособления ста-
ли неотъемлемой частью станков (например, трехкулачковый
патрон к токарному станку, тиски к фрезерному станку и т. д.).
В зависимости от допустимых погрешностей формы и взаим-
ного расположения поверхностей, от которых зависит точность
установки заготовки, а также от дисбаланса и радиального бие-
ния контрольного пояска патроны разделяют на четыре класса
точности: нормальной (Н), повышенной (П), высокой (В) и
особо высокой (А).
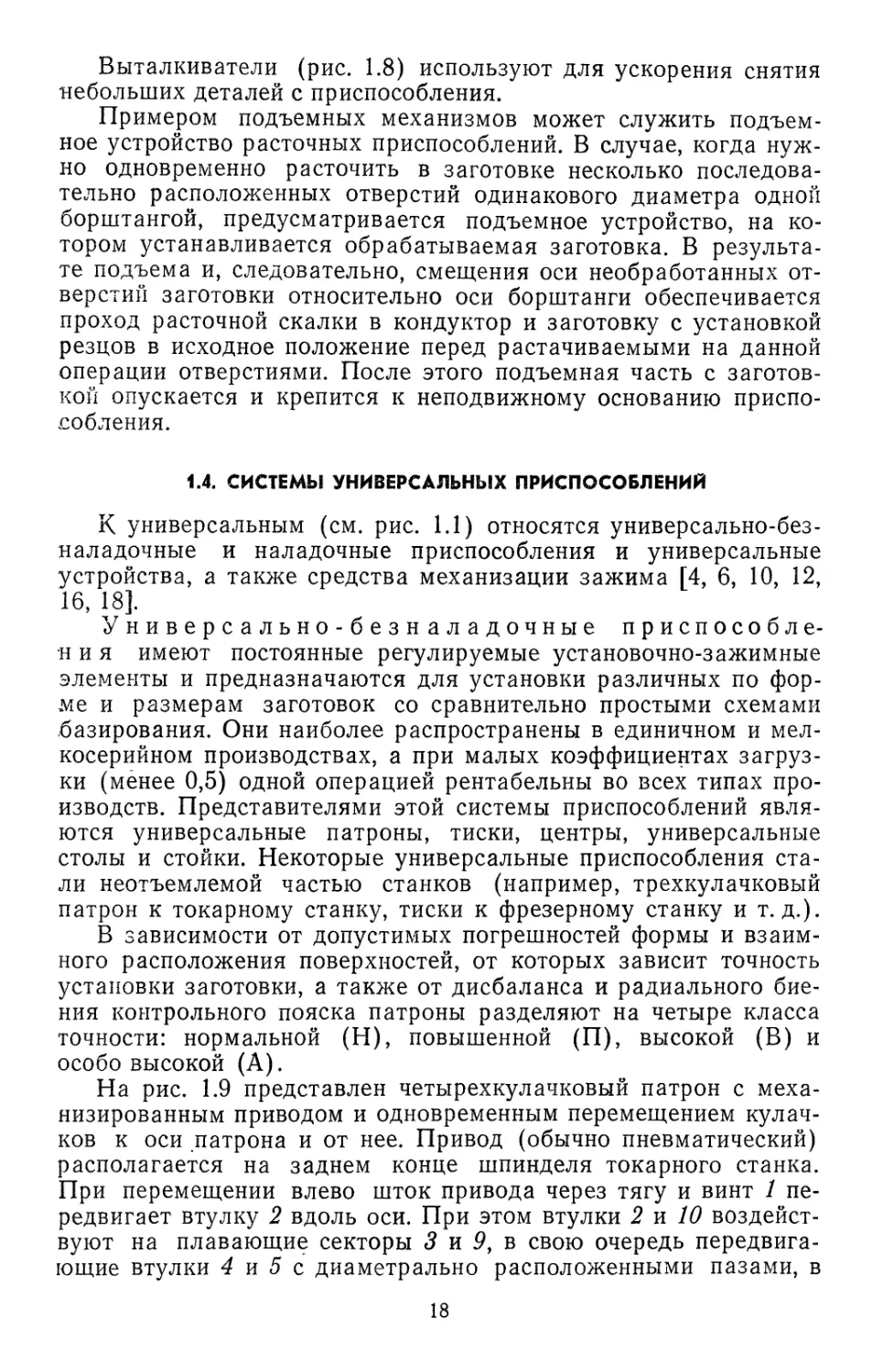
На рис. 1.9 представлен четырехкулачковый патрон с меха-
низированным приводом и одновременным перемещением кулач-
ков к оси патрона и от нее. Привод (обычно пневматический)
располагается на заднем конце шпинделя токарного станка.
При перемещении влево шток привода через тягу и винт 1 пе-
редвигает втулку 2 вдоль оси. При этом втулки 2 и 10 воздейст-
вуют на плавающие секторы 3 и 9, в свою очередь передвига-
ющие втулки 4 и 5 с диаметрально расположенными пазами, в
18
которых размещены длинные плечи рычагов 8. Каждая из вту-
лок 4 и 5 связана только с одной парой рычагов 8, При переме-
щении этих втулок влево под воздействием плавающих секторов
3 и 9 поворачиваются рычаги 8. При этом короткие плечи рыча-
гов подвигают основные и вспомогательные кулачки 7 и 6 к оси
патрона, зажимая заготовку. При перемещении вправо шток
привода через тягу и винт 1 передвигает втулки 2 и 10, которые
через плавающие секторы 3 и 9 смещают втулки 4 и 5 вправо.
Рис. 1.9. Универсальный четырехкулачковый
рычажный патрон с механизированным приводом
В этом случае рычаги разводят кулачки 7 и 6, разжимая заго-
товку.
В последние годы широкое распространение получили кли-
новые и рычажно-клиновые (ГОСТ 24351—80) трех- и двухку-
лачковые самоцентрирующие патроны с пневмоприводом, обла-
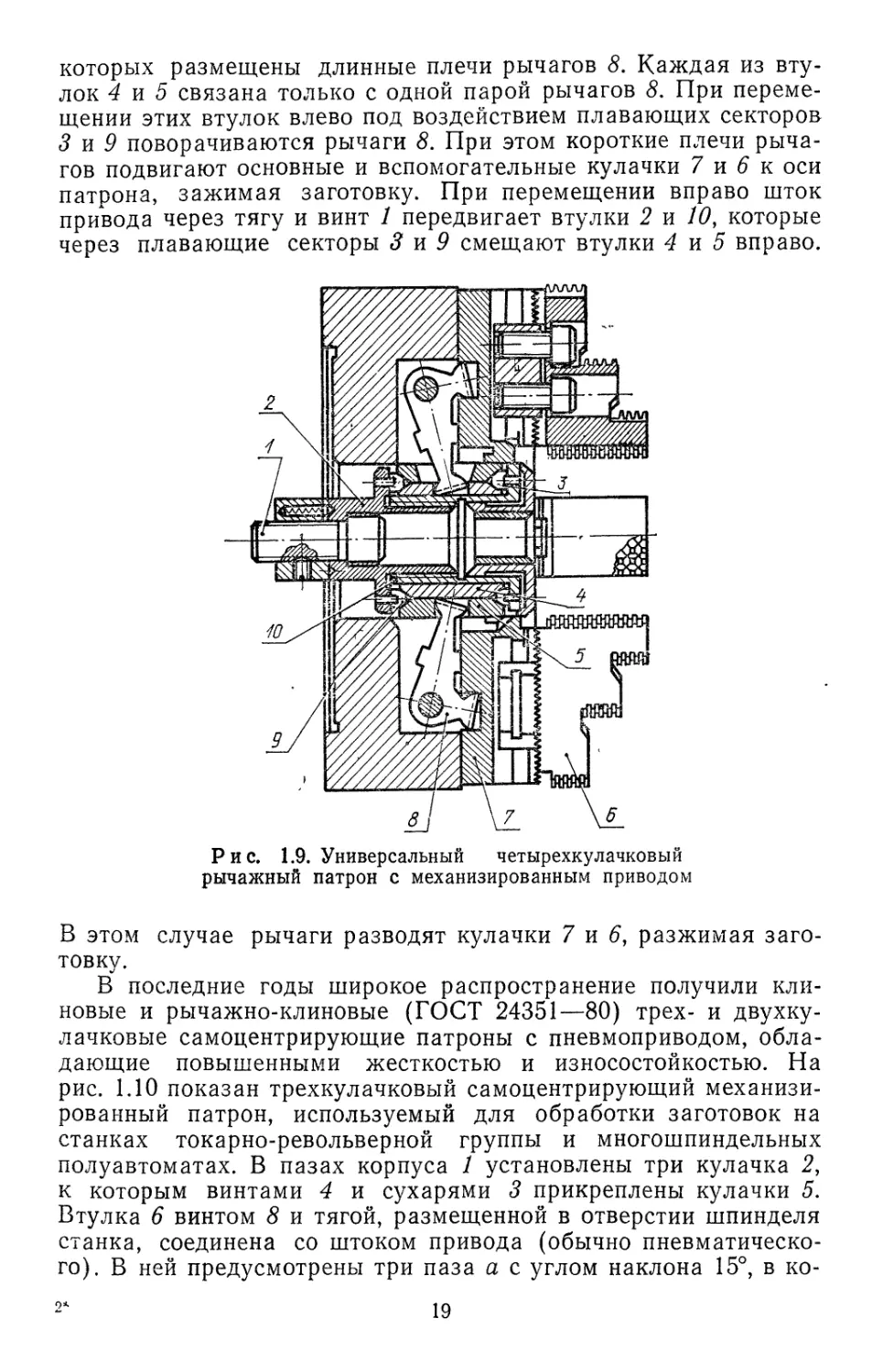
дающие повышенными жесткостью и износостойкостью. На
рис. 1.10 показан трехкулачковый самоцентрирующий механизи-
рованный патрон, используемый для обработки заготовок на
станках токарно-револьверной группы и многошпиндельных
полуавтоматах. В пазах корпуса 1 установлены три кулачка 2,
к которым винтами 4 и сухарями 3 прикреплены кулачки 5.
Втулка 6 винтом 8 и тягой, размещенной в отверстии шпинделя
станка, соединена со штоком привода (обычно пневматическо-
го). В ней предусмотрены три паза а с углом наклона 15°, в ко-
2*
19
торые входят наклонные выступы б кулачков 2, образуя клино-
вые сопряженные пары.
Заготовка зажимается в патроне при перемещении штока
привода влево. При этом через тягу и винт 8 движение переда-
ется на втулку 6, которая смещает выступы кулачков 2 по на-
клонным пазам а к оси патрона. Сменные кулачки 5 также пере-
мещаются к центру патрона и зажимают обрабатываемую заго-
товку. Открепление заготовки происходит при движении штока
//-//
Рис. 1.10. Универсальный трехкулачковый клиновой патрон с механизи-
рованным приводом
привода вправо, который через тягу перемещает вправо и втул-
ку 6, Выступы б кулачков 2 смещаются по наклонным пазам а
втулки 6 в направлении от оси патрона, сменные кулачки расхо-
дятся, и заготовка открепляется.
Для замены кулачков втулку 6 торцовым ключом, вставля-
емым в ее шестигранное отверстие, поворачивают при отведен-
ном подпружиненном штифте 9 против часовой стрелки на угол
15°. После этого кулачки 2 выводят из пазов корпуса 1 и выни-
мают. Втулка 7 предназначена для предохранения патрона от
засорения и при замене кулачков снимается.
Широко распространены в машиностроении тиски. Универ-
сальность, компактность и возможность обеспечения необходи-
мых сил зажима позволяют широко использовать тиски для ос-
нащения фрезерных, расточных, сверлильных и других станков.
Машинные тиски можно разделить на ручные с винтовым или
эксцентриковым зажимами и механизированные с пневмо- или
гидроприводами. По конструкции они делятся на три группы: с
одной, двумя подвижными губками и с плавающими губками;
20
по направлению развиваемого усилия — на тиски с толкающей
и тянущей губкой.
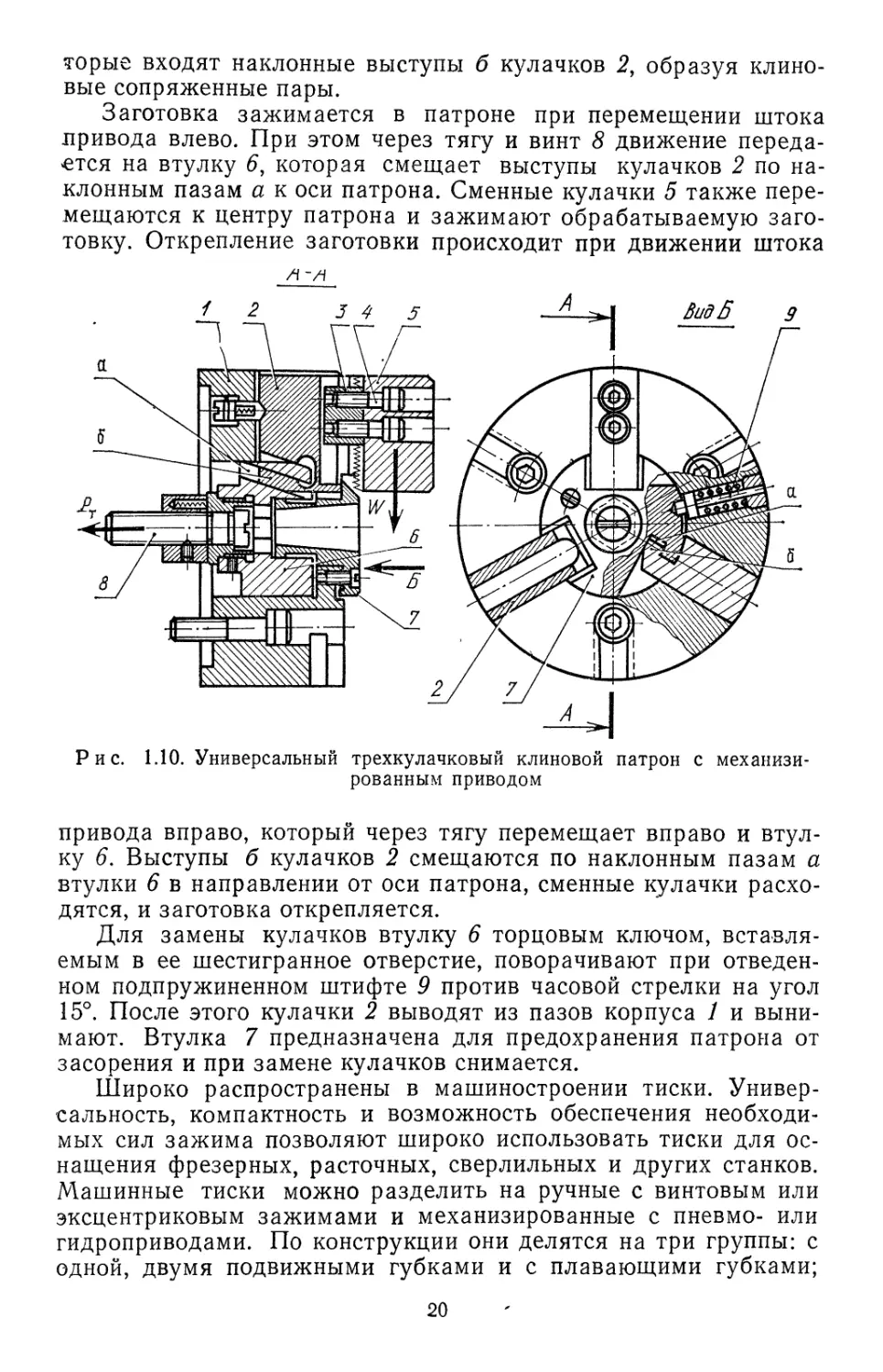
Предварительная настройка тисков с встроенной пневмока-
мерой (рис. 1.11) для свободной установки заготовок между
губками выполняется при помощи винта 1 с левой и правой на-
резками. Заготовка закрепляется за счет подачи воздуха в верх-
нюю полость пневмокамеры. При этом шток 10, перемещаясь
вниз., поворачивает рычаг 9 против часовой стрелки, который
Рис. 1.11. Механизированные тиски с встроенной пневмокамерой:
1 — винт; 2, 3 — гайки; 4 — установочный ползун; 5,6 — пластины неподвижной и
подвижной губок; 7 — неподвижная губка; 8 — толкатель; 9 — рычаг; 10 — шток;
// — пружина; 12 — диск; 13 — диафрагма пневмокамеры; 14 — основание; /5 — кор-
пус поворотной части; 16 — подвижная губка
перемещает толкатель 8 вправо. Последний, упираясь в стенку
полости подвижной губки 16, сдвигает ее в направлении непо-
движной губки 7. Пружина 11 предназначена для возвращения
подвижной губки в исходное положение при раскреплении заго-
товки. Описанные тиски имеют поворотное устройство.
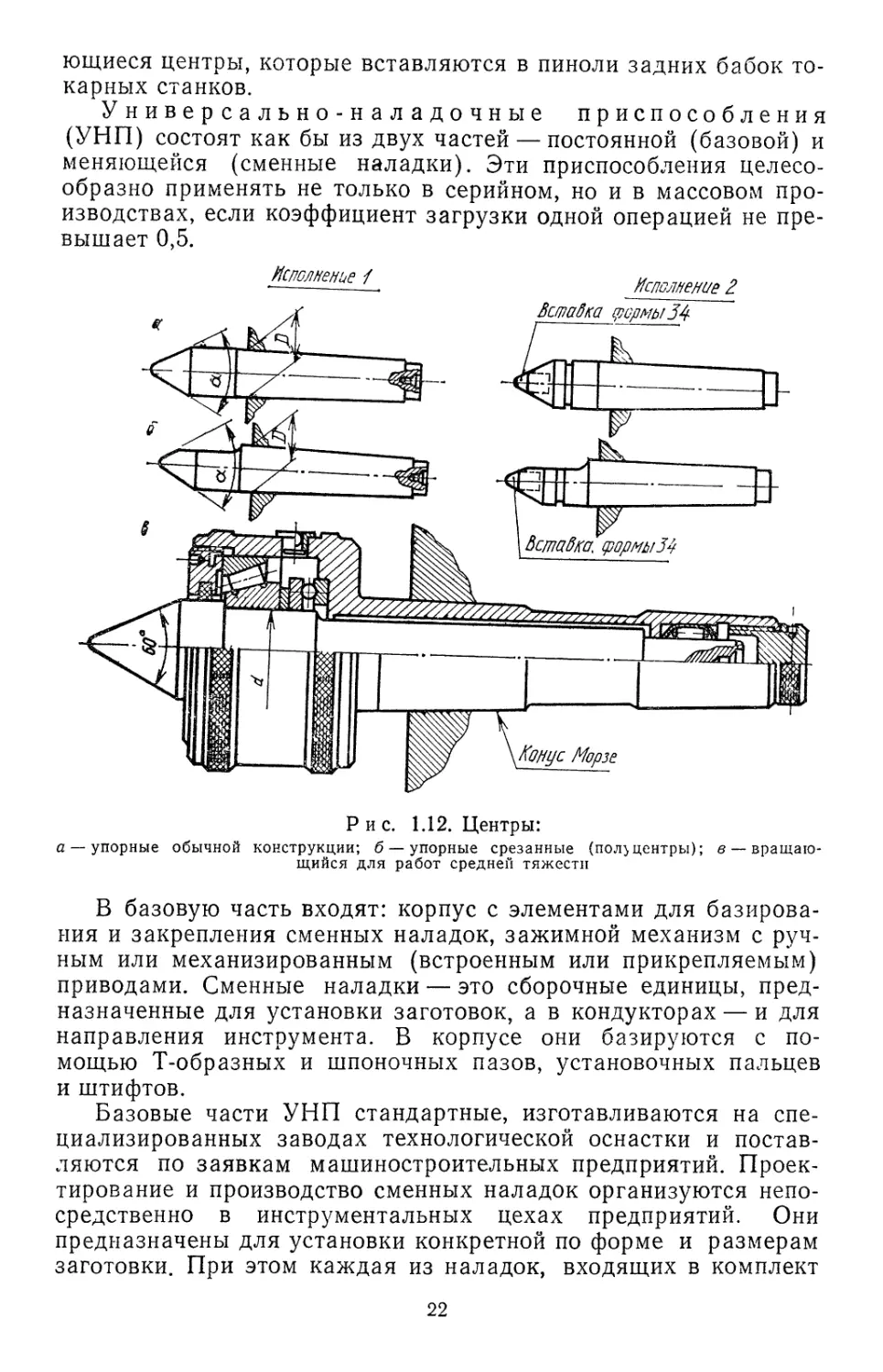
Центры (ГОСТ 13214—79) и полуцентры (ГОСТ 2576—79)
могут быть в двух исполнениях (рис. 1.12). Цельные центры (ис-
полнение 1) изготавливаются из стали У10 с хвостовиком из ста-
лей 40Х или 45; с вставками (исполнение 2)' — из стали 40Х с
концами из твердосплавных вставок (твердые сплавы групп ТК и
ВК). Для тяжелых работ предназначены центры упорные с от-
жимной гайкой (ГОСТ 2575—79 и ГОСТ 18260—72) и центры
упорные (ГОСТ 18259—72).
Изготавливаются центры и полуцентры нормальной и повы-
шенной точности. У первых параметр Ra шероховатости устано-
вочных поверхностей не должен превышать 0,63 мкм, а биение
конуса (60 и 75° относительно конуса хвостовика) —0,01 мм.
У центров и полуцентров повышенной точности эти показатели
соответственно уменьшаются до 0,32 мкм и 0,005 мм. Для сни-
жения потерь на трение ГОСТ 8742—75 предусмотрены враща-
21
ющиеся центры, которые вставляются в пиноли задних бабок то-
карных станков.
Универсально-наладочные приспособления
(УНП) состоят как бы из двух частей — постоянной (базовой) и
меняющейся (сменные наладки). Эти приспособления целесо-
образно применять не только в серийном, но и в массовом про-
изводствах, если коэффициент загрузки одной операцией не пре-
вышает 0,5.
Рис. 1.12. Центры:
а — упорные обычной конструкции; б — упорные срезанные (пол>центры); в — вращаю-
щийся для работ средней тяжести
В базовую часть входят: корпус с элементами для базирова-
ния и закрепления сменных наладок, зажимной механизм с руч-
ным или механизированным (встроенным или прикрепляемым)
приводами. Сменные наладки — это сборочные единицы, пред-
назначенные для установки заготовок, а в кондукторах — и для
направления инструмента. В корпусе они базируются с по-
мощью Т-образных и шпоночных пазов, установочных пальцев
и штифтов.
Базовые части УНП стандартные, изготавливаются на спе-
циализированных заводах технологической оснастки и постав-
ляются по заявкам машиностроительных предприятий. Проек-
тирование и производство сменных наладок организуются непо-
средственно в инструментальных цехах предприятий. Они
предназначены для установки конкретной по форме и размерам
заготовки. При этом каждая из наладок, входящих в комплект
22
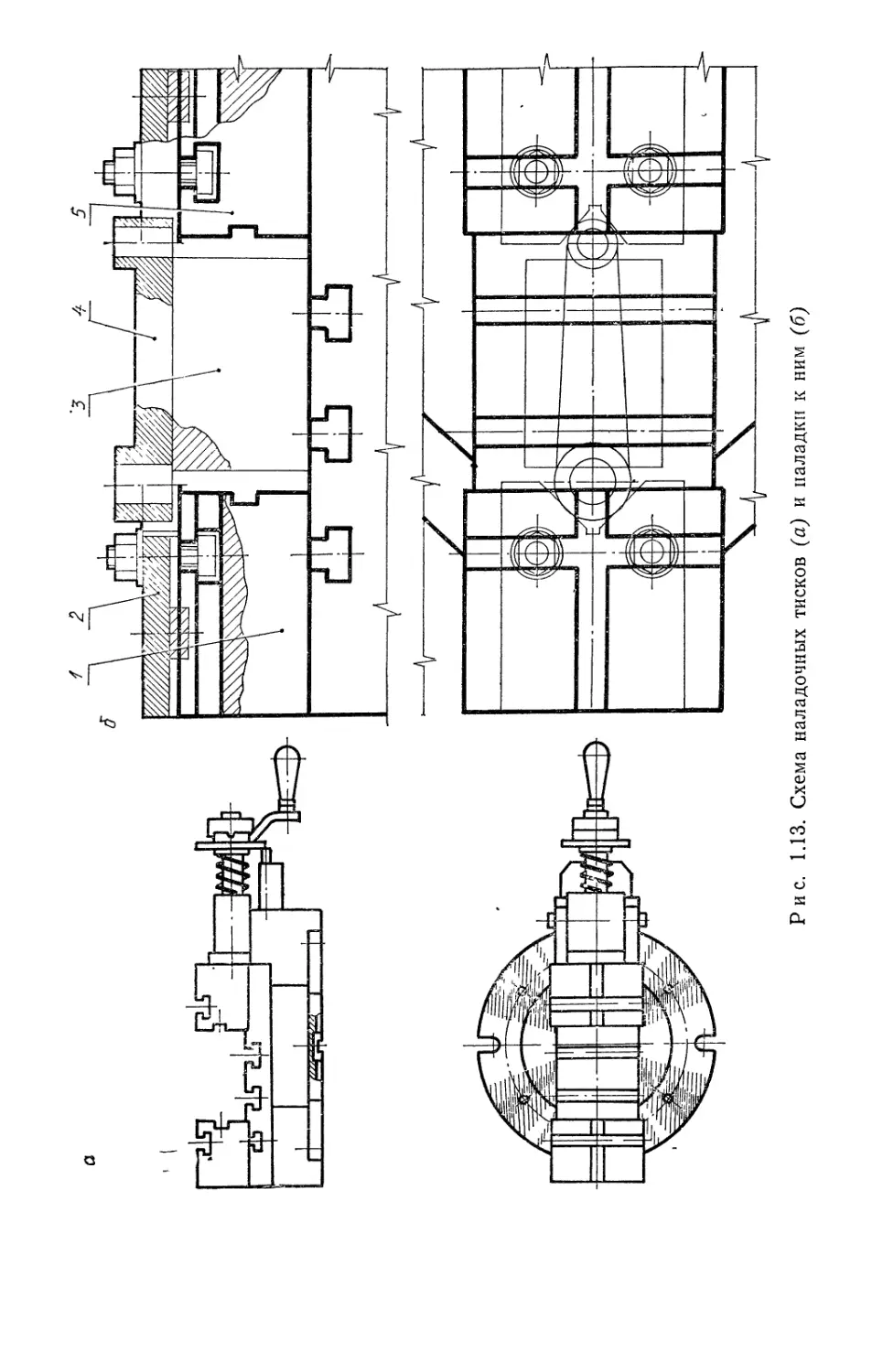
Рис. 1.13. Схема наладочных тисков (а) и наладки к ним (6)
одной базовой части, может иметь схему базирования заготов-
ки, отличную от других.
При смене объекта производства утилизируются только смен-
ные наладки, базовая же часть, не изношенная физически, ис-
пользуется в комплекте с другими наладками для обработки за-
готовок других деталей. За счет этого достигается значительная
экономия металла и других средств.
Благодаря универсальности тисков их используют в качест-
ве базовой части УНП. Применяя их в комплекте с простыми
наладочными деталями, собирают приспособления для обработ-
ки на одном и том же фрезерном станке заготовок деталей, зна-
чительно отличающихся по конструктивной форме и схеме ба-
зирования. На базе тисков, используя соответствующие наладки,
собирают приспособления для сверлильных, расточных и других
станков.
Существуют разновидности универсально-наладочных тис-
ков. Тиски с одной подвижной губкой и синусные предназнача-
ются для обработки мелких и средних заготовок деталей. Пер-
вые могут быть с ручным (первый тип), гидравлическим (вто-
рой тип) и пневматическим (третий тип) приводами. Наладки
устанавливают на губках с фиксацией и креплением в Т-образ-
ных пазах и с фиксацией по шпоночным пазам и креплением
винтами. Тиски третьего типа имеют Т-образные пазы на кор-
пусе между губками. Схема таких тисков показана на
рис. 1.13 а, схема одной из наладок — на рис. 1.13 6. Наладка
для установки и фрезерования торцов бобышек рычага 4 состо-
ит из двух призм 2, закрепленных на подвижной 5 и неподвиж-
ной 1 губках, и подставки 3. Детали наладки ориентируются
относительно корпуса шпонками, а крепятся болтами с Т-образ-
ной головкой.
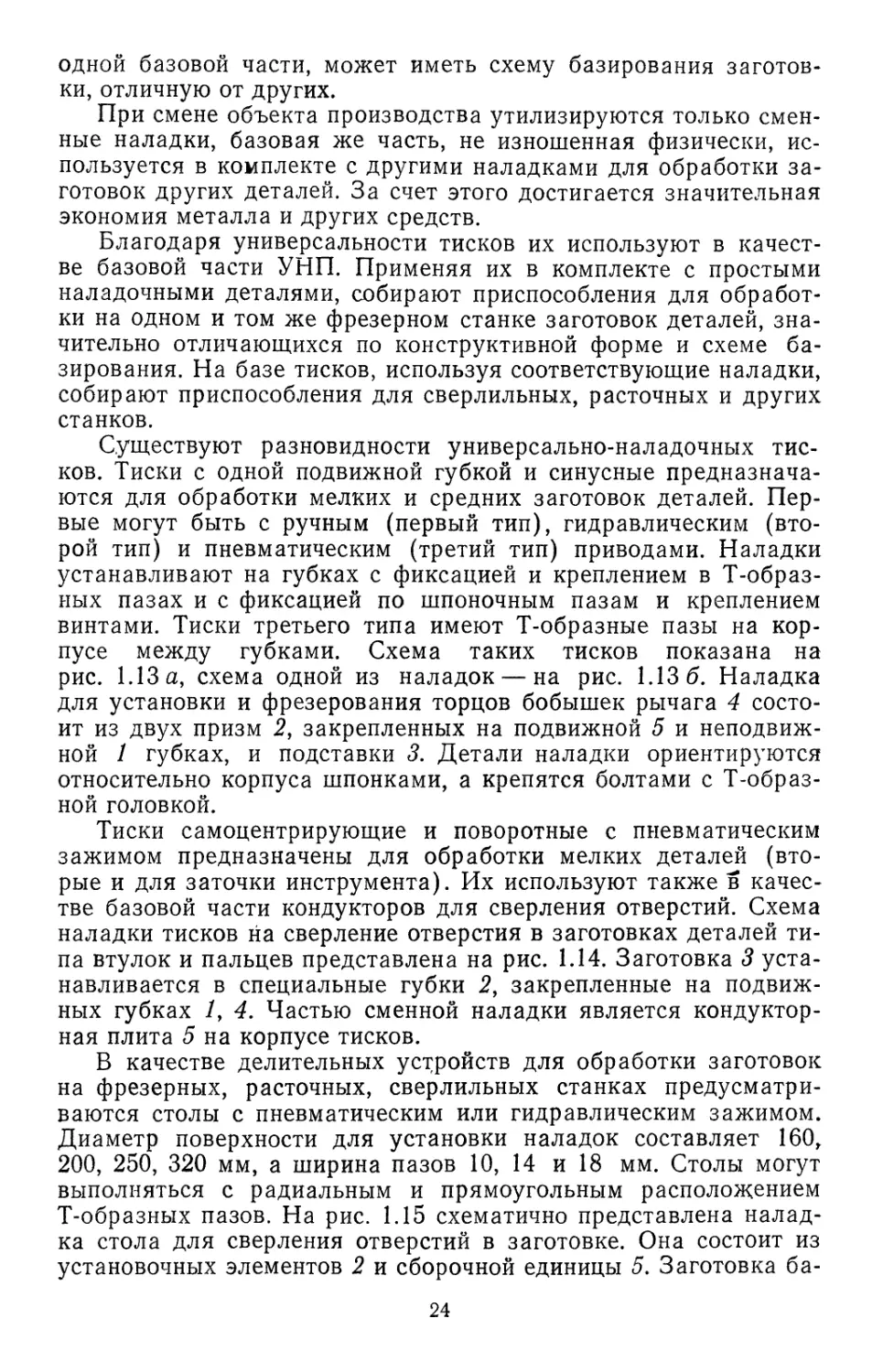
Тиски самоцентрирующие и поворотные с пневматическим
зажимом предназначены для обработки мелких деталей (вто-
рые и для заточки инструмента). Их используют также в качес-
тве базовой части кондукторов для сверления отверстий. Схема
наладки тисков на сверление отверстия в заготовках деталей ти-
па втулок и пальцев представлена на рис. 1.14. Заготовка 3 уста-
навливается в специальные губки 2, закрепленные на подвиж-
ных губках /, 4. Частью сменной наладки является кондуктор-
ная плита 5 на корпусе тисков.
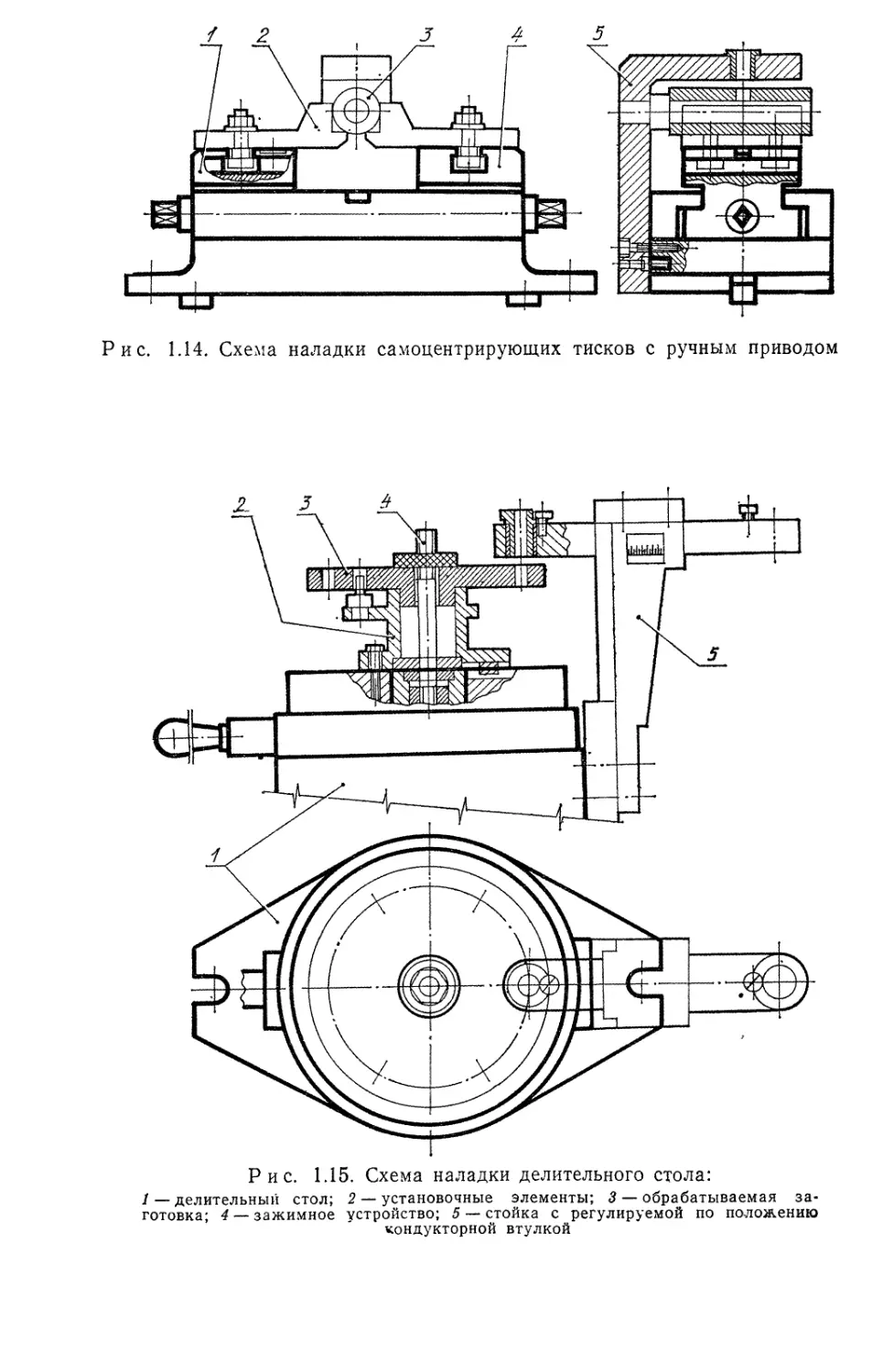
В качестве делительных устройств для обработки заготовок
на фрезерных, расточных, сверлильных станках предусматри-
ваются столы с пневматическим или гидравлическим зажимом.
Диаметр поверхности для установки наладок составляет 160,
200, 250, 320 мм, а ширина пазов 10, 14 и 18 мм. Столы могут
выполняться с радиальным и прямоугольным расположением
Т-образных пазов. На рис. 1.15 схематично представлена налад-
ка стола для сверления отверстий в заготовке. Она состоит из
установочных элементов 2 и сборочной единицы 5. Заготовка ба-
24
Рис. 1.14. Схема наладки самоцентрирующих тисков с ручным приводом
Рис. 1.15. Схема наладки делительного стола:
1— делительный стол; 2 — установочные элементы; 3— обрабатываемая за-
готовка; 4 —зажимное устройство; 5 — стойка с регулируемой по положению
кондукторной втулкой
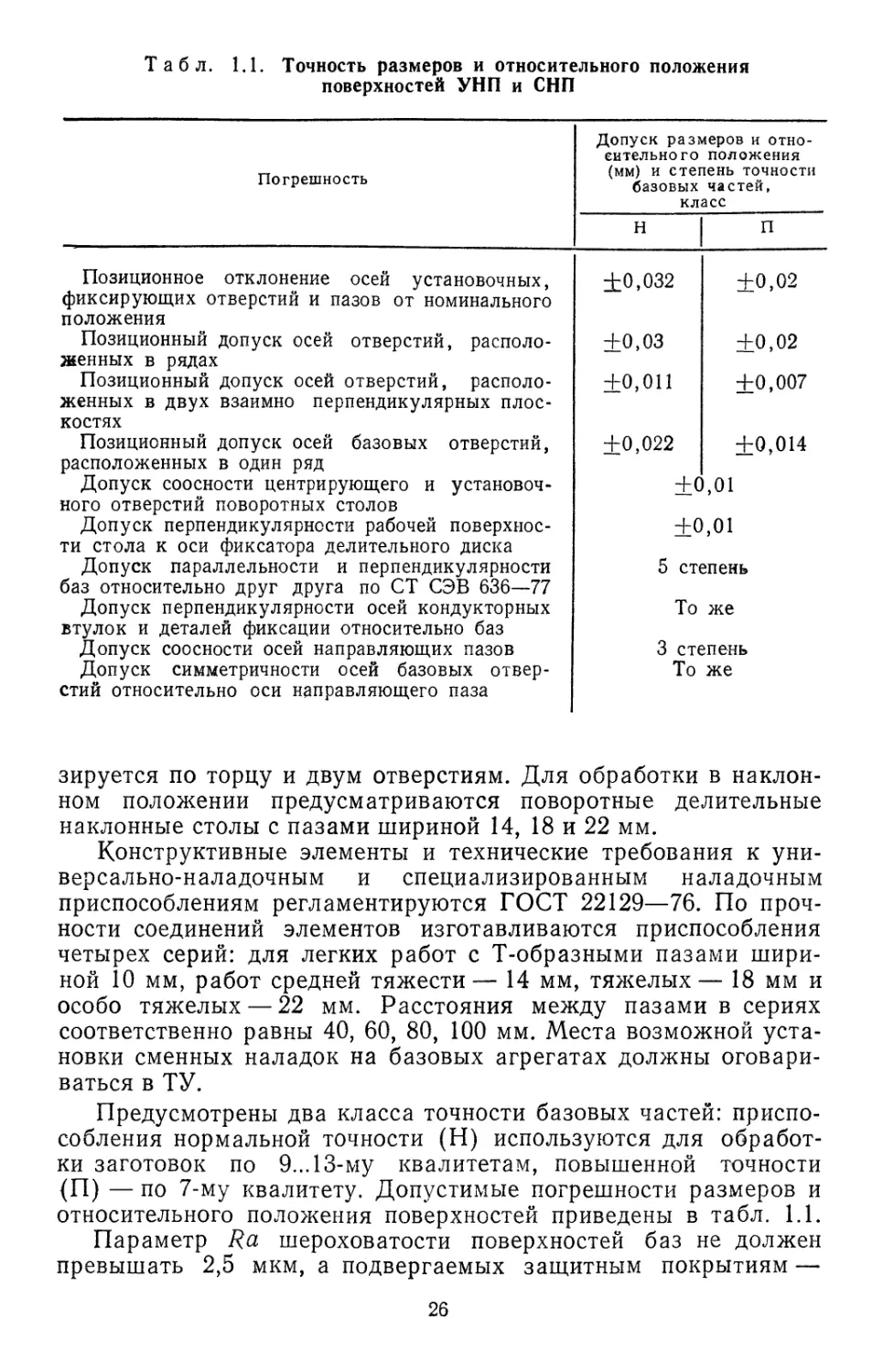
Табл. 1.1. Точность размеров и относительного положения
поверхностей УНП и СНП
Погрешность Допуск размеров и отно- сительного положения (мм) и степень точности базовых частей, класс
п
Позиционное отклонение осей установочных, фиксирующих отверстий и пазов от номинального положения ±0,032 ±0,02
Позиционный допуск осей отверстий, располо- женных в рядах ±0,03 ±0,02
Позиционный допуск осей отверстий, располо- женных в двух взаимно перпендикулярных плос- костях ±0,011 ±0,007
Позиционный допуск осей базовых отверстий, расположенных в один ряд ±0,022 ±0,014
Допуск соосности центрирующего и установоч- ного отверстий поворотных столов ±0,01
Допуск перпендикулярности рабочей поверхнос- ти стола к оси фиксатора делительного диска ±0,01
Допуск параллельности и перпендикулярности баз относительно друг друга по СТ СЭВ 636—77 5 степень
Допуск перпендикулярности осей кондукторных втулок и деталей фиксации относительно баз То же
Допуск соосности осей направляющих пазов 3 степень
Допуск симметричности осей базовых отвер- стий относительно оси направляющего паза То же
зируется по торцу и двум отверстиям. Для обработки в наклон-
ном положении предусматриваются поворотные делительные
наклонные столы с пазами шириной 14, 18 и 22 мм.
Конструктивные элементы и технические требования к уни-
версально-наладочным и специализированным наладочным
приспособлениям регламентируются ГОСТ 22129—76. По проч-
ности соединений элементов изготавливаются приспособления
четырех серий: для легких работ с Т-образными пазами шири-
ной 10 мм, работ средней тяжести— 14 мм, тяжелых— 18 мм и
особо тяжелых — 22 мм. Расстояния между пазами в сериях
соответственно равны 40, 60, 80, 100 мм. Места возможной уста-
новки сменных наладок на базовых агрегатах должны оговари-
ваться в ТУ.
Предусмотрены два класса точности базовых частей: приспо-
собления нормальной точности (Н) используются для обработ-
ки заготовок по 9... 13-му квалитетам, повышенной точности
(П) — по 7-му квалитету. Допустимые погрешности размеров и
относительного положения поверхностей приведены в табл. 1.1.
Параметр Ra шероховатости поверхностей баз не должен
превышать 2,5 мкм, а подвергаемых защитным покрытиям —
26
10 мкм. Твердость поверхностных слоев должна быть для кор-
пусных деталей из высокопрочного чугуна—19...25 HRC3, базо-
вых деталей из стали — 57...64, стальных деталей установочных
элементов и зажимных устройств — 59...63, деталей фиксато-
ров— 56...61, крепежных деталей — 37...43 HRC3. Микрострук-
тура цементированного и закаленного слоев должна представ-
лять безыгольчатый или мелко- и среднеигольчатый мартенсит.
Универсальные устройства и средства меха-
низации зажима используются для механизации приспо-
соблений с целью облегчения труда рабочих и повышения его
производительности. К ним относятся легкоперемещающиеся
плавающие столы; подставки с ловителями инструмента; отдель-
но скомпонованные пневматические, пневмогидравлические, гид-
равлические, магнитные, электромагнитные, электромеханиче-
ские, зажимные и другие устройства.
В производственных условиях часто возникает необходи-
мость в устройствах, не входящих непосредственно в состав
приспособлений, но способствующих облегчению условий и по-
вышению производительности труда рабочих. Например, при
сверлении отверстий в заготовках на вертикально-сверлильных
станках необходимо часто передвигать, поворачивать и перезак-
реплять приспособления и заготовки. Это сопряжено с большими
затратами труда (особенно при большой массе заготовок и при-
способлений). В этих условиях целесообразно применять пла-
вающие столы с быстродействующими зажимами, что способст-
вует снижению утомляемости рабочих и сокращению време-
ни на перемещение, перевертывание и открепление-закрепление
заготовок.
Существуют плавающие столы трех типоразмеров: размеры
поверхности 320x220, 400x280, 450x320 мм; продольные пере-
мещения 300, 350, 400 мм и поперечные — 200, 250, 300 мм. Наи-
большая масса устанавливаемых приспособлений (грузов) со-
ответственно составляет 125, 160, 200 кг.
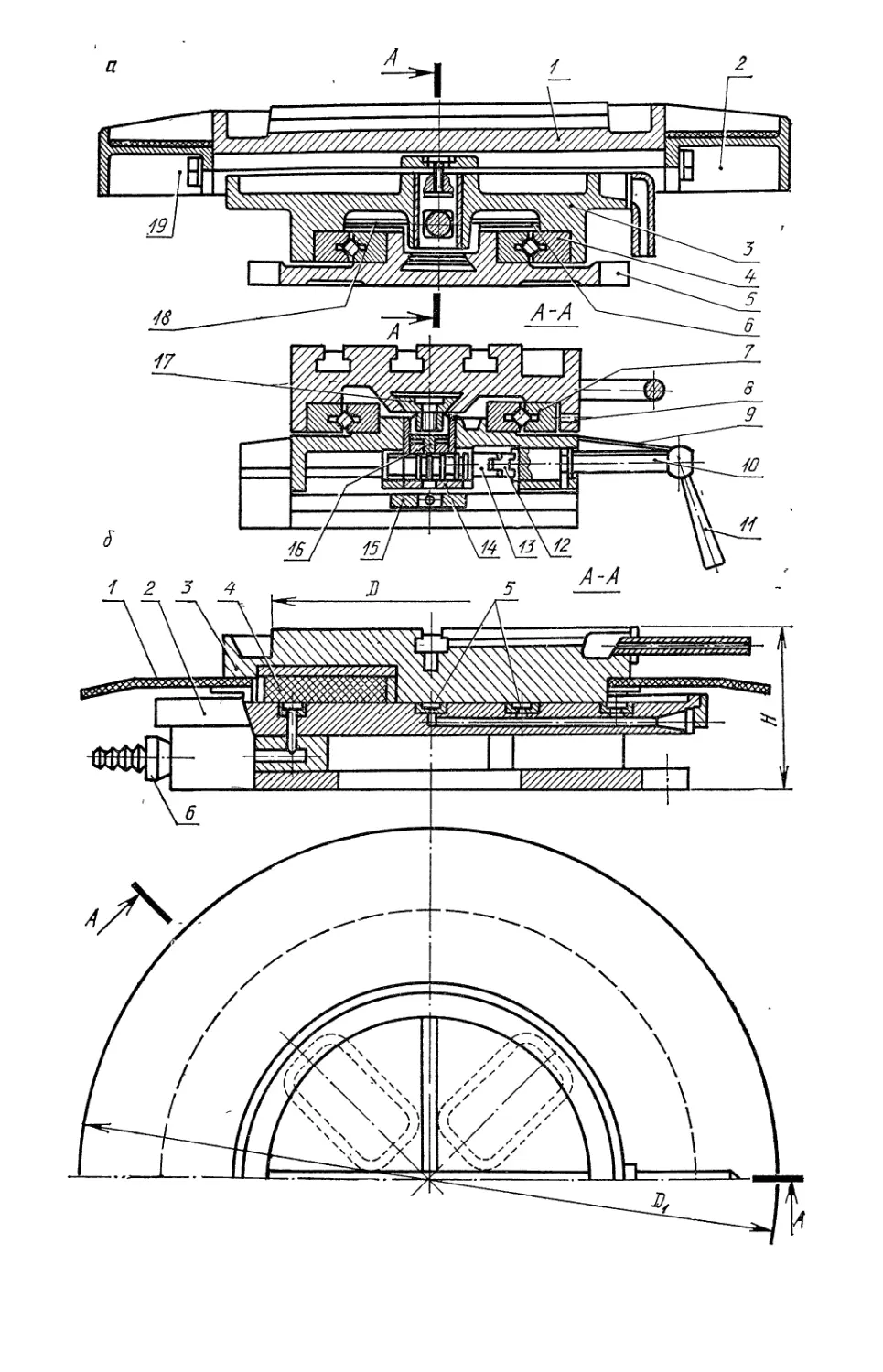
Кондукторы и другие приспособления устанавливаются и
закрепляются на верхней части стола 1 (рис. 1.16 а) с Т-образ-
ными пазами, который перемещается в продольном направлении
по салазкам 3 на роликовых направляющих 7. Салазки со сто-
лом перемещаются в поперечном направлении по корпусу 5 на
роликовых направляющих 4. Плавность хода стола регулируется
винтами 8 за счет изменения зажима роликов в направляющих.
От попадания стружки, СОЖ и пыли поперечные направля-
ющие защищены кожухом 9, щитками 6 и 18, крышками 2 и 19,
на которых можно хранить инструменты для обработки данной
заготовки. Роликовые направляющие обеспечивают легкое пере-
мещение стола с приспособлением и заготовкой в требуемое по-
ложение (необходимое усилие не превышает 10...40 Н).
Быстрая фиксация стола в определенном положении осуще-
ствляется рукояткой 11, При ее повороте поворачивается вал 10
27
и через муфту 12 — вал 13, перемещающий верхнюю 16 и ниж-
нюю 14 тяги вместе с клиньями 15 и 17, которые за счет поджи-
ма к стенкам пазов типа «ласточкин хвост» закрепляют стол.
Для раскрепления стола рукоятку И поворачивают в исходное
положение.
Плавающий стол модели 7308-0001 на воздушной подушке с
магнитным закреплением (рис. 1.16б)состоит из подвижной
верхней планшайбы (плиты) 3 диаметром 200 мм и основания 2.
На зеркале основания расположены жиклеры 5, к которым от
пневмосети через штуцер 6 и каналы подводится сжатый воздух.
С нижней стороны подвижной верхней плиты вмонтированы маг-
нитные блоки 4 из оксидно-бариевых магнитов с магнитопро-
водами, закрепляющие планшайбу в нужном положении.
При нажатии на педаль ножного крана управления сжатый
воздух, выходя из жиклеров 5, отрывает планшайбу на 0,2...
0,5 мм от основания и создает между ними воздушную подушку,
благодаря чему планшайба с установленными на ней приспособ-
лением и заготовкой легко перемещается (до 115 мм) относи-
тельно основания. После ввода сверла в кондукторную втулку
или правильной установки заготовки относительно сверла (при
сверлении по разметке) педаль отпускается, подача воздуха
прекращается и планшайба поджимается (притягивается) маг-
нитами 4 к основанию с силой 3200 Н. Наличие постоянных маг-
нитов исключает необходимость закрепления подвижной плиты
посредством ручных механизмов. Это до минимума сокращает
затраты вспомогательного времени. Резиновое кольцо 1 служит
для предохранения рабочего от выдуваемой воздухом стружки
и пыли.
Система УУС включает средства механизации зажима ста-
ночных приспособлений (СМЗСП). Механизация и автоматиза-
ция зажима заготовок — основной фактор повышения произво-
дительности труда при изготовлении деталей за счет резкого
сокращения вспомогательного времени. Для механизации и
автоматизации зажима заготовок в приспособлениях исполь-
зуются пневматические, пневмогидравлические, гидравлические,
электромеханические, магнитные и другие механизированные
приводы.
В качестве объемных пневмодвигателей зажимных уст-
ройств приспособлений применяются поршневые, диафрагменные
(мембранные), сильфонные и пластинчатые пневмоцилиндры.
Базовая модель пневматического цилиндра двустороннего
действия с односторонним штоком и креплением на удлиненных
Рис. 1.16. Плавающие столы (подставки) для вертикально-сверлильных
станков:
а •— роликовый; б — на воздушной подушке
29
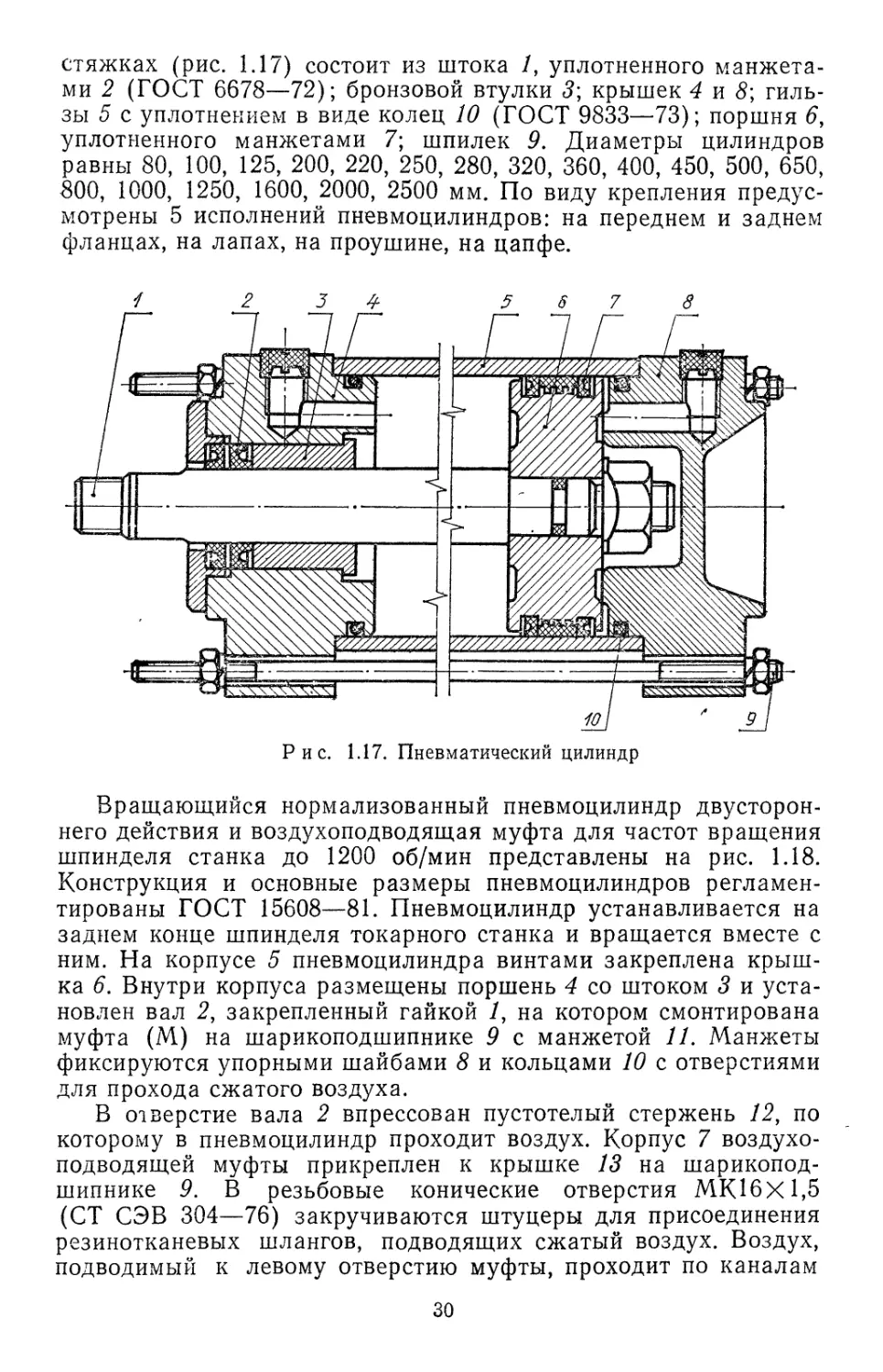
стяжках (рис. 1.17) состоит из штока 7, уплотненного манжета-
ми 2 (ГОСТ 6678—72); бронзовой втулки 5; крышек 4 и S; гиль-
зы 5 с уплотнением в виде колец 10 (ГОСТ 9833—73); поршня 5,
уплотненного манжетами 7; шпилек 9. Диаметры цилиндров
равны 80, 100, 125, 200, 220, 250, 280, 320, 360, 400, 450, 500, 650,
800, 1000, 1250, 1600, 2000, 2500 мм. По виду крепления предус-
мотрены 5 исполнений пневмоцилиндров: на переднем и заднем
фланцах, на лапах, на проушине, на цапфе.
Рис. 1.17. Пневматический цилиндр
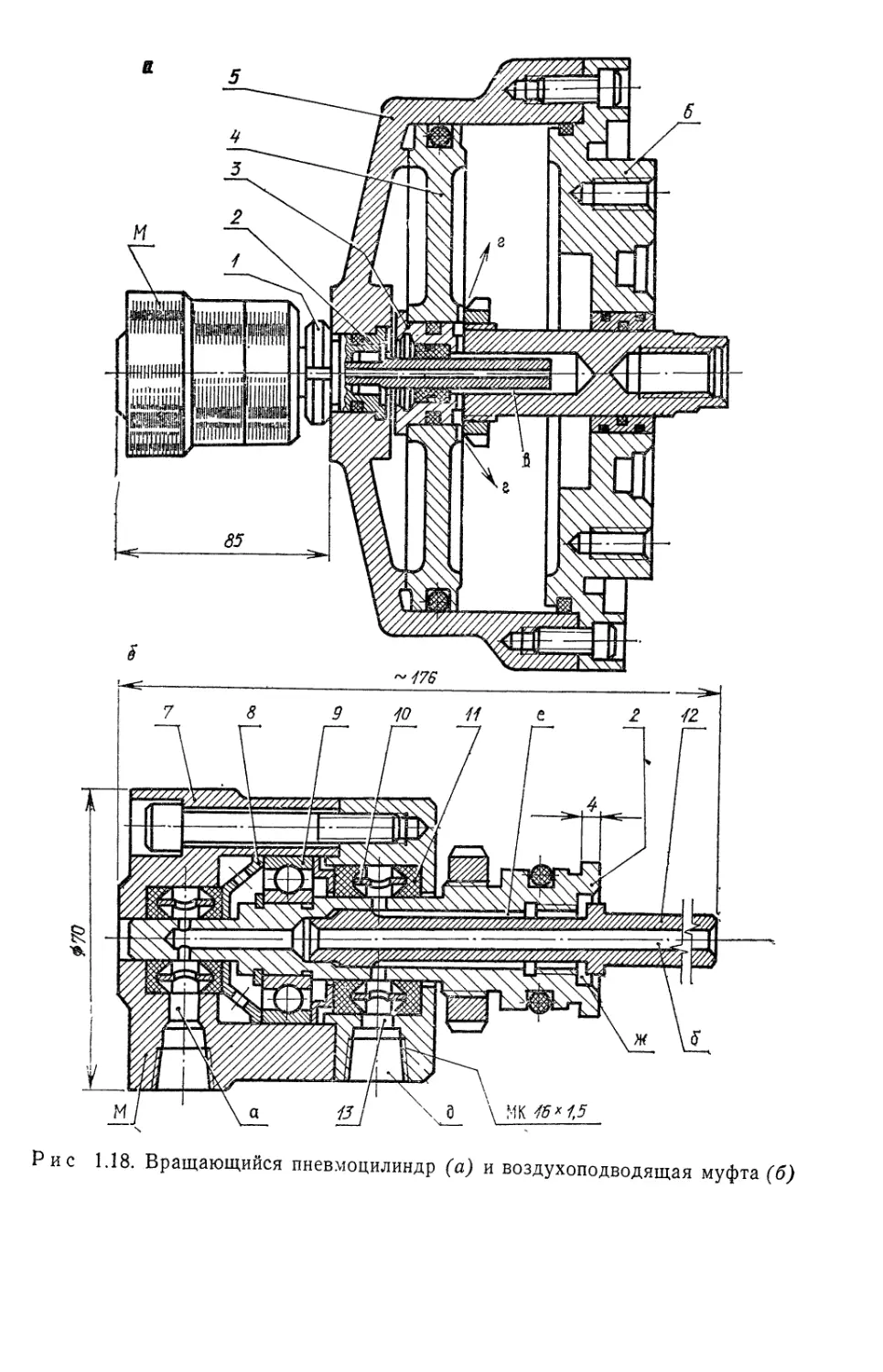
Вращающийся нормализованный пневмоцилиндр двусторон-
него действия и воздухоподводящая муфта для частот вращения
шпинделя станка до 1200 об/мин представлены на рис. 1.18.
Конструкция и основные размеры пневмоцилиндров регламен-
тированы ГОСТ 15608—81. Пневмоцилиндр устанавливается на
заднем конце шпинделя токарного станка и вращается вместе с
ним. На корпусе 5 пневмоцилиндра винтами закреплена крыш-
ка 6. Внутри корпуса размещены поршень 4 со штоком 3 и уста-
новлен вал 2, закрепленный гайкой 7, на котором смонтирована
муфта (М) на шарикоподшипнике 9 с манжетой 11. Манжеты
фиксируются упорными шайбами 8 и кольцами 10 с отверстиями
для прохода сжатого воздуха.
В отверстие вала 2 впрессован пустотелый стержень 12, по
которому в пневмоцилиндр проходит воздух. Корпус 7 воздухо-
подводящей муфты прикреплен к крышке 13 на шарикопод-
шипнике 9. В резьбовые конические отверстия МК16Х1,5
(СТ СЭВ 304—76) закручиваются штуцеры для присоединения
резинотканевых шлангов, подводящих сжатый воздух. Воздух,
подводимый к левому отверстию муфты, проходит по каналам
30
#70
Рис 1.18. Вращающийся пневмоцилиндр и воздухоподводящая муфта (б)
Рис. 1.19. Лопастный гидроцилиндр
а, б, в, г и поступает в правую полость пневмоцилиндра, переме-
щая поршень 4 со штоком 3 влево. При этом заготовка в рычаж-
ном трех- или четырехкулачковом патроне будет зажиматься.
