/








































































































































































































































































































Text
СПРАВОЧНИК
ПОДГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ
СПРАВОЧНИК
ПО ОБОГАЩЕНИЮ РУД
ПОДГОТОВИТЕЛЬНЫЕ ПРОЦЕССЫ
ИЗДАНИЕ ВТОРОЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Редакционная коллегия:
Заслуженный деятель науки и техники РСФСР, лауреат Государственной премии СССР, проф., д-р техн, наук О. С. Богданов (гл. редактор), проф., д-р техн, наук В. А. Олевский (отв. редактор), лауреат Государственной премии СССР И. К. Акиншин, инж. Н. Т. Бащенко, канд. техн, наук В. В. Зверевич, канд. техн, наук И. М. Костин, проф. В. А. Перов (зам. гл. редактора)
МОСКВА «НЕДРА» 1982
ОГЛАВЛЕНИЕ
Предисловие ..................... 6
Введение......................... 8
Раздел I
ГРОХОЧЕНИЕ
Глава 1. Гранулометрический состав минерального сырья и продуктов обогащения ................ ........ 11
§ 1. Методы определения крупности материала........................ И
§ 2. Контрольные сята .......... И
§ 3. Характеристики крупности материала ........................... 14
§ 4. Уравнения характеристик крупности материала.................. 18
§ 5. Крупность и средний диаметр •отдельного зерна и смеси зерен ... 19
Глава 2. Виды грохочения и просеивающие поверхности............... 20
§ 1. Виды операций грохочения ... 20
§ 2. Просеивающие поверхности . . 21
................................§ 3. Способы крепления сит и их очистка ........................ 27
§ 4. Живое сечение просеивающей поверхности ..................... 29
§ 5. Общая классификация грохотов 30
Глава 3. Грохоты неподвижные, частично подвижные, вращающиеся 31 § 1. Неподвижные колосниковые грохоты и решета.................... 31
§ 2. Грохоты частично подвижные (с движением отдельных элементов просеивающей поверхности) .... 31
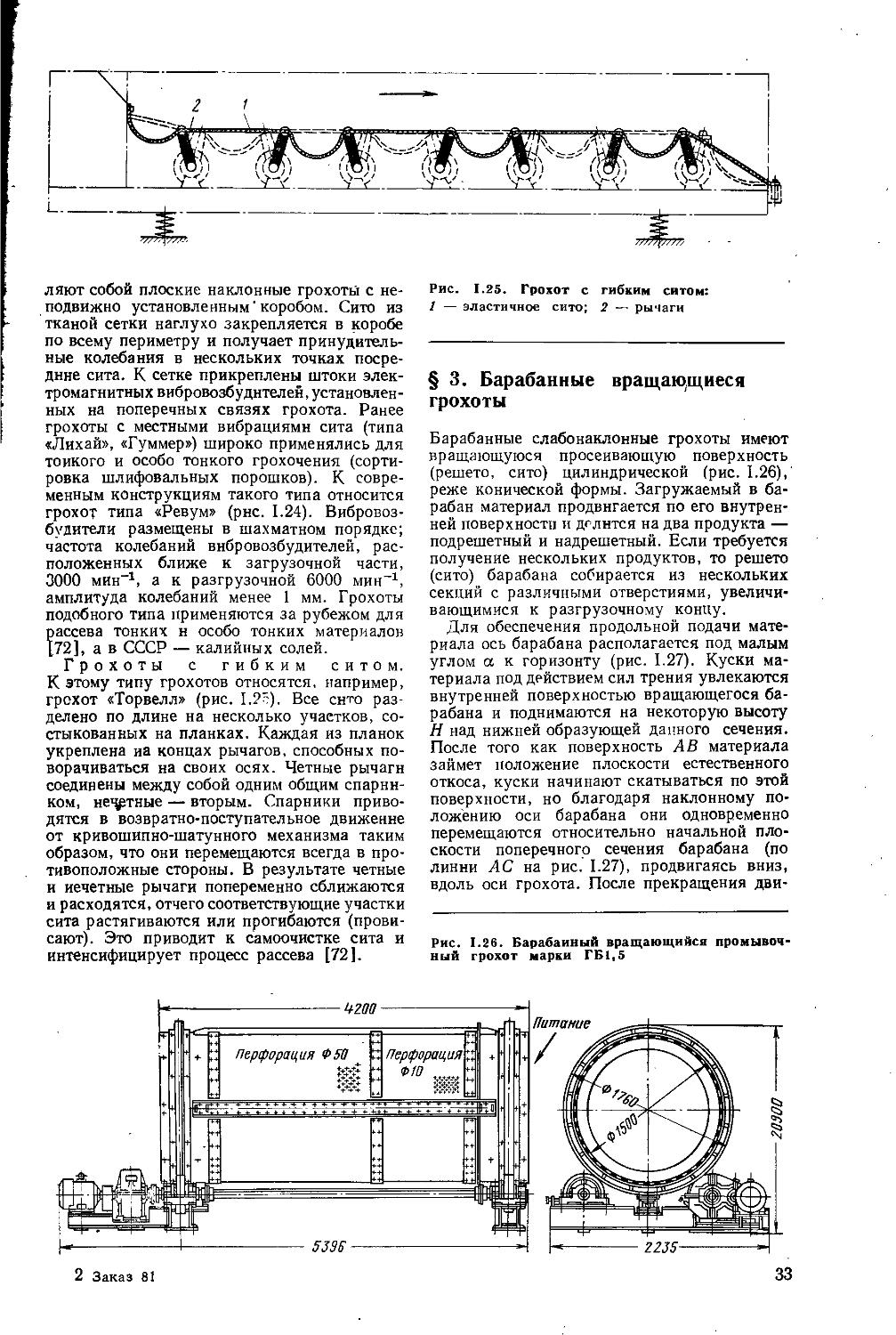
• § 3. Барабанные вращающиеся грохоты ............................ 33
. Глава* 4. Плоские грохоты* с симметричными продольными колебаниями 35 § 1. Классификация, плоских подвижных грохотов с симметричными продольными колебаниями.............. 35
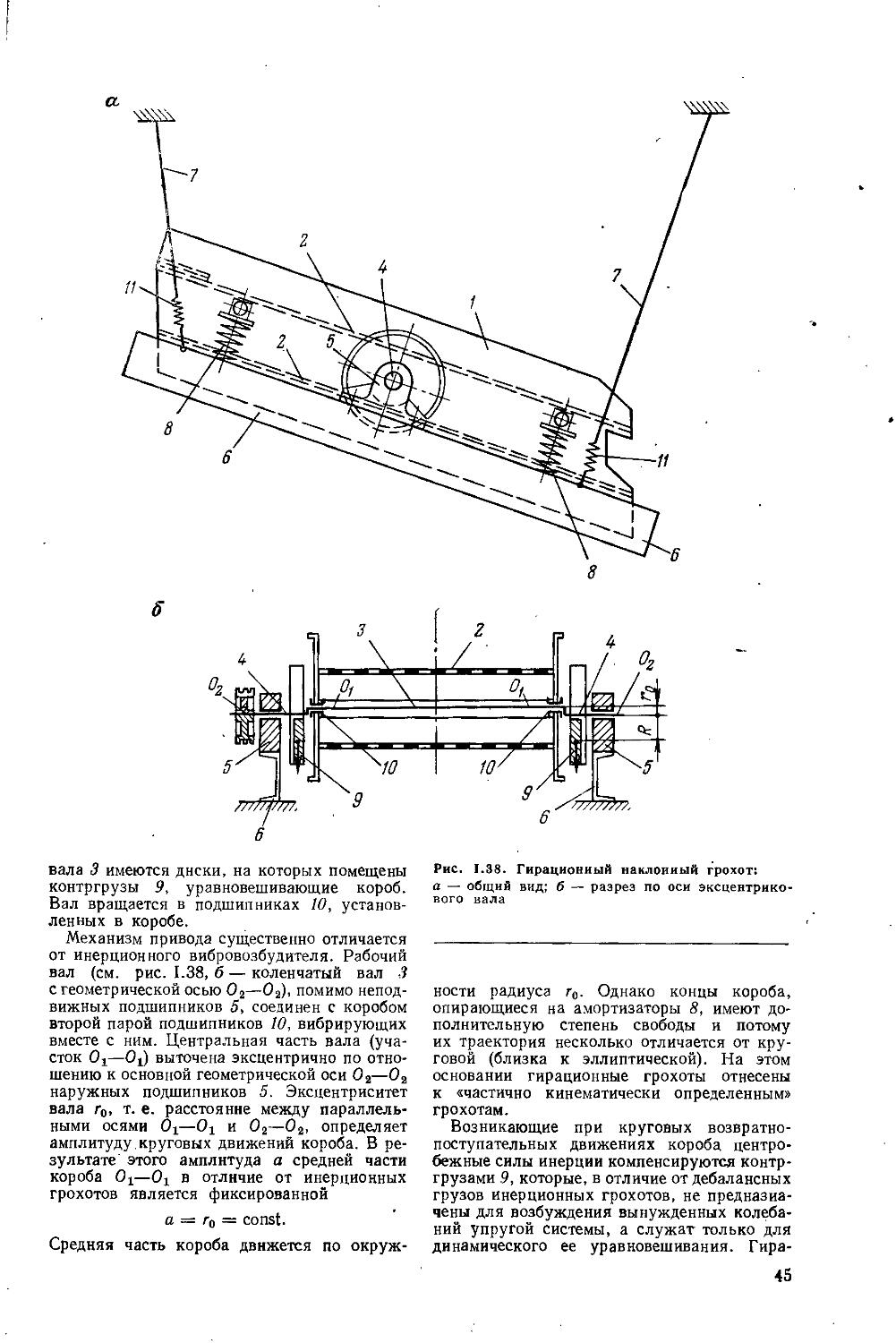
§ 2. Инерционные наклонные грохоты ............................ 36
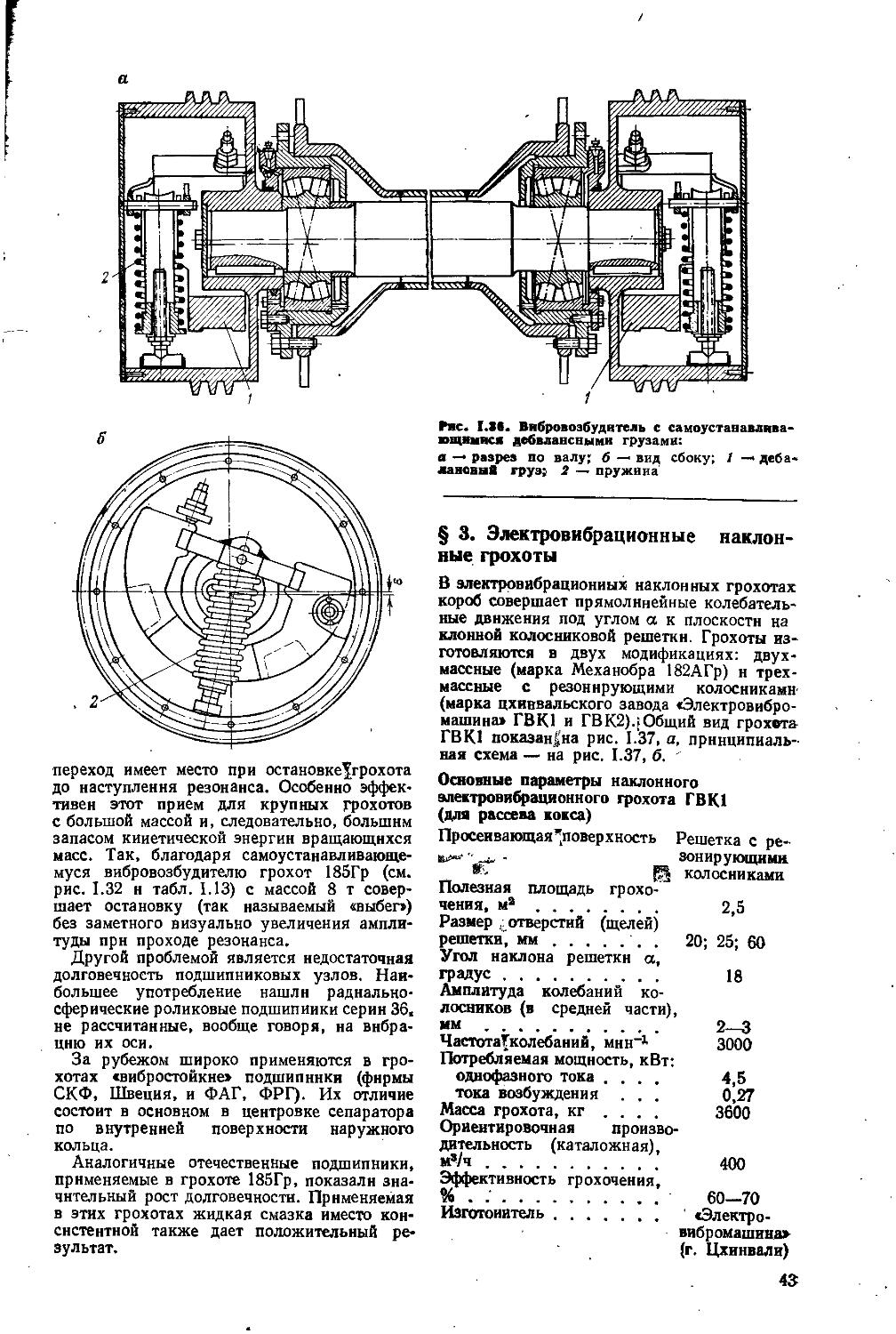
§ 3. Электровибрационные наклонные грохоты ......................... 43
§ 4. Гирационные наклонные и горизонтальные качающиеся грохоты . . 44
3 5. Самобалансные грохоты с двухвальным шестеренчатым вибровозбудителем ......................... 46
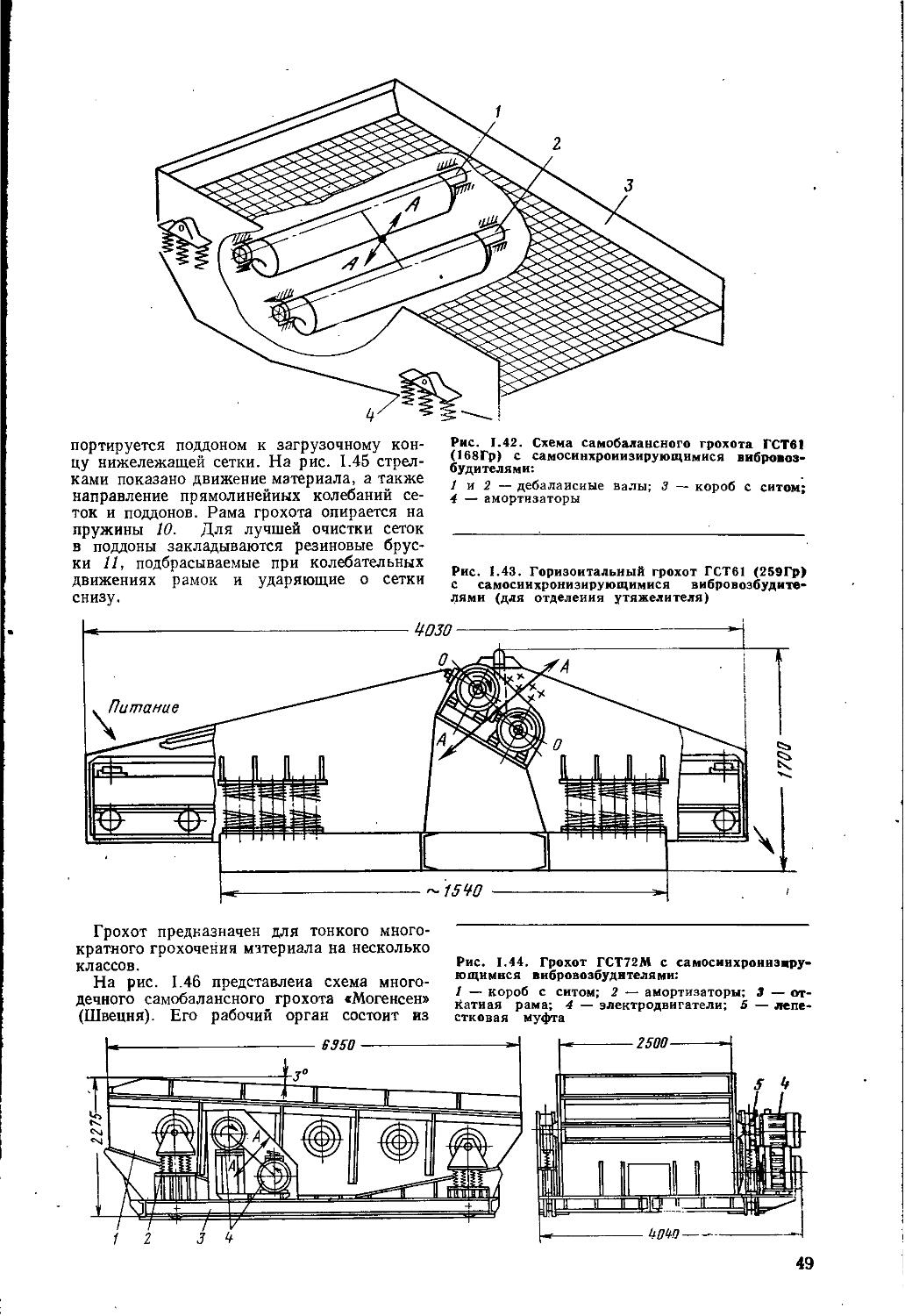
§ 6. Горизонтальные самобалансные грохоты с самосинхроннзирующимися вибровозбуднтелями ............... 48
§ 7. Резонансные горизонтальные грохоты ..........................51
Глава 5. Гидравлические грохоты ' 52
§ 1. Дуговые грохоты ....... 53
1*
§ 2. Конические циклонные грохоты 56
§ 3. Плоские гидравлические грохоты ............................ 57
Глава 6. Механика грохотов .... 60
§ 1. Кинематика н динамика вибрационных (инерционных) грохотов 60 § 2. Мощность привода вибрационных-(инерционных) грохотов........... 62
§ 3. Самосинхронизация вибровозбудителей ......................... 63
§ 4. Приводные устройства инерционных грохотов..................... 63
§ 5. Движение сыпучего материала на вибрационных грохотах............ 64
§ 6. Скорость подачи материала в грохотах с прямолинейными колебаниями 65
§ 7. Скорость подачи материала в наклонных грохотах с круговыми колебаниями ....................... 66
§ 8. Параметры механического режима! грохота...................... 67
Глава 7. Закономерности процесса грохочения ...................... 67
§ 1. Основные технологические параметры ........................... 67
§ 2. Гранулометрический состав продуктов грохочения ............... 69
§ 3. Кинетика грохочения......... 70
§ 4. Факторы, влияющие на процесс грохочения ...................... 71
§ 5. Графоаналитический метод обработки экспериментальных данных . . 73 .
Глава 8. Технологический расчет наклонных инерционных грохотов ... 76
§ 1. Расчет производительности грохотов ........................... 76
§ 2. Расчет технологических показателей наклонного инерционного грохота ............................ 78
§ 3. Поверочный расчет узла дробления . . ....................... 79
Раздел II
ДРОБЛЕНИЕ
Глава 1. Теории дробления. Классификация дробильно-измельчительиого оборудования..................... 8.1
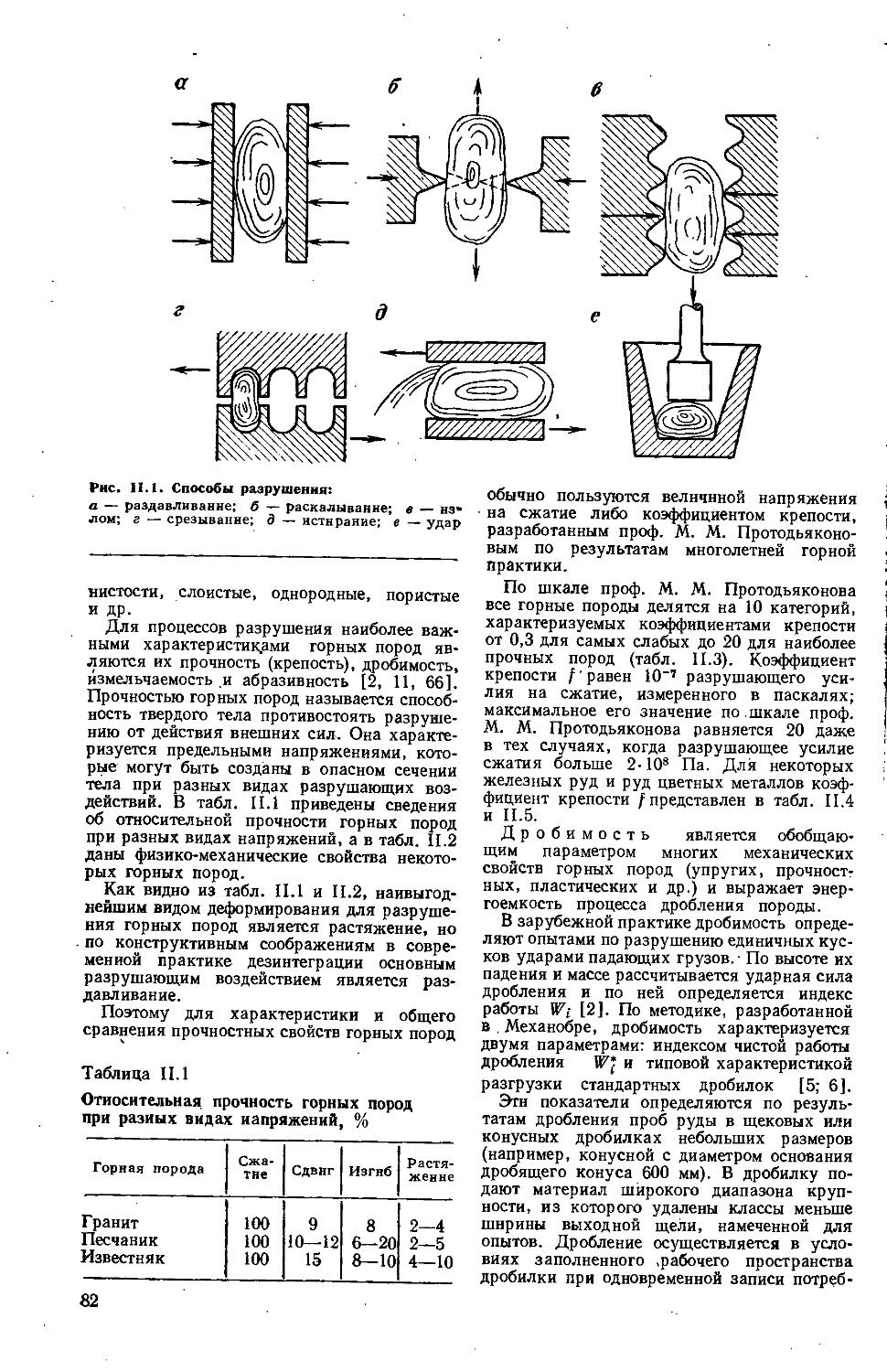
§ 1. Процессы дробления и измельчения ........................... 81
§ 2. Теории дробления ........... 87
§ 3. Классификация дробильно-из-мельчительных машин, аппаратов и устройств ....................... 90
Глава 2. Щековые дробилки........ 93
§ 1. Типы щековых дробилок. ... 93
§ 2. Щековые дробилки со сложным движением щеки, их конструкция и основные параметры............... 95
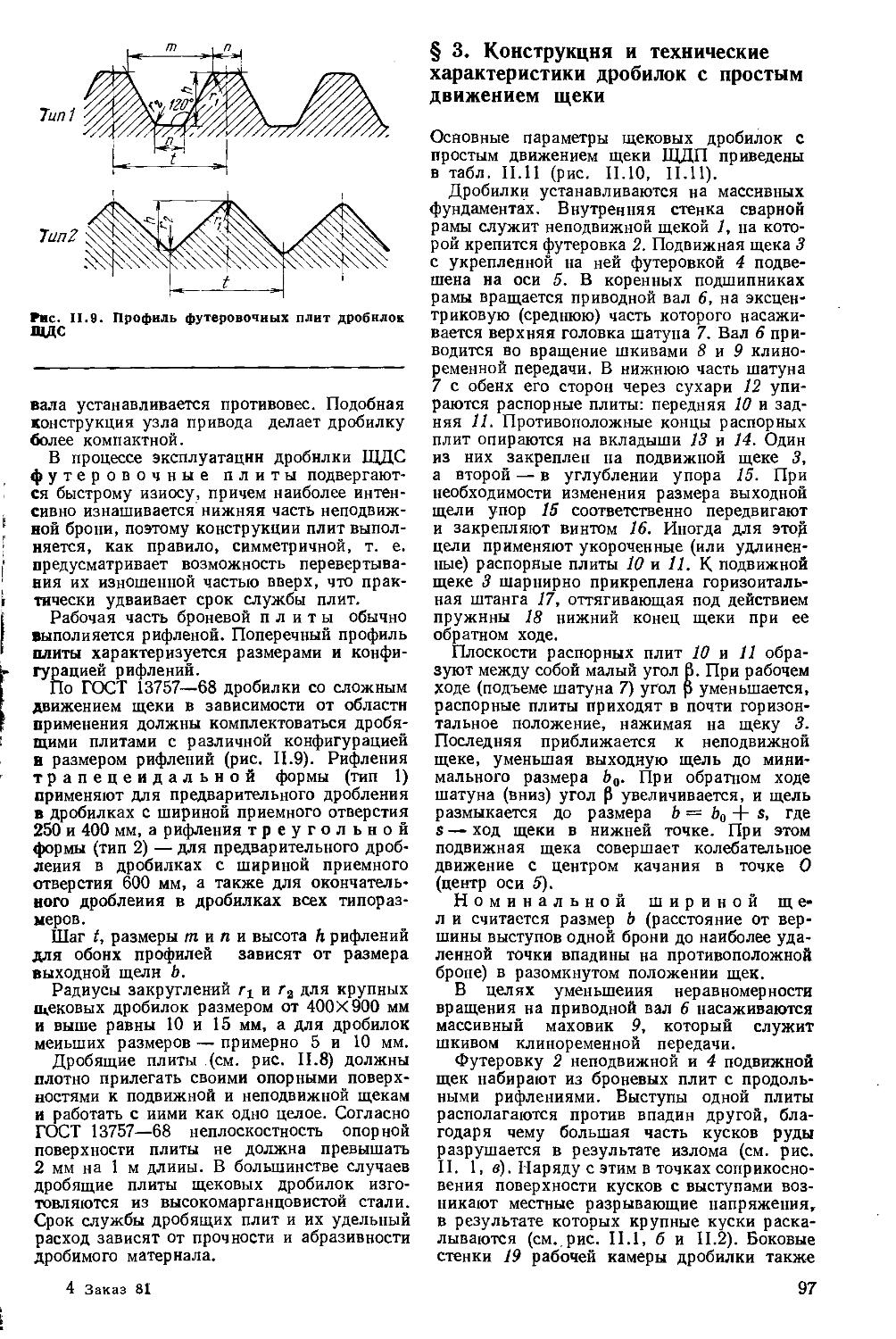
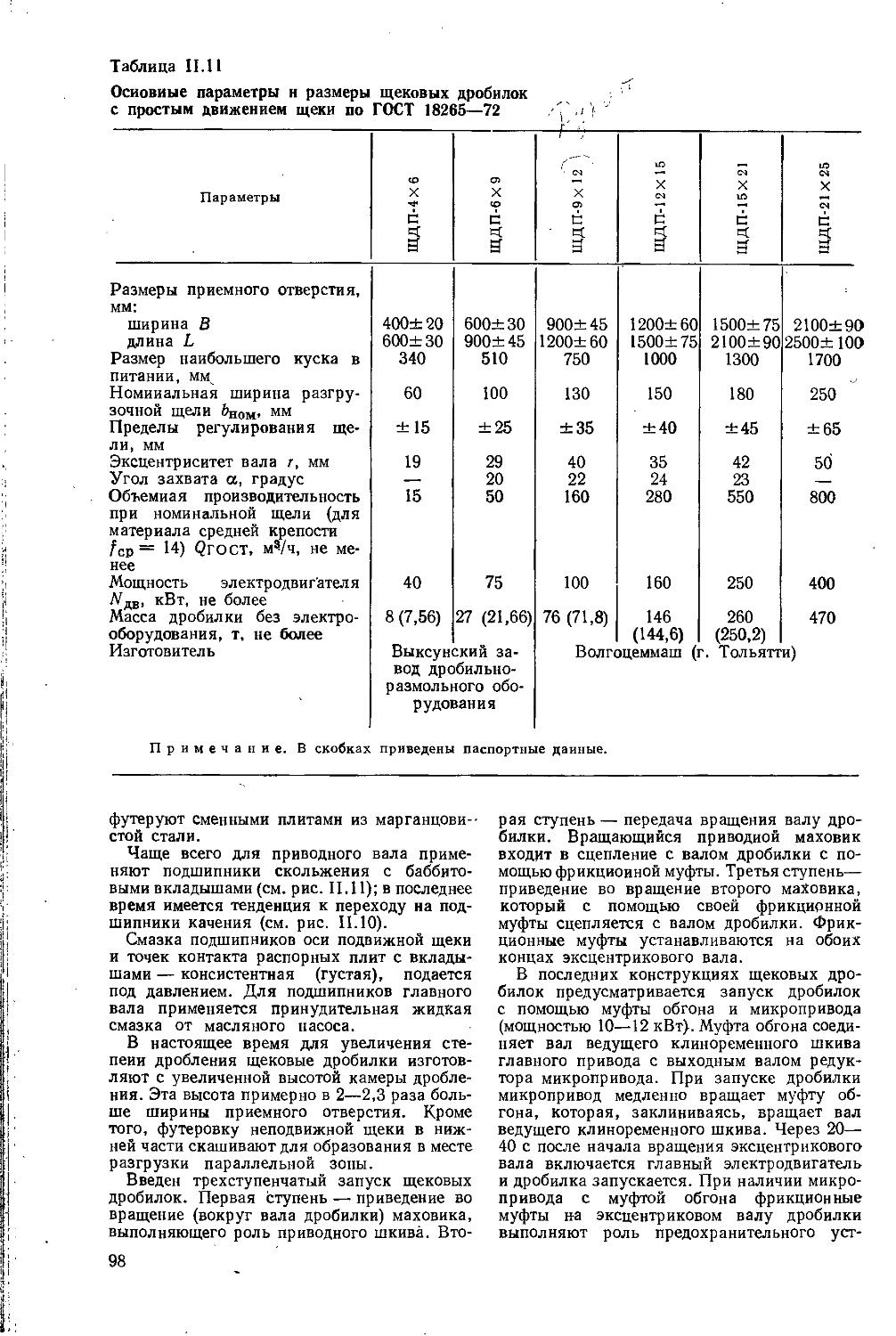
§ 3. Конструкция и технические характеристики дробилок с простым движением щеки .................. 97
§ 4. Параметры механического режима щековых дробилок с простым движением щеки...................... 100
3
§ 5. Производительность щековых дробилок с простым движением щеки 102 § 6. Показатели работы щековых дробилок ............................. 104
Глава 3. Типы конусных дробилок. Конусные дробилки крупного дробления ............................... 105
§ 1. Типы конусных дробилок . . . 105
§ 2. Конструкция и технические характеристики ...................... 107
§ 3. Параметры механического режима ................................ 111
§ 4. Производительность. Крупность продуктов дробления ............... 113
Глава 4. Конусные дробилки среднего дробления..................... 116
§ 1. Конструкция и технические характеристики ...................... 116
§ 2. Параметры механического режима ............................. 119
§ 3. Производительность. Крупность продуктов дробления ............... 120
Глава 5. Конусные дробилки мелкого дробления ......................... 123
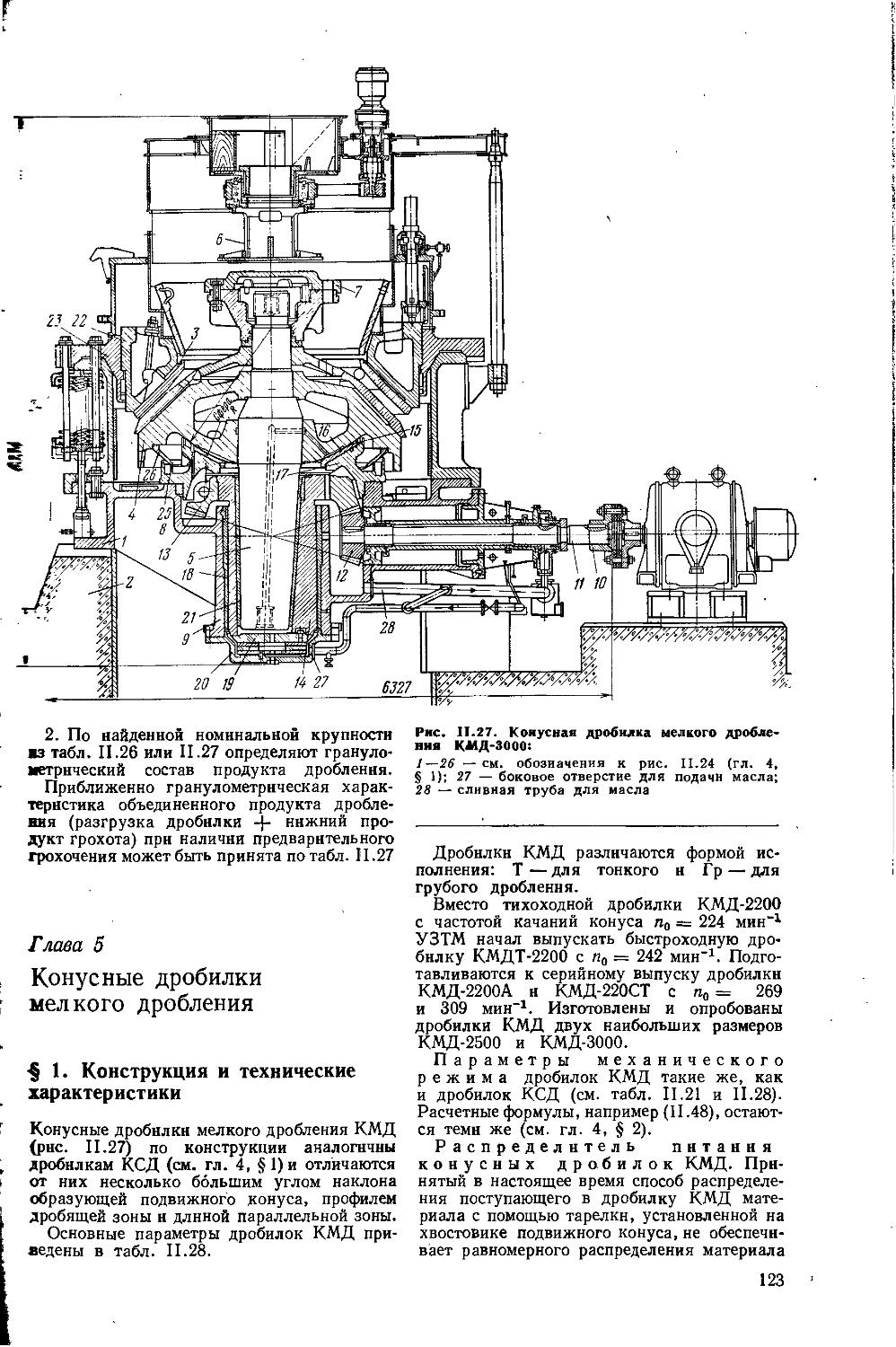
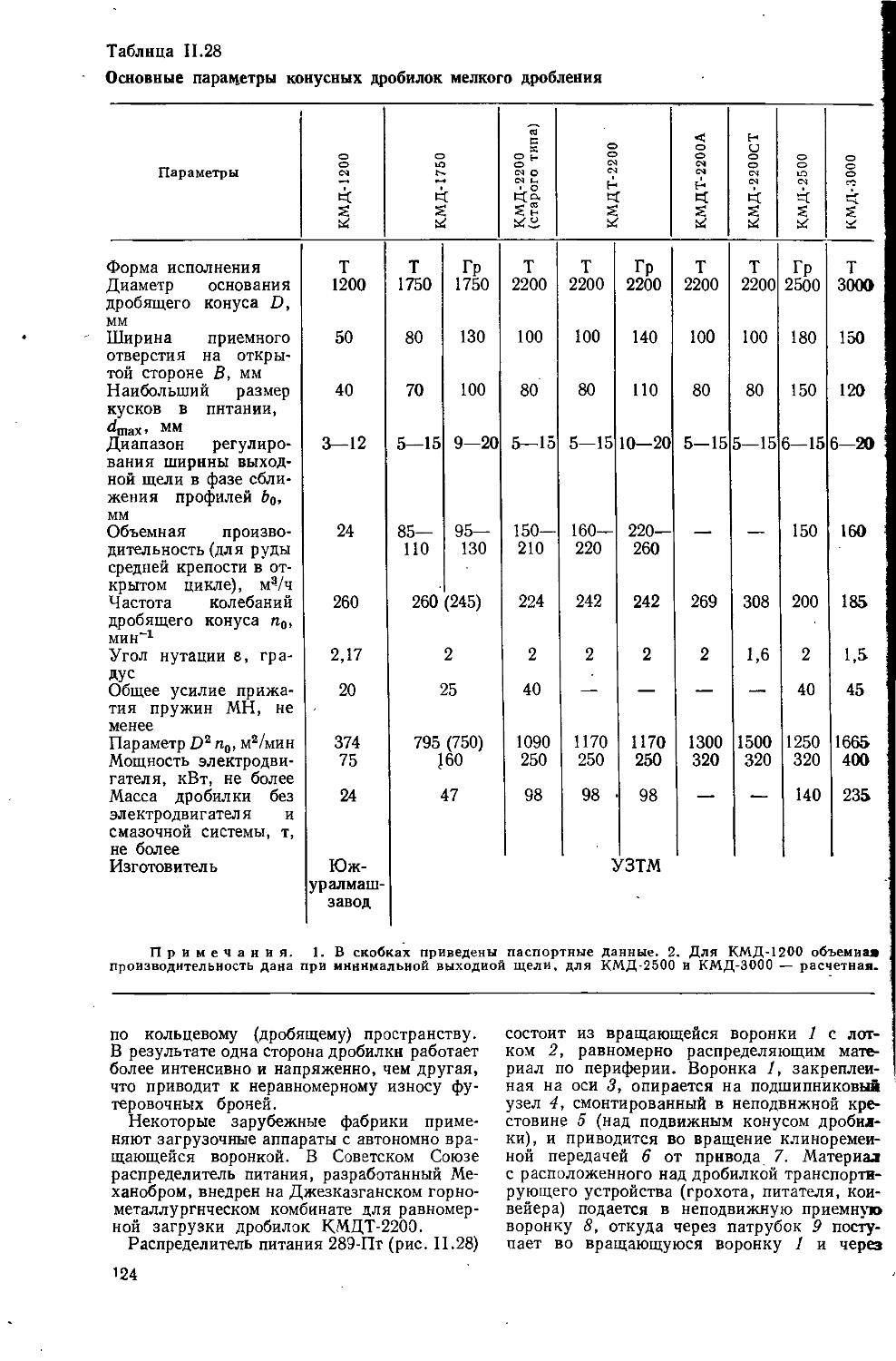
§ 1. Конструкция и технические характеристики ...................... 123
§ 2. Производительность. Крупность продуктов дробления ............... 125
§ 3. Работа в замкнутом цикле . . . 127
§ 4. Сопряжение при стадиальном дроблении ......................... 129
§5. Конусные инерционные дробилки 129
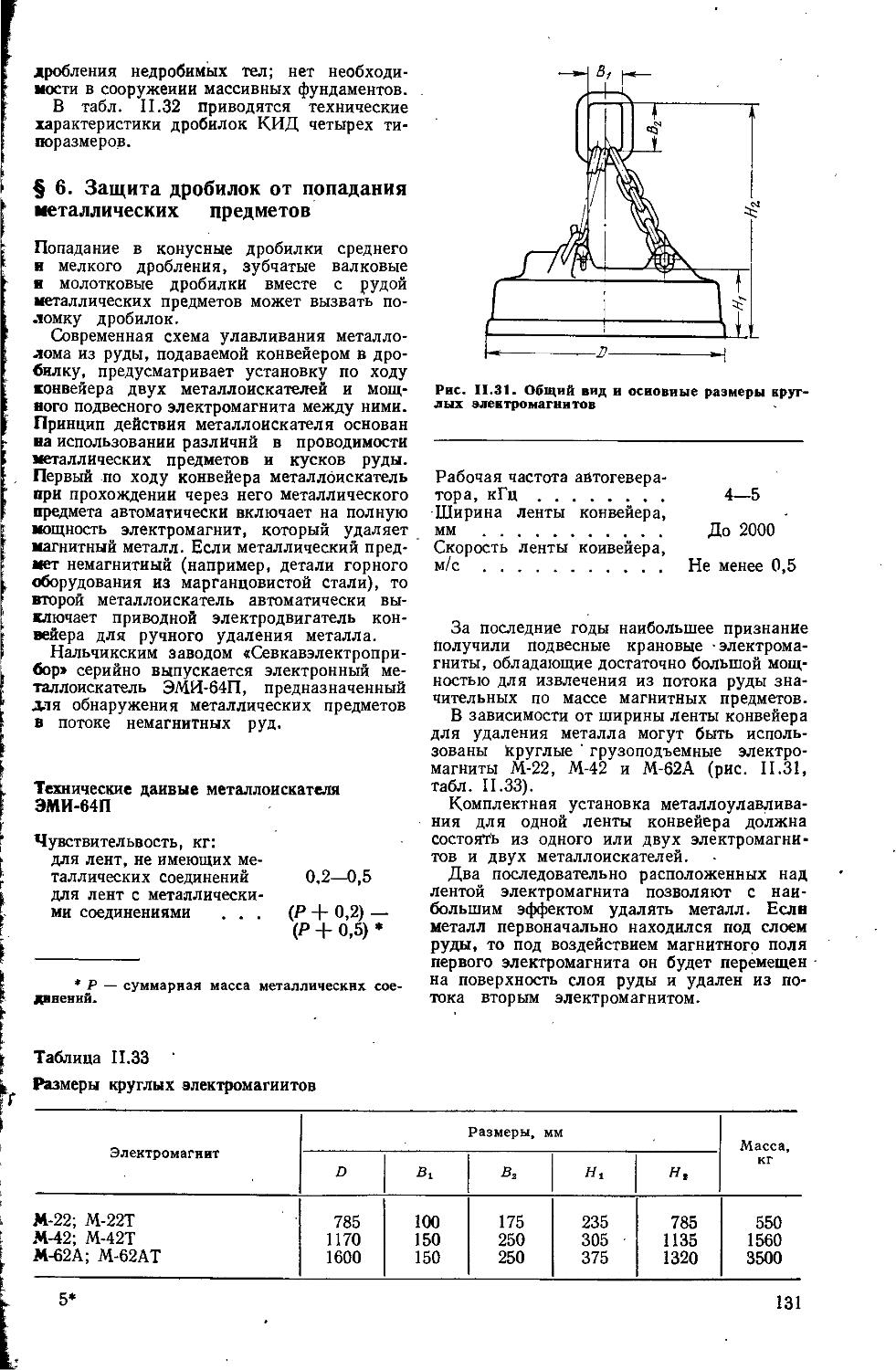
§ 6. Защита дробилок от попадания металлических предметов ..... 131
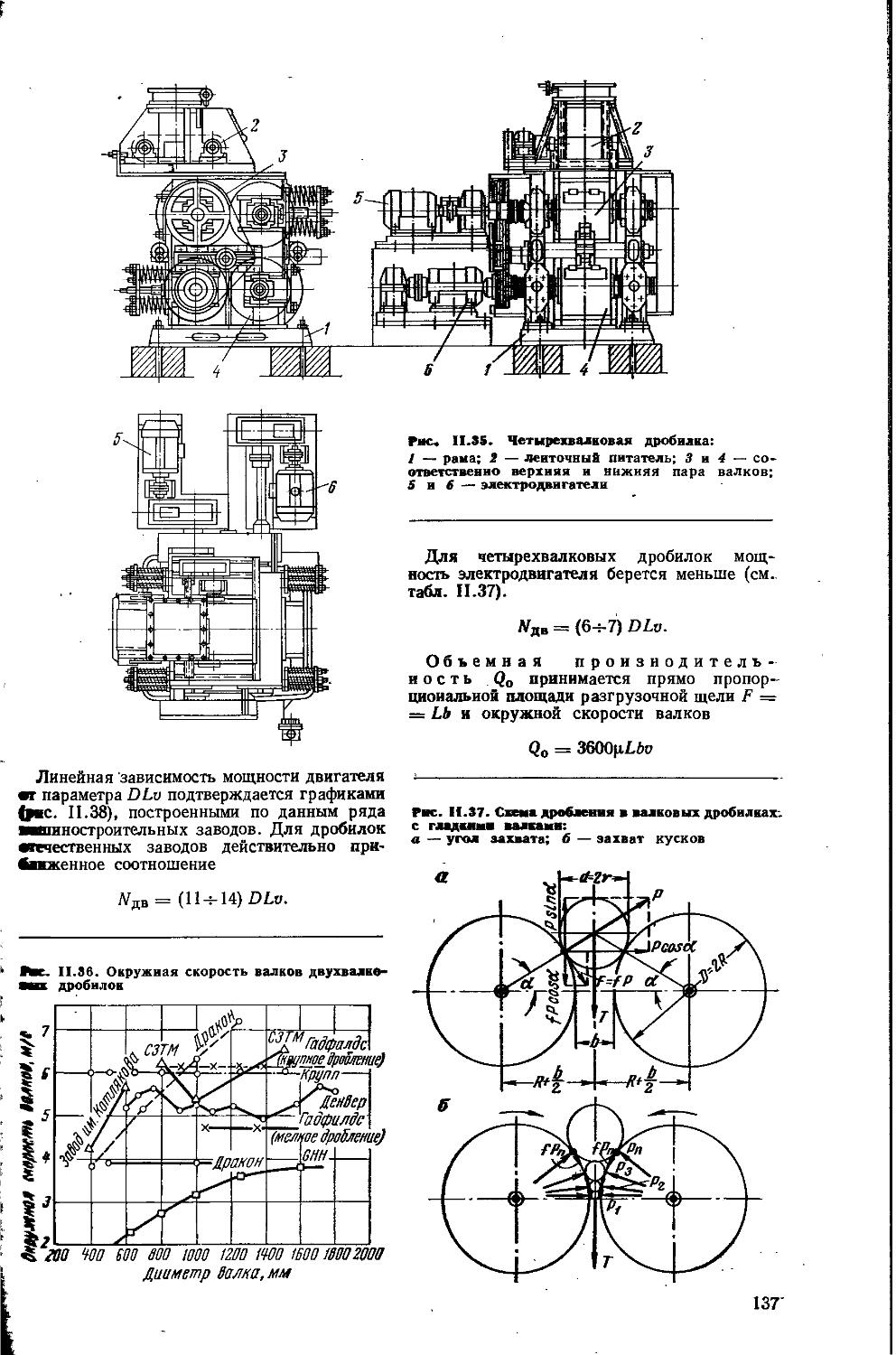
Глава 6. Валковые дробилки....... 132
§ 1. Одно- н двухвалковые дробилки с зубчатыми валками................ 132
§ 2. Двух- и четырехвалковые дробилки с гладкими и рифлеными валками .............................. 134
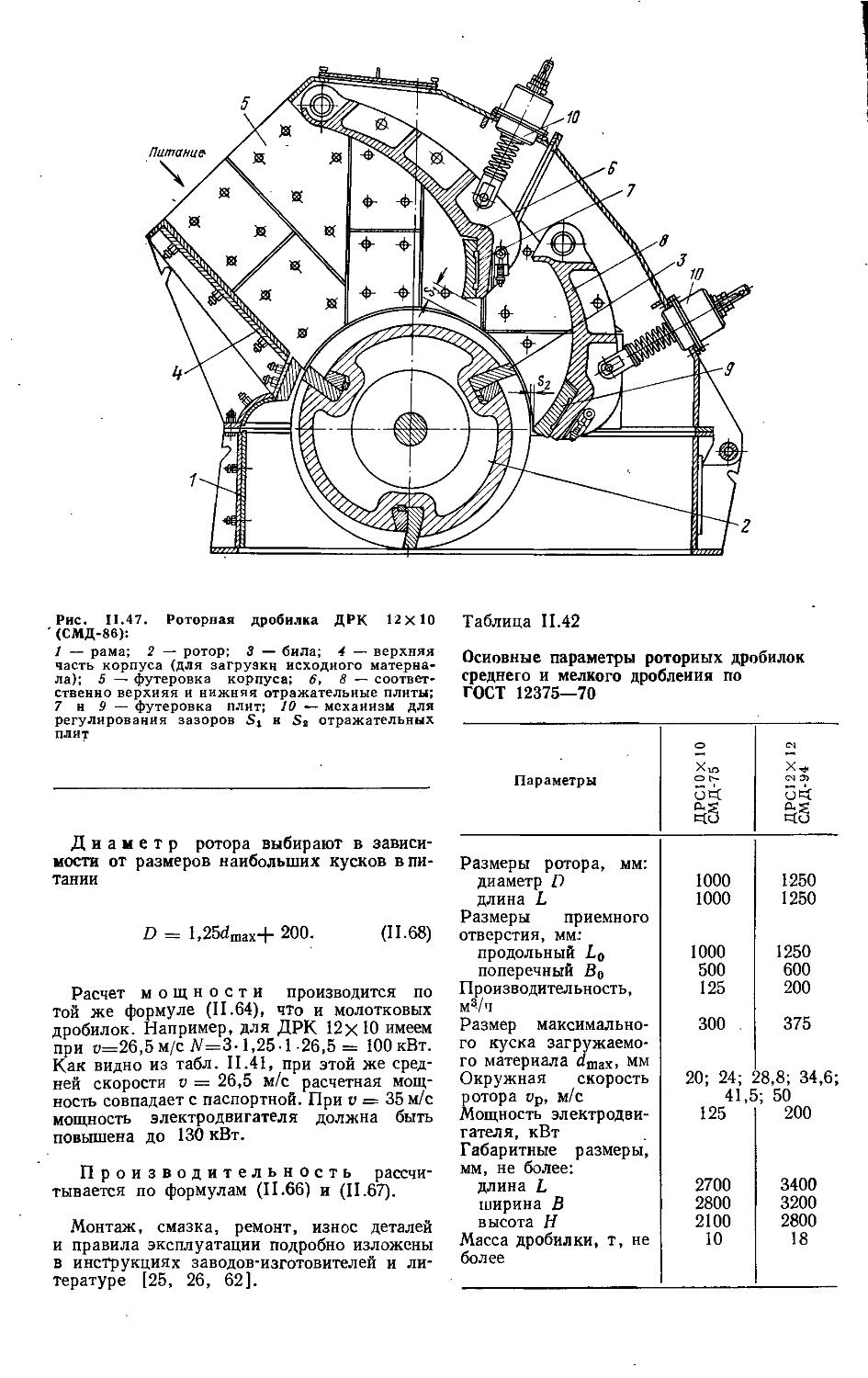
Глава 7. Дробилки ударного действия: молотковые и роторные.............. 138
§ 1. Конструкции и технические характеристики молотковых дробилок 138
§ 2. Параметры механического режима и производительность молотковых дробилок........................... 142
§ 3. Роторные дробилки............. 143
Раздел III
КЛАССИФИКАЦИЯ В ВОДНОЙ И ВОЗДУШНОЙ СРЕДАХ
Глава 1. Закономерности свободного падения частиц..................... 145
§ 1. Физические основы. Диаграмма Релея.............................. 145
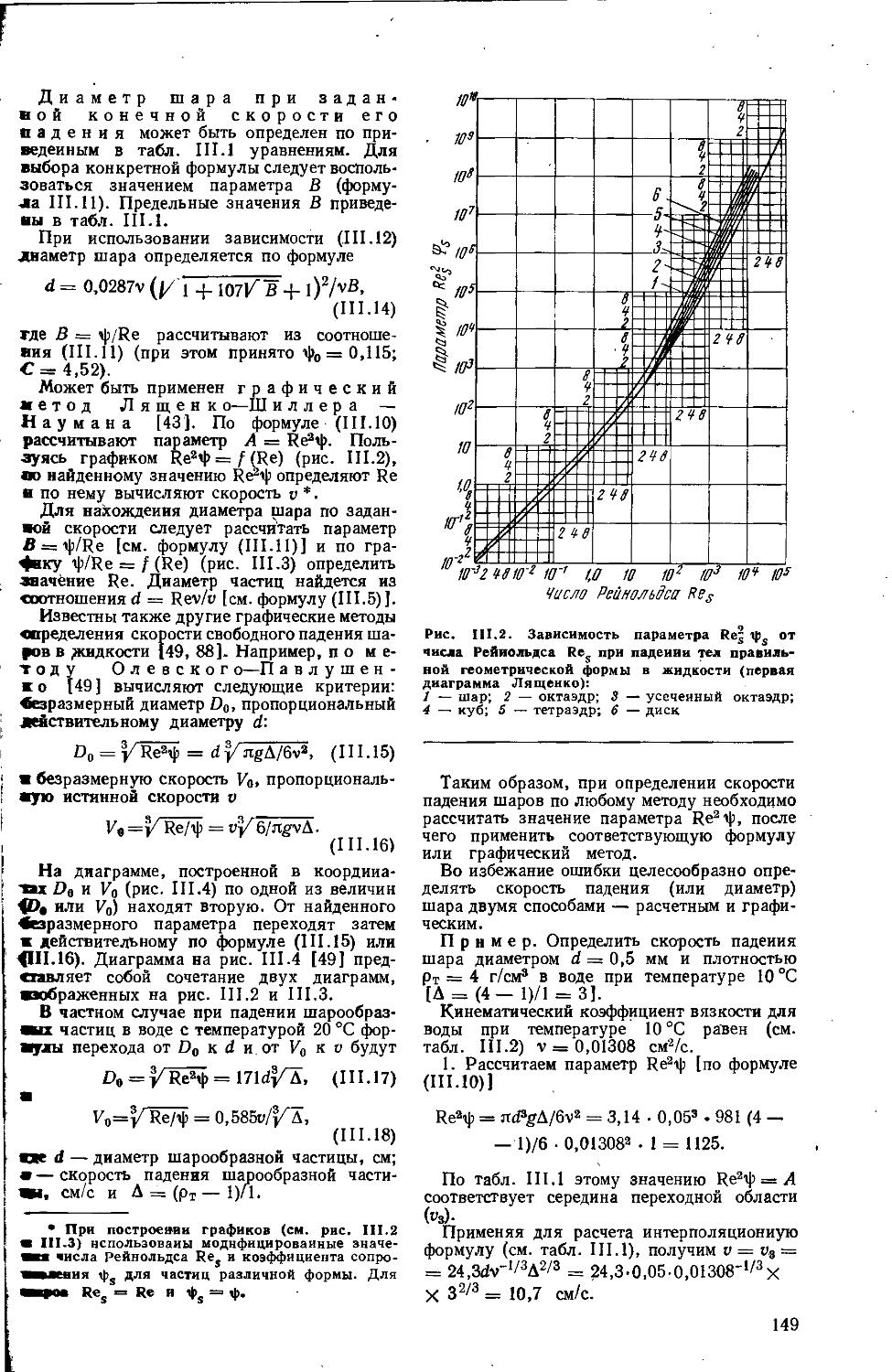
§ 2. Определение схорости свободного падения шарообразных частиц. . . 146
§ 3. Скорость свободного падения частиц правильной геометрической формы, отличающихся от сферических 150
§ 4. Скорость падения частиц неправильной геометрической формы 152
Глава 2. Закономерности стесненного падения частиц . . ............ 156
§ 1. Физические основы........... 156
§ 2. Определение скоростей стесненного падения частиц.............. 156
Глава 3. Основы расчета параметров классификаторов и результатов классификации ....................... 160
§ 1. Основные принципы классификации ............................. 160
§ 2. Принципы расчета гидравлических классификаторов . .......... 160
§ 3. Принципы расчета механических классификаторов ................. 162
Глава 4. Классификаторы.......... 163
§ 1. Общий обзор................. 163
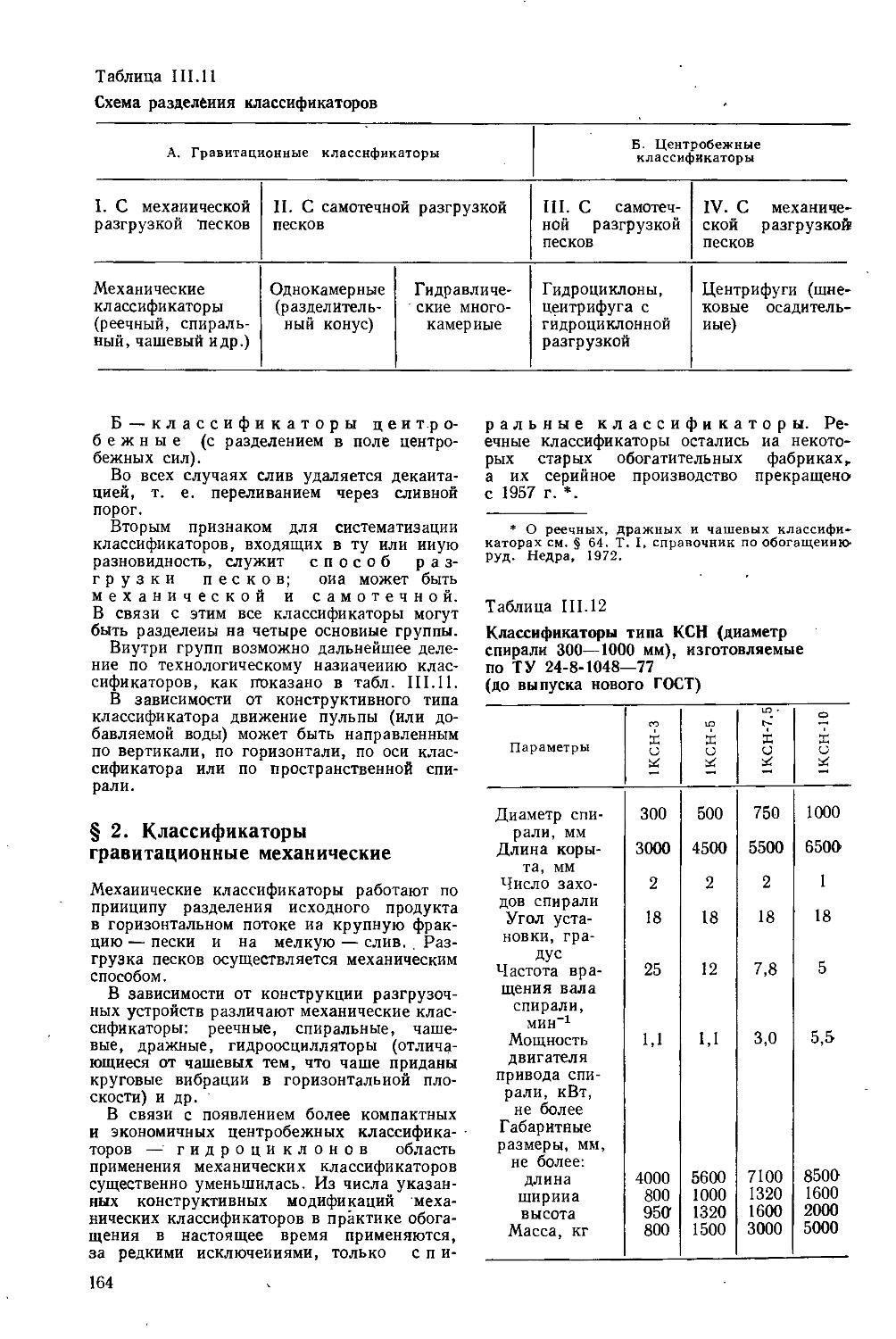
§ 2. Классификаторы гравитационные механические .................... 164
§ 3. Параметры и расчет спиральных классификаторов ................. 168
§ 4. Эксплуатация механических классификаторов ................. 171
§ 5. Классификаторы гравитационные гидравлические однокамерные 177
§ 6. Многокамерные гидравлические классификаторы .................. 181
§ 7. Воздушные сепараторы .... 183
Глава 5. Гидроциклоны и центрифуги ............................ 185
§ 1. Гидроциклоны. Общие данные 185
§ 2. Конструкция гидроциклонов 187
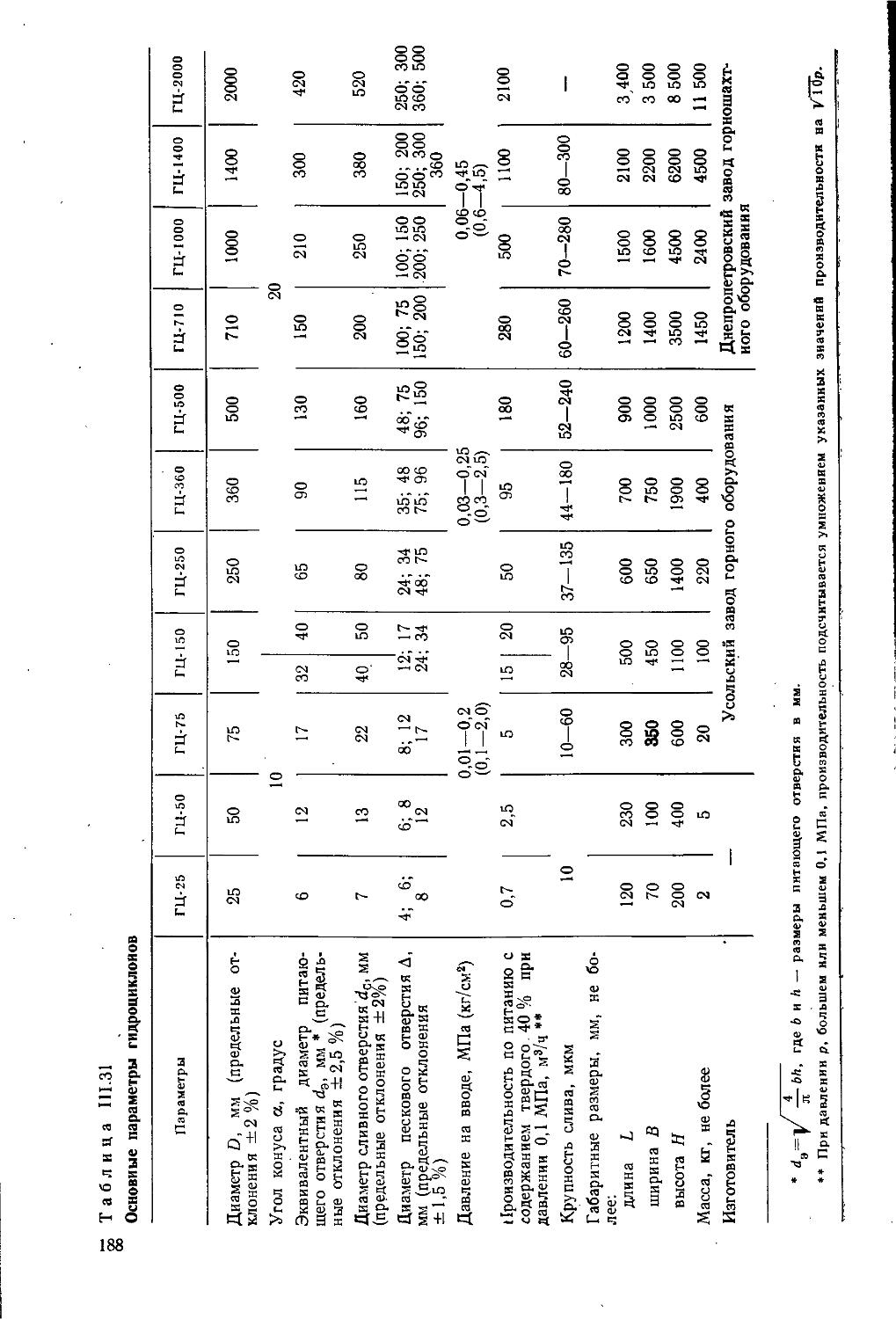
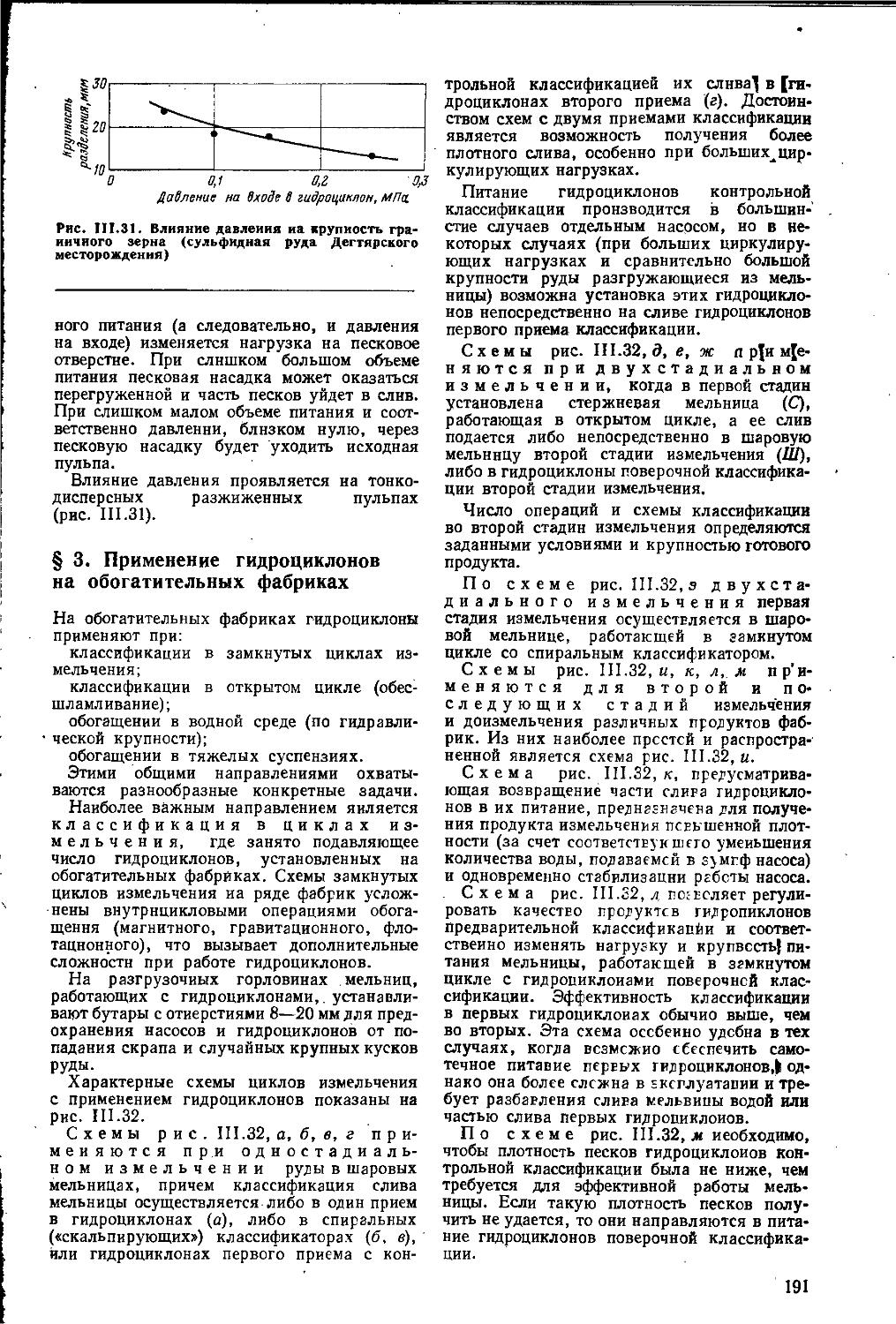
§ 3. Применение гидроциклонов на обогатительных фабриках.......... 191
§ 4. Выбор и технологический расчет гидроциклонов ................... 195
§ 5. Эксплуатация гидроциклонов 201
§ 6. Центрифуги ................. 205
Раздел IV
ИЗМЕЛЬЧЕНИЕ
Глава 1. Измельчительное оборудование . ........................... 206
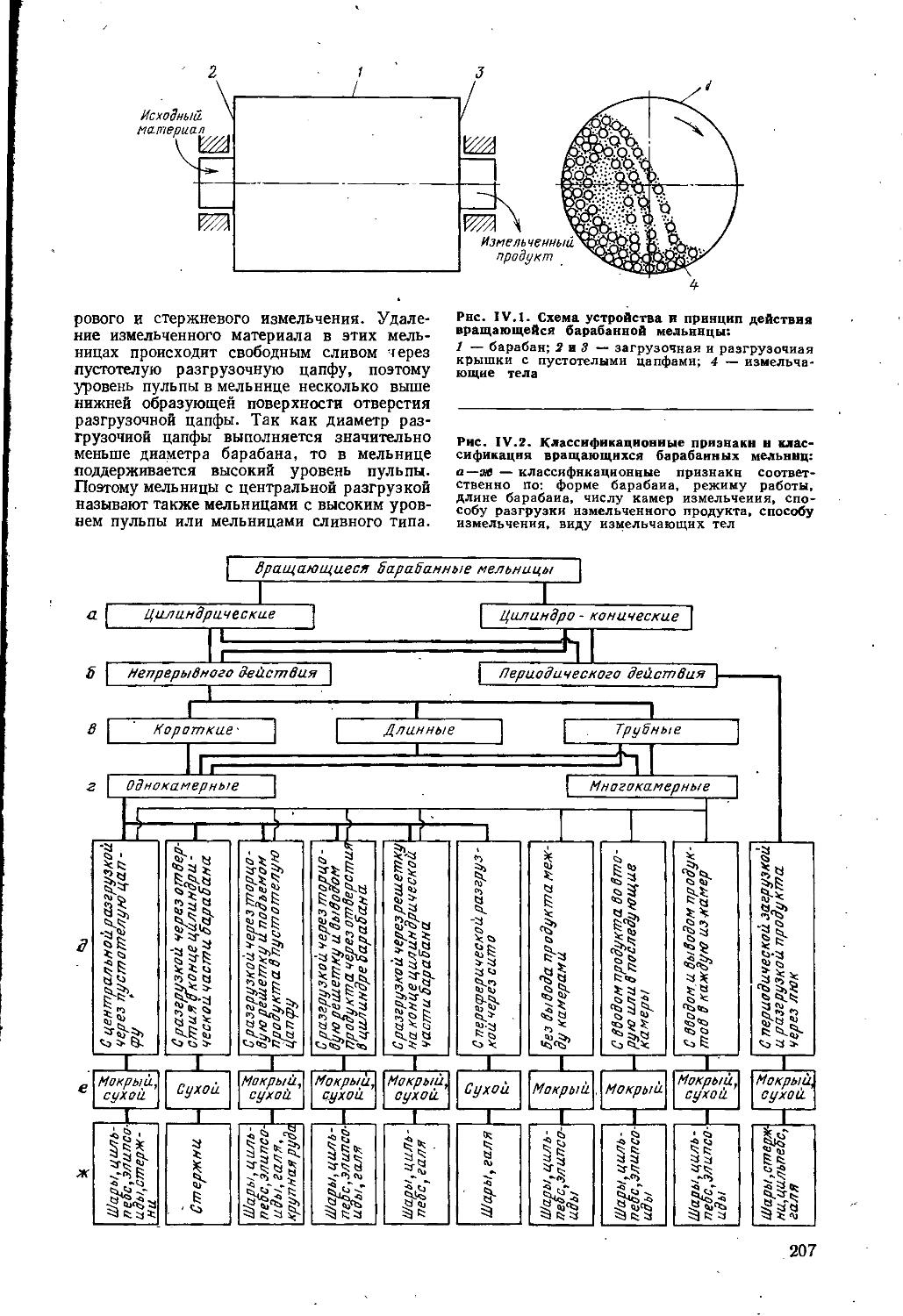
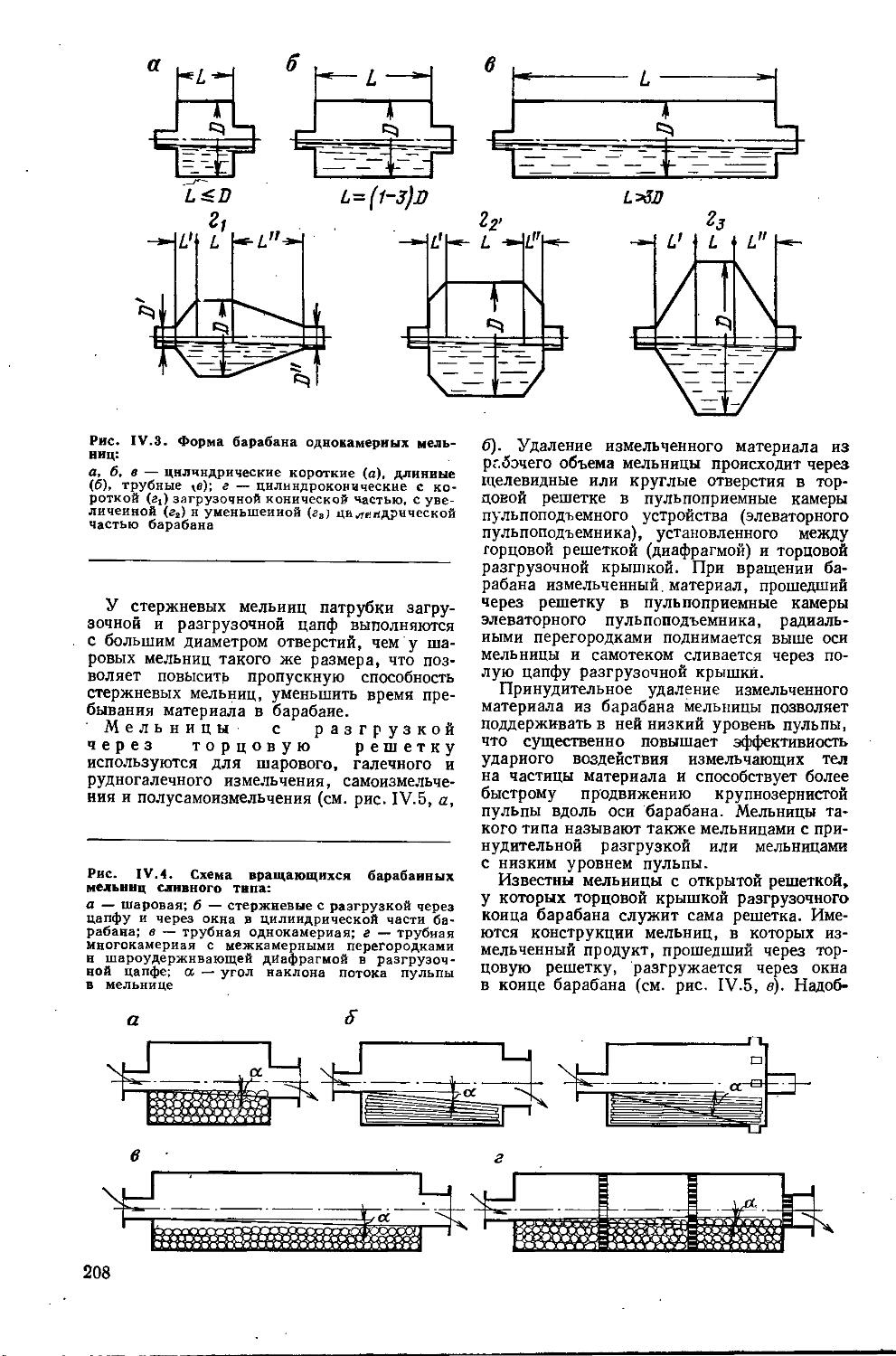
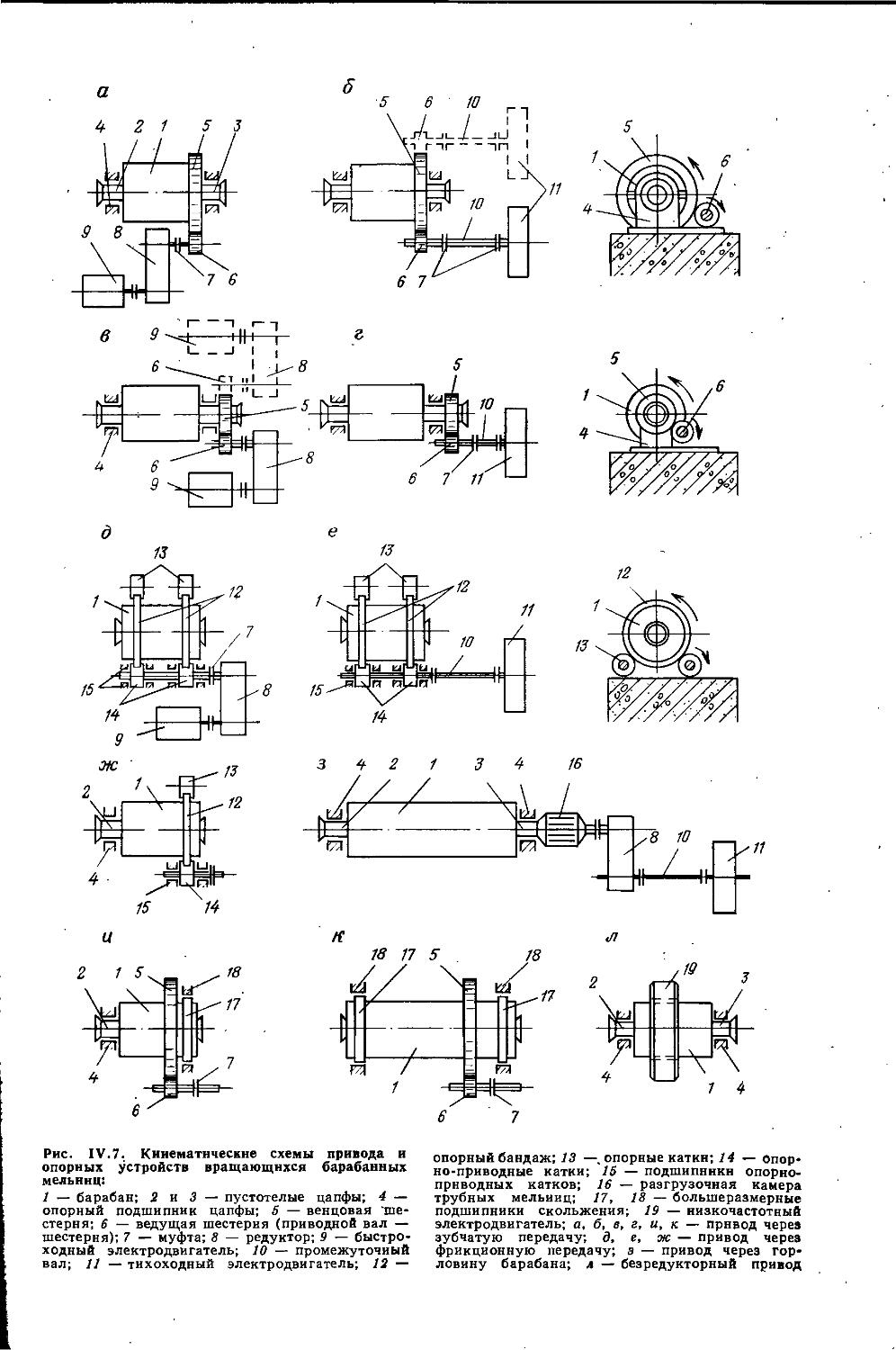
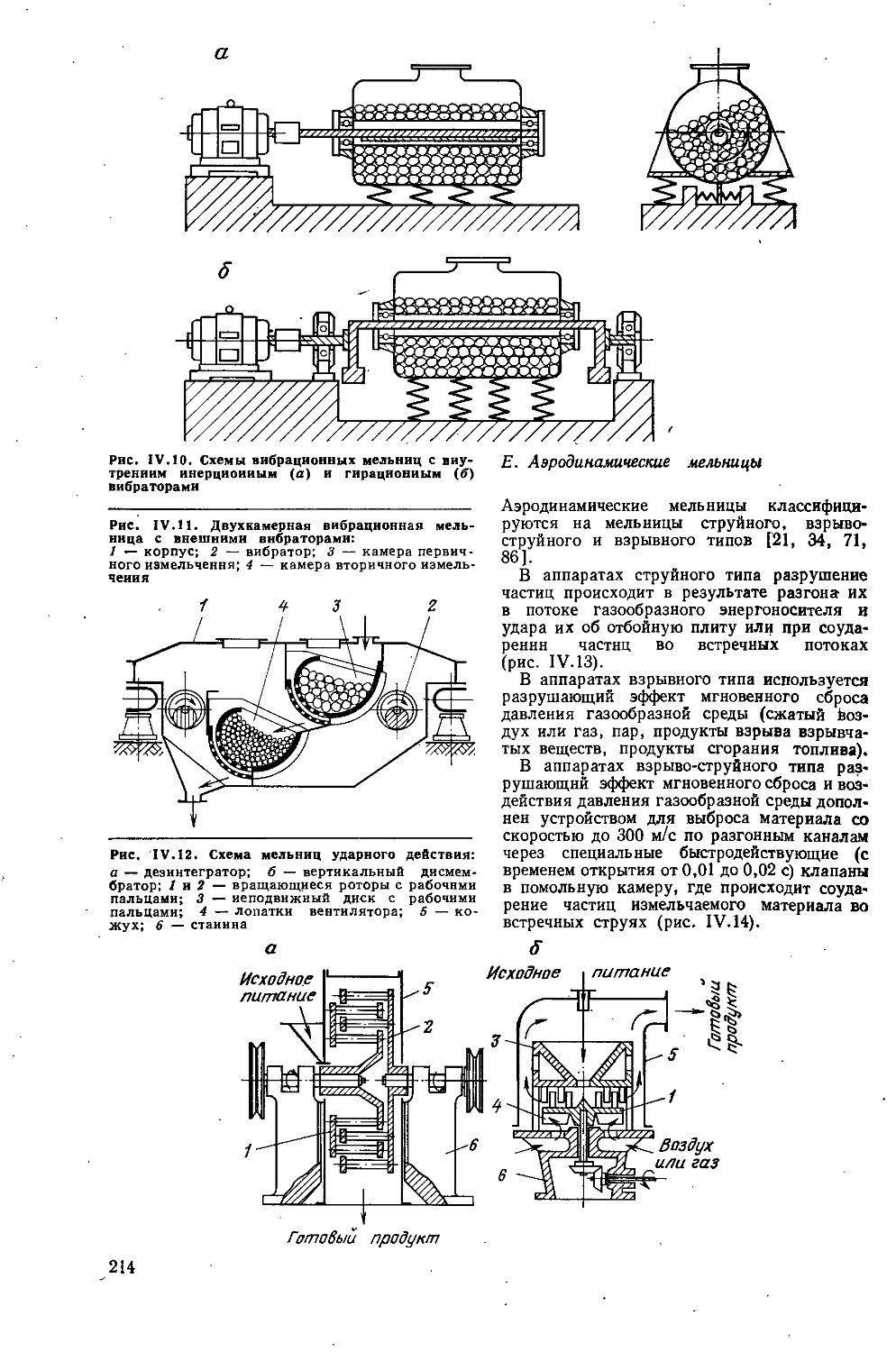
§ 1. Классификация, принцип дей- • ствия мельииц и область их применения ........................... 206
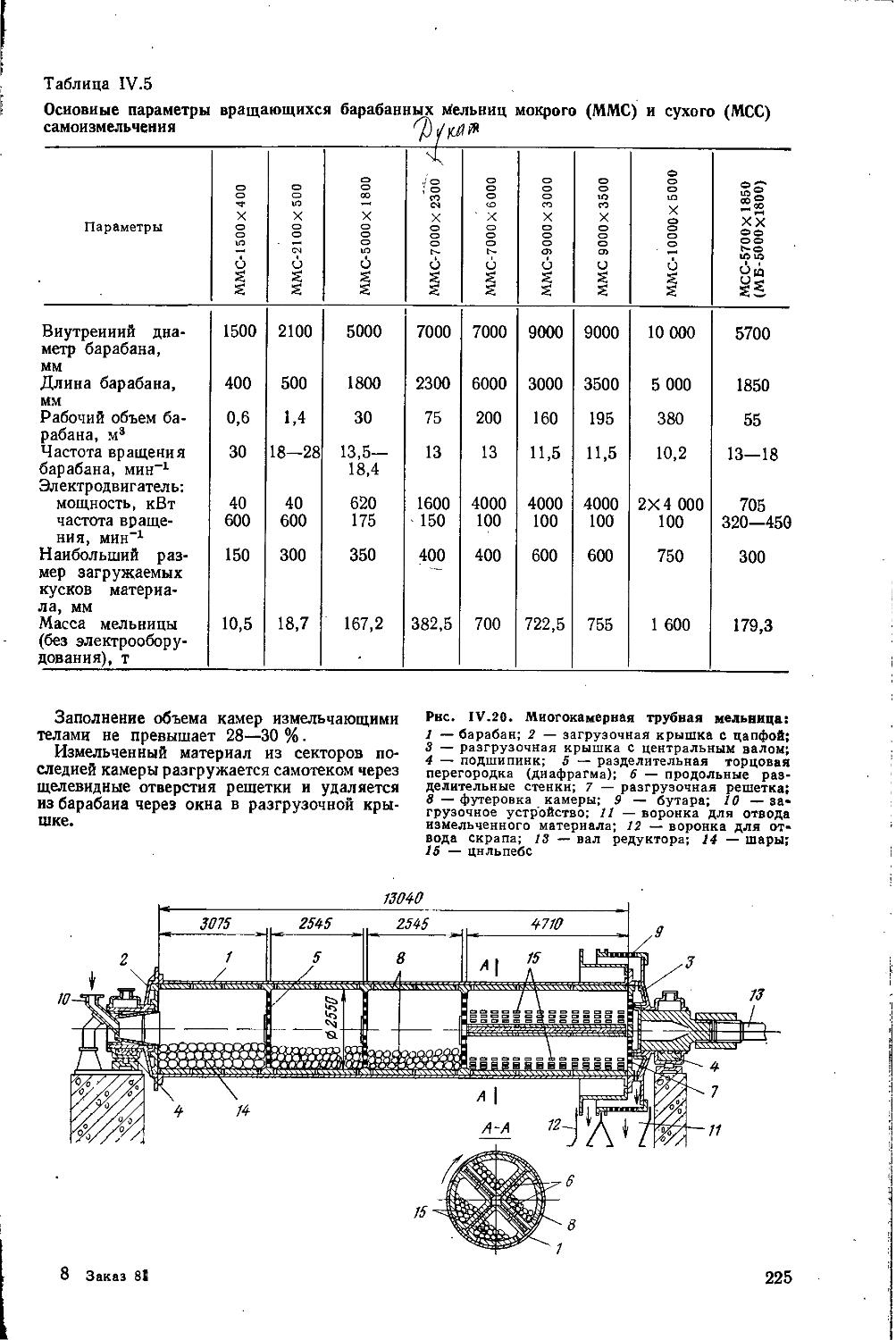
§ 2. Конструкция вращающихся барабанных мельниц для мокрого измельчения ....................... 215
§ 3. Конструкция вращающихся барабанных мельниц для сухого измельчения ....................... 227
§ 4. Измельчительные установки . . 230
Глава 2. Механика измельчающей среды барабанных мельниц......... 233
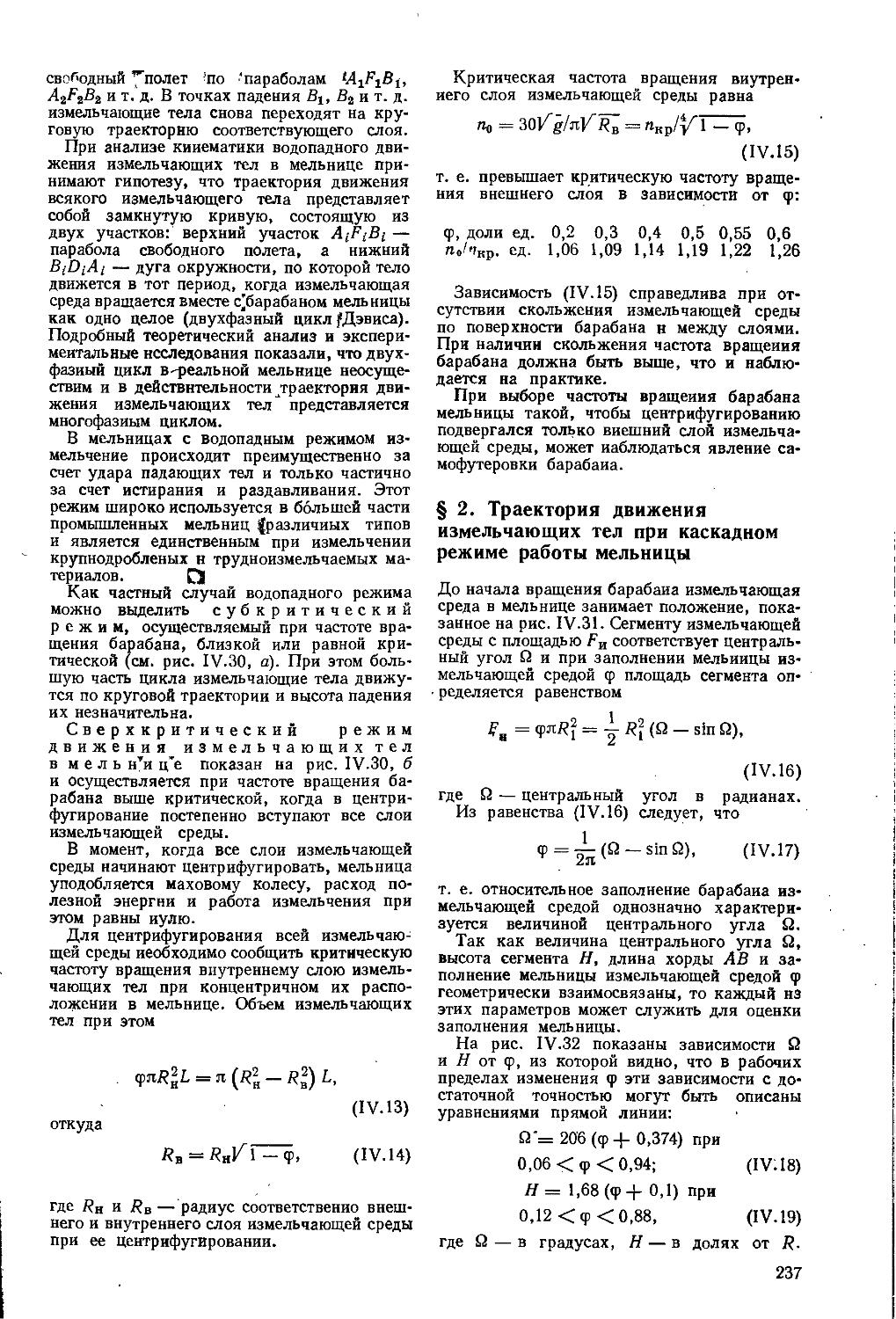
§ 1. Скоростные режимы работы мельницы ............................ 233
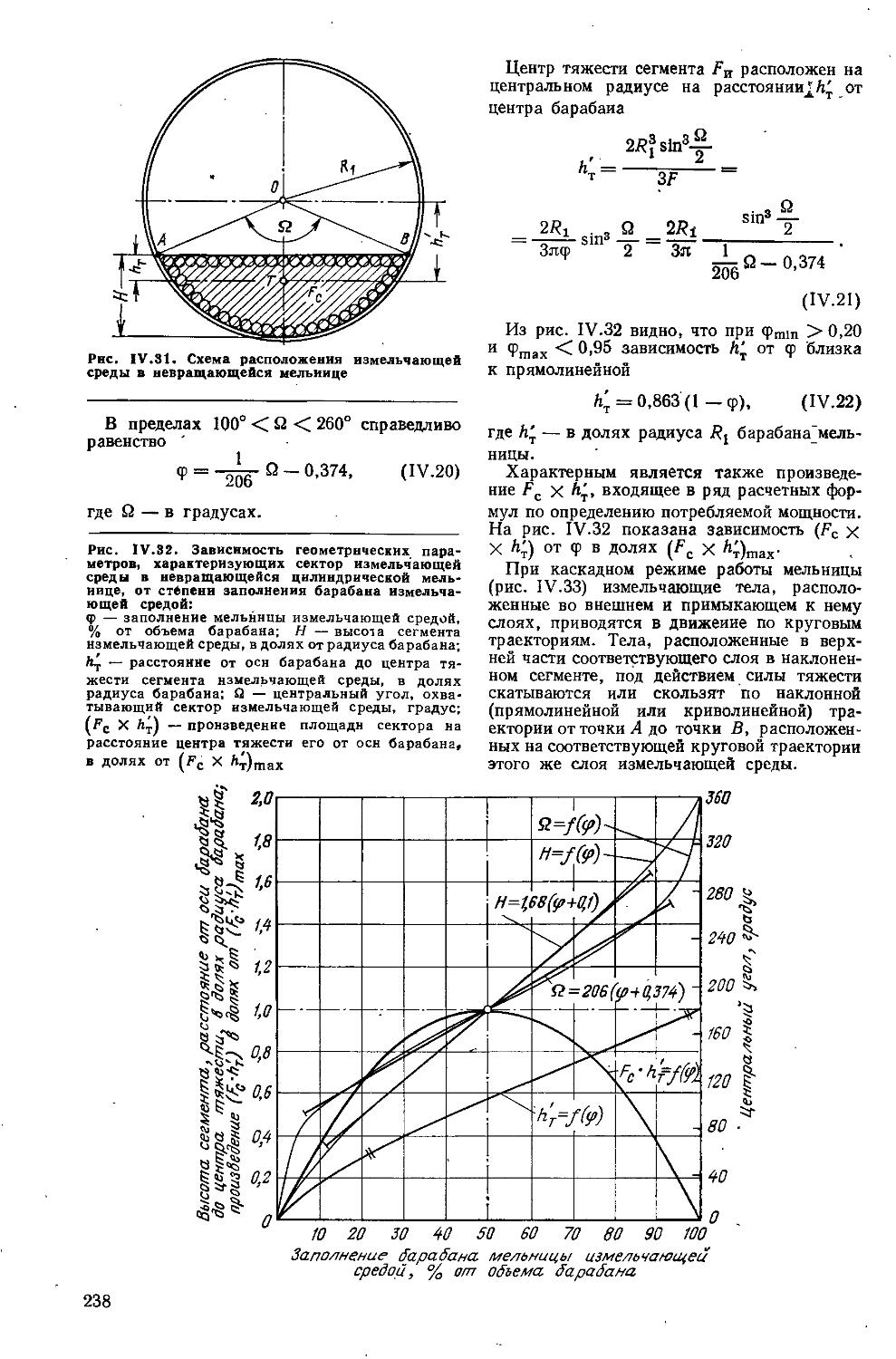
§ 2. Траектория движения измельчающих тел при каскадном режиме работы мельницы.................. 237
§ 3. Траектория движения измельчающих тел при водопадном режиме работы мельницы.................. 239
4
§ 4. Скорость падения измельчающих тел ..............................
