



























































































































































































































































































































































































Author: Баранчиков В.И. Жаринов А.В. Юдина Н.Д. Садыхов А.И.
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства металлы резание металлов
ISBN: 5-217-01118-1
Year: 1990



Chipmaker.ru \
Прогрессивные режущие инструменты и режимы резания металлов
пт-s .
Прогрессивный режущие инструменты и режимы резания металлов
‘ СПРАВОЧНИК ’
Под общей редакцией канд. техн, наук В. И. Баранчикова
Chipmaker.ru
Сортавальсггл
Москва
♦ Машиностроение • 1990
ББК 34.63-5я2
П78
УДК 621.9.02 (035)
Авторы: В. И. Баранчиков, А. В. Жаринов, Н. Д. Юлина, А. И. Садыков
Рецензент канд. техн, наук М. Г. Шеметов
Прогрессивные режущие инструменты и режимы П78 резания металлов: Справочник/В. И. Баранчиков, А. В. Жаринов, Н. Д. Юдина и др.; Под общ. ред. В. И. Баранчикова. —М.: Машиностроение, 1990. — 400 с.: ил.
ISBN 5-217-01118-1
Приведены новые прогрессивные и перспективные конструкции режущих инструментов различных типов и технологические процессы их изготовления. Даны рекомендации по дроблению стружки при работе на токарных станках и области применения инструментальных материалов. Режимы резания по каждому виду обработки изложены в виде матричных таблиц для каждой группы обрабатываемых материалов и поправочных коэффициентов на скорость резания и подачу для различных условий обработки. Такое изложение режимов резания позволяет выполнять их расчет на ЭВМ при разработке технологических процессов с использованием САПР.
Для инженерно-технических работников машиностроительных предприятий, научно-исследовательских институтов, отраслевых лабораторий; может быть полезен для студентов втузоз.
270404000—246 __ __
П 038(01)'—90~ 246-90
ББК 34.63-5я2
ISBN .5-217-01118-1 © В. И. Баранчиков, А. В. Жариков, Н. Д. Юдина и др., 1990
Chlpmaker.ru
ОГЛАВЛЕНИЕ
Предисловие ...................................
ЧАСТЬ I ПРОГРЕССИВНЫЕ РЕЖУЩИЕ ИНСТРУМЕНТЫ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИХ ИЗГО ТОВЛЕНИЯ ......................................
Глава 1. Обрабатываемость материалов резанием............. 1U
h Цветные сплавы, чугуны и стали ................... 32
2. Труднообрабатываемые стали и сплавы ............. 34
Глава 2. Инструментальные материалы и области их применения ...................................................... 37
1. Быстрорежущие стали ............................. 37
2. Твердые сплавы .................................. 44
3. Минералокерамические материалы................. 31
4. Сверхтвердые материалы .......................... 52
Глава 3. Дробление стружки и инструменты для точения деталей 58
1. Завивание и дробление стружки ................... 58
Режимы резания и геометрические параметры резца 59
Канавки, уступы и накладные стружколомы .... 64
Специальные способы дробления стружки............. 69
2. Конструктивное исполнение резцов с механическим креплением сменных многогранных пластин .... 70
3. Проходные, подрезные и расточные резцы........ 74
4. Отрезные, канавочные и резьбовые резцы........... 87
5. Резцы, оснащенные режущими пластинами из СТМ 99
Глава 4. Инструменты для обработки отверстий резанием . . 103
1. Спиральные сверла из быстрорежущих сталей .... 103
2. Сверла, оснащенные пластинами из твердого сплава 111 и каналами для подвода СОЖ .......................
3. Сверла с механическим креплением режущих пластин 114
4. Комбинированные концевые инструменты ........... 117
5. Зенкеры и развертки............ 117
6. Метчики....................................... ’23
7. Резьбовые фрезы................................. 127
1*
4
Оглавление
Глава 5. Инструменты для обработки деталей фрезерованием 129
1. Концевые фрезы.................................. 129
2. Дисковые фрезы.................................. 134
3. Торцовые фрезы, оснащенные СМП ......... 138
4. Торцовые ступенчатые фрезы, оснащенные СМП ... 141
5. Торцовые фрезы с жестко закрепленными твердосплавными чашечными резцами.............................. 149
Глава 6. Инструменты для обработки деталей протягиванием 157
Глава 7. Прогрессивные технологические процессы изготовления режущих инструментов ................................... 165
1. Изготовление заготовок режущих инструментов методом горячего гидродинамического выдавливания ... 167
Горячее гидродинамическое выдавливание............. 168
Режимы выдавливания................................ 169
Расчет параметров заготовок и деталей штампов. . 170
Оборудование для выдавливания ..................... 171
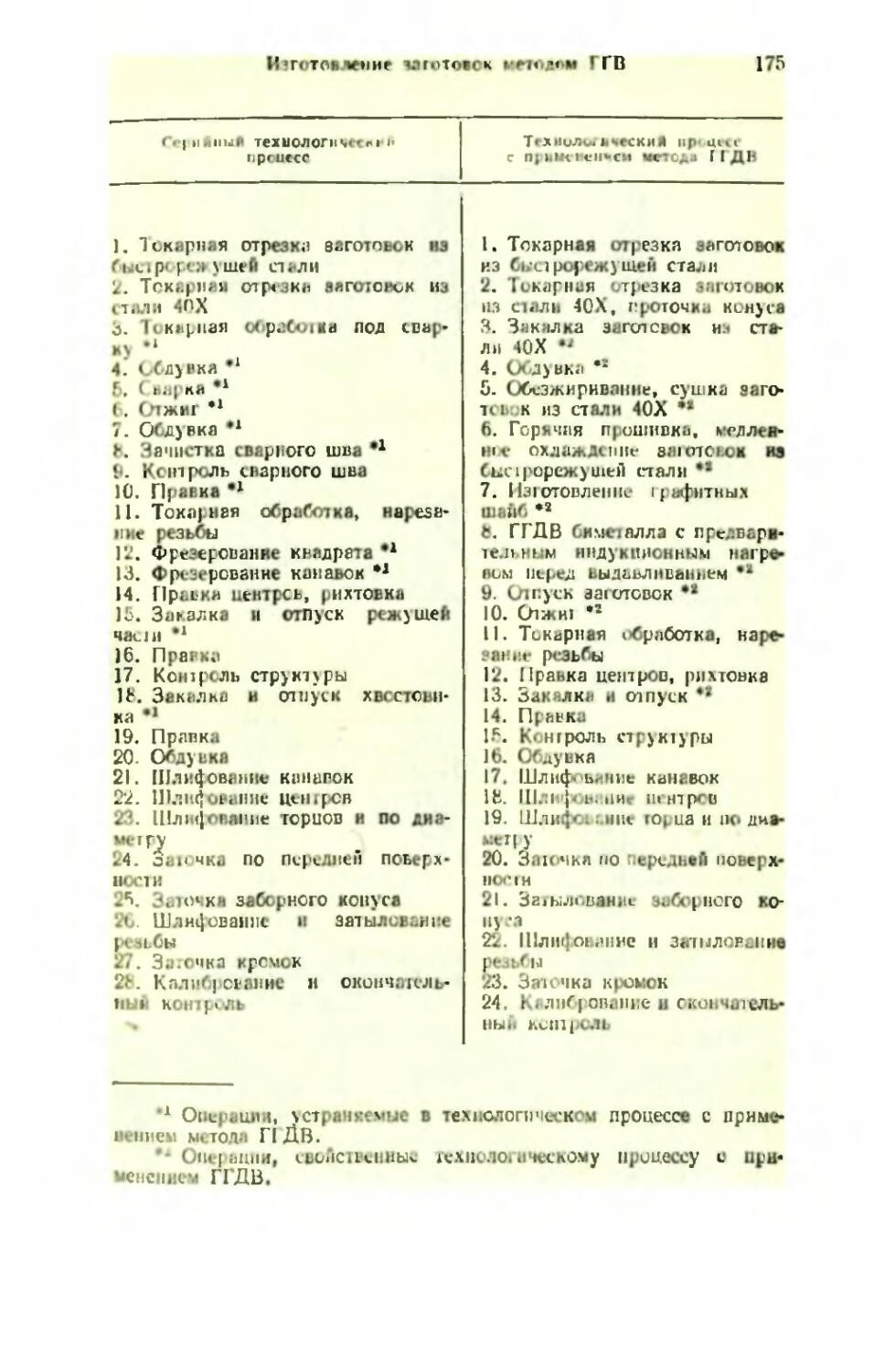
Технология изготовления заготовок инструментов 172
Технология изготовления биметаллических режущих инструментов....................................... 173
2. Получение профильных заготовок методом горячего прессования .......................................... 178
3. Изготовление клееных инструментов................. 181
Преимущества клееных инструментов ................. 181
Типы и конструкции клееных инструментов .... 182
Типовой технологический процесс склеивания инструментов .....................-...................... 191
Глава 8. Термическая обработка режущих инструментов из быстрорежущих сталей....................................... 193
1. Контроль качества стали в состоянии поставки. . . 193
2. Предварительная термическая обработка стали ... 194
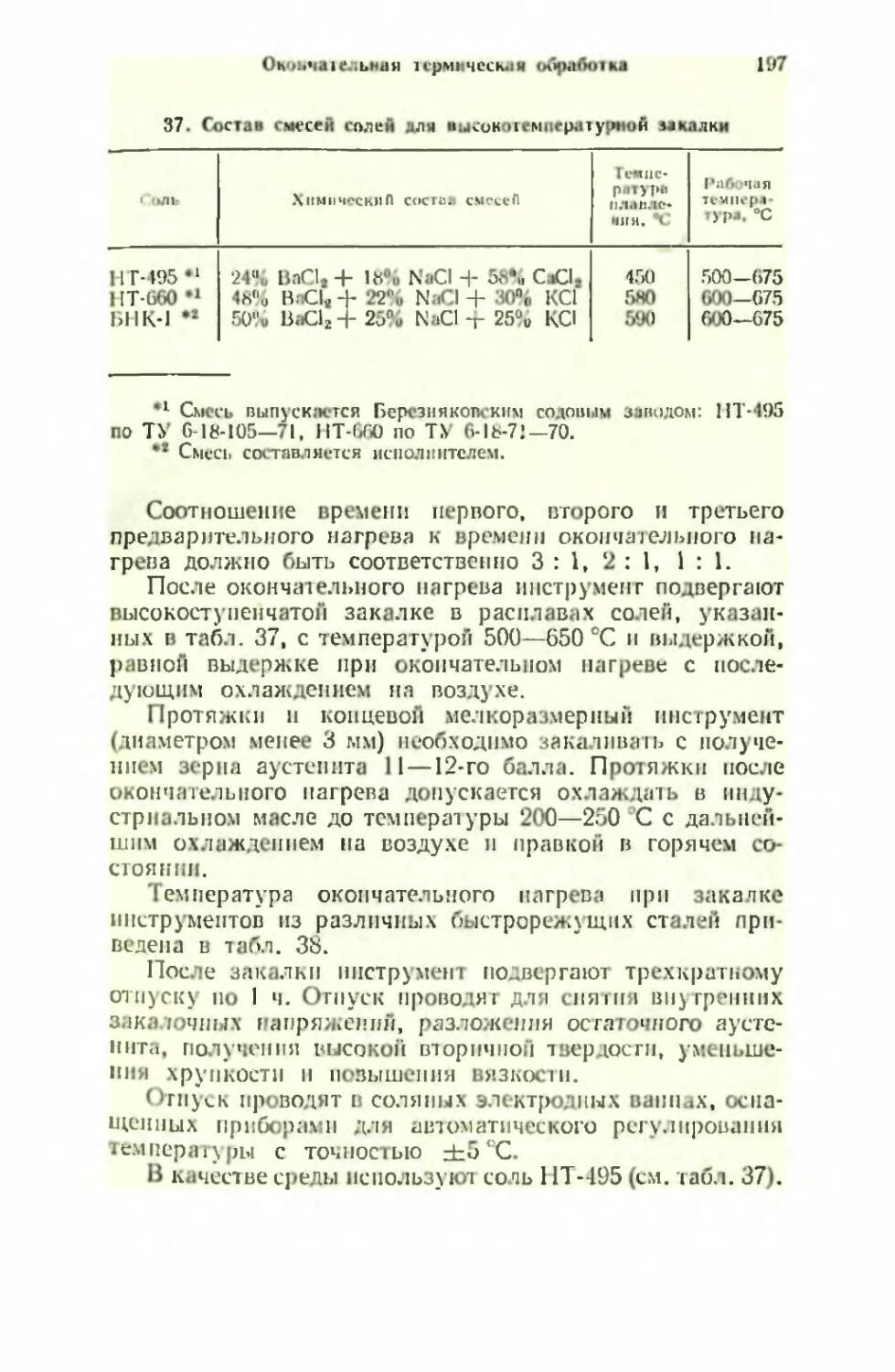
3. Окончательная термическая обработка стали .... 195
4. Термическая обработка хвостовой части инструментов 199
5. Химическая очистка инструментов ................. 201
6. Контроль качества термической обработки инструментов ........................................ 201
Глава 9. Заточка и доводка режущих инструментов........ 203
1. Резцы............................................ 203
2. Сверла........................................... 206
3. Зенкеры и развертки ............................ 207
4?Фрезы ............................................ 209
5. Протяжки ........................................ 209
Оглавление
s
ЧАСТЬ II ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ, ИЗНОС И СТОЙКОСТЬ ИНСТРУМЕНТОВ, СОЖ И РЕЖИМЫ РЕЗАНИЯ ............................
Глава 1. Геометрические параметры режущих инструментов
1. Резцы ........................................
2. Инструменты для нарезания резьбы..............
3. Сверла, зенкеры и развертки...................
4. Протяжки......................................
5. Фрезы.........................................
211
211
215
217
221
222
Глава 2. Износ и период стойкости инструментов........... 226
1- Резцы........................................... 228
2. Сверла, зенкеры и развертки...................
3. Метчики и плашки................................ 230
4. Фрезы........................................... 231
5. Протяжки......................................
6. Абразивные круги ............................... 232
Глава 3. Смазочно-охлаждающие жидкости.................. 232
Глава 4. Точение и нарезание резьбы .... .................. 235
1. Подачи............................................ 236
2. Скорости резания ................................. 240
Точение цветных сплавов и чугунов.................. 241
Точение углеродистых, легированных, теплоустойчивых, жаростойких и жаропрочных сталей ............. 243
Точение жаропрочных и жаростойких сплавов, титановых сплавов и высокопрочных сталей............... 248
Точение закаленных сталей ......................... 252
Чистовое и получистовое точение резцами, оснащенными минералокерамикой, СТМ и БВТС................. 256
3. Режимы резания при нарезании резьбы............. 257
Нарезание резьбы резцами ........................ 257
Нарезание резьбы метчиками....................... 261
Нарезание резьбы плашками ....................... 264
Глава 5. Сверление, зенкерование и развертывание отверстий 265
1. Режимы резания при сверлении...................... 265
Подачи............................................. 266
Скорость резания................................... 268
2. Режимы резания при зенкеровании................... 275
Глубина резания, и число ходов..................... 275
Подачи............................................. 276
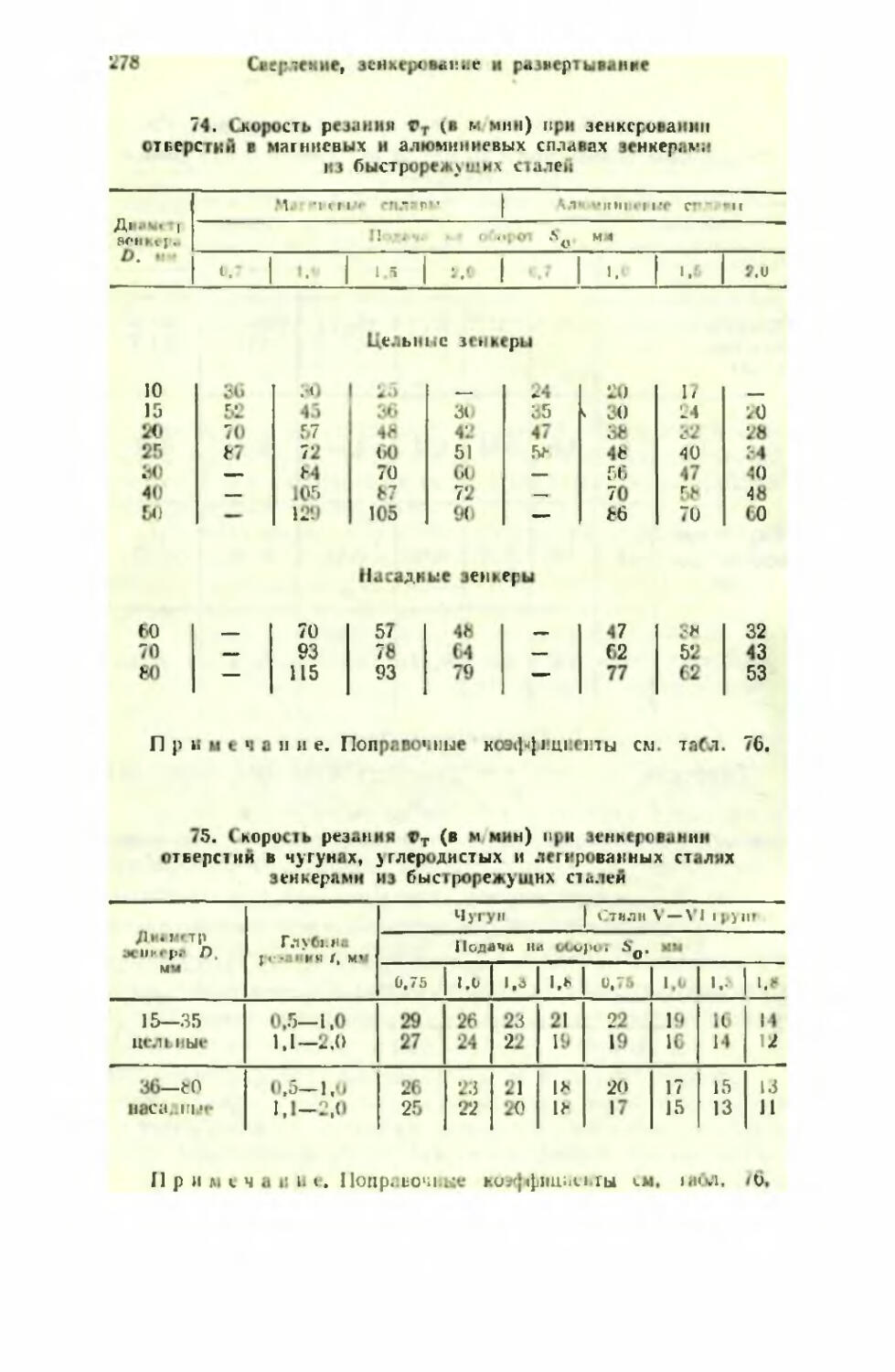
Скорость резания.................................. 277
3. Режимы резания при развертывании ................. 284
Подачи............................................. 285
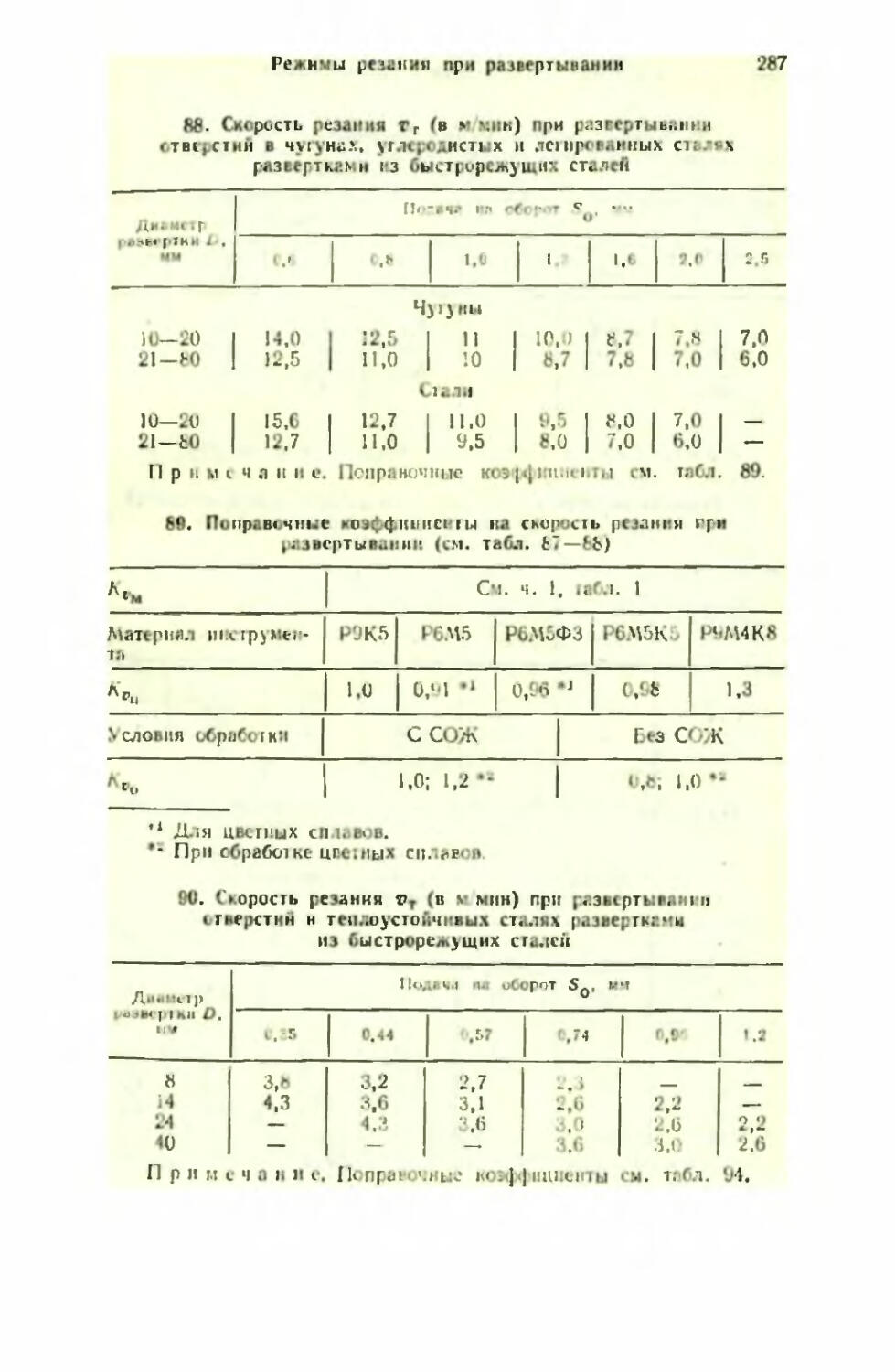
Скорость резания...............’ 1 ’ ’ ’ ’ ’ 286
6
Оглавление
Глава 6. Протягивание .................................... 292
1. Подачи...................................... 292
2. Скорости резания ................................ 294
3. Скоростное протягивание..................... 296
Глава 7. Фрезерование .................................. 297
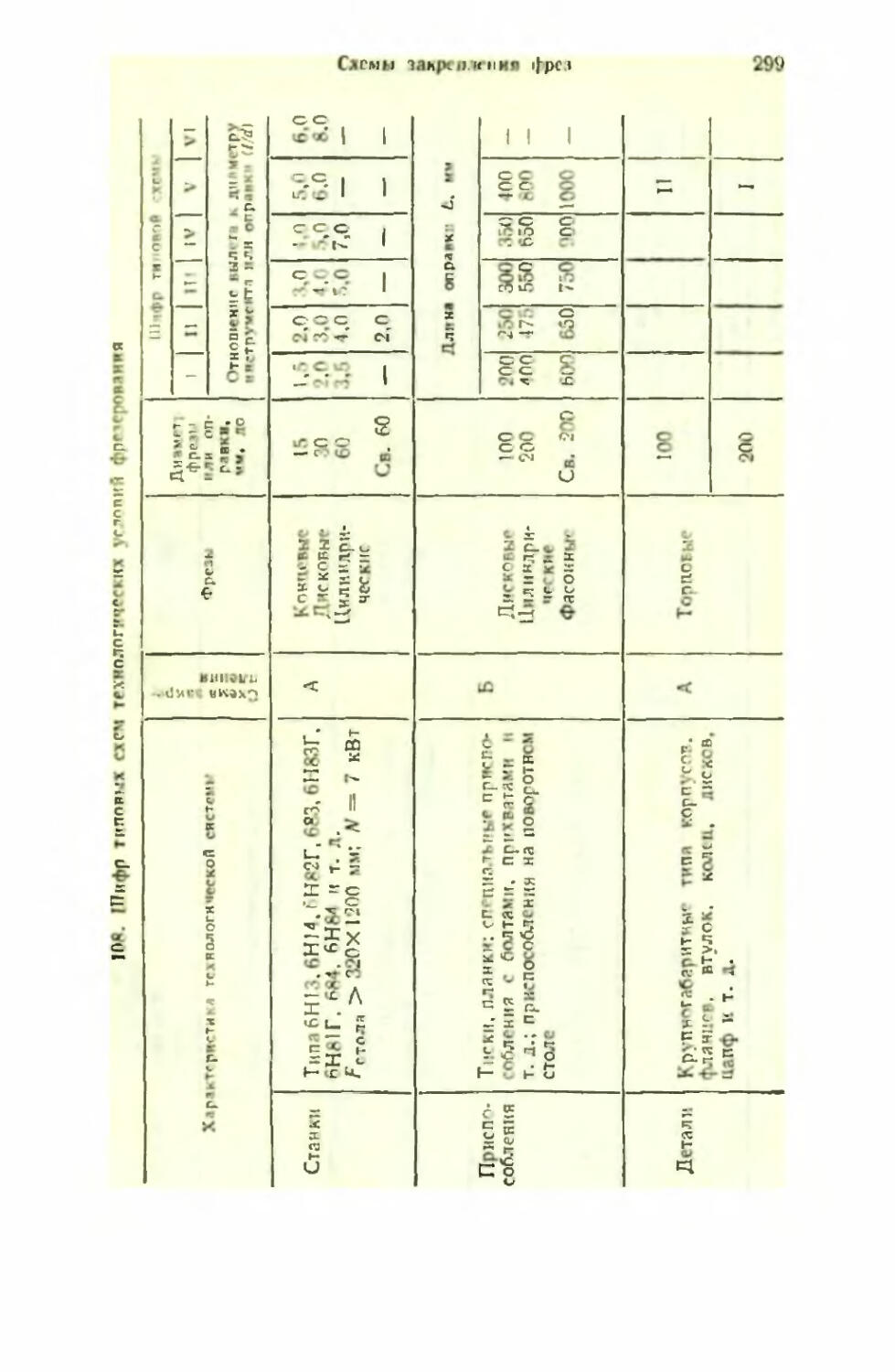
1. Типовые схемы закрепления фрез и шифр технологических условий обработки ............................ 298
2. Режимы резания ..............................• . 302
Подачи....................................... 302
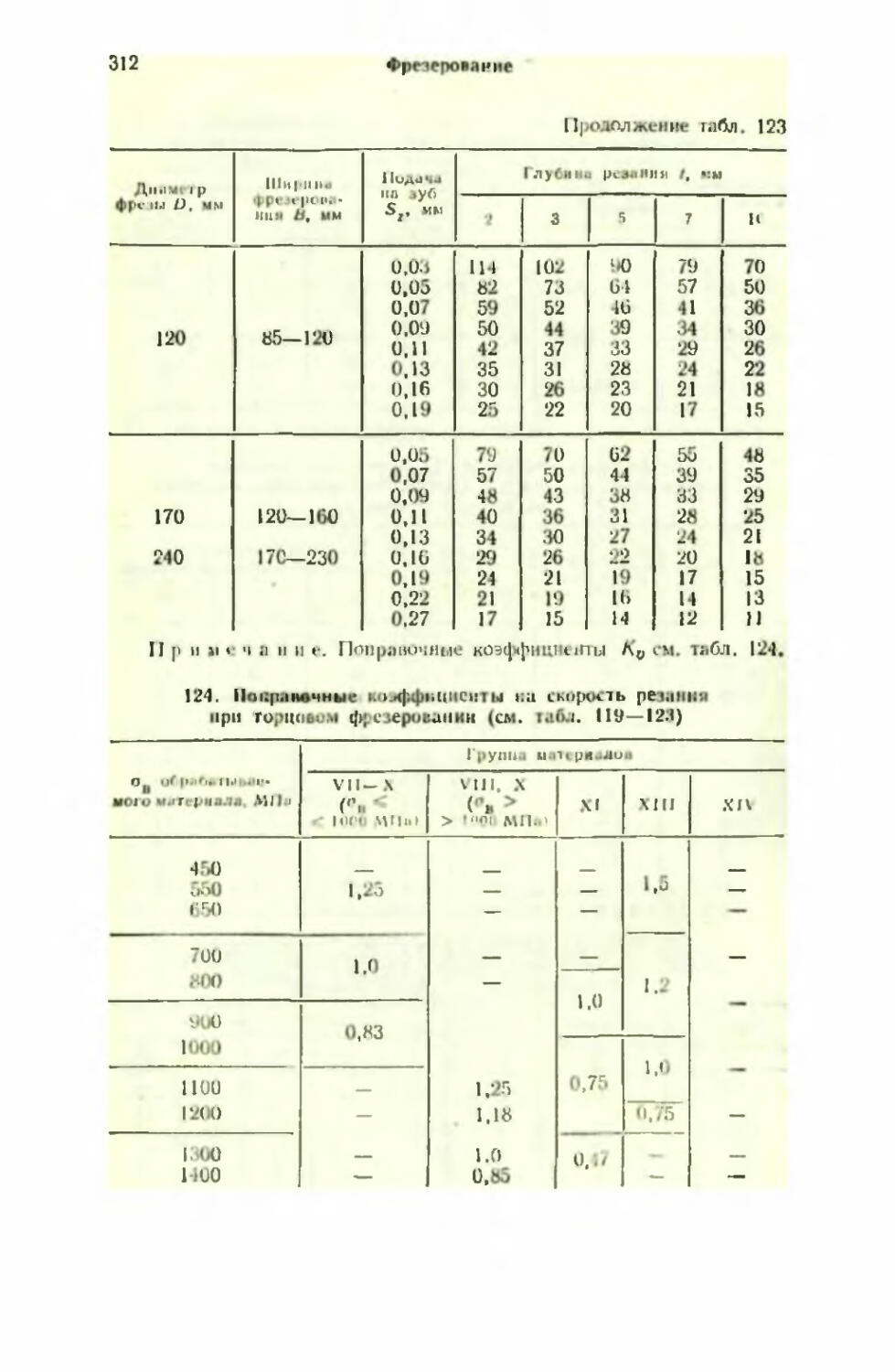
Скорость резания торцовыми фрезами........... 306
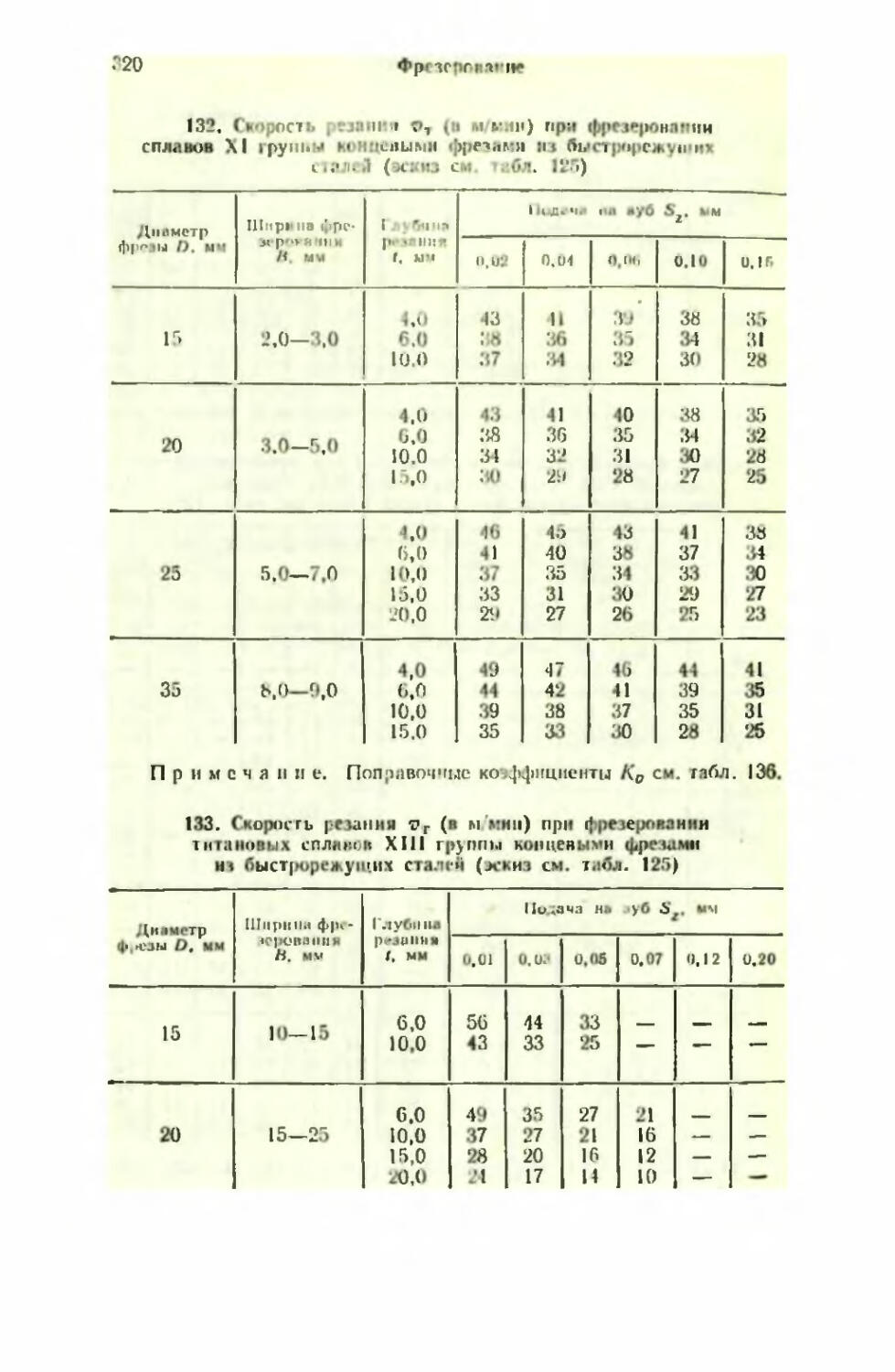
Скорость резания концевыми фрезами........... 314
Скорость резания цилиндрическими фрезами . . . 324
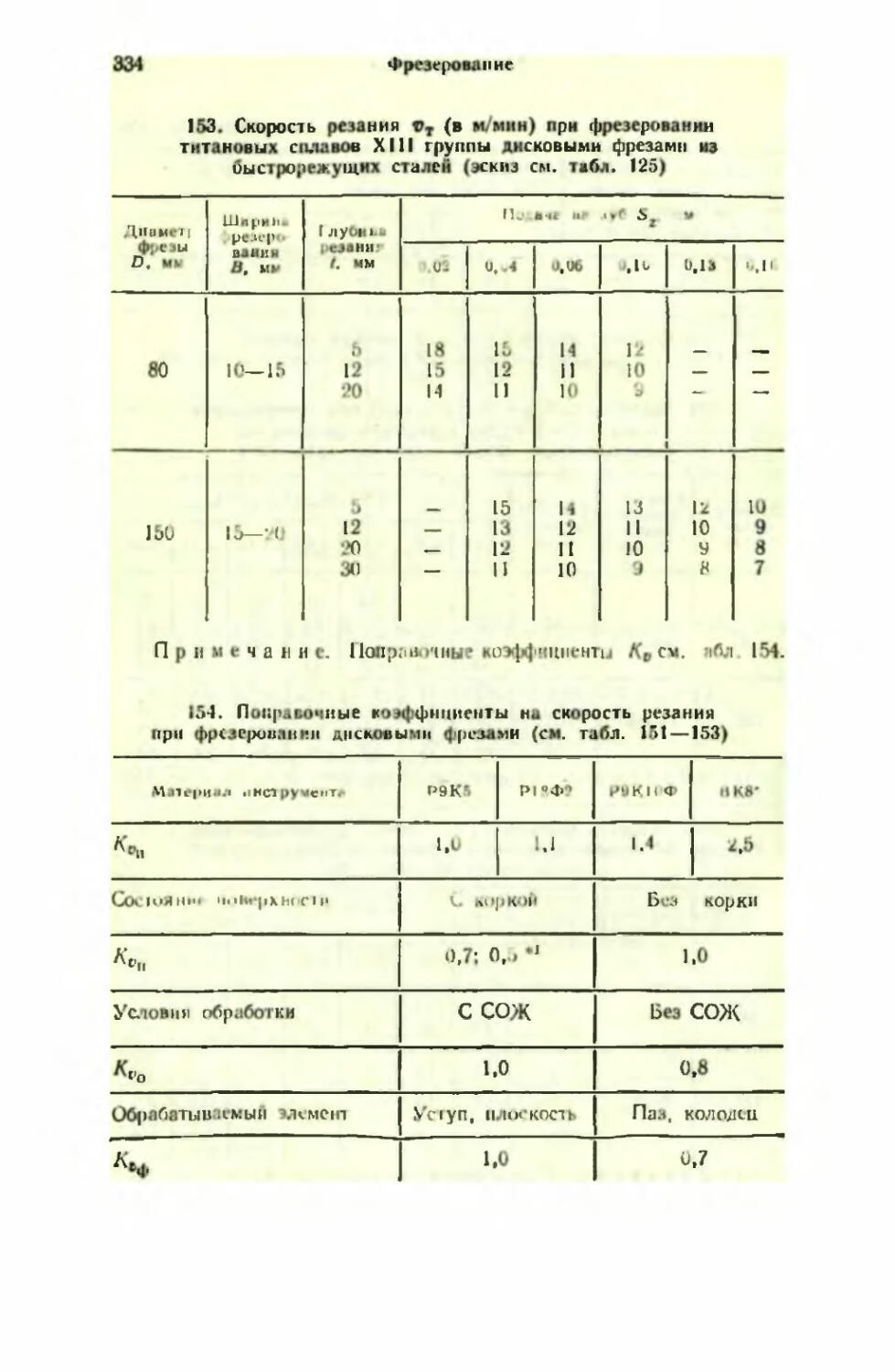
Скорость резания дисковыми фрезами........... 330
Режимы резания прорезными и отрезными фрезами 335
Глава 8. Шлифование.................................. 338
1. Выбор шлифовального круга ....................... 339
2. Режимы шлифования........................... 341
3. Круглое наружное шлифование................. 342
Припуск на обработку и скорость вращения детали 342
Подачи при шлифовании цилиндрических и торцовых поверхностей................................. 344
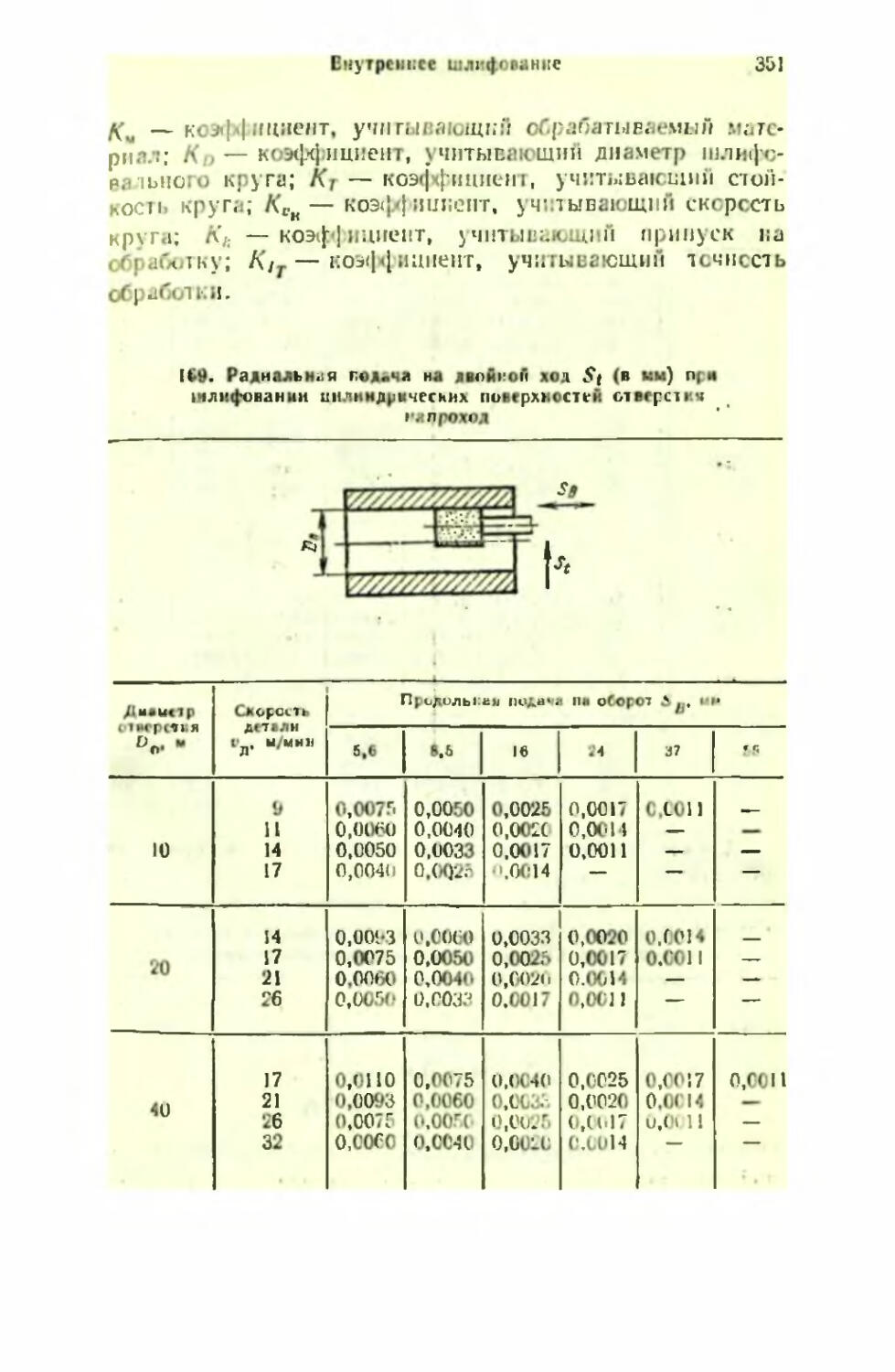
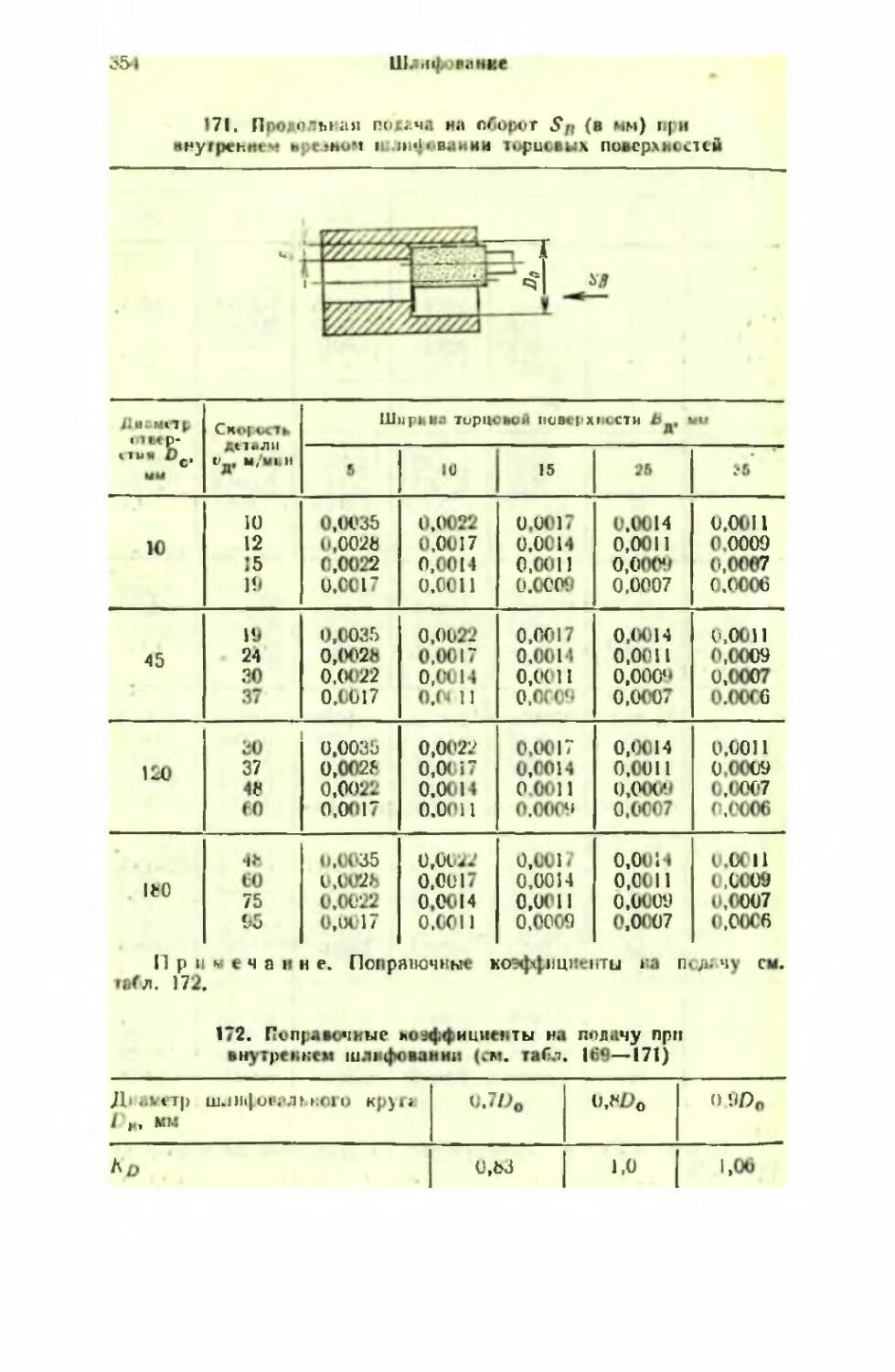
4. Внутреннее шлифование....................... 344
Припуск на обработку и скорость вращения детали 349
Подачи....................................... 350
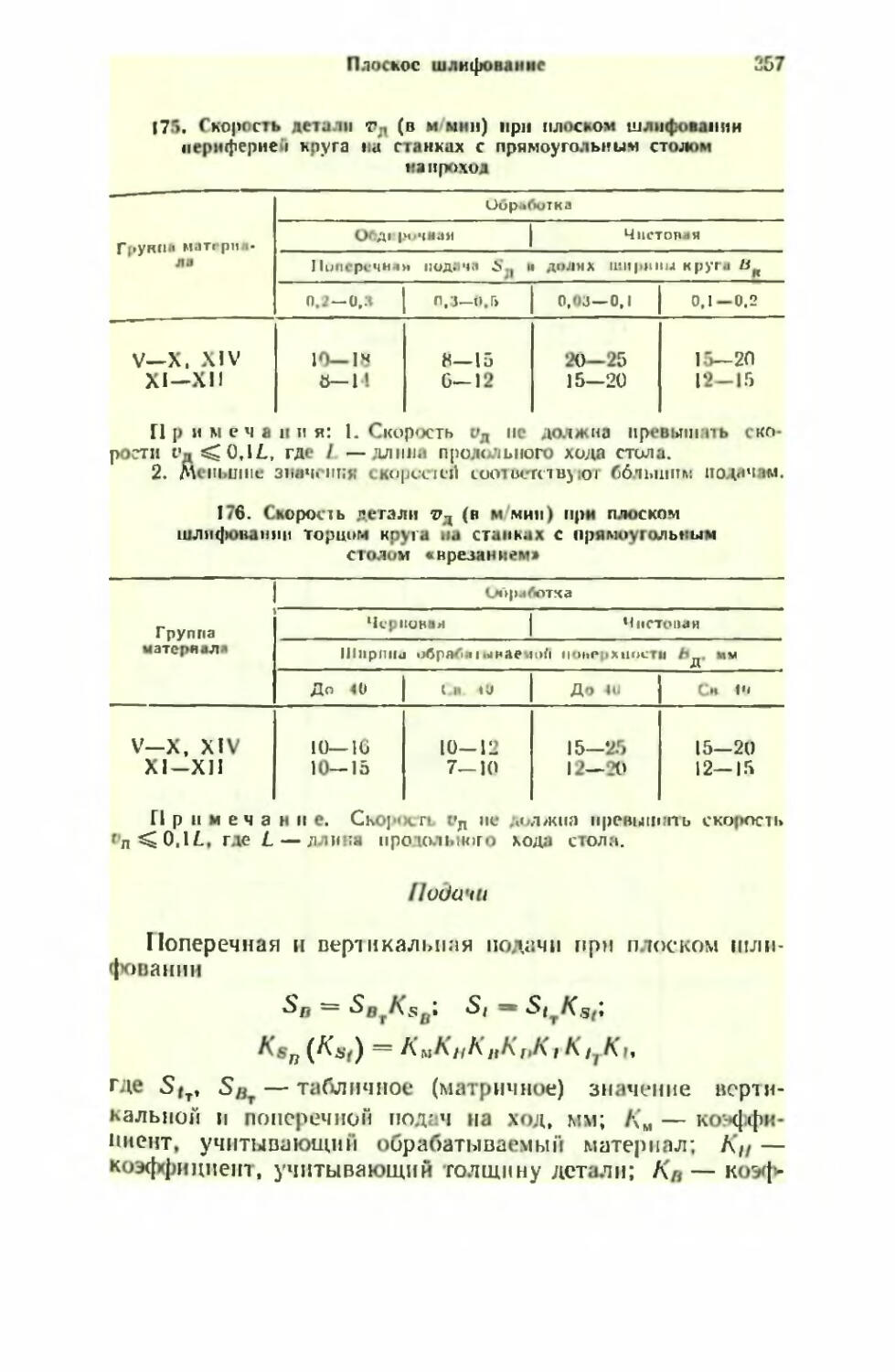
5. Плоское шлифование.......................... 355
Припуск на обработку и скорость перемещения детали 356
Подачи....................................... 357
6. Бесцентровое шлифование..................... 363
Припуск на обработку и скорость вращения детали 363
Подачи....................................... 364
7. Шлифование алмазными кругами .................... 367
8. Правка шлифовальных кругов ...................... 368
Правка алмазными карандашами ..................... 368
Правка алмазными роликами.................... 369
Глава 9. Расчетные зависимости для определения режимов
резания .... ..................... . 370
Глава 10. Примеры расчета режимов резания для различных видов обработки ......................................... 381
1. Точение........................................ 382
Выбор геометрических параметров режущей части резца ............................................ 382
♦ Определение режимов резания...................... 382
2. Сверление и развертывание........................ 383
Оглавление
7
3. Протягивание ................................... 385
Выбор геометрических параметров протяжки .... 385
Определение режимов резания....................... 385
4. Фрезерование.................................... 387
Выбор геометрических параметров фрезы .......... 387
Определение режимов резания....................... 387
5. Шлифование...................................... 388
Выбор шлифовального круга ...................... 389
Определение режимов резания....................... 390
Приложение ............................................. 392
Список литературы....................................... 394
Предметный указатель.................................... 395
Chipmaker.ru
ПРЕДИСЛОВИЕ
Снижение износа и повышение периода стойкости режущего инструмента при обработке материалов, особенно труднообрабатываемых, остаются наиболее важными и актуальными задачами технологии машиностроения и, в первую очередь, в автоматизированном производстве и на станках с программным управлением.
Режущий инструмент является тем средством, без которого невозможно полностью реализовать заложенные в станках технологические возможности н достичь высоких технико-экономических показателей обработки деталей. Именно поэтому большое внимание уделяется совершенствованию режущего инструмента и инструментальных материалов.
Создание новых и совершенствование старых конструкций режущих инструментов, применение новых инструмент ал ьных материалов (быстрорежущие стали повышенной износостойкости, мелкозернистые твердые сплавы, безвольфрамовые твердые сплавы, минерало-керамика, сверхтвердые материалы на основе кубического нитрида бора и др.) и использование научно обоснованных режимов резания являются решающими факторами в повышении периода стойкости режущего инструмента и производительности труда при обработке деталей из различных материалов.
Справочник обобщает результаты исследований и рекомендации советских ученых в области резания металлов по основным видам механической обработки, опыт предприятий и достижения новаторов в области конструирования режущего инструмента.
Материалы представлены комплексно, что значительно облегчает труд инженерно-технических работ ников и сокращает сроки технологической подготовки при произ
Предн.л< i ие
9
водстве изделий» а также изготовлении режущего инструмента.
В справочнике приведены прогрессивные конструкции режущих инструментов, а также конструкции инструментов, разработанные и внедренные в производство авторами данного справочника.
Режимы резания представлены на основе анализа многочисленных исследований, проведенных научно-ис-следовагельскимн и учебными ннститутами совместно с машиностроительными предприятиями.
При разработке технологических процессов с использованием системы автоматизированного проектирования САПР-Т обеспечивается расчет режимов резания на ЭВМ.
Рекомендации по режимам резания приведены для обработки деталей из цветных и черных металлов на токарных, сверлильных, фрезерных» протяжных и шлифовальных станках.
Все обрабатываемые материалы, рассматриваемые в справочнике, разбиты на группы в зависимости от их химического состава и физико-механических свойств» что позволяет обоснованно подойти к назначению режимов резания» выбору инструментального материала и геометрических параметров рабочей части инструмента.
ЧАСТЬ 1
ПРОГРЕССИВНЫЕ РЕЖУЩИЕ ИНСТРУМЕНТЫ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИХ ИЗГОТОВЛЕНИЯ
ГЛАВА I
ОБРАБАТЫВАЕМОСТЬ МАТЕРИАЛОВ РЕЗАНИЕМ
Механические свойства материалов, приведенных в справочнике, соответствуют состоянию материалов, применяемых при изготовлении деталей машин на машиностроительных предприятиях.
Все материалы в соответствии с их основными свойствами, назначением и химическим составом разбиты на 14 групп (табл. 1), каждая из которых разделена на подгруппы, объединяющие материалы, близкие по свойствам.
Обрабатываемость каждого конкретного материала может оцениваться одним пли несколькими критериями: предельной или оптимальной скоростью резания, стойкостью инструмента, шероховатостью поверхности, обработанной при определенных режимах резания, (|юрмой стружки, которые по возможности учитываются при определении режимов резания.
За критерии обрабатываемости принята скорость реза-ппя. Обрабатываемость материалов оценивается по коэффициенту обрабатываемое!и /\Ov, учитывающему влияние их физико-механических свойств па скорость резания:
О
?7’
где с, — скорость резания материала, принятого за эта лои (для него Kru ~ I. см. табл. 1) при заданных условиях обработки; v — скорость резания данного материала при тех же условиях резания.
Коэффициенты обраба1ываемостн материалов, рассматриваемых и справочнике, приведены в табл. 1.
1. Классиг.рмпня пн'гнчх и черных металлов по пбра йлтнвае-лгктл рез.и • •а
Чарка материала Термическая обработка пя, МП» пв ^нтп* мм Кс, ’* м
1.1. Л^ПЖОЛ npj 'Нкгщч МЛ5 1. Магниевые с плац Закалка а 195—24’ 156-195 — — 1.0 М
МЛ 10 МАЯ Закалка и старение Закалка 225—235 2?4 — 1.0 0,9
1.2. Средней прочным MAI MAS МАЛ! Ги?з т/о 165—196 — — з,п
215—245 255 176-215 1 1 1 1 1 1 2.5
МАЯ Отжиг 215—225 — — 1.8
Обрлба<ыввсмо<ть f акрил.к в (чилшм
Продолжение табл. 1
Млркз материала Термическая обработка гв. МП. НВ Агпг ЧЛ
1J. Алюминиевые сплавы
11.1. Дюралюминий Д1АМ Отжиг 150—240 — —
Д1Т Д1АТ Д1ТПП Д16, Д16-Т Д16-ТПП Д16-АТ Закалка н старение ^350 370—3*0 314—370 ^360 4.50—470 >400 Illi II 1 II Illi i 1 1.0
Д16-А.М Отжиг 147—245 —« —
Д20 Отжиг >150 — —
ООрабатынзеаюсгь материалов резанием
IL?. ЛмоминиА технической чистоты
АДО, АД1
АД1М
11.3. Силам* алюминия с медью
АЛ7-Т1
АЛ7-Т5
АЛ19‘Т4
АЛ19-Т5
АЛ19-Т7
11.4. Сплавы алюминия Лунины ) с кремнием (си-
АЛ2 АЛ2-Т2
АЛ4
АЛ4-Т1
АЛ4-Т6
АЛ9
АЛ9-Т2
АЛ9-Т4
Без т/о 70—145 — — 0,9
Отжиг 60 — —
Закалка 196—206 60
Закалка и старение 215—225 70 <—
Закалка 294 70 <—- 0,9
Закалка и старение 333 90 <—
Закалка и отпуск 311 80 —
Без т/о 147—157 50 0,6
Отжиг 137—147 50 —
Без т/о 147 50
Старение 196 60 <— 0,8
Зак.члкз и старение 207—365 70 —
Без т^о 157 50
Отжиг 137-167 45—50 — м
Закалка 176—186 50 —
Off i.faibhutiMt tn, маириа/.ch резан нем
GJ
Марка материала Г I МГ'КСКЛЯ обработка
11.4. Сплавы алюминия с кремнием (силумины) АЛ9-Т5 АЛ9-Т6 Зак ал к л и старен и**
АЛЧ-Т7 AJ19-T8 Закалка и отпуск
П.5. Спласы алюминия г наречем АЛЫ AxMilM Bei т/о Отжиг
11.1». Сллс<ы олюминич миги 7'3» АМг2 Без т>и
АМГ2-М Отжиг
АМг2-Н Нагартовка
АМгЗ Без т/о Отжиг
АМгэ АМга-.М Без т'о Отжиг
1
Продолжение табл, I
<?в. мп Н 3 **ОТП’ *м
!96 СЮ
225 7Р — 1Л
196 ш —
157 *> —
98 о.ъ
88 30 —
>17С - —
137—106
176—186 — — ,
70 — —
>175 2.5
156— 1Ьб — —
245—265
>274 — —
( дрцба । biiMLMiKi ь маи-рьл.-.оч ptjaiiMCii
1
АМгб Без Отжиг
АЛ8-Т4 Закупка
АЛ 13 АЛ 22 Без т/о
АЛ22-Т4 АЛ27-Т4 Закалка
АЛ 28 АЛ2П Г»еч т/о
11,7. Сплавы алюминия с кремнием лагнием АВ-Т AR-T1 ДДЗЗ-Т1 Закалка и старение
11.8. Сплавы алюминия с кр(.чни?м и медью АЛЗ АЛЗ-Т1 АЛЗ-Т2 АЛЗ-Т5 Без т/о Ci ярение Огжиг Закалка и старение
АЛЗ-Т7 АЛЗ-Т4 Закалка и отпуск
АЛ5 АЛ5-Т1 Без т/о Старение
284—314
>314 — —
234 60 —
167—176 55—90 —
176—196 •ю —
1.1
225 90 —
ЗИ — —
196—206 5-
аде (Л —
177
26.5—294 — 1.2
265 — —
137-167 65
167 70
147 65 —
216—245 75 —
206 70 П.8
176 ft —
I 160 1 65 —
I 157 1 65 1 —•
Обрабатываемое!ь материалов резанием
Марка материала Термическая обработка
АЛ5-Т5 АЛ5-Т6 Закалка и старение
АЛ5-Т7 Закалка и отпуск
АЛб АЛ6-Т2 Без т/о Отжиг
АЛ32 АЛ32-Т1 Без т/о Старение
АЛ32-Т5 АЛ32-Т6 Закалка и старение
АЛ32-Т7 АК5М2 (АЛЗВ) АК5М2-Т5 АК5М2-Т8 Закалка я отпуск Без т/о Закалка и старение Закалка и отпуск
11.9. Сплавы алюминия с магнием' цинком и медью В95-Т1 В95-ТЗ Закалка и старение
о
Продолжение табгь 1
ип. МПа НВ dOTn- ““ М
196—216 70
225 70 —
176 65 -—
147 45 — 0.8
225 196 70 —
235—255 60—70 __
265 70 —
225—245 60
118—157 65
206—235 75 —
147—176 65 —
392—510
510—569 — 0,9
392—525 — —
Обрабатываемость материалов ретанмем
НЛО. Сплавы алюминия с магнием^ крем* нием и медью
АК4-1
А Кб
АК6-Т
АК6-Т1
* л'.гсгмй рмлхжх кпи библиотека
АК6-Т1ПП
АК8-Т АК'8-Tl
АК8-Т1ПП
11.11. Сплавы алюминия с прочими ком* пинен там и
АЛ1-Т5
АЛ1-Т7 АЯН АЛ25-Т1 АЛ24 АЛ24-Т5 АЛ30-Т1
2с с 2_ V
Закалка и старение 370—400 360 ^284 333—363 5-372 323—382 333—451 441—46! 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Закалка н старение 206 95
Закалка и отпуск 176 80 —•
Без т/о 176—196 60—80 --
Старение 186 00 —
Без т/о 21G 60 —
Закалка и старение 265 70 —
Старение 196 90 —
111. Медь и медные сплавы
0.9
П1.1 Гетерогенные сплавы БрАЖ9—4
БрАЖ9—4Л
БрАМц9—2
БрАМцО—2Л
БрАЖМцЮ—3—1,5
БрАЖН 10-4-4
^500 500-540 НО—I5C 150—180 — 1.0 0.9
390 100 — 1.0
^500 ^115 —
>500 >115 0,4
440 НО 1.0
530—590 130—200 —
588 170 — 0,8
640 170—220 —
Обрабатываемость ма» ср налов petal < нем
Маркл материала Т< рмическ я обработка
111.1. 'КН* сплавы БрАЖШП—4—4— Л
Бр<1ф7—0.2
БпОФЮ—1 ЛИ<Мн59—1 — 1 ЛС5П—1, Л68 Л63. Л63М —
БрВ2 Отжиг Закалка и отжиг Нагартовка
НМК ЖМиЗО—4—2— 1 Нагартолка
II 1.2, Свинца-игтыг сплавы при ocnoeHvi етерогенн' й структуре BpOClO—10 Л MuOC58—2—2—2 БрАЖС8—2—2 БрОСН 10—2—3 —
IIL3. Голи генные гпяъеы ЬрА5 БрА7 БрОЦ4—3 —
Продолжение табл. 1
пв. МПа НВ ОТТР ч;м *«» “
— 150—200 —- 0,8
340—С00 70—1.50 1>0
500—570 150—180 0,9
215—243 90 .
140—500 — 1,0
300—500 — —
300—450 — —
390—590 ^100
640—880 >150 — 0,6
735—980 — —
686—780 300—350 0,7
780—W 150—400 0.6
196 65
205 80 1.3
1*0 75
205 85 —•
60
— 70
— 70—80 —
OflpaСмтымаемое гь материалов резанием
БрОФП.5—0.4
БрКМцЗ—1
БрОФ6,5—0.15
Ш.4. Сплавы с ахУержанце.и свинца пенсе 10% при оеномий галогенной стриктур-,
БрОЦСб—6—3
Бр КСЗ 4
БрКЦСЗ— I5-G
БрОЦС4—4—4
111.5. Ati-йь
Ml. MIP М2, М2Р MJ. МЗМ M4
Ш.6. Сплавы с емержакием cct<ni;ii tk>-лег 15%
БрОЦС4—4—17
БрОС7—17
БрМпС8—20
БрОИ5—25
IV.!. Серые счю СЧ1-
— •*
340—390 17
470—190 — —
245—340 00—70
360—440 K>-130 —
176 GO
— 196 65 - 2/2
180 70
196 65 —-
— I1 —196 50—80 — 2.6
— — 35—40 — 1.0
1. . I 1 'MuClb VU4h.li:« P‘»I11HCM
•V. Чугуны
Ss 100 120—140 5.42—5,05 1.45
^145 140—160 5,05-4.74
Марк- матсггиал
(V.l. Серые СЧ18 СЧ20
СЧ21
СЧ24
СЧ25
СЧЗО СЧЗэ
IV .2. Л'сжгк КЧ 30- КЧ В- КЧ 37- СМ КГ X ~ 1 1 1
КЧ -12
КЧ 35-4
КЧ 40—3
IV.3. Че^ированные
ЧН15Д7 ХМ
Продолжение табл. 1
Тср^шгсская обработка % мп. НВ ^ОТН* мм Ли в1 ‘м
>175 >200 180—200 4,48—4,26 1.25 1,00
— >206 >235 170—241 -— 0,89
>245 180—250 — о,аз
>294 >310 181—255 240—2G0 3,91—3,76 07J
— — 100—120 120—140 110—100 5,87—5,42 5,42—5,08 1,66
— 1 1 1 140—150 150—180 180—200 5,06—4,74 1,74—4,48 4.48—4,26 1,34 1,06 0,89
— 150 120—'’•50 НРСП OHIO? 3,5-3,9 0.89 0,72
V. Углеродистые стали
Образа i ываемость материалов рсинием
V.L Конструкционные (С 0,5%) обычного качества
СтО, Ст1, Ст2. СтЗ, Ст4, Ст5, Стб
V.2. Качественные
10, 15. 20, 20Л. 25, 30, 35, 35Л, 40.
45, 50, 55, 60
V.3. Повышенной и высокой обрабатываемости реэанием
А12, А15, А15Г, А20, АЗО, А50
V.4. Конструкционные качественные и инструментальные (С > 0,6%)
65, 70
У7. У8, У9, У9А, У10, У ЮГ, У12. У13
— 295—395 395—492 492—590 77-107 107—J 38 , 138—169 6,6—5,7 5,7—5,08 5,08—4,62 2,1 1,8 L4
— 590—690 690—750 750—850 850—980 980—1080 169—200 200—223 '.*23—248 448—288 288—317 4,62—4.26 4,26—4,05 4,05-3,85 -,,X5—3/9 3,59—3,42 1,1 1.0 0,8 0,(18 0.56
— 395—492 492—590 590—G90 690—7.50 750—850 107—13b 138—169 169—200 200—223 723—248 5,7—5,08 5,08—4,64 4,64—4,26 4,26—4,05 4.05—3,85 2,2 1,68 1,3 u 0.96
— 590—690 690—750 750—850 850—980 980—1080 169—200 200-223 223—248 248—288 288—317 4,62-4,26 1,26—4,05 4,05—3,85 3,85—3,59 3,59 -3,42 0,8 0,67 0,52 0,41 0.34
IttHHgEdCl nOLTElHh TEW ‘ПЗОПЭВШЧ tByrdjQ
М, ркл МЛТбрН<*.1й
V 1.1. // и молнированные:
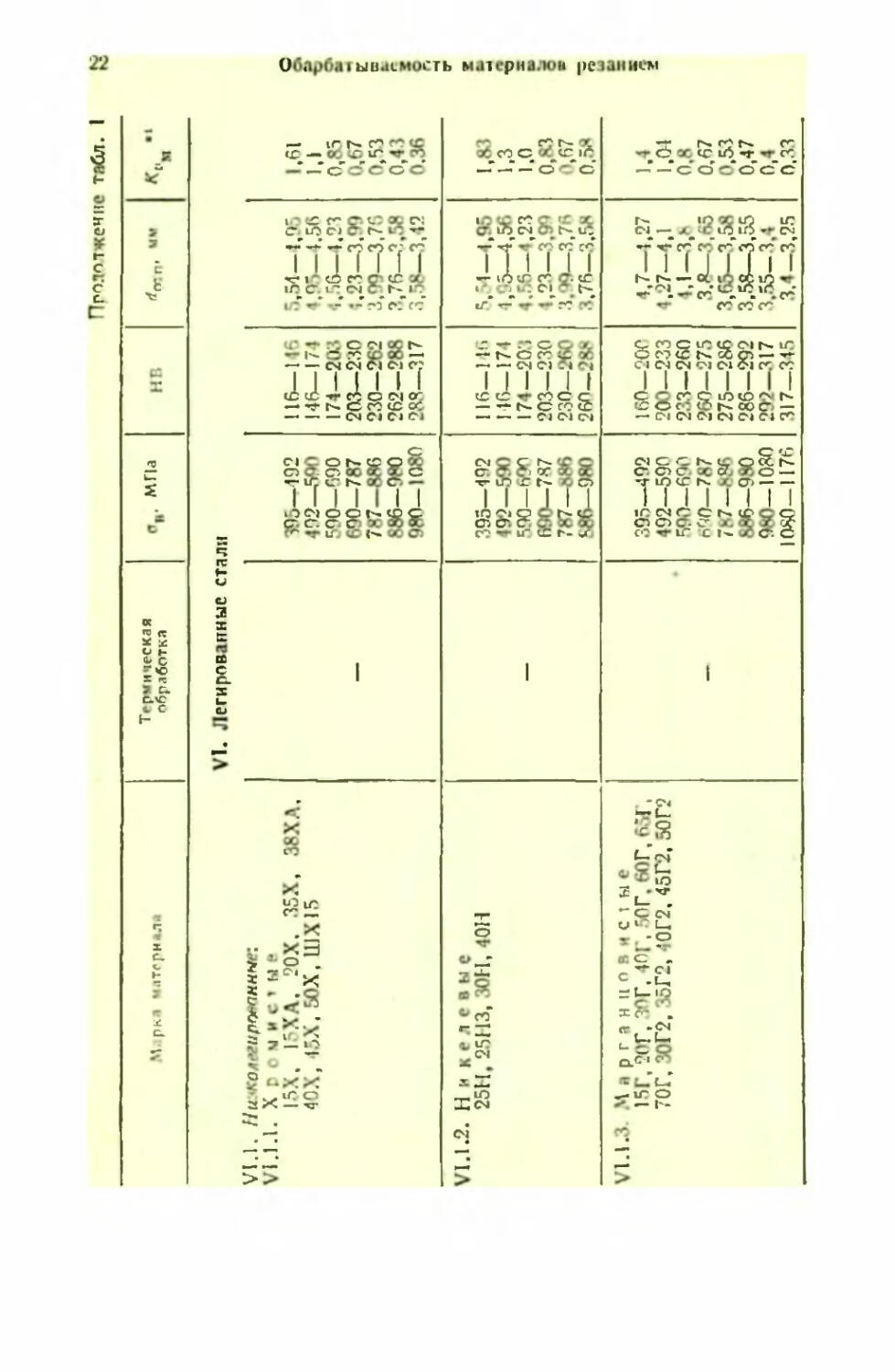
VL1.1. X г ч1 и с ’ ы !*
I5X. ГХА. 20Х. 35Х, 38ХА, 40Х, 13Х. 50Х. 111X15
VL1.2. Никелевые 25Н, 25НЗ, ЗОН, 40Н
VI. 1.3 Мл рг ан новис: ые 15Г. »!\Ж, 40Г. ЗОГ. ЛГ,«Г 70Г, ЗОГ2, 35Г2, 40Г2, 45Г2. 50Г2
Пг^лотжечне тайл. I
Термическая обработка пй. МПа НВ W мм м
VL Легированные ст? ЛИ
>93—192 116—116 5,54—1,95 1.61
492—590 146—174 1,95—4.56 hl
590—690 171—2.1 1.56- 4.23 0,85
- 690—787 203—230 -1,23—3.99 0.67
7«7—8Я6 230—262 3,99—3,75 0,53
886—91*0 262—288 3,76—3,58 0,43
980—1080 288—317 3.58—3,12 0.36
395—492 116—ЬИ. VI—4,95 1,83
192—.590 146—174 1, 5—4,5* 1.3
590—690 174—20'1 4.55—1,23 1.0
690—787 203—230 | ,22—3.90 о/з
787—686 230—260 3. >9—3,7" 0,67
886—980 260—288 Л ,76—3,58 0,58
395—492 160—200 4,7—1,27 1.4
492—590 200—233 4.27—4.1 1.04
590—69(0 233—260 1,1—.3/ 0.8
690—787 260—275 3.8—3,65 0,67
787-686 275—286 3,65-3,58 0.53
886—980 286—292 3,58—3,55 0,47
980—1080 29*2—317 3.55—3.1 0.4
1080—1176 317—345 3,4—3,25 0.33
Обарбл I ывасмогть м.игриа.юн реМММ
VJ.I.4. Хромомарганцог и-с т ы e, х р о м о м .1 р г а н ц о в и с го-кремнистые
15ХГ. 20ХТ. 4СХТ. Г5ХП
1Ы ТЛ, )ЛГТ, 20ХГС, 20ХГСД, 25ХТС, 25ХГСА, ЗОХГС, ЗОХГСА. 35ХГСА, 35ХГСЛ.
38ХГСЛ, 45ХТСЛ
V1.2. Среднелегир&кЗкН ъ-е'.
V 1.2.1. Хромоникелевые I2XH3. I2XH3A. 12ХН4, 12ХЖА, 12Х2Н4. 12Х2Н4А 2ОХ2Н4, 20Х2Н4А, 37XH3A
VI .2.2. X р о а: </ м - л п б д е н < » ы et х р о м о н и к е л ь м о л й б д е н о ж ы е. х р и м о м и л и б д е и о а л ю м и н я е в ы е 35ХМА, 38ХМ. ЗсХМА. Ч’ХНМ 35ХНМ, 40ХНМА.. 4()Xhz4A, з5х‘.юа, ахмюА, захадоА, 40ХН2ВА
— 490—590 590—6'Л 690—784 784—882 882—980 980—1000 1080—1170 146—174 174 —203 203—230 230—260 2G0—288 288—317 317—345 4,95—4,56 4,56—4.23 4,23—3,99 3.99—3,76 3.76—3,58 3.58—3,42 3.42—3.28 0.91 0,70 0Д8 0,47 0.41 0,35 0.29
395—492 116—146 5,54—4,95 1,67
192—590 146—174 4,95—4,5b 1,23
590—590 174—203 4,56—4,23 0,86
— 090—767 2U3—230 4,23—3,99 0,80
787 —-886 230—260 3,99—3.76 0.58
886—980 ?! о— 9«8 3.76—3.58 0.55
980—1С8'.| 288—317 3,58—3,42 0,47
1080—1176 317—345 3,42—3.28 0,39
590—690 174-203 1,5G-4,23 0,80
690—784 203—2:<0 4,23—3,99 0,61
— <84—882 24)—260 3,99—3,70 а,55
882—980 260—288 3,76—3,58 0,50
980—1080 288—317 3,58—3,4? 0,45
1080—1176 317—345 3,42—3,28 0,34
GJ
Обрабатываемость материалов резанием
Продолжение табл. !
Мерке материал Термическая обработка о*, МПа НВ ^отп* мм м
VI.2.3. Рессорно-пружинные 6CJC2A 65С2ВА Закалка и отпуск 1670 1860 269—300 285—321 3,5—3,7 3,6—ЗЛ 0,41 .3’
VI,2л. Стали, содержащие хром, никель, вольфрам, молибден, ванадий 12Х2НВФА, 12Х2НВФМА, 15ХНМФА, 18ХНВА, 18ХНМА, 1ЙХ2Н4МА, 20ХНФА, 25ХНВА, 23Х2НМФА, 23Х2НВФА, 25ХНВА, 50ХФЛ — 590—690 690—784 784—882 980—1080 1080—1130 1130—1270 174—203 203—230 230—2Г.0 288—317 4,56—4,23 4,23—3,99 3,99—3,58 3,58—3,42 3.3- .0 3.2 ОД) 0,66 0,47 0,40 0,34 0,31
VL3. Инструментальные X вг Отжиг или высокий отпуск Закалил <255 HRC, 62 >3,8 0,47 0,17
Р9Ф5 Отжиг 1 Закалка и отпуск | — ^269 HRC, 63 >3,7 0,41 1 0,17
Обрабатываемость материалов резанием
VII. Теплоустойчивые стали
12X1 МФ (12ХМФ) 15Х5.М, 15X6CIO Х6СМ, 34XH3M Отжиг ^730 >650 600—800 ^217 >180 174-235 ^4,55 4,55—3,95 2,0 1.8
20ХЗМВФ (30415) 20ДЗМВФ-Ш (311415-1111 Закалка и отпуск 880-1300 262—363 3,75—3,2 1.1
30Х2Н2МФА 900—1000 262—285 3J.5—3,6 1.2
25Х2Н4МЛ (25X2H4BA' 34ХНЗМФ 45Х2Л1, 45Х2МФА Отжиг 000—1000 600—*00 900—1000 262—285 174—235 262—285 3,75-3,6 4,35—3,95 3,75—3,6 Ь2
VHI. Коррозионно-стойкие стали
03X12H10MT 03X26H6T (BHC48.8KM 07X16H6 (X16H6. ЭП288) 09ХГН8Ю (XI5H9IO, Э11904) 09X15Н9Ю Закалкл и отпуск Нормализация Нормализация и отпуск Закалка 970—1050 >680 > iooo 700—ИП0 277—302 >212 >285 212—311 3,65—3,5 ^4,15 ^3,6 4 J 5—3,45 1,2 1,0 0,9
09Х16Н4Б (1Х16Н4Б. ЭП56 Закалка и отпуск 1000—1300 1300—1700 >-1700 285—363 363—1G0 >460 3,6—3,2 3.2—2,85 CS2.86 1.1 0,6 0,4
Х15Н5МФБ 1200 341 ,4 0,7
X1ZH5M.3 12Х15Н9Ю 12Х17Г9АН4 (Х17Г9АК4. ЭИ87«) 12X21H5T (IX12T15T. ЭННИ) Закалка 700—1100 >700 686—780 >700 212—ЗН >212 212—229 >212 4,15-3,45 ^4,15 4.14—4.0 -'4.14 0,9 0,9 0,95 0.9
30X13 (3X13), 40X13 (4X131 Закалка и отпуск I ^750 1 750—1100 1 1 2^.5—311 >4,05 4,05-3,45 1,3 1.0
• З'ПП'О I <1СЧНЧн!Э1п'Ч Ш'НШЯН IVO ’ )
Продолжение табл. 1
Марка материала Термически» бработ кд %. МП. нь ^отп* мм xt> •«
95X18 (9X18, Э11229) 95X1 е-Ш (9Х18-Ш, ЭИ228-Ш) IX. Жз 08X15H24R4TP ОТ7КНГ Отжиг Закалка н огпус: ри.’грочнме яефпрм ир\с Закалка и старение 1100—1400 -Ои—950 >140Э 'Мые стали 2^700 ЗН—388 212—2G9 2^550 | 3,45-3,1 4,15-3,7 ^2,6 ^4.15 | 0,6 0,9 0/24 | 0.6
I0X11H20T2P (Х12Н20Т2Р, ЭИ69ьА) 10Х11Н2013Р (XI2H20T3P, ЭИ6961 1 ОХ 1IH23T3MP (Х12Н22ТЗМР» 10ХИН231.3МР-ВД (X12Н22ТЗМР-ВД) мм 5=202 ^3,75 0,45
10Х12НВМФА ПХПН2В2МФ Закалка и отпуск <882 <262 ^=223 Sb 3,75 <4.05 и 1.3
13Х11Н2В2МФ dX12112BV.C< ЭП691) 13Х11Н2В2МФ-Л ГЭП69ЬД| >262 г^3.75 1.3
13Х12НВМФА 13Х14НЗВМФ 882-1225 930—10.30 262—352 269—302 3,75—3,25 3,7—3.5 1.1
13Х14НЗВ2ФР (Х14НВФР. ЭИ736) 13Х 14НЗВ2ФР-.Т1 1ЭН7 6-Л) 880—1200 255—341 3.8—3.3 1,0
1 1
Обрабатываемое!ь материалов резанием
15Х12ВНМФ (1Х12ВНМФ. ЭИ802)
15Х12Н2МВФЛБ (IX12Н2МВФАБ) 15Х12Н2МВФАБ-Ш
(IX12Н2МВФЛБ-Ш)
15X16H2A.M (1Х16Н2ЛМ. ЭП479) 15Х15Н2АМ-Ш (1X16H2AM-IU)
16Х11Н2В2МФ 12Х12Н2ВМФ, 311962 A l
37X 12 HГЬМФ 5(4X12118Г&МФ Б) 37X12Н8Г8МФБ-111
(4Х12Н8ГЯМФБ-П1)
15X 14H14 B2.M (4X14H14 B2M. ЭИ69) 45X14H14C2M (ЭИ240)
X. Корршиончо-стойьие.
X*L и жаростой-
ки"
I-X18H9 ПХИНг Х1ЯН9. ЭЯП 12X1 ЯН 10 fX !«Н 10'
Закалка и отпуск
750 223 1.0 0.9
1030 297 3.53 0,9
^1000 L0
Нормализация, закалка и отпуск ^1000 ^285 >З.Г. 1.3
Закалка и старение 900—1120 262—321 3.75—3,4 П.65
720 >6ВД 217 212 4.1 *-4,15 0.8
Обрабатываемоеть материале* рс*а«нгм
Х.2. Коррозионно-стойки* и жаропрочные
20X1.3
I4X17H2 fl X17Н2. ЭИ3681
жаростойкие и жаропрочные де^юрмчрусмые <'тапи
Закалка 540-610 W 145-175 212 5,0—4,53 4.15 1.0 0.9
Закалка я отпуск ^750 750—1100 ^225 225—311 >•4,0.5 5—3.45 13 1.0
Отжиг I НПО—1400 1 311-383 j 1 3.45-3.1 0.6
Закалка и отпуск 1 000—1100 | 562—311 | 3,75—3.45 1.0
Продолжение табл- 1 g
Марка матерпали Термическая обработка aR-t МПа НВ мм м
Х.З. Жаростойки? и жаропрочные 10Х23Н18 (0Х23Н18) 20Х23Н18 (Х23Н18, ЭИ417) Закалка 500—600 146—190 4,95—4,3 1,2
12Х25Н16Г7АР (Х25Н16Г7АР, ЭИ835) Закалка и старение ^800 >235 ^3,96 0.43
Х.4. Коррозионно-стойкие, жаростойкие и жаропрочные 12X13(1X13) Закалка и отпуск 5>600 ^174 5^4,55 1.4
12X18Н9Т (1Х18Н9Т, Х18Н9Т) 12XI8H10T (1XI8H10T, Х18Н10Т) XI. Жаропрочные н жаро ХН28МАБ (Х21Н28В5МЗБАР) Закалка стойкие деформируемые Закалка 540—610 : сплавы на f 2*900 143—175 шкелевон о 5*262 5,0—4,55 снове ^3,75 1,0
ХН35ВТ (ЭП612) ХН35ВТЮ (ЭИ78Л Закалка и старение 882—931 262—2*9 3,75—3,7 0.35
ХН38ВТ (ЭИ703) ХН45МВТЮБР ХН50ВМТЮБ-ВИ (ЭП648-ВИ) ХН50ВМТЮБР-ВД ХН51ВМТЮКФР (ЭП220) Закалка 540—750 833—980 ->780 931—1029 1000—1039 149—223 248—285 ^229 2G9—302 297—302 4,9—4,05 3,85—3,6 ^4,0 4,0—3,5 3,53—3,5 0,45 0,35 0,4 0,35 0,32
Обрабатываемость материалов резанием
ХН’пВ МТКЮ (ЭИ9291
ХН55ВМТКЮ-ВД (ЭИ929-ВД)
ХН56ВТ
ХН56ВМКЮ (ЭП109)
ХН56ВМКЮ-ВД (ЭП109-ВД>
ХН56ВМТЮ (ЭП199)
ХН'ЛВ, ХНЗДВТ (ЭИ868)
ХН60МВТЮ (ЭП4Я7)
ХН62МВКЮ (ХН62ВМКЮ, ЭИ867)
ХН62МВК1О-ВД (ХН62ВМКЮ-ВД)
ХН65ВМТЮ (ЭИ893)
ХЛ65ВМТ1О-ВД (ЭЛ893-ВД)
ХН67.МВТЮ (ЭП2О2)
ХН70Ю (ЭИ052)
ХЛ70ВМТЮОИ617)
ХН70.МВТЮБ (ЭЛ59Я,
XH73MTIO
ХЛ73МБТЮ (Э; 1698)
ХН73МБТЮ-БД (ЭНГЛ -ВЛ'
ХН75ВМЮ (ЭИ827)
Закалка и старение 1000—1300 285—363 3,6—3,2 0,24
Закалка 833—88? 248—262 3,8.5—3»/- 035
Закалка и старение 1000—1300 900—10ОП 285—363 262—285 3,6—3,2 3,75—3,6 0,24 0,2
Закалки >750 >22* ^4,05 0,45
Закалка и статен не 9И-1098 265—321 3,75—3.5 0,35
Закалка и старение ЦОО—1250 311—352 3,45—3,25 0,15
850—1000 >1000 248—285 >285 3,8^>— 3,6 -с 3,6 0,2 0,15
| Закалка >750 5а 223 ^4,05 0.45
| Закалка и старение >1000 1000 S-28.5 2< r=c3,5 3,6 0.2 0,24
3 ткал к л и старение 950—1225 209—341 3.7—33 0,3
950—1180 i | 269—341 3.7—3,3 0,15
и» ли mw г ad uokpn(iaie»4 qi.» »’uv?qiq ip 'djo
Продолжение табл, 1 g
Марке материала Термине склм обработка Рв, МПа НВ •1 ы
ХН75МБТЮ (3IIG02) Закалка 750—900 223—262 4»0з—3,/ о 0,35
ХН77ТЮР (ЭИ437Б) ХН77ТЮР-ВД 1ЭШ37-ВД» ХН77ТЮРУ (ЭИ437БУ) ХН77ТЮРУ-ВД (ЭИ477БУ-ВД) Зг.калка и старение 833—10е* 248—321 3.85—3.4 0.32
ХН78Т (ЭИ435. Закалка [ 730—71 | 217—229 | 1 4,1—4.0 | 0,4
XIL Жаропр'«И'ън* лисиные спил. и никелевой ‘спсве
XII.!. ВНЛ-1 | 3лколка в отпуск 1000—П7: ^83—341 3.6—3.3 | 0.3
ВНЛ-3 Закалка и старение 1250—1300 352—361 3.25—3,2 0.24
ХП.2. ВХЧЛ-ВИ 780 129 4.0
ВХ4Л Отжп1 1100 31! 1 3.45 0.2
XI 1.3. ВЖЛ-2 ВЖЛ-1, ВЖЛ-8 ВЖЛ-12У Закалка 7 5 784 *33 217 0]9 229 ’ 248 4.1 4 J 5-410 3.85 0.12
ХИЛ. -ЛК, ЖС6, ЖС6-К ЖСбУ-КИ Закалка и старение 882—931 883 262—269 248 3.73—ЗД 3,85 0,1
ЖСб-КП чакалкя | | •"'—1100 1 ' 209—311 3,7—3,45
XI IL Сплавы на ihiановии основе
Обрабатываемость материалов резанием
Х1П.1. Повышенно!! " мгтичнсспи ВТ1. BT1-I, В’П-2 ОТ4-0, OTt-l Отжиг 450—700 \4R_W2 126-212 167-262 5.3—1.15 t.-.S— ,75 | 1,2 П я
X111.2. Средн- г про -нести ОТ'!, РТ4. ВТ-1-1 ВТ5. KT5-I Отжиг 588—1029 167—302 4.65-1,5 0,8
ВТ5Л Без термообработки 588—1029 167—302 ? tbo—3, □
ВТО, ВТ6С, ВТ20 ВТ6Л. ВТ20Л Отжиг Без термообработки 833—1160 882—11V? 248—331 262—.331 3,85—3,35 3.75—3,35 о/.
