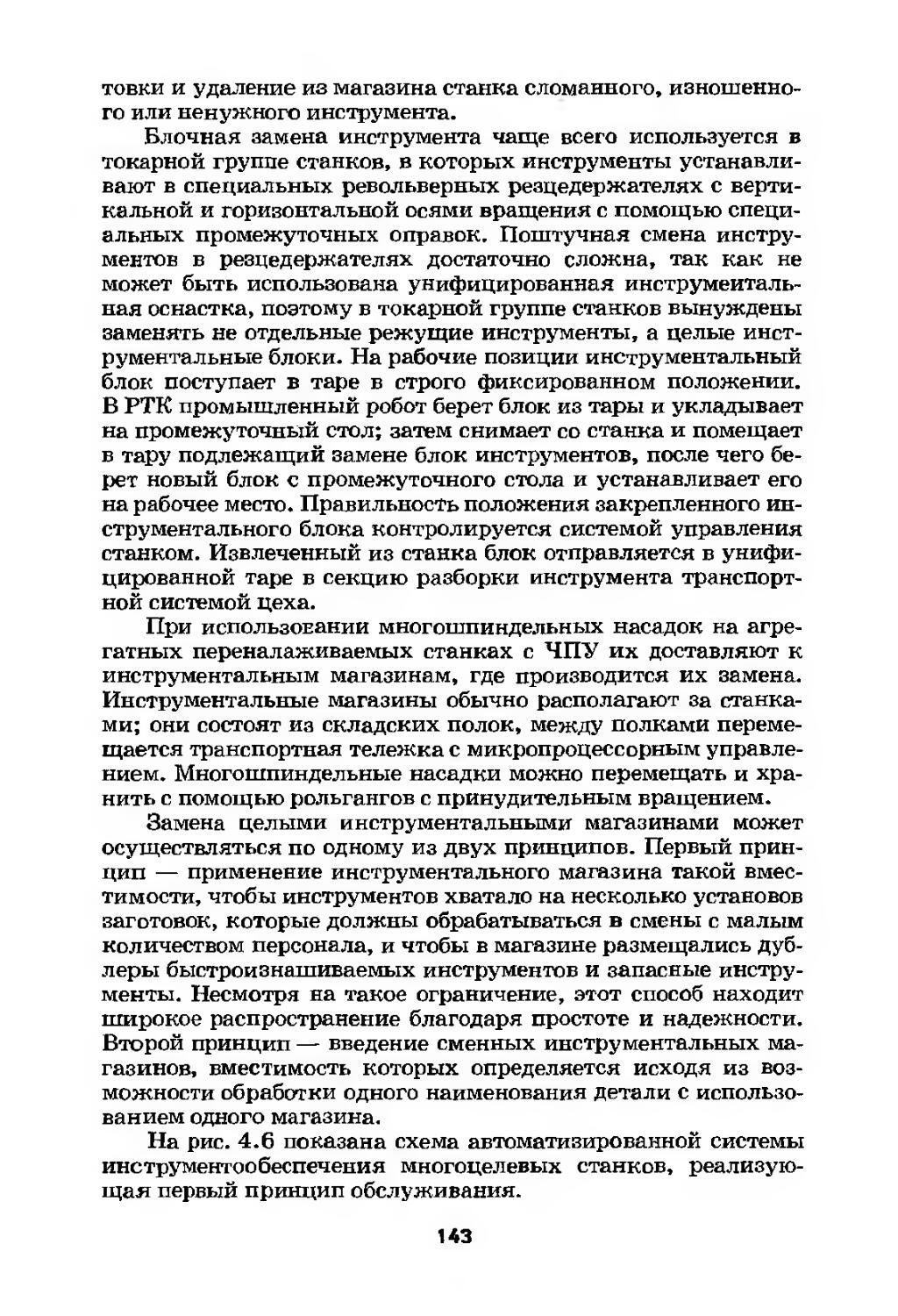
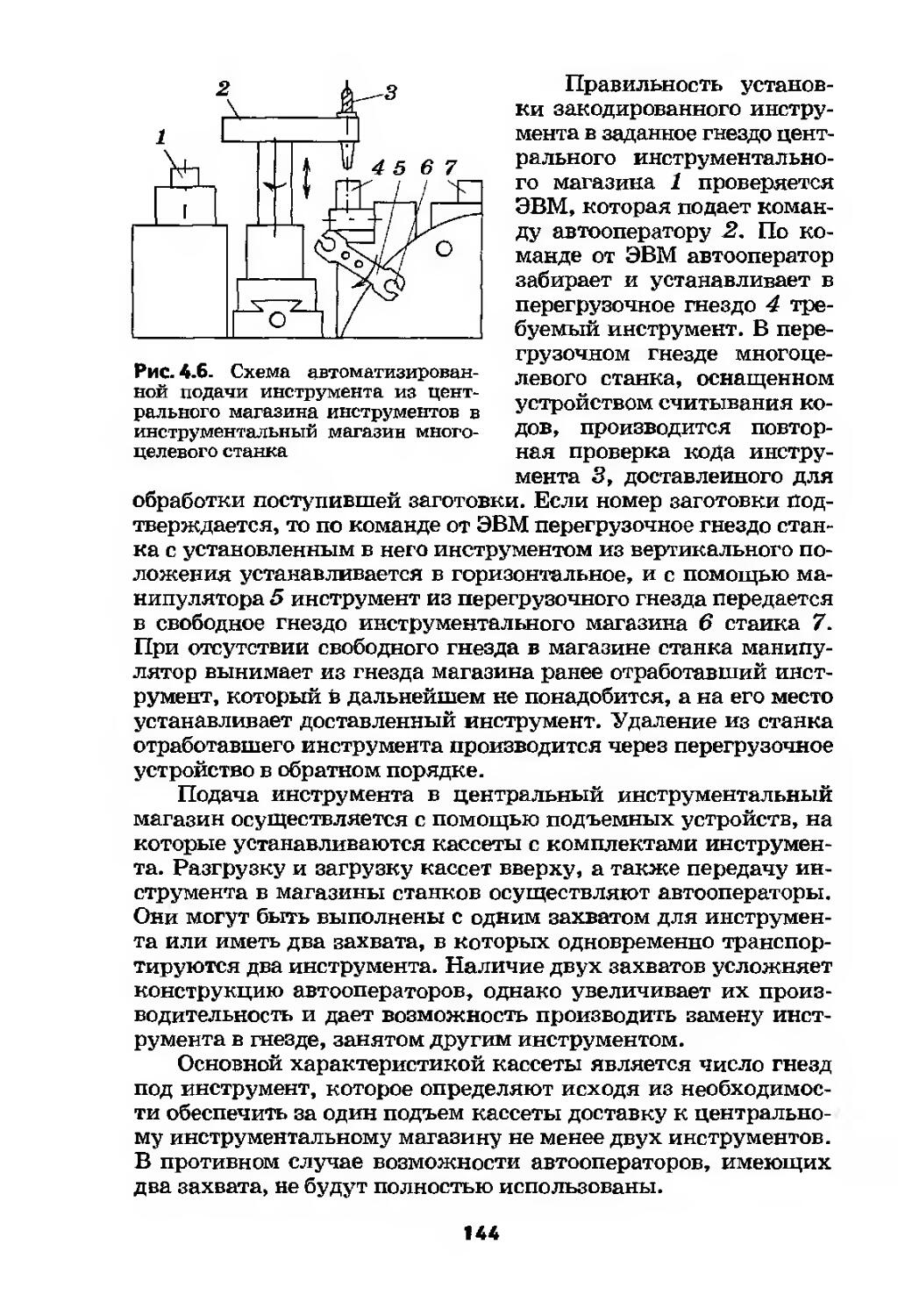
/









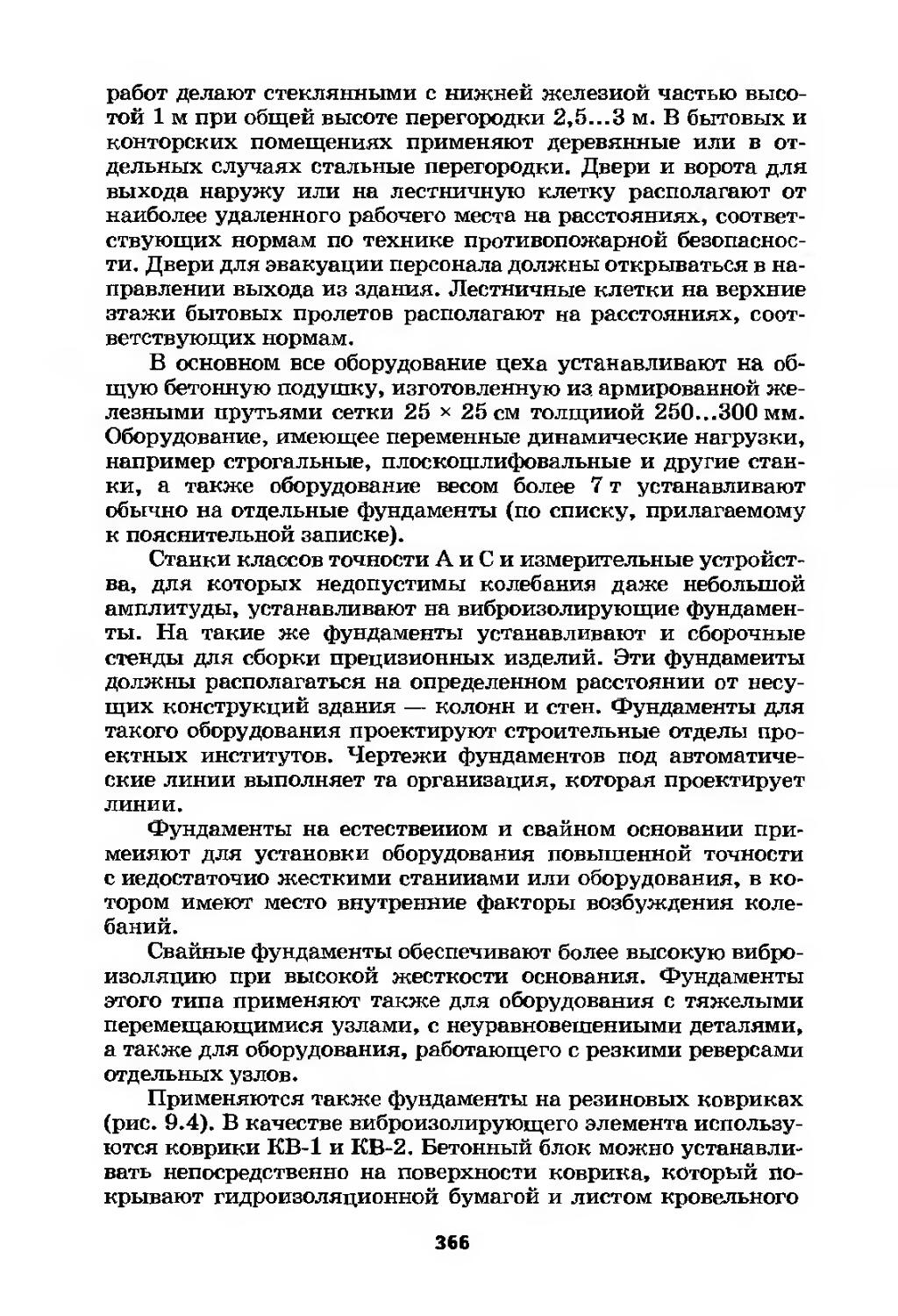
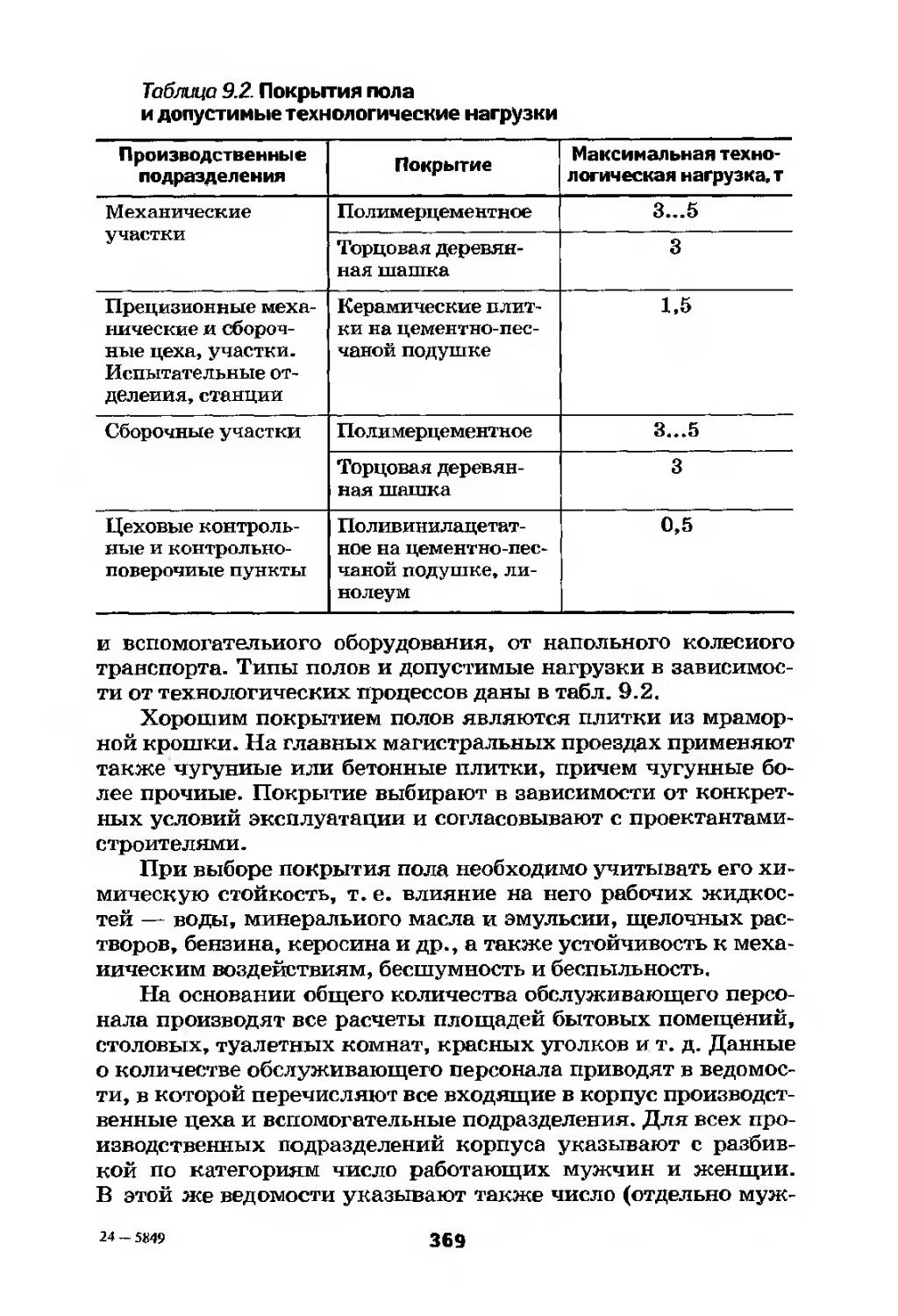
Author: Вороненко В.П. Соломенцев Ю.М. Схиртладзе А.Г.
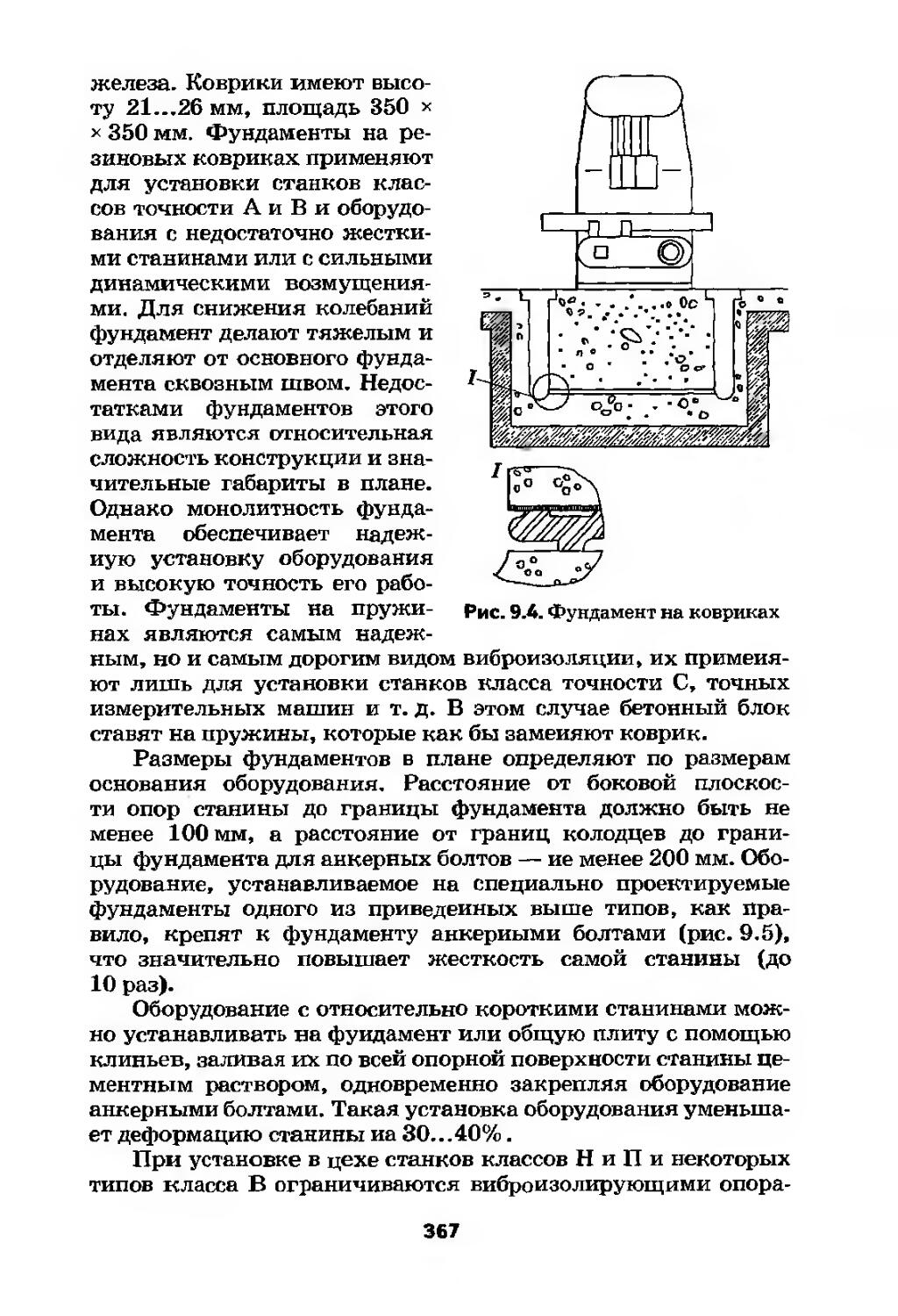
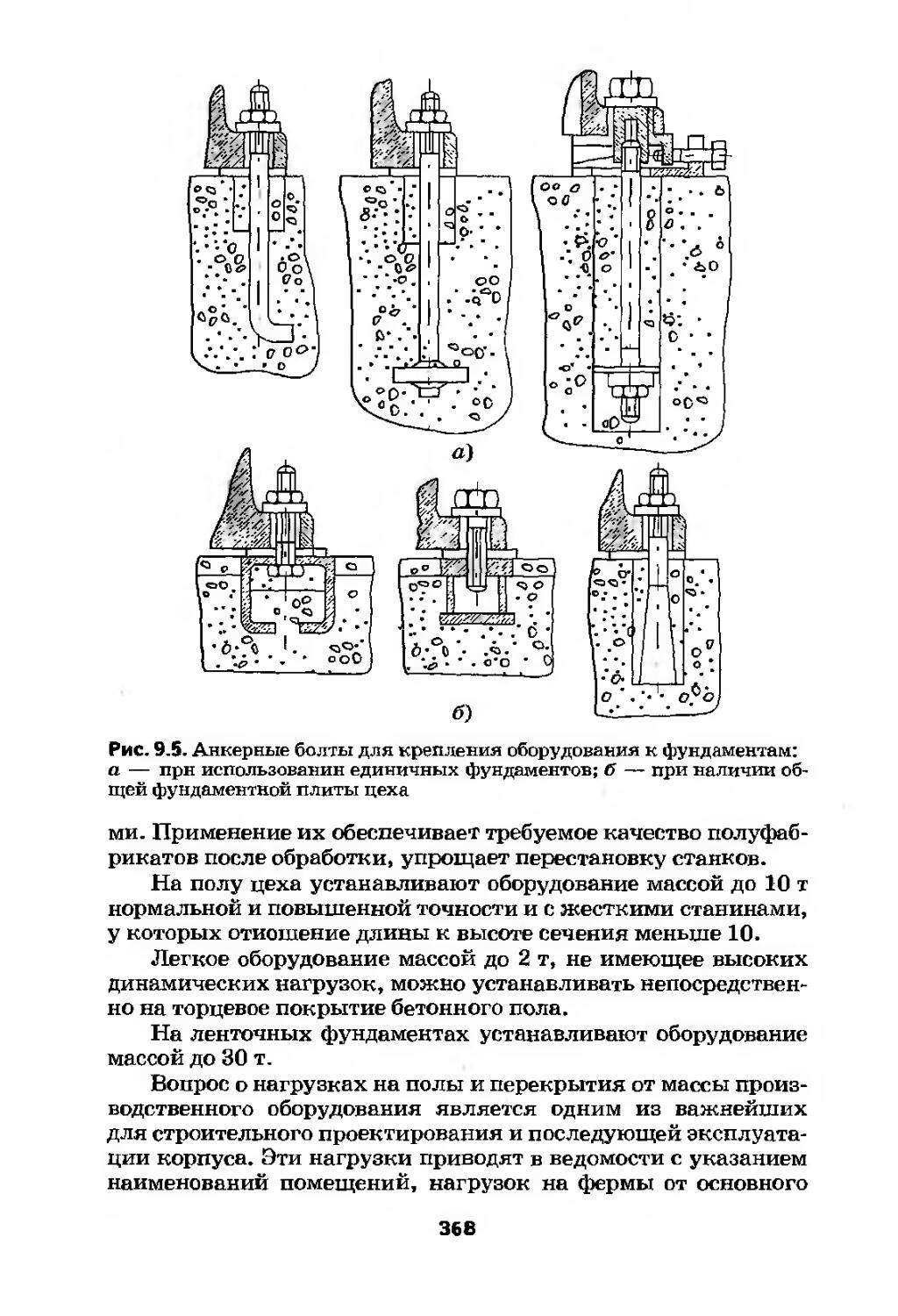
Tags: общее машиностроение технология машиностроения машиноведение машиностроение
ISBN: 5-7107-8918-6
Year: 2006




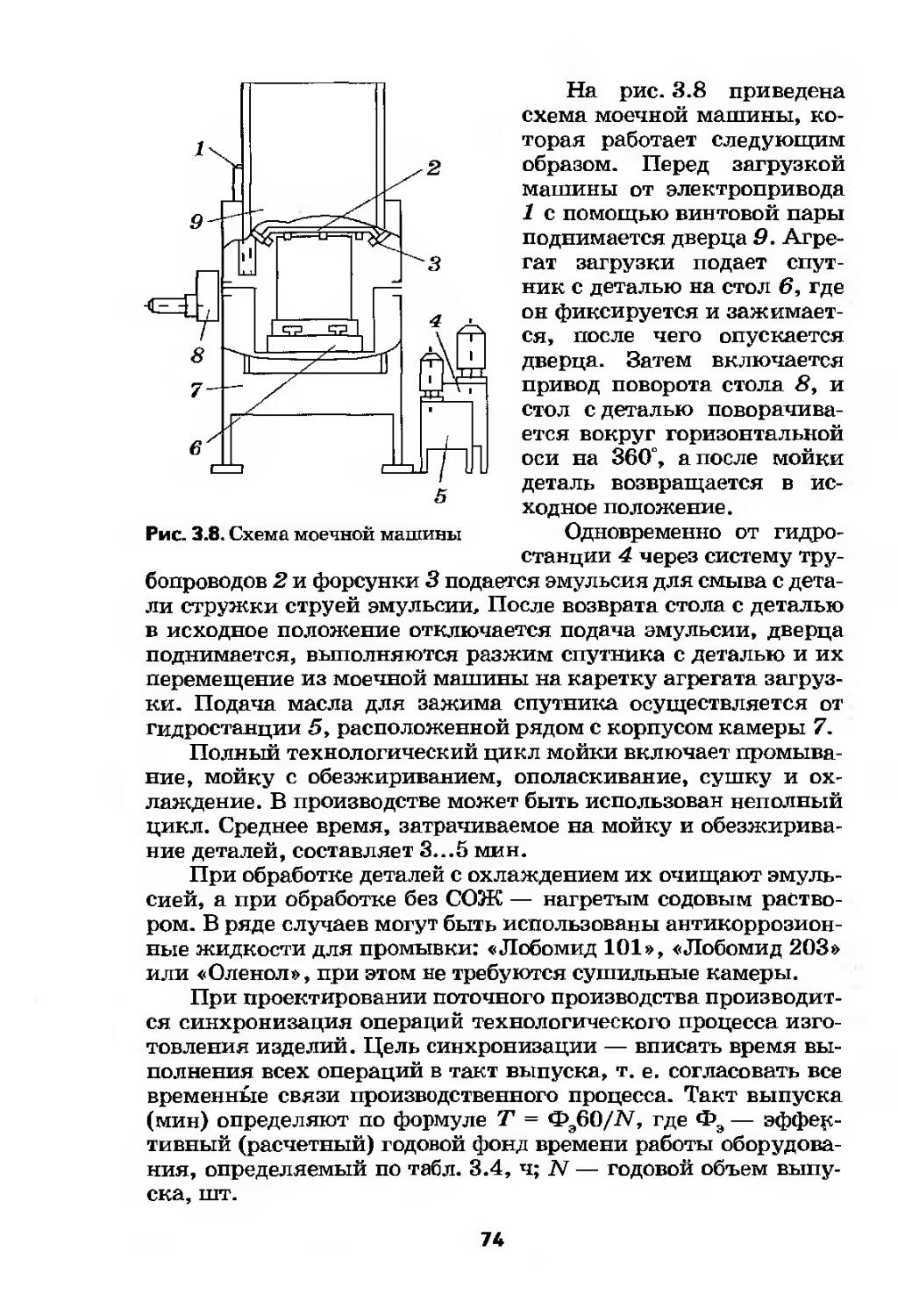
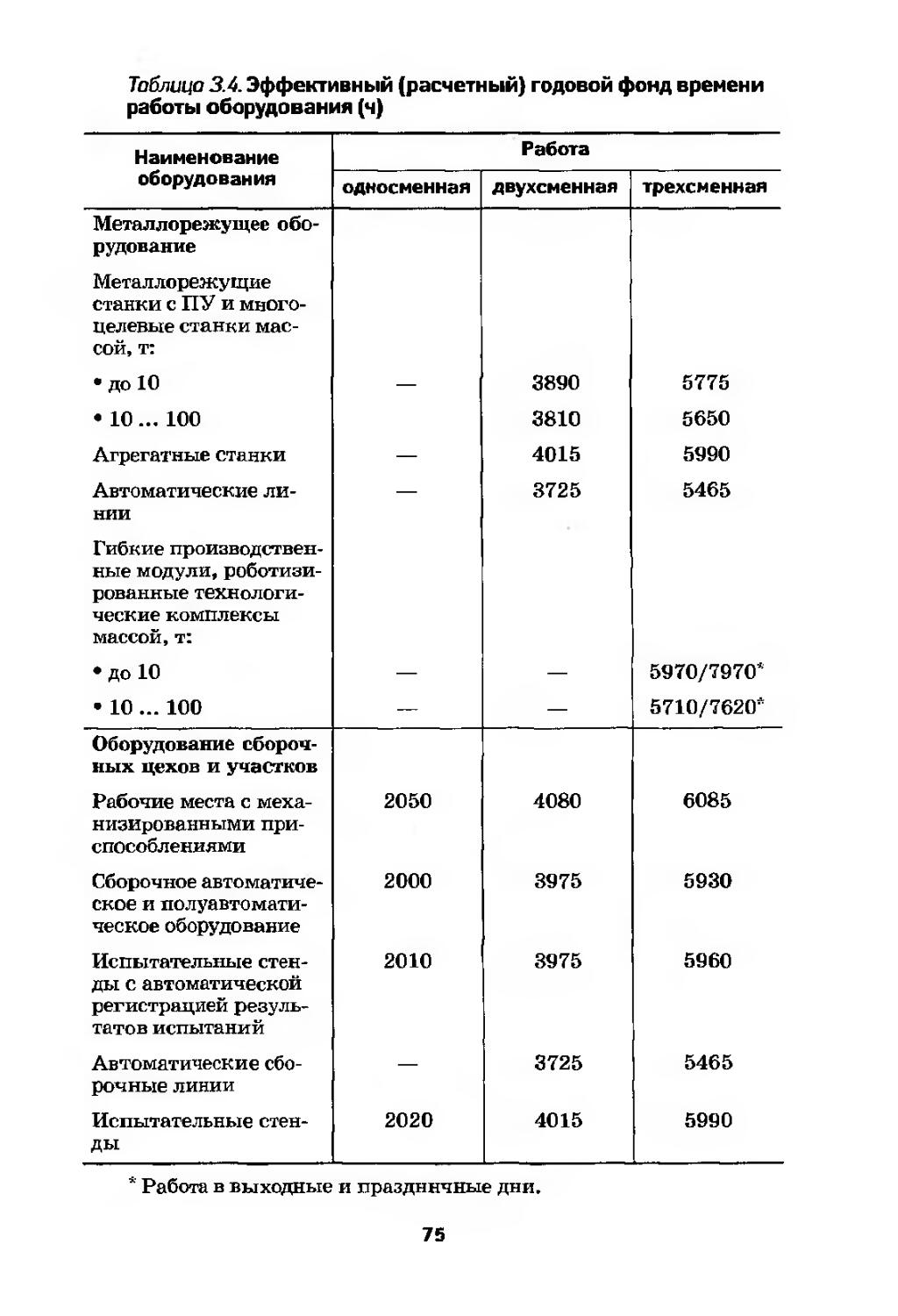
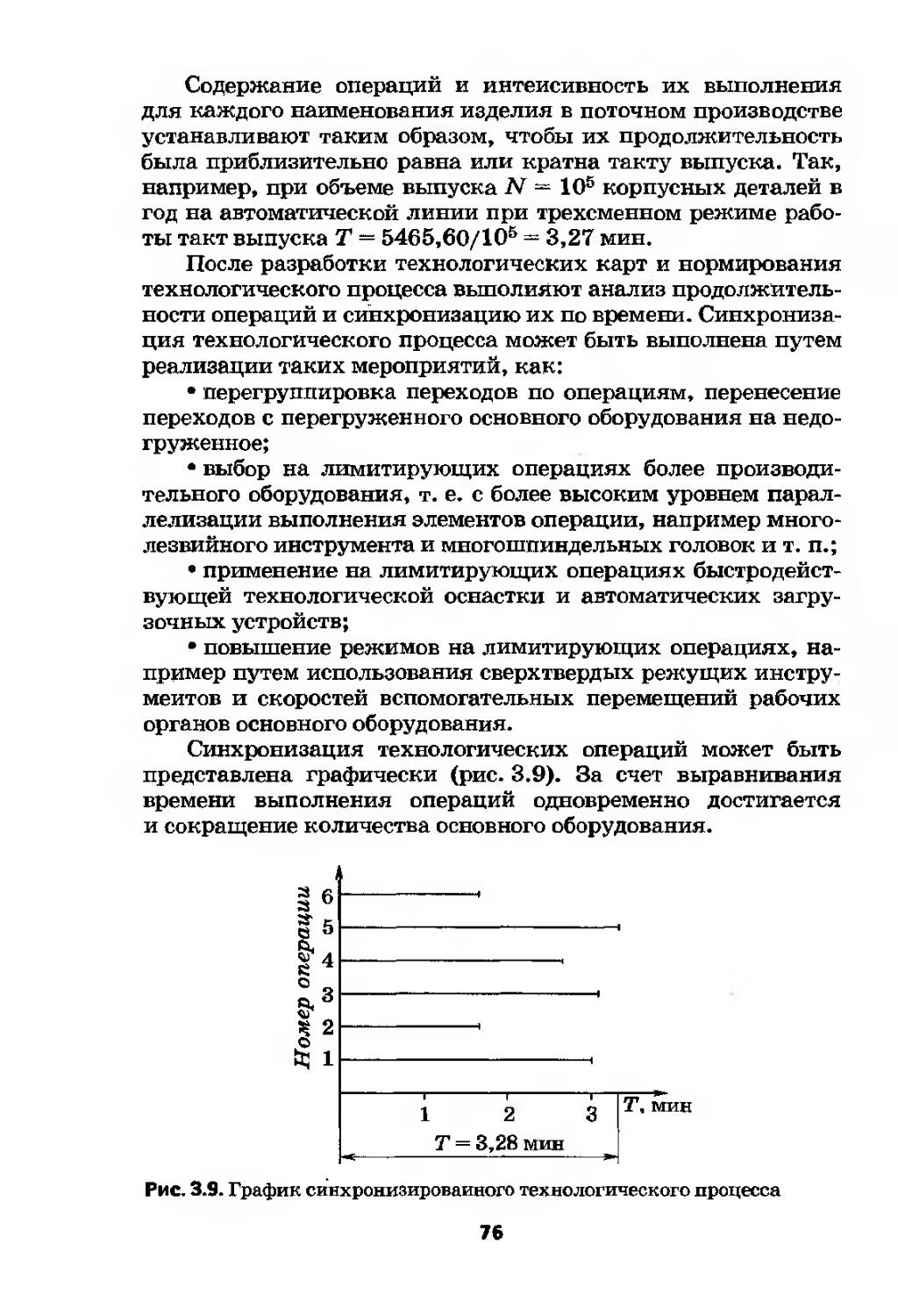
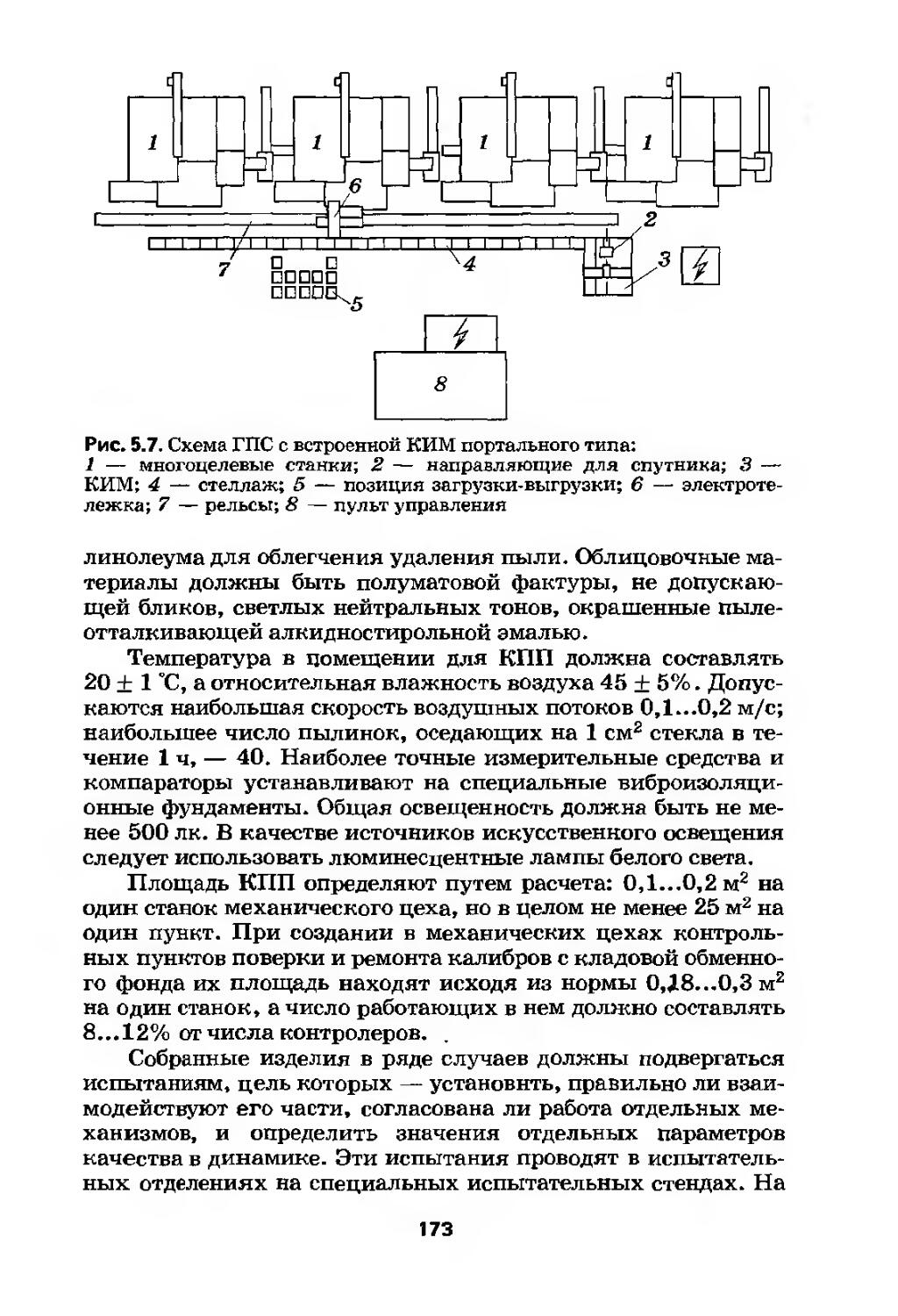
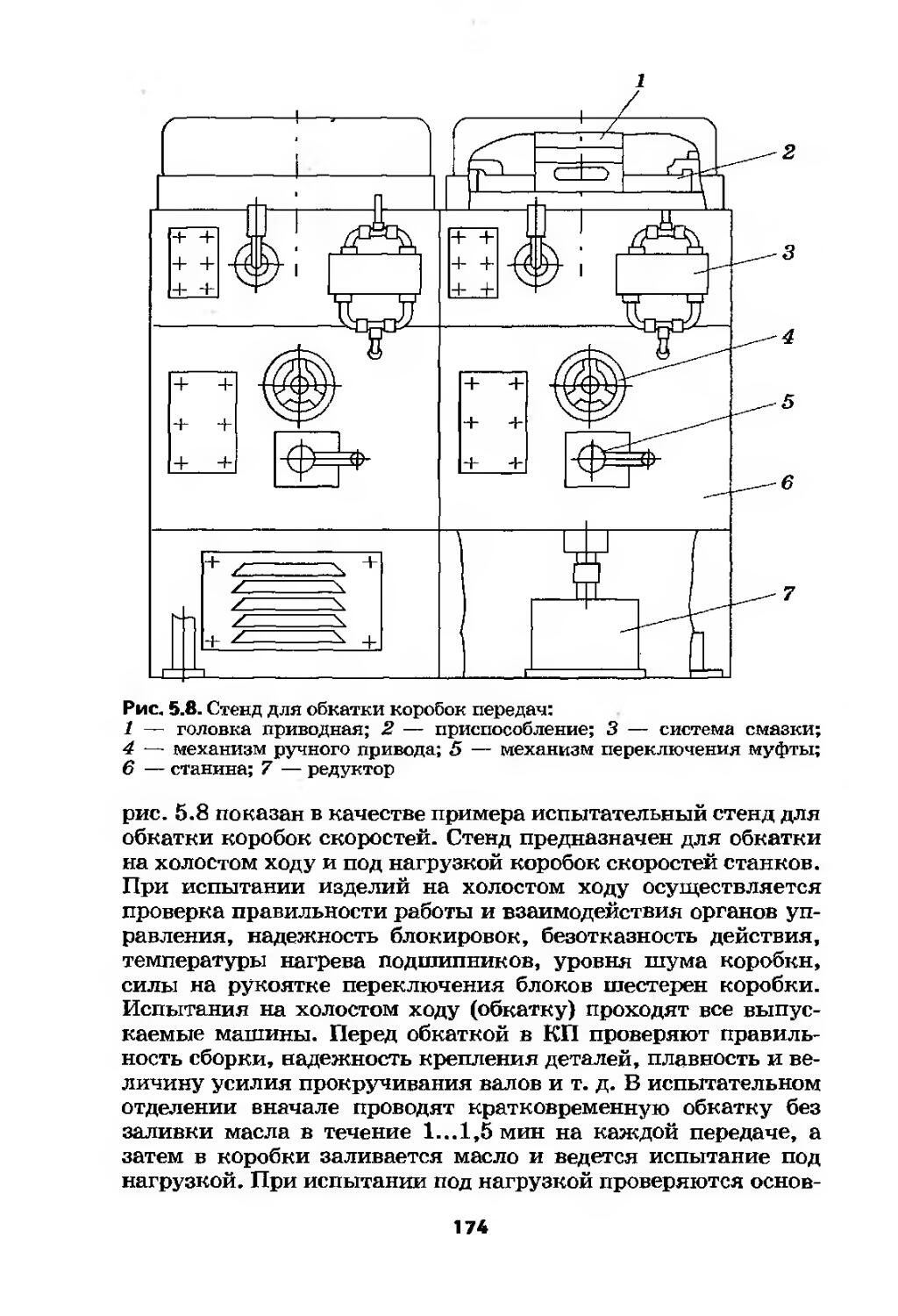
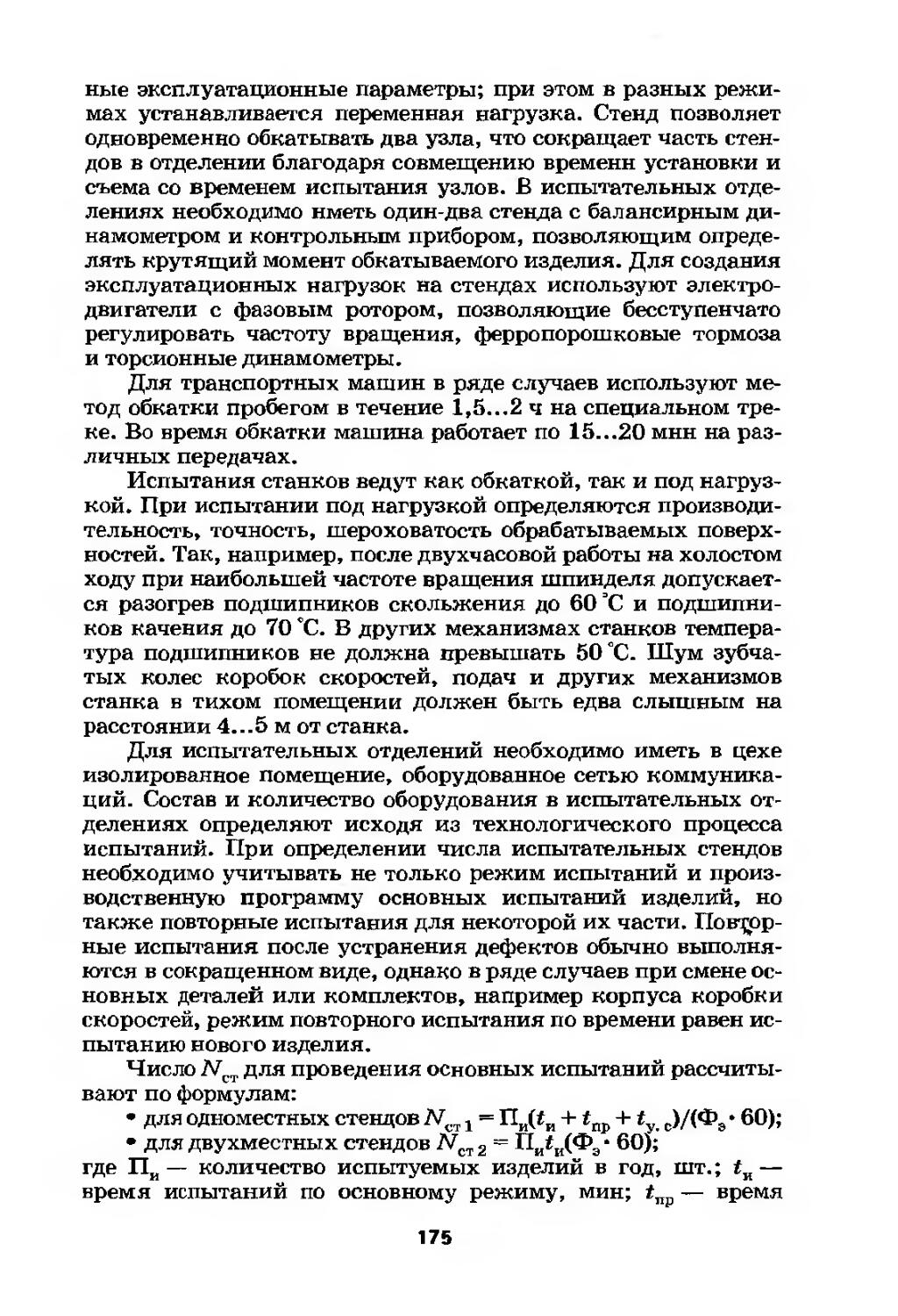
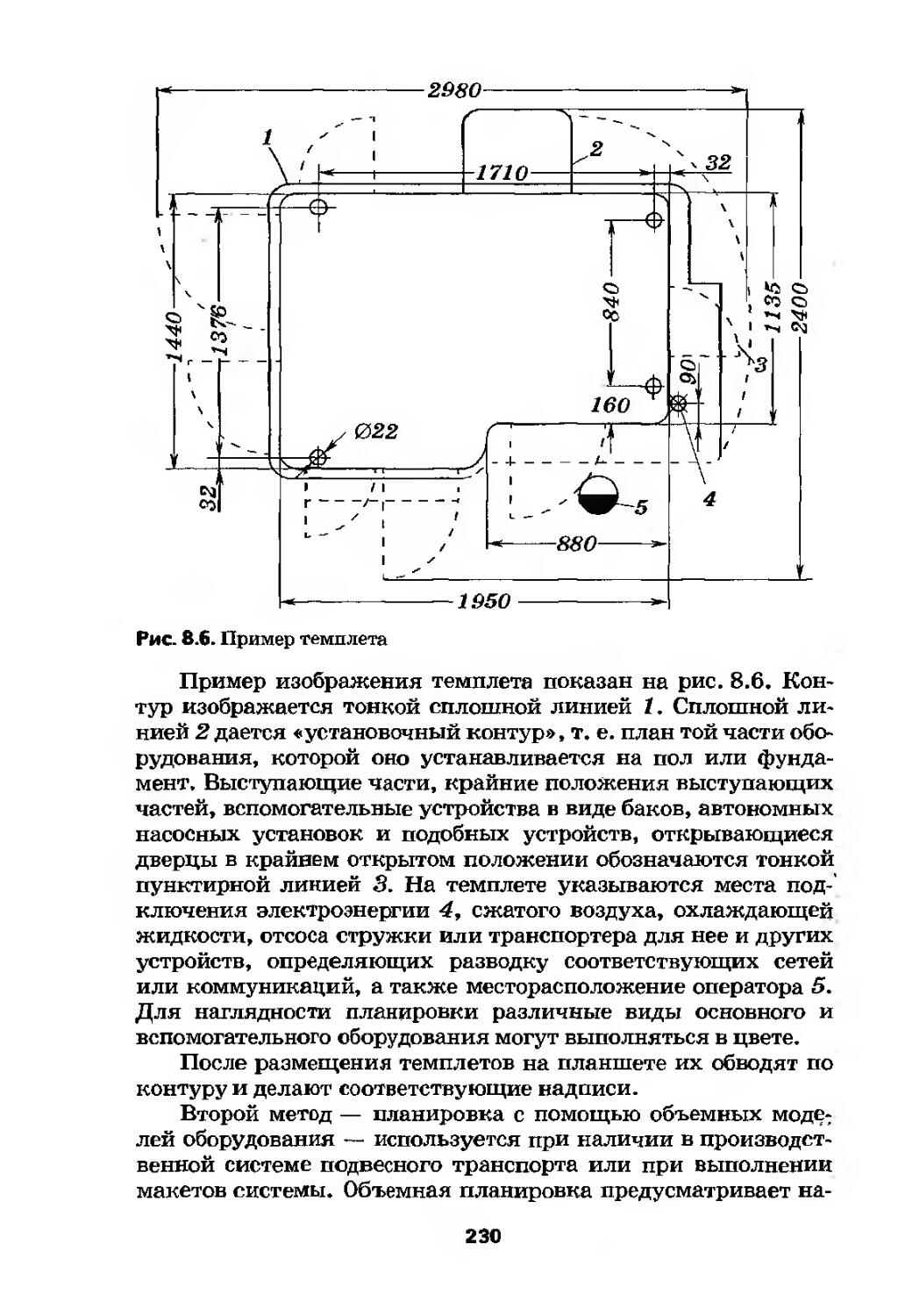
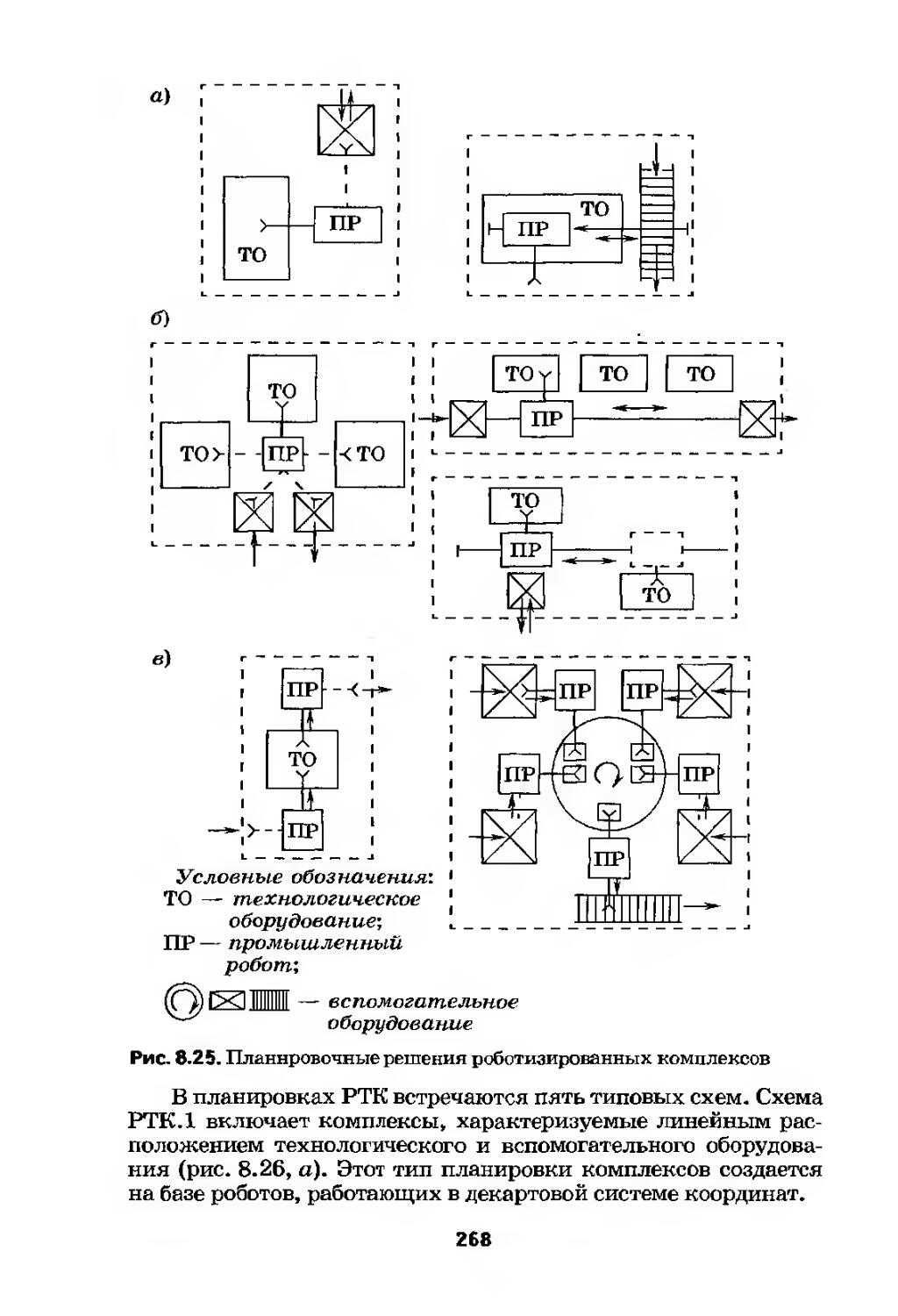
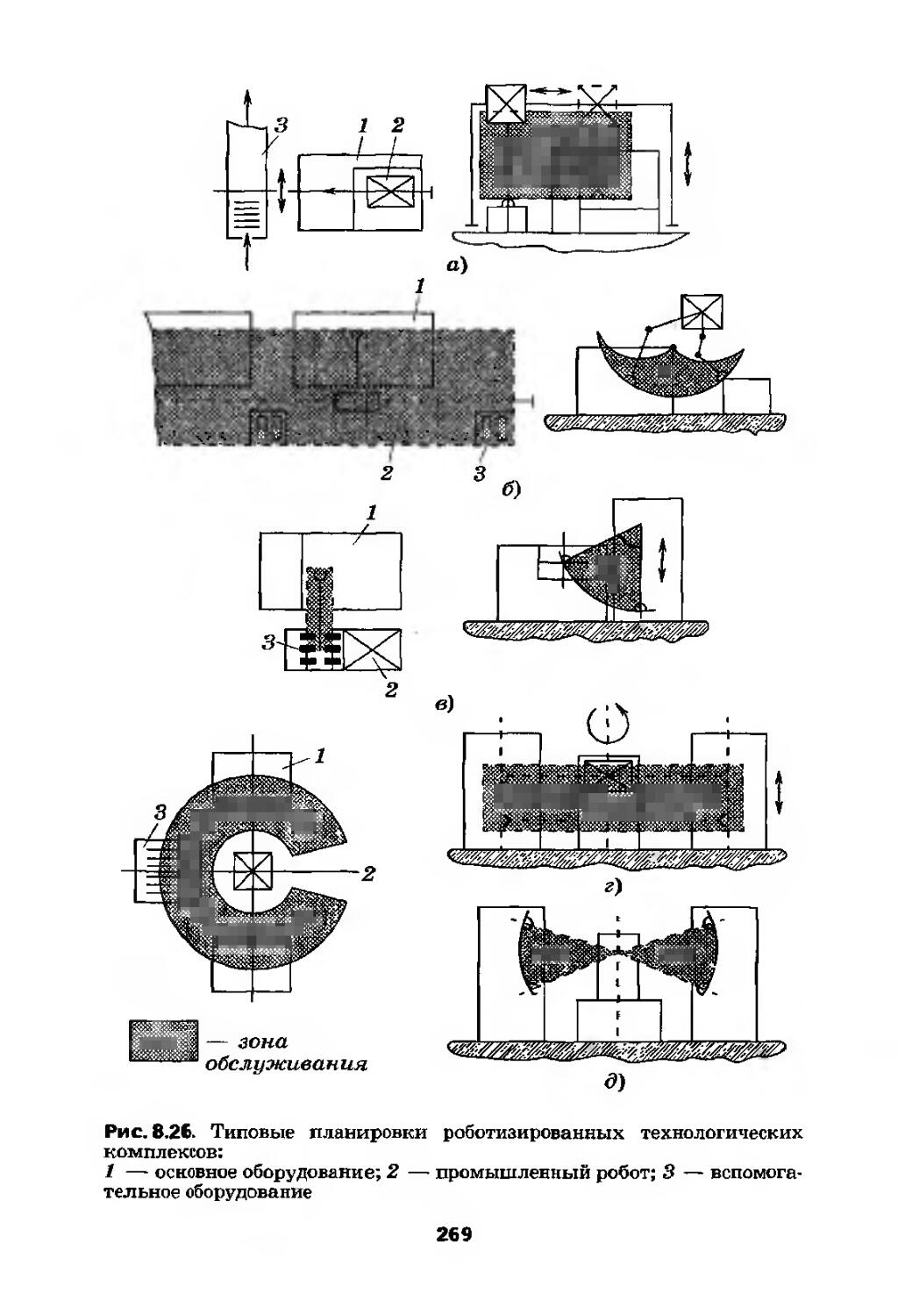
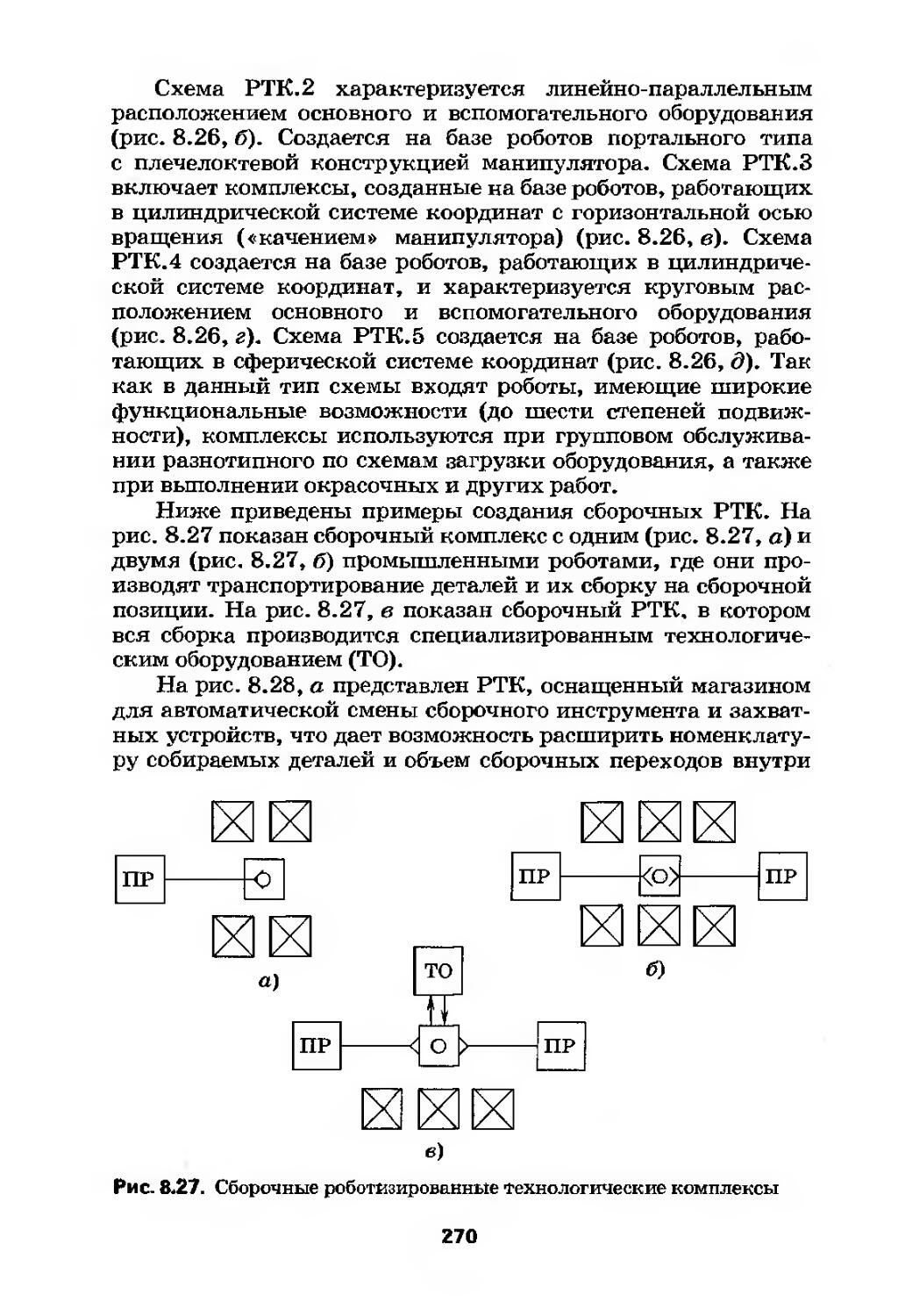
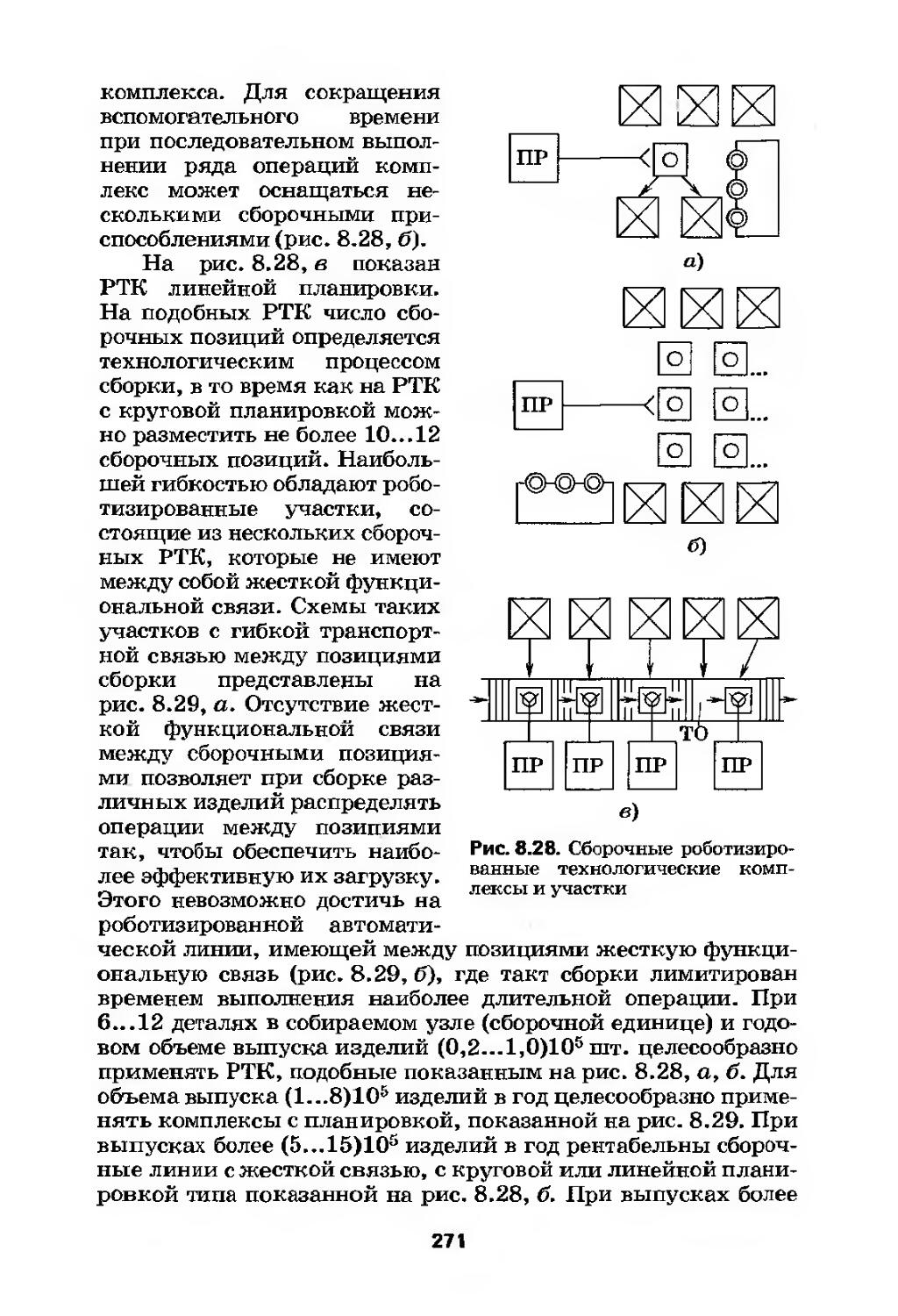
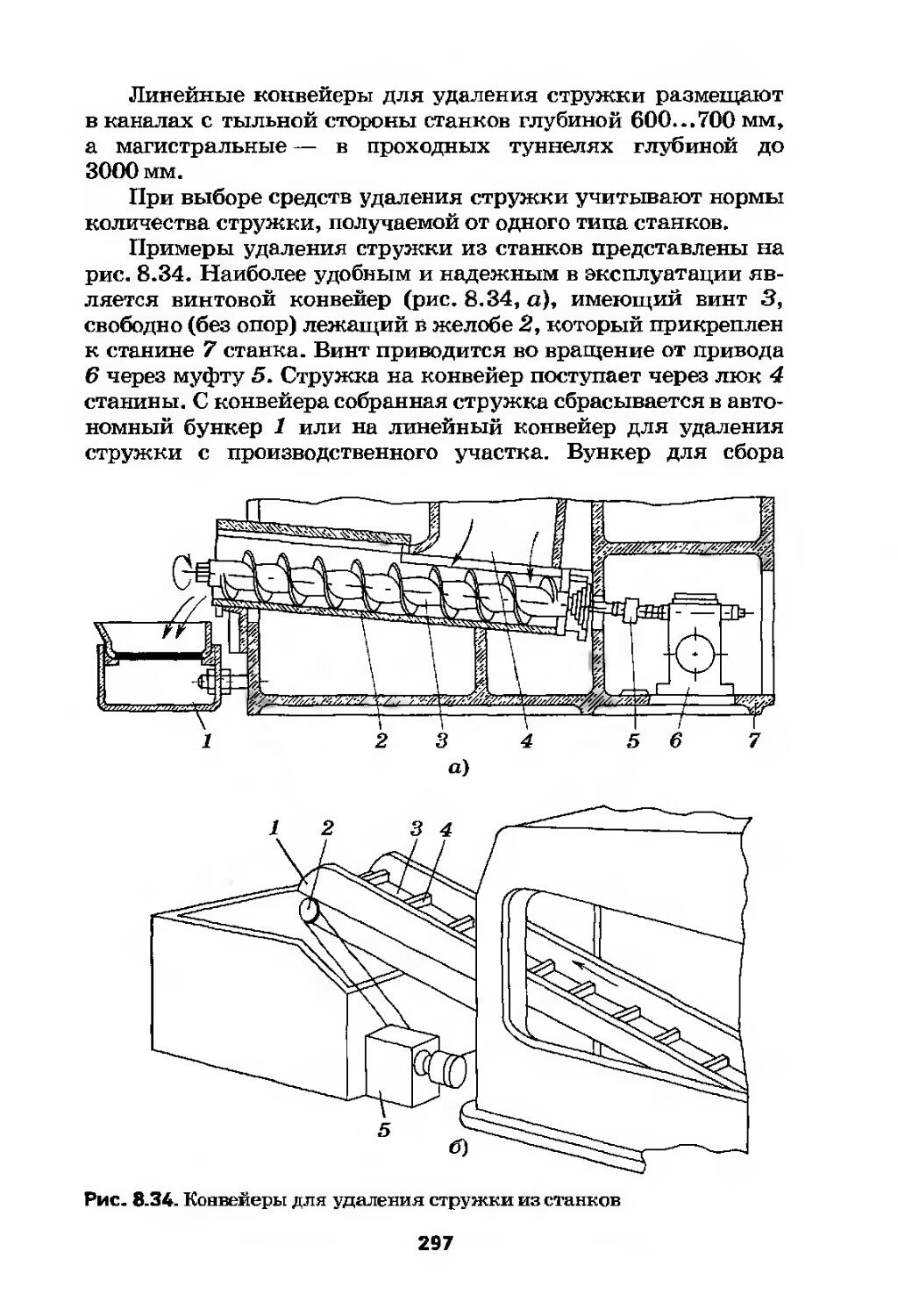
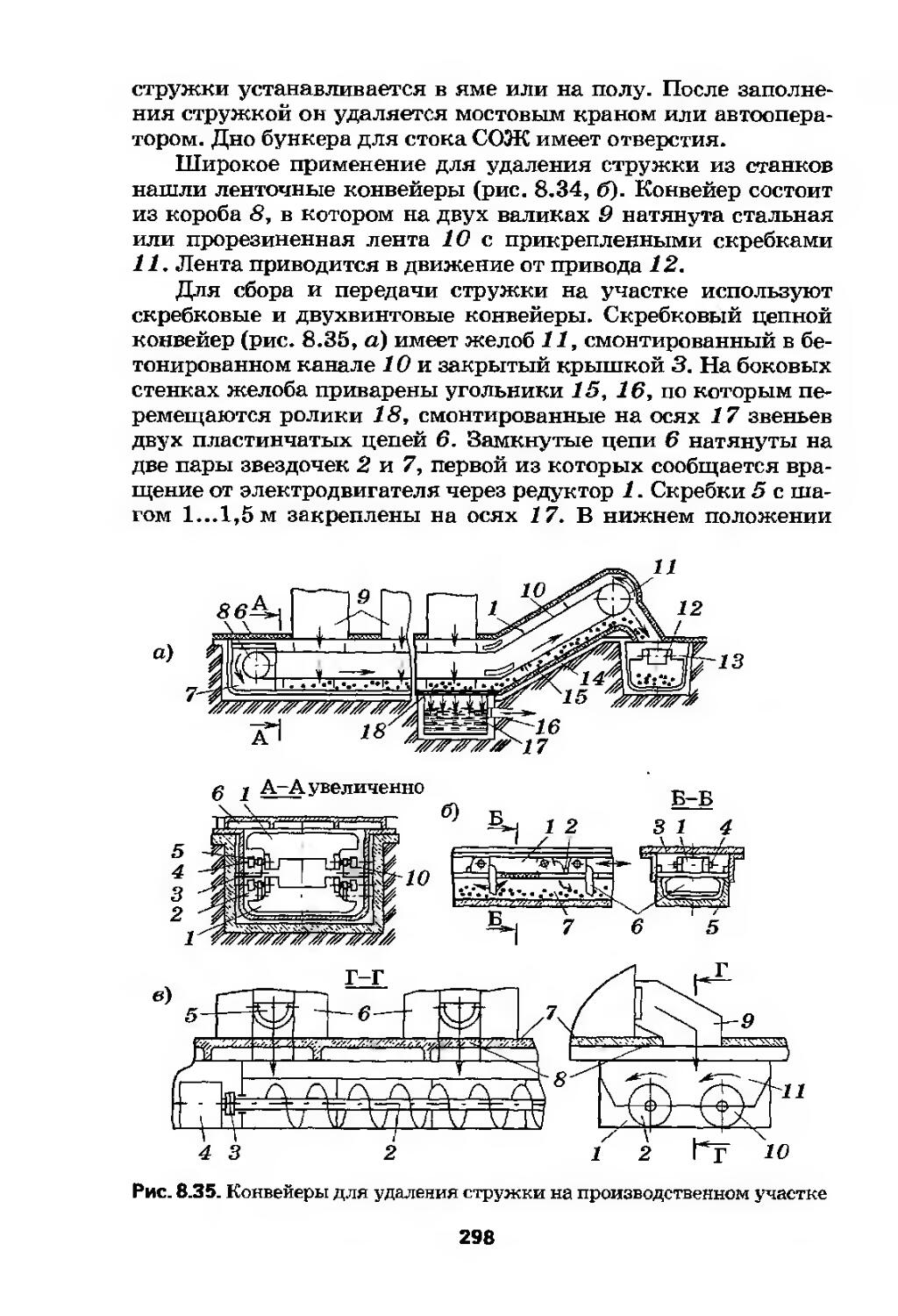
Text
В. П. Вороненко, Ю. М. Соломенцев, А. Г. Схиртладзе
ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОАСТВА
УДК 621(075.8)
ББК 34.42я73
В75
Авторы:
В. П. Вороненко, Ю. М. Соломенцев, А. Г. Схиртладзе
Рецензенты:
зав. кафедрой «Технология и ремонт подвижного состава» МГТУ путей сообщения (МИИТ), д-р техн, наук, проф. Д. Г. Евсеев;
зам. директора Института конструкторско-технологической информатики РАН, д-р техн, наук, проф. В. Г. Митрофанов
Проектирование машиностроительного производства: учеб-В75 ник для вузов / В. П. Вороненко, Ю. М. Соломенцев, А. Г. Схиртладзе ; под ред. чл.-корр. РАН Ю. М. Соломенце-ва. — 2-е изд., стереотип. — М.: Дрофа, 2006. — 380, [4] с.: ил.
ISBN 5-7107-8918-6
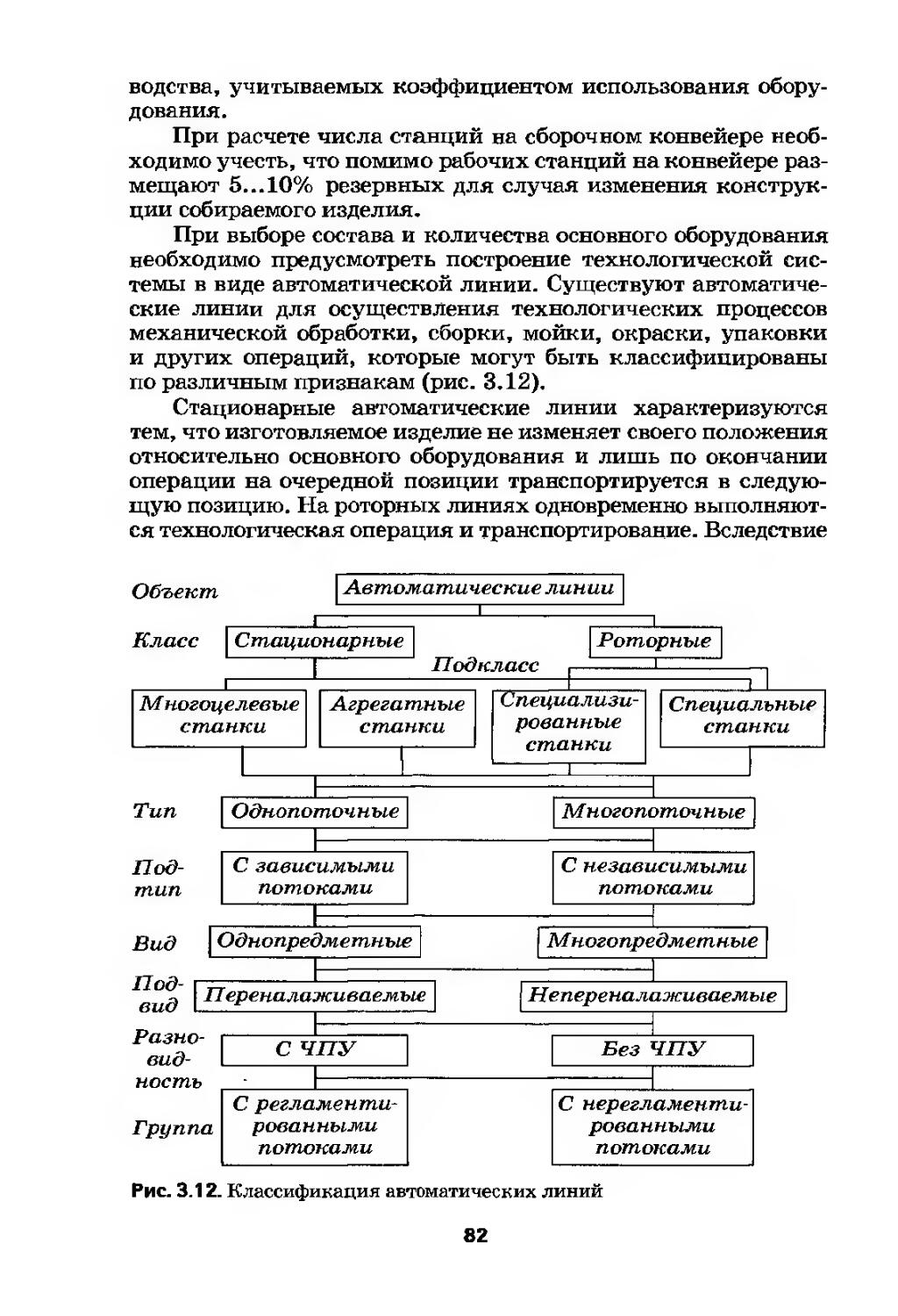
В условиях современных рыночных отношений требуется создание новых высокоэффективных автоматизированных машиностроительных производств с использованием новейших средств управления всеми этапами технологического процесса.
В данном учебнике подробно описана методология проектирования современного машиностроительного предприятия — как его поточных, так и непоточных производств. Изложены вопросы инструментального и метрологического обеспечения. Очень подробно освещены вопросы охраны труда. Большая глава посвящена синтезу производственной системы, начиная с проектирования транспортного обслуживания и заканчивая всей системой управления предприятием. Рассмотрено также создание модели всей производственной системы и проведение ее технико-экономической оценки.
Для студентов машиностроительных вузов, преподавателей, а также инженерно-технических работников, занимающихся вопросами проектирования машиностроительных производств.
УДК 621(075.8)
ББК 34.42я73
ISBN 5-7107-8918-6
©ООО «Дрофа», 2006
Оглавление
Предисловие........................................ 6
Глава 1
Общие понятия и порядок проектирования....... 11
1.1. Основные понятия и определения............... 11
1.2. Предпроектные работы.......................... 16
1.3. Задание на проектирование.................... 20
1.4. Рабочий проект и рабочая документация......... 22
Глава 2
Методологические принципы разработки проекта машиностроительного производства............. 26
2.1. Основы анализа и синтеза производственной
системы ..................................... 26
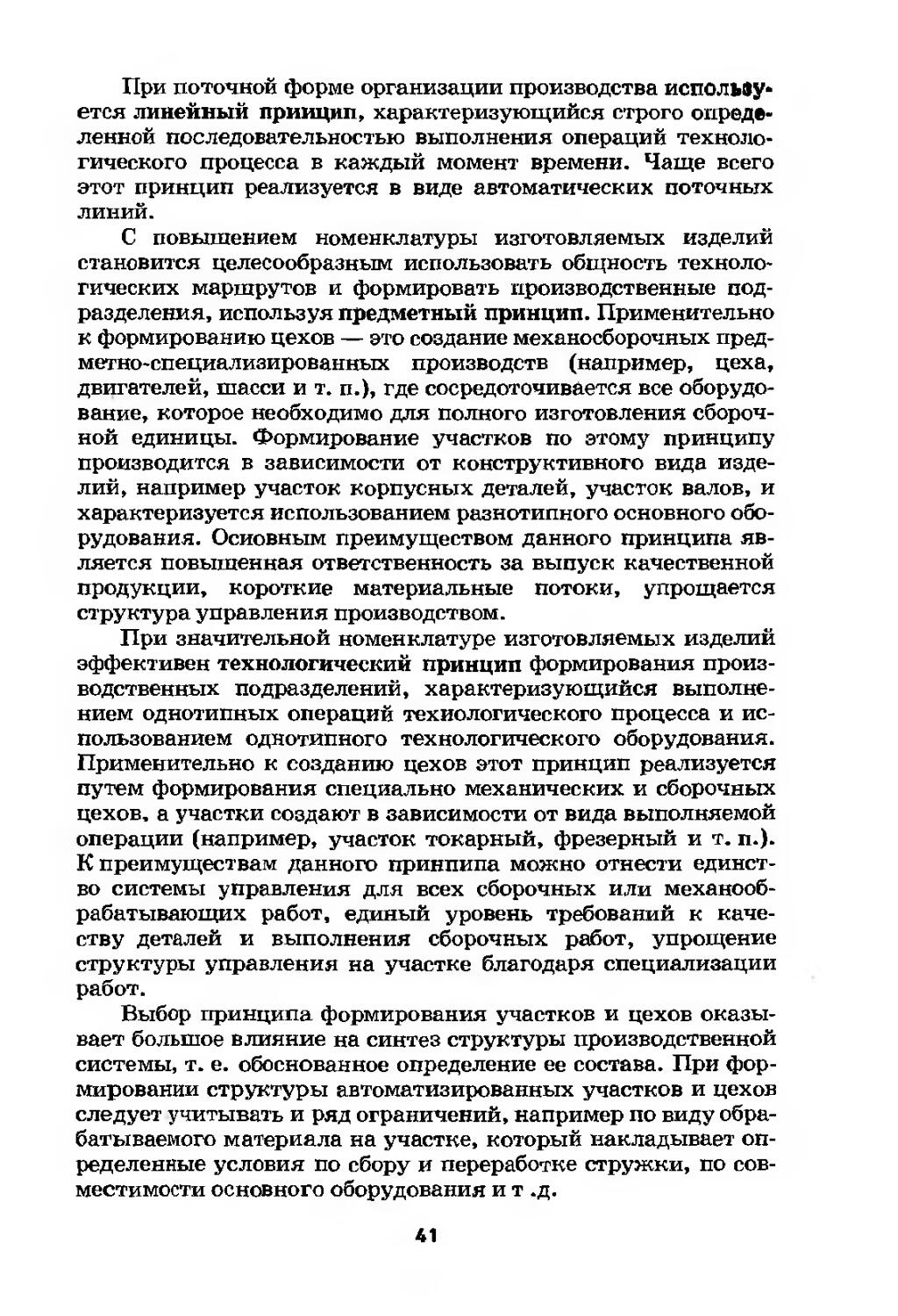
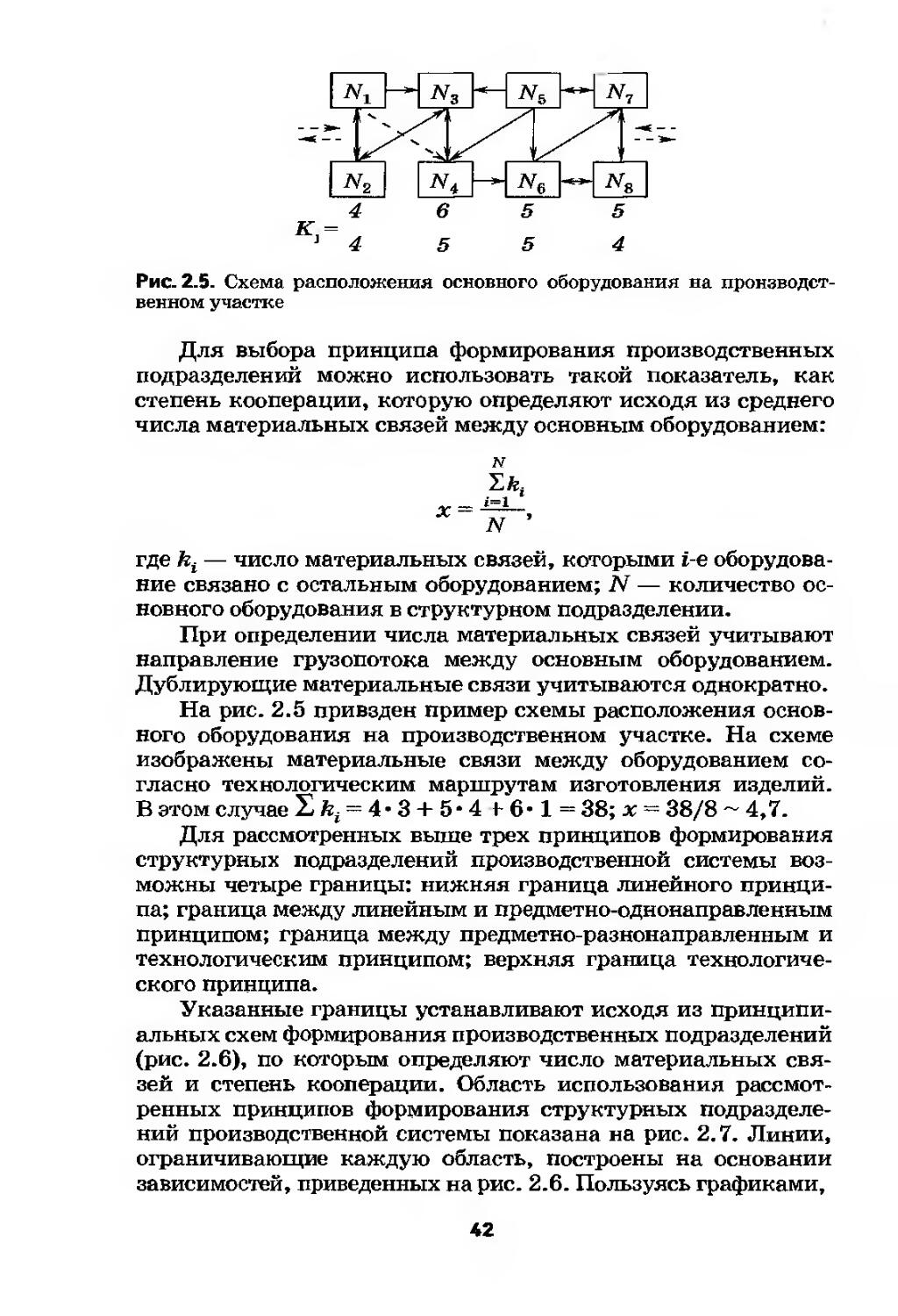
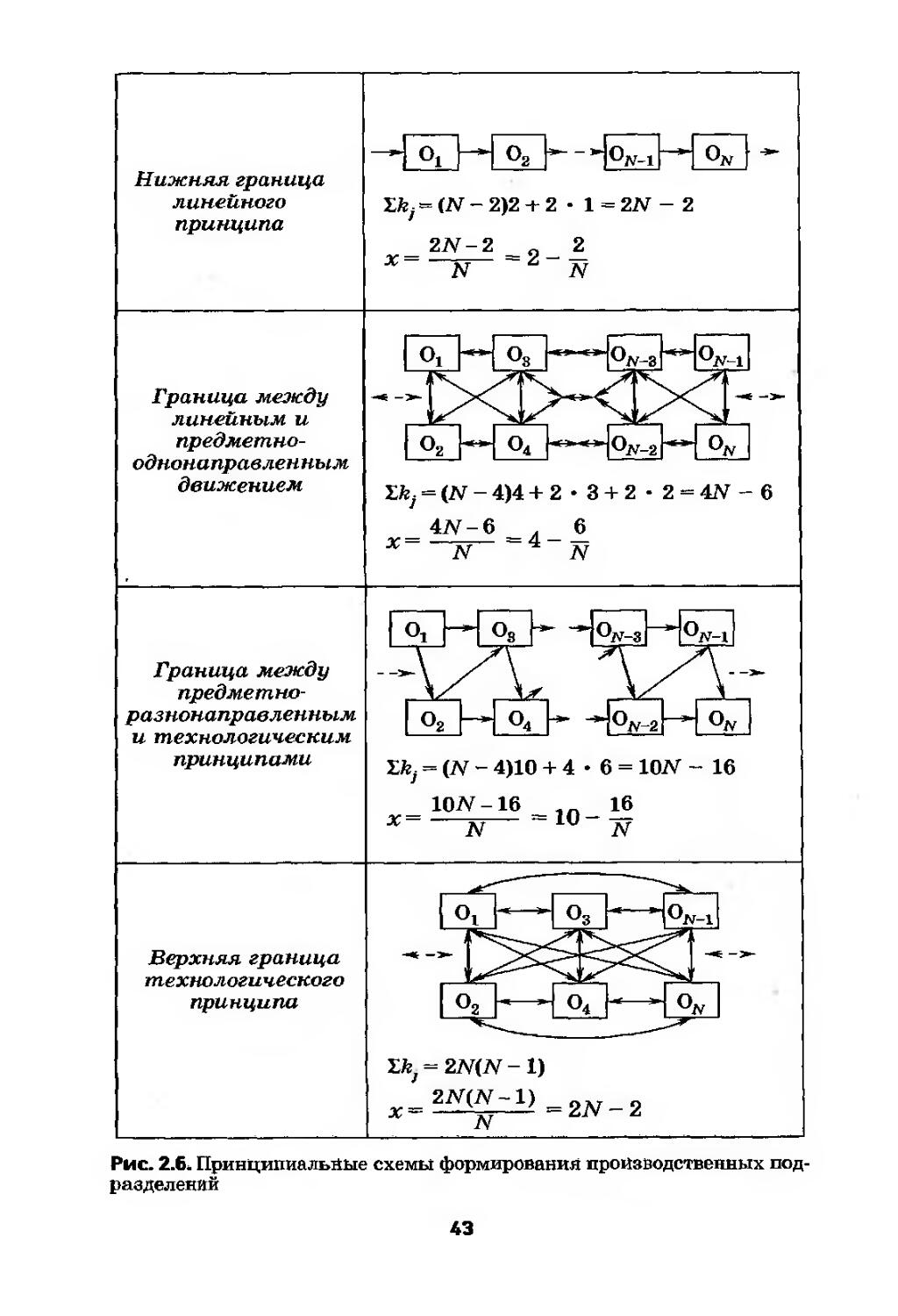
2.2. Принципы формирования производственных
подразделений................................ 40
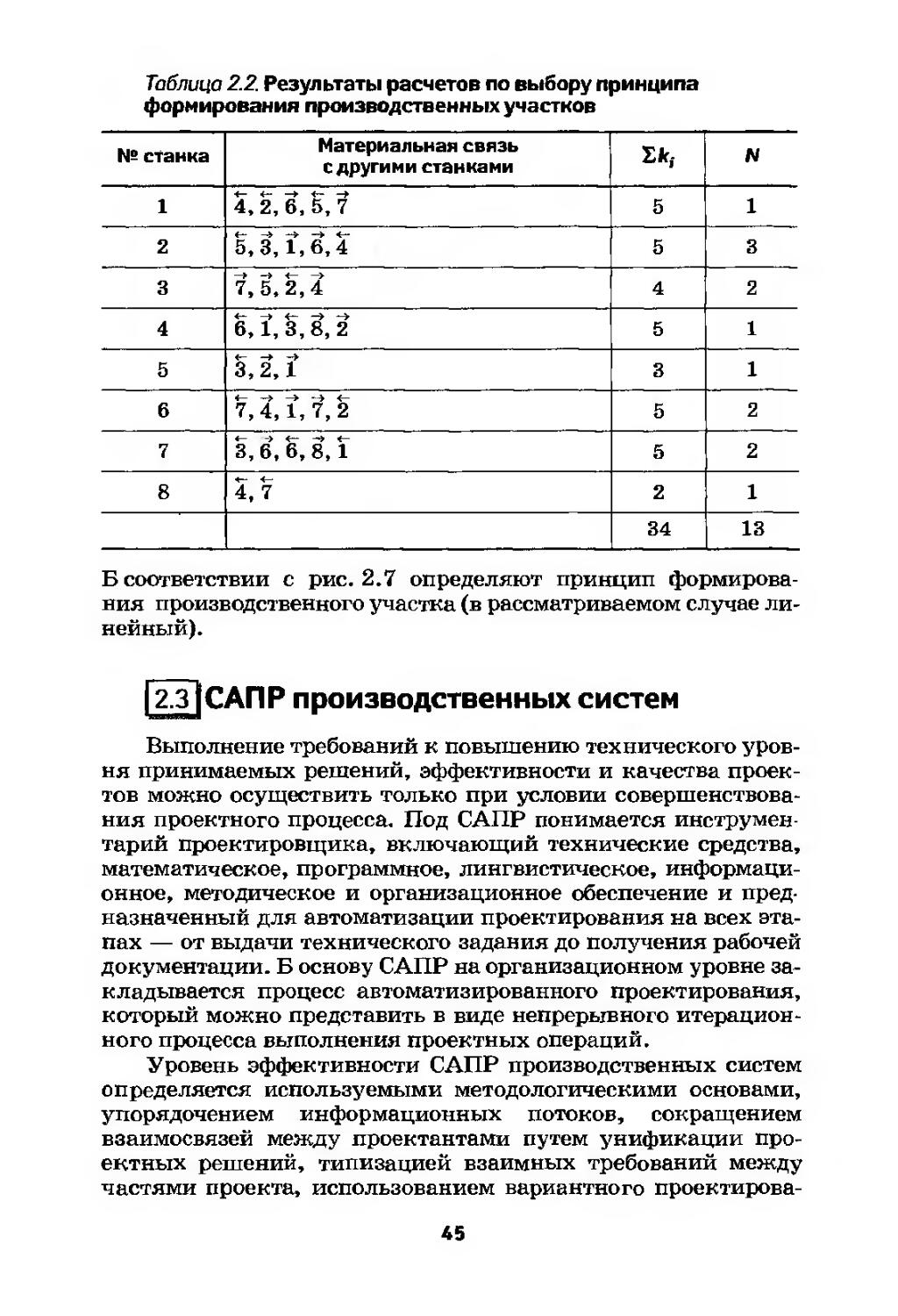
2.3. САПР производственных систем ................ 45
ГлаваЗ Проектирование основной системы............... 51
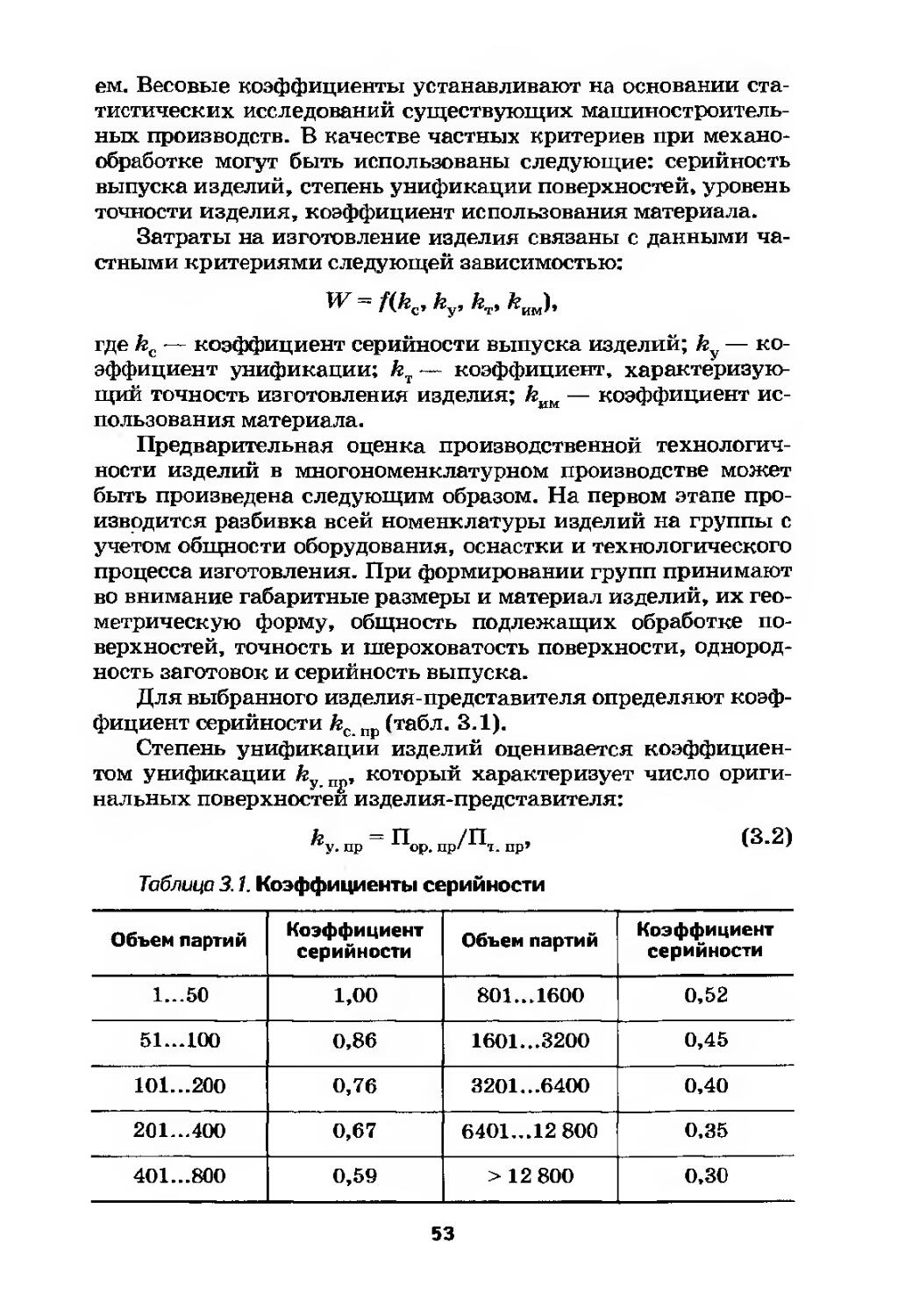
3.1. Технологичность конструкций изделий.......... 51
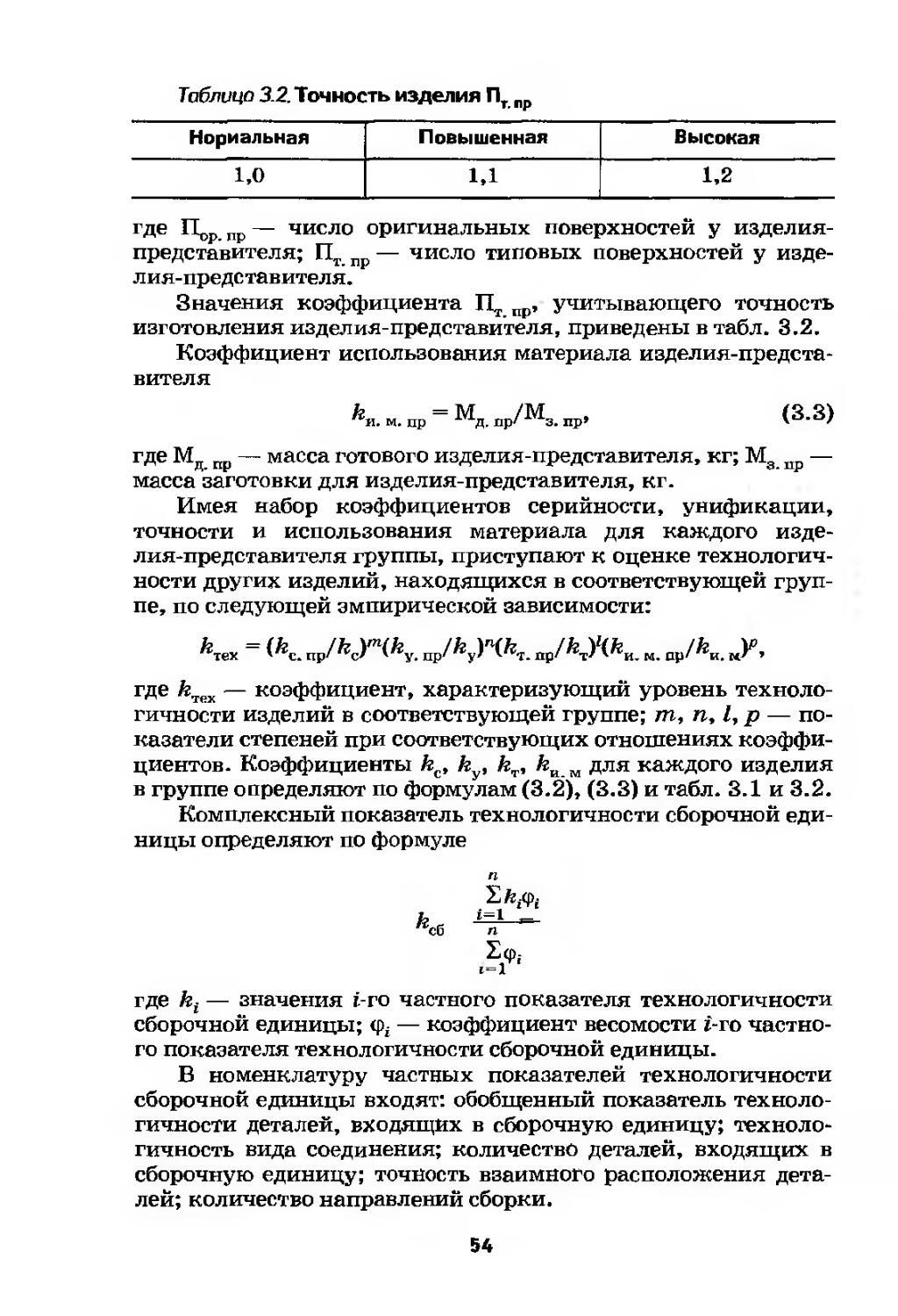
3.2. Технологический процесс как основа создания
производственной системы................... 55
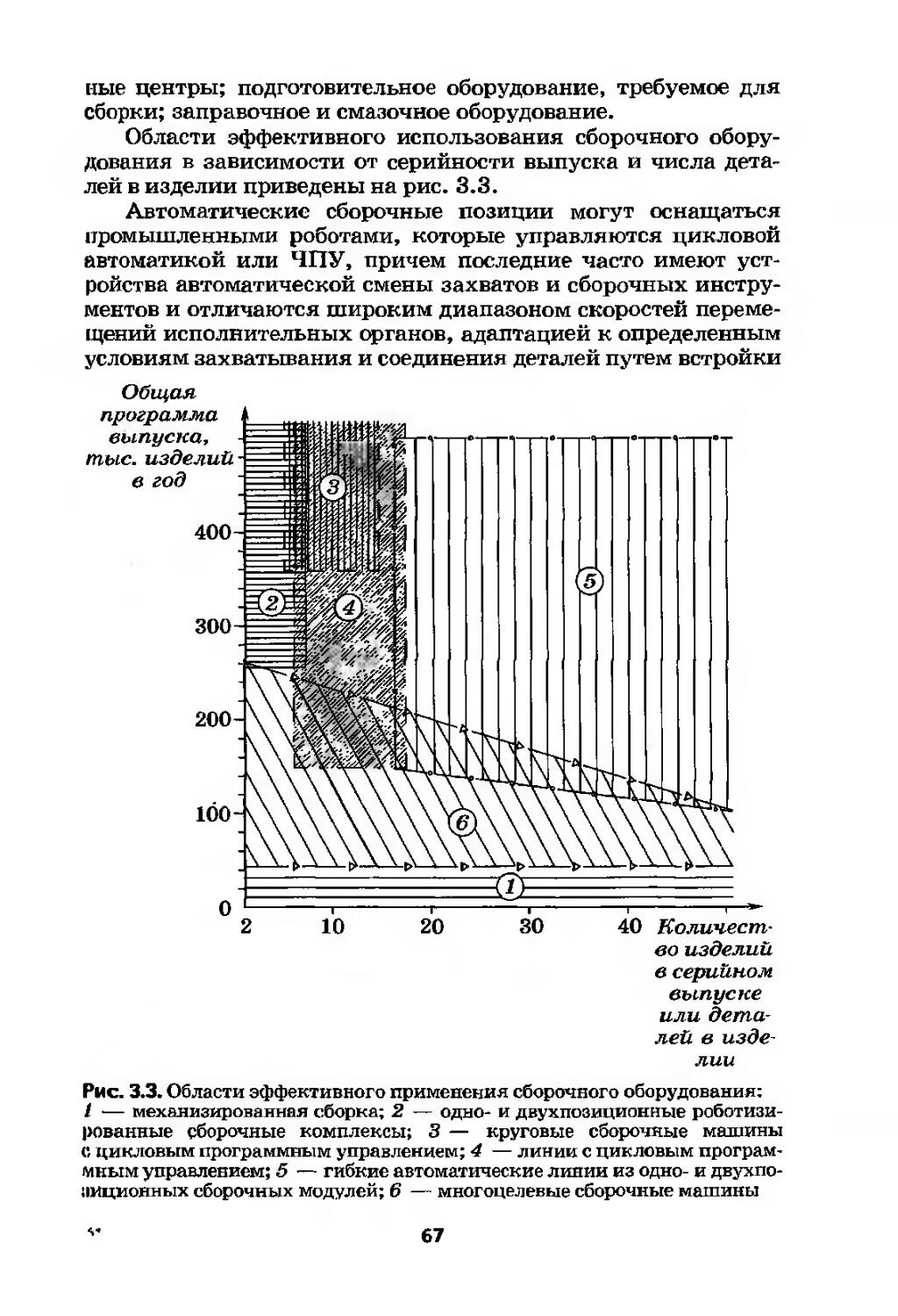
3.3. Состав и количество основного оборудования
в поточном производстве...................... 77
3.4. Состав и количество основного оборудования
в непоточном производстве.................... 96
3.5. Расчет количества основных рабочих.......... 108
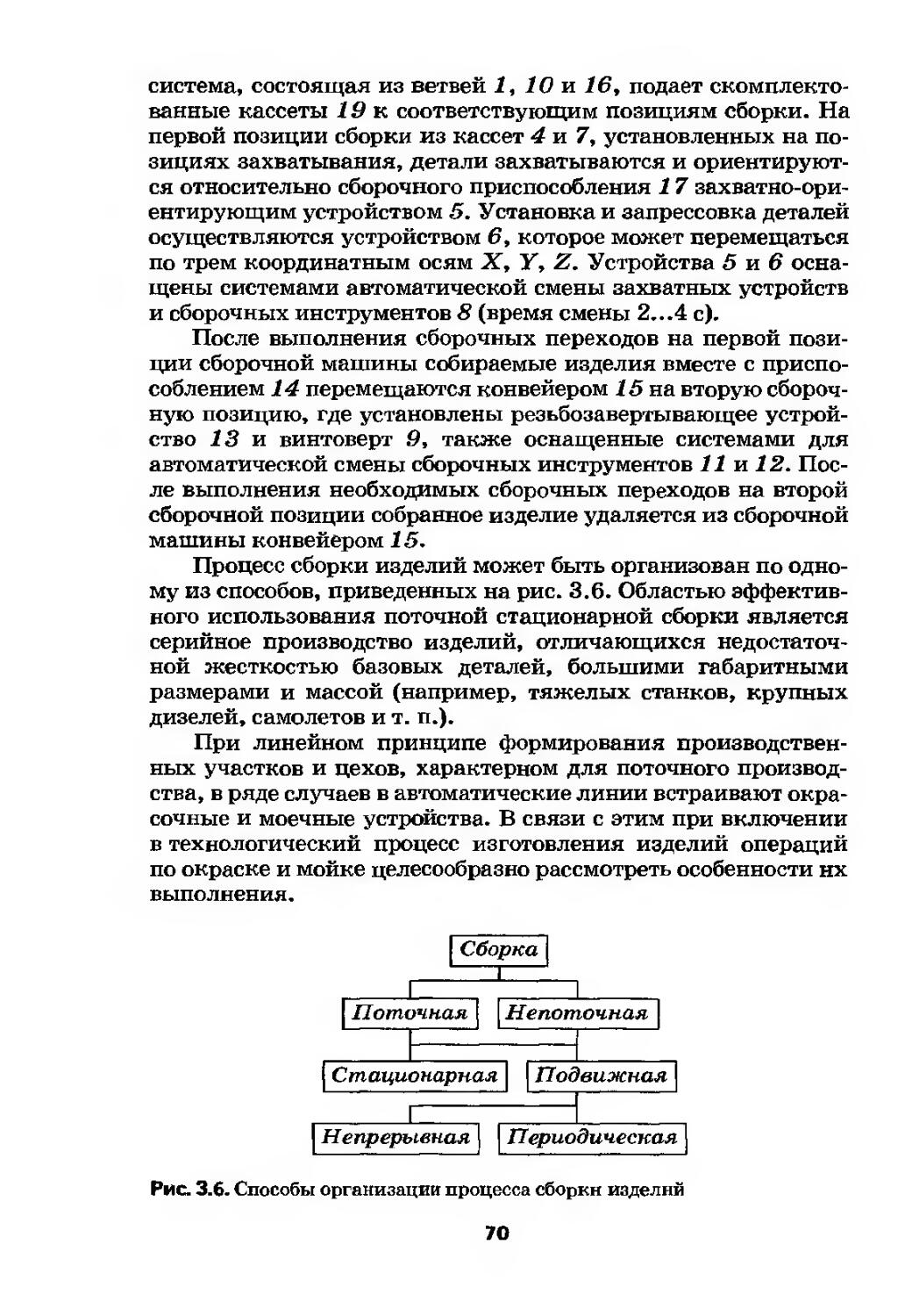
3.6. Принципы построения производственных участков 111
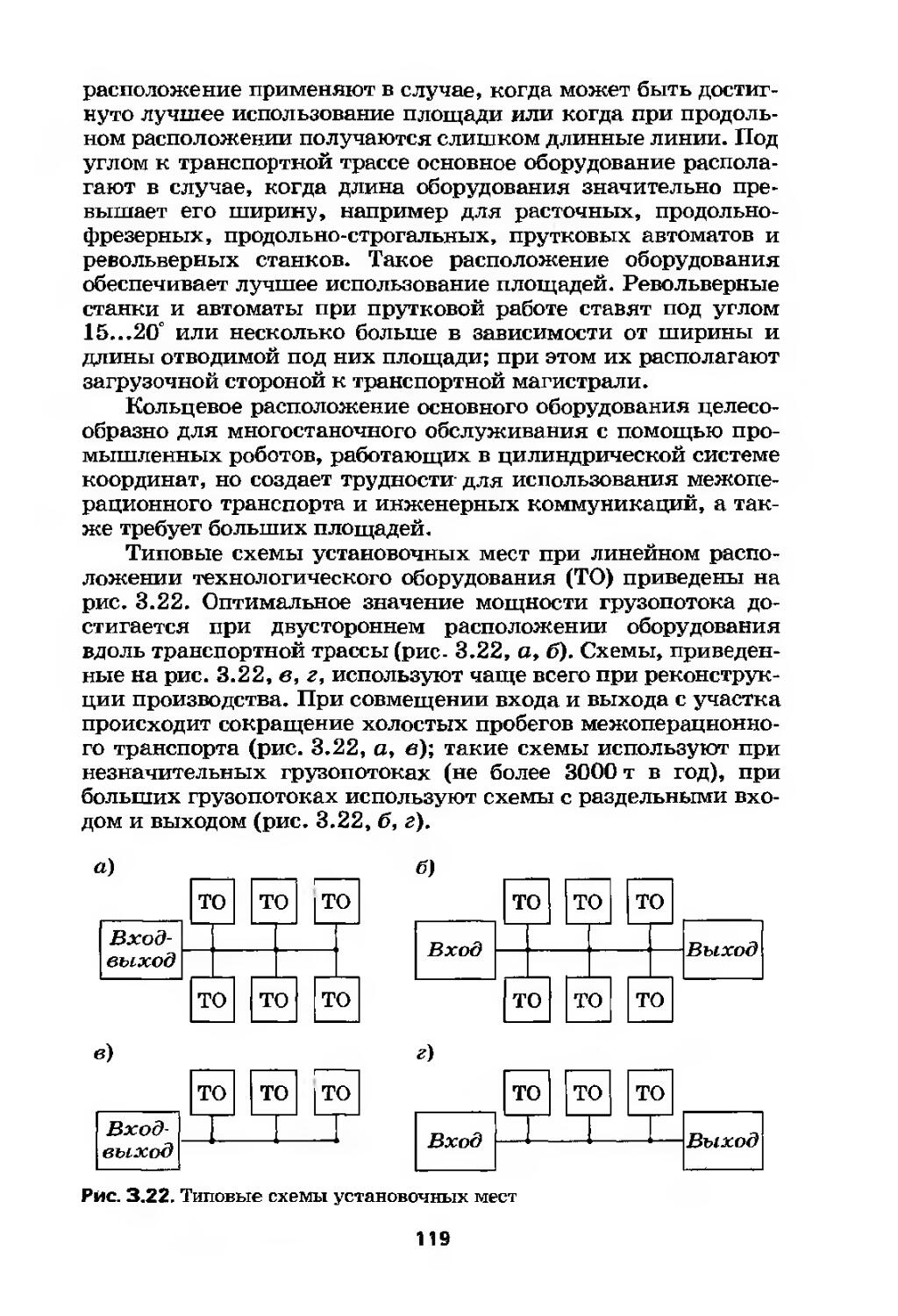
3.7. Разработка требований к условиям работы
основного оборудования.................... 120
3
Глава4
Инструментальное обеспечение машиностроительного производства............ 128