§ 5. Эпюра заполнения и оборачиваемость измельчающих тел в мельнице
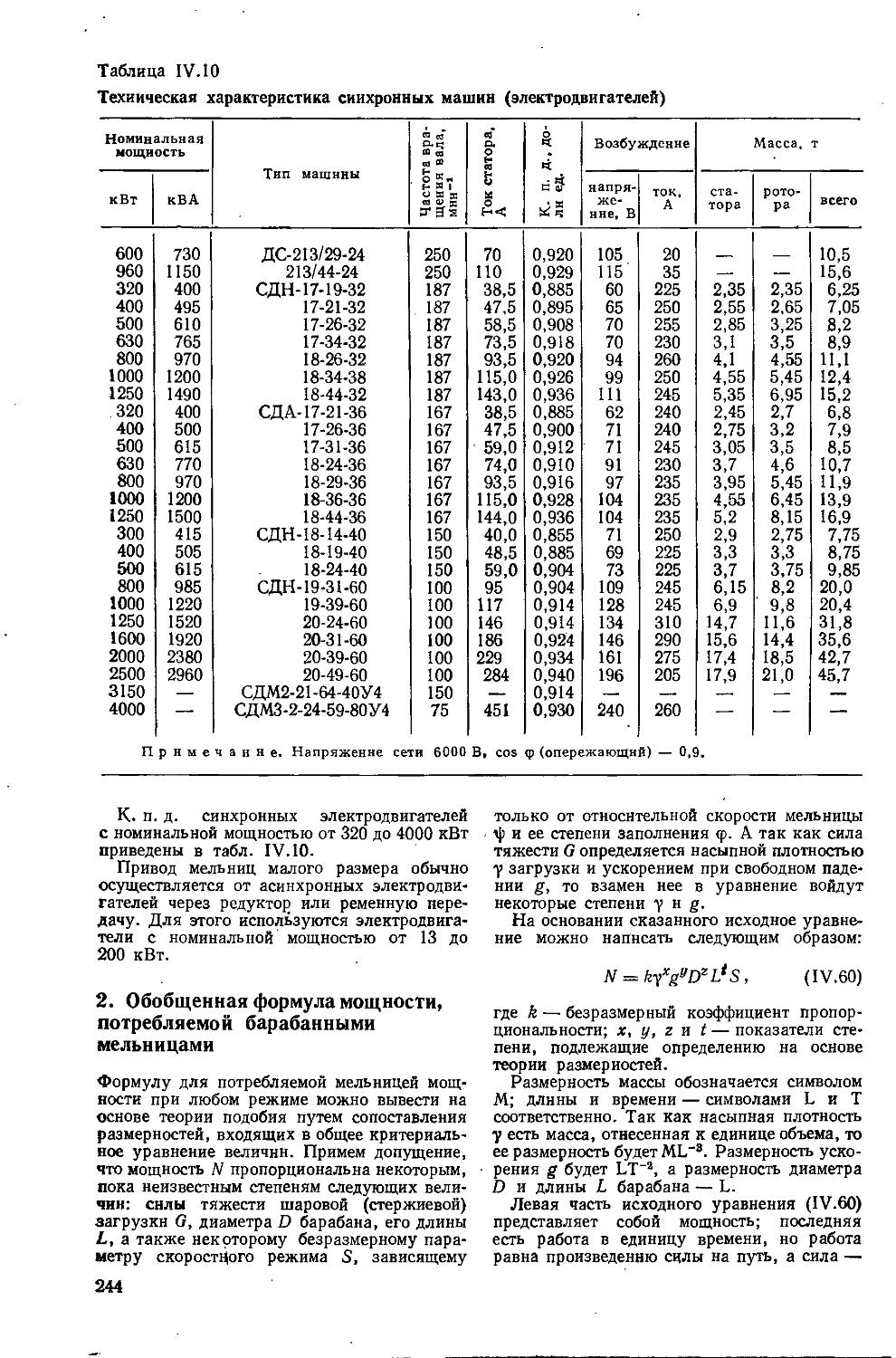
Глава 3. Мощность, потребляемая барабанными мельницами...........
§ 1. Мощность, потребляемая электродвигателем барабанной мельницы нз сети ..........................
§ 2. Обобщенная формула мощности, потребляемой барабанными мельницами .............................
§ 3. Мощность, потребляемая мельницей при каскадном режиме . . . . . § 4. Мощность, потребляемая мельницей при смешанном режиме . . . . § 5. Динамическое равновесие шаровой загрузки по гипотезе Дэвиса § 6. Сопоставление расчетных формул и определение области их применимости ............................
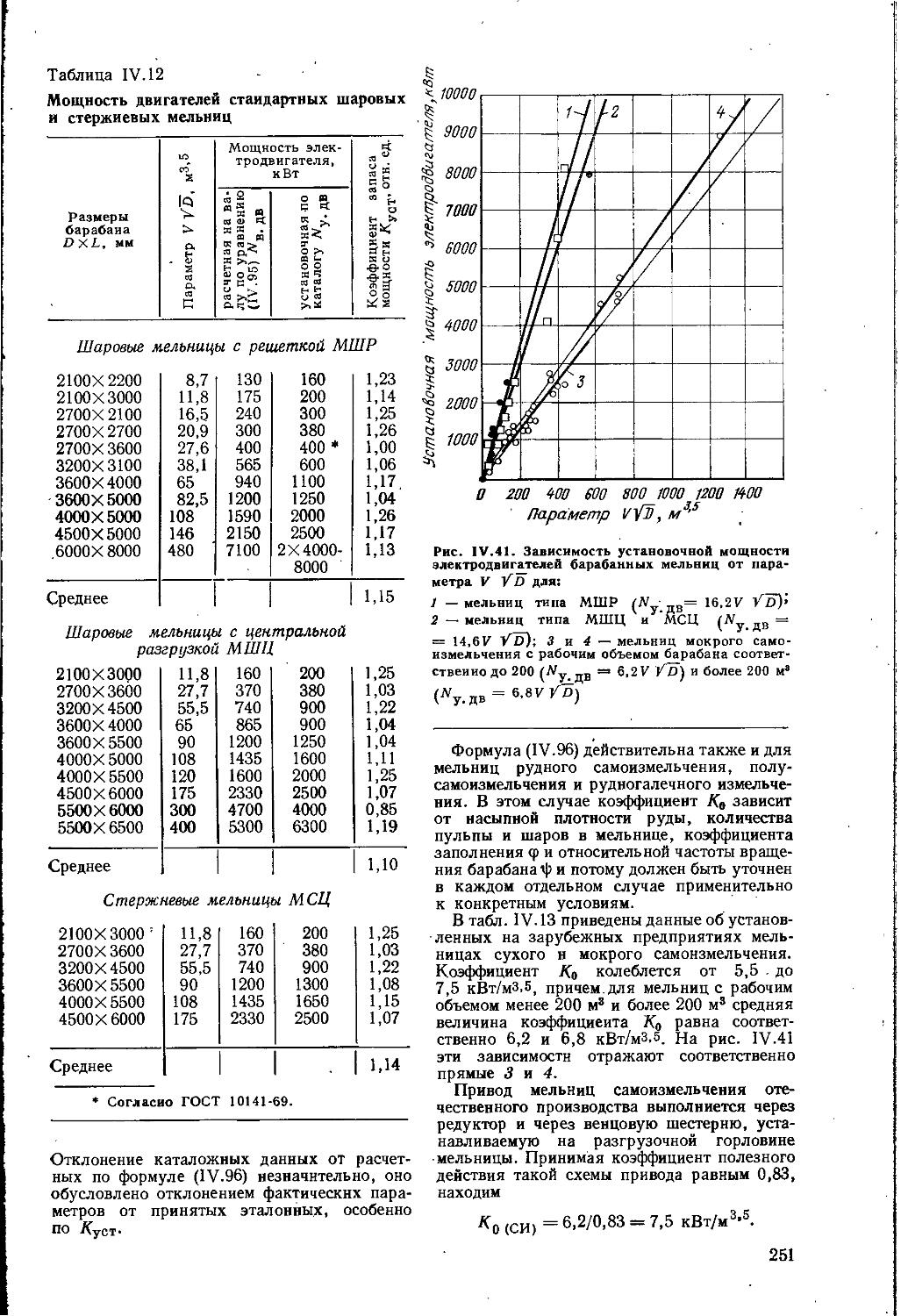
§ 7. Определение установочной мощности электродвигателей мельниц по эмпирическим формулам.............
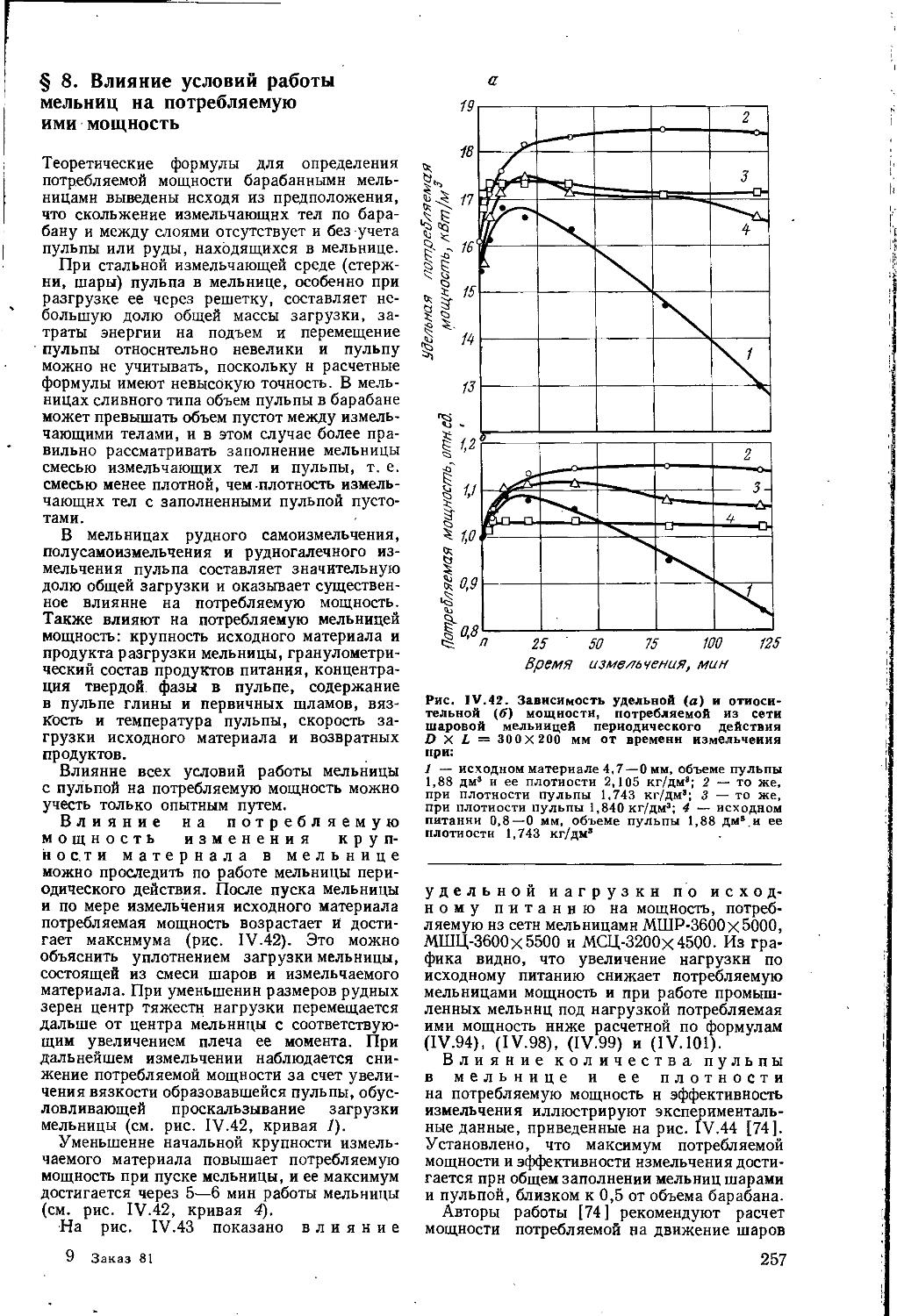
§ 8. Влияние условий работы мельниц на потребляемую ими мощность
Глава 4. Закономерности измельчения § 1. Особенности хрупкого разрушения твердых тел малых размеров § 2. Взаимодействие измельчаемого материала со средой и в измельчи-тельном агрегате .................
§ 3. Закономерности образования новой поверхности продуктов при их измельчении ......................
§ 4. Кинетика периодического измельчения ........................
§ 5. Закономерности совместного измельчения узких фракций крупности и разнопрочных материалов . . . . § 6. Технологические и энергетические показатели работы измельчи-тельных установок ................
§- 7. Измельчаемость руд .........
§ 8. Влияние циркулирующей нагрузки н пропускной способности барабанных мельниц на скорость измельчения ........................
§ 9. Закономерности непрерывного промышленного измельчения . . . .
§ 10. Влияние крупность исходного 241 питания и плотности продуктов иа
процесс измельчения................ 290
242
Глава 5. Производительность измель-чительных установок ............... 299
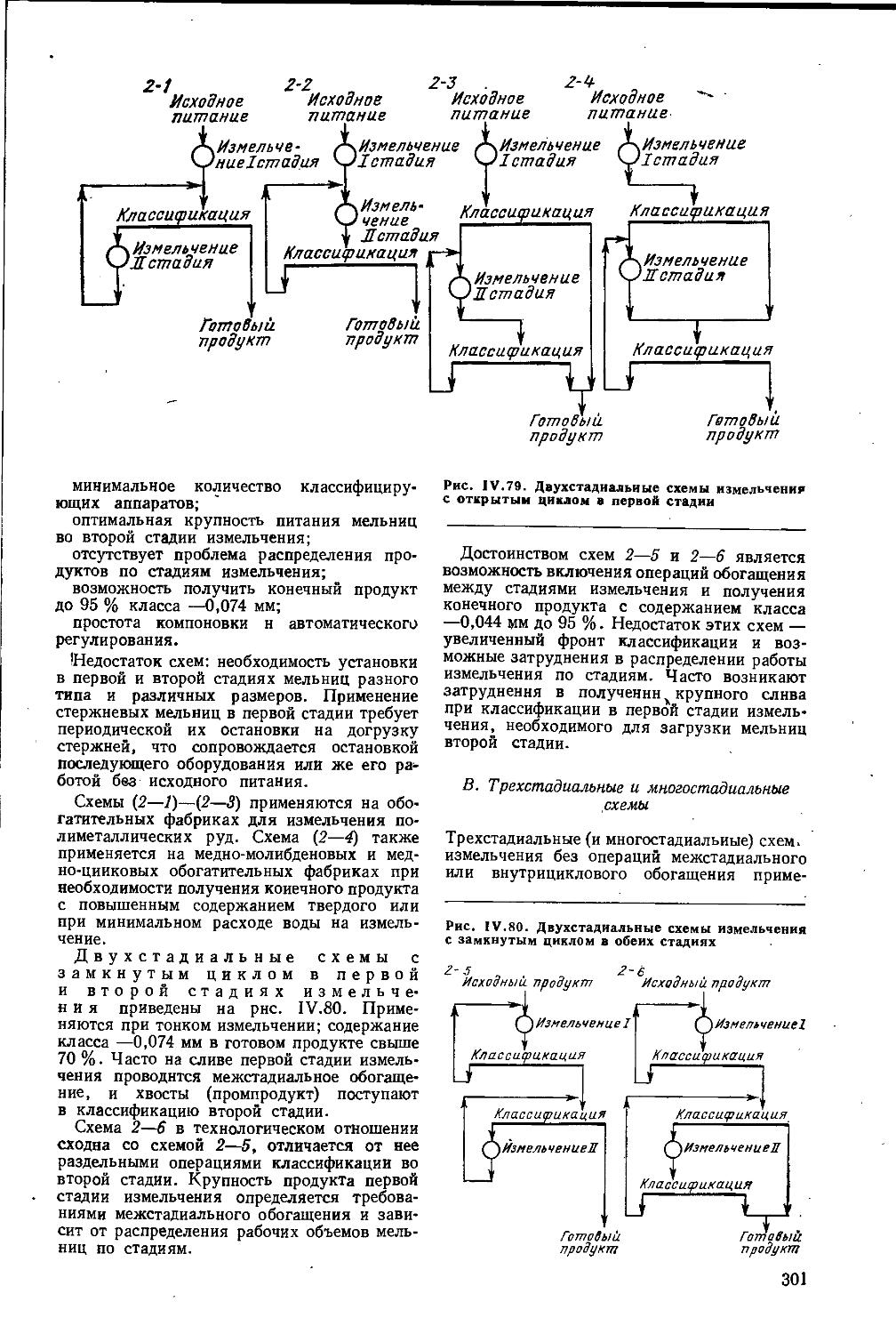
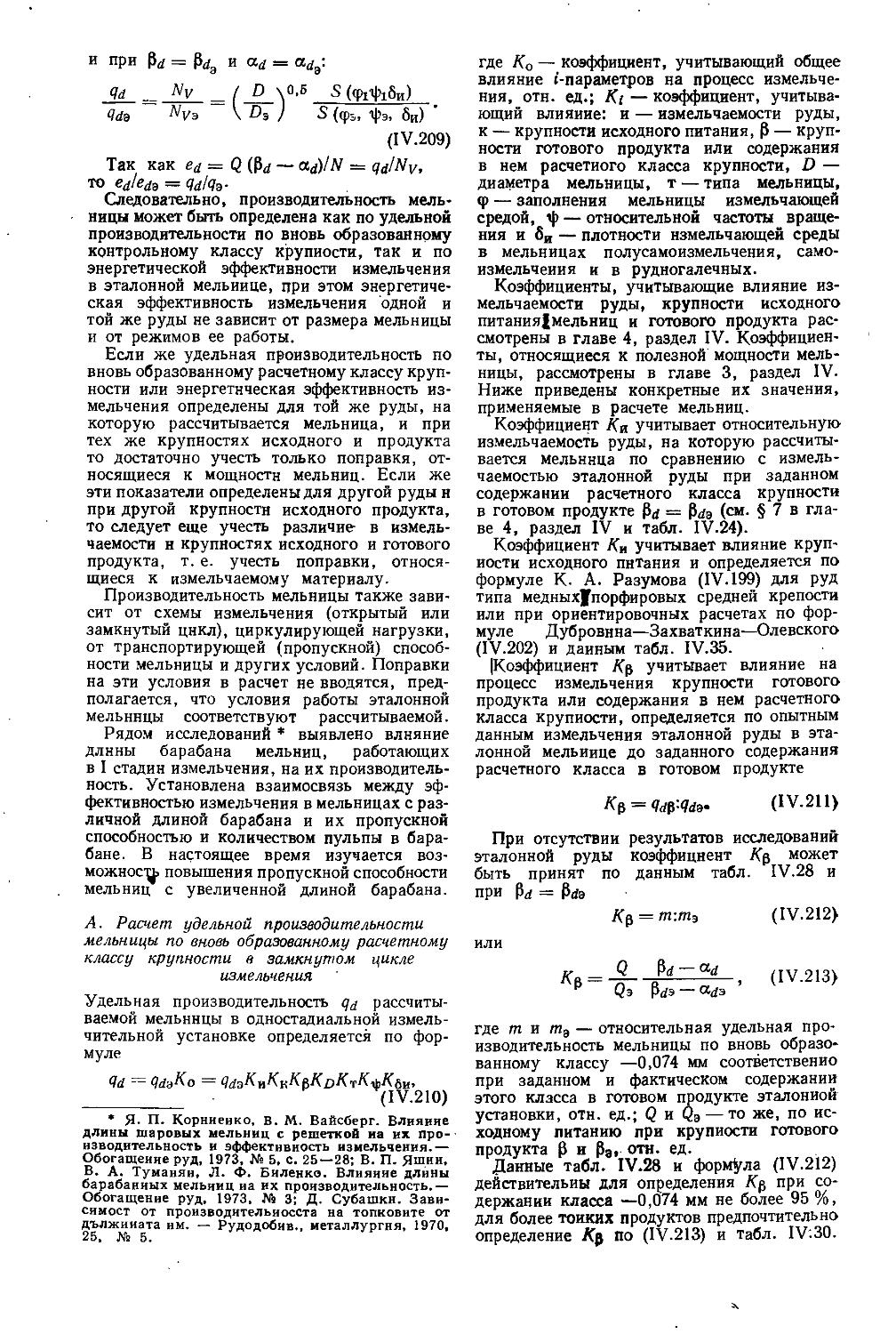
2^ § 1. Схемы измельчения.............. 299
§ 2. Показатели работы стержневых н шаровых мельниц.................. 303
243 § 3. Определение производительно-
сти одностадиальных измельчитель -ных установок ..................... 311
244 § 4. Определение производительно-
сти мельниц в двухстадиальной из-245 мельчительиой установке и в циклах
доизмельчення ..................... 316
246 § 5. Определение производительно-
сти измельчительных установок ма-247 гнитообогатительных и гравитацион-
ных фабрик......................... 320
§ 6. Расчет водио-шламовой схемы 321
248
Глава в. Рудное и рудногалечное са-моизмельчение ..................... 322
250
§ 1. Разновидности процесса и схемы 257 установок рудного самоизмельчения 322
§ 2. Влияние технологических и кон-260 струкгивных параметров на процесс z самоизмельчения .............. 324
§ 3. Практика работы установок руд-260 иого самоизмельчения.......... 331
§ 4. Испытание руды на самонзмель-чение '............................ 336
262 § 5. Определение ^производительно-
сти установок рудного н рудногалечного самоизмельчения............... 336
263
Глава 7. Эксплуатация мельниц и эф-264 фектнвность работы измельчительных установок ............................... 341
2~7 § 1. Абразивный и коррозионный нз-
иос металлов и абразивность руд . . . 341
§ 2. Измельчающая среда барабанных мельниц ........................... 344
27< § 3. Футеровка барабанных мельниц 351
' § 4. Ремонт оборудования измельчи-
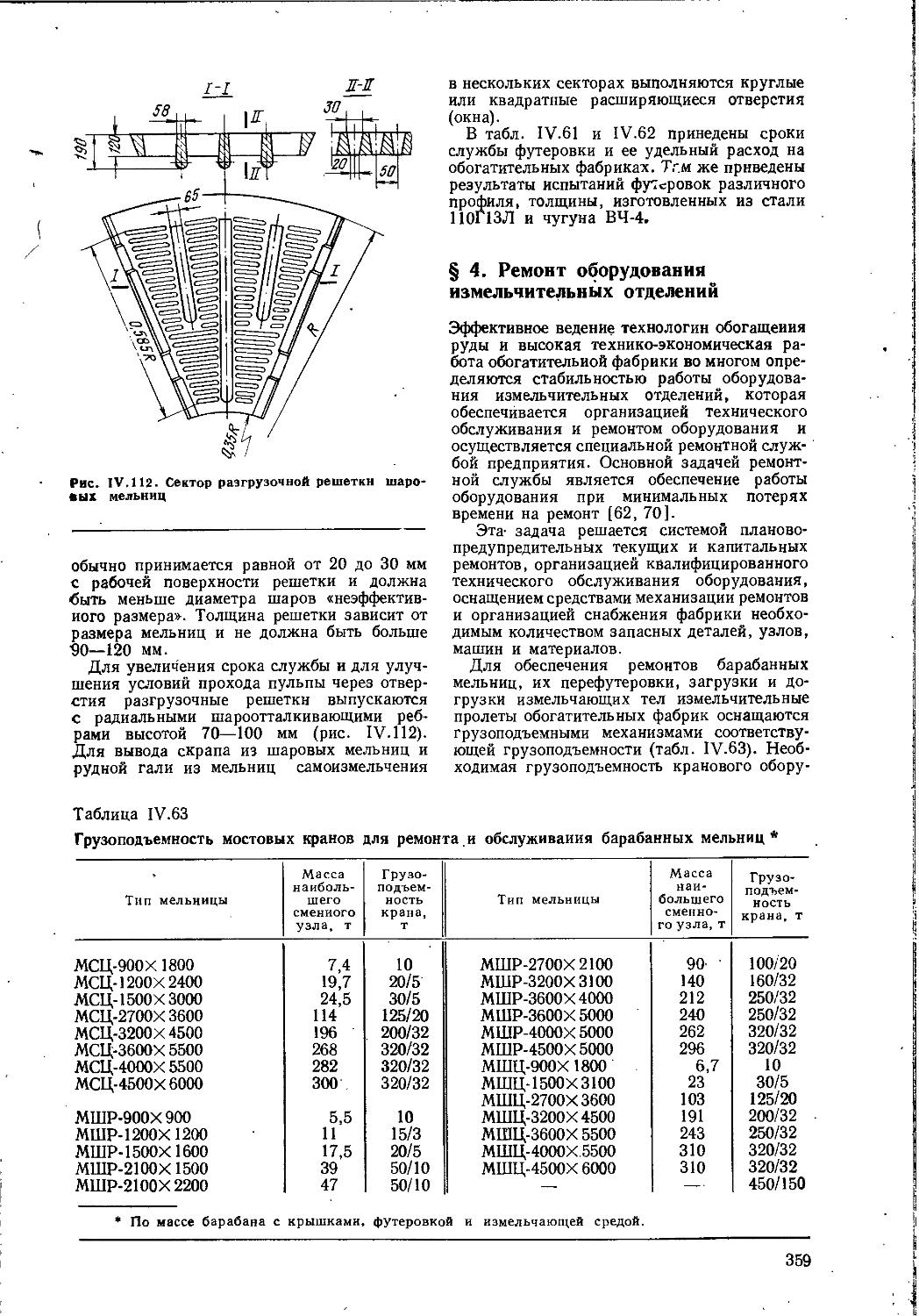
тельных отделений ................. 359
§ 5. Регулирование процесса измель-2gg чения .............................. 360
Список литературы ............... . 362
284 Предметный указатель................. 365
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развитая СССР на 1981— 1985 годы и на период до 1990 года предусмотрено дальнейшее развитее отраслей промышленности, определяющих технический прогресс в народном хозяйстве страны. К ним относятся черная и цветная металлургия, угольная и химическая промышленность, промышленность строительных материалов и др.
В текущем пятилетии намечено обеспечить опережающее развитие сырьевой базы этих отраслей. В выполнении поставленной задачи большая роль принадлежит горнорудным предприятиям, среди которых одно из ведущих мест занимают обогатительные фа» <5рики.
Современные обогатительные фабрики представляют собой мощные механизированные промышленные предприятия со сложными технологическими процессами, насыщенные разнообразными машинами и аппаратами.
Производственные мощности отдельных предприятий достигают 35—40 млн. т руды •в год. Наряду с действующими предприятиями вступают в строи новые крупные железорудные горно-обогатительные комбинаты, фабрики по обогащению руд цветных и редких металлов, нерудного сырья и др.
Освоение глубокого обогащения с полу-•чением концентрата высокого качества позволяет широко вовлекать в эксплуатацию месторождения полезных ископаемых, в том числе и с пониженным содержанием ценных компонентов, что значительно расширяет сырьевую базу.
В СССР накоплен богатый опыт в области обогащения полезных ископаемых, созданы кадры специалистов-обогатителей, развита сеть научно-исследовательских, проектных и конструкторских организаций. Все это определило необходимость подготовки соответствующей научно-технической литературы, в том числе и справочной.
Настоящее 2-е издание справочника по обогащению руд приходит на смену аналогичному изданию, выпущенному в 1972—1974 гг.
В связи с десятилетним сроком, прошедшим €
после первого издания, возникла необходимость обновления справочного материала. При подготовке, его к печати использован материал предыдущего издания. В состав авторского коллектива, наряду с новыми, вошли многие авторы, участвовавшие в подготовке и выпуске первого издания. В значительной степени использован опыт главной редакционной коллегии первого издания, проделавшей огромную организационную и редакторскую работу при подготовке первого отечественного справочника.
Второе издание справочника будет состоять из четырех самостоятельных книг: «Подготовительные процессы» (под редакцией проф., д-ра техн, наук О. С. Богданова, проф., д-ра техн, наук В. А. Олевского); «Основные процессы» (под редакцией проф., д-ра техн, наук О. С. Богданова); «Специальные и вспомогательные процессы» (под редакцией проф., д-ра техн, наук О. С. Богданова, чл.-кор. АН СССР В. И. Ревнивцева) и «Обогатительные фабрики» (под редакцией проф., д-ра техн, наук О. С. Богданова, канд. техн, наук Ю. Ф. Ненарокомова).
Кроме основных авторов, указанных в каждой книге Справочника, в подготовке отдель' ных глав и параграфов принимали участие: В.,А. Аннушкина, Е. Ю. Баркаева, Л. Ф. Би’ ленко, И. Ф. Дун, А С. Жгулев,; Ю. М. За' мятнин, В. А. Зубков, Н. А. Иванов, Г. Н. Клясюк, В. В. Клячин, Л. А. Константинова, И. М. Кроль, Л. И. Крупин, Б. Ф. Кулаков, В. А. Ольховой, Р. М. Пау' това, Г. А. Финкельштейн.|
Авторы настоящего Справочника в основном являются сотрудниками института Меха-иобра. Кроме того,3с работе-над Справочником были привлечены специалисты Ленинград' скоро горного института, Уралмеханобра и специалисты-обогатители соответствующих министерств. При подготовке Справочника широко использовались литературные данные, а также материалы, представленные фабриками* научно-исследовательскими и проектными организациями и отдельными лицами *. Авторы выражают благопапность специалистам научных учреждений, проектных организаций н
• В СпискеТлитературы указаны преимущественно обобщающие работы, в которых освещены соответствующие вопросы и указаны непосредственные авторы уравнений, гипотез и исследова-ний>закоиомерностей, излагаемых в Справочнике
предприятий, представившим материалы для Справочника.
Авторы признательны сотрудникам Меха-нобра и других организаций, которые) провели большую работу по сбору и обработке материалов Справочника: В. А. Арсентьеву, Т. П. Афанасьеву, П. П. Бастану, И. А. Блатову, И. И. Блехману, В. А. Богданову, В. М. Вайсбергу, И. И. Ванееву, В. Е. Вишневскому, Е. Н. Вишневскому, Г. Н. Деминой, И. В. Дубровиной, И. Н. Ефремову, Н. Ф. Ивановой, Д. В. Игру-
нову, Ю. В. Иевлеву, А. И. Какорину, 3. М. Кондуковой, Д. А. Краснову, Е. Л. Крицкому, Г. М. Курсаковой, Л. М. Кутузовой, Т. И. Литвиновой, С. Г. Масловой, М. Г. Мапюниной, Е Л. Мелеховой, Н. Ф. Мельниковой, Л. Н Михайловой, Б. И. Мкртчану, Л. В. Олоикиной, Л. А От-рождениовой, В. И. Полякову, В. А. Рейн-берг, О. Н. Савинову, И. Н. Сапрыкиной, В Г. Свирину, Д. В. Устинову, Ю. И. Фролову, О П. Чурову, Т. В. Шатровой, Д. М. Юделеву.
ВВЕДЕНИЕ
Полезными ископаемыми называются добываемые из недр природные вещества (органического и неорганического происхождения), которые при данном состоянии техники могут быть с достаточной эффективностью использованы народным хозяйством в естественном виде или после предварительной обработки.
К полезным ископаемым органического происхождения относятся вещества трех агрегатных состояний: газообразные (природный газ), жидкие (нефть) и твердые (каменный уголь, сланцы, торф) *; к неорганическим — твердые ископаемые трех видов: нерудное минеральное сырье, содержащее неметаллические породы (асбест, графит, гранит, гипс, известняк, каменная соль, кварц, мрамор, полевой шпат, серу, слюду и др.); агрономические руды (апатитовые, фосфоритовые); руды черных, цветных и редких металлов, содержащие какие-либо соединения металла (или нескольких металлов) в таком виде и в таких концентрациях, при которых они пригодны для промышленного применения.
Руды, в состав которых входят в чистом виде только минералы, пригодные для непосредственного промышленного использования, в природе почти не встречаются. Как правило, руды представляют собой сложный комплекс различных минералов, где наряду с ценными компонентами имеются минералы, экономически непригодные для промышленного потребления и образующие пустую породу. Однако понятие «пустая порода» — относительно, условно. Например, кварц, содержащийся в рудах черных и цветных металлов, является пустой породой, но в других случаях он может иметь промышленное применение (имеются месторождения кварца, специально разрабатываемые для предприятий стекольной промышленности).
По мере развития техники обогащения и способов доследующей переработки получаемых при обогащении продуктов минералы пустой породы, содержащиеся в руде, становятся полезными. Так, в апатито-нефелиновой руде нефелин долгое время явдялся минералом пустой породы, но после того как была разработана технология получения глинозема из нефелиновых концентратов, он стал полезным компонентом.
В последние годы признано необходимым полное использование отходов обогащения (пустой породы), например кварцевого песка, полевошпатовых продуктов, гранитов, для нужд строительной, стеколь
* В настоящем Справочнике не рассматриваются (см. Справочник по обогащению углей. М., Недра, 1974).
3
ной, керамической и других отраслей промышленности (безотходные процессы).
Непосредственная металлургическая или химическая переработка добываемых полезных ископаемых (руд) экономически целесообразна только в тех случаях, когда содержание в них ценных компонентов не ниже некоторого кондиционного предела, обусловленного главным образом уровнем техники металлургического (или химического) производства. Большая часть минерального сырья предварительно подвергается обогащению, так как в естественном виде руды не соответствуют этому условию. Продукт, выделенный из полезного ископаемого и удовлетворяющий кондициям предприятий-потребителей, называется концентратом.
Обогащением полезных ископаемых называется совокупность процессов первичной (механической) обработки минерального сырья, имеющих целью отделение всех полезных минералов (концентрата) от пустой породы. К обогащению относят также процессы взаимного разделения полезных минералов. В черной металлургии процессы обогащения руд часто называют подготовкой руд к плавке (ру-доподготовка).
Экономическое значение обогащения - полезных ископаемых обусловливается не только тем, что лишь после него становится возможным их использование в металлургической или в химической промышленности и в других отраслях народного хозяйства, но и тем, что последующая переработка обогащенного сырья (концентрата) обходится значительно дешевле, чем природной руды. При том же выпуске конечного готового продукта (например, чугуна, меди и др.) уменьшается общее количество материалов, подлежащих переделу на металлургических или химических заводах, а следовательно, сокращаются расходы на доставку сырья на заводы-потребители, снижается стоимость готовой заводской продукции и повышается ее качество.
Народнохозяйственное значение обогащения полезных ископаемых определяется также и тем, что с его применением в огромной степени расширяются запасы полезных ископаемых в виде вовлекаемого в промышленный оборот минерального сырья, бедного по содержанию полезных компонентов нли сложного по составу.
Важным преимуществом обогащения является также возможность выделения из руды тех компонентов, которые в процессе дальнейшей переработки могут угрожать здоровью трудящихся.
При всем разнообразии применяемых методов обогащения все они основаны на использовании различий в присущих минералам физических и физико-химических свойствах. В зависимости от использования тех или иных свойств различают следующие основные методы обогащения ископаемых:
Свойства разделяемых минералов, по которым производится обогащение
Рудоразборка . . . Цвет, блеск, прозрачность или свечение
Гравитационные. . . Плотность
Флотация...........Смачиваемость (есте-
ственная или создаваемая реагентами)
Флотогравитация . . Смачиваемость, создаваемая реагентами, н плотность
Магнитная сепарация ...............Магнитная воспри-
имчивость
Электрическая сепарация ............. Электрические
Радиометрические методы обогащения Радиоактивные или сила излучений
Обогащение по трению ...............Коэффициенты тре-
ния
Обогащение по упругости .............Упругость
Подготовка руд перед другими методами обогащения путем избирательного дробления, измельчения, истирания или нагревания .............Прочность
К обогатительным процессам условно относят также процессы разделения горной массы по крупности кусков — сортировку руд и твердого топлива.
Как правило, при обогащении руд тем или иным методом химический состав продуктов обогащения остается неизменным. Но с развитием техники на обогатительных предприятиях начали применять (как для подготовки руд к обогащению, так и для предварительной обработки промежуточных продуктов) также пиро-и гидрометаллургические процессы, при которых химический состав полезных минералов изменяется: обжиг, выщелачивание с последующей цементацией и др.
К процессам подготовки руд к металлургической плавке относятся также процессы окускования мелкого минерального сырья — агломерация, окомкование и брикетирование.
Обогащение полезных ископаемых производится на обогатительных фабриках (на этих же фабриках применяются в необходимых случаях и гидрометаллургические процессы); агломерация, окомкование и брикетирование концентратов производятся соответственно на агломерационных фабриках, фабриках окомкова-ния и брикетных установках.
В результате обогащения полезного ископаемого в качестве конечного готового продукта получают концентрат, в кото
ром сосредоточена основная масса полезных составляющих, содержавшихся в сырье до его обогащения, и одновременно отходы — хвосты, в которые переходит большая часть пустой породы. При наличии в сырье нескольких полезных компонентов в результате обогащения получают несколько концентратов.
Важнейшими технологическими показателями процесса обогащения, характеризующими его техническое совершенство, являются степень извлечения в полезного' компонента, переводимого в концентрат, и его содержание в концентрате р.
Качество продуктов обогащения (концентратов) определяется содержанием в них ценных компонентов (полезных минералов) и примесей и гранулометрическим составом.
Основным ценным компонен- ' том руды называется минерал, содержащий тот химический элемент, с целью получения которого добывается данное полезное ископаемое, например: медь — в медных рудах; свинец и цинк— в свиицово-цинковых; железо — в железных рудах и т. д. Кроме основных, в рудах обычно содержатся и другие сопутствующие ценные составляющие в количествах, при которых экономически целесообразно извлекать их либо в общие концентраты вместе с основными компонентами, либо в самостоятельные концентраты. Таковы, например, цветные металлы в некоторых железных рудах или железо в рудах цветных металлов и т. п.
Полезными примесями называются те ценные элементы, содержащиеся в полезных ископаемых в небольших количествах, которые в дальнейшем могут быть, извлечены из продуктов обогащения (например, драгоценные металлы в рудах цветных металлов), или те, присутствие которых в готовых продуктах улучшает качество ценного-компонента (например, ванадий, вольфрам,, марганец, молибден и хром в железных рудах н т. д.).
Вредными примесями называются элементы, присутствующие в руде-вместе с ценным компонентом и ухудшающие-его качество: например, сера и фосфор в железных рудах.
На обогатительных фабриках полезные ископаемые подвергаются ряду последовательных процессов обработки, которые по своему назначению делятся на подготовительные, основные обогатительные, вспомогательные и процессы производственного обслуживания.
К подготовительным относятся процессы дробления н измельчения, при которых достигается раскрытие минералов в результате разрушения сростков полезных минералов с пустой породой (или-сростков одних полезных минералов с другими) с образованием механической смеси1 частиц и кусков разного минерального состава, а также процессы грохочения и классификации, применяемые для разделения по крупности полученных при дроблении и измельчении механических смесей. Задача подготовительных процессов —
9*
доведение минерального сырья до круиности, необходимой для последующего обогащения, а в некоторых случаях.— получение конечного продукта заданного гранулометрического состава для|непосредственного использования в народном хозяйстве^ (сортировка руд в углей).
К основным обогатит е.л ь и ы м процессам относятся те физические и физико-химические процессы разделения минералов, при которых полезные минералы 'выделяются в концентраты, а пустая порода — в хвосты.
К вспомогательным относятся процессы обезвоживания продуктов обогащения (путем их сгущения, фильтрования и сушки) для доведения их влажности до установленной нормы или для получения оборотной воды (при повторном ее использовании или очистке перед сбросом в водоемы).
К процессам производственного обслуживания относятся операции, -обеспечивающие непрерывность и стабильность технологических процессов: внутрифаб-ричный транспорт сырья и продуктов обогащения, водоснабжение, электроснабжение, снабжение сжатым воздухом, механизация и автоматизация, технический контроль н др.
Весь взятый в целом технологический процесс обогащения полезного ископаемого, начиная с приемки сырья иа фабрику н кончая выдачей готовых продуктов,Jсостоит из отдельных приемов или о п,е раций. Таковы, например, операции крупного среднего и мелкого дробления, перечистки концентрата и т. д.
В очень редких случаях обогащение минерального сырья можно завершить в один прием, выделяя сразу конечные продукты. Обычно после первого приема обогащения сырья концентрат еще недостаточно богат (получен черновой концентрат или промежуточный продукт, сокращенно — нромпро-дукт), а хвосты еще недостаточно бедны. В этих случаях операции обогащения повторяются и носят название перечистиых, если применяются к полученным черновым концентратам и промпродуктам (перечистка концентратов и промпродуктов), и к о в-трольных, если применяются к хвостам предыдущих операций обогащения (например, контрольная флотация хвостов).
В тех случаях, когда повторные операции относятся к процессам подготовки минерального сырья — дроблению н грохочению, измельчению и классификации, — различают стадии подготовки, в частности, стадии дробления. В зависимости от числа последовательных операций различают одно-, двух-, трех- и четырехстадиальные схемы дробления. При одностадиальном дроблении исходный продукт доводится до необходимой для последующего измельчения (или обогащения) крупности в один прием, при двухстадиальном — в два последовательных приема и т. д. Аналогичная терминология принята и для процессов измельчения.
На обогатительных фабриках, обрабатывающих некоторые неметаллические ископаемые, часто получают концентраты, представляющие собой окончательные товарные продукты (известняк, асбест, графит и т. д.), но в большинстве случаев процесс обогащения является промежуточным звеном между добычей сырья и металлургической плавкой (или химической переработкой) концентратов.
Технологическая схема обогащения минерального сырья отображает графически процесс обогащения. Она включает совокупность всех последовательных операций обработки, которым руда подвергается науобогатнтельных фабриках.
Различают качественные, количественные и шламовые технологические схемы и схемы цепи аппаратов.
Качественная схема характеризует перечень и последовательность технологических процессов и операций, которым подвергается полезное ископаемое при его обогащении; количественная схема — количественные показатели каждой операции; шламовая схема — количество твердого и воды, используемых в'каждой из операций
Схема цепи аппаратов характеризует оборудование, запроектированное или примененное для выполнения всех процессов и операций, начиная с поступления полезного ископаемого на фабрику н кончая выдачей товарных концентратов и отвальных хвостов. На схемах цепи аппаратов обычно указывают типоразмеры и число одинаковых машин и аппаратов. И те и другие изображаются на этих схемах с помощью условных обозначений.
РАЗДЕЛ I
ГРОХОЧЕНИЕ
Глава 1
Гранулометрический состав минерального сырья и продуктов обогащения
§ 1. Методы определения крупности материала
Обрабатываемое на обогатительной фабрике минеральное сырье (руда, горная масса) н получаемые из него продукты представляют собой сыпучие материалы, представленные различными по размерам кусками (зернами) минералов и их сростков. Распределение кусков (зерен) по классам крупности характеризует гранулометрическ н|й состав исходного сырья и продуктов обогащения.
Согласно ГОСТ 14796—79 для определения гранулометрического состава руд крупностью — 5 мм применяют непрерывный или разовый рассев механическим и реже ручным способами. Для тонкоизмельченных концентратов, а также для руд крупностью —1 мм, имеющих тенденцию к слипанию, применяют мокрое просеивание. Масса руды, загружаемой на сито, составляет 500—1000 г. При рассеве тонкоизмельченных концентратов крупностью —0,1 мм массу порции уменьшают до 100 г. Время просеивания4материала крупностью —5 мм при разовом рассеве составляет 10 мин для ручного способа н 30 мин для механического.
Процессы разделения сыпучих материалов на продукты^различной крупности объединяются общим названием: классифнк а-ция по крупности. Такая классификация осуществляется двумя основными способами:
а) грохочением, т. е. разделением материала на просеивающих поверхностях с калиброванными отверстиями (колосниковые решетки, сита и др.). Последовательный ряд размеров отверстий решет и сит, применяемых для многократного грохочения, называется шкалой классификации, а отношение размеров отверстий смежных сит в закономерной шкале (где оно постоянно) — модулем шкалы. При крупном и среднем грохочении модуль чаще всего принимают равным 2. Такова, например, шкала классификации на средних ситах с отверстиями 50; 25; 12; 6 и 3 мм. Для мелких сит, применяемых для ситовых анализов неболь
ших навесок, принимается -меньший модуль (приблизительно равный К2 = 1,41);
б) разделением исходного материала на различные но крупности фракции в жидкой или^газообразной средах, в которых минеральные частицы осаждаются из нх взвеси с различной скоростью в зависимости от их. размеров неплотности. Такая классификация может быть .гидравлической (водной) н вне bJm этической (воздушной). Водная£классифнкации осуществляется в механических классификаторах, гидроциклонах и гидравлических классификаторах.
Для определения крупности отдельных проб применяют ситовый, шламовый (седиментационный), микроскопический и другие методы анализа.Содержание относительно крупных классов, крупнее 0,071 (или 0,045) мм, определяют рассевом пробы на ситах (ситовый анализ), а более тонких — с помощьк» шламового (седиментационного)] и микроскопического анализов.
Ситовый анализ крупных материалов]— продуктов дробления производится вручную на'наборе сит или с помощью автоматического' вибрационного гранулометра (марки АГР-2 Новосибирского завода «Труд»), имеющего]ситас]круглыми]ячейками 24; 19,25; 14,25; 11,4; 9,9 мм, которым соответствуют квадратные 20; 16; 12; 10; 8 мм. Время обработки пробы с крупностью кусков до 60 мм. и массой 40 кг составляет 3 мин.
Ситовый аиализ]мелких материалов — продуктов измельчения производится на механическом анализаторе (встряхивателе). Наибольшее распространение' получил вибрационный анализатор (марки 236 Б-Гр Теплогорского завода^гидрооборудоваиия). В нем имеется набор из 11 контрольных^сит с квадратными отверстиями: 1,6; 1,25; 0,80; 0,56;. 0,400; 0,280; 0,200; 0,140; ’0,100; 0,071;. 0,045 мм. Масса разовой пробы — 300 г.
§ 2. Контрольные сита
Контрольные сита, применяемые для ситовых' анализов, изготовляются|нз]проволочиых или; синтетических тканых сеток с квадратными: ячейками ио ГОСТ 3584—73 (табл. 1.1).
Сравнительные данные о размерах ячеек контрольных сит и различных шкалах, применяемых в СССР н за рубежом, приведены; К табл. 1.2.
Для ситовых анализов в США обычно применяют иабор^сит по^шкале с модулем К2 = 1,41 (шкала Тайлера), начиная с 2,362 мм (8 меш) и кончая 0,104 мм (150 меш), а затем с модулем |/2 = 1,189 от ячеек 0,104 до-0,043 мм (325 меш).
Крупные контрольные сетки па-ГОСТ 3584—73 (см. табл.у.1 и 1.2), начиная, с 2,5 н кончая 1 мм, соответствуют десятому нормальному ряду чисел в машиностроении, а более мелкие — двадцатому ряду. Эти ряды имеют следующий^модуль (зиаменатель-прогрессин): десятый ряд уТЬ 1,26, двадцатый 2^10~ 1,12.|Прн комплектовании на-
lb
Таблица 1.1
Проволочные тканые сетки е квадратными ячейками, контрольные по ГОСТ 3584—73
Номер сетки Номинальный - размер стороны ячейка в свету, мм Максимальное отклонение ат номинального размера * % Предельное отклоиенне среднего аряфметя-ческого размера стороны ячейки в свету'от номинального, % Номинальный диаметр проволоки, мм Предельное отклонение от номинального диаметра, мм Живое сечение сетки, % Масса 1 м* сетки, кг
полу-том-пако-вой бронзовой
004 0,040 0,030 32,7 0,18
0045 0,045 40 ±7 0,036 30,9 — 0,23
005 0,050 0,036 ±0,003 33,8 — 0,21
0056 0,056 0,040 34,0 — 0,23
0063 0,063 0,045 37,4 — 0,22
0071 0,071 30 0,050 34,4 0,28 0,29
008 0,080 0,050 37,9 0,26 0,27
009 0,090 20 ±6 0,060 36,0 0,33 0,34
01 0,100 0,060 ±0,004 39,1 0,31 0,32
0112 0,112 15 0,080 34,0 0,47 0,47
0125 0,125 0,080 37,2 0,43 0,44
014 0,140 0,090 37,0 0,49 0,49
016 0,160 0,100 37,9 0,53 0,54
018 0,180 0,120 36,0 0,66 —
02 0,200 0,120 39,1 0,62 —
0224 0,224 12 0,120 42,4 ’ 0,58 —
025 0,250 0,120 ±0,005 45,6 0,54 —
028 0,280 0,140 44,4 0,64 —
0315 0,315 0,160 44,0 0,75 —
0355 0,355 0,160 47,0 0,68 —
04 0,400 ±5 0,160 51,0 0,63 —
045 0,450 0,200 47,9 0,85
05 0,500 0,250 44,4 1,15 —
056 0,560 0,250 47,8 1,06 —
063 0,630 0,300 ±0,008 45,9 1,33 —
07 0,700 0,300 49,0 1,24 —
08 0,800 10 0,300 53,0 1,13 —
09 0,900 0,400 47,9 1,70
1 1,000 0,400 ±0,012 51,0 1,58 —
1,25 1,250 0,400 57,3 1,35 —
1,6 1,600 0,500 58,0 1,64
2 2,000 0,500 ±0,015 64,0 1,38 —
2,5 2,500 0,500 70,0 1,15 —
Допустимое число ячеек с максималыплс размером составляет 6 %.
12
Таблица 1.2
Размеры квадратных ячеек контрольных сит, мм
СССР ГДР И ФРГ Франция Великобритания США Международная организация по стандартизации
ГОСТ 3584—73 со со Z S AFNORX 11-501 Л Л 7 /» и Шкала Тайлера (замена на ASTM) ASTM-E-l 1-58Т ISO (ТС24) SC3N47E (проект)
Ряды R-20 н R-10 Ряды R-20 и R-10 Ряд R-10 Ряд Меш Ряд Меш Ряд Меш Ряд R-10 Ряд R-20
R-20 0,040 0,045 0,050 0,056 0,063 0,071 0,080 0,090 0,100 0,112 0,125 0,140 0,160 0,180 0,200 0,224 0,250 0,280 0,315 0,355 0,400 0,450 0,500 0,560 0,630 0,700 0,800 0,900 R-10 1,00 1,25 1,60 2,00 2,50 0,040 0,045 0,050 0,056 0,063 0,071 0,080 0,090 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,80 1,00 1,25 1,60 2,00 2,50 3,15 4,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,80 1,00 1,25 1,60 2,00 2,50 3,15 4,00 0,044 0,053 0,064 0,076 0,089 0,104 0,124 0,152 0,178 0,211 0,251 0,295 0,353 0,422 0,500 0,599 0,699 0,790 0,853 1,002 1,204 1,405 1,600 1,676 2,057 2,411 2,812 3,180 3,353 350 300 240 200 170 150 120 100 85 72 60 52 44 36 30 25 22 18 16 14 12 10 8 7 6 5 0,038 0,043 0,053 0,061 0,074 0,088 0,104 0,124 0,147 0,175 0,208 0,246 0,295 0,351 0,417 0,495 0,589 0,701 0,833 0,991 1,168 1,397 1,651 1,961 2,362 2,794 3,327 3,962 400 325 270 250 200 170 150 115 100 80 65 60 48 42 35 32 28 24 20 16 14 12 10 9 8 7 6 5 0,037 0,044 0,053 0,063 0,074 0,088 0,105 0,125 0,149 0,177 0,21 0,25 0,297 0,35 0,42 ,0,50 0,59 0,71 0,84 1,00 1,19 1,41 1,68 2,00 2,38 2,83 3,36 4,00 400 325 270 230 200 170 140 120 100 88 70- 60 50 45 40 35 30 25 20 18 16 14 12 10 8 7 6 5 0,040 0,050 0,063’ 0,080 0,100 0,125 0,20 0,25 0,315 0,40 0,50 0,63 0,80 1,00 1,25 ' 1,60 2,00 2,50 3,15 4,00 0,040 0,045 0,050 0,056 0,063 0,071 0,080 0,090 0,100 0,112 0,125 0,14 0,16 0,18 0,20 0,224 0,25 0,28 0,315 0,355 0,40 0,45 0,50 0,56 0,63 0,71 0,80 0,90 1,00 1,25 1,40 1,60 1,80 2,00 2,24 2,50 2,80 3,15 3,55 4,00
Примечание. Число
меш равно числу отверстий
на
линейный дюйм (25,4 мм) сетки.
13
Таблица 1.3
Результаты ситового анализа пробы мелкой руды
Классы, мм
Выход отдельных классов
«от — до»
«минус — плюс»
20—16 —20+16 0 0 0
16—12 —16--12 4,5 15 15 100
12—8 —12--8 6,0 20 35 85
8—4 —8+4 9,0 30 65 65
4—2 —4+2 - 4,5 15 80 35
2—0 —2+0 6,0 20 100 20
Размер отверстий, сит, мм
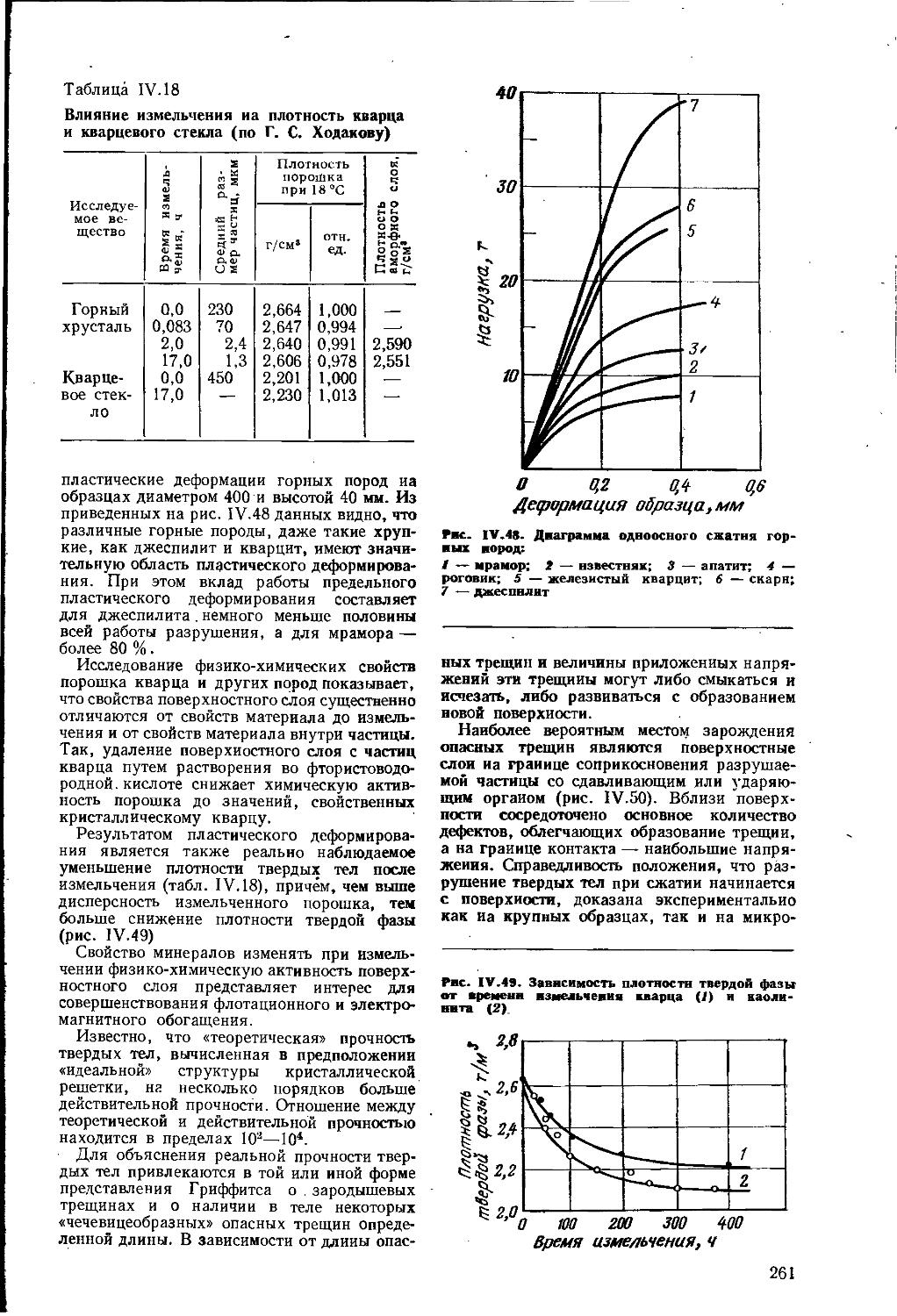
Рис. 1.1. Характеристики крупности пробы мелков РУДЫ: а — частная; б — суммарные (кумулятивные )
бора контрольных сит для анализа мелкие сетки, начиная с 1,6 мм н кончая 0,045 мм, подбирают по разреженному двадцатому ряду по шкале с модулем, близким к 1,123 =» 1,41, а именно: 1,6; 1,25; 0,80; 0,56; 0,40; 0,28; 0,20; 014; 0,10; 0,071; 0,045 мм. При особо точных анализах тонких продуктов в СССР применяется шкала, в которой сетки, начиная с 0,071 мм, комплектуются по двадцатому нормальному ряду с малым модулем 1,12. Таков ряд из пяти сеток: 0,071; 0,063; 0,056; 0,050; 0,045 мм.
Продукт, просеявшийся через данную сетку, но оставшийся на следующей сетке шкалы, называется классом крупности. Применяются два способа обозначения классов: по методу «от—до» и по способу «минус— плюс». В качестве- примера в табл. 1.3 приведены результаты ситового анализа пробы мелкой руды, т. е. ее гранулометрический состав [2 J. В этой таблице приведены оба способа обозначения классов, однако в настоящем Справочнике принят метод «минус— плюс».
§ 3. Характеристики крупности материала
Кривые, графически изображающие гранулометрический состав материала (результаты ситового и шламового анализов), называются хар актер истинами крупности. Различают характеристики частные н суммарные (наряду с частными характеристиками применяют также кривые распределения).
Частная характеристика отображает процентный выход отдельных классов крупности (рис. 1.1, а; см. табл. 1.3). Такая характеристика имеет вид гистограммы, т. е. диаграммы, состоящей из серии прямоугольников, основаниями которых служат 14
отрезки между размерами d сит, ограничивающими данный класс, а высотой — отрезки, соответствующие процентным выходам классов.
Кривая распределения отличается от частной характеристики тем, что-выход относят каждый раз к одному и тому же интервалу оси абсцисс, а на осн ординат откладывают отношение выхода к интервалу. Если, например, на рис. 1.1, а принят за интервал (узкий класс) Дх = 1 мм, то распределение по интервалам 0—1 н 1—2 мм будет 20/20 = 10 %; по интервалам 2—3 и 3— 4 мм — 7,5 % и т. д.
Суммарные (кумулятивные) характеристики отображают суммарный выход классов по нарастающим итогам (рис. 1.1, б; см. табл. 1.3).
Применяют два способа суммирования: ' а) «по плюсу», т. е. по суммарному остатку материала на ситах, начиная с самых крупных, и «по минусу» (по просеву) — по суммарному количеству материала в просеявшихся классах, начиная с самых мелких. В табл. 1.3 приведены суммарные выходы классов мелкой руды, подсчитанные обоим» способами *.
Пользуясь суммарными характеристиками, выход отдельного узкого класса находят по разности ординат, соответствующих верхнему и нижнему пределам данного класса.
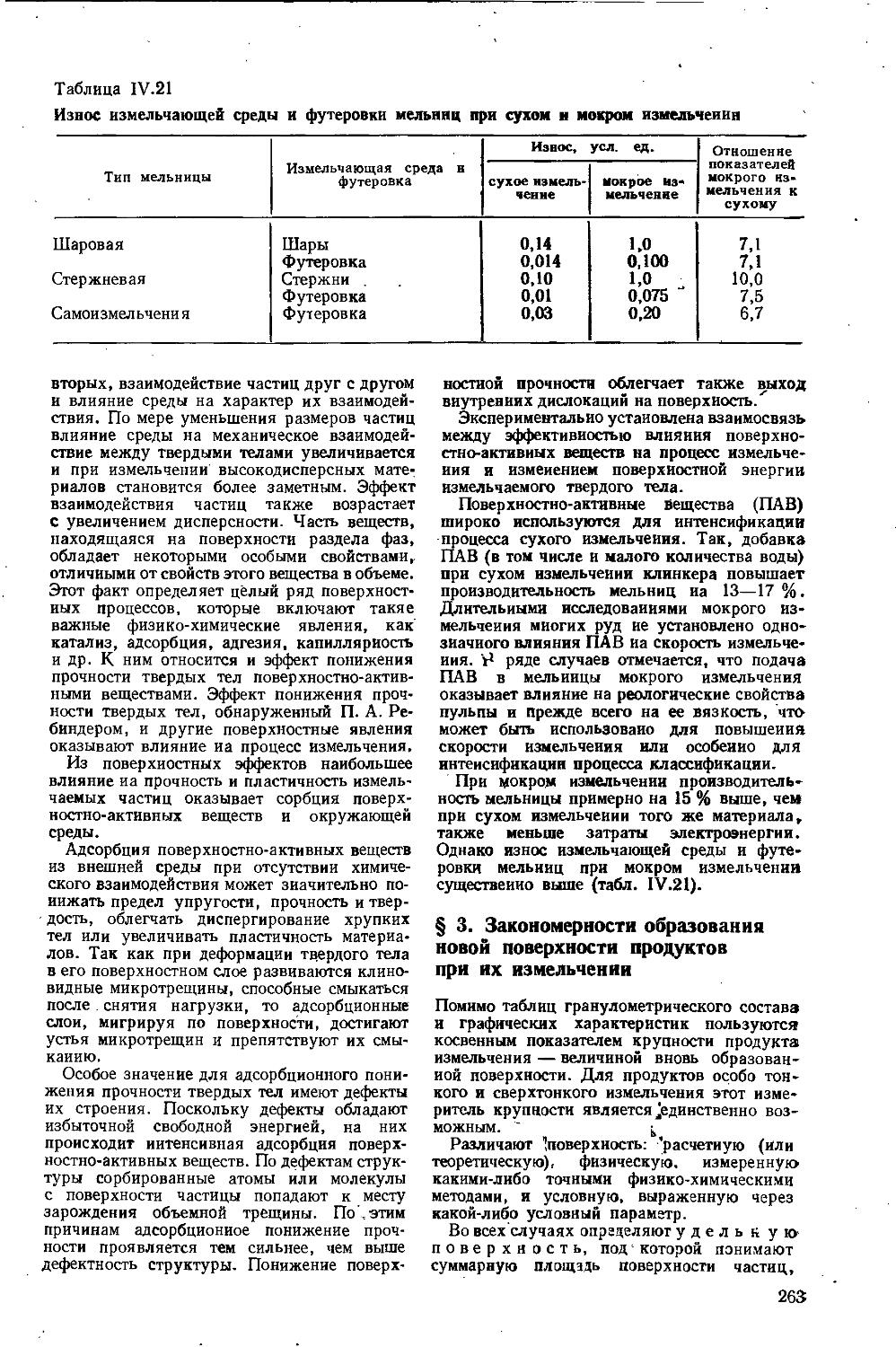
По виду кривых суммарных остатков R (рис. 1.2) различают выпуклые, прямолинейные, вогнутые характеристики крупности («по плюсу»). Выпуклая характеристика соответствует относительно малому количеству мелких классов и преобладанию крупных, • вогнутая — преобладанию мелких. В подавляющем большинстве случаев
* В дальнейшем принят первый способ суммирования — «по плюсу».
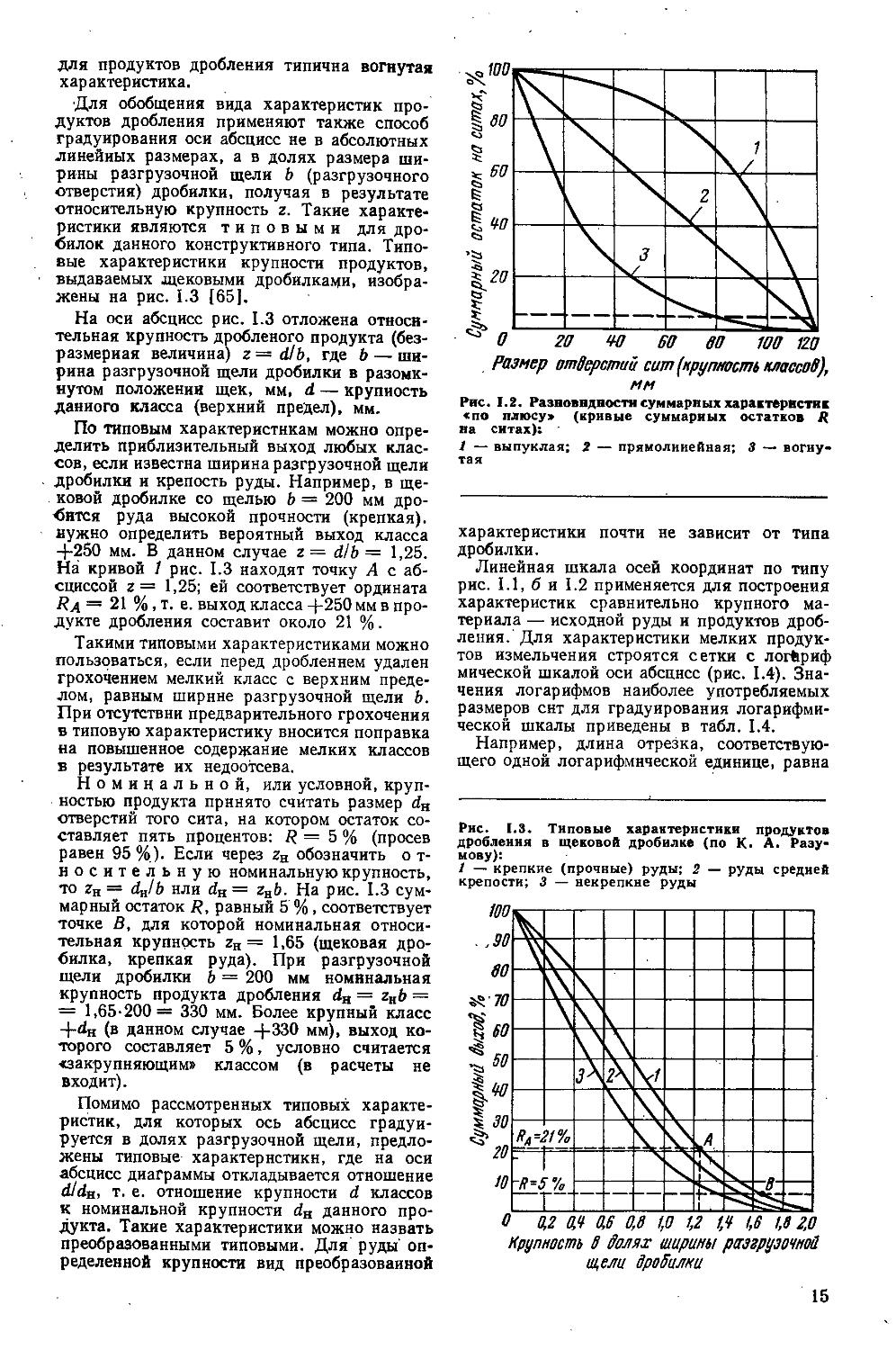
для продуктов дробления типична вогнутая х ар актер истика.
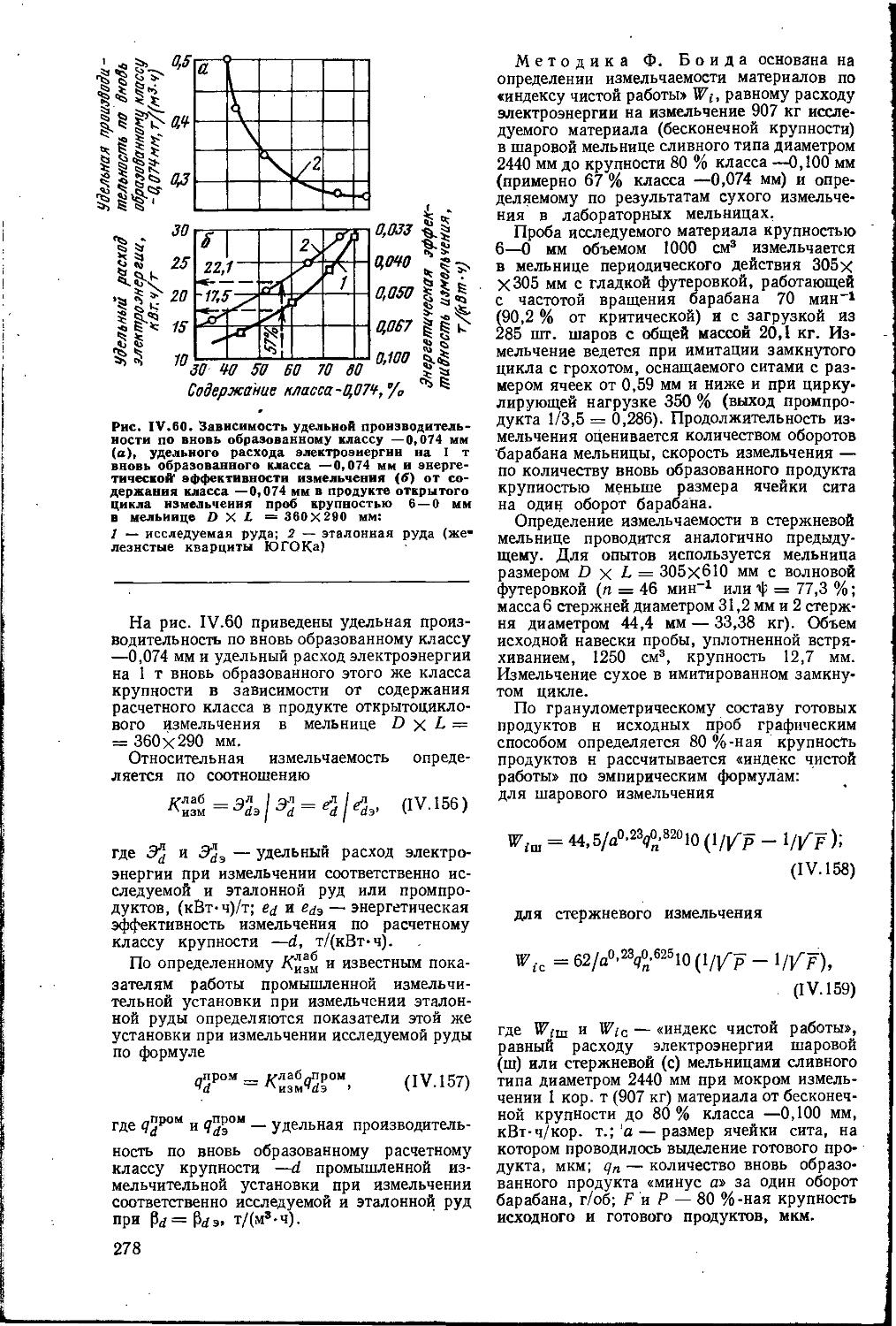
Для обобщения вида характеристик продуктов дробления применяют также способ градуирования оси абсцисс не в абсолютных линейных размерах, а в долях размера ширины разгрузочной щели b (разгрузочного отверстия) дробилки, получая в результате относительную крупность г. Такие характеристики являются типовыми для дробилок данного конструктивного типа. Типовые характеристики крупности продуктов, выдаваемых щековыми дробилками, изображены на рис. 1.3 [65].
На оси абсцисс рис. 1.3 отложена относительная крупность дробленого продукта (безразмерная величина) z = dlb, где b — ширина разгрузочной щели дробилки в разомкнутом положении щек, мм, d — крупность данного класса (верхний предел), мм.
По типовым характеристикам можно определить приблизительный выход любых классов, если известна ширина разгрузочной щели дробилки и крепость руды. Например, в щековой дробилке со щелью b = 200 мм дробится руда высокой прочности (крепкая), нужно определить вероятный выход класса +250 мм. В данном случае z = dlb = 1,25. На кривой 1 рис. 1.3 находят точку А с абсциссой z= 1,25; ей соответствует ордината Кд = 21 %, т. е. выход класса +250 мм в продукте дробления составит около 21 %.
Такими типовыми характеристиками можно пользоваться, если перед дроблением удален грохочением мелкий класс с верхним пределом, равным ширине разгрузочной щели Ь. При отсутствии предварительного грохочения в типовую характеристику вносится поправка на повышенное содержание мелких классов в результате их недоотсева.
Номинальной, или условной, крупностью продукта принято считать размер da отверстий того сита, на котором остаток составляет пять процентов: R — 5 % (просев равен 95 %). Если через zH обозначить о т-носительную номинальную крупность, то zH = d„/b или dB = 2ЯЬ. На рис. 1.3 суммарный остаток К, равный 5 % , соответствует точке В, для которой номинальная относительная крупность zH = 1,65 (щековая дробилка, крепкая руда). При разгрузочной щели дробилки b = 200 мм номинальная крупность продукта дробления dH = zHb = = 1,65-200= 330 мм. Более крупный класс +^н (в данном случае +330 мм), выход которого составляет 5 %, условно считается «закрупняющим» классом (в расчеты не входит).
Помимо рассмотренных типовых характеристик, для которых ось абсцисс градуируется в долях разгрузочной щели, предложены типовые характернстикн, где на оси абсцисс диаграммы откладывается отношение dJds, т. е. отношение крупности d классов к номинальной крупности dH данного продукта. Такие характеристики можно назвать преобразованными типовыми. Для руды' определенной крупности вид преобразованной
Размер отверстий сит (крупность классов), мм
Рис. 1.2. Разновидности суммарных характеристик «по плюсу» (кривые суммарных остатков Я на ситах):
1 — выпуклая; 2 — прямолинейная; 3 — вогнутая
характеристики почти не зависит от типа дробилки.
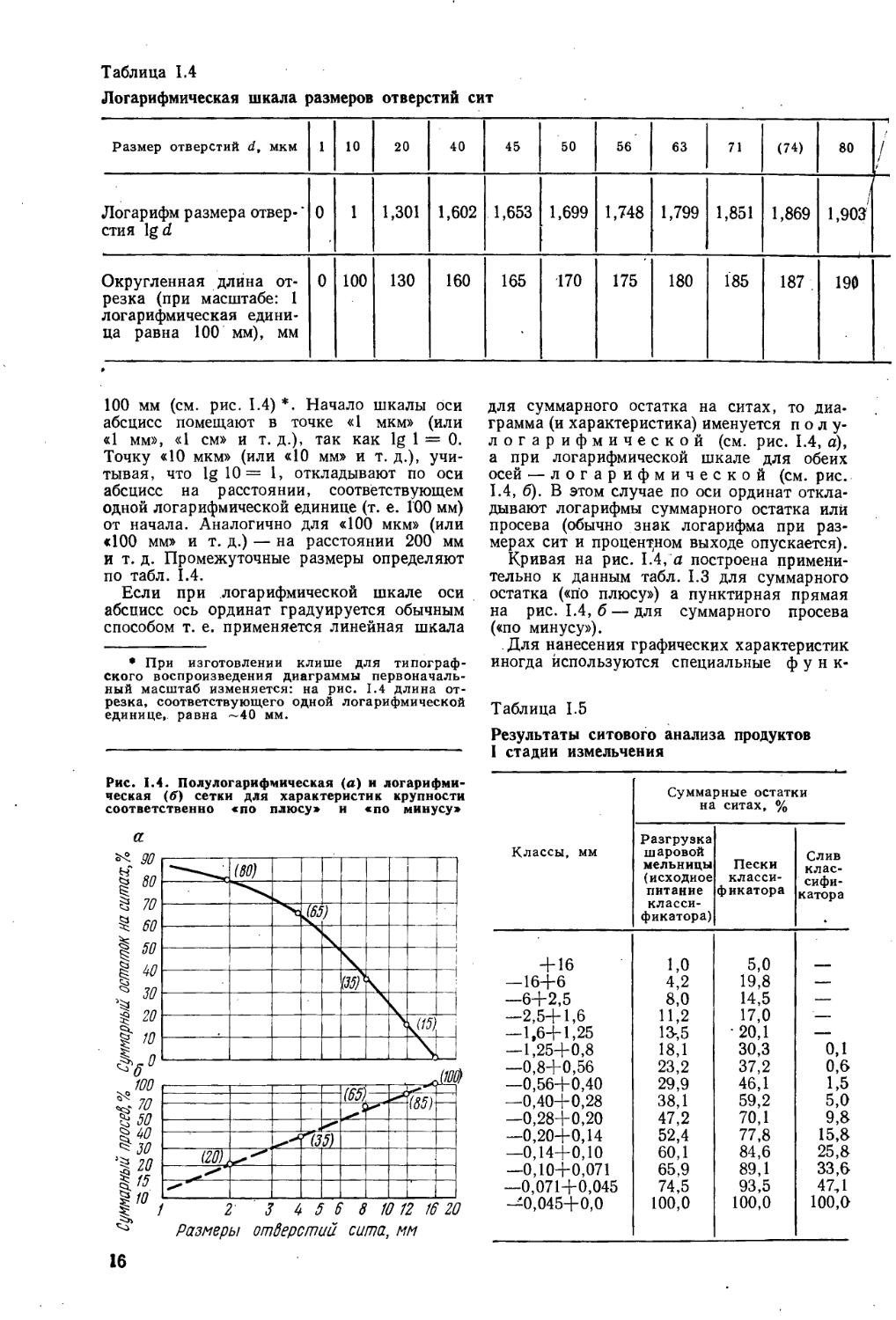
Линейная шкала осей координат по типу рис. 1.1, б и 1.2 применяется для построения характеристик сравнительно крупного материала — исходной руды и продуктов дробления. Для характеристики мелких продуктов измельчения строятся сетки с логйриф мической шкалой оси абсцисс (рис. 1.4). Значения логарифмов наиболее употребляемых размеров снт для градуирования логарифмической шкалы приведены в табл. 1.4.
Например, длина отрезка, соответствующего одной логарифмической единице, равна
Рис. 1.3. Типовые характеристики продуктов дробления в щековой дробилке (по К. А. Разумову):
1 — крепкие (прочные) руды; 2 — руды средней крепости; 3 — некрепкие руды
15
Таблица 1.4
Логарифмическая шкала размеров отверстий сит
Размер отверстий d, мкм 1 10 20 40 45 50 56 63 71 (74) 80 —-J / / f
Логарифм размера отвер-’ стия 1g d 0 1 1,301 1,602 1,653 1,699 1,748 1,799 1,851 1,869 1,903
Округленная длина отрезка (при масштабе: 1 логарифмическая единица равна 100 мм), мм 0 100 130 160 165 170 175 180 185 187 . 190
100 мм (см. рис. 1.4) *. Начало шкалы оси абсцисс помещают в точке «1 мкм» (или «1 мм», «1 см» и т. д.), так как 1g 1 = 0. Точку «10 мкм» (или «10 мм» и т. д.), учитывая, что 1g 10 = 1, откладывают по оси абсцисс на расстоянии, соответствующем одной логарифмической единице (т. е. 100 мм) от начала. Аналогично для «100 мкм» (или «100 мм» и т. д.) — на расстоянии 200 мм и т. д. Промежуточные размеры определяют по табл. 1.4.
Если при логарифмической шкале оси абсцисс ось ординат градуируется обычным способом т. е. применяется линейная шкала
• При изготовлении клише для типографского воспроизведения диаграммы первоначальный масштаб изменяется: на рис. 1.4 длина отрезка, соответствующего одной логарифмической единице, равна ~40 мм.
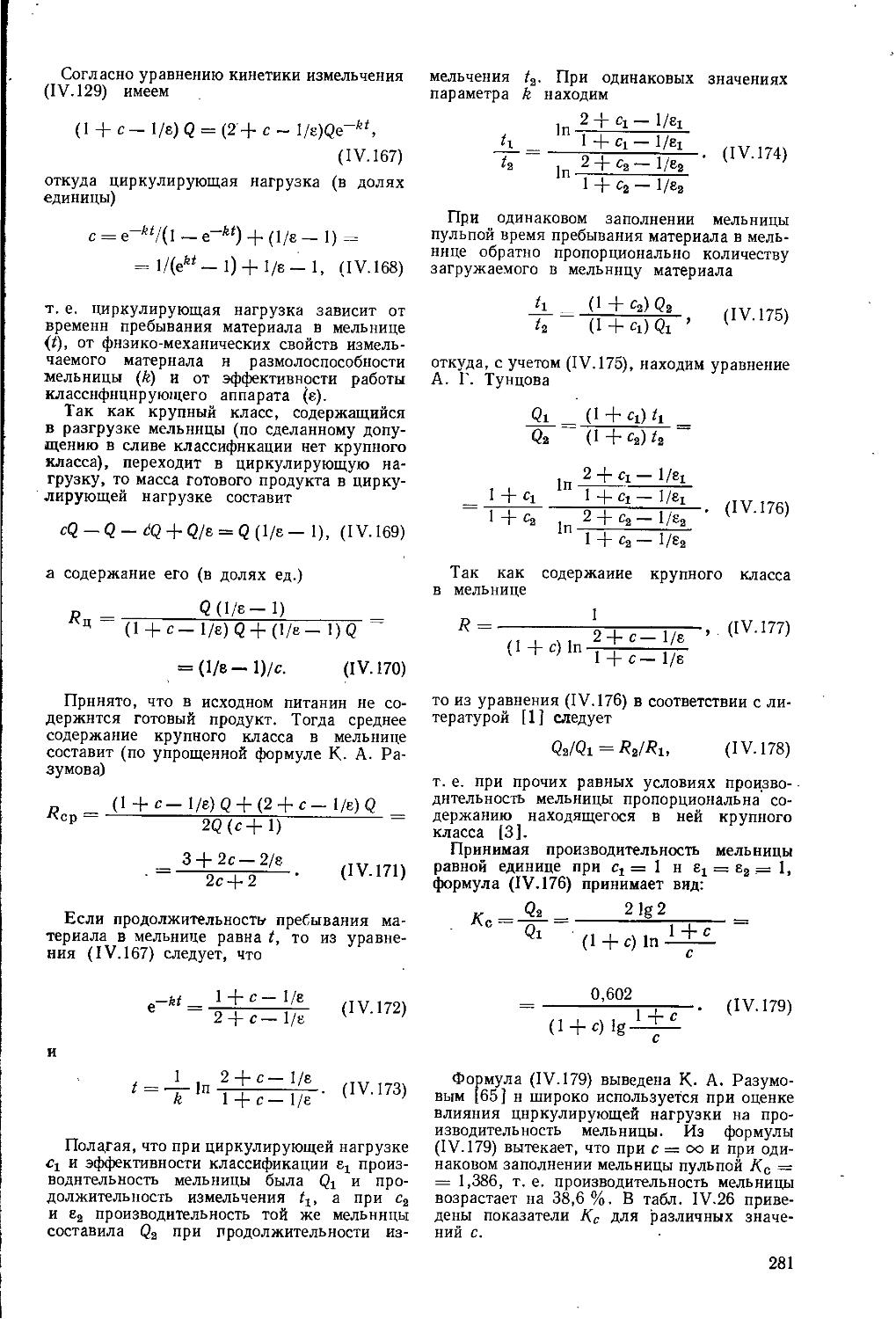
для суммарного остатка на ситах, то диаграмма (и характеристика) именуется полулогарифмической (см. рис. 1.4, а), а при логарифмической шкале для обеих осей — логарифмической (см. рис. 1.4, б). В этом случае по оси ординат откладывают логарифмы суммарного остатка или просева (обычно знак логарифма при размерах сит и процентном выходе опускается).
Кривая на рис. 1.4, а построена применительно к данным табл. 1.3 для суммарного остатка («по плюсу») а пунктирная прямая на рис. 1.4, б — для суммарного просева («по минусу»).
Для нанесения графических характеристик иногда йспользуются специальные ф у н к-
Таблица 1.5
Результаты ситового анализа продуктов I стадии измельчения
Рис. 1.4. Полулогарифмическая (а) и логарифмическая (б) сетки для характеристик крупности соответственно <по плюсу» и «по минусу»
Суммарные остатки на ситах, %
Классы, мм Разгрузка шаровой мельницы (исходное питание классификатора) Пески классификатора Слив классификатора
+ 16 1,0 5,0 --
— 16+6 4,2 19,8 —
—6+2,5 8,0 14,5 —
—2,5+1,6 11,2 17,0 —
—1,6+1,25 13-,5 20,1 —
—1,25+0,8 18,1 30,3 0,1
—0,8+0,56 23,2 37,2 0,6
—0,56+0,40 29,9 46,1 1,5
—0,40+0,28 38,1 59,2 5,0
—0,28+0,20 47,2 70,1 9,8
—0,20+0,14 52,4 77,8 15,8
—0,14+0,10 60,1 84,6 25,8
—0,10+0,071 65,9 89,1 33,6
—0,071+0,045 74,5 93,5 47,1
—^0,045+0,0 100,0 100,0 100,0
16
90 100 140 150 200 280 300 400 500 560 800 1000 1250 1600
1,954 2,00 2,146 2,176 2,301 2,447 2,477 2,602 2,699 2,748 2,903 3,00 3,097 3,204
195 200 215 218 230 245 248 260 270 275 290 300 310 320
циональные сетки. На рис. 1.5 изображена двойная логарифмическая сетка. По оси абсцисс ее отложены логарифмы размеров сит или логарифмы крупности классов (так же, как и на логарифмической диаграмме), а по оси ординат — двойной логарифм обратной величины суммарного остатка 1g 1g (100/7?).
Остатку R = 10 % (см. рис. 1.5) соответствует обратная ему величина 100/7? = = 100/10 = 10, логарифм которой равен единице, а двойной логарифм равен нулю (так как lg 1g 10 = 1g 1 = 0). Поэтому фактическое начало оси ординат (г/ = 0) помещается в той точке, где суммарный остаток равен
10 % (точка А на рис. 1.5). Большим остаткам R = 20, 30, 40 % ит. д. будут соответствовать отрицательные значения двойных логарифмов. Однако для удобства построения в верхней части оси ординат (над точкой Л), т. е. начиная с остатка 10 % и выше, двойной логарифм откладывают с переменой знака на положительный, а в нижней, т. е. для
Рис. 1.5. Характеристики продуктов тонкого измельчения на двойной логарифмической сетке: / — пески классификатора; 2 — разгрузка мельницы (питание классификатора); 3 — слив классификатора (готовый продукт)
17
остатков меньших 10 %, — на отрицательный. На самой сетке знаки опускаются; они необходимы лишь для ориентировки при градуировании „оси ординат.
На двойную логарифмическую сетку суммарная ^характеристика («по плюсу») наносится ^обычным способом — по данным ситовых анализов. На рис. 1.5 изображены характеристики трех продуктов, результаты ситовых анализов которых приведены в табл. 1.5.
Гранулометрический состав всего продукта, начиная от самых мелких и кончая самыми крупными классами, часто подчиняется уравнению Розина — Раммлера. Характеристика крупности такого продукта, изображенная на двойной логарифмической „сетке, имеет вид прямой линии (см. рнс. 1.5,3). Если же уравнением при данных значенних входящих в него постоянных объединяется только часть классов, то характеристика крупности имеет вид ломаной, состоящей из двух или трех отрезков (см. рис. 1.5, 1 и 2).
§ 4. Уравнения характеристик крупности материала
Известен ряд формул для функциональной зависимости между выходом (Отдельных классов у и ^крупностью их d или между суммарным остатком R ^и размером сит d.
Годэн для ' частной характеристики, а в дальнейшем С. Е. Андреев и Шуман для суммарной характеристики «по минусу» пред-Ложилисстеленное уравнение
(100-R) = 100(d/dmax)ft., (1.1)
где R’—'суммарный остаток на сите с отверстиями d, %; (100 — R) — суммарный просев через До же сито, %; dmax — размер максимального* сита, на ^котором остаток равен нулю. |
Показатель \k 'характеризует степень кривизны характеристики: при k > 1 кривые суммарных остатков выпуклые; при k = 1 прямые линии; при k < 1 кривые вогнутые, причем вогнутость их тем больше, чем меньше показатель £|(см. рис. 1.2).
Во всех^случаях^уравненню (1.1) на логарифмической сетке соответствует прямая (см. пунктирную прямую на рнс. 1.4, б). Обычно показатель степени k лежит в пределах 0,7—1; для'прямой рис. 1.4, б он равен 0,78. Уравненне.(1. ^ справедливо только для мелких классов продуктов дробления и измельчения.
- Было высказано предположение, что распределение числа частиц по крупности подчиняется «логарифмически нормальному закону», при котором кривая суммарных остатков на ситах ^соответствует уравнению Лапласа. Как показал академик А. Н. Колмогоров [38). этот закон иеприменим, так как скорость дробления и измельчения зависит не только от времени измельчения, но и от Крупности измельчаемых частиц.
18
Для оценки крупности дробленых и в особенности измельченных продуктов широкое применение получило экспоненциально-степенное уравнение, предложенное Розиным и Раммлером,
,п
100/R=e"“, (1.2)
где R — суммарный остаток на сите d, %; е — основание натуральных логарифмов; т и п — постоянные, характерные для данного материала.
Уравнение Розина — Раммлера было использовано Шперлингом для построения специальной логарифмической сетки, на которой изображается характеристика крупности («диаграмма RRS»). В США такая же сетка была предложена Беннетом («диаграмма RRB»). В СССР эта сетка была преобразована В. А. Олевским таким образом, что она дает возможность непосредственно строить понижающуюся кривую суммарных остатков (см. рис. 1.5).
Им же предложено упрощенное (экспоненциальное) уравнение
100/R =e'n‘</, (1.3)
котори является частным случаем по отношению к общему уравнению Розина — Раммлера (1.2) и получается из него при n= 1. Эта более простая формула может быть использована во многих случаях для практических расчетов.
Правые части уравнений (1.2) и (1.3) можно выразить через номинальную крупность
lOO/R^e3^^", (1.4)
100/R«^e3d/dH. (1.5)
Постоянные т (или т0) численно равны содержанию p_i+o в данном продукте классов мельче 1 мкм (d = 1 мкм), выраженному в долях единицы: при р_1+0 = 1 % = 0,01, т = 0,01, при P_i+o = 2 % т — 0,02 и т. д. Поэтому параметр т или п может быть определен графически по величине отрезка на вертикали, проходящей через деление 1 мкм на оси абсцисс (это правило действительно только для р < 10 % и т < 0,1).
Показатель степени п в формуле (1.2) численно равен тангенсу угла наклона , прямой на двойной логарифмической сетке: п — tg а. Для графического определения п достаточно найти отношение разности ординат двух точек характеристики к разности их абсцисс. Например, на рис. 1.5 для характеристики слива п = tga = 0,8, откуда a « 40°.
В формуле (1.3) показатель степени п = 1; соответствующий этому уравнению график в координатах рис. 1.5 представляет собой прямую с углом наклона a = 45°, тангенс которого равен единице.
График функции (1.5), изображенный на рис. I. 6, представляет универсальную характеристику, по которой можно приближенно определить гранулометрический состав продукта, зная только его номинальную крупность 4н (т- е. размер ячеек сита,
Отношение размера ячейки сита к номинальной крупности
Рис. 1.6. Универсальная характеристика крупности [по упрощенному уравнению (1.5)]
на котором остаток равен точно 5 %) или суммарный остаток на каком-либо одном сите.
Уравнение кривой распределения находят дифференцированием исходного уравнения суммарной характеристики.
Например, заменяя в упрощенном экспоненциальном уравнении (1.5) букву d на х, получаем
R = 100е-3ж/Йн (1.6)
Выход у элементарного класса «диапазоном» Дх, т. е. от (х -|- Ах/2) до (х — Дх/2), будет равен приращению (дифференциалу) Л/?, взятому со знаком минус
ух — — ДК = — Axd/?/dx =
= 3 - 100Дхе“3х/'?н/ан. (1.7)
Произведя почленное деление двух последних равенств, получим
ух = ЗЯДх/^н, (1.8)
т. е. выход ух данного узкого класса Дх тем больше, чем больше суммарный остаток R на сите х.
Приближенное уравнение (1.5) и соответствующая ему универсальная характеристика (см. рис. 1,6) могут быть использованы для ориентировочной оценки крупности только продуктов I стадии измельчения, для которых угол наклона характеристики [прямой линии на двойной логарифмической сетке (см. рис. 1.5)] близок к 45° и tga 1. Для более мелких продуктов II стадии измельчения, для которых а ~ 50—60°, упрощенное уравнение (1.5) теряет силу. В этом случае следует пользоваться уравнением Розина — Раммлера (1.2) нли уравнением (1.4).
§ 5. Крупность и средний диаметр отдельного зерна и смеси зерен
Размер минеральной частицы шарообразной формы однозначно характеризуется диаметром того шара, к которому близка по форме рассматриваемая частица. В этом случае номинальный диаметр частицы совпадает с диаметром d наименьшего круглого отверстия, через которое шарообразная частица способна проходить.
В большинстве случаев минеральные частицы имеют неправильную форму и при определении номинального размера частицы ее условно заменяют в каком-либо отношении эквивалентным телом правильной формы. Номинальным диаметром кусков и частиц, выделенных при ситовом анализе, считается сторона квадратного отверстия, определяющего размеры наибольших проходящих через него кусков.
Для тонкого материала (мельче 45 мкм) крупность частиц устанавливается в результате шламового (седиментационного) анализа; для них условным диаметром считается диаметр правильного шара, падающего в воде с той же конечной скоростью, что и данная частица, н имеющего одинаковую с ней, плотность. Крупность самых тонких частиц (менее 5 мкм) определяется под микроскопом.
Помимо определения крупности по номинальному (условному) диаметру предпринимаются попытки оценить крупность частиц неправильной формы одним линейным измерителем — «средним диаметром», заменяющим все три измерения. В этом случае частица заменяется эквивалентным ей телом правильной геометрической формы. Понятие «средний диаметр» становится определенным лишь, если указано, в каком отношении устанавливается эквивалентность между измеряемой частицей и телом правильной геометрической формы.
Например, чтобы кратко охарактеризовать близкую по форме к параллелепипеду частицу длиной I, шириной Ь н толщиной ft, ее размеры можно оценить некоторым «средним арифметическим диаметром» аСр, взятым как среднее арифметическое всех трех измерений
dCp =(/ + * + А) /3. (1.9)
Диаметр, найденный по формуле
dr = V^ft, (1-Ю)
соответствует условию, что параллелепипедообразная частица заменяется кубом (с ребром dr). Эквивалентность заключается в том, что объем такого куба равен объему правильного параллелепипеда, имеющего такие же размеры I, b и ft, что и данная частица. В этом случае dr называется «средним геометрическим диаметром». Для того чтобы термин «средний диаметр зерна» имел физический смысл, необходимо всякий раз оговаривать, каким образом достигнуто полученное усреднение.
19
Степень отклонения формы частицы от правильного шара оценивают коэффициентом сферичности ф, представляющим отношение поверхности шара 5Ш к поверхности равновеликой по объему частицы S,
Ф “ 5m/Sq. (1.11)
Например, если частица имеет форму куба с ребром а, то отношение поверхности шара диаметром d к поверхности куба с ребром а будет
ф=лй2/6а2. (1.12)
Если эти тела равновелики по объему, то ndt/6 = а®, откуда а = dfy л/6. Коэффициент сферичности куба можно определить после подстановки найденного значения а в предыдущую формулу
ф = |Лл/6 = 0,806. (1.13)
Аналогично вычисляется ф и для других тел геометрически правильной формы.