XII 1.3. высокой прочности ОТ4-2, ВТЫ. ВТ14Л Отжиг 820—ПОП 241—311 3,9—3,15 0.6
ВТ15, ВТ16. ВТ22 Закалка и старение НПО—1350 111—S7B 3j5-:.r 0.4 s
XI11.4. Жиропр чныг ВТЗ-1, ВТ8, В T9, ВТ1Н Отжиг, закалка и старение 950—1200 269—341 3.7—3,3 0.4
XIV. Высокопрочные ста ли *а
28ХЗСНМВФА 30Х2ГСН2ВМ Закалка и отпуск .1600 >450 «2,88 | 0.4-1
ЗЗХЗСНМВФА 38ХЗСН.МВФА 1700 460 2,85 0,<36
38Х5МСФА 42X2 ГСН М 43ХЗСН.МВФА ^акалка 1950 1900 2100 — — 0.25 0,28 0,24
ВИЛ-6 | | ЯК.Ц1КЛ и отпуск , | 2000 1 - I 0.2
Коэффициенты обрабатываемости по скорости резлння приведены для твердосплавного инструмента. •2 Высокопрочными считаются стали с^п> 1600 МПа.
( < Р . ?i ыпа< ricci I. магтриадо* резанием
32
Обрабатываемость матер алло в резангем
I. Цветные сплавы, чугуны и стали
Магниевые сплавы (группа I) наиболее легко поддаются механической обработке. Скорость износа инструмента очень низкая, так как магниевые сплавы имеют низкую температуру плавления; температура на поверхности раздела инструмент—заготовка низкая даже при очень высоких скоростях резания п подачах. Черновая токарная обработка может проводиться со скоростями резания до 1350 м/мин, а чистовая — с более высокими скоростями резания при высокой стойкости инструмента.
Силы резания при обработке магниевых сплавов небольшие, чго связано с низким пределом их текучести при сдвиге и, что более важно, с небольшой площадью контакта на передней поверхности инструмента в широком диапазоне скоростей резания и при различных передних углах. Это приводит к тому, что угол сдвига большой, а стружка топкая (незначительно больше подачи).
Для обработки магниевых сплавов могут применяться быстрорежущие и твердосплавные инструменты. Качество обработанной поверхности получается хорошим как при низких, так и при высоких скоростях резания. При резании образуется элементная стружка, легко разделяемая на короткие отдельные сегменты; поэтому удаление стружки не вызывает сложности даже при высоких скоростях резания. Но мелкая стружка легко воспламеняется.
Коэффициенты обрабатываемости магниевых сплавов определены относительно сплава МЛ5.
Алюминиевые сплавы (группа И) так же, как и магниевые сплавы, хорошо поддаются обработке резанием. Большая стойкость инструмента достигается при обработке большинства алюминиевых сплавов со скоростями резания до 600 м/мип твердосплавными инструментами и 300 м/мин — инструментами из быстрорежущей стали.
Износ инструмента при обработке алюминиевых сплавов протекает по задней поверхности. Наиболее интенсивный износ инструмента происходит при обработке литейных алюминиевых сплавов (силуминов), в структуре которых имеются зерна кремния большого размера, способствующие возникновению высоких напряжений н температуры на режущей кромке. А1ех<пшческая обра
Цветные сплавы, чугуны и стали
33
ботка высококремнистых силуминов является одной из областей применения алмазных инструментов.
При обработке технически чистого алюминия отсутствует нарост, однако шероховатость поверхности увеличивается.
Основной проблемой, влияющей на обрабатываемость алюминия, является отвод стружки из зоны резания. При обработке алюминия и некоторых его сплавов образуй гея сливная стружка (сравнительно прочная и с прудом разрушающаяся), что приводит к пакетированию в канавках инструмента (сверла, метчики и др.). Улучшение условий отвода стружки из зоны резания может быть достигнуто путем изменения переднего угла или применен нем стружколомов.
Коэффициенты обрабатываемости алюминиевых сплавов определены относительно сплава Д16.
Медь и медные сплавы (группа 111) имеют хорошую обрабатываемость резанием. Для обработки применяют быстрорежущие и твердосплавные инструменты. Рекомендуемые скорости резания при обработке быстрорежущими инструментами до 160 м/мин, твердосплавными — до 700 м/мин; при этих скоростях достигается высокая стойкость режущего инструмента.
Обработка чистой меди связана с большими силами резания и низким качеством обработанной поверхности. Стружка сливная, трудно поддающаяся дроблению. Введение легирующих добавок в медь и ее сплавы обеспечивает значительное снижение сил резания, получение легко-ломающейся стружки и высокое качество обработанной поверхности. Использование алмазных резцов и резцов из сверхтвердых материалов позволяет получить «зеркальные» поверхности.
Коэффициенты обрабатываемости меди и медных сплавов определены относительно сплава БрАЖЯ—4 с о„ < < 500 МПа.
Чугуны (группа IV) имеют хорошую обрабатываемость; допускают обработку на высоких скоростях резания; возникающие при этом силы резаппя невелики; при обработке скорость износа инструмента низкая; в процессе резаппя образуется легко удаляемая стружка. Износ инструмента в основном определяется адгезионными процессами. Наибольшая стойкость достигается
2 В. 11. Ьаракчиков и др.
34
Обрабатываемость материалов резанием
у инструментов из вольфрамокобальтовых сплавов с высокодисперсными частицами карбидов. При более высоких скоростях резания для уменьшения диффузионного износа применяют твердосплавные инструменты; твердые сплавы содержат карбиды титана if тантала.
Ковкие чугуны обрабатываются лучше серых. Скорость резания при обработке ковкого чугуна в 1,05— 1,2 раза выше, чем при обработке серого чугуна.
Обрабатываемость чугунов определена относительно серого чугуна СЧ20 с ог = 180--200 МПа.
Углеродистые и легированные стали (группы V и VI) хорошо обрабатываются резанием. Лучшую обрабатываемость имеют углеродистые стали и особенно стали повышенной и высокой обрабатываемости резанием» в состав которых специально вводится сера» свинец и марганец. По сравнению с углеродистыми сталями такой же прочности они допускают обработку на более высоких скоростях с меньшими силами резания, обеспечивают меньшую шероховатость обработанной поверхности и большую стойкость инструмента. Стали повышенной я высокой обрабатываемости резанием при обработке точением имеют стружку» витую в спираль или дробленую» что облегчает ее удаление из зоны резания. На обрабатываемость легированных сталей влияет наличие легирующих элементов и их процентное содержание.
Обрабатываемость углеродистых и легированных сталей определена относительно стали 45 с ив = 750 МПа.
2. Труднообрабатываемые стали и сплавы
Труднообрабатываемыми называются стали в сплавы, обладающие особыми физико-механическими свойствами: коррозионной стойкостью, жаростойкостью, жаропрочностью, высокой прочностью Эти свойства приводят к резкому снижению обрабатываемости резанием. Для большинства труднообрабатываемых сталей и сплавов скорость резания в 2—20 раз ниже по сравнению со скоростью резания при обработке углеродистых сталей.
Теплоустойчивые стали (группа VII) характеризуются содержанием хрома до 6 %, никеля до 3 %, молибдена п ванадия до 1 % каждого и кремния до 2 %. Они имеют удовлетворительную обрабатываемое!ь, примерно такую
Труднообрабатываемые стали м сплавы
35
же, как углеродистые стали соответствующей прочности.
Коррозионно-стойкие, жаростойкие к /..л ро прочные деформируемые слали (группы VIII—X) характеризуются высоким содержанием хрома (11—25 %), никеля (5— 10 %) и низким содержанием марганца, титана, алюминия, вольфрама, молибдена и другими легирующими элементами. Обработка резанием сталей данных групп проводится носiv термической обработки. Значительная часть сталей склонна к налипанию на инструмент в зоне контакта стружки с передней поверхностью лезвия, что вызывает повышенный износ инструмента. Кроме этого, стали IX и X групп подвергаются значительному упрочнению. что также усиливает износ инструмента. Для уменьшения степени упрочнения обработанной поверх пости необходимо работать остро заточенным инструмен-тсм и не допускать обработку инструментом с большим износом режущих кромок.
Повышенная вязкость сталей VIII группы затрудняет получение малой шероховатости обрабатываемой поверхности при фрмероваям с большими значениями fuirpiriit. фрезеруемой поверхности и нарезании резьбы. В этом случае необходимо применять метол попутного фрезерования, подбирать соответствующие СОЖ и режимы резания.
Обрабатываемость этих сталей в 1,5—2 раза (VIII и IX группы) и в 3—4 раза (X группа) ниже, чем обрабатываемость стали 45.
Жаропрочные и жаростойкие деформируемые сплавы на никелевой основе (группа XI) легированы большим количеством хрома (10—20 %). В их состав в небольших количествах входят титан, алюминий, вольфрам, молибден и другие элементы. Как и коррозионно-стойкие стали, сплавы данной группы имеют повышенную склонность к налипанию, выбывающую адгезш иныв износ инструмента. Обработку сплавов рекомендуйся проводить при непрерывном резании твердосплавным инструментом, при прерывистом резании — быстрорежущим инструментом.
Обрабатыраем(х?ть енл-нл в XI группы в 7—12 раз ниже, чем обрабатываемость стали 45.
Жаростойкие литейные сплавы на никелевой основе (группа-X 11) обрабатываются хуже сплавов XI группы. Это обусловлено наличием в них большого количества
О|
•?6 Обрабатываемость материалов резанием
карбидных и интерметаллндных включении, быстро изнашивающих режущий инструмент. Применение быстрорежущего инструмеп га практически невозможно. Обра-батываемость утих сплавов твердосплавным инструментов! в 12—20 раз хуже, чем оорабатыг.аемоегь стали 45.
Сплавы на титановой основе (группа XIII) в промышленности представлены более чем 30 марками с широким диапазоном обрабатываемости резанием. Обрабатываемость титановых сплавов характеризуется их малой пластичностью, высокой химической активностью ври резании и низкой теплопроводностью. Малая пластичность титановых сплавов приводит к тому, что в процессе резания образуется стружка, но внешнему виду похожая на сливную, но имеющая трещины, разделяющие ее на слабо выраженные элементы, прочно связанные между собой тонким, сильно де(|юрмнровапным контактным слоем 1161.
Высокая химическая активность титановых сплавов при резании способствует поглощению кислорода и азота из воздуха, активность которых возрастает по мере увеличения температуры в зоне резания. Это способствует повышенному окислению и вызывает охрупчивание материала вследствие диффузии кислорода в обрабатываемый материал Низкая i<плопроводпое1ь титановых сплавов способствует возникновению температур в зоне резания в среднем в 2,2 раза выше, чем при обработке стали 45.
Рассмотренные особенности резания титановых сплавов в 2—3 раза сяыжмя п ощаль контакта стружки с передней поверхностью инструмента по сравнению с обработкой конструкционных сталей. Малая площадь контакта стружки, сочетаясь с высокой прочностью титановых сплавов, приводит к большим нормальным контактным нагрузкам в повышенному износу режущего инструмента. Малая теплопроводность обусловливает высокие температуры в зоне резания, что приводит к схватыванию и образованию задиров на обработанной поверхности.
При определении оптимальных режимов резания титановых силанов особое внимание следует уделять технике безопасности. Образование топкой пружки и пыли в процесс • ре апия при Q шт к ее ИСММеж нгю с инт п-сивным горением. Титановая стружка, покрытая маслим.
Быстрорежущие стали
37
склонна к самовозгоранию. Не следует допускать скопления титановой стружки на рабочих местах, назначать подачи на оборот менее 0.08 мм, работать инструментом с износом более 0,8—1,0 мм и со скоростями резания более 100 м/мин.
При назначении режимов резания для титановых сплавов, как и для жаропрочных сталей н сплавов, необходимо проводить их группирование по структуре. Титановые сплавы с а + 0-структурой (например, ВТЗ-1, ВТ8, ВТ9, ВТ22) отличаются наилучшей обраиашвае-мостью. Сплавы с а-структурой (ВТ5, ВТ20 н др.) ио обрабатываемости занимают промежуточное положение между а + 0- и 0 (ВТ15)-ставэми. Термическая обработка позволяет регулировать обрабатываемость сплавов структуры а + 0 и 0.
Высокопрочные стали (группа XIV) являются низколегированными, после закалки и отпуска приобретают прочность ой >• 1600 МПа. В отожженном состоянии их обрабатываемость такая же, как и конструкционных сталей. В термообработалном состоянии обрабатываемость сталей XIV группы твердосплавным инструментом в 5—8 раз ниже обрабатываемости стали 45. Быстрорежущий инструмент применять неэффективно из-за весьма малых скоростей резания. Для повышения обрабатываемости рассмотренных сталей необходимо применять новые марки инструментальных материалов, специальные геометрические параметры инструмента и новые высокоэффективные СОЖ.
Коэффициенты обрабатываемости дчя всех групп труднообрабатываемых сталей и сплавов определены относительно стали I2X18H10T.
ГЛАВА 2
ИНСТРУМЕНТА ЛЬНЫ! МАТЕРИАЛЫ И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
1. Быстрорежущие стали
Быстрорежущие стали применяют наиболее широко при пзп)т «в 1 нпп осевого инструмента: сверл, зенкеров, разверток, метчиков, а также резьбовых резцов для на
38
Инструментальные материалы
резания точных резьб, сложнопрофильных и фасонных инструментов.
Применяемые быстрорежущие стали делятся на три группы: быстрорел<утие стали нормальной, повышенной и высокой производительности.
Стали нормальной производительности характеризуются пониженной теплостойкостью (615—620 °C). К ним относятся: вольфрамовые стали (Р9, Р12, Р18), вольфрамомолибдеяовые (Р6М5, Р6МЗ, Р8МЗ и др.), безвольфрамовые (9Х6МЗФЗАГСТ, 9Х4МЗФ2АГСТ и др.). Их применяют в основном при обработке цветных сплавов, чугунов, углеродистых и легированных сталей (I— VI групп) при скоростях резания до 35—40 м/мин. Сталь PI2 но сравнению со сталью Р18 обладает повышенной прочностью, пластичностью и применяется для изготовления всех видов инструментов.
Сталь Р6М5 в основном вытеснила стали Р18» PI2 и Р9 и нашла применение при обработке цветных сплавов, чугунов, углеродистых и легированных сталей, а также некоторых теплоустойчивых и коррозионно-стойких сталей (VII—VIII групп).
В институте физики АН АзССР разработаны новые марки безвольфрамовых молибденовых быстрорежущих сталей нормальной производительности — 9Х6МЗФЗАГСТ (ЭК-41) и 9Х4МЗФ2АГСТ (ЭК-42). Стали имеют меньшую плотность, что сокращает расход быстрорежущих сталей на 4— 5%. По режущим свойствам они соответствуют свойствам стали Р6М5, что и предопределяет область их применения.
Стали повышенной производительности дополнительно легированы кобальтом и ванадием. К ним относятся стали с теплостойкостью 625—640 °C: вольфрамо-кобатьтовые (Р9К5, P9KI0 и др.); вольфрамовападпеные (Р9Ф5, Р12ФЗ, Р11Ф1, Р18Ф2 и др.); втьфрамомолиГ-деновые с кобальтом и ванадием (Р6М5К5, Р9М1К8, Р6М5ФЗ, Р6М5Ф2К8 и Др.); вольфрамовзна.чиевые с кобальтом (Р10Ф5К5, Р12Ф1К5, Р18К5Ф2); вольфраме-вапанпевые с кобальтом и молибденом (Р12ФЗК10МЗ, Р12Ф2К5МЗ, Р18Ф2К8М п др).
Стали повышенной производительности применяют для обработки коррозноиио-стойкпх (VIII группа), жаростойких и жаропрочных деформируемых сталей и сада-
Быстрорежущие стали
2. Основные физико-мехаинчесмие свойства вольфрам содержащих быстрорежущих сталей
Сталь (Ти. МПа НВ, не более HRC, T T^- Условие ЛОСТНПКЯ
PI8 2600—3000 255 63—G5 G25
Р12 30X1—3200 355 63—65 625
PJ .3350 255 63—65 620
P6AV1 МЮ—3400 255 64—66 620
1Ч5М5К5 зэдо—:*юо 269 —67 630
Р12Ф< •2100—2МХ) 269 64-67 630
Р18К5Ф2 2900—3000 265 t>4 — GG 640— ГОСТ 19265-73
645
Р9К5 2300—2700 269 6-1—67 630
P9KIU 2050—2100 269 64—GG 630
Р9.М4К8 2200—2600 265 65—68 630
РЮК5Ф5 2ГМЮ—2700 285 G6—63 640
Р6М5Ф 1 3.-XHJ—3500 269 65— <16 625
Р12Ф К10513 2800 265 (US— <40 ТУ 14-1-1686—70
Р12Ф2К5МЗ 2800—2900 265 64—66 610 ТУ 14-131-288—76
Р12МЗК8Ф2 285 64—67 640 ТУ Н-1-691— 73
Р12Ф4К5 — 285 64—67 649 ТЦ 14-1-404—72
АПРЗМоФ? 3400—3800 255 63—65 620 ТУ И-1 -1565-76
Примечание, Быстрорежущие стали, выпускаемые по ГУ. изюкьляются ПО сИжсталь» р. Ижевск). ПО Днепр, .r.euci i il (г. Запорожье).
вон (IX—XIII групп) и высокопрочных сталей (XIV группа). Повышенная теплостойкость данных сталей обеспечивает работу инструментов па повышенных режимах резания с увеличенной стойкостью. ILnipi*. р. при обработке стали 40X11 со скорое<ью резания 30 м/м ин стойкость червячных фрез из стали P9MIK8 в 3 раза выше, чем из счал и Р18; ciойкость резцов при точе» им Тк)?1 ЭИ893 R —3 раза выше, чем резцов из стали Р18
В табл. 2 приведены основные фнзико-мсланпческие своЛетва цольфрамгодержскцих сталей нормальной и повышенной производительности, а в табл. 3 — без вол ы| храмовых талей нормальной производительности.
40
Инетру тит.,.иные материалы
3. Основные фтико-механичсские спи Легка безнольфрамових 6i. ц ; ,♦ мн»'* сталей
П ри меч а н н е. 15ыгтрорежущие стали изготоеляюгс'Я па ПО «Д!1гпр1н.11ецсталь» (г. Запорожье).
Порошковые быстрорежущие стали. Предприятиями УкрНИИспецсталь и Днепр ос иецегаль освоен выпуск быстрорежущих сталей методом порошковой металлургии. Порошковые стали имеют карбидную неоднородность ио I—2-му баллу, характеризуются повышенной шлнфуемостыо и пластичностью при холодной и горячей деформации, обладают повышенной (на 500— 700 МПа) прочностью при изгибе и в 1,5—2,5 раза более высокий стойкостью по сравнению с быстрорежущими сталями аналогичного состава обычного производства. Высокая прочность сталей при изгибе позволяет работать на повышенных подачах с сохранением заданных характеристик.
В табл. 4 приведены основные физико-механические свойства порошковых быстрорежущих сталей, выпускаемых промышленностью.
Порошковые быстрорежущие стали [‘9М4К8-МП и Р10М6К8-МП обладают повышенной красностойкостью, хорошо шлифуются; предназначены /тля обработки материалов повышенной твердости до НRCa 38—42 и нашли применение в иисгрумеитах для станков с ЧП У. Стойкость режущих инструментов из этих сталей в 1,5—2 раза выше, чем из сталей Р6М5 и PI8.
I loponiKOBhie быстрорежущие стали Р6М5ФЗ-МП, РвМбКб^МП, Р5М5Ф2К8-МП и 13Р6М5ФЗ МП при обработке труднообрабатываемых материалов обеспечивают по сравнению со сталями обычного производства аналогичного состава повышение стойкости до 4 раз, хорошо
Быстрорежущие стали
41
4. Основные ^нзмКи-мехиничесьис свойства ииршнкоьыл быстрорежущих сталей
<>м МПа
а S £
CJ 2
Условия постамни
рс>м>к5-мп
Р М5ФЗ-МП
Р9ЛИК8-МП
Р12М ЗК5Ф2-МП
Р12МЗК8Ф2-МП Р12МЗК10ФЗ-МП
Р12МФ5-МП
Р0М5КЬФ2-МП 10Р6М5К5-МП
10Р6М5-МП
PI0M6K8-MD
13Р6М5ФЗ-МП
(1 СИ-26) 15Р10ФЗК8М6-МП
(ТСП-24) 22Р10Ф6КВМЗ-М1)
(ТСП-25)
3200—.WOT-3503-4400 26‘J 67—68 66—67
3200—3700 285 66— 67,5
2600—3504 2b' 66—6b
2700-32СХ) 2b: (7—
2400—: 1500 66,5— 6b
2300—3660 260 66— 67,5
26(Х)—34 Се 26С 67—68
2500—3500 285 67,5
2<\5 64-67
— — (>7—68
3500—44'Х) 285 67—68
4150—4430235 68—«9
3800—4100 235 66—70
630
630
635
635
641
МО
635
635
625
ТУ 14-ЫЫ7— I •
ГУ 14-1-3403—32
ТУ 14-1-3.347—82 •*
1У 14-1-3647—ВЗ w
635 ГУ 14-1 .'7-1116—«2 •!
635 ТУ А-7Ы5-243—70
ГУ 14-131-630—32 *
•* Стали и ииовлинжя lit) >.;1hi Ufa-m*uei i- (г Запорожье), ПО <Ижсталь> (i. liwciKK).
•* Слали hsioiviuoiioicti Hill) • Гулл-1.рме1> (г. Тули).
поддаются шлифованию. Их применяют для изготовления различных, в том числе и крупногабаритных инструментов, инструментов сложной формы с большим объемом шлифования (зуборезный инструмент, червячные фрезы, протяжки л т. д.).
В табл. 5 приведены области применения быстрорежущих сталей нормальной и повышенной производитель-пости, в том числе п порошковых.
(т.:.и хысоко* uno!' шопа тельное:тн характери-
зуются высокой н нлисюакосгыо <700—725 С) и ыорич-
42
Инструментальные материалы
5. Применение инструментов из быстрорежущих сталей нормальной и повышенной производительности
Инструменты Обрайатынасмыс материалы
Цветные силаны, стали 1—VII J руша Стали VIII —IX труни Стали и сил.»ы X — XIV груш»
Резль. Р6М5, Р6МФЗ, Р6М5К5 **. Р9К.5, ЭК-41, ЭК-42, Р12Ф4К5 Р|2МЗК«Ф2 -1, Р6М5ФЗ-МП. Р12МФ5-МГ1 Р6М5К5, Р9К5, Р6М5ФЗ, РЭЛ14К8, Р12МЗКЬФ2, Р12Ф4К5, Р6М5К5-МП, Р9М4К8-МП, 13Р6М5ФЗ-МП Р9М4К», Р6М5К5, l^KS, Р9КЮ, Р12МЗК8Ф2, Р12МЗК5Ф2-МП. Р12МЗКЮФЗ-М11, 15PI ФЗК8М0-МП, 22Р1СФ6К8М1-МП. В24М12К23
фрезы Р6М5, Р6М5ФЗ. Р6М5К5 •*, Р9К5, ЭК-41, ЭК-42 Р6М5ФЗ-МП, P6M5KVMII Р0М5К5, РбМЗФЗ, Р9М4К8. Р9К5, Р12МЗК8Ф2, РСМ5К5-МП, Р9М4К8 МП, Р12МЗК5Ф2-МП Р9М4К8, Р6М5К5. WK5. Р12Ф1К5 Р12МЗК8Ф2, Р9М4КЧ-МП. Р12МЗК5Ф2-МП, Р12М.ИС10ФЗ-МП. 15Р10ФЗК8М6-МП
Сверла, зенкеры, развертки РЬМ5, Р6М5ФЗ, Р6М5К5 Р9К5, ЭК-41, ЭК-42, А11РЗМЗФ2 Р6.М5ФЗ-МП, Р6М5К5-МП Р6М5К5, Р9К5, Р6М5ФЗ, Р6Л15ФЗ, PJMIK8, Р9М6К5, РЮК5Ф5, Р12ФЗ, Р6М5К5-МП, Р9М4К8-МП, Р12МЗК5Ф2-МП РУМ 1 КЗ, Р6М5К5, РУК5, Р12Ф1К5, Р12МЗК6Ф2, Р9М4К8-МП, Р12МЗК5Ф2-МП, 15Р1ОФЗКЖ6-МП, 22Р10ФСК8М^МП. BI8K25X4
Протяжки, прошивки PI8, Р6М5. ЭК-41, ЭК-42, Р9М5К5, Р6М5ФЗ. РбМГФЗ МП. Р12МФ5-М11 Р6М5К5, Р6М5ФЗ, Р9К5. PI8, P9MIK8, Р12МЗК8Ф2 •*, Р6М5ФЗ-МП, РГДМФ5-МП Р18. Р9М4К8, Р9К5, 11вМ5К5, Р6М5ФЗ, Р12МФ5-МП. Р12МЗК5Ф2-МП
Летчики» плашки Р6.М5, Р6МБК5, ЭК-Я, ЭК-42. РУКЛ P9MIК8. ЛПРЗМЗФ'2 *», Р6М5ФЗ. Р6М5ФЗ-МП, Р12МФ6.-МП Р9К5, PGM5K5. Р9М4К8. Р0М5ФЗ, ГСМ.ФРМП. Р12МФ5-МП, 13Р6М5ФЗ-МП, 15Р10ФЗК8М6-МП Р9М1К8, Р9К5 *», РЬМ -К5, Р6М5ФЗ. Р12МЗК8Ф2, Р12МФ5-МГ1. Р12МЗК5Ф2-МГ1, 15Р10ФВК8МЗ МП, 22Р10Ф6К8МЗ-МП
Быстрорежущие стали
43
Продолжение табл. 5
ИНСТрУ-МеНТЪ! Обрвбятывлсмъм’ материалы
Цветные спль вы, стеля I —VII групп Стили VHI —IX rpjim СТиЛн И СПЛЛВЫ х —XIV групп
Зубсрсз-НЫЙ НИ' струмрц’1 РЬМ5, Р6М5ФЗ, ЭК-41, ЭК-42, Р6М5ФЗ •*. Р9М4КИ 41. РбМГФ-’-МП, Р6М5К5-МП Р6М5К5. PSM4K8, Р6М5К5-МП. Р9М4К8-МП. Р12МЗК5Ф2-МП. 13Р6М5ФЗ МП, 16Р10ФЗК8М6-МП Р9М4К8, Р9М4К8-МП. Р12МЗК5Ф2-МП, Р12МЗК10ФЗ-АИ1. 15Р10ФЗК8МЗ-МП, 22Р10Ф6К8МЗ-МП
•* При обработке ня повышенных скоростях резания.
•а Для обработки мелкоразмерпых деталей.
•3 Для TipoiuHBoK при обработке сталей и сплавов с НРС, > 35.
•4 Для инструмента простой формы.
•• Метинки диаметром до 8 мм пелесообразнее изготовлять нэ твердого сплава.
ной твердостью после закалки и отпуска (HRCS69—70). К ним относятся стали Bl IM7K23, В24М12К23, В18К25Х4 и др. Инструменты из сталей высокой производительности имеют высокую стойкость при повышенных режимах резания жаропрочных и титановых сплавов. При обработке указанных материалов стойкость инструментов из стали высокой производительности на ряде операций до 30 раз выше по сравнению с инструментами из стали PI8 и до 10 раз выше, чем из ВК8 и кобальтовых быстрорежущих сталей (4J
К быстрорежущим сталям высокой производительности относятся стали нового класса — карбндостали *.
Карбндостали — это новый класс инструментальных материалов для обработки деталей из труднообрабатываемых материалов, изготовляемых методами порошковой металлургии. Это композиционный материал, в котором зерна тугоплавких карбидов (преимущественно TiC) равномерно распределены в связке из легированной стали.
* Карбндостали разработаны шик. Ьоким Ю. Ф., Петровым А. К., Гишаевым С. И., Ципуновыы А. Г. и др. (А. с. № 1052555 МКН4, С22С 1/04).
44
Нпструм* стальные материалы
Карбпдосталп сочетают твердое! ь и износостойкость твердых сплавов с прочностью п вязкостью легированных стилей и по своим характеристикам Занимают промежуточное положение между быстрорежущими сталями и твердыми сплавами. Высокое содержание карбидной фазы обеспечивает сталям Лучшую, чем у обычных сталей, износостойкость, а наличие термообрабатываемой связки позволяет эти материалы подвергать механической обработке в отожженном состоянии. Материал термостоек, легче быстрорежущих сталей па 13%, твердых сплавов — на 50 *«.
Карбпдосталп разработаны и выпускаются Ижсталью па основе двух сталей PGM5-KT20 и Р6М5К5-КТ20 с массовой долей TiC 20% в виде заготовок различного сечения: круглого диаметром 31—35 мм. квадратного со стороной квадрата 28—30 мм. прямоугольного с минимальной толщиной 14 мм и максимальной шириной 56 мм.
Вторичная твердость карбпдосталей HRC, 70—72 (HRA 87—89), прочность при изгибе 2000—2500 МПа, ударная вязкость 80—120 Дж/м\ теплостойкость 650— 690 °C, плотность материала 7,10 г/см3.
Стойкость режущего инструмента из карбидосталей при обработке сплавов ЖС6КП, ЭИ-867 в 2,5—3,5 раза выше стойкости сталей повышенной производительности: при торцовом фрезеровании сплава ВЖ-122 стойкость инструмента в 10 раз выше, чем из стали Р18, и в 2 раза выше, чем из стали Р7М2Ф6М5-МП |11.
2. Твердые сплавы
Для обработки труднообрабатываемых материалов широко применяют твердые сплавы, состоящие из зерен карбидов тугоплавких металлов — вольфрама, титана и тантала, сцемептованных кобальтом.
Благодаря наличию карбидов сплавы обладают высокой твердостью и износостойкостью. Связывающий металл придает твердому сплаву определенную прочность и вязкость.
Твертыс сплавы позволяют вести обработку труднообрабатываемых материалов со скоростями, в несколько раз превышающими скорости обработки быстрорежущими
Твердые сплавы
45
инструментами, и тем самым обеспечивают значительное повышение пронзводительносги обработки.
Существует три основные группы твердых сплавов, различающиеся составом их карбидной основы, физико-№лапнческимн и эксптуатациоииымн свойствами: воль-фрамовая (ВК), тптановольфрамовая (ТК) и титаиотанта-л она ч ы Ьр а м он а ч (Т Т К).
В иол. 6 приведены физико-механические свойства твердых сплавов, выпускаемых нашей промышленностью в соответствии с ГОСТ 3882—74 (СТ СЭВ 1251—78).
Сплавы ।руппы ВК при одинаковом химическом состав* различаются размерами зерен карбидных составляющих Твердые сплавы с размером зерен 3—5 мкм имеют крупнозернистую структуру, 0,5—1,5 мкм — мелкозернистую; сплавы, имеющие 70% зерен размером менее 1 мкм, называют особомелкозернистыми. От размера зерен карбидов и содержания кобальта зависят физикомеханические свойства вольфрамовых сплавов.
С увеличением процентного содержания кобальта растет предел прочности на изгиб, что определяет высокую сопротивляемость этих сплавов ударным и циклическим нагрузкам, но при этом снижаются твердость и температура, прц которой наблюдается схватываемое! ь с обрабатываемым материалом. Это приводит к увеличению интенсивности износа режущих инструментов, особенно при обрабОТО вязкиv м.'Терп’Лов на высоких скоростях резания.
С уменьшением размера зерна карбидов снижается прочность, ио увеличивается износостойкость, что особенно заметно при обработке жаропрочных сплавив на никелевой основе. R связи с этим крупнозернистые сплавы применяют р пешчшом для черновой с получистовой обработки материалов всех групп.
Ин тру' * шы из сплавов мелкое рингтон и о» обимелко-3<pHncfop структуры рекомендуется применять па чистовых и получистовых операциях обработки резанием.
Сплавы мелкозернистой структуры с повышенным * оде ^жрцпем ксл 1ьта (ВК10М. BKI5M) используют для р готовтепия мелкоразмерных впсм»уме1<тов (сверл, метчиков, концевых и прорезных фрез) для обработки трудно-обрабатываемых а герц ал ов всех групп.
Инструментальные материалы
0. Физнко-механические свойства гиердых сплавов
Силам пм, МПа. не пенс» Р. Ki /м’ HR А, ио меиг.
Вольфрамовая группа
В КЗ 1176 15 000—15 300 89,5
вкзм •* 1170 15 000—15 300 91,0
ВК4 1519 14 900—15 200 89,5
ВК4В 1470 14 •ОС—15 200 83,0
В Кб 1519 14 600—15 000 88,5
в ком •* 1421 14 вОО—15 100 90,0
вкв-им •» 1274 14 700—15 000 90.5
ВК6В 16GG 14 600—15 (MX) 87,3
ВК8 166b 14 400—11 оОО 87.5
ВК8В ** 1813 14 400—14 800 86,5
ВК8ВК 1764 14 500—14 87,5
ВК10 17G4 14 200—14 000 87,0
ВК10М “ 1617 14 300—14 600 88.)
ВК10ОМ ♦* 1170 11 300—14 600 88.5
вкюкс 1862 11 20:4—11 600 88,5
вкнв I960 14 100—14 400 86.0
ВК1ГЛК 1862 )4 100—14 100 87,0
В К 20 2058 13 400—13 700 84.0
ВК20КС 2107 13 400—13 700 82,0
ВК20К 17G4 13 200—13 400 80.0
ВК25 2156 12 900—13 203 82.0
Титдновильфрамовая группа
TOOK 4 980 9 500—9 600 92,0
TI5K6 1176 11 100—11 (ХЮ 90,0
ТЫ КЗ 1274 11 900-11 600 Я9.5
Т5К10 1421 12 4СО—13 100 88.5
T5KI2 1666 13 1 (Ю-14 500 87,0
Гитаиптанталпвольфримпаая группа
TT7KI2 1606 13 000—13 300 87,0
ТТ8К6 1323 12 800—13.Ю0 90.5
TTI0I ЧК 1617 13500—1ч 800 89.0
ЗТ20К9 1470 12 000-12 500 91,0
М — мелкозернистый.
ОМ — огЧ5омелкоз?р1шс1ыА.
•• В — крупнозернистый.
Твердые сплавы
47
7. <t впико-механическме свойства сплавов, легированных хромом (ТУ 48-19’204—76)
Сплав ои МП- О. кг/м* НПА, не мсное
вюохом 1500 1 4 3(Ю В9,0
ВК15ХОМ 1650 13 ЫХ) 87,5
Режущие инструменты из особомелкозернистых сплавов ВК6-ОМ, BKIO-OM и В К 15-ОМ применяют для чистовой и получнстовой обработки резапием коррозионно-стойких, жаропрочных сталей и сплавов на никелевой основе, титановых сплавов и высокопрочных сталей. Применение данных сплавов обеспечивает повышение стойкости инструмента до 3 раз по сравнению с твердыми сплавами ВК6М и ВК10М.
При обработке жаропрочных сталей и сплавов все большее применение находят сплавы с особомелкозер-пистой структурой, легированные карбидами хрома. Физико-механические свойства этих сплавов приведены в табл. 7.
Стойкость этих сплавов при обработке труднообрабатываемых материалов не ниже, чем у сплавов группы ОМ, а в отдельных случаях — выше.
Сплавы группы ТК обладают большими, чем сплавы группы В К, твердостью, теплостойкостью и износостойкостью, но мепынеп прочностью Кроме этого, из-за повышенной хрупкости они плохо выдерживают ударные и переменные нагрузки. Поэтому сплавы группы ТК с меньшим содержанием карбидов титана (Т5К10, T5KI2, Т14К8) целесообразно применять для черновой и полу-чпстоьой обработки, а с большим содержанием карГидог титана (Т15К6, ТЗОК4)— для чистовой и получнстовой обработки с повышенными скоростями резания.
Сплавы группы ТТК но своим физико-механическим свойствам являются промежуточными между вольфрамовыми и титаповольфрамовыми сплавами Они имеют более высокую прочность и вязкость, чем сплавы группы ТК, по уступают нм по твердости н теплостойкости. Благодаря высокой износостойкости и эксплуатационной прочности ударным нагрузкам и вибрациям сплавы
48
Инструмент;; иные материалы
К. Марки твердого спданд, входящие н группы Р, М и К
Ог!Г>ЦН4] >1 Ipyiltia
*' 1 м к
Под-Jруина .М.|рки 11Q ГОСТ 384)2-74 11од- 1 Марки по ICMLI 3882-/4 п<*д- 1 руина Ммркн ни ГОС! 388°—7
1*01 130К1 МОб в ко-ом, кш вкз, вкзм
Р10 Т15К6 ВК6М К 05 ВК6-ОМ,
Р20 Т4К8 М10 ТТ8К6 В ком
1*25 ТТ20К9 М20 ТТ10К8Б, К10 ТТ8К6
РЗО Т5КЮ. ТТ10К8Б К 20 В Кб, ВК4
ТТ10К8Б МЗО В К 10-ОМ, К» МО ВК8. ВК4
Р40 Т5К12. В К ЮМ. ВК8 ВК8, BKI5
ТТ7К12 М40 TT7KI2.
Р50 ТТ7К12 В К 10-ОМ
группы ТТК эффективны при черновой обработке сталей и сплазов.
Разработаны и нашли применение новые высокоэффективные л.арки твердого сплава группы ТТК (ТТ8К6, ТТ21К9 и ТТ20К9А). Стойкость сплава ТТ8К6 в 2— 2,5 раза выше стойкости сплава ВК6М при чистовой и по-лучпстовой обработке легированных сталей. Сплав ТТ21К9 обладает в 3 раза большей стойкостью по сравнению со сплавом ТТ7К9 при черновом и пол уч истовом фрезеровании легированных сталей; стойкость сплава ТТ20К9А в 2—2,5 раза превышает стойкость сплава Т14К8 при фрезеровании сталей.
Твердые сплавы, выпускаемые по ГОСТ 3882—74, в соответствии с рекомендациями международной организации IICO делятся на три основные группы: К, М и Р (табл. 8).
Сплавы группы К предназначены для обработки легированных сталей и других материалов; сплавы группы М — для обработки труднообрабатываемых материалов всех групп; сплавы группы Р—для стальных отливок и материалов, дающих сливную стружку.
Разработаны и получили распространение твердые сплавы серин МС. Стойкость режущего инструмента, оснащенного плагинами из силам ЧС, по Сравнению со стандартными марками твердого сплава до 1,5 раз выше.
Тинные гпчявн
49
9. Марки ।мерного сплину серии МС
Мipкн твердого сплава Марки твердого сплава
Серни МС По ГОСТ 3682—74 Серки МС По ГОСТ 3832 — 74
МС301 В КЗ MCI 31 Г5КЮ
МС313 MCSIS В Кб мели» Т5К12
I МС121 1 НК*
МСЗ 12 в кым | МСШ 1 15КЬ
МС.Ю6 Л .1 ВКМ)М 1 MCI 01 ТЗОК4
MCI 400 ТТ7К2ГГ
NC321 МС347 МС241 ВК8 I MC22I ТТ10К8К
1 МЭДО ТТ10К8БГ1
1 MCI 37 | ТТ20К9
Марки твердых сплавов серии МС и заменяемые ими марки твердых сплавов приведены в табл. 9.
Безвольфрамовые твердые сплавы (БВТС) —это сплавы па основе карбида (TiC) и карбонитрида (TiN) титана, снемеитованных ннкелемолнбденовой связкой (Ni+Mo).
Разработка БВТС вызвана возрастающим дефицитом на вольфрамовую руду и кобальт, используемые в производстве обычных твердых сплавов. Безвольфрамовые твердые сплавы по сравнению с вольфрамовыми сплавами имеют мепыиую прочность на изгиб, но отличаются повышенной жаростойкостью (до 1000 °C) и низкой схваты-ваемостыо с обрабатываемыми материалами. Благодаря высокой плотности БВТС при заточке режущих инструментов можно получить острую кромку, что особенно ценно для инструмента, предназначенного для чистовой обработки. Инструменты из этих силанов работают по сталям Практически без нарос юобразовап ня. ЭТИ свойства и предопределили область их применения— чистовое и получисювое точение и фрезерование. Сплавы
60
Инструментальные материалы
10. Фиэимо-механнчгсние свойств» без вольфрамовых твердых сила нои
Сплав МПа, ьг мслсс Р, кг/м* HRA. Ik' mcufv Условия поставки
TMI тмз 800 1200 5800 5900 91,5 «9.0 ВТУ 45—75
TH 20 KUTiG 1050 1200 5500—6000 5500-6000 90,0 89.0 ГОСТ 26530—85
тнзо TH 40 1100 1150 5800 6000 «8,5 «7.0 ГУ 48-19-223—76
КНТ12 1250 5670 92,0
КНТ20 1550 6170 90,0 ТУ 48-19-206—76
КНТЗО 1700 МОО 88,5
БВТС обеспечивают меньшую
шероховатость новер х-
востн по сравнению с твердым сплавом, что дает возможность заменять шлифование точением и способствует повышению производительности труда в 2—2,5 раза. Износостойкость БВТС в 1,2—1,5 раза выше износостойкости сплавов группы ТК-
В табл. 10 приведены основные физико-механические свойства БВТС, выпускаемых промышленностью.
В институте проблем материаловедения АН УССР разработан новый безвольфрамовып твердый сплав КТС-2М (р = 5800 кг/м8, ои = 10004-1200 МПа, HR А 90—92). Сплав используют для изготовления режущих инструментов как равнозначный заменитель сплавов группы В К; он в 2—2,5 раза легче, обладает высокой твердостью, механической прочностью. Сплав КТС-2М применяют для точения и фрезерования легированных сталей, никелевых сплавов и других материи юв. Износостойкость его в 1,5—3 раза выше износостойкости сплавов группы ВК.
Вследствие неудовлетворительных термических свойств БВТС плохо поддаются панке и заточке, поэтому их применяют в основном в виде ненеретачпваемых пластин.
Мииерллпиерлмические материалы
51
3. Минералокерамические материалы
Минераликерамическпе материалы делятся па два основных вида: оксидную белую керамику, содержащую до 94,7 % окиси алюминия (А 1вОз)» и черную оксидпо-карбидную керамику с добавлением к окиси алюминия карбидов титана (Al2Oa+TiC).
H i основе нитрида кремния разработан повыв инструментальный материал силинит-Р, обеспечивающий стабильность физико-механических свойств и структуры при высоких температурах резания. Используют сто для чистового и получистового точения и фрезерования сталей, закаленных до HRC, 58—63.
На основе алюмооксидной минералокерамнки разработан материал ОНТ-20 (картмнит). Картнипт имеет мелкозернистую структуру и предназначен для чистового и получистового точения и фрезерования сталей, закален* пых до НГ?СЭ<^55.
I [пструментальпые мппералоксрамические материалы ВЗ и BOK-GO при замене твердых сплавов ТЗОК4, ВКЗМ и ВК6М обеспечивают повышение стойкости в 5—10 раз при увеличении производительности в 2 раза. Одна режущая пластина из ВЗ или ВОК-60 заменяет шесть— восемь пластин из твердого сплава. Материал ВЗ используют для чистовой и получнстовой обработки без ударов сталей, закаленных до HRC, 30—50 со скоростями реза-
II. Фнзкко-мехаиическне свойства мимералокерамических инструментальных материалов
Минерало-керамика "и °сж р, 4Г/М I1RA, Нс йенеС
МПа
ВЗ *1 637 4500—4700 93 1100
ВО 13 100 *920—3940 93 изо
ВОК--. 1 № 1ЫП—3000 4200—4300 93 иоо
Сялинит-Р •* 050—750 2500 3800—1 (ХЮ 91—96 1200
ОНТ-20 (150—750 ) — . 4200 93 1200
“ Условия
Условия ' Условия
поставки по ГОСТ 26U30—85.
поставки no TV 0f»-3 9—78. поставки по ТУ 2-036-087—82,
52
Инструментальные материалы
иия, в ?—3 раза большими, чем для наиболее пзмоссц гонких твердых сплавов, ВОК-60 — для чистовой и полу-чистевпи обработки ста н и, закаленных до Н|< 46—60 и более с высокими скоростями резания л малыми сечениями среза.
В табл. II приведены физико-механические свойства минера докеримических инструментальных материалов.
4. Сверх твердые материалы
Широкое внедрение в производство износостойких инструментов из сверхтвердых материалов (СТМ) на основе модификаций углерода и нитрида бора обеспечивает обработку деталей на гибких автоматических линиях и стайках с ЧПУ.
Современные сверхтвердые материалы получают синтезом из гексагонального нитрида бора Ьльбор-Р (композит 01) и белбор (композит 02) J; синтезом из вюртцит о-иодобиой модификации нитрида бора [гексаиит-Р (композит 10) и ПТНБ (композит 09) I; спеканием из порошков кубического нитрида бора с легирующими добавками (композит 05).
В табл. 12 приведены основные марки СТМ, выпускаемых промышленностью по ТУ 2-035-982—85.
Лезвийные инструменты из СТМ применяют в основном при обработке сталей, закаленных до HRCS более 45. чугунов и некоторых инструментальных материалов.
Наибольшее распространение получили инструменты (резцы и фрезы), оснащенные композитом 01 (эльбор-Р) и композитом 10 (гексанит-Р).
12. Физики-механические свойства СТМ
Композит Он °C Ж *». КГ/М 1IV ’’ир- •«
МП*
01 400—500 .3000 1000 7500—ШЮ нь>—1.300
02 400—500 дим 4000 7500—ЯИХ- 1100—1300
05 450—500 3500 5000—7000 —
09 700—1000 5000 4200 7000—копа И 00
10 700—1000 4500 4500 6000—Ьг00 1100
13. Рекомендация по выбору марки твердого сплава, ПВТС. минераточерамики и СТМ для обработки труднообрабатываемых материалов
ни„ обработки Мерки ипструмснтяльных wMTtppd.ua дл* ^ь-Ломкм труп»
-тил сП Г-..ЛНГОЧ
vn-viii IX-X XIV .'«111114’' XI- ХМ XIII
Чистовое точение при So= 0,1 + 0,3 мм, / = 0,54-2 мм Т30К4, ВК5-ОМ, ТТ8К6. КНТ-16. ТН20 , Т15К6, SK3M. ВК6-ОМ, BKIO-OM, ВК 15-ОМ. ТМЗ. КТС-2М Т15К6. ВКЗМ, В КОМ, ВО К-00, ВОК-63, ПТНБ, гекео-нит, злнбор-Р ТЭ0К4, ВКЗМ, ТТ8К<. ВЗ, ВОК-G0, ЗОК-К1, €•-ли пит, нмСю-рнт, белбор, композиты; 01, 02, 05. 09, 10 iK3M. ВК6М. ЬКб-ОМ. BK10-O5V ВК10-ХОМ, КТС-2М ВКЗМ. ВКбМ. ВК6-ОМ. , ВК 10-ОМ. ВК1Я-ОМ. карбонадо
Полу чистовое точение при 50 = = 0/2-5-0,5 мм; / = 2ч-4 мм T5KI0, Т14К8, TI5K5, ТТ8К6. ТМЗ, ТН20, КНТ-16 TI5JK6, Т14К-, ВК8. ЕК'.М. БКЮ-ОМ, ВК 15-ОМ, ТТ10К8Б. КТС-2М TI5K6, В КЭМ ВК6М, ВК8, ТТЮКйБ ВКЗМ, ВК6М, ВЗ. BOK-liO ВК6. ВКЧ, в кем. ВК 10-ОМ, вкюхом, ТТЮКбБ, КТС-2М БК4. ВКбМ. вкв-ом. ВК 10-ОМ, ВК15-ОЛ1
Черновое точение г.ри $о= см-*- 1,0 мы; / = 4« 10 мм Т5К10, TH КН. TI5K6, ТТЮКНБ TI5K6, ТНК8, ВКХ RK6M. ВК 10-ОМ. ТТ1СК8Б Т5К12, ВК8, ВК6.М. ВКЮ-ОМ. ТТ7К12 — ВК4. ВК6, ВК8, ВКЗМ, BKJ0-OM, ВК1СХОМ ВК1. ВКо, ВК8, ВК 10-ОМ
Сверхтвердые материалы
Продолжение тзбл. 13
Вид обработки Мар™ инструментальных материалов для обработки групп
стллеЛ «.плавов
Vll-Vtll IX-X XIV закаленных Х1-ХП ХП1
Тяжелое черновое точение при 50== 1 мм: / = 6: 20 мм Т5К10. Т5К12. ТТ7К12 Т5К12. ВК». ВК8В. BKIO-OM. ТТ7К12 ВК8. ВКЮ-ОМ, ГТ7К12 ВК8, вкю-ом, ТТ7К12 ВК8. ВКЮ-ОМ. ВК 15-ОМ
Отрезка и прорезка канавок Т5КЮ, TI4K8, Т15К6 ВК8. ВК6М ВК8. ВК6М. ВК4 — ВК6. ВК6М, BKIO-O.M ВК4. ВК8
Нарезание резьбы резпом Т14К8. U3K6 В КЗ. ВК8. ВК6М ВК8. BK6-OM. вкю-ом Т30К4, ВКЗМ. ВКбМ ВК8, ВК6М. ВК6-ОМ ВК8. ВК6М. RK6-O.M
Нарезание резьбы метчиком ВК»*, ВКЮ-ОМ. ВК10М, RKfiM.BK3M ВК* ВК1051 «ч ВК 10-ОМ -1 В К», BKI0JM, ВК 10-ОМ — ВК8. ВК6М. ВК10М. вкю-ом ВК», ВК6М ВК1-О.М, ВКЮ-ОМ
Пол> чистовое и чистовое строгание и долбление ККг\ 1‘К1О нКв. В Кб* КС. Г5К12 ВКЮ-ОМ. ТТ7К12 В КН. ВК1П-О.М вк«, ВКЮ-ОМ
Черновое crpoi ание и долбление В КВ. 15К12, ТТ7К12 ВК 15-ОМ ТТ7К12 ВК15-ОМ. ТТ7К12 ““ ВК». В К 15-ОМ в к». В К 15-ОМ
Инструмента л иные материалы
Продолжение тлбл. 13
Вид обработки Марки инструментальных материалов для обработки групп
сталеЛ сплавов
VM-VIII IX-X X-V мкаленнмх XI-XII хш
Зенкеро-зап не И4К6. TI5K6 BKGM, ВК6-О.М В Кб, оКЬ-ОМ — БКЬ, ВКЬМ. вкю-о.м ВК8, ВК4, В КОМ
Разаерт ы-ианле Т15К6, Т30К-., ВКЗМ. ВК6М. ВКб-ОМ ВКЬМ, ВК6-0М ВКЬМ, ВК6-0М T3UK4. ВКЗМ, ВКб-ОМ вкьм, BKG-OM в кам, ВК6-ОМ
Сверление 15КЮ, 15КГ2, ВК8, ВК6М, ВКЮМ Т5К12. В Кб. ВКЮМ Т5КГ2, ВК8, ВК6М. ВК10М. ВК15М вка, в к ом, вкюм, ВК6-ОМ. вкю-ом В кв, вкьм. вкюм, ВК6-ОМ. BKI5M
Получка о-ное и чистовое фрезерование П?Кб, 114 К», ТТ20КУ, ВК8, 1Т7К9, ТТ21КУ, 1Т20К9А 114Kb. ТТ20К9. В К6М. ВКЮМ, вкь КТС-2М ГЫКК, ТТ20К9. BKGM. вкюм, ВОК-6'i. вкюхом Композиты 01, 10, силинит-Р, картинит НК8, вкю-ом. вкюхом. КТС-2М. ТТЮК8Б вкю-ом, вкюхом. вка, ТТЮКаЬ
ЧерниЬчЛ: ф|Х*Зср> завис 15К10. 3 i4Kb, ВК8. ТТ7К9. ТТ7К1Л TT2IK1, ТТ20К9А ’ЮК12. 1^Кб. ТГ7К12. ВКЮ-ОМ, ВКЮХОМ, ВК15-0М Т5КЮ, ЬК*. ТТ7К12. ВК 15-ОМ. ВК15Х0М оКа, ВКЮ-ОМ *, вкю-ом. вкюхом. BK15-OM. вкюхом, BKIOXC. тиокаБ в к», вкю-ом. вкюхом, ВК 15-ом. ВК15Х0М, вкг ом. ВК'ОКС ТТЮК8Б
Сверхтвердые материалы
•* Для нарезания резьбы диаметром Солее 8 мм.
** Концевые фрезы диаметром более 16 мм целесообразнее применят: из быстрорежущей стали.
56
Инструментальные материалы
14. Рекомендации, по выбору марок твердого сплава. БВТС* минералокерамнкн и GTM дли обработки цветных сплавин, чугунов, углеродистых и легированных сталей
Вид обработки Марки лкстр; миггильных м*1Пр<ьии для оработкл групп
цистных СПлзвон era лей чугунов
1—111 V—VI IV
Чистовое ц чеиив при 5о=0,1-т-0,3 мм, /== “ 0,5-5-2 мм БКЗ, ВКЗМ, ВК6М, в кв, ТТ8К6, кт ig, TH 20 ВКб, В КЗ, Т15К6, Т14КЙ, Т30К4, ТТ10К8Б, ТН20, К1Н16, BOK-GO 1 Ki ЗКЬ, I К8, 1 К М. ВКЬ-ОМ, ВОК-60, ВЗ, ком-гюзшы 10, 10Д, ГД 01, 02
1 1ОЛ} чист МО* 10-чение при 50 = «= 0,24-0,5 мм, 1 ₽ ?4- | мм 1Н20, кит в ком. вкн ТН20, КНТ16, 115К6. Т14К6 В КЗ, ВК'>М. В Кб, тгакб, 1зок-ьо
Черновое ючииие при 60 = 0,44-1,0 мм, / = 44-10 мм в Кб, В КВ TISK6. Г14КЙ. ТТ10К8Б, Т5К10 ВК4. ВК6. BKIO-OM
Тяжелое черновое точение при 5О = ® I мм, / = 6-=-20 мм ВК4, вкь, ВК8 15КР), 15К12, ТТ7К12 ВК4, ВКб, вкв. В К ю-ом
Отрезка И прорезка канавок в КЗ, вкзм, В КБ-ОМ Г15К<>, 15К10. Т14К8 В КЗ, В к-1, в Кб, ВКбМ
Нарез mine оемОы резцом НКо, НКГ.М, вК<>-ом Т15К6. Т14К«, 13ГЖ4, ВК(. В КЗ, вкзм, ВК6М. В1№ОМ
Свержение ВК4. ВК6М 15КЮ, вка, В К ЮМ ВК4, ВКО, ПЬКб
Слгрхтпердые материалы
57
Продолжение табл. 14
Вид обработки Марки MHei угльитильным ы.1 гефла.юи ДЛЯ ОГр4бв.*ГКИ 1 руин
цтн Г 11*4 .4 еллпым1 чугунов
1 —III V—VI |\
Зс-и керенщине ВК4, В Кб 115К6» Т14КН. Г30К4 В К), в КЭМ. ВК6М, ТТНК6
1’азвер 1ывание в к зм. ВК6-ОМ. В КЗ Т30К4, TI5K6 вкзм, вкз, В ком, ВК6-ОМ
Черновое рОВЭПНС ВК1, нкь, В Кб T5KIU, ТТ7К12. В Кб В1\6, ВК8
Полу ЧИСТОЮ*’ И чиповое фрезе|ю* Наине BKi'M, в Кб l I 'iKG, TH КВ, ТПЮКЭ, 1ПЛ), КИТ! б, ВОК-(й). ВЗ, композиты 10, 01, юл LKb, ВМ, ВК6М, ВКЮ-ОМ. ТТ«К6, ВОК », В >, ком-центы 05, 10, ЮЛ, 01
Ниборит (ТУ 2-037-1-025—85) н бслбор (T.v 2-035-982—85) применяют при н>чеиии чака ichhux до HRC, <50 и цементованных ста icn. Q рдтпер нзп ма-ie| i' । кнбарит (ТУ 88УСЕР Ik’Al-O.J'J—81) применяю при гочеинн жаропрочных сталей и силанов на никелевой основе (HRC < 15) при высоких скоростях резания (300—450 м/мин).
В табл. 13 приведены рекомендации но выбору наиболее широко применяемых марок твер.к го сплава, ВВГС, минералокерямн пи И СТМ ЯЛ я обработки труднообрабатываемых материалов, а в табл II — л ni цветных сплавов, чугунов, углеродисты! и aei ироьиииыл сталей.
8
ГЛАВА 3
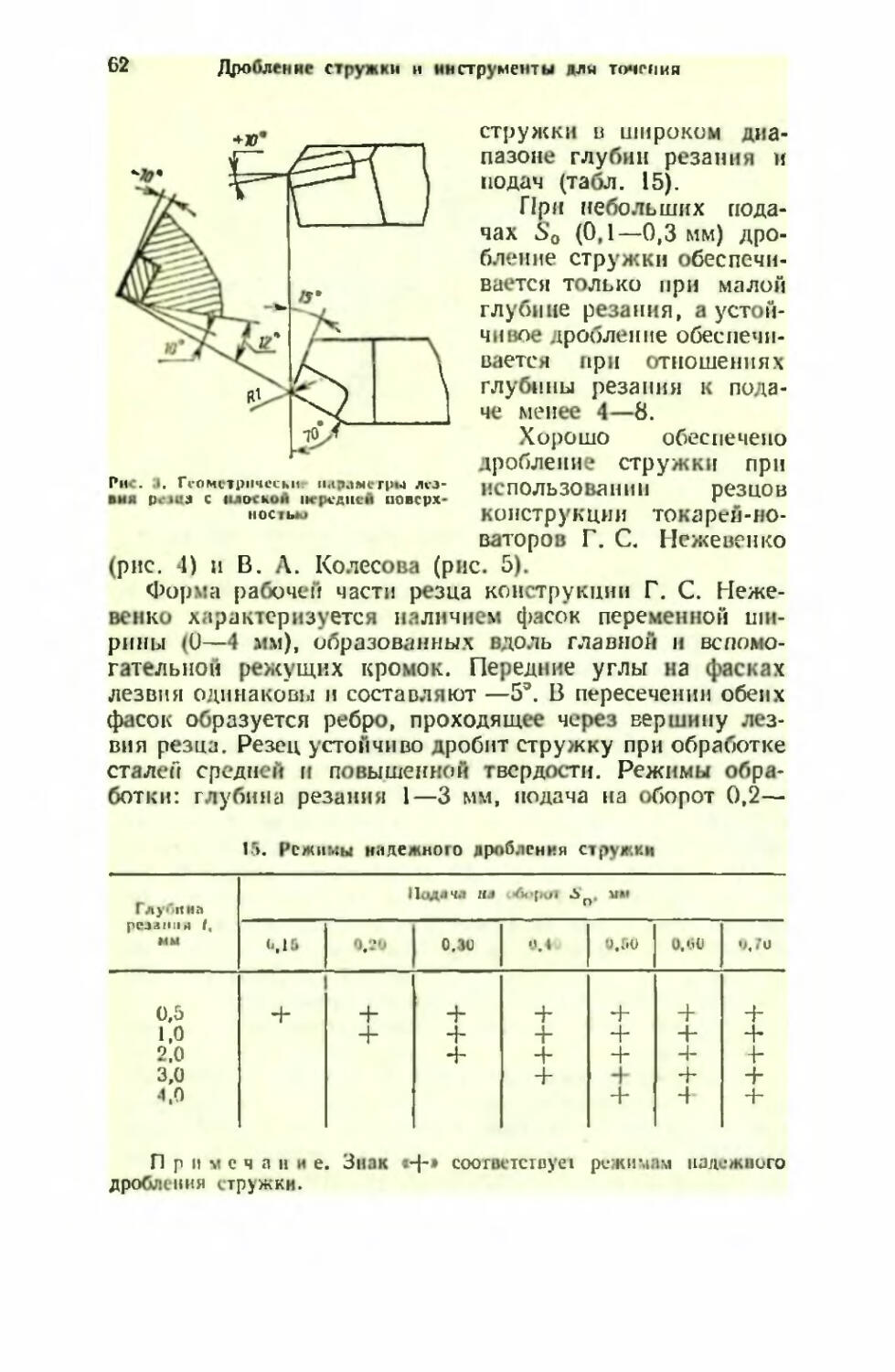
ДРОБЛЕНИЕ СТРУЖКИ И ИНСТРУМЕНТЫ ДЛЯ ТОЧЕНИЯ ДЕТАЛЕЙ
Токарная обработка является наиболее распространенным методом обработки резанием деталей тина тел вращения.
В процессе токарной обработки вязких материалов образуется сливная стружка, которая в значительной степени влияет на процесс резания, снижает производительность процесса обработки и стойкость инструмента, ухудшает качество обработанных поверхностей, затрудняет многостаночное обслуживание и является носителем повышенной опасности при работе на токарных станках, что и вызывает необходимость ее дробления на мелкие элементы или завивание в спираль.
1. Завивание и дробление стружки
В целях создания наилучших условии для отвода стружки из зоны резания необходимо обеспечить ее дробление или завивание в спираль определенной длины.
Стружка, завитая в спираль длиной до 200 мм, наиболее полно отвечает требованиям, предъявляемым к ней при работе на токарных станках с ЧПУ.
Дробленую стружку в виде колец и полуколец диаметром 10—15 мм и более следует рассматривать как хорошую. Эта стружка, несмотря на то, что занимает меньший объем и легче транспортируется, снижает стойкость инструмента.
Мелкодробленая стружка должна рассматриваться как удовлетворительная. Помимо снижения стойкости резцов такая стружка, разлетаясь во все стороны, попадает на поверхности станка, нарушает нормальную работу его узлов.
Формирование стружки в виде непрерывной спирали, прямой ленты и путаного клубка не удовлетворяет требованиям пора тки де 1 тлеii на станках с 411У и поэтому должно быть исключено.
Наиболее простым и доступным, но имеющим uipaint-ченные возможности является способ дробления или аави-
<апинание и дробление стружки f9
вания стружки путем подбора определенных режимов резания и геометрических параметров инструмента. Рекомендуемая область применения данного способа — черновое и обдирочное точение при тяжелых условиях резания.
При черновом и получистовом точении широко применяют способы завивания или дробления стружки с помощью различных препятствий для ее схода, формируемых на передней поверхности лезвия резца в виде лунок, канавок, порожков или с помощью накладных стружко-ломов различной формы.
Режимы резания и геометрические параметры резца 1
Наибольшее влияние на процесс дробления или завивания стружки оказывает подача. С увеличением подачи увеличивается толщина стружки и уменьшается диаметр ее витков, что приводит к увеличению жесткости стружки и ее дроблению или завиванию.
Увеличение глубины резания в большинстве случаев приводит к отрицательным результатам по стружко-дроблеиню, так как это связано со снижением жесткости стружки в результате увеличения диаметров витков и более равномерной деформацией по ширине стружки.
Скорость резания не оказывает заметного влияния па интенсивность стружкодробленпя. Это влияние существенно лишь в определенной зоне скоростей резания, а именно до 30—40 м мин, ниже которых с уменьшением скорости резания стружка дробится при больших отношениях глубины резания к подаче.
1(анболее целесообразно добиваться дробления млн завивания стружки путем увеличения иодачи, но с учетом ограничений, накладываемых требованиями к шеро-хоытости поверхности и жесткости технологической системы. Рекомендуемая область применения — черновое гоч шие некоторых марок жаропрочных сталей и спла-юв, обладающих повышенной твердостью п хрупкостью.
Из геометрических параметров резца наибольшее влияние па процесс стружкодробленпя оказывают угол в плане,
1
Исследования проведены инж. В. С. Ильиным.
60
Дробление стружки и инструменты л-пя точения
Рис. I. Влили иг >г?л D ruin не ц па roAiminv i рс»-за а.*
— подача на оборот, мм. I — глубина резания, мм
передний угол, у юл наклона кромки и радиус нор-шины 1111.
С увеличением угла в плане ip (рис. 1) при неизменной глубине резания и подаче толщина срезаемого слоя увеличивается и стружка меняет направление схода. 111илуч1ние условия для стружкодробленпя обе< печи-ваются при угле в плане 90°.
С уменьшением переднего угла деформация в зоне резания увеличивается, возрастает усадка стружки, а следовательно, и ее толщина, чтп приводит к увеличению жесткости и снижению прочности стружки. Все это приводит к интенсификации процесса завивания и дробления стружки. Рекомендуемый предел уменьшения переднего угла соответствует —10°. Но применение резцов с отрицательными передними углами обусловливает более высокие требования к жесткости обрабатываемой дета чи и всей технологической системы.
Влияние угла наклона кромки на процесс стружко-дробления при использовании резнов с углом в плане <Р = 45-4-60° незначительно. При работе резцами с углом в плайе ф = 90° увеличение угла наклона кромки до Ч-15° сужает зону неудовлетворительного формирования стружки. Однако при выборе угла наклона кромки надо учитывать и то, что при положительных значениях стружка сходит в направлении на обработанную поверхность, а при отрицательных значениях — в сторону от обработанной поверхности.
Радиус вершины лезвия отрицательно влияет на струж-кодроблсипе, особенно при работе резцами с углами в плане ц — 75-4-90° и глубине резания до I мм. Радиусная фаска лезвия резца формируется при обработке участка стружки (при малых углах в плане) с уменьшенной тол-
3 1ВНПЛННС и дробление стружки
61
Рис. *. rtGMvTpjritCMHv иар..метры jhjbhh р<м на, реким«мдусм1.1е ВНИИ
пцшой. Жесткость такой стружки с увеличением радиуса снижается, в результате чего интенсивность дробления стружки уменьшается. Поэтому радиус вершины лезвия резца рекомендуется назначать не более 1,0— 1,5 мм.
Завивание или дробление стружки благодаря специально подобранным углам заострения лезвия резца и режимам резания характеризуется отсутствием дополнительных устройств или фасонной заточки на передней поверхности лезвия резца, что в значительной степени способствует увеличению стойкости инструмента.
Наилучшие результаты но дроблению стружки достигаются реддамн с геометрическими параметрами лезвия, показанными на рис. 2. Такие резцы обеспечивают удовле-Т1юрительное завивание н дробление стружки при глубине резания до 5 мм с отношением глубины резания к подаче меньше 10—12. Однако их применение ограничивается широкой фаской, имеющей отрицательный передний угол.
Надежное стружкодробленне в широком диапазоне режимов р ’Ния шкепечпвают резьы с плоской передней поверхностью лезвия, показанные па рис. 3. При обработке стали 18ХГМ со скоростями р апия 100— 150 м/мпн резцы обеспечивают устойчивое дробление
62
Дробление стружки и инструменты длн точения
Рис. ». Геометрически, параметры лезвия релцз с плоской передней поверхностью
стружки в широком диапазоне глубин резания и подач (табл. 15).
При небольших подачах 30 (0,1—0,3 мм) дробление стружки обеспечивается только при малой глубине резания, а устойчивое дробление обеспечивается при отношениях глубины резания к подаче менее 4—8.
Хорошо обеспечено дробление стружки при использовании резцов конструкции токарей-новаторов Г. С. Нсжевенко
(рис. 4) и В. Л. Колесова (рис. 5).
Форма рабочей части резца конструкции Г. С. Неже-венко характеризуется наличием фасок переменной ширины (0—4 мм), образованных вдоль главной и вспомогательной режущих кромок. Передние углы на фасках лезвия одинаковы и составляют —5’. В пересечении обеих фасок образуется ребро, проходящее через вершину лезвия резца. Резец устойчиво дробит стружку при обработке сталей средней и повышенной твердости. Режимы обработки: глубина резания 1—3 мм, подача на оборот 0,2—
15. Режимы надежною дробжмя cip\x.u»i
Глубина резани» f, мм Паддч.т мл /и'рит мм
G.ift 0.20 о.зи V.bO и,7и
0,5 I 4- + 4- + 4- 4-
1,0 4- + 4- + 4- 4-
2.0 + 4- + 4- 4-
3,0 4* + 4* 4-
4.0 + 4 4”
Примечание. Знак «+> соогветствуе! режимам надежного дробления стружки.
Злвмваннг м лроЛление стргмим
63
Рис» 4. Геометрические параметры лез»ня резца с фасками переменно* ширины
0,5 мм, скорость резания 80—120 м/мин. Сила резания этим резцом возрастает на 5—8 %.
Резец конструкции В. Л. Колесова имеет режущую кромку с углом в плане, равным нулю; он позволяет при значительном увеличении подачи получать параметр шероховатости обработанной поверхности Ra — 1,25-г 2,5 мкм. Режимы обработки конструкционных сталей при получистовом точении иапроход составляют: глубина резания 1,5—2,5 мм, подача на оборот 1,5—3,0 мм, скорость резания 60—150 м/мин. При работе на указан-
на А
Fmc, 5, 1сом<трня лезвия резца с дополнительном режущеА жромаоП
64
Дробление стручки инструменты для точения
вых режимах резец конструкции В. А. Колесова обеспечивает получение стружки в виде коротких спиралей с диаметром витка 20—30 мм.
Канавки, уступы и накладные стружка ломы
Эффективность завивания и дробления стружки зависит от степени дополнительной деформации срезаемого слоя металла путем формирования на передней поверхности лезвия резца канавок, лунок и порожков, в том числе и накладных.
При использовании резцов с напайиыми пластинами рекомендуется применять лунки или уступы, получаемые методом шлифования, а также припаянные стружко-
ломы.
При использовании резцов с механическим креплением многогранных пластин процесс завивания в дроб
ления стружки рекомендуется осуществлять с помощью
канавок и лупок, получаемых па пластинах во время их прессования, а также уступов, получаемых шлифованием накладных стружколомов. изготовляемых из твердых сплавов прессованием 114].
Применение указанных способов дробления стружки приводит к возрастанию сил резания на 20—&0% при точении конструкционных сталей и жаропрочных сплавов и на 10—15% — при точении титановых сплавов.
Шлифование лупок и порожков рекомендуется выполнять на режущих пластинах толщиной не менее 4 мм.
При использовании резцов с напанными пластинами целесообразно ограничиваться лунками (рис. 6) с гео-
Рнс. й. Гсгпн тррчссннс параметры лунок, латачипагмых на резцах с налами ими пластина мп
метрическими параметрами, приведенными в табл. 16.
При выборе уступов для резцов с напайными пластинами целесообразно ограничиться формой, приведенной на рис. 7.
Для многогранных пластп п рекомендуются два типа уступов (цис. « и 9).
Завивание и Л’и,бдение стружки
10. Геометрические параметры лунки в чанисимости от по>ачи
6О. хм Вс. мм г, мм Лс. w /. мм
0.3 2.5 2.5 0.3 0.2
0,5 3.5 4,0 0.4 0.3
0.7 5.0 5,0 0,7 0.45
0.9 7.0 6.5 0.95 0.55
1.? 8.5 9,5 1.0 0.6
1,4 9.5 10.0 1.9 0.8
Рекомендуемые параметры стружколомающмх уступов и их назначение в зависимости от толщины срезаемого слоя и глубины резания приведены в табл. 17.
Величина изменения угла фаски выбирается в пределах у/ват = —8-?(—15°). Угол тс считается положительным, если уступ расширяется от вершины лезвия резка.
Параллельный уступ (тс = 0°) рекомендуется в основном для проходных резцов с углом в плане = 45°, используемых для обтачивания и подрезки торцов, т. е. когда у резцов работают обе вершины главной режущей кромки резца.
Геометрические параметры лунок и уступов, приведенные в табл. 16—17, получены на основании исследова-
ние. 7. Геометрические па раме г ры уступов. мт«'1иясмы< на резцак с папай* нымн пластинами
” В. И, Ьпрамчпкоа н др.
66
Дробление и инструменты для точная
Гис. F. Г<» Ь <-rpi'Mfc*v< Га|ммстры ус i у пог, затачиваемых на ммогггр* иных плас типах. Йене *-ми* )
лей по сбр1 6 ткс сталей и сплавов и рск<ахпдз илем при черновом и получистовом точении.
IL кладнье стружколомы гк* э^ректн внести равно-lchhh уступам на передней погерхностн лезвия резиа. Наибольшем распространение они шигли а конструк-инях сборных резцов с мкогограивымн реилщнуи пла-стпнами.
Чллизани: н фоЛиепие стружки
67
Рис. •. Гсоме rpiue;«HO параметры уступов, тлтлчнвтемых я а амогогранныа плас тип а к. Исполнен не Н
17. Геометрические параметры уступа в зависимости от толщины срезаемого слоя и глубины резания
Номер уступа Ж л я л ь 43 л л и "ч л л й S3 Е * 7 С ня и а* ь •» >
1 *. 0,06 0,10 1.0 2.0 3—10 0.1 ОЛ 0,2-1.0 0.25 0.10 ПО-135 0—(+15) Y “Ууст
.1 •’ 0.20 з.о 1.2 0.55
’* При я= 0,14-0,15 мм. f — 0.54-1,5 Kto-** 11ри □= £1,154-0,25 мм, /= 1.04-3,0 м л.
01 При 0= 0,254-0,4 мм, /= 1,54-1.0 мм.
3
68
Дробление стручки н инструменты для точения
Р»с 10.Параметры положения стружкоп м н- п«р.Д1<н иоперхностн лезвия резца
Выполнение накладных стружколомов сменными или регулируемыми позволяет обеспечить завивание пли дробление стружки в широком диапазоне режимов резания. Область применения — черновое и получистовое точение.
Положение рабочего уступа стружколома (рис. 10) относительно режущей кромки резца определяет характер схода стружки и характеризуется параметрами: удалением Вс (в мм) уступа стружколома от главной режущей кромки лезвия резца; высотой Лс (в мм) уступа стружколома; углом тс разворота уступа стружколома относительно вершины лезвия; углом наклона уступа стружколома относительно передней поверхности лезвия.
Расстояние Bt. рекомендуется принимать в пределах 7—10 толщин среза, т. е. Вс = (7-МО) So sin <р. Высота уступа порожка hc выбирается равной не менее 1/ЗЬэс. Угол е0 следует выбирать в пределах ПО—135°, а угол т0 рекомендуется назначать в пределах 0—(+15°). Положительное значение угла тс способствует лучшему дроблению стружки (вершина угла направлена в сторону, противоположную вершине лезвия).
На рис. II приведены параметры положения стружколома с криволинейной рабочей поверхностью. Стружко-лом обеспечивает устойчивое дробление или завивание стружки в ту1ую спираль в широком диапазоне режимов
З^пмьлние и дробление сгружкн
69
резании и марок обрабатываемых материалов типа 20ХЗМВФ, 40ХН2МА. 13ХНН2В2МФ, 12Х18Н10Т, ХН73МБТЮ, ВТЗ-1, ВТ9 и др.
Удаление стружколома от главной режущей кромки резца выбирается в зависимости от подачи и глубины резания. При чистовом точении (/ < 1,0 мм, So 0,2 мм) удаление Вс составляет 0.G—0,8 мм; при полу чистовом точении (/= 1—5 мм, So^ 0,4 мм) — 2,0—2,5 мм; при черновом точении (/ > 5 мм, So > >0,2 мм) — 3,0—4,0 мм. Наибольшее удаление выбирается при больших значениях иодачи, глу-
Рис. II. Параметры положения стружколома с шрн-нолинеАной рабочей поаерк-ноггью на передней попер*-иисти лезвия резца
бпиы резания и большей вязкости обрабатываемого ма-
териала.
В качестве материала для накладных стружколомов рекомендуется использовать твердые сплавы ВК8В и ВК15 по ГОСТ 3882—74» а также быстрорежущие стали Р9 и Р6МЗ по ГОСТ 19265—73.
Специальные способы дробления стружки
К специальным наиболее широко применяемым способам дробления стружки относятся: периодически запрограммированная остановка суппорта стайка; запрограммированный вывод резни из зоны резания; предварительная прорезка или накатка на обрабатываемой поверхности винтовых или параллельных оси детали канавок (А. с. ЛЬ 704723, МКИ* В 23В 25/02; А. с. № 709250. МКН В 23В 1/00). Эти способы обеспечивают гарантированное дробление стружки при обработке практически любых материалов.
Первые два способа осуществляются благодаря кинематическому дроблению и неблагоприятно сказываются на точностных характеристиках станков.
При кинематическом способе дробления стружки путем saiipoi раммировапной остановки движения подачи
70
J^oCj.cMtc с I py It-KII i! инсц)мг»пы дли течения
необходимо обращать вииманп на то, чт< Гн время этой остановки не превышало времени, необходимого для прерывания стружки. Время и число требуемых остановок Оп| еделгился экспериуситальвым путем для каждого конкретного сл\чая обработки Недостатками данного способа является увеличение мреивни овработ г< талей и значительное снижение стойкости резцов. При данном С1н с« (е дробления стружки, кр< ме сказанного, интенсивно изнашивается и механизм подачи станка.
При дроблении стружки путем резкого вывода резца из эоны резания суппорт станка отводится на величину
== St, + A.v, уО1 — t -г Ay. где Д.г, Ду — (т^атия, обусловленные нежесткостью технологической системы; So — подача па оборот, мм; / — глубина резания, мм.
При использовании этого способа дробления стружки стойкость резцов увеличивается по сравнению с пери’м способом в 1,5—2 раза однако время на обработку удваивается (отвод-подвод).
Способ дробления стружки путем предварителы1* го прорезания на обрабатываемой поверхности канавок не снижает стойкость резцов. Прорезание канавок осуществляется резцами треугольного профиля (резьбовыми) на глубину, равную 75% припуска. Треугольная форма канавки, а также прорезание припуска не на всю глхбнну позволяет избежать ударной нагрузки из резец. Недостатком данного способа является увеличение времени на обработку детали благодаря дополнительной операции прорезки канавки.