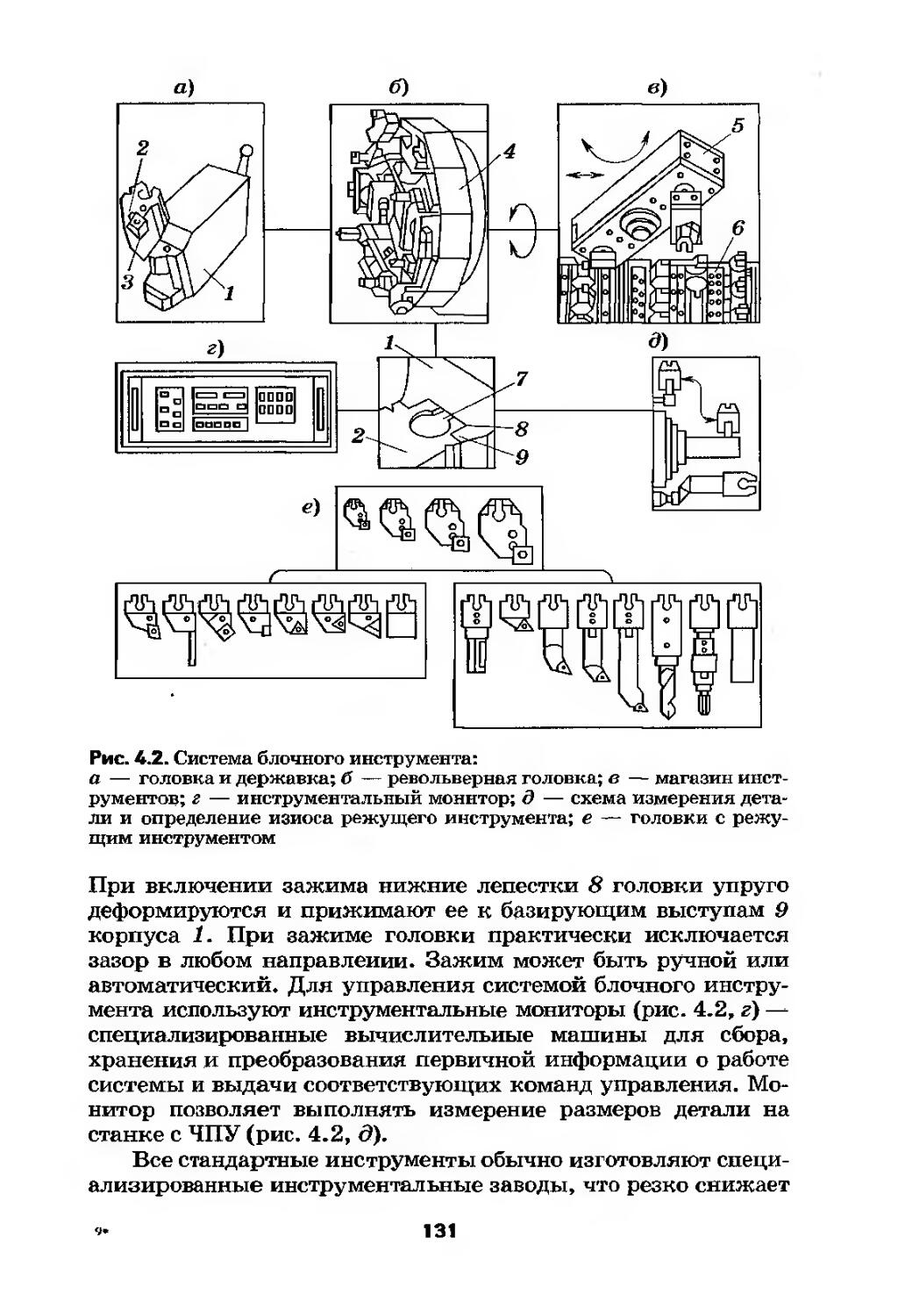
4.1. Функции и структура системы инструментообеспечения........................... 128
4.2. Проектирование отделения сборки и настройки инструментов..................................... 137
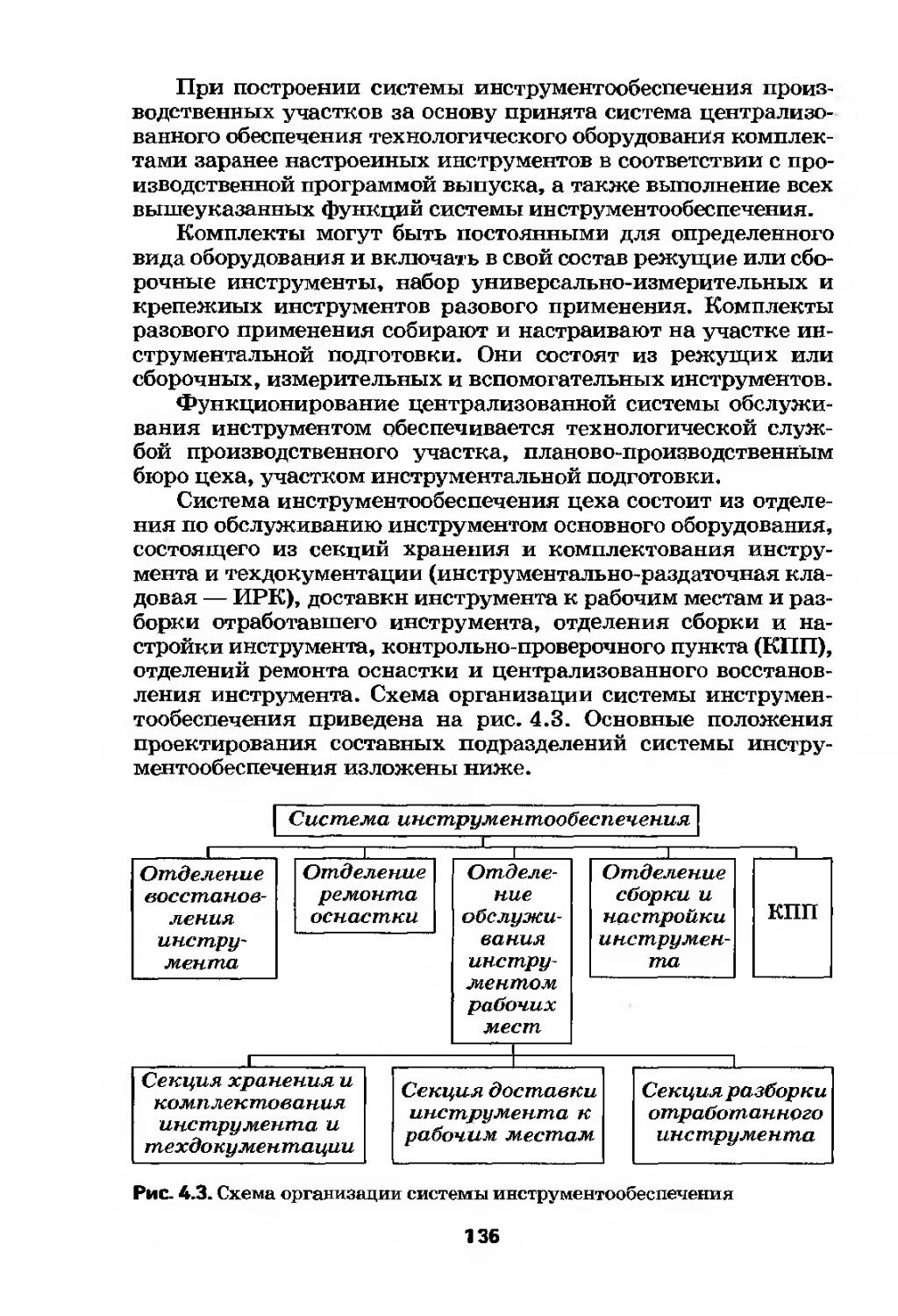
4.3. Проектирование отделения обслуживания инструментом производственных участков........... 140
4.4. Проектирование отделений по восстановлению инструмента и ремонту оснастки................... 153
Глава 5 Метрологическое обеспечение производства.... 158
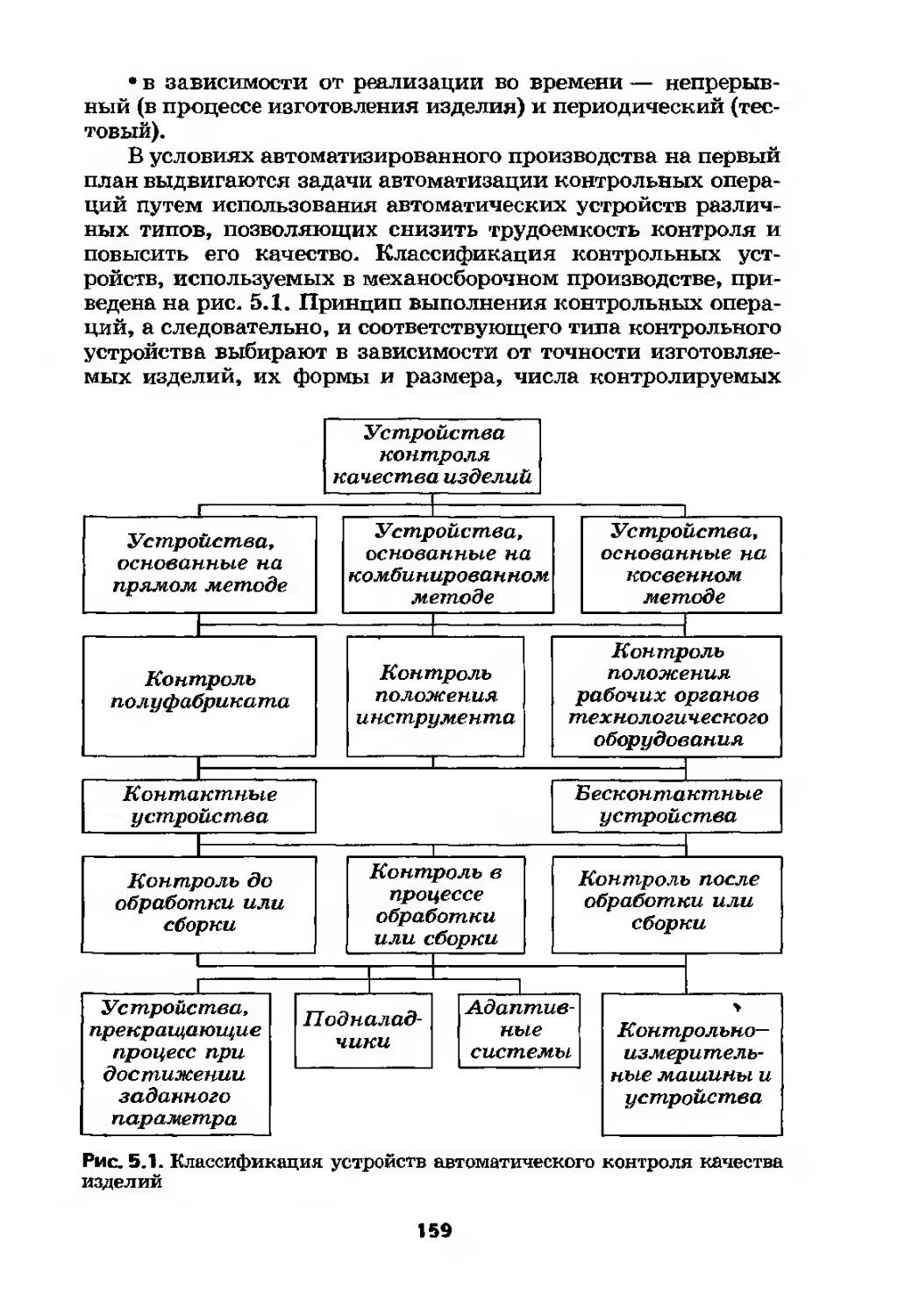
5.1. Основные технико-организационные направления
автоматизации контрольных операций.......... 158
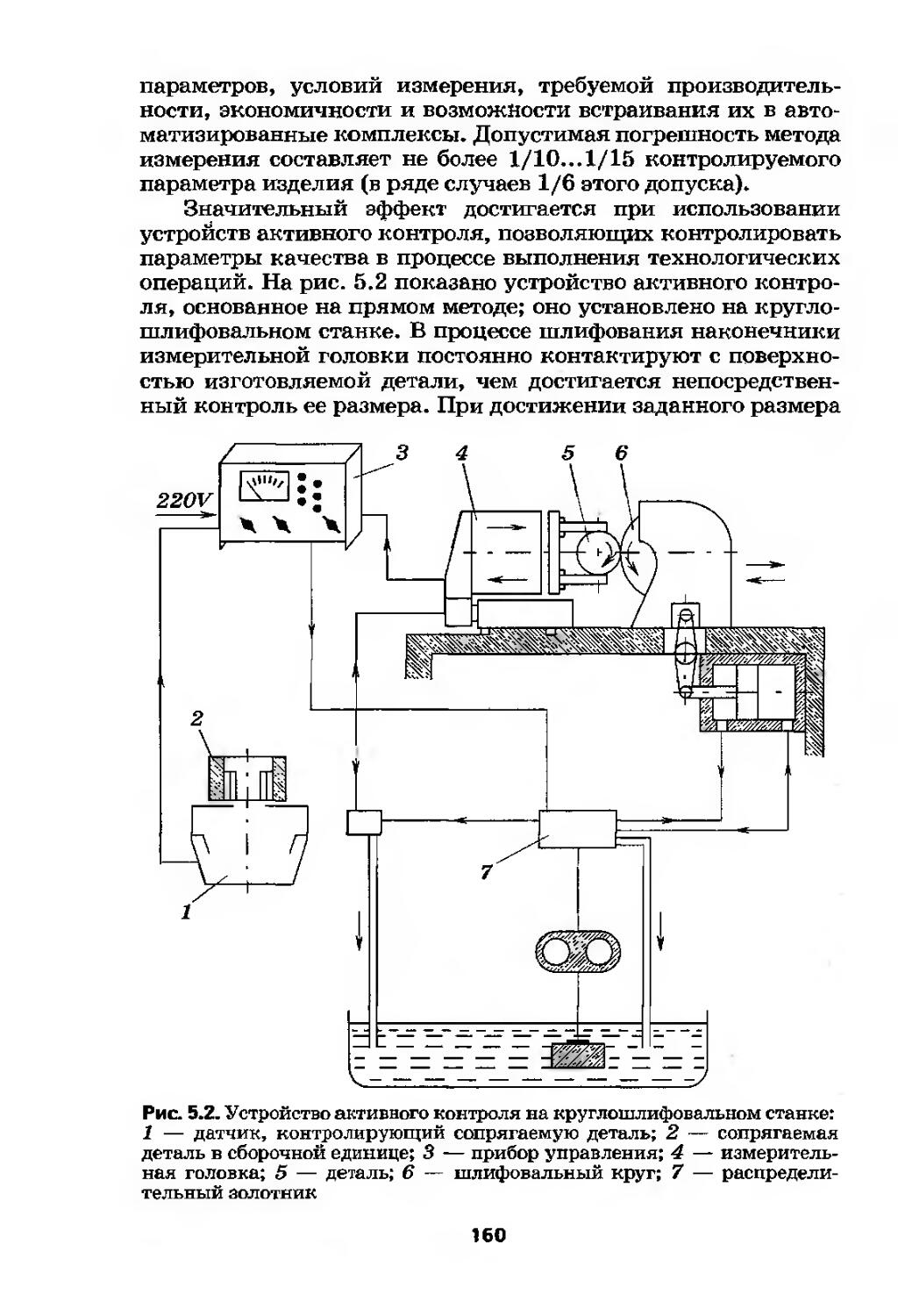
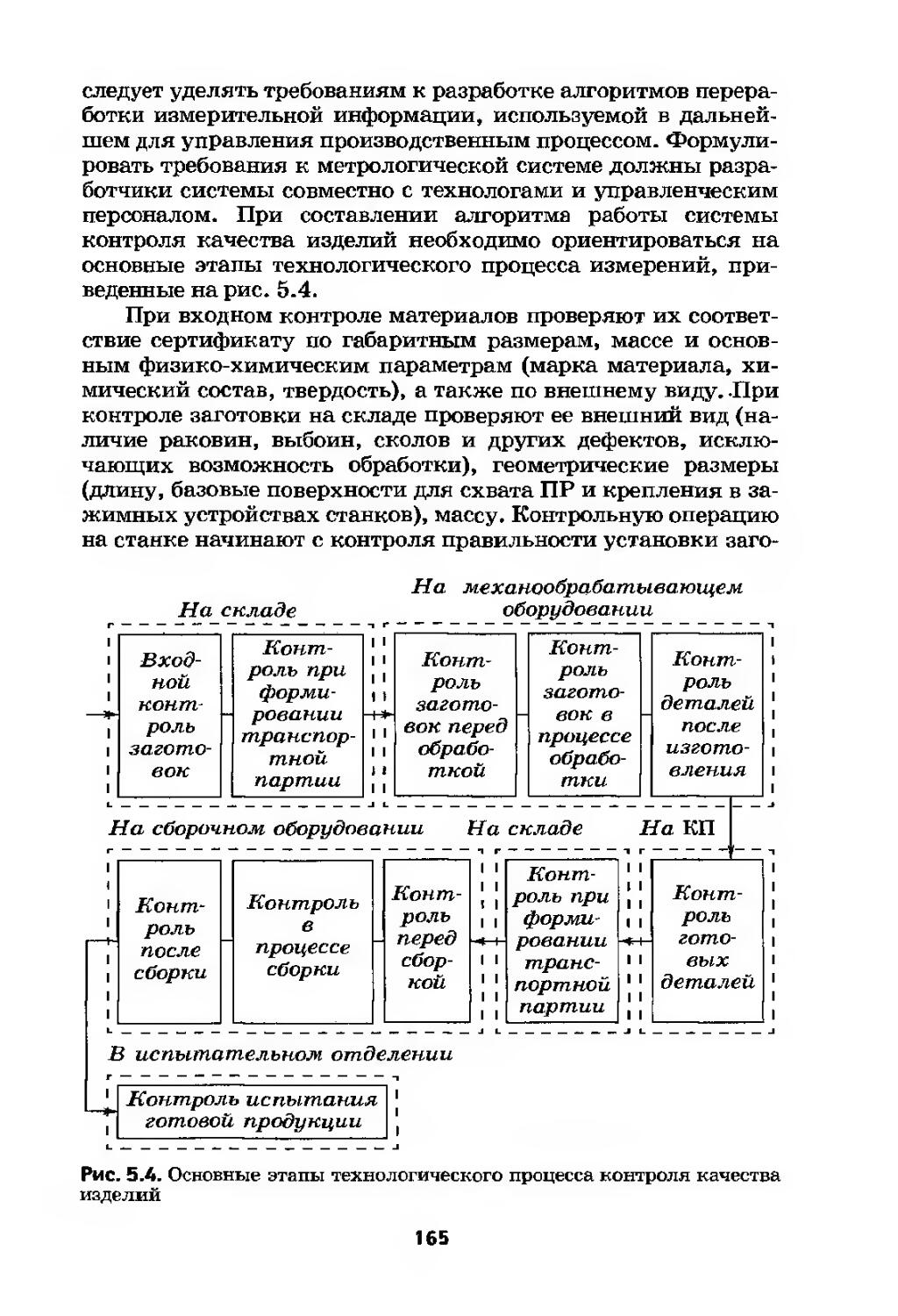
5.2. Структура системы контроля качества изделий. 164
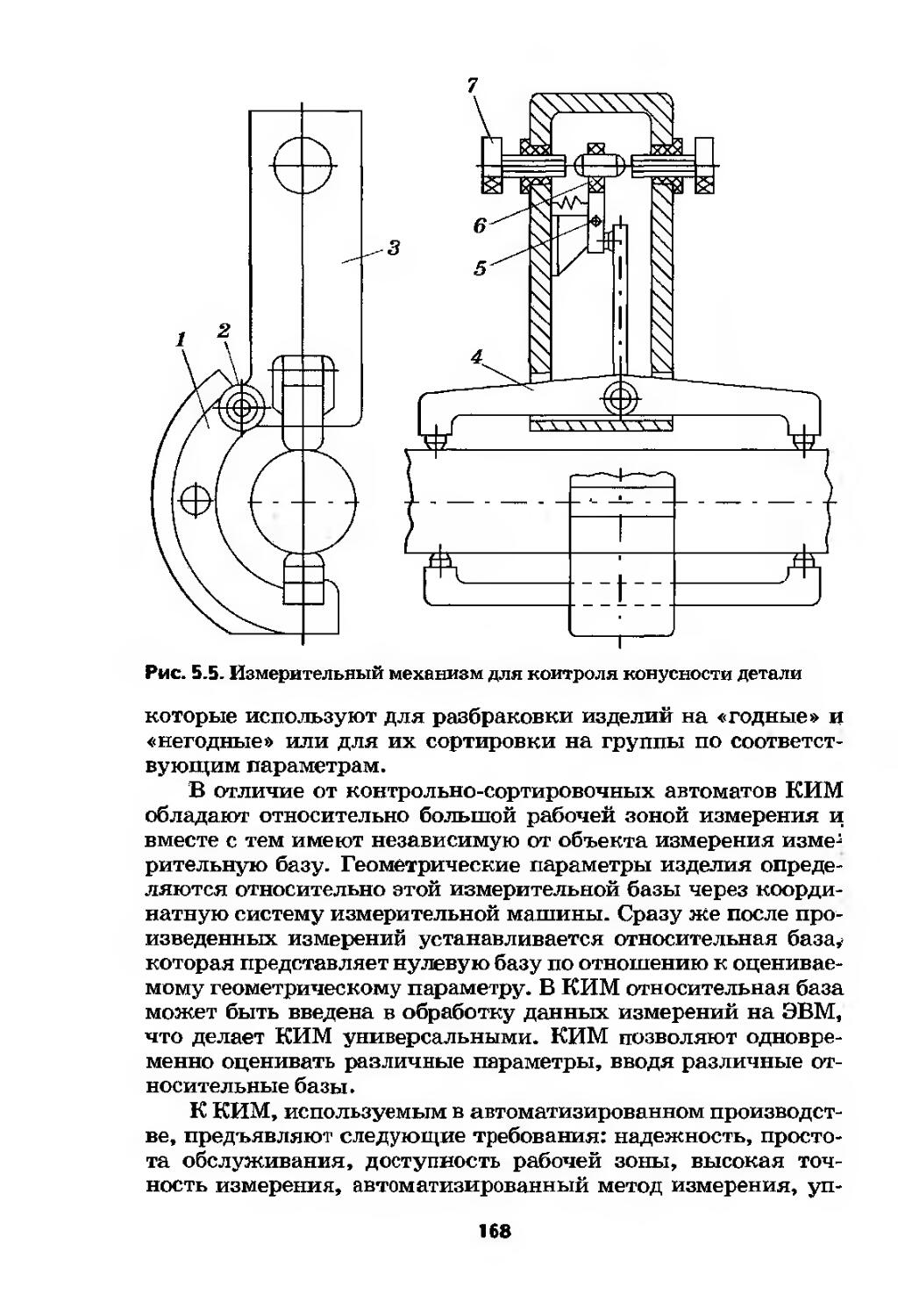
5.3. Основные параметры и планировочные решения
системы контроля качества изделий........... 167
Глава 6 Проектирование складской системы............ 178
6.1. Принципы построения и структура складской
системы..................................... 178
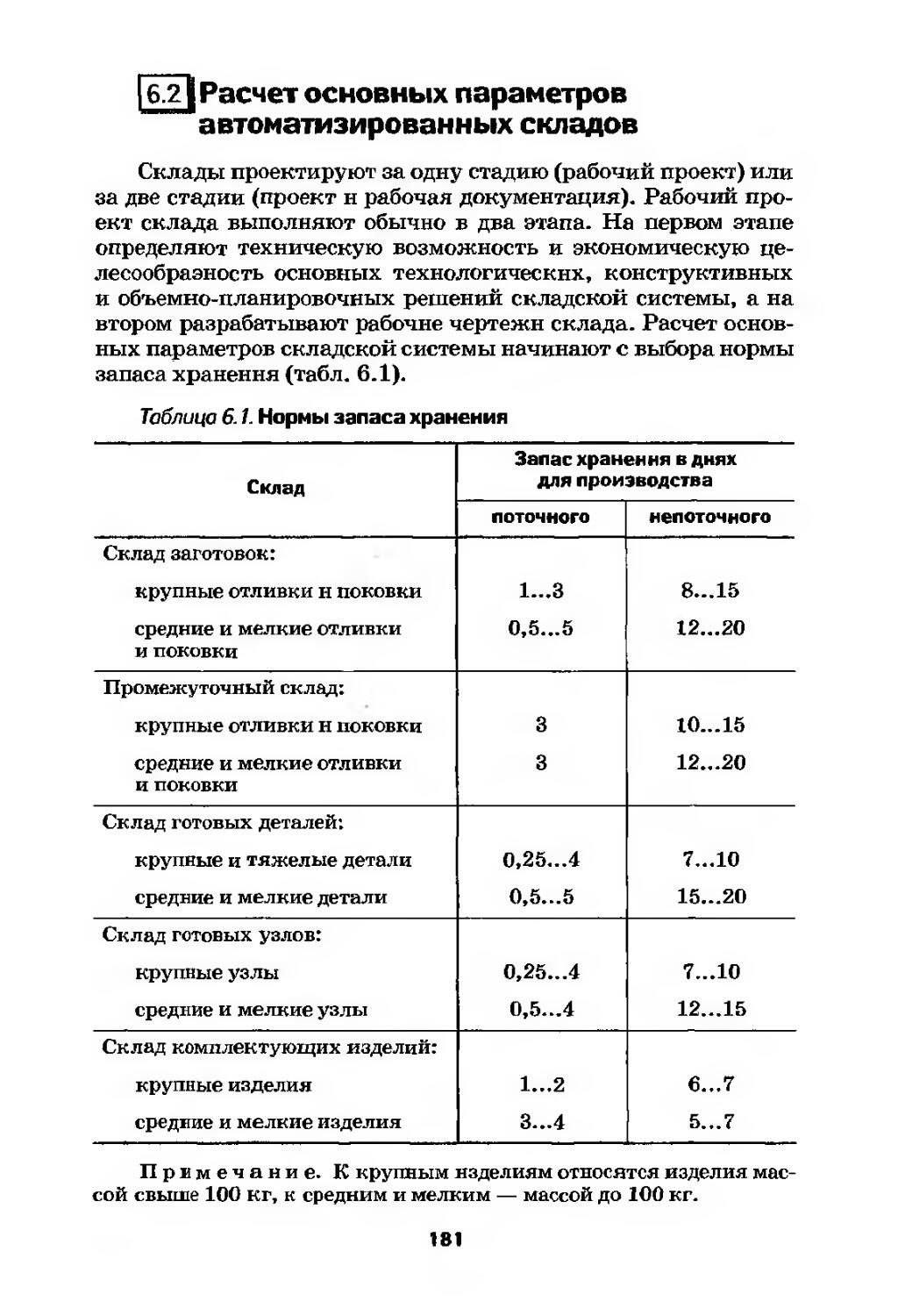
6.2. Расчет основных параметров автоматизированных
складов..................................... 181
6.3. Проектирование отделения по подготовке
транспортных партий ........................ 194
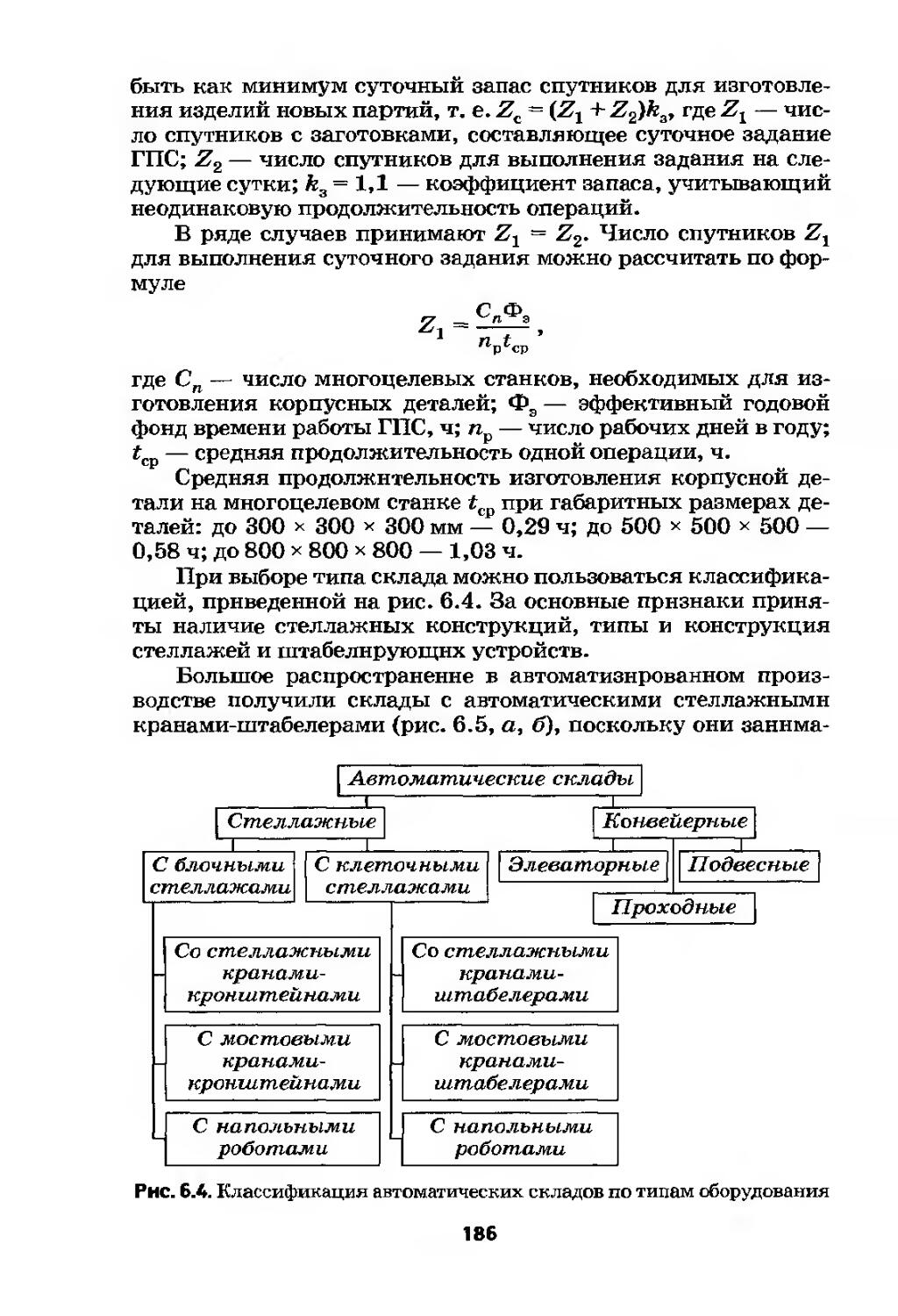
6.4. Построение накопительной системы
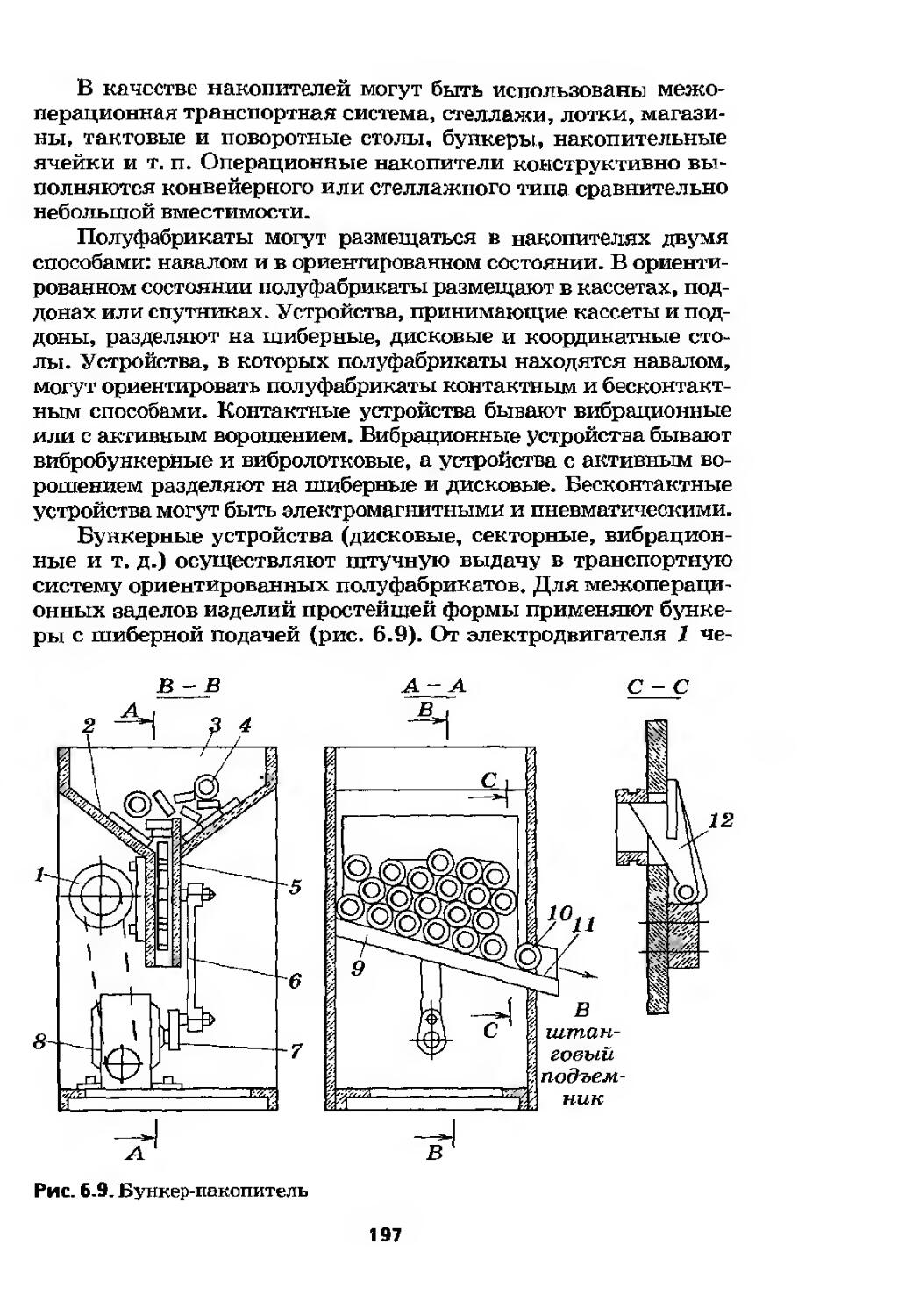
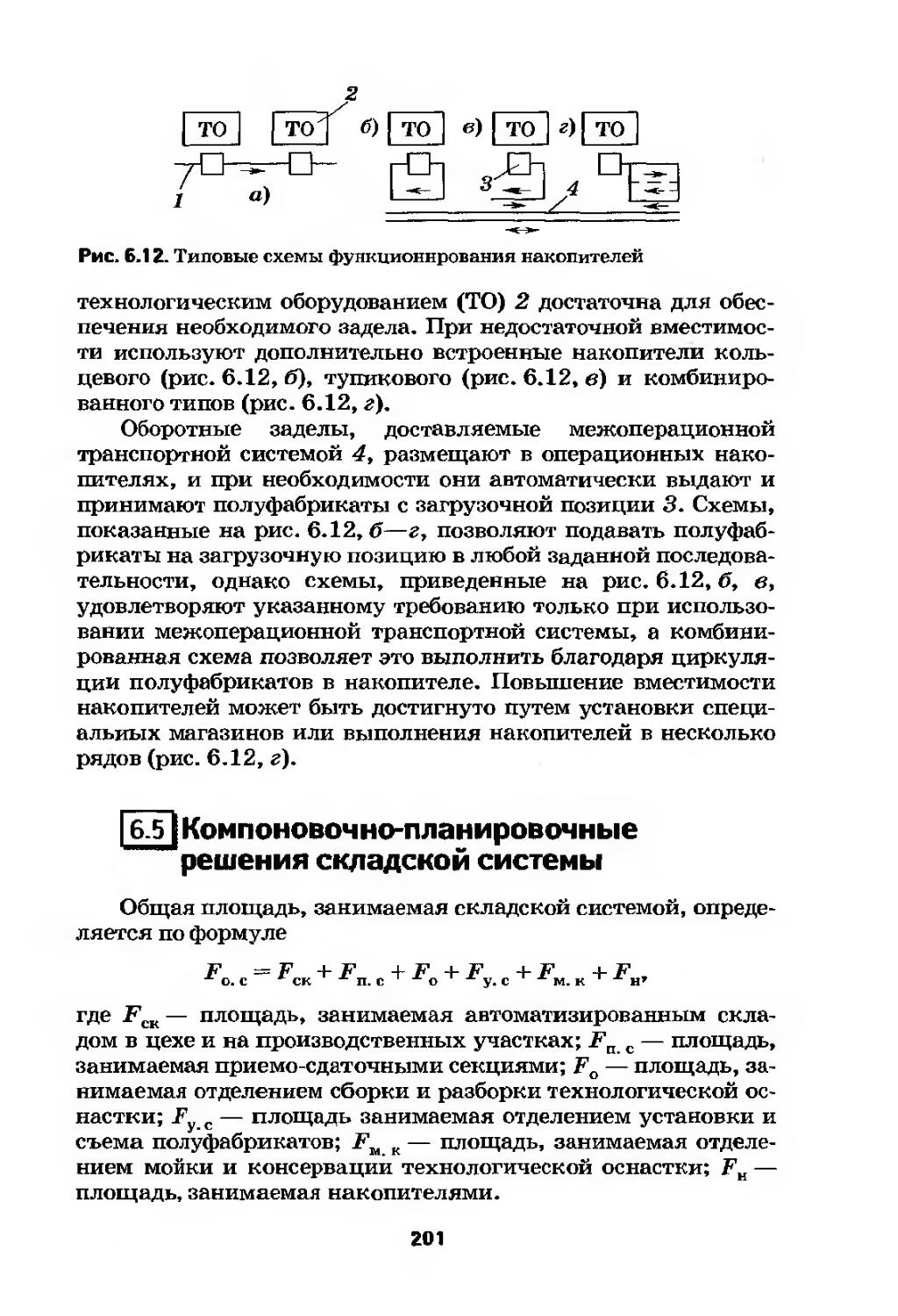
на производственных участках................ 196
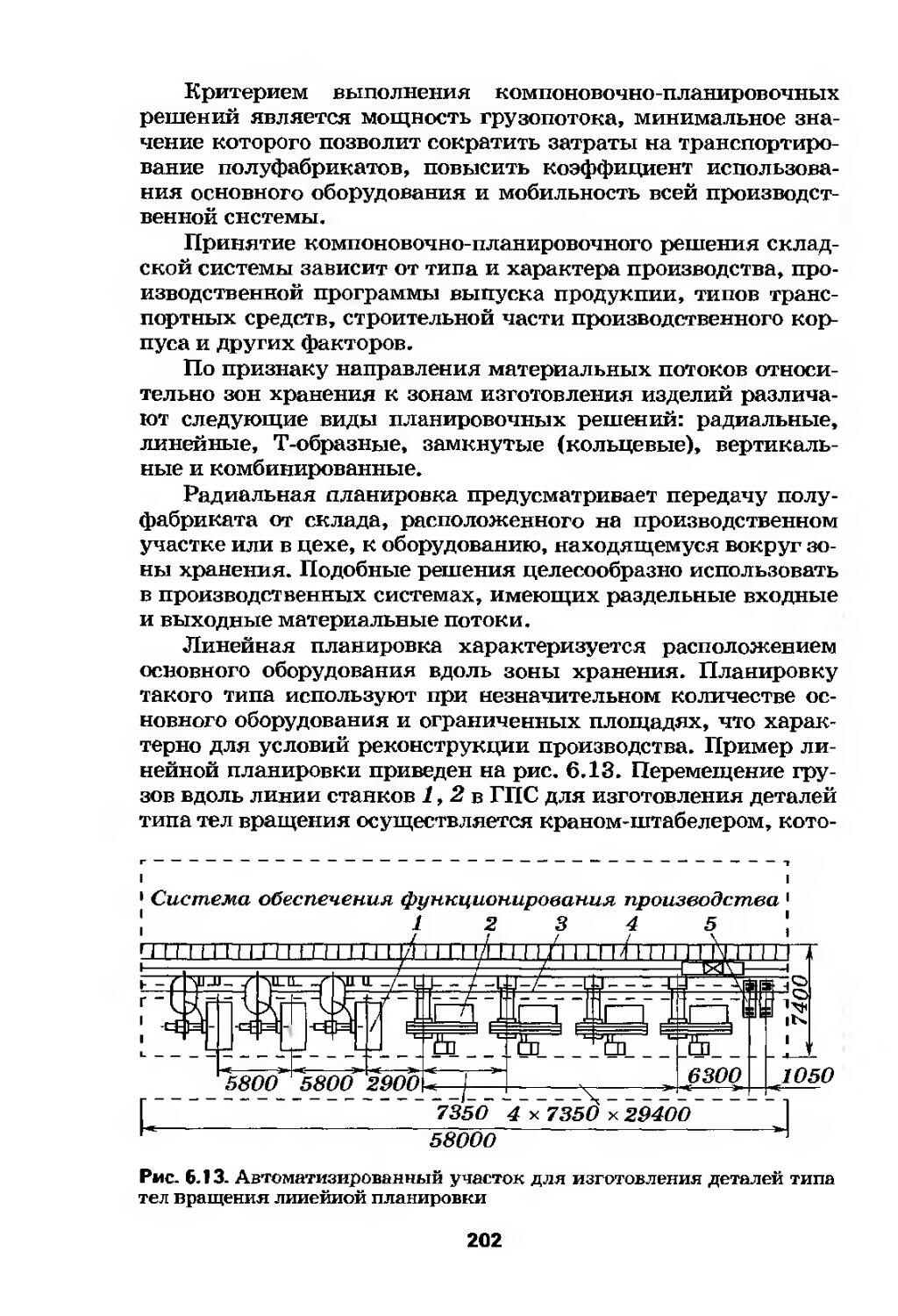
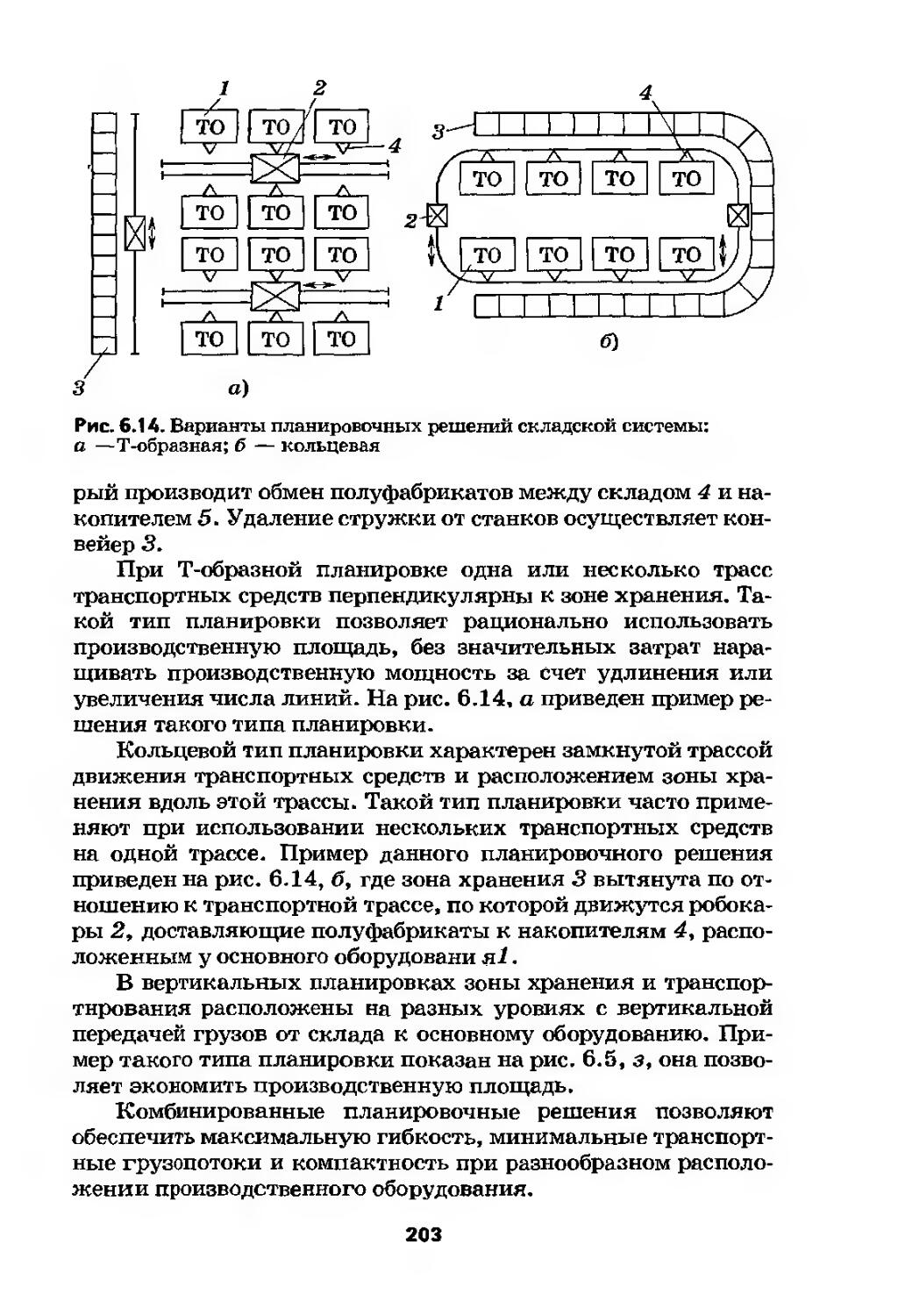
6.5. Компоновочно-планировочные решения
складской системы .......................... 201
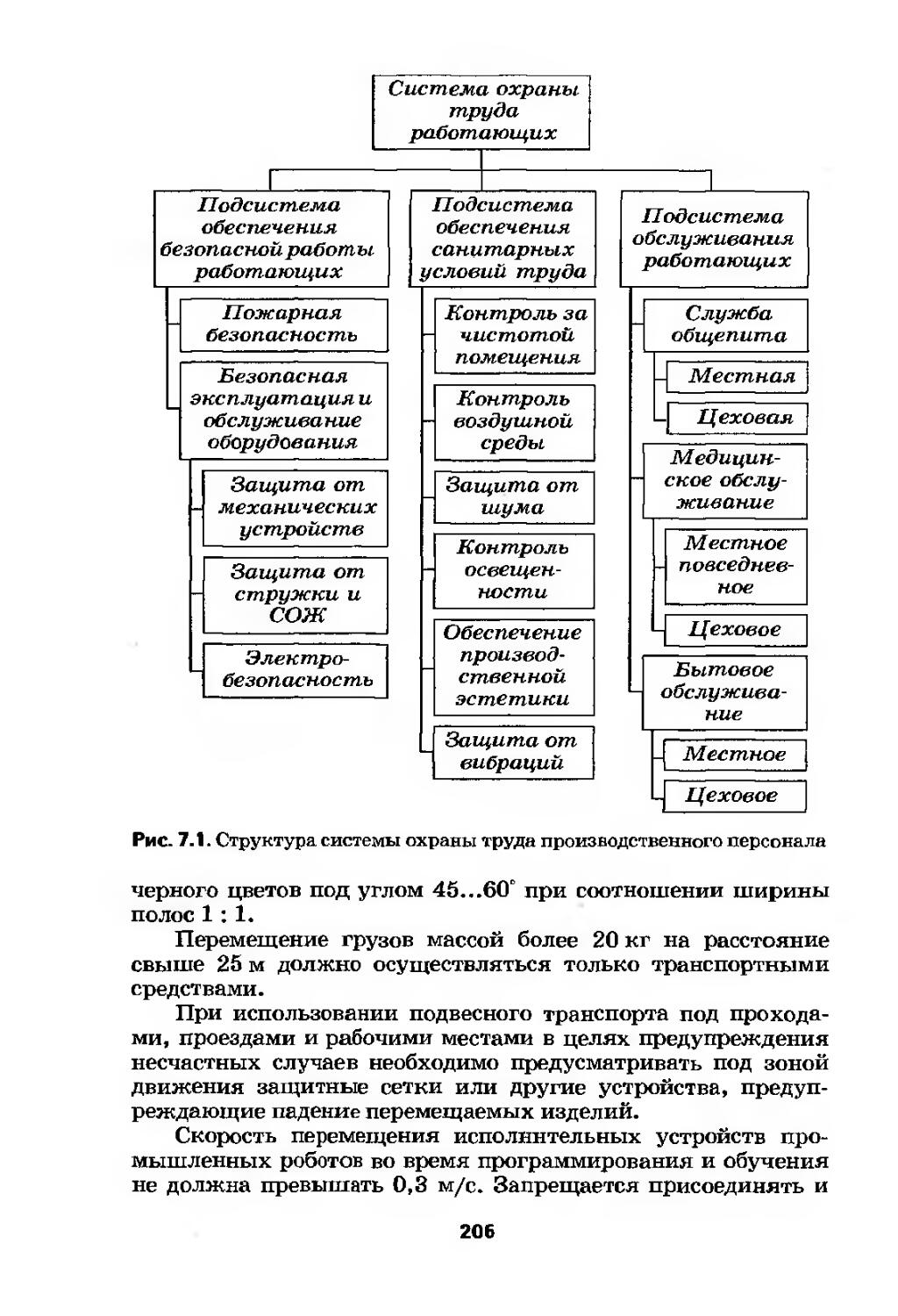
Глава? Система охраны труда персонала ............. 205
7.1. Назначение и структура системы охраны труда. 205
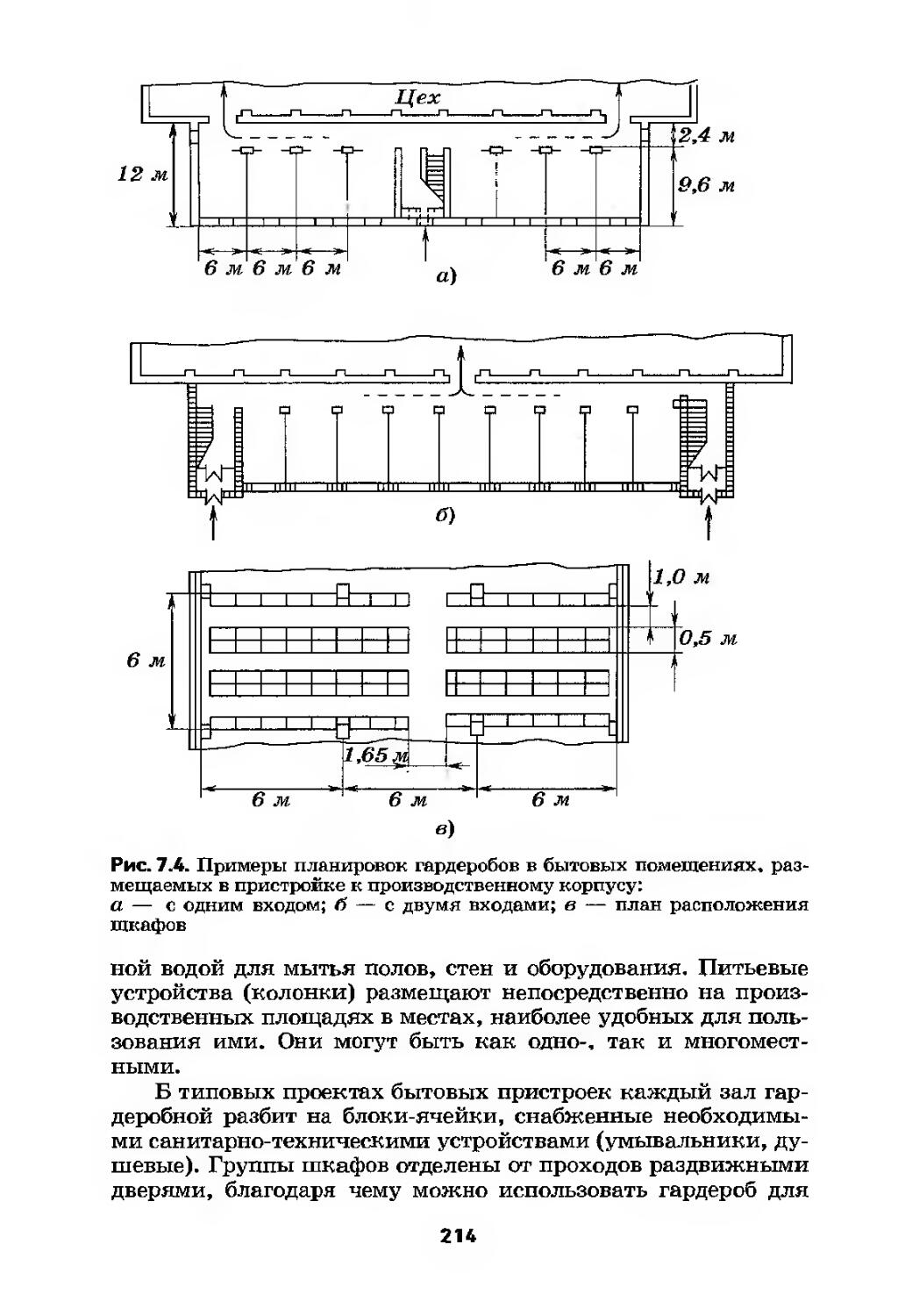
7.2. Основные принципы размещения помещений
и средств охраны труда................-..... 211
Глава 8 Синтез производственной системы ............ 216
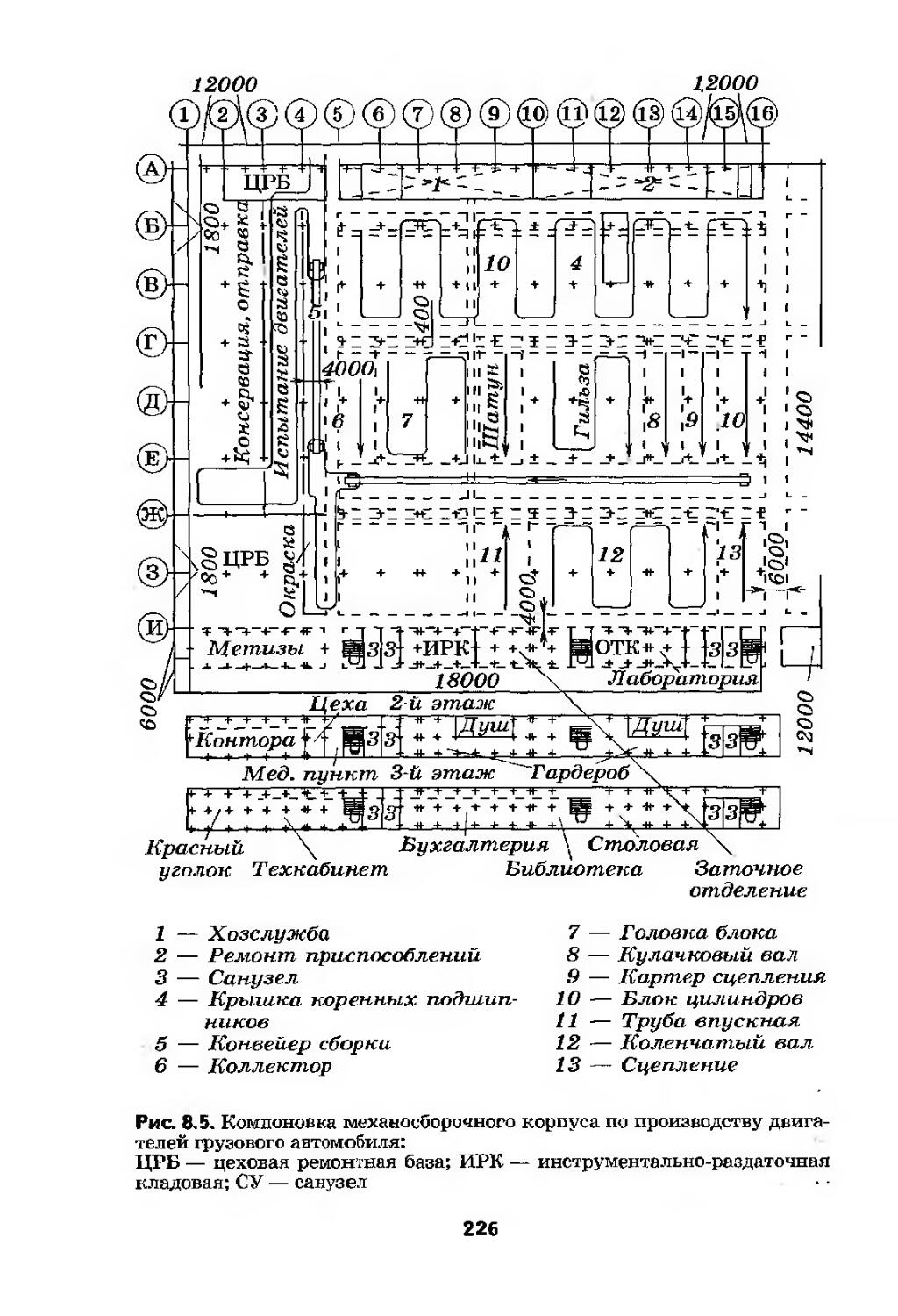
8.1. Компоновочно-планировочные решения
производственной системы.................... 218
8.2. Проектирование транспортной системы........ 231
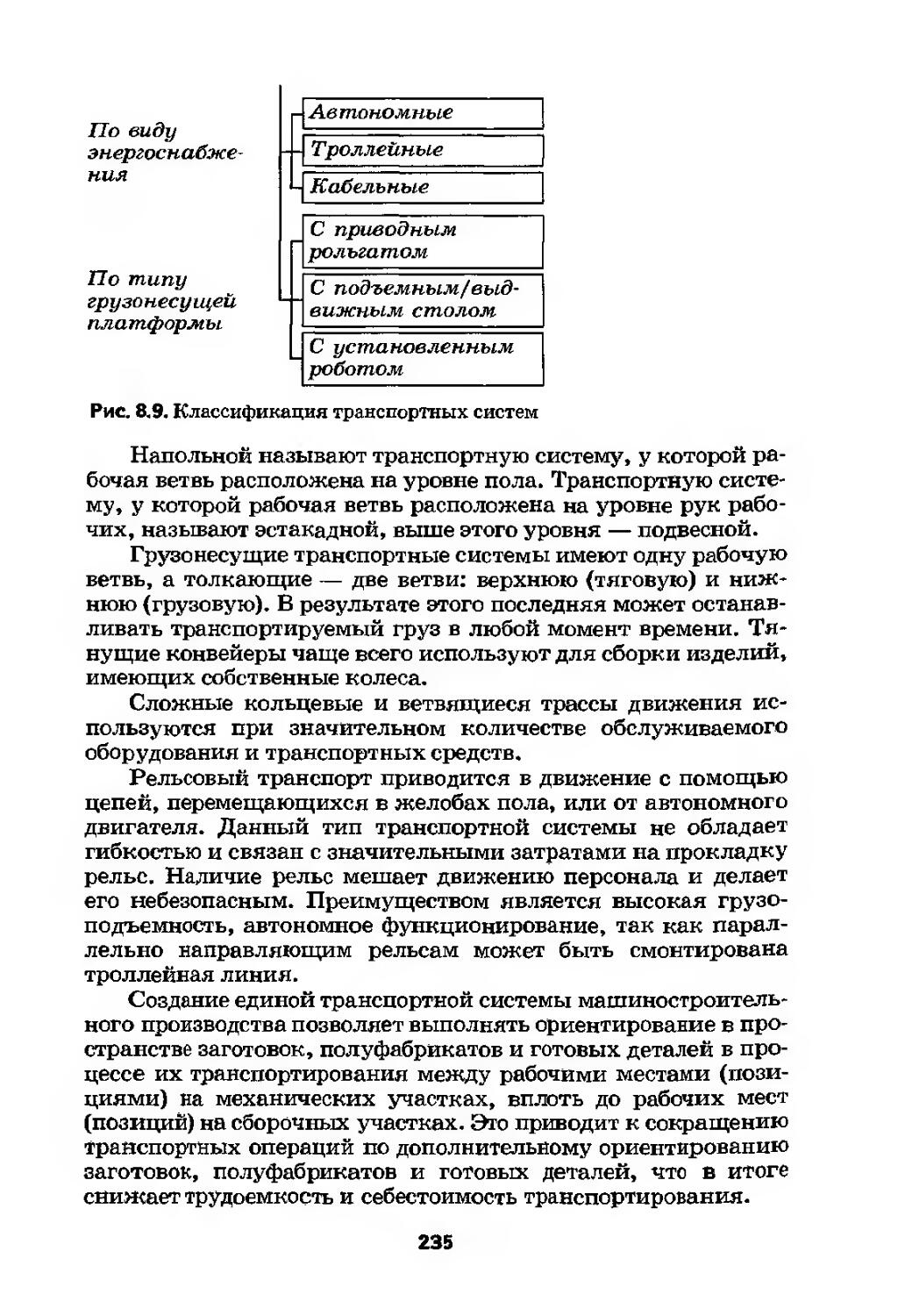
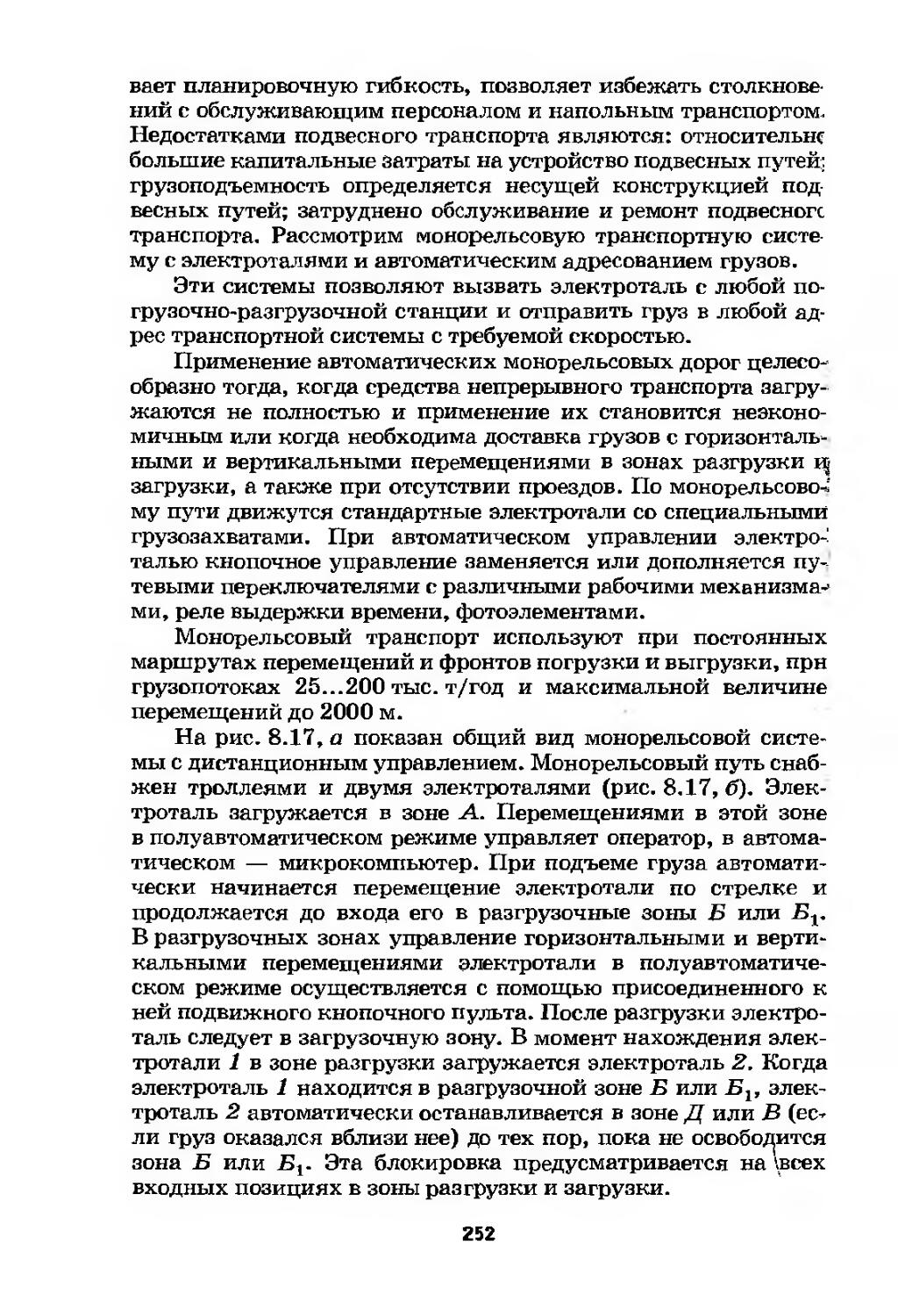
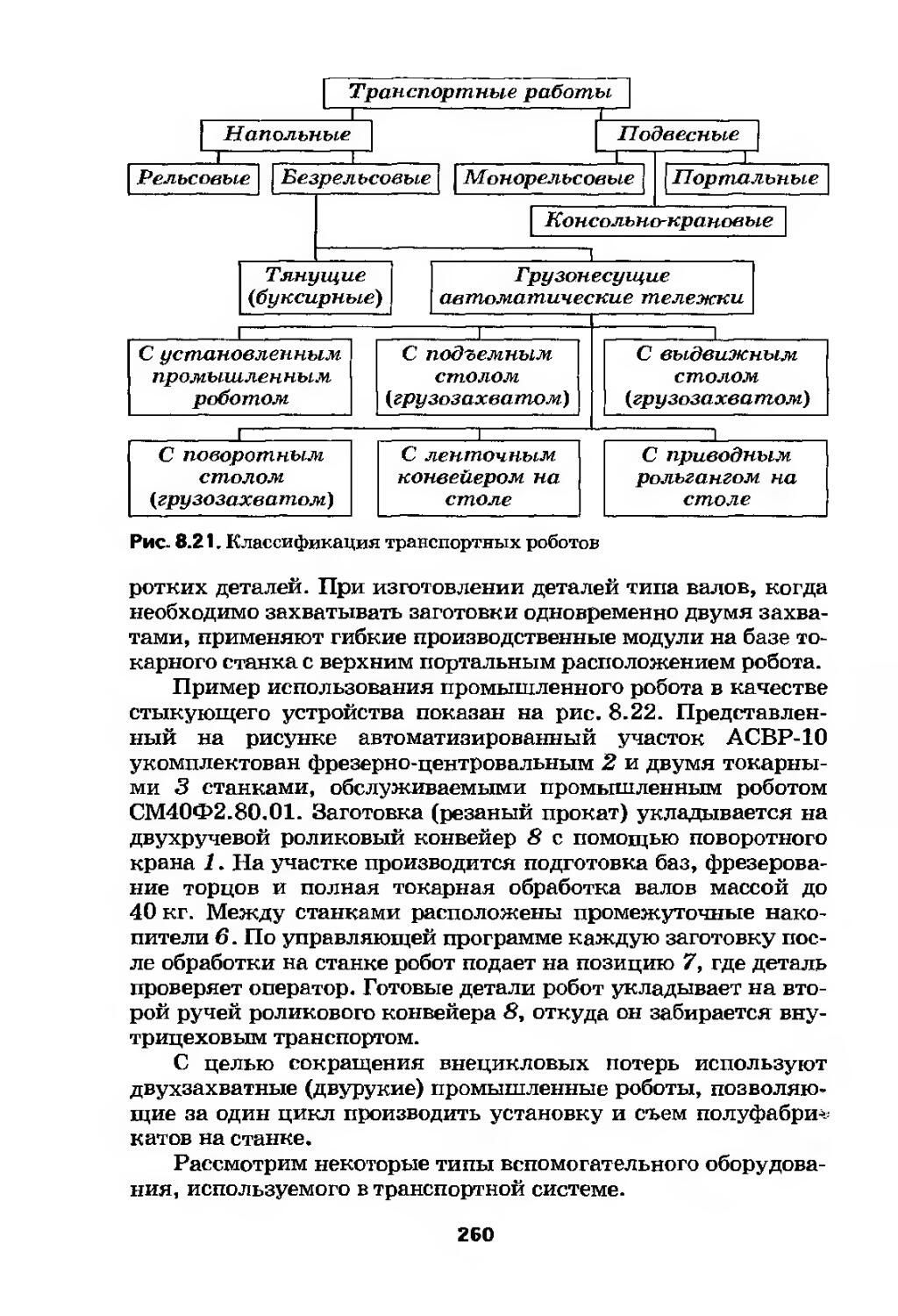
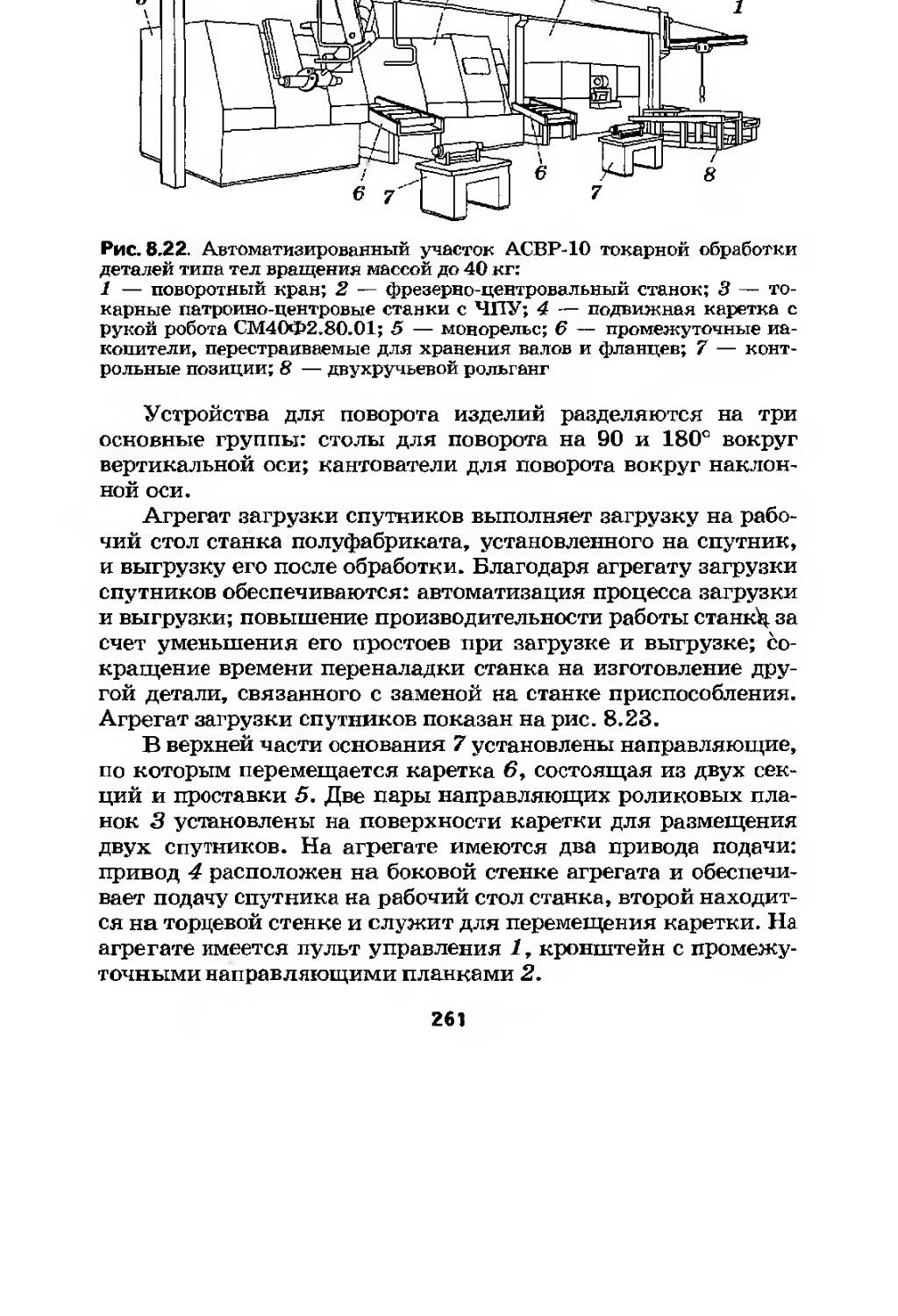
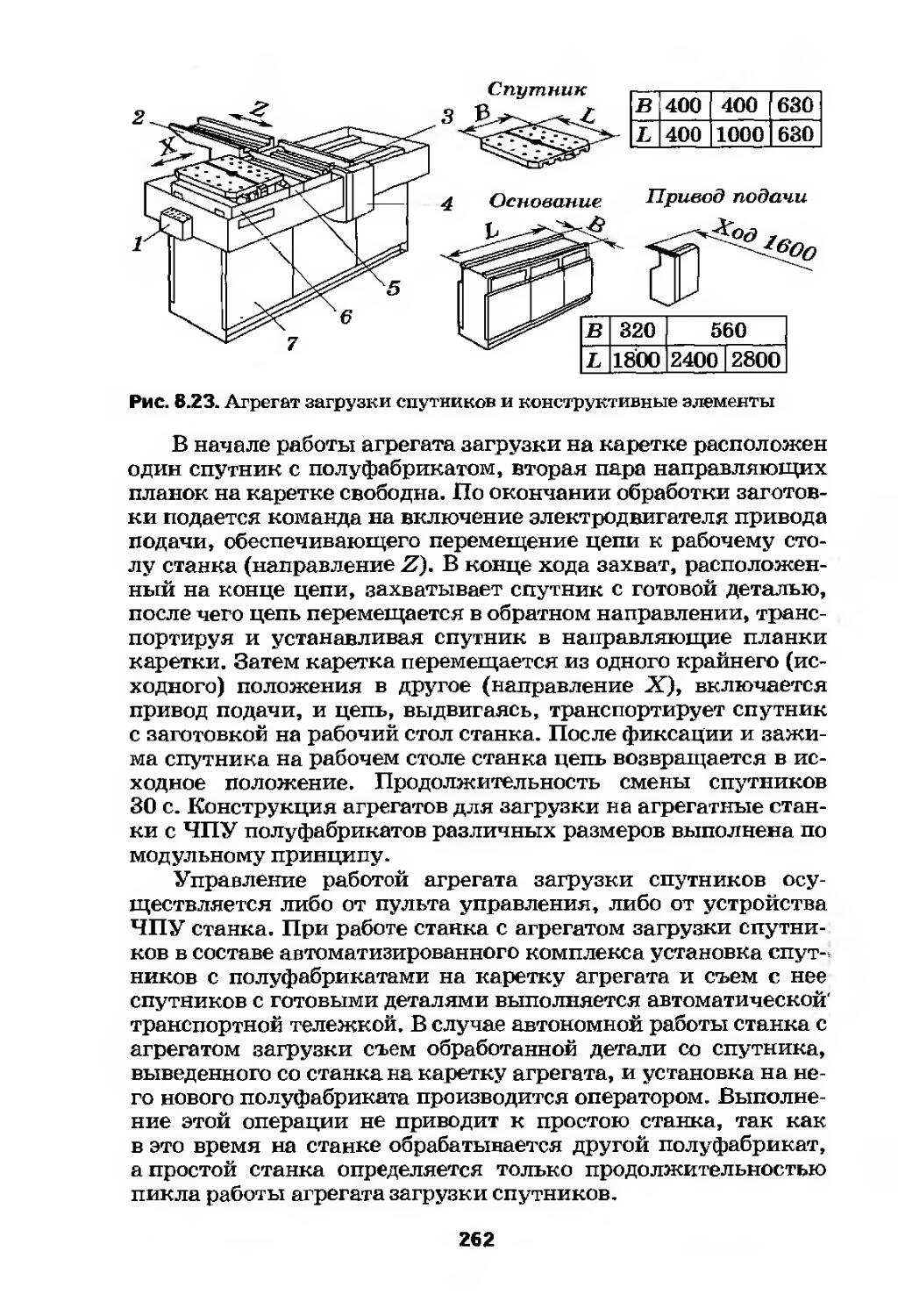
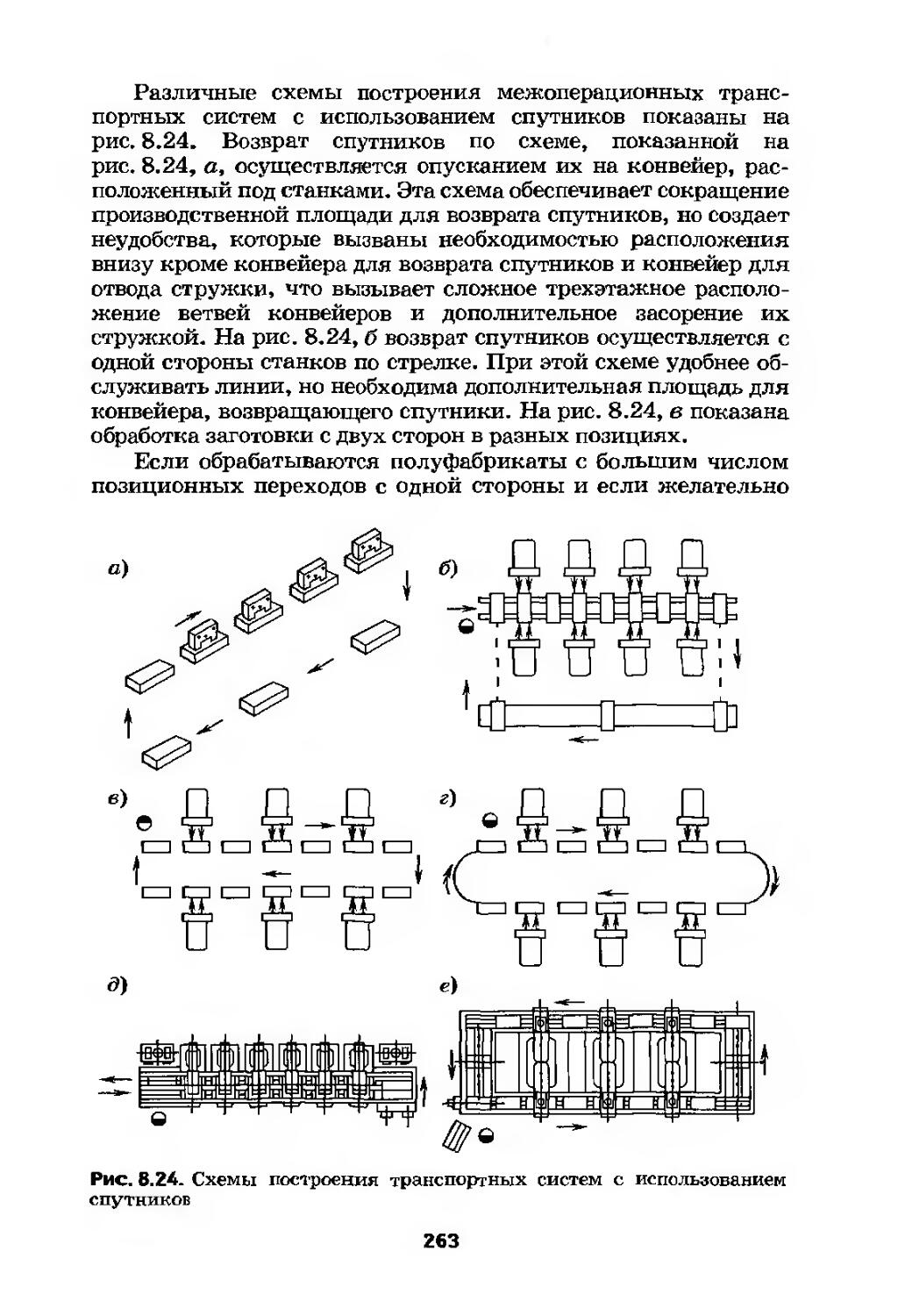
8.2.1. Назначение и классификация транспортных систем 231
4
8.2.2. Основные направления проектирования транспортной системы........................... 236
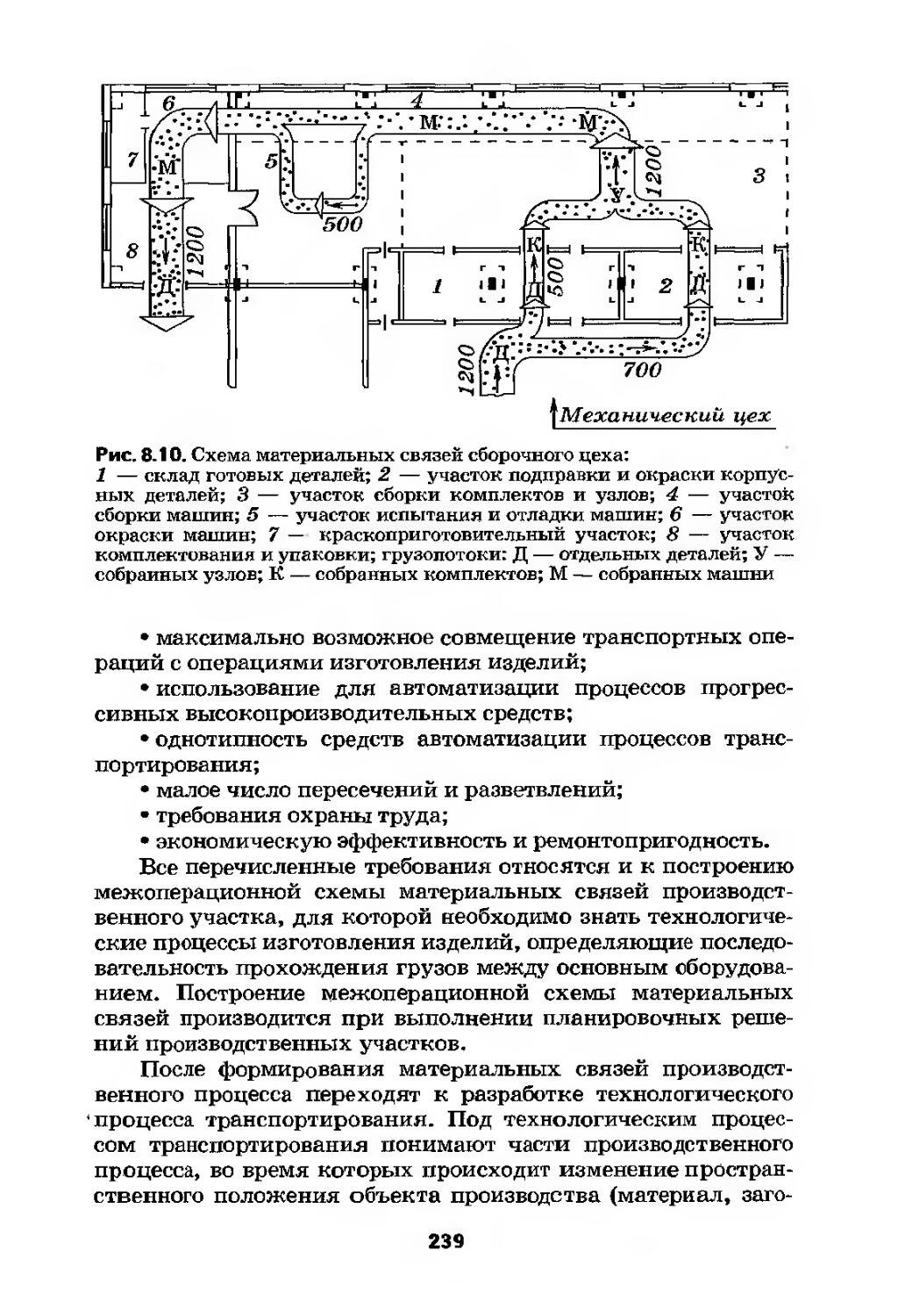
8.2.3. Схема материальных потоков и технологический процесс транспортирования.........................237
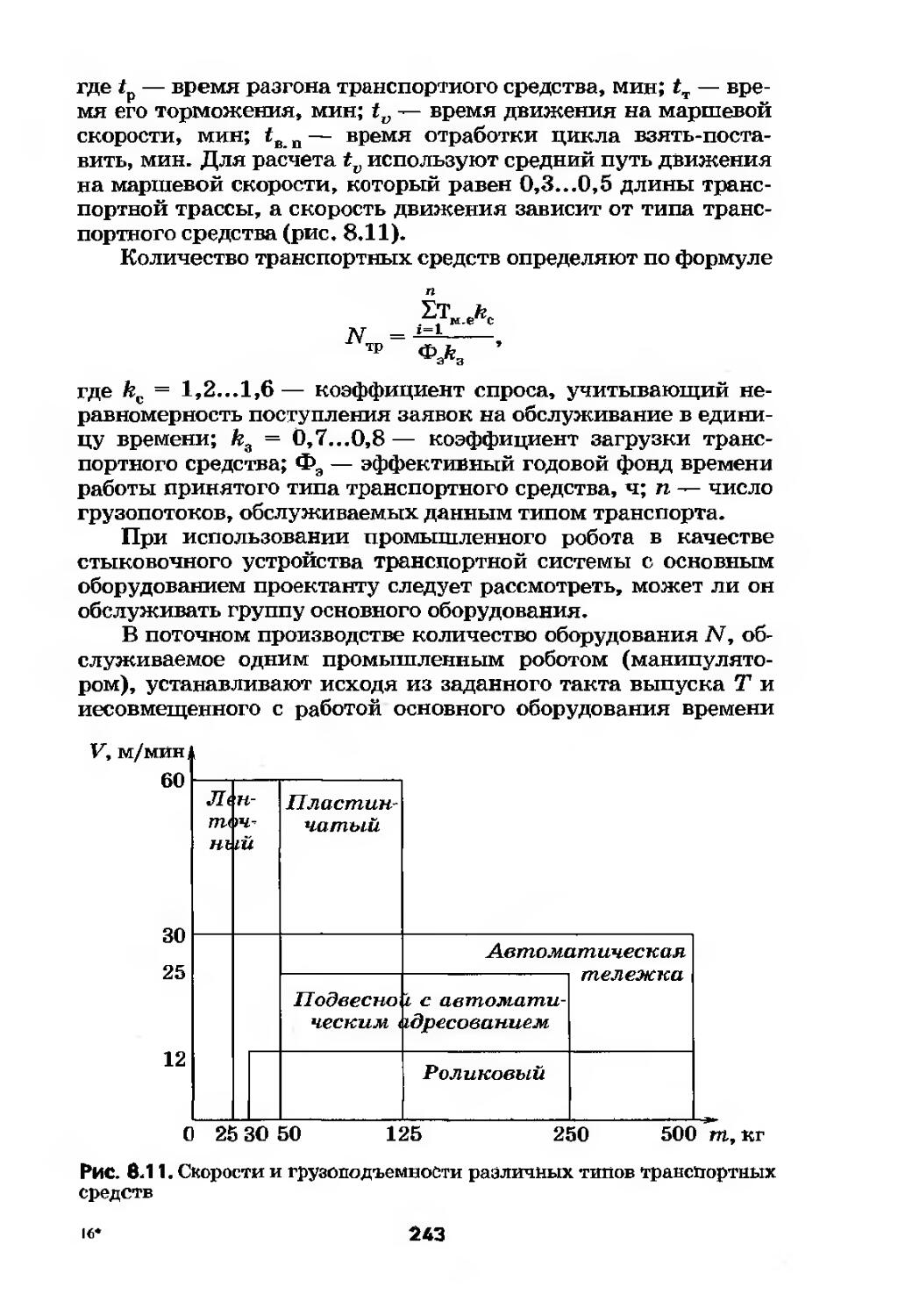
8.2.4. Определение состава и основных характеристик элементов транспортной системы................... 240
8.2.5. Внутрицеховая и межоперационная транспортные системы ............................ 245
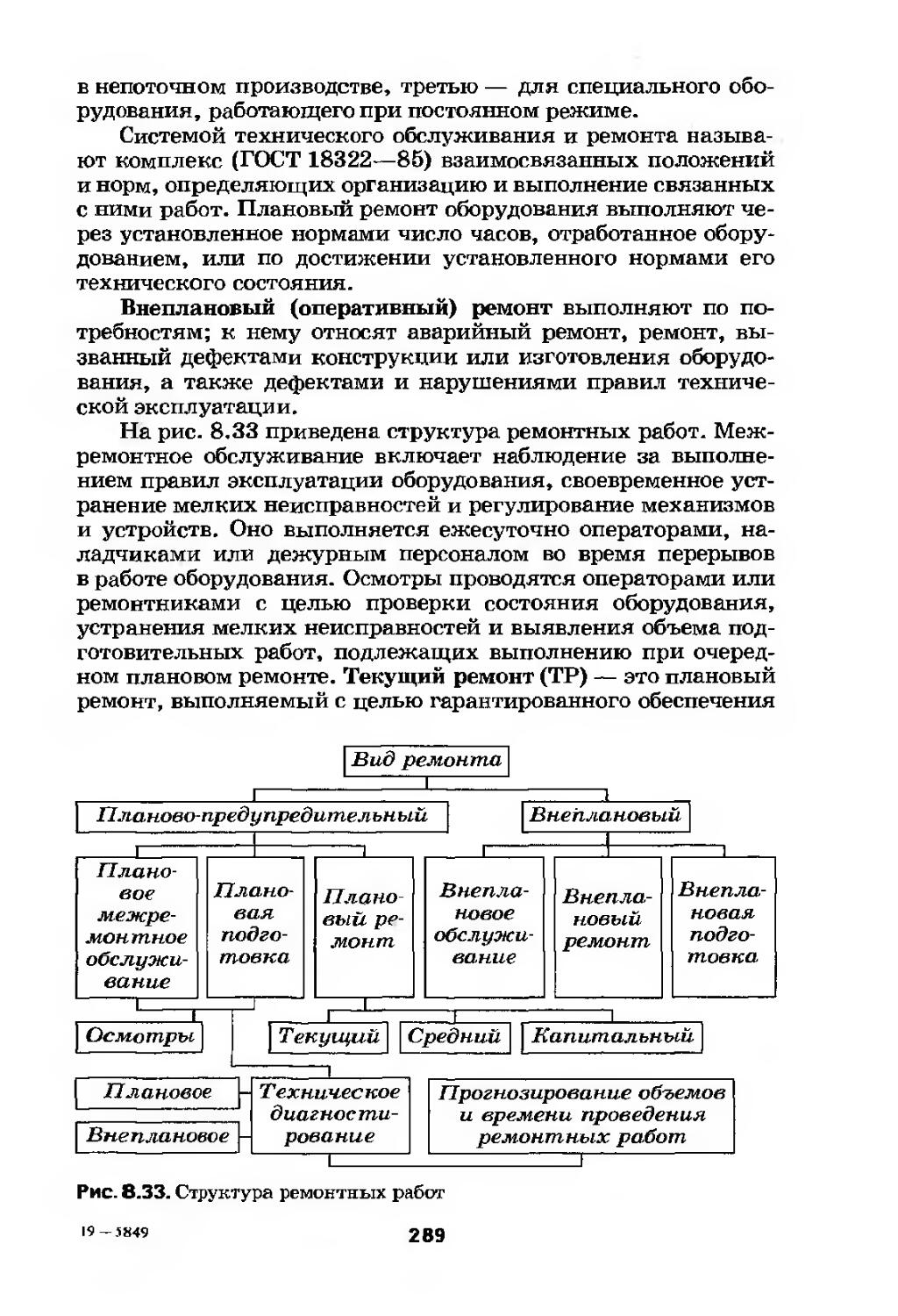
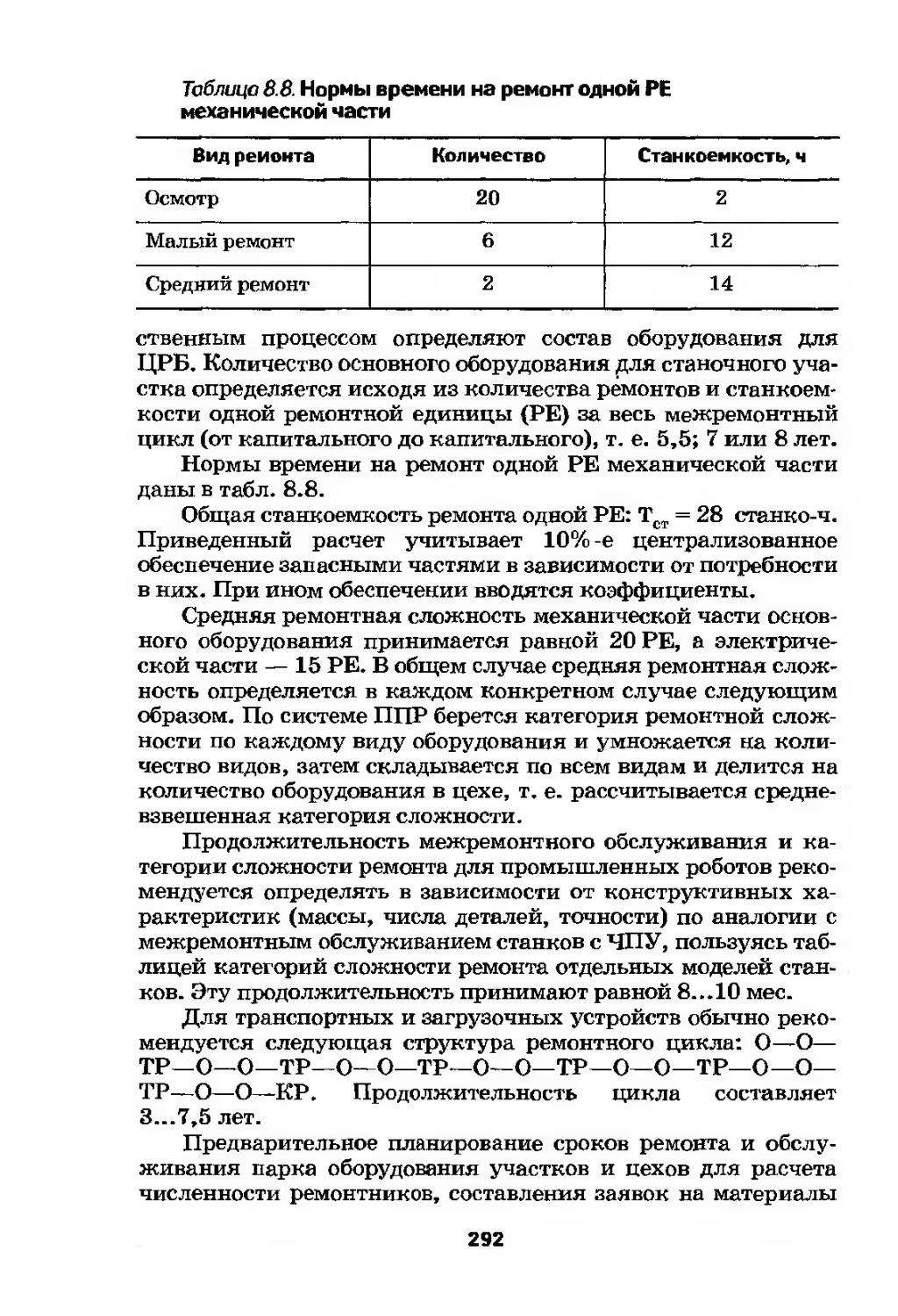
8.3. Техническое обслуживание машиностроительного производства..................................... 282
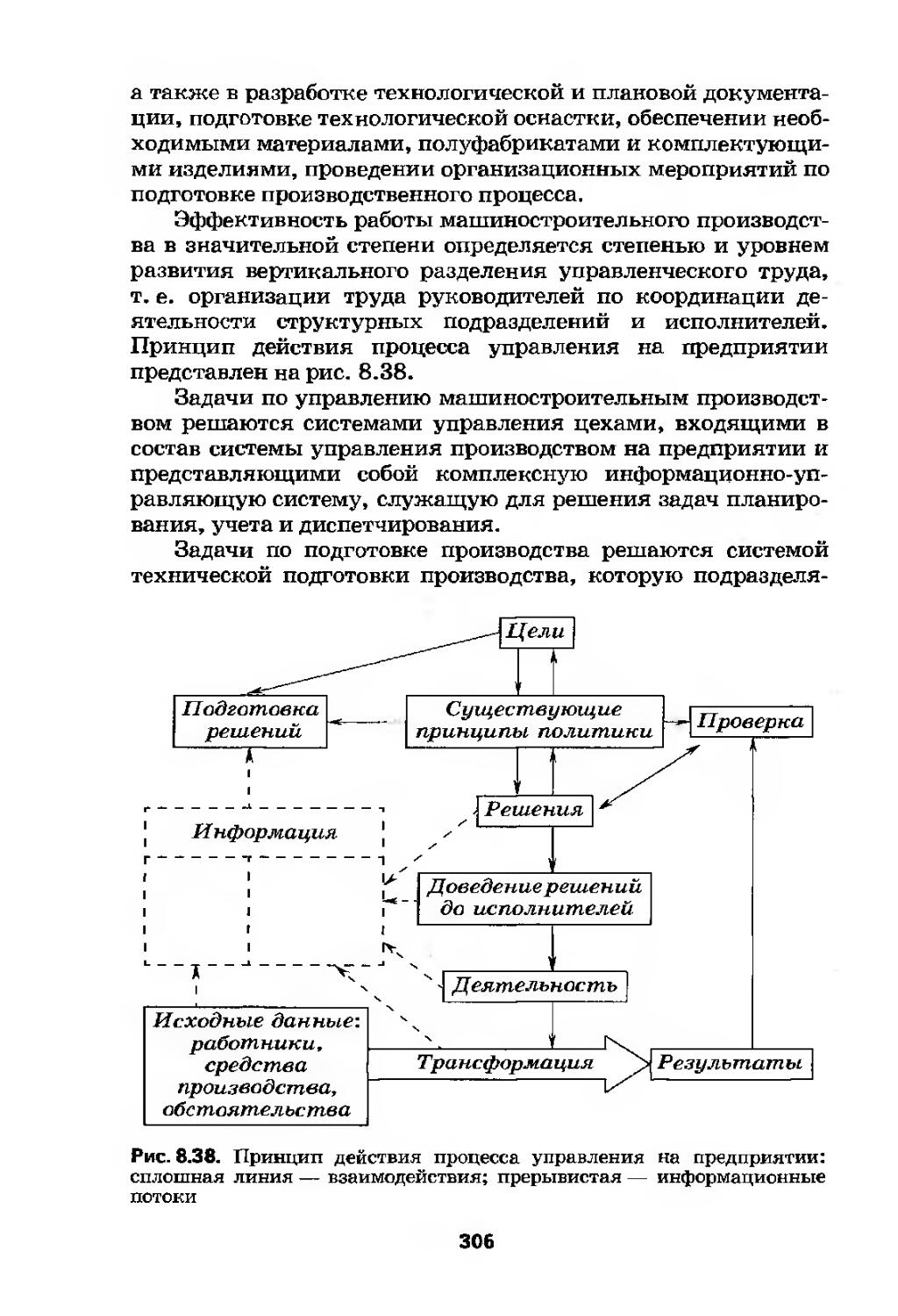
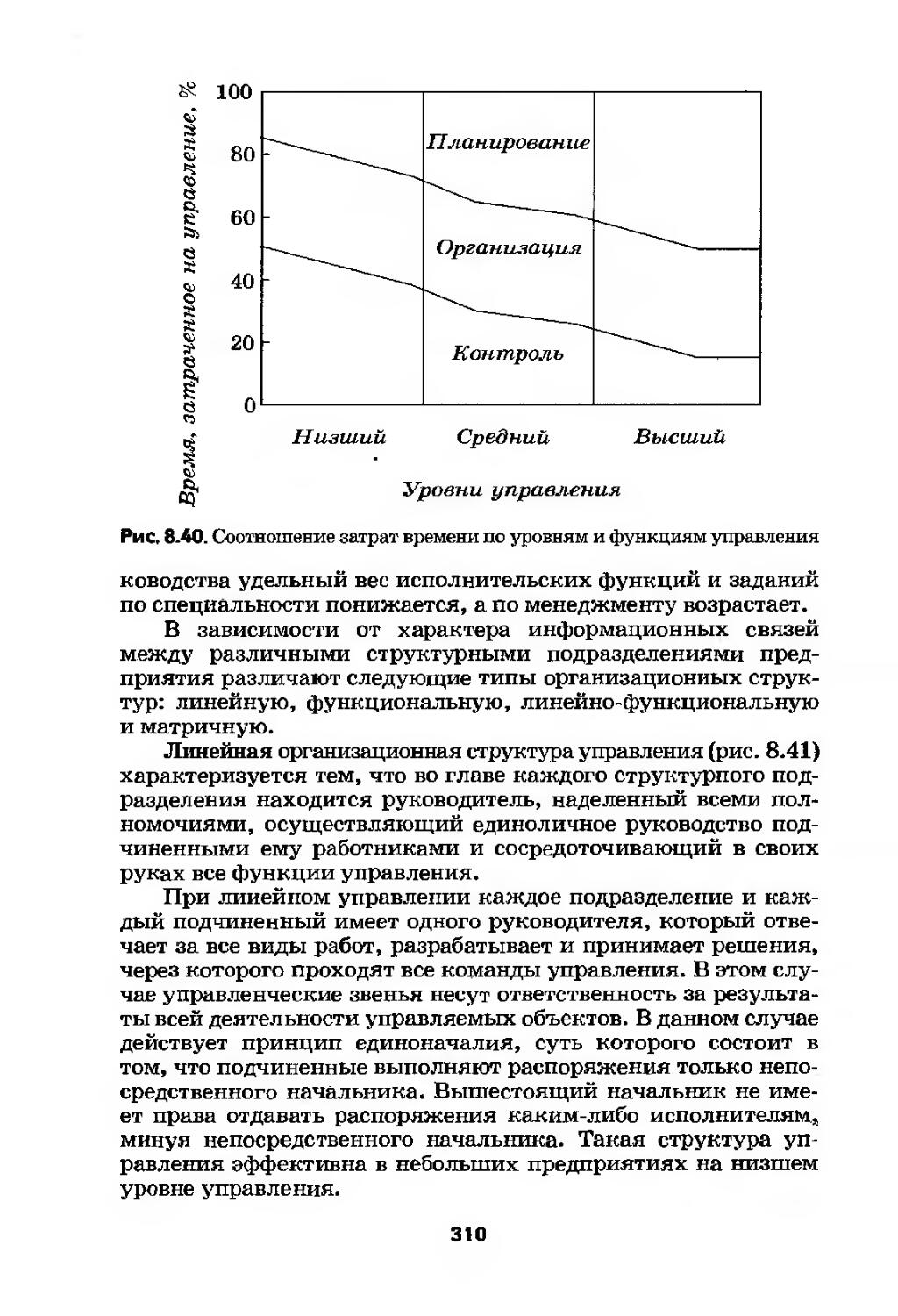
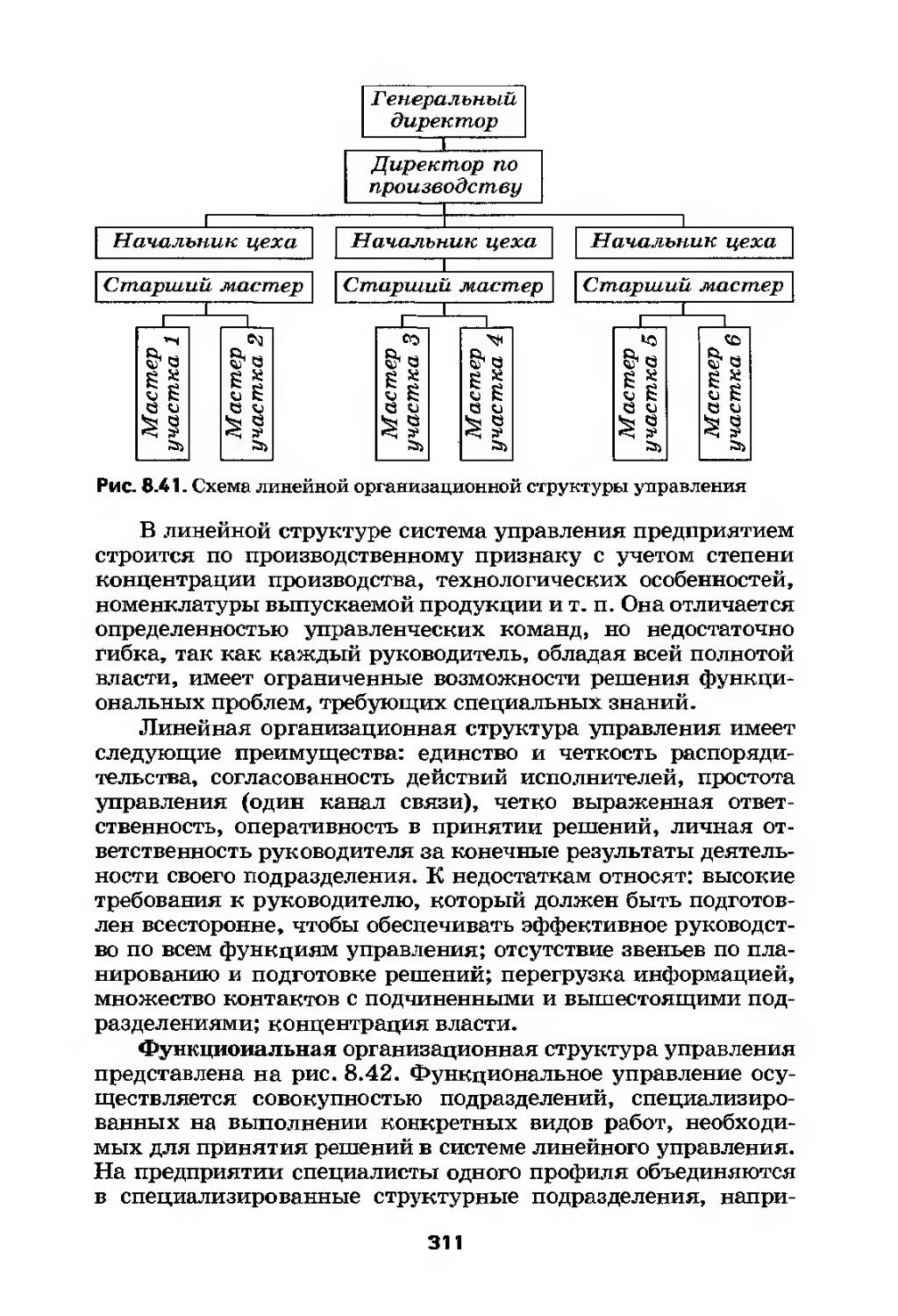
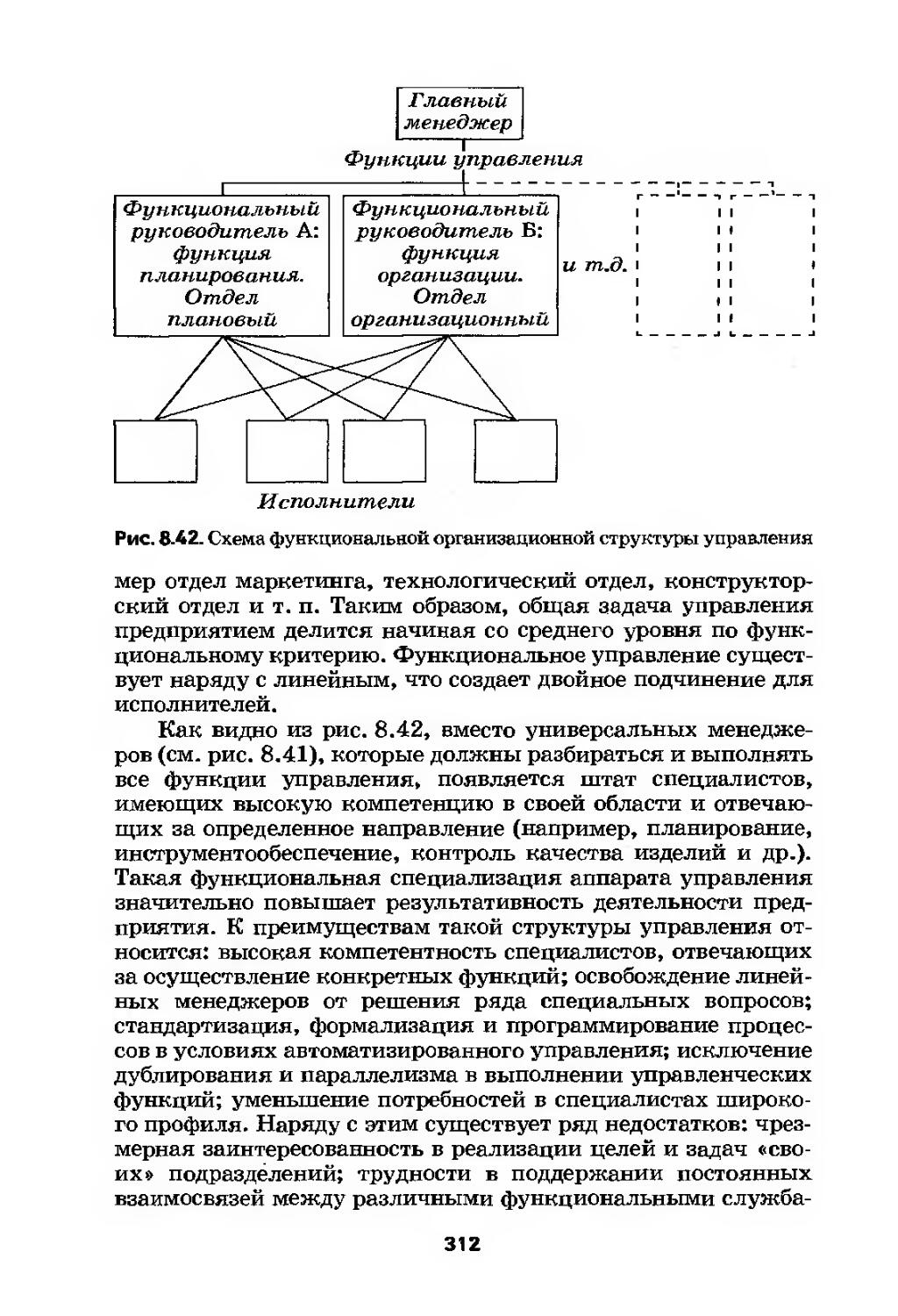
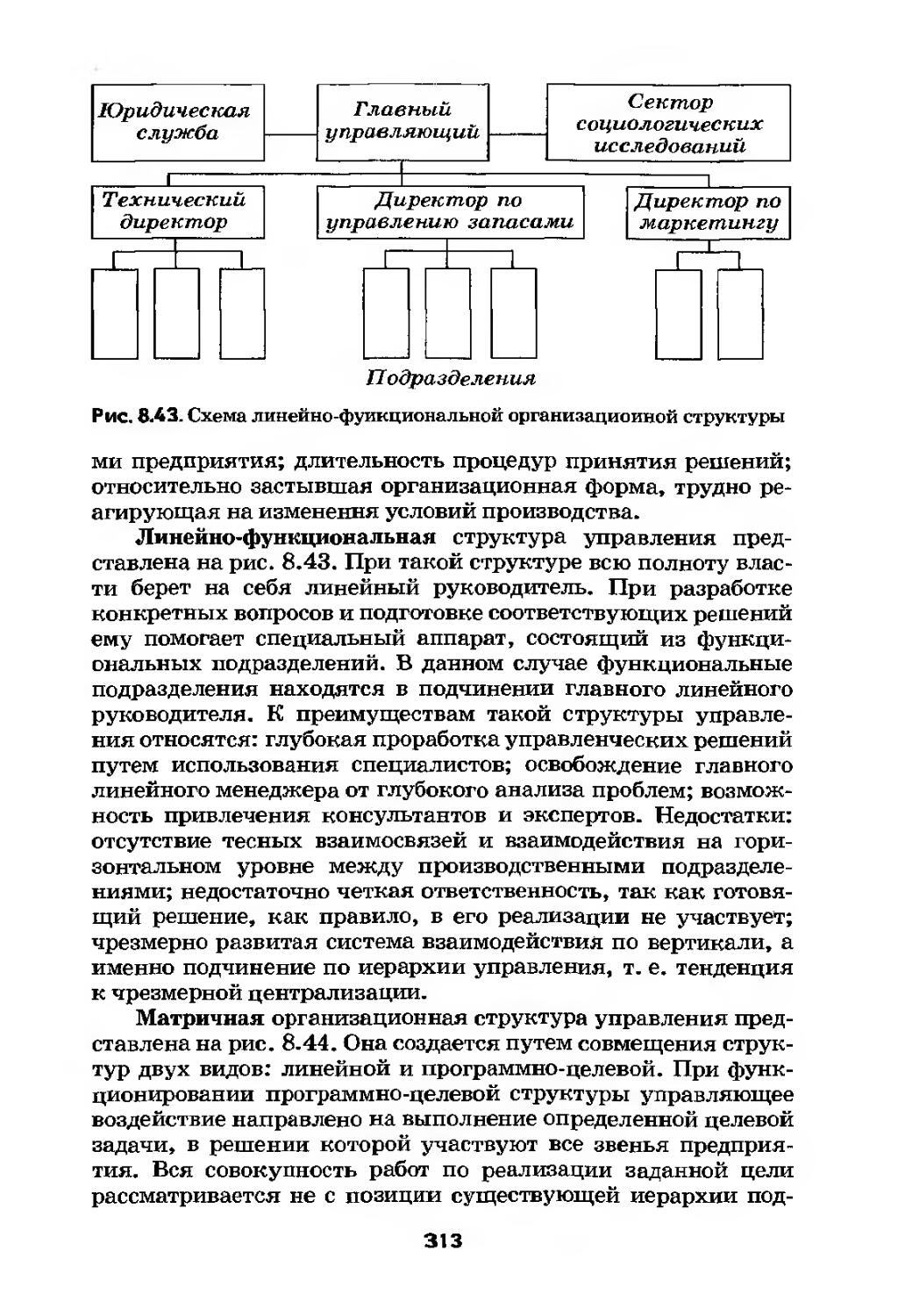
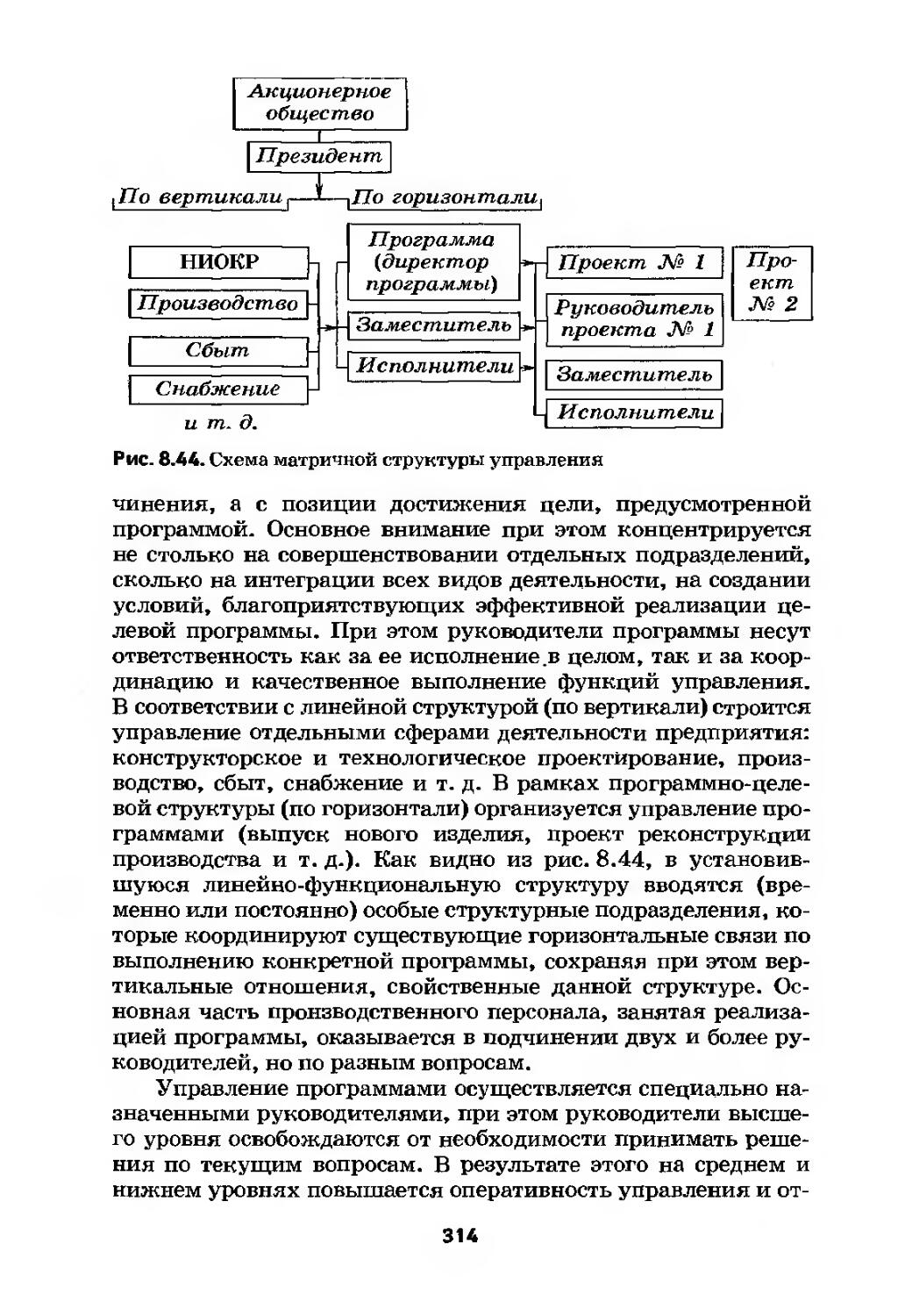
8.4. Система управления и подготовки производства.305
8.4.1. Назначение, принципы и методика построения системы управления производством..................305
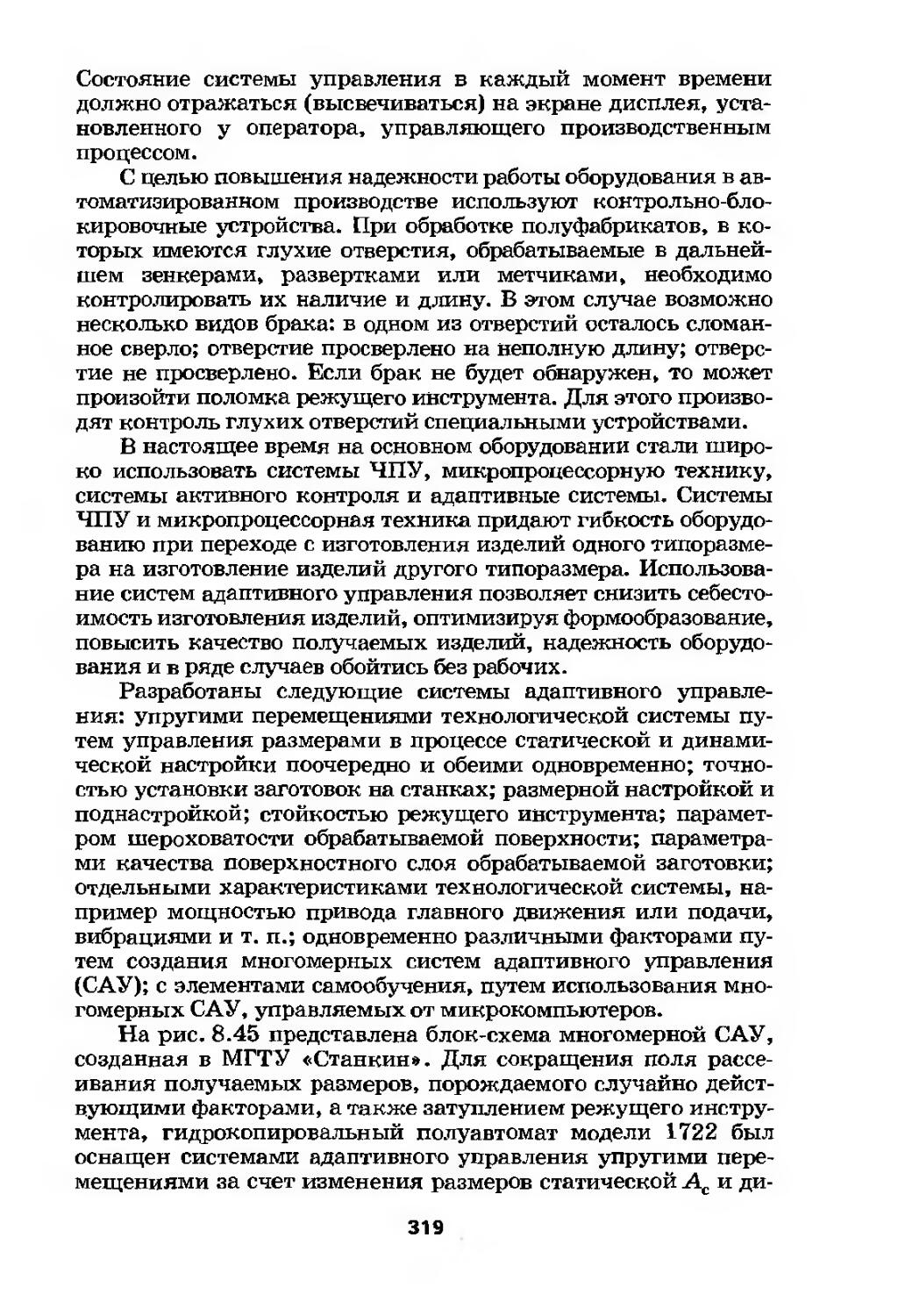
8.4.2. Управление основным и вспомогательными процессами........................................317
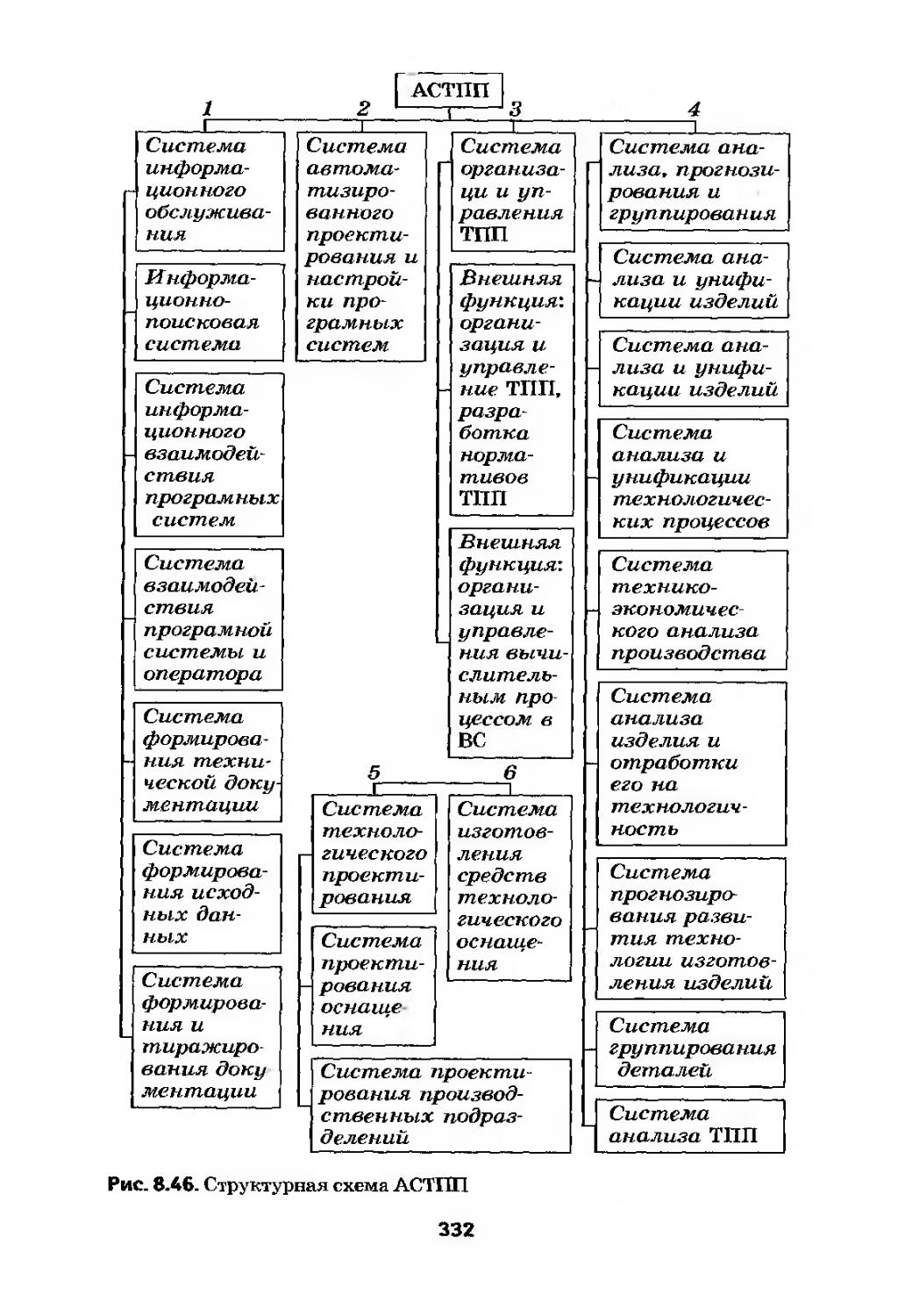
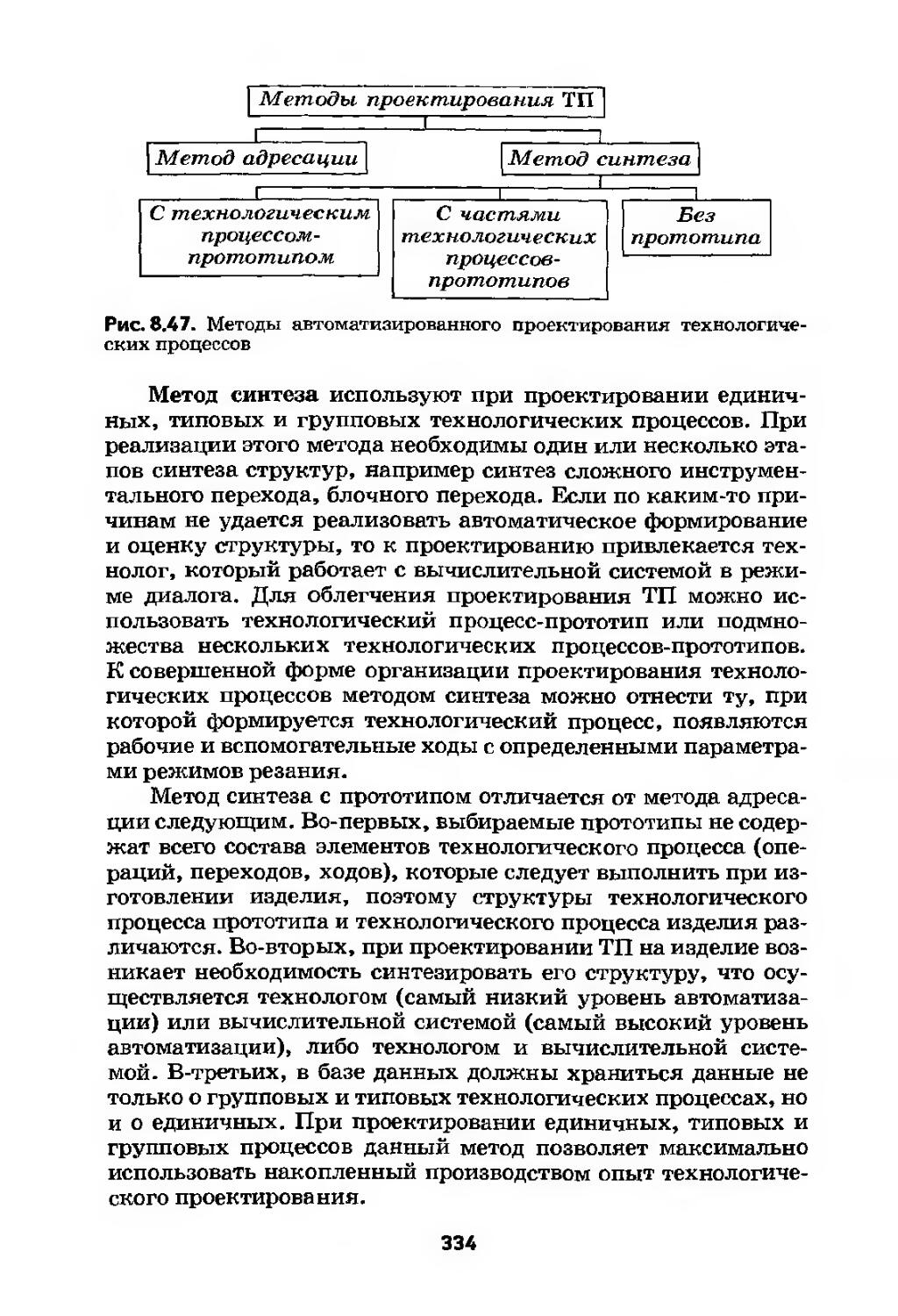
8.4.3. Технологическая подготовка производства....331
8.4.4. Оперативно-календарное планирование, учет и диспетчирование производственного процесса......336
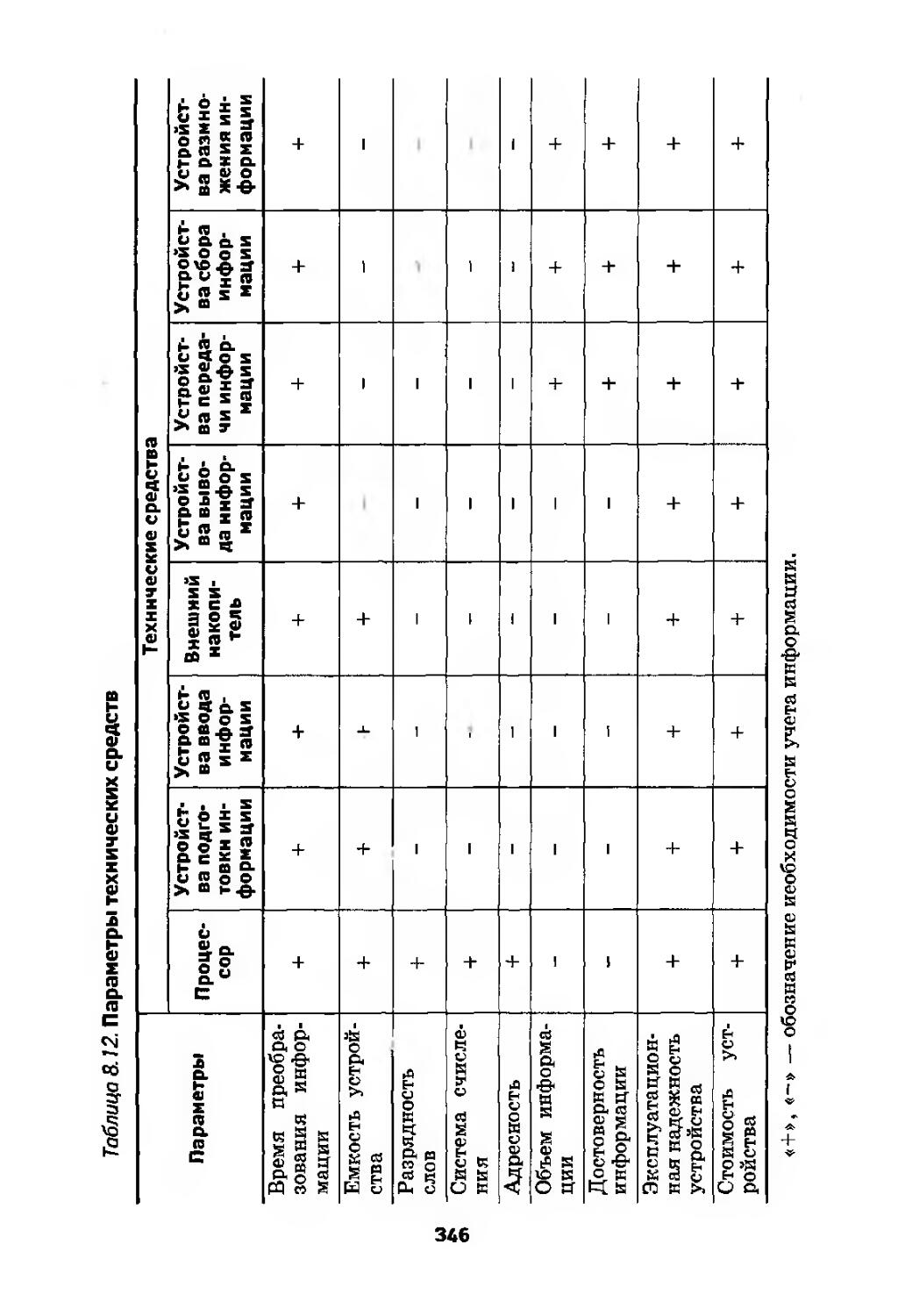
8.4.5. Программное обеспечение производственного процесса и выбор технических средств сбора, передачи и обработки информации...................343
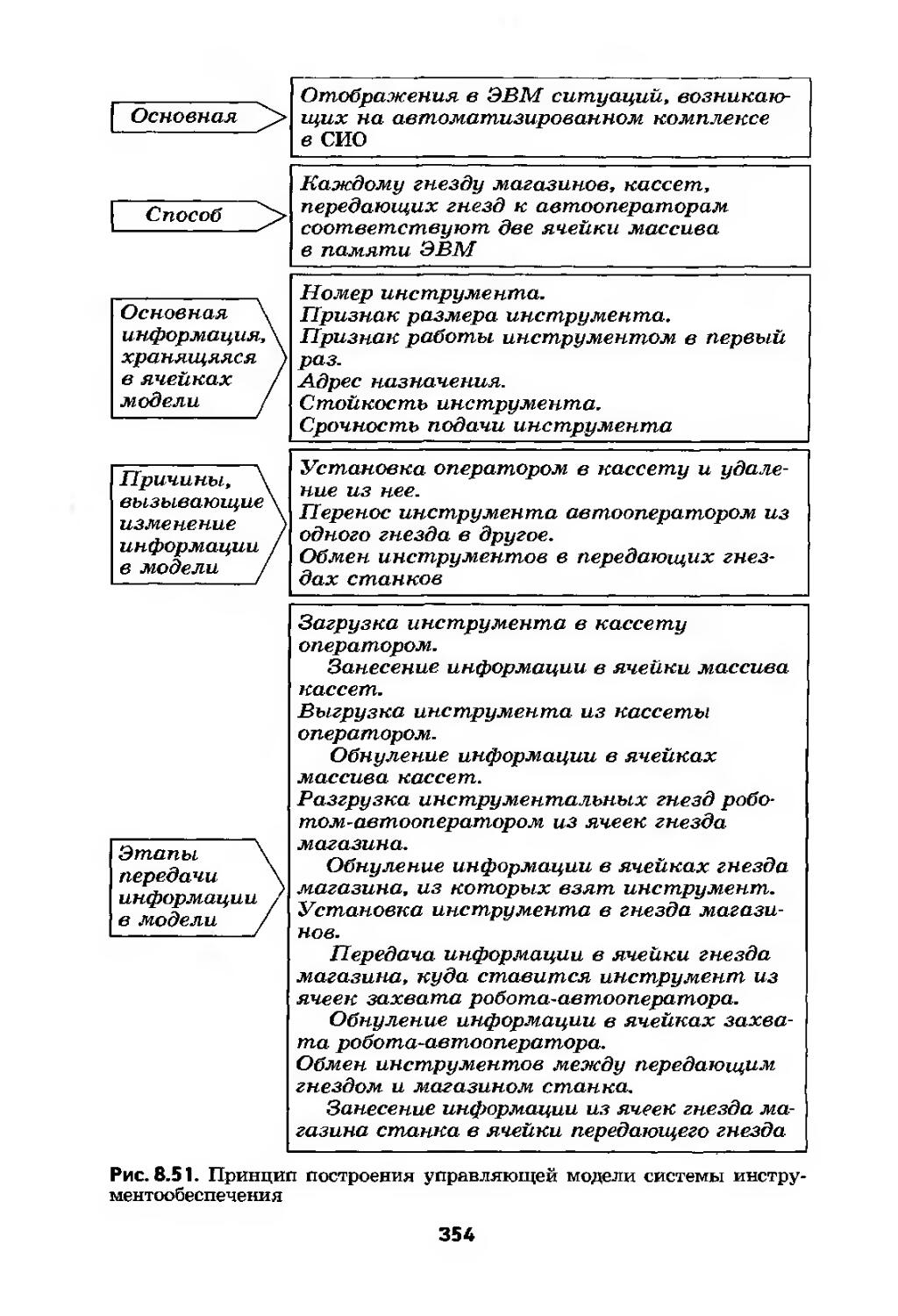
8.5. Моделирование работы производственной системы ......................................... 348
Глава9
Разработка заданий по строительной, санитарно-технической и энергетической частям.