Другим показателем, характеризующим степень отклонения частицы от сфероидальной формы, служит коэффициент изометричиости, представляющий отношение трех размеров частиц — наибольшего, среднего и наименьшего, — взятых по трем взаимно перпендикулярным осям координат. Для мелких абразивных материалов, полученных в валковых дробилках и в стержневых мельницах, коэффициент изометрич-ности остается сравнительно устойчивым: линейные размеры частиц образуют пропорцию
I : Ьср : h= 1,75 : 1,5 : 1,
где I, Ьср и ft — соответственно наибольший, средний и наименьший размер частицы.
За номинальный (средний) диаметр dCp частиц узкого класса, ограниченного пределами и dt, принимают среднее арифметическое его пределов
<*ср=№+<4)/2. (1.14)
Применяются и другие формулы для определения среднего диаметра </Ср частиц узкого класса — dj + dt:
Средний диаметр:
арифметический dop = (dt + d^/2 геометрический dr = V d^ гармонический dH = 2d1ds/(d1-f-«у по форме ... dp — (4df — d|)/(5— d£)
Термин «средний диаметр», или «средневзвешенный диаметр», иногда применяют для всего продукта, состоящего из смеси частиц различных узких классов. С. Е. Андреев предложил определять средний диаметр D смеси частиц различных классов по следующим формулам.
Средний диаметр:
арифметический по массе частиц (средневзвешенный) Y/rff/2 Yi
гармонический по выходу (средневзвешенный по удельной поверхности) арифметический по числу частиц гармонический по числу частиц (применяется при эквивалентности средней удельной поверхности) геЛиетрический по числу частиц (в логарифмической форме)
то же, по выходам (формула Когхилла) . .
D2 = 2 V,/S W
D3 = 2 ?Л2/2
D4 = S ?А3/2
1g Dt = = 2 tid73 *g d<72 ^id73
!g De = 2 ъlg d<72 ъ
Примечание. D — средний диаметр всего продукта в целом, мм; — выход узкого класса крупности; %; — общий выход всех
классов, %; d* — диаметр, принимаемый за средний для данного узкого класса, мм.
Неправильный выбор усредняющей формулы может привести к результату, в несколько раз превышающему истинный. Если нет‘уверенности в правильности выбора формулы, расчет следует вести непосредственно по интересующему параметру.
Глава 2
Виды грохочения и просеивающие поверхности
§ 1. Виды операций грохочения
Грохочение (рассев, отсеивание) — процесс разделения сыпучего кускового и зернистого материала на продукты различной крупности (классы) с помощью просеивающих поверхностей с калиброванными отверстиями (колосниковых решеток, листовых решет, проволочных сит).
В результате операции грохочения получаются верхний (надрешетный) и нижний (подрешетный) продукты.
По технологическому назначению различают четыре вида операций грохочения:
1) вспомогательное грохочение, применяемое в схемах дробления исходного материала (рис. 1.7), в том числе предварительное (переддробилкой), контрольное, или поверочное (после
20
a
Uехидный, материал
/ 'отодый продукт
Грохочение предварительное
+Надрешетный продукт
I -Подрешетный продукт Дробление ( ) ‘
6
Исходный материал
Исходный материал
дробилки), и совмещенное, когда обе операции соединяются в одну *;
2) подготовительное грохочение — для разделения материала на несколько классов крупности, предназначенных для последующей раздельной обработки;
3) самостоятельное грохочение — для выделения классов, представляющих собой готовые, отправляемые потребителю продукты (сорта); эту операцию также называют механической сортиров-К о й;
4) обезвоживающее грохочение (обесшламливание на грохотах) — для удаления основной массы воды, содержащейся в руде после ее промывки, или для отделения суспензии от конечных продуктов (при сепарации в тяжелой среде и аналогичных операциях).
По условиям работы' грохота операции грохочения подразделяются на несколько видов соответственно крупности наибольших кусков в исходном питании и размерам отверстий просеивающих поверхностей. В зависимости от этих условий различают крупное, мелкое, тонкое и особо тонкое грохочение.
При крупном грохочении (куски до 1200 мм) применяют отверстия (щели колосников) от 300 до 100 мм; при с р.е д н е м (куски до 350 мм) — отверстия колосниковых решеток и листовых решет примерно 60—25 мм; при мелком (куски до 75 мм) — решета ид сита с ячейками от 25 до 6 мм; при тонком грохочении (материал до 10 мм) — сита от 5 до 0,5 мм. В некоторых производствах применяется особо тонкое грохочение — иа самых мелких ситах, до 0,045 мм включительно (сортировка абразивного зерна и шлифовальных порошков, рассев проб при ситовом анализе).
* Те же виды грохочения применяются в необходимых случаях и при измельчении материала»
Рис. 1.7. Грохочение в сочетании с дроблением: а — предварительное (при дроблении в открытом цикле); б — поверочное, или контрольное (при замыкании грохота иа дробилку); в — совмещенное — предварительное и контрольное (при замыкании дробилки на грохот)
§ 2. Просеивающие поверхности
Конструкция просеивающей поверхности зависит от технологического назначения грохота и условий его работы.
Для крупного грохочения в качестве просеивающей поверхности применяются преимущественно колосниковые решетки (рис. 1.8), набранные из отдельных колосников. Последние представляют собой стальные полосы, брусья или балки (рис. 1.9).
Колосниковые решетки применяются как в неподвижных грохотах, так и в подвижных. В первом случае размер щели s между колосниками фиксируется ограничительными прокладками или жестким креплением колосников к поперечным балкам (см. рис. 1.8). Во втором случае колосниковая решетка делается сборной, состоящей из неоуэльких
Рис. 1.8. Общий вид колосниковой решетки
21
Рис. 1.9« Сечение колосников:
а — трапецеидальное; б — рельс со среаанной ' подошвой; в — рельс подошвой вверх; г — круглое; д — квадратное; е — сварная балка с броней нз марганцовистой стали
литых секций, сочленяющихся при помощи клинового крепления (рис. 1,10). Решетка отливается из износостойкой стали 110Г13, а для грохочения горячих материалов — из жаростойкой стали. В литых секциях
Рис. 1.10. Колосниковая решетка инерционного наклонного грохота 185Гр (ГИТ61):
а — литам секция решетки (щель расширяется от 45 до 55 мм); б — разновысокие колосники; в — схема клинового крепления секций в коробе грохота: /, 2 н 3 — соответственно передняя, средняя и задняя балки; 4 — болт М42; 5 — клин; г — общий вид (аксонометрия) секции решетки
размер щели s задается при изготовлений модели (см. рис. 1.10). Наиболее пригодное для процесса просеивания сечение колосников — трапецеидальное (см. рис. 1.9, а) с расширяющейся книзу щелью.
Во избежание заклинивания кусков щели должны расширяться также вдоль колосников по ходу материала. Для постепенного увеличения ширины щели от s до s' (см. рис. 1.8) колосники иногда располагают веерообразно. Например, при длине секции L = = 2000 мм и начальной ширине щели 8=45» щель на разгрузочном конце секции увеличивают как минимум до s' > 1,2s > 55 мм. В литых колосниковых решетках расширение п^ели по ходу материала достигается за счет сужения сечения колосника по его длине (рис. 1.10). Это улучшает износостойкость по сравнению с веерообразным расположением колосников. Разновысокие колосники (см. рис. 1.10, б) обеспечивают повышенную износостойкость и дополнительное перемешивание материала. Срок службы 2500 ч.
Конструкция, представляющая собой колосниковую решетку, закрепленную на неподвижной опоре, получила название и е-подвижный колосниковый грохот.
Для принудительной очистки колосникового грохота от заклинивающихся кусков, в некоторых случаях применяют механические очистные устройства — вращающиеся звездочки, гребенки или другие приспособления. Для неподвижных колосниковых грохотов применяют также решетки с консольно закрепленными колосниками, вибрирующим» под действием падающих и движущихся
22.
кусков материала (рис. 1.11). В результате вибраций поверхность решетки очищается автоматически. Иногда с той же целью каждый колосник закрепляется иа шарнире, расположенном вблизи центра тяжести колосника, а верхний его конец подпружинивается. Под влиянием ударов загружаемой на грохот руды колосники совершают свободные колебательные движения, в результате которых происходит их очистка.
Наиболее совершенная самоочистка осуществляется в сдвоенной колосниковой решетке, состоящей из двух самостоятельных, соединенных кинематическими звеньями или пружинами (рессорами) решеток. Примером может служить сдвоенная колосниковая решетка вибрационного двухмассного грохота (рис. 1.12). Подвижная решетка составлена из нечетного ряда колосников, неподвижная (по отношению к коробу) из четного. Обе решетки соединены между собой пакетом рессор, концы которых крепятся иа коробе. Последний приводится в колебательное движение вибровозбудителем, на валу которого укреплен дебаланс-«ый груз.
Благодаря наличию упругих соединительных связей в виде рессорных пакетов обе решетки перемещаются относительно друг друга, что обеспечивает самоочистку колосников.
В подвижных грохотах, предназначенных * для среднего грохочения, в качестве просеивающих поверхностей применяют л и-стовые решета, представляющие со-<юй металлические перфорированные листы. Отверстия штампуют или просверливают. Обычно применяют круглые отверстия, реже — квадратные или прямоугольные (рис. 1.13).
Размеры круглых отверстий и их шаг для листовых сит приведены в табл. 1.6.
Срок службы металлических решет — примерно 700 ч при непрерывной работе. Этот срок увеличивают в результате наплавки твердого сплава на рабочую поверхность решета или кромки ячеек (рис. 1.13, в)
Некоторыми зарубежными фирмами изготовляются сборные решета, набираемые из отдельных согнутых штампованных полос листовой стали, вставляемых в общую раму. Ступенчатое расположение полос способствует встряхиванию материала и, как следствие, очистке отверстий. Преимуществом сборного решета является возможность смеиы отдельных изношенных полос.
Решета из резины (рис. 1.14), изготовленные в виде отдельных секций, штампуемых в пресс-формах, обладают долговечностью, меньше забиваются, снижают шум. Такие решета (неточно именуемые «резиновыми ситами») изготовляет, например, цех гуммирования Ачисайского полиметаллического комбината. Секции изготовляются стандартной шириной b = 830 мм (рис. 1.15), В соответствии со стандартизированными размерами подвижных грохотов секции могут иметь различную длину / : 885; 1235; 1435 и 1735 мм (соответственно для грохотов, имею-
Рнс. 1.11. 'Неподвижный колосниковый грохот с консольными вибрирующими колосниками
щих ширину В 900, 1250, 1500 и 1750 мм). Число необходимых для данного грохота секций равно отношению длины короба к ширине секции L/b. Любая секция, независимо от ее размеров, может иметь квадратные ячейки со сторонами 15; 18; 20; 25; 30 и 35 мм либо прямоугольные размером 8X25, 10X25 и 13X36 мм. Для уменьшения забиваемости отверстий они несколько расширяются киизу (по толщине полосы). Резиновые решета оказались наиболее пригодными в эксплуатации для руды крупностью до 100 мм. Средний срок службы достигает 2000 ч.
В целях повышения износостойкости£неме-таллических решет в последнее время ведутся работы по созданию решет из специальных материалов,yв частности из полиуретана.
При мелком грохочении и обезвоживании применяют просеивающие поверхности, собираемые из отдельных элементов, между которыми остаются продолговатые^ (щелевид-
Рис. 1.12. Сдвоенная колосниковая 1 решетка двухмассиого вибрационного грохота:
/ — неподвижная (относительно короба) колосниковая решетка; 2 — подвижная колосниковая решетка; 3 — вибровозбудитель; 4 — короб;
5 — рессоры
23
a
S
О О О О О О О
о-е о оо-о е оооооо о-о
!□□□□□□ d □ □□□□□□] □□□□□□с
Рис. 1.13. Листовые решета перфорированные (штампованные или сверленые):
а н б — соответственно с круглыми и квадратными или прямоугольными отверстиями; в — наплавка кромок твердым сплавом
Таблица 1.6
Размеры круглых отверстий и их шаг для листовых сит
7 10,5 10,0 . 4—6
12 18,0 16,5 — — — —
15 22,5 21,0 — — — —
18 27,0 25,5 — — — 6—8
20 30,0 28,0 26,5 — — —
24 35,0 33,5 32,5 — — —
26 — 37,0 35,5 — — —
30 — 42,5 40,5 — —— —
32 —— 45,0 43,0 — — —
40 —— 56,5 53,0 50 — . 8—10
47 — — 62,5 58,0 56,0 —
50 —— — 67,0 63,5 60,0 —
60 — — 80,0 76,0 71,5 —
75 —. — — 95,0 90,0 — •
82 — — — 100,0 95,0 8—12
90 — — — 115,0 108,0 —
95 — — — 120,0 114,0 —
Рис. 1.14. Решето из литой резины
» Н « % »1 fe * О i н» - о м н е i » d
* 1 Й I I 8 I Н 4 * Я t
Hi IHIIII I«I«
1 « » ««ИН
IH I й в E 8 I « » 3 d
ft 1 В f E И * k < 8 1 d
a . f в ж i ж ж « о J
Рис. 1.15. Установка секций резиновых решет в коробе грохота 173Гр (по проекту треста Урал-цветметремонт):
1 — деревянные брусья и клинья; 2 — короб;
3 — секция резинового сита; 4 — продольные резиновые брусья с болтами для крепления сита
Рис. 1.16. Сетка щелевая из колосниковообразных проволок фасонного (трапециевидного) сечения
Рис. 1.17. Сечение колосничков щелевой сетки
Исполнение
24
Таблица 1.7
Размеры щелевых сеток по ГОСТ 9074—71, мм
* Параметр сетки Диаметр проволоки-заготовки, мм
2,2 2,8 3.4 4,2 5,0 6,0 7,5
А 80 80 80 80 100 100 120
Н 14,4— 16,2— 16,7— 18,6— 24—25 27—28 33,5—35
14,9 16,7 17,7 19,6
d (предельное отклонение +0,1) Ь: исполнение 1 8 8 8 8 10 10 10
тип У 0,1—0,5 0,1—0,6 0,25—0,8 0,5—0,8 —
тип Ш 0,6—10 0,8—10 1—10 1—10 — — —
исполнение 2 тип У 0,1—0,5 0,1—0,6 0,25—0,8
тип Ш 0,6—10 0,8—10 1—10 — 1,2—10 3—20 3—20
исполнение 3 тип У 0,1—0,6 0,25—0,8 0,5—0,8
тип Ш — 0,8—10 1—10 1—10 1,2—10 —
L 400—5000
В 250—2000
иые) отверстия. Они получили название шпальтовых решет. Основой их является колосниковообразная щелевая сетка из проволоки фасонного сечения (ГОСТ 9074—71). Щелевая сетка (рис. 1.16, табл. 1.7) представляет собой плоскую карту с гладкой рабочей поверхностью, собранную из отдельных проволочных колосничков фасонного сечения. Колоснички скреплены поперечными соединительными шпильками (стерженьками), расположенными перпендикулярно проволокам на определенном расстоянии друг от друга.
Различают два типа щелевых сеток: узко-’щелевую (тип У) и широкощелевую (тип Ш). Ширина щели b для сеток типа У выбирается из следующего ряда: 0,10; 0,12; 0,16; 0,20; 0,25; 0,30; 0,35; 0,40; 0,5; 0,6; 0,8 мм, а для сеток типа Ш из ряда: 0,6; 0,8; 1,0; 1.2; 1,4; 1,5; 1,6; 2,0; 2,5; 3; 4; 5; 6; 8; 10; 12; 16и20мм. Сечение проволоки фасонного профиля (колосничков) щелевой сетки показано на рис. 1.17.
Недостатком шпальтовых сит являются их большая масса и сравнительно низкая износостойкость; известны случаи их успешной замены полиуретановыми ситами.
Колосниковые и шпальтовые решетки с малыми отверстиями, так же как и проволочные сетки забиваются мелким и липким материалом. Этот недостаток в значительной степени устраняется при использовании струнных решеток (струнных сит), в которых просеивающую поверхность образуют отрезки стальной проволоки, расположенные по всей длине грохота. Вместо проволок иногда применяют резиновые нити диаметром 3—6 мм при щелях 1—8 мм (рис. 1.18). Для сохранения размеров щелей струнное полотно поддерживается промежуточными поперечными резиновыми гребенчатыми планками.
На рудообогатительных фабриках для мелкого грохочения применяют главным образом проволочные сита — металлические сетки, окантованные по краям.
Для изготовления просеивающих поверхностей, применяемых для грохочения полез-
Рис. 1.18. Вибрационный грохот со струнным ситом из резиновых нитей
25
Рнс. 1.19. Сборные сетки с квадратными ячейками нз стальной рифленой проволоки (по ГОСТ 3306 — 70):
а — частично рифленые; б — рифленые; в — сложно рифленые
ных ископаемых, на обогатительных фабриках используется сетка рифленая ГОСТ 3306—70 (рис. 1.19, табл. 1.8), отличающаяся от простых тканых тем, что она собирается из каиилированной волнистой, т. е. предварительно рифленой, стальной про.
Таблица 1.8
Сборные сетки (с квадратными ячейками) из стальной рифленой проволоки по ГОСТ 3306—70
Номер сетки Номинальный размер стороны ячейки в свету, мм Диаметр проволоки, мм Живое сечение, % Теоретическая масса 1 м2 сетки, кг Номер сеткн Номинальный размер стороны ячейки в свету, мм Диаметр проволоки, мм Живое сечение, % Теоретическая масса 1 м1 сетки, кг
Сетки частично рифленые — ЧР 1 14 14,0 4,0 61 11,6
15 15,0 3,6 65 9,1
1,6 1,6 0,9; 1,0 * 39 4,8 16 16,0 4,0 64 10,5
2 2,0 1,2; 1,3 * 38 6,5 16 16,0 5,0 58 15,5
2,6 2,6 1,2 47 5,2 18 18,0 5,0 61 14,2
3 3,0 1,2 51 4,5 18 18,0 5,6 58 17,3
3 3,0 1,4 46 5,1 20 20,0 5,0 64 13,1
4 4,0 1,6 51 6,0 20 20,0 5,6 61 16,0
5 5,0 2,0 51 7,3 25 25,0 4,5 72 8,6
6 6,0 1,8 59 5,4 25 25,0 5,0 69 10,9
6 6,0 2,2 53 7,7 25 25,0 6,0 65 15,2
8 10 8,0 10,0 3,0 3,0 53 59 10,7 9,0 Сетки сложно рифленые.— СР
12 12,0 3,0 64 7,9 32 32,0 5,0 75 8,9
13 13,0 3,0 66 7,4 35 35,0 5,0 77 8,2
. 16 16,0 3,6 66 8,7 37 37,0 5,0 78 7,8
18 18,0 3,6 67 7,9 37 37,0 6,0 74 11,0
18 18,0 4,0 65 9,5 40 40,0 5,6 77 9,1
20 20,0 3,6 72 7,3 40 40,0 6,0 76 10,2
20 20,0 4,0 69 8,7 45 45,0 5,6 80 8,1
22 22,0 3,6 74 6,6 45 45,0 6,0 77 9,2
22 22,0 4,0 72 8,1 50 50,0 6,0 80 8,2
25 25,0 3,6 77 5,9 50 50,0 8,0 74 14,5
25 25,0 4,5 72 9,0 55 55,0 6,0 81 7,7
Сетки рифленые — Р 55 60 55,0 60,0 10,0 6,0 72 83 21,2 7,2
4 4,0 1,6 51 6,0 60 60,0 8,0 78 12,3
5 5,0 2,0 51 7,5 60 60,0 10,0 74 18,7
6 6,0 2,2 53 7,7 65 65,0 8,0 79 11,5
8 8,0 3,0 53 10,7 65 65,0 10,0 75 17,5
10 10,0 3,0 59 9,0 70 70,0 8,0 81 10,8
10 10,0 3,6 54 12,5 70 70,0 10,0 77 16,4
13 13,0 3,0 66 7,4 75 75,0 10,0 78 15,4
13 13,0 4,0 59 12,2 80 80,0 10,0 79 14,5
14 14,0 3,6 64 9,6 100 100,0 10,0 83 11,9
• Первая цифра — основа; вторая — уток.
26
Таблица 1.9
Шкала размеров ячеек металлических проволочных сеток
Ряд, мм
ОСНОВНОЙ дополнительный ОСНОВНОЙ дополнительный основной дополнительный основной дополнительный
0,04 ___ 0,315 2,5 20
— 0,042 — 0,335 — 2,6 21
0,045 —. 0,355 — 2,8 22
— 0,048 — 0,375 — 3 23
0,05 — 0,4 — 3,2 25
— 0,053 — 0,42 3,3 26
0,056 — 0,45 — 3,5 28
— 0,06 — • 0,475 — 3,8 30
0,063 — 0,5 — 4 32
— 0,067 — 0,63 — 4,2 34
0,071 — 0,56 — 4,5 35
— 0,075 — 0,6 4,8 38
0,08 —— 0,63 — 5 40
— 0,085 — 0,67 — 5,2 42
0,09 — 0,7 5,5 45
— 0,095 — 0,75 — 5,8 48
0,1 — 0,8 — 6 50
— 0,105 0,85 — 6,5 52
0,112 — 0,9 — 7 55
— 0,118 — 0,95 — 7,5 58
0,125 — 1 — 8 60
— 0,132 — 1,05 — 8,5 65
0,14 — 1,1 — 9 70
— 0,15 —. 1,15 — 9,5 75
0,16 — 1,2 — 10 80
— 0,17 — 1,3 — 10,5 85
0,18 ' — 1,4 — 11 90
— 0,19 — 1,5 . 11,5 95
0,20 — 1,6 — 12 100
— 0,21 — 1,7 — 13 105
0,225 — 1,8 — 14 НО
— 0,235 — 1,9 — 15 115
0,25 —- 2 — 16 120
—— 0,265 — 2,1 — 17 130
0,28 —— 2,2 — 18 140
0,3 — 2,3 — 19 150
волоки. Различают основу, которую образуют продольные проволоки, и уток, состоящий из поперечных проволок.
ГОСТ 3306—70 предусматривает ряд технических требований и методы испытаний поставляемых заводом-изготовителем сборных сеток. Проволочные сетки изготовляют заводы метизных изделий в Магнитогорске, Загорске (им. Лепсе), Запорожье, Киеве и Саратове.
Для особо тонкого грохочения и ситовых анализов применяют мелкие тканые сетки, изготовленные из латунной и бронзовой проволоки. Начато изготовление сеток, в которых металлическая проволока заменена капроновыми нитями. Как показала опытная эксплуатация, капроновые сетки более износоустойчивы по сравнению с металлическими.
Шкала размеров ячеек. Для всех проволочных сеток действительна следующая шкала размеров ячеек (табл. 1.9).
Предусмотрено два ряда размеров: основной и дополнительный, из которых первый является предпочтительным, второй — резервным. Основной ряд размеров совпадает с нормальным рядом /?-20, имеющим модуль V 10 « 1,12. Из этого ряда на фабриках чаще всего применяют сита с ячейками 25; 20; 16; 12 и Ю мм|(модуль 1,25; 1,25; 1,33; 1,20), т. е. с разрежением по сравнению с Я-20).
§ 3. Способы крепления сит и их очистка
Из двух способов крепления сетки в коробе грохота — продольного и поперечного — в последнее время чаще применяется второй. Наиболее распространенная схема крепления показана на рис. 1.20. Натяжение сеткн осу-
27
a
Рнс. 1.20. Крепление сетки в коробе грохота при поперечном ее натяжении:
а — общий вид; б — узел натяжения: 1 — борт;
2 — скоба; 3 — болт; 4 — сетка; 5 — продольные обрезиненные опоры; 6 — окантованный конец сетки; 7 — сферическая шайба
ществляется скобами, идущими вдоль бортов и притягиваемых к нему натяжными болтами и сферической шайбой. Отогнутая кромка скобы отжимает крюкообразную полосу, приклепанную к сетке по всей ее длине. Сетка укладывается в средней своей части на продольные опоры, расположенные выше боковых, что способствует лучшему ее натяжению.
На рис. 1.21 показаны различные способы окантовки кромок сеток в зависимости от диаметра проволоки.
Как показывает опыт, при увеличении ширины грохотов и толщины проволоки натяжение сетки скобами оказывается малоэффективным. Начиная с ширины В = = 2000 мм и толщины проволоки сетки 3,6 мм, необходимо местное крепление участков сетки (например, болтами), причем длина свободного участка не должна превышать 500 мм.
Для очистки сит применяют разнообразные способы в зависимости от физических свойств руды и вида грохочения.
При крупном и среднем грохочении липких и глинистых руд иногда применяют электрообогрев проволок сита путем пропускания через них тока низкого напряжения. При повышении температуры проволок образовавшаяся на их поверхности оболочка из налипшего материала превращается в затвердевшую корочку, которую сбивают крупные куски руды. Очистка сетки происходит тем интенсивнее, чем больше сила тока. Иногда применяют и другие способы обогрева сит: индукционный, паровой, газовый.
Если это допускается технологическим процессом, то при среднем и мелком грохо-
Рис. 1.21. Окантовка коротких кромок проволочных сеток:
а — из толстой проволоки; б — из проволоки средней толщины; в — из тонкой проволоки
28
чеиии склонных к налипанию материалов рекомендуется применять обильное орошение сита путем подачи иа него воды из батареи брызгал.
Для очистки сит при сухом грохочении мелких материалов (например, абразивных порошков, порошковатых концентратов, химических продуктов и т. д.) применяют различные механические очистительные приспособления (побудители). В частности, используются резиновые шары (мячи), которые помещают между просеивающей поверхностью и расположенной ниже нее вспомогательной колосниковой решеткой с большими щелями (рис. 1.22). Резиновые шары подбрасываются решеткой и ударяются о нижнюю сторону рабочей сетки. В результате встряхиваний сетка непрерывно очищается от зерен материала, застрявших в ее ячейках. Перегородки удерживают мячи на определенных участках решетки.
Для рассева сухих мелких материалов, интенсивно забивающих отверстия сеток, находят применение грохоты специальных конструкций, где очистка ячеек производится в результате движений отдельных элементов сита. В этом случае сетка выполняется • из стали с высоким пределом усталостной прочности, а над ситом устанавливают несколько электромагнитных вибраторов, каждый из которых приводит в колебательное движение какой-либо участок сетки. Такие грохоты получили название самоочищающихся грохотов с местными вибрациями сита (или грохотов с непосредственным возбуждением сита). Известны также грохоты с гибкими ситами.
§ 4. Живое сечение просеивающей поверхности
При прочих равных условиях производительность грохота зависит от коэффициента живого сечеиия сетки Lo, представляющего собой отношение площади, занятой отверстиями, ко всей площади сетки, выраженное в процентах.
Для проволочных сеток с квадратными отверстиями
Lo = 100а2/(а Н-б)2, (1.15)
где а — размер стороны квадратного отвер-
Рис. 1.22. Очистка сита с помощью резиновых мячей:
I — короб грохота; 2 — сетка; 3 — мячи; 4 — перегородки; В — колоснички
стия, мм; 6 — толщина (Диаметр) проволоки, мм.
Для сеток с прямоугольными отверстиями длиной I и шириной а
Lo = 100la/(l + 6) (а + 6). (1.16)
Для колосниковых решеток (см. рис. 1.8)
Lo = s/(s + 6). (1.17)
Для решет из перфорированных листов с квадратными отверстиями
Lo = ЮОгаа2, (1.18)
где п — количество отверстий на 1 м? решета, а—сторона ячейки, м.
Для решет с круглыми отверстиями
La= 100nnd2/4, (1.19)
где d — диаметр отверстия, м.
Наряду с коэффициентом живого сечения сетку характеризуют также коэффициентом плотности, представляющим собой дополнение до 100 % к первому
/<•=100 — Lo- (1-20)
Различают сетки:
малой плотности нормальной плотности ..........
большой плотности ..........
особо большой плотности ....
К < 25 % (Lo > 75 %)
К = 25—50 % (Lo = = 75 — 50 %)
К = 50—75 % (Lo = = 50 — 25 %)
К > 75 % (L, < 25 %)
С увеличением плотности, т. е. с уменьшением живого сечения, но при одних и тех же размерах ячеек, производительность грохота уменьшается, однако срок службы сеток увеличивается, так как для более плотных сеток применяется проволока большего диаметра. Для колосниковых решеток и листовых решет коэффициент живого сечения не превышает 40—50 %; для проволочных сит он доходит
29
1
до 70 %. Для самых мелких (контрольных) сеток; проволока которых изготовляется из сплавов цветных металлов (латунь, бронза), коэффициент живого сечения изменяется от 32,5 % для сетки 0,04 мм до 70 % для сетки 2,5 мм.
На практике часто пользуются ситами в виде перфорированного листа с круглыми отверстиями диаметром d. Пересчет на квадратные ячейки производится в соответствии с принципом С. Е. Андреева, исходя из условия приблизительной эквивалентности площадей круга (Ft = nd2/4) и квадрата со стороной a (F2 = а2)
nd2/4=a2, (1.21)
°ТКуДа a = 0,5d/H. (I.
Последнему соотношению соответствует коэффициент перехода 0,88, однако, основываясь на экспериментальных данных, принимают этот коэффициент иа 10 % меньшим, считая по формуле
а ~ 0,81d. (1.23)
Полученные значения округляют до ближайшего четного числа. Например, для сит с круглыми отверстиями диаметром 9,9; 11,4; 14,25; 19,25 и 24 мм принимают соответственно а= 8; 10; 12; 16 и 20 мм.
§ 5. Общая классификация грохотов
Грохот представляет собой устройство (ма" шину или аппарат), предназначенное для разделения кускового и сыпучего материала (а также твердых частиц, находящихся в пульпе) на продукты различной^ крупности с помощью просеивающих поверхностей с калиброванными отверстиями (основной рабочий орган грохота).
По принципу действия грохоты различных типов аналогичны: просеивание мелких классов через отверстия происходит при движении подвергаемого грохочению материала по просеивающей поверхности. Перемещение материала осуществляется под действием силы тяжести (гравитационное перемещение) или вибраций сита (вибрационное перемещение) и струи воды (гидравлическое перемещение). Различие между грохотами и состоит главным образом в способе перемещения просеиваемого материала, который в свою очередь зависит от конструкции грохота.
Грохоты характеризуются следующими главными кинематическими и конструктивными особенностями:
характером движения просеивающей поверхности (или ее элементов) или способом перемещения материала;
геометрической формой просеивающей поверхности и конструкцией ее элементов;
расположением просеивающей поверхности относительно горизонтальной плоскости.
По характеру движения рабочего органа или способу перемещения материала все грохоты могут быть разделены на пять основных групп:
I. Неподвижные (с неподвижной просеивающей поверхностью).
II. Частично подвижные (с движением отдельных элементов просеивающей поверхности).
III. Вращающиеся (с вращательным движением просеивающей поверхности).
IV. Плоские подвижные (с колебательным движением всей просеивающей поверхности).
V. Гидравлические (грохоты с перемещением материала в струе воды или пульпы).
Геометрическая форма просеивающей поверхности может быть плоской или близкой к плоской (группы I, II, IV) и цилиндрической. В последнем случае она представляет боковую поверхность барабана (цилиндра) (группа III) или части цилиндра с сечением в виде дуги окружности (в некоторых грохотах группы V). Применяется также многогранная призматическая форма просеивающей поверхности — «бурат» (входит в группу III).
В соответствии с формой рабочей поверхности различают плоские (группы I, II, IV и V), барабанные (группа III) и дуговые грохоты (группа V)-
По расположению просеивающей поверхности грохоты разделяются на наклонные (в некоторых случаях вертикальные), в которых перемещение материала осуществляется преимущественно под действием силы тяжести или струи воды, и горизонтальные (или слабонаклонные), где движение материала обус-' ловлено в основном механическим воздействием рабочего органа.
Характер движения рабочего органа является основным признаком для классификации грохотов; два других признака (форма просеивающей поверхности и ее расположение) могут быть использованы для более дробного деления внутри основных групп, т. е. для характеристики конструктивно-кинематической разновидности грохота.
Частично подвижные грохоты (с движением отдельных элементов просеивающей поверхности — группа II) имеют несколько конструктивно-кинематических разновидностей: валковые, цепные, кулачковые, электромагнитные с гибким ситом и др. Группу III образуют вращающиеся барабанные грохоты. В наиболее многочисленной группе IV различают плоские грохоты трех кинематических разновидностей: с поперечными по отношению ' к вертикальной плоскости продольной симметрии грохота колебаниями, с продольными несимметричными колебаниями (грохот-конвейер) и с продольными симметричными колебаниями *. Группу V образуют гидравлические грохоты различных конструкций, предназначенные для грохочения материала в струе воды (в виде пульпы).
♦ Под продольными понимаются колебания в плоскости продольной симметрии грохота. Плоские грохоты с поперечными колебаниями применяются в химической и пищевой промышленности. В обогащении руд такие грохоты, а также грохот-конвейер с несимметричными колебаниями в настоящее время не применяются. Их описание дано в первом издании Справочника.
30
Глава 3
Грохоты неподвижные, частично подвижные, вращающиеся
§ 1. Неподвижные колосниковые грохоты и решета
Неподвижный колосниковый грохот (см. рис. 1.8) представляет собой решетку, собранную из устанавливаемых под углом к горизонту колосников. В некоторых случаях решетки устанавливаются горизонтально. Ширина щели между колосниками — обычно не менее 50 мм (предназначенные для более мелкого грохочения колосниковые решетки делаются подвижными).
Колосники изготовляют из балок фасонного сечения (см. рис. 1.9).
Ширина В грохота определяется длиной фронта его загрузки, который зависит от размеров устройства, подающего на грохот РУДУ> т. е. от ширины разгружающихся на грохот шахтных скипов или от длины кузова опрокидного вагона (думпкара), ширины полотна пластинчатого питателя и т. д. Во избежание заклинивания крупных кусков между бортами грохота общую ширину колосниковой решетки принимают не менее тройного размера наибольшего куска: В 3dmax.
Угол наклона решетки равен 38— 50° для сухих руд и 30—35° для углей. При наличии в руде повышенного количества влаги и возможности слипания кусков угол увели-, чивают на 5—10°.
Длину L грохота выбирают в зависимости от необходимой производительности и эффективности грохочения. Чаще всего принимают LlB ~ 3—4; практически длина L лежит в пределах 3—5 м.
Эффективность грохочения (отсева) неподвижных колосниковых грохотов зависит от содержания мелких классов в питании и обычно колеблется в пределах 50— 60 %, но при малых нагрузках может повышаться до 65—70 %, а в особо благоприятных случаях доходить до 90 % .
Общая объемная производительность вычисляется по формуле
LQo = qisF, (1.24)
где Qo — полная объемная производительность, м3/ч; — объемная нагрузка на 1 мм
щели, м8/(м2-ч); s — ширина щели, мм; F— площадь колосниковой решетки, м2.
Значения qt колеблются по данным различных источников в широких пределах — от 0,2 до 1,5 м8/(м2-ч) на 1 мм в зависимости от размеров щелей и необходимой эффективности грохочения. Так, объемная нагрузка qt равна, м8/(м2-ч) на 1 м2 щели: 0,25 при s = 100 мм, 0,23 при s = 50—80 мм (кварцевая порода); 0,3—0,4 при s = 25 мм (агломерационные фабрики СССР).
Удельная объемная производительность, т. е. объемная производительность, отнесенная к 1 м2 площади решетки, определяется как q0 — qxs. Удельную объемную производительность qo следует принимать .по табл. 1.10, где нижний предел для qn соответствует верхнему пределу для эффективности £щах = 65—70 %, и наоборот.
Для удлинения срока службы колосников их рабочую поверхность необходимо предохранять футеровкой из износоустойчивой стали или периодической наваркой твердых сплавов.
Неподвижные колосниковые грохоты применяют для крупного грохочения, в частности — для предварительного грохочения исходной руды перед I стадией дробления. В этом случае ширину щелей между колосниками принимают примерно равной двойной разгрузочной щели дробилки крупного дробления (ККД). По нормам, разработанным Механобром, установка колосниковых грохотов перед дробилкой ККД допускается как возможная, но не обязательная.
§ 2. Грохоты частично подвижные (с движением отдельных элементов просеивающей поверхности)
В валковом грохоте рабочая поверхность образована дисками, насаженными на ряд иалков, вращающихся в направлении подачи материала. Применяются круглые диски (экс-
Таблица 1.10
Ориентировочная нагрузка и удельная объемная производительность неподвижных колосниковых грохотов (насыпная плотность руды 6 = 1,6 т/м8)
Параметры Ширина щели s, мм
50 75 100 125 150 200
Объемная нагрузка qt при повышенной эффективности, м8/(м2-ч) на 1 мм щели Удельная объемная производительность по питанию ?о = ?is , м3/(м2-ч): 0,30 0,28 0,25 ' 0,22 0,20 0,18
при повышенной эффективности (£ = 65—70 %) 15 21 25 28 30 36
при пониженной эффективности (£ = 50—60 %) 30 42 50 56 60 72
31
Рис. 1.23. Вибрирующий грохот с поперечными вращающимися колосниками (шведской фирмы «Арбра> ):
1 — короб; 2 — колосники; 3 — вибровозбудитель
Рис. 1.24. Грохот типа «Ревум» с электромагнитными вибровозбудителями:
1 — сетка; 2 — вибровозбудитель
центричные по отношению к осям валков) или фасонные (сферические треугольники, эллипсовидные насадки и др.).
Обычно отверстия для просеивания квадратные со сторонами 50, 75, 100, 125 и 150 мм; ширина грохота 1,25 и 1,5 м.
Валковые грохоты применяли при грохочении углей для предварительного выделения самых крупных классов, а также прн грохочении известняка и других неметаллических ископаемых перед первичными дробилками. Производительность их несколько выше, чем неподвижных колосниковых, однако частая забиваемость рабочих отверстий заставила во многих случаях отказаться от применения валковых грохотов и заменить их иа колосниковые подвижные. В последнее время валковые грохоты сняты с производства.
Цепной грохот представляет собой неподвижную горизонтальную колосниковую решетку, где в зазоры между продольными колосниками помещены бесконечные цепи, приводимые в движение концевыми звездочками. Шарнирные или корабельные цепи перемещают просеиваемый материал, одновременно очищая решетку.
Неподвижный грохот с вибрирующими колосниками. Продольные колосники в неподвижных грохотах иногда закрепляются консольно (см. ри{. 1.11). Возникающая от ударов кусков вибрация колосников способствует очистке решетки. Широкого распространения такие конструкции не получили. Однако упруго вибрирующие колосники иногда применяют в вибрационных грохотах [29].
К вибрационным грохотам с вращающимися колосниками относится грохот шведской фирмы «Арбра» (рис. 1.23). Принцип действия его основан на том, что стержень (колосник), помещенный в вибрирующем кольце (подшипнике), прн определенных условиях описывает круговые траектории (обкатывается) с частотой, равной частоте вибраций.
Рабочий орган грохота представляет собой короб с наклонной решеткой, образованной поперечными колосниками, которые вращаются на своих осях, причем цапфы колосников закреплены в подшипниках с некоторым зазором. Вся наклонная решетка приводится в колебательное движение от вибровозбудителя, помещенного в передней части короба. По цилиндрическим (трубчатым) колосникам куски материала перемещаются как по рольгангу, что обеспечивает быстрое передвижение надрешетного продукта. Прн большой нагрузке колосники лишь вращаются, а при малой — обкатываются в своих гнездах (подшипниках), описывая круговые траектории малого радиуса.
По данным фирмы, удельная производительность такого грохота значительно выше, чем обычных вибрационных (инерционных).
Вибрационные грохоты с местными вибрациями сита представ-
32
Рис. 1.25. Грохот с гибким ситом:
1 — эластичное сито; 2 — рычаги
ляют собой плоские наклонные грохоты с неподвижно установленным'коробом. Сито из тканой сетки наглухо закрепляется в коробе по всему периметру и получает принудительные колебания в нескольких точках посредине сита. К сетке прикреплены штоки электромагнитных вибровозбуднтелен,установленных на поперечных связях грохота. Ранее грохоты с местными вибрациями сита (типа «Лихай», «Гуммер») широко применялись для тонкого и особо тонкого грохочения (сортировка шлифовальных порошков). К современным конструкциям такого типа относится грохот типа «Ревум» (рнс. 1.24). Вибровозбудители размещены в шахматном порядке; частота колебаний внбровозбудителей, расположенных ближе к загрузочной части, 3000 мин-1, а к разгрузочной 6000 мин-1, амплитуда колебаний менее 1 мм. Грохоты подобного типа применяются за рубежом для рассева тонких и особо тонких материалов [72], а в СССР — калийных солей.
Грохоты с гибким ситом. К этому типу грохотов относятся, например, грохот «Торвелл» (рис. 1.25). Все снто разделено по длине на несколько участков, состыкованных на планках. Каждая из планок укреплена иа концах рычагов, способных поворачиваться на своих осях. Четные рычаги соединены между собой одним общим спарником, не^ртные — вторым. Спарники приводятся в возвратно-поступательное движение от кривошипно-шатунного механизма таким образом, что они перемещаются всегда в противоположные стороны. В результате четные и нечетные рычаги попеременно сближаются и расходятся, отчего соответствующие участки сита растягиваются или прогибаются (провисают). Это приводит к самоочистке сита и интенсифицирует процесс рассева [72].
§ 3. Барабанные вращающиеся грохоты
Барабанные слабонаклонные грохоты имеют вращающуюся просеивающую поверхность (решето, сито) цилиндрической (рис. 1.26),' реже конической формы. Загружаемый в барабан материал продвигается по его внутренней поверхности и делится на два продукта — подрешетный и надрешетный. Если требуется получение нескольких продуктов, то решето (сито) барабана собирается из нескольких секций с различными отверстиями, увеличивающимися к разгрузочному концу.
Для обеспечения продольной подачи материала ось барабана располагается под малым углом а к горизонту (рис. 1.27). Куски материала под действием сил трения увлекаются внутренней поверхностью вращающегося барабана и поднимаются на некоторую высоту Н над нижней образующей данного сечения. После того как поверхность АВ материала займет положение плоскости естественного откоса, куски начинают скатываться по этой поверхности, но благодаря наклонному положению оси барабана они одновременно перемещаются относительно начальной плоскости поперечного сечения барабана (по линии АС на рис. 1.27), продвигаясь вниз, вдоль оси грохота. После прекращения дви-
Рис. 1.26. Барабанный вращающийся промывочный грохот марки ГБ1,5
2 Заказ 81
33
Рис. 1.27. Схема движения материала в барабанном грохоте
жения кусков они снова подхватываются барабаном и цикл повторяется. В результате траектория движения куска представляет собой зигзагообразную линию А С—А 'С— А"С" ...
Барабанные грохоты применяются:
для промывки глинистых руд (такие грохоты носят название барабанных промывочных, или скрубберов);
для промывки и сортировки щебня, гравия и песка (гравиемойки и гравиесортировки); последние имеют два концентрических барабана — внутренний секционный и внешний;
для сортировки асбестового волокна на асбестообогатительных фабриках и для рассева графитового концентрата; применяемый для этих целей грохот («бурат») имеет не цилиндрическую, а многогранную призматическую рабочую поверхность, состоящую из 6—8 плоских сит;
для улавливания скрапа и крупных кусков руды, разгружающихся из шаровых и стержневых мельниц вместе с пульпой; для этой цели применяются малые барабанные грохоты (бутары), укрепляемые на разгрузочной цапфе мельницы;
Таблица 1.11
Основные параметры барабанных грохотов
для сортировки изношенных inapoej при перефутеровке шаровых мельниц (грохот 153-Гр).
На асбестовых фабриках применяются грохоты с вращающимся валом с лопатками.
В табл. 1.11 приведены.основные параметры барабанных грохотов.
При выборе конструктивных размеров и параметров этих грохотов учитывают размер наибольших кусков dmax в питании.
Толщина h сегментного слоя материала, находящегося вг барабане (см. рис. 1.27), не должна превышать^ двойного размера наибольших кусков
2dmax. Г (1.25}
Наибольший центральный угол, соответствующий сегменту загрузки, должен быть
Ртах <90°. (1.26}
Диаметр D барабана должен превышать размер максимального куска не менее чем в 14 раз За
D > 14dniax- z (1-27}
Критическая частота вращения Лкр, мин-1 барабана равна
лВр = 42,3/Кб, (1.28}
где D измеряется в метрах.
Относительная угловая скорость ф, т. е отношение действительной частоты вращени я барабана к критической (ф = я/лКр)> берется в пределах 30—45 % . Поэтому действительная частота вращения равна
п = 13/КО- . .20/КО. (1.29}
Производительность барабанного грохота как транспортирующего устрой
Параметры Грохоты барабанные промывочные Грохот Ц для сортировки шаров
ГБ1.5 С89 153Гр
Размеры барабана, мм: внутренний диаметр длина Число секций Размеры отверстий решет (сит), мм: I секции II » III » Угол наклона, градус Частота вращения, мин-1: критическая лКР действительная п Отношение 100л/лкР, % Мощность электродвигателя, кВт Ориентировочная объемная производительность, м3/ч Общая масса установки (с электродвигателем), т Изготовитель 1500 4200 2 50 .10X10 3—8 35 10,4 30 4,5 60—90 5,1 Усольский з -1330 7300 1 20 37 16 43 28 75 12,6 авод горного о (УЗГО) 1200 3000 3 25 50 75 2 38 15 40 7,5 5,5 борудования
34
ства может быть определена по формуле Л. Б. Левенсона
Q = 6005» (tg 2а) / W, (1.30) где Q — производительность, т/ч; 5 — насыпная плотность, т/м8; п — частота вращения, мин-1; R — радиус барабана, м; h — толщина сегмента (см. рис. 1.27), м.
П р и те х йо л о г и ч е с к о м расчете полную объемную производительность Qo, м8/ч находят по формуле
Qo = (1.31)
В последней формуле объемная нагрузка qi принимается равной, м8/(м2-ч) на 1 мм отверстия: по [65] 0,035—0,05; по [2] при сухом грохочении 0,15—0,2, при мокром 0,28; по каталожным данным для I секции грохота ГБ-1,5 (см. табл. 1.13) 0,06—0,10. Расхождение данных по разным источникам обусловлено различием материалов и эффективности грохочения. Малые нагрузки [^ =» « 0,05 м8/(м2-ч) на 1 мм] относятся к грохочению с высокой эффективностью (Е = = 75—80%), а большие [до ~ #«0,2 м8/(м2-ч) на 1 мм] — к грубому отсеву мелочи с низкой эффективностью грохочения (Е = 50—60 %).
Расход воды при мокром грохочении составляет от 1,5 до 2,5 м8 на 1 м8 загружаемого материала; нижний предел относится к крупному, а верхний — к мелкому материалу.
Глава 4
Плоские грохоты с симметричными ^продольными колебаниями
§ 1. Классификация плоских^ ' подвижных грохотов с симметричными продольными колебаниями
Для плоских подвижных грохотов основной и важный в технологическом отношении признак — расположение просеивающей поверхности. Она может иметь большой угол наклона (а = 15—26°), быть горизонтальной (а = 0°) или иметь малый наклон (а = 5—6°). В соответствии с этим признаком грохоты разделяются на два основных вида: наклонные и горизонтальные (или слабонаклонные).
Возвр атно-посту пательные колебател ьные движения рабочего органа осуществляются различными в кинематическом отношении механизмами. Поэтому в пределах каждой из разновидностей различаются следующие кинематические классы:
класс грохотов сфиксироваиной к и-н е м а т и к о й, представляющих собой в целом кинематически определенный механизм, в котором перемещения, скорости и ускорения всех звеньев (в том числе и подвижного ра
бочего органа) являются строго определенными по значению и направлению и не зависят от участвующих в колебаниях масс, — качающиеся грохоты с кривошипным или эксцентриковым приводным механизмом;
класс кинематически неопределенных (вибрациоииых) гро - -хотов, не имеющих фиксированной кинематики; здесь характер движения рабочего органа (траектория, скорость и ускорение его точек) всецело зависит от соотношения между движущимися массами и упругости гибких опор грохота, — вибрационные грохоты с приводом от дебалансного или электромагнитного вибровозбудител я;
класс грохотов с частично фиксированной кинематикой, занимающий промежуточное положение между первыми двумя. Так, в гирационных грохотах только центральная часть корпуса движется по фиксированным круговым траекториям, в то время как концы его совершают вибрационное движение (колебания на упругих опорах); в сдвоенных грохотах фиксированным является только взаимное перемещение двух половин секций (одной относительно другой), ио не абсолютное движение обеих, зависящее от соотношения качающихся масс.
Возможность наклонного или горизонтального расположения просеивающей поверхности зависит от вида траектории колебаний короба. Так, грохоты с круговыми колебаниями могут работать только при наклонном расположении просеивающей поверхности (а = = 15—26°), так как в этом случае перемещение материала происходит в основном под действием направленной вдоль сита слагающей силы тяжести *. Грохоты с прямолинейными колебаниями, направленными под некоторым углом к плоскости просеивающей поверхности, работают как в наклонном, так и в горизонтальном или слабонаклонном положении. Материал в этом случае перемещается по просеивающей поверхности в результате воздействия на него со стороны рабочего органа (вибрационное перемещение). Промежуточное положение занимает грохот с комбинированным движением: круговым в загрузочном и прямолинейным в разгрузочном концах. Грохот устанавливается с малым наклоном (а = 6—8°).
Приводное устройство грохотов выполняется в виде кривошипно-шатунного, эксцентрикового механизма или механического вибровозбудителя, развивающего тяговое, усилие в результате действия сил инерции вращающихся неуравновешенных масс — дебалансных грузов. Может быть применен электромагнитный вибровозбудитель.
Из приведенных типов грохотов на рудо-обогатительиых фабриках в настоящее время получили распространение в основном только
* Грохот с круговыми продольными колебаниями может быть только наклонным, однако наклонный грохот может быть и с прямолинейными движениями.
2*
35
три конструктивно-кинематических типа: грохоты инерционные наклонные, грохоты самобалансные простые и с самосинхроиизирующимися вибровозбудителями. На некоторых фабриках (главным образом углеобогатительных) применяются также грохоты старых типов — горизонтальные полув и браци о иные сдвоенные (спаренные по длине или двухъярусные), а также резонансные (чаще бывают одинарными, но иногда и сдвоенными по длине).
На некоторых предприятиях черной металлургии (главным образом в доменных цехах) нашли применение электровибра-ц и о и и ы е грохоты. Наклонные инерционные грохоты ГИЛ, ГИС, ГИТ с круговыми н эллиптическими колебаниями, одинарные, с одновальным де-балансным вибровозбудителем, двухподшипниковые получили широкое распространение на рудообогатительных фабриках и я в л я-ются основным типом применяемых плоских подвижных грохотов. В последнее время начали широко внедряться грохоты с самосинхронизацией.
§ 2. Инерционные наклонные грохоты
Вибрационные наклонные грохоты с круговыми или эллиптическими колебаниями, с од-
иовальным дебалансным вибровозбудителем двух подшипниковые получили наименование инерционных (ГОСТ 23788—79Е).
Конструктивно-кинематическая схема стандартного инерционного грохота представлена на рнс. 1.28. Короб, несущий просеивающие поверхности, опирается на цилиндрические витые пружины. Эти упругие опоры смонтированы на неподвижной строительной конструкции. В некоторых случаях применяется упругая подвеска грохота непосредственно к перекрытию нли специальной металлической конструкции. Короб приводится в колебательное движение дебалансным вибровозбудителем, устроенным следующим образом. К коробу приварена (или присоединена на болтах) труба вибровозбудителя; внутри нее — рабочий вал, вращающийся в подшипниках; концы вала заточены эксцентрично по отношению к его геометрической оси и на них насажены шкивы, на которых укреплены дебалансные грузы.
Геометрическая ось вала находится вблизи центра тяжести короба Со. Как видно из схемы (см. рис. 1.28), точка Со располагается на расстоянии г от прямой OiO2, соединяющей центры шкивов. Центры тяжести деба-лансных грузов помещают в точках Сд, отстоящих от той же прямой на расстоянии R. При вращении шкивов вокруг геометрической оси OtO2 возникают две равные и противоположно направленные центробежные силы инерции
Рис. 1.28. КонстРУктивно-кинематическая схема инерционного грохота:
а — общий вид; б — разрез по оси вибровозбу-днтеля; 1 — опорная рама; 2 — амортизаторы;
3 — сита; 4 — короб; 5 — шкив; 6 — дебалансы;
7 — эксцентриковые концы вала; 8 — подшипники; 9 — труба вибровозбудителя; 10 — вал
Qi = m<a2R; Q2 = .ША, (1.32) где m — общая масса дебалансных грузов; М — масса короба с ситами; ® — угловая скорость вращательного движения.
Отсюда следует, что при Qj = Q2 и частоте колебаний, далекой от резонанса; действительна пропорция rlR ~ т!М. Если это соотношение соблюдается, то центры Ог и О2 шкивов остаются в пространстве неподвижными, что дало основание называть рассматриваемые грохоты самоцентрирую-щ и м и с я.
В качестве звена, соединяющего рабочий вал с электродвигателем, обычно применяется клиноременная передача. Однако в современных конструкциях все чаще применяется передача непосредственно через лепестковую эластичную муфту или карданный вал, тогда шкив представляет собой диск, на котором укреплены дебалансные грузы вибровозбудителя.
Широкое распространение инерционных грохотов в промышленности привело к необходимости стандартизации их основных параметров. ГОСТ 23788—79Е был разработан на основе нормального ряда инерционных наклонных грохотов Механобра (171-Гр, 172-Гр, 173-Гр, 185-Гр), а также серийных грохотов других организаций.
Грохоты инерционные наклонные изготовляются трех подтипов: легкие ГИЛ (для материала с насыпной плотностью у < 1 т/м8), средние ГИС (у < 1,6 т/м8) и тяжелые ГИТ (у <2,5 т/м8).
36
Укрытие
Номенклатура и основные параметры инерционных наклонных грохотов (рис. 1.29— 1.34), выпускаемых в СССР, приведены в табл. 1.12 и 1.13.
Для операции грохочения руд на обогатительных фабриках наибольшее распространение получили инерционные грохоты тяжелого типа ГИТ; они устанавливаются перед дробилками среднего и мелкого дробления. Короба грохотов запроектированы сварными. Для поперечных связей используются стальные трубы, соединенные с боковыми стенками короба с помощью спе-
Рис. 1.29.’Инерционный наклонный двухситиый грохот среднего тнпа С784 (ГИС42), подвесной, с укрытием
циальных стальных наконечников, чтобы исключить концентрацию напряжений в месте приварки трубы к стенке короба, ведущих к образованию трещин в коробе грохота.
Рис. 1.30. Инерционный наклонный двухситный грохот тяжелого типа 172Гр (ГИТ42), подвесной, в пылешумозащитном укрытии
3550
37
two
Рис. 1.31. Инерциониыйнаклониый’грохот тяжелого типа <173Гр) (ГИТ51) с колосниковой решеткой, в пылешумозащнтиом укрытии
шг——.---------------------....... .*} [*— ------------------------------ош
В конструкциях грохотов Механобра предусмотрены герметизированные укрытия, исключающие выбивание пыли; особое внимание уделено облегчению монтажных и ремонтных работ.
й Вибровозбудители. Жесткость упругих опор короба подбирается весьма малой, чтобы собственная частота колебаний была значительно ниже частоты возмущающей силы дебалансов (частоты вращения вала).
Рис» 1.32. Инерционный наклонный грохот тяжелого (типа 185Гр (ГИТ61А) с колосниковой решеткой:
1 — приводное устройство; 2 — колосниковая решетка; 3 — вибровозбудитель; 4 — короб
Рис. 1.33. Грохот-питатель 2000X4200 с колосниковой решеткой (<9 = 400 мм) ИГД им. Скочин-ского [851:
1 — приемная плита; 2 — колосники; 3 и 4 лоток; поддон
38
Рис. 1.34ЛИнерциониый наклонный грохот одно-ситный (ГИТ71И)
Такая далеко зарезонансная отстройка системы имеет следующие преимущества: амплитудно-частотная характеристика системы в зарезонансной области имеет вид горизонтальной прямой (рис. 1.35, а), т. е. амплитуда колебаний на рабочем участке кривой не зависит от отстройки. Это делает колебания Инерционных грохотов весьма стабильными, т. е. мало зависящими от колебаний нагрузки. В рабочем режиме система полностью динамически уравновешена, так как в зарезонансной области дебалансы и короб движутся в противофазе, их силы инерции взаимно уравновешиваются. На перекрытие передается лишь статическая нагрузка плюс— минус незначительная динамическая добавка, равная жесткости опор, умноженной на амплитуду.
Недостатком зарезонансного режима работы является необходимость прохода через резонанс при пуске и остановке грохота (рис. I.35te). Особенно большие резонансные амплитуды колебаний могут возникнуть при остановке, догда большая часть кинетической энергии вращающихся масс (ротор электродвигателя, дебалансный вал и детали гибкой передачи) переходит в энергию резонансных колебаний. При пуске вибрационных грохотов с приводом от асинхронных электродвигателей может наблюдаться «застревание» в режиме, близком к резонансному, сопровождающееся интенсивными колебаниями короба («эффект Зоммерфельда»), Для того, чтобы при критической частоте вращения вала вибровозбудителя, обусловливаемой резонансом, не допустить большой амплитуды и продолжительности резонансных колебаний короба, применяют вибровозбудитель с дебалансом, управляемым центробежной силой инерции (рис. 1.36). Центр тяжести дебаланса
у таких вибровозбудителей располагается лишь с небольшим начальным эксцентриситетом в относительно'оси^вращения, и дебаланс задерживается пружиной в этом положежии до тех пор, пока область критической частоты вращения не будет пройдена (см. рис. 1.35, б). После этого центробежная сила дебаланса (обусловлениая начальным эксцентриситетом) преодолевает усилие пружины, и дебалансные грузы переходят в рабочее положение с большим радиусом вращения. Обратный
Рис. I.3S. Амплитудно-частотная характеристика инерционных грохотов:
а — о постоянными дебалансами; б — с само-устаиавливающимися дебалансамн
Рабочая амплитуда 6азбрат дебаланса
♦_________________________
Рабочая частота Частота колебаний.
39
§ .Таблица 1.12
Основные параметры наклонных инерционных грохотов легкого и среднего типа
Грохоты полупромышленные Грохоты легкого типа Грохоты среднего типа
Обозначение по ГОСТ 23788—79Е
ГИЛ32 ГИЛ42 ГИЛ43 ГИЛ52 ГИС42 ГИС52
Параметры Заводская марка
104 ГрА 290Гр
ОДНО* ситный двухситный одно* СИТИЫЙ Двух-ситный ГИЛ32 ГИЛ42 ГИЛ43 ГИЛ52 С784 С785
Размеры просеивающей поверхности: ширина, мм длина, мм площадь одного сита, м’ Количество сит Размеры отверстий сит (решеток), мм: верхнего нижнего Допускаемая крупность кусков исходного материала, мм Угол наклона короба а, градус Амплитуда (полуразмах) колебаний короба г, мм Частота вращения вала вибратора п, мин-1 Ориентировочная производительность (каталожная), т/ч / Мощность электродвигателя, кВт/ Масса грохота, кг Изготовитель 400 800 0,32 1 4; 8 25 10—15 3 1000 1,5—2,0 0,27 158 , Опы 400 800 0,32 2 8 4 25 10—15 3 1000 1,5—2,0 0,27 158 гное проис Механ 800 1600 1,28 1 2; 5; 8; 10 40 25 4 1440 3,0 700 водство С обра 800 1600 1,28 2 1,2 0,5 40 25 4 1440 3,0 700 КБ 1250 2500 3,125 2 50 6; 8; 10; 13; 20; 25 100 10—15 2,5 1150 До 100 4 1455—1740 Карагандин вод горнош оборудое 1500 3750 5,625 2 Проволо Резннов До 150 10—25 3; 3,5 900; 1000 180 10 3055 ский за-ахтного ания 1500 3750 5,625 3 чные — 6; 8; 25; 50 ые — 6; 10; ! 30; 32 До 200 10—25 2,5; 3 900; 1000 170 10 3720—3935 Ворошилов ВОД ИМ. : 1750 4500 7,875 2 10; 13; 20; 3; 20; 25; До 300 10—25 2,5; 3 900; 1000 150 10 3440—3700 градский за-4архоменко 1500 3750 5,625 2 40X40 12X12 До 150 10—25 4,5 900 , 10 3250 «Стром (Г. К< 1750 4500 7,875 2 40X40 12X12 До 150 10—25 3,7 900 10 3700 машина» эстрома)
Примечания: 1. Большая частота вращения вала относится к меньшей амплитуде колебаний. 2. Производительность грохотов 290Гр, ГИС42 (С784) и ГИС52 (С785) определяется в каждом конкретном случае. 3. Масса грохотов 104ГрА указана с учетом массы пылезащитного укрытия, электродвигателя и рамы; 290Гр — массы электродвигателя.
- 5
Таблица 1.13
Основные параметры наклонных инерционных грохотов тяжелого типа
Обозначение по ГОСТ 23788—79Е
Параметры ГИТ32 ГИТ41 ГИТ41А ГИТ42 ГИТ51Б ГИТ51 ГИТ51А ГИТ52 ГИТ61А ГИТ71
Заводская марках
ГИТ32Н 171 Гр СМ690 ! ГИТ41А ГИТ42Н 172Гр . ГИТ51Б HIS1HJ 173Гр ГИТ51А ГИТ52Н 185гГр ГИТ71Н
Размеры просеивающей поверхности: ширина, ММ длина, мМ площадь одного сита, м» Количество сит Размеры отверстий сит (решеток), мм: верхнего нижнего Допускаемая крупность кусков исходного материала, ММ Угол наклона короба а, градус 1250 2500 3,125 2 20; 25; 40 12; 16; 20; 25 300 10; 20; 25; 30 1250 2500 3,125 2 25X25 12X12 До 175 25 1500 3000 ' 4,5 1 75; 200 1000 10—30 1500 3000 4,5 1 8—12 200 10—30 1500 3000 4,5 2 20; 25; 40 12; 16; 20; 25 200 10—30 1500 3000 4,5 2 80X80 12X12 До 200 25 1750 4500 7,875 1 8—12 До 40 10—30 1750 3500 6,125 1 6,3; 8; 12; 16; 20; 25; 40; 60; 80 400 20—30 1750 3500 6,125 1 12; 20; 40; 50; 80 До 350 25 1750 3500 6,125 1 50; 75; 100; 125; 150 400 10; 12; 14; 16; 18 1750 3500 6,125 2 20; 30; 40; 60; 80; 100 12; 20; 25; 40 400 10—30 2000 4000 8,0 1 50 400 30 2500 5000 12,0 1 50-120 До 800 10—30
* Про до лжение табл. 1.13
Обозначение по ГОСТ 23788—79Е
Параметры | ГИТ32 ГИТ41 ГИТ41А ГИТ42 ГИТ51Б ГИТБ1 ГИТ51А ГИТ52 ГИТ61А ГИТ71
Заводская марка
ГИТ32Н 171Гр СМ690 ГИТ41А uzuvui 172Гр ГИТБ1Б ГИТ51Н 173Гр ГИТ61А ГИТ52Н 185гГр ГИТ71Н
Амплитуда . (полуразмах) колебаний короба г, Частота вращения вала вибратора п, мин-1 Ориентировочная производительность (каталожная), т/ч Мощность электродвигателя, кВт Масса грохота, кг Изготовитель 3; 5 970; 776 360 10 5486 ВЗГОО 3. , 1000 300 4,5 3912 Изготовляется на месте 3 800 450 13 . 4966 Костромской завод «Стром-машнна» 3-5 970 55 230 _13 3800 B3I 3; 5 970; 776 850 13 6000 'ОО 4 750 400 7 4712 Изготовляется на месте 3-7 640; 720; 800 50—60 17 5670— 5990 B3I 3-7 640; 720; 800; 970 1000 17— 18,5 8000 'ОО 6 750 600 10 5910 Изготовляется на месте 5-7 600; 645; 720 300—700 22 6935— 8565 Ворошн-ловгр адский завод им. Пархоменко 970; 543 350—1000 22 6800— 7190 ВЗГОО 6—8 700 До 1500 22 8160 Механический завод Норильского' ГМК 4-8 520; 650; 730 700—1200 30 12 000 ВЗГОО
Примечания. 1. Масса грохотов 171Гр, 172Гр, 173Гр, ГИТ51А указана с учетом массы пылезащитного укрытия, электродвигателя и рамы; ГИТ32Н;
СМ690, ГИТ51Б, 185гГр — массы электродвигателя. 2. ВЗГОО — Воронежский завод горно-обогатительного оборудования.
Вне. I.M. Вибровозбудитель с самоустанавлива-ющимися дебвлансными грузами:
а — разрез по валу; б — вид сбоку; 1 —• деба-лансвмЯ груз; 2 пружина
переход имеет место при остановке^грохота до наступления резонанса. Особенно эффективен этот прием для крупных грохотов с большой массой и, следовательно, большим запасом кинетической энергии вращающихся масс. Так, благодаря самоустанавливающе-муся вибровозбудителю грохот 185Гр (см. рис. 1.32 и табл. 1.13) с массой 8 т совершает остановку (так называемый «выбег») без заметного визуально увеличения амплитуды прн проходе резонанса.
Другой проблемой является недостаточная долговечность подшипниковых узлов. Наибольшее употребление нашли радиально-сферические роликовые подшипники серин 36, не рассчитанные, вообще говоря, на вибрацию их оси.
За рубежом широко применяются в грохотах «вибростойкне» подшипники (фирмы СКФ, Швеция, и ФАГ, ФРГ). Их отличие состоит в основном в центровке сепаратора по внутренней поверхности наружного кольца.
Аналогичные отечественные подшипники, применяемые в грохоте 185Гр, показали значительный рост долговечности. Применяемая в этих грохотах жидкая смазка иместо консистентной также дает положительный результат.
§ 3. Электровибрационные наклонные грохоты
В электровибрациониых наклонных грохотах короб совершает прямолинейные колебательные движения под углом а к плоскости на клонной колосниковой решетки. Грохоты изготовляются в двух модификациях: двухмассные (марка Механобра 182АГр) н трехмассные с резонирующими колосниками (марка цхинвальского завода «Электровибромашина» ГВК1 и ГВК2).<Общий вид грохота ГВК1 показандна рис. 1.37, а, принципиальная схема — на рис. 1.37, б. '
Основные параметры наклонного электровибрационного грохота ГВК1 (для рассева кокса)
Просеивающая’поверхность Решетка с ре-
зонирующими,
колосниками Полезная площадь грохочения, ма................ 2,5
Размер отверстий (щелей) решетки, мм............ . 20; 25; 60
Угол наклона решетки а.
градус......................... 18
Амплитуда колебаний колосников (в средней части), мм ............................ 2—3
ЧастотаГколебаний, мнн-х 3000
Потребляемая мощность, кВт: однофазного тока .... 4,5
тока возбуждения . . . 0,27
Масса грохота, кг .... 3600
Ориентировочная производительность (каталожная), м’/ч..................... 400
Эффективность грохочения, % . ..................... 60—70
Изготовитель
' «Электровибромашина» (г. Цхинвали)
43
a
Рис. 1.37. Электровибрационны* нашиты* грохот:
а — общий вид; б — принципиальная схема; 1 — электромагнитный вибровозбудитель; 2 — рессорная упругая Связь; 3 — короб; 4 — колосники, жестко укрепленные на коробе (четные); 5 — упругие резонирующие колосники (нечетные) с рессорными концами; < — рессорные концы упругих резонирующих колосников; 7 — резиновые амортизаторы
(Г i j 11
II
i!
Вибровозбудитель электромагнитный, с большой частотой колебаний и малой амплитудой. Колосники собраны и два комплекта — четные и нечетные. Первые жестко укреплены на коробе, а вторые (упругие резонирующие) опираются на него рессорными концами, образующими дугу в 180°. Жесткость их подбирается таким образом, чтобы собственная частота колебаний Колесников была близка к вынужденным. Вследствие резонанса колосники колеблются со сравнительно большой амплитудой (2—3 мм) при малой* амплитуде короба, что обеспечивает интенсивное просеивание материала.
Конструкция трехмассная: одной массой тт (реактивной) служит масса катушек вибровозбудителя с деталями присоединения, второй т2 (активной) — короб с колосниками и присоединенными к нему якорями вибро-иозбуднтеля, третьей т3 — масса резонирующих колосников. Реактивная масса (как в двухмассных, так и в трехмассных грохотах) соединена с активной т2 посредством рессорной упругой связи, также настроенной в резонансе. Короб опирается на резиновые амортизаторы.
По конструктивным соображениям длина колосников составляет всего 1,5 м, а поэтому из-за малой площади ента электровибрацион-ные грохоты используются пока только для сравнительно грубого грохочения (эффективность 60—70%). На металлургических заводах они устанавливаются в доменных цехах под бункерами для кокса.
Двухмассные электровибрационные грохоты 182АГр применяются для грохоче-
44
ния охлажденного агломерата в системе автоматической дозированной загрузки скипов доменных печей.
Достоинством резонансных электровнбра-ционных грохотов по сравнению с инерционными являются мгновенный запуск и остановка, что делает их удобными для автоматизации. Недостаток — низкая эффективность грохочения из-за малой площади сита.
§ 4. Гирационные наклонные и горизонтальные качающиеся грохоты
Гирацнонными называются наклонные, че-тырехподшнпниковые грохоты с эксцентриковым приводом.
Принципиальная схема грохота приведена на рис. 1.38. Короб 1 грохота с ситами 2 приводится в круговые колебательные- движения эксцентриковым или кривошипным валом 3. Концы 4 вала находятся в подшипниках 5, укрепленных на неподвижной раме 6. Последняя установлена на фундаменте или подвешена на тягах 7. Для предотвращения самопроизвольного поворота короба концы его опираются на амортизаторы 8. На концах
вала 3 имеются диски, на которых помещены контргрузы 9, уравновешивающие короб. Вал вращается в подшипниках 10, установленных в коробе.
Механизм привода существенно отличается от инерционного вибровозбудителя. Рабочий вал (см. рис. 1.38, б — коленчатый вал 3 с геометрической осью 02—02), помимо неподвижных подшипников 5, соединен с коробом второй парой подшипников 10, вибрирующих вместе с ним. Центральная часть вала (участок 0т—0t) выточена эксцентрично по отношению к основной геометрической оси 02—02 наружных подшипников 5. Эксцентриситет вала г0, т. е. расстояние между параллельными осями 0х—Ох и 02—02, определяет амплитуду круговых движений короба. В результате этого амплитуда а средней части короба 0х—Oj в отличие от инерционных грохотов является фиксированной
а = г0 = const.
Средняя часть короба движется по окруж-
Рис. 1.38. Гирациониый наклонный грохот:
а — общий вид; б — разрез по оси эксцентрикового вала
ности радиуса г0. Однако концы короба, опирающиеся на амортизаторы 8, имеют дополнительную степень свободы и потому их траектория несколько отличается от круговой (близка к эллиптической). На этом основании гирационные грохоты отнесены к «частично кинематически определенным» грохотам.
Возникающие при круговых возвратно-поступательных движениях короба центробежные силы инерции компенсируются контргрузами 9, которые, в отличие от дебалансных грузов инерционных грохотов, не предназначены для возбуждения вынужденных колебаний упругой системы, а служат только для динамического ее уравновешивания. Гира-
45
Рнс. 1.39. Горизонтальный качающийся грохот на стойках с колебаниями, близкими к прямолинейным (грохот Феррариса)
у ционный грохот динамически уравновешен, если соблюдается пропорция
mlM « rt/R, (1.33)
где т — масса дебалаисных грузов; М — масса короба; R — расстояние между центром тяжести грузов и осью 02—02.
Если масса контргрузов недостаточна для уравновешивания или слишком велика, то рама 6 будет вибрировать, передавая колебания на опоры. Установка дополнительных амортизаторов И для виброизоляции несущих элементов зданий является во всех случаях обязательной, но не радикальной мерой.
Вследствие плохой балансировки гира-ционного грохота вибрация перекрытий может достигать недопустимой по санитарным нормам величины, а также может происходить систематическая поломка деталей. Поэтому гирационные грохоты, начиная с 1973 г., сняты с производства.
Качающийся грохот с горизонтальным расположением сетки (рис. 1.39), известный как грохот Феррариса, часто применяется для полупромышленных установок и испытательных станций. Недостатком обычного кривошипного привода, применяемого для такого грохота, является невозможность уравновешивания сил инерции качающихся
масс * (короб с просеивающей поверхностью, шатун, стойки), в результате чего на фундамент или на строительные конструкции передаются знакопеременные динамические нагрузки, а также малая частота колебаний. Поэтому для современных грохотов применяется преимущественно t привод от вибровозбудителей.
§ 5. Самобалансные грохоты с двухвальным шестеренчатым вибровозбудителем
Горизонтальный грохот с прямолинейными (направленными) колебаниями может быть выполнен не только как качающийся, но и в виде вибрационного. В этом случае приводной механизм его представляет собой двухвальный вибровозбудитель. В связи с фазовым уравновешиванием дебалансов внбровозбуднтеля грохоты такого типа называются самобалансными (ГОСТ 23788—79Е). Они явились дальнейшим развитием инерционных грохотов, так как прямолинейные гармонические колебания короба генерируются силой инерции двух противоположно вращающихся де-балансных грузов.
Валы вибровозбудителя могут быть связаны между собой с помощью зубчатой передачи илн чисто динамически. За грохотом с зубчатым вибровозбудителем закрепилось название самобалансного, а за грохотом без зубчатых передач — самосинхронизи-рующегося.
Схема самобалансного грохота приведена на рис. 1.40, а схема его двухвального шестеренчатого вибровозбудителя — на рис. 1.41. Одни из валов приводится во вращение электродвигателем.
Короб 1 (рис. 1.40) с ситом 2, закрепленный на вертикальных упругих опорах 3, совершает прямолинейные колебания (по стрелке Л) под углом в к плоскости сита, возбуждаемые вибровозбудителем 4. При
* Иногда применяются сдвоенные короба, колеблющиеся в противофазе для уравновешивания инерционных сил.
Рнс. 1.40. Схема самобалансного грохота с зубчатой передачей между двумя валами дебалансов
46
Таблица 1.14
Основные параметры самобалансных грохотов с шестеренчатым вибратором
Параметры Грохоты легкого типа Грохоты среднего типа Грохоты тяжелого типа *.
Обозначения по ГОСТ 23788—7ЙЕ
ГСЛ42 | ГСЛ62 | ГСЛ72 | ГСС22 | ГСС32 | ГСТ81
Заводская марка
ГСЛ42 | ГСЛ62 ГСЛ72 С861 СМ742 | ГСТ81
Размеры просеивающей поверхности: ширина, мм длина, мм площадь одного сита, м* Количество сит Размеры отверстий сит, мм: верхнего нижнего Допускаемая крупность кусков исходного материала, мм Угол наклона короба, градус Амплитуда (полуразмах) колебаний, мм Частота колебаний, мин-1 Ориентировочная производительность по питанию (каталожная), т/ч Мощность электродвигателя, кВт Масса грохота (без электродвигателя), кг Изготовитель 1500 5000 7,5 2 Перфор круглые квадрат Щелевн; Сетка Перфор кругл квадра- До 300 0—8 4,85 840 17 6200— 6630 6335— 6760 Ворошш им. 2000 5000 10,0 2 нрованньп — 7; 12; ные — 6; 25; 32 щые: 0,5; 2; 10 Волна» 0, ированныг ые —7; 1 ные — 6; До 300 0—8 4,35 840 17 6850— 7345 6980— 7480 ювгр адски Пархоме: 2500 6000 15,0 2 лист: 26; 30 10; 13; 1; 1,6; 7X1,9 лист: 5; 26 13; 25 До 300 0—8 4,25 820 13 10580— 11390 й завод IKO 1000 2500 2,5 2 5X20 5X20 До 100 35 9,5 740 40 5,5 1888 (с электродвигателем) «Стромма-^шниа» (г. ^Кострома) 1250 3000 3,75 2 11; 26 5X20 150 9 760 50 5,5 2040 Выксунский завод дробильно-размольного оборудования 3000 6000 18,0 1 120 60 700 18 000 УЗТМ
Примечания: 1. Грохот ГСЛ42 предназначен для обезвоживания, обесшламливаиия, отмывки суспензий и мокрого грохочения угля и антрацитов; ГСТ81 — для грохочения горячего агломерата с температурой до 600 °C. 2. Производительность грохотов ГСЛ42. ГСЛ62. ГСЛ72, ГСТ81 определяется в каждом конкретном случае.
47
Рис. 1.41. Двухвальный шестеренчатый вибровозбудитель (с зубчатой передачей между валами)
определенных частоте и амплитуде этих колебаний, направленных по оси ОХ (см. рис. 1.41), возникает в среднем одностороннее направленное движение материала, называемое виброперемещением. По характеру движения короба и материала самобалансиый грохот не отличается от качающихся.
Внбровозбуднтель (см. рис. 1.41) самобалансного грохота двухвальиый. Он состоит из закрытой коробки (картера), внутри которой вращаются два параллельных вала 0г и 02 с эксцентрично расположенными дебаланснымн грузами Мг и Л42, массой т каждый. Валы сцеплены парой зубчатых колес, вследствие чего грузы вращаются в противоположных направлениях.
Каждому валу передается со стороны груза центробежная сила инерции Q, равная произведению массы т иа центростремительное ускорение a>2R (где R— расстояние от центра тяжести груза до оси вращения вала). Каждая из двух сил Q может быть разложена на две составляющие, одна из которых Qx направлена по оси ОХ, а вторая Qy — по оси ОУ, совпадающей с линией центров 0х02. Две составляющие по оси ОУ взаимно компенсируются, н на корпус вибровозбудителя в каждый данный момент передается равнодействующая только двух составляющих Qx. Она равна
2QX = 2Q sin ф = 2тш2/? sin ф,
где ф — угол поворота. Поэтому соединенный с вибровозбудителем короб грохота получает от него гармоническое воздействие в направлении оси ОХ (см. рис. 1.41), наклоненной под заданным углом е к плоскости сетки. В рассматриваемых грохотах угол е почти всегда выбирается равным 45°.
Изготовляются самобалансные грохоты трех типов: легкие ГСЛ, средние ГСС и тяжелые ГСТ (табл. 1.14).
48
Самобалансные грохоты с шестеренчатыми вибровозбудителями применяются для грохочения щебия; на рудообогатительных фабриках они используются в тяжелосредных установках для отделения суспензий от кускового или зернистого материала, на агломерационных фабриках — для грохочения горячего агломерата.
§ 6. Горизонтальные самобалансные грохоты с самосинхронизирующимися вибровозбудителя ми
Существенным недостатком самобалансного грохота с двухвальным вибровозбудителем является наличие зубчатой передачи, создающей сильный шум и требующей частого ремонта. Он устранен в самобалансных грохотах, использующих тонкий механический эффект — самосинхронизацию вращения кинематически несвязанных неуравновешенных роторов (обнаруженный и изученный в Ме-ханобре).
В самосинхронизирующемся грохоте имеются два независимых дебалансных вибровозбудителя, непосредственно не связанные между собой какой-либо передачей. Их валы вращаются отдельными электродвигателями в противоположном направлении с одной и той же (по абсолютному значению) угловой скоростью (+<» и —ш) и с одной и той же фазой (углом поворота) в результате автоматической синхронизации и самофазировки. Последняя осуществляется путем соответствующего подбора всех подвижных масс, их моментов инерции и взаимного расположения. Такого рода вибровозбудители являются самосинхронизирующимися. Их валы с дебаланснымн грузами, закрепленные в бортовых стенках короба, вращаются навстречу друг другу, поэтому результирующая центробежных сил инерции направлена по прямой А А (рис. 1.42— 1.44) и проходит через центр тяжести короба. •• В результате достигаются прямолинейные направленные под заданным углом к плоскости сетки синусоидальные колебания короба.
Характеристика самосинхронизирующихся грохотов приведена в табл. 1.15, конструкции — на рис. 1.41—1.44. Эти грохоты находят все более широкое применение на всех операциях грохочения, в том числе в корпусах среднего и мелкого дробления [17, 63, 64].
Многоярусный самосинхро-низирующийся грохот 203-Гр (рис. 1.45) с двумя самосинхронизирующимися вибровозбудителямн 1 и 2, имеющими дебалансные грузы 3 и 4, работает по тому же принципу. Сита закреплены в рамках 5, под которыми расположены поддоны 6. Рамки и поддоны скреплены пружинящими стойками 7 и 8, консольно закрепленными на стояках 9 и наклоненными в разные стороны под углом ~45°. Благодаря этому подрешетный продукт каждой сетки транс-
1
Рис. 1.42. Схема самобалансного грохота ГСТ61 (168Гр) с самосинхроиизирующимися вибровозбудителями:
1 и 2 — дебалаисиые валы; 3 — короб с ситом; 4 — амортизаторы
портируется поддоном к загрузочному концу нижележащей сетки. На рис. 1.45 стрелками показано движение материала, а также направление прямолинейных колебаний сеток и поддонов. Рама грохота опирается на пружины 10. Для лучшей очистки сеток в поддоны закладываются резиновые бруски И, подбрасываемые при колебательных движениях рамок и ударяющие о сетки снизу.
Рис. 1.43. Горизонтальный грохот ГСТ61 (259Гр) с самосинхроиизирующимися вибровозбудителями (для отделения утяжелителя)
Грохот предназначен для тонкого многократного грохочения материала на несколько классов.
На рис. 1.46 представлена схема много-дечного самобалансного грохота «Могенсен» (Швеция). Его рабочий орган состоит из
Рис. 1.44. Грохот ГСТ72М с самосиихроиизвру-ющимнся вибровозбуднтелями:
1 — короб с ситом; 2 — амортизаторы; 3 — сгт-катиая рама; 4 — электродвигатели; 5 — лепестковая муфта
49
g Таблица 1.15
Основные параметры горизонтальных и слабонаклонных грохотов тяжелого типа С самосиихроиизирующимися вибраторами
Параметры Обозначение по ГОСТ 23788—79Е
ГСТ41 ГСТ42 ГСТ51 ГСТ61 ГСТ61 ГСТ62 ГСТ71
Заводская марка
243Гр ГСТ42 ГСТ51 ГСТ61 259Гр 253Гр ГСТ62 ГСТ72М
Размер просеивающей поверхности: ширина, мм длина, мм ) площадь одного'сита, м8 Количество сит Размеры отверстий сит, мм: верхнего нижнего Допускаемая крупность кусков исходного материала, мм Угол наклона "7 короба, градус Амплитуда (полуразмах) колебаний, мм Частота колебаний, мин-1 Ориентировочная производительность по питанию (каталожная), т/ч Мощность электродвигателя, кВт Масса грохота (без электродвигателя), кг Изготовитель 1500 4000 4,5 1 25—2 До 100 4,2 950 До Г50 2,2 2218 (с электродвигателем) <Востокмаш-завод» (г. Усть-Каменогорск) 1500 3000 4,5 2 10X10 4X4 40 3,5 960 90 4 2453 ПО «Руд-гормаш» (г. Воронеж) 1750 4500 7,875 1 Перфорированный лист 30, щелевндное сито 1,6; сетка 10X10 До 120 4,3 970 200 10 4550 Поваровский опытный завод (Московская обл.) 2000 5000 10,0 1 16; 20 ‘ 8; 12 200 5 735 100 11 9220 Ворошнлов-градский завод им. Пархоменко 2000 4000 8,0 1 2—25 До 100 0 4,2- 965 До 250 2 двигателя по 7,5 5430 (с электродвигателем) «Востокм 2000 5000 10,0 1 2—25 До 100 0 4,2 965 До 250 2 двигателя по 7,5 5950 (с электродвигателем) ашзавод» 2000 5000 10,0 2 Щели — 8; 30; 4 Штампован 25; 4 Щели — 2; Штампован 10; 2 До 120 5 5—6 700—735 До 500 22 10 000 Ворошилов: вод им. Г 2500 6200 15,5 1 10; 15; 20; 0; 50 ный лист — 0; 60 5; 10; 15; 20 ный лист — 5; 40 До 120 5 5—6 735 До 800 22 14 285 •радский за-архоменко
П р и м е ч а и и е. Грохоты 243Гр, ГСТ42, 259Гр, 263Гр предназначены в основном для отмывки суспензии и мокрого грохочения руды; ГСТ51. ГСТ62, ГСТ72М — для сухого грохочения руды, ГСТ61 — для горячего агломерата.
Рис. 1.45. Схема многоярусного горизонтального грохота '203Гр с самосинхроннзирующимнся вибровозбудителями
пяти сит, имеющих большой угол наклона. Грохот предназначен для мелкого и среднего грохочения и отличается малой рабочей площадью; его габаритные размеры 1,6Х ХО,5X1,9 м. По сообщениям зарубежных журналов, грохот обладает большой производительностью. Для грохочения влажных материалов предусмотрен электроподогрев сит до 50 °C [72].
§ 7. Резонансные горизонтальные грохоты
К классу вибрационных относятся также горизонтальные резонансные грохоты. Они изготовляются только легкого типа — ГР Л по ГОСТ 23788—79Е (заводская марка ГРД).
Схема резонансного грохота изображена на рис. 1.47. Основными частями (массами) являются короб 1 и тяжелая рама 2 (дли
Рис. 1.46. Многодечный грохот (Швеция) с наклонными ситами
<Могеисеи»
Рис. 1.47. Схема резонансного грохота: а — с реактивной массой; б — двухсекционного
51
Рис. 1.48. Резонансный двухсекционный грохот ГРД (ГРЛ):
! — короба с ситами; 2 — упругие амортизаторы;
— упругие связи; 4 — эксцентриковый приводкой вал; 5 — упругий шатун
двухсекционного — вторая секция), связанные между собой упругими элементами 3 и 4. Рама опирается на перекрытие 5 здания через упругие (резиновые) виброизоляторы 6, благодаря чему она может вибрировать. На раме смонтирован эксцентриковый • (крн-
Таблица 1.16
Основные параметры горизонтальных резонансных грохотов легкого типа (двухсекционные)
Параметры Обозначение по ГОСТ 23788—79Е ГРЛ62 | ГРЛ72
Заводская марка
ГРД62 ГРД72
Размер просеивающей поверхности:
ширина, мм 2000 2500
длина, мм 5000 6000
площадь одного сита, ма 10 15
Количество сит (на 2 секции) 2 2
Размеры отверстий По выбору заказчика
Допускаемая крупность кусков исходного материала, мм До 300 До 300
Амплитуда (полуразмах) колебаний, мм >10 10
Частота колебаний, мии-1 >500 510—550
Мощность электродвигателя, кВт Масса грохота (без электродвигателя), кг 13 17
14 000 17 000
Изготовитель Ворошиловград-ский завод им. Пархоменко
вошипно-шатунный *) приводной механизм 7 с упругим шатуном 8. Частота вращения вала соответствует частоте собственных колебаний системы (работа по принципу резонанса).
Наряду с кривошипным получает применение привод резонансных грохотов от электромагнитных вибровозбудителей.
Недостатком резонансных грохотов по сравнению с инерционными являются неполная стабильность, сложность конструкции и большая масса установки из-за дополнительной массивной рамы. По этим причинам резонансные грохоты не получили широкого распространения. В СССР они применяются иа некоторых углеобогатительных и сланцевых фабриках. Общий вид двухсекционного резонансного грохота представлен на рис. 1.48, характеристика его дана в табл. 1.16.
Глава 5
’ Гидравлические грохоты
Помимо грохотов, применяемых преимущественно для сухого грохочения руд (или продуктов обогащения) с небольшой влажностью, разработаны конструкции грохотов, предназначаемых для выделения мелких классов непосредственно из пульпы. Грохочение материала в потоке пульпы получило название гидравлического, а осуществляющие эту операцию устройства— гидравлических грохотов.
В зависимости от состояния просеивающей поверхности различают три основных вида гидравлических грохотов: с неподвижной поверхностью; полуподвижной поверхностью; поверхностью, частично погруженной в пульпу.
В гидравлических грохотах с неподвижной и полуподвижной просеивающей поверхностью последняя выполняется либо криволинейной в виде дуги окружности (дуговые грохоты), либо плоской, устанавливаемой под большим углом к горизонту.
* Грохоты кривошипио-шатуииые как устаревшие сняты с производства.
52
При грохочении по размеру 0,5 мм и ниже для очистки сита (решета) применяется специальный встряхивающий механизм (грохоты «Репифайн», ГПГ и 299ГрА).
Полупогруженные вибрационные гидравлические грохоты приводятся в движение от вибровозбудителей. Их просеивающая поверхность устанавливается с небольшим подъемом в сторону разгрузки надрешетного продукта с целью его обезвоживания; подрешетный продукт выносится струей воды.
§ 1. Дуговые грохоты
В дуговых грохотах (рис. 1.49—1.51) просеивающая поверхность представляет собой дугообразную колосниковую решетку, как правило, с поперечным по отношению к потоку расположением колосников. Движение пульпы, подвергаемой грохочению, в начале решетки направлено по касательной к окружности, дугу которой представляет просеивающая поверхность (решетка).
Решетка собирается из колосников трапецеидального сечения, изготовленных из износоустойчивой нержавеющей стали. Срок службы колосников — 1—6 мес в зависимости от их износостойкости, абразивности материала, его крупности и скорости потока.
Рис. 1.49. Схема дугового грохота СД1 с центральным углом 90°:
1 — приемная коробка; 2 — рама; 3 — кромка •стенки кармана; 4 — кармаи; 5 — просеивающая поверхность (решетка с поперечными колосниками); 6 — разгрузочный патрубок для подре-шетиого продукта; 7 — деревянные клинья для крепления решетки; 8 — уголок для удержания клиньев; 9 — опора для решетки
дут
Рис. 1.50. Гидравлический грохот <Репифайи> фирмы <Дорр-Оливер> (США) с криволинейной сеткой (центральный угол 45°);
/ — питающая коробка; 2 — механизм закрепления сетки; 3 — сетка; 4 — держатель сетки; 5 — короб грохота; 6 — ударный механизм * 12
Наиболее широко применяется решетка (сито) длиной х/4 длины окружности (центральный угол 90°, -см. рис. 1.49); изготовляются также дуговые грохоты с ситом в х/2 окружности (центральный угол 180°, см. рнс. 1.51) и в s/4 окружности (центральный угол 270°). Радиус кривизны 7? решетки колеблется от 0,5 до 1,65 м; ширина решетки — от 300 до( 1200 мм; площадь грохочения — от 0,25 до' 3 м2.
’ Дуговые грохоты могут работать с самотечной подачей пульпы (начальная скорость от 0,5 до 3 м/с) и с подачей питания насосами (со скоростью потока на входе до 6—10 м/с). Крупность питания изменяется от 0,071 до
12 мм; содержание в нем твердого — от 10 до 70%; номинальная крупность подрешетного продукта от —0,05 до —3,25 мм. Эффективность грохочения по Люйкену— Дину изменяется в пределах 30—75 % в зависимости от крупности разделения.
Основные преимущества дуговых грохотов — компактаоеткГотсутствие движущихся частей и привода (за исключдртум механизма
53
630
2
130
Подрешетный продукт
Надрешетный продукт
Рис. 1.51. Дуговой грохот СД2А:
1 — питающий патрубок; 2 — дуговая решетка; 3 — желоб для иадрешетиого продукта; 4 — сборник для подрешетного продукта
для очистки сита в некоторых конструкциях). Дуговые грохоты применяются для мокрого грохочения мелкого и тонкого материала в пульпе, в том числе для отделения тяжёлых суспензий от продуктов обогащения, и для выделения легкошламующихся материалов в циклах измельчения.
В СССР дуговые грохоты применяют на углеобогатительных фабриках (для выделения крупных шламов), на коксохимических заводах (для Обезвоживания), а также в некоторых схемах обогащения руд.
Серийное изготовление дуговых грохотов освоено Теплогорским заводом гидрооборудования. Выпускаются три типоразмера: СД1, СД2А и СДОЗ (табл. 1.17). Оленегорским механическим заводом выпускаются дуговые грохоты 299ГрА с механизмом для очистки сита, предназначенные для грохочения по размеру 0,05—0,5 мм.
Размер щели s решета принимается в 1,5—2 раза больше номинальной (расчетной) крупности подрешетного продукта. Вследствие значительной скорости потока, движущегося вдоль колосниковой решетки, толщина слоя пульпы, выделяю-54
щегося под решетку, не превышает х/4 размера щели. Поэтому в дуговых грохотах происходит как бы уменьшение элективной ширины щели по сравнению с номинальной, в результате чего крупность основной массы частиц, выделяемых в подрешетный продукт, не превосходит половины размера щели. Однако при этом неизбежно попадание в подрешетный продукт некоторого количества частиц, крупность которых лежит в пределах от 0,5s до s.
Поданным зарубежных исследований [65], объемная производительность Qo (м* 8/ч) дугового грохота определяется по ориентировочной формуле
Qo = 160Fo, (1.34)
где F — площадь живого сечения решетки, м2; о — скорость подачи пульпы, м/с.
Для расчета объемной производительности по подрешетному продукту Qn (м8/ч) предложена [24] формула
Qn = 1375Ao/VR, (1.35)
где h0 — начальная толщина потока, мм; R — радиус решетки, мм.
Таблица 1.17
Основные параметры дуговых грохотов
Параметры СД1 СД2А сдоз 299ГрА
Размеры решета, мм: 1200
ширина 1100 1170 720
длина 865 1730 2500 1200
Полезная площадь, м2 0,95 1,9 3 0,75
Радиус кривизны R, мм 550 550 800 2290
Центральный угол, градус ' 90 180 180 30
Размер щелн решета s, мм Щель питающего патрубка (регулируемая), мм 0,5—3 0,5—2 0,5 0,09—1
10—30 0—30 90—140 —
Давление пульпы перед питающей щелью, МПа — 0,12 — —
Скорость пульпы на выходе из питающей щели, м/с До 4 4,5—9 4,5—6 1—2
Производительность по питанию, м^/ч Габаритные размеры, м До 200 300—400 450—500 20—60
0,8Х1,ЗХ Х2,6 1,4Х1,ЗХ Х2,6 1.9Х1.5Х Х2,6 0,9X1,5X1,35
Масса, кг 290 508 836 560
Изготовитель v Теплогорский завод гидрооборудования Оленегорский механический завод
Результаты теоретического и экспериментального исследования гидродинамики дугового грохота приведены в работах [32, 36]. Так, выход пульпы под решето определяется по формуле
уп = 1 — [ 1 — ns А/ R/ho/(b -|- s)]* 1 2 * * * б.
(1.36)
Здесь уп — объемный выход пульпы под решето, доли ед.; п — коэффициент, зависящий от содержания твердого в питании
пч=0,36 —0,41ат, (1.37)
где ат — содержание твердого по массе, доли ед.; s—ширина щели, мм; А — величина, являющаяся функцией радиуса решета R, мм, его центрального угла и скорости потока о (рис. 1.52);. й0 — начальная толщина потока (безнапорный грохот), или размер щели питающего патрубка (напорный грохот), мм; Ь — толщина колосников, мм.
При достаточно больших скоростях пульпы (теоретически при о->оо, практически для дугового грохота с дугой 90° при v 5» > 6 м/с) выход пульпы уп под решето не зависит от Скорости н определяется по формуле
Уп = 1 - (1 - 0,707пзф/^%/(5 + б)]2,
(1.38)
где ф — угол дуги грохота, радиан.