в 2. Конструктивное исполнение резцов с механическим креплением сменных многогранных пластин
Широкое внедрение резцов с механическим креплением сменных многогранных пластин (СМП) показало их высокую эффективность. Резцы позволяют повысить стойкость в 1,5 раза и выше, производительность трхла в 1.4 раза, снизить расход твердого сплава на 20%
Несмотря на многообразие конструктивных решений закрепления СМП в державках резцов в производстве используются только четыре базовых способа крепления, обозначен) е м юрых по международна класснф» кадии
Ko *cipyhiняни? иснолнриме ре«ц<»я
71
18. СхСми и снос ^»ы кренденнл СИП
веерку ириквэюм
Сверху при*нагом н через отиеретнэ
Череэ огпсрсгнв
Винтом п 3 р-стие
X 1 • li.repii •ппеч СМИ
Без огоерсгия
С цеш р । пьным
О'ги?;» т г ч<
То же
ПСО 5608—80 и ГОС7 264 76—85 приведено в табл. 18. Схемы и способы крепления пластин приведены на РИС. 12—15.
Нт рис. 12 показаны схемы крепления СМИ без центрального отверстия (исполнение С). При такой г хеме закрепления САЛ базирую! в закрытом гнезде дер;..тки по двум боковым ноисрхк(л:гям и сверху яряжямжк* к опорной иоверхноси! прихватом. Узел креплении имеет два исполнения: для рея ущнх пластин с за цшм углом, установленных с опорном пластиной (рис. 12, гт) или без нее; для режущих плас г ни без заднего угла, установленных с опорной пластиной (рнс. 12, б) или без нес.
Резцы с СМП, установленными на опорных и ласти* Иах (способ С), применяют ирн точении н растачивании,
72
Дробление стружки и инструменты для точения
РнС. 12. Схемы ьрсиленим СМИ накладный нл.чнкиЬ:
I — корпус рсзк41 * — режущая пластина: Л — опорная плпстннп; 7 — прихват; б — винт
а без опорной пластины — при растачивании отверстий малых диаметров. Резцы с положительными передними углами в основном рекомендуются для обработки нежестких деталей.
В резцах для точения и растачивания с закреплением СМП по способу С используют квадратные, треугольные и ромбические режущие пластины из твердого сплава и минералокерамики.
СМП с центральным отверстием крепят: на неподвижном штифте (исполнение /И); подвижным штифтом с поджимом к боковым поверхностям паза державки резца (исполнение Р); винтом через центральное отверстие (исполнение S).
На рис. 13, а показана схема крепления СМП с помощью качающегося штифта. Сила зажима при таком креплении передается от винта через двухплечный Г-образный рычаг, верхний коней которого выполняет роль базирующего штифта и поджимает пластину к боковым поверхностям паза державки резца. Крепление качающимся штифтом обеспечивает стабильность и точность базирования пластины, открытую переднюю поверхность пластины н передачу больших сил прижатия пластины к боковым поверхностям паза. К недостаткам данной конструкции следует отнести то, что рычажный зажим не всегда обеспечивает падежное прижатие пластины без зазора иол вершиной и большую трудоемкость изготовления
На рис. 13. б приведено схема крепления СМП «косой тягой», разработанная на ЗИЛе. Данное конструктивное
Конструктивное UCHO IlK’HltV ре ,ипя
73
Рис 13. Схемы крепления CM IJ пидшиминм ш>лфюм:
I — корите p<*3iu>: J — рс>ущ«ш n.i*CTi:n.i; 5 — опорная пластина, 4 — качающийся рычаг: — впит: 6 — косая пип
решение исключает недостатки предыдущего» технологично и обеспечивает надежное нрМЖШВ пластины к базирующим поверхностям паза.
Узел крепления (исполнение Р, см. рис. 13, а и б) обеспечивает быстрый поворот и надежное закрепление СМП различной формы и размеров. Резцы с креплением СМП (исполнение Р) предназначены для точения и растачивания, а использование ромбических пластин дает возможность их применения для контурного точения на станках с ЧПУ.
Наиболее простым креплен нем СМП с отверстием является поджатие пластины к неподвижному штифту клином (исполнение Л4) (рис. 14). Достоинствагчи клинового крепления является его простота и технологичность, но такое крепление уступает по точности позиционирования пластины в пазе державки резца (возможно образование зазора под режушей пластиной из-за се перекоса).
На рис. I4, б показана схема комбинированного крепления пластины с помишью клинового зажима и одио-
Г>*с. Н. Схемы крепления СМП с помощью клина:
] — корпус реуци, 2 — режущая пластина; J — опорная пластина. * «- млми; £ «— винт; 6 — штифт
74
Дри5леи:<е оружии н инструменты дли точения
Рнс. IS. С<емл крепления СМИ м гим от курение:
/ — норную I — ре-
жущим iijijniu, Л — utiop-uа« ii/ jcTMui: / — иинт
временного ее прижатия сверху (исполнение М). Особенностью является наличие двух взаимосвязанных элементов крепления, роль которых выполняет прихват, осуществляющий одновременно клиновой поджим пласти-
ни к нггифту и ее прижатие сверху к базирующей поверхности основания паза державки резца.
Резни с креплением СМП (исполнение М) имеют откры-
тую вспомогательную режущую кромку. Их рекомендуют
для выполнения предварительных и окончательных операций одним резцом на универсальных станках.
Резцы с креплением режущих пластин по способу S (рис. 15) имеют два исполнения: с опорной пластиной и без нее; режущая пластина имеет центральное фасонное (торрондальное) отверстие (по ТУ 19-4206-95—83). Эти резцы предназначены для наружного точения, а без опорной пластины — для растачивания. Преимущество —
компактность узла крепления, высокая надежность и быстросменность. Резцы применяют в основном для растачивания отверстий диаметром 10—30 мм на легких и средних станках с ЧПУ и автоматах.
3. Проходные, подрезные и расточные рещы
Проходные резцы с СМИ (рис. 16) применяют для черновой, получистовой и чистовой обработки деталей из различных материалов на универсальных токарных станках и станках с ЧПУ Расположение квадратной пластины (рис. 16, а) в корпусе обеспечивает работу резной напроход как при обтачивании по наружному диаметру, так и при подрезке торцов. Квадратные пластины с отверстием и дтипей режущих кромок 12, 15, 19 и 25 ум крепятся качающимся штифтом (А. с. № 51740b, МКН- в 23В 27/16). Ромбические пластины (рис. 16, б) обеспечивают обработку наружных поверхностей в упор.
Резвы данной конструкции выпускает Московский инструментальным завод (МПЗ) с державками квадратного сечения B\Hxh: 25x25x150, 32x32x170 и
Приходные, пирезные и расточные рОф
75
Рис. И, Токарные нрс»пдные резцы с мехамическнм креплением квадратных (а) и |;смби‘|<скнх <б) твердосплавных пластин:
I — ворпуе рг*ца; 2 — опер ая пластина; J «— ревущая плпстыпл: 4 — носах тяга; 5 — книг
40'- 40x250 мм. Основные размеры резцов соотвст< гвуют рекомендациям ИСО. Резцы оснащены режущими пластинами из твердых сплавов Т14К8, ВК8, МС121 и др
Стойкость сборных резцов данной конструкции -ио сравнению с однотипными напайными р< ”ц; ми выие на 30% при работе с повышенными (на 10%) скоростями резания. Резцы обладают высокой надежностью и могут применяться на станках с ЧПУ.
На рис. 17 представлен токарный проходной резец с неперетачиваемой квадратной твердосплавной режу-
76
Дробление стружки и инструменты для точения
Рис, 17. Токарный проходной резец с механическим крспле-» кием квадратной иластипы:
1 — корпус резца: 2 — штифт; Я — опорная пластина? t — режущая пластина; В и ь — упругие элементы: 7 — прорезь; Я — винт с копнчгскол ЮЛОП-KOft
щей пластиной (А. с. 887065, МК1Р В 23В 27/16). В конструкции резца режущая пластина надежно крепится в корпусе резца е помощью упругого элемента 5 и нажимного конического винта 5. Для устранения изгиба при перемещении винта 8 на корпусе резца выполнена прорезь 7, образующая второй упругий элемент 6. При закреплении пластины впит 8 ввинчивается в резьбовое отверстие корпуса резца и расклинивает упругие элементы 5 и 6. При этом упругий элемент 5 прижимает режущую пластину 4 к штифту 2. а упругий элемент 6 свободно отжимается, устраняя изгиб винта 8. Такое конструктивное решение технологично, обеспечивает надежное крепление ре-
жущей пластины и повышает виброустойчпвость резца, В Тульском политехническом институте разработан токарный резец (А. с. 547294, МКИ* В 23В 27/22) для обработки деталей на чистовых операциях (рис. 18). В сквозном лазу корпуса / резца па опорной пластине 5 установлена режущая пластина 4. На нижней опорной плоскости пластины 5 и соответствующей опорной плоскости паза корпуса резца выполнены выемки, образующие в сборе отверстие, в котором установлен ролик 2.
Рис. И. tlсборный peieu для чмегоэ^го tninm
Проходные, 1юдр«зные и расточные рсэны
77
1’нс. IV. 1о«ар*1Ы€ сОормыг р<'4НЫ с углом и wtiiiv ц » 4.V- (а) »♦ ч 92к (•).
J — корпус резни; 2 *- опорная пзистпил; J — ] луи.< я из^спчи; 4 — пд кладноЛ стружнодом; 6 — прях ни к. 6 — винт; 7 — [•егуяипус* >я опори
При прижиме режущей властны 4 к опорной нласгипе 5 последняя» поворачиваясь вокруг ролика 2 (ось ролика 2 смещена относительно оси вита с/ в сторону главной режущей кромки)» прижимает верхнюю плоскость режу* Щей пластины к верхней плоскости паза корпуса резца, ликвидируя при этом зазор между контактирующими поверхностями. Сборный резец данной конструкции обе-
78
Дробление струл>н и инструменты для юченка
спеч. -иет быструю замену режущей пластины на рабочей позиции, дробление или завивание стружки при чистовом точении и может использоваться на автоматических липни к и станках с ЧПУ при обработке деталей из различных материалов.
Резцы с механическим креплением твердосплавных перетачиваемых пластин призматической формы и накладным стружколомом показаны на рис. 19. Резцы предназначены для обработки деталей из конструкционных и труднообрабатываемых материалов.
Особенностью конструкции данных резцов является то, что режущие пластины после износа перешлифовываются, а износ при их установке в гнезде резца компенсируется регулируемой опорой.
В отличие от существующих конструкций стружко-ломов новая форма стружколома обеспечивает стабильное дробление или завивание стружки в широком диапазоне режимов резания и марок обрабатываемых материалов.
Так, при обработке деталей из сталей 40ХН2МА, 20ХЗМВФ, ЗОХГСНА и жаропрочного сплава ХН73МБТЮ-ВД резцы обеспечивают устойчивое дробление стружки (при обработке стали 13Х11Н2В2МФ стружка завивается в тугую спираль). Стойкость резцов возросла в 1,5—2 раза по сравнению с однотипными из-пайиыми резцами.
Заготовкой для режущих пластин является пластина № 01151 по ГОСТ 25395—82, которая перешлифовывается по задним главной и вспомогательной поверхностям с целью получения необходимых углов резания. После износа пластины перешлифовываются по главной задней поверхности. Положительный передний угол обеспечивает благоприятные условия резания как при черновом, гак и при чистовом точении.
Фзрма режущей пластины и ее базирование в корпусе резца увеличивают общий срок службы инструмента в 1—5 раз по сравнению с резцами с СМП вследствие ее переточки (до 21) раз) и регулирования.
Удаление В9 стружколома от главной режущей кромки резца выбирается в зависимости от режимов резания и составляет-. Во = 0,$4-0,8 мм при глубине резания t < 1,0 мм и подаче So < 0.2 мм; Ви = 2,04-2,5 мм при
Пром мыс, 1:(1лрм»*»’С и -и г |сиы
79
Меппене 2
Ист лнениг 1
Рис. 20. Товарные проходи we резцы с >глом в плане ч = 45°: 1 — iuiochocim сопряжения режущей пластины н прихвата: 2, 7 — плоскость «•пгяжепкя режущей к опорной пластин: 5, 4, t— плоскости сопр» • е»:ня । < рн» | гл .станы к корпуса резца; 6, 6 — плоскости сопряжения прихвата* тяги и корпуса резил
Z = 1,04-5,0 мм н So 0,4 мм; Вс = 3,0-ь4,0 мм при t > 5,0 мм и S„ > 0,2 мм.
На рис. 20 представлены резвы с механическим креплением твердосплавной ромбической пластины в корпусе (рис. 21). Резни разработаны инж. П. Б. Гринбер-юм и предназначены для работы на карусельных и то-парных станках, в том числе и на станках с ЧПУ. при черновом точении заготовок типа дисков, колец, шайб м т. д. из труднообрабатываемых материалов.
ж»
Дробление стружки и инструменты для точения
Рис. fl. Узел крсилгнип режущей пластины:
/ — корпус резца; 1. з — спорные пластины; 4 — режущим пл истина:
5 — прнхвнг с тягой; б — гяПк*1
Конструкция и размеры режущей двухпознцнопной пластины для проходных резцов с углами в плане 45, 60 п 75° показаны на рис. 22, а, а для резцов с углами в плане 90 и 95° — на рис. 22, б (А. с. .Vs 753550, МКН3 В 23В 27/16). Пластины после износа перешлифовываются как по передней, так и задней поверхностям. Форма режущей пластины обеспечивает ее использование в резцах с углами в плане от 0 до 90° (рис. 23). Пластины выпускаются Кировоградским заводом твердых сплавов по ТУ 48-19-89-80.
Резцы внедрены на ряде предприятий для обработки деталей из коррозионно-стойких н жаростойких сталей, жаропрочных и титановых сплавов. Стойкость резцов на
30—50 % выше стойкости напайных. Вспомогательное время, связанное со сменой режущей пластины, в 5—8 раз меньше, чем при использований напайных резцов на станках с ЧПУ.
На рис. 24 приведена конструкция резца с механическим креплением трехгранной пластины из минерало-керамики ВОК-60 (пластина № 2010-0055 по ТУ 48-19-65—73). Стойкость резцов с пластинами из минералокерамики ВОК-60 по сравнению с напайными твердосплавными пластинами увеличивается в 5—10 раз. Экономический эффект от внедрения одной пластины по данным ВНИИТС составляет более 10 р. Резцы внедрены на ряде предприятий, что позволило повысить производительность труда в 5—6 раз. Так, при точении деталей нз стали ЗОХГСНА (I1RC* 35—40) производительность труда возросла в 6 раз, а стойкость резцов в 3—4
Походные, г.одрсшые н расточные рсчцы
81
Инс. 22. Режущая двухполицнонная иласiмиа раза по сравнению с обработкой твердосплавными резцами.
Одним из перспективных методов крепления режущих пластин в корпусе резца является склеивание инструментальными клеями 18]. Основными преимуществами инструмента с клеевым соединением перед паяным является увеличение ресурса его работы в результате исключения микротрещин в режущей пластине. Снижается трудоемкость изготовления в 1.3—1.4 раза благодаря многократному использованию корпусов. Стойкость резцов с клеевым соединением в 2—2,5 раза выше стой-
и
;<блг гг <тр’ вм и инструменты для точения
Рис. гл. Сборное реши < углом плане от 0 до 60'
кости напайных резцов. Особенность резцов с клеевыми соединениями состоит в том, что режущие пластины имеют недостаточную площадь склеивания. Поэтому при конструировании необходимо предусмотреть полузакрытый паз под режущую пластину. Такое исполнение паза уменьшает напряжение сдвига и отрыва, а наклонные плоскости надежно фиксируют пластину в пазу.
На рнс. 25 приведена конструкция проходного упорного резца с клеевым соединением режущей пластины с корпусом рези а (А. с. 100607J МКИ* В 23В 27J6).
Пластина (рис. 26) вклеена в полузакрытый паз в корпусе резца, выполненного в виде «ласточкина хвоста». Паз оканчивается усеченной конической поверхностью с углом наклона образующей к основанию паза. Установка режущей пластины в пазу позволяет увеличить прочность клеевого соединения и повысить надежность крепления режущей пластины.
Конструкция режущей пластины позволяет осуществлять ее переточку после износа так, что длина режущих кромок резца остается постоянной (рнс. 27). Для
Про'одные. под;.€И'ье и рее точные рглцы
83
Рис. 24. Проходи ин унарный резец с плас rmtoA ит минер. южердммсн: f — корпус резца; 2 — прнхнат; 3 — пинт, 4 — нпклвдноА ст рул. г. зло* 5 — режущая плястина; 6 — опору эн пластина
склеивания применяется, например, клен КИ-80 на оснс вг эпоксиднофенольных смол. Клей отверждается при температуре 200 °C. время выдержки 3 ч, охлаждение совместно с печкой. Склеивание контактное, не требующее давления. Теплостойкость клея КП-80 до 300 С. Резцы внедрены на ряде предприятий; стойкость резцов в 1,5— 2 раза выше напайпых, Резцы обладают большей вибро-устойчнвостыо по сравнению с папанными. Резцы пере тачпваются по главной и вспомогательной задним поверхностям (см. рис. 27). Величины Н и h переточки выбираются в зависимости от износа резца.
Расточные цельные твердосплавные резцы (рис. 28) применяют для обработки сквозных отверстий В отли-
Дробление стружки и инструменты дли точения
Рис. 2Л. Ирохидж М jiivpnuii релси с ьнч’иым соединением: / — корпус резии; 2 — реотан пластин*
чме от расточных резцов по ГОСТ 18062—72 и ГОСТ 18063—72 данные резцы обладают повышенной жесткостью, не затирают обрабатываемую поверхность при растачивании отверстии небольших диаметров и допускают большее число переточек.
Соединение режущей части (на рис. 28 показана только режущая часть) с хвостовиком обеспечивается пайкой (припой Л 63) или с помощью клея. Для склеивания при-меняется эпоксидный клей холодного отверждения на
Проходи 1м- подрезные п расточные рсщы
85
основе смолы ЭД-20 с 10 %-ной добавкой цемента с целью увеличения механической прочности клея. Стойкость данных резцов в 5—6 раз выше стойкости резцов из быстрорежущих сталей.
В табл. 19 приведены размеры расточных цельных твердосплавных резцов.
При выборе режимов резания цельными гвердосплав-
пыми расточными резцами необходимо учитывать физико-механические свойства материала, точность и шероховатость обработанной поверхности н состояние оборудования.
Обработку рекомендуется проводить с охлаждением СОЖ- В процессе эксплуатации необходимо сле-
Ри<. 27. СММ ПерсIочки рг»ца с клеевым соединением
ао
Дробление стру»*и н и».ст; \ »>чнты л « и чип
Гис. 39. Заготсв»а млиия *11 <рд<сллаг*<ая для г^сто-нн* , и в
двть за износом по задней поверхности, так как превышение допустимых его значении приведет к искажению формы отверстия и другим отрицательным явлениям.
По данным ВНИИинструмент, растачивание отверстий цельными твердосплавными резцами в деталях из жаростойких и жаропрочных сталей с ов = 1200 МПа следует проводить со скоростью резания 15—25 м мин при подаче на оборот 0,01—0,02 мм и глубине резания 0,1 мм (получистовая обработка) н 0,01 мм (чистовая обработка).
19. Размеры (в мм) режущей части цельных твердосплавных расточных резцов (см. рис. 28)
L / t Ь, в D н Л
12 5 6 3,5 4 2,5 1,5 3
40 12 5 6 3,5 4 3,0 2,0 3
40 16 6 7 4,5 5 3,5 3,0 4
50 16 6 7 5,5 6 4,0 3,0 5
60 20 8 8 7,0 8 4,5 4,0 6
70 20 9 9 7,0 а 5,0 4.0 6
Огретые, к.кндвочмые м резь5оеы$ ре ты
87
4. Отрезные, канавочные и резьбовые резцы
Отрезка заготовок на токарных станках является одной из наиболее трудоемких операций металлообработки. Неблагоприятные условия образования и отвода стружки, недостаточная прочность режущей части резца препятствуют применению высоких режимов отрезки деталей. С увеличением диаметра отрезаемых заготовок трудоемкость значительно возрастает, а качество и точность отрезки резко снижаются. Низкая стойкость отрезных резцов обусловлена малыми вспомогательными задними углами (I—2°). Указанные недостатки предопределяют необходимость в правильном подходе к выбору конструкции и размеров отрезных резцов для конкретных условий обработки.
Применяемые в промышленности отрезные и какавоч-ные резцы делятся на три группы: цельные резцы с на-пайными режущими пластинами, сборные конструкции с напайпыми вставками и резцы с механическим креплением режущих пластин.
Отрезной резец (рис. 29) предназначен для отрезки деталей из труднообрабатываемых материалов. Его спе-
Рнс. ?•. Отрезной pejeii со спеии i «мю Л «актовой режущ.*й части (размеры & м см. 1.15л. 19>
Дробление оружии и инструменты дли точения
цпальная заточка обеспечивает разделение стружки л исключает ее перемещение в одной плоскости, что уменьшает трение стружки о стенки прирези детали, нагрузку на режущую кромку, а следовательно, снижает темперп-туру в зоне резания. Наличие фаски на прорезной части лезвия резца повышает его стойкость и прочность, уменьшает радиус за-
Р.С Эй. Отрезной резец с .ц».ыше.п1Ой .и- ВИВаНИЯ СТРУЖКН ЧТО броусюйчивостью облегчает доступ СОЖ
в зону резания.
Ширина прорезной части Ь, = (0,54-0,7) Ь. Выбранные геометрические параметры резца обеспечивают равномерный износ режущих кромок и наибольшую стойкость при отрезке, например, заготовок из титановых сплавов (резец из ВК8) па режимах: скорость резания 40 м/мин, подача на оборот 0,055—0,4 мм, ширина реза 4—8 мм.
На рис. 30 показан отрезной резец с повышенной виброустончивостью (А. с. 545416, МКИ* В 23В 27/04). Державка / резца имеет в своем нижнем основании полукруглый выступ 2, н котором выполнено отверстие 6, переходящее на нижнем участке в вертикальную прорезь 4.
В отверстии 6 установлено разрезное пружинное кольцо 3 с дополнительным пружинным кольцом 7. В стенке отверстия 6 и па внутренней поверхности колец выполнены круговые канавки 13—15, а на наружной поверхности колец — круговые выступы 10—12, входящие в эти канавки. Пружинное кольцо 3 имеет фиксатор 8, входящий в прорезь 4 державки 1, а кольцо 7 — фиксатор 5, входящий в прорезь 9 кольца 3, что предотвращает проворот этих колец. С помощью пружинных колец различной жесткости обеспечивают регулирование жест-
Отр< жиг, HMNMWM9 и pc n.ooawe рипы
К9
Рис. 31. От рези О А Сборный prieii:
1 дсржеЕке: 2 — режущая четырехлетья й пая истаькм; 3 — прижимвйя планка; 4 — пинты: Ь — режущнл кромка
кости самого резца и его впброустойчпвости, что позволяет использовать резец для отрезки заготовок из многих материалов.
Для отрезки заготовок, диаметр которых зависит от размеров режущей вставки (А. с. 674834, МКИ2 В 23В 27/16), используют сборный отрезной резец (рис. 31). Режущая вставка снабжена четырьмя режущими кромками 5. Резец обладаем повышенной жесткостью и может работать на повышенных подачах и скоростях резания ио сравнению с обычными отрезными резцами.
На рис. 32 представлена конструкция сборного отрезного резца с быстросменной режущей пластиной (Л. с. 1144783, МКН1 В23 В 27/16). Отрезной резец состоит из державки /, опорной пластины 2, установленной в корпусе па трех регулируемых в вертикальной плоскости опорах 3, 7 и й. В качестве режущей пластины используется вставка с тремя режущими пластинами
90
’ ’ и инстр}м нти лги точения
Рис. 11. Сбриты* огрели prtru с »мг гр »'иуцсЙ НШГМоА
(рлс/ 3J), расположениями отмоентеяыю друг друга под утлом 120’ с основанием V-образпой формы.
Закрепление режущей пластины 6 (см. рис. 32) в корпусе резца осуществляется прихватом / и винтом 5. При этом опорными поверхностями служат V-образные основания всех трех режущих пластин, одна из которых базируете ч из опорном пластине 2, а две другие — в полуоткрытых пазах корпуса резца, имеющих в основании соэтветстпующп** \'-обра :пые канавки.
Конструктивное исполнение резца обеспечивает на-деки « id иг ла tie и закреп leniie режущей вставки в корпусе резца, а форма вставки исключает поперечное смещение режущей пластины относительно опорной пластины 2. Продольное перемещение пластины 2 позволяет осуществлять переточку режущей вставки после износа
ОтреЗ! t-e, хамав<.чгше к рсзьбом.р Г’ »иы
91
Г»С. 3>. Ff JBJIUdfl ЛЛ2С7МНЯ ДЛЯ СТАТНЫХ, мэнэмсчныл и ргэтбовыл ре?Я£»
I ИС, 34, liaiu ;ЛЯ VTptaMi Крушил «С«ри 1 It ЫЖ a^IVlVtUB
92
Дробление с i чулки и инструменты яла точен if и
Рн с. 35. Канангринай резец с механическим к реп. кинем режушей п.яасгмми!
| — держи ПК al Z — TBcpV‘trh'J>n П.4и нлипнна; | — тмин 4 — штифт, S — пинт: 6* — пнклрдпвя планка; 7 — цннфт
Отрезные, капа «очные н резьбовые резцы
•П
Ими. Й<». Рсжушам плапп;:.! дл» кднлвочных рсици»
ее режущей частя, а ее попорот относительно опоры 3t осуществляемый опорами 7 и 8, обеспечивает точное базирование рабочего режущего элемента, что приводит к увеличению стойкости резня и исключает его поломку. Режущие пластины изготовляют как из быстрорежущих сталей, например, методом горячего гидродинамического выдавливания (ГГДВ), так и из твердого сплава снека-илем. Форма режущей пластины, с учетом ее переточки,
91
Дробление стружки к инструменты для точения
Рис» 17. Ре!?ц д оя гзчгни I |*ФЦММ <«> и релщы пмсгина
для er и оснащения (6)-
I — Асрждвид; 2 — р'жущд* пластин.!. Д — 1ИГ!1|и. 1 — клип; 5 — впит
увеличивает общий срок службы резца в 1U—15 раз по сравнению с иаизйнымн резнями.
На рис. ‘И 11().<13;п1 ре .сц ДЛЯ огрезки крупкогабарШ* пых зашивок диаметром до 220 мм 1. Плоской пластина 2
* СтоЛкостные псследовлшя и конлруктквнлн oipaCuiKj резца выполнены Л. М. Аббасовым.
Oipt.nibjc, канакочьые it резьбовые резиы
95
устанавливается на рабочем торне резца, выполненного i виде вогнутого кругового сектора, и закрепляется с помощью коничесЕнх штифтов ?, входящих в отверстия п ос к ой пластины.
Конические штифты при закреплении их гайками 4 в корпусе 1 резка контактируют только с отверстиями ос к о! пластины 2 в точке Л и обеспечивают одновременно натяжение пластины в осевом направлении (сита Ар> 1 ее прижатие к торцу корпуса резца (сила Р„\. 'осле .укрепления штуцера 3 дополнительно кревятс-i винтами 5. Державка резца выполнена П-образпой фор» и обеспечивает надежное п устойчивое его закрепление в резцедержателе станка.
Натяжение плоской пластины обеспечивает высокую стойкость режущего элемента, исключает поломку режущей пластины и се увод в процессе отрезки, что улучшает качество и точность отрезки. Пластина 2 дополни "“льно । рижимается к корпусу 1 планкой 6 и винтом 7.
Резцы внедрены на ряде предприятий для отрезки за г< товок диаметром до 2()0 мм из сталей 40Х, ЗОХГСНА н алей типа колец из сталей 13Х 11И2В2 'i-'!1, 'Х16Н2АМ-Ш и др.
Сборный канавочный резец (рис. 35) предназначен для прорезки канавок в упор к торцу (уступу) детали.
В качестве режущего элемента используется твердосплавная пластина с тремя режущими кромками (рнс. 36). Отличительной особенностью режущей пластины от су шествующих является то, что форма пластины обеспечн пает прорезку канавок в упор к горну детали. Наружная сюрона режущей части выполнена с углом в плане ф| — (Г. При установке пластины в гнездо корпуса резка главная । «кушав кромка, выполненная пот углом ф •» <> 30*, параллельна оси обрабатываемой детали. При этом обг вспомогательные режущие кромки благо jape «точке । «утренней кромки под углом 2ф. = Г приобретают j гол в плане q, = (Г 30'.
На рис. 37,о представлен аналогичный сбораj« ка-н-.«очный резец Заготовкой для изготовления режуще.! пластины (рис. 37, б) служит трехгрлнпая пластина 02М-080404 по ГОСТ ГХМ8—SO, которая затачивается при каждой вершине для получения режущих кромок.
96
Др<»бле1ше стружки и инструменты дли точении
Р‘Ь'. Яд. Канавой ный резон с механическим креплением чине рало керамической р«м> щей пластины
Резец целесообразно использовать для прорезки мелких канавок.
На рис. 38 показан канавочнып резец, оснащенный сменной режущей пластиной нз минералокерамики (ВОК-60) с двумя режущими кромками. Резец состоит из державки /, пластины 6 и крепежных элементов 2, 3, 4,5 и 7. Режущая пластина (рис. 39) перешлифовывается из пластины № 2010-0161 по ТУ 48-19-65—73.
Flic. St. Р«Ж)ЩЛЯ wKV|j.iMH4rLh.«M нлаепша дли (мщапчищ релцоп
Отргчмк’г. клиакочные и резьбопые резцы
97
Щ:}
Рнс. 40. Роьйовпй резец с к.кгным
сосднисимгм режущей пластины
Прорезка канавок резцом взамен шлифования обеспечивает повышение производительности в 5—6 раз при обработке стали 95X18 (HRCa > 58) и в 3 раза при обработке стали 20ХЗМВФ (HRQ, 58); стойкость повысилась в 7 раз и более; шероховатость обработанной поверхности Ra = 0.634-1,25 мкм.
На рнс. 40. а показан резец для нарезания нарухспых резьб. В паз державки / вклеена режущая пластина 2. Конструктивное исполнение узла крепления режущей пластины идентично узлу крепления пластины в проходном резце (см. рис. 25). Геометрические параметры режущей пластины приведены на рис. 40. б.
Резец с механическим креплением режущей пластины (рис. 41. п) пре 1пазпачеп для нарезания резьб в отверстиях как папроход, так и в упор в глухих отверстиях.
4 Li, ft. 1>ар£1»ЧнКив i! др»
**
Лроб.’ЧИНГ и FMCTDVMCHIW ДЛ« TOMFWHfl
PiC. 41. P<3CU J;<sr.f(»</b С механически* Мри.п^жм Г<Х}М 'It.
J — д< г*at на, 3 — реж\щ.я пластина; Л — спит ъ^г» ^.сю., •/ — илкфт си с<ср1ч<1НьК голсьиом 5 — npwxioi; 6 — н*пг
Режущая пластина (рис. 41,6) нзгитевляекя м3 ip\-трапной твердосплавной пластины № 0214-080404 по ГОСТ 19048—80.
ЕочкосСразНс я <|орма юливки штифта 4 (см. рис. 41, п) ст с(< i\« i u.%a.yci. noi xHi.b, и ьрижатию режугяей пл.сишы к оперной. Угол клина 1—2 между режун’ги пластиной 2 и нрпхьатсм 5 обеснечгвелт па. < жкос закреп-лепне пластины и сржавкс. Угол клина -ис-жду державкой и прихватом ссчлаеляеч 2С—25°.
Pmiiu, оснащенные пластин in i hi СТ.VI
99
Резцы данной конструкции целесообразнее использовать на станках с ЧПУ или автоматических лилиях. Стойкость резцов в 1,8—2 раза выше резцов с папай ними пластинами.
5. Резцы, оснащенные режущими пластинами из СТМ
Выпуск промышленностью различных марок CTiM позволил разработать целую гамму конструкций режущих инструментов, в том числе н резцов.
На рис. 42 показана конструкция проходного резца с механическим креплением режущей вставки из СТМ, разп ifioiannono ииж. В. А. Куприяновым.
Н«с. 12. Проходной резец с мсжлии ксмим крепленном режущей вставки из СТМ: I — держвика; 2 щшкоат; J — режущая dcijdkb; 4 — винт, S — шайба!
6 ось прикиата
<•
100
Дробление стружки it инструменты для точения
Рнс. 43. Проходной ирммий jxrjcU с режущей или пики и из СТМ
Конструкция резца обеспечивает закрепление вставок диаметром 6—12 мм» оснащенных СТА! на основе нитрида бора, и применяется в основном для обработки закаленных сталей твердостью HRCS > 46 и некоторых марок труднообрабатываемых материалов. Область применения — чистовое точение.
Высокие режущие свойства и износостойкость резцов из СТМ обеспечивают обработку деталей по 5-му и 6-му квалитетам точности с параметром шероховатости обработанной поверхности до /?а = 0,16 мкм.
Рис. 44. Пидоммоб vioriiyTuA рсдец S рему mt и Нк СГМ
Pewjr, оснащенные пластинами на ГТМ
101
Рис. 4Н. Расточной рсз ц ,чам с»щм1ыл огисримИ v косым креплением астаяжи с режущей пластинлй из СТМ
При точении закаленных сталей твердостью HRC» 45—51 различие но стойкости между резцами из СТМ и твердосплавными (Т30К4) составляет 3—5 раз.
На рис. 43—45 приведены конструкции сборных резцов, оснащенных вставками из гексаннта-Р.
Вставки к сборным проходным (рис. 43), подрезным (рис. 44) и расточным (рис. 45) резцам изготовляются
20. Размеры проходных резной (см. рис. 43)
ОбОЗНАЧРППС сборного резца по ТУ 2- i .7-1 —77 Рл «меры, мм Обозначение нсгипкн по ТУ ?-<J.;7-l‘.U —77
Н Н| В Л
02.02.01МИ 02.02.018-01 16 а 16 125 2106-0321 2106-0322
') .02.018-02 0;’.П2.01 МП 20 32 16 125 2106-0321 2106-0322
0 .12.01 МН 02.02.018-06 к S7 16 140 2106-0321 2106-0322
02.02.01MX> 1 02.02.01 S-07 32 44 20 170 2106-0326 2106-0326
102
Дробление оружия и инструменты для точения
21. Размеры подрезных резцов (см. рнс. 41)
Ободпачеииг Размеры, мм Обозначение
Iisua ПО ТУ 2-037*194 — 77 а Ь L //, Ь, ЬСТдЬНМ JM ТУ 2-037-В4-77
02.02.019-00 02.02.019-01 16 20 16 12ft 26 32 21 21 16-0001
02.02.019-02 25 140 37
02.02.019-03 32 20 170 44 1 I 25 1 21)6-0003
серийно Полтавским заводом искусственных алмазов и алмазного инструмента (ПЗИАиАИ) по ТУ 2-037-194—77 и ленинградским заводом «Инструмент» по ТУ 2-035-8П—8!. Резцы, оснащенные гексан >:том-Р, способны работать в условиях ударных нагрузок при точении закаленных сталей и других марок материалов; обеспечивают повышение производительности обработки по сравнению со шлифованием в 2—5 раз и в 2—Ю раз по сравнению с вольфрамсодержащим н твердыми сплавами на операциях получистового и чистового точения.
Основные параметры и обозначение токарных сборных проходных прямых резцов приведены в табл. 20.
В табл. 2! приведены конструктивные размеры подрезных отогнутых резцов, а в табл. 22 — расточных резцов.
22. Размеры расточных резпоь (см. рис. 45)
Обозначение релцом по TN -.-^7-194-77 Размеры мм ОбСЭИ4>Ч«Н1«С hVTMbHH ПО IS 2-037*194 — 77
Н н Р В* /
02.02.021-00 16 2b 16 20 140 21-Щ-1ЖЩ
02.02.021-01 20 32 20 23
02.02.021-02 25 37 17и 2146-0854
02,02.021-03 32 40 2146-0880
Спинальные сверял тн пыстронежущич сталей
103
ГЛАВА 4
1ШСТ?> ЧЕНТЫ ДЛЯ ОТРАДОГКМ ОГ1П РСП1Й ГГ ;М!1И М
[ля обработки от версии': в заготовках применяют инструменты, которые часто называют осевыми вследстоие совпадения их осей в процессе обработки с осью отверстия. Ншболее широко для обработки отверстий применяют I иене ипструменiы, как сверла, зенкеры, развертки, а для нарезания резьбы — метчики.
Осевыми инструментами работаю! па всех станках токарной и сверлильно-расточной труни» в том числе и станках с ЧП У, агрегатных станках ? автоматических линиях, а также при использовании ручных сверлильных машин.
I. Спиральные сверла из быстрорежущих сталей
11аиболее распространенным методом получения отверстий в сплошном металле является сверление стандартными быстрорежу щими сверлами.
Сверла из быстрорежущих сталей обеспечивают обработку отверстий с точностью 11 — 13-го квалптета с параметром шероховатости обработанной поверхности /?г = 104-80 мкм. Сверла с пластинами из твердых сплавов, работающие па более высоких скоростях резания, обеспечивают обработку отверстий с точностью 8—11-го кэалитета с параметром шероховатости /?г = 204-40 мкм. Однако стандартные сверла не всегда обеспечивают необходимую производительность в особенно при сверлении труднообрабатываемых материалов.
Нихсе приведены наиболее прогрессивные конструкции сверл и предложения по улучшению геометрических п траме» ров лезвия, которые рекомендуются для обработки Фудпиобрабагываемых материалов.
На рис. 46 приведена конструкция спирального сверла и» бысфорежущей стали с утолщенной сердцевиной и к тестообразной подточкой перемычки.
Сверла данной конструкции обладают повышенной стойкостью и жесткостью, обеспечивают хороший выход стружки при сверлении отверстий диаметром от 1 мм и
выше в труднообрабатываемых материалах за один переход.
Профиль сверла получен при автоматизированном проектировании с использованием ЭВМ 1.
Кривизна участка от точки В до точки Г определяется из условия получения прямолинейной режущей кромки. Прямолинейная режущая кромка при определенном угле заточки (120, 90 и 70 ) обеспечивает лучшие условия резания и увеличивает стойкость инструмента. Для того
1 AinoMiTiuupcbannou присктпридание сверл пипильеми шик, IJ, IL Орловым.
Спирз uMiijp свер ь! И» 6ысТ[ юрежушШЯ сталгА
10'
Рис. 47. Профиль сверла с раСче>»muu параметрами
чтобы эю условие выполнялось, необходимо участок передней поверхности рассматривать как профиль линей-чагой винтовой поверхнист, образованной шиповым движением прямой, совпадающей с главной режущей кромкой сверла. Эго возможно только при автоматизированном проектировании конструкций сверл.
Сверла данной конструкции обладают повышенной стойкостью, превышающей стойкость стандартных сверл и 2—3 раза, а автоматизированное проем пропан не позволяет еще дополнительно увеличить стойкость на 20—
18. i iлр.. М । ллм ..ннжштичеочою рММИ профи.»w сьрли
• *>Н)ЗН.НК'1ИН параметра Зничг иис |П1рЛ*Г'|рЯ, мм О€ознлчснн1-пнрам^трл Значение параметра, мм
D Задинныи наруж- А?з 0,2Z>
ный диаметр /| 0,44 «О
сверла 0,Ь7Ю
н D : 3,65 /•S (I.IM8W
Л 0JD н, 0,/22Ь
Ат D — 0,-ID Н, 0..-W5/J
/<, D — 0.15D ч» 0.1S7O
106
114 ОрКиЧк' ОТ:-.'ретин реннием
30% благодаря возможности получения сверл с прямолинейной режущей кромкой.
Азтом агиэнрован ное проектирование сверл и 30 раз сокращает сроки их проектирования (при ручном 7 ч, при автоматизированном 15 мин).
На рис. 47 приведен профиль сверла с расчетными параметрами, а в табл, 23 — значение этих параметров.
На рис. 48 показано спиральное сверло с переменной площадью сечения канавки ио длине рабочей части (А. с. JV? 348303, МКН В 23В 51102). Площадь сечения канавки уменьшается в обе стороны от ее средней части (участки I и 1/J), имеющей постоянную площадь сечения (участок П). На участке /II площадь сечения постепенно уменьшается и плавно переходит в зону выхода канавки (участок IV). Такое переменное сечение канавки улучшает отвод стружки из зоны резания н обеспечивает сверление отверстий за один переход.
Спиральное сверло (рис. 49) предназначено для глубокого сверления отверстий в деталях из труднообрабатываемых материалов. Глубина сверления до 12 диаметров сверла.
В отличие от сверл по ГОСТ 886—77 у данных сверл общая длина L и длина спирали I увеличены на 5—20 мм. Сверла имеют утолщенную сердцевину (К « O,375d) и крестообразную подточку. Угол наклона винтовых канавок ш = 36’, обратная конусность составляет 0,09—0,15 мм на 100 мм длины сверла. Площадь сечения канавки данных сверл выбирается идентично сверлу, конструкция которого приведена на рис. 48. Сверла обеспечивают высокопроизводительную и качественную обработку глубоких отверстий в большинстве случаев за один переход.
Наиболее интенсивному износу в процессе резания подвергается поперечная кромка сверла. Для повышения стойкости сверла путем снижения интенсивности износа поперечной кромки сверла снабжены центральными вставками из твердых сплавов или СТМ.
Рек. 49. tпмрлльмсс см-рли для глубокого сверления
Но рис. 50 представлена конструкция сверла с центральной режущей вставкой из СТМ (А. с, № 1144800, МКН4 В 23В 51/02).В теле сверла 1 выполнено центральное oi верстке, в котором с помощью припоя закреплена ре-жу!да» ici.il.к; ?. В качеове припоя следует выбпра1Ь меднO’iшиповый припои, содержащий 25—30 масс. ч.
108 Инструменты л ля обработки лтяергтиЛ ретдиием
Рис. 59. <.ниралынм» vnepjiu, i»enan«нн»г режут^Л мсглгмоП н> СТМ
питана и 2—3 масс. ч. олова. Пайку проводя! в вакууме без предварительной металлизации. Отношение диаметра сверла D к диаметру режущей вставки d выбирают в пределах 6—9. Такие отношение обеснечивае! надежное закрепление вставки в отверстии сперла.
Материал вставки выбирают в зависимости от марки обрабатываемого материала, например для копе фу kiui-онных и жаропрочных стилей — из иол и кристаллического нитрида бора, для цветных сплавов — из синтетического алмаза.
С целью повышения стойкости инструмента режущие кромки сверла покрываются износостойким упрочняющим покрытием в виде пленки нитрида тугоплавкого металла (титана, молибдена и др.) толщиной 2—10 мкм.
Режущая вставка из СТМ повышает стойкость снерла в 6—8 раз ио сравнению с известными сверлами, применяемыми на тех же операциях.
На рис. 51 показано сверло с канавками для дробления стружки, предложенное токарем-новатором М. Р. Лучи-
Рнс. • !. Си»?!ibjiOk сигрл» с tiaii.bck.iMH дди л|К>Сл.ч1 пи ltu/ahh
Спиральные сверля из быстрорежущих стилей 109
24. I еомсгрические кари метры «анакок д-nt дриилення с1 ружкн (см. рис. 51)
Размеры, мм
Днимсгр Сперла О н А ь с
1,0—1.9 0.1*^ 0.1 11,15 и.зо
2.0—2.9 0.2 0,35 0.60
3.0—3.9 0.3 0.40 0,75
4,0—4,9 0.4 0,50 1,00
5,0—5,9 0.5 0,60 1,25
6,0—6,9 0,3^3 0.6 0.60 1,50
7,0—7,9 0.7 0,90 1,75
6,0—6,9 о.а 1,10 2,00
9,0—9.9 0.9 1.20 2,25
10—10,9 1.0 1.30 2,50
11—11,9 1.1 1,40 2,75
12—12,9 1,2 1,60 3,00
13-13,9 1,3 1,60 3,25
14—14,9 1,4 1.90 3.50
15—15,9 1,5 2,00 3,75
16—16,9 1,6 2.20 4,00
17—17,9 О.б^-1 1,7 2,30 4,25
16—18,9 1.6 2.50 4,50
19—19,9 1,9 2,60 4.75
20—20,9 2,0 2.Ы) 5,00
21—21,9 2.1 3,00 5,25
22—22,9 2.2 3,10 5.50
23—23,9 2,3 3.20 5,75
24—24,9 2.4 3,30 6.00
ным, На режущих кромках сверла по задней поверхности заточены две несимметричные кольцевые канавки, глубина которых постепенно уменьшается от режущей кромки к канавке сверла. Размеры стружечных канавок и их расположение на задней поверхности выбираются в зависимости от диаметра сверла (табл. 24).
При сверлении материалов данными сверлами вся ширина стружки разбивается на отдельные узкие участки. что снижает силы резания и 1сПЛовыдеМНМ< Сфужм легко отводится из зоны резания и ни иакегирус гея в канавках сверла. Особенно эффективно использовать данные сверла при сверлении огверсиш в делалмх из жаростой-
по
1!нст?\менты лля обработки oiee-нп'й ре? жнем
Рис. 52. Сперло для обра 4<ни ж ' «прочнык снлмоя
них п жаропрочных сталей и сплавов с применением обильного охлаждения.
Наиболее трудоемким процессом сверления отвершй являе;ся их обработка в деталях из вязких материалов и особенно при глубоком сверлении. В этом случае скапливающаяся в каналах сверла стружка ухудшает доступ СОЖ в зону резания, что приводит к резкому возрастанию температуры и, в целом, к быстрому износу сверла.
В Куйбышевском политехническом институте под руководством капд. техн, наук В. В. Плешивцева были разработаны конструкции сверл повышенной жесткости (рис. 52) для обработки деталей из жаропрочных сталей и сплавов.
Повышенная жесткость сверла достигается путем выбора оптимальной длины рабочей части сверла, увеличения ее сердцевины, а также специальной заточкой режущей части. Режущая часть сверла затачивается под двойным углом при вершине; провоштся подточка пера по передней поверхности и сердцевины сверла у поперечной кромки. Длина рабочей части выбирается равной двум—четырем диаметрам сверла.
Уменьшение угла конуса до 90‘ улучшает процесс сверления сквозных отверстий, ио при этом значительно уменьшается прочность вершимы. Для увеличения прочности вершины сверла ее заючка выполняется под углом 140э па длине 2,0—2.5 мм но i 1авпой режущем кромке, а остальная часть конуса сверла имеет угол 90\ Такое сочетание углов при вершине и их линейное соотношение
Сверл*» (пушенные пластинами ня твердого сплав*
111
по длине главной режущей кромки улучшает процесс сверления. Угол конуса 140* увеличивает прочность вершины сверла, а угол 90е облегчает работу сверла и се об разует заусенцев при сверлении сквозных отверстий. Геометрические параметры сверла выбираются равными: передний угол 5е, задний угол 12е, угол наклона винтовой канавки 45е. Подточка сердцевины сверла вдоль поперечной кромки глубиной 2,0—2,5 мм уменьшает осевую силу до 1,5 раз; стойкость сверла при этом увеличивается в 2 раза. Угол наклона винтовых канавок 45° обеспечивает надежный отвод стружки из зоны резания, а каналы для охлаждения обеспечивают подвод СОЖ в зону резания.
2. Сверла, оснащенные пластинами из твердого сплава и каналами для подвода СОЖ
Сверла с внутренним подводом охлаждения во сравнению со стандартными обладают повышенной стойкостью, так как СОЖ, попадая непосредственно в зону резания, эффективнее охлаждает режущие кромки сверла. Существуют конструкции сверл с каналами для внутреннего охлаждения.
Сверла, оснащенные пластиной из твердого сплава и центральным отверстием для подвода СОЖ в зону резания, применяют при вибросверлении отверстий в деталях । з легированных н коррозионно-стойких сталей. Корпус / сверла (рис.53) изготовлен из холоднотянутой трубки настали 09Х18Н10Т (с„ = 1200 МПа); режущая твердосплавная пластина 2 впаяна в ваз корпуса. Угол при вершине — 120", канавки прямые. Стойкость сверл данной конструкции увеличена в 2—2,5 раза. Область применения — сверление глубоких отверстий.
Сверло с нейтральным охлаждающим каналом (рис. 54) оснащено пластиной из твердого сплава ВК8 № 14372 по ГОСТ 25399—82. Корпус сверла изготовлен из трубы (Г< <Т 8734—75, сталь 20 с твердостью HRQ 51—56).
Сверло с каналами для подвода СОЖ (рис. 55), выполненное ио упрощенной технологии (Л. с. № 870003, МКИ3 В 23В 51/06), составное. Режущая часть / изго-ювлепа из быстрорежущей стали, я хвостовик 2 — из конструкционной стали. В отличие от существующих
112
Инструменты лля обработки отперстнн реши нем
Рис. 53. ( вср.ю дли Bk6|h>lh< ;> ЮИНН С ОХ : л .;. и и >ЩЦ| d>1;iuoM
сверл с внутренними каналами для подвода СОЖ в зону резания данное сверло имеет каналы 3, выполненные в теле сверла последовательно со стороны спинки 4. Каналы 3 в виде пересекающихся глухих отверстии с промежуточными заглушками 5 образуют в совокупности внутренний канал с выходом па режущую часть 6.
СОЖ, подаваемая под давлением, проходит через каналы 3, попадает в зону резания и удаляется со стружкой через стружкоотиодящпе канавки. Такие каналы для подвода СОЖ обеспечивают изготовлен не сверл любых дна-
Рис, 54. Сверло с центральным ааналом для подвода СОЖ
M2’.f
CWrWIIJ U1 i.WL’HilXJlLU ^rillk.jbiUMJU L’Uduuj
1Н
Инструменты для обработан отверстий печянмгм
Рис, В5. сверло I внутренним вл и в лом для подводя 'О*
метров, не снижая их жесткость. Кроме того, упрощается очистка каналов от солей и загрязнений вследствие уменьшения их длины.
3. Сверла с механическим креплением режущих пластин
Использование сверл с механическим креплением режущих пластин (рис. 56, о) обеспечивает увеличение стойкости инструмента до 2 раз в зависимости от обрабатываемого материала (А. с. № 965628, МКИЭ В 23В 61ДИ).
Сверло с центральным каналом для подвода СОЖ имеет прямые стружечные канавки 2 и 3 с гнездами под режущие пластины 4 и 5. Режущие пластины закреплены в гнездах винтовыми грибковыми прихватами 6 я Л Режущая кромка пластины 4 перекрывает радиус отверстия и смещена относительно оси сверла вниз ла 0,2— 0,3 мм, а режущая кромка пластины 5 выдвинута вперед по оси и развернута относительно режущей пластины 4, Центральный канал для подвода СОЖ имеет выход в обе стружечные канавки.
При сверлении отверстия режуща;: кромка пластины 4 обрабатывает периферийный а и центральный b участки, а режущая кромка пластины 5 обрабатывает средний участок ширины реза с (см. рис. 56, б). Таким образом, при обработке отверстия происходит деление стружки по ширине на три части, что улучшает сход стружки по
Ceejvai с неканимгским креплением пл-aci <и
Рис. 5в. Сверло с мгчлнн-часвма крепленигм .'е*)щич ЛЛЛС1ИИ
стружечным канавкам, повышается производительность св-р шния и стойкость инструмс’ та. Свер ло дефективно использовать при сверлении отверстий в труднообрабатываемых материалах.
При сверлении отверстий диаметром более 80 мм и дли-ной до 500 мм целесообразнее применять сверло для кольцевого высверливания (А. с. № 904915, ЛИСИ1 В 23В 51/04). В отличие от существующих конструкций кольцевых сверл данная конструкция обеспечивает свободный выход из корпуса сверла высверленного сердечника металла, не нарушая кромок режущих пластин.
Режущие пластины 2 кольцевого сверла (рис. 57, а) с коническим хвостовиком установлены в корпусе / с возможностью свободного поворота на осях 3, размещенных в пазах 4 корпуса, подпружиненных с помощью пружин 5 и фиксирующихся фиксатором 6.
В нерабочем положении под действием пружин 5 между режущими пластинами 2 и фиксатором 6 имеется зазор. При подводе кольцевого сверла к обрабатываемой поверхности заготовки 7 и соприкосновении с пей режущие пластины 2 вместе со штифтом перемещаются в пазу корпуса / до соприкосновения с идентичными по форме базирующими поверхностями фиксатора. При упоре режущих пластин в фиксатор дальнейшее перемещение
116
1‘}:ст 'уме1<гы лля обработки отверстий резяннсм
Ряс. Ь7. Kuai.Liviiur сверЖ' с механическим kk eu.njiik м гв< р uli швныл р< жу-ЩНХ пластин
сверла с рабочей подачей обеспечивает сверление отверстия (рис. 57, б).
После окончания обработки сверло выводится из отверстия и под действием пружин 5 режущие пластины 2 вместе с осью 3 отходят и от фиксаюров о, ооразуя зазор Металл в виде сердечника 8 (рис. 57, й под действием силы тяжести стремится опуститься; деипвуя на режущие пластины, поворнчнвск.1 их на штифтах в пределах, допускаемых зазором, I! свободно выхолит и , корпуса сверла.
Свободный выход металла сокращаем веномигачелыюе время до 2 раз при обр.икл ли сквозных шверст» л и выключает повреждение режущих кромок пластин 2.
Кольцевое сверло данной конструкции можно нсиоль-зовагь на сганках общего назначения и обеспечивать
и МаедрТКВ
117
Bui а
Ри*. Л. KttuuitniipiwuiHoc viA-рли
в-в
наряду с экономией металла повышение производительности труда до 4 раз; парами ip Широков а нити обработанной поверхности при этом Кг = 10-“80 мкм.
4. Комбинированные концевые инсарумен i ы
Комбинированные инструменты (рис. 58) предназначены для обработки коротких сквозных oinepcnifi. Их рекомендуется применять в крупносерийном п массовом производстве. Они обеспечивают повышение нронзводи-телыюсти груда и сокращение вспомогательного времени благодаря совмещению переходов (например, ipn перехода за одну операцию). Область эффективного применения — автоматические и полуавтоматические липни, в том числе и на станках с ЧПУ.
5. Зенкеры и ра шертки
Для дальнейшей пора* '.си к и oi версгип. полученных после ли1ья, изамно ни или сверления, используются зенкеры.
Зенкер имеет три режущие кромки и более, поэтому при кнкеровапип < ш и.нся более топкая стружка и формируются бо.н • io' h: ’ <чpL • |Ы (о—i 1-и КМ пнет) с иара-h-етром шероховатости обрабоыншы.х iioi.ep .i.ocicn Ku — == 2,5 мкм.
HF Инструменты мя обработки отверстий реяанием
Рмс. 89. Зги мер с радиусной заточмоЛ
Зевкерованне может быть как предварительной (перед развертыванием), так и окончательной операцией. Для обработки материалов с ав = 750 МПа применяют зенкеры, оснащенные пластинами из твердого сплава.
Зенкер конструкции ннж. Г. П. Лукьянова (рис. 59) изготовляется из быстрорежущей стали и предназначен для обработки сквозных отверстий в деталях нз вязких материалов.
Зенкеры с режущими фасками со стороны терна при обработке отверстий в деталях из вязких материалов образуют на выходе нз отверстия заусенец.
Радиусная заточка со стороны торца зенкера (узел /) исключает эти де<|)екты. Радиус при заточке выбирают в зависимости от снимаемого припуска.
Зенкеры и рлнергкн
11 ।
Гиь, 6V. земкоа<|
При обработке отверстий зенкером с р.ши ус ной занл-кой происходит дробление стружки; параметр шероховатости обработанной поверх:! icrtl Ла ДО 1,0 мкм. Обработка ведется с подачами, в 1,5—2 раза превышающими нормативные, и при этом практически исключаются заусенцы на выходе инструментов из отверстия. Зенкер внедрен в производство с экономическим эффектом около 1,0 тыс. руб. благодаря повышению производительности труда.
Зенковка (рис. 60), предложенная ннж. В. П. Корнж-новым, с конусом при вершине 90’ предназначена для снятия фасок в отверстиях в диапазоне диаметров 3— 20 мм под углом 45°. Зенковка с числом зубьев z = 8 изготовляется из быстрорежущей стали.
В отличие от стандартных зенковок, имеющих канавки только но образующей конуса /, данная конструкция зенковки имеет канавки дополнительно и по наружному диаметру 2. Длину канавки по периферии выбирают в зависимости от длины переточки с увеличением на 5—8 мм. Эго делается для того, чтобы облегчить перезаточку зенковки по конусу, так как объем шлифования при наличии канавок по периферии уменьшается в 1,5—2 раза. Пали-чие канавок на периферии зенковки повышает общую стойкость в 2—3 раза благодаря увеличению числа переточек.
120
Икс груиешм лля обработки отверстий РММЯМ
Рис. 61. Р навертка с большим ji.wm наклона рсжуших ту 6». с в
Развертки предназначены для окончательной обработки отверстий с точностью до 5—6-го каалитета о параметром шероховатости обрабоганиой поверхности = = 1,254-0,32 мкм.
Ниже приведены прогрессивные конструкции разверток, обеспечивающие повышение стойкости инструментов, производительности и качества развертывай пи.
Развертка с большим углом наклона режущих зубьев (рис. 61) предназначена для обработки сплошных и прерывистых отверстий в деталях из различных металлов. Развертки диаметром 5—50 мм имеют от 3 до 8 зубьев. Угол наклона режущих зубьев ш = 604-70° обеспечивает высокую точность и качество обработки (точное!ь 7-го квалитета, *= 0,634-1,25 мкм).
По сравнению с разверткам!!, имеющими прямые режущие зубья, данные развертки рабогают более плавно и с меньшей радиальной силой. Они имею! больший объем стружечных канавок и увеличенную длину режущих зубьев калибрующей части, одновременно участвующих в paOoic, чю улучшаег качесизо обработки. Стойкость
Зенкеры и разпертки
521
таких разверток в 1,5—2 раза выше, чем стойкость разверток с прямыми зубьями. Направление зубьев выбирают обратным по отношению к вращению развертки для исключения ее самозатягнванпя и заедания в отверстии.
Число зуб1дя
куо .
2 == 1;—-
1g ш '
где К = 1,45-=-1,95 — коэффициент, учитывающий величину угла ы (меньшие значения следует приннм.нь при меньших углах ш); гп — 1-=-2 — коэффициент, учитывающий свойства обрабатываемого материала; D — наружный диаметр развертки, мм.
Профиль зубьев развертки рассчитывают исходя из условий размещения стружки в канавках. В нормальном сечении высота зуба hu = D/5, а радиус впадины ги = = Л„/3.
Угол профиля зуба 0и = 90° — уп — 0И, где рп — угол спинки профиля зубьев в нормальном сечении.
В зависимости от марки обрабатываемое материала передний угол %, >» 54-8°. Отрицательный передний угол ухудшает качество обработанной поверхности. При увеличении диаметра от 5 до 50 мм ширина ленточки зуба /н изменяется от 0,4 до 2,0 мм.
Двухзубую развертку (А. с. № 512872, МКН2 В 23Д 77/02), разработанную изобретателем Г. Я. Потемкиным (рис. 62), рекомендуется использовать при обработке вязких материалов.
Развертки успешно работают при обработке отверстий с припусками до 1,0 мм. Стружка, образующаяся при работе, практически лишена контакта с обработанной поверхностью.
Передний угол режущих зубьев развертки может иметь достаточно большие величины (до 50 ); при этом прочность и жесткость развертки не снижаются.
Развертки данной конструкции обеспечивают точность отверстий 5-го квалитета при параметре шероховатости обработанной поверхности Йа = 0,2 мкм. Долговечность развертки в 5—7 раз превышает долговечность стандартных разверток, а для се изготовления требуется инструмент ал ыюго материала в 2—1 раза меньше.
z=z
Ряс. 62. 1’лмсрии конструкция Г. Я. Caiewcmii
В корпусе I (рис. 63) о цюзубоп развертм (А. с. Ns 538068, МКН1 В 23В 29/02) установлены направляющие элементы 8 в виде цилиндров 3, снабженных на обоих концах заборными конусами 2 и 4. Направляющие элементы установлены и закреплены в продольных пазах 5 корпуса развертки. Режущая пластина 9 с помощью клипа 10 н винтов 6 кренится в пазу корпуса и настраивается на размер обрабатываемого отверстия с помощью регулировочных винтов 7.
Метчики
123
Рис. ЬЪ. ОднсмуСия per)Лнр)Смля рдисртка
Наличие заборных конусов 2 и 4 исключает врезание направляющих элементов <8 в обрабатываемую поверхность. При износе рабочего участка направляющие пере-закреиляются с поворотом нового участка и так до тех пор, пока не будет изношена вся цилиндрическая часть элементов 8.
Под действием пеуравновешиваюшей силы, возникающей на режущей кромке пластины 9 в процессе обработки, направляющие элементы 8 прижимаются участками 3 к поверхности обрабатываемого отверстия, обеспечивая направление корпусу развертки.
Развертки данной конструкции расширяют технологические возможности инструмента, обеспечивают значительное увеличение общего срока службы (до 15 раз) по сравнению со стандартными н точность отверстий по 5-му квал1гтету при параметре шероховатости обработанной поверхности Ra = 0,2-r-OJ мкм.
6. Метчики
По способу нарезания метчики делятся на ручные, как правило, состоящие из трех метчиков в комплекте, и машинные.
Piu. 64. Руиипн wevnin длп ид резонны рыьбы Al.'Vjx 1. • : d — паружныП Д1мм«пр: </€р — средний амдмегр: <Л —дизипр кашши
Ручной метчик с клеевым соединением режущих племен гои 2 в пазах корпуса / приведен па рис. 61. Режущие элементы из быстрорежущей стали наиболее эффективно изгоювля1Ь методом горячего гидроwnaличссксно г.ы.иш-лнванин (ГГДВ) с после чующей мехаинч?скон обработкой. Форма режущего элемсгп । обеспичщо *т вадсллик- соединение благодаря рал инению клеевого шза п зоне, удаленной ui зоны резания.
Метчики
125
Клеесборные конструкции метчиков Э<|)-фективно используются для нарезания резьбы в деталях из сталей типа ЗОХГСА,
12Х18Н10Т; охлаждение — сульфофрезолом. Стой кость да иных метчиков в 1,5—2 раза выше стандартных, а ‘технология склеивания обеспечивает сокращение расхода инструментальных материалов в 2—3 раза.
Метчик для нарезания резьбы в деталях из труднообрабатываемых материалов, разработанный ннж. Г. М. Федотовым, В. М. Овечкиной и др., состоит из заборной 1 (рис. 65) и калибрующей 2 частей.
Профиль резьбы па калибрующей части метчика не затылован. С целью исключения заедания метчика при его выходе из отверстия профиль резьбы на калибрующей части уменьшен до значения внутреннего диаметра резьбы (см. рис. 65, сечение Б—Б) и образует переменную ширину резьбы b и Ширина bi выбирается равной ^0,3— 0,5) Ь. Для уменьшения угла закручивания метчика длина калибрующей части не превышает одного диаметра резьбы, а последняя нитка резьбы выполнена без света.
Метчики данной конструкции обеспечивают повышение к.1ЧС1ва нарезания резьбы и сюйкосги инструменте в 2—2,5 раза, особенно в автоматнзиривапном производстве и на станках с ЧП У.
Для получения внутренних резьб холодным пластическим де«|х)рмнрованием используют бесстружечные метчики (рис. 66). Материал режущей части — быстрорежущая сталь Р18 (HRQ 61—63) или Р6М5 (HRC. 59—63)
25. Размеры бесст ручечных метчиков (рис. 66) Размеры, мм
элементы МгЯЧН КА Номинальный диаметр резьбы d
2, (J 2.5 3.U 4,0 6,0 6.0
Р 0.40 0,45 0,50 0,70 0,80 1,00
ДР ±о,оое ±0,012
L 40 45 48 52 55 65
/ a 10 9 10 12 15
'1 2,0±0,20 3,5±0.25 3,5^35 4»O-u.io
^2 3,7. -Ui*4j G,0^?6 6.5_110i 6.5_1Л 7^-i.5o
Al 5,5 | 1 6,0 10,0 10,0 13,0 14,0
Я 10 20
d 2,062_ли 2.577^Mi 3,QS3e(hQVj 4.414^» 5,150^^ 0,170^
ds 1,547 1,988 2,429 3,202 4,084 4,868
d? l.«20_u,u4 2.294_Л< 2»764_0и11д 3,650-*.,, 4.590_J1U_ ^,480_0rUjj
4j <— — 2.12-0,12 2,80.^, 3.55^ lt 4,50^,v
d. 2,5^.w 3» 1^-0.025 4.00_OMrts 5,00-y,^ С.30^|Л
rmax 0,04 0,05 0.05 0,08 0J0 0,13
^+UjOll 0,10 0,12 0,15 0,20 0,25 0.30
Инструменты для обработки отверстий резанием
Pt^-crwc ф(Х1Ы
127
Fee. tt, лиэодкм i иластнчссасис выданлмвагия iu)i,i..j ых резьб
in гамовых сплавах для резьб диаметром:
о — до 2.L мм. С — а—б *м
лс ГОСТ 19265—73. Твердость хвостовика HRCU Зг,5— 51,5. Бесс1ружсчные мстчивя обеспечивают высокое качество резьбы и применяются в основном для нарезания резьбы в деталях из мягких материалов. Метчики внедрены в производство для нарезания резьбы в деталях из плановых сплавов, размеры метчиков нриь дены в табл. 25.
7. Резьбовые фрезы
Резьбовые фрезы применяются для нарезания наружных вну >ренпих резьб и делятся па дисковые и цилиндрические гребенчатые.
128
Инструменты пяп обработки лгпсрст'1Й резлнием
Рис, «7. Г'сл.боалн I prGciriл г«м фрси
Для нарезания резьб в деталях из труднообрабатываемых материалов необходимо использовать фрезы с твердосплавными режущими пластинами, что обеспечит увеличение стойкости до 10 раз по сравнению с быстрорежущими резьбовыми фрезами.
Резьбовая фреза (рис. 67) предназначена для нарезания внутренних резьб М12—М24 с шагом 1,0 мм с одновременной зачисткой участков захода и выхода резьбы, что позволяет сократить ручной труд и повысить производительность труда при резьбонарезаннн.
Фреза имеет рабочую часть / и хвостовик 2. Для зачистки участков захода и выхода резьбы на рабочей части / имеются участки Б, величина занижения которых относительно участка С h = 0,2Р, где Р — шаг резьбы. Размеры участков Б и С определяют из соотношений: Б = (1,54-2,0) Р; С = пР, где п = (/, ,//') — 2 — число ниток. Профиль резьбы гребенчатой фрезы выполняют по ГОСТ 1336—77.
129
ГЛАВА 5
ИНСТРУМЕНТЫ ДЛЯ ОБРАЬОТКИ ШТАЛЕЙ ФРЕЗЕРОВАНИЕМ
Фрезерование является одним из широко распространенных и высокопроизводительных методов обработки металлов резанием па фрезерных станках. Все шире применяют фрезерные ставки с ЧПУ (20—30% всего числа станков основного производства), на которых выполняется до 70—8О’\> всех фрезерных работ. Эффективность использования данных станков сдерживается недостаточно высокой размерной стойкостью инструмента и особенно при фрезеровании деталей из труднообрабатываемых материалов.
Фрезы, выпускаемые инструментальной промышленностью, в полной мере не отвечают требованиям, предъявляемым к инструментам для станков с ЧПУ.
Решая эту проблему, многие новаторы создали принципиально новые типы фрез и усовершенствовали стандартные фрезы.
1. Концевые фрезы
Концевые быстрорежущие фрезы с цилиндрическим хвостовиком (ГОСТ 17025—71) изготовляются диаметром 3—20 мм и применяются для обработки различных элементов деталей — пазов, уступов, канавок п т, д.
Диаметр фрез с коническим хвостовиком (ГОСТ 17026—71) 16—50 мм. Хвостовик имеет конус Морзе 2—5 в зависимости от диаметра фрезы и резьбовое отверстие для затягивания фрезы в шпинделе станка с помощью штанги.
На рис. 68—7! приведены конструкции концевых (фрез, изготовляемых из порошковых быстрорежущих сталей марок Р12Ф2К8МЗ-МП н Р12Ф2К5МЗ-МП. Использование порошковых быстрорежущих сталей для изготовления инструментов повышает в 1,5—2 раза их стойкость, а хорошая шлнфуе.мость этих сталей обеспечивает высокое качество режущих кромок инструмента.
Особенностью рассматриваемых конструкций концевых фрез является то, что окружной шаг в торцовом се-5 В. И. Каренчиков и др.
130 H.icipp.uiiru juni обработки деы.1сн фрезере глih:см
чении делается неравномерным, в среднем сечении ио 360е
длине рабочей части равномерным, т. е. е = ——, а к кониу рабочей части опять неравномерным. Это достигается увеличением в торцовом сечении окружного шага между нечетным и четным зубом на величину Де и уменьшением на эту же величину в среднем сечении. Величину А* определяют по формуле
tg ДЕ =-LgrtQ!--w»\
где ch •— угол наклона четного зуба; <о_> — угол наклона нечетного зуба.
Такое конструктивное исполнение обеспечивает постоянную толщину режущего зуба и одинаковую глубину стружечной канавки по всей рабочей длине фрезы.
Фреза для обработки сталей V—VIII групп и других материалов приведена па рис. 68. Особенностью конструкции данной фрезы является увеличенный объем стружечных канавок, неравномерный окружной шаг между зубьями и увеличенный угол наклона винтовых канавок. Угол паклена винтовых канавок чередуется и составляет для четных зубьев ы = 33° 30', для нечетных <о. = 35°.
На рис. 69 показана конструкция концевой фрезы с клсерезьбовым соединением коронки 1 из быстрорежу-
в~в
Рис. е*‘. Копаслмя обдпро.1ыя фреал с ысрависглсрним иьружпнч ш ifqm
Кинцспые 4ч)Сэы
131
£4?
щей стали и корпуса 2 нз стали 40Х. Для склеивания применяют клей КИ-78 термостойкостью 300 °C. Склеивание осуществляется при температуре 200°C в течение 3 ч; охлаждение вместе с термошкафом.
Углы винтовых канавок чередуются через зуб, например для четных зубьев ш1 = 36\ для нечетных w? = 38’.
Фреза предназначена для фрезерования глубоких пазов, карманов в других элементов в деталях из труднообрабатываемых сталей типа I2X18H9T, X 12М и др.
Фреза, представленная на рис. 70, предназначена для обдирочных операций на повышенных режимах резания. Угол наклона винтовых канавок чередуется чепез зуб; для четных зубьев «1 = 32’, для нечетных си. = 35’.
Фреза может использоваться для фрезерования как легких сплавов, так и труднообрабатываемых материалов. При обработке стали 12Х18Н9Т режимы резания: частота вращения фрезы п = 220 мни"1, минутная подача SB = 115 мм при глубине резания t = 10 мм.
Конструктивные изменения фрез (см. рис. 68—70) позволили повысить стойкость фрез и режимы резания, снизить вибрации и силы резания, улучшить размещение стружки и выход ее из стружечных канавок.
5*
13?
Цистру* t»nи для обработки аеталс! фрезерованием
Рис. 70. Концевая обдирочная фреза
Концевая фреза с мелким зубом (рис. 71) предназначена для обработки деталей из труднообрабатываемых сталей на чистовых и получнетовых операциях.
В связи с изменением углов наклона винтовых канавок в процессе резания изменяется и направление схода стружки на каждом зубе. А это приводит к изменению фактического переднего угла, измеренного в плоскости схода стружки. Чем больше угол наклона винтовой канавки, тем больше фактический передний угол уф при малых передних углах в нормальном сечении yN, что
Рис. 71. Киоценаи фреза с разном а пленными режуъцмми
Концем ые фрезы
133
Рис. 72. Сверло-фргэа для фрезерования деталей ня станках с ЧП У
увеличивает прочность режущего зуба и обеспечивает плавное его врезание в металл. Поэтому для обработки заготовок из коррозионно-стойких и жаропрочных сталей целесообразнее применять фрезы с большими углами наклона режущих зубьев.
Комбинированный инструмент (сверло-фреза) (рис. 72) предназначен для обработки сквозных карманов в корпусных деталях из различных материалов на станках с ЧП У. Режущая часть — из быстрорежущей стали Р6М5 с HRC» G3—66, хвостовик — из стали ЗОХГСА с HRQ, 43,5—51,5. Спираль правая, шаг Р = 163 мм. Торцовое биение режущих зубьев не более 0,05 мм.
Инструмент осуществляет две операции: сверление сквозных отверстий и фрезерование карманов различной конфигурации с радиусом сопряжения сторон /? — 15 мм.
134 liiiLipyMci.ibi для обработки детали <|р< >ч < и/нисм
Фреза трехзубая с увеличенным объемом стружечных канавок. Поверхность стружечных канавок полированная. Все это способствует легкому отделению стружки в процессе резания. Разношаговость фрезы (НО, 123 и 127°) уменьшает вибрации и позволяет повысить производительность обработки благодаря работе фрезами с подачами, в 1,5 раза большими по сравнению с фрезами обычной конструкции.
2. Дисковые фрезы
Дисковые (отрезные) фрезы предназначены для фрезерования различных пазов, канавок, выемок, а также для отрезных в прорезных фрезерных работ.
Фрезы работают в тяжелых условиях (особенно те, ширина которых менее 10 мм). При фрезеровании глубоких пазов или отрезке заготовок больших диаметров и размеров происходит интенсивный износ режущих кромок при вершинах, заклинивание и поломка режущих зубьев, неблагоприятные условия стружкообразования в дробление стружки по ширине фрезеруемой поверхности.
В целях улучшения условий резания и повышения стойкости дисковых фрез авторами предложена новая <|юрма режущих зубьев, выполненная по прогрессивной схеме резания (А. с. 1209382, МКИ* В 23С 5/08).
Фреза, приведенная на рис. 73, а, состоит из хвостовика I и режущей части 2 из быстрорежущей стали. Соединение режущей части и хвостовика осуществляют с помощью резьбового соединения и клея.
Режущие зубья выполнены двусторонними, а сочетание право- и леворежущнх зубьев образует фрезу трехстороннего резания. Один торец зуба со стороны большего учла (ф, = 30°) занижен н не участвует в резании. Главная режущая кромка зуба выполнена так,что все три ее участка не равны между собой и расположены под разными углами относительно оси фрезы Участок со стороны меньшего угла («Г! = 15°) равен половине ширины фрезы. Меньший угол <(д назначается конструктивно, во не более . 25\ так как больший угол <г2 является производным от угла фр
te „ _ Д 'ЕЧ» 4- 23/ ё 14 Ь— 2(/ + «)
фрезы
1
' jzrzwz при? agf(tts*t)
Ph . 7i. ДиСкояип Фреза с икс резь • . ых соединением рсм)щеЛ части и *по-стозика:
а — оелгиП вид: о — форма за точки режущих зубьеп
где В — ширина фрезы, мм; f — участок режущей кромки, расположенный параллельно оси фрезы, мм; т — величина занижения вспомогательной режущей кромки со стороны угла q>2, мм; St — подача па зуб, мм.
136
Инстр) тенты для обработки деталей фрезерованием
Низшая точка Я третьего участка должна находиться па одном уровне или ниже точки В (рис. 73. б), так как вспомогательная режущая кромка в точке А не имеет задних углов и не должна участвовать в процессе резания. Если угол назначить произвольно, то точка Л может совпасть сточкой В или занять положение выше режущей кромки с углом = 15°. В этом случае вспомогательная режущая кромка вступит в процесс резания, что ухудшит условия резания и будет способствовать быстрому износу инструмента.
Заточку второй вспомогательной режущей кромки со стороны угла <pt выполняют согласно ГОСТ 2679—73. Величина участка / главной режущей кромки выбирается для гарантированного разделения стружки и определяет наружный диаметр фрезы
В процессе работы один из режущих зубьев, например праворежущий, образует профиль поверхности резания,
а)
Pik. 74 Дисковая фриза с rjmx-bmm соединением режущих зуиъев: ц — (ХщнП ьпд; С — форма заточки режущих зубьев
Дисковые фрезы
137
соответствующий форме главной режущей кромки зуба, т. е. поверхность резания с четырьмя изломами. Последующий леворежущий зуб, имеющий тот же профиль главной режущей кромки, формирует идентичный профиль, но со смещением но уголкам ломаной линии на величину, равную длине участка /. В результате поверхность резания, образованная нраворежущим зубом, перерезается при прохождении леворежущим зубом, происходит дробление стружки на отдельные элементы, что обеспечивает надежное ее удаление из зоны резания.
Испытания я промышленное внедрение фрез на ряде предприятий показали высокую стойкость фрез с производительностью в 5—10 раз выше производительности существующих фрез при обработке деталей из сталей типа 12Х18Н9Т.
В корпусе 1 дисковой фрезы с клеевым соединением режущих зубьев и корпуса (рис. 74, с) установлены и закреплены с помощью клея режущие зубья 2, изготовленные
z
Рнс. 74
138
Инструменты лли < t'pdCoi и ..та ей фрезе, ..ганием
из быстрорежущей стали, например из стали Р12Ф2К8МЗ-МП, и термообработанные перед сборкой. Заточку режущих зубьев проводят в сборе с корпусом. Каждый зуб фрезы трехстороннего резания имеет вспомогательные режущие кромки, заточенные согласно рекомендациям ГОСТ 2679—73. Главная режущая кромка с ц?:ыо обеспечения дробления стружки выпол.юла в виде ломаной линии (рис. 71, б), как и во фрезе, показанной на рис. 73.
К нструктнвное исполнение фрезы обеспечивает сокращение расхода быстрорежущей стали на 50—60% и многоразовое использование корпуса фрезы. Стойкость клеесборной фрезы в 1,5 раза выше стойкости напайных фрез.
3. Торцовые фрезы, оснащенные СМП
Торцовые фрезы с СМИ обеспечивают:
повышение стойкости, как минимум, па 30%, что позволяет повысить скорость резания па 8—10% и производите тьность труда на 6,5% (по данным ВНИИннстру-мап);
во >врат твердого сплава па переработку (90% по сравнению с 15% при использовании напайных фрез);
экономический эффект 0,2—0,3 р. от одной СМП.
Наиболее трудоемкими в изготовлении из всех сборных торцовых фрез являются фрезы диаметром менее 60 мм. Узел крепления режущей пластины не позволяет изго-
Гыс. 7». Торцован концевая Фреза с шп игранными твердосплавными режущими плас тинами:
1 — корпус; 2 — кольцо, 3 — пииты; 4 — держвпки; 5 — пластины, б — пружины. 7 —. ШяйОл
Tofin>*!.ue ф/.С’Ы, оснащенные C.MII
139
IW. 7C. Терновая концевая фре^а с пнтнграцнимн твердосплавными режу* щим11 плас винами
товлять фрезы небольших размеров, и особенно имеющие хвостовик.
На рис. 75 и 76 представлены торцовые фрезы с коническим хвостовиком, оснащенные СМП. Особенностью фрез является то, что режущие пластины базируются на конической поверхности и поджимаются к ней только одной своей гранью. Такое базирование исключает увод режущей пластины относительно базирующей поверхности ее ..ержавкп.
На рис. 75 приведена (| реза диаметром 45 мм с числом режущих зубьев z = 5. Для удобства сборки фрезы в конструкции предусмотрены пружины и шайбы. Базирующая поверхность на корпусе выполнена под углом 2Г. Резьбовые отверстия под винты, выполненные в державках, смещены относительно их осей в сторону наружного диаметра корпуса фрезы. Это гюзполяет изготовлять фрезы небольших диаметров.
Торцовая фреза, приведенная на рис. 76, отличается от рассмотренной конструкции (с л. рис. 75) тем, что винты для крепления державок установлены со стороны рабочего торца фрезы. В отверстиях корпуса / установлены державки 2, оснащенные режущими пластинами 5 пятигран-
140
Инструменты для обработки деталей фргзе|м>»лнием
Рнс. 77. Торцовая ндсадиая фреза с четырехгранными твердосплавными режущими пластинами
ной формы. Пластины вместе с державками закреплены в корпусе фрезы с помощью винтов 4 с конической головкой 3. Винты 4 установлены параллельно осям державок и своими коническими головками контактируют с продольными лысками, выполненными на державках 2 с уклоном.
Фрезы (рис. 75 и 76) успешно прошли производственные испытания и внедрены в производство для обработки деталей из сталей 40Х, ЗОХГСЛ, 12X18Н9Т и др.
В отверстиях корпуса / (рис. 77) торцовой фрезы, оснащенной четырехгранными твердосплавными пластинами № 03114-150412 (н° ГОСТ 19052—80 нормальной точности из твердого сплава Т15К6),установлены и закреплены с помощью винтов 3 державки 2 с режущими пластинами 4. Режущие пластины одной гранью базируются на внутрен-
Торцовые ступенчатые фрезы
141
ний конус корпуса фрезы, который обеспечивает при установке СМП углы в плане <р — 75° н 41 = 15°.
Фреза внедрена в производство для обработки кронштейна из стали ЗОХГСА длиной 1200 мм и шириной 70—120 мм (сварная конструкция). Число обработанных деталей за период стойкости инструмента составило 15 вместо семи при обработке фрезой с на-пайнымн пластинами. Режимы фрезерования: скорость резания V— 315 м/мин, подача 5М — 235 мм, глубина резания t = 4,88 мм.
Фрезерная головка (рис. 78), осн ащен на я трехгра // н ым и твер-дос плавными пластинами, предназначена для обработки плоскостей с уступом под углом 90°.
Резьбовые отверстия в державка х под винты выполнены со смещением в сторону наружного диаметра фрезы. Отверстия под державки вскрыты со стороны наружного диаметра корпуса фрезы, а державки имеют лыски, что обеспечивает выступание режущих пластин за корпус фрезы. Угол в плайе составляет ф = 90°. Такое
Рнс. 7Й, TopiuiuuM концевая фреза с тргдгрдиными твердосплавными режущими пластинами:
/ — корпус; 2 — кольцо; 5 державки; 4 — h.истины, 6 — винты
конструктивное решение позволяет обрабатывать не то-
лько плоскости, но и различные выемки типа карманов в
корпусных деталях из различных материалов, в том числе и труднообрабатываемых.
4. Торцовые ступенчатые фрезы, оснащенные СМП
Для съема больших припусков при фрезеровании необходимо применять ступенчатую схему резания, которая имеет ряд преимуществ но сравнению с обычной схемой. Это подтверждается многолетним опытом ее использова-
142
Инструменты для < 'бра бот mi деталей фрезе; .оваиием
Рис. 79. Торцовая ддукступсича1мн фроа
ния на Воронежском заводе прессов, Южно-Уральском машиностроительном заводе, Краматорском заводе тяжелого станкостроения и ряде других предприятий страны. Ступенчатые фрезы обеспечивают возможность съема больших припусков за один переход без возникновения вибраций, повышение стойкости инструмента до 2 раз, снижение времени на обраГютку детали до 50 % и мощности на резание до 20—30 %.
Ниже приведены новые конструкции торцовых ступенчатых фрез, прошедших испытания в производственных условиях и внедренных на ряде предприятий страны при фрезеровании деталей из труднообрабатываемых и конструкционных сталей.