Воздух, подводимый к правому отверстию муфты, проходит по
каналам д, е, ж и поступает в левую полость пневмоцилиндра,
перемещая поршень со штоком вправо (заготовка в патроне
разжимается).
Лопастный гидравлический цилиндр (рис. 1.19) состоит из
корпуса (статора) 1 с упором 2 и крышками 7, 10, а также
однолопастного ротора 3 с лопастью 4, закрепленного шпонками
на гайке 9. Гайка 9 установлена в статоре на конических роли-
коподшипниках 13 и связана с винтом 11. К правому концу вин-
та 11 с помощью резьбы присоединена тяга 12, которая через
промежуточные звенья перемещает кулачки патрона при зажи-
ме и разжиме заготовок. При подаче масла в полость л цилинд-
ра лопасть 4 с ротором 3 поворачивается до упора 2. При этом
ротор вращает гайку 9 и винт И с тягой 12 перемещается влево,
что соответствует зажиму заготовки кулачками патрона. При
подаче масла в полость г элементы двигаются в обратном на-
правлении и заготовка в патроне отжимается. Винт 11, переме-
щаясь в шлицевом отверстии крышки 10, не поворачивается.
Масло от насосной станции по резиновым шлангам подается к
невращающейся распределительной (приемной) муфте 5, сидя-
щей на шарикоподшипниках вала 6 с каналами для прохода ма-
сла в полости л, г. Насосная станция включается только во вре-
мя остановки станка, когда снимается обработанная и устанав-
ливается новая заготовка. Сила зажима заготовок кулачками
патрона при неработающей гидросистеме сохраняется вследст-
вие самоторможения винтовой пары гайка 9 — винт 11. Для пре-
дотвращения загрязнения патрон размещается в кожухе 8.
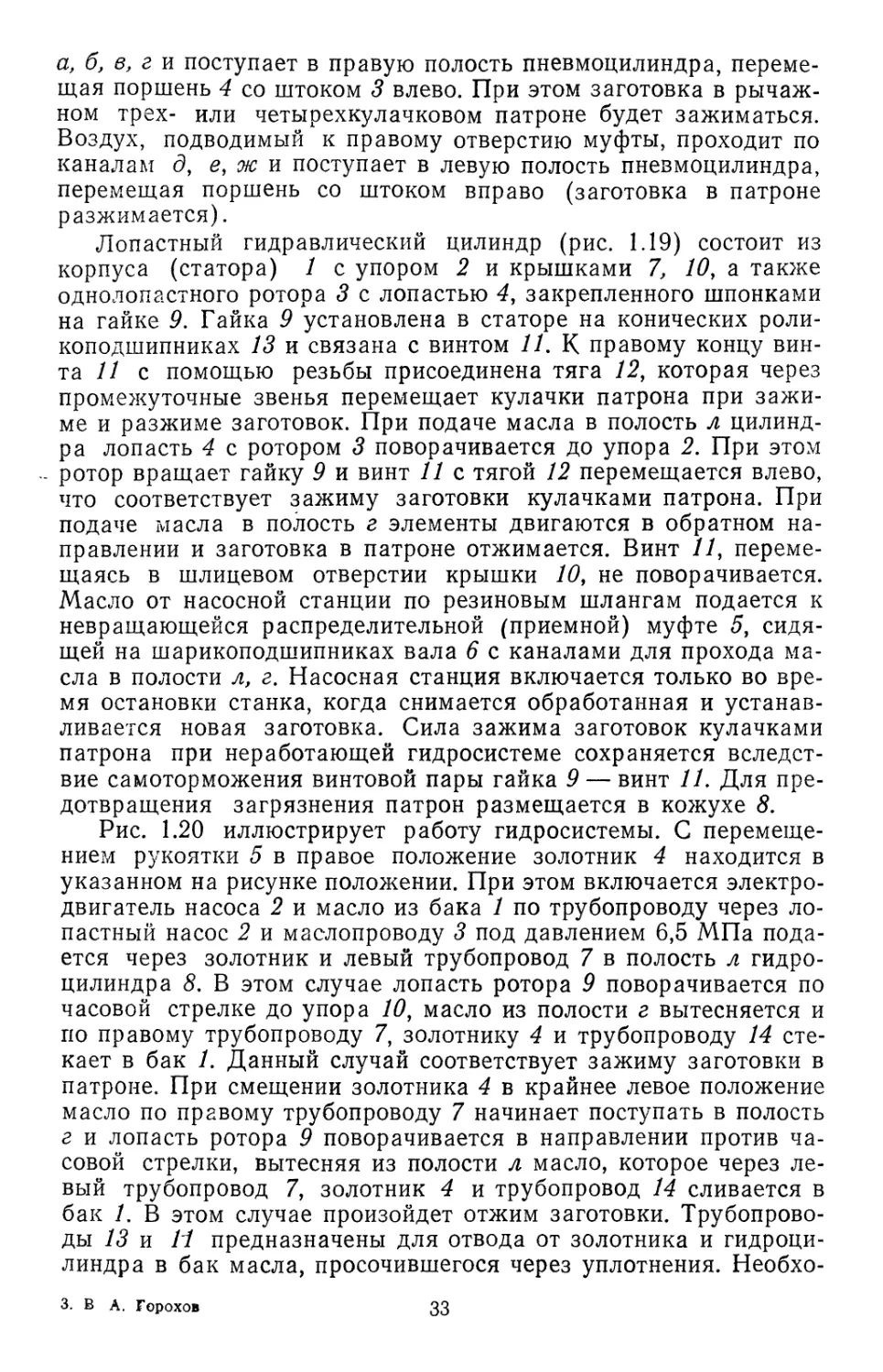
Рис. 1.20 иллюстрирует работу гидросистемы. С перемеще-
нием рукоятки 5 в правое положение золотник 4 находится в
указанном на рисунке положении. При этом включается электро-
двигатель насоса 2 и масло из бака 1 по трубопроводу через ло-
пастный насос 2 и маслопроводу 3 под давлением 6,5 МПа пода-
ется через золотник и левый трубопровод 7 в полость л гидро-
цилиндра 8. В этом случае лопасть ротора 9 поворачивается по
часовой стрелке до упора 10, масло из полости г вытесняется и
по правому трубопроводу 7, золотнику 4 и трубопроводу 14 сте-
кает в бак 1. Данный случай соответствует зажиму заготовки в
патроне. При смещении золотника 4 в крайнее левое положение
масло по правому трубопроводу 7 начинает поступать в полость
г и лопасть ротора 9 поворачивается в направлении против ча-
совой стрелки, вытесняя из полости л масло, которое через ле-
вый трубопровод 7, золотник 4 и трубопровод 14 сливается в
бак 1. В этом случае произойдет отжим заготовки. Трубопрово-
ды 13 и 11 предназначены для отвода от золотника и гидроци-
линдра в бак масла, просочившегося через уплотнения. Необхо-
з. В А. Горохов
33
димое давление масла в системе регулируется клапаном 12 и
контролируется по манометру 6,
Расширяется применение агрегатированных зажимных уст-
ройств гидравлического действия, состоящих из гидроцилиндров,
зажимных механизмов и элементов. Эти устройства можно уста-
навливать как на столах станков, так и на корпусах приспо-
соблений.
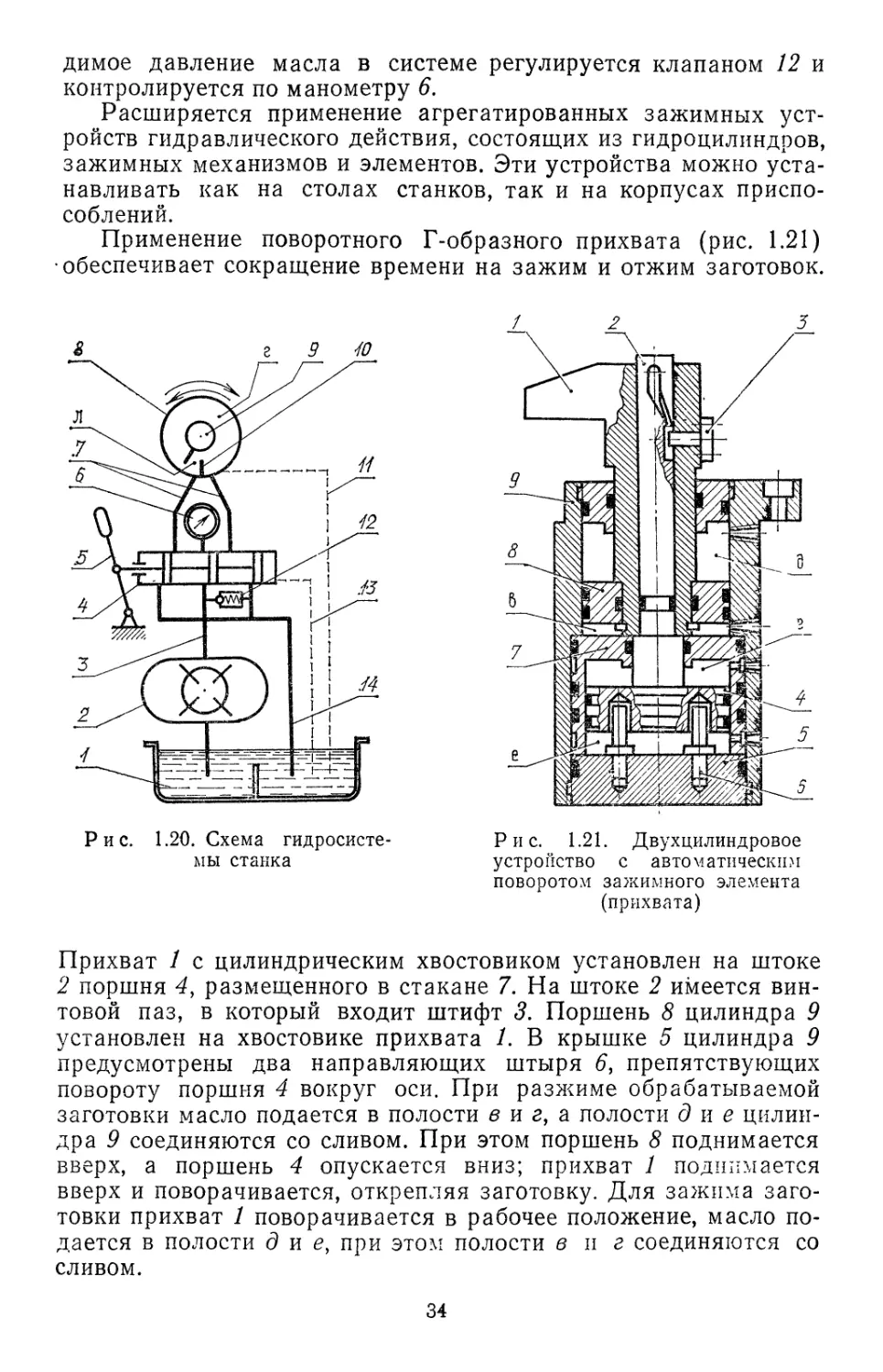
Применение поворотного Г-образного прихвата (рис. 1.21)
обеспечивает сокращение времени на зажим и отжим заготовок.
Рис. 1.20. Схема гидросисте-
мы станка
Рис. 1.21. Двухцилиндровое
устройство с автоматическим
поворотом зажимного элемента
(прихвата)
Прихват 1 с цилиндрическим хвостовиком установлен на штоке
2 поршня 4, размещенного в стакане 7. На штоке 2 имеется вин-
товой паз, в который входит штифт 3. Поршень 8 цилиндра 9
установлен на хвостовике прихвата 1. В крышке 5 цилиндра 9
предусмотрены два направляющих штыря 6, препятствующих
повороту поршня 4 вокруг оси. При разжиме обрабатываемой
заготовки масло подается в полости в и г, а полости д и е цилин-
дра 9 соединяются со сливом. При этом поршень 8 поднимается
вверх, а поршень 4 опускается вниз; прихват 1 поднимается
вверх и поворачивается, открепляя заготовку. Для зажима заго-
товки прихват 1 поворачивается в рабочее положение, масло по-
дается в полости д и е, при этом полости виг соединяются со
сливом.
34
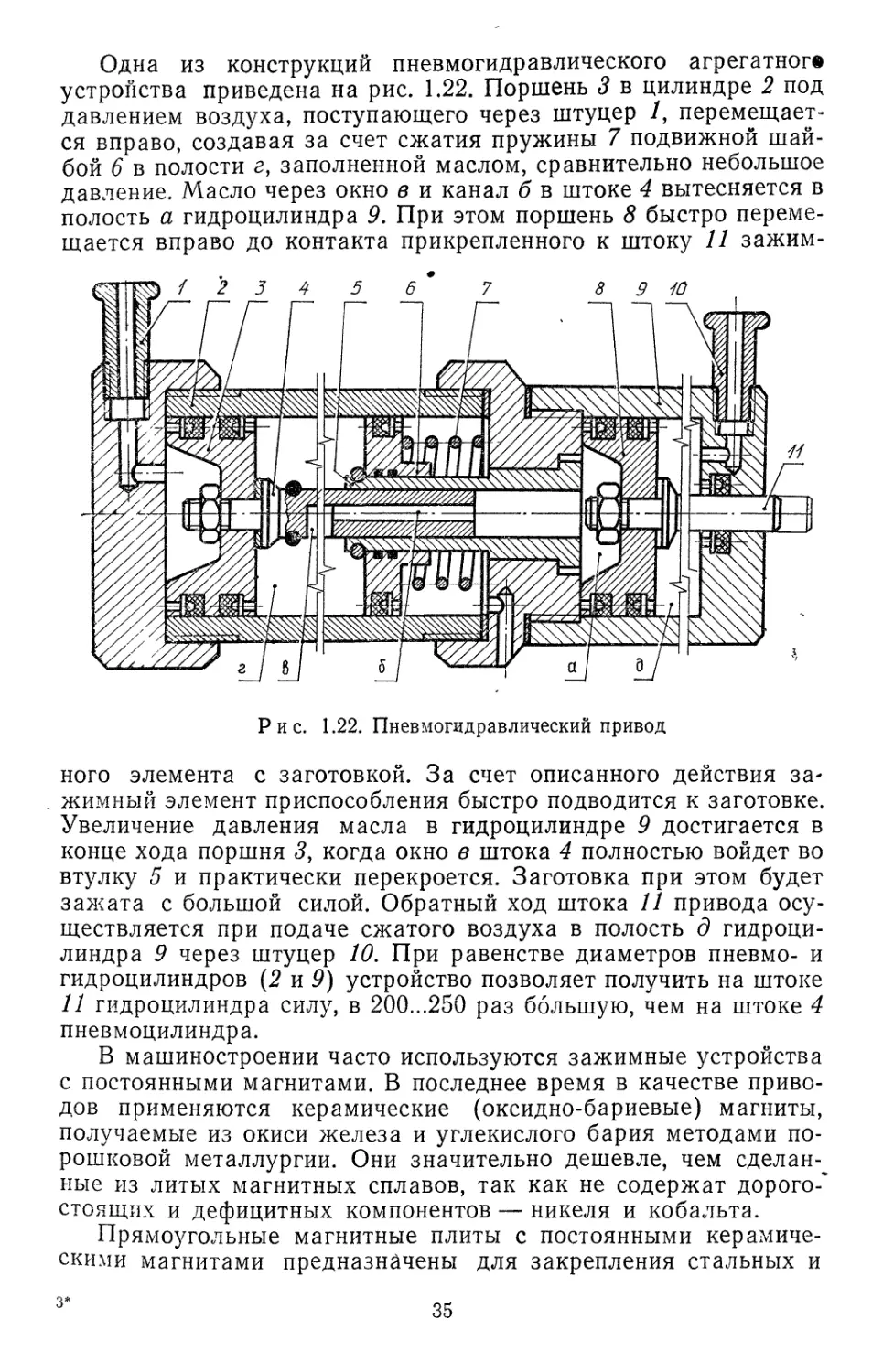
Одна из конструкций пневмогидравлического агрегатного
устройства приведена на рис. 1.22. Поршень 3 в цилиндре 2 под
давлением воздуха, поступающего через штуцер /, перемещает-
ся вправо, создавая за счет сжатия пружины 7 подвижной шай-
бой 6 в полости г, заполненной маслом, сравнительно небольшое
давление. Масло через окно в и канал б в штоке 4 вытесняется в
полость а гидроцилиндра 9. При этом поршень 8 быстро переме-
щается вправо до контакта прикрепленного к штоку 11 зажим-
Р и с. 1.22. Пневмогидравлический привод
ного элемента с заготовкой. За счет описанного действия за-
жимный элемент приспособления быстро подводится к заготовке.
Увеличение давления масла в гидроцилиндре 9 достигается в
конце хода поршня 5, когда окно в штока 4 полностью войдет во
втулку 5 и практически перекроется. Заготовка при этом будет
зажата с большой силой. Обратный ход штока 11 привода осу-
ществляется при подаче сжатого воздуха в полость д гидроци-
линдра 9 через штуцер 10. При равенстве диаметров пневмо- и
гидроцилиндров (2 и 9) устройство позволяет получить на штоке
11 гидроцилиндра силу, в 200...250 раз большую, чем на штоке 4
пневмоцилиндра.
В машиностроении часто используются зажимные устройства
с постоянными магнитами. В последнее время в качестве приво-
дов применяются керамические (оксидно-бариевые) магниты,
получаемые из окиси железа и углекислого бария методами по-
рошковой металлургии. Они значительно дешевле, чем сделан-
ные из литых магнитных сплавов, так как не содержат дорого-*
стоящих и дефицитных компонентов — никеля и кобальта.
Прямоугольные магнитные плиты с постоянными керамиче-
скими магнитами предназначены для закрепления стальных и
з*
35
чугунных заготовок при обработке на плоскошлифовальных,
фрезерных, строгальных и других металлорежущих станках, а
также при выполнении слесарных операций.
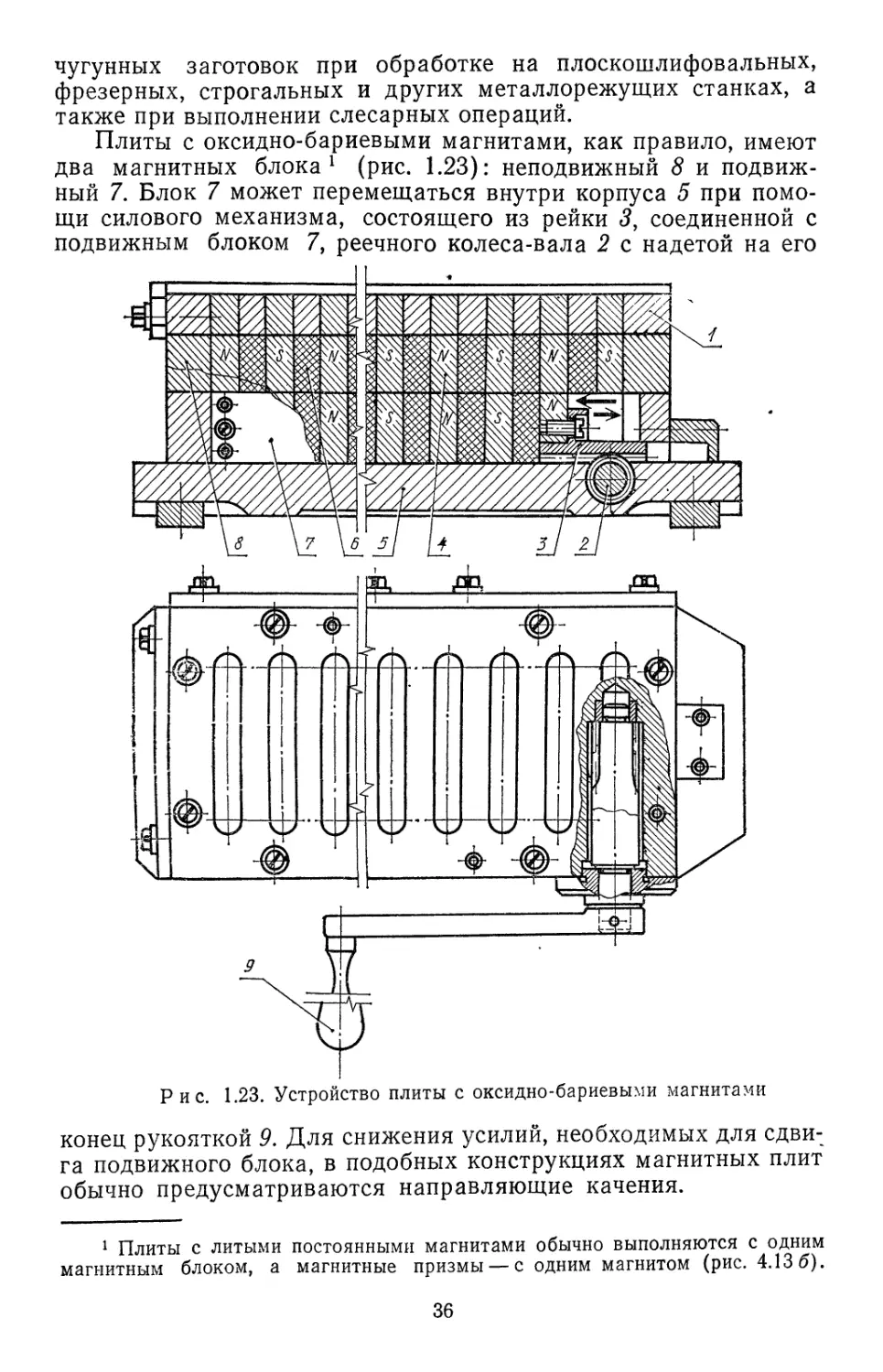
Плиты с оксидно-бариевыми магнитами, как правило, имеют
два магнитных блока1 (рис. 1.23): неподвижный 8 и подвиж-
ный 7. Блок 7 может перемещаться внутри корпуса 5 при помо-
щи силового механизма, состоящего из рейки 3, соединенной с
подвижным блоком 7, реечного колеса-вала 2 с надетой на его
конец рукояткой 9. Для снижения усилий, необходимых для сдви-
га подвижного блока, в подобных конструкциях магнитных плит
обычно предусматриваются направляющие качения.
1 Плиты с литыми постоянными магнитами обычно выполняются с одним
магнитным блоком, а магнитные призмы — с одним магнитом (рис. 4.136).
36
Магнитные блоки плиты представляют собой сборочные еди-
ницы, собранные из стальных пластин 6 и магнитов 4, причем в
блоке эти детали чередуются между собой так, чтобы к каждой
стальной пластине прилегали магниты с одинаковой поляр-
ностью. Поэтому полярность стальных пластин (полюсников)
получается вполне определенной и чередующейся.
При положении подвижного магнитного блока, показанном
на рис. 1.23, полярность полюсников одинакова, т. е. под север-
ным полюсником неподвижного магнитного блока расположен
северный полюсник подвижного блока, а под южным — южный.
В этом случае плита включена. Магнитный поток от полюсников
блоков проходит в полюсники адаптерной плиты /, в заготовку
и дальше по полюсникам другой полярности к магнитам блоков.
Заготовка притянута к плите.
Для выключения плиты блок 7 необходимо переместить вдоль
оси плиты ровно на один шаг. При этом под каждым полюсни-
ком верхнего неподвижного магнитного блока 8 должен встать
полюсник блока 7 с противоположной полярностью. При таком
расположении блоков магнитный поток проходит внутри их и не
выходит наружу (в заготовку). Средняя удельная сила притя-
жения на полюсе плиты во включенном состоянии составляет не
менее 30 Н и может достигать 150 Н на 1 см2 площади полюсни-
ка (в выключенном состоянии остаточная сила притяжения не
превышает 0,5 Н на 1 см 2).
Магнитные плиты и патроны позволяют непосредственно
устанавливать и закреплять заготовки ограниченной номенкла-
туры с большой плоской базовой поверхностью. Однако такие за-
готовки в машиностроении применяются редко. Наиболее широ-
ко магнитные плиты и патроны применяются в качестве базо-
вых частей универсально-наладочных приспособлений, на
которые устанавливаются сменные специализированные или
специальные наладки-переходники.
1.5. СИСТЕМЫ СПЕЦИАЛИЗИРОВАННЫХ ПРИСПОСОБЛЕНИЙ
Специализированные безналадочные приспо-
собления (СБП) используются для установки заготовок,
близких по конструктивно-технологическим признакам и требу-
ющих одинаковой обработки и установки на одноразмерные или
комбинированные установочные элементы (для однотипных опе-
раций предусмотрена возможность регулировки положения уста-
новочных элементов). К ним относятся: приспособления для
групповой обработки заготовок типа валов, осей, втулок, стака-
нов, фланцев, дисков, колец, кронштейнов, корпусов и т. п.
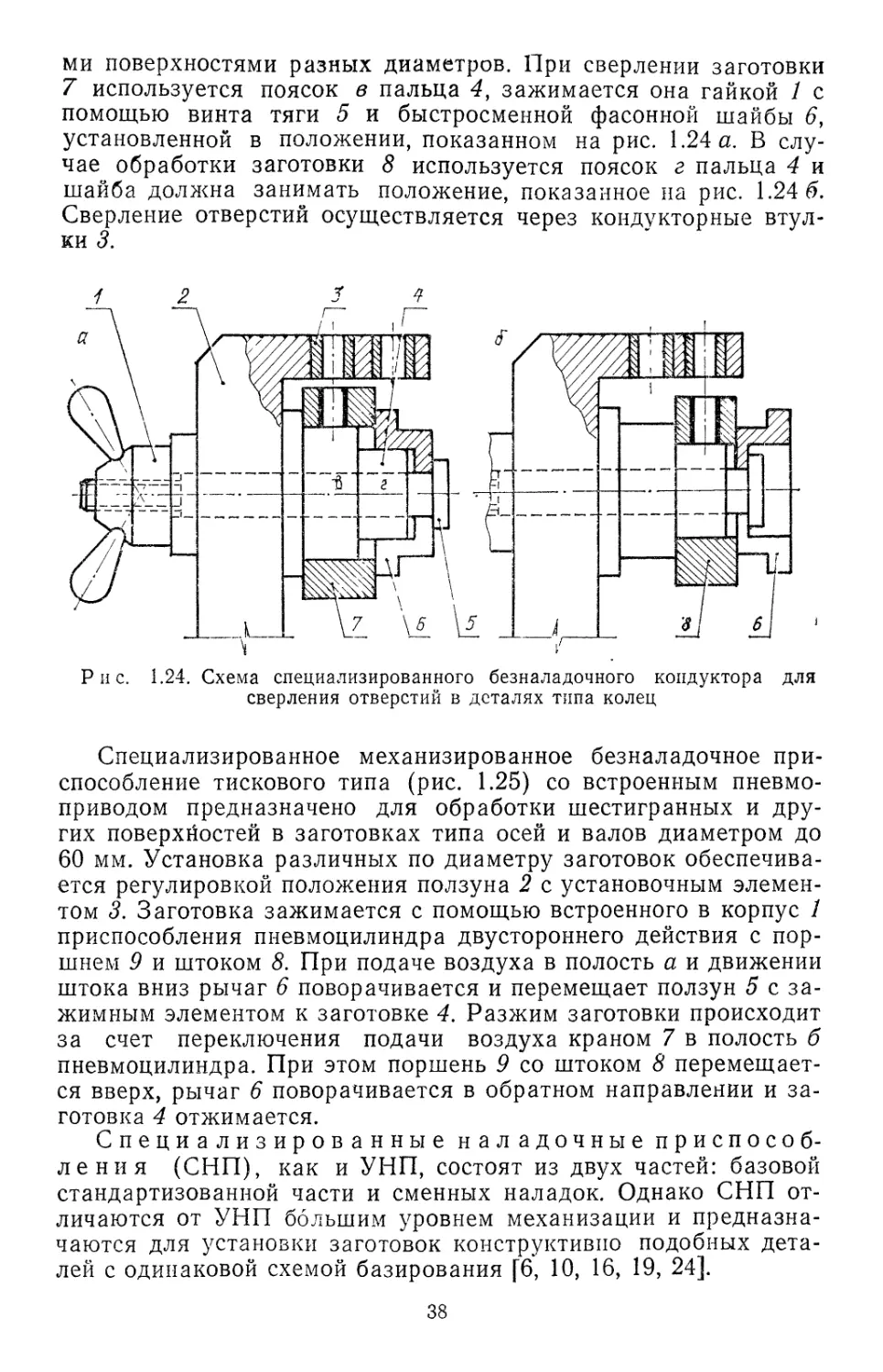
В специализированном безналадочном кондукторе для груп-
повой обработки (рис. 1.24) за счет комбинированного устано-
вочного элемента в корпусе 2 — пальца 4, имеющего два рабо-
чих пояска в, г, можно устанавливать заготовки 7 и 8 с базовы-
37
ми поверхностями разных диаметров. При сверлении заготовки
7 используется поясок в пальца 4, зажимается она гайкой 1 с
помощью винта тяги 5 и быстросменной фасонной шайбы 6,
установленной в положении, показанном на рис. 1.24 а. В слу-
чае обработки заготовки 8 используется поясок г пальца 4 и
шайба должна занимать положение, показанное на рис. 1.24 б.
Сверление отверстий осуществляется через кондукторные втул-
ки 3.
Рис. 1.24. Схема специализированного безналадочного кондуктора для
сверления отверстий в деталях типа колец
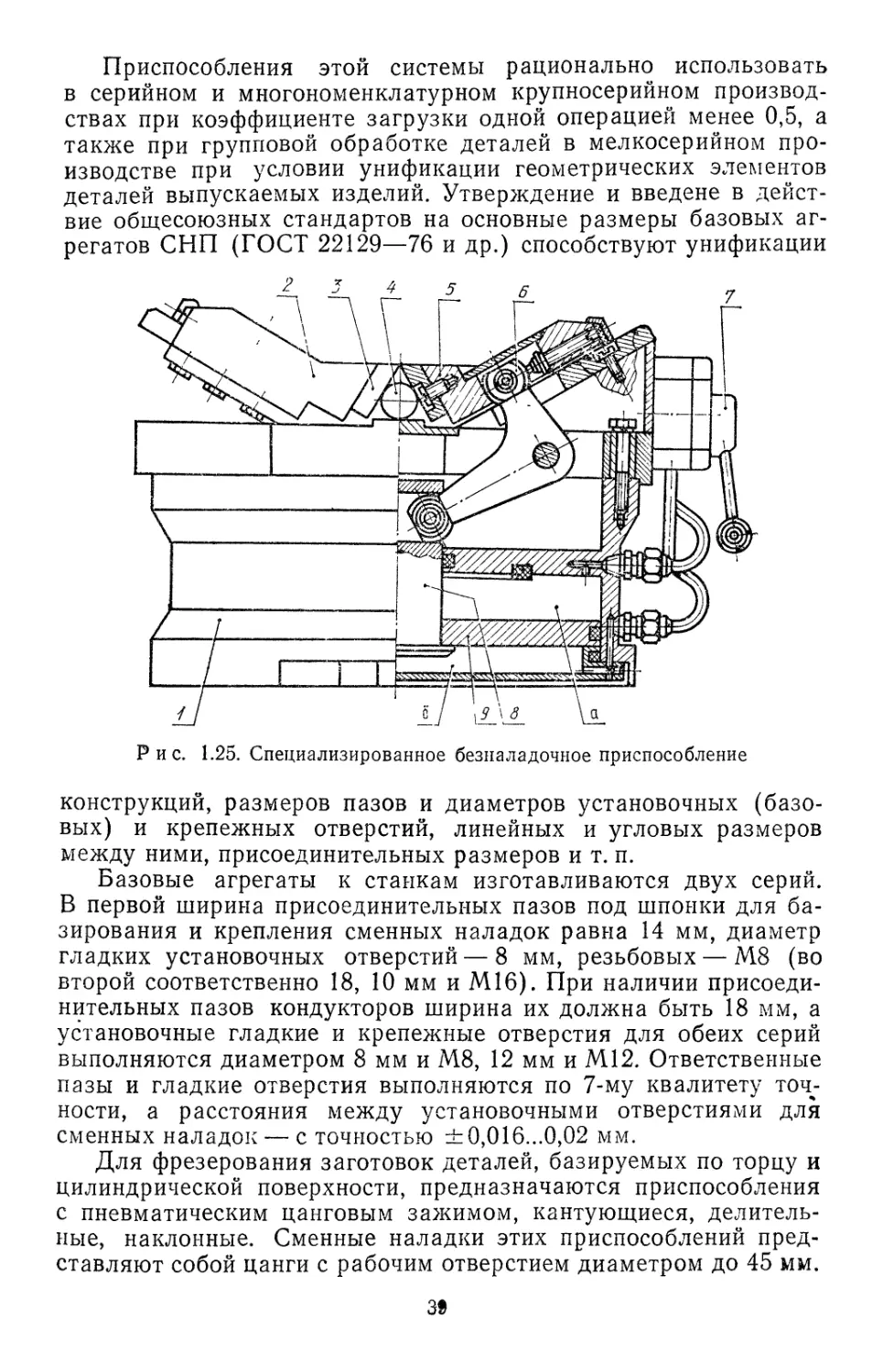
Специализированное механизированное безналадочное при-
способление тискового типа (рис. 1.25) со встроенным пневмо-
приводом предназначено для обработки шестигранных и дру-
гих поверхностей в заготовках типа осей и валов диаметром до
60 мм. Установка различных по диаметру заготовок обеспечива-
ется регулировкой положения ползуна 2 с установочным элемен-
том 3. Заготовка зажимается с помощью встроенного в корпус 1
приспособления пневмоцилиндра двустороннего действия с пор-
шнем 9 и штоком 8. При подаче воздуха в полость а и движении
штока вниз рычаг 6 поворачивается и перемещает ползун 5 с за-
жимным элементом к заготовке 4. Разжим заготовки происходит
за счет переключения подачи воздуха краном 7 в полость б
пневмоцилиндра. При этом поршень 9 со штоком 8 перемещает-
ся вверх, рычаг 6 поворачивается в обратном направлении и за-
готовка 4 отжимается.
Специализированные наладочные приспособ-
ления (СНП), как и УНП, состоят из двух частей: базовой
стандартизованной части и сменных наладок. Однако СНП от-
личаются от УНП большим уровнем механизации и предназна-
чаются для установки заготовок конструктивно подобных дета-
лей с одинаковой схемой базирования [6, 10, 16, 19, 24].
38
Приспособления этой системы рационально использовать
в серийном и многономенклатурном крупносерийном производ-
ствах при коэффициенте загрузки одной операцией менее 0,5, а
также при групповой обработке деталей в мелкосерийном про-
изводстве при условии унификации геометрических элементов
деталей выпускаемых изделий. Утверждение и введене в дейст-
вие общесоюзных стандартов на основные размеры базовых аг-
регатов СНП (ГОСТ 22129—76 и др.) способствуют унификации
Рис. 1.25. Специализированное безналадочное приспособление
конструкций, размеров пазов и диаметров установочных (базо-
вых) и крепежных отверстий, линейных и угловых размеров
между ними, присоединительных размеров и т. п.
Базовые агрегаты к станкам изготавливаются двух серий.
В первой ширина присоединительных пазов под шпонки для ба-
зирования и крепления сменных наладок равна 14 мм, диаметр
гладких установочных отверстий — 8 мм, резьбовых — М.8 (во
второй соответственно 18, 10 мм и М16). При наличии присоеди-
нительных пазов кондукторов ширина их должна быть 18 мм, а
установочные гладкие и крепежные отверстия для обеих серий
выполняются диаметром 8 мм и М8, 12 мм и М12. Ответственные
пазы и гладкие отверстия выполняются по 7-му квалитету точ;
ности, а расстояния между установочными отверстиями для
сменных наладок — с точностью ±0,016...0,02 мм.
Для фрезерования заготовок деталей, базируемых по торцу и
цилиндрической поверхности, предназначаются приспособления
с пневматическим цанговым зажимом, кантующиеся, делитель-
ные, наклонные. Сменные наладки этих приспособлений пред-
ставляют собой цанги с рабочим отверстием диаметром до 45 мм.
39
Для позиционной обработки деталей с такими же размерами баз
можно использовать делительные стойки (ГОСТ 23152—78 Е).
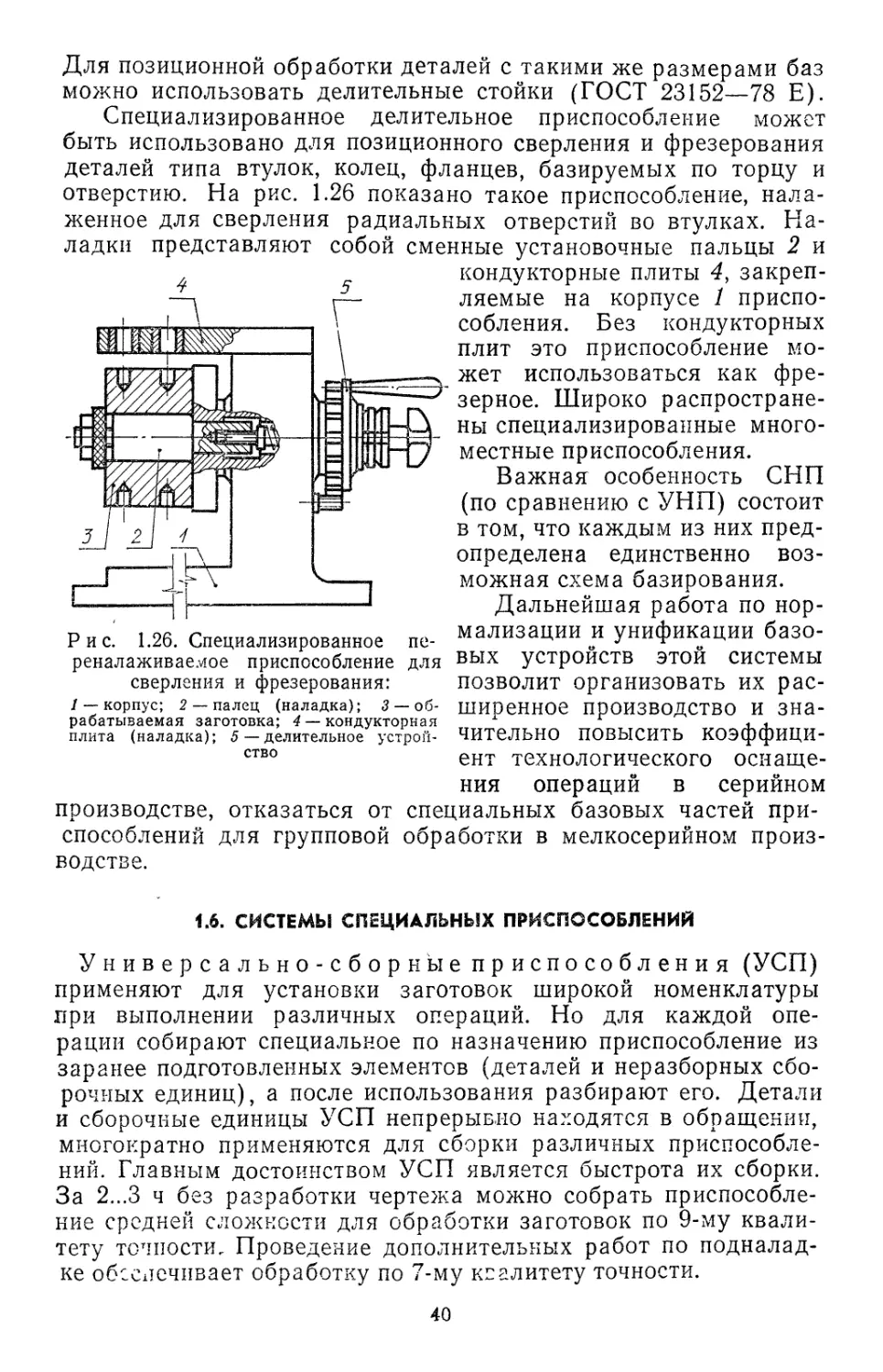
Специализированное делительное приспособление может
быть использовано для позиционного сверления и фрезерования
деталей типа втулок, колец, фланцев, базируемых по торцу и
отверстию. На рис. 1.26 показано такое приспособление, нала-
женное для сверления радиальных отверстий во втулках. На-
ладки представляют собой сменные установочные пальцы 2 и
кондукторные плиты 4, закреп-
ляемые на корпусе 1 приспо-
собления. Без кондукторных
плит это приспособление мо-
жет использоваться как фре-
зерное. Широко распростране-
ны специализированные много-
местные приспособления.
Важная особенность СНП
(по сравнению с УНП) состоит
в том, что каждым из них пред-
определена единственно воз-
можная схема базирования.
Дальнейшая работа по нор-
мализации и унификации базо-
вых устройств этой системы
позволит организовать ИХ раС-
Рис. 1.26. Специализированное пе-
реналаживаемое приспособление для
сверления и фрезерования:
У—корпус; 2 — палец (наладка); 3 — об-
рабатываемая заготовка; 4 — кондукторная
плита (наладка); 5 — делительное устрой-
ство
ширенное производство и зна-
чительно повысить коэффици-
ент технологического оснаще-
ния операций в серийном
производстве, отказаться от специальных базовых частей при-
способлений для групповой обработки в мелкосерийном произ-
водстве.
1.6. СИСТЕМЫ СПЕЦИАЛЬНЫХ ПРИСПОСОБЛЕНИЙ
Универсально-сборные приспособления (УСП)
применяют для установки заготовок широкой номенклатуры
при выполнении различных операций. Но для каждой опе-
рации собирают специальное по назначению приспособление из
заранее подготовленных элементов (деталей и неразборных сбо-
рочных единиц), а после использования разбирают его. Детали
и сборочные единицы УСП непрерывно находятся в обращении,
многократно применяются для сборки различных приспособле-
ний. Главным достоинством УСП является быстрота их сборки.
За 2...3 ч без разработки чертежа можно собрать приспособле-
ние сродней сложности для обработки заготовок по 9-му квали-
тету точности. Проведение дополнительных работ по подналад-
ке обеспечивает обработку по 7-му квалитету точности.
40
УСП предназначаются для использования на предприятиях
единичного, мелкосерийного, серийного и опытного производств,
но их целесообразно применять также в крупносерийном и мас-
совом производствах при освоении новых видов изделий и совер-
шенствовании отдельных деталей. Использование УСП позво-
ляет оперативно переводить обработку деталей с перегруженно-
го оборудования на менее загруженное. Для различных отраслей
машиностроения разработаны, стандартизированы и централи-
зованно изготовляются комплекты УСП трех типоразмеров, раз-
личающиеся размерами деталей, диаметром крепежа и шириной
Т-образных пазов (ГОСТ 31.111.41—83 и ГОСТ 31.111.42—83).
Комплект УСП состоит из восьми групп деталей и сборочных
единиц: базовых, корпусных и опорных деталей, установочных,
направляющих, прижимных, крепежных деталей и неразборных
сборочных единиц различного назначения.
В приборостроении и машиностроении используются комп-
лекты УСП-8 с шириной пазов и диаметром крепежных элемен-
тов 8 мм для обработки малогабаритных заготовок (220Х120Х
Х100 мм) и УСП-12 с шириной пазов и диаметром крепежных
элементов 12 мм для обработки более крупных заготовок
(700X400X200 мм). В настоящее время спроектированы и по-
ставляются машиностроительным предприятиям два комплекта
УСП-12: пусковой, состоящий из 2100 деталей и сборочных еди-
ниц, для одновременной сборки в среднем 15 приспособлений;
расширенный, включающий 3100 деталей и сборочных единиц,
для одновременной сборки 20 приспособлений.
Для тяжелого машиностроения производится комплект
УСП-16 с шириной пазов и диаметром крепежных элементов
16 мм, предназначенный для обработки крупногабаритных дета-
лей (2500X2500X1000 мм). В него входит 4300 деталей и сбо-
рочных единиц. Он дает возможность собирать одновременно
около 20, а в течение года 900 приспособлений.
Конструкции УСП выполнены так, что позволяют собирать
приспособления из деталей и сборочных единиц комплектов
УСП-8, УСП-12, УСП-16. Кроме этого, стандартами предусмот-
рены переходные детали. ГОСТ 15549—70... ГОСТ 15577—70
предусматриваются конструкция и размеры дисков для круглых
накладных универсально-сборных кондукторов, используемых во
всех трех комплектах для сверления отверстий, расположенных
по окружности определенного радиуса.
Разработка сборочных единиц механизированных быстро-
действующих зажимов и некоторых деталей позволяет создать
профилированный комплект для станков с числовым програм-
мным управлением и многооперационных станков.
УСП начали применять в 1947 г. Авторами этой системы яв-
ляются В. С. Кузнецов и В. А. Пономарев. В основу создания
УСП положены принципы долговечности, взаимозаменяемости,
многократности применения и унивёрсальности. Необходимость
41
реализации этих принципов предопределяет жесткие требова-
ния к выбору материала, точности изготовления и качеству от-
делки поверхностей элементов УСП.
Базовые и корпусные детали делают из хромоникелевой
улучшенной стали 12ХНЗА. Эта сталь хорошо отливается,
штампуется, механически обрабатывается. Детали из нее, под-
вергнутые цементации (на глубину 1,2... 1,6 мм), закалке и шли-
фованию (до /?<з = 0,16 мкм), имеют твердость поверхностного
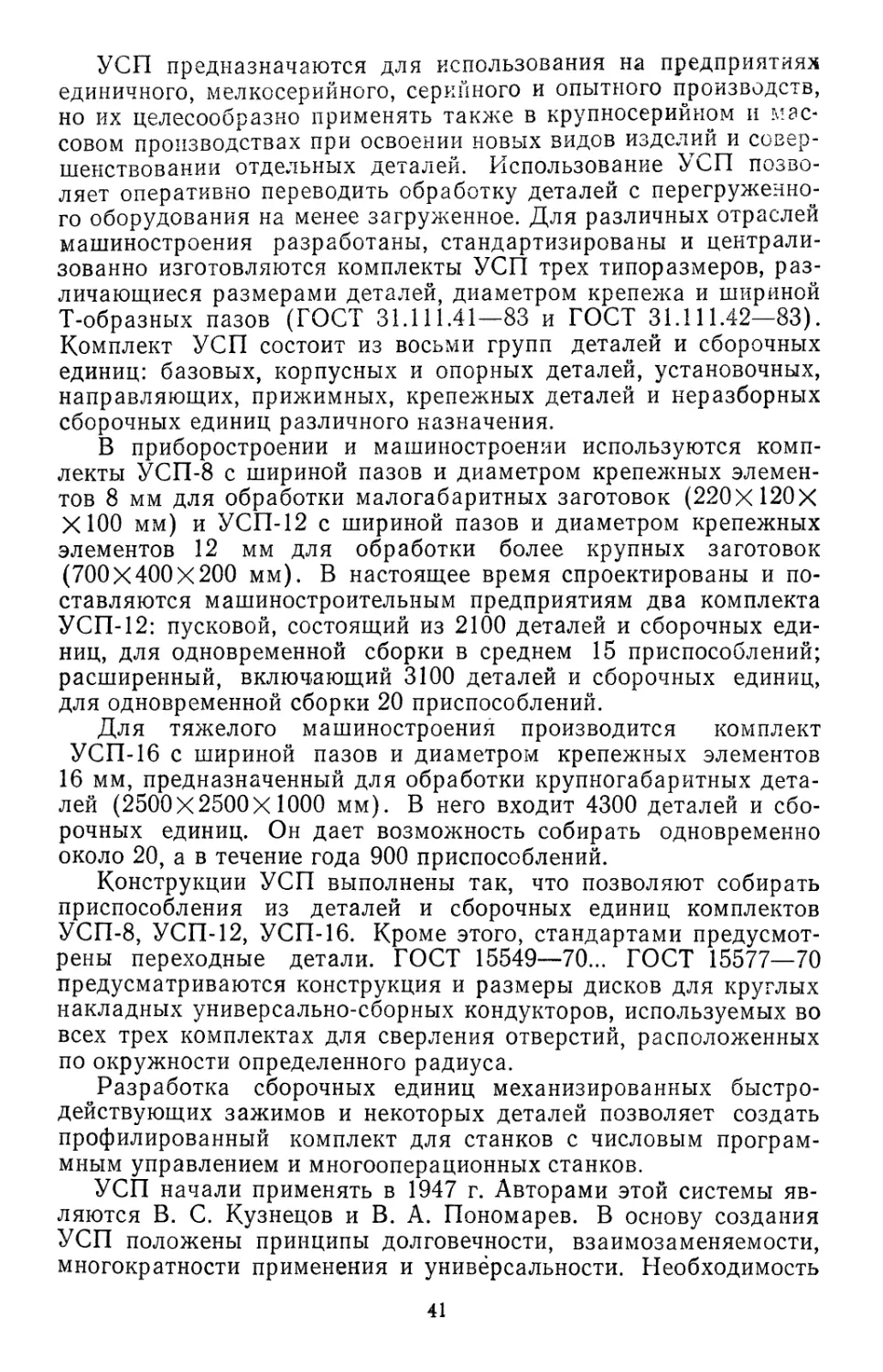
Рис. 1.27. Поворотный кондуктор из элементов УСП
для сверления отверстий
слоя металла 59...63 HRC3, обладают высокой износо- и корро-
зионной стойкостью.
Опоры облегченные и проставки изготовляются из стали 20Х
с цементацией на глубину 0,8...1,2 мм. Ответственные габарит-
ные размеры опор, проставок, призм, планок выполняются по
7-му квалитету точности под посадки Н7)р6. Расстояния между
параллельными пазами 60 мм задаются с точностью 0,03 мм
(для комплекта УСП-12).
Допуски параллельности и перпендикулярности Т-образных
пазов базовых деталей, составляющих основы компоновок, не
должны превышать 0,01 мм на длине 200 мм (корпусных дета-
лей— 0,01 мм на длине 100 мм). Допуски параллельности и
перпендикулярности плоскостей, а также допуск прямолиней-
ности поверхностей ответственных деталей должны быть не бо-
лее 0,01 мм на длине 100 мм. Шероховатость сопрягаемых при
42
сборке поверхностей должна соответствовать Ra = 0,63...0,16 мкм.
Нормы точности элементов УСП регламентированы ГОСТ
25346—82 и ГОСТ 25347—82.
Установочные элементы выполняют из стали У8А с закал-
кой до твердости 52...56 HRC3; направляющие — из сталей 20,
20Х, 40Х; кондукторные втулки — 9ХС, а элементы диаметром
более 20 мм—из стали 20Х с твердостью 61...65 HRC3; зажим-
ные элементы — из стали 20; крепежные—38ХА и 40Х, неот-
ветственные детали — из стали 45.
Повышенная точность изготовления даже таких деталей, как
планки, прихваты, гайки, винты, объясняется требованиями,
предъявляемыми к точности монтажа компоновок, многократ-
ностью их использования. Применение легированных высоко-
качественных материалов для подавляющего большинства де-
талей оправдывается необходимостью обеспечения их повышен-
ной прочности и высокой износостойкости. Срок службы
комплекта в 15...25 тыс. деталей по опыту эксплуатации на ряде
заводов составляет 20 и более лет. Комплект окупается за 2...
3 года.
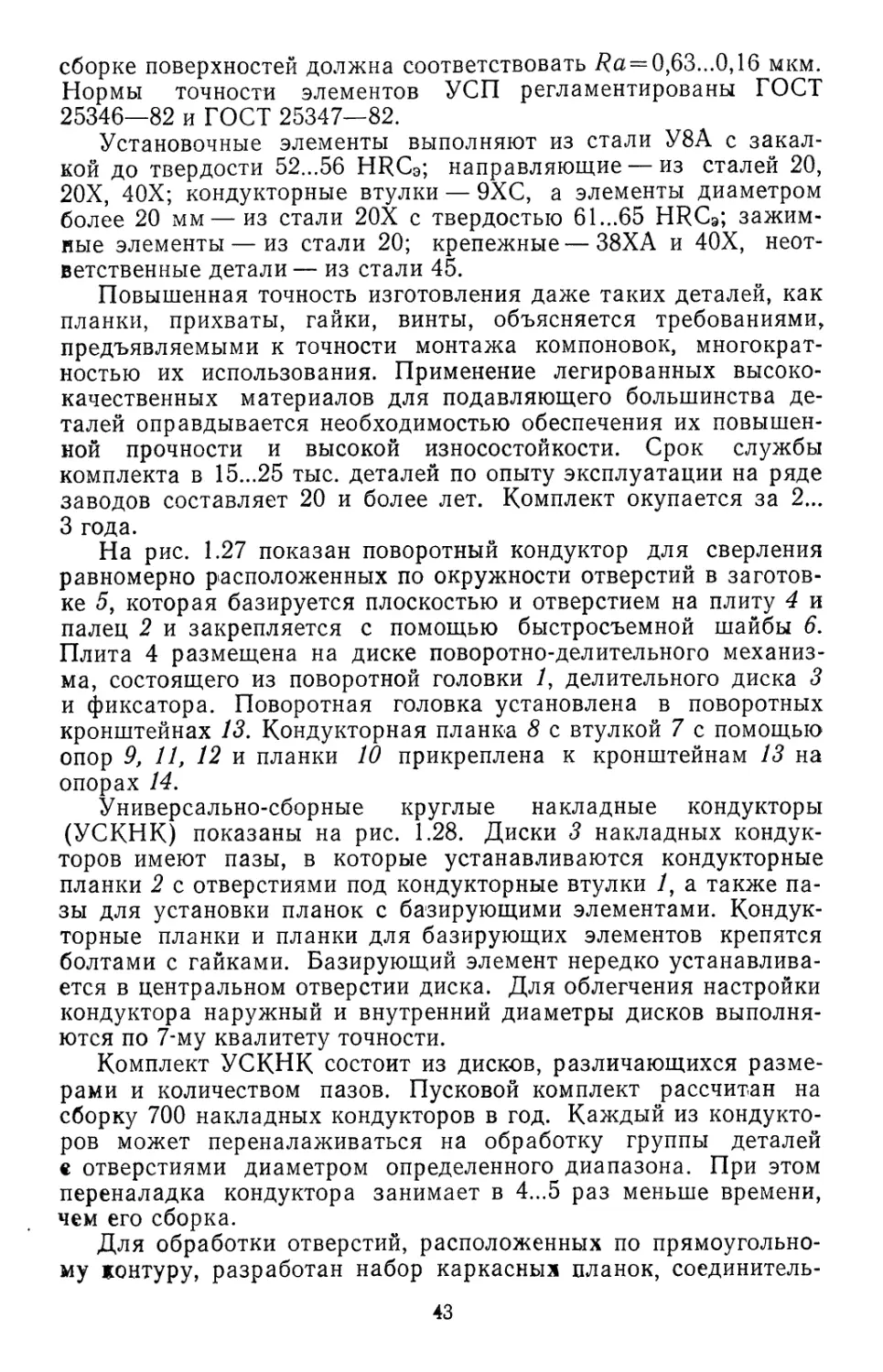
На рис. 1.27 показан поворотный кондуктор для сверления
равномерно расположенных по окружности отверстий в заготов-
ке 5, которая базируется плоскостью и отверстием на плиту 4 и
палец 2 и закрепляется с помощью быстросъемной шайбы 6.
Плита 4 размещена на диске поворотно-делительного механиз-
ма, состоящего из поворотной головки 1, делительного диска 3
и фиксатора. Поворотная головка установлена в поворотных
кронштейнах 13. Кондукторная планка 8 с втулкой 7 с помощью
опор 9, 11, 12 и планки 10 прикреплена к кронштейнам 13 на
опорах 14.
Универсально-сборные круглые накладные кондукторы
(УСКНК) показаны на рис. 1.28. Диски 3 накладных кондук-
торов имеют пазы, в которые устанавливаются кондукторные
планки 2 с отверстиями под кондукторные втулки 1, а также па-
зы для установки планок с базирующими элементами. Кондук-
торные планки и планки для базирующих элементов крепятся
болтами с гайками. Базирующий элемент нередко устанавлива-
ется в центральном отверстии диска. Для облегчения настройки
кондуктора наружный и внутренний диаметры дисков выполня-
ются по 7-му квалитету точности.
Комплект УСКНК состоит из дисков, различающихся разме-
рами и количеством пазов. Пусковой комплект рассчитан на
сборку 700 накладных кондукторов в год. Каждый из кондукто-
ров может переналаживаться на обработку группы деталей
е отверстиями диаметром определенного диапазона. При этом
переналадка кондуктора занимает в 4...5 раз меньше времени,
чем его сборка.
Для обработки отверстий, расположенных по прямоугольно-
му контуру, разработан набор каркасных планок, соединитель-
43
ных планок и угольников, опор, втулок и других деталей. Кар-
касы кондукторов собирают из планок различной длины с Т-об-
разными пазами. Для придания жесткости применяют угольники
и соединительные планки. Такие’ кондукторы принято называть
универсально-сборными прямоугольными накладными кондук-
торами (УСПНК). При сборке УСПНК используют детали ком-
плекта УСП-12, что дает возможность собирать до 800 приспо-
соблений в год.
Рис. 1.28. Универсально-сборные круглые на-
кладные кондукторы для сверления отверстий в
зоне диска (а) и за его пределами (б)
Сборно-разборные приспособления (СРП)
рентабельно применять в условиях серийного (крупносерийного)
производства изделий, имеющих большое число модификаций,
с периодом выпуска до 2,5 лет.
Как и УСП, система СРП основывается на нормализации
элементов. Однако здесь стандартизируются главным образом
функциональные сборочные единицы (зажимные, установочные,
корпусные, подвижные губки, планшайбы, оправки и патроны)
и некоторые детали (неподвижные губки, немеханизированные
прямоугольные и круглые плиты, подставки к опорам). В окон-
чательном виде эту систему предполагается полностью регла-
ментировать государственными стандартами.
44
В СРП предусмотрены два типа прямоугольных плит (ГОСТ
21676—76), которые отличаются наличием или отсутствием
вмонтированных гидроцилиндров, а также два типа круглых
плит (ГОСТ 21677—76). Механизированная круглая плита по-
казана на рис. 1.29.
Для компоновки приспособлений тискового типа на прямо-
угольных плитах предусматривается использование неподвиж-
ных и подвижных губок. Подвижные губки (рис. 1.30) могут
Рис. 1.30. Подвижная губка
СРП
устанавливаться только на механизированные плиты, так как
.приводятся в действие от гидроцилиндров с тянущим усилием
до 25 кН и толкающим — до 30 кН при давлении в гидросисте-
ме 10 МПа. Для образования различных корпусов приспособ-
лений предназначаются угольники, которые устанавливаются
на плиты. Примеры конструкции угольников показаны на рис.
1.5 и, к, л.
Функции зажимных механизмов могут осуществляться руч-
ными и механизированными зажимами тринадцати типов. На
рис. 1.31 изображен гидравлический поворотный зажим с регу-
лируемой опорой. Прижим крепится в Т-образных пазах плит.
Кроме этого, для зажима заготовок могут использоваться гид-
равлические прижимные блоки по ГОСТ 21684—76.
Типы и основные размеры подводимых, регулируемых, уни-
версальных опор приводятся в ГОСТ 21683—76. Токарные СРП
собираются на планшайбах (ГОСТ 21686—76). Заготовки ба-
зируются в сменных наладочных элементах, устанавливаемых
45
Рис. 1.31. Зажимное устройство СРП
с гидравлическим приводом
на планшайбе с резьбовыми отверстиями и Т-образными пазами,
и закрепляются с помощью винтовых и пневматических прижи-
мов. ГОСТ 19888—74 и другие предусматривают фланцевые
цанговые оправки с накидной гайкой, гладкие оправки-угольни-
ки и цанговые патроны.
При сборке оригинальных компоновок СРП приходится ис-
пользовать до 20 % деталей, изготовляемых индивидуально на
предприятии. Эти детали, как и стандартные детали и сбороч-
ные единицы, можно устанав-
ливать и крепить при сборке
приспособлений в Т-образных
пазах прямоугольных и круг-
лых плит, а также на угольни-
ках и стойках или при помощи
пальцев, базовых и резьбовых
отверстий.
На рис. 1.32 показано меха-
низированное фрезерное при-
способление для обработки
заготовок типа корпусов. На
базовой плите 1 посредством
пазов и болтов закреплены две
сборочные единицы 2 и 3 с
установочными элементами в
виде цилиндрического и сре-
занного (ромбического) паль-
цев. Заготовка 4 устанавлива-
ется на пальцы и плоскости
пластин 5, закрепляется гид-
равлическими устройствами 6
с поворотными прихватами.
В случае необходимости данное приспособление может быть
разобрано на элементы, из которых может быть скомпоновано
новое приспособление для обработки другой заготовки.
СРП, несмотря на определенное сходство с УСП (сборка из
стандартных элементов, многократность использования как спе-
циальных приспособлений), существенно отличаются от них.
Так, СРП собирают обычно на период выпуска определенного
изделия. После обработки партии заготовок приспособление
снимают со станка и’хранят до запуска в обработку новой пар-
тии, разбирают его только при смене объекта производства. По-
этому требования к износостойкости сборочных единиц и дета-
лей этой системы значительно ниже, чем к износостойкости де-
талей УСП. Твердость поверхностного слоя деталей СРП не
должна превышать 36 HRC3. Для их изготовления применяют
более дешевые материалы. Так, плиты, угольники, губки, под-
ставки выполняют из высокопрочного чугуна ВЧ50-2 или сталей
45 и 20.
46
Если детали СРП дорабатывают при сборке, то в плитах,
планшайбах и угольниках разрешается делать крепежные и ба-
зовые отверстия, обработку базовых и рабочих поверхностей.
Шероховатость поверхностей деталей должна соответствовать
Ra = 1,25...0,63 мкм. Пазы и базовые отверстия деталей СРП
обрабатывают по 7-му квалитету точности. Допуск симметрич-
ности расположения центрального отверстия диаметром 40Я7
или 50Я7 относительно общей продольной оси прямоугольных
Рис. 1.32. Схема фрезерного сборно-разборного приспособления
плит и рядов базовых отверстий (72 отверстия), параллельных
продольной оси,— не более 0,02 мм.