Извлечеине узких классов круп
ности в подрешетный продукт определяется приближенно по ' формуле
е; = 1 — (1 — уп — a)(‘fK_‘fi)/(rfH-<fM)>
(1.39)
где в[ — извлечение в подрешетный продукт i-ro класса, доли ед.; уп — объемный
Рис. 1.52. Значение функции А в формулеТ(1.36) для дуговых грохотов с дугой 90° (а) и 180° (tf) и различными радиусами, мм:
1 — 500; 2 — 825; 3 — 1100; 4 — 1650
а А
40
2,5
2,0 1,5 1,0 0,5
б 0 цо цо 2,16 2,12 2,06
Скорость потока, if, м/с
55
Рис. 1.53. Схемы сопряжения дуговых грохотов CTS фирмы «Бартлес» (Великобритания):
а — сдвоенный грохот («Дуплекс»); б — агрегат из двух сдвоенных дуговых грохотов («Квадруплекс»)
выход пульпы под решето; а — параметр (для напорных грохотов а = 0,04 при s > > 0,3 мм й <т= 0 при s 0,1 мм; для безнапорных грохотов при грохочении по размеру 0,5 мм и ниже а изменяется в пределах 0—6,15 в зависимости от содержания отделяемого класса в питании); dK — наименьший размер частиц надрешетного продукта, не проходящих под решето, мкм (для напорных грохотов при s > 300 мкм dK « 0,6— —0,65s; для безнапорных — при s < < 1000 мкм dK 0,7—0,8s); di — размер частиц, извлечение которых определяется; dM — наибольший размер мелких частиц, извлечение которых совпадает с извлечением воды, мкм (dM ~ 71 мкм при s > 300 мкм и dM =* 50 мкм при s С 150 мкм).
Крупность подрешетного продукта уменьшается как с уменьшением крупности питания, так и с увеличением скорости пульпы в пределах 0—4 м/с; при дальнейшем увеличении скорости крупность подрешетного продукта практически не изменяется.
Компоновка дуговых грохотов. Зарубежными фирмами выпускаются дуговые грохоты сдвоенного типа. На рис. 1.53, а показан сдвоенный грохот, в котором надрешетный продукт первой секции перечищается на втором решете, расположенном под первым. Подрешетные продукты объединяются. На рис. 1.53, б приведен вариант соединения двух сдвоенных грохотов в один агрегат. На таком грохоте получаются два надрешетных продукта различной крупности и один подрешетный.
При эксплуатации дуговых грохотов важное значение для получения высоких технологических показателей имеет качество изготовления щелевидных решеток, в частности постоянство размера щелей в различных их частях, а также острота кромок колосников. При затуплении передней (по направлению потока) кромки колосников
выход пульпы под решето и извлечение частиц уменьшаются. Поэтому рекомендуется через каждые 7—10 дней переворачивать решетку на 180°. Следует также периодически прочищать просеивающую поверхность от застрявших в ней частиц.
Для грохочения по крупности 0,5 мм и ниже грохоты снабжают ударным механизмом, периодически наносящим удары по ситу или вибрирующим его для очистки от застрявших зерен.
§ 2. Конические циклонные грохоты
По принципу действия сходны с дуговыми грохотами. Рабочий орган конического грохота ГК (рис. 1.54) состоит из усеченного конуса 1 (верхняя часть) и усеченной пирамиды 4 (нижняя часть), соединенных кольцом 2, расположенных в корпусе 3. Углы наклона к горизонтальной плоскости образующей конуса и граней пирамиды соответственно равны 75 и 45°. Загрузочное устройство 6, обеспечивающее тангенциальный ввод пульпы, снабжено шиберной заслонкой 5, регулирующей ширину выпускной щели, и имеет перекидной шибер, позволяющий менять направление входа пульпы в аппарат. Верхняя и нижняя поверхность грохота выполнена из отдельных 'взаимозаменяемых элементов. Размер щели в ситах грохота 0,5— 1 мм. Грохот применяется для обезвоживания углей [48].
В коническом грохоте ОСО (Польша) в отличие от грохота ГК все просеивающие поверхности являются усеченными конусами, соединенными между собой (рис. 1.55).
Рис. 1.54. Схема конического циклонного грохота ГК
56
Рис. 1.55. Схема конического циклонного грохота ОСО:
Пульпа подается по касательной к внутренней поверхности верхнего конуса через несколько патрубков. Мелкие частицы проходят сквозь щели между колосниками. Грохочение осуществляется от мелкого к крупному. Мелкие фракции накапливаются в приемниках, а крупный надрешетный продукт разгружается через центральную воронку.
На обогатительных фабриках Польши грохоты ОСО применяют для обезвоживания мелочи, выданной отсадочными машинами, а также для- выделения крупной фракции из шламов промывки и для питания флотационных машин [87].
§ 3. Плоские гидравлические грохоты
Гидравлические грохоты с плоской решеткой или ситом подразделяются на два типа, отличающихся принципом действия: гидрогрохоты с непогруженным ГПГ и с частично погруженным' ситом ГВП. В первом случае перемещение материала по наклонной просеивающей поверхности происходит за счет начальной скорости пульпы н касательной составляющей силы тяжести, во втором —• за счет направленных вибраций, сообщаемых грохоту.
Гидравлический плоский грохот ГПГ (рис. 1.56) снабжен ударным механизмом для встряхивания сита с целью его очистки от застревающих «трудных» зерен. Питание подается на грохот в виде пульпы. Для повышения общей производительности грохоты ГПГ собираются в агрегат, состоящий из нескольких параллельных секций (от одной до шести) с общим приводным валом. Питание подается на каждую секцию отдельно, для чего предусматривается специальный пульподелитель.
Основные параметры плоского гидравлического грохота с непогруженным
ситом ГПГ0,75
Размер решетки (сита): ширина, мм ...... 720
длина, мм.................. 1200
полезная площадь, м2 0,75
1, 2 и 3 — просеивающие поверхности (стержневые решетки); 4 — питающий круговой желоб;
5 и 6 — патрубки; 7 и 8 — приемники для мелких фракций; 9 — вороика для крупной фракции
Количество секций .... 1—6
Угол наклона решетки (сн-та), градус.................. 45—55
Размер щели s, mm . . . , 0,09—1,0
Производительность одной секции (в зависимости от размера щели):
по твердому, т/ч . . . . 10—30
по потоку пульпы, м3/ч 20—60
Частота встряхиваний ре-
шета, мин-1.............. 12
Редуктор привода встряхи-
вающего устройства:
тип...................... РЧУ80-80
передаточное число ... 80
Электродвигатель:
тип...........’ . . . . А02-П-6
мощность, кВт................. 0,4
частота вращения, мин-1 915
Размер одной секции, мм:
длина с приводом ... 1162
длина без привода . . . 850
ширина....................... 1173
высота....................... 2035
Масса одной секции, кг 613
Изготовитель................ Новочеркас-
ский машиностроительный завод им.
Никольского
57-
g Таблица 1.18
Показатели работа грохотов ГПГО, 75 в циклах измельчения
Тип руды Размер щелей сита, мм Крупность разделения, мм Продукт Удельная производительность Содер-жаиие твердого, % Выход, % Содержание классов, %, крупностью, мм Эффективность грохочения по Люйкену, %
к • 2 ЕГ к S по пуль, пе по твердому 00 о* + — 0,8 4-0,56 <о оо 14- — 0.4 4-0,2 -0,2 4-0,071 О о 1
Полиметаллическая 1,о 0,5. Надрешетный Подрешетный Питание 4,9 14,9 19,8 8,2 10,9 19,1 77,6 48,8 58,0 24,8 75,2 100 42,9 57,1 100 44,0 0,5 19,1 30,5 10,3 18,9 10,4 21,2 16,6 5,5 21,2 14,5 9,6 46,8 30,9 70,4
Надрешетный Подрешетный Питание 16,2 31,8 48,0 18,7 18,0 36,7 63,8 40,9 50,3 33,8 66,2 100 50,9 49,1 100 38,1 0,6 19,7 35,6 11,0 23,5 12,2 21,2 16,6 4,9 22,0 13,3 9,2 45,2 26,9 64,1
Редкометальная 0,8 0,4 Надрешетный Подрешетный Питание 4,7 18,2 22,9 7,9 4,4 12,3 8L5 20,7 39,8 20,6 79,4 100 64,3 35,7 100 30,1 0,7 19,6 33,7 6,1 93,9 22,9 15,4 20,2 12<5 44,4 23,9 0,6 23,9 8,9 0,2 9,5 3,5 64,0
Надрешетный Подрешетный Питание 8,2 22,3 30,5 11,0 4,9 15,9 72,7 18,9 39,2 26,8 73,2 100 69,4 30,6 100 29,1 0,5 31,0 35,1 4,9 23,4 22,0 13,2 19,3 16,3 42,4 24,3 0,7 26,9 8,7 0,4 12,1 4,0 58,2
Полиметаллическая 0,4 0,2 Надрешетный Подрешетный Питание 4,9 11,8 16,7 6,5 5,8 12,3 71,0 36,4 49,1 29,1 70,9 100 53,1 46,9 100 0,4 0,2 21,1 1,5 11,9 55,0 24,1 40,5 15,7 35,1 24,8 7,9 39,3 22,6 50,6
Надрешетный Подрешетный Питание 7,2 18,1 25,3 7,8 8,9 16,7 62,3 36,9 45,6 28,6 71,4 100 - 46,8 53,2 100 0,2 _0,1 11,6 0,5 5,7 47,1 18,4 33,2 26,6 37,9 32,6 11,6 43,2 18,4 44,9
Грохот ГПГ применяется для мокрого грохочения мелких н тонких материалов, в том числе для выделения легко шламую-щихся минералов в циклах измельчения (табл. 1.18).
На ряде железообогатительных фабрик — «Эри» (США), «Бонг» (Либерия), «Сэвидж-Рнвер» (о. Тасмания), «Хилтон» (Канада) и др. успешно применяется тонкое гидравлическое грохочение конечных концентратов по классу —0,071 или —0,044 мм с целью повышения содержания железа в концентрате, поскольку было обнаружено, что в мелких классах содержание железа выше, чем в крупных *.
Для плоского гидравлического грохота выход пульпы под решето уп вычисляется > по формуле
Тп = 1 — (1 — nslV2gh0 cos a/2q0 (b -f- s)]2, (1-40)
где n — коэффициент, вычисляемый по формуле (1.37); I — длина сита, м; й0 — началь-ная толщина потока, мм; а — угол наклона сита; 70 — удельная производительность на 1 м ширины сита, м8/с.
В плоском гидравлическом грохоте по мере увеличения скорости потока выход пульпы под решето непрерывно уменьшается. При малых скоростях потока пульпы (о^ ^2 м/с) показатель степени и коэффициент в знаменателе формулы (1.40), равные 2, следует заменить на 1,5.
Гидрогрохот вибрационный с п о л у п о г р у ж е н и ы м решетом ГВП (рис. 1.57). Решетка (сито) грохота наклонена под углом 10° к горизонтальной плоскости и на 2/3 погружена в ванну с пульпой. Под действием дебалансных вибровозбудителей грохот совершает прямолинейные колебания, направленные под углом 30° к поверхности решетки. Под влиянием вибраций происходит просеивание мелких частиц под решето и транспортирование надрешетного продукта вдоль грохота к его разгрузочному (верхнему) концу.
Вибровозбудители соединены с электродвигателями с помощью эластичных лепестковых муфт, что позволяет допускать некоторую несоосность валов вибровозбудителей и электродвигателя. Решетку закрепляют в коробе при помощи клиньев и деревянных брусьев. Для повышения жесткости решетка скрепляется продольными и поперечными планками. Короб грохота опирается со стороны загрузки на четыре пружины и подвешен со стороны разгрузки на две пружины. Для предотвращения скопления материала на днище ванны на ней закреплен моторный вибровозбудитель, включаемый периодически. Регулирование амплитуды вибраций короба с ситом производится изменением
* Проведены промышленные испытания и разработана схема доводки концентрата с применением тонкого гидравлического грохочения на Днепровском ГОКе.
Рис. 1.56. Схема гидравлического грохота ГПГ0,75:
1 — рама; 2 — короб; 3 — решето; 4 — зажим для крепления сита; 5 — коробка для питания;
6 — приводной вал; 7 — водило; 8 — ударник;
9 — боек; 10 — поперечная планка . сита; 11 — защитный козырек
положения дебалансов в корпусе вибровозбудителя.
Производительность грохота 'изменяется прямо пропорционально размеру щели и зависит от частоты и амплитуды вибраций и угла наклона грохота.
Грохоты ГВП применяются для грохочения по классам —0,1 и —0,4 мм в целях выделения узкой однородной фракции кварца при глубоком обогащении кварцевого сырья.
Основные параметры гидравлических вибрационных полупогруженных грохотов ГВП
ГВП 1.0 ГВП 5,0
Размер сита, мм:
длина................ 1500 3000
ширина.............. 1000 1000
Угол подъема сита (с горизонтальной плоскостью), градус........ 8—10
Количество сит .... 1 2
Полезная площадь сита (площадь погруженной части сита), м2 . . . . 1 2
Ширина щелей сита . . 0,1; 0,2; 0^3; 0,4; 0,5
Производительность по готовому продукту (пропорционально размеру щели), т/ч ........... 1—5
5—25
59
Рнс. 1.57. Гидрогрохот вибрационный с полу-погружеииым решетом ГВП1:
1 — дебалансный вибровозбудитель; 2 — короб; 3 — снто; 4 — пружина; 5 — ваниа; 6 — опорная рама; 7 — моторный вибровозбудитель; 8 — клин; 9 — брус; 10 — лоток; 11 — пружина .
Отношение расхода воды к расходу твердого в питании ................ 1—1,5
Параметры вибрации: амплитуда, мм . . . 5 6
частота, мин'1 . . , 950
Угол между направлением вибраций н гори-. зонтальной плоскостью, градус.................. 40
Установочная мощность электродвигателей, кВт 2 15
Габаритные размеры грохота, мм:
длина.................. 2350 4500
ширина................. 1803 3800
высота................. 2300 3870
Масса грохота (без воды), кг ................. 1300 6000
Глава 6
Механика грохотов
§ 1. Кинематика и динамика вибрационных (инерционных) грохотов
В большинстве случаев на рудообогатительных фабриках применяются вибрационные (инерционные) грохоты с круговыми илн прямолинейными колебаниями, возбуждаемыми дебалансными вибровозбудителями. Круговые (эллипсовидные) колебания создаются одновальным вибровозбудителем дебалансного типа (рис. 1.58, а), прямолинейные — двумя синхронизированными тем или иным способом вибровозбуднтелямн (рис. 1.58, б) (самобалансные грохоты).
Разработан грохот с круглым ситом, на котором материал движется по круговым траекториям под действием винтовых колебаний. Схема возбуждения винтовых колебаний такого грохота-гранулометра прн помощи двух самосинхронизирующихся дебалансов со скрещивающимися осями изображена на рис. 1.59.
60
Соотношения между большой и малой полуосью эллипса, а также наклон большой полуоси, определяющие внд траектории точек короба с одинм дебалансом, зависят от расположения центра тяжести короба и оси вращения дебаланснон системы. Универсальная диаграмма, предложенная И. И. Блехманом н А. С. Жгулевым [15], изображена на рис. 1.60.
Поле траекторий имеет следующие характерные особенности.
1. Траекторией центра тяжести Oj (начало подвижных координат) является окружность с радиусом г = А, где А = тЕ/М — амплитуда круговых колебаний центра тяжести (т — масса дебалансного груза; Е — параметр, пропорциональный эксцентриситету дебалансного груза; М — масса короба).
2. Центр качания Кг с координатами и = 0 и v = p2/h, где р = I/M — радиус инерцнн короба (/ — момент ннерцни); h — расстояние между точками D и О1; имеет прямолинейную траекторию; здесь эллипс вырождается в отрезок прямой; амплитуда колебаний равна А.
3. Точка D (ось вибровозбудителя) движется по эллипсу, малая ось 2Д которого совпадает с прямой OjP, а большей ей перпендикулярна.
4. У всех точек, лежащих на продолжении прямой /CjOjZ), малые полуоси эллипсов также совпадают с этой прямой н равны амплитуде А; большие полуоси эллипсов перпендикулярны этой прямой и длина их тем больше, чем дальше центры эллипсов отстоят от центра качаний /Q.
5. Помимо центра тяжести Oj ту же круговую траекторию с радиусом А имеет точка О2, находящаяся на таком же расстоянии от точки К1? как н центр Oj.
6. Поле траекторий состоит нз двух зеркально симметричных половин; осью симметрии служит прямая AiOj (см. пару точек М. и N на -рнс. 1.60, б).
а
Рис. 1.58. Схемы инерционных грохотов:
а — наклонного грохота с простым дебалансным вибровозбуднтелем; б — горизонтального и слабонаклонного грохота с самосинхронизирующи-мися вибровозбудителями
7. Чем дальше данная точка короба отстоит от его центра тяжести Ог, тем более вытянутую форму имеет эллипс.
8. При изменении амплитуды А общий характер поля траекторий не изменяется; меняется лишь масштаб траекторий.
Рис. 1.59. Схема круглого грохота-гранулометр» АГР2 с самосиихроиизирующимися внбровоз-будителями
1,2
61
Рис. 1.60. Траектории"точек короба при несовпадении оси вращения Л дебалаисиых грузов с центром тяжести О
а —^характерные точки (Kt — центр качания); 6J— поле траекторий точек; в — эллиптические траектории характерных точек грохота
Если известен радиус инерции грохота р и ордината оси вйбровозбудителя h, то истинное расстояние от центра тяжести 0$ до центра качания 7Q найдется как отношение P-lh. Сравнивая полученную величину с расстоянием Oj/C на диаграмме, определяют масштаб линейных размеров короба как отношение длины отрезка 0г1(1 к параметру р2/ h. Этот масштаб дает возможность в каждом конкретном случае изобразить очертания короба на диаграмме поля.
Масштаб траекторий определяется отношением радиуса г круговой траектории центра тяжести 0х (измеряется на диаграмме) к расчетному значению амплитуды А. Пользуясь этим переводным масштабом, можно в каждом конкретном случае определить истинные размеры эллиптических траекторий короба.
Важным частным случаем является совпадение центра тяжести Oj с осью D вибровозбудителя, когда траектории всех точек короба превращаются в круги с одинаковым радиусом (к чему должны стремиться конструкторы).
62
§ 2. Мощность привода вибрационных (инерционных) грохотов
Большинство работающих в промышленности инерционных грохотов представляют собой колебательную систему, в которой за один период колебаний происходит один полный цикл превращения кинетической энергии системы в потенциальную н обратно — потенциальной в кинетическую. В результате при установившемся режиме теоретически не требуется расхода энергии на преодоление сил инерции движущихся масс и сил упругости амортизаторов (пружин). Энергия необходима только для преодоления диссипативных сил (трение, потери при ударах руды о сито и т. д.). Практикой установлено, что на 1 кг сыпучего материала, на-дящегося на вибрирующей поверхности, приходится 0,002—0,003 кВт мощности приводного электродвигателя (для гидравлических вибрационных грохотов диссипативные сопротивления пульпы требуют около 25 % Общей затрачиваемой мощности).
Количество надрешетного материала, находящегося на сите, приблизительно равно
G = QL (1 - а0 E)iv, (1.41) где Q — производительность грохота, кг/с; L — длина сита, м; а0 — содержание мелочи в исходном, доли ед.; Е — эффективность грохочения, доли ед.; v — скорость перемещения материала, м/с.
Мощность, расходуемая на вибротранспортирование, составляет
NT = (2—3) 10-’G. (1.42)
Вторым слагаемым потребления энергии является ее расход на трение в подшипниках вибровозбудителя
NTp = Alto = 0,5Ffd<o, (1.43)
где М — момент трения; F = /псо2/?о — центробежная сила дебалансов с массой т и радиусом вращения /?0, Н; f= 0,004— —0,007 — коэффициент трения качения подшипника; d — диаметр вала под подшип-ником, м; <о — угловая скорость, рад/с.
Отсюда мощность, потребляемая грохотом (средняя за период), составит
Na = NT + NTf>. (1.44)
Выбранный электродвигатель (или электродвигатели) должен обеспечить надежный запуск грохота.
Расчет времени пуска системы электродвигатель — приводное устройство—вибровозбудитель, производимый обычно с целью сравнения с допускаемым временем, достаг точно сложен и требует, в частности, подсчетов моментов инерции вращающихся масс. Необходимые для этого данные у эксплуатационников, как правило, отсутствуют. Практически достаточно произвести упрощенный расчет пускового момента электродвигателя, необходимого для подъема де-балансов_из_нижнего положения в верхнее.
Пусковой момент электродвигателя, приведенный к валу внбровозбудителя (при передаточном отношении приводного устройства i = 1 момент равен моменту электродвигателя), определяется по формуле
^и»>0'724 (L45>
§ 3. Самосинхронизация вибровозбудителей
Применение в грохотах явления самосинхронизации вибровозбудителей позволяет получить ряд конструктивных н эксплуатационных преимуществ. Значительное количество таких самосинхронизирующихся грохотов эксплуатируется в промышленности. При их проектировании н изготовлении необходимо учитывать ряд специфических требований, обеспечивающих синхронный и синфазный режим вращения двух валов внбровозбуднтелей [16]. Согласно этим требованиям должны выполняться два условия: устойчивость самосинхронизации и ее «стабильность».
Режим колебаний рабочего органа, определяемый режимом вращения валов внбро-возбудителей, должен быть устойчивым, т. е. режим вращения должен автоматически устанавливаться и поддерживаться при каждом включении электродвигателей в сеть.
Угловые скорости вращения валов со^ и <о2> а также значения фазовых углов срх и ср2 прн устойчивом синхронном движении оказываются одинаковыми по абсолютной величине н противоположными по з^аку, прн этом обеспечиваются как результирующая возмущающая сила, так и примолинейные поступательные колебания грохота. Устойчивость режима вращения номинально одинаковых вибровозбудителей представляет собой необходимое условие их самосинхронизации.
В наиболее распространенных частных случаях (см. рис. 1.58, б) вращения валов в противоположные стороны ф1=±со^ и <р2 = qz(co^-(- л), режим будет устойчив при любых сочетаниях параметров, если расстояние от оси вибровозбудителя до центра тяжести грохота г #= 0.
Кроме условия устойчивости необходимо также, чтобы неизбежные конструктивные различия вибровозбудителей и их электродвигателей, обусловленные неточностями изготовления н монтажа, не приводили к недопустимым искажениям поля траектории рабочего органа грохота. Неодинаковость параметров асинхронных электродвигателей, сопротивлений в подшипниках вибровозбудителей и другие причины приводят к тому, что одни нз валов вибровозбудителей стремится вращаться несколько быстрее, чем другой. В результате возникает отклонение Да в фазах вращения валов вибровозбудителей, которое и приводит к нежелательному искажению поля траекторий рабочего органа
грохота. Этой тенденции к «рассинхронизации» препятствует так называемый «вибрационный момент», заставляющий валы вращаться с одинаковой по абсолютной величине угловой скоростью. Требование, чтобы ука-занное искажение не было слишком большим, было названо И. И. Блехманом «условием стабильности».
Таким образом, при условии устойчивости режима синхронного вращения требуемое движение валов внбровозбуднтелей будет достигнуто только тогда, когда тенденция вибровозбуднтеля к самосинхронизации и самофазировке, обусловленная наличием вибрационного момента, будет сильнее тенденции к рассинхронизации н расфазировке [161- t Lt , Uu
§ 4. Приводные устройства инерционных грохотов
Передача вращающего момента от электродвигателя к вибровозбуднтелю осуществляется с помощью клиноременной или карданной передачи различного конструктивного исполнения, а также с помощью эластичной (лепестковой) муфты.
В инерционных наклонных грохотах’^круговыми колебаниями инерционные нагрузки на вибрирующие шарниры карданных валов и элементы эластичной муфты могут быть сведены к нулю. Для этого нужно сместить ось вибрирующего конца приводного карданного вала на значение амплитуды колебаний грохота в сторону дебалйнса, т. е. в неподвижную точку системы дебаланс — короб грохота. Это смещение аналогично смеще-. нню оси шкнва в самоцентрнрующемся грохоте (см. гл. 4, § 2).
Принцип смещения осей можно применить в вибрационных машинах с прямолинейными гармоническими колебаниями, в частности в самобалансных грохотах [17].
Ось вращения дебалансных валов само-балансного (а также самосннхроннзирующе-гося) вибровозбудителя совершает прямолинейные гармонические колебания с амплитудой, равной амплитуде колебаний грохота. Следовательно, точки валов совершают одновременно два движения: переносное (прямолинейные колебания) и относительное (вращение).
Рассмотрим движение точки Б (рнс. 1.61, а), отстоящей от оси О2 подшипников дебаланс-ного вала на расстояние 0,5Д (половина амплитуды колебаний грохота). Пусть ось вращения О2 вала находится в крайнем верхнем положении, тогда дебалансная часть будет находиться в крайнем ннжнем положении. Поместим в точку Ог начало подвижных координат £, т], совершающих прямолинейные колебания с амплитудой А. В точку О2, являющуюся средней точкой колебаний (ОхО2 = 020{ = Д), поместим неподвижную систему координат х,у. Примем, что вал вращается с постоянной угловой скоростью со.
63
Рис. 1.61. Эксцентричное присоединение приводного вала к вибровозбудителю:
а — схема присоединения; б — ускорение оси приводного вала в случае смещения (7) и без смещения (77); в — муфты со смещенной осью
Движение точки Б в системе £, т] может быть записано в следующем виде:
Z — 0,5Д sin со/;
г] = —0,5Д cos a>t. (1-46)
Система £, in движется по закону: х = 0; у = A cos со Л Складывая эти движения, получаем закон движения точки Б в системе координат х, у:
х = 0,54 sin со/;
у = A cos соf — 0,5Д cos at —
— 0,5Д cos со С х2 + у1 = (0,5Д)2, (1.47)
т. е. точка Б движется по окружности с радиусом 0,5Д н центром в точке О2. Совместив с точкой Б ось вибрирующего конца приводного карданного вала (и ось промежуточного вала, если имеется несколько соосных вибровозбудителей, или ось приводной упругой муфты), получим снижение амплитуды колебаний осей этих элементов в 2 раза.
Движение совмещенного с точкой Б вибрирующего конца карданного вала и промежуточного вала по круговой траектории улучшает условия работы их шарнирных узлов, так как при этом их оси движутся с постоянным ускорением (см. рис. 1.61, б, кривая /) в отличие от переменного (и вдвое бблыпего) ускорения осей в случае без смещения (кривая II). ’
На рнс. 1.61, в показана переходная муфта, с помощью которой достигается смещение оси Б ведущего дебалансного вала на расстояние (эксцентриситет) 0,5Д.
64
Карданные и промежуточные валы, выполненные с указанными смещениями, показали при промышленных испытаниях надежную работу [17, 64].
§ 5. Движение сыпучего материала на вибрационных грохотах
В вибрационных грохотах движение сыпучего материала вдоль сита осуществляется преимущественно за счет явления вибрационного перемещения. Вибрационное перемещение состоит в появлении направленного в среднем движения отдельных тел или слоя сыпучего материала на просеивающей поверхности под действием ненаправленных в среднем (периодически противоположно направленных) вибраций последней. Одновременно на вибрирующей просеивающей поверхности значительно интенсифицируется процесс прохождения мелочи сквозь слой и сито.
Поскольку строгой динамической теории сыпучих сред к настоящему времени не удалось создать, при рассмотрении вибропере-мещення решалась задача о движении «точечной» тяжелой частицы на наклонной плоскости, совершающей прямолинейные гармонические колебания [14, 47].
В поле взаимодействия сил, действующих на частицу *, попавшую на сито, она по истечении некоторого (достаточно большого) промежутка времени начинает совершать не зависящее от начальных условий движение вдоль сита с постоянной средней скоростью. Решения уравнений движения частицы имеют вид
х = vt + ср (/); у = Ф (/), (1-48)
где х и у — координаты частицы соответственно вдоль и поперек сита; v — постоянная средняя скорость перемещения частицы вдоль сита; ф (f) и ф (t) — периодические функции времени с периодом, кратным периоду колебаний снта. Эти функции, не вызывая в среднем перемещения частицы, способствуют ее «расшатыванию» и обеспечивают эффективное действие постоянных факторов. В то же время они определяют установившиеся во времени движения частицы, характеризующиеся периодичными и кратными периоду колебаний сита моментами пребывания частицы на плоскости сита и полета при движении с отрывом частицы от снта (режимы с подбрасыванием), либо моментами перехода от одного этапа прямого или обратного движения к другому при безотрывном скольжении по ситу. Режимы этих движений определяются главным образом параметрами вибраций сита (частотой и амплитудой), коэффициентом трения материала о сито, а также коэффициентом восстановления нормальной составляющей скорости при ударе частицы о сито [14, 47]. Области их суще-
* Имеются в виду прежде всего частицы с размером больше размера отверстия сита, скорость которых определяет скорость слоя сыпучего материала.
[ Fee. 1.62. Распределение режимов движения ма-| сериала в зависимости от значения параметра со»:
Т — период переключений; I — движение без । подбрасывания; II — движение с подбрасыва-. жнем
ствования и устойчивости (рис. 1.62) характеризуются безразмерным параметром Шо = Дсо2 sin р/<? cos а, представляющим собой отношение нормальных к ситу составляющих ускорения сита и ускорения свободного падения (Р — угол между направлением колебаний и ситом; а — угол наклона сита к горизонту). В случае круговых колебаний Р принимается равным 90°.
Вибрационные грохоты, рассмотренные выше, работают в области значений параметра ш0 от 2 до 5, т. е. на них осуществляются режимы с подбрасыванием.
Столбиками с двойной штриховкой на рис. 1.62 показаны режимы с непрерывным подбрасыванием, при которых частицы материала, имея с ситом лишь мгновенный контакт, практически непрерывно находятся в полете. 'Эти режимы по интенсивности вибрационного воздействия на материал (а также по степени износа сита) являются более выгодными по сравнению с режимами, при которых частицы в течение части цикла скользят по ситу. Однако «зоны» таких режимов значительно уже. Так, первый из них лежит в пределах от «>0!= 3,296 до «>о1 = 3,724; второй — от соО2 = 6,326 до w02 = 6,594; третий — от сооз = 9,478 до со'оз= 9,635 (в работе [47] . эти значения уточнены). Столбиками с одинарной штриховкой (кроме первого столбика с <о = 1, где движение частиц безотрывное) показаны регулярные режимы с одним этапом полета и одним этапом скольжения за период. Они охватывают значительно большую часть области ускорений и, следовательно, чаще реализуются на практике.
§ 6. Скорость подачи материала в грохотах с прямолинейными колебаниями
Вопрос о допустимой предельной скорости движения материала по грохоту (скорость подачи) подробно проанализирован применительно к р е ж и му без подбрасывания, при котором зерна материала всегда остаются в плоскости просеивающей поверхности.
Рис. 1.63. Удар шарообразной частицы о кромку отверстия сетки грохота:
а — восстанавливающий момент при ударе равен нулю; б — восстанавливающий момент при ударе ие обращается в нуль (угол удара равен р)
В этом случае возможны два варианта (рис. 1.63):
а) после столкновения с кромкой отверстия сита (или решета) центр частицы занимает такое положение О,, при котором невозможен выброс частицы вверх на поверхность сетки — восстанавливающий момент отсутствует (рис. 1.63, а);
б) после удара частица имеет возможность подняться на поверхность сита — наличие восстанавливающего эффекта (рис. 1.63, б).
При режиме с подбрасыванием скорость подачи может быть повышена в 2—3 раза. Оптимальная скорость зависит также от производительности грохота и требующейся эффективности грохочения. Практически для грохотов типа ГИТ предельная скорость составляет 0,7—0,8 м/с, для самобалансных (горизонтальных) грохотов 0,4 м/с. Приведенные соображения относятся только к ситам с квадратной или круглой ячейкой (при продолговатой ячейке удара частицы о кромку, естественно, не происходит).
Скорость подачи для наклонных грохотов с прямолинейными колебаниями может быть определена из номограммы (рис. 1.64) [47], где по оси абсцисс отложено безразмерное
3 Заказ 81
65
л
Рис. 1.64. Номограмма для определения скорости материала для грохотов с направленными колебаниями
нормальное ускорение (оо в диапазоне (О < соо <'4) а по оси, ординат — параметр, характеризующий наклон плоскости сита er = tg a/f, где a — угол наклона сита к горизонту, / — коэффициент трения скольжения частиц по ситу.
На номограмме нанесены линии постоянных значений (изолинии) безразмерной средней скорости перемещения о, с которой действительная средняя скорость подачи V связана формулой [47]
V = gfv cos a/со, (1-49)
где со — частота колебаний.
При низкой интенсивности вибраций (<о < 1) частицы все время находятся в контакте с плоскостью сита. Отвечающая «застою» треугольная область АВС номограммы заштрихована. Линия «буксования» BD (и = 0) разделяет области прямого и обратного транспортирования.
Следует отметить, что приведенная номограмма относится к некоторым усредненным условиям: угол вибраций 8 ~ 45°, коэффи-
Qj, м®/(м • ч).........................
АО..,..................................
Qi, м3/(м-ч)...........................
Aq ....... ........................ •
циент трения f 0,6, параметр вибрации г = f tg 8 = 0,6. При существенном отличии этого отношения от принятого для данной номограммы можно обратиться к номограммам при других значениях г, приведенных в работе [47].
§ 7. Скорость подачи материала в наклонных грохотах с круговыми колебаниями
Для наклонных грохотов с круговым движением предложена эмпирическая формула [51] для вычисления скорости подачи v, м/с
где Ко — поправочный коэффициент на пропускную способность грохота; 0,18 — постоянный коэффициент, мм/с; п — частота вращения вала, мин"1; г — амплитуда (радиус) круговых колебаний, м; g = 9,81 — ускорение свободного падения, м/с2; a — угол наклона грохота, градус.
Поправочный коэффициент Ко выбирается в зависимости от пропускной ~ способности
грохота Qi (отнесенной на 1 м ширины)
25 30 35 40 45 50 55
1,70 1,40 1,25 1,15 1,05 1,00 0,95
60 70 80 100 120 180
0,92 0,89 0,85 0,80 0,78 0,75
66
Теоретическая формула для вычисления средней скорости подачи материала для грохотов с /круговым движением [14] имеет вид
(1.51)
где со — угловая скорость, с-1; г — амплитуда, м; Р — параметр, зависящий от коэффициента восстановления R прн ударе н относительного (безразмерного) ускорения co0; Kr = (1 — R)/(i + R) — параметр, зависящий от коэффициента восстановления R; <о0 = 4s2rlg cos а— относительное ускорение, выраженное в долях ускорения силы тяжести; f — коэффициент трения руды о сито.
Для расчетов приближенно принимают коэффициент восстановления при ударе R ~ 0,2, тогда = 0,67, а соответствующий параметр Р будет зависеть от относительного ускорения со0:
Таблица 1.19
К определению расчетных параметров механического режима ииерционных грохотов
Размер отверстия сита а, мм Коэффициент в формуле (1.52) Произведение двойной амплитуды иа частоту 2гп, мм/мин
<3 0,3 6 000
3—12 0,3 8 000
12—25 0,25 10 000
25—60 0,15 10 000
>60 0,1 12 000
Необходимо добавить, что в ГОСТ 23788—79Е на грохоты инерционные, введенному в действие с 1982 г., предусмотрены для произведения 2т значения 6000; 8000; 10 000 и 12 000 мм/мии.
<оо.............. 2 3. 4 5 6 7
Р............ . 3,0 4,0 5,2 6,7 8,1 9,5
Каталожные данные. По данным фирмы «Аллис-Чалмерс» рекомендуется принимать для наклонных грохотов скорость подачи материала V = 0,5 м/с при отверстиях сетки менее 25 мм и V = 0,65 м/с прн ячейках более 25 мм. Для горизонтальных грохотов рекомендуется соответственно V = — 0,23 и 0,20 м/с.
<§ 8. Параметры механического режима грохота
Амплитуда. Для наиболее распространенных грохотов инерционного типа амплитуду г (полуразмах) колебаний короба выбирают в зависимости от размеров а отвер-, стия просеивающей поверхности. Эмпирическая формула, определяющая нижиий предел для г, имеет вид
г > ma + 1. (1.52)
Рекомендуемые значения коэффициента т, основанные на данных практики грохочения, приведены в табл. 1.19.
Частота вращения рабочего вала. Принимаемая машиностроительными заводами частота вращения рабочего вала п находится в зависимости от амплитуды; произведение двойной амплитуды на частоту вращения берется, как правило, не менее 6000 мм/мин.
Как видно из табл. 1.13, для большинства грохотов ГИТ старых конструкций это произведение близко к 6000—7000 мм/мин. Для новых более производительных грохотов значения этого параметра приведены в табл. 1.19. Зная амплитуду, по этим значениям легко определить частоту вращения вала.
Глава 7
Закономерности процесса грохочения
§ 1. Основные технологические параметры
Выход подрешетного продукта. На рнс. 1.65 приведена схема односитного грохота с показателями процесса грохочения.
При установившемся режиме работы грохота соблюдается равенство
Q=P + S, (1.53)
где Q — масса исходного материала, подаваемого на грохот в единицу времени, т/ч; Р и S — масса соответственно подрешетного и надрешетного продуктов, получаемых в единицу времени, т/ч.
Уравнение баланса расчетного мелкого класса имеет вид
Qa0=R₽ + S«, (1.54)
где а0, Рид — содержание расчетного мелкого класса соответственно в исходном, подрешетном и надрешетном продуктах.
После подстановки значения S из предыдущего равенства уравнение баланса получит вид
Q(a0 —д) = Р(Р-д). (1.55)
Отсюда выход у (%) подрешетного продукта, равный отношению масс подрешетного и исходного (у = 100 Р/Q), будет у = 100 (а0 0)/(Р — д). (1.56)
Если расчет ведется по классу, верхний предел которого равен размеру квадратных
3*
67
Рис. 1.65. Схема одиоситиого грохота (к определению показателей грохочения)
ячеек сита, то содержание расчетного класса в подрешетном составляет 100 % (т. е. р = = 100%). В этом частном случае выход подрешетного продукта
у = 100 (а0 — ©1/(100 — ©), (1.57)
где а0 — содержание всего подлежащего отсеву мелкого класса в исходном питании, % .
Общая формула (1.56) позволяет определить выход у подрешетного продукта по результатам ситовых анализов трех продуктов — исходного (а0), подрешетного (0) и надрешетного (©). Расчет ведется по трем каким-либо классам и для выхода берется среднее значение уСр-
Для определения уСр по формуле (1.56) или (1.57) необходимо провести несколько параллельных опытов (опробований) и усреднить полученные результаты.
Извлечение е мелкого класса в подрешетный продукт представляет собой выраженное в процентах отношение массы данного класса в подрешетном продукте к общему количеству этого же класса в исходном материале.
Если содержание расчетного мелкого класса в исходном равно а0 (%), то в 100 единицах массы исходного имеется 100 а0 единиц массы дайного мелкого класса, а в подрешет-иом — 70/100 таких же единиц (у — выход подрешетного продукта, %; 0 — содержание в нем мелкого класса, %). Согласно определению извлечение
е= 100 0у/1ООосо = 0?Ахо. (1.58)
При расчете по этой формуле необходимо знать выход у подрешетного продукта; однако, не вычисляя у, можно найти извлечение е непосредственно по данным ситовых анализов, так как подстановка в равенство (1.58) значения у нз формулы (1.56) дает
8 = 100 0(ао — ©)/а0 (0 — 0). (1.59)
В том частном случае, когда 0 = 100 % последняя формула упрощается *
е0 = 10 000 (а0 — ©)/а0 (100 — ©). (1.60)
Эффективность разделения Е (грохочения, классификации) по классу мельче отверстий сита представляет собой отношение массы этого класса в подрешетном продукте к массе того же класса в исходном материале. Это отношение равно разности между извлечением 8 расчетного мелкого класса в подрешетный продукт и извлечением 8+ в него крупного класса
Е=е — е+. (1.61)
Первый член правой части находят по формуле (1.58). Второй член, т. е. извлечение е+ в подрешетный продукт крупных классов, определяется как произведение выхода у подрешетного продукта на отношение содержаний крупного в подрешетном (100—0) и в исходном (100 — ССо)
8+ = у (100— 0)/(1ОО — а0). (162)
Подстановка значений 8 и 8+ в формулу (1.61) дает
Е = 100у (0 — а0)/а0 (100 — а0). (1.63)
На основании предыдущих соотношений общая формула эффективности грохочения может быть записана в различных, но равнозначных вариантах
Е = 8 — 8+ =
= 100;’ (0 — ао)/а.о (100 — а0) =
= 100 (8 — у)/(100 — а0)
= 10 000 (0 — а0) (а0 — ©)/а0Х
X (100 — а0) (0 — О). (1-64)
В том частном случае, когда 0= 100%, т. е. расчетным считается весь класс мельче размеров ячеек сита, формула (1.64) упрощается
Ео = 80 = ЮОу/ао =
= 10 000 (а0 —&)/«<> (100 —0), (1.65)
т. е. эффективность грохочения Ео по всему мелкому классу (верхний предел которого равен размеру отверстий снта) равна извлечению этого класса в подрешетный продукт (в этом частном случае эффективность Еа иногда называют точностью гро х'о -ч е и и я). Вообще же. эффективность Е и извлечение е не совпадают. Это видно нз общей формулы (1.64): если расчет ведется по классу меньшему, чем отверстие снта, то содержание его 0 в подрешетном продукте будет меньше 100 % и эффективность Е будет отличаться от извлечения 8.
«Замельченность». Вследствие вероятностного характера процесса грохочения в надрешетном продукте неизбежно
* В том случае, когда 0 = 100 %, полное извлечение в формуле (1.60) и в дальнейших обозначено через е0 (в отличие от е), эффективность — через и «замельченность» — через fto.
68
остается некоторое количество подлежащих отсеву мелких классов. Содержание их О в верхнем продукте характеризует степень его засоренности, или «замельчениость». Она зависит от эффективности грохочения Е» (равного извлечению е0) н начального содержания а0 отсеваемых мелких классе» в исходном материале. Решение уравнения (1.65) относительно О дает
* = “•“>
Непосредственно по выходу у подрешетного продукта «замельчениость» верхнего продукта может быть вычислена также по формуле
# = 100 (а0 — у)/(100 — у). (1.67)
Качество процесса грохочения необходимо характеризовать не одним, а двумя параметрами — эффективностью грохочения Ео н «замельченностью» О надрешетного продукта, так как высокая эффективность еще не гарантирует хорошего качества верхнего продукта.
Например, нз агломерационной шихты крупностью —15-|-0 мм требуется выделить постель (крупные классы —15+8 мм) .грохочением шихты на сетке с ячейками 8X8 мм. Содержание класса —15+8 мм в исходном 10 %, содержание мелочи —8+0 мм, а = = 90 %. Грохочение велось с очень высокой эффективностью Еа = 98%, однако «замель-ченность» надрешетного продукта (постели) классом —8-(-0 мм согласно формуле (1.66) составила 16 % при максимальной допустимой Ошах = 10 %. Для обеспечения требуемой предельной Отах в соответствии с формулой (1.65) необходимо грохочение с более высокой эффективностью отсева, а именно 98,8%, что достижимо только при понижении нагрузки грохота примерно на 30—40 % .
В качестве другого примера можно указать на требование, предусмотренное ГОСТ 10268—80 на заполнители бетона: «замельчениость» их (т. е. содержание мелких классов в готовом продукте) не должна превышать 5 %. Согласно формуле (1.65) для получения 0=5% необходимая эффективность должна составить
Ео = 100 (а0 — 5)/0,95а0. (1.68)
Формуле (1.68) соответствуют следующие значения эффективности:
§ 2. Гранулометрический состав продуктов грохочения
При расчетном определении гранулометрического состава продуктов дробления и грохочения встречается случай, когда исходный материал, характеристика которого известна. подвергается грохочению иа данном сите с отверстиями а и необходимо рассчитать гранулометрический состав подрешетного продукта.
Ниже рассмотрен разобранный в работе [2] случай, для которого принятая характеристика (по минусу) исходного материала подчиняется степенному уравнению
» = (d/dmax)k, (1.69)
где у — выход класса —d, доли ед.; dmax — размер максимальной частицы; k — постоянная.
Если выражать d в долях размера отверстий сита а и обозначить через х новую переменную (d/a = ж), то исходное уравнение примет форму
УМаМиах)***- (1-70)
Выход элементарного (бесконечно узкого) класса Ду найдется дифференцированием НО X
Ду = fe(a/dm!DE)*xfc_1Ax. (1.71)
Эффективность отсева различных по размерам мелких классов неодинакова. Наиболее эффективно просеиваются самые мелкие частицы, а наименьшее извлечение в подрешетный продукт достигается на классах, относящихся к трудным зернам .|В работе [2] принимается, что извлечение вх узкого класса (х ± Дх) выражается в функции относительного размера класса степенным уравнением
ех=1— хт. (1.72)
Если х-> 0 (малым х характеризуется самый мелкий класс), тоех -*• 1 (или к 100 %); при х -* 1 (трудные зерна) вх -► 0.
Суммарное содержание ах всех мелких классов (с относительным размером от О
а0, %........................ 10 20
Ео, %........................ 52,5 79
30 40 50 60 70 80 90 100
87,5 91,5 95 96 98 99 99,5 100
Отсюда видно, что эффективность должна быть тем больше, чем больше содержание а0 подлежащего отсеву мелкого класса в исходном материале. Это правило сохраняет свою силу прн любом значении 0.
до некоторого х), находящихся в исходном материале (или содержание класса —х + 0 в исходном), согласно уравнению (1.70)
«х = Ух (a/dtuxfx? । (1-73)
69
а выход yx частиц такого же суммарного класса —х 4-0, прошедших через сито и извлеченных в подрешетный продукт, определится интегралом
Ъ=\гхЬу, (1.74)
о
так как содержание этого класса в подрешетном продукте рх= 1. Прирх = 1 общее извлечение рассматриваемого класса равно отношению его выхода к содержанию в исходном продукте
в0 =» Тх/ах.
После подстановки из уравнения (1.74) из (1-73) и Ду из (1.71) получим
k J ех (а/^шах)*
Подставляя в подынтегральное выражение значение ех из формулы (1.72) и интегрируя в пределах от 0 до х1( окончательно находим
е0 = 1 — 4- k). (1.76)
Определяемая по формуле (1.76) величина е# получила название суммарной фракционной эффективности [2]. В этой формуле параметр k чаще всего находится в пределах 0,7—1.
Второй параметр т имеет значительно больший диапазон значений. Он может быть найден, если известно извлечение всего мелкого класса, содержащегося в исходном, т. е. класса xt = 1. При х = 1 (или d — я) и ех — е0 из формулы (1.76) следует, что т — &е0/(1 — е0). (1-77)
По имеющейся характеристике исходного материала и вычисленным значениям фракционной эффективности может быть рассчитан гранулометрический состав обоих продуктов грохочения. Для расчета могут быть также использованы таблицы из работы [2] или специальная номограмма [30].
§ 3. Кинетика грохочения
Эмпирическая формула, предложенная ироф. В. А. Перовым для кинетики просеивания (зависимости эффективности грохочения Ео от времени t пребывания материала на грохоте), имеет вид [2]
Ео=1 —(1.78) где k и п — параметры, зависящие от свойств материала и условий грохочевия.
После двукратного логарифмирования уравнение (1.78) дает
lg 1g [ 1/(1 - Ео) ] = п 1g t 4- с. (1.79)
Если обозначить здесь левую часть равенства через у, а входящий в правую часть
70
Рис. 1.66. Функциональная сетка для кривых грохотимости
множитель lg t через х, то соотношение (1.79) примет внд
у = пх 4- с, ?.(1.80) где’п не — постоянные, зависящие от свойств материала и условий грохочения.
Последнему уравнению соответствует прямая в координатах х и у, поэтому для «выпрямления» кривых грохотимости строят функциональную координатную сетку, где по вертикали откладывают двойной логарифм У — lg 1g [1/(1 — Ео)], а по оси абсцисс — логарифм времени грохочения х = lg t (рис. 1.66).
На рнс. 1.66 нанесены точки, соответствующие экспериментальным данным [2]. Объединяющая нх прямая АВ характеризует кинетику грохочения — нарастание эффективности по мере увеличения времени пребывания материала на грохоте. При более точном определении следует считать, что экспериментальные точки охватываются некоторой кривой CD, т. е. кинетика грохочения отражается уравнением (1.78) только приближенно.
Согласно статистической теории Е. А. Непомнящего [46], вероятность р просеивания мелких частиц за время t при начальной толщине слоя h равна
р=1 —Г(ЛЭ, (1.81)
где F (N) — интеграл вероятности ошибок (функция Лапласа): N — безразмерный параметр (критерий Непомнящего), определяемый по формуле
/V = (21/3600]/'2&£ц; (1.82)
01 — пропускная способность, т. е. объемная производительность, отнесенная к единице ширины В грохота, = Qt/B, м3/(м-ч); b — коэффициент грохотимости, определяемый экспериментально, м2/с; L — длина грохота, м; v — скорость перемещения материала по ситу, м/с.
Вероятность р принимается пропорциональной эффективности отсева или извлечению, поэтому
Ео= 100— F (N). (1.83)
Рис. 1.67. Зависимость эффективности отсева £„ от параметра Qt/Vv
Условия грохочения: исходный материал—щебень —25 + 1 мм; сетка грохота а = 12X12 мм; а,, = 79 %; г = 3 мм; п = 1100 мин 1
кость отсева.
Как показывают вычисления значений функции F (N), зависимость между Ев и N в первом приближении может быть принята линейной (при условии, что Еа >65 %)
Ео =» ЮО—ИЗУ. (1.84)
При рассеве на грохоте постоянной длины (L = const) материала со стабильной характеристикой крупности коэффициент гро-хотимости остается постоянным (b = const) и формула (1.84) после подстановки в нее N из (1.82) дает
100 - Ео = KQi/Vv, (1.85) где ___
К = 113/3600/ 2bL = const. (1.86)
В соответствии с уравнением (1.85) на диаграмме (рис. 1.67), где по оси абсцисс отложена дробь Qi/Kо, а на оси ординат эффективность отсева Ео, экспериментальные точки должны располагаться на одной прямой.
Для иллюстрации статистической теории на рис. 1.67 приведен график Ео = f (QjVv), построенный по данным, опубликованным в литературе [47].'
Точки располагаются вблизи прямой, которой соответствует уравнение
100 —Ео = 0,12(Э1//й. (1.87)
Поскольку величины Qx и Е определяются в экспериментах с большой точностью; разброс точек на рис. 1.67 можно объяснить погрешностями измерений средней скорости v движения материала, определяемой со значительно меньшей точностью.
Применение формулы (1.85) статистической теории удобно для контроля серийных опытов.
§ 4. Факторы, влияющие на процесс грохочения
Главными технологическими показателями процесса грохочения материала являются: производительность грохота Q. «замельченность» надрешетного продукта (содержание в нем подлежащих отсеву мелких классов) и эффективность грохочения Е.
Значения этих показателей определяются и обусловливаются действием ряда факторов, которые можно разделить на две основные-группы: 1) факторы, зависящие от физикомеханических свойств грохотимого материала, и 2) конструктивно-механические факторы (размеры грохота и его режим).
Средн факторов первой группы существенную роль играет насыпная плотность материала б, изменяющаяся в широких пределах. В теории и практике грохочения принимают, что массовая производительность Q грохота, выраженная в единицах массы, прямо пропорциональна насыпной плотности 6 и объемной производительности Qo, т. е. Q = 6Q0. На этом основании в каталогах и других справочных изданиях приводится лишь объемная производительность Qo.
В теории грохотов принимается, что при прочих равных условиях полная объемная производительность Qo прямо пропорциональна ширине грохота В. Поэтому объемная производительность, отнесенная к 1 м ширины грохота, или пропускная способность Qx грохота определяется из соотношения
Qi=Q</B, (1.88)
а объемная производительность, отнесенная к 1 м* площади просеивающей поверхности, или удельная объемная производительность
Чо = Qo/0,95BL ₽ Qj/F, (1.89) где F = 0.95BL — расчетная площадь просеивающей поверхности, м*.
К числу важных факторов первой группы следует отнести также геометрическую форму зерен и кусков материала. Наиболее благоприятной является округлая форма, типичная для гальки и песчано-гравийной смеси. Для большинства руд и продуктов их дробления характерна многогранная, в частности кубообразная форма, при которой грохочение протекает менее интенсивно, но удовлетворительно. Наименее успешно происходит грохочение материала, состоящего из зерен продолговатой или пластинчатой формы («лещадь»). Соответственно этим трем разновидностям геометрической формы зерен в расчетные формулы вводится поправочный коэффициент К3 на допустимую нагрузку грохота: для многогранных зерен принимают К3= 1; для округлых К3= 1,2 я для пластинчатых К3 = 0,8.
Влияние относительного раз -мера зерна на эффективность грохочения показано на рис. 1.68, а [2], где на оси абсцисс отложено отношение диаметра зерен к размеру стороны квадратной ячейки сита d/a, на оси ординат — величина N, обратная вероятности р прохождения зерна сквозь отверстия. Величину N можно рассматривать как условное число отверстий, которое зерно должно встретить на своем пути прежде, чем пройти под сито. Как видно из рис. 1.68,а, крявая имеет характер экспоненты. Весь график можно разбить на две зоны: при ма-
71 ,
о 0,1 0,2цзofiqs0,60,7qsaaifi Относительный размер зерна
Рие. 1-68. Зависимость эффективности грохочения от крупности зерен (а) и от влажности материала
лых значениях d/a для прохождения под «ито достаточно небольшого числа встреченных отверстий, но после перехода через границу d/a ~ 0,75 наблюдается резкий подъем кривой: чем ближе размер зерна d к размеру ячейки£а, тем больше значение N, так как тем меньше вероятность р его просева (при данной конечной длине L сита). Зерна, у которых отношение d/a лежит в пределах 0 < d/a 0,75, получили название «легких», а зерна, приближающиеся к размеру ячейки, для которых 0,75 < < d/a <1, — «трудных» зерен. Наконец, зерна, размер которых превышает размер ячейки, но близок к нему (1,< d/a < 1,5), носят название «затрудняющих».
Чем меньше в материале трудных и затрудняющих зерен, тем (при прочих равных условиях) может быть больше допустимая нагрузка грохота. На графической характеристике крупности материала этим зернам отвечает пологая часть кривой. Выбирая размер площади грохочения и ячеек сита, необходимо учитывать гранулометрический состав материала, помня, что характеристика крупности — главный фактор, определяющий производительность грохота.
Влажность материала играет весьма существенную роль, особенно при рассеве на ситах с мелкими отверстиями. Внешняя влага, покрывающая в виде пленки поверхность частиц, вызывает их слипание и замазывание отверстий сит. На рис. 1.68, б показана для примера зависимость эффективности отсева мелочи из дробленого известняка от содержания в нем влаги W. Начальный участок кривой, примерно до W г» 8 % , представляет собой слабонаклонную прямую. Точка Ц7КР « 8 % является критической, так как после нее наблюдается резкое падение кривой из-за замазывания отверстий сит. В пределах от W ~ 12 до Ц7 « 40 % грохочение практически полностью прекращается — почти весь исходный материал остается на сите. Однако при дальнейшем повышении влажности (грохочение с добавкой воды) наступает переход к процессу мокрого грохочения, и эффективность снова повышается.
При мокром грохочении применяются два варианта: грохочение с орошением из брызгал и грохочение в ванне или струе вода. В последнем случае применяются так называемые гидравлические грохоты (см. гл. 5).
Если грохочение с орошением или мокрое грохочение неприменимы по каким-либо технологическим соображениям, например при рассеве мелких и влажных железных руд, то применяют иногда грохоты сэлектро-обогревом сит.
Содержание глинистых и липких примесей. Материалы, содержащие глину или другие липкие примеси, рассеваются сухим способом (при условии их предварительной подсушки) либо путем мокрого грохочения (с орошением или на гидравлических грохотах). В некоторых случаях предпочитают предварительную полную отмывку глины в специальных моечных машинах (например, для марганцевых руд).
К факторам второй группы — конструктивно-механических — относятся: конструкция сита, отношение его длины к ширине, способ подачи материала на просеивающую ханического
Форма поверхности грохочение, отверстий •— их способность лучше противостоять забиванию трудными и затрудняющими зернами, а также возможность повышения производительности грохота за счет менее точного рассева (попадание мелочи в надрешетнын продукт и крупных классов в подрешетный).
Поэтому для крупного и среднего грохочения, где не требуется большой точности рассева, применяются преимущественно щелевые колосниковые решетки. Рабочая щель решетки не должна иметь в плане поперечных перегородок, затрудняющих свободный выход частично погрузившихся в нее зерен и кусков, должна расширяться для прохода
поверхность и параметры ме-режима грохота.
отверстий просеивающей оказывает заметное влияние на Преимущество продолговатых
72
«трудных» зерен. Примером такой просеивающей поверхности является колосниковая решетка грохота 185Гр (см. рис. 1.10).
Влияние соотношения между шириной сита (решета) В него длиной L изучено недостаточно. На практике это отношение составляет для наклонных инерционных грохотов В : L « 1 : 2, а для самобалансных от 1 : 2,5 до 1 : 3.
Влияние длины L просеивающей поверхности изучено достаточно подробно. Зависимость эффективности извлечения мелких зерен от длины пути, пройденного материалом от места загрузки, носит экспоненциальный характер. Большая часть мелких классов (примерно 60—70%) отсеивается уже на первой трети длины грохота. По мере дальнейшего увеличения длины пути эффективность продолжает повышаться, так как увеличивается вероятность попадания зерен в ячейку, но более медленным темпом и асимптотически приближается к 100 % при бесконечной продолжительности процесса, т. е. очень большой длине просеивающей поверхности. Однако значительное удлинение грохота экономически невыгодно.
Питание грохота. Основным требованием к способу подачи материала на просеивающую поверхность является ее равномерность. Необходимо, во-первых, подавать материал равномерно во времени и, во-вторых, распределять его равномерно по всей ширине грохота, что обеспечивает постоянство средней скорости движения материала по ситу и стабильность толщины его слоя, Д следовательно, и постоянство эффективности грохочения и качества продуктов рассева. Равномерность подачи достигается с помощью механических и электровибра-циоиных питателей. Высота подачи должна быть минимальной, так как практикующаяся иногда на фабриках подача питания с большой высоты непосредственно на сито приводит к быстрому выходу грохотов из строя.
Угол наклона а короба оказывает существенное влияние на эффективность грохочения. На практике этот угол принимают в пределах от 15 до 26° для инерционных наклонных грохотов и от 0 до 5° для самобалансных. Наивыгоднейший угол, т. е. обеспечивающий наивысшую эффективность при заданной производительности или наибольшую производительность при заданной эффективности, устанавливается экспериментальным путем.
Частота пи амплитуда г колебаний выбираются в соответствии с паспортными данными завода-изготовителя. При изготовлении грохотов на месте параметры п и г выбираются в соовтетствии с данными § 8 (гл. 6).
Траектория колебаний наклонных грохотов вблизи центра тяжести короба близка к окружности радиусом г и переходит в эллипсы во всех остальных его точках. Различие между осями эллипсов сравнительно невелико и зависит от соотношения масс и моментов инерции (см. гл. 6, § 1). Для самобалансных грохотов с направ
ленными прямолинейными колебаниями угол между направлением колебаний и плоскостью сетки выбирают в пределах от 30 до 45°, чаще всего — ближе к верхнему пределу.
§ 5. Графоаналитический метод обработки экспериментальных данных
Определение оптимальных параметров механического режима грохота возможно с помощью графоаналитического метода обработки опытных даииых, предложенного в работе [51]. Применение этого метода может быть проиллюстрировано на . конкретном примере.
На гирациоином грохоте, длиной L = = 2400 мм, имевшем сетку с квадратными ячейками 12Х 12 мм (а = 12 мм), производилось грохочеиие щебня крупностью —25-f-О мм (насыпная плотность б — = 1,6 т/м*). Во всех опытах оставались постоянными два параметра механического режима грохота: частота вращения п = = 1100 мии-1 и эксцентриситет вала г — = 3 мм; угол наклона грохота а варьировали в пределах от 10 до 25°. При испытаниях определяли эффективность грохочения (%), скорость перемещения надрешетного продукта v (м/с) и объемную производительность по питанию Qo (м*/ч). По значению последней находили пропускную способность грохота (?1[м*/(м'ч)], т. е. объемную производительность, отнесенную к 1 м ширины сита.
Расчетом определялась условная толщина h слоя материала. Расчетный: параметр Л характеризует толщину слоя, которую имел бы весь исходный материал,, если бы он перемещался по грохоту со скоростью надрешетиого продукта о, найденной в опыте. Он вычисляется по теоретической формуле
Л1 = Q1/3600O. (1.90)
Эффективность грохочения определялась по формуле
£е = е» = Ю0у/а0, (1.91>
где у — выход подрешетного продукта, %; Од — содержание в исходном питании мелких классов, подлежащих отсеву (мельче размеров отверстий сетки), т. е. содержание иласса —12-J-0 мм, %.
На рис. 1.69 представлены графики зависимости эффективности грохочения £0 от пропускной способности грохота Qi (удельной объемной производительности ?0) при разных углах наклона грохота а. Начальные участки всех кривых £ о = f (а) близки к горизонтальным прямым. По мере увеличения нагрузки наблюдается некоторое, хотя и незначительное повышение эффективности, но-после достижения максимума эффективность быстро падает («завал» грохота).
Прямая АВ, огибающая все кривые, является и редельиой, определяющей мак-
73-
Пропускная способность, мЗ/(м-ч)
Гис. 1.69. Зависимость эффективности грохочения £„ от пропускной способности <?, (удельной производительности уа) нрн разных углах наклона а
симальную эффективность, достижимую при данной пропускной способности. Уравнение ее
£тах « МО—O.ISQl (1.92)
где 0,15 — коэффициент, зависящий от размеров грохота.
Например, при Qi= 60 м3/(м-ч) или
<?о = 25 м3/(м2-ч) Ета= 100 — 0,15-60 = = 91 % (при а = 21°).
Зависимость условной толщины слоя h от пропускной способности грохота с достаточным приближением может быть представлена уравнением прямой (рис. 1.70).
Л= Kq (Qi — Л)/1000, (1.93)
где Ко и А — коэффициенты, зависящие от угла наклона грохота а.
Скорость подачи о материала связана с переменными <2Х и h теоретическим соотношением
o=Q1/3600ft. (1.94)
После подстановки h из формулы (1.93)
находим зависимость v от
ц = QA6KQ «21 - А)- (1-95)
На основании полученных данных строится общая диаграмма грохотимости (рис. 1.71), на оси абсцисс которой откладывают Qi (или до), а на оси ординат — V. Кривые,
Гис. 1.70. Зависимость расчетной (условной) толщины слоя Л материала от пропускной способ" мости Qt грохота и угла его наклона а
74
Рис. 1.71. Общая диаграмма грохотимости щебн» (диаграмма синаи основных параметров грохочения)
соответствующие формуле (1.95), представляют собой семейство гипербол (на рис. 1.71 изображены пунктиром). Соответственно углам по уравнению (1.93) наносится пучок лучей h= f (Qi). Изолинии Ео = const образуют серию кривых, каждая из которых дважды пересекает вертикаль — const. Это доказывает возможность реализации двух различных скоростных режимов, обеспечивающих получение одной и той же эффективности отсева: режима с малой скоростью v и большой толщиной слоя h (при малых а) нли с большой скоростью, но малой толщиной (при больших а).
Второй режим, в отличие от перйого, является устойчивым, так как в этом случае при колебаниях нагрузки эффективность меняется незначительно. Режим с малой скоростью й большой толщиной слоя неустойчив и не может быть рекомендован.
По общей диаграмме грохотимости (рис. 1.71) может быть найден оптимальный угол наклона аоПт, обеспечивающий наибольшую пропускную 'способность Qimax при заданной эффективности Ео, или наобо
рот: наибольшую эффективность Е„ тах при заданной нагрузке Qj.
Рассмотренный пример относится к тому-случаю, когда параметры п и г остаются постоянными. Если же имеется возможность, их варьирования, то графоаналитический метод обработки опытных данных позволяет найти оптимальное значение всех переменных параметров (л, г и а), обеспечивающих наибольшую пропускную способность грохота при той или иной заданной эффективности или наибольшую эффективность при. заданной . производительности. Например (см. точку А на рис. 1.72) при Qi = - 50 м*/(м-ч), или q0 — 21 м?/(м2-ч) оптимальный угол наклона а0Пт « 20°, оптимальная скорость оОПт ~ 450 мм/с ~ « 0,45 м/с и оптимальная расчетная толщина слоя йопт ~ 30 мм обеспечивают прн стендовых испытаниях наибольшую эффективность грохочения Ещвх ~ 92 % ,
Глава 8
Технологический расчет наклонных инерционных грохотов
§ 1. Расчет производительности грохотов
Для расчетного определения объемной производительности пред ложено несколько формул, являющихся модификациями одной общей
Qo = КоЧбазГ’ (1-96)
где Ко — общий поправочный коэффициент; <7баз — базисная удельная объемная производительность, т. е. отнесенная к 1 м? площади сита, м3/(м2-ч);£ — полезная площадь сита, м2.
Различные методы расчета отличаются принятой в них базисной величиной и значением поправочного коэффициента /С»-
Базисная удельная производительность 4баа- Приведенные к «стандартной! эффективности £ = 90 % значения <7баз> соответствующие различным методикам, приведены в табл. 1.20.
Как видно из этой таблицы, базисные нагрузки <?баз по методике Механобра совпадают с принятыми в методике фирмы «Аллис-Чалмерс» и рекомендуются при расчетах (табл. 1.21, п. 1).
Общий поправочный коэффициент. Поскольку производительность Qo зависит от целого ряда факторов, общий поправочный коэффициент Ко, входящий в формулу (1.96), представляют в виде произведения нескольких частных
Ко=Я1КяК»-*л- (1-97)
Количество частных коэффициентов и их физический смысл в разных методах расчета
различны. По этой причине необходимо остановиться на каждом из них в отдельности.
Поправки на гранулометрический состав. Входящий в формулу (1.97) первый (частный) коэффициент Kt представляет собой поправку на содержание в исходном материале мелкого класса, подлежащего отсеву а0.
Второй поправочный коэффициент Kt определяется по содержанию в исходном материале классов, мельче половины ячеек сита (здесь и в дальнейшем оно обозначено символом а0,5 ).
По упрощенной методике Механобра коэффициенты Ki и Ко в явном виде не вводятся, так как произведение KiKo близка к единице *.
Результирующая поправка в виде произведения двух коэффициентов КгКо вводится как множитель, с помощью которого реальная удельная производительность qa снижается по сравнению с базисной (/баз вследствие того, что характеристика крупности исходного материала отличается от идеальной или «эталонной», произведение KiKo равно единице.
Поправка на эффективность грохочения. Основной задачей операции грохочения является освобождение исходного материала от подлежащего отсеву мелкого класса, поэтому качество надрешетного продукта определяется остаточным содержанием в нем мелочи ("б, %). Показатель ф, иногда называется степенью засоренности или «замельченности». В строительной промышленности он нормируется. Так, для компонентов заполнения бетона О не должна превышать 5 %.
Перед крупным дроблением допускается «замельченность» питания дробилок ККД до 20 %, а перед средним и мелким — до 8% [65]. Поскольку эффективность про-
• Эта операция правомерна при’ прямолинейной характеристике крупности (показатель ха« рактеристики К = 1).
Таблица 1.20
Значения базисной удельной объемной производительности грохота <?баз, м3/(м2-ч) в зависимости от размера стороны квадратной ячейки сита или решета а, мм
Условное название методики (автор) Мелкие сита Средние и крупные сита
«Уголь» (ИГИ) 9баэ = 1,6а — 1,7 (а •< 13 мм) ?баз = 0,5а -j- 12,5 (а 13 мм)
«Строительные материалы» (В. А. Бауман, ВНИИстройдормаш) ОДаз ™ 1,3в 0,6 (а С 20 мм) (/баз — 0,48а + 16,4 (а 20 мм)
«Руда»' (фирма «Аллис-Чалмеро, США) 4баз= 1,43а + 2,7 (а •< 18 мм) (/баз = 0,44а + 20 (а 18 мм)
«Продукты дробления» (В. А. Ояев-ский, по данным полупромышленных испытаний, Механобр)
76
Таблица 1.21
Сводные данные к технологическому расчету грохотов
№ п/п Показатели ,, , -— _ ,, Л Размер отверстий сетки а, мм
3,2 4 5 6 8 10 12 16 20 25 ' 32 40 50 60 80 100
1 Базисная удельная объемная производительность <7баз, м’/(м2-ч): <7баз — 1,43а + 2,7 <7баз = 0,44а + 20 7,0 8,5 9,8 11,3 14,2 17,0 20 26 29 31 34 38 42 46 55 64
2 Требуемая эффективность грохочения Е, % 65 70 75 80 85 90 92 94 95 96 98 — .
Поправочный коэффициент на эффективность Ке по формуле (1.99) 2,25 2,0 1,75 1,50 1,25 1,0 0,9 0,8 0,75 0,7 0,6 —
3 Вид просеивающей поверхности Проволочные сита Перфорированные (штампованные) листовые решета Сита из резины и полиуретана
Форма отверстий Квадратные Прямоугольные (щелевидные) Квадратные Круглые Квадратные Щелевидные
Поправочный коэффициент Кф 1,0 1,2 0,85 0,7 0,9 1,2
4 Параметр механического режима грохота 2гп, мм/мин 6000 8000 9000 10 000 12 000
Поправочный коэффи- циент Км по формуле (1.101) 0,7 0,8 0,85 0,9 1,0
5 Форма зерен и кусков Многогранная (дробленая руда) Округлая (песчано-гравийная смесь) Плитняковая (лещадь)
Поправочный коэффи- циент К3 1,0 1,2 0,8
6 Расположение сетки в двухситном грохоте Верхнее сито Нижнее сито
Поправочный коэффи- циент Хр 1,0 0,7
7 Способ грохочения Сухое грохочение Грохочение с орошением
Поправочный коэффи- циент Хсм 1,0 1,25—1,40
Рис. 1.72. Номограмма для определения базисной <7баз и номинальной д0 = кЕЧбаз Удельной производительности грохота по заданной <за-мельчеииости» надрешетиого продукта б
цесса грохочения Е зависит от содержания мелких классов в исходном а0 и от допустимой или принимаемой «замельченности» надрешетного продукта •<>, необходимо рассчитать показатель Е на основе этих исходных параметров по формулам (1.64) или (1.65).
По заданным значениям а0 и & эффективность Е также может быть найдена с помощью номограммы, изображенной на верхней половине рис. 1.72. Например, при О = 10 % (точка F) и а0 = 40 % (точка М) из верхней половины номограммы сразу находим Ео « 83 % (точка G).
Если же известно содержание расчетного мелкого класса в исходном материале ао и в подрешетном Р = 100%, а также задано извлечение его в подрешетный продукт в (условная эффективность), то замельчен-ность О надрешетного продукта определяется по формуле
a~IV?-./ioo <L98'
Например, при £0=в0=83% и а0 = = 40 % находим точку F,' где О' = 10 %.
Расчетный поправочный коэффициент на эффективность определяется по формуле
Ke = 1 + 5 (90 — £)/100. (1.99)
Например, для часто достигаемой эффективности Е = 85 % следует считать поправочный коэффициент Ке приблизительно равным 1,25, а для £=80% Ке = 1,5 и т. д. (см. табл. 1.21, п. 2; рис. 1.72).
В расчете грохотов коэффициент Ее играет весьма важную роль. Его можно назвать «коэффициентом загрузки сетки». Если умножить базисную удельную производительность <7баз на коэффициент Ке, то мы получим действительную удельную производительность, соответствующую тому частному случаю, когда все поправочные коэффициенты, кроме Ее> равны единице
<?о=^баа- (L100>
Действительную удельную производительность можно найти с помощью нижней половины номограммы (см. рис. 1.72). Так, при •& = 10 %; а0 = 40 % ; £ ~ 83 % найдем Ке =» 1,35. При грохочении на сетке а = 25 мм (точка Н на рис. 1.72), для которой ?баз= 31 м3/(м2-ч) (см. табл. 1.21, п. 1), <?о = 42 м3/(м2-ч) (точка L на рис. 1.72).
Прочие поправки. Необходимо также вводить поправки на форму отверстий просеивающей поверхности Кф, интенсивность механического режима грохота /<м, геометрическую форму зерен и кусков К3> расположение сетки в двухситном грохоте Кр и способ грохочения Кем (см. табл. 1.21, п. п. 3—7).
Поправочный коэффициент на интенсивность механического режима определяется удвоенным произведением амплитуды вибраций на частоту
Кк = 0,7 + 0,5 (2гл — 6000)/10 000. (1.101)
Влияние живого сечения учитывается только в тех случаях, когда применена сетка с квадратными ячейками, отличающаяся от стандартной. В формулу (1.97) добавляется коэффициент /<ж, прямо пропорциональный отношению живых сечений данной сетки и стандартной.
§ 2. Расчет технологических показателей наклонного инерционного грохота
Упрощенная методика (применима при грохочении дробленой руды). Производительность по исходному связана со всеми параметрами и показателями зависимостью
Q = 6?баз^^Е^Ф^м^з^Р^н<^см-
(1.102)
Требуется произвести поверочный расчет (сопоставить экспериментальные * и расчет
* По материалам испытаний каид. техи. наук Н. А. Егоровой (Мехаиобр).
78
ные данные) наклонного инерционного грохота, установленного в дробильном отделении обогатительной фабрики Днепровского ГОКа перед конусной дробилкой мелкого дробления КМД-2200.
Заданы следующие исходные данные. Руда — железная; насыпная плотность ее 2,1 т/м3; по геометрической форме кусков руда плитняковая.
Установлен наклонный инерционный грохот ГИТ51; ширина сита В = 1,75 м, длина L = 3,5 м, полезная площадь F = 0.95BL = = 0,95-1,75-3,5 = 5,8 м2; амплитуда вибраций г = 6 мм, частота п = 735 мин-1; 2гп = 2-6-735 « 9000 мм/мин. Просеивающая поверхность представляет собой листовое железное решето, перфорированное •(штампованное), с круглыми отверстиями диаметром d = 35 мм.
На грохот подается питание в количестве Q= 377,1 f/ч; содержание подлежащего отсеву класса —25-(-0 мм в питании грохота а0—46%. При грохочении получают надрешетный продукт в количестве 255,3 т/ч с содержанием 21 % того же мелкого класса («замельченность»-& = 21 %); количество подрешетного продукта составляло Р — = 121,8 т/ч; содержание в нем расчетного мелкого класса —25+0 мм 0 = 98,6 %.
1. Процентный выход подрешетного про-' дукта: '
расчетный по формуле (1.56)
у — 100 (а0 — •&)/$ — &) = 32,2 %;
опытный
у = 100P/Q = 32,3 % .
2. Извлечение расчетного класса — 25+ 0 мм в подрешетный продукт по формуле (1.58)
е = 0у/ао « 70 % .
3. Эффективность грохочения Ео по формуле (1.65)
Еа = е = 70 % .
4. «Замельченность» надрешетного продукта:
расчетная по формуле (1.66)
В — р
# = 0/ССо - е/100 20%;
опытная (согласно заданию) О = 21 %.
На номограмме (см. рис. 1.72) координатам О = 20 %; а0 = 46 % и Ео = 70 % соответствуют точки А, В и F.
5. Круглому отверстию d = 35 мм соответствует эквивалентное квадратное со стороной а= 0,81 d— 0,81-35 = 28 мм [формула (1.23)]. Этот эквивалент подтверждается наличием 1,4 % класса + 25 мм в подрешетном продукте.
6. Для квадратного отверстия а = 28 мм (см. рис. 1.72, точка А; табл. I. 21, п. 1) находим базисную объемную производительность «баз = 31 + (34 - 31) (28 - 25)/(32 - 35) = = 32,3 м3/(м2 - ч),
где 34 — нагрузка при а = 32 мм, а 31 — нагрузка при а = 25 мм.
7. При Е = 70 % поправочный коэффициент на эффективность (коэффициент загрузки) Ке = 2,0 (интерполяция по табл. 1.21, п. 2 или определение по рис. 1.72). Отсюда, если не считать остальных поправок, удельная производительность (точки С и D на рис. 1.72)
% = ^баз = 2-° • 32>3^ 65 м’/(м2 • ч)-
8. Определяем остальные поправочные коэффициенты (см. табл. 1.21): Кл> — 0,7; Км = 0,85; К3 = 0,8; Кр = 1,0; Ксм = 1,0.
9. Расчетная удельная объемная производительность (с учетом всех поправок)
«o=WAV>31 м3/(м2-ч>-
10. Полная объемная производительность
Qo = q0F = 180 м3/ч.
Полная массовая производительность
Q = Qo6 = 378 т/ч.
Опытная (фактическая) производительность Q= 377,1 т/ч (согласно заданию).
Методика фирмы «А л лис-Ча л м е р с». Упрощенная методика применима для грохотов, работающих главным образом в циклах рудоподготовки при линейной. характеристике крупности исходного материала (дробленой руды). В других случаях необходимо учитывать влияние характеристики крупности на производительность грохота
Q = й/ч/баз^^г^С^ф^м-^з^р-^см-Коэффициенты Ki н К2 находят по рис. 1.71 и 1.72, остальные — по табл. 1,21.
Подводя итоги, отметим, что, во-первых, технологический расчет грохота требует большого объема определенной информации и, во-вторых, значения коэффициентов носят эмпирический характер. Расчеты имеют ориентировочный характер и должны проверяться опытным путем либо на местах установки грохотов, либо на специальных стендах с замкнутым циклом нагрузки.
Для горизонтальных инерционных грохотов типа ГСТ, вследствие их новизны, имеются лишь немногие опытно-промышленные данные по базовым нагрузкам. Например, q= 12,5 м3/(м2-ч) при а = 15 мм и Е = 90 % и q = 25 м3/(м2-ч) при а ~ 20 мм и Е= 80 % [63]. Для грохотов, устанавливаемых для отмывки руды в отделениях обогащения в тяжелых средах q= 3 м3/(м2-ч) при а = 2 мм и 7,5— 11 м3/(м2-ч) при а = = 6 мм. Для ориентировочных расчетов значения коэффициентов можно взять из табл. 1.21; значения q — экстраполируя приведенные выше данные.
§ 3. Поверочный расчет узла дробления
Поверочный расчет грохотов приходится иногда выполнять в процессе опробования узла дробления в замкнутом цикле в усло-
79
руда
Q=170T/4
Среднее дродление
(КСД)
3=ДВ0т/ч
J3^6O7,
В~170т/ч
X j0=X?% < Ц+3=д30т[ч ,, с70=Ч27о-
Грохочение
-12+0мм
3=260т/ч J3=60°p
Ц=170т/ч J3=innv,
Дродлень/й продукт
Рис. 1.73. Схема узла двухстадиального дробления
виях недоступности некоторых точек для взятия проб. В таких случаях ряд технологических показателей должен быть найден расчетным путем. Методика расчета показана на конкретном примере.
На грохоты подается дробленая в КСД руда с насыпной плотностью 6= 1,8 т/м2. Верхний (надрешетный) продукт грохотов (+12 мм) направляется в дробилку КМД-2200 с разгрузочной щелью Ьо = 8 мм. Эта дробилка работает в замкнутом цикле с тремя однодечными грохотами марки ГИТ51. Размеры сита 1750X3500 мм; общая полезная площадь их F = 17,5 м2. Амплитуда грохота г — 6 мм, частота вибраций п = 735 мин-1 (см. табл. 1.13), угол наклона а = 22°. Сетка с квадратными ячейками 12 X12 мм (а = 12 мм).
На схеме (рис. 1.73) приняты обозначения: Q — производительность по исходному и готовому продукту, т/ч; S — количество надрешетного продукта грохотов, направляемого в КМД, т/ч; — содержание класса — 12+ +0 мм в продукте КСД, %; «о — то же, в общем питании грохота, %;•& — то же, в надрешетном продукте грохота; р2 — то же, в продукте КМД; Ро — то же, в готовом продукте (подрешетный продукт грохота).
Точки отбора проб изображены на схеме крестиками. Ситовыми анализами оказалось возможным установить содержание класса —12+0 мм только в трех продуктах: в исходном (Pi = 15 %), в надрешетном (О' = 4 %) и в продукте КМД (Р2= 60 %). Кроме того, известно, что в подрешетном продукте содержится р0 = 100 % класса —12+0 мм, так
как проволочная сетка грохота имеет квадратные отверстия со стороной а = 12 мм.
Для взвешивания представилось возможным отобрать только пробы из потока дробилки КМД. Взвешивание показало, что общая производительность этой дробилки S = 260 т/ч. Производительность по исходному питанию и готовому продукту Q оставалась неизвестной и подлежала определению на основе известного значения S = = 260 т/ч и ситовых анализов. По полученным данным требовалось оценить работу узла, в частности работу грохотов.
Производительность по исходному и готовому определяется из уравнения баланса отсеваемого на грохотах класса —12+0 мм. На все три установленных грохота этот класс поступает в количестве QP1/100+SP2/100; уходит с грохотов в количестве QPo/lOO + + SO/100. Приравнивая приход к расходу, составляем уравнение баланса, откуда находим
Q = S (р2—0)/(р0 - рх) = 170 т/ч.
Циркулирующая нагрузка .
С = 100S/Q» 150%.
На грохоты поступает питание в количестве Сфакт = Q + S = 430 т/ч.
Содержание класса —12+0 мм в общем питании грохотов находим из второго уравнения баланса
(S + Q) а0 = QP о + SO, откуда
«о = (QP о + S^)/(Q + S) = 42 %.
Эффективность грохочения определяется по формуле (1.65)
Е = е„ = 10 000 (а0 —#)/а0 (100—0) = = 94 %.
При расчетном определении производительности по упрощенной методике учитываем следующие исходные данные:
1) при а = 12 мм базисная удельная объемная производительность <7баз=. = 20 м2/(м2-ч) (см. табл. 1.21);
2) коэффициент загрузки (поправочный коэффициент на эффективность) по формуле (1.99) или по табл. 1.21 при Е = 94 % будет Ке= 0,8;
3) параметру механического режима 2т 9000 мм/мин соответствует поправочный коэффициент Ке — 0,85;
4) все остальные поправочные' коэффициенты равны единице, так как сетка грохота проволочная с квадратными отверстиями, питание грохота (дробленая руда) состоит из кусков неправильной многогранной формы, материал сухой, грохот однодечный, грохочение без орошения.
Как показывают подсчеты, расчетная производительность (Q = 428,4 т/ч) достаточно хорошо совпадает с фактической. Для реализации расчетной нагрузки необходимо следить за равномерным распределением общего питания на три грохота (по 143 т/ч на каждый).
РАЗДЕЛ II
ДРОБЛЕНИЕ
Глава 1
Теории дробления.
Классификация дробильно-измельчительного оборудования
§ 1. Процессы дробления и измельчения
Процессы дробления и измельчения применяются для доведения минерального сырья (и других материалов) до необходимой крупности, требуемого гранулометрического состава или заданной степени раскрытия минералов. При этих процессах куски, зерна и частицы горных пород разрушаются внешними силами. Разрушение (дезинтеграция) происходит преимущественно по ослабленным сечениям, имеющим трещиноватости или другие дефекты структуры, после перехода за предел прочности нормальных и касательных напряжений, возникающих в материале при его упругих деформациях — сжатии, растяжении, изгибе или сдвиге.
Различные способы дробления и измельчения отличаются видом основной необратимой деформации. Применяются следующие способы разрушения (рис. II.1):
раздавливание, наступающее после перехода напряжений за предел прочности на сжатие;
раскалывание в результате расклинивания (при этом в материале появляются напряжения от растяжения) и последующего разрыва кусков;
излом в результате изгиба;
срезывание, при котором материал подвергается деформации сдвига;
истирание кусков скользящей рабочей поверхностью машины, при котором внешние слои куска подвергаются деформации сдвига и постепенно срезаются вследствие перехода касательных напряжений за пределы прочности.
Если материал подвергается действию не статических усилий, адинамических нагрузок (см. рис. II, 1, е), то в этом случае применяют термины «ударное дробление» и «ударное измельчение», однако деформации остаются здесь теми же (сжатие, растяжение, изгиб и сдвиг).
Перечисленные способы разрушения являются общими для дробления и измельче
ния. Эти процессы отличаются по своему технологическому назначению и месту в цепи последовательных операций обогатительной фабрики.
Рекомендуется [77] считать дроблением такой процесс разрушения, в результате которого большая часть готового продукта оказывается крупнее 5 мм, а и з-мельчением — процесс, весь продукт которого мельче 5 мм. Размер граничного зерна (5 мм) принят условно и может колебаться в некоторых пределах в зависимости от типа обрабатываемого минерального сырья (материала).
Условность размера граничного зерна приводит в некоторых случаях к неопределенности терминов. Однако различие между процессами дробления и измельчения может быть уточнено, если за основу разделения принять оборудование, с помощью которого эти процессы осуществляются.
По технологическому назначению все м а-ш и н ы, применяемые для разрушения кусков, зерен и частиц минерального сырья и аналогичных материалов, делятся на две основные разновидности: дробилки и мельницы (имеются в виду только механические дробилки и мельницы). В дробилках между дробящими деталями всегда имеется некоторый зазор, заполняемый материалом при работе под нагрузкой и остающийся свободным при работе на холостом ходу (щековые, конусные, роторные и другие дробилки). В мельницах измельчающие детали отделяются друг от друга слоем материала только под нагрузкой, а при работе на холостом (а частично и на рабочем) ходу они соприкасаются (шаровые, стержневые, роликовые и другие механические мельницы).
В связи с этим дроблением считается процесс разрушения кускового материала, осуществляемый в дробилках, а измельчением — разрушение материала в мельницах. Дробилки благодаря наличию того или иного «калибрующего» зазора выдают преимущественно кусковый продукт с преобладанием крупных фракций и с относительно небольшим количеством мелких. Мельницы, где рабочий зазор между измельчающими телами становится близким к нулю, выдают преимущественно порошкообразный продукт с преобладанием мелких фракций.
При дроблении и измельчении заметно сказывается разнообразие свойств горных пород. Горные породы различаются по структуре и текстуре. Первая в основном обусловлена размером и формой минеральных агрегатов; вторая — слоистостью, пористостью и трещиноватостью.
С текстурными особенностями горных пород связана анизотропия их свойств в продольном и поперечном направлениях, а также масштабный фактор, которым объясняется увеличение удельной прочности твердых тел по мере уменьшения их линейных размеров. Выделяются структуры полнокристаллические и неполнокристаллические, различной зер-
81
Рис. II. 1. Способы разрушения:
а — раздавливание; б — раскалывание; 6 — нза лом; а — срезывание; д — истирание; е — удар
нистости, слоистые, однородные, пористые и др.
Для процессов разрушения наиболее важными характеристиками горных пород являются их прочность (крепость), дробимость, йзмельчаемость и абразивность [2, 11, 66]. Прочностью горных пород называется способность твердого тела противостоять разрушению от действия внешних сил. Она характеризуется предельными напряжениями, которые могут быть созданы в опасном сечении тела при разных видах разрушающих воздействий. В табл. II.1 приведены сведения об относительной прочности горных пород при разных видах напряжений, а в табл. II.2 даны физико-механические свойства некоторых горных пород.
Как видно из табл. II.1 и II.2, наивыгоднейшим видом деформирования для разрушения горных пород является растяжение, но по конструктивным соображениям в современной практике дезинтеграции основным разрушающим воздействием является раздавливание.
Поэтому для характеристики и общего сравнения прочностных свойств горных пород
Таблица II. 1
Относительная прочность горных пород при разных видах напряжений, %
Горная порода Сжатие Сдвиг Изгиб Растяжение
Гранит 100 9 8 2—4
Песчаник 100 10—12 6—20 2—5
Известняк 100 15 8—10 4—10
обычно пользуются величиной напряжения на сжатие либо коэффициентом крепости, разработанным проф. М. М. Протодьяконо-вым по результатам многолетней горной практики.
По шкале проф. М. М. Протодьяконова все горные породы делятся на 10 категорий, характеризуемых коэффициентами крепости от 0,3 для самых слабых до 20 для наиболее прочных пород (табл. 11.3). Коэффициент крепости f' равен 10“7 разрушающего усилия на сжатие, измеренного в паскалях; максимальное его значение по шкале проф. М. М. Протодьяконова равняется 20 даже в тех случаях, когда разрушающее усилие сжатия больше 2-10® Па. Для некоторых железных руд и руд цветных металлов коэффициент крепости fпредставлен в табл. II.4 и II.5.
Дробимость является обобщающим параметром многих механических свойств горных пород (упругих, прочност-ных, пластических и др.) и выражает энергоемкость процесса дробления породы.
В зарубежной практике дробимость определяют опытами по разрушению единичных кусков ударами падающих грузов. • По высоте их падения и массе рассчитывается ударная сила дробления и по ней определяется индекс работы W; [2]. По методике, разработанной в , Механобре, дробимость характеризуется двумя параметрами: индексом чистой работы дробления W* и типовой характеристикой разгрузки стандартных дробилок [5; 6].
Эта показатели определяются по результатам дробления проб руды в щековых или конусных дробилках небольших размеров (например, конусной с диаметром основания дробящего конуса 600 мм). В дробилку подают материал широкого диапазона крупности, из которого удалены классы меньше ширины выходной щели, намеченной для опытов. Дробление осуществляется в условиях заполненного .рабочего пространства дробилки при одновременной записи потреб-
82
Таблица И.2
Физико-механические свойства торных пород
Месторождение Порода Кажущаяся плотность, т/м1 Пористость, % Предел прочности иа сжатие асж» кН/см1 Предел прочности на растяжение СТР* у кН/см2 Г Модуль Юта Н/см* (3 Коэффициент Пуассона ц
- Джезказган-ское медное Песчаник (серый, рудный) 2,64— 2,68 1,49 7 1 ( 0,94— 1,3 ч 55—82 0,18— 0,22
Ждановское медно-никеле-вое Перидотит (оруденелый) 2,87 — <14,2/ ' 0,67 108 —-
Кировское апатитовое Апатито-нефелиновая 2,6—3,16 — 6,5—8,4 0,5—0,89 59—86 —
Бакал ьское железорудное Известняки 2,3—2,6 2—3 3,83— 4,65 0,46 34—50 0,16— 0,25
Криворожское железорудное Неизмененные гра^ ниты 2,4—2,7 1—5 5—13 — 20—95 0,22— 0,24
Криворожское железорудное, югок То же Гематитомагнетитовый роговик 3,44 — 34 1,2 84,7 —
Окварцованные сланцы 2,77 — 22 0,9 52,5 —
Ковдорское апатито-магнетитовое Апатито-магнетитовая 2,68— 3,95 2,18— 2,22 — 7,3—15,8 0,27— 0,86 43—147 0,24— 0,31
Гаурдакское серное Извести я ково-сер -ная 5—21 1,26— 3,41 — 12,2— 29,2 —
Таблица П.З
Шкала крепости горных пород по М. М. Протодьяконову
Категория Степень крепости Порода Коэффициент крепости f
I В высшей степени крепкая Наиболее крепкие, плотные и вязкие кварциты и базальты; исключительные по крепости другие породы 20
II Очень крепкая Очень крепкие гранитовые породы, кварцевый порфир, очень крепкий гранит, кремнистый сланец, менее крепкие, чем указанные выше кварциты, самые крепкие песчаники и известняки 15
III Крепкая Гранит (плотный) и гранитовые породы, очень крепкие песчаники и известняки, кварцевые рудные жилы, крепкий конгломерат, очень крепкие железные руды 10
Ша То же Известняки (крепкие), некрепкий гранит, крепкие песчаники, крепкий мрамор, доломит, колчеданы Обыкновенный песчаник, железные руды 8
IV Довольно крепкая 6
IVa То же Песчанистые сланцы, сланцевые песчаники 5
V Средняя Крепкий глинистый сланец, некрепкий песчаник и известняк, мягкий конгломерат 4
Va То же Разнообразные сланцы (некрепкие), плотный мергель 3
VI Довольно мягкая Мягкий сланец, очень мягкий известняк, каменная соль, гипс, мерзлый грунт, антрацит, обыкновенный мергель, разрушенный песчаник, сцементированная галька и хрящ, каменный грунт 2
Via То же Щебенистый грунт, разрушенный сланец, слежавшаяся галька и щебень, крепкий каменный уголь, отвердевшая глина 1,5
VII Мягкая Глина (плотная), мягкий каменный уголь, крепкий нанос — глинистый грунт 1
83
Продолжение табл. П.З
Категория Степень крепости Порода Коэффициент крепости f
Vila Мягкая Легкая песчанистая глина, лёсс, гравий 0,8
VIII Землистая Растительная земля, торф, легкий суглинок, сырой песок 0,6
IX Сыпучая Песок, осыпи, мелкий гравий, насыпная земля, добытый уголь 0,5
X Плывучая Плывуны, болотистый грунт, разжиженный лёсс и другие разжиженные грунты 0,3
Таблица II.4
Крепость железных руд
Месторождение (или горно-обогатительный комбинат) Руда Соотношение различных типов руд в месторож-дении, % Коэффициент крепости по шкале М. М. Про-тодьяконова f
Оленегорское Ковдорское Железистые кварциты (магнетитовые и смешанные) 100 14—16
Балансовая магнетитовая 68
Маложелезистая 32 У о— 1U
Лебединский ГОК (КМА) Карбонатно-мартитовая 12
Куммингтонито-магнетитовая 29 | 14—Т7
Амфиболо-магнетитовая 59
Михайловский ГОК£(КМА) Железистые кварциты
магнетитовые гематитовые 70 30 | 18—20
Ингулецкий ГОК (ИнГОК) Магнетитовая 95 | Гб—20
Гематито-магнетитовая 5
Южно-Криворожский ГОК Железистые кварциты
(ЮГОК) магнетитовые 84 } 16—20
окисленные 16
Ново-Криворожский ГОК Железистые кварциты —
(НКГОК) магнетитовые 49
гематито-магнетитовые 27 | 13—18
магнетито-силикатные 24
Центрально- Криворожский Железистые кварциты
ГОК (ЦГОК) магнетитовые 69 |' 1—20
Северо-Криворожский окисленные 31
Железистые кварциты
ГОК (СевГОК) магнетитовые 90 | 12 20
гематитовые 10
Полтавский ГОК (ПГОК) Мартито-магнетитовая 5 | 20
Дашкесанское Магнетито-железослюдковая 95
Балансовая магнетитовая 85 | 10—12
Забалансовая . 15
Качканарское Т итано-магнетитовая 50 1 10
Ильменитовая 50 J 10
Гороблагодатское Магнетитовые скарны 77 8—12
Сплошные магнетиты 17 12—14
Окисленная 6 —
Бакал ьское Сидеритовая 75 6—10
Буро-железняковая 25 1—5
Магнитогорское Сернисто-магнетитовая 15 1 Я 19
Магнетитовая 85
Высокогорское Магнетитовая 80
Мартитовая 10 | 6—10
Буро-железняковая 10
84
Продолжение табл. II.4
Месторождение (или горно-обогатительный комбинат) Руда Соотношение различных типов руд в месторож-деини, % Коэффициент крепости по шкале М. М. Протодьяконова f
Соколовское (ССГОК) Амфиболо-магнетитовая 42
Эпидото-магнетитовая 20 | 10—18
Магнетитовая 38
Сарбайское (ССГОК) Богатая магнетитовая 40 | 10-18
Бедная магнетитовая 60
Тейское Сер пенти но-маг нетитовая 63
Карбонатно-магнетитовая 21 | 8—10
Гематито-магнетитовая 16
Нижне-Ангарское Гематитовая 70
Гематито-хлоритовая 20 | 6—8
Гематито-песчанистая 10
Коршуновский ГОК Балансовая магнетитовая 80 1 2—6
Забалансовая 20 /
Рудногорское Магнетитовая 95 8—12
Мартитовая 5 6—8
Гаринское Богатая магнетитовая 51 | 12—14
Бедная магнетитовая 49
Ново-Киевское Железо-хромо-никелевая 100 ‘ 5—6
Аккермановское Железо-хромо-никелевая 100 0,5—2
Лисаковский ГОК Смесь оолитовых бурых железня- 100 3—5
КОВ
Камыш-Бурунское Бурые железняки
коричневые 42 —
табачные 58 —
ляемой энергии. Питание дробилки и ее разгрузка подвергаются ситовому анализу на ситах с квадратными отверстиями. Определяется номинальная крупность продукта дробления, оцениваемая размером отверстия сита, через которое проходит 95% материала, и строится типовая характеристика разгрузки дробилки, у которой крупность классов выражается в долях номинальной крупности. Эта характеристика определяется только свойствами дробимых материалов [6]. По времени дробления, массе использованной для опыта пробы руды и потребленной энергии рассчитывается удельный расход энергии, затраченной только на дробление (без учета энергии холостого хода), и определяется значение индекса чистой работы дробления. В табл. II.6 приведены индексы чистой работы дробления для некоторых руд месторождений СССР.