На рис. 79 показана торцовая двухступенчатая фреза, оснащенная САШ. В корпусе I фрезы выполнены сквозные отверстия 2 под державки .5 резцов. Рабочий торец фрезы вино чеп в виде усеченного конуса с углом <рк = 26°,
Торцовые ступенчатые фрезы
ИЗ
на котором параллельно его образующей выполни! и базирующие поверхности 3 под режущие пластины 7. Закрепление державок осуществляется винтами 8. Для удобства сборки фрезы в конструкции предусмотрены конические пружины 6 !i шайбы 7. Использование конических пружин исключает в конструкции фрезы промежуточное кольцо.
Фреза предназначена для снятия припуска до 7,0 мм, т. е. по 3,5 мм каждой ступенью. При снятии припуска 5,0 мм первой ступенью общий припуск составит 8,5 мм. Изменяя угол конуса <рв фрезы, можно значительно расширить диапазон снимаемых припусков.
Торцовая двухступенчатая фреза, приведенная на рис. 80, расширяет технологические возможности благодаря регулированию режущих зубьев второй ступени (А. с. № 1202751, МКИ* В 23С 5/06). Рабочий торец кор-пуса 1 выполнен в виде усеченного конуса с углом <рн = = 26°. В отверстиях 2 корпуса фрезы установлены резцовые державки 3 с режущими пятигранными пластинами 4, которые закреплены в корпусе с помощью болтов 5. Параллельно образующей конуса установлены регулировочные элементы 7 для настройки режущих зубьев второй ступени.
Регулировочный элемент выполнен в виде четырехгранника, каждая грань которого является опорной поверхностью для режущей пластины. Для базирования в отверстии корпуса регулировочный элемент имеет два цилиндрических пояска 8 и 9. Опорные поверхности относительно осн вращения поясков выполнены с шагом, обеспечивающим равную прочность элемента 7 в сечении. Шаг каждой опорной поверхности относительно друг друга увеличивается на 0,5 мм.
Ориентация каждой опорной поверхности относительно боковой грани режущей пластины осуществляется с помощью запорного конуса 10, выполненного в виде усеченной пирамиды с числом граней, соответствующим числу « норных поверхностей. Запорный конус своими гранями развернут относительно опорных поверхностей на угол а, равный заднему углу резания, выбранному из условий обработки. Под действием пружины 11 регулировочный элемент 7 прижимается одной из граней запорного конуса 10 к штифту 12, установленному в корпусе фрезы.
мЗерщт
Рнс. 40. Торцовая двухступенчатая фрсм с регулированием режущих «убьев
Поворот регулировочного элемента 7 осуществляется с помощью квадрата /3.
Перенастройка на ступенчатое резание осуществляется следующим образом. Ослабляют болты 5 до образования зазора между опорной поверхностью регулировочного элемента и боковой гранью режущей пластины, обеспечивающего поворот элемента.
Усилием руки перемещают регулировочный элемент вдоль его горизонтальной осн, выводят грань запорного
Торцовые с!упснчатые фрезы
143
Рис. Л1. Торцован регулируемая тргхстуиенча1дя фреза
конуса 10 из контакта со штифтом 12 и поворачивают элемент до необходимого положения. При снятии усилия регулировочный элемент под действием пружины 11 возвращается в исходное положение и прижимается гранью запорного конуса к штифту, ориентируя одну из опорных поверхностей относительно режущей пластины.
Режущую пластину болтом 5 в пружиной 6 подтягивают к опорной поверхности регулировочного элемента и закрепляют в корпусе фрезы.
Каждая ступень может снимать припуск 2—3,5 мм. Трехступеячатая торцовая фреза с СМП, представленная на рис. 81, предназначена для снятия припусков
146
IhtCTpj’iCHFN ДДЯ гкм лет.'’лей фрсчтсмвием
Рис. S2. Торцовая двухступенчатая фреза с регулированием режущих зубьев
7.5—11,5 мм при фрезеровании деталей из различных материалов и особенно из труд-пообрабашваемых сталей и сплавов. Режущие элементы третьем ступени регулируются с помощью специального элемента с тагом 0,7 мм. Конструктивное исполнение фрезы идентично конструкции фрезы, показанной на рис. 80.
На рис. 82 и 83 представлена двухступенчатая торцовая фреза е бессту пен чатым регу-лпрованием снимаемого припуска.
Державки 3 оснащены четырехгранными режущими пластинами
4. Режущие элементы первой ступени установлены и закреплены на корпусе /, а второй — на подвижном кольце 2, Конструкция фрезы обеспечивает бесступенчатое регулирование вылета I первой ступени относительно второй. Разность в скоростях резания между ступенями составляет не более 10%, тогда как у существующих ступенчатых фрез — 30—35%.
Четырехступенчатая фреза с пятигранными твердосплавными режущими пластинами (№ 10114-110408 по ГОСТ 19065—80) предни пячена для снятия припусков до 25 мм за один переход (А. с. 837808, A'FIi3 В 2ЭС 5/06). Корпус фрезы в виде усеченного конуса (рнс. 84). На поверхности усеченного конуса выполнены сквозные отверстия. в которых установлены и закреплены режущие элементы. Режущие элементы установлены группами, каждая из которых расположена по спирали. Такое конструктивное решение обеспечивает снижение динамических на-
ТОрЦОЕЫС i lyilCt 4.11 bit 4p3td
117
Рис. S3. Оощнй -:u t PkODgii ci^r чцт<М фрезы г рег)лированнем режущих зубьев
грузок на режущие кромки при ррезанин и резании, плав-ность в работе и исключает вибрации Число режущих элементов в группе и групп выбирают исходя из технологи-
ей. 81. Общай вил торцоаоА четырехступекчатоЛ фрезы с патнграааыми твердосплавными режущими пластинами
П8
Инструменты длн обработки деталей фрезерованием
Г
'Исходное состояние пружинь/*
Рис. Н5. Регулируемый блок с двумя торцовыми фрезами:
/ — торцовая трехступеичиия фреза; 2 — олрявн»; :i — распорные втулки;
4 — регулировочный узел; 5 — распорное кольцо; б — резьбовая втулка;
7 — регул ироничная гвЛкв. 6 — крепежная гайка
ческой необходимости и конструктивных возможностей фрезы.
Фреза внедрена в производство для обрабогки корпусных деталей из сплава Д16—Т. Режимы обработки: скорость резания t' — 612 м/мин, подача SM = 630 мм, глубина резания / « 14 мм (за один переход).
Блок торцовых фрез (рис. 85) предназначен для фрезерования двух параллельных плоскостей. Блок состоит из двух торцовых фрез диаметром 280 мм с числом режущих зубьев z = 30, установленных на оправке с возможностью регулирования по ширине в пределах до 5 мм. Регулирование осуществляют с помощью распорного резьбового кольца и ганки с двумя резьбами, разными по
Торцовые с жестко закрепленными рощами
149
шагу. Втулка на одном конце имеет наружную резьбу. Одна резьба гайки соответствует резьбе на втулке, а вторая — на распорном кольце. С целью снижения вибраций» возникающих в процессе фрезерования, в корпусе фрезы установлены впброгасители, выполненные в виде текстолитовых втулок. Каждая фрсла имеет три ступени и снимает припуск до 7,5 мм. Узел регулирования по ширине обеспечивает точность настройки блока до 0,01 мм. Блок фрез внедрен в производство для обработки корпусных деталей из стали ЗОХГСА.
5. Торцовые фрезы с жестко закрепленными твердосплавными чашечными резцами
Режущий инструмент с жестко закрепленными твердосплавными чашечными резцами (ЖТЧР) является принципиально новым инструментом, обладающим рядом конструктивно-технологических особенностей. Используя инструмент с ЖТЧР, можно улучшить условия резания, обеспечить повышение качества и производительности обработки, в том числе и при торцовом фрезеровании.
Торцовые фрезы с ЖТЧР» установленными в корпусе по второй геометрической схеме, обеспечивают высокое качество обработки поверхностей; фрезерование этими фрезами может применяться вместо шлифования.
В качестве режущих элементов в конструкциях торцовых фрез (рис. 86—92) используются стандартные режущие твердосплавные пластины (№ 1209 по
Г(Х2Т 25403—82), которые затачиваются с геометрическими параметрами лезвия в зависимости от обрабатываемого материала. После износа одного участка круговой режущей кромки резцы периодически поворачивают па определенный угол до полного износа всей режущей кромки, после чего их перешлифовывают.
Число поворотов ЖТЧР зависит от угла контакта
п _ ЗИП
[ arccos ( 1 —1К
L \ /?rSinay /J
где I—глубина резания, мм; —радиус ЖТЧР, мм; ау — угол установки резца в корпусе фрезы; К = 1,1-1—
150
'Jik'Tp>MtiiTN для обработки теи н’*! фрезер винном
1,3 — коэффициент, учитывающий погрешность установки ЖТЧР при повороте.
Число переточек ЖТЧР зависит от износа по задней поверхности. При износе /ь, = = 0,4 мм резец выдерживает десять переточек. Общий срок службы фрез с ЖТЧР
Т(.о = Тп (я, + I), где Т — стойкость резца до поворота, мин;
л — число поворотов; — число переточек.
При Т = 18U мин, числе поворотов 12 и числе переточек 10 об-щий срок службы фрезы составит 360 ч.
На рис. 86 показала
Рис. ее. Торцован фрмл с жтчр торцовая фреза с ЖТЧР, установленными в корпусе по первой геометрической схеме, когда передней поверхностью резца является торец чашки, а задней — конус.
В корпусе / фрезы на осях 2 установлены и закреплены с помощью гаек 3 чашечные резцы 4. Фреза обеспечивает стабильную работу при снятии припуска до 6 мм. Увеличение припуска более 6 мм приводит к резкому снижению стойкости инструмента и качества обработки вследствие вошнкновения вибраций в технологической системе.
Так, при обработке деталей из стали ЗХГСА стойкость фрс и в 2—2,5 раза выше, чем при обработке фрезами с напайными ножами. Материал ЖТЧР — твердый сплав TI5K6. Режимы резания: скорость резания v = ЗГ2 м мин, подача па зуб St == 0,44 мм, глубина резан ня / = 3,5 мм.
Качество обработки и работоспособность фрез и значительной степени зависят от точности расположения ре-
Тирцозыс фрезы с жестко зд крепленными рсзцлмн
151
Рис. 87. Горцопяя рсхзуОап фреза е регулированием ЖТЧР
Рнс. ай. Торцовая двуч.убая фреза с регулированием Ж1ЧР
жущих кромок резцов в осевом и радиальном направлениях. Это расположение зависит как от точности установки чашечных резцов в корпусе фрезы, так и от точности изготовления самих резцов.
Дтя снижения влияния погрешности изготовлен ня Фре< и резцов на точность обработки в конструкциях фрез |хфектпвно используются эксцентрические элементы.
На рис. 87 и 88 представлены торцовые фрезы, обеспечив ющие точную настройку ЖТЧР в осевом и радиальном направлениях.
В корпусе / фрезы (рис. 87) в горизонтальной плоскости выполнены отверстия под резцовые узлы. В отвер-сти tx установлены эксцентрические втулки 2 с осями 3, на которых с помощью гаек 5 закреплены чашечные резни 7.
Эксцентриситет втулки выбирают в зависимости от диаметра резца и 1е = (0,25-?-0,3) d мм]. При повороте втулки вершина резца перемещается как в осевом, так и в ра-лиазыгом направлениях. Это позволяет точно настроить резцы относительно обрабатываемой поверхности, что
152
Инс гру-ни i ы для сбриботкн дст...< । фрез, р жиннем
Рис. *9. Торговая фреза с поджимным роликом для обработки нежестких деталей
повышает точность и качество обра-богки, а также стойкость инструмента.
На рис. 88 приведена двухзубая торцовая фреза с точной настройкой ЖТЧР с помощью эксцентрических осей.
Особенностью рассматриваемых конструкций Фрез является возможность использования одной фрезы как при одноступенчатом, так и при многоступенчатом резании, что обеспечивается поворотом эксцентрических втулок (осей) на угол, определяемый из соотношения
tgw = Ц-,
где t — глубина резания на каждую ступень, мм; е — эксцентриситет втулки (оси), мм.
Оптимальный угол поворота выбирается в пределах 0—30°.
На базе фрез, приведенных на рис. 87 и 88, возможна разработка торцовых фрез различных модификаций по диаметру и числу режущих зубьев, а также широким ре
гулированием вылета каждого зуба относительно обрабатываемой поверхности.
Стремление к снижению массы привело к появлению нежестких изделий, например листовых обшивок толщиной 2—10 мм.
Широко распространенные конструкции торцовых фрез не обеспечивают заданной точности по толщине обрабатываемых обшивок и качества обработки.
На рис. 89 представлена торцовая фреза с поджимным роликом для обработки нежестких деталей (А. с. № 806288, МКИ* В 23С 3/00). В корпусе 1 фрезы закреплены режущие пластины 2 и прижимное устройство 3. Прижимное устройство имеет гильзу 4. на которой на подшипниках качения 5 смонтирована поворотная стойка 6. На оси 7
lopt.on г фрезы С ЖГСТНО закр II.инны -11 р^ЦаМИ
153
поворотной стойки на подшипниках качения 8 установлен контактный ролик 9. Поворот Я стойка верхним концом опирается на упорный подшипник 10. Гильза установлена в корпусе фрезы с возможным осевым перемещением и опирается на пружину 11. Контактный ролик смещен относительно осп фрезы на величину е и имеет вылет относительно вершины резца на величину /ь
Фреза обеспечивает обработку плоскостей листовых деталей с одновременным локальным их контактом со столом станка. В процессе фрезерования ролик 9 катится по заготовке, образуя ее прижим к столу станка в непосредственной близости от зоны резания.
Фреза данной конструкции позволяет плотно прижимать листовую заготовку без существенного ее коробления. обрабатывать ее без специальных прижимных приспособлений и получать точность фрезерования деталей по толщине в пределах ±0,15 мм при заданной точности ±0,25 мм.
Фреза с поджимным роликом внедрена в производство для обработки листовых обшивок толщиной 2—10 мм, длиной 7000 мм и более.
На рис. 90 показана торцовая фреза со ступенчатым расположением ЖТЧР в корпусе фрезы, установленных по второй геометрической схеме.
Разработка ступенчатых фрез с расположением по одному чашечному резцу на каждой ступени основывается на возможности работы фрезы, как однозубой, с подачами на зуб S? > 0,6 мм. В корпусе 1 фрезы соответственно числу зубьев выполнены конические отверстия 2. В этих отверстиях с помощью разрезных конических цанг 3 и гаек 4 закреплены чашечные резвы 5, установленные на осях 6. Использование конических разрезных цанг обеспечивает повышенную жесткость закрепления ЖТЧР в корпусе фрезы.
Фреза осуществляет ступенчатое фрезерование, т. е общий припуск на обработку делится между резнями по глубине резания. Максимальный припуск па зуб составляет 0,5 мм. Однако, чем меньше эта величина, тем выше эффективность инструмента. Разделение припуска обусловливается необходимым размещением резцовых узлов на разных радиусах, т. е. 7?, > R2 > /?* ... > Rn. На-
IM
ll:icrpy*.eziTu для обработки деталей фре«гровликем
Рис. W. Торцован с...» хп.атая фреза <• ЖТЧ? для шагового фрезерования стройка на ступенчатое резание осуществляется с помощью размерных шайб 7,
Толщина размерных шайб выбирается в зависимости от порядкового номера резцового узла в корпусе фрезы 3Ш = 5, + (Л'<- 1)4.
где Sin — толщина шайбы, мм; Sj — толщина размерной шайбы первого зуба фрезы, которая принимается за начало отсчета при определении толщин последующих размерных шайб (назначается конструктивно), мм; Л\ — порядковый номер резцового узла; /г, —общий припуск на обработку, мм; z — число резцовых узлов в корпусе фрезы.
Рассматриваемая конструкция фрезы обеспечивает совмещение полу чистовых и чистовых операций с небольшими параметрами шероховатости обработанной поверхности (Ra == 0,634-0,16 мкм).
Фреза, приведенная на рлс. 90, внедрена в производство для обработки деталей из титановых сплавов ВТ5, ВТ9 и стали 10Х18Н9Л (диаметр фрезы 220 мм, число
155
Tupuuiibic ф|К Ы с зачли*) Зик-г.н»; мц решами
Рнс. DL Ре.’ШЖый узел С мняроьстрнческой настройкой для чистовых 4ре с ЖТЧР;
1 — корпус фге?ы: 2 *— рсрец чъшечпый: 5 — ось; 4, 7 — резьбовые цилиндры: Ь — шпонка: t — гружнна; А — шайба: 9 — гайка
зубьев 2 = 8, передний угол у = 5°, задний угол ау = = 15°; материал резцов — сплав ВК8).
Режимы обработки сплавов ВТ5 и ВТ9: скорость резания о = 65 м/мин, подача на зуб S2 = 0,52 мм, припуск на обработку 4 мм, глубина резания 0,5 мм.
Режимы обработки стали 10Х18Н9Л: скорость резания о = 215 м/мнн, подача на зуб St — 0,16 мм, припуск на обработку 2 мм, глубина резания 0,25 мм.
Такие фрезы обеспечивают повышение стойкости в 1,8—2 раза по сравнению с серийными. Обработка деталей проводится за один переход, тогда как серийными фрезами — за два перехода (второй переход чистовой).
Для увеличения производительности чистовой обработки плоскостей фрезами с ЖТЧР целесообразно устанавливать их по одноступенчатой схеме резания и с использованием второй геометрической схемы установки в корпусе. Однако при такой схеме резания для получения
Ряс. *2. Торцовая фреза с точной настроПкой ЖТЧР для чистового Фрезерования
поверхности высокого качества необходимо выдерживать минимальное торцовое биение вершин резцов.
Разработаны новые конструкции резцов узлов с микрометрической настройкой, позволяющие с высокой точностью установить резцы в осевом направлении.
Резцовый узел с микрометрической настройкой (рис. 91) состоит из двух соосных резьбовых цилиндров с центральным отверстием под ось резца, которая связана шпонкой с резьбовыми цилиндрами. Резьбовые цилиндры ввинчиваются в резьбовое отверстие корпуса фрезы и после настройки фиксируются гайкой. В процессе настройки пружина, установленная между торцами резьбовых цилиндров, выбирает люфт между торцом цилиндра и резцом.
Резцовые узлы данной конструкции реализованы в торцовой фрезе с ЖТЧР (рис. 92), установленными по второй геометрической схеме и на одной концентрической окружности. Фрезы при работе с подачами S2 = 0,14-0,3 мм обеспечивают обработку поверхности с параметром шероховатости /?п = 0,164-0,42 мкм, т. е. фрезы могут ПРМ" меняться на чистовых операциях обработки плоскостей.
Инс1|>уМ11ПЫ ДЛЯ ofjdOOihH про I 4 M
157
Фрезы данной конструкции внедрены на чистовых операциях при обработке кронштейна из литейной стали ВНЛ-1 (диаметр фрезы 120 мм, число чубьев г — 4. передний угол 7 = 0е, задний угол установки ау = 15°; материал резцов ВК8). Режимы обработки: скорость резания v = 60 м/мшц подача на зуб St = 0,4 мм, глубина резания I — 0,3 мм. Параметр шероховатости обработанной поверхности па данных режимах Ra = 0,754-6,85 мкм, что не обеспечивается фрезами с прямолинейными режущими кромками (/?z — 20 мкм).
Фрезы с ЖТЧР, установленными но второй геометрической схеме, с малыми углами в плане могут работать с большими подачами на зуб порядка 0,6—0,8 мм.
Фреза диаметром 200 мм с числом зубьев z — 10, установленных но одноступенчатой схеме резания, работает с частотой вращения п = 500 об/мин и подачей
= 0,8 мм; минутная подача при этом SMM11 = 4000 мм, т. е. превышаютсятехнологнческвевозможности существующих фрезерных станков в несколько раз.
глава с
ИНСТРУМЕНТЫ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПРОТЯГИВАНИЕМ
Протягивание является одним нз наиболее эффективных методов обработки деталей. Высокая эффективность протягивания объясняется следующими основными его характеристиками: большой длиной режущих кромок, одновременно участвующих в резании; выполнением одним инструментом за один рабочий ход нескольких этапов обработки; отсутствием большого числа вспомогательных ходов, которые присущи процессу долбления шпоночных пазов, шлицевых, зубчатых, многогранных и фасонных отверстии.
1Дотягивание обеспечивает получение цилиндрических отверстий 7—9-го квалитета точности и является основным способом обработки шлицевых отверстий и шпоночных пазов.
Г"
Инструменты для 1ьбраГмпкн протягиванием
Рис. 03. Протяжка дли обработки шлицевых отверст: й- форма зубые! а — прорезных: б — злчметных
Геометрические параметры зубьев протяжки определяются двумя основными параметрами — передним и задним углами.
На Копейском машиностроительном заводе им. С. М. Кирова для обработки шлицевых отверстий диаметром 60 мм и выше разработаны и внедрены в производство однопроходные секционные протяжки (рис. 93). Каждая секция протяжки состоит из двух прорезных и одного зачистного зубьев. Стружкоразделнтелыше канавки на прорезных зубьях всех секций выполнены без смещения и имеют положительный задний угол по глубине и ширине канавки.
При работе протяжки прорезные зубья ступенчато срезают припуск, а зачистные зубья срезают ребра и фаски, оставленные стружкоразделительными канавками. Ширину канавки рекомендуется принимать 2,0 мм, глубину 0,6—0,8 мм, шаг канавки Р = 4,0 мм. Такой шар обеспечивает равномерное распределение нагрузки между прорезными и зачистными зубьями. Число стружечных
Инструмент дли обработки пр<лиг i.b.h i ем
159
канавок зависит от ширины шлица. Протяжка на 40— 50 "о короче протяжек переменного резания.
Протяжка, представленная на рас. 9.4, предназначена для протягивания гранных отверстий в деталях из труднообрабатываемых материалов и изготовляется из быстрорежущей стали Р18 с HR С., 63—Ь6. Режущие зубья рабочего участка / работают по генераторной схеме резания; режущие зубья рабочей части 2 работают по профильной схеме резания.
В процессе протягивания грани детали первоначально обрабатываются вспомогательными режущими кро: ками участка / (параметр шероховатости Ra = 3,2 мкм), а затем режущими зубьями участка 2 (параметр шероховатости Ra = 0,8 мкм), что исключает ручную операцию доводки.
На большинстве предприятий применяются протяжки из быстрорежущих сталей, что приводит к большому расходу дорогостоящих материалов. Кроме того, с появлением новых труднообрабатываемых материалов применение протяжек из быстрорежущих сталей нс обеспечивает необходимые точность и качество обработанной поверхности; стойкость инструмента и производительность низкие. Обработку труднообрабатываемых материалов целесообразнее осуществлять протяжкам!', оснащенным:! режущими пластинами из тгердого сплава и особенно с клеемеханическим соединением.
JGO
Инструменты для обрлб<»1ки njwn ягняанием
Гис, 1Нг, Цнл» нлрнческдя секинопипп нрагямса
Инструмент»» ’тля Qfip’оптк!» г:>отягиплтгем
161
Наибольший рек! ел склеивания достигается при изготовлении крупногабаритных протяжек, как быстрорежущих, так п твердосплавных. Сокращается расход быстрорежущих сталей иа 40—<ч"%, повышается качество из* готовлення протяжек, клеевое соединение позволяет много раз использовать термообработаниый корпус протяжки
Прорезная протяжка» приведенная на рис. 95, содержит сектор 2, режущие элементы 3 и клинья 4, Корпус / протяжки изготовляется нз стали 40Х с твердостью HRQ, 46,5—48,5, а режущая часть — из твердо-io сплава ВК8. Режущие элементы закреплены в пазах сектора 2 с адмошью клииь в 7, устзпоклс шых и,: клею Для склеивания используется эпоксидный клей холодного отверждения.
Цилиндрическая секционная протяжка, лриведенная на рис. 96, предназначена для протягивания отверстий диаметром 60 мм. Корпус / протяжки выполнен в виде стержня с хвостовой частью; рабочая часть состоит нз режущих зубьев 2, калибрующих зубьев 3 и выглаживающих зубьев 7, закрепленных на корпусе с помощью гайки 6. Рабочая часть секционная; каждая секция состоит из зубьев 7, 10, 11 круглой формы и распорных колец Я и 12,
Ги . • 7. HltlUCUAH и CL ьКДНЫ . СИЯЯ |I|I1JIM4CK1
Ь В IL I. fЛПЧ11КОИ м др
И 2
Инстрмеит»1 ТПЯ rppaf. Г ’Ч>ТПП'ГЯ»|»*ем
Рис. В8. Режущий с<атор i,<< жая
установленных соответственно между зубьями на втулках 9 п 13 на клею, и хвостовика 5.
Такое конструктивное решение позволяет изготовлять полный комплект протяжки только I раз. По мере износа протяжки калибрующая секция после износа перешлифовывается последовательно на секцию с меньшим размером. Протяжка внедрена в производство для обработки отвеостий в деталях пз стали ЗОХГСА с твердостью HRC., 39,5—43,5.
Шлицевая клеемеханичсская протяжка показана на рис. 97 Секторы 2 из быстрорежущей стали установлены на клею в продольных пазах корпуса 1. Упорные шт»:'! ы 3 слу: и для фиксации сектсро; 2 в осевом направлении в корпусе протяжки.
Раздельная закалка режущих пластин секторов (рн\ 98) пз стали Р6М5 до твердости RHC, 62—64 и корпуса протяь.гИ и стал» ЮХсНЬ , 15—50 пен мкг получит» жесткую опорную поверхность под режу» ч пластиной и улучшить эксплуатационные свойства протяжки, чн в сочетании с клеевым о динеине?.: увеличивает стойкость протяжки в 3—4 раза.
Инструменты для о^ра^огкн протягиванием
163
'.ротяжка (рис. 99), предназначенная для обработки ко*. .Минированного отверстия (рис. 100, о), содержит хвостовик / (см. рис. 99), переднюю на пр; вляки’лю 2, рабочую часть 3 и заднюю направляющую 4. Рабочая часть протяжки имеет цилиндрические 5 и плоские 6 режущие и калибрующие зубья.
На цилиндрических режущих и калибрующих зубьях (исключая два первых) параллельно образующий наружного диаметра протяжки выполнена лыска 7, т. е.
0'л ~ Н ги =
где 0:1 — диаметр второго режущего зуба, мм; Н.,} — удаление лыски на шестом зубе от его наружного диаметра, мм; //.м — удаление лыски на последнем (54-м) цилиндрическом зубе от его наружного диаметра, мм.
На задней направляющей 4 выполнена технологическая лыска Et являющаяся базой при изготовлении лыски 7.
На рис. 100, а показано комбинированное отверстие, которое обрабатывается комплектом протяжек из трех штук по схеме резания, приведенной на рнс. 100, б; цилиндрические участки с|юрмируются по профильной схеме, а прямолинейные — по генераторной.
6*
1М
Инсг;'\мс| ’ и идя обрябои:» прпип впгрчи’М
Рис. Юи. L*vwu рс з ui । нм при при i игпиан ни комбинированных ипн-р*. 111Й:
a — фирма иСрабатыввеыиго отпоретмя: б — ехемл резания староЛ прелижкоЛ; в — схема резания новой иротяжкоЛ
Новая протяжка работает по схеме, показанной на рнс. 100. в: первые два зуба с минимальным подъемом на зуб срезают слои металла по профильной схеме; последующие режущие и калибрующие зубья, имея лыску, работают но генераторной схеме и срезают слои металла в виде запятых, увеличивая размер отверстия ио ширине прямолинейного участка пропорционально в обе стороны от вертикальной оси отверстия. После предварительного формирования прямолинейного участка отверстия цилиндрическими режущими зубьями с лыской проводится окончательная его обработка плоскими калибрующими зубьями но профильной схеме резания.
Работа протяжки но схеме, приведенной на рис 100, в, снижает нагрузку на цилиндрические зубья на 35—40% по сравнению с существующей схемой резания (см. рис. 100. б); в 3 раза сокращает расход быстрорежущей стали, так как обработка ведется одной протяжкой; при этом прочность протяжки повышается благодаря увеличению диаметра сердечника протяжки пот первым зубом от 1,3 до 2.3 мм; производительность процесса протягивания повышается в 3 раза.
IG5
Г.ПЛПЛ 7
ПРОГРЕССИВНЫЕ ГЕДЯ0Л01 И’И< I И1 ПРОЦЕССЫ ЮГОТОМСНИЯ РЕЖУЩИ* ИНС ГРУШ НТОЙ
Ускорение технического прогресса и на его оспине повышение производительности труда возможно благодаря комплексному решению различных технологических вопросов, 1: том числе и вопроса о посышепип ИоНпслспш-кости режущего инструмента. Эго обусловлено увеличением объема использования станков с ЧПУ» автоматических линий» а также появлением различных марок коррозионно-стойких и жаростойких сталей» жаропрочных и титановых сплавов» обрабатываемость которых в 15— 20 раз ниже обрабатываемоеги обычных конструкционных сталей.
Повышение износостойкости и прочностных характеристик режущего инструмента в значительной мере свя «ано с его изготовлением.
Наиболее рациональные элементы технологических процессов изготовления режущих инструментов, рассмотренных в ч. 1» гл. 3—6, приведены в табл. 26.
М. Рекомендуемые элементы технологического процесса изготовления режущих инструментов
К> рнс. Способы Н ГОКШЛгИНЧ Типы соединения режущей части с корпусом
корпуса |дсржвпкм) из быстро Режущей 1.1НЛИ части из твердого с ттл а ив
16—19, 20, 24, 32, 35, 37, 38, 41- 4Г>. 56 Точное литье ко выплавляемым v елям в мио-г местных пресс-(|юрмах — Спеканием Механическое
32 I ГД 11. из профиля I
28 " ’X hi inn екая об-р atone а ил пру»-ка — То же 11л пай ное **
166 Прогрессивные процессы инотсв. синя инструментов
ПрОдОЛ iAHln* гибл. 26
№ рнс Сг^собы ИМЧУГиаЛ» Пня Типи гигдшичпгм Н:нущ<Я части с корпусом
корпуса ^ржавим! г < жуй < из бистро рсж> inert ст: ли части и» 1' Г Д0| | силам»
25, 40 Точное литье по выплавляемым моделям в многоместных пресс-формах — Спеканием Клеевсе (см табл. 32)
29 ГГДВ, из профиля — Напайное
34 Механическая об-раЛотка нз прутка или поковки Механическая обработка из пруг-ка или поковки — Спеканием Напяйное •'
48—52, 46, 55, 65—68, 70-72, 90 * ГГДВ — Сварное
59, 60, 69, 74, к ГГДВ — Клеевое Клеерезьбовое (см. табл. Л2)
73 Механическая обря-белка — Клсерезьбовое (см. табл. 32)
63 ГГДВ Спеканием Mr хани i анк.
М 1 гдв ' 1.1В. н а профиля — Клеевое (с.м. гибл. 32)
‘А 96 Акханнчсская об-। аГюгка из ш утка или поковки ГГДВ, Нэ ПрофНЛН Спек ан пнем Клеевое (см. п&ь -)
97 1 ГДВ, из профиля — К leeioe (СМ. 1абЛ. 32)
•1 Ирл диаметр». сисе (> мл п|л>1жку изгиша мнагь полностью И 3 ' Ы тро|ХОД* Щ? if Cl IL 11
- Пику пр< цдить припоем (ЛМд * —Э—5) пл г \ з4 ULVii K 57—1,5—0,75), флг с
Примечание. ГГДВ — гс да ь; доДОявимческое гы.иьлн-вапне.
Hit iTon-’H'i пгогпнпк мрт в>ом ГГВ
1G7
I. Изготовление заготовок режущих инструментов чет. г<-’М горячего гидродинамическою выдавливания
Использование инструментов и; быстрорежущих стаей с повышенным содержанием кобальта в молибдена, i пример РРК10. Р Ф2К5 и др., обеспечивает повышение стойкости инструмента в 2—3 раза пи сравнению с ин струмепгом из пал! Р18. Но несмотря на это значительный выхо ( инструмента пз строя происходит по причине его выкрашивания и поломки, что связано с баллом карбид-нои неоднородности. Так, увеличение балла со второго > пятого снижает предел выносливости в 2 раза и твер-к’ти на 1,5—2 единицы. Поэтому для уменьшения кар-бидиой неоднородности по сечению заготовки в ипстру-сига тьиой промышленности применяют прокат заготовок, их ковку < осадкой и вытяжкой, прессование, термическую обработку, которые характеризуются значитель ной трудоемкостью при относительно небольшом снижении глькостп карбидной неоднородности.
С целью значительной экономии быстрорежущих сталей и повышения качества режущих инструментов в физико-техническом институте АН БССР разработана техно-логня изготовления режущего инструмента методом горячего гидродинамического выдавливания (ГГДВ) 1121.
Технологня заключается в осуществлении скоростного ступенчатого пагрева заготовки токами высокой частоты» скоростного гидродинамического выдавливания на нро-х д с одновременной калибровкой, правкой и закалкой изделий на выходе пз штампа, с последующими низким отпуском и отжигом, механической обработкой торцов, соединением с хвостовиком и заточкой режущих зубьев.
Изготовление инструментов методом ГГДВ позволяет: па один-два балла уменьшить балл карбидной неоднородности с одновременным улучшением структуры сталей;
па 20—30% и более увеличить стойкость инструмента;
в 1.5 раза увеличить прочностные характеристики на изгиб, чю увеличивает ресурс работы инструмента;
на 45—50% снизить расход инструментальных материалов;
в 1.5—10 раз (в зависимости от профиля инструмента) снизить трудоемкость изготовления инструмента.
]<УЬ
Пряргсснььые процессы изготовлении инструмснтоп
Рис. 101. Схсми (Opil’H-IG । идрод ннимичсского иыда-илниания СПЛОШНЫМ юдс-днЛ;
1 — пуансон: У — контейнер; Л — кон теине родержа-тглъ; 4 — [рфптиия iiuftta.;
5 — з. гото1 к.г. I — м.ирн-На; 7 — калигрчкддая ктул-ка; fc— К) — плиты: П — трубя; — емкость с ош-*>ищ(й жидкостью
.Метод ГГДВ позволяет полу* чать заготовки сверл, разверток, метчиков, фрез и i. д., а также отдельные режущие элементы для различных видов инструментов.
Гор/ш* гидродинамическое выдавливание
Горячее гидродинамическое выдавливании обеспечивает получение профильных заготовок инструментов пластическим формообразованием без последующей обр або г к и реза и нем.
На рис. 101 приведена схема ГГДВ сплошных заготовок инструментов. В начальный момент выдавливания пуансон через графитную шайбу передает давление на нижний торец нагретой заготовки, острые края которой начинаю! пл а ст и чес к и деформ и р о-ваться до тех пор, пока усилие деформации не превысит усилие разрушения графитной шайбы. В результате этого создается плотное соединение заготовки с вхо
дным конусом матрицы, препятствующее истечению материала промежуточной среды через очко матрицы.
Ни мере нарастания давления разрушаемый пуансоном графитный материал заполняет свободное пространство вокруг заготовки и частично затекает в зазор между контейнером и пуансоном. В дальнейшем порошкообразная графитная среда уплотняется в такой степени, что довольно равномерно распределяет давление пуансона по боковым и Юрловым поверхностям заготовки. В результат этого создастся схема гидравлического выдавливания, при которой заготовка подвергается всестороннему сжатию и начинает пластически деформироваться путем истечения в очки матрицы.
И<го1гн хнмг ъ1Г0и>ж к методом ГГВ
169
При выдавливании пустотелых изделий пуансон спа-бжгп иглой, профиль которой соответствует профилю ел верст ия.
При ГГДВ заготовок инструментов с винтовым профилем зубьев калибрующую втулку устанавливают па упорный подшипник.
Основными режимами выдавливания являются температура нагрева и степень обжатия
Наиболее оптимальный способ нагрева — нагрев с помощью токов высокой частоты. Он обеспечивает безокис-ллтельность и минимальное время нагрева.
При определении оптимальных режимов нагрева за критерий принимают градиент температур .между периферийными и внутренними слоями заготовки. Градиент должен быть минимальным при наименьшем времени нагрева до заданной температуры. Рекомендуемые режимы нагрева приведены в табл. 27.
Степень обжатия
Ф _ Г» /п. п _ ^11. 3 — ^и. 3
II. J 3 ’
где Fn. з — площадь поперечного сечения исходной заготовки, мм; /в< я — площадь поперечного сечения выдавленной заготовки, мм; D,,. —диаметр исходной заготовки, мм; ап. р — диаметр выдавленной заготовки, мм.
Оптимальные степени обжатий 0,75—0,8.
Коэффициент выт яжки
27. Режимы нагрена инструментальных сталей под выдавливание
И негр у ментальные <ггали Темп*ратура нагрева С Время нагрева, с Скорость нагрена, с/с
Сло/hнолегированные и бы- 1000—1150 30—33 30—зь
строрежущие С рел| ie-ле п । ровлнные 950—1100 21—27 40—45
Углеродистые 950—1100 20-22 45—50
!м
hporpcC ИННMи прочессм югатовмгал у? €’ T п
Ра ч i naj г'г пров за глоток и demoted штампов1
Склонными деталями штампа, подвергаемыми расчету, являются матрица, игла-пуансон, контейиет и калибрующая втулка.
При расчете параметров загоювкп под выдавливание и деталей штампа необходимо учитывать припуски на последуь щую обработку.
Пглшуск по наружному диаметру выдавленной заготовив следует принимать равным 0,7—1,0 мм, а по ширине ребрч 1Г0ЮВК I 0,5—0,7 мм. i 1рофиль стэужечпоп канавки (кроме полирования) механической обработке не подвергается.
Длина выдавленной заготовки
. = л/ + (« - I) С, + (С, + CJ,
где п — число режущих частей инструмента, полученных из одной выдавленной заготовки; / — длина единичной загоювки изделия, мм; CL — ширина одного реза, мм; Ct — припуск со стороны входного горца выдавленной заготовки, мм; С, — припуск со стороны выходного торца выдавленной заготовки, мм.
Диаметр исходной заготовки
°-=2/-йг.
гДе /и,— площадь поперечного сечения выдавленной заготовки, мм; ф— степень обжатия.
Длина исходной заготовки
^*и. j = ^в. а 0 Ф)
Размеры поперечного сечения профиля очка матрицы должны соответствовать чертежным размерам профиля выдавливаемой заготовки с учетом коэ|к|»иииента термической усадки
^Ст. у “ 9’ 10 (G ^0. с)>
где /„—температура выдавливания, °C; to c — температура охлаждающей среды, °C.
1 Работа пропсдена с участием инж. В, В. Липине кию.
It ’ п.п г. tvhiic злгогогтск методам ГГВ
171
Размеры ’ поперечного сечения пуансона и электрода (в мм)
р. ш ^вя. II ) в А + Дм. м + Д-:. 4! + Дт. м + ДТ. П + Дю
I .л Du — диаметр пуансона; f г. п — ширина ребра пуап-<< ча; dn.b и— диаметр сердцевины пуансона; Л — номи-। дльный размер элементов профиля изделия; Дм>м — припуск на механическую обработку профиля матри-
; Ам и — припуск на механическую обработку про-<| ля изделия; Ат. м — припуск на термическую усадку профиля матрицы; Ат. „ — припуск па термическую усадку । пофиля изделия; Ак 0»15-М\2— припуск на калибровку изделия в калибрующей втулке.
При изготовлении профиля матрицы элекгреэрезион-цы-.: прожитом Дк = 0.
При выдавливании пустотелых заготовок используют пуансон с иглой, диаметр которой
ОИГ = б/ил —• Aw, м -ф Дт. Mi
где £)иг — диаметр иглы-пуансона, мм; 4и3 — внутренний диаметр пустотелого изделия, мм.
Диаметр приемной части контейнера
DK = (1,35 4-1,45)
Высота приемной части контейнера
= ^-иэ 4“ ^гр ~ 3 “И П1
где Х8 =—Ри—/;чз __ уГЛуб.1е[11>е исходной заготовки i конусе матрицы, мм; Уп = (0,24-0,3) DK — перекрытие, т. е. заглубление пуансона в контейнере к моменту начала контакта его с графитовой шайбой, гр — высота графитовой шайбы, мм; DK — диаметр приемной части контейнера, мм.
‘.дсъачие ил i выдае.теания
Не< охг.1>‘..1|ci перечень оборудования для организации промыт ленного участка ГГДВ ре., уш его инструмента Памиром до 30 мм и матрицы с внутренним диаметром ' 1*м и|Л1 . tn г .л'л. 28 1121.
Вы,..1вллвание заготовок инструментов диаметром 30—
172
Прогрессивные процессы изготовлен нм инструментов
28. Оборудование для ГГДВ режущего ннструмин .
Обор) Д •« JHSIC Х>1рамп рип ина .Е я 31
К| •П13О1111П1ТГЫ11 модерннзпро-ьгнгный пресс К117А (КИИ 1 Усилие КТ* Н, ход 126 ММ, 120 ход мин 2
Высокочастотная нагу св.пиль-ивн Установка МГЗ-102 (МГЗ-52В) Мощность конденсаторных батарей не менее 1450 квар 1
Преобразователь ПВС-1011/2ГЛХ) НС-50) с прием управления 100 кВт, 2509 Гц 2
Силовой пинииШ шин трансформатор (для нагрева штамп а) 60-75 кВт. 220'5—60 В 2
1 >ыстродсйспц юшнй фотопиро-метр НП-3 (ФП-17) плн АРТ-2 — 2
Автоматический [оюппрсл м р ЭПД-12 Пределы регулирования 300— 5М°С, гр. л К; 300—800 42: гг. ХА 2
Набор индукторов для индукционного нагрева заготовок под выдавливание Размеры индукторов определяются номенклатурой выдав* лнваемых инструментов 2
Закалочная ванна Объем ванны зависит от программы производства инструментов, но не менее 40 л 2
Печь для отпуска с жестким регулированием температуры Температура отпуска по технологическому процессу 1
Гидравлический пресс для п|»ессовання графитовых шайб Усилие пресса выбирается в зависимости от количества одновременно прессуемых шайб ни расиста юо к и на I шт.) 1
Печь для сушки I ряфцтоы И шайб 1 емпература 450 4? 1
50 мм необходимо проводить па прессах с усилием до (10-7-16) 10” II, например мод. К8540.
Технология ШЫММвНМ заготовок ин( п'римгнито
Метолом ГГДВ можно получать заготовки концевых режущих ипструменгон всех типов как с прямыми, так и винтовыми канавками, а также отдельные элементы реж>тих инструментов различной конфигурации.
На рис. 10* приведена профтьплч . и перла, полученная методом ГГДВ После обрезки то иг» абразивным кругом заготовка соединяется с .хвостовиком сваркой
Ihir.rnn.rjcncp ’.аглшпк мрточпм ГГВ
173
треп нем на машинах тинь ✓ МСТ-35, МФ-327 и др. Пред- + варнтельно заготовки из бы-строрежущих сталей отжига j_
joi. Понижение твердости в ~
чюм случае вызывается технологическими требованиями м е х а 11 и чес кой обр аботк 11 режущей часiи сверла и самого процесса сварки. Кроме этого, предусмотрены и другие виды соединения режущей части сверла с хвостовиком — индукционной сваркой, механи-
Рис. IUJ. Заготонля сисры, >И1Ш1Я методом ГГДй
ческим креплением и т. д.
Маршрутный технологический процесс изготовления рабочей части сборного сверла с применением ГГДВ: 1) рубка (отрезка) быстрорежущей части; 2) рубка (отрезка) заготовки хвостовика; 3) подрезка (протягивание) торцов заготовок; 4) сварка режущей части и хвостовика; 5) отжиг; 6) снятие грата; 7) индукционный нагрев лод выдавливание; 8) горячее гидродинамическое выдавливание заготовки; 9) термическая обработка; 10) иодрс^а торца со стороны рабочей части с формированием ложною центра; И) отрезка пресс-утяжки со стороны хвостовика; проточка шейки и технологической фаски или сверление центрового отверстия; 12) термическая обработка; 13) гп-дроабразивная очистка; 14) полирование стружечных канавок; 15) шлифование по наружному диаметру рабочей част и шейки; 16) отрезка ложного ueiiipa; 17) за-точка режущей части.
Технология изгони « и ная били та iлича них рем рщих инструментов
Наряду с монометаллическими заготовками инструментов метод ГГДВ позволяет изготовля|ь биметаллические заготовки, что значительно снижает расход инструментальных материалов и обеспечивает повышение прочностных характеристик инструментов.
На рис. 103 приведены сечения биметаллических ин-
<-грументов, полученных методом ГГДВ.
С учетом сложившейся на предприятиях технологии механической обработки при изготовлении инструментов ниже приведены маршрутные технологические процессы
174
Прогрессии*и? процессы jnrnine гения кистр^ептоя
с? 6) S)
Рис. 10$. Сечения биметаллически* ннсгрумечгиа: а —• метчика: б — фрезы; « — зенкера
изготовления монометаллических (серийная технология) и биметаллических (с применением метода ГГДВ) метчиков.
На основе метода ГГДВ авторами разработана и внедрена в производство новая технология получения биметаллических заготовок для концевого мелкоразмерного инструмента из высокопроизводительных быстрорежущих сталей. Стойкость инструмента, изготовленного из этих заготовок, увеличилась в 1,5—3 раза, а расход быстрорежущих сталей сократился в 5—7 раз.
” На рис. 104, а—в показаны сборные заготовки для получения биметаллических заготовок, а на рис. 104, г— е—заготовки, полученные в результате выдавливания сборных заготовок. Из полученных в результате ГГДВ заготовок можно изготовлять концевые режущие инструменты (сверла, развертки, зенкера, фрезы и т. д.), показанные на рис. 105.
Предлагаемый способ осуществляется следующим образом. Одним из известных способов, например точением, изготовляют заготовки 1 и 2 хвостовика (см. рис. 104, о) из конструкционной стали и сердечника 3 из быстрорежущей стали. Заготовки собирают с двух сторон сердечника до смыкания их торцов.
Сборную заготовку нагревают до температуры пластической! деформации и помещают в контейнер штампа для выдавливания. Под действием силы Р, приложенной к заготовке пуансоном, происходит истечение металла через фильеру матрицы. При этом в соответствии со степенью обжатия размеры исходной заготовки, уменьшаясь в сечении, увеличиваются ио длине (см. рис. 101, г).
И ’Готов чение ut.ucf< к » '-тодом ГГВ
175
г. । ийный техпологичес« ч. прочесе
Т< Л dUJlvU. чсСКИ Й пр Щ.<
С Пр.ГК-1-elloCM ис-тодл Г I Д1-5
]. Тскарная отрезка заготовок из быстр* | с» \iutfi стали
2. Токарная отрока в я готова к из стали 4ПХ
3. Тикщлая обработке под свар-14) “А
4. Обдувка •*
5, ( ка *4 (. Отжиг •*
7. Обдувка Ф1
К Зачистка сварного шва е1
9. Контроль опарного шва
10. Правка Ф1
11. Токарная обработка, нарезание резьбы
12. Фрезерование квадрата •*
13. Фрезерование канавок Ф1
14. Правки нентрсь, рихтовка
13. Закалка и отпуск реи ) шеи части е1
16. Правка
17. Контроль структуры
18. Закалка и отпуск хвсстовн-на •>
19. Правка
20. Обдувка
21. Шлифование канавок
22. Шлифование центров
23. Шлифование торнов и по диаметру
24. oai* чка по передней поьерх-1ЮС1 и
2^, Заточив заборного конуса
26. Шлифование и затылование рчзгбы
27. За.очка кромок
28. Калибрование и окончательный контроль
I. Токарная отрезка заготовок из быстрорежущей стали
1. и карния отрезка з.*.к>т< вок из с мл и 40 X, в роточка конуса 3. Закалка заготовок из стали 40Х •*
4. Обдувка ах
5. Обезжиривание, сушка заго тс в к из стали 40Х •*
б. Горячая прошивка, медлея-1*1 v охлаждение s.iiaTCicM на Сыстрорсжу шей стали *2
7. Изготовление i рафнтных шайб *2
Ь. ГГДВ биметалла с провара-тельным индукционным нагревом перед выдавливанием Ф1
9. Отпуск заготовок * **
10. СИжит *2
II. Токарная обработка, нарезание резьбы
12. Правка центров, рихтовка 13. Закалка и отпуск ♦*
14. Пранка
15. Контроль структуры
16. Обдувка
17. Шлифование канавок
18. Шлт «фюианиг пгнтрсв
19. Шлифот . игл торца и по дна-х:ет|у
20. Зак чкл но иередней поверх-ИОГ1И
21. 321Ылг.ванис заборного ко-II) и
22. Шлнфовннне и затылование рель<ы
23. Заточка кромок
24. К. лнбровапке н скоьчлель-ный ниш рель
1 Онераннл, устраняемые в технологи чешском процессе с применением mitoq ПДВ.
*• Ош [ шши, свойстве иные асх полог и песком у процессу с применением ГГДВ.
I7G
Прогрессивны* процессы изготопленпя инструментов
Рнс. ИМ. Спорные злготппки джя ГГДВ биметаллических ..т-ют^поъ hotiiicKMX режущих ин-
< Т(>)МС*11 тон
После прессования проводят отпуск по режиму материала сердечника н механическим путем удаляют пресс-утяжкп 4. Ih полученных заготовок можно изготовить различные типы конпекых режущих инструментов с одно-н двусторонними режущими частями (см. рис. 105), для чего механическим путем вскрывают сердечник 3
!'’Г''Т1>пк,ние inroTOROK метопом I ГВ
П;
105. Режущие МНСТрумСН M.I,
1иГ <1 ЧМ1 МЫ< III Лиме I.. 1.1. ilCKHx iai топок
Рис.
(см. рис. 104) пл длину, необходимую для получения режущей части инструмента; при ^юм оставшаяся часть рубашки является хвостовиком инет румен га, увеличивая его жесткость закрепления на станке.
После вскрытия сердечника (режущей части) проводится фрезерование стружечных канавок, термообработка н заточка инструмента.
Нз каждой заготовки (см. рис 104, г—е) можно получить один инструмет типа /1 или Б (см. рис. 105) и один или несколько инструментов типа В, Г и Д в зависимости ci длины полученной в результате ГГДВ заготовки и режущего инструмента
Матерна ты хвостовой и режущей частей выбирают близкими ио температурным характеристикам. Например, материит хвосювика—сталь X Г2М G температурой ковки 900—11К0 VC н температурой закалки 1050 °C, а материал режущей части—быстрорежущая сталь Р6М5ФЗ с температурой ковки 950—1200 °C и температурой закалки 1200 "С.
После закалки, выпотпеппой по режиму закалки сердечника. ть-'р ю гь XFiOcioniira и режушсп частя составляет НРС., 60—62. Проведя совместный трехкратный отпуск по 1 ч при температуре нагрева 560 С, получают lucpnocTb хвостовика HRC* И—52* а твердость режугне! части HRC, 64 —66, т. е при отпуске вторичная твердость режущей части растет, а гордость хвостовика надает.
Претлуществов дачного способи ютуч ина Sum гая-лнчсскпх заготовок инструментов перед существующим
178
ПрСГр€СС1иН1.»Л Пргцссси Н31.ТОП ГИ1И1 ЦНСТруменТГф
является то, чго в процессе нагрева и выдавливания исключается пГезуглс-рож ичаннс поверхностней и слоя металла, так как процесс выдавливания происходит в «рубашке» ма гер нал а хвестов и ка.
При \ топании сердечника 3 (см. рис. 104, в) на 2—3 мм от торца заготовок хвостовика уменьшается до минимума пресс-утяжка сердечника.
2. Получение профильных заготовок методом горячего прессования
Производи! сенным объединением «Ижсталь» освоен выпуск фасонных профилей из быстрорежущих сталей Р6М5, Р6М5К5, 10Р6М5-МП и других методом горячего
29. Основные размеры (н мм) профилей дли нл оговдення фрез
Получение tn ютовом метлицы горячего прессования
179
Продолжение габл. 29
Л»
25
30
35
20
25 .0
За
5
8
10
12
Примечание. Профили поставляю! ся о о то ж же mow состоянии; с/опт 3,7 мм. Глубина обезуглероженного слоя не более 0,5 мм. Прессования (по ТУ АЕЖ 321—78). Карбидная неоднородность горячеирессованных сталей соответствует 1—3 баллам, размер карбидных зерен 2—5 мкм.
Применение фасонных профилей для режущих элементов сборных червячно-модульных и дисковых фрез, метчиков и других инструментов обеспечивает экономию ме-
зо. Основные размеры (в мм) профилей для изготовления метчиков
Профиль заг »гое кв Резьба D d t
М24 24,6 13,2 5,9
М27 27,5 14,7 6,0
МЗО 30,5 16,2 7,4
МЗЗ 33,5 17,7 7,6
М36 36,5 19,2 8,8
М39 39,5 20,7 8,8
М42 42,5 22,2 9,8
М48 48,5 25,2 11,5
180
Прогрессивные процессы ни отеплении инструментов
Иродолжсни- 1<1бл. 30
Примечен н е. Профили постъвлях^тся в отожженном состоянии; JOIIT > 3,7 мм. Глубина обеВ .глс; < * ei им то еле я не более 0,5 мм.
31. Oci ивные растры (» мч) « имсiмчлических профилей
Профиль ЭЬГОЮЬКЛ
Прош-яг
СидерЖаНИЯ
Ipui >Ш ‘Л СИМИ 0V о01ЩЛ массы профиля
Зи 15,Ь и 59
35 1Ь,4 1,29 59
40 23,2 1.37 54
45 26,2 1,54 53
50 29.1 1,71 53
55 35.9 1,96 45
60 37,5 2J4 43
65 40,7 2,32 4Я
70 43,7 2,5 48
75 46,9 2,с; 48
ЬО 50,0 ?,ьг 48
П р и меч п инн: 1. / - оболочка нз пи.<коуглс| юдистой стали (..О)- 2 — слон Щ|| onikiJBOii быстрорежущей стали (10Р6М5-МП); Л — (хпома (ггалъ 50ХФА).
2. Г {рофвли поста или к нем н отожженном ссхчаянии; «/опт 3,7 мм. Глубина обеэут лироженного слоя нс более 0,5 мм.
Ичготполепгс клссгых инструментов
181
талла в 1/2—3 раза, сннисает трудоемкость изготовления инструментов в 1,5—3 раз и повышает стойкость инструментов Hi 15—30/6.
В табл. 29 приведены ра леры профилей для изготовления фрез, а в табл. 30 — для изготовления метчиков.
В табл. 31 приве/птпл размеры биметаллических профилей со слоем из порошковой быстрорежущей стали для изготовления концевого режущего инструмента.
3. Изготовление клееных инструментов
В машиностроении в настоящее время широко применяют в основном три способа крепления режущих элементов в державках (корпусах) инструмента: пайка» сварка и механическое крепление. Эти способы обладают рядом недостатков и нс всегда удовлетворяют все возрастающие эксплуатационные требования, предъявляемые к качеству режущего инструмента.
Клееные инструменты наряду с технологическими преимуществами их изготовления в определенных условиях обработки обеспечивают повышение износостойкости по сравнению с подобными инструментами, изготовленными другими способами 181. Так, при обработке деталей из стали ЗОХГСА (HRC., 35—38) на режимах, рекомендованных для чистовой и получистовой обработки (v — 804-150 м/мин, Sc = 0.1 мм, t = 1 мм), стойкость резца с наклеенной термостойким клеем Т-78 пластиной Т15К6 в 1,5 разя выше стойкости резца с пластиной, напаянной припоем АНМп 06-4-2.
Щ^'/чущсстка к.менчх tincffifv-I* чтпв
Принципиальным отличием процесса склеивания аг пайки и сварки является то, что температура образования соединения ниже предельной температуры его эксплуатации
СКЛСШШПШМ ПИСТрУМСПТОВ МОЖНО О )<\ П -ЧИТЬ 1ПЧИ-1 • льп\ ' экономию инструментальных материл лов бла-ьмаря tniot ократному исио тьзовапию корпусов и потру*
Ш Прогрессивные ирлисссы изпппнпения инструментов»
менте г, а также замене монолитных конструкций на сборные.
При склеивании нпструментон вместо панки расход ibtj HX сплавов снижается на 3U—40%, быстрорежушей пали на 50—€()*»».
Наряду с j меньшеинея расхода инструментальных мат* риалов у клееных инструментов: отсутствует влияние высоких температур на качество соединения (микро-трещины, понижение твердости базирующих поверхностей гнезда корпуса, обезуглероживание и поводка при сварке); сохраняются исходные физико-механические свойства л структура материалов; гасятся вибрации ври резании.
Есе указанные факторы, действующие в комплексе, позволяют увеличить стойкость инструментов н 1,5— 4 раза [81.
Метод вклеивания инструментов позволяет снять все ограничения по применению новых износостойких твердых сплавов, безЕольфрамовых твердых сплавов, мине-ралскерамякц и СТМ.
Типы и конструкции клееных инструментов
Прочность клеевых соединений значительно уступает прочности сварных и паяных соединении. Ударная прочность клирных соединений в 20—30 раз ниже, чем сварных н паяных 181. Клеевые соединения обладают высокой прочностью при сжатии, но плохо выдерживают нагрузки mpai номерного «лриса, особенно при ударах.
Поэтому при проектировании инструментов клеевой ШОТ необходимо разгрузить с помощью донолпшельних Я меггоа крепления (пазов, шпонок, резьбы и г. д.). I1анболее надежным является клее.механнческос соединение.
В табл. 32 приведены основные типы и конструктивные элементы клеевых соединении инструментов
При проектирован к к ре. (Qi i обходим о примени ib полу скрытый лаз под режущие плэстяны. Такое выполнение газа своаит к минимуму ип (ряжения сдвига и ог-pi а (см. рис. 26 и 29).
При г • фдбопгке крупногабаритных метчиков пелесее разно пеш льзевать режущий элемент (см. рис. 64) сп<‘ калькой формы, обсспечш иющий мд (ежное соедпне-
32. Основные типы и конструктивные элементы клеевых соединений инстр\м-ч«-ж
Тил соединения (..•бласт Применении!
Эскиз соединения
Кшкгруктньные
-лементы
Размеры элемектон. км
Открытое (проходные и подрезные резиы, развертки)
Полузакрытое (резьбовые, подрезные и расточные резцы, развертки)
6 - 5ч-10. Й = Й — I.
/= 15ч-10. а СОч-ЧГ
= 6-5-10, bj — bi
4- 0,2. r1 - Зч-5, r, = «= fi -f- 0,1. 1= (34-5) b
Ifтготок1?н«*е клееных инструментов
Тип соединения
( /лесть применения)
Эскиз соединения
Врезное поперечное (вое типы резцов, дисковые н насадные фрезы, протяжки)
Врезное продольное (протяжки, хоны)
Продолжение табл. 32
Конструктивные элементы
Z
Рэзмеры элементов, ми
h. = 44-8, Ь: = +
0,2, Л= 74-15 Н =
~ 104-20
= 34-15, /Ц =* Л] + + 0,3, с =- 34-5. A i = = Л, - 34-15, Н = 204-50, 2004-1200
BOAU.ll<<dL3HM KUliOU-IIOtrMFH NJJAHodrl ЛПННИЛЛл131И([|
Тил соединения
(область применения!
8ека> соединения
Цилиндрическое (сверла, развертки, зенкеры, метчики, концевые фрезы, расточные резцы)
Коническое (долбяки, торцовые фрезы, сверла, зенкеры, метчики)
Продолжение тэбл. 32
Конструктив НЫг элементы
Размеры элементов, мм
tit =3-?-15. <,= <-
+ 0.). <=1,04-1.5. f » (34-5) с = 24-5
84-20. / = (34-4) d, а =- 54-20°
Изготовление клееных инструментов
Тип соединения
Область применения)
Эскиз соединения
Клиновое (метчики, сверла, развертки)
Клеерезьбовое /пазовые, дисковые фрезы)
Продолжение табл. 32
Конструктивны, 'ЪЛ^МеНТЫ
Размеры элементов, мм
%
d\ -= 1? — 8-?-20f ot| — — а7 = J&4-4T, =
— 70-г-ЮУ
I « 3-?-г\ k - 4ч-8. d = = MN-5-M32, = (24-
^-4}d. D=d4-2X4-+ 26» 6= 0.054-0,15
Прогрессивные процессы и si отп злей им инструмент «в
Тн соединения
(•y гь применения»
Зеки соединения
Коническое с и зон (фр ЗЫ, См pJT.'J
Продолжение табл. 32
•О1ИДЛCdniiK v.tik • iv.глинок и
IM
Прог|ч*сснп1ч,»е папессы и зго-ток ^иип i<h< । V'<-нто««
33. Область Й|'«мснеиия клеен
Инструменты Тм 1 Л\ л с риал ргж уце> о * л*‘Мсю к k.p IIIIICUtlA [’екомен. дугмий | л *
Резни Расточные Пирдыг сплав (сгеГ з ein.! Втулочное УЛ-Г-207, ВК-'Л ВК-20
Ми игрхъпн’рпми кв (пластина) В резней*
Ко*1 ноли । (нстав-к») В К-20, ТК-7Н
При nta-гичсч кие, фасонные Быстрорежущая сталь (V-оброчная призма) K.1H1ICTUH ВК-31, У11-5-207
Проходные, по р-зные, резьбога >е Твердый сплав (пластина) 11олу-Закрыто».1 К11-78, КП-80. ВК-20, ВК-28Д
Фрезы Дисковые Быстрорежущая стать, твердый сплав (пластина) Врезнск» j УП-5-207, ТК-78
Прорез н ыс (грибковые) Быстрорежущая । (диск) Клее-сГюрное резьбовое УП-5-207
Фрезы Концевые Твердый сплав (стержень) Втулочное ТК-78, ВК-20
Протяжки Плоские, шпоночные Быстрорежущая Сталь секция) Врезное про долитое IS К-31, У11-5-207
Круглые, шлиценые Быстрорежущая стал! (втулка. <т кцо»-попо :i> Втулочное. Врезное прол Щ| 1КМ У11-0- 07, В К-9, ГК I- 3
Сверла еннрллмшг С И(*Л1 нон режМРсП ЧИСТ! »1’ ]ггрдыи силаи (стержень) Li уличшч 1К-7с. НК-УЛ, ПК 2КД
Bl ютоплгчес клееных |ям iрумеnine
189
1)радилжепие тэбд. 33
UeiiTM 1 IU M.ncj мал l>iж,пъ-rf v.cvein* Сисдктши Рекомеи-..угмыП кле>
Зенкеры Насадные 1b<|J;4H сплав (пластина) Врезное I К-78, ВК-9
Быст рорежу шан стиль (пластина) Врезное TK-78L Ь ПЛ-207
Зенковкн Конн’мхкмг Твердый сплав Врезное 1 П-5-207
Развертки 1орновые Ьыст рорсжушая сталь
Машинные Керамика «пластин)
Разнсрткп Машинные Композит (вставка) Врезное В К-20
Метчики Ручные Быстрорежущая сталь (пластина) Врезное ВК-9
Червячные фрезы с модулем III = = 0,3-5-'.'’ Твердый сплав (пластина) Врезное У П-5-207
nt = = ю-5-30 Тнерлый силан (пластина, секция) Врезное УП-5-207 ВК-31
tfl = - 1.0-Я0 Быстрорежущая сталь (Г-образ-ный профиль) Врезное УП-5-207
Долбя кн Хвостовые, чашечные, втулочные Быстрорежущая <таЛ1 (венец) Киниччд кое ВК-31
ПК-веры Дисковые Твердый сплав (пластина) Врезное KTI1-I
190
Прогрессивные процессы изготовления инетов ментон
34. Гехнолитческне cnui.Ti.iua клее»
Mnpi.a Состоя-НМ с Ж и л неспособность ч Iviuio-СТиП-koCTbf X Р- A. It LU ГГЦц.’рЛ, Л’ННМ
1 емпе ратурл. *С Давленые. МГЬ Время, ч
В К-9 Паста 1,5 150 20'00 Комам нос 24/1
В К-20 > 4—7 700 150 0,0.3-0,15 3
В К-28 » 1 мег. 250-300 150. Koi па кт ное 1.
затем i n ем
200 2
ТКЛ-75 > 4 130—200 20/80 » 48'1
1 КМ-75 8 220 > 3
ЭКИ-! » 3 мес 100 100 0,01 — 0,0?
ЭКИ-2 » 15 дней 200- *250 10и 0,01—0.02
ЗКП-3 » 1.5 150 20/80 Контактное 18 1
В К-24 Пленка 1 год 160 17 1 0.05—0,1 1
ВК-13 а 1 год 300 200 0,6—0,8 2
ВК-13М » 1 год 200—250 170 130 0,3—0,5 2/4
1-30 Паста 4 400 200 Контактное 3
КП-78 » 48 300 200 » 3
УП-5-207 > 1 ГОД 200-380 150 > 0.5
КТИ-1 Твердое 1 год 200 150—180 > 4
ВК-42И Паста 8 700 220 0,03—0,05 ; |
ТК-78 » 5-7 250 200 0,01—0,015 3
ВК-31 Пленка — 100 120 Контактное 3
КИ-80 Паста 72 250 00 » 3
нпе за счет дополнительной площадки, необходимой при обратном вывинчивании метчика.
Выбор клея необходимо проводить с учетом условий эксплуатации инструмента, его типа, конструкции клеевого соединения и т. д. Конструкции инструмента и условия его эксплуатации весьма разнообразны. Вот почему не существует универсального клея, который можно было бы применять во всех случаях.
Клеевое соединение в инструменте должно выдерживать полный ресурс работы (4—10 переточек) и обеспечивать сохранение характеристик при воздействии на него рабочей температуры в течение 10 ч (8].
В табл. 33 приведены некоторые марки клеев и области их применения, а в табл. 34 — их технологические свойства.
H"rrтсллепче клееных инструмент™
191
Типовой технологически и процесс склеивании инструментов
Технологический процесс склеивания инструментов, несмотря на большое разнообразие применяемых клеев, требует выполнения одних и тех же операций, проводимых в одинаковой последовательности: подготовка поверх лестей деталей под склеивание; приготовление клея (для многокомпонентных пастообразных клеев); каш севие клея; совмещение и фиксация склеиваемых дета. » и инструмента; отверждение клеевого шва; контроль качества склеивания.
Подготовка поверхностей деталей под склеивание проводится в две стадии: вна чале — механическая обработка, а затем — обезжиривание склеиваемых поверхностей.
Наиболее экономичным и производительным способом механической обработки, обеспечивающим высокую проч* । ость склеивания, является дробеструйная обработка |8 L
Обработку поверхностей перед склеиванием проводят стальным или чугунным леском в дробеструйной установке с давлением в соплах не менее 0,4—0,6 МПа. Расстояние до обрабатываемой поверхности 100—150 мм. Обработку проводят не ранее чем за сутки : о склеивания. Ск •»I.л-мые поверхности деталей обезжиривай г перед ск.лиьа-ннем вначале бензином, а затем ацетоном. Обезжиренные детали сушат в вытяжном шкафу при гсмпсратурс IF— 25 С в течение 10—15 мни. После этого детали инструмента готовы для склеивания
Приготовление к л и я. Клен пригст аа 1ИМКИ из материалов, прошедших входной контроль ЦЗЛ па соответствие ГОСТу пли ТУ. Поре ообрааиыи на полпптели обезжиривают промывкой • ацетоне, ватеи просушивают в вытяжном шкафу при !с'—25 С в течение ч, а чтгем — в тсчгч’шкзфу пр I 1смпературе 200— 250 С в н и . не 3 и 11х грпсоивак т мерев < то и унакевы •ают в банки с плотной крышкой. Колин*. тио приготовляемого клея определяют из условия перми расхода Клея — не менее 0,1 г на I см* их кч.впе•.» й поверхности. Для механизация протеса прш< т< в . hi я клея я получения | Т ВЫСОКОГО K.W; гва 1.рПМ?ПЯГ1 • МгСИ-
|ели, выпускаемые по 27 09-555—70. Для увеличения
192
Прогресс и иные процессы шготоп тения hi»ctpv-.iphto«
срока действия приготовленного клея его перед испои, ю-ь.шием следует хранить при температуре 6— 5°C.
IJ a ir с < сипе к л е я. Клей наносят на обе под-1’)И)ьлсн!!ые -к р\пости деталей инструмента обезжи-реппым шпателем пли металлической палочкой. То пципа с юя клея дп 1жла быть не -tc .‘ее 0,2 мм. Не несение клея на поверхпоии более 10 см* (протяжки) необходимо пропилить С ПОМОЩЬЮ шприцев ИЛИ Но. ’I. • ’ /Лен-’?» IX бал ion-ч. кон р гиде труб имеет имосино 30—100 см\ оснащенных н ।конечпика in различной (}юрмы.
Поверхности дета ей с нанесенными па них слоем клея т ы :ер;кн:<а на воздухе 2—3 мин — для клеев. не со-д< ржап’нх р•к’гьерптелн, 20 —30 мин — для клеев с рас-творигадями Пос к1 выдержки ск.вчштемые поверхности деталей согд гешают друг с другом.
Пленочные клен перед употреблением предварительно о' *зжпргв«нот бензином БР-1 (ГОСТ 443—76) путем окунания с последующей выдержкой в течение 15—20 мин в вытяжном шкафу при температуре не выше 25 *С.
Совмещение и ф икса и я я. Совмещенные детали фиксируют под контактным давлением или прижимают друг к другу струбцинами, хомутиками, мягкой проволокой и т. д. с давлением па клеевой шов 0,01 — 0,8 Л1Па в зависимости от марки клея.
Отверждение клея. Собранные инструменты укладывают на металлические решетки для последующего отверждения клея в термошкафу при температуре в камере не выше 60 °C с последующим ее повышением до температуры отверждения клея. Время выдержки инструмента в термошкафу при заданной температуре зависит от размеров термостата, количества загружаемого инструмента и марки клея.
Инструменты с клеевыми швами холодного отверждения помещают на специальные стеллажи. Время выдержки 21—48 ч.
К п нтр оль качества склеп в а и п я Качество склеивания контролируют путем ндблм «.синя за выполненном технологического процесс < и последующей проверкой прочности клеевых соединений на сдвиг (по ГОСТ 1175 — 54) и ударную вязкость (по О I I 41580—75) па образцач-евп в it.*ях, ск.кпяш. одновременно < партиен инструментов. Правильность совмещения склестных
Ко1П{х)ль качества стили в состоянии поставки
193
детален инструмента определяют визуально по равномерности выдавленного клея по периметру соединения. Толщина клеевого шва должна быть в пределах 0,05— 0,15 мм. Механическое испытание образцов-свидетелей необходимо проводить до заточки инструмента.
ГЛАВА В
ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕЖУЩИХ ИНСТРУМЕНТОВ ИЗ БЫСТРОРЕЖУЩИХ СТАЛЕЙ
После механической обработки режущие инструменты из быстрорежущих сталей необходимо подвергать термической обработке.
Термическая обработка предназначена для придания инструменту определенных физико-механических войств, обеспечивающих необходимую прочность и стойкость инструмента в процессе обработки материалов резанием.
L Контроль качества стали в состоянии поставки
Каждая партия металла, поступающая па предприятие, должна иметь сопроводительный документ (сертификат) и по химическому составу должна отвечать требованиям ГОСТ 19265—73.
Контроль наличия клейма, указывающего марку стали, номер плавки и другие данные, предусмотренные ГОСТ 7566—81, проводят для 100% прутков диаметром св. 30 мм. У прутков диаметром менее 30 мм, поставляемых в пачках, наличие этих данных контролируют по биркам. Данные, указанные па клеймах бирок, сверяют с сертификатом.
В случае несоответствия клейма марки, указанной в сертификате, при отсутствии сертификата или перепутывании марок сталь подвергают анализу в лаборатории химическим методом по ГОСТ 12344—88—ГОСТ 12355—78 пли спектральным методом па одном образце от партии одной плавки.
Контроль состояния поверхности с целью выявления дефектов (трещин, закатов, раковин и т. д.) следует про-7 В. И. Ьаралчикои и др.
ГН
Термическая обработка инструментов
изводить внешним осмотром при хорошем освещен if и; от клонен не размеров профиля контролируют штангенциркулем у 5% прутков от партии одной плавки
Контроль твердости металла в состоянии поставки осуществляют методом Бринелля в соответствии с ГОСТ 9012—59. Контролю подвергают 5% прутков от партии одной плавки (определяют твердость образцов» отрезанных от прутков). Твердость прутков диаметром менее 5 мм не контролируют; твердость прутков диаметром 5—10 мм определяют методом Роквелла по шкале В вдавливанием стального шарика при нагрузке 1000 Н в соответствии с ГОСТ 9013—59. Если твердость стали в состоянии поставки превышает норму, предусмотренную ГОСТ 19265—73» ее подвергают отжигу.
Карбидную неоднородность оценивают у прутков диаметром более 40 мм (два образца от партии одной плавки) в соответствии с ГОСТ 19265—73. На основании этой опенки и в зависимости от вида инструмента выбирают сталь для его изготовления. Сталь с высоким баллом карбидной неоднородности подлежит перековке.
2. Предварительная термическая обработка стали
Предварительная термическая обработка предусматривает снижение твердости, улучшение обрабатываемости резанием и подготовку стали к последующей термической обработке.
Предварительную термическую обработку проводят в электрической или газовой печи, оснащенной приборами для автоматического регулирования температуры в пределах ± 10 СС.
Для исправления микроструктуры и снижения твердости сварного шва заготовки, уложенные в нагретые до 700 СС сборники, подвергают отжигу в печи с предварительной температурой нагрева 800—830 С. Всю садку нагрета от до температуры 850—870 °C со скоростью не более 100 сС/ч, выдерживают при этой температуре 2—4 ч» охлаждают с печыо до температуры 550 °C со скоростью не более 30сС/ч; дальнейшее охлаждение ня воздухе. После отжига при необходимости заготовки подвергают г»”'рке.
Окон i. тс ьна т г р -нчс к гд >•>;»» 6* т к а
195
Для предупреждения обезуглероживания и окалино-обрдзовапия необходимо применять печи с защитной средой. При отсутствии таких печей отжиг заготовок проводят с засыпкой чугунной стружки (50% новой и 50 ’о отр аботавшей).
Инструменты сложной формы подвергают высокотемпературному отпуску. Инструменты помещают в холодную печь и медленно нагревают до 650—700 ’С, выдерживают при этой температуре 1—2 ч, охлаждают с печью или на воздухе.
Твердость заготовок после предварительной термической обработки должна быть в пределах НВ 207—255, микроструктура — сорбптообразный перлит и карбиды.
3. Окончательная термическая обработка стали
Для уменьшения внутренних напряжений и предупреждения деформаций необходимо применять ступенчатый нагрев под закалку.
Первый нагрев при температуре 400—550 С проводят в воздушной среде в обогреваемой открытой шахтной или камерной печи, оснащенной приборами автоматического контроля температуры в пределах ±15 °C.
Второй нагрев при температуре 850—870°C проводят в соляной электродной ванне типа СВС, оснащенной приборами автоматического контроля и регулирования температуры в пределах ±10 °C. В качестве среды для на-ipena используют расплавленную смесь солей, состоящую из 78% ВаС1г и 22% NaCl.
Третий нагрев рекомендуется для крупногабаритного и сложнопрофильного инструмента. Его осуществляют при температуре 1050—1060 °C в ванне, содержащий 100% ВаС18. Третий нагрев необходим для исключения из смеси ванны окончательного нагрева хлористого натрия (NaCl) и сокращения времени выдержки при окончательном нагреве, что уменьшает опасность обезуглероживания.
Окончательный нагрев при термической обработке инструмента проводят в электродных соляных ваннах типа СВС, оснащенных приборами автоматического контроля и регулирования температуры в пределах ±5 °C.
Типаж и характеристика электродных соляных ванн приведены в табл. 35.
?•
196
1ер Ч1* сскля обработка инструмент о»
35. Хгрлкгеристнка адеыролных соляных ванн
Тип Bal II 1П,г Размеры lejM.a.'ia lu нш, мы 1 JI J б||ПА ВИННЫ, мм Мощность. кВт Рабочая температура. ЙС Размеры С ”КН, мм
". 1 "
СВС-2. 3 13 200 430 550 160 1300 аоохаоо
СВС-2. 5/13 200 430 850 160 1300 200X 500
СВС-2. 1Я/13 200 430 2020 250 1300 200Х 1800
СВС-2. 3/9 200 430 550 63 900 200X 300
СВС-2. 5/9 200 430 850 63 900 200X500
СВС-2. 18'9 200 430 2020 160 900 200X1800
В качестве среды для нагрева применяют соль ВМФ, выпускаемую Березниковским содовым заводом по ТУ 6-18-146—72, нли смеси солей БМЗ, БМ5, БМЗБ или БМ5Б.
Состав солей приведен в табл. 36.
Допускается применять 100%-ный хлористый барий (ГОСТ 4108—72), в который для предупреждения обезуглероживания инструмента необходимо периодически через каждые 8 ч вводить фтористый магнии (MgF2) в количестве 0,6—О,8°6 от массы соли в ванне.
Время выдержки инструмента в соляной ванне должно обеспечить сквозной прогрев до заданной температуры по всему сечению инструмента и завершение фазовых превращений.
36. Состав солей для окончательного нагрева пол закалку
Соль Химический со та в смасеЛ Температура НИЯ. Рабочая тем Перату ра.
ВМФ 95% BaCI, 4- 5% MgF,“ 940 1000—1300
БМЗ 97% В.тС12+3% MfiFg 950 1050—1300
БМ5 95% ВпС1» + 5% М№ 940 1200—1300
БМЗБ 96,6% ВаС1.+ 3% McF2+0,1B 950 1000—1300
БМ5Б 94,8% ВаС12 4- 5% MgF, + 0,2В 950 1100—1300
Реактивный.
•2 Технический.
Окмя.мне ;ьния iерническая обработка
197
37. Состав смесей солей для высокотемпературной закалки
> ОЛЬ Химически Л состав смгссЛ Te«nc-рптури П.ЧЛМС* МНЯ, ®C Рабочая тсмперл-турл. °C
НТ-495 ♦* 24“., ВаС1, + 16% NaCI + 56% CaCI, 450 500—675
НТ-660 •* 48% B.CI4 + 22’’,, NaCI + 30%. KCl 5Я0 GOO—675
Ы1К-1 ** 50% ВаС12+ 25% NaCI -f- 25% KCl 590 600—675
за кодом: НТ-495
♦1 Смесь выпускается Березниковским содовым по ТУ 6-18-105—71, НТ-660 по ТУ 6-18-71— 70.
** Смесь составляется исполнителем.
Соотношение времени первого, второго и третьего предварительного нагрева к времени окончательного нагрева должно быть соответственно 3 : 1, 2 : 1, 1:1.
После окончательного нагрева инструмент подвергают высокоступенчатов закалке в расплавах солей, указанных в табл. 37, с температурой 500—650 °C н выдержкой, равной выдержке при окончательном нагреве с последующим охлаждением на воздухе.
Протяжней п концевой мелкоразмерный инструмент (диаметром менее 3 мм) необходимо закаливать с получением зерна аустенита II — 12-го балла. Протя/ккн после окончательного нагрева допускается охлаждать в индустриальном масле до температуры 200—250 С с дальнейшим охлаждением на воздухе и правкой в горячем состоянии.
Температура окончательного нагрева при закалке инструментов из различных быстрорежущих сталей приведена в табл. 38.
После закалки инструмент подвергают трехкратному отпуску но I ч. Отпуск проводят для снятия вну греипих закалочных напряжений, разложения остаточного аустенита, получения высокой вторичной твердости, уменьшения хрупкости и повышения вязкости.
Отпуск проводят в соляных электродных ваннах, оснащенных приборами для автоматического регулирования температуры с точностью zt5 сС.
13 качестве среды используют соль 11Т-495 (см. табл. 37).
Термическая обработка инструментов
38. Температура закалки и отпуска быстрорежущих сталей
Сталь Температура, X Бремя выдержки при отпуске
закалки отпуска
Р18 1270—1200 550—560 3 раза по 1 ч
Р12 1240—1260 550—560 То же
Р9 121.0—1240 550-560 >
Р6М5 1200—1230 550—560 2—3 раза по 1 ч
Р6МЗ 1210—1230 550—5<7> 2 раза по J ч
РЪМ5К5 1200—1230 553—560 2—3 раза по 1 ч
Р12Ф2 1210—1260 550-560 3 раза по 1 ч
Р18Ф2 1270—1290 560—580 То же
Р14Ф4 1240-1260 560—570 3—4 раза no 1 ч
PDK5, Р9К10 1210—1235 560—580 3 раза по 1 ч
Р9Ф5 1230—1250 560—570 3—4 раза по 1 ч
Р10К5Ф5 1230—1250 560—580 То же
Р9М4КЙ 1215—1235 540—5(0 3 раза по 1 ч
РВМЗК6С 1190—1220 550—560 То же
Р12Ф5М 1230—1250 560—580
Р12Ф2КВМЗ 12.30—1250 560—580 >
Р12ФЗК10МЗ 12.30—1250 560—580 9
Р12Ф2К5МЗ 12.30—1250 560—580 >
Р12Ф4К5 1220—1260 550—570 «
Р12ФЗ 12 0—1270 550—570 9
РСМ5ФЗ 1200—1240 540—560 >
ЛПРЗМЗФ2 1180—1220 540—560 >
Р6М5ФЗ-МП 1190—1210 540—560 9
РСМ5К5-МП 1190—1210 540—560 »
Р12МФ5*МП 1200—1230 560-580 »
Р12МЗК10ФЗ-МП 1200—1230 560—580 0
Р9М4К8-МП 1200—1220 550—570 >
Р12МЗК5Ф2-МЛ 1210—1250 560—580 »
10Р6М5-МП 01 1200—1220 540—560 2—3 раза по 1 ч
Р12МЗК8Ф2-МП 1210—1230 560—580 3 раза no 1 я
Р6М5К8ФЗ-МП 1200—1220 560—580 То же
13Р6М5ФЗ-МП 1200—1220 540—560 »
15Р1ГФЗК8М6-МП 1150—1190 520-560 >
22Р10Ф6КЯМЗ-МП 1150—1190 520—560 э
12М5ФЗСЮ 1080—1120 550—570 >
9Х6МЗФЗАГСТ *’ 1200—1230 550—560 2—3 разя по 1 ч
(ЭК-41)
9Х4ИЗФ2АГСТ ♦* 1200—1230 550 - 560 То же
(ЭК-42^
•1 Температуря чакачки для сверл должна быть 1190±50**С.
*’ Температура закалки должна обеспечивать балл аустенитного крня 10—II для метчиков и 9—10 для остальных инструментов.
Термическая обрлГнлгки хноси-ной части
199
Отпуск допускается производить в смеси селитры со щелочью (85% KNO, + 15% NaOH) или в 100%-ной щелочи (КNO,).
Режимы отпуска быстрорежущих сталей приведены в табл. 38.
После каждого отпуска детали охлаждают на воздухе до температуры окружающей среды. Охлаждение в воде или промывка несстывшего инструмента не допускается.
Твердость режущего инструмента после закалки и отпуска должна быть HRC, 62—68.