Изготавливаются детали нормальной и повышенной точно-
сти. Допуски плоскостности, радиального биения, параллельно-
сти плоскостей в деталях нормальной точности должны быть
выдержаны по пятой, а в деталях повышенной точности по чет-
вертой степеням точности (СТ СЭВ 636—77). Предельные откло-
нения угловых размеров между поверхностями с параметром
шероховатости Ra= 1,25...0,63 мкм — по четвертой степени точ-
ности. Допуск перпендикулярности осей установочных (базо-
вых) отверстий (пальцев) относительно плоских базовых по-
верхностей— не более 0,01 мм, а резьбовых отверстий — не бо-
лее 0,5 мм на длине 100 мм. Оптимальное содержание углерода
в поверхностном слое цементированных деталей — 0,8...1,1 %
при толщине слоя не менее 0,8 мм.
Перестройка производства на выпуск новой продукции в
кратчайшие сроки с наименьшими материальными и трудовыми
затратами возможна лишь на основе широкого применения стан-
дартных и типовых средств технологического оснащения. Основ-
47
ным фактором, обеспечивающим сокращение сроков и стоимо-
сти освоения новых машин, сроков подготовки'их серийного
производства, является гибкость и мобильность станочных при-
способлений, возможность их многократного применения при
смене объектов производства.
Неразборные специальные приспособле-
ния (НСП) используются для выполнения определенной опе-
рации при обработке конкретных заготовок. Они являются
одноцелевыми. При смене объекта производства такие приспо-
собления, как правило, приходится списывать. НСП изготавли-
ваются в единичном производстве (поэтому они трудоемки и до-
роги), а применяются в крупносерийном и массовом производ-
ствах. К приспособлениям этой системы предъявляются
требования высокой точности, максимального применения стан-
дартных деталей и сборочных единиц.
Для токарной обработки с высокой точностью цилиндриче-
ских тонкостенных нежестких деталей типа тел вращения с ба-
зированием по внутренней цилиндрической поверхности широко
применяются прецизионные оправки. Совершенствование кон-
струкций оправок идет по пути обеспечения максимальной
жесткости заготовок в процессе обработки.
Для центрирования по внутренней цилиндрической поверх-
ности и закрепления заготовок деталей типа втулок, фланцев,
стаканов, зубчатых колес и других при обработке с высокой
точностью применяют разжимные оправки различных типов:
кулачковые, цанговые, с разжимными шайбами, с гофрирован-
ными втулками. Цанговые фланцевые оправки двух исполне-
ний с ручным и механизированным приводом обеспечивают точ-
ность центрирования 0,02 мм. Точность изготовления базового
отверстия заготовок при этом — 6...13 квалитетов. Цанги имеют
встречные разрезы для увеличения площади контакта ее с за-
готовкой. Деформация заготовки при закреплении такой цангой
более равномерна, что обусловливает повышение точности уста-
новки. Кулачковые шпиндельные и фланцевые оправки с руч-
ным и механизированным приводами отличаются повышенной
надежностью закрепления заготовок, большим ходом кулачков,
простотой конструкции. Центровые и фланцевые оправки с раз-
жимными шайбами с ручным и механизированным приводами
имеют преимущества перед оправками с тарельчатыми пружи-
нами: более простое изготовление, возможность выполнения ба-
зового отверстия по 6...11-му квалитетам точности.
Применяют два типа оправок с разжимными шайбами. В ме-
ханизированных оправках (рис. 1.33 а) две наклонные боковые
плоскости г и д шайбы расположены под углом а и образуют
два посадочных пояска е и ж и центрирующий поясок з. Встреч-
ные прорези и повышают упругость шайбы. При приложении
силы Рт наружный диаметр шайб увеличивается за счет упру-
гих деформаций, центрирование обрабатываемых заготовок
48
обеспечивается с точностью 0,005...0,02 мм. В оправках, изоб-
раженных на рис. 1.33, б, шайбы выполнены в виде плоского
кольца с четным количеством встречных радиальных пазов и
отогнутыми в разные стороны секторами, образующими два по-
садочных пояска по наружной и внутренней поверхностям. При
приложении силы Рт за счет упругих деформаций увеличивается
наружный и уменьшается внутренний диаметр шайб, центриро-
вание и зажим заготовки выполняются с высокой степенью точ-
Р и с. 1.33. Прецизионные разжимные оправки:
а — фланцевая с шайбами с боковыми поверхностями под углом и механизиро-
ванным приводом; б — центровая с шайбами в виде плоских колец с встречны-
ми пазами и отогнутыми в разные стороны секторами (ручной привод); в — флан-
цевая с гофрированными втулками и механизированным приводом
4 В А Горохов 49
ности. Посадочные пояски оправки 6...11-го квалитетов точности.
Оправки обеспечивают высокую степень концентричности на-
ружного и внутреннего диаметров обрабатываемых заготовок.
Центровые и шпиндельные механизированные оправки с гофри-
рованными втулками (рис. 1.33, в) — наиболее точные из совре-
менных прецизионных разжимных оправок. Они обеспечивают
радиальное биение наружных цилиндрических поверхностей
обработанных деталей в пределах 2...4 степеней точности (СТ
5 4 5*
Рис. 1.34. Многопозиционное фрезерное приспособление
СЭВ 636—77). Центрирующе-зажимный элемент таких опра-
вок— гофрированные упругие втулки, изготовленные из стали
марки 60С2ХФА (ГОСТ 14959—79) с твердостью 43...47 HRU
Под воздействием силы Рт гофрированная втулка упруго
деформируется, в результате чего ее наружный диаметр увеличи-
вается, а внутренний — уменьшается. При этом втулка внутрен-
ними поясками центрируется и закрепляется на корпусе оправ-
ки, изготовленном по 6...7-му квалитетам точности, а наруж-
ным — центрирует и закрепляет обрабатываемую заготовку,
базовая поверхность которой выполнена в пределах 5...7-го ква-
литетов точности. Силы закрепления заготовки гофрированными
втулками равномерно распределены по окружности базового
отверстия. Это обеспечивает наряду с высокой точностью цен-
трирования примерно в 2,5 раза меньшее отклонение (допуск)
от круглости обработанных поверхностей, чем отклонение от
круглости базовой поверхности.
Для обработки пяти плоскостей и двух торцов чугунных на-
правляющих прессов на четырехшпиндельном продольно-фре-
зерном станке модели 6642 создано семипозиционное гидравли-
ческое приспособление (рис. 1.34). Заготовки на позициях 1 и 2
обрабатываются фрезой а; 3 — фрезой б; 4 и 5—фрезой в\ 6 и
7 — фрезой г. Заготовки крепятся 24 гидроцилиндрами, штоки
50
которых соединены с прихватами. Источник давления масла в
цилиндрах (6,5 МПа) —насос Л1Ф-8.
Итак, применение переналаживаемых (обратимых), изготав-
ливаемых до запуска новых изделий в производство, приспособ-
лений решает одну из важнейших проблем машиностроения —
создание гибкого быстро- и легкопереналаживаемого производ-
ства. Кроме того, при использовании таких приспособлений
успешно решается задача повышения коэффициента оснащен-
ности мелкосерийного и даже единичного производств до уровня
крупносерийного и массового.
В условиях ускоренного научно-технического прогресса про-
исходит интенсивное обновление материально-технической базы
производства. Моральное старение машин во многих случаях
наступает значительно раньше их физического старения. Обнов-
ление массовых и серийных изделий машиностроения в настоя-
щее время происходит через 3...5 лет (ранее через 10... 12 лет),
а на заводах с мелкосерийным характером производства — за-
частую через 1...2 года. В опытном производстве изготовление
образцов продукции осуществляется в разовом порядке малы-
ми сериями или единицами изделий.
Поэтому бесспорна эффективность применения переналажи-
ваемых приспособлений систем УНП, СНП, УСП и СРП, а так-
же УУС (куда входит система СМЗСП). Например, использо-
вание УСП при сборке до 6000 компоновок в год обеспечивает
в условиях одного приборостроительного завода экономический
эффект в 120 тыс. руб.
4*
2. ОБОСНОВАНИЕ КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ И ЭТАПЫ
ИХ ПРОЕКТИРОВАНИЯ
2.1. ИСХОДНЫЕ ДАННЫЕ И ВЫБОР КОНСТРУКЦИИ
Проектирование приспособлений неразрывно связано с раз-
работкой технологического процесса обработки заготовки. Тех-
нолог и конструктор в работе по проектированию приспособле-
ний решают вполне определенные задачи. Для технолога это:
выбор технологических баз; установление маршрута обработки;
уточнение содержания технологических операций с разработкой
эскизов обработки и указанием промежуточных размеров по
каждой операции, дающих представление о базировании и за-
креплении заготовки; выбор и расчет параметров режима обра-
ботки, включая силы и моменты обработки (резания); выбор
типа и модели станка; предварительная разработка схемы при-
способления; нормирование операций. В задачи конструктора
входят: конкретизация предложенной технологом схемы при-
способления и базирования заготовки; выбор конструкции и
размеров установочных элементов приспособления; определение
потребных сил зажима; выбор схемы и расчет зажимных
устройств и приводов к ним; определение конструкции и разме-
ров направляющих элементов приспособления; общая компо-
новка. приспособления с назначением допусков на его сборку и
на изготовление деталей. В результате конструктор должен вы-
дать готовый чертеж приспособления, оформленный в соответ-
ствии с требованиями стандартов, с техническими условиями на
изготовление и эксплуатацию.
Исходная информация для разработки приспособления в со-
ответствии с ГОСТ 14.303—73 подразделяется на базовую, ру-
ководящую и справочную. Базовая информация включает дан-
ные конструкторской документации на изделие (чертеж детали
и технические требования ее приемки) и программу выпуска
изделия. В руководящую информацию входят данные из стан-
дартов, нормативной документации на прогрессивную оснастку
и производственных инструкций. Справочная информация вклю-
чает данные, содержащиеся в действующих технологических
процессах, описаниях прогрессивной оснастки, каталогах, но-
менклатурных справочниках прогрессивного технологического
оборудования и оснастки, материалах по выбору технологиче-
ских нормативов (параметров режима обработки, расчетных
факторов для расчета приспособлений и т. д.), методических ма-
териалах по конструированию и расчету приспособлений.
52
При проектировании приспособления необходимы следую-
щие исходные материалы: чертеж заготовки; чертеж детали и
технические требования по ее приемке; операционные эскизы
заготовки на предшествующую и выполняемую операции; техно-
логический процесс изготовления данной детали; стандарты и
нормали на детали и сборочные единицы приспособлений; аль-
бомы нормализованных конструкций и чертежи подобных по
назначению приспособлений; данные о станках. Из технологи-
ческого процесса изготовления детали конструктор выясняет
последовательность и содержание операций, принятое базиро-
вание, используемые станки и инструменты, параметры режи-
мов резания, нормы времени и заданную производительность
обработки.
Перед проектированием приспособления конструктор дол-
жен иметь характеристику станка, - заложенного технологом в
техпроцессе (в частности, его основные размеры, связанные
с размещением приспособления,— размеры стола, рабочие пе-
ремещения стола и их пределы, размеры и расположение Т-об-
разных пазов, наименьшее расстояние от стола до шпинделя,
размер конуса шпинделя и т. д.), а также его техническое состо-
яние. Желательно непосредственно ознакомиться со станком
для выявления особенностей приспособления, связанных с обо-
рудованием, и установления наивыгоднейшего расположения
органов управления (пневмокранов, рукояток и т. п.). Целесо-
образно также изучить конструкции и опыт эксплуатации ана-
логичных приспособлений [2, 4, 7, 10, И, 19].
При тщательной проработке исходной информации конструк-
тор может предложить технологу наиболее рациональное по-
строение операции и выбрать другую схему приспособления.
Обоснование конструкции приспособления следует связы-
вать с обеспечением заданной производительности станка на
данной операции, которая определяется программой выпуска
изделий. Эта программа учитывается при разработке техноло-
гического процесса изготовления детали и сказывается на ис-
ходных данных для проектирования приспособления. Фактором,
определяющим достижение заданной производительности стан-
ка и конструкцию приспособления, является соотношение такта
выпуска и штучного времени с учетом его составляющих, из ко-
торых главным в данном случае является суммарное технологи-
ческое и вспомогательное время, затрачиваемое на установку и
снятие заготовки и управление приспособлением.* Поэтому при-
нятие решения о конструкции приспособления тесно связано
с нормированием технологического процесса.
Окончательное решение о выборе той или иной конструкции
приспособления следует принимать после расчета экономиче-
ской эффективности, который заключается в сопоставлении за-
трат и экономического эффекта при использовании прогрессив-
ного приспособления, относимых к годовому периоду эксплу-
53
Т а б]л. 2.1. Предельные значения моментов сил М (Н • мм), обеспечиваемых яри различных конструктивных формах
и размерах I (мм) элементов ручных зажимных устройств
Форма уетройства
к ' ) IV— (
J/
К L mV МТ"
1
1 1 м 1 м 1 1 м 1 м / М
20 24 30 36 700...1500 900...1800 1000...2200 1200...2500 30 35 45 50 70 1200...2500 2500...5000 4000...6500 5000...7500 7000...8500 40 50 60 80 4000...6500 5000...7000 6000...8000 8000...9500 80 100 120 140 7000...8500 8000...9500 9500...11000 10000...13000 75 94 117 150 8500...13000 9500...14000 10000...15000 11000...16000
атации. Затраты слагаются из расходов на амортизацию
приспособления (амортизационные отчисления), его содержание
и эксплуатацию. Экономия достигается за счет снижения трудо-
емкости изготовления деталей, а следовательно, за счет сокра-
щения затрат на основную зарплату. Приспособление считается
рентабельным, если годовая экономия, получаемая при его при-
менении, больше связанных с ним годовых затрат.
Анализ различных операций механической обработки и сбор-
ки показывает, что доля вспомогательного времени в штучном,
например в серийном, производстве может достигать 40 % [11-
Внедрение прогрессивных рабочих инструментов и скоростной
обработки уменьшает основное время. Это приводит к необхо-
димости механизации или частичной и полной автоматизации
приспособлений. Автоматическое базирование заготовок при
использовании приспособлений, механизация и автоматизация
оснастки обеспечивают повышение производительности труда
вследствие сокращения элементов вспомогательного времени,
облегчения труда, а также высвобождения рабочих. Из сказан-
ного следует, что правильный выбор конструкции приспособле-
ния положительно отражается на себестоимости выпускаемых
деталей и машин.
Если выбор установочных элементов, элементов для направ-
ления и контроля положения обрабатывающих инструментов,
Табл. 2.2. Вспомогательное время на закрепление и открепление
заготовки, мин
Способ закрепления Коли- чество зажи- мов Масса деталей (кг) до
1 5 12 20 свыше 20
1 2 3 4 5 6 7
Закрепление в приспособлениях
Рукояткой пневматического или 1 0,024 0,024 0,024 0,024 0,024
гидравлического зажимов
Рукояткой эксцентрикового за- 1 0,03 0,034 0,36 — —
жима 2' — 0,054 0,061 0,065 0,082
Винтовым зажимом с помощью 1 0,034 0,042 0,055 0,068 0,128
маховичка или звездочки 2 0,06 0,076 0,097 0,12 0,196
Винтовым зажимом с помощью 1 0,094 о,н 0,135 0,16 0,2
гаечного ключа 2 0,153 0,18 0,22 0,26 0,32
3 — 0,24 0,29 0,35 0,42
4 — о,з 0,39 0,44 0,55
Винтовым зажимом с быстросъем- 1 0,085 0,1 0,12 0,135 0,17
ной шайбой с помощью гаечного
ключа
Рукояткой пневматического зажи- 2 0,052 0,06 0,071 0,083 0,137
ма и винтовым зажимом
Рукояткой эксцентрикового зажи- 2 0,058 0,068 0,082 0,095 0,154
ма и винтовым зажимом
55
Окончалие табл. 2.2
1 1 2 1 3 1 4 1 5 1 6 1
Закрепление откидной или скользящей планкой
Рукояткой пневматического зажима 1 0,034 0,042 0,046 0,05 0,06
Рукояткой эксцентрикового зажима 1 0,04 0,052 0,058 0,064 0,079
Винтовым зажимом вручную 1 0,044 0,06 0,077 0,094 0,163
Винтовым зажимом с помощью гаечного ключа 1 0,104 0,123 0,157 0,186 0,235
Рукояткой пневматического зажи- ма и винтовым зажимом 2 0,062 0,078 0,093 0,109 0,172
корпусов связан в основном с обеспечением точности обработки
заготовок (сборки изделий), жесткости и удобства обслужи-
вания приспособлений, то выбор зажимных устройств и их при-
водов обосновывается еще и эффективностью использования
приспособления. В неавтоматизированном производстве рабо-
чий может выполнять в смену в среднем до 750 зажатий — от-
жатий (при силе привода до 200 Н) [16]. Если за смену требу-
ется обработать 400 заготовок в приспособлении с двумя вин-
товыми зажимами, то рабочий не сможет выполнить это задание.
В данном случае следует применить приспособление с механи-
зированным приводом.
Значения моментов, передаваемых рукой рабочего (при силе
воздействия 150 Н) на маховички и рукоятки различных кон-
струкций и размеров, приведены в табл. 2.1. При известном по-
требном моменте М по ней можно подбирать конструктивную
форму приводных элементов ручных зажимных устройств и их
размер I. Ориентировочные данные по продолжительности за-
крепления и открепления заготовок различными зажимами
представлены в табл. 2.2 [7].
2.2. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ
С целью обеспечения заданной точности обработки проек-
тируемое приспособление должно обладать достаточной жест-
костью (в первую очередь в направлении действия сил зажима
и обработки). Для этого желательно применять конструкции
с наименьшим количеством стыков, не используя внецентренное
приложение сил. Менее предпочтительны сборные конструкции
приспособлений с большим количеством стыков; более предпоч-
тительны цельные и сварные конструкции [4, 15, 16].
Детали приспособлений должны быть жесткими при работе
на изгиб и кручение и прочными при всех видах нагружения в
эксплуатационных условиях. Корпусные детали приспособлений
следует конструировать так, чтобы не возникала их деформа-
ция при зажиме и обработке заготовок и отсутствовала дефор-
56
мация элементов станка (стола, шпинделя и т. д.), на которых
они размещаются и закрепляются.
Уменьшение контактных деформаций стыков, работающих
на сжатие, возможно за счет снижения шероховатости контак-
тирующих поверхностей, повышения твердости подповерхност-
ного слоя металла и предварительной затяжки соединяемых
элементов приспособления крепежными деталями. Плоские
стыки менее жестки на изгиб, чем на кручение. В работающих
на изгиб стыках рекомендуется располагать болты неравномер-
но, смещая их по возможности на большее расстояние от ней-
тральной оси. В этом случае целесообразно также сокращать
поверхность контактирования сопрягаемых деталей в области
нейтральной оси.
Жесткости стыков деталей с поверхностями, обработанными
шабрением и притиркой, и со шлифованными поверхностями
мало отличаются. Достаточно высока жесткость стыков с пло-
скостями, обработанными строганием, при совпадении рисок
(следов) обработки. Контактную жесткость стыков можно по-
высить за счет предварительной термической (закалка) или
химико-термической (например., цементация с последующей
закалкой) обработки деталей, а также за счет нанесения тон-
кого клеевого слоя между сопряженными поверхностями, кото-
рый повышает демпфирующие свойства стыка при возникнове-
нии вибраций.
При разработке чертежа общего вида приспособления и его
рабочих чертежей конструктор должен установить допуски
размеров, которые по точности разбиваются на три группы.
К первой группе относятся размеры элементов и сопряжений,
непосредственно определяющие точность обработки (расстояние
между осями кондукторных втулок сверлильного приспособле-
ния, отклонение от параллельности рабочей плоскости устано-
вочных элементов и плоскости корпуса приспособления, контак-
тирующей со столом станка, и т. д.), а также размеры устано-
вочных элементов. Во вторую группу входят размеры деталей
и сопряжений приспособлений, погрешности которых не оказы-
вают влияния на точность обработки (размеры сопряжений за-
жимных устройств и приводов, выталкивателей и других вспо-
могательных устройств), в третью — размеры несопрягаемых
обработанных и необработанных поверхностей деталей приспо-
соблений [2, 3, 5, 16, 20, 24].
Существуют практические рекомендации по выбору допусков
размеров деталей и сопряжений приспособлений. Допуски раз-
меров первой группы обычно принимаются в 2...3 раза меньши-
ми, чем размеров, выдерживаемых при обработке заготовки.
Это обеспечивает в ряде случаев достаточно надежное вы-
полнение заданных размеров заготовки и необходимый ре-
сурс работы приспособления до предельного износа его эле-
ментов.
57
При предварительной обработке заготовок по 11-му квали-
тету точности и ниже относительная точность приспособлений
может быть несколько повышена (1/5... 1/10 допуска выполняе-
мого размера заготовки). Это возможно при наличии соответ-
ствующего точного оборудования и обеспечении высокой точ-
ности обработки в инструментальных цехах. При изготовлении
деталей по 12... 14-му квалитетам точности названное соотноше-
ние обеспечивает допуски размеров деталей приспособлений
ориентировочно по 6...8-му квалитетам точности. Так, в кондук-
торах для сверления отверстий под крепежные болты допуск
расстояния между осями кондукторных втулок принимается
±0,05 мм, что обеспечивает увеличенный период (ресурс) рабо-
ты кондуктора до предельного износа втулок и выхода приспо-
собления из строя по точности.
Однако допуски размеров первой группы не следует опреде-
лять только на базе изложенных выше практических рекомен-
даций. Более целесообразно и правильно с технической, мето-
дической и экономической точек зрения их установление по рас-
чету приспособления на точность.
Допуски размеров второй группы назначаются при констру-
ировании приспособлений в зависимости от характера и условий
работы рассматриваемых сопряжений и назначения механиз-
ма. Чаще всего допуски размеров сопрягаемых деталей прини-
маются по 6...8-му квалитетам точности. Свободные размеры
выполняются по 14-му квалитету точности для обработанных и
по 16-му — для необработанных поверхностей деталей приспо-
соблений.
Тщательная проработка вопросов точности приспособлений
способствует повышению качества обработки заготовки, точно-
сти деталей и ресурса эксплуатации приспособления. Так, по-
грешности изготовления сверлильных и расточных кондукторов
влияют на точность межцентровых расстояний между обраба-
тываемыми отверстиями, расстояний от технологической базы
до осей отверстий, а также на отклонение от перпендикулярно-
сти осей отверстий относительно опорного торца заготовки. При
наличии поворотных устройств могут возникать погрешности
углового расположения обрабатываемых отверстий, отклонение
от параллельности их осей относительно базовой плоскости и
отклонение от соосности в случае растачивания отверстий с по-
следовательным поворотом заготовки на 180°.
Погрешности изготовления и положения на станке фрезер-
ных, строгальных, протяжных и долбежных приспособлений
приводят к неточностям взаимного положения обрабатываемых
и базовых поверхностей заготовки, но не влияют на форму обра-
батываемых поверхностей и точность их размеров, обеспечива-
емых мерным и другим инструментом (при выполнении пазов,
отверстий, шлицевых поверхностей и т. д.). Неточности дели-
тельных и поворотных устройств этих приспособлений могут
58
приводить к погрешностям относительного расположения обра-
ботанных поверхностей заготовки.
В целом погрешности изготовления приспособлений и уста-
новки их на станке не влияют на точность размеров и форму
обрабатываемых поверхностей, но приводят к погрешностям
относительного положения поверхностей заготовки.
2.3. ПОСЛЕДОВАТЕЛЬНОСТЬ ПРОЕКТИРОВАНИЯ
а
Ш
Ш
X
6
Проектирование любого приспособления начинается с опре-
деления теоретической схемы базирования объекта. В соответ-
ствии с ГОСТ 21495—76 базирование, т. е. придание объекту
(заготовке, детали, изделию) требуемого положения относи-
тельно принятой системы координат, осуществляется с помощью
выбранных на объекте баз в виде принадлежащих ем*у поверх-
ностей, осей, точек или их сочетаний. Совокупность трех баз,
образующих систему координат объекта, составляет комплект
баз (рис. 2.1а). Использование комплекта баз необходимо для
обеспечения неподвижности объекта в выбранной системе коор-
динат. В этом случае на объект налагается шесть двусторонних
геометрических связей, которые символизируются шестью опор-
ными точками (рис. 2.16). Соответ-
ствующее число связей с объекта
может сниматься, если по назна-
чению изделия необходимо или
при обработке заготовки достаточ-
но определенное число степеней сво-
боды. Тогда при базировании объ-
екта используют две или одну базу.
По назначению базы подразде-
ляют на: а) конструкторскую — для
определения положения детали или
сборочной единицы в изделии; б)
основную, являющуюся конструк-
торской базой данной детали или
сборочной единицы и используемую
для определения их положения в
изделии; в) вспомогательную, яв-
ляющуюся конструкторской базой
данной детали или сборочной едини-
цы и используемую для определения
положения присоединяемых к ним
деталей и сборочных единиц; г) тех-
нологическую — для определения
положения заготовки или изделия
при изготовлении, сборке или ремон-
те (рис. 2.2а); д) измерительную —
для определения относительного по-
Z
Рис. 2.1. Комплект баз (а)
и опорные точки (б) при ба-
зировании призматической заго-
товки (детали):
I, II, III — базы; 1 6 — опорные
точки, символизирующие двусторон-
ние связи заготовки (детали) с си-
стемой координат
59
ложения заготовки или изделия и средств измерения.
По лишаемым степеням свободы различают (рис. 2.26):
а) установочную базу — для наложения на объект связей, ли-
шающих его трех степеней свободы — перемещения вдоль одной
координатной оси и поворотов вокруг двух других осей; б) на-
правляющую— для наложения на объект связей, лишающих его
двух степеней свободы — перемещения вдоль одной координат-
ной оси и поворота вокруг другой оси; в) опорную — для нало-
Р и с. 2.2. Базирование заготовок по плоским базовым поверхностям в
приспособлениях при обработке:
I — установочная база заготовки; II — направляющая база заготовки; III — опор-
ная база заготовки; 1 — обрабатываемая заготовка; 2 — корпус приспособления; 3 —
установочные элементы — опоры приспособления
жения на объект связей, лишающих его одной степени свобо-
ды — перемещения вдоль одной координатной оси или поворота
вокруг оси; г) двойную направляющую (рис. 2.3а) —для нало-
жения на объект связей, лишающих его четырех степеней свобо-
ды — перемещения вдоль двух координатных осей и поворотов
вокруг этих осей; д) двойную опорную (рис. 2.36) —для нало-
жения на объект связей, лишающих его двух степеней свобо-
ды — перемещений вдоль двух координатных осей.
По характеру проявления база может быть (рис. 2.46):
а) скрытой в виде воображаемой плоскости, оси, точки; б) яв-
ной в виде реальной поверхности, разметочной риски или точки
пересечения рисок.
Под схемой базирования понимается схема расположения
опорных точек на базах заготовки, детали, сборочной единицы,
изделия. Все опорные точки на схеме базирования изобража-
ются условными знаками (рис. 2.4а) и нумеруются порядко-
выми номерами, начиная с базы, на которой наибольшее коли-
60
чество опорных точек (см. рис. 2.46). При наложении в какой-
либо проекции одной точки на другую изображается одна точка
и около нее проставляются номера совмещенных точек. Число
проекций объекта на схеме базирования должно быть достаточ-
ным для четкого представления о размещении опорных точек.
При наложении геометрических связей по комплекту баз те-
ло лишается возможности трех перемещений вдоль осей OX, OY
и OZ и трех поворотов вокруг них, т. е. становится неподвиж-
Рис. 2.3. Базирование заготовок (деталей) с использованием цилиндриче-
ских базовых поверхностей:
I—двойная направляющая (а) и опорная (б) базы; / — заготовка (деталь); 2 —
установочный элемент приспособления (сопрягаемая деталь изделия)
Рис. 2.4. Условное изображение опорных точек (а) и установка заготовки в
приспособление по комплекту баз с нанесенной схемой базирования (б):
I — установочная явная база заготовки; II — направляющая скрытая база (ось) заго-
товки; III — опорная скрытая база (ось) заготовки; /...5 — опорные точки; 7 — заго-
товка; 5 —губки самоцентрирующих тисков (см, рис. 1.136)
61
ным в системе OXYZ. Наложение двусторонних геометрических
связей достигается в приспособлениях через соприкосновение
(контактирование) базовых поверхностей заготовки или друго-
го объекта с рабочими поверхностями установочных элемен-
тов — опор, к которым заготовки поджимаются для обеспечения
надежного контакта.
Шесть связей, лишающих заготовку движения в шести на-
правлениях, могут быть созданы за счет обеспечения контакта
Рис. 2.5. Построение систем коорди-
нат OiXiYiZt при контакте тел по
реальным (а) и идеализированным (б)
ее с опорами приспособления в
шести точках: трех по устано-
вочной, двух по направляющей
и одной по опорной базам.
В случае идеализации формы
контактирующих поверхностей
считается, что необходимые
связи достигаются при контак-
те объектов по поверхностям, а
наличие реальных связей сим-
волизируется опорными точка-
ми. Такое положение примени-
мо, например, при установке
заготовок по плоским базиру-
ющим поверхностям на опор-
ные пластины.
В теоретической механике
рассматривается определение
положения тела относительно
выбранной системы координат
OXYZ через определение поло-
жения связанной с ним систе-
мы координат О1Х^]2\. Жест-
кая связь системы координат
OiXiYiZi с телом дает возмож-
ность отнести к ней связи, на-
лагаемые на тело.
поверхностям:
I, II, III — соответственно установочная,
направляющая и опорная базы; /..6 —точ-
ки контакта (а) и теоретические опорные
точки (б)
Координатные плоскости
системы OiX^^ целесообраз-
но строить на базах объекта
таким образом, чтобы одна из
(рекомендуется X^OiY^,
них, принимаемая за начало отсчета
была лишена возможности одного перемещения и двух поворо-
тов, другая (XiOiZi) была перпендикулярна к Х^О^ и лишена
возможности одного перемещения и одного поворота, третья
(YiOiZi) была перпендикулярна к Х^О^ и и лишена воз-
можности одного перемещения.
В зависимости от характера и условий решаемой задачи ко-
ординатные плоскости системы O^XiY^Zi можно представить
мысленно (например, при определении положения шара с ис-
62
пользованием его центра), материализовать точками контакта
или поверхностями объекта, используемыми в качестве баз, ли-
бо использовать комбинированный способ.
Материализация координатных плоскостей точками контак-
та исходит из физической сущности сопряжения тел по поверх-
ностям, имеющим отклонения формы от идеальной. Положение
объекта, устанавливаемого на реальные поверхности, определя-
ется через координаты точек контакта, возникающих на базах
Рис. 2.6. Разработка теоретической
схемы базирования заготовки:
а —заготовка; б — схема базирования; в —
реализация теоретической схемы базиро-
вания в приспособлении
- (рис. 2.5а). При идеализации геометрической формы базирую-
щих поверхностей за координатные плоскости принимаются ба-
зирующие поверхности (рис. 2.56).
Примеры разработки теоретических схем базирования при-
ведены на рис. 2.6 и 2.7. На заготовке (рис. 2.6а) при фрезеро-
вании паза шириной 1г необходимо выдержать размеры а и в,
параллельность оси паза относительно поверхности Б, а поверх-
ности дна паза — относительно поверхности А. Рис. 2.66 иллю-
стрирует теоретическую схему базирования, а рис. 2.6в — схему
63
приспособления, реализующего схему базирования. При уста-
новке заготовки по плоской поверхности и двум отверстиям
(рис. 2.7(1) теоретическая схема базирования будет иметь вид,
показанный на рис. 2.76.
Схемы закрепления наносятся на эскиз обрабатываемой за-
готовки. На схемах опоры, зажимы и установочные устройства
могут указываться как в виде реальных деталей и сборочных
единиц приспособления, так и в виде графических (условных)
обозначений по ГОСТ 3.1107—81 (табл. 2.3 и 2.4).
На видах сверху и снизу допу-
скается обозначать подвижную пла-
вающую и регулируемую опоры как
неподвижную опору. На видах спе-
реди или сзади при совпадении то-
чек приложения сил двойной зажим
допускается обозначать как одиноч-
ный. Установочно-зажимные устрой-
ства допускается изображать соче-
танием обозначений установочных
устройств и зажимов. Опоры и уста-
новочные устройства (кроме цент-
ров) можно обозначать на выносных
линиях соответствующих поверхно-
стей. Форму рабочих поверхностей
опор, зажимов и установочных
устройств следует указывать слева
от обозначения элемента приспособ-
ления (табл. 2.5).
Примеры нанесения обозначений
опор, зажимов и установочных
устройств на схемы, а также офор-
мления схем установки заготовок и
деталей в соответствии с ГОСТ
3.1107—81 представлены в табл. 2.6
и 2.7.
После окончательного уточнения
вопросов установки заготовки в
приспособление выбирают устано-
вочные, зажимные и другие элементы приспособления, а также
определ.яют вид зажимного устройства и его привод.
Как правило, проектирование начинается с изображения на
листе контуров обрабатываемой заготовки штрихпунктирными
линиями либо цветными (кроме красной) сплошными линиями.
Заготовку изображают в нужном количестве проекций. Общий
вид (схема) приспособления вычерчивается последовательным
нанесением его элементов вокруг контуров заготовки (сначала
установочных элементов, затем зажимных устройств с привода-
ми, элементов для направления и контроля положения инстцу-
Р и с. 2.7. Установка заготовки
в приспособление (а) и теоре-
тическая схема базирования (б)
64
мента, вспомогательных устройств и деталей). Последним чер-
тят контур корпуса приспособления, который объединяет все
вышеперечисленные элементы в единое целое — приспособ-
ление.
В зависимости от характера обработки, конфигурации заго-
товки, принятого станка и штучного времени на операцию вы-
бирается одна из схем приспособления: а) одноместное однопо-
зиционное, б) многоместное однопозиционное, в) одноместное
Табл. 2.3. Условные обозначения опор и зажимов
Опора или зажим Обозначение на видах
спереди, сзади сверху | снизу
1 2 3 1
Опоры
Неподвижная
Подвижная
Плавающая
Регулируемая
6S°
5. В. А. Горохов
65
Окончание табл, 2.3
Двойной
Одиночный
Примечание. Для двойных зажимов длина плеча I устанавливается
разработчиком в зависимости от расстояния между точками приложения сил.
Допускается упрощенное графическое обозначение двойного зажима:
5
многопозиционное, г) многоместное многопозиционное. Целесо-
образность этого выбора обосновывается при эскизной прора-
ботке приспособления.
Наиболее простыми и часто применяемыми во всех типах
производства являются однопозиционные приспособления. При
использовании многопозиционных приспособлений необходимо
создавать дополнительные вспомогательные устройства . (пово-
ротные, делительные, подъемные и др.). Вместе с тем многопо-
зиционные приспособления позволяют значительно повысить
концентрацию операций, за счет чего вырастает производитель-
ность обработки. Используют их преимущественно на специаль-
ных станках, применение которых наиболее эффективно в усло-
виях массового и крупносерийного производств.
В зависимости от допустимого вспомогательного времени и
с учетом необходимой силы зажима выбирают рациональную
конструкцию силового привода. Механизированные приводы
обеспечивают минимальные затраты времени и энергии рабочих
на зажим заготовок, позволяют автоматизировать управление
приспособлением или совместить его со схемой управления
станком.
66
Табл. 2.4. Условные обозначения установочных устройств
Обозначение на видах
Установочное устройст- во спереди, сзади, сверху, снизу слева, справа
1 1 1 2 1 3
Центр неподвиж-
ный
Центр вращающий-
ся
Центр плавающий
Оправка цилиндри-
ческая
Оправка шариковая
(роликовая)
Оправка цанговая
(ц) и гидропластовая
(г)
Без обозначения
То же
5*
67
Окончание табл. 2.4
2
Патрон
вый
поводко-
Пр и меча ни я: 1. Обозначение обратных центров следует выполнять в
зеркальном изображении.
2. Для базовых установочных поверхностей допускается применять обо-
значение вида слева оправки цилиндрической.
Табл. 2.5. Условные обозначения формы рабочих поверхностей
элементов приспособлений
Форма рабочих поверх-
ностей
Обозначение на всех ви
дах
1
2
Плоская
Сферическая
Цилиндрическая (шариковая)
Призматическая
68
Окончание табл. 2.5
2
Коническая
Ромбическая
Трехгранная
Примечания: 1. Рельеф рабочих поверхностей (рифлена'я, резьбовая,
шлицевая и т. д.) опор, зажимов и установочных устройств обозначают сле-
дующим образом:
Это обозначение наносят на обозначение соответствующего элемента при-
способления. Например, оправку цилиндрическую шлицевую обозначают та-
ким совмещенным^знаком:
2. Обозначения устройств зажимов (пневматическое — Р, гидравличе-
ское — Н, электрическое — Е, магнитное — М, электромагнитное — ЕМ , про-
чие— без обозначения) наносят слева от изображения зажимов.
Табл. 2.6. Нанесение обозначений элементов приспособлений на схемы
Элемент приспособления
Нанесение обозначений
1
2
Центр неподвижный (гладкий)
Центр рифленый
Центр плавающий
Центр вращающийся
Центр обратный вращающийся с рифленой по1
верхностью _
Патрон поводковый
Люнет подвижный
Люнет неподвижный
Оправка цилиндрическая
70
Окончание табл. 2.6
2
Оправка коническая, роликовая
Оправка резьбовая, цилиндрическая с наруж-
ной резьбой
Оправка шлицевая
Оправка цанговая
5 mln
5min„
Опора регулируемая со сферической
рабочей поверхностью
Зажим пневматический с цилиндрической риф-
леной рабочей поверхностью
выпуклой
Большое влияние на эффективность оборудования оказывает
удобство работы с приспособлением. Для обеспечения просто-
ты и безопасности установки и снятия заготовок на приспособ-
лениях следует предусматривать загрузочно-разгрузочные зоны,
свободные от выступающих элементов приспособлений и по-
движных частей их устройств и механизмов. В условиях массо-
71
Табл. 2.7. Схемы установки заготовок и деталей в приспособлениях
Способ установки
В тисках с призматическими губками и пнев-
матическим зажимом
г В кондукторе с центрированием на цилиндри-
ческий палец, с упором на три неподвижные
опоры и с электрическим устройством двойного
зажима, имеющим сферические рабочие поверх-
ности
В трехкулачковом патроне с механическим
устройством зажима, с упором в торец, с под-
жимом вращающимся центром и с креплением^в
подвижном люнете
На конической оправке с гидропластовым
устройством зажима, с упором в торец на риф-
леную поверхность и с поджимом вращающимся
центром
Схема
вого и крупносерийного производств при обработке заготовок
простой формы малых и средних размеров необходимо изучить
возможности автоматизации их загрузки в приспособление и
выгрузки из него.
Для повышения производительности нужно позаботиться об
удобстве и быстроте очистки приспособления. Этот процесс
72
в ряде случаев удается автоматизировать, например, за счет пе-
риодической обдувки приспособления отработавшим в пневмо-
приводе сжатым воздухом. Комплексная автоматизация приспо-
собления, включающая процессы автоматического базирования,
закрепления, открепления и снятия заготовки, его очистки и
поднастройки, обеспечивает максимальную производительность
и нередко приводит к значительному экономическому эф-
фекту.
После отработки схемы приспособления выбирают и обосно-
вывают параметр для расчета его на точность. Затем выполня-
ют этот расчет, заканчивая его разбивкой значения расчетного
параметра на допуски размеров деталей приспособления, вхо-
дящих в размерную цепь. После этого делают силовой расчет,
расчеты на прочность и экономическую эффективность.
Силовой расчет должен иллюстрироваться схемой с указа-
нием сил обработки и зажима, реакций опор, сил трения, дей-
ствующих моментов, плеч действия сил и других данных, необ-
ходимых для определения потребных сил зажима. Заканчивают
силовой расчет расчетом зажимного устройства и привода при-
способления.
Для расчета на прочность выбирают одну-две наиболее на-
груженные детали приспособления. Расчет осуществляется по
изложенной ниже методике. Экономическое сравнение вариан-
тов приспособления заканчивают расчетом годового экономиче-
ского эффекта и срока окупаемости нового, более прогрессивно-
го приспособления.
В соответствии с данными расчетов целесообразно откоррек-
тировать схему приспособления и разработать эскиз его сбороч-
ного чертежа. Для составления спецификации на схеме (эски-
зе) приспособления нужно пронумеровать его детали.
Полный расчет приспособления выполняется студентами при
выполнении курсового и дипломного проектов. Так, для студен-
тов специальности 0501 он включает общую часть, анализ обра-
батываемой заготовки, выбор элементов приспособления, его рас-
четных параметров, схем приспособления и его установки, а так-
же его расчеты на точность и прочность, силовой расчет, расчет
экономической эффективности применения, сборочный чертеж
приспособления, спецификацию, ТУ и описание работы приспо*
собления [3, 7, 24].
На чертеже общего вида приспособления следует приводить
технические условия его сборки и эксплуатации с указанием
точности в собранном виде по выбранным параметрам, обработ-
ки в сборе для обеспечения заданной точности (в случае необ-
ходимости), вида покраски и других покрытий, периодичности
контрольных осмотров и проверок точности, ухода за приспо-
соблением и обслуживания (очистка, смазывание, замена эле-
ментов, хранение), требований к установке на станке и регули-
ровке и др.
73
Табл. 2.8, Рабочие и смазочные материалы, применяемые при эксплуатации оснастки
Наименование Марка ГОСТ Основная характеристика Назначение
Масло ин- дустриаль- ное И-20А с госу- дарственным Знаком каче- ства 20799—75 Нефтяное дистиллатное масло сернокислотной очистки. Вязкость кинематическая при -f-50 °C в пределах 17...23 мм2/с. Температура вспышки в открытом тигле не ниже +190 °C. Кислотное число не более 0,05 мг КОН на 1 г масла Для гидрав- лических систем приспособлений
Масло турбинное Т22, Тз0 32—74 Масло кислотно-земельной очистки. Вязкость кинематическая при +50 °C в пределах 20... 23 мм2/с. Кислотное число не более 0,02 мг КОН на 1 г масла Для смазыва- ния подшипни- ков скольжения
Солидол синтетиче- ский с 4366—76 Смазочный материал универсальный, среднеплавкий, водостой- кий. Предназначен для использования при температурах от —20 до +65 °C. Температура каплепадения не ниже +70...75 °C Общее
Солидол жировой ж 1033—79 Универсальный среднеплавкий смазочный материал, работающий при температурах от —25 до +65 °C. Динамическая вязкость при 0°С и среднем градиенте скорости деформации 10 с-1 не более 250 Па-с. »
Пластич- ный смазоч- ный мате- риал . ЦИАТИМ-202 11110—75 Динамическая вязкость при —30 °C и среднем градиенте скорости деформации 10 с-1 не более 1500 Па • с. Температура каплепаде- ния не ниже +170 °C Для быст- ровращающих- ся подшипни- ков качения
То же пвк 19537—74 Универсальный смазочный материал, предохраняющий оснастку от коррозии при хранении от 1 до 5 лет в условиях: температу- ра от —50 до +50 °C, влажность воздуха до 90%, температура сползания не ниже +50 °C Для проти- вокоррозионной защиты (кон- сервации) при- способлений при хране- нии
Особо следует остановиться на важности продумывания во-
просов ухода за приспособлениями в период эксплуатации и
хранения. Уход за приспособлением, от которого зависит его
работоспособность и внешний вид, заключается в осмотре, свое-
временном смазывании, ремонте и подкраске.
В зависимости от условий работы в ТУ следует указывать
периодичность осмотров, которые целесообразно увязывать
с проверкой приспособления на точность по допустимому изна-
шиванию установочных элементов. Периодичность смазывания
зависит от сложности приспособления и условий его работы.
Лучше всего предусматривать непрерывное автоматическое сма<
зывание трущихся поверхностей приспособления и только в слу-
чае крайней необходимости — периодическое смазывание, кото-
рое при постоянном нахождении приспособления на станке
желательно осуществлять во время смазывания станка. В ТУ
желательно указывать рабочие и смазочные материалы, реко-
мендуемые для применения (табл. 2.8).
При использовании лакокрасочных покрытий в ТУ указыва-
ют марку краски, ее цвет, эксплуатационные требования к по-
крытию и ГОСТ на краску и покрытие. На чертежах деталей
(элементов) желательно отражать необходимые сведения о ме-
таллопокрытиях и химической (электрохимической) обработке
поверхностей.
3. РАСЧЕТ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ
3.1. ВЫБОР РАСЧЕТНЫХ ПАРАМЕТРОВ
Приспособление для обработки заготовок является звеном
системы СПИД. От точности его изготовления и установки на
станке, износостойкости установочных элементов и жесткости
в значительной мере зависит точность обработки заготовок. При
обработке партии заготовок, имеющих погрешности формы,
каждая из них и ее измерительная база при установке в при-
способлении занимают различное положение. Поэтому погреш-
ность положения заготовки в приспособлении следует рассчиты-
вать с учетом ее расположения в пространстве, что значительно
усложняет расчеты. На практике в технических расчетах при-
способлений на точность ограничиваются упрощенными плоски-
ми схемами расчета [2, 3, 5, 9, 11, 16, 24].
Требуемую точность приспособления можно определить ре-
шением размерной цепи технологической системы заготовка —
приспособление — станок — инструмент, отражающей роль ка-
ждого звена в достижении точности выдерживаемого размера
на обрабатываемой заготовке. При этом выявляется роль при-
способления в достижении заданной точности выполняемого на
заготовке размера — замыкающего звена размерной цепи и ме-
тодически строго объясняется необходимость деления допуска,
ограничивающего отклонения от выполняемого размера, на ча-
сти, одна из которых выделяется для приспособления. Эта до-
ля допуска размера заготовки и будет допуском размера при-
способления (или относительное отклонение положения его
поверхностей). Допуск размера приспособления в сборе в про-
цессе решения другой размерной цепи должен быть распреде-
лен на допуски размеров деталей приспособления, являющихся
ее составляющими звеньями. Такой подход к расчету приспо-
соблений на точность повышает его наглядность и показывает
взаимосвязь элементов системы СПИД в обеспечении точности
обработки.
Однако специальные приспособления проектируются чаще
всего до запуска новых изделий в производство, когда нет воз-
можности уточнения целого ряда вопросов (обрабатываемости
примененных в изделии материалов, вида используемого обору-
дования и др.). Поэтому параметры точности приспособлений
чаще всего определяются аналитически по рекомендуемым спра-
вочниками и другими литературными источниками формулам.
76
Распределение полученного допуска изготовления приспособле-
ния в сборе на допуски размеров деталей, являющихся звенья-
ми размерных цепей приспособления, обеспечивается решением
прямой задачи при расчете этих цепей.
Цель расчета на точность заключается в определении требу-
емой точности изготовления приспособления по выбранному па-
раметру и заданий допусков размеров деталей и элементов при-
способления. Расчет, как правило, должен состоять из следую-
щих этапов: 1) выбор одного или нескольких параметров
приспособления, которые оказывают влияние на положение и
точность обработки заготовки; 2) принятие порядка расчета и
выбор расчетных факторов; 3) определение требуемой точности
изготовления приспособления по выбранным параметрам;
4) распределение допусков изготовления приспособления на до-
пуски размеров деталей, являющихся звеньями размерных це-
пей; 5) внесение в ТУ сборочного чертежа пункта об обеспече-
нии точности приспособления обработкой его в сборе (в случае
невозможности или экономической нецелесообразности обеспе-
чения полученного расчетом допуска размера приспособления
путем изготовления с соответствующей точностью и сборки де-
талей).
Выбор расчетных параметров осуществляется в результате
анализа принятых схем базирования и закрепления заготовки
и приспособления, а также точности обеспечиваемых обработ-
кой размеров. Приспособление рассчитывается на точность по
одному параметру в случае, если при обработке заготовки раз-
меры выполняются в одном направлении, по нескольким пара-’
метрам, если на заготовке выполняются размеры в нескольких
направлениях [2, 4, 7, 9—11, 15, 16, 19, 24].
Направление расчетного параметра приспособления должно
совпадать с направлением выполняемого размера при обработ-
ке заготовки. При получении на обрабатываемой заготовке
размеров в нескольких направлениях приспособление можно
рассчитывать только по одному параметру в направлении наи-
более точного по допуску и наиболее ответственного по чертежу
изготавливаемой детали размера (по другим параметрам допу-
ски размеров приспособления можно принимать на основании
указаний, изложенных в главе 2).
В зависимости от конкретных условий в качестве расчетных
параметров могут выступать допуск параллельности или пер-
пендикулярности рабочей поверхности установочных элементов
к поверхности корпуса приспособления, контактирующей со
станком; допуск линейных и угловых размеров; допуск соосно-
сти (эксцентриситет) и перпендикулярности осей цилиндриче-
ских поверхностей и т. п. Чаще всего расчетный параметр опре-
деляет точность положения рабочих поверхностей установочных
элементов (их рабочих поверхностей) приспособления относи-
тельно опорных (посадочных, присоединительных) поверхностей
77
корпуса, посредством которых приспособление соединяется со
столом или шпинделем станка. Другими словами, расчетный па-
раметр должен связывать по точности относительного положе-
ния поверхности приспособления, контактирующие с заготовкой
и со станком.
Ниже приведены примеры выбора расчетных параметров при
расчете точности приспособления. В них отражены случаи, ко-
гда расчетным параметром характеризуется точность относи-
а
Рис. 3.1. Схемы установки заготовок в приспособлениях при обработке
для обеспечения размеров в одном (а) и двух (б) направлениях
тельного положения плоских горизонтальных (рис. 3.1а), гори-
зонтальных и вертикальных (рис. 3.16) поверхностей
приспособлений; плоских поверхностей и оси внутренней цилин-
дрической поверхности (рис. 3.2); плоских, внутренних и на-
ружных цилиндрических поверхностей (рис. 3.3); наружных
цилиндрических разжимных элементов и конических поверхно-
стей приспособления (рис. 3.4).
Пример 1. В приспособлении, изображенном на рис. 3.1а, фрезой 5
обрабатывается плоская поверхность А заготовки в размер а с допуском 6а.
Заготовка 4 устанавливается на установочные элементы (опорные пластины)
3 базовой поверхностью Б. Приспособление опорной поверхностью В корпуса
78
2 контактирует со столом / фрезерного станка. Так как направление расчетно-
го параметра должно совпадать с направлением выполняемого при обработке
заготовки размера и определять точность относительного положения рабочей
поверхности установочных элементов (поверхность Б) и поверхности корпуса
приспособления, контактирующей со станком (поверхность В), в качестве
расчетного параметра в данном случае следует принять либо допуск параллель-
ности на определенной длине поверхности Б установочных элементов относи-
тельно поверхности В корпуса приспособления, либо допуск конструктивно за-
данного размера между поверхностями Б и В приспособления.
Действительно, отклонение от параллельности обрабатываемой поверхно-
сти А относительно базовой поверхности Б заготовки должно быть в пределах
допуска ба размера а. Из этих соображений задание расчетного параметра при
расчете приспособления на точность — допуска параллельности поверхности Б
к поверхности В приспособления на длине опорных пластин 3 является обосно-
ванным. Подобным образом в данном примере можно обосновать выбор в ка-
честве расчетного параметра допуска размера между поверхностями Б и В.
Условие расположения этих поверхностей при изготовлении приспособления
необходимо строго соблюдать, так как при большом отклонении от их парал-
лельности возникает смещение (перекос) базовой поверхности заготовки
относительно стола станка, что может привести к браку детали по
размеру а.
Пример 2. На фрезерном станке обрабатывается заготовка 4
(рис. 3.1 б) по поверхностям А и В в размеры а и b с допусками соответствен-
но ба и бь. Базовыми поверхностями Б и Г заготовка устанавливается на
опорные пластины 3 и 5 в корпусе 2 приспособления. Корпус контактирует со
столом 1 фрезерного станка плоскостью Д. Его положение относительно
Т-образных пазов стола обеспечивается направляющими шпонками 6.
При анализе выполняемых размеров, схем базирования и приспособления
можно установить, что допуск параллельности обрабатываемых поверхностей
А и В относительно поверхностей Б и Г детали 4 может быть в пределах до-
пусков выполняемых размеров а и Ь, т. е. ба и бь. Положение заготовки будет
определяться положением рабочих поверхностей установочных элементов 3 и 5
относительно поверхностей, контактирующих с поверхностями стола станка и
определяющих положение приспособления на станке.
В качестве расчетных в этом случае следует выбрать два параметра: до-
пуск параллельности плоскости Г установочных элементов 3 относительно
плоскости Д корпуса приспособления и допуск параллельности плоскости Б
опорной пластины 5 и боковой поверхности Е направляющих шпонок 6 корпу-
са. Фреза при обработке на станке будет в некотором приближении переме-
щаться параллельно рабочей поверхности (плоскости) стола и боковым по-
верхностям продольных Т-образных пазов. Из-за большого отклонения от
параллельности поверхностей Б и Г установочных элементов относительно
поверхности стола и Т-образных пазов станка возможно недопустимое откло-
нение положения заготовки от заданного и как результат брак деталей по
размерам а и Ь.
В случае, если допуск ба большой (например, 0,75 мм), а допуск бь более
жесткий (например, 0,12 мм), расчет приспособления следует вести по одному
параметру — допуску параллельности плоскости Г установочных элементов 3
и плоскости Д корпуса приспособления. Допустимое отклонение от параллель-
ности плоскости Б пластины 5 относительно боковой поверхности Е шпонок 6
можно выявить без расчета по условиям, изложенным в главе 2. В этом слу-
чае допуск параллельности поверхностей А и Б заготовки (на всей длине)
принимается равным допуску ба, т. е. 0,75 мм. Это отклонение от параллельно-
сти приводится к длине установочного элемента 5. За допуск параллельности
плоскости Б и боковой поверхности Е шпонок 6 принимается !/2 или !/з приве-
денного допуска параллельности заготовки. Например, если длина детали
150 мм, а длина пластины 5 50 мм, то допуск параллельности заготовки на
этой длине будет равен 0,25 мм. На чертеже приспособления в этом случае
следует указать допуск параллельности поверхности Б к боковой поверхности
Е шпонок, равный 0,1 мм (0,25 мм X 1/2,5) или 0,2 мм на длине 100 мм.
79
Пример 3. Заготовка 3 (рис. 3.2*2) устанавливается в токарное приспо-
собление (рис. 3.26) для растачивания отверстий диаметром dlt d2 и обработ-
ки торцов Е и Ж с обеспечением размеров I и k (допуски соответственно б/ и
б/t). Установочными элементами приспособления являются опорные пластины
4, 5, установленные на угольнике 6, и втулка 2. Угольник 6 и втулка 2 разме-
щены на корпусе 1 приспособления, который выточкой Г и плоскостью Д соеди-
няется с планшайбой шпинделя токарного станка.
При расчете рассматриваемого приспособления на точность в качестве рас-
четных можно принять три параметра: допуск расстояния между рабочей
Рис. 3.2. Схема установки заготовки (а) в приспособлении (б) на
токарном станке
поверхностью А установочных элементов 4 и осью поверхности Г; допуск рас-
стояния между рабочей поверхностью Б установочного элемента 5 и осью по-
верхности Г; допуск параллельности рабочей поверхности (торца) втулки 2
плоскости установочной поверхности корпуса Д приспособления. По первым
двум параметрам можно выполнять один расчет по одному допуску (в случае,
если допуски бп и 6m на размеры пит равны) или по наименьшему допуску
(в случае, если один из допусков по значению меньше другого). Третий па-
раметр следует рассчитывать по наиболее жесткому (меньшему) допуску
размеров k и I. На чертеже приспособления следует указать допуск перпенди-
кулярности поверхностей А и Б установочных элементов.
Пример 4. Заготовка (рис. 3.3<з) для сверления шести отверстий диа-
метром d устанавливается по отверстию Б и поверхности А в приспособление,
изображенное на рис. 3.36. Установочными элементами приспособления явля-
ются палец 6 и диск 8, одновременно выполняющий роли делительного диска и
установочного элемента приспособления. Диск 8 может поворачиваться вместе
с пальцем 6 и заготовкой 7 на хвостовике пальца 6 в отверстии втулки корпуса
1 и за счет поочередного заскакивания фиксирующего пальца (фиксатора) 3 в
отверстия диска 8 занимать относительно корпуса шесть положений (по числу
отверстий в детали). Палец 3 подпружинен и может выводиться из отверстия
80
диска при повороте рукоятки зубчатого колеса 2, находящегося в зацеплении
с рейкой пальца 3. Пружина при этом сжимается. При отпускании рукоятки
палец 3 под действием пружины заходит в следующее отверстие диска. Так
обеспечивается поворот заготовки на угол а.
При выполнении операции на заготовке необходимо обеспечить размер т
с допуском б™, допуск смещения отверстий диаметрами d и D (поверхность Б)
в пределах &<;0,05 мм, а также угол а (угловой размер на расположение от-
верстий) с допуском ба. В качестве расчетных параметров при расчете приспо-
собления на точность следует принять:
Рис. 3.3. Схема установки заготовки (а) в приспособлении (б) для
сверления шести отверстий
1) для обеспечения размера т заготовки — допуск перпендикулярности
рабочей поверхности А диска 8 к установочной поверхности В корпуса 1 и до-
пуск расстояния между осью кондукторной втулки 5, расположенной в плите 4,
и поверхностью А диска 8 приспособления;
2) для обеспечения допуска смещения осей отверстий диаметрами d и D
заготовки (см. рис. 3.3а; значение k) — допуск смещения осей кондукторной
втулки 5 относительно оси пальца 6 приспособления (рис. 3.36; вид Е, значе-
ние &i);
3) для обеспечения углового размера а расположения отверстий диамет-
ром d детали с допуском ба—допуск угла поворота относительно оси враще-
ния (в зафиксированных положениях) диска 8 приспособления.
Кроме того, желательно задать в ТУ чертежа при проектировании подоб-
ного приспособления допуск перпендикулярности пальца 6 к поверхности А
6 В А Горохов
81
диска 8 или допуск параллельности оси пальца 6 плоскости В корпуса 1 при-
способления.
Исходной величиной при определении расчетного параметра приспособле-
ния в третьем случае является допуск угла а детали. В случае расчета допуска
угла поворота диска 8 по линейному смещению диска на заданном радиусе
расположения отверстий для пальца 3 фиксатора допустимое линейное смеще-
ние отверстий диаметром Di на поверхности детали следует приводить к диа-
метру D2 расположения отверстий диска 8. Определив допустимое суммарное
линейное смещение диска 8 в фиксированном положении относительно корпуса
Рис. 3.4. Токарное приспособление
(оправка) с тарельчатыми пружинами
и приняв его в качестве замыкающе-
го звена, следует решением размер-
ной цепи выявить допуски размеров
относительного расположения отвер-
стий на диске 8, соосности наружной
и внутренней цилиндрических поверх-
ностей втулок, запрессованных в от-
верстия делительного диска 8, и т. д.
При этом необходимо учесть зазоры
и задать посадки в соединениях па-
лец 3 — отверстие диска 8, палец
3 — втулка фиксирующего устройст-
ва. В случае необходимости для за-
дания допуска углового размера а
расположения отверстий диска 8
можно перевести линейную величину
в угловой допуск и уже в таком виде
указать на чертеже делительного ди-
ска. На сборочном чертеже приспо-
собления следует указать допуск
угла а поворота диска 8.
П р и м е р 5. На рис. 3.4 прказа-
но токарцое приспособление (оправ-
ка) с установочно-зажимными эле-
ментами в виде тарельчатых пру-
жин 7. Заготовка 2 устанавливается
на наружную поверхность В тарель-
чатых пружин 7 по отверстию диа-
метром d и закрепляется закручива-
нием винта 5 в корпус 1. При этом
через детали 3, 4 и 6 осевая сила от
винта 5 передается на пружины 7, которые оказываются зажатыми между
двумя параллельными поверхностями и деформируются, увеличиваясь по на-
ружному и уменьшаясь по внутреннему диаметрам. Таким образом, зазоры
между заготовкой и рабочей поверхностью тарельчатых пружин и между та-
рельчатыми пружинами и корпусом выбираются и заготовка базируется и за-
крепляется на оправке. После обтачивания наружной поверхности диаметром
D заготовка при откручивании винта 5 свободно снимается с пружин 7. При
механизации привода подобного приспособления вместо винтового устройства
устанавливается шток с буртом, который через отверстие в приспособлении и
канал в шпинделе токарного станка с помощью тяги соединяется с установ-
ленным на заднем конце шпинделя механизированным приводом.
Исходной величиной для расчета приспособления на точность является
допуск соосности (допустимый эксцентриситет) осей отверстия диаметром d и
наружной поверхности диаметром Z), т. е. допустимое смещение осей этих по-
верхностей заготовки в радиальном направлении.
За расчетный параметр при расчете данного приспособления на точность
следует принять отклонение от соосности (эксцентриситет) установочной по-
верхности А корпуса (оси конуса) приспособления и цилиндрической наружной
поверхности В тарельчатых пружин 7. Именно от эксцентриситета осей поверх-
ностей А и В будет зависеть точность изготовления детали по относительному
82
расположению цилиндрических поверхностей. Иногда для повышения точности
подобных приспособлений в ТУ сборочного чертежа предусматривается шлифо-
вание наружной поверхности В пружин 7 в поджатом (деформированном)
состоянии при размещенном на станке и вращающемся приспособлении. Подоб-
ным образом выбирают расчетные параметры приспособлений, в которых уста-
новочные элементы одновременно являются зажимными (цанговые и трехку-
лачковые патроны, устройства со сдвигающимися призмами и т. д.).
. При расчете кондукторов для сверления заготовок в виде
плит, коробчатых корпусов, кронштейнов с заданием расстоя-
ний! от боковых поверхностей до отверстий и между отверстиями
за расчетные параметры можно принимать допуски расположе-
ния втулок относительно установочных поверхностей приспосо-
бления, допуски межцентровых расстояний между кондуктор-
ными втулками и допуски перпендикулярности или параллель-
ности осей втулок относительно рабочих поверхностей
установочных элементов и опорной поверхности корпуса приспо-
собления.