Измельчаемость оценивают по удельной производительности лабораторной мельницы по вновь образованному расчетному классу. Критерием измельчаемости является отношение производительности мельницы по вновь образованному "классу при измельчении исследуемой руды к производительности той же мельницы и по тому же классу при измельчении принятой для сравнении руды. В обоих случаях крупность исходного материала, содержание расчетного класса в измельченном Продукте и все условия измельчения должны быть одинаковыми.
Абразивность характеризует способность горных .пород изнашивать рабочие органы в процессе дробления (измельчения) прн трении. Абразивность оценивают по износу материала, контактирующего с горной породой.
В ИГД им. А. А. Скочинского разработана упрощенная методика определения относительной абразивности горных пород, заключающаяся в истирании о поверхность образца горной породы торца вращающегося стержня из незакалениой стали и определении износа (по массе) стержня за опыт. За критерий абразивности принимают суммарную потерю в массе стержня за 10 мин.
По американскому методу абразивность оценивается по изнашиванию стальной лопатки кусками руды. В барабане (размером 305Х XI15 мм) независимо от него вращается в ту же сторону ротор (диаметром 115 мм) со вставленной радиально прямоугольной лопаткой (размером 75X25x6 мм), изготовленной из хромоникельмолибденовой стали, закаленной до твердости 500 НВ. Частота вращения барабана 70 мин-1 (90 % критической скорости), ротора 632 мин-1. В барабан помещается проба (класс —20+12 мм) испытуемой руды массой 400 г. Барабан закрывается крышкой, и установка включается на 15 мин. Перерабатывается всего четыре порции руды, таким образом лопатка ротора подвергается изнашиванию в течение 60 мин. Продукт измельчения всех четырех проб
85
Таблица II.5
Крепость руд цветных и редких металлов
М естор ож де н н е илн предприятие Руда Коэффициент крепости по шкале М. М. Про-тодьяко-иова f
Алмалыкское Медная 12—14
Алтын-Топкан-ское Свинцово-цин-ковая 10—14
Балхашское Медная 12
(Коунрадское)
Белоусовское Свинцово-цин-ковая 13—15
Дарасунское Джезказган- Золотосодержащая Медная «10
ское сульфидная окисленная 12—19 6—8
Зыряновское Свинцово-цинковая 10—15
Кафанское То же «8
Кировградское Медная 12—16
Кировская Апатито-нефелиновая 8—12
Лениногорское Свинцово-цинковая 16—18
Миргалимсай- То же 10—12
ское
Норильское Печенганикель Медно-никеле-вая сплошная вкрапленная 10—12 16—18
фабрика № 1 Медно-никелевая 12—15
фабрика № 2 То же 10—14
Сибайское Медная 8—18
Сихалийское Оловянно-цин-ковая 14—16
СУМЗ Медная 11
Сорское Медно-молиб-деновая 7—15
Текелийское Свинцово-цин-ковая 10—12
Тырныаузское Вольфрамо-молибденовая 10—18
Шерловогор- Оловянная 8—12
ское
Учалинское Медно-цинко-вая, сплошная пиритная 8—12
объединяется и подвергается ситовому анализу. Потеря массы лопатки в граммах служит показателем абразивности Л(. В табл. II.7 представлены средние показатели абразивности по Бонду для некоторых горных пород с указанием индекса работы.
Во ВНИИстройдормаш разработана методика определения абразивности материала применительно к дробилкам ударного действия. Сущность методики заключается в дроблении проб руды крупностью 10—20 мм, 86
Таблица II.6 .
Индексы чистой работы дробления некоторых руд месторождений СССР
Месторождение (или горно-обогатительный комбинат) Руда Индекс чистой р аботы дробле- ния W кВт.ч/т
Алмалыкское Медная 7,13
Кургашинкан-ское Свинцово-цинковая 8,75
Норильское Медно-никеле-вая сплошная 10,7
Учалинское Медно-цинко-вая сплошная риритная 10,8
Алтын-Топкан-ское Свинцово-цин-ковая 13,6
Сорское Медно-молибде-новая 14,30
Южно-Криворожский ГОК Железистые кварциты магнетитовые 17,5
Джезказганское Медная сульфидная 17,7
массой 1 кг каждая в роторной дробилке размером 250X50 мм при окружной скорости бил 30 и 60 м/с. Съемные била изготавливаются из стали марки 45 по ГОСТ 1050—74 с последующей термообработкой до твердости HRC 28— 32. Абразивность оценивают по потере массы всех бил, приходящейся на 1 т дробленого материала. Соответствующие показатели И3о и Иоо определяются по формуле
Ho=Ag/Q, (П.1>
где Ag — потеря в массе 4 бил, определенная с точностью до 0,2 мг в одной пробе, г; Q — масса дробленого материала, определенная с точностью до 10 г в одной пробе, т.
Абразивность горных пород при дроблении в ударных дробилках, г/т
Гранит «Норинск» Жито-
мирской обл.......... 280 900
Известняк Ковровского месторождения Владимирской обл.......... 16 86
Известняк ВЯО Эстонской ССР............. 4,2' 17
Гранит «Шарташ» Свердловской обл......... 150 450
Гранит «Пруды» Ленинградской обл............. 300 900
Гранит «Овруч» Житомирской обл.............. 460 1520
Руда железная Стойленского карьера КМА . . 140 420
Таблица П.7
Средние показатели абразивности горных пород по Бонду
Порода Плотность, г/см8 Индекс работы Бонда W^, кВт.ч/т Крупность продукта измельчения - d90, мкм Показатель абразивности Лр Г
Известняк для цемента Сульфиды тяжелых металлов Медные руды Гематит Магнетит Гранит Кварцит 2,7 3,56 2,95 4,17 3,7 2,72 2,70 14,0 12,5 12,9 9,4 14,3 18,3 19,2 12 830 12 000 12 700 13 450 14 630 0,0238 0,1284 0,1472 0,1647 0,2217 0,3880 0,7751
Степень дробления илн измельчения i характеризуется отношением размеров кусков исходного материала D к размеру кусков продукта дробления (измельчения) d. Номинальная степень дробления характеризуется значениями номинальной крупности (95%-ный проход через сито)
ia—^Dw-idu- (Н.2)
Иногда среднюю степень дробления определяют как отношение средневзвешенных диаметров
I'ср — £>ср/^СР' (11 3)
При дроблении (измельчении) в несколько последовательных стадий общая степень дробления (измельчения) определяется как произведение всех степеней дробления (измельчения) в отдельных стадиях
I = (П.4)
Стадии дробления и измельчения различают в зависимости от номинальной крупности питания и конечного продукта следующим образом:
Стадия £>н, мм d^t мм
Дробление: крупное . , . 1500—500 350—100
среднее . . , . 350—100 100—40
мелкое . . . . 100—40 30—10
Измельчение: грубое. . . . 30—10 6—2
тонкое. . . . 6—2 1—0,5
0,1—0,005
сверхтонкое
На некоторых обогатительных фабриках применяют не трн, а- четыре стадии дробления: между крупным и' средним вводится операция поддрабдивания.
Дробилки (мельницы) могут работать в открытом цикле, при котором материал проходит дробилку (мельницу) один раз, или в з а‘м к в у том цикле с грохотом (классифицирующим аппаратом), надрешетный продукт (пески) которого непрерывно возвращается в дробилку (мельницу) на додраб-ливание (доизмельчеиие) (см. рис. 1.2, б).
§ 2. Теории дробления
В процессе разрушения горных пород в дробилках и мельницах при деформациях сжатия, растяжения и изгиба главную роль играют нормальные напряжения. В этом случае элементарная работа деформации одного куска ДД пропорциональна изменению его первоначального объема V нли изменению куба его диаметра
ДЛ = KAV= КкАО3. (II.5)
Уравнению (II.5) соответствуют гипотезы Кирпичева (1874 г.) и Кика (1885 г.).
Если энергия затрачивается преимущественно на деформацию сдвига, при которой главную роль играют касательные напряжения, то элементарную работу считают пропорциональной приращению площади поверхности АЗ куска или квадрату его диаметра D
ДД = КАЗ = KrAD2. (П.6)
Уравнение (II.6) соответствует гипотезе Рит-тингера (1867 г.)
В общем случае элементарная работа, затрачиваемая в процессе дробления куска, определяется уравнением Ребиндера
ДДр = КкД V + K₽AS. (II.7)
По гипотезе Бонда (1950 г.) элементарная работа пропорциональна приращению параметра, являющегося среднегеометрическим между объемом и площадью поверхности
ДДв = КДКЁ5 = КвДО2’5- (II.8)
За основу своих расчетов Бонд принимает теорию Гриффитса — Ребиндера о наличии трещиноватости в кусках дробимого материала.
По обобщающей гипотезе элементарная работа дробления одного куска пропорциональна бесконечно малому изменению некоторой степени его диаметра D
ААт = КтМ/~т, (II.9)
где 4 — т — показатель степени, определяемый опытным путем.
87
Формула (II.9) является обобщением предыдущих: при т = 1 она совпадает с формулой Кирпичева — Кика (II.5); при т = 2 — с формулой Риттингера (II.6); при т = = 1,5 — с формулой Бонда (II.8).
По обобщенной формуле (II.9), дифференцируя правую часть равенства, можно найти элементарную работу, затрачиваемую на дробление одного куска
Mm = K'mD3~m dO-
Если предположить, что весь материал, имеющий объем Qo, состоит только из одинаковых по размеру шарообразных кусков диаметром D, то общее число кусков N, содержащихся в этом объеме, определится дробью
и элементарная работа сил упругости при малой деформации всего объема Qo представится произведением
ДЛ0 = NdA = K'N (Q0/D3) KmD3-mdD, откуда
AA0 = KNKmQ()dD/Dm. (11.10)
Для определения суммарной работы Ад, затрачиваемой на дробление всего объема Qo, необходимо при интегрировании учесть начальный Do и конечный DK размеры кусков (т. е. размеры шарообразных кусков исходного продукта и продукта дробления, считая их в каждом случае одинаковыми по размеру и форме). После интегрирования уравнения (11.10) от Ро до DK полученное уравнение легко преобразуется в выражение для определения удельного расхода э н(е р г и и (на единицу объема дробимого материала)
Ео=л<л>=(те-1 - те-1)-
(п.н)
В обобщенной формуле (11.11) конечный размер Рк можно выразить также через степень дробления i = D0!Dk, тогда
(П-12)
Частным случаям обобщенных формул сдответствуют те или иные значения показателя степени т в трех последних равенствах.
В соответствии с гипотезой Кнрпичева— Кика т =Д. Подставив т = 1 непосредственно в исходное уравнение (II.10) после интегрирования, получим
Ек — Ag/Qg = Кк lg (Dg/DK).
(11.13)
Применительно к гипотезе Риттингера в формулах (П.Н) и (II.12) принимают т = = 2, тогда удельная работа будет
Er = Ar/Q0 = Kr (1/Or — l/Oo)-
(П.14)
Если же оценивать работу дробления не по размерам кусков, а по изменению удельной поверхности S, то уравнение Риттингера (II.6) приводит к следующей формуле удельной работы:
Er = A0/Q0=KrAS, (II.15) где AS — прирост удельной поверхности продукта измельчения по сравнению с начальной (Д5 = SK0h — Знач)-
В соответствии с гипотезой Бонда т = 1,5, и исходные формулы дают
ев = a0/q0=кв (i/Ks; - i/Ко;).
(11.16)
Если обозначить через W (индекс работы) ту работу, которую нужно затратить для доведения единицы объема материала, состоящего из кусков бесконечных размеров (О о = оо), до крупности, при которой 80 % кусков имеют диаметр DK = 100 мкм, то в соответствии с формулой (II.16)
W = Ao/Qo = Кв (1/К100 - 1//53) =
= 0,1Кв. (11.17)
Отсюда Кв= ЮГ. После подстановки Кв — lOTJF’ в формулу (II.16) работу на единицу объема можно определить по следующей расчетной формуле:
Ев = AolQo = ЮГ (l/ire - 1/Ко;) =
= юг (/о; - КОКол-
(11.18)
В формулах Бонда диаметры О0 и DK выражены в микрометрах и равны тем отверстиям сита, на которых остаток равен 20 % (просев 80%).
Вместо объема Qo в формулы можно ввести пропорциональную ему величину — массу материала Q. Тогда индекс работы Г,- и удельный расход энергии Е = ^4 0/Q0 будут относиться к 1 т материала
Ев = A0IQ = ЮГ, (Кй; - lAWW
(П.19)
Индексы работы по Бонду Г,- для различных материалов приведены в табл. II.8.
Как показывают опыты, между индексом работы по Бонду Г,- и коэффициентом крепости f по шкале М. М.Протодьяконова имеется корреляция: чем больше f, тем больше н Г,-; однако в некоторых случаях это правила нарушается.
Экспериментальное сопоставление различных гипотез, характеризующих связь между работой дробления и крупностью дробленого материала, показывает, что для измельчения при больших удельных поверхностях применим закон Риттингера. Для крупного дробления, при котором дробленые продукты имеют небольшие удельные поверхности, подходит закон Кика—Кирпичева. Закон Бонда занимает промежуточное положение.
88
Таблица II.8
Индекс работы дробления по Бонду
Руда и порода Плотность , г/см3 Индекс работы wi-кВт.ч/т Руда н порода Плотность, г/см3 Индекс работы кВт.ч/т
Андезит 2,62 20Д Молибденовая руда 2,70 13,6
Базальт 2,90 19,0 Наждак 3,48 62,5
Барит 4,50 5,3 Никелевая руда 3,28 15,1
Боксит 2,20 9,8 Оловянная руда 3,95 12,0
Габбро 3,00 20,5 Песчаник 2,65 28,9
Гематит 3,53 14,3 Пирит (серный колче- 4,06 9,8
Гипс 2,69 7,8 дан)
Глина 2,51 7,0 Пирротиновая руда 4,04 10,5
Гнейс 2,71 22,4 Плавиковый шпат 3,01 9,8
Горючие сланцы 1,84 17,6 Поташ 2,40 8,9
Гравий 2,66 17,9 Полевой шпат 2,59 11,9
Гранит 2,67 16,8 Рутиловая руда 2,80 14,0
Графит 1,75 48,5 Свинцовая руда 3,35 13,1
Диабаз 2,90 21,4 Свинцово-цинковая 3,36 11,9
Диорит 2.90 23,2 руда
Доломит 2,74 12,5 Сиенит 2,73 14,5
Золотоносная руда 2,81 16,5 Сланец 2,63 17,5
Известняк 2,66 14,0 Спекулярит 3,28 15,2
Карбид кремния 2,75 28,6 Стекло 2,58 13,6
Кварц 2,65 15,0 Такониты 3,54 16,1
Кварцит 2,68 10,6 Титановая руда 4,01 13,6
Кварцевый песок 2,67 15,5 Уголь 1,40 14,3
Клинкер цементный 3,15 14,8 Ферромарганец 6,32 9,2
Кокс 1,31 16,7 Ферросилиций 4,41 11,0
Магнезит 3,06 12,3 Феррохром 6,66 8,4
Магнетит 3,88 11,0 Фосфориты 2,74 11,0
Марганцевая руда 3,53 13,5 Цинковая руда 3,64 12,8
Медная руда 3,02 14,1 Шлак доменный 2,74 11,3
Законы выведены для упрощенных моделей разрушения, основанных на геометрическом подобии разрушаемых частиц и продуктов разрушения и их физической идентичности, при отсутствии дефектов строения тел.
Трудность получения универсального закона разрушения объясняется тем, что в реальных телах и кристаллах встречаются дефекты в виде трещин или участков несовпадения расположения атомов или узлов кристаллической решетки (дислокаций), являющихся причиной возникновения трещин. Вследствие этих дефектов поперечные сечения тела становятся неравноценными по прочности. На концах трещин под воздействием нагрузки возникают локальные пики напряжений, которые значительно больше средних напряжений в теле [35].
Энергия, подводимая к телу при нагружении, превращается в Энергию деформации, накапливаемую в материале, и в поверхностную энергию трещины. С увеличением длины трещины возникающие на ее концах напряжения возрастают. При определенном напряжении трещина будет распространяться далее самопроизвольно. Гриффитс получил выражение, связывающее напряжение о с критической длиной трещины I, начиная с которой
трещина распространяется самопроизвольно, а = К 2Еу/л1, (11.20)
где Е — модуль упругости материала; у — удельная поверхностная энергия трещины. Практическое использование формулы Гриффитса для характеристики связи между работой разрушения и крупностью конечного продукта затруднено отсутствием соотношения между размером тел и критической длиной трещин. В настоящее время нет достаточно легких и надежных методов определения размеров дефектов, существующих в необработанных частицах горных пород неправильной формы.
При операциях крупного дробления приращение поверхности весьма мало, поэтому работу дробления можно определить по уравнению (П.5), соответствующему гипотезе Кирпичева
ДЛк = КкЛИ.
Значение входящего в это уравнение коэффициента пропорциональности Кк иногда определяют, пользуясь формулами сопротивления материалов, с помощью диаграммы деформаций, полученной при сжатии образца
89
на прессе. Работа дробления куска объемом V будет
^ = 4ах’//2£-
где сгтах — разрушающее напряжение на сжатие (предел прочности); Е — модуль упругости Юнга.
При том же допущении максимальное усилие Ргаах, действующее со стороны рабочего органа дробилки на материал, равномерно заполняющий зону дробления, определяется произведением разрушающего напряжения ° max на площадь F неподвижной щеки щековой дробилки
Ртах = ашахЛ (11.21)
В расчет по формуле (11.21) необходимо внести существенную поправку, так как напряжение пшах относится только к раздавливанию на прессе образцов правильной формы (кубики), когда нагрузка распределяется равномерно по всей поверхности контакта кубика с плитой и имеет место только сжатие и последующее раздавливание. В реальных условиях, т. е. при разрушении руды в дробилках (рис. II.2), куски имеют неправильную форму, давление на материал распределяется неравномерно, и большая часть кусков разрушается не сжатием, а в результате раскалывания, при котором фактически происходит разрыв кусков по линиям АА', а не их раздавливание. Предел прочности руд на разрыв в десятки раз меньше, чем на сжатие. Поэтому рабочее давление в формуле (11.21) необходимо принимать значительно меньшим, чем отах, считая, что среднее эффективное усилие
Рэфф =?= pF г (11.22)
где р — удельное рабочее давление, отнесенное к единице площади щеки и составляю
щее только часть ашах (определяется экспериментально).
При дроблении руд и пород повышенной прочности за среднюю расчетную величину принимают
р= 2,4 МПа. (П.23>
Усилие РЭфф приложено к некоторой средней точке щеки (см. рис. II.2).
Формулы (II.22) н (11.23) используются: при расчете усилий и мощности дробилок.
§ 3. Классификация дробильно-измельчительных машин, аппаратов; и устройств
За основу классификации дробильно-из-мельчительных машин и устройств принимают принцип их действия, т. е. способ разрушения, который определяется видом энергии, непосредственно используемой для разрушения материала. На рис. П.З изображен» схематическая классификация способов, применяемых для разрушения, и виды энергии,, превращаемой в работу дробления и измельчения.
Наибольшее применение получил механический способ. Делаются попытки использовать энергию пара или сжатого воздуха при пневматическом взрывном дроблении, а также электрическую энергию при электрогидравлическом, электроимпульсном и электротермическом дроблении. В некоторых установках применяется аэродинамический способ разрушения, при котором куски материала разгоняются струей газа. Разновидностью этого способа является так называемый «процесс Снайдера», в соответствии с которым материал перед измельчением в струе подвергается действию сжатого газ» или пара под высоким давлением. В этом процессе используется также пневматический (взрывной) эффект в сочетании со струйным: измельчением. Все методы, кроме механического, находятся в стадии исследования.
В соответствии с этой классификацией дро-бильно-нзмельчительные машины и аппараты могут быть разделены на следующие четыре основных типа (табл. II.9, рис. II.4,. II.5):
I — механические дробилки; II — механические мельницы (с мелющими телами); III — взрывные пневматические, электро-гидравлические, электроимпульсные и электротермические дробильные аппараты; IV — аэродинамические и пневмомеханические-мельницы (струйные размольные аппараты без мелющих тел).
На рудообогатительных фабриках в настоящее время применяются почти исключительно механические дробилки и мельницы. Область применения отдельных конструктивных типов определяется главным образом прочностью дробимого материала. Для дробления особо крепких (f > 18) и крепких (/= 16—18) руд и . руд средней крепости (f = 12—16) используются главным образом, конусные дробилки (ККД, КРД, КСД»
90
Рис. П.З. Классификация способов разрушения материалов
Рис. II.4. Схемы механических дробилок с преимущественно статическим воздействием на ма
териал (а—в) и динамического (ударного) действия (г—е):
а — щековая; б — конусная; в — двухвалковая; г — роторная; д — стержневая (дезинтегратор); е — центробежная метательного действия
Таблица II.9
Классификация дробильно-измельчительных машин, аппаратов и устройств
Принцип действия
Группа (разделение по методам разрушения материала)
Подгруппа (разделение по виду рабочих органов)
Конструктивные типы
I. Механические дробилки
Разрушение кусков материала в результате механического воздействия подвижных деталей дробилки (или подвижных деталей н неподвижной брони); между рабочими деталями имеется «калибрующий» зазор 1. С преимущественно статическим воздействием на дробимый материал А. Щековые (рис. II.4, а) Щековые с простым движением щеки ЩДП Щековые со сложным движением щеки ЩДС
Б. Конусные (рис. II.4, б) Конусные с подвесным валом ККД и КРД ги-рационные Конусные с консольным валом КСД и-КМД Конусные инерционные кид Конусно-валковые
В. Валковые (рис. II.4, в) Двухвалковые с гладкими валками Одно-, двух-, и четырехвалковые с зубчатыми валками
2. Динамического действия (роторные) А. Роторные ударного действия (рис. II.4, г, д) Молотковые (с шарнирно-подвешенными молотками) Роторные (с жестко закрепленными билами-лопатками) Стержневые (дезинтеграторы)
Б. Роторные метательные (центробежные с безударным разгонным ротором; (рис. II.4, е) Центробежные с однодисковым ротором
II. Механические мельницы (с мелющими телами)
Разрушение зерен и частиц материала в результате ударов мелющих тел или их истирающего действия Мельницы с мелющими телами А. Барабанные (рис. II.5, а) Шаровые Стер жнев ые, г а л ечн ые рудного самоизмельчения и полусамоизмельчения
Б. Ролико-кольцевые (рис. II.5, б) Однороликовые Трехроликовые Центробежные многороликовые
В. Чашевые (рис. II.5, в) Бегуны
Г. Дисковые (рис. II.5, г) Истиратели Жернова
92
Продолжение табл. II.9
Принцип действия Группа (разделение по методам разрушения материала) Подгруппа (разделение по виду рабочих органов) Конструктивные типы
III. Взр Разрушение кусков в результате сброса давления газа (пара), действия ударной волны (под влиянием искрового разряда в воде), местного их нагрева (с по-мощью тока высокой частоты) или расширения плазмы в канале раз-ряда ывные^ пневматичес и электротерми 1. Взрывного действия кие, электрогидравл ееские дробилки А. Пневматичес- ские ические Взрывные, применяющие сжатый воздух или пар
Б. Электроим-пульсиые Взрывные, основанные на действии плазмы
2. Электрогид-равлические Электрогидрав-лические С искровым разрядом в жидкости
3. Электротермические Электротермические с высокочастотным генератором Переносные и стационарные
IV. А эре (с Разрушение кусков в результате разгона их струей воздуха и последующих ударов о неподвижную броню или взаимных ударов. ^динамические и пне труйные аппараты Струйные / вмомеханические ме без мелющих тел) А. С вертикальной и горизонтальной камерой льницы Струйные размольные аппараты
Б. Взрывноструйные Струйные размольные аппараты Снайдера
КМД). реже щековые (ЩДП); для руд и пород ниже средней крепости (f = 10—12) — конусные н роторные; для некрепких (f =
Рис. П.5. Схемы механических мельниц:
а — барабанная (шаровая, стержневая, галечная, рудногалечная, рудного самоизмельчения, ба-рабаиио-ролнковая); б — ролико-кольцевая; в — чашевая (бегуны); г — дисковая (истиратель, жернова)
5—10) и неабразивных — гладкие двухвалковые и роторные; для слабых материалов (f < 5) — валковые с зубчатыми валками.
Из механических мельниц почти исключительно применяются барабанные — шаровые, стержневые, рудногалечные и рудного самоизмельчения. Остальные механические мельницы применяются лишь и специальных случаях. Мельницы взрывного действия и аэродинамические (струйные) находятся в стадии исследования.
Глава 2
Щековые дробилки
§ 1. Типы щековых дробилок
Щековые дробилки разделяются на два основных кинематических класса: с простым ШДП (рис. II.6) и сложным ЩДС (рис. II.7) движением подвижной щеки.
Дробилки с простым движением подвижной щеки различаются между собой способом ее крепления и приводным механизмом. Различают дробилки
93
Рис. П.6. Кинематические схемы щековых дробилок с простым движением щеки:
а—г — с верхним подвесом щеки; д — с нижней опорой щеки; 1 — неподвижная щека; 2 — подвижная щека; 3 — распорная плита
с верхним подвесом 0х щеки (рис. II.6, а—г) и с нижней шарнирной опорой 02 (типа Додж) (рис. II.6, д). Последние изготовляются только как лабораторные и полупромышленные.
Дробилки с верхним подвесом щеки выполняются с различными приводными устройствами. Чаще всего применяют шарнирнорычажный механизм (см. рис. II.6, а). Подвижная щека поворачивается вокруг своей оси Oj на небольшой угол в ту и другую сторону, приближаясь и отдаляясь от неподвижной щеки. Щековая дробилка с таким механизмом была изобретена Влеком еще в 1858 г. и до настоящего времени является самой распространенной.
Некоторыми зарубежными фирмами выпускаются дробилки с кулачковым приводным механизмом (см. рис. II.6, б), пригодным лишь для машин малых типоразмеров. Компактной является дробилка с кривошипно-шарнирным приводным механизмом, (см. рис. II.6, в). Изготовлены опытные образ
Рис. II.7. Кинематические схемы щековых дробилок со сложным движением щеки:
а — с одной подвижной щекой; б — с двумя подвижными щеками; 7 — неподвижная щека;
2 — подвижная щека; 3 — распорная плнта
94
цы щековой дробилки с гидравлическим приводом (см. рис. II.6, г). В СССР все дробилки с простым движением подвижной щеки изготовляются по схеме, показанной на рис. II. 6, а (ГОСТ 18265—72).
Дробилки со сложным дви-. ж е н и е м подвижной щеки строятся по схеме, показанной на рис. II.7, а (ГОСТ 7084—71). В этих дробилках подвижная щека шарнирно подвешена на эксцентриковом приводном валу О; нижняя часть ее шарнирно соединяется с распорной плитой (другим концом распорная плита опирается на регулировочное устройство). Траектории движения точек щеки представляют собой овалообразные кривые. Если горизонтальная проекция перемещения ниж-ией точки (ход) равна s, то вертикальная его проекция в этом месте близка к 3s, а в верхней зоне — к 2,5s при горизонтальной проекции 1,5 s. Значительное вертикальное перемещение щек, обусловливающее их истирающее действие на куски материала, приводит к повышенному износу дробящих плит.
Поэтому дробилки со сложным движением применяют преимущественно для малоабразивных материалов. Достоинства их — простота конструкции, компактность и малая масса.
Помимо простейшей кинематической схемы (см. рису II.7, а) используются и более сложные: в движение приводятся обе щеки (рис. П.’7, б), либо одна щека имеет привод от двух эксцентриковых валов и т. д.
§ 2. Щековые дробилки со сложным движением щеки, их конструкция и основные параметры
В СССР щековые дробилки выпускаются пяти типоразмеров. Их размерный ряд и техническая характеристика соответствуют ГОСТ 7084—71 (табл. 11,10). Удельная объемная производительность (отнесенная к 1 м2 приемного отверстия) дробилок составляет около 70 м3/(м2-ч), поэтому полная объемная производительность Q« « 7QBL. Удельный расход мощности Удв/Qo равен приблизи-
Таблица 11.10 >
Основные параметры щековых дробилок со сложным движением щеки по ГОСТ 7084—71
СМД-115 СМ Д-116 СМД-108 СМД-109 СМД-110
о! аз
Параметры X <о X ю X ю о X аз X
•—1 оТ ся <£>
ЩДС- ЩДС ЩДС- ЩДС- ЩДС-
Размеры приемного отверстия BXL, мм 160X250 250X 400 250X 900 400X900 600X 900
Наибольшая крупность исходного материала Птах, мм Угол захвата, градус, не более 140 210 210 340 510
15 15 15 17 19
Номинальная выходная щель Ьи, мм Максимальный диапазон изменения выходной щели, мм Объемная производительность Qo при номинальной щели, м3/ч, не менее 30 40 40 60 100
15—45. 20—60 20—60 40—90 75—125
2,8 (2,8) 7,0 (7,0) 14,0 (16) 25,0 (25,0) 55,0 (38)
Мощность электродвигателя УдВ> кВт, не более Ю(7) 17 (17) 40 (40) 55 (61) 75 (95)
Масса дробилки без электродвигателя, т Габаритные размеры, м: 1,5 3,0 8,0 12,0 . 20,0
длина 1,0 1,4 1,7 2,2 2,7
ширина 1,0 1,3 1,7 2,2 2,6
высота 1,1 1,5 2,3 2,6 2,5
Изготовитель Выксунский завод дробильно-размольного оборудования
Примечание. В скобках даны значения, вычисленные по формулам: Q = 70BL н N —
= 175BZ. ° ДВ
95
5
Рис. II.8. Щековая дробилка со сложным движением щеки ЩДС
тельно 2,5 кВт/м3, откуда N^a ~ 2,5Q0 = =И75 BL, где В и L выражены в метрах.
На рис. II.8 показана щековая дробилка со сложным движением подвижной щеки; конструкция ее является типовой для всей серии ЩДС. Станина дробилки сварная; ее боковые стенки выполнены из стальных листовки соединены между собой передней стенкой У коробчатого сечения и задней балкой 2, являющейся одновременно корпусом регулировочного устройства 7. Над приемным отверстием укреплен защитный кожух 3. Подвижная щека 4 представляет собой стальную отливку, закрепленную на эксцентриковой части приводного вала 5. В нижней части щеки имеется паз, куда вставляется вкладыш для упора распорной плнты 6. Другим концом распорная плита упирается во вкладыш регулировочного устройства, состоящего из^ползуна 13 и двух винтов 14. Замыкающее устройство состоит из тяги 8 и цилиндрической пружины 9, натяжение которой можно регулировать гайкой. При рабочем ходе щеки 4 пружина сжимается; стремясь разжаться, она способствует отходу щеки при холостом ходе (размыкании). Пружина 9 обеспечивает постоянное плотное замыкание всех звеньев шарнирно-рычажного механизма (подвижной щеки, распорной плиты и регулировочного устройства).
Подвижная щека имеет в нижней части косой выступ, на который устанавливают дробящую броневую (футеровочную) плиту 10. Сверху эта футеровочная плита притягивается к щеке клиньями и болтами с потайными головками. Неподвижная дробящая плита 11 опирается внизу на выступ передней стенки станины 1, ас боковых сторон зажата
футеровочными плитами 12. Рабочие поверхности дробящих плит и поверхности боковых футеровочных плит o6pa3yrof камеру дробления машины.
Плоскости футеровочных плит 10 и 11 образуют между собой переменный угол 0. При рабочем ходе подвижная щека приближается к неподвижной и ширина Ь выходной щели уменьшается, доходя до минимума Ьп. При отходе подвижной щеки выходная щель увеличивается до размера Ь = Ьй + S, где s — горизонтальная проекция хода щеки (см. рис. II.7, а).
Изменение режима работы щековой дробилки достигается регулировкой размера выходной щели. Номинальная ширина йном ее при прочих равных условиях определяет крупность продукта дробления и производительность дробилки. Так как по мере износа дробящих плит ширина выходной щели возрастает, необходимо периодически производить регулировку (поджатие) щеки. С этой целью поворачивают винт, перемещающий ползун со вкладышем распорной плиты (см. рис. II.8).
Ранее на щековых дробилках со сложным движением предохранительным устройством служила распорная плита, которая ломалась прн возникновении нагрузок больше допустимых (например, при попадании в камеру дробления недробимых предметов). В настоящее время начинают находить применение предохранители неломающегося типа.
Ранее на дробилках всех типоразмеров монтировались два маховика (по одному с каждой стороны), один из которых выполнял также функцию приводного шкива. В последнее время на большинстве отечественных дробилок со сложным движением щеки применяется один шкив-маховик с увеличенным маховым моментом. Для обеспечения динамической балансировки машины на противоположном конце эксцентрикового
96
Рис. П.9. Профиль футеровочных плит дробилок ЩДС
вала устанавливается противовес. Подобная конструкция узла привода делает дробилку более компактной.
В процессе эксплуатации дробилки ЩДС футеровочные плиты подвергаются быстрому износу, причем наиболее интенсивно изнашивается нижняя часть неподвижной брони, поэтому конструкции плит выполняется, как правило, симметричной, т. е. предусматривает возможность перевертывания их изношенной частью вверх, что практически удваивает срок службы плит.
Рабочая часть броневой плиты обычно выполняется рифленой. Поперечный профиль плиты характеризуется размерами и конфигурацией рифлений.
По ГОСТ 13757—68 дробилки со сложным движением щеки в зависимости от области применения должны комплектоваться дробящими плитами с различной конфигурацией и размером рифлений (рис. П.9). Рифления трапецеидальной формы (тип 1) применяют для предварительного дробления в дробилках с шириной приемного отверстия 250 и 400 мм, а рифления треугольной формы (тип 2) — для предварительного дробления в дробилках с шириной приемного отверстия 600 мм, а также для окончательного дробления в дробилках всех типоразмеров.
Шаг t, размеры т и п и высота h рифлений для обоих профилей зависят от размера выходной щели Ь.
Радиусы закруглений гг и г2 для крупных щековых дробилок размером от 400X900 мм и выше равны 10 и 15 мм, а для дробилок меиыцих размеров — примерно 5 и 10 мм.
Дробящие плиты (см. рис. II.8) должны плотно прилегать своими опорными поверхностями к подвижной и неподвижной щекам и работать с ними как одно целое. Согласно ГОСТ 13757—68 неплоскостность опорной поверхности плиты не должна превышать 2 мм на 1 м длины. В большинстве случаев дробящие плиты щековых дробилок изготовляются из высокомарганцовистой стали. Срок службы дробящих плит и их удельный расход зависят от прочности и абразивности дробимого материала.
§ 3. Конструкция и технические характеристики дробилок с простым движением щеки
Основные параметры щековых дробилок с простым движением щеки ЩДП приведены в табл. П.Н (рис. 11.10, 11.11).
Дробилки устанавливаются на массивных фундаментах. Внутренняя стенка сварной рамы служит неподвижной щекой 1, на которой крепится футеровка 2. Подвижная щека 3 с укрепленной на ней футеровкой 4 подвешена на оси 5. В коренных подшипниках рамы вращается приводной вал 6, на эксцентриковую (среднюю) часть которого насаживается верхняя головка шатуна 7. Вал 6 приводится во вращение шкивами 8 и 9 клиноременной передачи. В нижнюю часть шатуна 7 с обеих его сторон через сухари 12 упираются распорные плиты: передняя 10 и задняя 11. Противоположные концы распорных плит опираются на вкладыши 13 и 14. Один из них закреплен на подвижной щеке 3, а второй — в углублении упора 15. При необходимости изменения размера выходной щели упор 15 соответственно передвигают и закрепляют винтом 16. Иногда для этоц цели применяют укороченные (или удлиненные) распорные плиты 10 и 11. К подвижной щеке 3 шарнирно прикреплена горизонтальная штанга 17, оттягивающая под действием пружины 18 нижний конец щеки при ее обратном ходе.
Плоскости распорных плит 10 и 11 образуют между собой малый угол 6. При рабочем ходе (подъеме шатуна 7) угол р уменьшается, распорные плиты приходят в почти горизонтальное положение, нажимая на щеку 3. Последняя приближается к неподвижной щеке, уменьшая выходную щель до минимального размера Ь9. При обратном ходе шатуна (вниз) угол 0 увеличивается, и щель размыкается до размера Ь = Ьо + s, где s — ход щеки в нижней точке. При этом подвижная щека совершает колебательное движение с центром качания в точке О (центр оси 5).
Номинальной шириной ще-л и считается размер Ь (расстояние от вершины выступов одной брони до наиболее удаленной точки впадины на противоположной броне) в разомкнутом положении щек.
В целях уменьшения неравномерности вращения на приводной вал 6 насаживаются массивный маховик 9, который служит шкивом клиноременной передачи.
Футеровку 2 неподвижной и 4 подвижной щек набирают из броневых плит с продольными рифлениями. Выступы одной плиты располагаются против впадин другой, благодаря чему большая часть кусков руды разрушается в результате излома (см. рис. II. 1, в). Наряду с этим в точках соприкосновения поверхности кусков с выступами возникают местные разрывающие напряжения, в результате которых крупные куски раскалываются (см. рис. II.1, б и II.2). Боковые стенки 19 рабочей камеры дробилки также
4 Заказ 81
97
Таблица II.11
Основные параметры н размеры щековых дробилок с простым движением щеки по ГОСТ 18265—72
Параметры 1ЦДП-4 X 6 1ЦДП-6 X 9 ' л-ЩДП-9Х12 ; ... ЩДП-12Х 15 ЩДП-15Х21 ЩДП-21Х25
Размеры приемного отверстия, мм: ширина В 400± 20 600±30 900+45 1200±60 1500±75 2100±90
длина L 600±30 900+45 1200+ 60 1500±75 2100±90 2500± 100
Размер наибольшего куска в 340 510 750 1000 1300 1700
питании, ммч Номинальная ширина разгру- 60 100 130 150 180 250
зочной щели &ном> мм Пределы регулирования ще- ± 15 ±25 ±35 ±40 ±45 ±65
ЛИ, мм Эксцентриситет вала г, мм 19 29 40 35 42 50
Угол захвата а, градус — 20 22 24 23 —
Объемная производительность 15 50 160 280 550 800
при номинальной щели (для материала средней крепости /ср = 14) QrocT, мЗ/ч, не менее Мощность электродвигателя 40 75 100 160 250 400
Мдв, кВт, не более Масса дробилки без электро- 8 (7,56) 27 (21,66) 76 (71,8) 146 260 470
оборудования, т, не более Изготовитель Выксун ский за- Волге (144,6) щеммаш (1 (250,2) '. Тольятт и)
вод дробильноразмольного оборудования
Примечание.
В скобках приведены паспортные данные.
футеруют сменными плитами из марганцовистой стали.
Чаще всего для приводного вала применяют подшипники скольжения с баббитовыми вкладышами (см. рис. 11.11); в последнее время имеется тенденция к переходу на подшипники качения (см. рис. 11.10).
Смазка подшипников оси подвижной щеки и точек контакта распорных плит с вкладышами — консистентная (густая), подается под давлением. Для подшипников главного вала применяется принудительная жидкая смазка от масляного насоса.
В настоящее время для увеличения степени дробления щековые дробилки изготовляют с увеличенной высотой камеры дробления. Эта высота примерно в 2—2,3 раза больше ширины приемного отверстия. Кроме того, футеровку неподвижной щеки в нижней части скашивают для образования в месте разгрузки параллельной зоны.
Введен трехступенчатый запуск щековых дробилок. Первая ступень — приведение во вращение (вокруг вала дробилки) маховика, выполняющего роль приводного шкива. Вто
98
рая ступень — передача вращения валу дробилки. Вращающийся приводной маховик входит в сцепление с валом дробилки с помощью фрикционной муфты. Третья ступень— приведение во вращение второго маховика, который с помощью своей фрикционной муфты сцепляется с валом дробилки. Фрикционные муфты устанавливаются на обоих концах эксцентрикового вала.
В последних конструкциях щековых дробилок предусматривается запуск дробилок с помощью муфты обгона и микропривода (мощностью 10—12 кВт). Муфта обгона соединяет вал ведущего клиноременного шкива главного привода с выходным валом редуктора микропривода. При запуске дробилки микропривод медленно вращает муфту обгона, которая, заклиниваясь, вращает вал ведущего клиноременного шкива. Через 20— 40 с после начала вращения эксцентрикового вала включается главный электродвигатель и дробилка запускается. При наличии микропривода с муфтой обгона фрикционные муфты на эксцентриковом валу дробилки выполняют роль предохранительного уст-
Рис. 11.10. Продольный разрез модернизирован ной дробилки ЩДП 6X9
ройства. Применение микропривода позволяет запускать дробилку под завалом.
Методика выбора щековых дробилок в СССР за рубежом различна. В СССР дробилки выбираются по производительности, а за рубежом — по мощности электродвигателя с учетом производительности дробилки.
Рис. 11.11. дробилка ЩДП 15x21
4*
99
§ 4. Параметры механического режима щековых z дробилок с простым движением щеки
К параметрам механического режима щековых дробилок относятся: угол захвата а, ход подвижной щеки s и частота вращения рабочего вала, определяющая частоту качаний щеки п0.
Угол захвата а (рис. 11.12, а) образуется плоскостями подвижной и неподвижной щек. Предельная его величина ограничивается условием: дробимый кусок материала не должен выталкиваться вверх при сближении щек. Помимо силы тяжести G (которой можно пренебречь по сравнению с усилиями дробления) на кусок действуют сжимающие силы Рг и Р2, направленные перпендикулярно плоскостям щек, и силы трения fP± и fP2 (/ — коэффициент трения), лежащие в плоскостях щек. Зажатый под действием этих сил кусок находится в равновесии до тех пор, пока угол захвата удовлетворяет следующим уравнениям равновесия слагающих сил по осям х и у (при G яй 0):
— Р2 cos а — fP2 sin а = 0;
(11.24)
2 У = — fPi + fPft cos а — P2 sin а = 0.
Если коэффициент трения заменить тангенсом угла трения, (/= tg <р), то, решая уравнения (II.24), получим:
откуда
tg a < 2 tg <p/(l—tg2 <p), a C 2 <p,
(11.25)
т. e. предельный угол захвата должен быть меньше двойного угла трения.
F Угол захвата а щековых дробилок лежит в пределах 20—24° (см. табл. 11.11). Для большинства дробимых материалов f 0,2 и f 12°, т. е. 2<р > 24°, поэтому принятые на практике углы а 24° обеспечивают захват кусков.
Условие (II.25) не обеспечивает раздробления куска при первом зажатии его в рабочем пространстве, так как в этом случае происходит лишь местное откалывание и выкрашивание небольших осколков с его поверхности. При следующем рабочем ходе щеки происходит дальнейшее выкрашивание'и истирание поверхности куска остриями нарифле-ний футеровочной брони. Процесс частичных расколов прекращается лишь после того, как площадь контакта достигнет достаточно больших размеров, и возникающие напряжения вызовут полное раскалывание всего куска. Необходимое для этого время тем меньше, а производительность дробилки тем больше, чем меньше угол захвата.
Опыты Ф. Бонда и В. А. Баумана подтвердили, что при некотором уменьшении угла захвата по сравнению со стандартными значениями (а « 22—24°) производительность дробилки повышается.
Так, по Ф. Бонду относительная производительность щековой дробилки может быть выражена линейной зависимостью от угла захвата
К а = = 1 + 0,025 (22° - a),
(11.26)
где Qa — производительность при угле а; Q22<>—то же, при угле 22°.
Частота вращения вала. Для определения самой выгодной частоты вращения рабочего вала и качаний подвижной щеки предложены теоретические формулы, основанные на гипотезе, что за время холостого хода из рабочего пространства свободно выпадает призма, имеющая основание, равное ширине выходной щели при размыкании
Рнс. 11.12. Угол захвата и ход подвижной щеки: а — схема действия сил; б — «призма выпадения»; в — положение равнодействующей ^дфф
100
мек b = b0 + s (рис. 11.12, б)*. Тогда «опт = ЗОКп/g tg а/2s, (11.27)
где Кп — поправочный коэффициент, зависящий от условий разгрузки; g — ускорение свободного падения, 9,81 м/с2; s — ход щеки, м; а — угол захвата.
Согласно теоретической формуле (11.27) л0Пт не зависит от размеров приемного отверстия дробилки, однако на практике частота вращения выбирается машиностроительными заводами в зависимости от типоразмера дробилки (см. табл. 11.11 и рис. 11.13).
Считая, что Кп = 1 и tg а = tg 22° = 0,4, а также принимая прямую пропорциональность между ходом щеки s и шириной приемного отверстия В
s= 0,054В, (П.28)
авторы учебника [2], исходя из формулы (П.27), получают соотношение:
«опт = 182,6// В. (II.29)
Формула (11.29) подтверждает зависимость оптимальной частоты вращения от ширины приемного отверстия дробилки В.
Усилия. При испытаниях щековой дробилки усилия дробления, действующие в ее рабочем пространстве, определяются тензометрированием. В футеровочные плиты помещаются датчики давления (мессдозы), показания которых регистрируются осциллографом в виде кривой изменения усилий
* Как показала замедленная киносъемка, гипотеза о «призме выпадения» шириной b н высотой Л не подтверждается. Материал разгружается на протяжении всего цикла движения щеки, хотя и неравномерно: больше при холостом ходе и меньше прн рабочем.
Рис. II. 13. Частота вращения приводного вала щековых дробилок ЩДП в зависимости от ширины приемного отверстия дробилок:
/ — по формуле (11.29); 2 — Выксунского завода дробильно-размольного оборудования; 3 — Вол-готяжмаша; 4 — фирмы GHH; 5 — фирмы «Драгой»; в — завода им. Тельмана; 7 — фирмы «Ведаг»; 8 — фирмы «Аллнс-Чалмерс»; сплошные-лннни — при подшипниках скольжения; пунктирные — при подшипниках качения
в функции времени или угла поворота вала. Осциллограмма перестраивается затем в индикаторную диаграмму, соответствующую одному циклу (обороту). Она характеризует зависимость усилия от положения подвижной, щеки при рабочем и холостом ходе. По индикаторной диаграмме находят среднее эффективное ,,усилие ₽эфф (см.рис. П.12, в), а затем среднее удельное давление р, входящее в формулы (11.22) и (П.23). По найденному усилию можно определить среднюю потребляемую мощность. При отсутствии тензометрических данных мощность вычисляется па теоретическим и эмпирическим формулам.
Таблица 11.12
Средняя расчетная мощность, потребляемая щековыми дробилками с простым движением щеки и мощностью их электродвигателей
Показатели ЩДП-4 X 6 ЩДП-6Х9 ЩДП-9Х 12 ЩДП-12Х 15 ЩДП-15Х21 ЩДП-21Х25
Длина приемного отверстия L, м 0,6 0,9 1,2 1,5 2,1 2,5
Высота неподвижной щеки Н, 1,0 1,5 2,1 2,6 3,5 4,8
Ход щеки s, м 0,020 0,030 0,(Й6 0,040 0,044 0,053
Частота качаний щеки п0, мин-1 Мощность электродвигателя, кВт; 300 275 170 150 125 90
по формуле (11.31) А/дв 25 77 108 165 225 400
принятая заводом (паспортная) N дасп 28 100 110 160 250 400
предельная по ГОСТ 18265—72 40 75 100 160 250 400
101
Рис. II. 14. Мощность электродвигателей щековых дробилок ЩДП:
1 — по ГОСТ 18265—72 и данным Волготяжмаша;
2 — фирмы «Драгой»; 3 — фирмы «Аллис-Чал-мерс»; 4 — фирмы «Ведаг»; 5 — по формуле (11.31) (квадратики); 6 — Выксунского завода дробильно-размольного оборудования; сплошные линии — прн подшипниках скольжения; пунктирные — прн подшипниках качения
Мощность. Для расчетного определе ния средней потребляемой дробилками мощности Мо, кВт, В. А. Олев-ским предложена формула
No = SLHsn, (11.30)
где L — длина загрузочного отверстия, м; И — высота неподвижной щеки, м; s — ход щеки (внизу), м; п — частота вращения приводного вала (число качаний щеки), мни-1.
Мощность установлеииого электродвигат е’л я Лдв, учитывая пики нагрузки и необходимый для разгона резерв, выбирают примерно иа 40 % больше потребляемой
N№= 1,4Мо = ILHsn. (11.31)
Сопоставление мощности, вычисленной по формуле (11.31), с мощностью, применяемой на практике, приведено в табл. 11.12.
На рис. 11.14 показана зависимость мощности электродвигателей от размера В при-
102
емиого отверстия щековых дробилок по данным некоторых отечественных и зарубежных заводов.
§ 5. Производительность щековых дробилок с простым движением щеки
Производительность дробилок определяют: по данным каталогов и паспортов машиностроительных заводов или ГОСТов; по теоретическим и эмпирическим формулам; на основе испытаний дробилок. Во всех случаях найденная производительность является среднестатистической, по отношению к которой фактическая часовая производительность конкретной дробилки колеблется в зависимости от ряда случайных факторов: меняющегося гранулометрического состава и переменной прочности исходной руды, изменения степени заполнения рабочего пространства дробилки и других факторов, трудно поддающихся точному учету.
Обычно определяется объемная производительность Qo. Массовую производительность Q получают по формуле
Q = 6<2о, (П-32)
где 6 — насыпная плотность т/м3.
Значения объемной производительности QrOcT щековых дробилок отечественных заводов (по ГОСТ 18265—72) приведены в табл. 11.11.
Таблица П.13
Поправочные коэффициенты на условия дробления
Коэффициент Руда
мягкая (некрепкая) средней твердости (средней крепости) твердая (крепкая) весьма твердая (особо крепкая)
Крепости по шкале М. М. Протодьяконова Поправочный на крепость РУД Kf 5—10 1,2 10—15 1,0 15-18 0,95 18—20 0,90
Поправочный на влажность (при наличии в руде комкующейся мелочи) /Сд) Влажность руды w, %
4 5 6 7 8 1 9 10 11
1 1 0,95 0,9 0,85 0,8 0,75 0,65
Поправочный иа крупность Ккр Содержание крупных классов (крупнее 0,5В) в питании аКр, %
5 10 20 25 30 40 50 60 70 80
1,10 1,08 1,05 1,04 1,03 1,0 0,97 0,95 0,92 0,89
Расчетная производительность Qo определяется по теоретическим и эмпирическим формулам.
Обобщающим выражением ранних теоретических формул определения производительности щековых дробилок является следующее:
Qo = ^K~BcscvLnb № + b) ctS “•
(П.ЗЗ)
где Qo — объемная производительность, м’/ч; Кв и с — поправочные коэффициенты, зависящие от типоразмера дробилки (с = 1 для ЩДС и с= 0,84 для ШДП); scp — ход щеки в средней ее точке, м; L — длина выходной щели, м; л— частота качаний щеки, мии-1; Ь — ширина выходной щели (при размыкании), м; В — ширина приемного отверстия, м; DCp — средневзвешенный (по выходам классов) размер кусков в питании, м; а — угол захвата, градус.
Известна эмпирическая формула для объемной производительности щековых дробилок
Qo = KfKwKw (150 + 750В) Lb,
(11.34)
rjifilKf — поправочный коэффициент на крепость руды; Ко, — то же, на влажность; Кир — то же, на содержание крупных классов в питании (более 0,5В).
Значения частных поправочных коэффициентов приведены в табл. 11.13.
Пример. Требуется определить полную расчетную производительность щековой дробилки ЩДП-15Х21 (В = 1,5 м; L -= = 2,1 м), в которую поступает габбро-диабазовая медио-иикелевая руда повышенной крепости (f = 15—20 по М. М. Прото-дьякоиову) с насыпной плотностью 6 = = 1,8 т/м*, крупностью— 1200+0 мм (20 % класса -j-800 мм), влажностью w = 5 %. Ширина выходной щели дробилки b — = 180 мм.
Определяем поправочные коэффициенты по табл. П.13: Kf = 0,93 (считая в среднем /= 18); К»= 1 (ш= 5%); Ккр= 1,04 (®кр — 25 %). По формуле (11.34) определяем Qo — 465 м’/ч и по формуле (11.32) Q = = 835 т/ч.
Характеристика крупности продукта дробления представлена иа рис. 11.15 (кривая 3).
Для определения удельного расхода энергии по формуле Бойда имеем: размер кусков в питании, соответствующих суммарному выходу 80 %, Do = 800 мм = 800 000 мкм, а в готовом продукте дробления (по кривой 3 рис. 11.15) DK = 200 мм = 200 000 мкм. Принимаем, что индекс Бонда для данной медно-никелевой руды равен коэффициенту крепости по шкале М. М. Протодьяконова f, т. е. = 18. Подставив эти величины в формулу (11.19), получим Е = 0,20 кВт-ч/т.
Мощность, потребляемая только на дробление, Мдр = EQ = 167 кВт, а с учетом холостого хода дробилки при мощности установленного электродвигателя Мдв = 250 кВт (Wx.x « 0,1 Ылв = 25 кВт) расчетная пот -
103
Крупность, мм
Фнс. 11.15. Характеристики крупиеети продуктов дробления (без предварительного отсева мелочи):
/ — ЩДП-9Х12 при В = 130 мм (криворожский гранит); 2 — ЩДП-12Х15 при В = 160 мм (вла» совскнй гранит); 3 — ЩДП-15Х21 при В «= = 180 мм (норильская медио-яикелевая^руда)
ребляемая мощность ДО — 167 + 25 == — 192 кВт, что близко к средней потребляемой мощности No — 185 кВт (табл. П.14).
§ 6. Показатели работы щековых дробилок
Средняя фактическая производительность щековых дробилок колеблется в широких пределах по сравнению с паспортной или по ГОСТу, составляя от 60 до 150 % в зависимости от крепости и крупности исходного материала, степени заполнения рабочего пространства дробилки и равномерности подачи питания.
В виде примера в табл. 11.14 приведены результаты испытаний дробилок ЩДП трех типоразмеров. Как видно из таблицы, фактические данные очень близки к расчетным. Характеристики продуктов дробления показаны на рис. 11.15.
Питанием дробилок крупного дробления, в том числе щековых, является взорванная горная масса, поступающая с открытых и подземных разработок. В табл. 11.15 приведены усредненные гранулометрические характеристики взорванной горной массы, составленные по данным работы предприятий черной [55] и цветной металлургии.
Крупное дробление в основном осуществляется без предварительного грохочения. Для этих случаев в табл. 11.16 представлены
Таблица 11.14
Результаты промышленных испытаний модернизированных щековых дробилок с простым движением щеки завода Волгоцеммаш
Показатели ЩДП-ЭХ 12 ЩДП-12Х 15 ЩДП-15Х21
Шахта им. Кирова Кривбасс Щебеночный завод Кременчугской ГРЭС Фабрика Норильского ГМК
Исходный материал Гранит Криво- Гранит Власов- Г аббро-диабазо-
рожского место ского месторож- вая медно-ни-
рождения дения келевая руда
Насыпная плотность 6, т/м* 1,6 1,8 1,8
Коэффициент крепости по шкале М. М. Протодьяконова f 16 14 18
Номинальная крупность dB, мм 500 1000 (25 % остатка на сите 500 мм) 1200 (20 % остатка на сите 800 мм)
Влажность w, % не более 5 5 5
Выходная щель (в фазе раскрытия), Ь, мм Объемная производительность, м*/ч: 130 150 180
паспортная Опигп 160 280 550
фактическая Офаит 150 225 450
расчетная Q Массовая производительность, т/ч: 134 245 465
фактическая Qu = бОфлнт 240 405 810
расчетная Qp 215 440 835
Мощность электродвигате- ля Мдв, кВт Средняя потребляемая мощность Л'о, кВт 100 160 250
48 —100 185
Средний удельный расход энергии NolQM, кВт-ч/т 0,20 ~0,25 0,23
104
Таблица 11.15
Усредненные характеристики крупности взорванной горной массы
Крупность классов, мм Суммарный выход классов по минусу, %, прн крупности продукта, мм
1200-0 1000-0 800-0 600-0 o-oos О f о О 1 о о СО
1200 95 — -
1000 90 95 — — — —-
800 83 88 95 — — —
600 73 80 87 95 — —
500 68 73 81 90 95 — —-
400 60 66 73 83 89 95 —-
300 50 57 64 73 80 87 95
200 37 44 50 60 66 73 83
100 22 26 31 37 44 50 60
50 11 15 18 22 26 31 37
Таблица 11.16
Усредненные характеристики крупности разгрузки дробилок крупного дробления
Крупность классов, мм Суммарный выход классов по минусу, %, при крупности продукта, мм
350—0 0-000 250-0 200—0 150-0 100-0
350 95 __ , —
300 88 95 -М-— — — —
250 81 87 95 — — —
’200 74 79 86 95 — —
150 62 68 75 84 95 —
100 47 51 58 68 79 95
75 37 41 47 56 68 84
50 27 31 35 41 51 68
25 14 17 20 24 30 Г41
15 7 10 12 15 20 27
усредненные гранулометрические характеристики разгрузки дробилок крупного дробления (щековых и конусных), полученные опытным путем на предприятиях черной и цветной металлургии.
Расчетным путем номинальная крупность разгрузки дробилок крупного дробления dH, мм, может быть определена по формуле [5]
= (11.35)
где 11^* — индекс чистой работы дроблении, кВт- ч/т; Ъ —- ширина выходной щели дробилки, мм.
Значения определяются по результатам массового дробления проб руды в дробилке
малого размера [5, 6]. При отсутствии таких сведений он может быть заменен индексом: Бонда IT; или коэффициентом крепости по-шкале проф. М. М. Протодьякоиова Д
Если дробилки работают в условиях незаполненного рабочего пространства, значение Лв, полученное по формуле (11.35), следует увеличить на 15%.
Для удобства пользования формулой (11.35) прн расчетах крупность разгрузки дробилок можно выражать величиной закрупиеиия (отношением dalb), зависящей от категории прочности руды:
Руда V* dH/b
Мягкая............... 5—9 1,15
Средней твердости . . . 10—14 1,40
Крепкая.............. 15—19 1,55
Определив номинальную крупность разгрузки дробилки da по заданному значению ширины выходной щели дробилки и степени закрупиеиия для руды соответствующей категории прочности, можно по данным табл. П.16 получить полную гранулометрическую характеристику продукта разгрузки щековой, дробилки. v
/, ХГг-
Глава 3
Типы конусных дробилок. Конусные дробилки крупного дробления
у’
§ 1. Типы конусных дробилок
Рабочим органом конусной дробилки-(рис. 11.16) является подвижный дробящий: конус 1, помещенный эксцентрично внутри неподвижного конуса (чаши) 2.
Раздавливание, раскалывание, излом и истирание находящихся в рабочем пространстве кусков материала осуществляется в результате движения внутреннего конуса, сходного с движением конического маятника. Процесс дробления происходит непрерывно при последовательном перемещении зоны дробления по окружности конусов. Дробленый материал под действием собственной тяжести разгружается через выходную щель, имеющую в разомкнутом положении ширину Ь. При смыкании дробящих органов щель-уменьшается до размера 60, причем Ьв = = Ь—s, где s — ход конуса (двойная амплитуда) в нижней точке.
Номинальный размер dH наибольших кусков материала, которые могут быть загружены в дробилку, определяется радиальной шириной В приемного отверстия. Обычно принимают da — 0,8В.
Крупность дробленого продукта и производительность дробилки данного типоразмера
105
Рис. 11.16. Схемы конусных} дробилок
а — конусная дробилка^с*неподвижно* осмо; б — то же, с подвесным валом (ККД «гнрацнон-ная»); в — то же, с валом, имеющим опору (ГРЩ): г — то же, с консольным валов, оперяющимся иа шаровой подпятник (КСД и КМД); д — конусная инерционная дробилка (вибрационная безэксцентриковая) КИД
зависят главным образом от ширины выходной щели Ь.
В СССР, конусные дробилки крупного дробления выбираются по требуемой производительности, а за рубежом —^по мощности электродвигателя с учетом требуемой производительности.
Конусные дробилки различаются между собой: кинематикой движения рабочего конуса; способом его опирания; приводным механизмом машины; способом разгрузки дробленого материала и способом возбуждения дробящего усилия.
По кинематическому признаку различают др обилии с неподвижным вертикальным валом (см. рис. 11.16, а) и с подвижным валом, ось которого образует малый угол в с осью сим-
106
метрик дробилки (см. рис. 11.16, б—д).
В машинах первого типа (дробилка «Тел-смит») (см. рис. 11.16, а) геометрическая ось дробящего конуса остается во время его движения параллельной своему первоначальному положению и все точки его поверхности (если конус не вращается) описывают окружности одинакового радиуса, равного1 эксцентриситету г. Во всех остальных дробилках (см. рис. 11.16, б—д) геометрическаи ось конуса, имеющая одну неподвижную точку в пространстве, при своем движении описывает коническую поверхность (прецессионное движение) и потому радиус круговых движений отдельных точек рабочей поверхности тем больше, чем они ближе к выходной щели. В машинах этого кинематического типа конус может иметь подвесной вал, укрепленный на верхнем шарнире (см. рис. 11.16, б и д), вал с опорой внизу (см. рис. 11.16, в) или коисольиый вал с опорой в центральной части (см. рис. 11.16, г).
Дробящий конус приводится в движение эксцентриковым передаточным механизмом (см. рис. 11.16, а, б, в, г) либо дебалансным вибровозбудителем (рис. II. 16, д).
Рис. 11.17. УДроби л ка ККД-1500/180 с механическим регулированием выходной щели
Машины первого типа (см. рис. 11.16, а) с 1961 г. в СССР не изготовляются.
Дробилки с подвесным или имеющим опору валом и эксцентриковым приводом (см. рис. 11.16, б, в), называемые за рубежом гирационными, применяются для крупного дробления (ККД и КРД), а конусные с консольным валом (см. рис. II.16, г)—для среднего и мелкого дробления (КСД и КМД). Для мелкого и особо мелкого дробления предназначаются также конусные инерционные дробилки КИД (вибрационные безэкс-центриковые) (см. рис. 11.16, д).
Ранее Уральским заводом тяжелого машиностроении (УЗТМ) изготовлялись дробилки ККД с боковой разгрузкой (см. рис. 11.16, б), но с 1957 г. завод перешел на выпуск машин с центральной разгрузкой. Такой же способ разгрузки принят и для дробилок остальных конструктивных типов.
§ 2. Конструкция и технические характеристики
В дробилках типа ККД и КРД (рис. 11.17, 11.18, 11.19) корпус состоит из нескольких соединенных между собой поясов (колец) 1, 14 и 15 (см. рис. 11.17). Приемная воронка (верхний пояс) 1 отлита заодно с траверсой (крестовиной) 2, в центральной части которой помещен колпак, прикрывающий подвесной подшипник главного вала 3. Геометрическая ось главного вала отклонена от вертикали на малый угол е и описывает коническую поверхность. Верхний конец вала 3 через навернутую на него гайку 4 соединен с втулкой 5, которая перекатывается по не
подвижному кольцу 6. Наружная поверхность втулки 5 сточена иа конус, благодаря чему оиа всегда прижата по одной нз своих образующих к неподвижной обойме 7, запрессованной в траверсу 2. В результате подвесной подшипник обеспечивает две опорные реакции: сила тяжести вала и действующая на. него вертикальная слагающая усилия дробления передаются через торец конической втулки 5 кольцу 6 и от него иа траверсу 2;. горизонтальное усилие, действующее на вал со стороны дробимого материала, уравновешивается горизонтальной реакцией обоймы 7, к которой прижата коническая втулка 5.
На главный вал 3 наглухо .насажен дробящий конус 8. Нижний конец вала вставлен в эксцентриковый стакан 9, к которому на шпоике прикреплена коническая шестерня 10, находящаяся в зацеплении с малой шестерней 11. Последняя сидит иа горизонтальном валу 12, приводимом во вращение электродвигателем через шкив 13 клиноре-меииой передачи.
Эксцентриковый стакан 9 (именуемый в инструкциях УЗТМ «вал-эксцентрик»), внутренняя и наружная поверхность которого залита баббитом, вращается внутри непо-движиоДетальной втулки 19,.запрессованной в центральный^патрубок 20. Последний отлит заодно со станиной 16. Геометрическая ось внутренней полости стакана 9 совпадает с отклоненной от вертикали осью главного вала 3, и при вращении стакана вал и дро-
107
Рнс. 11.18. Дробилка ККД-1500/180 ГРЩ С гидравлическим регулированием выходной щели
бящий конус 8 совершают круговые колебания («гирациоииые движения»), имея неподвижную точку в центре верхнего подвеса (прецессионное движение по Типу конического маятника). Расстояние между футеров-ками 17 и 18 обоих конусов попеременно уменьшается и увеличивается, причем в месте сближения конусов материал дробится, а в месте их раздвигания дробленый продукт разгружается. Ширина выходной щели при замыкании равна Ьо, а при размыкании Ъ.
Для уменьшения размера выходной щели, постепенно увеличивающейся вследствие износа футеровки, служит гайка 4. Подтягивая гайку, приподнимают рабочий вал вместе с дробящим конусом, отчего щель уменьшается. Помимо механического регулирования щели применяется и гидравлическое (в дробилках ГРЩ). ' '
108
'Смазка эксцентрикового механизма и зубчатой передачи осуществляется принудительной циркуляцией жидкого масла, подаваемого насосом по всем трущимся поверхностям. Для смазки подвесного узла 5, 6, 7 применяют густую смазку, также подаваемую под давлением.
Номинальными размерами, определяющими типоразмер конусной дробилки типа ККД и КРД, являются ширина В приемного отверстия и ширина Ь выходной щели в раскрытом положении (размеры записываются в виде дроби Bib). Для первичного дробления предназначаются дробилки пяти типоразмеров: ККД-500/75, ККД-900/140, ККД-1200/150, ККД-1500/180 и
ККД-1500/300; для так называемого вторичного крупного дробления (поддраблива-иия) — редукционные дробилки трех типоразмеров: КРД-500/60, КРД-700/75 и КРД-900/100.
Дробилки КРД применяются главным образом при четырехстадиальных схемах дробления, когда они устанавливаются * для
Рис. П.19. Редукционная дробилка КРД-900/Ю0
«поддрабливания» продукта, полученного из ККД, перед подачей его на III стадию (в дробилки среднего дробления КСД). По этой причине они именуются «дробилками для редукционного дробления». Одиако КРД могут применяться и в качестве самостоятельных дробилок I стадии при условии, что da < 0,8В.
Дробилки ККД и КРД всех типоразмеров (за исключением ККД 1500/300) изготовляются в двух вариантах, отличающихся способом изменении ширины выходной щели: с механическим подъемом дробящего конуса путем подтягивания гайки, соединяющей вертикальный вал с внутренней втулкой узла подвески (см. рис. 11.17) и с гидравлическим регулированием щели (см. рис. 11.18), при котором главный вал вместе с конусом приподнимается под давлением масла, нагнетаемого в находящийся под нижней частью вала гидравлический домкрат. Поршень домкрата передает подъемное усилие главному валу. Этот вариант сокращенно обозначается ГРЩ (гидравлическое регулирование щели).
При исполнении ГРЩ дробилки имеют только один электродвигатель, а дробилки с механическим регулированием — один или два. Второй электродвигатель обычно подключают только на время пуска дробилки под завалом.
Основные параметры механического режима дробилок ККД и КРД приведены в табл. II. 17.
Конструктивная схема приводного механизма, принятая УЗТМ для дробилок типа ККД (см. рис. 11.17), получила наибольшее распространение в мировой практике. По той же схеме изготовляются дробилки зарубежных фирм «Аллис-Чалмерс», «Рекснорд»,
Трейлор» (США), «Драгон» (Франция) и др. Однако за рубежом изготовляются также дробилки с другим приводным механизмом. Так, фирмой «Бэббитлес» (Франция) изготовляются дробилки с ременной передачей от электродвигателя непосредственно к эксцентрику без промежуточной конической зубчатой передачи. Фирма «Кеннеди» (США) встраивает электродвигатель в корпус дробилки так, что ротор его совмещен с валом-эксцентриком; фирмы ФРГ («Эшверке»,«Ведаг», «Клокнер-Гумбольдт») выпускают дробилки с гидромуфтой, помещенной между двигателем и приводным горизонтальным валом; по схеме рис. 11.16, а изготовляются малые дробилки фирмы «Телсмит».
Новые конструкции. Уралмашзаводом изготовлены опытные образцы дробилок типа ККД новых конструкций. Так, в дробилке ККД-1500/160-250 выходная щель (в фазе раскрытия) может устанавливаться заводом-изготовителем в пределах от 160 до 250 мм (в среднем Ь ж 200 мм); диаметр основания дробящего .конуса увеличен до 2900 мм (в стандартной дробилке ККД-1500/180 он равен 2520 мм); частота качаний повышена до 90 мин-1 (вместо 82 мин-1); мощность привода составляет 640 кВт (2 двигателя по 320 кВт). Проектная производительность при выходной щели 160 мм составляет 1600 м3/ч.
Проектируются также дробилки ККД-1500/110 с пониженным размером выходной щели (ПО мм) и с производительностью 600 м3/ч.
109
i Таблица 11.17 о
Параметры механического режима конусных дробилок для крупного дробления ККД и К₽Д 6937-81Е
ККД с механическим регулированием щели ККД с гидравлическим регулированием разгрузочной щели КРД с гидравлическим регулированием разгрузочной щели
Параметр ККД-500/75 ККД-900/140 ККД-1200/150 ККД-1500/180 1ККД-1500/300 ККД-500/75 ГРЩ J ККД-900/140 ГРЩ ККД-1200/150 ГРЩ ККД-1500/180 ГРЩ , КРД-500/60 КРД-700/75 КРД-900/100
Ширина приемного отверстия В, м 500 900 1200 1500 1500 500 900 1200 1500 500 700 900
Диаметр основания конуса D, Mj 1,22 1,636 1,90 2,52 3,20 1,22 1,636 1,90 2,52 1,68 2,04 2,34
Эксцентриситет в плоскости выходной щели г, м 0,012 0.016 0,019 0,021 0,021 0,012 0,016 0,019 0,020 0,012 0,014 0,016
Частота качаний конуса п0, мин-1 160 140 120 80 82 160 140 120 100 145 135 ПО
Кинематический параметр D2rn0, м^мин Мощность двигателя Мдв, кВт: 2,85 6,0 8,2 10,7 17,5 2,85 6,0 8,2 12,7 4,95 7,85 10,5
по формуле (11.42) 105 215 300 385 630 105 215 300 450 180 280 380
по паспорту 125 250 2X200 2X320 2X400 132 250 320 400 210 250 400
по ГССТ, не более — ‘ — 2X200 . 2X315 2X400 132 250 315 400 200 250 400
§ 3. Параметры механического режима
Основными параметрами механического режима конусных дробилок крупного дробления являются: угол захвата; диаметр, эксцентриситет и ход дробящего конуса; частота его качаний; усилие дробления и потребляемая мощность.
Угол захвата а. По сравнению со щековыми дробилками в конусных дробилках угол захвата принимается - несколько большим: для неподвижного конуса (чаши) угол наклона образующей составляет а± ~ « 17° 10', а для дробящего а2 9° 30' (уклон образующей tg а2 = 1/6), вследствие, чего угол захвата достигает
а = cq + а2 = 26° 40'.
На основании равенства (11.25) захват обеспечивается для руд, имеющих вдвое меньший угол трения <р = 13° 20' или коэффициент трения j-f 0,24.
Диаметр конуса D. Между диаметром конуса D (в плоскости выходной щели) и шириной приемного отверстия В нет строгой аналитической зависимости. Можно приближенно считать, что
D = (1,35В +.0,45) ±0,1. (П.Зб)
Предельная масса дробилки ККД, определяемая по приближенной формуле
0= 290(0 — 1,07), (11.37)
соответствует массе дробилки, нормируемой ГОСТ 6937—81Е:
Диаметр конуса, О, м............ 1,22-1,636 1,90 2,52
Масса дробилки
О, т:
по ГОСТу . . 43 j 150 240 412
по формуле
(П.37) .... 44 164 240 420
3,20
615
616
Эксцентриситет г, измеренный в плоскости выходной щели, связан с шириной приемного отверстия В дробилок ККД приближенной зависимостью
г = 8,3В + 8,5, >(П.38)
что соответствует паспортным данным:
Ширина приемно-
го отверстия В, м 0,5 0,9 1,2 1,5
Эксцентриситет г, мм:
по формуле
(11.38) .... 12,7 16 18,5 21
по паспорту . . 12 16 19 20—21
Эксцентриситет г и ход дробящего конуса относят к уровню выходной щели; ход (полный размах колебаний) s равен двойному местному эксцентриситету (s=2r).
Частота качаний п0 дробящего конуса равна частоте вращения стакана эксцентрик^. Значения этих параметров для конусных дробилок с подвесным валом, изготовляемым УЗТМ, приведены в табл. 11.18. Приближенная формула
„о = 190—60В (П.39)
соответствует принятой заводом частоте качаний конуса (рис. 11.20, 1 н 2):
Ширина приемно-
го отверстия, В, м 0,5 0,9 1,2 1,5
Частота качаний
п«, мни-1:
по формуле
(11.39) .... 160 136 118 100
по паспорту . . 160 140 120 100
Фирма «Аллис-Чалмерс» принимает несколько большую частоту качаний по сравнению с дробилками УЗТМ (см. рис. II.20, 4).
Кривая 3, отвечающая теоретической формуле авторов учебника [2]
п0 = 240//2В4-1, (11.40)
занимает промежуточное положение между . ломаными 2 и 4.
Для дробилок КРД заводом УЗТМ принята частота качаний на 10—20 % меньше, чем для ККД с тем же размером В.
Мощность электродвигателя Мдв конусных дробилок ККД можно считать приблизительно пропорциональной квадрату диаметра D конуса, эксцентриситету г и частоте качаний п0
Мдв « KND*m0, (11.41) где Kn — коэффициент, зависящий от конструкции дробилки.
Формула (11.41) выведена в результате обработки данных каталогов фирмы «Аллис-Чалмерс» (рис. II.21). Результаты расчета по эмпирической формуле (11.41) будут наиболее близкими к паспортным данным и нормам ГОСТ, если принять в ней Kn — 36. Тогда для мощности электродвигателя одномоторной дробилки ККД и КРД (см. табл. II. 17) имеем
Удв ~ 36D2rn0. (П.42)
При выборе электродвигателя берут ближайший больший по каталогу. Для одномоторных дробилок ККД и КРД расчетные данные близки к паспортным. Для двухмоторных дробилок суммарная мощность двух электродвигателей должна значительно превышать расчетную, так как при нормальной работе используется лишь один из электродвигателей, а второй включается только на время пуска дробилки под завалом. Поэтому мощность каждого из них должна обеспечивать среднюю потребляемую JV0.
Средняя мощность No, потребляемая дробилкой, и ее пиковая нагрузка зависит от прочности и крупности руды. Так, одномоторная дробилка ККД-1500/180 (я0 = = 80 мин'1, D2rn = 10,7) с электродвигате-
111
ЕЕ Таблица 11.18 to
Основные параметры конусных дробилок для первичного и вторичного крупного дробления
Параметр ККД-500/75 ККД-900/140 ККД-1200/150 ККД-1500/180 ККД-1500/300 ККД-500/75 ГРШ ККД-900/140 ГРЩ ККД-1200/150 ГРЩ ККД-1500/180 ГРЩ КРД-500/60 КРД-700/75 КРД-900/100
Ширина приемного отверстия, В, мм Наибольший размер кусков в питании dH, мм 500 900 1200 1500 1500 500 900 1200 1500 500 700 900
420 750 1000 1300 1200 420 750 1000 1300 400 550 750
Номинальная ширина выходной щели Ь, мм Объемная производительность (для руды средней крепости), м3/ч: ' 75 140 150 160; 180; 200 300 75 140 150 160; 180; 200 60 75 100
по ГОСТу QrocT 180 420 680 1200; 1350; 1500 2600 160 420 680 1200; 1350; 1500 200 400 680
по паспорту Qnacn 150 400 560 1150 2600 420 680 1350 200 400 680
Мощность электродвигателя Л<дв, кВт, не более (125) (250) 2X200 2X315 2X400 132 250 315 400 200 250 400
Диаметр основания конуса D, м Масса дробилки без электродвигателя и смазочной системы, G, т: по ГОСТу (паспорту), не более (1,22) (1,636) (1,90) (2,52) (3,20) (122) (1,636) (1,90) (2,52) 1,68 2,04 2,34
43 (38,5) 150 (135) 240 (229) 412 (393) 615 (610) 43 (42,4) 150 (148,5) 240 (240) 412 (406) 95 (92) 145 (144) 290 (262)
по формуле (11.37) 44 164 240 420 616 44 ' 164 ' 240 420 — — —
Примечания: I. Параметры дробилок
Там УЗТМ. 3. УЗТМ изготовляет дробилки только
ККД-500/75 и ККД-1500/180 с заданной выходной щелью.
приведены
по ГОСТ 5.1500—72. 2. В скобках приведены данные по паспор-
лем мощностью Мдв = 430 кВт при дроблении руды средней крепостью по шкале М. М. Протодьяконова (fcp = 7) потребляет 150—180 кВт (в среднем 160 кВт), т. е. около
Рис. 11.20. Зависимость частоты качаний дробящего конуса дробилок ККД от ширины приемного отверстия:
1 — по формуле (11.39); 2 — по паспортам УЗТМ; 3 — по формуле (11.40); 4 — по данным фирмы <Аллис-Чалмерс»
Рис. 11.21. Мощность электродвигателей гира-циониых конусных дробилок фирмы <Аллис-Чалмерс» :
1 — В = 760 и 915 мм, D = 1,4 м, п0 = = 175 мин *; 2 — В = 1070 мм, D = 1,65 м,
п, = 150 мнн-1; 3 — В = 1220 мм, D = 1,88 м.
п, = 150 мнн-1; 4 — В = 1370 мм, D = 1,88 м,
п. = 135 мин-1; 5 — В = 1524 мм, D = 2,26 м,
п. = ПО мин-1
40 % Л/дн, причем пики достигают 450 кВт *. Та же дробилка при дроблении крепких магнетитовых руд (fcp = 18) расходует около 300 кВт (75 % N№) при пиках до 750— 800 кВт. На этом основании можно считать, что средняя потребляемая мощность N 0 является функцией коэффициента крепости РУДЫ f.
Влияние крупности руды на мощность, потребляемую дробилками крупного дробления, достаточно подробно не исследовано.
§ 4. Производительность. Крупность продуктов дробления
Для определения теоретической объемной производительности конусных дробилок ККД предложена формула
Qo = 6-10-6 яр. (О, — В) (60 + г) г n0/tg а,
(11.43)
где р. — коэффициент разрыхления; D4 — внутренний диаметр основания чаши (наружного конуса), м.
Формула (11.43) не учитывает влияния на производительность дробилки физических свойств дробимого материала и его гранулометрической характеристики, так как она получена только из геометрических соображений. Поэтому расчеты по ней дают результаты, отклоняющиеся от практических данных.
На рис. 11.22 показана зависимость объемной производительности дробилки ККД-1500/180 (с механическим регулированием) от крупности питания и твердости руды.
* По данным Ю. А. Муйэемнека, Г. А. Калю-нова, Е. Б. Кочетова.
113
114
Таблица tt. 19
Производительность дробилок ККД некоторых отечественных обогатительных фабрик (за чистое время работы)
Фабрика, комбинат Руда Типоразмер X' Дробилки j. рй* Размер Г выходной щели Ь, мм Объемная производительность, м8/ч
Тип Максимальная крупность, мм Крепость по шкале проф. М. М. Протодьяконова, fcp Насыпная плотность б, т/ма расчетная фактическая
Красноуральская Медная 400 16 1,8 ККД-500/75 75 150 250
АНОФ № 1 Апатитовая 600 7 1,6 ККД-900/140 160 740 750
АНОФ № 2 » 1000 7 1,6 ККД-1200/150 150 925 810
Магнитогорская для известняка Известняк 1000 10 1,6 ККД-1200/150 150 ' 840 650
Алмалыкская Медная 1200 13 — ККД-1500/180 200 1340 1420
Балхашская Медная коунрадская 1000 14 1,8 ККД-1500/180 с боковой разгрузкой 180 1200 1160
Печенганикель Медно-никелевая 1200 18—20 1,7 ККД-1500/180 с центральной разгрузкой 190 1250 1300
ЮГОК-1 Криворожские кварциты 1200 18 2,1 ККД-1500/180 ‘ с центральной разгрузкой (двухмоторная) 180 (170—200) 1120 (1060—1240) 1000 (900—1150)
нкгок То же 1200 16 2,1 То же 180 (200) 1150 (1280) 1150
Ю ГОК-2 » 1200 18 2,1 » 180 (200) 1120 (1250) ИЗО
ЦГОК > 1200 12,5 2,1 » 180 (200) 1210(1340) «1270
СевГОК » 1200 11 2,1 » 180 (200) 1270 (1410) 1150
Качканарская Т итано-магнетитовая 1200 10 2,1 » 180 1330 1430
Механобром для расчета объемной производительности ККД принята следующая эмпирическая формула:
Срасч =
(11.44)
где Ki — коэффициент (К± ~ 0,6 для дробилок ККД и « 0,7 для дробилок КРД); Жир. Kf и Kw — поправочные коэффициенты на крупность, твердость и влажность (см. табл. 11.13).
В табл. 11.19 приводятся фактические данные о производительности дробилок ККД, работающих на некоторых фабриках СССР, а в табл. 11.20 — зарубежных.
В качестве примера рассмотрим результаты дробления железной руды (магнетитовых кварцитов) на фабрике ЮГОК-2. Крупность руды — 1200+0 мм; средняя крепость по шкале М. М. Протодьяконова 18; влажность w ~ 4 %, насыпная плотность 6 — 2,1 т/м?.
Ширина приемного отверстия дробилки В = 1500 мм, размер выходной щели Ь = 180 мм (совпадает с номинальной), диаметр конуса D = 2,52 м; эксцентриситет г = = 0,021 м, п0 = 80 мин-1.
По табл. 11.13 поправочный коэффициент на крепость Kf — 0,93; поправка на влажность Kw — 1. Условный крупный класс питания имеет размер £>кр = 0,5-В = 750 мм.
Номинальная крупность руды.мм
Рис. 11.22. Зависимость объемной производительности дробилки ККД-1500/180 от крупности питания и твердости руды:
1 — коунрадская медная руда (/р =12); 2 — ЮГОК-2 (fcp = 16); 3 - ЮГОК-1 (/ср= 18);
4 — джезказганская медная руда (fcp = 15)
Таблица 11.20
Производительность зарубежных гирационных дробилок крупного дробления
Фабрика Руда Тип дробилки Размер разгрузочной щели Ь, мм Объемная производительность, м®/ч
паспортная фактическая
«Сильвер-Бей» (США) Такониты, весьма твердые, абразивные № 30—70 «Аллис-Чалмерс», В = 760, D = 1,78 (редукционная) 63 200 300
«Ирн» (США) То же № 36 «Трайлор», В = 910, редукционная 76 400 450
«Мишн» (США) Медная № 54 «Трайлор», В - 1370 178 920 1180— 1560
«Чуквнкамата» (Чнлн) Медная сульфидная, средней твердости № 60 «Аллис-Чал-мерс», В = 1524; D ' 2,36 178 950 1560
«Кл'аймакс-молибде-нум» (США) Медно-молнбдено-вая, тонковкрап-ленная, твердая Медная, средней твердости № 60 «Нордберг», В = 1524 208 1530 1500
«Моренси» (США) № 60 «Трайлор», В -= 1524, D = 3,05 228 2180 2150
«Ири» (США) Такониты (весьма твердая) То же То же 228 2120 2150
«Сильвер-Бей» (США) № 60 «Супернор» «Аллис-Чалмерс», В = 1524, D = 2,77 254 2280 1960
«Ориноко» (Венесуэла) Жедезная, средней твердости с примесью глины То же 254 2280 2000
115
Рис. 11.23. Характеристика крупности продуктов крупного дробления руд ЮГОКа:
/ — ККД-1500/180; 2 — КРД-900/100
Согласно характеристике исходной руды (см. табл. 11.15) содержание класса +750 мм в питании акр = 20 %, откуда поправка на крупность (см. табл. 11.13) Ккр = 1,05.
Объемная производительность, рассчитанная по формуле (11.44), <2расч = ИЗО м3/ч, чему соответствует массовая Q = 6QDaC4 = = 2370 т/ч.
Расчетная объемная производительность дробилки почти совпадает с достигнутой (см. табл. 11.19).
После перехода на более мелкую исходную РУДУ> для которой остаток на сите 750 мм понизился до 5 %, поправочный коэффициент на крупность повысился до /Тир = 1,1; отчего Qpacq = 1200 м3/ч.
Крупность продуктов дробления. Гранулометрические характеристики продуктов дробления конкретной руды показаны на рис. 11.23. Усредненные характеристики крупности продуктов дробления могут быть взяты из табл. 11.16. Номинальная крупность разгрузки dH дробилки (остаток на сите 5 %) для заданной ширины выходной щели и известном коэффициенте крепости руды может быть рассчитана по формуле (11.35).
Другой характерный показатель гранулометрического состава продуктов дробления — коэффициент закрупиеиия (отношение d^lb), определяемый в зависимости от категории прочности руды (см. гл. 2, § 6).
Глава 4
Конусные дробилки среднего дробления
§ 1. Конструкция и технические характеристики
Заводы СССР изготовляют конусные дробилки с опирающимся на сферический подпятник валом (по схеме рис. 11.16, г) трех типов: для среднего дробления — дробилки с короткой параллельной зоной и широкой
116
выходной щелью марки КСД-Гр; для нижесреднего дробления — с уменьшенной выходной щелью марки КСД-Т и для мелкого дробления — с длинной параллельной зоной и малой щелью марки КМД.
В основном конструкция дробилок всех трех типов аналогична, отличие состоит лишь в размерах приемных отверстий и выходных щелей и в профиле дробящей зоны. Индекс Гр представляет собой сокращение названия «для грубого дробления», а индекс Т — «для тонкого дробления».
Параметр, характеризующий типоразмер дробилки — диаметр основания дробящего конуса D, входит в обозначение дробилки по ГОСТу. Например, дробилка среднего дробления с большой выходной щелью, имеющая диаметр основания конуса D = = 2200 мм, обозначается: КСД-2200Гр.
Основными деталями дробилки являются (рис. 11.24): цилиндрический корпус (станина) 1, устанавливаемый на фундаменте 2; неподвижный конус (чаша) 3, составляющий одно целое с регулировочным кольцом 22; подвижный дробящий конус 4, укрепленный на валу 5; эксцентрик 14; сферический подпятник 16 и приводной механизм 10—11— 12—13. Рабочие органы предохраняются от износа футеровками.
Подлежащий дроблению материал поступает из загрузочной коробки 6 на распределительную тарелку 7, которая равномерно распределяет его по периметру приемного отверстия. Куски материала дробятся в результате раздавливания между поверхностями дробящих футеровок подвижного 4 и неподвижного 3 конусов. Продукт дробления, пройдя через выходную щель,^проваливается далее через кольцевое пространство между станиной 1 и картером 8 зубчатой передачи.
Соединенный с электродвигателем муфтой 10 приводной вал 11 через коническую зубчатую передачу 12 и 13 заставляет вращаться эксцентриковый стакан 14 (вал-эксцентрик) вокруг центральной оси дробилки. Эксцентриковый стакан 14, находящийся внутри центральной втулки 9 станины, имеет внутреннюю коническую расточку, в которую опущен нижний конец (хвостовик) главного вала 5.
Геометрическая ось главного вала наклонена под небольшим углом е ~ 2° (угол нутации) к вертикальной оси дробилки, поэтому прн вращении эксцентрикового стакана ось вала 5 описывает в пространстве коническую поверхность. В результате сидящий на валу дробящий конус 4 совершает круговые колебательные движения по типу конического маятника (прецессионное движение): поверхность его постепенно приближается, а затем удаляется от поверхности неподвижного конуса 3.
Сила тяжести главного вала 5 и напрессованного на него дробящего конуса 4, а также вертикальная составляющая усилия дробления воспринимаются сферическим подпятником. Горизонтальная составляющая усилия дробления воспринимается эксцентриком, а
Рис. П.24. Конусная дробилка среднего дробления КСД-2200Т
через него — станиной. Нижнюю поверхность 15 конуса 4 обтачивают по сфере, опорой для нее служит тонкостенная бронзовая чаша (подпятник) 16, имеющая такую же сферическую форму и в свою очередь опирающаяся на стальную опорную чашу 17. В массивную втулку 9, отлитую заодно с нижней частью станины, запрессована тонкостенная бронзовая втулка 18, внутри которой вращается эксцентриковый стакан 14. Стакан опирается на плоский подпятник 19, состоящий их трех дисков, из которых нижний (неподвижный) укреплен в крышке 20 центральной втулки 9, а верхний соединен с эксцентриковым стаканом и вращается вместе с ним (средний диск вращается с половинной скоростью).
В эксцентриковую полость стакана вставлена бронзовая втулка 21, в которую входит хвостовая часть вала 5.
Трапецеидальной резьбой регулировочное кольцо 22 (с которым неподвижный конус 3 составляет одно целое) соединено с опорным кольцом 23, лежащим на верхнем фланце станины. При повороте кольца 22 и его перемещении по высоте достигается необходимая ширина выходной щели Ьо (в сомкнутом положении рабочих органов).
В дробилках старых выпусков поворот кольца 22 производился механическим способом. В новых дробилках для этой операции предусмотрен гидравлический привод (рис. 11.25): регулировочное кольцо поворачивается штоками двух гидроцнлиндров, диаметрально расположенных на опорном кольце. Их поршни приводятся в движение маслом, подводимым к цилиндрам под большим давлением.
Для предохранения дробилки от поломок в случае попадания в нее металлических предметов конструкция снабжена системой пружин 24 (см. рис. 11.24), расположенных по внешнему периметру станины. Пружины надеты на болты, притягивающие опорное кольцо 23 к станине и работающие на сжатие. При попадании в рабочую зону недробимых предметов конус 3 и регулировочное кольцо 22 стремятся приподняться вместе с опорным кольцом) 23. В этот момент пружины 24 сжимаются, расстояние между поверхностями броней дробящего и неподвижного
Рис. 11.25. Схема гидравлического устройства для поворота чаши дробилок КСД и КМД:
1 — храповой венец кожуха; 2 — опорное кольцо дробилки; 3 — двусторонняя поворотная собачка;
4 — гидравлический цилиндр; 5 — шток гидравлического цилиндра; 6 — штанга штока с пазом для собачки храпового механизма; 7 — упор собачки; 8 — трубки для подвода жидкости под давлением
117
~ Таблица 11.21
00
Основные параметры конусных дробилок среднего дробления
Параметры КСД-600 КСД-900 КСД-1200 КСД-1750 КСД-2200 КСД-2500 КСД-3000
Фор маиспол ненн я т Гр Т Гр Т Гр т Гр т Гр Т Гр Т Гр
Диаметр основания дробящего конуса D, мм 600 600 900 900 1200 1200 1750 1750 2200 2200 2500 2500 3000 3000
Ширина приемного отверстия иа открытой стороне В, мм 50 75 75 130 125 185 200 250 275 350 335 450 475 600
Наибольший размер кусков в питании, мм 40 60 (80) .60 100 (120) 100 150 160 200 (215) 250 300 270 360 380 500
Диапазон регулирования ширины выходной щелн в фазе сближения профилей Ьо, мм 5—15 (3-13) 12—35 (12—25) 5—20 15—40 10—25 20—50 15—30 25—60 15—30 30—60 15—45 45—65 25—50 50—80
Объемная производительность (для руды средней крепости в открытом цикле) м3/ч, не менее 5—15 (6-18) 12—35 (19-32) 8—40 (9-45) 30—45 (36—62) 38—85 70— 105 90— 180 160— 300 170— 340 340— 580 — 480— 660 » 750— 1200
Частота колебаний дробящего конуса, п0 мин-1 (350) (330) (260) (260) (224) (200) (185)
Мощность электродвигателя NRB, кВт, не более 30 55 75 160 250 320 400
Масса дробилки без электродвигателя н смазочной системы, т, не более Изготовитель 5 (3,7) Завод «Стромма! ский завод дро( оборудования 12,5 (10,3) пива» и Выксун- >нльно-размольного 24 (27) Южурал-машзавод 53 (50) 98 (90) у: 1ТМ 200
Примечания: 1. В скобках приведены паспортные данные. 2. Производительность КСД-1750 указана при п0 — 242 мнн"1; расчетная производительность КСД-2200 составит 320—640 м3/ч при п0 = 242 мин”1 н угле нутации 8 = 2°; для КСД-3000 указана расчетная производительность при 8 =з 2°.
«онуса увеличивается и металлический предмет вываливается через выходную щель {если его размеры не превышают ширину «ели при размыкании). После этого пружины 24 возвращают кольцо 23, 22 и конус ,? в прежнее положение.
Дробящий и неподвижный конусы имеют съемную футеровку, отлитую из марганцови стой стали. Стакан эксцентрика изготовляется з высокопрочного чугуна; станина, опорное кольцо и тело дробящего конуса — из сталь-ого литья.
В дробилках УЗТМ и Южуралмашзавода применяется гидравлический пылевой затвор. В опорной чаше 17 (см. рис. 11.24) проточена канавка 25, заполняемая водой ели незамерзающей жидкостью. На дробящем конусе имеется воротник 26, нижняя кромка которого погружается в воду, находящуюся в канавке. Щель между металлическими поверхностями прикрыта прорезиненной тканью, благодаря этому вся внутренняя полость дробилки предохранена от попадания пыли.
Случайно проникшая в затвор пыль непрерывно удаляется циркулирующей водой. Для поддержания постоянного уровня воды в кольцевой канавке к ней присоединены два патрубка, из которых один 27 предназначен для отвода загрязненной воды, второй 28— для притока свежей.
Внутренняя полость (картер) станины, в которой помещены зубчатая передача 12, 13 н стакан эксцентрика 14, заполнена жидким маслом, циркулирующим по системе смазочных устройств. Масло, подведенное через боковое отверстие 29 в нижней крышке 20, попадает в плоский подпятник 19 эксцентрика, поднимается по канавкам трущихся поверхностей эксцентрика и параллельно по каналу, просверленному в рабочем валу, откуда попадает в сферический подпятник и стекает на зубчатую передачу.
Из картера отработавшее масло отводится по сливной трубе 30. Подвод и отвод масла к подшипникам приводного вала осуществляется через самостоятельную ветвь маслопровода. Циркуляция масла обеспечивает не только смазку всех трущихся деталей, ио и отвод тепла.
Основные параметры дробилок приведены в табл 11.21.
§ 2. Параметры механического режима
Ширина приемного отверст и я В дробилок КСД принимается в зависимости от диаметра конуса D (см. табл. II.21).
Частота качаний дробящего конуса п0 теоретически зависит от длины параллельной зоны и скорости продвижения куска в этой зоне.