Для улучшении качества термической обработки инструментов нз безвольфрамовых молибденовых быстрорежущих сталей ЭК-41 и ЭК-42 после закалки необходимо подвергать их обработке тепловым импульсом (РБ).
При обработке тепловым импульсом необходимо погрузить инструмент в расплав солей с температурой 640—650 °C и выдержать. Время выдержки равно времени окончательного нагрева I мм — 10 с. В расплав солей входит: 33% едкого натра, 33% поваренной соли н 34% технической соды.
Охлаждение после РБ проводит на спокойном воздухе. Для инструмента толщиной более 15 мм допускается охлаждение струей сжатого воздуха.
Окончательный отпуск осуществляют при 550—560°C по существующей технологии для стали Р6М5. После РБ устанавливают два-три отпуска.
После шлифования и заточки для снятия напряжений и повышения режущей способности инструмента из быстрорежущей стали проводят дополнительный низкотемпературный отпуск в расплаве соли НТ-495 при температуре 450—500 °C в течение 1—2 ч с последующим охлаждением в индустриальном масле (для инструмента из порошковых сталей — при температуре 400—450 °C в течение 30— 40 мин).
4. Термическая обработка хвостовой части инструментов
Хвостовую часть сварного инструмента изготовляют в основном из сталей 45 или 40Х с твердостью после термической обработки HRC^ 30—45, а в некоторых случаях до HRC,55.
200
Термическая обработка инструментов
М Прилол.ьигсльность магреяа хвостовой части ревущего инструмента
Диаметр хвссюви- 1, Vltll Дп метр хвостени на. мм 1, МЛН
(тич 15 Стиль 4UX ( т.чль 45 Сталь 40Х
5 3,0 3,5 40 13,5 13,0
10 4,5 5,0 60 19,0 18,0
20 7,5 7.5 80 23,0
30 10,5 10,5 100 — 28,0
Термическую обработку хвостовика осуществляют после закалки и отпуска рабочей части; для мелкоразмерного инструмента возможен обратный порядок.
Зона закалки хвостового инструмента должна быть расположена ниже сварного шва на 15 мм. Нагрев при закалке и отпуске хвостовика проводят с применением ТВЧ или в расплаве солен.
Для нагрева в соляных ваннах применяют расплав солей состава 78% BaCL + 22% NaCI. Температура нагрева составляет 840—860 °C. Продолжительность нагрева выбирают в зависимости от размера хвостовой части (табл. 39).
Охлаждение осуществляют в 5%-ном NaOH (ГОСТ 2263—79) или 5%-ном NaCL Время охлаждения (табл. 40) зависит от диаметра хвостовика в требуемой твердости.
40. Время охлаждения хвостовика диаметром 5—100 мм (время охлаждения I мм металла)
HRC, Сталь 45 Сталь 4 0Х IIRC, С1 ал»» 15 ”т. .г». «И'Х
<30 2001 — 40—45 170т—45т 100т—45т
<35 — 200т 45—50 170т—20т 100т—40т
35—40 200т-00т 150т—60т >50 40т—20*1 —
Контроль качества инструментов
201
5. Химическая очистка инструментов
После термической обработки на поверхности инструментов появляются окалина, окислы, закалочные соли, которые затрудняют дальнейшую механическую обработку н могут являться причиной коррозии инструментов. Для удаления указанных загрязнений необходимо выполнить химическую очистку, для чего инструмент навалом загружают в сетчатую корзину на 7з ее высоты и погружают в ванну.
Процесс химической очистки:
выварка в кипящей воде (90—100'С) в течение 20— 30 мни для разрыхления и удаления закалочных солей;
промывка в проточной холодной воде в течение 2—3 мин для удаления оставшихся солей и для предотвращения перегрева ванны для травления;
травление в 18—20%-ном растворе технической соляной кислоты (ГОСТ 3118—77) в течение 10—20 мин при температуре 30—40 °C. Для предотвращения перетравле-пия металла и появления водородной хрупкости в раствор для травления рекомендуется вводить ингибитор кислотного травления ПБ-5 (ТУ БУ17—53) в количестве 2—3 г на 1 л раствора;
промывка в проточной воде в течение 2—3 мин для полного удаления кислоты и шлама с поверхности инструмента;
нейтрализация оставшейся кислоты в 2%-пом растворе кальцинированной соды при температуре 60—70 °C в течение 3—5 мин;
пассивирование в водном растворе, содержащем 10— 15% нитрида натрия (ГОСТ 4197—74) и 0,3—0,35% кальцинированной соды при температуре 70—80 С в течение 2—3 мни для создания на поверхности инструмента защитной пленки против коррозии. Перед выгрузкой из раствора инструмент 2—3 раза необходимо окунуть в раствор, после чего рассыпать на решетке для просушки.
6. Контроль качества термической обработки инструментов
Для обеспечения высокого качества инструмента необходимо проводить тщательный контроль на всех операциях термической обработки.
202
Термическая oupaCoii.a i истрртсмпк*
Температуру соляных ванн, работающих при 150— 400 °C. контролируют электронным потенциометром типа КСП-3 или ЭПД-120 группы ХК со шкалой 0—400 С в комплекте с хромель-копелевой термопарой. При 400— 700 С и 700—9СЮ С применяют хромель-алюмелевые термопары и электронные потенциометры типа КСП-3 или ЭПД-120 группы ХА со шкалой 0—800 °C и 600—1100 С соответственно.
Температуру высокотел? пер ату р ной соляной ванны измеряют и регулируют радиационным пирометром-теле-скопом «Тера-50> в комплекте с электронным потенциометром типа КСП-3 или ЭПД-120, имеющим градуировку РК-15 и шкалу 700—1400 °C.
Температуру соляных ванн, работающих при 700— 1300 °C, контролируют ежедневно перед началом работы, а при необходимости и в процессе работы хромель-алю-мелевой термопарой, проградуированной по образцовой термопаре типа ПП (платино-платкнородиевая) от 300 до 1300 °C через каждые 100 °C и переносным потенциометром типа ПП-63 или КП-59. Каждую хромель-алю-мелевую термопару используют не более чем для 100— 120 погружений в ванну с выдержкой по нескольку десятков минут при каждом погружении.
Точность регулирования температуры в ваннах окончательного нагрева при закалке и отпуске должна быть до ±5ЭС, средне- и низкотемпературных — ±10 °C.
Продолжительность выдержки в соляных ваннах при закалке и отпуске контролируют с помощью реле времени или секундомера.
Обезуглероживающую активность соляных ванн контролируют 1 раз в смену перед началом работы по методу фольги — по изменению содержания углерода в тонкой (0,08—0,10 мм) стальной ленте из стали У13 или I3X (ГОСТ 5950—73) с содержанием углерода 1,35—1,45%, нагреваемой в расплавленной соли. Для этой цели используют образцы ленты шириной 30—35 мм и длиной 50— 60 мм. Содержание углерода в ленте в состоянии поставки и после нагрева в ванне определяют химическим анализом в соответствии с ГОСТ 12344—88.
Величину аустенитного зерна необходимо контролировать для окончательного вывода о правильности температурного режима закалки. Величина аустенитного
Pt*3Ul4
л
зерна должна соответствовать 10—II-mv Саллу шкалы 1 (ГОСТ 5639—82).
Твердость закаленного инструмента контролируют на прибор». ТК-2 пр и щг | >зках 1500 и 600 И (ГОСТ 9013—59). Тгердостъ инструмента» имеющего ленточки (сверла, развертки и др.)* целесообразно измерять на приборе ТП-7Р-1 г нагрузкой 100 П (ГССТ 2999—75}* Твердость гнетру-• с ’Та должна саотшчсн< вать требованиям чертежа.
Качество отпуска инструмента из быстрорежущих • лей контролируют магнитным спсобим. а при отсутствии магнитных приборов — по микроструктуре. Правильно выполненный отпуск характеризуется равномерно травящейся микроструктурой мартенсита. Наличие участков остаточного аустенита не допускайся. инструмент подлежит дополнительному отпуску.
Красностойкость определяют согласно ГОСТ 19265—73. Допускается экспресс-метод определения красне стойкости. который заключается в нагреве ебразця KtDi^pea-ственно после закалки без отпуска при температуре 675 ± zh 10 сС в течение 20 мин с последующим охлаждением на воздухе и измерением твердости.
Качество поверхности (дефекты) проверять визуально; в сомнительных случаях используют лупу с 2—7-кратным увеличением.
ГЛАВА 9
ЗАГОЧКА И ДОВОДКА РЕЖУЩИХ ИНСТРУМЕНТОВ
В процессе резания контактные поверхности лезвия инструментов подвергаются взносу по задней или передней поверхностям, а в ряде случаев одновременно по обеим поверхностям.
Восстановление лезвия инструмента осуществляют с помощью абразивной обработки — шлифования, заточки и доводки.
1. Резцы
Качество заточенных поверхностей лезвия резцов зависит от режимов и методов заточки, а также oi характеристики шлифовальных кругов.
204
Затичка и доводка режущих инструментов
Рабочие поверхности резцов, предназначенных для чистовой обработки, после заточки необходимо подвергать доводке. Для большинства резцов параметр шероховатости заточенных поверхностей в режущих кромок = = 1,25ч-0,63 мкм, а при повышенных требованиях — = 0,324-0,16 мкм.
При выборе марки абразивного круга необходимо учитывать его характеристику. На большинстве станков для заточки резцов применяют круги диаметром 150 или 200 мм при частоте вращения шпинделя 2540 и 3560 мин”1. Универсальные станки имеют четыре пли пять ступеней частоты вращения шпинделя.
Выбор скорости круга зависит от типа станка, размеров круга, жесткости технологической системы, наличия СОЖ и особенностей затачиваемого инструмента.
41. Режимы за точки и доводки твердосплавных резцов
Обработка X Ц.ЧНТгрНСТНИИ кругл Режима шлнфгииннн
Материал Связка Зе[>ни» г гость hr г./с S/j. м/м м н мм/2л
Алмазная заточка АС4, АС6 Ml, МВ1 125 100, 100/80, Ч) 63 18—25 1,5—3,00 0,04—0,08
АС4, АС6 К5 125/100, 100/80 25—45 1,5—2,5 0,03—0,04
АС2, АС4 Б1. БП2, Б156 125'100, 100/80, 80/63 18—25 1,5—2,5 0,02—0,05
Алмазная доводка АС2, ЛС4 &)/Ы, 63/50, 50/40 18—30 0,3—1,5 0,0(15— 0,01
Абразивная заточка 63С К5 Г>1 40, 25 40, 25, 16 10—18 12—20 2,5—5,0 0,03—0,15
Шлифован те канавок, лупок, порожков АС4, АС6 Ml, МВ1 125/100, 100/80 17—18 0,03— 0,05 —
Резцы
20
Для алмазных кругов па керамической связке скорость кр^га составляв! 35—15 м с. Шлифование осуществляйся с применением СОЖ. Для кругов на металлической связке Горесть составляет 15—25 М t: дли кругов па органической связке— 18—35 м/с. Скорость абразивных кругов па керамической связке назначают в пределах 10—20 м/с.
Рекомендуемые режимы заточки и доводки твердосплавных резцов приведены в табл. -11.
Увеличение продольной подачи при заданной интенсивности съема припуска уменьшает опасность появления трещин или прижогов.
Однако заточка с небольшими глубинами шлифования и малыми поперечными подачами (6\) приводит к увеличению числа ходов, что снижает производительность операции. Поэтому в зависимости от конкретных условий следует назначать наиболее целесообразные соотношения между продольной и поперечной подачами. Интенсивное шлифование, как правило, возможно только с применением СОЖ в количестве не менее 5—8 л/мин ПО].
Для заточки резцов пз быстрорежущих сталей применяют круги пз гексаинта-А на органических связках, выпускаемые Полтавским заводом искусственных алмазов и алмазного инструмента. Заточку резцов проводят без применения СОЖ («сухая» заточка). Сочетание сверхтвердого абразивного материала (гексанита-А) и органической связки с твердой смазкой (БСТ) практически устраняет образование прижогов и значительно улучшает качество заточки. Параметр шероховатости обработанных поверхностей при чистовой заточке Ra = 1,04-0,32 мкм.
В табл. 42 приведены режимы заточки резцов пз быстрорежущих сталей кругами из гексанита-Л.
Форма н типоразмеры кругов из гексанпта-А соответствуют ГОСТ 16167—80, ГОСТ 16172—80. ГОСТ 16174—81, ГОСТ 16175—81, ГОСТ 16176—82, ГОСТ 16177—82 и ГОСТ 16180—82.
Резцы пз БВТС следует затачивать кругами пз ешь тегичсских алмазов на связке Б1 зернистостью 125/100 или 100/80 с продольной подачей SB = 3,04-5,0 м/мин и поперечной подачей St = 0,05 4-0,08 мм/2х со скоростью круга ик = 16-ь20 м/с.
Резцы из БВТС доводят кругами АСО 100/80-100-Б1 на режимах: i'K = 204-25 м/с, 5 в = 0,54-0,8 м/мин,
206
Заточка и доводка режущих инструментов
42. Режимы ию«ки ре шоп из быстрорежущих сталей
ЗлГочU1 X.ipuKTrl t '7 И he rtl.yi * Ржицы шли buna .ки
Свпзк * Зернистость г м/с so, м/мми Sg. vm/Cu
Черновая Ы, БП2 юа 315, 315/250, 2.>)/'.00 17—23 1.5—2,5 0,05—0,1
Чистовая Б1, БП2 160 125, 125/100, 100/80, 80/63 17—23 1,5—2,5 0,02—0,05
Sj = 0,005-5-0,01 мм/2х. Во всех случаях доводку проводит с обильным охлаждением.
Заточку резцов, оснащенных минералокерамикой, следует проводить кругами АСВ 160/125-100-Б1 (ГОСТ 16172—80) на режимах: и„ = 254-35 м/с, $в = 0,54-2,0 м/мин, S( — 0,02-5-0,05 мм/2х, а доводку — кругами АСВ 63/50-110 (ГОСТ 16172—80) на режимах: ек = 25 м/с, Se = 0,54-1,0 м/мин, S( = 0,014-0,02 мм/2х.
Фаску на режущих кромках выполняют вручную на режимах доводки на станке типа ЗМ642.
Резцы, оснащенные СТМ, затачивают алмазными кругами на органической связке БТ или Б1 зернистостью 100/80 со 100%-ной концентрацией с последующей доводкой режущих кромок кругом зернистостью 28/20 из связке БТ или БР. Режимы заточки: ни = 254-30 м/с, SB = 1,04-3,0 м/мин, St « 0,014-0,02 мм/2х. Режимы доводки: с'ц = 254-30 м/с, SB = 1,04-2,0 м/мин, S( = = 0,005 мм/2х.
2. Сверла
Для сверл применяют полуавтоматы для одноплоскостной (мод. МФ 174 и др.), двух плоскостной (мод. ЗБ650, ЗЕ651 и др.) и винтовой (мод. ЗГ653, 365Б1 и др.) заточек. Полуавтоматы рассчитаны на диапазон окружных скоростей круга 18—60 м/с. Частота вращения сверла при винтовой заточке задней поверхности составляет 16—75 мин-1.
Зенкеры и развертки
207
43. Характеристик* абразивных кругов для заточки свер п
Мик j и. л СН|'Л. X.if»K1C[ 1 i J 1 hf ' и мкм
Л’.«К 3< |»ыи-Т<Я К Г ’Ч-рЛ9С1 * Cl- я ’Hi
1 ие1ГьрежуЩйЯ пиль Твердый ендая 24 А, 25А, 45А 4 С, МС АС4, АСЬ 40, 25, 16 40, 25, 16 125/100, 100/60 САИ, СМ2, М3 CM 1, СМ2 Ml, ТМ2 KI, Кб, к» KL, КЗ Б156 0,63—0.32
Ьыецюрсжушвя стиль Твердый сплав 25А, 45А АС2, АС4 25, Hi, 12, 6 100 Н), Ь0>63, 63/50, 50/40 М3, СМ1 Б1, К5 Б1, КБ, Б156 0,32—0,12
Подачу на глубину принимают 0,005—0,0В мм/2х при млогопереходном шлифовании и 0,5—1,5 м.м/2х— при однопереходном. Продольная подача для твердосплавных сверл принимается 1,0—2,0 м/мин, для быстрорежущих сверл — 3,0—8,0 м/мин.
Шлифовальный круг выбирают в зависимости от материала сверла и требований к шероховатости обработанных поверхностей (табл. 43).
При заточке сверл из быстрорежущих сталей повышенной теплостойкости, обладающих низкой шлифуемостью (Р6М5ФЗ, Р6М5К5 и др.), целесообразнее применят^ крути из гексаннта-А.
3. Зенкеры н развертки
Зенкеры и развертки изнашиваются по задним и передним поверхностям и ленточке. Припуск, снимаемый при I ггочке передней м герхвости зенкера, составляет 0,2 мм, разверток 0,15 мм, а при доводке 0,03—0,05 мм [101.
Заточку и доводку быстрорежущих зенкеров и раз-в« рток проводят на универсально-заточном полуавтомате мод. ЗМ642К (Витебский завод заточных станков) с цикловым программным управлением (ЦПУ) в такой последовательности:
208
Занта и доводка режущих инструментов
44. Характеристика кругов дли заточки н доводки зенкеров и разверток
Обработка Материал инструмента Характеристика круга
Материал Зернистость Твердость Связка
Предварительная Чистовая Доводочная Заточка пер Быстрорежущая сталь едпей и зад 25Д, 44А, 45А ДО, ЛР 25А, 45А ДО 64С 25 А щей Повср 25, 16 16. 10 16, 12 5,6,8 5,6 16 хностеА М3, СМ1, СМ2 СМ1.С1, М3, СМ1 СМ1.С1 СМ1, СМ2 K5 CIO K5 КБ, БП1 62, ГФ K5
Предварительная Чиповая Доводочная Твердый сплав 63С, 64С 25А АС4, АС6 АС2, АС4 25 25 125/100, 100/80 80/63, 50/40 МЗ,СМ1, Cl CM!, СМ2 Ml Ml КЗ. Б К5 Б1, Б156 Б1. Б156
Шлифование калибрующей части обратного и заборного конусов
Быстро- 25А, 45А 25, 16 CMl, СМ2| К5
режущая ЛО, ЛР 16, 10 С1.С2 СЮ
сталь Твердый 63С,64С 25, 16 МЗ.СМ1, КЗ
сплав АС4, ACG 125/100 CI Ml Б156
1) па заточном станке затачивают переднюю поверхность режущих зубьев;
2) на круглошлпфовалыюм станке шлифуют калибрующую часть, обратный конус по размерам, заданным чертежом;
3) затачивают заднюю поверхность и доводят переднюю поверхность; у разверток с помощью алмазных притиров доводят калибрующую часть и заднюю поверхность режущих зубьев.
Твердосплавные зенкеры и развертки затачивают и доводят в такой последовательности:
1) на круглошлифовальном станке предварительно шлифуют рабочую и торцовую часть зубьев;
Прюяжки
209
2) на заточном станке затачивают фаску на передней поверхности и заднюю поверхность;
3) на круглошлифовзлыюм станке последовательно шлифуют направляющий конус, заборный конус, калибрующую часть и обратный конус;
4) проводят доводку калибрующей части и передней поверхности по фаске с передним углом;
5) выполняют окончательную заточку задней поверхности на заборном конусе, калибрующей части п обратном конусе.
Характеристика кругов для заточки и доводки зенкеров и разверток приведена в табл. 44.
4. Фрезы
Технология заточки фрез зависит от их типа, конструкции и заточного оборудования. Большинство типов фрез затачивают па универсально-заточных станках. Для поэлементной заточки фрезерных головок диаметром 80— 630 мм применяют полуавтоматы мод. ЗГ667, ЗЕ667 и 33667.
Характеристики абразивных кругов и режимы заточки твердосплавных ножей фрезерных головок такие же, как при заточке резцов, оснащенных пластинами из твердого сплава.
Заточку концевых, червячных ‘и модульных быстрорежущих фрез необходимо проводить кругами из гексанита* А.
5. Протяжки
В процессе резания износ зубьев протяжки происходит по всем поверхностям, контактирующим с обрабатываемой заготовкой и стружкой. Поэтому заточку протяжек необходимо выполнять так. чтобы выдержать все требуемые геометрические параметры лезвий: подъем па зуб, размеры радиуса округления режущих кромок, ленточки, фаски лезвия и стружхорч-’.делительных кан.г к.
Для заточки протяжек из быстрорежущих сталей применяют круги 24А па керамической связке зернистостью 16, 25 и твердостью САИ и СМ2. Окружная скорость круга составляет 18—20 м/с.
£10 Заючьв и доводка режущих инструментов
Глубина шлифования за каждый ход при заточке плоских протяжек не должна превышать 0,02—0,С4 мм, а круглых — 0,03—0,05 мм. После снятия припуска необходимо выхаживание до полного исчезновения искры.
Использование кругов из гексанита-Л при заточке быстрорежущих протяжек позволяет исключить прнжепц что увеличивает стойкость инструмента.
Доводку протяжек осуществляют по задним поверхностям пастами или мелкозернистыми кругами на бакелитовой связке зернистостью 10 и твердостью С2. Припуск па доводку составляет 0,01—0,02 мм и снимается за две операции (предварительную и окончательную). При окончательной доводке снимают припуск 0,002— 0,003 мм и обеспечивают параметр шероховатости обработанных поверхностей Ra = 0,16 с-0,063 мкм 1101.
Окружную скорость для круглых протяжек принимают равной 15—18 м/мин, для шлицевых — 3’—6 м/мин.
ЧАСТЬ 11
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ, ИЗНОС И СТОЙКОСТЬ ИНСТРУМЕНТОВ, СОЖ И РЕЖИМЫ РЕЗАНИЯ
ГЛАВА 1
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩИХ ИНСТРУМЕНТОВ
Достижение высокой производительности обработки в значительной степени зависит от правильно выбранных геометрических параметров лезвия инструментов.
I. Резцы
Рекомендуемые геометрические параметры лезвия токарных резцов в Зависимости от обрабатываемого материала приведены в табл. 1—5.
Рекомендуемые геометрические параметры резцов могут быть изменены в зависимости от конкретных условий работы.
I. Геометрические параметры проходных и подрезных резцов, оснащенных твердым сплавом при $о ^>0.06 мм
ОбраС 1ТЫВ «еммй материал V" а° уф t мы Г, ым
Груши МПа
i, 111 — 15— 20 12—20 — — 0,5—2.0
11 — 12—15
212
Геометрические параметры инструментов
Продолжение табл. I
Обрабатываемый мат» риал Vе а* V , v‘I г, мм
Г рупия л МПа
IV НВ< 220 12 Б—10 — — 0,5—1,5
НВ > 220 8
V-V1 >300 10—1G 8—10 0-(-5) 0Д-0.3 0,5-2,0
VII-VJII G00-ООО 16 8 0-{-3) 0.1—0,4 0,5—1,0
VIII >1000 —5 8 — 2,0—3,0 0,5—1,0
IX 600—900 18—20 G 0-(-5) 0,5—1.0 1,5—2,0
X 700-1000 10—12 10 0-(-5) 0,1—0,4 0,5—1,0
XI 700-1300 5 15 0—(—5) 0,1— 0,5 0,5—1,0 1.0
хп 10 10
Х111 600—1400 0—{—5) 10 — 2,0—3,0 0,5—1.0
XIV 1400—1500 16001—1800 1800—2000 —3— (-5) —5 (-10) 10 10 10 1 11 2,0-3,0 2,0—3,0 2,0—3,0 0,5—1,0 0,5—1,0 0,5—1,0
Резцы
213
2. Геометрические параметры отрезных резцов, оснащенных твердым сплавом
Обрабатываемы В м а тер и л л г ф а€ *ie /, мм т, мм
Группа iJn, МПа
1. 111 - 1 ' 15—20 — 12—20 1—2 — 0,5X45°
II | 12—15 —
IV - 1 | 10—12 — 8—10 1—2 — —
V—1X 600—000 8—10 8—12 2—3 0.2—0,3 0,5X45°
X—XII, XIV 700—2000 8—10 2 0,15
хш 600—нои 5 1 - « 1 2 1 - —
3. Геометрические параметры проходных и подрезных резное, оснащенных безвольфрамовым твердым сплавом, с углом н плане у, ранным 45, ЬО, 75 и 90°
Обрабатываем ыР гите) и.11 so. мм V ’’ф а* L им г. мм fj, мм
1руина Ои. МПа
V-iX 600—1000 0,07—0,15 10 с о -1,1 8 0,1 1 | 1,6—1,«| 1,8—2,0
X 0,2—0,3 0,2 | 1,8—2,о| 2,0—2.2
2Н
Геометрические параметры инструментов
4. Геометрические параметры резное, оснашенных мингралокерамикой (проходной с q = 354-45°, подрезнлн с q = 95^-10Г.в)
С С[ пб»|7MHat 1мш материал V Лс а* /, мм К. Mt
Г руппа НК(\
IV—VII1 30—60 j 0—5 6-9 0,2—0,3 0.2—J,8
5. Геометрические параметры резной дли обработки закаленных сталей с HRC,, 30—60, осн.ииениых сверхтвердыми материалами
I • 1Ы
Проходные Подрезные Р.1СП ЧП1 V
Д-А повернуто
35
50
10
15
50 .0
0,4—0,8 0,2—0,6 0,2—0,6
Инструменты для нарезания резьбы
2(5
При обработке деталей на чистовых операциях с малыми подачами па оборот (0,02—0,06 мм) упрочняющую фаску на главной режущей кромке делать не следует, так как это приводит к увеличению силы резания и отжатию резца от детали.
Геометрические параметры лезвия быстрорежущих резцов назначают как и для твердосплавных, но без упрочняющей фас к» на главной режущей кромке резца.
2. Инструменты для нарезания резьбы
Для нарезания резьбы на токарных станках наиболее широко применяют резьбовые резцы, метчики и плашки.
При нарезании метрических резьб диаметром до 50 мм используют машинные метчики (комплекты), состоящие из двух или трех метчиков. В комплекте из двух метчиков первый выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого размера.
В комплекте из трех метчиков первый черновой выполняет 60%, средний получистовой — 30% и третий чистовой — 10% всей работы.
При нарезании резьбы в заготовках из труднообрабатываемых материалов широко применяют резьбовые
6. Геометрические параметры резьбовых резне
Группа материалов г а*
IV—X, XIV 0 — для твердосплавных резцов 5—8 — для быстрорежущих резцов 8—10
XI—хш 0 — для твердосплавных резцов 0—4 — для быстрорежущих резцов 8—10
7. Геометрические параметры режущей части метчиков из быстрорежущих сталей
Обрабатываемый материал чс а’ V Длина /к заборного конуса
Комплектность метчиков
Группа оп, МПа 1 И I И Ill
11 — 12—15 б—Ю 16 (2,24-4,2) Р (1,5^3,0) Р (4.04-6,0) Р (2,54-4,0) Р (1,54-2,0) Р
IV — , 15—20 6—8 8
V-VI —- 5—10
VII—VIII <1000 >1200 600—1000 1000—1300 2° 30'— 7° 30' 6-8 7—10 0—3
1Х-Х XJ—XII 7—10 0—5
хш 600 <1200 >1200 1100— JGOO 5—7 3—6 0-3 0—3
XIV 1600—2000 2000—2300 0—(—3)
Примечания: J. Длина заборного конуса дана для глухих отверстий. 2. Р — Шаг резьбы.
Геометрические параметры инструментов
Сперла, зенкеры и раэьерткн
217
резиы, оснащенные пластинами из твердого сплава. При нарезании специальных резьб с большим шагом (боме 3 мм), точных внутренних резьб, а также тогда, когда 1сво,можно применять птнмальные скорости резания для твердосплавных резцов, применяют резцы из быстрорежущих сталей.
В табл. 6 приведены геометрические параметры лезвия резьбовых резцов, а в табл. 7 — метчиков из быстрорежущей стали.
3. Сверла, зенкеры и развертки
Сверление отверстий в заготовках из цветных сплавов, чугунов и сталей V—IX групп следует осуществлять стандартными сверлами пз быстрорежущих сталей нормальной теплостойкости 118).
R. Геометрические параметры сверл для обработки цветных сплавов, чугунов и сталей V—X, XIV групп
Пй1ымсп н
Дпаистр гн< «м
fi—Ь | Ь— И | JC — !Ь| Св. 1Л
Цветные сплавы
Угол при вершине Передний угол у °
Задний угол а°
У юл наклона спирали tab
Угол наклона перемычки
118
5
12 23—28
50
Чугуны и стали V—X, XIV групп
Угол при вершине 2фи
Передний угол
Задний угол а°
Угол наклона спирали о? 32 | 33
Угол наклона перемычки ip® 50
127 0 12—14
34 I
35
55
Примечание, Для увеличения жесткости необходимо применять сверла с толщиной сердцевины (0,3-r0,4) D и укороченной режущей частью сверла до 10D, где D — диаметр сверла»
2 i
Геометрические параметры инструментов
9. Геометрические параметры сверл для обработки титановых сплавов (XIII группа)
Угол при вершине 2<р° Вспомогательный угол при вершине 2<pi°
Угол наклона перемычки
Угол наклона спирали а>°
Передний угол у®
Задний угол а°
Задний угол вспомогательной режущей кромки
135—140
50
50—55
30
5
12
8
Примечание. При сверлении отверстий сверлами из твердого сплава ВК8 передний угол выбирать равным 0—5®
10. Геометрические параметры зенкеров из быстрорежущих сталей и твердого сплава
Сверла, зенкеры и развертим
219
Продолжение табл. 10
Tl.paMi три Диаметр зенкером, мм
Ь— J 0 | и — 15
| II.-.5 | Ct 55
Цветные сплавы
Число зубьев 2 3—4 | 4- 6
Угол и плане дЛ 60
Вспомогательный угол в не 1Ь° пл а- —
Передний угол у° 25—30
Задний угол а° Jo- 15
Ширина ленточки 1, мм О.05- -0.2
Угол наклона спирали ю° 13- 20
Чугун н стали V—X. XIV групп
Число зубыв 2 3 I 3 3—4 3
Угол в плане <р° зо 30—45 45
Вспомогательный угол в не плэ- -1 15—20° 20°
Передний угол у0 0 0- -3
Задний угол а° 6 I 6—н 8— 15
Ширина ленточки /, мм 0,5 0.6-0.75 0,8—1,0
Угол наклона спирали со° 20 15—20 | 20
Сплавы XI—XIII групп
Число зубьев 2 3—4
Угол в плане q° 20-45
Вспомогательный угол в пла- —
не
Передний угол Т° е3 ю
Задний угол а° 8—10
Ширина ленточки /, мм 0,3-0.5
Угол наклона спирали со° 10—20
•* Для титановых сплавов передний угол выбирают равным 4—6\ у юл наклона спирали 20°.
Примечание. Для титановых сплавов в целях предотвращения спрессовывания стружки в канавках применяют зенкеры с увеличенной площадью стружечных канавок за счет уменьшения ширины Перьев зубьев.
220
Геометрические парамез ры инструментов
11. Геометрические параметры разиерток из быстрорежущих сталей
№ группы
1 — 111 IV-X. XIV XI —XII XIII
Параметры Дмлметр рйэяерток. мм
CI 1 ei I * 1 X 1
7 X 1 7 X 1 ю 7 «. 1 U-. 7 1 U?
Передний угол у0 5—10 0 1 D С >
Задний угол ас по заборному конjсу 4- -8 5- -8 0- -2 В 10
Задний угол а/ по калибрующей режущей кромке 0—2 0 2 0- 2
Главный угол в плане (j по заборному конусу ** 12- -15 12- -15 15 45 зо । | 30, 45
Вспомогательный угол в плане на калибрующей час hi 0 । 0- ~2 0 2 0 ।
Ширина калибрующей Ленточки lt мм 0,05—0,08 0,1 -0,3
Ф1 Дни глухих отверстий (р = 45ч-С0‘
Протяжки
221
Сверление отверстии в заготовках пз жаропрочных сталей (л группа), жаропрочных сплавов (XI группа) и титановых сплавов с <?« < 1100 МПа следует проводин специальными сверлами повышенной жесткости, изготовленными пз быстрорежущих сталей повышенной теплостойкости или их карбндосталей.
Длина рабочей части сверл должна быть не более 6—8 диаметров сверла. Толщина сердцевины сверл диа-
I ом до Б мм должна быть около 0,4£>; св<рл ди <> метром 6—10 мм — 0,3D; сверл диаметром более 10 мм — 0,250.
В табл. 8—11 приведены геометрические параметры инструментов для обработки отверстии.
Большие значения <р (табл. 11) принимают для разверток меньшего диаметра. У разверток с кольцевой заточкой передний угол у = 90°, задний а = 0е.
4. Протяжки
Протяжки, предназначенные для протягивания деталей из труднообрабатываемых материалов, следует изготовлять из быстрорежущих сталей или твердого сплава (см. табл. 5). При скоростном протягивании (и > 10 м/мин) протяжки следует изготовлять только из твердого сплава ВК8 пли ВКЮ-ОМ.
12. Геометрические параметры протяжек
СХфлбатЫ' маемая поверхность Материал протяжен » It ММ
Отиерстие Быстрорежущая сталь 8—12 3—5 0° 30'— Г 30' 0,05-0,3
Плоскость, паз Быстрорежущая сталь Тверды Л сплав 10—15 8—10 3—4 1’30' Г* 30' 0,1-0,4 0,1—0,4
222
Геометрические параметры инструментов
13. Геометрические параметры протяжек пи скор нтного щюIягнваН'1П
Об|. эСотко Sr мн Обраб.т/мгмие млтерннлы
Стали VI —X групп 1 mi лконые силзпы
г 1 «•
Предварительная Окончательная 0.04—0.03 0.06—0.15 0,01—0.03 0,01—0,04 г-10_| 17-18 | 1—0 | 4-6 ю о lilt 1Л □
Геометрические параметры протяжек для обычного резания приведены в табл. 12, а для скоростного резания — в табл. 13.
При протягивании деталей повышенной твердости с подачами на зуб 0,06—0,15 мм рекомендуется на режущих кромках твердосплавных протяжек делать отрицательные фаски шириной 0,08—0,10 мм под углом 0-5—5°. Размеры стружечных канавок под зубом протяжки необходимо увеличить из условия обеспечения коэффициента заполнения в пределах 5—10.
5. Фрезы
Прерывистый характер резания в значительной степени влияет на стойкость фрез, особенно при обработке труднообрабатываемых материалов. Поэтому фрезы из быстрорежущих сталей имеют ряд преимуществ по сравнению с твердосплавными фрезами: обладают более стабильной стойкостью» позволяют вести обработку с большими подачами за счет большего числа режущих зубьев при равных диаметрах. Фрезы из быстрорежущих сталей повышенной теплостойкости Р9М4К8, P9KI0, Р10К5Ф5 и др. позволяют увеличить скорость резания на 10—20% и повысить стойкость в 1,5—2 раза по сравнению со сталями нормальной теплостойкости типа Р6М5. При фрезеровании титановых сплавов и жаропрочных сплавов по корке необходимо применять фрезы, оснащенные пластинами из твердых сплавов ВК8, ВК6М, ВК10М.
Фрезы
223
14. Геометрические параметры режущей части юрповых фрез
Группа так-Г и ели а' V/ а/ п)с <Р* 1. им
Фрезы нз быстрорежущих сталей
1—111 16—25 12—16 ICu—18 8—10 15—30 45—60 2-3 0,5—1.0
IV 10—15 12—16 10—12 8 10-15 45—90 1—2 1,0—2,5
V—X 10—14 12—15 10—14 В—10 10—15 45—60 2—3 1,0—1.5
XI —XII 6—15 10—15 6—15 5—12 10—20 40—45 5-7 1,0—1,5
XIII 10—12 10—12 10—12 В-10 10—15 45—60 2-3 1.0—1,5
Фрезы с пластинами из твердого сплава
1-111 10—J5 12—20 10—12 8—10 10—15 45—90 5-15 1,0-1,5
JV-X 5—в 12—16 5-8 Ь—!0 10—15 45-60 10 1,5—2,0
XI—XII 5-8 15 5-8 ь—ю 10—15 45 10—15 1,0—1,5
хш 5-(-5) 14—16 5 Я—10 10—15 45—60 12 1,0—1,5
XIV -5-(-10) 15 (-40) к—10 10—15 45 10 1.0-1,5
221
Геометрические itapaiMcipu инструментов
15. Геометрические параметры режущей части концевых фрел
груипа м :1те-рпаля У” а° 7i° •° wP Л ММ
Фрезы из быстрорежущих сталей
1-111 15—25 15—20 8—10 8—12 30—45 0
IV 10—15 14 6 20—30 3
V-1X 5—10 12—1G 0-5 6—8 30—45 90 2—3 0,5-1.0
X—XI 5—1? 8—13 6—12 20—30 о—ю
XIII 5-10 14—16 6—12 35—40 2—3
Фрезы с пластинами из твержых сплавив
IV
V—IX хп
XIII
XIV
5 10—15 : 1 | 5-10 to 1 СП
5—8 15—20 3—5
3—5 15—18 3—5 6—8 40 90 3—5
5—8 15—20 3—5
0—1—5) 13-15 1.5—3
0,5-0,8
Фрезы
16. Геометрические nap.MMiipw режущей части uuiiiHAj нчесм.х фрез нз ьыстрореа.ущьх сталей
. . | pyilliU с*‘ <»' /. \ м
V—X XI—XII XIII 8—12 8—15 10-15 12—16 15—20 12—15 45 30—45 33—40 0.8-1.0
17. Геометрические параметры режущей
части дпскпмых фрез
IV V—X XI —XI XIII
1 — 111 IV
V—X XI —XII
XIII
Фрезы из быст(Кфеж5'щих сталей
12 15 0—10
16—20 10-15
10—13 12—16 0—J0 00
10—15 10—' 15
10—15 15—20
2
3
2—3
4—6 о_з
ит твердых
5—10
Фрезы с пластиками
б 10—1 |
12—16 0—5 1-—
12—15
0»5—1.0 0,5—1,0 1,0—2,0
0,5—1,0
Ь Ь. И 1м,р НЧ1 KCI' и др.
2J6
hjilOV М гсрпид СТОЙКОС Ml IIIR ipyuih ЮВ
При торцовом фрезеровании деталей из сталей ?\ группы I в* < лыиую проз подителл кость оСссигч: г< кт фрезы нз сталей РУ Ко и Р9М4К8.
При торцовом фрезеровании деталей из епды в XI группы с о|( < 1200 Л1Па, глубиной резания до 3 мм и ширине и фрезеруемой I. В’ рхш ен! \ * 60 мм Н(Л <ос.Г> разно применять фрезы с пластинами пз сплава ЬК6М, а при I > 3 мм и В > 50 мм — фрезы из (тли Р9М4К& Р9К5 и др. При фри ер е ш н деталей ня силанов с ав > >1200 МГа г кс производительно работают фрезы с пл ас । инами пз твердого сплава ВК6М.
11рп обработке титановых сплавов ио корке необм дпмо Hv.tioni, i]pe li с г’лтст::!:а\и из сп’ива ВКЬ\ а три енпгой корке — из сплавов ВК4 ил.. ВКСМ.
или нз высоко прочных статен XIV групп-' ре-о-миг: уетсЯ ( брвбетымть фразами с пластинами нз и ср 'X сплавив B:\oAi, В Кб.’4 тли ТГ0К4. С\л.с ко (ре н ' пластинами пз сплава T3DK4 можно применять только при большой жсстктстн техн-.логической системы и больших отрицательных передних углах у = (—20 •.
При фрезеровании концевыми фрезами деталей из сталей VI—IX групп при работе по корке и г г» нш । с-язям я о 3 мм необходимо применять Презы с винтовыми илг стннтмп из Твери ГО сплава Г16Й6^ Т5КЮ или ВК8. При т.угпг пи корки и снятии больших пуппус 1 целе-сообр нее применять (} ре и из Г л тро; с: лших «талей Р9М4К\ Р9К5 и лр.
Детали пз тит ш вых сплавов при налипни к рки и исб<’ 1ЫПНХ припуск IX следует фусте] г <ть конневн.мн • аыи с вмятовыми п лептами i» пт а Вл4, гри отсутствии корки II Гол . !И\ пчппускпх—мз бмегроре ;к\ vix сталей Р9!\” и Р8/Ч5К6.
Геометра « кис пи; .Г1 три фре1 rpi р д< ны в табл. 14—17.
ГЛ М’ ' 2
ИЗ! Ч М Г ’ РМОЛ а инн HI I |:ПРХ ViTHirn
Iliiinc режущих г негр v счго: ьч-дет к ухудшению к: ст ;, чйря «л пи » □•г*| ос1П. Опггмальиый h?i«oc л ; . Hi о • • та с.Л!Ч -ci. Кри; ]1л л do 1ШЯ.
Реты
227
Чпс.ъ-iu..e re.inyrwii и i*> в инструмента.. при’ :’
I vnp имл'шп.к, уствнеыеиы по норм::)нас*: режим е-ззния и соответствуют работе из рекомендуемых рс/и/ ах обработ кп.
В спряиоадккс не приведены данные по п носу и периода.: стойкости инструментов при обработке цветных сплавив (1—III группы)» так как стойкость при их обработке i t является лимптируюшнм фактором. Инструмент При обработке цветных сплизоп на реке: .. ivvmpx р ai:-mix р Л uiei без г;е|»еточ1 и течевде i есш я; mix сыен.
1. Резцы
I । iHtiepitr дай са Tiхрдсх :;титгт.х и быстр реж/ВДИ резцов принят износ по задней поверхности. Средние значения допустимого взноса и периодов стсшкости резцов при точении приведены в табл. 18
|Ч. Допус гнмый нэно- и период шгньлкгг кчичи
Мгифьал •Н 111 о в. ;• 16 *1 ни Обрл*. Tl Пн&МНГ » Гс| . .... Л ПУ» гм '• нем: * t Mt* il М ОН liu. . -l-ти Г. мн н
Твердый сплин Черновое TO4CHJU’ Чугуны (IV) Стали (V—VH) Стати vVHi — X) Сплавы ( XI—XII) Стали (XIV) ТьтлоШкС сплавы IXIII) 0.8-1,0 ОЛ-1.2 0.6-0tb 0,6-0.8 0,3-O.G 90 .0 GO 30 30
Твердый сплав Чистовое i vivHllc Чугуны (1 V> Стали (\••— \ 11) Стала (VIИ—X) Сплавь (XI—XJ1) Стали (XIV) Титановые сплавы (XHD 0,6-0.3 0,1-0.6 0.5- 0.6 0,4—0,5 0.3-0.4 60 60 GO 30 30
1 вердый сП Л .ill w быстро режушая сталь Отрезка и Прорезка канавок Чугуны (IV) Стали (V—\ !П Стали (VIII —X) Сильвы (XI—XII) Стали (XIV) 1 итановые сплавы (ХШ) 0,6—0,8 0.6- 1.0 п, 6-0.6 0,4—’0.5 0.3-0,4 о to fe с
8’
2?8
Ihunc я псрпол стойкости иистр' ментов
ПрОММЖДОЖ гаЛл, 18
Материал Нил оСриСс гки ОГфпОа гывлемып МлГнрл&л 1А> групп) Нэйсе А,3 mv (Il рПйД СТ .Ilk'ClU 7. :«пн
I Вердый СПляр Паре Ы1Ш резьбы Стали (\ —X) Сплавы (XI—XIIИ С.2—0,3 30
Бсзнпль* фра V,иные твердые сплавы Точение чистовое и полу-•UlCioBCH* Стили (V—VII) 0,5—0,6 60
Минер । керамика Чистовое и полу-чистовое точение Закаленные сгали до I IRQ, 30—48 0,3—0,4 70
< irpX- 1 верлые материалы Точение: чистовое Закаленные стал» до HRCd >55 0,3—и,1 ьо
Юнисе 90
2. Сверла, зенкеры и развертки
За критерий затупления сверл принят износ по задней поверхности у периферии сверла.
19. Допустимый износ сверл, зенкеров и разверток
Материал инструмента Обрнйатьнисми П материал ’группа) Сверла чкеры Pil3b4.pl-ки
Ил ПСИ." мм
Быстрорежущая сталь Стали (V—VIII) Стали (IX—X) Сплавы (XI—ХН) Титановые сплавы (XIII) 0,4—0.8 0,4—0,5 0,3—0,5 0,4—0,5 0,6—1,0 0,4-0,6 0,4—0,5 0,3—0.4 0,2—0,3
1 вер Д ЫН сплав Чугуны (IV) Стали (VI—IX и XIV) 0,3—0,4 0,1—0,5 1,0—1,6 1,0—1,5 0,1—0,25
П р и м е ч я и и е. Меньшие значения износа допускать для инструментов диаметром до 5 мм.
20. Периоды сюйдести сверл, зенкер >н и разверток
JS
230
IJ’i ос и пс г иод стоГчпсти ni струментои
В начес ifv критерия затупления зенкеров принят кзр1 с по задней поверхности.
Износ разверток приводит к увеличению параметра пкр< х l< 1 ста и снижении точности ( Грабатыв.’.с*« ю отверстия. Для разверток нз быстрорежущих сталей за критерий износа принимают износ по задней поверхности, а для твердосплавных — износ ленточки.
Средни- н. чен! п допустимого взад я сверл., еякеров и разверток приведи ни в табл. 19. а стг. кости — в т.н л. 20.
3. Метчики и плашки
За критерий затупления метчиков принимаю! износ по уголкам. Износ по уголкам увеличивает параметр шероховатости нарезаемой резьбы, происходит налип: ие частик металла па изношенные участки метчика, появляется характер нос гос: риш шгшке. Дели? и сс затупление приводит к заклиниванию метчика н резьбовом (.и uj стин и его поломке. Необходимо следит* м ’’ 1, чтобы износ не превышал допустимый износ. Среднее значение допустимого износа и периодов стойкости летчиков приведены в табл. 21.
За критерий затупления круглых Гпташек принимают и нос по задней грани, равный 0,15—0,2 мм, период стойко и ml? . у переючк. ми состагляст 90 мин.
21. Средние значения допустимо!о тисса и периода стойкостк • С|чгм>я
а 1-.1Г. тип < мый материя»! .V« г рут и* И и ос h , мм Пч vl 'f'MOClH Т MNH
Диимстр > » 1'4 [ W4
До Ю | ( h ||
Чугун (IV) С,2—0,4 30
Ст XI и (V—\ 11) 0,3—0,65 40 .0
Ci пл и (VIII —X) 0.15—0,3 20 У)
Ln.’.iru (XI —XIII) 0,1 —0,2 20 30
Стали <Х1\ ) 0,05-0,1 15 -0
ФоРзи
23
4. Фрезы
Г'-ч u 1Г- ппдсм износа . рсз является взнос позэик? пени-; хвостн ЛР. При фрезеровании сталей п сплавов твер доепдавными фрезами износ фрез не оказывает существенного влияния па параметр шероховатости поверхности Допустимые значения износа и периодов стойкости фре пр» -едены в табл. 22.
Ирн Фрезер ванип чугунов (IV группа) и углеродистых сталей (V группа) твердосплавными фрезами допусти-М л • И31 - С составляет-: 0,8—1.5 мм — л.тя торговых фрез. (. I—0.5 мм — ля i: и1 chi х Фрез, 0,5—0,8 мм — I ы цилиндрических фрез и 1,0—1,2 мм — для дисковых фрез.
22. Допустимые шнэс и периоды сн^ипи фрез
Фреды Материал <J. г.ч I1HIOC >:а, мм Перлид То ГТ К .41 7 м г
Торцовые Быстрорежущая сталь 0.6—0,8 6,3—и,. 60
Тпсрдып сплав 0,6_(К8 U1—0,6 120
Концевые Быстрорежущая стал» ОЛ—0,6 0.3—0,4 60
Твердый сплав UJ—0,6 U.o-O.t 120
Цилиндрические Ныс1рорг/.ж\;11ля СТИЛЬ 0,4—0,6 0,2—C.I 90
Дисковые 'Opv/KMiiiя сталь i ',2— ч),3 »>0
Твердый сптаи 3.1- л,ь ‘ . V л 120
Примечание. Допустимый износ л период пой кости фрез приведены при *»6j лб >кс i.i<ui а ш ШЮ1 VI — XI, XIII — Xl\ ipjnn. 3 чиелшеле дроби указаны значения плюса ирн ч*рноиой обработке, В ЗНИМс1НПС .'С — При 4HCTUIKHI.
1.2
Смазсчнг»-и> тз. . i"Hf ‘илк cru
5. ПрО1н .' ки
За критерий износа протяжек принимают увеличс вис параметра ил-ром ватостн Обработанной поверхности, изменение размера в общего периода стойкости протяжек.
Износ прСТЯЖек .1 Гьмтр гочуших стали при Обработке сталей и сплавов Ла — 0,15-е-0,2 мм. Период стойкости протяжек из быстрорежущих сталей в среднем составляет 120 мни, твердоеллаавд# протяжек 180 мни.
6. Абразивные круги
Период стойкости абразивных кругов определяется только режимами обдирочного шлифования. При обдирочном шлифовании за период стойкости круга принимают увеличение погрешности формы детали, параметров шероховатости обработанной поверхности и появление прижигав. При получкетовом и чистовом шлифовании период стойкости круга не является ограничивающим фактором. Режимы шлифования назначаются в зависимости от требований к точности обработки и заданного параметра шероховатости поверхности.
глава з
СМАЗО’НЮ-ОХЛА/КДАЮЩНЕ Ж ИД КОСГИ
Применение СОЖ при обработке сталей и сплавов обеспечивает повышение периода стойкости инструментов до 2 раз и более.
23. &1азо«п<с-ах.пгждА10{цме жидкости, рекомендуемые при обработке цветных сплавов, чугунов и сталей
Охтяп СОЖ Вид СОЖ ООлестъ применения
2—5%и1ая НГЛ*205, 3—5%-ная У кри пол-1 (УкриншНМ), 5— ]0%-иая Укрннол-1 э Обработка лезвийными инструментами всех видов цветных сплавов, чугунов, углеродистых л легированных сталей
|.Укрппол-1М) Индустриальные масла общего назначения м
Воздух г
СмЙЭПЧНО-ПХЧЯ АПЯЮП1ЧС ЖИДКОСТИ
233
Продолжение табл. 23
Состав СОЖ Рид СОЖ Область применения
2—5*о-иля НГЛ-205, 5—10%-ная НГЛ-205, 3—5%-ная ЭМУС, 3— 5%-пяя СДМУ-2, 1—3%-ная ВНИШШ-117Т, 5—10%-ная ПХП-15Э, 3—5%-пая Укрнпол-1 Э Плоское, круглое, внутреннее, 6tCU< Н Р' I” V шлифование цветных сплавов, чугунов, углеродистых и легированных сталей
осм-з М
Воздушно-жидкостные туманы (аэрозоли товарных эмульсий) Г
Обозначения: Э — эмульсин; М — масляные СОЖ; Г — газообразные среды.
21. Смазочно-охлаждающие жидкости, рекомендуемые при обработке труднообрабатываемых материалов 12 ]
Состап СОЖ
Вид
СОЖ
Область применения
5—10%-ный раствор Аквол-ЮМ, 3— 5%-ный раствор Аквол-1, 1—3%-ный раствор Аквол-2, 1—3%-ный раствор Аквол-Ы
1,5—3%-ная Аквол-2, 3—10%-пая Акнол-2, 10—20%-пая Аквол-2, 1,5— 3%-ная Аквол-6»3— 10%-пая Аквол-б. 10—20%-ная Аквол-О, i
серин МХО, •— 11%-ная ФДИ-3
МР-4, МР-6, растворы МР-09 в индустриальных маслах: 20—50%-ные, 10—20%-ные, 50—100%-ные ЛЗ-СОЖ IT, ЛЗ-СОЖ 1СП.
ЛЗ-СОЖ НПО
Обработка лезвийными инструментами всея видов lei ।;роваиных, коррозювно-с 1OHKV.X, жаростойких. жаропрочных ewieft и сплавов
5—10%-нын раствор Ак>«хм-ЮМ
3—7%-щш РЗ-СОЖб. 7—10%-нал РЗ-СОЖУ, 3—10%-ная Лквол-2, 10— 20%-пая Аквол-2, 10—20%-ван А к вол-6
Обработка лезвийными инструментами всех видов плановых сплавов
234
Сын ючш -ox lahiaioujie жидкости
I ip mo i мине n i. 21
Состав СОЖ
л иль I pi.we. >•
2—o”.-h.uL puciDO) AkDot-IOM, и—
10%- и • астш p л i-ЮМ. 1—
З ’о-I 1/ paCTDOp Kiij *и’!0Л C-l, I — /’u-i ы I paCTnop Ah!»o.«<, 1—3%-11Ы<1
I :jutr>.) Амвоя-14
1, - ’ -t MH Ah < i- . . — 1 a :
Акка‘Н>. 3—10%-пая РМИ-3
UThd dJ/i 1 1 |J\ сталей ренимн из сверхтвердых материалов
HFIj
3—10%-иан А к на1* *10—20%-ная Лка f-. 10—20%-нпя Акгюд-б
Э
КР" < Ail-4, MP-W; pt < ры МР<н в иидхстрпальных маслах: 5— Гг\ -< ье. Ю—20%-шл\ 10 — 60%-нце, 50—1 .-Hive, /l'-СОЖ IT
м
Обилл01 ка о i n pv I и й малого .шшетра в .р}Д1П»лЗ.р h.1 ;ь |.н-
’ ИЦ n.i.rix
MP-G. ЛЗ-СОЖ 1Т. лз-сож ПЮ
Нарез.нпс мелких резьб в глухих о.перстнях
10—1 ,J -j ыи раствор Л к ват-14. 3— b%-i । а ।.jcibc р А .а . -1л, 2—3%-ны1* p.Kiiu р \м о.т-5, —5%ч ый рп< ш • Ai:i: •- . I— л'^-ный р.ълоор Карб.-м и Cl. . —5%-ni.Ti раствор Аюю :•!. 1—3*u-i •♦•< раствор \kijo-i-2, 1 — 3?1.-ныи j jct i р \к .1-14
10—1 • о-млн НГ. 1-20/. Г»—10 0-к«1>1 СДчл -л 7—10%-ha 1 1’3-СОЖ >. 5— 10%-итн Улршжмг*!. 1 >п ,-ьпи Укрн* под- И
Плоское. круглое, анутреинес, бесиент ।»о-|.<»е :нлп 1 «оптнм* кор-роз!tMino-cTi’HKHX, жа-р <;.«рких, жаропрочных сталей tпланов
Л’.Р i.u ры ЛЬ - л ИКЖуггм-альны ча.нх: о —’ J'w-in.i<-. 10— 20%-t i.*^; рж'нюры Ml -‘KI г. виду-ciprc.i- iXwkiiv; — Ю’и-ые. 10— 20% л е, 30— >0\,л L е
Точг'нрр н тетивы
235
Ппоихлж» m • тлГл. 24
СслТ. i> СО/к
( • л г t ph • и* hllfl
3—7%-ная РЗ-СОЖ t, 3—10%-W S
Анн л-2. 10—20%-и;,я Лкы?Л<\ 10— 2( -I ля Дкнол-б
Плоско*, Кр)ТЛ<« ьпу-1ptинее и Гсспснтро* MW 11 :ih}< тли L* п»та-НОВЫХ СП.1ЯИ •
. — г.-1.ы;1 :ас!Рор Акнсл-1", Я— С
распор Акиол-5, 3—5%-ный раствор Акыл-5
Алмазное iii/tu^on i не ИЛ ДНСОбраГ, IhllM-мих стилей
А'Р-10, Укринол-Н. ЛЗ-СОЖ ПИО
(XUvtpO^MW и - 1ч|< н ь • . ' жаронрочнг гх стилей
3—5%-ный растюр Аквол-15, 2— 3%-НЫЙ pl CTbOp АКЧ' 1“5, . —0*< -I L.IL раствор Акнм-5. I—3%-ьыЛ |а in-' Карбау ел С-1
10—20%-пая А не. л-<
5г—рр.гпчр \И-5у и инлу-сгриалшых маслах. VI-10
50— ! : °. •« I piuiBop МР-Ю в |’нду-ст| Г.Л1 ни. • <1сла\. ЛЗ-СС/К ПИО. ЛЗ-СОЖ 2СС
СкОрОСТ 1ХМ 1НЛ1’с|СВ;1-11 i г.if <»!. • 1 л с га-КЙ
► И .Л - Г.лифо-itaiiiie
Обозначения: С — ci i i* nintu ne и n. .i\cin ь .гчссенс СОЖ; Э — вмульенм; М — масляные СОЖ.
В таил. 23 прадмены рею менд' ;ые СОЖ 1ЛЯ каждого сида обработки цветных сплавов, чугунов, углеро-.тистнх г лсгир( г чных стадий <1—\1 гр.), в пбт. 24 — для ]ру;шсо1'| аГ.пнв;хмых матеркалов (VII—X IV гр.).
ГЛ А!! А 4
Г0Ч1НИ1 II HAPl.iAHHt Р! 51.1
Установлен не рациональных режимов резания при т< ч( пни, как и для no< ю вида механичм к< и <к>| ?< • лкя, заключается в выбора оптыыялвмоп сочетания глубины резания, подачи н скорости pt^.ua .» оСгспсчигакгих
236
Точение и нарезан и р ьАм
25. (луСина рслаигл- н mhikitmociu di i.jp.tMcipa П!е|м>коп.1'1пгти
>1 кммктж жесыоии 'leMHWM нческоА chch-v.u н припуска на обработку
lhipuMt-ч । ujrpoxeuuTvuiii мкм Киалж-тст TcStlU.lLJ’ ГИЧссНая HplUiyCh >'.i им
-1 я 1 1'1 1Б1 •° 1 " 1
Чнсл • Хид
Жесткая 1 1 2 3 3 4 4
/<г= 80ч-40 11—12 Средняя 2 2 3 4 4 5 jj
11гж<ч I кая 3 3 4 5 5 6 6
Жсчч коя 2 2 3 4 1 Я 5
404-10 8—10 Средняя 3 3 4 5 5 6 и
11сжесгкая 4 1 5 6 6 7 7
Жест кая 3 3 4 5 5 Ь
Ata = 2,5—1,25 6—7 Средняя 4 4 5 G о ,— —
Нежесткая 5 5 6 7 — — —
наибольшую производительность при соблюдении всех требований, предъявляемых к обрабатывавлои j.стали.
Относительно небольшое влияние глубины резания на период стойкости резцов при точении позволяет при черновой обработке весь припуск снимать за один рабочий ход, кроме снятия повышенных припусков и обработки па маломощных станках.
При чистовом точении число рабочих ходов зависит от требуемых параметров шероховатости и точности обработанной поверхности.
Рекомендуемая глубина резания приведена в табл. 25.
Рекомендуемые режимы резания представлены в виде единичных (матричных) таблиц для каждой конкретной группы обрабатываемых материалов и поправочных коэффициентов для измененных технологических условий обработки.
1. Подачи
Рекомендуемые подачи в зависимости от различных технологии скпх условий обработки приведены в табл. 2G—29.
Для получения обработанной поверхности высокого качества точение необходимо осуществлять за несколько
Ппа«1Л
237
26. Ползки при черт м- ч точении яегппей leiiinxw с пластинами и* тнерлого сцдаь.1
Pi «мер cpiK.iBkii рр-»Ц<|, мм //х /Ъ Диаметр обрабаты ваемон детали м’: До 1 JIVfiHHn р4’и|Ш’>1 t, ММ
1 ' : | tu | С». 10
ПоДИЧЦ flu 1. 6upu7 So> f им
20 0.30 0,21
12X20. 50 o,;tf 0.32 0.26 —
16X25 100 0.46 0,37 0,32 —
2(>0 0.55 0.45 0,38 —
50 0.47 0.38 0.32
20X 30, 100 0.57 0,45 0,39 —
25Х 25 200 0.6В 0.55 0.47 0,40
500 о.нв 0.70 0,60 0,51
Св. 500 1,10 0.85 0.73 0,62
100 0,06 0,54 0.46 0,33
25Х 40 200 0,60 0.65 0,55 0,16
500 1,00 0.83 0.70 0,60
Св. 500 1,20 0,94 0,85 0,73
ЗОХ 45 500 1,30 1,10 0,9 0,76
Си. 500 1,55 1,24 1.1 0.У2
40X00, 75X75 Св. 500 — 2.00 1 »с 1,52
Примечания: 1. При обработке деталей па карусельных станках коэффициент A’so = 0,65.
2. Поправочные коэффициенты на по’.;.”у при.-е.шы в табл, 30.
27. Подачи при черновом растачивай ин деталей резцами с hji.ici инами U тяерлою сплава на токарных ста» Щ*
Глубмич рсаалнн Т, мм
Размер резца нл1 1 оправка им лег 1 резца или JtlpJHKH, мм 4 1 ‘ 1 1« 1
Подача на оборот мм
Диаметр круглого сечения рекка. ым 10 16 25 40 50 30 125 200 0,19 0.25 0,41 0,61 0д9 0,31 0,46 0,13 0.21 0,31 0,18
238
Точение н изрс’анне ретьбы
Продолжение табл. 27
Рим: ср резца или опраикп Вылет I ргзцл или опрэики. мм 1 лу6ni<d , -Заы я f ' »
2 1 3 1 1
П дли 1.3 < 5орит •*
60X60 150 300 — 1,00 0,30 ОЛЗ 0,65 о. 1 л.Го
Сеченне оправки, мм 75X75 300 500 — 1.20 1,00 1,00 0.85 оль 0.71
100Х 100 зио 500 800 — 1,40 1,20 1,00 1,20 1,00 0,82 1,110 0.82 0.7П
Примечав и я: 1. При обработке деталей на карус лыш станках коэффициент Л'$о = 0,65.
2. Поправочные коэффициенты на подачу приведены в тэбл L0.
28. Подача на оборот So (в мм) при точении и растачивании в зависимости от ид.итого пара-.ч i шероховатости при обработке детален резцами с и.истинами мэ твердого сплава _________________________________________
Радиус верши >1Ы резиэ, мм [<й, *»К,1
2U-1U 10—5.0 5.0-2.S | | 2,5-1,26 1.J5—0,Ъ.
0.5 0.15 0,24 0,13 0.08
1.0 0.60 0,33 0.19 0,11 0,07
2.0 0.87 0,17 0,26 0,14 0,09
4.0 — 0,55 0,30 0,16 0Д1
29. Подача на оборот 50 (в мм) при отрезке и прО|>езье канавок резцами с пластинами _________________нз твердого сплава
Ширина лсльия резца, мм •Vi группы
J-IY V-VII VIII— X. хш XI—XI XIX
3 0,11—0.11 0,06-0,08 0,03—0,08 0.01—9,06
6 0,20-0.24 0,1.1-0,16 0,10—0,15 0,08-0.10
8 0,24—0.32 0,16—0,23 0,08—0,10 (.1,06-0.08
10 0,30—0.40 0.18—0,36 0,06-0,10 0,05—0 08
12 0,10-0,55 0.28—0.3ij 0.08-0.1. 0.06—0,10
16 0.55 - 0.00 0,35—0.15 0,03—0,12 о,о<- о.к»
Л р и м е ч а и пи: 1. Верхние пределы подач рекомендуются для меньше.! глубин ы резати я и • eii .iicH твердость »'р.(б:пыь \-«го материала.
2. llcnji.lL ».1Ыи КОЭффИ Jkl ПЫ не под. чу П| line хин В т>Сф. 30.
По алчи
Г9
£0. Поправочные коэффициенты вл псдачу jjjiv изменяющихся условий обработки (см* табл. 26—29)
»1 Состоя в и« II >ЮГ| * нести
Ссз корхг корил h.i;i гр< [ мкчгтам nOHtpXHoiTt
Ko^hpaUHvjn 1>о 0,8
AUivpnan инегру wt нта Твердый сплав Быстрорежущая сталь
К<М*Ч-пинен! Л’$ 1.0 1.5
Течение закален-них тапе1 НКСШ 44-г5С Ш<Сз 574-62
Ku*j. фнпиент к\ о.я 0,5
Точснк jacoairux поверх »кхтей 1 кружных Внутренних
К 4ф.пп'ст Квф 0.85 0,7
Диаметр отрабатываемой пег.ерх-UOCTJK мм 50 7U 150 С». 150
Коэффициент Л\к 0Л5 0.62 0.J-3 0.95 1,0
JV. грхппы Обраб аш-ьаемого нитсраала I— IV V—\ 1 VI1-V11J с ов С 900 МПа. 1Х-Х \11-VI11 е о»> > 900 МЛ., XIV XI-XII XIII
К<1-’]«| нш с» । Л>м 1.26 1.07 1.0 0.9 ( У'- <-л>
у слов с mj.ih.13i додачами, < »к спечль.к ’шимм параметр шероховатости обработанной поверхности не менее Ки —
1,25-^0.63 мкм. Г\ кьмендчемыг иодаян в зависимости < т заданного параметр: шероховатости приведены i г. б л
Подачи при отрезка и прорезке канавок в деталях ив рачлнчшлч материалов приведены L габл. 29.
L п[ 1 41.ьк ко. j41 ши пш па подачу даны в табл. 30.
240
(<c if нарезание резьбы
11одлча
/<лЪЛ*|Л \|AlS As>iAv
где A\(J— коэффициент» учшывающий состояние обрабатываемой поверхности; Л$ — коэффициент, учитывающий материал инструмента; Д'А — коэ:|х1лщцент, учитывающий форму обрабатываемой поверхности; Л\ — коэффициент, учитывающий влияние закалки; /<5. — коэффициент, учитывающий жесткость технологической системы; /ч\м — коэффициент, учитывающий материал обрабатываемой детали; SOj — табличное (матричное) значение подачи.
2. Скорости резания
Режимы резания при точении твердосплавными [тезками, приведенные в таблицах данной главы, даны для обработки заготовок с охлаждением. Режимы резания приведены в виде матричных таблиц и поправочных коэффициентов на скорости резания в зависимости от различных технологических факторов, влияющих на обработку.
Скорость резаная
v = г'т/\с.;
Ко = KpMKrnK^Kf,„Kv KqnKvo,
где t’T — матричное (табличное) значение скорости резания, м'мни; Л'Рм — коэффициент обрабатываемости материала; КРи — коэффициент, учитывающий свойства материала инструмента; Л\,у — коэффициент, учитывающий влияние угла в плане; К?т — коэффициент. учитывающий вид обработки (Л\, — для поперечного точения; Л'г —для растачивания; /(t:i — для отрезки и точения канавок; Ktt — для точения торцовых канавок; Л\ — для точения фасонных поверхностей); Л'рз —коэффициент, учнтьпшквднЙ жесткость ю\ полог ическпй системы; Л'Еп — коэф j in in tu, \ читывай щин состояние < 5рабгпы-ваемой пог । ' сти; Л:и — ко-*; рицненг, учитывающий влияние СО/1\.
211
Скорости резання
Точение цистных СШМ и чугунов
31. (к - t НИЯ фт (R М л:ин)
при течении чагире. ых сплавов (I группа)
ПоЛиЧ4' п । осюрот *>„• *• Глубмнп pi'MiHHH f ми
и.ь 1.0 0 i 1 »•» же | | з.л • ° 1 «.« 1 1 [
0,10 1220 1070 950 682 835 806 770
0.15 912 800 710 G60 626 603 575 560 —
0,20 762 065 592 550 522 500 480 465 447 —
0,25 662 575 515 476 452 435 417 405 386 370
0,30 595 520 462 427 406 390 374 363 348 334
0.35 — 473 427 390 370 356 340 330 318 304
0,40 .— 377 350 331 319 305 297 288 272
0,70 — — —- 292 275 264 254 246 237 228
1.00 — —- — 220 210 202 195 188 181
Г1 р II м е ч а н и е. Поправочные коэффициенты см. табл . 35.
32. Скорость резкими ф1 (в м/ммн) при точении алюминиевых ci (il 1 руина)
Подучи На цборит So. мм Глубина ргялннн <. мч
ОД I ..5 | А» | .«.0 I 1 «.« 1 '•° 0,3
0,10 7G0 GGO 590 550 520 495 _—
0,15 560 485 435 404 380 365 346 — —
0.20 470 410 366 340 320 307 290 276
0,25 405 352 316 291 277 265 25о 236 228
0,30 364 316 284 264 250 238 225 214 204
0,40 — 278 248 230 218 208 198 187 179
0,50 — — 217 202 190 182 173 164 157
0,70 — — — 168 158 151 144 136 130
1,00 <— <— — — 129 124 118 112 107
При исч jn и <?. Поправочные коэфф ицис.н ы см. табл. 35.
33. Скорость резания от (и м мни) при точении медных сп.ишои (III группа)
Подачи на оборот So. мм Глубин* |ц-панпи f, мм
о.г, 1 1.5 7.U | 1 3.0 <0 L±nJ 6,0
0,10 555 482 430 400 378 362
0.15 410 351 417 295 278 266 228 —
0.20 342 300 267 248 234 224 209 200 —
0,25 296 258 230 214 202 193 180 171 166
0.30 266 230 207 192 182 173 162 157 149
0,40 — 1G4 158 148 140 133 124 120 114
0.50 — — 140 131 124 118 НО 106 101
0,70 — — — 109 103 98 91 88 84
1.00 — , — — — 85 80 73 72 68
П р iiNi4au н е. Поправочные коэффициенты см. табл. 35.
242
Тгч-рле и fi'pijpMr рсиГи
34. Счор-сть речднин г, чв м Мин) при точении чугунов (IV группа)
Подач* на oGor on Sn. М-. I.'iyfhhM pt я а ИН 4 /, нм
1 1,- '•» -’.0 1 1 *.с 7,i
С, 10 200 178 169 160 152 141 134 127
0.15 184 165 156 149 141 13С 124 118
0.2П 175 156 117 141 133 123 117 ill
0.25 165 148 139 132 125 117 111 105
0.30 15 9 142 134 128 121 112 ICC 102
0.40 15о 135 128 122 115 107 102 96
0.50 134 121 113 109 102 96 90 86
0.70 — 105 99 94 86 8(1 75 71
1.00 — 92 86 82 76 66 62 58
Примечен и е. Поправочные коэффициенты сы. табл. 35.
35. Поправок! ые коэффициенты на скпрость резания при течении цветных сплавов и чугунов (см. табл. 31—34)
См и. I. гаГл 1
Материал инструмента вкя 1 к вк; В КЗ вкзм
Лч ,.т мпт< риалов 1— 111 групп 1.0 и и 1.12 1.2
Лц, для чугуне в 0.83 1.0 1/ ЕН —
Елагин .ft \юл в плане / 30 45 69 75 "0
л\ 1.1.' 1.0 J.KI 0.81
П< И' р 1пюе точение Oiiioukhil дка-мстрсв d D 0.1 0,2 0.5 ол Св. 0,8
AtJ для материн лот 1—111 групп 1.45 1,22 UI 1Л" 1.0
ДЕ, ллн ЧУГ}Н°В 1,5 1,0
1 а* т.ипп а-нне Диаметр расти* ЧИГ-I.V I5» опк,-( И” , мм 50 75 15»> ж Св. 250
I UI. 0.75 1 < 9 1.0
Olpe IM н 1< Hi Кг» in г т п <.1 :i> . /> 0.4 0.7 0,9
| 0,05 । 0,н 0,5
Скорости пез.тнил
2 И
Г1 > од -чел ле 3j
1оченне , ,. |Ц Ц ч , H.-lilUUK 0.5
HucihJ .рСинных hjl.<;iX'U“ сгей 1 !аружных Внутренних
0.75 и.в
QfUur*use поверхности Вез корки С коркой
.пленной 381 p>IJ-не: н >6
AP„ 1,0 | <\а.> 1 «...
Условия обработки С СОЖ Без С‘ )Ж
* 1 ‘°
Примечание. Вв;п> незначительных пи ртлчи^. козни-кающих при точении цветных спяасюя пчхтугон, поправочные ко*|н флцисп.ы !.□ жгог.эсп- lexiu.iotлческ-ж системы не прнесиунеж.
Точение уемродис/кых, лиар юнм, g теллсу по х, жаростойких и жаропрочных старей
36. Скорость резании ог (в М мин) при г^ е рч г еро и-.с,ы-и и легированных unui (V —\1 ipv'iii)
Подач» на иборит. U4 1 H1U , ‘J Hitt И
и. Л 1 □ 1.5 -.0 5.0 7.U и. и
0.10 340 304 285 171 257 239 226 215
0,15 312 280 264 254 239 .'20 210 198
0,20 296 265 250 239 /0л 198 1S8
0,25 280 251 230 228 214 197 188 177
0,30 270 212 228 219 105 1 Ч) 180 171
0,40 239 216 200 192 182 170 160 153
0,50 223 202 190 132 171 160 157 ИЗ
0,70 — 186 174 IG6 —
1,00 — 166 157 119 — — — —
Примечав и е, Пинраоочшю ко^фициенты см. табл. 37.
214
Точение и нарезание резьбы
37. П» правочные ко »ф; ипиенты i-i* скор* с ib mчлпи i при точении угле] чинилых и легированных стилей (см. т.чбл. 36)
Ar.t См. ч. 1 . таб.1. 1
Материал ът ннстр! мен- Т15К6 Т30К4 Т14К8 Г5К10 ГТ7К12 ВК8
Д«!Г 1,0 и 1 о.ь 0,05 0,39 0,83
Главный Ш> 1| ° угат в иля- 4*5 G0 75 9о
£ц 1.0 0*02 (1,86 0.81
Поперечное точение Отношение диаметров dD 0.1— 0.5 0.6—0.7 Св. 8
Коэффи-цигнг АГ] 1.45 1 1 ! *** 1,0
Раста- Ч ива пне Диаметр отверстия, мм 50 75 150 250 Св. . 250
Л'г2 о,в 0.75 0.8 0.9 1.0
Отрезка, точение канавок Отношение днямстроп d/D 0,4 0,7 0,9
к1л 0,64 0,58 0,5
1 очеши торионыч хапапок 0,5
Точение фасонных поверх ногтей Наружных Внутренних
0,75 0.6
Диаметр обрабатываемой поверхности, мм 20 50 70 150 Св. 150
Крж Наружное продольное и поперечное точение 0.45 0,61 0.82 0,93 1*о
Растачивание 0,4 0,Ь | Г | ч.М 1.0
Скорости резания
213
Продолжение табл. 37
Состоя ши поверх по* Cl II Без корки С коркой
Аг, 1.0 0.85
Условия обработки С СО/К Бе ((QK
Л* , 1.0 0,8
ЗЯ. Скорость резания (о м/мни) при точении теплоустойчивых сталей (VII группа)
Подач» н» □борот $0 мм 1 лубнпо |м *, мм Подача iti оборот So. И Глубина ргзяиия Г, пм
1,1) 4.0 1 о.о 20,0 1.0 4. V !о,0 •20.0
0,01 211 182 0,45 120 86 .6 (Xi
0.08 177 135 — — 0,60 — 75 64 56
0,15 155 120 101 88 0,80 — G6 58 52
0,25 135 100 85 74
Примечав н е. Поправочные коэффициенты см табл. 43.
33. Скорость резания гт (в м/ммн) при течении коррознош O-Ci . ,iki<3 силен (\)Л группа)
Подача на оборет 60. им Глуйпгц рс;>.пшм /, мм 11идлча На оборот ло, ММ 1луОнпь уез.ишя f, мм
1.1‘ 3.0 7.0 16.0 I,1’ ч.б 7,и 1ь,и
0,04 164 142 124 109 0,26 55 49 41 38
0.07 124 109 97 85 0.33 49 15 38 33
0.10 97 85 74 67 (‘,41 43 30 32 28
0,13 85 74 67 56 0,51 .18 33 28 25
0,16 74 67 56 49 0.61 33 29 25 22
U,21 6S 56 48 43 0,80 30 24 — —
ii р ц у с I. а н 1. е. i kir ыкршие ко. ] .ршасчпы см* i. L 13.
246
Точение и нарезание
40. Скорость рсз.пнвя гт О’ * мпн) ир: точении л ар< LfOMHWX деформируемых сталей (IX ipynna)
Подаче »« S„. им 1 • м р f. MV Подача I ни оборот ' ЬО' ““ Глуби Ня ре.чппим . *4
I.' •,г ”.' 16.0 1 1.0 з.о К 0
0.0-1 1G4 142 124 109 0,26 58 48 44 28
0,07 124 109 97 85 0,33 49 43 36 33
0,10 97 85 74 67 0,41 44 38 33 29
0,13 85 74 67 57 0,51 39 32 28 25
0,17 74 66 54 49 0,64 33 29 24 22
0.21 67 56 48 43 о,ьо 30 25 22 19
П р и м с ч а н it с. Поправочные коэффициенты см. таСл. 43«
41. Скорость резак».. гт (в м мм») при точении ксррозионмо-стойки*., жаростойких и >ар« пр< чных деформируемых сталей с ав S00 МПа (X группа)
По.,»чл на оборот •* r.’i’Vid d [ >ания Г мм Подача на обор'1 Sc. -м 1 логина ре , ММ
1,0 3.0 *>,о 10, С L0 ; ,<J |Д ц
0,05 ж 0,26 82 72 64 52
0,07 163 131 114 — 0,33 72 64 58 48
0,10 148 114 101 81 0,41 — 56 52 43
0,13 131 101 91 72 0,51 52 47 36
0,17 114 92 83 66 0.64 — — 42 32
0,21 103 84 74 58 0,4) — — 35 28
Примем а н п е. Поправочные коэффициенты см. табл. 43.
42. Скорость резания гт (н м мин) при точении м ррозчокнг-сюАких, jMijMiCToftriix и ЖММДОВШ деформируемых сталей с ав > 900 AUla (X группа)
11 ода 441 на ч- * Гл’.бин р< 1 1 я , мм Подач., на об*>г сП 5р. «м Глубина ₽•• UH ИЯ t, мм
1 С 3,0 8.1 10 < 1.0 S.. lu.O
0.05 % 79 65 59 0,38 59 43 40 Э5
С.Ю 87 72 59 54 0,45 54 44 36 33
0,15 79 65 54 48 0,55 43 40 33 30
0,25 72 5<» 48 14 0.66 44 36 30 27
0 31 65 51 14 40 0,80 10 М 17 25
П р н м е ч а и и е. Поправочные- коэффициенты см. ынл 43.
(^оро^тн реззнмя
13. Попрлвоч'.ияс коэффициенты i:л скорость резании при точении сталей VII—X групп (см. табл. ЗЯ—42)
, <w а.Мвлемих л рнллол МП । 1 V tig М «Т'-р414Л<>П
VII VIII X X с о1Г < ПОМП X с оп> >*мЮ МПа
500 иоо 700 КОО V>00 10<Ю нею 1200 1300 мое 1500 1700 1 1 1 1 1 1 рЛ ~£ £ о о | 1.4 1.2 1.0 0,»4 0.7 0.52 1 1 1 1 1 1 *4 1 с"*~ 1.22 1.05 1.0 о с о с — 1 1 bl к’-хо 1111 ОС СП
Материал инструмента В1<6 ВК6М Т5К10 11 Кб
1.0 1 2 1.1 1. ’
Главный у г al в плане фа 30 45 <>0 LfO
Лс! 1.2 1 1.0 02/2 0.87
Попе* речное точение Отношение диаметров d D IT. 1 11,2 0.5 0.8 Со. 0,8
1. 1.1 LS 1.Н 1.03 1.0
Раста-чнванне Диаметр сидер* 1НЯ. мм к 30 50 75 200 Св. 200
о.з ол 0.6 0.8 02» 1.0
О i редка, ючецие кан.ня'К Отношение из-ыстров d/D 0.1 0.7 0.9
^с-4 0.65 0,6
1 оче: ли-юр новых кинапои U,5
24Я
Точение и нарезание резьбы
Продолжение тзбл. 43
Теченье »ьСЛнинх inmvpsHO-к n il 11 дружных Внутренних
0.75 0.6
Дпдчн ip сор: „TUKhVOi. поверхности, &1М 2о 50 70 150 | Св 150
А' 1 lap у ж ное продольное и попе-речное точение 0.35 0.53 oja 0.9 1.0
Ряс гач л мние 0.3 0,5 0,75 0,65 1.0
Состояние поверхности Lies корки С коркой
ЛЧ1 1.0 0.75
Условия обработки С СОЖ Без СОЖ
лио | 1.0 I о.а ГмйДО жаропрочных и жаростойких сплавов, титановых самым и высокопрочных сталей
41. Скорость резания (в м мин) при точении ж? непрочных и жаростойких деформируемых силанол на никелевой основе (XI группа)
Подачи н.. .и-..| .и so чм ГлуГиП.1 р * Ml 1 IM 1 Под .'1'1 на оборот SQ мм Гчубннг релння /, мы
l.l J.0 л.и п.е 1.0 2.0 3.(1 ь,о
0,(К) 0,10 0,15 П р in жаропрочн 60 53 47 4 0 Ч <1 1 45. См ых лит 53 17 0 и и е. >рлсть ей пи? 42 37 rionpj peaai с сила 2 1Г.ОЧИЬ !Г.Я 0 Н(Ш И 0,24 0,38 0.60 ,:е коэффии г (в а никелем 42 37 ленты ) при т и“| пени 37 32 см. та очей н вс (X 32 29 25 бл 44 и II гру 29 25 22 гп па)
Подачи На оборот so. «•> Глубина р* и.пил /, мм Подача па оборот <SQ. мы Глубина резпния /, мм
1.0 •-’.о З.о и,0 1,0 2.0 л.о б.О
0,06 0,10 0,15 При» 20 18 13 4 е ч а । 18 13 12 II и е. Попр; 1115 Я 0,24 0,38 0.60 ie коэффнц 12 пепты 11 8 6 см. та 10 7 6 6.1. 44 9 6 5 к
СмОрШЧН р< !. »п !1
24'2
46. Скорость резания рт (и м мин) ирн точении титановых сплавов (XIII группа)
Подача ил оборот so ... 1.| ГМ1Ы р<-. ИИ» Г. МЫ 11 > 1да чл пл (>СорОГ So. MX Глуби tut резднпн /. мм
1,0 2.0 1,1 S.U 1.0 2. L «Л ь.о
0,08 141 122 _____ 0,30 8l 67 5G 46
и, 13 120 99 61 76 0,38 — 61 52 42
0,16 109 90 71 60 0,48 56 46 ;*8
0,20 99 80 67 56 0,60 — 51 40 33
0,23 69 74 61 50 0,80 — 39 32 27
11 р и м е ч а и и е. Поправочные коэффициенты см. табл. 48.
47. Скорость резания t>T (в м мин) при юченин мы со ко прочных сталей (XIV группа)
Плдича па (rtfopgr so. мм 1лу<л1Иа pij..n>iJi t, ым Подача па оборот 5О. мм 1 "И11.1 ре ынин % мм
U 5 и 1.5 ?.О 0.5 1.0 1,л ‘..0
0,04 52 4G 42 38 0,10 37 32 1Ю L8
0,06 48 43 36 33 0,20 29 25 23 22
0,08 40 35 32 эо
Примечи пне. Поправочные коэффициенты см. таил. 46.