3.2. МЕТОДИКА РАСЧЕТА
После обоснованного выбора расчетных параметров следует
приступить к непосредственному расчету приспособления на точ-
ность, т. е. определить точность изготовления приспособления по
принятым параметрам. Следует отметить, что в настоящее время
нет единой общепринятой методики такого расчета. Поэтому ни-
же изложены отработанные приемы практического выявления
значений расчетных параметров и приемлемая для инженерного
использования методика расчета приспособления на точность
[2—4, 7, И, 16, 20, 22, 24].
На точность обработки влияет ряд технологических факто-
ров, вызывающих общую погрешность обработки е0, которая не
должна превышать допуск б выполняемого размера при обра-
ботке заготовки, т. е. е0^б.
Для выражения допуска б выполняемого при обработке раз-
мера следует пользоваться формулой [И, 16]
б = ]/"Ау + Ан + &2 + ЗАи + ЗА? + 2
где Ау — погрешность вследствие упругих отжатий технологи-
ческой системы под влиянием сил резания; Дн — погрешность
настройки станка; е — погрешность установки заготовки в при-
способлении; Аи — погрешность от размерного изнашивания ин-
струмента; Ат — погрешность обработки, вызываемая тепловыми
деформациями технологической системы; 2Аф — суммарная по-
грешность формы обрабатываемой поверхности, обусловленная
геометрическими погрешностями станка и деформацией заго-
товки при обработке и входящая в б, так как погрешность формы
поверхности является частью поля допуска ее размера.
6*
83
По приведенной формуле можно найти 8, принимая ее за
допустимое значение погрешности установки &' заготовки в при-
способлении:
е' = У (6— 2 Аф)2 — Ду — Дн— ЗДи — ЗДт.
Погрешность установки заготовки в приспособлении как сум-
марное поле рассеяния случайных величин определяется из вы-
ражения
8 = К 8б + + Д2р,
где £б — погрешность базирования заготовки в приспособлении;
е3 — погрешность закрепления заготовки, возникающая в ре-
зультате действия сил зажима; АПр— погрешность положения за-
готовки, зависящая от приспособления (АПр = епр + еу + еи, где
епр — погрешность изготовления приспособления по выбранному
параметру, зависящая от погрешностей изготовления и сборки
установочных и других элементов приспособления; еу — погреш-
ность установки приспособления на станке; 8И — погрешность
положения заготовки, возникающая в результате изнашивания
элементов приспособления).
Для принятой схемы установки обязательно должно выпол-
няться условие 8s^8z. В противном случае следует изменить по-
строение операции обработки или схему установки заготовки в
приспособлении.
Указанные составляющие АПр представляют собой поля рас-
сеяния случайных величин. Значение АПр изменяется в зависимо-
сти от условий и типа производства, а также от особенностей
конструкции приспособления [16]. При использовании приспо-
собления в мелкосерийном и серийном производствах
Апр — snp ]/ + Зви.
Здесь 8Пр рассматривается как постоянная величина, которая
может компенсироваться настройкой станка.
В массовом и крупносерийном производствах при использо-
вании одноместных приспособлений АПр = 8и операции строго
закреплены за рабочими местами, 8Пр и 8У компенсируются на-
стройкой системы СПИД.
В случае применения многоместных приспособлений
Апр — ]/~ &пр “Ь 3sH •
Если используется одновременно много экземпляров одного
приспособления, например приспособления-спутника на авто-
матической линии,
Апр = Snp + 3&и + Sy.
Последнюю формулу можно рассматривать как обычный
случай, когда в работе одновременно находится несколько при-
способлений одной конструкции.
84
Кроме того, если в приспособлении предусмотрены элементы
для направления и определения положения или траектории
движения обрабатывающего инструмента (кондукторные втул-
ки, копиры и т. д.), в общей погрешности обработки заготовки
может появиться еще одна составляющая — погрешность от
перекоса еп инструмента.
Итак, при использовании в работе нескольких (многих) при-
способлений общая погрешность обработки, приравненная до-
пуску выполняемого размера, определяется зависимостью
е0 = б = j/'Ду -j- Дн 4" &б 4" £з 4~ £пр 4~ Зеи 4~ еу 4~ Еп 4~ ЗДИ4~ЗДТ 4~
+ 2 Дф-
Отсюда погрешность изготовления приспособления
gnP = [ (6 — 2 Дф)2 — Ду — Д2 — йб — е2 — Зе2 — е2 — г2 —
— зд2 — зд2]1/г.
По приведенной формуле можно находить значение расчет-
ного параметра приспособления, которым и будет 8пр. При этом
погрешности, не зависящие от приспособления, следует опреде-
лять по источнику [11].
В связи со сложностью нахождения значений ряда величин,
входящих в приведенную выше формулу для определения 8пр, по-
грешность изготовления приспособления можно рассчитывать по
упрощенным формулам [3, 7, 9]. Расчет 8пр при этом сводится к
вычитанию из допуска выполняемого размера всех других со-
ставляющих общей погрешности обработки [3, 7, 9, 25]:
бпр 6 — kT ]/~ (Ат1^б)2 4~ £з 4“ 8у 4“ би 4~ еп 4“ (&т2^)2 , (3.1)
где б — допуск выполняемого при обработке размера заготов-
ки; kT — коэффициент, учитывающий отклонение рассеяния зна-
чений составляющих величин от закона нормального распреде-
ления: kT= 1...1,2 (в зависимости от количества значимых слага-
емых; чем их больше, тем ближе к единице следует принимать
значение коэффициента); &Ti — коэффициент, учитывающий
уменьшение предельного значения погрешности базирования
при работе на настроенных станках: £Ti = 0,8...0,85; kT2 — коэф-
фициент, учитывающий долю погрешности обработки в суммар-
ной погрешности, вызываемой факторами, не зависящими от
приспособления (Ду, Дн, Ди, Дт, 2Дф): &т2 = 0,6...0,8 (большее
значение коэффициента принимается при меньшем количестве
значимых величин, зависящих от приспособления); со — эконо-
мическая точность обработки, принимается по таблицам в при-
ложении (табл. П5...П20).
Под экономической понимается точность, затраты для обес-
печения которой при данном способе обработки будут меньши-
ми, чем при других способах. Значение этой величины может
85
Рис. 3.5. Схема для расчета суммы
максимальных зазоров:
1 — кондуктор; 2 — заготовка
изменяться также в зависимости от условий обработки. Под до-
стижимой понимается точность, обеспечиваемая при обработке
заготовки на хорошо отлаженном станке рабочим высокой ква-
лификации при неограниченных затратах труда и времени на
обработку. Выбранное по таблицам для данных условий значе-
ние со следует понимать как среднюю экономическую точность
обработки.
Произведением &Т2(о характеризуется суммарная погрешность
обработки, вызываемая факто-
рами, не связанными с приспо-
соблением, а именно: упругими
отжатиями системы СПИД под
действием сил резания (Ду),
погрешностью настройки стан-
ка (Дн), размерным износом
инструмента (Ди), тепловыми
деформациями системы (Дт),
геометрическими погрешностя-
ми станка и деформацией заго-
товки при обработке (2Дф).
Такой путь определения сум-
марного значения указанных
погрешностей, не зависящих от
приспособления, при проекти-
ровании последнего в период
подготовки производства изделия, еще не выпускаемого пред-
приятием, вполне оправдан, так как рассчитать аналитически
приведенные выше составляющие до запуска деталей в произ-
водство практически невозможно.
Погрешности, зависящие от приспособления (еб, е3, еи и еп),
рассчитываются в каждом конкретном случае по принятым
схемам базирования, закрепления и обработки. Погрешность за-
крепления е3 может также приниматься по приведенным в при-
ложении табл. П1...П4.
Найденное значение выбранного параметра указывается в ка-
честве допуска ‘ отклонения поверхностей или размера между
поверхностями, контактирующими соответственно с заготов-
кой и станком, на чертеже общего вида или записывается в
ТУ на изготовление и эксплуатацию проектируемого при-
способления.
Вычитаемые из допуска составляющие общей погрешности
обработки можно суммировать и арифметически. При этом от-
падает необходимость в коэффициенте kT и уменьшается значе-
ние полученной погрешности приспособления 8Пр. Такой путь
расчета можно рекомендовать применительно к прецизионным
приспособлениям, создаваемым для обеспечения повышенной
точности обработки при изготовлении прецизионных, наиболее
ответственных деталей машин и приборов.
86
Расчет на точность кондукторов можно выполнять также по
формуле (3.1). В этом случае полученная погрешность изготов-
ления приспособления будет являться допуском межцентрового
расстояния между его кондукторными втулками. При сверлении
отверстий по кондуктору половину допуска расстояния между
осями кондукторных втулок (расчетный параметр) можно опре-
делить при условии, что середины полей допусков межцентро-
вых расстояний в деталях и кондукторной плите совпадают
(рис. 3.5), по формуле [9, 16]
8пр = 8 — (5s 2е + 2 еп)» (3-2)
где 6 — односторонний допуск расстояния между осями отвер-
стий в заготовке (детали); 2 s — сумма максимальных ради-
альных зазоров; 2 е — сумма эксцентриситетов втулок; 2еп —
сумма погрешностей от перекоса инструментов, которые рассчи-
тываются по формулам (3.24) и (3.25).
Сумма максимальных односторонних радиальных зазоров
(см. рис. 3.5) определяется из выражения
Ss=si+з2+5з+«4,
где $i и $2 — максимальные радиальные зазоры соответственно
между сменными и постоянными втулками; s3 и S4 — максималь-
ные зазоры соответственно между втулками и инструментом (с
учетом износа втулок).
Сумма эксцентриситетов находится следующим образом:
2б=в1 + £2 + ез + е4,
где в1 и бг — допуски соосности сменных втулок; е3 и 64 — допус-
ки соосности постоянных втулок. Обычно е1 = б2 = е3=б4=0,005 мм.
При определении допуска расстояния между базовой плоско-
стью и осью кондукторной втулки в приведенных выражениях
для определения 2s и 2е по формуле (3.2) s2, s4, б2, е4 принима-
ются равными нулю. Полученное по формуле (3.2) значение
епр является половиной допуска расстояния между осями кон-
дукторных втулок или базовой плоскостью приспособления и
осью кондукторной втулки, т. е. размер L в данном случае дол-
жен иметь допуск ±еПр (см. рис. 3.5).
Один из последних этапов расчета приспособления на точ-
ность— разбивка допуска размеров при его изготовлении на до-
пуски размеров деталей. При этом за замыкающее звено раз-
мерной цепи принимается погрешность по принятому параметру
еПр, являющаяся допуском изготовления приспособления. После
выявления размерной цепи решается прямая задача, т. е. опре-
деляются размеры и допуски звеньев размерной цепи.
87
3.3. РАСЧЕТ РАЗМЕРНЫХ ЦЕПЕЙ
Основные термины, обозначения и определения размерных це-
пей установлены ГОСТ 16319—80, а методы расчета цепей —
ГОСТ 16320—80. При расчете размерных цепей могут решаться
прямая и обратная задачи. В первом случае по установленным
требованиям к замыкающему звену определяются номинальные
размеры, допуски, координаты середин полей допусков и пре-
дельные отклонения всех составляющих размерную цепь звень-
ев. При решении обратной задачи по значениям номинальных
размеров, допусков, координат середин их полей, предельных
отклонений составляющих звеньев определяются те же характе-
ристики замыкающего звена либо при необходимости вычис-
лить погрешность замыкающего звена устанавливаются поле
рассеяния, координаты его середины или границы отклонений
замыкающего звена на основании аналогичных данных для со-
ставляющих звеньев. Решением обратной задачи проверяется
правильность решения прямой задачи.
Точность замыкающего звена размерной цепи достигается
методами:
полной взаимозаменяемости (включением в размерную цепь
всех составляющих звеньев без выбора, подбора или изменения
их значений);
неполной взаимозаменяемости (включением в размерную
цепь обусловленной части звеньев без выбора, подбора или из-
менения их значений);
групповой взаимозаменяемости (включением в размерную
цепь составляющих звеньев, принадлежащих одной из групп,
на которые они предварительно рассортированы);
пригонки (изменением размера компенсирующего звена пу-
тем удаления с компенсатора определенного слоя материала);
регулирования (изменением размера компенсирующего зве-
на без удаления материала с компенсатора).
В размерных цепях, в которых должна быть обеспечена пол-
ная взаимозаменяемость, допуски рассчитываются методом мак-
симума — минимума. При этом учитываются только предельные
отклонения звеньев размерной цепи и самые неблагоприятные
их сочетания.
Размерные цепи, для которых экономически оправдан риск
возможного выхода за пределы поля допуска замыкающих звень-
ев у части изделий, расчитываются вероятностным методом. При
этом учитывается рассеяние размеров и вероятность различных
сочетаний отклонений составляющих звеньев размерной цепи.
Размерные цепи наносятся на схемы приспособлений. За за-
мыкающее звено размерной цепи в приспособлении обычно при-
нимаются допуски линейных и угловых размеров приспособления
в сборе, а также допуски соосности, параллельности, перпенди-
кулярности. Последняя группа, как правило, связывает по точ-
88
ности относительного расположения поверхности станочного
приспособления, контактирующие с заготовкой и станком или с
инструментом и станком. Допуск определяется расчетом точно-
сти изготовления приспособления 8Пр по выбранному параметру.
Номинальный размер замыкающего звена размерной цепи А
вычисляется по формуле
т—1
(3.3)
i=i 1
где i=l, 2, ..., т — порядковый номер звена; т — число звень-
ев размерной цепи; — передаточное отношение i-го звена раз-
мерной цепи (для линейных цепей с параллельными звеньями
= 1—для увеличивающих составляющих звеньев, =—1 —
для уменьшающих составляющих звеньев).
Координаты середины поля допуска Долд замыкающего зве-
на определяются из выражения
т—1
Аоад = 2 (3.4)
ГДе ДоАд — ^ДвАд ДнАд)/2, Д()Аг- ~ (ДвА; ДнА;)/2, ДвАд, ДнАд,
ДвАр Днах- — верхнее и нижнее предельные отклонения замыка-
ющего и f-ro составляющего звена размерной цепи Л.
Допуск замыкающего звена бд вычисляется по формулам:
при расчете по методу максимума — минимума
m—1
(з.5)
i—Л
где 6Д = ДВд — Днд, 6/ = Дв,- — Дв<;
при расчете по вероятностному методу
Г т—\
бд = ]/ 2 . (з.б)
Коэффициент риска /д выбирается по таблице значений функ-
ций Лапласа Ф(7) от принятого риска Р':
Риск Р', % 32,00 10,00 4,50 1,00 0,27 0,10 0,01
Коэффициент/д 1,00 1,65 2,00 2,57 3,00 3,293,89
При нормальном законе распределения отклонений и равно-
вероятном их выходе за обе границы поля допуска значение Р'
связано со значением Ф(/) формулой Р'= 100[1 — 2Ф(/)].
Коэффициент К2 при нормальном законе распределения (за-
коне Гаусса) равен 1/9, при законе Симпсона (по треугольнику)
1/6, при законе равной вероятности 1/3.
Среднее значение допуска составляющих звеньев 6ср вычис-
ляется по формулам:
89
при расчете по методу максимума —минимума
l/m—1 \
«» = М2Ж| (3'7>
/ \ /=1 /
(в случае, когда |g,| = 1, бср = бд/т—1);
при вероятностном методе расчета
)( Г \
Мд]/ (3.8)
Предельные отклонения i-ro звена
Двг = До/ + 6./2, (3.9)
Дн/ = До/-6(./2. (3.10)
Координату середины поля рассеяния замыкающего звена
можно вычислить из выражения
т~ 1
а«4=2щ. (з.п)
Координата центра группирования отклонений замыкающего
звена
m—1
М (Х)д = Ъ 1 ) • (3-12>
Z=T
Коэффициент относительной асимметрии i-ro звена щ рас-
считывается из выражения
az = [М (%)/ — А0/]/(0,5сог). (3.13)
Поле рассеяния замыкающего звена сод вычисляется по фор-
мулам:
при расчете по методу максимума — минимума
®Д = £ i k I ®г; (3.14)
г=1
при вероятностном методе расчета
®д = /д]/ • (3.15)
Относительное среднее квадратическое отклонение %г- может
определяться из выражения
Ki = 2oi/(i)i, (3.16)
где Oi — среднее квадратическое отклонение.
Наибольшая возможная компенсация
6к = 6д-6д, (3.17)
где 6д — производственный допуск:
бд^пбд, (3.18)
90
п — число групп, на которые будут рассортированы соответству-
ющие звенья.
Расчет производственных допусков б/ размера каждого со-
ставляющего звена осуществляется с соблюдением условия
Л у т— 1
2 б: =5 б;, (3.19)
/=1 й+1 1
где б'. — допуски увеличивающих звеньев; 6'. — допуски умень-
шающих звеньев.
Значение поправки Дк находят по выражению
w
Ак = Т + S ь^0{ “ Л°д’ (3-20)
1=1
где До/ — координата середины поля производственного допуска
r-го звена.
Количество ступеней неподвижных компенсаторов NK рассчи-
тывается по формуле
Л/"к — бд/(6д - 6Комп), (3.21)
где бкомп — допуск размеров при изготовлении неподвижного
компенсатора.
Решение размерных цепей для прямой зада-
чи осуществляется в приведенной ниже последовательности.
I. Формулируется задача и определяется замыкающее звено.
2. Исходя из поставленной задачи, устанавливаются номи-
нальный размер, координата середины поля допуска ДОд, допуск
6д или предельные отклонения замыкающего звена.
3. Выявляются звенья и строится схема размерной цепи, со-
ставляется ее уравнение и определяются передаточные отноше-
ния.
4. По формуле (3.3) рассчитываются номинальные размеры
звеньев.
5. Выбирается метод достижения требуемой точности замы-
кающего звена, экономичный в данных производственных усло-
виях, с учетом среднего значения допуска (формулы (3.7), (3.8)).
6. Рассчитываются и устанавливаются допуски, координаты
середин полей допусков и предельные отклонения:
-а) при методе полной взаимозаменяемости — на основе тех-
нико-экономических соображений устанавливаются допуски раз-
мера каждого из составляющих звеньев; по формуле (3.5) про-
веряется правильность установленных допусков; по формуле
(3.4) устанавливаются координаты середин полей допусков со-
ставляющих звеньев, за исключением одного, для которого ко-
ордината середины поля допуска рассчитывается решением урав-
нения с одним неизвестным; по формулам (3.9) и (3.10) опреде-
ляются верхнее и нижнее предельные отклонения;
91
б) при методе неполной взаимозаменяемости — из экономи-
ческих соображений принимается допустимый процент риска;
выбирается предполагаемый закон распределения отклонений
каждого из звеньев размерной цепи и соответствующие им отно-
сительные средние квадратические отклонения; на основе тех-
нико-экономических соображений устанавливается допуск раз-
мера каждого составляющего звена; по формуле (3.6) проверя-
ется правильность установленных допусков; по формуле (3.4)
устанавливаются координаты середин полей допусков для
(/и — 2) звеньев, недостающая координата определяется расче-
том; по формулам (3.9) и (3.10) рассчитываются предельные
отклонения;
в) при методе групповой взаимозаменяемости — по технико-
экономическим соображениям устанавливается производственный
допуск бд > бд замыкающего звена по формуле (3.18); по фор-
муле (3.5) рассчитываются производственные допуски б; разме-
ра каждого составляющего звена с соблюдением условия (3.19);
по формуле (3.4) рассчитываются координаты середин полей до-
пусков размеров составляющих звеньев в каждой из групп; до-
пуски поворотов и отклонений формы поверхностей деталей
приспособлений устанавливаются так же, как и при методе пол-
ной взаимозаменяемости;
г) при методе пригонки — выбирается компенсирующее звено,
устанавливаются экономически оправданные в данных условиях
допуски размеров всех составляющих звеньев и координаты се-
редин полей допусков; по формуле (3.5) определяется производ-
ственный допуск бд, по формуле (3.17) рассчитывается наиболь-
шая возможная компенсация бк; по формуле (3.20) определяется
и вносится поправка Дк к координате середины поля допуска
компенсирующего звена;
д) при методе регулирования — выбирается компенсирующее
звено, которое конструктивно может быть оформлено в виде не-
подвижного или подвижного компенсатора (в первом случае
устанавливаются допуски размеров всех составляющих звеньев,
приемлемые с экономической точки зрения в данных производ-
ственных условиях, и определяется производственный допуск бд
замыкающего звена); по формуле (3.17) рассчитывается наиболь-
шая возможная компенсация бк; по формуле (3.21) определяется
количество ступеней неподвижных компенсаторов; рассчитыва-
ются координаты середин полей допусков, размеры неподвижных
компенсаторов, количество неподвижных компенсаторов каждой
ступени.
Решение размерных цепей для обратной за-
дачи проводится в приведенной ниже последовательности.
1. Формулируется задача.
2. Рассчитывается номинальное значение размера замыка-
ющего звена:
92
а) при теоретических расчетах — по формуле (3.4) опреде-
ляется координата середины поля допуска замыкающего звена;
по формулам (3.5), (3.6), (3.9) и (3.10) устанавливаются поле
допуска замыкающего звена и его предельные отклонения; при
расчетах по вероятностному методу рассчитывается возможный
риск выхода размера замыкающего звена за пределы заданного
допуска;
б) при расчетах по фактическим данным — определяются
поля рассеяния, координаты их середин и в случае необходимо-
сти строятся кривые рассеяния размеров составляющих звеньев;
по формулам (3.16) и (3.13) определяются относительные сред-
ние квадратические отклонения и коэффициенты асимметрии
кривой рассеяния размеров каждого из составляющих звеньев;
по формулам (3.14) и (3.15) рассчитывается поле рассеяния раз-
меров замыкающего звена; по формуле (3.11) устанавливается
возможная координата середины поля рассеяния размеров за-
мыкающего звена; в случае необходимости определяется коорди-
ната центра группирования размеров замыкающего звена по
формуле (3.10), а также рассчитывается возможный выход от-
клонений размеров замыкающего звена за пределы его поля
допуска.
Пример 1. На рис. 3.6 изобра-
жена оправка с установочно-разжим-
ным элементом 3 в виде втулки с
двусторонними разрезами и внутрен-
ним конусом. Заготовку 4 устанавли-
вают по внутренней поверхности диа-
метром d на наружную поверхность
Б втулки 3. Зажим заготовки обеспе-
чивается вращением гайки 2. При
обработке заготовки 4 задан допуск
соосности ее поверхностей диаметром
d и D. В качестве расчетного парамет-
ра при расчете приспособления на точ-
ность выбран допуск соосности ци-
линдрической установочной поверхно-
сти Б и конической поверхности А
корпуса 1. Допустим, что еПр =
= 0,04 мм. Этот допуск необходимо
обеспечить сборкой изготовленных с
соответствующей точностью деталей.
Допуски составляющих звеньев раз-
Р и с. 3.6. Оправка с установочно-
разжимным элементом:
I — ось установочного конуса корпуса
приспособления; II —ось рабочего кону-
са корпуса и конического отверстия раз-
жимной втулки; III —ось наружной ци-
линдрической поверхности разжимной
втулки
мерной цепи следует определять путем расчета размерной цепи (прямая за-
дача).
Задача. Обеспечить требуемый допуск соосности рабочей поверхности Б
втулки 3 и установочной поверхности А корпуса 1 приспособления, изображен-
ного на рис. 3.6.
Замыкающим звеном является отклонение от соосности £д, связывающее
по точности относительного расположения оси цилиндрической поверхности Б
и конической поверхности А приспособления. Исходя из служебного назначе-
ния приспособления, следует принять минимальное отклонение от соосности
равным 0, максимальное — 0,04 мм.
Следовательно, поле допуска соосности 6£д = 0,04 — 0 = 0,04 мм, а
координата середины поля допуска А0Гд = (0,04 + 0)/2 = 0,02 мм.
93
Отклонение от соосности, согласно рис. 3.6, определяется по уравнению
размерной цепи: Ед — + Е2-
Задача решается методом полной взаимозаменяемости. При этом должно
быть соблюдено условие
т—1
В линейной размерной цепи для увеличивающих составляющих звеньев
= 1. С учетом степени сложности достижения требуемой точности со-
ставляющих звеньев по таблицам экономической точности обработки уста-
новлены значения 6^ = 0,015 мм; 6^ = 0,025 мм. Принимается координата
середины поля допуска A0£> = 0,0075 мм. Координата середины поля до-
пуска второго звена находится из уравнения
т—1
Д0£д = *2 A0Ez = 1 ’ A0£i + 1 ‘ Д0Е2»
откуда Д0£2 =1А0Ед— ~ ^+2— 0,0075 = 0,0125 мм.
Правильность назначения допусков можно проверить по формулам (3.9)
и (3.10), представив значения Д0£д и $£д соответственно через До^ и
6^., установленные при расчете допусков:
ДН£д = Д0£д — бЕд/2 = °,°°75 + 0,0125 - (0,015 + 0,025)/2 = 0,02 — 0,02 =
= °; Дв£д = А0Яд + бЕд/2 = °>0075 4-0,0125 + (0,015 + 0,025)/2 = 0,02 +
+ 0,02 = 0,04 мм.
Сопоставление с условиями задачи
верно.
а
показывает, что допуски установлены
Пример 2. Заготовка 5 (рис.
3.7а) базовыми поверхностями уста-
навливается на опорные пластины 2
и 3, размещенные на угольнике 4 при-
способления. На фрезерном станке
обрабатывается ряд поверхностей за-
готовки, в том числе поверхность L.
При этом выдерживается размер а, с
целью обеспечения которого при рас-
чете приспособления на точность в ка-
честве расчетного параметра выбран
допуск параллельности рабочей по-
верхности А опорных пластин 2 отно-
сительно поверхности Г корпуса /,
которой приспособление контактирует
с поверхностью стола фрезерного
станка. Погрешность приспособления
в собранном виде по выбранному па-
раметру ЕПр = 0,03 на длине 300 мм.
Задача. Рассчитать и установить
допуски относительных поворотов по-
верхностей деталей приспособления с
целью обеспечения требуемой парал-
лельности рабочей поверхности А
пластин 2 и опорной поверхности Г
4 £ 5 L
Рис. 3.7. Схема фрезерного приспо-
собления (а) и составляющие звенья
размерной цепи (б)
корпуса 1 приспособления. Это откло-
нение принято за замыкающее звено размерной цепи.
Полученный расчетом приспособления на точность допуск параллель-
ности принимается за допуск замыкающего звена размерной цепи, т. е.
94
6рд = епр = 0,03/300 мм. При этом следует указать, что рассчитывается
самый неблагоприятный случай, когда поверхности деталей приспособления
поворачиваются в одну сторону. Принимая за положительное направление
поворот заготовки против часовой стрелки, можно установить Д0£д =
= -(-0,015/300 мм. Выявленная размерная цепь нанесена на рис. 3.76.
При расчетах допусков поворотов поверхностей удобно привести допуски
поворота поверхностей к линейным величинам, отнесенным к соответствующей
единой длине — к общему знаменателю. Это позволяет во время расчетов не
учитывать его и использовать методику и формулы, служащие для расчета ли-
нейных допусков. После расчетов отброшенный знаменатель можно восстано-
вить.
Рассчитывается среднее значение допуска: 6ср = 6рд/(т — 1) =
= 0,03/(4 — 1) = 0,01/300 мм.
Полученный результат говорит о том, что изготовление детали приспособ-
ления с таким допуском размеров экономически не оправдано (см. экономи-
ческую точность обработки для данных условий в табл. П7). Поэтому следу*
ет отказаться от достижения требуемой точности обработки методом полной
взаимозаменяемости и рассмотреть возможность ее достижения с использова-
нием метода неполной взаимозаменяемости.
Предварительно необходимо принять исходные данные. Можно считать,
что при изготовлении подобных приспособлений отклонения, получаемые на
деталях, будут иметь характер рассеяния, близкий к закону Симпсона, для
которого коэффициент относительного рассеяния %? = 1/6. Можно задаться
также возможным риском Р' = 4,5%, что соответствует коэффициенту рис-
ка = 2. Подставив принятые данные в формулу (3.8), получим:
бср=бЭд
= 0,031
« 0,02/300 мм.
Считая полученное значение 6ср приемлемым и учитывая трудности об-
работки в соответствии с рекомендуемой экономической точностью ее (см. -
табл. П7), можно принять следующие значения допусков составляющих
звеньев: поворота рабочей поверхности А к опорной поверхности Б пластин
2 (см. рис. 3.7а) 6^ = 0,01/300 мм; поворота поверхности Б к опорной по-
верхности В угольника 4 6р2 = 0,025/300 мм; поворота поверхности В к
опорной поверхности Г корпуса 1 приспособления 6рз = 0,025/300 мм.
Следует проверить правильность установления ^допусков по форму-
ле (3.6):
- 'л ]/ ”S ЙЖ - 2 /1 0.01- + 1 -l-0.02S= + I -1.0.025= -
= 2Д/ 0,00225 = 0,03/300'мм.
Вычисленный результат свидетельствует о том, что риск не будет пре-
вышать 4,5 %. (Если бы допуск 6^д получился больше, чем 0,03/300 мм,
то риск превышал бы 4,5%, если меньше, то риск оказался бы меньше
4,5 %.) По значению 6^д следует вычислить коэффициент риска /д, а по
нему — фактический риск F'.
Однако в приведенном выше случае допуск замыкающего звена полу-
чился равным заданному, т. е. 6^д = 0,03/300 мм, а Р' = 4,5%, что вполне
приемлемо. Поэтому окончательно можно принять: 6^ = 0,01 /300 мм, 6^2 =
= 6^= 0,025/300 мм (см. рис. 3.76).
95
Координаты середин полей допусков устанавливаются по уравнению (3.4):
tn— 1
Д0|Зд = S ?iA0₽z = Аорх + до₽2 + до₽3-
г—1
При принятом условии поворота поверхностей в одну сторону (см.
рис. 3.76) все координаты середин полей допусков будут иметь знак «+».
Можно принять координаты середин полей допусков: Д06 = 0,005/300 мм;
Д^^О,0125/300 мм.
Выделением величины ДОрз из уравнения (3.6) определяется координата
середины поля допуска третьего звена размерной цепи: А™ = 0,3/300 —
— 0,05/300 — 0,0125/300 = 0,0125/300 мм.
Чтобы убедиться в правильности установления допусков и координат се-
редин их полей, проверяют верхние и нижние предельные отклонения замы-
кающего звена размерной цепи:
После подстановки в формулы установленных значений (при Р' =4,5 %)
получйм: Ав0д = 0,^05 + 0,0125 4- 0,0125 — 0 -J- 2
4 (0,005)2 + 4 X
1 Т/«
X (0.0125)2+ ~g- (0,0125)2 = 0,015 +0,015 = 0,03/300 мм; ДнМ = 0,015 —
— 0,015 = 0.'
Определяется допуск замыкающего звена:
б₽д = Дврд - Дн₽д = 0.03 - О = 0,03/300 мм.
После сопоставления с требуемым значением допуска можно
убедиться, что допуски и координаты середин полей допусков
установлены верно.
Приведенные примеры по расчету размерных цепей можно
решать и другими методами. При решении по методу групповой
взаимозаменяемости допуски размеров звеньев размерной цепи
задаются в более широких пределах, а изготовленные детали
рассортировываются на несколько групп. Например, допуск за-
мыкающего звена решено расширить в три раза, т. е. бд = Збд,
а число групп также принять равным 3. В каждой группе дета-
лей допуск размера оставить прежним. Такой путь экономически
оправдан, когда приспособления одной конструкции изготавли-
ваются централизованно в условиях массового или крупносерий-
ного производства.
96
При решении поставленной задачи по методу пригонки на од-
ном из звеньев размерной цепи, например на пластинах 2 (см.
рис. 3.7), оставляется припуск и они играют роль компенсиру-
ющего звена. Допуски размеров составляющих звеньев принима-
ются в рекомендуемых пределах в соответствии с экономической
точностью обработки, а требуемый допуск замыкающего звена
обеспечивается шлифованием поверхности А приспособления в
сборе. Такой путь приемлем в случае, когда точность изготовле-
ния приспособления по выбранному параметру (замыкающему
звену) обеспечить сборкой деталей невозможно.
В процессе проектирования приспособлений размерные цепи
можно рассчитывать также и методом регулирования. Для этого
следует использовать компенсирующие звенья с регулировкой
положения, за счет чего обеспечивается требуемая точность за*
мыкающего звена размерной цепи приспособления.
3.4. ОПРЕДЕЛЕНИЕ РАСЧЕТНЫХ ФАКТОРОВ
Для выявления допустимой погрешности изготовления (точ-
ности) приспособления следует рассчитывать 8Пр по формуле
(3.1), определив или выбрав по справочным источникам значе-
ния всех ее составляющих [2—4, 7, II, 16, 20, 28].
Допуск б берется с чертежа детали (при окончательной обра-
ботке поверхностей) или с операционного эскиза технологичес-
кого процесса обработки заготовки (при предварительной обра-
ботке). Как отмечалось, значения коэффициентов следует при-
нимать в следующих пределах: &т= 1,2; £Ti = 0,8...0,85; £Т2 =
= 0,6...0,8.
Погрешность базирования определяется или рассчитывается
в каждом конкретном случае. В табл. 3.1 [3, 9, 11, 16] представ-
лены схемы базирования и формулы, по которым следует опре-
делять погрешности базирования для некоторых типовых случаев.
Приняты следующие обозначения se—смещение (эксцентри-
ситет) оси отверстия относительно оси наружной цилиндричес-
кой поверхности; 6d — допуск диаметра наружной поверхности;
Smin — односторонний минимальный гарантированный зазор;
6а — допуск размера базового отверстия; бв — допуск размера
оправки (пальца); Ац — просадка центров.
Просадку центров определяют в зависимости от наибольшего
диаметра центрового гнезда следующим образом:
Наибольший диаметр центрового гнезда, мм 1; 2; 2,5 4; 5; 6 7,5; 10 12,5; 15 20; 30
Просадка центров Дц, мм 0,11 0,14 0,18 0,21 0,25
7. В А Горохов 97
Табл. 3.1. Погрешность базирования при обработке в приспособлениях
Базирование Схема установки Погрешность базирования для размеров
г 1 „ 2 1
По центровым от-
верстиям на жест-
кий передний центр
r На плавающий пе-
редний центр
По внешней по-
верхности в зажим-
ной цанге по упо-
РУ
e6Di — 86D2'— гба ~ °; 8б6 “ 8бс ” Ац
86Dt ” 86D2 “ G6a " гбЬ ~ 8бс — 0
86D — 86L “ 0
1
2
В самоцентрирую-
щем патроне с упо-
ром торцом
В самоцентрирую-
щих призмах
В призме при об-
работке отверстий по
кондуктору
Продолжение табл. 3.1
S6D — z6d — 8ба гбЬ 0
(при параллельном подрезании
торцов)
86d — 8е — О
( 1
8б/ — 2 \ sin (а/2)
«р 1
2 sin (а/2)
1
2
На плоской поверх-
ности при обработке
отверстия по кондук-
тору
о
о
В призме при обра-
ботке плоскости или
паза
Продолжение табл. 3.1
Продолжение табл. 3.1
з
о
1
2
По отверстию на
жесткой оправке со
свободной посадкой
На разжимной
оправке, на жесткой
оправке с натягом
Продолжение табл. 3.1
3
При установке оправки на плавающий передний центр, в
гильзу или патрон по упору
8еО = 8«Dt — stnin + ~2~ + ~2~> 8бЛ = 2smin + SB + бА
При установке оправки на жесткий передний центр
еба — 8б& = ^а> 8бЛ ~ eeDl = ееО2 = 0
1
2
По двум отверсти-
ям на пальцах при
обработке верхней по-
верхности
По плоскости при
обработке уступа
Окончание табл, 3.1
з
8б/ь 2smin + SA + 5B*’ 8бй2 ” (2smin + fiA + SB Д /
ебс = ебп = e6m = °’ 86ft^6C: e6b = S«
Погрешность закрепления 83 можно определять аналитичес-
ки в случае, когда рассчитывают весьма малые смещения заго-
товок в прецизионных приспособлениях. Иногда в целях более
точного определения 83 прецизионных приспособлений возника-
ет необходимость целенаправленных исследований. В подавля-
ющем большинстве случаев для расчета приспособления на точ-
ность 8з принимаются по таблицам [2, 3, 5, 6, 7, 11, 16].
В приложении (табл. П1...П4) [3] приведены погрешности
закрепления для различных видов обработки в зависимости от
обрабатываемого материала и применяемых приспособлений.
Погрешность установки приспособления на станке еу возни-
кает из-за зазоров между направляющими шпонками или уста-
новочными пальцами приспособления и Т-образными пазами
или отверстиями стола станка, что характерно для фрезерных,
расточных и других приспособлений. Для уменьшения этих по-
грешностей рекомендуется точнее изготавливать посадочные
места, а элементы для ориентации приспособлений на станках
следует располагать на корпусе приспособления как можно
дальше друг от друга.
Погрешность установки вращающихся приспособлений на
токарные, зубофрезерные и другие станки зависит от точности
их базирования в гнездах станка (конусное отверстие шпинде-
ля, центральное отверстие поворотного стола, центрирующий
поясок шпинделя или планшайбы станка и т. д.). Если приспо-
собление базируется на центрирующий поясок шпинделя (план-
шайбы), то погрешность положения в виде отклонения от соос-
ности (эксцентриситета) осей шпинделя и устанавливаемого
приспособления возникает из-за имеющегося зазора между вы-
точкой корпуса приспособления (например, трехкулачкового
патрона) и центрирующим пояском шпинделя или планшайбы.
Расчет 8У в каждом конкретном случае следует вести по схеме
установки приспособления на станке, что иллюстрируют приве-
денные ниже примеры.
Пример 1. Заготовка (рис. 3.8а) 3 устанавливается на палец 2 приспо-
собления (рис. 3.86) для обработки паза в размеры сипи поджимается к по-
верхности Е пальца 2 гайкой 5 с помощью быстросъемной шайбы 4.
Одним из требований к изготавливаемой детали является отклонение осей
паза А и базового отверстия Б в пределах, не превышающих 0,1 мм. В этом
случае и допуск параллельности осей паза А и отверстия Б также должен быть
в пределах 0,1 мм на длине детали т. Расчетными параметрами при расчете
приспособления на точность выбраны:
1) для выполнения условия обеспечения заданного положения осей паза
А и отверстия Б заготовки — допуск параллельности оси рабочей цилиндричес-
кой поверхности Б диаметром d пальца 2, на который устанавливается заготов-
ка 3, относительно боковой поверхности Г (оси) направляющих шпонок 6 кор*
пуса 1 приспособления;
2) для выполнения размера п из условия, что допуск параллельности по-
верхностей Д паза относительно оси отверстия Б должен быть в пределах
допуска бп на длине заготовки — допуск параллельности оси установочного
элемента (пальца) 2 к установочной плоскости В корпуса 1 приспособления.
104
Погрешность установки приспособления относительно Т-образных пазов
стола 7 станка влияет на первое условие, т. е. на точность положения оси
паза А относительно оси отверстия Б (см. рис. 3.8).
На виде сверху приспособления показано относительное положение на-
правляющих шпонок и Т-образных пазов стола станка. Если принять, что
ширина пазов стола 8 мм, а посадка между шпонками 6 и пазами стола
8^о’(Р5 мм» то с Учетом допусков на изготовление шпонки по размеру
8_0 025 мм и Т-образного паза стола станка по ширине 8+°’025 мм максималь-
ный возможный зазор между шпонками 6 и Т-образными пазами стола
Р и с. 3.9. Схема расчета погрешно-
сти установки фрезерного приспособ-
ления:
6Ш—допуск на ширину ш направляющих
шпонок; 6р— допуск на ширину р Т-образ-
ного паза станка
Рис. 3.8. Схема фрезерного приспо-
собления (б) для обработки загото-
Рис. 3.10. Токарное приспособление
(б) для обработки заготовок типа ру-
кояток (а)
вок типа колец (а)
s = 0,05 мм. Наиболее неблагоприятна установка приспособления, когда одна
направляющая шпонка поджата к одной стороне паза стола, а вторая —
к другой. В этом случае приспособление повернется на какой-то угол а,
а отклонение от параллельности осей установочного пальца относительно
Т-образных пазов стола станка, а значит и относительно траектории оси
движения инструмента (фрезы) при обработке паза увеличится на значение
неточности установки приспособления на станке.
Погрешность установки приспособления 8у в рассматриваемом случае в
соответствии со схемой, изображенной на рис. 3.9, можно определить сле-
105
дующим образом. При проведении через точку О2 линии, параллельной
О^О^, возникает треугольник Л'О1О2, катет которого равен максимальному
возможному зазору s = <5р = 0,05 мм. Это и будет допуском параллель-
ности осей направляющих шпонок и Т-образного паза стола станка на дли-
не, равной расстоянию между шпонками /. Для подстановки погрешности
установки в формулу (3.1) нужно привести полученное значение допуска
параллельности шпонок относительно оси Т-образного паза к длине детали.
В целом погрешность установки ev приспособления на станке для данного
случая можно выразить формулой
(3.22)
где т—длина детали, мм; s — наибольший зазор между направляющими
шпонками приспособления и Т-образным пазом стола станка, мм; Z — расстоя-
ние между шпонками, мм.
Если т = 50 мм, a Z = 80 мм, то по формуле (3.22) погрешность установки
приспособления на станке на длине детали 8У = 50-0,05/80 = 0,031 мм.
Пример 2. Заготовка (рис. 3.10а) 4 поверхностью Б устанавливается в
призму 5 приспособления (рис. 3.1 Об), состоящего из корпуса /, противовеса
2, точечной опоры 5, призмы 5, угольника б, и упирается сферической поверх-
ностью А в опору 3. При обработке выдерживаются размеры: линейные а и Ь,
диаметральные d и D и допуск соосности поверхностей Б и В диаметрами d
и D в пределах 0,05 мм. Обеспечение последнего условия вызывает наиболь-
шие трудности, так как на отклонение от соосности поверхностей оказывают
влияние положение призмы 5, точность выполнения базовой поверхности Б ди-
аметром D и точность установки самого приспособления на планшайбе 7 шпин-
деля станка (см. рис. 3.1 Об).
В этом случае погрешность установки приспособления на станке еу бу-
дет зависеть от зазора между выточкой корпуса 1 и пояском диаметра
планшайбы 7. Допустим, диаметр выточки корпуса 1 приспособления
£>+0'05, а посадочного пояска планшайбы 7 станка Dr _0t03, т- е- Д°ПУСК Ди-
аметра выточки корпуса 6j = 0,05 мм, а диаметра пояска планшайбы 63 =
= 0,03 мм. Погрешностью установки приспособления на станке еу в виде
отклонения от соосности приспособления и шпинделя станка будет являться
сумма половины максимального возможного зазора между поверхностями
диаметром D± планшайбы 7 и корпуса 1 приспособления и отклонения от
соосности положения самой выточки планшайбы относительно посадочной
поверхности диаметром dlt которой планшайба устанавливается на шпиндель
станка. Погрешность установки приспособления на станке в данном примере
можно определить из выражения:
8у = Smin4-6i/24-62/24-£, (3.23)
где smin — минимальный зазор между контактирующими поверхностями кор-
пуса приспособления и планшайбы станка, мм (в примере smin = 0); 6i,62— до-
пуски размеров контактирующих поверхностей корпуса и планшайбы, мм (в
примере 61 = 0,05 мм, 62=0,03 мм); е— отклонение от соосности (эксцентриси-
тет) поверхностей пояска диаметром и выточки диаметром d{ планшайбы,
мм (в примере е=0, так как поясок диаметром проточен на станке, на ко-
тором планшайба установлена постоянно).
После подстановки значений составляющих в формулу (3.23) получим:
еу = 04-0,05/24-0,03/24-0=0,04 мм. Это значение следует использовать при
расчете приспособления на точность.
Погрешность положения отверстий, связанная с перекосом и
смещением обрабатывающего инструмента (погрешность от пе-
рекоса) 8П возникает из-за неточности изготовления направля-
ющих элементов приспособления. При расчете 8П следует руко-
водствоваться схемой (рис. 3.11) направления обрабатывающе-
го инструмента. Для уменьшения износа кондукторной втулки
106
между ее нижним торцом и поверхностью заготовки предусмат-
ривается зазор т, через который выбрасывается стружка. При
сверлении чугуна и других хрупких материалов пг= (0,3...0,5)d;
при сверлении стали и других вязких материалов m=d; при зен-
керовании m^0,3d (d— диаметр инструмента).
От значения т зависит точность положения оси просверлен-
ного отверстия. Если перекоса сверла нет, то максимальное
смещение s{ оси сверла от среднего положения равно половине
ОС
наибольшего диаметрального за-
зора 2sl (см. рис. 3.11). При
перекосе сверла во втулке к па-
раллельному смещению оси от-
верстия s'i прибавляется смеще-
ние S2, пропорциональное углу
а перекоса и зазору т.
Суммарное смещение инстру-
мента s' = S] + S2-
При расчете кондуктора на
точность по формуле (3.2) сме-
щение S2 представляет собой
погрешность от перекоса ин-
струмента и рассчитывается по
следующим зависимостям:
при т > 0,3d
8П = 2s{mll-, (3.24)
при т = 0
8П = 2s'I-0,3d/(l — 0,3d), (3.25)
Рис. 3.11. Схема для расчета пере-
коса и смещения сверла в кондук-
торной втулке
где I — длина направляющего элемента (втулки, рис. 3.11), мм;
d — диаметр инструмента, мм; Si — односторонний максимальный
радиальный зазор между втулкой и инструментом, мм. Значение
8П должно дополнительно учитываться при расчете максималь-
ного смешения инструмента относительно оси направляющего
элемента (кондукторной втулки).
В случае расчета на точность приспособления, имеющего
направляющие элементы в виде втулок, по формуле (3.1) в ка-
честве погрешности от перекоса (смещения) инструмента следу-
ет принимать значение s', т. е.
при т > 0,3d
еп = si + 2s'itn/l;
при т = 0
еп = S1' + 2sJ-0,3d/(Z— 0,3d).
107
Если в приспособлении нет направляющих элементов, по-
грешность от перекоса (смещения) инструмента при расчете на
точность не учитывается, т. е. 8п = 0.
Составляющая общей погрешности положения заготовки 8И
характеризует изменение положения рабочих поверхностей уста-
новочных элементов в результате их изнашивания в процессе
эксплуатации приспособления. На интенсивность изнашивания
установочных элементов влияют их размеры и конструкция, ма-
териал и масса обрабатываемой заготовки, состояние ее базо-
вых поверхностей, а также условия установки заготовки в при-
способление и снятия ее.
Наибольшему изнашиванию подвержены постоянные и регу-
лируемые точечные опоры, у которых контакт с заготовкой
осуществляется по малым площадкам. Сильно изнашиваются
рабочие поверхности призм, контактирующие с заготовкой по
узким площадкам, менее интенсивно — опорные пластины, а так-
же цилиндрические пальцы й другие установочные элементы, у
которых контакт с заготовкой происходит по большим площа-
дям.
Приспособления изнашиваются сильнее, если на них обраба-
тываются заготовки с черновыми базовыми поверхностями со
следами окалины и формовочных материалов (песка, земли).
Изнашивание возрастает с увеличением массы заготовок
и удлинением пути их перемещения (сдвига) по установоч-
ным элементам при их установке в приспособление и сня-
тии с него.
Изнашивание по поверхности установочных элементов нерав-
номерно во времени и часто носит местный характер. Например,
опорные пластины больше изнашиваются с одного края или в
середине, а пальцы — со свободного конца. Изнашивание уста-
новочных элементов с рифлениями и сферической головкой,
призм и ромбических (срезанных) пальцев происходит в первый
период работы быстро, а затем замедляется, подчиняясь пара-
болическому закону. Более равномерно изнашивание опор с раз-
витой несущей поверхностью.
Износ установочных элементов приближенно можно опреде-
лять по формулам [16]:
для опор с малой поверхностью контакта
и = Р!^; (3.26)
для опор с развитой поверхностью контакта
и = М, (3.27)
где и —размерный износ опоры, мкм; 02 — постоянные, зави-
сящие от вида установочных элементов и условий контакта (вы-
бираются по табл. 3.2 [9, 16]); N — количество контактов заготов-
ки с опорой (установок в приспособление, снятий с него) в год.
108
Табл. 3.2. Значения коэффициентов рх и р2 для различных установочных элементов
Установочные”элемен-:| ты Материал установочных элементов
стали 20, 20Х, 45 углеродистые стали У8А и другие хромовое покры- тие твердые сплавы и твердосплавные наплав- ления
Коэффициент Pi
Точечные опоры с головкой: сферической рифленой плоской Призмы (при уста- новке заготовок об- работанными база- 0,5.. 0,6.. 0,4.. 0,3.. .2 .2,5 .0,8 .0,8 0,4...1,8 0,25...0,7 0,2...0,8 0,12...0,32 0,06...0,25 0,035...0,095
Пальцы ромбиче- ские (срезанные) 0,2.. .0,6 0,15...0,5 0,08...0,24 0,025...0,07
Коэффициент р2
Пластины опорные Пальцы цилиндри- ческие 0,002.. 0,001.. .0,004 .0,002 0,0015...0,0035 0,0008...0,0018 0,0008...0,0016 0,0004...0,0008 0,00025...0,00045 0,00012..,0,00023
Примечание. Большие
ных элементов по нагрузке,
товки.
значения рх и р2 принимаются для более тяжелых условий работы установоч-
пути сдвига, времени неподвижного контакта и абразивному действию заго-
Допустим, заготовка в виде плиты устанавливается обработанной стороной
на опорные, пластины из стали У8 в приспособление и обрабатывается с проти-
воположной стороны в размер по высоте. Объем выпуска деталей 6000 штук в
год; заготовка устанавливается в приспособление и снимается с него один раз,
т. е. Д/ = 6000. По табл. 3.2 выбирается р2=0,003. Затем по формуле (3 27)
определяется износ (0,003.6000 = 24 мкм=0,024 мм). Полученное значение
может быть принято за погрешность от изнашивания установочных элементов
либо полностью (в случае большого допуска выполняемого при обработке
размера), либо частично (в случае жесткого допуска). Если в расчете приспо-
собления на точность будет принято еи = ц=0,024 мм, то в ТУ эксплуатации
приспособления следует вписать пункт об обязательной проверке приспособле-
ния на точность и замене или ремонте установочных элементов после года
работы. В случае, если 8и = и/п, в ТУ нужно указать пункт о проверке на
точность и замене (ремонте) установочных элементов через 1/п года. Например,
8и = и/п=0,024/4=0,006 мм. Тогда в ТУ нужно вписать время работы приспо-
собления до контроля и ремонта 0,25 года, или 3 мес.
При малом износе приспособления и нежестких по допускам
выполняемых размерах заготовки значение 8И может принимать-
ся больше значения и, т. е. 8И = и/г. Ресурс работы приспособле-
ния до контроля и ремонта в этом случае возрастает до п лет.
Допуски на износ направляющих элементов приспособлений
принимаются из следующих соображений. Предельным износом
считается * нижнее допустимое отклонение диаметра просверли-
ваемого отверстия. При сверлении отверстий под крепежные
винты, болты и заклепки допустимый износ кондукторных вту-
лок может быть увеличен без ощутимого влияния на точность
собираемых изделий. На ряде предприятий допуски на износ
для этих случаев 0,2...0,3 мм. Допуски изготовления и на износ
кондукторных втулок при сверлении отверстий по 11-му квали-
тету точности приведены в табл. 3.3 [9, 16].
Принятое значение допустимого износа кондукторных вту-
лок следует считать погрешностью от изнашивания 8И направля-
ющих элементов при расчете кондукторов на точность. Погреш-
ность от изнашивания 8И кондукторных втулок необходимо
учитывать при определении максимальных зазоров между
инструментом и направляющими элементами приспособления.
При определении срока контрольных проверок кондукторов
нужно руководствоваться следующими данными. Ориентировоч,-
ный срок службы кондукторных втулок 10... 15 тыс. сверлений
Табл. 3.3. Допуски изготовления и на износ кондукторных втулок
по внутренней рабочей поверхности, мкм
Допуск Номинальный диаметр сверла, мм
1. ..3 3...6 6...10 I 10...181 18...30 30...50 50...80
Изготовления 14 17 20 24 30 35 40
На износ 10 15 20 25 30 35 40
Примечание. При сверлении отверстий по 12... 14-му квалитетам
точности приведенные в табл. 3.3 допуски на износ могут быть увеличены
на 50...200 %.
ПО
при длине отверстий, не превышающей их диаметр. Средняя ин-
тенсивность их изнашивания при сверлении отверстий диамет-
ром 10...20 мм на 10 м пути составляет (мкм): при обработке
серого чугуна — 3...5; стали — 4...6; алюминиевых сплавов —
1...2. При армировании нижней части втулок вставками или в
случае их изготовления из твердого сплава износостойкость по-
вышается в 5...8 раз. По этим данным сравнительно точно можно
определить количество сверлений через кондукторную втулку по
допустимому износу. По известному количеству обрабатывае-
мых заготовок (годовому объему выпуска деталей) можно опре-
делять сроки эксплуатации кондукторов до контрольных прове-
рок.
В ТУ эксплуатации приспособления следует предусматри-
вать пункт о сроках проверок на точность и замене кондуктор-
ных втулок при их предельном изнашивании.
Последним расчетным фактором при расчете приспособле-
ния на точность является экономическая точность обработки со,
которую, исходя из экономически оправданной точности для
принятого метода обработки, можно определять по табл. П5—
П20 [9, 14].
3.5. ПРИМЕРЫ РАСЧЕТОВ ПРИСПОСОБЛЕНИЙ НА ТОЧНОСТЬ
Заготовка (рис. 3.126) обрабатывается по поверхностям И, Л, М, Н в
приспособлении (рис. 3.12а) на горизонтально-фрезерном станке. Обработка
ведется набором фрез на настроенном станке способом автоматического полу-
чения заданных размеров. Заготовка 3 устанавливается плоскостями Г и Б на
опорные пластины 2 и 4, размещенные на корпусе 1 приспособления. Ориента-
ция приспособления на столе станка относительно Т-образных пазов осущест-
вляется посредством направляющих шпонок 5. При фрезеровании набором
фрез размеры 10+0’03 и 18+0’05 выдерживаются за счет размеров и настройки
инструментов, а размеры 20_c,i4 и 8-э,2— за счет установки в приспособление.
В первую очередь определяются и обосновываются параметры для расчета
приспособления на точность при выполнении размеров заготовки 20-о,и и
8-0,2- Для обеспечения при обработке параллельности базовых горизонтальных
плоскостей Л, Н и боковой плоскости И относительно базовых плоскостей Б
и Г заготовки в пределах заданных допусков размеров в качестве расчетных
параметров следует принять: отклонение от параллельности рабочей (устано-
вочной) плоскости Б опорных пластин 2 относительно установочной поверхно-
сти А корпуса 1 приспособления; отклонение от параллельности боковой уста-
новочной плоскости Г опорной пластины 4 относительно боковой поверхности
В направляющих шпонок 5 приспособления. Эти параметры оказывают опре-
деляющее влияние на отклонение от параллельности плоскостей и выполнение
размеров 20—0,14 11 8-0,2 заготовки. После обоснования и выбора параметров,
характеризующих точность приспособления, эта величина рассчитывается по
формуле (3.1) в приведенной ниже последовательности.
Расчет точности изготовления приспособления из условия обеспечения
размера заготовки 2O-o,i4.
1. Определяется погрешность базирования. 8б = 0, так как в данном случае
нет отклонения фактически достигнутого положения заготовки от требуемого.
2. Определяется погрешность закрепления. Для данного случая (заготовка
со шлифованной поверхностью Б с поперечными размерами 26X35 мм, зажим
ее в приспособлении осуществляется винтовым устройством) 83 = 0,05 мм
(из табл. П4).
111
Рис. 3.12. Схема приспособления (а) для фрезерования заготовки (б) на горизонтально-фрезерном станке
3. Определяется погрешность установки приспособления на станке. 8у = 0,
так как осуществляется надежный контакт установочной плоскости приспособ-
ления А с плоскостью стола станка.
4. Выявляется погрешность от перекоса (смещения) инструмента. еп = 0,
так как в приспособлении отсутствуют направляющие элементы.
5. Определяется погрешность от изнашивания установочных элементов.
Изнашивание опорных пластин можно определить по формуле (3.27). В данных
условиях (опорные пластины из стали У8А, заготовки устанавливаются сверху
с некоторым последующим смещением по опорам 2 до соприкосновения с опо-
рой 4, базовая поверхность заготовки шлифованная, т. е. условия работы лег-
кие) постоянную р2 можно принять равной 0,002; количество контактов (одна
установка-снятие на каждую заготовку) А=5000 в год.
После подстановки в формулу (3.27) выявленных значений определяем:
и = р2А=0,002-5000= 10 мкм = 0,01 мм.
Погрешность от изнашивания установочных элементов еи можно принять
равной и, т. е. еи = и = 0,01 мм. При этом в ТУ на эксплуатацию приспособления
следует указать, что проверку приспособления и ремонт (замену) установочных
элементов необходимо производить после года работы приспособления (один
раз в год).
6. Определяется экономическая точность обработки. Для принятых условий
(заготовка из стали, фрезерование отделочное, размер 20 мм, точность бг=
= 0,14 мм) по табл. П7 находится точность (11-й квалитет), при этом
со = 0,140 мм.
7. Принимаются значения £т, &т1 и £т2. Значение &т1 можно не учиты-
вать, так как 8б = 0; kT = 1,2; &т2 = 0,6; уточняется допуск на обработку.
В данном случае — 0,140 мм. После подстановки значений величин в фор-
мулу (3.1) выявляется погрешность изготовления (точность в сборе) приспособ-
ления епр1 для обеспечения размера заготовки 20_0>14 и отклонения от па-
раллельности поверхностей Н и Л относительно поверхности Б заготовки.
8пР1 = б1 - *т (Ч8б)2 + ез+8у + 8п+8и + (^т2“)2 =
=.0,140 — 1,2 V О2 + 0,052 + О2 + О2 + 0,012 + (0,6 • 0,140)2 = 0,021 мм.
Таким образом, на длине детали 35 мм 8npi = 0,021 мм. Для указания от-
клонения от параллельности поверхности Б установочных элементов 2
(рис. 3.12а) относительно установочной поверхности А корпуса 1 в ТУ на из-
готовление приспособления целесообразно привести отклонение от параллель-
ности к округленному значению (например, 50 или 100 мм). Тогда отклонение
от параллельности поверхностей Б и А на длине 100 мм будет иметь значение
0,06/100 мм.
8. По полученному допуску параллельности поверхности А относительно
поверхности Б приспособления в сборе следует определить допуски составляю-
щих звеньев размерной цепи, т. е. корпуса 1 и опорных пластин 2 по размерам
соответственно а и Ь. Они определяются решением прямой задачи при расчете
размерной цепи.
Задача. Рассчитать и установить допуски относительных поворотов поверх-
ностей (В и Д) детали 2 и (Д и А) детали 1 с целью обеспечения требуемой
параллельности рабочей поверхности Б и опорной поверхности А приспособ-
ления.
Поскольку допуски поворота поверхностей задаются линейными величи-
нами, отнесенными к соответствующей длине, расчет можно вести по методике
и формулам для расчета линейных размерных цепей. Следует условиться, что
повороты одних плоскостей деталей приспособления относительно других на-
правлены в одну сторону.
Замыкающим звеном размерной цепи является отклонение от параллель-
ности уд. Из расчета точности изготовления приспособления следует, что
минимальное отклонение от параллельности 0, максимальное — 0,06/100 мм.
8 В А Горохов
113
Следовательно, поле допуска параллельности 6у* = 0,06 — 0 = 0,06/100'мм
а координата середины поля допуска ДОу = 0,06/2 = +0,03/100 м.
А
Уравнение (3.3) размерной цепи, определяющей отклонения (согласно
рис. 3.12(7), уд=у1+у2.
Задача решается методом полной взаимозаменяемости. При этом должно
т—1
соблюдаться условие: ~ (£у. для Данн°го случая равно +1).
По табл. П17 экономической точности обработки устанавливаются до-
пуски 6Yi = 0,02/100 мм, 6?2 = 0,04/100 мм.
Принимается координата середины поля допуска: Д^ —0,01/100 мм. Ко-
ордината середины поля допуска второго звена определяется из уравнения
п у т—1 ,
д0т= 2+oy.— 2 A0v.~A0v + до7г- Отсюда До
A Z=1 i Ч Ч Г2
= 0,02/100 мм.
Правильность назначения допусков можно проверить
и (3.10), представив значения ДПм и 6„ соответственно
уд Y д
установленные при расчете допусков: Дв<у = Д(
— (0,02 +0,04)/2 = 0; A = AOv + 6V /2 = 0,01~+ 0,02 + (0,02 + 0,04)/2=
НуД1 уд уд/
= 0,06/100 мм.
2 А0у.~ А0у.+ Л0у2’
п+1 * t
= 0,03 — 0,01 =
по формулам (3.9)
через и 6Y ,
-6^/2 = 0,01+0,02-
Сопоставление с условиями задачи показывает, что допуски выбраны пра-
вильно (6i = 0,02/100 мм; 6г=0,04/100 мм).
Расчет точности изготовления приспособления из условия обеспечения
размера заготовки 8-о,г-
1. Погрешность базирования Еб = 0, так как отсутствует отклонение фак-
тически достигнутого положения заготовки от требуемого.
2. Погрешность закрепления е3 = 0,05 мм (из табл. П4).
3. Погрешность установки приспособления на станке еу можно определить
по формуле (3.22). При этом принимается: длина обрабатываемой поверхно-
сти т = 35 мм; наибольший зазор между направляющими шпонками приспособ-
ления и Т-образным пазом станка (посадка определяется размерами паза и
шпонки; размер паза 12+0’035, шпонки— 12-о,оз5) $ = 0,07 мм, расстояние между
шпонками /=105 м^ (см. рис. 3.12а). После подстановки значений в формулу
(3.22) определяется 8У: ey=/rcs/Z=35-0,07/105=0,023 мм.