Движение материала в рабочей зоне дробилки можно рассматривать как процесс вибрационного перемещения вдоль касательной к поверхности конуса плоскости, совер-
Рис. 11.26. Схема дробилки КСД
шающей маятниковые (гармонические) колебания от эксцентрика. Скорость перемещения по качающейся образующей зависит от частоты качаний конуса, амплитуды качаний (двойной эксцентриситет), коэффициента трения, конфигурации неподвижной чашн, ограничивающей движение куска в процессе прижатия — дробления, и т. д. При некоторых упрощениях можно рассчитать скорость движения материала и определить частоту качаний дробящего конуса. Эти расчеты еще недостаточно разработаны и не проверены практикой.
Ход конуса s. Центром поворота дробящего конуса служит геометрический центр О шарового подпятника (рис. 11.26). Ось конуса 1 составляет угол е (угол нутации) с осью дробилки 2.
При закрытой щели ширина ее 60 = AiA2, а при раскрытии увеличивается до b = AiA3, где расстояние Л2Л3 = s. Отсюда
b=b0+s. (П.45)
Дуга Л2Л3 соответствует повороту радиуса ОЛ2 = L из положения ОЛ2 в положение ОА3 на угол 2е. Поэтому ход
s«n£2e/I80, (II.46)
а ширина щели в раскрытом положении
6 = 60_|_ л£2е/180. (П.47)
Например, для дробилки КСД-2200 е = = 2°; L = 1360 мм и по формуле (П.46)
s = 95 мм * ,
откуда ширина щели в раскрытом положении b = b0 -f- 95 мм,
т. е. при ширине сомкнутой щели Ьа = 25 мм размер ее при размыкании увеличивается до b = 120 мм. Этим объясняется сравнительно большая величина коэффициента за-крупнении X = dnlb0, которым характеризуется гранулометрический состав продукта дробления. В дробилках КСД коэффициент
* Прн наклоне образующей конуса а = 42 и s = 95 мм эксцентриситет в плоскости кромки е — 0,5 sin 42° = 32 мм (см. рис. 11.26).
119
Таблица 11.22
Конструктивные параметры отечественных конусных дробилок
Параметры Диаметр основания конуса D» мм
600 900 1200 1750 2200
Угол нутации (по паспортным данным) 8, градус 2,43 2,28 2,17 2 2
tg е 0,0425 0,040 0,038 0,035 0,035
Эксцентриситет (по формуле (II.51) е, мм 10,7 15,0 19,0 25,6 32,2
е cos 50°, мм 6,9 9,65 12,1 16,5 20,8
закрупнения достигает 2—3, а в КМД — 4,0—5,5.
•Значительное закрупнение вызывается тем, что при принятой малой частоте качаний конуса крупные куски материала успевают разгрузиться из рабочей зоны не только при медленном скольжении, но и в результате быстрого качения их по поверхности конуса.
Большой величиной хода конуса s обусловлена высокая производительность дробилок данного типа.
Расчетная мощность электродвигателя Л^дв отечественных дробилок КСД, как и аналогичных зарубежных., определяется по формуле
ЛГДВ ~ 0,2£)%,- (П.48)
Средняя потребляемая мощность составляет от 50 до 75 % номинальной мощности электродвигателя и зависит от крепости руды и ширины выходной щели, пиковая — достигает 200—220 % номинала.
§ 3. Производительность.
Крупность продуктов дробления
Объемная производительность Q конусных дробилок КСД определяется либо по паспортным данным, либо расчетным путем по эмпирическим формулам.
Каталоги отечественных заводов-изготовителей составлены таким образом, что производительность дробилок в них представлена только для руд средней прочности в зависимости от ширины выходной щели без увязки с гранулометрическим составом . питания. Это позволяет использовать паспортные данные только для ориентировочных расчетов.
Технологические показатели дробления, в частности производительность конусных дробилок, зависят от средней ширины кольцевого отверстия дробильной камеры на уровне входа в параллельную зону [39] или на уровне выходного отверстия [5].
120
Производительность конусных дробилок, помимо конструктивных параметров, определяется прочностными и гранулометрическими характеристиками дробимых руд [5]
Q = KfKKpQre0M, (11.49).
где Kf и ККр — коэффициенты, учитывающие влияние соответственно прочностных характеристик горных пород и крупности питания дробилки; QreoM — производительность дробилки, определяемая ее конструктивными параметрами
QreoM = 40°2 tg 8 (е cos 50° + b0). (11.50)
Эксцентриситет на уровне основания дробящего конуса определяется по формуле
е = 0,5D tg е tg а, (11.51)
где tg а — тангенс угла наклона образующей подвижного конуса к плоскости его-основания (а ~ 40°).
В табл. 11.22 приведены конструктивные-параметры отечественных дробилок КСД.
Учитывая то обстоятельство, что дробилки КСД эксплуатируются с предварительным: грохочением и без него, в табл. 11.23 представлены расчетные значения производительности дробилок для обоих случаев, определяемые по материалу, поступающему непосредственно в дробилку. При расчетах было принято, что номинальная крупность питания дробилок dH = 0,8 В, а характеристики крупности соответствовали усредненным характеристикам разгрузки дробилок крупного дробления (см. табл. II.16). По этим характеристикам рассчитывался коэффициент крупности Ккр [5]. Коэффициент Kf рассчитывался в соответствии с зависимостью, приведенной в работе [5]. Для руд средней крепости принимался поправочный коэффициент Kf = 1,0; для мягких руд Kf = 1,1 и для крепких руд Kf = 0,75.
Если номинальная крупность питания дробилок КСД не равна 0,8 В, то значения расчетной производительности дробилок (см. .
Таблица 11.23
Степень закрупиеиия и расчетная производительность в открытом цикле конусных дробилок среднего дробления
Дробилка Ширина выходной щели Ьо, мм Степень закруп-нення </н/Ь0 Объемная производительность дробилки, м3/ч
Мягкие руды Средней крепости Крепкие руды Дробление с предварительным грохочением Дробление без предварительного грохочения
Мягкие РУДЫ Средней крепости Крепкие РУДЫ ; Мягкие РУДЫ Средней крепости Крепкие РУДЫ 1
10 1,4 1,65 1,85 45 40 35 55 50 40
КСД-1200 20 1,2 1,4 1,6 70 65 50 90 85 65
30 1,2 1,4 1,6 90 80 65 120 ПО 85
50 1,2 1,4 1,6 125 115 90 195 180 140
15 1,6 1,9 2,15 130 115 90 160 145 НО
КСД-1750 25 1,35 1,6 1,8 165 150 115 225 205 155
30 1,35 1,6 1,8 190 175 135 250 230 175
60 1,35 1,6 1,8 325 295 230 495' 450 345
15 2,25 2,7 3,0 240 220 165 270 245 190
КСД-2200 25 1,7 2,0 2,25 300 270 210 370 335 260
30 1,7 2,0 2,25 330 305 235 410 375 290
60 1,7 2,0 2,25 550 505 385 780 710 545
табл. 11.23) следует умножить на коэффициент крупности К*р (табл. 11.24).
Например, требуется определить производительность конусной дробилки КСД-2200Гр {В = 350 мм, Ьо = 40 мм), работающей с предварительным грохочением на материале средней твердости номинальной крупностью 175 мм, что в долях В соответствует 175/350 = 0,5В.
Производительность дробилки на материале номинальной крупностью 0,8В прн 4^=40 мм равняется (см. табл. 11.23)
305 + 10 (505 — 305)/30 = 372 м3/ч.
По табл. 11.24 находим поправочный жоэффициент на крупность питания К*р = = 1,07 и определяем производительность дробилки
Q = 1,07-372 = 400 м’/ч.
Практические данные о производительности дробилок КСД на некоторых фабриках Советского Союза приведены в табл. 11.25. Цифры этой таблицы соответствуют среднечасовым отчетным данным.
Номинальная крупность продуктов дробления КСД спределяется по формуле [5, 7]
= 4,2 jX Wi 8 (2pcos 50° + 6o)2-
(11.52)
В табл. 11.23 представлены расчетные значения степени закрупиеиия dnlЬо продуктов дробилок КСД, а в табл. 11.26 и 11.27 — усредненные гранулометрические характеристики разгрузки дробилок КСД для случаев их работы с предварительным грохочением и без него.
Как показывает практика, степень заполнения рудой дробящего пространства дробилок КСД (или количество проходящего через них материала) заметно влияет на по-
Таблица 11.24
Значения коэффициента крупностя К*р
Дробление Номинальная крупность питания, доли В Коэффициент крупности <р
С предварительным грохочением 0,8 0,6 0,3 1,0 1,05 1,1
Без предварительного грохочения 0,8 0,65 0,55 " 0,45 0,35 1,0 1,1 1,2 1,3 1,4
121
Таблица 11.25
Средняя фактическая производительность дробилок КСД
Дробилка Фабрика, комбинат Ширина выходной щели мм Средняя объемная производительность Q, м’/ч Дробилка Фабрика, комбинат Ширина выходной щели bOt мм Средняя объемная производительность Q- и»/*!
КСД-600. Гороблагодатская Хапчерангин-ская Кучитанская Эльбрусская 8 8 8 8 8,1 8,1 8,1 9,4 КСД-1750 ("о = = 245 мин-1) Красноуральская Салаирская Миргалимсай-ская Красноречен-ская Снбайская Буурдинская 25 15 20 15 128 .89 123 94
КСД-900 Кадаинская Канская Карагайлин-ская Олинская 8 12 17,0 28,0 19,0 19,0 30 12 193 86
8 7 КСД-2200Гр (,п0 = = 224 мин-1) Алмалыкская Гайская Джезказганская 33—37 40 34 270— 300 350 320
КСД-1200 Золотушинская Юл и иска я Кировградская Карабашская Мизурская Туимская Кафанская . 10 8 22 22 14 18 8 33 31 94 94 64 84 39 ЮГОК-1 ЦГОК Печенганикель Качканарская ЮГОК-2 нкгок Соколовско-Сарбайская югок 25 12 32 30 25 ' 40 30 30 255 125 340 318 275 450 340 360
казатели дробления [8]. С увеличением ее до значения, близкого к предельному, в разгрузке дробилки возрастает выход мелких классов, уменьшается содержание крупных классов.
Занижение производительности дробилок может привести к получению продукта более крупного, чем по данным табл. 11.23.
Таблица 11.26
Гранулометрический состав продуктов дробления КСД определяют в следующем порядке:
1. Для данной дробилки по известной категории крепости руды и выходной щели дробилки Ьо по табл. 11.23 находят степень закрупнения, умножают ее на Ьо и находят номинальную крупность продукта dH.
Таблица 11.27
Усредненные характеристики крупности продуктов дробления КСД (с предварительным грохочением)
Усредненные характеристики крупности продуктов дробления КСД (без предварительного грохочения)
Крупность классов, мм Суммарный выход классов по минусу, %, при крупности продукта, мм
130-0 .... О 1 о о О 1 о со 60-0 1 40-0 о—оз
130 95 -
100 82 95 — ——
80 68 84 95 — —— —
60 48 65 81 95 — —.
40 31 42 53 74 95 —
20 15 20 25 33 53 95
10 7 10 12 16 25 53
Крупность классов, мм Суммарный выход классов по минусу, %, прн крупности продукта, мм
130-0 О 1 о о О 1 о со О 1 о со О 1 о о—оз 1
130 95
100 83 95 — — —
80 72 85 95 — —
60 57 70 81 95 — —
40 41 49 62 76 95 —
20 21 28 34 43 62 95
10 11 13 17 23 34 62
122
2. По найденной номинальной крупности из табл. П.26 или 11.27 определяют гранулометрический состав продукта дробления.
Приближенно гранулометрическая характеристика объединенного продукта дробления (разгрузка дробилки ннжний продукт грохота) прн наличии предварительного грохочения может быть принята по табл. 11.27
Глава 5
Конусные дробилки мелкого дробления
•§ 1. Конструкция и технические характеристики
Конусные дробнлкн мелкого дробления КМД (рнс. 11.27") по конструкции аналогичны дробилкам КСД (см. гл. 4, § 1) и отличаются от них несколько большим углом наклона образующей подвижного конуса, профилем дробящей зоны н длиной параллельной зоны.
Основные параметры дробилок КМД приведены в табл. 11.28.
Рис. 11.27. Конусная дробилка мелкого дробления КМД-3000:
1—26 — см. обозначения к рис. 11.24 (гл. 4, § 1); 27 — боковое отверстие для подачи масла; 28 — сливная труба для масла
Дробнлкн КМД различаются формой исполнения: Т—для тонкого н Гр — для грубого дробления.
Вместо тихоходной дробилки КМД-2200 с частотой качаний конуса п0 == 224 мин-1 УЗТМ начал выпускать быстроходную дробилку КМДТ-2200 с и0 = 242 мин"1. Подготавливаются к серийному выпуску дробилки КМД-2200А н КМД-220СТ с п0 = 269 и 309 мин-1. Изготовлены и опробованы дробилки КМД двух наибольших размеров КМД-2500 и КМ Д-3000.
Параметры механического режима дробилок КМД такие же, как и дробилок КСД (см. табл. II.21 и 11.28). Расчетные формулы, например (11.48), остаются теми же (см. гл. 4, § 2).
Распределитель питания конусных дробилок КМД. Принятый в настоящее время способ распределения поступающего в дробилку КМД материала с помощью тарелкн, установленной на хвостовике подвижного конуса, не обеспечивает равномерного распределения материала
123
Таблица П.28
Основные параметры конусных дробилок мелкого дробления
Параметры КМД-1200 КМД-1750 КМД-2200 (старого типа) КМДТ-2200 КМДТ-2200А КМД-2200СТ КМД-2500 КМД-3000
Форма исполнения Т т Гр т Т Гр т Т Гр т
Диаметр основания дробящего конуса D, мм 1200 1750 1750 2200 2200 2200 2200 2200 2500 3000
Ширина приемного отверстия на открытой стороне В, мм 50 80 130 100 100 140 100 100 180 150
Наибольший размер кусков в питании, *4пах, мм Диапазон регулирования ширины выходной щели в фазе сближения профилей Ьо, мм 40 70 100 80 80 110 80 80 150 120
3—12 5—15 9—20 5—15 5—15 10—20 5-15 5—15 6—15 6—20
Объемная производительность (для руды средней крепости в открытом цикле), м2/ч 24 85— ПО 95— 130 150— 210 160— 220 220— 260 150 160
Частота колебаний дробящего конуса па, мин-1 260 260 (245) 224 242 242 269 308 200 185
Угол нутации 8, градус 2,17 2 2 2 2 2 1,6 2 1,5
Общее усилие прижатия пружин МН, не менее 20 15 40 — — — 40 45
Параметр О2 п0, м2/мин 374 795 (750) 1090 1170 1170 1300 1500 1250 1665
Мощность электродвигателя, кВт, не более 75 160 250 250 250 320 320 320 400
Масса дробилки без электродвигателя и смазочной системы, т, не более Изготовитель 24 Юж-уралмаш-завод 17 98 98 5 98 /ЗТМ 140 235
Примечания. 1. В скобках приведены паспортные Данные. 2. Для КМД-1200 объемиаа производительность дана при минимальной выходной щели, для КМД-2500 и КМД-3000 — расчетная.
по кольцевому (дробящему) пространству. В результате одна сторона дробнлкн работает более интенсивно и напряженно, чем другая, что приводит к неравномерному износу футеровочных броней.
Некоторые зарубежные фабрики применяют загрузочные аппараты с автономно вращающейся воронкой. В Советском Союзе распределитель питания, разработанный Ме-ханобром, внедрен на Джезказганском горно-металлургическом комбинате для равномерной загрузки дробилок КМДТ-2200.
Распределитель питания 289-Пт (рис. 11.28)
состоит из вращающейся воронки 1 с лотком 2, равномерно распределяющим материал по периферии. Воронка 1, закрепленная на оси 3, опирается на подшипниковый узел 4, смонтированный в неподвижной крестовине 5 (над подвижным конусом дробилки), и приводится во вращение клиноремеи-ной передачей 6 от привода 7. Материал с расположенного над дробилкой транспортирующего устройства (грохота, питателя, конвейера) подается в неподвижную приемную воронку 8, откуда через патрубок 9 поступает во вращающуюся воронку 1 и через
124
Рнс. 11.28. Распределитель питания конусных дробилок 289-Пт
боковое окно и лоток 2 распределяется по окружности дробящей полости. Весь механизм встраивается в верхнюю часть дробилки.
Оленегорский механический завод с 1979 г. риступил к серийному выпуску распределителей питания 289-Пт.
Техническая характеристика распределителя питания 289-Пт
Производительность, м3/ч . . До 200
Крупность питг.ния, мм , , . До 100
Частота вращения воронки, мн"1........................ 36
Диаметр воронки, мм .... 500
Тип привода...................МП02-10В;
22,8; 3/63;
А02-32-4
Масса установки, кг............. 2230
Сравнительные показатели двух способов загрузки дробялки КМДТ-2200 на Джезказганском ГМК (с помощью распределительной тарелки и распределителя питания 289-Пт) показали, что благодаря равномерному круговому распределению исходного витания (по количеству и по гранулометрическому составу) повышается производительность дробилки, уменьшается крупность готового продукта, увеличивается срок службы футеровочных броней и снижается удельный расход электроэнергии. '
Дробилки КМД-3000, выпускаемые УЗТМ, оснащаются вращающимся загрузочным ап-заратом.
$ 2. Производительность.
Крупность продуктов дробления
Производительность конусных дробилок мелкого дробления КМД по данным ГОСТа ж по паспортам заводов-изготовителей приведена в табл. 11.28.
Производительность дробилок КМД определяется по таким же эмпирическим формулам (И.49; 50), как и дробилок КСД.
В табл. II.29 представлены расчетные значения производительности дробилок КМД при дроблении в открытом цикле с предварительным грохочением для трех категорий крепости руд. Номинальная крупность питания дробилок принята равной 0,8В, а характеристики крупности соответствуют усредненным характеристикам крупности продуктов среднего дробления (см. табл. П.26), из которых удалены мелкие классы.
Практические данные о производительности дробилок КМД на некоторых фабриках Советского Союза приведены в табл. 11.30.
Номинальная крупность разгрузки дро- , бнлок мелкого дробления определяется по эмпирической формуле, подсбной формуле П.52 [5, 7]
dH = 4,0-jX W',* tg2 e (2e cos 50° + ^0)2.
(11.53)
В табл. 11.29 приведены расчетные значения степени закрупнения dB/b0 дробилок мелкого дробления для трех категорий крепости руды, а в табл. 11.31—усредненные гранулометрические характеристики продуктов КМД при дроблений с предварительным грохочением.
Гранулометрический состав разгрузки дробилок мелкого дрсбления определяется в таком же порядке, как и дрсбилок КСД.
125
Таблица 11.29
Степень закрупнения и расчетная производительность конусных дробилок мелкого дробления при дроблении в открытом цикле с предварительным грохочением
Дробилка Ширина выходной щели Ьо, мм Степень закрупнения ^Я/Ьо Объемная производительность дробилкн, м8/ч
Мягкие РУДЫ Средней крепости Крепкие РУДЫ Мягкие РУДЫ Средней крепости Крепкие РУДЫ
3 2,8 3,35 3,75 30 25 20
КМД-1200 8 1,45 1,75 1,95 40 35 25
12 1,2 1,45 1,6 45 40 30
5 2,75 3,3 3,7 85 80 60
9 1,85 2,2 2,45 100 90 70
КМД-1750 15 1,45 1,75 1,95 125 115 85
20 1,35 1,6 1,8 145 130 100
5 4,1 4,9 5,5 160 150 115
10 2,5 3,0 3,35 190 175 135
КМД-2200 15 2,0 2,4 2,7 225 205 155
20 1,8 2,15 2,4 255 235 180
Таблица 11.30
Средняя фактическая производительность дробилок КМД, работающих в открытом цикле
Дробилка Фабрика, комбинат Ширина выходной щели Ьо, мм Средняя объемная производительность Q, м8/ч Дробилка Фабрика, комбинат Ширина выходной щели Ьа, мм Средняя объемная производительность Q, м»/ч
КМД-1200 Ачисайская Фабрика № 4 Красноречен-ская Лебединская 8 6 5 6 44 42 37,5 56 КМД-2200 ("о = . = 224 мин"1) Печеиганикель ЦГОК Лебединская ДСФ № 1 нкгок ЮГОК-1 Качканарский ГОК Гороблаго датская югок-п 5 5 5 8 7 6 5 7 120 100 111 195 177 159 138 210
КМД-1750 Золотушинская Миргалим-сайская КМА, фабрика № 1 Березовская Мизурская Белоусовская Златоустовская ДОФ № 2 Сихалийская Азербайджанского ГОКа Кафанская Туимская 6 5 6 5 7 10 5 5 10 6 6 49 41,3 51 45 64 100 52,5 57 114 75 75
КМДТ-2200 (п0 = = 242 мин"1) Джезказганская (сульфидная руда) То же То же, комплексная То же Печеиганикель То же Апатито-нефелиновая То же 5 7 5 7 5 7 5 7 125 150 150 170 150 170 170 200
126
Таблица 11.31
Усредненные гранулометрические характе-^стики продуктов КМД при дроблении с иредварительным грохочением
Круп-вость влассов, мм Суммарный выход классов по минусу, %, при крупности продукта, мм
35—0 30—0 25—0 20—0 15—0
35 95 ——
30 88 95 — — —
25 79 87 95 — —
20 62 74 84 95 —
15 45 53 65 80 95
10 29 33 41 53 74
5 14 16 20 25 33
$ 3. Работа в замкнутом цикле
При работе дробилки КМД в замкнутом цжкле с грохотом средняя крупность питания заметно снижается по сравнению с питанием дробилки, работающей в открытом цикле. Вследствие этого производительность дро-вмки увеличивается до величины Q3 по сравнению с Qo в открытом цикле. Производительность дробилки Q3 определяется жмркулирующей нагрузкой и отношением размера а ячейки сита грохота к номинальной крупности da продукта дробления.
Числовые значения коэффициента Ks получены на основе коэффициента Ккр, учитывающего влияние крупности питания дробилки [5]
Пример. Определить производительность дробилки КМДТ-2200, работающей в замкнутом цикле с грохотом. Руд» крепкая; ширина выходной щели Ьв = 7 мм;, размер ячейки грохота а = 12 ммТ
По табл. II.29 для крепкой руды и 60 = = 7 мм закрупнение dBl[== 4,6, номинальная крупность продукта дробления dB = = 4,6-7 = 32 мм, а производительность дробилки в открытом цикле
Qo == 115 4- 2(135— 115)/5 = 123 м»/ч.
Для отношения a/dH = 12/32 = 0,37 коэффициент Кз = 1,36, а производительность дробилки в замкнутом цикле Q, = 1,36 X X 123 = 168 м»/ч.
Усредненные характеристики крупности продуктов дробилок КСД и [КМД? (см. табл. 11.26, 11.27, II.31) позволяют определять циркулирующие нагрузки и объем питания дробилок мелкого дробления при различных вариантах схем.
Вариант I. Дробление с совмещенным предварительным и поверочным грохочением (рис. 11.29, а). Для количественного расчет» схемы необходимо заменить данную схему (рис. 11.29, а) развернутой (рис. II.29, б)„ где операции грохочения разделены (схема по рис. 11.29, б получает в последние годы все большее распространение, благодаря своим преимуществам: разделение грохотов
Соотношение между коэффициентом К3 относительного изменения производительности дробилок при переходе их на работу замкнутом цикле и отношением a/dB
Отношение a/dB .... 0,3 0,5 0,7 0,9
Коэффициент Ка ... 1,4 1,3 1,2 1,1
Рис. П.29. Схемы мелкого дроблениями замкнутом цикле:
а — с совмещенным предварительным и поверочным грохочением; б — с раздельным предварительным н поверочным грохочением; в — с предварительным выделением готового продукта после крупного дробления
а
б
I!
Исходная руда
\С,м3/ч
Исходная руда 4 Ч, м3/ч
Крупное хЧ дробление ()
(I стадия) у
Исходная руда
{Ц.м’/ч
Крупное дроблениек^) -(I стадия) | Р i
Грохочение
Грохочение
Грохочение
Среднее дробление (П стадия)
уоЧн/ч ___________3,м5/ч I
Совмещенной грохочу (предварительное и noth , Мелкое [(Сетка а, мм) 1 дробление JL (Ш стадия) (Л
Среднее i г
ородлениел~х (Пстадия)\)
fPjr Предварительное грохочение
(Сетка а,мм)
Готовый продукт
мае
ЧПста- -а 1 л дия)
Поверочное грохочение
Грохочение (Сетка а,мм)
Среднее l$z дроблениеуЛ (Истадия)
Предварительное грохочение
(Сетка а, мм)
1(Сетка а,мм)
чие
Жета- । я-а 7 дия) J ш Поверочное грохочение
-а+Омм
Готовый продукт
Готовый, продукт
?+0 мм
127
ШГстадии, уменьшение нагрузки на конвейер оборотного продукта и др.).
На сетке с ячейками а в I и II операциях грохочения отсеется подрешетный продукт крупностью —а -|-0 мм, что соответствует номинальной крупности подрешетного продукта ан = (0,8 — 0,85) а. Обозначая содержание его в исходном питании, являющемся конечным продуктом II стадии дробления, через 070, а эффективность отсева при предварительном грохочении — через в найдем, что после первого грохочения (рис. 11.29, б) выделится готовый продукт н количестве
Qi — Qe0n°*
В дробилку поступает надрешетный продукт предварительного грохочения в количестве
S1 = Q-Q1 = Q(1-8M-
Кроме того, в дробилку попадает оборотный продукт S2 (надрешетный продукт поверочного грохота). При установившемся режиме из поверочного грохочения будет выдано такое же количество готового мелкого продукта Q2, какое было подано в дробилку, т. е. Q2 = S1( причем Qi + Qa = Q-
Суммарная загрузка дробилки S = Sj 4-+ S2, а обозначив содержание класса крупностью —а 4-0 мм в разгрузке дробилки мелкого дробления через 07fi и эффективность поверочного грохочения через е, найдем, что из поверочного грохочения будет выдано готового продукта в количестве
<?2=S1=(S1 + S2) 6₽П?-.
Отсюда суммарная загрузка дробилки
S=S1 + S2=W =
= Q (1 - 8|V)/8M. (11.54)
а оборотный продукт (надрешетный продукт поверочного грохота)
52=51(1-80Н?)/80пГ
Циркулирующая нагрузка замкнутого цикла определится отношением
С = iOOS^/Q^ = lOOSa/Si =
= 100(1 — 80П[)/е0П1.
Пример. Рассчитать дробнлкн мелкого дробления для производительности Q = = 375 м3/ч. Руда средней крепости; дробилка КСД-2200 с выходной щелью 60 = 30 мм; ячейка грохота а = 14 мм; эффективность грохочения 8 = 0,85; дробилка КМДТ-2200 с выходной щелью bt = 6 мм.
По табл. 11.23 для руды средней крепости и выходной щели дробилки КСД-2200 =
= 30 мм, закрупнение d-JbQ = 2, номинальная крупность продукта дробилки da — = 2-30 = 60 мм, а по табл. II.27 Рц14 = = 0,31.
128
По табл. 11.29 для руды средней крепости и выходной щели дробилки КМДТ-2200 bQ = 6 мм закрупнение d^/b^ = 4,5, номинальная крупность продукта дробилки = = 4,5-6=27 мм, а по табл. 11.31 07ц = = 0,55.
Суммарная загрузка дробилок мелкого дробления по формуле (II.54)
Si 4- S2 = 375 (1 — 0,85.0,31)/0,85-0,55 = = 587 м3/ч.
Производительность дробилки КМДТ-2200 в открытом цикле по табл. II.29
Qo = 150 4- (175 — 150)/5 = 155 м3/ч.
Для отношения a/da = 14/27 = 0,52 находим коэффициент К3 =1,29 и производительность дробилки КМДТ-2200 в замкнутом цикле Q3 = 1,29-155 = 200 м3/ч.
Потребное число дробилок мелкого дробления определится из отношения 585/200 = = 2,9 после округления — 3,0.
Вариант II. Работа дробилки мелкого дробления с предварительным выделением готового продукта после крупного дробления (см. рис. II.29, в).
На сетке с ячейками а из продукта дробилки ККД отсеется подрешетный продукт крупностью —а 4- 0 мм. Обозначив содержание его в продукте дробилки ККД через 07“, а эффективность отсева — через 8, найдем, что после первого грохочения (см. рис. 11.29,в) выделится готовый продукт в количестве
^=0807-“.“
Во 11 стадию дробления поступает материал в количестве
Q2=Q-Q1 = Q(l-80ra)’
Обозначив содержание класса крупностью —а4" 0 мм в продукте дробилки КСД через 070 и эффективность предварительного грохочения перед мелким дроблением через 8, определим, что в III стадию дробления поступает материал в количестве
sx = Q2 (1 -8077°) =
= Q(i - 80Г°) (1 -8077а).
Тогда, обозначив через 07ц содержание класса крупностью —а 4- 0 мм в продукте дробилок КМД и эффективность грохочения через 8, суммарная загрузка дробилок III стадии дробления получится равной
S1 + s2 = = Q (1 - 80Г°) (1 -
— 80iia)/8Piii’ (11.55) оборотный продукт
S2 = S1(1 — еРш)/еРГп>1
а циркулирующая нагрузка
c= 1003^ = 100 (I -80П?)/80П?-
Пр и м ер. Рассчитать дробилки мелкого Лфобления для производительности 700 м3/ч. Руда мягкая; дробилка ККД-1200 с выходной щелью Ь = 150 мм; ячейка грохота а = = 15 мм; эффективность грохочения 8 — = 0,85; дробилка КСД-2200 с выходной целью Ьо = 35 мм; дробилка КМДТ-2200 е выходной щелью = 7 мм.
Из гл. 2 § 6 при крупном дроблении мягкой руды закрупнение d^b = 1,15, номинальная крупность продукта дробления da = 1,15 х X 150 = 170 мм, Р[15 =0,18 (см. табл. 11.16).
По табл. 11.23 для мягкой руды и выходной щели дробилки КСД-2200 Ьо = 35 мм, закрупнение dalb0 = 1,7, номинальная круп-кость продукта дробления da = 1,7-35 = = 60 мм, а по табл. 11.26 0ц15 = 0,25.
По табл. 11.29 для мягкой руды и выходкой щели дробилки КМДТ-2200 Ьо = 7 мм, закрупнениеda!b0 = 3,45, номинальная крупность продукта дробления dH — 3,45-7 = = 24 мм, а по табл. 11.31 = 0,68.
Суммарная загрузка дробилок мелкого дробления по формуле (11.55)
Si+ = 700 (1 — 0,85-0,18) (1 — 0,85х
X 0,25)/0,85-0,68 = 810 м3/ч.
Производительность дробилки КМДТ-2200 в открытом цикле (см. табл. 11.29)
Qo =160-1- 2 (190 — 160)/5 = 172 м3/ч.
Для отношения a/da = 15/24 = 0,625 коэффициент К3=1,24, а производительность дробилки КМДТ-2200 в замкнутом цикле Q3 = 1,24-172 = 212 м3/ч.
Потребное число дробилок мелкого дробления будет равно 810/212 = 3,8, а после округления 4,0.
§ 4. Сопряжение при. стадиальном дроблении
Схема дробления в первую очередь определяется физико-механическими свойствами перерабатываемых руд, производительностью предприятия и конечной крупностью дробления, обусловленной технологической схемой обогащения.
Для случаев, когда измельчение осуществ-яется в мельницах самоизмельчения, как правило, применяют одностадиальные схемы дробления, ограничиваясь при этом операцией крупного дробления с получением коечного продукта дробления крупностью Г —300 (250) -|- 0 мм.
На дробильно-сортировочных фабриках для богатых железных руд, не нуждающихся в обогащении, а также на дробильно-обогатительных фабриках с сухой магнитной сепарацией применяют двухстадиальные схемы дробления, включающие только крупное и среднее дробление с работой дробилок в открытом цикле. Конечный продукт дробления при этом обычно имеет крупность —100 (80) -|-0 мм.
5 Заказ 81
На действующих обогатительных фабриках, построенных ранее, применяют трех-и четырехстадиальные схемы дробления с работой дробилок последней стадии в открытом цикле, обеспечивающие получение готового продукта дробления крупностью —35 (25) -|-4— 0 мм.
Характерной особенностью схем рудопод-готовки современных и вновь проектируемых обогатительных фабрик, перерабатывающих тонковкрапленные руды черных и цветных металлов, при измельчении в стержневых и шаровых мельницах является дробление в три стадии. Дробилки последней стадии работают в замкнутом цикле с грохотами при крупности дробленого продукта —16 (12)-|-0 мм для питания шаровых мельниц и —20 (15) 0 мм для питания стерж-
невых мельниц. Тем самым часть работы переносится из операции измельчения в цикл дробления.
Для крепких руд и руд средней крепости применяют, как правило, в I стадии щековые дробилки и конусные ККД-1200 и ККД-1500, во II стадии — КСД-2200 и в III стадии — КМД-2200.
При открытых горных работах крупное дробление помещают возможно ближе к руднику, а при циклично-поточной технологии добычи дробилки крупного дробления устанавливают в карьере с конвейерной подачей крупнодробленой руды на склад при фабрике. Склад крупнодробленой руды позволяет обеспечить более рациональный и независимый режим работы дробилок среднего и мелкого дробления.
Из двух наиболее распространенных схем дробления (см. рис. 11.29, б и в) схема с выделением мелочи после крупного дробления и раздельными операциями грохочения (см. рис. 11.29, в) дает возможность наиболее рационального решения конвейерного транспорта. При размещении грохотов под дробилками конвейер возврата продуктов менее нагружен, чем по варианту совмещенного грохочения (см. рис. 11.29, а).
§ 5. Конусные инерционные дробилки
Конусные инерционные дробилки КИД разработаны в Механобре. Дробилки КИД предназначены для мелкого дробления горных пород, клинкера электрокорундов, огнеупоров и других аналогичных материалов.
Их принципиальная схема показана на рис. 11.16, д, а конструктивная — на рис. 11.30.
Основное отличие КИД от известных конусных дробилок состоит в том, что в качестве привода дробящего конуса вместо эксцентрикового механизма используется вибровозбудитель дебалансного типа. Механизм привода кинематически не замкнут. Он позволяет дробящему конусу обкатываться по неподвижной чаше даже при наличии некоторой эллиптичности футеровок.
129
Рис. 11.30. Конструктивная схема инерционной Дробилки К ИД-1750:
1 — корпус; 2 — амортизаторы; 3 — опоры дро" билки; 4 — неподвижный коиус; 5 — сфериче" ская пята; 6 — дробящий подвижный конус;
7 — дебалансный вибровозбудитель; 8 — опор-ио-приводной шпиндель; 9 — промежуточный вал; 10 — приводной шпиндель; 11 — электродвигатель
Дробилка виброизолирована от фундамента системой мягких амортизаторов. Корпус дробилки играет роль «наковальни», по которой наносит удары дробящий подвижный конус. Электродвигатель через специальную приводную систему сообщает дебалансу круговое движение. Под действием центробежной
силы инерции дебаланса дробящий коиус прижимается к чаше неподвижного конуса и обкатывается по ней, совершая «гирацион-иое» движение. При таком движении конуса, совершающего колебания по типу конического маятника, также генерируется центробежная сила инерции и равнодействующая обеих центробежных сил является силой дробления, раздавливающей материал, загружаемый в камеру дробления.
В процессе дробления непосредственному контакту (приближению) конуса к чаше препятствует сопротивление слоя материала. Это сопротивление уравновешивает дробящую силу; оно зависит от крупности, до которой издроблен материал. Меняя величину центробежной (дробящей) силы; можно в известных пределах регулировать крупность продукта дробления. Таким образом, в дробилках КИД крупность продукта дробления, в отличие от КМД, не определяется выходной щелью. В этих дробилках под номинальной выходной щелью понимается суммарный (с двух диаметрально противоположных сторон) зазор между футеровками конуса и чаши до пуска дробилки в ход. Ои влияет в основном только на производительность дробилки.
Перечисленные особенности определяют следующие преимущества безэксцентриковых инерционных дробилок КИД: степень дробления достигает 15—18 (вместо 3—4 в дробилках с эксцентриковым приводом); крупность продукта дробления не повышается при увеличении выходной щели при абразивном износе футеровок; обеспечивается работа дробилки под завалом, пуск и остановка под нагрузкой; исключается перегрузка механизма при попадании в камеру
Таблица 11.32
Основные параметры конусных инерционных дробилок КИД
Показатели КИД-300 • КИД-600 КИД-1750 КИД-2200 (проект)
Диаметр дробящего конуса, мм 300 600 1750 2200
Максимальная крупность загружаемого материала, мм 20 50 90 ПО
Объемная производительность (руда средней крепости, влажностью W = = 4 %, без глинистых примесей), м?/ч, не более 1 13 90 150
Номинальная крупность дробленого материала (по 5 %-му остатку на ситах), мм Электродвигатель привода дробилки: 2 8 10 15
мощность, кВт 10 75 500 800
напряжение, В 380 380 6000 6000
частота вращения, мин-1 1500 1000 590 750
Масса дробилки (без электрического и смазочного оборудования), т Габаритные размеры, мм: 1 5,5 90 140
длина (с электродвигателем) 1300 2270 6500 6600
ширина 800 1280 4000 4000
высота 1450 2170 5400 6400
130
дробления недробимых тел; нет необходимости в сооружении массивных фундаментов.
В табл. 11.32 приводятся технические характеристики дробилок КИД четырех типоразмеров.
§ 6. Защита дробилок от попадания металлических предметов
Попадание в конусные дробилки среднего и мелкого дробления, зубчатые валковые и молотковые дробилки вместе с рудой металлических предметов может вызвать поломку дробилок.
Современная схема улавливания металлолома из руды, подаваемой конвейером в дробилку, предусматривает установку по ходу конвейера двух металлоискателей и мощного подвесного электромагнита между ними. Принцип действия металлоискателя основан на использовании различий в проводимости металлических предметов и кусков руды. Первый по ходу конвейера металлоискатель при прохождении через него металлического предмета автоматически включает на полную мощность электромагнит, который удаляет магнитный металл. Если металлический предмет немагнитный (например, детали горного оборудования из марганцовистой стали), то второй металлоискатель автоматически выключает приводной электродвигатель конвейера для ручного удаления металла.
Нальчикским заводом «Севкавэлектропри-бор» серийно выпускается электронный металлоискатель ЭМИ-64П, предназначенный для обнаружения металлических предметов в потоке немагнитных руд.
Технические даивые металлоискателя ЭМИ-64П
Чувствительность, кг:
для лент, не имеющих ме-
таллических соединений 0,2—0,5
для лент с металлически-
ми соединениями ... (Р + 0,2) — (Р + 0,5) *
* Р — суммарная масса металлических соединений.
Рис. 11.31. Общий вид и основные размеры круглых электромагнитов
Рабочая частота автогевера-тора, кГц.................. 4—5
Ширина ленты конвейера, мм ........................ До 2000
Скорость ленты конвейера, м/с........................... Не менее 0,5
За последние годы наибольшее признание Получили подвесные крановые электромагниты, обладающие достаточно большой мощностью для извлечения из потока руды значительных по массе магнитных предметов.
В зависимости от ширины ленты конвейера для удаления металла могут быть использованы круглые ' грузоподъемные электромагниты М-22, М-42 и М-62А (рис. 11.31, табл. 11.33).
Комплектная установка металлоулавлива-ния для одной ленты конвейера должна состоять из одного или двух электромагнитов и двух металлоискателей.
Два последовательно расположенных над лентой электромагнита позволяют с наибольшим эффектом удалять металл. Еслн металл первоначально находился под слоем руды, то под воздействием магнитного поля первого электромагнита он будет перемещен на поверхность слоя руды и удален из потока вторым электромагнитом.
Таблица II.33
Размеры круглых электромагнитов
Электромагнит Размеры, мм Масса, кг
D Bi в2 Hi Н,
М-22; М-22Т 785 100 175 235 785 550
М-42; М-42Т 1170 150 250 305 1135 1560
М-62А; М-62АТ 1600 150 250 375 1320 3500
5*
131
Таблица 11.34
Основные параметры одиовалковых дробилок
Параметры До 1200X2100 До 1300X 2700 - До 1300x4200
Размеры ротора (звездочки) DXL, мм 1200X 2100 1300X2700 1300X4200
Частота вращения ротора п, мин-1 3,2 4,6 . 3; 4,5; 6; 9 *
Наибольшие размеры кусков питания (агломерата), мм 250X1000X 2000 250X1000Х 2500 400X1500X4000
Размер кусков продукта дробления, мм 200 200 200
Ориентировочная производительность Q, т/ч 80 До 200 400—500
Мощность двигателя Мдн, кВт 30 55 40; 60; 90; 125 *
Масса дробилки без электрооборудования, т 22,3 26,9 53
Площадь агломерационной машины, для которой предназначена дробилка, м2 2X25 = 50 2,5X30= 75 4Х 50 = 200 4X78 = 312
Изготовитель Волгоцеммаш
В зависимости от частоты вращения четырехскоростиого двигателя.
Глава 6
Валковые дробилки
§ 1. Одно- и двухвалковые дробилки с зубчатыми валками
Одновалковые дробилки для агломерата выпускаются трех типоразмеров в зависимости от площади агломерационной машины (табл. 11.34). Разрез дробилки 1300 х X 2700 дан на рис. 11.32.
Двухвалковые дробилки с зубчатыми валками применяются для угля и мягких пород (табл. 11.35). Обычно привод имеет только один валок; второй валок соединен с первым зубчатыми колесами с удлиненными зубцами, позволяющими вал
132
кам раздвигаться без нарушения сцепления (рис. II.33).
Окружная скорость валков в двухвалковых дробилках находится в пределах v = = 1,65 — 3,15 м/с.
Мощность электродвигателя Мдв приблизительно пропорциональна длине валков L и окружной скорости v = л dn/GO
Мдв = 19L». ]
(11.56)
Размер наибольших кусков г/шах в продукте дробления принимается равным ширине Ь щели между валками в разомкнутом их положении, причем д 1,56О, где Ьа — ширина щели на холостом ходу дробилки
^max= Ъ = l,5Z>0. (11.57)
Основные параметры двухвалковых дробилок с зубчатыми валками
Параметры ДДЗ-4 ДДЗ-6 ДДЗ-ю ДДЗ-16 ДДЗ-3-9Х9 1 ДДЗ-3-15Х12
Размеры валков DXL, мм 450Х 500 630X 800 1000X1250 1600X 2000 900X900 1500Х X 1200
Частота вращения п, мин-1 Окружная скорость валка v, м/с Максимальная крупность, мм: 64 50 36 41 42 40
1,51 1,65 1,9 3,42 2,0 3,15
питания 100Х 200Х Х300 400Х 500Х Х600 400Х 600Х Х1000 1200Х1300Х Х1300 До 250; До 360 До 900
кусков дроб- 25; 50; 75; 50; 75; 100; 100; 125; 200; 300 40; 75; 15; 100;
леного продукта 100 125 150; 200 100 150
Ориентировочная производительность при дроблении; угля, т/ч Мощность двигателя ЛГДВ, кВт: по формуле (11.56) 20; 35; 45; 50 60; 80; 100; 125 125; до 320 650; 1000 120 (уголь) 60 (кокс) До 150
14 25 45 132 34 72
паспортная 11 20 50 320 40 75
Масса дробилки без электрооборудования, т 3,1 5,2 — 124 13,3 32
Изготовитель Ясиноватский машиностроительный завод Б. Сызранский завод тяжелого машиностроения (СЗТМ) и Волго-цеммаш
133
1235
План
Рис. 11.33. Двухвалковая дробилка с зубчатыми валками:
1 — амортизирующее устройство; 2 — валок подвижный; 8 — электродвигатель; 4 — валок неподвижный; S — вал приводной; 6 — рама; 7 — кожух; 8 — направляющий стержень подвижных подшипников
Производительность Q дробилки по массе пропорциональна площади щели F = U> и окружной скорости v
Q = 3600tOp.6, (П.58)
где р. »0, 25 — коэффициент разрыхления; $ — насыпная плотность, т/м*.
134
§ 2. Двух- и четырехвалковые дробилки с гладкими и рифлеными валками
Двухвалковые дробилки с гладкими валками предназначены для среднего и мелкого (сухого и мокрого) дробления рудных и нерудных материалов средней крепости; двухвалковые дробилки с рифлеными валками — для среднего дробления горных пород средней крепости; четырехвалковые — для дробления известняка и кокса на агломерационных фабриках.
Таблица 11.36
Основные параметры двухвалковых дробилок с гладкими рифлеными валками
Дробим с гладкими валками Дробилки с рифлеными валками
Параметры 1 ДГ400Х250 О о м* X о о <0 О о *о X о о ДГ1000Х650 ДГ1500Х600 ДГР600Х400
Размеры бандажей, мм: диаметр D длина L Максимальная крупность питания, мм Пределы регулирования щели, мм "Частота вращения валков п, мин-1 Окружная скорость валков v, М/С Мощность электродвигателя, кВт, не более Производительность дробил- ки Q, м3/ч, не менее: при наименьшей щели при наибольшей щели Масса дробилки без электродвигателя, т, не более 400 250 20 2—12 200 4,2 2X4,5 2,7 16,2 2,2 600 400 30 2-14 180 5,6 2X7,5 4,3 30,2 3,4 800 500 40 4—16 150 6,2 28 10,8 43,0 12,5 1000 550 50 4—18 100 5,2 40 11,9 53,5 15,9 1500 600 75 4—20 83 6,5 55 13,0 65,0 32,4 600 400 60 - 10—30 175 5,5 20 18 54 3,33
Изготовитель Завод им. Котлякова ЭЗТМ УЗТМ и СЗТМ Стром-машина
Степень дробления принимается при дроблении крепких пород до 4, некрепких — да 10.
Технологическим преимуществом валковых дробилок является незначительный выход мелких фракций в готовом продукте вследствие того, что дробление производится «инократным раздавливанием материала и яри его минимальном истирании. Дробилки нросты по конструкции, занимают мало места о высоте, надежны в эксплуатации.
К недостаткам валковых дробилок относятся: низкая производительность, большой удельный расход электроэнергии, относительно большое количество удлиненных плоских кусков в продукте дробления, неравномерный и быстрый износ бандажей валков.
Валковые дробилки как с гладкими, так с зубчатыми валками применяются на обогатительных фабриках для дробления глинистых и влажных железных и марганцевых руд. Например, на Камыш-Бурунской обогатительной фабрике для дробления табач-а и коричневых железных руд с влажностью до 25 % применяются дробилки: на I стадии — валковые зубчатые, а на
II — валковые дробилки с гладкими валками 1500x600 мм (дробление до крупности 5—8 мм).
Перспективно применение валковых дробилок вместо стержневых мельннц для дробления оловосодержащих руд до крупности —2 -j- 0 мм. Такая замена позволяет уменьшить выход мелкого трудиообогатимого класса (—0,071 мм) и повысить извлечение олова.
На фабриках, перерабатывающих асбестовые руды, применяются двухвалковые дробилки с гладкими валками, имеющие неодинаковую окружную скорость валков (разность скоростей 15—20 %). Они используются на I и II стадиях мелкого дробления (от начальной крупности 50—25 до 20—2 мм соответственно) и позволяют сохранить текстуру асбеста.
Валковые дробилки применяются на заводах строительных материалов, а также в различных областях ^химической промышленности.
Технические|характеристи-к и двухвалковых дробилок приведены в табл. 11.36; четырехвалковых — в табл. 11.37; общий вид двухвалковой дробилки 1500 х
135.
Таблица 11.37
Основные параметры четырехвалковых дробилок
Параметры Дробилка Д48-90Х70
Верхние валки Ниж* ние валки
Размеры бандажей, мм: диаметр £> длина L Частота вращения валков п, мин"1 Окружная скорость о, м/с- Мощность электродвигателя Мдв, кВт Пределы регулирования щелей, мм Производительность при щели между верхними валками 10 мм и нижними 2,5 мм, не менее, м*/ч Масса дробилки без электрооборудования, т, не более 900 700 116 5,5 14/20 10—40 26 28 900 700 179 8,5 40 2—10
Пр имечание. Производительность дробилки указана для дробления кокса при максимальном размере загружаемых кусков 40 мм.
X 600 дан иа рис. 11.34, четырехвалковой — «а рис. 11.35.
Окружная скорость v валков зарубежными фирмами принимается: ири мелком дроблении 3—4 м/с, при крупном 5—6 м/с (рис. II .36), причем скорость остается практически одинаковой для всех тииораз-меров дробилок данной фирмы. Для отечественных дробилок окружная скорость выбирается заводами переменной (см. СЗТМ иа рис. 11.36).
Угол захвата а. Для возможности захвата гладкими валками шарообразны; кусков необходимо соблюдать условие: суммарное трение должно быть больше выталкивающей силы (рис. 11.37)
2fP cos а 5» 2Р sin а. (11.59)
Если вместо коэффициента трения f ввести в формулу угол трения ф, где ф = arctgf, то из нее следует, что
а <р. (П.60)
Следовательно, угол захвата должен быть меньше угла треиия. Для большинства руд и пород коэффициент треиия о сталь f ж « 0,4—0,5, а угол трения ф=22—25°.
Диаметр наибольшего куска не должен превосходить некоторого предела. Как видно из рис. 11.37, а, при захвате куска имеет место геометрическое соотношение
0,50 4- 0,56 = (0,50 Ц- 0,5d) cos а,
Рис. 11.34. Двухвалковая дробилка с гладким» валками 1500X600 мм:
1 — рама; 2 — гладкие валки; 3 — пружины;
4 — электродвигатель; 5 — редуктор; 6 — карданные валы от редуктора к подвижным валкам;
7 — маслостанция
откуда 4Шах= [Р (1 — cos а) -|- dj/cos а, где О—диаметр валка; b — ширина разгрузочной щели.
При условии, что угол захвата а равен углу трения <р, причем коэффициент трения f 0,4 (<р = 22°; cos ф = 0,93), последнее уравнение принимает вид
4шах«О/15, (11.62)
т. е. диаметр наибольшего куска должен быть приблизительно в 15 раз меньше диаметра валка.
Мощность э л е к т р о д в и г а т е -л я валковой дробилки определяется по эмпирической формуле
NRV1 = kqDLv, j
где q — расчетное удельное давление, Н/см* | (q ж 167 Н/см2).
С учетом мощности на холостой ход
/Удв = K\'DLv АГХ0Л, где Kn = kq — коэффициент мощности.
136
Рнс. II.35. Четырехвалковая дробилка:
/ — рама; 3 — ленточный питатель; 3 и 4 — соответственно верхняя и нижияя пара валков;
5 и 6 — электродвигатели
Для четырехвалковых дробилок мощность электродвигателя берется меньше (см., табл. 11-37).
АГдв = (6-ь 7) DLv.
Объемная производительность Qo принимается прямо пропорциональной площади разгрузочной щели F = = Lb и окружной скорости валков
Qo = 3600|iLdo
Линейная 'зависимость мощности двигателя от параметра DLv подтверждается графиками (рас. 11.38), построенными по данным ряда шиностроительных заводов. Для дробилок отечественных заводов действительно приваженное соотношение
МДв = (11h-14)DLo.
he. 11.36. Окружная скорость валков двухвалко-аок дробилок
Рис. 11.37. Схема дробления в валковых дробилках. с гладкими валками:
а — угол захвата; б — захват кусков
137
Рис. 11.38. Зависимость мощности гигатредвмга теля от параметра валковой дробилки
или при v = яРл/60
Qo = 60pxDnLb. (11.63)
Диаметр D валка, его длина L и ширина щели b берутся в метрах.
Входящий в расчетную формулу (11.63) коэффициент разрыхления ц принимается заводами-изготовителями различным (в пределах ц = 0,24—0,40). В ГОСТе принят коэффициент разрыхления р. « 0/25.
Типовые характеристики крупности продуктов дробления валковых дробилок приведены на рнс. 11.39.
Глава 7
Дробилки ударного действия: молотковые и роторные
§ 1. Конструкции и технические характеристики молотковых дробилок
В табл. II.9 (см. гл. I, § 3) принято разделение ударных дробилок на две подгруппы: А — с ударным ротором, Б — с безударным разгонным ротором (центробежные). В настоящее время серийно изготовляются только первые.
К машинам с ударным ротором относятся три типа дробилок: молотковые с шарнирно подвешенными молотками (рис. 11.40, а), роторные с жестко закрепленными лопатками (билами) (рис. 11.40,6) и стержневые дробилки (дезинтеграторы) (см. рис. II.4, д).
Дробилки ударного действия применяют для дробления мягких и средней крепости иеабразивных материалов (углей, известняков, каменных солей, гипса и т. д.).
Классификация молотковых дробилок дана на рис. 11.41. Они могут быть разделены на две группы — однороторные и двухроторные.
По направлению вращения ротора первые делятся на две основных разновидности: с нереверсивным ротором, вращающимся только в одну сторону, и с реверсивным ротором, способным вращаться в обе стороны.
Однороторные молотковые дробилки в большинстве случаев имеют колосниковые ре-
Рис. 11.39. Типовые характеристика крупности продуктов дробления валковых дробилок:
1 — мягкие руды; 2 — РУДЫ средней крепости; 3 — крепкие руды
Рис. 11.40. Схемы ударных дробилок:
а — молотковая; б — роторная; 1 — корпус; 2 — ротор с шарнирно закрепленными молотками; 2' — ротор с наглухо закрепленными билами; 3 — отбойная плнта; 4 — колосниковая решетка; 5 — оттяжка колосниковой решетки; б — молоток; 7 — било; 8 — цепная завеса
138
тетки, контролирующие крупность готового продукта. В самоочищающихся дробилках (рис. 11.41, г, д, к) применяются подвижные отбойные плиты конвейерного типа. Такие дробилки успешно применяются для глинистых материалов (бокситы, бурые железняки).
Помимо однороторных, изготовляются также двухроторные молотковые дробилки с колосниковыми решетками в двух вариантах: для последовательного (рис. 11.41, е) и параллельного (рнс. 11.41, ж) дробления.
Техническая характеристи-к а однороторных молотковых дробилок приведена в табл. 11.38 и 11.39.
Общий вид нереверсивной дробилки М20-20 (по ГОСТ 7090—72) дан на рис. 11.42; одной из крупных реверсивных — на рис. 11.43; самоочищающейся — на рис. 11.44.
Указанные в табл. 11.38 молотковые дробилки применяются главным образом для работы в открытом цикле и лишь в редких случаях они замыкаются на грохота.
Корпус молотковых дробилок изготовляют нз стальной отливки или делают сварным. В обоих случаях он имеет разъем по горизонтальной плоскости, проходящей через ось ротора. Стенки корпуса футеруют изнутри стальными броневыми плитами. В корпусе предусмотрены люки, через которые вынимают молотки и секции колосниковой решетки.
Ротор молотковой дробилки состоит из трех основных частей: вала, набора ДИ-
Рис. 11.41. Классификация молотковых дробилок:
а, б. в — однороторные нереверсивные с колосниковыми решетками; г, д — то же, без решеток; е, ак — двухроторные с решетками; з — одноро-торная, реверсивная с решеткой; и, к — то же., без решеток
Рнс. 11.42. Молотковая однороторная дробилка М20-20:
1 — корпус; 2 — ротор; 3 — молоток; 4 — отбойная плита; 5 — отбойный брус; 6 — колосниковая решетка выдвижная; 7 — колосниковая, решетка поворотная
139»
Таблица 11.38
Основные параметры молотковых одивреториых дробилок {нереверсивных, с решетками) ио ГОСТ 7696—72
Параметры М6-4 М8-6 М13-16 М20-20 М20-30
СМД-112 СМ-431 СМ-170Б СМД-97А СМД-98А
Размеры ротора, мм:
диаметр D 600 800 1300 2000 ' 2000
длина L 400 600 1600 2000 3000
Размер наибольшего куска загружаемого материала, мм 150 250 400 600 600
Ширина щели решетки, мм Номинальная частота вращения ротора для исполнений п, мин-1: 25 13 10 15 15
Б 1250 1000 600
В 1500 1300 750 500 500
Г 2000 1500 1000 600 600
Производительность Q, т/ч Мощность электродвигателя дли исполнений, кВт, не более: 12-15 20—48 150—200 600 850—1000
Б 20 55 210 —
В 28 75 260 630 1000
Г Габаритные размеры, мм, не более: 40 100 350 800 1250
длина L И 00 1350 2400 4000 4000
ширина В 1100 1400 2800 4200 5500
высота Н 1150 1250 1900 3100 3100
Масса дробилки без электродвигателя, т, не более 1.5 3,0 11,0 46,0 60,0
Таблица 11.39
Основные параметры молотковых дробвлек однороториых реверсивных и самоочищающихся
Параметры Реверсивные дробилки Самоочищающиеся дробилки
ДМРЭ 10-10 ДМРИЭ 14,8-13 ДМРИЭ 15-15 ДМЭ 17-14,5 ДМЭ 21-18,5 1 . СМД-102
Размеры ротора, мм:
диаметр D 1000 1450 1500 1700 2100 2000
длина L 1000 1300 1500 1450 1850 2000
Частота вращения п, мин-1 750; 1000; 1500 750; 1000 1500 590 492 600
Дробимый материал Уголь Уголь (известняк) Прочный уголь — — —
Размеры наибольших кусков питания, мм 80 80 120 600 350 600
Крупность дробленого продукта, мм 5; 3; 2 3 3 — 20 —
Производительность по углю, т/ч 100; 90; 80 Др 250 275; 550 150—500 500—600 200—600
Мощность электродвигателя, кВт Масса дробилки, т 200; 200; 250 400; 500; 630 1000 400 920 800
8,95; 9,1; 9,17 18,45; 20,6 26,6 70,6 65,6 80
140
сков, разделяемых шайбами на валу, и комплекта молотков, шарнирно укрепленных на дисках. Во избежание вибраций ротор тщательно отбалансировывают. В дробилках малых размеров ротор приводится в движение от плоской ременной передачи, а в машинах больших размеров — через упругую муфту.
Типоразмер дробилки и связанную с ним массу молотков выбирают, сообразуясь с крупностью исходного материала. Молотки изготовляются массой от 3,5 до 180 кг. Легкие молотки от 3 до 15 кг применяют для материала крупностью до 100— 200 мм; молотки средней массы (от 30 до 60 кг) — до 600 мм; самые тяжелые молотки (60—150 кг) — для самых крупных кусков твердых материалов..
Молотки изготовляют из стали с наваркой твердым сплавом; для дробления крепких материалов ставят молотки из марганцовистой стали.
Рис. 11.43. Реверсивная молотковая дробилка ДМРИЭ 14,5X13:
1 — корпус; 2 — ротор; 3 — молоток; 4 — отбойные плиты; 5 — колосниковая решетка
Колосниковую решетку снабжают приспособлением для регулирования зазора между внешней окружностью, описываемой молотками, и внутренней цилиндрической поверхностью самой решетки. Для этого криволинейную балку, в которой закреплены колосники, изготовляют из двух половин,
Рис. 11.44. Молотковая дробилка со встроенными тяжелыми пластинчатыми конвейерами и колосниковой решеткой:
1 — ротор; 2 — подающий конвейер; 3 — колосниковая решетка; 4 — очистной конвейер; 5 — корпус дробилки; б — опорная плита; 7 — каткн рамы подающего конвейера
141
Рис. 11.45. Характеристики крупности продукта дробления известняка в молотковой дробилке М20-20:
1 — при работе с двумя колосниковыми решетками; 2 — то же, с одной решеткой; 3 — то же, без решетки
поворачивающихся на шарнирах. Шарниры укреплены внутри эксцентрических втулок, поворотом которых регулируется необходимый зазор. Решетки делают съемными ввиду необходимой частой их смены. Колосники имеют трапецеидальное сечение, облегчающее прохождение дробленого материала.
Рабочий зазор между внутренней поверхностью колосников и ротором выбирают в зависимости от необходимой крупности продукта дробления, которая определяется размером щели между колосниками (см. табл. 11.38 и 11.39).
Молотковые дробилки могут работать без колосниковой решетки, но при втом резко повышается верхний предел крупности продукта дробления (рис. 11.45).
Для реверсивных дробилок (см. рис. 11.43) направление вращения ротора меняют после одностороннего износа молотков.
§ 2. Параметры механического режима и производительность молотковых дробилок
Окружная скорость v ротора принимается обычно v « 50 м/с и в некоторых конструкциях доводится до 75 м/с (сМ. табл. 11.38 и 11.39).
Мощность двигателя Л'дв зависит от размеров ротора и частоты его вращения, а также от зазора между молотками и колосниковой решеткой. Для всех серийно изготовляемых дробилок малого размера (£> < 1300 мм) действительна приближенная формула
Мдв « 0,15D2Ln « 3DLv, (11.64)
а для больших (О > 1300 мм)
Мдв « 0,21О2£га « 4DLv, (11.65)
где D и L — соответственно диаметр и длина ротора, м; п — частота вращения, мин-1.
Формулами не учитывается величина зазора, и потому они относятся к средним зазорам дробилок до их модернизации, когда
Таблица 11.40
Суммарный остаток на сите 5 мм при различной номинальной крупности материала
Номинальная крупность известняка (сито, на котором остаток равен 5 %) dRt мм Остаток иа сите 5 мм Лв, • % Содержание класса —54-0мм = (100— %
5 5 95
8 22 78
10 35 65
13 46 54
16 56 44
20 66 34
25 73 27
35 82 18
50 89 11
80 94 6
100 95 5
200 98 2
300 99 1
каждая дробилка данного типоразмера изготовлялась только в одном исполнении.
Производительность Q по массе молотковых дробилок, работающих в открытом цикле, пропорциональна мощности электродвигателя и обратно пропорциональна удельному расходу энергии Е
Q=Nrb/E, (11.66)
где
£ = (3,65/КЛО) [1g (100/7? 5) - lg (100/Ки5)[.
(11.67)
Здесь Е — удельный расход энергии, кВт-ч/т; Кло — коэффициент размолоспособности (для углей Кло = 1—1.7; для известняка Кло «= « 0,3); и — остаток на сите 5 мм соответственно в исходном материале и продукте дробления.
Зависимость между крупностью известняка и размером сита, на котором остаток равен 5 %, приведена в табл. 11.40 [составлена на основе формулы (1.7)].
Другой метод расчета производительности основан на формуле Бонда (11.19).
П р и м е р. В молотковой дробилке М13-16 исполнения В при п = 735 мин-1 известняк исходной номинальной крупностью 80—0 мм (dH = 80 мм) доводится до крупности —20 + 0 мм. Определить возможную производительность дробилки при работе в открытом цикле.
Исходному материалу —80 0 ^м по
табл. 11.40 соответствует остаток на сите 5 мм Rg = 94 %, а конечному продукту дробления —20 0 мм — остаток Rg =
= 66%.
142
Отсюда по формуле'(П-67) при Кло = 0,3 удельный расход энергии Е — 1,86 кВт-ч/т.
Расчетная мощность электродвигателя по формуле (11.64)
= 0,15D3£n = 300 кВт
паспортная — 260 кВт.
По формуле (11.66) часовая производительность при дроблении в открытом цикле
Q = Л/дВ/£ = 300/1,86 = 160 т/ч, что близко к паспортным данным, согласно которым Q = 150—200 т/ч.
§ 3. Роторные дробилки
Роторные (ударные) дробилки (см. рис. 11.40, б) отличаются от. молотковых жестким закреплением рабочих деталей — бил и предназначаются для дробления материалов малой крепости (/ < 10). Классификация их представлена на рис. 11.46. Так же, как и молотковые, они изготовляются одно- и двухроторными, с колосниковыми решетками, и без них, с роторами нереверсивными и реверсивными.
Технические характеристик к и роторных дробилок для крупного дробления приведены в табл. 11.41, а среднего и мелкого — в табл. 11.42. Общий вид роторной дробилки Выксунского завода показан на рис. 11.47.
Рис. II.46. Классификация роторных дробилок а — однороториая нереверсивная с колосниковой решеткой; б — то же, без решетки; в — Двухроторная с решеткой; г — то же, без решетки; о — однороторная реверсивная
Длина ротора./ равна ширине приемного отверстия (окна) В.
Щель между колосниками, из которых набраны броневые отбойные плиты, зазор между билами и плитами выбирают в зависимости от требующейся крупности продукта дробления.
Окружная скорость v ротора стандартизована и в зависимости от частоты вращения ротора может составлять 20; 26,5 и 35 м/с и более.
Таблица 11.41
Основные параметры роторных дробилок крупного дробления по ГОСТ 12375—70
Параметры ДРК8Х6 ДРК12Х 10 ДРК16Х 12 ДРК20Х 16
СМД-85 СМД-86 СМД-95 СМД-87
Размеры ротора, мм:
диаметр D 800 1250 1600 2000
длина L 630 1000 1250 1600
Размеры приемного отверстия, мм:
продольный Lo 630 1000 1250 1600
поперечный Во 550 875 1100 1400
Производительность, м3/ч 55 125 200 370
Максимальный размер куска загру- 400 До 600 800 1100
жаемого материала, dmax, мм
Окружная скорость бил ротора ор> м/с 20; 26,5; 35
Мощность электродвигателя IV дв, кВт:
паспортная 40 100 160 250
по формуле (11.64) 30; 40; 52 75; 100; 130 120; 160; 190; 250;
210 340
Габаритные размеры, мм, ие более:
длина L 2500 3200 4200 5600
ширина В 1700 2350 2900 3600 .
высота Н 2150 2800 3500 4400
Масса дробилки, т, не- более 6 15 30 68
143
Рис. 11.47. Роторная дробилка ДРК 12X10 (СМД-86):
1 — рама; 2 — ротор; 3 — била; 4 — верхняя часть корпуса (для загрузки исходного материала); 5 — футеровка корпуса; 6, 8 — соответственно верхняя и нижняя отражательные плиты;
7 и 9 — футеровка плит; 10 — механизм для регулирования зазоров Sj и S2 отражательных плит
Диаметр ротора выбирают в зависимости от размеров наибольших кусков в питании
D = 1,25ашах+ 200. (11.68)
Расчет мощности производится по той же формуле (11.64), что и молотковых дробилок. Например, для ДРК 12хЮ имеем при п=26,5 м/с М=3-1,25-1-26,5 = 100 кВт. Как видно из табл. 11.41, при этой же средней скорости v = 26,5 м/с расчетная мощность совпадает с паспортной. При v — 35 м/с мощность электродвигателя должна быть повышена до 130 кВт.
Производительность рассчитывается по формулам (11.66) и (11.67).
Монтаж, смазка, ремонт, износ деталей и правила эксплуатации подробно изложены в инструкциях заводов-изготовителей и литературе [25, 26, 62].
Таблица П.42
Основные параметры роторных дробилок среднего и мелкого дробления по
ГОСТ 12375—70
Параметры ДРСЮх 10 СМД-75 ДРС12Х 12 СМД-94
Размеры ротора, мм:
диаметр D 1000 1250
длина L Размеры приемного отверстия, мм: 1000 1250
продольный £0 1000 1250
поперечный Во 500 600
Производительность, м3-/ч 125 200
Размер максимального куска загружаемого материала dmax, мм 300 375
Окружная скорость 20; 24; 28,8; 34,6;
ротора Пр, м/с Мощность электродвигателя, кВт Габаритные размеры, мм, не более: 41,5; 50
125 200
длина L 2700 3400
ширина В 2800 3200
высота Н 2100 2800
Масса дробилки, т, не более 10 18
РАЗДЕЛ III
Классификация в водной и воздушной средах
Глава 1
Закономерности свободного падения частиц
§ 1. Физические основы.
Диаграмма Релея
Классификация измельченных продуктов в жидкой или воздушной среде, а также гравитационные методы обогащения основаны на различии в скоростях падения частиц различного размера и плотности в этих средах. Падение частиц может быть свободным и стесненным.
Свободным называется падение одиночного тела в безграничной среде или падение тела в жидкости *, находящейся в сосуде, размеры поперечного сечения которого велики по сравнению с размерами падающего тела.
Если падение тела в жидкости происходит в сосуде, размеры сечения которого соизмеримы с размерам^ тела, или падение тела происходит в жидкости, в которой находятся другие тела, сходные с ним или отличающиеся от него размерами, плотностью и формой, то такое падение будет стесненным.
Скорость падения частиц относительно жидкости определяется соотношением следующих действующих на частицы сил: силы тяжести Р, подъемной (архимедовой) силы R, гидродинамического сопротивления F жидкости и сил механического взаимодействия частиц при их соприкосновении.
Сила тяжести Р, направленная вниз, определяется объемом V и плотностью рт частицы
Р=Крт£, (III.1)
где g — ускорение свободного падения.
Подъемная (архимедова) сила, направленная вверх, равна
R = П>Ж£, (HI.2)
гДе Рж — плотность жидкости.
Гидродинамическое сопротивление зависит от размеров и формы частиц, плотности и вязкости жидкости, скорости и ускорения частицы относительно
* В главах 1, 2 настоящего раздела под термином «жидкость» следует понимать как собственно жидкость, так н газ.
жидкости, а в условиях стесненного падения — и от расстояния между частицами.
Гидродинамическое сопротивление возникает вследствие трения жидкости о поверхность тела, а также перепада давления между передней (по отношению к движению) и противоположной частью его поверхности («кормой»). При больших скоростях перепад давления определяется в основном образованием вихрей за «кормой» движущегося тела. Сила трения и образование вихрей обусловлены вязкостью жидкости.
Сила гидродинамического сопротивления/7 жидкости при движении в ней частицы (зерна) со скоростью v выражается формулой [41]
(II 1.3)
где ф — коэффициент гидродинамического сопротивления; d — характерный размер частицы (например, диаметр равновеликого по объему шара).
Чем больше размеры тела d и его скорость v и чем меньше вязкость, тем больше вихревая область и сопротивление, вызванные перепадом давления, но тем относительно менЬше сопротивление, вызванное трением жидкости о поверхность тела.
Силы механического взаимодействия частиц определяются массой частиц и скоростью их соприкосновения.
В классифицирующих и гравитационных обогатительных аппаратах происходит только совместное падение многих частиц (стесненное падение) *. Свободное падение является частным случаем стесненного, когда количество частиц в пульте стремится к нулю.
Вследствие относительной простоты свободное падение изучалось более подробно. Формулы скорости свободного падения положены в основу многих формул стесненного падения, .в которые вводились соответствующие поправки. Формулы скорости свободного падения применяются для расчета аппаратов, в которых степень стесненности незначительна (содержание твердого незначительно).
При падении в неподвижной жидкости с начальной нулевой скоростью частица (зерно) под действием силы тяжести будет постепенно увеличивать скорость падения, прн этом будет одновременно расти и сила сопротивления F. По истечении некоторого, промежутка времени частица приобретает практически постоянную скорость, называемую конечной скоростью .падения. С этого момента сила тяжести Р и подъемная сила R уравновешиваются силой гидродинамического сопротивления F. Поэтому с учетом формул (III. 1)—(II 1.3) для шарообразных частиц (объем их V = nd3/6) справедливо равенство
(Рт — Рж) gnd?/Q - фр,ке2(12.
(III.4)
* Закономерности стесненного падения рассмотрены ниже в главе 2 настоящего раздела.
145
Рис. III.1. ЗависимостьТкоэффицисита сопротивления М> от числа Рейнольдса Re при свободном падении шаров в жидкостях (диаграмма Релея)
Коэффициент гидродинамического сопротивления ф зависит от формы и ориентации частицы в пространстве и является функцией безразмерного числа Рейнольдса Re, определяемого по формуле
Re = ржта1/р. = vd/v, (II 1.5)
где р и v = |х/рж — соответственно динамический и кинематический коэффициенты вязкости ^жидкости.
Зная зависимость коэффициента сопротивления ф от числа Рейнольдса Re, можно по формуле (Ш .4) определить скорость v падения частицы в жидкости.
Поскольку коэффициент сопротивления шара не зависит от его ориентации в пространстве, сферическая форма частиц принята в качестве исходной при исследовании их движения в жидкости. Основные закономерности падения шаров в жидкости справедливы и для несферических частиц с поправками на влияние их формы.
График зависимости коэффициента сопротивления ф от числа Рейнольдса Re для шаров (диаграмма Релея, рис. III.1) [43] имеет четыре характерные области.
1. Область малых чисел Рейнольдса (Re < < 1), иначе ламинарная область, где коэффициент ф уменьшается обратно пропорционально Re. На рис. III. 1 построенном в логарифмическом масштабе, этот участок представлен прямой линией KL с угловым коэффициентом, равным —1, в этой области две трети общего гидродинамического сопротивления F составляет сила трения жидкости о поверхность частицы, а одна треть приходится на долю сопротивления за счет перепада давления [40].
2. Переходная область, где 1 < < Re < 10s (см. участок кривой £G), в которой коэффициент сопротивления убывает медленнее, чем в первой области, приближаясь к постоянной величине. Здесь сила сопротивления обусловливается трением жидкости о поверхность тела и перепадом давления впереди и за кормой.
Хотя коэффициент сопротивления ф в области малых чисел Рейнольдса (Re < 1) и в переходной постепенно уменьшается с увеличением Re, сила сопротивления F при этом непрерывно увеличивается, согласно формуле (II 1.3).
3. Область изменения чисел Рейнольдса 103 < Re < 105, (участок GH), в которой коэффициент сопротивления -является приблизительно постоянной величиной (ф « «« 0,16), а сила сопротивления определяется почти целиком перепадом давления (турбулентная область).
4. Область резкого снижения коэффициента сопротивления (105 < Re < 3-105) (участок НМ), в которой с увеличением скорости v сила сопротивления уменьшается. Это явление, получившее название «кризиса сопротивления», вызвано сужением вихревой области за частицей вследствие перехода так называемого ламинарного пограничного слоя в турбулентный.
Для частиц несферической- формы зависимость между коэффициентом сопротивления и числом Рейнольдса имеет аналогичный вид (см. рис. III.5).
§ 2. Определение скорости свободного падения шарообразных частиц
Скорости свободного падения частиц определяются: по теоретическому уравнению; по эмпирическим и интерполяционным форму-
146
Тйвлицн III.I
Интерполяционные формулы для расчета скорости падения шаров в жидкости
Область применения Показатель степени п в формуле (Ш.9) Формула' скорости Система единиц * СГС Система . единиц СИ Пределы применимости формул
vl- It скорость V, см/с к v 1—2 л по числу Рейнольдса Re по параметру по шарам из кварца в воде а, мм
А = Ке»ф В = ф/Re
от До ОТ До ОТ До от | ДО
Общий вид формулы для всех областей п о = Kd3n~1 X х v1-^" — — — — — — — — — — — — —
Ламинарное движение (Стокс) 1 о, = 54,5 100 5450<РД 0,545 10» 0 0,5 0 5,25 ~ 42 0 0,082
Начало переходной области 5/6 d2 = Krf3/2 x X V—2/Зд5/6 23,6 21,54 508<23/2Д5/6 0,508 10» 0,5 30 '/ 5,25 720 42 0,027 0,082 0,44
Середина переходной области (Аллен) 2/3 o8 = 1/Зд2/3 24,3 4,64 113,2<1Д2/3 1,132 10» 30 300 720 2,3-10*» 0,027 8,7-10-» 0,44 1,40
Конец переходной области 5/9 = K.cfl№ X x 37,2 1,67 62(/2/Зд5/9 2,88 4,64 300 3 000 2,3- 10‘ 1,4-10» 8,7-10-‘ 5.2-10-» 1,40 5,50
Турбулентное движение (Ньютон-Рит-тиигер) • 1/2 1/2 О, = М1/2д1/2 О, = К^/2д1/2 57,5 52,6 1,00 1.00 57,5й(1/2д1/2 бг.бй’/гд^г 5,75 5,26 1,00 1,00 3 000 20 000 20 000 100 000 1,4-10» 7-10’ 7-10’ 1,7-10» 5,2-10-» 8,8-10-» 8,8-10-» 1,7-10-» 5,50 19,4 19,4 60
* Диаметр-d в формуле скорости берется в см; значения \Д~2п вычислены для воды при температуре 20 °C; при вычислениях коэффициента К принято а = =981 см/с».
Таблица 111.2
Кинематические коэффициенты вязкости воды и воздуха при различной температуре и давлении 1013 гПа (760 мм. рт. ст.)
Температура. °C v.io« Мя/С (в СИ) V. 10я смя/с (в системе СГС) Температура, °C v. 10е мя/с в (СИ) V.10* смя/с (в системе СГС)
вода воздух вода воздух
4 1,567 13,4 28 0,839 15,8
6 1,473 13,6 30 0,804 16,0
8 1,386 13,8 32 0,772 16,2
10 1,308 14,0 34 0,741 16,4
12 1,237 14,2 36 0,713 16,6
14 1,172 14,4 38 0,686 16,8
16 1,112 14,6 40 0,661 16,9
18 1,057 14,8 42 0,637 17,1
20 1,007 15,0 44 0,616 17,3
22 0,960 15,2 46 0,594 17,5
24 0,917 15,4 48 0,574 17,7
26 0,887 15,6 50 0,556 17,9
лам; по графикам и по таблицам, составленным на основе экспериментальных данных.
Скорость падения шаров (сферических частиц) по теоретическому уравнению может быть рассчитана только для малых чисел Рейнольдса (Re < < 1), .соответствующих условию ламинарного движения. В этом случае сила сопротивления выражается формулой [40]
F = Злц dv, (II 1.6)
что соответствует зависимости
ф= Зя/Re. (Ш.7)
Последнее равенство есть результат комбинации формул (III.3), (III.5) и (III.6).
На основании равенств (Ш.4) и (Ш.7) скорость может быть определена по уравнению Стокса
v = gd2(pT — рж)/18|х. (Ш.8)
Интерполяционные формулы для расчета скорости падения сферических частиц получены, как правило, на основании аппроксимации кривой Релея.
Наиболее простым способом аппроксимации является разделение кривой (см.рис.III. 1) на ряд участков, в каждом из которых зависимость между ф и Re приближенно заменяется линейной [52]. Поскольку кривая Релея построена в логарифмических координатах, уравнение каждого ее участка имеет вид
ф =
где Ki и Pt — некоторые постоянные для каждого участка.
148
В этом случае скорость определяется по формуле [52]
V = Kd^n—lvl—2ПдЛ ( (Ш.9)
где К = (ng/6Kt)n, п. = 1/(р,- +2), Д = = (Рт РжУРж-
В табл. II 1.1 приведены значения К я я для шести участков кривой Релея, а также значения коэффициента V1"2” для воды при температуре 20 °C (в системе СГС и в СИ) и соответствующие формулы для вычисления скорости о. При использовании иной, чем вода, жидкости или воды с температурой, отличной от 20 °C, необходимо соответствующим образом изменить коэффициент v1-2". В табл. Ш.2 приведены значения V для воды и воздуха при различной температуре и нормальном давлении.
Полученные частные формулы скорое™ совпадают: для первого участка (п = 1) с формулой (III.8) Стокса; для третьего (л = = 2/3) и пятого (п = 1/2) участков соответственно с формулами Аллена и Ньютона— Риттингера, установленными экспериментально [43].
Для определения вида частной, формулы скорости табл. II 1.1, которую следует применить в том или ином случае, необходимо знать число Рейнольдса, зависящее в своп очередь от искомой скорости. Во избежание этого затруднения предложено [43] ввести безразмерные параметры А = Ре2ф и В = = ф/Re, значения которых определяются из соотношений:
А = Ре2ф = л d3gbl&v\ (III. 10)
В = ф/Re = ngvA/6vs. (III.11)
Для расчета скорости по той или иной формуле табл. II 1.1 необходимо предварительно определить А = Re2 ф по формуле (III.10) и применить соответствующую частную формулу. Предельные значения параметра А приведены в табл. III.1. Погрешность в определении скорости указанным методом не превышает ± 5 %.
Достаточно хорошо аппроксимирует кривую Релея в диапазоне изменения Re от 0,1 до 5000, охватывающем всю область, практически необходимую для условий гидравлической классификации частиц, формула
ф = ф0 (1 4-2C/]/"Re)2, (III.12)
где фо — постоянные, а именно: при ф0 = = 0,115; С = 4,52 [4, 36].
Из формул (II 1.4) и (II 1.12) получается следующая формула для определения скорости:
v = 2L (J/ 20,4 + 2,95КР?ф - 4,52)2. d
(III.13)
При пользовании последней формулой погрешность не превышает ±9%.
Предложен также ряд других интерполяционных формул [9, 67, 82].
Диаметр шара при з ад айвой конечной скорости его падения может быть определен по приведенным в табл. II 1.1 уравнениям. Для выбора конкретной формулы следует воспользоваться значением параметра В (формула III.11). Предельные значения В приведены в табл. III. 1.
При использовании зависимости (III. 12) диаметр шара определяется по формуле
d = 0,0287V (I/ 1 +Ю7/В + l)2/vB>
(III.14) где В = ф/Re рассчитывают из соотношения (III.11) (при этом принято ф0= 0,115; <?= 4,52).
Может быть применен графический метод Лященк о—Ш и л л е р а — Наумана [43]. По формуле (II 1.10) рассчитывают параметр А = Йе2ф. Пользуясь графиком Ке2ф=/(Ке) (рис. III.2), во найденному значению Ёе?ф определяют Re н по нему вычисляют скорость v * * * 1.
Для нахождения диаметра шара по заданной скорости следует рассчитать параметр В = ф/Re [см. формулу (III.11)] и по графику ф/Re = /(Re) (рис. III.3) определить значение Re. Диаметр частиц найдется из соотношения d = Rev/v [см. формулу (III.5)].
Известны также другие графические методы спределения скорости свободного падения шаров в жидкости [49, 88]. Например, п о м е-т о д у Олевског о—П а в л у ш е н -ю [49] вычисляют следующие критерии: безразмерный диаметр Do, пропорциональный действительному диаметру d:
Do = уЛ^ф = d >/ ngA/6v2, (III.15) w безразмерную скорость Уо, пропорциональную истинной скорости V
У0 Re/ф = vV&/ngvA.
(III.16)
На диаграмме, построенной в координатах £>о и Va (рис. II 1.4) по одной из величин Ю. или Уо) находят вторую. От найденного безразмерного параметра переходят затем ж действительному по формуле (II 1.15) или <111.16). Диаграмма на рис. II 1.4 [49] представляет собой сочетание двух диаграмм, вображенных на рис. III.2 и III.3.
В частном случае при падении шарообраз-кх частиц в воде с температурой 20 °C фор-жулы перехода от Do к d и от Уо к v будут
О0 = /^ф= 171dy<A, (III.17) а
У0=г/^ё/ф = 0,585у/Уд,
(III.18) ое d — диаметр шарообразной частицы, см; в — скорость падения шарообразной части-Wi, см/с и Д = (рт — 1)/1.
9 При построении графиков (см. рис. III.2 а III.3) использованы модифицированные значе-
*1 числа Рейнольдса Re$ и коэффициента сопро-ашяения для частиц различной формы. Для ЧП Res = Re и ф5 = ф.
Рис. III.2. Зависимость параметра Re| ips от числа Рейнольдса Re$ при падении тел правильной геометрической формы в жидкости (первая диаграмма Лященко):
/ — шар; 2 — октаэдр; 3 — усеченный октаэдр;
4 — куб; 5 — тетраэдр; б — диск
Таким образом, при определении скорости падения шаров по любому методу необходимо рассчитать значение параметра Ре2ф, после чего применить соответствующую формулу или графический метод.
Во избежание ошибки целесообразно определять скорость падения (или диаметр) шара двумя способами — расчетным и графическим.
Пример. Определить скорость падения шара диаметром d = 0,5 мм и плотностью рт = 4 г/см3 в воде при температуре 10 °C [Д = (4 — 1)/1 = 3].
Кинематический коэффициент вязкости для воды при температуре 10 °C равен (см. табл. III.2) v = 0,01308 см2/с.
1. Рассчитаем параметр Ре2ф [по формуле (ШЛО)]
Ре2ф = nd3gA/6v2 = 3,14 • 0,053.981 (4 — — 1)/6 • 0.013082 - 1 = 1125.
По табл. II 1.1 этому значению Ре2ф = А соответствует середина переходной области (%)•
Применяя для расчета интерполяционную формулу (см. табл. III. 1), получим v = =
= 24,3dv~1/3A2/3 = 24,3-0,05.0,01308'1/3х X З2/3 = 10,7 см/с.
149
Рис. III.3. Зависимость параметра ips/Res от числа Рейнольдса Res при падении частиц правильной геометрической формы в жидкости (вторая диаграмма Лященко):
1 — шар: 2 — усеченный октаэдр; 3 — октаэдр; 4 — куб; 5 — тетраэдр; б — диск
Рис. III.4. Зависимость параметра Го = (безразмерная скорость) от параметра Do = = Reaip (безразмерный диаметр) (диаграмма Олевского—Павлушеико)
2. Применяя для расчета формулу (III. 13), будем иметь:
v = (v/d) (К20,4 -f- 2,9&КРеаф - 4,52)2 = = (0,01308/0,05) (/20,4 + 2,95 /7125 — — 4,52)2 = 10,7 см/с.
Скорость
3. Применяя графический метод Лященко (см. рис. II 1.2, кривая /), по значению Re2 ф = 1125 находим Re = 42. определяем из соотношения
Rev 42-0,01308
V=-—= 0,05 =И
см/с.
Олевско-
4. Применяя графический метод
го—Павлушенко (см. рис. II 1.4), определяем Do = 3/Р<7ф = V Н25 = 10,4. По графику рис. Ш.4находим значение V0 = 4,L Скорость определяем из зависимости (III. 16)
ngvA/6=4,1^3,14-981-0,01308-3/6 =
= 11,1 см/с.
Расхождение между значениями скорости, определенными различными методами, не превышает 5 % определяемой величины.
§ 3. Скорость свободного падения " частиц правильной геометрической формы, отличающихся от сферических
Для тел правильной геометрической формы (куб, тетраэдр, октаэдр и др.) имеется определенная зависимость между характерным размером тела, а также коэффициентом, определяющим его форму, и скоростью падения. За характерный размер для таких тел принимают или диаметр dginapa, равновеликого по объему тела, или диаметр ds такого шара, поверхность которого равна поверхности 5 тела.
Форма тела характеризуется коэффициентом сферичности © (табл. III.3), равным отношению поверхности равновеликого по объему шара к истинной поверхности частицы
© = nd-l/S = 4,82V2/3/S = (Q/d2s,
(III.19)
где S = nd^ — площадь поверхности тела; V = ndl/G — объем тела.
Зависимость коэффициента сопротивления ф8, определяемого из формулы (III.4) при выборе в качестве характерного размера ds, от числа Рейнольдса Res = vds v для тел различной формы приведена на рис. II 1.5, а соответствующие ей зависимости Re2i|/s и фз/Res от Res — на рис. III.2 и II 1.3. При этом
Re^ips = Ре2ф = nd|gA/6v2.
(III.20)
150
Таблица III.3
Значения коэффициентов и Рг
Форма частицы Эквивалентный диаметр d9 Коэффициент сферичности (0 Поправочные коэффициенты
р'
Шар d 1,000 1,000 1,000
Усеченный октаэдр * 2,78a ** 0,906 0,952 0,706
Октаэдр 0,966a 0,846 0,920 0,611
Куб 1,241a 0,806 0,890 0,563
Тетраэдр 0,608a 0,670 0,819 0,450
Параллелепипед:
аХаХ2а ** 1,563a 0,767 0,875 0,525
аХ 2аХ 2а ** 1,970a 0,761 0,872 0,520
аХ2аХЗа** 2,253a 0,725 0,851 0,490
аХаХ0,2а 0,726a 0,591 0,770 0,420
аХаХ0,1а 0,576a 0,435 0,660 0,321
аХаХ 0,05а 0,457a 0,298 0,546 0,254
Цилиндр:
h = 2d*** l,442d 0,831 0,912 0,592
h = l,5d l,310d 0,858 0,926 0,627
h= d l,145d 0,875 0,935 0,652
h = 0,5d 0,909d 0,826 0,909 0,586
0,15d 0,608d 0,570 0,755 0,390
* Многогранник, образованный 8 правильными шестиугольниками и 6 квадратами.
*♦ а — размер наименьшего ребра тела.
*** h — высота цилиндра, d — диаметр его основания.
Для всех тел, за исключением дисков, при числах Рейнольдса меньше 20 зависимости Ts = f (Res) выражаются одной кривой (см. рис. III.5), в то время как при больших значениях Res (в так называемой автомодельной областй, где ips = const) каждому значению коэффициента сферичности соответствует своя линия, удаление которой от оси Re$ увеличивается с уменьшением о).
Для определения конечной скорости падения тел предложена формула
v = Pv9, (III.21)
где г»э — скорость падения шара, эквивалентного по объему падающему телу; Р — поправочный коэффициент, учитывающий форму тела, зависящий от коэффициента сферичности [36].
Для приближенных расчетов при 0,25 < ш < I можно рекомендовать эмпирические зависимости:
Р = Pi = Кш при Res < 20 (Re2i|> < 350)
(111.22)
P =P2= l,245/w/(8,95 — 7,4") при
Res > 500 (Re2ip> N). (III.23)
Значение TV, зависящее от коэффициента сферичности, изменяясь в пределах 5-104— 3-105, определяется по графику рис. III.2.
Зависимости коэффициентов Pj и Р2 от ш приведены на рис. III.6, а их значения для некоторых тел — в табл. III.3.
Погрешность при использовании для расчетов формул (III.21)—(III.23) не превышает 10 % определяемой величины.
Для промежуточных значений 20 < Res < < 500 скорость падения тел следует определять графическим методом.
Графический метод определения скорости падения тел несферической формы аналогичен применяемому для шаров. Рассчитывают
Рис. III.5. Зависимость коэффициента сопротивления от числа Рейиольдса Res при падении частиц правильной геометрической формы в жидкости: ., ‘
1 — шар; 2 — усеченный октаэдр; 3 — октаэдр; 4 — куб; 5 — тетраэдр; 6 — диск
151
Рис. III.6. Зависимость поправочных коэффициентов Pi и Р2 по формулам (III.2) и (III.3) от коэффициента сферичности со
параметр Re^ips [см. формулу (III.20)]. По найденному значению с помощью графика (см. рис. III.2) для заданного <й находят Res, после чего искомая скорость определяется по формуле
v = Resv/ds- (III-24)
Пример. Определить скорость падения куба, имеющего размер ребра а = 3 мм и плотность рт = 6 г/см3, в воде при температуре 26 °C [Д (р — 1)/1 = 5].
Кинематический коэффициент вязкости воды при температуре 26 °C равен v = = 0,00887 см2/с (см. табл. III.2).
Эквивалентный диаметр шара определяется для куба нз соотношения </э = 1,241а, d3 = = 1,241-3 = 3,723 мм = 0,3723 см, коэффициент сферичности <й = 0,806 (см. табл. III.3)
Для определения коэффициента Р, входящего в формулу (III.21), находим по формуле (III.20) значение параметра
Reji]is = nd3gA/6v2 = 3,14 0,3723s 981 X
X 5/6 - 0,008872 = 1,684- 10е. •
Полученное значение Re^ip5 больше значения N, равного для куба 3-10* (см. рис. III.2). Поэтому для расчета скорости следует использовать формулы (III.21) и (III.23)
о = Д2оа = Р257,5/= о,563 X
X 57,5/ 0,3823 5 = 44,2 см/с.
(значение Р2 = 0,563 взято из табл. III.3).
При использовании графического метода (см. рис. III.2) находимдля куба Res=l,8-103, соответствующее значение Re|ips = 1,684-10®. Искомая скорость определяется из соотношений (III.24) н (III.19)
Re2ips = 1,684-10®.
v = Res v/d5 = Resv/ w/d3 = 1,8 • 103 X
X 0,00887/0,806/0,3723 = 38,5 см/с.
Для нахождения эквивалентного диаметр* частицы по заданной конечной скорости па-
дения пользуются, как и для шаров, графиком (см. рис. III.3), причем значения пара-
метра
Фз Res
рассчитывают по формуле
фз/Res = ngvAw3/2/6t>3.
(III.25)
Для этой цели предложен также метод с использованием зависимостей (III.22)» (Ш.23) [36].
§ 4. Скорость падения частиц неправильной геометрической формы
Для тел неправильной ф о р -м ы (частицы минералов) четких зависимостей между коэффициентом сопротивления ф, числом Рейнольдса Re и коэффициентом сферичности о) не установлено. Отличие по форме наблюдается не только между частицами разных минералов, но и между частицами одних и тех же минералов. Поэтому под скоростью свободного падения в жидкости частиц заданной крупности (т. е. узкого класса) следует понимать среднюю скорость (наиболее вероятную). Скорости отдельных частиц этого класса могут существенно (иногда в несколько раз) отличаться от средней.
За размер частицы при расчете принимают средний (среднеарифметический) размер отверстий двух смежных ситйср, а в некоторых случаях эквивалентный диаметр шара da. Указанные величины для многих минералов (за исключением имеющих пластинчатую форму) связаны эмпирической зависимостью
d3 = (1,05=1,1) dcp. (III.26)
Скорость свободного падения частиц неправильной формы можно приближенно рассчитать по формулам (III.21)—(Ш.23) [36]. Основная трудность при их применении состоит в правильном определении коэффициента сферичности. Значения <в для некоторых минералов приведены в табл. III.4.
Для промежуточных значении Res, при которых формулы (III.22) и (Ш.23) неприменимы (20 < Res < 500), коэффициент Р" в формуле (III.21) следует определять по экспериментальным данным (табл. III.5). Приближенно для этой области Р ~ <в.
Экспериментальные значения скорости падения частиц некоторых минералов в воде при температуре 20 °C приведены в табл. Ш.6 и Ш.7. Они могут служить ориентиром для оценки скорости падения частиц других минералов, если последние не обладают какими-либо резкими особенностями формы (например, частицы не являются плоскими).
За условный размер частиц в табл. Ш.6 и III.7 принят средний (арифметический) размер двух смежных сит, на которых выделяется данный класс.
152
Таблица III.4
Значения коэффициентов w./’i./’a для частиц минералов
Минерал Коэффициент сферичности со Поправочные коэффициенты в формуле (Ш.21)
р> Р,
Уголь 0,650 0,806 0,437
Антрацит 0,397—0,666 0,630—0,816 0,302—0,447
Кварц дробленый 0,710 0,843 0,478
Песок кварцевый окатанный 0,833—0,855 0,913—0,925 0,464—0,623
Сланец 0,286—0,315 0,535—0,561 0,249—0,263
Касситерит 0,710 0,843 0,479
Галенит 0,806 0,890 0,563
Слюда 0,280 0,529 0,246
Пример. Определить скорость падения частиц кварца (р = 2,65г/см3), класса—0,1 + 4-0,08 мм в воде при температуре 20 °C. Коэффициент кинематической вязкости v = = 0,01 см2/с (см. табл. III.2) (Д = (2,65—• — 1)/1 = 1,65).
Эквивалентный диаметр шара в соответствии с зависимостью (III.26) составляет da = l,ldCn = 1,1-0,09 0,1 мм. По
табл. Ш.4 <о = 0,71.
Определяем параметр Re^ips по формуле (Ш.20)
Re^ = /6v2 = 3,14-0,013-981 х
X 1,65/6-0,012 = 8,48.
Поскольку Re^ips = 8,22 < 350, поправочный коэффициент определяется по формуле (III.22) Р = = К<о.
Скорость падения частиц определяем по формулам (Ш.21), (III.13):
о = Pv3 = /й (v/da) |/ 20,4 + 2,95/ЁЛр — — 4,52)а = .
= K0jTo(0,01/0,01)(/20,44-2,95/848 — — 4,52)2 = 0,63 см/с.
Экспериментальное значение скорости v = = 0,6 см/с (см. табл. III.6).