46. Поправочные коэффициенты на скорость реиния при точении сплавом XI—XIII групп и высокопрочных сталей XIV группы (см. табл. 44—47)
1Т0 обряб^ТЫНПГМИХ материалов, МПа Группа Миториалип
Х1 XI11 XIV
450 — —
550 1,16 1,5 —
750 1.0
850 0,95 U0 —
900 j | 0,63 —
I0GU 0.S» | 1 1 1
25f)
Точечпе к нарезание резьбы
Прожолжечае таби 48
h Of ..Гj l t* емых :Г1*рМ-*Л‘ h* ‘‘И 1 1 pym.a 11Ср»лли1
XI XI. 1 Xl\
11 OU 0.55 0.7 —
1250 О.И —
1300 - 0.5? —
Ы00 — —
1600 — — 1.35
1W0 — — 1.25
000 — — 1.0
ЖЮ — — 0,K3
Сплавы XI1 группы X. подгруппы
хи ХП XII Xi!
2.4 2.0 1,2 1.0
M перил inciу yvcina 5 flQ liKGM. BK6-OM bkiom. BKIO-OM BKIOXOM S tn TI5K6. TDK 10
Л0|( Х1-ХП 1; t» 1; 2 1; 26 1; 3 1; l 0; 5
ХП1 1,0 0/J | — — — —
XI\ 0.3 1.0 — — — 1.4
Главный \г i Пла- не 30 45 CO ?o
л°ф 1 10 0,92 O.bl
Сло^/кти rfWHfl
К1
Продолжение табл. 48
П<ХКрСЧ-ное точение Отношение диаметров d!D Q.I 0.2 и.. 0.8 Св. 0>
Ач 1.47 1. 1,2 1.14
Гастачп-канне Диаметр отверстия, мм и т> Ж) Св. 1(м»
Ач 0,45 0,ч и.<* 1.0
Отрезка, точение канавок Отношение диаметров d О 0.4 0.7 п.‘»
'й ПТ) 0.6 G.f»
I Ч< НПО т< иных канавок Ач 0,5
Точение фасонных поверх нс стен Наружны?: Впутреннпл
Л... 0,75 0.6
Дн. '» гр < Срай'ТРП. коп поверхности. *м 20 50 70 15(1 Св 1 >0
Л() XI. XII. Наружное продольное и поперечное точение 0.4 0.57 де (1.95 1.0
хш. XIV (’,35 0,53 0,78 0.9 1.<
XI. хн. Растач!! тапке о. к 0.38 пл-; (V > 1.0
хш, XIV 0,25 0.43 0,72 U.h7 1 Л»
( «1. пс и ох ногти Без корки (2 коркой
АЦ1 XI—XII, XIV 1,0 (),>
XIII | 1.0 0.7
ZQMMNf Об|М0ОПС1 | С СОЖ Без СОЖ
А»и | 1 1,0 1 0.»
К2
Точение и нарезание резьбы
•;tie Заки Л ИНЫХ I И QA h
49. Скорость резани» ъ7 (« м ft ин) при точении * <нр ченных сталей с план инами из твердых силам» (/= 1,0-^2.0 мм)
ш?сэ Под. Ч. ни оберет S мм
и,1Г» о. • 0.» 0.4 0.Л H.G •1?
з5 — 157 ни 125 116 108 102
39 -— 135 118 104 95 88 83
43 —— 116 100 88 79 73 67
46 107 92 78 71 64 59
49 —- 83 70 60 53 48 45
51 92 75 64 40 34 —
53 79 66 44 32 26
56 58 48 38 25 20 — —.
59 40 32 24 — —- — ——
62 34 26 — — — — —
П р 1 г м с «| л и п с. Поправочные komJ< шциснты см. табл . 50.
50. Поправочные коэффициенты на скорость резания (о*. т и,... •’<!)
Обруби (ЫпасыыГ материал нкс.4
М—49 50— SL
Материал инструмента Т15К6 Т30К4 В Кб ВК8 ВК4 ВК6 ВК8
Лц, 1.0 | 1.25 0.85 0.ЯЗ 1,0 0.92 0,74
Главный угол в плане ф® 30 45 60 (JG
Л HR О, 35—39 1.13 1.0 0,92 0,81
IIRC, 40—62 1.19 1.0 | 0.83 0,71
Условия обработки < < () '4< | Вез СОЖ
LU 0.8
1 lone-речное точение Отношение диаметров d/f> 0.5 0,7 Св. 0.7
A’jj 0,69 0.79 0,92
Раста-чпнаши 0,83
Точение 1 канавок | 141 1 HRC, 35-49 | HRC, 11-62 | I 0.38 0,27
Скорости реэання
253
Ч. Режимы ре ля инн при точении резнями с пластинами in мннсралокерамики
ОГфиСи! LilpACMUT материал ИКС Гичгнре /, м* Ьо. им С. М. UII1I
Углеродистые, легированные коррозионно-стойкие, жаропрочные, жаростойкие и высокопрочные стали 33—45 11олу’ ЧИСТ0НО4 Чистовое 0.6—2,0 0,2—1,0 0,1—0,3 0,1—0.2 ЬО—150 150—250
45—55 Полу-чистовое Ч истовое 0,5—2,0 0,1—1.0 0,1—0,4 0.1—0,2 8 о 1 1 S g
55—65 Полу-чистовое Чистовое Тонкое 0,6—1,0 0,3—1.0 0,05—0,3 0,07—0,15 0,05—0,07 0,05—0.07 60—120 80—1С0 100-180
Коррозионно-стойкие хромистые стали 33—40 Полу-чистовое Чистовое 1.0—3,0 0,1-1.0 0,1—0,5 0,1—0,2 80-150 150-200
Углеродистые инструментальные стали 55—65 Лолу-чистовое Чистовое Тонкое о,ь—1,0 0,3—ПО 0,05—0,3 О О о о о о И 1 1 1 оо о со ~ •М -I сл 60—120 80—160 100-200
Серый чугун НВ >200 Чистовое 0,1—по1 0,05—0,3 200—400
Серый п ковкий чугуны НВ <200 Полу-чпетовое н чистовое 0,5-2,0 0.2—0,5 150—500
П р и меча и и я: L При растачивании отверстий табличные значения полам и скоростей резания умножать на кож]?фициен1 А'& = ®= 0,65.
2. Меньшие значения скоростей резания для больших значении глубины резания и подачи.
2М
Точение и i ярезание резьбы
п. Режимы резания ирн тине..ин pi-зцами с и ^иннами м3 СЕМ
Обрм* «J f*tt at mi :Л МЭИ’pHял 1 oHclIlU? Марк» СТМ Г, мм 30. ям rt М 1. > ь
Сталь» м из ленная до IIRC, 40—€0 Полу-чистовое Композит 05, 10 •* 1.0—2.0 0,12-ОЛ ЬО—120
ЧпСЮВОе С, — 1.0 0,04—0.1
Тонкое 01, 10 • 0,1-0,3 0,02—0. И
Сталь. а каленная до ИКС, г3—€7 Чист иное Тонкое 01 0,2—0,6 0,05—0.2 0,04—0,0* 0.02—0.04 fcO—160 R-0—IbO
Пн.->р\ ментальная сталь, HRCU Ь5—65 11олу-чпстоЬое Чистовое Тонкое 01. 10 *J 0,6—1.0 0,3—1,0 0,05—0,3 0.07—0.1 L 0,05-0,07 0,05—0,07 60—100 70-120 70—120
Титановые сплавы Полу-чистовое и чистовое Карбонадо 0,1—0.2 0.02—0,07 80-ICO
Чугуны серые и высокопрочные, НВ 150—300 Полу-чистовое и чистовое 05, 01, 02, 10 1 0.05—2.0 0,03—0,2 ЗОи-ВОО
Отбеленные чу- 1 уны. НВ 400-G00 Полу-чистовое и чистовое 05, 01, 02 0.05—2,0 0.03—0,3 50—200
1 ПСрЛЫ* in |ПВЫ, 1-11? А НО— .46 Чистовое 01. И' •' 0.1-0.5 0.05—0,1 0.05—0,07 10—20
I Oil KOI
•* СТМ для обрпбот::н с уларом.
Г р и меча и и я 1. При растачивании отверстий Ks = =
= О.бГ
2. Ahii’inir зньчинн lkojkxiui рсаднкя для больших 1м»кш<Л глубины г. ’31Л1Я И HUau’.II.
Счс псти эегг ним
ГЛ. ггялмм i(, i.sv ми и юй pc3Upr.ii с иласп-нт i
113 БВГС при стойкости нлстр; • er :л :B—CO
*'• »nl> ГМи^сММЙ материал HRt . (%- Л мы С. М'ЧИН
У .UplWKtlite и легчровй1шы1* ста* ли До 1.0 1,0—2.0 2.0—ЗЛ 11,(7—*Д2 0.12—0.^0 г, fl—о.эо LU —2?Я] гл - 1 0—2ЙС
30—3G До 1.U 1.0-2. 2»С— . » 0.С7—C.I2 <J,12-O,2( д(?—0.30 il ' — 1гО НО—165 П • —140
1\ор| о aicHHu-ciofi-КЖ 1ПиП11 (GOO—МО) До 1.‘» 1J — 2.С 2.Р—з.в 1,117—. ,1,- (0.20 Д '—О.. (' 1 if — rj
/1 < • чные ста* ли (GOO—’•GO) До 1.0 1.0—2.1 2.0-3.0 о *3 1 1 1 о рр с о >3 iao—»• • —IX! '.14, -17»
П рп меча нт я: 1. При рг/» к г д( и. jmji резнями Ко = 0.6.
2. WtHbui значения скоргстеЙ резания дам бо.т лих знлч инн гмбинь . fl.’ll г» и пела1 п.
Значения ит для точения цветных сплавов и чугхкск приведены в табл. 31—34, а поправочные к эффмпнекты jri скоресть ре <л;пя— в i./л. 3&.
Значения t’: для точения углеродистых и легпрон п-ных ст. .псп приведен.: в табл. 36» а поправочные коэффициенты на скорость резания I ra(fa. 37.
Значения ит ДЛЯ точения *• к*, уст йчнвых, zh.ipociofi-кил и жаропрочнь \ ст лей ш шд хны в табл. ... — 1J, а п ^районные к< ;*<|»иивспты — в гаГл. 43.
Значения ©т для обрдботия Ж8р< СП икпх п ; apt П| < ч-пых сплавов, титановых сплаве; и гыеокопр< "ных сталей приведены в т.збл. 44—17, а поправочные КОЭффацманты л.» скорость резания — з табл. 46.
Режимы резания при точении закаленных ста теп привив вы в табл. 4У, а пооравдчяые ксь ]•] шикшы— в табл 50.
25G
Точение и нарезание резьбы
Чистовое и получистовое точение резцами, оснащенными минсра.юкера миной, СТМ и БИТС
11рименепие минералокерампЕН для токарной обработки металлов с каждым годом расширяется. Замена твердосплавных резпов резцами, оснащенных минерало-керамикой, повышает производительность труда на многих операциях при одновременном увеличении периода стойкости резцов.
Особенно э([х|юктнвно использовать такие резцы при обработке закаленных сталей и чугунов, для которых рекоdeii.iyeiCM керамика ВО-13, ЦМ-332, В-3, ЬОК-60, силнппт-Р, киртшшт и ВОК-71. Кроме этого, резцы с пластинами из В-3, кортпнита н снлпнита-Р применяют для точения цветных металлов на основе меди и сплавов па основе никеля. Резцы с пластинами из мипералоке-рамнки обеспечивают обработку деталей с точностью 6—7-го квалитета. Период стойкости резцов из минерало-керамики в 5—20 раз выше, чем твердосплавных, при одновременном повышении режимов резания в 1,5—2 раза.
Резцы из сверхтвердых материалов необходимо применять при тонкой, чистовой и получистовой обработке деталей из сталей, чугунов различной твердости и некоторых труднообрабатываемых марок сталей и сплавов. Чем выше твердость обрабатываемого материала и скорость резания, тем более существенно проявляется преимущество резцов из СТА! по сравнению с резцами, оснащенными пластинами из твердого сплава и минералокерамики. Так, при точении стали с HRC, 45—50 периоды стойкости резцов из композита и твердого сплава Т30К4 различаются в 3—5 раз.
Высокие режущие свойства и износостойкость резцов нз СТМ обеспечивают высокую точность обработки (5— 6-го квалитета) и параметр шероховатости обработанной поверхности Ra до 0,16 мкм.
Бсзволь Храмовые твердые сплавы применяют в основном для получисгового и чистового точения в условиях спокойного ре апчя.
Режимы резания при точении материалов резцами, оснащенными БВТС, мппсралокерамикой п СТА), приведены в табл. 51—53.
Рсжнмь резания
2.7
3. Режимы {юзания при нарезании резьбы
Резьбопарезапие является одним из самых сложных видов обработки резанием. Нарезание резьбы проводится путем многократных ходов с радиальной подачей резца па каждый рабочий ход или последовательной заменой метчиков» входящих в комплект.
При нарезании резьбы в деталях из различных материалов применяют в основном резпы с пласт: нами из твердого сплава. При нарезании специальных резьб с большим шагом (св. 3 мм), точных резьб, а также тогда» когда невозможно применять оптимальные скорости резания для твердосплавных резцов, применяют резцы пз быстрорежущих сталей.
Нарезание резьбы резцами
Нарезание резьбы резцами проводится за несколько рабочих ходов, число которых зависит от шага нарезаемой резьбы и материала заготовки. Режимы резания при нарезании резьбы резцом взаимосвязаны, что затрудняет выбор их оптимальных значений. Глубина резания при нарезании резьбы переменная: при первом ходе она равна подаче, а ирн последнем — высоте профиля резьбы Обычно весь припуск снимается за несколько черновых л чистовых рабочих ходов.
Скорость резапия при нарезании резьбы резцом:
у = от/Со; Ки ==
где от—матричное значение скорости резания, м/мип;
— коэффициент обрабатываемости искомого материала; — коэффициент, учитывающий влияние материала инструмента; Krd — коэффициент, учитывающий вид нарезаемой резьбы; /Сг — коэффициент, учитывающий количество рабочих ходов; l\fn — коэффициент, учитывающий ВЛНЯЫМ С.О’Х; /<р< — коэффициент, учитывающий влияние термической обработки.
Рекомендуемые режн :ы резания при нарезании резьбы резиими в деталях из чугунов (IV группа) и пален (V— VI группы) приведены в табл, 51, а поправочные коэффициенты — в табл. 55.
У В. 11 Lap.iii'dtKo и др.
258
Гонение и нарезание резьбы
54. Сворот» резание г.рн нарезании реовОи M4VMN
& деталях из ч’Гунов < 1\ группа) и сталей (V—VI группы)
РсэьСа Шлг резьбы, мм MiTpii'acKMii резьба Гр»г4сис«дал1 ньг ГсльСа
Ч мело 1~бо»шх ходе г 1т м/м И » Число р*Си*шх ходов Т’ м/ими
•WJ МО-г«ых ЧИСТ О-P1JX ЧСр Н0-f.UX чистс-IUX
Чуг> пи
2.0 2 42 —
3.0 3 47 — — —
J1яру ж пая 4.0 4 2 51 — —
5.0 5 51 -—. — —
6.0 6 55 — — —
2.0 3 32
3.0 4 37 4 3 33
Внутренняя 4,0 5 2 40 5 3 35
5.0 5 40 6 3 36
6,0 6 44 7 4 39
8.0 — — — 9 4 42
Стали
1,5 3 139 — —
2.0 4 136 —- — —
Наружная 3.0 5 2 129 5 з 112
4,0 6 122 6 3 107
5.0 7 117 7 4 103
6.0 8 114 8 4 102
1,5 4 ИО
2.0 5 105 — — —
Внутренняя 3,0 G 2 16 — — —
4.0 7 93 — — —
5,0 8 87 — — —
6,0 ч Ь4 — — —
Примем л н и е. Поправочные коэффициенты см. табл. 55,
Режимы ротавив
2 ►
”. Г «правочные юз|'»инленты i j скорость вешняя при
||| i.inti* рель ы U ДОШ Hl чугунмт и СТзТгн (см. T.iul. 51)
ч. См Ч. U тГа.Т. 1
Мягерк «л инструмента i 17» Кб TOOK 1 i UK- ВКЛ вк 81U В КЗ
Л’^ для ч\ гупов — — — 0,83 ио 1.1 ии
К9л для пядей V— VI групп 1.0 из 0.76 0,1 1,43 — —
Г с шба ГЬружнач Влу»реипян
’ 1КОЭ* 1Г J я В упор d < 100 мм <i > ! 0U мм
Сквозная В упор Ск вол-пи * В упор
1.0 0,9 0.85 0.8 ио 03
Отношении фактического числа рабочих ходов к принятой) (<ЛЧ.' 0,75 1.0 U25 1.5 2.0
Ль, 0,89 L0 1 .М 1,17 1.3
Условия обработки с сои; Без СОЖ
к. 1,0 О.вЗ
За кадка HRC, <35 1 IRC» С 43 1 IRC, < (.2
Л,, С,&9 0.06 0J7
Щ> и и е^ч а к п с. При нарезании резьбы быстрорежущими рез-
И
.(()
leii tiise и нарезание резьбы
56. Режимы резании при нарезании мстрнчсскоЛ резьбы в деп..п1\ it силеи и сплавов (VII—XIV (рупны)
Mi.vjio рабочих ХОДОР
<т и» мумии) а ллпиенмч сти </r iруппы ибрвбчл мвасмого материала
0,75 о (Л, 56.2 30.5 24.5 43,5 24,0 13.0 о.5 2-\8 10,5
1,0 3 67.2 54,5 29.5 23.8 42.0 23,2 12.5 6.3 2>.О 10.2
1,25 3 62,5 50,5 20,5 21,7 39.0 21,5 11,5 5,5 24.5 10,0
1.5 4 2 С>2.5 50,5 27,5 21.7 ЗУ.О 2 L5 Н.ь 23.5 10,0
1.75 4 60.0 18,5 26,3 2! .0 37,5 20.5 11,3 4*7 22,7 9.7
2,0 5 60.0 48.3 2ь,3 21,6 37,5 20,5 11.3 4,7 22.7 9.5
2,5 5 56,0 45,5 24.5 19.5 35,0 19.5 10.5 4.3 22,0 9.0
<3,0 6 54,5 44.0 24.0 18,8 34.0 18,5 10.2 4.0 21.5 8,5
11 р н м о ч о н п <. П(М1]*шючные коэфф! nueiriu на скорость резания При седины к >абл. 57.
57. Поправочные во?ффиииенты на скорость резания при нарезании рс ьбы в деталях из о.'.ин и плавок
Ов Обрубит NUdVMUW материя.юн. МП*« Группа материалов
V11 | VIII IX 1 ! х 1 XI I 1 Х"11 1 } XIV
450
600 1.0з — 1.0 1,16 1,5
700 1.0 1,0 ** 1Д 0.95 *1 1,0 —
800 0,94 0,92 “ 1,0 0,84 41 0,95 1.0
ИЮ 0.8С 1,1 « 0.88 1.0 *а 0,63 —
1000 0.7- 1,0 ,s 0,8 0.84 *2 0,58 0,8 —'
нои —. ч » 0,75 *- 0,Г< 0.7
1200 — — — 0,68 *- 0,48 —
1300 1400 — 0.84 * — — — 0,52 —
- 0.59 е*
1500 — 0.7 ’ —
1600 —— — _— __ 1,35
1700 — 0,52 •’ — — —,
1800 — — — — «*• — 1,25
21НЮ —- — — — -— 1,0
2200 — — — — — 0,83
Гелпчы рсз. нпя
261
Продолжение табл. 57
Силаны ХП группы № подгруппы
ХП ХП ХП ХП
А гм 2,1 2.0 1.2 1.0
Материал иистр} меп-лп Т15К6 ВК8 15KGM
1.0 0.8 1.2
Условия обработки С СОЖ Без СО Ж
А₽п 1.0 0.8
Oi ношение фактического числа рабочих Ходов к принятому Оф^пр) 0.75 1.0 1.25 1.5 2.0
Л'о,- 0.89 1.0 1.0л 1.17 1.3
Резьба Нар\ ж кая Внутренняя
Сквоз-пая В упор d < ЮО мм d > 100 мм
Ж и о £ ж U В упор Сквозная В упор
^0(1 1.0 | 0,9 0,83 0,8 1.0 I 0.9
*I 1 loupnno'uiuc коэффициенты па скорость резания при нарезании резьбу в деталях из сталей с пн< 900 Mi h.
• Поправочные коэффициенты па скорость резания при нарезании резьбы в деталях из силен с пв > 900 МПа.
Режимы резания при нарезании резьбы резцами о труд-необрабатываемых материалах (VII—XIV группы) приведены в табл. 56, а поправочные коэффициенты па ско‘ рость резания — в табл. 57.
Нарезание резьбы метчиками
Метчики предназначены для нарезания внутренних резьб. Нарезание резьбы характеризуется двумя параметрами режимов резания: скорое) ыо резания в толщиной слоя металла, снимаемого одним з\бом.
.<2
Icmhiic и нарезание резьбы
Толщина срезаемого слоя для выбранного метчика зависит or угла заборного конуса ir числа зубьев (в* рьев). В процессе эксплуатации метчика она практически не изменяется.
Скороеп» резания зависит от и термала детали, диаметра и шата нарезаемой резьбы.
Комплектность метчиков при лею устанаятивл гея следующим образом. Нарезание резьбы г сквозных отверстиях глубиной до 1,5Р (где Р — и *?г резьбы) нроводшея одним метчиком. Нарезание точных резьб, а также резьб большой длины осуществляют комплектом из двух метчиков (чернового и чистового), а нарезание резьбы с шагом Р 3 мм — из трех метчиков. Для нарезания резьбы в глухих отверстиях с шагом Р < 2,5 мм применяют один метчик, а с шагом Р 3 мм — комплект из двух или трех метчиков.
Режимы резания при нарезании резьбы в деталях нз алюминиевых сплавов, серых чугунов, углеродистых и легированных сталей метчиками из быстрорежущей стали приведены в табл. 58, а для труднообрабатываемых материалов — в табл. 59.
В табл. GO приведены поправочные коэффициенты га гкороегь резания при нарезании резьбы в деталях из алюминиевых сплавов, чуг\ нов, углеродистых, легирс-ванных сгалсй и тр\дп< срабатываемых материалов.
5b. Сиирлсть резглня t»r (в м мин) при нарезании резьбы в сталях in алюминиевых сплавов. чугунов, yi .ер* истых
И ' Н •ЮГ.ДЫЧ 'X СТ. ’ll ’tMIliL’U 111 t 1х( Т|Ч>рСЛ.1 х
С1 SLIl I
Д’М *»• 1р 1 1 . ( ( 1 1 мм U*1 , < Ч '' 4 . •! ’ \ • J |1Г- • ( { ыи nvrvi lih |Г, — 1.‘< V-\ ! u -1.
hJJt . J ..T. 1 U
Г) ь И) 12 1G 20 24 30 31 V,7 :—],() 0.75—1,25 1,0-1,5 13’—1,75 1/—2,0 1. —2/1 1. —3.0 2.0—3,5 3.0—1.0 11.5 24 6 41,2 47,8 35.5 Зл.б 5,4 М 8,4 ;о,5 10.5 t\5 ь Ч 10.2 113 а.з П,Н И,8 14,5 14,5 12.0 12.0 14,3 1^>
11 Р < Т * .ИЯ см. манн <. г .ь ТО. 1 h it . Е 4 •It КО ppkUHCliU гл • короегь
Режимы ретиннм
$63
Б1. Скорость резания (п •• гни) при нарезании резьбы к . cia. лмх из тру.н обрабатывав ы\ сталей н сплавов метчиками из » ыстрорежутих <тллей
О Р < Т..*П Н'УЫ 1 МЖ1Г- рН4Л • Реэьба
м гр упиы V дни 2 tw—zw 1 < 1 л е 7 -п ш 7 ли и—мао
VT1 <1(ХК» 2.0—3,0 3.0— 1.0 5.0- 7.0-8.0 9.0— 10 10-11
VIИ <1000 >1000 1П 1Л 7 7 Л О 4,2— 5.0 2.0— 3.0 5,2— G.5 3,7— 4.6 О,!-7,8 1.6-5,5 \о 5.5— 6,5 9,0— Ю,3 6,5— 7.1
IX 600— ЮОО 700—1000 О.Й—1.2 0,8—1,0 1,2— 2,2 1.0— 1.8 4,0— 5,0 2,6— 3,2 5.0— 6.0 3,2- 3,8 5,0— 7.0 3,8— 4.5 8.0 4,5— 5.1
X! 1000—1100 1050—1300 . —0.8 Ручная 0,8— 1.5 0,5— 1,0 2,2-2,6 1.1 — 1,4 — го Zi- ?- Ci -’1*1 3.2— 3.7 1,7— 2,0 3.7- 4.3 2.0-
ХП W0—1000 Ручная 03- 0,5— 1.0 1,0— 1.5 1.5— 1.8 1.8— 2,0
Х1Н С600 >600 0,3—1.0 0.5—0,8 1,5-2,5 1.0— 1.5 3,3- 4.2 -\0— 2,6 4.2— 5.0 2.6- 3.1 5л" 3.1 — 3.6 5.8-6.7 3.6— 4.1
XIV <1700 Ручная 0.3-1.0 1.0— 1.5 1.5- 2.0 2.1— м
П рнмеча в и я: 1. Боливию тэчення скоростей резания для резьбы больших AHaiiuipoB.
2. Поправочные »иэффиц|1сН1ы на скорость резани а см. табл. 60.
264
Точение к нарезан не резьбы
60. Попраьочньс i.o лчфк! пен гы па и^ореггь ЮВвмя при j/Hi..1 poi un & стчшдгн (а*. гайл. 58—59)
Пироги. г|> PcWj.i
смилним | а /Пир
*м 1,(1 0,5
Лилериал Ш1С'1рум<чл.-. PI? I’.'KS Р10КЗФ5 Р18Ф2К8М
1.0 1.1 1-* 1
Нарезание резьбы ташьими
Плашки предназначены для нарезания наружных резьб. Подача на зуб при нарезании плашками определяется в зависимости ог угла заборной части и чш\ а зубьев, а скорость резания — в зависимости от обрабатываемого материала, диаметра и шага резьбы.
Рекомечуемые значения скоростей резания при нарезании резьбы платками в цветных сплавах и сталях приведены в табл. 61.
Для коикре/шш марки о'р.л'аигиемого т ан риала скорость резания
v = с\Л\, где гт — рекомендуемое значение скорости резания (табл. 61), м/мпн: А‘.м — коэффициент оирабагываемосп1 искомого мачерпала по табл. I.
61. Скорость ревлкня vt (r м мин) при нарезании ре*ьСы ГШЛШКЛМЯ
Днестр реяьби, мм Пии [ч i. jj мм Ллюми. | <--1Н4Г CIUlMl.H Литу|.н > TJ . ; иДИСИл Н 1<кН1рОНЯШ>1Л ’валн
4—6 1.5—1.0 10,2—15,3 7,6—М 2,45—3,4»
Р-П) (1,75—1,5 12,3—20,0 Ь.8—9,2 2,Ь5_^,25
12 1,0— 1,75 12,8—25,0 9.6 2,45—5,65
16 1,1 — 1,75 15,3—26,5 11,5 3,45—4,9
20 1,5—2.0 20,0—28,0 15.0 .1,45—6,4
24 1,5—3,0 15.3—35,0 16.5 3,45—7,9
II р п м < ч а н и г. Ьплыпие значения скоростей рч* шипя при нарезании {с.ьб с меньшим шшом.
Режимы резании
2ъг>
ГЛАВА 5
СВЕРЛЕНИЕ, ЗЕНКЕРЛВЛИИЕ II РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ
Гл. 5 справочника содержит нормативные материалы для выбора режимов резания ирн обработке отверстий стандартными сверлами пз быстрорежущих статей и твердого сплава. В таблицах приведены режимы обработки для каждой группы обрабатываемых материалов в поправочные коэффициенты на подачу п скорое! ь резания в зависимости от различных технологических фак-юров. Назначение режимов ре пин i при обработке отверстии заключается в выборе глубины резания, подачи н скорости резания.
1. Режимы резания при сверлении
Рекомендуемое число рабочих ходов при сверлении приведено в табл. 62, а рекомендуемые длины участков сверления между выводами сверл — в табл. 63.
62. Число рабочих ходов при сверлении
№ группы обрзбатывасмиго мыс [шаля Дни метр ип«грстня d, мм
15 Сн 25
1—IV 1 1 1
V—X, X111-X1V 1 1 2
XI—хн 1 2 3
63. Рекомендуемые длины участков (в мм) сверления между выводами сверл
М пн подл Диаметр сперла, мм
Ди 5 5—10 10—1ь 18—25 До 5 5-1(1 10-18 18— 5
Для ыитермилон V—XII. XIV групп Для Md герцiJЛов XIII группы
До Ьго 5D 4D 3,50 3D 4D 5П 2.5D 2D
Между Ьм и 2-м 2D L5D D D 0.HD 11,6D
266
(aep/kiu c, че к ридергьпын» с
Продолжение тзбл. 63
Л» BIJnL’ll Диамс/р viK-рл». ым
До ' 3—10 И-!» 13—25 До 5 5—10 I '—13 14—2 5
Для митерналоп * —.\Ц, x:v групп Для uiTepi/ялon МП группы
Межд> - м и 3-м 2D 1.50 0.5D D 0,3 0.5
Между 3-м п 4-м 0 0.5D В U.S'» оде 0.!
Между и 5-м — U.4D 0.5D D 0t8D U,6D 0.5D
Между 5-м и 6-м — 0.5D — OJtD 0.50
Подачи
При сверлении рекомендуются три группы подач:
I группа — сверление отверстий в жестких деталях без допусков или с допуском 12-го квалитета под последующую обработку сверлом, зенкером пли резком;
II группа — сверление отверстий в деталях средней жесткости или сверление с получением параметра Rz = = 20-М0 мкм под последующую обработку зенкером или двумя развертками;
III группа — сведение отверстий в деталях малы жесткости или сверление отверстий с точностью 11-го квалитета под последующую обработку развертками или нарезание резьбы метчиком.
Сверление отверстии в деталях нз чугунов твердо-сплавными сверлами рекомендуется осуществлять с меньшими НЗДИВДО, чем сверлам» Из быстрореж) щи \ ста !ей. В этом случае нею н.зуютс В 1 и II группы подач.
Подача при сверлении
50 = So T/\s; l\ =
где т — матричное (табличное) значение подачи на оборот, мм; /\Sf — коэ|>!н1ниепт. учитывающий глубину сверл • г и; — коэ [>|)ициеит, учитывающий жест-
Режимы резания при cb.p.icwmi
267
64. Подача на оборот 5Оь т (и мм) при сверлении отверстий Быстрорежущими сверлами
Ци м О. мм ГГЛ I I л о> ;.ЙЧ Д| ..Ml ;г 1 J ппд. ’
1 1 1 1 111 1 11 1 1 111
2.0 0.0-1 <1,0. ».,(»_ Ю.о 0,25 1UI 0,12
3.0 0.0ь 0.04 0,0 . 12.0 0,2Ь 0,20 0.14
4,0 0.U 0.07 0.0' | :о,о (1,34 0.25 0.17
5.0 0.11' 0,10 0.07 1 20.0 ’ .40 о,эо о.2О
ОД) < .11. 0,12 о.оь 25.0 0.44 с.з? 1,22
ь.о (л 0J5 и.10 I 30,0 ( Л о.эв • ,25
ОБ. П правочные ьс3ффмцие|| | ы на подачу при свс, леннп
•__________________(см. табл. 64)_______________________
Глубина см-рлення 0 5D 7D 10D 15D
1.Н 0.85 0,7 0,G 0,5
/heciKucn тсхви-j ПЧ’ Kin системы Высекая Средняя jInsкая
А-вЖ 1.’’ 0,75 0.5
Материал инструмента Быстрорежущая сталь Гвсрдый cinан
AsM 1.0 0.6
От перстне Скьознде Глухое
1.0 0,5
I j \niia поллч 1 1 11 1 1 in
Л^м At группы обрабатываемого ма- терий.! а
1 2.7 1 2,0 | 1 3.2
11 l,3c I 1.52 | 1.85
Ш 2.0
IV 2 0 1.4 •*
V—VI (о„ = tOO AUInl 1.0
V—VI • Op = HH‘ MI IH) 0.7
\11-X. XIII 0,75
Xl-XI!. XIV 0,55
° Лрп обраСшье чу* у па с НВ> 229.
2 ,н
( игр lemte, генкер<><* <иие н разяг|пыпаннг
Кость технологической системы; Кзи — коэффициент, учитывающий материал инструмента; — коэффициент, учитывающий тип обрабатываемого отверстия; /($м—коэф, фициент, учитывающий марку обрабатываемого материала.
Табличные значения подачи So. т приведены в табл. 64, а поправочные коэффициенты на иодачу — в табл. 65.
Скорость резания
Скорости резания, приведенные в табл. 66, 68, 70, рассчитаны на обработку одним инструментом с заданным периодом стойкости при нормальном его затуплении и работе с охлаждением.
Скорость резания
у = v,Л'с; К, = KeJ<DaKOtlKVoKOTK0l,
где ст — матричное (табличное) значение скорости резания, м/мин; Крм — коэффициент, учитывающий марку обрабатываемого материала; КОи — коэффициент, учитывающий материал инструмента; Л'С/ — коэффициент, учитывающий тип отверстия; К;.о — коэффициент, учитывающий условия обработки; К„г — коэффициент, учитывающий стойкость инструмента; — коэффициент, учитывающий длину сверления.
Поправочные коэффициенты на скорость резания для цветных сплавов, чугунов, углеродистых и легированных сталей приведены в табл. 67, а для труднообрабатываемых материалов — и табл. 69 и 7i.
66. Скорость рся!ь*ия t»7 (в м мин) лрн сверлении цветных сплавов. чугунов, у< лероднеч ых м легироваврых сталей сг.ср. а‘111 вв быстрорежущих cia icii
Дмимгтр св<‘р.1। D. »*м Под i‘ia и » - Я X,. Гру<11»*| Млн pn.Uloli
1 11 111 IV V —VI
n П.Н7 49 41 G8 42 за
z 0.10 34 29 42 36 32
Режимы резания при сгл-рлснпи
269
Продолжение чябл. 6G
Диаметр tr»-|..ia D. мн Похячя на <>боро1 Л* . мм Групп* Muiepibuioii
1 П HI IV V—VI
0,07 1*1 68 82 52 46
о.ю 58 48 74 42 37
4 O.ifi 43 36 63 36 32
0,20 33 27 56 32 28
0,07 117 98 86 48 .38
0,10 83 69 80 42 32
6 0,1-5 «0 50 72 36 28
0,20 48 40 64 32 24
0,30 38 32 56 29 20
0,10 106 88 90 48 37
0,15 78 65 77 42 32
8 0,20 62 52 68 36 28
0,30 49 41 55 29 24
(|,40 41 34 17 25 20
0,15 94 78 96 48 37
0,20 74 62 80 42 32
10 0,30 59 49 72 32 28
0,40 49 41 64 29 24
0,60 41 34 56 25 20
0,«0 34 — 50 23 17
0,15 107 98 94 46 36
0,20 85 76 82 44 30
12 0,30 (39 65 76 36 28
0,40 58 52 68 30 24
0,60 48 46 62 28 20
0,80 40 37 56 25 16
1.00 36 32 52 23 —
0.20 99 Ъ Ьо 42 34
0,30 78 65 72 34 28
0,40 67 56 64 28 24
15 0,60 55 46 58 26 22
0,80 47 39 50 24 18
1,00 41 . 34 46 21 —
1,20 37 — — — —
270
( нервен г л земкерование и ратвгртынлние
Продолжение табл. 66
A>«vi . €1№рЛ4 £>. НИ 11<дД4|.*П II GU<IQI Ьо. b 1 материалон
1 И ш \ ¥ —VI
U.-1 120 100 73 36 32
0.30 95 7J 60 32 27
20 0,40 81 69 52 29 24
0,60 67 56 46 25 20
О.8О 5 । 47 41 23 15
1.00 4 1 41 37 20 —
1.2и 45 — — — —
0. - 114 95 68 38 32
0, Ю 96 80 57 34 28
С». 20 0.60 ВО 67 52 30 22
о.^> 67 56 46 26 18
1.0П 60 50 40 24 15
1.20 54 45 — — —
Примечание. Поправочные коэффициенты см. табл. 67.
67. Поправочные коэффициенты на скорость резания (см. табл. 66)
См. ч. 1. табл. 1
Магер tn инструмент л Р9К5 Р10К5Ф5 Р6М5К5 Р12ФЗ Р6М5
1.0 1.15 0.96 1.0 Н
От вер л *ы I лу ^oe Сквозное
13 0.9
Уел цы - обработки С С)4С Без СОЖ
1.0; 1.2 •* 0,8: l.o •'
Гл V 1 1 1 C ic J юн я. 3D 5D 7D 10D
Kot 0.9 Оф8 u,7»j
е| 1 ;лпрпз'>чшг* i. [ фикиент на скорость резания при Сверлении цветни* спмавин 11 — 111 групп).
Режимы резания при свержении
271
СЯ. Сне,| ость резания гт (в м mi.»i) прл сверлении геплоустгГ.мирых, нп озиснно-стойьнх, и-ариснл mix и . i re* f । \ сь . са
Группа илгегмалоа
Диаметр сверля D. мм Подача н» vt< -РО’ so Ml > vm r. < < iron MIU) Mil (%> > 1ОП'. Mil- X *9 c n £8 x V J и A
1.1,03 43 28 Ik ’-•h 42 •6
0,04 31 20 11 27 30 12
4 0,05 26 17 10 22 25 10
0,06 22 14 10 20 22 8,6
0.07 19 10 18 7,4
0.08 16 — — П — 7,0
0,04 37 26 15 36 48 18
6 0,06 26 18 13 25 36 16
( ,08 19 13 11 22 24 12
0J0 16 И 10 17 20 8,5
0,0-1 37 28 16 28 43 lb
1),0ь 26 20 It 23 30 12
8 0,0b 19 14 1/ 19 22 8,6
0,10 16 12 11 15 18 7,4 5,4
0,15 12 10 12 14
0.05 37 26 lb 25 43 16
0,07 26 10 16 22 г0 12
12 0,10 19 16 14 15 22 8,6
0,15 14 14 11,5 12 18 7.4
0,20 10 12 10.5 10.5 14 5.4
0.06 31 23,5 20 25 40 14.5
0.08 22 16,5 16,5 22 34 13.5
0,10 19 14,5 14,5 Т/ 26 12,0
17 0,15 14 10 0 13,5 Г 20 8,6
0,20 10 7,5 12,0 13 16 6.3
0,25 8.F. 6,5 11.0 10 12 4,8
0,05 27,5 21,o 26 38 14
0,07 26 19,5 15,5 22 30 12
25 0,10 19 14.5 13.5 16 22 8.6
0,15 16 10,0 12,5 12/ 16 6.3
0,20 12 7.5 П.5 9/. 1? 4,8
11 р и м е ч а и и е. Поправь и lk ко:»р) циеитц см. iatVL 69.
•onH«m. MH.iofO '’UNCOS’ > н0 н nin 0001 > niiHoirdoQ.) ndu BiniHEdd qt^odoHJ ин тчэпп n '/() = dWeiSWHXOt •<•; [ tfJlfL’W tqntiwod lt.X)ijoM3 mt UniHlli'|>rj uo л nuXd j x и П1Л iptx’io |м|м=оч t>Ni(hotiednon ie 061111X01 ’JflOGllUXOl * )Я r!N!ThOacdllO[J T.
<r<) 19*0 8*0 .r. I
(11 L c г hi< ‘Kimoirdau^ KiiugXirj
»:z‘O £8*0 99*0 0*1 8Г1
0‘fr O'z S'l 0*1 9*0 е'2/ч’л) UoiiHHUJudOH и nijoeinolo ЦОМЭ0НП,1ИЖ() aniWniOHJQ
4'0 0*1 "”y
'коэ rag ЖОЭ Э HMioy^dQO Hiiuoiro^
6*0 0’1 Pdy
ЛОНБСХ1ЧЭ aoyAir । aniadjHJLQ
C*l ЧГ1 0'1 F-60 9R’O »^y
RMiWtki сфеном 9M6d 9X9W9d 9W9rl RiK3i\Xdi3Wii uendaJBN
9*0 8*0 0*1 " 9'0 *• 6*0 I 1*0'1 ini £ 09'0 89‘0 £6'0 0'1 i‘l 2-1111511». । OOZI OOSl OOH ООН 0021 OOH
0*1 ГФ 0*1 0001 006
b 1 1 s« 2'1 098 008 ooz 0S9 009
* 1 I . XI 1НЛ 11Л ”UW ‘nrRHclaisH ojoito»HFi±»9i>df)n uo
tiOirondaiRH tfiniAdj
(89 чмэ)
в и him ad Ч1э<м1оиз ен тнэиииффеом anHhoacduou *6<J
аиндоннЬдею! н ^HHiniodjHiUE •акнэгдаг)
Режимы резании при сверлении
273
70. Скорость резания гт (tl мин) при сверлении жаропрочных, жаростойких и титановых сплавов и высокопрочных сталей
Диаметр норла D, мтг ГЬдачл и» оборот *> мм 1 ругщз материалов
XI XII XIII XIV
0.01 24 32
0,02 — 21 26
4 0.03 10.1 17 36,3 14.5
0,04 9.1 12,5 25,3 11,5
0,06 7.1 7,5 11.9 —
0.08 5.6 6.3 10.4 —
0.01 28
0,02 — — — 24
0,01 10.1 12.5 30,5 18
8 0.05 9.8 10,0 21,3 13
0.06 9,1 8,6 17,8 —
0,08 7.1 7.5 12,4 —
0.10 6,4 5.2 «.7 —
0.1 S 4,1 4.6 6.4 —
0.02 32
0,03 — — — 30
0.04 20 36,3 26.5
0,05 10.4 17 25.3 24.5
0.06 9.1 15 21,3 18,5
12 0,08 8.0 12.5 14.9 15.0
0,10 6.1 9.0 10.4 —
0,15 4. 9 6.3 0,7 —
0,0 4 0 4.8 5.0 ——
0.07 9J 8.0 1 1 25,3 36
0,01 12,5 21,3 34.5
20 (МО 0.4 8.6 И.9 28
0.15 4.9 0,3 «,7 18
0.20 4.0 4.8 6.1 —
II р и м е ч я и н с Поправочные коэффициента см. uhi, 71.
> с Стренге > Материал iiHcijjyM и* та для сталей XIV гр у П'Ш > л» Материал инструмента 2
с Глулое 1 1 с С Р6Н5 Ъ
1,15 CS р "'Г Р6М5К5
& РПК5, Р10К5ФЗ р сг
р п * § 1 р ВКЮМ
М? Р9М4К8 о
р [ К15М
Р12МЗК&Ф2 р
P-Mif ы резании ырв чсмкеропании
275
Продолжение таЛл. 71
с сож Ijej СОЖ
ч 1.0 из
Qiiiomeire фахтнче-скоГ* стойко*ы 1. нэр-млтииной lT|, Тп) 0,3 1.0 2.0 4.0
А\>т ин 1.0 j 1 °Л О.7
Глубина сверлении, мм 3D 50 7D 1 I 10У
Кр; L0 0.8 0,65 | м
е1 При сверлении сплавов XI—XIИ группа твердосплавным и сверлами = 1.5.
2. Режимы резания при зенкерован ни
Процесс зепкеровання предназначен для обработки отверс!ий после сверления с целью обеспечения правильной геометрической формы и необходимого параметра шероховатости обработанной поверхности.
Операция зепкеровання может быть предварительной под развертывание с точностью 6—8-го квалитета п окончательной с точностью отверстия 11 — 13-го квалитета и с шероховатостью обработанной поверхности Кг — = 104-20 мкм.
Выбор режимов резания при зепкероваиим заключается в определении глубины резания, подачи и скорост резания.
Глубина резания и число ходов
Глубина резания определяется как половина припуска по диаметру обработки отверстия.
В табл. 72 приведены рекомендуемые предельные припуски при зенкеровапип.
Число ходов при зенкеровапип определяют исходя из размера обрабатываемого отверстия, припуска на обработку, требований к качеству обработки (обычно оно не превышает двух).
2W
Сверление, 1снке[ окание и pa mq шв.шие
72. Предельный припуск 2t (о мя) при i веровании oiверстий
Д>ым<тр ра D, мм 1 рУ 1П1а ’1 I l р |М I II Диаметр эеккерз D, мм Группа м«зг|нтллоа
1 — \ 1 VI1 — х 1X 1 —VI VII — ХП
До lb 18—30 30-50 2.5—3.5 4.0—4.5 5.5—8.0 1.0—1,5 1.5—2.0 2.0—.3,5 50—Ь0 80—100 7.1-10,0 8.0—12.0 3,5—5,0
Подачи
Подачи при зепкеровапии назначают с учетом требований к параметрам шерихоипоип и ючиости обработки отверстий и в зависимости от прочностных характеристик обрабатываемых материалов.
При эенкеровашш рекомендуется три группы подач:
I группа — зеикеровапие отверстий в жестких деталях без допуска и с допуском 13-го квалитета с последующей обработкой двумя развертками;
II группа — зеиксровяние в деталях средней жесткости и зеикеровапие с получением параметра шероховатости Цг = 104-20 мкм с последующим применением одной развертки:
III группа — зеикеровапие отверстий в деталях малой жесткости и зеикеровапие с получением параметра шероховатости Иг — 6.34-10 мкм без последующей обработки.
Подачи при обработке местных и черных металлов и поправочные коэ%|м{ ицненты на подачу приведены в табл. 73.
73. Под.'-чи ня оборот т (в мм) при зенкерован ни млтернидои и iionp:iRtHii»b t мифе пименты нл подачу я тависнмосги от тсхвоми нческих условий обработки
Днестр 1 pyiui.i tJUjN4 । Диаметр i pylillb КОДМЧ
>|.*ике]к1 О мм 1 и 111 1 | 30 И КГ рв D им 1 II п
15 1.50 1,57 им 0,7 35 2,20 1,70 1.М 1,15
18 1.32 0.8 40 2,40 1,25
20 1,65 1.40 0.9 45 2,50 1.85 1,30
25 1,72 1,50 1.0 50 2,70 1,95 1,35
30 1,80 1,60 и
Режимы peuiiiHH при кнмровании
277
Протяженье табл. 73
Поправочные коэффициенты на подачу для изменяющихся условий обработки
Отмерстнг Глухое (жпизное
0.5 1.0
X? группы обрабатываемого материала 1 п IV V—VI VII—X, XIV XI-XIII
при группе подач 1 1.0 0.83 0,57 0.40 0.36 0,27
II 1.0 0,75 0.49 0,43 0.32 0.23
III 1.0 0,87 0.52 0,45 0,36 0,23
Скорость резания
Скорость резания для конкретной марки материала u » v,Kv\ Ко = КЛ1/< Л\Л\Л;,пЛ\ >-
где ит — матричное (табличное) значение скорости резания, м/мин; Kvм — коэффициент обрабатываемости материала; /\,г1 — коэффициент, учитывающий тип обрабатываемого отверстия; /СРн — коэффициент, учитывающий материал инструмента; — коэффициент, учитывающий фактическую стойкость инструмента; Л п — коэффициент, учитывающий состояние обрабатываемой поверхности; Л\,о — коэ|)фн1Ш12Пт, учитывающий влияние охлаждения.
Скорости резания п поправочные коэффициенты на скорость резания приведены в табл. 71—76 для магниевых, алюминиевых сил с ов. чугунов. углеродистых ч легированных статей, а для труднообрабатываемых материалов — в табл. 77—55.
278 G>q* темне, зенкерованне и ратвертыванме
74. Скорость JMBMH Гт (в м мни) при зенкеровапип отверстий в магниевых и алюминиевых сплавах зенкерами из быстрорежущих сталей
Д| .v.•| ftC»l i j, О.
ч. •им •< г елляпм 1 '•Н»П • М.’Г сг >11
Г! < •ЧОП Лс ми
1 <• 1 • 1 1 л | у.е 1 1 1. 1 1. 7.U
Цельные зенкеры
10 36 ;м) 1 25 — ~4 20 Ь
15 &з 45 36 30 35 ч 30 14 /0
20 70 57 44 42 47 38 32 28
25 87 72 G0 51 58 48 40 34
30 84 70 GU 56 47 40
40 — 105 Ь7 72 —. 70 58 48
Ьо — 129 105 90 — 86 70 to
Насадные зенкеры
60 70 57 48 47 38 32
70 — 93 78 €4 — G2 52 43
80 — Н5 93 79 — 77 62 53
Примечай и е. Поправочные ксвер| пцнепты см. табл. 76.
75. (корысть резания гт (в м мин) при аевкереммня отверстий в чугунах, углеродистых и легированных сталях зенкерами из быстрорежущих сталей
Дмкмгтр жН1*<р.' Л. Чугун | Стили V — УЧ । р) пг
Глубине J < • НИН Г, М’1 Подача на (ДАфо.* 5'о, мм
мм 0.75 I 1Л 1 | !.*• 0.71 1 |м 1 1л_
15—35 цельные 0,5—1.0 1.1— 2,0 29 S7 26 24 23 22 21 19 22 19 19 16 .1 11 14 12
36—Ю naca.iti.ic (.3—1, 1.1-2,0 26 25 23 22 21 20 IX If 20 17 17 15 15 13 13 И
Примечание. Попр<:ноч|.ые ко^фициеьгы см. 1яил. /б.
Режимы уезди ин при инкср :чапин
7 I
7 % Попрдв:•'г/e i-oaj Jui'hChiu на спорость pMtniSft при зеикеуонанни (см. табл. 74—75)
См. ч. 1. т:г 1 1
От верстне Глухие Сквозное
Л=ч 0,9 по
Материал инструмента Р6М5 Р9К5. Р1ОД РбММул Р6МЗФЗ ч.\П В
0.91 ПО о.».; 0.95 П ’
Состояние поверхности Ье* корки С коркой
Ло,| ПО “ 0,8 м
Условия ибрлботки С сож Без СОЖ
1.0; 1.2 •» | 0.S; 1.0 ,Л
1 Поправочные коэффициенты для чугуна и стали IV—V групп.
1 Пдпр .точные к >эфф тц тенты тля ииетных спил-*. I—.! i .иг
77. С ар ость резан чч vr (э м мин) при 1еикероплнми отверстий н сталях VII—VIII трупп с □„-= 6OO4-IUOO 4Пд зенкерами нз быстрорежущих егдлс.»
Ди » .t | i 4CIUCCP 1 >. Mu [Лубин J PCUIIHW .', мм Ц|> 4 4 ч . , -/ ^АГГ
0/J 0.28 0,33 0.55 0.7?
12 0,3—0,1 21,(1 18,S I'.i 1\0
20 0.4—0.6 23.1 20,1 18.6 16.3 11.6
Зв 0.6—0,3 — 23,7 21.0 Id. 1 16.1
40 0.8—1.2 — — 21.0 -П> И.<1
П р и ы с ч а и и е. Поправочные коэрфицлетпы см, тачл. 31
ЯМ Сверление, зеикерование и развергыпание
78. Скорость резания <?т (в м мин) при зенкеровании отверстий в сталях VII—VIII групп с оп = 1100-^1300 МПа зенкерами из быстрорежущих сталей
Диаметр зеккерн Dt мм Глуби и. рсдопня /. мм Подачп ив оборот мм
0.2 0,28 0,35 0,55 0.77
12 0,3—0,4 7,8 6,4 3,3 4,4
20 0,4—0,6 8,'J 7,2 6.0 5.2 4,3
35 0.6—0,8 — 7.8 6.6 5,5 4.6
40 0,8—1,2 — — 6.0 5,0 4.0
Пр и м е ча и н е. Поправочные коэффицие 111 ы см. табл. 81.
79. Скорость резания гг (в м.мин) при зепкероваини отверстий в сталях IX группы зенкерами из быстрорежущих сталей
Диаметр зенкера О, мм ГлубиНЛ резания (, мм Подача пл оборот *?0, мм
€11 1 | 0.28 П.39 0.55 0,77
8 15 28 0,3—0.4 0,4—0.6 0.6—0.8 35 31 28 25 —
40 I 0,8—1,2 — 44 36 31 27
11 р и м еч а и н е. Поправочные коэффициенты см. 1абл. 61.
80. Скорость резания z>r (в м мни) при зенкерован ни отверстий в сталях X группы зенкерами из быстрорежущих сталей
Д|ымслр 4CIIH.J1U D, мм Глубина ре а л и нн /, ММ Подача на оборот -So. мм
0.2 0.2Н 1 0,3‘» 0.55 о./7
12 0,3—0,4 21,8 17,7 14,6 12,5
2(1 0,4—0.6 25,0 20,4 17,0 14,4 12.0
35 0,6—0,8 — 22.0 18,0 15,4 12,6
40 0,8—1.2 — — 17,0 15,0 11.5
П р и у t и а и и V, Поправочные коэффициенты см. табл. Ы,
Рсллилл |ч линя np,i ^нвжнпв
231
81. Поправочные } о:4ф|щиск1н па серость резани.! и» л вешмуемисф! к wi. 7< — t0
п Ц ибрибптьпмемиго материала, МПа fpyinui 4мгерм»доi
VII —V1J | 1 'X •’ 1 1 X
(00 1.24 | 1 - 1 1.0
7 U0 НЮ ЭДО 1,16 1.0 0.S6 1.1 -* 1 1.0 01 0,9 •* 0,8 “ 1.2 II III
КИЮ 1.0
1 ИН) 1200 0.3
1.300 1400 —
Отверстие Скво ику* Гл у мм?
ACrf 1.0 0.7
Материал инструмента РУМ4К8 Р9К\ Р10К5Ф5 Р6М5К5 РБМ5
1 ,.л 1.0 1 0.86
Состоя и in* поверх исктн Ь<,:« кер к. С кор/.ОН
АЧ1 1.0 0.8
Условия o6p.iGuiMi С СОЖ Бе. С(
1Д 0.8
О।ношение фактической стойкости к нормативной Оф Л,) U,5 1.0 2.U 3.0
Л' , 1Л 1 1 .0 0,8 1
’ Для ci алей с оо > 1000 МПа.
i Для палей 10Х11Н20Т2Р» lOXllHLUbP, Л)\11Н231 лМР коэффициент Alfd = ОД
282
Сеер .с» ю, зенкернаакие » p i ыванне
42. Скорость резания t?r (в м мин) при ленкеронлнмн отверстий в сплавах XI группы зенкерами из бы ст pope ж у ш ах ста. и!
Да метр VHj.Cp.i D. мм 1 ЛубИИл р» МНИВ /, мм Видича и- ипмрот iQ, ма
0.1 0,2 0,3 0,4 и л О.ь
Ч 0,3—0.1 М *л V, i 3.0 2.1 2,0
10 9 Л 6,0 4.2 зл 2.6 2Л
13 9,6 6,1 4,2 3.4 2.9 2,5
16 0.4—0.6 10,7 6.9 4.8 3,9 ЗЛ 2.9
20 12.0 7.6 5.4 4,6 3.4 зл
25 И.7 7,5 5,4 4 Л зл 3.0
30 0.6—1.0 13,0 8,2 5.9 4.6 3.8 3.4
37 14.6 9,1 6,5 5,1 4Л 3.3
40 16.0 10,0 7,4 5,9 4.6 4.1
Примечание. Поправочные коэффициенты см. табл. 35.
S3. Скорость резания гт (в м/мин) при зенкеровании отверстий в сплавах ХП труппы зенкерами из быстрорежущих сталей
Диаметр мнмгра D. ММ Глубин j pCJAlIltH t, ыч Выдач । на овир л т мм
и, 11 о.н 0.17 0,21 <1.26 0.52
6 0,3—ол 4.9 4.2 3,9 3,5 —
10 0,5—0.8 6.0 5,3 4.9 4,6 —
15 0,5—0,' 7,4 6,7 6.0 5,3 4,4 —
17 1 / 7,0 6,3 5,6 5 3 4,0
20 0,4-1,2 8.4 7,7 7.U 6,3 5',6 5,3
23 9 .1 8.4 7,7 7,0 6,3 5,6
27 10.2 9.1 8.4 7,7 7.0 6,3
Примем л н и v. Поправочные коэффициенты см. табл. 85.
РМИМН резания при зола рана и ин
26}
М. Скороеib ре гания t»T (в имин) при »г> * р« таким (Тицп-’ в cn.iMsax XIII группы зенкерами из быстрорежущих ста. см
ц-гр Глубина ЗкД.Ч. W. 1 Г 1‘; <1 50 . мм
•ГКМ'РЛ мкт 0.3 с.4 15 С .с
’.(» ( — 0,4 п.:? ,? • , ) F.H 4.3
13 17 0,4—< ).6 13,0 14,4 9,4 11,3 7,2 6.6 6,5 7,2 сс tr>
22 30 0,6-0,В 17.0 18.7 13,0 15,0 10.0 >1,5 6.6 1СМ 7,9 В ,6
40 (,*-!, 1 »и 1 гы 15,0 13.7 13,0
П | |» м ечаи и г. 11< прав..чш ко?<|4«ixncкш см. тягл. 65.
>5. OuLp.iPiriHi с м .ц »4.1ШСН1Ы на ско, < lb резаннм при зенкерованни (см. табл. 62—64)
Гн QI Г - < '• 1 • <мс - w । г. :ц |:»л.. ; ’ На Гтуыи к-7ирмал<,п
X. Х1П
450 Т V
too — 1
150 1,2
750 1.1 1,27
600 —
•.юо 1,0
1000 0.77 114-
гло 0.G7 1,‘
1400 — ( ,7 *
As по • Г|липы
t \)Т Гг , мн, ,
'-JJ (* гН All Гр\ППЫ
ХП.1| хп.2 ХП.З XII.4
А {•л 2,0 | 1.7 ‘ 1." |
( вс; СП!» | Скнознос i к < <
| 1.0 и,7
284
Сверление, зенке|х>в«ишс и развертывание
Продолжение табл. 85
Состоя я не поверх i юст i г Без корки С коркой
А‘>« 1.0 0,8
У словие обработки с сож Вез СОЖ
1,0 0,«
Материал инструмента Р6М5 Р9К5, Р10М5Ф5 Р6М5К5 Р9М4К8
Л'С)|1 для матер налов группы: Х1-ХН XIII 0.92 0,76 1.0 1.0 0.96 0,8 1.47 1.35
Отношение фактической стойкости к нормативной (ГфТн) 0,5 1.0 1.5 2.0
А'»т и 1.0 0,8 0.7
3. Режимы резания при развертыкакнн
Развертывание предназначено для окончательной обработки отверстий с точностью 7—11-го квалитета п с параметром шероховатости обработанной поверхности Ra *= — 1,254-0,14 мкм.
Парамтрямн режимов р< шит при р.< .иергыветии являются: припуск на обработку но диаметру, подача и скорость розалия.
Припуск пол развертывание принимают в средним 0,15—0,25 V па сторону для черновых разверток и 0,05—0,12 мм — для чистовых.
Режимы pci;iiiмм при рап^рг.нваним
Подачи
При развертывании применяю) при группы подач: 1 группа — черновое развиртыпапие отверстий с точностью 9—ll-то квалитета и napaveipoM шероховатости обработанной поверхносп! Ra = 2,54-1,25 мкм;
II группа — чистовое развертывание отверстии после чернового с точностью 8-го киз/штна и параметром шероховатости обработанной поверхности К а = 1,254-0,63 мкм;
III группа — чистовое развертывание отверстий после чернового с точ1нк:1ью 7-го квалнгепа н иярамефом шероховатости обработанной поверхности Ra « 0,63-? 0,32 мкм.
Рекомендуемые подачи при развертывании отверстии и поправочные коэффициенты на подачу для изменяющихся условии обработки приведены в табл. Ь6.
86. Подачи на оборот 5О.Т (в мм) при ратнгртынинии отверстий в цветных и черных металлах и поправочные коэффициенты ня подачу
Ди.1ме«р Группа пода"
Груши подач Диаметр
развсрт ни О. чм ! 11 III развертки D. мм 1 II III
10 0,8 0.7 0.5 30 1,2 1.0 О.Н
1b о,у 0,8 0,6 35 1,3 и п.ч
20 1.0 0,8 0,7 40 и 1,- 1.0
25 1.1 0,0 0,8
Поправочные коэффициенты на подачу для итмспепных условии обработки
Огиер*. те **•' Гл} хсе 0,5 Скиозное 1.0
Обр. । ба т ываем ыс м а те риал ы, Л' гр. 1 II 1\ \ ! \ 11-—X, XIV XI- -хш
при группе подач: 1 11 Ill 2,64 IJ 0,57 1,6 1,62 0,42 2,0 2.0 2.0 1,0 2,0 1,0 1.0 0,85 »6о 0,5 0,37 0,33
286
< верпечне, ИЯМрММЯЯ и ралпгр1ыилнке
Скорость резания
Формулы для определения скорости резания при развертывании ана готичны формула.^ при зепкеровапии
Скорости резания для развертывания отверстии в уз-гпнеаых и алюминиевых ск.щвах. чугуиа.т. углеродистых н легированных сталях приведены в табл. 87, 88, а но-иразочные коэ|>фицн<нты на скорость резания для изменяющихся условий обработки — в табл. 89.
Скорости резания для развертывания отверстий в теплоустойчивых, коррозионно-стойких, жаростойких и жаропрочных сталях приведены в табл, 90—93, а поправочные коэффициенты — в табл. 94.
Скорости резания и поправочные коэффициенты для жаропрочных и титиповых сплавов приведены соответственно в табл. 95—97 и табл. 98.
87. Скорость резания с»т (в м мни) при развертывании отверстий в магниевых н алюминиевых сплавах развертками из быстрорежущих сталей
Диаметр рязпсрпгн D, м*г НоДиЧЛ ил oOupui XQ, ы*
U.2 0.3 1Л 1.5 2,9 3.0
10 95 53 31 25 21 16
15 Н6 69 40 32 25 20
20 157 87 52 41 33 26
25 — 105 62 50 10 32
30 — 120 71 58 4G 37
4 ) — — 86 69 - 56 44
80 — — 104 83 67 53
80 — 1— — НО 87 70
П р и меча и и е. ((оправочные коэффициенты см. илл. 89.
Режимы резания при разсертынании
287
88. Сг. росте резания тг (в * мин) при развертим: и ни .ТВЦ СТИН В ЧИуНйХ. \г.и;однстых и лс1 нр< единых сталях разеертмх н гз быстрорежущих сталей
Дмьм< sf | ,.5Ы [ ТИН 1 . мм П< “лчг К.ч ’• т * ••
С.' '. 1* 1,0 1 М ?.с 2 5
J0—20 I 21-Ьи 1 10—20 I 21—b(i | Приме li:S 1 !v 1 ч а II II е. Чу I у нь* I 12,5 I 11 I Ю.о | f,7 I I 11,0 1 10 1 8,7 | 7,8 | Стали 12,7 1 11,0 I 9,5 I 8,0 I 11,0 1 9,5 | 8,0 | 7,0 | Поправочные коэI ..I см 7Л 1 И 1 табл. 7.0 1 6.0 3 89.
69. Поправочные моэ^финпеггы па скорость резания гри развертывании (см. табл. 67—68)
См. ч. 1 , 1вГ'.Т. 1
Материй.! инструмен- Р9К5 РВМ5 РьМйФЗ РвМЗК NM4KB
та
ЛЧ 1,0 0,91 е| 0,96 *J 0,98 1,3
\словия обработки С СОЖ Без СОЖ
Ач> 1.0; 1,2 - | 0,6; 1,0 •-
ДЛЯ ЦВСГНЫХ СПЛаВОВ.
При обработке иг.с;ных сплагсв
90. Скорость резания vr (в м мин) при раз вс рты еа и i и » гьерсткн н теплоустойчивых сталях развертк: ям из быстрорежущих сталей
Д.Ш1Н1 р t <1 ’•»« j 1 ни £), им Под®ч.1 ил иСорпт Sq, м*т
С, 35 0.44 *',57 С.74 М' 1.2
8 3,8 с, 2 2,7 t*. >
14 4.3 3,6 3,1 L.6 2,2 —
24 — 4,3 3 и 2,6 о ’> * 2.6
W — — — 3*6 3,0
П р н и с ч а и н с. Ik праь ’л ыс ко-.<] i] iiuiiei in см. тлбл. 94.
ж
(..ср ниш, jciiKepcniaiHi ир в* pi ыюниг
91. СлорогТЬ рСЛПНЯ t>r (в М VII') При рЗТПРртЫНа!!И1( отверстий в коррозионно-стойких сталях рплнертками из быстро'Идущих сталей
Ди л нет р р.» * teplhli D, ММ |hMD44 НМ пбор«Л SQ. МЫ
0.35 (1J1 U.S 7 U.7T 0,‘Jii 1.2
В 4.4 3,7 3,1 2,6
И 5.2 4.2 3.6 3,0 2,5
24 __ 4,9 4,2 3,5 3,0 2.5
40 — — — 4,2 3,5 3.0
Примечэ и и е. Поправочные коэ4 }пцненты см. табл. 94.
92. Скорость резания v, (в м. мин) при развертывании отверстий в жаропрочных стилях (IX группа) развертками из быстрорежущих сталей
Диаметр p.IJRCpiKH D, мм 11 ОДП‘HI Пи оборот 5р. мм
0.35 и.44 0.57 0.74 0,96 1.2
8 4,6 3.9 3,2 2.8 __
14 5.2 4.4 3,6 3.2 2.8 —
24 5.2 4.4 3.6 3,2 3,6 2,8
40 — — 5,2 4,4 3.2
Примечал и е. Поправочные коэффиипешы см. табл. 94.
93. Скорость резания г. (в м мни) при развертывании oi версии! и о.тлях X труппы развертками из быстрорежущих сталей
(llAMCip рДИНСрТКН О, мм Подача на odopol So. мм
U, 35 0.44 0,57 | П.7Т и. VI. 1.2
8 2,3 2,и 1.6 1.4 __
14 2,6 2.2 1Л 1.6 1.4 -—
24 2,2 1,4 1,6 1.4
40 — — 2.6 4 »<н 1,8 1.6
Примечя и и с. Поправочные ко>ф [шипения па скорость резания см. шбл. t-1.
Р П ММ рмямя np:i рялвертынании
2Я ।
91. Г » i >алчпче коэфф|*м;е • и М с .•» КТЬ [ озан.чя । рк paitn-piiJBuiibii (еи. табл. 90—95)
к «брабатыыешаго млт«-риаль. МГН 1 рупна интервалов
\ 11 \ ш :х *’ X
600 680 700 750 WMI 900 "1 111з । 15 и I.M I.IG 1.0 0.96 0.S6 0,75 0.G8 ().«’ 1.3 2.5 2.2 2.0 1.0 0.8 0.6
пхю 1100 1200 1300 14(H) 1.0 0.8
Материал инструмента Р6М5 PGM5K5 Р9К5 Р10КГФ! j Р9М4К8
*н 0.8b 0,92 1.0 1J5 1.3
Oi ношение (| мкт и кой тонкости к норма тинной (7ф'Ти) 0,5 1.0 1.5 2,0
1 ,зь L0 0,83 U.72
Условии обработки с сож Без сож
Асо 1.0 0,8
01 При развертывании отверстий в сталях 10Х1Ш20Т2Р, 10Х11Н20ТЗР. I0XI1H2313MP колЦ.щнсмт Kv* - 0,5.
Ю в, и, fapdiiHiiitui м др.
190
Ст. ер лише. тснверование и pa тверт ыванне
95. См^ичть резания т7 (Н ••• чш») При развср» ijuai lh ci верст яii и жаропрочных сплавал XI группы развертками и быстрорежущих налей
Ди. uci р |.-аиы piaw b мм Пи^ачв i«a с» fOi мм
М5 0J 0,5 с,г 0J5 t.V
10 12 15 18 21 4,1 4.5 5,1 5.7 6.4 3,6 4,1 4,5 5.1 5.7 3,2 3.6 4,1 4,5 5,1 5,7 2.9 3.2 3,6 4,1 4,5 5,1 2,0 2.9 3,2 3.6 4,1 4,5 £б 2,9 3,2 3,6 4.1
Приме* ан и е. Поправочные коэ |м| ициеыы см. гя<л 98.
!<G. Скорость резания т, (в м мин) при развертывании отверстий ь жаропрочных лнтсЛных сплавах XII группы развертками из быстрорежущих сталей
Диаметр Ilv лчм ьа «Лн.рс» им
ра«верней D, мм 1.25 с» * ‘ .35 I 4.» t.tiS
Н 2,5 2,1 1
10 2,9 2,5 -— — — —.
12 3.2 2.9 2.5 2J — —
16 3.6 3,2 2.9 2.5 2,1 —
20 4.0 3.6 3,2 2.9 2.5 2,1
25 4,6 4,0 3,6 3,2 2.9 2,5
30 5,2 4.6 4,0 3.6 3,2 2,9
40 5,8 5.2 4,6 4,0 3,6 3,2
Примечание. Попраяочныг ко. | 1 шил И гы iM 11 . 98.
17. Скорость рс гания гт (в г: мин) при ралверг ываним ы и ретин в тшаннв ч сплавах (XII группа) развертками из быстрорежущих сталей
Ди«М**Тр р^злертмп D № Подача >« oOupui 5Q. >м
0,15 о л С,Э 0,4 е,5 О.У 1.2
8 6.7 5,9 5,п
12 7.6 I J 5,9 5,0 4.1
18 8,3 7.1 6,7 5,9 5,0 4,4 —. —-
27 — 7.4 6,7 5,9 5.0 4.4 3. ’
40 — — 6,9 6,3 5.9 1.6 4Д 3,8
Примечали с. Поправочные коэффициенты см. табл. 98,
Ре* ....I идо ра • т лп;н ни
291
<'Ч. Поплавочные ки^ффниненгы на .коросгь доанЯЯ upi! р0Мр1МЫИМ1 (<М I to ь*—47)
* В гмсго к. ДгрИЛЛЛ» Mil Л 1 руппа материалов
XI X111
450 600 1.5 L3 и 1.5
650 750 iATJ 1.27
900 ню» 1.15
1,0
II0J 1200 0,в <’.6 ПО
1300 I 400 0.73
Сплавы ХП группы № подгруппы
ХП.1 ХП.2 ХП.З XII.4
2.Й 2.6 1.5 1.0
Ма 1 ер н ы л я tic I р у г е hi а Р9О, РЮК5Ф5 Р6.Ч5К' Р9М1КС Р12К.5Ф4
ЛЦ| для ман'рналов группы: XI-XI! XIII 1.0 1.0 0,95 0.S 1.3 1.35 и
О» ношение фш шческон cioi’ixx iJi i; L i »n tiHhHun (7.|Ли‘ 0,5 1.0 1.5 2,0
Л',, 1.2 по 0J 0.8
Ус ишя обрабо» кн С СОЖ Без СОЖ
А\(. 10’ 1.0 0,6
292
Пропп Hiiiirwe
I Л лВЛ u
пин mi ш йнме
В Iл. 6 приведены ВОрмВГгнш pern: -ов рсщнпя, oxr»;:-тыниющ| c oc pin «я h у up .и ягиванне .. канбане распространенных в машпии строении kohci|»\ i njjJiiiihix, > гле-родимых и Л11||р(д1:.нш» \ ста рчц чугунов, брои®, Ji^iV-iii I» а-номпипевых сплавов и тр} Д1ксираба1ыьаемыл материалов.
Назначении режимов резания при npoiнищании заключается в выборе числа ходов, подачи и скорости резания.
Число ходов при протягивании зависит от обрабатываемого материала и материала протяжки, припуска на обработку. мощности станка и требовании к иротшииае-мой поверхности.
I. Подачи
Режущая часть протяжки состоит из двух основных частей Черновая часть. си гл « логи я лткспмальнх то до но припуска, имеет зубья с п л. и 1ьшнм пни пм; чистовая часть, ииеснемнваюшяя п т. . ни * 1|кб\е. ix размеров и качества обработанной поверхности, имеет зубья е меньшим подъел ом. Подача па зуб для чистовой части про-1Я.МП сотагт- : и внутренних прогни.ек 0,02 icm; для наружных 0,()3 нм.Наимчл шая подача на з\ б 0.005 м \
Подача для чернот oil части в оспог in » ывисиг от стойкости нреняжкп. Для обеспечения нанГол1ллсп прп-нзводптелы1остп и наименьший л шпы протяжки подача для черновой ча ги пркнем.хтся наибе пшей е учетом стойкости и прочности иистру чета, мощное! и сыпка, ра к цепня пру к.ш в стружечных канавках и свойств об р а ба I ы в аем ого м а г ср; I а л а
Подачи на зуб для черновой ч ми ппогяжкп при обработке ивегных сплавов, чугунов, yt icpojmcrmx и л» гпроваппых сьтл« й приведены в таб г а для грулю-обрябатьн асмых н i/и и еп тавов — в табл 1’0.
Поправочные ко>|хЬкшплггы па подачу в hibhcip-ости от условии обработки или лкгы в табл. I0L
Шнряггэ зубе протчж* ки В, мм
VII —
XIV
XI-XI1I
VII —
XIV
XI —XII!
Ъ Ё 1
“ s •
Ширина зуба протяж кя Н< мн
£ !
XI-XII1
И
х о
jy-1
Протягивание
2. Сксротгн pviahiisi
Скорости резания при протягивании цветных сплавов, чугунов, углеродистых и легированных сталей приведены a raft*, luj. а дм тр\дпои'оноатываемых материалов —- в табл. 103. Поправочн1в. коэффициенты на скоро гь резания приведены в табл. 104.
102. < к< |’ ь пезарии гт (в м мин) при прытями..пин iiHi-пп.к гп ;/1ч .. чуптон, у» передне и легир^рлниых <г4Л(н ВДПНИШ из быс!рор<ж}пы' сталей
Протяжки Ни. цкм fpyiHlK MiilvpH.I loi
I! ш-n v—\
Круглые, шпоь<’Ч1 н< ♦ наружные и пг ofi t простого профиля 2,5—1,25 й,0—2,5 3 5 5 6 л 3
Шлицевые, наружные, внутренние i: пазовые сложного профиля 2,5—1,25 5,0—2,5 3 4 4 5 2
П | я ч t ч .1 и Ц с. Поправочные год) р цпекты на сЯОрОСГь резания см. 1абл. 104.
И Скорость г< 5-хння фг (в ч мин) при прстягньанип деталей з : рсирсчмых сталей и сплавин вротамсйМ! из твердого сплава ВЦ8
О блти в a i: ч ы fl mi грива Под* so ин эу<5 Sv МЧ Шнринл «уба тгриткжкм В. »п»
№ ipyri-ПП %• **”• 2,5 5.0 10 it 4«’ с b 40
0,015 53 4^
(’,020 — — 5,9 5.0 •1,2 3,6
0,025 — 5,9 5,0 4.2 3.6 3,1
VI11 900—1100 0,033 5,0 5,0 4,2 3,6 3,1 <r .6
0,043 5,0 4,2 3,6 3,1 2.6 2.2
0,056 4,2 3,6 3.1 2,6 2.2 —
( ,( 7(’ 3,6 3,1 2,6 2,2 — —
0,0G0 3,1 2.6 2,2 — — —
г
Г
Продолжение табл. 103
Шмрниа v...» 1фО*НЖ1Ш w“ Ю и~ I 1 1 из -Т СМ 1 1 1 235»21 । । ’я"-^л."с0. 1 N г> счвч еч —. ( 1 1 "
о G,0 5.1 М 3.7 ЭЛ 2.7 »Л © М 00 -Г о . чг .*э со €4 см еч 1 1 с; СП СМ сч <>1 — • 1 *”
7.0 6.0 5.1 Ы 3.7 3.2 2.7 со ю И> В^ » *Г о > 1Л •* СО СП СМ СЧ СЧ 1 1 з ь
о 1 N 0 0 «ГСО СЗ СЧ . ТП1ПЮ.НТГ —С7 1 Л «Г СП СП - ’ СЧ СЧ 1 -г СО СЧ СМ Г1 — =
о •Q । |ЧЧ-’гЛгсЧ 1 » >- О LQ -г СП СО 1 со lq зо ео ос т 1 1 ег-ъп :1М 1 | N О ” 0 - - I 1 —‘ _ ‘ 10w 04 ®
Л i 1I|оо-лл ’ 1 1 И О to t ТО . . | СО 10 30 го 00 1 I 1 ю -г со со см* 2 1 I I '*• ~ 1 '• — | 1 1 гг со С-Г €4 ?! п
Подача 1и луб 6,. им 0.015 0.020 0,025 0,033 0,013 0,056 0.070 0,080 0,015 0,020 0,025 0 033 0.013 0,056 0.070 O.OSO о о о о О —_ " О С о о е О О о <0 <У
, 1 .MlblliiCMWiT млТг'рМВЛ ч С X О 0001-006 1000—1250 850—1000 1 i р н м е ч а н п
пи • iM<1j « С к
Преподан I" I ifki. 101
Схема pc. aiiiiii L i iiepaiopiuiii 11рифн..ышя
л‘1> 1.0 о,в
мкм 2.5-1 а: 1.25-О.х:
| 1,- 1.0 0.7
u Для манфпалоп VIII, X—XII групп Kl>Tli = 1.0.
При и С ч Л п и е. При пени дло!^ н:к быстрее .кущи х иршяжск для мптрпа-п-в V111, X—XUI групп = 0,8.
3. Скоростное протягивание
Скоростное протягивание ос\ществляется на универ-сольных протяжных сганках 7A520f 7Д54О* 7Б7 I, 774» модернпзпрш лнных с целью обеспечения скоростей резания. повышенных ДО 30 ИН. Сущниср.. и< юрннзации заключается г. уменьшении на 27—50 % вн\ греннвх диаметров цилиндра и поршня гидропривода станка.
Особенное i н \чпе] in. про! ин пых синкоп приведены в табл. !<>.’.
Проггп вапш па ловглл i них скорое i ix рез и ни осу-mecTBJKi гак лее на СКОРОСТНЫХ протяжных станках, 1МГО1ОР Hievbix па АЬнею и стэнкостррятедьном произ-во, • н пн”\1 объедвпенни им. С. М. Кирова. Гехнпческие лардктериствкм станков ариведеяы в гаол. Н)б.
Kir». \ it j г; i г. ,< • !л нр>н«иних ордеямш
С1ЯНКОЛ
Дм ММЙ 1 Р»|'Н |< Н.аСЯв .11 КН МИНИ
М<7Д<’ЛЬ Димш «р цк.пгн । мм С<- 1 о»- , .Л1 1 < |<) Д Ч ‘Ч II Ди ГТ1 цилиндра мм Г Г«и’11| о ходи. м/м н и
7ЛЫ0 300 в Л)0 30
7Л5?О 2G0 11 1'0 30
7Г74 125 11 98 ю
774 125 11 <кч Я)
Смпрлстное про।wrикание
297
106. Технические харам q иепци cyujwшых протижск станков
Мидель eixiihiM СХи|КМ’ТЬ рабочего Хода. м/мип Дль но АОДа. мм Гя1 оное усилие. Н
Ml 12-797. горизонтальный с эд е х i ромсха н 114tc Ki। м п р и иодом 1,2—50 4500 150 000
AU 15-Ы7. верти кал ьпыи с гидроприводом 0,6—27 1000 50 000
2.МВ-301, горизонтальный с электромеханическим приводом 1,2—50 3200 100 000
Скоростное протягивание следуе: проводить с использованием блочной кассетной схемы мпогосекцнипного протягивания. Зазор между протяжным блоком и адаптером не должен превышать 0.06 мм.
С целью увеличения стойкости твердосплавной протяжки в результате исключения выкрашивания зубьев на выходе из материала заготовки протягиванье необходимо проводить с опорными кольцами пли вкладышами из серого чугуна СЧ21 (НВ 307—329), установленными со стороны выхода зубьев протяжки из заготовки.
гл ми 7
31 РОИДНИЬ
В гл. 7 приведены нормативные данные по выбору режимов резания при обр?бо1Кг д.далей из матертт.и»в, они их ио обр:д':а1ывя?мосгп. При пази.вдшп режимов ре&аяня новых марок сталей и сплавов пег.иходими отнести их по XI пескоыу составу и '|ПЛИСо-МеХ<НИ1ЧССКИМ свойствам к спответствующей группе ,м;п ср на юв.
Расчетные зчшпахш, приведен» I е ниже, с ДосТв-точной синенью точности по?толя1сг o.ij еделтпь скорость резания ля н вой марки материала.
Одной из особеннос'гей процесса фреэеровауил яи-лчс1ся прерывистые характер рс>;нпя. Каждый зуб
2Э8
Фр',’Л‘рПР.,1Г1?
участвует к резании лишь на определенной части оборота фрел... а остальную часть проходит вхолостую, что обеспечивал дробление стружки и способствует охлаждению леалим. Другая ос* сплость дак ндч аггел в том. что толщина срезаемого слоя металла каждым зубом фрезы ле[ имения и изменяется от некоторого минимального до максималчного значения.
В с -)Тзегствии с принятой классификацией и структурой ишака фрез различают фрезерование торцовыми, концевыми, цилиндрически ли и дисковыми фрезами.
1. Типовые схемы закрепления фрез и шифр технологических условий обработки
Типовые схемы закрепления фрез приведены в табл. 107.
При назначении режимов резания необходимо учитывать степень жесткости технологической системы с помощью поправочных коэффициентов. В зависимости от габаритных размеров детали, схемы закрепления, типа фрезы и отношения пытсга фрезы к диаметру устанавливается шифр типовой схемы технологических условии
107. Типовые схемы закреплении фрез
Схема А. Вилка. защемлгннян одним концом
Cv'i. Ч. Ьялка, judiciijieitiiл я ОДНИМ КОНЦОМ с Д>)ПОЛПИТс*ЛЬ(1ий опороЛ
/ — расстояние ит герца ррезы ди шпинделя, мм;
L— и ы-iei листр)мента пли оправки, мм; /> — пимегр фрезы. мм; do ед — .и । cip Он-райки, MM
JOS. 1Пнфр тгтпвых схем технолпп'чггкнх услопкЯ фрвэеромшгя
Xapir ТГ ригт*о ГГ кНОЛОГИЧГГКОА СЯСТг’Ч <е tz Г = *> * О г Фрез и Дишмгг Фрем 1 или оп-рявкв. vw. до 111 'ФР ТИ пячй XfM».
1 1 1 “ 1 1 "• 1 1IV1 1 V 1 1vl
Отношение НЫЛ- f t ». ДН -MtTpv инструмента ИЛИ ОПраИХ” (//д)
Станки Типа 6Н13.6НМ. ГНЯ2Г. 6ЯЗ. 6Н83Г. 6НЯ1Г. W, 6Н84 и т. л. FrTniA > 320Х 1200 мм; V = 7 кВт А Концевые Дис ковые Цилиндрические 15 30 60 Св. 60 1,5 2.П 3.5 2.0 3.0 4.0 2,0 з.п 4,6 5.0 ;.о \о 7,0 4е. 1 I иг 1 । 6,0 8.0
Приспособления Тиски, планки: сп'пнллърые пржро-•облгння с болтами. прнгрзтя'Ч' т. д.; приспособления на поворотном столе и Дисковые Цилиндр и-чг-скне Фасоиньг 100 200 Св. 200 Длина опраих" t. м*
200 *00 600 250 •175 650 300 550 730 350 650 ООО 400 800 1000 —
Детали h рупн^габаритчьи типа корп* с°ч. флянцев, втулок, колеи, дисков, цапф и т. д/ А Тоопг! ’ 100 11
200 I
инн >i(> mJwel HHljrj
Характеристика технологи ческой системы
Станки Типа 6НН. 612, 681Г, 6Н81, 6Н81Г и т. д.; Л-тола 250X 1 000 ми; V » 4,5 — 7 кВт
Приспособления Планки, тиски; специальные приспособления с болтами, прихватами н т. д.; приспособления на поворотно*; столе
Детали Типа фланцев, втулок, корпусов, обойм, рычагов, лопаток и т. д.