Экономическое обоснование проекта............362
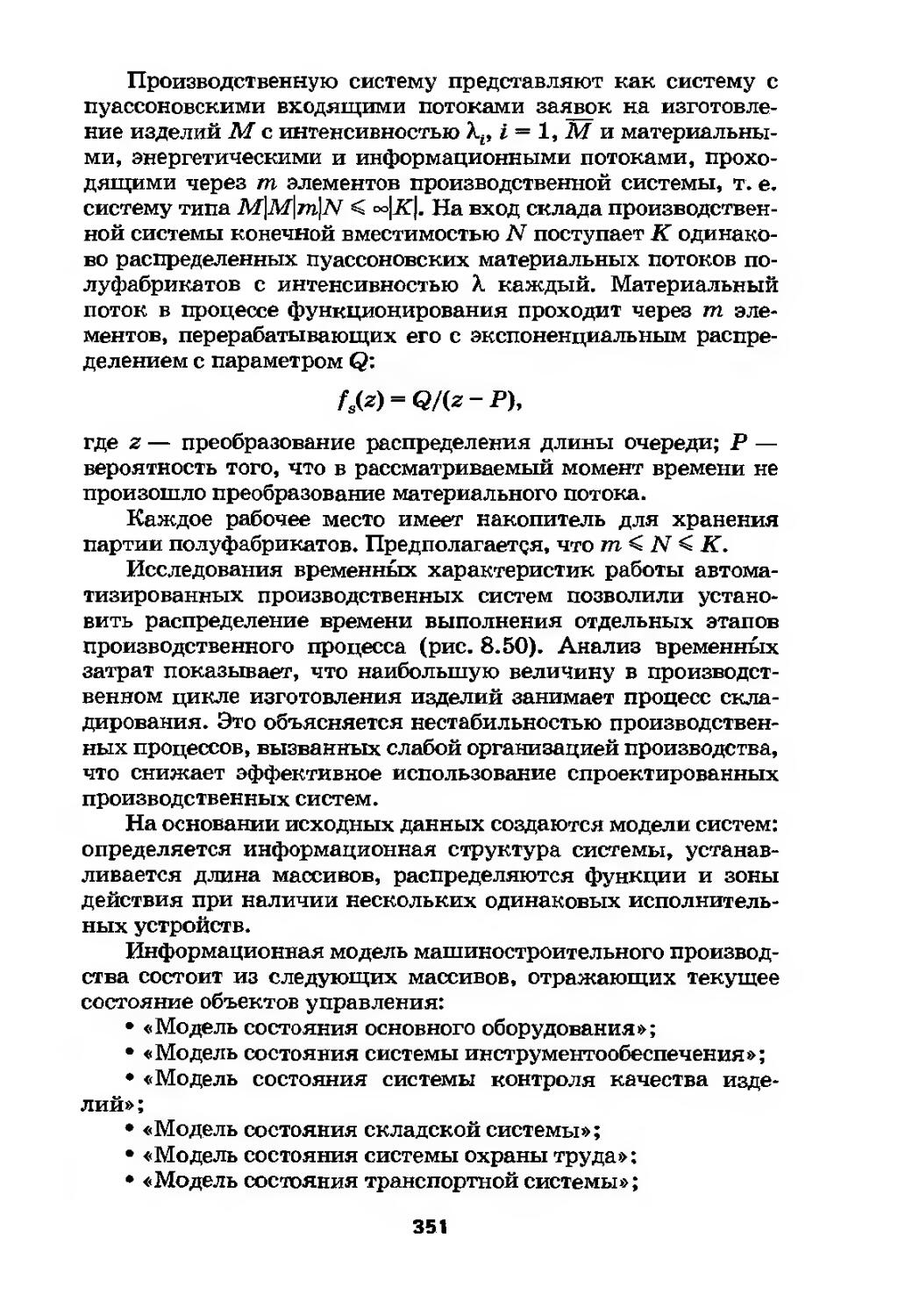
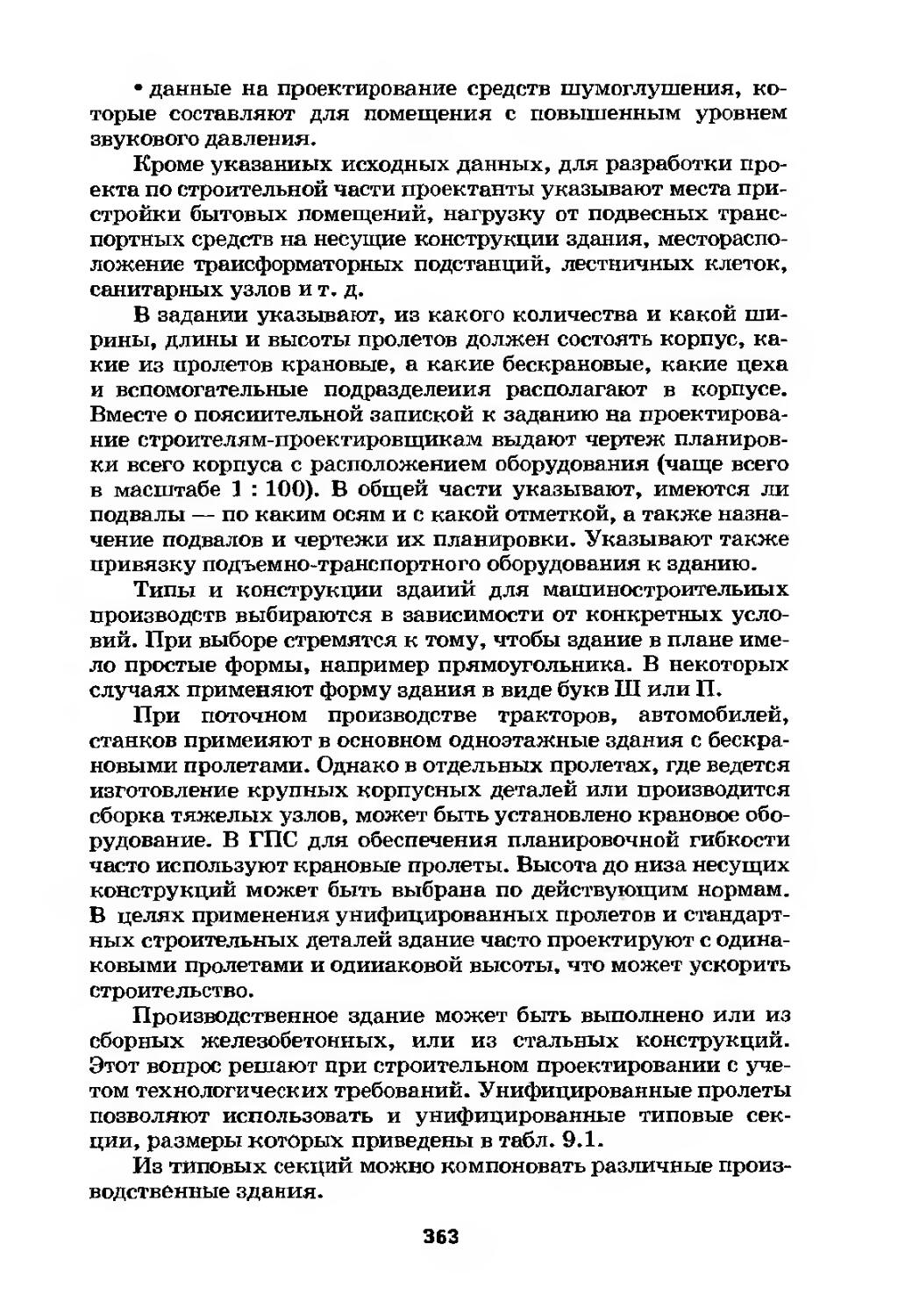
9.1. Основные данные для проектирования строительной части................................362
9.2. Разработка заданий по санитарно-технической и энергетической частям проекта................370
9.3. Технико-экономическая оценка проекта....... 372
Список литературы.................................378
Предисловие
Дальнейшее развитие и повышение эффективности машиностроения, являющегося основным источником создания материальных благ для людей, возможно при существенном росте уровня автоматизации производственного процесса. В последние годы широко распространены работы по созданию новых высокоэффективных автоматизированных машиностроительных производств и реконструкции действующих производств на базе использования современного оборудования и средств управления всеми этапами производства. Ближайшей перспективой является создание и внедрение в машиностроение производственного оборудования, оснащенного системами числового программного управления (ЧПУ) и микропроцессорной техникой, и создание на его базе автоматизированных производств, управляемых от ЭВМ.
Проектируемые и реализуемые производственные процессы должны обеспечивать выпуск продукции необходимого качества, без которого затраченный на нее труд и материальные ресурсы будут израсходованы бесполезно, а также требуемое количество изделий в заданный срок при минимальных затратах живого труда и вложенных капитальных затратах.
Технологическое проектирование машиностроительного производства прошло путь от систематизации практического опыта в области проектирования до создания научной дисциплины, которая занимается изучением закономерностей, действующих в производственном процессе изготовления изделий, с целью использования их при создании производства, обеспечивающего требуемое качество и количество изделий с наибольшей прибылью и выполнения всех требований по безопасности работы персонала и экологии.
Научные положения по технологическому проектированию машиностроительного производства впервые сформули-
6
рованы отечественными учеными И. И. Тиме, А. П. Гавриленко и М. Е. Егоровым. Дальнейшее накопление опыта отечественных и зарубежных исследователей и машиностроителей позволило создать стройную методологию проектирования производственных систем с заданными свойствами. На ее основе производят построение новых, реконструкцию и техническое перевооружение действующих производств. Постоянное внимание следует уделять вопросам реконструкции и техническому перевооружению предприятий, так как средства, выделенные на эти цели, окупаются в среднем в три раза быстрее, чем при создании аналогичных мощностей за счет нового строительства.
Современные требования к значительному увеличению производительности труда, объема выпуска изделий, повышению их качества, интенсивное развитие технических средств и методов производства изделий вынуждают постоянно совершенствовать методику проектирования и использовать в проектных работах математическое моделирование и средства вычислительной техники.
Проектированием машиностроительного производства занимается ряд проектных институтов по отраслям машиностроения, которые на основе изучения специфики отрасли используют при проектировании последние достижения науки и техники, внедряют новые безотходные и ресурсосберегающие технологии, широко применяют типовые проекты, унифицированные конструкции, системы автоматизированного проектирования (САПР), а также поддерживают тесную связь с научно-исследовательскими, проектно-конструкторскими, строительными организациями и машиностроительными предприятиями в целях быстрейшего внедрения в проекты результатов их работ. Эти проектные институты принимают участие в разработке заданий на проектирование, выборе площадки для строительства или обследовании действующего производства при реконструкции и техническом перевооружении, определении объемов, этапов и стоимости проектных и изыскательских работ. Они выдают заказчику технические требования на разработку специального производственного оборудования, определяют объемы строительно-монтажных работ, состав и число оборудования, комплектующих изделий и материалов, обеспечивают патентную чистоту проектных решений, строительные организации технической документацией в сроки, установленные договором, участвуют в приемке в эксплуатацию объектов строительства, в освоении проектных мощностей, организуют авторский, а в необходимом случае и технический надзор за строительством.
7
Основой производственного процесса является подробно разработанная технологическая часть, что свидетельствует о приоритетной роли технолога в процессе изготовления изделий машиностроения. Активное участие технолог должен принимать не только при создании основной (технологической) системы, но и при проектировании вспомогательных систем: системы инструментообеспечения, контроля качества изделий, складской, охраны труда обслуживающего персонала, транспортной, технического обслуживания и управления, а также системы подготовки производства.
Таким образом, круг задач, стоящий перед технологом, не ограничивается только умением проектировать технологические процессы изготовления изделий; он должен решать весь комплекс вопросов, связанных с построением производственного процесса: хорошо разбираться в экономике, организации и управлении производством. Необходимость решения подобных вопросов возникает при работе на промышленных предприятиях, в проектных организациях, научных институтах, планирующих ведомствах и учреждениях.
Очевидно, что круг задач эффективной эксплуатации производственных систем весьма широк, эти задачи сложны и многообразны, особенно если учесть масштабы современного производства и уровень техники, и решение их требует от технолога широкого кругозора и глубоких знаний различных дисциплин. Дисциплина «Проектирование машиностроительного производства» является профилирующей и завершающей в системе подготовки дипломированных инженеров по специальности «Технология машиностроения» и базируется на знании всех предыдущих дисциплин.
Совершенствование машиностроительного производства происходит в результате обобщения опыта использования новейших средств производства и комплексной автоматизации производственных процессов на базе применения промышленных роботов, автоматических транспортных средств, контрольно-измерительных машин и т. д. В дальнейшем это позволит создавать интегрированные производства, обеспечивающие автоматизацию основных и вспомогательных процессов и при минимальном участии человека в производственном процессе выпускать изделия требуемого качества и в необходимом объеме. Проектирование подобных производств должно вестись на базе современных подходов к принятию проектных решений: в частности, использование системно-модульного принципа построения производственных систем и формализация отдельных этапов проектирования позволят сократить сроки проектирования, повысить его качество и автоматизировать процесс проектирования.
8
Основная цель дисциплины — системно изложить современные методы проектирования, основанные на последних достижениях науки и техники, сформировать представление об автоматизированном изготовлении изделий в поточном и непоточном производствах, а также научить четко формулировать исходные данные и пользоваться ими на всех этапах проектирования, начиная с разработки аванпроекта и кончая созданием рабочей документации.
При раскрытии сущности производственного процесса, протекающего в машиностроительном производстве, особое внимание следует уделять совокупности взаимосвязанных этапов производственного процесса, в результате которых получается готовая продукция, взаимосвязи количественных и качественных изменений объекта производства, взаимодействию основной и вспомогательных систем, построению материальных, энергетических и информационных потоков и критериальной оценке принимаемых решений.
Четкое усвоение основ производственных процессов на уровне участка и цеха, умение грамотно производить техникоэкономический анализ принимаемых решений позволит повысить эффективность машиностроительного производства.
Для каждого машиностроительного производства, исходя из потребностей общества, устанавливают определенную программу выпуска, под которой понимают выпуск изделий установленной номенклатуры в заданном объеме. Количество штук изделии, подлежащих изготовлению в установленную календарную единицу времени (год, квартал, месяц), называют объемом выпуска.
В настоящее время идет интенсивное расширение номенклатуры производимых изделий и увеличение их общего количества. Наряду с этим возрастают требования к качеству изделий. Это ведет за собой необходимость повышения точности технологического оборудования, его мощности, быстродействия, степени автоматизации и экологической чистоты всей производственной системы.
Существенным является и то, что рост стоимости производственного оборудования опережает повышение уровня его точности и производительности. Естественно, что в таких условиях без достаточно высокой надежности работы всей производственной системы нельзя рассчитывать на эффективное ее функционирование. Широкая номенклатура выпускаемых изделий требует высокой гибкости производственной системы, т. е. быстрой перенастройки производственного процесса. Из этого следует, что технико-организационные решения должны приниматься оперативно. В этих условиях неоптимальные решения значительно снижают потенциальную воз
9
можность используемой производственной системы. И чем сложнее эта система, тем потери будут больше.
Решение указанных проблем видится в углублении познаний о закономерностях в производственных процессах и производстве в целом.
С учетом сказанного учебник построен в следующей последовательности. В главе первой излагаются общие понятия и порядок проектирования машиностроительного производства. Во второй главе рассматривается методология проектирования машиностроительных предприятий, на основе которой построены остальные главы. В третьей главе рассматриваются вопросы проектирования основной системы поточного и не-поточного производств. Проектирование инструментального обеспечения машиностроительного производства изложено в главе четвертой. Вопросы организации метрологического обеспечения рассматриваются в пятой главе. Проектирование складского хозяйства машиностроительного производства приведено в главе шестой. Исходя из того что все современные производства человеко-машинные, в седьмой главе приводятся вопросы охраны труда на машиностроительном предприятии, а в главе восьмой — синтез производственной системы. Заключительная глава посвящена разработке заданий по строительной, санитарио-технической и энергетической части, а также экономическому обоснованию проекта.
Главы 1—-3, 5, 7—9 написаны В. П. Вороненко, глава 4 — А. Г. Схиртладзе, глава 6 — В. П. Вороненко и Ю. М. Соло-менцевым.
Издание предназначено для студентов высших учебных заведений, обучающихся по направлению подготовки бакалавров и магистров «Технология, оборудование и автоматизация машиностроительных производств», направлениям подготовки дипломированных специалистов «Конструкторско-технологическое обеспечение машиностроительных производств» и «Автоматизированные технологии и производства».
Авторы будут благодарны всем, кто сочтет возможным высказать свои пожелания и замечания по поводу данного труда.
IГЛАВА 11~
ОБЩИЕ ПОНЯТИЯ И ПОРЯДОК ПРОЕКТИРОВАНИЯ
11.1 [Основные понятия и определения
Производство имеет два смысловых значения. Первое соотносится с понятиями «предприятие», «завод*, «фабрика», «участок» и другими, а второе — с понятием «процесс», например производственный процесс или процесс производства. Рассмотрим смысл первого понятия.
Производство — технико-организационное подразделение труда, предназначенного для получения продуктов труда. Очевидно, что более конкретное определение производства зависит от структурного иерархического уровня данного подразделения и его предметного содержания.
Машиностроительное производство, состоящее из комплекса производственных участков и вспомогательных подразделений, в котором протекают производственные процессы изготовления машин, представляет собой сложную динамическую систему, структура и параметры которой находятся в непосредственной зависимости от сложности конструкпии, номенклатуры выпускаемой продукции и характеристик производственного процесса ее изготовления.
Производственным процессом в машиностроении называется совокупность действий, необходимых для выпуска готовых изделий из полуфабрикатов. В основу производственного процесса положен технологический процесс изготовления изделий, во время которого происходит изменение качественного состояния объекта производства. Для обеспечения бесперебойного выполнения технологического процесса изготовления изделия в машиностроительном производстве служат вспомогательные процессы.
К основным этапам производственного процесса могут быть отнесены следующие: получение и складирование полуфабрикатов, доставка их к рабочим позициям (местам), различные виды обработки, перемещение полуфабрикатов между
11
рабочими позициями (местами), контроль качества, хранение на складах, сборка изделий, испытание, регулировка, окраска, отделка, упаковка и отправка.
Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отдельных цехах или в одном цехе. В первом случае производственный процесс изготовления продукции делят на части и соответственно называют производственным процессом, выполняемым, например, в заготовительном, сборочном, механическом цехе и т. д. Во втором случае процесс называют комплексным.
Производственные процессы делятся на поточные и непоточные. Под поточным производственным процессом понимают такой процесс, при котором полуфабрикаты в процессе их производства находятся в движении, причем это движение осуществляется с постоянным тактом в рассматриваемый промежуток времени. Это значит, что поступившая, например, на первую операцию заготовка сразу же после окончания операции передается на вторую, после второй на третью и т. д. до последней операции. Время хранения полуфабриката между операциями в таких случаях равно или кратно такту. Под непоточным производством понимают такое производство, при котором полуфабрикаты в производственном процессе находятся в движении с различной продолжительностью операций и времени хранения между ними.
Для каждого производства устанавливают определенную программу выпуска, под которой понимают совокупность изделий установленной номенклатуры, выпускаемых в заданном объеме в год. Число изделий, подлежащих изготовлению в установленную календарную единицу времени (год, квартал, месяц), называют объемом выпуска.
Каждое машиностроительное производство обладает определенной производственной мощностью, под которой понимают максимально возможный выпуск продукции установленной номенклатуры и количества, осуществляемый за определенный период времени при выбранном режиме работы, полном использовании оборудования, площадей и других средств производства, применения передовой технологии и совершенной организации производства. Различают действительную и проектную мощность. Проектная мощность — это установленная в проекте строительства или реконструкции производства производственная мощность, которая должна быть достигнута при условии обеспечения производства принятыми в проекте средствами производства, кадрами и организацией производства. Производственная мощность действующего производства не является постоянной и зависит от технического уровня работающих, уровня использования ос
12
новных и оборотных фондов, сменности работы, уровня механизации и автоматизации производства и других факторов.
Изготовление изделий занимает определенное время. Календарное время изготовления изделий от начала производственного процесса до его окончания принято называть производственным циклом. Например, производственный цикл изготовления машины — промежуток календарного времени, начиная от запуска в производство первой заготовки до отправки изделия за пределы механосборочного производства. Цикл может быть расчетный (или нормированный) и фактический. При не периодически повторяющихся процессах правильнее использовать термин продолжительность процесса.
Движение полуфабрикатов в производстве может осуществляться поштучно или партиями. Партией принято называть определенное число полуфабрикатов, одновременно поступающих на рабочую позицию (место). Для выполнения производственного процесса должны быть соответствующим образом оборудованы рабочие позиции (места). В зависимости от содержания операции и организации ее проведения на рабочей позиции (месте) могут быть расположены основное оборудование, накопители с полуфабрикатами, один рабочий или группа рабочих, режущий, сборочный и контрольно-измерительные инструменты, накопители с полуфабрикатами, средства охраны труда, средства автоматической загрузки и разгрузки оборудования (роботы, манипуляторы, автоматические агрегаты загрузки), средства технического обслуживания, элементы системы управления. В качестве примера на рис. 1.1 показана одна из рабочих позиций.
Рис. 1.1. Рабочая позиция
13
Исходя из организационных соображений, несколько рабочих позиций (мест) объединяют, образуя производственный участок, выполняющий свое целевое назначение. Производственным участком называют часть объема цеха, в котором расположены рабочие позиции (места), объединенные транспортно-накопительными устройствами, средства технического, инструментального и метрологического обслуживания, управления участком и охраны труда, на котором осуществляются технологические процессы изготовления изделий.
Более крупной организационной единицей является производственный цех, который представляет собой производственное административно-хозяйственное обособленное подразделение завода. Цех включает в себя производственные участки, вспомогательные подразделения, служебные и бытовые помещения, а также помещения общественных организаций.
Вспомогательные подразделения создают для обслуживания и обеспечения бесперебойной работы производственных участков. К ним относятся: отделение по восстановлению режущего инструмента, контрольное и ремонтное отделения, отделение для приготовления и раздачи смазывающе-охлаж-дающих жидкостей и др.
Состав производственных участков и вспомогательных подразделений определяется конструкцией изготовляемых изделий, технологическим процессом, программой выпуска и организацией производства.
По характеру выполняемой работы производственное оборудование делят на основное (технологическое) и вспомогательное. К основному относят производственное оборудование, непосредственно выполняющее операции технологического процесса. Вспомогательное — это оборудование, не участвующее непосредственно в технологическом процессе изготовления изделий, но выполняющее обслуживание основного оборудования.
За общую площадь цеха в технологических расчетах принимают сумму производственной и вспомогательной площадей (без служебно-бытовой площади).
В состав производственной площади цеха включают площади, занимаемые рабочими позициями (местами), вспомогательным оборудованием, находящимся на производственных участках, проходами и проездами между оборудованием внутри производственных участков (кроме площади магистрального проезда).
На вспомогательных площадях размещают все оборудование и устройства вспомогательных систем, не расположенные на производственных участках, а также магистральные и пожарные проезды.
14
Для движения автопогрузчиков, грузовых автомобилей и уборочных машин в цехах создают магистральные проезды шириной не менее 4,0 м, которую выбирают по нормам технологического проектирования.
На служебно-бытовой площади цеха размещают конторские и бытовые помещения. Конторская площадь — это площадь, занимаемая административно-конторскими службами цеха, в которую входит и площадь конструкторских и технологических бюро, размещаемых в цехе. Бытовой называют площадь помещений, предназначенных для удовлетворения санитарно-гигиенических и социально-бытовых нужд персонала цеха.
Для осуществления производственных процессов в машиностроительном производстве предусмотрен определенный штат персонала, который делят на следующие категории: основные (производственные) и вспомогательные рабочие, инженерно-технические работники (ИТР), служащие, младший обслуживающий персонал (МОП).
Основные рабочие — это рабочие механосборочного производства, непосредственно выполняющие операции технологического процесса по изготовлению продукции. Вспомогательные рабочие в машиностроительном производстве — это рабочие, не принимающие непосредственного участия в выполнении операций по изготовлению производственной программы выпуска продукции, а занятые обслуживанием технологических процессов.
Инженерно-техническими работниками называют работников, выполняющих обязанности по управлению, организации и подготовке производства и занимающих должности, для которых требуется квалификация инженера или техника. К служащим относят работников, выполняющих в соответствии с занимаемой должностью административно-хозяйственные функции, ведущих финансирование, учет и статистический учет, решающих социально-бытовые н подобные вопросы. Младший обслуживающий персонал составляют сторожа, гардеробщики и уборщики бытовых и конторских помещений.
Одним из этапов проектирования машиностроительного производства является компоновка цеха. Под компоновкой цеха понимают взаимное расположение площадей производственных участков, вспомогательных отделений, магистральных проездов и служебно-бытовых помещений на площади цеха. После проведения компоновки цеха осуществляют планировку оборудования на нем. Под планировкой цеха понимают взаимное расположение основного и вспомогательного оборудования на площадях цеха.
15
Одним из показателей организации производственного процесса является величина грузопотока — сумма однородных грузов (в тоннах, штуках), перемещаемых в определенном направлении между отдельными пунктами погрузки и выгрузки в единицу времени (час, смену, сутки и т. д.). Грузопотоки различают по виду грузов, направлению перемещения и интенсивности грузопотока. Интенсивность грузопотока — число транспортных перемещений через рассматриваемый участок в единицу времени.
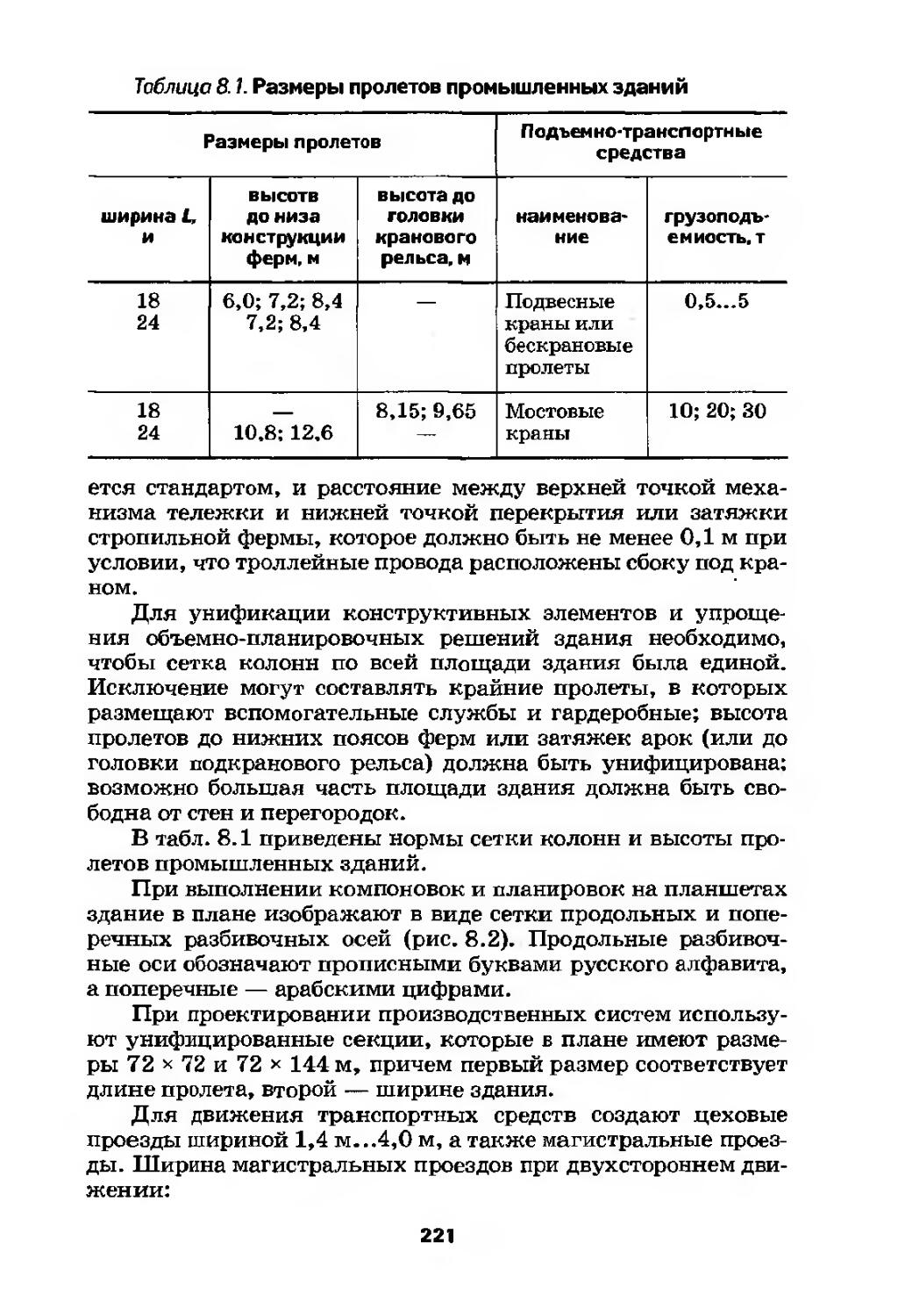
Машиностроительное производство обычно размещают в зданиях, имеющих один или несколько пролетов. Пролетом называют часть здания, ограниченную в продольном направлении двумя параллельными рядами колонн. Расстояния между осями колонн в продольном направлении называют шагом колонн, а в поперечном направлении — шириной пролета. Расстояния между осями колонн в поперечном и продольном направлениях образуют сетку колонн. Под высотой пролета понимают расстояние от уровня пола до нижней части несущих конструкций покрытия здания.
При проектировании современного машиностроительного производства следует ориентироваться на комплексную автоматизацию. Уровень автоматизации основных и вспомогательных процессов, определяемый из технико-экономических соображений, должен быть по возможности одинаков, так как производительность всего автоматизированного производства будет в значительной мере определяться наиболее «слабым» звеном в производственной цепочке. Поэтому даже самые современные станки и передовые технологии не обеспечивают должного эффекта без надлежащей автоматизации вспомогательных процессов, протекающих в механосборочном производстве.
11.2 |Предпроектные работы
Процесс создания современных и эффективных машиностроительных производств требует крупных материальных затрат, длительных сроков проектирования и внедрения, значительных усилий специалистов различного профиля, участия в работе многих организаций и предприятий (генерального проектанта, субпроектантов, предприятия-заказчика, разработчиков и изготовителей оборудования, монтажных и строительных организаций).
Основанием для начала предпроектных работ по созданию новой производственной системы является директивное указание министерства и решение руководства госпредприятий,
16
а для акционерных обществ — решение собрания акционеров, в котором указывается объект строительства нового, а также расширения, реконструкции или технического перевооружения действующего производства.
Особое значение при создании машиностроительного производства приобретают предпроектные работы, выполняемые с целью сбора исходных данных, анализа существующего уровня производства, разработки технико-экономического обоснования (ТЭО) или технико-экономического расчета (ТЭР) целесообразности создания нового или реконструкции существующего (действующего) производства, разработка технической заявки на проект и подготовка различных технических материалов для проведения проектных работ.
Предпроектные работы чаще всего проводят за два этапа: предпроектное обследование и разработка ТЭО (ТЭР); разработка и утверждение технической заявки на создание и внедрение производственной системы.
При выборе объектов для создания эффективной производственной системы основополагающей является оценка организационно-технологической структуры предприятия, обусловливаемой специализацией его основных подразделений — цехов и участков, а точнее оценка соответствия их специализации характеру и типу производства продукции.
При реконструкции производства необходимо иметь большее количество исходных данных, чем при проектировании нового производства, так как в проекте используются уже имеющиеся на заводе здания, сооружения, оборудование и т. д. Поэтому перед началом реконструкции на завод выезжает группа проектантов, которая изучает производство, подбирает и систематизирует необходимые сведения о заводе и его цехах. Для комплексного обследования предприятия в состав группы включают технологов, строителя, энергетика, экономиста и других специалистов. Если реконструкция сопряжена с полным изменением профиля производства для выпуска совершенно новой продукции, не изготовлявшейся ранее, то обследование касается главным образом данных о площадке и цехах завода, а также об имеющемся оборудовании и не затрагивает вопросов трудоемкости и станкоемкости прежних изделий, производительности труда и других данных, которые будут несравнимы с характеристиками производства новых изделий.
Основная цель обследования — изучение производственных, материальных, финансовых и людских ресурсов действующего производства. Обследование перед реконструкцией производства проводят комплексно по следующим частям:
2 — 5849
17
• общая и технико-экономическая части: включают в себя общие данные по действующему машиностроительному производству, его состав, объем производства и номенклатуру выпускаемой продукции, производственное кооперирование, производственные фонды, данные о составе работающих и их квалификации, об уровне заработной платы, себестоимости продукции, общие выводы и основные технико-экономические показатели;
• генеральный план, транспорт и складское хозяйство;
• технологическая часть: содержит сведения о назначении цеха, выпускаемой продукции и производственной кооперации, о размещении цеха, режиме его работы, станкоемкости и трудоемкости изготовления продукции, организации производства, составе цеха и технологических процессах;
• строительная часть, в которой приводятся сведения о природных и инженерно-геологических условиях площадки, характеристики здания, условия осуществления строительства;
• санитарно-техническая часть и производственное водоснабжение: содержат сведения о существующих источниках водоснабжения, системах и сооружениях хозяйственно-фекальной, производственной канализации, внутрицеховых санитарно-технических устройствах;
• энергетическая часть: данные об электроснабжении и теплоснабжении, источниках теплоты и пара, воздухоснабже-нии и газоснабжении, внутрицеховых промышленных трубопроводах, энерготехнологические данные испытательных станций, стендов, данные о кооперировании энергетических ресурсов.
На основе обобщенных результатов обследования и анализа разрабатывается ТЭО (ТЭР) целесообразности создания новой производственной системы, которое должно содержать краткую оценку текущего состояния производственной системы, ее готовности к преобразованию и данные о предполагаемых масштабах и последовательности внедрения с учетом специфики обследуемого предприятия и выпускаемой им продукции.
В ТЭО (ТЭР) основные параметры производственной системы (станкоемкость, трудоемкость, численность персонала, состав и количество оборудования, потребность в площади и т. д.) определяются на основе предварительных укрупненных расчетов в минимально короткие сроки и подлежат уточнению на последующих стадиях разработки аванпроекта и технологической части рабочего проекта. В нем наряду с капитальными затратами должны быть указаны технико-экономические показатели, которых предполагается достичь, в том
18
числе: снижение станкоемкости и трудоемкости, повышение производительности труда, увеличение коэффициента загрузки и сменности работы оборудования, уменьшение численности персонала, высвобождение производственных площадей, сокращение длительности производственного цикла и т. д.
Технические решения, принятые в ТЭО (ТЭР), должны соответствовать перспективным направлениям развития и внедрения новой техники и основываться на использовании последних достижений в области ресурсосберегающей технологии, высокоавтоматизированного оборудования, средств вычислительной техники и ее программного обеспечения. Созданная производственная система по технико-экономическим показателям ко времени пуска в эксплуатацию должна соответствовать лучшим отечественным и зарубежным образцам.
Если на предприятии предполагается внедрить несколько автоматизированных участков, то целесообразно планировать их внедрение в одном производственном подразделении (цехе) для того, чтобы иметь возможность автоматизировать все вспомогательные процессы, протекающие в цехе. В том случае, когда для создания новой производственной системы требуется изменить структуру предприятия, разработке проекта должна предшествовать частичная или полная реорганизация производства. Предпочтительными являются полная реконструкция и техническое перевооружение предприятия, однако их проведение в короткий срок реально лишь в условиях, когда они предусмотрены соответствующими планами и обеспечены необходимыми ресурсами. В противном случае приходится ограничиваться частичной реорганизацией, направленной на создание отдельных предметно-специализированных производств.
Материалы обследования включают также отчетные данные предприятия за год, предшествующий году разработки рабочего проекта, и плановые данные на момент ввода и освоения проектной мощности. Материалы каждой части ТЭО (ТЭР) проверяют и уточняют на месте обследования главный инженер и главный конструктор проекта.
Утвержденное руководителями генерального проектанта и заказчика ТЭО (ТЭР) является основанием для разработки технической заявки и аванпроекта на создание производственной системы. В технической заявке разрабатывают план-график работ по созданию производственной системы, этапы и сроки их выполнения, начиная с заключения договора и кончая опытной эксплуатапией. Для принятия рациональных решений на стадий технической заявки выполняется аванпроект, в котором разрабатывают и укрупненно нормируют маршрут
19
ный технологический процесс по изделиям-представителям, определяют основные параметры технологической, транспортной, складской систем, систем инструментообеспечения, технического обслуживания, контроля качества изделий, охраны труда персонала, управления и подготовки производства; затем разрабатывают заявки на проектирование указанных систем.
11.3 {Задание на проектирование
Проектирование машиностроительного производства, реконструкция или расширение его, а также техническое перевооружение производят на основании задания на проектирование, в которое входят все исходные данные, собранные в предпроектный период. Основная задача этого этапа состоит в том, чтобы определить технико-экономические показатели производственной системы. При назначении технико-экономических показателей обычно руководствуются тем, что они должны отвечать современным требованиям к аналогичным производствам.
Разработку задания на проектирование проводит заказчик проекта совместно с проектной организацией, и она должна выполняться с учетом данных ТЭО (ТЭР).
В задании на проектирование дается обоснование выбора площадки для строительства нового производства и приводятся данные о месте расположения площадки на генеральном плане завода, ее размерах, рельефе, условиях освоения площадки и ряд других, а также указываются номенклатура и объем выпускаемых изделий в натуральном или ценностном выражениях. Для непоточного производства может быть дана приведенная программа выпуска изделий. В задании указывают, какие заготовки, полуфабрикаты, готовые изделия цех получает со стороны и какие выдает в порядке кооперации.
В задании указывается режим работы производства, а также эффективные фонды времени работы оборудования, рабочих мест и рабочих в соответствии с утвержденными нормативами.
В задании на проектирование определяются также требования по защите окружающей среды и утилизации отходов. В современных сложных экологических условиях этим вопросам должно уделяться особое внимание. Вместе с этим в задании приводят предварительные указания о необходимости разработки автоматизированной системы управления производственными процессами (АСУПП) в цехах и на участках, представляющей собой новый высший тип организации уп
20
равления, основанный на применении современных технических средств автоматического сбора, регистрации, передачи и обработки информации. АСУПП осуществляет воздействие на производственную систему согласно управляющей программе (УП).
В состав задания входят: указания по предполагаемому расширению производства на основе ТЭО (ТЭР) строительства или схемы развития отрасли; где, когда и за счет чего предусматривается это расширение и максимально возможный его размер; намечаемые сроки строительства в соответствии с действующими нормами и, исходя из приказа министерства, порядок его осуществления и очередность ввода пусковых комплексов.
В задании указывают также требования к разработке вариантов проекта или его частей для выбора оптимальных решений. При этом следует учесть, что большее число вариантов позволяет повысить качество проектирования, но вместе с этим возрастают затраты на проектирование. Многовариантные решения осуществляют, когда предусматривается применение неосвоенной или особо сложной технологии производства, новых видов сложного оборудования или сложных строительных решений.
В задании на проектирование должен быть предусмотрен раздел, указывающий стадии проектирования. Обычно проектирование ведут за одну (рабочий проект) или за две стадии (проект и рабочая документация). Одностадийное проектирование выполняют для типовых, повторных или несложных объектов.
Заказчик проекта выдает проектной организации в согласованные с ней сроки исходные материалы в объеме, установленном для строительства нового, реконструкции или расширения действующего производства, а также план технического перевооружения производства. Количество и состав документации уточняют проектная организация и предприятие-заказчик при заключении договора на выполнение проектных работ.
В задании на проектирование приводят перечень основных требований к архитектурно-художественному оформлению инженерных, служебных, бытовых и производственных помещений, к благоустройству и озеленению территории. К заданию прилагают чертежи предлагаемых к выпуску изделий со всеми техническими условиями и заключение головного института отрасли или маркетинговых служб о требуемом техническом уровне изделий и перспективности их выпуска.
Задание на проектирование до его утверждения должно быть согласовано с проектной организацией и органами госу
21
дарственного надзора в отношении намечаемого кооперирования вспомогательных производств, энергоснабжения, канализации, транспорта и т. д. Внесение изменений в утвержденное задание на проектирование может производиться только с разрешения отраслевого министерства или совета директоров акционерного общества, утвердивших это задание.
В тех случаях, когда разрабатывается задание на проектирование только технологической или транспортной части проекта при техническом перевооружении производства или постановка новых изделий на производстве, состав задания упрощается.
На основании задания на проектирование и результатов предпроектного обследования ведущие специалисты проектной организации составляют основные технические направления на разработку соответствующего раздела проекта. Основные технические направления на разработку проекта в целом обобщает, оформляет и согласует с заказчиком главный инженер (конструктор) проекта.
Все исходные данные, приведенные в задании на проектирование, необходимы для разработки ТЭО (ТЭР), которое является предпроектным документом, уточняющим и допол-няюшим обоснование размещения намечаемого к проектированию и строительству (реконструкции, расширению) производства, его мощности, обеспечения его сырьем, полуфабрикатами, электроэнергией и водой, основных технологических и строительных решений и важнейших технико-экономических показателей производства и строительства.
Проектное задание с объемом капитальных вложений (в том числе на строительно-монтажные работы и оборудование) со сводным сметно-финансовым расчетом после его утверждения является основанием для разработки рабочего проекта и рабочей документации, а также финансирования строительства и заказа оборудования.
11.4 (Рабочий проект и рабочая документация
Рабочий проект (проект), который разрабатывается на основе задания на проектирование, служит для определения технической возможности и экономической целесообразности предполагаемого строительства, реконструкции или расширения, а также установления основных технических решений проектируемых объектов, общей стоимости строительства и технико-экономических показателей.
С целью сокращения времени проектирования пользуются эталонами проектов, в которых перечислены вопросы, под
22
лежащие разработке по соответствующим единым формам и показателям.
Рабочий проект (проекты) содержит:
• общую часть с обоснованием принятых проектных решений;
• технико-экономическую часть;
• генеральный план и транспорт;
• техническую часть с вопросами энергетики;
• организацию труда и систему управления производством;
• строительную часть с сантехническими разделами;
• организацию строительства;
• сметную часть.
Стержневой, определяющей частью проекта являются технологические решения (технологическая часть).
В результате разработки технологической части сборочного процесса в рабочем проекте должны быть приведены схемы и технологические карты сборки, сведения об используемой оснастке и инструментах, ведомости потребного времени на сборку сборочных единиц; время, необходимое на выполнение операций, разряд работы. В результате разработки технологической части механического процесса изготовления деталей в проекте должны быть представлены рабочие чертежи заготовок с расчетом и указанием припусков, обеспечивающих наименьшие отходы материалов, и допусков на размеры заготовок; обоснование выбора технологических баз при обработке; маршрутные и технологические карты обработки по установленной форме; расчеты и выбор режимов резания по нормативным материалам; расчеты времени обработки или определение его по нормативам; технологические наладки на операции, сокращенные операционные карты на детали, на которые не составляются подробные карты обработки; чертежи и эскизы разработанных конструкций приспособлений с расчетом основных элементов приспособлений и с изображением схемы действующих сил; чертежи и эскизы разработанных конструкций специальных режущих и, измерительных средств, применяемых в проектируемом технологическом процессе с соответствующими расчетами.
На основании разработанных технологических процессов изготовления изделий в проекте приводятся расчеты по определению количества основного и вспомогательного оборудования, режущего, измерительного инструмента и технологической оснастки, потребных для выполнения программы выпуска.
В итоге составляются ведомости на приспособления, режущий и измерительный инструмент, основное и вспомога
23
тельное оборудование, основные и вспомогательные материалы, состав основных и вспомогательных рабочих, МОП, административного, инженерно-технического и счетно-конторского персонала, программистов и операторов ЭВМ. Выбор оборудования и спецификация являются окончательными, так как по ним производится заказ оборудования после утверждения рабочего проекта или проекта и рабочей документации.
В рабочем проекте должны быть разработаны вспомогательные системы: транспортная и складская, технического обслуживания, инструментообеспечения, контроля качества изделий, охраны труда работающих, подготовки и управления производственным процессом.
На основании рассчитанных площадей производственных участков и вспомогательных отделений в рабочем проекте проводят компоновку пеха и планировку оборудования.
Все материалы, полученные в период проектирования, представляют в пояснительной записке к проекту.
Утвержденный рабочий проект является основанием для начала финансирования строительства, приобретения нового оборудования и разработки рабочей документации, в состав которой входят: рабочие чертежи здания, фундаментов, специального оборудования, технологической оснастки и других нестандартных средств и устройств; сметная документация по определению стоимости создания нового или реконструкции действующего производства; ведомости объемов строительных и монтажных работ; ведомости и сводные ведомости потребности в материалах; сборники спецификаций оборудования; габаритные чертежи па соответствующие виды оборудования и изделий; проектно-сметная документация на строительство здания; исходные требования к разработке конструкторской документации на нестандартное оборудование; монтажные планы и разрезы цеха с размещением и привязкой оборудования к осям колонн здания; карты технологических процессов.
Специализированные отделы проектных институтов или субподрядные проектные организации на основании данных, взятых из рабочего проекта, разрабатывают рабочие чертежи общестроительной части зданий, общеобменной вентиляции, электротехнической части, трансформаторных подстанций и распределительных устройств, технологической части очистных сооружений, вводов энергоснабжения и магистральных сетей водо- и энергоснабжения. На основе разработанных монтажных планировок выполняют рабочие чертежи для специальных строительных работ (фундаменты под оборудование, подземные коммуникации и т. п.), местной вытяжной венти
24
ляции, энерго- и водоразводок, подключения производственного оборудования к магистральным сетям и т .д.
Для крупных и сложных цехов с развитым подземным хозяйством и при использовании непрерывного транспорта, пересекающего многоэтажные перекрытия, рекомендуется составлять сводные монтажные планы и разрезы по корпусу.
Рабочие чертежи зданий и сооружений, а также их привязку к генеральному плану завода выполняют при строительстве по индивидуальным проектам. Чертежи конструкций фундаментов разрабатывают на основе уточненных данных геологических и гидрогеологических изысканий. На этом этапе проектирования выполняют чертежи нетиповых устройств, относящиеся к охране труда и технике безопасности; составляют ведомости материалов, конструкций и полуфабрикатов, необходимые для строительства; составляют сметы в соответствии с объемом работ, определяемые по рабочим чертежам.
Качество проекта определяет его способность выполнять конкретные функции в соответствии с назначением. Уровень качества проекта представляет собой относительную характеристику, основанную на сравнении технико-экономических показателей качества с соответствующими совокупностями нормативных показателей.
Управление качеством в соответствии со стандартами серии ISO 9000 является функцией управления проектной организацией для обеспечения необходимого уровня качества проектов при их разработке и реализации, которое достигается путем внедрения комплекса прогрессивных методов и средств проектирования и целенаправленного контроля результатов труда исполнителей и решений, принимаемых в процессе проектирования.
Проектирование машиностроительного производства ведут в соответствии с действующими нормами, правилами, инструкциями и стандартами, а затем разработанные проекты подвергают экспертизе. Экспертиза проектов и смет предназначена для того, чтобы обеспечить высокий технический уровень проектных решений, прогрессивные технико-экономические показатели и наибольшую эффективность капитальных вложений.
Контрольные вопросы и задания
1. Чем отличается компоновочное решение от планировочного?
2. Каковы этапы производственного процесса?
3. Назовите этапы предпроектных работ.
4. Укажите состав задания на проектирование нового и реконструкцию действующего производства.
5. Раскройте содержание рабочей документации.
25
Глава
МЕТОДОЛОГИЧЕСКИЕ ПРИНЦИПЫ РАЗРАБОТКИ ПРОЕКТА МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
|2.1 {Основы анализа и синтеза производственной системы
Производственная система, включающая комплекс производственных участков и вспомогательных подразделений, предназначена для изготовления продукции требуемого качества и заданной программы выпуска с наименьшими затратами. Структуру и параметры производственной системы выбирают при проектировании в зависимости от сложности и разнообразия конструкций изготовляемых изделий, объема их выпуска и условий производства.
Построение производственной системы, отвечающей указанным требованиям, должно выполняться на базе системного сквозного проектирования, включающего следующие основные этапы:
• формулировка функционального назначения и требований к системе в целом, их формализация в условиях автоматизированного проектирования;
• декомпозиция производственной системы, определение функций каждой подсистемы, формализация требований к подсистемам, выявление внутриструктурных материальных, энергетических и информационных связей подсистем;
• выбор критериев для оценки качества проектных решений;
• построение алгоритмических и параметрических моделей функционирования каждой подсистемы;
• синтезирование производственной системы на базе разработанного производственного процесса с созданием единой системы материальных, энергетических и информационных потоков;
• разработка временных моделей работы производственной системы;
26
• разработка компоновочных и планировочных решений размещения оборудования производственной системы в пространстве.
Системный подход к решению задачи по проектированию цеха или участка с наперед заданными свойствами, представляющих собой сложную динамическую систему из множества элементов, требует после уточнения исходных данных проведения ее декомпозиции с целью выделения подсистем, однородных по технологическим и организационным признакам, а также учета взаимосвязей между ними для синтезирования выделенных элементов.
В основу декомпозиции производственной системы закладывают принцип функпиональности, минимальности и связанности. Принцип функциональности состоит в том, что выделенные при декомпозиции элементы должны быть по возможности обособлены, т. е. для них можно сформулировать собственную цель функционирования, которая достигается совокупностью целей каждого элемента нижестоящего уровня. Принцип минимальности заключается в достижении минимума уровней декомпозиции, что ведет к сокращению размерности задач унификации. Принцип связанности заключается в выявлении сильно и слабосвязанных систем.
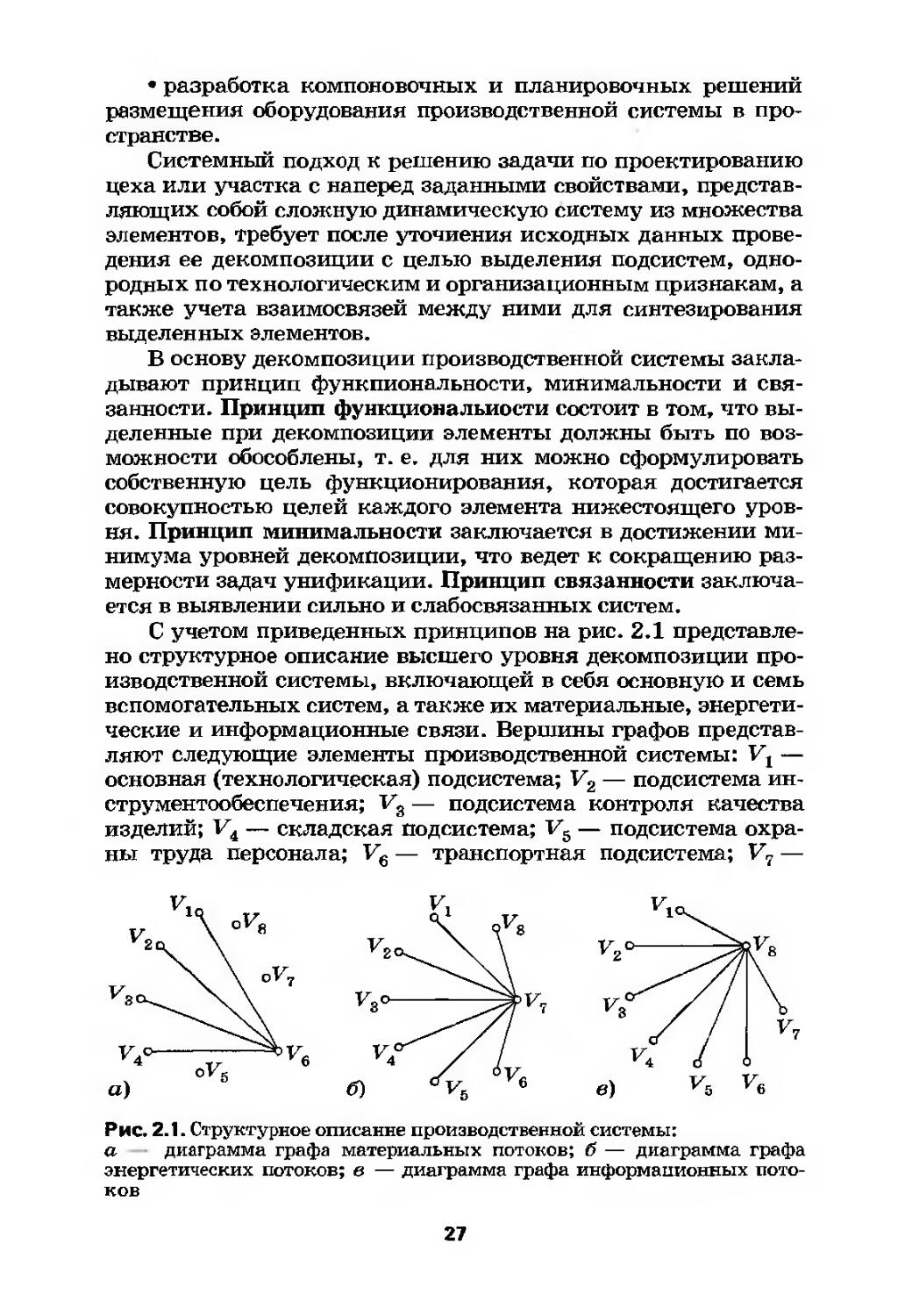
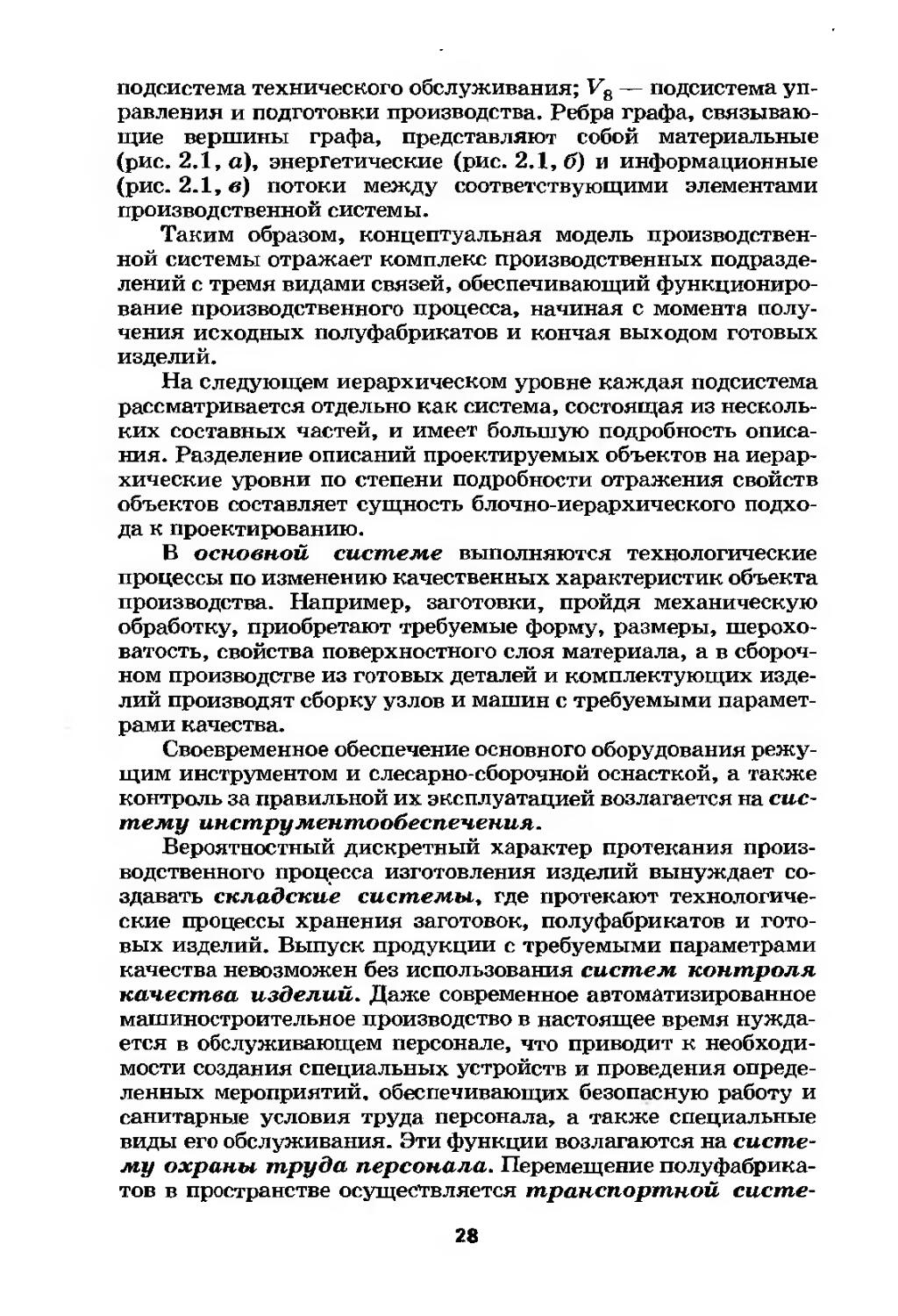
С учетом приведенных принципов на рис. 2.1 представлено структурное описание высшего уровня декомпозиции производственной системы, включающей в себя основную и семь вспомогательных систем, а также их материальные, энергетические и информационные связи. Вершины графов представляют следующие элементы производственной системы: Vt — основная (технологическая) подсистема; V2 — подсистема ин-струментообеспечения; Vs — подсистема контроля качества изделий; V4 — складская подсистема; V5 — подсистема охраны труда персонала; Ve — транспортная подсистема; V7 —
Рис. 2Л. Структурное описание производственной системы:
а диаграмма графа материальных потоков; б — диаграмма графа энергетических потоков; в — диаграмма графа информационных потоков
27
подсистема технического обслуживания; V& — подсистема управления и подготовки производства. Ребра графа, связывающие вершины графа, представляют собой материальные (рис. 2.1, а), энергетические (рис. 2.1, б) и информационные (рис. 2.1, в) потоки между соответствующими элементами производственной системы.
Таким образом, концептуальная модель производственной системы отражает комплекс производственных подразделений с тремя видами связей, обеспечивающий функционирование производственного процесса, начиная с момента получения исходных полуфабрикатов и кончая выходом готовых изделий.
На следующем иерархическом уровне каждая подсистема рассматривается отдельно как система, состоящая из нескольких составных частей, и имеет большую подробность описания. Разделение описаний проектируемых объектов на иерархические уровни по степени подробности отражения свойств объектов составляет сущность блочно-иерархического подхода к проектированию.
В основной системе выполняются технологические процессы по изменению качественных характеристик объекта производства. Например, заготовки, пройдя механическую обработку, приобретают требуемые форму, размеры, шероховатость, свойства поверхностного слоя материала, а в сборочном производстве из готовых деталей и комплектующих изделий производят сборку узлов и машин с требуемыми параметрами качества.
Своевременное обеспечение основного оборудования режущим инструментом и слесарно-сборочной оснасткой, а также контроль за правильной их эксплуатацией возлагается на систему инструментообеспечения.
Вероятностный дискретный характер протекания производственного процесса изготовления изделий вынуждает создавать складские системы* где протекают технологические процессы хранения заготовок, полуфабрикатов и готовых изделий. Выпуск продукции с требуемыми параметрами качества невозможен без использования систем контроля качества изделий. Даже современное автоматизированное машиностроительное производство в настоящее время нуждается в обслуживающем персонале, что приводит к необходимости создания специальных устройств и проведения определенных мероприятий, обеспечивающих безопасную работу и санитарные условия труда персонала, а также специальные виды его обслуживания. Эти функции возлагаются на систему охраны труда персонала. Перемещение полуфабрикатов в пространстве осуществляется транспортной систе
28
мой, обеспечивающей своевременную их доставку к соответствующему производственному оборудованию. Система технического обслуживания создается для постоянного поддержания требуемого состояния и условий работы производственного оборудования. Основная задача системы управления и подготовки производства заключается в осуществлении контроля за состоянием производственного процесса и воздействия на него в случае нарушений по сравнению с запланированным ходом производства, в разработке технологической и плановой документации, в обеспечении производства заготовками и комплектующими изделиями, проведении организационных мероприятий по подготовке производства и обеспечения его технологической оснасткой.
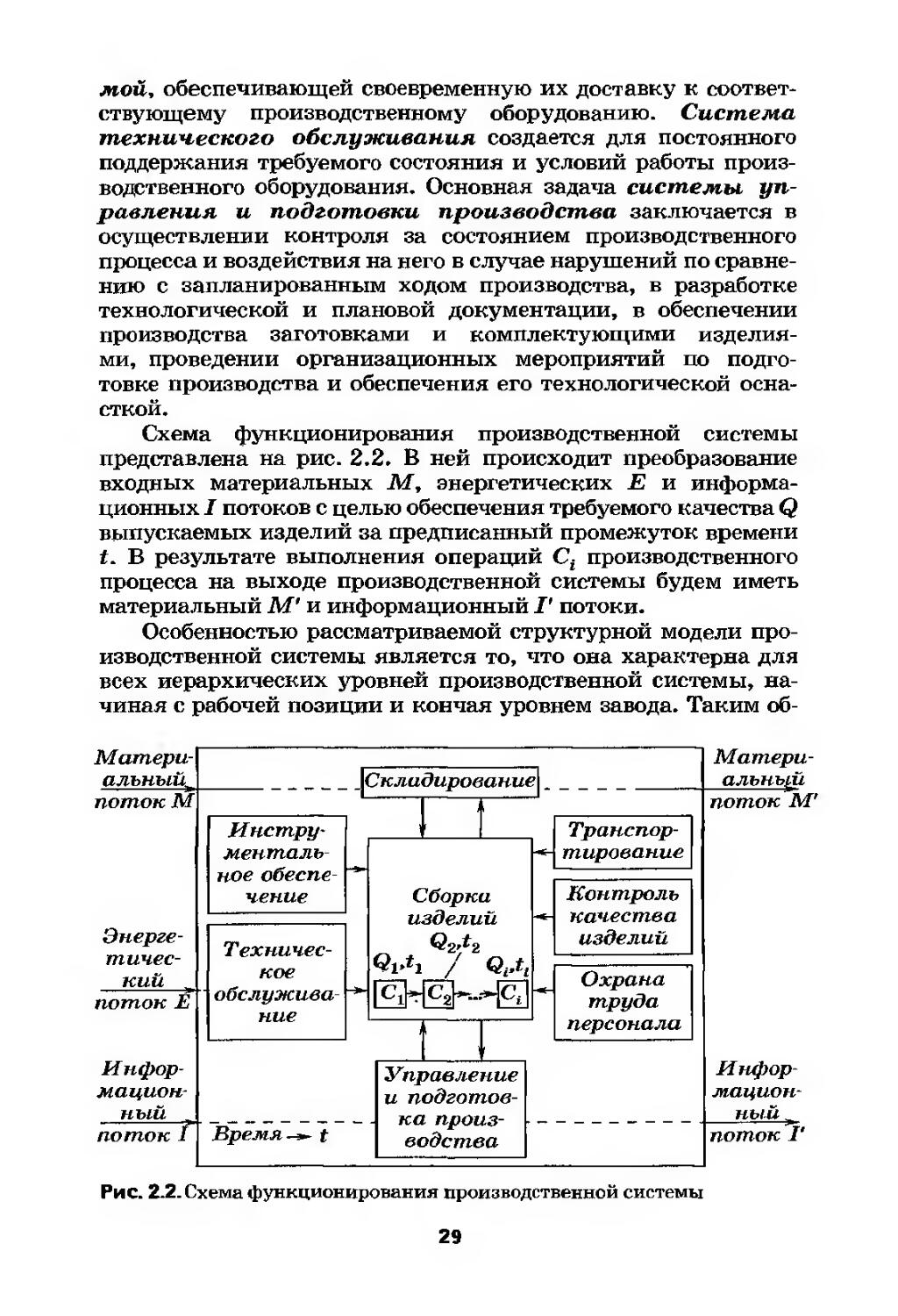
Схема функционирования производственной системы представлена на рис. 2.2. В ней происходит преобразование входных материальных М, энергетических Е и информационных I потоков с целью обеспечения требуемого качества Q выпускаемых изделий за предписанный промежуток времени t. В результате выполнения операций производственного процесса на выходе производственной системы будем иметь материальный М' и информационный I' потоки.
Особенностью рассматриваемой структурной модели производственной системы является то, что она характерна для всех иерархических уровней производственной системы, начиная с рабочей позиции и кончая уровнем завода. Таким об-
Рис. 2.2. Схема функционирования производственной системы
29
разом, каждое рабочее место может быть представлено как мини-интегрированная производственная система.
При формализации в условиях автоматизированного проектирования информацию, содержащуюся в графах, можно представлять в алгебраическом виде матрицей отношений.
При проектировании производственных систем следует по возможности использовать современные средства автоматизации и механизации основных и вспомогательных процессов и только в случае невозможности применения или неэффективности их следует ориентироваться на человека. Желательно, чтобы уровень автоматизации основных и вспомогательных процессов был одинаков, так как итоговая производительность всей производственной системы определяется наиболее «слабым» звеном в производстве.
При создании автоматизированных цехов предъявляются определенные требования к производственным подразделениям и оборудованию, используемому в этих подразделениях. Например, исходя из необходимости создания гибкого автоматизированного цеха при его проектировании следует предусмотреть его способность к быстрой адаптации при изменяющихся условиях производства, причем как отдельных единиц производственного оборудования, так и производственных подразделений. Основные факторы, изменяющие условия производства, следующие: широкая и в ряде случаев нестабильная номенклатура изготовляемых изделий, отказы производственного оборудования, оснастки, инструмента и средств управления, неравномерное поступление полуфабрикатов, изменение физико-механических свойств обрабатываемого материала и т. д. Изменение входных условий изготовления продукции вынуждает создавать производственные системы, позволяющие быстро реагировать на них, с тем чтобы обеспечить выполнение производственной программы выпуска продукции к заданному сроку и с требуемыми параметрами качества.
При структурном синтезе элементов производственной системы с заранее заданными свойствами необходимо решить задачу наделения требуемыми свойствами всей композиции элементов в производственных подразделениях с ее внутренними и внешними связями. С целью эффективного решения проектных задач желательно синтезировать производственные системы из унифицированных элементов, что сокращает время на проектирование и повышает качество проекта.
При проектировании цехов и участков на каждом этапе приходится одновременно решать технологические, экономические и организационные задачи, тесно связанные между собой.
30
В состав технологических задач входят: формирование списка требований к производственной системе исходя из ее назначения; анализ производственной технологичности изготовляемых изделий с точки зрения использования автоматических средств производства; проектирование технологических процессов; определение станкоемкости или машиноем-кости операций; установление типажа и количества основного и вспомогательного оборудования, а также технологической оснастки; определение состава и числа работающих, норм расходов материала; расчет площадей участков и цехов: разработка заданий для строительного, сантехнического и энергетического проектирования; разработка задания на программное обеспечение производства.
Экономические задачи включают: расчет себестоимости и рентабельности выпуска изделий; определение удельных приведенных затрат, размеров основных и оборотных фондов; составление калькуляции; решение вопросов финансирования и др.
Организационные задачи включают: разработку структуры управления, выбор принципа формирования структурных подразделений цеха; научную организацию труда и его охраны; документооборот; организацию взаимодействия структурных подразделений, контроль хода производства и управление им и т. д.
Проектирование сложных систем, каковой является производственная система, чаще всего итерационный процесс. В ходе него создается несколько проектных решений как отдельных элементов, так и всей производственной системы в целом. Из сформулированной в общем виде задачи проектирования производственной системы следует, что глобальным критерием выбора оптимального проектного решения должен быть показатель приведенных затрат на изготовление изделий заданной программы выпуска в течение года, который может быть подсчитан по формуле
п г- т ?? -1
3 = xJw/6 + ₽)SOjЕ тф„• + (£„ + «у 1 X
где j — номер изделия; п — число наименований изделий; /у — годовой объем выпуска /-го наименования изделия, шт.; б = 1,15 — коэффициент заработной платы с начислениями; Р — общие накладные расходы в долях заработной платы, включающие расходы на текущий ремонт оборудования; So — заработная плата оператора в 1 мин, руб.; i — номер операции; т— число операций в технологическом процессе изготовления изделия; Тф у — трудоемкость изготовления /-го на
31
именования изделия на i-йоперации; Ек = 0,15...0,2 — нормативный коэффициент эффективности капитальных вложений; а = 0,143 — коэффициент амортизационных отчислений; Fj — часть годового фонда времени, отводимая на изготовление /-го наименования изделия, мин; F3 — эффективный годовой фонд времени работы системы, мин; А.у — стоимость единицы основного оборудования, используемого на i-й операции при изготовлении /-го наименования изделия, руб.; at — число единиц технологического оборудования, используемого на i-й операции.
Трудоемкость изготовления изделия находят по формуле
где Ту— станкоемкость i-й операции при изготовлении /-го изделия, мин; f — коэффициент многостаночного обслуживания.
Вследствие сложности и в ряде случаев недостаточной информации для определения ряда составляющих формулы на различных этапах проектирования на практике используют интегральные критерии. Так, например, при выполнении компоновочных и планировочных этапов проектирования может быть использован интегральный критерий, представляющий собой векторный функционал
/(Wp W2) ext,
где Wl9 W2 — оптимизационные критерии.
Критерий минимума мощности грузопотока, т/год, определяется по формуле
п (0 W,= Е I Q^i-i = 1ау = 1
Здесь п — число наименований изделий, перемещаемых в год; со — число операций в производственном процессе изготовления i-ro изделия; — масса изделий i-ro наименования, перемещаемых за год, т; — расстояние между а-й и уй рабочими позициями, на которое происходит перемещение i-ro наименования изделия, м.
Критерий максимального съема продукции с единицы объема цеха (участка) в год, шт/м3 год:
где # — программа выпуска изделий в цехе, шт/год; V — общий объем цеха, м3.
32
Оптимизация по критерию минимума мощности материального потока позволяет сократить количество транспортных средств и транспортных рабочих, повысить мобильность производственной системы, коэффициент использования основного оборудования, сократить энергопотребление, амортизационные отчисления и эксплуатационные затраты. Оптимизация по критерию максимума съема продукции с единицы объема позволяет создать компактные производственные системы, экономить производственные площади и снизить стоимость производственных зданий.
При многокритериальной оценке качества проектного решения ряд частных показателей может иметь различную размерность, но они приводятся к одной путем введения весовых коэффициентов, которые определяют на основании статистических данных и в общем случае отражают степень влияния каждого показателя на приведенные затраты. Таким образом, интегральный показатель оценки качества проектного решения определяется как сумма частных показателей:
W„ = X Wtkt,
i = 1
где kt — весовой коэффициент при i-м частном критерии; т — количество частных критериев.
Точность принятия решений при многокритериальной оценке зависит от объективности принятых весовых коэффициентов kt, которые должны отражать конкретные производственные условия. В ряде случаев число частных показателей может возрасти по сравнению с вышерассмотренным двухкритериальным случаем. В частности, дополнительно могут быть введены другие частные критерии: трудоемкость и стан-коемкость изготовления изделий, цикл их изготовления, коэффициент загрузки основного оборудования, протяженность коммуникаций и др. Однако при выборе числа критериев следует учесть, что чрезмерное их число может не привести к желаемому эффекту вследствие роста суммарной погрешности интегрального критерия и трудоемкости проектных работ.
В методологические основы проектирования, помимо вопросов выбора критериев оценки качества проектных решений, входит и разработка структурно-функциональных, алгоритмических, параметрических и планировочных моделей.
Используя основные принципы декомпозиции сложных систем, в первую очередь производят построение структурной и функциональной моделей. Структурная модель отражает состав и взаимосвязь элементов производственной системы, а функциональная модель — свойства элементов системы, необходимые для выполнения ими своего служебного назначения.
3 -5849
33
Разработав структурно-функциональные модели, переходят к построению алгоритмических моделей, которые отражают последовательность взаимодействия элементов в пропессе функционирования производственной системы. На следующем этапе проектирования строят параметрические модели, представляющие собой уравнения материально-энергетического баланса, на основании которых определяют количественные значения каждого свойства элемента и взаимосвязи между физическими параметрами элементов производственной системы.
На окончательном планировочном этапе решают задачу построения планировочных моделей, отражающих размерные связи между отдельными элементами производственной системы чаще всего в метрике эвклидова пространства.
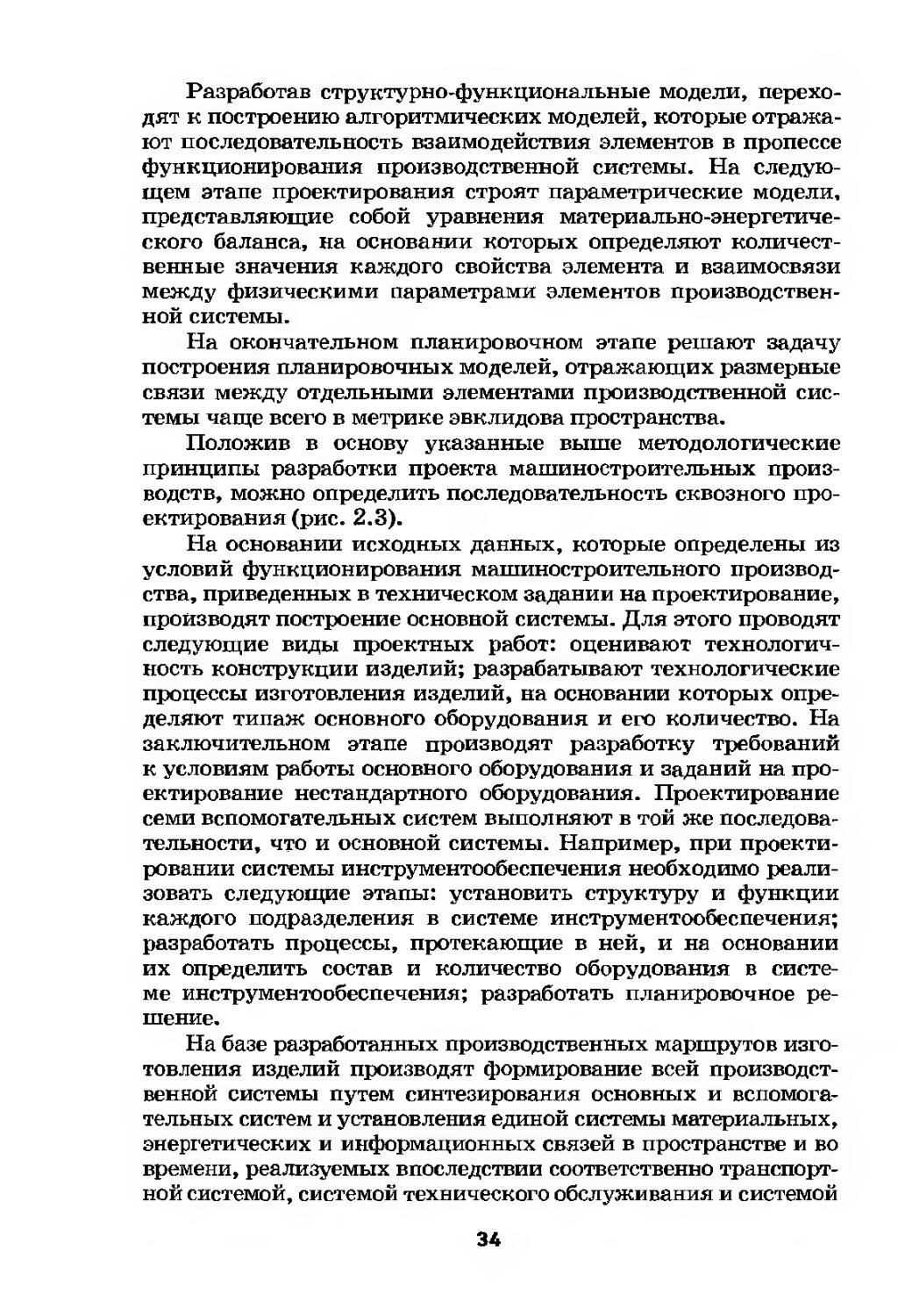
Положив в основу указанные выше методологические принципы разработки проекта машиностроительных производств, можно определить последовательность сквозного проектирования (рис. 2.3).
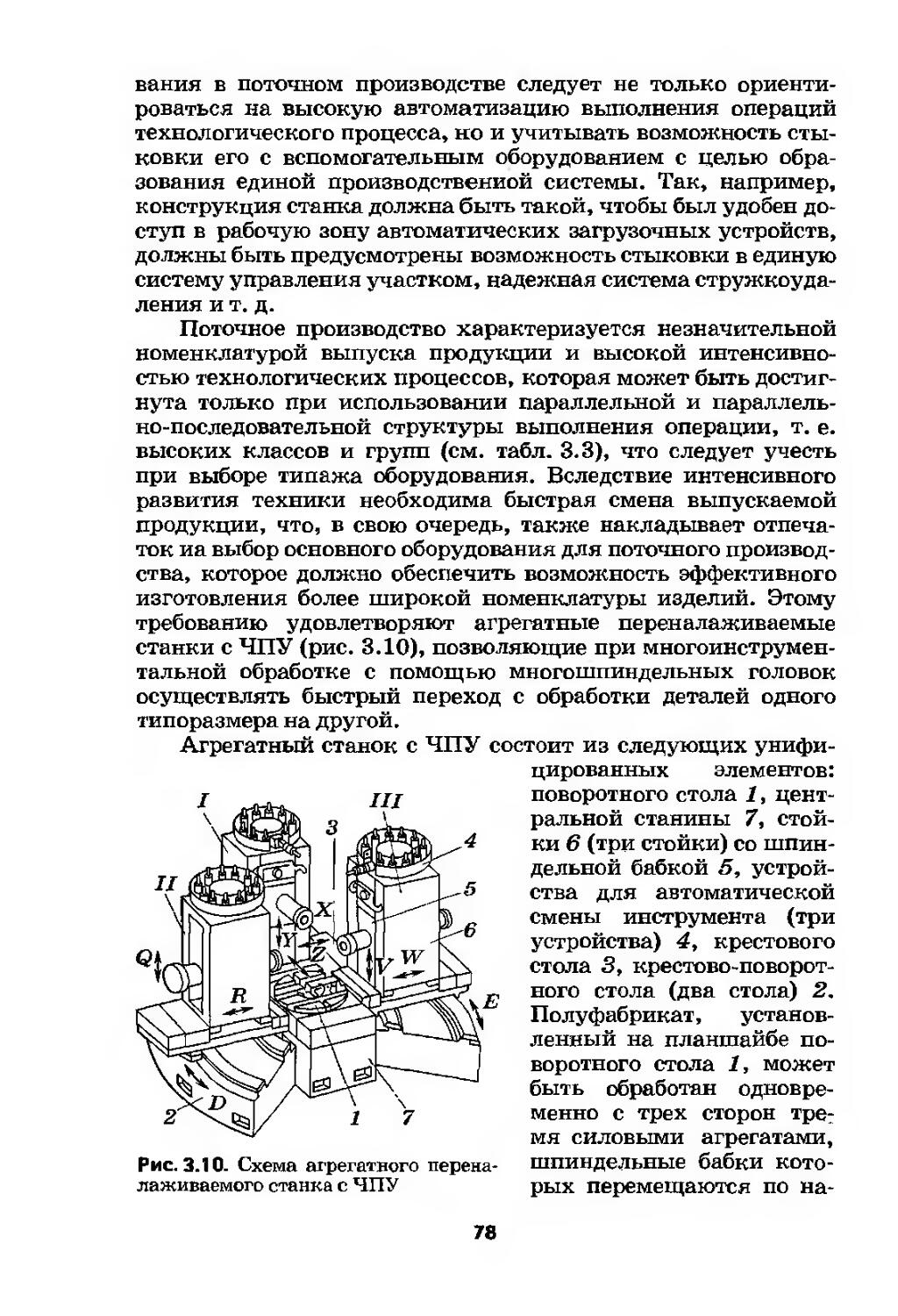
На основании исходных данных, которые определены из условий функционирования машиностроительного производства, приведенных в техническом задании на проектирование, производят построение основной системы. Для этого проводят следующие виды проектных работ: оценивают технологичность конструкции изделий; разрабатывают технологические процессы изготовления изделий, на основании которых определяют типаж основного оборудования и его количество. На заключительном этапе производят разработку требований к условиям работы основного оборудования и заданий на проектирование нестандартного оборудования. Проектирование семи вспомогательных систем выполняют в той же последовательности, что и основной системы. Например, при проектировании системы инструментообеспечения необходимо реализовать следующие этапы: установить структуру и функции каждого подразделения в системе инструментообеспечения; разработать процессы, протекающие в ней, и на основании их определить состав и количество оборудования в системе инструментообеспечения; разработать планировочное решение.
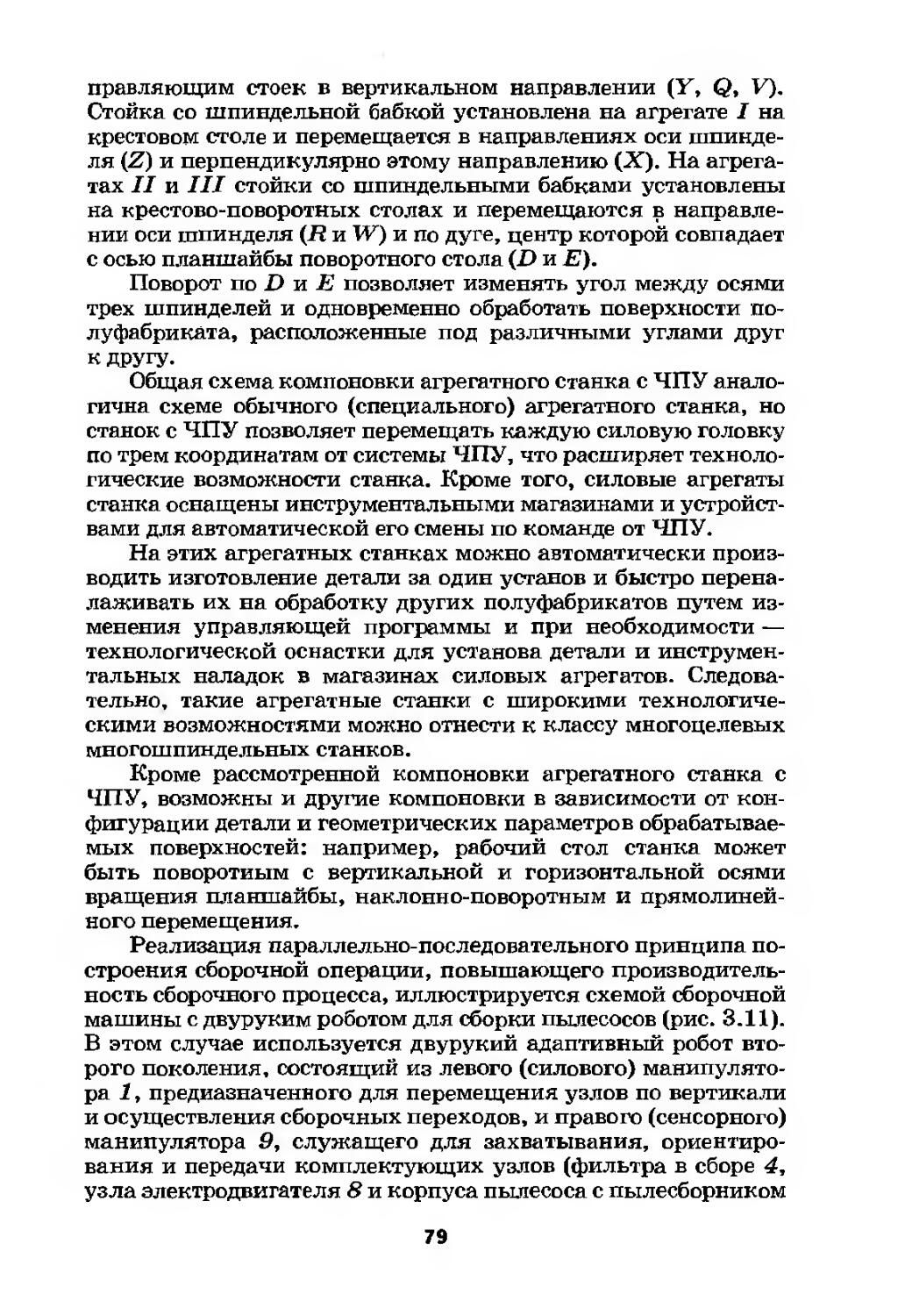
На базе разработанных производственных маршрутов изготовления изделий производят формирование всей производственной системы путем синтезирования основных и вспомогательных систем и установления единой системы материальных, энергетических и информационных связей в пространстве и во времени, реализуемых впоследствии соответственно транспортной системой, системой технического обслуживания и системой
34
Исходные данные
Проектирование основной системы
Проектирование вспомогательных систем
Синтез производственной системы
* 5 I । 12 1 1 16
1 1 1 , 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 । । । । । i । । । । । I । । 1 1 1 » 1 1 1 1 1 1 1
1.. 1 1
• 2 - 6 13 17
1 1
з 7 14 18
1 1
* - 8 15 19
1 г- 1—
9 :: 24 20
1 1
10 25 21
.1 । 1
11 । П 26 22
L J 1 L 1
23
29
30
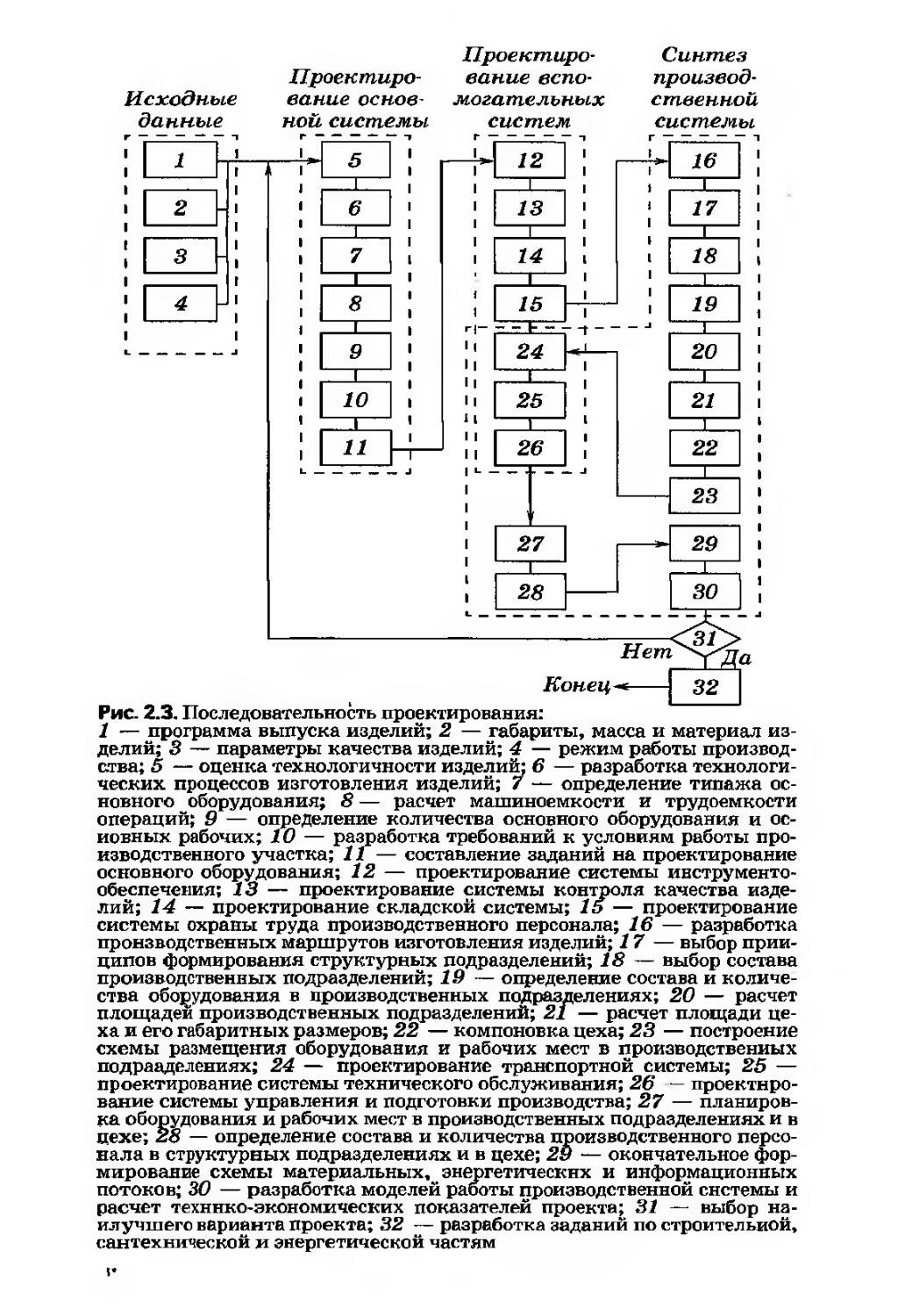
Рис. 2.3. Последовательность проектирования:
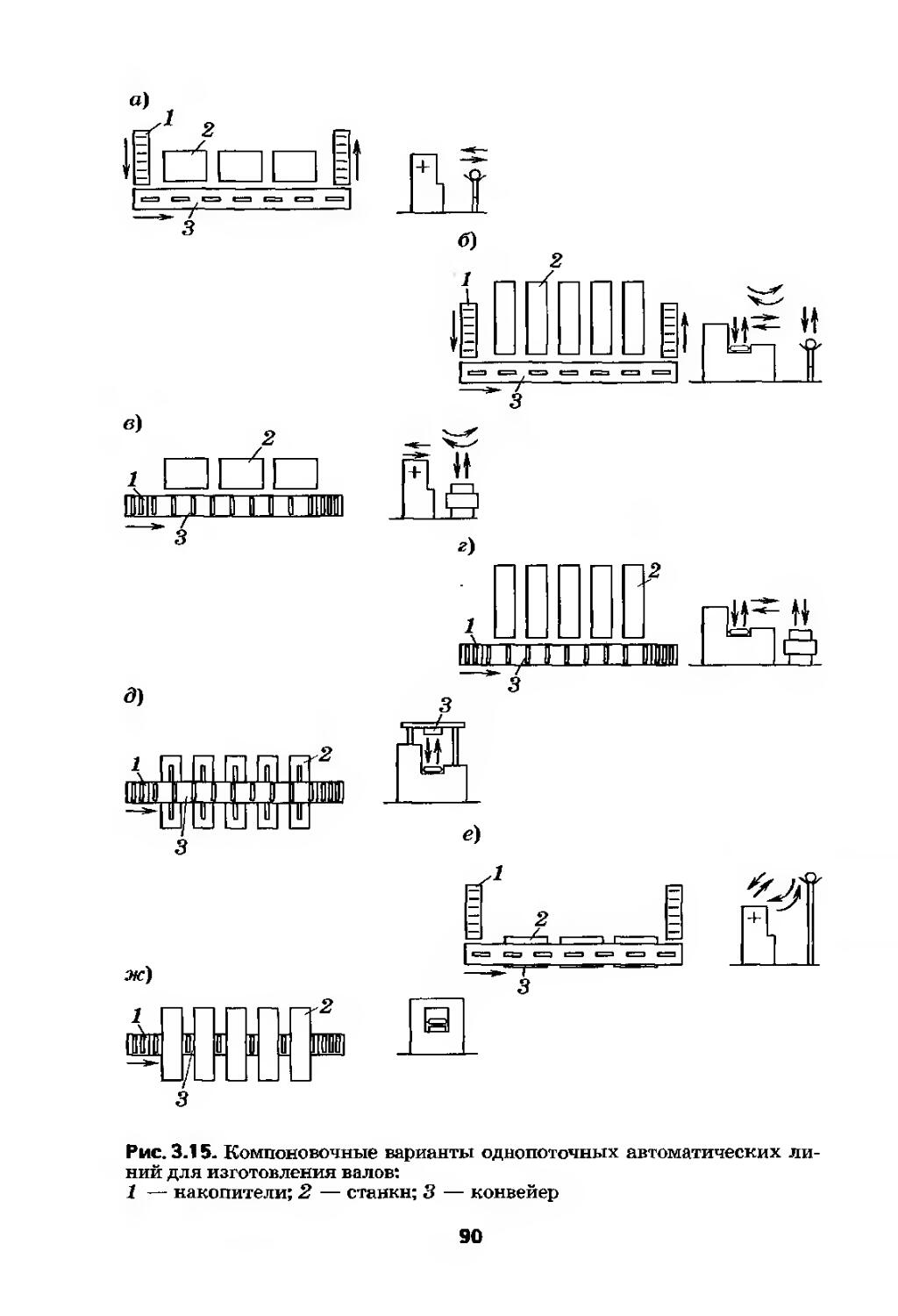
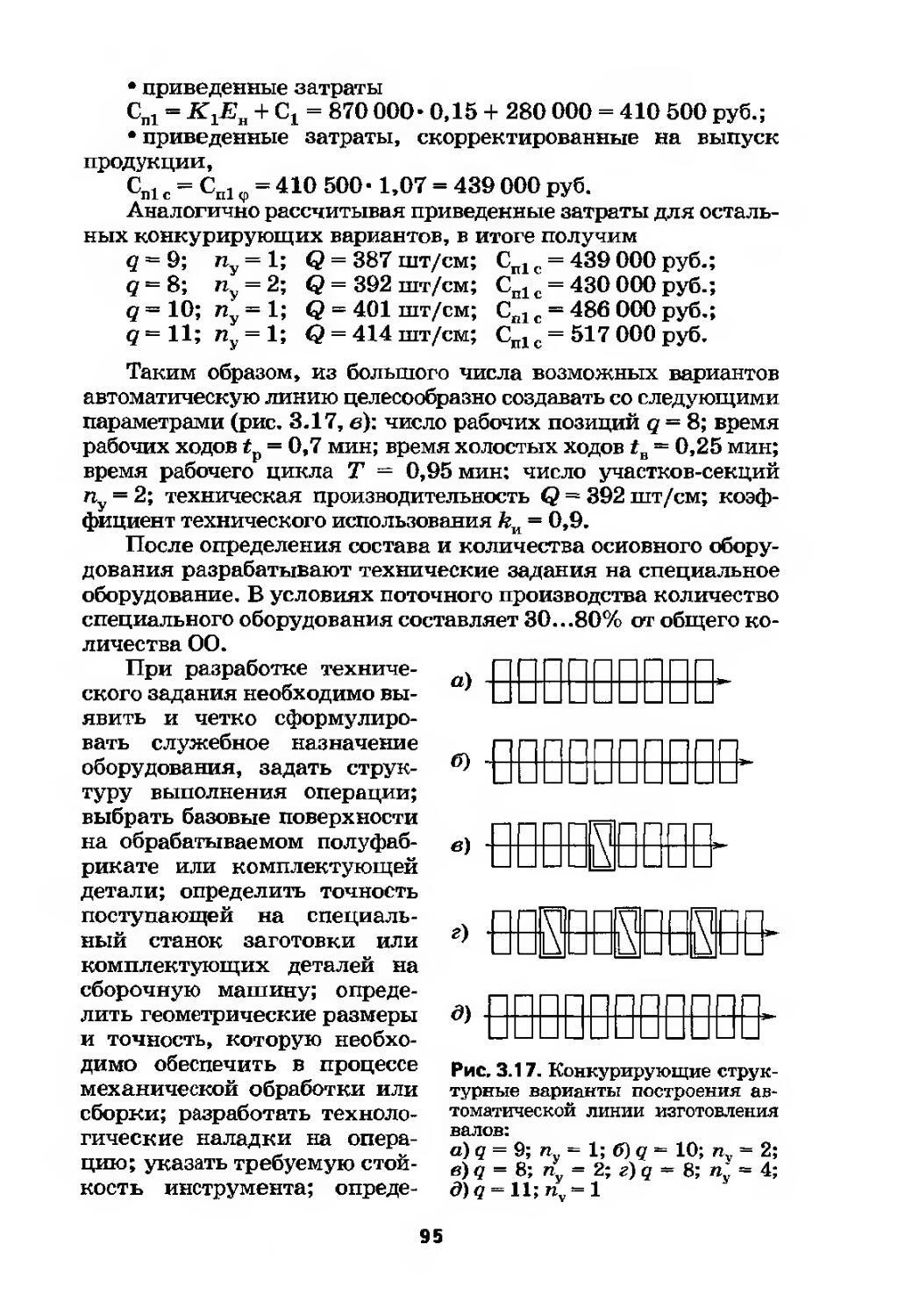
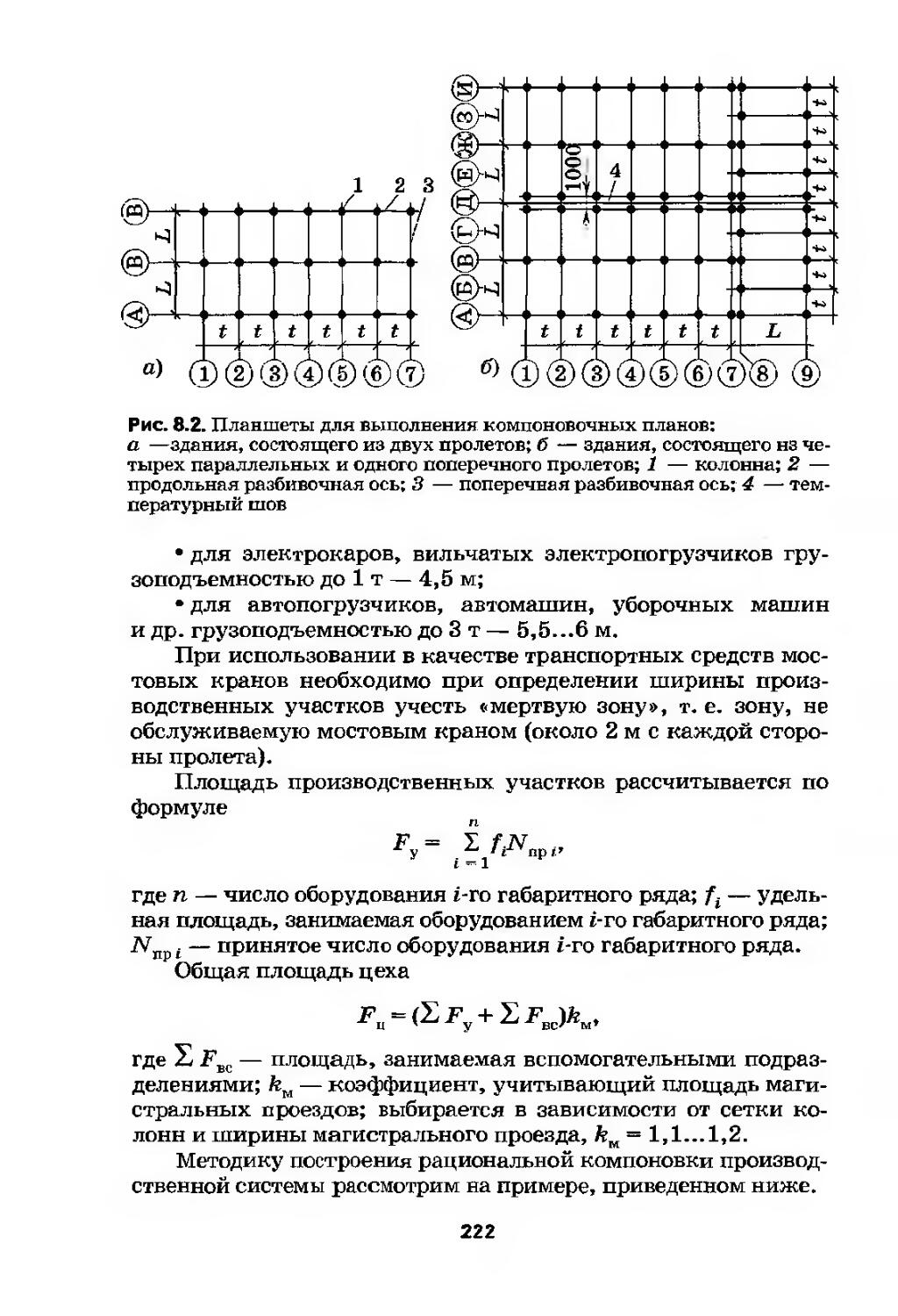
1 — программа выпуска изделий; 2 — габариты, масса и материал изделий; 3 — параметры качества изделий; 4 — режим работы производства; 5 — оценка технологичности изделий: 6 — разработка технологических процессов изготовления изделий; 7 — определение типажа основного оборудования; 8 — расчет машиноемкости и трудоемкости операций; 9 — определение количества основного оборудования и основных рабочих; 10 — разработка требований к условиям работы производственного участка; 11 — составление заданий на проектирование основного оборудования; 12 — проектирование системы инструменто-обеспечения; 13 — проектирование системы контроля качества изделий; 14 — проектирование складской системы; 15 — проектирование системы охраны труда производственного персонала; 16 — разработка производственных маршрутов изготовления изделий; 17 — выбор принципов формирования структурных подразделений; 18 — выбор состава производственных подразделений; 19 — определение состава и количества оборудования в производственных подразделениях; 20 — расчет площадей производственных подразделений; 21 — расчет площади цеха и его габаритных размеров; 22 — компоновка цеха; 23 — построение схемы размещения оборудования и рабочих мест в производственных подразделениях; 24 — проектирование транспортной системы; 25 — проектирование системы технического обслуживания; 26 — проектирование системы управления и подготовки производства; 27 — планировка оборудования и рабочих мест в производственных подразделениях и в цехе; 28 — определение состава и количества производственного персонала в структурных подразделениях и в цехе; 29 — окончательное формирование схемы материальных, энергетических и информационных потоков; 30 — разработка моделей работы производственной системы и расчет технико-экономических показателей проекта; 31 — выбор наилучшего варианта проекта; 32 — разработка заданий по строительной, сантехнической и энергетической частям
управления и подготовки производства. В основу выбора принципа формирования структурных подразделений, их состава, состава и количества оборудования в структурных подразделениях, а также построения схемы размещения оборудования в производственных подразделениях закладывают разработанные схемы материальных потоков.