Таблица III.5
Значения коэффициента Р в формуле (111.21) для частиц различных минералов (по А, К. Королькову)
Минерал Р Минерал Р
Уголь Алмаз Кварц Вольфрамит 0,45— 0,75 0,8—0,9 0,6—0,7 0,55—0,7 Касситерит Галенит Золото 0,6—0,75 0,75—0,8 0,4—0,6
В начальный период движение частицы в жидкости происходит с ускорением. Приближенное дифференциальное уравнение движения имеет вид
V Рт = V <р г “ Рж) 8 ~ ,lxi2P’Kt’2
(III.27)
где С — коэффициент присоединенной массы (для шара £ = 0,5).
Рис. III.7. Зависимость относительного пути, пройденного шарами различной плотности в воде (до достижения ими скорости, равной 95 % скорости свободного падения), рассчитанного по уравнению (III.27), от их диаметра
153
Таблица III.6
Средняя скорость свободного падения минеральных частиц мельче 1 мм в воде (d — в мм, v — в см/с)
Уголь рт = = 1,35 г/см’ Антрацит Рт » 1,55 г/см8 Кварц Рт “ = 2,65 г/см8 Касситерит Рт = 6,92 г/см8 Галенит Рт — 7,65 г/см8 Золото Рт — 17 г/см8
d fl d fl d fl d fl d fl d fl
0,95 3,2 0,88 3,7 0,91 8,4 0,95 19,4 0,91 22,8
0,79 2,6 0,85 3,6 0,76 7,7 0,74 16,7 0,76 20,8 0,7 45,2
— — — — 0,63 6,8 0,57 14,4 0,63 19,3 — —_
— — — — 0,51 5,3 0,49 12,4 0,51 16,0 0,5 33,0
0,42 1,53 0,42 2,29 0,41 4,1 0,41 11,6 0,41 12,6 — —
0,32 1,15 0,32 1,75 0,32 3,2 0,34 9,5 0,32 10,3 0,3 20,0
0,27 0,95 0,27 1,43 0,23 2,9 0,27 6,9 0,28 И,1 —
0,23 0,83 0,23 1,14 0,20 2,4 0,23 6,0 0,21 8,9 0,2 15,0
0,18 0,74 0,18 0,88 0,18 2,1 0,19 5,1 0,16 7,5 —-. —
— — —— — 0,16 1,7 0,16 4,0 0,13 6,3 0,16 10,5
0,13 0,35 0,13 0,52 0,12 1,2 0,12 2,8 0,11 5,26 0,10 6,6
—— — 0,10 1,0 — —— — — —•
0,09 0,21 0,09 0,31 0,091 0,60 0,09 2,06 0,074 3,70 .— —
0,07 0,14 0,07 0,18 0,075 0,35 0,07 1,82 0,072 2,63 — —
— — — — 0,063 0,25 0,06 1,23 0,060 1,85 — .
0,05 0,11 0,05 0,13 0,048 0,15 0,05 1,04 0,048 1,10 0,05 1,3
— — — — 0,038 о,и 0,044 0,56 0,039 0,55 — —
— — — — 0,028 0,06 0,028 0,25 0,028 0,33 —
— — — — 0,021 0,031 0,020 0,13 0,021 0,16 0,02 0,34
— — —- — 0,016 0,019 — — 0,016 0,096 —
— — — — 0,013 0,013 0,012 0,066 0,011 0,040 0,01 0,081
—— — — — 0,009 0,011 0,008 0,030 0,008 0,028 —
— — — — 0,006 0,009 — — 0,006 0,020 0,005 0,035
— — — — — — 0,004 0,014 0,004 . 0,014 — —
Задаваясь зависимостью коэффициента сопротивления ф от скорости, из последнего уравнения можно определить время начального периода и путь S, пройденный в этот период шаром. Оценка указанного пути для шаров различной плотности (в долях их диаметров) на основе решения уравнения III.27 (при условии достижения шарами скорости, равной 95 % от конечной скорости падения) приведена на рис. III.7 [36]. Она показывает значительность пути, проходимого крупными частицами в начальный период движения, что необходимо учитывать при экспериментальном определении скорости свободного падения.
Скорость движения частиц во вращающейся жидкости (гидроциклоны, центрифуги) в направлении, перпендикулярном оси вращения, может быть определена по вышеприведенным уравнениям или графическими методами, при условии замены ускорения при свободном падении g центростремительным ускорением W. Например, формула Стокса (III.8) для рассматриваемого случая примет вид
154
v = Wd2 (рт — рж)/18|х = agd2 (рт—рж)/18р ,
(III.28)
где IT — центростремительное ускорение жидкости в некоторой точке пространства; а — так называемый фактор разделения (отношение центростремительного ускорения к ускорению при свободном падении: а — = W/g).
При применении формулы (III.28) или других формул (см. табл. III.1) для определения скорости движения частиц в центробежном поле жидкости следует учитывать изменение при этом числа Рейнольдса или соответствующего параметра Re2i|> (формула III.10 при замене g на ag) по сравнению с аналогичными параметрами при движении частицы в гравитационном поле. По указанной причине скорость одной к той же частицы в гравитационном и центробежных полях может определяться по различным формулам (см. табл. III.1).
Т*Али1ш III.?
Средняя скорость свободного падения минеральных частиц крупнее 1 мм в воде (а — в мм; v — в см/с)
Уголь Ру ““ 1,35 г/см8 Антрацит Рт =1,55 г/сма Минерал Рт я = 2,2 г/см8 Кварц Ру = = 2,65 г/см3 Минерал • рт = 3,5 г/см8 Минерал рт = 4,4 г/см8 Касситерит Ру = 6,92 г/см8 Галенит рт = 7,65 г/см8 Золото Рт в = 17 г/см8
d V d V d V d 11 d V d 11 d 11 d V d 11
36,3 27,0 27,8 25,4 — — 59,4 114 — — — — — — — — — —
23,1 21,0 21,0 22,9 — — 25,2 60 12,0 38,8 12,0 51,3 12,4 77,8 11,9 93,4 — —
17,2 19,4 16,4 21,7 11,0 21,6 14,2 49 11,0 33,9 и,о 50,4 10,5' 69,5 10,3 86,5 10,0 227
15,6 18,5 15,6 19,5 10,0 21,4 11,9 39,3 10,0 27,6 10,0 49,3 9,1 67,0 8,7 81,0 — —
12,4 17,9 13,2 19,0 9,0 20,7 10,3 36,1 9,0 25,3 9,0 45,5 7,2 64,2 7,3 72,9 — —
11,8 16,3 Н,1 17,2 8,0 19,3. 8,7 34,0 8,0 24,4 8,0 40,6 5,3 51,8 6,4 68,0 5,0 155
9,1 14,9 8,7 14,9 7,0 17,8 6,4 28,9 7,0 23,8 7,0 38,5 4,6 48,3 5,5 63,1 — —
7,6 13,4 7,5 -14,0 6,0 15,8 5,5 26,0 6,0 22,8 6,0 32,6 3,6 42,7 4,6 55,8 — —
5,3 н,о 5,6 11,5 5,0 13,4 4,5 24,0 5,0 21,0 5,0 25,9 3,1 39,7 4,2 53,8 — —
4,4 8,9 4,4 10,6 4,0 12,5 4,2 22,5 4,0 18,5 4,0 21,3 2,7 35,7 3,5 51,3 — —
3,6 8,7 3,4 8,6 3,0 И,7 3,5 20,9 3,0 17,5 3,0 19,6 2,4 34,0 2,4 42,0 — —
2,3 5,6 2,3 7,4 — — 2,3 16,7 2,0 14,9 2,0 16,7 1,9 29,8 1,6 33,1 2,0 114
1,5 4,5 1,6 5,2 — — 1,6 12,7 — — — — 1,6 26,6 1,4 29,5 — —
— — - — — — — 1,4 11,8 — — — — 1,4 24,5 1,2 27,0 — —
— — — — — — 1,2 10,6 — — — — 1,2 22,5 1,0 25,3 1,0 62
— — — — — — 1,0 9,4 — — — — — — • — — — —
Примечание. Размер частиц d — среднее арифметическое размеров отверстий двух смежных сит, на которых выделяется класс d.
Глава 2
Закономерности стесненного падения частиц
§ 1. Физические основы
При совместном падении группы частиц (стесненное падение) гидродинамические условия обтекания их жидкостью иные, чем при свободном падении. При стесненном падении встречные потоки жидкости, обтекающие частицы, движутся в промежутках между частицами. Сужение сечений потоков увеличивает градиент относительной скорости жидкости, что в свою очередь увеличивает касательные напряжения, действующие на поверхности частиц. Кроме того, повышается разрежение в вихревых зонах за частицами вследствие увеличения скоростей потоков в промежутках между частицами следующего ряда, хотя размеры зон несколько уменьшаются. Это приводит к увеличению перепада давления между передней и задней сторонами частицы. Указанные причины вызывают повышение гидродинамического сопротивления частиц и потому при действии одной и той же активной силы (например, силы тяжести) скорость частиц при совместйом падении будет меньше скорости их свободного падения., Чем меньше расстояние между частицами, т. е. чем больше их объемная концентрация, тем меньше будет скорость стесненного падения.
В классифицирующих и обогатительных аппаратах стесненное падение частиц происходит в потоке движущейся в определенном направлении жидкости, ограниченной стенками аппарата. Вследствие воздействия турбулентных вихрей, срывающихся со стенок, в аппарате происходит перемешивание частиц как в продольном, так н в поперечном направлениях, аналогичное диффузионному. Кроме того, распределение скоростей жидкости неравномерно по сечению сосуда: у стенок они меньше, а в центре — больше. Благодаря неравномерности скоростей потока по сечению камеры и поперечному перемешиванию скорости частиц относительно стенок аппарата различны. Во взвешенном слое в центре потока они направлены вверх, у стенок — вниз. Возникающее вследствие этого циркуляционное движение частиц существенно усложняет расчеты классификаторов и обогатительных гравитационных аппаратов. В связи с этим получает развитие направление, рассматривающее процессы классификации н гравитационного обогащения как вероятностные [12, 46, 89].
Условия стесненного падения возникают как при падении одиночных частиц в узких трубах, когда размер зерен соизмерим с диаметром трубы, так н при совместном падении однородных или разнородных по размерам, форме и плотности зерен в больших сосудах.
156
В практике обогащения встречается лип» последний вид стесненного падения, так как размеры обогатительных машин и аппарата» во много раз превышают размеры минеральных частиц, а пульпа содержит частицы различной крупности, плотности и формы, второй вид стесненного падения (падение однородных частцц), являющийся частным и нав-более простым случаем, изучен в наибольшей степени.
Как показывают исследования [36], скорости стесненного падения однородных частиц могут служить основой для расчет скоростей падения частиц при наличии в пульпе различных по крупности и плотности частиц.
§ 2. Определение скоростей стесненного падения частиц
Скорость стесненного падения однородных частиц можно рассматривать как скорость группового падения частиц в неподвижна* жидкости или как скорость движения жидкости, поддерживающей слой частиц, которые находятся относительно наблюдателя в неподвижном состоянии (взвешенный слой). Эксперименты показывают [90], что прм одном и том же объемном содержании частик в сосуде скорости стесненного падения, определяемые обоими методами, почти совпадают.
В качестве характеристики взвешенного слоя обычно принимают коэффициент разрыхления (пористость) т — объемное содержание жидкой части в слое.
Для определения скорости стесненного падения частиц предложены две группы формул, отвечающие двум исходным положениям:
совокупность падающих зерен — это фильтрационная среда, через которую жидкость протекает в вертикальном направлении снизу вверх;
стесненное падение — это падение отдельной частицы, находящейся в массе других частиц; прн этом за основу принимается скорость свободного падения, а условия стесненности учитываются введением поправочных коэффициентов.
Хотя первая концепция имеет более четко выраженный физический смысл, недостатком формул, основанных на ней, является ограниченность их применения областью сравнительно малых коэффициентов разрыхления (т 0,8), так как только при этих условиях совокупность падающих частиц можно рассматривать как фильтрационную среду.
Характерной для первой группы является формула скорости стесненного падения [36]
t>CT = Mv (1 —
где (III.29)
L = Агш3т3/216(1 — т)г,
(II1.30)
Таблица III.8
Значения параметров М и / в формуле (III.29)
L <7 7—17 17— 750 750— 5000. 5 000— 130 000
м 1,8 2,4 3,6 5,7 7,2
f 1 5/6 2/3 3/5 4/7
пг — коэффициент разрыхления; Аг = R^di = 6 э
= -^-Re2 ф — критерий Архимеда; М н f — параметры, зависящие от L (табл. III.8).
Параметр L аналогичен критерию Лященко Re2 ф для условий свободного падения.
Из формул второй группы наиболее распространенной является формула Лященко [43]
Л
vcT = vCBm\ (III.31)
где vCT и Ис в — соответственно скорости стесненного и свободного падения частиц; пг — коэффициент разрыхления взвеси частиц; А — показатель степени, зависящий от размера, плотности и формы частиц, а также от соотношения размеров частиц и аппарата, в котором происходит падение.
На рис. III.8 изображены графики зависимости А от числа Рейнольдса (Re = Осв^э/^по экспериментальным данным [43, 45, 90].
Для грубой оценки скорости стесненного падения можно пользоваться табл. III.9, в которой приведены значения отношений Цст/рсв для шаров, рассчитанные по формуле (III.31) и графикам рис. III.8.
Предложен также ряд других формул, аналогичных приведенным [36].
При использовании в качестве характеристики взвешенного слоя массового содержания твердого в пульпе Т, % для расчета скорости стесненного падения частиц предложена [50] формула
Рст — Усв (1 — Т/Ттах)>
(III.32)
где Ттах — условное максимальное содержание твердого, %.
Рис. П1.8. Зависимость показателя степени К в формуле (III.31) от числа Рейнольдса Re: 1 — шар; 2 — кварц; 3 — уголь
Формула (III.32) применима для следующих значений параметров взвешенного слоя: Т <: 40 %; 0,2 < d < 1 мм; 2,65 рт 3 г/см3. При этом значении Т’тах— « 70%.
Для взвешенных слоев, составленных из шаров, значение Т’щах определяется по зависимости
Лпах = ЮО------------~----------
। °
Рт — Рж + — Рж
(Ш.ЗЗ)
Таблица III.9
Отношение скоростей стесненного и свободного падения vct/vgb для шаров по формуле (III.31)
Число Рейнольдса ^есв Диаметр шаров кварца d, мм Отношение 0ст/усв при коэффициенте разрыхления
0,6 0,7 0,8 0,9 0,95 •
<0,2 <0,059 0,0925 0,191 0,358 0,611 0,790 1,00
0,5 0,084 0,103 0,200 0,375 0,625 0,798 1,00
5 0,189 0,137 0,250 0,425 0,662 0,822 1,00
50 0,52 0,216 0,342 0,514 0,726 0,858 1,00
100 0,72 0,238 0,368 0,538 0,743 0,867 1,00
300 1,31 0,279 0,408 0,574 0,765 0,882 1,00
>500 >1,75 0,295 0,426 0,590 0,776 0,885 1,00
157
Переход от пористости т к параметру Т осуществляется по формуле
т = юо-7-------^-"0 .
JpT —рж) (1 — От)+р.к
(III. 34)
Примеры. 1. Определить скорость стесненного падения частиц кварца класса —0,1 4-0,08 мм (dCp = 0,09 мм) в воде при температуре 20 °C при значении коэффициента разрыхления т = 0,75. Коэффициент сферичности частиц кварца со = 0,71 (см. табл. III.4).
А. По табл. III.6 для d = 0,09 мм находим скорость свободного падения частиц кварца »св = 0,6 см/с и скорость эквивалентных им шаров оСВэ == = 0,6//0,71 =
= 0,71 см/с.
Для определения показателя степени Л. вычисляем число Рейнольдса при свободном падении эквивалентного шара
Re = vCB3d3/v = 0,71 -0,01/0,01 = 0,71.
По графику 2 рис. III.8 находим значение 1 = 5,35, соответствующее числу Рейнольдса Re = 0,71.
Подставляя значения оСв = 0,6 и 1. = 5,35 в формулу (III.32), получим
»ст.= vCBmK = 0,6-0,755,35 ^ 0,13 см/с.
Б. Применяя для расчета формулу (III.29), находим предварительно значения Аг и L Аг = gAd^/v2 = 981 • 1,65 0,018/0,012 = 16,2.
L = Arw3m3/216 (1 — m)2 = 16,2-0,71s X
X 0,753/216 (1 — 0,75)2 = 0,181.
По Табл. III.8 находим значения М = 1,8 и f = 1, соответствующие значению L = = 0,181.
По формуле (III.29) получим
«ст = Mv (1 — т) lJ/d3a = 1,8-0,01 (1 —
I — 0,75) 0,18U/0,01 -0,71 « 0,12 см/с.
2. Определить скорость стесненного падения кварцевых шаров диаметром 0,3 мм в воде при температуре 10 °C (v = 0,0121 см2/с) и значении коэффициента разрыхления т = = 0,85.
А. Значение параметра А (см. формулу III. 10) будет равно
А = Re2ip = jwPgA/&v2 = л. 0,03s-981 X
X 1,65/6-0,0121*= 135,5.
По формуле (III. 13) находим скорость свободного падения
»св = (v/d) (/ 20,4 + 2,95/R^p — 4,5г)2 =
= (0,0131/0,03)(/20,4 4-2,95/13^5—.
— 4,52)2 = 3,62 см/с,
по числу Рейнольдса Re = vCBdlv = 3,62 х X 0,03/0,0131 = 8,3 находим, применяя график 1 рис. III.8, % « 3,6.
158
По формуле (III.31) будем иметь
vCT =DCBmx = З,62-О,853,Б = 2 см/с.
Б. Для применения формулы (III.32) определим значение Т из фюрмулы (II 1.34)
т = юо---------РтС1 — от)=
(Рт — Рж) (1 — т) 4-рж
- ЮО 2,65 (1 -0,85) _
~ 1U0 (2,65 - 1)(1 - 0,85) + 1
Значение 7’шахнаходим из формулы (III.33)
Лпах = ЮО---------------g----=
(Рт — Рж) + ~ Рж
= 100 -------2,65 Ц-----= 74,4.
(2,65- 1) 4-^-1
Применяя формулу (III.32), получаем v = осв (1 - Т/Тшах) = 3,62 (1 - 32/74,4) = = 2,07 см/с.
Расхождения между рассчитанными по разным формулам значениями в первом примере не превышают 8 %, во втором 4 %.
Совместное падение разнородных частиц можно разделить на два вида: а) падение при наличии в пульпе частиц различных размеров и, в общем случае, разных плотностей; б) падение крупных частиц в суспензии, состоящей из воды и тонких частиц, размеры которых в сотни раз меньше размеров крупных зерен.
Первый из указанных случаев имеет место во всех классификаторах, второй — при обогащении в тяжелых суспензиях.
Совместное падение разнородных частиц исследовалось ’ в сравнительно небольшом числе работ [20, 28, 36]. В результате проведенных исследований установлено, что скорость падения крупных частиц в присутствии мелких уменьшается по сравнению со скоростью стесненного падения первых в отсутствии вторых (при одном и том же общем объемном содержании твердого). Наоборот, скорость падения мелких частиц прн наличии в пульпе крупных увеличивается.
При расчете скоростей падения частиц в полидисперсной пульпе основной трудностью является определение коэффициента разрыхления пульпы внутри аппарата, как праиило, заранее неизвестного и не совпадающего с коэффициентом разрыхления пульпы в питании. Поэтому формулы, устанавливающие зависимость скорости’ падения частиц от их объемного содержания внутри аппарата, имеют ограниченное применение. Известна формула Годэна
«ст = «св (1 — Y 3 ) (1 — Y) (1 — 2.5Y).
(II 1.35)
где у=1 — ш — часть объема пульпы, занятая твердыми частицами (объемная кон-
цёнтрация твердого); t»0B — скорость свободного падения, определяемая по формуле (Ш.8).
Формула (III.35) пригодна для расчета скорости падения мелких частиц, подчиняющихся закону Стокса, при небольшой их концентрации (у < 0,3).
Экспериментально установлено, что в восходящем потоке пульпы, содержащей частицы разной крупности (1—0,1 мм) и разной плотности (2,2—7 г/см3), скорость падения частиц какого-либо узкого класса относительно жидкости определяется их крупностью, плотностью и формой, а также плотностью пульпы и скоростью ее движения и не зависит от состава твердой фазы в питании, камеры классификатора. На основании приведенного положения получены формулы для расчета скорости падения узких классов частиц и их содержания внутри камеры при заданных значениях содержания частиц в питании и скорости пульпы [36].
При падении частиц в суспензии принимается, что бесструктурные суспензии по отношению к перемещающимся в ней крупным телам может рассматриваться как жидкость с определенной плотностью и вязкостью. Последняя может быть определена методом истечения нз капилляра.
Скорость падения крупных тел в суспензиях (для Re > 20 000, или для значений Re2 Ф :> 7-107) может быть определена по одному из методов, изложенных выше.
Для меньших чисел Рейнольдса (или меньших значений Re2 ф) суспензию уже нельзя рассматривать как жидкость по отношению к перемещающимся в ней телам. Однако в этом случае, как показывают эксперименты [83], зависимость коэффициента сопротивления от числа Рейнольдса Re при постоянной объемной концентрации утяжелителя q (в %) изображается одной кривой (рис. III.9). Для заданной объемной концентрации q по соответствующей кривой находится скорость свободного падения тел графическим методом.
Для расчета скоростей падения (или всплывания) тел в бесструктурных суспензиях предложена [36, 84] формула
о = рш4-3%, (II 1.36)
где Р — коэффициент, определяемый зависимостями (III.22) и (III.23); <в — коэффициент сферичности тела; q — объемная концентрации утяжелителя; —1 скорость
падения и суспензии шара, эквивалентного по объему тела, рассчитываемая по формуле
»э = (Vc/d) (/20,4а + 2,95/17 —
-4,52/а)2; (III.37)
v0 — кинематический коэффициент вязкости суспензии; d — диаметр шара; а — Ю3*7;
— Re2 ф — параметр Лященко,' рассчитываемый из соотношения
Л =nd®(p -рc)£/6pcv2;
(111.38) рс — плотность суспензии.
При значениях Re2 > 7*107 для опре деления скорости падения шара в суспензии следует пользоваться зависимостью
v = 52,6/d (рт - Рс)/ро, (111.39) где диаметр d выражен в см, а скорость v — в см/с.
Пример. Определить скорость падения тела призматической формы а X 2а х За (а — размер одного нз ребер), имеющего эквивалентный диаметр da — 5 мм и плотность рт = 2,1 г/см® в суспензии с параметрами рс = 1,85 г/см3; <7 = 0,20; vc= = 1,212 10-2 см2/с. Коэффициент сферичности тела со = 0,725.
Рассчитаем по формуле (III.38) параметр
-4i = nd3(pT-pc)/6pcv2^
= 3,14 0,5s(2,1 — 1,85) 981/6-1,85-1,2122 х
X ia-4 = 5,9104.
Определяем величину а = 1037 = 10з о,2О= = 3,98.
Рассчитываем по формуле (III.37) скорость падения в суспензии эквивалентного шара
fa = (vc/dg) (К 20,4а+2,95/Л -
— 4,52/а)2 = (1,212 X
XЮ'2/0,5) (/20,4-3,98 + 2,95/5,9-10* — — 4,52/3^8)2 = 8,88 см/с.
Коэффициент Р определяем по формуле (III.23)
Р2 = 1,245/'<о/(8,95—7,4“) = = 1,245//0,725/(8,95 — 7,4°’725) = 0,489. Применяя формулу (III.36), получаем v = Рш4’31?рэ = 0,489 О,7254,3’0,2,8,88 = = 3,32 см/с.
Экспериментальное значение скорости v = 3,37 см/с (данные В. Н; Шохина).
Рис. III.9. Зависимость коэффициента сопротивления ф от числа Рейнольдса Re при падении шаров в суспензии
159
Глава 3
Основы расчета параметров классификаторов и^результатов классификации
§ 1. Основные принципы классификации
В гравитационных и центробежных классификаторах используются два основных способа разделения частиц: разделение в потоке, направление которого совпадает с направлением основных действующих сил (или является ему противоположным), и разделение в потоке, направление которого перпендикулярно действующим силам (или, в общем случае, направлено под углом к ним).
Первый способ разделения частиц имеет место в классификационных камерах гидравлических классификаторов, а также в лабораторных центрифугах, второй вид — в корытной части гидравлических классификаторов, в механических классификаторах, гидроциклонах и непрерывно действующих осадительных центрифугах.
Разделение в классификационных камерах гидравлических классификаторов происходит в восходящем потоке жидкости. Исходный материал подается в центральную часть камеры (классификаторы типа Реакс) нли в верхнюю ее часть (многокамерные гидравлические классификаторы). Теоретически все частицы, гидравлическая крупность (скорость падения) которых больше скорости восходящего потока, должны опуститься на дно камеры и перейти в продукт, разгружаемый снизу; наоборот, частицы, гидравлическая крупность которых меньше скорости восходящего потока, должны быть вынесены в верхний продукт. Практически такого четкого разделения' не. происходит: в нижнем продукте всегда остаются и мелкие зерна, а в верхнем — часть крупных. Причинами нечеткости разделения частиц являются: неравномерность скоростей потока по сечению аппарата; циркуляционное движение пульпы, направленное, как правило, вверх — в центральной части потока и вниз — вдоль стенок; перемешивание частиц турбулентными вихрями жидкости. Оказывает также влияние’ форма и плотность частиц, поскольку оценка эффективности классификации производится по результатам ситовых анализов, т. е. по размерам частиц, а не по их гидравлической крупности.
Отношение размеров частиц, имеющих одинаковую гидравлическую крупность (скорость падения), называется коэффициентом равнопадаемости. На основании формул (III.9), (III.21) и (III.31) имеем для коэффициента равнопадаемости I следующее соотношение:
= ^1/^2 =
1/Зп—1
(т2А<2
т21
\ Рт2 — Рж
— Рж
\ 1
IЗп-1 . '
X
n/3n—1 X
(III.40)
где Р', Р"—значения коэффициентов Р [см. формулы (III.22) н (Ш.23)], п — определяется по таблице II 1.1; н т3— коэффициенты разрыхления слоев частиц с диаметрами d3 и d3s-
Формула (III.40) справедлива для частиц, имеющих одинаковые значения показателя п.
Для условий свободного падения (mi = = т2 = 1).
(III.41)
Задавая значения п и Р, можно определить по формуле (III.4I) значения I для частиц различной крупности и плотности. В частности, для достаточно мелких или достаточно крупных частиц, в условиях свободного падения Р определяется формулой (III.22) или (Ш.23), в соответствии с которой:
при мелких частицах (п = 1)
I = ша/ш1(Рт2 — Рж)/ (Ртх Рж)-
(111.42) при крупных частицах (n = 1/2)
(8,95 — 7,4ai) м2 (Рта — Рж)
(8,95 — 7,4Ш») wj (Ртд — Рж) ’
(III.43)
Расчеты показывают, что коэффициент равнопадаемости для крупных частиц больше, чем для мелких, он увеличивается с уменьшением разрыхления слоя.
Зная средний диаметр частиц определенной плотности (например, частиц кварца), выносимых в слив классификатора, и коэффициент равнопадаемости /, можно рассчитать размер частиц любой плотности, выносимых в слив, по формуле
*э2 = <М- (III .44)
§ 2. Принципы расчета гидравлических классификаторов
Расчет классификационных камер гидравлического классификатора производится приближенно [12, 27, 81] по скоростям стесненного падения частиц, определяемых по одной нз приведенных выше формул, например по формуле (III.31). При этом смесь частиц, поступающих в камеру, условно разделяется на два класса — крупнее граничного н мельче граничного зерна.
Приближенный расчет классификационной камеры с подачей материала в ее среднюю часть (классифи.
160
катор «ВНИИЖелезобетон») производится следующим образом [81].
1. Скорость потока в классификационной камере принимается равной скорости падения граничного зерна. Под граничным зерном понимается такой узкий класс, извлечение которого в слив и песковую фракцию одинаково (50 %).
2. Скорость падения частиц, размер которых отличается от размера граничного зерна, относительно стенок камеры рассчитывается как алгебраическая сумма скорости частицы относительно жидкости v4 и скорости самой жидкости
иа =^ч + ^ж. (II 1.45)
Для крупных частиц скорость va будет направлена вниз и по абсолютной величине равна
va. к = v4. к — (II 1.46)
Для мелких частиц она направлена вверх и по абсолютной величине равна
«а. м = уж — £>ч. м- (III.47)
В формулах (III.46) и (III.47) индексы «к» и «м» у скоростей оа и оч означают, что указанные скорости рассчитываются для средних по размеру частиц, крупнее и соответственно мельче граничного зерна. При этом средние размеры определяются по кривой Тромпа, построенной по данным гранулометрического состава питания.
Наибольшую трудность при рассматриваемом способе (как и при других подобных расчетах) представляет определение коэффициента разрыхления пульпы в камере. Этот коэффициент определяют из условия его равенства в приемно-разделительной части камеры (куда поступает питание) и в нижней более узкой классификационной камере (куда дополнительно вводится вода), а также равенства скоростей жидкости в указанных частях камеры.
Площадь камеры рассчитывается по формуле
SK =Qt/(1 — m)va, к, (III.48)
где QT — объемный расход твердых частиц, выделяемых в крупный продукт данной камеры; т — коэффициент разрыхления взвеси в камере.
Для приближенного расчета извлечения частиц узкого по крупности класса в крупный продукт классификационной камеры с подачей питания в центральную ее часть и двусторонней разгрузкой предложена формула [36]
«ст,- — и/т^ р - , . . . __ _______________
1 Qn/^н + ^СТ^оо (5н ---- ^в)/5н ’
(III.49)
где Et- — извлечение в долях единицы; vCT/— скорость стесненного падения частиц относительно жидкости;
значение определяется из уравнения
т„ - (* - - u/vcX = 0;
(III.50)
X — показатель степени в формуле (III.31); и — скорость восходящего потока воды; vCB— скорость свободного падения частиц; Qn — объемный расход пульпы (питание классификатора); SB, $н — соответственно площадь поперечного сечения верхней и нижней частей камеры.
Формула (II 1.49) применима и для расчета извлечения частиц узких классов в условиях широко классифицированного материала. В этом случае принята гипотеза, согласно которой распределение частиц каждого узкого класса между мелким и крупным продуктами происходит так же, как и при движении пульпы, содержащей один этот класс, с теми же расходами пульпы и дополнительной восходящей воды.
Расчет камер многокамерного классификатора [27] также основан на формуле (Ш.46). Однако в отличие от предыдущего, скорость частиц относительно жидкости определяется из соотношения
v —V -I- v (1— Ч ст. ПР ‘ Ж \ "‘пр/’
(III.51)
где аст, Пр — скорость стесненного падения частиц в неподвижной жидкости при максимально возможном расходе частиц; /иПр — коэффициент разрыхления, соответствующий этой скорости; X — показатель степени в формуле (III.31).
Анализ показывает, что найденная по уравнению (III.51) скорость ач обеспечивает максимальный расход частиц относительно^сте-нок камеры при скорости восходящего потока
Значение /иПр может быть определено путем несложных расчетов, если принять скорость стесненного падения по формуле (III.31). В этом случае
тПР^ \ ; (III.52)
1 *-[- л
v = о т^. (III.53)
Ст. пр св пр \ 1
Фактический коэффициент разрыхления т в камере рассчитывается по формуле
Л. /—/— т = /цч/цСв,
(III.54)
где ич — определяется по формуле (II 1.51)* Скорость жидкости для к л а с/ и ф и катора со стесненным паде н и е м рекомендуется принимать равной минимальной скорости потока, взвешива-ющего^слой [27].
Площадь сечения камеры рассчитывается по формуле (III.48), причем t’p.K и т определяются соответственно по формулам (III.46) и (III.54).
6 Заказ 81
161
Таблица III.10 Параметры Fr0 и К для воздушной классификации материалов различной плотности [12]
О сч
Материал Плотность, кг/м* £ к. 10-
Гранулированный пенополистирол изо 0,11 10
Гипсовый щебень 2350 0,0525 19,5
Кварцит 2650 0,0445 21,9
Дробленые окатыши 4000 0,0295 24
Дробленый металлургический шлак 4270 0,0335 20
Магнетит 4450 0,0275 26
Расчет корытной части гидравлического многокамерного классификатора производят, исходя из условия попадания частиц заданной крупности в камеру. Это условие соответствует равенству времени прохождения пульпы над камерой и времени осаждения частиц, выделяемых в данной камере на высоту желоба. Для определения площади желоба над камерой А. И. Поваровым предложена формула
5ж= 0-St)+Q»+
(III.55)
где QT — объемный расход твердого в питании классификатора, м3/с; <2Ж— расход воды, подаваемой с питанием, м3/с; — сум-
марный расход восходящей воды, поступающей из предыдущих камер, м3/с; JJy— суммарный объемный выход твердого в предыдущих камерах (доли единицы); v' — скорость стесненного осаждения частиц класса, выделяемого в рассчитываемой камере, при коэффициенте разрыхления т в верхнем слое пульпы, м/с.
В последнее время стала развиваться статистическая теория классификации [12, 22, 36, 46, 89], согласно которой движение частиц в классификационной камере рассчитывается как состоящее из двух перемещений: гравитационного падения и беспорядочного перемешивания, подобного броуновскому движению. Экспериментально установлено [12], что извлечение узкого класса частиц в мелкий продукт воздушного классификатора с пересыпными полками и скорость потока связаны зависимостью
8 = ешахе-а/ш, (II 1.56) где Вшах — максимально возможное извлечение данного класса крупности в мелкий продукт; w — скорость потока; а — коэффициент, зависящий от крупности и плотности частиц.
Уравнение (III.56) по своему виду аналогично уравнению распределения беспоря-
162
дочио двигающихся частиц газа в гравитационном поле (Больцман). Такое сходство дало возможность авторам [12] утверждать, что полученная зависимость (III.56) извлечения частиц от скорости потока обусловлена их беспорядочным перемешиванием. •
С учетом случайного характера возмущений в турбулентном потоке жидкости или газа скорость частиц рассматривается как случайная величина, распределение которой относительно установившейся скорости носит вероятностный характер [12]. Для практического расчета извлечения частиц в мелкий продукт воздушного классификатора с пересыпными полками предложено следующее уравнение:
е = 50-10“ ^<C1/Fr—i/FTo);
(III.57)
где К — коэффициент; Fr — критерий Фруда, определяемый по формуле
Fr = v?!gd, (111.58)
d — размер извлекаемых частиц; Fr0 — значение Fr, при котором е = 50 %.
Значения К, Fr0 (табл. ШЛО) зависят от плотности частиц и определяются экспериментально.
§ 3. Принципы расчета механических классификаторов
Приближенный расчет крупности слива механического классификатора аналогичен расчету процесса разделения в корытной части гидравлического классификатора [50]. Крупность граничной частицы определяется из условия, что ее траектория проходит через верхнюю кромку сливного порога. Указанное условие математически выражается в равенстве времени падения частицы от уровня пульпы в корыте механического классификатора в месте загрузки до уровня сливного порога tx и времени движения частиц в горизонтальней направлении от места загрузки до сливного порсга t или /1 = t2. При этом
= H/vct, (II 1.59)
где И — разность уровней пульны и сливного порога; ост — скорость стесненного па дения частицы.
Тогда
t2 = b/vi = bH!q0, (Ш.60)
где Ь — расстояние по горизонтали от места подачи пульпы до сливного порсга; г/ — средняя скорость горизонтального потока пульпы; q0 — удельная объемная производительность классификатора по сливу иа единицу ширины сливного порога.
Из последних равенств можно получить формулу
ост = (III.61)
Определяя скорость ост по формуле (III.61) и применяя одну из формул скорсстей стесненного падения, можно определить круп.
ность граничной частицы. Коэффициент разрыхления, необходимый для расчета размера частиц по скорости оСт, принимается равным задаваемому коэффициенту разрыхления пульпы в сливе.
Как показывают эксперименты, формула (III.61) может служить лишь для самой приближенной оценки размера граничного зерна.
Предложен [101 метод расчета результатов классификации в механическом классификаторе, в котором учитывается движение частиц в горизонтальном направлении во всей толще потока, их взаимное влияние на скорость стесненного падения и перемешивающее действие транспортирующего механизма. При расчете определяется количество частиц, выпадающих из объема пульпы, перемещающегося от места загрузки питания к сливному порогу, с учетом изменения в нем коэффициента разрыхления вследствие выпадения частиц.
В работах [22, 89 ] процесс классификации в механическом классификаторе рассматривается как статистический. Предполагается, что под действием сил тяжести, сопротивления среды и перемешивания, вызванного движением спиралей, в вертикальном сечении классификатора устанавливается квазистационарное • равновесие, определяемое уравнением
Ddcldz -|- соСт = О, (III,62)
I
де О — константа перемешивания (коэффициент диффузии) частиц пульпы; с — объемная концентрация твердых частиц данного размера в пульпе; оСт ~ скорость стесненного падения частиц; z — расстояние площадки от дна корыта классификатора.
В уравнении (111.62) первый член выражает поток частиц в вертикальном направлении через площадку единичной площади в соот-। етствин с законом Фика; второй — поток частиц через ту же площадку вследствие их падения со скоростью Ост-
Коэффициент перемешивания D предлагается находить по значению граничного зерна, определяемому как размер такого бесконечно узкого класса, содержание кото-?ого в питании, песках и сливе одинаковое 22], или такого класса, который делится поровну между сливом и песками [89].
Величина D для механических классификаторов находится в пределах 10—103 см3/с [89].
Решение уравнения (III.62) при некоторых упрощающих задачу предположениях позволяет получить соотношение между содержанием частиц узкого класса в сливе и песках. Извлечение узкого класса в слив рассчитывается по формуле
е =_____________Vc__________________,
Vc + (1 - То) (с1/сд) (1 “ v°m)/v^r ’
(III.63) где То — выход слива (доли единицы); clt сп — соответственно содержание класса в сливе
и песках; осв., оСВг—соответственно скорость свободного падения частиц класса и граничного зерна.
Применение формулы (II 1.63) для расчета реечных классификаторов показало удовлетворительное совпадение расчетных и экспериментальных данных [22].
Недостатком предложенного расчета является необходимость экспериментального определения выхода слива, размера граничного зерна, а также содержания частиц в ннжней части классификатора. Последнее для грубых расчетов может быть принято равным 0,5.
Расчет параметров механического классификатора и производительности см. раздел III,.глава 4, § 3 настоящего Справочника.
Глава 4
Классификаторы
§ 1. Общий обзор
К классификаторам относятся машины и аппараты, предназначенные для разделения тонкозернистых материалов по равнопадаемости на фракции различной крупности и плотности в жидкой или воздушной среде. Осуществляемый в них процесс разделения основан на различии скоростей стеснеииого падения крупных и мелких плотных и легких частиц, взвешенных в покоющейся или движущейся среде. За классификаторами с воздушной средой в технической литературе закрепилось специальное название — «воздушные сепараторы», поэтому к классифицирующим машинам и аппаратам в более узком значении этого термина относят оборудование с разделением в водной среде.
Вода вместе со взвешенными в ней минеральными частицами представляет собой пульпу, являющуюся исходным продуктом (питанием) классификатора. В классификаторе пульпа разделяется на два или несколько продуктов (фракций) различной крупности. При разделении на два продукта более крупный продукт носит название песковой фракции, сокращенно — песков, а более мелкий называется сливом. Разделение на три и более продукта (фракции) производится в многопродуктовых классификаторах.
Силовое поле, под действием которого происходит разделение взвеси в классификаторе, может быть полем силы тяжести, иначе — гравитационным, и полем центробежных сил инерции. Поэтому все классификаторы можно разделить на две основные разновидности:
А — классификаторы гравитационные (с гравитационным разделением);
6*
163
Таблица III.11
Схема разделения классификаторов
А. Гравитационные классификаторы Б. Центробежные классификаторы
I. С механической р азгрузкой песков II. С самотечной разгрузкой песков III. С самотечной разгрузкой песков IV. С механической разгрузкой песков
Механические классификаторы (реечный, спиральный, чашевый и др.) Однокамерные (разделительный конус) Гидравлические многокамерные Гидроциклоны, центрифуга с гидроциклонной разгрузкой Центрифуги (шнековые осадительные)
Б — классификаторы центробежные (с разделением в поле центробежных сил).
Во всех случаях слив удаляется декантацией, т. е. переливанием через сливной порог.
Вторым признаком для систематизации классификаторов, входящих в ту или иную разновидность, служит способ разгрузки песков; оиа может быть механической и самотечной. В связи с этим все классификаторы могут быть разделены на четыре основные группы.
Внутри групп возможно дальнейшее деление по технологическому назначению классификаторов, как показано в табл. III.11.
В зависимости от конструктивного типа классификатора движение пульпы (или добавляемой воды) может быть направленным по вертикали, по горизонтали, по оси классификатора или по пространственной спирали.
§ 2. Классификаторы гравитационные механические
Механические классификаторы работают по принципу разделения исходного продукта в горизонтальном потоке иа крупную фракцию — пески и на мелкую — слив. Разгрузка песков осуществляется механическим способом.
В зависимости от конструкции разгрузочных устройств различают механические классификаторы: реечные, спиральные, чаше-вые, дражные, гидроосцилляторы (отличающиеся от чашевых тем, что чаше приданы круговые вибрации в горизонтальной плоскости) и др.
В связи с появлением более компактных и экономичных центробежных классификаторов — гидроциклонов область применения механических классификаторов существенно уменьшилась. Из числа указанных конструктивных модификаций механических классификаторов в практике обогащения в настоящее время применяются, за редкими исключениями, только с п и-
164
ральные классификаторы. Реечные классификаторы остались иа некоторых старых обогатительных фабриках, а их серийное производство прекращено с 1957 г. *.
* О реечных, дражных и чашевых классификаторах см. § 64. Т. I, справочник по обогащению-руд. Недра, 1972.
Таблица III.12
Классификаторы типа КСН (диаметр спирали 300—1000 мм), изготовляемые по ТУ 24-8-1048—77 (до выпуска нового ГОСТ)
Параметры 1КСН-3 1КСН-5 1КСН-7.5 1КСН-10
Диаметр спи- 300 500 750 1000
рали, мм Длина коры- 3000 4500 5500 6500
та, мм Число захо- 2 2 2 1
дов спирали Угол уста- 18 18 18 18
новки, градус Частота вра- 25 12 7,8 5
щения вала спирали, мин-1 Мощность 1,1 1,1 3,0 5,5
двигателя привода спирали, кВт, не более Габаритные размеры, мм, не более: длина 4000 5600 7100 8500
ширина 800 1000 1320 1600
высота 950 1320 1600 2000
Масса, кг 800 1500 3000 5000
6 5
Спиральный классификатор (рис. III. 10) состоит из наклонного корыта 1, в котором помещены одни или два вращающихся вала 2 с насаженными на них спиралями 3.
Спирали изготовляются из стальных полос, образующих двухзаходную винтовую ленту. Для предохранения от износа спираль футеруется пластинами из отбеленного чугуна, легированной стали или высокопрочных сплавов. Ширина полос выбирается в зависимости от нагрузки классификатора по пескам и составляет от 0,1 до 0,4 диаметра спирали. Шаг спирали равен примерно половине ее диаметра.
Верхняя цапфа вала шарнирно укреплена в упорных подшипниках, что позволяет поднимать нижнюю часть спирали без нарушения сцепления конических зубчатых колес. Это дает возможность производить пуск аппарата (после его остановки) под нагрузкой без очистки корыта от песков.
В классификаторах малых размеров подъем спиралей производится вручную (рукояткой через редуктор и пару цилиндрических шестерен). Для классификаторов больших размеров применяют механические (винто-
Рис. III.10. Спиральный классификатор:
1 — корыто: 2 — валы; 3 — спирали; 4 — питающий желоб; 5 — упорные подшипники; 6 — привод; 7 — подъемное устройство; 3 — сливной желоб
вые), гидравлические и пневматические подъемные устройства. ^Применяются также подъемники автоматического типа.
Классификаторы изготовляются в двух конструктивных исполнениях — односпиральные и двухспиральные в зависимости от необходимой производительности.
Различают два технологических типа спиральных I классификаторов: с непогруженными и с погруженными спиралями. В первом случае вся верхняя половина витка спирали выступает над зеркалом пульпы, во втором — участок спирали, находящийся вблизи сливного порога, целиком погружен в пульпу.
Для работы в сопряжении с мельницами при крупности разделения 0,2 мм и выше применяют классификаторы с непогруженной
165
Таблица III.13
Классификаторы с непогруженной спиралью, предусмотренные ТУ 24-8-1171—79 (до выпуска нового ГОСТ)
Основные параметры н размеры 1КСН-12 1КСН-15 1КСН-17 IKCH-20 1КСН-24 2КСН-24 1 • 1КСН-24А 2КСН-24А 1КСН-24Б 1КСН-30 2КСН-30
Диаметр спирали, мм Длина спирали, мм 1200 6500 1500 8200 1700 & 2000 00 9200 2400 12 500 13 400 3000 12 500
Количество спира- 1 1 1 1 1 2 1 I 1 1 2
лей, шт. Частота вращения 4,1 3,4 2,5 2,0 1,8 3,5 3,6 1,5 3,0
вала спирали в мину- ту Мощность электро- 8,3 5,5 6,8 7,5 5,0 10,0 4,0 13,0 13,0 22,0 22,0 40,0 22,0 30,0 40,0
двигатели привода спирали, кВт, не более Масса классифика- 7,0 13,0 17,0 19,0 23,0 37,0 34,0 57,0 39,0 / 42,0 12,0
тора без электродвигателя,. т, не более Габаритные размеры, мм, ие более: длина 8500 11 200 12 500 16 000 17 000 16 000
ширина 1700 1360 2500 2800 3150 5600 2800 5700 2800 4000 7100
высота 3000 3750 4250 4750 1900 5000 6200 5800 6600 6000
Таблица III.14
Классификаторы с погруженной спиралью, предусмотренные ТУ 24-8-1171-79 (до выпуска нового ГОСТ)
Основные параметры и размеры 1КСП-12 2КСП-12 1КСП-15 2К.СП-15 ! 1КСП-20 2КСП-20 1КСП-24 2КСП-24 1КСП-30
Диаметр спирали, мм 1200 1 500 2 000 2 400 3 000
Диаметр корыта, мм 8400 101 000 13 000 14 000 15 500
Количество спиралей, шт. 1 2 1 2 1 2х 1 2 1
Частота вращения вала спирали, МИН-* 4,1 8,3 3,4 6,8 2,5 5,0 2,0 4,0 1,5; 3,0
Мощность электродвигателя привода спирали, кВт, не более 5,5 10,0 7,5 10,0 13,0 22,0 13,0 30,0
Масса классификатора без электродвигателя, т, не более * Габаритные размеры, мм, не более: 10,5 17,0 19,0 32,0 31,0 56,0 35,0 63,5 60,0
длина 10 600 13 200 16 000 17 000 2000
ширина 2240 3350 ЮО 3000 4500 4000 6000 4250 6700 5000
высота 4Е 5600 6000 6700 7100 7500 9000
* Масса указана с корытом.
изготовленным из металла.
166
спиралью, а для получения более тонкого слива (более 65 % класса —0,071 мм) до широкого внедрения гидроциклонов применялись классификаторы с погруженной спиралью.
Основные параметры классификаторов, изготовляющихся по техническим условиям ТУ 24-8-1048—77 и ТУ 24-8-1171—79, приведены в табл. III.12, III.13, III.14.
В 1980 г. на спиральные классификаторы начата разработка нового ГОСТа, согласно
₽ис. III.lt. Спирально-лопастной классификатор (гидросепаратор):
1 — круговой порог; i — чаша; 3 — гребки; 4 — днище; S — песковый коиус; 6 — труба для удаления песков; 7 — труба для подачи воды
которому предусматривается] выпуск классификаторов лишь с непогруженной спиралью й регулируемой высотой сливиого
167
Таблица III.15 Основные параметры спиральнолопастного классификатора (гидросепаратора)
Диаметр чаши, мм Вертикальный вал Мощность электродвигателя, кВт Масса, т
Частота вращения, МИН“‘ Подъем, мм
4200 5000 6000 1,16 1,16 0,78 0—250 0—250 0—350 2,7 2,7 2,7 5,40 6,90 12,42
порога, а классификаторы с погруженной спиралью снимаются с производства.
Гидросепаратор, или спирально-лопастной классификатор (рис. III. 11) аналогичен сгустителю небольшого размера. Применяется при получении особенно тонкого слива, а также для обесшламливания. На рис. III. 11 показан гидросепаратор, а в табл. III.15 приведена его характеристика.
Разгрузка слива гидросепаратора производится через круговой порог 1 цилиндрической чаши 2; пески собираются плоскими спиральными гребками 3 к центру днища и удаляются по трубе 6.
§ 3. Параметры и расчет спиральных классификаторов Основными параметрами, определяющими технологические показатели спирального классификатора, являются: ширина корыта (или диаметр спиралей D), длина I и угол наклона а корыта, высота сливного порога и частота вращения спиралей.
Ширина корыта В = D (или В = 2D) классификатора выбирается в соответствии с требуемой производительностью по сливу и по пескам.
Длина I классификатора определяется скоростью процесса обезвоживания песков.
а
Ка ...........
Практикой установлено, что для получения песков с содержанием влаги 15—25 % длина части корыта, выступающей над зеркалом пульпы, должна быть 1,5—1,8 м. При работе в замкнутом цикле с мельницей длина корыта зависит также от высоты, иа которую нужно поднять пески для транспортировки их в мельницу.
Угол наклона а корыта классификатора определяет длину зеркала и объем пульпы. Максимально допустимый угол определяется способностью песков стекать обратно в зону осаждения. В спиральных классификаторах тяжелых конструкций пределы изменения угла наклона .ограничены и принимаются равными около 18°. С увеличением угла наклона корыта производительность классификатора уменьшается.
Высота сливного порога должна обеспечивать достаточную площадь зеркала пульпы- Необходимая высота зависит от плотности обрабатываемой руды. За эталонную принимается руда плотностью 2,65 т/м3.
Производительность классификатора зависит также от требуемой крупности слива, его плотности, вязкости пульпы.
Производительность (в т/ч) по слнву классификаторов с непогруженной спиралью определяется по формуле
Q = 4,56тК₽Х6ХсКаО1’765, (Ш.64)
где т — число спиралей; Хр — поправочный коэффициент, учитывающий крупность слива, находится по табл. Ш.16. В этой же таблице приведено ориентировочное содержание в сливе классов —0,074 мм и —0,045 мм в зависимости от его номинальной крупности и так называемое базисное разбавление слива; Хе — поправочный коэффициент, учитывающий плотность классифицируемого материала (в пределах плотности последнего от 2 до 5 т/м3),
Х6 = 6/2,7, (III.65)
Ка — поправочный коэффициент на угол наклона днища классификатора:
14 15 16 17 18 19 - 20
1,12 1,10 1,06 1,03 1,00 0,97 0,94
Таблицами!.16
Коэффициент Хр, учитывающий крупность слива в формуле (III.64)
Параметры Номинальная крупность слива d9it мм
1,17 0,83 0,59 0,42 0,30 0,21 0,15 0,10 0,074
Содержание в сливе классов: %: —0,074 мм —0,045 мм Базисное (условное) разжижение слива: Ж.: Т по массе Х2,7 твердого, % Коэффициент Хр 17 11 1,3 43 2,5 23 15 1,5 40 2,37 31 20 1,6 38 2,19 41 27 1,8 36 1,96 53 36 2,0 33 1,70 65 45 2,33 30 1,41 78 50 4,0 20 1,0 88 72 4,5 18 0,67 95 83 5,7 16,5 0,46
168
Таблица III. 17
Коэффициент Кс, учитывающий разжижение слива
Плотность руды, б, т/м8 Отношение Ят/Яя,7
0,4 0.6 0,8 1,0 1,2 1,5 2,0
2,7 0,60 0,73-я 0,86^й 1,00 1,13 1,33 1,67
3,0 0,63 0,77W 0,93 7 1,07 1,23 1,44 1,82
3,3 0,66 0,82 0,98 1,15 1,31 1,55 1,97
3,5 0,68 0,85 1,02 1,20 1,37 1,63 2,07
4,0 0,73 0,92 1,12 1,32 1,52 1,81 2,32
4,5 0,78 1,00 1,22 1,45 1,66 1,99 2,56
5,0 0,83 1,07 1,32 1,57 1,81 2,18 2,81
Таблица III.18
Производительность (в т/ч) по сливу одиоспиральиых классификаторов с непогруженной спиралью (для руды 6= 2,7 т/м? и а = 18°)
Номинальная крупность слива d9i, мм
спирали, м 1.17 0, 83 0,59 0, 42 0,30 0,21 0,15 0,10 0,074
1,0 11,6 11,0 10,2 9,1 7,9 6,55 4,65 3,12 2,14
1,2 16,0 15,2 14,1 12,6 10,9 9,05 6,41 4,30 2,95
1,5 23,8 22,5 20,8 18,6 16,1 13,4 9,50 6,36 4,37
2,0 39,5 37,4 33,6 31,0 26,9 22,3 15,8 10,6 7,26
2,4 58,5 51,6 47,8 42,7 37,0 30,8 21,8 14,6 10,00
3,0 81,0 76,8 71Д 63,5 55,0 45,8 32,4 21,7 14,9
Кс — поправочный коэффициент на требуемую плотность слива (см. табл. II 1.17), где Т?2,7 — базисное разжижение Ж : Т (см. табл. III.16); R-c — требуемое (заданное) отношение Ж : I в сливе по условиям последующего технологического процесса.
При классификации материала с большим содержанием тонких шламов вязкость пульпы увеличивается, что понижает скорость осаждения зерен. Поэтому производительность, рассчитанная по формуле (III.64), должна быть уменьшена для руд с высоким содержанием первичных шламов на 20—25 %. для руд с низким содержанием шламов увеличена на 10—20%.
Формула (III.64) основана на прямой пропорциональности производительности по сливу площади зеркала пульпы в классификаторе. Это позволяет использовать практические данные о работе классификатора на конкретной руде для определения производительности классификаторов других размеров в аналогичных условиях.
В этом случае
т2^а2 miKai
(?2 = Q1
О2 \ 1.765
О?)
(II1.66) где индексы 1 и 2 относятся соответственно к эталонному и рассчитываемому классификаторам.
Производительность (в т/ч) спиральных классификаторов по пескам определяется по формуле
Q = 5,45тО?л (6/2,7) Ка, (Ш.67)
где п — частота вращения спиралей, 1/мин;
К, m и D — имеют прежние значения.
Для упрощения расчетов по формулам (III.64), (III.67) ниже приведены значения О1-'65 и £>3 для стандартных классификаторов.
Величины О1-765 и О3 для стандартных к л ассифи катеров:
D...........
д1.765
D3 . .
0,3 0,5 0,75 1,0 1,2 1,5 2,0 2,4 3,0
0,12 0,27 0,60 1,00 1,38 2,04 3,40 4,70 6,97
0,027 0,111 0,422 1,00 1,73 3,38 8,00 13,62 27,00
169
Таблица III.19
Ориентировочная производительность спиральных классификаторов с непогруженной спиралью, выпускаемых Днепропетровским заводом гориошахтиого оборудования (каталог НИИИнформтяжмаш 18—3—15) для руды плотностью 2,65 т/м* при крупности слива 0,15 мм
Типоразмер классификатора Частота вращения спирали, мин-* Производительность, т/ч
по сливу DO иескам
1КСН-3 25,0 0,25 1,0
IKCH-5 15,0 0,54 2,2
1КСН-7.5 10,0 1,3 4,0
1 КСН-12 8,5 7,1 81
1КСН-15 7,0 10,0 133
1КСН-20 5,0 16,6 226
1КСН-24 3,5 24,2 258
1КСН-30 1,5 32,5 156
1КСН-30 3,0 312
1КСН-24Б • 3,5 106,0 212
2КСН-24 2,5 —- 374
2КСН-24 3,5 45,8 520
2КСН-24 5,2 770
2КСН-24А 2,5 —. 537
2КСН-24А 3,5 101,0 720
2КСН-24А 5,2 —. 1075
2КСН-30 1,5 65,0 312
2КСН-30 3,0 — 625
* Скальпирующий классификатор, угол иакло-на корыта 24°.
Вычисленные по формуле (II 1.64) значения Q для одиоспиральных классификаторов при плотности руды 2,7 т/м3 и! угле наклона днища 18° приведены в табл. III.18, а ио каталожным данным — в табл. III.19 и III.20. В табл. II 1.19 приведена производительность классификаторов по пескам.
При необходимости рассчитать частные выходы слива и песков и эффективность классификации производится опробование всех продуктов классификатора с определением содержания в них расчетного класса твердого.
Выход слива (%) определяется по формуле у = 100 (а — v)/(₽ — v), (111.68)
где а, р, v — соответственно содержание расчетного класса в питании, сливе, песках классификатора, доли единиц или %.
В процессе эксплуатации контроль за выполнением режима классификации производится посредством замеров плотности пульпы слива с содержанием в ней твердого (%), определяемого из уравнения
Т = 100 (р — 1) бт/р (8т — 1), (III.69) где р — плотность пульпы, т/м3; &г—илот-ность^твердого, т/м3.
170
Эффективность (%) процесса разделения по расчетной крупности можно определить по формуле
Е = 10000 (р — а) (а — у)/а (100 — а)Х
Х(Р — V), (III.70)
где а, р и v 1— содержание соответственно в исходном продукте, сливе и песках расчетного класса крупности, %.
В среднем эффективность классификации в реечных и спиральных классификаторах находится в пределах 35—65 %.
Примеры расчета спиральных классификаторов.
А. Выбрать спиральный классификатор для следующих условий: производительность по сливу Q = 25 т/ч, по пескам 100 т/ч, крупность слива —0,2 мм, разбавление слива Ет = 1,8, плотность руды 3 т/м3, руда средняя по содержанию шламов, угол наклона классификатора а = 17°.
1. Определяем значение поправочных коэффициентов Ар, Ав, Кс, Ка к расчетной формуле (III.64):
поправка на крупность слива (0,2 мм) Ар = 1,41 (см. табл. III.16);
поправка на плотность руды (3 т/м8) по формуле (III.65)
Аб = 3/2,7 = 1,11;
поправка на плотность слива:
по табл. III.16 находим базисное разбавление А2,7 = 2,33, затем отношение
Ят/п2>7 = 1,8/2,33 = 0,775.
по табл. III.17 для отношения Ат /Rs,7 = = 0,77 и плотности руды 3 т/м8 находим величину коэффициента Ас = 0,91 (интерполяцией);
поправка на угол наклона классификатора Аа = 1,03.
Поправка на содержание первичных шламов ие вводится.
2. Определяем по формуле (III.64) диаметр спирали для одно- и двухспиральиых классификаторов:
для односпирального
01,765 = Q/4,56mApA6AcAa =
= 25/4,56 1,0 • 1,41 1,11 0,91 - 1,03 = 3,69.
Ближайший диаметр О = 2,0 м;
для двухспирального О1,765= 1,84. Достаточно принять диаметр D = 1,5 м.
3. Определяем расчетную производительность:
для односпирального классификатора D = = 2 м
Q = 4,56mApAeAcAaD1’76'; =
= 4,56 1-1,41-1,11-0,91-1,03-3,40 =
= 22,7 т/ч;
для двухспирального О = 1,5 м
Q=4,56-2-1,41-1,11-0,91-1,03-2,04=
= 27,3 т/ч.
Следует принять двухспиральный классификатор со спиралями диаметром 1,5 м.
4. Проверяем производительность выбранного классификатора по пескам по формуле (III.67), принимая частоту вращения спиралей 3,4 мни-8,
Q = 5,45т1Яп (6/2,7) Ка = 5,45 2 3,38 X
X 3,4 (3,0/2,7) 1,03 = 142 т/ч.
' Проверка показывает, что даже при наименьшей частоте вращения спиралей классификатор с избытком обеспечивает требуемую производительность по пескам (100 т/ч).
Б. Определение производительности при изменении диаметра спирали.
Классификатор двухспиральный D = 2 м с углом наклона а= 18° работает в цикле измельчения на апатитовой руде при содержании в сливе 52 % класса —0,074 мм и дает производительность по сливу 50 т/ч.
Требуется определить производительность двухспирального классификатора со спиралями £)'= 3 м, поставленного в аналогичные условия работы иа той же руде.
Воспользуемся прямой пропорциональ-костью производительности классификатора от площади зеркала пульпы [см. формулу (111.66)]
msKa., ( Ds \ 1,765 Qs = Qi т v— I I — msAa2 у D2]l
_n 2-1-6,97 ,
-50 2-1-3,-40 = 103 т/ч-
Индексы 2 и 3 относятся соответственно к двух- и трехметровому классификаторам.
§ 4. Эксплуатация механических классификаторов 1
На обогатительных фабриках наибольшее-распространение получили спиральные классификаторы. По сравнению с применявшимися ранее механическими-классификаторами других конструкций они имеют ряд технологических и механических преимуществ. Перемешивающее действие-спиралей имеет более спокойный характер, благодари чему взмучивание пульпы значительно меньше, чем в реечном классификаторе. Непрерывность действия спирали позволяет применять больший угол наклона корыта.
Для реечного классификатора максимально допустимый угол наклона составляет 16°, а для спирального— до 18°, что упрощает самотечное сопряжение мельниц со-спиральными классификаторами.
Максимальная крупность питания спиральных классификаторов малых размеров, составляет 6 мм, а больших— до 12 мм.
Наличие в питании классификатора значительного количества первичных глинистых шламов увеличивает вязкость, пульпы, отчего скорость осаждения частиц; уменьшается и в слив поступает материал!
171
Рис. HI. 12. Схема механического скребка для удаления щепы:
1 — барабан; 2 — скребки; 3 — сито
крупнее расчетной крупности разделения. Вязкость пульпы, вызванную наличием шламов, можно уменьшить реагентами-пеп-тизаторами, которые добавляют в цикл измельчения.
Флотационные реагенты оказывают различное влияние на процесс классификации в зависимости от того, способствуют ли они коагуляции или, наоборот, диспергации частиц в пульпе. Для более эффективной классификации желательно, чтобы минеральные частицы были диспергированы. Поэтому, если для технологического процесса обогащения вводят диспергирующие реагенты
Рис. III.13. Схема установки гидравлического транспорта щепы:
1 — бутара; 2 — желоб; 3 — бункер;. 4 — водопроводная магистраль; 5 — иасос; 6 — труба;
7 — ответвления трубы; 8 — напорная труба;
9 — инжектор; 10 — воронка; 11 — щепопровод;
12 — барабанный уловитель; 13 — отстойник;
14 — бункер
(например, жидкое стекло), то целесообразно их загружать в цикл измельчения. Необходимо также учитывать, что pH жидкой фазы пульпы влияет на дисперсность частиц. При pH ниже нейтральных значений тонкие частицы коагулируют.
С повышением температуры пульпы, уменьшается ее вязкость, что позволяет при повышенной температуре работать иа более плотной пульпе.
Остановка спирального классификатора производится без освобождения корыта, при этом спирали поднимают, а при пуске— постепенно опускают. Перед длительной остановкой корыто классификатора освобождают от материала.
Степень разжижения пульпы является определяющим фактором для получения слива необходимой крупности. Для поддержания нужной плотности пульпы (при фиксированном количестве и качестве питания) подача воды поддерживается постоянной.
При разжижении пульпы скорость осаждения крупных частиц увеличивается, следовательно, уменьшается возможность попадания их в слив; наоборот, в вей>ма плотных пульпах осаждение крупных частиц происходит медленнее и слив получается более грубым. Это возможно при условии, что классификатор не перегружен. Однако чрезмерное разжижение пульпы может настолько увеличить скорость восходящего потока, что слив будет загрубляться.
В классификаторы, работающие в измель-
чительных отделениях, часто поступает значительное количество древесной щепы. Удаление ее производится различными способами. Иногда желоб, распределяющий пульпу по ширине реечного классификатора, перекрывают перфорированным листом или сеткой, на которой щепа задерживается. На некоторых установках сетка
для удаления щепы устанавливается в желобе ниже сливного порога классификатора. При малом количестве щепы очистка сетки производится, вручную, а при большом •— применяется механическая очистка. На
Г72
Таблица III.21
Показатели работы спиральных классификаторов с непогруженной спиралью на медно-цннковых и медных фабриках
Параметры Средне-Уральская 1 стадия Красноуральская Кировградская Сибайская Джезказганская Учалинская II стадия
II стадия доизмель-чение II стадия доизмель-чеиие I стадия II стадия № 1, I стадия № 2, II стадия
Число спиралей 2 2 2 2 2 2 2 2 2 2
Диаметр, мм 1500 1500 1500 2000 2000 2400 2400 2400 3000 2400
Частота вращения, мин-1 3,6 4 3 4 4 2,5 1,75 3,6 3,0 4,0
Угол наклона, градус 18 15 15 18 18 18 17 17 17 17
Установочная мощность, кВт Питание 27 7,5 7,5 16 16 20 20 20 40 30
Плотность руды, т/м5 Содержание, %: 4,2 3,2 — 2,9 — 4,1 4,1 2,7 2,7 4,65
твердого 77—82 65 70—75 38—40 38—40 — — 75—80 75 72
класса —0,071 мм Слив Содержание, %: 30—37 27 58 33,1 — 30—35 60 19—20 24 29
твердого 48—55 32—36 28—32 38—40 29—30 45-48 40—45 62—65 40 62 '
класса —0,071 мм Пески Содержание, %: 48-52 60,5 90—95 61,4 —- 52—58 71 30—34 44 41
твердого 86—88 85 — 82 79 82—86 78—82 82—87 85 87
класса —0,071 мм 11—15 11,0 10 22 — 8—12 22 7-8 8,5 16,2
Циркулирующая нагрузка, % 40—120 200 250—300 400 300-550 100—200 200 100—110 150 730
Эффективность классификации по классу —0,071 мм, % 35 54,5 53,0 37—39 — 49 37 39 43 29
Удельная производительность по сливу на 1 м порога, т/ч 15,8 11,7 — 8,3 —- 16,7 — 14,0 22,9 18,7
Таблица III.22
Показатели работы спиральных классификаторов с непогруженной спиралью иа медно-никелевых, медно-молибденовых и апатитовой фабриках
Параметры Норильская, I стадия Печенга-никель, II стадия Сорская АНОФ-2, I стадия
I стадия доиз-мель-чение
Число спиралей 2 2 2 1 1 2
Диаметр, мм 2400 2400 2400 1000 3000 3000
Частота вращения, мин-1 4—6 3 3,8—4 — 30 30
Угол наклона, градус 16 17 15—16 12 18 17
Установочная мощность, кВт 30 14 20 3,2 30 40
Питание Плотность руды, т/м® 3,0 2,9—3,0 2,7 2,9 2,8 2,8
Содержание, %: твердого класса —0,071 мм 65 23—28 58 30—32 17 30—32 82 80 15 68 16
Слив: Содержание, %: твердого класса —0,071 мм 40—42 45—48 26—30 75 34—36 55—58 8—10 94—96 78 21 43 47
Пески: Содержание, %: твердого класса —0,071 мм 80 5-8 78 13 80—82 5,4 65—70 28—34 84 7,7 79 8,7
Циркулирующая нагрузка, % 100—150 410 300 — 52 415
Эффективность классификации по классу —0,071 мм 48 50,7 60 62 9 45
Удельная нагрузка по сливу на 1 м порога, т/ч 2,1 — 10,8 — 230,0 15,0
рис. II 1.12 показано одно из устройств для удаления щепы из сливного потока спирального классификатора.
На некоторых фабриках применяют небольшие барабанные грохоты (бутары) с внутренней спиралью, которые устанавливают на сливе классификатора.
Схема установки гидравлического транспорта щепы показана на рис. III.13 [58].
Показатели работы спиральных классификаторов (в замкнутом цикле с мельницами) приведены в табл. II 1.21, 22, 23, результаты ситовых анализов — в табл. III.24.
174
Таблица Ш.23
Показатели работы спиральных классификаторов с непогруженной спиралью на полиметаллических фабриках
Параметры Алмалыкская свинцовая Клич-кии-ская Када-ннская Мнзурская Актюзская Леинногор-ская № 3 Зыря-иов-ская Белоусовская Березовская Миргалим-сайская
I стадия II стадия I стадия I стадия I стадия II стадия 1 секция I стадия доиз-мель-чение I стадия донз-мель-чение I стадия I стадия доиз-мель-чеиие I стадия II стадия I стадия II стадия
Число спиралей Диаметр, мм Частота вращения, 2 2400 3 2 2400 2—3 1 1200 1 1200 1 1500 7 2 2000 2,5 1 1200 3 1 1000. 3 1 2400 3,7 2 1500 2 2400 4,5 2 1500 2 1500 2 2 1500 1 2400 4,5 2 2000 3
мин 1 Угол наклона, градус Установочная мощ- 18 22 17 22 12 4,5 12 4,5 8—12 10 7 14—16 4,5 14 4,5 17 10 15—17 16—18 14 14 14 16 14 16 14
иость, кВт
Питание Плотность руды, т/м3 2,85 — 3,0 3,0 2,7 2,8 —г — 2,85 3,0 2,7 3,2 3,4 3,2 3,4 3,0 3,15
Содержание, %: 71 39 75—78 75—76 72—75 50—60 75—78 68,5 68 70 60 50—60 38
твердого класса —0,071 мм 29 31,5 19 17,5 21,8 40,5 25 65 23,4 23,2 — 22,2 37 18,3 47
Слив
Содержание, %: твердого класса —0,071 мм 40 30 60,9 60 70 38—42 50—55 52 40/2; 52 38—40 28—31 60,2 36—40 50—56 26—32 92—93 49,7 54 71,7 81 54 76,6 58—60 48,2 26--28 78,82
Пески Содержание, %: RQ К1 80—85 80—82 80 75—78 90 70 75—76
твердого класса —0,071 мм Циркулирующая на- 5 40 7,2 120. 5 1'0—14 8,4’ 12,0» 9,0 8—10 30—35 8,8 10,3 — 11 17,6 5,6 9—12
290 300 300—350 250 300— 350 300 89 180 200 240 290 200 240 200—300
грузка, % Эффективность клас- 35 61 — — 40 45 37 55 51,5 56 ,52 50 — 48 57 59 55—60
сификацин по классу —0,071 мм, % Удельная производи- 12,5 14J) 4,8 5,4 7,1—8,3 — — — — — — 9,4 3,7 12,7 10,4 —
тельность по сливу
на 1 м порога, т/ч *
Таблица Ш.24
Результаты ситовых анализов продуктов классификации на некоторых обогатительных фабриках (суммарные остатки на ситах, %)
Фабрика, стадия классификации Продук- ТЫ ♦ Крупность, мм
20 10 3 1,25 0,30 0,21 0,15 0,10 0,071 -0,071
Печенганикель, и с — — 6,5 23,1 30,8 0,6 41,5 5,5 50,4 14,5 68,4 24,2 31,6 75,8
II стадия п — — — 12,6 32,0 48,7 70,2 81,0 86,7 13,3
Тырныаузская, и 15,4 34,8 42,1 56,2 69,4 81,9 18,1
с - 3,5 13,8 30,1 38,8 43,0 57,0
I стадия п — — — 28,9 46,1 62,7 75,3 81,6 89,2 10,8
Каджаранская, и 1,6 8,7 16,2 45,4 55,8 61,9 68,0 73,3 26,7
с 19,1 33,1 41,9 50,4 55,7 44,3
I стадия п — 12,8 33,6 51,7 80,4 86,7 87,1 90,4 94,8 5,2
Алмалыкская и 7,1 15,1 28,3 43,9 50,4 57,3 64,1 70,6 29,4
свинцовая, с — — 6,0 26,1 33,9 39,4 46,8 55,1 60,8 39,2
I стадия п 4,0 39,9 70,3 84,4 90,7 91.9 92,5 93,7 94,9 5,1
Алмалыкская и 0,7 5,4- 10,6 19,0 29,5 35,6 68,5 31,5
свинцовая, с — 3,8 12,1 21,0 27,1 33,1 39,1 60,9
II стадия п — — 4,2 19,6 49,6 64,5 73,2 83,4 92,8 7,2
Лениногорская и 3,6 6,9 26,4 44,1 54,1 65,8 74,6 25,4
с 0,8 12,1 22,0 27,6 34,9 44,8 55.2
№3,1 стадия п — — 13,9 41,8 61,2 75,6 80,7 ' 86,4 90,9 9,1
Лениногорская и - 0,4 4,1 22,3 30,6 35,1 64,9
№ 3, доизмель- с — — — — 0,1 2,9 6,0 7,1 8,0 92,0
чение п — — — — 1,2 5,6 56,2 60,0 65,4 34,6
Зыр яновская, и 0,4 2,4 10,3 33,6 46,9 68,5 71,7’ 72,8 76,6 23,4
с — 1,8 9,0 34,3 40,9 46,9 50,3 49,7
I стадия п 1,0 7,9 28,7 38,7 69,9 77,1 80,3 83,6 91,2 8,8
Белоусовская, и с — — 3,0 8,7 39,5 1,7 52,5 4,0 53,3 6,6 59,4 13,8 76,« 28,3 23,2 71,7
I стадия п — — 24,6 43,8 80,5 82,9 85,4 87,1 89,7 10,3
Березовская, и 1,7 4,8 20,1 45,2 51,6 59,8 63,9 77,8 22,2
с 1,1 16,6 23,5 31,7 38,9 46,0 54,0
I стадия п — 2,7 8,6 49,3 74,4 80,1 83,3 86,0 89,0 11,0
Березовская, и 1,2 3,8 16,6 25,8 36,1 49,0 63,0 37,0
с 5,2 8,8 14,1 20,1 23,4 76,6
II стадия п — — 3,4 39,2 51,6 62,1 70,8 76,9 82,4 17,6
и 7,1 12,2 40,4 70,6 76,0 80,0 81,7 18,3
Миргалимсай- с 0,5 18,9 25,6 34,6 40,5 51,8 48,2
ская, I стадия п — — 9,1 16,0 51,9 84,1 87,6 90,0 94,4 5,6
* И —исходный, С — слив, П —пески.
176
Продолжение табл. III.24
Фабрика, стадия классификации £ £3 Крупность, мм
20 10 3 1,25 0,30 0,21 0,15 0,10 0,071 — 0,071
Джезказган- и с — —- — — 31,3 8,7 51,2 18,9 66,7 31,3 73,5 40,7 75,9 48,6 24,6 51,6
ская № 2 п — — 2,2 — 73,2 84,0 89,9 92,4 94,0 6,0
АНОФ-2, одно- и 42,2 53,9 61,4 71,6 80,5 19,5
спиральный с — — — — 38,6 50,6 58,5 69,4 78,9 20,0
классификатор п — — — — 66,4 78,1 82,7 87,8 92,3 7,7
АНОФ-2, двух- и 35,9 55,8 62,7 76,2 83,8 16,2
спиральный с — — — — 2,3 13,9 20,0 37,4 52,9 47,1
классификатор п — — — — 44,0 65,9 73,1 85,6 91,3 8,7
* И — исходный, С — слив, П — пески.
§ 5. Классификаторы гравитационные гидравлические однокамерные
Простейшими гидравлическими классифи" катерами с горизонтальным потоком пульпы являются автоматические конусы (рис. III. 14). На обогатительных фабриках они применяются в отдельных случаях во вспомогательных операциях — для отделения песков от шламов при низкой эффективности классификации или обезвоживания обесшламленного мелкозернистого материала, а также как буферные емкости.
Разгрузка слива из иих происходит самотеком через сливной порог, а разгрузка песков — непрерывная через песковые насадки или с применением разного рода затворов периодического действия.
Таблица III.25
Основные параметры конусных классификаторов
Параметры ККП-2,4 ККШ-2.4
Основные размеры, мм: длина 3350 3210
ширина 3000 2830
высота 3326 2900
Диаметр сливного поро- 2400 2400
га, мм Площадь кольцевого 2,85 4,52
пространства, м2 Наибольшая крупность 1,6 0,29
частиц в питании, мм Производительность, т/ч 9—22 4,45—
Масса, кг 1570 11,0 800
Прежде выпускались песковые и шламовые конусы с автоматической разгрузкой песков ККП И ККШ. Однако вследствие неудовлетворительной работы разгрузочных устройств и малой эффективности классификации из пяти типоразмеров, производимых заводом «Труд» (г. Новосибирск), в настоящее время изготовляются только два. Основные параметры их приведены в табл. III.25.
Производительность (в т/ч) конусных классификаторов по питанию определяется по формуле
1,76аЕ>2
У ~ Я-уА + (1 — У)/6 ’
(III.71) где v — скорость осаждения граничного зерна, мм/с; D — диаметр конуса, м; R и N — разжижение (Ж : Т) соответственно в питании и в песках (по массе); у— выход твердого в песках, доли ед.; б— плотность руды, т/м3.
Рис. 111.14. Схема классифицирующего конуса
177
4>panufiu различной крупности
Рис. III.15. Схема многокамерного гидравлического классификатора
Производительность конуса может изменяться в широких пределах в зависимости от режима работы и расчетной крупности разделения.
Однокамерные горизонтальные классификаторы по принципу действия подобны конусам. Простейший однокамерный классификатор Новикова, применяемый для предварительного выделения песковой фракции из различных продуктов на обогатительной фабрике Солнечного ГОКа, состоит из пирамидального отстойника непрерывного действия размером 1,4 X 1>4Х 1.4 м, установленного на четырех пружинах. Питание поступает с одной стороны отстойника, а слив удаляется через сливной порог с другой стороны.
Рис. III. 16. Прямоточный классификатор конструкции ВНИИГС:
1 — питающая труба; 2 — диффузор; 3 — кольцевой коллектор; 4 — камера; 5 — зона разделения; 6 — стейка цилиндрической части; 7 — воронка; 8 и 9 — трубы для удаления соответственно крупной и мелкой фракций
Пульпа.
Крупная фракция
Рис. 111.17. Противоточный классификатор конструкции Н И ИЖелезобетон
Пески разгружаются через сменную насадку диаметром 50—60 мм. Над насадкой подвешен неподвижный шар диаметром 80 мм. При изменении нагрузки в отстойнике за счет осаждающихся песков изменяется общая масса отстойника и он либо опускается, либо поднимается на пружинах, соответственно изменяется расстояние от шарика до насадки и, следовательно, скорость разгрузки песков. Слив, получаемый из этого классификатора, содержит класса -|-0,2 мм около 53 %, класса — 0,071 мм около. 15%, а пески соответственно около 85 и 2 % этих классов. |^В многокамерных горизонтальных классификаторах (рис. III.15) зона разделения имеет значительную протяженность. Такие классификаторы применяются для разделения песков на несколько фракций различной крупности; качество классификации невысокое.
Гидравлические классификаторы с восходящим потоком воды одно- и многокамерные имеют, как правило, непрерывную разгрузку песковых фракций.
Прямоточный вертикальный классификатор (рис. III.16) для гидравлической классификации конструкции ВНИИГС предназначен для разделения песка и гравия на две фракции (по граничному зерну крупностью 0,5—0,3 мм).
Пульпа поступает в классификатор снизу по питающей трубе 1 в диффузор 2, имеющий иа конце раструб конусообразной формы. Из диффузора пульпа подхватывается мощной струей воды, поступающей в зону разделения через окна из кольцевого коллектора 3, и уносится в цилиндрическую камеру 4. Процесс разделения происходит в зоне 5,
178
Таблица III,26
Основные параметры классификаторов конструкции ВНИИГС
Параметры Тип диффузора ГКД-2-100 ГКД-2-400 ГК. Д-2-800 ГКД-2-1200 ГКД-2-1600 1
Высота классификатора, мм Основной, А и Б 3750 5500 6500 9500 11 500
Площадь сечения каме- Основной 17,5 33,2 46,0 105,0 137,0
ры классификации, м2 А 12,1 21,7 31,6 69,5 91,0
Б 9,0 16,5 23,6 51,9 69,0
Граничная крупность Основной, От 0,5 От 0,5 От 0,5 От 0,5 От 0,5
классификации, мм А и Б До 3 ДО 3 ДО 3 ДО 3 до 3
Максимально допусти- Основной 50 50 50 100 150
мый размер частиц в ис- А 35 35 35 75 100
ходком питании, мм Б 25 25 25 50 75
Максимальный выход Основной 14 42 70 140 210
крупного продукта, м3/ч А 10 28 49 95 145
Б 7 21 35 70 105
Необходимый напор пульпы и воды, Па Основной, А и Б 29,4 49 49 98 98
Расход дополнительной Основной 170 390 700 1280 1790
воды, м3/ч А 120 260 425 855 1100
Б 85 190 295 640 900
Производительность, м3/ч Основной А и Б 100 400 800 1200 1600
Масса классификатора, кг Основной, А и Б 1200 1500 2260 7435 9480
Таблица Ш.27
Основные параметры классификаторов конструкции НИИжелезобетои
Параметры КГ-50 КГ-100 КГ-200
Основные размеры, м:
диаметр 1,8 2,4 3,6
высота с дозатором 6,5 7,8 9,4
высота без дозатора 5,5 7,2 8,1
Расход дополнительной воды, м3/ч 100—300 200—300 300—400
Граничная крупность разделения, мм Производительность, м3/ч: 0,3—3 0,3—3 0,3—3
по гидросмеси 300—600 600—1200 1200—2200
по твердому Масса классификатора: 25—100 50—250 100—400
с дозатором 2,5 4,4 5,6
без дозатора 2,2 3,9 5,0
расположенной между стенкой цилиндрической части и диффузором.
Крупная фракция (пески) удаляется через воронку 7 и трубу 8, а мелкая— через сливную трубу 9.
Для получения нескольких продуктов классификации аппараты устанавливаются последовательно.
Прямоточные классификаторы просты по конструкции и надежны в эксплуатации, но требуют большого расхода воды. Применяются диффузоры тоех р«пов: основной,' А и Б.
Основные параметры классификаторов конструкции ВНИИГС приведены в табл. III.26. Производительность и расход дополнительной воды указаны применительно к граничной крупности классификации —1,2 мм.
Противоточный вертикальный классификатор конструкции НИЙжелезобетон (рис. III. 17) предназначен для разделения песка по граничному зерну крупностью от 0,3 до 1,2 мм. Питание (пульпа) подается в классификатор сверху, навстречу восходящему потоку воды.
179
Питание
Рис. III.18. Сифонный классификатор-дешламатор:
1 — чаи; 2 — питающий патрубок; 3 — сливной желоб; 4 — труба для подачи воды снизу; 5 — сифоны; 6 — регулирующий поплавковый механизм с игольчатым клапаном; 7 — пьезометрическая трубка; В — труба для подачи воды в сифон; 9 — дренажные патрубки
Точность и эффективность классификации практически определяются только производительностью. Основные параметры классификатора приведены в табл. III.27.
Во всех описанных выше конструкциях классификаторов клапанные механические (с противовесом) и автоматические системы разгрузки (с датчиками уровня) работают недостаточно четко, особенно в случаях резких колебаний в гранулометрическом со
ставе исходного материала и плотности пульпы.
Значительно более эффективной и надежной системой разгрузки является сифонная, применяемая в гидравлических классификаторах с сифонной разгрузкой (за рубежом такие классификаторы называют сифон-сайзерами).
Конструктивно такой классификатор состоит из цилиндрического чана 1 (рис. III.18), имеющего патрубок 2 для подачи питания, концентрического сливного желоба 3, трубы 4 для подачи воды снизу, предназначенной для создания взвешенного слоя оседающего зернистого материала, и систему сифонов 5. Крупная фракция, концентрирующаяся в нижней части чана, разгружается с помощью сифонов 5, опущенных в донную часть последнего. Производительность сифонов регулируется воздушными подсасывающими клапанами 6 игольчатого типа, связанными через поплавок, и пьезометрические трубки 7 со средней частью чана.
Изменения плотности пульпы в этой части чана, вызванные колебаниями производительности по питанию и гранулометрического состава исходного материала, передаются через пьезометрические трубки на клапаны 6, и, таким образом, происходит саморегулирование производительности сифонов. В начальный период работы классификатора, например после его остановки, сифоны приводятся в действие путем подачи в их нижнюю часть воды через вспомогательные трубы 8.
На обогатительной фабрике Качканарского ГОКа классификаторы с сифонной разгрузкой применяются в качестве дешламаторов в схеме обогащения титаномагнетитовых руд. Основные параметры этих классификаторов: диаметр чана 3600 мм, высота 2000 мм, площадь осаждения 8,5 м2, число сифонов (диаметром 40 мм) 4 штуки, в том числе один резервный. Производительность по твердому в питании (при дешламации предварительно намагниченной пульпы) 30 —
Таблица III.28
Результаты дешламации слива гидроциклонов II стадии измельчения в классификаторе с сифонной разгрузкой
з" Питание Пески Слив
Удельн ая о х КС о X Содержание, °. Содержание, СО СП 4> ч Содержание, %
я
дитель- «3 S 1 2 1 а 4> 2 1
т/(м2.ч) X X л ч л со о О О ч сса — '1 мм агнит! кции '1 мм СО я 4) О о |=с X ® ® X — X 4> 4> • о4- |=с о СО СО 4) ЭГНИТ1 кции 1 мм
5^ >> S 4 4> я а? X кла< 0,07 4) О. . И’в’о ч 4> Я • 41 в 2 «о 4) I и-е 1 X 3 И Ч № Я 2 22 4) С1" . И’8’©
1,8 2,4 52,1 24,1 72,3 14,4 57,6 52,3 4,1 98,6 10,7 6,9 99,6
2,6 2,3 52,3 18,6 89,4 12,2 57,1 50,8 3,0 98,6 9,5 7,5 99,8
3,4 2,5 53,2 17,8 81,7 14,0 60,5 44,0 2,1 98,1 13,7 7,3 88,9
4,0 2,6 53,7 18,2 82,2 14,3 60,9 48,0 2,4 98,0 13,5 7,9 90,6
4,7 2,3 51,8 79,5 14,6 57,8 52,8 3,6 98,1 12,1 8,3 94,2
6,1 2,5 51,3 30,2 78,6 12,0 55,0 55,0 3,8 98,4 8,7 9,7 97,5
180
Таблица III.29
Результаты испытаний классификатора с сифонной разгрузкой на обогатительной фабрике Качканарского ГОКа
Продукты Выход, % Содержание, % Удельная производительность т/(м2.ч) Количество воды, м3/т Скорость восходящего потока
твердого классов, мм
+ 0,071 — 0 045
Питание Слив Пески 100,0 38,1 61,9 18,4 5,4 60,0 30,3 1,1 48,1 45,1 88,7 18,3 1,62 2,66 0,306
Питание Слив Пески 100,0 25,6 74,4 33,7 8,0 57,5 38,6 0,4 51,6 40,9 86,6 25,1 4,05 1,19 0,389
Питание Слив Пески 100,0 42,0 58,0 21,9 7,9 67,6 35,6 3,6 58,7 41,6 78,2 15,2 2,63 1,61 0,367
35 т/ч. Производительность по пескам 30— 45 м3/ч.
Результаты испытаний классификатора •с сифонной разгрузкой в операции дешлама-ции слива гидроциклонов III стадии измельчения. (после намагничивания) приведены в табл. III.28, а в операции классификации^— в табл. III.29 (по данным В. В. Стаханова).
•§ 6. Многокамерные гидравлические классификаторы
Классификаторы, предназначенные для подготовки материала к гравитационному обогащению, изготовляются обычно многокамер-«ыми. В них материал разделяется в восходя
щем потоке воды на несколько продуктов (фракций).
В каждой камере устанавливается скорость восходящего потока воды, равная конечной скорости стесненного падения частиц расчетной крупности разделения.
Заводом «Труд» (Новосибирск) изготовлялись классификаторы четырехкамерные (КГ-4) (рис. III. 19), шестикамерные (КГ-6) и восьмикамерные (КГ-8).
Рис. III. 19. Многокамерный гидравлический классификатор (завод «Труд» г. Новосибирск): 1 — чан; 2 — карман; 3 и 5 — камеры; 4 — конус; 6 — патрубок; 7 — клапан; 8 — полый вал; 9 — шток; 10 мешалка; 11 — червячное колесо; 12 — кулачки
181
Таблица 111.30
Результаты ситовых анализов продуктов классификации оловянных руд в камерном гидравлическом классификаторе КГ-4
Крупность, мм Питание Камеры Слив
I " 1 111 IV
Выход, %
Краснореченская фабрика
+1,0 1,5 10,0 2,0 0,3
+0,5 8,1 45,9 25,6 6,5 1,4 ——
+0,2 13,3 28,3 38,8 29,1 21,0 4,3
+0,071 25,4 11,4 25,4 39,5 58,5 14,1
—0,071 41,7 4,4 8,2 24,6 19,1 81,6
Итого 100,0 100,0 100,0 100,0 100,0 100,0
Ярославская фабрика
+ 1,0 4,4 21,6 2,8 __
+0,5 27,9 39,1 37,5 12,4 2,5
• +0,2 12,4 11,4 20,7 20,6 15,3 7,5
+0,071 10,6 12,3 20,4 36,8 25,8 12,4
—0,071 44,7 15,6 18,6 30,2 56,4 80,1
Итого 100,0 100,0 100,0 100,0 100,0 100,0
Шерловогорская фабрика
+ 1,0 14,8 37,4 8,1
+0,5 18,5 36,8 32,4 4,7 —
+0,2 12,5 11,8 28,9 27,9 8,2 1,2
+0,071 14,0 5,4 12,1 37,4 59,1 3,6
—0,071 40,2 8,6 18,5 30,0 32,7 95,2
Итого 100,0 100,0 100,0 100,0 100,0 100,0
Основные параметры четырехкамерного
гидравлического классификатора модели 0-80А (типа КГ-4):
Ширина камеры, мм: первой ........................... 620
последней .........................1500
Общая длина всех камер, мм ... 2925
Частота вращения валов, мин-1: горизонтального ................... 72
вертикальных................1,2
Мощность электродвигателя, кВт . . 1,7
Масса классификатора, кг........ 2020
Результаты работы классификатора КГ-4 приведены в табл. II 1.30.
В связи с тем что конструкция этих классификаторов устарела, разработан новый классификатор с автоматической разгрузкой КГ-4А (рис. III.20).
Этот классификатор имеет четыре классификационных камеры, каждая нз которых снабжена автоматическим разгрузочным устройством. По мере накопления материала в камере изменяется разность гидростатиче-182
ского давления, контролируемая двумя пьезометрическими трубками, опущенным» в камеру на разную глубину. Это изменение воспринимается мембраной, связанной с золотником, который регулирует давление воды в исполнительном механизме и обеспечивает-поднятие или опускание пробок, перекрывающих разгрузочные отверстия.
Основные технические данные четырехкамерного гидравлического классификатора с автоматической разгрузкой типа КГ-4А
Общая длина корыта, мм ... . 3240
Ширина корыта у сливного порога, мм .......................... 2200
Общая высота, мм................. 3590
Масса, кг, не более ............. 3400
Число камер........................ 4
Расход воды, м3/ч:
с разгружаемыми продуктами 2,5—4,0»
иа управление................ 0,7
Крупность исходного материала, мм .............................2,5—0
Производительность по питанию твердого, т/ч, не болеё ...... 30
Питание классификатора не должно быть крупнее 3—4 мм. Производительность классификатора Q (м3/с) по сливу ориентировочно определяется по формуле
Q = BLv, (II1.72)
где В и L — соответственно ширина и длина корыта классификатора (камер и верхней части), м; v — скорость осаждения граничного зерна, м/с.
Кроме рассмотренных гравитационных гидравлических классификаторов в литературе описан целый ряд зарубежных классификаторов подобного типа (например, Фа-ренволда, Стокса и др.), а также классификаторов, не нашедших применения в технике обогащения руд [12].
§ 7. Воздушные сепараторы
Воздушная (пневматическая) классификация — процесс разделения сухих материалов на различные по крупности фракции. Крупность разделения — от 1,5 до 0,005 мм в воздушной среде. Они широко используются в циклах сухого измельчения, например при приготовлении пылевидного топлива, а также для удаления тонких и пылевидных частиц (обеспыливание). Обычно в воздушном классификаторе (сепараторе) материал разделяется только на два класса — крупный и мелкий (пыль). При необходимости получения нескольких продуктов применяется два или несколько аппаратов.
На рис. II 1.21 изображен центробежный воздушный классификатор, предназначенный для работы в замкнутом цикле с мельницами. Материал (аэросмесь) подается в классификатор воздухом снизу по трубе 3
Рис. II 1.20. Четырехкамерный гидравлический классификатор с автоматической разгрузкой:
/ — ванна; 2 — классификационные камеры; 3 — коллектор восходящей воды; 4 — исполнительный механизм; 5 — ротаметр; 6 — пьезостаиция;
7 — регулятор расхода; 8 — коллектор воды для управления пьеаостанцией; 9 — пробка; 10 — фильтр; 11 — регулятор' давления
Рис. III.21. Центробежный воздушный классификатор (сепаратор):
1 и 2 — соответственно внешний и внутренний конусы; 3 и 7 — трубы; 4 и 6 — патрубки; 5 — направляющие лопатки
183
Рис. III.22. Центробежный воздушный сепаратор с замкнутым потоком воздуха (завод «Волго-цеммаш» ):
1 — желоб; 2 — диск; 3 — вентиляционное ко" лесо; 4 — лопастн; 5 и 6 — патрубки; 7 — жалюзи; 8 — дроссельная задвижка; 9 — штурвал; 10 — внутренний конус; 11 — наружный конус
со скоростью 18—20 м/с, что обеспечивает подъем частиц угля крупностью до 5 мм. При выходе из трубы в пространство между конусами 1 и 2 скорость пылевоздушного потока снижается до 4—6 м/с. Наиболее крупные частицы выпадают из потока и осаждаются на внутренней поверхности конуса 1, откуда самотеком поступают в мельницу (недомол). Более мелкие частицы уносятся потоком воздуха в верхнюю часть конуса 184
и при переходе через тангенциально установленные створки (лопатки) 5 получают радиальное движение. Дальнейший процесс разделения происходит в поле центробежных сил. Промпродукт с помощью патрубка 6 присоединяется к крупному продукту, а готовый мелкий продукт выносится из сепаратора потоком воздуха.
На рис. 111.22 показан центробежный сепаратор, выпускаемый заводом «Волгоцеммаш» (г. Тольятти).
Подлежащий классификации материал подается по желобу 1 на распределительный диск 2, с которого попадает в поток воздуха, создаваемый вентиляторным колесом 3. Крупные частицы, слетая с диска. достигают стенки внутреннего конуса 10, теряют скорость, выпадают из общего потока и разгружаются через патрубок 5.
Щебень
1 /г циклонам
Рис. III.23. Схема воздушного классификатора с пересыпными полками:
1 — вертикальная шахта; 2 — пересыпные полки; 3 — тяги; 4 — дроссельный клапан; 5 — рукоятка; 6,2 — затворы; 8 — патрубок
Воздушный поток вместе сг увлеченными частичками материала подвергается действию системы лопастей 4, которые вращаются на одном валу с вентиляторным колесом 3 и распределительным диском 2. Лопасти 4 выбивают из потока оставшиеся крупные частицы, повышая эффективность разделения. Пройдя через систему лопастей и вентиляторное колесо, воздушный поток попадает в наружный конус 11, где происходит выпадение тонких фракций. Очищенный воздух через жалюзи 7 возвращается во внутренний конус, и цикл повторяется.
Для возможности регулирования аппарата на всасывающем тракте вентиляторного колеса смонтирована дроссельная задвижка, перемещение которой осуществляется во время работы аппарата штурвалами. Регулировка крупности разделения возможна также- изменением числа лопастей.