Станки Типа 6Н11. 612, 6Б12, 6Н81, 681Г, 6Н81А, 6Б82. 6Б82Г: Гстола > > 250 X 1200 мм; Л/ — 2,84-4.5 кВт-
Продолж- ние табл. 10?
о а X •* с Фрезы Диаметр Фрезы ИЛИ O»i- Шифр тмпопой хеыч
»1 1 1 1 ”11 1 I* 1 1 v | In
? = pan кп.
мм. ди Отношен н омлета к д» вметру
<5 = инструмент.- «ли м1р яки ЩЛ)
Концевые 15 _ 2.0 3,0 ко 5,0
А Дисковые 30 — 2.0 3,0 *,о 5,0 6,0
п Цнлмндри- 60 — 3.5 4,0 5,0 7.0 —
ческне Св. 60 — 2.0 — — — —*
1 Дл ч ia опрэяк»! L, мш
Дисковые 100 21X1 250 ЛОО 350
Цилиндри- -00 — 400 175 550 650 —
ческие
Фасонные Св. 200 — 600 650 75С 900 —
70 Ш
А Торцовые
120 И
д Концевые 15 1,5 2,0 2,0 3,0 4,0
Дисковые 30 — 3,0 1 4.0 ; 5.0
Цилиндри- 60 — — 3.5 4.0 5,0 5.0
ческие Ср. 60 — — 2.Q - । —
§
Приспособления К- ттчкогч^ пптпонн, оправки, н^н-г зьг патр нч. в центрах, с применений' делительных головок Б
Детали . ппа стаканов, колец штуцеров, пят-54 г, * <лов. гаек, болтов, крон* штекне и т. д. |
Стг.нк? Tew 610,. 610М. J78,8?9, 6Ю. МОМ. П.*1 1 < 1Г; гстолз 180X 600: Л = 2,- кВт А
П^ЬСПО-гоС.» Ш1*
At тали
Тнсю» кулачковые патроны, пято 1'4 . :.;u. cn ь.алиыпр tr.^c-
лени я
Типа корпусов, втулок» крышек, шестерен, заглушек, пробок, гаек болтов, видок. чельников и т. й.
Длин- чпр • •*м L. мм
Дне КОВИ? Цилннлрн-ческне Фасонные 10(1 200 Си. 200 1II 1 1 II 9 400 6ОО 250 17$ 6ЭД юо 550 750 —
Торцовы 70 IV
12С 1 П1
Концевые Дп^копыс Цилиндрические 15 30 СО Св. 60 III 1 1 III 1 III 1.5 2.0 3.5 ‘2.0 3.0 , :.О 1Д 5,0 4.0 6.0
Длина оправки L, vn ।
Дисковые Цилиндрические Фасонные 100 200 Св. 200 — — — 20' 4 th 1 аоо 250 475 6ГХ —
Торцовы* "0 I V
Схемы зэ креплен ня фрез
302
Фреге •О”? миг
Г Г Г I 1 с lojj.tpiij мы ил скорое 1ь резл:*|гл
II Г ; >у при < ; Wpct Ullil И JDllCLX < Clll (11 1 сЛНЩЮ| КЧсСМГС jc/.v’bHB r' afoiiut ire.i ос..лпиыми u Гыстро^оушгу» _________________1^_____________________________________
LLi ; I fl onor ПМММ
Top-HOtnjC Kent-
HCbl.C Дисконт* Lbi-JHHI-дричс-
CKItC
LI
1,1
1.1
1.1
1.0 0,86
1,0 0.85
>.»5
0.75
Для сп ла нэп.
П р I ы сч .1 п .1 с. При оЗрпСюгес тон коею пиьх ДГааЫ с юл-шшюГ до 3 нм Ка= 0.3 к /<5 « 0,25.
обработки (табл. 108). По установленному шифру типовой схемы, обрабатываемому материалу и типу фрезы выбирают поправочные коэффициенты на подачу К$л и скорость резания Л\ (табл. 109).
2. Режимы резания
Режимы резания при фрезеровании — это паивыгод-нейшее сочетание скорости резании, подачи и глубины резания, обеспечивающее наименьшую трудоемкость выполнения операции при наиболее рациональном использовании оборудования и режущего инструмента.
При черновом и пол) чистовом фрезеровании весь припуск целесообразно снимать за один ход Если мощность станка не обеспечивает обработку за одни ход, то необходимо фрезерование проводить в несколько ходов.
Подачи
Основными факторами, пре (определяющими подачу на зуб фрезы, являются прочность зуба и жесткость техноло-тческии системы. В условиях чистового фрезерования
Режимы резания
ЗПЗ
ПО Пиг.ача на Л .. *) при фрез гренам^ И тор » м и
т
(ремами с E.iaciiinuMii из rt. . . сплавив
1 РУ н-repitu.ivH 4 P »ы D. MM Гл у ' Hit Pt j..пня .. MM
& e
1 100 200 0,37 u,42 0,30 0.33 0,26 0,23
11 100 200 0.30 0,33 0.22 u,26 n,l« U.23
ш IU0 LOO 0.30 0.33 t ,22 0,26 .20 .23
IV lot) LOU (',24 0.30 0,20 0.25 1,15 U.K)
V—Vi 100 200 0.14 i'.l» .11 0.14 0.03 U.10
Vll—X 100 200 (,10 0,16 0.07 0.10 0,06 0,U8
М—Л11 100 200 0.0b 0.13 C.UG UJ0 O.U5 (i,0H
ХШ 11 p и м e ч j в laCi. 114. 100 200 1 и к e. lb iip< 0,07 0.11 1ЫЛИЫС Kv.q 0,05 ! 0.0H ip.д..ипы K< I 0,03 0.07 J приведены
111. Подача га 3)6 Л <в мм) при К ' ( МВМ г
М !'|]евЫМБГ фр^ДаМИ I.J I I icrpopc.v.y и.! X CTd.XH
11 i aa Maiepmuiur ДпмМСТр 4 1 eau D. • м GiyGliMd IX-JAWFIH /, MM
3 5 iu 15 L< 30
10 0,10 0.06
1—IV 16 0,12 0.10 0.08 —.
20 0,15 0,12 0,10 — —
25 0,1b 0,15 0,12 — —
30 O,LL 0,18 U.15 0,12 OJL —
301
фре’ГППППЧКС
Продолжение табл. И|
Группе ми рладен Диаметр фрг ы [)„ мм Гдубнмл рем г нм f, мы
J 5 Ю 15 20 30
4<1 0,25 '>,22 0,18 0,15 0,12
1—IV 50 о.эо 0.25 0,22 0,18 0.15 0.12
К) 0,07 0.05 0,04 ,
16 0.10 0,09 0.07 U,05 —
20 0.1. о.ю 0,08 0,07 0,0<) —
25 0,15 0,12 0,10 0,08 0,07 —
V-X 30 0,18 0.11 0.12 0,10 0,0' 0.07
40 0.20 0.18 0,14 0,12 0,10 о.ов
50 0,25 0,21 0.18 0,14 0.12 0.10
10 0,04 0,03 0,02
16 0.06 0,05 0,04 0,03 —-
20 0,08 0.07 0,06 0,05 0.01
XI—XIII 25 0.11 0,08 0,07 0,06 0.05 —
30 0,13 0,11 0,0s 0.07 0,06 0,05
40 0,16 0.13 0,11 о.ов 0,07 0.06
50 0,20 0,17 0,13 0.11 0J0 0,09
Примечание. Поправочные коэффициенты Ks см. табл. 114.
112. Подача на зуб £ (в мм) при фрезеровании *т
дисковыми фрезами из быстрорежущих сталей
I руппз M.ircpll лл<*1 Дилмстр Ф|Н‘ЗЫ D, мм Глубина резипнн /. мм
5 1 1 1,1 17. ГО л5
100 0,25 0,22 0.20 0,17 0,13
I—IV 150 0,28 0,24 0,22 0,18 0.15
250 0.32 0.28 0,24 0.20 0.17
100 0,15 0.12 U.H 0,10 0.09
V-X 150 0,18 0,15 0.14 0,12 0.11
250 0.22 0.19 0.17 0,15 0.12
ИЮ 0,12 0.10 0,09 0,08 0,07
X1-XIK 150 0.15 0.13 0,11 0,09 0.08
250 0,18 0.15 0.13 0,11 0,10
11 рлмечя и и е. Поправочные коэффициенты Ks СМ. табл. UI.
pr* IMF' PC Г rrf
3*15
11.3. ПЛДЗМН S T (B Ml. J III!» <J,« СрОН.ШИИ I’H.UIIl ipiBieCl ИМИ фрезами из быстрорежущих сталей
Группа тгрпЯ И 1 Д>бинм | .ч >1П>. Л мм
2 3 4 Ь ю 1Л
1—II — — 0.32 0.25 и. 20 0.1 Я
1И—1V 1 .Зв 0,35 0.27 0,22 0. IS и, 15
V—X И.28 0.25 0.20 ИДИ 0.13 0,10
XI-XII <i,25 (J.21 0.17 0.14 0.10 0.0s
Х111 0.10 о.оа | 0.00 | 0.0а 0.04 | | 0.03
II р и м е ч а н п с. Попряпоч . , г коз |»^ицигпгы см иИл 111.
подача выбирается в зависимости or необходимой величины ыикронеровностей обработанной поверхности.
Рекомендуемые подачи на зуб, приведенные в табл. 110—ВЗ, обеспечиваю! обработку повер,хности'| с параметром шероховатости Rz — 20-?40 мкм при нормальной жест] оси! технологической системы, т. е. для II типовой схемы (см. табл. 108 и 109).
Поправочные коэффициенты на подачу для изменяющихся условии обработки приведены в табл. 114.
114. Поправочные коэффициенты на подачу при фрезерован им (см. табл. 110—113)
Материал инструмента Быстрорежущая сталь Твердый силла
Ля,,, 1.0 0.S5
Bill обраб.пывасмон поверхности ILiockocil. уступ * 1Ьз, КОЛОД1-П Фасонный профшп
1чиффициеап 1.0 0.6G 0.57
Rt, мкм 320—160 160— ио КО-40 10-6.3
1 1.0 0.5 0,25
с06
Фрезерован не
Подача
= Л'в, “ Л\чгУ(.с ||Л'вг/^(в ,,
где 521 — табличное (матричное) значелн. подачи на зуб, мм; A'i<c — коэффициент, учитывающий шифр схемы Фрезерования: К511— коэффициент, учитывающий материал фрезы; KSj/? — коэффициент, учитывающий те-I оховатость обработанной поверхности; ф — коэффициент, учитывающий форму обрабатываемой поверхности.
Скорость резания торцовыми фрезами
Скорость резания при фрезеровании, в том числе к при торцовом,
О = UjKi, Кв = Лс1Ак|Дгп^‘с^‘,|;Л‘'о'^сД^*ч ’
тде ит — табличное (матричное) значение скорости резания, м/мин; Кг>] — коэффициент, учитывающий марку обрабатываемого материала; К„1(— коэффициент, учитывающий материал инструмента; К{)1 — коэффициент, учитывающий состояние обрабатываемой поверхности; A*,c — коэффициент, учитывающий шифр типовой схемы фрезерования; Л1ф— коэффициент, учитывающий ферму обрабатываемой поверхности; — коэффициент, учитывающий условия обработки; KCh — коэффициент, учитывающий отношение фактической ширины фрезерования к нормативной; К(<) — коэффициент, учитывающий главный угол в плане.
Скорости резания для торцового фрезерования цветных сплавов приведены в табл. 115, а чугунов, углеродистых и легированных сталей — в табл. 116, 117.
Поправочные коэффициенты на скорость резания приведены в табл. 118.
Скорость резания труднообрабатываемых материалов приведена в табл. 119—123, а поправочные коэффициенты — в табл. 124.
Режимы у.ел 1МИЯ
30”
II | ( корон ь ре мини с>7 (и ммин) при торцовом фрсзераваинп цветных сплавов (1—111 группы) фрезами С I 1СТИН351Н !Л шерлых СП.ТДНОВ
ДиаМрСр j.ptfJM 1) Мм 1 л)Call.! рСЛЦ-НЦИ ’ НМ Г'адлч*. II. чу' 5^ мз*
Ь, 07 0,09 D.U ОДО 0.12 1\29 0,4 b
2 700 670 650 640 614 565 510
75—150 4 620 505 580 565 540 500 450
6 570 550 535 оа.1 500 460 lift
6 536 515 500 •190 470 431 390
3 640 613 LOU 585 560 515 4(15
200-250 ое СП 590 545 565 525 55U 710 ИО 5ОО 515 480 475 140 1>0 ;; »7
10 515 495 473 470 450 115 375
4 620 ► 6 580 565 540 500 450
300—350 6 570 555 ЗЗо 520 500 460 115
10 535 514 500 487 470 430 3&8
12 г0> 10 470 МО ио 403 3G3
П [> 1п;еч а 1; n i. Поправочные ко»! фиилпп'ы Ко см.
табл. 118.
116. Скорость резания от (в м/мин) пр.ч торцовом фрезеровании чугунов (IV группа) фрезами с пластинами из твердых сп завов
Дней» i р 4-;»ej«> D, мм Гл} Ойня pcjaintw t. IH4 Под.ччл на лб S{. vn
ОД 0,13 0.18 о.2Л 0.36 и. 5
1,в 260 232 20* ,
75—90 3.5 232 204 181 — —
7,5 201 181 152 - — —
ijB 228 203 180 158 Ill 12Ь
ПО—20” 3.5 203 180 153 111 125 112
7.5 180 15> 111 126 112 100
3.5 18а 165 14 128 115 102
1 7.5 165 12t* 115 102 90 81
16 145 128 ИЗ 102 90 81
3.5 172 153 136 121 107 96
300—350 7.5 153 136 121 107 96 «5
16 136 121 107 96 83 75
Л р и и v ч • и и с. Пиираьочиыс коэффициенты см. г и i. 118.
0*1 Z‘l
ЖО > i ЖСГ> э Г|М | , |.г> ни, >ГЛ^
Го *4 Г! Ч 4У
ОН 0 1 9> os: HWL Н и 1-’ 1\ 1’|’1НЯР|. ]
0’1 . ] :ч‘о "’.V
hxcIom к л г] ijcnidn* э ш.ю r\(Lij’HJ •tiiMKiH
с* WI . <l4 г. 0*1 та (П GH*o
9X911 )1Жа1 9ЯЯ i'LH4hXdjЛПН Ъ'ЯшЬмН
| ’irpvi *] h «э “•’У
Uli—Sil *iro *i *.oj линии KnutHitJui iidu
HJOhHJ l.'H Г! 1;<Л гни (,феом aNHhO«B4uG|j ’#((
*811 шнэнпиффсоя a4Hirt,i')Hi!duijj м и и и ь а к u I ц
он IE1 181 ЯП RH 941 591 ZRI 0*9 94 ога
CI ш £81 «91 frZ! 961 0 9 94 096—пог
и£! W ZH 191 $>9( <зЯ1 9«l I м | j Й ол—‘JZ
г.4» * 1 *0 г‘о |‘л НН \ И НИ ’’.V» «II «QAL-J |\ Л (} IF-Vbj.
>*»• ’И «ГН»ГП| J
MIMVIIHIJCFU 3 (llllftjj */\J *)1ГТ»13 HUIiPU(Mfa£3HH
июаошкн Hchi (инн г я) fa i<ninrcad чиойом) *дц
•М М ВЯ^ЬВОи!ф
808
Режимы речли!П1
30('
1|родолжепне т абл. 11К
( Г 1ОШ Шк м XT 1ТЧ 1 К И и прнпы фриер<»1ИШ’я I вор Mill ИIHIOI. Я„1 0.4 о.: 0,7 1.0
1 '• 1 | 1.2 1 1
Поправочные коэффициенты: *А Для шинных сплавов. ♦» Дли чугунов. *3 Дли оллей.
Примечание. Нормативная ширина фре херова и пя Вп для фрез: дпнмечрлм 40—60 мм составите! 35—15 м*.т, .нам г! ром 100 мм — bb—75 мм, и.1> < 1 j НИ) мм— 115—125 мм> ЖииМЧРОД ВД) ММ — 190—200 мм» диали )р ч -50 мм — 290— * 10 м л.
119- Скор< с •• р< GiHu.1 4J, (it ы М><) ВфМ торгтии.м фрезерованьи ci:», ей VII—X ipytiu с oR ИЮ0 МПа фрезами с пласты ими it t шерпък си.. ш н
ДиамгТ| ф ►сзы О. мм llJiipiuij ф] с- [lo.UPIl. Глубина pesiiiniw t, KM
эоропдния Н, км ни iyr S*. М«й
1 ! 1 7 lu 1 131 1 1
0.02 no 86 74 u8 r>0 55
40—60 35—45 0.01 0,00 87 75 69 60 58 50 52 45 48 41 43 37
о.оа 70 55 45 42 38 35
0.02 106 85 71 65 59 53
0.04 84 67 56 51 46 42
100 65—75 0.06 72 58 49 44 40 36
0.08 67 53 45 41 37 33
0.11 60 48 41 37 33 30
0.01 77 61 52 46 42 39
0.06 66 53 45 40 37 34
160 И 5—125 0.08 61 49 41 37 34 31
0.11 55 41 38 31 31 28
0,15 50 40 34 30 28 25
0.20 46 36 31 24 25 23
0»04 70 56 48 43 39 35
0.06 61 49 41 37 33 30
250 190—200 0.08 56 45 38 34 31 28
0.1! 51 41 31 31 28 25
0.13 46 37 31 27 25 23
0.20 13 34 28 26 23 21
11 р и м t ч а в в е. Поправочные коэффицаенты Д& см. табл. 124.
310
<’ rpo’ahhe
120. Сяфвсгь pc v, (В Ц МВ*.) и р.п то| . • <м dit , в. in । c,.'.u Mil и X групп c .> Ihh НПа dpu. k. с пластиками из твердых сплавов
Д|ымг1 j фрезы D, ы* HLij и га 4 Г‘' ч ь. Bi: а 1 мм Пидом на уе мм ГлуСыIIа резания С, w
J i 7 lu
0,01 50 45 41 37
0,03 41 .7 34 31
40—60 35—45 0,05 37 34 31 28
0.07 м 31 29 ’ Г
< .ю .-1 я 25 ta
0.03 39 35 32 29
0.05 35 32 26
100 €5—75 0.07 (,1С 513 29 26 26 24 24 22
0,14 23 21 11 17
0,20 19 17 15 14
о.оз 35 32 20 я
0Л5 32 29 26 24
160 М5—125 0.07 О,!0 29 26 26 24 24 22 N- Ъ’ С
0.14 21 19 17 16
0,20 17 16 14 13
(ХОЗ 30 3 3 31 27
0,05 33 30 a. i 25
250 190-200 0,07 50 27 25 22
0,10 27 25 22 20
0,14 19 1b 16 15
0,20 16 14 13 12
Примечание. Пи:р&БС*:ш а и » (ряьегты Лг см. тьС-л. 124,
121. (исрость резании гт (в м мин) при терновом фрезеровании сталег X 1\ группы и с плаве в XI группы фрезами с пластинами нз твердых сплягоп
Диампр Фрс 1 />. мм Ши^нн. . И it на &г, мм рем* « г, мм
<| 1 * cpoi Л- । 1 я Ь, мм 1 2
100 65-75 0,0‘. 0,05 62 52 S 4‘J 42
0,10 41 35 ; 32
Продолжение гГ>л.
312
фрезерован не
Продолжение табл. 123
Дн>1м< । р фрс ил D, мм И 1н 1'11 |1« фргзгрси». * Ним В, мм Поди 44 НА луб Sr мм Глуби Ии РиЗлНИЯ /, км
2 3 5 7 Н
0.03 114 102 1Ю 79 70
0,05 82 73 64 57 50
0,07 59 52 46 41 36
120 85—120 0.09 0.11 50 42 44 37 39 33 34 29 30 26
0.13 35 31 28 24 22
0,16 30 26 23 21 18
0.19 25 22 20 17 15
0,05 79 70 62 55 48
0,07 57 50 44 39 35
0.09 48 43 38 33 29
170 120—160 0.11 40 36 31 28 25
0,13 34 30 27 24 21
240 170—230 0,16 29 26 22 20 18
0.19 24 21 *19 17 15
0,22 21 19 16 14 13
0.27 17 15 14 12 И
IJ р и л * ч а н и г. Пои рл ночные коэффициенты см. табл. 124.
124. Иосранечнме мкгффнциснты ка скорость резания при торцовом фрезероианни (см. табл. 119—12.1)
Ов мою ыагерналл Mil |i Группа млириимим
VII — X Г к г* |«ич МПм» VIJI. X (% > > 1"91 МПа» М хш XJV
450 1,5
550 1,23 — — —
650 — —• —
700 1.0 — — —
«00 — 1.0 1.2
““
УЦО 0,83
1000 1.0
0,75 —
пои — 1.25
1200 — 1.18 0, /5 —
1.ЧХ) 1.0 0,41 —
1400 — 0,85 — —
я'о O’l 1 "2
>!<ОЭ ЖОЭ 9 1П1 i >• Igo r м и
ГО 4 04 gri "пУ1
Об 0Э 1 (K J1 vil'fll 1 Г U С ИМИ L*J
г. 'JO *Г 0*1 "’.V
гочddm э HfttloH EX] И1ЭГН! -хскягги ЛИПКП13СГ)
t‘O К- 14 4. 04 r. 0’1 6'0 ’’•’y
кгПп frr->dod i^nn K9>10 »ХЯ -t<h?H r irnjidaiq/
O'I 0’1 n*r. 04 •My
‘ 1TX v 1 X 5 I IX Г11Х Fill -nCdj их ПЯПГ1О
Hnuvujruil A\r
Z'O 9Z*U rro 16‘0 СП 7U‘l — 1 1 1 1 1 1 1 1 1 1 1 [ 1 1 1 1 1 1 001 z oooz oo« л 0041 00/. I 0091
Л1Х IHX ’X X 0'4 < ’IH \ o»nw пл.) i >> • 4n) X-’IA ‘11W 1J и 14 °,f,r -лт«иг11«9шч1'Х’ W"
’ 1 WK MJ <Xd j
L4 ’i.'jt’l dI|IirKL4)l(>dj]
tic
riHaiwjd
311
Фросръааине
П > цо.тчс-ши табл. 121
Опчмшч!! t [ак-ТПЧ 1. 1 1 1 IILI фрезе, с1Ш!я к 1К’’>маи П.41 ВН1 и. •• 0.1 О.о U.7 1.0
1JS '2i 1 >.г. | | 1.05 1.0
Попрасочш ^ f J 11 niteifThi: 1 Для жаропрочных, жарой ой кия и uiidikm д\ cii.uir. *- Для viaaeft VII—X и XIV гр\пп. *3 Для пиа-ноного с» laBii.
П р и м v ч а и п е. Торцовск* фрезерование сталей и спламов про-аол1ньсоом щс.< । м> п стозки отпосгнздыго оси ррез:л а сторону выхода зуСм фр :ы на величин, А — (0,0 >4-0,1) £)ф, где — диаметр фрезы (рис. 100).
(•нс. 1<0. Сами \cut BMi н.риояоВ ф-jM orii-Kihii. 1> сщрлйныилсма*
Скорость резан и ч концевыми фрезами
Скорость резания при фрезеровании концевыми фрезами цветных сплавов приведена в табл. 125—126, а чугунов, углеродистых и легированных сталей — в табл. 127—128.
Поправочные коэффициенты па скорость резания при фрезер твзнии концевыми фрезами цветных сплавав, чугунок. углеродистых и легированных сталей приведены в табл. 129.
В табл. 130—132 приведены скорости резания при фрезеровании коррозионно-стойких, жаростойких и жаропрочных сталей, жаропрочных и титановых гпливоз — в табл. 133, 134, высокопрочных сталей — в табл. 135.
Поправочные коэффициенты па скорость резания для изменяющиеся }сювпй фрезерования трутне»' Срабатываемых сталей и сплавов приведены в 1абл. 136.
Режимы резания
315
126. Скорость ремни », к- И ММ) при |. Г<3*Р в*.мин магниевых н алюминиевых сплаш i I, 11 НУгг: оииевыми фрезами и. быстрорежущих сталей
1
О J -L
/ISSMCTJ <t»pc *ы Ь, мм Ширин* ф(М И pt mi-inis Ь. мм Г лу(Н||« резания t, им Подача на з>0 S . мм
U 5 с.о (\!2 0.1 F o,:v <.зс С.4
1,5 127 92 59 47
12 12—40 3.0 121 87 68 56 44 —
5.0 нз 81 63 52 41 — —
1.5 150 ЮГ 85 69 5F
16 12—40 4,5 135 97 76 62 50 -— —
6.0 130 94 74 60 45 — —
1,5 174 125 9Ь Ы 64 г -
20 12—40 4,5 148 ioe 83 бЪ 54 47
6.0 143 103 И) 66 53 45 —
1.5 204 147 115 9-1 75 10 55
25 15-50 4.5 IM 132 10 86 68 57 53
6.0 178 128 100 82 65 56 52
1,5 »7 170 133 но 87 75 08
32 15—50 4.5 214 154 120 99 79 65 62
6.0 207 149 111 Я 7 С 63 to
2,0 ♦68 103 151 124 у.ч 85 78
40 :ь—бо 4,0 248 170 140 ИГ 91 79 72
6.0 238 171 134 110 «5 75 69
6.0 230 160 13( 106 05 73 67
Л р и м l ч и л и t. I клраьсчныс коэОДпш'евны Кс см. ыбл. 129.
31G
фпГ'Гг г i ||р
12G, Скорость резания ,»> w яи) при фречсрсши ни медиыч сн 111 ipynnw нояневыми <?гг>амн i*
• ;!'Ц rt;h\iliH5 стал | (эскиз см. Tuo i. 125,
ДнАМетр фрг»Ы />. мм IJTii I и им Фре- Э* pQ Л, мм 1 л у Си им Г ч .т:>| Л мы Подлчи и и Л.
V.U^ 0.U7 U.JO и. 13 0,18 о,.ч л л
16 12-40 3,5 79 75 70 — — — —
20 12—40 3J 6,0 86 77 Ъ1 72 76 68 72 04 60 — —
25 15—50 з,г. 1 ю 87 «2 78 73 69
6,(1 | 8» 78 73 (И) 65 61 —
32 15—-50 3,5 ли М 79 74 70 66 62
6.0 79 74 70 Ьб 62 59 55
40 3,5 96 1 Ы> ы 76 72 68
18—60 6,0 86 81 76 72 68 64 60
8,0 76 72 68 64 60 57 53
Примечание. Поправочные коэффициенты Ко см, табл. 129.
127. Скорость резания t>r (в м мин) при с]| е<ег влннн чумное IV группы концевыми фрезами из быстрорежущих сталей
(эскиз см. табл. 125)
Диаметр 4фе1Ы D. мм Ширшм фре-эсроЫ’ИНн В. мм Глубина рези ним t, мм Подача пи зуб Sft мм
0,04 B.U7 и. 10 0.13 0.1b 0,21 0,30
16 20—30 3.5 48 46 43 40 — — —
ОЛ ЧЛ 3,5 54 51 48 45 42
£\) хи—ои 6,0 44 41 39 37 34 — —
ОК ол чл 3,5 63 59 56 52 49 47 45
* 1 zu—ли 6.0 51 48 46 43 11 38 35
49 9Л ЧЛ 3,5 60 58 56 53 50 47 45
ОХ ZU—- ои 6,0 52 19 46 43 41 39 36
3.5 71 71 G6 62 58 55 52
40 20—30 6.0 6! 57 54 51 48 15 42
8.0 50 47 44 42 39 37 34
Примечание. Поправочные коэффициенты см. габл. 129.
Ргжммн ре . "ня
317
128. Скорость реагин v, (ь .ч мин) при фрезеровании углеродистых и леч ирона иных палей \ VI »р}лн ком'П-км : i > (Члми и* ihicTpopexA'.iii.A с г ci; 1зслН> см и 6л. 125)
Дн- cip 4Р |М £>. М» Ш|.ри»« фр* wpohu ни si Ь мм • .lyCimt pv3HHU> t, ММ I .i « .D «‘Л r ЧМ
(J 05 IJ.th U. II Ji 0Д 0.20
If. 12—40 ЗЛ Oh I 1 57 — — —
20 12—40 3,5 6,0 75 61 67 55 60 <8 43 — —
25 15-50 3,5 50 72 61 57 5b u
t, 0 66 58 52 16 И 36
.62 15—50 3,5 6,0 73 64 70 57 62 51 55 r 18 40 43 35
40 18—60 3,5 81 75 66 59 46
6.0 70 62 55 49 43 33
5,0 57 50 45 40 35 31
Прим с ч а н и с. Поправочные киэ<[ (| jilu.ciiili Л’с см. 1абл. 129.
129. Поправочные ноэ<|м* кипении ж< кмрг.сть резании при фреверовании мнщеиымт фрвВНШ (гШ inx 12>—128)
См. ч. 1. гибл. 1
MaiepiKui itifeipyMcii-ia P! K5, l’f).H5K5 Р9Д1 Kt 1 ч ЬЫ
l.V 1J M5 2.0
Солон кие 1П*нрх-НО-1И C KopKvn Ln корки
(0.9 CO
* ’ 1 i i, f ыый j.и - MI'HI И.и Л СП , \i ЛЬ 1 hi. , ru u'HUC U
s | I L!_._ 0,57
Ot.lQl . »rjai (dhJ| С CU/X i Без СОЖ
Про to л жен i! г табл. 12*)
Ulltpihij ' pL.vjJUk»-Ь Я II I с р эи.е маюрп । юз 1—IV групп, мм
20 XU—3U 30—45
0,6 ।
1.12
0.8
Ширана Ьрезеровм-Ш1И lipil Л5,К1 К»Г! v KI-лей V. \ I । рупп, мм
30
1,0
0,89
•1 Поправочный ко~ ффшшент при фрезерОианиг. цветных силлвов ]—111 Гр_\Г1П.
139. Скорость резания (в мvmi) при фрезеровании сталей VI!—X групп с ан Ю00 AUln к*>ицеиымн фрезами из быстрорежущих стилей (эскиз см. табл. 125)
Диаметр фрезы D мы Ширина фре-JcpOH.1 ни я В, мл Глубина резания /. ММ Подача ш» ^уб мм
0.01 0.02 о, от О.Оь 0.10 0.11 0.17
2.U-LV 2.U 75 68 62
5 4.0 61 56 51 — — — —
2.0 82 75 68 62 56 ___
10 3.0—5.0 4,0 67 61 55 50 16 —
6,0 60 55 50 45 11 — —
2.0 83 75 69 62 35 16
15 3.0—5.0 4.0 6.0 67 61 *6! X» 56 50 51 46 45 10 41 36 —
10.0 55 50 15 11 36 31 —
2.0 84 76 69 63 56 51
•v> 5,0-7.0 4.0 — 68 (>1 56 51 46 12
4.U 6,0 — 61 55 51 46 41 37
10,0 — 85 60 16 И 37 34
15,0 — 50 45 11 37 33 30
Режимы резания
319
Продолжение таСл. 130
Jilt < u« 1 I» trow D мы Шл| пни фрс» • ронаним £1. мм Гл>С'М иа р. ..ни л Г, мы luv..wd и» v< »v
0.01 UJ- 1 Д 4 ед*. од - и. 17
1,0 87 М 66 СО 54
4.0 — 71 65 59 54 49 42
30 8,0—9.0 6,0 — 64 57 53 48 44 36
10,0 — 58 54 48 43 40 33
15,( — 52 45 43 40 36 30
25,0 — 47 44 39 36 3 2^
Припечии п е. Поправочные ко^< ипниин Л\ м. t; .1. 136.
131. Скорость резании гт (в м мин) при фрезеровании талей Vlll, X гринт с о0 > 1000 МПа концевыми фрезами из быелрорежушнх сталей (эскиз см. табл. 125)
Zuu метр Ширим» фре* Гл)Сина Пи^*.чл 1. и ауб 5Г 4
4 реям < pui. НИК резоннк
Ь. мы В. мм С ММ од? 9. см । * । о.»< '» 13» I Г. 7/
5 2.0—2,5 4.0 6,0 25 ip) 21 16 1« 16 — — — —
4.0 27 19 16
10 3,0— 5.ь 6.0 19 1/ 11 — — —
10,0 10 17 15 13 — — —
4,0 ЗВ 23 .0 17 16
15 3,0—5.0 6,0 24 20 18 15 14 —► —
10.0 21 17 15 13 12 — —
2,0 19 13 14 12 10
4.0 29 24 20 18 16 15 —.
20 5,0-7,0 6,0 25 21 18 15 14 13
10.0 22 16 15 14 13 11 —
20,0 20 U 13 12 11 10 —
4,0 27 24 22 18 10 15 14
3< ь .0—9,0 6,0 23 21 20 16 14 13 12
10,0 20 16 16 14 13 12 11
20.0 к 15 14 12 И 10 9
35.0 16 13 И 10 9 Ь 7
Принс чаии с. Поправочный коэффициент см. табл. 136.
720
Фрсхсрг. вампе
132. Смфостъ I Рп (И м &’.1Н) При фр г Г |1 н I• ни
сплавов М групьм ► • шенымн фрезами in быст)юрсж*.«ни* сзялеЛ (х:из см .бл. 11’5)
Диаметр ф|1^*эы О. мм Ширина фрс-м ре’ я 'in ы /<. ММ i убчпр р> эй»):я г. мм IhJK'i. ид м‘/6 &2. ММ
о,и2 0.U1 OJHi 0.10 и.! г
4.0 43 11 39 38 35
15 2,0—3.0 38 :*б 35 34 31
IU.0 37 34 32 30 28
4.0 43 41 40 38 35
К 3.0-5.0 6.0 10.0 Г58 34 36 32 35 31 34 30 32 28
13.0 :ю 29 28 27 25
4.0 46 45 43 41 38
6.0 41 40 38 37 34
25 5.0—7.0 10,0 37 35 34 33 30
15,0 33 31 30 29 27
20.0 29 27 26 25 23
4,0 49 47 46 44 41
35 Ь, 0—9,0 6,0 44 42 41 39 35
10,0 39 38 37 35 31
15.0 35 33 30 28 25
Примечание.
Поправочные коэффициенты Ко см. габл. 136.
133. Скорость резания (в ы.'мип) при фрезеровании гитановых сплавив XIII группы концевыми фрешмзт m быстрорежущих сталей (эскиз см. табл. 125)
Диаметр ф имы D, мм Ширина ф|и-1СрОВ.'Л1ИМ Й. мм Глубина р*гДОНИ« /, ММ Подача в» у б S мм
0,01 о. из 0.05 0.07 0,12 0.20
15 10—15 6,0 10,0 56 43 44 33 33 25 — — —
6.0 49 35 27 21
20 15—25 10,0 37 27 21 16 — —
15,0 28 20 16 12 — —
20,0 21 17 14 10 — —
Пр н^жепне табл. 13
Примечание, Поправочный коэ44)пц‘11сн1ы Ко см« табл. 136.
11 в. И. Баранчиков и др.
135. Скорость резания t>T (п м н;ш) при фрезеровании СТ.1ЛП1 XIV группы |«онцевымн фрсм .п in твердых сил.:п(’« (эскиз см. табл 125)
Подача на зуб Sz, мм о 1 1 1 1 1 1 1 1 1 1 1 I 1 1 1 25 22 19 136. я ) tU’tft’H.f.MPH Н”< 1 1 | X 1 1 1
о о 1 1 1 1 1 1 1 1 1 1 1 1 *Т >- i-; fitt—1 UHVlOf * ог К tv
X »Св
S о 1 1 1 1 1 1 >J < — с ГО СЧ СЧ Я -,Ч ”• зб 24 АС0 ги оегь р «. 13(
г 1 1 1
'Г о о* 1 1 1 Ь1 3 »*- /Ч X .45 2 г 24 <г Йсч . - ч- _ о « ’ * £ 5 .
VII! X (°в-— 1ООГ МПя! 1 1 1
СЧ с о £ л 25 гО <J 30 ?** *а сч с 9ХЯ :ч — 'г и? Ч NR ЕН 11 W 1П;н'М
о о 'Z. *1 S 1 1 1 1 1 г 1 1 1 Н КОНТР i фрез;»
VU-X (% " - 1ПОО МПа) 1 2-
Глубина рСЭНИпя f, мм ьО о ~ О — СЧ 1.0 с. © э — оГ Л5 КО 2.0 0,5 1,0 2.0 с л и ►п, dHOMiih ээффнпие инечымн
aR и^рнбатыплечою матери» ч» МПл loll 550 630
Ширина фрезерования В, мм с £ я 8 О ♦0 t а н и е. Г1< тряпочные к< !Эеровавнн ко
Двамет) |>резы D, мм X 1 1 — £ а =1 о л « L •г *“ с
£ с Обрлбатыи;|смын -9 j смет X 1 = 3 8 г г Состояние поверхности >. £ Спл,’|№.| XII группы к; К Ю и- — — Й — OCDOD ОС ООО о о о о о о о 130U поо 1100 1200 1250 S50 900 1000 700 750 KOO d nSD : 1Ы1-ЯСМ0Ю Md.epH* ЛЛ. МП- Продолжение »абл. 13^
11 лот кость, уступ о с сож 0,7*. 0/ *’ С коркой ос 1 XII.1 № подгруппы 1 1 1 1 1 1 || III Oc e— Vll — X (% " « tout МПл) Группа
ХП.2 1 1 1 1 1 1 -f-“ 1--Я III III ел go mjw .001 •• » %) x ‘nn
о СП Паз, колодеи р ос Без СОЖ ъ Без корки с XII. < 11 1 1 1 1 00 0 । 1 1 г.- ос о с; 1c 0 1
1 1 1 1 1 1 1 1 G^ О 42 b X
XII.4
OO7-J- — — ССОО — КЗ КЗ »— СЛ о — сл II III III III XIV
321
Фрезерование
Продолжение табл. 136
Материал инструмента 1 Р9К5, PGM5K5 Р9М4К8 Р9М4К8Ф Р16К5Ф2 ЗК6
А м 1.0 1,1 1.12 1,15 2J
Материал инструмента ВКЧ доем 13 К ЮМ
1.0 1.2 1.27
< и пошлине фактической ширины фрезерования к норм ] г iB iod 0.2 0,5 0.7 1.0
К*>В 1 '» 1 1 u 1.0
*1 Поправочной ко ]*’] нипент при фрезерования лтаиовых сплавов.
Схеростъ резания цилиндрическими фрезами
Скорости резания рассчитаны на обработку плоскостей дета тем из цветных сплавов» чугунов цилиндрическими Фрезами без охлаждения и сталей, жаропрочных и ти-Гановых сплавов с охлаждением, о заданным п-риодом стойкости фрез и жесткой технологической системой*
Параметры режимов фрезерования t и В приведены в прнл. I.
Диаметр цилиндрических фрез (табл. 137) рекомендуется выбирать в зависимости от ширины фрезерования и глубины резания.
Скорости резания при фрезеровании медных сплавов приведены в табл. 138, чугунов — в таи. 1д9, а углеродистых и легированных сталей — в табл. ИО.
Поправочные ко?Ьфинпеиты на скорость резания при (Ьреверовании ипегпых еп т»в »и, чугунов, sernnoB шных и углеродистых сталей приведены в табл. 111.
Скорости резаиня при фрезеровании жаростойкая и жаропрочных сталей приведены в табт. 142 и 143, а жа-
Режимы резания
И7. Диаметр D (в мм) ! иля н ршчрс* гс гЬреэ п зап пси*: ости от ширины фрезе о«аг ня г уониы резания
IJIerpitJro Ф резервация У. мм Глубина резания f, чм
5 в 10
70 100 150 БО 80 100 63 80 100 80 80 125 100 100 125-150
ропрочных» жаростойких и титановых сплавов — о табл. 144 и 115.
I Справочные коэффициенты на скорость резания при фрезеровании труднообрабатываемых л.нери лов приведены в табл. 146.
138. Скорость резании гт (в м'мип) при фрезеровании медкых си.: !В»>’ III группы цил П1Чр»чс<:> : ли Л; ех ми из быстрорежущих с J алей
Диаметр Фрезы О. мм Ширин., bpeacpu* памяя В, мм Глубина । еэан11 /. мм Пел .на па зуб 5<( ям
0.05 0,1 L одз 0.1 - 0,24 0.33
3 139 124 112 99 88
90 12—40 5 124 106 96 85 75 —
8 103 92 83 73 65 —
3 149 126 120 106 94 84
ПО 12—40 5 128 114 103 91 Я! 72
Я НО 98 89 79 70 62
3 161 143 130 114 102 •1
130 12—40 5 138 122 111 98 87 77
8 119 106 96 84 75 67
12 103 92 83 73 65 58
3 168 150 136 120 106 95
1.7 12-40 5 145 129 116 103 91 81
8 125 111 100 89 79 71
12 108 % 87 78 68 61
ПрИМ* Ч U h И С. ПОП[ . В .ЧНЫС КОЭффПЦИСНГЫ Ко XI. 1абл. 141.
329
Фрезерование
139* Скорость резания гт (в мин) при фрезерования чугунов IV группы цилиндрическими фрезами из _____________быстрорежущих сталей_______________
Диаметр Ширина Ьрезеро* Глубина Подача на *У<5 sz. мм
Фрезы пан» я тезами и
О. VW « WV * ММ с,»• . J 0,?7 U,3f> п. <«j
3 7П >1 53 45 —
10—70 5 53 14 37 31 — —
я 15 V П 26 — —
3 Я1 М 48 40 —
ип 40—70 5 57 И ш 34 28 —
Л 4 10 33 28 21 —
3 92 П 64 54 45 38
5 65 54 45 39 32 26
130 Ю—7^ 8 54 45 37 32 26 22
12 45 38 32 26 2х п
16 38 32 26 22 19 16
3 97 81 67 57 48 :0
5 68 57 47 40 Ч '8
15: 10—70 8 57 48 40 31 28 24
12 17 10 34 28 23 20
16 40 33 28 20 16
Примечание. Поправочные ко ф.; пименты Л'в см. габл. 141.
140. Скорость резания т>т (в м/мии) при фрезерования углеродистых и легированных сталей V—VI групп цилиндрическими фрезами из быстрорежущих сталей
Диаметр фрезы О. мм Ширина фрезере вания fl. мм Глубина резакиа £ мм Подача иа ^уб sr мм
0.U& 0. 10 0.13 d.l < 0.24 0,33
3 66 59 53 17 42
90 12—40 5 57 51 46 41 36 —
8 49 44 40 35 31 —
3 71 63 57 51 44 40
110 12—40 т 61 54 48 43 .8 Я
Ч 52 46 42 37 33 29
3 96 85 77 i>9 /0 54
130 12—40 5 12 /3 67 59 □и 16
8 71 ОЗ 57 51 15 10
12 G2 55 50 11 VJ U
* 80 71 64 57 50 15
150 12—Ю 8 68 59 61 5? 55 47 48 42 13 37 >8 33
12 51 45 П 36 31 29
Пр имечанне. Поправочные * инснца A'D м. габл. 141.
Режимы резания
141. Поправочные коэффициенты на скорость резания яри фрезерован ни цилиндрическими фрезами (см. табл. 138—140)
ч. См. ч 1» табл 1
Манд нал инструмента Р9К.» PI Ф2 PSK10 Г15К6 •» В Кб ••
Коэффициент Л'^ 1Д) M 1.2 3.4 4.5
Q, гон иле поверх ж < ти С коркой Беа корки
1.0
у к г Им 11'1 <1<< Г КМ С COzh Без СОЖ
АЧ 1 1 L‘ 1.0
Опюшсч.Ие факшческои шпрнпы фрешммтв к нормативной 'бф Ян i',4 0.6 1.0
L- 1,15 и 1.0
•А /Лагер и ал фрезы для обработки сталей.
•* Материал фре н для обработки чугунов
142. Скорость резания фт (в м/мин) при фрезере вл и ни сталей VII и VIII—X групп с п|( С 1(09 Mli.i цилиндрическими фрезами из быстрое» л.уцг сталей
Дил метр < реэы D. мм Ширина фрезеро* ванн я Я. мм Глубина резании Л мм Подач । п* >6 sz чм
0,03 О.(л | 1 ’1 o.r 0t2() 0,30
3 10 35 . г - > 22
< >. 56—7‘- 6 .14 29 эв 24 J 18
10 Ч) 26 $3 VI 19 lb
II .эб oU 26 23
45—9П 34 п 28 25 22 19
10 <1 27 25 22 •20 17
3 13 37 33 31 24
КЮ 105—1110 6 36 31 29 26 23 20
10 32 28 26 23 20 18
Примечание, Поправочные коэффициенты К© см. табл. 146.
328
фрезере пая ив
Скорость резания vr (в м/ммн) при фрезерования стал и 11. X ipynn с пп > 1000 МПа пиллидрмческммя ipexjMti из быстрорежущих сталей
Диаметр фрсР.з D, мм Ширин, ^рчмгро-В*1 пня Н мм Глуби ил Р23Л1И1Я t, мм Пндачл ни «уб мм
•),0? •*,06 МО •J5 •1.0! 0,30
26 22 20 18 16
75 56—70 6 23 20 17 16 И 12
10 18 15 13 12 11 10
3 32 28 1 22 20 18
ИО а—ПО 6 Ю 21 18 17 16 14
10 22 17 14 13 12 10
При' е ч а г н е. Поправочные коэффпцп нты Ко я »бл. 146.
114 Скорость резания s?f (в м мим) при фрезеровании п 'jhub X! группы шмиидричесхичп фрезами из быстрорежущих сталей
Дплметр ^резы Ширина -резеро-И1НИЯ в. мм Гл у< чипа резани« *. мм Пеням." H.I »Y'Z’ **г мм
Л, )4 О.ОЯ 1.10 П.15 п. ?с 0.25
3 39 35 ;ю ‘26 23
80 ,)5-—65 5 .и 28 23 21 19 ——
9 1 22 18 16 15 —
3 33 Ц 26 24 21 19
150 90—115 5 9 0 24 27 21 21 17 19 15 17 14 15 Г2
15 19 17 14 12 11 10
П р и меча ’и е. Поправочные коэффициенты Ко 'м. габл. 146.
14". Скотость резания ©т (и м/млн) при фрезеровании титановых сплавов XIII группы цилиндрическими фрезами нз быстрорежущих сталей
Дчвм1П фрезы />. мм Ширин Йрсэеро HllfilR Н мч Глубину pejaHiu: П<)да«з" »* •У Sr Мм
1.0? 0. 1.П7 1.1 *и • 1. Т 8
1 48 43 39 35
80 50—00 3 .И 31 27 25 __ —
5 31 28 25 22 —
Рели мы резани и
329
Продолжение тэбл. 145
Днаы<н к фрсЗ-Ы D мм (1111 ря ми tpesepo* лаЦ|*я В ми Глубинл резания t Ми Поднял и» sy<5 Sr мм
0.0* 0.05 0.07 JC П. 1 э МВ
1 51 15 10 37 И
по во—90 3 36 32 29 27 24 —
5 32 29 26 24 21 —
1 53 47 13 39 35 31
140 10—120 3 38 3-1 1 28 25 22
5 34 30 27 So 23 20
Примечание. Полр шичнэе коэф; ни ногти Ко см. табл. 146.
146. Поправочные коэффициенты КСк1 на скорость резания при фрезеровании цилиндрическими фрезами к тибл. 142—1X5
Пв ^брабяты* rpyjllr ’4 гвриПЛО!»
паевого материала. МПл VT1. V1H-X (% < <Л‘С( МПи« VIH. X ( «и > 10 ’0 МП ) XI хгп
450 550 650 1.0 — — 1,16
700 0,93 1.15
800 — 1.0 I.35
900 0,8 —
iodo — 0,41 I.0
пои 1200 1300 — 1,0 0.86 0,75 0,37 гз
— —
330
Фрезерование
•А Поправочные коэффициенты при обработке титановых плавов*
•* Поправочные коэффициенты при обработка сталей.
Скорость резания дисковыми фрезами
Скорости резания при фрезеровании медных сплавов дисковыми фрезами без охлаждения при жесткой технологической системе приведены в 1абл. 147, чугунов — в табл. 148, а углеродистых и легированных сталей с охлаждением — в табл 149. Поправочные коэффициенты на скорость резания при обработке перечисленных материалов приведены в табл. 150.
Скорости резания при фрезеровании жаропрочных, жаростойких сталей и сплавов и титановых сплавов приведены а табл. 151 —153, а поправочные коэффициенты на скорость резания при фрезеровании труднообрабатываемых материалов — в табл. 154.
Режимы реэаиия
331
117. Скорость резании vT (в м/мии) при фрезеровании медных сплавов III группы дисковыми фрезами из быстрорежущих сталей (эскиз см. табл. 125)
Ди л метр фрезы /), мм Ширина ^реэеро пания 8, мм Глубин.» реззння ы- Подача ня sf. мм
0,D5 0,07 ОДО 0,1 э 0,18 9.2 4
Р 102 96 •ю I
7 г 1—13 12 91 85 41 /6 — —
18 Ч 77 72 G6 — —
12 109 103 97 11 40 5
1311 5—16 18 97 J2 86 чП 71 65
17 к7 й2 17 73 >7» 58
18 100 Об 89 8 7< 65
150 6—20 27 ч ♦ 84 79 73 65 58
40 79 71 70 6 . 5м 51
Примечание. Попрал •иные коэг{к|>1ни«с1<'к 14 Ко гм. 116л. 150.
148. Скорость резания гт (в at/миг) при фрезерован пи чу|упов IV группы ^исковыми фрезами из быстротекущих сталей (эскиз см. тлбл. 125)
Днамст, фрезы D. мм Шири а |?резеро ванн я В мм Глубин резания Т. мм Подача НН зуб Sft мм
1.07 ОДО одз ОД в О,74 0,31
10 У2 43 40 36
/о 1—13 14 44 39 35 31 — —
18 И 34 30 27 — —
10 65 57 •1 45 10 36
130 5— 1Ь 14 56 49 И 39 35 31
18 48 13 зи 31 30 27
25 12 37 33 29 26 23
18 4. 12 J7 И 29 26
150 6—20 25 41 36 и 23 25 п
33 35 31 28 25 22 19
45 30 27 24 Л 1 1 17
(1 р к и е ч а н и е. Поправочные коэффициенты Ко -м. гаСл. 150.
332
Фрезерование
119, Скорость резагия гт (в г: мнн) при фрезеровании vr ffW пип г • гнровшжых сталей V—VI ipytih дискоьнми фрезами из быстрорежушнх сталей (-сказ см, табл. 125)
Дя*»1ггр фр vid О, * • Ширила фрс-згроюш-и Я. vw Глубин резани» /, мм Подача на »уб $г мм
U, 05 0,13 Q.h 0.24
6 49 <3 41 __ __
75 4—13 12 44 39 36 —
18 39 34 32 — —
12 52 46 42 37 34
130 5—16 18 47 42 39 34 30
27 41 37 34 30 27
18 47 42 39 35 31
150 в—20 27 42 37 35 31 28
40 36 32 30 27 24
Пр в меча им е. Поправочные коэффициенты Ко см. тпбл. 160.
1.0. Поправочные коэффициенты на скорость резания при фрезеровании щековыми фрезами
(см. «абл. 147—149)
См. ч. 1. П1бл. 1
Материал инструмент л Г»К- Р1КФ2 Р9КЮФ
л1 1.0 1.1 1.4
Состояние ппверчно ти С коркой Без корки
0,8; 0,9 1 1,0
У слов гм гч'фаГхнкп С СОЖ Бе СОЖ
At-,, 1,0; 1,2** 0,8; 1,0 •*
(У|ч/.лыь мый элемент Уступ, ПЛОСКОСТИ Паз, колодец
1»о U,7
Режимы резания
333
Проюлжешге табл 150
Отношение фактической ширины фрезере на тит я к ИОПМЙТНП-ной Яф Ян> 0.2 0.5 1.0
1*2 1,1 1.0
’* И'иряв. чныЛ к мффицнент для медных сплавов.
u Поправочные коэффициенты для медных епдяэон п чугунов.
151. Скорость резания ттт (в м/мин) npsi фре ероп.тння ста л г i VII—х групп дисковыми ое лми из быстрорежущих сталей (эскиз см. uiG.i. 12')
Ди a Mei 1 фрелы D, мм Ширил» Фреэер<> иаимя В. мм Глуби ил резании /, мм Подач • ни эуб S2 мм
0,0’ 0,04 о,о« г,1 олэ 0.17 0.2?
5 53 48 44 40 36 33 30
10 43 39 35 32 29 26 24
90 10—15 15 38 35 31 29 2G 23 21
25 36 зз 30 27 21 22 20
5 57 □ 1 47 43 ЗУ 35 32
150 15—20 10 15 и 38 34 31 28 26
15 40 37 34 И 28 25 23
25 39 35 32 29 26 24 22
Примечание. Попп очные ко?]фпшг1иы Ко см. табл. 154.
152. Скорость резания vr i'b м мни) при < ^сзс.’озанип сплав а XI группы -некой ы ми брстами из быстрорежущих гтал< и (ВС1М QBI. 1. 01. 121)
Дилм<*1| фрезы Ь мм Ширина Фрсъсро на нн >1 Ч мм Глуби и., резании * ми Подача на \Г S*. •**
и 01 и.О.* и. пл 0.07 0.0? <л । о,1
.) 2—5 2 S «и 18 13 10 я 7 () 5 — — —
00 5—10 2 5 8 12 18 16 12 1» 12 10 9 R 7 6 5 6 ) 4.3 4 5 I 5.7 3.3 1. 3,6 3,2 3 1 3 2.8 2.5
Примчан п с. Поправочные коэффициенты Ка см. габл. 154.
334
Фрезерование
153. Скорость резания t>T (в м/мкн) при фрезеровании титановых сплавов XIII группы дисковыми фрезами из оыС1|Юре;>ущнх сталей (эскиз см. табл. 125»
Дна мет । фрезы D, мм Шарик* pcJt-p ванны О, мм 1луоин-сэанн Г. мм Пс *•«* »!# з, »
и 2 о, л ,|ь 1).1> »ЪП
п 18 15 11 12
80 10—15 12 15 12 11 10 — —
20 14 11 10 5 - —*
5 15 11 13 12 10
150 15—?0 12 — 13 12 11 10 9
20 .— 12 11 10 У 8
30 — 11 10 э 8 7
Примечание. Иолра^пные коЦчцпенти Ко см. вб* Г1
154. Поправочные коэффициенты на скорость резания при фросро1кш|’!11 дисковыми фрезами (см. табл. 151 —153)
Miiepmji .iMClруменТг Р9К5 р| Оф-» PUK Н Ф НК8’
^Ри 1.0 !J 1.4 2,5
СоСЮЯНм! >iokrpXh(iCIi> кирКОЙ Без корки
0,7; 0,»ф| 1.0
Условия обработки С сож Без СОЖ
*|о 1.0 0,8
Обрабатываемый элемент yciyn, ПЛОТ кость Паз, колодси
1.0 0,7
Режимы резания
335
Продолжение г л to. 154
ив обрабатываемого материала, МПа Коэффициент
Группа материалов
VII—X XI XIII
450 550 650 1.0 — 1.6
1,3:
7CKI 750 КО0 0.92 1,36
1,16
ЛЮ 050 100U 0,86
1.0
L?
1,0
1100 1200 1250 к, ,1 Э и ,6
—
Отношение фактическоГ! ширины фрезерования к нормативной (Вф/Яп) 0,2 0,5 1.0
ков 1.2 и 1
*1 Материал инструмента п поправочный ко-> j<] iimiciii нннгсясны для титановых сплавов.
Режимы резания прорезными и отрезными фр :ми
Отрезные и прорезные фрезы в отличие от дпм<т»ых работают в более сложных условиях резания Это связано с нежесткой рабочей чазтыо указанных Фрез, наличием двух вспомогательных режущих кромок, худшими условиями стружкообразовання и ее отводом из зоны резания, чго является частой причиной их неломки, возникновения вибраций Недостатками стандартных отрезных н прорезных фрез являются отсутствие задних углор ня пспо-могагелытых режущих кромках и весьма малые вспомогательные углы в плане Поэтому даже при незначчт^»ь. ном износе ио уголкам режущих зубьев на вспомогите дьных режущих кромках образуются значительные площадки
ззс
Np ММВ
155. Скюроеть , запкя -г 1 (п и мл* ) п ? ц n .ер*»к. in:ii молвь-\ сплавов и чугунов прорезными и отрезными фрезами из быстрорежущих сталей
Ли сц Срсэм 1». и* л> Hi. |к*зам..м мм М liter си. и «и | | Mvrvn
Пода1 ; Ив и* мы
U.0I | 1 0.07 | л- 1 1 1 м* 1 sU-
3 Ipopeanue фрезы — I 152 I — 77 1
6 148 | 76 — 1 —
60 3 — 153 __ —. 75
6 143 — — 74 — —
3 129 56
76 6 127 55 —
10 121 — — 53 — —
1 ю Отрезм ые фрезы 1 U-* 1 - 1
60 1 *» , 1 • 1 1 |
75 10 — 111 43
15 НС — — 44 — —
ПО , 20 — 73 —- __ 21
30 — 73 — — 23
20 __ (>ч __ 20
150 30 72 — —- 22 —
45 72 — — 23 —
20 61 20
200 30 — — (>1 —-ф 20
45 — 62 — — 22 __
70 61 — — 14 — —
Пр ь меч а и и г. Поправочные к оэ [фнц.енгы из скорость резания для изменяющихся условий обработки см. сабл, 157.
Режимы ремння
3 7
156. Скорость резания т»7 (в м миг) при фре уеросании сталей V—VI групп прорезными и отрезными фрезами из быстрорежущих сталей
Диаметр Глубин»
рези О, мм резлИия
Фрезы Р, мм рсзлния f, ММ П.ПС5 1 | 0.007 1 0.1'1 1 U.0I3 , I OJKJ 1 o.n.r
1 з 1 Прирезные фрезы 1 — 1 — 1 82 1 1 — 1
40 • 1 1 70 -1 1 -1 —
G0 3 6 — 72 83 — — —
3 . 75
75 6 — ,— 69 — — —-
10 — 60 — — — —
Отрезные фрезы
60 1 10 1 1 15 | 1 00 1 1 = 1 1-1 1 = 1
•yr К) . __ си ,
75 15 5!> — — — — —
по 20 30 — 41 — 40 —
20 - __ __ 38
150 30 — — 39 1 —
45 39 — — — — —
20 —. 32
200 30 45 33 33 —
70 аз — — — — —
Примечая и е. Поправочные коэффициенты на скорое1ь реляция для изменяющихся \слоняц обработки см. табл. 1Т(.
трения, что способствует увеличению температуры в тоне резания и заклиниванию фрезы в оГ-рабн1Ыв..едд-м пазу. Фрезы допускают работу ион подачах ил зуб ке более 0.02 мм, а допустимый износ составляет всего 6,15—0,2 мм.
Период стойкости и производительно сть отрезных фрез можно повысить путем заточки главной режущей кромки с образованием переходных режущих кромок. Такая заточка режущих кромок обеспечивает дробление стружки
12 В. И. Варвпчнкол и др.
Шлифование
157. Поправочные коэффициенты на скорость резания |.рн ф е р М нип прорезными и <трсзгчгн Д езами (см. табл. 155—15t)
КГм в з^аиенкичли от группы мак- Г г ал а III—VI 1СУ. ч. 1, тяСл. I) VII VIII-IX л XI
ЗЛ |‘,С 0,45 0.27
Состояние поверхности С кор к* п Е<з корки
А‘и ОД- 0.9 •* 1.0
У глория ( Сра(< 1-ки с сиж Без СО>><
А«о j | 1.и; 1.2 ° 0,fc; 1.0 ,д
41 Поправочные шлфф hjdjfнты ня скорость резания для медных сплавов.
по ширине реза на мелкие элементы, повышает производительность в 2 раза в более, исключает заклинивание при фрезеровании глубоких пазив и отрезке заготовок.
Режимы фрезерования прорезными и отрезными фрезами из быстрорежущих сталей деталей из медных спла-|«е и чугунов приведены в табл. 155, а сталей — в табл. 156.
Поправочные коэффициенты на скорость резания для измент:юин \<я условий < р.л < гкн приведены в 1аСл. 157.
глава ₽
ШЛИФОВАНИЕ
Увеличен!:? дели обработки деталей шлр(|< | ан нем обусловливает актуальность повышения произвол итель-|истп шлифования г рн заданных качественных характеристиках обработанных поверхностей деталей.
Для создания рациональных условий шлицевания материалов необходимо учитывать материал обрабатываемой детали, форму, материал и технические характе
Выбор мМШфММЬЩМ ’ хругл
339
ристики абразивного круга, правильное сочетание вы бранных режимов шлифования.
Режимы шлифования сталей и сплавов, приведенные в гл 8, рассчитаны па оЭрлботку /фа ’.явными кругами hj мопокорунда и белого электрокорунда на керамической связке с содержанием основной фракции зерна дэ 70%, зернистостью 25—16 при скорости круга 25—35 м/с.
1. Выбор шлифовального круга
При шлифовании сталей и сплавов необходимо применять круги из белого электрокорунда, который имеет более высокую режущую способность (на 30—40°»), чем элекгрокорунд.
При чистовом шлн<фовзшш материалов целссообра ш I использовать круги из монокорунлов. обеспечивающие стойкость в 1.5—2 раза выше, чем круги из белого электрокорунда.
При шлифовании титановых сплавов необходимо применять круги из зеленого карбида кремния, обладающие повышенной теплоустойчивостью и способные выдержи влть температуры до 2050 'С.
При шлифовании деталей из труднообрабатываемых сталей целесообразно применять среднемягкие круги ОН СМ2), I Деталей из титановых сплавов и сплавов на никелевой основе — мягкие круги (М2—М3) па кера мической связке.
Абразивные круги на керамической связке обеспечи В1ют стабильную работу при видах обработки шлифэва пнем, кроме отрезки и работ, связанных с ударными нагрузками.
Круги на керамической связке работают в сочетании с любыми СОЖ. в то время как у кругов на бакелитовой связке прочность снижается под действием содовых растворов, а на вулканитовой связке — под действием ке-р кина.
В табл. 158 приведены характеристики абразивных кругов для различных видов обработки шлифованием.
12*
15-8. Характеристика абразивных кругов для шлифования материалов (в числителе дроби приведены характеристики при предварительном шлифовании, в знаменателе — прн чистовом шлифовании)
Материал детали МКМ Характс ристнка круга
Группа Термическая обработка Марка Зернистость Тигр." ость Связка
V-VH1 Отжиг 2,5—1/25 0,63—0.32 15А 23Л 23А, 24Л 50—40 СТ1-СТ2
25—16 Cl—С2 __ К8. К1
Закалка и отпуск 1.25-0.03 0.63—0,32 1зА. 23А 24А, 25Л 40 С!-С? К Я, кч К 5
25—16 СМ1-С1
IX Закалка или нормализация 1,25 24А, 23А 40—32 СМ2-С1 С \П— СМ3 KI, Кб К5
0.63—0,32 15А. 25 X 25—16
X Закалка и старение, закалка 1,25 24А, 25Л 45А. 2ЬЛ 40—32 25—16 СМ 1—СМ2 Ом KI, К5, К? К5
0,63—0,32
XI—XII Закалка н старение 1,25 21X. 25X 40—2' СМ1-СМ2 М3—М2 KI. К5 К1, Кб
0,63—0,32 15А, 43А 16
XIII Отжит, закалка и старею* । 2.5—1.2'. 63С-62С 40—2о СМ 1—СМ2 Мс к к
0.63 1 . (ИС 16
XIV Закалка и отпуск 1,25 2".Л, 24А 40—32 См 1—СМ2 МЗ-СМ1 К8, KI К5
0,63—0,32 45А, 25А 25—16
анирмофи ч
Ге ii'-u rtii tj. pjhhw
11
2- Режимы шлифования
При шлифовании скорость резания определяется скоростью вращения абразивною круга г,. гак как сна во много раз превышает скорость вращения или линейного и * смещения обрабатываемой детали.
Скорость резания зависит от требований к качеству обработанной новерхносн! и стойкости круга. Износ круга с увеличением скорости его вращения уменьшается, особенно при ц: = 40—50 м/с.
С иелью исключения прпжоюв па обработанной поверхности рекомендуйся работав с максимально возможной скоростью вращения детали.
Для достижения большей ирон п о щтельпости при шлифовании операцию необходимо разбивать на два перехода: 75—80% припуска необходимо снимать на предварительном переходе и 20—25% припуска — на чистовом.
При предварительном шлифовании допускается появление прижогов на обработанной поверхности с глубиной залегация до 0,02 мм с последующим их у злением при чистовом шлифовании.
Предварительное шлифование пеобхотнмо проводить и । режимах, обеспечивающих получение точности детали на 1—2 квялнтета ниже точности, требуемой по чертежу.
Число рабочих ходов при предварительном и чистовом шлифовании зависит от снимаемого припуска. Число дополнительных рабочих ходов «выхаживания» зависит oi жест кости технологической системы и технических требований, предъявляемых к обработанной поверхности, и назначается в каждом случае конкретно для обрабатываемой детали.
В зависимости от вида и характера шлифования, размеров детали и абразивного круга, а также параметров режима резания назначают продольные (осевые), радиальные и вертикальные (при плоском шлифовании) подачи.
Выбранные подачи корректируют в зависимости от стойкости круга, заданного параметра шероховатости и точности обработки» снимаемого припуска и других технологических условий обработки. Поправочные коэффициенты приведены в соответствующих таблицах раздела.
.412
ШЛН(|'ОИ.;11ИС
3. Круглее наружное шлифование
Для наружного круглого шлифования в центрах применяют круги диаметром 250—1100 мм типа 1111; для наружного шлифования с подрезкой торна — круги типа НВ; при одновременной обработке по диаметру и бурги ка — круги типа ПВК; при одновременной обработке по диаметру и подрезке выступов с двух сторон — круги типа ПВДК.
Круглое наружное шлифование в зависимости от длины обрабатываемой цилиндрической поверхности детали осуществляют с продольными подачами напроход или методом врезания.
Шлифование с продольными подачами необходимо применять при обработке поверхности значительней длины и использовать при этом круги с большей шириной и диаметром.
Припух на обработку и спорость вращения детали .
15V. Припуск мл обработку 2 Л (к мм) при шлифовании ьклнндркчесвих поверхностей с продольной или радиальной подачей
Шлнфсрв ииг Диаметр ДОНЛИ Од, мы
10 1в ЗВ г.и
Предварительное до и после 4 Л €С/ СИ ' Q ,/стки Чистовое без термьчссксй сбр,/сткп Чистом MJM N; мической с/раГот ни 0.2 о,з \1-0>. 0,2 0,3 0,1—0.4 0,3 0,3 ,1—0,4 0,3 0,4 0.1-0.4
111ли.’ <FBkiMi | гамстр Д4 1 ; J’M Нд. И*
г0 ’К 180 । С яео
П[лдшр» It.’itlLt ДО 1! ПМ'ЛС и 1»-им ест Я cdI об< тк? Чг<] но (с термической обработки Ч» ст< М Г’ Де ;cpv»vH кон Обр fCThil ‘U 0.5 0,2— 0.5 0 0.3 0,5 о 0,5 0,5 0.» 0,8 0,5 ОЛ 0.2— О,* 0,5 (>,в 0,3— 0.8
> ’!?).• чое ш.ш, шпе
343
hi L Пг.. усж на обработку h (в м) г рл ОюмфАОШОВ торцовых поверки стел с продольной подачей
Диылр Асм ли !>л И* Выдерживаемый размер /д от ибрабагын цилиндрической поверхности детали, МИ
10 JU >0 d’J 120 180 bJ J(W
Д • w 0,2 ,2 0.2 0,3 0.3 о;з 0,3 0Д5
Св. 30 № 120 0,2 Н.З 0,3 0,3 0,3 0,35 о,4 0,3 0,55
» 12 0 » 200 0,3 Л.З 0.3 0,3 0,4 0,5 0,5 0.6
Врезное шли [юзание применяют при достаточной жест кос» и детали и небольшой длине обрабатываемой но-верхностн, при этом необходимо выбирать круги шириной, не превышающей длину обрабатываемой поверхности.
Для устранения прижогов» возникающих при шлифовании, необходимо увеличивать окружную скорость детали, использовать бочее мягкие круги с обильным охла ждемнем.
161. Скорое ib Гд (в м мин) детали при шлмфовамки цилиндрических и торцовых поверхностей (в числителе иТи прнве ины скорой и при обдирочном шлифовании, в ша-генателе — при чистовом ш.ти> ваиин)
ДиимеЧ» ДЧЛ.1К Од, мм Группа матери4лэ 1 Диаметр детали Од. мм Группа млт.-риалл
V—X. XIV XI— ХИ! V —X: XIV XI — хш
10 10-U 9—12 Ъ0 32—14 27—37
И -Д) 16~~22 j 37—53 41—59
15 13—17 10—14 1 37—53 3-’—44
16-21 П—27 1 120 45—63 «-4в
К 15-21 13—17 160 46—64 37—53
20—28 22—3(Г 1 .4-73 55—7'»
30 14-25 15—21 200 51—73 46-64
2.1— 33 25—37 58—62 64—90
4ri 22—30 1 ч—26 300 62—82 51—73
27—39 30— 4 Г 68—% 75—1J5
Gu 27—37 /--.) 1 400 73—100 62—88
.12—46 о5—01 | HU—U0 i/—Г20
;>н
j...ичи / ; // ш.itt/ajunuu цилиндрик '.них и торцовых
поверхностей
В табл. 162—16! приведены подачи при шли<|юваини цилиндрических н торцовых поверхностей кругами из гюникирун ia и белого электрокар упда» а в табл. 165 — поправочные коэффициенты на радиальную подачу для изменяющихся условий обработки.
Рядна .1 н. ч подача при наружном цилиндрическом шлифовании
кКрКикК1К
где StT — табличное (матричное) значение радиальной подачи на ход, хмм: /<., — коэффициент, учитывающий обрабатывавий материал; — коэффициент, учитывающий радиус галте *ш детадИ; Ха — коэффициент, учитывающий диаметр круга; A'v— коэффициент, учитывающий скорость круга; А\ — коэффициент, учитывающий стойкое!ь круга; А\т — ко>|ф!циент, учитывающий точность сработки; Ал— коэффициент, учитывающий припуск на обработку.
4- Внутреннее шлифование
Для внутреннего шлифования применяют круги (их ДИМЯ >Р ccci являет 0,6—0,8 диамира обрабатываемого отверстия) типа Г1П диаметром 5—150 мм и высотой 1 )—20 мм, а д 1.1 шли фонация с одновременной обработкой юрца— тина НВ диаметром 10—150 мм.
Шлифование отверстий осуществляется с продольными пли радиальными нолачамп. При шлифовании отверстий с продольными подачами круг не должен выходить из отверстия в обе сюроны больше, чем ня половину его толщины, так как в противном случае диаметр огверстня но концам увеличивается.
Для уп ранения прижогов, возникающих при шлифо-папин отверггий, необходимо уменьшать радиальную подачу н ш использовать круг минылен твердости.
Внутреннее шлифование
345
|Я2. Рад нальн и я подача на ход (в мм) Я и hi.ti фовакии цилиндрических поверхностей из проход
Диаметр детали ЛТ1 мм Л Скорое )Ь детали С’д. м/мин Продольная подача на оборот 5^. мм
.’.S 3.7 5,и в, & 13 Пэ 20
9 0,039 0,024 U,017 0,011 0,007 0.006 0,005
10 11 0,031 0,020 0,014 0,009 0.006 0,005 0,001
14 0,02-1 0.017 0,011 0,007 0,005 0.0О4 0,003
17 0,020 0,014 0,00.. 0,006 ода 0.003 0,002
14 0.U31 0,020 u,Ul | 0,009 0,000 0.005 0,004
20 17 0.024 0.017 0,011 0,007 0,005 0,004 о.ооз
21 0,020 0.014 0,009 0,006 0.004 0,003 0.002
26 0,017 0,011 0,007 0.005 0,003 0,002 0,001
17 0,031 и,020 0,014 0,009 ода 0,003 0,001
Ю 21 0,024 0,017 0,011 0,007 0.00. 0.0« 4 0,003
26 0,020 0,014 0,009 0,006 ода 0.003 0,(Х'2
32 0,017 0,011 0,007 0,005 0,003 0.1X12 0,001
26 0,024 0,017 0,011 0.007 0.003 0,004 0.003
80 32 0,020 0,014 0.00’) 0,006 0,004 0,003 0.002
39 0,017 0,011 0,007 0,005 0,003 0,002 0.001
48 0,014 0,009 0,00? 0,004 0,002 0.001 0.001
39 0.020 0,014 0,009 0.001 > 0,004 0.003 0.002
160 48 0,017 0,011 0,007 0,003 0.003 0,002 0,002
59 0,014 0,009 0,006 0.004 0.003 0,002 0,001
73 0.011 0.007 0.005 0.003 0.002 0.002 0.001
40 0,020 0,014 0,009 o,ow> ода 0,003 0.002
320 59 0,017 0,011 0,007 0,005 0,003 0,003 0,002
73 0,014 0.009 0.006 0,001 0,002 0,002 0.001
90 0,011 0.007 0,005 0,003 0,003 0,002 0,001
Поправочные коэффициенты
па радиальную
Примечали с. подачу см. табл. J65.
Шли>'< .
163. Рад нал ьн а я подача на оборот S/ (в мм) при вредном илифсиании цнлиндргчедклч поверхностен
ДНЯМ?! р детали Од. мм Скорость детали W/МИ II Дли ил обругиваемой повср*ностя /д. мм
10 20 30 so
7.5 0.017 0,014 0.0Н 0,008 о.ои?
10 9.5 0,014 0,011 0,008 0,007 0,005
12 0.011 0,008 0,007 0.005 0.004
15 0.008 0,007 0.005 0.001 0.003
12 0.011 0,011 0.008 U.0U7 0.006
'XI 15 0.011 0,008 0,007 0,006 O.UOi
19 0.0*38 0.007 0,006 0.004 0.003
24 0.007 0.006 0,005 0.003 0.00?
15 0,014 0,011 и ,00з 0,007 0,006
19 0.011 0,008 0,007 0,006 0.005
40 24 0.008 0,007 0,006 0,005 0,004
30 0,007 0.006 0,005 0,004 0.003
38 0.006 0.005 0.001 0.003 0.002
24 0.011 0,003 О.007 0.006 0.003
оп 30 о.ооз 0.007 0.006 0.005 0.004
OV Зв 0.007 0,006 0,00 5 0,004 0,003
48 ОдЮ* 0,005 0,001 0.003 0.002
за 0.008 0,007 0.006 0,005 0.004
160 4В 0,007 0.006 0.005 0,004 0,003
60 0.006 0.005 0,004 0,003 0,002
75 0.005 0,004 0.003 0,002 0.001
48 0.008 0.U07 и,006 0,005 0.U04
320 60 0.007 0,006 0,005 0,004 0,003
75 0.006 0,005 0.004 0,003 0,002
95 0,005 0.004 0,003 0.002 0.001
Примечание. Поправочные коэффициенты на радиальную подачу см. табл. 165.
Внутреннее и,,с
347
HJ. Продольная щ < .'«р.т S,. (0 •’•) при * I
шлнЦд нами»! ториевых поверх к стек
ДМ • 1 детали, ’л- См рссть детали ?♦ , м.мип л 0’>р ka iQpHOboA J chvpxiiccr i Л*д, •
Ю 20 .и 45 70/
12 0,0075 0,0050 (1,0039 0,0(32 0.0026
ао 15 0,0062 О.ООЗО О.С(3. 0.0026 0,0020
19 0,0050 0.0G32 0,0026 0,00x0 0.0017
24 0.0039 0,0026 О.< 1 •- • 0.00.7 0X013
19 0.0062 MOW о,ооз:’ 0,0026 0,002'0
лл 24 0,0050 0,0032 0,0026 0,0020 0,0017
40 30 0,0039 и.0026 0,0020 0,0017 0,0013
38 0,00.)2 ! .0020 0.00Г 7 0.0013 0,0011
24 0,0062 0,0039 0,0032 0,0026 0.0020
30 050 0,0032 0,0026 0,0020 (1,0017
rij Зв (’,<4'39 0,0026 0,0020 0,0017 0,0013
48 0,0032 0.0020 0,0017 0,0013 < ,0011
38 0,00541 0,0032 0,0026 0,6020 6,004 >
Il ,л 48 0,003* 0,0026 о,0020 0,(4 17 0.0013
1 1 'U 60 0,0032 0,0020 0,0017 о,с< г 0.С011
75 0,0026 <•,0017 0,0013 0.СС11 с ,0009
48 0,0050 0,0032 0,<Х)2Г 1,0020 0,0(17
6x0 СО 0,0039 О.0026 0.002и 0,0017 <’.0013
75 0.0032 < ,0020 ,<*47 *’,0013 •'.ОС! 1
95 0.0(26 0.0017 О,(ХГ ".ООП О (1009
Примечания 1. Поправочные иоМ »тши ня j< .«viiiyio подачу су. табл. 166.
• • Ф< рм ла гг* л'лен1.п п| ,л. ы.< j 1к.д« чл .ih..uJ. in Чрьл.'н ояределення р.. клпем подач».
348
Шлифование
ft)5. Поправочные коэффициенты на жишчу при круглом наружном н .шеров in ни (см. Табл. 162 ib l)
Г и '.нус । ал гели /1 ЛИ /?г. мм <0.5 >1.0
It U,8j 1.0
Диаметр шлн[о-। ильного крута /;к. ми Lull соо 400 450 5*0 (tl( 750 900
Ал 0,42 0,5 0.5Я 0,67 0.75 0.И4 l.o 1,25 1.5
Скорость круги ип, м /с 20—25 25—35
КО|! 0,9 L0
Стой конь круга Tt мин 2 3 u 7 H) 1 >
f т 14 1.0 0,65; 1,7 •* 0.72 0,38; 1.0 “ 0.28; 0,74 *'
Группа машрплла v—viu X-X, Xl\ ' XI—XII
А’м при шлифовании напроход 1,0 0.66 Ot45
i. резанием 1,0 0.54 OJJM
врезанием горновых поверхностей 1.0 0.64 иль
К налит ст 11 — 13 10 8 7 6
А/г 1,0 од 0,75 0Д 0,5 0.4
Припуск на обратен ку й. мм 0,1 0.2 0.3 0.4 0,5 o.c
А’л | 0.76 1.0 | 1 1.16 1 1.3 | 1.4 1.5
41 Поправочные ко-фс)ицнешы на поднчу в зависимости от стойкости круга при шлифовании цилиндрических поверхностей напро-ход.
Внутреннее шлифование
349
/ / я М обраьотм/ и скор(чп > вращения i^iuuu
При назначении продольных или радиальных подач необходимо учитывать припуск на обработку н скорость детали, рациональное сочетание коюрых об( чичпнас! производительную и качественную обработку оттхретни ш.1П<|юваинем.
В табл. 166 и 1G7 приведены припуски на обработку цилиндрических и торцовых поверхностей отверстии, и в табл. 168 — скорость детали.
166- Припуск ня обработку 2/i (в m i) при внутреннем шлифовании цилиндрических поверхностей с прпл< иглой и радиальной подачей
Обработки Дклметр итверсгия Рн. мм
15 30 |
50 60 12CJ 1Ъ0 1 ЗАО
Чистовая без TCpMCQtipJ-бот к и 0,3 0,3 0,3 0.4 0,5 0,5 0.55 0,6
Чисто ня я 0,1 — 0,1- ОД — ОД — 0.2- 0.2- 0.2л — 0,3—
после термообработки 0.3 0.3 0,4 0,4 0,5 0,3 0.55 0,6
Обдирочная без термо-обработки 0,2 0,2 0,3 0.3 0,3 0,5 0,5 0,5
Обдирочная после к-рмо-обработки 0,2 0,2 0,2 0,2 0,3 0.3 0,3 0.1
167. Припуск па обработку h (в мм) при внутреннем шлифовании торцовых поверхностей с продольной подачей
Диаметр •ТЫ’ргТ лы О„. мм Шприпп тории Ь мм
15 зо | 51 КО ,м | 1 1 * 1 мк
.30 0,2 0.2 0,3 0,3 0,3 0,3 0,3
Св. 30 ДО 120 0.2 0,3 0,3 0,3 0,3 0.4 0,5 0,5
Св. 120 ди 2W 0,3 0,3 0,3 0,4 0,5 0,5 0.5 0t6
350
Шитфпиание
168. Скорость детали ол (в н мин) при ви>греиием или *юваниц (а числителе дроби приведены скорости лагали при обдирочном и1Дифоианпи, в знаменателе — : ди чистовом шлифовании)
Дп4ме1 J* or вер инн ои. «- Группа материала Диаметр отиерсгия Do. мм Групп* *1ТСрнлла
V —X, XIV | XI — XII | V-X. XIV | 1 Х1-ХГ1
10 11-И» 9—12 | 120 35—55 32—Ц
14—20 16—22 45—63 48—68'
15—23 13—17 1 160 42-G1 37-53
20 20-28 22—30 о!-73 65—79
36 Н— ч 23—31 15—2! 200 43—72 46—64
25—32 68—82 •54— ’А)
40 21—3.4 27-39 18—26 300 55—85 51—71
30—42 68—96 75’— 105
60 21—10 22—30 400 65—100 80—110 62—88
32—46 35—51 37—120
80 29—47 27-37
37—53 11— 59
Подачи
В табл. 169—171 приведены радиальные подачи при врезном шлифовании и напроход цилиндрических, а также торцовых поверхностей и отверстиях деталей из труднообрабатываемых сталей и сплавов, а в табл 172— попра-вечные коэффициенты на подачу для изменяющихся условий обработки.
Радиальная и продольная подачи при шлифовании оглерстий
= 5(fA\S/; SB — SnTf\9[t\
Ksf (Л*я/Г) = Кч7СЛтКО|хК||К/г»
где 5Гг> —табличное (матричное) значение радиальной на двойной ход и продольной па оборот подач, мм;
с © /jM»U<ip ‘ [11 я D0.