4. Погрешность от перекоса (смещения) инструмента еп = 0, так как в
приспособлении отсутствуют направляющие элементы.
5. Погрешность от изнашивания еи = 0,01 мм (значение то же, что и при
расчете точности изготовления приспособления для обеспечения размера заго-
товки 2О-о,14)-
6. Экономическая точность обработки для данных условий (фрезерование
паза дисковой фрезой, выдерживаемый размер выступа по ширине 8 мм, точ-
ность выступа— 13-й квалитет) по табл. П10 со = 0,2 мм.
7. Принимается &т = 1,2; £Т2=0,6; допуск на обработку выступа по ширине
62=0,2 мм.
8. После подстановки значений величин в формулу (3.1) определяется
погрешность (точность) изготовления приспособления 8прг из условий обес-
печения размера заготовки 8__0 2.
Полученное значение погрешности изготовления приспособления для
обеспечения размера заготовки 8_0>2 епр2 = 0,041 мм также соответствует
длине поверхности Н (35 мм), т. е. отклонение от параллельности поверх-
114
ностей Г и В приспособления в сборе должно быть в пределах 0,041 мм на
длине 35 мм. В ТУ на изготовление приспособления можно привести откло-
нение от параллельности к длине 100 мм, тогда допуск параллельности
можно принять 0,12/100 мм.
9. Допуски составляющих звеньев в данном примере также определяются
решением размерной цепи методом полной взаимозаменяемости.
Задача. Определить допуски относительных поворотов поверхностей (осей)
деталей приспособления с целью обеспечения требуемой параллельности по-
верхности Г опорной пластины 4 поверхности В направляющих шпонок 5.
Принимается наиболее неблагоприятный случай — поворот поверхностей
(осей) вдоль пластины 4 и шпонок 5 по часовой стрелке (при виде сверху).
Задачу можно решить расчетом угловой размерной цепи р (см. рис. 3.12а) по
формулам расчета линейных допусков.
Из расчета приспособления на точность следует, что минимальное от-
клонение от параллельности — 0, максимальное — 0,12/100 мм. Следователь-
но, = 0,12 — 0 = 0,12/100 мм, а координата середины поля допуска
До£ = -j-0,06/100 мм. «
Уравнение размерной цепи Рд = Р1 + Р2+Рз- Здесь Рд—поворот поверхности
Г пластины 4 относительно поверхности В шпонки 5 приспособления; Pi —
поворот поверхности Г относительно поверхности Ж пластины 4\ р2— поворот
поверхности Ж относительно оси шпоночного паза (при виде сверху вдоль
паза) корпуса /; Рз — поворот поверхности В относительно оси направляющей
части шпонки 5.
С учетом сложности достижения требуемой точности составляющих звень-
ев и в соответствии с экономической точностью обработки (табл. ШО) мож-
но установить допуск параллельности поверхности Г относительно поверх-
ности Ж детали 4 6Yi = 0,02/100 мм, допуск параллельности поверхности Ж оси
паза (вдоль приспособления) детали 1 6^ = 0,07/100 мм, допуск параллель-
ности боковой поверхности В шпонки 5 оси направляющей части, входящей
в паз корпуса /, 6^ = 0,03/100 мм. Принимаются координаты середин полей
допусков всех составляющих звеньев, кроме одного: Дд^ = 4-0,01/100 мм;
Д0р2 = 4-0,035/100 мм.
Координата середины поля допуска Д доопределяется из уравнения
п г т—\ ,
Д0₽д = _2 Дор£- — 2 Д0р/ = Д0₽! + дор2 + до₽3-
Отсюда Дорз = ДОрд — Д0о — ДОрз — 0,06 — 0,01 —0,035 = 0,015/100 мм.
Правильность назначения допусков проверяется по формулам (3.9) и (3.10):
Днрд = А013д — брд/2 = 0,01 + 0,035 + °»015 — (0,02 + 0,07 + 0,03)/2' = 0;
АвЗд = АО0д + б0д/2 = °’01 + О»035 + °,015 + (0,02 + °*07 + 0,03)/2 =
= 0,12/100 мм.
Таким образом, допуски размеров деталей установлены верно. Теперь до-
пуски параллельности можно привести к длине каждой детали.
4. РАСЧЕТ СИЛ ЗАЖИМА, ЗАЖИМНЫХ УСТРОЙСТВ
И ПРИВОДОВ
4.1. ОБЩИЕ ПРИНЦИПЫ РАСЧЕТА ЗАЖИМНЫХ СИЛ И ОПРЕДЕЛЕНИЕ
РАСЧЕТНЫХ ФАКТОРОВ
На заготовку при обработке в приспособлении действуют си-
лы обработки, объемные силы (вес заготовки, центробежные и
инерционные силы), силы случайного и второстепенного харак-
тера, а также силы зажима и реакций элементов приспособле-
ния. При этом заготовка должна находиться в равновесии. Все
перечисленные выше силы — величины векторные, имеющие
каждая свое направление и значение. Поэтому желателен сило-
вой расчет приспособления путем решения задач пространст-
венного характера. Однако с целью его ускорения и упрощения
можно рассматривать условия равновесия в наиболее опасных
направлениях в одной или нескольких плоскостях. Осуществле-
ние этого принципа позволяет сократить сроки проектирования
приспособлений и снизить их себестоимость при сохранении до-
статочных для практики точности силовых расчетов и качества
приспособлений.
Потребность в зажимных устройствах исключается в случа-
ях, когда: I) силы обработки весьма малы по сравнению с весом
заготовок и силами трения; 2) силы обработки (сборки) по на-
правлению таковы, что не могут нарушить положение заготовки,
обусловленное базированием.
Выполнение требований, предъявляемых к зажимным уст-
ройствам, связано с правильным определением значений, на-
правления и мест приложения сил зажима. Анализ зажимов и
приводов приспособления предполагает выявление их устройст-
ва, принципа действия, расчетных размеров (плеч рычагов; рас-
стояний от места приложения сил до опор; направлений дейст-
вия сил резания, зажимных, трения, реакций опор; диаметров
цилиндров и штоков пневмо- и гидроприводов; углов клиновых
устройств), а также групп, к которым относятся рассматривае-
мые зажимы.
При определении потребных сил зажима в случаях, когда
силы обработки совпадают с ними по направлению, иногда необ-
ходимо учитывать упругие характеристики зажимных устройств.
В этом плане применяемые в приспособлениях зажимные уст-
ройства подразделяются на две основные группы.
К первой группе относятся устройства, упругие отжимы кото-
рых прямо пропорциональны приложенным к ним силам (см.
рис. 1.15, 1.27, 3.3 и др.). Эти устройства имеют в своем составе
116
механизмы самотормозящегося типа (винтовые, клиновые безро-
ликовые и эксцентриковые элементарные зажимы), привод их
может быть ручным и механизированным. В случае приложения
к зажимным элементам дополнительных сил их упругие отжимы
будут изменяться по линейному (или близкому к нему) закону в
направлении прикладываемых сил и пропорционально их изме-
нению.
К устройствам второй группы относятся пневматические,
гидравлические и пневмогидравлические механизмы прямого
действия (см. рис. 1.25, 1.30, 1.31, 1.32). При приложении к за-
жимному элементу таких устройств (например, штоку гидроци-
линдра) нарастающей силы перемещения штока в начальный
период не будет. Шток сразу получает большое перемещение, ко-
гда приложенная к нему сила превысит противодействующую,
создаваемую давлением жидкости на поршень гидроцилиндра
(нарушение контакта базовых поверхностей с опорами, наруше-
ние положения и зажима заготовки). При использовании уст-
ройств этого типа с промежуточными звеньями без самотормо-
жения отжим зажимного элемента в первый период протекает
по линейному закону за счет упругих деформаций звеньев, за-
тем, при возрастании силы до определенного значения, элемент
может резко переместиться.
Расчет сил зажима сводится, как правило, к решению задач
статического равновесия заготовки, находящейся в приспособ-
лении, под действием приложенных к ней сил и моментов.
В прямоугольной системе координат OXYZ заготовка может
сдвигаться в плоскостях XOY, YOZ, XOZ и поворачиваться отно-
сительно осей OX, OY и OZ (см. рис. 2.5 6). Условие простран-
ственного равновесия заготовки в приспособлении можно опи-
сать шестью уравнениями статики: .
РактХ ~ S FпротХ» k S РактУ — РпротУ^ 2 Р3KTZ — 2 PnpoTZ,
А1актХ — S А1протХ> k S А1актУ — S А/протК»
ZB AfaKTZ — 2 AfnpoTZ’
где k — коэффициент запаса; ЗРакт, 2Л4аКт — суммы активных
сил и моментов, стремящихся сдвинуть заготовку в соответст-
вующих плоскостях и повернуть ее относительно соответству-
ющих осей координат приспособления; 2РПрот, 2А4Прот — суммы
сил и моментов, противодействующих сдвигу и повороту заго-
товки в приспособлениях.
Естественно, что наличие сил и моментов, противодейству-
ющих сдвигу и повороту заготовки при обработке в приспособ-
лении, является результатом действия прежде всего сил зажима,
значение которых определяется решением плоских задач из ус-
ловий равновесия заготовки в одном или нескольких направле-
ниях.
117
Табл. 4.1. Значения первичного коэффициента
Вид обработки Компонент си- лового воз- действия ki Примечание
Сверление Крутящий 1,2 Для сталей и чугунов
момент
Осевая си- 1,1
ла
Предварительное зенкерова- Крутящий 1,3 Для чугунов при из-
ние (по корке) момент носе инструмента по
Осевая си- 1,2 задней поверхности
ла 1,5 мм
Отделочное зенкерование Крутящий Для чугунов при
момент и износе инструмента
осевая сила 1,2 по задней поверхности
0,7...0,8 мм
Предварительное обтачива- Pz 1,0 Для сталей и чу-
ние и растачивание гунов
Ру 1,4 Для сталей
1,2 Для чугунов
Рх 1,6 Для сталей
1,2 Для чугунов
Отделочное обтачивание и PZ 1,0 Для сталей
растачивание 1,05 Для чугунов
Ру 1,4 Для чугунов
1,05 Для сталей
Рх 1,0 Для сталей
1,3 Для чугунов
Цилиндрическое предвари- Окружная 1,6...1,8 Для вязких сталей
тельное и отделочное фрезе- сила 1,2...1,4 Для твердых сталей
рование и чугунов
Торцовое предварительное и Тангенци- 1,6...1,8 Для вязких сталей
отделочное фрезерование альная сила 1,2...1,4 Для твердых сталей
и чугунов
Шлифование Окружная 1,1...1,2 Для всех материа-
сила лов
Протягивание Сила про- 1,5 При износе инст-
тягивания румента по задней по-
верхности до 0,5 мм
Расчет потребных зажимных сил при использовании зажимов
первой группы и в случае, когда часть сид обработки по
направлению совпадает с силами зажима, следует вести из усло-
вия равновесия заготовки при действии сил, стремящихся нару-
шить ее заданное положение (сместить ее), и сил, противодейст-
вующих сдвигу и возникающих в результате действия перерас-
пределенных реакций зажимных элементов и опор.
В результате расчета зажимных устройств определяются
размеры их элементов (плечи рычагов, диаметры резьб, разме-
ры эксцентриков и др.) и соотношение обеспечиваемых зажим-
ных сил и сил, действующих на механизм со стороны привода.
Такой расчет используется при конструировании новых приспо-
118
соблений. Он может носить проверочный характер, что имеет
место при анализе и расчете уже существующих приспособле-
ний или зажимных устройств.
Привод рассчитывается как с целью выявления его разме-
ров (длина приводных рукояток, диаметры пневмоцилиндров и
т.п.), так и с целью проверки соответствия уже имеющегося
привода заданным требованиям по развиваемой силе (момен-
ту) на штоке (на валу).-
Силы резания и их моменты определяются, исходя из усло-
вий обработки, по формулам теории резания металлов или по
таблицам справочных источников.
Для обеспечения надежности зажима силы (моменты) об-
работки увеличиваются на коэффициент запаса k, который
определяется в зависимости от условий обработки по приведен-
ным ниже данным. С помощью этого коэффициента учитывает-
ся изменение условий в процессе обработки: прогрессирующее
затупление инструмента и связанное с ним увеличение сил ре-
зания, неравномерность припусков, неоднородность свойств
обрабатываемого материала, изменение условий установки за-
готовок.
Коэффициент k является произведением семи первичных
коэффициентов [9, 11, 16]: k^k^k^k^k^.
Гарантированный коэффициент запаса Для всех случаев
равен 1,5. Значения ki— коэффициента, учитывающего возра-
стание сил обработки при затуплении инструмента, для различ-
ных материалов и условий обработки приведены в табл. 4.1
[9, 11, 16]. Неравномерность сил резания из-за непостоянства
снимаемого при обработке припуска отражается коэффициентом
k2 (для отделочной обработки &2 = 0; для черновой &2=1,2). Из-
менение сил обработки при прерывистом резании учитывается
коэффициентом k3 (при прерывистом точении и торцовом фре-
зеровании £3=1,2). Непостоянство развиваемых приводами сил
зажима отражает коэффициент /г4 (для ручных зажимов &4=1,3;
для пневматических, гидравлических, пневмогидравлических и
других механизированных зажимных устройств прямого дей-
ствия &4=1,0; для пневмокамер, мембранных патронов и других
устройств, развиваемые силы которых зависят от допусков раз-
меров заготовки в направлении зажима, £4=1,2). Непостоян-
ство развиваемых сил зажимных устройств с ручным приводом
учитывает коэффициент k$ (при удобном расположении рукоя-
ток и малом угле их отклонения — до 90° £5= 1,0; при неудобном
расположении рукояток и большом угле их отклонения — более
90° при зажиме заготовок £5=1,2). Неопределенность положе-
ния мест контакта заготовки с установочными элементами и из-
менение в связи с этим моментов трения, противодействующих
повороту заготовки на базовой плоскости, отражает коэффи-
циент kQ. Он учитывается только при установке заготовки на
плоскости и наличии моментов обработки, стремящихся повер-
119
путь заготовку на опорах (для опор с ограниченной поверхностью
контакта — точечных &6=1,0; для опорных пластин &6=1,5).
Можно пользоваться средним значением коэффициента запа-
са (fe=2...3). Однако предпочтительнее его рассчитывать, так
как при его занижении не обеспечивается надежный зажим за-
готовки, а при завышении — снижается качество обработки за
счет возможной порчи поверхностей и деформации заготовки,
увеличивается стоимость изготовления и эксплуатации приспо-
собления за счет увеличения его габаритов и массы, размеров
привода, расхода сжатого воздуха и т. д.
Жесткость системы зажимных элементов /1 может быть опре-
делена из следующего основного уравнения:
МА = VA + МА + МА + ••• + МА’
где /' — жесткость стыка заготовки с зажимным элементом,
Н/мм; /з’ •••» i'n — жесткости стыков и элементов приспо-
собления, через которые передается сила зажима, Н/мм.
Жесткость системы установочных элементов по нормали к
контактирующим поверхностям /2 можно найти по аналогичному
уравнению:
МА=МА+МА+МА+- + МА’
где ц — жесткость стыка заготовки с опорами приспособления,
Н/мм; /2, /3, /"— жесткости постоянных стыков приспособ-
ления и его элементов, через которые передается сила зажима
заготовки, Н/мм.
Величины /' и ц в случае необходимости можно определять
из условий контактной прочности. Остальные составляющие в
случае необходимости рассчитываются по формулам сопротив-
ления материалов.
Значения ц и /2 можно определять по приближенным фор-
мулам [16]: ]\ = (0,4...0,6)/'; /2 = (0,6...0,8)
Меньшие значения приведенных зависимостей относятся к
многозвенным нежестким системам. В большинстве случаев
72>/i- Соотношение между ними характеризуется выражением:
/2=(1,5...2,5)/1.
В формулах для расчета зажимных сил с учетом жесткости
систем установочных и зажимных элементов (расчет зажимов
первой группы) можно рекомендовать для использования сле-
дующие приближенные соотношения: /1/(/1 + /2) =0,3...0,4;
/2/(/1 +/2) = 0,6...0,7. Меньшие значения в первом соотношении и
большие во втором следует брать для зажимных систем пони-
женной жесткости.
Тангенциальная жесткость стыка заготовка — зажимной
элемент обычно в 3...4 раза ниже жесткости стыка заготовка —
опора. Она зависит от зазоров в сопряжениях зажимного ме-
120
Табл. 4.2. Коэффициент трения f между контактирующими
поверхностями заготовки и элементов приспособления
Состояние контактирующих поверхностей Среднее значение f
Базовые поверхности заготовки обработаны, установочные эле- 0,15
менты типа опорных пластин
Базовые поверхности заготовки не обработаны, установочные 0,25
элементы в виде точечных опор со сферической головкой
Базовые поверхности заготовки не обработаны; рабочие поверх-
ности установочных и зажимных элементов:
с кольцевыми канавками 0,35
с перпендикулярными канавками 0,55
с острыми рифлениями 0,85
ханизма и вылетов (консолей) зажимных элементов. Это сле-
дует учитывать в расчетах потребных сил зажима при возмож-
ности поворота заготовок вокруг оси. В случае, когда зажим-
ные элементы вообще не воспринимают тангенциальных сил,
расчет сил зажима нужно вести только с учетом сил и моментов
трения, возникающих в контактах заготовка — установочные
элементы приспособления.
В результате исследований [16] установлено, что при контакте
обработанных поверхностей заготовок с установочными и за-
жимными элементами коэффициент статического трения f мало
зависит от шероховатости поверхности заготовок, их материала,
давлений и наличия смазочно-охлаждающих жидкостей.
Для практических расчетов потребных сил зажима значения
коэффициента трения можно принимать по табл. 4.2 [23].
4.2. РАСЧЕТ ПОТРЕБНЫХ СИЛ ЗАЖИМА
Эффективность зажима в значительной степени зависит от
направления и места приложения силы. При выборе ее направ-
ления необходимо учитывать приведенные ниже правила.
I. Сила зажима должна быть направлена перпендикулярно
к плоскостям установочных элементов, чтобы обеспечить кон-
такт с опорами базовых поверхностей и исключить при зажиме
сдвиг заготовки.
2. При базировании заготовки по нескольким базовым пло-
ским поверхностям сила зажима должна быть направлена к
тому установочному элементу, с которым заготовка имеет наи-
большую площадь контакта.
3. Направления силы зажима и силы тяжести заготовки
должны совпадать (это облегчит работу зажимного устрой-
ства).
4. Направление силы зажима по возможности должно совпа-
дать с направлением силы обработки.
121
В практике редко можно выбрать направление силы зажима,
удовлетворяющее всем перечисленным правилам. Поэтому после
анализа имеющихся вариантов следует принять наиболее прием-
лемое (оптимальное) решение. Выбору рационального направ-
ления силы зажима способствует введение в силовую схему
закрепления заготовки упоров, которые воспринимают, действую-
щие на заготовку силы и способствуют уменьшению необходи-
мых сил зажима или изменению их направления. В одном слу-
Р и с. 4.1. Схема дейст-
вия сил обработки и за-
жима при установке за-
готовки на плоскости
чае с помощью упоров решается за-
дача обеспечения несдвигаемости
заготовки, когда на нее в процессе
обработки действуют параллельно
плоскости (поверхности) установоч-
ных элементов большие силы сдви-
га. В другом — установка упоров
позволяет обеспечить закрепление
заготовок, не имеющих поверхнос-
тей, способных воспринимать силы
зажима. Подобная ситуация в реаль-
ных производственных условиях со-
здается, когда по верхней плоскости
обрабатывается заготовка в виде
четырехгранной призмы. Зажать та-
кую заготовку сверху невозможно, так как нет места приложе-
ния силы (поверхность обрабатывается), сбоку — из-за отсутст-
вия силового замыкания. Установка упора позволяет осущест-
вить зажим заготовки по боковой поверхности.
При выборе места приложения сил зажима следует придер-
живаться приведенных ниже правил.
I. Сила зажима не должна приводить к опрокидыванию за-
готовки или ее сдвигу по установочным элементам. Для этого
необходимо, чтобы точка приложения силы зажима проецирова-
лась: а) на установочный элемент (как можно ближе к его цент-
ру) или в треугольник, образованный линиями, соединяющими
центры трех установочных элементов, расположенных в одной
плоскости (как можно ближе к центру или в центре тяжести тре-
угольника опор); б) на участок поверхности заготовки, парал-
лельной поверхности плоских установочных элементов, воспри-
нимающих силу зажима.
2. Действие сил зажима и вызываемых ими реакций опор не
должно приводить к созданию изгибающих моментов, которые
отрицательно сказываются на точности обработки нежестких
заготовок.
3. Точка приложения силы зажима должна быть как можно
ближе к месту обработки, особенно для нежестких заготовок.
Чем полнее будут выполнены перечисленные правила при
выборе точки приложения силы зажима, тем выше будут эф-
фективность зажима и точность обработки заготовки. Расчеты
122
осуществляются решением уравнений равновесия относительно
сил зажима.
Расчет потребной силы зажима W, когда сила обработки Pi
направлена против зажимного устройства, а Р2 стремится сдви-
нуть заготовку от установочного элемента 3 (рис. 4.1), осуще-
ствляется при следующих условиях (без учета веса заготовки).
Сила зажима W должна: а) обеспечивать надежный контакт за-
готовки с опорами Л 2; б) предупреждать сдвиг заготовки в на-
правлении действия силы Р2.
Ниже приводится расчет потребных зажимных сил в случае
использования в приспособлении зажимного устройства второй
группы. Для выполнения первого условия (а) уравнение равно-
весия принимает вид
k'Pi = Wf,
где k' — коэффициент запаса.
Для выполнения второго условия (б) должно быть справед-
ливым неравенство (без учета веса заготовки)
р2<Л+^=Г71+(^+Л)/2,
где Fi и F2— силы трения, создаваемые силами нормального
давления в контактах заготовки соответственно с зажимными и
установочными элементами; fi и f2 — коэффициенты трения
в этих же контактах.
Уравнение равновесия с учетом коэффициента запаса k" при-
мет вид
k-p2=W"fi-(W"-Pi)f2i
откуда
Г"=(^Р2+Л/2)/(Л+/2).
В качестве потребной силы зажима W принимается большее
из полученных значений W' и W".
При использовании в приспособлении зажимного устройства
первой группы действие силы Pi может привести к изменению
первоначальных реакций (от действия только силы зажима W)
зажимных и установочных элементов. Для первого условия (а)
уравнение равновесия примет вид
^PiU2/(ii+i2)]=w\
где /1 и /2 — жесткости систем соответственно зажимных и уста-
новочных элементов.
В случае, когда имеется зажимное устройство первой груп-
пы, для второго условия (б) потребную силу зажима следует
рассчитывать по реакциям зажимного Ri и установочных Т?2 эле-
ментов:
/?1 = ^,,+Р1[/1/(/1+/2)];
/?2=Г"^Р1[/2/(/1 + /2)].
Силы трения, препятствующие сдвигу заготовки, в данном
случае будут определяться из выражения
Fi + F2 = R ifi+R2f2.
123
Табл. 4.3. Уравнения равновесия и формулы для расчета зажимных сил, предупреждающих смещение
заготовок (без учета их веса)
Схема действия сил Назначение зажимного устрой- ства Виды обработки Группа зажим- ного уст- ройст- ва Условие равновесия Расчетная форму- ла
1 2 3 1 1 4 5 1
Предупреждение смещения заготовки при действии силы Р Обеспечение на- дежного контакта заготовки с устано- вочными элементами 1, 2 Обтачивание в центрах, протяги- вание, цекование бобышек, дорно- нование и др. То же 1, 2 2 1 W = 0 (при постоянном значении Р) W > 0 (при нестабильном значении Р. Например, при фрезеровании с целью ис- ключения зазоров в систе- ме, повышения ее жесткос- ти и устранения вибрации) kFCJl — W = 0 (при нали- чии случайных, второсте- пенных сдвигающих сил FCJI, направленных против зажима) kP — W = 0 /о д П 1 TV7 Л . 04 1 1 4 11 г ° Q I! II h -
I/3
Al / /\1
кг . — Vv == и /1 + /2 — КГ . /1 + h
/\2 Л 1 Г
1
2
3
Предупреждение
смещения заготовки
при действии сил об-
работки , стремя -
щихся сдвинуть за-
готовку на опорах
1, 2 от установочно-
го элемента 3
Маятниковое
фрезерование, фре-
зерование замкну-
тых контуров и
другие процессы
обработки с пе-
ременной по на-
правлению пода-
чей
сл
Предупреждение
сдвига заготовки на
опорах 1,2 в сто-
рону от установочно-
го элемента 3
Фрезерование
наружных боко-
вых поверхностей
и др.
Окончание табл. 4.$
4 I
5
6
1, 2 kP — Wfi — Wfi = 0 \V7 -
~ h + h
2 kPi-Wfl-(W + РМг=О 117
r~ l,+l.
1 hD 1 1V7 D h 1 f
2 — 1 IF . /1 \ /1 + /2/ w = (kPz+f^x
1 W7 1 D h « f П v i1 f p v
—- IF -f- . /2 — U \ /1 + /2/ хл+ь NP1X
X/ 1% ll/£ 1 £ \
X . Ц/1+/2) /1 + /2/1
Табл. 4.4. Уравнения равновесия и формулы для расчета зажимных сил, предупреждающих поворот заготовки
при действии момента сил обработки
Схема действия сил и моментов Характеристика установки и действую- щих силовых фак- торов Исходные усло- вия Группа зажим- ного уст- ройст- ва Уравнение равновесия (без учета веса заготов- ки) Расчетная форму- ла
1 2 3 4 1 5 6
Цилиндрическая заго-
товка радиусом г уста-
новлена в трехкулачковом
патроне и находится под
действием момента сил
обработки Мр и осевой
силы Р. Создаваемые си-
лами W и Р моменты тре-
ния Л1Тр1 (в контакте
кулачков с наружной ци-
линдрической поверх-
ностью заготовки) и AfTp2
(в контакте уступов ку-
лачков радиусом гСр с
торцовой поверхностью
заготовки) противодей-
ствуют повороту заго-
товки от Мр
Заготовка диаметром
D центрируется по вы-
точке и поджимается к
трем точечным опорам
двумя или несколькими
прихватами. При этом ре-
акции всех трех опор име-
ют одинаковое значение.
На заготовку действуют
момент сил обработки Мр
и осевая сила Р. Момен-
ты трения Л1Тр1 и МТр2
противодействуют пово-
роту заготовки. Я1, Яг-
реакции соответственно
зажимных и установоч-
ных элементов
Сила Р направле-
на в сторону пат-
рона, расчет ве-
дется из условия
действия Мр
Сила Р направ-
лена в сторону от
патрона и стре-
мится вытянуть
заготовку из ку-
лачков, расчет ве-
дется из условия
действия силы Р
Зажимное ' уст-
ройство достаточ-
ной жесткости в
тан генциальном
направлении и
воспринимает Afp
Зажимное уст-
ройство незначи-
тельной танген-
циальной жест-
кости и не вос-
принимает Alp
2
1
2
1
При Р < 3№7]
£Afp = AfTpi = 3Wz7i''
При Р > ЗГС"^
^Afp — Af jpj-f-Af тр2=
= (Р —
-3^71) f2rcp
kP == 3U7"f 1
W' =
3/jr
W' = (kMp -
^2rcp)/(3hr
— 3/1^2гср)
W" —
3fl
За потребную за-
жимную силу при-
нимается большее
значение из W' и W"
/гМр — AfTpj-f-AfTp2 —
=^Г1+^/2'-2+р/2''2
^Мр = Я17Г1 4-
+ р2^2г 2 —
''1+
fcMp = Мтр2 = (Г +
+ Р) f2r2
^Afp=AfTp2=^2f2r2==
-('"'Ah2
(kMp - Pf2 X
x r2)/(^lrl + f2r2)
W = (kMp + X
71
X -т-р:--hr2P X
/1+/2 2 2
XJ^)l(fl^+f2r2)
W feAfP~P^2
hr2
W=(kMp-f2r2PX
X Л+/2
1
2
___1_ ( D3 — d3 \
Гпр~ 3 \ D2 — d2 Л
где гпр — приведенный радиус кольцевой
поверхности
Заготовка центрирует-
ся по поверхности диа-
метром Dt; опирается на
кольцевую поверхность
диаметрами D и d; равно-
мерно поджимается к
кольцевой поверхности
силой W. На заготовку
действуют момент Мр и
осевая сила Р. Повороту
заготовки препятствуют
создаваемые силами W и
Р, моменты трения A4Tpi
(в плоскости контакта
зажимного элемента) и
ЛТТр2 (в плоскости кон-
такта установочного
элемента)
Цилиндрическая заго-
товка закреплена в приз-
ме с углом Ct и нахо-
дится под действием мо-
мента обработки Мр и
осевой силы Р. Создава-
емые силы и моменты
трения противодейству-
ют сдвигу вдоль оси и
повороту заготовки
R #2 2sin (OS/2)
Окончание табл. 4.4
3
4 I 5 I 6
Зажимное уст-
ройство обладает
достаточной жест-
костью в танген-
циальном направ-
лении и восприни-
мает момент Л1р
Зажимное уст-
ройство не обла-
дает достаточной
тангенциальной
жесткостью и не
воспринимает Мр
Зажимное уст-
ройство восприни-
мает как Р, так и
Мр. Расчет из
условия действия
Р
Расчет из усло-
вия действия мо-
мента Мр
2 kAtp — ^тр1 Ь-Л4Тр2
1 kMp — MTpi-T-MTp2 =
+ (,!'“p
2 kMp = MTp2 —
= (W + P) f2rnp
1 /гМр = MTp2 =
/ /2 \
1, 2
1, 2
feMp Р?2гпр
flr 1 + ?2гпр
«' = (Шр4-/]Г)Рх
x/W~-2rnp₽x
x /7&r)|(fir‘+
+ fernp)
W = (kMp - Pf2 X
x rnp)/(^2rnp)
W = (£Afp f2rnpP
x /W)l(f2rnp)
kP = W'fx +2 X
x 2 sin (a/2) =uz^i+
+ ^7np
/гМр — -^тр1 Ь^тр2 —
= W"fxr + VF?npr
гДе tap — приведен -
ный коэффициент тре-
ния,
^ПР = sin (a/2)
W" — --------.
' (fl + fnp)
За потребную силу
зажима принимается
большее значение из
W' и W"
Уравнение равновесия (с учетом коэффициента запаса) при-
мет вид
FP2 = Fx + F2 = (W" + P, —±—\ h + (w" - Л —h \ f
\ /1+/2 ) \ /1 + /2 )
откуда
W" = + f2P1—h—\l(fl + /2).
\ h+/2 /1 + /2 //
Из полученных значений W' и W" выбирается большее и при-
нимается за расчетную потребную зажимную силу W.
Рис 4.2. Схема действия сил обра-
ботки и зажимного устройства, пре-
пятствующего повороту заготовки на
базовой плоскости (а — вид сбоку,
б — вид сверху)
Рис. 4.3. Схема действия сил
обработки и зажимного устрой-
ства, противодействующего
опрокидыванию заготовки
Расчет потребных зажимных сил, предупреждающих посту-
пательное перемещение (смещение) заготовки при действии сил
обработки, для других случаев можно вести по уравнениям рав-
новесия и формулам, представленным в табл. 4.3.
В табл. 4.4 приведены варианты расчета потребных сил
в случаях, когда используются зажимные устройства, противо-
действующие повороту заготовок при действии моментов сил
обработки.
На рис. 4.2 показана схема действия сил обработки и зажим-
ного устройства, предотвращающего поворот заготовки на ба-
зовой плоскости относительно точки О (упора 4).
При действии момента Л4Р силы Р (плечо г) заготовка мо-
жет поворачиваться на базовой плоскости А. Противодействуют
ее повороту силы трения F (в контакте зажимного элемента
с заготовкой); Fb F2 и F3 ( в контактах установочных элемен-
128
тов с заготовкой), которые создают моменты трения AfTp, AfTpi,
;ИТр2 и Л1Трз. Силы трения возникают от сил зажима W (без уче-
та веса заготовки).
Уравнение равновесия в данном случае можно записать так:
#Мр = kPr = Л4Тр + ^тр1 4“ AfTp2 Мтрз = + W$2 (#г 1 + Ьг2 + СГ3) ,
где a, Ь, с — коэффициенты, показывающие части (доли)
силы W, соответствующие реакциям /?ь /?2 и /?3 опор Л 2 и 3.
Сумма коэффициентов а, Ь, с равна 1. При расположении
точки приложения силы W в центре тяжести треугольника опор
01 коэффициенты а = & = с=1/3, а реакции опор =/?2 = /?3=
Из уравнения равновесия W = kPr/[flrQ = f2(arl^rbr2 + cr3)].
Следует рассмотреть также случай, когда силы обработки
создают опрокидывающие моменты, а зажимные устройства
противодействуют опрокидыванию заготовок в приспособлениях
(рис. 4.3). Сила обработки Р на плече I создает относительно
точки О опрокидывающий момент Af, сила зажима W на плече
/1 — противодействующий опрокидыванию заготовки момент
Мпр. Подобная схема применяется при обработке заготовок
(фрезерование пазов, протягивание и т. п.) в тисках. Располо-
жение точки приложения силы W ниже центра опорной пласти-
ны 3 обеспечивает также надежный контакт заготовки с опора-
ми 1 и 2. Условие равновесия в данном случае выражается
уравнением (без учета возникающих на опорах 1, 2 сил трения)
kM = kPl=Wlx, откуда W=kPlllx.
43. РАСЧЕТ ЗАЖИМНЫХ УСТРОЙСТВ
Зажимные устройства приспособлений разделяются на про-
стые . (элементарные) и сложные (комбинированные), состоя-
щие из нескольких простых. Простые зажимные устройства
представляют собой элементарные механизмы (винтовые, кли-
новые, рычажные, эксцентриковые и т. п.), сложные состоят из
комбинации простых, соединенных в определенном порядке.
Любое зажимное устройство приспособления включает в себя
ведущее звено, на которое действует исходная (приводная) си-
ла, и ведомые звенья (зажимные элементы) в виде кулачков,
прихватов, непосредственно зажимающие заготовки. В зависи-
мости от числа ведомых звеньев зажимные устройства под-
разделяются на одно- и многозвенные. Многозвенные устрой-
ства закрепляют одновременно одну заготовку в нескольких
местах или несколько заготовок в многоместном приспособ-
лении.
В зависимости от источника привода зажимные устройства
подразделяются на ручные, механизированные и автоматизиро-
ванные. Ручные устройства приводятся в действие рабочим,
механизированные работают от пневматических, гидравлических
И других приводов, но управляются (включение, выключение)
9. В. А Горохов
129
рабочим, автоматизированные приводятся в действие и управ-
ляются без участия рабочего.
При проектировании приспособлений необходимо по най-
денной из ТУ зажимной силе W определить основные размеры
зажимного устройства и исходную силу (момент) для приведе-
ния устройства в действие. Эти задачи решаются с помощью
расчетов элементарных зажимных устройств [2, 4—7, 11, 16,
23—25].
Рис. 4.4. Винтовые зажимные устройства:
а — ныктлпсМ. винт со сферическим торцом 1 и рукояткой 2; б — нажимной винт с плос-
ким торцом 1 и рукояткой 2; в — нажимной винт с башмаком (бугелем) 1 и рукоят-
кой 2; г — нажимная гайка 1 круглой формы с рукояткой 2; д — нажимная гайка 1
шестигранной формы с ключом 2
Винтовые зажимные устройства (рис. 4.4)
применяются в приспособлениях с ручным закреплением заго-
товок, в механизированных приспособлениях и на автоматиче-
ских линиях в приспособлениях-спутниках. Они просты и надеж-
ны в работе.
Расчет винтовых зажимных устройств проводится в следую-
щей последовательности.
130
Определяется номинальный (наружный) диаметр резьбы
винта d (см. рис. 4.4) по формуле
d =
где Q — коэффициент, для основной метрической резьбы С=1,4;
W— потребная сила зажима, Н; [о] — допускаемое напряжение
растяжения (сжатия), для винтов из стали 45 с учетом износа
резьбы можно принимать [о] = 80... 100 МПа.
Полученное значение d округляется до ближайшего больше-
го стандартного значения. Обычно в приспособлениях применя-
ются резьбы от Мб до М48.
Далее определяется момент М, который нужно развить на
винте (гайке) для обеспечения заданной зажимной силы W:
Л4 = (а + ф) + МТр,
где гСр — средний радиус резьбы (можно принимать rCp = 0,45d);
а — угол подъема резьбы (для резьб от М8 до М52 а изменяет-
ся от 3° 10' до 1° 5Г); <р —угол трения в резьбе; Мтр— момент
трения на опорном торце гайки (рис. 4.4г, д) или в месте кон-
такта торца нажимного винта (рис. 4.4а, б, в): MTp=Wfrnp-, Гщ,—
приведенный радиус кольцевого торца, для гаек гПр=[(Д3—
— d3)/(D2—d2)]/3; D — наружный диаметр кольцевого торца
гайки.
При средних значениях а = 2° 30х; <р=10° 30х; D=l,7d; /=0,15
можно пользоваться приближенным расчетом М для гаек и звез-
дочек по формуле М = 0,2dW.
Момент открепления винтового зажимного устройства (при
Фх>а) Mx = rcpIFtg((px —а)+Мтр.
С учетом того что при откреплении преодолевается трение
покоя, <рх и fi (коэффициент трения в резьбе) следует брать на
30...50 % большими, чем в случае закрепления заготовки. С уче-
том указанного обстоятельства и после всех преобразований
можно получить приближенную формулу для момента откреп-
ления:
Л4х = 0,25<Ж.
При расчете винтовых устройств с использованием нажим-
ных винтов можно использовать приведенные ниже приближен-
ные формулы расчета момента закрепления:
для нажимных винтов, показанных на рис. 4.4а,
M~0,ldW;
для нажимных винтов с плоским торцом (рис. 4.46)
M=0,ldW+fWdi/3;
для нажимных винтов с башмаком (рис. 4.4в)
М= 0,ldIF+r/ctg(p/2) W
или (при р= 118° и /=0,16)
М = 0,1^(г/+г).
9*
131
Затем выявляется длина рукоятки (ключа) / по заданной си-
ле воздействия (при ручном зажиме РПр^150Н) из условия
равновесия гайки (винта): Р^1=М\ Отсюда /=7И7Лтр.
Если длина рукоятки известна, из условия равновесия нахо-
дится РПр, т. е. Рк&=М'11, и сравнивается с силой, прикладывае-
мой рабочим или развиваемой механическим приводом.
Клиновые зажимные устройства используют-
ся для непосредственного зажима заготовок (реже) и в слож-
Р и с. 4.5. Схема клиноплунжерного механизма (а) и планы сил, дейст-
вующих на клин (б) и плунжер (в)
ных зажимных системах (чаще). Эти устройства просты в изго-
товлении, компактны, позволяют изменять значение и
направление зажимных сил, могут обладать свойством самотор-
можения. Чаще всего клиновые зажимные устройства применя-
ются в виде клиноплунжерных механизмов с одноопорными
(консольными) и двухопорными плунжерами, без роликов и
с роликами; с односкосными и двухскосными клиньями с опорой
на поверхность корпуса и на ролики; с двусторонними и кру-
говыми (в виде конических поверхностей) клиньями, с двумя и
более консольными плунжерами с роликами и без роликов;
с другими схемами устройства.
Расчет клиновых устройств сводится к определению соотно-
шения сил привода РПр и зажима W. При известном значении
Рпр обеспечиваемая клиновым механизмом сила зажима (на
плунжере) W может определяться графически, аналитически и
расчетом по коэффициенту усиления (см. табл. П21).
На рис. 4.5а изображен безроликовый клиноплунжерный ме-
ханизм с односкосным клином 4, имеющим рабочую поверх-
ность (скос) под углом а и опирающимся на цилиндрическую
поверхность корпуса /, и одноопорным плунжером 3.
При графическом способе определения W по известной силе
Рпр используются векторные уравнения сил, действующих на
132
клин 4 и на плунжер 3. На клин 4, кроме силы РПр, действуют
реакции /?34 со стороны плунжера 3 и Ru со стороны корпуса 1
устройства, которые из-за возникающих сил трения отклонены
от нормального направления на углы трения <р2 и фЬ Эти углы
можно определить по коэффициентам трения, выявив значение
угла ф, соответствующее данному значению 1§ф. При равнове-
сии клина 4 и равенстве значений коэффициента трения на всех
контактирующих поверхностях
•Рпр + ^?34 + ^14 = 0.
В этом уравнении известны значение и направление силы
Рпр и направление сил /?34 и /?14. Поэтому оно может быть реше-
но графически построением плана сил (рис. 4.56). Если на пла-
не сила РПр отложена в определенном масштабе, то, умножив
длину отрезков ab и bh на этот масштаб, можно получить зна-
чения /?14 и /?34.
Теперь следует составить векторное уравнение сил для плун-
жера, непосредственно зажимающего заготовку 2 (плунжер или
толкатель клиноплунжерного механизма может действовать и на
какое-либо промежуточное звено комбинированного зажимного
устройства). На плунжер 3 действуют со стороны обрабатывае-
мой заготовки 2 реакция Т?23 (равная по значению искомой за-
жимной силе W), реакция /?4з со стороны клина 4 и реакция
7?1з со стороны корпуса 1. Уравнение имеет вид
^?23 + ^?43 + /?1з — 0-
В данном уравнении также два неизвестных: сила /?23=IF и
сила 7?1з. Значение силы /?4з берется из построенного ранее пла-
на сил, действующих на клин 4, так как она равна силе Т?34 и
направлена в противоположную сторону.
Сила /?4з откладывается от точки h' ( рис. 4.5в). Через концы
вектора силы /?4з проводятся линии, параллельные линиям дей-
ствия сил R23= W и /?1з. В результате получаются векторы иско-
мых сил в том масштабе, в котором отложен вектор силы /?43.
Так графическим путем можно найти силу W или решить обрат-
ную задачу — по известной силе W найти силу привода Рпр. Од-
нако графическое определение сил требует тщательных постро-
ений и определения направлений действия сил с высокой точ-
ностью.
Из силовых многоугольников легко определить соотношение
сил привода РПр и зажима W аналитически. Для односкосного
клина силу Рпр при заданной силе W и при передаче сил под
прямым углом можно найти по формуле
р = cos Фз sin [а ± (ф! + tp2)] ,
пр cos фх cos [а + (ф2 + фз)]
(знак плюс используется при закреплении заготовки, минус —
при откреплении).
133
Самоторможение клина будет обеспечиваться при условии
«<Ф1 + ф2- Если ф1 = ф2 = ф3 = ф, зависимость принимает вид
РПр= I^tg(a±2(p).
С помощью приведенной формулы легко выражается коэф-
фициент усиления ky (передаточное отношение сил):
£у= WArp = ^7[ g (а ± 2<р) ] = ctg (а ± 2<р).
Рис. 4.6. Рычажные зажимные устройства со схемами действия сил:
а — двухплечевой изогнутый рычаг; б — силовой многоугольник (план сил); в, г —
двухплечевые прямые рычаги
При известном коэффициенте ky можно сразу находить зна-
чения ’П/=йуРпр или P-ap=Wlky. Значения ky и кпд клиноплун-
жерных механизмов представлены в табл. П21.
Рычажные зажимные устройства (рис. 4.6)
чаще всего применяются в сложных зажимных системах. С по-
мощью рычагов можно изменять значение и направление дей-
ствия сил, а также закреплять заготовки в двух местах.
Расчет рычажных устройств сводится к выявлению соотно-
шения сил зажима W и привода РПр. Для двухплечевого изогну-
того рычага с учетом сил трения его можно найти из условия
(уравнения) равновесия — равенства нулю суммы моментов от-
носительно оси вращения О (рис. 4.6а):
Pnpli ~ Pnpf 1Л + + Wf2l2 + -РзР>
134
где /j, /2, l\, h — плечи действия сил W, РПр и сил трения Fi =
= PnPfv Fz = Wf2, мм; R3 — общая реакция оси (цапфы) рычага,
направленная из точки О пересечения равнодействующих Pi и
Р2 по касательной к окружности радиусом р и определяемая из
силового многоугольника (рис. 4.66); при равных углах трения
<р Р3 « У P2np + W2 ; при h <l2 R3& 0,96РПр + 0,4Г, при /1==
= /2 R3 » 1,41 Г; при А > l2 Rs ж 0,4Рпр + 0.961F, Н; р — ра-
диус круга трения в цапфе, р = f'r (здесь f — коэффициент
трения в цапфе; f = 0,18...0,20; г —радиус цапфы), мм.
После подстановки значений R3 в уравнение равновесия мож-
но получить формулы расчета РПр по известным значениям IF
для различных условий:
при Zi < /2
Рпр = W [(/2 + Ыг + 0,4р)/(А - У - 0,96р)J;
при 1\ = 4 = I
Рпр = W [(/ + /2/2-1,41р)/(/-Лб)];
при li > /2
Рпр = W [(/2 + f2/2 + 0,96p)/(Z! + А/; + о,4р)]•
Для двухплечевых прямых рычагов (рис. 4.6в, г) уравнение
равновесия будет таким же, как и в предыдущем случае. После
подстановки в уравнение значения R3 = (РПр + W) (l/cos<p) и ре-
шения его относительно РПр получим формулу расчета силы
привода по известной силе зажима W:
р = w /2 + //2 + Р/cos <р
П₽ /[ — — p/cos <р
Упрощенный расчет рычажных зажимных устройств (без
учета сил трения) можно вести из условия равновесия рычагов
при действии создаваемых силами РПр и W моментов относи-
тельно осей вращения. Для зажимных устройств, представлен-
ных на рис. 4.6, условие равновесия без учета сил трения выра-
зится равенством
РпР/1 = И7/2,
отсюда
Pnp=W,.
Коэффициент усиления &y=IF/.Pnp=/i//2.
Эксцентриковые зажимные устройства
используются в сложных зажимных системах и приспособлени-
ях тискового типа. Могут применяться и для непосредственного
зажима заготовок. Эксцентрики могут быть с цилиндрической
(круглые) и криволинейной рабочими поверхностями. Наиболь-
шее распространение из-за простоты изготовления получили
круглые эксцентрики в виде дисков. Исходными данными для
135
определения основных размеров эксцентриков являются: допуск
6 размера заготовки от ее установочной базы до места при-
ложения зажимной силы; угол аэ поворота эксцентрика от нуле-
вого (начального) положения; сила W зажима заготовки. Ос-
новными конструктивными параметрами эксцентриков являют-
ся: эксцентриситет е\ диаметр d3 = 2r и ширина &э цапфы (оси);
наружный диаметр £)э = 2гэ; ширина рабочей части Вэ.
При отсутствии ограничения угла поворота эксцентрика его
эксцентриситет е определяется по выражению
„ 2^ = Si + б + S2 + 1У//1,
где Si — зазор, обеспечивающий свободную установку заготов-
ки под эксцентрик (обычно принимается Si = 0,2...0,4), мм; s2—
запас хода, учитывающий неточность изготовления и износ экс-
центрика и предотвращающий переход его через мертвую точ-
ку (обычно s2 = 0,4...0,6), мм; б — допуск размера заготовки, мм;
IF//1—запас хода эксцентрика для компенсации упругих отжа-
тий зажимного устройства, мм; W— сила зажима, Н; ]\—жест-
кость системы зажима заготовки в приспособлении (обычно
/1 = 12000...13000), Н/мм.
С учетом средних значений Si и s2 выражение принимает
вид
е = 6/2+1^/(2/!) +Д0,3...0,5) мм.
Эксцентриситет е при ограничении угла‘поворота «э (значе-
ние аэ значительно меньше 180°) можно определять по формуле
$i -И $ -И W7/1
е ~ 1 — cos аэ
Радиус цапфы r=dQ!2 эксцентрика при заданной ширине &э
из условий работы на смятие
г=Г/(2Ьэ[асм]),
где W— сила зажима, Н; [аСм]— допускаемое напряжение смя-
тия, МПа (можно принимать [асм]= 15...40 МПа).
При Ьэ = 2r = d3 — г = /W(4[oc„]) •
Диаметр D3 эксцентрика определяется из условий самотор-
можения, для наилучшего обеспечения которого рекомендуется
выдерживать равенство D9/e=14 (условие самоторможения бу-
дет выполняться до значения этого отношения, равного 20). По-
этому диаметр эксцентрика при ориентировочных расчетах мож-
но принимать £>э= (14...20)е.
При более точных расчетах радиус эксцентрика гэ в услови-
ях обеспечения самоторможения механизма находят из рассмот-
рения действующих на эксцентрик сил (рис. 4.7). Из схемы
(рис. 4,7а) следует, что равнодействующая реакции заготовки
(равна силе зажима W7) и силы трения F в контакте эксцентри-
ка с заготовкой должна быть равна и противоположно направ-
лена реакции со стороны цапфы эксцентрика. Последняя долж-
136
на проходить по касательной к кругу трения радиусом р (р = г/),
здесь г — радиус цапфы, мм; — коэффициент ^трения покоя
в цапфе, для полусухих поверхностей / = 0,12...0,15; угол трения
покоя <р = 6...8°. Тогда (е—р)/гэ = sincp. Отсюда r0 = (е-р)simp.
При е=Ср
Гэ т!п = £ + Г + Д,
где Д — толщина перемычки (рис. 4.76).
Рис. 4.7. Схемы для расчета эксцентрикового устройства на самотормо-
жение (а) и силу привода на рукоятке эксцентрика (б)
Угол (см. рис. 4.7а), соответствующий наименее выгодным
условиям самоторможения, oq = 90° + <р.
Ширина Вэ рабочей части эксцентрика может определяться
из формулы
[а] = 0,565]/ wj +
где [о] — допускаемое напряжение в месте контакта эксцентри-
ка с заготовкой, для закаленных сталей [<д] = 800... 1200 МПа;
W — сила зажима, Н; Elt Е2 — модули упругости соответствен-
но материалов эксцентрика и соприкасающейся с ним детали
приспособления или заготовки (для сталей Е-2- 1О5...2,2х
Х105МПа); ц2— коэффициенты Пуассона соответственно
для материалов эксцентрика и контактирующего элемента (для
сталей ц = 0,25...0,3).
137
При£,1 = £,2 = ^ и ui = [12 = 0,25
[а] = 0,415 / Г£/(гэВэ) ,
откуда
&э=0,172Г£/(гэ[о]2).
Полученные расчетом размеры круглого эксцентрика [е, г,
Ьэ, гэ, Вэ] необходимо увязать с размерами по ГОСТ 9061—68.
В заключение необходимо установить зависимость между по-
требной силой зажима W и моментом на рукоятке эксцентрика
М=Рщ1 (см. рис. 4.76). Из условия равновесия механизма сле-
дует, что сумма моментов всех действующих сил относительно
оси поворота эксцентрика равна нулю, т. е.
Pupt—We sin a'— Wf (ra-|-ecos а') — P2p=0,
где а'=180°—а9; f — коэффициент трения в зоне контакта
эксцентрика и заготовки (другим элементом сложного зажим-
ного устройства приспособления).
Для получения упрощенного уравнения равновесия принима-
ется: r3f=r3ig cp — Tasin <р; sin a' + fcos a/«sin(a'+<p).
С учетом гэ= (e—p)/sin <p
Pupi— ^е[1 + sin (az+ <₽)]•
Полученная приближенная формула позволяет определять
значение.приводного момента М = Рпр1 с точностью до 10 %, что
вполне допустимо. При заданном I
р _ Fe[l+rsin(a' + q>)]l
ПР - I
По приведенному упрощенному уравнению можно опреде-
лять I при заданной РПр или развиваемую существующим
устройством силу W.
Центрирующие установочно-зажимные уст-
ройства выполняют одновременно функции установочных и
зажимных элементов. Поэтому установочные элементы таких
механизмов должны быть подвижными в направлении за-
жима, а для сохранения установочных свойств закон их относи-
тельного перемещения должен быть задан и реализован в кон-
струкции приспособления с достаточной точностью. К самоцен-
трирующим устройствам относятся патроны (трехкулачковые,
цанговые, клиноплунжерные, клиношариковые, мембранные,
упругие с гидропластмассой); тиски с реечнозубчатым или вин-
товым механизмами; оправки с различными разжимными эле-
ментами. В качестве установочно-зажимных элементов уст-
ройств используются кулачки, цанги, шарики, гофрированные
кольца, тонкостенные втулки, тарельчатые пружины и т. п.
В машиностроительном производстве наиболее часто исполь-
зуются трехкулачковые и цанговые патроны, различные оправ-
ки. Расчет трехкулачковых патронов в зависимости от конструк-
138
ции может сводиться к расчету одного или нескольких из рас-
смотренных выше механизмов.
Цангами называются разрезные пружинящие втулки, кото-
рые могут центрировать заготовки по внешним и внутренним
цилиндрическим поверхностям. На рис. 4.8а, б приведены кон-
струкции цанговых механизмов для центрирования заготовок
по наружной поверхности. Продольные прорези превращают
каждый лепесток цанги в консольно закрепленную балку, кото-
Р и с. 4.8. Цанговые механизмы:
а — с цангой, работающей при зажиме на растяжение; б — с цангой, работающей на
сжатие; в — разновидности цанг в зависимости от профиля зажимаемых заготовок; г —
расчетная схема
рая получает радиальные упругие перемещения при продольном
движении за счет взаимодействия конусов цанги и корпуса. Так
как радиальные перемещения всех лепестков цанги происходят
одновременно и с одинаковой скоростью, то механизм приобре-
тает свойство самоцентрирования. Число лепестков цанги зави-
сит от ее рабочего диаметра d и профиля заготовок (рис. 4.8в).
При й^ЗО мм цанга имеет три лепестка, при 30<d<80 мм —
четыре, при d^80 мм — шесть лепестков. Для сохранения рабо-
тоспособности цанги деформация ее лепестков не должна выхо-
дить за пределы упругой зоны. Это определяет повышенные
139
требования к точности выполнения диаметра базовой поверхно-
сти заготовки, который должен быть выполнен не грубее 9-го
квалитета точности.
Каждый лепесток цанги представляет собой односкосный
клин (рис. 4.8а, б, г). Поэтому для приближенного расчета силы
тяги (привода) РПр цанги можно пользоваться формулами для
расчета клина. Но рассчитанная таким образом сила тяги не бу-
дет полностью соответствовать фактически потребной силе РПр,
так как она должна затрачиваться и на деформацию лепестков
цанги на величину у, равную половине зазора между цангой и
заготовкой.
Силу тяги (привода) цанги Рпр при работе без упора можно
определять по формуле
£пр = (^+ W') tg (ос + (fl) ,
где W— потребная сила зажима заготовки, Н; W' — сила сжа-
тия лепестков цанги для выбора зазора между ее губками и за-
готовкой, Н; а — половина угла конуса цанги, град; q?i—угол
трения в стыке конических поверхностей цанги и корпуса,
град.
Силу W' можно найти из рассмотрения зависимости прогиба
консольно закрепленной балки (лепестка) с вылетом I (рис.
4.8г): у= IF73/(3£/). Тогда для всех лепестков
W'=n(3EIy/l3),
где Е — модуль упругости материала цанги (можно принимать
для стальных цанг £ = 2-1O5...2,2-105 МПа); I — момент инер-
ции сектора сечения (тонкого кольца) цанги в месте заделки ле-
пестка, мм4; у — стрела прогиба лепестка, мм: z/ = s/2 (здесь s —
радиальный зазор между цангой и заготовкой); п — число лепе-
стков цанги; I — длина' (вылет) лепестка цанги от места задел-
ки до середины конуса, мм.
Момент инерции сектора сечения лепестка цанги (рис. 4.8г)
определяется по формуле
т D3/i / . . 2sin2a1 \
I = — f ах + sin a, cos ---------- ,
8 \ /
где D — наружный диаметр поверхности лепестка в месте сече-
ния, мм; h — толщина стенки лепестка, мм; он— половина угла
сектора лепестка цанги, рад.
Если принять £ = 2,2-105 МПа и y^s/2, то расчет W' можно
вести по формулам:
для трехлепестковой цанги W' = 600 (sD3h!l3),
для четырехлепестковой цанги W' = 200(sD3h/l3).
При наличии осевого упора сила тяги (привода)
Рпр= (№+ W")[tg(a + <pi) +tg <Р2],
где <р2 — угол трения в контакте между цангой и заготовкой.
140
Табл. 4.5. Характеристики цанговых механизмов
Схема зажима Харак- терис- тика Половина угла конуса цанги а, град
2 5 1 | 10 15 25 1 35 40 45
Зажим без 7,23 5,23 3,53 2,63 1,67 1,16 0,97 0,82
осевого упора кпд 0,25 0,46 0,62 0,71 0,78 0,81 0,82 0,82
Зажим с осе- Zuy 4,20 3,44 2,61 2,08 1,49 1,03 0,89 0,75
вым упором кпд 0,15 0,31 0,46 0,56 0,65 0,72 0,73 0,75
Рассчитывать РПр можно по коэффициенту усиления, т. е.
Рпр=(Ц7+Г')^у,
где fey — коэффициент усиления (передаточное отношение сил:
fey= (W+W')/PUp), принимается по табл. 4.5.
4.4. ВЫБОР И РАСЧЕТ ПРИВОДОВ
Рассмотренные выше зажимные устройства могут приводить-
ся в действие рабочим. Но нужно стремиться к замене ручного
труда механизированным. Для этого в приспособлениях исполь-
зуются приводы, которые могут быть пневматическими, гидрав-
лическими, пневмогидравлическими, магнитными, электромеха-
ническими, центробежно-инерционными, от сил резания (энергия
привода главного движения станков), от движущихся элементов
станков. С применением механизированных приводов облегчает-
ся труд рабочих, создаются более стабильные по значению за-
жимные силы, обеспечивается возможность автоматизации про-
цессов обработки, повышаются быстродействие приспособлений
и производительность оборудования. Наиболее часто в приспо-
соблениях используются пневматические, гидравлические, пнев-
могидравлические, электромоторные приводы [2, 3, 5 — 7, 10, 14,
16, 24].
Пневматические приводы могут быть поршневы-
ми, диафрагменными, сильфонными и вакуумными. Поршневые
и диафрагменные пневмоприводы подразделяются: по схеме
действия — на односторонние и двусторонние; по методу компо-
новки с приспособлением — на прикрепленные, встроенные и
агрегатированные; по виду установки — на стационарные и вра-
щающиеся; по количеству приводных систем — на одинарные и
сдвоенные. В табл. 4.6 и 4.7 приведены параметры наиболее
часто используемых пневмоприводов.
Схемы поршневых (пневмоцилиндры), диафрагменных (пнев-
мокамеры) и сильфонных пневмоприводов показаны на рис. 4.9.
В пневмоцилиндрах применяются уплотнения. Они необходимы
в кольцевых зазорах между поршнем и цилиндром, штоком и
крышкой и в неподвижных соединениях, где возможна утечка
воздуха. В современных пневмоцилиндрах используются в основ-
141
Табл. 4.6. Параметры пневмоцилиндров
Параметр
________________Диаметр D цилиндров, мм
50 60 | 75 | 100 | 125 I 150 I 200 | 250 I 300
Толщина стенки ци-
линдра, мм:
чугунного
стального
Диаметр шпилек dlt
мм
Количество шпилек
Диаметр штока d,
мм
Диаметр резьбы
на штоке d[, мм
6
4
М8
4
16
М10
8
4
М8
4
16
М10
8
5
мю
4
20
М12
10 12
6 6,5
MIO М12
М16 М20
12
7
М16
4
30
М20
14
7,5
М20
4
40
М24
16
9
М20
4
50
М30
16
10
М24
4
55
М36
Табл. 4.7. Параметры диафрагменных пневмокамер
Толщина диафрагмы мм 3...4 4...5 5...6 6...8 8. ..10
Расчетный диаметр диафраг- 125 160 200 250 320 400 '
мы D, мм
Диаметр опорной шайбы Dlt для резинотканевых диафрагм 0,7D
мм 88 115 140 175 225 280
для резиновых диафрагм ~ D—21—(2.. .4)
115 150 185 235 300 375
ном две разновидности уплотнений (рис. 4.9я): манжеты 1
V-образного сечения (ГОСТ 6678—72) из маслостойкой резины
для уплотнения поршней и штоков и кольца 2 круглого сечения
(ГОСТ 9833—73) из маслостойкой резины для уплотнения порш-
ней штоков и неподвижных соединений. Срок службы уплотне-
ний до 10 тыс. циклов.
Пневмокамеры (рис. 4.96) представляют собой конструкцию
из двух литых или штампованных чашек, между которыми зажа-
та диафрагма из прорезиненной ткани (бельтинг) или резины.
Срок службы диафрагм от 0,6 до I млн. циклов.
Рабочая полость сильфонного привода (рис. 4.9в) —это гоф-
рированная замкнутая камера 1 из тонколистовой коррозионно-
стойкой стали, латуни или фосфористой бронзы, упруго расши-
ряющаяся под давлением подаваемого в нее сжатого воздуха в
направлении рабочего хода штока 2, Обратный ход осуществ-
ляется при подаче воздуха внутрь корпуса (камеры) 3. Сильфон
уплотнений не требует. Рабочий ход штоков пневмокамеры и
сильфонногЪ-цтривода ограничен возможной упругой деформа-
цией диафрагмы и сильфона, в то время как у пневмоцилиндра
он может быть практически любым.
Расчет пневмоприводов (цилиндров и камер) при их задан-
ных размерах сводится к определению развиваемой силы на
штоке Рш. Часто решается обратная задача, когда по заданной
142
силе Рш и известному давлению в пневмомагистрали выявляют-
ся размеры пневмопривода, осуществляется его выбор или кон-
струирование.
Силы на штоке поршневых пневмоприводов определяются по
формулам:
для привода одностороннего действия
Рш=я/4 • D2px\—Рп;
Рис. 4.9. Схемы пневмоприводов:
а — поршневой; б — диафрагменный; в — сильфонный
для привода двустороннего действия:
толкающая сила Рш = л/4-О2рц,
тянущая сила Рш = я/4- (О2 — d2)pi\;
для сдвоенного привода:
толкающая сила Рш=л/4- (2D2—d2)pt\,
тянущая сила Рш =п/2- (D2—d2)py],
где D — диаметр поршня пневмоцилиндра, мм; р — давление
сжатого воздуха, МПа (в практике обычно р=0,4...0,6 МПа);
Ра — сила сопротивления возвратной пружины при крайнем ра-
бочем положении поршня, Н; d — диаметр штока пневмоцилинд-
ра, мм; rj— кпд (обычно г| = 0,85...0,95; чем больше диаметр D
цилиндра, тем выше кпд).