Алгоритм проектирования предусматривает поэтапное проектирование с последовательным уточнением промежуточных проектных решений, т. е. применение итерактивной схемы, предусматривающей обратную связь по результатам решения, оценки и выбора элементов на различных уровнях проектирования.
Каждый вариант проектного решения производственной системы формируется путем однократного прохождения всех блоков схемы. При многократных циклах разрабатывают несколько вариантов, причем разработка каждого последующего варианта проектного решения производится только после анализа результатов предыдущего проектного решения. Выбор оптимального варианта решения происходит по принятой системе критериальной оценки. Число разработанных вариантов зависит от уровня унификации проектных решений, сложности объекта проектирования и уровня автоматизации проектных операций.
В качестве исходных данных для синтезирования производственной системы в условиях автоматизированного проектирования должны быть следующие: математическое описание целевой задачи с указанием свойств, предъявляемых к системе; производственные маршруты изготовления изделий с описанием всех процессов, протекающих как в основных, так и во вспомогательных подразделениях; ограничения на показатели системы; технические характеристики принятого производственного оборудования.
Структурный синтез производственной системы осуществляют путем декомпозиции кодов целевых задач, комбинации кодов элементной базы и введения промежуточных элементов для определения материальных, энергетических и информационных связей между производственным оборудованием.
Рассмотрим процесс структурного синтеза на примере проектирования складской системы и, в частности, на базе создания материальных связей. Входом в складскую систему являются поступающие в нее полуфабрикаты, которые комплектуют с целью формирования транспортной партии и транспортируют к ячейкам склада, где осуществляется хранение. Система ограничений на показатели процесса складирования
36
представляется в следующем виде: срок хранения t, запас хранения q, вероятность Р выполнения складских операций» стоимость С оборудования складской системы, часть объема цеха V, занимаемая автоматизированным складом.
Функциональные характеристики складского оборудования задаются в виде списка комплектующих элементов, кодов преобразований и количественных показателей по принятой системе ограничений на показатели склада.
Введем следующие обозначения элементов складской системы:
Э4 — элемент, транспортирующий и комплектующий транспортную партию, с параметрами ql9 Pl9 С1г
Э2 — элемент, транспортирующий и хранящий полуфабрикат, с параметрами t2, q2, Р2, С2, V2}
Э3 — элемент, комплектующий транспортную партию, с параметрами £3, д3, Р3, С3, С3;
Э4 — элемент, транспортирующий полуфабрикат, с параметрами /4, д4, Р4, С4, Г4;
Э5 — элемент, осуществляющий одновременно комплектование, транспортирование и хранение полуфабриката, с параметрами #5, 75, Р5, С5, У5;
Э6 — элемент, осуществляющий хранение полуфабриката, с параметрами q&, Р6, Сб, V6.
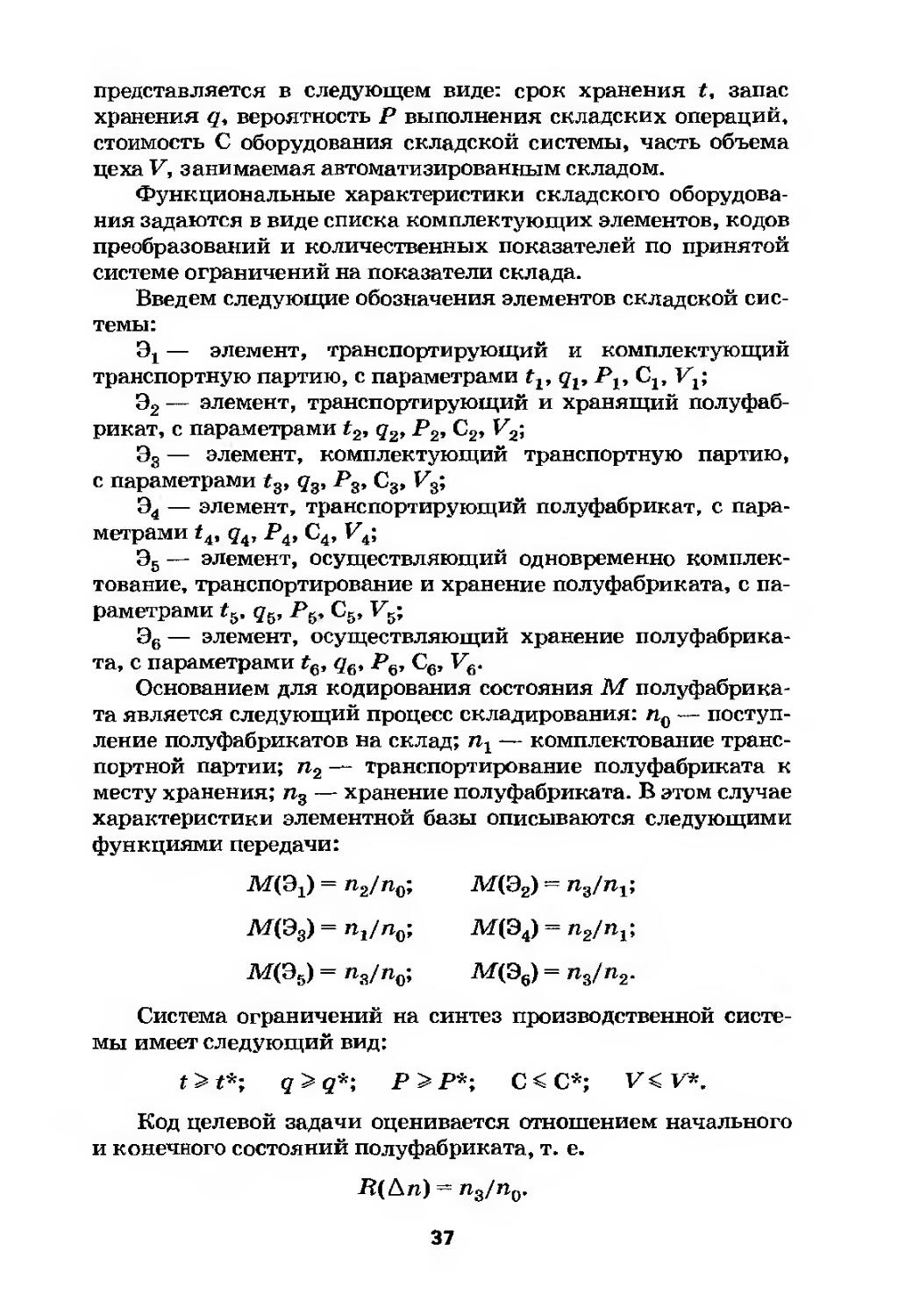
Основанием для кодирования состояния М полуфабриката является следующий процесс складирования: п0 — поступление полуфабрикатов на склад; — комплектование транспортной партии; п2 — транспортирование полуфабриката к месту хранения; п3 — хранение полуфабриката. В этом случае характеристики элементной базы описываются следующими функциями передачи:
М(ЭХ) = М(Э2) — п^/п^
= ni/n0; М(Э4) = п2/п1‘,
= па/по» -^(Э6) = п^/п2-
Система ограничений на синтез производственной системы имеет следующий вид:
q>q*l Р > Р*; С < С*; V<V*,
Код целевой задачи оценивается отношением начального и конечного состояний полуфабриката, т. е.
В(Дп) — ns/n0.
37
IV
Рис. 2.4. Декомпозиция функции передачи методом перебора произведений кодов элементов
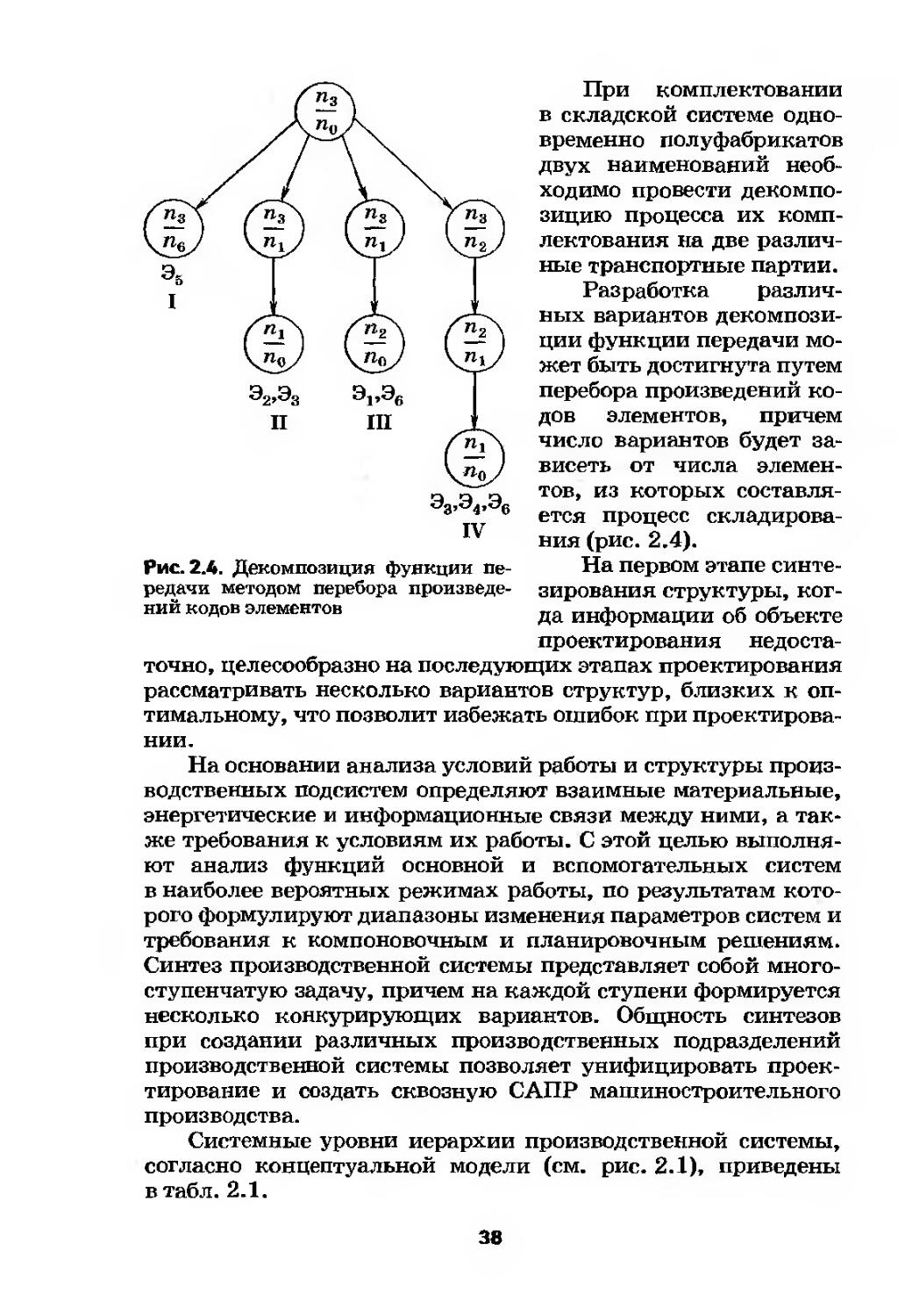
При комплектовании в складской системе одновременно полуфабрикатов двух наименований необходимо провести декомпозицию процесса их комплектования на две различные транспортные партии.
Разработка различных вариантов декомпозиции функции передачи может быть достигнута путем перебора произведений кодов элементов, причем число вариантов будет зависеть от числа элементов, из которых составляется процесс складирования (рис. 2.4).
На первом этапе синтезирования структуры, когда информации об объекте
проектирования недостаточно, целесообразно на последующих этапах проектирования рассматривать несколько вариантов структур, близких к оптимальному, что позволит избежать ошибок при проектирова-
нии.
На основании анализа условий работы и структуры производственных подсистем определяют взаимные материальные, энергетические и информационные связи между ними, а также требования к условиям их работы. С этой целью выполняют анализ функций основной и вспомогательных систем в наиболее вероятных режимах работы, по результатам которого формулируют диапазоны изменения параметров систем и требования к компоновочным и планировочным решениям. Синтез производственной системы представляет собой многоступенчатую задачу, причем на каждой ступени формируется несколько конкурирующих вариантов. Общность синтезов при создании различных производственных подразделений производственной системы позволяет унифицировать проектирование и создать сквозную САПР машиностроительного производства.
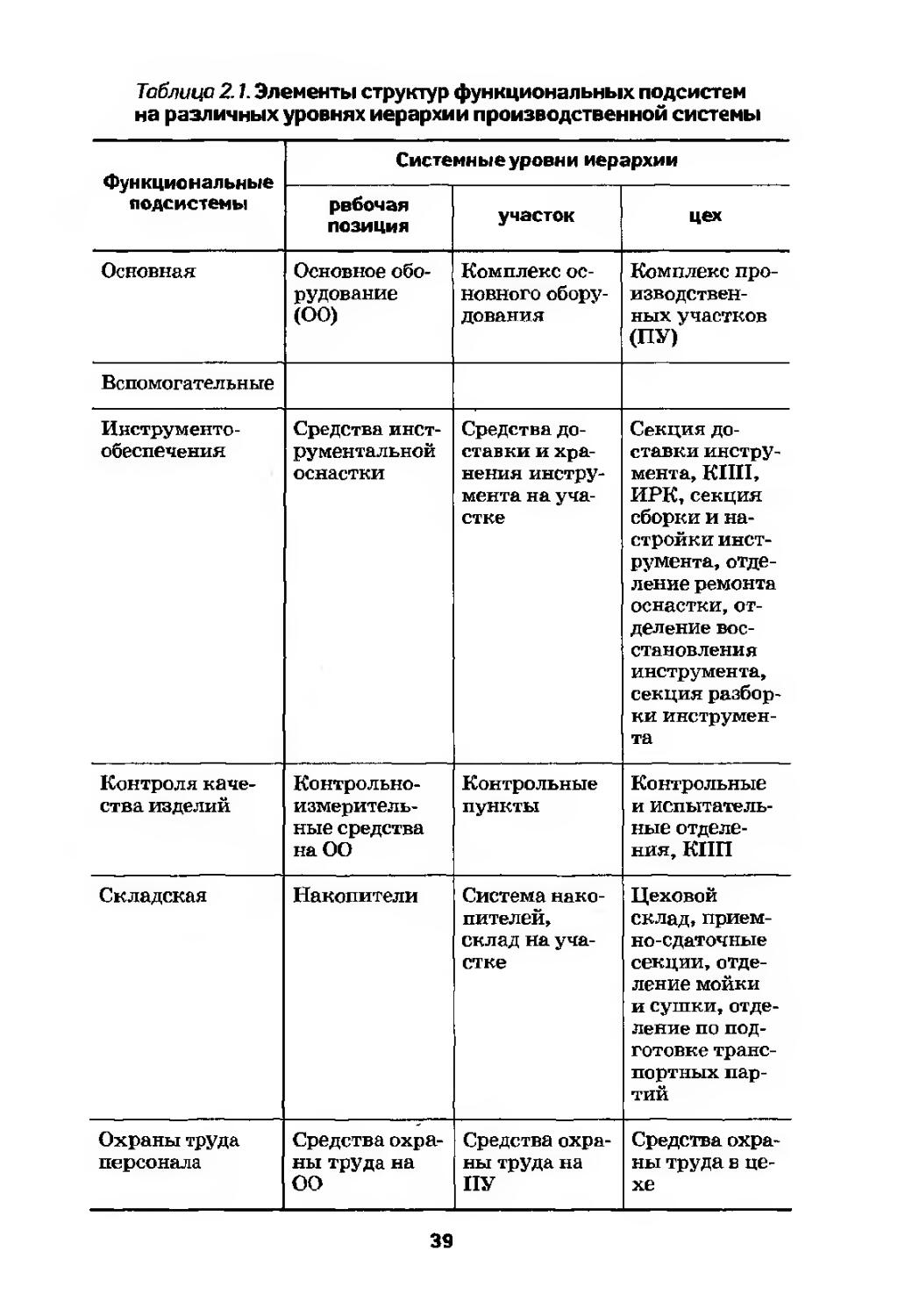
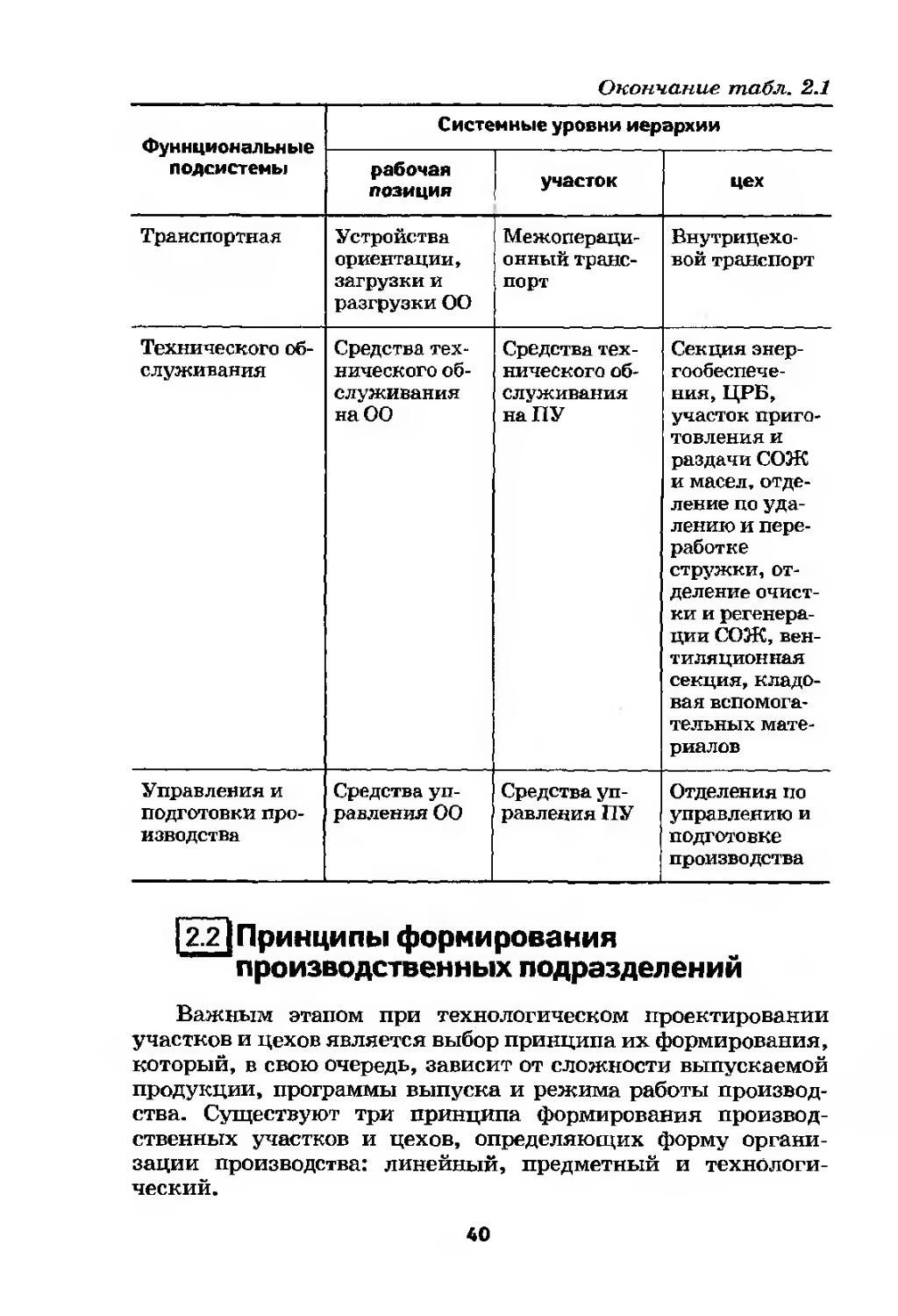
Системные уровни иерархии производственной системы, согласно концептуальной модели (см. рис. 2.1), приведены в табл. 2.1.
38
Таблица 2.1. Элементы структур функциональных подсистем на различных уровнях иерархии производственной системы
Функциональные подсистемы Системные уровни иерархии
рвбочая позиция участок цех
Основная Основное оборудование (ОО) Комплекс основного оборудования Комплекс производственных участков (ПУ)
Вспомогательные
Инструменто-обеспечения Средства инструментальной оснастки Средства доставки и хранения инструмента на участке Секция доставки инструмента, КПП, ИРК, секция сборки и настройки инструмента, отделение ремонта оснастки, отделение восстановления инструмента, секция разборки инструмента
Контроля качества изделий Контрольноизмерительные средства на ОО Контрольные пункты Контрольные и испытательные отделения, КПП
Складская Накопители Система накопителей, склад на участке Цеховой склад, приемно-сдаточные секции, отделение мойки и сушки, отделение по подготовке транспортных партий
Охраны труда персонала Средства охраны труда на ОО Средства охраны труда на ПУ Средства охраны труда в цехе
39
Окончание табл. 2.1
Функциональные подсистемы Системные уровни иерархии
рабочая позиция участок цех
Транспортная Устройства ориентации, загрузки и разгрузки 00 Межоперационный транспорт Внутрицеховой транспорт
Технического об- Средства тех- Средства тех- Секция энер-
служивания нического обслуживания на 00 нического обслуживания на ПУ гообеспече-ния, ЦРБ, участок приготовления и раздачи СОЖ и масел, отделение по удалению и переработке стружки, отделение очистки и регенерации СОЖ, вентиляционная секция, кладовая вспомогательных материалов
Управления и Средства уп- Средства уп- Отделения по
подготовки производства равления 00 равнения ПУ управлению и подготовке производства
12.21 Принципы формирования производственных подразделений
Важным этапом при технологическом проектировании участков и цехов является выбор принципа их формирования, который, в свою очередь, зависит от сложности выпускаемой продукции, программы выпуска и режима работы производства. Существуют три принципа формирования производственных участков и цехов, определяющих форму организации производства: линейный, предметный и технологический.
40
При поточной форме организации производства исполму* ется линейный принцип, характеризующийся строго определенной последовательностью выполнения операций технологического процесса в каждый момент времени. Чаще всего этот принцип реализуется в виде автоматических поточных линий.
С повышением номенклатуры изготовляемых изделий становится целесообразным использовать общность технологических маршрутов и формировать производственные подразделения, используя предметный принцип. Применительно к формированию цехов — это создание механосборочных предметно-специализированных производств (например, цеха, двигателей, шасси и т. п.), где сосредоточивается все оборудование, которое необходимо для полного изготовления сборочной единицы. Формирование участков по этому принципу производится в зависимости от конструктивного вида изделий, например участок корпусных деталей, участок валов, и характеризуется использованием разнотипного основного оборудования. Основным преимуществом данного принципа является повышенная ответственность за выпуск качественной продукции, короткие материальные потоки, упрощается структура управления производством.
При значительной номенклатуре изготовляемых изделий эффективен технологический принцип формирования производственных подразделений, характеризующийся выполнением однотипных операций технологического процесса и использованием однотипного технологического оборудования. Применительно к созданию цехов этот принцип реализуется путем формирования специально механических и сборочных цехов, а участки создают в зависимости от вида выполняемой операции (например, участок токарный, фрезерный и т. п.). К преимуществам данного принпипа можно отнести единство системы управления для всех сборочных или механообрабатывающих работ, единый уровень требований к качеству деталей и выполнения сборочных работ, упрощение структуры управления на участке благодаря специализации работ.
Выбор принципа формирования участков и цехов оказывает большое влияние на синтез структуры производственной системы, т. е. обоснованное определение ее состава. При формировании структуры автоматизированных участков и цехов следует учитывать и ряд ограничений, например по виду обрабатываемого материала на участке, который накладывает определенные условия по сбору и переработке стружки, по совместимости основного оборудования и т .д.
41
Рис. 2.5. Схема расположения основного оборудования на производственном участке
Для выбора принципа формирования производственных подразделений можно использовать такой показатель, как степень кооперации, которую определяют исходя из среднего числа материальных связей между основным оборудованием:
N
где kt — число материальных связей, которыми i-e оборудование связано с остальным оборудованием; N — количество основного оборудования в структурном подразделении.
При определении числа материальных связей учитывают направление грузопотока между основным оборудованием. Дублирующие материальные связи учитываются однократно.
На рис. 2.5 привзден пример схемы расположения основного оборудования на производственном участке. На схеме изображены материальные связи между оборудованием согласно технологическим маршрутам изготовления изделий. В этом случае Sfe* — 4-3 + 5*4 F 6-1 = 38; х ~ 38/8 ~ 4,7.
Для рассмотренных выше трех принципов формирования структурных подразделений производственной системы возможны четыре границы: нижняя граница линейного принципа; граница между линейным и предметно-однонаправленным принципом; граница между предметно-разнонаправленным и технологическим принципом; верхняя граница технологического принципа.
Указанные границы устанавливают исходя из принципиальных схем формирования производственных подразделений (рис. 2.6), по которым определяют число материальных связей и степень кооперации. Область использования рассмотренных принципов формирования структурных подразделений производственной системы показана на рис. 2.7. Линии, ограничивающие каждую область, построены на основании зависимостей, приведенных на рис. 2.6. Пользуясь графиками,
42
Н 1 Н Н о*/ [ *
Нижняя граница линейного принципа Zk^(N - 2)2 + 2 • 1 = 2N - 2 2N-2 о 2 x=-n~=2~n
Граница между линейным и предметнооднонаправленным движением * и f 'Ь XXI и X О О + 1\ /г 51® ' I | I + Го|/\г©1 “ г Mr Iм 1 \ / Iю 1 м у § |Ж>1 1 L—1 | IT—1
Граница между предметноразнонаправленным 1 От } *| Н"~ ~Н^У~81 Н°д-1| *1 ^4 р" о№")
и технологическим принципами = (N - 4)10 + 4 • 6 = 10W - 16 10W-16 „ 16 х~ N ~10^
Верхняя граница технологического принципа {Н 1 Н'^4 И । Lfe/=2W(W-1) х= 25^12=2^-2
Рис. 2.6. Принципиальйые схемы формирования производственных подразделений
43
Рис. 2.7. Области использования различных принципов формирования производственных подразделений
приведенными на рис. 2.7, можно выбрать принцип формирования производственных подразделений, если известно следующее: количество оборудования каждого типа и общее число единиц оборудования в структурном производственном подразделении, производственные маршруты изготовления изделий, на основании которых определяются число материальных связей и степень кооперации.
В качестве примера рассмотрим выбор принципа формирования производственного участка, на котором протекают технологические процессы изготовления пяти наименований изделий. Исходные данные приведены ниже:
Изделие Технологические маршруты
А..........3—7—6—4—1
Б..........3—5—2—3—4—8
Б..........2—1—6—7—8
Г..........3—5—1—7—6—4
Д..........2—6—4—2
Результаты расчетов сведены в табл. 2.2.
Технологические маршруты изготовления изделий А, Б, В, Г, Д рассматривают последовательно, чтобы установить материальные связи с каждым станком. Например, при рассмотрении указанных маршрутов можно установить, что станок № 1 имеет следующие связи: в технологическом маршруте изготовления детали А со станком № 4; в технологическом маршруте изготовления детали В со станками № 2 и 6; в технологическом маршруте изготовления детали Г со станками № 5 и 7. Определенные таким образом связи заносят в табл. 2.2, указывая их направление стрелкой. Дублирующие связи, например 3—5 в технологических маршрутах деталей Б и Г, учитывают однократно. После расчета числа связей для каждого станка и суммирования их для всех единиц оборудования определяют степень кооперации х = 34/13 — 2,62.
44
Таблица 2.2. Результаты расчетов по выбору принципа формирования производственных участков
№ станка Материальная связь с другими станками Ek, N
1 4, 2, 6, 5, 7 5 1
2 5, 3,1, 6,4 5 3
3 7, 5, 2, 4 4 2
4 6,1, 3, 8, 2 5 1
5 3,2,1 3 1
6 7, 4, Г, 7, 2 5 2
7 3, 6, 6, 8,1 5 2
8 4, 7 2 1
34 13
Б соответствии с рис. 2.7 определяют принцип формирования производственного участка (в рассматриваемом случае линейный).
|2.3|САПР производственных систем
Выполнение требований к повышению технического уровня принимаемых решений, эффективности и качества проектов можно осуществить только при условии совершенствования проектного процесса. Под САПР понимается инструментарий проектировщика, включающий технические средства, математическое, программное, лингвистическое, информационное, методическое и организационное обеспечение и предназначенный для автоматизации проектирования на всех этапах — от выдачи технического задания до получения рабочей документации. Б основу САПР на организационном уровне закладывается процесс автоматизированного проектирования, который можно представить в виде непрерывного итерационного процесса выполнения проектных операций.
Уровень эффективности САПР производственных систем определяется используемыми методологическими основами, упорядочением информационных потоков, сокращением взаимосвязей между проектантами путем унификации проектных решений, типизацией взаимных требований между частями проекта, использованием вариантного проектирова
45
ния и критериев выбора эффективных решений. Сквозное проектирование осуществляется путем интеграции проект-ных операций при разработке машиностроительного производства.
Решение проектных задач осуществляется за счет создания унифицированных модулей и системного подхода к проектированию. Разработка и применение унифицированных модулей при проектировании основной и вспомогательных систем позволяет упорядочить проектные решения и усовершенствовать методику проектирования машиностроительного производства.
Непосредственная связь коллектива проектировщиков осуществляется через технические средства согласно заложенному методическому способу, что обеспечивает единство информационных потоков. Принятие проектных решений осуществляется на основе проведения математического эксперимента с моделью проектируемого объекта или составляющих его элементов.
Автоматизация предполагает передачу ЭВМ функций непосредственного управления ходом проектирования, взаимное согласование формируемого решения с показателями эффективности объекта. Проведение внутримашинного согласования возможно лишь при наличии в памяти ЭВМ комплекса моделей проектируемых объектов и организации нормативно-справочной базы данных. Унификация отдельных этапов проектирования и модульный принцип построения унифицированных элементов производственных систем позволяет повысить эффективность использования САПР.
Поскольку проектирование машиностроительного производства является многофункциональным и итерационным процессом, то между различными видами его обеспечения существует тесная взаимосвязь.
Прямая связь состоит в том, что задание на разработку, например, технического обеспечения формируется в процессе создания информационного обеспечения более высокого уровня. Обратная связь между различными видами обеспечения проявляется в том, что требования одного обеспечения к другому должны выдвигаться с учетом возможности их удовлетворения.
Информационное обеспечение реализуется в базе данных. Эксплуатацию осуществляет программное обеспечение, разработанное с учетом удовлетворения эффективных режимов функционирования.
Если техническая, информационная и программная базы являются содержанием, то экономико-организационное обеспечение служит основой системы и должно отражать мето
46
дологические принципы ее создания. К организационным аспектам относится разработка организационных структур проектных подразделений с учетом их специализации, координация управляющих воздействий и создание непрерывной технологии автоматизированного проектирования. Структура системы автоматизированного проектирования представлена на рис. 2.8.
Совокупность требований к созданию обеспечивающей системы прежде всего относится к вводу и выводу информации, организации диалога проектанта с ЭВМ посредством сервисного языка общения, формирования баз данных и знаний, обработке информации и коммуникациям.
Интеграция всех видов информационного обеспечения в виде баз данных, программного — в виде пакетов прикладных программ, лингвистического — как совокупности языков управления, технического — как полного комплекса технических средств, организационного — как совокупности принципов организационного и экономического характера, закладывается в основу построения САПР.
Современные требования к проектированию характеризуются двумя направлениями:
• разработка методов и средств повышения качества и эффективности проектных решений;
• создание способов повышения производительности труда проектировщиков.
Разработка эффективных проектных решений требует совершенствования методики принятия решений на основе при-
Выход
Рис. 2.8.Структура системы автоматизированного проектирования
47
менения математических методов и ЭВМ, рационального использования трудовых ресурсов за счет более четкой регламентации деятельности исполнителей, что влечет за собой изменение организации труда, позволяющее рациональнее использовать знания и опыт проектировщиков. Такая организация процесса должна строиться на базе методов системного анализа, научно обоснованного прогнозирования, учета условий и факторов, влияющих на качество проектов, повышения точности и достоверности исходных данных, унификации проектных решений, разработки оценочных показателей и нормативов проектирования.
Другим важным аспектом обеспечения эффективности проектов является развитие методов вариантного проектирования в условиях неполной информации, выбора оценки экономичных решений на основных этапах проектирования. При традиционном проектировании оценка качества решений, как правило, выполняется на заключительной стадии разработки, причем большинство определяется приближенно. Создание нормативной базы проекта обеспечит оценку промежуточных решений и организацию непрерывных процессов проектирования.
Система обеспечения качества проектов, согласно стандартам серии ISO 9000, предусматривает оценку проектных решений на начальных и промежуточных стадиях проектирования и реализуется на основе использования математических методов и ЭВМ с учетом вариантной проработки принципиальных решений.
В структуре системы обеспечения качества важную роль играет выделение этапов процесса проектирования, на которых выполняются функции управления качеством труда исполнителей и проектных решений.
Эффективное решение проблем, стоящих перед проектировщиком, невозможно без создания базы унифицированных решений и моделирования на их основе объектов проектирования, разработки методологических основ создания эффективных проектов.
Методологические основы отражают состояние работ по нормативному и технологическому обеспечению; оценке эффективности традиционных методов и средств проектирования; обоснованности числа взаимосвязей между этапами проектирования и качества выдаваемых заданий; выявлению и анализу недостатков в технической документации; оценке организационных средств и эффективности оперативного управления процессами проектирования; определению условий, влияющих на уровень качества проектов. Изучение влияния каждого из этих факторов дает возможность сформулировать
48
практические рекомендации по совершенствованию процесса проектирования. С этой целью создается методика сбора данных, содержащая анализ структуры и функций проектируемого производства, основных показателей организации процесса разработки проекта, средств и методов обеспечения качества проектирования.
Разработка САПР производственных систем должна обеспечить переход от традиционного проектирования к методам моделирования проектных процедур, создания для них диагностических тестов, осуществление непрерывных сквозных процессов разработки комплексных решений с использованием автоматических имитационных моделей проектирования.
Процесс проектирования машиностроительного производства рассматривается как проектирование многофункциональной системы, результирующая функция которой характеризуется ее эффективностью, зависящей от функций составляющих подсистем, которые, как и сама система, имеют структуру, определенные параметры, функциональные свойства и алгоритм работы.
Уточнение характеристик системы, ее состава и роли отдельных элементов при функционировании решается путем моделирования работы системы. САПР производственных систем должна в своем составе содержать подсистемы моделирования на каждом этапе проектирования. Такие подсистемы целесообразно строить на базе марковских процессов. На этапах разработки рабочей документации соответствующая система моделирования строится на основе теории массового обслуживания или имитационного моделирования.
Тесная взаимосвязь частей проекта усложняет моделирование и алгоритмизацию процесса проектирования. Наибольшие трудности возникают при оптимизации качества проекта в целом. Решение задачи, полученное при поэтапной оптимизации по отдельным параметрам качества, может значительно отличаться от оптимального решения задачи в целом. В зависимости от порядка оптимизации может существенно меняться решение задачи. Мера влияния оптимальности решения на стоимость создания нового или реконструкции существующего производства зависит от того, на каком этапе проектирования эти решения принимаются. Следует иметь в виду, что каждое изменение свойств одного элемента производственной системы ведет к изменению свойств других элементов. Учет диапазона свойств характеризует в целом гибкость системы проектирования. Специфической особенностью процесса проектирования является тот факт, что величина эффективности формируется в виде совокупности итераций на модели процесса раньше, чем обозначается сам результат функционирова
4 - 5849
49
ния. Таким образом, очередность автоматизации проектных работ устанавливается, с одной стороны, исходя из технико-экономических показателей, характеризующих важность объекта, с другой — на основании уровня научной и технической возможностей автоматизации проектных процедур.
Процесс описания уровня организации САПР строится на установленной функциональной схеме процесса проектирования и принципов формирования составляющих подсистем.
Контрольные вопросы и задания
1. Приведите концептуальную модель производственной системы.
2. Каковы критерии выбора оптимального проектного решения?
3. Расскажите о последовательности проектирования производственных систем.
4. Что вы знаете о принципах формирования производственных участков и цехов?
5. Назовите виды информационного обеспечения САПР производственных систем.
ПРОЕКТИРОВАНИЕ ОСНОВНОЙ СИСТЕМЫ
|з.1 [Технологичность конструкций изделий
Изделие, являясь продуктом труда, предназначено для удовлетворения определенных потребностей людей; оно обладает рядом свойств, образующих его качество.
Совокупность свойств изделия, определяющих приспособленность его конструкции к достижению минимальных затрат ресурсов при производстве, ремонте и эксплуатации для заданных показателей качества, объема выпуска и условий его изготовления, представляет собой технологичность конструкции изделия.
В дальнейшем будем рассматривать только свойства изделия, заложенные при конструировании, необходимые для достижения минимальных затрат ресурсов при производстве, которые характеризуют производственную технологичность изделия, что обеспечивается максимальным использованием всех возможностей и особенностей производственной системы. Таким образом, основным показателем производственной технологичности изделия является себестоимость его изготовления.
Производственная технологичность изделий обеспечивается:
• снижением номенклатуры изготовляемых изделий путем унификации и стандартизации;
• уменьшением числа деталей в узлах за счет их объединения;
• развитием конструктивного подобия и унификацией поверхностей и комплектов поверхностей с целью типизации технологических процессов;
• проработкой конструктивных форм деталей для обеспечения необходимой точности, устойчивости и жесткости при установке полуфабрикатов в процессе механической обработки, сборки, транспортирования, контроля качества и т. п.;
4"
51
• целенаправленным конструктивным оформлением единых технологических баз, позволяющих изготовить детали при минимальном числе операций;
• конструированием деталей с учетом использования при их изготовлении минимальной номенклатуры стандартного инструмента (не допускать наличия крепежных отверстий диаметром менее 6 мм), унифицированной технологической оснастки, унифицированных транспортных, складских и других средств и обеспечения условий собираемости без дополнительных пригонок по месту;
• конструированием сборочных единиц с учетом возможности автоматической сборки.
При проектировании машиностроительного производства на первых этапах производят предварительную оценку технологичности изделий по укрупненным показателям, так как еще полностью не известны технологические возможности создаваемого производства. В дальнейшем, когда будут составлены маршруты технологических процессов, определены комплекты производственного оборудования, оснастки и сформированы производственные процессы на участках и в цехе, показатель технологичности изделий может быть уточнен и улучшен.
В общем виде уровень технологичности изделий может быть определен путем решения следующей оптимизационной задачи. Необходимо найти пару (х*, <*), выполняющую следующие ограничения:
х* е D; (х, t) е Q;
k(x) > k; т(х) < Т; (3.1)
W(St х\ t) = min х, t),
где x — вектор конструктивных параметров изделия; D — множество допустимых конструктивных параметров; t — вектор технологических вариантов изготовления изделия; Q — множество допустимых пар (х, t), определяющих возможности производственной системы; k{x) — показатель качества изделия, являющийся функцией от вектора х; k — заданный уровень качества; т(х) — величина производственного цикла изготовления изделия; Т — срок изготовления изделия; W — затраты на изготовление изделия; S — параметры служебного назначения.
Таким образом, конструкция изделия х* будет технологичной, если вектор х удовлетворяет условию (3.1).
На стадии предварительной оценки технологичности изделия необходимо установить ряд частных критериев и через весовые коэффициенты связать их с интегральным критери
52
ем. Весовые коэффициенты устанавливают на основании статистических исследований существующих машиностроительных производств. В качестве частных критериев при механообработке могут быть использованы следующие: серийность выпуска изделий, степень унификации поверхностей, уровень точности изделия, коэффициент использования материала.
Затраты на изготовление изделия связаны с данными частными критериями следующей зависимостью:
W = f(k.,ky,k„k^},
где kc — коэффициент серийности выпуска изделий; ky — коэффициент унификации; kT — коэффициент, характеризующий точность изготовления изделия; kUM — коэффициент использования материала.
Предварительная оценка производственной технологичности изделий в многономенклатурном производстве может быть произведена следующим образом. На первом этапе производится разбивка всей номенклатуры изделий на группы с учетом общности оборудования, оснастки и технологического процесса изготовления. При формировании групп принимают во внимание габаритные размеры и материал изделий, их геометрическую форму, общность подлежащих обработке поверхностей, точность и шероховатость поверхности, однородность заготовок и серийность выпуска.
Для выбранного изделия-представителя определяют коэффициент серийности kc пр (табл. 3.1).
Степень унификации изделий оценивается коэффициентом унификации ky П£, который характеризует число оригинальных поверхностей изделия-представителя:
ky. пр = Пор. Пр/П7. пр» (3-2)
Таблица 3.1. Коэффициенты серийности
Объем партий Коэффициент серийности Объем партий Коэффициент серийности
1...50 1,00 801.. Л 600 0,52
51...100 0,86 1601...3200 0,45
101... 200 0,76 3201...6400 0,40
201...400 0,67 6401. ..12 800 0,35
401...800 0,59 > 12 800 0,30
53
Таблица 3.2. Точность изделия Пт гр
Нормальная Повышенная Высокая
1,0 1,1 1,2
где Щр пр — число оригинальных поверхностей у изделия-представителя; Пт пр — число типовых поверхностей у изделия-представителя.
Значения коэффициента Пт пр, учитывающего точность изготовления изделия-представителя, приведены в табл. 3.2.
Коэффициент использования материала изделия-представителя
*я.м.Пр = Мд.пр/М3.Щ» (З-З)
где Мд пр — масса готового изделия-представителя, кг; М3 пр — масса заготовки для изделия-представителя, кг.
Имея набор коэффициентов серийности, унификации, точности и использования материала для каждого изделия-представителя группы, приступают к оценке технологичности других изделий, находящихся в соответствующей группе, по следующей эмпирической зависимости:
np/fec)"*<feY. пр/*О"№,. пр/м. пр/*и. «У.
где feTex — коэффициент, характеризующий уровень технологичности изделий в соответствующей группе; тп, n, Z, р — показатели степеней при соответствующих отношениях коэффициентов. Коэффициенты /?с, ky, kK м для каждого изделия в группе определяют по формулам (3.2), (3.3) и табл. 3.1 и 3.2.
Комплексный показатель технологичности сборочной единицы определяют по формуле п
где — значения i-ro частного показателя технологичности сборочной единицы; <pf — коэффициент весомости г-го частного показателя технологичности сборочной единицы.
В номенклатуру частных показателей технологичности сборочной единицы входят: обобщенный показатель технологичности деталей, входящих в сборочную единицу; технологичность вида соединения; количество деталей, входящих в сборочную единицу; точность взаимного расположения деталей; количество направлений сборки.
54
Показатель уровня технологичности изделия может быть использован на стадии проектирования машиностроительных производств при подборе номенклатуры изготовляемых на них изделий, обеспечивающей наиболее эффективное использование технологических возможностей производства, а также для выдачи рекомендаций конструкторам для изменения конструкции менее технологичных изделий.
13.2 {Технологический процесс как основа создания производственной системы
Перед началом проектирования технологических процессов изготовления изделий разрабатывают основные организационно-технические направления построения машиностроительного производства. При этом исходят из того, что себестоимость продукции должна быть низкой, качество — не ниже заданного техническими требованиями, а производительность труда — выше, чем у подобных производств.
Решения указанных основных задач в сборочном производстве достигают сокращением объемов заготовительно-пригоночных работ путем повышения качества деталей (использование высокоточных методов финишной механической обработки взамен шабрения) и механизации заготовительнопригоночных работ; внедрением организационных мероприятий, включающих увеличение объемов поточных методов сборки, типизацию сборочных процессов и специализацию рабочих мест и участков по конструкторско-технологическим признакам; внедрением современных методов технологической подготовки производства и автоматизированных систем управления, внедрением бригадных методов на сборке; внедрением средств автоматизации и механизации сборочных процессов; компоновкой сборочного оборудования унифицированных узлов, позволяющей наращивать технологические возможности; сокращением трудоемкости сборочных операций благодаря повышению технологичности изделий, например путем замены подводящих масляных трубопроводов другими элементами, обрабатываемыми на станках; стандартизацией базовых поверхностей и методов сборки, созданием в подшипниках натягов с помощью тарельчатых пружин и т. п.; использованием прогрессивных методов сборки и закрепления деталей (сборка в вихревом потоке газов с использованием электромагнитного поля, вакуума, глубокого охлаждения, ультразвука, адаптивных устройств и др.), а также соединением деталей с помощью упругого и пластического деформирования; склейкой; сваркой электронным лучом, лазе
55
ром, ультразвуком и т. д.; созданием переналаживаемого и программируемого автоматического сборочного оборудования; применением типовых и групповых высокоавтоматизированных технологических процессов.
При проектировании машиностроительного производства следует ориентироваться на организационно-технические направления, приведенные ниже.
Заготовки в виде отливок желательно получать с центро-литов, причем используя прогрессивные методы получения заготовок, такие, как плавка чугуна в вагранке, формообразование мелких отливок на автоматических линиях; крупные и средние отливки изготовлять из быстротвердеющих смесей с применением жакетов и профильных опок, литьем по выплавляемым моделям, по вакуум-процессу, в оболочковые формы и центробежное литье.
Заготовки в виде поковок и штамповок желательно получать с центрокузов, путем изготовления их на кривошипных горячештамповочных прессах, на радиально-обжимных машинах с ЧПУ на кольцераскатных станках. Находит широкое применение холодная объемная штамповка. Этим методом изготовляют поршневые пальцы, клапаны, вторичные валы коробок скоростей, полуоси и т .д.
Для деталей, работающих при высоких скоростях и температурах, интенсивных нагрузках и в условиях агрессивных сред, требуются заготовки, получаемые методами порошковой металлургии.
При выборе основного оборудования для автоматизированных участков и цехов в первую очередь учитывают серийность выпуска, которая определяет уровень гибкости оборудования. В ГПС механической обработки широко используют многоцелевые станки, причем с увеличением серийности становится целесообразным применение многошпиндельных насадок на этих станках. Часто многошпиндельные насадки выполняют сборными из унифицированных элементов, что позволяет при ограниченном числе конструктивных элементов составлять несколько вариантов многошпиндельных насадок (рис. 3.1).
С целью повышения производительности в ряде случаев используют двусторонние двухшпиндельные станки с инструментальным магазином и ЧПУ. Для сокращения числа переустановок заготовок с наклонными обрабатываемыми поверхностями применяют многоцелевые станки с поворотной головкой, позволяющей производить обработку заготовок с пяти сторон. Для обработки заготовок с пяти сторон сложной конфигурации без переустановки станкозаводом «Свердлов» создан мехатронный станок МС630ПМФ4, обладающий возможностью одновременного управления по пяти координатам.
56
в)
Рис. 3.1. Многошпиндельные головки для станков ИР320ПМФ4, ИР500МФ4, ИР800МФ4 (а, б) и многошпиндельная коробка для блок-центра ИР800ПМФ4 и агрегат-центра (в)
При выборе основного оборудования для непоточного производства в первую очередь учитывают серийность выпуска, которая определяет уровень гибкости оборудования. В последнее время основное оборудование оснащают микропроцессорной техникой и адаптивными системами управления, позволяющими повысить точность и производительность обработки и сборки изделий.
Перспективным направлением является создание агрегатно-модульных систем. Возможны следующие виды агрегатирования:
• компоновочное — создание различных видов компоновок основного оборудования из унифицированных агрегатных узлов;
• размерное и параметрическое — создание оборудования с изменяющимися параметрами;
• модифицированное — создание различных модификаций в пределах одного размера оборудования.
Все основное оборудование на автоматизированном участке должно обеспечивать: полную автоматизацию цикла обработки или сборки; надежную установку полуфабрикатов в рабочей зоне оборудования; своевременное удаление стружки из зоны резания и со станка; возможность очистки базирующих и крепежных поверхностей технологической оснастки; требуемые форму и расположение рабочей зоны, позволяющие обслуживать оборудование с помощью промышленных роботов; безопасность и удобный доступ операторам к рабочей зоне и органам управления оборудованием.
57
При термической обработке деталей желательно использовать следующие прогрессивные технологические процессы: ионное азотирование, газовую нитроцементацию с закалкой в горячей среде, закалку ТВЧ в растворах полимеров или на лазерных установках.
Разработку технологического процесса механической обработки начинают с выбора метода получения заготовки, осуществляемого на основе экономических расчетов. После выбора заготовки производят анализ различных вариантов базирования и определяют комплекты технологических баз, маршрут и методы обработки исходя из обеспечения требуемой точности и производительности обработки.
При назначении маршрута необходимо установить число переходов, необходимых для обеспечения точности детали по отдельным ее параметрам: точности размеров, формы и относительного положения поверхностей, шероховатости поверхности и качества поверхностного слоя. Для этого используют таблицы средних экономично достижимых точностей, получаемых в производстве на разных видах оборудования при различных методах обработки.
После того как разработана последовательность выполнения переходов, определяют станкоемкость каждого перехода по нормативам или монограммам.
При выборе типов основного оборудования, от которых зависит эффективность производственного процесса, следует ориентироваться на следующие технологические факторы: схему операции, определяющей совокупность методов выполнения операции, относительные перемещения инструментов и полуфабрикатов в процессе операции, схему установки полуфабрикатов; диапазон параметров выполнения операции (размер рабочей зоны, квалитет точности, режимы выполнения операции и т. п.); временную структуру операции, которая характеризуется составом штучно-калькуляционного времени; вид компоновки, характеризующий положение шпинделей (вертикальная, горизонтальная), приемо-сдаточной позиции для встраивания оборудования в автоматизированный комплекс; систему управления оборудованием.
Задача выбора типа основного оборудования является многовариантной, поэтому на последней стадии из всего разнообразия возможных типов оборудования выбирается такой, который обеспечит выполнение принятого критерия эффективности.
Необходимость обеспечения требуемой точности изготовления изделий, в особенности относительного положения поверхностей, накладывает определенные требования к точности и траектории перемещения отдельных узлов основного обо
58
рудования при выполнении соответствующих переходов. Например, при растачивании заготовки с подачей ее столом, точность отверстий и их положения получается выше, чем при растачивании при подаче инструмента шпинделем.
Важным этапом при проектировании маршрутной технологии является выбор структуры операции по оперативному времени, от которого зависит производительность процесса изготовления изделия. В свою очередь, оперативное время tGD складывается из основного времени t0 и вспомогательного времени fB, т. е. tOB = to + tB.
Основное время затрачивается на изменение размеров, формы, состояния поверхностного слоя (или других физико-механических свойств) полуфабриката или на изменение его положения при сборке. Вспомогательное время затрачивается на приемы, сопутствующие изменению качественных характеристик полуфабриката. Оно складывается из следующих составляющих: времени, затрачиваемого на съем и установку полуфабриката tc у; времени вспомогательного перемещения инструментов — подводов, отводов, поворотов инструмента tB и, времени вспомогательного перемещения полуфабриката
11’ т* е* — ^с. у + Л». и + ^В. II*
При рассмотрении временных структур выполнения операции можно выделить следующие способы их реализации: последовательный, параллельно-последовательный и параллельный. Применительно к протеканию основного времени такие разновидности назовем классами, а применительно к вспомогательному времени — группами. Формулы, определяющие каждую разновидность временной структуры выполнения операции по оперативному времени, сведены в табл .3.3.
Таблица 3.3. Формулы для расчета оперативного времени
Труп- Класс
па 1 II III
1 (оп = £<^.у + *«.« + г»-£(*С.у + (в.И + + ‘,.п) + *4, + + тех t = + t + on V*c. у в. и + ^в. J+toj гаах
2 ^ОП = ^В. И’ ^в. nKnax $о1 $оп ~ у’ ^в. и» ^и.пХпах + + ^oj max t = у (t , t , on '•'с. у* п. и’ ^в. пХпих ^о/ тех
3 ^оп — ^с. у’ ^в. и’ *в. я’ ^oi)max ^оп = (^С. у» ^в. и» ^в. п’ ^о»’ ^о/текстах ^ОИ (^С. у’ *в. и’ ^в. и» t .. t - ) oi* оутак'тах
59
Рассмотрим вначале I класс первой группы временной структуры выполнения механообрабатывающей операции, который характеризуется последовательным протеканием основного и вспомогательного времени. При этом каждый режущий инструмент обрабатывает полуфабрикат последовательно по переходам, а времена, затрачиваемые на установ и съем полуфабриката, на смену, подвод и отвод инструмента, на вспомогательные перемещения полуфабриката, не совмещены между собой и с основным зременем. Примером реализации рассматриваемой временной структуры является работа обычного одношпиндельного универсального станка, а формула для подсчета оперативного времени будет иметь вид
^оп = Е(£с, у + ^в. и *в. J + 2 tof.
II класс второй группы характеризуется тем, что выполнение основных приемов в операции осуществляется параллельно-последовательным способом, вспомогательные приемы совмещены, а основные и вспомогательные приемы не совмещены, т. е. протекают последовательно во времени. Такая структура операции характерна для случая, когда ряд технологических переходов выполняется одновременно, а остальные последовательно. Основное время одновременно выполняемых нескольких переходов будет определяться по времени наиболее продолжительного перехода f07-max. Примером подобной структуры служит работа многоцелевых станков ИР320ПМФ4, ИР500МФ4, ИР800МФ4, которые позволяют вести обработку с использованием многоинструментальных (рис. 3.1, а, б) и многошпиндельных (рис. 3.1, в) головок. Вспомогательные времена на этих станках могут совмещаться, например смена полуфабриката производится в момент обработки ранее установленного полуфабриката, а время на подачу полуфабриката в рабочую зону станка совмещается с временем смены инструмента и его подвода к полуфабрикату. Формула структуры оперативного времени для II класса второй группы будет иметь вид
^оп у» ^в. и’ ^в. пХпах 2 ^oi 2 ^о/шах*
III класс третьей группы характеризуется параллельным способом выполнения всех основных и вспомогательных приемов, а также их совмещением во времени. Это значит, что все инструменты и на всех позициях, если их несколько, работают одновременно, а вспомогательные процессы совмещены со временем формообразования. Такие процессы называют непрерывными, и к ним относится, например, обработка на роторных машинах, в которых происходит непрерывное пере
60
мещение как полуфабриката, так и режущего инструмента. Непрерывные процессы, как правило, очень эффективны в поточном производстве и характеризуются тем, что резко сокращается время изготовления деталей.
Роторные машины имеют систему инструментов, которые располагаются по окружности, а заготовки обрабатываются при непрерывном вращении ротора, имеющего несколько рабочих позиций. На рис. 3.2 приведена схема работы роторной машины. Заготовка в зоне I устанавливается в рабочий ротор, который закреплен на валу 6 транспортным питающим ротором 13 при его непрерывном вращении. В процессе вращения рабочего ротора в зоне II происходит обработка заготовки. В зоне III заготовка освобождается и снимается транспортным ротором 12 посредством несущих органов 7 и 0, которые приводятся в движение зубчатыми колесами 3, 2,1. В зоне IV происходит смена инструмента. Все инструменты крепятся в блоках S, которые при вращении ротора перемещаются пол-
Рис. 3.2. Схема работы роторной машины
61
зунами 4 и 10 под действием неподвижных копиров 5 тл 11. При этом в любых автоматах параллельной структуры выполнения операции возможно получение одинаковой производительности на всех операциях независимо от их продолжительности. Для этого при длительных операциях создают многопозициоиную машину, а при кратковременных — малопозиционную.
Формула для подсчета оперативного времени для III класса третьей группы будет иметь вид
^<>п (^с. у’ *в. и’ ^в. п» ^ojmaxXnax'
В этом случае оперативное время обработки будет равно времени наиболее продолжительного приема.
Производительность основного оборудования зависит не только от оперативного времени, но и от структуры штучнокалькуляционного времени:
. ___ ^ОП ^Т. О ** ^О. О "* ^с. и + ^П. 3 /О
1шт.к п »
где tT о — время технического обслуживания оборудования, отнесенное к одному изготовляемому изделию (время на замену, настройку и поднастройку инструмента, устранение неисправностей и т. п.), мин; to о — время, затрачиваемое на организационное обслуживание основного оборудования (время на подготовку оборудования к работе, простои, связанные с несвоевременным получением полуфабриката, сбои с доставкой инструмента и т. п.), мин; te н — время на отдых и естественные надобности оператора, мин; tn 3 — среднее подготовительно-заключительное время, затрачиваемое на подготовку к переналадке и саму переналадку основного оборудования, мин; п — размер партии полуфабрикатов.
В связи с отсутствием данных на начальном этапе проектирования величину размера партии запуска полуфабрикатов в первом приближении можно принять в зависимости от объема выпуска Nr'. JVr/12 — для мелких полуфабрикатов; NJ24 — для средних полуфабрикатов; Nr/48 — для крупных.
В дальнейшем при окончательном расчете размер партии запуска полуфабрикатов необходимо уточнять в зависимости от себестоимости их изготовления, затрат на транспортирование и хранение, потерь от увеличения незавершенного производства и в ряде случаев с учетом стойкости режущего инструмента. При поточной форме организации производства используют штучное время (без последней составляющей в формуле 3.4).
Все вышеперечисленные составляющие штучио-кальку-ляционного времени могут также протекать последовательно,
62
.араллельно-последовательно и параллельно, что в ряде слу-аев сказывается на компоновке основного оборудования. Хроанализируем влияние подготовительно-заключительного ремени и времени на обслуживание основного оборудования ia временную структуру операции. В состав времени на обслуживание включаются времена на техническое и организаци-нное обслуживание. Из этих составляющих только значение ремени на техническое обслуживание оказывает влияние на юмпоновку оборудования, так как, например, замена инструмента в инструментальном магазине многоцелевого станка может быть произведена в процессе протекания оперативного (ремени (параллельная структура) при использовании автоматического центрального инструментального магазина, распложенного над станками, или последовательно после окон-1ания оперативного времени. Для реализации параллельной ,ременной структуры размещение инструментального магази-ia станка должно быть удобным для такой замены. В послед-км случае на многоцелевых станках инструментальные кас-:еты подаются в рабочую зону станка и производится обмен •между инструментальным магазином станка и инструмен-’альной кассетой, после чего кассета освобождает рабочую зо-iy станка для изготовления последующей детали. Кроме того, величина затрат времени на техническое обслуживание выдвигает требования к удобству смазки, регулировки, контро-тя за работой основного оборудования, уборки стружки.
Время на подготовку переналадки основного оборудова-гия, включающее время на ознакомление с чертежами, техно-тогией и наладкой станка, время на подготовку, наладку и проверку инструмента и время на подготовку техоснастки, ее галадку и проверку, не оказывает влияния на конструкцию юновного оборудования, так как указанные составляющие i основном протекают параллельно во вспомогательных системах, таких, как системы управления и подготовки производства, инструментообеспечения и складская.
На выбор типа основного оборудования оказывает влияние ряд составляющих времени на переналадку оборудова-яия, таких, как время установки техоснастки, время кинематической и размерной переналадки. В автоматизированном производстве, где полуфабрикаты, поступающие на основное оборудование, строго ориентированы в пространстве путем установки их на технологическую оснастку в складской системе и производится автоматическая замена их на оборудовании вместе с оснасткой, время на установку техоснастки не оказывает влияния на компоновку оборудования.
С увеличением номенклатуры изготовляемых изделий происходит рост доли времени, затрачиваемого на переналад
63
ку оборудования, так как возрастает частота переналадок, причем это время зависит от конструктивно-технологических особенностей самого оборудования.
Время, затрачиваемое на переналадку станка, в значительной мере определяется сложностью его конструкции и уровнем автоматизации процесса переналадки. Создание станков с программным управлением позволило успешно решить вопрос автоматизации кинематической переналадки основного оборудования, т. е. автоматизировать процесс изменения траектории движения исполнительных органов станка в пространстве в зависимости от параметров обрабатываемого полуфабриката. В ряде случаев кинематическая переналадка станков не обеспечивает заданной точности изготовления деталей, что требует вмешательства наладчика или использования систем автоматической размерной настройки, задачей которых является установка необходимого относительного положения баз станка, несущих обрабатываемый полуфабрикат, и инструмента. Чаще всего трудоемкость размерной настройки занимает большую долю в общем балансе времени, необходимом на наладку оборудования.
Суммарное время, затрачиваемое на переналадку основного оборудования в течение определенного времени, определяется как самим временем переналадки, так и частотой переналадок. В свою очередь, время на переналадку станка зависит не только от сложности обрабатываемой детали, но и от способа реализации структуры оперативного времени. Поэтому оборудование, относящееся, например, к III классу и третьей группе, используют в основном в поточном производстве с узкой номенклатурой выпуска деталей и низкой частотой переналадок, так как резко возрастает время на их переналадку вследствие сложности согласования времени выполнения отдельных приемов в операции, а станки более низких класса и группы, требующие меньшего времени на переналадку, применяют в мелкосерийном производстве.
Технологический процесс, протекающий в автоматической сборочной системе в случае сборки двух деталей на одной позиции, включает в себя следующие приемы: прием базовой и комплектующей деталей и загрузку их в рабочую зону; установку базовой детали и координацию комплектующей детали; относительную ориентацию базовой и комплектующей деталей; соединение комплектующей детали с базовой с обеспечением при этом требуемого взаимного их расположения; закрепление комплектующей и базовой деталей; освобождение рабочей позиции. Для реализации этого технологического процесса автоматическое сборочное оборудование должно иметь следующие элементы: сборочное приспособление для
64
установи на нем базовой детали; транспортирующую единицу, служащую для загрузки базовой и комплектующей деталей, а также для вывода собранной сборочной единицы из рабочей зоны; сборочный агрегат, осуществляющий прием: комплектующей детали и ее сборку с базовой.
Первым этапом сборочного процесса является ориентация и подача деталей или комплектующих компонентов собираемого изделия. Если собираемые детали находятся в производственной таре в произвольном положении (навалом), для их поштучного извлечения используются либо адаптивные промышленные роботы, либо специальные устройства пространственной ориентации, работающие согласованно с устройствами подачи деталей или комплектующих компонентов на позицию соединения.
Прием базовой и комплектующей деталей и их загрузка в рабочую зону могут быть осуществлены гравитационным способом, принудительным перемещением по направляющим и переносом. Гравитационная загрузка используется в основном в поточном производстве для деталей, имеющих достаточную прочность и массу, центральное расположение центра тяжести, а также геометрическую форму, позволяющую транспортировать по лоткам без заклинивания или потери ориентации. Для надежного протекания загрузки необходимы точный расчет угла наклона, параметров гравитационного полета, а также стабильное качество и чистота загружаемых деталей. Гравитационная загрузка применяется преимущественно в роторных автоматических линиях и сборочных автоматах.
Широкое применение получило принудительное перемещение собираемых объектов в рабочую зону под действием сжатого воздуха, силового поля или вакуума. Детали, перемещаемые одним из этих способов, должны иметь удобные базы для транспортирования.
В гибком производстве в основном используют метод переноса деталей в рабочую зону сборочного агрегата, обладающий универсальностью и высокой надежностью, так как при этом ограничено влияние таких случайных факторов, как изменение размеров, шероховатости и др. В этом случае транспортирующие средства и сборочный агрегат имеют незначительное число элементов, зависящее от конфигурации деталей, что позволяет компоновать оборудование из унифицированных узлов.
Этап соединения комплектующей с базовой деталью представляет собой движение собираемых деталей до полного соприкосновения и относительной ориентации их сопрягающихся поверхностей. В сборочном процессе существуют следующие виды сопряжений поверхностей: по плоскостям; винтовым,
5 - 5S49
65
цилиндрическим и сферическим поверхностям; комбинациям указанных поверхностей. Данные виды сопряжений могут осуществляться с зазором или натягом. Сопряжение и последующее закрепление собираемых деталей может происходить в условиях жесткого базирования или самоориентации. При автоматическом соединении деталей следует производить расчет условий собираемости.
Приемы, связанные с захватыванием и соединением деталей, могут осуществляться активными и пассивными сборочными устройствами. Активные сборочные устройства оснащены датчиками, измеряющими относительные погрешности позиционирования, и управляемыми средствами компенсации этих погрешностей. Такие устройства обладают обратными связями по положению по каждой степени подвижности и имеют высокоточный привод малых перемещений и датчики, способные обнаружить незначительные силы или перемещения. Пассивные сборочные устройства для компенсации погрешностей позиционирования используют возникающие при захватывании или соединении силы и моменты, воздействующие на упругие элементы конструкции устройства, которые изменяют относительное положение детали. Подобные системы требуют применения направляющих элементов, например в виде фасок, которые выравнивают детали и обеспечивают их надежное соединение при незначительной стоимости устройств.
Этап соединения закрепляемых деталей с целью обеспечения постоянства зафиксированного относительного положения может быть осуществлен путем завинчивания элементов крепления, установки упругих элементов, силами трения, гравитации, пластическим деформированием, сваркой, пайкой и склеиванием.
Сборочным автоматическим комплексом называется система, которая, предотвращая повреждения соединяемых деталей и собранных узлов, выполняет их перемещения, позиционирование и соединение в определенной последовательности, обеспечивает их относительное положение при соединении, кинематические отношения и физические свойства, возникающие в результате образования новой сборочной единицы, отвечающей своему служебному назначению.
Технологические процессы автоматической сборки реализуют на сборочном оборудовании, к которому относят: сборочные стенды; однопозиционные сборочные машины, а также многопозиционные машины дискретного, непрерывного и комбинированного действия линейной и круговой компоновки; сборочные роботизированные комплексы, линии, сбороч
66
ные центры; подготовительное оборудование, требуемое для сборки; заправочное и смазочное оборудование.
Области эффективного использования сборочного оборудования в зависимости от серийности выпуска и числа деталей в изделии приведены на рис. 3.3.
Автоматические сборочные позиции могут оснащаться промышленными роботами, которые управляются цикловой автоматикой или ЧПУ, причем последние часто имеют устройства автоматической смены захватов и сборочных инструментов и отличаются широким диапазоном скоростей перемещений исполнительных органов, адаптацией к определенным условиям захватывания и соединения деталей путем встройки
Общая
в серийном выпуске или деталей в изде-
лии
Рис. 3.3. Области эффективного применения сборочного оборудования: / — механизированная сборка; 2 — одно- и двухпозиционные роботизированные сборочные комплексы; 3 — круговые сборочные машины С цикловым программным управлением; 4 — линии с цикловым программным управлением; 5 — гибкие автоматические линии из одно- и двухпо-пмционных сборочных модулей; 6 — многоцелевые сборочные машины
67
различных датчиков, высокой точностью позиционирования или наличием устройств компенсации погрешностей позиционирования при соединении деталей. Пример использования промышленного робота на позиции установки крышек электродвигателей показан на рис. 3.4. Передние 5 и задние 2 крышки передаются конвейерами 1 в позиции захватывания 6. Посредством телекамер 3 проверяются качество, типоразмер и ориентация крышек перед захватыванием их роботом 4, осуществляющим надевание крышек на направляющие пальцы приспособлений-спутников 8, перемещаемых конвейером 7. На такой позиции выполняется сборка крышек 180 типоразмеров при цикле сборки 15 с, размере партии 600 комплектов и смене изделий 13 раз за день. Управление промышленным роботом ведется с помощью процессора.
Специфика выполнения операций соединения разнообразных по конструкции деталей с помощью промышленных ро-
Рис. 3.4. Однопозиционная сборочная позиция монтажа крышек электродвигателей с помощью промышленного робота
68
ботов требует наличия специализированных быстросменных сборочных инструментов достаточно широкой номенклатуры, таких, как захваты для перемещения и установки деталей без точного ориентирования (установка базовых деталей в приспособление, укладка прокладок, удаление собранных изделий), инструменты для захватывания, перемещения и присоединения деталей с малыми зазорами или небольшими натягами (в том числе инструменты со встроенными механизмами компенсации погрешностей взаимного положения сопрягаемых поверхностей), инструменты для захватывания, перемещения и установки нежестких деталей типа резиновых манжет и упругих деталей типа пружинных колец, требующих их предварительного деформирования, инструменты для установки деталей на вал и сборки с пластическим деформированием, например для клепки, раскатки и т .п.
В последнее время разработаны новые конструкции многоцелевых быстропереналаживаемых автоматических сборочных машин (рис. 3.5), используемых в серийном производстве. Работа такой сборочной машины осуществляется следующим образом. Собираемые детали в кассетах 18 подаются с помощью конвейера 20 к сборочной машине, в которой посредством манипулятора 2 происходит комплектование из них кассет 19. Для обеспечения захватывания различных по конфигурации деталей манипулятор 2 оснащен системой автоматической смены захватных устройств 3. Конвейерная
Рис. 3.5. Многоцелевая быстропереналаживаемая автоматическая сборочная машина
69
система, состоящая из ветвей 1, 10 и 16, подает скомплектованные кассеты 19 к соответствующим позициям сборки. На первой позиции сборки из кассет 4 и 7, установленных на позициях захватывания, детали захватываются и ориентируются относительно сборочного приспособления 17 захватно-ори-ентирующим устройством 5. Установка и запрессовка деталей осуществляются устройством 6, которое может перемещаться по трем координатным осям X, Y, Z. Устройства 5 и 6 оснащены системами автоматической смены захватных устройств и сборочных инструментов 8 (время смены 2...4 с).
После выполнения сборочных переходов на первой позиции сборочной машины собираемые изделия вместе с приспособлением 14 перемещаются конвейером 15 на вторую сборочную позицию, где установлены резьбозавертывающее устройство 13 и винтоверт 9, также оснащенные системами для автоматической смены сборочных инструментов 11 и 12. После выполнения необходимых сборочных переходов на второй сборочной позиции собранное изделие удаляется из сборочной машины конвейером 15.
Процесс сборки изделий может быть организован по одному из способов, приведенных на рис. 3.6. Областью эффективного использования поточной стационарной сборки является серийное производство изделий, отличающихся недостаточной жесткостью базовых деталей, большими габаритными размерами и массой (например, тяжелых станков, крупных дизелей, самолетов и т. п.).
При линейном принципе формирования производственных участков и цехов, характерном для поточного производства, в ряде случаев в автоматические линии встраивают окрасочные и моечные устройства. В связи с этим при включении в технологический процесс изготовления изделий операций по окраске и мойке целесообразно рассмотреть особенности нх выполнения.
[ Сборка |
Поточная [ \Непоточная |
Стационарная | | Подвижная |
| Непрерывная | | Периодическая^
Рис. 3.6. Способы организации процесса сборки изделий
70
Технологический процесс окрашивания состоит из следующих операций: подготовка поверхностей, грунтование, шпатлевание, нанесение лакокрасочных материалов, сушка покрытий, отделка поверхностей. После механической обработки ряда заготовок, например корпусных деталей, производится подкраска поврежденных мест на деталях, которые перед обработкой были окрашены в специальных окрасочных цехах. После сборки изделий для придания им товарного вида выполняются шпатлевка и окраска в несколько слоев на окрасочных установках. Для сокращения производственного цикла после шпатлевки и окраски вместо естественной сушки используют специальные сушильные камеры. Сушильные камеры устанавливают при окраске изделий масляными красками и при окраске нитрокрасками изделий, выпускаемых с тактом выпуска менее 40 мин. Сушка окрашенных изделий может быть осуществлена путем обогрева паром, электронагревом или инфракрасными лучами. При использовании непрерывной конвейерной системы длину сушильной камеры, встроенной в автоматическую линию, определяют исходя из времени сушки и скорости конвейера.
На рис. 3.7 показана автоматическая линия для окрашивания машин и станков в поточном производстве. Загрузка окрашиваемых изделий на тележки пульсирующего конвейера осуществляется посредством электрического крана 12. Тележки для удобства подготовки поверхностей и окраски со всех сторон выполнены с поворотной платформой. Подготовка поверхностей, подлежащих окрашиванию, проводится на бес-камерной установке 1 с нижним отсосом. На этой позиции вы-
6000 6000 6000 6000 . 6000 6000
Рис. 3.7. Автоматическая линия для окрашивания машин и станков в поточном производстве
71
полняют обезжиривание поверхностей протиркой их уайт-спиритом, шлифование окрашиваемых поверхностей станка с зачисткой поврежденных мест, удаление пыли обдувкой сжатым воздухом и подгрунтовку поврежденных мест с целью исключения их окисления и загрязнения.
После подготовки окрашиваемых поверхностей на беска-мерной установке 1 происходит естественная сушка загрунтованных поверхностей и выправка поврежденных мест и неровностей поверхностей нанесением нескольких тонких слоев шпатлевки. Принудительная сушка зашпатлеванных поверхностей осуществляется в сушильной конвективной проходной камере с закрывающимися дверями 2. Охлаждение станка после сушки, шлифование зашпатлеванных мест и обдувка производятся на бескамерной установке с нижним отсосом 3. После сплошного шпатлевания наружных поверхностей станка на участке 11 конвейера станок попадает в сушильную камеру 4. Последующее шлифование зашпатлеванных поверхностей, удаление пыли и защита неокрашиваемых поверхностей производятся на самом конвейере. Затем станок поступает в проходную окрасочную камеру 5 и в межкамерное укрытие 10, где происходит нанесение слоя змали. В сушильной камере 6 осуществляется сушка нанесенного слоя змали, а охлаждение и устранение неровностей поверхностей выполняются на последующих позициях конвейера. После устранения неровностей поверхностей выполняется их сушка в сушильной камере 7, после чего на конвейере происходят охлаждение, шлифование зашпатлеванных поверхностей и удаление пыли. Конвейер приводится в движение с помощью приводной станции (П. С.). Нанесение первого слоя эмали, сушка и нанесение второго слоя эмали осуществляются в проходной двухпозиционной окрасочной камере 8. После окраски производится сушка станка в сушильной камере 9. Перед снятием станка с конвейера осуществляются его охлаждение, снятие защитного слоя с неокрашиваемых поверхностей, нанесение знаков и декоративная отделка станка.
Очистка изделий — важная часть производственного процесса. Современные способы очистки изделий, сборочных единиц и технологической осиастки предусматривают комплексное механическое, химическое и физико-химическое взаимодействие моющих средств с загрязнениями и очищаемой поверхностью, в результате которого загрязнения десорбируются с поверхности и распределяются в моющем растворе, а его компоненты адсорбируются на освобожденной от загрязнений поверхности.
Методы очистки, ее длительность и типы моющих средств выбирают в зависимости от вида и степени загрязнения, габа
72
ритных размеров и формы изделия, а также требований к очистке. Главные признаки загрязнения следующие: фазовое состояние (вязкость жидких и температура плавления твердых загрязнений), вид связи с поверхностью материала (электростатические или ионные связи), присутствие мелкодисперсных твердых частиц, возможность полимеризации компонентов загрязнений с образованием твердого слоя, химическое взаимодействие с моющей средой и глубина слоя загрязнения.
Существует несколько методов очистки. Струйно-мониторный метод заключается в подаче на очищаемую поверхность газожидкостной смеси под большим давлением. Он обеспечивает высокое качество очистки поверхности благодаря совокупному действию динамического напора, высокой температуры и моющих средств. Он осуществляется посредством специальных установок и позволяет очищать крупногабаритные изделия.
Струйный метод заключается в том, что осуществляется одновременное химическое и механическое воздействие на очищаемую поверхность струи раствора. Он эффективен для очистки от жировых загрязнений, масел с твердыми включениями и консервационных смазочных материалов. Для реализации этого метода необходимо иметь специальное технологическое оборудование, энергоресурсы, приточно-вытяжную вентиляцию, канализацию и очистные устройства. К недостаткам следует отнести невозможность хорошей очистки изделий, имеющих глубокие полости, карманы, в которых могут скапливаться раствор и промывные воды, и крупногабаритных изделий.
Погружной метод заключается в использовании моющего раствора, перемешиваемого механически или посредством ультразвука. Метод неприемлем для очистки изделий, имеющих глухие отверстия, глубокие полости, карманы и большие габаритные размеры. При перемешивании растворов с помощью ультразвука достигается очистка изделий сложной формы.
Продувка сжатым воздухом используется в основном для очистки изделий от мелкодисперсных твердых частиц и изделий, имеющих несквозные отверстия под резьбу.
Ручная протирка характеризуется низкими эффективностью и качеством подготовки поверхностей, а также высокой трудоемкостью.
Для очистки поверхностей изделий применяют ванны, моечные машины, агрегаты струйного обезжиривания, обдувочные камеры и другие средства.
73
5
Рис. 3.8. Схема моечной машины
На рис. 3.8 приведена схема моечной машины, которая работает следующим образом. Перед загрузкой машины от электропривода 1 с помощью винтовой пары поднимается дверца 9. Агрегат загрузки подает спутник с деталью на стол 6, где он фиксируется и зажимается, после чего опускается дверца. Затем включается привод поворота стола 8, и стол с деталью поворачивается вокруг горизонтальной оси на 360°, а после мойки деталь возвращается в исходное положение.
Одновременно от гидростанции 4 через систему тру
бопроводов 2 и форсунки 3 подается эмульсия для смыва с детали стружки струей эмульсии. После возврата стола с деталью
в исходное положение отключается подача эмульсии, дверца поднимается, выполняются разжим спутника с деталью и их перемещение из моечной машины на каретку агрегата загрузки. Подача масла для зажима спутника осуществляется от гидростанции 5, расположенной рядом с корпусом камеры 7.
Полный технологический цикл мойки включает промывание, мойку с обезжириванием, ополаскивание, сушку и охлаждение. В производстве может быть использован неполный цикл. Среднее время, затрачиваемое на мойку и обезжиривание деталей, составляет 3...5 мин.
При обработке деталей с охлаждением их очищают эмульсией, а при обработке без СОЖ — нагретым содовым раствором. В ряде случаев могут быть использованы антикоррозионные жидкости для промывки: «Лобомид 101», «Лобомид 203» или «Оленол», при этом не требуются сушильные камеры.
При проектировании поточного производства производится синхронизация операций технологического процесса изготовления изделий. Цель синхронизации — вписать время выполнения всех операций в такт выпуска, т. е. согласовать все временные связи производственного процесса. Такт выпуска (мин) определяют по формуле Т = Фэ60/А, где Фэ — эффективный (расчетный) годовой фонд времени работы оборудования, определяемый по табл. 3.4, ч; N — годовой объем выпуска, шт.
74
Таблица 3.4. Эффективный (расчетный) годовой фонд времени работы оборудования (ч)
Наименование оборудования Работа
односменная двухсменная трехсменная
Металлорежущее оборудование
Металлорежущие станки с ПУ и многоцелевые станки массой, т:
• до 10 — 3890 5775
• 10 ... 100 3810 5650
Агрегатные станки — 4015 5990
Автоматические линии — 3725 5465
Гибкие производственные модули, роботизированные технологические комплексы массой, т:
• до 10 — — 5970/7970*
• 10 ... 100 — 5710/7620"
Оборудование сборочных цехов и участков
Рабочие места с механизированными приспособлениями 2050 4080 6085
Сборочное автоматическое и полуавтоматическое оборудование 2000 3975 5930
Испытательные стенды с автоматической регистрацией результатов испытаний 2010 3975 5960
Автоматические сборочные линии — 3725 5465
Испытательные стенды 2020 4015 5990
* Работа в выходные и праздничные дни.
75
Содержание операций и интенсивность их выполнения для каждого наименования изделия в поточном производстве устанавливают таким образом, чтобы их продолжительность была приблизительно равна или кратна такту выпуска. Так, например, при объеме выпуска N — 105 корпусных деталей в год на автоматической линии при трехсменном режиме работы такт выпуска Т — 5465,60/105 = 3,27 мин.
После разработки технологических карт и нормирования технологического процесса выполняют анализ продолжительности операций и синхронизацию их по времени. Синхронизация технологического процесса может быть выполнена путем реализации таких мероприятий, как:
• перегруппировка переходов по операциям, перенесение переходов с перегруженного основного оборудования на недогруженное;
• выбор на лимитирующих операциях более производительного оборудования, т. е. с более высоким уровнем парал-лелизации выполнения элементов операции, например многолезвийного инструмента и многошпиндельных головок и т. п.;
• применение на лимитирующих операциях быстродействующей технологической оснастки и автоматических загрузочных устройств;
• повышение режимов на лимитирующих операциях, например путем использования сверхтвердых режущих инструментов и скоростей вспомогательных перемещений рабочих органов основного оборудования.
Синхронизация технологических операций может быть представлена графически (рис. 3.9). За счет выравнивания времени выполнения операций одновременно достигается и сокращение количества основного оборудования.
Рис. 3.9. График синхронизированного технологического процесса
76
Полуфабрикаты в процессе производства изделий могут перемещаться непрерывно или периодически — отдельными транспортными партиями. Производственный цикл изготовления изделий складывается из времени, затрачиваемого на выполнение основных операций технологического процесса (механической обработки, сборки), процесс инструментообеспечения, контроль качества изделий, складирование, охрану труда, транспортирование, техническое обслуживание, управление и подготовку производства. Структура выполнения операций производственного процесса по времени может быть параллельной, праллельно-последовательной и последовательной.
Существуют следующие пути сокращения длительности производственного цикла.
При выполнении производственного процесса желательно применять параллельную или паралелльно-последовательную временную структуру процесса (например, в процессе обработки заготовки осуществлять доставку новых заготовок, контроль изготовленных деталей и т. п.).
Сокращать длительность выполнения операций основных и вспомогательных процессов путем их автоматизации и механизации, использования более производительного оборудования (высоких классов и групп), совершенствования технологии выполнения как отдельных операций технологических процессов, так и всего технологического процесса (например, применение современных методов получения заготовок позволяет сократить количество операций технологического процесса изготовления детали).
13.3 [Состав и количество основного оборудования в поточном производстве
Одним из этапов технологического проектирования машиностроительного производства является определение состава и количества основного оборудования, которое должно обеспечивать высокую эффективность производственного процесса. При выборе состава основного оборудования следует ориентироваться на основные организационно-технические направления (см. 3.2), причем следует иметь в виду, что за счет выравнивания времени выполнения операций одновременно достигается и сокращение количества основного оборудования.
Для обеспечения высокого общего уровня автоматизации производственных процессов при выборе основного оборудо
77
Р и с. 3.10. Схема агрегатного переналаживаемого станка с ЧПУ
вания в поточном производстве следует не только ориентироваться на высокую автоматизацию выполнения операций технологического процесса, но и учитывать возможность стыковки его с вспомогательным оборудованием с целью образования единой производственной системы. Так, например, конструкция станка должна быть такой, чтобы был удобен доступ в рабочую зону автоматических загрузочных устройств, должны быть предусмотрены возможность стыковки в единую систему управления участком, надежная система стружкоуда-ления и т. д.
Поточное производство характеризуется незначительной номенклатурой выпуска продукции и высокой интенсивностью технологических процессов, которая может быть достигнута только при использовании параллельной и параллельно-последовательной структуры выполнения операции, т. е. высоких классов и групп (см. табл. 3.3), что следует учесть при выборе типажа оборудования. Вследствие интенсивного развития техники необходима быстрая смена выпускаемой продукции, что, в свою очередь, также накладывает отпечаток иа выбор основного оборудования для поточного производства, которое должно обеспечить возможность эффективного изготовления более широкой номенклатуры изделий. Этому требованию удовлетворяют агрегатные переналаживаемые станки с ЧПУ (рис. 3.10), позволяющие при многоинструментальной обработке с помощью многошпиндельных головок осуществлять быстрый переход с обработки деталей одного типоразмера на другой.
Агрегатный станок с ЧПУ состоит из следующих унифицированных элементов: поворотного стола 1, центральной станины 7, стойки 6 (три стойки) со шпиндельной бабкой 5, устройства для автоматической смены инструмента (три устройства) 4, крестового стола 3, крестово-поворотного стола (два стола) 2. Полуфабрикат, установленный на планшайбе поворотного стола 1, может быть обработан одновременно с трех сторон тре-мя силовыми агрегатами, шпиндельные бабки которых перемещаются по на
78
правляющим стоек в вертикальном направлении (У, Q, V), Стойка со шпиндельной бабкой установлена на агрегате I на крестовом столе и перемещается в направлениях оси шпинделя (Z) и перпендикулярно этому направлению (X). На агрегатах II и III стойки со шпиндельными бабками установлены на крестово-поворотных столах и перемещаются в направлении оси шпинделя (Н и W) и по дуге, центр которой совпадает с осью планшайбы поворотного стола (D и Е).
Поворот по D и Е позволяет изменять угол между осями трех шпинделей и одновременно обработать поверхности полуфабриката, расположенные под различными углами друг к другу.
Общая схема компоновки агрегатного станка с ЧПУ аналогична схеме обычного (специального) агрегатного станка, но станок с ЧПУ позволяет перемещать каждую силовую головку по трем координатам от системы ЧПУ, что расширяет технологические возможности станка. Кроме того, силовые агрегаты станка оснащены инструментальными магазинами и устройствами для автоматической его смены по команде от ЧПУ.
На этих агрегатных станках можно автоматически производить изготовление детали за один уставов и быстро переналаживать их на обработку других полуфабрикатов путем изменения управляющей программы и при необходимости — технологической оснастки для установа детали и инструментальных наладок в магазинах силовых агрегатов. Следовательно, такие агрегатные станки с широкими технологическими возможностями можно отнести к классу многоцелевых многошпиндельных станков.
Кроме рассмотренной компоновки агрегатного станка с ЧПУ, возможны и другие компоновки в зависимости от конфигурации детали и геометрических параметров обрабатываемых поверхностей: например, рабочий стол станка может быть поворотным с вертикальной и горизонтальной осями вращения планшайбы, наклонно-поворотным и прямолинейного перемещения.
Реализация параллельно-последовательного принципа построения сборочной операции, повышающего производительность сборочного процесса, иллюстрируется схемой сборочной машины с двуруким роботом для сборки пылесосов (рис. 3.11). В этом случае используется двурукий адаптивный робот второго поколения, состоящий из левого (силового) манипулятора I, предназначенного для перемещения узлов по вертикали и осуществления сборочных переходов, и правого (сенсорного) манипулятора Р, служащего для захватывания, ориентирования и передачи комплектующих узлов (фильтра в сборе 4, узла электродвигателя 8 и корпуса пылесоса с пылесборником
79
Рис. 3.11. Схема сборочной машины для сборки пылесосов
7) силовому манипулятору 1, а также для относительной ориентации собираемых элементов. Оба манипулятора имеют соответствующие захватные устройства, оснащенные визуальными и тактильными датчиками. Рядом с манипуляторами расположены семь телекамер, три из них (3, 5 и 6) определяют ориентацию и взаимное расположение комплектующих узлов, а четыре (2,10 и 11,12) определяют положение собираемого изделия. Управление сборочной машиной осуществляется с помощью двух сблокированных между собой ЭВМ разного уровня управления.
В сборочном производстве приблизительно 80% сборочного цикла приходится на переходы, связанные с подачей, ориентацией и совмещением деталей, и лишь 20% — на переходы по соединению деталей.
Повышение технологических возможностей оборудования, работающего по параллельному и параллельно-последовательному принципам, в частности их гибкости, связано с дополнительными материальными затратами, которые могут окупиться только благодаря сокращению расходов на переналадки. Это необходимо учитывать при выборе типа основного оборудования.
Расчет количества основного оборудования для поточного производства производится по точной программе и предусматривает разработку подробного технологического процесса об-
80
работки или сборки с техническим нормированием выполнения каждой операции на все изготовляемые изделия, входящие в программу выпуска.
Расчет числа станков, необходимых для каждой операции, выполняют на основании штучно-калькуляционного времени и объема выпуска каждого наименования изделия, проходящего эту операцию, по формуле
С =2^1_______
р Фэ-60 ’
где п — число наименований изделий, проходящих данную операцию; Ki, — соответственно время изготовления изделия на данной операции, мин, и ее годовой объем выпуска, шт.; Фэ — эффективный годовой фонд времени работы основного оборудования, ч.
Штучно-калькуляционное время определяется по формуле 3.4, а при отсутствии данных по составляющим можно пользоваться формулой
*„т.к1=*опг(1 + «/Ю0),
где а — процент потерь времени (внецикловых) от оперативного времени, а = 6... 18% в зависимости от сложности наладки.
При непрерывно-поточном производстве последняя составляющая штучно-калькуляционного времени из (3.4) не учитывается, так как в данном случае отсутствует переналадка оборудования на другие наименования изделий.
Вычисленное значение Ср округляют до ближайшего большего целого числа, получая при этом количество основного оборудования Спр, принятое для выполнения данной операции. Коэффициент загрузки основного оборудования на данной операции k3 = Ср/Спр.
Следует учесть, что коэффициент загрузки всегда меньше единицы. В случае незначительного превышения (на 5...10%) расчетного количества основного оборудования над ближайшим целым числом необходимо пересмотреть содержание структуры выполнения операции, параметры режимов ее проведения и состава технологического оснащения, что в итоге приведет к общему повышению коэффициента загрузки оборудования. Желательно, чтобы при проектировании поточного производства fe3 был больше 0,65.
Верхняя граница коэффициента загрузки оборудования устанавливается исходя из организационных потерь произ
б — 5849
81
водства, учитываемых коэффициентом использования оборудования.
При расчете числа станций на сборочном конвейере необходимо учесть, что помимо рабочих станций на конвейере размещают 5...10% резервных для случая изменения конструкции собираемого изделия.
При выборе состава и количества основного оборудования необходимо предусмотреть построение технологической системы в виде автоматической линии. Существуют автоматические линии для осуществления технологических процессов механической обработки, сборки, мойки, окраски, упаковки и других операций, которые могут быть классифипированы по различным признакам (рис. 3.12).
Стационарные автоматические линии характеризуются тем, что изготовляемое изделие не изменяет своего положения относительно основного оборудования и лишь по окончании операции на очередной позиции транспортируется в следующую позицию. На роторных линиях одновременно выполняются технологическая операция и транспортирование. Вследствие
| Автоматические линии
Объект
Рис. 3.12. Классификация автоматических линий
82
ограниченных технологических возможностей роторных линий их используют в основном при сборке и механической обработке простых по конструкции изделий, требующих незначительного числа переходов.
По технологическому назначению различают линии для выполнения операции одного типа (например, механообработка, сборка, окраска и т. д.) и комбинированные линии для выполнения операции различных типов (например, сборка изделий совместно с окраской на одном конвейере, механическая обработка со сборкой и т. д.). Вследствие сложности комбинированных линий их используют довольно редко, а наибольшее применение находят специализированные линии, выполняющие однотипные операции.
По типу используемого оборудования в автоматических линиях их подразделяют на линии, состоящие из специального, агрегатного и специализированного, а также многоцелевого оборудования.
Линии из специального оборудования используют в поточном производстве в том случае, когда изделия изготовляют в течение нескольких лет в большом объеме, что позволяет благодаря концентрации переходов и параллельной структуре выполнения основных и вспомогательных приемов в операции значительно сократить станкоемкость изготовления изделий. Поэтому не используют серийно выпускаемое, а проектируют специальное оборудование.
Линии, скомпонованные из агрегатного и специализированного оборудования (многорезцовые одношпиндельные и многошпиндельные токарные автоматы и полуавтоматы, сверлильные и другие станки, встраиваемые в автоматические линии), применяют преимущественно в поточном производстве с более широкой номенклатурой выпускаемых изделий.
Линии, состоящие из многоцелевого оборудования, используют в гибких производственных системах (ГПС). Они позволяют осуществлять быстрый переход с изготовления изделий одного типоразмера на изготовление изделий другого типоразмера.
Вследствие того, что в поточном производстве используют специальное оборудование и автоматические линии, очень важен выбор оптимальной структурно-компоновочной схемы оборудования, на базе которой выдается техническое задание на его проектирование. Выбор структурно-компоновочной схемы технологической системы обычно производится при комбинаторном, пошаговом решении задачи с поиском оптимального варианта. Критерием оптимальности служит минимум приведенных затрат, который учитывает объем выпускаемой продукции, станкоемкость выполнения переходов при
83
изготовлении изделия, нормативный коэффициент экономической эффективности, потери времени на отказы оборудования, зависящие от его сложности, затраты на заработную плату обслуживающего персонала, стоимость оборудования и ряд других факторов. В качестве ограничений принимают условия обеспечения требуемого качества изделий и требуемой производительности.
Важным этапом проектирования автоматической линии является разработка структурно-компоновочного варианта линии, обеспечивающего наилучшие технико-экономические показатели. Поэтому из множества вариантов построения линии, отличающихся числом позиций, участков, потоков, типом накопителей, должен быть выбран один, который обеспечит заданную производительность при минимальных приведенных затратах.
Выбор оптимального структурно-компоновочного варианта автоматической линии следует осуществлять непосредственно после разработки последовательности выполнения переходов технологического процесса изготовления изделия и их нормирования. Он производится в следующей последовательности:
• определяется технологически минимальное число рабочих позиций линии Qmin;
• оценивается возможность дальнейшей дифференциации технологического процесса и определяется технологически максимальное число рабочих позиций линии q^^
• рассчитывается длительность совмещенных и несовмещенных переходов t = и их суммарная величина на позициях
к
• выбирается конструктивно-компоновочный вариант построения позиций линии (тип транспортной системы, накопителей, ориентаторов), производится расчет средней ожидаемой длительности времени вспомогательных ходов рабочего цикла tB (транспортирование между позициями, зажим и разжим спутников), зависящего от выбранного типа транспортно-загрузочной системы, и оценка ожидаемой стоимости типовых элементов линии;
• производится укрупненный расчет ожидаемых показателей надежности инструментальной системы и оборудования линии, т. е. ожидаемых внецикловых потерь по инструменту и оснастке Z tKi, и оборудования для одной позиции #об с учетом потерь на наладку, организационных потерь и т. д.;
• рассчитывается ожидаемая производительность линии
• определяются варианты построения компоновок автоматической линии путем дифференциации лимитирующих опе
84
раций технологического процесса, отличающихся числом позиций q (5rain < q < gmax), участков-секций (1 < ny < q), параллельных потоков изготовления изделийр (р = 1, ..., и) при выбранных режимах выполнения переходов, количества оборудования, обслуживаемого одним наладчиком, вместимости накопителей и т. д.;
• выбираются из полученных вариантов несколько конкурирующих, которые удовлетворяют требуемому диапазону производительности;
• оптимизируются технико-экономические показатели отобранных конкурирующих вариантов путем варьирования режимов выполнения лимитирующих операций, вместимости накопителей, количества наладчиков;
• рассчитываются ожидаемые экономические показатели С- отобранных рациональных конкурирующих вариантов и выбирается оптимальный структурно-компоновочный вариант построения автоматической линии.
Ожидаемая производительность линии рассчитывается по формуле
480pfe .
Qa. „ ---------у,° ,---• шт/мин, (3.5)
+ °6^
где W — коэффициент возрастания простоев лимитирующего участка вследствие неполной компенсации потерь накопителями.
Ожидаемую производительность линии оценивают с учетом технических и организационных простоев. Обычно принимают коэффициент загрузки линии k3 = 0,85...0,9. Коэффициент возрастания простоев вследствие неполной их компенсации накопителями принимают в зависимости от числа участков линий и вместимости накопителей. При вместимости накопителей, обеспечивающих работу линии в течение 30...50 мин, коэффициент W выбирают в зависимости от числа участков:
«У 1 2 3 4 5 6
W 1,0 1,10 1,15 1,18 1,20 1,22
Так как расчеты выполняют на ранних этапах проектирования и они носят укрупненный характер, в них не учитывают затраты на электроэнергию и инструмент, отнесенные к единице продукции, амортизационные отчисления рассчитывают по нормативным коэффициентам в зависимости от стои
85
мости. Аналогичным образом учитывают и затраты на текущий ремонт и обслуживание.
Целенаправленный поиск оптимального структурно-компоновочного решения основного оборудования позволяет сократить число рассматриваемых вариантов структуры выполнения операций, причем на последних шагах поиска используют уточненный критерий. Все это приводит к значительному сокращению трудоемкости проектных работ.
При окончательном выборе структурно-компоновочной схемы основного оборудования необходимо учесть ограничения, накладываемые конструкцией изготовляемых изделий (например, минимально возможное расстояние между шпинделями в многошпиндельной головке, доступность для обработки или сборки с одного установа и т. п.), технологической последовательностью выполнения операции и жесткостью технологической системы, обеспечивающей выполнение требований к качеству изготовляемых изделий, надежностью и габаритными размерами основного оборудования. При начальных стадиях проектирования учесть эти ограничения невозможно вследствие значительного усложнения целевой функции, по которой просчитывают множество вариантов проектных решений.
Принятие оптимального решения по выбору компоновочного варианта основного оборудования может осуществлять ЭВМ, выполняющая как расчетные работы, так и моделирование процессов изготовления изделий. Вследствие сложности формализации сквозного проектирования автоматических линий ЭВМ чаще всего используют в режиме диалога специалиста-технолога и ЭВМ. При этом творческие вопросы проектирования решает технолог, а рутинные вычислительные работы, оценку решения и определение направления поиска оптимального варианта выполняет ЭВМ.
Рассмотрим пример расчета и выбора оптимального варианта построения автоматической линии изготовления ступенчатого вала (рис. 3.13). Технологический процесс изготовления вала, обеспечивающий требуемое качество, состоит из следующих операций: 1 — фрезерование торцов; 2 — зацентровка торцов; 3 — черновая токарная обработка всех шеек;
12 3 4 5 6
Рис. 3.13. Ступенчатый вал: 1—6 — номера операций
86
Таблица 3.5. Технологический маршрут изготовления вала
Операции fpf. мин Операции tvi. мин
Фрезерование торцов 0,30 Чистовая токарная обработка:
Зацентровка торцов 0,10 • шейки № 1 0,25
Черновая токарная обработка: • шейки № 2 0,15
• шейки № 1 0,15 • шейки № 3 0,35
• шейки № 2 0,10 • шейки № 4 0,45
• шейки № 3 0,30 • шейки № 5 0,30
• шейки № 4 0,35 • шейки № 6 0,20
• шейки № 5 0,20 Прорезка канавок 0,30
• шейки № 6 0,15 Снятие фасок 0,15
4 — чистовая обработка тех же шеек; 5 — прорезка канавок; 6 — снятие фасок.
Основное время выполнения всех операций с дифференциацией по элементам при выбранных режимах резания приведено в табл. 3.5. Требуемая производительность линии Qmp = = 380 шт/см (с увеличением до 15%).
Из соображений обеспечения точностной долговечности станков черновая и чистовая обработки производятся на разных станках. Фрезерование и зацентровка торцов выполняется на одном фрезерно-центровальном станке. На одной позиции токарного гидрокопировального станка, легко встраиваемого в автоматическую линию, производится прорезка всех канавок и снятие фасок поперечным суппортом. Максимальная длительность недифференцируемой операции чистовой обточки шейки вала tpi = 0,45 мин.
В соответствии с выбранными способами и маршрутом обработки вала минимальное число позиций линии = 4. При этом лимитирующей операцией является чистовая обработка всех шеек, длительность которой составляет f ах = 0,25 + + 0,15 + 0,35 4- 0,45 + 0,30 + 0,20 = 1,70 мин.
Дифференцируя технологический процесс изготовления вала на число позиций (станков) больше четырех, получим сокращение длительности рабочих ходов цикла. В качестве примера на рис. 3.14, а приведена технологическая схема обработки по позициям при шестипозиционном (q = 6) варианте линии — для каждой позиции I—VI показаны обрабатывае-
87
Рис. 3.14. Варианты технологических процессов изготовления вала: а — распределение технологического процесса по позициям при дифференциации на шесть частей (q = 6); б — распределение технологического процесса по позициям при дифференциации на десять частей (q = 10); в — зависимость времени рабочих ходов цикла от степени дифференциации технологического процесса
88
мые поверхности. Так, на позиции I производится фрезерование и зацентровка торцов, на позиции II — черновая токарная обработка шеек № 4, 5, 6 и т. д. На рис. 3.14, б показана технологическая схема обработки при десятипозиционном (q = 10) варианте линии. На позиции I также производится фрезерование и зацентровка (эта операция не лимитирующая,
+ tp = 0,4 мин), а на позиции II производится только черновая обточка шеек № 5 и 6, а шейка № 4 обрабатывается на позиции III. Максимальное число позиций определяется невозможностью прерывания обработки шейки № 4 при чистовой обработке #тах = 13. Таким образом, для изготовления вала даже при простейшем структурном построении однопоточной обработки (ру = 1) и жесткой межпозиционной связью (ny = 1) автоматическую линию можно построить по восьми структурным вариантам с числом позиций q = 4, 5, 6, 7, 8 и т. д. Чем больше число позиций, тем меньше время рабочих ходов линии — при q = 4 tp = 1,7 мин; при q = 13 tp = 0,45 мин (рис. 3.14, в).
На рис. 3.15 приведены компоновочные варианты однопоточных автоматических линий для обработки валов, отличающиеся взаимным расположением станков и трассы транспортирования полуфабрикатов, типом транспортных устройств и т. д. Линия может быть построена с боковым продольным транспортированием полуфабрикатов и расположением станков вдоль основного конвейера (рис. 3.15, а); с боковым продольным транспортированием полуфабрикатов и поперечным расположением станков (рис. 3.15, б); с боковым конвейером, поперечным транспортированием полуфабрикатов и продольным расположением станков (рис. 3.15, в); с боковым расположением конвейера и поперечным расположением полуфабрикатов и станков (рис. 3.15, а); с верхним размещением конвейера и поперечным расположением станков (рис. 3.15, 5); с верхним транспортированием полуфабрикатов вдоль конвейера и продольным расположением станков (рис. 3.15, е); со сквозным транспортированием изделий через рабочие зоны станков (рис. 3.15, ж).
Каждый из этих вариантов при одинаковом количестве станков обладает различной стоимостью и занимаемой площадью, длительностью вспомогательных ходов tB, и надежностью работы #об. Таким образом, автоматическая линия для изготовления вала может быть построена по 8 • 7 = 56 структурно-компоновочным вариантам. Их число значительно возрастает при структурном усложнении линии — делении ее на участки с установкой между ними накопителей, применением
89
Рис. 3.15. Компоновочные варианты однопоточных автоматических линий для изготовления валов:
1 — накопители; 2 — станки; 3 — конвейер
90
параллельных потоков обработки для обеспечения повышенной производительности.
Требуемая производительность линии QTp = 380шт/см с возможным ростом ее до 15%, т. е. Qmin = 380шт/см, Qmax ~ 440 шт/ см. Ожидаемые внецикловые потери одного комплекта инструмента и одного комплекта устройств LtH — 0,12 мин/шт, io6 = 0,02 мин/шт. Время вспомогательных ходов рабочего цикла iB = 0,25 мин. Коэффициент загрузки автоматической линии = 0,9.
Для числа рабочих позиций линий <7min = 4 в соответствии с табл. 3.5 имеем следующее распределение объема обработки по позициям:
• фрезерование и центровка торцов
tp = 0,3 + 0,1 = 0,4 мин;
• черновая обработка всех шеек вала с переворотом вала для обработки с другой стороны
ip = 0,15 + 0,1 + 0,3 + 0,35 + 0,2 + 0,15 = 1,25 мин;
• чистовая токарная обработка всех шеек вала с переворотом
ip = 0,25 + 0,15 + 0,35 + 0,45 + 0,3 + 0,2 = 1,7 мин;
• прорезка канавок и снятие фасок ip = 0,30 мин.
Таким образом при простейшем варианте построения линии (#min = 4, ny= 1,р= 1) ipmax = I’7 мин и ожидаемая производительность, определенная по формуле 3.9,
480-0,9 .
Q1 “ 1,7+ 6.257 0,12+ 0.62-4 = 201 шт/см‘
Так как полученная производительность меньше требуемой, последовательно выполним расчет ожидаемой производительности при различной степени дифференциации технологического процесса, т. е. при увеличении числа позиций при жесткой связи и с делением на участки. Метод расчета заключается в том, что лимитирующая операция дробится на две неравные части, которые распределяются на две позиции. Следовательно, очередной вариант имеет уже q + 1 позиций, временем рабочего хода будет время следующей по длительности операции; соответственно изменяется величина внецикловых потерь.
Так, следующий по степени дифференциации вариант q = Qmin + 1 = 4 +1 — 5 позиций получается путем деления чистовой токарной обработки на две позиции. Распределение технологического процесса по позициям:
• фрезерование и зацентровка, ip — 0,4 мин;
• черновая обработка шеек вала, ip = 1,25 мин;
• чистовая обработка шеек 4, 5, 6, tp = 0,95 мин;
• чистовая обработка шеек 1, 2, 3, ip = 0,75 мин;
91
* прорезка каналов и снятие фасок, tp — 0,3 мин.
Лимитирующей операцией цикла является черновая обработка вала на позиции II, £ртах = 1,25 мин. Производительность при варианте с q = 5.
При q = 6 черновая обработка вала дифференцируется на две части. Распределение технологического процесса по позициям (см. рис. 3.15, б):
• фрезерование и зацентровка, tp ~ 0,4 мин;
• черновая обработка шеек 4, 5, 6, tp = 0,7 мин;
• черновая обработка шеек 1, 2, 3, tp = 0,55 мин;
• чистовая обработка шеек 4, 5, 6, tp = 0,95 мин;
• чистовая обработка шеек 1, 2, 3, tp — 0,75 мин;
• прорезка канавок и снятие фасок, tp — 0,3 мин.
Лимитирующая операция — чистовая обработка шеек 4, 5, 6, tpmax — 0,95 мин; ожидаемая производительность
~ _ 48-0,9 .
0,85 + 0,25+0,12 + 0,02-6 301 шт/см.
При Q=7 чистовая обработка правой стороны вала (см. рис. 3.13) дробится на две части, и лимитирующей операцией является чистовая обработка левой стороны вала, £ртах = 0’75 мин. Производительность автоматической линии
~ 480-0,9
Ъ = 0,75 + 0,25 + 0,12 + 0,14 = 343 ШТ/СМ-
Результаты последовательных расчетов для q ~ 4, 5, 6, 7, 8, 9, 10, 11 сведены в табл. 3.6 и приведены на рис. 3.16.
Таблица 3.6. Производительность автоматических линий изготовления ступенчатых валов при различных структурных вариантах коипоновки
Число рабочих позиций, q 'Р™,-Мин <?,. шт/см
пу«> 1 пу = 2 пу-3 пу = 4
4 1,70 201 207 — 214
5 1,25 251 — — —
6 0,95 301 324 342 —
7 0,75 343 — —
8 0,70 351 392 — 428
9 0,55 387 — 468 —
10 0,50 401 459 — —
11 0,45 414 — — ’ —
92
Рис. 3.16. Производительность автоматических линий изготовления ступенчатых валов при различных структурных вариантах компоновки
При q < 11 процесс дифференциации идет путем разнесения по различным позициям элементарных переходов. При д = 12 чистовую обработку шейки 4 необходимо разделить на две части, что не допускается. Поэтому любые варианты дальнейшей дифференциации технологического процесса (q > 11) не приведут к повышению производительности, так как лимитирующая операция по-прежнему имеет £рп)ах == 0,45 мин. Таким образом, технологически максимальное число позиций линии Qmax = 11; только при жесткой межпозиционной связи линия может быть построена по восьми вариантам (4 < q < 11). При делении линии на участки (пу = 2,3,4) линия при том же числе позиций имеет более высокую производительность благодаря сокращению суммарных внецикловых потерь. Результаты расчетов по формуле 3.5 также приведены в табл. 3.6 и на рис. 3.16 для вариантов, где общее число станков линии делится на 2, 3 или 4. Даже если не рассматривать деление линии на число участков более четырех (ввиду малого прироста производительности), то в общем итоге однопоточную автоматическую линию для изготовления вала при одних и тех же способах, маршруте и режимах обработки можно построить по 16 структурным вариантам.
Сравнивая характеристики различных вариантов по производительности с требуемой величиной, можно видеть, что требуемому диапазону QTp = 380...440 шт/см соответствуют пять возможных вариантов построения линии (на рис. 3.16 попадают в заштрихованную зону). Структурные схемы конкурирующих вариантов (в порядке возрастания потенциальной производительности) приведены на рис. 3.17. Выбор оптимального варианта произведем путем сопоставления стоимо
93
стных характеристик, например по критерию минимума приведенных затрат
Сп = ^£„ + с;,
где Kt — стоимость оборудования i-ro варианта; Ен — нормативный коэффициент эффективности капитальных вложений; — годовые эксплуатационные затраты для данного варианта (себестоимость годового выпуска изделий).
При сравнении все полученные значения приведенных затрат Сп должны быть скорректированы на одинаковый выпуск продукции (база — наиболее производительный вариант, Q = 414 шт/см). Исходные данные определим по принятому компоновочному варианту — линии со сквозным транспортированием (см. рис. 3.15, ж) — путем укрупненных расчетов:
• стоимость одного гидрокопировального станка, встраиваемого в линию, 80 000 руб.;
• стоимость одного фрезерно-центровального встраиваемого станка 140 000 руб.;
• стоимость одного накопителя 35 000 руб., загрузочного устройства 25 000 руб.;
• стоимость транспортной системы в зависимости от числа секций (участков, на которые разделена линия) и станков в линии 20 000ny + 500<у;
• амортизационные отчисления 12,2% от стоимости оборудования;
• затраты на текущий ремонт и межремонтное обслуживание 7% от стоимости оборудования;
• стоимость инструмента и электроэнергии 26 000 руб. в год (на объем выпуска 380 шт. в смену независимо от структурного варианта);
• годовой фонд заработной платы производственного персонала: один оператор линии (независимо от числа станков) с месячной зарплатой 1300 руб., один наладчик с месячной заработной платой 1600 руб., норма обслуживания шесть станков;
• нормативный коэффициент эффективности капитальных вложений Е& — 0,15.
Согласно исходным данным, для первого варианта (д — 9, п = 1, Q = 387 шт/см) получим
Кг = 140 000 + 880 000 4- 20 000 + 5000-9 + 25 000 -= 870 000 руб.;
• годовые эксплуатационные затраты
Cj = 870 000- 0,122 + 870 000- 0,07 + 26 000-1,02 + 88 000 = = 280 500 руб.;
94
• приведенные затраты
СП1 = К±ЕЯ + Сг = 870 000- 0,15 + 280 000 = 410 500 руб.;
• приведенные затраты, скорректированные на выпуск продукции,
Сп1с = СП1Ф = 410 500- 1,07 = 439 000 руб.
Аналогично рассчитывая приведенные затраты для остальных конкурирующих вариантов, в итоге получим
q~Q; пу = 1; Q = 387 шт/см; СП1 с = 439 000 руб.;
9 = 8; пу = 2; Q = 392 шт/см; Сп1 с = 430 000 руб.;
9=10; иу = 1; Q = 401 шт/см; Сп1 с = 486 000 руб.;
9=11; пу = 1; Q = 414 шт/см; Сп1с = 517 000 руб.
Таким образом, из большого числа возможных вариантов автоматическую линию целесообразно создавать со следующими параметрами (рис. 3.17, в): число рабочих позиций 9 = 8; время рабочих ходов tp = 0,7 мин; время холостых ходов £в = 0,25 мин; время рабочего цикла Т = 0,95 мин: число участков-секций пу = 2; техническая производительность Q = 392 шт/см; коэффициент технического использования kK = 0,9.
После определения состава и количества основного оборудования разрабатывают технические задания на специальное оборудование. В условиях поточного производства количество специального оборудования составляет 30...80% от общего количества ОО.
При разработке технического задания необходимо выявить и четко сформулировать служебное назначение оборудования, задать структуру выполнения операции; выбрать базовые поверхности на обрабатываемом полуфабрикате или комплектующей детали; определить точность поступающей на специальный станок заготовки или комплектующих деталей на сборочную машину; определить геометрические размеры и точность, которую необходимо обеспечить в процессе механической обработки или сборки; разработать технологические наладки на операцию; указать требуемую стойкость инструмента; опреде-
*> □□□□□□□□□-
* мвов
Рис. 3.17. Конкурирующие структурные варианты построения автоматической линии изготовления валов:
a) q = 9; п = 1; б) q = 10; nv = 2; в) 9 = 8; п = 2; г) q • 8; п' = 4; d)9 = ll;nv-l
95
лить требования к производительности основного оборудова ния (штучное время) и уровню автоматизации; указать время затрачиваемое на наладку и подналадку; выдать ожидаемук компоновку специального оборудования и указать, как он< будет встраиваться в автоматическую линию.
1 3.4 {Состав и количество основного оборудования в непоточном производстве
При выборе состава основного оборудования для непоточного производства следует в первую очередь ориентироваться на результаты расчета экономической эффективности, а также учитывать возможность встраивания его в автоматический комплекс с учетом как автоматизации его загрузки и разгрузки, так и стыковки системы управления оборудования с централизованной ЭВМ, Расчет экономической эффективности должен основываться на учете следующих факторов: номенклатуры и объема выпуска изделий, характера выполняемых операций, числа переходов в них и степени параллелизации их выполнения, стоимости оборудования, необходимого количества обслуживающего персонала и др. Широта номенклатуры непоточного производства вынуждает использовать основное оборудование, которое может быстро переналаживаться при смене выпускаемой продукции. Этим требованиям отвечают станки с ЧПУ, которые позволяют осуществлять быструю кинематическую переналадку, а при оснащении их системами автоматической размерной настройки — точностную переналадку, т. е. оборудование более низкого класса и группы.
Таким образом, в состав участков непоточного производства следует включать оборудование, отвечающее заданным требованиям для конкретных условий изготовления продукции, при использовании которого будет достигнута минимальная себестоимость изготовления. Для ориентации при выборе состава оборудования в зависимости от типа производства можно пользоваться графиком, приведенным на рис. 3.18. Из графика видно, что стоимость изготовления деталей в непоточном производстве в 5...9раз выше, чем в поточном, что объясняется в основном высокой частотой переналадок, а следовательно, и повышением времени, затрачиваемого на их проведение. Использование автоматических комплексов с ЧПУ вместо универсального оборудования позволит сократить число операторов и повысить производительность труда в 4 раза и более.
9€
Тип. производства
Экс пери- Мелко-
Крупно-
^13 W 100 3001000
(j Годовой объем выпуска деталей
Рис. 3.18. Область использования различного основного оборудования в зависимости от типа производства
В непоточном производстве широко используются гибкие производственные модули (ГПМ), состоящие из основного оборудования и загрузочно-разгрузочных устройств в виде промышленных роботов, а также встроенных накопителей. Примером такого модуля может служить роботизированный технологический комплекс 16В16ПФЗРМ (рис. 3.19), предназначенный для изготовления деталей типа тел вращения со ступенчатым и криволинейным профилем диаметром до 200 мм и длиной до 500 мм. Промышленный робот 6 напольного типа, работающий в цилиндрической системе координат, выполняет загрузку заготовок в токарный станок 1 модели 16Б16Ф331 и укладку изготовленных деталей на одну или несколько позиций тактового стола 2. Промышленный робот имеет два захвата на руке, что сокращает время на смену обрабатываемых заготовок, и, кроме того, он также способен выполнять ориентированную укладку деталей в тару. Управление станком в технологическом модуле выполняется от
7 — 5849
97
устройства 4, а промышленным роботом — от устройства 5. Уборка стружки от станка осуществляется посредством конвейера 2. Для того чтобы была возможна обработка валов с двух сторон, на модуле предусмотрен стол кантования 7. Питание всего электрооборудования технологического модуля осуществляется от электрошкафа 3. Безопасная работа на нем обеспечивается путем установки специального ограждени я£.