17 21 26 32 14 17 21 26 9 Н 14 17 OopCLlb детали 1 ы/мни
0,0110 О,00"3 0,0075 0,0060 О ООО SB8S poop ЪЪео о о с О at. ел 5; *4 ся □ е § № И В at з » с о 1 > св с -
р ррр о © ~ с о о с о X «Ж<1 о ~ О СП 0,0000 0.0050 0,0040 0,003? о о о о Ъеоо о о о о Г - Ш -J GJ О О я» £Л
ооро ЪсЬ Ъ ССГ Г: - 1 О о.оозз 0,0025 0,00211 0.0017 0,0025 0.002С 0.0017 ‘•.0014 ф
рррр г’^ЪЪ с? г о о — — 1-0 го -и -ю сл о о с о « о е о о 1 g?S Ki а
С О'О 1 ill 1 111 — <* 11 15 ta
I । i| 1111 1111 *Л
СП
352
Шлифование
Продолжение табл. 169
Диаметр ОТЦсрС t II»! оп. - Скорость детали .. мни (1|»<>лилъиан под&чп из оборот мм
5,b 8,5 16 24 7 55
26 0,0140 0,0093 0,0050 0.0033 0,0020 0.0014
но 32 0,0110 0,0075 0.0040 0,0025 0,0017 о.ооп
39 0.0093 0,00(10 0,0033 0,0020 0,0014 —
43 0,0075 0,0050 0,0025 0.0017 0,0011 —
32 0,0140 0.0093 0.0050 0,0033 0,0020 0,0014
100 39 0,0110 0,0075 0,0040 0.0025 0.0017 0,0011
48 0,0093 0,0060 0,0033 0,0020 0,00)4
59 0,0075 0,0050 0.0025 0,0017 0.0011 —
39 0,0170 0,0110 0,0060 0,0040 0,0025 0.0017
180 48 0,0140 0,0093 0,0050 0,0033 0.0020 0.0014
59 0,0110 0.0075 0,0040 0,0025 0,0017 О.ООН
73 0,0093 0.0060 0,0033 0.0020 0,0014 *—
48 0,0200 0,0140 0,0075 0,0050 0.0033 0.0020
300 59 0,0170 0,0110 0,0060 0,0040 0.0025 0,0017
73 0,0140 0,0093 0,0050 0,0033 0.0020 0,0014
90 0,0110 0.0075 0,0040 0,0025 0.00)7 0.0011
КОЭ4м|п’11ИСН ltd
на подачу см.
Примечание. Поправочные табл. 172.
170. Радиальная подача на оборот (в мм) при врезном шлифовании цилиндрических поверхностей отверстий
Внутреннее шлифование
353
Продолжение табл. 170
Диаметр отверстия Ьо, МЫ Склристъ детали ид, м/мин Длина обрьбзтмвлемой поверхности мм
5 IU 20 40 ни
9 0,0023 0,0018 0,0015 0,0013 0,0011
in И 0,0018 0.0015 0,0013 0,0011
10 14 0.0015 0,0013 0,0011 — —
17 0,0013 0,0011 —
14 0,0028 0,0023 0.0018 U.U015 0.0013
20 17 0,0023 0,0018 0,0015 0,0013 0.0011
21 0,0018 0.0015 0.0013 0,0011 —
26 0,0015 0,0013 0.0011 — —
17 0,0033 0,0028 0,0023 0.0018 0,0015
30 21 0,0028 0,0023 0,0018 0.0015 0,0013
26 0,0023 0.0018 0,0015 0,0013 0.0011
32 0.0018 0.0015 0.0013 0.001J —
21 0,0050 0,0040 0,0033 0,0028 0,0023
26 0,0040 0,0033 0,0028 0,0023 0,0018
60 32 0,0033 0,0028 0,0023 0,0018 0,0015
39 0,0028 0,0023 0,0018 0,0015 0,0013
48 0,0023 0.0018 0,0015 0.0013 0,0011
26 0,0063 0,0050 0,0040 0,0033 0,0028
32 ().00t>0 0,0040 0,0033 0.0028 0.0023
90—145 39 0,0040 0,0033 0,0028 0,0023 0,0018
48 0.0033 0,0028 0,0023 0,0018 0,0015
59 0,0028 0.0023 0.0018 0.0015 0,0013
IbO 39 0,0078 0.00(33 0.0050 0.0040 0,0033
48 0,0063 0,0050 0,0040 0.0033 0,(Х>28
59 0,0050 0,0040 0,0033 0,0028 0,0023
73 0,0040 о.(Х)зз 0.002b 0.0023 O.00I8
Поправочные
коэсрфициснты на подачу см.
Примечав н е. табл. 172.
35*1
Шллф* p*iпне
I7L Продс"ы:ан подечд на оборот Sp (в мм) при ннуцлкш • ММ* । т«и.В41нии ториевых поверхностей
Ц»1 Г41-1р ,,u" DC‘ мм С мороси детали 1>л, м/мин Ширима торцовой и спав ХИОС ти Ьд, мм
& 10 15 25 a
10 10 12 15 19 0.W35 О,002в (1,0022 0,0017 0,0022 0,0017 0,0014 0,0011 0 0017 0,0014 0,0011 o.cco U.0014 0,0011 0,000!. 0.0007 0,0011 0.0009 O,0007 0.0000
45 19 24 ,10 37 0,0035 0,002b 0,0022 0,0017 0.0022 0,0017 o,c< n o.o< 11 0.0017 0,0(4’. 0,(4 11 O.OC09 0,0014 0,0011 0,000’* 0,0007 C,0OH 0,0009 0,0007 0.00C6
120 30 37 4t* f0 0,003b 0,002)-0,0022 0,0017 0,0022 0,0017 0.0014 0.0O11 0,0017 0,0014 0 (- 11 0,0009 0,0014 0,0011 0.0OWI 0,04)07 0.0011 0.0009 C.0007 c,(4X)6
ко k СО 75 95 i.,0035 0,002b 0,0022 0,0017 0,0022 0,0017 0,0014 0,6011 0.»' 1 0,0014 0,0011 O.COOT 0,0014 0,0011 0,0000 0,0007 0< 11 i ,00X19 (',0007 O.0OC6
Примечание. |»Сл. 172,
Поправочные коэффициенты на пс/ь чу см.
172. ЛэпрЯМММе коэффициенты на подачу прп внутреннем шлифовании (см. таСл. 169—171)
Д».<летр Lu.i)h| иг-гЛГ rd о круп Г н, ММ 0.7По WDo O9Do
Ad о.ъз 1 | 1>00
Плоское ihлиф»гвн».?
355
11 родил же и не табл. 172
Ct*>|’<x«w круга t rt< м с 10—15 | 15—25 25 30
0.8 0.9 1.0
Стойкос<ь круга Т, мни 2 3 5 7 10 15
Аг 1.4 1.0 0.65 0,72 0.38 0.28
Припуск на ибрабогку й. мм 0.1 0.2 0.3 0.1 0.5 0.G
Кл 0.76 1.0 1.16 1.3 Ы L5
К пал Kief 11-13 10 3 7 6 5
К/Т 1.0 0,9 0.75 0,6 0.5 0.1
Гр ул на материала V—VIII IX— X. XIV XI—XU
А’м при шлифовании няпрокол L0 0.6 ол
(Срезном 1.0 0.56 ш
врезном торцо-выч поверхностей 1.0 0,6*1 И.’Н
5. Плоское шлифование
I1лсгкие поверхности деталей шлифуют пери.[>ермей и торизм круга на станках с прямоугольным или круглым столом.
Для плоского шлифования периферией применяю! круги диаметром 175—500 мм, высотой 20—75 мм типов ПИ. ПВ, ПВД. Прн шлифовании торном — круги типа 1«\, 1К, а также сегменты, закрепленные в спсциалы.ой сегментной головке. Применение сегментов позволяв обрабатывать большие поверхности, которые невозможно обработать без прижогов шлифовальными кругами другой (|юрмы
Шлифование нерш|к*рией круга обеспечивает получение более высокой точности, чем при шли [ювэнин торитм
35П
Шлифование
круга. Однако шлнфонзшк- торцом круга производитель-нее, так как торец круга перекрывает всю ширину обра-башиимой поверхности детали.
Припуск на обработку и скорость перемещения детали
173. Припуск на обработку It (а мм) при плоском шлифовании
Обработка ШпрНН НЛП длина /- ибр«'5аты-ruieMon UQHvpx-HUCTN, ММ Высота . Vi >лп //. мм
Л— М 3(1—50 Св. бо
Чистовая бе< ivp- До 100 0,3 0,5 0,5
мячеек* ft сбрабо!- 100—250 0,3 0.5 0,5
ки 250—400 0,5 0,5 0,5
Частот ая псслс До 160 0.1—0.3 0,2—0,5 С.2—0,5
термической обра- 100—250 0,1—0.3 0,2—0,5 0.2—0,5
ботки 250—400 0.2-0.5 0,2-0,5 0,2—0,5
Обдирочная Д1 и До 100 0,2 0,3 0.3
после термической 100—250 0,2 0.3 0.3
обработки 250—400 0,3 0,3 0,3
II р имен а н и е. Максим ильные значения припусков при чистовой (Сработке принимать для деталей высотой до 6 мм или подверженных короблению.
174. Скороеib детали гд (в м мин) при плоском шлифовании на станках с круглым столом
Группа М.114 р|| Н.П Л Рабочая iiOHrpxhnvTb круга Дигмсгр стиля Dt »м
501» ”1Н1 о m
V—X. XIV Периферия Т open 15—30 12—25 30—50 25-40 40—60 30—45
XI—ХН 11срИ(]к рля Торен 12—25 10—20 25—40 20—30 35—50 25—35
Прим е ч а н и е. Меньшие значения скоростей соответствуют бблыивм подачам.
Плоское шлифование
357
175. ( hojucib детали тп (в м мин) при плоском шлифовании периферией круга на станках с прямоугольным столом напроход
Грунин материала Обработка
ОбД1 ричнзи ЧпсТОПйЯ
Пиперсчнии подача и । долях ширины круги
0,2—0,3 | п .3—1».г> | | 0,03—0,1 I 0,1—0.2
V—X. XIV 10—щ 8—15 20—25 15— 20
XI—ХП 6-1! G—12 15—20 12-15
П р и м еч а и и я: 1. Сворить пд не должна превышать ско-роети Сд^ОЛ, где / —длмхо проде льного хода стала.
2. Меньшие значения скорссий соответствуют бблыштп: подачам.
176. Скорость детали туд (в м/мип) при плоском шлифовании торцом круга на станках с прямоугольным столом «врезанием»
Цпряблтха
Группа матеря ал л Черновая Чнстсммя
Ширина ибряС)и। ынаемой поигрхмостя Ьд. мм
До <0 | | Cl. <и | 1 До 4U С» ш
V—X, XIV XI—ХП 10—10 10—15 10-12 7—10 15—25 12—20 15—20 12-15
Примечание. Скорость не должна превышать скорость где L — длина продольного хода стола.
Подачи
Поперечная и вертикальная подачи при плоском шлифовании
Asn (Ks<) = nKftK i K/rKh
где SfT, Stir — табличное (матричное) значение вертикальной и поперечной подач на ход, мм; /<м — коэффициент, учитывающий обрабатываемый материал; Кц — коэффициент, учитывающий толщину детали; — коу|>
.58
Шлифован не
177. Вертикальная подача на ход 5*/ (в мм) при плоском шлифовании напроход периферией круга на станках с прямо) голь и •• столом
Поигргчн&я ООДьЧ* НЯ ЖОД Sg ММ CKOjccib детали И 'МИН Снимаемый припуск й, мм
0.1 0,2 0,4 о,я
10 0,044 0.055
1.0 15 0.028 0.035 — —
20 0.023 0.028 0,086 0,110
25 0,018 0,023 0,070 0.080
10 0,023 0,028 0,086 О.ИО
2.0 15 0,015 0.018 0.055 0,070
20 0,012 0,015 0,044 0,055
10 0,012 1.С15 0.G44 0.055
4.0 15 0,007 0,009 0,028 0,035
20 О.ОО- 0,007 0,023 0.028
6.0 10 0.007 0,009 0,02* 0,035
15 — — 0,018 0.023
10,0 10 0.018 0,023
15 — — 0.009 0.012
16.0 10 _ 1 0.012 0.015
15 0.007 0.009
Примечание. Поправочные коэфф инне мы на подачу см. М&л. 181.
Плоские шлифованн*
359
178. Вертикальная подача на ход 5t (в мм) при плоском вдетком шлифовании периферией крута на станках с прямоугольным столом
Ширин • детали £?а. мы Caopjciw детали ед. ы/ынн Снимаемый припуск *. мм
4.1 0.2 0J о. а
8.5 O.0J5* 0.025
с 10 0.016 0,021 —
□ 15 0,010 0.014 0,017 0.021
20 0,006 0.010 0,013 0.016
8.5 0.016 0,021 0,025
10 10 0,013 0,017 0.021 0.025
1Z 15 0.008 0,011 0.014 0,017
20 0.006 0.00* 0,011 0.013
8,5 0,013 0.017 0.021 0,025
10 0,010 0.011 0.017 0.021
ZU 15 0,00v о.оиэ 0.011 0.0 И
20 0,00*5 0.007 0.008 0,010
В,5 и,011 U.Olb 0,019 0,023
4U 10 ода 0,011 0,014 0,017
Си 1> 15 и.007 0,00В 0,010 0,013
20 0.005 0.006 0,007 о.ооа
Примечание. Поправочные ко>ф(шцнен4Ы аз подачу см табл. 181.
360
Шлифование
179. Поперечная подача на ход (в мм) при плоском врезном шлифовании торцом круга на станках с прямоугольным столом
Ширина детали £д. мм Скорость детали гд1 м/мни Снимав.мыЛ припуск /1, мм
U.I 0, 0.4 0,»
10 0,024 0,032 0.040 .
10 15 0,016 0,020 0,024 0,032
20 0,012 0,016 0,020 0,024
10 0,016 0,020 0,024 0,032
20 15 0,010 0,012 0,016 0,020
20 0,008 0,010 0,012 0,016
10 0,010 0,012 0,016 0,020
35 15 0,006 0.00* 0.010 0,012
20 0,005 0,006 0,008 0,010
гл 10 0,010 0.012 0.016 0,020
□и 15 0,004 0ХХ15 0.006 0,00*
Св. 50 20 0.003 | 0.004 1 0,005 | 0.0<М>
Примечали с. Поправочные коэффициенты на подачу см. табл. 181.
Плосксс шлифование
361
180. Hep.нкалы:ая подача на ход St (в мм) игн панком врезном шднфиканнп торгом сегментного круга на станках с прямоугольным сю лом
Шнрнва детали Ьд, мм Скорости детали м/мнн Снимж-мый врииyen It. мм
идм V.h» 0,3 11. ь
10 0.013 0,01b
20 15 0,000 0,011 0,013 0,016
20 0,006 0.007 0,(!09 0,011
10 0,009 0,011 0,013 0,016
45 15 0,006 0,007 0,009 0,011
20 0,005 о.ооь 0,007 0,009
10 0,006 0,007 0.009 0.011
100 15 0,004 0.005 0,006 0.007
20 0.002 0,003 0.004 0.005
10 0,004 0.005 0,006 0.007
200 15 0,003 0,00-1 0,005 0,006
20 0,002 0,003 0,004 0,005
Примечали е. Поправочные коэффншнчгш ки иодачу см. табл. 181.
181. Поправочные коэффициенты на подачу при плоском шлифовании (см. табл, 177—!80)
Толщина детали //. мм с з • >3 •
л« 0.5 1.0
Ширина детали Вл, мм 10 20 30 ю >0 во 80
л а 1,0 0,67 | 0,73 0,73 U.7I | 0.67 0.63
362 Шлифоелние
ГЪл ,г:;й*н!<е 1лбл 181
Дли»и /p.'i'j'ilbi’:. *М » поверх иск ui /д. мм а) 100 20U 400
к? 1.0 о.&> 0,75 0,65
Дюмспр кру| 1 мм 00 250 300 350 400 430 500 600
0,5 и.ьз 0.75 0,85 1.0 1.15 1,23 L5
Стой копь Kpyi а T. мин 5 10 15 20
Аг 1,7 '° 1 0.74 0,54
К аалпге! 11-13) 110 d 7 b 5
1 ‘г 1.0 0.9 0.7’ | 0.6 0.5 0.1
Группа м нерпа пл V—VII! IX—ХП, XIV
’гибл. 177 1.0 0,46
табл, 178 1.0 0.52
табл. 17э i '° 0,8
табл. J3J 1 '•° О.а
• При закрспл’ник деталей в приспособлении As, — 1,2.
фгглиепт, учитывающий ширину детали; Л'э — коэффициент, учитывающий диаметр шлИ||>эвалыюги круга; Кт — коэффициент, учитывающий: стойкость круга; А’;/ — к тффвциеит, учитывающий точность обработки; — кээ{фщиект, учитывающий длину обрабатываемой поверхности.
В табл. 177—180 приведены подачи при плоском шли-фи. пни сталей п сплавив, а в табл, 181 — пооравочкьсе коэффициенты на подачу для изменяющихся условий обработки.
Бесut hiра и ос шлифование
сбЗ
6. Cecuvii гроиое ш.ифоваиис
Бесцен1р< fol* шлиф< ранне < суп сгьляют двумя мс-толами: шл . j МЧМСМ шн;р< ход кти.л-.х ц лгнм| ичс< м:х твлев пр:: нс:1| срыли А । < даче пх между кругами (мел л продольных п«>.лч); ьречлл! шлифованием деталей. »•*«<• юших различную фирму — цилиндрическую. коническую и другие виды поверхностей. Детали устанавливают гчжду кругами так. чтобы шлифование осуществляли сь ко всей длине ('бргбгтываемой |К герхностн.
Для бесцентрового шлифования примепг.к т круги типа ПН диаметром 250—750 мм, шириной 40—250 мм и более на керамической связке, а в качестве ведущих — круги типа ПП диаметром 200—350 мм в шириной 40— 200 мм па вулканитовой или бакелитовой связках.
/7додо[ на обработку и скорость вращения детали
В табл. 162 приведены припуски при беслентровом шлифовании, а в табл. 183 — скорости детали.
182. Припуск на обработку 2Л (в мм) при бесиснтрогсм шлифовании с продольной и радиальной подачами
Обрьбсл кя Дивч^гр -еталн О^, мм
6 10 1г :0 51 во 120
Обдирочная j.o 0,15 0.2 0,1 0,2 0.3 0.3 0,4
н после терми-‘wft обработки Чистовая б®1 термической обработки 0,2 0.3 0.3 0.3 0,4 0,4 0.5
Чистовая пос- 0,005— 0.1— 0.1- 0,1— 0.1— 0.1- 0.15—
ле термической обработки 0,2 0,3 0,3 0.4 0,4 0,5 0,5
364
Шлифование
183, Скорое!I. детали гл (в m'miui) при бесцентровом шлифовании (в числителе дроби приведены скорости детали при обдирочном tn. мфс»на> ми, н знаменателе—при чистовом шл в фона пи и)
1 руппи М.ПррИйА Длимнтр «стали Од, мм
Ь 1 63 «и 100 Сн. 10U
V—X, XIV 12—19 16—25 11—22 18—29 Н>—27 22—34 19—30 2.5—38 21—34 29—43 2:4—36 24—38 32—50
31—45
X1-X1I 10—16 1о—25 12—18 18—29 т г к й 16—26 18—29 19—30 20—32 32—50
25-38 2 1-43 31—45
Примечание. Меньшие точения скоростеП соответствуют большим значениям подач,
Подачи
Продольная н радиальная подачи при бесцентровом шлифовании
Sn = SSiK5^; Si — S(TK«p
(^st) ~ ^мК3КпКпКфкКнК»Кit*
184 Продольная минутная подача S/j (в мм) при бесцентровом шлифовании напроход
Диаметр гялж О0. мм ОЛрмЛогка с припуском 2/.. мм
1 II. 1 ь 0.2Б 0.4 иль
5 4480 3050 2150 1520 1050
10 3400 2390 1680 1180 825
20 2670 1880 1310 940 650
40 2100 1440 1040 735 520
80 1650 1160 820 580 405
Св. 80 1300 915 645 450 315
Поправочные ко>{к|>ицненты па подячу см.
Примечание, тй^л. 186.
Бсспспipuuoe шлифование
15
185. Радиальная подачи на оборот Л\ (в мм) при бесцешроьим врезном шлифовании
Дня метр .i ni ;>д мм CuifpocTi. Avia.ui .*д. Длнн.1 обр<1 нПыплеМиЛ детали /д. №
. и 5* 1 и-м 150
15 0,005 U.U0-1 ода5 0.603
Ш 20 ОД 04 0.003 0,0022 0JV2
27 0.003 0.002 — —
15 0,007 0,005 0,001 0.003
20 20 U.005 0,004 0,003 0,0025
27 0,004 0,003 0.0022 0,002
20 0,007 0.005 0,004 0.0035
45 27 0.005 0,001 0.003 0,0025
36 0,004 0.003 U.0025 0.002
20 0.010 0.007 О.С'Ь о,004
100 27 0.007 0.003 O.Gu 0.0035
36 0,005 0.004 о.оо.: 0.0025
Примечая и е. Поправочные ксэ^Ч i Uj cn,Jjl ,,я 101,1’л см. табл. 1Ъ6.
где 5ят, 5(т —табличное (матричное) сиаченне продольной минутной подачи и радиальной подачи на об< -рот, мм; Хм — коэффициент, учитывающий обрабатываемый материал; Л'3— коэффициент, учитывающий шд заготовки; Кв— коэффициент, учитывающий ширину круга; KD— коэффициент, учитывающий диаметр круча; /GK — коэффициент, учитывающий скорочь круг.; Л'/( — коэффициент, учитывающий припуск на обраиелку; Kt — коэффициент, учитывающий длину обрабатываемой поверхности; /</т — коэффициент, учитывающий ючис il обработки.
В табл. 184 и 185 приведены подачи при бесцентровом шлифовании, а в табл. 186 — поправочные коэффициенты на подачу для изменяющихся условий обработки.
366
Шлифование
146. По I..1 л.кые коэффициенты на пэтач\ при бесцентровом шлифовании (см. табл. 184—185)
Заготовка е1 Сплошной валик Тонкостенная труба
к. 1.0 0.7
Ширина круга Вм. им 100 150 200
*п 0.7 1.0 1.3
Диаметр круга 1) к, мм 4(Ю 500 600 750
Кр 0,9 0.9 1.0 1.1
Скорое 1ъ круга ои м : 25—30 30—35
К,к 0* *9 1.0
Припуск на обработку 2Л, мм *’ 0.1 0,2 0.3 0.4 0.5 0.6
Л* 0.65 0.8'» 1.0 U5 1.3 1.4
Длина обработки /Ц1 mi 15 30 50 70 !0О 150
Дд 1.0 1.25 1.64 1.92 LM 2.43
Ккалитп П-1? 10 8 7 6 5
К‘1 1.0 0,9 0.75 0.6 0.5 0.4
Группа материала V-VI г 1Х-Х. XIV XI—ХП
Л'„ при шлифовании напромод 1.0 ол? 0.G6
врезном 1,0 0,55 и,5
•* При шлифовании нзпрохол
•i При врезно* шлифован ки.
Шлифование «».?• а иьл’и р:
3€7
7. Шлифование алмазными кругами
Алмазные круги типов АПН, АПН, АПВД, АЧК, АТ, А2П и др. предназначены длв чистового шлифорг.гпя деталей из трудаообрабвт! меишг материалов и .точки изделий из твердых сплавов 151.
Производительш сть алмазных кругов на металлических, керамических и органических связь, х в 1,5— 2 раза выше по сравнению с абразивными кругами; алчаз-ине круги обеспечивают высокую размерную и геометрическую точность 5-го квалитета, параметр илг< х< в; гаи обработанной поверхности Ra = 0,16 мкм и позволяют устранить прнжогн.
Для шлифования плоских и цилиндрических г< верх-ностей деталей применяют Kpjrn типа АПП на металлической или органической связках.
Шлифование резьб осуществляют кругами типа А2П па металлической или гальванической связках.
Рекомендации по выбору режимов шлифования для наиболее массовых видов алмазной обработки приведены в табл. 187.
IflJ. РННММ штнфч вагин алмазными ЦДО1М
1Ллм4ов^ иие Припуск •а с<г*' Сети у, ММ Режимы н]^и4и>|*«мия
ГкПрПСТь Грута, м/с Скорость летали, м/мин Про-дслы.>-милут-иаг jс-Д1Ч1> По::с-речнал подачъ иа >< 7 Гл yfiM а О’лыфо* ь. мм
м
1 1ЛОСКО€ 0,1—0,3 20—35 5—15 1.0-2,1 0.03—
0G5
Круглое па- 0,1-0,2 20—35 20— ;с —- 1,0-1,5 0,0025-
ру ж нее 0,05
Круглое вну- 0.1—0.2 10—25 10—30 —— 0.5—1.5 0 0025-
треннее 0,005
Про] алый е 0,1—0,2 20—30 — — L0-5Z 0.01—
0G2
Примечания: 1. Мснъп !’*• . ьяфннч коре НЙ i1Х/1МиС1*}Ю1 ббльшнм зьачениям полам.
2 Ргжимы шлифов;.ин я дань* для крукя на м< аллнчес кой слаще из алыазкого порошка ACG мр.» оск.о *. < 4 60—125 Ю.
Г(Н
11! • 1ф'Ч<зиие
8. Ераг шлифовальных кругов
В процессе ' ксплу шлифовальные круги, как п ьсе pc;, yuuic инструменты, подвергаются плюсу. Для восстглюе; н:я режущих с «шств и необходимого профиля абразивные i руги подкерj аюг правке.
Правку абразивных кругов осуществляю! твердосплавными пли алмазными роликами, алмазными карандашами или алмаза”’: в справках.
Прака ал.иазт ми карандашами i
Алмазные карандаши применяют для правки абразивных кругов па операциях наружного и внутреннего круглого, бесцентрового и плоского шлифования, а также на ь. дельных операциях резьбо- и зубошлифования. Алмаз-ьыг карандаши используют для правки абразивных и эльборовых кругов всех характеристик, применяемых в мета ллообрабатывшон.сй промышленности, при этом обеспечивается высокое качество обработанной поверхности де-тэлн и возможность автоматизации процесса шлифования.
Алмазные карандаши выпускаются 26 типоразмеров по ГОСТ 667—80 и могут быть установлены па шлифоваль-1 ые станки всех моделей.
В зависимости от расположения алмазов в алмазной вставке различав т следующие типы карандашей: Ц — с алмазами, расположенными пеночкой вдоль осп ка-р’ ндаша; С — с алмазами, расположенными слоями; Н — с неориентированным расположением алмазов; СФ —
188. Режимы правки абразивных крутое алмазными карандашами
Вид шли^юйзнгя (тип к.>ря1Пзш:П 1 luncpPHHяя подачи на днойНОЙ ХОД, НМ ПрО’ОЛЬНЯЯ минутная подача, мм
Ч^СГОЯОС Кругло® нируж! КМ. бГС-и • провое п цюское (Ц. С, II, СФ) Внутреннее (С) Г» чь(юшлпг|ювальное (Ц, 11; 0.003—0,040 0,00Г>—0.030 0,005—0,030 0,10—0,50 0,50—3,00 0,05-0,40
Примечание. Скорость :;руга 35 м/с.
Ппаика В1л«|фоплльнмх кругов 3G0
с алмазами, расположенными на сферической поверхности.
В табл. 188 приведены режимы правки абразивных кругов алмазными карандашами.
Правка алмазными роликами
Томилинский завод алмазных инструментов (ТЗАИ) освоил выпуск алмазных irpsiBHiunx роликов прямого профиля на основе износостойких и высокопрочных круп-i ых алмазов ЛРК4 и АРСЗ или монокристаллов АС-50 1 АС-65 размером 0,5—2,0 мм. Правящие ролики вып} скаются взамен стальных «шарошек», «звездочек» и твердосплавных дчсков-ролниов ,40-73.
Алмазные правящие рольки вредна шачены для правки и профилирования абразивных крунш прямого профиля на шлифовальных и заточных ставках. Размеры алмазных роликов: диаметр 70 мм, высота 12 мм, ширина алмазного слоя 5 мм, диаметр посадочного отверстия 28 мм.
Правку абразивных кругов зернистостью 40—25 п более рекомендуется проводить роликами на основе алмазов АРК4 или АРСЗ фракций 1600/1250, 1250/1000 и I000/J00 с концентрацией ал?лазов 50 или 100% дли алмазов ЛРК4 и 50% для алмазов АРСЗ.
Правку кругов зернистостью менее 25 следует проводить алмазными роликами на основе алмазов ЛС50, АС65 или АС80 фракций 630/500, 500/400 и 400/315 с концентрацией алмазов 50 или 100%.
Стойкость алмазных роликов с повышенной концентрацией 50—100% увеличивается в 1,6—2.4 раза.
Широко используются абразивные круги для ир« Сильного шлифования деталей. Для их правки рекомендуется применять алмазные ролики фасонного профиля. Ролики выпускаются любого профиля, их размеры: наружный диаметр до 200 мм, высота до 150 мм.
Правка шлифовального крута фасонным алмазным роликом проводится методом врезания; направление вращения ролика и круга — встречное. Режимы правки: скорость ролика 5—10 м/с; скорость круга до £0 м/с п более; радиальная минутная подача 0,5—0,7 мм; глубина подачи 0,01—0,02 мм.
13 В. И. Г зря и‘школ н др.
370
Гасч^ные bbbhchvocth дли ре + г п ге^ ♦ <я
Применение ал: ззиых роликов прямою и фасонного профилей ди правки пиифовялмшг кругов позволяет повысить н[спзводнтсльность обработки в 1.5—4 раза и таб» Л1 гесн it< a чрическпх параметров деталей, что создает условия для волной автоматизации процесса об-Iгб< *ки.
ГЛАВА 9
РАСЧЕТНЫЕ ЗАВИСИМОСТИ ДЛЯ ОПРГД1ЛГИИЧ РЕЖИМОВ РЕЗАНИЯ
Е гл* 9 приведены расчетные зависимости для определения режимов резания при точении, сверлении, зенкере-вавни, разге| Tb EaHj и, гротягквиши*, <|pt^cf < г< пни и шлифовании.
189. Расчетные зависимости ддя определения подачи пгн черновом течении резпами с пластиками из твердого сплава
Ра.чмер дерэ- НЕ-ня г<?и* //X h, мм Группа мхл>гнглв
\ - X Xl-X J
i . Х20 и ^ = <>•155-^5-Л>.,
у;хг<| 2. X ® пп.г, — л-о 5л = С,|.п5 Л’^
25Х4< . />ои’ 5О=0.И7-^т Л\о ПЕ,37 ^=О-^-7Г53- **•
30X4.' />о.п 5о = 0,2е2 Л\о —
Примечание D — дг.ьмс р оСраС^ыеае ой дел» <н.
Расчетные членен мости для HMMOI резания
37!
Раечстые jjbhchmocih с достаточной it^u.uwo точности позволяют определить режимы резания для ловил марок обрабатываемых материалов по каждому виду t бработки.
Расчетные зависимости для определения режимов ри-з 1ия при точении приведены а табл. 189—191; при свср-ь пип. зенксровзпни и разверть.ваипи отверстий — । л1\т. 192—I 1; пр । протягивалнв—в табл. 195; при фреаерсваими— в табл. 196—198; при шлифовании — В габл. 199—202. Поправочное 1?»эффииневгы на п мчу и скорость резания, приведенные в зависимости. дзиы ь ооогаегетоующих раздело и пряничника.
Поправочный коэффициент А\м liil мощность для Грез и i удс1роре>кущс1! ста.и Р18 учитывай обработку материалов и с други.’ П механическими \вр ,:;терлст.«к п и по сравнению с приведенными в табл. 198- При обработке материалов фрезами, сев идейными пластиками из твердого сплава, параду с Л\ ( учитывается и коэффициент Л\у, который выбираемся в зависимости ом переднего утлj у лезвия зуба фрезы.
1’10. Расчетные зависимости дхя поре делении подачи Л’(. при растачивании резням» с ШИпцвамя па inepjitm» dUWtM
Размер резца Dp. мм, ir л и оп-рапкн Н X И, Vм Вылет резца I рун 11.1 *11 СЦИЛЛ и
НЛП ОПря1И4П К мм V-X XI-XU
J0 *6 2& 40 50 60 |25 200 оаэс А'я0 /р'Ла °.°|С7 -7мг А'.“0
(ЮК С.0 .50—;«ю * А. уи, IftfU.ЗУ 21.2
75Х /5 : .00—500 12.4 .. n so 5.8 к
ioox то 400—«00 >> к ° о 4*.* /•/.з,'» Г-Н X<su
Примечании. D — диаметр обрабатываемой дичали 13*
372
Расчетные -iis'.ici! < ci.i д.л рли-м» резания
191. Расчетные замки мост и для определения ckupociii ре «и пня при течении резцами с и/стинам. из твердо спъва при подаче на о(юрот 5’о>0, С6 мм
О рабанывасМЫЛ материал Глин НЫЛ У! ОЛ и плане ц и, М/МИН rv
.Ms рк л 'V ми.
Проди.’!.нос точение
ЮХ12НВМФА 900 зо 45—60 90 Су , , 7*0. UxjO.bjO, 1 *! Ч 232 194 170
9X18. 95X18 14ХГСН2МЛ 700—МЮ 950—1150 30 45—60 90 Сг к 170 142 125
1Х16Н2АМ 1100 30 45-60 90 63 57 50
впл-з 1250—1300 30 45—60 90 Л-у’0(25^0ЛЧ/0.19 'Ч 213 177 155
XI2H20T3P, ХГ21122ТЗМР iooo 30 45-60 90 1 Ы i: *р i; X «ь. 143 НН 103
ХН78Т 730—780 30 45—60 90 Сл . . j’0J5^U,-4|UJJ но 140 123
ХН70Ю. ХН77ТЮР 1000 30 43—60 90 ( д. ^0, 2^0, a ®i 1’0 /0
ХН62ВМЮТ ХН70МВТЮБ 1000-1100 IOOO 30 45—60 Л) _ Л ^’0.27^0.25^0,- Ч эка канавок сл°-з!> к 7’G-1f6”*‘ A<<l Где Н — тир»1!и! pvjUi i 1 ;0 44
ХН68ВМТЮК 10Х12ИВМФА 14ХГСН2МА Х17Г9АН4 1Х12НВМФ 900—1000 Отрезка 900 960—1150 7N) 1200 30 45—60 90 и нроре ЗВ 31 2d 45 37 16 11
Расчетные ubiicum« стп для рсВЯИИ резания
373
Продолжение ,ябл. 191
Эбрабатырмсмый материал Гл в-к ый угол В ||.‘1Я-ис <1® V, К/КП II cv
Марке мп»
Х12Н20ТЗР XI2H22T3MP 1000 —* Т'ил^о.а *'с/ Ю.к 8.6
ХН67ВМ1О XHGOB ВЖ Ю1 ЖСЬ-К 1000 750 900 97.0-1 И и) — ( jy -4 7.7 7.7 9,2 7.7
Iочелие п;л>;.ол*»нпе
BTI. BT1-I 150—600 2(ifl
B13, BT3-I 9Г<0—1200 125
OT4. 014-1 71Ю—950 175
BT5
ВТО. ПТ6С 900— 1000 45 ——±£——- К... 110
ВТ». BIO 950—1250 <pO.3u^U.4|(). 1 н U5
BT14, BTI5 1300—1400 90
Bl 14, BTI5 1000 130
BT20, ВТ20Л 900—1000 но
1600 51
1700 45
1800 40.5
Высокопрочные 1900 №.5
стали 2000 45 »25^|U. 2 32.5
XIV группы 2100 о 31
2200 29.^
2300 28.5
Примечание. Поправочные коэффициенты на в запи-
си ыостн oi марки твердою сплава:
Мар ка Т15К6 Т5КЮ ВК6М ВК8 BK6-DM ВКЗМ
КСО 1.0 0,6 1.0 0.8 1 25 iM
192. Расчетные зависимости для определения скорости резания при сверлении
ОбриНазывагмыЛ материал Глуби на сперле-НИЯ 1. мм, до е, м/мин С9
Мирка ов. МПа
11ХГСН2МЛ (ЭП176) 9’Ю—1150 зй 7D 10D к ’ / и.4'5'<l,9! 0,575 0,325 0.250
our и OKC 07.Г , *’v - OQ ( » *' ’,P ) ‘ » <70 ’ (IL at 096—0;'? <г:1ли>кя
G’ i Э
(Ж’О OQG‘0 OvV.'O ’’.v /4’ / *'«* ) ao! at w. (1Л(Н НМ. I • .!llc C4.1WH 141IX
OC£’O OVfr‘0 ooro 1л <U*oS,’,.V(b^ Z701 a i at 0 4-Uc7 OHI ow Oi.L2W9 J1X OUWSl'HX .’4‘Ш£> O!T4V
om 069 0 00**0 V (7СЧ UL at OS! (96ЖН '4991 !G HO HiX
S3Z‘O S4‘0 S!6‘0 ’’v Vi’O^.rd^ (701 (71 at Ool 1”Oco ZWI€’ oumvo)HX
ZZ‘E 95 t b.v «VnS* ?b‘Q^ ao\ aL a^
09 I t ООО I сНчМШХЧ
09 CO о/‘о 092*0 • aoi GL at 0001 го!жа a.His LWHKHSlX
wro 0!7 0 0Z>*0 a)f ».а“э aoi GL at 0001 dWGUZHCIX dSlOSHolX
OB 1 05/0 Oh'» 0 f?01 GL fit l>w>—!>()' ‘Н1ХЧ'. 41 Xi
47 1 nw/* *- ‘ka *; Kim euw a0 •Mdi-w
-3trd • !□ nutgXirj (.'.rudd vn • • •‘ Til” J"J)Q
551 vnivi'i-. rodfj
BHimXJ aOKHWMl tltfV П1ЭОИ10И6СЕ aNH13h?VJ
Расчетные зависимости для ДОМИМ рОШММ 37'.
I , . Расчетные зависимости i:i < ге деления о »,шти , .Зл» ги г вогасфОвМШ итнер^т.и зенкерами из . торел.) ;'»нх сталей г ^чепие Сс д. я раз г ч кы\ марок материала
СОрлб.ттЫь.^ч М t т ,.т гряал г, м/мпи с
Маркл •„. МП. ь£,
ХНбОВ (9IISG-. ВЖ-S М170ВМТЮ(Э11617» 750 1140 1.29
ХН73МВТЮ (3. !o-.t XH1SH30BMT (ВЖ10. Н-С-1:50 100b С„7/-|Л 7 ”• 'ч 1 0 ‘
ХС6-КН. ХН62ИВКЮ (ЭИ-.7 1)50—110и 1100—изо 0.7
ХН35В1К) (Э1J7S7. 10'0- i А | 0.4 •
ХИГИ ЮР ЭИ437Б кюо J.I-
ВЖЛ-З 700—71 > СуП^ 7 * "7 • ' 1.15
sTxTstX Гв. ЭИ 223), Х12Н2 1 1 (ЭИ696 И X12Н2? 1 >А.Р (Э I .J .1 12Х2НВФА (311712), ХН62Ь5' .<Т1О (3;ГГ. |(Ю—‘НО 1 Им л 6,52 5,22
]'ЮО 9?i)-lu00 1000-1150 Г'- ’^-Г"Л‘ 4,35 4.33 1 31
Ир кмсчс1 ««е. расчсчщгс заансичосчн даны jyi»i тлу'иты резания / — О.З-И.О мм.
1'14. Расчетные зависимости для определения скорости резании при разнертынании отверстий развертками из Зысцюрежущик силен и значении Со для различных мирок матер » ела
<_>бр 1блт!4нзе«гы1| материал t, м мни
М.Ц.К4 1 "к- м11’
Х1«(Х1». ЭИ229 | ;0Э Ь.О Ct,£>"-M 74M7$4M1fnJ(> ЛЧ 3.05
1П СП2МЛ (ЭП176 Х12Н20ГЗР (Э1'Л'.К»Л> X 2Н2ВФЛ (ЭИ712) 950-Н50 1900 9о0—Ю50 2,0
М2Н22ТЗМР (3H6*JGM) 1000 1,87
Х15М30БМ1 (ВЖЮ2) | | 1000 I.U5
37(>
Расчетные записи л uni для режимов резяиия
Пр * л гн~ Tiifki 1^1
<я рмблтиьсимыЛ мат» риал U, Ы/MHtl ст
AU|>h. ми.
ХП7:ШГЛЮ-ВД 1150— ‘.2 41 С</> 0.32
Ь К Л г 700—.'20 7-0 1 l’U.LG.U./. л 1 0.31
7KCQ-1 h 650 1 * *\? 1 1 0.20
II р н м с ч а н п е. L i сир >..ьпснм<к:и даны . in I дубины р ання /«-- 0,1-г0.2 мм.
1Ь5. Расчетные з Likensucr.i д.:л «шредсзепим полами и скорости резания и значения коэффициентов (.’« Сг т:р« претят Иваном
IK.j ВфТМЯ *'мЫ1 M4lrpN4.‘l Р.1СЧСТ1ММ! ч. BIJCJJBurn Со
1 pjlllie ва. ми..
V X /00—1250 Пре, нарк 1сльиЕ>! обработка Окончательная ибрг.белк । с _ с' К — 0,127 0 051
Xl-XH Предкарнтгльнам оьрабсл ка Окончатслы ^. <к t |& il, £f0.o - 0,141 0,056
VHI Ч х: ХП 900-1 НЮ уоо- илю КОО—1250 /00-1100 S N - Sj гч II э п,г. 0,72 0,6 ‘ —
16. Расчетные зависимости для определения подачи при фрезеровании шалей и сплавов фрезами из бысгрорех рцих силен и твердых сплавов
Фр<;4Ы ( । тин мы «•л1 г риал ПЦаИчл н» >уС- iSz, мм
Kui.iULue Слали V—-X XSV rpjujj
Сплавы XI—ХП Гр}Ш1
P.i€ ivTh> e аниси мости для режимов резания
377
11 родол жен ио । абл 196
Фрсзи О0|>иб<11 ын ’бышП ыатерндЛ Пи ча Пи »уС Sg,
J q попы с Стгли V—X. XIV Груни fiX* As 0-03
Сплаьы XI—XII г рУ ни f iuК ,s °-°2' tu.^:
Ди новые Стали V—X. Х1\ групп
Сплавь XI—X1J групп W A J,
Цилиндрические Спин V-X, XIV I ру 1111 °-011
Сплавы XI—XII групп /,•. , O.WtK- :(М,йм>11
Примечание, Минутная подача определяемся по аивпсимости 6М = S22nt мм, где г— число аубьев фрссы, п— частой вращения фрезы мни*1.
197. Расчетные 9MI«CHM0CjM ДЛИ иппеЛГЛП.'Ил (hopuciH резания при фрезероъынни
Фреза UOpuOMi ывиемыЛ пятерни.1! 1», и/ялн
Концевая из сплава ВК8 Сталь ВИЛ-3 ов — = КХЮ МПа) 37.2/т"1 ,о Ф 1Z J’O.36^0.20yif 32 i 6*0» 1 А с 1
Торцовая мз сила на ВКЬ Сплит. ЖО5КИ-ВД (о 9504-1100 МПа) 11,2р4--4 ф Д' j'U.JbjU.Uyb 6^1», 1*0,1 ®4
378
Расчетные мвисимостн для режимов рсмнни
lip дольни» табл. 197
Фрезд О3р15втыллгч <ый матери»?! V, M/MIII'
Ди. коз. я из силаиз ВК8 Слали Х1-Н2(.131>, X12H22UMP (ав= 900---1050 МПа) При nvj i i Kd Ч !;^0.1 мм 22.3D®J Ф Д- При \ > 0J мм к
Сплавы ХН35ВТ1О ХН67ВМТЮ. ХН51ВМТЮК, ХН56ВМТЮ (<Jb = « 950-е- 1100 МПа) к у-и.35^.2^ '.Ij’J.J
Кон ценая нэ сгали РЖ> Сплавы ХН51ВМ1ЮК. ХН56МТЮ (na=930-i-1100 МПа' к ги.з.-/и...50.ови.1г0.| n»l
Диско пая из спали Р18 Сталь ВНЛ-' (°и = = 1000 МПа, 55D?"* 70.3^0.07£V'rtgO.ijU.l
Сплавы X1160 В, ХН77ТЮР, ХН78Т ри=700~ 10'0 МПа, 2)Dj-' ^o.31zo. 13^0.39^1,1^,1
Цилиндрическая ИЗ стали Р'»КГ‘ Сплав XII >08 (ав=700т-7,0 МП.1) 15.7Z>2*3 Ф Д' 7-0, Ър), <6^'0.45flO J ?o J P<
Прицепа нм е. Поправочный кооффещиис. приведем т? Ул. 7.
Расчсгкые омксммиан для "едя* е-и •»
37V
1Щ. Расчетные здвисимоои ДМ 04 еле.чшш cfe^rc’i
гшщностм н поправочные коэ^фишг н. ы на гоцмссть при фрезеровании стаям и сплавов
Фр” »4 M'iuhqviu Л\ к hi 1 Ня. р лцьчныс кдеффпцмеп п
*лм **» — И< 1 г 1 +!(J
h< 1•:• 4ut пил ми* дрп’с.кие, игрез-гыо, JHCKOEhIV иэ ст; ли 1Э18 3, .1'1“ />‘J‘ х х<о.м5».:»йгпЛ-У11
Цнлшърн’з! кая i пластин; ми из чкрдо» плапа 5.-2.И>“лОф-’а х xAHS}ftto х •< A.Vm^A'v
К> 1шсгля с ола-(ТИП.'МН ИЗ ТВ'р-; < Г< ПЛ. Ь O.G4-1O“ // 1 х X ' \>г х х й.-/Л13Кд.и
1 г | < ч с п..; -с гн на ми ттрдои силаьа при фрезо-। напил m в < • S Л 9 - чг ' С 1, > С ” С / X х
То же» при фр« f-| tFc.UIlh \С }Hch li НЛГСКО’ТСН 14,4.10“ D''-1 х I х t • S/ 6°-wx x гпКк
1,п 0,8! 0.7S
Примечание. ор — i j емеипсе ccnjx тпалс пне при растяжении обрабатывавшего материала; у — передний угг л лезпш зуба фрезы.
19<Ь Расчетные зависимее™ и коэффициент для подачи при круглом шлнфоеанни
Ц1л)|фо**^'|14 Л.Д.м., Г| у»1Г1Л маго* нала
VI—VIH IX. X. XIV X — ХП
f s
1м у>мс оымфмамк
l>yb„h‘ "
>дЛ/,Г'- ’ *
Наире* <v
С,00.3 ч.ОО51
380
Расчетные зависимости для режимов резания
Продолжение табл. 199
Шлифование Подачл Sf Группа материала
VI —VIII IX, X. XIV XI —XII
CS
Вредно „0.36 с. «>, 0.00363 0.0021b 0JH’H5
Торцовых поверхностей вредное Напроход г к S од^’4УТ0-'* Ks< Внутреннее шлш D0,8„0.36 Cs Kst 0.00077 юванне 0,245 0.00051 0.147 0.00036 0.098
Врезное £)09Ло,36 Cs 8- Kst Tu'8 ' Д Д 0,0165 0.0099 0,0066
I рцовых поверхностей врезное д0Л5„0.36 б ч v ^8i 0,0856 11,0057 0.0045
200. Расчетные зависимости и коэффициент Cs для подачи при плоском шлифовании
Шлифование Подача Sj 1 руппа материала
VI —VUl IX-X, XIV XL —XU
Cs
Периферией круга напроход /у.»-” CsvnSBT*-™ Ks‘ 0,011 0.0055 0,0011
11сриферней кругл врезное c к S vaB„^ 0,00648 0.00324 0.00243
Торцоы круга РрСЗНОС Cs ид£°‘7Т0*8 As« 0,01275 0,0102 0.0055
Примеры расчетм режимов ре »*и i
£81
2<Н. Расчетные заткни »стн н к. > Гфиннеи! с для |>лм<1чи при бг( шж ipui о • шлифов:.шг.
Шлнфииьиис 6 g Гр>Ш Ые 1...I
vl-VJil IK-X, A1V XI-XH
4 S
Н.1 проход . в с,> Л). .5 U.7S Л‘ч1 ц 1 31 23 л
Видное D®-'//- 11й-1 Г , 1 * к ‘ -/! 'ч С .00755 0.1ХИ53 0.00302
202. l:uC4L*THb*t .-* i-rLiiiicci 1: дм опрсдс-лсы.л (MijM)L..* I» । а ли
Шлифсалние Оирам .М! 4. 1 .< .П- й Mill- pl .1 /1 Г', ...1
оОдмричмим 4UC1 4-f Я
Наружи»*-' Ст in 3.7D“'- 5.2^-«
Сплл1 bi З.иЗО''’’' А С.
Внутреннее Стон» 4,?5D^s5 6.2//^.
Сн.^сСЫ з,<хю“-м G/Zl1’” д
bccuenipuhc v Стала А 15,5О®-2 А
Силаны л
ГЛАВА Ю
ПРИМЕРЫ РАСЧЕТА 14 XJiV.OB РКЗАННЯ ДЛЯ РАЗЛИЧНЫХ ВИДОВ ОБРАБОТКИ
Примеры определения режимов резания приведены для того, чтобы показать последовательность выполнения конкретных расчетов по видам обработки, рассматриваемым в справочнике.
3S2
Г’> г mu -печен режимо'* езжжм
L1UIX
I. Точение
Исходные данное. тадь — в !.тпе (рис. 107).
Операция — обтачивание по наружному дна itipy.
) 1 мт юзаемый материал — стль 43Х2М; ав = = 900-1000 МПа.
Зап >т . ; — пруток.
Станок — токарно-винторезный мод. 1К62; высота 10 кВт. частота вращения
центров 200 мм; мошп кть шпи эдел я 12,5—2000 мшГ1.
Приспособление — трехкулачковый патрон.
Режущий инструмент — проходдо! резец с ил ст иной из твердого сплава Т15К6, главны# угол в плаке ф «= радиус при вершине г — 1 мм.
Охлаждение — эмульсия.
/Кб р г*и. \их параметров p.'4ia>i:i
части резца
Не» табл. 1, ч. 11 yciамавливаем геометрические параметры резца, в соответствии с которыми проводитгя его заточка: у = 16°; а = 8J; уф = —3"; X « 5"; f = 0/2-ь 0,4 мм.
Определение режимов резания
Припуск на обработку составляет 6 мм. По табп. 25, ч. 11 устанавливаем число ходов. Для глубины резания до 6 мм и параметра шероховатости обработанной поверхности Rz — 60 мкм рекомендуется два перехода. Глубина резания для первого перехода — 4,5 мм, для второго tt ~ 1,5 мм.
По табл. 26, ч. II для точения деталей диаметром 60 мм и глубиной резания /t = 4t5 мм, /£ = 1,5 мм cooi-ветствеппо рекомендуется подача на оборот SMl = 0,37 мм, S01 = 0,16 мм.
По паспортным данным станка принимаем Sol = — 0,32 мм н Stl = 0,36 мм.
С верхние и рпзвертыяанке
383
По таГл. Зг, ч. 11 определи.4 < л ’-ость резания: 1-Я л* реход при lt — 4,5 мм, 5vl = 0,5 . у t, q ~ С, и работе с <.хлаждегщм; ск< р<х гь резания ет1 = 76 м/'.ч н; 2-й переход при :2 = 1,5 :ri, So2 = 0,< Ь мм, q = 4 и работе с охлаждением; скорость резания l’i2 = 86 m/mi п. С учетом поправочных коэффициентов (табл. 43, ч. II) скорость резания
tq — VTiA'i.A'aA'm = 76’0,86-1,9-0,78 = 96,52 м/мпн;
— vnKcMKi\^ж — 86’0,86* 1,9*0,78 — 109,22 *• лип.
По установленной скорости резания определяем частоту вращения шш нделя станка
JOOOch 1000’96.52 rif .
я» ""лТГ1 = —з.нсо =5И мип •
1С0Сг3 1000-10* 22 гсо . Л2 —---т-2 = ——z-— = С83 МИН’1,
• л!) 3,1'i-al
По паспорту станка ближайшее значение лст = = 5и0 мин’1 и лст = 630 мин”1. Принимаем для первого перехода /ц = 500 мин'1 и для второго перехода л2 = — 630 мин'1.
Фактическая скорость резания соответственно будет 1*Ф1 =* 94,2 м/мин, :\J2 — 98,9 м/мин.
2. Сверление и развертывание
/и \с. /л е данные. Деталь — i гулка (рис. 10>). Операция— сверление с последующим развертыванием, заготовка — пруток. Станок — всртнкальпо-сьсрлилькгй мод. 2Н125; Лг = 2,2 кВт; So = 0,1-=-0,81 мм; л ~ 97-=-1360 мин”1.
Режущий инструмент — сверло диа\.<тром 9,8 мм пз быстрорежущей стали Р9К5 и развертка днамст| ом 10 . м из быстрорежущей стали Р9К5.
Обрабзшнаемын материал — сталь 20X13, оь = = 700 МПа.
Ох... > :д1гне — 5%-ная эмулт сия.
/ переход — сеерленпе
По табл. 8, ч. И для сверла диаметром 9,8 мм геометрические параметры режущей чаын, в соответствии с ко-
384
Примеры расчет режимом резлнпя
Рис. 1ПИ. Птулми
(табл. 65) подача S(,
горыми проводится заточка сверла: 2<р = 127°; ф = 50°; со = 34°; Т = (Г; а =12-^14°.
По табл. 64 с учетом технологических факторов выбираем II группу подач, Для D — 9,8 мм подача на оборот 5О = ОД8 мм. Глубина сверления составляет 5D, поэтому с учетом поправочного коэффициента = 0,85 = 0Д8<0,85 = 0,12 мм.
По паспорту станка ближайшее значение подачи So = = ОДЗ мм.
По табл. 68 выбираем скорость резания. Для D = == 9,8 мм, подачи So = ОДЗ мм и глубины сверления до 5D скорость резания будет равна И.9 м/мин. Для инструмента из стали Р9К5 поправочный коэффициент на скорость резания К» = 1,0 (см. табл. 69).
Частота вращения шпинделя станка
юоо
Я ~ лО
1000-11,9
3,14-9.8
— 386 мин-1.
По паспорту станка ближайшее значение пст == = 3G0 мин-1. Принимаем л, = 360 мни-1; тогда фактическая скорость резания
лОяст 3.14-9.8-360 ,. ,
рф “ 1000 — 1000 — м/мнп.
// переход — развертывание
По табл. 11, ч. II для развертки диаметром 10 мм геометрические параметры: <р = 12т-15°; <р, = 0-5-2*; Т = 0°; а — 5 ч-8°; aj = 0-s-2°; /, — 0,1 -г-0,3 мм.
По табл. 86 с учетом технологических факторов (параметра шероховатости поверхности Ra = 0,63 мкм) выбираем II группу подач. Для D = 10 мм и Ks„ = 0,85 подача So = 0,5 мм. По паспорту станка ближайшее значение подачи So — 0,44 мм. Принимаем So = 0,44 мм.
По табл. 90 определяем скорость резания; для D = = 10 мм и S„ — 0,44 мм скорость резания v — 3,6 м/мпн.
Частота вращения шпинделя станка
1000 1000-3,6
п = —тг -= -г-,. ,у » 120 мин itD 3,14-10
Приживание
По паспорту станка ближайшее значение нст == = 135 мин-1.
Фактическая скорость резания
_лОп„ 3,14.10.135
“ ПЮО — 1000
м/мип.
3. Протягивание
Исходные данные. Деталь — втулка.
Операция — протягивание отверстия.
Материал детали — жаропрочный сплав XI170BM1IO; о. = 1140 МПа.
Заготовка — пруток.
Предварительная обработка отверстия — сверление до D = 8,7 мм.
Станок — горизонтально-протяжной мод. 7A5I0.
Скорость рабочего хода ог. я — 1,5ч-13 м/мни.
Скорость обратного хода vx. х = 25 м/мип.
Тяговое усилие станка Q = 100 000 Н.
Мощность электродвигателя М = 14 кВт.
Коэффициент полезного действия станка q = 0,85. Режущий инструмент — цилиндрическая протяжка профильного резания нз быстрорежущей стали Р18.
Охлаждение — 5%-ная эмульсия.
Выбор геометрических параметров протяжки
По табл. 12, ч, П для цилиндрической протяжки из быстрорежущей стали устанавливаем геометрические параметры режущей части протяжки, в соответствии с которой проводится ее заточка: у = 8ч-12°; ар = Зч-5’; / = 0,05ч-0,3 мм; а„ = О’ 30'ч-|° 30'.
Шаг зубьев t — 2ч-2,5 мм, длина рабочей части протяжки /.„ = 60 мм.
Определение ритмов рЖОККЯ
По табл. 100 для обработки сплава при ширине протягивания В = 20 мм подача на зуб па черновых зубьях Su ™ 0,03 мм, а на чистовых — S,» = 0,012 мм.
28П Примеру расчета режкмоп рс^ння
/и.нные значения подач:! па зуб корре. тнруем е учетом поправочных Ko-ihjiiiuiiCKTi и на подачу . ля и.ги венных условий работы (табл. 101):
для обработки опл ,стпя Л\л = 0,8,
для схемы резания ЛА... — 0,6, для параметра шероховатости of] «данной поверхности = 2,5ч-1,*25 мкм, А'*.., = 1,0.
SlS = •SaA's.|A'^As;3 = 0,03-0,8.0,8. 1,0 = 0,01!) мм;
Su = S.1A7 К»- == 0,(»12-О,8< ,8-1,0 = 0,008 мм.
По чертежу педхчя на черновых ъувьях про^яжхя S, — 0.01 мм, а на чнетиьых £г — 0,005 мм. Эчо мемы, е дс РУСТЦИЫХ пидач; следшиасльн» , jc.t гм раем а ОЙ стойкое гм протяжки сохраняется.
Проверяем возможность применения протяжки по тяговому усилию станка. Для сплава ХЫ70В.ЧТЮ с ширь-поп протягивания В — 20 мм подача на зуб Sz = 0,01 г м и с учетом поправочного коэск! ьш’.енк на передний уг< л у = 5°, осевая сила, действуют; -л ва яр» тяжку,
= p'S"-7B/<pv = I56-C,or’,s?-2U. 1,15 = 1035 Н.
Условие Рц < Q выполняется; выбряявм протяжка пригодна для эксплуатации.
По табл. ЮЗ для сплава XI группы с св = I00C-5-П50 МПа с шириной протягивания II — 20 мм подача на зуб S, = 0,01 мм и параметре шерох< ватост < брабо. таймов поверхности Ra = 2,5<-1,25 mjsm скорость 11113! V = 5,3 м/мпн.
С учетом поправочных м э<}«| нииситов па режимы резания (см. табл. 104):
типа обработанной ное» рхг.осгв — отверстие Л'В| = = 0,8
марки материала режущей части протяжки — сталь Р18; А',.. = 0,8;
схемы резанк:: — пренильная АГэ — 0,8;
скорость резания
иР , = vK, К. Kr — 5,3-0,8-0,8.0,8 = 2,7 м/мнп.
Г* * 1 гз
Станок мол. 7А510 »л сспечгвает vp., — 2,7 м/мин.
Фпе'»ерп'*л1Н1*
ЗН7
О радели ем скорость резямуж, дицск1ему! • и ...мжп л * электрошнгаюля станка:
= .»1«м,!-гг» „ 7О.з
Найденная скорость резания t’Ib х — 2,7 м ин удовлетворяет условию t’n. х < гЛ. Прини к.-*.! :»р. х — ~ 2,7 : 'мнн.
4. Фрезерование
1к .. м ’ - . с —пигча.
Он р:ш::я — фрезерование и ; л.
Станок — горязонт&-тьн0-фрезерпый мод. 6Н81Г; JV —
Приспособление — упор, прижимные п.Жа ;
I Ькпрумспт — днек’он i i фреза из быстрорежущей стали Р9К6; = 90 мм; ж 34; выл я I 160 мм.
Олре.батываемый мшерлал — жаропр >чиая сталь
11X17112; пя = 900 МПа.
Ныбор гч*" >т/ 7 л. <v*ut nn/.j.v v//;nj ./>/, / i
Плтзбл. 17, ч. II устанавливаем геоу.етрическ: г.а;> и метоь; режущей части фрезы и проводим се заточку: у=*10->15;; а 12-И63; о> = 0-:-10 ; ц» 90°; <рх = =- 2-г-З9; / = 1-2 мм.
Определениг pej/cuAtгю рззанич
По табл. 112 для фрезы L-'ф^РО мм, ? = 21 при ширине фрезерозания В 10 мм и глубине резания t = 21 мм определяем подачу па зуб S, = 0,09 мм.
Данное значение подачи корректируют с учетом п »-правочного коэффициента на подачу в зависимости иг изменяющихся условий обработки. По табл. 108 для станка мод. 6Н81Г мощностью Лг — 4 кВт, диаметрз фрезы Рф = 90 мм и отпошеипя lid = 1,5 выбираем III схему типовой обработки. По табл. 109 для III схемы определяем поправочный коэ]к|я!циепт на подачу Л\ч< --= 0,85, т. е. Sn = SzA’b. = 0,09-0,85 » 0,07 мм.
388
Прмгсры расчета pc*wa in рглпния
По табл, lol < предел ж iv скорск-i резания. Для Рф = 90 мм; г = 2!; / — h мм; < — 24 мм и = 0,07 мм скорость резания и = 27 м л ин.
< J iCiuM Ih’llpbBGMliUX kO <Ц шшиноь и,. скорость рез .. и । <с . - л. 1 :
обрабатываемой ооверхност ! (п») /<.. = 0,7;
о. лишения фактической ширины Фрезерования к нормативной Г: , — 10/10 — 1 X Л — 1,0;
oTHuitrciiiiH <’3*;i ячеек го число режущих зу'ыв к нор-матпвш 1\ г.р/г,! — 24/24 — I / . = 1,0;
гнновой схемы обработки (с . табл. 10b и 109) Кс = = 0,86
скорость резания и = 18 м/мин.
IT I 1000.14
Чаек га врэ« шипя q 1 л л а — *ттт\мГ = G3 ин
По nauiopiy с» .и. .. иг:., .нише значение не1 = = 63 Mini”1; принимаем ?/ = 63 м>пГ\
Минутная подача Sa == S г = 0,05*24-63 = 75мм. По naenopiy станка ближайшее лаченпе Sr = 63 мм; принимаем SM — 63 мм.
В результате расчета получаем и == 1Ь м/мни; п =• — 63 мин"1; SM — 63 мы.
5, Шли фо 1 анис
Исходные данные. Деталь—палец (рис. 109).
Операция — шлифование цилиндрических поверхио стен.
Станок — кру! лошлпфовальнып мод. ЗБ 153.
Расстояние между центрами 500 мм.
Частота вращения шпинделя пП|, = 1648 мпн-1.
Частота вращения детали нд — 80ч-800 Muir1, бесступенчатое регулирование.
Продольная подача па оборот = 7,7 мм.
Скорость перемещения стола станка гст = 0,1-^
5,0 м/мин; бесступенчатое рсгулщюв./не.
Мощность N = 5,5 кВт.
Обрабатываемый материал — сталь 1Х161НБ (ЭП-56), твердость IlRCd 36—43.
Припуск на обработку для [юг.ерхнисгсл /, 2, 3 Л = 0,1 мм.
Шяифоязиие
389
Способ установки детали па станке — в центрах с хомутиком.
Охлаждение — эмульсия.
Содержание переходов: шлифовать ловерхпоси, /, шлифовать поверхность 2t шлифовать поверхность 3.
Выбор шлифовального круга
При круглом наружном шлифовании наибольшие диаметр и ширина шлифовального круга определяются конструктивными особенностями и габаритными размерами детали и станка.
Наибольшие габаритные размеры шлифовального круга позволяют увеличить его стойкость и производите л ь 11 ость обр а бот к и.
На круглошлифовалъном станке мод. ЗБ 153 применяют круги с размерами DK-BK-d от 300*32-203 до 400 X X 50’203 мм.
Для шлифования пальца выбираем круг с DIC = = 350 мм и = 32 мм. По выбранному диаметру круга и паспортным данным станка определяем скорость вращения круга
лОклк 3,14-350-1613 ол .
“ 1000-60 ~~ ЮОО-ЬО ~ м^с*
По табл. 158 для стали 1X16H4B(VIII группа) и заданном параметре шероховатости выбираем круг марки 15Л. 23А с твердостью С1—C2t зернистостью 40 на керамической связке.
390
Примм ы paesera ре* им» рс^аиня
Определение режимов рщния
Обработка поверхности / лриьсдмся нерп»’грисй ьрхгл т i дом врезания.
По табл. 161 для обдирочной обр.Ситки по диамиру <\5 мм назначаем скорость детали :л = 10 м/мин и определяем частоту ее вращения
ЮСОпд 1000-10 п — --------- — ---------
"а лОд 3,14.ё,5
= 383 мшг1.
Найденная частота вращения j клади!, иен в паспортные данные станка.
Выбираем радиальную подачу шлифе н иного круга Л, по табл. 163; для выбранных условий /)д =* 8,5 им. гп = ™ 10 м/мкн и /д = 22 мм подача на (ворот 5. = 0.С07 мч.
Найденную подачу корректируем с помощью поправочных коэффициентов: Л/; и зависимости от ди; метра |нлщ](’Бального круга, Лг стойкости круга, AZ1 припуска на обработку. Atj/ скорости круга и АУ1 заданной точности обработки:
= S|TKDKTKhKricK iT =
= 0,007.0,58-1,0-0,76.1,0.1,0 = 0,003£.
Определяем радиальную минутную г.одачу St = S' = 0,0038*38г 1,44 мм.
Обработка поверхностей 2 и 3 проводится псрщ]ер!иГг круга методом на проход. По табл. 161 для обдиргчней обработки детали Рд < Ю мм рекомендуется скорость детали гд = 10 м/мип.
Так как диаметры обрабатываемых поверхшхтеи /, 2 и 3 по размерам отличаются незначительно, то их обработку целесообразно вести с пегтояшюй частотен и а-щення детали.
Находим скоро* ть вращения летал»!
лрдл 3,14.7.5-ГЯО С7 f
- -Kioo- ~ —iwii— = *4’7 M/v""-
Минутная продо.- iл . и годачэ
5М = 8япл = 7.7-3S0 = 2930 мм.
Ц.’лгф'хл’Ч'л
391
Радиальную подачу шлифовального круга выбираем по табл. 162’ Для 1 группы обрйвдтыв&елАСГО материал» поп Од — 7,5 ыи, гд =х 8,7 м/мпн, SJf = 7,7 мм при Обработке поверхности 2 рмиальная подача на ход Sfj = «= U,011 мм. При обработке поверхности 3 с Од = 8,5 мм, Гд = 10 м/мпн и подач- на оборот Sd = 7,7 мм радиальная подача на ход £/<г = 0,(Х)9 мм.
Найденные значения радиальных подач для второго и третьего переходов корректируем с учетом поправочных коэффициентов i t I. )Д:.чу для измененных услвии обработки (см. табл. 165):
— ’Sr.^uK |К/7Чг7\И —
0.01 ЬО.58-1/ -0,70-1, -1,0 = 0,00!:. мм: с>/в = д/,Kf>A’i A*hA\A*/r —
= u,0jy.0,58-l,0-J,7i-l; -1,0 = 0,093? мм.
ПРИЛОЖЕНИЕ
i. Параметр! j ре гания при фр<мерог:|нин
Киишние фрезы
Г
Торцовые <|p< j
Дисковые фрезы
ПрИЛпАСРНС
39;
2. Зависимости между показателями твердости, измеренными различит:»: метедшм И пришлом
прочности материала
°и. МП® TlK-рДиСИ. МП Тпсрдсч.’! ь
По bf нкс.тлю 11o Ром-mvij у 1 Lj.fiiii ... По Рок-тллу
Днимегр oi iicmiit* ка ^стп* MX! Испытание ст и.чьим M LHil-pli l<(>'J HL икс. Д|| JkH‘1 P UTJ1C4UF-hJ rferij. MM lici Ml till «41* ! I Л ЛЬ-ими шири « м ш. 11R< ,
20-141 2J> 000 60 710 4.2 207 14
1930 1.6 550 56 680 4 1. 297 12
1770 2,7 bl 1 52 650 4.4 187 9
ИГО 2.8 477 49 620 •1.5 172 7
1530 2,ч 444 46 600 4 C. 171 □
изо 3,0 415 43 570 4,75 159 -
1340 3.1 388 4i 550 4/5 И/1
12ь0 3,2 363 39 BOO 4.95 146 —
1180 3.3 341 36 530 5,05 140
1120 3,4 321 33 430 5,15 134 ___
1040 3,5 302 31 460 5,25 128
980 3,6 285 29 440 5,35 123 —.
930 3.7 269 27 12 5,50 116
880 3,8 255 25 400 5,60 Ш
830 3,9 241 23 380 5,75 105 __
790 •:.o 229 20 360 5.90 99
750 4,1 217 17 340 6.05 94 —
11 । и м е ч а н и н: 1. Данные соотношения не стногятся к цветным СП KJWiJC
2. LI pH hi xut t,ue аюпняиеннм ел* лон для ориентирован'orci ернв-ijchhjj Me?:aiHL‘jv<kJix характеристик обрабтыви оых материалов.
СПИСОК ЛИТЕРАТУРЫ
I. Spj3..L-ujи и ММ* SUM u-pdiK'iiiJ е.ш*р. , и •: ( прл:ючц;ц;/ По । ;•<: . А. Н. Рез ин ком. М.: Мйшннострс .-ине, 1977. 39® с.
2. I «рдичевсхий С. Г. (j-з/тчио-охла:-!-.. *tiuu;i w ;смюл01 ичи кие Средств* ДЛЯ с 11 j . алии г Cir»a0O4MXK. М.: ?'.ашигс«лI се-
ни е. 1984. $84 v.
3. о >рилу.шн I. М., Лкмл^еЕ):'! L. И- 1.»*р:-.. ни мдя сп>ц ;!.: Металл, рг; •, 197?. 320 с.
1. ! ь»гун А. П. редтущнА шкцл с.н. . I.: Л лн. i, 1 < о. tflB с.
5. Каталог ал и го ннтру? ста к* природных н с мшлгчиких алмязиь. *.: HI IIГ Гы. 1934. 76 с.
Ь. Ланская К. A. Ci,Cll.oX|l МС1ЫВ /.1ры:ричлы£ иг..н. У..: Металлургия, 1976. 216 г.
7. Общсшшиьсстриитвгы.к:* lupr .nii’ia режимов р алии |.1я техвмч^свого hOp.vj.pHi чь. р. « I. 71.: .Дашпи с; рис in е. 1974. 40Р с.
6. Негром A. П., Кмдряшав Э. Ж*» Кйролюв Ю- 1»- Склеим । ’.е ihiiipyAU’iuj *• (iciii.,; . airiiidiA.jp i-h:hi. М.: М .ч и: инист роен hv, 1983. ! И с.
9. Подурма I. L. I t .< ыы трудное р.лать гч . |лер! плиз.
В-м.шля школа, 1974. 185 с.
10. Понов С. А. 3aivl.i/i и доводка режущею кныруееша: Учеб. Л я сред. 1'ТУ. 2’С на,.., иерерцб. и дин. М.: Висшзн школя. 1936. 2 3 с.
II. Рени;: в II. И., буры vi . o 1.1'. Жарта И- Г. г . ; . < рт-С -гка pftBBuHQM . ьДрсшрлчннх, гка»к<ч , C.I ь л н ТИТОЧСВВКХ Л!Лигиь. А..: Маш и нос 1 росы с |972. 200 с.
12. С;оердсНма !1. II., Муре В. С.» дмрен 3. Ш. I up я'.ее г/дродннамнческое выдавливанг режущею инору 'лита. Алиск: Пдука и техника, 1974. 173 с.
13. Современное си тонине н пндешл п рампиин i аириалоп для р. куще го инструмента: Обзор НПИ.Чаш. Инструу лпзды.зя i абрз-з.’зпо-алмазная промышленность. Серия С-2. М., 1980, 66 с.
И. Современные конструкции сборно:о инструмента с много-ip jiniijtH нсперетачина» мымп пластинами: Обзор НЙЦМаш. Пнстру* г тягальная н абразивно-ал**а н.ч промышленность. Серни С-2. М., IJ79. 56 с.
15. Слраоочннк 1е.\нилога-машн1»ис»|.ютсли в 2-к т. 1.2 /Под ред. А. Г. KuCH.iowii г Р. К. Мещерякова, 4-е изд., перерви, н ки. М : М пнииосгроение, 1966. 41Х> с.
1о. Усачев П. А. Обработка i in а новых сплавов рсзаш.см. Кисе: Знание, 1977. 25 с.
17. $1щс*рнцын П. И., Жолнеровмч L. А. 19ли4сшили* и-сыллоп. Минск: Высшая школа, 1970. 463 с.
16. Режимы резании тру/, чх:раиаи41ысг.’ыь кгатсриалоз: Справочник'Я. Л. Гуревич, М. В. Горохов, В, 11. Захаров и др. 2-е изд., nc/ie-ртб. и доп. М.: Машшил iросши*. 1986. 210 с.
19. Дыкив Л. Г., Ясннскин I . И. Прогрессивный |кжущ!Ш кпетру* менг и машиностроении. Л.: Машиностроение, 1971. 222 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
G
Пельбор — Применение Б7
Г.чг.х регулируемый с двумя торцовыми фрезами 148, 149
Ь
Нанны электродные соляные 156
Выдавливание горячее гидрог'^.чссимв 167— ссорулова) е 171, 17"— Режимы выдавливания 169— Схема 108
ГОСТ 607—80 368 886—77 106 1336—77 128 L'263—78 2СО 2679—73 136, 138 2999—75 203 3118—77 201 3.882—74 45. 48. 49, €9 4108—72 196 4197—74 201 5639—82 203 5950—73 202 8734-75 111 9012—59 194 9013—59 194 , 203 12344-88 193, "02 14759-69 192 16.167—80 205 16172—80 205. 206 16174-81 205 10175—81 205 16176—82 205 10177-82 205 If.jbO—82 '205 17023—71 129 17026—71 129 18062—72 84 18013—72 84 19048—SO 93, 98 19052—80 140 19065-80 146 19205—73 39, 69, 127, 193. 194. 203 25395— 82 78 25399—82 111 25403—82 149 26476-85 71 266.30-85 51
3
Зевкеронанис 275—2E4 — ГлуСипа_реэа1Ч1я 275 — Припуски па обработку 275 , 276 — Расчетные зависимости для сиредслс>!ия скорости резания 375 — Скорости резания 278—280, 282—284 — Число ходов 275
Заготовки профильные — Получение методом горячего прессования 178—181
396
Предметны ft указатель
Заготовки режущих инструментов — Изготоолепие методом гплпп-днпаммческого выдавливания 167—178
3ei керы — Допустимый износ 228 — Период стой копи 229
— I I быстрорежущей стали и твердого сплава — Геометрические параметры 218. 219
— с радиусной заточкой 117—J19
Зенковка конусная 119
II
Инструменты клееные—Преимущества 181, 182
— 1 ппы н конструкции 182—190
Инструменты режущие биметаллические — Технология изготовления 173—178
Инс'румыны режушие нз быстрорежущей стали — Время охлаждения хвостовика 200
— Koinjxxib качества 193, 194
— Окончи 1гльиа я термическая обработка 195—199
— Предварительная термическая обработка 194—195
— Продолжительность иатрсва хвостовой части 200
— Термическая обработка хпостовой части 199—201
— Химическая очистка 201
К
Карбидостали — Свойства 43, 44
к'к‘н для и иотовлення инструментов 190—192
Коэффициенты обрабатываемости материалов Ю—30
Круги абразивные — Период Стойкости 232
— для заточки зенкеров 208, 209
— для заточки разверток 208, 209
~ для заточки сверл 206, 207
— для шлифования 339, 340
Круги шлифовальные — Правка алмазными карандашами 368, 369
— Правка алмазными роликами .'169. 370
М
Материалы миисралоксрамнчсскне — Применение 51
— Рекомендации по выбору 53—57
— Физико-механические свойства 51, 52
Материалы сверхтвердые — Рекомендации по выбору 53—57
— Физико-механические свойства 52
Медь и медные сплавы — Обрпба 1ыпаемость резанием 10, 17—19, 33
Металлы неетные — Обрабатываемость резанием 10—19, 28—30
Метчики — Допустимый износ 230—Период стойкости 230
— бссстружечные 125—127
— для и а резан и я резьбы в труднообрабатываемых материалах 125
— из быстрорежущей стали 216, 217
—’ ручные 124
II
Н1цм*!анне рстьбы— Скорости резания 25'/, 238, 1Ъ0—?Gl
Ниборнт — Применение 57
!Ip* ВДВ T I |fl . Кз!
397
11
Пластин» ргжхщля— Узел кратче . н 79, 1’0
— двух1!олщ|пн»нлн 80, 81
— для к-ишь.»шмх р<*зиив 90. 1. 93, 95, 96
— для oipcaiiux и ре ьбовт У0, И
— для проходи го ynoriiui 11 та 8Д *
il.uiciпин iMuirt <• »>н<»ги ДЗНН1 ,с—Схемы креп нние 7’—71 llpoiHMthPHiK 291—297, • о, — .47
— Подачи 292. 2 3
— Примеры | :i си» । ежт.ин резан*.»! Зл-j—387
— Расчепше .n.iia:,;n£iii для Оа^Дилення по. лчп и сгф! in peaanif 3?s
— Скоро* th |н алии 1 I—295
I ,| 1йл1Л1—I < - metршчх ЯАришры -21, -----— a.L hd 909,
*210 — Ицкх 238 — Период сой.лсы 2 В
— для ибрлбми. • oiaepcTJifo 158, 163
— комбппировапдие 159
— прорезные к Л ^’еХШШ'КСХ' е 160, 1М
— цилш1Л| пческие секционные 1.0—162
— шлнпсиые клссмс.хапиче-кие I I, 162
Профили Он-II. иически Г , 181
— для мзгоюнления мегчИ|и п 179-181
— для изготовления Фрез 178 179, 1Ы
Р
Размер!кд — Допу* iiiMijii износ I. < — iL-pi? д croiixcwi 229
— из бис rjo[ <ж\щсй олли 220, 71
— кошм руты Г. Я. Нокмкпда 121, 1-2
— од и оз бая j егу.ш| уемая 122, L.
— с бильшн т углом наклона режущих j\olcu 1x0
Pawq тыкали* — 284—291 — Подачи * * ' — Ск; , или pv.aHi.ji 2cG— 21 I, 373. 37G
Pe.Aii— Помаричи*кис паопме рм лг им, реки a nxvMiic ВНИИ 61 — Глуби а р<- иш:я 13S—Доиупиш.'! износ 227, 528
— для тичеппл 94—96
— каиэЕочиь’и 91—93
— отрезной 87—91
— прохолноб 74—76, 79, 80, 82, S3, 85, 92—101
— р.кчочнон 101, 102
— резьбовой 97—99
— сборный 77, 78, tO, 82
— с jioi'AVii:4ie,iLL’ й jjejxymefl кромкой 62, 63
— с к-Hi* 1 передней in ivpviioi ню 61, 62
— с i|; -I. .11 нсрс .chi л ширины 62, 63
— и ердпен. л пен 104, 265
Резин — Гео .лцчлсскне пар • иры 211—215
— дин oflpraoih.-t С1глеп 211, 211
— ociruix । । 1м ннера icKt'p; им и 214
— OCHUlilt 1IIII ‘ Ч.ерх iF'-pjLM шм pi. dm 99—102, 211
— Осиан.сннм гердым п ллв< 1 21!—213
Рекомендации im иыецэ’, ч i4 ак тьергею сплава, v* вольфрам г огл
твердого сплава, мШ1сралокерами1.и и свсрлпьсрдого .гдгеркала д.ш
±5 I
ПрелмстчнА sFai.-тсль
Э9Э
— Расчетные зависимое т и ,мн енредел лия нс "н 370, 372
— Сксрмти perowu 241—243, 245, 246, 218. 21 232
У
Jt.i рс*коный с микрометрической иастронкой ,...д чист г к ,рг* 155, 156
Уступы за тач пи г су. 1.-е на мш гетра ины.ч пластинах *4, <А 67
— га реэдях с папайиыми пластинкамн 64 , 65, 07
Ф
Ф |х и р иг ак ис 2Г *7—338
— Подачи 302, 376, 377
— Примеры расчета режв'тов рг.ания Зй7, 388
— Скорость резания ЗС6—3.’'
— Средняя мошнпстъ и поправочные । o?tN* ипнелты 379
— Типовые сходы закрепления <|ро 29о
— lLll’(]| THIlcLblX kXCM 1LXI <. I п ЧССКИХ IC.IM г 2SX — 301
<• iciij —Допустимый износ 2Я — З.-.и * d :j?9 — lk| иод сюйксстн 231—Титюг.ич’ i.xc’u закрепления 2М
— дисковьи 134—138, 225, 22Г.
— хон цен :е 129—J32, 224, 22* ‘
— iCpiKriie 133—141, 143—148, !э0, 152, 1СЗ—157, 123, 2Э6
— инлиндри'хские 225, 226, 325
Ч
Чугуны — Обрабатываемость ржанием 10, 19, 20, 33, 31
Ш
Ш?кфсвинм' 38—>70—П; пм ри расчета рем "св ршн п °8С1—3’1
— алмазными кругами 367, ЗС8
— ’♦Ciiviupviое 363—Зьб—Подача ЗС4—3GC — Пдооусо NI < р..-Сотку 363
— внутренн е 344—365 —Подгон 313—318 05<’— <5 — Припуски на обработку 349
— круглое лгруя-ное ^42—"14 — Полани 313— «8. 372, ?.чт — Припуски и. обработку 342. 31 — ('ко] <ч?т> детали 343
— плссхсе 335—362—Подачи 357—362, ЗЬО — Припуски г.а обработку 356
< ПГ AHO4J1CF ЛЭДД ПНЕ
Баранчиков Василий Иванович, Жариков Анатолий Васильев ня, Юдина Ни (ежДа Дмитриевна и др.
ПРОГРЕССИВНЫ! РЕЖУЩИЕ ИНСТРУМЕНТЫ И РЕЖИМЫ РЕЗАНИЯ МЕТАЛЛОВ
Редактор //• fC Лесниченко
Переплет художника //. //. Лыкиной Художественный редакюр А. С, Вернинкин Технический редок тр Л. Л. Макарона Корректоры. Г. В. Багдасарян, Л. Е. Санюшкина
И Б Ле 6704
Спало в илПор 25.09,69. Подписано я цочть 21,03.90. Т-П1741.
фп;»чяг 84 X 1ОЯ1/ Бумаги tiihoi рафскан X* 2. Гаринт/м лигер.1турвля. Печать высокая. Усл. поч. л. 21,0* Усл. кр.-отт. "1,0.
Уч.-нзд. л 20.8. Тираж 51000 экз, За кич 870. Нон: I р. I ’ к
Ордена Трудового Красного Знамснп издательство «Машиностроение**
107070, Москла, (лроны lit к в Л п«р., 4
Типография Ь» 6 "рдспа Трудовою Крвшкгп Зн тмгнв и чти сльстпа Мишин встроен нй» ррк Госудпрствеином комитете СССР по печати.
1*1 *144, Ленпшрвд, ул Моисеенко. 10