Для обратной задачи приведенные зависимости решаются
относительно диаметра цилиндра D. При расчете D по тянуще-
му усилию Рш диаметр штока d выражается через D (можно
принимать d — (0,325. ..0,545) D; чем больше диаметр цилиндра
D, тем большую долю его составляет диаметр штока d).
Для диафрагменных приводов рациональные длины L ходов
штока можно принимать в следующих пределах: для тарельча-
тых (выпуклых) резинотканевых диафрагм 0= (0,25...0,35)0;
для плоских резинотканевых диафрагм Л= (0,18...0,22)0 (от
143
Табл. 4.8. Формулы расчета силы на штоке пневмокамер
двустороннего действия
Параметр Тип диафрагмы
резинотканевая 1 резиновая
Положение диафрагмы
исходное при ходе 0,30 для тарельчатых и 0,070 для плос- ких диафрагм исходное при ходе 0,220
_____ Ot « 0,7D I Di « D — 2t — (2...4)
Сила на што- ке Л Рш= Тбх XfD-Dtfp 0,75 л - 16 X X (D — Dtfp Е 11 Ь 0,9 л 9
0,12Z) до 0,15D в сторону от штока и от 0,062) до 0,071) в сторону
штока); для плоских резиновых диафрагм L= (0,35...0,45)£).
Следует иметь в виду, что чем больше ход штока, тем меньше
развиваемая на нем сила.
Приближенный расчет силы на штоке пневмокамер двусто-
роннего действия приведен в табл. 4.8.
Вакуумными называются приводы, с помощью которых под
обрабатываемой заготовкой или над ней создается разрежение,
в результате чего заготовка надежно прижимается к бурту этой
полости всей опорной поверхностью. В вакуумных приводах для
создания разрежения используются пневмоцилиндры или ваку-
умные насосы.
Конструкция вакуумных приспособлений (рис. 4.10) проста,
так как в них не требуется создания специальных механических
устройств для закрепления обрабатываемых заготовок. Особен-
но удобно применение приспособлений с вакуумным приводом
для обработки плоских тонкостенных заготовок из диамагнит-
ных материалов.
Обычно на опорной поверхности корпуса 1 (рис. 4.10 а) при-
способления по контуру, соответствующему конфигурации базо-
вой поверхности обрабатываемой заготовки 2, выполняется спе-
циальная канавка, в которой размещается резиновая проклад-
ка 3. Эта прокладка на определенную высоту должна выступать
из канавки в момент загрузки приспособления. После включения
приспособления в сеть вакуумного насоса в полости А создается
разрежение. При этом заготовка деформирует прокладку и плот-
но поджимается к опорной поверхности приспособления с силой
PnP = IF.
Для зажима плоских заготовок с поверхностями большой
протяженности могут использоваться вакуумные приспособле-
ния в виде плит с хорошо обработанной рабочей поверхностью
и большим количеством отверстий диаметром d.
144
Силу зажима обрабатываемой заготовки можно определить
по формуле
W = (Pa-Po)fa&r,
где ра — атмосферное давление (0,1 МПа или точнее
0,1013 МПа); р0 — остаточное давление в камере после разрежь
ния (принимается ро = 0,01...0,015 МПа); F&— активная площадь
(при зажиме круглых заготовок, как показано на рис. 4.10 б,
Ла = лД2/4; п-ри установке заготовок на плиты с множеством от-
Р и с. 4.10. Схема вакуумного приспособления с заготовкой в отжатом (а)
и прижатом (б) состояниях
верстий Fa=n(nd2/4), здесь d — диаметр отверстий, п — число
отверстий на плите в пределах контура заготовки); kr — коэффи-
циент герметичности вакуумной системы (fer=0,8...0,85).
Вакуумные приспособления следует проверять на соответ-
ствие развиваемой силы W условиям равновесия закрепленных
заготовок, находящихся под действием сдвигающих сил обра-
ботки Р. Уравнение равновесия может иметь вид
kP= (p&-p0)FakTf,
где/г— коэффициент запаса; f — коэффициент трения (f=0,3...
0,4).
Гидравлические приводы представляют собой
поршневые устройства, приводимые в действие от отдельного
(реже группового) насоса. Рабочей жидкостью служит масло
индустриальное И-20А или И-40А (табл. 2.8). В сравнении с
пневматическими гидравлические силовые узлы более компакт-
ны из-за высокого давления масла (до 10 МПа и выше). Гидро-
цилиндры могут быть одностороннего и двустороннего действия.
На рис. 4.11 представлена схема гидравлического зажимного
устройства с цилиндром 2 двустороннего действия. Питание си-
стемы осуществляется насосом 4, который подает масло через
золотник 1 ручного управления в левую (рабочий ход) или в
правую (обратный ход) полости цилиндра. После зажатия заго-
товки масло сбрасывается через предохранительный клапан 3,
отрегулированный на требуемое для надежного удержания заго-
товки при обработке давление.
В станочных приспособлениях широко применяются норма-
лизованные встраиваемые гидроцилиндры двустороннего и одно-
10 В А Горохов
145
стороннего (с возвратной пружиной) действия с внутренним диа-
метром цилиндров 32, 40, 50, 60, 80, 100 и 125 мм.
Чаще всего гидроцилиндры закрепляются на корпусах при-
способлений с помощью резьбовой шейки. При выборе привода
следует учитывать, что гидроприводы приспособлений применя-
ются только на гидрофицированных станках. В случае необхо-
димости применения гидравлических приспособлений на обык-
новенном оборудовании требуется оснащение этих станков ин-
дивидуальными насосными станциями высокого давления.
Рис. 4.11. Схема гидравлического зажимного устройства
Исходными данными для расчета гидравлических приводов
являются: потребная сила на штоке Рш, ход поршня L и давле-
ние жидкости (масла) рж.
При заданном давлении жидкости рж диаметр цилиндра D
(см. рис. 4.11) можно определить из зависимостей для расчета
сил на штоке Рш:
для цилиндров двустороннего действия:
Рш=РжГ\ (я£>2/4)
(толкающая сила, обычно рабочий ход),
Рш = л/4- (О2 — d2) ржт]
(тянущая сила, обратный ход);
для цилиндров одностороннего действия
Рш = л/)2/4 'Рж!] Р п,
где D и d — диаметры цилиндра и штока, мм; рж — давление
146
жидкости в магистрали, МПа; т] — кпд (т] = 0,9...0,97); Рп — сила
сопротивления возвратной пружины при крайнем рабочем поло-
жении поршня, Н.
Из приведенных выше зависимостей можно выразить диа-
метр поршня D (мм) следующими формулами:
для цилиндров двустороннего действия:
D = 2 У Рш/(лржп)
(толкающая сила, рабочий ход),
И = 2/ Рш/(0,75лржт])
(тянущая сила, обратный ход)1;
для цилиндров одностороннего действия:
0 = 2]/ (Рш + Л1)/(лржП) •
Сила тяги Рт однолопастного гидропривода (см. рис. 1.19),
используемая для закрепления обрабатываемых заготовок в
приспособлении, определяется по крутящему моменту М, кото-
рый необходимо получить на оси резьбового соединения.
Сила на лопасти (Н)
Рл — Рж1Ь,
где рж— давление жидкости (масла), МПа; I — длина лопасти
(в направлении оси гидроцилиндра), мм; b — ширина лопасти
(в радиальном направлении), мм.
Момент силы Рл относительно оси гидроцилиндра (сила при-
ложена в середине ширины лопасти)
М = [Рл (D - b) ]/2 = [р*1Ь (D — b) ]/2,
где D — диаметр гидроцилиндра.
Этот момент должен превышать момент Mi (Н-мм) силы со-
противления в резьбовом соединении:
Mi = [PTdCptg (<х+ф)]/2,
где Рт— осевая сила (сила тяги), действующая вдоль винтово-
го соединения, Н; dCp— средний диаметр резьбы, мм; а — угол
подъема винтовой линии, град; <р— угол трения в резьбе, град.
С учетом кпд т] М = 0,5рж I b (D—b) =[0,5PT dcp tg (а+(р)]/т],
откуда сила тяги Рт = [рж lb(D—b)7]]/[dcp tg(a + qp)].
Возможно решение обратной задачи, когда по потребной силе
тяги Рт определяются размеры лопасти I и Ь. Тогда из последней
формулы по заданному давлению рж определяется площадь ло-
пасти, т. е. произведение lb. Одной величиной (например, /) мож-
но задаться, другая (например, Ь) определяется делением пло-
щади лопасти на первую (/).
1 Соотношение диаметров штока d и цилиндра D d/D=Q,5.
10'
147
Рис. 4.12. Принципиальная схема
пневмогидравлического привода
Пневмогидравлические зажимные устрой-
ства состоят из пневмопривода и гидравлического усилителя.
Для питания используется сжатый воздух (р = 0,4...0,6 МПа).
При большом давлении масла в гидравлической части устрой-
ства (рж = 8...1О МПа и более) размеры рабочего цилиндра, на
штоке которого создается необходимая сила, весьма незначи-
тельны.
Схема пневмогидравлического привода показана на рис. 4.12.
Сжатый воздух поступает в ци-
линдр 2 диаметром D. Шток
поршня этого цилиндра диамет-
ром d служит плунжером гид-
роцилиндра 1 (главный гидро-
цилиндр). Масло, вытесняемое
плунжером, поступает по тру-
бопроводу 5 во второй гидроци-
линдр 7 (рабочий цилиндр)
диаметром Db шток поршня ко-
торого связан с исполнитель-
ным механизмом зажима заго-
товки. Обратное движение
поршней цилиндров 2 и 7 при
отключении привода осущест-
вляется пружинами 6 и 3. Ре-
зервуар 4 служит для подачи
масла в систему в случае уте-
чек. В пневмогидравлических системах масло меньше нагрева-
ется, чем в насосных гидравлических, и меньше вспенивается.
Потери энергии в них уменьшаются, а надежность работы возра-
стает. Они просты и дешевы в изготовлении и достаточно универ-
сальны в применении. Управление пневмогидравлическими при-
водами можно легко автоматизировать [2, 4, 5, 7, 10].
При проектировании пневмогидравлических систем исходны-
ми данными являются: потребная сила РШ2 на выходном штоке
привода; давление сжатого воздуха р и диаметр Di гидроцилинд-
ра 7, подбираемый с учетом возможности размещения цилиндра
в приспособлении.
Из условия равновесия штока пневмоцилиндра 2, на который
действуют одновременно сила давления воздуха и сила давле-
ния жидкости в цилиндре /,
РШ1 = лД2/4 * р = nd2/4 • рж,
отсюда
рж = р(£/с!)2 = р£у,
где рж — создаваемое давление жидкости в гидросистеме, МПа;
ky — коэффициент усиления (£у = (JD/d)2).
148
Тогда сила РШ2 на штоке гидроцилиндра 7
Рш2 = ЯВЦЬ • ржПоб = л£>?/4 • р^уРоб,
где т)Об — общий кпд пневмогидравлического привода (т]об = 0,8...
0,85).
По приведенным формулам можно определять РШ1 и РШ2
для уже существующих пневмогидроприводов, Для определения
Д' S
Рис. 4.13. Схемы устройства магнитного действия:
а — электромагнитная плита; б — магнитная призма
диаметра D пневмоцилиндра нужно из последнего уравнения
выразить ky, т. е.
ky = (Did)2 = 4Рш2/(л£>?рт]об),
отсюда
D — 2d!D\ • У РШ2/(лрт]об) ,
где d — диаметр штока пневмоцилиндра — плунжера главного
гидроцилиндра, мм.
Значение d можно принимать по соотношению d=(0,4...
0,57)(здесь D{ —диаметр рабочего гидроцилиндра). При d =
= 0,4Di последняя формула для расчета D принимает вид
D = 0,8 ]/* Рш2/(ярг]об) .
Электромагнитные и магнитные приводы
применяются обычно в виде плит и планшайб для закрепления
стальных и чугунных заготовок с плоской базовой поверхностью.
К преимуществам электромагнитных приспособлений относятся:
равномерное распределение силы притяжения по всей опорной
поверхности, высокая жесткость, свободный доступ к обрабаты-
ваемым поверхностям заготовки, удобство управления приводом.
149
На рис. 4.13 а показана схема электромагнитной плиты, со-
стоящей из корпуса 6 (из стали 10 или серого чугуна марки
СЧЮ) с электромагнитами 1 (сердечники электромагнитов из-
стали 10), и крышки 5 (из стали 10 или чугуна СЧЮ), в которой
заключены полюсники (полюса) 4 (из стали 10). Полюсники
окружены изоляцией 3 из немагнитного материала (латунь, медь,
эпоксипласт и т. п.). Заготовка 2 устанавливается на рабочую
поверхность крышки 5. Являясь проводником, заготовка при
установке ее на зеркало плиты замыкает магнитный поток меж-
ду полюсами, что обеспечивает определенную силу притяжения.
Расчет приспособлений с электромагнитным приводом произ-
водится в описанной ниже последовательности.
1. По шагу расположения полюсов (для плит длиной 300...
900 мм шаг 35...50 мм) и отношению их суммарной площади (без
учета площади прослоек магнитной изоляции) к площади опор-
ной поверхности приспособления (обычно 0,35...0,45) назначает-
ся число пар полюсов 2т.
2. Определяется сила прижима, приходящаяся на одну пару
полюсов,
Г1 = Г/(2т),
где W — потребная сила прижима заготовки, Н.
3. Выявляется площадь поперечного сечения сердечника
3 (мм2):
3 = 25,49-Ю-7^/^2,
где В — магнитная индукция материала (табл. 4.9), Тл.
4. Определяется общее магнитное сопротивление магнитопро-
вода /?м(Гн“1)
Rm = А/(На131) + ^/(НагЗг) + ... + /«/(НапЗ/г),
где /1, Z2, ..., 1п — длины участков магнитопроводов (участками
магнитопроводов являются: заготовка, зазоры — воздушные участ -
ки, сердечники, полюсники, корпус; величину зазоров можно
принимать при базовой поверхности заготовки: черной—0,1...0,3,
Табл. 4.9. Значения магнитной индукции В и абсолютной магнитной
проницаемости р/
Напряжен- ность магнитного поля, А/м В, Тл ц', Гн/м
Чугун СЧ 10 Ст 10 Воздух Чугун <рч 10 Ст 10 Воздух
0,16 0,590 1,44 0,002 300 740 1
0,24 0,640 1,52 0,003 225 530 1
0,32 0,685 1,57 0,004 185 435 1
0,40 0,725 1,60 0,005 155 350 1
0,80 0,850 1,70 0,010 145 245 1
1,20 0,950 1,77 0,015 70 140 1
1,60 1,025 1,82 0,020 50 90 1
2,00 1,080 1,85 0,025 43 75 1
150
предварительно обработанной — 0,05...0,1, отделочной—0,02...0,05,
доведенной — до 0,02 мм); р/р р,'2, ..., —абсолютная магнит-
ная проницаемость материала каждого участка (табл. 4.9), Гн/м;
S2, ..., Sn — площадь поперечного сечения каждого участ-
ка, м2.
5. Выявляется общий магнитный поток Ф (с учетом 30 % по-
терь), Вб:
Ф-0,733,
где 3 — площадь поперечного сечения сердечника, м2.
Подсчитывается количество ампер-витков /тсов катушки:
/тй)в = ФДм/ (0,4л),
где /т — сила тока (/т обычно задают), А; сов — количество вит-
ков катушки.
6. Определяется диаметр провода dnp (мм) катушки:
^пр — 2у/т/ (л/),
где J — допускаемая плотность тока (принимается 7 = 2...
3 А/мм2).
После расчета катушка проверяется на нагрев путем опреде-
ления площади поверхности охлаждения катушки, приходящей-
ся на 1 Вт мощности. Считается приемлемым, если на 1 Вт мощ-
ности приходится более 10 см2 площади поверхности охлаждения
катушки.
Магнитные приводы имеют преимущества перед электромаг-
нитными из-за электробезопасности работы и пониженной стои-
мости эксплуатации. хМагнитные зажимные устройства представ-
ляют собой плиты, планшайбы и призмы. На рис. 4.13 б показана
магнитная призма для закрепления цилиндрических заготовок.
При горизонтальном положении магнита 1 магнитный сило-
вой поток проходит через обе щеки 2, 4 призмы, замыкается че-
рез заготовку 3 и поджимает последнюю к наклонным поверхно-
стям щек. Щеки (половинки) призмы разделены немагнитными
пластинами-изоляторами 5. При вертикальном положении маг-
нита 1 магнитный поток замыкается щеками призмы и заготовка
освобождается (отжимается). Подобным образом работают пли-
ты с подвижным блоком постоянных магнитов (см. рис. 1.23).
Постоянные магниты могут изготавливаться из литых маг-
нитотвердых сплавов ЮНД8, ЮНДК18С, ЮН14ДК24,
ЮНДК35Т5БА по ГОСТ 17809—72 и других магнитных мате«
риалов.
При определении сил зажима магнитных приводов следует
исходить из условий, что современные приспособления с постоян-
ными магнитами могут развивать при доведенной (притертой)
базовой поверхности заготовки прижимную силу до 150 Н на
1 см2 площади контакта заготовки с опорной поверхностью при-
способления. С увеличением шероховатости базовой поверхно-
151
сти прижимная сила уменьшается. Так, при шлифованной базо-
вой поверхности заготовки прижимная сила уменьшается на
10...20 %, при грубо шлифованной — на 30...40, при грубо обра-
ботанной строганием — на 50...70, при черновой (литой или
штампованной) на 60...80 %.
Электромеханические приводы (рис. 4.14)
представляют собой электромоторные устройства с муфтой тари-
рования крутящего момента. Эти устройства используются в
Рис. 4.14. Схема электромеханического привода
приспособлениях для токарно-револьверных и агрегатных стан-
ков и в качестве приводов винтовых зажимов приспособлений-
спутников (гайковерты).
. От электродвигателя 1 через редуктор 2 и кулачковую муф-
ту 3 вращение передается на винт 6, который перемещает гайку
7 с тягой зажимного механизма 8. При достижении необходимых
сил и зажима прихватом 11 установленных в призмах 9 загото-
вок 10 половина муфты (подвижная в осевом направлении)
отходит вправо, сжимая тарированную пружину 4, и перестает
вращаться. При этом концевой выключатель (КВ) отключает
электродвигатель 1. Значение исходной силы на тяге 8 можно
регулировать изменением предварительной затяжки пружины
гайкой 5. Путем задания момента М, который должна развивать
муфта 3 для получения необходимой осевой силы (в данном слу-
чае W), можно определить силу РП(Н) предварительной затяж-
ки пружины:
Pn=Af/rCp-tg(a+q)),
где М — момент, передаваемый муфтой, Н-мм; гср — средний
радиус расположения кулачкового венца муфты, мм; <р — угол
трения на поверхности контакта зубьев (tg <р—f, здесь f — коэф-
фициент трения, /=0,16).
Диаметр винтовой передачи и потребный крутящий момент
для обеспечения необходимой осевой силы на винте определяют-
152
:я по приведенным выше формулам расчета винтовых зажимных
устройств.
Схемы центробежно-инерционных приводов
и приводов от движущихся элементов стан-
ков и сил обработки приведены на рис. 4.15. Центро-
бежно-инерционные приводы приспособлений целесообразно
использовать на быстроходных станках токарной группы. Эти
приводы не требуют дополнительных источников энергии, просты
а б
5 JL 'L.L 1., ± A..L 78 9
Рис. 4.15. Схемы приводов:
а — центробежно-инерционный; б— от подвижного элемента станка; в — от сил резания
в изготовлении и эксплуатации, включаются автоматически.
Грузы 2 (рис. 4.15 а) надеты на длинные плечи рычагов 5, ко-
роткие плечи связаны с тягой 6, пропущенной через полость
шпинделя 7 станка. При вращении шпинделя грузы расходятся,
возникающая центробежная сила Рц поворачивает рычаги во-
круг осей 4. При этом тяга 6 перемещается и приводит в дей-
ствие зажимное устройство приспособления, установленного н<
153
переднем конце шпинделя станка. Возвращение грузов в исход-
ное положение и открепление заготовки осуществляются пружи-
нами 3, опирающимися в корпус 1 привода. Регулирование силы
зажима заготовок производится перемещением грузов по длин-
ным плечам рычагов.
Обеспечиваемую приводом силу Рт (Н) на тяге 6 можно рас-
считывать по формуле
Рт = (GBr®2lq — Рп) /2Л1 * Л72»
где со — угловая скорость вращения шпинделя, рад/с; GB — вес
груза, Н; г — радиус траектории (окружности) вращения грузов,
м; q — ускорение свободного падения, м/с2; Рп — сила сопротив-
ления пружины, Н; /1, /2 — плечи рычагов (см. рис. 4.20 а), мм;
т] — кпд (т] = 0,9...0,95); п — число грузов.
На сверлильных и фрезерных станках для привода зажим-
ных устройств часто используется движение подачи. Зажимкой
механизм в этом случае обязательно должен содержать упругое
звено (пружину, мембрану и т. п.), необходимое для компенса-
ции колебаний размеров заготовок. На рис. 4.15 6 показан при-
мер использования подачи вращающегося стола фрезерного
станка для привода зажимных механизмов нескольких приспо-
соблений. На вращающейся планшайбе 2, закрепленной на оси
7, имеются отверстия, в которые вставляются заготовки 9. Вме-
сте с планшайбой вращаются зажимные механизмы, состоящие
из плунжеров 12у шарнирно соединенных рычагов 3 и 4У штоков
5 и подвижных призм 8. На неподвижном основании 10 стола
в зоне обработки закреплен упор 11 с заходным скосом. В мо-
мент подхода очередной заготовки к зоне обработки плунжер
12 поднимается по упору и через шарнирно-рычажный механизм
и мембрану 7 призмой 8 зажимает заготовку. По окончании об-
работки плунжер 12 соскакивает с упора и пружина 6 возвра-
щает систему в исходное положение. При этом обработанная
заготовка через отверстие с в основании стола проваливается
в бункер. Потребная сила зажима приспособления обеспечива-
ется подбором мембраны 7.
Примером привода от сил резания может служить применяе-
мый на токарных многорезцовых станках поводковый' самоза-
жимной патрон (рис. 4.15 в) с эксцентриковыми кулачками 3,
шарнирно закрепленными на плавающем относительно корпуса
4 ползуне 6. Заготовка 5 устанавливается в центрах. При этом
кулачки 3 пружинами 1 поджимаются к ее поверхности. В про-
цессе резания составляющая силы резания Рг стремится повер-
нуть заготовку, а вместе с ней и кулачки (вокруг осей 2), в ре-
зультате чего заготовка заклинивается между кулачками 3. Для
открепления ее следует повернуть против часовой стрелки при
остановленном шпинделе станка. Угол подъема спирали кулач-
ков 12...20°.
154
Указанные патроны зажимают заготовку тем сильнее, чем
больше составляющая Pz силы резания. Проектирование таких
патронов связано с необходимостью правильного определения
эксцентриситета кулачков с учетом падежного закрепления за-
готовок при изменении диаметров базовых поверхностей в пре-
делах допуска. Эксцентриситет кулачков определяется по фор-
мулам расчета круговых эксцентриков, приведенным выше.
4.5. СИЛОВОЙ РАСЧЕТ ПРИСПОСОБЛЕНИЙ
Общий анализ приспособления. На занятиях,
при выполнении курсовых и дипломных проектов студентам при-
ходится производить анализ приспособлений, заложенных в тех-
процессах базовых заводов, принимать технические решения по
устранению недостатков в их конструкции, выполнять силовые
расчеты приспособлений исходя из условий и режима обра-
ботки заготовок по разрабатываемому (новому) техпроцес-
су. Перечисленные вопросы целесообразно рассмотреть на при-
мере.
На рис. 4.16 представлен чертеж многоместного фрезерного
приспособления (посадки сопрягаемых деталей не указаны с
целью исключения затемнения чертежа). Это фрезерное приспо-
собление с гидравлическим приводом, предназначенное для ба-
зирования и закрепления заготовок-в виде втулок и колец при
разрезании их дисковой фрезой на горизонтально-фрезерном
станке. В деталях /( верхняя часть), 9 и 10 предусмотрен паз
для выхода фрезы. Корпусом приспособления является деталь 1.
В качестве элемента для контроля положения инструмента (дис-
ковой фрезы) при настройке и подналадке станка выступает
установ 6. Приспособление фиксируется на станке по Т-образ-
ным пазам привертными шпонками 14 и закрепляется болтами
с помощью проушин В корпуса 1 и Т-образных пазов стола
станка.
Заготовки (рис. 4.17 а) пакетом (рис. 4.17 6) надеваются
внутренней цилиндрической поверхностью диаметром 162 мм на
наружную поверхность съемного установочного элемента (длин-
ная цилиндрическая часть детали 10 на рис. 4.16). Пакет заго-
товок левым торцом опирается на торцовую поверхность второго
установочного элемента в виде кругового пояска детали 9. За-
готовка зажимается буртом детали 10. Таким образом, деталь
10 является и установочным и зажимным элементом.
Для наиболее благоприятного положения опорной поверхно-
сти пояска детали 9 и зажимного бурта детали 10 высота пакета
заготовок-колец должна быть примерно 130 мм. При высоте ко-
лец 5 мм в приспособление устанавливается пакет из 26 загото-
вок. Ширина прорезаемого паза в соответствии с чертежом
0,8 мм. Положение заготовок 8 в приспособлении показано на
рис. 4.16.z
155
Рис. 4.16. Фрезерное приспособление с
/ — корпус; 2, 4 — крышки; 3 — гильза; 5 — поршень-шток; 6 — уставов; 7 —
гидроприводом:
—г-----~ , -винт; 8 — обрабатываемая заготовка; 9, /0 —втулки- 11
быстросъемная; 12 -тяга; 13 - фиксатор; /4 - шпонки поворотные У ’ п
шайба
Описание элементов приспособления. Кор-
пус 1 (см. рис. 4.16) приспособления выполнен в виде угольника
и представляет собой отливку из серого чугуна СЧ 15. Осевую
составляющую Р\ силы резания в конечном счете воспринимает
стойка корпуса. Для обеспечения прочности и жесткости корпу-
са стойка имеет усиленные ребра жесткости. С целью повыше-
ния жесткости стыков деталь 9 должна быть хорошо притянута
винтами 7 к корпусу 1 (предварительная затяжка).
Для соблюдения точности а о,в 5
обработки в приспособлении
следует обеспечить перпенди-
кулярность поверхности Г стой-
ки, с которой контактирует де-
таль 9, и пазов для установки
привертных шпонок 14 со сто-
роны поверхности Ж корпуса,
которой он контактирует со
столом станка. Кроме того, не-
обходимо обеспечить перпенди-
кулярность оси отверстия Е
для запрессовки хвостовика де-
тали 9 к поверхности Ж. Для
сохранения точности относи-
тельного положения рабочих
поверхностей корпус должен
пройти термообработку (низко-
температурный отжиг).
Корпус имеет простую кон-
фигурацию, что обеспечивает
его достаточно высокую техно-
логичность. Однако заготовка
корпуса выполнена литьем по
индивидуальному чертежу (не-
достаток) .
Уставов 6 служит для бази-
рования с помощью щупа ди-
сковой фрезы в боковом на-
правлении (диск фрезы следует
тываемых заготовок). Он должеь
Рис. 4.17. Эскиз обработанной за-
готовки (а) и пакет (б), набираемый
из данных заготовок, со схемами ба-
зирования и закрепления
располагать по центру обраба-
обладать высокими износостой-
костью и точностью изготовления и расположения на приспособ-
лении. На корпусе приспособления установ фиксируется с помо-
щью двух штифтов и закрепляется посредством винта. Рабочая
поверхность установа на собранном приспособлении должна быть
параллельной оси пазов корпуса 1 &ля. направляющих шпонок 14.
Установ изготавливается из стали 20Х, для обеспечения высокой
износостойкости он цементируется на глубину 0,8... 1,2 мм и за-
каливается до твердости 56...61 HRC3.
Призматические привертные шпонки 14 позволяют ориенти-
157
ровать приспособление на столе станка по Т-образным пазам.
Они имеют две рабочие боковые поверхности, которые должны
быть параллельны и иметь жесткий допуск относительного рас-
положения. Шпонки изготовлены из стали 45 и для повышения
износостойкости закалены до твердости 41...45 HRC3.
Фиксатор 13 выполнен в виде шпильки, впрессованной одним
концом в отверстие втулки 10, и служит для обеспечения совпа-
дения паза для выхода фрезы на детали 10 с пазами на деталях
1 и 9. Фиксация относительного углового положения деталей
обеспечивается за счет вхождения свободного конца шпильки
при установке установочно-зажимного элемента (деталь 10) в
отверстие детали 9. С целью повышения износостойкости и проч-
ности шпилька, изготовленная из стали У8А, закалена токами
высокой частоты (поверхностная закалка ТВЧ) до твердости по-
верхностного слоя металла 56...61 HRC3.
Описание работы приспособления. При при-
нятой схеме обработки (рис. 4.17 6) приспособление устанавли-
вается на столе станка гидроцилиндром влево. Заготовки 8
(см. рис. 4.16) устанавливаются на снятую втулку 10 до упора
в зажимной бурт. Высота пакета заготовок может определяться
по кольцевой риске на наружной рабочей поверхности втулки 10,
Втулка 10 с пакетом заготовок внутренней цилиндрической
поверхностью надевается на наружную цилиндрическую поверх-
ность втулки 9, При этом фиксатор 13 должен обязательно войти
в отверстие втулки 9, Затем на тягу 12 надевается быстросъем-
ная шайба 11 и включается гидропривод (кран управления рас-
положен на столе станка вне приспособления). Гидропривод
размещен с другой стороны стойки корпуса 1 между ребрами
жесткости. Он состоит из крышек 2 и 4, гильзы (собственно ци-
линдра) 3 и поршня-штока 5. Гидроцилиндр собирается с по-
мощью стягивания крышек 2 и 4 стяжными винтами.
Присоединение гидроцилиндра к детали 9 приспособления
осуществлено с помощью резьбовой шейки крышки 2, Для пода-
чи жидкости в правую (зажим заготовки) и левую (отключение
зажимного устройства) полости гидроцилиндра в крышках 2 и
4 предусмотрены два отверстия Б с резьбой для вкручивания
штуцеров гидропровода. Тяга 12 соединена с поршнем-штоком
5 гидроцилиндра с помощью резьбы. Длина ее вылета для обес-
печения надежного закрепления и открепления пакета заготовок
может регулироваться и фиксироваться контргайкой.
Таким образом, на описанном многоместном приспособлении
осуществлена схема последовательной передачи одинаковой си-
лы зажима от заготовки к заготовке.
Исходные данные для силового расчета
приспособления. Производство серийное; составляющая
силы резания в радиальном направлении Р2 = 700 Н; давление
масла в гидромагистрали рж = 6 МПа; материал заготовки —
высокопрочный чугун ВЧ 80-2.
158
Расчет потребной силы зажима. Из схемы уста-
новки пакета (см. рис. 4.176) следует, что первая заготовка опи-
рается одним торцом на установочный элемент в виде кольцевой
поверхности пояска детали 9 (см. рис. 4.16), вторая и всякая по-
следующая — на торец впереди стоящей заготовки. Во внешний
торец последней заготовки упирается кольцевой зажимный эле-
мент — бурт детали 10, через который передается сила зажи-
ма W.
На заготовку действуют силы резания: две боковые силы,
которые уравновешивают друг друга, так как направлены в раз-
ные стороны и равны; составляющие силы резания Р\ и Р2. Сила
Рх действует в сторону торцовой опоры и воспринимается ею;
сила Р2 стремится сдвинуть заготовку (вытянуть из пакета)
вверх. Именно при действии Р2 возможно смещение заготовок
пакета. Следует учесть, что центрирующий съемный установоч-
ный элемент (деталь 10) не должен воспринимать сил резания,
так как это приведет к быстрому его изнашиванию и снижению
точности базирования. Сдвигающей силе Р2 могут противодей-
ствовать создаваемые зажимной силой W силы трения на обоих
торцах каждой заготовки пакета. Но сдвигу заготовки будет
противодействовать только сила трения F, создаваемая со сто-
роны торцового установочного элемента для первой и каждой
последующей заготовок, так как тяга 12 не воспринимает тан-
генциальных (в данном случае радиально направленных) сил.
Составляющая Pi силы резания действует в направлении силы
зажима W. Но в расчетах силу Pi учитывать не следует, так как
она действует только в верхней части зажатых колец. Поэтому
условие равновесия каждой заготовки пакета с учетом коэффи-
циента запаса k будет выражаться уравнением kP2=Wf2. Коэф-
фициент запаса определяется по ранее приведенной формуле с
учетом табличных данных и рекомендаций: k = k0kik2k3kik5k6 =
= 1,5-1,4-1,0 • 1,2 • 1,0'1,0 • 1,0=2,5. Из условий обработки Р2=
= 700 Н.
Значение коэффициента трения принимается одинаковым как
для контакта заготовки с установочным элементом, так и для кон-
тактов заготовки с заготовкой (f2 = fi = 0,I5).
Решением приведенного уравнения равновесия относительно
W и подстановкой значений k, Р2 и f2 определяется потребная си-
ла зажима: W7=^P2/f2=2,5-700/0,15= 10500 Н.
Расчет зажимного устройства в рассматриваемом приспособ-
лении производить не следует, так как зажим заготовки осущест-
вляется непосредственно от штока гидроцилиндра без какого-ли-
бо промежуточного звена.
Расчет привода. Рабочим является тянущее усилие на
штоке Рш = W = 10500 Н. По условию давление жидкости в
гидросистеме рж = 6 МПа. Принимается г] = 0,92. Из чертежа
приспособления следует, что диаметр d штока равен половине
Диаметра D поршня (цилиндра), т. е. d = 0,50. Поэтому
159
расчет диаметра цилиндра D следует осуществлять по формуле:
D = 2 Рш/(0,75лржт]) = 2/ 10500/(0,75 • л • 6 0,92) = 57 мм.
Принимается D = 60 мм. Фактически развиваемая на штоке
гидроцилиндра сила: Рш = л/4 • (О2 — d2) — эт/4 • (бО2—302) х
X 6 • 0,92 = 11 700 Н обеспечит еще более надежный зажим за-
готовок в приспособлении.
Возможность усовершенствования конструк-
ции приспособления. В процессе анализа приспособления
можно видеть недостатки конструкции, которые сводятся к сле-
дующему:
а) корпус приспособления выполнен по индивидуальному чер-
тежу, что повышает себестоимость приспособления;
б) при неблагоприятном сочетании допусков высотного разме-
ра заготовок возможен их неравномерный зажим по кругу из-за
неопределенности контакта головки тяги 12 (см. рис. 4.16) и бы-
стросъемной шайбы //по плоскости, что не обеспечивает их точ-
ное положение (самоустанавливаемость) при перекосах устано-
вочно-зажимного элемента;
в) недостаточная жесткость положения правого конца уста-
новочно-зажимного элемента 10 не позволяет полностью исполь-
зовать возникающие силы трения и приводит к необходимости
применения более мощного привода.
После анализа приспособления высказываются предложения
по совершенствованию его конструкции.
I. Вместо специальной заготовки корпуса / целесообразно ис-
пользовать стандартную сборную заготовку, состоящую из плиты
(чугун СЧ 18, исполнение I) по ГОСТ 12948—67 и неравнобоко-
го угольника (чугун СЧ 18, исполнение II) по ГОСТ 12945—67.
Применение стандартных заготовок корпуса позволит снизить
себестоимость приспособления.
2. Рабочий торец головки тяги 12 следует выполнить в виде
сферы, а на быстросъемной шайбе // предусмотреть сферическую
фаску, что обеспечит высокую точность положения, самоустанав-
ливаемость деталей 11 и 12 и приведет к равномерности распре-
деления сил зажима по всей кольцевой поверхности зажимаемых
заготовок.
3. С целью повышения жесткости положения правой стороны
установочно-зажимного элемента на детали 9 следует предусмот-
реть кольцевой хвостовик, который при базировании этого эле-
мента на приспособлении будет входить в дополнительно преду-
смотренную выточку детали 10. Для сохранения диаметра внут-
ренней монтажной выточки детали 9, где размещаются тяга 12 и
контргайка для фиксации ее вылета, диаметры вновь вводимых
хвостовика и выточки должны быть увеличены, поэтому радиус
расположения шпильки фиксатора 13 в детали 10 и отверстия в
детали 9 следует также увеличить.
Для компенсации изменения высоты зажимаемых пакетов за-
160
готовок необходимо предусмотреть гарантированный зазор меж-
ду торцами вновь вводимых хвостовика детали 9 и выточки де-
тали 10.
При ужесточении положения установочно-зажимного элемен-
та появится возможность вести расчет потребной зажимной силы
с учетом сил трения, создаваемых с обоих торцов каждой заго-
товки. При этом потребная зажимная сила W уменьшится в два
раза п вместо гидропривода с диаметром цилиндра 60 мм можно
будет использовать гидроцилиндр с рабочим диаметром 40 мм,
что экономически оправдано.
В целом приспособление соответствует требованиям серийного
производства. Механизированный быстродействующий привод,
обеспечение высокой производительности обработки (в приспо-
собление одновременно устанавливается 26 заготовок), надеж-
ность в работе, простота изготовления и эксплуатации — положи-
тельные стороны приспособления. Оно может быть конструктивно
улучшено за счет реализации приведенных выше предложений.
4.6. ОСОБЕННОСТИ РАСЧЕТА СЛОЖНЫХ МНОГОМЕСТНЫХ
ПРИСПОСОБЛЕНИЙ
Рассмотренное в предыдущем параграфе многоместное при-
способление снабжено устройством, осуществляющим зажим за-
готовок по торцовым поверхностям при последовательной пере-
даче сил зажима. При этом исходная сила W равна силе закреп-
ления одной заготовки. Подобная схема зажима осуществляется
при обработке заготовок пакетом на оправках, в тисках, в кондук-
торах и других приспособлениях. На рис. 4.14 показано зажим-
ное устройство с электромеханическим приводом, работающее по
схеме параллельного распределения силы закрепления. При этом
исходная сила W, развиваемая на тяге S, является суммой сил
IFi и W2, обеспечивающих зажим заготовок 10 прихватом 11. При
равенстве плеч 1\ и /2 силы Wi и IF2 также равны. Расчет зажим-
ного устройства и привода в данном случае осуществляется по
исходной силе W.
В практике машиностроения часто используют многоместные
приспособления, работающие по схеме смешанной параллельно-
последовательной передачи сил зажима заготовок. На рис. 4.18
показано многоместное приспособление с встроенным диафраг-
менным пневмоприводом для одновременной обработки 6 загото-
вок. Обрабатываемые по поверхности А заготовки устанавлива-
ются в приспособление на опорные пластины 21 при выключен-
ном зажимном устройстве. При базировании заготовок (по 3 с
каждой стороны стоек 7) следует обеспечить их перемещение до
упора в пластину 20 и контактирования со стойками 7.
После этого с помощью крана управления (расположен от-
дельно от приспособления) включается пневмопривод. Сжатый
воздух из пневмомагистрали через штуцер 23 поступает в прост-
11 В А Горохов
161
ранство между крышкой 18 и диафрагмой 14, смонтированными
в корпусе 1. При деформации под воздействием сжатого воздуха
диафрагма, защемленная между крышкой 18 и корпусом 17 при-
вода, перемещает вниз шайбу 16 и длинные концы рычагов 13,
соединенные посредством пальцев 15 со стойками шайбы 16. При
этом рычаги 13 поворачиваются на осях 19. Короткие концы этих
рычагов воздействуют на штоки 10, которые, сжимая пружины И
Рис. 4.18. Фрезерное многоместное приспособление для обработки торцов
заготовок типа планок со схемой комбинированной передачи сил зажима
162
и перемещаясь во втулке 2, давят на пяты J рычагов 4. В резуль-
тате рычаги 4 поворачиваются вокруг осей 6 стоек 9 и посредст-
вом осей 8 и коромысел 5 поджимают с необходимой силой обра-
батываемые заготовки к стойкам 7. Зажим обеспечивает заданное
положение заготовок при фрезеровании.
По окончании обработки перекрывается пневмомагистраль и
открывается выход воздуха из камеры в атмосферу. При этом
под воздействием пружин 11 штоки 10 отходят вниз и поворачи-
вают в исходное положение рычаги 13. При повороте длинные
концы рычагов 13 поднимают вверх шайбу 16 и способствуют вы-
правлению и обратному прогибу диафрагмы 14. С опусканием
вниз штоков 10 рычаги 4 под действием собственной силы тяже-
сти (центр тяжести рычагов смещен от оси их поворота в сторону
регулируемых пят 5) поворачиваются вокруг осей 6 и отводят от
заготовок зажимные элементы — коромысла 5. Зажим отключа-
ется, обработанные заготовки вынимаются из приспособления.
При установке новых заготовок цикл повторяется.
Приспособление устанавливается на стол горизонтально-фре-
зерного станка и ориентируется по Т-образным пазам стола на-
правляющими шпонками 12. Обработка поверхностей А заготовок
осуществляется фрезой, устанавливаемой в нужное положение с
помощью щупа и установов 22.
В результате рассмотрения приспособления можно сделать
вывод, что сила, создаваемая диафрагменным пневмоприводом,
передается на длинные концы рычагов 13 и при равенстве расстоя-
ний /1 и /2 на каждый рычаг действует сила, равная IJ7/2. На дру-
гих концах рычагов действуют силы И7/3/(2/4) (без учета сил тре-
ния). Эти силы изменяются по направлению действия и значению
рычагами 4. Таким образом, на каждое коромысло 5 действует
одна и та же сила W\ = WI3I5/ (21^) и каждый пакет заготовок
при равенстве плеч коромысла поджимается к стойкам 7 двумя
силами, равными WJ2. В этом плане в приспособлении осущест-
влена схема параллельной передачи сил зажима. Но в каждом
пакете три заготовки, и силы зажима WJ2 последовательно пе-
редаются от коромысла 5 на первую заготовку, от нее — на вто-
рую, а от второй — на третью. И в этом плане в приспособлении
реализуется схема последовательной передачи сил зажима.
В случаях, когда в многоместном приспособлении обрабатыва-
ются различные поверхности и возникают неодинаковые силы ре-
зания^ (см. рис. 1.34), расчеты потребных сил зажима, зажимных
устройств и приводов к ним осуществляются отдельно для каж-
дой позиции. Например, для указанного семипозиционного при-
способления семь одновременно установленных заготовок зажи-
маются индивидуально предусмотренными устройствами, привод
которых осуществляется от 24 гидроцилиндров. При проектирова-
нии подобных многоместных приспособлений желательно преду-
сматривать централизованное управление приводами зажимных
устройств всех позиций.
п*
163
5. ВЫБОР МАТЕРИАЛОВ И РАСЧЕТ ПРОЧНОСТИ
ПРИСПОСОБЛЕНИИ
5.1. ВЫБОР, КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
После расчета точности изготовления приспособления и сило- '
вого расчета необходимо выбрать конструкционные материалы
для деталей приспособления, назначить термическую (химико-
термическую, электрохимическую и т. п.) обработку или вид по-
крытия и рассчитать размеры элементов из условий прочности
[3, 4, 10].
Материалы для деталей (элементов) приспособлений следует
выбирать исходя из условий работы и эксплуатационных требо-
ваний, предъявляемых к этим деталям. Так, к установочным эле-
ментам приспособлений, которые являются опорами заготовки в
приспособлении и определяют ее положение в пространстве,
предъявляются требования точности, прочности, жесткости, изно-
состойкости. Применительно к зажимным элементам на первый
план выдвигаются прочность, жесткость и надежность. Корпуса
объединяют в единую конструкцию элементы приспособления и
воспринимают все силы, действующие на заготовку в процессе ее
закрепления и обработки. Поэтому они должны обладать доста-
точно высокой прочностью, демпфирующими свойствами, жест-
костью и длительное время сохранять точность расположения ра-
бочих поверхностей. Подобные требования предъявляются и к
другим элементам приспособлений. В определенной степени мно-
гие из названных требований обеспечиваются конструкцией и
размерами деталей приспособлений. А вот износостойкость, проч-
ность и жесткость элементов и компактность приспособле-
ний в большей части зависят от правильного выбора кон-
струкционных материалов, химико-термической и отделочной
обработки.
Для обеспечения необходимой износостойкости, жесткости и
прочности установочные элементы изготавливаются, например, из
углеродистых сталей У7А...У10А с закалкой до твердости 56...61
HRC3 или из сталей 20, 20Х и 15ХМ с цементацией и последующей
закалкой до той же твердости. Кроме того, контактирующие по-
верхности установочных элементов тщательно обрабатываются с
обеспечением шероховатости по параметру 2?а = 0,63...0,16 мкм
(ГОСТ 2789—73).
Рекомендации по применению металлов и неметаллических
составов в качестве конструкционных материалов для различных
деталей (элементов) приспособлений, применяемая химико-тер-
164
мическая обработка, достигаемые твердость и технологические
свойства материалов в состоянии поставки отражены в приложе-
нии (табл. П22...П26).
5.2. ПОКРЫТИЯ ДЕТАЛЕЙ И ИХ ХИМИЧЕСКАЯ
(ЭЛЕКТРОХИМИЧЕСКАЯ) ОБРАБОТКА
При выборе материалов для элементов приспособлений необ-
ходимо решить вопросы о виде покрытия поверхностей, химиче-
ской и электрохимической обработки деталей. Покрытия и хими-
ческая обработка применяются для улучшения эксплуатацион-
ных, защитных и декоративных свойств деталей приспособлений.
Существуют лакокрасочные, гальванические, химические и ме-
таллизационные покрытия, оксидные и фосфатооксидные процес-
сы обработки деталей [3, 4, 8, 10, 15] и др.
Лакокрасочные покрытия классифицируются и обозначаются
по ГОСТ 9.032—74; виды и обозначение материалов покрытий
регламентируются ГОСТ 9825—73. В зависимости от условий
эксплуатации лакокрасочные покрытия подразделяются на стой-
кие внутри помещений, атмосферостойкие, масло- и бензостойкие,
водостойкие, электроизоляционные. В выборе цветов покрытия
следует руководствоваться цветовыми решениями лакокрасочных
покрытий оборудования, на котором предполагается использова-
ние данного приспособления.
К гальваническим покрытиям металлов относятся меднение,
хромирование (износостойкое и защитно-декоративное), цинко-
вание, кадмирование и другие процессы.
Меднение используется с целью обеспечения повышенных при-
работочных свойств поверхностей деталей, работающих в узлах
трения скольжения (шлицевые соединения, пары трения типа
вал — втулка, выступ — паз, «ласточкин хвост» и т. п.); уплотне-
ния зазоров; уменьшения шума и улучшения прирабатываемости
зубчатых передач; защиты от коррозии. Средняя расчетная тол-
щина слоя покрытия для достижения указанных выше целей со-
ставляет 5... 15 мкм.
Износостойкое хромирование приводит к повышению работо-
способности (прежде всего износостойкости) деталей, работаю-
щих в условиях истирания (шейки валов, оси, пальцы, рейки, на-
правляющие и установочные элементы и т. д.). Прочность соеди-
нения хрома с основным металлом достаточно высокая. Хромовое
покрытие обладает стойкостью против воздействия азотной кис-
лоты и растворов щелочей, длительное время сохраняет свои
декоративные свойства (цвет и блеск), хорошо выдерживает рав-
номерно распределенную по поверхности нагрузку, но разруша-
ется в условиях ударных нагрузок. Толщина слоя покрытия обыч-
но равна 10...30 мкм.
Защитно-декоративное хромирование применяется для дета-
лей несложной формы, работающих в условиях истирания при
165
незначительных силовых воздействиях (различные рукоятки, ма-
ховички, штурвалы и т. п.). Толщина слоя покрытия — 2...5 мкм.
Цинкование (толщина слоя 10...30 мкм) используется для за-
щиты-деталей из черных металлов от коррозии. Обычно этому
покрытию подвергаются детали, работающие в условиях влаги,
мелкие резьбовые (крепежные) детали и т. д.
Кадмирование (толщина слоя 7...15 мкм) применяется для по-
крытия деталей из стали, чугуна, меди и медных сплавов. Слой
кадмиевого покрытия более пластичен, чем цинкового. Поэтому
кадмирование широко используется для защиты ответственных
резьбовых соединений и деталей сборочных единиц, которые тре-
буют герметичной (плотной) сборки.
Из химически наносимых покрытий наибольшее внимание за-
служивает химическое никелирование. В результате никелиро-
вания на обрабатываемую поверхность детали приспособления
наносится никелевый осадок, образуемый путем химического вос-
становления ионов никеля ионами гипофосфата. Химическое ни-
келевое покрытие характеризуется высокой равномерностью слоя
по толщине (отклонение не превышает 10 %), повышенной кор-
розионной стойкостью, малой пористостью и высокой износостой-
костью, особенно в условиях сухого-трения. Толщина слоя по-
крытия— 10...12 мкм. Химическое никелирование рекомендуется
для покрытия плунжеров, штоков, деталей прецизионных пар
трения, работающих в условиях сухого трения, оно улучшает
также декоративную отделку, приспособлений.'
Металлизация распылением используется для защиты изде-
лий от коррозии и декоративного оформления. В качестве покры-
тия применяются олово, свинец, цинк, алюминий, кадмий, сталь,
бронза. В зависимости от применяемого металла толщина слоя,
наносимого за один проход, составляет 0,025...0,08 мм. Преиму-
ществами металлизации распылением являются: возможность по-
крытия крупных деталей сложной конфигурации, простота нане-
сения металла и несложность требуемого для этого оборудования.
При решении вопроса о металлизации напылением в конкретных
условиях следует учитывать, что прочность сцепления слоя по-
крытия с основным металлом пониженная, потери напыляемого
металла значительные, а в тонких слоях покрытия может наблю-
даться пористость.
В качестве химической и электрохимической обработки дета-
лей приспособлений применяются оксидирование, фосфатирова-
ние и другие процессы, заключающиеся в создании на поверхно-
стях металлических деталей неорганической защитной пленки
толщиной 5...8 мкм.
Оксидирование стальных деталей осуществляется термиче-
ским способом и может быть двух видов — воронение (для мелких
деталей) и синение (для полированных деталей). Пленки, создан-
ные в результате оксидирования и фосфатирования, защищают
детали приспособлений от коррозии. Следует учитывать, что со-
166
здаваемые пленки обладают пониженным сопротивлением исти-
ранию, а фосфатирование можно использовать для защиты от
коррозии стальных деталей, к декоративной отделке которых не
предъявляется высоких требований.
Общие требования к выбору металлических покрытий опреде-
лены ГОСТ 14623—69, а виды, ряды толщин слоев и обозначения
покрытий описаны в ГОСТ 9.073—77.
53. ПРОЧНОСТЬ ДЕТАЛЕЙ ПРИСПОСОБЛЕНИЙ
Прочность — одно из основных требований, предъявляемых к
деталям и приспособлениям в целом. Прочность деталей может
рассматриваться по коэффициентам запаса или по номинальным
допускаемым напряжениям. Расчеты по номинальным допускае-
мым напряжениям менее точны и прогрессивны, но значительно
проще. Допускаемые напряжения наиболее распространенных
материалов, используемых для изготовления деталей (элементов)
приспособлений, приведены в приложении (табл. П27...П30).
С помощью расчета деталей (элементов) приспособлений на
прочность можно решать две задачи: а) проверку на прочность
уже существующих деталей с определенными размерами сечений
путем сравнения фактических напряжений) (моментов, сил) с до-
пускаемыми— проверочный расчет; б) определение размеров се-
чений деталей — предварительный проектный расчет.
Расчет на прочность (задача а) детали в виде стержня круг-
лого сечения, нагруженного осевой силой, по допускаемым напря-
жениям растяжения (сжатия) осуществляется по формуле
o=4P/(nd^[a],
где о — фактическое напряжение растяжения (сжатия), МПа;
Р — расчетная осевая сила, Н; d — диаметр опасного сечения
(для резьбового стержня—внутренний диаметр резьбы), мм;
[о] — допускаемое напряжение растяжения (сжатия), МПа.
Определение необходимого размера опасного сечения (зада-
ча б) для подобного случая можно производить по формуле
d = V 4Р/(л [о]) .
Полученное значение округляется в сторону увеличения до це-
лого или ближайшего стандартного значения. При наличии шпо-
ночного паза в опасном сечении детали полученное расчетом зна-
чение d следует увеличить на 5... 10 %.
Расчеты на прочность валов и осей с целью определения их
размеров (задача б) можно производить по формулам:
на изгиб (детали круглого сечения)
з / М~
““FwJ <51)
167
на изгиб (детали кольцевого сечения)
на кручение
3 / м
d = 1 / - КР •
V °>2Гкр]’
на изгиб с кручением (детали круглого сечения)
на изгиб с кручением (детали кольцевого сечения)
где Миз — изгибающий момент, Н • мм; 7Икр — крутящий момент,
Н мм; 7ИЭКВ — эквивалентный момент, Н • мм; Мжв =
+ Л4кР; [огиз] — допускаемое напряжение при изгибе,
МПа; [ткр] — допускаемое напряжение при кручении, МПа; /г0 —
= d0/d — отношение внутреннего диаметра вала (оси) d0 к на-
ружному d.
Необходимо помнить, что оси рассчитываются только на из-
гиб, так как они не передают крутящего момента.
Валы и оси можно рассчитывать на жесткость, но диаметр
деталей в этом случае получается большим, чем при расчете на
прочность. Расчет на изгибную жесткость состоит из определения
углов наклона и прогибов упругой линии осей и валов и сравне-
ния их с допускаемыми значениями. Следует отметить и слож-
ность расчетов деталей на жесткость. Например, расчет валов на
жесткость (задача а) при кручении производится по формуле
Ф= 180AfKp//(nG/p) ^[ф],
где ф — действительный угол закручивания вала, град; [ф] —
допускаемый угол закручивания (можно принимать для боль-
шинства валов [ф] = 15' на 1 м длины; для менее ответствен-
ных валов [ф] принимается до 2°); AfKp — крутящий момент,
Н • мм; I — длина скручиваемой части вала, мм; G — модуль
упругости при сдвиге, МПа (для стали G = 8- 104 МПа); /р—
полярный момент инерции сечения вала, мм4 (/р = ш/4/32— для
круглого сечения и /р = nd4/32 • (1 — — для кольцевого се-
чения).
Уточненный расчет валов на прочность, в случае возникновения
такой необходимости, заключается в определении коэффициентов
запаса для опасных сечений.
168
При нагружении соединения силами в плоскости (по поверх-
ности) стыка деталей и в случаях установки штифта (цилиндри-
ческого гладкого стержня винта) без зазора и работы на срез
проверочный расчет (задача а) штифта (винта) может осуще-
ствляться по формуле
тСр=4Р/ (nd2i) [тер],
где Р — срезающая сила, Н; d — диаметр штифта (стержня вин-
та), мм; i — число стыков (количество штифтов или винтов) в
соединении; [тср] — допускаемое напряжение среза, МПа.
Расчет на прочность шпоночных и шлицевых соединений за-
ключается в сравнении фактически передаваемого крутящего мо-
мента с допускаемым моментом из условий прочности шпонок
(шлиц).
Расчет на прочность шпоночных соединений (задача а) про-
изводится по формулам:
• на смятие:
Mkp^'0,25Z)/iZ[(Tcm] (для призматических шпонок);
МКр^0,5£)КшЯос:м] (для сегментных шпонок);
на срез:
Мкр^0,5/)6/[тср] (для призматических и сегментных шпонок),
где Мкр — крутящий момент (рассчитывается по передаваемой
мощности и частоте вращения вала), Н-мм; D — наружный диа-
метр вала, мм; h — высота призматической шпонки, мм; Кш—
размер выступающей из паза части сегментной шпонки, мм; / —
рабочая длина шпонки, мм; [<тсм]— допустимые напряжения
смятия, МПа.
Проверочный расчет на прочность шлицевых соединений (за-
дача а) может осуществляться по формулам:
на смятие:
Мкр 0,5гй/1|/[о см],
(прямобочный профиль)
Мкр sg 0,5тг2М^'[аСм];
(эвольвентный профиль)
на срез:
Мкр< 0,25гФ/ф' (Z) + d) [тср],
(прямобочный и эвольвентный профили)
где МКр — крутящий момент, Н-мм; z — число шлицев; h — вы-
сота поверхности контакта (для прямобочного профиля /г = 0,5Х
X(D —d)—2/ш, здесь fm — фаска зуба и паза шпоночного соеди-
нения, по СТ СЭВ 188—75 фаска принимается равной 0,3...0,5 мм
с допуском +0,2...+ 0,3; для эвольвентных шлицев с центрирова-
нием по боковым поверхностям h~m, с центрированием по на-
ружной цилиндрической поверхности /г = 0,9т); D — наружный
диаметр вала, мм; d — внутренний диаметр отверстия, мм; b —
ширина шлица, мм; т — модуль эвольвентного соединения, мм;
169
ч|/ — коэффициент, учитывающий неравномерность распределения
нагрузки по шлицам (г|/ принимается равным 0,7...0,8).
При необходимости расчеты на прочность сварных соединений,
пружин, подшипников, клиноременных, зубчатых передач и дру-
гих специфических сборочных единиц и деталей специальных
приспособлений следует выполнять с помощью справочных и
других литературных источников, приведенных в списке рекомен-
дуемой литературы [3, 4, 15, 22] и др.
Пример. Рассчитать на прочность опасное звено приспособления (см.
рис. 4.18). Из рассмотрения данного приспособления можно прийти к выводу,
что одной из наиболее нагруженных деталей является ось 6 стойки 9. Она
воспринимает повышенные нагрузки, связанные с зажимом обрабатываемых
заготовок. Направление действия создаваемой пневмоцилиндром силы меняет-
ся на противоположное посредством рычагов 13. При этом она увеличивается
в несколько раз. Затем через штоки 10 и пяты 3 она передается на рычаг 4,
получает направление в сторону зажима заготовок и вновь возрастает. Таким
образом, на прочность целесообразно рассчитывать наиболее нагруженное
звено (в описанном случае ось 6). Ось 6 в отверстиях рычага 4 и стойки 9
установлена с зазором и будет работать на изгиб. В соответствии с принятым
решением она изготавливается из стали 20Х с цементацией и закалкой до твер-
дости 57...63 HRC3. Вид нагрузки П (переменная). По табл. П28 напряжение
[Пиз] для приведенного случая равно 220 МПа. Из силового расчета выявле-
но, что изгибающий момент Л4ИЗ, действующий на опасное звено приспособле-
ния, равен 10 800 Н-мм.
Минимальный диаметр оси можно рассчитать (задача б) по фор-
муле (5.1):
з Л М~ 3 f 10 800
d ]/ 0,1 [аиз] = |/ 0,1 • 220 = 7,9 мм‘
В описанных условиях можно принять размер d=10 мм, что обеспечит
более надежную работу оси 6 в приспособлении.
6. ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ И НАПРАВЛЕНИЯ
СОВЕРШЕНСТВОВАНИЯ ПРИСПОСОБЛЕНИЙ
6.1. РАСЧЕТ ЭКОНОМИЧЕСКОГО ЭФФЕКТА ПРИМЕНЕНИЯ
ПРИСПОСОБЛЕНИИ И СРОКА ИХ ОКУПАЕМОСТИ
При проектировании специального приспособления необходи-
мо обосновывать экономическую эффективность его изготовления
и эксплуатации. В расчетах на рентабельность обычно сопостав-
ляются различные конструктивные варианты приспособления для
выполнения одной и той же технологической операции. В настоя-
щее время имеются методы, позволяющие расчетным путем опре-
делять, насколько один вариант приспособления выгоднее друго-
го [2, 5, 7, 10, 11, 13, 16,21].
В соответствии с общесоюзной методикой [21] определение
экономической эффективности основывается на сопоставлении
приведенных затрат по базовой (существующий вариант) и новой
(более прогрессивный вариант) технике. Приведенные затраты 3
на единицу продукции выражаются формулой
3 = С + ЕнКв,
где С — себестоимость единицы продукции, руб.; Ен — норматив-
ный коэффициент эффективности капитальных вложений (по ме-
тодике [21] во всех случаях Ен=0,15); Кв — удельные капиталь-
ные вложения в производственные фонды, руб.
Применительно к расчету экономической эффективности ис-
пользования приспособлений при условии, что в сравниваемых
вариантах расходы на электроэнергию, амортизацию станка и
инструмент одинаковые, приведенными затратами 3 можно счи-
тать технологическую себестоимость Ст обработки заготовки в
том или ином приспособлении. В качестве себестоимости единицы
продукции можно принимать стоимость операции So, включаю-
щую основную зарплату и накладные расходы. Вместо удельных
капитальных вложений целесообразно использовать себестои-
мость изготовления приспособления А (руб.) с учетом затрат на
его проектирование и эксплуатацию, выражаемых в виде ее до-
лей (^п и ?э) .
Коэффициент проектирования данного приспособления выра-
жается отношением расходов на проектирование и отладку к се-
бестоимости его изготовления (принимается ^п = 0,5). Расходы на
проектирование универсального нормализованного приспособле-
ния равны нулю, так как завод его не проектирует и не изготов-
ляет. Коэффициент эксплуатации данного приспособления qd яв-
ляется отношением расходов на эксплуатацию (ремонт и уход)
171
за год к себестоимости изготовления приспособления (принима-
ется <7э=0,2...0,3(10]).
И наконец, вместо нормативного коэффициента Ен можно при-
нимать отношение l/ic (здесь ic — срок службы приспособления).
С учетом сказанного формула приведенных затрат на единицу
продукции примет вид
ЛЦ *с Э
или
Ст = L
3
1 + я и
*с
+ 7э
где Ст — технологическая себестоимость обработки одной заго-
товки в данном приспособлении, руб.; L3 — основная заработная
плата, руб.; z—процент цеховых накладных расходов; N— годо-
вой объем выпуска деталей, шт.