Подобные технологические модули позволяют не только автоматически выполнять технологические операции, но и осуществлять функции автоматической транспортно-накопительной системы.
Использование основного оборудования с системами ЧПУ в составе автоматизированных участков позволяет сократить потери времени на его переналадку, а также уменьшить затраты оборотных средств, связанных с незавершенным производством, так как в этом случае значительно сокращается цикл
98
производства изготовления изделия и повышается оперативность управления всем цехом. Наибольший эффект, получаемый в результате использования систем ЧПУ в составе автоматизированных комплексов, достигается при изготовлении сложных деталей малыми партиями, так как в этом случае сокращается время на подготовку и смену управляющих программ за счет централизованного управления от ЭВМ.
Затраты на переналадку технологического оборудования, приходящиеся на одно изготовляемое изделие,
о _ ^оп^нел^еал^зап
п ДТ
где поп — число операций, для которых по технологическому процессу необходима переналадка на изготовление изделий нового наименования; £нал — средняя продолжительность переналадки, ч; гиал — часовая ставка наладчика, учитывающая премию и накладные расходы на обслуживание производства, руб.; f3gxi— частота запуска партий изделий в течение года; N — годовой объем выпуска изделий, шт.
Следовательно, затраты на переналадку основного оборудования, приходящиеся на одну деталь, прямо пропорциональны сложности переналадки, частоте запуска партий изделий в течение года и обратно пропорциональны годовому объему выпуска изделий, т. е. они будут наиболее значительны в непоточном производстве.
Затраты в результате связывания оборотных средств в незавершенном производстве, приходящиеся на одно изделие,
С k
Зо6 = + t„. „(п - 1)],
Д
где Си — полная себестоимость изделия, руб.; fenoT — коэффициент, учитывающий потери от связывания оборотных средств в незавершенном производстве, fen0T = 0,1; Фд — число рабочих дней в году; Е — годовая трудоемкость механической обработки на всех операциях, дни; tc6 — время проле-живания детали до сборки, дни; kc5 — коэффипиент, усредняющий время пролеживания деталей, входящих в партию, до сборки; t м п — среднее время пролеживания между операциями, дни; п — число операций.
Из приведенной формулы вытекает, что с увеличением частоты запуска деталей в производство и уменьшением партии деталей пп == N/fзап затраты от связывания оборотных средств в незавершенном производстве будут снижаться.
Суммарные затраты, приходящиеся на одну деталь, от переналадки автономного оборудования с ЧПУ и связывания
99
Рис. 3.20. График зависимости затрат, приходящихся на одну деталь, от переналадки автономного оборудования с ЧПУ и связывания оборотных средств в незавершенном производстве
оборотных средств в незавершенном производстве, приведены на рис. 3.20. Из графика можно определить оптимальную частоту запуска, обеспечивающую минимум затрат.
Особенность определения количества основного оборудования в непоточ-
ном производстве, характеризующегося широкой и в ряде случаев нестабильной номенклатурой выпускаемых изделий, заключается в том, что в большин-
стве случаев невозможно разработать технологические процессы на каждое наименование изделия. В то же время для расчета количества основного оборудования необходимо знать суммарную станкоемкость обработки или машиноем-кость в условиях автоматизированной сборки по операциям Т^, таким образом, количество основного оборудования
Т
Фэ-60-
(3.6)
Для расчета количества оборудования в непоточном производстве используют различные методы приведения программы выпуска изделий, сущность которых заключается в том, что суммарную станкоемкость или машиноемкость определяют для выбранных изделий-представителей в каждой группе изделий, на которые разрабатываются технологические процессы изготовления. В этом случае сокращается длительность и трудоемкость проектных работ.
На первом этапе осуществляют разбивку всех деталей и сборочных единиц на группы по конструктивному и технологическому подобию. Для разбивки на группы необходимо классифицировать изделия с целью статистического описания совокупности изделий и их основных характеристик, для чего разработаны соответствующие классификационные признаки. Состав классификационных признаков обеспечивает возможность разбиения изделий на технологические группы, в основе которых заложена не только общность технологических маршрутов изготовления, но и возможности использует мого основного оборудования. Поэтому наиболее целесообразна классификация деталей, в основу которой положены технологические возможности металлорежущих станков. В этом
100
Таблица 3.7. Классификация деталей по конструктивно-технологическим признакам
Класс деталей Подкласс деталей Основные размеры группы деталей, мм
Типа тел вра-щения Типа осей, валов, шпинделей (L 2D) (30...50) х (500.-.1000) (40...125) х (710...1400) (50... 160) х (1000...1400) (50... 160) х (1400...2000)
Типа фланцев (В < 2D) 160 х 200 250 х 200 320 х 250 400 х 250
Призматические Плоскостные (L > В; Н < В/2) 300 х зоо 500 х 500 800 х 800 1000 х юоо
Корпусные и базовые (L > .В > Н) 300 х 300 х 300 500 х 500 х 500 800 х 800 х 800 1120x1250x1000 1250 х1500 х1250
случае любая деталь из всего множества номенклатуры, входящей в определенную группу, может быть описана набором классификационных признаков. Классификация деталей по конструктивно-технологическим признакам, увязанным с возможностями основного оборудования, приведена в табл. 3.7.
Кроме габаритных параметров, должны учитываться вид заготовки, определяющий особенности основного оборудования и технологический процесс изготовления, материал изготовляемой детали, определяющий условия стружкоудаления, ИТ. д.
Классификация сборочных единиц также осуществляется по конструктивно-технологическим признакам на базе общности применяемого сборочного оборудования и технологической оснастки. В качестве конструктивно-технологических признаков учитывают габаритные размеры, массу и геометрическую форму объектов сборки, их материал, геометрическую форму и размеры сопрягаемых поверхностей и баз, способность объектов сборки к загрузке в оборудование, точность относительной ориентации объектов на позиции сборки, вид сборочной операции и др.
В условиях автоматизированного проектирования классификация деталей может быть проведена по методике Орг-
101
станкинпрома. Кодирование сложности детали проводится с использованием классификатора деталей, в котором детали различаются по следующим признакам: служебному назначению, основной форме (класс), габаритным размерам, материалу, массе, виду термической обработки, видам элементарных поверхностей и их размерам, точности и шероховатости. На каждую деталь заполняют кодировочную таблицу по данным чертежа детали и классификаторов классов деталей и элементарных поверхностей. Таким образом, создаются массивы данных по группам, классам и подгруппам материалов деталей. Затем проводится выявление и анализ характеристик совокупности деталей с целью определения основных требований к станкам и выбора деталей-представителей для проектирования технологических процессов.
Путем машинной обработки данных о деталях выявляют их распределения, характеризующие всю совокупность деталей определенного класса, в частности трехмерные распределения; размеры — сложность деталей, размеры — масса деталей, размеры — точность деталей; тип элементарной поверхности — положение относительно основной базы, тип элементарной поверхности — точность, тип элементарной поверхности — размер и др.
В распределениях, имеющих размерный параметр детали, можно выделить ряд деталей по размерным характеристикам станков и иметь для этих интервалов описание совокупности деталей, которые по существу являются характеристикой комплексной детали.
Следует иметь в виду, что точность расчетов с использованием методов приведения программы выпуска в значительной степени зависит от формирования групп и выбора изделий-представителей.
Исходя из данных о распределении основных параметров изделий, определяют ивделия-представители для класса изделий в выбранных размерных группах, отражающие характерный технологический маршрут изготовления изделий данной группы.
Рекомендуются следующие соотношения массы Мар и годового объема выпуска 7Vnp изделия-представителя с соответствующими показателями в группе: 0,5Afmax < М С 2Afmin; °.1Лт»х < low„LinI ГД® и N^x, Nrain — соответ-
ственно наибольшие и наименьшие значения массы и годового объема выпуска изделий, входящих в соответствующую группу. При невыполнении данных соотношений производят дополнительное разбиение изделий на группы.
Разрабатывают технологические процессы и определяют станкоемкости изготовления изделий-представителей по опе
102
рациям, имеющим наибольшую, среднюю и наименьшую сложность в группе.
Расчет количества каждого типа основного оборудования производится с использованием одного из следующих методов приведения программы выпуска.
Первый метод. Поскольку известно значение машиноем-кости в крайних интервалах (размах) и закон распределения (логарифмически нормальный), можно определить математическое ожидание машиноемкости по каждой операции и, умножив ее на число изделий, изготовляемых на данной операции, определить машиноемкость на годовую программу выпуска. Затем по формуле (3.6) рассчитывают количество основного оборудования, требуемое для каждой операции. Данный метод эффективен при автоматизированном проектировании машиностроительного производства.
Второй метод. Трудоемкости изготовления изделий-представителей TMi по типам используемого оборудования в технологическом процессе изготовления делят на массу соответствующих изделий-представителей, определяют машиноемкость изготовления одного килограмма изделия, которую и принимают как среднюю для всей рассматриваемой группы, из которой взяты изделия-представители. Умножив массу всей группы изделий М} на среднюю станкоемкость 1 кг этой группы по типам оборудования и просуммировав полученные произведения, определяют общую машиноемкость, необходимую для изготовления изделий заданной программы выпуска по формуле
т
М},
где п — число изделий-прздставителей; т — число групп.
Третий метод. Определяют общий коэффициент приведения йпр, характеризующий отношение станкоемкости (маши-юемкости) изготовления приводимого изделия к станкоем-сости (машиноемкости) изделия-представителя. Он может )ыть определен через коэффициенты массы йм, серийности г , точности и оригинальности k0, по формуле knp =
’UM’
Коэффициент йм, учитывающий различие в массе собираемого приводимого изделия Мпр и изделия-представителя 7ИПС, шределяют по следующей эмпирической формуле:
*м = (Мпр/Мпс)^.
103
При механической обработке расчет выполняют по этой же формуле, используя отношение площадей обрабатываемых поверхностей приводимого изделия и изделия-представителя.
Коэффициент серийности kcep учитывает изменение маши-ноемкости (станкоемкости) изготовления при изменении объема выпуска изделий. Он отражает влияние объема выпуска изделий на время переналадок основного оборудования и определяется по формуле /гсер = CZVnp/Nnc)a, где Nnp и Nm — соответственно объем выпуска приводимого изделия и изделия-представителя; а = 0,2...0,33 — показатель степени, зависящий от габаритных размеров изделий.
Коэффициент приведения по точности kT учитывает влияние точности изготовления изделий на станкоемкость (маши-ноемкость) операций. Например, ужесточение требований к точности или шероховатости обрабатываемых поверхностей приводит к росту станкоемкости обработки деталей за счет увеличения числа переходов или снижения режимов резания. В общем случае при сборке изделий нормальной точности &т = 1,0, изделий повышенной точности kv = 1,1 и изделий высокой точности kv = 1,2. При механической обработке коэффициент йт учитывает средний квалитет и среднее значение параметра шероховатости поверхностей детали На. Среднее значение квалитета приводимого изделия и изделия-представителя
где Tt — i-й квалитет; ni — число размеров i-ro квалитета.
Среднее значение параметра шероховатости поверхностей приводимого изделия и изделия-представителя
а Тп, ’
где RUJ — j-e значение — число поверхностей, имеющих
значение Ra = j.
определения коэффициента /гт, характеризующего квалитет точности изделия, рекомендуется использовать следующие зависимости:
Средний квалитет Т 6 7 8 11 12 13
kT 1,3 1,2 1,1 1,0 0,9 0,8
Величина кщ зависит от среднего параметра шероховатости поверхностей детали:
104
Среднее значение параметра шероховатости поверхности Иа 20 10 5 2,5 1,25 0,63
кш 0,95 0,97 1,0 1,1 1,2 1,4
При механической обработке
h h г, К. пр**ш.лр
к. пс ”'иг. пс
ПРИМЕР. Определим коэффициент приведения по точности для корпусной детали, имеющей средний квалитет, равный 13, и среднее значение параметра шероховатости поверхности Но — 20 мкм. В то же время изделие-представитель имеет следующие значения аналогичных параметров Т = 8 и Ru — 5 мкм.
Используя нормативные данные, определим
. 0,80,95 л сп
ft'=13to =0-69’
В сборочном производстве определяют коэффициент ko, учитывающий число оригинальных деталей в сборочных единицах, из зависимости k0 = («np/«no)0’5» где лпр — число наименований оригинальных деталей в приводимом изделии; п11С — то же в изделии-представителе.
Произведение всех коэффициентов приведения даст общий коэффициент приведения /?пр, который позволит определить станкоемкость изготовления детали или машиноемкость сборки узла в автоматизированном производстве, не разрабатывая при этом технологический процесс изготовления рассматриваемого изделия. Для этого умножают коэффициент приведения fenp на станкоемкость (машиноемкость) изделия-представителя Тс пс: Тс пр = fenpTcис.
Определив коэффициент приведения для каждого изделия в группе, можно найти суммарную станкоемкость (машиноемкость) изготовления изделий всей группы.
Четвертый метод. Проектирование экспериментальных сборочных и механических производств выполняют по условной программе, так как для них характерна нестабильность номенклатуры выпускаемых изделий. В этом случае выбирают условные изделия, на которые имеются чертежи, в таком количестве, чтобы их масса была равна массе изделий, планируемых к выпуску в данном производстве. На все детали этого изделия разрабатывают технологические процессы и определяют суммарную станкоемкость по типам необходимого оборудования (по операциям) на годовой выпуск деталей по заданной программе.
Пятый метод. При реконструкции или техническом перевооружении действующих цехов используют способ расчета количества основного оборудования, основывающийся на на-
105
линии заводских данных о станкоемкости изготовления изделии и планируемого снижения станкоемкости за счет внедрения прогрессивной технологии и повышения уровня автоматизации проектируемого производства.
Наибольший эффект достигается в результате внедрения нового оборудования на лимитирующих операциях технологического процесса, поэтому при изучении действующего процесса необходимо их выявить и выяснить их фактическую трудоемкость, уровень технологического оснащения. Повышение производительности на лимитирующих операциях позволит резко повысить производительность всего производственного процесса.
Сущность расчета количества основного оборудования заключается в следующем. Собирают данные о фактической станкоемкости выполнения каждой операции технологического процесса изготовления трех-четырех изделий-представителей в каждой группе. На основании анализа полученных данных определяют лимитируюшие операции, на которых следует использовать более прогрессивное оборудование. Имеющиеся станкоемкости по каждому виду работ корректируют с учетом изменения объема выпуска изделий и снижения станкоемкости изготовления благодаря использованию более производительного оборудования. Коррекция осуществляется путем введения коэффициента коррекции станкоемкости &кр, определяемого по формуле
_ ЛТЛ) ^кр ~ я *
.£(ТЛ)
где Тб и Тпр — соответственно базовая и проектная станкоем-кость выполнения операции; N6 и 2Vnp — соответственно базовый и проектный объем выпуска изделий-представителей; п — число изделий-представителей в выбранной группе.
Для определения проектной станкоемкости Тпр разрабатывают новый прогрессивный технологический процесс для реконструируемого производства. Коэффициент коррекции станкоемкости зависит от сложности изготовляемых изделий, технического уровня действующего производства и партии запуска. Чем сложнее изготовляемое изделие, ниже технический уровень действующего производства и меньше партия запуска, тем меньше коэффициент коррекции станкоемкости, и наоборот.
Полученный расчетным путем средний коэффициент коррекции станкоемкости относят ко всем изделиям в группе и, пользуясь им, определяют проектную, новую станкоемкость изготовления всех изделий в группе, не разрабатывая при
106
этом технологического процесса их изготовления. Проектную станкоемкость определяют по формуле Tnpi = Тбгйкр.
Аналогичные расчеты проводят для каждой группы изделий и, суммируя эти значения для каждой операции, определяют количество основного оборудования.
Шестой метод. На стадии предпроектного периода при технико-экономическом обосновании проекта используют укрупненный способ определения количества основного оборудования, основанный на использовании технико-экономических показателей. При этом способе в качестве исходных данных должны быть известны показатели продукции по массе, габаритным размерам, сложности, точности и соответствующие нормативные технико-экономические показатели. Последние устанавливают на основании анализа изготовления аналогичных изделий на передовых заводах страны и за рубежом, проведенного специальными отраслевыми технологическими институтами.
При этом способе технологический процесс изготовления изделий не разрабатывают, а в качестве основы для расчетов принимают следующие обобщающие технико-экономические показатели:
• станкоемкость механической обработки или трудоемкость (машиноемкость) сборочных работ 1 т массы изделий;
• годовой выпуск продукции, осуществляемый единицей основного оборудования для принятого режима работы в натуральном выражении (т, шт.);
* годовой выпуск изделий, осуществляемый единицей основного оборудования в денежном выражении (вследствие непостоянства показателя он используется редко).
Точность расчетов, выполненных этим способом, в основном зависит от точности принятых в основу технико-экономических показателей.
Расчет по показателю машиноемкости осуществляют в следующей последовательности. Выбрав из аналогичных производств подобное изделие, которое будет изготовляться в проектируемом цехе, и зная машиноемкость изготовления 1 т его массы, берут этот показатель в качестве исходного. Суммарная машиноемкость изготовления всех изделий
где Тн — нормативная машиноемкость изготовления 1 т изделий, маш-ч; 7Ии — масса изделия, т; N — годовой объем выпуска данного изделия, шт.; kcep — коэффициент серийности.
Коэффициент серийности Лсер отражает изменение объема выпуска изделия для проектируемого производства Апр по от
107
ношению к базовому производству N6 и определяется по следующим нормативным данным:
0,10 0,20 0,30 0,40 0,50 0,65 0,90
^сер 0,73 0,78 0,83 0,87 0,90 0,94 0,99 |
Зная суммарную станкоемкость изготовления изделий, с помощью формулы (3.6) можно рассчитать количество основного оборудования для проектируемого машиностроительного производства.
13.5 [Расчет количества основных рабочих
Выполнение ряда технологических операций, таких, как слесарные, сборочные, шабровочные работы, требуют непосредственного участия человека. Кроме того, для обеспечения работы основного оборудования необходим обслуживающий персонал, который осуществляет функции загрузки и разгрузки, управления и наладки оборудования. Таким образом, основная система становится человеко-машинной системой.
Число операторов при укрупненном расчете определяется по машиноемкости годового объема работ
Т£ р —____
ст Ф k ’
где Т£ — суммарная машиноемкость изготовления изделий, ч; Фр — эффективный годовой фонд времени работы оператора, ч; — коэффициент многостаночного обслуживания — среднее число оборудования, обслуживаемого одним оператором.
Эффективный годовой фонд времени работы операторов равен разности номинального фонда и времени неизбежных потерь, вызванных простоями оборудования при плановопредупредительном ремонте, и определяется по табл. 3.8.
Таблица 3.8. Эффективный годовой фонд времени работы операторов
Продолжительность, дни Эффективный годовой фонд времени рабочих, ч
рабочей недели основного отпуска
41 15 1860
41 18 1840
41 24 1820
36 24 1610
36 36 1520
108
Для повышения эффективности на машиностроительных предприятиях организуют многостаночное обслуживание. При организации многостаночного обслуживания необходимо решить три задачи:
1. Найти оптимальные нормы обслуживания и численности операторов с учетом взаимодействия между операторами-многостаночниками, наладчиками и другими группами рабочих.
2. Определить длительность цикла изготовления единицы продукции на одном станке с учетом его возможных простоев в ожидании обслуживания рабочим. Эта величина называется нормой длительности. Она характеризует станкоемкость единицы продукции по данной операции и измеряется в единицах времени (с, мин).
3. Установить норму времени на единицу продукции для рабочих каждой группы, исходя из норм длительности, обслуживания и численности. Нормы времени характеризуют трудоемкость единицы продукции по данной операции и измеряются в человеко-секундах, человеко-минутах и т. п.
Таким образом, если при обслуживании одним рабочим одного станка достаточно установить одну норму (норму времени), то при многостаночной работе необходимо установление трех норм: нормы обслуживания для рабочего (бригады), нормы длительности, определяющей станкоемкость операции, и нормы времени, определяющей трудоемкость операции.
При многостаночной работе норма времени должна включать величину возможных простоев станка (сборочной машины) в ожидании обслуживания многостаночниками, т. е. при многостаночной работе норма длительности определится следующим образом:
Нд = tc + t, + + *орм + + *пз-
где tc — свободное машинное время, т. е. время однократной непрерывной работы станка без участия рабочего, это время затрачивается на изготовление одной или нескольких деталей из прутка или в многоместном приспособлении, или при бункерной (магазинной) подаче заготовок в рабочую зону станка; t3 — время однократной занятости многостаночника на одном станке; — время перерывов в работе оборудования, связанных с ожиданием многостаночников; £орм — время обслуживания рабочего места; £отл — время на отдых и личные надобности; #пз — подготовительно-заключительное время.
Величина времени перерывов £пт устанавливается исходя из расчета норм обслуживания н численности. Чем больше величина нормы обслуживания, тем при прочих равных условиях больше время tnT.
109
Для расчета норм обслуживания и численности используется величина свободного машинного времени tc и время занятости рабочего на одном станке tg. Если станки обслуживаются рабочими нескольких групп (операторами, наладчиками и т. и.), то величины £3 должны быть указаны для рабочих каждой группы. Кроме того, в этом случае должен быть задан порядок обслуживания станков рабочими различных групп.
Каждому варианту норм обслуживания и численности соответствует определенная величина простоев оборудования в ожидании обслуживания рабочим. С учетом этих перерывов устанавливается норма длительности изготовления единицы продукции на одном станке.
Если значения tc одинаковы для всех станков и рабочий тратит иа обслуживание каждого из них одинаковое время t3, то при установленной норме обслуживания Но за период машинной работы одного станка он может обслужить другие (Но - 1) станки. Следовательно, в данном случае
Рассчитанное значение нормы обслуживания уточняется с учетом экономических, психофизиологических и социальных факторов.
Норма длительности в условиях многостаночной работы определится как
где q — количество деталей, которое должно быть изготовлено за время непрерывной автоматической работы ta; kBR — коэффициент использования оборудования по времени автоматической работы, необходимый для выполнения производственной программы; kKn— коэффициент времени нормируемых перерывов, т. е. перерывов на организационно-техническое обслуживание оборудования, подготовительно-заключительную работу, отдых и личные нздобности.
Величина feHn устанавливается по формуле
Т
Ь см
""НП гр __ гр *
Л СМ * нп
где Тва — среднее время нормированных перерывов в работе оборудования за смену.
В составе Тнп учитываются только реальные перерывы. Например, если во время нормированного отдыха рабочих станки не выключаются (путем взаимных подмен рабочих), то время на отдых в составе Тнп не учитывается.
110
Оценка интенсивности труда рабочих производится по коэффициенту занятости, который рассчитывается по формуле
^ = Тг/Тн,
где Т3 — фактические затраты времени на выполнение операции; Тк — нормативная продолжительность времени работы рабочего.
Коэффициент км для одного и того же вида оборудования определяется соотношением машинно-автоматного времени и времени ручного обслуживания (загрузка, разгрузка и управление оборудованием, переход от одного оборудования к другому).
Величина kM зависит от вида оборудования. Для универсальных станков с ручным управлением kM = 1; для тяжелых станков кы = 0,33...0,5; для станков автоматов и полуавтоматов /гм ~ 3...8; для зубофрезерных полуавтоматов /гм = 2...4; для агрегатных станков Лм — 1...3; для станков с ЧПУ kK — 2...3.
Число станочников можно определить также по числу станков Спр, т. е.
р = ст ф k '
где Фэ — эффективный годовой фонд времени работы оборудования, ч; k3 — коэффициент загрузки оборудования (при укрупненных расчетах для поточного производства к3 = 0,8; для непоточного fe3 = 0,85).
Число сборщиков определяется по числу рабочих мест Мсб:
Р _ ст ф »
t)
где Фрм — эффективный годовой фонд времени работы рабочего места, ч; k3 0,8 — коэффициент загрузки рабочего места; П — плотность работы (среднее число сборщиков, одновременно работающих на одном рабочем месте).
13.6 [Принципы построения производственных учвстков
Число производственных участков в цехе ориентировочно можно определить по формуле
Пу ~ СЦ/СУ,
где Сц — общее количество основного оборудования в цехе; Су — среднее количество оборудования на одном участке.
ill
Выбор состава и количества основного оборудования на производственных участках тесно связан с распределением номенклатуры изготовляемых изделий по участкам.
На производственных участках, построенных по линейному принципу, количество основного оборудования принимается с учетом полного изготовления одного или нескольких изделий на участке. При технологическом принципе формирования стремятся создавать равновеликие (по количеству основного оборудования) участки, идя в ряде случаев на создание участков с двумя (и более) различными типами станков, например фрезерно-сверлильный, токарно-расточной участок и т. п. Несколько сложнее формирование участков, построенных по предметному принпипу. В этом случае подбирают группы изделий с целью создания равновеликих участков, тогда
р, п т tшт. ij
с/1±ад=^-^Г’
где п — число групп изделий, закрепляемых за участком; m — число наименований изделий в Л-й группе; Nt — годовой объем выпуска z-го изделия; pt — число операций изготовления z-ro изделия; ^шт_ у — штучное время j-й операции изготовления i-ro изделия; Фэ — эффективный годовой фонд времени работы оборудования.
При создании автоматизированных участков количество основного оборудования на них целесообразно принимать в размере 6... 18 единиц. При этом исходят из того, что менее шести единиц нецелесообразно обслуживать мини-ЭВМ, а при числе основного оборудования свыше 18 усложняется система программного управления автоматизированным участком. Для обеспечения надежной работы автоматизированного участка при выходе из строя или плановом ремонте одного из станков желательно в составе автоматизированного участка иметь дублирующее оборудование.
После того как будет распределена номенклатура изготовляемых изделий по участкам и определены состав и количество основного оборудования на них, переходят к построению схемы расположения основного оборудования на участках.
Схема размещения основного и вспомогательного оборудования на площадях цехов и участков, называемая иногда топологией производства, — важный этап проектирования нового и реконструкции существующего производства. На этом этапе происходит формирование системы материальных связей, на базе которых в дальнейшем проектируют информаци
112
онные и энергетические потоки. При функционировании действующего производства в ряде случаев экономически целесообразно при смене номенклатуры выпускаемых изделий изменять топологию производства, предусматривая дополнительные капитальные затраты на создание крановых пролетов, которые в дальнейшем окупятся за счет сокращения затрат на транспортирование, увеличения загрузки основного оборудования, повышения гибкости производства, оперативности управления и т. п.
Задачи формирования системы материальных потоков при синтезе топологии производственной системы имеют большую размерность и требуют значительного времени на их решение. В качестве критерия для оценки оптимальности выполнения синтеза топологии принимают мощность материального потока, которую определяют по формуле (2.1).
В общем виде задача синтеза топологии технологической системы формулируется следующим образом. Заданы множество технологического оборудования С — {сх, с2, ..., еп}> материальные связи между ними Q = {qY, q2, q} и габаритные размеры оборудования V — {и1э и2, ...» ит}, а также ограничения на размещение оборудования. Следует найти такое взаимное однозначное расположение множества С в объеме цеха или участка и взаимные материальные связи между ними Q, которые обеспечивают экстремум целевой функции W\.
При размещении производственного оборудования на площадях цеха учитывают следующие ограничения: нецелесообразность размещения рядом станков, производящих финишную и черновую обработки ввиду влияния вибрации на точность обработки; нецелесообразность размещения шлифовальных станков рядом со сборочным оборудованием; существующие нормы расположения оборудования, расположение элементов конструкций зданий и др.
При размещении основного оборудования должны быть соблюдены нормы технологического проектирования, регламентирующие ширину проходов и проездов (не магистральных), расстояние между станками и станков от стен и колонн. В табл. 3.9 даны расстояния: а — между проездом и станками, расположенными фронтально (рис. 3.21); б — между проездом и тыльной стороной станка; в — между проездом и боковой стороной станка; г — между станками, установленными в «затылок»; д — между станками, установленными тыльными сторонами; е — между станками, установленными боковыми сторонами; ж — между станками, установленными фронтально, при обслуживании одним оператором одного станка; з— между станками, установленными фронтально, при обслуживании одним оператором двух станков; и, к —
X - 5844
113
Рис. 3.21. Варианты размещения станков относительно проездов, друг друга, стен и колонн здания
между станками при П-образном расположении трех станков, обслуживаемых одним оператором; л, лх — от стен и колонн до станка, расположенного фронтально; лг — от колонн и стен до станка, расположенного тыльной стороной; н — от колонн и стен до станка, расположенного боковой стороной.
Расстояния в табл. 3.9 включают крайние положения движущихся частей, открывающихся дверок и постоянных ограждений. Нормы расстояний между станками с разными габаритными размерами выбирают по большему из этих станков. В случае обслуживания станков подвесными транспортными средствами расстояния от стен и колонн до станков принимают с учетом возможности их обслуживания подвесным транспортом.
При расположении канала для транспортирования стружки между тыльными сторонами двух рядов станков, установленных на общей фундаментной плите, расстояние между ними принимается при транспортировании дробленой стружки (&), витой стружки (5 + 0,4м). Для станков, установленных
114
Таблица 3.9. Нормы размещения станков
Расстояния Наибольший из габаритных размеров станна а плане, м*
<1.8 1,8 ...4 4... 8 >8
а 1,6/1,0 1,6/1,0 2,0/1,0 2,0/1,0
б 0,5 0,5 0,5 0,5
в 0,5 0,5 0,7/0,5 1,0/0,5
г 1,7/1,4 1,7/1,6 2,6/1,8 2,6/1,8
д 0,7 0,8 1,0 1,3/1,0
е 0,9 0,9 1,3/1,2 1,8/1,2
ж 2.1/1.9 2,5/2,3 2,6 2,6
3 1,7/1,4 1,7/1,6 1,7 1,7
и 2,5/1,4 2,5/1,6 — —
к 0,7 0,7 — —
л 1,6/1,3 1,6/1,5 1,6/1,5 1,6/1,5
лг 1,3 1,3/1,5 1,5 1,5
м 0,7 0,8 0,9 1,0/1,9
н 1,2/0,9 1,2/0,9 1,2/0,9 1,2/0,9
* Значения в числителе для непоточного, в знаменателе — для поточного производства.
на индивидуальные фундаменты, расстояние между фундаментами должно быть не менее: при транспортировании дробленой стружки — 0,8 м, витой стружки — 1м.
В табл. 3.10 даны нормы расстояний между оборудованием при использовании автоматизированных транспортных средств, в частности между станком и передвижной консольной секцией приемо-передаточного стола Д, от станка до оргоснастки или транспортного средства Е, между приемо-передаточными столами Г и между транспортными средствами Ж.
115
Таблица 3.10. Нормы расстояний при использовании автоматизированных транспортных средств, м
Подвесной конвейер или тали на монорельсе
Подвесной конвейер с применением манипулятора
Ширину К межоперационного транспорта и ширину В приемо-передаточных столов стеллажного оборудования принимают в соответствии с габаритными размерами обрабаты-
116
Таблица 3.11. Нормы расстояний между оборудованием в автоматизированном сборочном производстве
Конвейер
Шаговый
Схема конвейерной линии Б~"□ □ □ □ □ ©ев ее е 11000
* ® ° ° © © е Т1000
^Дополнительное 3
L рабочее место_ д
Вертикально-замкнутый
Подвесной
1500
1500 800
Автоматизированный горизонтально-замкнутый
ваемых заготовок. Ширина Л2 пешеходного прохода между тыльными сторонами станков, встроенных в автоматизированные участки, должна быть 1,4 м.
Нормы расстояний между сборочными конвейерами и стационарными рабочими местами для автоматизированных линий сборки приведены в табл. 3.11.
117
Расстояние от конвейера до стационарного рабочего места может быть при соответствующем обосновании увеличено в зависимости от габаритных размеров собираемых изделий, средств автоматизации сборки и автоматизированных систем подачи комплектующих изделий. Размер К определяется конструкцией оборудования. При двустороннем обслуживании вертикально-замкнутого конвейера ширину рабочей зоны принимают равной 1 м с каждой стороны.
В качестве исходных данных при синтезе топологии производственной системы необходимо иметь состав основного оборудования в проектируемом подразделении, технологические маршруты изготовления изделий на нем, грузопоток для каждого маршрута, а также габаритные размеры оборудования и ограничения на его размещение. Для удобства расчетов технологические маршруты изготовления изделий с величиной грузопотока целесообразно задать матрицей смежности Л., а структуру установочных мест — матрицей D’.
II II ‘ В ‘ Й С и я • м Е _ 3 м и- £ _ а • « в * ° В ‘ м и * ° X . X X В X » X X и . х . X J** ’ Л -С if5 1 * ! ! °! ! : i ! ° | •Г : Г f ° Г Г ~ ; о ~ Г г ?= : о * f ? к> . Ю М N> . М N N * нГ* ‘ rfj -Q вР О -60 «- Й * О : P r S x : 3 3 a 3 . » 3 я
При заполнении матрицы структуры установочных мест следует учесть, что возможны два варианта размещения основного оборудования: линейный и круговой. Линейный вариант размещения оборудования может быть реализован при расположении оборудования вдоль, поперек трассы межоперационного транспорта и под углом к ней (см. рис. 3.21). К преимуществам линейного способа размещения оборудования относят: наличие свободных зон для обслуживания оборудования, рациональное размещение оборудования с учетом прямоугольной сетки колонн.
Наиболее удобное н распространенное размещение основного оборудования — вдоль транспортной трассы. Поперечное
118
расположение применяют в случае, когда может быть достигнуто лучшее использование площади или когда при продольном расположении получаются слишком длинные линии. Под углом к транспортной трассе основное оборудование располагают в случае, когда длина оборудования значительно превышает его ширину, например для расточных, продольнофрезерных, продольно-строгальных, прутковых автоматов и револьверных станков. Такое расположение оборудования обеспечивает лучшее использование площадей. Револьверные станки и автоматы при прутковой работе ставят под углом 15...20° или несколько больше в зависимости от ширины и длины отводимой под них площади; при этом их располагают загрузочной стороной к транспортной магистрали.
Кольцевое расположение основного оборудования целесообразно для многостаночного обслуживания с помощью промышленных роботов, работающих в цилиндрической системе координат, но создает трудности- для использования межоперационного транспорта и инженерных коммуникаций, а также требует больших площадей.
Типовые схемы установочных мест при линейном расположении технологического оборудования (ТО) приведены на рис. 3.22. Оптимальное значение мощности грузопотока достигается при двустороннем расположении оборудования вдоль транспортной трассы (рис- 3.22, а, б). Схемы, приведенные на рис. 3.22, в, г, используют чаще всего при реконструкции производства. При совмещении входа и выхода с участка происходит сокращение холостых пробегов межоперацнонно-го транспорта (рис. 3.22, а, в); такие схемы используют при незначительных грузопотоках (не более 3000 т в год), при больших грузопотоках используют схемы с раздельными входом и выходом (рис. 3.22, б, г).
а) б)
Рис. 3.22. Типовые схемы установочных мест
119
Алгоритм размещения вершин графа на позиции имеет приведенную ниже последовательность:
1. Пусть j = 1, где j — номер шага алгоритма.
2. Для каждой вершины xt построить распределение других вершин по позициям, минимизирующим длины материальных связей, выходящих из г-го оборудования.
3. Найти в каждом распределении позицию, относительно которой следует определять назначение вершин графа материальных связей (для неразмещенных вершин такой позицией является та, относительно которой составлено распределение, для размещения вершин хр — ближайшая незанятая позиция относительно позиции, на которой закреплена вершина хр).
4. Из множества ближайших позиций выбрать такую р*> которая приводит к наименьшему приращению суммарной мощности грузопотока.
5. Из множества вершин, претендующих на р*-ю позицию, выбрать вершину хв*, дающую наименьшее приращение суммарной мощности грузопотока, вызванное установкой в распределениях вершины на р*-ю позицию.
6. Поставить в распределениях вершину xsS. на позицию р*.
7. Построить с учетом выбранного назначения для каждой вершины новые распределения.
8. Увеличить индекс j на единицу.
9. Если / < (п - 1), то перейти к п. 3, в противном случае формирование решения закончить.
При линейном принципе формирования производственного участка задача размещения основного оборудования упрощается, так как его расставляют по ходу технологического процесса изготовления изделий.
13. 7 [Разработка требований к условиям работы основного оборудования
При эксплуатации машиностроительных производств следует учитывать специальные требования к условиям работы основного оборудования, обусловленные особенностями достижения требуемых параметров качества изготовления изделий. Постоянное повышение уровня точности изготовляемых изделий, вызванное увеличением мощности и скорости машин и механизмов, приводит к росту доли прецизионного производства. Тенденция к повышению точности современных машин оказывает влияние на условия их изготовления:-температуру, влажность, чистоту помещения, воздухообмен, освещенность, виброизоляцию оборудования и допустимый уровень звукового давления.
120
Для прецизионной механической обработки деталей используют станки повышенных классов точности; (В — высокой, А •— особо высокой точности и С — особо точные). На них изготовляют высокоточные детали станков и машин, а сборку и юстировку узлов к ним производят в термоконстантных помещениях, параметры микроклимата которых имеют малые допуски.
Основные требования к температурному режиму и скорости воздушных потоков для механических и сборочных прецизионных производств даны в табл. 3.12.
Таблица 3.12. Нормы температурного режима и скорости воздушных потоков
Работы Класс точности используемого станка ипи собираемого изделия Допустимые отклонения температуры от +20 °C Наибольшая скорость воздуха, м/с
Финишная обработка деталей типа валов и втулок, точных отверстий в корпусных деталях, направляющих базовых деталей, делительных зубчатых колес и дисков, винтов и червяков. Чистовое шабрение, окончательная сборка и проверка узлов и станков, приемочный контроль и юстировка А, С В 0,5; 1 1,5 0,2...0,3 0,3...0,5
Нанесение делений на линейных штриховых мерах длиной, мм: 500 А, С В 0,25 1 0,1 0,2...0,3
1000 А, С В 0,1 0,5 0,1 0,2...0,3
2000 А, С В 0,05 0,25 0,1 0,2...0,3
Предварительная сборка станков и узлов А, С В 1; 1,5 1,5 0,3...0,5
Примечание. Большие значения допустимых отклонений назначаются при массе станков или собираемых изделий < 1 т, меньшие — при массе > 1 т.
121
Заготовки, детали, узлы, инструмент и другие изделия, поступающие в термоконстантные помещения извне, выдерживают до достижения температуры помещения на соответствующем складе или площадке для хранения. Отклонения температуры менее ±0,1 °C обеспечиваются в специальной камере (оболочке) с автономным режимом и дистанционным управлением оборудования.
В термоконстантных помещениях должна поддерживаться относительная влажность воздуха 50 ± 10%, так как прецизионное оборудование и контрольно-измерительные приборы, находящиеся в них, не должны быть подвержены коррозии.
При расчетах теплообмена и влажности воздуха в помещениях со специальным микроклиматом учитывают выделение теплоты и влаги от обслуживающего персонала (один рабочий выделяет 380 кДж/ч теплоты и 140 г/ч влаги, один человек из управляющего персонала — соответственно 355 кДж/ч и 75 г/ч). В связи с этим доступ в термоконстантные помещения должен быть ограничен, так как присутствие дополнительного персонала может нарушить требования к параметрам микроклимата. Число ворот, наружных дверей и наружных стен в этих помещениях должно быть минимальным, а помещения с более жестким режимом должны быть изолированы от наружных стен коридором тепловой защиты.
Особые требования предъявляются к чистоте термоконстантных помещений, которые должны иметь специальный режим уборки, а стены в них покрывают матовой облицовочной плиткой, не имеющей бликов, полы — метлахской или пластмассовой плиткой. Наряду с общей уборкой регламентируется чистота воздуха. Нормы допустимой запыленности при изготовлении изделий классов А, В и С приведены в табл. 3.13.
Таблица 3.13. Нормы запыленности воздуха
Работа Наибольшие размеры пыяинок, мкм Наибольшее удельное количество пыли, шт/(см2 • ч)
Нанесение делений на линейных штриховых мерах. Аттестация штриховых и концевых мер 0,3 40
Доводка поверхностей изделий до шероховатости Ra ниже 0,04 мкм 1,0 40
Окончательная сборка и проверка подшипников и шпинделей; эталонирование и проверка средств измерения 2,0 40
1Z2
Термоконстантные помещения в большинстве случаев оборудуют централизованной системой удаления пыли от рабочих мест, но в отдельных случаях допускается применение передвижных промышленных пылесосов. Для обдува и обеспыливания поступающих грузов и персонала на входе в термоконстантные помещения устраивают специальные шлюзы с вертикальным потоком воздуха. Обдувка изготовляемых изделий сжатым воздухом в этих помещениях категорически запрещена. Очистку воздуха от пыли обеспечивают за счет применения фильтров на приточной ветви системы воздуховодов.
Для предотвращения попадания пыли извне в термоконстантных помещениях поддерживают давление 110... 120 кПа. При кондиционировании воздуха в этих помещениях обеспечивается четырехкратный обмен воздуха в течение 1 ч. Приточно-вытяжная вентиляция вызывает воздушные потоки, скорость которых не должна превышать значений, указанных в табл. 3.12.
Утомление обслуживающего персонала, вызванное плохой освещенностью, значительно сказывается на качестве и производительности изготовления изделий, помимо этого у людей ослабляется зрение. Отрицательное воздействие на работоспособность персонала оказывает и искусственное освещение, которое следует применять только в исключительных случаях, например в помещениях измерительных лабораторий при работе на делительных машинах и компараторах высокой точности, для которых строго регламентировано колебание температуры, которое может быть обеспечено только при условии применения искусственного освещения газоразрядными лампами, выделяющими незначительное количество теплоты.
Общая освещенность помещений в сборочных и механических цехах должна быть не менее 300 лк. Кроме этого, при необходимости устанавливают дополнительное освещение.
При естественном освещении для предохранения от попадания прямых солнечных лучей (инсоляция), вызывающих местный нагрев и снижение точности изготовляемой продукции, предусматриваются ориентация окон и фонарей на север, система специальных солнцезащитных жалюзи и панелей, тройное остекление с кондиционированием пространства между переплетами или применение специального свето- и теплозащитного стекла или пленки, не пропускающих инфракрасных лучей.
С целью обеспечения требуемой точности изготовления изделий используют виброизоляцию металлорежущего оборудования и сборочных стендов, устанавливая их на виброизолирующих опорах, и виброизолирующие фундаменты на резиновых ковриках. Уровень частоты собственных колебаний для каждого типа оборудования не должен превышать установленные нормы.
123
Рис. 3.23. Виброизолирующие опоры для установки прецизионного оборудования
Виброизолирующие опоры ОВ-ЗО и ОВ-31, имеющие в качестве упругого элемента прокладки из резины (рис. 3.23, а, б), а также опоры с проволочной сеткой (рис. 3.23, в, г) и пневматические выравнивающие опоры (рис. 3.24) обеспечивают изоляцию от вибраций, вызываемых соседним оборудованием. В таких опорах в зависимости от частоты собственных колебаний используют следующие упругие элементы: при частоте > 20 Гц — фетр, пробку, пластмассы, армированные волокнистыми материалами, свинцово-асбестовые прокладки; при частоте 20... 10 Гц — резину, проволочную сетку объемного плетения, толстые фетровые и пробковые прокладки; при частоте 10...5 Гц — резину, работающую на сдвиг, проволочную сетку объемного плетения; при частоте < 5 Гц — спиральные и листовые пружины, пневматические опоры.
При установке оборудования на виброизолирующие прокладки следует обеспечить достаточное прилегание прокладки как к полу, так и к станине; в противном случае могут возникнуть местные перегрузки в прокладках, что приведет к преждевременному их изнашиванию и изменению частоты собственных колебаний. Для обеспечения этого условия к качеству поверхности пола под установку прецизионного оборудования предъявляются повышенные требования. Помимо этого, для предохранения виброизолирующих прокладок от преждевременного изнашивания необходимо предотвратить течь масла и СОЖ на пол.
124
Рис. 3.24. Виброизолирующая выравнивающая пневматическая опора:
1 — опорная площадка: 2 — воздушная камера; 3 — демпферная камера; 4 — демпферное отверстие; 5 — упорное кольцо; 6 — уплотняющая трубчатая кольцевая диафрагма; 7 — пружина; 8 — клапан; 9 — регулировочный болт
В процессе сборки и проверки изделий для обеспечения возможности работы с точными измерительными средствами конструкция виброизолированного стенда должна быть такой, чтобы было возможно переключение стенда с упругих опор на жесткие.
Работоспособность обслуживающего персонала зависит от уровня звукового давления, который определяется по методике, изложенной в СНиПП-12 «Защита от щума». Предельно допустимые уровни звукового давления в соответствии с ГОСТ 12.1-003—83 приведены в табл. 3.14.
Таблица 3.14. Нормы допустимого звукового давления и уровня звука
Помещения и рабочие места Уровень звукового давления, дБ, в октавных полосах со среднегеометрическими частотами, Гц Уровень звука, ДБ
63 125 250 1000 4000
Помещения управления, рабочие комнаты 79 70 68 55 50 60
Помещения н участки точной сборки 83 74 68 60 55 65
Постоянные рабочие места и рабочие зоны в производственных помещениях 99 92 86 80 76 85
1Z5
В случае превышения допустимых уровней звукового давления необходимо провести мероприятия, обеспечивающие снижение уровня звукового давления в пределах санитарных норм.
Для обеспечения нормального функционирования основного оборудования в производственной системе необходимо предусмотреть площадь для проходов и проездов к нему с целью технического и организационного обслуживания (кроме площади магистрального проезда), для хранения полуфабрикатов, размещения оператора, промышленного робота и других средств. Поэтому при укрупненном предварительном расчете площадей производственных участков пользуются понятием удельной площади, т. е. площади, занимаемой единицей основного оборудования, в которую включают, помимо площади, занимаемой непосредственно оборудованием, площадь, необходимую для обеспечения нормального его функционирования. Окончательное значение удельной площади устанавливают после выполнения планировочного решения производственного участка, когда будет расставлено все основное и вспомогательное оборудование на нем с учетом его обслуживания.
Удельная площадь зависит от вида производства-и габаритных размеров принятого основного оборудования, которые, в свою очередь, связаны с геометрическими размерами изготовляемых изделий.
Укрупненный расчет площади рабочего места для сборки изделий выполняют по формуле
SC6 = S1 + S2 + S3,
где Sy — площадь, занимаемая самим изделием, с учетом проходов (0,5...0,75 м с каждой стороны); S2 — площадь рабочего места на одного сборщика, принимаемая равной 3...5 м2 (большее значение при соответствующем обосновании); S3 — дополнительная площадь, необходимая для окончательной отделки (пригонки) узлов и деталей во время монтажа и демонтажа; для изделий, у которых габаритные размеры в вертикальной плоскости являются наибольшими, принимают равной (0,3...0,5)S1, для изделий, у которых габаритные размеры являются наибольшими в горизонтальной плоскости, — (0.2...0,3)S1.
Нормы удельной общей площади, приходящейся на единицу основного оборудования по механообрабатывающим цехам, приведены в табл. 3.15.
При проектировании ГПС площадь, приходящуюся на единицу основного оборудования, принимают с коэффициентом 2, если не учитывается площадь, занимаемая таким вспомогательным оборудованием, как автоматизированный склад, приемно-передающие устройства и т. п.
126
Таблица 3.15. Нормы удельной площади для основного металлорежущего оборудования
Участки по изготовлению технологических групп деталей Габаритные размеры (длина х ширина), мм, до Удельная общая площадь, м2 до
Базовые детали (станины, плиты, траверсы, поперечины и т. п.) 8000 х 3000 4000 х 2000 200 150
Корпусные детали 3000 х1500 2000 х Ю00 1000 х 500 100 70 40
Планки, рычаги, кронштейны, вилки и т. п. 700 х 500 30
Крупные тела вращения (планшайбы, зубчатые колеса, шкивы, шпиндели, колонны и т. п.) Диаметр > 1000, длина > 3000 Диаметр > 320, длина > 700 120 80
Тела вращения (шестерни, валы, винты, скалки и т. п.) Диаметр 200...320, длина <700 Диаметр <200 45 35
Токарно-револьверные детали (штифты, винты, гайки крепежные, втулки, кольца, ролики, шайбы, штуцера и т. п.) Диаметр < 65, длина <100 Диаметр <25 25 20
Контрольные вопросы и задания
1. Как определить технологичность конструкций изделий?
2. Расскажите об основных организационно-технических направлениях при проектировании производственных участков и цехов.
3. Как рассчитать количество основного оборудования в поточном производстве?
4. Как выбрать состав и количество основного оборудования в ГПС?
5. Сформулируйте задачу синтеза топологии технологической системы.
6. Какие требования к условиям работы основного оборудования необходимо разработать проектанту?
Глава 4|
ИНСТРУМЕНТАЛЬНОЕ ОБЕСПЕЧЕНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
|4.1 (Функции и структура системы инструментообеспечения
Эффективное использование технологических возможностей основного оборудования во многом зависит от системы инструментального обеспечения (СИО). СИО предназначена для обслуживания всего основного оборудования цеха заранее подготовленными инструментами, а также контроля за его правильной эксплуатацией.
Исходя из назначения системы инструментообеспечения, можно сформулировать функции, которые она должна выполнять:
• организация транспортирования инструментов внутри системы инструментообеспечения;
анализ расхода инструмента;
• хранение инструментов и их составных элементов на складе;
• настройка инструментов;
• восстановление инструментов;
• замена твердосплавных пластинок;
• очистка инструментов;
• сборка и демонтаж инструментов;
• контроль перемещений и положения инструментов;
• контроль состояния режущих кромок инструментов;
• кодирование инструментальных оправок.
Режущие инструменты должны обеспечивать быструю наладку и подналадку станков, должны быть взаимозаменяемыми, обладать высокой стойкостью, формировать и дробить стружку, при необходимости обеспечивать высокую степень концентрации технологических переходов. Инструмент, как правило, настраивают на размер вне станков. Для повышения стойкости режущих инструментов их изготовляют из твердых и сверхтвердых сплавов, быстрорежущей стали с покрытием.
128
Для поточного производства, где применяются многорезцовые, многосуппортные автоматы и многошпиндельные сверлильные головки, используют инструментальные наладки параллельного действия. В этих случаях заготовка обрабатывается большим числом режущих инструментов, поэтому сокращается машинное время обработки, повышается производительность, но снижается гибкость оборудования. Каждая параллельная инструментальная наладка связана с увеличением подготовительно-заключительного времени и времени технологической подготовки производства (изготовление специальных резцовых блоков, многошпиндельных насадок и др.).
Режущий инструмент для непоточного производства, где используются станки с ЧПУ, на которых обрабатываются заготовки сложных деталей широкой номенклатуры, должен обладать универсальностью, позволяющей вести обработку за один автоматический цикл. Применяют многоцелевой комбинированный и регулируемый инструмент с элементами для устойчивого формирования и дробления стружки, не мешающей автоматическому циклу работы станков. На станках с ЧПУ используют, как правило, инструментальные наладки последовательного действия. В каждый момент заготовка обрабатывается одним инструментом, что увеличивает гибкость оборудования, но требует других эффективных способов повышения производительности. При работе на автономных станках с ЧПУ при переходе на обработку партии новых заготовок ранее использованные инструментальные наладки обычно разбирают и настраивают новые. Это приводит к простоям оборудования при проверке на станках работы каждого инструмента. В условиях ГПС, в отличие от работы неавтономно работающих станков, инструментальные наладки должны постоянно сохраняться, чтобы обеспечивать автоматическое изготовление годной детали при каждом последующем запуске в обработку новой партии. При этом сокращаются потери времени на наладки, но увеличивается число инструментальных наладок, находящихся в производстве.
Вспомогательный инструмент, включающий оправки для насадного режущего инструмента, переходные втулки для инструмента с коническим хвостовиком, патроны для инструментов с цилиндрическим хвостовиком, расточные оправки, резцедержатели, должен обеспечивать быструю и точную замену режущего инструмента, его настройку вне станка, регулирование положения режущей кромки, возможность закрепления в стандартном и специальном положениях. Система унифицированных вспомогательных инструментов для многоцелевых станков (кроме токарных) включает наборы элементов для инструментальных оправок с конусностью 7:24, раз-
9 - 584V
129
Рис. 4.1. Схема построения инструментального комплекта:
1,9 — винты; 2, 4 — шайбы; 3 — фреза; 5 — хвостовик; 6 — шпонка; 7 — шпиндель; 8 — инструментальная оправка; 10 — шпонка; 11 — переходная оправка; 12 — регулировочная гайка вылета переходной оправки; 13 — резец; 14 — патрон; 15 — сверло
мерами (по ИСО) 30, 40, 45, 50 и 60 мм. В каждый из наборов, кроме основной оправки, закрепляемой в шпинделе, входят различные оправки, переходные втулки и патроны для закрепления режущего инструмента. Схема построения инструментального комплекта для' многоцелевого станка (МС) приведена на рис. 4.1.
Система унифицированного вспомогательного инструмента для станков с ЧПУ разработана ЭНИМС. Система включает три подсистемы: 1 — для станков с коническим посадочным отверстием шпинделя; 2, 3 — для токарных станков.
Для многоцелевых токарных станков применяют систему блочного инструмента. Державка резца составная, состоит из корпуса 1 (рис. 4.2, а) и головки 2. Корпус постоянно закреплен в револьверной головке 4 (рис. 4.2, б) или суппорте. При автоматической смене инструмента посредством автооператора (АО) 5 из магазина 6 (рис. 4.2, в) заменяется только головка. Каждая головка оснащена сменной многогранной пластиной 3. По мере изнашивания пластина заменяется или поворачивается. Головки компактные и легкие, а магазины для их размещения малогабаритные. Один и тот же корпус может быть оснащен различными головками. Головка закрепляется на корпусе специальным соединительным узлом. В цилиндрический паз головки 2 входит тяга 7 с цилиндрическим участком на конце.
130
Рис. 4.2. Система блочного инструмента:
а — головка и державка; б — револьверная головка; в — магазин инструментов; г — инструментальный монитор; д — схема измерения детали и определение износа режущего инструмента; е — головки с режущим инструментом
При включении зажима нижние лепестки 8 головки упруго деформируются и прижимают ее к базирующим выступам 9 корпуса 1. При зажиме головки практически исключается зазор в любом направлении. Зажим может быть ручной или автоматический. Для управления системой блочного инструмента используют инструментальные мониторы (рис. 4.2, г) — специализированные вычислительные машины для сбора, хранения и преобразования первичной информации о работе системы и выдачи соответствующих команд управления. Монитор позволяет выполнять измерение размеров детали на станке с ЧПУ (рис. 4.2, д).
Все стандартные инструменты обычно изготовляют специализированные инструментальные заводы, что резко снижает
9»
131
их стоимость и повышает качество. Специальные инструменты и приспособления изготовляют в инструментальном цехе на самом заводе и лишь частично приобретают по кооперации.
Система инструментообеспечения цеха является составным элементом в инструментальном хозяйстве завода. В инструментальное хозяйство завода помимо нее входят: инструментальный цех, общезаводской центральный инструментальный склад (ЦИС) и центральный абразивный склад (ЦАС), общезаводские планирующие органы по обеспечению нормальной производственной деятельности завода всеми видами оснастки.
Общее руководство всем инструментальным хозяйством завода осуществляет инструментальный отдел.
При разработке СИО следует учитывать, что существуют два типа систем оперативного обеспечения инструментом станков с ЧПУ. В системе первого типа смену инструмента в шпинделе станка выполняет автооператор (время З...12с). При этом поиск следующего инструмента производится в процессе обработки. Это уменьшает время, затрачиваемое на смену, однако могут возникнуть вибрации вследствие работы магазина и автоматической смены инструмента, неблагоприятно влияющие на качество обработки.
В системе второго типа смена инструмента осуществляется самим магазином. При смене обработка на станке не выполняется, что ведет к его простоям. В таких системах магазины должны иметь небольшую вместимость, так как в противном случае увеличиваются простои станка. Так как СИО расположена на станке, она является еще одним источником вибраций, что отрицательно влияет на динамические характеристики станка. Оперативные СИО должны отвечать следующим требованиям: магазин должен иметь вместимость, достаточную для полной обработки заготовки за один установ без смены инструментальной наладки; наличие магазина и АО должно незначительно влиять на размеры рабочей зоны станка; при движении шпиндельная бабка не должна попадать в зону смены инструмента; смена комплекта инструмента должна быть удобной и быстрой; должен отсутствовать перекос стойки станка при наличии магазина большой вместимости; функционирование должно быть надежным, а обслуживание — удобным; должна поступать информация о состоянии инструмента.
К основным видам нарушений работоспособности режущего инструмента относятся износ, выкрашивание, поломки или скалывания. В период нормальной эксплуатации инструмента его размерный износ в среднем можно прогнозировать. Поломки случайны, не поддаются прогнозированию и наибо
132
лее опасны для работы оборудования. Поэтому ГПС оснащают системами автоматического контроля состояния режущего инструмента. Функции обработки информации в подсистеме возлагаются на микроЭВМ СЧПУ.
При изготовлении деталей большой номенклатуры и частой смене их партий требуется значительное количество режущего и вспомогательного инструмента. Этот инструмент выбирают из разработанного ВНИИинструментом и ЭНИМС типажа инструментальной оснастки для станков с ЧПУ различных групп и типов. Комплект выбранного инструмента для автоматизированного комплекса должен быть унифицирован и обоснованно ограничен. Его рациональную номенклатуру определяют на основе анализа деталей-представителей и конструктивно-технологической классификации деталей данного типа. При этом следует у читывать: размер конуса шпинделя станка, наибольшую массу инструмента, вместимость и размеры магазина или револьверной головки, размер стола станка. Структуру комплекта определяют на основе анализа деталей-представителей, который позволяет выявить применяемость различных типов инструмента при обработке заготовок по различным видам работ.
Таким образом, номенклатуру инструмента устанавливают исходя из разработанных технологических процессов изготовления изделий, а их количество определяют следующим образом.
Минимальную величину оборотного фонда режущего инструмента каждого типоразмера определяют по формуле
= Иг + И2 + И3,
где Иг — число комплектов инструмента на рабочем месте, шт.; И2 — число комплектов на восстановлении и настройке, шт.; И3 — страховой запас в системе инструментообеспечения, шт.
В страховом запасе наибольшее количество составляет инструмент с малой стойкостью (метчики, развертки и т. д.).
Минимальный оборотный фонд определяют по нормативам в зависимости от числа замен за смену и одновременно работающих инструментов. Для непоточного производства минимальный оборотный фонд может быть определен по табл. 4.1.
Максимальный оборотный фонд инструмента
^ = ^ф + ^н.
где Нн — норма расхода инструмента за выбранный промежуток времени, шт. Норма запаса хранения: поточное производство — 50...70 дней; непоточное производство — 70...90 дней.
133
Таблица 4.1. Минимальный оборотный фонд инструмента, шт.
Инструмент Норма времени пребывания на восстановлении, ч Стойкость режущей кромки, ч Число одновременно работающих инструментов данного номенклатурного ряда на одном рабочем месте, шт.
1 2 3 4 5 6
Резцы, 4,0 1,0 10 10 28 36 45 54
сверла, 1,5 8 15 23 29 36 43
развертки, 2,0 6 11 17 22 27 32
зенкеры, 4,0 5 9 14 18 22 27
зенковки, метчики, фрезы концевые, пазовые 8,0 и более 4 7 11 14 18 22
Резцы фа- 8,0 1,5 14 27 40 50 63 —
сонные и 2,0 10 19 28 36 45 —
пластинча- 4,0 6 11 17 22 27 —
тые, сверла ступенчатые, зенкеры сложные, развертки сборные, фрезы цилиндрические 8,0 и более 4 7 11 14
Блоки рас- 12,0 2,0 14 27 40 — — —
точные, 4,0 ” 8 15 23 —— — —
фрезы со вставными ножами диаметром до 300 мм, головки расточные 8,0 и более 5 9 14
Оборотный фонд вспомогательного инструмента устанавливают из расчета два комплекта в отделении обслуживания и один комплект на рабочем месте.
В поточном производстве принимают декадную норму расхода инструмента, которую определяют по «точной>> программе выпуска на основании технологических процессов, разработанных для изделий всех наименований. Из обшего времени технологического процесса выявляют время формообразова
134
ния каждым типоразмером инструмента и определяют декадную норму расхода следующим образом:
гг _ Тс- ф^с. у н Та >
где Тс ф — суммарное время формообразования данным типоразмером инструмента всех деталей за декаду, ч; Тд — действительное время службы данного типоразмера инструмента (с учетом всех возможных повторных заточек), ч.; kc у —- коэффициент случайной убыли из-за поломок (kc у = 1,05... 1,3).
Суммарное время формообразования данным типоразмером инструмента всех деталей за декаду, ч
£тфД-10 т — —----------.
с-ф 60 • 365
где Уф i — время формообразования данным типоразмером режущего инструмента i-ro наименования детали, мин; Oz — годовой объем выпуска i-ro наименования детали, шт.; п — число наименований деталей, шт.
Ресурс работы повторно затачиваемого инструмента в часах определяют в следующем порядке. Делением длины рабочей части инструмента L (мм) на величину допустимого стачивания I (мм) рабочей части инструмента за одну повторную заточку получают возможное число повторных заточек инструмента до полного использования его рабочей части: m = L/l. Далее, умножив время Т допустимой работы инструмента без повторной заточки (т. е. принятую стойкость) на число повторных заточек инструмента до полного использования ею рабочей части и прибавив к этому произведению время работы до первой заточки, получают расчетное время работы инструмента
Тр = Т0п + 1).
Существуют также методы укрупненных расчетов. К таким методам относится метод расчета по потребной массе инструмента, при котором исходят из показателей годовой потребности в режущем инструменте на один станок или тонну заготовок по видам и группам с учетом номенклатуры, технологии производства и уровня кооперирования.
Ценностной метод отличается от расчета по потребной массе тем, что принимают показатель годовой потребности инструмента и оснастки на единицу обслуживаемого оборудования в ценностном выражении (руб.).
135
При построении системы инструментообеспечения производственных участков за основу принята система централизованного обеспечения технологического оборудования комплектами заранее настроенных инструментов в соответствии с производственной программой выпуска, а также выполнение всех вышеуказанных функций системы инструментообеспечения.
Комплекты могут быть постоянными для определенного вида оборудования и включать в свой состав режущие или сборочные инструменты, набор универсально-измерительных и крепежных инструментов разового применения. Комплекты разового применения собирают и настраивают на участке инструментальной подготовки. Они состоят из режущих или сборочных, измерительных и вспомогательных инструментов.
Функционирование централизованной системы обслуживания инструментом обеспечивается технологической службой производственного участка, планово-производственным бюро цеха, участком инструментальной подготовки.
Система инструментообеспечения цеха состоит из отделения по обслуживанию инструментом основного оборудования, состоящего из секций хранения и комплектования инструмента и техдокументации (инструментально-раздаточная кладовая — ИРК), доставки инструмента к рабочим местам и разборки отработавшего инструмента, отделения сборки и настройки инструмента, контрольно-проверочного пункта (КПП), отделений ремонта оснастки и централизованного восстановления инструмента. Схема организации системы инструментообеспечения приведена на рис. 4.3. Основные положения проектирования составных подразделений системы инструментообеспечения изложены ниже.
| Система инструментообеспечения]
Отделение восстановления инструмента Отделение ремонта оснастки Отделение обслуживания инструментом рабочих мест 1 Отделение сборки и настройки инструмента КПП
Секция хранения и комплектования инструмента и техдокументации Секция доставки инструмента к рабочим местам Секция разборки отработанного инс труме н та
Рис. 4.3. Схема организации системы инструментообеспечения
136
14.21 Проектирование отделения сборки и настройки инструментов
Отделение сборки и настройки инструментов предназначено для сборки и настройки комплектов инструментов, а также передачи настроенного инструмента в отделение обслуживания инструментом производственных участков.
Особенностью режущего и вспомогательного инструментов, применяемых в современном механосборочном производстве, является то, что можно производить их сборку из унифицированных элементов. Это позволяет сократить номенклатуру и общее число инструментов. Унификация вспомогательных инструментов (инструментальных оправок) позволяет применять их на большинстве станков, входящих в автоматизированные комплексы.
Для эффективной работы СИО отдельных ГПС и цеха в целом создают библиотеку инструментальных данных и используют кодированный инструмент. Применяют различные системы кодирования. Информационное содержание библиотеки инструментальных данных, состоящей из данных по режущему и вспомогательному инструменту и порядку их сборки, вводится в ЭВМ, которая может автоматически выдавать бланки операционных карт и карт комплектации.
Автоматический выбор инструмента из магазина осуществляется в зависимости от принятого метода кодирования. Кодироваться могут гнезда магазина и инструмент. Гнезда магазина можно кодировать непосредственно или косвенно. В первом случае счет гнезд осуществляется посредством кулачков, закрепленных на магазине, и Считывающего устройства (системы конечных выключателей бесконтактного типа). При бесконтактном методе считывания кода в качестве считывающего устройства применяют фотоэлектрические, индуктивные или пневматические считывающие головки. При косвенном кодировании гнезд магазина счет гнезд выполняется устройством, расположенным в приводе, вращающемся синхронно с магазином. Этот способ кодирования позволяет использовать простые стандартные оправки, однако загрузка магазина занимает много времени и не исключена ошибка при установке инструмента. При этом необходимость возврата использованного инструмента в свое гнездо требует дополнительных перемещений магазина. Последний недостаток отсутствует в устройстве автоматической смены, где при возврате использованного инструмента в памяти УЧПУ выполняется перекодировка гнезд магазина.
137
Кодирование инструментальных оправок выполняют с помощью различных элементов: набора колец, кодовых гребенок, проточек, лысок и т. п. Для кодирования используют набор колец (рис. 4.4, a, б, г). Набор колец 2, размещаемых перед хвостовиком 1, увеличивает длину оправки. Первые пять колец определяют группу инструмента, вторые пять — номер в группе. Посредством такой системы можно закодировать 961 инструмент.
Использование барабана 3 с кольцами 2 (рис. 4.4, б) не увеличивает длину оправки. Для кодирования используют хвостовик 1. Каждое кольцо 2 (рис. 4.4, г) соответствует разряду двоичной системы считывания. В данном примере номер оправки 8 + 2+1 = 11. Кодирование выполняют также кодовыми гребенками 4, устанавливаемыми в пазы в хвостовике 1 (рис. 4.4, в). С помощью гребенок набирают номер инструментальной наладки в двоичном коде. При поиске инструмента на работающем станке датчики магазина дают команду на ос
танов его поворота в момент, когда в положение смены посту-
1 • 21 = 2
г)
Рис. 4.4. Способы кодирования инструментов:
а, б, в — подбором колец: г — кодовой гребенкой
пает гнездо с инструментом того номера, который дан для данного перехода программы обработки.
При размерной настройке инструмента вне станка режущую кромку устанавливают на требуемом расстоянии в радиальном и осевом направлениях относительно основной базы (конусной части хвостовика) согласно указанным в картах настройки заданиям на настройку положения координат вершин режущих кромок инструмента.
Для настройки режущих инструментов для станков токарной группы в настоящее время используются приборы моделей 2010,2010ПН-50, БВ-2026 горизонтального исполнения. Пример планировки рабочего места слесаря-инструментальщика по на-
138
Рис. 4.5. Планировка рабочего места слесаря-инструментальщика по настройке инструмента на приборе модели 2010
стройке инструмента на приборе модели 2010 показан на рис. 4.5. При настройке на заданный размер инструмент перемещается относительно инструментального блока до совмеще* ния с перекрестием экрана. Для станков сверлильно-фрезерно-расточной группы применяют приборы моделей 2015, БВ-2027 вертикального исполнения.
При использовании многошпиндельных насадок для изготовления изделий в этой секции производят их сборку и настройку. Характерной особенностью таких насадок является то, что большая часть многошпиндельных насадок может быть составлена варьированием определенного ограниченного числа стандартных конструктивных частей. В последнее время находят применение регулируемые многошпиндельные насадки. Их использование в производстве позволяет повысить гибкость и увеличить производительность производственных процессов.
Отделение сборки и настройки режущего инструмента оснащают приборами для настройки, стеллажами для хранения инструмента, оснастки и технической документаций, контрольными плитами, верстаками, тележками и дисплеями.
139
Число приборов для настройки инструментов
где Nc — число обслуживаемых станков; — число инструментов на один станок, которые требуется настроить за смену; tK 5 мин — норма времени настройки одного режущего инструмента; £см — время одной смены; k3 ~ 0,8 — коэффициент загрузки прибора; ~ 0,5 — коэффициент, учитывающий возможность автоматизации настройки на самом станке.
Укрупненно число приборов для настройки инструментов может быть определено по следующим зависимостям:
• для токарных станков Na = 0,077Vc;
♦ для многоцелевых станков с магазином инструментов 20 ЛГр-0,05ЛГс; 50 —0,Шс; >50 — 0,2^.
Число слесарей-инструментальщиков по настройке
Ф N
р = э п
« Ф *
р
где Фэ — эффективный годовой фонд времени работы прибора, ч; Фр — эффективный годовой фонд времени работы слесаря-инструментальщика, ч. Площадь, необходимая для настройщиков инструментов,
где fn — 10 м2 — удельная площадь для настройщика одного прибора.
Укрупненно число слесарей-инструментальщиков может быть принято по нормам в зависимости от числа производственных станков и типа производства (один настройщик для 15—25 станков с ЧПУ или 5—8 многоцелевых станков).
14.31 Проектирование отделения обслуживания инструментом производственных участков
Отделение обслуживания инструментами предназначено для своевременного обеспечения производственных участков настроенными инструментами в соответствии с производственной программой. В состав отделения входит секция хранения и комплектации инструмента и технической документации, а также секция доставки инструмента к рабочим местам (позициям) и разборки отработавшего инструмента.
140
При автоматизированном управлении производством все вопросы обеспечения технологического оборудования инструментом решает ЭВМ. Функционирование подсистемы обслуживания оборудования инструментами обеспечивается автоматизированной системой управления и технологической подготовки (АСУТП) производства и нижним рангом системы управления — информационно-автоматизированной подсистемой управления СИО. Согласованные взаимодействия всех элементов и частей данной подсистемы обеспечиваются подсистемой оперативно-производственного планирования.
Отделение обслуживания оборудования инструментами осуществляет выдачу плановых заданий на комплектацию, сборку, настройку и размещение инструмента в секции хранения инструмента.
Комплекс работ по подготовке комплектов инструмента выполняется в отделении обслуживания инструментом производственных участков на основании заданий, выдаваемых ЭВМ. Расчет числа подаваемых инструментов информационно-автоматизированной подсистемой управления инструмен-тообеспечением производится с пересчетом стойкости инструмента каждого типоразмера, используемого на последующих операциях, что обеспечивает выполнение нескольких операций без дополнительных настроек и переустановок инструмента.
Настроенные инструментальные комплекты и измерительный инструмент размещают в унифицированной таре. С целью рационального их расположения и сохранения точности настроенных на размер инструментов в таре предусмотрены ложементы, позиции которых соответствуют позициям магазинов, револьверных головок, резцедержателей оборудования.
В секции хранения и комплектования инструментов и технической документации производятся следующие работы: получение инструмента и технической документации из ЦИС и раскладка их по стеллажам; поддержание оборотного фонда в пределах от минимального до максимального; подбор режущих, вспомогательных, измерительных инструментов, техдокументации согласно заданиям на настройку и доставку инструментов к рабочим местам (позициям); подача подобранных инструментов, карт настройки, заданий на настройку в отделение сборки и настройки.
Все инструменты, пригодные для эксплуатации, следует хранить на стеллажах с ложементами и располагать в порядке возрастания определяющих размеров. Для каждой группы инструментов выделяется определенное число соответствую
141
щих ложементов в зависимости от числа используемых типоразмеров.
Внутри каждой группы инструменты раскладывают по подгруппам, видам и разновидностям (специальные инструменты размещают на тех же стеллажах, что и нормализованные, но в предназначенных для них ложементах).
Число стеллажей для хранения инструментов определяется по формуле
н = Qn*
= 365V,Tfe/
где Q — годовой объем поступления инструмента; пх — норма запаса хранения; Уст — вместимость одного стеллажа; ka — коэффициент заполнения стеллажа, k3 = 0,3.
Система размещения и порядок хранения инструментов должны обеспечивать его сохранность без потери качества, быстрый поиск, рациональное использование площади стеллажей. Крупные и тяжелые инструменты располагают в нижних ящиках стеллажа, а легкие и малоходовые — в верхних. Места хранения инструментов закладываются в память ЭВМ, СИО.
Комплектуют инструменты комплектовщики на основании заданий на настройку и доставку инструмента к рабочим местам (позициям), технологических процессов, карт настройки инструментов.
На основании карт настройки комплектовщик подбирает из стеллажей с помощью ЭВМ режущие и вспомогательные инструменты, укладывает их на тележку и вместе с картой настройки передает в отделение сборки и настройки. Получив из отделения сборки и настройки комплекты настроенного инструмента, комплектовщик доукомплектовывает их измерительными инструментами, отправляет в секцию доставки к рабочим местам (позициям) и вводит информацию в ЭВМ о готовности инструментов.
Доставляется и возвращается инструмент к технологическому оборудованию следующим образом: транспортными рабочими; внутрицеховым транспортом и транспортной системой производственного участка; специальной подвесной транспортной системой, связанной с инструментальными магазинами станков.
Доставка режущих инструментов может осуществляться поштучно, блоками и комплектами, целыми инструментальными магазинами. Первый способ предусматривает автоматизированную поштучную подачу из центрального инструментального магазина, расположенного над станками, в магазин станка требуемого инструмента для обработки поданной заго
142
товки и удаление из магазина станка сломанного, изношенного или ненужного инструмента.
Блочная замена инструмента чаще всего используется в токарной группе станков, в которых инструменты устанавливают в специальных револьверных резцедержателях с вертикальной и горизонтальной осями вращения с помощью специальных промежуточных оправок. Поштучная смена инструментов в резцедержателях достаточно сложна, так как не может быть использована унифицированная инструментальная оснастка, поэтому в токарной группе станков вынуждены заменять не отдельные режущие инструменты, а целые инструментальные блоки. На рабочие позиции инструментальный блок поступает в таре в строго фиксированном положении. В РТК промышленный робот берет блок из тары и укладывает на промежуточный стол; затем снимает со станка и помещает в тару подлежащий замене блок инструментов, после чего берет новый блок с промежуточного стола и устанавливает его на рабочее место. Правильность положения закрепленного инструментального блока контролируется системой управления станком. Извлеченный из станка блок отправляется в унифицированной таре в секцию разборки инструмента транспортной системой цеха.
При использовании многошпиндельных насадок на агрегатных переналаживаемых станках с ЧПУ их доставляют к инструментальным магазинам, где производится их замена. Инструментальные магазины обычно располагают за станками; они состоят из складских полок, между полками перемещается транспортная тележка с микропроцессорным управлением. Многошпиндельные насадки можно перемещать и хранить с помощью рольгангов с принудительным вращением.
Замена целыми инструментальными магазинами может осуществляться по одному из двух принципов. Первый принцип — применение инструментального магазина такой вместимости, чтобы инструментов хватало на несколько установов заготовок, которые должны обрабатываться в смены с малым количеством персонала, и чтобы в магазине размещались дублеры быстроизнашиваемых инструментов и запасные инструменты. Несмотря на такое ограничение, этот способ находит широкое распространение благодаря простоте и надежности. Второй принцип — введение сменных инструментальных магазинов, вместимость которых определяется исходя из возможности обработки одного наименования детали с использованием одного магазина.
На рис. 4.6 показана схема автоматизированной системы инструментообеспечения многоцелевых станков, реализующая первый принцип обслуживания.
143
Рис. 4.6. Схема автоматизированной подачи инструмента из центрального магазина инструментов в инструментальный магазин многоцелевого станка
Правильность установки закодированного инструмента в заданное гнездо центрального инструментального магазина 1 проверяется ЭВМ, которая подает команду автооператору 2. По команде от ЭВМ автооператор забирает и устанавливает в перегрузочное гнездо 4 требуемый инструмент. В перегрузочном гнезде многоцелевого станка, оснащенном устройством считывания кодов, производится повторная проверка кода инструмента 3, доставленного для
обработки поступившей заготовки. Если номер заготовки Подтверждается, то по команде от ЭВМ перегрузочное гнездо станка с установленным в него инструментом из вертикального положения устанавливается в горизонтальное, и с помощью манипулятора 5 инструмент из перегрузочного гнезда передается в свободное гнездо инструментального магазина 6 стайка 7. При отсутствии свободного гнезда в магазине станка манипулятор вынимает из гнезда магазина ранее отработавший инструмент, который в дальнейшем не понадобится, а на его место устанавливает доставленный инструмент. Удаление из станка отработавшего инструмента производится через перегрузочное устройство в обратном порядке.
Подача инструмента в центральный инструментальный магазин осуществляется с помощью подъемных устройств, на которые устанавливаются кассеты с комплектами инструмента. Разгрузку и загрузку кассет вверху, а также передачу инструмента в магазины станков осуществляют автооператоры. Они могут быть выполнены с одним захватом для инструмента или иметь два захвата, в которых одновременно транспортируются два инструмента. Наличие двух захватов усложняет конструкцию автооператоров, однако увеличивает их производительность и дает возможность производить замену инструмента в гнезде, занятом другим инструментом.
Основной характеристикой кассеты является число гнезд под инструмент, которое определяют исходя из необходимости обеспечить за один подъем кассеты доставку к центральному инструментальному магазину не менее двух инструментов. В противном случае возможности автооператоров, имеющих два захвата, не будут полностью использованы.
144
При значительной частоте смены инструментов, а также для повышения надежности желательно иметь две одинаковые кассеты. В этом случае в то время, когда одна кассета находится вверху на разгрузке, другая загружается внйзу, а при выходе из строя одной кассеты комплекс продолжает функционировать.
В качестве исходных данных при определении числа автооператоров для обслуживания инструментом станков необходимо знать последовательность подачи заготовок на станок; число инструментов, необходимых для обработки заготовки каждого наименования; комплектность размещения в магазине станка инструмента, необходимого для обработки заданной последовательности заготовок; месячную программу выпуска деталей и размер партии запуска; время формообразования каждым инструментом на каждом станке; техническую характеристику автооператоров. Комплектность инструмента в магазине станка зависит от его вместимости. Современные конструкций многоцелевых станков предусматривают следующие конструкции инструментальных магазинов: дискового типа с максимальным количеством инструмента до 40 шт., цепного типа с максимальным количеством до 120 шт., кассетные и полочные с количеством инструмента 150...200 шт.
Ориентировочно суммарная частота смены инструмента в комплексе в течение месяца
Кем = -Кина + -Кд.см>
где Кин— число инструментов, необходимое для изготовления всей месячной номенклатуры деталей, шт.; а — коэффи-пиент, учитывающий размер партии деталей; Кд см — число дополнительных смен инструмента в магазинах станков в течение месяца, связанное с некомплектностью его размещения и случайными поломками.
Среднее время смены одного инструмента в станке определяется временем обработки автооператором четырех кадров, т. е.
*см = f2 *3 + *4*
где — время отработки кадра «Подойти к заданному гнезду центрального инструментального магазина и взять из него инструмент»; t2 — время отработки кадра «Подойти к передающему гнезду магазина станка и взять из него инструмент»; tg — время отработки кадра «Повернуться и поставить в освободившееся передающее гнездо станка инструмент, взятый в центральном магазине»; t4 — время отработки кадра «По
Ю —S849
145
дойти к свободному гнезду центрального магазина и поставить в него инструмент, взятый в передающем гнезде станка».
Время отработки кадров:
«1 = «к + «под +«»; «2 = + *под +
‘з = ‘к + ‘™в + *„: *4 = *х + ‘пов + ‘п-
где tK — время расчета и передачи кадра из ЭВМ в локальное устройство управления автооператором; £под — время на подход к заданному гнезду; tB — время работы цикловой автоматики автооператора по выполнению операции «Взять инструмент»; tn — время работы цикловой автоматики автооператора по выполнению операции «Поставить инструмент»; tnOB — время поворота автооператора на 180°. Отсюда
Л» = 4‘к + 3«мд + t„„B + 2(tn + tB).
Значение tK зависит от быстродействия локальной системы ЧПУ и от системы программного обеспечения и составляет 1,5...10 с.
Время, затрачиваемое автооператором на подход к заданному гнезду, £под = l/v, где I — длина перемещения автооцера-тора, м; v — скорость перемещения автооператора, м/мин. Значение v зависит от конструкции автооператора и его локальной системы управления и составляет 30... 100 м/мин.
Для упрощения расчетов можно пользоваться средним расстоянием (м), на которое перемещается автооператор за один цикл: п
^ср = ~’
i=l
где — расстояние от i-ro станка до J-ro гнезда центрального магазина инструментов, м; п — число станков в комплексе, шт.; j— число гнезд центрального инструментального магазина.
Время tn0B зависит от цикловой автоматики автооператора, оно составляет 0,02...0,05 мин.
Обычно время обработки автооператором кадров «Взять инструмент» и «Поставить инструмент» одинаковое, т. е. = tn. Оно зависит от цикловой автоматики автооператора и составляет 0,12...0,25 мин.
Суммарное время (ч), затрачиваемое автооператором в мег сяц на обеспечение необходимым инструментом станков,
гр _ ^см^см
60 *
146
Число автооператоров
N = Т /Ф , а ж оосл' э. м»
где Фэ м — эффективный месячный фонд времени работы автооператора. ч.
Принятое число автооператоров для обслуживания инструментом станков определяют путем округления 7Va до ближайшего целого числа, однако при этом следует иметь в виду, что установка двух автооператоров на одной линии усложняет их конструкцию в связи с необходимостью иметь устройства защиты от возможных столкновений. В таком случае каждый из автооператоров должен иметь свою зону обслуживания, а при выходе из строя одного автооператора другой должен обслуживать все станки комплекса. Это повышает надежность работы комплекса. Если по каким-либо причинам невозможно установить несколько автооператоров на одной линии, следует рассмотреть вопрос об уменьшении числа станков в комплексе, чтобы не допускать их простоя вследствие несвоевременного инструментального обеспечения.
При проектировании системы инструментообеспечения следует учитывать существующие способы организации замены инструментов.
При способе замены инструментов по отказам каждый отказавший инструмент заменяют по мере выхода его из строя через случайный период времени безотказной работы. Момент поломки или катастрофического износа инструмента может быть установлен рабочим, обслуживающим оборудование, либо соответствующими средствами диагностики состояния режущей кромки инструмента.
Способ смешанной замены заключается в том, что каждый инструмент заменяется принудительно через определенный промежуток времени Т; инструмент, вышедший из строя раньше этого периода, заменяют по отказу. При смешанной замене часть инструментов будет заменена до использования ими полного ресурса работоспособности.
Ввиду того что в ряде случаев среднее время на замену инструмента при таком способе меньше среднего времени при замене по отказам (сокращается время на поиск отказавшего инструмента, на ожидание наладчика), а число повторных заточек и общий срок службы инструмента соответственно увеличиваются, экономическая эффективность работы станка в целом повышается. При использовании этого способа необходимо иметь счетчики циклов для каждого инструмента (или группы инструментов), настроенные на период их замены.
ю*
147
При смешанно-групповой замене группу инструментов, имеющих одинаковые среднюю стойкость и закон ее распределения, заменяют одновременно по мере достижения ими периода Т, независимо от времени работы каждого инструмента. Преимущество этого способа состоит в том, что при групповой смене инструментов время на замену одного инструмента уменьшается по сравнению с индивидуальной принудительной заменой.
При выборе способа организации замены инструмента в условиях значительного рассеяния периода стойкости инструментов смешанно-групповая замена оказывается целесообразной лишь в случае, когда отказ инструмента может нанести серьезный ущерб станку или обрабатываемой заготовке. В остальных случаях используют способы замены инструмента по отказам или смешанную замену.
При доставке инструмента к основному оборудованию транспортными рабочими их количество при техническом проектировании может быть определено по формуле Рт = = 0,06Nc, а число тележек для доставки — NT = где Nc — число обслуживаемых станков; feT — коэффициент, учитывающий тип оборудования (для токарных станков feT = 0,4; для многоцелевых станков с магазином до 20 инструментов Дг = 0,12, до 50 инструментов kT — 0,6, свыше 50 инструментов kT = 1,2).
Если информация о технической документации хранится не в памяти ЭВМ, то площадь, необходимая для хранения технической документации, в ^СЛ» гДе Л = ^,2 м2 — площадь, необходимая для хранения технической документации на один станок.
Разборку отработавшего инструмента осуществляет слесарь-инструментальщик, заменяя при этом затупленные пластины или вставки в инструментах с механическим креплением. Разобранные инструменты сортируют по степени пригодности и передают по назначению (на контроль, восстановление, ремонт и т. п.). Число слесарей-инструментальщиков по разборке инструмента при технологическом проектировании составляет 40% числа слесарей-инструментальщиков по настройке инструмента, а число комплектовщиков инструмента — 50% от числа слесарей-инструментальщиков по настройке инструмента.
Площадь, необходимую для разборки инструмента, для кладовщиков-комплектовщиков определяют исходя из количества работающих в смену, а также площади, занимаемой кладовщиком-комплектовщиком (5 м2) и слесарем-инструментальщиком по разборке инструмента (7 м2).
148
Площадь для хранения режущих инструментов FH ~ — Nckcf2, где kc — 0,5 — коэффициент, учитывающий хранение инструментов на высотных стеллажах; f2 = 0,7...2,2 м2 — площадь, необходимая для хранения инструмента для одного станка (выбирают в зависимости от серийности выпуска и числа инструментов в инструментальном магазине станка). Площадь для хранения инструментальной оснастки определится исходя из площади, необходимой для хранения оснастки для одного станка, равной 0,5...3,2 м2.
Общая площадь, занимаемая отделением обслуживания станков инструментом, — это сумма площадей секции хранения и комплектования инструмента и технической документации, а также секции разборки отработанного инструмента.
В ИРК в секции хранения и комплектования инструмента и технической документации находятся кладовые абразивного и слесарно-сборочного инструментов. Кладовую абразивных инструментов создают при наличии в цехе шлифовальных, отрезных, заточных или полировальных станков. Площадь кладовой определяют из расчета 0,4...0,5 м2 на один из перечисленных станков для поточного и 0,5...0,8 м2 для непоточного производств. На 30...40 единиц оборудования принимают одного кладовщика, в функции которого входит и доставка абразивного инструмента к станкам и изношенного абразивного инструмента в кладовую. В кладовой абразивные инструменты должны храниться в вертикальном положении и предварительно должны быть испытаны на разрыв.
Площадь кладовой слесарно-сборочных инструментов определяют из расчета 0,15 м2 на одного слесаря-сборщика основного производства. В ней хранят инструмент для клепки, сборки резьбовых соединений, запрессовки, вальцовки, сверления и нарезания резьбы, опиловки и зачистки, притирки, шабрения и других работ.
Просуммировав площади отделений обслуживания инструментом станков и сборки и настройки инструментов, получим площадь, занимаемую участком инструментальной подготовки. В настоящее время разработаны проекты типовых участков инструментальной подготовки. На рис. 4.7 приведен пример планировки типового участка инструментальной подготовки при обслуживании 10...20 токарных и сверлильно-фрезерно-расточных станков с ЧПУ, со спецификацией к плану расположения оборудования, приведенной в табл. 4.2.
149
Рис. 4.7. Участок инструментальной подготовки при обслуживании
10...20 токарных и сверлильно-фрезерно-росточных станков с ЧПУ
Таблица 4.2. Спецификация к плану участка инструментальной подготовки (см. рис. 4.7)
№ поз. Оборудование Обозначение Габаритные размеры, мм Количество
1 Стеллаж инструментальный СМ724.01 1950 х 388 х 2050 3
2 Стол конторский — 1200 х 600 1
3 Шкаф инструментальный СМ371.20 630 х 350 х 1600 2
4 Стеллаж для оправок СМ3723.21 2050 х 555 х 2650 1
150
Продолжение табл. 4.2
№ поз. Оборудование Обозначение Габаритные размеры, мм Количество
5 Стеллаж инструментальный СМ3723.17 2050 х 555 х2650 2
6 Стеллаж для торцовых фрез СМ3723.20 2050 х 555 х 2650 1
7 Стеллаж для техдокументации и программоносителей СМ3723.17 2060 х 555 х 2650 1
8 Стеллаж для измерительного инструмента СМ3723.20.17 2060 х 555 х 2650 1
9 Плита контрольная По ГОСТ 10905—75 1000 х 630 1
10 Стол под контрольную плнту СД3702.08 966 х 636 х 560 1
11 Прибор для проверки изделий на биение в центрах ПБМ-500 940 х 347 х 448 1
12 Стол контролера СМ3707.01 1200 х 600 1
13 Ванна парафинированная СМ3099.05 — 1
14 Прибор для настройки инструмента к сверлильно-фрезерно-расточным станкам 2050 740 х 440 х 1530 1
15 Верстак слесарный СМ3743.04 2010 1250 х 750 х 850 2
16 Прибор для настройки инструмента к токарным патронно-центровым станкам 2010 875 х 975 х 870 1
151
Окончание табл. 4.2
№ поз. Оборудование Обозначение Габаритные размеры, ии Количество
17 Прибор для настройки инструмента к ло-ботокариым полуавтоматам 2010 875 х 975 х 870 1
18 Прибор для настройки инструмента к токарно-карусельным станкам 2010 875 х 975 х 870 1
19 Прибор для настройки инструмента к токарно-револьверным полуавтоматам 2010 875 х 975 х 870 1
20 Стол под прибор мод. 2010 — 800 х 900 4
21 Приспособление для разборки блоков — 500 х 400 1
22 Стеллаж для мелких приспособлений (стеллаж для настроенного инструмента) СМ3722.03 2060 х 555 х 2650 2
23 Стол производственный СМ3702.01 850 х 630 х 850 1
24 Приспособление для разборки оправок — 700 х 500 1
25 Тележка с полками СМ4186.22 800 х 630 х 900 5
26 Тележка со сменной оснасткой СМ4186.23 948x630x1311 3
152
14.41 Проектирование отделений по восстановлению инструмента и ремонту оснастки
Отделение по восстановлению режущего инструмента организуется для централизованной повторной заточки и текущего ремонта режущих инструментов, используемых в цехе. При числе станков в механическом цехе 150...300 может быть организовано одно отделение по восстановлению режущих инструментов, свыше этого числа — два-три отделения по восстановлению инструментов, которые по возможности располагают рядом с участком инструментальной подготовки с целью максимального приближения к местам их потребления. Если в цехе количество станков менее 150, то восстановление режущего инструмента производят в инструментальном цехе.
При смешанном и смешанно-групповом способах замены режущих инструментов в производстве применяют принудительное восстановление инструментов.
К основным направлениям при проектировании отделений по восстановлению режущего инструмента следует отнести: применение электрохимической заточки алмазными кругами твердосплавных инструментов, использование многониточных кругов для шлифования метчиков, применение электро-импульсных станков для обработки закаленных элементов инструментальной оснастки, использование установок для напыления износостойких покрытий.
Число универсальных заточных станков в отделении (% числа обслуживаемых станков) принимают: в поточном производстве 3...5, в непоточном — 3...4. Больший процент заточных станков берут при числе обслуживаемых станков до 200, меньший — при числе обслуживаемых станков свыше 500. Количество основного оборудования можно определить и на основании показателей средней станкоемкости восстановления 1 т режущих инструментов или восстановления инструментов одним станком в стоимостном выражении.
Указанные проценты принимают при обслуживании одношпиндельных станков (шлифовальные и другие станки, работающие с помощью абразивного инструмента, в число обслуживаемых не входят).
Если в цехе имеются многошпиндельные или агрегатные станки, то эти проценты надо устанавливать исходя из числа «приведенных» станков по числу имеющихся в них шпинделей по формуле
^0 + ("т - + (na - ^)fe2,
153
где Лгп — приведенное число станков; No — общее число станков (без учета многошпиндельности); Nv — число многошпиндельных; токарных станков-автоматов и полуавтоматов, продольно-фрезерных и барабанно-фрезерных станков с общим количеством шпинделей nT; ~ 0,4 и k2 ~ 0,15 — коэффициенты, учитывающие неодновременность работы шпинделей; Nr — число агрегатных станков с общим числом шпинделей тга.
Так, например, если в основном производственном цехе имеется 300 станков, в том числе 50 многошпиндельных автоматов с числом шпинделей 250, и 30 агрегатных станков с общим числом шпинделей 350, то Nn = 300 + (250 - 50)0,4 + + (350-30)0,15 = 428.
Число заточных станков принимают равным 4% от числа обслуживаемых станков; 428* 0,04 — 17 станков.
Кроме определенного таким путем числа универсально-заточных станков, необходимо в отделении по восстановлению инструментов иметь специальные станки, применяемые для заточки червячных фрез, резцовых головок, долбяков, протяжек, шеверов и т. п. Число специальных станков принимают исходя из того, что один станок должен обслуживать 4...20 станков основного производства, на которых используется соответствующий инструмент. При малой загрузке специального станка заточку выполняют в инструментальном цехе завода.
Подсчитанное общее число заточных станков распределяют по типам в соответствии с отраслевыми нормами. Так, например, при общем числе заточных станков 10... 18 можно приняты универсально-заточных станков 4...7; заточных: для быстрорежущих резцов — 1...2, для твердосплавных резцов — 1...3, для сверл — 2; универсально-шлифовальных — 1; плоскошлифовальных — 1; точил на колонке — 2. Кроме того, в отделении по восстановлению инструмента устанавливают следующее вспомогательное оборудование: обдирочно-шлифовальный станок; настольное точило; ручной пресс; заточный станок для дисковых пил и заточный станок для центровочных сверл; верстаки; плиты поверочные; отрезной станок с абразивным инструментом; установку для напыления износостойких покрытий.
После определения общего потребного числа специальных и универсальных станков по .их видам необходимо подобрать станки по их типоразмерам в соответствии с действующим каталогом. Для этого определяют максимальные и минимальные размеры затачиваемого инструмента по технологической документации и подсчитывают, какие размеры инструментов являются наиболее употребительными. Это дает возможность учесть, для заточки каких инструментов надо иметь относи
154
тельно большое число станков. Если при расчете получают, что необходимо иметь лишь один станок данного типа, то следует выбирать такой типоразмер станков, на котором возможна заточка применяемых инструментов данного вида всех размеров.
Среднюю площадь на один станок в отделении по восстановлению режущих инструментов можно определить из расчета: 12... 14 м2 при крупных изделиях, выпускаемых цехом: 10... 12 м2 при средних изделиях; 8...12 м2 при мелких изделиях. Указанная здесь средняя площадь на один станок учитывает всю необходимую производственную площадь отделения по восстановлению инструментов, включая площадь, занимаемую не только оборудованием, но и верстаками, заточными приспособлениями, абразивными кругами и т .д.
При планировке оборудования в отделении по восстановлению режущих инструментов следует предусматривать также места для установки вентиляционных устройств, так как в этих отделениях требуется мощная общая и местная вентиляция.
Высоту помещения отделения по восстановлению инструмента принимают не меньше 5...6 м. При необходимости восстановления тяжелых инструментов надо установить в отделении подвесной кран соответствующей грузоподъемности с управлением снизу.
Полы отделения покрывают метлахскими, а стены — облицовочными керамическими или пластмассовыми плитками, чтобы их легко было мыть, так как в отделениях по восстановлению режущих инструментов образуется много абразивной пыли, вредной для работающих.
Отделения по восстановлению режущих инструментов следует располагать так, чтобы инструментальные потоки с ИРК были как можно короче, для чего их размещают в непосредственной близости друг от друга. Кроме того, при компоновке корпуса отделение по восстановлению инструментов располагают в крайнем — вспомогательном — пролете с боковыми окнами для обеспечения лучшей естественной вентиляции и освещенности. Для удобства контроля режущих инструментов и передачи их в отделение по восстановлению или обслуживанию инструментом станков целесообразно располагать между ними К1111.
Примерная планировка оборудования и компоновочная схема отделения по восстановлению инструмента и ИРК показана на рис. 4.8. Приемку и выдачу инструмента производят следующим образом. Через окно 1 контролер-приемщик принимает поступивший инструмент и проверяет его состояние. Если инструмент не требует восстановления, то контролер-
155
Рис. 4.8. Компоновка отделения по восстановлению инструмента, КПП и ИРК
приемщик передает его через окно 2 в ИРК, если инструмент требует восстановления, то контролер-приемщик передает его через окно 3 в отделение по восстановлению инструмента. Когда инструмент восстановлен, он возвращается в ИРК через контролера-приемщика, который проверяет качество его восстановления.
Число основных рабочих в отделении по восстановлению инструментов определяют по числу станков с учетом сменности работы, т. е. двое рабочих на один станок при работе в две смены. Обслуживание специальных мало загруженных станков осуществляет один рабочий. Число ИТР — один—три человека на отделение при числе станков 5...20, служащих — один—три человека, младшего обслуживающего персонала — один человек.
Потребляемую мощность электродвигателей отделения по восстановлению инструментов (станки плюс вентиляция) можно определить примерно из расчета 2 кВт на один станок. При проектировании отделения по восстановлению инструментов следует рассмотреть возможность автоматизации восстановления инструмента.
Мастерская по ремонту инструментальной и технологической оснастки организуется в цехах при числе станков более 1 СЮ...200. При меньшем числе станков ремонт оснастки выполняют в инструментальном цехе завода, не организовывая отдельно мастерскую в основном производстве. В мастерской по ремонту оснастки выполняют малый и средний ремонт приспособлений и другой оснастки.
Если в механическом цехе 160...400 станков или 260...630 рабочих мест сборочного цеха с использованием механизиро
156
ванного инструмента, то в мастерской ремонта оснастки должно быть 4...8 станков в зависимости от программы выпуска основного производства, в том числе: токарных — 1...3; универсально-фрезерных или поперечно-строгальных — до 2; вертикально-сверлильных — 1; универсально-шлифовальных — 1; плоскошлифовальных — 1. Вспомогательное оборудование мастерской включает в себя: обдирочно-шлифовальные станки, настольное точило, настольно-сверлильные станки, прессы ручные и гидравлические, электроэрозионный станок для извлечения сломанного инструмента из отверстий (последний — только для механических цехов), сварочный агрегат. В мастерской по ремонту оснастки необходимо устанавливать разметочную и контрольную плиты с набором контрольного инструмента.
Площади мастерской по ремонту оснастки (из условия работы слесарей и лекальщиков в одну смену) можно определить исходя из нормы f — 22...24 м2 общей площади на один основной станок мастерской. В эту норму включают площади для размещения верстаков, контрольных плит и шкафов для хранения инструментов.
При компоновке цехов целесообразно рядом с мастерской иметь контрольный пункт по контролю приспособлений и инструментальных наладок. Для обслуживания нескольких цехов, размещенных в одном корпусе, следует создавать объединенное корпусное отделение (мастерскую) по ремонту оснастки. При этом для определения числа основных станков принимают норму удельной площади f* — 0,7fp.
Контрольные вопросы и задания
1. В чем заключается назначение системы инструментального обеспечения производственных участков и цехов?
2. Назовите известные вам способы организации замены инструментов.
3. Приведите структуру системы инструментообеспечения.
4. На основании чего определяют состав и количество средств, используемых в системе инструментообеспечения?
5. Какие виды работ производятся в отделении обслуживания инструментом производственных участков?
I Глава 5
г МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ ПРОИЗВОДСТВА
15.1 jОсновные технико-организационные направления автоматизации контрольных операций
Контрольные операции необходимы для определения с требуемой точностью параметров качества изготовляемых изделии, с тем чтобы обеспечить выпуск годной продукции и получать информацию о ходе технологического процесса. Назначение системы контроля качества изделий заключается в следующем:
• проведение приемочного и операционного контроля качества изделии с проверкой соответствия чертежам и техническим требованиям;
• выдача информации по результатам контроля качества изделий;
• хранение информации об изготовляемых изделиях (их конфигурации, технических требованиях, результатах выполнения контрольных операций и т. д.);
• проведение настройки контрольно-измерительных устройств и выполнение правил их эксплуатации.
В цехах может быть организован контроль качества изделий следующих видов:
• в зависимости от решаемой задачи — приемочный, профилактический и прогнозирующий;
• в зависимости от взаимодействия с изделием — активный (прямой и косвенный) и пассивный (после каждой операции технологического процесса или ряда операций);
• в зависимости от вида измерительной информации — параметрический (количественный и допусковый) и функциональный;
• в зависимости от конструктивного решения — внутренний (самоконтроль) и внешний;
158
• в зависимости от реализации во времени — непрерывный (в процессе изготовления изделия) и периодический (тестовый).
В условиях автоматизированного производства на первый план выдвигаются задачи автоматизации контрольных операций путем использования автоматических устройств различных типов, позволяющих снизить трудоемкость контроля и повысить его качество. Классификация контрольных устройств, используемых в механосборочном производстве, приведена на рис. 5.1. Принцип выполнения контрольных операций, а следовательно, и соответствующего типа контрольного устройства выбирают в зависимости от точности изготовляемых изделий, их формы и размера, числа контролируемых
Устройства контроля качества изделий
Устройства, основанные на прямом методе Устройства, основанные на комбинированном методе Устройства, основанные на косвенном методе
Контроль полуфабриката Контроль положения инструмента Контроль положения рабочих органов технологического оборудования
Контактные устройства Бесконтактные устройства
— .—,—_—, —
Контроль до обработки или сборки Контроль в процессе обработки или сборки Контроль после обработки или сборки
1 1
1 1— 1
Ус тройс пгва, прекращающие процесс при достижении заданного параметра Подналадчики Адаптивные системы > Контрольно-измерительные машины и устройства
Рис. 5.1. Классификация устройств автоматического контроля качества изделий
159
параметров, условий измерения, требуемой производительности, экономичности и возможности встраивания их в автоматизированные комплексы. Допустимая погрешность метода измерения составляет не более 1/10... 1/15 контролируемого параметра изделия (в ряде случаев 1/6 этого допуска).
Значительный эффект достигается при использовании устройств активного контроля, позволяющих контролировать параметры качества в процессе выполнения технологических операций. На рис. 5.2 показано устройство активного контроля, основанное на прямом методе; оно установлено на круглошлифовальном станке. В процессе шлифования наконечники измерительной головки постоянно контактируют с поверхностью изготовляемой детали, чем достигается непосредственный контроль ее размера. При достижении заданного размера
Рис. 5.2. Устройство активного контроля на круглошлифовальном станке: 1 — контролирующий сопрягаемую деталь; 2 — сопрягаемая
деталь в сборочной единице; 3 — прибор управления; 4 — измерительная головка; 5 — деталь; 6 — шлифовальный круг; 7 — распределительный золотник
160
контрольное устройство автоматически подает сигнал об окончании обработки и отводе шлифовального круга. В данном случае требуемый размер определяется по сопрягаемой в сборочной единице детали.
Устройства активного контроля, основанные на косвенном методе, непосредственно не соприкасаются с поверхностью изделия, так как окончание выполнения операции определяется не моментом достижения заданного размера, а, например, расстоянием, на которое перемещается рабочий орган станка, несущий режущий инструмент, до упора. Таким образом, они позволяют судить о параметрах качества изготовляемых изделий на основании информации о состоянии элементов технологической системы.
В устройствах контроля, основанных на комбинированном методе, используется как прямой, так и косвенный методы контроля в процессе технологической операции.
Автоматические контрольные устройства могут иметь контактные и бесконтактные датчики (пневматические, индуктивные, емкостные и лазерные), с помощью которых может быть произведен контроль до обработки или сборки, в процессе обработки или сборки, а также после обработки или сборки.
В настоящее время в машиностроении находят применение следующие методы неразрушающего контроля (ГОСТ 18353—79):
• акустический, основанный на анализе параметров упругих колебаний, возбуждаемых или возникающих в контролируемом объекте;
• магнитный, регистрирующий магнитные поля рассеяния, обусловленные имеющимися дефектами;
• оптический, анализирующий взаимодействия оптического излучения с объектом контроля;
• проникающими веществами в полости дефектов контролируемого объекта;
• радиационный, регистрирующий и анализирующий дозировку проникающего ионизирующего излучения после его взаимодействия с объектом контроля;
• тепловой, регистрирующий параметры тепловых или температурных полей контролируемых объектов, вызванных дефектами.
У рабочих мест могут быть использованы следующие современные автоматические контрольные средства: система получения микрофотографий для оценки микрогеометрин и шероховатости поверхности, а также границ зерен материала; оптоэлектронная система измерения размеров инструментов, построенная на базе двух телекамер на ПЗС-матрицах и позво
11 — 5849
161
ляющая измерять как неподвижный, так и движущийся инструмент; настольный контроллер, позволяющий получать и обрабатывать сообщения о параметрах технологического процесса; устройство кодирования абсолютного угла поворота; прибор для лазерного измерения вибраций; индикаторы углового и линейного положения; видеомикроскопическая система; лазерный интерферометр и др.
В ГПС широкое распространение находят контрольно-из
мерительные машины и специальные измерительные головки, смонтированные в инструментальной оправке, которая может размещаться в магазине инструментов на станке.
При контроле изделий на основном оборудовании с помощью измерительных головок необходимо иметь в виду, что точность измерения зависит от наличия СОЖ и стружки на детали, температурных деформаций, обусловленных нагревом как контролируемой детали, так и станка, точностных параметров станка, уровня шума (свыше 50 дБ). Кроме того, необходимо учитывать, что при таком способе контроля снижается производительность основного оборудования вследствие увеличения доли вспомогательного времени в штучном времени, что объясняется не только введением дополнительных
вспомогательных переходов, но и снижением скорости контрольных переходов, чтобы не накапливалась погрешность слежения, определяемая циклом счета устройства ЧПУ. Контроль с помощью измерительных головок осуществляют главным образом при обработке заготовок сложных и дорогостоящих деталей после выполнения каждого перехода с целью предотвращения брака, а также заготовок точных деталей на последующих переходах. Информация, получаемая с измерительных головок, позволяет оперативно вносить поправки в управляющую программу устройства ЧПУ станка. Измерительные головки бывают переключающие («нулевые») и измеряющие («сканирующие»). Переключающие головки в момент касания дают сигнал на остановку подвижных узлов. Измеряющие головки передают координаты контролируемой точки.
Типовая конструкция измерительной головки приведена на рис. 5.3. Подпружиненный щуп /, который может откло-
няться в радиальном и осевом направлениях от среднего поло-
Рис. 5.3. Измерительная головка
жения, монтируют в корпусе 2 конической оправки 4, идентично по конструкции с инструментальными оправками, применяемыми на многоцелевых станках. Для автоматического закрепления оправки в шпинделе
162
станка служит хвостовик 5. Датчик 3 на корпусе 2 предназначен для передачи сигнала при выполнении контрольной операции. Измерительная головка позволяет контролировать размеры и относительное положение обрабатываемых поверхностей, а также положение спутника в технологической системе для внесения коррекции перед началом обработки в устройство ЧПУ станка. При измерениях могут использоваться реперные нормали, которые закрепляются на поверхности контролируемой детали с помощью встроенных магнитов.
Для обеспечения достоверности информации процесса измерения при наличии СОЖ и стружки во время измерения осуществляется обдувание сжатым воздухом наконечника щупа устройства. С этой целью механизм зажима инструмента в задней части шпинделя соединяют с воздушной сетью при зажатом инструменте в отличие от стандартных решений.
Перспективным направлением сокращения трудоемкости и контрольных операций путем уменьшения их числа является использование систем адаптивного управления формообразованием и сборкой, повышающих качество изготовляемой продукции и надежность технологических процессов. В настоящее время разработаны системы адаптивного управления упругими перемещениями технологической системы благодаря изменению размера статической и динамической настройки, скоростью изнашивания режущего инструмента, размерной настройкой и поднастройкой основного оборудования, а также многомерные адаптивные системы, позволяющие управлять одновременно несколькими факторами.
Производственные процессы изготовления продукции требуют в ряде случаев контроля параметров качества не только в статике, но и в динамике, для чего в цехах создают испытательные станции и отделения. Испытания подразделяют на производственные и экспериментальные.
Производственные испытания обычно входят в технологический процесс изготовления изделий и выполняются за два периода: испытание вхолостую и испытание под нагрузкой. Эти периоды неразрывно связаны между собой, поэтому испытания вхолостую и под нагрузкой часто проводят на одном испытательном стенде последовательно. Испытания на холостом ходу обычно проходят все изготовляемые изДелия.
Экспериментальные испытания изделий не связаны с выполнением непосредственно программы цеха и производятся обычно в экспериментальных цехах завода.
Для контроля точности координатных.перемещений широко используются лазерные измерительные системы, а для контроля контурных перемещений — фотоэлектрические автоколлиматоры. Тепловые деформации испытуемых изделий
163
контролируют тепловизорами и термопарами, а динамические характеристики — специальными информационно-измерительными системами. Контроль крутящих моментов осуществляется трансмиссионными динамометрами, а рабочие нагрузки создают электротормозами или генераторами.
15.2 {Структура системы контроля качества изделий
Исходя из задач метрологического обеспечения машиностроительного производства в структуру системы контроля качества изделий включают специальные службы отдела технического контроля (ОТК) завода, имеющего центральную измерительную лабораторию (ЦИЛ), которая разрабатывает схемы и планы контрольных проверок средств измерений и выполняет наиболее сложные из них, контрольно-поверочные пункты (КПП), подчиненные ЦИЛ и расположенные в производственных цехах, цеховые контрольные пункты (КП) и испытательные отделения. Цеховые контрольные пункты могут быть объединены в контрольные отделения.
Контроль качества изделий может быть организован непосредственно на рабочей позиции (месте), в специальных контрольных пунктах или отделениях, в испытательных отделениях.
Контроль на рабочей позиции (месте) может быть осуществлен прямо на основном оборудовании (внутренний) или около него (внешний). Выполнение внешнего пассивного контроля в большинстве случаев не сказывается на продолжительности производственного цикла, так как контроль качества изделий может быть проведен в период транспортирования или складирования изделия.
Причины контроля качества изделий на контрольных пунктах или отделениях следующие: необходимость применения весьма разнообразных или крупногабаритных средств контроля, которые затруднительно или невозможно транспортировать к различным рабочим позициям (местам); применение на рабочих позициях (местах) средств контроля не обеспечивает требуемой точности измерения, например по уровню вибраций или по температурным условиям при приемке продукции высокой точности; проверка большого количества продукции одного наименования, удобной для транспортирования; проверка продукции после последней операции перед сдачей ее в другой цех или на склад.
При разработке технического задания на автоматизированную систему контроля качества изделий особое внимание
164
следует уделять требованиям к разработке алгоритмов переработки измерительной информации, используемой в дальнейшем для управления производственным процессом. Формулировать требования к метрологической системе должны разработчики системы совместно с технологами и управленческим персоналом. При составлении алгоритма работы системы контроля качества изделий необходимо ориентироваться на основные этапы технологического процесса измерений, приведенные на рис. 5.4.
При входном контроле материалов проверяют их соответствие сертификату по габаритным размерам, массе и основным физико-химическим параметрам (марка материала, химический состав, твердость), а также по внешнему виду. .При контроле заготовки на складе проверяют ее внешний вид (наличие раковин, выбоин, сколов и других дефектов, исключающих возможность обработки), геометрические размеры (длину, базовые поверхности для схвата ПР и крепления в зажимных устройствах станков), массу. Контрольную операцию на станке начинают с контроля правильности установки заго-
На механообрабатывающем
На складе оборудовании
Входной контроль заготовок Контроль при формировании транспортной партии । < Контроль заготовок перед обработкой - Контроль заготовок в процессе обработки Контроль деталей после изготовления
На сборочном оборудовании На складе На КП
। Контроль после сборки Контроль в процессе сборки Контроль перед сборкой । । < । । । Контроль при формировании транспортной партии 7Г Контроль готовых деталей
В испытательном отделении
Контроль испытания готовой продукции
Рис. 5.4. Основные этапы технологического процесса контроля качества изделий
165
товки, так как возможны погрешности установки в результате попадания стружки или вследствие дефектов заготовки. Для устранения указанных факторов на станке в автоматизированном производстве применяют обдувание и промывку СОЖ захватного устройства и базирующих элементов технологической оснастки, предварительный и окончательный зажим заготовки с помощью специального устройства, специальные конструкции технологической оснастки. При изготовлении особо точных деталей, помимо указанных мероприятий, на станке размещают систему датчиков, контролирующих давление в каждой опоре, и по результатам контроля с помощью микропроцессора рассчитывают направление и силу зажима, что уменьшает погрешности установки.
С целью сокращения времени выполнения контрольных операций в ряде случаев можно контролировать один или несколько размеров детали с наименьшими допусками на обработку, не выполняя контроля остальных размеров, по которым оценивают точность всей детали. Но при этом следует учитывать характеристики станка, системы ЧПУ и режима обработки (стабильность жесткостной характеристики во времени, влияние тепловых деформаций на результаты измерения, размерную стойкость инструмента и т. д.).
В ряде случаев можно совмещать окончательный контроль с контролем на станке с целью предупреждения брака, однако при этом возрастает число измеряемых параметров, а следовательно, и время контроля, что приводит к росту простоя оборудования. Кроме того, для снятия температурных деформаций следует выдерживать детали после обработки определенное время в термошкафах перед выдачей сертификата годности.
Аналогична последовательность выполнения контрольных операций и в сборочном производстве, где в сборочных машинах необходим контроль относительного положения соединяемых деталей и сборочных единиц, а также проверка выполнения всех технических требований в целом к изделию как в статике, так и в динамике.
Высокая насыщенность машиностроительного производства контрольно-измерительными средствами вынуждает создавать в цехах КПП, которые предназначены для периодической или сменной поверки при возврате всех средств измерения; принудительного изъятия из эксплуатации изношенных или непригодных средств измерения и их изоляции в установленном на производстве порядке; осуществления надзора за правильной эксплуатацией средств измерения и их хранения в системе инструментообеспечения и на рабочих позициях (местах); проведения инструктажа операторов по применению
166
средств измерения; выявления причин брака при изготовлении продукции; периодической поверки и наладки применяемых контрольных приспособлений, измерительных приборов и автоматов; систематического выборочного инспекционного контроля изготовляемых изделий.
Для небольших механосборочных цехов КПП не создают, а все указанные виды работ выполняет ЦИЛ завода.
15.3 [Основные параметры и планировочные решения системы контроля качества изделий
Основные параметры элементов системы контроля качества изделий выбирают исходя из технических условий на приемку материалов, полуфабрикатов, готовых деталей, собранных сборочных единиц, а также требований к производительности выполнения контрольных операций.
В качестве автоматических контрольных средств в автоматизированном поточном производстве применяют контрольно-сортировочные автоматы, а в ГПС — контрольно-измерительные машины (КИМ).
Контрольно-сортировочные автоматы (компараторы) используют для автоматического контроля и сортировки деталей в зависимости от их размеров, формы или массы. В этих автоматах измерительная база выполнена идентично геометрическим параметрам измеряемого изделия, и автомат настраивают по установочному эталону или образцу. Основными элементами таких устройств являются загрузочные, транспортные, измерительные и сортировочные механизмы. На рис. 5.5 изображен измерительный механизм для контроля конусности детали путем измерения разности диаметров в двух точках. Контролируемое изделие устанавливают в скобу 1, закрепленную шарнирно в корпусе 3. К детали в двух точках прижато измерительное коромысло 4, вертикальный рычаг которого оказывает давление на контактный рычаг 6, вращающийся вокруг оси 5. При повороте рычага его контакты касаются контактных винтов 7.
Устройство настраивают по эталону цилиндрической формы. При этом контактный рычаг занимает нейтральное положение, а при наличии конусности у измеряемой детали рычаг поворачивается и замыкает цепь управления. Разность диаметров контролируемых деталей компенсируется поворотом скобы 1 вокруг оси 2. В контрольно-сортировочные автоматы могут вводиться граничные значения измеряемых размеров,
167
7
Рис. 5.5. Измерительный механизм для контроля конусности детали
которые используют для разбраковки изделий на «годные» и «негодные» или для их сортировки на группы по соответствующим параметрам.
В отличие от контрольно-сортировочных автоматов КИМ обладают относительно большой рабочей зоной измерения и вместе с тем имеют независимую от объекта измерения изме--рительную базу. Геометрические параметры изделия определяются относительно этой измерительной базы через координатную систему измерительной машины. Сразу же после произведенных измерений устанавливается относительная база,* которая представляет нулевую базу по отношению к оцениваемому геометрическому параметру. В КИМ относительная база может быть введена в обработку данных измерений на ЭВМ, что делает КИМ универсальными. КИМ позволяют одновременно оценивать различные параметры, вводя различные относительные базы.