Основная зарплата на выполнение операции в данном приспо-
соблении определяется по формуле
Аз —
где /шт штучное время на обработку заготовки, ч; si — часовая
ставка рабочего первого разряда (принимается 0,447 при сдель-
ной оплате и 0,418 при повременной, руб.); тп — тарифный коэф-
фициент для данного разряда работы (принимается mi = l; m2 =
= 1,089; m3= 1,203; m4= 1,333; m5= 1,500; m6= 1,715) [1].
Процент цеховых накладных расходов z определяется из от-
ношения общей суммы цеховых накладных расходов в год к об-
щей сумме годовой основной зарплаты производственных рабо-
чих цеха (обычно z=200...300 %).
Себестоимость А (руб.) изготовления приспособления можно
приближенно определять в зависимости от сложности конструк-
ции по формуле [16]
А = ZnCn,
где zn — количество деталей в приспособлении, шт.; Сп — удель-
ная себестоимость (себестоимость приспособления, приходящаяся
на одну его деталь), принимается в зависимости от группы слож-
ности приспособления по табл. 6.1 [23].
Срок службы приспособления /с принимается равным продол-
жительности эксплуатации приспособления в годах. Если, напри-
мер, данные детали будут выпускаться в течение двух лет, то
/с = 2 года. Если выпускаемая продукция стабильна и сроки пре-
кращения ее выпуска неизвестны, то для простых приспособлений
средней сложности рекомендуется принимать /с = 2...3 года, для
сложных /с = 4...5 лет.
Для экономического сравнения двух вариантов приспособле-
ния сопоставляются два значения технологической себестоимости
172
Табл. 6.1. Удельная себестоимость Сп приспособления
Группа сложности при- способления Количество деталей в приспособлении руб.
1 ДО 5 1,1
2 5...15 2
3 15...25 3
4 25...40 4
5 40...60 5
6 60...95 и более 7
Примечание. При отнесении к группе сложности следует, кроме ко-
личества деталей в приспособлении, использовать приведенные ниже данные.
1-я группа: мелкие приспособления малой и средней сложности, с прос-
тыми корпусами и зажимами.
2-я группа: средние и мелкие приспособления соответственно с корпуса-
ми малой и средней сложности, с зажимами малой и средней сложности.
5-я группа: мелкие приспособления с корпусами средней сложности,
сложного или средней сложности принципа действия, с простыми или сред-
ней сложности зажимами; мелкие приспособления со сложными корпусами,
средние приспособления с корпусами средней сложности и крупные приспо-
собления с простыми корпусами, с зажимами простого действия.
4-я группа: мелкие приспособления со сложными корпусами и средние
приспособления с корпусами средней сложности, сложного или средней
сложности принципа действия, с зажимами простого действия; крупные при-
способления с корпусами средней сложности и средние приспособления со
сложными корпусами, с зажимами простого действия.
5-я группа: средние приспособления со сложными корпусами, с зажима-
ми большой и средней сложности; крупные приспособления со сложными
корпусами, простого действия, с простыми и средней сложности зажимами;
крупные приспособления с корпусами средней сложности, сложного дейст-
вия, с простыми и средней сложности зажимами.
6-я группа: крупные приспособления со сложными корпусами, сложного
действия, с зажимами средней и большой сложности; крупные и средние
приспособления с приводами электромагнитного, пневматического или гидрав-
лического действия, сложные в проектировании и изготовлении.
обработки заготовки CTi и СТ2 с использованием соответственно
первого варианта приспособления (существующего) и второго
(проектируемого):
с
с - j Л г V Ai ( 1 + <z"
Ст,-Лз11к1
Ст2 = Лз2(’ +15-0) + ^(—+
где Л31 и Л32 — основная зарплата рабочего, приходящаяся на од-
ну заготовку, соответственно при использовании первого (старо-
го) и второго (нового) вариантов приспособления; Ai и А2 —
стоимость изготовления приспособлений первого и второго вари-
антов (соответственно). Наиболее эффективным будет вариант,
при использовании которого технологическая себестоимость об-
работки заготовки минимальная.
173
Из совместного решения двух уравнений относительно W (при
условии Ст1 = СТ2) можно найти оптимальный годовой объем вы-
пуска деталей, при котором оба сопоставляемых варианта при-
способления будут равноценны в экономическом отношении:
Nf = ~ К1 + + (6 1)
(^31 — ^32) (i 4-^/10°) ’ 1 ’ 7
Если заданный годовой объем выпуска Af будет больше зна-
чения АГ, выгоднее применять более сложное приспособление
(второй вариант), если меньше, то менее сложное (первый ва-
риант).
Экономический эффект Э (руб.) от применения более прогрес-
сивного приспособления (второго варианта) можно определять
по формулам:
в расчете на одну деталь
Э — Ст1 Ст2 j
в расчете на годовой объем выпуска деталей (годовой эконо-
мический эффект)
ЭГ = ЭМ
Экономическая эффективность применения варианта приспо-
собления в соответствии с методикой [21] может характеризовать-
ся сроком окупаемости i0 (в годах) дополнительных годовых за-
трат, связанных с созданием и использованием прогрессивного
приспособления. Срок окупаемости выражается отношением до-
полнительных годовых затрат к годовому экономическому эффек-
ту и рассчитывается по формуле
io ~ (А2 — Ai) (--------F /эг.
\ 1с / /
Применение конкретного приспособления следует считать эко-
номически целесообразным в случае, если годовой экономический
эффект от его использования будет превышать годовые дополни-
тельные затраты, связанные с созданием и применением прогрес-
сивного приспособления, т. е. i0 будет меньше одного года.
6.2. АВТОМАТИЗАЦИЯ ПРОЦЕССОВ РАЗРАБОТКИ
ПРИСПОСОБЛЕНИИ
Для решения задач ускорения производства в машинострое-
нии постоянно ведутся работы по автоматизации расчета и кон-
струирования приспособлений с помощью ЭВМ [11, 16, 19, 22, 23].
Создание автоматизированной системы проектирования приспо-
соблений неразрывно связано с их нормализацией, стандартиза-
цией и унификацией.
Сокращение времени и средств на создание приспособлений
достигается за счет применения информационно-поисковых си-
стем (ИПС). С помощью ИПС возможно быстрое нахождение ра-
174
нее разработанных чертежей приспособлений, пригодных для
использования в производстве новых изделий, что исключает дуб-
лирование разработок. Во всех ИПС предусматривается попол-
нение хранимой информации. При этом информация о приспособ-
лениях подвергается обработке, индексированию и кодированию
на принятом языке. При получении запроса осуществляются
поиск информации и выдача результатов в виде копий докумен-
тов, сведений об их адресах или в виде систематизированных
фактических данных.
К наиболее простым для небольших и средних массивов ин-
формации относятся системы на базе полумеханизированных кар-
тотек. Время поиска на них до 10 мин, емкость картотеки — не-
сколько тысяч перфокарт. Эти ИПС обычно специализируют по
видам приспособлений (картотека токарных приспособлений, кар-
тотека кондукторов и т. п.). Для больших массивов информации
рекомендуется применять универсальные и автоматизированные
ИПС на базе ЭВМ.
Использование ИПС с большими массивами информации
(30 % и более) снижает трудоемкость конструкторских разрабо-
ток, существенно сокращает период технической подготовки про-
изводства новых изделий [16].
С ростом количества создаваемых приспособлений все более
актуальной становится автоматизация их проектирования,
которая позволяет в 3...5 и более раз ускорить подготовку про-
изводства новых изделий, улучшить качество приспособлений, по-
высить уровень их нормализации и стандартизации.
При автоматизации проектирования с помощью ЭВМ реша-
ются как частные, так и общие задачи. К первым относятся расче-
ты точности приспособлений, потребных сил зажима, зажимных
устройств, приводов к ним, прочности деталей, экономической
эффективности применения приспособлений. В качестве примера
на рис. 6.1 показан алгоритм расчета по формуле (6.1) годового
объема выпуска деталей, при котором оба сопоставимых вариан-
та приспособлений в экономическом отношении равноценны.
К общим относятся задачи конструирования приспособления
в целом. Они могут решаться на разных уровнях: от разработки
простейших схем до вычерчивания общих видов, основных сбо-
рочных единиц и деталей, составления спецификаций. Для этих
целей используются чертежно-графические автоматы (ЧГА) типа
«Итекан», ЕС (СССР), «Бенсон» (Франция) и др. [16, 23, 24].
В качестве источников исходной информации принимаются
чертеж детали, технологический процесс ее изготовления и опе-
рационный эскиз заготовки. Обрабатываемая заготовка на опера-
ционном эскизе изображается в виде, который она получает после
выполнения данной операции. На эскизе должно быть также по-
казано расположение всех точек, используемых для ориентации
заготовки в приспособлении, и точек приложения сил зажима
Расположение этих точек должно задаваться системой размеро.
175
с указанием допусков. Поверхности, не участвующие в обработке,
базировании и закреплении, должны изображаться на эскизе тон-
кими линиями, и размеры на них не указываются.
Свойства детали делятся на общие, относящиеся ко всей де-
тали (масса, габаритные размеры, материал и т. д.), и частные,
присущие отдельным ее частям (шероховатость обрабатываемой
поверхности, ее размеры, форма и т. д.).
Автоматизированное проектирование приспособлений базиру-
Р и с. 6.1. Алгоритм расчета
годового объема выпуска де-
талей
ется на пространственных объек-
тах — конструктивных элементах
Это означает, что в процессе авто-
матизированного конструирования
приходится оперировать не геоме-
трическими элементами чертежа
(линиями, точками, проекциями), а
такими объектами, как деталь, ее
поверхность, которые „моделируются
в ЭВМ. в виде цифр-кодов. Общим
для всех частей и приспособления в
целом является возможность рас-
членения на конечное число норма-
лизованных элементов и синтеза.
Информационное описание конст-
рукции, состоящей из стандартных
конструктивных элементов, имеет
наиболее простой вид и требует ми-
нимального объема машинной памя-
ти. Вместе с этим стандартный кон-
структивный элемент наиболее про-
сто воспроизводится графически на
основе цифровой информации.
Конструктивные элементы клас-
сифицируются по функциональному
признаку. В соответствии с этой
классификацией строится общая
структура процесса проектирования,
каждому этапу которого соответст-
вует конструирование одного из
функциональных классов конструк-
тивных элементов.
Для построения алгоритмов не-
обходимо выделить свойства, по-
зволяющие определять простран-
ственную ориентацию каждого
1 Под конструктивным элементом следует понимать часть конструкции при-
способления, которую в процессе проектирования нерационально расчленять
на более мелкие составляющие
176
элемента конструкции относительно других. При этом для каж-
дого элемента вводятся собственная система координат и система
единичных векторов сборки. При конструировании начало собст-
венной системы координат совмещается с привязочной точкой на
операционном эскизе. Единичные векторы сборки определяют на-
правление осей собственной системы координат элемента отно-
сительно осей главной системы координат (ГСК), в качестве ко-
торой принимается система координат технологической базы об-
рабатываемой заготовки. Например, на схеме проектирования
Рис. 6.2. Схема автоматизированного конструирования приспособления для
сверления
сверлильного приспособления (рис. 6.2) —ГСК (коорди-
натная система технологической базы заготовки), Хх¥хХх...
XqYqZq — координатные системы конструктивных элементов, рас-
положенных в привязочных точках в соответствии с их единичны-
ми векторами сборки.
Полные сведения о совокупности всех конструктивных элемен-
тов, с помощью которых можно провести синтез приспособлений,
образуют базовую информацию системы автоматизированного
проектирования, основную часть которой составляют библиотеки
наладок приспособлений (БНП) и конструктивных элементов
(БКЭ). В составе источников базовой информации должны быть
также сведения об оборудовании и подетальные спецификации
конструктивных элементов.
На первом этапе автоматизированного проектирования
(рис. 6.3) выбираются наладки и приспособления из имеющихся
аналогов в БНП. При отсутствии приемлемых аналогов произ-
12 В. А. Горохов
177
Обрабатывающие программы
Рис, 6.3. Укрупненная схема алгоритма автоматизированного конст-
руирования станочных приспособлений (АЦПУ — алфавитно-цифро-
вое печатающее устройство)
водится автоматизированный синтез конструкции приспособления
и наладки.
Автоматизированное конструирование начинается с програм-
много синтеза из конструктивных элементов в области, опреде-
ляемой ГСК (общей для заготовки и приспособления). Для
проектирования конструктивных элементов характерны две ста-
дии: а) программный выбор принципиальной схемы конструкции,
б) полное конструктивное оформление этой схемы. Заканчивает-
ся автоматизированное конструирование выдачей комплекта кон-
структорской документации — сборочного чертежа и специфика-
ции рабочих чертежей деталей приспособления.
К настоящему времени на отдельных машиностроительных
предприятиях созданы и внедрены системы автоматизированного
конструирования типовых приспособлений для сверления заго-
товок плоских деталей и для обработки заготовок деталей типа
тел вращения. Автоматизация конструирования более сложных и
нетиповых приспособлений выполняется чаще в режиме диалога
человек — машина. При этом процесс разбивается на несколько
взаимосвязанных этапов, а результаты предыдущих и содержа-
ние последующих этапов корректируются оператором для полу-
чения оптимального решения. При диалоговом режиме возмож-
ности автоматизированного конструирования значительно возра-
стают.
Дальнейшее совершенствование автоматизированного кон-
струирования связано с проведением исследований, поиском но-
вых принципов, разработкой основ оптимизации конструкций для
повышения качества приспособлений, а также с расширением ав-
томатизированного проектирования на базе УСП, СРП, УНП и
других систем сборно-разборных (обратимых) приспособлений
(см. § 1.4—1.6). Перспективна также разработка интегральных
систем, обеспечивающих конструирование, изготовление деталей
и сборку приспособлений в едином автоматизированном цикле.
63. ПРИСПОСОБЛЕНИЯ ДЛЯ АВТОМАТИЗИРОВАННЫХ ПРОИЗВОДСТВ
Использование приспособлений обеспечивает возможность со-
здания высокомеханизированных и автоматизированных произ-
водств. В зависимости от требований производства может осу-
ществляться частичная или полная автоматизация приспособле-
ний. В первом случае автоматизируются один или несколько
приемов работы: загрузка заготовок в рабочую зону приспособ-
ления; закрепление и открепление заготовок: поворот (переме-
щение), фиксация и закрепление поворотных (подвижных) частей
приспособления; выталкивание и выгрузка заготовок после обра-
ботки; измерение поверхностей в процессе обработки и т. п. При-
способления с частичной автоматизацией называются полуавто-
матическими.
12"
179
Рис. 6.4. Приспособление с автоматическим поворотом:
а — устройство; б — схема работы механизма поворота и фиксации положения
На рис. 6.4 показано полуавтоматическое приспособление к
сверлильным станкам [18]. В сварном корпусе кондуктора, распо-
ложенном на стойке 5, с автоматическим поворотом на подшип-
никах 5 и 7 установлен вал 6, на конце которого консольно укреп-
лен кондуктор S, имеющий фланец с четырьмя коническими от-
верстиями под фиксатор. На валу размещены храповое колесо 15
(на шпонке) и зубчатое 12 (без шпонки), соединенное штифтами
с диском 13 и болтами-осями с собачкой 14, зацепляющейся с ко-
лесом 15. На нижней плите корпуса кондуктора закреплен пнев-
моцилиндр 2, шток которого соединен шарнирно с рейкой 4, за-
цепляющейся с зубчатым колесом 12. Рядом с пневмоцилиндром
находится резервуар 1, на 2/3 заполненный маслом. Фиксатор 16
на верхней плите корпуса соединен рычагом 18 с пневмоцилин-
дром 19. За фиксатором установлен золотник 17. На швеллере
корпуса размещены крап управления 9, тройник 10 и маслоотде-
литель 11.
Схема работы механизма поворота кондуктора показана на
рис. 6.4 6 (положения I и II). Сжатый воздух из магистрали че-
рез маслоотделитель 11 и распределитель 10 поступает в верх-
нюю полость пневмоцилиндра 19. При этом нижняя полость через
кран управления соединена с атмосферой. Под давлением воздуха
поршень со штоком поворачивает рычаг и фиксатор 16 входит в
конусное отверстие фланца кондуктора. Из золотника 17 воздух
поступает в верхнюю полость пневмоцилиндра 2, перемещая шток
с поршнем в нижнее положение. При этом происходит холостой
ход, так как собачка диска проскакивает по зубьям храпового ко-
леса, не поворачивая вала, а кондуктор зафиксирован. Масло из
пневмоцилиндра 2 вытесняется поршнем в резервуар 1 через ниж-
ний трубопровод. Верхняя полость резервуара через золотник 17
соединена с атмосферой.
При повороте кондуктора воздух через кран управления 9 по-
ступает в нижнюю полость пневмоцилиндра, шток которого через
рычаг выводит фиксатор из отверстия фланца кондуктора. Стер-
жень фиксатора при перемещении наталкивается на золотник 17
воздухораспределителя, переключая последний, в результате чего
воздух поступает в масляный резервуар 1. Под давлением масла
поршень пневмоцилиндра 2 перемещается вместе со штоком и
рейкой вверх. Верхняя полость пневмоцилиндра в это время сое-
диняется через воздухораспределитель с атмосферой. Рейка, дви-
гаясь вверх, поворачивает зубчатое колесо 12 и храповое колесо
15, а последнее — вал и кондуктор на 90°. Для регулирования
угла поворота кондуктора в верхней части направляющей рейки
имеется упор. С целью замедления поворота кондуктора на ниж-
нем трубопроводе, соединяющем резервуар и пневмоцилиндр 2,
установлен дроссель 20.
В автоматических приспособлениях все приемы выполняются
без участия рабочих. Для этого используются конечные выклю-
чатели, сервозолотники и упоры, приводимые в действие подвиж-
181
ними рабочими органами станка (шпинделем сверлильного, суп-
портом токарного, столом фрезерного станков и т. д.). Как пра-
вило, автоматическое приспособление является элементом станка
с автоматизированным циклом работы. Это позволяет превра-
щать обычные универсальные станки в полуавтоматы и автоматы,
обеспечивая значительное повышение производительности труда,
возможность многостаночного обслуживания и высвобождение
рабочих.
/ 2
Рис. 6.5. Автоматизированное приспособление для сверления
На рис. 6.5 показана схема пневматического автоматизирован-
ного приспособления [2] для сверления цилиндрических заготовок
с подачей их из магазина. Изменение механизма подачи верти-
кально-сверлильного станка определяет непрерывное возвратно-
поступательное движение пиноли шпинделя. На валу зубчатого
колеса реечного механизма подачи установлен кулачок /, нахо-
дящийся в постоянном контакте с роликом 2 рычага-кулачка 13.
При вращении вала кулачок 1 действует на рычаг-кулачок 13,
правый конец которого нажимает на фланец пиноли станка, обес-
печивая рабочее перемещение шпинделя. Обратный ход пиноли
со шпинделем происходит с помощью груза, размещенного в ста-
нине станка. При повороте рычаг-кулачок 13 управляет распре-
делителем 12, который регулирует поступление сжатого воздуха
от магистрали в пневмоцилиндр 8.
Приспособление состоит из неподвижного корпуса 6 с закреп-
ленным на его стойке штоком и поршнем 7, зажимного устройства
и подвижного пневмоцилиндра 9. Заготовки 3 из магазина 4 за-
гружаются в рабочую зону приспособления. После того как от-
верстие в заготовке просверлено, пиноль и шпиндель поднимают-
ся вверх, рычаг-кулачок 13 поворачивается и впадиной на фасон-
182
ной части (кулачке) устанавливается против штока распредели-
теля 12. Поршни распределителя, перемещаясь под действием
пружины 11 вправо, перекрывают отверстие для входа сжатого
воздуха и соединяют рабочую полость пневмоцилиндра 8 через
трубопровод 10 с атмосферой. При этом под действием пружины 5
пневмоцилиндр начинает перемещаться вправо, разжимая про-
сверленную заготовку, которая скатывается вниз. С помощью
сжатого воздуха рабочая зона приспособления очищается от
стружки. Упор 9, сжав пружину, поднимается вверх. Перемеще-
ние пневмоцилиндра вправо продолжается до попадания очеред-
ной заготовки на его скос и соприкосновения с выступающим
хвостовиком упора 9, который предотвращает скатывание заго-
товки со скоса. Затем вращающийся кулачок вновь воздействует
на рычаг-кулачок /3, который одним концом подает пиноль шпин-
деля вниз, другим — перемещает влево шток поршней распреде-
лителя 12. При этом пневмомагистраль соединяется с полостью
пневмопривода и пневмоцилиндр 8 начинает перемещаться влево,
подавая заготовку в зону обработки и зажимая ее. Упор 9, уто-
пая во впадине корпуса 6, опускается под воздействием пружины
вниз, что обеспечивает свободное скатывание заготовки после
окончания обработки и перемещения пневмоцилиндра вправо.
Загрузка заготовок в автоматизированные приспособления ча-
ще всего бункерная. Станки, оборудованные такими приспособле-
ниями, легко связываются с помощью транспортеров-перегружа-
телей в единую автоматическую линию. В этом случае остановка
одного из станков не вызывает перерыва в работе другого обору-
дования, так как бункеры одновременно являются накопителями
заготовок. Применение бункеров нецелесообразно при обработке
средних и крупных заготовок сложной конфигурации, ориента-
ция которых затруднена. На безбункерную автоматическую ли-
нию заготовки устанавливаются с помощью подъемно-транспорт-
ных механизмов. Их синхронное перемещение от одной рабочей
позиции к другой обеспечивается шаговыми транспортирующими
устройствами [1].
На автоматических линиях применяются два типа приспособ-
лений: стационарные и приспособления-спутники. В стационар-
ных приспособлениях опорные пластины обычно являются про-
должением направляющих планок транспортирующих устройств,
их выдвижные пальцы имеют конические фаски для выравнива-
ния заготовок. Перечисленные особенности обеспечивают простую
кинематику установки заготовок в такие приспособления. Чагце
всего заготовки перемещаются по плоскости до упоров и после
этого выдвигаются пальцы, входящие в базовые отверстия.
На рис. 6.6 [2] показана схема приспособления для обработки
заготовки корпусной детали на автоматической линии. Заготовка
1 перемещается по планкам 5, 6 влево с помощью шагового кон-
вейера 7 с собачками 4 на строго определенное расстояние, рав-
ное шагу конвейера. Штанга конвейера 7 проходит под приспо-
183
соблением. Окончательная фиксация (базирование) заготовки по
двум отверстиям осуществляется пальцами 3, выдвигаемыми
вверх гидроцилиндрами 8. После установки в приспособление и
зажима штоком гидроцилиндра 2 заготовка обрабатывается, а
штанга конвейера 7 перемещается вправо, при этом собачки 4
поворачиваются на осях против часовой стрелки и проходят под
заготовкой и вся транспортирующая система устанавливается в
исходное положение. После обработки заготовки пальцы 3 утап-
Р и с. 6.6. Приспособление для установки и перемещения обрабатываемых
заготовок на автоматических линиях
ливаются, шток гидроцилиндра отходит вверх и открепленная
заготовка перемещается по направляющим планкам 5, 6 к дру-
гому агрегату автоматической линии.
Приспособления автоматических линий должны быть надеж-
ными. Поэтому в них часто предусматриваются автоматический
контроль положения заготовки, самотормозящиеся звенья (вин-
товые, клиновые и другие пары), автоматическая очистка от
стружки.
Приспособления-спутники применяются для обработки на ав-
томатических линиях заготовок сложной конфигурации, которые
размещаются и закрепляются в этих приспособлениях в начале
автоматической линии. Все стадии обработки выполняются при
одной установке заготовки, чем обеспечивается принцип постоян-
ства баз.
Закрепление и открепление заготовок в приспособлениях-
спутниках обеспечиваются винтовыми зажимами с помощью мно-
гошпиндельных электромеханических гайковертов соответствен-
но в начале и конце автоматической линии. Перемещение приспо-
соблений-спутников по позициям автоматической линии и
184
прижим их к жесткому основанию осуществляется так же, как на
рис. 6.6.
Р и с. 6.7. Приспособление-спутник
Одна из конструкций приспособления-спутника показана на
рис. 6.7. К корпусу 1 приворачиваются стальные закаленные план-
ки 2, скользящие по направляющим 3 транспортирующего кон-
вейера. Палец 4 и втулка 5 служат для фиксации приспособления-
спутника с заготовкой на позиции линии (точность фиксации
должна быть не менее 0,05 мм).
6.4. ПРИСПОСОБЛЕНИЯ ДЛЯ СТАНКОВ С ПРОГРАММНЫМ
УПРАВЛЕНИЕМ И РОБОТОВ
К приспособлениям для станков с программным управлением
(ПУ) предъявляются требования простоты и надежности в рабо-
те, жесткости, быстроты установки и снятия заготовок, оператив-
ности переналадки и пригодности для групповой обработки. Это
объясняется быстрой сменяемостью партий обрабатываемых за-
готовок, сложностью и повышенной точностью их обработки.
Технологический процесс обработки заготовок на станках с
числовым программным управлением (ЧПУ), осуществляемый
при относительном перемещении заготовки и инструмента, тре-
бует точного определения положения заготовки относительно си-
стемы координат установочных элементов приспособления. В то
же время положение заготовки должно быть точным относительно
системы координат основной базы приспособления, совмещаемой
с координатной системой станка.
В столах станков с ЧПУ обычно имеются центральные отвер-
стия и поперечные пазы для базирования и закрепления приспо-
соблений, на которых должны предусматриваться шпонки, паль-
цы или штифты. На столы станков без таких отверстий можно
устанавливать накладные плиты с сеткой Т-образных пазов и ко-
ординатных отверстий. Базирование заготовок на столах осуще-
185
ствляется с помощью различных подкладок, планок, упоров, дом-
кратов, гладких, ступенчатых и регулируемых опор.
На станках с ЧПУ широко применяются универсальные при-
способления: безналадочные, с регулированием установочных и
зажимных элементов, переналаживаемые со сменными установоч-
ными и зажимными элементами (самоцентрирующие патроны, де-
лительные столы и головки,
широко используются УСП с
Рис. 6.8. Специальное приспо-
собление для обработки угольни-
ков на станках с ЧПУ
поворотные тиски и др.). Наиболее
Т-образными пазами и с отверстия-
ми. Элементы УСП для станков с
ЧПУ обладают повышенной же-
сткостью и точностью по сравне-
нию с элементами УСП для обыч-
ных универсальных станков. Раз-
работан комплект переналажива-
емых УСП с механизированным
приводом, который состоит в
основном из неразборных сбороч-
ных единиц.
Конструкция специализирован-
ных (для групп заготовок) и спе-
циальных приспособлений для
использования на станках с ЧПУ
упрощена. В нее входит набор
универсальных элементов. Рис. 6.8
иллюстрирует специальное приспособление для обработки на
станке с ЧПУ угольника 5. На специальной плите 6 размещены
установочные пальцы 2, 3 и стандартный зажим 4. Приспособле-
ние устанавливается на накладную плиту стола станка с сеткой
отверстий и базируется с помощью двух отверстий 1 по пальцам,
размещенным в отверстиях накладной плиты.
На участках.станков с ПУ, управляемых от ЭВМ, использу-
ются универсальные и переналаживаемые приспособления-спут-
ники. Примером таких приспособлений может служить трехку-
лачковый самоцентрирующий патрон (рис. 6.9а). На специаль-
ном стенде в этот патрон вставляется заготовка, а затем он
последовательно передается на станки данного участка (линии).
Патрон имеет коническую поверхность для точной установки в
шпинделе станка и выточку для надежного закрепления быстро-
действующим автоматическим устройством.
Зажимные устройства приспособлений для станков с ПУ ха-
рактеризуются точным изготовлением и повышенной надежно-
стью в работе. Это особенно важно в случаях, когда станки с ПУ
обслуживаются роботом. При токарной обработке, например, ро-
бот берет заготовку с транспортера и устанавливает ее в строго
ориентированном положении в кулачки патрона. Все движения
робота, закрепление и открепление заготовки производятся от
одной управляющей программы станка (управляющей ЭВМ для
группы станков). При недостаточной точности позиционирования
186
захвата робота кулачки патрона необходимо разводить больше,
чем при ручной загрузке приспособления, что нецелесообразно
как с технической, так и с экономической точек зрения.
На рис. 6.9 6 показана схема расположения поворотного робо-
та, обслуживающего несколько станков с ПУ. Такой робот может
обслуживать до трех станков, а робот, перемещаемый по верхним
горизонтальным направляющим,— целую линию станков.
На многопозиционных станках типа «обрабатывающий центр»,
Рис. 6.9. Патрон-спутник (а) и схема расположения робота (б) для обслужи-
вания трех станков:
/ — робот; 2, 4, 6 — станки с ПУ; 3 — транспортер подачи заготовок; 5 — транспортер
удаления изготовленных деталей
имеющих двухпозиционные столы, используются приспособления-
дублеры. В то время как в одном из них заготовка обрабатыва-
ется, в другом снимается изготовленная деталь и устанавливается
новая заготовка. Применение таких приспособлений обеспечи-
вает перекрытие вспомогательного времени машинным и способ-
ствует более эффективному использованию дорогостоящего обо-
рудования.
ЗАКЛЮЧЕНИЕ
Для решения задач интенсификации производства, улучше-
ния качества и снижения себестоимости продукции машинострои-
тельные предприятия располагают разнообразными приспособле-
ниями для станков. Металлообрабатывающая промышленность
ежегодно оснащает до 40 млн. технологических операций, расхо-
дуя почти 1 млн. т металла. В области проектирования и изготов-
ления специальной технологической оснастки разового примене-
ния в стране занято свыше 400 тыс. человек. Эти процессы могут
составлять до 80 % трудоемкости и 90 % длительности техноло-
гической подготовки машиностроительного производства к вы-
пуску новых изделий [16, 18]. Поэтому в условиях резкого сокра-
щения сроков выпуска устоявшихся образцов изделий и быстрой
смены объектов производства применение систем переналажи-
ваемых приспособлений многократного использования способст-
вует решению одной из важнейших проблем современного маши-
ностроения — созданию гибкого быстропереналаживаемого про-
изводства, позволяющего в сжатые сроки и с минимальными за-
тратами осваивать серийный выпуск новых моделей машин и
приборов.
Основное направление интенсификации машиностроения —
механизация и автоматизация производственных процессов. По-
этому необходимо создавать приспособления с механизирован-
ными приводами зажимных устройств, автоматизированным и
автоматическим циклами работы. Особое внимание в настоящее
время уделяется комплексным автоматическим линиям, участкам
и цехам, созданию гибких производственных автоматизированных
систем, что влечет за собой необходимость более широкого при-
менения автоматизированных и автоматических приспособлений,
технологических и загрузочно-транспортных роботов, органически
встраиваемых в оборудование и станочные линии, а также по-
стоянного совершенствования приспособлений-спутников, исполь-
зуемых на автоматических линиях.
В связи с постоянным расширением применения станков с
ЧПУ и управлением от ЭВМ необходимо расширять для этого
оборудования номенклатуру приспособлений без выступающих
над обрабатываемыми поверхностями заготовок элементов, за-
трудняющих перемещение по заданной траектории обрабатываю-
щих инструментов.
188
Существующие конструкции приспособлений в дальнейшем
будут совершенствоваться в направлении типизации унификации
и стандартизации, что позволит при снятии с производства уста-
ревших образцов изделий использовать детали и сборочные еди-
ницы списываемой специальной оснастки для новых машин и
приборов.
Практика эксплуатации станочной оснастки показала, что в
машиностроении недостаточно широко используются приспособ-
ления с магнитными, пневмо- и механогидравлическими, электро-
механическими приводами зажимных устройств. В связи с этим
снижаются возможности создания прогрессивных приспособле-
ний для различных условий обработки заготовок и сборки из-
делий.
Обеспечение высокого качества выпускаемых машин и прибо-
ров предполагает постоянное повышение точности их изготовле-
ния, обеспечение соответствующего зажима обрабатываемых за-
готовок й собираемых деталей, улучшение отделки рабочих
поверхностей установочных и зажимных элементов. Сказанное
выше прежде всего относится к приспособлениям для установки
нежестких и неравножестких заготовок и деталей прецизионных
соединений и изделий. В таких приспособлениях следует пред-
усматривать устройства, исключающие вибрации при обработке
заготовок. Для автоматической загрузки заготовок в зону обра-
ботки необходимы устройства, отключающие оборудование при
неправильном положении заготовки.
Одним из важнейших направлений следует считать создание
эффективных приспособлений для виброобработки и обработки
поверхностным пластическим деформированием, а также комби-
нированных и совмещенных процессов воздействия на заготовки.
В процессе проектирования приспособлений желательно в полной
мере использовать весь арсенал конструкционных материалов,
включая черные и цветные металлы, текстолит, гетинакс, эпок-
сидные компаунды. Такой подход обеспечит создание компакт-
ных, легких, достаточно надежных и дешевых приспособлений.
Принимаемые при проектировании технические решения
должны обязательно подтверждаться и обосновываться соответ-
ствующими расчетами. Только при полном расчете может быть
обеспечена и разработка конструкции, соответствующей типу
производства и оборудования, требованиям повышения произво-
дительности труда, качества деталей и изделий, обеспечения
простоты и безопасности обслуживания и эксплуатации, долго-
вечности работы приспособления. Объективность принимаемых
технических решений при создании новых приспособлений, их
механизации, автоматизации и модернизации всегда должна
быть подтверждена расчетом экономической эффективности ис-
пользования прогрессивной оснастки, главным показателем кото-
рой является снижение себестоимости выпускаемой цехом (участ-
ком) продукции.
189
Приложение 1. ПРИМЕР ПРОЕКТИРОВАНИЯ
ПРИСПОСОБЛЕНИЯ В КУРСОВОМ
И ДИПЛОМНОМ ПРОЕКТАХ
Общая часть. Задание спроектировать приспособление к специаль-
ному двухшпиндельному станку для одновременного сверления отверстий
0 6 и 0 10,5 в вале ступенчатом по чертежу (рис. П1). Остальные поверхно-
сти вала обработаны в размеры по чертежу.
Исходные данные: годовой объем выпуска деталей N= 120 000 шт. Произ-
водство крупносерийное. Работа односменная. Принятый режим сверления
отверстий: а) 0 6; sOi = 0,18 мм/об; П1 = 540 об/мин (при этом ^ = 10 м/мин;
Smi = 97 мм/мин; Pi — 1130 Н, А11=3450 Н-мм); б) 0 10,5; so2=0,3 мм/об; п2=
= 310 об/мин (при этом ц2=10,2 м/мин; sM2=93 мм/мин; Р2 = 3070 Н;
М2= 1460 Н-м).
Расчетное основное (технологическое) время сверления /О = 0,45 мин,
масса детали ~ 1 кг. Материал детали—сталь 20Х (сгв=750 МПа, НВ 180).
Неуказанные предельные отклонения размеров: охватывающих — по //14, охва-
тываемых— по Л14, других—±//14/2; отклонения от соосности поверхностей
А, Б и В не более 0,1 мм.
Принятие ре иге н и й. Анализ обрабатываемой заготовки, выбор эле-
ментов приспособления и схемы установки. Из рассмотрения чертежа детали
(см. рис. Ш) следует, что обрабатываемые отверстия 0 6 и 0 10,5 выполняют-
ся по 14-му квалитету точности (//14). Точность диаметральных размеров
обеспечивается инструментами (сверлами), точность положения осей отверстий
0 6 и 0 10,5 относительно осей цилиндрических поверхностей А и Б и торца
Г — базированием заготовки и точностью положения направляющих элементов
для сверл относительно установочных элементов приспособления. Точность по-
ложения отверстия 0 10,5 относительно отверстия 0 8 (поверхность Д) долж-
на обеспечиваться базированием и относительным положением установочного
Рис. П1. Чертеж вала ступенчатого
190
элемента, базирующего заготовку по поверхности Д, и направляющего эле-
мента инструмента (сверла).
Из анализа заготовки видно, что для установки ее в приспособление за
базы следует принять поверхности А, В, Г и Д. В качестве установочных эле-
ментов для базирования заготовки целесообразно использовать: а) две приз-
мы — базирование по цилиндрическим поверхностям А и В; б) торец призмы,
в которую вал устанавливается цилиндрической поверхностью А,— базирование
в осевом направлении по торцу буртика вала (поверхность Г); в) плавающий
конический срезанный ромбический палец-фиксатор — базирование по поверх-
ности Д отверстия 0 8.
Р и с. П2. Схема базирования, закрепления и обработки заготовки
Для уменьшения числа зажимных элементов целесообразно зажимать за-
готовку по верху поверхности Б одним вилкообразным прихватом (рычагом).
В качестве направляющих элементов для сверл принимаются кондукторные
втулки.
Схема базирования, закрепления и обработки заготовки (рис. П2). Заго-
товка 9 размещается в призмах 1 и 2 с упором поверхностью Г бурта в торец
призмы 2. Плавающий конический палец 3 под действием пружины входит в
отверстие 0 8 и исключает поворот заготовки 9 относительно оси. Для на-
правления сверла 4 служит горизонтальная кондукторная втулка 5 (6/7),
сверла 6 — вертикальная втулка 7 (10,5/7). В качестве зажимного элемента
использован вилкообразный прихват 8.
Схема приспособления. В соответствии с заданием принимается схема од-
номестного однопозиционного приспособления.
Конструкция зажимного устройства выбирается из соотношения такта вы-
пуска /в и штучного времени на обработку. Такт выпуска при годовом объ-
еме выпуска А=120 ООО шт. и действительном годовом фонде времени работы
станка в одну смену ==2014 ч [1]
Тв = 607?д/А=60-2014/120000«1 мин.
Коэффициент загрузки оборудования в крупносерийном и массовом произ-
водствах рекомендуется принимать в пределах k3 = 0,65...0,75 [1].
Штучное время при использовании на данной операции одного станка
можно определить из формулы коэффициента загрузки [1]: &3=7шт//в. Отсюда
^шт = &з’Тв = 0,75-1 =0,75 мин.
191
В свою очередь штучное время в проектных расчетах можно определять
по формуле [1]
/шт= (/о + ^в) (1 + д/100),
где tQ — основное технологическое время (в соответствии с условиями to —
= 0,45 мин); /в — вспомогательное время, мин; а— коэффициент, учитывающий
потери времени, предусмотренные формулой (1.1), на техническое и организа-
ционное обслуживание и регламентированные перерывы, т. е. /т.о, /0 о и /п
(а=6...1О [1], в рассматриваемом примере принимается а=10 %).
Из приведенной формулы определяется /в: tB (14-а/100) = tmT-t0 (1 +
+а/100), или tB = (/шт- 1,1/0)/1,1 = (0,75- 1,1-0,45)/!, 1=0,23 мин.
Таким образом, выявлено, что фактическое значение tB не должно превы-
шать в описанных условиях 0,23 мин.
Принимается решение: на приспособление для обеспечения быстродействия
зажима заготовки установить круглый стандартный эксцентрик — простой и
дешевый в изготовлении, удобный и достаточно надежный в эксплуатации.
С его помощью можно закрепить (или открепить) заготовку массой до 1 кг.
Зажим-отжим осуществляется вручную поворотом рукоятки эксцентрика.
Время закрепления равно 0,04 мин (табл. 2.2), что при времени на установку
и снятие 0,039 мин [7] обеспечит вспомогательное время /в = 0,16 мин. Получен-
ное значение меньше допустимого (/в = 0,23 мин). Это значит, что выбранный
зажим обеспечит нужную производительность оборудования и быстродействен-
ность приспособления. При этом коэффициент загрузки станка составит k3 =
= /шт/Тв = (0,45+0,16) 1,1/1 =0,671, что также приемлемо в условиях крупно-
серийного производства.
Таким образом, для обеспечения требуемой производительности станка
выбрано комбинированное зажимное устройство, состоящее из двух элемен-
тарных устройств — рычажного и эксцентрикового. Корпусом приспособления
может служить плита прямоугольного типа.
Выбор схемы и параметров для расчета точности.
Разработка схемы приспособления (рис. ПЗ). Первой изображалась в двух
проекциях заготовка //, которая в дальнейшем считалась прозрачной и не
препятствующей обзору элементов приспособления. Затем вокруг заготовки
вычерчивались установочные элементы — призма 10 с плавающим пальцем 9
и призма 8; зажимное устройство — прихват 7 со шпилькой и пружиной, экс-
центрик 6 с осью и опорой и приводная рукоятка 5; элементы для направления
инструмента — кондукторные втулки 3 и 4 с кронштейном 2, содержащим
плиту для вертикальной кондукторной втулки; корпус 1 со стойкой — плитой
для горизонтальной кондукторной втулки.
Выбор расчетных параметров. В соответствии с чертежом вала и требова-
ниями к точности обработки детали (см. рис. Ш) для расчета приспособле-
ния на точность изготовления можно выбрать несколько расчетных пара-
метров:
а) с целью обеспечения размера 35±0,31 от обрабатываемого отверстия
0 10,5 до поверхности Г целесообразно выбрать параметр для расчета приспо-
собления на точность изготовления в виде допуска расстояния от оси кондук-
торной втулки 4 (см. рис. ПЗ) до опорного торца призмы 10;
б) для обеспечения заданного допуска перпендикулярности отверстия
0 10,5 к оси поверхности Б (см. рис. П1) в пределах 0,1 мм за расчетный
параметр приспособления следует принять отклонение от перпендикулярности
оси рабочей (внутренней) поверхности кондукторной втулки 4 (см. рис. ПЗ)
к горизонтальным осям призм 8 и 10, которые в свою очередь должны быть
параллельны нижней плоскости корпуса 1;
в) для обеспечения положения обрабатываемого отверстия 0 10,5 относи-
тельно отверстия 0 8 (см. рис. Ш) за расчетный параметр приспособления
следует выбрать допустимое отклонение угла относительного положения осей
кондукторной втулки 4 (см. рис. ПЗ) и плавающего конического срезанного
(ромбического) пальца 9;
г) с целью обеспечения допуска смещения оси отверстия 0 10,5 от оси
цилиндрической поверхности Б (см. рис. Ш), значение которого 0,215 мм
192
(указано в ТУ на деталь), за параметр для расчета приспособления на точ
ность изготовления целесообразно выбрать допуск смещения оси кондукторно!
втулки 4 (см. рис. ПЗ) от общей оси призм 8 и 10 при виде сверху (сбоку сс
стороны торцов призм).
Подобным образом можно выбрать параметр приспособления для обеспе-
чения заданного отклонения от соосности обрабатываемого отверстия 0 6 и
поверхности А детали (см. рис. П1).
Расчет приспособления на точность. Ниже приведен
расчет приспособления на точность по одному из описанных выше парамет-
Р и с. ПЗ. Схема приспособления:
I — ось посадочная цилиндрической поверхности втулки; II — ось рабочей
поверхности (отверстия) втулки
ров — допуску расстояния от оси кондукторной втулки 4 (см. рис. ПЗ) до
опорного торца призмы 10.
При условии, что середины полей допусков межцентровых расстояний в
деталях и кондукторной плите совпадают, расчет целесообразно вести по фор-
муле (3.2): 8Пр = 6—(Ss+Se+Sen), определяя все расчетные факторы. Допуск
бработки заготовки (размер 35 мм) из условий чертежа детали 6 = 0,62 мм
В А Горохов 193
(±0,31). В соответствии с принятой схемой (см. рис. ПЗ) в конструкции при-
способления предусмотрена одна вертикальная кондукторная втулка 4, которая
впрессовывается непосредственно в отверстие плиты кронштейна 2. Поэтому
имеется только один односторонний максимальный зазор $1 между сверлом и
кондукторной втулкой, который складывается из максимального зазора по-
садки (посадка между сверлом и втулкой Fljhl) и зазора изнашивания втул-
ки.. Максимальный зазор посадки складывается из предельных значений до-
пусков размеров отверстия втулки (±0,034 мм) и сверла ( — 0,018 мм). Допуск
износа принимается по табл. 3.3 ( + 0,062 мм). Тогда Ss=si = 0,5 (0,034 +
+ 0,018+0,062) =0,057 мм.
В связи с наличием одной кондукторной втулки в расчете следует учиты-
вать только один эксцентриситет е\. В соответствии с вышеприведенными ре-
комендациями Se=ei = 0,005 мм.
Для одной вертикальной кондукторной втулки будет иметь место одна
погрешность от перекоса сверла Sni, которая рассчитывается по формуле (3.24):
2en = 8ni = 2Sim// = 2-0,057-10,5/20 = 0,06 мм. Здесь $1 = 0,057 мм; m=d=10,5 мм;
длина кондукторной втулки 0 10,5 по ГОСТ 18430—73 7=20 мм.
Все найденные значения факторов подставляются в формулу, и вычисля-
ется значение enp: епр = 0,31— (0,057+0,005+0,06) =0,188 мм.
Таким образом, допуск изготовления приспособления по размеру 35 мм
равен ±0,188 мм.
Определение допусков размеров деталей осуществляется решением пря-
мой задачи при расчете нанесенной на рис. ПЗ размерной цепи Т. Замыка-
ющим звеном является размер Тд с допуском = +0,188 мм, связываю-
щий ось кондукторной втулки 4 и торец призмы 10. Размер связывает
оси внутренней рабочей и наружной посадочной цилиндрических поверхнос-
тей втулки 4. Размер Т2 соединяет оси отверстий под втулку 4 и под штифт
кронштейна 2. Размер Т3 связывает оси отверстий под штифты корпуса /,
определяющих положения кронштейна 2 и призмы 10} размер Т4 — ось от-
верстия под штифт и рабочий торец призмы 10.
Задача. Обеспечить размер (35±0,188) мм методом полной взаимозаме-
няемости.
Из расчета приспособления на точность следует, что минимальный раз-
мер 7\min = 34,812 мм; максимальный ТДтах = 35,188 мм. Следовательно,
поле допуска размера Тд будет 6Гд = Гдтах-^дпнп = °^76 ММ, а КООрДИ-
ната середины поля допуска: ДоГд = 0,376/2 = 0,188 мм.
Уравнение размерной цепи в соответствии с рис. ПЗ имеет вид
Тд = Т1 + Та+ я-И
(отклонение от соосности 7\ изменяется от 0 до допустимого значения, т. е.
7\ = 0; принимается 7’2=22 мм и Т3—25 мм).
Из приведенного выше уравнения определяется Т4: T4=Ti4-T2+T3 — Т& =
=0+22+25-35=12 мм.
С учетом степени сложности достижения требуемой точности составля-
ющих звеньев и рекомендаций по экономической точности обработки можно
установить: = 0,01 мм, так как отклонение от соосности кондукторных
втулок рекомендуется принимать +0,005 мм; 6^2 = 0,146 мм; <5^ = 0,120 мп;
= 0,1 мм. Принимаются координаты середин полей допусков: ДоГ1 =
==+0,005 мм; ДоГг = +0,073 мм; До^з = +0,06 мм.
Координата середины поля допуска четвертого звена находится из урав-
п ) m—x t
нения: ДвГд = 2 доТ,- ~ 2 AoTz = дот, + доТ2 + дог5 ~ доТ. ’ дот4 =
i—1 п-{-1
= ДоГ1 + До7-2 + ДоТз — ДоТд = °>005 + °.073 + °>06 — °’188 = —0,05 ММ-
194
Правильность назначения допусков следует проверить по формулам (3.9)
и (3.10) путем подстановки значений ДоГд и 6Гд соответственно через Ло7^
и дт., установленные при расчете допусков: ДнГд = ДоГд — 6Гд/2 = 0,005+
+ 0,073 + 0,06 + 0,05 — (0,01 + 0,146 + 0,12 + 0,1)/2 = 0; ДвГд = ДоГд +
+ 6Гд/2 = 0,005 + 0,073 + 0,06 + 0,05 + (0,01 + 0,146 + 0,12 + 0,1)/2 =
= 0,376 мм.
Таким образом, допуски установлены правильно. При симметричном
расположении полей дт = +0,005; 67^ =+0,073; — +0,06; =
= +0,05 мм.
Рис. П4. Схема для расчета потребной силы зажима W:
а — вид заготовки спереди; б — вид слева
(яг'= R2 = R2 = «1/2; R2 = «2/ (2 sin “ ))
С учетом представленных в гл. 3 рекомендаций (при сверлении стальных
деталей при длине сверления 10 м износ кондукторных втулок составляет
4 мкм) допустимый износ втулки равен 62 мкм, длина сверления на одной за-
готовке 38 мм, количество просверленных деталей до выхода втулки из строя
3600 шт., что практически неприемлемо. Поэтому принято решение растачивать
отверстия под кондукторную втулку 4 (см. рис. ПЗ) в кронштейне 2 на коор-
динатно-расточном станке в сборе с корпусом 1 и призмой 10 с непосредствен-
ным выдерживанием размера от опорной поверхности призмы 10 др оси отвер-
стия под втулку 4. В соответствии с рекомендациями, изложенными в табл.
П15, допуск расстояния от призмы 10 до втулки 4 с учетом эксцентриситета по-
следней принимается ±0,03, т. е. на приспособлении задается размер 35±0,03.
Тогда допуск износа можно увеличивать от 62 до 380 мкм, что обеспечит
сверление 25 тыс. заготовок до полного изнашивания втулки.
Подобные ужесточения следует применить в отношении горизонтальной
кондукторной втулки 3 (см. рис. ПЗ). С учетом равномерного сверления всех
деталей годового объема выпуска (W=120 000 шт.) в ТУ на приспособление
следует заложить два требования: 1 — растачивать отверстия под кондукторные
втулки на приспособлении в сборе; 2 — контроль точности приспособления по
обеспечению положения обрабатываемых отверстий на заготовке производить
через каждые 2,5 мес. эксплуатации.
Силовой расчет приспособления. Потребная сила зажима
заготовки определяется из условия равновесия заготовки с учетом коэффици-
ента запаса k. В рассматриваемом случае осевая сила Р2 и момент резания
М2 (см. рис. П2) уравновешиваются реакциями призм и прихвата. Смещению
заготовки от действия осевой силы Р\ и момента JWj будут противодействовать
13*
195
силы трения, создаваемые силами зажима W (рис. П4). Условия равновесия
заготовки с учетом коэффициента k можно выразить уравнениями:
kPX = Fl + F2+F2>
kMl = FlrB + F2rA + F2r В’
где k — коэффициент запаса, в соответствии с рекомендациями гл. 4 k =
— 1,5 • 1,0- 1,1 • 1,0- 1,3 • 1,0- 1,0 = 2,15; Fx — сила тре-
ния между поверхностью Б радиусом гБ (см. рис. П4) заготовки и поверх-
ностью прихвата, Fx = R{f{ (здесь — реакция заготовки на зажимной
элемент, — коэффициент трения в контакте заготовки с зажимным эле-
ментом); F2t F2— силы трения соответственно между поверхностями А ра-
диусом гА и В радиусом гв и гранями призм. Из условия симметричности
схемы закрепления заготовки относительно W и Р2 реакции R2 призм и ре-
акции R2 граней каждой призмы равны, т. е.
/ // ^2^2
F2 = F2 = F2 = 2 2 sin (a/2) = ^np!
f2 — коэффициент трения в контакте заготовки с установочными элементами
(гранями призм), принимается fx ~ f2 -- f = 0,16; a — угол призмы,
a = 90°; /пр — приведенный коэффициент трения, f = /2/sin (a/2) =
= 0,16/sin 45° = 0,226.
Зажимное устройство следует отнести к первой группе, так как в нем
предусмотрен самотормозящийся механизм (эксцентриковый). Поэтому в
расчете нужно учитывать упругие характеристики систем зажимного и устано-
вочных элементов. Тогда
#i = W—/>2[/1/(/14-/2) ];
2R2 — W 4- РгГ/г/ (/1 + /2)],
где /1, /2 — жесткости систем соответственно зажимного и установочных эле-
ментов. По рекомендациям гл. 4 принимается
/i/(/i+/2) =0,35; /2/(71+/2) =0,65.
После подстановки приведенных выше значений уравнения равновесия
примут вид
/ /1 \ / га + ГВ \ / /*2 \
= /гБ W" — P2 -- +/ПР ------------ W" +Р2 7- •
\ /1 + /2 / \ 2 J \ Л + '2 /
Решением этих уравнений относительно W' и W" и подстановкой цифро-
вых значений (из исходных данных и чертежа детали Р{ = 1130 Н; Р2=3070 Н;
Л41 = 3450 Н-м; га = 20 мм; гб=19 мм; гв= 17,5 мм) определяется потребная
сила зажима W.
/ /1 /*2 \ /
Г' = рр, + [Р2 - fnpp2 hf + м =
\ h г h Ji h /1
2,15 • 1130 4-0,16 • 3070 • 0,35 — 0,226 • 3070 • 0,65
— -------------------------------------------—------------= □□/1 H.
0,16 + 0,226
196
kMl + /ГБР2 - -
Л “г h
W" =---------------------
frB + /пр
20 -г 17,5
2,15 • 3,450 + 0,16 • 19 • 3070 • 0,35 — 0,226—3070 • 0,65
= 20 + 17 5 =
0,16 • 19 4-0,226—----------------------
2
= 306 н.
Для дальнейших расчетов принимается наибольшее значение из W' и W",
т. е. №=5571 Н.
Рис. П5. Схема для расчета зажимного устройства с приводом:
1 — прихват; 2 — шпилька; 3 — эксцентрик; 4 — рукоятка
Схема зажимного устройства показана на рис. П5. Из нее следует, что кон-
структивно выбран рычажный зажим, имеющий прихват (рычаг) с одинаковы-
ми плечами 1\. Размеры сечения прихвата (изготовлен из стали 45) можно
определить из формулы
аиз = AfH3/Z = 6B7/1/(&nft2),
где оиз — напряжение при изгибе (по табл. П28 допускаемое напряжение для
стали 45 после нормализации [оиз] = 125 МПа); W — обеспечиваемая сила
зажима (№ = 5571 Н); — плечи рычага (принимается длина рычага 125 мм;
Z! — 60 мм); Ьп — ширина (без паза) опасного сечения прихвата, мм; hn —
высота сечения прихвата (принимается hn = 25 мм); Z— момент сопротивле-
ния сечения прихвата: Z = bnh2n!§, мм3.
197
Путем приравнивания аиз = [аиз] и решения приведенного уравнения опре"
деляется ширина сечения
6 • 5571 • 60
6П = ------То- = —777—777— = 25,67 мм.
[аиз1Лп 125 • 252
По выявленным данным выбирается прихват передвижной шарнирный по
ГОСТ 9058—69 из стали 45 с размерами: длина /п = 125 мм; ширина Ва —
= 50 мм; Лп = 25 мм и площадь опасного сечения &п-^п=30-25 мм2. Прихват
дорабатывается с целью получения рабочего зажимного элемента в виде вилки.
Затем в соответствии с рекомендациями гл. 4 осуществляется расчет экс-
центрикового зажима. Принят круглый эксцентрик.
Для расчета эксцентриситета е принимаются следующие значения величин:
зазор $i = 0,3 мм; допуск размера заготовки б в данном случае будет представ-
лять собой величину колебания по высоте положения линии контакта заготов-
ки с прихватом, состоящую из половины допуска размера 0 38 (0,5-0,62 =
= 0,31 мм) и просадки оси заготовки в призмах 0,56i (sin(a/2) =
= 0,5• 0,025/sin 45°=0,017 мм; здесь 6i — допуск размеров 0 40 f7 и 0 35
h7\ а —угол призмы, а=90°, т. е. 6 = 0,31 + 0,017 = 0,327 мм; 1Г=5571 Н; жест-
кость системы зажима заготовки в приспособлении /1 = 12 000 Н/мм; угол
поворота эксцентрика из условий удобства зажима аэ = 123°, тогда а'=180° —
— аэ = 57° (cos аэ = cos а'=cos 57°).
Расчет осуществляется по формуле
S1 + б + Г/Д 0,3 + 0,327 + 5571/12000
е _ —.------------ = ---------= 2,4 мм.
1 — cos аэ 1 — cos 57
Принимается е=2,5 мм.
Радиус цапфы r=dl% эксцентрика при ширине цапфы £э=18
[псм] = 25 МПа определяется по формуле
мм и значении
Г 5571
= "од rzr—Г = “7—:---------77~ = 6,19 мм.
2г>э рем] 2 • 18 • 25
Устанавливается r=d/2 = 6,5 мм.
Диаметр эксцентрика можно определить по зависимости Еэ=18е=18Х
Х2,5=45 мм. Более точно радиус эксцентрика гэ (при Q=r9/:,=6,5-0,12=0,78 мм;
<р = 6°) можно рассчитать по формуле
2,5 — 0,78
sin 6°
е —Р
sin ф
= 16,5 мм.
Принимается 7)э = 2гэ = 50 мм. При этом условие самоторможения будет
также обеспечиваться. Ширина эксцентрика Вэ (при F=5571 Н, Е=2,1-
•105 МПа; гэ=25 мм; для стали 20 после цементации и закалки от = 350 МПа,
[о»] = 2от = 700 МПа) определяется по формуле
5571- 2,1 • 105 , ,
В = 0,172----------5— = 0,172--------——ь-------= 16,4 мм.
э гэ [а]2 25 • 7002
WE
Устанавливается В9 = £9=18 мм.
В соответствии с ГОСТ 9061—68 выбирается эксцентрик круглый 18X50
из стали 20; с эксцентриситетом е=2,5 мм; шириной ВЭ = 6Э = 18 мм; диаметром
Еэ = 50 мм и диаметром цапфы d=13 мм.
Затем решается вопрос о приводе эксцентрика для обеспечения потребной
силы зажима W. Устанавливается угол а'=53°, ф=6°; сила, которую рабочий
может прикладывать к рукоятке, Рпр = 150 Н (см. рис. П5).
Из ранее приводимого уравнения (гл. 4) определяется длина рукоятки
/=WEnP-ll+sin (а'+ф)] = 5571-2,5/150-[1+ sin (53°+6°)]= 172,4 мм.
По ГОСТ 8923—69 выбирается рукоятка 7061-0077 (исполнение I) общей
длиной 175,5 мм, диаметром 16 мм и диаметром хвостовика 0 12г6.
Расчет на прочность. Наиболее нагруженным элементом приспо-
собления можно считать шпильку, которая является опорой прихвата (рычага)
198
и на которую действует растягивающая сила, равная 2W (см. рис. П5). Шпиль-
ка работает на растяжение. Ее опасным сечением является внутренний диа-
метр резьбы d', который в соответствии с рекомендациями гл. 5 определяется
по формуле
d' = cy 2Г/[ор] ,
где С—коэффициент (для метрических резьб С=1,4); [сгр] — допускаемое
напряжение при растяжении (по табл. П28 для улучшенной стали 45 при
пульсирующей нагрузке [ор]=155 МПа).
После подстановки значений в формулу определяется внутренний диаметр
резьбы
d' = 1,4 Д/ 2 • 5571/155 = 11,87 мм.
По ГОСТ 22043—76 принимается шпилька М16Х 120.56.0,5 из улучшенной
стали 45 с внутренним диаметром резьбы d'= 13,835 мм.
Расчет экономической эффективности применения
приспособления. Создаваемое приспособление (вариант 2) призвано
заменить применяемое (вариант 1) подобной конструкции.
В первом варианте имелись два прихвата, которые обеспечивали зажим
заготовки по двум шейкам (0 40 и 0 35) и приводились в действие двумя
винтовыми устройствами. При этом штучное время обработки каждой заготов-
ки составляло /шт1 = 1,008 мин = 0,018 ч (/Шт2=0,671 мин = 0,0116 ч). Часовая
ставка рабочего первого разряда Si=0,418 руб. (повременная оплата труда);
разряд работы — третий, т. е. разрядный коэффициент т3= 1,203. Старое при-
способление состояло из 23 деталей; новое состоит из 27 деталей, т. е. zn i =23,
Zn2=27. В соответствии с табл. 6.1 для старого приспособления Cni=3 руб.,
для нового СП2=4 руб. Для обоих приспособлений срок службы принимается
равным двум годам, т. е. /с = 2. Процент цеховых накладных расходов принима-
ется z = 215; коэффициент проектирования (?п=0,5; коэффициент эксплуатации
<7э = 0,25; годовой выпуск N= 120 тыс. шт. Расчет ведется из принятого условия,
что оба приспособления надо проектировать и изготавливать.
Основная зарплата на выполнение операции в приспособлениях L3i =
= /шт \S\in^=0,018 • 0,418 • 1,203=0,0091 руб; ^з2=/шт2^1^з==0,116'0,418* 1,203=
= 0,0068 руб.
Стоимость изготовления приспособления X1=zniCni=23’3=69 руб.; А2=
= гп2Сп2=27-4= 108 руб.
Технологическую стоимость обработки в старом (вариант 1) и новом (ва-
риант 2) приспособлениях можно определить по формулам:
/ 215\ 69 / 1 4-0,5 \
= 0,00911 1 + — + т +0,25 = 0,0292 руб;
- \ 100/ 120000 \ 2 /
/ Z \ Л2 / 1 Яп \
Ст2= ^32 [/ +^0) +-Ц-------—• +?Э J =0,0068 X
/ 215\ 108
XV + 100+ 120000
4-0,25 1 = 0,022 руб.
Годовой объем выпуска деталей N', при котором оба сопоставляемых ва-
рианта приспособления будут в экономическом отношении равноценны, опреде-
ляется по выражению (6.1):
(108 — 69) 1 +2°'’ - +0,25
ДГ = -------------1---------------—— = 5380.
(0,0091 — 0,0068) (1 + 215/100)
199
Рис. П6. Чертеж спроектированного приспособления для сверления отвер-
стий в деталях типа валов
Из расчетов следует, что выгоднее с экономической точки зрения примене-
ние второго (более дорогого, но более производительного) варианта приспособ-
ления.
Экономический эффект от применения нового приспособления в расчете на
одну деталь составит:
Э = Ст j - Ст2 = 0,0292 - 0,022 = 0 0072 руб.
Годовой экономический эффект от применения приспособления на весь
объем выпуска деталей
Эг = ЭЛ7 = 0,0072-120 000 = 865 руб.
Срок окупаемости дополнительных затрат определяется по формуле
/ ! + ?п \ I
io = (Л2 - Л1) -----;----+ <7Э /эг= (108-69) х
\ гс .'/
/ 1 +0,5 \1
X (---у2— + 0,25 ||865 = 0,045 г.
Таким образом, использование разрабатываемого приспособления эконо-
мически оправдано, так как экономический эффект от его применения при за-
данном объеме выпуска деталей составит 865 руб. в год. Дополнительные за-
траты на создание и использование нового приспособления окупаются менее
чем за один месяц его эксплуатации.
Разработка документации. Эскизный сборочный чертеж при-
способления (рис. П6). В результате приведенных расчетов создается сбороч-
ный чертеж приспособления, оформленный в соответствии с изложенными
выше требованиями (размеры, посадки, данные расчетов, нумерация и т. д.).
Ему присвоено обозначение ДП001.000.000СБ.
Спецификация приспособления. К разработанному приспособлению (см.
рис. П6) в соответствии с требованиями ГОСТа и настоящего пособия состав-
лена спецификация (см. с. 202—203).
Технические условия ТУ на изготовление и эксплуатацию разработанного
приспособления (ДП001.000.000ТУ) состоят из следующих пунктов.
1. Допускается отклонение от перпендикулярности оси отверстия 0 10,5
F7 кондукторной втулки 19 к оси призм 21 и 22— 0,02/100 мм.
2. Допускается отклонение от параллельности осей отверстия 0 6 F7
кондукторной втулки 16 и призм 21 и 22— 0,05/100 мм.
3. Растачивание отверстий в кронштейне 2 и стойке 3 под кондукторные
втулки 19 и 18 следует производить на приспособлении в собранном виде с
допусками размеров по чертежу, уменьшенными на допуск соосности втулок
(±0,005).
4. Окончательную отладку приспособления выполнять после обработки
пробных заготовок. При отладке между корпусом 1 и призмами 21 и 22 до-
пускается ставить прокладки из медной фольги толщиной до 0,2 мм.
5. Контроль точности приспособления по обеспечению положения обрабо-
танных отверстий на заготовке следует производить через каждые 2,5 месяца
эксплуатации.
6. Приспособление красить эмалью ПФ-133 фисташкового цвета
(ГОСТ 926—82) по глифталевым и фенольным грунтовкам методом пневмо-
распыления.
7. В период хранения приспособления поверхности без лакокрасочного по-
крытия необходимо смазывать солидолом синтетическим марки С по
ГОСТ 4366—76 или солидолом жировым марки Ж по ГОСТ 1033—79.
Описание работы приспособления. Приспособление устанавливается на
столе специального сверлильного станка нижней плоскостью корпуса 1 (см.
рис. П6), фиксируется за счет штифтовки по двум отверстиям С и закрепляет-
ся болтами, проходящими через четыре сквозных отверстия Е в корпусе 1 и
столе станка.
201
Спецификация приспособления для сверления
1 Формат 1 Зона Позиция Обозначение Наименование Количест- во Примечание
Документация
24 ДП 001.000.000СБ Сборочный чертеж Г|
11 ДП 001.000.000ТУ Технические условия
Сборочные единицы
12 I 1 1 1 ч | ДП 001.001.000 | | Корпус | 1 1
12| ДП 001.002.000 | Кронштейн | 11 1
Детали
И 1 13 | ДП 001.000.001 Кронштейн | Ст. 3
И 4 ДП 001.000.002 Палец плавающий 1 Сталь 45, закал- ка, 49...51 НИСЭ
11 5 ДП 001.000.003 Ось 1 Сталь 20Х, цементация, АО,8.. .1,2 мм, 59... 61 HRC3
Стандартные изделия
6 Винты ГОСТ 1491—80* М8Х45.66.05 2
7 1 | М10Х50.66.05 4
8 Винт M10x28.66.05 ГОСТ 17473—80* 4
9 Гайка М16.66.05 ГОСТ 5927—70* 2
10 Гайка М6.66.05 ГОСТ 5929—70* 2
11 Шайба 2-16.36.05 ГОСТ 11371-78 1
12 Шпилька М16Х 120.36.05 ГОСТ 22043-76* 1
1 1
1 1 ДП 001.000.000
Изм. | Лист. № докум. | Подп.| Дата
Разработал | | Приспособление для сверления Лит. Лист | Лист
Проверил | | И 1 2
| |
Н. контр. | |
Утв. 1 1
202
Продолжение спецификации
Формат Зона S С В Обозначение Наименование । о s а ° <0 & р* Примеча- ния
13 Штифты ГОСТ 3129—70* 4л6Х18 2
14 8лбХ28 6
15 8ибХ55 4
16 Пружины ГОСТ 13165—67* 7039-2011 1
17 7039-2025 1
18 Втулки кондукторные ГОСТ 18430—73* 0 6F7-12 1
19 0 10.5F7-20 1
20 Опора под эксцентрик ГОСТ 9053—68* 19X60.05 I
21 Призмы опорные ГОСТ 12195—66* 0 35Х4ОХ5О-О5 1
22 0 40X40X50-05 1 с дора- боткой
23 Прихват передвижной ГОСТ 9058—69* 125Х50Х25-05 I с дора- боткой
24 Рукоятка цилиндрическая ГОСТ 8923—69* 7061—0077 1
25 Эксцентрик круглый ГОСТ 9061—68* 18X50-05 1
ДП. 001.000.000 Лист
2
Изм. Лист № докум. Подп. Дата
203
В исходном положении рукоятка 24 поднята вверх и вся система комбини-
рованного зажимного устройства (прихват 23, эксцентрик 25) отведена впра-
во. При этом прихват не мешает установке заготовки в приспособление.
Заготовка устанавливается в призмы 21 и 22 с упором торцовой поверх-
ности буртика во внутренний торец призмы 22 и доворачивается вокруг оси
до совпадения радиального отверстия 0 8 заготовки (см. рис. П1) с коническим
пальцем 4 (см рис П6), который при этом западает в отверстие под действием
пружины 16 и фиксирует положение заготовки по отверстию 0 8. После этого
система зажимного устройства перемещается в сторону заготовки (влево) до
упора правой стороны продольного паза прихвата 23 в шпильку 12 В резуль-
тате прихват 23 зависает над заготовкой и при повороте рукоятки 24 вправо-
вниз заготовка зажимается. Затем через кондукторные втулки 18 и 19 осуще-
ствляется сверление отверстий.
После окончания обработки и отвода сверл рукоятка поднимается вверх,
заготовка открепляется. Система зажимного устройства отводится вправо.
Обработанная заготовка вынимается из приспособления, которое загружается
новой заготовкой. Цикл повторяется.
Все этапы проектирования, полного расчета и описания работы приспо-
собления отражаются в пояснительной записке проекта. Сборочный чертеж
спроектированного приспособления выполняется на листе (листах) ватмана по
СТ СЭВ 140—74.
Приложение 2. СПРАВОЧНО-НОРМАТИВНЫЙ МАТЕРИАЛ
Табл. П1. Погрешность закрепления заготовок е5 при установке в радиальном направлении для обработки на станках, мкм
Характеристика базовой поверхности Поперечные размеры заготовки, мм
6...10 10...18 18...30 30...50 50...80 80...120 120...180 180...260 260...360 360...500
2 3 1 4 1 5 6 7 8 1 9 10 11
Холоднотянутая калиб- 40 Ус 50 тановка в 60 зажимно1 70 1 гильзе (ь 80 ^анге )
рованная Предварительно обра- 40 50 60 70 80 — — — — —
ботанная Окончательно обрабо- 20 25 30 35 40 — — — — —
ьо о СП танная Полученная литьем: в песчаную форму ма- Уа 220 тановка в 270 трехкула 320 Яковом па 370 троне с р 420 учным npi 500 1водом 600 700 800 900
шинной формовки по металлической модели в постоянную форму 150 175 200 250 300 350 400 450 550 650
по выплавляемой мо- 50 60 70 80 100 120 140 160 — —
дели под давлением 25 30 35 40 50 60 70 80 — —
Полученная горячей 220 270 320 370 420 500 600 700 800 —
штамповкой Горячекатаная 220 270 320 370 420 500 600 — — —
Предварительно обра- 50 60 70 80 100 120 140 160 180 200
ботанная Окончательно обрабо- 25 30 35 40 50 60 70 80 90 100
танная
Окончание табл. П1
! 1 2 1 8 1 4 1 5 1 6 7 1 8 9 1 10 1 1 11
Устаное Полученная литьем: в песчаную форму ма- шинной формовки по металлической модели в постоянную форму по выплавляемой мо- дели под давлением Полученная горячей штамповкой Горячекатаная Предварительно обра- ю ботанная о Окончательно обрабо- танная Примечания: 1. Г та в трехкулачково 180 220 120 140 40 50 20 25 180 220 180 220 40 50 20 25 1ри установке на oi м патрон 260 170 60 30 260 260 60 30 1равку на г с мехаш, 320 200 70 35 320 320 70 35 ДО у ЧИТЫ I езированнъ 380 240 80 40 380 380 80 40 зать погр( 1м (пневые 440 280 90 45 440 440 90 45 апность б гтическиы 500 320 100 50 500 500 100 50 азированш ) приводов 580 380 120 60 580 120 60 а и приш н 660 440 660 140 70 гмать по 760 500 160 80 грешность
закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в жестких центрах не дает погрешности закрепления в радиальном направлении. Погрешность закрепле-
ния, получающаяся при установке в плавающий передний и вращающийся задний центры, не учитывается, так как пере-
крывается изменением положения заготовки под действием сил резания.
Табл. П2. Погрешность закрепления заготовки е3 при установке в осевом направлении для обработки на станках, мкм
Характеристика базовой поверхности Поперечные размеры заготовок, мм
- 6...8 | 10...18 | 18...30 | 30...50 50...80 80...120 | 120...180 180...260 | 260...300 | 300...500J
1 ! 1 » 1 4 1 5 6 7 | 8 91 | 10 1 11
Установка в зажимной гильзе (цанге) по упору
Холоднотянутая ка- 1 40 либрованная | | 50 | 60 | 70 | 80 | — |
Продолжение табл. П2
207
1 I 2 3 4 5 1 1 6 7 8 9 10 11
Предварительно обра- ботанная 40 50 50 70 80 — — — — —
Окончательно обрабо- танная Усп Полученная литьем: 20 пановка в 25 трехкулаь 30 сковом сам 35 о центр ар. 40 ующем па\ троне с р< учным пр иводом — —
в песчаную форму ма- шинной формовки по металлической модели 70 80 90 100 110 120 130 140 150 160
в постоянную форму 60 70 80 90 100 ПО 120 130 140 150
по выплавляемой мо- дели 50 60 70 80 90 100 ПО 120 —
под давлением 30 40 50 60 70 80 90 100 — —
Полученная горячей штамповкой 70 80 90 100 110 120 130 140 150 —
Горячекатаная 70 80 90 100 ПО 120 130 -
Предварительно обра- ботанная 50 60 70 80 90 100 ПО 120 130 140
Окончательно обрабо- танная Устинов Полученная литьем: 30 зка в тре; 40 ккулачково 50 м патрон 60 е с механи 70 сзированнп 80 im (пневма 90 тическим ) 100 । приводом но 120
в песчаную форму ма- шинной формовки по металлической модели 55 60 70 80 90 100 ПО 120 130 140
в постоянную форму 55 60 65 75 80 90 100 НО 120 130
по выплавляемой мо- дели 45 50 55 65 75 80 85 90 — —
под давлением 25 35 45 50 55 65 70 80 —— —
Окончание табл. П2
1 2 1 3 4 5 1 6 1 7 8 9 1 1 1° п
Полученная горячей штамповкой 55 60 70 80 90 100 ПО 120 130 —
Горячекатаная 55 60 70 80 90 100 по — — —
Предварительно обра- ботанная 40 50 60 70 80 90 90 100 но 120
Окончательно обрабо- танная 25 30 35 40 50 60 70 80 90 100
Примечания: 1. При установке на оправку надо учитывать погрешность базирования и принимать погрешность
закрепления в зависимости от крепления оправки в гильзе, патроне или зажимном приспособлении.
2. Установка в центрах не дает погрешности закрепления, но дает погрешность базирования в осевом направлении.
Табл. ПЗ. Погрешность закрепления заготовок е3 при установке на точечные опоры, мкм
g — о° Характеристика базовой поверхности Поперечные размеры заготовок, мм
6...10 | 10...18 | 18 ..30 j ! 30...50 | • 50.. 80 | 80...120 | 120...180 | 180.. 260 260...360 | 360...500
1 2 | 3 I 4 1 5 1 6 | 7 | 8 | 9 10 I 11
Установка в зс Полученная литьем: в песчаную форму ма- шинной формовки по металлической модели в постоянную форму по выплавляемой мо- дели под давлением Полученная горячей штамповкой Горячекатаная гжимное п 80 70 90 риспособл( 100 100 90 80 100 100 ?ние с euHi 125 ПО 100 90 125 125 товыми uj 150 120 ПО 100 150 150 ги эксцентриковыми зажимными ycmpoi 175 200 225 250 130 140 150 160 120 130 140 150 ПО 120 130 140 175 200 225 250 175 200 225 — Яствами 300 180 300 350 200
Окончание табл. ПЗ
Горохов
1 2 3 4 5 6 7 8 9 10 11
Предварительно обра- 80 90 100 ПО 120 130 140 150 160 170
ботанная Окончательно обрабо- 70 80 90 100 НО 120 130 140 150 160
танная Шлифованная 60 70 80 90 100 110 120 130 140 150
Установка в приспособление с пневматическим зажимным устройством
Полученная литьем: в песчаную форму ма- 90 100 120 140 160 180 200 240 280
ьо о шинной формовки по металлической модели в постоянную форму 80 90 100 110 120 130 140 160 180
по выплавляемой мо- 65 70 75 80 90 100 110 120 — —
дели под давлением 40 45 50 60 70 80 90 100 — —
Полученная горячей — 90 100 120 140 160 180 200 240 —
штамповкой Горячекатаная 70 80 100 120 140 150 180 — — —
Предварительно обра- ботанная Окончательно обрабо- 65 70 75 80 90 100 110 120 130 140
50 60 70 80 90 90 100 110 120 130
танная Шлифованная 40 50 60 70 80 80 90 100 НО 120
Примечания: 1. При установке на магнитной плите погрешность закрепления отсутствует.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатыраемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Табл. П4. Погрешность закрепления заготовок е3 при установке на опорные пластины, мкм
Характеристика базовой
поверхности
Поперечные размеры заготовок, мм
6...10 | 10...18 | 18...30 30...50 | 50...80 | 80...120 | 120...180 ( 180...260 | 260...360 | 360...500
Установка в приспособление с винтовыми или эксцентриковыми зажимными устройствами
Полученная литьем: в песчаную форму машин- 100 110 120 135 150 175 200 240 280
ной формовки по металли- ческой модели в постоянную форму 55 60 70 80 90 100 ПО 120 130 140
по выплавляемой модели 40 50 60 70 80 90 100 ПО —
под давлением 30 40 50 60 70 80 90 100 — —
Полученная горячей штам- — 100 ПО 120 135 150 175 200 240 —
повкой Горячекатаная 90 100 ПО 120 135 150 175
Предварительно обрабо- 40 50 60 70 80 90 100 ПО 120 130
танная Окончательно обработанная 30 40 50 60 70 80 90 100 ПО 120
ь? Шлифованная о 20 30 40 50 60 70 80 90 100 ПО
Установка в приспособление с пневматическим зажимным устройством
Полученная литьем: в песчаную форму машин- 80 90 100 ПО 120 140 160 190 220
ной формовки по металли- ческой модели ’в постоянную форму 50 55 60 65 70 80 90 100 ПО 120
по выплавляемой модели 35 40 50 55 60 70 80 90 —
под давлением 25 30 35 40 50 60 70 80 — —
Полученная горячей штам- — 80 90 100 ПО 120 140 160 190 —
повкой Горячекатаная 70 80 90 100 НО 120 140 — — —
Предварительно обрабо- 35 40 50 55 60 70 80 90 100 ПО
танная Окончательно обработанная 25 30 35 40 50 60 70 80 90 100
Шлифованная 15 20 25 30 40 50 60 70 80 90
Примечания* 1. При установке на магнитной плите погрешность закрепления отсутствует.
2. Поперечный размер заготовки принимать наибольшим в сечении по нормали к обрабатываемой поверхности.
3. Погрешность закрепления дана по нормали к обрабатываемой поверхности.
Табл. П5. Экономическая точность обработки наружных цилиндрических
поверхностей
Вид обработки Точность, квали- тет
Обтачивание на токарных станках:
черновое 12, 13
отделочное 11
'отделочное повышенной точности 10
тонкое 7
Шлифование:
однократное 9
отделочное после однократного 8
тонкое повышенной точности 5, 6
Примечания: 1. Точность приведена для поверхностей длиной до
150 мм, при большей длине точность на один квалитет ниже.
2. При бесцентровом шлифовании точность зависит от жесткости станка
и обеспечивается по 8... 11-му квалитетам.
Табл. П6. Экономическая точность обработки внутренних цилиндрических
поверхностей
Вид обработки Точность, квали- тет
Сверление:
без кондуктора 12, 13
по кондуктору 11
Зенкерование и растачивание резцами:
черновое 12, 13
отделочное 11
отделочное повышенной точности 10
тонкое 7
Развертывание:
однократное стали 9
однократное чугуна и отделочное стали 8
отделочное чугуна и повышенной точности стали 7
повышенной точности чугуна 5, 6
Шлифование:
однократное 9
отделочное после однократного 8
отделочное повышенной точности 7
тонкое 5, 6
Хонингование 5, 6
Протягивание отделочное 7
14!
211
Табл. П7. Экономическая точность обработки плоскостей
(ширина до 300 мм, длина до 450 мм)
Вид обработки Точность, квали- тет
Фрезерование и строгание: черновое стали черновое чугуна и отделочное стали отделочное чугуна отделочное повышенной точности стали отделочное повышенной точности чугуна Шлифование: . однократное отделочное после однократного отделочное повышенной точности 12, 13 11 10 9 8 9 8 7
Табл. П8. Экономическая точность обработки поверхностей
фасонной фрезой
Длина поверхности, мм Погрешность размера (мкм) при обработке фрезой шириной, мм
до 120 | 120...180
До 100 250/100
100...300 350/150 450/200
300...600 450/200 500/250
Примечание. В числителе данные, получаемые при черновой обра-
ботке, в знаменателе — при отделочной.
Табл. П9. Экономическая точность обработки торцовых плоскостей
(при обработке на полный диаметр и при измерении от базы или
обработанной параллельной поверхности)
Диаметр заготовки, мм Погрешность размера (мкм) при
черновом обтачивании чистовом об- тачивании шлифовании тонком шли- » фовании
До 50 150 70 30 20
50...120 200 100 40 25
120...260 250 130 50 30
260...500 400 200 70 35
212
Табл. П10. Экономическая точность фрезерования выступов и пазов
Ширина выступов и па- зов, мм По грешно сть (мкм) при обработке фрезой
дисковой торцовой
Свыше 1 до 3 120 60
3 » 6 160 80
6 » 10 200 100
» 10 » 18 240 120
18 » 30 280 140
» 30 » 50 340 170
» 50 » 80 400 200
Примечания: 1. Только для обработки по ширине.
2. Точность обработки дисковой фрезой по 12—13-му квалитетам, тор-
цовой— по 11-му.
Табл. П11. Экономическая точность обработки при одновременном
фрезеровании параллельных поверхностей дисковыми фрезами
Расстояние между фре- зами, мм Погрешность (мкм) при высоте поверхности,' мм
до 50 свыше 50 до 80 | свыше 80 до 120 J
До 100 50 60 80
Свыше 100 60 80 100
Табл. П12. Экономическая точность обработки резьбы
Способ получения резьбы Поле допуска резьб (по ГОСТ 16093—81)
наружной (винт) внутренней (гайка)
i 2 3
_На универсальных токарно-винторезных станках: призматическими и дисковыми однопрофильными 4Л 4/75/7
резцами гребенками 4ft 4/75/7
специальными головками и вихревым способом 4/1 4/75Я
На револьверных етанках и автоматах: плашками, гребенками, резьбонарезными головка- ми, по резьбовым копирам, метчиками На токарных автоматах: плашками 8g 7/7
8g
На сверлильных станках: специальными изогнутыми и удлиненными метчика- 6g 6/7
ми в сквозных отверстиях (в гайках) набором метчиков в глухих отверстиях 8g 7/7
213
Окончание табл. П12
1 2 1 3
На универсальных фрезерных и специальных резьбо- фрезерных станках:
дисковой фрезой 6g —
червячной фрезой 6g —
На специальных резьбофрезерных станках: групповой фрезой На^ шлифовальных станках: 6g —
однониточным дисковым кругом 6g —
многониточным дисковым кругом 4h —
бесцентровым шлифованием 6g
Притирка резьбовыми притирами Накатывание: 4ft 4Я5Я
плоскими плашками, сегментом и роликом, коль- цом и роликом, профильными роликами 6g —
симметричное двумя профильными роликами с ме- ханической подачей 6g —
раскрывающейся роликовой головкой 6g 8g 7H
Табл. П13. Экономическая точность обработки пазов и шпоночных
канавок шпоночной торцовой фрезой
Ширина паза или шпоноч- ной канавки, мм Погрешность (мкм) при обработке
черновой отделочной
Свыше 6 до 10 100 30
» 10 » 18 150 40
» 18 » 30 200 50
Табл. П14. Экономическая точность различных способов обеспечения
параллельности оси отверстия плоскости на длине I — 100 мм
Схема
Способ обработки
Погрешность
а2 — Л1, мкм
Сверление:
по разметке
по кондуктору
Растачивание на токарном
станке при установке:
по разметке
на угольнике
Растачивание на расточном
или фрезерном станке
300
100
100
50
50
214
Табл. П15. Экономическая точность обработки отверстий
с перпендикулярно расположенными осями
Схема Способ обработки Отклонени от перпенди- кулярности на длине /=100 мм е (мкм) от рассто- яния меж- ду осями
Сверление: по разметке 800 1000
по кондуктору 100 300
на фрезерном станке с поворотным столом по лимбу 300 500
на фрезерном станке с делительной головкой Растачивание: 250 450
на фрезерном станке с поворотным столом по лимбу 50 200
на фрезерном станке с делительной головкой 100 400
на токарном станке на угольнике 100 200
на координатно-расточ- ном станке 20 50
Табл. П16. Экономическая точность различных способов обеспечения
прямолинейности (параллельности) осей отверстий
Схема
I
Способ обработки Отклонение, мкм
А от параллельности отверстий на длине 1 — 100 мм
Сверление: по разметке 800 400
по кондуктору 200 100
на токарном станке 200 200
Растачивание на то- карном станке: с одной установки 100 100
с двух установок на 50 50
оправке, на план- шайбе и в сырых расточенных кулач- ках в самоцентрирую- 400 500
щем патроне без до- полнительного цен- трирования при центрировании 100 200
по индикатору при установке по 1000 1000
разметке
215
Табл. П17. Экономическая точность различных способов обеспечения
перпендикулярности оси отверстий относительно плоскости
Схема
Способ обработки
Отклонение Д на длине
I — 100 мм, мкм
Сверление:
по разметке
по кондуктору
Растачивание:
на токарном станке при
установке заготовки:
по разметке
по индикатору
на вертикально-фре-
зерном станке при
установке заготовки
на столе
на горизонтально-фре-
зерном или расточном
станке при установке
заготовки на угольни-
ке
Шлифование при уста-
новке заготовки в при-
способлении
500
100
800
300
50
80
80
Табл. П18. Экономическая точность обеспечения расстояния
осей отверстий до плоскости
Схема
Способ обработки
отверстия
Диаметр отверстий,
мм
Отклонение
бд* мкм
Сверление:
по разметке
по кондуктору
Растачивание на
расточном или фре-
зерном станке
ДоЗ
Свыше 3 до 6
» 6 » 10
» 10 и 18
» 18 » 30
Доз
Свыше 3 до 6
» 6 » 10
» 10 » 18
» 18 » 30
От 3 до 30
±300
±400
±500
±600
±800
±50
±60
±70
±80
±90
+250
216
Табл. П19. Экономическая точность расположения отверстий
с параллельными осями
Схема
Способ обработ- ки^ Отклонение от расстояния (мкм) между центрами при об- работке отверстий диамет- ром, мм Откло- нение Д от парал- лель- ности осей на длине 100 мм, мкм
ДО 3 свыше 3 ДО 6 свыше 6 до 10 свыше 10 до 18 свыше 18 до 30
Свободное свер- ление по размет- ±400 ±500 ±600 ±800 ±1000 250
Сверление и раз- вертывание по кон- дуктору Растачивание на токарном станке при установке на угольнике Растачивание на расточном станке: ±50 ±60 ±70 ±250 ±80 ±270 ±90 ±300 100 50
по разметке “ ЯМ ±800 ±820 ±850 100
по штанген- циркулю ям ±250 ±270 ±300 100
Шлифование я® ±80 ±90 7 ±100 50
л
217
Табл. П20. Экономическая точность соосности расположения
поверхностей тел вращения
Схема
Способ обработки
Отклонение от соосности
(эксцентриситет)
поверхностей А и В,
мкм
Обтачивание и шлифо-
вание наружной поверх-
ности в центрах:
с одной установки
(центр шпинделя
термически не обра-
ботанный, шлифо-
ванный)
с двух установок
(центр шпинделя
термически не обра-
ботанный, шлифо-
ванный)
с двух установок
(центр шпинделя за-
каленный, шлифо-
ванный)
100
150
50
Обтачивание или шли-
фование внутренней по-
верхности:
на оправке, прото-
ченной на месте
в центрах на ранее
изготовленной оправ-
ке (центр шпинде-
ля шлифованный,
закаленный)
25
75
218
Табл. П21. Числовые значения характеристик клиноплунжерных механизмов
Схема механизма Характеристики Угол скоса клина а, град
2 1 5 1 8 10 1 12 1 15 | 20 | 25 30 35 40 45
1 2 3 4 5 6 1 7 1 8 9 10 н 12 13 14
Одноплунжерный, с од- носкосным клином и двух- опорным плунжером без Передаточное отношение сил /?у 4,15 3,37 2,82 2,55 2,28 2,02 1,63 1,36 1,12 0,95 0,79 0,65
роликов кпд 0,16 0,29 0,40 0,44 0,48 0,54 0,59 0,63 0,64 0,64 0,65 0,65
Одноплунжерный, с од- 4,07 3,30 2,74 2,48 2,21 2,02 1,71 1,26 1,04 0,85 0,69 0,56
носкосным клином и одноопорным (консоль- ным) плунжером без ро- ликов кпд 0,15 0,29 0,39 0,43 0,47 0,51 0,61 0,59 0,59 0,59 0,58 0,56
Одноплунжерный, с од- Ajy 5,37 4,15 3,36 2,98 2,66 2,26 1,83 1,51 1,25 1,05 0,88 0,74
носкосным клином, двух- опорным плунжером и одним роликом КПД 0,19 0,36 0,47 0,52 0,56 0,60 0,66 0,70 0,72 0,73 0,74 0,74
Одноплунжерный, с од- 5,32 4,10 3,28 2,90 2,58 2,20 1,75 1,41 1,15 0,95 0,78 0,64
носкосным клином, одно- опорным (консольным) плунжером и одним роли- ком кпд 0,18 0,36 0,46 0,51 0,55 0,59 0,63 0,65 0,66 0,66 0,65 0,64
Одноплунжерный, с од- 7,36 5,25 4,08 3,50 3,10 2,60 2,03 1,64 1,35 1,10 0,93 0,76
носкосным клином, двух- опорным плунжером и двумя роликами кпд 0,26 0,46 0,57 0,61 0,66 0,69 0,73 0,76 0,77 0,77 0,76 0,76
Одноплунжерный, с од- 7,26 5,16 3,98 3,43 3,00 2,50 1,93 1,53 1,25 1,00 0,83 0,66
носкосным клином, одно- опорным (консольным) плунжером и двумя ро- ликами кпд 0,25 0,45 0,56 0,60 0,63 0,67 0,70 0,71 0,72 0,70 0,68 0,66
1 2 3 4
Одноплунжерные меха- низмы всех схем Передаточное отношение i пе- ремещений плунжера Sq и клина Sb = = Sq/Sp tg 0,04 0,09
Многоплунжерный са- 7,05 5,00
моцентрирующий, с кли- ном в виде усеченного конуса (круглого сече- ния), с одноопорными (консольными) радиально расположенными плунже- рами, без роликов кпд 0,24 0,44
Двухплунжерный, с П,5 7,00
двусторонним клином и двумя роликами на на- клонных плоскостях (скосах) кпд 0,40 0,61
Окончание табл. П21
5 6 7 8 9 10 п 12 13 14
0,14 0,18 0,21 0,27 0,36 0,47 0,58 0,70 0,84 1,00
3,84 3,32 2,90 2,42 1,85 1,46 1,1^ 0,95 0,76 0,60
0,53 0,58 0,62 0,65 0,67 0,68 0,67 0,66 0,64 0,60
5,05 4,20 3,54 2,90 2,16 1,68 1,34 1,07 0,87 0,69
0,71 0,74 0,75 0,77 0,78 0,78 0,77 0,75 0,73 0,69
Табл. П22. Стали, используемые для деталей приспособлений,
их обработка и свойства
Детали и условия их ра- боты Марка ста* ли Химико-тер- мическая об- работка (ХТО) Твердость, HRC3 Сваривае- мость
1 2 3 4 5
Прокладки, шайбы, за- клепки СтО, Ст1, Ст2 Без ХТО — Хорошая
Сварные детали, щит- ки, крышки, оправки, ва- лы, оси, клинья, штиф- ты и другие детали, ра- ботающие при малой и средней нагрузках СтЗ, Ст4 То же | — То 1 же
Ст5 Нормализа- ция —» >
Шпонки, зубчатые ко- леса, валы с повышен- ной прочностью и твер- достью Стб Закалка в во- де, отпуск 49...51 Ограниченная
Пальцы, оси, зубчатые колеса, кулачковые муф- ты, шпиндели, валы, кон- дукторные втулки диа- метром более 25 мм, паль- цы и другие детали: повышенной износо- стойкости высокой износостой- кости 10, 15, 20 15Х, 20Х,' 20ХН Цементация, закалка в мас- ле, отпуск 57...63 59...63 Хорошая Удовлетво- рительная
Крепежные детали, кон- дукторные плиты, при- хваты, нажимные винты, муфты соединительные, работающие при средних нагрузках 25 35 Закалка в во- де, отпуск 28...34 31...51 Хорошая Ограничен- ная
35Х, 35ХН, ЗОХГСА Закалка в масле, отпуск 46...51 То же
Валы, оси, штоки, шпиндели, зубчатые ко- леса, плунжеры, эк- сцентрики, пальцы, ро- лики и другие детали, работающие на изна- шивание при средних скоростях 40, 45, 50, 55 Закалка в воде, отпуск 25...56 »
40Х, 45Х, 50Х, 40ХГ, 40ХН Закалка в масле, отпуск 31...56 » •
Зубчатые колеса, вальь втулки, пальцы шаровые, элементы УСП и другие детали, работающие при больших скоростях и на- грузках ударного ха- рактера 12ХНЗА, 15ХГНТА, 18ХГ, 18ХГТ, 20ХГТ, ЗОХГТ Цементация» закалка в мас- ле, отпуск 57...63 »
Эксцентрики, кольца пружинные, пружины общего назначения, ра- ботающие при средних нагрузках 65, 70 , 55С2 Закалка в масле, отпуск 38...53 40...44 Плохая
221
Окончание табл. П22
I 2 3 1 1
Зубчатые колеса, валы, оси, диски фрикционные, кольца стопорные, цанги, разжимные элементы, но- жи и другие детали, ра- ботающие в условиях истирания и знакопере- менных нагрузок 50Г Закалка в масле, отпуск 42...51 41...61 35...57 34...50 28...34 Плохая То же Удовлетво- рительная Ограничен- ная Плохая
60Г
65Г
35Г2
45Г2
50Г2
Шпиндели, копиры, эк- сцентрики, кулачки, зубчатые колеса, глад- кие калибры, шаблоны, установы, ролики, шары и другие детали с высо- кими поверхностной твер- достью и износостой- костью, работающие при высоких нагрузках 38ХЮ, 38ХМЮА, 38ХВФЮ Азотирова- ние 870... ...1020 HV Плохая
9X1, 12X1 Закалка в масле, отпуск 62...65
ШХ15 59...65
Пальцы и пластины установочные, центры, втулки кондукторные ди- аметром до 25 мм, цанги и другие детали, рабо- тающие в условиях уда ров и толчков У7, У7А, У8, У8А Закалка че- рез воду в масле, отпуск 61...65 То же
Копиры и копирные ро- лики, втулки кондуктор- ные, шаблоны и другие детали с высокой твер- достью, работающие в безударных условиях У8ГА, У10, У12, У12А, У13А То же 63...67
Эталонные зубчатые ко- леса, копиры и другие детали, для которых не допускается коробле- ние при термообработ- ке ХВГ » 63...64 Ограничен- ная
Табл. П23. Стали, рекомендуемые для изготовления заготовок деталей
приспособлений литьем (ГОСТ 977—75)
Детали (элементы) приспособлений Марка ста- ли
Ненагруженные (плиты, вилки, стаканы, корпуса, крон- штейны и т. п.) 25 Л
Малонагруженные (рычаги, планшайбы, корпуса патронов, кронштейны и т. п.) Особо нагруженные (вилки, цапфы, стержни и т. п.) । 35 Л 45 Л •
222
Табл. П24. Серые и высокопрочные чугуны, рекомендуемые для отливки
заготовок деталей приспособлений (ГОСТ 1412—79 и ГОСТ 7293—79)
Детали (элементы) приспособлений |Марка чу- гуна Твердость, НВ (в состоянии поставки)
Работающие в условиях средних нагрузок без тре- ния (крышки, планшайбы крупные, плиты, стойки, корпуса, шкивы, маховики и т. п.) СЧ 10 143...229
Работающие в условиях средних нагрузок с давле- ниями между трущимися поверхностями, равными примерно 0,5 Н (основания, корпуса, салазки, шки- вы, планшайбы) Работающие в условиях средних нагрузок на из- нашивание и отливки больших габаритов (втулки подшипников тихоходных передач, корпуса пневмо- камер и пневмоцилиндров, корпуса приспособлений) СЧ 15 163...229
СЧ 18 170...229
Работающие в условиях больших нагрузок на из- нашивание при высокой герметичности (гидроцилинд- ры, гильзы, корпуса) Ответственные детали, работающие в условиях СЧ 20 170...241
СЧ 25 180...250
больших нагрузок на изнашивание (отливки сложной конструкции)
Работающие в условиях изнашивания и вибрацион- ных нагрузок (корпуса, зубчатые колеса, кронштей- ны и т. п.) ВЧ 45-5 160...220
Ответственные детали, работающие в условиях вибрационных нагрузок (корпуса, зубчатые коле- са и т. п.) ВЧ 60-2 200...280
Табл. П25. Цветные металлы и сплавы, используемые
в производстве приспособлений
Детали (элементы) приспособлений Конструкционный материал
наименование марка ГОСТ
1 2 3 4
Литые заготовки ответственных де- талей (планшайбы, шкивы, роторы, корпуса пневмоцилиндров) Сплавы алюми- ниевые литейные АЛ2 2685—75
Литые заготовки крупных нагру- женных деталей (корпуса, блоки) АЛ4 То же
Литые заготовки деталей сложной конфигурации для работы в условиях средней нагруженности, а также для свариваемых деталей АЛ9 »
Втулки подшипников при сопряже- нии с термически обработанными ва- лами АЛ19
223
Окончание табл. П25
1 1 2 3 4
Катоды, контакты, детали, требую- щие хорошей электропроводности, изо- ляционные слои магнитных приспо- соблений, обмотка электроприводов Медь Ml, М2 859—78
Литые заготовки деталей М3 То же
Гайки нажимных винтов, работающие в тяжелых условиях; массивные чер- вячные винты Латуни: алюминиево -же- лезо-марганцо- вая ЛАЖМц66-6-3-2 17711—72
Детали, обладающие коррозионной стойкостью алюминиевая ЛА67-2.5 То^же
Арматура, втулки, подшипники скольжения алюминиево-же- лезная ЛАЖ60-1-1Л »
Литые заготовки деталей, втулки свинцовая ЛС59-1Л
Зубчатые колеса марганцово-оло- вянно-свинцовая ЛМцОС58-2-2-2
Упорные и опорные подшипники марганцовая ЛМц58-2Л
Несложные по конфигурации ответ- ственные детали марганцово-же- лезная ЛМцЖ55-3-1 «
Втулки и вкладыши подшипников скольжения, работающие в паре с тер- мически обработанными валами при средних скоростях; червячные колеса, работающие в паре с термически обра- ботанными червяками; детали насосов, работающие на истирание; фрикцион- ные диски, упорные кольца Бронзы безоловянные БрАЭЖЗЛ 493—79
Втулки и вкладыши подшипников скольжения, работающие в условиях больших нагрузок и высоких скорос- тей в паре с термически обработанными валами БрСЗО То же
Подшипники шпинделей; венцы чер- вячных колес, работающие в паре с незакаленными червяками оловянные вто- ричные литей- ные БрО5Ц5С5 613—79
Втулки подшипников, гайки ходо- вых винтов БрО4Ц4С17 То же
Ответственные втулки и вкладыши подшипников скольжения# венцы чер- вячных колес, работающие в паре с термически обработанными червя- ками оловянно-фос- форитная БрОЮФ!
224
Табл. П26. Неметаллические конструкционные материалы, используемые
для деталей приспособлений_________________________________________
Материал
Детал и (элементы) приспособлений наименование и мар- ка гост
Вкладыши подшипников, втулки, зуб- чатые колеса и другие конструкцион- ные детали Самосмазывающиеся подшипники скольжения Зубчатые колеса, малонагруженные ролики и корпуса сборочных приспо- соблений Неответственные детали (ручки и т. п.) Вкладыши подшипников скольжения Электроизоляционные детали, про- кладки Детали с антикоррозионной стой- костью; электроизоляционные детали Конструкционные детали, обладаю- щие термоизоляционной способностью, детали тормозных устройств Прокладки Конструкционные малонагруженные детали Детали с электроизоляционной спо- собностью Диафрагмы, прокладки, буфера Уплотнительные детали Манжеты, прокладки Сальники, смазывающие фитили и тампоны Рабочие жидкости разжимных и дру- гих устройств Клеевые составы для склейки метал- лов, текстолита, фибры Клеевой состав для склейки ме- таллов; металлов с кожей, резиной; ре- зины с резиной, кожи с кожей Гибкие воздуховоды, работающие в условиях давлений до 2 МПа Пластинки древесные слоистые: ДСП-В, ДСП-Б ДСП-В-м, ДСП-Б-м Текстолит конструкци- онный: ПТК 13913—78 То же 5—78
ПТ ПТМ-1, ПТМ-2 Текстолит листовой электротехнический (А, Б, Г, ВЧ) Винипласт листовой ВН и ВП Асботекстолит: А, Г Картон прокладочный А и Б Паронит ПОН Фибра листовая: ФТ ФЭ Резина техническая листовая (ТМКЩ — теп- ломорозокислотощелоче- стойкая, ОМБ —ограни- ченно-маслобензостой- кая, ПМБ — повышенно- маслобензостойкая) Резина для деталей Кожа техническая Войлок технический полу грубошерстный ПС Гидропластмасса ДМ и СМ Клеи БФ-2 и БФ-4 Клей № 88 Рукава резиновые на- порные с текстильным То же 2910—74 9639-71 5—78 9347—74 481—80 14613—69 То же 7338—77 ТУ 38-005-204—71 20836—75 6308-71 ТУМХП 2742—53 12172—74 ТУМХП 1542—49 18698—79
Корпуса небольших приспособле- ний, плиты кондукторные, втулки для направляющих штанг, подвесных кон- дукторов и штампов каркасом Эпоксидно-диановые смолы и компаунды на их базе с наполнителя- ми (стекловолокно, стружка металлическая и ДР*) 10587—76
15. В. А. Горохов
Табл. П27. Допускаемые напряжения для литейных конструкционных нормализованных сталей, МПа
226
Марка стали При растяжении При изгибе [<УИЗ] При кручении [ткр] При срезе [тср] При смятии [асм]
I II ш I II Ш I п Ш I п ш I П
15Л 80 63 52 95 77 65 55 43 35 45 35 29 120 85
20Л 88 67 54 100 91 68 60 47 38 48 38 30 130 90
25Л 95 73 60 115 90 74 67 51 42 53 40 33 150 100
ЗОЛ 100 77 62 125 96 78 70 54 44 58 44 35 160 100
35Л ПО 84 68 130 100 84 77 58 46 60 46 37 170 120
40Л 120 88 70 145 НО 88 85 62 48 66 49 40 180 120
45Л 125 94 74 150 115 94 87 66 52 70 52 42 185 130
50Л 135 99 78 160 120 98 95 77 54 75 56 44 200 130
55Л 140 105 84 165 125 105 98 73 58 77 58 46 210 140
Примечания: 1. Римскими цифрами обозначен вид нагрузки: I — статическая; II — переменная (пульсирующая),
изменяющаяся от нуля до максимума и от максимума до нуля; III — знакопеременная (симметричная).
2. Запас прочности для случая I составляет 1,4. . .1,8; для случаев II и III —2,0.
Табл. П28. Предел текучести и допускаемые напряжения для конструкционных сталей, МПа
(см. примечание к табл. П27)
Марка стали Химико- термическая обработка Твердость Предел текучести от Допускаемые напряжения
растяжения [°р] изгиба [<УИЗ] кручения [ткр] среза [тср]
I 11 1 111 I | 11 1 III 1 1 II Ш I 1 п 1 ш
1 2 3 4 5 6 1 7 | 8 1 9 1 10 11 1 12 13 141 15 | 16
Нормали- зация 135...149 НВ 200 85 70 50 95 80 60 70 60 45 80 60 45
15 ьо ьэ Цемента- ция с закал- кой в воде и отпуском 57...63 HRC3 300...350 130 100 80 150 115 80 НО 85 60 120 90 65
Нормали- зация 187 НВ 280 120 95 70 135 110 80 100 80 60 ПО 85 65
35 Улучше- ние — 480...500 180 130 85 210 155 100 155 115 75 170 125 85
Закалка в воде и от- пуск 34...44 НИСэ 700...850 235 175 120 270 200 135 200 150 100 210 160 ПО
Отжиг 149...187 НВ 280...300 125 95 70 135 по 80 100 80 60 НО 85 60
45 Нормали- зация 179...207 НВ 320 135 ПО 88 155 125 95 115 90 70 125 100 75
Улучше- ние 228...250 НВ 500...520 195 155 115 220 175 130 165 130 95 180 140 105
Окончание табл. П2&
1 2 3 1 4 1 5 1 6 1 7 1 8 1 9 1 10 11 12 1 1 13 14 15 1 16
Закалка 39...48 700...800 200 100 125 300 220 145 220 160 105 240 180 115
воде и отпуск вдсэ
Нормали- 143...179 300...400 135 100 70 150 115 80 115 95 60 120 85 65
зация НВ
У лучше- 217...235 500 180 130 85 210 155 100 155 115 70 170 125 80
20Х ние Цемента- ция с закал- кой в воде и отпуском НВ 57...63 нисэ 800 260 190 125 300 220 140 220 160 105 240 180 115
Отжиг 187...217 НВ 400 155 120 85 180 140 100 130 100 75 145 НО 80
Улучше- 230...260 650...730 230 175 120 270 200 135 200 150 100 220 165 ПО
40Х ние Закалка НВ 38...42 1100...1200 370 270 165 430 310 190 320 230 140 340 245 150
в масле вдсэ
и отпуск 47...51 нисэ 1350...1450 440 310 200 510 370 230 380 280 170 410 300 185
Нормали- 217 450 195 120 80 190 140 95 140 105 70 150 115 75
зация НВ
12ХНЗА Цемента- 57...62 800 280 210 135 320 240 155 235 225 115 250 190 125
ция с закал- кой в масле нисэ *
и отпуском
Табл. П29. Допускаемые напряжения для отливок из серого чугуна, МПа (см. примечание к табл. П27)
Марка чугуна Форма сечения При изгибе [сгиз] При кручении [ткр] При растяжении [dp] При сжатии [<УСЖ]
I II Ш I П Ш I п ш I П Ш
СЧ10 Круг 70 40 30 53 33 30 18 22 33 20 14 145 83 14
Двутавр 50 29 21 13
СЧ 15 Круг 80 50 35 35 25 58 36 26 40 25 18 155 95 18
Двутавр 56 37 23 16
СЧ 18 Круг 88 57 43 62 45 35 45 30 22 165 110 22
Двутавр 60 40 30 40 28 23
СЧ 20 Круг 97 67 52 65 52 43 53 35 28 185 125 28
Двутавр 68 47 35 40 32 27
ТЧ 25 Круг 100 75 60 77 60 48 62 45 35 22 155 35
Двутавр 73 53 42 48 37 30
СЧ 30 Круг 115 80 60 85 60 48 70 48 37 240 165 37
Двутавр 80 55 42 48 37 30
СЧ 35 Круг 125 85 65 90 55 65 50 78 55 42 260 185 42
Двутавр 87 60 45 40 30
СЧ 40 Круг 130 85 65 100 65 50 85 57 43 280 190 43
Двутавр 90 60 45 63 40 30
Табл. ПЗО. Предел прочности и допускаемые напряжения при изгибе
хрупких металлов, МПа (см. примечание к табл. П27)
Материал Предел прочнос- ти [°из]
I 1 1 II ш
Антифрикционный 250...350 95 70 45
чугун АЧС-1, АЧС-2 и Др. Кремнистая латунь 260 55 45 30
ЛК 80-3 Бронза Бр0ЮФ1 180...200 45 35 20
БрО5Ц5С5 360...480 60 45 30
ЛИТЕРАТУРА
1. Андерс А. А., Потапов Н. М., Шулешкин А. В. Проектирование заводов
и механосборочных цехов в автотракторной промышленности.— М., 1982.—
271 с.
2. Ансеров М. А. Приспособления для металлорежущих станков.— Л.,
1975.— 656 с.
3. Антонюк В. Е. В помощь молодому конструктору станочных приспособ-
лений.— Минск, 1975.— 352 с.
4. Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т.—
М., 1982.
5. Белоусов А. П. Проектирование станочных приспособлений.— М., 1980.—
240 с.
6. Болотин X. Л., Костромин Ф. П. Станочные приспособления.— М.,
1973.—344 с.
7. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии
машиностроения.— Минск, 1983.— 256 с.
8. Горохов В. А. Использование вибрации в обработке металлических дета-
лей.— Чернигов, 1980.— 76 с.
9. Горохов В. А. Порядок проектирования и расчет приспособлений на
точность: Методические указания по курсу «Проектирование приспособле-
ний».— Киев, 1980.— 84 с.
10. Горошкин А К. Приспособления для металлорежущих станков: Спра-
вочник.— М., 1979.— 322 с.
И. Дипломное проектирование по технологии машиностроения/Под общ.
ред. В. В. Бабука.— Минск, 1979.— 464 с.
12. Карпов И. С., Меньшиков В. В. Система стандартных станочных при-
способлений.— М., 1980.— 40 с.
13. Колесов И. М. Служебное назначение и основы создания машин.—
М., 1973.— Ч. 1.— 114 с.; Ч. 2.— 122 с.
14. Константинов О. Я. Магнитная технологическая оснастка.— Л., 1974.—
384 с.
15. Королев В. А., Золотов П. М., Марголин Л. С. Справочник инструмен-
тальщика.— Минск, 1976.— 416 с.
16. Корсаков В. С. Основы конструирования приспособлений.— М., 1983.—
277 с.
17. Косов Н. П. Станочные приспособления для деталей сложной формы.—
М., 1973.— 216 с.
18. Кузнецов Ю. И. Современные отечественные станочные приспособле-
ния.—М., 1978.— 62 с.
19. Кузнецов Ю. И. Технологическая оснастка к станкам с программным
управлением.— М., 1976.— 224 с.
20. Маталин А. А. Базирование и закрепление заготовок в приспособлени-
ях.— Л., 1979.— 36 с.
231
21. Методика (основные положения) определения экономической эффек-
тивности использования в народном хозяйстве новой техники, изобретений и
рационализаторских предложений.— М., 1977.— 10 с.
22. Раковин А. Г, Автоматизация проектирования приспособлений для ме-
таллорежущих станков.— М., 1980.— 136 с.
23. Станочные приспособления: Справочник/Под ред. Б. Н. Варушкина,
В. В. Данилевского, А. А. Шатилова.— М., 1984.— Ч. 1.— 592 с.; Ч. 2.-656 с.
24. Терликова Т. Ф., Мельников А. С., Баталов В. И. Основы конструиро-
вания приспособлений.— М., 1980.— 119 с.
25. Уткин Н. Ф. Приспособления для механической обработки.— Л., 1983.—
175 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ *
А
Автоматизация приспособлений 179
Алгоритм автоматизированного кон-
струирования приспособлений 178
— расчета годового объема выпуска
деталей 176
Б
Базирование 59—64
Базовая информация системы авто-
матизированного проектирования
приспособлений 177
Базы объекта 59—60
В
Воронение 166
Выбор приводов 141—155
— материалов приспособлений 164—
167
— места приложения сил зажима
122—123
— направления сил зажима 121—122
Выталкиватели 17, 18
Г
Гарантированный коэффициент запа-
са 119
Гидроцилиндры 29, 33, 34
Группа сложности приспособления 173
д
Допуск выполняемого при обработке
размера заготовки 83, 85, 97
— замыкающего звена размерной це-
пи 89
— изготовления приспособления 87,
НО
— на износ ПО
— производственный звена размерной
цепи 90, 91
— размера приспособления 57, 58, 76
— расстояния между осями кондук-
торных втулок 87
Допускаемые напряжения 167, 224—
228
Допустимая погрешность изготовле-
ния приспособления 97
Е
Единая система технологической под-
готовки производства ЕСТПП 4
ж
Жесткость системы зажимных эле-
ментов 120
---установочных элементов по нор-
мали к контактирующим поверхно-
стям 120
3
Замыкающее звено размерной цепи
88
Защитно-декоративное хромирование
165—166
и
Изнашивание 108
Износ установочных элементов при-
способления 108
Износостойкое хромирование 165
Информационно-поисковые системы
174—175
* Составила Л. Н. Козловская.
233
Исходная информация для разработ-
ки приспособления 52, 53
Исходные данные для силового рас-
чета приспособления 158
К
Кадмирование 166
Классификация приспособлений 7—
10
Комплект баз 59
— универсально-сборочных приспо-
соблений (УСП) 41
Кондукторы 27, 37, 38, 42, 43, 44, 83,
87, 99, 100, НО, 111
Координаты середины поля допуска
замыкающего звена размерной цепи
89
— середины поля рассеяния замы-
кающего звена размерной цепи 90
— центра группирования отклонений
замыкающего звена размерной це-
пи 90
Корпусы приспособлений 14, 15
Коэффициент запаса 119
— изменения сил обработки при пре-
рывистом резании 119
— неопределенности положения мест
контакта заготовки 119
— непостоянства развиваемых приво-
дами сил зажима 119
----сил зажимных устройств с руч-
ным приводом 119
— неравномерности сил резания из-
за непостоянства снимаемого при
обработке припуска 119
— относительной асимметрии звена
размерной цепи 90
— проектирования приспособления
171
— риска 89
— статического трения 121
— учитывающий возрастание сил об-
работки при затуплении инструмен-
та 118, 119
----долю погрешности обработки в
суммарной погрешности, вызывае-
мой факторами, не зависящими от
приспособления 85
----уменьшение предельного значе-
ния погрешности базирования при
работе на настроенных станках 85
— эксплуатации приспособления
171—172
М
Материалы, используемые в произ-
водстве приспособлений 219—223
Меднение 165
Металлизация распылением 166
Методы достижения точности замы
кающего звена размерной цепи 88
вероятностный 88, 89, 90, 93
групповой взаимозаменяемости 88, 92
неполной взаимозаменяемости 88, 92
полной взаимозаменяемости 88, 91, 94
пригонки 88, 92
регулирования 88, 92, 97
Момент инерции сектора сечения ле-
пестка цанги 140
Н
Нанесение обозначений элементов
приспособлений на схемы 70—71
Номинальный размер замыкающего
звена размерной цепи 89
О
Общий анализ приспособления 155
— кпд пневмогидравлического приво-
да 149
Оксидирование 166
Описание работы приспособления 158
— элементов приспособления 157—158
Оправки 48, 49, 50, 82, 93
Ориентирование заготовок и деталей 5
Оснастка многократного использова-
ния 4
Основная зарплата на выполнение
операции в приспособлении 172
П
Параметры диафрагменных пневмо-
камер 142
— пневмоцилиндров 142
Патроны 18—20, 99, 138, 154—155,
186—187
Плавающие столы 27—29
Плиты 45
Пневмокамеры 142
Пневмоцилиндры 29—31, 33, 142
Погрешность базирования 97, 98—103
— закрепления 104, 203—208
— обработки общая 85
--- суммарная 86
— от изнашивания ПО
— от перекоса инструмента 85
— положения заготовки, зависящая
от приспособления 84
--- отверстий, связанная с переко-
сом и смещением обрабатывающе-
го инструмента 106—108
— размера 210
234
— установки заготовки в приспособ-
лении 84
---- приспособления на станке 104
Покрытия деталей приспособлений
165—167
------ гальванические 165—166
------ лакокрасочные 165
Поле рассеяния замыкающего звена
размерной цепи 90
Полуцентры 21
Предельное отклонение звена размер-
ной цепи 90
Приведенные затраты на единицу
продукции 171, 172
Приводы 29, 35
— приспособлений гидравлические
145—148
---- магнитные 151—152
----от движущихся элементов стан-
ков и сил обработки 153—155
---- пневматические 141—145
----силовые 13, 66
----центробежно-инерционные 153—
155
----электромагнитные 149—152
----электромеханические 152—153
Приспособления для станков с про-
граммным управлением и роботов
185—187
— дублеры 187
— контрольные 8
— неразборные специальные (НСП)
8,9, 48—51
— переналаживаемые обратимые ста-
ночные 3
— прецизионные 86
— сборно-разборные (СРП) 8, 9, 44—
48, 179
— сборочные 8
— специализированные 8, 9, 37—40,
186
— специальные 8, 9, 40—51
— спутники 183, 184—185
— станочные для установки загото-
вок на станках 7
---------обрабатывающих инстру-
ментов 7
— стационарные 183
— транспортно-кантовальные 8
— универсально-безналадочные
(УБП) 8, 9, 18—22
— универсально-наладочные (УНП)
8, 9, 22—27, 179
— универсально-сборные (УСП) 8, 9,
40—41, 179
— универсальные 4, 8, 18—37, 186
Прихваты 34
Проектирование приспособлений 59—
75
Просадка центров 97
Прочность деталей приспособлений
167—170
Р
Рабочие и смазочные материалы, при-
меняемые при эксплуатации оснаст-
ки 74
Расчет годового экономического эф-
фекта и срока окупаемости приспо-
соблений 73
— деталей на жесткость 168
— зажимных устройств 129—141
— потребных сил зажима 121—129
— привода 159
— приспособлений на прочность 73,
167—170
---- на точность 76—115
---- полный 73
----силовой 73, 155—161
----сложных многоместных 161—163
— размерных цепей 88—97
— сил зажима, зажимных устройств
и приводов 116—163
Решение размерных цепей для прямой
задачи 91—92
---------обратной задачи 92—93
С
Себестоимость изготовления приспо-
собления 172
Сила тяги однолопастного гидропри-
вода 147
----цанги при работе без упора 140,
141
Силы на штоке гидроцилиндра 146
-------поршневых пневмоприводов
143
Синение 166
Система СПИД 5
Совершенствование конструкции при-
способления 160—161, 174—179
Составляющая общей погрешности
положения заготовки 108
Специализированная делительная го-
ловка 16
Спецификация приспособления для
сверления 200—201
Среднее значение допуска составляю-
щих звеньев размерной цепи 89—90
Средства механизации зажима ста-
ночных приспособлений (СМЗСП)
9, 10, 18, 29
Срок контрольных проверок кондук-
торов НО—111
— окупаемости приспособления 174
— службы приспособления 172
235
Структура приспособлений 10—18
Схема базирования объекта 60—61
Схемы закрепления заготовки 64
— приспособления 65—66
— установки заготовок и деталей в
приспособлениях 72
Т
Тангенциальная жесткость стыка за-
готовка— зажимной элемент 120—
121
Точность обработки приспособления
56—59
-------достижимая 86
-------средняя экономическая 86
Тиски 20—21, 23—24, 25, 38
У
Удельная себестоимость приспособле-
ния 173
Уравнения равновесия для расчета за-
жимных сил 123—129
Условие пространственного равнове-
сия заготовки в приспособлении 117
Условные обозначения опор и зажи-
мов 65—66
----установочных устройств 67—68
----формы рабочих поверхностей
элементов приспособлений 68—69
Устройства зажимные 12, 13, 35—37
----винтовые 130—132
----делительные 15, 16, 17, 24, 25,
26, 40
----клиновые 132—134
----рычажные 134—135
----сложные 13, 45, 46
----эксцентриковые 135—138
---- элементарные 13
— центрирующие установочно-зажим-
ные 138—141
Ф
Фиксаторы 15, 16
Формулы для расчета зажимных сил
124—127
-------- силы на штоке пневмокамер
двустороннего действия 144
Фосфатирование 166, 167
X
Характеристики цанговых механизмов
141
Химическая (электрохимическая) об-
работка деталей приспособлений
165—167
Химическое никелирование 166
ц
Цанги 139
Цанговые механизмы 139
Центры 21—22
Цинкование 166
э
Эжектор 13 .
Экономическая точность обработки 85,
111, 209—212
— эффективность приспособления 53,
171—174
Элементы приспособлений вспомога-
тельные 14, 15
----для определения положения и
направления инструментов 13
----зажимные 12
----конструктивные 176
----установочные (опоры) 10, 11,
12, 42, 64—71
ОГЛАВЛЕНИЕ
Предисловие......................................................... 8
1. Классификация и устройство приспособлений........................ 5
1.1. Задачи, решаемые при использовании приспособлений. ... 5
1.2. Классификация приспособлений .............................. 7
1.3. Структура приспособлений ................................. 10
1.4. Системы универсальных приспособлений...................... 18
1.5. Системы специализированных приспособлений..................37
1.6. Системы специальных приспособлений.........................40
2. Обоснование конструкции приспособлений и этапы их проектирова-
ния ...............................................................52
2. К Исходные данные и выбор конструкции........................52
2.2. Обеспечение точности .....................................56
2.3. Последовательность проектирования ....................59
3. Расчет приспособлений на точность..............................76
3.1. Выбор расчетных параметров ................................76
3.2. Методика расчета ..........................................83
3.3. Расчет размерных цепей.....................................88
3.4. Определение расчетных факторов.............................97
3.5. Примеры расчетов приспособлений на точность...............111
4. Расчет сил зажима, зажимных устройств и приводов................116
4.1. Общие принципы расчета зажимных сил и определение расчетных
факторов ......................................................116
4.2. Расчет потребных сил зажима................................121
4.3. Расчет зажимных устройств..................................129
4.4. Выбор и расчет приводов....................................141
4.5. Силовой расчет приспособлений..............................155
4.6. Особенности расчета сложных многоместных приспособлений. . 161
5. Выбор материалов и расчет прочности приспособлений..............164
5.1. Выбор конструкционных материалов ..........................164
5.2. Покрытия деталей и их химическая (электрохимическая) обра-
ботка .........................................................165
5.3. Прочность деталей приспособлений..........................167
6. Экономическая эффективность и направления совершенствования
приспособлений ..................................................... 171
6.1. Расчет экономического эффекта применения приспособлений и
срока их окупаемости.............................................171
6.2. Автоматизация процессов разработки приспособлений. . . . 174
237
6.3. Приспособления для автоматизированных производств. . . . 179
6.4. Приспособления для станков с программным управлением и ро-
ботов .............................................185
Заключение ...........................................188
Приложения ...........................................190
Литература ...........................................231
Предметный указатель..................................233
Горохов Вадим Андреевич
ПРОЕКТИРОВАНИЕ И РАСЧЕТ
ПРИСПОСОБЛЕНИЙ
Редактор Л Н. Козловская
Мл редактор А. П. Берлина
Худож. редактор И. А. Демковский
Техн, редактор Г. М. Романчук
Корректоры Л. А. III л ы к о в и ч, Р. К. Логинова
ИБ № 2024
Сдано в набор 14.01.86. Подписано в печать 29.10.86. АТ 13821.
Формат 60Х90*/1б. Бумага тип. № 2. Гарнитура литературная.
Высокая печать Усл. печ. л. 15. Усл. кр.-отт. 15,31.
Уч.-изд. л. 15,58. Тираж 8800 экз. Зак. 2109. Цена 70 к.
Издательство «Вышэйшая школа» Государственного комите-
та БССР по делам издательств, полиграфии и книжной тор-
говли. 220048, Минск, проспект Машерова, 11.
Отпечатано с набора' Минского ордена Трудового Красного
Знамени полиграфкомбината МППО им. Я. Коласа (220005,
Минск, ул. Красная, 23) в типографии им. Франциска (Ге-
оргия) Скорины издательства «Наука и техника» (220600,
Минск, Ленинский пр , 68) Зак 1406
Горохов В. А.
Г 70 Проектирование и расчет приспособлений: Учеб, посо-
бие для студентов вузов машиностроительных спец.— Мн.:
Выш. шк., 1986.— 238 с.: ил.
/
Отражены разновидности приспособлений,” их структура, классификация, на-
значение и роль в машиностроении. Систематизирован материал учебного, норма-
тивного и методического характера по их проектированию и расчету. Даны при-
меры выполнения практических работ, курсовых и дипломных проектов.
Предназначено для студентов вузов машиностроительных специальностей.
Может быть использовано инженерно-техническими работниками машинострои-
тельной промышленности.
г 2702000000—147,. 0
1 ----------------—ОО
М 304(05) — 86
ББК 34.42я73