К КИМ, используемым в автоматизированном производстве, предъявляют следующие требования: надежность, простота обслуживания, доступность рабочей зоны, высокая точность измерения, автоматизированный метод измерения, уп
168
равление процессом измерения с помощью вычислительного устройства. На рис. 5.6 показана КИМ I, на столе 8 которой установлена измеряемая деталь 7. Измерительная головка 5 может перемещаться по оси Z. На станине 2 расположен ползун 4, перемещающийся по оси Y. Все перемещения по осям X, Y, и Z фиксируются на цифровом табло 3 и дисплее 13, которые связаны с ЭЦВМ 10, пультом управления 9, цифропечатающим механизмом (ЦПМ) 12 и перфоратором 11.
В ГПС используют следующие конструкции КИМ: консольную, портальную, на колоннах, с горизонтальным шпинделем и шестистержневую.
Консольные конструкции КИМ имеют небольшую массу, хорошие маневренность, доступность и обзорность, невысокую стоимость. Ограниченность применения объясняется незначительной точностью измерения вследствие прогибов и небольшой рабочей зоны.
Портальную конструкцию применяют преимущественно для контроля среднегабаритных и точных изделий, она не требует фундаментов, так как имеет высокую жесткость.
КИМ на колоннах используют для контроля крупногабаритных изделий, их необходимо устанавливать на фундаменте.
КИМ с горизонтальным шпинделем применяют для измерения изделий, требующих глубокого поперечного проникновения. Недостатками такой конструкции являются: сложный
Рис. 5.6. Контрольно-измерительная машина
169
доступ к верхней грани изделия, необходимость использования поворотного стола для проникновения в заднюю грань изделия, ограниченная точность контроля.
Шестистержневая оптико-механическая КИМ позволяет одновременно и согласованно перемещать измерительную платформу в шести степенях свободы. Высокая жесткость конструкции, безлюфтовые шарниры, использование лазерных интерферометров, учитывающих упругие и температурные деформации КИМ, малая масса измерительного устройства и раздельные системы перемещений и измерения позволяют контролировать изделия с высокой точностью. К недостаткам следует отнести ограниченность рабочей зоны КИМ.
Машиноемкость выполнения автоматизированных контрольных операций на КИМ
Т“= +1ДА(и + Ми1Х]+ +
Г(П,к, \ -I + । [С100 + 1Jnofy=] + (Р’
где т — число наименований деталей, контролируемых на КИМ; nf — число деталей каждого наименования в партии запуска; — процент выборочное™ контроля деталей в партии каждого наименования; р. — количество параметров на детали каждого наименования, контролируемых по минимальному количеству точек касания и сечений (непосредственно измеряемых параметров); /н — средняя норма времени на измерение одного параметра (fH = 0,2 мин); — количество параметров на детали данного наименования, контролируемых по числу сечений и точек большему, чем минимальное (определяется расчетным путем); tK1 — средняя норма времени на измерение одного косвенно измеряемого параметра (tn! = 0,8 мин); п3 — число партий запуска каждого наименования; tn — средняя норма времени создания программы измерения одного непосредственно измеряемого параметра методом обучения (tM = 6,0 мин); tn х — средняя норма времени создания программы измерения одного косвенно измеряемого параметра методом обучения (tn х = 14,0 мин); tyc — средняя норма времени на установку и снятие детали, на привязку системы координат КИМ к координатам детали (/ус = = 6...10 мин); tp — средняя норма времени на профилактику, ремонт и проверку КИМ в год (£р — 3 3 0 Омин).
Потребное число КИМ
Т
N-------”
и 60ФЭи’
170
где Фзи — эффективный годовой фонд времени работы КИМ (при двухсменной работе Фэи = 4060 ч; прн трехсменной Фэн = = 5855 ч).
При окончательной приемке деталей на КИМ, имеющих высокую точность (6-й квалитет и точнее) рекомендуется производить 100% -ную проверку деталей, а при стабильных процессах изготовления деталей рекомендуется объем выборочное™ 20%.
В цеховом контрольном пункте (КП) качество материала изделия проверяют только путем наружного осмотра; полное же его исследование (анализ химического состава, исследование металлографических свойств, рентгеновское исследование) выполняют в ЦИЛ завода. Параметры шероховатости поверхности деталей проверяют в цеховых условиях преимущественно по эталонам.
Во всех случаях контрольные операции включают в технологическую карту изготовления изделия. Определив время и число измерений, можно найти число средств для контроля, а следовательно, — необходимые площади для КП.
Численность контролеров можно определить по формуле
р = ^р~^р-к
“ ЛЛАлМм’
где Рр — численность производственных рабочих; Рр в — численность производственных рабочих, осуществляющих самоконтроль; Рн — норма обслуживания одним контролером производственных рабочих; — 0,9... 1,5 — коэффициент точности деталей, характеризующий наиболее распространенный квалитет точности изготовляемых деталей; йсл = 0,9... 1,1 — коэффициент сложности деталей; kK — коэффициент вида контроля; при приемке feK = 1, при двухразовом — первоначально у рабочих позиций (мест), повторно в КП, feK = 0,6; feM — коэффициент, учитывающий массу деталей, feM = = 0,7...1,3.
Укрупненно численность контролеров можно определить следующим образом: в непоточном производстве 7...10%, в поточном 5...7% от числа основных станков. Применение автоматизированных средств контроля несомненно уменьшает потребность в контролерах, поэтому принятое число контролеров необходимо корректировать. Число работников технического контроля подсчитывают по каждому цеху, но в состав работающих в цехе не включают.
Площади стандартных КП принимают из расчета 2 • 3 = 6 м2.
Число КП можно определить следующим образом. В производстве, как правило, первая деталь, а затем каждая т-я
171
проходят контроль. При этом если маршрут изготовления детали предусматривает обработку на нескольких станках, то обычно контроль выполняют после обработки на каждом из них, что связано с необходимостью своевременного принятия мер по устранению брака, вызванного размерным износом инструментов и тепловыми деформациями станков. Исходя из этих соображений, число КП (округленное до целого большого) определяют по формуле
„ _ (‘Л»)
" (Фв-60)'
Здесь — среднее время контроля одной детали, мин; kB к = — число деталей, проходящих через контрольный
пункт за год, где kB — число деталей, обрабатываемых в цехе или на участке за год; q — периодичность контроля деталей; q = g1/(fe1fe2), гДе Я1 — периодичность контроля по требованию технолога; fej, ~ 1,15, k2 ~ 1,05— поправочные коэффициенты, учитывающие соответственно контроль первой детали, обработанной в начале смены, и вывод на контроль в связи с работой нового инструмента; Фэ — эффективный годовой фонд времени работы КП, ч.
В поточном производстве КП целесообразно размещать в конце автоматических линий или предметно-замкнутых участков, что обычно соответствует маршрутной технологии. В непоточном производстве их желательно располагать около окон для лучшего естественного освещения рабочих мест контролеров и по пути движения деталей в сборочный цех.
Процесс автоматизированного контроля с использованием КИМ организуется следующим образом. Первая обработанная деталь партии поступает в КП. Деталь должна быть промыта на станке или в моечной машине и термостабилизирована. При обработке заготовок на спутниках она подается тем же транспортным средством, что обслуживает основное оборудование, на КИМ, имеющую специальные устройства, принимающее спутники.
При повышенных требованиях к условиям контроля качества изделий предусматривают изоляцию КИМ от производственного помещения, а прием и выдача деталей осуществляется через специальные шлюзы. В таких помещениях создается избыточное давление для поддержания требуемых условий контроля. Пример размещения КИМ портального типа в ГПС приведен на рис .5.7.
Помещения для контрольно-поверочных пунктов также целесообразно располагать около окон, а полы в них выполнять из паркетной доски, покрытой лаком, или резинового
172
8
Рис. 5.7. Схема ГПС с встроенной КИМ портального типа:
1 — многоцелевые станки; 2 — направляющие для спутника; 3 — КИМ; 4 — стеллаж; 5 — позиция загрузки-выгрузки; 6 — электротележка; 7 — рельсы; 8 — пульт управления
линолеума для облегчения удаления пыли. Облицовочные материалы должны быть полуматовой фактуры, не допускающей бликов, светлых нейтральных тонов, окрашенные пылеотталкивающей алкидностирольной эмалью.
Температура в помещении для КПП должна составлять 20 ± 1 °C, а относительная влажность воздуха 45 ± 5%. Допускаются наибольшая скорость воздушных потоков 0,1...0,2 м/с; наибольшее число пылинок, оседающих на 1 см2 стекла в течение 1ч, — 40. Наиболее точные измерительные средства и компараторы устанавливают на специальные виброизоляци-онные фундаменты. Общая освещенность должна быть не менее 500 лк. В качестве источников искусственного освещения следует использовать люминесцентные лампы белого света.
Площадь КПП определяют путем расчета: 0,1...0,2 м2 на один станок механического цеха, но в целом не менее 25 м2 на один пункт. При создании в механических цехах контрольных пунктов поверки и ремонта калибров с кладовой обменного фонда их площадь находят исходя из нормы ОД8...0,3 м2 на один станок, а число работающих в нем должно составлять 8...12% от числа контролеров.
Собранные изделия в ряде случаев должны подвергаться испытаниям, цель которых — установить, правильно ли взаимодействуют его части, согласована ли работа отдельных механизмов, и определить значения отдельных параметров качества в динамике. Эти испытания проводят в испытательных отделениях на специальных испытательных стендах. На
173
1
Рис. 5.8. Стенд для обкатки коробок передач:
1 — головка приводная; 2 — приспособление; 3 — система смазки;
4 — механизм ручного привода; 5 — механизм переключения муфты;
6 — станина; 7 — редуктор
рис. 5.8 показан в качестве примера испытательный стенд для обкатки коробок скоростей. Стенд предназначен для обкатки на холостом ходу и под нагрузкой коробок скоростей станков. При испытании изделий на холостом ходу осуществляется проверка правильности работы и взаимодействия органов управления, надежность блокировок, безотказность действия, температуры нагрева подшипников, уровня шума коробкн, силы на рукоятке переключения блоков шестерен коробки. Испытания на холостом ходу (обкатку) проходят все выпускаемые машины. Перед обкаткой в КП проверяют правильность сборки, надежность крепления деталей, плавность и величину усилия прокручивания валов и т. д. В испытательном отделении вначале проводят кратковременную обкатку без заливки масла в течение 1... 1,5 мин на каждой передаче, а затем в коробки заливается масло и ведется испытание под нагрузкой. При испытании под нагрузкой проверяются основ
174
ные эксплуатационные параметры; при этом в разных режимах устанавливается переменная нагрузка. Стенд позволяет одновременно обкатывать два узла, что сокращает часть стендов в отделении благодаря совмещению времени установки и съема со временем испытания узлов. В испытательных отделениях необходимо иметь один-два стенда с балансирным динамометром и контрольным прибором, позволяющим определять крутящий момент обкатываемого изделия. Для создания эксплуатационных нагрузок на стендах используют электродвигатели с фазовым ротором, позволяющие бесступенчато регулировать частоту вращения, ферропорошковые тормоза и торсионные динамометры.
Для транспортных машин в ряде случаев используют метод обкатки пробегом в течение 1,5...2 ч на специальном треке. Во время обкатки машина работает по 15...20 мнн на различных передачах.
Испытания станков ведут как обкаткой, так и под нагрузкой. При испытании под нагрузкой определяются производительность, точность, шероховатость обрабатываемых поверхностей. Так, например, после двухчасовой работы на холостом ходу при наибольшей частоте вращения шпинделя допускается разогрев подшипников скольжения до 60’С и подшипников качения до 70 °C. В других механизмах станков температура подшипников не должна превышать 50 °C. Шум зубчатых колес коробок скоростей, подач и других механизмов станка в тихом помещении должен быть едва слышным на расстоянии 4...5 м от станка.
Для испытательных отделений необходимо иметь в цехе изолированное помещение, оборудованное сетью коммуникаций. Состав и количество оборудования в испытательных отделениях определяют исходя из технологического процесса испытаний. При определении числа испытательных стендов необходимо учитывать не только режим испытаний и производственную программу основных испытаний изделий, но также повторные испытания для некоторой их части. Повторные испытания после устранения дефектов обычно выполняются в сокращенном виде, однако в ряде случаев при смене основных деталей или комплектов, например корпуса коробки скоростей, режим повторного испытания по времени равен испытанию нового изделия.
Число для проведения основных испытаний рассчитывают по формулам:
• для одноместных стендов j = Пи(£и 4- tnp 4- ty С)/(ФЭ • 60);
• для двухместных стендов 2VCT 2 = ПИ£И(ФЭ • 60);
где Пи — количество испытуемых изделий в год, шт.; tK — время испытаний по основному режиму, мин; tnp — время
175
приемки изделия на стенде, мин; ty с — время установки и снятия изделия со стенда, мин.
При определении общего числа стендов расчетное число стендов умножают на коэффициент 1,1... 1,2, который учитывает повторные испытания изделий.
Размеры стендов, а следовательно, и занимаемая ими площадь зависят от размеров испытуемых изделий и устанавливаемых на нем контрольно-измерительных приборов и приводов. При выполнении планировочного решения испытательного отделения при большом числе испытательных стендов, для того чтобы чрезмерно не удлинять отделение, стенды целесообразно размещать в два ряда. С каждой стороны стендов необходимо иметь проезды, а вдоль стен располагают распределительные шкафы. Испытательные отделения целесообразно размещать в конце линии главной сборки изделия, чтобы сократить длину материального потока.
На рис. 5.9 показан пример планировочного решения испытательного отделения по испытанию двигателей внутреннего сгорания. Собранные двигатели по подвесному конвейеру 1 доставляются в машинный зал отделения. Кроме того, в испытательное отделение входят: умформерная 2; помещение для хранения масла 3, цистерна 7 с топливом, имеющая люк приема 6, распределительный контрольный шкаф 5, железнодорожный путь 8, проходящий над цистерной; кладовая обменных деталей 21, инструментально-раздаточная кладовая 14, кабинет начальника отделения 13. Топливо под давлением нейтральных газов поступает в машинный зал отделения
Рис. 5.9. Планировочное решение испытательного отделения
176
через клапан подачи 4. Двигатели подаются в машинный зал, снимаются с конвейера с помощью электроталей 9 и устанавливаются на стенды 17. Последние два стенда 10 — балансирные. После испытания двигатели снимаются электроталью и устанавливаются на поворотные столы 11. На верстаках 12 слесари осматривают и ремонтируют двигатели. Если не требуется повторных испытаний, то двигатели электроталью устанавливаются на конвейер моечной машины 15. На выходе из мойки тележкой 16 они подвозятся под вторую электро-таль, которая устанавливает их на окрасочный конвейер 18. На окрасочном конвейере двигатели вначале проходят через окрасочную камеру 19 и далее через сушильную камеру 20 на сборочный участок, где устанавливаются в ряд около стены 23, образуя задел перед сборкой машины, или перехватываются электроталью 22, расположенной рядом с главным сборочным конвейером. Напротив испытательных стендов вдоль стены располагаются распределительные шкафы 24. Из второго ряда стендов двигатели поступают на столы для осмотра также с помощью тележки 16, транспортирующей двигатели в первый ряд, где они перемещаются электроталью.
В последнее время с целью автоматизации испытаний и сокращения цикла стали применяться подвижные испытательные стенды. Они располагаются на круговой вращающейся платформе, имеющей кольцевой коллектор для отвода отработанного масла, выхлопных газов и горячего воздуха. Все работы по испытанию двигателей производятся за один оборот платформы за цикл, время которого составляет 35 мин.
Число рабочих, необходимое для проведения испытаний, определяют в зависимости от времени и объема испытаний, а также используемых средств автоматизации испытаний.
Испытательные отделения должны иметь надежную систему вентиляции, обеспечивающую охлаждение помещения (когда при испытании выделяется много тепла), удаление проникающих в помещение продуктов сгорания, паров топлива и т. п. При проектировании вентиляции следует учитывать допускаемую нормами концентрацию газов в помещении.
Контрольные вопросы и задания
L
1. Какие виды контроля качества изделий вы знаете?
2. Расскажите о средствах автоматического контроля качества изделий.
3. Кзкие структурные подразделения входят в систему контроля качества изделий в механосборочном производстве?
4. Как произвести расчет численности контролеров?
5. Для чего создают испытательные отделения?
12 - 5849
177
ПРОЕКТИРОВАНИЕ СКЛАДСКОЙ СИСТЕМЫ
16.11 Принципы построения и структура складской системы
Складская система предназначена для обеспечения своевременного снабжения основного оборудования полуфабрикатами в подготовленном для транспортирования виде и хранения готовых изделий.
Производственный процесс начинается и заканчивается на складах, причем склад выполняет роль демпфирующего элемента при нестабильных дискретных входных и выходных грузопотоках.
На складах происходит преобразование грузопотоков с целью обеспечения запланированного хода производства. Количественные, геометрические и временные параметры входящих и выходящих грузопотоков на склад могут быть детерминированными, что характерно для поточного производства, или могут носить случайный характер, типичный для непоточного производства.
Характерным для непоточного производства является значительная длительность складирования, которая достигает 70...90% от всего цикла производства. Это объясняется необходимостью создания запасов полуфабрикатов в производстве с целью компенсации неравномерности и дискретности поступления их в цех, колебаний станкоемкости выполнения операций производственного процесса, отказов оборудования, режущего инструмента и других случайных факторов.
Таким образом, цель создания и функционирования складской системы заключается в том, чтобы принимать с транспортной системы грузопоток с одними параметрами, перерабатывать и выдавать его опять на транспортную систему с другими параметрами и выполнять это преобразование с минимальными приведенными затратами с условием обеспечения сохранения качества.
178
Складские системы классифицируют следующим образом:
• по организационной структуре: децентрализованная, централизованная и комбинированная;
• по функциональному назначению: цеховой склад, склад на производственном участке, накопитель у основного оборудования;
• по виду хранящегося груза: склад металла и заготовок, межоперационный склад, склад комплектующих изделий, склад технологической оснастки, склад готовой продукции;
• по технологии работ: комплектовочные и склады, предназначенные для хранения грузов, поступающих в таре;
• по способу складирования: штабельные и стеллажные;
• по высоте хранения: низкие (до 5 м), средние (5...8 м) и высотные (свыше 8 м);
• по компоновке склада по отношению к приемо-сдаточным секциям: прямоточные и тупиковые.
Децентрализованная складская система предусматривает хранение полуфабрикатов и технологической оснастки непосредственно на складах, расположенных на производственных участках. Такие системы чаще всего используют в производственных системах, построенных по предметному принципу.
Централизованная складская система состоит из единого материального склада, с которого полуфабрикаты поступают непосредственно на основное оборудование без промежуточного хранения на производственном участке. Такую систему используют преимущественно при незначительных сроках хранения полуфабрикатов и их объемах.
Комбинированная складская система предусматривает наличие центрального цехового склада и складов на производственных участках. Такие системы чаще всего применяют при технологическом принципе построения производства, так как они обладают значительной гибкостью и вместимостью складирующих устройств.
В комплектовочных складах комплектуют транспортную партию в соответствии с плановым заданием; эти склады разделяются на склады, выдающие комплекты полуфабрикатов одного наименования, и склады, выдающие комплекты полуфабрикатов разных наименований.
Принцип построения складской системы выбирают исходя из экономических соображений, а проектирование ее выполняют с учетом расположения накопителей на производственных участках, годового грузопотока в цех, нормативного запаса грузов, общего числа наименований грузов, одновременно хранящихся на складе, и числа групп подобных грузов в номенклатуре. К основным направлениям при проектировании складской системы следует отнести использование авто
12*
179
матизированных кранов-штабелеров, высотных стеллажей, унифицированной тары, специальных погрузчиков.
Технологический процесс складирования состоит из следующих этапов: приемка грузов, размещение и хранение их, отпуск груза со склада.
В процессе приемки грузов в механосборочных цехах осуществляются следующие основные операции: разгрузка на приемную площадку, проверка соответствия фактически поступивших грузов по наименованию и количеству, проверка качества грузов, подготовка транспортной партии (установка на спутники, укладка в поддоны, в кассеты и т. д.), перемещение грузов в отделение консервации (при необходимости), введение сведений о поступивших грузах в ЭВМ.
В процессе размещения и организации хранения грузов предусматриваются следующие технологические операции: определение свободных мест хранения, перемещение транспортной партии к соответствующей ячейке на складе, укладка на постоянные места хранения, хранение, введение информации в ЭВМ о расположении каждого груза.
Отпуск грузов включает в себя следующие операции: поиск требуемого груза и удаление его из ячейки склада, перемещение грузов соответствующих наименований в зону комплектования, подготовка производственных комплектов, перемещение груза на участок расконсервации с последующей расконсервацией (при необходимости), перемещение производственных комплектов и хранение их на приемо-сдаточной секции склада, погрузка на транспортную систему, выдача информации о готовности к транспортированию соответствующего производственного комплекта.
При разработке технологических процессов складирования следует рассмотреть вопрос возможности совмещения ряда операций во времени (например, при подготовке транспортной партии могут одновременно осуществляться укладка в ячейки стеллажа, подготовка производственных комплектов и перемещение грузов на приемо-сдаточную секцию), а также сокращение числа операций в соответствии с конкретными производственными условиями (например, отсутствие операций по консервации и расконсервации полуфабрикатов на складе сокращает две—четыре операции перемещения).
В общем случае складская система с учетом технологического процесса выполнения складских работ имеет следующую структуру: автоматизированный склад в цехе и на участках для хранения полуфабрикатов, готовых изделии и технологической оснастки, приемо-сдаточные секции, отделение сборки н разборки технологической оснастки, отделение установки и съема полуфабрикатов, отделение мойки и консервации технологической оснастки, накопители у основного оборудования.
180
16.21 Расчет основных параметров автоматизированных складов
Склады проектируют за одну стадию (рабочий проект) или за две стадии (проект и рабочая документация). Рабочий проект склада выполняют обычно в два этапа. На первом этапе определяют техническую возможность и экономическую целесообразность основных технологических, конструктивных и объемно-планировочных решений складской системы, а на втором разрабатывают рабочие чертежи склада. Расчет основных параметров складской системы начинают с выбора нормы запаса хранения (табл. 6.1).
Таблица 6.1. Нормы запаса хранения
Склад Запас хранения в днях для производства
поточного непоточного
Склад заготовок:
крупные отливки н поковки 1...3 8...15
средние и мелкие отливки и поковки 0,5...5 12...20
Промежуточный склад:
крупные отливки и поковки 3 10...15
средние и мелкие отливки и поковки 3 12...20
Склад готовых деталей:
крупные и тяжелые детали 0,25...4 7...10
средние и мелкие детали 0,5...5 15...20
Склад готовых узлов:
крупные узлы 0,25...4 7...10
средние и мелкие узлы 0,5...4 12...15
Склад комплектующих изделий:
крупные изделия 1...2 6...Т
средние и мелкие изделия 3...4 5...7
Примечание. К крупным изделиям относятся изделия массой свыше 100 кг, к средним и мелким — массой до 100 кг.
181
Зная норму запаса хранения в днях, определяют запас хранения соответствующей группы грузов (т) по формуле
где Qt — годовое поступление груза соответствующего наименования (или приведенный грузопоток для группы полуфабрикатов), т/год; — норма запаса хранения, дни.
При выборе основных параметров складской системы необходимо учитывать характеристики грузов: габаритные размеры, геометрическую форму, массу, подверженность повреждениям, необходимость пространственной ориентации при хранении н перемещении, а также строительные характеристики здания. В зависимости от перечисленных характеристик определяют тип, количество н параметры складского оборудования в соответствии с технологическим процессом переработки грузов, количеством перерабатываемого груза и периодичностью его поступления и отправления.
При проектировании механизированных и автоматизированных складов возможны следующие варианты информации о параметрах производственной тары: тип и параметры тары заданы, так как грузы поступают в цех в таре; тип и параметры тары не определены, но предусмотрен ряд ограничений по выбору параметров тары, например, исходя из использования унифицированных элементов в пристеночных накопителях или в транспортной системе; при выборе типа и параметров тары нет никаких прямых ограничений.
Выбор типа и параметров производственной тары является одним нз первых этапов проектирования складской системы, так как посредством тары увязывается между собой номенклатура перерабатываемых грузов, определяются интенсивность грузопотоков, условия транспортирования и изготовления изделий, а также основные параметры самой складской системы. К производственной таре относят поддоны, кассеты, спутники и специальную тару. При выборе или конструировании производственной тары следует стремиться к ее унификации (по габаритным размерам и направляющим элементам, используемым при транспортировании).
Увязка тары с внешними и внутренними грузопотоками должна выполняться посредством лучшего заполнения транспортных средств, т. е. путем увеличения объема транспортной партии и обеспечения бесперевалочного процесса транспортирования и складирования грузов. Увеличение транспортной партии может быть достигнуто путем компактного размещения грузов в производственной таре, а также контейнерной перевозки грузов.
182
Поддоны классифицируют следующим образом:
• по назначению — универсальные (для грузов широкой номенклатуры) и специальные (для определенного наименования грузов);
• по конструкции —
Рис. 6.1. Ящичные металлические поддоны высокой грузоподъемности
ящичные, стоечные и плоские;
• по материалу — металлические и пластмассовые. В зависимости от типов н размеров изготовляемых изделий, а также условий транспортирования и складирования размеры тары в плане выбирают из следующего стандартного ряда: 150 х 200, 200 х 300, 300 х 400, 400 х 600, 600 х 800, 800 х 800, 800 х 1200, 1000 х 1200, 1600 х Ю00, 1600 х 1200 мм. Для длинномерных грузов (например, металлопроката) в ГОСТе предусматривают поддоны длиной до 6 м. Масса брутто стандартных поддонов составляет от 10 кг до 5 т.
Параметры ящичных металлических поддонов высокой грузоподъемности приведены в табл. 6.2 и на рис. 6.1, а параметры плоских металлических поддонов — на рис. 6.2. Параметры ящичных металлических поддонов конструкции НПО «Оргстанкннпром» приведены в табл. 6.3 н на рис. 6.3.
Таблица 6.2. Параметры ящичных металлических поддонов высокой грузоподъемности (см. рис. 6.1)
Модель Грузоподъем-ность. кг Наружные размеры. Mecca, кг
а b с
1Н 864-11 653 55
1Н 856-11 500 640 840 753 62
1Н 866-11 853 74
1Н 1285-13 750 108
Ш 1286-13 1000 850 120
1Н 1288-13 840 1200 1050 139
1У 1284-17 2000 650 135
1У 1285-17 750 150
1У 1286,3-17 3200 880 165
1У 1288 17 1050 190
183
Рис. 6.2. Плоские металлические поддоны грузоподъемностью 500 (а) и 1000 кг (б)
Рис. 6.3. Ящичные металлические поддоны малой грузоподъемности: а — с передней скошенной стенкой; б — прямые
Таблица 6.3. Параметры ящичных металлических поддонов малой грузоподъемности (см. рис. 6.3)
Параметр Поддон
ТМ 321.6-1 А 1М432-1А 1 МП-642-2А 1 МП-643,2-2А
Ящичный с передней
скошенной стенкой Ящичный (рис. 6.3, б)
(рис. 6.3, о)
Грузоподъ- 200 200 200 200
емиость, кг
Размеры внутрен-
ние, мм:
длина 200 300 400 400
ширина 300 400 600 600
высота 160 200 200 320
Размеры внешние,
мм:
длина а (вдоль стеллажа) 216 318 418 418
ширина b (в глубину стеллажа) 356 466 618 618
высота с 183 224 317 437
Масса, кг 5,1 10,8 20,7 28
184
Используемые в машиностроительном производстве поддоны чаще всего имеют специальные ножки, позволяющие не только устойчиво стоять на полу, но и перемещаться по транспортной системе. Кроме того, высота и конструкция ножек позволяют подхватывать поддон вильчатым погрузчиком. В таре подобного типа груз может перемещаться на транспортных системах большинства конструкций, в том числе и на подвесных конвейерах с автоматической погрузкой и выгрузкой. Помимо представленных конструкций поддонов, используют тару со съемными и открывающимися стенками, каркасную, ящичную и др.
В ряде случаев для транспортирования крупногабаритных изделий применяют платформу, установленную на ножках, или палеты (сменные столы станков). Мелкие изделия типа крепежных нормален, арматуры хранят и транспортируют в таре без ножек, но с окном в передней стенке, через которое вынимают изделия.
Доставка скомплектованных деталей для сборки н мелких полуфабрикатов для механической обработки, а также их хранение могут быть осуществлены с помощью магазинов типа кассет.
Потребное число единиц производственной тары на складе рассчитывают по формуле
= --L,
CTi
где S. — величина запаса хранения груза соответствующего наименования, т; CTi— средняя грузовместимость тары выбранного типа, т.
Средняя грузовместимость ст£ — qka, где q — максимальная грузовместимость принятого типа тары, т; kK — 0,2...0,85 — коэффициент использования принятого типоразмера тары по грузоподъемности.
Общее количество производственной тары определится по формуле
гот! = гтЛ.
где kf — коэффициент, учитывающий количество тары на производственных участках и в ремонте, kt = 1,1... 1,5.
Число спутников рассчитывают исходя из выбранного режима работы автоматизированного производства. В практике этот расчет часто производят, учитывая необходимость обеспечения работы автоматизированного участка или цеха в течение двух малолюдных смен и наличие запаса спутников с установленными заготовками еще на одну смену, что объясняется необходимостью работы автоматизированного производства в последующие сутки. Помимо того, на складе должен
185
быть как минимум суточный запас спутников для изготовления изделий новых партий, т. е. Z<. — (Zr + Z2)k3, где Z1 — число спутников с заготовками, составляющее суточное задание ГПС; Z2 — число спутников для выполнения задания на следующие сутки; k3 = 1,1 — коэффициент запаса, учитывающий неодинаковую продолжительность операций.
В ряде случаев принимают Zx = Z2- Число спутников Zx для выполнения суточного задания можно рассчитать по формуле
С Ф гу - п э 1 "рСр ’
где Сп — число многоцелевых станков, необходимых для изготовления корпусных деталей; Фэ — эффективный годовой фонд времени работы ГПС, ч; пр — число рабочих дней в году; — средняя продолжительность одной операции, ч.
Средняя продолжительность изготовления корпусной детали на многоцелевом станке #ср при габаритных размерах деталей: до 300 х 300 х 300 мм — 0,29 ч; до 500 * 500 х 500 — 0,58 ч; до 800 х 800 х 800 — 1,03 ч.
При выборе типа склада можно пользоваться классификацией, приведенной на рис. 6.4. За основные признаки приняты наличие стеллажных конструкций, типы и конструкция стеллажей и штабелирующих устройств.
Большое распространение в автоматизированном производстве получили склады с автоматическими стеллажными крапами-штабелерами (рис. 6.5, a, б), поскольку они заннма-
Автоматические склады
Стеллажные Конвейерные
1 С блочными стеллажами С клеточными стеллажами [ Элеваторные j | Подвесные
\ Проходные |
Со стеллажными кранами-кронштейнами Со стеллажными кранами-штабелерами
С мостовыми кранами-кронштейнами С мостовыми кранами-штабелерами
С напольными роботами С напольными роботами
Рис. 6.4. Классификация автоматических складов по типам оборудования
186
ГАЛ А АА АДА А А ДА А ДА’ A fAA А АААДАААА
Станки
3)
Рмс. 6.5. Варианты механизированных и автоматизированных складов: а, б — со стеллажными кранами-штабелерами; в, г — с мостовыми краиами-штабел ерами; д, е — с гравитационными стеллажами; ж — подвесной на базе подвесного толкающего конвейера; з — элеваторный; и — с напольным автоматическим штабелером
187
ют небольшие площади и имеют высокую производительность. К недостаткам складов стеллажных конструкций следует отнести их плохую приспособляемость к изменению планировки (так как для создания подобного склада требуются специальные фундаменты) и небольшую грузовместимость одной секции, особенно при незначительной высоте помещения.
Для достижения достаточной вместимости стеллажного склада требуется сооружать длинные стеллажи, что приводит к снижению производительности крана-штабелера вследствие перемещения на большие расстояния.
Подвесные автоматические склады применяют в производстве, когда в качестве внутрицехового и межоперационного транспорта используют подвесной толкающий конвейер с автоматическим адресованием грузов (рис. 6.5, ж). Автоматизированные склады с блочными гравитационными стеллажами (рнс. 6.5, е) применяют при незначительной номенклатуре грузов, хранимых в больших запасах. Склады с элеваторными стеллажами (рис. 6.5, з) целесообразно применять при малых грузопотоках, небольших сроках и запасах хранения грузов и малых размерах самих изделий. Склады с мостовыми кранами-штабелерами (рнс. 6.5, в, г) используют при больших запасах хранения, крупных грузах и незначительных грузопотоках. Склады с напольными автоматическими штабелерами, позволяющие обслуживать значительный фронт погрузки и выгрузки, представлены на рис. 6.5, и.
JljLa. расчета параметров складской системы при широкой номенклатуре грузов следует разбить всю номенклатуру на группы в зависимости от габаритных размеров, массы или технологии переработки грузов на складе. Из каждой группы выбирают типичные представители и определяют общий запас грузов по рассматриваемой группе:
k
S = 1 Sit
i = 1
где St — запас хранения грузов i-го наименования, т; k — число наименований грузов в рассматриваемой группе.
Длину типичного представителя грузов определяют с учетом математического ожидания:
_ k G
где lt — длина груза z-го наименования.
По аналогичной формуле рассчитывают ширину bt и высоту ht типичного представителя.
188
Математическое ожидание объема, занимаемого типичным представителем рассматриваемой группы грузов, вычисляют следующим образом:
v = m[vj =
Затем определяют произведение и срав-
нивают с величиной V. Если их значения равны, то окончательно принимают
b = bj h—ht.
Если эти величины неравны, то производят соответствующую коррекцию величин lt, bi9 h-t таким образом, чтобы соблюдались указанные равенства.
Массу типичного представителя группы грузов вычисляют по формуле
где — масса i-ro наименования груза.
Характеристики внешних материальных потоков, учитывающие их неравномерность, задают в виде коэффициентов неравномерности или в виде математической модели, учитывающей стохастический характер грузопотока.
При укрупненном расчете число стеллажей склада Рст определяют по формуле Рст = Smax/WCT, где VKCT — полезная вместимость стеллажа выбранного типа, т; — максимальный запас хранения грузов соответствующего наименования, т.
При уточненном расчете число стеллажей определяют исходя из потребного числа ячеек
о р _ *-itiax я
где у — объемная масса хранящегося груза, т/м3; шя — объем ячейки, м3; k3 — коэффициент заполнения ячейки.
При изготовлении широкой номенклатуры изделий создают запас ячеек в стеллажах около 10%.
Основные расчетные параметры при проектировании автоматизированного склада следующие; геометрические размеры ячеек, число ярусов по высоте, высота подъема грузозахва-та штабелера, занимаемая площадь.
Высоту яруса стеллажа можно определить, зная высоту или толщину тары (для плоского поддона) Л или сумму высоты ножек поддона и толщины его настила (для стоечных и
189
ящичных поддонов), собственную высоту груза С, зазор е между верхом нижнего поддона (для ящичных и стоечных поддонов) или лежащего на нем груза (для плоских поддонов) до низа опорной поверхности следующей по высоте тары с грузом, по формуле Ся = А + С + е (рис. 6.6).
Для бесполочных стеллажей принимают е = 60... 100 мм, для каркасных е = 110...220 мм (в зависимости от толщины полки), а при штабельном хранении е = 0.
Высота складского помещения в зоне хранения грузов Н* определяется стандартными строительными размерами здания.
Число ярусов рассчитывают по формуле
где hK — высота над полом нижнего яруса; hfs — расстояние по высоте от низа строительных конструкций покрытия здания
190
до опорной поверхности верхнего яруса стеллажей или штабеля (для стеллажных кранов-штабелеров 7гв = 1,5 м; для мостовых кранов-штабелеров hB — 1,8...4,1 м).
Выражение е{. ..} означает, что берется целая часть от расчетного числа.
При использовании мостовых кранов-штабелеров, напольных штабелеров и погрузчиков принимают высоту уровня первого яруса над полом ha = 0, так как нижняя тара устанавливается непосредственно на пол.
При применении на складе стеллажных кранов-штабелеров высоту Лн определяют по формуле hK — dK + 1 - е0, где dn — минимальное приближение грузозахвата крана-штабелера к уровню опорной поверхности стеллажей; X, — зазор между низом тары и верхней поверхностью грузозахвата; е0 — высота ножек тары.
Число рядов в зоне хранения у = Ря/(ртг), где рт — количество тары по ширине ячейки.
Длину, занятую грузами в зоне хранения, рассчитывают в зависимости от используемых стеллажей по следующим формулам:
• для бесполочных стеллажей (рис. 6.7, а)
= уА = у(а + 21 + х);
• для каркасных стеллажей (рис. 6.7, б)
La = (у/р,)(р,.а + (Рд + 1)1 + X);
где А — длина ячейки стеллажа; а — длина грузовой единицы (размер вдоль зоны хранения); % — толщина стоек стеллажей; рд — количество тары по длине ячейки каркасного стеллажа (рд = 2...3 при установке тары длинной стороной вдоль стеллажей и рд ~ 3...4 при установке их длинной стороной в глубь стеллажа); X — зазоры между грузовыми единицами или между грузовой единицей и стойкой стеллажа
Рис. 6.7. Схемы установки производственной тары в ячейки бесполочно-го (а) и каркасного (б) стеллажей
191
0,03...0,05 тл при хранении в стеллажах; X = 0,05...0,1 м при хранении в штабелях).
При определении площади зоны хранения учитывают ширину стеллажа, которую рассчитывают по формуле (см. рис. 6.6) Вст = pT(b + Xi), где Ъ — ширина грузовой складской единицы, т. е. размер, в направлении которого ее устанавливают в глубь стеллажа, м; X, = 0,05...0,1 м — зазор между грузом и краем стеллажа или между грузами; рс — количество тары по глубине ячейки.
Выбор штабелирующего оборудования производят с учетом величины рабочего хода стеллажных и мостовых кранов-штабелеров Dr = Н* - <2Н — <2В и высоты подъема грузозах-вата D = Нх - dB для электропогрузчиков.
При выполнении планировочных решений зоны складирования следует учесть возможность выполнения различных схем расположения стеллажей относительно штабелирующих устройств (см. рис. 6.5, а—е).
Ширину Впр продольного проезда для штабелирующей машины рассчитывают в зависимости от типа машины: для электроштабелеров и электропогрузчиков с поворотным гру-зозахватом Впр = 1,6... 1,8 м; для стеллажного крана-штабелера Впр = Ъ + 0,2 м; для мостового крана-штабелера без кабины В = Ь + (0,4...0,6) м; для мостового крана-штабелера с кабиной Впр = Ъ + (1,2... 1,5) м (см. рис. 6.6).
Кроме того, для выхода штабелирующего устройства из стеллажей для перегрузочных операций следует предусмотреть определенную площадь.
Продолжительность цикла стеллажного крана-штабелера определяют по формуле
„/С 5 + 0,2 „(И-О.П,,
^“2k+^ra+2~cd+''‘’
где — средний путь перемещения крана с грузом, м; D — средняя высота подъема груза, м; a — коэффициент, учитывающий совмещения движения штабелера с подъемом груза (a — 0...0.3); Ь — ширина груза (ширина стеллажа), м; VK, VB, VT — соответственно скорости движения крана, подъема каретки и выдвижения телескопического грузозахвата, м/мин; tK — дополнительное время (£д = 0,1...0,4 мин).
При проектировании автоматизированного склада возможны следующие схемы планировок стеллажей совместно со штабелирующим оборудованием: с одним стеллажом и одним штабелером; с одним стеллажом и двумя штабелерами, распо-
192
ложенными по обе его стороны; с одним стеллажом и двумя штабелерами, расположенными с одной его стороны; с двумя стеллажами и одним штабелером, перемещающимся между стеллажами. Планировочное решение с двумя штабелерами, расположенными с одной стороны стеллажа, применяется редко, так как при этом значительно усложняется система управления штабелерами, которая должна обеспечить их четкую взаимную и безаварийную работу.
Для приема грузов на склад, а также выдачи их со склада на транспортную систему рядом с автоматизированным складом обычно располагают приемо-сдаточную секцию. Она является составной частью складской системы. Планировочное решение этой секции должно обеспечить удобство подъезда или стыковки с транспортными средствами, доставляющими грузы на склад и отправляющими грузы на производственные участки. Для осуществления приемки и отправки грузов приемо-сдаточные секции оснащаются следующими перегрузочными устройствами: стационарными столами с толкателями, передвижными консольными секциями, гравитационными роликовыми конвейерами, накопителями, встроенными в конструкцию стеллажей, подъемными столами.
Площадь приемо-сдаточной секпии определяют по формуле
Qc(fenp + fe0)t
где Qc — годовой материальный поток на склад, т; к^ =1,3 — коэффициент неравномерности поступления грузов на склад; ко — 1,5 — коэффициент, учитывающий неравномерность отпуска грузов; t — время нахождения груза на площадке секции, дни; пд — число рабочих дней в году; q — нагрузка на 1 м2 площади приемо-сдаточной секции (принимается равной 0,5 средней нагрузки на полезную площадь склада), т.
Число разгрузочных устройств в приемо-сдаточной секции определяют исходя из нормы на разгрузку транспортной партии (при разгрузке электротележек и прицепных тележек 5...8 мин).
При неавтоматизированном складировании число кладовщиков выбирается по нормам: в механическом производстве — в зависимости от числа производственных станков и типа производства (1 кладовщик на 35...105 единиц), в сборочном — от числа производственных рабочих и типа производства (1 кладовщик на 47...80 чел.).
13 — 5849
193
16.31 Проектирование отделения по подготовке транспортных партий
Важным этапом в технологическом процессе складирования является комплектация грузов — совокупность операций по перемещению грузов с разных мест хранения в одно место временного накопления с целью формирования единой транспортной партии.
Полуфабрикаты и готовые изделия могут быть доставлены к основному оборудованию по транспортной системе в специальной таре, поддонах, кассетах, спутниках или без использования данных средств. В связи с этим в складской системе необходимо предусмотреть складирование указанной оснастки, а также складирование элементов универсально-сборной оснастки (УСО), необходимых для установки полуфабрикатов на спутники. Отработавшие спутники с УСО перед их складированием разбирают, моют и консервируют. Для выполнения указанных работ в складских системах предусматривают следующие отделения: сборки и разборки технологической оснастки, установки и съема полуфабрикатов, мойки и консервации техоснастки.
Отделение сборки и разборки техоснастки предназначено для хранения оборотного запаса производственной тары, хранения оборотного запаса элементов УСО, комплектации элементов УСО и установки их на производственную тару (спутники, кассеты, поддоны), своевременного обеспечения ею рабочих мест для установки и съема полуфабрикатов, разборки УСО, своевременной передачи элементов УСО на мойку и консервацию. В этом отделении для выполнения технологических процессов сборки и разборки технологической оснастки используют поворотные столы, слесарные верстаки и манипуляторы. Число слесарей-сборщиков в отделении рассчитывают по формуле
где Nv — количество производственной тары, на которую устанавливается технологическая оснастка, шт./год, ton — время выполнения операций по сборке и разборке оснастки, принимается равным 1,35...6,60 ч в зависимости от группы сложности УСО; Фэ — эффективный годовой фонд времени работы рабочего, ч; кв = 1,2 — коэффициент, учитывающий вспомогательные работы. Укрупненно число комплектовщиков принимается по нормам в зависимости от массы перерабатываемых грузов за смену (1 комплектовщик на 1...1,5 т груза).
194
Число элеваторных стеллажей для хранения УСО
N е
1 s-У Q
где о — количество оборотной тары; g — 0,1 т — масса одного комплекта УСО; Q — Ют-— вместимость одного элеваторного стеллажа; кх — 0,6 — доля УСО, находящейся на хранении.
Число элеваторных стеллажей для хранения производственной тары N3 V рассчитывают по аналогичной формуле, только принимают среднюю массу одного спутника g = 0,3 т, а массу поддонов выбирают по табл .6.2, 6.3.
Площадь, занимаемая элеваторными стеллажами,
^ = (^э.у + ^э.т)Л,
где f\ = 10 м2 — производственная удельная площадь, занимаемая стеллажом.
Общую площадь, занимаемую отделением сборки и разборки техоснастки, вычисляют по формуле
где /2 = 16 м2 — производственная удельная площадь, занимаемая одним рабочим-сборщиком или комплектовщиком; псб — количество сборщиков.
Отделение установки и съема полуфабрикатов предназначено для установки, выверки и закрепления полуфабрикатов на спутники, укладки в кассеты и в поддоны, своевременного обеспечения автоматизированных участков спутниками с установленными на них полуфабрикатами, кассетами или поддонами, снятия полуфабрикатов с технологической оснастки после изготовления и своевременной отправки их на хранение на склад и технологической оснастки на разборку. В этом отделении обычно устанавливают сборочные поворотные столы, рольганговые станции с подвижной консольной секцией, кантователи. слесарные верстаки, разметочные и измерительные машины, подъемно-транспортные средства. Число рабочих и площадь, занимаемую ими, рассчитывают по приведенным выше формулам.
В качестве подъемно-транспортного средства может быть использован электромеханический манипулятор МП 100 (рис. 6.8) сбалансированного типа. Погрузочный манипулятор состоит из силового привода 1, рычажного механизма 2 и грузового блока 3. Рычажный механизм и грузовой блок могут поворачиваться на 360е, причем на грузовом блоке могут
195
Рис. 6.8. Погрузочный манипулятор МП 100
быть смонтированы сменные захватные устройства. Грузов подъемность манипулятора-100 кг, максимальные гориг зонтальное и вертикальное перемещения груза 1500 мм,, максимальная скорость вертикального перемещения 200 мм/с. Манипулятор с помощью кронштейна 4 устанавливают на вертикальную стойку стеллажа склада.
Отделение мойки и консервации технологической оснастки предназначено для выполнения следующих процессов: промывки, сушки и пассивирования элементов УСО и спутников, своевременной передачи промытых элементов УСО и спутников в зону хранения, в отделение сборки и разборки технологической оснастки. В этом отделении располагают моечную машину, сушильную камеру
и пассивировочную камеру для гальванического покрытия чугунных деталей. Площадь данного отделения принимают равной 80...100 м2.
16.4 [Построение накопительной системы на производственных участках
Накопительная система на производственных участках предназначена для размещения в ней задела полуфабрикатов с целью обеспечения равномерной загрузки основного оборудования. Вместимость накопительной системы должна обеспечивать высокий коэффициент загрузки основного оборудования при колебаниях продолжительности выполнения операций технологического процесса и интервалов времени поступления полуфабрикатов на производственный участок. Таким образом, чем значительнее будут колебания указанных параметров, тем больше должна быть вместимость накопительной системы.
196
В качестве накопителей могут быть использованы межоперационная транспортная система, стеллажи, лотки, магазины, тактовые и поворотные столы, бункеры, накопительные ячейки и т. п. Операционные накопители конструктивно выполняются конвейерного или стеллажного тине сравнительно небольшой вместимости.
Полуфабрикаты могут размещаться в накопителях двумя способами: навалом и в ориентированном состоянии. В ориентированном состоянии полуфабрикаты размещают в кассетах, поддонах или спутниках. Устройства, принимающие кассеты и поддоны, разделяют на шиберные, дисковые и координатные столы. Устройства, в которых полуфабрикаты находятся навалом, могут ориентировать полуфабрикаты контактным и бесконтактным способами- Контактные устройства бывают вибрационные или с активным ворошением. Вибрационные устройства бывают вибробункерные и вибролотковые, а устройства с активным ворошением разделяют на шиберные и дисковые. Бесконтактные устройства могут быть электромагнитными и пневматическими.
Бункерные устройства (дисковые, секторные, вибрационные и т. д.) осуществляют штучную выдачу в транспортную систему ориентированных полуфабрикатов. Для межоперационных заделов изделий простейшей формы применяют бункеры с шиберной подачей (рис. 6.9). От электродвигателя 1 че-
Рис. 6.9. Бункер-накопитель
197
рез редуктор 8, кривошип и шатун 6 возвратно-поступательное движение передается плоскому шиберу 5. Ши-бер воздействует на кольца '4 в бункере 3 и направляет’ их-в щель, образованную стенкой 2 и шибером 5. По наклонно*-му дну 9 кольца поступают К выходному окну 10. Для устранения сводов, образуемых кольцами между стенкой бункера и дном 9, перед выходным окном 10 на шибере закрепляют подпружиненную собачку 12, которая непрерывно разрушает образующиеся своды и позволяет кольцам по лотку 11 поступать в штанговый подъемник.
Требуемая вместимость операционных накопителей,
Рис. 6.ТО. Ячейка оперативного накопителя
предназначенных для приема ориентированных полуфабрикатов, может быть обеспечена путем установки различного числа оперативных ячеек. Конструкция оперативной ячейки типа координатного стола показана на рис. 6.10. На сварной раме 1 ячейки оперативного накопителя смонтирована плита 2, на которой имеются направляющие планки 3 и упор 4. Производственная тара при загрузке на ячейку перемещается по направляющим планкам до упора, и с помощью подпружиненной защелки 5 предотвращается произвольное смещение тары. Номер кода производственной тары, установленной на ячейку, считывается бесконтактным датчиком 6. Переналадка ячейки оперативного накопителя на установку производственной тары различных типоразмеров производится путем замены направляющих планок и смещения упора.
В производственном процессе накопители могут выполнять следующие функции:
• принимать изделия с предыдущего основного оборудования и не выдавать их на последующее (работа на накопление);
• выдавать полуфабрикаты на последующее основное оборудование и не принимать с предыдущего (работа на расход);
• принимать полуфабрикаты с предыдущего основного оборудования и посылать их на последующее, т. е. работам напрямую, причем прием и выдача могут осуществляться раз-
198
яичными темпами при меняющейся производительности оборудования.
Вследствие различия производительности основного оборудования в производственной цепочке необходимо устанавливать накопители. Например, накопители большой вместимости располагают между механообрабатывающим и термическим оборудованием, поскольку механообрабатывающее оборудование часто работает в две смены, а термическое непрерывно.
Расчет вместимости накопительной системы и выбор принципа их размещения на автоматическом участке определяются серийностью выпуска, колебанием станкоемкости изготовления изделий и ритмичностью поставок полуфабрикатов на участки.
В поточном производстве накопители практически не устанавливают между основным оборудованием, обычно их размещают в начале и в конце поточной линии, а также между участками линии.
В непоточном производстве накопители чаще всего располагают после группы основного оборудования или около каждого оборудования. Это объясняется тем, что вследствие широкой номенклатуры изготовляемых изделий постоянно изменяется продолжительность выполнения технологических операций, и для обеспечения равномерной загрузки основного оборудования необходимо иметь накопители.
Существуют два основных принципа выбора числа групп, через которые устанавливают накопители: технологический, согласно которому размещение накопителя связано с местами перебазировки изделия; принцип равновеликих потерь, согласно которому месторасположение накопителя в автоматизированной линии определяется с учетом получения одинаковых потерь времени для группы оборудования.
При выпуске изделий значительными сериями установку накопителей после каждого оборудования на автоматическом участке производить не рекомендуется даже при коэффициенте использования основного оборудования ц = 0,8, так как при каком-то оптимальном числе групп достигается почти максимальная производительность, а рост числа накопителей может лишь незначительно увеличить производительность участка. При этом произойдет значительное повышение капитальных затрат на создание автоматического участка. Накопители устанавливают после каждого оборудования в том случае, если на производственном участке имеются многошпиндельные станки с коэффициентом их использования т] > 0,8 или многоцелевые станки.
199
Операционный накопитель для кассет с полуфабрикатами представлен на рис. 6.11. Из корпуса накопителя 1, в котором расположены кассеты, по направляющим 2 они поднимаются и перемещаются горизонтально механизмом 3 в позицию разгрузки. Большая вместимость накопителя позволяет станку длительное время работать без простоя.
Схема функционирования накопителей зависит от способов транспортирования изделий, их числа и номенклатуры! Типовые схемы функционирования накопителей приведены на рис. 6.12. Схему, показанную на рис. 6.12, а, используют в тех случаях, когда вместимость участка конвейера 1 между
Рис. 6.11. Операционный накопитель кассет
200
2
Рис. 6.12. Типовые схемы функционирования накопителей
технологическим оборудованием (ТО) 2 достаточна для обеспечения необходимого задела. При недостаточной вместимости используют дополнительно встроенные накопители кольцевого (рис. 6.12, б), тупикового (рис. 6.12, в) и комбинированного типов (рис. 6.12, г).
Оборотные заделы, доставляемые межоперационной транспортной системой 4, размещают в операционных накопителях, и при необходимости они автоматически выдают и принимают полуфабрикаты с загрузочной позиции 3. Схемы, показанные на рис. 6.12,0—а, позволяют подавать полуфабрикаты на загрузочную позицию в любой заданной последовательности, однако схемы, приведенные на рис. 6.12,0, в, удовлетворяют указанному требованию только при использовании межоперационной транспортной системы, а комбинированная схема позволяет это выполнить благодаря циркуляции полуфабрикатов в накопителе. Повышение вместимости накопителей может быть достигнуто путем установки специальных магазинов или выполнения накопителей в несколько рядов (рис. 6.12, а).
|б.5| Компоновочно-планировочные решения складской системы
Общая площадь, занимаемая складской системой, определяется по формуле
F = F + F + F + F + F +F о. с ск п. с о у. С М. К Н’
где FCK — площадь, занимаемая автоматизированным складом в цехе и на производственных участках; Fn с — площадь, занимаемая приемо-сдаточными секциями; Fo — площадь, занимаемая отделением сборки и разборки технологической оснастки; _Fy с — площадь занимаемая отделением установки и съема полуфабрикатов; к — площадь, занимаемая отделением мойки и консервации технологической оснастки; FK — площадь, занимаемая накопителями.
201
Критерием выполнения компоновочно-планировочных решений является мощность грузопотока, минимальное значение которого позволит сократить затраты на транспортирование полуфабрикатов, повысить коэффициент использования основного оборудования и мобильность всей производственной системы.
Принятие компоновочно-планировочного решения складской системы зависит от типа и характера производства, производственной программы выпуска продукпии, типов транспортных средств, строительной части производственного корпуса и других факторов.
По признаку направления материальных потоков относительно зон хранения к зонам изготовления изделий различают следующие виды планировочных решений: радиальные, линейные, Т-образные, замкнутые (кольцевые), вертикальные и комбинированные.
Радиальная планировка предусматривает передачу полуфабриката от склада, расположенного на производственном участке или в цехе, к оборудованию, находящемуся вокруг зоны хранения. Подобные решения целесообразно использовать в производственных системах, имеющих раздельные входные и выходные материальные потоки.
Линейная планировка характеризуется расположением основного оборудования вдоль зоны хранения. Планировку такого типа используют при незначительном количестве основного оборудования и ограниченных площадях, что характерно для условий реконструкции производства. Пример линейной планировки приведен на рис. 6.13. Перемещение грузов вдоль линии станков 1,2 в ГПС для изготовления деталей типа тел вращения осуществляется краном-штабелером, кото-
Рис. 6.13. Автоматизированный участок для изготовления деталей типа тел вращения лииейиой планировки
202
3 a)
Рис. 6.14. Варианты планировочных решений складской системы: а —Т-образная; б — кольцевая
рый производит обмен полуфабрикатов между складом 4 и накопителем 5. Удаление стружки от станков осуществляет конвейер 3.
При Т-образной планировке одна или несколько трасс транспортных средств перпендикулярны к зоне хранения. Такой тип планировки позволяет рационально использовать производственную площадь, без значительных затрат наращивать производственную мощность за счет удлинения или увеличения числа линий. На рис. 6.14, а приведен пример решения такого типа планировки.
Кольцевой тип планировки характерен замкнутой трассой движения транспортных средств и расположением зоны хранения вдоль этой трассы. Такой тип планировки часто применяют при использовании нескольких транспортных средств на одной трассе. Пример данного планировочного решения приведен на рис. 6.14, б, где зона хранения 3 вытянута по отношению к транспортной трассе, по которой движутся робокары 2, доставляющие полуфабрикаты к накопителям 4, расположенным у основного оборудованы я1.
В вертикальных планировках зоны хранения и транспортирования расположены на разных уровнях с вертикальной передачей грузов от склада к основному оборудованию. Пример такого типа планировки показан на рис. 6.5, 3, она позволяет экономить производственную площадь.
Комбинированные планировочные решения позволяют обеспечить максимальную гибкость, минимальные транспортные грузопотоки и компактность при разнообразном расположении производственного оборудования.
203
При проектировании автоматизированного склада возможны две схемы планировочных решений: тупиковая и сквозная. При тупиковой схеме приемо-сдаточная секция склада находится с одной стороны по отношению к зоне хранения и входные и выходные грузопотоки совмещены, а при сквозной приемная секция расположена с одной стороны, сдаточная — с другой.
В производственных системах с незначительным грузопотоком (до 3000 т/год) целесообразно использовать автоматические склады, построенные по тупиковой схеме, что объясняется следующими преимуществами: лучшим использованием приемо-сдаточной секции вследствие концентрации работ, повышением производительности штабелирующего оборудования в з(^не хранения грузов благодаря сокращению порожних рейсов; возможностью рационального размещения грузов в стеллажах в соответствии с их оборачиваемостью.
Для складов со значительным грузопотоком (свыше 3000...4000 т/год на каждую секцию с одним стеллажным краном-штабелером) рекомендуется использовать сквозную планировку с разделением входных и выходных грузопотоков. При этом следует учесть, что сквозная планировка требует увеличенного транспортного пути из условия обеспечения возможности двустороннего выхода штабелирующего устройства для приема и выдачи грузов, разворота или перехода из одного проезда в другой при многосекпнонных складах.
При выполнении компоновочного решения складской системы следует исходить из места расположения входных и выходных грузопотоков, производственных маршрутов изготовления изделий и материальных потоков. Так, например, при компоновке в корпусе складов готовых деталей и комплектующих изделий необходимо объединять их в единый склад, приближенный к узловой сборке.
Контрольные вопросы и задания
1. Приведите классификацию складских систем.
2. Назовите основные операции технологического процесса складирования.
3. Приведите расчет количества производственной тары.
4. Как рассчитать площадь, занимаемую автоматическим складом?
5. Какие параметры следует определить при проектировании отделения по подготовке транспортной партии?
6. Каковы принципы размещения накопителей в автоматических линиях?
[Глава 7|
СИСТЕМА ОХРАНЫ ТРУДА ПЕРСОНАЛА
17.11 Назначение и структура системы охраны труда
Даже самые современные автоматизированные производства немыслимы без использования обслуживающего персонала. Производственная система всегда представляет собой человеко-машинную систему, в которой следует выполнять все условия охраны труда. Система охраны труда работающих предназначена для создания безопасной работы персонала и организации мероприятий по созданию высокого уровня производственной среды и культуры производства.
В общем виде структура системы охраны труда персонала приведена на рис. 7.1.
Подсистема обеспечения безопасной работы персонала предназначена для создания безопасной эксплуатации и обслуживания оборудования, профилактики и ликвидации пожаров, а также ограничения их последствий. В автоматизированном производстве роль этой подсистемы возрастает, так как возрастает насыщенность производства автоматическими средствами, работающими от ЭВМ и представляющими особую опасность для персонала. Большое значение приобретает защита от воздействия механических устройств. На планировке автоматизированных участков необходимо предусматривать защитные ограждения у основного и вспомогательного оборудования и пульты его аварийного отключения. Рекомендуемая высота ограждения 1,3 м от уровня пола при условии, что расстояние от исполнительных устройств автоматизированного комплекса до ограждения составляет не менее 0,8 м. Ограждения рекомендуется выполнять из труб, обшитых металлической сеткой с ячейками 60 х 60 мм. Ограждения следует окрашивать в соответствии с требованиями ГОСТ 12.4.026—76 в виде чередующихся полос шириной 130...200 мм желтого и
205
Система охраны труда работающих
1
Подсистема обеспечения безопасной работы работающих Подсистема обеспечения санитарных условий труда Подсистема обслуживания работающих
- Пожарная безоп ас ностъ Контроль за чистотой помещения - Служба общепита
Безопасная эксплуатация и обслуж ива ние оборудования — -| Местная
Контроль воздушной среды -1 Цеховая
- Медицинское обслуживание
Защита от механических устройств Защита от шума
Контроль освещенности Местное - повседневное
Защита от стружки и СОЖ
Обеспечение производственной эстетики L Цеховое
Электро-безопасность
Бытовое обслуживание
Защита от вибраций J ,Местное
-j Цеховое
Рис. 7.1. Структура системы охраны труда производственного персонала
черного цветов под углом 45...60е при соотношении ширины полос 1:1.
Перемещение грузов массой более 20 кг на расстояние свыше 25 м должно осуществляться только транспортными средствами.
При использовании подвесного транспорта под проходами, проездами и рабочими местами в целях предупреждения несчастных случаев необходимо предусматривать под зоной движения защитные сетки или другие устройства, предупреждающие падение перемещаемых изделий.
Скорость перемещения исполнительных устройств промышленных роботов во время программирования и обучения не должна превышать 0,3 м/с. Запрещается присоединять и
206
отсоединять захватные устройства без предварительного отключения последних от источника питания. Все захватные устройства для манипулирования должны быть снабжены устройствами блокирования от выпадения изделия при прекращении подачи электро- и гидроэнергии. Захватные устройства, робокары часто оснащают защитными скобами, срабаты-
вающими при контакте захвата с препятствием на пути его перемещения.
Ограждение рабочей зоны автоматизированного участка может быть выполнено с применением устройств, использующих различные контактные, силовые, ультразвуковые, индукционные, светолокационные и другие датчики. К числу таких устройств относятся трапики, переходные мостики, предохранительные коврики, буфера и т. п., отключающие оборудование при небольшом давлении на них.
Светолокационные датчики (например, датчики, работающие на просвет) определяют месторасположение человека в рабочей зоне автоматизированного участка. На рис. 7.2 приведены типовые схемы планировки рабочих позиций и размещения на них светолокационных стоек.
Защитное устройство работает следующим образом. Пересечение светового луча человеком при его входе в зону рабоче
го пространства приводит к включению лампочек-светофоров на стойках, ограничивающих эту зону. Если промышленный робот находится в этой зоне либо входит в нее, формируется команда на аварийное торможение и выключение движения робота.
Вместе с тем для увеличения безопасности обслуживающего персонала предусматривают дополнительные устройства, например выдвижные упоры, располагаемые в местах, ограничивающих рабочую зону автоматических транспортных средств. Эти упоры выдвигаются как по команде от оператора, так и по сигналу светозащиты при по-
Рис. 7.2. Типовые схемы планировок роботизированных комплексов и размещение на них светолокационных стоек:
1 — основное оборудование; 2 — промышленный робот; 3 — излучатель; 4 — приемник
207
явлении в данной зоне человека и препятствуют перемещению робота в эту зону.
В целях безопасности робокары оснащаются световой мигающей и звуковой сигнализацией, а также подпружиненными бамперами, останавливающими их при наезде на препятствие.
Защита от стружки и СОЖ может быть индивидуальной (защитные костюмы, очки, специальная обувь и т. п.) и осуществляется с помощью оградительных средств, которые бывают стационарными, подвижными и переносными. Периодичность замены СОЖ определяют по результатам контроля ее содержания, но не реже одного раза в месяц для масляных СОЖ и одного раза в три месяца для водных СОЖ. Из состава СОЖ должны быть исключены компоненты, вызывающие кожные заболевания.
Должны быть приняты меры, обеспечивающие защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества. Все металлоконструкции соединяются шинами и заземляются на цеховой контур. По возможности следует использовать малое электрическое напряжение.
Пожарная безопасность может быть обеспечена мерами пожарной профилактики и активной пожарной защиты. Пожарная профилактика включает комплекс мероприятий, необходимых для предупреждения возникновения пожара или уменьшения его воздействия. Активная пожарная защита обеспечивает успешную борьбу с возникающими пожарами. При проектировании машиностроительного производства для активной пожарной защиты предусматривают систему пожарных водопроводов, стационарные пожарные установки автоматические и ручные с дистанционным пуском, огнетушители и противопожарные щиты с ящиками для песка.
Подсистема обеспечения санитарных условий труда предназначена для соблюдения санитарных норм воздушной среды, освещенности, чистоты помещений, защиты от вибраций, шума, а также для проведения мероприятий по производственной эстетике.
Одним из необходимых условий здорового и высокопроизводительного труда является обеспечение санитарных норм воздушной среды в рабочей зоне помещений, т. е. в пространстве высотой до 2 м над уровнем пола, путем устранения воздействия таких вредных производственных факторов, как пары, пыль, избыточные теплота и влага.
Правильно спроектированное и выполненное освещение в производственных цехах способствует обеспечению высокой производительности труда и качества выпускаемой продукции. Сохранность зрения, состояние нервной системы персонала и
208
безопасность на производстве в значительной мере зависят от условий освещения. Общая освещенность оборудования должна быть не менее 300 лк, а прецизионного оборудования — не менее 500 лк. Верхние участки стен и потолки следует окрашивать в белый цвет, что увеличивает освещенность помещения.
Культура производства в значительной степени определяется правильной организацией работ по обеспечению чистоты помещений. При проведении этих работ следует облегчать труд рабочих по уборке путем механизации этих работ. По характеру и способам проведения уборочные работы можно разделить на уборку помещений (конторских, цеховых производственных, бытовых, складских и т. п.) и уборку на высоте (мытье окон, остекление фонарей, уборка межфонарного пространства, карнизов, стен, осветительной арматуры и т. п.). Каждый вид уборочных работ требует своих способов механизации и организации их выполнения. Все уборочные работы должны проводиться по графику, который составляют в соответствии с руководящими материалами. Уборочные работы на высоте требуют специальной подготовки рабочих и применения соответствующих механизмов и устройств. Число уборщиков устанавливается по следующим нормам: в механических цехах с учетом типа стружки — один уборщик на 2000...3000 м2; для сборочных цехов с учетом уровня монтажных работ — один уборщик на 3500...4000 м2.
Увеличение производительности и, как следствие, рост мощности и быстроходности производственного оборудования при одновременном снижении его материалоемкости сопровождается усилением вибраций. Воздействие вибраций не только ухудшает самочувствие работающих и снижает производительность труда, но часто приводит к тяжелому профессиональному заболеванию — виброболезни. Поэтому при проектировании машиностроительного производства вопросам борьбы с вибрацией должно уделяться большое внимание. Введение дистанционного управления цехами и участками позволит полностью решить проблему защиты от вибраций.
Шум на производстве причиняет большой ущерб, вредно воздействуя на организм человека и снижая производительность труда. Утомление рабочих и операторов вследствие сильного шума увеличивает число ошибок при работе, способствует повышению травмирования. Допустимый уровень звукового давления определяется в зависимости от вида производственного подразделения. Он не должен превышать 85 дВ. При проектировании цехов выполняют расчет ожидаемого уровня шума на рабочих местах и предусматривают необходимые противошумные мероприятия: изменения в конструкции шумообразующего источника; заключение его в изолирующие
14 - 5849
209
кожухи; использование глушителей шума при выпуске сжатого воздуха из пневмосистемы; размещение наиболее мощных источников шума в звукоизолирующих помещениях; использование звукопоглощающей облицовки потолков и стен, штучных звукопоглотителей и звукопоглощающих экранов, виброизолирующих фундаментов или амортизаторов под оборудование; модуляцию противошумных сигналов с использованием микроэлектронных анализаторов (интерференция). Если невозможно снизить уровень шума до допустимых пределов путем проведения перечисленных мероприятий, следует применять индивидуальные средства защиты работающих — заглушки (тампоны из ультратонкого стекловолокна) и наушники. В ряде случаев при проектировании производственных процессов необходимо обращать внимание на средства защиты не только от шума, но и от инфра- и ультразвука.
Производственная эстетика, оказывая психологическое воздействие на человека, также влияет на производительность труда, поэтому проведению различных мероприятий по улучшению эстетического оформления помещении следует также уделять большое внимание.
Выполнение требований эргономики повышает производительность труда. Создание рабочих мест с подъемными столами, изменяющих свое положение в зависимости от индивидуальных особенностей рабочих, удобных систем управления оборудованием и т. п., позволяет облегчить труд рабочих.
Подсистема обслуживания работающих предназначена для создания нормальных условий работы путем организации бытового и медицинского обслуживания, а также служб общественного питания.
По видам обслуживания и размещения объектов бытовое обслуживание можно разбить на три группы:
• местное, в повседневное рабочее время, в радиусе 50...90 м — курительные, санитарные узлы, питьевые устройства;
• цеховое и межцеховое, повседневное и периодическое, в радиусе 200...400 м — комплекс гардеробов, умывальников и душевых помещений;
• общезаводское, повседневное и периодическое, в радиусе 500...800 м — прачечные, ремонтные и другие объекты.
В машиностроительных цехах создают фельдшерский пункт при числе работающих 300...800, а в цехах с повышенной опасностью в отношении травматизма и профессиональных заболеваний — при меньшем числе работающих. По видам обслуживания и размещения объекты медицинского обслуживания имеют деление, так же как бытовое обслуживание. К местному медицинскому обслуживанию относят сани
210
тарные посты, площадь которых принимают из расчета 0,01 м2 на одного человека в смену с максимальным количеством персонала, и комнаты личной гигиены женщин из расчета 0,1 м2 на одну работающую женщину в смене с максимальным количеством персонала. Цеховое медицинское обслуживание осуществляют здравпункты. Их площадь рассчитывают по норме 0,06...0,08 м2 на одного работающего в смене с максимальным количеством персонала- Обычно основная площадь здравпунктов состоит из нескольких комнат общей площадью 48 м2. Дополнительно выделяют площадь для санитарного узла.
К службам местного общественного питания относят торговые автоматы, киоски и лотки. Службы цехового общественного питания включают буфеты, столовые-раздаточные, столовые-доготовочные (обеды из полуфабрикатов).
|7.2|Основные принципы размещения помещений и средств охраны труда
Безопасность при эксплуатации машиностроительного производства достигается путем их рациональной планировки, соблюдения техники безопасности и безаварийной работы оборудования, а также использования специальных устройств, обеспечивающих безопасность обслуживающего персонала. Планировка оборудования на участках должна обеспечивать свободный, удобный и безопасный доступ обслуживающего персонала к оборудованию, к органам управления и аварийного отключения оборудования и механизмов, входящих в состав участка. Желательно, чтобы органы управления и аварийных блокировок были размещены на общем пульте управления и дублированы вдоль фронта оборудования по трассе возможных перемещений обслуживающего персонала.
При планировке автоматизированных участков необходимо обеспечить нормальные условия освещения и обзора для оператора.
С точки зрения обеспечения безопасности обслуживающего персонала планировки, характеризующие расположение рабочих зон транспортных устройств и операторов, можно разделить на три типа.
Комплексы, исключающие возможность появления оператора в пределах рабочей зоны промышленного робота при его работе, показаны на рис. 7.8, а. Обычно это комплексы с круговым ограждением, при раскрытии створки которого посылается сигнал на останов транспортного устройства. К числу таких комплексов относят те, в которых транспортное уст-
14*
211
a)
Рис. 7.3. Основные типы планировок роботизированных технологических комплексов:
1 — промышленных^ робот; 2 — станок
ройство встроено в основное оборудование. Требуемые переналадки и коррекция работы транспортного устройства должны осуществляться на пульте оператора вне рабочей зоны транспортного устройства.
Комплексы с совмещением рабочих зон оператора и транспортного устройства показаны на рис. 7.3, б. В таких комплексах требуется применять специальные меры безопасности обслуживающего персонала. Это комплексы с автономным транспортным устройством, осуществляющим единичное или групповое обслуживание оборудования. Появление человека в рабочей зоне транспортного устройства должно вызывать автоматическую блокировку его работы.
Комплексы с разделением рабочих зон оператора и транспортного устройства, когда транспортное устройство работает с тыла, а оператор перемещается вдоль фронта оборудования, показаны на рис. 7.3, в. В этом случае появление человека в рабочей зоне транспортного устройства также должно вызывать автоматическую блокировку работы транспортного устройства.
Снятие сигнала выполняет оператор, осуществляющий наладку и обслуживание автоматического участка. Пульт управления автоматическим участком должен размещаться вне рабочей зоны транспортных средств — в месте, обеспечивающем хорошее и удобное наблюдение за работой автоматического участка. Если автоматические участки оснащены несколькими пультами управления, необходимо предусмотреть соответствующие блокировки, предотвращающие параллельное управление от различных пультов. Кнопки аварийных блокировок автоматического участка должны быть располо
212
жены в пределах рабочей зоны оператора на расстоянии не более 4 м одна от другой.
При использовании системы «Световой барьере светолокационные стойки, работающие в инфракрасном диапазоне спектра, располагают на расстоянии 15 м, причем стойки соединяются между собой по магистральному принципу, что позволяет создавать ограждения с зонами различной конфигурации.
При планировке автоматизированных участков необходимо исключить пересечение трасс следования оператора и транспортных средств.
Применение автоматических средств обнаружения пожаров является одним из основных условий обеспечения пожарной безопасности, так как позволяет оповестить производственный персонал о пожаре и месте его возникновения. С этой целью в помещениях располагают дымовые извещатели из расчета один извещатель на 60...70 м2. Эвакуационные выходы из помещений следует располагать рассредоточение. Ширина путей эвакуации должна быть не менее 1 м, а ширина дверей на путях эвакуации — не менее 0,8 м, причем двери должны открываться наружу.
Для обеспечения чистоты воздушной среды шлифовальные, полировальные и заточные станки необходимо оборудовать защитно-обеспыливающими кожухами и местными вытяжными вентиляционными устройствами.
Бытовые помещения чаще всего располагают в двухэтажной (или с большим числом этажей) пристройке к производственному корпусу, в нижней части которой размещают вспомогательные отделения цеха и санитарные узлы, во втором этаже и выше размещают гардеробы и душевые, конторские помещения и помещения психологической разгрузки персонала. Некоторые варианты планировочных решений бытовых помещений показаны на рис. 7.4.
Максимальный комфорт и наилучшие архитектурно-планировочные решения для производственных корпусов с числом работающих до 1500...2000 достигаются при размещении комплекса бытового обслуживания в отдельно стоящем здании, связанном переходами с производственными помещениями.
Курительные комнаты располагают на расстоянии не более 90 м от наиболее удаленного рабочего места. Эти комнаты должны быть оборудованы скамейками и урнами в соответствии с принятым проектом интерьера для бытовых помещений.
Стены, двери и оборудование санитарных узлов должны быть облипованы такими материалами, которые при смывании с них грязи не меняют цвет и с которых стекает вся влага. Обязательна установка поливочных кранов с горячей и холод-
213
Рис. 7.4. Примеры планировок гардеробов в бытовых помещениях, размещаемых в пристройке к производственному корпусу:
а — с одним входом; б — с двумя входами; в — план расположения шкафов
ной водой для мытья полов, стен и оборудования. Питьевые устройства (колонки) размещают непосредственно на производственных площадях в местах, наиболее удобных для пользования ими. Они могут быть как одно-, так и многоместными.
Б типовых проектах бытовых пристроек каждый зал гардеробной разбит на блоки-ячейки, снабженные необходимыми санитарно-техническими устройствами (умывальники, душевые). Группы шкафов отделены от проходов раздвижными дверями, благодаря чему можно использовать гардероб для
214
обслуживания разного числа мужчин и женщин. Два изолированных светлых прохода делят потоки идущих на работу и с работы. Ширина между шкафами 2 м, что дает возможность устроить скамьи для переодевания всех пользующихся гардеробом. В блоках размещены двойные шкафы для хранения уличной и домашней одежды и одинарные шкафы для хранения рабочей одежды. Габаритные размеры двойных шкафов 350 х 500 х 1800 мм; одинарных — 250 х 500 х 1800 мм. В пристройках устанавливают душевые кабины закрытого типа с местами для переодевания. Число кранов для умывания — один на десять человек, независимо от специальности работающих и выполняемых ими операций технологического процесса. При гардеробных предусмотрены устройства для уборки с использованием холодной и горячей воды всех помещений гардероба. В гардеробных рекомендуется также устанавливать приспособления для чистки обуви, сушки волос, зеркала.
Для автоматов, киосков и лотков радиус обслуживания принимают равным 50...90 м; их устанавливают обычно в непосредственной близости от производственных участков или в отдельных случаях (при допустимости этого по гигиеническим требованиям) на самих производственных участках. Необходимые площади под автоматы 0,2 м2; под киоски — 3...4 м2. Буфеты, а также раздаточные и доготовочные столовые обслуживают работающих в радиусе 200...400 м; их организуют при больших производственных корпусах в бытовых помещениях. Буфеты требуют площади 0,05 м2, а доготовочные столовые — 0,6 м2 для обслуживания одного питающегося человека.
Контрольные вопросы и задания
1. Назовите структуру системы охраны труда.
2. Какие вы знаете средства для обеспечения безопасной работы обслуживающего персонала?
3. Какие задачи решает подсистема обеспечения санитарных условий труда?
4. Какие службы входят в состав подсистемы обслуживания персонала?
5. Перечислите основные принципы размещения помещений и средств охраны труда.
|Глава 8[
СИНТЕЗ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ
Синтезирование производственной системы включает в себя следующие этапы: структурно-функциональный, алгоритмический, параметрический и планировочный (топологический) синтез.
Под структурно-функциональным синтезом понимают формирование состава производственной системы, свойств элементов и связей между ними.
Структурно-функциональный синтез — наиболее сложная для формализации проектная процедура. В существующих САПР в большинстве случаев этот этап выполняет проектант, а ЭВМ используется только для верификации (сравнения вариантов) предлагаемых решений.
Процедуры структурного синтеза классифицируют следующим образом.
▼ По целям синтеза и его результатам. При этом выделяют следующие процедуры:
• выбор принципа построения и функционирования производственной системы; производится на предпроектной стадии с целью установления физических, информационных и организационных принципов;
• выбор технического решения, обеспечивающего выполнение условий технического задания на проектирование; производится на базе разработанных производственных маршрутов и предусматривает выбор или разработку технических средств его реализации;
• синтез технической документации; осуществляется на стадии подготовки рабочей документации проекта.
▼ По сложности формализации процедур синтеза. Существуют пять уровней сложности формализации:
• первый уровень сложности проектируемого объекта характеризуется аналогичным, разработанным ранее объектом; синтез сводится к выбору числовых значений параметров для
216
заданной структуры. Задачи первого уровня — это задачи параметрического и планировочного синтеза;
• второй уровень сложности предусматривает выбор структуры из конечного множества вариантов при условиях: все варианты заранее известны либо их просто получить; число вариантов незначительно и возможен их полный перебор и оценка;
• третий уровень сложности характерен конечным множеством вариантов, не позволяющим провести при проектировании производственной системы их полного перебора;
• четвертый уровень сложности имеет некоторое число априорно неизвестных конкурирующих вариантов; не исключена возможность, что оно не ограничено;
• пятый уровень сложности связан с поиском решений, основанных на новых, ранее неизвестных и не использовавшихся идеях и принципах.
На этапе алгоритмического синтеза составляются композиции основных и вспомогательных процессов, т. е. производится формирование вариантов производственных процессов.
При проведении параметрического синтеза решаются оптимизационные задачи по определению внутренних параметров проектируемого объекта заданной структуры и последовательности выполнения операций производственного процесса, при которых достигается наилучшее сочетание его свойств.
Планировочный (топологический) синтез производится с учетом выбранного состава и количества элементов в производственной системе и связан с определением их геометрических форм и размеров и с размещением этих элементов в пространстве относительно принятой конструкции здания.
Задачи структурно-функционального зтапа проектирования были подробно рассмотрены в главе 2.
Алгоритмический, параметрический и топологический синтез осуществляются путем формирования системы материальных, энергетических и информационных потоков, определения их параметров и размещения в пространстве.
Синтез элементов производственной системы проводится на протяжении всего процесса проектирования и имеет несколько иерархических уровней. Этап синтезирования производственных подразделений из элементов, входящих в эти подразделения, осуществляется на базе технологических процессов, протекающих в них. Аналогичным образом производится синтез основной и вспомогательных систем, причем он проводится с учетом всех видов взаимосвязей, в результате которого каждая система приобретает заданные свойства, необходимые для выполнения своего служебного назначения.
217
В результате синтеза элементов образуется система материальных, информационных и энергетических связей, определяющая как внутреннее, так и внешнее взаимодействие всех материальных объектов производственной системы. Выбор элементов и формирование системы связей на основе экономического критерия позволит создавать высокоэффективные производственные системы. Исходя из этой цели при проектировании стремятся достигнуть минимально возможной мощности грузопотока, объема циркулирующей информации и потребляемой энергии. В той или иной степени задачи минимизации решаются при выборе необходимого и достаточного количества элементов производственной системы для заданных условий изготовления изделий.
18.11 Компоновочно-планировочные решения производственной системы
Окончательное формирование производственной системы с завершением работ по организации материальных, информационных и энергетических потоков происходит на последней стадии проектирования — планировочном этапе, где производится взаимное размещение всех элементов производственной системы и конструкций здания. Формирование производственной системы в пространстве, когда устанавливаются размерные связи между элементами, оказывает влияние на первоначально образованную систему материальных, информационных и энергетических потоков. Так, например, мощность материального потока зависит от расстояния между материальными объектами, а величина информационного потока увеличивается с ростом расстояния, так как возрастает количество элементов производственной системы, осуществляющих передачу материала, информации и энергии на большие расстояния. Мощность энергетических потоков зависит также от расстояний между материальными объектами, потому что с увеличением количества элементов производственной системы и расстояний между ними происходит рост энергетической мощности производства.
Формирование производственной системы в пространстве производится в три этапа. На первом — компоновочном — этапе происходит размещение производственных подразделений, на втором — построение схемы размещения оборудования в производственных подразделениях и на третьем производится окончательное размещение всего производственного оборудования в заданном пространстве.
218
Из экономических соображений целесообразно в качестве критерия при формировании производственной системы в пространстве выбрать минимум мощности грузопотока, так как перемещение материальных объектов производства требует значительно больших затрат, нежели передача информации и энергии. Создание системы материальных потоков позволит определить расположение проездов, количество транспортных средств, стратегию управления ими, коэффициент загрузки основного оборудования и т ,п.
Задача компоновочного этапа в общем виде формулируется следующим образом: заданы множества подразделений производственной системы R ~ (г1э г2, ..., гп) и площади этих подразделений S — (sr, s2, ...» s„), а также величины материальных потоков между ними Q = (qlt q2,qn) и ограничения на размещение этих подразделений. Требуется найти такое взаимно однозначное расположение множества R площадью S и взаимными материальными связями между ними Q, которое обеспечит экстремум целевой функции — минимум мощности грузопотока.
В качестве исходных данных при выполнении компоновочных решений производственных систем необходимо иметь состав основных и вспомогательных подразделений, производственные маршруты изготовления изделий, величины грузопотока для каждого маршрута и площади каждого подразделения. Производственные маршруты с величиной грузопотока можно задавать списочной структурой, матрицей материальных связей, графом G(R, Q) или гиперграфом.
При разработке компоновочных решений производственных систем руководствуются следующими принципами: обеспечение минимальной мощности материального потока; компактность, т. е. использование минимальной площади; совместимость технологических процессов, размещаемых на смежных участках или цехах с точки зрения взаимного влияния на качество изделий, а также исходя из условий охраны труда персонала; возможность последующего расширения производства и перепланировки оборудования, связанной с изменением или внедрением новых технологических процессов; использование рациональной конфигурации зданий из унифицированных секций; размещение отделений с вредными выделениями (термических, гальванических, лакокрасочных и др.) у наружных стен здания, кроме случаев включения их в общую поточную линию; размещение испытательных станций около главной сборки в крайнем пролете цеха; изоляция термоконстантных помещений внутри корпуса.
Для размещения элементов производственной системы в пространстве для выполнения планировочных решений сле-
219
дует в первую очередь определить конструктивные элементы здания, при реконструкции и техническом перевооружении геометрические размеры помещений заранее известны.
Современные конструкции промышленных зданий создаются из унифицированных секций с шагом колонн для средних пролетов 12 м. С целью усиления конструкции зданий шаг крайних колон равен 6 м.
Ширину пролета выбирают с учетом возможности размещения в пролете кратного числа рядов оборудования — обычно от 2 до 4 рядов основного оборудования в зависимости от их габаритных размеров и варианта размещения. Применяют следующий стандартный ряд ширины пролетов L, равный 18, 24, 30 м.
Выбор высоты пролетов производится с учетом габаритов основного оборудования, собираемых изделий и используемых транспортных средств. На рис. 8.1 показано поперечное
Рис. 8.1. Схема для расчета высоты пролета
сечение производственного помещения, по которому определяется величина высоты пролета до головки подкранового рельса Н', равная сумме высоты основного оборудования, над которым должен перемещаться груз (но не менее 2,3 м), расстояния Л4 между верхней точкой наиболее высокого оборудования и нижней точкой наибольшего по высоте поднятого груза (но не менее 0,4 м), высоты Л3 наибольшего транспортируемого краном изделия, расстояния h2 от верхней точки наибольшего транспортируемого груза до центра крюка в его крайнем верхнем положении (но не менее 1 м), расстояния h для двухкрюковых и hr для однокрюковых кранов (от центра крюка в его крайнем верхнем положении до головки подкранового рельса), выбираемых по стандарту в зависимости от типа крана.
При расчете высоты пролета учитывают габаритную высоту крана Н от головки подкранового рельса до наиболее высокой точ
ки механизма тележки, которая также регламентиру-
220
Таблица 8.1. Размеры пролетов промышленных зданий
Размеры пролетов Подъем но-транспортн ые средства
ширина L, и высотв до низа конструкции ферм, м высота до головки кранового рельса, м наименование грузоподъемность, т
18 24 6,0; 7,2; 8,4 7,2; 8,4 — Подвесные краны или бескрановые пролеты 0,5...5
18 8,15; 9,65 Мостовые 10; 20; 30
24 10,8: 12,6 — краны
ется стандартом, и расстояние между верхней точкой механизма тележки и нижней точкой перекрытия или затяжки стропильной фермы, которое должно быть не менее 0,1 м при условии, что троллейные провода расположены сбоку под краном.
Для унификации конструктивных элементов и упрощения объемно-планировочных решений здания необходимо, чтобы сетка колонн по всей площади здания была единой. Исключение могут составлять крайние пролеты, в которых размещают вспомогательные службы и гардеробные; высота пролетов до нижних поясов ферм или затяжек арок (или до головки подкранового рельса) должна быть унифицирована: возможно большая часть площади здания должна быть свободна от стен и перегородок.
В табл. 8.1 приведены нормы сетки колонн и высоты пролетов промышленных зданий.
При выполнении компоновок и планировок на планшетах здание в плане изображают в виде сетки продольных и поперечных разбивочных осей (рис. 8.2). Продольные разбивочные оси обозначают прописными буквами русского алфавита, а поперечные — арабскими цифрами.
При проектировании производственных систем используют унифицированные секции, которые в плане имеют размеры 72* 72 и 72* 144 м, причем первый размер соответствует длине пролета, второй — ширине здания.
Для движения транспортных средств создают цеховые проезды шириной 1,4 м...4,0 м, а также магистральные проезды. Ширина магистральных проездов при двухстороннем движении:
221
Рис. 8.2. Планшеты для выполнения компоновочных планов:
а —здания, состоящего из двух пролетов; б — здания, состоящего нз четырех параллельных и одного поперечного пролетов; 1 — колонна; 2 — продольная разбивочная ось; 3 — поперечная разбивочная ось; 4 — температурный шов
• для электрокаров, вильчатых электропогрузчиков грузоподъемностью до 1 т — 4,5 м;
• для автопогрузчиков, автомашин, уборочных машин и др. грузоподъемностью до 3 т — 5,5...6 м.
При использовании в качестве транспортных средств мостовых кранов необходимо при определении ширины производственных участков учесть «мертвую зону», т. е. зону, не обслуживаемую мостовым краном (около 2 м с каждой стороны пролета).
Площадь производственных участков рассчитывается по формуле
гу=
I — 1
где п — число оборудования i-ro габаритного ряда; — удельная площадь, занимаемая оборудованием i-ro габаритного ряда; 2Vnpf — принятое число оборудования i-ro габаритного ряда.
Общая площадь цеха
^(Zj^ + Zj^k,
где X FBC — площадь, занимаемая вспомогательными подразделениями; feM — коэффициент, учитывающий площадь магистральных проездов; выбирается в зависимости от сетки колонн и ширины магистрального проезда, kw = 1,1...1,2.
Методику построения рациональной компоновки производственной системы рассмотрим на примере, приведенном ниже.
222
Таблица 8.2. Производственные маршруты изготовления изделий с величинами грузопотоков
1 Наименование группы изделий Производственный мвршрут Величине грузопотока т
Корпусные детали Ю—5—1—8—5—4—5—10 1500
Валы 10-5—2—5—4—5—10 1000
Зубчатые колеса 10—5—3—4—5—10 1000
Комплектующие изделия 10—5—4—5—10 500
Цех состоит из следующих участков и отделений: 1 — участок корпусных деталей площадью 450 м2; 2 — участок валов площадью 400 м2; 3 — участок зубчатых колес площадью 360 м2; 4 — сборочный участок площадью 400 м2; 5 — автоматизированный склад площадью 80 м2; 6 — участок инструментальной подготовки производства площадью 80 м2; 7 — ремонтное отделение площадью 80 м2; 8 — контрольное отделение площадью 30 м2; 9 — управляющий вычислительный комплекс площадью 40 м2. Рассматривается случай, когда вход и выход (10) на производственных участках и в цехе совпадают, что сокращает количество холостых пробегов внутрицехового и межоперационного транспорта.
В табл. 8.2. заданы производственные маршруты изготовления изделий и величины грузопотоков.
На первом этапе компоновки строят граф материальных связей между производственными подразделениями, причем ребра графа отражают величину материального потока между ними. Из анализа полученного графа материальных связей (рис. 8.3, а) видно, что наибольшее значение материального потока со входом — выходом 10 из цеха у автоматизированного склада 5, который и располагаем около входа-выхода 10 (рис. 8.4). Причем его следует размещать между двумя пролетами, так как в этом случае центр тяжести площади склада будет размещен между большинством производственных подразделений, что сократит длину грузопотока всей производственной системы. При этом длина автоматизированного склада вдоль пролета будет равна 4 м при стандартной ширине пролета 24 м и ширине магистрального проезда 4 м.
Преобразуем граф (см. рис. 8.3, б) с учетом того, что автоматизированный склад уже размещен в цехе. Следующим производственным подразделением по величине грузопотока с вершиной графа 10’, 5 является сборочный участок 4, ксуго-
223
Рис. 8-3. Преобразование графов материальных потоков
рый располагаем слева от входа-выхода из цеха (рис. 8.4). Вновь преобразуем граф материальных связей (рис. 8.3, в) с учетом размещенных на плане цеха автоматизированного склада и сборочного участка. Из графа на рис. 8.3, в видно, что наибольшие материальные потоки связывают вершину 10; 5; 4 с двумя участками: валов 2 и зубчатых колес 3. Размещаем в центре на планшете (см. рис. 8.4) участок зубчатых колес 3, так как он связан как со складом, так и со сборочным участком (см. рис. 8.3, б), а затем располагаем участок валов 2. Оставшиеся участок корпусных деталей 1 и контрольное отделение 8 размещаем с учетом того, что в первую очередь с правой стороны от автоматизированного склада должен находиться участок, имеющий наименьшую площадь, что по-
224
зволяет приблизить границу между производственными подразделениями 1 и 8 к границе склада 5. Таким подразделением является контрольное отделение 8.
Размещение участков и отделений, не связанных с основным материальным потоком полуфабрикатов, производят в последнюю очередь; их располагают так, чтобы граница цеха и проезд между производственными подразделениями по возможности приближались к прямой линии.
К задаче оптимизации ма- Рис. 8.4. Компоновочное решение териальных потоков относит- производственной системы ся также вопрос расположения входов и выходов с производственных подразделений.
Минимальный транспортный путь будет в случае, когда вход и выход из подразделений будут находиться как можно ближе один к другому. Применительно к рассматриваемому случаю входы и выходы с участков 3 и 5 следует совместить, а вход-выход с участка 4 — расположить напротив. Из тех же соображений определяем расположение входов-выходов на оставшихся производственных подразделениях.
Пример выполнения компоновочного плана механосборочного корпуса по производству двигателей грузового автомобиля представлен на рис. 8.5. Сборочный конвейер расположен в середине здания, а линии по изготовлению деталей для двигателя — перпендикулярно к конвейеру с обеих сторон. Склады заготовок, доставляемых автотранспортом, расположены вдоль боковых проездов. Поточные линии для изготовления цилиндров, коленчатого вала, гильз и головок блока, имеющие большую станкоемкость, исполнены зигзагообразными с примыканием к сборочному конвейеру.
После сборки механизмов двигателя его подают посредством подвесного конвейера на участок окраски, а далее на конвейер для монтажа электрооборудования. Собранный двигатель поступает на участок испытания с последующим перемещением по конвейеру на участки консервации и отправки.
Выполнение планировочного решения начинают с разработки схемы расположения оборудования. Задача разработки оптимальной схемы была сформулирована в главе 3.
15 — 5849
225
12000 12000
уголок Техкабинет Библиотека Заточное
отделение
1 — Хозслужба
2 — Ремонт приспособлений
3 — Санузел
4 — Крышка коренных подшипников
5 — Конвейер сборка
6 — Коллектор
7 — Головка блока
8 — Кулачковый вал
9 — Картер сцепления
10 — Блок цилиндров
11 — Труба впускная
12 — Коленчатый вал
13 — Сцепление
Рис. 8.5. Компоновка механосборочного корпуса по производству двигателей грузового автомобиля:
ЦРБ — цеховая ремонтная база; ИРК — инструментально-раздаточная кладовая; СУ — санузел
226
При разработке плана производственной системы производится увязка расположения рабочих позиций (мест) и вспомогательного оборудования в выбранном масштабе.
Планировка оборудования в рабочем проекте выполняется в масштабе 1 : 100 для малых и средних цехов и 1: 200 для крупных цехов. В рабочей документации монтажные планировки выполняются в масштабе 1 : 50 с привязкой оборудования к конструкции здания.
При планировке учитывают следующие факторы, влияющие на работу цеха и обслуживающего персонала: доступ к рабочим позициям (местам), удобство работы персонала и доставки полуфабрикатов к месту работы, близость комнат курения и санузлов, раздевалок, душевых и столовых, хорошее освещение, достаточный обмен воздуха, удобное расположение автоматов для питья, телефонов и т. д. В качестве противопожарных мероприятий следует обеспечить: удобное расположение противопожарного инвентаря, наличие свободных проходов для быстрого вывода персонала и проездов для пожарных машин, все двери должны открываться наружу.
Планировку оборудования следует производить с учетом размещения сантехнических и энергетических служб. Магистральные водопроводы, трубопроводы, водостоки, канализация, силовая подводка к оборудованию (если она выполняется в бетонном полу — нижней подводкой), система освещения, разводка сжатого воздуха, размещение отопительных приборов, удаление отходов производства — все это проектируют так, чтобы они не проходили в зоне работы транспортной системы и не представляли опасности для персонала, оборудования и материалов.
На планировке изображают и указывают: сечение колонн с фундаментами; наружные и внутренние стены; окна, ворота и двери, как наружные, так и внутренние; основное и вспомогательное оборудование; месторасположение персонала; подвалы, каналы, шахты и антресоли; размеры ширины пролетов, шага колонн, общей ширины цеха, длины пролетов и всего цеха, ширины продольных и поперечных проездов или проходов, ширину и длину каждого вспомогательного подразделения, расстояния от оборудования до колонн, между оборудованием и рабочими местами, габаритные размеры крупного оборудования; нумерацию оборудования с ее расшифровкой в спецификации; названия всех производственных подразделений.
В случае значительной насыщенности планировочных решений, затемняющих чертеж планировки, отдельно выполняется планировка рабочих мест (позиций) и мест установки вспомогательных средств.
227
Двери в производственных зданиях делятся: по назначению — транспортные, эвакуационные и запасные; по расположению — наружные и внутренние. Размеры дверей: по ширине 1,0; 1,5; 2,0, по высоте 2,4 м. Расстояние от рабочего места до ближайшей двери должно быть не более 100 м.
Размеры ворот зависят от габаритов подвижного транспорта и установленного в цехе оборудования. Имеются следующие размеры проемов ворот: 2,4 х 2,4; 3,0 х 3,0; 3,6 х 3,0; 3,6 х 3,6; 3,6 х 4,2; 4,8 х 6,4 м. Ширина ворот должна превышать наибольшую ширину средств напольного транспорта с грузом не менее чем на 0,6 м, а высоту — не менее чем на 0,2 м.
При выполнении планировочных решений используют условные обозначения, приведенные в табл. 8.3.
Таблица 8.3. Условные обозначения, применяемые при выполнении планов
Наименовв-ние Условные обозначения Наименование Условные обозначения
Капитальная стена Пульт 1пу 1
управления
Окно Кран мостовой 1 1
’ 2XL 1
-• • - -V/-/
Сплошная перегородка Стеллаж 1 1 1 1 1 1
Перегородка из стеклоблоков . , Кран-штабелер автоматизированный НХР
Барьер Ш .-1.1 U LU Кран консольный поворотный с электро-талью t
Борота распашные . . Каретка-оператор
Ворота откатные 1 1 1 1 Тележка рельсовая |zzz|
Колонны железобетонные и металлические Конвейер подвесной цепной 1
228
Окончание табл. 8.3
Наименование
Условные обозначения
Наименование
Условные обозначения
Канал для транспортирования стружки
Автоматическая линия и основное оборудование
Место рабочего
Многостаночное обслуживание одним рабочим
Контрольный пункт
Место складирования полуфабрикатов
Промышленный робот
Конвейер роликовый однорядный
Подвод сжатого воздуха (цифрами указывается давление в сети)
Точка подвода электрокабеля к оборудованию
Местное освещение
ПЕН
Планировка проводится в следующей последовательности. На планшет наносят сетку колонн, сечение колонн с фундаментами, стены, окна, магистральный проезд, а затем производят размещение элементов производственной системы. При размещении элементов производственной системы применяют три метода.
Первый метод — планировка с помощью плоских темпле-тов, изготовленных из картона, целлулоида или пластмассы, изображающих устанавливаемое оборудование в плане, в том же масштабе, что и план цеха или участка. В контуре темпле-та отображают все выступающие части при их нейтральном (среднем) положении. Ручки, штурвалы и т. п. части на темп-лете не показывают.
229
Пример изображения темплета показан на рис. 8.6. Контур изображается тонкой сплошной линией Z. Сплошной линией 2 дается «установочный контур», т. е. план той части оборудования, которой оно устанавливается на пол или фундамент, Выступающие части, крайние положения выступающих частей, вспомогательные устройства в виде баков, автономных насосных установок и подобных устройств, открывающиеся дверцы в крайнем открытом положении обозначаются тонкой пунктирной линией 3. На темплете указываются места подключения электроэнергии 4, сжатого воздуха, охлаждающей жидкости, отсоса стружки или транспортера для нее и других устройств, определяющих разводку соответствующих сетей или коммуникаций, а также месторасположение оператора 5. Для наглядности планировки различные виды основного и вспомогательного оборудования могут выполняться в цвете.
После размещения темплетов на планшете их обводят по контуру и делают соответствующие надписи.
Второй метод — планировка с помощью объемных моделей оборудования — используется при наличии в производственной системе подвесного транспорта или при выполнении макетов системы. Объемная планировка предусматривает на
230
личие объемных моделей производственного оборудования и элементов конструкции здания, выполненных из пластмассы или дерева и имеющих соответствующую окраску.
Третий метод — планировка посредством интерактивных графических систем, входящих в состав САПР. При этом методе вместо темплетов используют библиотечные графические образы производственного оборудования. Его размещение производится в диалоговом режиме.
18.21 Проектирование транспортной системы
8.2.1. Назначение и классификация транспортных систем
Назначение транспортной системы состоит в следующем:
• доставка со склада грузов в требуемый момент времени к требуемому производственному участку;
• доставка, ориентирование и установка заготовок, полуфабрикатов или изделий в требуемый момент времени на требуемое основное оборудование;
• съем полуфабрикатов или готовых изделий с оборудования и последующее транспортирование их к месту назначения;
• отправка грузов в накопитель и выдача их из накопителя в требуемый момент времени;
• доставка полуфабрикатов или готовых изделий с производственных участков на склад.
В зависимости от проектного решения организации производственного процесса на транспортную систему, кроме перемещения полуфабрикатов и готовых изделий, могут быть возложены другие функции, такие, как доставка комплектов инструмента и технологической оснастки, хранение грузов, перемещение бункеров со стружкой и др.
Эффективность производственного процесса во многом зависит от способа реализации транспортирования, поскольку транспортные операции являются непосредственным выражением связей между отдельными этапами технологического процесса. Транспортная система должна своевременно и в требуемой последовательности обеспечить выполнение всех запросов основного оборудования, накопителей и склада в необходимых заготовках, полуфабрикатах и готовых изделиях.
При выборе способа транспортирования и элементов трайспортной системы следует ориентироваться на приведенную ниже классификацию грузов и транспортных систем.
231
Грузы классифицируют по транспортно-технологическим характеристикам: массе, размеру, форме, способу загрузки, виду и свойствам (рис. 8.7). Классификация транспортных систем приведена на с. 234—235 (рис. 8.9).
Перемещение в поддонах и кассетах в основном используют для деталей типа тел вращения (валов, втулок, фланцев
-^Транспортные партии
По виду груза
Однопредметные | -
Многопредметные \-
Одного наименования
Легкие
Многих наименований
По массе
Средние
Тяжелые
По форме деталей
г-|Типа вала|
-| Дискообразные J
Корпусные |
-| Плоские
По габаритным размерам
По свойствам материала
По способу транс портирования
-j Типа рычагов J
Вручную |
Автоматически [
По способу загрузки
Рис. 8.7. Классификация производственных грузов
232
и т. п.), для которых характерно, несмотря на различие в размерах, наличие идентичных и концентрично расположенных поверхностей, которые позволяют выполнить точное ориентирование и зажим различных заготовок на оборудовании без дополнительных приспособлений, а также полуфабрикатов, имеющих достаточную устойчивость при транспортировании. Для остальных изделий более сложной формы он менее распространен вследствие высокой стоимости универсальных промышленных роботов.
Детали более сложной конфигурации чаще всего в автоматизированном производстве перемещаются на спутниках, так как они позволяют осуществить автоматизацию смены полуфабрикатов благодаря единству основных баз спутника и вспомогательных баз приспособлений, устанавливаемых на рабочих столах станков, и оборудования транспортной системы.
На рис. 8.8 изображена заготовка 2, которая установлена и закреплена в технологической оснастке 3, смонтированной на спутнике 2. Однако применение спутников значительно увеличивает затраты на создание транспортно-складской системы.
В ряде случаев полуфабрикаты могут быть установлены на сменные столы станков. Такой способ установки чаще всего используют в ГПС при изготовлении крупногабаритных деталей.
В машиностроительном производстве широкое применение находят транспортные системы периодического и непрерывного действия. Транспортные системы периодического действия подразделяют на две группы: транспортные системы с жесткой связью, используемые в основном в поточном производстве, и транспортные системы с гибкой связью. Тип транспортной системы выбирают с учетом времени выполнения технологических операций и условий изготовления изделий.
Транспортные системы, имеющие периодические разнонаправленные перемещения, целесообразно использовать в непоточиом производстве при относительно большом времени изготовления транспортной партии, а при малом — транспортные системы непрерывного действия. Однонаправленные транспортные системы в основном используются в поточном производстве при линейном принципе формирования производственных участков.
Рис. 8.8. Спутник с закрепленной на нем заготовкой:
1 — спутник; 2 — заготовка;
3 — технологическая оснастка
233
По назначению
По способу перемещения груза
По принципу движения
По направлению движения
По уровню рас положения рабочей ветви
По принципу работы
По схеме движения
По конструктивному исполнению
По принципу маршруто-слежения
Транспортные системы |
Внутрицеховые
Межоперационные В таре ^Ориентированные U Навалом
Без тары I 1 гл
| Периодические
Непрерывные
I Однонаправленные
Разнонаправленные
| Напольные
| Эстакадные
| Подвесные
Несущие
| Толкающие
Тянущие
Линейные J Ветвящиеся 'АНеветвящиеся
Замкнутые
Рельсовые
Безрельсовые
Механические
На приборах с зарядной связью
Индуктивные Флуоресцентная полоса
Гироскопические
Оптоэлектронные _ Светоотражающая полоса
Радиоуправляемые Белая полоса с - черной окантовкой »
Управляемые по лучу
С наведением по маякам
234
По виду энергоснабжения
Автономные Троллейные Кабельные
По типу грузо несу щей платформы
С приводным ролъгатом
С подъемным/выдвижным столом
С установленным роботом
Рис. 8.9. Классификация транспортных систем
Напольной называют транспортную систему, у которой рабочая ветвь расположена на уровне пола. Транспортную систему, у которой рабочая ветвь расположена на уровне рук рабочих, называют эстакадной, выше этого уровня — подвесной.
Грузонесущие транспортные системы имеют одну рабочую ветвь, а толкающие — две ветви: верхнюю (тяговую) и нижнюю (грузовую). В результате этого последняя может останавливать транспортируемый груз в любой момент времени. Тянущие конвейеры чаще всего используют для сборки изделий, имеющих собственные колеса.
Сложные кольцевые и ветвящиеся трассы движения используются при значительном количестве обслуживаемого оборудования и транспортных средств.
Рельсовый транспорт приводится в движение с помощью цепей, перемещающихся в желобах пола, или от автономного двигателя. Данный тип транспортной системы не обладает гибкостью и связан с значительными затратами на прокладку рельс. Наличие рельс мешает движению персонала и делает его небезопасным. Преимуществом является высокая грузоподъемность, автономное функционирование, так как параллельно направляющим рельсам может быть смонтирована троллейная линия.
Создание единой транспортной системы машиностроительного производства позволяет выполнять ориентирование в пространстве заготовок, полуфабрикатов и готовых деталей в процессе их транспортирования между рабочими местами (позициями) на механических участках, вплоть до рабочих мест (позиций) на сборочных участках. Эго приводит к сокращению траиспортных операций по дополнительному ориентированию заготовок, полуфабрикатов и готовых деталей, что в итоге снижает трудоемкость и себестоимость транспортирования.
235
Рассмотренную классификацию транспортных систем используют при проектировании машиностроительного производства. Для каждого типа транспортной системы в настоящее время разработаны унифицированные элементы, которые позволяют создавать эффективные и надежные транспортные системы, и только в отдельных случаях следует создавать специальные транспортные средства.
Особое внимание при проектировании транспортной системы следует уделять уровню автоматизации транспортных операций, который выбирают исходя из экономических соображений. При этом необходимо учитывать, что при незначительных капитальных вложениях в транспортную систему высвобождается значительное число вспомогательных рабочих.
8.2.2. Основные направления проектирования транспортной системы
Основной задачей при проектировании транспортной системы является сокращение объема подъемно-транспортных операций и снижение трудозатрат при заданном объеме работ. При проектировании технологического процесса объем подъемно-транспортных операций может быть уменьшен путем выбора рациональной формы заготовок, приближающейся к форме готовой детали, что приводит к сокращению массы перемещаемых грузов. Другим направлением является получение отливок и поковок, предварительно обработанных на заводах централизованного изготовления отливок (центроли-тах) и поковок (центрокузах).
Желательно также сократить вертикальные перемещения грузов при транспортировании путем соблюдения постоянства высоты приемо-сдаточных секций и уровня пола, что особенно важно при использовании колесного напольного транспорта. Все полуфабрикаты должны транспортироваться в производственной таре, не допускается сгружать их на пол или поднимать с пола вручную.
Значительное сокращение объема транспортных работ может быть достигнуто путем рациональной компоновки структурных подразделении цеха и планировки оборудования на нем. Кроме того, правильное решение задач оперативно-календарного планирования также позволит уменьшить транспортные пути и сократить мощность грузопотока.
При построении машиностроительных цехов по возможности следует использовать предметный принцип формирования производства, когда оборудование и производственные участки расположены по ходу технологического процесса из
236
готовления изделий, что позволяет избавиться от лишних перемещений грузов, возвратных движений грузов, что резко сокращает маршруты движения грузов.
Основным путем снижения трудоемкости транспортных операций является применение автоматизированных транспортных средств на производственных участках и в цехе (подвесные толкающие конвейеры, самоходный тележечный транспорт с управлением от ЭВМ, робокары, роликовые конвейеры с принудительным вращением и перегрузочными устройствами, подвесные краны-операторы с дистанционным управлением и т. д.).
Типизация технологических процессов транспортирования позволяет применить наиболее эффективные процессы и установить наиболее рациональный типаж оборудования и оснастки, упорядочить разработку технологических процессов транспортирования, а также сократить сроки доставки на основное оборудование необходимых полуфабрикатов.
При выборе транспортных средств для выполнения транспортных операций следует ориентироваться на однотипные средства, что приведет к сокращению затрат на их управление и обслуживание и повысит мобильность и надежность эксплуатации производственных систем.
Для автоматизации загрузки и разгрузки основного оборудования, а также его стыковки с транспортной системой следует использовать промышленные роботы и автоматические стыкующие устройства.
Значительная эффективность работы транспортной системы может быть достигнута благодаря увеличению транспортной партии путем использования контейнерной перевозки грузов.
Учет перечисленных направлений с детально проработанными вопросами технологии изготовления, организации производства, компоновки цеха и планировки оборудования позволит резко уменьшить грузопотоки и таким образом упростить транспортную систему и повысить ее надежность.
8.2.3. Схема материальных потоков
и технологический процесс транспортирования
За основу проектирования транспортной системы принимают схему материальных связей машиностроительного производства, на которой указывают грузопотоки между основным оборудованием, накопителями, производственными подразделениями. Согласно приведенной выше классификации транспортных систем, для более детальной проработки процесса транспортирования необходимо построить внутрицеховую схему материальных связей, показывающую грузопотоки
237
между производственными подразделениями, и межоперационные схемы материальных связей на производственных участках.
На этапе синтеза компоновочного решения цеха производится построение внутрицеховой схемы материальных связей на базе разработанных производственных процессов изготовления продукции, определяющих последовательность прохождения грузов между производственными участками и вспомогательными подразделениями, величины грузопотока, номенклатуру и габаритно-весовые показатели перемещаемых грузов и требования к условиям их перемещения.
Для построения внутрицеховой схемы материальных связей цеха необходимо выявить потребность в основных и вспомогательных материалах, заготовках, полуфабрикатах и изделиях в тоннах на всю программу выпуска для каждого производственного участка, а также программу выпуска полуфабрикатов, готовых изделий в тоннах с каждого производственного участка. Если транспортная система должна доставлять на производственные участки инструмент, технологическую оснастку, то при определении общего грузопотока необходимо учитывать и их массу.
Грузопотоки наносят на компоновки в виде полос, ширина которых пропорциональна их значению (т/сут или т/год), указываемому на каждом грузопотоке цифрами. Для большей наглядности грузопотоки изображают штриховкой (или краской) различного цвета, соответствующей виду груза; направление грузопотоков, которое должно соответствовать фактической трассе движения грузов, указывают стрелками в местах входа и выхода, а при большом числе грузопотоков также на всем их протяжении. На рис. 8.10 показана схема материальных связей сборочного цеха.
Схема материальных потоков служит базой для разработки технологических процессов транспортных работ, а также выбора вида, числа и основных технических параметров средств транспортирования. При проектировании выполняют несколько вариантов схем материальных потоков и выбирают оптимальный.
Оптимальная транспортно-технологическая схема должна обеспечивать:
• минимальное число действительно необходимых операций;
• минимальные расстояния транспортирования и число транспортных перемещений грузов;
автоматизацию каждой операции и всего процесса транспортирования;
238
Рис. 8.10. Схема материальных связей сборочного цеха:
1 — склад готовых деталей; 2 — участок подправки и окраски корпусных деталей; 3 — участок сборки комплектов и узлов; 4 — участок сборки машин; 5 — участок испытания и отладки машин; 6 — участок окраски машин; 7 — краскоприготовительный участок; 8 — участок комплектования и упаковки; грузопотоки: Д — отдельных деталей; У — собранных узлов; К — собранных комплектов; М — собранных машни
• максимально возможное совмещение транспортных операций с операциями изготовления изделий;
• использование для автоматизации процессов прогрессивных высокопроизводительных средств;
• однотипность средств автоматизации процессов транспортирования;
• малое число пересечений и разветвлений;
• требования охраны труда;
• экономическую эффективность и ремонтопригодность.
Все перечисленные требования относятся и к построению межоперационной схемы материальных связей производственного участка, для которой необходимо знать технологические процессы изготовления изделий, определяющие последовательность прохождения грузов между основным оборудованием. Построение межоперационной схемы материальных связей производится при выполнении планировочных решений производственных участков.
После формирования материальных связей производственного процесса переходят к разработке технологического ‘процесса транспортирования. Под технологическим процессом транспортирования понимают части производственного процесса, во время которых происходит изменение пространственного положения объекта производства (материал, заго
239
товка, полуфабрикат, изделие) без изменения его качества. Технологический процесс транспортирования состоит из ряда операций, выполняемых в определенной последовательности. Это, например, погрузка, транспортирование, разгрузка, перегрузка, перекладка, кантование и загрузка. По возможности стараются использовать типовые технологические процессы транспортирования, которые разрабатывают для группы полуфабрикатов и изделий, имеющей общность маршрута перемещения, состава транспортных партий, условий захвата грузовых единиц, структуры связей между основными и вспомогательными операциями и последовательности выполнения переходов в операциях перемещения. Обычно разрабатывают маршрутные и операционные карты технологического процесса транспортирования, на основе которых определяют время транспортирования для выбранного типа транспортного оборудования.
8.2.4. Определение состава
и основных характеристик элементов транспортной системы
На основании разработанных технологических процессов транспортирования определяют тип транспортных средств, а количество и основные технические параметры транспортных средств каждого типа рассчитывают с учетом массы, габаритных размеров, условий транспортирования грузовых единиц, схемы грузопотоков и временных связей производственного процесса. При построении временных связей производственного процесса следует учитывать, частоту запросов основного оборудования, накопителей, склада в необходимых заготовках, полуфабрикатах и изделиях.
В поточном производстве временные связи строятся на основе такта выпуска изделий, и движение грузов прямоточно, что значительно упрощает задачу проектирования транспортной системы. Основными параметрами транспортной системы, используемой для поточного производства, являются шаг, длина и скорость движения конвейера.
Шаг конвейера определяется как сумма длины изделия и промежутка между последовательно изготовляемыми изделиями, величина которых устанавливается с учетом обеспечения удобства выполнения операции. При сборке изделий типа тракторов, автомобилей, станков и т. п, промежуток между ними на конвейере колеблется в пределах 0,8... 1,2 м. При сборке изделий средних размеров это расстояние принимается 0,5...1,0м, а мелких— 0,2...О,3м. Из рассчитанных мини
240
мальных шагов конвейера выбирается максимальный и принимается за требуемый шаг SK.
Длина конвейера
^к = вЛ + Ь1 + Ь2,
где _№к — число сборочных станций на конвейере; — длина приводной станции, м; L2 — длина натяжной станции, м.
Число сборочных станций на конвейере рассчитывается как сумма расчетных станций, определенных из технологического процесса сборки изделий, плюс 2—3 резервных станции, необходимых на случай изменения конструкции изделия и процесса его производства.
Для рабочих непрерывных конвейеров скорость их движения vH = SK/TK, где Тк — такт выпуска изделий, мин.
Для рабочих конвейеров периодического действия скорость движения v — SK/(TK - ton), где £оп — время выполнения операции максимальной продолжительности, мин.
Если операция на конвейере имеет £оп > Тк, то применяют метод двойного перемещения изделий. В этом случае через такт выпуска в работу включается вспомогательный конвейер, связанный с главным, перемещающий изделие на удвоенный шаг транспортирования.
Расчетная скорость конвейера периодического действия должна быть согласована с техническими характеристиками его привода, однако она не должна превышать скорости, допустимой точки зрения техники безопасности (сила инерции масс, находящихся на конвейере, не должна вызывать толчков и сползания изделий с конвейера). Скорость холостого перемещения конвейера принимается обычно равной 7...9 м/мин при сборке тяжелых изделий и до 15...20 м/мин при сборке мелких изделий.
В ряде случаев с целью снижения неблагоприятного влияния на рабочих жесткого режима сборки скорость конвейера может изменяться в течение смены. Например, на Волжском автомобильном заводе скорость главного конвейера изменяется в пределах 4...4,3 м/мин в зависимости от динамики труда.
В непоточном производстве временные связи имеют сложный стохастический характер, что затрудняет процесс проектирования по следующим причинам:
• нестабильная и широкая номенклатура изготовляемых изделий и, как следствие, недостаточность исходных данных для получения решений требуемой детализации;
• недостаточность знания закономерностей производственного процесса в непоточном производстве и, как следствие, сложность учета их при проектировании;
16 - 5849
241
• вероятностный характер исходных данных — затрат времени на изготовление изделий на основном оборудовании, числа деталей в партии, последовательности запуска изделий в производство и др.
Нестабильность исходных данных целесообразно представить в вероятностном виде:
где Р — вероятность отклонения параметра от некоторой номинальной величины А*; А — фактическое значение задаваемого параметра (например, масса детали); а, 0 — возможные наибольшие и наименьшие отклонения параметров; [Р] — доверительная вероятность или надежность возможного изменения параметра.
Выбор типа внутрицехового транспорта зависит от вида и характера производства, производственной программы, строительной части производственного корпуса, используемого основного оборудования и других факторов.
Количество транспортных средств каждого типа определяют исходя из машиноемкости Т м е транспортных операций, которую рассчитывают по следующей формуле:
Т = С‘Гд или Т = г"Тц " = вп60 И »•» гт„ (60’
Здесь Qt — величина грузопотока i-ro наименования полуфабрикатов, комплекта инструментов или технологической оснастки, т/год; Тц — средняя длительность одного рейса или одного цикла работы транспортного средства, мин; дп — величина средней транспортной партии (количество грузов, перевезенных за один рейс), т; zT/ — грузопоток i-ro наименования груза, ед. тары/год; zT , п f — величина транспортной партии i-ro наименования груза, ед. тары;
где гт L — грузопоток, ед. тары, по определенной группе изделий; Qt — грузопоток по определенной группе, т; Ct — средняя грузовместимость тары, т.
Длительность обслуживания заявки определяется типом транспортного средства, его скоростными характеристиками и протяженностью трассы. Для циклических транспортных средств длительность обслуживания (мин) при двухадресном режиме работы
Tu = 2(tp + iT+l,O75ty + tB.n),
242
где #р — время разгона транспортного средства, мин; — время его торможения, мин; tv — время движения на маршевой скорости, мин; п — время отработки цикла взять-поста-вить, мин. Для расчета tv используют средний путь движения на маршевой скорости, который равен 0,3...0,5 длины транспортной трассы, а скорость движения зависит от типа транспортного средства (рис. 8.11).
Количество транспортных средств определяют по формуле
ETMefec
где kc = 1,2... 1,6— коэффициент спроса, учитывающий неравномерность поступления заявок на обслуживание в единицу времени; k3 = 0,7...0,8— коэффициент загрузки транспортного средства; Фэ — эффективный годовой фонд времени работы принятого типа транспортного средства, ч; п — число грузопотоков, обслуживаемых данным типом транспорта.
При использовании промышленного робота в качестве стыковочного устройства транспортной системы с основным оборудованием проектанту следует рассмотреть, может ли он обслуживать группу основного оборудования.
В поточном производстве количество оборудования N, обслуживаемое одним промышленным роботом (манипулятором), устанавливают исходя из заданного такта выпуска Т и несовмещенного с работой основного оборудования времени
У, м/мин,
60
Пластинчатый
30
25
12
Автомат ичес кая
тележка
Подвесно й с автоматическим адресованием
Роликовый
О 25 30 50 125 250 500 т, кг
Рис. 8.11. Скорости и грузоподъемности различных типов транспортных средств
243
t , затрачиваемого роботом (манипулятором) на транспортное обслуживание одной рабочей позиции:
Для расчета времени £тр необходимо иметь планировочное решение автоматизированного комплекса, по которому определяется длина траектории перемещения, скорость перемещений робота (скорость поступательного перемещения 0,5...1,5 м/с, вращательного — 60... 120 град-1); оно определяется по формуле:
где <S, ср — пройденный путь и угол на каждом участке траектории; и, <в — соответственно линейная и угловая скорости движения на каждом участке; — время разгона; t2 — время торможения; t — время раскрытия захвата; t33 — время закрытия захвата (tp3 + taa — 0,6 с).
При создании роботизированных комплексов рекомендуется использовать встроенные в основное оборудование промышленные роботы в тех случаях, когда масса перемещаемых грузов не превышает 10 Кг, при перемещении груза массой 10...40 кг используют напольные роботы, а свыше 40 кг — портальные.
В непоточном производстве при закреплении за участком из N единиц оборудования, обслуживаемых одним промышленным роботом, номенклатуры деталей, длительность оперативного времени которых ton t распределена в интервале времени а — & по закону Р — F(to^t с достаточной для практики точностью можно считать, что вероятность обслуживания роботом в случайный момент времени i-ro оборудования
р = ^тр* ^оп i ^то I
Вероятность совпадения периода обслуживания k единиц оборудования равна произведению вероятностей:
Простои основного оборудования участка при обслуживании роботом двух единиц оборудования П2 = Pv 2 ~ PjP2; п₽и обслуживании роботом трех единиц оборудования П3 = Рр 2 + + Р2.3 + “ -^i-2-з» ПРИ обслуживании четырех единиц
оборудования П4 = ’б’(Р1;2 ~ Р1;2;3) + 4(2Р1;2 3 - Рг 2.3.4) + + 3Pj. 2; 3; 4-
244
С целью упрощения расчетов при выборе количества основного оборудования, обслуживаемого одним промышленным роботом, рекомендуется пользоваться следующими данными:
Оперативное время, мин Количество основного оборудования, шт
3,0...6,0 5,0...7,5
2 3
>7,5
4
Максимальное количество оборудования, обслуживаемое одним промышленным роботом, рекомендуется принимать не более 4 шт., так как при превышении этого числа усложняются планировка, монтаж и обслуживание производственного комплекса.
8.2.5. Внутрицеховая и межоперационная транспортные системы
Началом технологического процесса транспортирования к производственному участку является прием груза с приемосдаточной секции склада, в которой он находится в подготовленном для транспортирования виде, а концом — подача груза на приемо-сдаточную секцию производственного участка.
Рассмотрим ряд транспортных средств и область их применения в машиностроительном производстве.
Рис. 8.12. Электрическая тележка с грузоподъемным краном
245
Широко используют следующие виды напольного колесного транспорта: электропогрузчики, электрокары, электротягачи, каретки-операторы, приводные и ручные тележки. Высокоманевренным транспортным средством, не требующим широких проездов и больших радиусов закругления, являются электрические тележки (рис. 8.12), которые просты в управлении и бесшумны. Грузоподъемный кран, установленный на тележке, позволяет снизить трудоемкость погрузочно-разгрузочных работ. Скорость движения таких тележек 100...250 м/мин. Их используют при переменных и постоянных маршрутах и фронтах погрузки и разгрузки с грузопотоком 50 тыс. т/год и максимальной длине перемещения до 200 м.
Сокращение интенсивности грузопотоков может быть достигнуто путем увеличения транспортной партии за счет использования электропоездов без водителя. Схема такого поезда показана на рис. 8.13. Тягач поезда имеет впереди рамку, которая при соприкосновении с препятствием останавливает электропоезд. Поезд движется по заранее определенной замкнутой трассе. Для обеспечения заданного направления под полом на глубине 20 мм прокладывают проводник, по которому протекает переменный ток частотой 5...32 кГц. Индуктивное управление поездом позволяет обойтись без рельсов и троллейных проводов. Достоинством является и то, что не нужны электрокарщики. При движении электропоезда со скоростью 80 м/мин длина пути торможения равна 0,6 м. Автоматическая расцепка обеспечивает необходимые манипуляции с прицепами. Благодаря оснащению электропоездов боковыми приемо-сдаточными устройствами обеспечивается автоматическая стыковка транспортных средств с производственным оборудованием. Поезда используют при грузопотоках до 100 тыс. т/год и максимальной длине перемещения до 500 м.
Для перемещения грузов в ГПС широко используют каретки-операторы (рис. 8.14). Шасси тележки представляет собой сварную силовую раму 11, на кронштейнах которой смонтированы две оси с четырьмя ходовыми колесами 12. С одной стороны рамы установлен подвижный бампер 13, который
Рис. 8.13. Электропоезд без водителя
24б
Рис. 8.14. Каретка-оператор
в случае наезда тележки на посторонние предметы включает систему торможения и останова. Привод перемещения каретки-оператора состоит из электродвигателя постоянного тока 2, редуктора 1, на выходном валу которого установлено зубчатое колесо, находящееся в зацеплении с шестерней, расположенной на ведущей оси ходовых колес. Платформа установки спутников представляет собой плиту, на которой установлены направляющие планки с роликами 4 для базирования спутника и защелка, предохраняющая спутник от смещения при движении тележки. Привод подачи спутника 5 обеспечивает его перемещение с платформы тележки по направляющим планкам к агрегату загрузки спутников либо к ячейке оперативного накопителя. Блок электроавтоматики установлен на стойке 6 шасси тележки, к нему относятся чувствительные элементы 9 систем торможения и точного останова каретки-оператора. Механизм 10 фиксации каретки-оператора состоит из электропривода и фиксатора, который входит в отверстия в колодках, расположенных в пунктах останова тележки.
Подвод электропитания к электрооборудованию обеспечивает кабеленесущая цепь 8. От наладочного пульта 7 возможно выполнение отдельных элементов цикла работы каретки-оператора. Работа тележки осуществляется в автоматическом (управление от ЭВМ) и полуавтоматическом (управление от пульта, расположенного рядом с рабочим местом оператора) режимах. При автоматическом режиме работы тележки по команде, поступающей от управляющей ЭВМ, включается
247
электродвигатель привода перемещения каретки-оператора и датчик позиционирования, расположенный в пункте ее требуемого останова. Крутящий момент от электродвигателя с помощью редуктора передается на ведущую ось, на которой закреплены ходовые колеса, и тележка начинает перемещаться по рельсам. При подходе тележки к заданной позиции во взаимодействие с устройством позиционирования вступает вначале датчик системы торможения (происходит снижение скорости каретки-оператора), а затем датчик системы точного останова (в следящем режиме осуществляется позиционирование и останов тележки в заданном пункте). Затем каретка-оператор фиксируется. После этого включается привод подачи спутника, и движение цепи привода вперед и назад вызывает либо перемещение спутника с платформы тележки на оборудование комплекса, либо наоборот — перемещение спутника на платформу каретки-оператора. На этом цикл работы тележки заканчивается. После поступления от ЭВМ новой информации каретка-оператор перемещается к пункту, указанному в следующем адресе.
Полуавтоматический режим работы каретки-оператора осуществляется от пульта управления. Оператор набирает с помощью переключателей на пульте адрес пункта, к которому должна следовать тележка для выполнения технологического процесса транспортирования. В случае установки на боковых противоположных сторонах каретки-оператора двух приводов подачи спутников возможно выполнение загрузочно-разгрузочных операций по обе стороны от трассы движения каретки.
Применять каретки-операторы целесообразно при грузопотоках до 20 тыс. т/год и максимальной длине перемещений до 500 м. Они позволяют, помимо высокой грузоподъемности и высокой скорости перемещения, упростить систему управления, но при этом обладают рядом недостатков: значительными затратами на монтаж путей, сложностью изменения трассы движения и являются препятствиями для движения других транспортных средств и обслуживающего персонала.
В автоматизированном машиностроительном производстве часто используют самоходные транспортные тележки (робокары). В отечественных тележках МП-12Т и МП-14Т используют оптоэлектронную связь для отработки маршрута движения. Обмен информацией между тележкой и системой управления осуществляется путем либо передачи-приема радиоволн или инфракрасного излучения, либо с помощью электропровода, смонтированного в полу, и пунктов диалога (последний снижает гибкость транспортных средств). Тележка МТ-12Т оснащена роботом для перемещения грузов на спутниках, число адресных точек 62, масса 800 кг. Ввиду ограни
248
ченной энергии питания от аккумуляторных батарей (они не должны быть громоздкими), а также значительных потерь мощности, связанных с передачей движения посредством пневматических шин, их грузоподъемность не превышает 200 кг. Использование пневматических шин, необходимых для получения достаточного сцепления с полом, предъявляет повышенные требования к чистоте и ровности пола в цехе. Точность позиционирования при максимальной скорости движения 30 м/мин составляет ± 10 мм.
Важным элементом функционирования транспортной системы является контроль наличия груза на соответствующих позициях. На основании этой информации происходит включение или отключение загрузочных устройств. Для контроля наличия груза используют контактные и бесконтактные датчики, из бесконтактных чаще применяют фотодатчики.
Рассмотрим конвейеры, наиболее часто используемые в машиностроительном производстве.
Для сборки крупногабаритных машин типа станков в поточном производстве используют шаговые конвейеры, позволяющие производить точные измерения при сборке (рис. 8.15).
В котловане под полом смонтированы: подающая рама 1 конвейера с рейкой 3, гидравлические домкраты 6, на штоке которых имеются ролики 4\ двигатель 8 с гидронасосом и масляными баками 7; электродвигатель .9, приводящий в движение редуктор и зубчатое колесо 2, сцепленное с рейкой 3, которая закреплена на раме 1. В полу вмонтированы для каждой станции четыре плитки 5, выверенные по уровню и находящиеся на одной горизонтальной плоскости, на которых базируется станина собираемого изделия (например, станка).
Конвейер действует автоматически: при включении конвейера электродвигатель 8 и насос начинают подавать масло
Рис. 8.15. Шаговый конвейер
249
из бака в гидравлические домкраты 6\ расположенные попарно вдоль рамы на расстоянии 1,5... 1,8 м друг от друга. При поступлении масла ролики 4 начинают приподнимать раму 1 с находящейся на ней собираемой машиной над плитками на 12... 15 мм. После подъема автоматически включается электродвигатель 9 и редуктор, приводящий во вращение колесо. 2, которое перемещает в свою очередь рейку 3 вместе с рамоц на один шаг. Сборка осуществляется, когда собираемые машины опущены на установочные плитки 5. Возвратно-поступательные движения рамы обеспечивают движение собираемой машины на шаг.
В настоящее время находят применение и шаговые конвейеры на воздушной подушке для сборки изделий массой до 5 т. Эти конвейеры используют при такте выпуска изделий 20... 120 мин. Конвейеры на воздушной подушке позволяют производить сборку изделий, технологический процесс изготовления которых синхронизирован не полностью.
Ленточные конвейеры предназначены для транспортирования штучных грузов в горизонтальном направлении. Конвейеры имеют только плоскую форму рабочей ветви, мощности и скорость их привода небольшие. Основой конвейера является гибкая лента из прорезиненной ткани, служащая одновременно тяговым и грузонесущим органом. Верхняя и нижняя ветви ленты поддерживаются роликовыми опорами, а постоянное натяжение ленты обеспечивается винтовыми натяжными устройствами. Конвейер укомплектован приводными и натяжными устройствами, приводными и неприводными барабанами, предохранительными устройствами.
В качестве эстакадного транспорта могут использоваться пластинчатые конвейеры. В частности, их применяют для транспортирования валов различной длины в поточном и непоточном производстве. Они состоят из двух рядов вращающихся стальных пластин с пазами. В непоточном производстве конвейер может играть роль накопителя, если пластины расцеплены. Валы могут транспортироваться не только в горизонтальной плоскости, но и под углом до 30°. Переналадка конвейера осуществляется путем перемещения пластин на клиновом стержне; если транспортируемые валы имеют измененные диаметры, необходимы пластины с другими размерами пазов.
Для транспортирования изделий в машиностроительном производстве могут быть использованы и роликовые конвейеры. Они позволяют транспортировать изделия массой д<5-200 кг. Ролики могут быть свободного или принудительного вращения. Роликовые конвейеры обычно располагают на высоте 800 мм от уровня пола для того, чтобы производить за-
250
ISZ
(аншахгоб) Зэиаяноя иияояшгск! noHtfoaiidn — QI fdagaaHOH ен еъейаеоя и вявгело woaogod им -eXdjee Kirtf иийиеоп ионниаойиэяиф я вйаиаяноя э яохвяийдвфлл-оп иквй -эйэи Kiftf чкэхипояви инасньяш, — q 5иоянялэ вииатгаайиЛ виэъэиэ — g 1яоигехэ — I :е<1эиэаиоя а ияжАсГхз adogo Hirtt daH»Ag — q tjg — q :И36 ijaYnoiKifaednA иончхсвйлнаП а аинаШакоп — 1вялэаьА хяггЛп ^ияэЗэыапэии1 — g SHXO хчеххю — g itfeioio инянеаоДиеил.аио.ьак — j
-иьэпээдо ‘ийЫпогп зыннэачи'п'оаЕиосШ члигаонояе ончкэлиьвнв хэвтгояеоп ипйохон ‘аЛопэнжГл ионаэяйоп эинвяоечтгопэи зоной -иш эжмвл лийохвн asiotfoaEHodn игончтгалиойхэонишвм g
‘91'8 'ond кн нэ^эяийн яоянвлэ ихэаш ей эялэиьА MOHdeHOj, ^оинкяойиеилкиоляв kh EodaiiaH -нон xriaoHHirod иинпяовчтгопэи daiMndu -aHHaiiredfl аонятгэл -HtfAHHdn nafrioiewH 'иялэя иэнжин on ojLLsdgo вэчхиЬзвйяеоя гтнжютН arado-LOH ‘riHOtftfon лснАечкопэи /Мэиэянон Лиюяояик -od on HHHBsodHLLdonaHKdi Hdn -п ’J, и яолзычй ‘EOHiiaxmHodH ‘HHHahiKdfl irai впил Hairaxatf ни*!/ ’aoHoVtfon sag ‘оннэялэУэйэоп -эн AdanaaHoH AwoaoMHirod on KoxoiKinajMadan ‘илэоиэога кинвя -odHidonaHudi nirt/ arragotfA аиЬюгеии ‘икшай эганэАпйо^
•ондо^Аэи оле шпгэИеи иеи имвитгэХГеи э яоно^оп HHHahiapiadan конь Ad Hdn OHBHtfo ‘BttKd eatf я лошнкошча rid -эиэянон arisoHHifod ‘члАп ипннолдо ялами oWh atfjoH ‘яэвиАхга atfKd g ’xкиниit хнньомш Х1чнчквла^он»о я нолвяи^дифАноп HbBtfadan Biftf имннУвйонУо j.oiwatf ^эиэянон эгаяояигго^
iHHMirsud ladawEKd хи и эинэтг -wdocfio аоняиляАсТлэноя -нийнээ aiHHoAnfrBd ‘iqiroJ-a эзчнмаяЬ'оп ‘xHtHoiRLogsd Btfoxodn Biftf иийяээ эннкэг^ои ялэими iAjojm гайэиэяноя aiaaoHHifog 'олэьодвй яАй эняойА вн вихсэ^ви леях
вает планировочную гибкость, позволяет избежать столкновений с обслуживающим персоналом и напольным транспортом. Недостатками подвесного транспорта являются: относительнс большие капитальные затраты на устройство подвесных путей; грузоподъемность определяется несущей конструкцией подвесных путей; затруднено обслуживание и ремонт подвесногс транспорта. Рассмотрим монорельсовую транспортную систему с электроталями и автоматическим адресованием грузов.
Эти системы позволяют вызвать электроталь с любой погрузочно-разгрузочной станции и отправить груз в любой адрес транспортной системы с требуемой скоростью.
Применение автоматических монорельсовых дорог целесообразно тогда, когда средства непрерывного транспорта загружаются не полностью и применение их становится неэкономичным или когда необходима доставка грузов с горизонтальными и вертикальными перемещениями в зонах разгрузки иц загрузки, а также при отсутствии проездов. По монорельсовой му пути движутся стандартные электротали со специальными грузозахватами. При автоматическом управлении электро-' талью кнопочное управление заменяется или дополняется путевыми переключателями с различными рабочими механизма-1 ми, реле выдержки времени, фотоэлементами.
Монорельсовый транспорт используют при постоянных маршрутах перемещений и фронтов погрузки и выгрузки, прн грузопотоках 25...200 тыс. т/год и максимальной величине перемещений до 2000 м.
На рис. 8.17, а показан общий вид монорельсовой системы с дистанционным управлением. Монорельсовый путь снабжен троллеями и двумя электроталями (рис. 8.17, б). Электроталь загружается в зоне Л. Перемещениями в этой зоне в полуавтоматическом режиме управляет оператор, в автоматическом — микрокомпьютер. При подъеме груза автоматически начинается перемещение электротали по стрелке и продолжается до входа его в разгрузочные зоны Б или Бг. В разгрузочных зонах управление горизонтальными и вертикальными перемещениями электротали в полуавтоматическом режиме осуществляется с помощью присоединенного к ней подвижного кнопочного пульта. После разгрузки электроталь следует в загрузочную зону. В момент нахождения электротали 1 в зоне разгрузки загружается электроталь 2. Когда электроталь 1 находится в разгрузочной зоне Б или Бг, электроталь 2 автоматически останавливается в зоне Д или В (ее* ли груз оказался вблизи нее) до тех пор, пока не освободится зона Б или Бг. Эта блокировка предусматривается на '.всех входных позициях в зоны разгрузки и загрузки.
252
Рис. 8.3 7. Монорельсовые системы:
А — зона загрузки; Би Бх — зоны разгрузки; В, Г, Д — запасные зоны, где электротали автоматически останавливаются до завершения загрузки или разгрузки в зонах Б и Бх; 1 — зона загрузки; 2 — монорельсовая трасса; 3 — путевые переключатели контроля положения стрелок; 4 — соленоиды закрытия стрелок; 5 — автоматические стрелки; 6 — электротали; 7 — входные секции трассы перед стрелками; 8 — зона разгрузки
Если электротали с разных монорельсов переходят на один (в зоне загрузки или разгрузки) или на одном монорельсе работают две электротали, то для того чтобы исключить их столкновение, контроль за их перемещениями в «общей зоне» обеспечивается системой управления.
На рис. 8.17, в приведена схема типичной автоматической монорельсовой системы. Исключение столкновения электро-талей достигается благодаря применению запасных участков со стрелками и с собственной независимой системой питания от контактов, управляемых путевыми переключателями. Ког
253
да электроталъ освобождает трассу и проходит через стрелку, срабатывает путевой переключатель. Происходит переключение стрелки. Ток переключается на «дополнительную секцию», по которой проходит вторая электроталъ. Перевод стрелки может осуществляться пневматически или электродвигателями, включаемыми путевыми переключателями. На стрелках имеются упоры, предотвращающие сход с трассы электротали, когда концы трассы открыты. Автоматические монорельсовые системы применяют в цехах машиностроительного производства для транспортирования изделий в потоке, для «обгонных» транспортных операций, для подачи изделий с поточных линий на склады и т. д. В настоящее время все большее применение находят подвесные толкающие конвейеры, которые позволяют транспортировать изделия, имеющие различные такты выпуска. Кроме того, толкающие конвейеры применяют, если в технологическом процессе имеются лимитирующие операции, время выполнения которых значительно больше времени выполнения всех остальных операций. Они обеспечивают автоматическое адресование кареток с грузом к месту назначения, а также возможность подачи кареток на ответвления монорельсов, на которых они могут быть либо автоматически остановлены (и тогда из этих кареток с грузом может быть создан накопитель), либо переданы далее на трассу другого толкающего конвейера. Это дает возможность связывать всю разветвленную сеть подвесных толкающих конвейеров в цехах в общую систему конвейеров с автоматической передачей, складированием и автоматической подачей грузов к месту назначения. Управление перемещением деталей может производиться от управляющей ЭВМ.
Систему автоматизированных толкающих конвейеров целесообразно использовать при грузопотоках 75...200 тыс. т/год при длине перемещений до 500 м.
В качестве магистральных конвейеров, а также для транспортирования внутри участка изделий типа тел вращения (маховиков, фланцев, шестерен и т. д.) в поточном производстве находят использование лотковые транспортирующие устройства, по которым изделия перемещаются качением под действием силы тяжести, реже — скольжением.
В настоящее время наибольшее применение получили сборные лотки из нормализованных элементов — направляющих и опорных пластин, взаимное расположение которых определяется проставными втулками, что позволяет производить быструю сборку и разборку транспортной системы.
Открытые лотки применяют там, где транспортируются легкие изделия на незначительной высоте, а закрытые — при
254
10
'11
12
13
14
Рис. 8.18. Схема транспортной системы токарного участка автоматического цеха № 2 (АЦ-2) 1-й ГПЗ:
1 — приемных^ лоток; 2 — захваты конвейера-подъемника элеваторного типа; 3 — подъемник; 4 — привод подъемника-конвейера; 5 — распределительный трассовый лоток; 6 — заготовки; 7 — заслонки; 8 — датчики переполнения подводящих лотков; 9 — подводящие лотки станков; 10 — станки; 11 — отводящие лотки станков; 12 — отводящий конвейер; 13 — роликовтулочная цепь конвейера; 14 — привод отводящего конвейера; 15 — отводящий лоток к следующему участку
транспортировании тяжелых изделий над рабочим местом при соблюдении правил техники безопасности.
На рис. 8.18 представлена лотковая транспортная система автоматического пеха № 2 (АЦ-2) 1-го ГПЗ. Она состоит из подъемника 3 с приводом 4, распределительного трассового лотка 5, подводящих 9 и отводящих 11 лотков, отводящего конвейера 12 с приводом 14 и электроавтоматики управления системой.
Работает конвейер следующим образом. Заготовки, поступая в цепной подъемник 3, направляются в распределительный трассовый лоток 5; скатываясь по этому лотку к подводящим лоткам 9, заготовки поступают в станки 10. После обработки кольца по отводящим лоткам 11 и конвейеру 12 перемещаются на следующий участок.
Электроавтоматика транспортной системы служит для согласования работы центрального подъемника с работой станков, а также сигнализации и предохранения механизмов от возможных поломок при переполнении кольцами лотков-накопителей. Электроавтоматика включает в себя датчики Дх— Д8, заслонки Зх—З3 с электромагнитами. Система работает по принципу приоритета подачи колец к дальнему станку от подъемника. Об отсутствии заготовок в дальнем станке 10 сигнализирует датчик Др который открывает все заслонки,
255
несмотря на отсутствие или наличие заготовок в предыдущих станках. При заполнении лотка-накопителя 9 датчик Д2 подает сигнал на закрытие заслонки 31э и заготовки начинают поступать в лоток-накопитель предыдущего станка до уровня датчика Д4, который подает сигнал на закрытие заслонки 32.
Работа других датчиков, встроенных в лотки-накопители, аналогична работе датчиков Д4 и Д2. Датчик Д8 ближнего к цепному подъемнику станка при заполнении лотка подает команду на отключение подъемника, тем самым прекращая подачу заготовок в лоток-распределитель 5. Команда на включение подъемника 3 поступает от любого из датчиков Д*, Дд, Д5, Д7, сигнализирующих об отсутствии заготовок в лотках-накопителях. Различная вместимость лотков-накопителей позволяет производить равномерную загрузку кольцами станков-автоматов.
Транспортная система допускает разделение подводящих лотков 9 на два потока. Это выполняется в том случае, если на одном станке одновременно обрабатываются два кольца.
Транспортная система с наклонным трассовым лотком проста по конструкции, однако имеет ряд недостатков. Высоту расположения нижнего конца наклонного трассового лотка выбирают из условия нормального обслуживания дальнего подъемника станка. Следовательно, верхний конец располагается на значительной высоте от уровня пола, что вызывает значительные неудобства при обслуживании, ремонте и наладке узлов системы. К недостаткам следует отнести и то, что скорость движения колец не регулируется и катящиеся кольца, достигая нижнего конца трассового лотка, приобретают значительную кинетическую энергию, что может вызвать появление забоин и деформирование элементов устройств систем, а также снижает долговечность их работы. Транспортное устройство имеет сложную систему управления распределением заготовок по станкам, поэтому рассмотренную схему используют только для обслуживания небольшого числа станков. Указанные недостатки устраняются при использовании многолоткового гравитационного распределителя, где каждый лоток обслуживает определенный станок.
В поточном производстве при изготовлении изделий средних размеров (автомобили, тракторы, универсальные металлорежущие станки и т. п.) электрические мостовые краны, как правило, не применяют, за исключением отдельных случаев изготовления особо тяжелых изделий. Это объясняется тем, что требуется отдельный штат крановщиков, а также тем, что точная установка изделий мостовым краном требует значительно больше времени, чем поворотным краном. При необходимости одновременной установки заготовок, деталей
256
или изделий на несколько единиц оборудования приходится затрачивать дополнительное время на ожидание высвобождения крана. Кроме того, для крановых пролетов требуется здание большой высоты, поэтому их строительство обходится дороже, чем строительство бескрановых пролетов.
Примерное время установки и съема изделий массой до 150 кг составляет при использовании мостового электрического крана (включая время на вызов его к месту работы) 3...5 мин, подвесного крана, управляемого снизу, — 0,5 мин.
Подвесные краны особенно целесообразно применять при грузопотоках свыше 50 тыс. т/год и максимальной длине перемещений до 120 м. При создании ГПС в последнее время стали использовать мостовые краны с ЧПУ, которые позволяют не только транспортировать полуфабрикаты, но и обеспечивать планировочную гибкость производства.
В настоящее время применяются следующие типы перегрузочных устройств: столы точного позиционирования (с фиксирующим устройством для точной установки тары); столы и тележки двухпозиционные одно- и двухъярусные; роботы и манипуляторы; столы поворотные и конвейеры, встроенные в конструкции стеллажей; толкатели и подъемники, ориентаторы и кантователи. Перегрузочные устройства, как правило, относятся к нестандартизованному оборудованию и серийно не выпускаются.
При проектировании транспортной системы возможна композиция из транспортных средств различных типов, но все же необходимо стремиться использовать однотипные транспортные средства, что облегчает управление и обслуживание транспортной системы.
Блок-схема выбора оптимальной транспортной системы с учетом габаритных и массовых характеристик грузов, а также производственной программы и состава производственного оборудования приведена на рис. 8.19.
На рис. 8.20 показана схема компоновки транспортной системы, связывающей производственные участки со складской системой и между собой. Она используется в ГПС при больших грузопотоках. Краны-штабелеры обслуживают только склады, а все грузы доставляются на производственные участки напольной конвейерной системой с автоматическим адресованием.
В межоперационных транспортных системах на производственных участках могут быть использованы те же транспортные средства, что и во внутрицеховой транспортной системе, связывающей производственные участки со складом и между собой.
17 — 5849
257
Исходные данные
Рис. 8.19. Блок-схема выбора оптимальной транспортной системы
Ширину проезда А (м) при одностороннем движении транспортных средств шириной Б принимают равной А — Б 4- 1,4, а при двухстороннем А — 2Б + 1,6.
В качестве транспортно-загрузочных устройств в автоматик зированном производстве широкое распространение получили промышленные роботы и манипуляторы. Промышленный робот — это перепрограммируемый автоматический манипулятор
258
Рис. 8.20. Схема компоновки транспортной системы:
1 — поступление полуфабрикатов, пустой тары, инструмента; 2 — мостовые краны-штабелеры; 3 — перегрузочные устройства и накопители;
4, 11 — склады; 5 — конвейерная система; 6 — отделение входного контроля; 7 — производственный участок; 8 — передвижные манипуляторы; 9 — выход отходов производства; 10— выход изделий
промышленного применения. Характерными признаками промышленного робота являются: автоматическое управление; способность к быстрому и относительно легкому перепрограммированию (изменению последовательности, системы и содержания команд), способность к выполнению трудовых действий. С помощью роботов можно объединять оборудование в производственные комплексы, обеспечивающие гибкую структуру производственных процессов в широком диапазоне серийности производства. Промышленные роботы зарекомендовали себя как гибкие автоматизированные средства реализации внутрицеховых и межоперационных материальных связей, обладающие целым рядом преимуществ по сравнению с другими устройствами: малые габаритные размеры подвижного органа, большой диапазон регулирования скорости перемещения, автоматические перемещения, полное высвобождение проездов после прохождения транспортного робота для транспорта других видов, автономность.
На рис. 8.21 представлена классификация промышленных роботов с разделением всех систем на два подкласса: напольные и подвесные.
Современные промышленные роботы оснащаются микрокомпьютерами, сенсорными устройствами, позволяющими поддерживать постоянную силу захвата, и устройствами технического зрения, предназначенными для идентификации, определения месторасположения и ориентации объектов, а также контроля отдельных размеров.
Промышленные роботы часто используют как стыкующее устройство транспортной системы с основным оборудованием, в этом случае оно превращается в гибкие производственные модули. Гибкие производственные модули на базе токарного станка с передним (фронтальным) расположением рабочего органа робота применяют при изготовлении сравнительно ко-
259
I Транспортные работы~\ _________ I -----“ --------т—__________ | Напольные ]----| Подвесные~]
| Рельсовые [ j Безрельсовые | |Монорельсовые | \^Порпшльные | | Консольно-крановые^
Тянущие (буксирные)
_ I_____________
Грузонесущие автоматические тележки
С установленным промышленным роботом
________I
С поворотным столом (грузозахватом)
С подъемным столом (грузозахватом)
I - —
С ленточным конвейером на столе
С выдвижным столом (грузозахватом)
.. I_________
С приводным рольгангом на столе
Рис- 8.21. Классификация транспортных роботов
ротких деталей. При изготовлении деталей типа валов, когда необходимо захватывать заготовки одновременно двумя захватами, применяют гибкие производственные модули на базе токарного станка с верхним портальным расположением робота.
Пример использования промышленного робота в качестве стыкующего устройства показан на рис. 8.22. Представленный на рисунке автоматизированный участок АСВР-10 укомплектован фрезерно-центровальным 2 и двумя токарными 3 станками, обслуживаемыми промышленным роботом СМ40Ф2.80.01. Заготовка (резаный прокат) укладывается на двухручевой роликовый конвейер 8 с помощью поворотного крана 1. На участке производится подготовка баз, фрезерование торцов и полная токарная обработка валов массой до 40 кг. Между станками расположены промежуточные накопители 6. По управляющей программе каждую заготовку после обработки на станке робот подает на позицию 7, где деталь проверяет оператор. Готовые детали робот укладывает на второй ручей роликового конвейера 8, откуда он забирается внутрицеховым транспортом.
С целью сокращения внецикловых потерь используют двухзахватные (двурукие) промышленные роботы, позволяющие за один цикл производить установку и съем полуфабрикатов на станке.
Рассмотрим некоторые типы вспомогательного оборудования, используемого в транспортной системе.
260
Рис. 8.22. Автоматизированный участок АСВР-10 токарной обработки деталей типа тел вращения массой до 40 кг:
1 — поворотный кран; 2 — фрезерно-центровальный станок; 3 — токарные патроино-центровые станки с ЧПУ; 4 — подвижная каретка с рукой робота СМ40Ф2.80.01; 5 — монорельс; 6 — промежуточные накопители, перестраиваемые для хранения валов и фланцев; 7 — контрольные позиции; 8 — двухручьевой рольганг
Устройства для поворота изделий разделяются на три основные группы: столы для поворота на 90 и 180° вокруг вертикальной оси; кантователи для поворота вокруг наклонной оси.
Агрегат загрузки спутников выполняет загрузку на рабочий стол станка полуфабриката, установленного на спутник, и выгрузку его после обработки. Благодаря агрегату загрузки спутников обеспечиваются: автоматизация процесса загрузки и выгрузки; повышение производительности работы станк^ за счет уменьшения его простоев при загрузке и выгрузке; сокращение времени переналадки станка на изготовление другой детали, связанного с заменой на станке приспособления. Агрегат загрузки спутников показан на рис. 8.23.
В верхней части основания 7 установлены направляющие, по которым перемещается каретка 6, состоящая из двух секций и проставки 5. Две пары направляющих роликовых планок 3 установлены на поверхности каретки для размещения двух спутников. На агрегате имеются два привода подачи: привод 4 расположен на боковой стенке агрегата и обеспечивает подачу спутника на рабочий стол станка, второй находится на торцевой стенке и служит для перемещения каретки. На агрегате имеется пульт управления I, кронштейн с промежуточными направляющими планками 2.
261
I, |18'00|2400 12800
Рис. 8.23. Агрегат загрузки спутников и конструктивные элементы
В начале работы агрегата загрузки на каретке расположен один спутник с полуфабрикатом, вторая пара направляющих планок на каретке свободна. По окончании обработки заготовки подается команда на включение электродвигателя привода подачи, обеспечивающего перемещение цепи к рабочему столу станка (направление Z). В конце хода захват, расположенный на конце цепи, захватывает спутник с готовой деталью, после чего цепь перемещается в обратном направлении, транспортируя и устанавливая спутник в направляющие планки каретки. Затем каретка перемещается из одного крайнего (исходного) положения в другое (направление X), включается привод подачи, и цепь, выдвигаясь, транспортирует спутник с заготовкой на рабочий стол станка. После фиксации и зажима спутника на рабочем столе станка цепь возвращается в исходное положение. Продолжительность смены спутников 30 с. Конструкция агрегатов для загрузки на агрегатные станки с ЧПУ полуфабрикатов различных размеров выполнена по модульному принципу.
Управление работой агрегата загрузки спутников осуществляется либо от пульта управления, либо от устройства ЧПУ станка. При работе станка с агрегатом загрузки спутников в составе автоматизированного комплекса установка спут-ников с полуфабрикатами на каретку агрегата и съем с нее спутников с готовыми деталями выполняется автоматической' транспортной тележкой. В случае автономной работы станка с агрегатом загрузки съем обработанной детали со спутника, выведенного со станка на каретку агрегата, и установка на него нового полуфабриката производится оператором. Выполнение этой операции не приводит к простою станка, так как в это время на станке обрабатывается другой полуфабрикат, а простой станка определяется только продолжительностью пикла работы агрегата загрузки спутников.
262
Различные схемы построения межоперационных транспортных систем с использованием спутников показаны на рис. 8.24. Возврат спутников по схеме, показанной на рис. 8.24, а, осуществляется опусканием их на конвейер, расположенный под станками. Эта схема обеспечивает сокращение производственной площади для возврата спутников, но создает неудобства, которые вызваны необходимостью расположения внизу кроме конвейера для возврата спутников и конвейер для отвода стружки, что вызывает сложное трехэтажное расположение ветвей конвейеров и дополнительное засорение их стружкой. На рис. 8.24, б возврат спутников осуществляется с одной стороны станков по стрелке. При этой схеме удобнее обслуживать линии, но необходима дополнительная площадь для конвейера, возвращающего спутники. На рис. 8.24, в показана обработка заготовки с двух сторон в разных позициях.
Если обрабатываются полуфабрикаты с большим числом позиционных переходов с одной стороны и если желательно
Рис. 8.24. Схемы построения транспортных систем с использованием спутников
263
сократить длину линии, целесообразно строить автоматическую линию по схеме, показанной на рис. 8.24, г. При обработке небольших заготовок строят линию по схеме, приведенной на рис. 8.24, д. Агрегатные головки оборудования могут быть как горизонтального, так и вертикального исполнения, но располагают их с одной стороны линии, а с другой размещают конвейер, обеспечивающий обход спутника с фронтальной стороны линии; в случае необходимости — без обхода станков. Схему, показанную на рис. 8.24, е, применяют при изготовлении крупногабаритных деталей, когда станки расставляют между ветвями движения спутников, т. е. главным образом в том случае, когда станки имеют вертикальную компоновку и занимаемая каждым станком площадь невелика. На ветвящихся автоматических участках может быть использовано несколько способов разделения потока:
• транспортные устройства размещают под углом 90° друг к другу;
• изменяют длину (шаг) перемещения полуфабриката по конвейеру;
• периодически передают полуфабрикат с одного конвейера на два-три параллельных конвейера;
• применяют специальные питатели-накопители для межоперационного приема и хранения изделий.
Возможные схемы размещения агрегатов загрузки спутников приведены в табл. 8.4.
Таблица 8.4. Схемы размещения агрегатов загрузки спутников на станок
Номер схемы
Схема размещения
Преимущества
Недостатки
Простой цикл — одно движение. Время смены спутника 6 с. Не требуется дополнительной площади для установки агрегата
Две загрузочных позиции. Нельзя применять в двух- и трехстоечных агрегатных станках.
В автоматическую линию без изменения не встраивается
264
Номер схемы
Схема размещения
2
3
де у хмес т нал
платформа
4
Продолжение табл. 8.4
Преимущества Недостатки
Простой цикл — три движения. Время смены спутника 20...25 с Две загрузочных позиции и два механизма перемещения спутника. Нельзя применять в двух- и трехстоечных агрегатных станках. В автоматическую линию не встраивается. Требуется дополнительная площадь, равная произведению ширины спутника на длину станка
Одна загрузочная позиция. Простой цикл — три движения. Время смены спутника 25 — 30 с. Встраивается в автоматическую линию Требуется дополнительная площадь, равная произведению ширины спутника на длину станка
Одна загрузочная позиция. Простой цикл — трн движения. Время смены спутника 30...35 с. Встраивается в автоматическую ЛИНИЮ Требуется ограждение поворотной части. Требуется дополнительная площадь, равная произведению ширины двух спутников на длину станка
265
Окончание табл. 8.4
Преимущества Недостатки
Встраивается в автоматическую линию Две загрузочных ПОЗИЦИИ. Сложный ЦИКЛ — семь движений. Время смены спутника 70...80 с. Требуется дополнительная площадь, равная произведению ширины спутника на длину станка
Примечание. Стрелками и цифрами указаны направления и очередность перемещения спутников.
В агрегате загрузки, выполненном по схеме 1, грейфер перемещает одновременно два спутника: первый — с рабочего стола станка на позицию загрузки и второй — с позиции загрузки на рабочий стол станка. После обработки полуфабриката разгрузка и загрузка спутников происходит при движении грейфера в обратном направлении.
Агрегат, выполненный по схеме 2, имеет два грейфера, поочередно разгружающих и загружающих спутники с двух загрузочных позиций на рабочий стол станка, между операциями разгрузки и загрузки необходим поворот рабочего стола станка на 90° для совмещения установленных на нем направляющих с направлением перемещения спутника.
В агрегате, выполненном по схеме 3, спутник перемещается грейфером с рабочего стола станка на подвижную двухместную платформу, которая затем сдвигается на шаг, после чего второй спутник, установленный на ней, перемещается грейфером на рабочий стол станка.
Схему 3 отличает простота цикла и конструкции агрегата, удобство обслуживания многостоечных агрегатных станков и встраивания в автоматизированные комплексы.
Агрегат схемы 4 в целом аналогичен агрегату схемы 3. Различие в том, что двухместная платформа не сдвигается на шаг, а разворачивается на 180°.
266
В схеме 5, как и в схеме 2, разгрузка и загрузка спутников выполняются с двух загрузочных позиций. Поворотный стол агрегата разворачивает спутник для совмещения его направляющих с направлением последующего перемещения.
В автоматизированном машиностроительном производстве находят использование роботизированные технологические комплексы (РТК), под которыми понимается автономно действующая совокупность средств производства, включающая набор основного и вспомогательного оборудования с наличием промышленного робота, выполняющего технологические, вспомогательные операции, а также обеспечивающую полностью автоматизированный цикл работы внутри комплекса и его связь с входными и выходными потоками остального производства.
Роботизированные технологические комплексы, используемые в машиностроительном производстве, можно классифицировать по трем основным признакам.
Функциональный признак определяет характер функций, выполняемых промышленным роботом в составе комплекса. В зависимости от функционального назначения робота, определяющего состав переходов, которые на него возлагаются, производится деление на промышленные роботы, выполняющие операции технологического процесса (сборка, окраска, сварка и т. д.); роботы, выполняющие операции транспортирования в производственном процессе (загрузка, разгрузка технологического оборудования, перемещение между оборудованием и т. д.) и одновременно технологические и транспортные операции.
Структурный признак характеризует тип структуры комплекса (взаимодействие промышленного робота и основного оборудования внутри комплекса).
По структурному признаку (рис. 8.25) различают следующие РТК:
• однопозиционные — модули «станок — робот», «сборочный стенд — робот» и т. д., включающие один робот в комплекте с единицей основного оборудования (рис. 8.25, а), групповые, включающие один робот, обслуживающий группу основного оборудования (рис. 8.25, б);
• многопозиционные, включающие группу роботов, выполняющих взаимосвязанные или взаимно дополняющие функции (рис. 8.25, в), например, один загружает станок, другой его разгружает.
Высокие требования к точности подачи деталей при сборке достигаются путем повышения точности позиционирования подающего устройства, а в отдельных случаях — использованием средств автопоиска.
Планировочный признак определяет пространственное расположение оборудования.
267
Условные обозначения: ТО — технологическое оборудование;
ПР — промышленный робот;
0)1^1—
вспомогательное оборудов ание
Рис. 8.25. Планировочные решения роботизированных комплексов
В планировках РТК встречаются пять типовых схем. Схема РТК.1 включает комплексы, характеризуемые линейным расположением технологического и вспомогательного оборудования (рис. 8.26, а). Этот тип планировки комплексов создается на базе роботов, работающих в декартовой системе координат.
268
Рис. 8.26. Типовые планировки роботизированных технологических комплексов;
1 —• основное оборудование; 2 —• промышленный робот; 3 — вспомогательное оборудование
269
Схема РТК.2 характеризуется линейно-параллельным расположением основного и вспомогательного оборудования (рис. 8.26, б). Создается на базе роботов портального типа с плечелоктевой конструкцией манипулятора. Схема РТК.З включает комплексы, созданные на базе роботов, работающих в цилиндрической системе координат с горизонтальной осью вращения («качением» манипулятора) (рис. 8.26, в). Схема РТК. 4 создается на базе роботов, работающих в цилиндрической системе координат, и характеризуется круговым расположением основного и вспомогательного оборудования (рис. 8.26, г). Схема РТК.5 создается на базе роботов, работающих в сферической системе координат (рис. 8.26, д). Так как в данный тип схемы входят роботы, имеющие широкие функциональные возможности (до шести степеней подвижности), комплексы используются при групповом обслуживании разнотипного по схемам загрузки оборудования, а также при выполнении окрасочных и других работ.
Ниже приведены примеры создания сборочных РТК. На рис. 8.27 показан сборочный комплекс с одним (рис. 8.27, а) и двумя (рис. 8.27, б) промышленными роботами, где они производят транспортирование деталей и их сборку на сборочной позиции. На рис. 8.27, в показан сборочный РТК. в котором вся сборка производится специализированным технологическим оборудованием (ТО).
На рис. 8.28, а представлен РТК, оснащенный магазином для автоматической смены сборочного инструмента и захватных устройств, что дает возможность расширить номенклатуру собираемых деталей и объем сборочных переходов внутри
в)
Рис. 8.27. Сборочные роботизированные технологические комплексы
270
комплекса. Для сокращения вспомогательного времени при последовательном выполнении ряда операций комплекс может оснащаться несколькими сборочными приспособлениями (рис. 8.28, б).
На рис. 8.28, в показан РТК линейной планировки. На подобных РТК число сборочных позиций определяется технологическим процессом сборки, в то время как на РТК с круговой планировкой можно разместить не более 10... 12 сборочных позиций. Наибольшей гибкостью обладают роботизированные участки, состоящие из нескольких сборочных РТК, которые не имеют между собой жесткой функциональной связи. Схемы таких участков с гибкой транспортной связью между позициями сборки представлены на рис. 8.29, а. Отсутствие жесткой функциональной связи между сборочными позициями позволяет при сборке различных изделий распределять операции между позипиями так, чтобы обеспечить наиболее эффективную их загрузку. Этого невозможно достичь на роботизированной автомати-
«)
в)
Рис. 8.28. Сборочные роботизированные технологические комплексы и участки
ческой линии, имеющей между позициями жесткую функциональную связь (рис. 8.29, б), где такт сборки лимитирован временем выполнения наиболее длительной операции. При 6...12 деталях в собираемом узле (сборочной единице) и годовом объеме выпуска изделий (0,2...1,0)105 шт. целесообразно применять РТК, подобные показанным на рис. 8.28, а, б. Для объема выпуска (1...8)105 изделий в год целесообразно применять комплексы с планировкой, показанной на рис. 8.29. При выпусках более (5...15)105 изделий в год рентабельны сборочные линии с жесткой связью, с круговой или линейной планировкой типа показанной на рис. 8.28, б. При выпусках более
271
| ТО | — технологическое оборудование;
— накопители деталей и собранных изделий;
| О~~[ — сборочные приспособления;
| |fj [?| — транспортное оборудование;
набор автоматически сменяемого сборочного
L инструмента и захватов
Рис. 8.29. Участки с гибкой транспортной связью между позициями сборки посредством роботов (а) и специализированного оборудования и роботов (б)
106 изделий в год, т. е. при поточном производстве, целесообразно использование комплексов на базе агрегатированного сборочного оборудования (см. рис .8.27 ,в).
В автоматизированном машиностроительном производстве широкое применение для транспортирования деталей и собираемых изделий нашли конвейерные системы, позволяющие обслуживать интенсивные материальные потоки. Пример такой транспортной системы, состоящей из роликовых
272
конвейеров для перемещения и накопления крупногабаритных колец подшипников, приведен на рис. 8.30. Она состоит из двухъярусных продольного А и поперечного Б конвейеров для перемещения на торцах колец крупных подшипников 7 (гильз, поршней двигателей и т. п.). Транспортная система позволяет доставлять заготовки к станкам 4 в любой технологической последовательности. Подача заготовок к загрузочному устройству 3 станка 4 происходит по нижнему ярусу 6 поперечного конвейера В, а отвод обработанных заготовок — по верхнему ярусу 5. Вращение роликов 2 конвейера А осуществляется с помощью звездочек 10 (рис. 8.30, б), посаженных на оси 12. Звездочки всех роликов связаны через замкнутую втулочно-роликовую цепь 9, приводную звездочку, редуктор 1 с электродвигателем. Движение цепи 16 роликов поперечного конвейера Б получается от цепи 9 продольного
10 11 12 2 11
Рис. 8.30. Система роликовых конвейеров для перемещения и накопления крупногабаритных колец подшипников
18 — 5849
273
конвейера А посредством пары конических зубчатых колес 14, смонтированных в корпусе конвейера. Необходимое перемещение заготовок с продольного конвейера на поперечный и обратно происходит посредством вращающихся коротких роликов 13, находящихся в местах стыка поперечных и продольных конвейеров. Перпендикулярное расположение коротких роликов 13 относительно длинных 2 обеспечивает поворот заготовок на 90е (см. рис. 8.30, б). При заполнении заготовками нижнего яруса поперечного конвейера Б первого станка следующие заготовки перемещаются роликами 2 по продольному конвейеру ко второму станку. Вращение ролику 2 передается от оси 12 силой трения через втулки 11, изготовленные из фрикционного материала. При заполнении работающего конвейера заготовками и их остановке (на упоре) происходит проскальзывание роликов 2 на осях, что предохраняет поверхность заготовок от повреждений. Ширина каналов конвейеров может изменяться в зависимости от диаметра заготовок перемещением ограничителя 8. Аналогичная транспортная система применяется для перемещения гильз, поршней и др. В этом случае перемещение заготовок между конвейерами А и Б осуществляется пневматическими толкателями. Транспортная система, состоящая из пилообразных и шаговых конвейеров для перемещения и накопления вали-
Рис. 8.31. Система пилообразных и шаговых конвейеров для перемещения и накопления валиков
274
ков, показана на рис. 8.31. Система состоит из двух разделителей потока I, II валов 1, подаваемых на них шаговым конвейером 10. Пилообразный конвейер имеет две неподвижных 7 и две подвижных 6 пилообразных рейки, которым сообщается возвратно-поступательное движение от гидроцилиндра 9 (или механического привода) через рычаги 2, 4 и тяги 3. Во время хода подвижных реек 6 вверх-вниз валики 1 перемещаются (от центра к краю конвейера) за счет их переноса через вершины неподвижных реек 7 и дальнейшего скатывания по наклонной части зубьев. С пилообразных конвейеров валы забираются шаговыми конвейерами 5, 8.
Широкое использование для поточного и непоточного сборочного и механообрабатывающего производств нашли транспортные системы из роликовых конвейеров, применяемые как для перемещения полуфабрикатов, так и для их хранения. Пример такой транспортной системы приведен на рис. 8.32. Она состоит из одноярусных роликовых конвейеров для перемещения приспособлений-спутников 13 с установленными на них полуфабрикатами (деталями, сборочными единицами). Система состоит из центрального конвейера 12 замкнутого типа, П-образных конвейеров 3 у каждого основного оборудования 5 и П-образного конвейера 10, служащего для загрузки-разгрузки приспособлений-спутников 13. Пере-
Рис. 8.32. Система роликовых конвейеров для перемещения и накопления спутников с полуфабрикатами
275
дача приспособлений-спутников с продольных ветвей конвейера на поперечные и обратно осуществляется поворотными приемно-передающими устройствами 1 с помощью вращающихся приводных роликов 2. Передача приспособлений-спутников с конвейеров 3 на поворотный стол 4 оборудования 5 и обратно выполняется загрузочными устройствами 6, располо-женными напротив оборудования. Загрузка приспособлений-спутников и их разгрузка предусматривается соответственно на позициях 9 и 11. Остановка приспособлений-спутников на конвейере в требуемом положении осуществляется отсекателями 8 (упорами), которые включаются при подходе приспособления-спутника к позиции останова по команде от ЭМВ. Считывание кодов приспособлений-спутников для их передачи оборудованию осуществляется специальными устройствами, находящимися около отсекателей 8.
В машиностроительном производстве возможно комбинированное применение непрерывного и периодического транспорта при условии расположения в местах их стыковки буферных накопителей. В качестве накопителей могут быть использованы собственно транспортные средства, специальные накопительные устройства или производственная тара.
В качестве транспортных средств непрерывного действия на автоматизированных участках используются секционные роликовые конвейеры в комплексе с подъемными и поворотными устройствами, различного типа ленточные конвейеры, пластинчатые и др.
Типовые схемы планировок гибких автоматизированных технологических комплексов (АТК) с совмещенным входом и выходом с использованием систем непрерывного транспорта представлены в табл. 8.5. Обеспечение АТК полуфабрикатами, установленными на производственной таре, осуществляется с накопителя на участке (Н), связанного с системой обеспечения производства (СОП). Схема грузопотока с постоянной последовательностью прохождения технологических позиций показана в табл. 8.5, схемы 1.1, 1.3, 1.4, а в случае организации переменной последовательности прохождения при однонаправленном движении полуфабрикатов с пропуском отдельных технологических позиций могут быть использованы схемы 1.2, 1.5, 1.8. Переменная последовательность прохождения технологических позиций при разнонаправленном движении полуфабрикатов на участке реализуется по схеме 1.7. Полуфабрикаты перемещаются на транспортной системе на спутниках, поддонах или в кассетах, а накопление заделов у основного оборудования производится на ответвлениях конвейера или на загрузочно-разгрузочных устройствах оборудования.
276
Таблица 8.5. Типовые схемы планировок автоматизированных технологических комплексов с совмещенным входом и выходом с использованием непрерывного транспорта
is группы № схемы
Схема АТК
соп
1
277
Окончание табл. 8.5
Для обходных транспортных перемещений по схеме 1.2 используются вспомогательные конвейеры. Стыковка основного и вспомогательного конвейеров производится с помощью поворотных устройств или толкателей. Данная схема используется в многономенклатурном производстве, так как обладает большей гибкостью, чем система, построенная по схеме 1.1.
В стесненных условиях производства используются схемы 1.4 и 1.5 с односторонним расположением технологического оборудования относительно транспортной системы. Экономия производственной площади здесь осуществляется за счет применения для межоперационных перемещений двухъярусных конвейеров 2 с подъемниками для поднятия спутников с одного яруса на другой (см. рис. 8.30). Операции обгона и накопление спутников осуществляются за счет второго яруса конвейера.
Повышенной гибкостью обладают транспортные системы, построенные по схеме 1.5 и 1.6 соответственно для од-
278
постороннего и двустороннего расположения основного оборудования. Их целесообразно использовать при переменной последовательности обслуживания оборудования с небольшими накопителями или при отсутствии последних. Операции обгона и накопление спутников производятся на любой из ветвей конвейера.
Для широкой номенклатуры и большого объема выпуска изделий при незначительном времени выполнения технологических операций эффективно использовать транспортные системы, построенные по схемам 7 и 8 соответственно для одностороннего и двустороннего расположения основного оборудования (см. рис. 8.32).
Типовые схемы планировок гибких АТК с применением периодического транспорта с линейной и замкнутой трассой движения приведены в табл. 8.6. Технологическое оборудование вдоль транспортной трассы может располагаться с одной или двух сторон параллельно, перпендикулярно или под углом к ией.
Таблица 8.6. Типовые схемы планировок автоматизированных технологических комплексов с периодическим транспортом с линейной и замкнутой трассами движения
279
Продолжение табл. 8.6
280
Окончание табл. 8.6
АТК, построенные по схемам 2.1 и 2.2, имеют транспортную систему, выполняющую одновременно две функции: обслуживание технологического оборудования и многоярусных накопителей на участке. Технологическое оборудование в данном случае располагается соответственно с одной или двух сторон, данная схема используется преимущественно для случаев, когда время выполнения технологических операций значительно и транспортное средство (в рассматриваемых схемах кран-штабелер) успевает выполнять две свои функции.
С уменьшением времени выполнения технологических операций для обеспечения высокой загрузки оборудования используются схемы 2.3, 2.4 и 2.7, в которых функции межоперационного транспортирования и обслуживания ярусов накопителя на участке разделены.
При значительных запасах хранения полуфабрикатов широкой номенклатуры могут быть рекомендованы схемы 2.5 и 2.6. Для загрузки технологического оборудования транспортный манипулятор захватывает производственную тару или спутник из многоярусного стеллажа-накопителя и устанавливает в накопитель или в агрегат загрузки технологического оборудования.
2В1
В условиях ограниченной производственной площади целесообразно использовать АТК, построенный по схеме 2.8. Особенностью данной схемы является наличие в одном транспортном узле двухуровневого перемещения. На верхнем уровне производственная тара или спутники перемещаются к технологическому оборудованию транспортным устройством периодического действия; на нижнем уровне используется транспортное средство для возврата тары или спутников с рабочих позиций, которое может быть конвейерным. После каждой технологической операции полуфабрикаты доставляются транспортными средствами на приемные устройства СОП.
Реализация схем 3.1 и 3.2 целесообразна для участков, где технологическое оборудование имеет различные размеры и конфигурацию в плане, робокар в данном случае обслуживает агрегаты загрузки технологического оборудования по обе стороны трассы. Робокар по схеме 3.2 обслуживает ряд технологического оборудования с одной стороны проезда.
18.3 [Техническое обслуживание машиностроительного производства
Эффективная эксплуатация машиностроительных производств в значительной мере определяется надежностью и ремонтопригодностью оборудования, а также обеспечением необходимых условий его функционирования. Для выполнения указанных функций служит система технического обслуживания.
Для обеспечения длительной и бесперебойной работы производственной системы необходимо иметь надежную систему энергообеспечения, своевременно проводить работы по восстановлению работоспособности оборудования, удалению стружки, подачи качественных СОЖ и масел, а также поддерживать требуемый микроклимат в помещениях.
Выполнение задач, возлагаемых на систему технического обслуживания, обеспечивается следующими подразделениями производственной системы: секцией энергопитания, цеховой ремонтной базой (ЦРБ), отделением по удалению и переработке стружки, участком для приготовления и раздачи СОЖ и масел, отделением очистки и регенерации СОЖ, вентиляционной секцией и кладовой вспомогательных материалов.
Для выпуска изделий из полуфабрикатов необходимо энергетическое воздействие орудиями труда на изготовляем мые объекты. При этом необходимо знать состав прилагаемых энергетических воздействий, технологический регламент их прикладывания во времени и пространстве, который опреде
282
ляется исходя из производственного процесса, протекающего в производственной системе.
Для количественного описания энергетических воздействий на объект производства следует рассмотреть энергетические потоки, которые обладают величиной определенных видов энергии, прикладываемых к единице объема изделия V за единицу времени производственного цикла t. Поток е выражает пространственную плотность мощности воздействующего источника энергии.
Суммарное энергетическое воздействие с учетом затрат энергии на основные и вспомогательные процессы будет следующим:
tv
Е = V)dt dF.
00
Предположив, что режим выполнения одной производственной операции (или ее части) постоянен и не зависит от продолжительности операции, а в ходе производственной операции происходит воздействие на один или несколько полуфабрикатов, получим
Е = еф^ф^ф’
где вф — действительное значение потока в пределах конкретной производственной операции.
При нестабильных случайных процессах вместо используют среднее значение случайного потока е, которое зависит от уровня организации производства и других факторов, характеризующих конкретную производственную операцию.
Модуль энергетического баланса для всех действующих на / й производственной операции видов энергии
I =J
где n — число действующих на одной производственной операции видов энергии.
В производственных процессах чаще всего используются следующие виды энергоносителей: электроэнергия, сжатый воздух, гидропитание, пар и газ. Для снабжения указанными видами энергообеспечения в цехах создаются следующие структурные подразделения: секции электропитания, компрессорная, гидростанция, котельная, газовые установки, проектирование которых ведется на основе схемы энергопотоков.
Подсекция электропитания предназначена для приема электроэнергии от цеховых электрокабелей и распределения ее по производственным подразделениям.
283
Различают следующие разновидности электроэнергии:
• силовая, используемая для приведения в действие приводов производственного оборудования;
• нагревательная — для термической обработки, сушки, мойки, отопления, горячего водоснабжения, кондиционирования воздуха;
• осветительная — для освещения производственных и вспомогательных помещений.
Силовая электроэнергия может подаваться в виде переменного и постоянного тока, используемого в основном для автономного питания транспортных средств, питания электромагнитных устройств и т. п.
Исходя из назначения и вида электроэнергии подсекция электропитания состоит из трансформаторной и аккумуляторной подстанции и распределительных пунктов.
Трансформаторные подстанции предназначены для преобразования переменного тока напряжением 10 000 В в ток, питающий оборудование напряжением 380 В, частотой 50 Гц и с заземленной нейтралью. Подстанции оборудуются трансформаторами 250, 500 и 1000 кВт. Обычно предусматривают по одной подстанции на каждые 5000 м2 производственной площади, размещая их через 75... 100 м друг от друга.
Активная мощность подстанции
M„ = fenMy,
где ka = 0,25 — коэффициент, учитывающий одновременность потребления электроэнергии, потери в сетях, неполное использование мощности приводов и необходимый резерв; Mv — суммарная мощность установленных потребителей силовой электроэнергии.
Трансформаторная подстанция с распределительным пунктом мощностью 500 и 1000 кВт занимает площадь 4 х 6 = 24 м2.
Электропровода от распределительных пунктов прокладываются в коробах. Прокладка электропроводов от металлоконструкций оборудования осуществляется в заниженном фундаменте в коробе или трубе.
Аккумуляторные подстанции предназначены для зарядки аккумуляторных батарей, используемых для автономного питания привода движения напольного транспорта. Они располагаются вблизи стоянки электротранспорта в помещениях с мощной приточно-вытяжной вентиляцией, обеспечивающей 5... 15-кратный воздухообмен в течение часа. Подзарядка аккумуляторов требует не менее 6...8 ч, что следует учитывать при расчете количества сменных батарей.
284
При расчете энерговооруженности производства исходят из отношения количества силовой электроэнергии, потребляемой предприятием в наибольшую смену, к числу производственных рабочих (основных и вспомогательных). Согласно существующим нормам, средняя энерговооруженность составляет 6,5 кВт на одного производственного рабочего. Расход электроэнергии на освещение определяется в зависимости от площади производственных помещений. Удельный расход электроэнергии на освещение по нормам в среднем составляет 15 Вт/м2.
Сокращение потребления электроэнергии может быть достигнуто путем внедрения энергосберегающих технологий, выбора оборудования требуемой по технологическому процессу мощности, отключения электроэнергии при простоях оборудования и т. п.
Сжатый воздух, являющийся энергоносителем, используется в производственном процессе для зажима деталей на спутниках, в приспособлениях, в устройствах пневмоавтоматики, для обдува деталей, инструмента и т, д. Давление в пневмосети 0,4... 0,6 МПа при чистоте воздуха не хуже 12-го класса загрязненности по ГОСТ 17433—80. Компрессорные станции размещают в специальных помещениях, изолированных от основного производства.
Средний часовой расход сжатого воздуха на группу потребителей рассчитывают по формуле:
где QH — номинальный расход свободного воздуха одним потребителем, м3/ч; 2V — число потребителей; — коэффициент использования, равный отношению времени за смену, в течение которого расходуется воздух данным потребителем, к общему времени работы рабочей позиции.
По усредненным нормам, расход сжатого воздуха для пневматических зажимных устройств составляет порядка 1,5 м3/ч.
По рассчитанному расходу воздуха подбирают оборудование компрессорных подстанций.
Для укрупненных расчетов потребности в сжатом воздухе исходят из следующих норм: количество станков, подлежащих обдувке, принимается 10... 15% от общего количества станков цеха, причем расход сжатого воздуха в среднем 1,5...2м3/ч на каждый станок. При обдувке деталей после мойки средний расход 1...1,2 м3/ч на одно установленное сопло. На оборудовании, имеющем приспособления с пневматическими зажимами (принимают около 15...30% от общего количества станков в цехе), расход воздуха в среднем до 4-х м3/ч.
285
Расход воздуха на каждый пневмоинструмент в зависимости от его типа, размера и коэффициента использования принимают 2,5...4,5 м3/ч. Для пневматических подъемников грузоподъемностью 170...1700 кг принимают расход воздуха 0,07...0,4 м3 на один подъем. При распылении краски распылителями в зависимости от его типа и диаметра сопла расход воздуха равен 2 м3/ч. При необходимости достижения больших усилий зажима в технологической оснастке используют пневмогидропреобразователи, позволяющие создавать давление в гидроцилиндрах до 25 МПа.
Гидроэнергия используется для обеспечения крепления полуфабрикатов в технологической оснастке, для их перемещения и т. п. Гидроэнергия подается от гидростанций под давлением 6...8 МПа, что обеспечивает достаточные усилия при компактных зажимных устройствах. Гидроэнергия подается по специальным трубопроводам к распределительным устройствам.
Энергия газа используется для газовой .сварки, резки, в сушильных камерах и т. п. Норма расхода газа на один пост 0,2...0,6 м3/ч.
Пар расходуется на технологические нужды, такие, как подогрев охлаждающих жидкостей при их приготовлении и воды в моечных машинах, сушильных камерах, для отопления и др. Ведомость потребителей пара составляется с указанием сведений, необходимых для определения его годового расхода по каждому потребителю, цеху и отдельному участку. Для указанных выше целей расходуется пар низкого давления (1,5—4 МПа). В случаях необходимости иметь пар высокого давления может быть запроектирована постройка котельной, что должно быть согласовано с инспекцией котлонадзора.
Критерии оценки качества оборудования подразделяются на две группы: производственно-технологическую и эксплуатационную. К первой относятся себестоимость оборудования, его металлоемкость и т. д. Наиболее важным эксплуатационным показателем является надежность. Остальные эксплуатационные показатели работы оборудования (производительность, класс точности, степень механизации и автоматизации и т. д.) без обеспечения надлежащей надежности не имеют значения.
Надежность — свойство изделия выполнять заданные функции, сохраняя эксплуатационные показатели в заданных служебным назначением пределах в течение требуемых про1' межутков времени или наработки. Надежность оборудования определяется его работоспособностью, долговечностью и ремонтопригодностью. Следует различать функциональную, па
286
раметрическую и структурную надежность. Под функциональной понимают надежность срабатывания механизмов и устройств оборудования в соответствии с заданной функцией. Параметрическая надежность означает соответствие качеству обработки заготовок или сборки изделий параметрам, заданным в технической документации. Структурная надежность определяется компоновочными решениями, реализованными в оборудовании.
Работоспособность — состояние оборудования, при котором оно может выполнять заданные функции так, что параметры изготовляемых изделий соответствуют требованиям технической документации.
Безотказность — свойство оборудования сохранять работоспособность в течение некоторой наработки без вынужденных перерывов.
Наработка — продолжительность или объем выпуска продукции с оборудования, измеряемые в часах, штуках, циклах и т. д. Различают наработку за какой-либо период времени, до первого отказа, между отказами и т.д.
Отказ — нарушение работоспособности оборудования. Отказами оборудования автоматического (автоматизированного) производства являются поломка деталей, электрических и электронных устройств, разрегулировка, выход каких-либо параметров за установленные ГОСТом или ТУ пределы, вследствие чего оборудование не может качественно выполнять свои функции. Порядок расположения элементов сложных технологических комплексов в зависимости от удельного веса отказов следующий: инструменты, механические узлы, электроника и электрооборудование, пневмо-и гидрооборудование.
Неисправность — состояние оборудования, при котором оно не соответствует хотя бы одному из требований технической документации.
Долговечность — свойство оборудования сохранять работоспособность до предельного состояния с необходимыми перерывами на техническое обслуживание и ремонт. Предельное состояние оборудования характеризуется тем, что уже невозможна его дальнейшая эксплуатация либо эффективность использования снизилась ниже допустимого уровня.
Все оборудование в производственной системе должно иметь высокую ремонтопригодность — свойство оборудования, заключающееся в его приспособлении к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения технического обслуживания и ремонтов. Ремонтопригодность количественно оценивается затратами средств и времени на устранение отказов. Затраты времени на
287
устранение отказа включают время на обнаружение отказа, отыскание неисправностей, подготовку запасных деталей, узлов или блоков для ремонтов, ремонт, послеремонтную настройку, проверку качества ремонта и организационные потери времени. Ремонтопригодность характеризуется приспособленностью оборудования к требованиям по ликвидации повреждений.
Ремонтопригодность в значительной мере влияет на уровень затрат, связанных с эксплуатацией оборудования, и является одним из главных средств обеспечения его надежности и долговечности.
Система ремонтного обслуживания предусматривает совокупность взаимосвязанных средств, документации ремонтного обслуживания, ремонтных работ и исполнителей, необходимую для поддержания и восстановления функционирования элементов, входящих в производственную систему.
Служба ремонта оборудования на заводе включает: отдел главного механика (ОГМ), отдел главного энергетика (ОГЭ), бюро числового программного управления (БЧПУ), ремонтно-механический цех (РМЦ), подчиненный ОГМ, электроцех, подчиненный ОГЭ, цеховые ремонтные базы (ЦРБ).
На ремонтную службу возлагают следующие функции: надзор и уход за действующим оборудованием с целью предупреждения поломок, своевременный (плановый предупредительный) ремонт оборудования, оперативный (внеплановый)? ремонт оборудования.
Основные направления в организации ремонта: изготовление деталей для ремонта заранее, введение системы планового предупредительного ремонта (ГГПР), использование систем ди-агностики состояния систем оборудования; агрегатный, узловой и блочный методы ремонта оборудования, автоматизация^ ремонтных работ с использованием промышленных роботов.
Система планового предупредительного ремонта предусматривает ремонт в заранее установленные сроки, что повышает срок службы оборудования и сокращает время ремонта; Сущность ППР заключается в том, что после того как оборудование проработало определенное число часов, оно подвергается различным видам профилактики и плановых ремонтов, периодичность и последовательность которых определяется служебным назначением оборудования, его габаритными размерами, конструктивными и ремонтными особенностями, ус-ловиями эксплуатации. Существуют три основные системы ППР — система послеосмотровых, стандартных и периодических ремонтов. Первую систему используют для оборудования, работающего в условиях поточного и переменно-поточного производства, вторую — для оборудования, применяемого
288
в непоточном производстве, третью — для специального оборудования, работающего при постоянном режиме.
Системой технического обслуживания и ремонта называют комплекс (ГОСТ 18322—85) взаимосвязанных положений и норм, определяющих организацию и выполнение связанных с ними работ. Плановый ремонт оборудования выполняют через установленное нормами число часов, отработанное оборудованием, или по достижении установленного нормами его технического состояния.
Внеплановый (оперативный) ремонт выполняют по потребностям; к нему относят аварийный ремонт, ремонт, вызванный дефектами конструкции или изготовления оборудования, а также дефектами и нарушениями правил технической эксплуатации.
На рис. 8.33 приведена структура ремонтных работ. Межремонтное обслуживание включает наблюдение за выполнением правил эксплуатации оборудования, своевременное устранение мелких неисправностей и регулирование механизмов и устройств. Оно выполняется ежесуточно операторами, наладчиками или дежурным персоналом во время перерывов в работе оборудования. Осмотры проводятся операторами или ремонтниками с целью проверки состояния оборудования, устранения мелких неисправностей и выявления объема подготовительных работ, подлежащих выполнению при очередном плановом ремонте. Текущий ремонт (ТР) — это плановый ремонт, выполняемый с целью гарантированного обеспечения
| Вид ремонта |
| Планово предупредительный | | Внеплановый^
Плановое межремонтное обслуживание Плановая подготовка Плановый ремонт Внеплановое обслуживание Внеплановый ремонт Внеплановая подготовка
| Текущий] ^Средний ^Капитальный |
____ I
I Осмотры
| Плановое ]- Техническое диагности-
| Внеплановое j-
рование
Прогнозирование объемов и времени проведения ремонтных работ
Рис. 8.33. Структура ремонтных работ
19—5849
289
работоспособности оборудования в течение установленного нормативами числа часов работы до следующего ремонта и заключающийся в замене или восстановлении отдельных деталей, блоков или узлов и выполнении связанных с этим разборочных, сборочных и регулировочных работ. Текущий ремонт подразделяется на малый и средний.
Все виды работ по техническому обслуживанию и ремонту выполняют в определенной последовательности, образуя повторяющиеся циклы. Ремонтный цикл — это повторяющаяся совокупность различных видов планового ремонта, осуществляемых в заданной последовательности через определенные, равные между собой промежутки времени работы оборудования, называемые межремонтными периодами между двумя последовательно выполняемыми плановыми ремонтами. Ремонтный цикл определяется структурой и продолжительностью и заканчивается капитальным ремонтом (КР). Структура — это перечень ремонтов, входящих в его состав и расположенных в последовательности их выполнения. Структуру цикла, состоящего, например, из четырех текущих и одного капитального ремонтов, изображают следующим образом: КР—ТР—ТР—ТР—ТР—КР
25 000
Продолжительность ремонтного цикла — это число часов работы оборудования, за которое выполняют все ремонты цикла (простои оборудования, связанные с выполнением внеплановых и плановых ремонтов, в продолжительность не входят). Графически продолжительность цикла изображают под обозначением его структуры.
Цикл технического обслуживания — это повторяющаяся совокупность различных видов планового обслуживания, выполняемых через установленное для каждого вида количество часов работы оборудования, которое называют межремонтным периодом. Этот цикл определяется структурой и продолжительностью. Структура цикла — это перечень видов плано- • вого технического обслуживания, входящих в состав цикла с соответствующими коэффициентами, показывающими количество операций каждого вида в цикле. Структура цикла обозначается суммой входящих в него видов обслуживания. Например, структуру цикла, включающего ежемесячный осмотр (Ое), пятиразовое наполнение смазкой (5СН), одну замену смазочного материала (С3), один частичный осмотр (Оч), три профилактические регулировки (ЗРМ) и ежесменное смазывание, можно изобразить так: Ое + 5СН + С3 + Оч 4- ЗРМ. Число операций зависит от тех видов обслуживания, которые выполняют ежедневно (кроме ежесменного смазывания, выполняемого станочником).
290
Таблица 8.7. Структура ремонтных циклов всех групп металлорежущего оборудования
Класс точности Масса оборудования. т Структура ремонтного цикла Число ТР в цикле Число операций ТО в межремонтном обслуживании
н < 10 КР—ТР—ТР— ТР—ТР—КР 4 5
10...100 КР—ТР—ТР— ТР—ТР—ТР—КР 5 12
>100 КР—ТР—ТР— ТР—ТР—ТР— ТР—КР 6 21
П, В, А, С <10 КР—ТР—ТР— ТР—ТР—ТР— ТР—ТР—Тр—КР 8 9
10...100 КР—ТР—ТР— ТР—ТР—ТР— ТР—ТР—Тр—КР 8 18
> 100 КР—ТР—ТР— ТР—ТР—ТР— ТР—ТР—Тр— ТР—КР 9 30
Чередование видов периодических ремонтов в ремонтном цикле в соответствии с системой ППР может быть с девятью (ТР—ТР—СР—ТР—ТР—СР—ТР—ТР—КР) или шестью (ТР—ТР—СР—ТР—ТР—КР) межремонтными периодами. Рекомендуемые структуры ремонтных циклов приведены в табл. 8.7.
Структура ремонтного цикла станков с ЧПУ устанавливается с учетом требования возможно более редкой их разборки. Рекомендуется применять двухвидовую девятипериодную структуру: (КР—О—МР—О—МР—О—МР—О—МР—О—МР— О—МР—О—МР—О—КР).
Плановое межремонтное обслуживание, подготовку, а также текущий и средний ремонт оборудования производят в ЦРБ. Капитальный и внеплановый ремонт, модернизацию оборудования выполняют в РМЦ завода.
Исходя из технологического процесса выполнения ремонтных работ оборудования и систем управления производ-
19*
291
Таблица 8.8. Нормы времени на ремонт одной РЕ механической части
Вид ремонта Количество Станкоемкость, ч
Осмотр 20 2
Малый ремонт 6 12
Средний ремонт 2 14
ственным процессом определяют состав оборудования для ЦРБ. Количество основного оборудования для станочного участка определяется исходя из количества ремонтов и станкоемкости одной ремонтной единицы (РЕ) за весь межремонтный цикл (от капитального до капитального), т. е. 5,5; 7 или 8 лет.
Нормы времени на ремонт одной РЕ механической части даны в табл. 8.8.
Общая станкоемкость ремонта одной РЕ: Тст = 28 станко-ч. Приведенный расчет учитывает 10% -е централизованное обеспечение запасными частями в зависимости от потребности в них. При ином обеспечении вводятся коэффициенты.
Средняя ремонтная сложность механической части основного оборудования принимается равной 20 РЕ, а электрической части — 15 РЕ. В общем случае средняя ремонтная сложность определяется в каждом конкретном случае следующим образом. По системе ППР берется категория ремонтной сложности по каждому виду оборудования и умножается на количество видов, затем складывается по всем видам и делится на количество оборудования в цехе, т. е. рассчитывается средневзвешенная категория сложности.
Продолжительность межремонтного обслуживания и категории сложности ремонта для промышленных роботов рекомендуется определять в зависимости от конструктивных характеристик (массы, числа деталей, точности) по аналогии с межремонтным обслуживанием станков с ЧПУ, пользуясь таблицей категорий сложности ремонта отдельных моделей станков. Эту продолжительность принимают равной 8... 10 мес.
Для транспортных и загрузочных устройств обычно рекомендуется следующая структура ремонтного цикла: О—О— ТР—О—О—ТР—О—О—ТР — о—О—ТР—О—О—ТР—О—О— ТР—О—О—КР. Продолжительность цикла составляет 3...7,5 лет.
Предварительное планирование сроков ремонта и обслуживания парка оборудования участков и цехов для расчета численности ремонтников, составления заявок на материалы
292
и определения затрат на поддержание и восстановление работоспособности оборудования можно выполнять в зависимости от фактически отработанного времени. Однако вывод в капитальный ремонт отдельных станков независимо от запланированной (средней для данной группы оборудования) продолжительности цикла необходимо производить согласно их техническому состоянию.
Количество станков в ЦРВ
ЛЛРЕТ,, ₽ Цр®Л ’
где — коэффициент, учитывающий объем ремонтных работ, выполняемых в ЦРВ (fe^— 0,9); X РЕ — общая ремонто-емкость; ц. — межремонтный цикл, год; Фэ — эффективный годовой фонд времени работы оборудования, ч; k3 — коэффициент загрузки оборудования (k3 = 0,55...0,8); Тст — станкоемкость ремонта одной ремонтной единицы (РЕ).
В укрупненных расчетах количество оборудования на станочном участке принимается по нормам в зависимости от числа обслуживаемого оборудования (2...6%). В число обслуживаемого оборудования включают все производственное оборудование цеха, кроме станков в самом ЦРВ.
На слесарном участке число верстаков берется примерно равным числу станков на станочном участке ЦРВ. Ориентировочный состав оборудования на слесарном участке: настольно-сверлильный станок, гидравлический пресс, шлифовальный переносной станок, обдирочно-шлифовальный, сварочный аппарат, ручной пресс, моечная ванна и пост газовой сварки.
Количество рабочих в ЦРБ
*сп *
где N — число оборудования в ЦРБ; па, — режим работы ЦРБ; я3— коэффициент загрузки оборудования ЦРБ (k3 = = 0,48); kca — коэффициент совмещения профессий (йсп ~ 1,1).
Площадь, занимаемая ЦРБ, определяется с учетом данных, приведенных в табл. 8.9.
Таблица 8.9. Удельная площадь, звнимвемая станками ЦРБ
Число станков ЦРБ Удельная площадь, м2 В том числе площадь склада запчастей, м2
5...10 29...31 3,5...4,0
11...18 27...28 2,0...3,0
293
В небольших цехах с числом станков менее 100» ЦРВ не организуют, а все ремонтные работы проводят в РМЦ.
В крупных производственных системах с высокой насыщенностью электрооборудованием и электроникой ремонт электрооборудования и электронных блоков производят в мастерской энергетика. Площадь мастерской энергетика принимается из расчета 20% от всей площади ЦРВ.
Количество наладчиков систем ЧПУ определяется из следующих норм: ремонт одного блока — 0,25 ч; количество ремонтов каждого шкафа в год — 12; количество блоков в шкафу — 20. БЧПУ располагают в цеху с учетом недопустимости наличия магнитных полей.
Норма расхода металла на единицу оборудования в год — 13 т.
Трудоемкость текущего ремонта электрооборудования в часах рассчитывается по формуле
Т - 3.6К,
где К — число условно приведенных электродвигателей (составляет 120% от количества электродвигателей, установленных в производственной системе).
Время ремонта неучтенного электрооборудования составляет 30% от времени ремонта расчетного оборудования.
При расчете площади, занимаемой ремонтным персоналом, исходят из следующих норм: для одного слесаря-ремонтника — 10 м2, электрика — 7 м2, наладчика системы ЧПУ — 6 м2.
Существуют три способа внепланового ремонтного обслуживания: обслуживание того участка, который отказал раньше других; обслуживание начинается на том участке, где время устранения отказа минимально; параллельный способ устранения отказов. Выбор способа определяется из экономических соображений, исходя из модели работы участка. Первый и второй способы используют, если число отказывающего оборудования превышает число наладчиков и возникает очередь из отказавшего оборудования.
Плановая подготовка оборудования обеспечивает бесперебойный выпуск продукции требуемого качества. Она осуществляется наладчиками, число которых определяется по следующим нормам: один наладчик на 4...6 токарных полуавтоматов; 8... 12 агрегатных станков; 6... 10 зубообрабатывающих станков; 3...6 многоцелевых станков; 5...8 сборочных автоматов и полуавтоматов; 4...6 сборочных центров с ЧПУ.
Процесс стружкоудаления состоит из следующих этапов: удаление стружки из зоны резания, удаление стружки со станка, удаление стружки от группы станков, сбор стружки и ее переработка.
294
Существуют следующие способы удаления стружки со станка: механический с помощью конвейеров, скребков, автооператоров, щеток; гравитационный, при котором стружка подается на наклонные поверхности приспособления и станков, а затем сваливается на конвейер под станками; смывание стружки струей эмульсии; отсасывание стружки сжатым воздухом; удаление стружки электромагнитом. Возможны случаи комбинированного использования рассмотренных способов. Чугунную стружку чаще всего удаляют гравитационным способом или отсасыванием сжатым воздухом. При смывании стружки струей эмульсии рабочую зону станка заключают в камеру, что позволяет по окончании обработки кратковременно подать обильное количество СОЖ (150...300 л/мин), смыть всю стружку с детали, спутника и стола станка, обеспечив тем самым надежную и точную установку последующего спутника с полуфабрикатом.
Проблема удаления стружки связана с обеспечением надежного ее дробления. К основным способам дробления стружки относят: кинематический, применение стружколо-мов на режущем инструменте, подбор соответствующих режимов резания и геометрии режущей части инструмента, внесение специальных добавок в обрабатываемый материал. На станках с ЧПУ используют программное прерывание подачи. Для дробления витой стружки применяют стружколомы, представляющие собой пневматические вибраторы, колеблющиеся с амплитудой 0,4 мм и частотой 1000...2400 мин-1 в направлении подачи инструмента. К недостаткам рассмотренных способов относят снижение стойкости инструмента и ухудшение качества обработанных поверхностей.
В условиях небольших цехов непоточного производства при обработке заготовок из различных материалов, которые нельзя смешивать, эффективным является сбор ее в расположенные около станков бункеры, которые периодически удаляются внутрицеховыми транспортными средствами. Количество удаляемой стружки определяется как разность между массой заготовок и готовых деталей. В непоточном производстве средний процент отходов в стружку составляет около 15% от массы готовых деталей. Комплексная система транспортирования стружки представляет собой совокупность линейных и магистральных конвейеров, предназначенных для сбора и подачи стружки от станков к участку переработки стружки. Ее применяют на производственных площадях более 3000 м2 с выходом стружки более 600 кг/ч.
Для исключения смешивания стружки различных материалов используют следующие мероприятия: группировку станков на участках в соответствии с материалом обрабатывае
295
мых заготовок, сбор стружки по сортам в разные части смены, использование автономных бункеров для сбора стружки-
При проектировании системы удаления стружки используют классификацию стружки (табл. 8.10) по видам для расчета объема и массы удаляемой стружки за один час работы станков.
Таблица 8.10. Классификация стружки и применяемых транспортных средств
Труп-па Вид стружки Плотность. т/м3 Виды станков Технология переработки стружки Транспортные средства
1 Элементообразная чугунная 1,6—2,0 Все виды Брикетирование в холодном и горячем состоянии Скребковоштанговые, скребковые цепные, одновинтовые конвейерные
2 Элементообразная стальная 1,0...1,5 Фрезерные, протяжные, зубообрабатывающие Сепарирование, брикетирование Скребковоштанговые, скребковые цепные, одновинтовые конвейерные
3 Автоматный жгутик 0,5...0,6 Токарные автоматы, п/а, револьверные Сепарирование, брикетирование Двухвинтовые, пластинчатые, ершово-штанговые, магнитные конвейеры
4 Витая сечением 20...30 мм2 0,3...0,5 Сверлильные, револьверные, токарные, карусельные, расточные Дробление, брикетирование в холодном состоянии Пластинчатые, пластинчато-игольчатые, ершово-штанговые, магнитные конвейеры
5 Витая сечением 40...60 мм2 0,2 Крупные токарные, карусельные Дробление, брикетирование в холодном состоянии Пластинчатые, ершовоштанговые, магнитные конвейеры
296
Линейные конвейеры для удаления стружки размещают в каналах с тыльной стороны станков глубиной 600...700 мм, а магистральные — в проходных туннелях глубиной до 3000 мм.
При выборе средств удаления стружки учитывают нормы количества стружки, получаемой от одного типа станков.
Примеры удаления стружки из станков представлены на рис. 8.34. Наиболее удобным и надежным в эксплуатации является винтовой конвейер (рис. 8.34, а), имеющий винт 3, свободно (без опор) лежащий в желобе 3, который прикреплен к станине 7 станка. Винт приводится во вращение от привода 6 через муфту 5. Стружка на конвейер поступает через люк 4 станины. С конвейера собранная стружка сбрасывается в автономный бункер 1 или на линейный конвейер для удаления стружки с производственного участка. Бункер для сбора
Рис. 8.34- Конвейеры для удаления стружки из станков
297
стружки устанавливается в яме или на полу. После заполнения стружкой он удаляется мостовым краном или автооператором. Дно бункера для стока СОЖ имеет отверстия.
Широкое применение для удаления стружки из станков нашли ленточные конвейеры (рис. 8.34, б). Конвейер состоит из короба S, в котором на двух валиках 9 натянута стальная или прорезиненная лента 10 с прикрепленными скребками 11. Лента приводится в движение от привода 12.
Для сбора и передачи стружки на участке используют скребковые и двухвинтовые конвейеры. Скребковый цепной конвейер (рис. 8.35, а) имеет желоб 11, смонтированный в бетонированном канале 10 и закрытый крышкой 3. На боковых стенках желоба приварены угольники 15, 16, по которым перемещаются ролики 18, смонтированные на осях 17 звеньев двух пластинчатых цепей 6. Замкнутые цепи 6 натянуты на две пары звездочек 2 и 7, первой из которых сообщается вращение от электродвигателя через редуктор 1. Скребки 5 с шагом 1...1,5м закреплены на осях 17. В нижнем положении
Рис. 8.35. Конвейеры для удаления стружки на производственном участке
298
скребки, двигаясь по желобу 11, перемещают стружку, поступающую на конвейер от станков 4, на поперечный шаговый скребковый конвейер 8, расположенный в канале 9. СОЖ, имеющаяся на стружке, стекает по желобу 11 через сетку 14 в шахту 13, откуда по трубе 12 отводится в централизованную циркуляционную цеховую систему раздачи СОЖ к станкам.
Скребковый штанговый конвейер (рис. 8.35, б) имеет штангу, совершающую возвратно-поступательное движение в желобе 5. На штанге на осях 4 подвешены скребки 6. Сверху желоб закрыт крышкой 3. При рабочем ходе штанги (вправо) скребки врезаются в стружку 7 и, поворачиваясь вокруг своих осей до упора 2 в штанге, занимают вертикальное положение, при котором перемещают стружку в желобе на шаг. При обратном ходе скребки поворачиваются в обратную сторону и скользят по поверхности стружки. К недостаткам данных конвейеров относят низкую производительность, большой удельный расход энергии и небольшую длину перемещения стружки.
Производительность скребковых конвейеров
QCK = FnCKSKk,
где F — сечение желоба, м2 (ширина желоба х высота среднего слоя стружки), м; пск — число двойных ходов в минуту; SK — ход штанги конвейера, м; k ~ 0,4...0,5 — коэффициент заполнения желоба стружкой.
Разработаны конвейеры скребкового типа, выполняющие функции не только транспортирования, но и сортировки по фракциям, дробления стружки. Рабочим органом такого конвейера непрерывного действия являются замкнутая двухшарнирная цепь со скребками. Скребки имеют Г-образные крюки. В процессе транспортирования стружка разрывается и измельчается неподвижными пластинчатыми ножами, зубья которых под углом направлены против хода тягового органа. Раздробленная стружка падает на дно желоба и передвигается скребками. При подходе скребков к концевому участку конвейера стружка проваливается в приемные конвейера через множество отверстий, что позволяет сортировать ее по фракциям. Производительность конвейера 1,5 т/ч при скорости движения ходовой части 0,2 м/с. Длина конвейера в пределах тягового усилия 40 кН не ограничена.
Двухвинтовой конвейер (рис. 8.35, в) состоит из секций, собранных в желоб 1, в котором свободно (без опор) вращаются (в разные стороны) два винта 2 (с левым и правым направлениями витков) от привода 4 через шарнирную муфту 3. Мелкая стружка перемещается по дну желоба, а крупная витая стружка по верхней части желоба.
299
Производительность винтовых конвейеров
Q„ - FnePJi.
где пъ < 10 мин-1 — частота вращения винта; ръ — шаг виита.
Для транспортирования стружки используют вибрационные конвейеры, которые составляются из наклонных секций по 5...6 м длиной 20...30 м.
Ленточные конвейеры с резиновой, хлопчатобумажной или стальной лентой имеют высокую производительность, экономичность, плавность и бесшумность работы и простоту конструкции, но быструю изнашиваемость ленты конвейера.
Производительность ленточных конвейеров
где ил - - скорость движения ленты, м/мин.
Для транспортирования стружки используют пластинчатые конвейеры, состоящие из унифицированных секций длиной 1,5 или 2 м. На несущем полотне пластинчато-игольчатого конвейера предусмотрены иглы, устанавливаемые в месте разгрузки на конце конвейера. Иглы предотвращают обратное сползание стружки на участках подъема трассы. Производительность конвейера 3...47 т/ч.
Магнитные конвейеры перемещают стружку в желобах посредством бегущего магнитного поля. Гидравлические конвейеры используют для удаления мелкой стружки посредством специальных сопел, из которых под давлением поступает СОЖ.
Перемещение стружки может также осуществляться ершово-штанговыми конвейерами, которые представляют собой металлический желоб с приваренными шипами, внутри которого совершает возвратно-поступательное движение ершовая штанга.
Наполненная стружкой тара может удаляться автооператором иа позицию выдачи, а на ее место устанавливается новая тара. С позиции выдачи наполненная стружкой тара забирается робокаром и отвозится к месту приема стружки, где автооператор принимает ее, высвобождает от стружки и возвращает на робокар. Робокар доставляет тару к месту ее хранения или на производственный участок.
Переработка стружки включает следующие операции: дробление для витой безмасляной стружки и дробление с центрифугированием для масляной витой стружки, брикетирование, вывоз стружки.
При создании крупных цехов предусматривают брикетирование стружки. Брикетирование считается экономически
300
Рис. 8.36. Схема установки для горячего брикетирования стальной и чугунной стружки
выгодным при выходе стальной стружки свыше 2,7 т/ч, чугунной — 1,5 т/ч, алюминиевой — 0,5 т/ч.
Типовая схема горячего брикетирования представлена на рис. 8.36. Магнитная шайба 1 подает стружку в бункер 2, из которого она ссыпается на конвейер в дозатор 3. Наклонный конвейер 4 подает стружку в люк 5, по которому она ссыпается в барабан 6. В барабанной печи происходит сушка и нагрев стружки до температуры 800...900 °C, где органические смеси испаряются и выгорают. Затем стружка через дозатор 7 ссыпается в пресс-форму 8 и подается под пресс 10. Брикеты выбиваются из пресс-формы механизмом 9.
При сухой стружке брикетирование производится в холодном состоянии.
Площадь отделения по переработке стружки рассчитывается по нормам, приведенным в табл. 8.11.
Системы подачи СОЖ к станкам бывают трех видов: централизованная, при которой СОЖ подается в замкнутый трубопровод, а из трубопровода через ответвления к станкам; централизованно-групповая, предусматривающая подачу жидкости по трубопроводам к разборным кранам, установленным для
Тоблицо 8.11. Нормы удельной площади на один станок для отделения переработки стружки
Количество обслуживаемых станков Удельная площадь на один станок, м2
100...300 1...0,5
300...700 0,5...0,3
301
групп станков, а возврат отработанной СОЖ в таре колесным транспортом; децентрализованные, когда подача и возврат СОЖ осуществляется в таре.
Поступающая с основного оборудования в отделение очистки и регенерации отработанная СОЖ перерабатывается следующим образом: ее очищают, удаляя мелкие частицы и шлам, ликвидируют обеднение (добавляют необходимые компоненты), повышают биологическую стойкость на термоуста-новке, отделяют посторонние масла, а затем термостабилизи-руют. Очистка СОЖ осуществляется следующими способами: гравитационным в отстойниках; фильтрацией ленточными фильтрами; центробежным в гидроциклонах; центрифугированием в центрифугах и сепараторах; магнитным в сепараторах; реагентным и электрокоагуляцией. Существуют также комбинированные комплексные многоступенчатые методы очистки. После указанной переработки СОЖ вновь поступает на основное оборудование. В ряде случаев очистка СОЖ может осуществляться непосредственно на нем.
Приготовляют СОЖ на отдельном участке приготовления и хранения, для чего туда подают холодную воду и составляющие компоненты, обеспечивающие биологическую активность и антикоррозионные свойства. С этого участка жидкость периодически подают в систему охлаждения.
Площадь помещения для хранения и приготовления СОЖ и масел для крупных цехов колеблется в пределах 100...200 м2, а число рабочих 2...4 чел. Для небольших цехов площадь принимается равной 30...40 м2. Эти помещения размещают чаще всего у стен здания с выходом не только внутрь, но и наружу для доставки тары с маслом и другими жидкостями.
Разложение переработанной СОЖ осуществляют на участке нейтрализации, откуда техническая вода поступает в канализацию или идет на приготовление новой СОЖ.
На рис. 8.37 представлена автоматизированная система циркуляции СОЖ на автоматической линии механообработки. В зоне обработки заготовок мелкодисперсные примеси и стружка смываются СОЖ, подаваемой под давлением, и попадают в напольные лотки 1, по которым с помощью гидросмыва направляются во внутренние полости барабана 12, обтянутого снаружи сетками с ячейками 2x2 мм. Там она освобождается от крупной стружки и других посторонних включений, которые осаждаются на дно бака 13, выносятся скребковым конвейером 14 наружу и сбрасываются в тару 15. Из внутренних полостей барабанов СОЖ вместе с мелкодисперсными примесями сливается самотеком в бак 16, где частично отстаивается. Осевшая на дно бака часть примесей периодически выносится скребковым конвейером 17 в тару 18. Отстоявгиая-
302
Станки линий ~ф} Чф' у - Ерф~ф ' -ф- Нф Ч ,у ~ Е рф Ер ~ф}уЕр Н ~ .у. "Н рф Ер
Рис. 8.37. Автоматизированная система циркуляции СОЖ на автоматической линии механической обработки
ря СОЖ подается насосами 26 (один рабочий, другой резервный) в батареи гидроциклонов 3, каждая из которых состоит из четырех гидроциклонов, и специальный гидроциклон 8 для очистки. Далее СОЖ через инжектор 7 сливается в бак
303
20. Так как тонкость очистки в гидроциклоиах составляет 10... 15 мкм, то в СОЖ остается небольшое количество мельчайших частиц, которые могут оседать на дно бака 20 во время останова автоматической линии. Оттуда эти примеси удаляются скребковым конвейером 21 и сбрасываются в тару 19. Окончательно очищенная СОЖ из бака 20 подается насосами 23 (один резервный, другой рабочий) в централизованную систему подачи СОЖ. Шламовый продукт из гидроциклонов стекает в емкость 11, где высококонцентрированные примеси осаждаются на дно, а затем удаляются скребковым конвейером 10 в тару 9. Отстоявшаяся часть СОЖ сливается из емкости 11 в бак 12. Гидроциклон 8 служит для разгрузки системы. Например, при неработающей системе механические дри-меси могут коагулироваться (укрупняться). В этом случае сначала включается в работу гидроциклон 8, который удаляет крупные примеси, а затем подключается для очистки СОЖ батареи гидроциклонов 3. Инжектор предназначен для исключения явления сифона в гидроциклонах и подсоса атмосферного воздуха в целях охлаждения СОЖ и насыщения ее воздухом. Давление в системе контролируется манометрами 2 и 6, а регулируется на входе и выходе гидроциклонных очистителей — задвижками 4 и 5 (на входе давление 0,25...0,3 МПа, а на выходе — 0,02...0,03 МПа). При потере функциональных свойств отработанная СОЖ подается насосами 23 и 26 из баков 13,16 и 20 (при открытых задвижках 22, 24, 25 и закрытых задвижках 27 и 28) и отправляется на участок нейтрализации. Перед приготовлением новой СОЖ вся система промывается горячей водой и пропаривается, освобождаясь от наростов, примесей органических соединений, бактерий и других включений. После этого в емкости баков 13, 16 и 20 подается холодная вода и концентраты СОЖ, которые с помощью воздуха тщательно перемешиваются.
Нормы расхода СОЖ приведены в нормативах.
Площадь склада масел составляет 10...20 м2, а количество смазчиков определяется из расчета— 1 смазчик на 120... 150 единиц оборудования. В кладовой вспомогательных материалов хранят обтирочные и хозяйственные материалы. Площадь ее определяется из расчета 0,1 м2 на единицу производственного оборудования или одного рабочего (для сборки).
Вентиляционная секция обеспечивает микроклимат и чистоту воздушной среды цеха. Вытяжная вентиляция в машиностроительном производстве может применяться:
• как обычная вентиляция для обмена воздуха и удаления пыли из конторских и производственных помещений;
• в системе кондиционирования для отбора и подготовки воздуха перед подачей его в помещения с искусственным климатом;
304
• в отделениях восстановления инструментов, полирования деталей ит. п.;
• для удаления абразивной пыли из зоны шлифования;
• в сборочных цехах для централизованного отсоса и удаления пыли и грязи с деталей и узлов в процессе сборки изделия;
• в механических цехах для отсоса пыли и грязи, а также для удаления мелкой стружки от металлорежущих станков.
Проекты отдельных вентиляционных установок должны выполняться применительно к конкретным условиям. Следует учитывать, что часть пылесосных установок может быть или передвижной (использование промышленного переносного пылесоса), илн местной, встроенной в оборудование (например, у станков для заточки инструментов). Источники интенсивных выделений абразивной пыли при шлифовании, паров при мойке, вредных аэрозолей при окраске и других вредных выделений стремятся локализовать путем устройства местных отсосов. Загрязненный воздух перед выбросом в атмосферу очищают с помощью фильтров или специальных устройств. Места выброса воздуха из вытяжных систем располагают с подветренной стороны здания как можно дальше от места забора воздухо-поточной вентиляцией. Вентиляционные камеры размещают в подвалах или изолированных помещениях у наружной стены. Для подогрева воздуха в холодное время года предусматривают калориферы. Равномерную подачу свежего воздуха в разные части корпуса обеспечивают соответствующей разводкой, используя для этого межфонарное пространство.
Общая площадь вентиляционной камеры составляет примерно 0,05...0,07 производственной площади цеха.
В термоконстантных помещениях предусматривают систему кондиционирования и обеспыливания воздуха. Помещение для кондиционеров размещают рядом с термоконстантным помещением.
18.4 {Система управления
и подготовки производства
8.4.1. Назначение, принципы и методика построения системы управления производством
Основная задача системы управления и подготовки производства заключается в непрерывном контроле состояния производственного процесса и воздействии на него в случае возникших отклонений от запланированного хода производства,
20 — 5849
305
а также в разработке технологической и плановой документации, подготовке технологической оснастки, обеспечении необходимыми материалами, полуфабрикатами и комплектующими изделиями, проведении организационных мероприятий по подготовке производственного процесса.
Эффективность работы машиностроительного производства в значительной степени определяется степенью и уровнем развития вертикального разделения управленческого труда, т. е. организации труда руководителей по координации деятельности структурных подразделений и исполнителей. Принцип действия процесса управления на предприятии представлен на рис. 8.38.
Задачи по управлению машиностроительным производством решаются системами управления цехами, входящими в состав системы управления производством на предприятии и представляющими собой комплексную информационно-уп-равляющую систему, служащую для решения задач планирования, учета и диспетчирования.
Задачи по подготовке производства решаются системой технической подготовки производства, которую подразделя-
Рис. 8.38. Принцип действия процесса управления на предприятии: сплошная линия — взаимодействия; прерывистая — информационные потоки
306
ют на подсистемы технологической и организационно-материальной подготовки производства.
При построении системы управления производством следует ориентироваться на следующие основные направления: использование в системе управления высококвалифицированного персонала; автоматизация решения всех задач с помощью ЭВМ (по возможности); создание управляющего диспетчерского центра на случай аварийного управления производством; система автоматизированного управления производством, как правило, должна включать в себя две центральные параллельно работающие ЭВМ (одна рабочая и одна резервная), которые через интерфейсы и ряд терминальных устройств обеспечивают управление всем производственным процессом цеха; построение системы управления производством по иерархическому принципу; математическое обеспечение решения всех задач с помощью ЭВМ (алгоритмическое обеспечение, которое включает описание алгоритмов реализации отдельных функций и программное обеспечение, которое является реализацией алгоритмов функционирования); встраивание программируемых контроллеров, представляющих собой специализированные микроЭВМ, проблемно-ориентированные на управление производственным оборудованием и персоналом.
В зависимости от функциональной роли в процессе управления производством выделяют руководителей, специалистов и вспомогательный персонал.
Труд руководителей представляет собой наиболее высокую ступень управления. Они принимают решения по важнейшим вопросам деятельности предприятия, направляют и координируют работу низших звеньев. Специалисты выполняют функции по подготовке и реализации управленческих решений. В их деятельности сочетаются функции управления и исполнения. Вспомогательный персонал (технические исполнители) осуществляют информационное обслуживание системы управления.
Лиц, занятых управленческой деятельностью, классифицируют и по другим признакам, в частности по составу и профилю возглавляемых ими коллективов, уровню и месту, занимаемому в системе управления. По данному признаку руководители могут быть высшего, среднего и низшего уровней. Такое вертикальное развертывание разделения труда и образует уровни управления (рис. 8.39). Форма пирамиды показывает, что на каждом верхнем уровне управления находится меньше управленческого персонала, чем на предыдущем.
Под иерархичностью структуры системы управления понимают многоступенчатый пирамидальный принцип ее ПО-
20*
307
строения с подчинением низших ступеней высшим. Функции контроля и управления при этом распределяются на несколько уровней с приоритетами управляющих сигналов старших уровней. Иерархическое строение системы является главным условием согласования локальных элементов системы с ее глобальными целями и обеспечивает ее повышенную устойчивость к внешним возмущениям, а также позволяет локализовать конфликты, возникающие внутри системы.
При построении системы управления производством следует ориентироваться на следующие принципы управления, представляющие собой основополагающие идеи, закономерности и правила поведения руководителей по осуществлению управленческих функций:
• принцип оптимального сочетания централизации и децентрализации в управлении;
• единоначалие и коллегиальность в управлении;
• принцип научной обоснованности, предполагающий научное предвидение, планируемые во времени социально-экономические преобразования на предприятии;
• принцип плановости, устанавливающий основные направления и пропорции развития производства:
• принцип сочетания прав, обязанностей и ответственности, предусматривающий выполнение каждым подчиненным своих задач и периодический отчет об их выполнении;
• принцип иерархичности и обратной связи, заключающийся в создании многоступенчатой структуры управления и предусматривающий, что каждая управляющая подсистема контролирует и осуществляет управление объектами в преде
308
лах своей зоны; каждая управляющая подсистема рассматривает подчиненную ей систему низшего уровня как самостоятельную, не вмешиваясь в ее работу; каждая управляющая подсистема концентрирует информацию о результатах своей работы и передает ее в систему более высокого уровня;
• принцип частной автономии и свободы, предполагающий, что все инициативы исходят от свободно действующих субъектов, выполняющих управленческие функции по своему желанию в рамках действующего законодательства;
• принцип мотивации, предусматривающий систему поощрений и наказаний;
• принцип демократизации управления, т. е. участия в управлении предприятием всех работников.
Сущность единоначалия состоит в том, что руководитель конкретного уровня управления пользуется правом единоличного решения вопросов, входящих в его компетенцию. Коллегиальность предполагает выработку коллективного решения на основе мнений руководителей разного уровня, а также исполнителей конкретных решений.
Высший уровень управления предприятием может быть представлен председателем Совета директоров, президентом, вице-президентом, правлением, генеральным директором. Эта группа управленческих работников обеспечивает интересы и потребности владельцев акций, вырабатывает политику предприятия и способствует ее практической реализации. В связи с этим в высшем руководстве можно выделить два подуровня: полномочное управление и общее руководство.
Руководители среднего уровня управления обеспечивают реализацию политики функционирования предприятия, разработанной высшим руководством, и отвечают за доведение более детальных заданий до подразделений и отделов, а также за их выполнение. Специалисты, входящие в эту группу, имеют, как правило, широкий круг обязанностей и обладают большой свободой принятия решений. Это руководители отделов, начальники цехов, лабораторий и т. п.
Низший уровень управления представлен младшими начальниками. Это руководители, управляющие непосредственно рабочими и другим не руководящим персоналом. Это могут быть мастера, бригадиры, контролеры и другие администраторы, ответственные за доведение конкретных заданий до непосредственных исполнителей. Соотношение затрат времени на выполнение основных функций производственного менеджмента различаются по уровням управления (рис. 8.40).
Следует отметить, что на всех уровнях управления руководители выполняют не только чисто управленческие, но и исполнительские функции, однако с повышением уровня ру-
309
ководства удельный вес исполнительских функций и заданий по специальности понижается, а по менеджменту возрастает.
В зависимости от характера информационных связей между различными структурными подразделениями предприятия различают следующие типы организационных структур: линейную, функциональную, линейно-функциональную и матричную.
Линейная организационная структура управления (рис. 8.41) характеризуется тем, что во главе каждого структурного подразделения находится руководитель, наделенный всеми полномочиями, осуществляющий единоличное руководство подчиненными ему работниками и сосредоточивающий в своих руках все функции управления.
При линейном управлении каждое подразделение и каждый подчиненный имеет одного руководителя, который отвечает за все виды работ, разрабатывает и принимает решения, через которого проходят все команды управления. В этом случае управленческие звенья несут ответственность за результаты всей деятельности управляемых объектов. В данном случае действует принцип единоначалия, суть которого состоит в том, что подчиненные выполняют распоряжения только непосредственного начальника. Вышестоящий начальник не имеет права отдавать распоряжения каким-либо исполнителям., минуя непосредственного начальника. Такая структура управления эффективна в небольших предприятиях на низшем уровне управления.
310
Рис. 8.41. Схема линейной организационной структуры управления
В линейной структуре система управления предприятием строится по производственному признаку с учетом степени концентрации производства, технологических особенностей, номенклатуры выпускаемой продукции и т. п. Она отличается определенностью управленческих команд, но недостаточно гибка, так как каждый руководитель, обладая всей полнотой власти, имеет ограниченные возможности решения функциональных проблем, требующих специальных знаний.
Линейная организационная структура управления имеет следующие преимущества: единство и четкость распорядительства, согласованность действий исполнителей, простота управления (один канал связи), четко выраженная ответственность, оперативность в принятии решений, личная ответственность руководителя за конечные результаты деятельности своего подразделения. К недостаткам относят: высокие требования к руководителю, который должен быть подготовлен всесторонне, чтобы обеспечивать эффективное руководство по всем функциям управления; отсутствие звеньев по планированию и подготовке решений; перегрузка информацией, множество контактов с подчиненными и вышестоящими подразделениями; концентрация власти.
Функциональная организационная структура управления представлена на рис. 8.42. Функциональное управление осуществляется совокупностью подразделений, специализированных на выполнении конкретных видов работ, необходимых для принятия решений в системе линейного управления. На предприятии специалисты одного профиля объединяются в специализированные структурные подразделения, напри-
311
Главный менеджер
Функции управления
Исполнители
Рис. 8-42. Схема функциональной организационной структуры управления
Функциональный руководитель А: функция планирования. Отдел плановый
Функциональный руководитель Б: функция организации. Отдел организационный
мер отдел маркетинга, технологический отдел, конструкторский отдел и т. п. Таким образом, общая задача управления предприятием делится начиная со среднего уровня по функциональному критерию. Функциональное управление существует наряду с линейным, что создает двойное подчинение для исполнителей.
Как видно из рис. 8.42, вместо универсальных менеджеров (см. рис. 8.41), которые должны разбираться и выполнять все функции управления, появляется штат специалистов, имеющих высокую компетенцию в своей области и отвечающих за определенное направление (например, планирование, инструментообеспечение, контроль качества изделий и др.). Такая функциональная специализация аппарата управления значительно повышает результативность деятельности предприятия. К преимуществам такой структуры управления относится: высокая компетентность специалистов, отвечающих за осуществление конкретных функций; освобождение линейных менеджеров от решения ряда специальных вопросов; стандартизация, формализация и программирование процессов в условиях автоматизированного управления; исключение дублирования и параллелизма в выполнении управленческих функций; уменьшение потребностей в специалистах широкого профиля. Наряду с этим существует ряд недостатков: чрезмерная заинтересованность в реализации целей и задач «своих» подразделений; трудности в поддержании постоянных взаимосвязей между различными функциональными служба-
312
Подразделения
Рис. 8.43- Схема линейно-фуикциональной организационной структуры
ми предприятия; длительность процедур принятия решений; относительно застывшая организационная форма, трудно реагирующая на изменения условий производства.
Линейно-функциональная структура управления представлена на рис. 8.43. При такой структуре всю полноту власти берет на себя линейный руководитель. При разработке конкретных вопросов и подготовке соответствующих решений ему помогает специальный аппарат, состоящий из функциональных подразделений. В данном случае функциональные подразделения находятся в подчинении главного линейного руководителя. К преимуществам такой структуры управления относятся: глубокая проработка управленческих решений путем использования специалистов; освобождение главного линейного менеджера от глубокого анализа проблем; возможность привлечения консультантов и экспертов- Недостатки: отсутствие тесных взаимосвязей и взаимодействия на горизонтальном уровне между производственными подразделениями; недостаточно четкая ответственность, так как готовящий решение, как правило, в его реализации не участвует; чрезмерно развитая система взаимодействия по вертикали, а именно подчинение по иерархии управления, т. е. тенденция к чрезмерной централизации.
Матричная организационная структура управления представлена на рис. 8.44. Она создается путем совмещения структур двух видов: линейной и программно-целевой. При функционировании программно-целевой структуры управляющее воздействие направлено на выполнение определенной целевой задачи, в решении которой участвуют все звенья предприятия. Вся совокупность работ по реализации заданной цели рассматривается не с позиции существующей иерархии под-
313
Акционерное общество
| Президент |
|17о вертикали \—х—|17о горизонтали^
Рис. 8.44. Схема матричной структуры управления
чинения, а с позиции достижения цели, предусмотренной программой. Основное внимание при этом концентрируется не столько на совершенствовании отдельных подразделений, сколько на интеграции всех видов деятельности, на создании условий, благоприятствующих эффективной реализации целевой программы. При этом руководители программы несут ответственность как за ее исполнение .в целом, так и за координацию и качественное выполнение функций управления. В соответствии с линейной структурой (по вертикали) строится управление отдельными сферами деятельности предприятия: конструкторское и технологическое проектирование, производство, сбыт, снабжение и т. д. В рамках программно-целевой структуры (по горизонтали) организуется управление программами (выпуск нового изделия, проект реконструкции производства и т. д.). Как видно из рис. 8.44, в установившуюся линейно-функциональную структуру вводятся (временно или постоянно) особые структурные подразделения, которые координируют существующие горизонтальные связи по выполнению конкретной программы, сохраняя при этом вертикальные отношения, свойственные данной структуре. Основная часть производственного персонала, занятая реализацией программы, оказывается в подчинении двух и более руководителей, но по разным вопросам.
Управление программами осуществляется специально назначенными руководителями, при этом руководители высшего уровня освобождаются от необходимости принимать решения по текущим вопросам. В результате этого на среднем и нижнем уровнях повышается оперативность управления и от
314
ветственность за качество исполнения конкретных производственных заданий.
При матричной структуре управления руководитель программы работает не с подчиненными непосредственно ему специалистами, которые подчинены линейным руководителям, а в основном определяет, что и когда должно быть сделано по выполняемой программе. Линейные руководители решают, кто и как будет выполнять ту или иную работу.
К преимуществам матричной структуры управления следует отнести: возможность быстро реагировать и адаптироваться к изменяющимся внутренним и внешним условиям предприятия; повышение творческой активности административно-управленческого персонала путем формирования программных подразделений, активно взаимодействующих с функциональными структурами; рациональное использование кадров за счет специализации различных видов трудовой деятельности; увеличение мотивации деятельности производственного персонала за счет децентрализации управления и усиления демократических принципов руководства; усиление контроля за выполнением отдельных задач программы; сокращение нагрузки на руководителей высокого уровня путем делегирования определенной части полномочий; повышение личной ответственности за выполнение программы в целом и ее составных частей. Недостатками являются: сложная структура соподчинения, в результате чего возникают проблемы, связанные с установлением приоритетов заданий и распределением времени на их выполнение; нездоровое соперничество между руководителями программ; необходимость постоянного контроля за соотношением распределения ресурсов между задачами управления по целям; трудность в приобретении навыков, необходимых для работы по новой программе. Создание матричной организационной структуры управления предприятием считается целесообразным в случае необходимости производства новых сложных изделий в сжатые сроки, внедрения новых технологических процессов и быстрого реагирования на конъюнктурные колебания рынка.
Организационные структуры управления отличаются большим разнообразием форм, в основе которых лежат отличительные признаки, в частности, размеры производственнокоммерческой деятельности предприятия, производственный профиль, степень финансово-экономической самостоятельности, уровень централизации управления и т. д.
Основная задача менеджера заключается в организации деятельности подчиненных, т. е. в установлении определенной структуры управления, которая предусматривает информационные связи между менеджером и исполнителями. В ор-
315
типизациях встречаются следующие разновидности информационных связей: цепные, координатно-разомкнутые, координатно-замкнутые, иерархические.
При цепных связях решение передается последовательно от одного исполнителя другому и всеми обсуждается. Все связи имеют одинаковый приоритет, и командный стиль руководства отсутствует. Возможность ошибок снижается, однако данный вид имеет большую инертность.
Координатно-разомкнутые информационные связи характеризуются наличием руководителя, передающего распоряжения исполнителям, не связанным между собой. Все связи замыкаются на нем, что делает систему менее устойчивой. Скорость передачи информации невысокая. К преимуществам относится закрытость системы от посторонних.
Координатио-замкнутые связи характеризуются наличием руководителя, передающего распоряжения исполнителям, связанным между собой. Они более устойчивы и имеют высокую скорость передачи информации. Такой вид связи используется в небольших коллективах.
Иерархические связи характеризуются командным стилем руководства, а промежуточные ступени являются одновременно командными и подчиненными.
С целью повышения эффективности управления и сокращения управленческого персонала следует внедрять автоматизированные системы управления производством (АСУП). Многоуровневую АСУП, включающую частично задачи автоматизации административного управления, называют гибкой интегрированной системой. В случае необходимости может быть обеспечена автономная работа систем низшего уровня.
При разработке рабочего проекта АСУП на первом этапе разрабатывается структура системы с разграничением функций, выполняемых на каждом уровне управления. Разработка функциональной структуры завершается составлением схемы информационных потоков, которая отражает состав и маршруты движения информации между структурными подразделениями и функциональными подсистемами, а также между обслуживающим персоналом и техническими средствами системы автоматизированного управления производственным процессом.
Таким образом, схема информационных потоков отображает информационную связь, осуществляемую в процессе управления отдельными материальными объектами производства. Эта связь характеризуется типом передаваемой в сообщении информации (числовая, текстовая или графическая). Числовая информационная связь характеризует значения, полученные в результате подсчета натуральных единиц, измере
316
ния или вычисления на основе исходных данных. Текстовая информационная связь, выражающая, как правило, качество процесса, характеризует обстоятельства, при которых протекал описываемый процесс и были получены значения его параметров. Графическая информационная связь содержит планы, схемы и чертежи. По характеру взаимодействия связи бывают прямыми, обратными и нейтральными.
Для выявления информационных связей определяют задачи, решаемые на каждой единице оборудования и каждой единицей производственного персонала, а также необходимые входы и выходы и правила их построения.
8.4.2. Управление основным
и вспомогательными процессами
Для проектирования системы управления основным оборудованием технолог должен разработать техническое задание. В качестве исходных данных в техническом задании необходимо указать: функции подсистемы, связанные с управлением оборудованием; необходимые режимы работы оборудования; способы вывода оборудования из сбойных ситуаций; взаимодействие основного оборудования со вспомогательным оборудованием систем транспортирования, складирования, инструментообеспечения и т. д.
При разработке системы управления ОО' особое внимание уделяют организации обеспечения оборудования кадрами управляющих программ (УП), их редактированию и хранению. Поэтому в техническом задании необходимо иметь следующие данные: число УП, необходимых для изготовления заданной номенклатуры изделий, время их отработки на оборудовании, допустимое время задержки при передаче кадров на устройства ЧПУ оборудования и среднюю потребность в кадрах УП в единицу времени.
Для организации системы, обеспечивающей хранение, редактирование и передачу на устройства ЧПУ коррекций исходного положения спутников и инструмента, необходимо указать примерный объем информации по коррекциям, способы отработки коррекций на устройствах ЧПУ и их разрядность.
Составным элементом автоматизированной системы управления 00 являются средства диагностирования состояния оборудования. Техническое диагностирование подразделяют на функциональное и статистическое. При функциональном диагностировании осуществляют измерение отдельных параметров, характеризующих текущее состояние оборудования, и сигнализацию о его состоянии. При статистическом диагностировании производят регистрацию изменения состояния
317
основного оборудования и расчет эксплуатационных показа телей его работы.
Техническое диагностирование состояния основного обо рудования служит для:
• автоматического контроля за подготовкой оборудование к работе и выдачи разрешения на пуск;
• оперативного поиска места и причины отказа или сбоя по циклу, учета числа и времени простоев, выдачи сигнала о нарушении цикла и смены инструмента;
• определения причин неисправности узлов, оперативного профилактического контроля состояния узлов и выдачи сигналов на проведение ремонтного обслуживания;
• выявления медленно изменяющихся процессов и определения ресурса работоспособности оборудования;
• предотвращения брака, контроля геометрической точности оборудования и прогнозирования ее на последующий период.
Для решения первой задачи на основном оборудовании располагают датчики, контролирующие наличие заданного спутника с заготовкой или заготовки, их положение и силу за-? крепления; наличие требуемого режущего инструмента, силу? его закрепления и положение по отношению к базам, несу> щим обрабатываемую заготовку; наличие давления в гидросистеме, СОЖ и воздуха в магистралях; подачу смазочного материала к узлам оборудования.
С целью решения второй задачи контролируют следующие параметры: время выполнения цикла и его элементов; состояние режущей кромки инструмента; время простоя по организационным причинам (отсутствие заготовок, инструментов, управляющих программ, оператора и т. п.).
Задача определения причин неисправности узлов решается путем контроля момента в приводах подач, давления в гидросистеме, температуры нагрева двигателей, силы зажима в приспособлении, погрешности системы слежения по координатам, частоты вращения вала двигателей приводов, амплитуды и формы сигналов в блоках управления, сопротивления изоляции, расхода, давления и уровня масла в системе смазки.
Для решения четвертой задачи контролируют зоны нечувствительности приводов, точность позиционирования, быстродействие, точность установки инструментов, жесткость стыков узлов и их относительное расположение.
Последнюю задачу решают путем измерения относительного положения и параметра шероховатости обрабатываемых-поверхностей, отклонения их размеров и формы.
На основании диагностической информации производят оценку состояния основного оборудования и управление им.
318
Состояние системы управления в каждый момент времени должно отражаться (высвечиваться) на экране дисплея, установленного у оператора, управляющего производственным процессом.
С целью повышения надежности работы оборудования в автоматизированном производстве используют контрольно-блокировочные устройства. При обработке полуфабрикатов, в которых имеются глухие отверстия, обрабатываемые в дальнейшем зенкерами, развертками или метчиками, необходимо контролировать их наличие и длину. В этом случае возможно несколько видов брака: в одном из отверстий осталось сломанное сверло; отверстие просверлено на неполную длину; отверстие не просверлено. Если брак не будет обнаружен, то может произойти поломка режущего инструмента. Для этого производят контроль глухих отверстий специальными устройствами.
В настоящее время на основном оборудовании стали широко использовать системы ЧПУ, микропроцессорную технику, системы активного контроля и адаптивные системы. Системы ЧПУ и микропроцессорная техника придают гибкость оборудованию при переходе с изготовления изделий одного типоразмера на изготовление изделий другого типоразмера. Использование систем адаптивного управления позволяет снизить себестоимость изготовления изделий, оптимизируя формообразование, повысить качество получаемых изделий, надежность оборудования и в ряде случаев обойтись без рабочих.
Разработаны следующие системы адаптивного управления: упругими перемещениями технологической системы путем управления размерами в процессе статической и динамической настройки поочередно и обеими одновременно; точностью установки заготовок на станках; размерной настройкой и поднастройкой; стойкостью режущего инструмента; параметром шероховатости обрабатываемой поверхности; параметрами качества поверхностного слоя обрабатываемой заготовки; отдельными характеристиками технологической системы, например мощностью привода главного движения или подачи, вибрациями и т. п.; одновременно различными факторами путем создания многомерных систем адаптивного управления (САУ); с элементами самообучения, путем использования многомерных САУ, управляемых от микрокомпьютеров.
На рис. 8.45 представлена блок-схема многомерной САУ, созданная в МГТУ «Станнин». Для сокращения поля рассеивания получаемых размеров, порождаемого случайно действующими факторами, а также затуплением режущего инструмента, гидрокопировальный полуавтомат модели 1722 был оснащен системами адаптивного управления упругими перемещениями за счет изменения размеров статической Ас и ди
319
намической А настроек (на рис. 8.45 блок-схема показан? пунктиром). Информация от датчика 13, встроенного в упру гий резцедержатель, поступает в сравнивающее устройство 5. где сравнивается с заданным значением приведенного упруго го перемещения технологической системы, устанавливаемым с помощью задатчика 6. Затем разностный сигнал с учетом знака поступает через усилитель 4 на исполнительные механизмы 7 или 24. В зависимости от условий обработки в одних случаях целесообразно стабилизировать получаемый точностной параметр детали изменением размера статической настройки Ас; тогда регулятором служит исполнительный механизм 7, осуществляющий через следящий гидрозолотник станка малые перемещения гидрокопировального суппорта с целью компенсации отклонений от заданного упругого пере-
Рис. 8.45. Блок-схема многомерной САУ
320
мегцения технологической системы. В других случаях оказывается наиболее рационально компенсировать упругие перемещения изменением одного или нескольких параметров режима резания, в частности подачи. При этом используется исполнительный механизм 24, изменяющий расход масла в цилиндре продольной подачи станка. Использование системой управления точности размеров позволяет значительно повысить и стабилизировать точность получаемых деталей.
Для управления скоростью износа режущих инструментов станок оснащен САУ (на рис. 8.45 схема показана двойными сплошными линиями), стабилизирующей в процессе формообразования термо-э.д.с. независимо от причин, вызывающих отклонение от его предписанного значения. Информация поступает от естественной термопары 14 и в сравнивающем устройстве 15 сравнивается с заданным значением термо-э.д.с., определяемым задатчиком 16. Разностный сигнал усиливается в усилителе 22, после чего осуществляется воздействие на привод 21 главного движения. Управление за счет изменения скорости вращения шпинделя может осуществляться как в режиме связанных, так и раздельных приводов главного движения и подачи. В первом случае (когда необходимо поддержать максимально возможное значение подачи на оборот изделия, обеспечивающее выполнение требования к шероховатости обрабатываемой поверхности) станок снабжен дополнительной системой управления, обеспечивающей эту связь. САУ по термо-э.д.с. позволяет наиболее полно использовать режущие свойства инструментов в зависимости от их качества и давать информацию о моменте его замены.
Для наиболее полного использования технологических возможностей станка, а также для выполнения условий по соответствующим ограничениям он оборудован САУ, мощностью привода (на рис. 8.45 блок-схема показана сплошными линиями). Информация поступает от датчика 17 мощности в сравнивающее устройство 18, где происходит сравнение с заданным значением соответствующего регулируемого параметра, устанавливаемым задатчиком 19. Результирующий сигнал усиливается в усилителе 20, а затем через исполнительный механизм 24 осуществляется воздействие на подачу.
С целью автоматической настройки и поднастройки станок снабжен САУ, блок-схема которой показана двойными штриховыми линиями. Для постоянного восстановления требуемого размера Асо статической настройки в исходном положении датчик 12 фиксирует положение режущей кромки инструмента относительно базы, несущей обрабатываемую заготовку, а вместе с этим положение гидрокопировального суппорта и программоносителя (копира). Копир снабжен нулевой
21 — 5849
321
отсчетной координатой, от которой, как от базы, устанавливаются соответствующие его размеры, а также определяется положение копира относительно оси центров. Сигнал, поступающий с датчика 12, сравнивается в сравнивающем устройстве 10 с сигналом, выдаваемым задающим устройством 11. Результирующий сигнал усиливается усилителем 9 и воздействует на исполнительный механизм 3, заставляющий перемет щаться гидрозолотник относительно гидрокопировального суппорта; так как последний находится в режиме слежения, то произойдет стабилизация размера Асо. Обратная связь осуществляется через датчик 12. Данная система управления позволяет автоматически переходить с обработки одного типоразмера на другой, обеспечивая первую же деталь требуемой точностью.
Стабилизация подачи на оборот изделия происходит путем контроля величины продольной подачи датчиком 3, сигнал с которого поступает в сравнивающее устройство 2, где сравнивается с сигналом задатчика 1, и сигналом датчика 23, контролирующего частоту вращения привода главного движения. Результирующий сигнал через усилитель 25 поступает на исполнительное устройство 24, регулирующее величину продольной подачи.
Значения управляемых параметров и структура многомерной САУ могут быть определены с помощью ЭВМ, которая через периферийные устройства воздействует на задатчики.
При разработке программного обеспечения системы управления основным оборудованием необходимо предусмотреть четыре режима его работы: запуск, рабочий и наладочный режимы, плановый останов.
В первом режиме определяется готовность всего комплекса основного оборудования к началу работы. Сюда входит контроль цепей электропитания и управления, исходного состояния отдельных узлов оборудования, правильности исходных сигналов от датчиков положения и адресации. Проверка работоспособности оборудования осуществляется воздействием тестовых программ, а также профилактическим контролем с целью выявления неисправных узлов, параметры которых близки к предельным значениям. Программа включает контроль за прохождением команд на элементы оборудования, изменение уровней ответных сигналов, а также проверку последовательности и времени их получения. В результате отработки тестовой программы на пульте управления должны высвечиваться номера узлов системы, режимы которых не соотр ветствуют задаваемым значениям параметров по критериям текущей и прогнозируемой работоспособности. Диагностирование текущего состояния оборудования заключается в конт
322
роле правильности выполнения управляющих программ в наиболее информативных узловых точках. В память диагностического устройства вводится программа, содержащая информацию о заданных состояниях оборудования системы и элементах системы управления, соответствующих каждому шагу управления. В момент перехода к следующему шагу происходит оценка контролируемых параметров и одновременное измерение времени отработки данного шага. Если сигнал перехода к следующему шагу поступил вовремя, анализируется состояние элементов системы и принимается решение о ее работоспособности.
Рассмотренные выше принципы и режимы управления основным оборудованием переносятся и на управление вспомогательным оборудованием.
В качестве исходных данных для разработки системы управления системой инструментообеспечения в техническом задании технологу следует указать: функции системы, номенклатуру применяемого инструмента, нормативные данные по стойкости режущих инструментов, возможные маршруты перемещения инструментов, критерии разрешения конфликтных ситуаций в системе, параметры системы, определяющие размеры информационных и моделирующих массивов, условия связи с другими подсистемами. Кроме того, в техническом задании необходимо четко оговорить параметры информационных связей между различными системами. Техническое задание служит основой для разработки алгоритмов и программ системы управления инструментообеспечением.
Функционирование СИО производственных участков обеспечивается АСУТП и нижним рангом — системой управления инструментообеспечением. Согласование взаимодействия всех элементов и частей СИО обеспечивается системой оперативно-производственного планирования и диспетчирования.
Для построения СИО производственных участков необходимо в первую очередь решить вопрос, как оценивать режущую способность инструмента. Существуют три способа оценки режущей способности инструмента: в процессе формообразования измеряют энергетические параметры; период стойкости задается заранее и на основании сбора статистических данных выполняется счет фактического времени работы инструмента; непосредственно измеряется износ.
Оценивать режущую способность инструмента в процессе формообразования можно путем использования датчиков, контролирующих силу тока в приводе главного движения, потребляемую мощность резания, термо-з.д.с., спектр звука в зоне резания, акустическую эмиссию (последовательное вы
21*
323
свобождение внутренней энергии молекулярного сцепления в металле), уровень радиоактивности, и комбинированными способами.
Для задания оптимальной стойкости режущего инструмента при принудительной его замене производят сбор и обработку производственной информации о законах распределения стойкости режущих инструментов с учетом экономических критериев.
Измерять износ режущего инструмента можно непосредственно на рабочем месте или в специальных контрольно-проверочных пунктах. При измерении износа на основном оборудовании используют оптические, индуктивные, емкостные, лазерные или инфракрасные датчики. Информация с этих датчиков может сразу же поступать в систему ЧПУ станка для коррекции управляющих программ с целью обеспечения точности обработки и в систему управления инструментообеспечения.
Для разработки системы управления контролем качества изделий в техническом задании следует указать: номенклатуру контролируемых изделий с указанием всех параметров качества, подлежащих контролю; последовательность выполнения контрольных операций; номера оборудования, с которых полуфабрикаты контролируются; номера инструментов, участвующих в окончательном формировании параметров качества полуфабрикатов; все выходные величины системы контроля (измеряемые величины, алгоритмы преобразования измерительной информации, возможные неисправности, причины их возникновения); параметры каждой выходной величины (точность ее определения, частота выдачи оператору либо в подсистемы АСУ, форма выдачи и т. д.); используемый метод измерения, рекомендуемый для применения датчик и т. п.
Факторы, приводящие к браку изделий, делятся на две группы.
К первой группе относится изнашивание базовых элементов приспособлений и элементов оборудования, которое влияет на точность геометрической формы и взаимного расположения обработанных или сопрягаемых поверхностей. Это изнашивание протекает сравнительно медленно, поэтому нет необходимости осуществлять его контроль чаще, чем один раз в неделю, что делает в большинстве случаев нецелесообразным автоматизацию контроля данного вида.
Ко второй группе относится размерное изнашивание инструментов, а также случайные факторы (погрешности установки заготовок, колебание твердости, глубины резания, жесткости технологической системы и т. п.). Эти факторы быстро-
324
изменяющиеся и заставляют использовать различные методы и средства автоматического контроля.
В зависимости от условий и возможностей конкретного производства при разработке системы управления контролем качества изделий создают три управляющие программы.
Программа активного контроля в рабочей зоне основного оборудования использует автоматическое управление операций за счет адаптивной подналадки или управления режимами технологического процесса.
Программа статистического контроля качества изделий обеспечивает управление уровнем настройки основного оборудования по результатам контроля отдельных параметров качества в партии или выборки из партии изделий. На основании обработки данных выдается одна из управляющих программ: норма, брак, подналадка плюс, подналадка минус, потеря точности. Объем выборки и периодичность получения измерительной информации рассчитываются в ЭВМ по каждому оборудованию в зависимости от характеристик точности основного процесса изготовления изделия.
Программа приемочного контроля имеет два варианта: сплошной и выборочный контроль. В первом варианте программой предусматривается автоматическая проверка основных параметров качества с выдачей сертификата о годности продукции, во втором — сбор информации со всех контрольных операций о качестве изготовленных изделий в партии и определение частоты контроля (размера выборки). При контроле следующей партии объем выборки корректируется по результатам контроля предыдущей партии. В результате устанавливается один из трех режимов контроля: усиленный, нормативный, ослабленный.
После выполнения программы автоматического контроля выдается сигнал о годности изделия, необходимости коррекции программы ЧПУ станка, смены инструмента или принятия иных мер.
Система управления работой КПП может быть организована следующим образом:
• поверка средств измерения непосредственно на КПП;
• поверка на рабочем месте путем доставки образцового средства к рабочему, т. е. создание передвижного поверочного пункта;
• поверка с помощью встроенных средств, позволяющая программно управлять межповерочным интервалом и вводить автоматическую коррекцию по результатам поверки;
• дистанционная поверка по каналам связи, т. е. использование способа доставки эталонного сигнала к рабочему месту средства измерения.
325
Для разработки системы управления складской системой исходные данные должны включать номенклатуру изготовляемых изделий, полуфабрикатов и заготовок, последовательность и периодичность их запуска, их габаритные размеры, массу, характеристики подвижных агрегатов (исполнительных устройств); число агрегатов (кранов-штабелеров, автооператоров, кассет, поддонов, спутников); число рабочих элементов в каждом агрегате (захватных устройств у автооператоров, элементов в УСО и т. д.); число ячеек в стеллажах.
При использовании ЭВМ, работающей в реальном масштабе времени, т. е. одновременно с исполнительными механизмами, применяют удобную в оперативном отношении систему без закрепления поддонов, спутников или кассет в ячейках. Состав информации о прибывающих в складскую систему грузах включает в себя шифр груза, время прибытия, количество груза на поддоне, спутнике или в кассете, их число с грузом такого наименования в партии. На основании модели складской системы ЭВМ определяет адрес размещения груза, состоящий из номера стеллажа, номера ячейки по длине стеллажей и номера яруса по высоте.
Работа системы управления охраной труда в основном сводится к тестовой проверке датчиков, контролирующих безопасную работу обслуживающего персонала, и различных блокировочных устройств.
Система автоматического управления транспортным обслуживанием предназначена обеспечивать бесперебойное функционирование оборудования грузопереработки и его эксплуатационную надежность путем оперативного обнаружения критических и аварийных ситуаций, а также требуемый грузопоток. Эти задачи решаются путем сбора информации о состоянии наиболее ответственных узлов транспортной системы, а также элементов системы управления, обработки этой информации по заданному алгоритму, принятия решения о возможности дальнейшего функционирования составляющих элементов систем и вывода информации о неисправностях на пульт управления и индикации.
Для разработки системы управления транспортным обслуживанием необходимо в техническом задании, помимо исходных данных, указанных для проектирования системы управления складским обслуживанием, установить критерии, определяющие маршрут изготовления изделий, учитывая сложившуюся на производстве ситуацию. Параметры информационных и моделирующих массивов необходимо определять с учетом перспективы развития комплекса, максимальных значений исходных параметров, используемых для управления транспортной системой. Так, например, необходимо
326
установить: максимальное число наименований изделий, которые предполагается изготавливать на участке; наибольшее сменное задание; максимальное количество номеров спутников или производственной тары; потребность и число дублеров спутников или производственной тары и т, д. Система транспортирования имеет непосредственную связь с системами, управляющими основным оборудованием, складской системой, системами инструментообеспечения и контроля качества изделий, поэтому в техническом задании оговаривают зоны действия этих систем и перечисляют информацию, которую передают из одной системы в другую.
Система управления транспортным обслуживанием имеет иерархическую структуру обработки информационных потоков. Первый уровень — локальные устройства управления транспортным оборудованием — обеспечивает решение следующих задач: управление приводами транспортных средств, точное позиционирование транспортного средства у рабочей позиции, останов транспортного средства при аварийных ситуациях с выдачей соответствующего сигнала, загрузка и разгрузка накопителей на участках и склада, выработка и передача сигнала для оценки состояния транспортного средства.
На втором уровне — управление материальными потоками машиностроительных производств — обеспечивается: задание маршрутов движения транспортных средств, диагностика сбоев движения, учет движения грузов.
К устройствам управления первого уровня предъявляются следующие требования: автоматизация процесса транспортирования, сопряжение с системой управления второго уровня, приспособляемость к изменению транспортных потоков, модульность построения, высокая надежность устройств автоматики (наработка на отказ не менее 5000 ч), наличие на выходе унифицированного сигнала, активный и выносной контроль правильности работы.
Комплекс технических средств системы управления первого уровня обычно содержит: датчики определения наличия груза, датчики положения транспортного средства, датчики усилий, датчики безопасности, измерительные приборы, микроЭВМ. Использование на этом уровне микроЭВМ позволяет реализовать логические функции управления (адресование, блокировку, переключение режимов работы приводов, управление приводами) не аппаратным, а программным путем. МикроЭВМ обеспечивает связь с верхним уровнем управления и придает гибкость и модульность. Связь микроЭВМ с датчиками и исполнительными механизмами осуществляется с помощью устройств ввода-вывода.
327
Существуют следующие способы программирования движения и адресации транспортных средств: управление в режиме постоянной связи тележки с центральным пунктом управления; управление по программе, заложенной в микро-ЭВМ транспортного средства; управление с использованием сигналов, получаемых транспортным средством в специальных контрольных точках, расположенных вдоль трассы движения.
Использование в транспортной системе кодированной производственной тары и снабжение оборудования устройствами считывания кодов, создание достаточно большой программной памяти для устройств ЧПУ, в которые заложены все управляющие программы для изготовления изделий, позволяет в ряде случаев отказаться от центральной ЭВМ и повысить надежность работы производственной системы.
Используются следующие способы кодирования производственной тары: двоичное кодирование с помощью механических штырей — считывание кода осуществляется с помощью индуктивных датчиков положения; двоичное кодирование с помощью штрихов — считывание осуществляется лазерными устройствами; кодирование на магнитной ленте; кодирование с помощью электронных этикеток — код может расширяться и вводиться с использованием адресно-считываюгцих устройств.
Управление движением автоматических тележек зачастую осуществляется бортовой ЭВМ, выполняющей следующие функции: ввод данных и вывод на дисплей возможных траекторий движения тележки; составление графиков движения нескольких тележек и их изменение в случае аварийных ситуаций; вывод на дисплей положения транспортной тележки, траектории движения, рабочих параметров и аварийных ситуаций; предотвращение столкновений тележек, составление протокола для связи. В память бортовой ЭВМ вводятся алгоритмы для детального расчета траектории движения, включая повороты, ограничение скорости, ширину пути, а также определенную последовательность положения тележки. Управление заключается в контроле перемещения тележки на заданной траектории в пределах допусков и обеспечения заданного направления движения. Система управления движением работает в реальном режиме времени.
Для остановки тележек или выбора траектории при разветвлении используют различные датчики: электромагнитные, фотоэлектрические, частотные, контактные. При прохождении датчиков производится считывание сигнала, после чего полученное значение сравнивается с заданным числом (адресом). Операция сравнения выполняется бортовой аппара
328
турой тележки, которая реализуется на программируемых контроллерах или микроЭВМ. При совпадении номера датчика и заданного адреса подается команда на торможение, а затем по расположенному рядом датчику осуществляется точное позиционирование. В некоторых случаях выполняется дополнительная фиксация тележки электромеханическими устройствами. Точность позиционирования тележки зависит от совершенства системы управления и от конструкции накопителей, с которыми производится обмен грузами, и колеблется в пределах 1...10 мм.
Адрес перемещения и состав выполняемых работ вводятся в бортовую ЭВМ тележки набором их вручную на пульте управления или передаются бесконтактным способом за счет индуктивной или фотоэлектрической связи с устройствами АСУ ГПС. В большинстве систем управления используется одно устройство для обмена информацией между АСУ ГПС и тележкой. Располагают его около склада ГПС или центрального пульта управления. В более сложных системах тележка может получать адрес и выполняемую команду от операционных средств, которые она обслуживает.
Совершенство системы управления тележкой зависит от способов получения информации, операций перемещения грузов между тележкой и приемно-передающими накопителями^ числа мест для груза на тележке. Так, наиболее простая, но не самая рациональная система управления одноместной тележкой основана на алгоритме выполнения простой операции следующего вида: получение информации (адреса и управляющей команды)—- перемещение по адресу— выполнение команды (взять груз или отдать его) — перемещение к пункту получения информации (адреса и команды).
Алгоритм управления тележкой намного усложняется, если число мест на ней более одного, если выполняются операции обмена грузами на одном пункте, если тележка при наличии свободных мест на ней перевозит попутные грузы, если число адресов более одного. Увеличение интенсивности транспортных потоков в ГПС требует применения более чем одной тележки. Тогда система управления ГПС должна обеспечить равномерную загрузку тележек, исключить возможные столкновения, обеспечить разъезды и обгоны. Такие требования существенно усложняют алгоритмы управления, и это является одной из причин того, что большинство функционирующих ГПС имеют в своем составе в среднем около 5...7 станков и обслуживаются одним транспортным средством.
На основании исходных данных создают модели систем; определяют информационную структуру системы, устанавливают длину массивов, распределяют функции и зоны дей
329
ствия при наличии нескольких одинаковых исполнительных устройств.
При разработке систем управления транспортными и складскими операциями решаются следующие вопросы: анализ ситуации, сложившейся на автоматизированном комплексе к текущему моменту времени; определение приоритетности обслуживания устройств и номера объекта транспортирования; организация заявок на доставку к месту назначения для подвижных устройств; подготовка управляющей информации для исполнительных устройств и устройств отображения; организация защиты системы и выход из сбойных ситуаций (запись модели, диагностирование сбоев, наладочные режимы); организация режимов «Запуск» и «Плановый останов»; поиск выбранного объекта в накопителях и ячейках на складе.
Для управления транспортной и складской системами разрабатывают управляющие модели, представляющие собой совокупность данных о состоянии всех устройств, входящих в состав участка или цеха, в каждый конкретный момент времени. На основании этих данных подсистема принимает решение об управлении объектами.
На основании информации, полученной от средств диагностирования состояния всего основного и вспомогательного оборудования машиностроительного производства, которая поступает на ЭВМ и терминал, осуществляется выбор заменяемых элементов или блоков и дается информация об их месторасположении на специальном складе. С помощью специальных табуляграмм определяют вид ремонта. Оценка состояния оборудования чаще всего решается на основе анализа переходных процессов, автоколебаний и шумов, сопровождающих работу отдельных блоков и узлов. Динамический контроль выполнения управляющей программы отдельными элементами производственной системы осуществляется путем измерения времени движения и определения их положения или состояния после реализации каждого шага программы. После этого производится сравнение зафиксированных параметров с заданными значениями и принимается решение о степени работоспособности элементов производственной системы.
Благодаря автоматическому поиску неисправностей по опросу датчиков, путем анализа последствий отказа и по характеру простоев ЭВМ определяет вызвавшую их причину, а также приоритетность ремонтного обслуживания той или иной единицы оборудования. После устранения неисправностей должен быть произведен тестовый контроль состояния оборудования.
330
Система управления техническим обслуживанием машиностроительного производства должна постоянно контролировать работу подсистем удаления и переработки стружки, приготовления и раздачи охлаждающих жидкостей, подачи электроэнергии и сжатого воздуха. Информация о работе указанных подсистем должна поступать в ЭВМ и на терминал, затем она перерабатывается по определенному алгоритму, и определяется состояние подсистем.
8.4.3. Технологическая подготовка производства
Автоматизация непоточного производства вынуждает по-новому подходить к проектированию технологических процессов. При использовании оборудования с программируемыми контроллерами требуется детальная проработка всех логических и расчетных элементов технологической подготовки производства. Основная цель технологической подготовки непоточного производства — обеспечение его мобильности при изменении программы выпуска изделий, высокой эффективности производственного процесса изготовления изделий в заданные сроки и требуемого качества.
Задачи технологической подготовки производства разбивают по функциям: обеспечение технологичности конструкции изделия, проектирование технологических процессов, проектирование и изготовление технологической оснастки, подготовка заготовок и разработка управляющих программ для оборудования.
Задачи технологической подготовки непоточного производства значительно упрощаются благодаря преемственности конструктивно-технологических решений, стандартизации, классификации изделий по конструктивно-технологическим признакам, что приводит к значительному сокращению сроков технологической подготовки производства, созданию условий для технологической специализации. Методы организации технологической подготовки производства, основанные на принципах унификации, нашли отражение в ЕСТПП. Решить задачи технологической подготовки непоточного автоматизированного производства, в котором применяется оборудование с программируемыми контроллерами, невозможно без использования ЭВМ.
Автоматизация технологической подготовки производства приводит к появлению новых функций либо к приобретению ранее существовавшими функциями самостоятельного значения. К ним относится организация информационного обслуживания производственного процесса и программных систем АСТПП, автоматизация проектирования и настройки програм-
331
Рис. 8.46. Структурная схема АСТПП
332
иных систем, реализующих функций технологической подготовки производства. Примерный состав систем, необходимый для выполнения функций АСТПП, приведен на рис. 8.46.
Система информационного обслуживания служит для обеспечения информацией технолога, оператора и программной системы, для организации взаимодействия программных систем, участвующих в производственном процессе, формирования технической документации и организации интерактивного режима между оператором и программной системой.
Система автоматизированного проектирования и настройки программных систем ТПП позволяет сократить трудоемкость разработки правил решения задач технологии и обеспечить адаптивность АСТПП. К методам проектирования, которые используются при разработке алгоритмов, относятся методы теории распознавания образцов, теории планирования эксперимента, теории вероятностей и математической статистики и др. Остальные системы выполняют функции, аналогичные функциям традиционной технологической подготовки производства.
На первом этапе оценивается технологичность деталей, а также определяются методы получения заготовок. На втором этапе проектирования технологических процессов возникают как общие, так и частные задачи. Общая задача — разработка оптимальных технологических процессов по одному критерию оптимальности или их совокупности. К частным задачам относятся прогнозирование надежности ТП, уменьшение расхода материала на изготовление одного изделия, синхронность операции по штучному времени, кратность периодов стойкости режущих инструментов, минимальные транспортные перемещения в процессе изготовления, максимальный съем продукции с единицы объема.
Весь процесс проектирования укрупненно разбивают на три этапа: проектирование маршрутной технологии, операционной технологии и управляющей программы.
Проектирование технологических процессов можно осуществлять разными методами. Сложность методов проектирования, показанных на рис. 8.47, возрастает слева направо. Метод адресации основан на использовании принципа унификации и может быть применен при внедрении в производство групповых и типовых технологических процессов. При реализации этого метода не прибегают к процедурам синтеза новых структур. Для адресации изделия к тому или иному технологическому процессу или его элементу необходимо, чтобы при изготовлении изделия не использовались такие ходы, переходы, операции, которые не предусмотрены в унифицированном технологическом процессе.
333
| Методы проектирования ТП | | Метод адресации | | Метод синтеза |
С технологическим процессом-прототипом С частями технологических процессов- Без прототипа
прототипов
Рис. 8.47. Методы автоматизированного проектирования технологических процессов
Метод синтеза используют при проектировании единичных, типовых и групповых технологических процессов. При реализации этого метода необходимы один или несколько этапов синтеза структур, например синтез сложного инструментального перехода, блочного перехода. Если по каким-то причинам не удается реализовать автоматическое формирование и оценку структуры, то к проектированию привлекается технолог, который работает с вычислительной системой в режиме диалога. Для облегчения проектирования ТП можно использовать технологический процесс-прототип или подмножества нескольких технологических процессов-прототипов. К совершенной форме организации проектирования технологических процессов методом синтеза можно отнести ту, при которой формируется технологический процесс, появляются рабочие и вспомогательные ходы с определенными параметрами режимов резания.
Метод синтеза с прототипом отличается от метода адресации следующим. Во-первых, выбираемые прототипы не содержат всего состава элементов технологического процесса (операций, переходов, ходов), которые следует выполнить при изготовлении изделия, поэтому структуры технологического процесса прототипа и технологического процесса изделия различаются. Во-вторых, при проектировании ТП на изделие возникает необходимость синтезировать его структуру, что осуществляется технологом (самый низкий уровень автоматизации) или вычислительной системой (самый высокий уровень автоматизации), либо технологом и вычислительной системой. В-третьих, в базе данных должны храниться данные не только о групповых и типовых технологических процессах, но и о единичных. При проектировании единичных, типовых и групповых процессов данный метод позволяет максимально использовать накопленный производством опыт технологического проектирования.
334
Система проектирования ТП без прототипа используется при отсутствии прототипа при технологическом проектировании, что усложняет этот процесс, поскольку приводит к необходимости проектировать последовательность технологического процесса, технологический маршрут, технологическую операцию, опираясь на общие закономерности проектирования технологии и элементы технологической операции, такие, как ход или переход. Кроме этого, необходимы рациональные критерии оценки решений, чтобы из многообразия допустимых технологических процессов или его элементов выбирать эффективные. Сформулировать закономерности сквозного проектирования и критерии оценки технологических процессов в настоящее время затруднительно. В связи с этим на различных стадиях проектирования технологических процессов необходимо вмешательство технолога в процесс принятия решения. По мере развития научных основ технологии и теории принятия решений степень автоматизации проектирования технологических процессов будет повышаться.
Параллельно с проектированием технологического процесса изготовления изделий разрабатывается технологическая оснастка, специальные режущие и измерительные инструменты. В непоточном производстве стремятся использовать унифицированную оснастку. Основой для унификации оснастки являются технологические процессы. Такая унифицированная оснастка должна обеспечить, помимо требуемой точности изготовления изделий, возможность закрепления широкой номенклатуры заготовок с помощью простейших наладочных элементов, точное ориентирование в координатной системе оборудования, свободный доступ инструмента, а также должна быть такой, чтобы ее можно было использовать для транспортирования. В качестве технологической оснастки в ГПС широкое использование находят УСО, спутники, поддоны и кассеты. При проектировании технологической оснастки пользуются следующей схемой: формулируют служебное назначение оснастки; зыбирают принципиальную схему конструкции; выбирают элементы конструкции, необходимые для материализации схемы, и после этого выбранные элементы размещают так, как они будут размещены в готовой конструкции, в заключение производят точностной и силовой расчет оснастки.
В настоящее время разработаны автоматизированные системы проектирования приспособлений с моделированием на экране. Данные, используемые при графическом моделировании, используются в дальнейшем для подготовки управляющих программ.
335
На этапе подготовки производства разрабатывают УП для основного и вспомогательного оборудования машиностроительного производства на основании разработанных технологических процессов.
8.4.4. Оперативно-календарное планирование, учет и диспетчирование производственного процесса
Функция планирования предполагает принятие решения о том, какими должны быть цели предприятия и что должен делать производственный персонал, чтобы достичь этих целей. План представляет собой сложную социально-экономическую и технологическую модель будущего состояния предприятия. Тип планирования и акцент, который делает менеджер в процессе планирования, зависит от его положения в организационной иерархии предприятия.
В типовых структурах систем управления высшего уровня, в частности производственного планирования, чаще всего присутствуют три уровня:
• уровень долговременного (стратегического) планирования, на котором анализируется рыночная конъюнктура, разрабатывается перспективная производственная программа, оцениваются потребности в различных ресурсах и выполняются другие подготовительные работы комплексной долговременной подготовки производства;
• уровень календарного (тактического) планирования производства, на котором определяются конкретные производственные задания и потребности в средствах обеспечения технологических процессов изготовления изделий на определенные периоды времени;
• уровень оперативного планирования, на котором решаются текущие задачи координации (диспетчирования) производства и управления технологическими процессами, производственным оборудованием.
На среднем уровне управления занимаются тактическим планированием, т. е. определяются промежуточные цели на пути достижения стратегических целей и задач. Планирование осуществляется и на нижнем уровне предприятия. Оно называется оперативно-календарным планированием. В оперативных планах стандарты деятельности, описание работ и т. п. вписываются в такую систему, при которой каждый направляет свои усилия на достижение общих и главных целей предприятия. Каждый менеджер на основе оперативного плана разрабатывает повседневную краткосрочную тактику
336
для того, чтобы обеспечить правильность всех действий, определить сильные и слабые стороны функционирования производства.
Оперативно-календарное планирование производственного процесса осуществляется с целью обеспечения равномерного выпуска изделий требуемого качества при эффективной загрузке оборудования и использования рабочего времени, сокращения длительности производственного цикла и своевременного удовлетворения нужд потребителей.
Оперативно-календарное планирование, являясь системой высшего уровня управления, охватывает весь цикл изготовления изделий — от стадии подготовки производства и материально-технического снабжения до выхода изделий с машиностроительного предприятия.
Широкое применение в поточном производстве нашел часовой график, определяющий равномерный выпуск продукции в течение смены (в этом случае сменное задание делится на число часов работы), или выпуск с некоторым нарастанием в зависимости от конкретных условий работы данного участка.
Значительно сложнее осуществляется оперативно-календарное планирование в условиях непоточного производства. Производственную программу в этом случае составляют так, чтобы обеспечить: выпуск продукции в определенные сроки; повышенную специализацию производства, т. е. сократить номенклатуру деталей и операций, выполняемых на каждом участке производства за один и тот же период времени; полную загрузку оборудования и бесперебойную работу производственного персонала. В зависимости от типа производства и методов его организации применяют различные варианты систем оперативно-календарного планирования. Наиболее типичными из них являются следующие системы:
• показная, при которой устанавливаются сквозные цикловые графики подготовки и выполнения каждого заказа согласованно с другими заказами. Эта система применяется преимущественно в условиях единичного и мелкосерийного производства;
• серийная по опережениям, которая строится на основе опережения выполнения работ на каждой предыдущей стадии по сравнению с последующей на время, равное длительности соответствующей части производственного цикла. Эта система применяется преимущественно в условиях серийного производства при наличии хотя бы относительной устойчивости номенклатуры продукции;
• планирование на склад. Эта система базируется на накоплении складского запаса полуфабрикатов, обеспечивающего равномерное питание ими последующих стадий производства
22 - 5849
337
и пополнение запасов путем изготовления полуфабрикатов установленными партиями. Она применяется в условиях серийного производства, главным образом для организации изготовления унифицированных полуфабрикатов, используемых при изготовлении различных видов продукции;
• по цикловым комплектам. Это предполагает группирование полуфабрикатов в зависимости от длительности цикла их производства, времени подачи на следующие стадии производства и схемы технологического маршрута. Это условие определяет время начала производства и прохождения через различные этапы производственного процессз полуфабрикатов каждого вида. Эта система применяется в условиях средне- и крупносерийного производства при устойчивой и повторяющейся номенклатуре продукции;
• по комплектовочным номерам. Эта система отличается от предыдущей тем, что при ее применении полуфабрикаты группируют в зависимости от включения их в изготовляемую продукцию. При этом определяют календарное время опережения продвижения комплекта по различным стадиям производства исходя из продолжительности изготовления полуфабриката, длительность цикла производства которого является наибольшей. Применение данной системы наиболее эффективно в условиях крупносерийного производства продукции ограниченного ассортимента;
• по заделам. При этом по каждой стадии производства устанавливается норматив задела по каждому виду полуфабрикатов, и этот норматив поддерживается постоянным. Эта система применяется в условиях крупносерийного, приближающегося к массовому производству;
• партионно-пернодическая. При этом устанавливаются постоянные стандартные расписания изготовления партий полуфабрикатов применительно к ритму последующих стадий производства. Эта система применяется в условиях поточного производства;
• по ритму выпуска, при котором изготовление всех полуфабрикатов на всех стадиях производства приурочивается к установленному ритму выпуска продукции. Эта система эффективна в условиях поточной организации производства во всех его основных подразделениях.
В связи с тем что изделия комплектуются из неодинакового числа различных деталей, программа производства для участков, где изготовляются эти детали, должна строиться с учетом количества деталей, включаемых в комплект. Это может быть достигнуто путем установления на разных потоках соответствующего ритма производства. Если по характеру технологического процесса такое разнообразие ритмов неосу-
338
гцествимо, на некоторых участках устанавливают несколько поточных линий. Вопрос о ритме и числе поточных линий решается обычно при проектировании участков и в ходе оперативно-календарного планирования принимается как заранее установленный. При составлении математических моделей оперативно-календарного планирования в поточном производстве используют теорию расписаний. На основании математических моделей составляют цеховой график, в котором указывают сроки, порядок и очередность изготовления отдельных изделий и выполнения производственных операций. График цеха должен предусматривать комплектность выпуска продукции, подачу полуфабрикатов в следующие цеха в соответствии с установленными сроками. Оперативные задания цехам и участкам не повторяют соответствующие части годового плана. Их разрабатывают с учетом текущего хода производства.
Большую роль в обеспечении непрерывной работы цеха имеет согласованная деятельность смежных участков. Проле-живание полуфабрикатов между участками или введение графика с опережением удлиняет производственный цикл, приводит к увеличению вместимости складов, но создает в результате опережения бесперебойность в работе участков, что обеспечивает в ряде случаев эффект, перекрывающий потери, связанные с дополнительным запасом незавершенного производства.
В настоящее время все большее число задач оперативно-календарного планирования, решаемых ранее управленческим персоналом, возлагается на ЭВМ. При построении автоматизированной системы оперативно-календарного планирования непоточного производства, отличающегося сложностью и нестабильностью процессов изготовления изделий, что не позволяет полностью определить текущую ситуацию, задачи поиска решений при составлении плана на месяц, неделю, сутки относятся к области искусственного интеллекта. Методы решения таких задач обычно содержат комбинацию формальных методов с использованием семантической информации о сложившихся к моменту решения очередных конфликтных ситуациях. Таким образом, система оперативно-календарного планирования должна быть адаптивной, учитывать изменившуюся производственную ситуацию и иметь возможность подстраиваться под ситуации на участках и на производстве в целом.
Расчет месячного плана-графика запуска-выпуска изделий по операциям производится на основании годового, квартального и месячного планов запуска-выпуска цеха, календарно-плановых нормативов, технологических маршрутов,
22*
339
трудоемкости операций, плана предупредительного ремонта, календаря работы участка, данных о состоянии оборудования.
К началу планируемого периода (месяца) по участкам спускается номенклатурный план на месяц с указанием перечня изделий и конечного срока их изготовления. По этому плану на основании полученных из системы технологической подготовки производства характеристик технологического процесса и фонда времени работы оборудования определяется коэффициент загрузки основного оборудования на участках с созданием хранимого в ЭВМ массива данных по плану. На основании расчета загрузки оборудования производится распределение работ по каждому оборудованию. В результирующем документе по каждой операции указывается планируемый срок запуска-выпуска. На основании месячного плана-графика определяются потребности в заготовках, инструменте, технологической оснастке и УП на планируемый месяц с указанием по дням месяца и опережающего срока их готовности.
На основании номенклатурно-календарного пооперационного плана участка и сведений о фактическом выполнении плана изготовления изделий, а также о наличии заготовок на складе, полученных из системы учета, производится коррекция календарного плана. Полученный массив данных используется для расчетов на недельном уровне количества и опережающих сроков потребности (3...5дней) в полуфабрикатах, инструментах и технологической оснастке. При этом учитываются и снимаются с плана фактически находящиеся на складе полуфабрикаты, комплекты инструмента и технологической оснастки, которые могут быть использованы в будущем. Конечной целью системы является расчет и доведение сменно-суточных заданий до конкретных исполнителей каждого отдельного участка.
В непоточном производстве проводится расчет сменно-суточного задания с учетом текущего состояния хода производства, на основании которого производят комплектование инструмента и выдают задание на сборку технологической оснастки. В сменно-суточном задании указывается время начала и окончания операции на каждой единице оборудования. Непременным условием нормальной работы участка является создание и поддержание суточного запаса заготовок, комплектов технологической оснастки и инструментов, а также наличие сменно-суточного задания на ближайшие три смены. Результаты расчета сменно-суточных заданий используются подсистемой диспетчирования для оперативной выдачи задания оператору, управляющему работой участка в текущий момент времени.
340
Функции системы учета заключаются в сборе, накоплении и выдаче данных о фактическом ходе производственного процесса, использовании различных видов ресурсов, качестве выпускаемых изделий. Указанные функции система решает, производя следующие операции:
• учет наличия и пооперационного прохождения полуфабрикатов;
• учет подготовленных комплектов технологической оснастки;
• учет подготовленного инструмента;
• учет выполнения сменного задания и накопление данных о выданных с участков готовых изделий и простоях оборудования;
• фиксация изменений в текущем состоянии участков по сигналам, поступающим в ЭВМ от локальных устройств управления основным оборудованием и с пульта ввода данных, с автоматическим определением моментов окончания загрузки и изготовления партий изделий;
• вывод на печать по запросу операторов управляющего комплекса необходимых данных о ходе выполнения сменного задания, состояния склада и изготовляемых изделий, наличии и использовании комплектов инструмента и собранной технологической оснастке, а также простоях оборудования за сутки, месяц с указанием причин, о состоянии производства за сутки и суммарном времени простоя по каждой единице оборудования и по участку в целом;
• формирование модели склада;
• формирование модели состояния оборудования;
• обмен информацией с нижним уровнем АСУТП;
• обмен информацией с системой оперативно-производственного планирования путем использования данных сменно-суточных заданий на загрузку основного оборудования;
• формирование необходимых для системы планирования информационных массивов, содержащих сведения об изделиях, которые выданы с участка с начала месяца, и текущем состоянии всех изделий, имеющихся на участке, а также данных о наличии и использовании подготовленных комплектов инструментов, управляющих программ для оборудования и технологической оснастки.
Учет наличия и пооперационного прохождения полуфабрикатов должен включать учет полуфабрикатов в накопителях на участке, учет числа полуфабрикатов, проходящих изготовление по каждой операции, учет брака. По запросу оператора или других подсистем управления выдаются данные, содержащие номер последней пройденной операции, число
341
годных изделий и суммарное число бракованных изделий по каждому полуфабрикату.
Учет простоев оборудования должен обеспечить получение и выдачу по запросу на печать и другие системы управления массива данных: по каждому рабочему месту количество и время простоев нарастающим итогом с начала месяца раздельно по причинам и суммарное (по всем причинам); по каждой причине суммарное по всем рабочим местам время и количество простоев с начала месяца.
Все собранные и систематизированные статистические данные о функционировании производственной системы за некоторый период в требуемый момент времени поступают из системы учета в систему диспетчирования, которая принимает оперативные решения, направленные на устранение отклонений между запланированным и реальным ходом производства, и реализует принятые решения путем передачи управляющей информации на объект управления.
Все рабочие места, с которых необходимо получать информацию от оператора о состоянии процессов изготовления изделий, оснащаются индивидуальными пультами ввода данных, а места, на которые необходимо подать оператору управляющую команду или определенный вид информации, оборудуются табло отображения информации. Например, на табло отображения информации в приемо-сдаточной секции склада из ЭВМ оператору выводятся данные о коде полуфабриката, номере операции для загружаемой транспортной партии, количество полуфабрикатов, которое осталось загрузить в данной смене. С помощью пульта ввода данных отделения сборки технологической оснастки в ЭВМ вводится сообщение об отправке на склад собранной технологической оснастки и сообщение, содержащее запрос пустой производственной тары. Посредством пульта ввода данных отделения инструментальной подготовки производства в ЭВМ вводятся сообщения о сборке, отправке на станок и разборке комплектов инструментов. На табло отображения информации отделения инструментальной подготовки производства из ЭВМ выводится задание на подачу комплекта инструмента на станок с указанием номера станка, кода детали и номера операции, для которых предназначен требуемый комплект инструмента.
Диспетчерский пункт оборудуется дисплеем и устройством печати, с помощью которых диспетчер получает необходимые сведения о работе участков и плановые задания по всем подразделениям машиностроительного производства. Использование автоматизированной диспетчерской службы повышает оперативность управления производством, автоматизирует
342
первичный учет, улучшает качество продукции и сокращает потери времени.
Современные машиностроительные производства представляют собой человеко-машинные системы, поэтому часть функций по управлению и подготовке производства ложится на производственный персонал.
Для управления и подготовки производств с низким уровнем вычислительной техники при расчете инженерно-технических работников (ИТР) и служащих можно пользоваться существующими нормами. При расчете ИТР в механических цехах и участках их число принимается в зависимости от типа производства и числа основных станков в пределах 13...24%. Для сборочных участков и цехов в зависимости от типа производства и числа производственных рабочих ИТР принимают в пределах 7... 19%.
Расчет числа служащих, работающих в производственных подразделениях, может производиться по следующим нормам в зависимости от типа производства и числа производственных рабочих: для механообрабатывающего производства 0,6...2,2%, для сборочного производства 0,4...2,0%.
С повышением уровня автоматизации управления данные нормы требуют коррекции- Эффективность производственной системы в значительной мере определяется качеством процесса управления, что вынуждает в человеко-машинных системах большое внимание уделять квалификации управленческого персонала.
8.4.5. Программное обеспечение производственного процесса и выбор технических средств сбора, передачи и обработки информации
Для работы производственной системы в автоматизированном режиме необходимо выбрать технические средства сбора, передачи и обработки информации, а также разработать программное обеспечение для управления оборудованием. В состав программного обеспечения входят операционные системы реального времени и разделения времени, система программирования на базе макроассемблера и языков высшего уровня, системы управления базами данных, обеспечивающих накопление данных в ЭВМ, и пакеты прикладных программ различной проблемной ориентации.
Программное обеспечение (ПО) производственного процесса состоит из трех основных компонентов: общего, общего специального и специального программного обеспечения.
343
Общее программное обеспечение — это стандартное математическое обеспечение, поставляемое вместе с вычислительной машиной. В него входят операционная система, система управления базами данных и программное обеспечение локальной сети.
Общее специальное ПО — программное обеспечение уровня мини-ЭВМ и программное обеспечение уровня микроЭВМ, не зависящие от особенностей конкретной производственной задачи.
Специальное ПО — это целевые прикладные программы, обычно реализуемые в виде простых модулей, каждый из которых выполняет одну функцию.
При составлении технического задания на разработку ПО для управления работой производственного оборудования следует указать: число координат и их обозначение, тип привода, допустимые перемещения, скорости и ускорения, тип и характеристики датчиков, а также тип интерполяции. Необходимо составить описание режимов работы оборудования как в автоматическом, так и в ручном режиме (от пульта оператора). В условиях интегрированного производства требуется задать режим обмена информацией с ЭВМ верхнего уровня. Перечисляются также все цифровые (дискретные) сигналы обмена ЭВМ и оборудования. Для выводимых из ЭВМ сигналов необходимо указать условия их формирования, для принимаемых — порядок действия системы ЧПУ после ввода цифрового сигнала или их комбинации.
Для повышения точности работы оборудования в техническом задании указываются возможные источники погрешностей (внутришаговая, накопленная по координате, погрешность кинематических узлов и т. д.), их математическое или табличное описание. Необходимо также задать виды поправок на размеры инструмента, подлежащие учету при коррекции управляющих программ.
Отдельный раздел технического задания посвящается языку и структуре управляющих программ. Необходимо определить список используемых символов и разрядность слов, а также пояснить значения символов, употребление которых не соответствует стандарту. Следует привести список используемых значений подготовительных функций G и вспомогательных функций М и кратность их появления в кадре. Функции G и М, которые имеют неоговоренные стандартом значения, необходимо расшифровать. Для каждого значения вспомогательной функции указывают время выполнения соответствующей команды, наличие ответа при исполнении, действия на оборудовании и возможность совмещения с перемещениями и дру
344
гими командами, требуемые действия до и после выполнения команды и перечень команд, ею отменяемых.
В техническое задание входит и описание циклов, характерных для основного оборудования, например фрезерование, сверление и т. п., а также максимальное количество управляющих программ, одновременно хранящихся в памяти системы ЧПУ, максимальный объем памяти одной и всех управляющих программ. Необходимо предусматривать редактирование управляющих программ непосредственно около оборудования.
Составной частью технического задания является также описание оборудования, подлежащего диагностике с помощью СЧПУ, имеющей системы активного контроля и адаптивного управления.
После составления технического задания на программное обеспечение производится выбор стандартных программных модулей решения типовых задач и их настройка на работу с конкретным объектом, т. е. определение числа координат, допустимых значений перемещений, скорости и т. д. Из оценки требуемой точности и максимальных перемещений выбирают разрядную сетку ЧПУ и рассчитывают масштабные коэффициенты для перемещений, скоростей и ускорений.
Выбранные и настроенные программные модули объединяются в единую систему с помощью нестандартной части программного обеспечения. Для отладки программного обеспечения в системе ЧПУ с имитатором объекта управления создаются тесты, с помощью которых можно проверить все ветви алгоритмов и всевозможные их сочетания.
Последним этапом разработки программного обеспечения является стыковка системы ЧПУ с оборудованием. На этом этапе устраняются ошибки, пропущенные при отладке программы на имитаторе объекта управления.
На основании внешних описаний работы системы оперативно-календарного планирования, учета и диспетчирования оформляют техническое задание на программную систему. В нем указываются также сроки разработки и типы документов, подлежащих разработке.
Выбор типа и количества технических средств сбора, передачи и обработки информации производят на основании экономических соображений. Основные параметры, по которым выбираются типы технических средств управления, представлены в табл. 8.12.
Технические средства выбирают посредством сравнения их технико-экономических показателей и требований их характеристикам.
345
346
Таблица 8.12. Параметры технических средств
Технические средства
Параметры Процессор Устройства подготовки информации Устройства ввода информации Внешний накопитель Устройства вывода информации Устройства передачи информации Устройства сбора информации Устройства размножения информации
Время преобразования информации + + + + 4- -1- + +
Емкость устройства + + н + - - -
Разрядность слов + - - - - -
Система счисления + - - - - -
Адресность + - - - - - - -
Объем информации - - - - + + +
Достоверность информации - - - - - + + +
Эксплуатационная надежность устройства + + + + + + + +
Стоимость устройства + + + + + + + +
«+», «-» — обозначение необходимости учета информации.
Информационные характеристики групп задач внутрицехового уровня управления ГПС определяются по формуле
Е --------------
>-1 YA,*» 1
где k — количество подсистем управления; т — уровень управления в АСУ ГПС; Qf1-1— информационная емкость групп задач т — 1 (межцехового уровня) управления J-й подсистемы, Кбайт; Ai — аппроксимирующий коэффициент i-ro базисного параметра; — значение i-ro базисного параметра объекта для j-й подсистемы управления; у— коэффициент, учитывающий повторное использование базисных параметров при расчете информационных характеристик групп задач для различных уровней управления (у = 0,25...0,4).
При выборе оборудования и средств управления необходимо учитывать требования к надежности функционирования производственной системы. Надежность работы элементов производственной системы оценивается обычно временем наработки на отказ То или обратной величиной — интенсивностью отказов \ ~ 1/То (закон распределения вероятности отказов во времени принимается экспоненциальным).
Интенсивность отказа всей производственной системы
п
X = L Х£,
i = 1
где п — число элементов в производственной системе; Xf — интенсивность отказов i-ro элемента (по его паспортным данным).
Чем сложнее производственная система, тем больше вероятность ее отказа.
Система управления машиностроительным производством чаще всего включает в свой состав следующие основные технические средства: вычислительную систему, информационную систему, телефонную систему, радиосеть, табло отображения информации, пульты ввода данных, комплект программируемых контроллеров автоматической системы оборудования, комплекс внутренних и внешних кабелей и кабельных линий.
Светящееся табло отображения информации оператора связано с сетью шкафов сигнализации, установленных на производственных участках. На табло высвечивается информация о загруженности оборудования, входов и выходов с участков, о наличии обслуживающего персонала, загруженности ячеек склада, межоперационных накопителей, рабочих мест
347
Рис. 8.48. Топологии локальных вычислительных сетей
(позиций), о неисправностях и т. д. Таким образом, в случае выхода из строя вычислительной техники оператор может вручную управлять производственными процессами.
Все периферийные устройства сопрягаются с интерфейсом (стандарт на способ подключения устройств к ЭВМ) ввода-вывода ЭВМ через контроллеры — электронные устройства, преобразующие стандартные последовательности сигналов интерфейса ввода-вывода в специфические последовательности сигналов, соответствующие принципам работы подключаемых устройств.
Организация вычислительной сети существенно зависит от ее топологии — схемы взаимосвязей ЭВМ. При построении систем управления широко используют три топологии: звезду, когда все ЭВМ обмениваются информацией с центральной ЭВМ (рис. 8.48, а), кольцо, когда сообщения передаются последовательно от одного узла к другому (рис. 8.48, б), шину, когда сообщение от источника передается одновременно в двух направлениях всем остальным ЭВМ (рис. 8.48, в).
В топологии типа звезда в центральном узле следует использовать достаточно мощную ЭВМ, способную обслуживать многие одновременные информационные потоки между первичными ЭВМ. В топологиях типа кольцо и шина, вследствие отсутствия центрального узла, для передачи информации усложняется узел сети, поскольку каждый узел должен распознавать по адресу, указанному в сообщении, предназначенные для него сообщения, а в топологии типа кольцо — обеспечить передачу остальных сообщений пользователям.
Площадь, занимаемую цеховым управляющим комплексом, обычно принимают равной 30 м2.
|8.5 {Моделирование работы производственной системы
Окончательная отработка проектного решения проводится на базе составления моделей работы производственной системы, которые должны соответствовать проектируемой системе.
348
Производится моделирование работы всех элементов производственной системы, охваченных материальными, энергетическими и информационными связями, в пространстве и во времени с целью уточнения принятых ранее проектных решений. На этапах разработки проекта и рабочей документации моделирование производится на базе теории массового обслуживания.
Для составления модели производственной системы, помимо указанных выше связей, необходимо знать временные связи, определяющие момент поступления информации, материала и энергии на каждый материальный объект производственной системы. Временные связи также задают порядок поступления информации, материалов и энергии на оборудование производственной системы; порядок может быть последовательным, параллельным или со сдвигом по времени. Так как оборудование производственной системы находится в определенном пространстве (помещении), необходимо знать также размерные связи между оборудованием, которые находят свое отражение на планировке оборудования в цехе.
Моделирование работы производственной системы (ПС) производится на базе следующих общих положений:
• структура ПС состоит из конечного множества производственного оборудования {П0п П02, ...» П08}, которое осуществляет производственный процесс;
• ПС включает конечное множество структурных связей Н {Гр г2, ...» гп} между ПО и внешними системами. Эти связи обеспечивают передачу полуфабрикатов, инструмента и готовых изделий, энергии, необходимой для функционирования ПС, и информации между ПО;
• любое ПО имеет вход и выход материальных, энергетических и информационных потоков;
• все ПО в ПС связано в единый комплекс, свойства которого зависят от состояния оборудования, входящего в комплекс;
• все производственные операции ie L являются конечными по времени;
• ПС функционирует во времени н пространстве, взаимодействуя с внешней средой, и в каждый момент времени может находиться в одном из возможных состояний Z(t);
• продолжительность производственных операций tv {Ie.L} на ПО является случайной взаимонезависимой величиной;
• момент поступления i-x полуфабриката, инструмента или информации на /е ПО есть величина случайная;
• маршруты изготовления изделий в ПС могут быть представлены в виде конечного множества маршрутов М {Мр М2, ... -,Мр};
349
• последовательность запуска полуфабрикатов для изготовления изделий может быть детерминированной, определяемой подсистемой оперативно-календарного планирования, т. е. фиксированной последовательностью п {пг, п2, ...» nN} или стохастической, являющейся реализацией случайного запуска из определенной номенклатуры изделий, диктуемого потребностью производства;
• материальные потоки функционируют согласно существующим размерным связям между оборудованием, определяемым планировочным решением. Длина материальных потоков определяется структурными связями R и расстояниями между каждым структурным элементом.
На стадии детализации процесса синтезирования производственной системы используют моделирование на основе теории случайных процессов.
Класс марковских процессов является простейшим и наиболее применимым. Сущность его заключается в следующем. Пусть имеется дискретный случайный процесс, протекающий в системе с возможными состояниями: Ио, Zx, Z2>
в интервале времени В каждый момент времени te. (t0, tQ) j-e оборудование характеризуется внутренним состоянием Z(t), которое может быть представлено в виде:
.F[£o, (^вх>еу],
где F — оператор переходов состояний оборудования; ty — следующий за t0 момент времени, в который произошло изменение состояния оборудования; И(£о, (хвх)4 ) — начальное состояние оборудования. 0
Обозначим условную вероятность того, что в момент t = t0 + т система будет в состоянии Z, если в момент tn она была в состоянии Zi4 чфез г). Дискретный случайный процесс функционирования системы называется марковским, если вероятность т) зависит только от указанных в обозначении параметров i, Ь *о»т*т*е-от того’Е каком состоянии была система в момент t0 и в какое состояние она может перейти через время т.
В соответствии с основными положениями теории массового обслуживания j-e оборудование может быть представлено в виде одноканальной однофазной системы массового обслуживания (рис. 8.49).
Для любого оборудования
'вх
у-е оборудование
Рис. 8.49. Модель производственного оборудования
хвх и хвых соответственно означают поступление и выдачу полуфабрикатов, энергии и информации, а символ хп характеризует ие принятые параметры входа.
350
Производственную систему представляют как систему с пуассоновскими входящими потоками заявок на изготовление изделий М с интенсивностью i = 1, М и материальными, энергетическими и информационными потоками, проходящими через т элементов производственной системы, т. е. систему типа М|М|тп|А < На вход склада производственной системы конечной вместимостью N поступает К одинаково распределенных пуассоновских материальных потоков полуфабрикатов с интенсивностью 1 каждый. Материальный поток в процессе функционирования проходит через т элементов, перерабатывающих его с экспоненциальным распределением с параметром Q:
fs(z) = Q/(z-P),
где z — преобразование распределения длины очереди; Р — вероятность того, что в рассматриваемый момент времени не произошло преобразование материального потока.
Каждое рабочее место имеет накопитель для хранения партии полуфабрикатов. Предполагается, что т < N < К.
Исследования временных характеристик работы автоматизированных производственных систем позволили установить распределение времени выполнения отдельных этапов производственного процесса (рис. 8.50). Анализ временных затрат показывает, что наибольшую величину в производственном цикле изготовления изделий занимает процесс складирования. Это объясняется нестабильностью производственных процессов, вызванных слабой организацией производства, что снижает эффективное использование спроектированных производственных систем.
На основании исходных данных создаются модели систем: определяется информационная структура системы, устанавливается длина массивов, распределяются функции и зоны действия при наличии нескольких одинаковых исполнительных устройств.
Информационная модель машиностроительного производства состоит из следующих массивов, отражающих текущее состояние объектов управления:
• «Модель состояния основного оборудования»;
• «Модель состояния системы инструментообеспечения»;
• «Модель состояния системы контроля качества изделий» ;
• «Модель состояния складской системы»;
• «Модель состояния системы охраны труда»:
• «Модель состояния транспортной системы»;
351
Цикл изготовления изделий
Время обработки
Время транспортирования
Время контроля
Время складирования ।
Время хранения на складе
Время транспортирования на складе
Время устранения неисправностей
Время работы обслуживающего персонала
Рис. 8.50. Распределение времени выполнения этапов производственного процесса
• «Модель состояния системы технического обслуживания»;
• «Модель состояния системы управления и подготовки производства».
В процессе функционирования машиностроительного производства происходит коррекция единой информационной модели участка и запись информации в массивы учета данных о выполнении сменного задания, выдаче готовых деталей с производственной системы и простоях оборудования.
В «Модели состояния основного оборудования» для каждой единицы оборудования приводится ряд сведений о партии, изготовляемой в текущий момент времени, код полуфабриката, номер операции, количество изготовленных изделий в партии, количество изделий, изготовленных за данную смену, плановое задание на партию и на смену, а также признак конечной операции.
352
В «Модели состояния системы инструментообеспечения» содержатся данные о местонахождении комплектов инструментов с указанием кода полуфабриката и номера операции, для которой предназначен инструмент.
При построении управляющей модели СИО необходимо предусмотреть следующую последовательность ее работы. В начале рабочей смены ведется опрос готовности к работе всех устройств, входящих в СИО, а затем система управления СИО переходит в рабочий режим. Предварительно система программного обеспечения анализирует технологические массивы информации по деталям, подлежащим изготовлению, и определяет, какой инструмент необходим для их обработки. Затем «просматривается» наличие этого инструмента в магазинах комплекса. После такого «просмотра» выдается заявка на доставку недостающего инструмента. В связи с тем что в центральном инструментальном магазине может не быть свободного места для установки недостающих инструментальных насадок, система программного обеспечения определяет инструментальные наладки, которые не понадобятся для обработки деталей в планируемую смену, и инструмент, выработавший свой лимит стойкости. Эти инструментальные насадки удаляются, а взамен их проставляются необходимые. Рабочий режим СИО строится в прямой зависимости от работы транспортной системы. В конце рабочей смены система программного управления работает в режиме планового останова. В этом режиме система продолжает обслуживать станки инструментом до тех пор, пока они не выйдут на плановый останов. Как только станки прекращают работу, СИО перестает подавать и забирать инструмент и готовится к останову: все устройства переводятся в исходное положение. Вся информация, необходимая для возобновления работы с этого места в следующий раз, записывается на магнитный диск. На рис. 8.51 приведен принцип построения управляющей модели системы инструментообеспечения, основные моменты работы которой были описаны выше.
В «Модели состояния системы контроля качества» дается информация об изделиях, находящихся на контрольных операциях в текущий момент времени, о коде изделия, количестве контролируемых изделий за смену, а также забракованных изделий.
«Модель состояния складской системы» представляет собой совокупность данных о состоянии всех накопительных устройств, входящих в состав участка или цеха в каждый конкретный момент времени. На основании этих данных система принимает решение об управлении объектами. Чаще всего это имитационные модели, отражающие конкретную систему и
23 - 5849
353
Отображения в ЭВМ ситуаций, возникающих на автоматизированном комплексе в СИО
Основная
Каждому гнезду магазинов, кассет, передающих гнезд к автооператорам соответствуют две ячейки массива в памяти ЭВМ
; Способ
Номер инструмента. Признак размера инструмента. Признак работы инструментом в первый раз. Адрес назначения. Стойкость инструмента. Срочность подачи инструмента
Основная \ информация, \ хранящаяся \ в ячейках / модели /
Установка оператором в кассету и удаление из нее. Перенос инструмента автооператором из одного гнезда в другое. Обмен инструментов в передающих гнездах станков
Причины, \ вызывающие \ изменение > информации / в модели /
Загрузка инструмента в кассету оператором. Занесение информации в ячейки массива кассет. Выгрузка инструмента из кассеты оператором. Обнуление информации в ячейках массива кассет. Разгрузка инструментальных гнезд роботом-автооператором из ячеек гнезда магазина. Обнуление информации в ячейках гнезда магазина, из которых взят инструмент. Установка инструмента в гнезда магазинов. Передача информации в ячейки гнезда магазина, куда ставится инструмент из ячеек захвата робота-автооператора. Обнуление информации в ячейках захвата робота-автооператора. Обмен инструментов между передающим гнездом и магазином станка. Занесение информации из ячеек гнезда магазина станка в ячейки передающего гнезда
Этапы \ передачи \ информации / в модели /
Рис. 8.51. Принцип построения управляющей модели системы инструментообеспечения
354
условия изготовления на ней. Построение модели системы производится с учетом схемы информационных и материальных потоков; она отражает дисциплину обслуживания — приоритетная или бесприоритетная, принцип обслуживания запросов — однолинейный или многолинейный, в непоточном производстве закон распределения времени обслуживания. «Модель состояния складской системы» изменяется во всех случаях выдачи со склада и поступления на склад заготовок, полуфабрикатов и готовых изделий, пустых поддонов, спутников, УСО. При этом автоматически осуществляется поиск адреса ячейки с требуемым содержанием и передача команд системе управления работой крана-штабелера по перемещению груза внутри склада.
На базе «Модели состояния складской системы» и «Сменно-суточного задания на загрузку полуфабрикатов» формируются следующие документы: «Сменно-суточное задание оператору склада на смену» и «Справочная система склада», которые обеспечивают работу склада под управлением оператора склада в условиях отказа ЭВМ.
Изменение модели состояния станции загрузки основного оборудования происходит при загрузке полуфабрикатов, спутников или палет с полуфабрикатами на оборудование и поступлении на станцию загрузки заготовок со склада. После каждой загрузки полуфабриката на оборудование на табло отображения информации высвечивается сообщение о количестве полуфабрикатов загружаемой партии, которые осталось загрузить в данной смене. В процессе изменения модели состояния станции загрузки фиксируется момент окончания разгрузки партии, после чего в сводку о выполнении сменного задания записывается количество загруженных в данной смене полуфабрикатов с указанием кода полуфабриката и номера последней пройденной операции. Затем в модель состояния станции загрузки и в сменно-суточное задание записываются параметры новой партии. Одновременно в зону доставки инструмента к рабочим местам автоматически поступает команда о подаче на оборудование комплекта инструмента для изготовления новой партии. Эта команда высвечивается на табло отображения информации на участке инструментальной подготовки производства (номер оборудования и код комплекта инструмента, код полуфабриката и номер операции). На табло отображения информации станции загрузки высвечиваются параметры новой партии. Кроме того, происходят изменения в модели состояния накопителя у оборудования, отражающие конец загрузки партии на оборудование (смещение записей, относящихся к данному списку, и запись реквизитов вновь загружаемой партии на оборудование). Изменения в модели на
23'
355
копителя оборудования вызываются сообщениями, формируемыми ЭВМ по сигналам от системы управления транспортными операциями и оборудования о загрузке полуфабрикатов на станции загрузки-разгрузки, о конце управляющей программы, а также по сообщениям об отправке полуфабрикатов на склад со станции загрузки и по сообщениям из ЭВМ о конце загрузки партии полуфабрикатов. В процессе изменения модели накопителя у основного оборудования определяется момент окончания изготовления последнего изделия в партии, в результате чего ЭВМ вырабатывает сообщение о конце изготовления партий изделий на оборудовании, которые поступают в систему управления основным оборудованием и являются сигналом для его остановки, смены комплекта инструмента и ввода новой УП. Кроме того, по этому сообщению в сводку о выполнении сменного задания вносится из массива состояния основного оборудования количество изготовленных на данном оборудовании в данной смене полуфабрикатов с указанием кода полуфабриката и номера операции, а в модель состояния основного оборудования из сменно-суточного задания на изготовление изделий записываются параметры новой партии. Изменения модели состояния основного оборудования вызываются сообщениями о конце управляющей программы и сообщением о конце изготовления партии полуфабрикатов на нем. Причем при сообщении о конце управляющей программы из ЭВМ в систему управления транспортом поступает сообщение о виде операции. Вид операции определяет направление дальнейшего маршрута полуфабриката после изготовления на данном оборудовании. Изменение массива «Сводка о выполнении сменного задания», помимо указанных выше случаев, происходит при поступлении сообщения о конце смены. В этом случае в сводку о выполнении сменного задания вносятся по всем видам оборудования из массива «Модель состояния станции загрузки» и «Модель состояния основного оборудования» количество полуфабрикатов, загруженных и изготовленных за смену с указанием кода полуфабриката и номера последней пройденной операции. Причем по сообщению о конце смены в массивы «Модель состояния станции загрузки» и «Модель состояния основного оборудования» записываются новые плановые задания на следующую смену и обнуляются значения параметров, характеризующих количество загруженных (изготовленных) полуфабрикатов за смену.
Массив «Список технологической оснастки, выданной на участок» формируется по сообщениям о выдаче технологической оснастки со склада на основное оборудование (станцию загрузки) и возврате их с оборудования на склад.
356
В «Модели состояния складской системы» находит отражение содержимое каждой ячейки склада (с указанием кода полуфабриката или готового изделия, номера последней пройденной операции, количества полуфабрикатов и изделий в ячейке) и состояние накопителей на участках (с указанием реквизитов партии полуфабрикатов, которые в данный момент загружаются на основное оборудование, реквизитов партий полуфабрикатов, загрузка которых уже закончилась, а выполнение операции на оборудовании продолжается или уже завершилось, но изготовленные изделия еще не отправлены). В составе реквизитов партий приводятся следующие сведения: код полуфабриката, номер последней пройденной операции, количество полуфабрикатов в накопителе, количество изготовленных изделий, которые могут находиться как в накопителе, так и на станции загрузки-разгрузки, количество в накопителе после загрузки последней в партии производственной тары на станции загрузки, а также количество полуфабрикатов на производственной таре.
В «Модели состояния системы охраны труда» приводятся сведения о готовности производственного оборудования к пуску и простоях оборудования, связанных с проведением мероприятий по охране труда.
В «Модели состояния транспортной системы» отражают количество полуфабрикатов, находящихся в транспортной системе, код каждого полуфабриката и номер операции, на которую необходимо направить полуфабрикат, а также адрес доставки в систему складирования.
Для составления «Модели состояния транспортной системы» чаще всего используют имитационную модель. Пусть в непоточном производстве, состоящем из N единиц оборудования N(Nlt ЛГ2, 2Vf)» необходимо вести изготовление S наименований изделий D(Dlt D2, Dn) с объемом их выпуска р р
V, требующих затрат времени ( Е t д, Е <шт,2, ... i = l i =1
Р
Z £штiS). Изготовление каждого изделия представляет собой упорядоченную последовательность — технологический маршрут Любая операция выполняется на основном оборудовании непрерывно с момента ее начала и до конца и определяется продолжительностью £шт ik. Заготовки поступают на обработку партиями различной величины 171 п2' •••» mD )
в любой последовательности , ..., ).
Задача построения оптимальной модели работы транспортной системы непоточного производства сводится к сле
357
дующему: при заданных исходных данных и технических ограничениях разработать оптимальный вариант транспортной системы, включающей определение количества (Nt) и скорость (и) транспортных устройств, вместимости входных (Е') и выходных (.£") накопителей, количество спутников (Nc) и алгоритм управления (Ау), чтобы приведенные затраты на создание производственной системы
Ft == Fr(Slf М, иг, m\ Nt, Nc, и, Е\ Е”, Лу) — min.
Построение модели заключается в разбиении сложной производственной системы на k взаимосвязанных уровней, характеризующихся последовательностью возрастающей от уровня к уровню степенью детализации проектных решений:
П-(П/Г, IV,..., П(п.„).
Многоуровневый процесс проектирования разбивается сверху вниз, вследствие чего он идет от синтеза общих принципиальных схем на первом уровне к проектным решениям требуемой степени детализации на следующих уровнях. Решения, полученные на предыдущем (k ~ 1)-м уровне, используются в качестве дополнительных исходных данных для проектирования на fe-м уровне:
А*: (ИД, — (Bg),
где ИД — исходящие данные; Rfj — решение fe-ro уровня.
Многоуровневый синтез в сочетании с отбором проектных решений на каждом уровне позволяет сократить число анализируемых вариантов.
Многоуровневый алгоритм проектирования включает пять уровней:
• первый связан с определением исходных параметров для проектирования (уточнение номенклатуры изделий и принятой ранее планировки основного оборудования, расчет статистических затрат времени на операции и очередность запуска полуфабрикатов, количество полуфабрикатов в партии и др.);
• второй — для выбранного вида транспортной системы осуществляется расчет количества транспортных устройств с использованием аналитического аппарата теории массового обслуживания, который связан с расчетом интенсивности запросов на транспортную систему от основного оборудования в зависимости от количества транспортных операций, времени выполнения операций технологического процесса, ожидаемой длительности «обслуживания» транспортных решений;
358
• третий — создание имитационной модели производственного процесса на основе исходных данных, принятой транспортной системы и планировки производственного участка;
• четвертый — определение технических характеристик транспортной системы (скорости транспортных устройств, наличия накопителей у основного оборудования и их вместимости, количества производственной тары) с помощью имитационной модели;
• пятый — разработка алгоритма управления транспортной системой, позволяющего для каждой конкретной ситуации свести к минимуму простои основного оборудования.
Процесс проектирования на каждом уровне разбивается на совокупность проектных операций, итерационно связанных между собой и осуществляющих формирование нескольких проектных вариантов, их анализ и оптимизацию. На каждом уровне проектирования корректируются исходные положения и выдвигаются требования к последующему уровню проектирования. Таким образом, при переходе от одного уровня проектирования к другому степень детализации и точности моделей возрастает от эвристических на первом этапе до достижения точных моделей, отражающих стохастический характер производственного процесса непоточного производства.
Условия работы автоматизированной транспортно-накопительной системы соответствуют условиям работы систем массового обслуживания (СМО), характеризуемым пуассоновским законом распределения времени на обслуживание транспортом рабочих мест. Под СМО понимается как основная, так и транспортная системы. Под каналом массового обслуживания понимается транспортное средство.
ПРИМЕР. Последовательности расчета ТС.
Определяют интенсивность поступления заявок на ТС, шт/мин:
А. ”
где — интенсивность обслуживания полуфабрикатами, шт/мии; Kg — интенсивность обслуживания изделий, шт/мин,
л. = * , где N. = L
Фэ Z-1
1 -^ = 1=’ ГДе f»n=-^T> *оп
где Фэ — эффективный годовой фонд времени работы производственной системы; — суммарная программа выпуска, шт/год; nt — количество полуфабрикатов, над которыми проводится т1 операций, шт; £оц — среднее оперативное время, мин; tel — оперативное время, мин; т — общее число операций, шт; j — число наименований изготовляемых изделий.
359
Определяют интенсивность обслуживания заявок, ед/мин:
н ТР vy .
где £тр — среднее время транспортирования, мин; lt — расстояние между основным оборудованием, участвующим в рассматриваемом технологическом процессе изготовления изделия (или оборудования н складом), м; гг — число ходов тележки; v — скорость движения тележки, м/мин; у — число обслуживаемого оборудования.
Определяют приведенную плотность заявок на обслуживание:
Основным условием работы автоматизированной транспортно-накопительной системы является соблюдение неравенства
а < з,
где s — число автоматических тележек.
В случае выполнения данного неравенства можно говорить о том, что выбранное число транспортных тележек обеспечит выполнение заданной программы выпуска изделий, учитывая среднее оперативное время изготовления изделий и среднее время межстаиочно-го транспортирования- В противном случае число транспортных тележек необходимо увеличить на единицу (s » s + 1) и произвести расчет еще раз. После расчета необходимого числа транспортных тележек определяют вероятности простоев оборудования по вине транспортных средств.
В качестве критерия оценки используют вероятность простоя основного оборудования по вине транспортной системы:
Е = 1 - £ Р-.
Исходя нз теории массового обслуживания, определяют вероятность того, что каналы массового обслуживания или свободны или заняты:
р —________1______ - р = р SL
° у <** | 1 0 i! ’
i = o^ s!(s-a)
где Pq — вероятность того, что все транспортные средства свободны; Pt — вероятность того, что i транспортных средств занято, а остальные свободны.
В том случае, если вероятность простоя оборудования превышает установленное (допустимое) значение, число тележек увеличивают, и расчет производится снова, пока значение вероятности простоя не войдет в поле допустимых значений.
Данный расчет производят на основании теории массового обслуживания, он является достаточно несложным, но одновременно, ввиду учета многих факторов, очень трудоемким.
360
В -«Модели состояния системы технического обслуживания» приводится ряд сведений об исправности всех видов производственного оборудования, его готовности к выполнению плановых заданий, времени простоев, связанных с выполнением ремонтных работ, а также сведения по виду обрабатываемого материала в предыдущий период и о состоянии систем технического обслуживания.
Временная модель работы всей производственной системы может быть отражена затратами времени на осуществление отдельных этапов производственного процесса.
Исходя из структуры производственного процесса, общий цикл изготовления изделия определяют по формуле
= £ ktTon+ 1 k2TCK + z £ ktT№ +
+ X + X + x + X ksT , 1=1 i=l i=l i = l
где —kb— коэффициенты, учитывающие влияние времени основного и вспомогательных процессов на общий цикл изготовления продукции и зависящие от временной структуры протекания этих процессов; п — количество операций при изготовлении изделия; Топ — оперативное время, мин; Тт — время складирования, мин; Ттр— время транспортировки, мии; Тт — время на инструментальное обслуживание, мин; Тт — время на техническое обслуживание, мин; Тк — время на контроль качества изделий, мин; Тот — время на охрану труда, мин; 7 — время на подготовку и управление производством, мин.
Функционирование АСУТП происходит на базе единой информационной модели машиностроительного производства, корректируемой в режиме реального времени по мере поступления входных сообщений.
Контрольные вопросы и задания
1. Назовите этапы синтеза производственной системы.
2. Кзк рассчитать высоту пролета?
3. Какие задачи решаются системой управления и подготовки производства?
4. Назовите принципы построения системы управления.
5. Какие функции возлагаются нз систему технического диагностирования основного оборудования?
6. Что указывается в исходных данных на проектирование систем управления основными и вспомогательными подразделениями?
7. Какие задачи решаются системой технологической подготовки производстве?
8. Какие вы знаете варианты систем оперативно-производственного планирования?
9. Какие функции возлагаются на подсистему учета?
361
~| Глава 9J"
РАЗРАБОТКА ЗАДАНИЙ ПО СТРОИТЕЛЬНОЙ, САНИТАРНО-ТЕХНИЧЕСКОЙ И ЭНЕРГЕТИЧЕСКОЙ ЧАСТЯМ. ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ПРОЕКТА
19.11 Основные данные для проектирования строительной части
Для разработки комплексного рабочего проекта (проекта) во всех частях проектанты-технологи составляют задания на проектирование специальных частей проекта.
Основу при разработке специальных частей технического проекта составляют задания на проектирование вместе с исходными данными по выбранной площадке для строительства нового корпуса или по реконструируемому цеху, по компоновочным и планировочным решениям и ведомостям состава работающих.
Техническое задание иа проектирование строительной части включает следующие разделы: общую часть; характеристику помещений; спецификации оборудования, устанавливаемого иа отдельные фундаменты; требования к строительной части, вызываемые устройствами по удалению стружки; нагрузки на полы и перекрытия от производственного оборудования; состав работающих по цехам и отделениям.
В качестве задания на разработку проекта по строительной части проектанты-технологи выдают:
• характеристику среды производственного помещения с указанием категории пожароопасности, температуры и влажности воздушной среды, запыленности и т ,д.;
• данные на проектирование полов и внутренней отделки помещений с определением нагрузки от воздействия на полы оборудования, транспортных средств и агрессивных жидкостей, а также специальные требования к полам и отделке помещений;
• данные на специальные строительные работы — фундаменты под основное и вспомогательное оборудование;
362
• данные на проектирование средств шумоглушения, которые составляют для помещения с повышенным уровнем звукового давления.
Кроме указанных исходных данных, для разработки проекта по строительной части проектанты указывают места пристройки бытовых помещений, нагрузку от подвесных транспортных средств на несущие конструкции здания, месторасположение трансформаторных подстанций, лестничных клеток, санитарных узлов и т. д.
В задании указывают, из какого количества и какой ширины, длины и высоты пролетов должен состоять корпус, какие из пролетов крановые, а какие бескрановые, какие цеха и вспомогательные подразделения располагают в корпусе. Вместе о пояснительной запиской к заданию на проектирование строителям-проектировщикам выдают чертеж планировки всего корпуса с расположением оборудования (чаще всего в масштабе 1 : 100). В общей части указывают, имеются ли подвалы — по каким осям и с какой отметкой, а также назначение подвалов и чертежи их планировки. Указывают также привязку подъемно-транспортного оборудования к зданию.
Типы и конструкции зданий для машиностроительных производств выбираются в зависимости от конкретных условий. При выборе стремятся к тому, чтобы здание в плане имело простые формы, например прямоугольника. В некоторых случаях применяют форму здания в виде букв Ш или П.
При поточном производстве тракторов, автомобилей, станков применяют в основном одноэтажные здания с бескра-новыми пролетами. Однако в отдельных пролетах, где ведется изготовление крупных корпусных деталей или производится сборка тяжелых узлов, может быть установлено крановое оборудование. В ГПС для обеспечения планировочной гибкости часто используют крановые пролеты. Высота до низа несущих конструкций может быть выбрана по действующим нормам. В целях применения унифицированных пролетов и стандартных строительных деталей здание часто проектируют с одинаковыми пролетами и одинаковой высоты, что может ускорить строительство.
Производственное здание может быть выполнено или из сборных железобетонных, или из стальных конструкций. Этот вопрос решают при строительном проектировании с учетом технологических требований. Унифицированные пролеты позволяют использовать и унифицированные типовые секции, размеры которых приведены в табл. 9.1.
Из типовых секций можно компоновать различные производственные здания.
363
Таблица 9.1. Размеры унифицированных пролетов и секций
Размеры пролета, м Число пролетов Размеры секций, м
12 х 18 4 72x72
8 72 х 144
12x24 4 72x96
8 72 х 192
Фермы пролетов могут быть железобетонными (рис. 9.1) и стальными (рис. 9.2). Световые фонари выполняются разных типов в зависимости от конкретных условий и служат одновременно для естественной вентиляции. На рис. 9.3 показаны световые фонари.
Фундаменты под железобетонные или стальные колонны промышленных зданий выполняют из железобетонных конструкций ступенчатого типа. Размеры подошв фундаментов выбирают в зависимости от нагрузок от оборудования и состояния грунта. При планировке оборудования, устанавливаемого на отдельные фундаменты, необходимо учитывать размеры фундаментов под колонны и под оборудование. Размеры сечений железобетонных колонн принимают не менее 30 х 30 см.
Перегородки в отделениях по восстановлению режущего
Рис. 9.1. Типовые унифицированные секции (размеры в м)
364
Рис. 9.2. Стальная ферма с фонарем
л)
Рис. 9.3. Формы световых фонарей (размеры в м):
а — треугольная; б, в — зубчатые (пилообразные); г — трапецеидальная с наклонным остеклением; д, е, и — прямоугольные с вертикальным остеклением; ж,к,л — М-образные с вертикальным остеклением; з — М-образная с вертикальным остеклением при железобетонной конструкции. Расположение створок и схем отвода воды с фонарей: а — наружный водоотвод; л — внутренний водоотвод
365
работ делают стеклянными с нижней железной частью высотой 1 м при общей высоте перегородки 2,5...3 м. В бытовых и конторских помещениях применяют деревянные или в отдельных случаях стальные перегородки. Двери и ворота для выхода наружу или на лестничную клетку располагают от наиболее удаленного рабочего места на расстояниях, соответствующих нормам по технике противопожарной безопасности. Двери для эвакуации персонала должны открываться в направлении выхода из здания. Лестничные клетки на верхние зтажи бытовых пролетов располагают на расстояниях, соответствующих нормам.
В основном все оборудование цеха устанавливают на общую бетонную подушку, изготовленную из. армированной железными прутьями сетки 25 х 25 см толщиной 250...300 мм. Оборудование, имеющее переменные динамические нагрузки, например строгальные, плоскощлифовальные и другие станки, а также оборудование весом более 7 т устанавливают обычно на отдельные фундаменты (по списку, прилагаемому к пояснительной записке).
Станки классов точности А и С и измерительные устройства, для которых недопустимы колебания даже небольшой амплитуды, устанавливают на виброизолирующие фундаменты. На такие же фундаменты устанавливают и сборочные стенды для сборки прецизионных изделий. Эти фундаменты должны располагаться на определенном расстоянии от несущих конструкций здания — колонн и стен. Фундаменты для такого оборудования проектируют строительные отделы проектных институтов. Чертежи фундаментов под автоматические линии выполняет та организация, которая проектирует линии.
Фундаменты на естествеииом и свайном основании применяют для установки оборудования повышенной точности с иедостаточио жесткими станинами или оборудования, в котором имеют место внутренние факторы возбуждения колебаний.
Свайные фундаменты обеспечивают более высокую виброизоляцию при высокой жесткости основания. Фундаменты этого типа применяют также для оборудования с тяжелыми перемещающимися узлами, с неуравновешенными деталями, а также для оборудования, работающего с резкими реверсами отдельных узлов.
Применяются также фундаменты на резиновых ковриках (рис. 9.4). В качестве виброизолирующего элемента используются коврики КВ-1 и КВ-2. Бетонный блок можно устанавливать непосредственно на поверхности коврика, который покрывают гидроизоляционной бумагой и листом кровельного
366
Рис. 9.4. Фундамент на ковриках
железа. Коврики имеют высоту 21...26 мм, площадь 350 * х 350 мм. Фундаменты на резиновых ковриках применяют для установки станков классов точности А и В и оборудования с недостаточно жесткими станинами или с сильными динамическими возмущениями. Для снижения колебаний фундамент делают тяжелым и отделяют от основного фундамента сквозным швом. Недостатками фундаментов этого вида являются относительная сложность конструкции и значительные габариты в плане. Однако монолитность фундамента обеспечивает надежную установку оборудования и высокую точность его работы. Фундаменты на пружинах являются самым надеж-
ным, но и самым дорогим видом виброизоляции, их применяют лишь для установки станков класса точности С, точных измерительных машин и т. д. В этом случае бетонный блок ставят на пружины, которые как бы заменяют коврик.
Размеры фундаментов в плане определяют по размерам основания оборудования. Расстояние от боковой плоскости опор станины до границы фундамента должно быть не менее 100 мм, а расстояние от границ колодцев до границы фундамента для анкерных болтов — ие менее 200 мм. Оборудование, устанавливаемое на специально проектируемые фундаменты одного из приведенных выше типов, как правило, крепят к фундаменту анкерными болтами (рис. 9.5), что значительно повышает жесткость самой станины (до 10 раз).
Оборудование с относительно короткими станинами можно устанавливать на фундамент или общую плиту с помощью клиньев, заливая их по всей опорной поверхности станины цементным раствором, одновременно закрепляя оборудование анкерными болтами. Такая установка оборудования уменьшает деформацию станины иа 30...40%.
При установке в цехе станков классов Н и П и некоторых типов класса В ограничиваются виброизолирующими опора-
367
Рис. 9.5. Анкерные болты для крепления оборудования к фундаментам: а — при использовании единичных фундаментов; б — при наличии общей фундаментной плиты цеха
ми. Применение их обеспечивает требуемое качество полуфабрикатов после обработки, упрощает перестановку станков.
На полу цеха устанавливают оборудование массой до 10 т нормальной и повышенной точности и с жесткими станинами, у которых отношение длины к высоте сечения меньше 10.
Легкое оборудование массой до 2 т, не имеющее высоких динамических нагрузок, можно устанавливать непосредственно на торцевое покрытие бетонного пола.
На ленточных фундаментах устанавливают оборудование массой до 30 т.
Вопрос о нагрузках на полы и перекрытия от массы производственного оборудования является одним из важнейших для строительного проектирования и последующей эксплуатации корпуса. Эти нагрузки приводят в ведомости с указанием наименований помещений, нагрузок на фермы от основного
368
Таблицо 9.2. Покрытия пола и допустимые технологические нагрузки
Производственные подразделения Покрытие Максимальная технологическая нагрузка, т
Механические участки По л имерцеме нтное 3...5
Торцовая деревянная шашка 3
Прецизионные механические и сборочные цеха, участки. Испытательные отделения, станции Керамические плитки на цементно-песчаной подушке 1,5
Сборочные участки Полимерцементное 3...5
Торцовая деревянная шашка 3
Цеховые контрольные и контрольно-поверочные пункты Поливинилацетатное на цементно-песчаной подушке, линолеум 0,5
и вспомогательного оборудования, от напольного колесного транспорта. Типы полов и допустимые нагрузки в зависимости от технологических процессов даны в табл. 9.2.
Хорошим покрытием полов являются плитки из мраморной крошки. На главных магистральных проездах применяют также чугунные или бетонные плитки, причем чугунные более прочные. Покрытие выбирают в зависимости от конкретных условий эксплуатации и согласовывают с проектантами-с троит елями.
При выборе покрытия пола необходимо учитывать его химическую стойкость, т. е. влияние на него рабочих жидкостей — воды, минерального масла и эмульсии, щелочных растворов, бензина, керосина и др., а также устойчивость к механическим воздействиям, бесшумность и беспыльность.
На основании общего количества обслуживающего персонала производят все расчеты площадей бытовых помещений, столовых, туалетных комнат, красных уголков и т. д. Данные о количестве обслуживающего персонала приводят в ведомости, в которой перечисляют все входящие в корпус производственные цеха и вспомогательные подразделения. Для всех производственных подразделений корпуса указывают с разбивкой по категориям число работающих мужчин и женщин. В этой же ведомости указывают также число (отдельно муж
24 -5И49
369
чин и жеищии) ИТР и служащих по подразделениям. Кроме того, важно знать количество мужчин и женщин, работающих в первую смену. При этом число ИТР подразделяется на работающих непосредственно на производственной площади цеха и на работающих в конторских помещениях.
Многоэтажные здания проектируют тогда, когда для производства требуется относительно малогабаритное оборудование или если территория завода ограничена. Для многоэтажных зданий имеются рабочие чертежи конструкций, разработанные применительно к унифицированным габаритным схемам.
19.2 {Разработка заданий по санитарно-технической и энергетической частям проекта
Проектирование санитарно-технической части проекта включает следующие разделы: водоснабжение для санитарно-бытовых нужд, канализация, вентиляция, очистные сооружения, установки для кондиционирования воздуха в термоконстантных помещениях и др.
В задании для проектирования водопровода и канализации вместе с планировкой оборудования цеха с разрезами здания и ведомостями состава персонала указывают данные о потребностях и расходе воды на производственные нужды и о возможных сбросах сточных вод.
В машиностроительных цехах вода потребляется как в производственных (технологических), так и бытовых нуждах. Для производственных нужд вода расходуется на приготовление охлаждающих жидкостей, промывку изделий, охлаждение и закалку в установках ТВЧ, гидравлические испытания на выработку пара для производственных нужд, она необходима для гидрофильтров в кондиционерах и окрасочных установках. Степень очистки воды, идущей на производственные нужды, определяется конкретными условиями потребления.
В бытовых нуждах используют очищенную воду, пригодную для потребления человеком, в питьевых автоматах и фонтанчиках, в душевых, умывальниках, санитарных узлах и т. д. Расход воды для каждого вида потребления рассчитывают по специально составленным ведомостям потребителей, которые должны содержать следующие сведения: шифр потребляющего воду оборудования по планировке; наименование цеха и участка; общий и суточный расход воды (м3) на единицу оборудования с учетом коэффициента загрузки оборудования; характер работы оборудования — сменяемость объемов потребления
370
воды; объем воды, сбрасываемой в канализацию (наименование химиката, содержание его в растворе, особенности сбрасываемых растворов и др.). При этом особенно важно, чтобы из очистных сооружений не было сброса в канализацию загрязненной химикатами воды, опасной для здоровья людей, животного и растительного мира.
В задание на проектирование отопления и вентиляции включают: режим работы цеха; ведомость оборудования, требующего устройства местных вентиляционных отсосов; указания о необходимости воздушных завес у ворот; температуру, которая должна поддерживаться в цехе; количество холодного металла, поступающего в цех (в среднем за смену); размеры ворот и режим их открывания (число и продолжительность открываний в смену).
В связи с блокировкой цехов в крупные корпуса и в результате этого повышением величины общеобменной вентиляции, а следовательно, и мощности вентиляционных установок, особое внимание следует уделять их размещению. Например, в крупных корпусах для размещения вентиляционных установок применяют специальные двухэтажные энергетические вставки, антресоли или отводят на нулевой отметке корпуса полосы шириной 12... 18 м.
Задание по теплоэнергетической части выдают для разработки проекта по снабжению цеха сжатым воздухом, технологическим паром и другими энергоносителями. Для этого в его состав включают расчетные данные о потребностях в сжатом воздухе, технологическом паре и т. п. При проектировании энергосистемы на основании задания по теплоэнергетической части на планировку цеха наносят энергопотоки и определяют основные параметры энергосистемы.
В состав задания по электрической части входят: данные для разработки проекта электроснабжения цеха, включающие указания по предполагаемым местам расположения трансформаторных подстанций; спецификация принятого оборудования с указанием его мощности; категория пожароопасности.
Для проектирования электроснабжения машиностроительного производства составляют ведомости потребителей по подразделениям, размещенным в корпусе. В ведомости указывают расположение каждого отдельного потребителя силовой энергии на соответствующей планировке, причем с разделением потребления энергии на бытовые и производственные помещения. По перечисленным разделам потребления электроэнергии составляют сводные ведомости, указывая количество оборудования и установленную мощность по цехам и отделениям.
24*
371
При установлении категорий и классов пожароопасности руководствуются отраслевыми нормами, учитывающими характер производства в цехе. Машиностроительные производства относятся в основном к категории Д, однако отдельные участки могут быть отнесены к категории В и Г. Помещения для оборудования противопожарной автоматики должны быть расположены на первом этаже с самостоятельным выходом и площадью: для газового тушения — 40 м2, для пенного тушения — 100 м2.
При разработке заданий на проектирование специальных частей проекта необходимо уделять большое внимание и проектированию систем связи и сигнализации, без чего современное машиностроительное производство невозможно реализовать.
В состав данных для разработки проекта связи и сигнализации включают: планировку оборудования с указанием мест монтажа аппаратов или установок; сведения о числе и типе установок связи; задание на разработку диспетчерской сигнализации; места расположения телевизионных установок, электрочасов и радиотрансляционных точек.
В современном машиностроительном производстве обязательно наличие следующих основных видов связи, которые в той или иной степени участвуют в осуществлении технологических и производственных процессов: связи общего назначения (АТС, телевидение, электрочасовые установки); административно-хозяйственной связи (внутризаводская АТС, установка главного диспетчера, установки цеховых диспетчеров, директорская установка, установка главного инженера, промышленная телевизионная установка); установки специального назначения (пожарная сигнализация, коммутатор спецсвязи и др.).
19.3 {Технико-экономическая оценка проекта
Проектирование механического или сборочного цеха заканчивается выбором оптимального варианта проекта, определением его технико-зкономических показателей и составлением пояснительной записки.
При выборе оптимального варианта проекта цеха следует ориентироваться на проект, имеющий минимум приведенных затрат.
Приведенные затраты складываются из себестоимости изготовления продукции С и произведения нормативного коэффициента эффективности капитальных вложений Ек = 0,12 на капитальные затраты К. При определении капитальных вло
372
жений необходимо учитывать стоимость всего основного и вспомогательного оборудования, включая транспортно-заготовительные работы и монтаж, стоимость общей площади цеха, стоимость оборотных средств в незавершенном производстве, затраты на жилищное и культурно-бытовое строительство и др.
Суммарная стоимость оборудования определится по формуле
коб= £ц^,
i = l
где Ц2 — оптовая цена i-ro наименования оборудования, руб.; а — коэффициент, учитывающий затраты на доставку и установку оборудования, а = 1,1; N\ — принятое количество i-ro наименования оборудования; п — количество наименований оборудования.
При расчете стоимости общей площади цеха учитывают стоимость 1 м2 площади.
В общем виде цеховая себестоимость изготовления продукции
С ~ М + 3 + Р + А + И + П + Н + Цр,
где М — затраты на материал или заготовку; 3 — расходы на заработную плату производственных рабочих, включая начисления по соцстраху и отпускам; Р — расходы по эксплуатации основного оборудования; А — расходы на амортизацию основного оборудования; И — расходы на эксплуатацию режущих инструментов; П — расходы на эксплуатацию технологической оснастки; Н — расходы по наладке оборудования; Цр — общецеховые расходы.
Затраты на материал и заготовки определяют с учетом стоимости отходов. Если сравниваемые варианты производственных процессов предусматривают изготовление деталей из заготовок, полученных одним и тем же методом, то стоимость последней можно не включать в технологическую себестоимость. В тех вариантах процесса, когда заготовки разные, их стоимость следует учитывать. Стоимость заготовки определяют по отчетным данным соответствующего цеха завода или в случае получения заготовки со стороны по данным прейскурантов в зависимости от массы и сложности заготовки. К прейскурантным ценам следует добавить 5... 10% на транспортно-заготовительные расходы.
Затраты на заработную плату производственных рабочих определяют на основании нормы времени на данную операцию, квалификации рабочего (разряда) и тарифной ставки:
3 = 34Tfem,
373
где Зч — часовая тарифная ставка, определяемая согласно разряду, указанному в технологической карте; Т — трудоемкость выполнения операции, ч; km = 1,5...1,7 — коэффициент, учитывающий выполнение норм, расходы по социальному страхованию и оплате отпусков, а также величину доплат.
Расходы по эксплуатации станочного оборудования включают затраты на электроэнергию, затраты на смазывающие и охлаждающие жидкости.
Для укрупненных расчетов при экономическом анализе можно воспользоваться упрошенной формулой себестоимости расхода электроэнергии на 1 мин машинного времени, коп.:
где kac — коэффициент использования электродвигателя по времени и мощности; N? — установленная мощность электродвигателя на оборудовании, кВт; Цэл = 1,2... 1,5 — стоимость 1 кВт/ч электроэнергии, коп.
Себестоимость ремонта можно определить, пользуясь нормативами единой системы планово-предупредительного ремонта. По этой системе себестоимость ремонта оборудования каждого типоразмера определяется категорией сложности ремонта 7? и продолжительностью межремонтного цикла. Расчет себестоимости ремонта станка на 1 мин его работы следует определять по формулам:
для легких и средних станков Ср = 7?/147,60;
для крупных н тяжелых станков Ср = 72/800;
для особо тяжелых и уникальных станков CL = 72/99,80, где R — категория сложности ремонта станков (РЕ), которую принимают по единой системе ППР; 0 — коэффициент, для поточного производства 0 = 1,0, для непоточного 0 — 1,3...1,5.
Расходы на смазочные материалы и СОЖ весьма незначительны и в обычных условиях ими можно пренебречь.
Расходы на амортизацию оборудования
~ ^^шт’
где А — амортизационные отчисления, отнесенные к 1 мин штучного времени £шт.
Для универсального оборудования величина амортизационных отчислений определяется по нормам, а для специального оборудования зависит от годовой программы выпуска деталей на нем.
Расходы по эксплуатации режущего инструмента на одну операцию
г _ + .
" Тф(п„ + 1) ₽’
374
где Sw — первоначальная стоимость инструмента; пп — количество повторных заточек; Спи — себестоимость одной повторной заточки инструмента; Тф — фактическая стоимость инструмента между двумя переточками; tp — длительность работы инструмента на протяжении одной операции.
При многоинструментной наладке следует определять эксплуатационные расходы по каждому инструменту и полученные значения суммировать.
Себестоимость эксплуатации технологической оснастки определяют исходя из того, что расходы по технологической оснастке должны быть списаны на общее число изделий, подлежащих выпуску в течение двух лет. Следовательно, ежегодные амортизационные отчисления составляют 50% стоимости оснастки. Размер годовых расходов по ремонту приспособлений можно принять 8... 10% их стоимости, тогда годовые расходы на эксплуатацию специальных приспособлений составят 58...60% от их первоначальной стоимости.
Расходами на сжатый воздух и электроэнергию, используемые в технологической оснастке, можно пренебречь. Так как срок службы универсальной оснастки довольно велик, а расходы на ее эксплуатацию, приходящиеся на одну операцию, незначительны, эту составляющую технологической себестоимости можно не учитывать.
Расходы по наладке оборудования
с„ = 3nt„km/n,
где Зп — затраты на заработную плату наладчика за единицу времени, коп.; tK — длительность наладки оборудования, мин; k3n — коэффициент заработной платы, учитывающий выполнение норм, расходы по соцстраху и оплату отпусков; п — число операций, выполненных за одну наладку.
Следует отметить, что при числе переналадок (6...24 в год) затраты на наладку оказываются небольшими, а в поточном производстве, когда за каждым основным оборудованием закреплена определенная операция, затраты на переналадку не учитывают.
В общецеховые расходы включают затраты на работу вспомогательных систем цеха.
При оценке качества проекта производят проверку обеспечения выполнения основных показателей, предусмотренных техническим заданием на проектирование, и рассматривают принятые в проекте технические решения на соответствие нормам технологического проектирования, требованиям научной организации труда, охраны труда и окружающей сре
375
ды. В состав показателей, используемых при оценке качества проекта, включаются:
• основные показатели — годовой выпуск продукции в оптовых ценах, в натуральном выражении, чистой (нормативной) продукции в оптовых ценах; численность персонала с разбивкой на рабочих, ИТР и служащих; основные промышленно-производственные фонды; капитальные вложения по основным промышленно-производственным фондам; трудоемкость выпускаемой продукции; показатели уровня техники и технологии производства; количество основного оборудования; процент применяемых прогрессивных, малоотходных видов заготовок; фондовооруженность работающих; коэффициент использования материала; уровень механизации и автоматизации производственных процессов (%), который определяют по зависимости у = (X £М/Х £шт)100, где X tw — сумма всего машинного времени, станко-ч; X £шт — сумма всех штучных времен, ч;
• показатели уровня организации труда, производства и управления — производительность труда (выработка нормативно-чистой продукции) на одного работающего; коэффициент сменности работы оборудования; фондоотдачи (выработка нормативно-чистой продукции на 1 руб. основных производственных фондов); коэффициент кооперирования производства; количество примененной вычислительной техники в управлении производством; наличие системы управления цехом; общая трудоемкость важнейших изделий;
• показатели уровня эффективности проекта — полная себестоимость продукции; себестоимость важнейших изделий; рентабельность; срок окупаемости капитальных вложений; эффективность от внедрения проекта на 1 руб. затрат на проектирование;
• показатели социальных факторов и условий труда — наличие решений по обеспечению наиболее благоприятных и безопасных условий труда; удельный вес численности рабочих, занятых ручным трудом, по отношению к общей численности рабочих, наличие решений по охране окружающей среды и использованию отходов производства; наличие собственных технических решений, защищенных авторскими свидетельствами;
• показатели оформления проекта — комплектность документации и соответствие ее нормативным документам о порядке разработки и утверждения; соответствие оформления документации требованиям нормативных документов.
Определение категории качества проекта производят по балльной системе с учетом коэффициента весомости по каждой группе показателей.
376
К пояснительной записке технологические отделы прилагают спецификации оборудования, на основе которых в дальнейшем составляют заказные спецификации на оборудование.
Контрольные вопросы и задания
1. Какие данные выдают проектанты-технологи для разработки проекта по строительной части?
2. Как производится выбор типа фундамента под оборудование?
3. Что указывается в задании на проектирование санитарно-технической части?
4. Что входит в состав задания на проектирование теплоэнергетической части?
5. Назовите основные технико-экономические показатели проекта цеха.
Список литературы
1. Андреев Г. Н., Новиков В. Ю., Схиртладзе А. Г. Проектирование технологической оснастки машиностроительного производства. — Мл Высшая школа, 1999.
2. Балашов В. М., Матвеев А. И., Схиртладзе А. Г. Проектирование машиностроительных производств. — Тверь: Изд-во Тв. ГТУ, 1997.
3. Балашов В. М., Гречишников В. А., Схиртладзе А. Г. Инструментальная оснастка металлорежущих станков. — Тверь: Изд-во Тв. ГТУ. 1999.
4. Васильев В. Н. Организация, управление и экономика гибкого интегрированного производства в -машиностроении.— М.: Машиностроение, 1986.
5. Вороненко В. П. Автоматизированное проектирование механосборочных цехов // Механизация и автоматизация производства. — М., 1986. — № 4. — С. 27—29.
6. Вороненко В. П., Схиртладзе А. Г., Брюханов В. Н. Машиностроительное производство. — М.: Высшая школа, 2001.
7. Вороненко В. П. и др. Проектирование производственных систем в машиностроении. — Тирасполь: Изд-во РИО ПГУ, 2001.
8. Вороненко В. П. и др. Проектирование автоматизированных участков и цехов. — М.: Машиностроение, 1992.
9. Вороненко В. П. и др. Проектирование автоматизированных участков и цехов. — М.: Высшая школа, 2000.
10. Вороненко В. ГЕ., Схиртладзе А. Г. Автоматизация производственных процессов в машиностроении. — Ковров: Изд-во КГТА, 2000.
11. Гансбург Л. Б., Максаров В. В.. Схиртладзе А. Г. Автоматизация производственных процессов в машиностроении. — СПб.: Изд-во СЗГЗТУ, 2001.
12. Гречишников В. А. и др. Инструментальное обеспечение автоматизированного производства. — М.: Изд-во Станкин, 2000.
13. Дащенко А. И., Белоусов А. П. Проектирование автоматических линий. — М.: Высшая школа, 1988.
378
14. Егоров В. А. Автоматизация проектирования предприятий. — Л.: Машиностроение, 1983.
15. Еремин В. Г. и др. Обеспечение безопасности жизнедеятельности в машиностроении. — М.: Машиностроение, 2000.
16. Еремин В. Г., Сафронов В. В., Схиртладзе А. Г. Методы и средства обеспечения безопасности труда в машиностроении.— М.: Высшая школа, 2000.
17. Зориктуев В. Ц. и др. Основы автоматизации и управление технологическими процессами в машиностроении. — Уфа: Изд-во УГАТУ, 2000.
18. Коновал Д. Г. и др. Технология и проектирование автоматизированных станочных систем. — М.: Изд-во Станкин, 1998.
19. Кузьмин В. В., Схиртладзе А. Г., Тилипалов В. Н. Математическое моделирование технологических процессов сборки и механообработки изделий машиностроения. — Калининград: Изд-во КГТУ, 1999.
20. Маликов О. В. Склады гибких автоматизированных производств. — Л.: Машиностроение, 1986.
21. Мельников Г. Н„ Вороненко В. Н. Проектирование механосборочных цехов. — М.: Машиностроение, 1990.
22. Медведев В. А. и др. Технологические основы гибких производственных систем. — М.: Высшая школа, 2000.
23. Медведев В. А. и др. Технологические основы ГПС. — М.: Машиностроение, 1991.
24. Митрофанов В. Г. и др. Диалоговые САПР технологических процессов. — М.: Машиностроение, 2000.
25. Новиков В. Ю., Схиртладзе А. Г. Технология станкостроения. — М.: Машиностроение, 1990.
26. Петров В. А., Масленников А. Н., Осипов Л. А. Планирование гибких производственных систем. — Л.: Машиностроение, 1985.
27. Палей М. М., Оробинский В. М., Схиртладзе А. Т. Технологическое обеспечение качества в машиностроении. — Волгоград: Изд-во РПК Политехник, 1998.
28. Палей М. М. и др. Конструкторско-технологические основы обеспечения качества в машиностроении. — Волгоград: Изд-во РПК Политехник, 1999.
29. Айзенберг Б. И. и др. Проектирование машиностроительных заводов и цехов. — М.: Машиностроение, 1974.
30. Скрябин В. А. и др. Автоматизация и автоматизированная технология машиностроительного производства. — Пенза: Изд-во ПГТУ, 1998.
31. Схиртладзе А. Г., Зубарев Ю. М.. Куцанов Л. А. Основы технологии механической обработки. — СПб.: Изд-во ИМ, 1994.
32. Схиртладзе А. Г. и др. Проектирование механосборочных цехов и участков. — СПб.: Изд-во СПб. ИМ, 1994.
33. Схиртладзе А. Г. и др. Проектирование участков и цехов автоматизированных производств. — Пенза: Изд-во ПГУ, 1999.
34. Схиртладзе А. Г. Работа оператора на станках с ПУ. — М.: Высшая школа, 2000.
379
35. Схиртладзе А. Г., Тарапанов А. С., Харламов Г. А. Технология обработки зубчатых зацеплений в машиностроении. — М.: Машиностроение, 1999.
36. Схиртладзе А. Г. и др. Технология изготовления деталей на горизонтально-расточных станках. — М.: Учебная литература, 2000.
37. Схиртладзе А. Г., Коротков И. А., Брызгов С. Г. Технология обработки на горизонтально-расточных станках. — М.: Учебная литература, 2000.
38. Схиртладзе А. Г. и др. Технологические автоматизированные системы механической обработки. — Пенза: Изд-во ПНИ, 2000.
39. Схиртладзе А. Г. и др. Технология токарной обработки. — Тверь: Изд-во Тв. ГТУ, 1997.
40. Схиртладзе А. Г. и др. Технологические автоматизированные системы механической обработки. — Пенза: Изд-во ПГУ, 1998.
41. Схиртладзе А. Г. и др. Технологические процессы машиностроительного производства: В 3 т. — М.: Учебная литература, 2001.
42. Схиртладзе А. Г., Новиков В. Ю. Станочные приспособления. — М.: Высшая школа, 2001.
43. Схиртладзе А. Г., Новиков В. Ю., Тулаев Ю. И. Технологическое оборудование машиностроительных производств. — М.: Изд-во Станкин, 1997.
44. Схиртладзе А. Г., Новиков В. Ю, Тананин А. И. Станочное оборудование машиностроительного производства. — Ижевск: Изд-во Удмуртского университета, 1993.
45. Трембач Е. Н„ Мелешьев Г. А., Схиртладзе А. Г. Проектирование участков и цехов механосборочного производства. — Йошкар-Ола: Изд-во МарГТУ, 2000.
46. Трушкин В. М. и др. Проектные расчеты участка машиностроительного производства. —- Курск: Изд-во КГТУ, 2000.
47. Трилисский В. О. и др. Диагностика, испытание н ремонт станочного оборудования. — Пенза: Изд-во ПГУ, 2001.
Учебное издание
Вороненко Владимир Павлович Соломенцев Юрий Михайлович Схиртладзе Александр Георгиевич
ПРОЕКТИРОВАНИЕ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Учебник для вузов
Зав. редакцией Б. В. Панкратов Ответственный редактор Р. Н. Мысовская Художественный редактор А. Л. Кашеков Технический редактор С. А. Толмачева Компьютерная верстка Е. Ю. Пучкова Корректор Н. С. Соболева
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.006315.08.03 от 28.08.2003. Подписано к печати 30-11.05. Формат бОхЭО1/,,,. Бумага типографская. Гарнитура «Школьная». Печать офсетная. Усл. печ. л. 24,0. Тираж 2000 экз. Заказ № 5849
ООО «Дрофа». 127018, Москва, Сущевский вал, 49.
По вопросам приобретения продукции издательства «Дрофа» обращаться по адресу: 127018, Москва, Сущевский вал, 49.
Тел.: (095) 795-05-50, 795-05-51. Факс: (095) 795-05-52.
Торговый дом «Школьник».
109172, Москва, ул. Малые Каменщики, д. 6, стр. 1А. Тел.: (095) 911-70-24, 912-15-16, 912-45-76.
Магазины «Переплетные птицы»: 127018, Москва, ул. Октябрьская, д. 89, стр. 1.
Тел.: (095) 912-45-76;
140408, Московская обл., г. Коломна, Голутвин, ул. Октябрьской революции, 366/2.
Тел.: (095) 741-59-76.
Отпечатано с готовых диапозитивов в ОАО ордена «Знак Почета» «Смоленская областная типография им. В. И. Смирнова».
214000, г. Смоленск, проспект им. Ю. Гагарина, 2.