Основные параметры сепаратора конструкции Волгоцеммаша
Диаметр, мм...................... 500
Частота вращения вала, мин -1. . . 180
Мощность электродвигателя, кВт . . 75
Производительность по готовому продукту (цемент), т/ч................. 40
Кроме вышеописанных воздушных сепараторов (классификаторов) известен ряд других конструкций подобного оборудования,. которое не получило применения в технике обогащения руд [12]. Одним из перспективных аппаратов среди этого оборудования является воздушный каскадный классификатор с пересыпными полками (рис. Ш.23), внедренный на предприятиях по подготовке строительных материалов. Аппарат представляет собой вертикальную шахту 1 с пересыпными полками 2.
Исходный материал поступает в сепаратор через приемный бункер с затворами 6 и продувается движущимся навстречу воздушным потоком. Крупный продукт разгружается через затворы 7, а мелкий направляется в циклон по патрубку 8. Процесс классификации регулируется путем изменения расхода воздуха дроссельным клапаном 4, связанным с рукояткой 5, а также положением полок 2, которые попарно связаны тягами 3 для изменения их угла наклона а.
Глава 5
Гидроциклоны и центрифуги
§ 1. Гндроциклоны. Общие данные
Гидроциклоиы (рис. III.24) — аппараты для классификации тонкоизмельчениых материалов по гидравлической крупности в центробежном поле, создаваемом в результате вращения пульпы. Они применяются также для обогащения мелко- и средиезернистых руд в тяжелых суспензиях.
Исходная пульпа подается в гидроциклон под давлением через питающую насадку 2, установленную тангенциально непосредственно под крышкой аппарата. Пески разгружаются через песковую насадку 3, а слив — через сливной патрубок 4, расположенный в центре крышки, и соединенный со сливной трубой 5 непосредственно или через сливную коробку 6 (см. рис. III.24). Движущихся деталей в гидроциклоне не имеется.
Главной действующей в гидроциклоне силой является центробежная сила инерции, возникающая при вращении пульпы благодаря тангенциальной подаче питания и осевой разгрузке продуктов. Под действием центробежной силы более крупные и более тяжелые частицы твердого отбрасываются к стенке корпуса 1 гидроциклона и затем разгружаются через песковую насадку 3, а более тонкие и легкие частицы выносятся со сливом.
185
Рис. HI.24. Гидроциклом:
1 — цилиидро-коннческий сосуд; 2 — питающая насадка; 3 — песковая насадка; 4 — сливиой патрубок; 5 — сливная труба
Рис, III.25. Линия тока в гндроцнклоне
Движение жидкости в гидроциклоне. 'При вихревом движении жидкости в гидроциклоне образуются два вращающихся потока — внешний, перемещающийся вдоль стенок конуса вниз к песковой насадке, и внутренний цилиндрический, направленный вверх вдоль оси к сливному патрубку. Вблизи геометрической оси аппарата центробежная сила становится настолько большой, что происходит разрыв жидкости — вокруг оси образуется воздушное ядро (воздушный столб). Диаметр его составляет 0,6—-0,7 диаметра сливного патрубка d. Линии тока в продольном сечении гидроциклона показаны на рис. Ш.25 [59]. Тангенциальная скорость пульпы увеличивается с уменьшением расстояния от оси, поэтому в гидроциклоне наблюдается резкое возрастание центробежной силы от стенок к оси. Осевая скорость во внешнем потоке направлена вниз, а во внутреннем — вверх. Таким образом, между внутренним и внешним потоками имеется коническая поверхность, на которой осевые скорости равны нулю. Характер изменения радиальных скоростей изучен еще недостаточно.
Абсолютные значения скорости жидкости зависят от большого числа исходных условий. Поэтому попытки аналитического выражения скоростей приводят к чрезвычайно сложным уравнениям, дающим лишь качественную характеристику процесса.
Изменение основных свойств суспензии в гидроциклоне.
Твердые частицы, поступая в гидроциклон вместе с потоком пульпы, вовлекаются во вращательное движение со скоростью, близкой к окружной скорости жидкой фазы. Одновремеиио они движутся относительно пульпы в осевом и радиальном направлениях в соответствии с действующими на них силами, из которых главными являются: центробежная сила; сила тяжести; силы, обусловленные воздействием жидкости (гидродинамическое давление, жидкостное трение, архимедова подъемная сила); силы, связанные с воздействием других твердых частиц и стенок гидроциклоиа.
Чем мельче частицы, или чем ближе их плотность к плотности жидкой фазы пульпы, тем относительно большее влияние оказывает на иих сопротивление среды, поэтому тем ближе совпадают траектории их движения с линиями тока жидкости.
Самые тонкие и легкие по плотности частицы распределяются в том же соотношении, между сливом и песками, что и жидкость.
На обогатительных фабриках гидроциклоны работают на сравнительно плотных пульпах. Под действием совокупности сил частицы твердой фазы пульпы распределяются по всему объему аппарата, причем сохраняется следующая основная закономерность: плотность пульпы, крупность и плотность твердых частиц увеличиваются в направлении от геометрической оси гидроциклона к его стенкам и от сливного патрубка к песковой насадке [59].
186
Рис. III.26. Кривые изменения плотности пульпы и крупности частиц по высоте гидроциклоиа' (иа радиусе сливного патрубка):
/ — плотность пульпы; 2 и 3 — содержание соответственно классов —0,035 и —0,1 + 0,035 мм;
4 — концентрация класса —0,035 мм
Кривые изменения плотности пульпы и крупности частиц в зависимости от высоты гидроциклона показаны на рис. II 1.26.
В результате повышения плотности пульпы и крупности частиц в нижней части гидроциклона уплотненная пульпа вращается почти как твердое тело. Распределение пульпы по плотности и ее твердой фазы по крупности в гидроциклоне диаметром 1000 мм, работавшем в операции поверочной классификации в замкнутом цикле с мельницей объемом 70 м3, показано на рис. III.27 [33]. Можно выделить четыре зоны в объеме работающего гидроциклона: зону песков 4, занимающую пространство вблизи песковой насадки; зону питания исходной пульпы 3, располагающуюся концентрически внутри зоны песков 4; промежуточную зону 2, в которой крупность твердой фазы и плотность пульпы изменяются от крупности и плотности исходной пульпы до крупности и плотности слива; зону слива 1, находящуюся непосредственно под сливным патрубком. В 'зависимости от конструкции гидроциклоиа (в частности от угла конусности) и от условий работы относительный объем этих зон может существенно изменяться.
Рис. III.27. Распределение содержания твердого (а), содержания классов —0,071 мм (tf) и +0,16 мм (в) в объеме гидроциклоиа:
1 — зона слива; 2 — промежуточная зона; 3 — зона питания; 4 — зона песков; I—V — сечение по высоте гидроциклона
§ 2. Конструкция гидроциклонов
Известен целый ряд конструктивных модификаций гидроциклонов и оборудования гидроциклонного типа. Однако на обогатительных фабриках применяют только гидроциклоны цилиндроконическо-г о типа.
В зависимости от назначения они отличаются между собой: соотношением геометрических размеров и углом конусности а (от 5 до 140°); способом подачи питания — с тангенциальным вводом, по прямому патрубку или со спиральным вводом; способом удаления слива — через сливной патрубок, соединенный непосредственно со сливной трубой, или через приемную камеру, к которой присоединена сливная труба. Иногда применяются трехпродуктовые гидроциклоны — с двумя концентрически установленными сливными патрубками, причем из внутреннего удаляется наиболее тонкий слив, а из внешнего — более крупный, количество которого регулируется краном; конструкцией песковых насадок (сменные нерегулируемые и регулируемые вручную или автоматически); конструкцией корпуса и материалом футеровки (легированный чугун, каменное литье, резина, полиуретаны и пр.). В некоторых конструкциях предусмотрено устройство для подачи промывной воды в песковую насадку.
Для получения тонкого слива при сравнительно высокой производительности применяют батареи гидроциклонов малого диаметра. Батареи компонуются либо из отдельных гидроциклонов, либо имеют специальную конструкцию блочного типа. Известно большое число конструктивных модификаций батарейных гидро-
187
да Таблица Ш.31 00
Основные параметры гидроциклонов
Параметры ГЦ-25 ГЦ-50 ГЦ-75 ГЦ-150 ГЦ-250 ГЦ-360 ГЦ-500 ГЦ-710 ГЦ-1000 ГЦ-1400 ГЦ-2000
Диаметр D, мм (предельные отклонения ±2 %) Угол конуса а, градус 25 50 К 75 150 250 360 500 710 21 1000 J 1400 2000
Эквивалентный диаметр питающего отверстия dg, мм * (предельные отклонения + 2,5 %) 6 12 17 32 40 65 90 130 150 210 300 420
Диаметр сливного отверстия de, мм (предельные отклонения ±2%) 7 13 22 40 50 80 115 160 200 250 380 520
Диаметр пескового отверстия Д, 4; 6; 6; 8 8; 12 12; 17 24; 34 35; 48 48; 75 100; 75 100; 150 150; 200 250; 300
мм (предельные отклонения ±1,5 %) Давление на вводе, МПа (кг/см2) 8 12 17 ),01— 0,2 (0,1—2,0) 24; 34 48; 75 75; 96 0,03—0,25 (0,3—2,5) 96; 150 150; 200 .200; 250 0,06 (0,6 250; 300 360 -0,45 -4,5) 360; 500
Производительность по питанию с содержанием твердого 40 % при давлении 0,1 МПа, м3/ч ** 0,7 2,5 5 15 20 50 95 180 280 500 1100 2100
Крупность слива, мкм Габаритные размеры, мм, не более: 10 10—60 28-95 37—135 44—180 52—240 60—260 70—280 80—300 —
длина L 120 230 300 500 600 700 900 1200 1500 2100 3 400
ширина В 70 100 350 450 650 750 1000 1400 1600 2200 3 500
высота Н 200 400 600 1100 1400 1900 2500 3500 4500 6200 8 500
Масса, кг, не более 2 5 20 100 220 400 600 1450 2400 4500 И 500
Изготовитель Усольский завод горного оборудования Днепропетровский завод горношахт-иого оборудования
эиачеиий производительности на У^ТЗр.
/ 4
* — £Л, ГДе & и — размеры питающего отверстия в мм.
** При давлении р, большем или меньшем 0,1 МПа, производительность подсчитывается умножением указанных
циклонов, отличающихся между собой числом отдельных гидроциклонов, их размером, способами соединения в батареи, способом питания и разгрузки продуктов, материалом, из которого изготовлены гидро-циклоиы и корпус батареи. Батарейные гидроциклоны применяют главным образом в тех отраслях промышленности, где требуется обработка весьма тонкодисперсных суспензий с малой плотностью твердой фазы, не загрязненных крупными посторонними включениями, например в пищевой, химической и др. В практике обогащения руд батарейные гидроциклоны блочного типа не применяют. При необходимости получения тоцкого слива крупностью <20 мкм (например, при дешламации перед обогащением на шлюзах или перед флотацией) применяют стандартные гидроциклоны малого диаметра (250—75 мм), скомпонованные в батареи. При компоновке предпочтительнее радиальное расположение гидроциклоиов относительно питающей трубы, что обеспечивает более равномерное распределение питания.
Стандартные гидроциклоны, применяемые на отечественных и. зарубежных обогатительных фабриках для классификации по крупности (или дешламации), имеют угол конусности около 20°. Малые гидроциклоны диаметром меньше , 150 мм выпускаются с углом конусности 10°. Обогащение в тяжелых суспензиях и обогащение золотосодержащих продуктов в водной среде производится в гидроциклонах с углом конусности от 40 до 140°.
В табл. III.31 приведены основные параметры гидроциклонов, выпускаемых Усольским и Днепропетровским заводами. В СССР стандартные гидроциклоны диаметром от 75 до 500 мм выпускались до 1980 г. Уфимским заводом горного оборудования, а с 1980 Г. их производство передано Усольскому заводу горного оборудования, причем гидроциклоны Уфимского завода имеют футеровку из каменного литья, а Усольского завода — нз резины. Гидроциклоны диаметром 710—1400 мм, футерованные плитками из каменного литья, производятся Днепропетровским заводом горно-шахтного оборудования. Кроме того, некоторые крупные горно-обогатительные предприятия производят гидроциклоны для обеспечения собственных нужд на своих ремоитно-механи-ческих заводах. На рис. III.28 показан гидроциклон, футерованный сменными резиновыми деталями, выпускаемый Усольским заводом горно-обогатительного оборудования.
На рис. II 1.29 и III.30 показаны примеры компоновки гидроциклонов малого размера в батареи.
На показатели работы гидроциклонов открытого цикла (не связанных с работой мельниц) влияют конструктивные и технологические факторы. К первым относятся форма и геометрические размеры гидроциклона, а также питающей и разгрузочных насадок, угол наклона его оси, давление
Л-Л
Рис. III.28. Гидроциклов, футерованный смен-ними резиновыми деталями (Усольский завод УЗГО)
Рис. III.29. Батарея из 31 гидроциклона, D = = 40 мм с фильтром для слива и песков (фирма «АКА Вортекс» )
189
Рис. 111.30. Батарея из двух блоков гидроциклонов, D = 15 мм по 24 штуки в каждом блоке для двухстадиальной классификации (фирма «Дорр-Оливер» , США): а — общий внд; б — внутреннее устройство
иа входе, способ удаления слива, состояние внутренней поверхности.
Ко второй группе относятся объемная производительность или давление на входе и свойства обрабатываемой пульпы — содержание твердого, его гранулометрический и вещественный состав.
Разгрузочное отношение Д/d, т. е. отношение диаметра песковой насадки к диаметру сливного патрубка (см. рис. III.28) является основным фактором, определяющим показатели работы гидроциклоиа при обработке рядовых пульп обогатительных фабрик.
С увеличением разгрузочного отношения Д/d увеличивается выход песков, понижается их крупность и содержание твердого, соответственно этому уменьшается крупность слива и его выход. Эффективность классификации достигает максимума при оптималь
190
ном разгрузочном отношении. Если изменение . разгрузочного отношения Д/d производится за счет изменения диаметра песковой насадки Д, то при постоянном давлении на входе объемная производительность гидроциклона при этом изменяется мало, если же за счет диаметра сливного патрубка d, то производительность изменяется прямо пропорционально этому диаметру.
Оптимальной длиной h сливного патрубка считается такая, когда его иижний край погружен в гидроциклон несколько ниже питающего патрубка (см. рис. III.28). Увеличение глубины погружения сливного патрубка в гидроциклон приводит к увеличению крупности слива.
Размер питающей насадки dn влияет главным образом на производительность гидроциклоиа, которая прямо пропорциональна эквивалентному диаметру этой насадки d3. При этом качественные показатели изменяются в большинстве случаев незначительно.
С увеличением угла конусности а гидроциклоиа при прочих постоянных условиях снижается объемная производительность, уменьшается выход песков и соответственно увеличивается крупность продуктов классификации. При обработке сравнительно крупнозернистых пульп и необходимости получения малого выхода песков (например, при обогащении золотосодержащих руд) предпочтительнее гидроциклоны с большим углом конусности (9(f), в которых при этих условиях ие происходит забивания песковых насадок.
Гидроциклоиы с малым углом конусности (5—10°) применяются для получения весьма тонкого слива (10—20 мкм) в операциях дешламации.
Сливная труба может оказывать существенное влияние на показатели работы гидроциклона. Чем больше перепад высоты между концами сливной трубы, тем больше возрастает ее действие как сифона. При большом перепаде может происходить постоянное или периодическое засасывание в слив некоторой части крупных частиц. Для нормальной работы гидроциклоиа требуется, чтобы диаметр сливной трубы был больше диаметра сливного патрубка d, а также чтобы вакуум в его воздушном столбе поддерживался в пределах от 0 до высоты водяного столба, равной высоте гидроциклона.
Давление иа входе р при заданной объемной производительности Q и достаточной мощности насоса определяется главным образом диаметрами сливного d и питающего dn отверстий.
Средние пределы давления при работе гидроциклонов на обогатительных фабриках составляют 0,05—0,15 МПа (0,5—1,5 кгс/см2). Более высокое давление требуется при получении тонкого плотного слива.
Для получения удовлетворительных ре- зультатов классификации в гидроциклонах важно, чтобы давление на входе поддерживалось постоянным без резких кратковременных колебаний. С изменением объема исход-
Давление на входе в гидроциклон, МПа.
Рис. III.31. Влияние давления иа крупность граничного зерна (сульфидная руда Дегтярского месторождения)
ного питания (а следовательно, и давления на входе) изменяется нагрузка на песковое отверстие. При слишком большом объеме питания песковая насадка может оказаться перегруженной и часть песков уйдет в слив. При слишком малом объеме питания и соответственно давлении, близком нулю, через песковую насадку будет уходить исходная пульпа.
Влияние давления проявляется на тонкодисперсных разжиженных пульпах (рис. III.31).
§ 3. Применение гидроциклонов на обогатительных фабриках
На обогатительных фабриках гидроциклоны применяют при:
классификации в замкнутых циклах измельчения;
классификации в открытом цикле (обес-шламливание);
обогащении в водной среде (по гидравлической крупности);
обогащении в тяжелых суспензиях.
Этими общими направлениями охватываются разнообразные конкретные задачи.
Наиболее важным направлением яиляется классификация в циклах измельчения, где занято подавляющее число гидроциклонов, установленных на обогатительных фабриках. Схемы замкнутых циклов измельчения иа ряде фабрик усложнены внутрнцикловыми операциями обогащения (магнитного, гравитационного, флотационного), что вызывает дополнительные сложности при работе гидроциклонов.
На разгрузочных горловинах мельниц, работающих с гидроциклонами,. устанавливают бутары с отиерстиями 8—20 мм для предохранения насосов и гидроциклонов от попадания скрапа и случайных крупных кусков руды.
Характерные схемы циклов измельчения с применением гидроциклонов показаны на рис. III.32.
Схемы рис. III.32, а, б, в, г пр и-меияются при одностадиальном измельчении руды в шаровых мельницах, причем классификация слива мельницы осуществляется либо в один прием в гидроциклонах (а), либо в спиральных («скальпирующих») классификаторах (б, в), или гидроциклонах первого приема с кон
трольной классификацией их слнва^ в [гидроциклонах второго приема (г). Достоинством схем с двумя приемами классификации является возможность получения более плотного слива, особенно при больших^циркулирующих нагрузках.
Питание гидроциклонов контрольной классификации производится в большинстве случаев отдельным насосом, но в некоторых случаях (при больших циркулирующих нагрузках и сравнительно большой крупности руды разгружающиеся из мельницы) возможна установка этих гидроциклонов непосредственно на сливе гидроциклонов первого приема классификации.
Схемы рис. III.32, д, е, ж л р[и м[е-няются при двухстадиальном измельчении, когда в первой стадии установлена стержневая мельница (С), работающая в открытом цикле, а ее слив подается либо непосредственно в шаровую мельницу второй стадии измельчения (Ш), либо в гидроциклоны поверочной классификации второй стадии измельчения.
Число операций и схемы классификации во второй стадии измельчения определяются заданными условиями и крупностью готового продукта.
По схеме рис. III.32,з двухстадиального измельчения первая стадия измельчения осуществляется в шаровой мельнице, работающей в замкнутом цикле со спиральным классификатором.
Схемы рис. III.32, и, к, л,, м применяются для второй и последующих стадий измельчения и доизмельчения различных продуктов фабрик. Из них наиболее простой и распространенной является схема рис. III.32, и.
Схема рис. III.32, к, предусматривающая возвращение части слива гидроциклонов в их питание, предназначена для получения продукта измельчения повышенной плотности (за счет соответствующего уменьшения количества воды, подаваемой в зумгф насоса) и одновременно стабилизации работы насоса.
Схема рис. III.32, л позволяет регулировать качество продуктов гидропиклонов предварительной классификапйи и соответственно изменять нагрузку и крупвссть| питания мельницы, работающей в замкнутом цикле с гидропиклоиами поверочной классификации. Эффективность классификации в первых гидроциклоиах обычно выше, чем во вторых. Эта схема особенно удобна в тех случаях, когда возможно обеспечить самотечное питавие первых гидроциклонов,t однако она более сложна в зксглуатапии и требует разбавления слива мельвины водой или частью слива первых гидропиклонов.
По схеме рис. III. 32, м необходимо, чтобы плотность песков гидроциклоиов контрольной классификации была не ниже, чем требуется для эффективной работы мельницы. Если такую плотность песков получить не удается, то они направляются в питание гидроциклонов поверочной классификации.
191
а Исходный Продуктом-продукт мельчен ин
/П
д
Исходный Продукт аз-продукт мельчения
дИсходный про- Продуктиз-дикт мельчения
Ж-----*05
дукт б[с
1 ш
2
Рис. III.32. Схемы циклов измельчения с гидроциклонами:
1 — шаровая мельница; 2 — зумпф насоса; 3 — насос; 4 — гидроциклон; 5 — спиральный классификатор; 6 — стержневая мельница; 7 — пуль-поделитель
На практике схемы циклов измельчения и классификации значительно разнообразнее, чем показаны на рис. III.32, и зависят от свойств перерабатываемых руд, технологических схем обогащения, производительности, применяемого оборудования и его компоновки.
Прн работе гидроциклонов в циклах рудного самоизмельчения (рис. III.33) придается важное значение предохранению их от попадания крупнокускового материала, для чего разгрузка мельниц самоизмельчения подвергается грохочению, иногда — грохо-
192
д Продукт
Ч
е Продукт из-
мельчения Исходный а _----►
продукт Н*-!
А А
6 С 1 ш
чению и промежуточной классификации в спиральных классификаторах.
В остальном условия работы гидроциклонов в циклах рудного и рудногалечного измельчения мало отличаются от условий работы в циклах шарового измельчения.
Из схем открытого цикла, применяемых для классификации обесшламли-вания, сгущения схема рис. III.34, а является наиболее распространенной и простой, обеспечивает удовлетворительные результаты при отсутствии резких колебаний объема и качества исходной пульпы. Схемы рис. III.34, б, в могут применяться при необходимости получения тонкого слива с минимальным закрупнением при крупном и плотном исходном питании. При этом схема рис. III.34, б более надежна и устойчива в эксплуатации и обеспечивает лучшие показатели по сравнению со схемой рис. III.34, в. Второй гидроциклон по схеме
а Исходный продукт
А\ Крупное
У продление
Полу сам о-измельчение
Грохочения (в дутаре закрытого типа на дву-дечном видрогрохоте)
Исходныйпродукт
гх Крупное
У дродление
А\ Самоизмель-
У чение
Грохочение (на дбу-дечном видрогрохоте)
Исходный продукт
А\ Крупное
У продление
А\ Полусамо-
У измельчение
Грохочение (в дутаре открытого типа)
a
Классификация (в гидроццклонах)
Слив на флотацию
Мелкое (
«' дродление'
Классификация (в гидроциклонах)
I-------------ь_
Слив на флотацию
Рувная галя
Промежуточная классификация (в механических классификатор pa-*) "Т
Jf — I
Классификация г*——’ '1
(вгидроциклонах) Мелкое (\ | 1 дродлениехх
Слив на флотацию
Рудная гал>
s Исходный продукт
А\ Крупное
У дродление
Полусамо-
У измельчение ГрохочеЛе (на дбу-дечном видрогрохоте)
Классификация (в гидроциклонах)
Слив на флотацию
Измельчение )(в шаровых мельницах
2
Исходный продукт
Крупное
У дродление
Дч Полусамо-
У измельчение
Гр охо чение (в дута.'* ре закры того та па)
Грохочение (на одно вечном виврогрохоте)
Классификация ‘
(в гидроциклонах)
Измельчение )(в шаровых мельницах)
Слив на флотацию
е Исходный продукт А Крупное У продление Ач Само и полу СО' < Умоиз мель чение Грохочение (на дву-дечном видрогрохоте)
Мелкое Х\ Правление
Классификация (в гидроццклонах)
тИзнель чение С)( в шаровых ^мельницах)
Слив на флотацию
ж Исходный продукт
(у Крупное У дродление
3 Исходный продукт
А. Крупное дроВление
Самоизмель-чение
Рудная галя
Самоизмель -чение!
Исходный продукт
А Крупное х^дродление
Самоизмель-чение
Грохочение
Лианной средой (шары и рудная галя)
Самоизмель-
У чение JL
Классификация (в механическом классификаторе)
Грохочение
, I Классиср,
Г"
____ ,шкация (в механическом классификаторе)
Гравитация
Концентрат гравитации
Классификация (в механическом классификаторе)
Классификация (в гидроциклонах)
Слив на флотацию
Классификация (в гидроцикланах)
Классификация (в гидроциклонах)
Слив на флотацию
Рудная галя в последующую Стадию измельчения
Рудногалеч- JL ноеизмель-чение У
Классификация (в мех ан и чес ком классификаторе)
Слив на флотацию
рис. III.34, в желательно устанавливать ниже первого на несколько метров.
Схема рис. III.34, г применяется при необходимости получения песков, отмытых от шламов. Иногда для этой же цели применяется схема рис. III.34, а с подачей промывной воды в нижнюю часть гидроциклона, чни достаточного перепада высоты на фабри-через специальное устройство. ках для самотечного питания гидроциклонов.
7 Заказ 81 193
Рис. III.S3. Принципиальные схемы циклов рудного самоизмельчения
Схема рис. III.34, д применяется при нали-
Рис. III.34. Схемы классификации в гидроциклонах (в открытом цикле)
Схема рис. III.34, е применяется для противоточной промывки шламов (например, после выщелачивания при гидрометаллургической переработке).
При установке нескольких параллельно работающих гидроциклонов, питаемых одним насосом, целесообразно их радиальное расположение относительно питающей трубы, при котором обеспечивается равномерность распределения питания между ними.
Гидроциклоны могут устанавливаться как вертикально, так и наклонно или горизонтально. В двух последних случаях возможна установка песковых насадок несколько большего диаметра. Но пески содержат несколько меньше тонких шламов и твердого, а слив — несколько крупнее, чем в первом.
Условия работы гидроцик-лоиов в замкнутых циклах измельчения существенно отличаются от работы их в открытых циклах.
Главное отличие состоит в том, что питание гидроциклонов замкнутого цикла измельчения не автономно, а зависит как от результатов работы мельницы, так и от результатов работы гидроциклонов.
Гидроциклоны замкнутого цикла измельчения предназначаются для выделения в слив продукта заданной крупности, который производит мельница, и поддержания в мельнице оптимального режима по общей загрузке ее рудой, гранулометрическому составу этой загрузки и содержанию твердого.
В этих условиях некоторые закономерности работы гидроциклонов открытого цикла не сохраняются. Например, если мельница не и состоянии произвести заданное количество готового продукта, то попытки снизить
крупность слива гидроциклонов за счет разжижения их питания не приведут к желаемому результату. Получение продуктов измельчения обычной флотационной крупности (45—70 % класса —0,071 мм) и даже доизмельчения (до 90 % этого класса) в крупногабаритных мельницах может осуществляться в замкнутом цикле с гидроциклонами больших размеров (710—1400 мм).
Основным фактором, определяющим показатели работы гидроциклоиов в циклах измельчения, является выход слива от операции. Чем больше выход слива, тем меньше разница между его крупностью и крупностью питания в данной операции.
В зависимости от схемы замкнутого цикла измельчения пески гидроциклонов представляют либо всю циркулирующую нагрузку (например, для схем рис. III.32, а, д, е, з, и), либо ее часть. Получение слива одной и той же крупности в данной операции классификации при изменении циркулирующей нагрузки (или частного выхода слива) связано с соответствующим изменением содержания твердого в нем.
Содержание твердого в сли-в е гидроциклонов зависит от содержания твердого в их питании, размера гидроциклонов и плотности обрабатываемого материала. В свою очередь содержание твердого в питании гидроциклонов зависит от схемы цикла измельчения и работы насосов.
Содержание твердого в питании гидроциклонов поверочной классификации колеблется в пределах 30—60 %. Оно выше для I стадии измельчения и ниже для операций доизмельчения.
Содержание твердого в п е-. с к а х гидроциклонов I и II стадий измельчения на обогатительных фабриках, перерабатывающих тяжелые руды, составляет 75—83 %, на остальных фабриках—70—
194
Рис. III.35. Графики для ориентировочного определения содержания твердого в сливе гидро-циклонов, работающих в замкнутом цикле с мельницами (см. табл. III.32)
78%, а для III стадии измельчения — 65— 70%.
Ориентировочная зависимость между содержанием твердого в сливе Тс и его выходом у (от операции) для гидроциклонов, работающих в циклах измельчения руд плотностью 2,6—2,9 г/см3, показана на рис. III.35 (табл. III.32), а для руд плотностью рт выражается уравнением (при оценке крупности слива по содержанию класса —0,071 мм) т = -уГп[1-0,7р (2,7/рт)0,25]
° Т’ц—[1 — 0,7^(2,7/рт)0’25] (1 — у) ’
(II1.73)
где Тс — содержание твердого в сливе гидроциклона, доли ед.; Та — содержание твердого в песках гидроциклоиа, принимаемое равным от 0,6 до 0,8, в зависимости от стадии
Таблица III.32
Условия для получения плотности и
крупяэсги сллза по рис. III. 35
№ кривой на рис. III.35 Содержание твердого в питании, % Содержание класса — 0,071 мм, % Плотность твердого в пульпе, т/м8
в питании в сливе
1 2 3 4 5 6 7 8 30** 35 40. 45 50 55 60 70 70 55—70 50—55. 45—50 40—45 30—40 20—30 15 95—99 90-95 85—90 80—85 70—80 60—70 50—60 <—50 2,6—2,8 *
* При другой плотности следует пользоваться уравнением (III.73).
** При меньшем содержании твердого в питании соответственно уменьшается содержание твердого в сливе.
измельчения и плотности руды; у — выход слива от операции, доли ед.; Р — содержание класса —0,071 мм в сливе, доли ед.; рт — плотность твердого, т/м3.
Рис. III.35 и уравнение (III.73) показывают, что, устанавливая частный выход слива в отдельных операциях, можно в значительной мере изменять содержание твердого в конечном сливе при заданной его крупности, а следовательно, выбирать наиболее рациональные схемы классификации.
Одной из характерных особенностей циклов измельчения и классификации в гидроциклонах является то, что с увеличением циркулирующей нагрузки уменьшается извлечение расчетного (готового) класса в слив и эффективность классификации (после некоторого оптимума), но несмотря на это, удельная производительность мельницы растет.
§ 4. Выбор и технологический расчет гидроциклонов
При выборе гидроциклонов руководствуются требованиями к продуктам классификации, свойствами обрабатываемой пульпы, технологической схемой" и возможными вариантами компоновки оборудования отделения фабрики, где гидроциклоны должны работать,, их производительностью и другими условиями.
В табл. III.33 приведены ориентировочные данные для предварительного выбора стандартных гидроциклонов, используемых для классификации.
Технологический расчет сопутствует выбору гидроциклонов и сводится к определению их размера, производительности, крупности продуктов классификации, содержанию в ннх твердого и других технологических показателей, а также в некоторых случаях к корректировке схемы классификации с учетом возможностей выбранных гидроциклонов. Поэтому методы выбора и технологического расчета стандартных гидроциклонов для различных фабричных операций должны учитывать конкретные особенности каждой из них. Например, метод расчета гидроциклонов для операции классификации в замкнутых циклах измельчения отличается от метода расчета для операций обес-шламливания.
При этом ход расчета в каждом случае может также изменяться в зависимости от полноты информации об исходных условиях.
При выборе гндроциклонов следует стремиться к установке их по одному на насос, т. е. к применению больших аппаратов, которые обеспечивают на фабриках получение слива крупностью до 80—90 % класса —0,071 мм.- Однако, чем тоньше требуемая крупность слива (например меньше 0,01— 0,02 мм) и больше его плотность, тем меньше должен быть диаметр гидроциклона. Но при соответствующих условиях слив одинаковой крупности может получаться в гидроцикло-
7*
195
Таблица III.33
Ориентировочные данные для выбора гидроциклонов
Диаметр гидроциклона £>,мм Угол конусности а, градус Средняя производительность при Ра — 0,1 МПа Q, м3/ч * Крупность слива мкм (при рт = = 2,7 т/м3) Стандартный эквивалентный диаметр питающего отверстия d$, мм Стандартный диаметр сливного патрубка d, мм Диаметр’пес-ковой насадки А, мм
15 10 0,15—0,3 4 5 —
25 10 0,45—0,9 6 8 —
50 10 1,8—36 15 12 15 —
75 10 3—10 10—20 15—20 18—25 8—17
150 10,20 12—30 20—50 30—40 40—50 12—34
250 20 27—80 30—100 65 80 24—75
360 20 50—150 40—150 90 115 34—96
500 20 100—300 50—200 130 160 48—150
710 20 200—500 60—250 160 200 48—200
1000 20 360—1000 70—280 210 260 75—300
1400 20 700—2000 80—300 300 380 150—300
2000 20 1100—3800 90—330 420 520 250—450
• С учетом допускаемых изменений d в пределах 0,2D — 0.4D; dg — в пределах l.Od— 0,5d.
нах разных размеров. Более тонкий слив образуется при большом разжижении и давлении на входе в гидроциклон.
Получить в один прием топкий слив при крупном питании с характеристикой, близкой к прямолинейной, очень трудно. В таких случаях требуется перечистка слива первого приема классификации или применение схем с частичной циркуляцией слива. В случаях, когда содержание в питании частиц, близких по крупности к граничной («трудные зерна»), мало, тонкий слив может быть получен в гидроциклонах больших размеров.
В начале технологического расчета должны быть точно установлены требования, которые предъявляются к гидроциклонам в данной операции и исходные условия их работы. Последнее зависит от схемы классификации и выполняемой операции. Например, если гидроциклон предназначается для обесшламливаиия какого-либо продукта фабрики, необходимо знать кроме объемной производительности гранулометрический состав исходного продукта, содержание твердого в питании и его плотность, а также крупность материала, который должен быть удален в слив, и требования к содержанию мелочи-в песках.
При выборе и расчете гидроциклонов, предназначенных для классификации в циклах измельчения, должны быть известны (заранее рассчитаны) схемы измельчения и классификации, производительность мельницы по руде (исходному продукту) и ее удельная производительность, циркулирующая нагрузка, требования к характеристике крупности (или содержанию расчетного класса) и содержанию твердого в продукте измельчения, а также характеристика крупности исходного продукта (поступающего в цикл измельчения). Характеристика крупности питания гидроциклонов остается неизвестной, так как она зависит от циркулирующей нагрузки.
Выбор гидроциклонов следует начинать с расчета количественной и шламовой схемы:
а) при расчете операций классификации или обесшламливаиия, не связанных с замкнутым циклом измельчения, обычно задаются разжвжение 7?и и гранулометрический состав Ри исходной пульпы, а также крупность слива, чаше всего содержание определенного класса Рс (например, —0,071 мм). Иногда задается разжижение песков Rn-
Ориентировочная зависимость между содержаниями отдельных классов различной крупности (для исходного материала и слива гидроциклоиов)
Содержание класса, %:
—74 мкм .............
—40 мкм .............
—20 мкм .............
Условная максимальная крупность d№, мкм . . . .
10 20 30 40 50 60 70 80 90 95
5,6 11,3 17,3 24 31,5 39,5 48 58 71,5 80,5
— — 9 13 17 23 26 35 46 55
430 320 240' 180 140 94 74
196
Если разжижение в песках по массе не задано, то оно принимается в пределах Rn = = 0,67—0,33 (60—75 % твердого); больший процент твердого принимается при крупных сливах и более плотных рудах.
Для заданного содержания расчетного класса в питании ри и в сливе Рс можно найти номинальную крупность этих продуктов и содержание в них таких тонких зерен, которые распределяются по продуктам классификации как вода, крупность которых равняется 0,15dH.
На основании этих данных находится разжижение слива Rc по формуле
>с = «а₽с7₽и (II 1.74)
где Ra и Rc — отношения жидкого к твердому соответственно в исходном продукте и сливе; и Р' — содержание мелкого класса, распределяющегося как вода в исходном продукте и сливе, в долях единицы (не обязательно брать точные значения крупности этих классов, можно принять ближайшие —0,04 или —0,02 мм).
Затем определяются выходы слива и песков по формуле
Содержание тщаЛьпс классов 6 питании к
Рис. 111.36. Зависимость содержания минусовых классов в сливе от содержания их в питании при разных значениях я:
1 — 0,025; 2 — 0,35; 3 — 0,5; 4 — 0,75; 5 — 1.0J 6 — 1,5; 7 — 2,0; 3 — 3; 9 — 5; 10 — 10; 11 — оо
т-*п)’
(П 1.75)
Тп= 1 — Тс,
где 7с и 7п — выходы слива и песков, доли ед.;
б) для расчета шламовой схемы при работе гидроциклонов в замкнутых циклах измельчения заданной является циркулирующая нагрузка.
Таким образом, для простых схем измельчения и классификации (типа рис. Ш.32, а, и) выход слива оказывается в числе исходных данных
Ус = Тс/тс(’1 + С) = 1/(1 + С),
(II1.76)
где С — Циркулирующая нагрузка, доли ед.
Содержание твердого в сливе для руд плотностью 2,6—2,9 т/м3 можно определить по рис. III.35 и табл. III.32, а для руд плотностью рт — по формуле (III.73). При этом содержание твердого в песках для руд плотностью 2,6—2,9 т/м3 зависит от крупности слива [59].
— То. Производительность (т/ч) для операций классификации в циклах измельчения То г= Ти, где 7*и — производительность цикла измельчения (тогда как производительность гидроциклонов по питанию в этом случае Ти = Тс + Тп)-
Производительность по пескам ТП = ТсС. Производительность по воде W (м3/ч)
IFc = Tc/?c; Гп = Тп/?п; ^ = 7^;
1Ги = IFC + Гп.
Объемная производительность по пульпе Q (м»/ч)
Qc = гс/рт + ®гс; Qn = Т'п/рт + 1^п;
Qn = Qc + Qn-
Результаты расчета количественной н шламовой схемы заносятся в таблицу (см. ниже примеры’расчета, табл. III.34).
Производительность гидроциклонов по исходной пульпе рассчитывается по эмпирической формуле [59]
Q = 3KaKi)dJId]/' pti,
(III.77)
Содержание класса —0,071 мм в сливе Рс, %...........................
Содержание твердого в песках, % . .
Разжижение песков Rn............
50—60 60—70 70—80 80—85 85—90 90—95 95—100
80 75 72 70 70 67 65
0,25 0,33 0,39 0,43 0,43 0,49 0,54
Далее определяется производительность каждого продукта по твердому, по количеству воды и пульпы. Производительность (т/ч) по сливу для операций, не связанных с замкнутым циклом, равна Тс = уТи, где Ти — производительность по исходному, т/ч. Производительность (т/ч) по пескам ТП = ТИ —
где Q — производительность, м3/ч; —
поправка иа угол конусности гидроциклоиа: для а = 10°, 1,15; а = 204, = 1;
Кв — поправка иа диаметр гидроциклоиа по формуле
Кд = 0,8+ 1,2/(1 4-0,10),
197
для стандартных размеров
D, см ................................... 15 25 36 50 71 100 140 200
KD......................................1,28 1,14 1,06 1,0 0,95 0,91 0,88 0,81
Высота гидроциклоиа Нт, м................................... — — — — 3,5 4,5 6 8
<dn — диаметр (эквивалентный) питающего отверстия, см; d — диаметр сливного патрубка, см; р0 — рабочее давление пульпы на входе в гидроциклон, МПа.
Для гидроциклонов диаметром больше 500 мм необходимо учитывать высоту гцдро-циклона р0 = р -|- 0,01Ягрп, где р — давление, создаваемое насосом на входе в гидро-циклон, МПа; Нг — высота гидроциклоиа, м; рп — плотность исходной пульпы, т/м*.
Номинальная крупность слива, получаемая в гидроциклоне, рассчитывается по формуле [2]
<Ш.78)
где dB — номинальная крупность слива, мкм; D — диаметр гидроциклоиа, см; К[> — поправка на диаметр гидроциклоиа (см. выше); d — диаметр сливного отверстия, см; а — содержание твердого в исходной пульпе, %; Д — диаметр песковой иасадки, см; р0 — рабочее давление на входе в гидроциклон, МПа; р и Ро — плотность твердого и жидкости, г/см*.
Содержание минусового класса в питании в зависимости от содержания этого класса в сливе можно определить по
рис. Ш.36, причем величина п рассчитывается по формуле
. п = Т/ев —у, (II 1.79) где
ев = "fRc/Rn-
Содержание этого же класса в песках (5~rf находится по балансу
= CV*- т₽Г*)/(1 - ?)•
(II 1.80)
Для сопоставления расчетных показателей с данными практики ниже приводятся некоторые эмпирические зависимости.
На рис. II 1.37 показана зависимость содержания класса —0,071 мм в сливе гидроциклона диаметром 500 мм от содержания твердого, а на рнс. III.38 — зависимость содержания класса —0,071 мм в песках от содержания этого же класса в сливе.
Удельная нагрузка на песковую насадку в среднем составляет от 0,5 до 2 т/ч на 1 см2 ее площади. Она зависит в основном от разгрузочного отношения Д/</, от характеристики крупности исходного материала, содержания твердого в питании и давления на входе.
На рис. II 1.39 показан характер изменения удельной нагрузки на единицу площади песковой насадки в зависимости от параметра dVp0Ta/b.
Рис. III.37. Зависимость крупности слива гидроциклоиа диаметром Б00 мм от содержания в нем твердого;
1—S — содержание класса — 0,071 мм в питании соответственно 25, 45, 60. 70, 75 % и более
Рис. III.38. Зависимость крупности слива от крупности песков
Содержание класса- 0,074пн в сладе °/а
198
В большинстве случаев гидроциклоиы работают при значении этого параметра, находящемся в пределах 10—25%.
Пример а. Выбрать гидроциклон для классификации хвостов первого приема флотации с целью выделения отвального слива и песковой части для последующего измельчения.
Задано: производительность по поступающему твердому Q = 52,7 т/ч, содержание класса —74 мкм Р"74 = 42 %, плотность твердого р — 2,8 г/см* * 3 4 5, разжижение 7?и = — 1,27. Требуется получить слив крупностью Р”74 = 80 %. Определить: размеры гидроциклона D, d, dn и Д и давление пульпы на входе в гидроциклон для выбора насоса.
1. Рассчитаем шламовую схему операции. Сливу, содержащему 80 % класса — 74 мкм, соответствует номинальная крупность da = = 140 мкм (см. с. 196). При такой крупности слива зерна мельче 0,15dH = 0,15-140 = = 21 мкм распределятся по продуктам классификации как вода. Содержание класса —20 мкм в исходном продукте и в сливе будет Р' = 15% и Р'= 35% (смДс.ЩЭб).
Разжижение в сливе определится по формуле (II1.74)
Rc = ЯвРс/Ри = 1,27-0,35/0,15 = 2,96
(25,3 % твердого).
Зададим разжижение в песках гидроциклона Rn = 0,43 (70 % твердого) и определим по формуле (II 1.75) выход слива
рХ-рХ
Ус РЖ-О
0,15-2,96 — 0,35.0,43
— 0,35(2,96 — 0,43) ~
= 0,332 = 33,2%.
Результаты расчета шламовой схемы приведены в табл. III.34.
2. По табл. II 1.33 для заданных условий (крупность слива 140 мкм, производительность 85,8 м3/ч) выбираем гидроциклон D = 360 мм. Для этого размера гидроциклона
имеем 4И = 90 мм, d = 115 мм, Д в пределах
от 34 до 96 (мм.
3. Найдем напор пульпы на входе в в гидроциклои, необходимый для обеспечения заданной производительности по формуле (III.77).
K<z = 1; Kd = 1,06;
Q =
85,8 = 3 1-1,06-9-11,5/^J
pt = 0,0684 МПа.
4. Проверяем, какая будет нагрузка на песковое отверстие, если принять насадок А = 5 см
q = Qn/0,785A = 35,2/0,785 (5,0)2 =
= 1,80 т/(ч-см2).
Эта нагрузка находится в пределах нормы [0,5=2,5 т/(ч-см2)] и можно принять насадок диаметром около 5 см.
5. После того как все параметры гидро-циклоиа определены, проверим крупность
Таблица III.34
Результаты расчета шламовой схемы (к примерам расчета гидроциклонов)
Пример Продукт Выход V. % Производительность по твердому Q, т/ч Разжижение R==1F/Q Содержание твердого, % Расход воды QR, м’/ч Объем пульпы V=Q (1/р-Ь 4-7?), м’/ч
а Слив Пески Исходный 33,2 66,8 100,0 17,5 36,2 52,7 2,96 0,43 1,27 25,3 70,0 44,0 51,7 15,3 67,0 57,95 27,85 85,8
Слив 25,0 100,0 1,63 38,0 163 196
б Пески 75,0 300,0 0,25 80,0 75 175
Исходный 100,0 400,0 0,60 62,6 238 371
19»
номинального зерна в сливе ио формуле (II1.78)
. 1 г, Г dDa
da ~ 1>51 / ------------=
И АЛКр0(р — Ро)
________И,5-36-44
5,0-1,Об/0,0684 (2,8— 1)
= 130 мкм.
Это соответствует заданной крупности (140 мкм) и, следовательно, можно принять выбранный гидроциклов D = 360 мм.
6. Гранулометрический состав песков можно рассчитать по балансу классов крупности по формуле (II 1.80),
Пример б. Выбрать гидроциклон для работы в замкнутом цикле с шаровой мельницей.
Задано. Схема измельчения показана на рис. II 1.32, а. Производительность цикла измельчения по руде Qc = 100 т/ч, плотность руды р = 3 г/см3. Слив гидроциклоиа должен иметь крупность 55 % класса — 74 мкм.
Требуется определить размеры гидроциклона D, d, da, А и давление пульпы иа входе в гидроциклои для выбора иасоса.
1. Зададим наибольшую рабочую циркулирующую нагрузку 300 % и определим частный выход слива (от операции классификации)
Ус = Q/Q (1 + с) = 1/(1 + 3) =
= 0,25 = 25 %.
2. Зададим разжижение в песках Rn = = 0,25 (или Ь = 80 %) (см. с. 197).
3. Определим содержание твердого в сливе по формуле (III.73), где числитель
а = 0, 25-0,8 [1 — 0,7-0,55(2,7/3)0’26] 100, знаменатель
b = 0,8 —[1 —0,7-0,55(2,7/3)0,25] (1—0,25).
С = а/b = 38.
4. Рассчитаем шламовую схему (см. табл. III.34).
5. Определим (см. с. 196) номинальную крупность слива dH = 280 мкм и размер класса, который распределяется по продуктам как вода d = 0,15dH = 42 мкм. В дальнейшем для этой крупности можно рассчитать содержание в продуктах по распределению воды.
6. По табл. II 1.33 подберем размер гидроциклона. Для заданных условий подходит гидроциклон D — 710 мм или гидроциклои D = (ООО мм.
Определим ориентировочно производительность одного гидроциклоиа D = 710 мм, приняв условно давление иа входе 0,1 МПа я стандартные диаметры da = 150 мм, d —
200
='200 мм, По формуле (III.77) имеем
Q — 3R&KРо = 3 • 1 • 0,95 • 15 X
X 20/0Л = 270 м3/ч.
Следовательно, для заданной производительности требуется 371/270 = 1,4 ~ 2 гидроциклона D = 710 мм.
Рассчитаем, сколько требуется гидроцикло-иов D = 1000 мм. По табл. Ш.ЗЗ стандартные размеры: dn = 210 мм, d = 250 мм. Определим производительность одного гидроциклона при условном давлении 0,1 МПа:
Q=3KaKDdndi/"^l =3-1 -0,91.21 X
X 25/бЛ = 454 м3/ч.
Следовательно, для заданной производительности достаточно 371/454 — 0,82 =» 1 гидроциклон. Принимаем к установке один рабочий гидроциклон D = 1000 мм.
7. Проверим нагрузку гидроциклоиа по пескам при диаметре песковой насадки А = = 150 мм (сечение 177 см2), удельная нагрузка 300/177= 1,7 т/(ч-см2).
8. Определим достаточное давление на входе в гидроциклон по формуле (II 1.77)
Q = 3KaKDdnV^; 371 =3-1-0,91 X
X 21 -25/р0;
р0 = 0,072 МПа.
9. По формуле (III.78) определим номинальную крупность слива, которую может обеспечить выбранный гидроциклон
Н ’ |/ АКд/р0(р-Ро)
, „ Г~~25-100-62,6
= 1,51/ ---------г" ---:----- =
|/ 15-0,91/0,072 (3 - 1)
= 225 мкм.
Это меньше, чем задано, и гидроциклон D = 1000 мм обеспечит требуемую крупность слива.
10. Определим ориентировочно содержание класса — 74 мкм в питании и песках гидроциклона. Для этого вычислим по формуле (III.79) величину п, найдя по данным табл. III.34 извлечение воды в сливе ев = = 163/238 = 0,69.
п = у/(ев — у) = 0,25/(0,69 — 0,25) = = 0,57.
По рис. II 1.36 находим, что при п = 0,57 содержанию класса —74 мкм в сливе, равному |3“74 = 55 %, соответствует содержанйе этого класса в питании гидроциклоиа ₽~74= = 22 %.
Содержание класса —74 мкм в песках находим по формуле (II 1.80)
₽774 = (₽Г74 - т₽Г74)/(1 - ?) = (°>22 -— 0,25-0,55)/(1 —0,25) =0,11 или 11%.
Можно определить также содержание в продуктах класса —40 мкм, который распределяется как вода. Из ориентировочной зависимости между содержанием классов различной крупности, приведенной выше (см. с. 196) интерполяцией находим, что при содержании класса —74 мкм в сливе и питании, равном 55 и 22%, содержание класса —40 мкм составляет соответственно 33,5 и 12%, а содержание его в песках, рассчитанное по балансовой формуле (III.80), будет ₽’40 = 4,8 %.
§ 5. Эксплуатация гидроциклонов
При правильной компоновке оборудования наладка гидроциклонов сводится к обеспечению заданного давления пульпы на входе в гидроциклои и его постоянства, обеспечению зонтообразной разгрузки песков и его оптимальной циркулирующей нагрузки, а также нормальной работы питающего насоса.
В процессе наладки должны быть выявлены и устранены недостатки, которые могли быть допущены при проектировании и монтаже.
Производительность насоса должна соответствовать производительности гидроциклонов. При чрезмерно большой пропускной способности насоса или гидррциклонов по сравнению с фактическим количеством пульпы, проходящим через них, питание поступает в гидроциклоны толчками. Устранение этих толчков может быть иногда достигнуто корректировкой размеров питающей насадки da и сливного патрубка d. Кроме того, для устранения толчков применяются: автоматическое регулирование скорости вращения рабочего колеса насоса в зависимости от количества исходной пульпы; возвращение в зумпф насоса части слива или части питания гидроциклонов (для поддержания в зумпфе постоянства уровня); установка задвижек на напорном или всасывающем трубопроводе и другие мероприятия.
Оптимальная циркулирующая нагрузка гидроциклонов, работающих в замкнутом цикле с шаровыми мельницами, создается подбором соответствующего диаметра песковых насадок. Обычно гидроциклоны в циклах измельчения работают при большом разгрузочном отношении (A/d), достигающем единицы и более. При очень больших циркулирующих нагрузках (600—800%), необходимых для получения тонкого слива, применяют параллельную установку нескольких гидроциклонов.
Для предотвращения забивания гидроциклонов и коммуникаций предусматривается установка решеток на зумпфах насосов и бутар на разгрузочных горловинах мельниц.
При эксплуатации насосов не следует допускать их перегрузки по давлению. Работа иасосов значительно облегчается при малых давлениях на входе в гидроциклон.
Контроль за плотностью и крупностью продуктов классификации в гидроциклонах осуществляется теми
• Полный напор насоса.
Рис. III.40. Зависимость удельного расхода алектроэнергии от полного напора насоса: 1 — насосы песковые и грунтовые с диаметром нагнетательного трубопровода меньше 200 мм; 2 — насосы грунтовые с диаметром нагнетательного трубопровода больше 200 мм
же способами, что и для механических классификаторов. Кроме того, контролируется объемная производительность и ее колебания по манометру, установленному иа питающем гидроциклон пульпопроводе.
Если питание гидроциклоиов поддерживается постоянным по объему, крупности и плотности, то регулирования гидроциклонов не требуется, необходима лишь своевременная замена износившихся деталей.
При изменениях количества и качества питания регулирование налаженных гидроциклоиов производится посредством смены или регулирования песковых насадок. Если из гидроциклона выделяется слишком крупный слив и слишком плотные пески, то диаметр песковой насадки А. следует увеличить и, наоборот. Если пески слишком разбавлены, то диаметр песковой-насадки следует уменьшить. Уменьшение-диаметра необходимо и тогда, когда требуется повысить крупность слива.
Смена песковых насадок производится либо при остановке питающего насоса, либо» при соответствующем способе крепления их — на ходу.
При работе гидроциклоиов в циклах измельчеиия поддержание плотности-слива может производиться регулированием подачи воды в зумпф питающего насоса. Для этого вполне применимы системы автоматического регулирования, разработанные-для механических классификаторов.
При резких колебаниях в подаче питания и необходимости поддержания стабильной плотности и крупности песков иногда применяется автоматическое регулирование песковой насадки иа основе изменения вакуума в воздушном столбе гидроциклона.
Эксплуатационные расходы при работе гидроциклонов складываются главным образом из стоимости электроэнергии, потребляемой питающим иасосом, расходов на-замену изношенных деталей гидроциклонов. и насосов и расходов иа обслуживание.
201
Таблица 111.35
Показатели работы гядроцяиюяоя яа иекетерых отечествеяяых и зарубежных обогатитель
Показатели Кировск as АНОФ-2 АГМК дгмк нгмк Зырянов-ская фабрика
Исходная руда, Апатято-иефе- Медная Медная Медно- Свинцо-
продукт Стадия измельчения ЛИ! ювая 1 — п II нике- левая II во-цинковая II
Размеры мельницы, 4500> 5000 3600Х 3600 X
ММ Операция классифи- Дешла- Кои- Предва- Х4500 Пове- Пове- Х3800 Кон- Кон-
нации мация троль- ритель- рочная рочная троль- троль-
Диаметр гйдроцикло- 1400 иая 1000 иая 750 750 750 ная 650 ная 500
нор, мм Число рабочих гид- — 1 —- 2 1 1 1
роциклонов ц R. на 1 мельницу, шт. Эквивалентный диа- 300 230 120 120 160 100 84
метр питающего отверстия, мм Диаметр, мм: сливного патрубка 375 260 200 200 250 200 ПО
песковой насадки 150 170 70 80 100 80 45
Давление на входе в 1.5 1.5 2,5 3,0 2,0 1,2 1,5
гидроциклон, 10БПа Питание гидроциклонов Объемная производи- 1646 636 360 435 364 230 108
тельность на 1 гид-роциклои, м3/ч •Содержание, %: твердого 12,7 68,0 42,1 36,0 53,5 30 60,5
класса —71 мкм 49,8 19,4 60,3 29,0 30,3 — 50,8 .
класса —45 мкм 36,8 13,1 — — — 40—45 —
Слив Производительность, 1396 346 269 314 194 ' 200 77,0
м3/ч , Содержание, %: твердого 4,8 42,1 31,4 23,5 31,5 20 49,6 |
класса —71 мкм 96,2 50,2 83,7 < 68,0 70,9 — 73,6
класса — 45 мкм 90,5 35,4 — — 75—80 —
Выход слива, % Эффективность клас- 30,2 26,4 62,3 33,3 25,4 40 52,5
70,0 45,7 60,7 63,5 48,4 51—63 49.7
сификации, % Пески Производительность, м37ч 250 290 91 121 170,0 30 31
Содержание, %: твердого 45,3 183,0 47,5 74,2 71,0 75—78 80,0 5
класса —71 мкм 29,8 8,3 21,6 у ' 9,5 16,5 — 25,6 ।
класса —45 мкм 13,5 5,1 — — — 10—15 —
Изготовитель дзгшо НГМК
202
вых фабриках
А ГМК СУМЗ югок Печеига-никель Нью-Кон-сорт (США) Сильвер Белл (США) Коппер-Сити (США) Вирджиния (США) Эри (США)
Свинцо-во-цин-ковая II Поверочная 500 1 70 130 47 1,8 111,3 52,1 37,7 28,8 71,1 32,9 79,5 ч 66,7 34,0 60,5 40,2 74,7 16,2 9,3 Сульфидная II 2700Х Х3600 Контрольная 500 2 95 150 34 1,4 152 38,7 69,4 138,4 28,5 89,9 60,5 59,2 13,6 84,0 37,9 Пром-продукт магнитной сепарации III 3200Х Х4400 Поверочная 350 4 68 70—85 40—45 1,5—2,0 69 32,8 80,0 55,2 15,0 95,0 31,0 28,0 13,8 66—72 70 Медно-нике-левая II Поверочная 350 48 72 35 1,3 57,0 , 46,0 38,8" 39,4 30,0 72,6 39,5 57,0 17,6 70,0 16,7 Золотосодержащая I 1830Х Х3660 Поверочная 300 1 67 76 38 0,3 32,2 66,9 29,5 13,4 47,7 64,6 29,0 46,5 18,8 77,0 15,2 Медиый концеи-трат Доиз-мель-чение 2100Х Х3600 Пове- рочная 300 1 64 89 51—76 1,7 90,5 40,0 69,0 42,0 39,8 20,0 93,0 84,0 25,0 28,4 50,7 70,0 61,0 28,0 Медный концентрат Доиз-мель-чеиие Поверочная 250 4 76 89 25 90,8 40,0 60,9 77,0 15,0 91,2 30,0 43,8 13,8 75,0 45,0 Золотосодержащая I Поверочная 686 1 152 152 76 0,3 115,7 66,4 16 55,2 45,5 37,8 25,4 41,2 60,5 82,5 8,6 Промпро-дукт магнитной се* Парации 11 3200X 3600 Поверочная 335 5 63,5 89 82,5 1,4—1,8. 63,7 63,6 31,7 17,4- 30,3 26,3 87,3 73,3 12,8 33,0 . 33,4 80,0 23,5 9,2
УЗГО — Дорр — — Эри
203
Таблица Ш.36
Основные параметры шнековых осадительных центрифуг
Параметры УЦМ-1 УЦМ-2А УЦМ-3
Производительность:
по пульпе, м3/ч 160 300 450
по твердому, т/ч 25—30 60 100
Максимальный диаметр ротора, мм 1100 1350 1500
Угол наклона образующей конуса, градус 10 15 15
Частота вращения ротора, мни-1 900 700 730
Относительная частота вращения шиека, мин-1 18 23 15,5
Предельная крупность слива, мм 0,06 0,04 0,065
Мощность электродвигателя, кВт 85 155 310
Масса без электро-' двигатели, кг 7700 8000 15 100
Удельный расход электроэнергии при работе гидроциклонов может изменяться в широких пределах в зависимости от давления на входе и от схемы компоновки оборудовании.
Потребление электроэнергии питающими насосами рассчитывают по общей их нагрузке, определяемой объемной производительностью, плотностью пульпы, напором, требующимся на подъем пульпы до гвдроцик-лона и созданием необходимого давления на входе в него, а также на преодоление общего сопротивления пульпопровода.
Зависимость удельного расхода электроэнергии от общего напора, развиваемого насосом при работе гидроциклонов, показана на рис. II 1.40. Прн правильной установке гидроциклоиов н насосов средний расход электроэнергии составляет около 0,15— 0,20 кВт-ч иа 1 м3 исходной пульпы.
Наибольшему износу подвергается нижняя часть гидроциклоиа, находящаяся вблизи песковой насадки, а также иесковая насадка; питающая насадка и стенки цилиндрической части корпуса (в месте поступления исходной!пульпы) и сливной натру-бок. Износ тем больше, чем крупнее и абра-зивнее твердая фаза, чем больше плотность пульпы и выше давление.
Для борьбы с износом применяют футеровку корпуса и съемные детали из износостойких материалов. К таким материалам относятся: легированные чугуны, резина, каменное литье, полиуретан, фарфор, керамика, твердые сплавы. Для футеровки оте
чественных гидроциклонов начиная с 1980 г. применяется резина марки УП-15-15 60—342 ТУ 38-105-1082—76.
Физико-механические свойства каменного литья
Плотность, г/см3 .......... 3,0
Кислотостой кость (в НС1, H2SO4, HNO3), % ..... : 100
Водопоглощение, %.......... Не более
0,2
Температура размягчения, °C 1000—1050
Временное сопротивление,
МПа:
на разрыв ........ 9—25
на сжатие ............... 400
Коэффициент истираемости, кПа ........................... 6,7
Твердость:
по Моосу....................... 7
по Шору..................... 100—110
Состав шихты для приготовле-
ния каменного литья, %: базальт..................... 83,5
горнблендит................. 15,0
хромистый железняк ... 1,5
Срок службы футеровки из ка-
менного литья:
питающие насадки......... 1 .год
песковые насадки......... 10—
15 суток корпус гидроциклона. ... 3 года
крышка гидроциклоиа ... 1 год
Состав каменного литья, приготовленного из базальта, %
SiO2 А12О3 46—49 16—20
FeaOs 15—16
СаО 8—10
MgO 4—9
К2О 2—3
Гидроциклоны из отбеленного чугуна служат около полугода. С увеличением крупности классифицируемых материалов срок службы чугунных деталей гидроциклонов уменьшается. Например, на обогатительной фабрике СУМЗ срок службы песковых насадок из серого чугуна при изменении содержания класса —0,074 мм в питании от 85 до 35 % уменьшился в 2 раза.
На тонких материалах (с содержанием 95 % класса —0,074 мм и тоньше) износ деталей гидроциклонов незначителен.
204
Для футеровки песковых насадок находят применение карбиды различных металлов, альфа-корунд и металлокерамические сплавы. Эти материалы обладают значительно большей износостойкостью, чем резина и каменное литье. Испытания песковых насадок, изготовленных из этих материалов, показали, что после 3000 ч работы изменений в диаметре песковых отверстий не наблюдалось.
Гидроциклоны применяются в настоящее время в качестве классифицирующих аппаратов на подавляющем большинстве обогатительных фабрик. В табл. III.35 приведено несколько примеров работы классифицирующих гидроциклонов на обогатительных фабриках.
§ 6. Центрифуги
К числу классификаторов, осуществляющих процесс разделения материала по крупности с использованием центробежных сил, относятся осадительные центрифуги.
Для целей классификации применяются главным образом шнековые осадительные центрифуги.
Размер граничного зерна при различных режимах работы центрифуги колеблется в широких пределах. При классификации угольных шламов он обычно равен 0,04—0,08 мм, а рудных пульп — 0,005—0,03 мм. Влажность осадка 24—30 % (на угле). Техническая характеристика шнековых осадительных центрифуг приведена в табл. II 1.36.
РАЗДЕЛ IV
ИЗМЕЛЬЧЕНИЕ
Глава I
Измельчительное оборудование
§ 1. Классификация, принцип действия мельниц и область их применения
Общая классификация дробильно-измельчи-тельных машин приведена в табл. II.9, в которой все мельницы разделены на механические (с мелющими телами) и аэродинамические или струйные (без мелющих тел). По режиму работы измельчительиые машины делят иа машины непрерывного и периодического действия, по способу измельчения — иа Машины мокрого или сухого измельчения.
По принципу действия и по конструкции измельчительиые машины разделяются на барабанные, ролико-кольцевые, чашевые (или бегунные) и дисковые.
Барабанные мельницы классифицируются иа мельницы с вращающимся барабаном, вибрационные и центробежные. На обогатительных фабриках и в рудоподготовительных отделениях металлургических предприятий применяются вращающиеся барабанные мельницы [2, 34, 53, 71, 74, 76, 86].
А. Вращающиеся барабанные мельницы
Вращающаяся барабанная мельница (рнс. IV. 1) представляет собой пустотелый барабан 1, закрытый, торцевыми крышками 2 и 3, заполненный определенным количеством измельчающих тел 4 и вращающийся вокруг горизонтальной оси. При вращении барабана измельчающие тела благодаря трению увлекаются внутренней поверхностью барабана и поднимаются на некоторую высоту, затем свободно падают (или перекатываются) вниз.
В непрерывно работающих мельницах измельчаемый материал подается через центральное отверстие в одной из крышек внутрь барабана и, продвигаясь вдоль него, подвергается воздействию измельчающих тел. При этом измельчение частиц материала происходит ударом падающих измельчающих тел и истиранием и раздавливанием частиц между телами. Разгрузка измельченного материала производится либо через центральное отверстие в разгрузочной крышке, либо через решетку со щелевидными или круглыми отверстиями, либо через отверстия на конце цилиндрической части барабана.
В мельницах периодического (дискретного) 206
действия измельченный'материал загружается в барабан и выгружается из него периодически через люк в цилиндрической части барабана или в одной из торцевых крышек.
Классификация ^вращающихся барабанных мельниц по ряду основных признаков приведена иа рис. IV.2.
В зависимости от формы барабана различают мельницы цилиндрические и цилиидро-конические (рис. IV.3). Первые в свою очередь классифицируются на три типа: короткие, длинные и трубные. К коротким мельницам относятся такие, у которых длина барабана меньше или равна его диаметру; к длинным — у которых длина барабана больше одного, но меньше трех его диаметров, к трубным — мельницы с длиной барабана больше трех диаметров.
В зависимости от вида измельчающей среды различают мельницы шаровые, стержневые, галечные и рудногалечные, самоизмельчения и полусамоизмельчения.
У шаровых мельниц измельчающая среда составляется из стальных или чугунных шаров одного или нескольких размеров. Иногда используются фарфоровые шары или шары из других неметаллических материалов. У стержневых мельниц измельчающая среда составляется из стальных стержней одного или нескольких диаметров и длиной, близкой к внутренней длине барабана. Для галечных мельниц используетси в качестве измельчающей среды окатанная кремневая галька, для рудногалечных — крупнокусковые фракции, выделенные из измельчаемой руды. В мельницах самоизмельчения и полусамоизмельчения измельчающей средой служат соответственно крупные кускн измельчаемой руды и смесь крупных кусков руды с некоторым количеством крупных стальных шаров.
В ряде случаев в качестве измельчающей среды используется стальной или чугунный цильпебс, представляющий собой тела в виде цилиндриков или усеченных конусов. В качестве измельчающей среды находят применение также металлические тела, выполненные в форме эллипсоида, толстостенных трубок, дисков.
Вращающиеся барабанные мельницы изготавливаются с одной камерой измельчения (короткие и длинные) и с двумя или несколькими камерами (длинные и трубные).
Однокамерные барабанные мельницы непрерывного действия, являющиеся основным измельчитель ным оборудованием обогатительных фабрик, различаются по способу разгрузки измельченного материала на следующие типы:
с центральной разгрузкой или сливного типа (рис. IV.4);
с разгрузкой через торцовую решетку (рис. IV.5);
с разгрузкой через решетку на разгрузочном конце цилиндрической части барабана (рис. 1V.6);
с периферической разгрузкой через сито.
Мельницы с центральной
разгрузкой используются для ша-
рового и стержневого измельчения. Удаление измельченного материала в этих мельницах происходит свободным сливом через пустотелую разгрузочную цапфу, поэтому уровень пульпы в мельнице несколько выше нижней образующей поверхности отверстия разгрузочной цапфы. Так как диаметр разгрузочной цапфы выполняется значительно меньше диаметра барабана, то в мельнице поддерживается высокий уровень пульпы. Поэтому мельницы с центральной разгрузкой называют также мельницами с высоким уровнем пульпы или мельницами сливного типа.
Рнс. IV.1. Схема устройства и принцип действия вращающейся барабанной мельннцы:
1 — барабан; 2 н 3 — загрузочная и разгрузочная крышки с пустотелыми цапфами; 4 — измельчающие тела
Рис. IV.2. Классификационные признаки и классификация вращающихся барабанных мельниц: а—м — классификационные признакн соответственно по; форме барабана, режиму работы, длине барабана, числу камер измельчения, способу разгрузки измельченного продукта, способу измельчения, виду измельчающих тел
Вращающиеся барабанные мельницы
а S
3 г
Цилиндрические | | Цилиндра - конические |
__________ г~ — ----- - —______________________
Непрерывного действия | | Периодического действия
| Короткие- | |Длинные j [ , Трубные
[ Однокамерные | | Многокамерные
Мокрый, сухой
~ г • й iL
С разгрузкой через отверстия в конце цилиндра -ческой части, барабана С разгрузкоичерезторцо-вую решетку иподьемом продукта в пустотелую Цитру С разгрузкой через торцовую решетку и выводом продукта через отверстия в цилиндре барабана
Сухой Мокрый, сухой Мокрый, сухой
Стержни Шары,циль-пеос,элипсо-иды, галя, крупная руда 5 S» -У £ £23
С разгрузкой через решетку на конце цилиндрической части барабана С пересрерической разгруз -кой через сито без вывода продукта между камерами
Мокрый, сухой Сухой Мокрый
Шары, циль-лево, галя Шары, галя Шары,циль-пев с эл ип са- йды
а- £ <3 «Г fc у £4 «К ЧзЕ-
Мокрый Мокрый, сухой
JZZZZI
£ • ъ
!Чдп -оэипие1одэи -чипб'мо'птп £ £ 3
С периодической загрузкой и разгрузкой продукта через люк
1
Мокрый, сухой
1
Шары, стержни, цильпеос, галя
207
Рис. IV.3. Форма барабана однокамерных мельниц:
а, б, в — цилиндрические короткие (а), длинные (б), трубные \в)', г — цилиндроконическне с короткой (гх) загрузочной конической частью, с увеличенной (г2) н уменьшенной (г3) цилиндрической частью барабана
У стержневых мельниц патрубки загрузочной и разгрузочной цапф выполняются с большим диаметром отверстий, чем у шаровых мельниц такого же размера, что позволяет повысить пропускную способность стержневых мельниц, уменьшить время пребывания материала в барабане.
Мельницы с разгрузкой через торцовую решетку используются для шарового, галечного и рудногалечного измельчения, самоизмельчения и полусамоизмельчения (см. рис. IV.5, а.
Рис. IV. 4. Схема вращающихся барабанных мельниц сливного типа:
а — шаровая; б — стержневые с разгрузкой через цапфу и через окна в цилиндрической части барабана; в — трубная однокамерная; г — трубная многокамерная с межкамерными перегородками н шароудержнвающей диафрагмой в разгрузочной цапфе; а — угол наклона потока пульпы в мельнице
б). Удаление измельченного материала из р.-.бэчего объема мельницы происходит через щелевидные или круглые отверстия в торцовой решетке в пульпоприемные камеры пульпоподъемного устройства (элеваторного пульпоподьемника), установленного между торцовой решеткой (диафрагмой) и торцовой разгрузочной крышкой. При вращении барабана измельченный, материал, прошедший через решетку в пульпоприемные камеры элеваторного пульпоподьемника, радиальными перегородками поднимается выше оси мельницы и самотеком сливается через полую цапфу разгрузочной крышки.
Принудительное удаление измельченного материала из барабана мельницы позволяет поддерживать в ней низкий уровень пульпы, что существенно повышает эффективность ударного воздействия измельчающих тел на частицы материала и способствует более быстрому продвижению крупнозернистой пульпы вдоль оси барабана. Мельницы такого типа называют также мельницами с принудительной разгрузкой или мельницами с низким уровнем пульпы.
Известны мельницы с открытой решеткой, у которых торцовой крышкой разгрузочного конца барабана служит сама решетка. Имеются конструкции мельниц, в которых измельченный продукт, прошедший через торцовую решетку, разгружается через окна в конце барабана (см. рис. IV.5, в). Надоб-
208
ность в элеваторном пульпоподъемнике в таких мельницах отпадает.
Мельницы с разгрузкой через отверстия (окна) иа разгрузочном конце барабана используются при сухом стержневом измельчении. Такая конструкция обеспечивает движение грубоизмельченного сухого материала вдоль барабана (см. рис. IV.4, д').
Мельницы с разгрузкой через решетки на цилиндрической поверхности разгрузочного конца барабана используются для обеспечения низкого уровня пульпы в барабане при работе мельниц с субкритической или сверхкритической частотой вращения, т. е. в условиях, когда элеваторный пульпоподъемник ие работает из-за возрастания центробежных сил, воздействующих на разгружаемую пульпу или при ограниченном увлажнении измельчаемого материала (см. рнс. IV.6).
Инс. IV. 5. Схема вращающихся барабанных мельниц с разгрузкой через торцовую решетку; а, б, в однокамерные; г. д — многокамерные; а, б, г — с элеваторным пульпоподъемииком и разгрузкой через пустотелую цапфу; в — с разгрузкой через отверстия в цилиндре барабана; г с перегрузкой материала между камерами элеваторным пульпоподъемииком; д — с выводом материала из камер через отверстия в цилиндре барабана и ввода его во вторую н последующие камеры улитковым устройством
Мельницы с периферической разгрузкой через сито имеют барабан, цилиндрическая поверхность которого снаружи покрыта сеткой.
Рнс. IV.6. Схема вращающейся барабанной мельницы с разгрузкой через решетку на конце цилиндрической частн барабана:
1 — барабан; 2 — разгрузочная решетка; 3 — разгрузочный патрубок; 4 — сборник; 6 — Уровень пульпы или измельчаемого материала в барабане
209
Измельченный материал из камеры измельчения через щелевидиые отверстия между футеровочными плитами барабана поступает на сито, на котором отсеивается готовый продукт.
К однокамерным мельницам относятся также барабанные роликовые мельницы, представляющие собой горизонтально вращающийся барабан со свободно размещенными в нем одним или несколькими массивными роликами или валками, обкатывающимися по внутренней поверхности барабана.
Многокамерные вращающиеся барабанные мельницы изготавливаются сливного типа и с разгрузкой через решетку.
В многокамерных мельницах сливного типа внутренний объем барабана разделен на ряд камер диафрагмами со щелевыми отверстиями, обеспечивающими 'пропуск измельчаемого материала вдоль мельницы и в то же время предотвращающими смешение измельчающей среды (см. рис. IV.4, а).
Многокамерные длинные или трубные мельницы используются для открытоциклового измельчения ряда сырьевых материалов гидрометаллургического производства.
В м н о г о к а м е р.н ы х мельницах с 4р азгрузкой через решетку! измельченный материал каждой камеры с помощью элеваторного пульпо-подъемника перегружается по оси барабана в следующую камеру (см. рис. IV.5, г), этим обеспечивается низкий уровень пульпы в каждой камере и повышается эффективность измельчения. Увеличивается также пропускная способность камер при транспортировке плотной и вязкой пульпы.
Многокамерные мельницы с разгрузкой через решетку и с межкамерным вводом и выводом продуктов измельчения предназначаются для организации в одной машине многостадиального замкнутоциклового измельчения одного материала или для совместного измельчения в одной мельнице двух или нескольких разнопрочных материалов по 'открытоцикловой или замкнутоцикловой технологии. В мельницах этого типа межкамерное устройство состоит из разгрузочной решетки, камеры для выпуска измельченного продукта или элеваторного подъемника для перегрузки этого продукта в следующую из-мельчительную камеру и загрузочной камеры с улитковым загружателем материала, вновь вводимого во вторую или последующие измельчительиые камеры (см. рис. IV.5, д). Через межкамерные улитковые загружа-тели также догружаются измельчающие тела для компенсации их износа.
Мельницы этого типа находят применение при обработке сырьевых материалов как мокрым, так и сухим способом.
Многокамерные мельницы с разгрузкой через решетку н с радиальным разделением последней камеры на не-
210
сколько изолированных
секторов изготавливаются с целью интенсификации процесса тонкого измельчения в последней камере и используются преимущественно при измельчении в открытом цикле.
Основным недостатком многокамерных мельниц является трудность ремонта и замены быстроизиашивающихся узлов и деталей внутри барабана мельницы, а также необходимость их остановок для догрузки измельчающих тел в промежуточные камеры.
Опорные устройства барабана вращающихся барабанных мельниц выполняются либо в виде подшипников скольжения, расположенных иа пустотелых цапфах торцовых крышек или непосредственно иа барабане Мельницы, либо в виде опорных катков, на которые барабан опирается через специальные опорные бандажи, жестко закрепленные на барабане. Наиболее широкое распространение получили мельницы с опорой на пустотелые цапфы. Недостатком такой конструкции является необходимость достаточно прочных торцовых крышек, трудность доступа внутрь барабана для ремонта и значительное удлинение пути движения измельчаемого материала вдоль оси мельницы, превышающее в крупноразмерных мельницах длину барабана в 1,5—2,0 раза.
Опора барабана на катки (ролики) обеспечивает свободный доступ внутрь мельницы и позволяет оперативно изменять параметры разгрузочных устройств. Этим же преимуществом обладают и мельницы с расположением опорных подшипников скольжения на барабане мельницы.
Привод вращающихся барабанных мельниц. Кинематические схемы привода барабана мельниц приведены на рис. IV.7.
Вращение барабана мельницы зубчатой передачей наиболее распространено, при этом ведомая шестерня располагается либо на барабане мельницы (рис. IV.7, а, б и, к), либо на горловине разгрузочной цапфы (рис. IV.7, в, а). Ведущая шестерня с приводным валом приводится во вращение от электродвигателя через редуктор (рис. IV.7, а, в, д) или непосредственно отвала тихоходного электродвигателя через муфту (рис. IV.7, б, г, е).
Мельницы больших размеров, намеченные к выпуску, предполагается оснащать двумя приводными механизмами (рис. IV.7, б, в) или тихоходными двигателями с регулируемой частотой вращения.
Барабан мельницы с фрикционным приводом (рис. IV.7, д, е, ж) приводится во вращение через вращающиеся опорные катки. Барабан трубных однокамерных и многокамерных мельниц приводится во вращательное движение путем соединения через муфту разгрузочной горловины с редуктором (рис. IV.7, з).
В безредукторном приводе (рис. IV.7, л) дуговой статор электродвигателя располо-
5
a
Рис. IV.7. Кинематические схемы привода и опорных устройств вращающихся барабанных мельниц:
1 — барабан; 2 и 3 — пустотелые цапфы; 4 — опорный подшипник цапфы; 5 — венцовая шестерня; 6 — ведущая шестерня (приводной вал — шестерня); 7 — муфта; 8 — редуктор; 9 — быстроходный электродвигатель; 10 — промежуточный вал; 11 — тихоходный электродвигатель; 12 —
опорный бандаж; 13 —. опорные катки; 14 — опорно-приводные катки; 15 — подшипники опорно-прнводных катков; 16 — разгрузочная камера трубных мельииц; 17, 18 — большеразмерные подшипники скольжения; 19 — низкочастотный электродвигатель; а, б, в, г, и, к — привод через зубчатую передачу; д, е, ж — привод через фрикционную передачу; з — привод через горловину барабана; л — безредукторный привод
То же, большого размера, м3 От 50 до 250
Рис. IV.8. Планетарные (а) и гироскопические <а) мельницы периодического действия:
/ — станина; 2 — водило; 3 — барабан мельницы;
4 — неподвижное зубчатое колесо; 5 — привод-паи шестерня барабана; 6 — ведущий вал; 7 — люк; 8 — опорная кольцевая дорожка; 9 — опорный ролик; 10 — ведущий ролик
Промышленные особо больших размеров, м3 .... Свыше 250
жен концентрично барабану мельницы, на котором жестко закреплен роторный обод.
Вращающиеся барабанные мельницы изготавливаются с барабанами разных размеров. В обозначении типоразмера мельницы заводом-изготовителем указывается внутренний диаметр барабана без футеровки и внутренняя длина цилиндрической части по футеровке. Внутренний диаметр барабана без футеровки называют номинальным диаметром Он, а внутренний диаметр барабана в свету, т. е. с учетом толщины футеровки, — рабочим диаметром D.
Рабочий объем мельницы V вычисляется по номинальному диаметру Dn за вычетом двойной толщины футеровки 2t и по номинальной длине L барабана.
По объему барабана вращающиеся барабанные мельницы выпускаются от нескольких кубических дециметров до 200—450 м®, проектируется выпуск мельниц с рабочим объемом барабана до 560 и даже до 1220 м®. Условно по объему барабана мельницы могут быть разделены на группы;
Лабораторные с объемом барабана, дм®................. До 100
Полупромышленные, дм3 До 500
Промышленные малого размера, м®................. От 0,5 до 25
То же, среднего размера, м3 От 25 до 50
212
На современных обогатительных фабриках используются в основном барабанные мельницы среднего и большого размера.
Б. Планетарные и гироскопические барабанные мельницы
Планетарная мельница (рис. IV.8, а) представляет собой несколько барабанов, смонтированных на водиле 2. Каждый барабан свободно вращается в подшипниках водила и жестко соединен с приводной шестерней 5, кинематически связанной с неподвижной шестерней 4. При вращении вала 6 и водила 2 барабаны 3 вращаются вокруг общей оси, а за счет зацепления шестерни 5 с шестерней 4 происходит вращение каждого барабана 3 вокруг своей оси.
В мельницах планетарного типа отмечается избирательность измельчения разнопрочных материалов при их самонзмельче-нии.
Гироскопическая мельница (рис. IV.8, б) состоит из барабана 3, на валу которого находятся ведущий 10 н опорный 9 ролики, опирающиеся на опорную кольцевую дорожку 8. С валом барабана 3 подвижно соединено водило 2 с ведущим валом 6. При вращении приводного вала б барабан 3 вращается относительно горизонтальной и вертикальной осей. Измельчающие тела, находящиеся внутри барабана, приобретают сложное движение.
Оптимальное отношение частот вращения барабана относительно вертикальной и горизонтальной . осей находится в пределах 1:1—1: 5.
Планетарные и гироскопические мельницы мало изучены [71].
Рис. IV.9. Схемы центробежных мельниц:
а — многокамерная с вертикальным водилом; б — биссериая; в — центробежно-шаровая; е — шаро-кольцевая вертикальная
В. Центробежные барабанные мельницы
К типу центробежных барабанных мельниц относится большое количество измельчительных машин различного конструктивного исполнения, некоторые из которых приведены на рис. IV.9 [2, 71].
Одно- или многокамерная барабанная мельница с неподвижным вертикальным барабаном и вращающимся внутри него ротором-валом с водилами для шарнирно закрепленных роликов или свободно размещенных металлических шаров показана на рис. IV.9, а. При вращении вала происходит раздавливание частиц измельчающими телами за счет воздействия на них центробежных сил. Измельчение материала в таких мельницах ведется сухим или мокрым способом последовательно по мере продвижения материала вдоль поверхности барабана. Мельницы этого типа используются в керамической, фармацевтической и других отраслях промышленности. Попытки разработки мельниц этого типа для горнорудной промышленности выявили низкую износостойкость роликов, подшипников и других внутренних узлов, необходимость периодической калибровки поверхности барабана и роликов, больших затрат труда иа ремонт.
Для весьма тонкого измельчения применяется бисерная мельница аналогичной конструкции (рис. IV.9, б), в которой в качестве измельчающих тел используются металлическая дробь, керамические или минеральные износостойкие частицы размером от 1—3 до 5—6 мм.
В химической промышленности при сухом измельчении материалов применяется центробежная шаровая мельница с составным барабаном (рис. IV.9, в), нижняя часть которого, выполненная в виде чаши, вращается с большой частотой.
Г. Вибрационные барабанные мельницы
Барабан или ка мера вибрационной мельницы приводится в колебательное движение от дебалансного и ли гирационного вибратора,
при этом барабан мельницы не совершает вращательного движения (рис. IV. 10, а, б). При вращении вибратора возбуждаются круговые колебания в плоскости, перпендикулярной к осн вибратора, что вызывает колебания измельчающих тел и разрыхление измельчающей среды в камере, интенсивное взаимное перемещение измельчающих тел. При этом возникает вращательное движение измельчающей среды, обратное направлению вращения вибратора. В результате материал, находящийся в мельнице, измельчается.
Как измельчающие тела используются чаще всего стальные шары, но могут быть загружены стержни, ролики, крупные куски руды илн окатанная галя. Заполнение барабанов вибрационных мельниц измельчающей средой составляет 80—90 % их объема (рис. IV. 11) [25, 54, 72].
Д. Мельницы ударного действия
В мельницах ударного действия измельчение производится вследствие соударения частиц рабочими элементами быстровращающихся роторов, размещенных в неподвижном цилиндрическом корпусе. К этому типу мельниц относятся дезинтеграторы, дисмембраторы и шахтные молотковые и бильные мельницы [2, 71].
Дезинтегратор (рис. IV. 12, о) состоит из двух^входящих друг в друга роторов, представляющих диски с закрепленными в них пальцами (типа «беличьего колеса»),
В дисмембраторе (рис. IV. 12, б) вращается один диск с закрепленными на нем пальцами, второй диск с пальцами — неподвижный. Дисмембраторы выпускаются с вертикальным и горизонтальным расположением вала ротора.
213
Рис» IV.10. Схемы вибрационных мельниц с внутренним инерционным (а) и гирациониым (б) вибраторами
Рис. IV.11. Двухкамерная вибрационная мельница с внешними вибраторами:
1 — корпус; 2 — вибратор; 3 — камера первичного измельчения; 4 — камера вторичного измельчения
Рис. IV.12. Схема мельниц ударного действия: а — дезинтегратор; б — вертикальный дисмем-братор; 1 и 2 — вращающиеся роторы с рабочими пальцами; 3 — неподвижный диск с рабочими пальцами; 4 — лопатки вентилятора; 5 — кожух; 6 — станина
Е. Аэродинамические мельницы
Аэродинамические мельницы классифицируются на мельницы струйного, взрывоструйного и взрывного типов [21, 34, 71, 86].
В аппаратах струйного типа разрушение частиц происходит в результате разгона их в потоке газообразного энергоносителя и удара их об отбойную плиту или при соударении частиц во встречных потоках (рис. IV.13).
В аппаратах взрывного типа используется разрушающий эффект мгновенного сброса давления газообразной среды (сжатый воздух или газ, пар, продукты взрыва взрывчатых веществ, продукты сгорания топлива).
В аппаратах взрыво-струйного типа разрушающий эффект мгновенного сброса и воздействия давления газообразной среды дополнен устройством для выброса материала со скоростью до 300 м/с по разгонным каналам через специальные быстродействующие (с временем открытия от 0,01 до 0,02 с) клапаны в помольную камеру, где происходит соударение частиц измельчаемого материала во встречных струях (рис. IV. 14).
214
Рис. IV.18. Схема помольных.камер аэродинамических мельниц:
« — противоточная двухструйиая камера со встречными потоками типа СП; б — кольцевая вертикальная камера струйной мельницы; в — горизонтальная миогоструйная камера: 1 — камера; 2 — сопло; 3 — разгонная трубка; 4 — загрузочная воронка; 5 — разгрузочный патрубок; € — жалюзийная решетка; 7 — инжектор питания; 8 — коллектор энергоносителя; 9 — сборник крупной фракции
Рис. IV.14. Схема установки взрывоструйиого измельчения Дина-Гросса-Снайдера:
/ — камера высокого давления; 2 — разгонный канал; 3 — быстродействующий клапан (время открытия 0,01—0,02 с); 4 — отбойная плита; 5 — камера низкого давления; 6 — люк для аагрузки исходного материала; 7 — люк для разгрузки измельченного продукта
§ 2. Конструкция вращающихся барабанных мельниц для мокрого измельчения
Шаров ы.е мельницы с разгрузкой через решетку типа МП1Р используются для измельчения мел
кодробленых (до 30—5 мм) материалов в одностадиальных измельчительных установках н работают обычно в замкнутом цикле с классифицирующими аппаратами [2, 37, 53, 74, 76].
Общий вид мельницы типа МШР показан на рис. IV. 15.
В табл. IV. 1 приведены параметры шаровых мельниц типа МШР, выпускаемых отечественной промышленностью. Тип и размеры мельниц обозначаются следующим образом. Например, мельница шаровая с решеткой, имеющая номинальный диаметр Он = = 4500 мм и длину барабана L = 5000 мм, сокращенно обозначается: МШР-4500Х5000 (ГОСТ 10141—69 *).
Частота вращении барабана мельниц (по ГОСТ 10141—69) в пределах 75—86 % от критической, но заводами-изготовителями мельницы выпускаются с определенной частотой вращения. Масса шаровой загрузки не нормируется и определяется условиями работы мельниц.
Шаровые мельницы с центральной разгрузкой типа МШЦ используются в одно- и многостадиальных измельчительных установках для измельчения дробленой руды крупностью 30—5 мм и продуктов крупностью до 0,05 мм [23, 37, 53, 65, 71]. Мельницы типа МШЦ работают в замкнутом цикле с классифицирующими аппаратами и в открытом цикле.
Шаровая мельница с центральной разгрузкой типа МШЦ (рис. IV. 16) конструктивно идентична мельнице’ типа МШР. Отличие шаровой мельницы типа МШЦ от мельницы типа МШР заключается в конструкции разгрузочного устройства. Разгрузка пульпы из мельницы типа МШЦ происходит путем свободного слива через отверстие в разгрузочной цапфе. Движение пульпы вдоль оси мельницы происходит за счет разницы уровней отверстий в загрузочной и разгрузочной цапфах ДА. Заполнение барабана пульпой определяется диаметром отверстия в разгрузочной цапфе. Для удержания в барабане необходимого количества шаров в патрубке разгрузочной цапфы устанавливается диафрагма со щелевиднымн отверстиями нли патрубок 11 выполняется с обратной спиралью. В последнем случае металлический скрап (осколки шаров и изношенные шары) накапливается в мельнице и требуется периодическая замена измельчающей среды (обозначения на рис. IV. 16 совпадают с обозначениями на рис. IV. 15).
В табл. IV.2 приведены параметры шаровых мельниц (МШЦ), выпускаемых отечественной промышленностью. Обозначение типа и размеров мельниц аналогично предыдущему.
Стержневые мельницы с центральной разгрузкой ти-п а МСЦ используются чаще всего для от-
♦ В настоящее время взамен ГОСТ 10141—69 готовится к выпуску Государственный стандарт Союза ССР «Мельницы стержневые н шаровые, технические условия» ПГ-604-641—79.
215
Таблица IV. 1
Основные параметры шаровых мельниц с решеткой (МШР) для мокрого измельчения
Параметры МШР-900Х 1000 МШР-1200Х 1300 МШР-1600Х1600 МШР-2100Х 1500 МШР-2100Х 2200 МШР-2100Х 3000 МШР-2700Х 2100 МШР-2700Х 2700
Толщина футеровки, мм 60 65 70 80 80 80 95 95
Внутренний диаметр барабана (без футеровки), мм 900 1200 1500 2100 2100 2100 2700 2700
Рабочий диаметр барабана (в свету), мм 780 1070 1360 1940 1940 1940 2510 2510
Длина барабана, мм 1000 1300 1600 1500 2200 3000 2100 2700
Рабочий объем барабана, м3 0,5 1,2 2,3 4,4 6,5 8,8 10 13
Частота вращения барабана: мин-1 40 35 30 24,4 24,4 24,4 21,0 21,0
в % от критической * 83,7 85,6 82,9 80,3 80,3 80,3 78,9 78,9
Масса, т: шаровой загрузки (максимальная) 1,0 2,4 4,8 9,1 13,4 18,3 21,5 28
вращающихся частей (с шарами) — — — 36,3 47,1 57 77 84
мельницы (без двигателя и шаров) 5,3 10,5 ’ 16,5 35,5 40,5 45,5 67 71
Электродвигатель: мощность, кВт, не более 13 30 55 132 160 200 315 315
частота вращения, мин-1 730 735 970 740 735 735 187 187
Габаритные размеры мельницы в сборе, мм: длина 2660 3600 4900 6600 8100 8900 8450 8900
ширина 2000 2400 3100 4800 4800 4800 6400 6400
высота । 1660 2100 2500 3800 3800 3800 5050 5050
* По ГОСТ 10141—69 и по проекту Государственного стандарта ПГ-603-641—79 «Мельницы стерж стоты, заполнение барабана шарами определяется заказчиком в пределах до 45 % от рабочего объема
216
О О О О О О О о
о о о о
о о о ю
со со со ю ю ю <© со
X X X X X X X X X X X
о о о о о о о о
о о о о
CN со <о LO LO
CN со со со со со М" lO
d d d & d d d d d d
а а а а а а а а а а а
S S S S S ' S S s S
95 105 105 105 по по 120 120 120 120 120
2700 3200 3200 3200 3600 3600 4000 4500 4500 5500 ’ 6000
2510 2990 2990 2990 3380 3380 3760 4260 4260 5260 5760
3600 3100 3800 4500 4000 5000 5000 5000 6000 6500 8000
18 22 27 32 36 45 55 71 85 141 208
21,0 19,8 19,8 19,8 18,1 18,1 17,4 16,5 16,5 13,6 13,2
78,9 81,0 81,0 81,0 78,7 78,7 79,9 80,4 80,4 74,0 75,0
37 45 55 65 74 93 115 148 177 290 430
105 132 — 186 216 238 333 395 — — —
78 97 — 141 160 165 265 300 — — —
400 630 800 1000 1000 1250 2000 2500 2500 — —
187 250 167 167 167 187 150 150 150 —
9700 9630 10 330 11 030 13 800 14 000 14 800 15 100 16 100 — —
6400 6355 6 350 6 350 7 800 7 500 8 400 9 100 9 100 — —
5050 5100 5 100 5 100 5 700 5 700 6 200 6 800 6 800 — —
евые и шаровые» частота вращения мельииц устанавливается в пределах 75—86 % от критической ча? барабана.
217
Рнс. IV. 15. Шаровая мельница с разгрузкой через решетку, для мокрого измельчения МШР:
1 — барабан; 2 — загрузочная крышка; 3 — разгрузочная крышка; 4 и 5 — пустотелые цапфы; 6 и. 7 — подшипники; 8 — венцовая шестерня;
9 — комбинированный питатель; 10 и 11 — защитные загрузочная и разгрузочная втулки; 12 — футеровка цилиндрической части барабана; 13 — футеровка крышки барабана; 14 — люк; 15 — разгрузочная решетка; 16 — элеваторный пульпоподъемник; 17 — разгрузочный конус;
18 — ведущая шестерня; 19 — вал
кр'ытоциклового измельчения дробленых материалов крупностью от 50 до 12 мм при подготовке их к последующему измельчению в шаровых мельницах, а также для замкнутоциклового измельчения крупновкрапленных руд при подготовке их к гравитационному обогащению [37, 53, 74, 65].
Стержневые мельницы типа МСЦ (рис. IV. 17) конструктивно идентичны шаровым мельницам типа МШЦ, отличаясь от последних только увеличенным диаметром
загрузочной и разгрузочной цапф (горловин).
В табл. IV.3 приведены параметры стержневых мельниц типа МСЦ, выпускаемых отечественной промышленностью. Обозначение их аналогично шаровым мельницам.
Частота вращения стержневых мельниц, (по ГОСТ 10141—69) принимается в пределах 60—72 % от критической. Заполнение объема барабана стержневой загрузкой и диаметр стержней (по ГОСТ 10141—69) не нормируются и устанавливаются в соответствии с условиями их работы.
Галечные й рудногалечные мельницы с разгрузкой через решетку типа МГР или МШРГУ используются для тонкого измельчения мелкозернистых продуктов крупностью 3—1 мм и ниже [2, 37, 76, 86].
Галечные и рудногалечные мельницы МГР или МШРГУ (рис. IV. 18) конструктивна аналогичны шаровым мельницам МШР. Основное их отличие заключается в конструкции разгрузочной решетки, форме и профиле фу-
218
Рис. IV. 16. Шаровая мельница с центральной разгрузкой для мокрого измельчения МШЦ (обозначения поз. см. рис. IV.15)
теровки и, в связи с меньшей массой измельчающей среды, в уменьшенной мощности привода.
Мельница МШРГУ-4500х6000 выпускается универсальной, т. е. может быть собрана И как мельница рудногалечная, и как мельница шаровая с разгрузкой через решетку.
В табл. IV.4 приведены параметры галечных и рудногалечных мельниц, выпускаемых Отечественной промышленностью. Мельницы выпускаются по техническим условиям заводов-изготовителей.
Мельницы мокрого с а м о -измельчения с разгрузкой через решетку типа ММС предназначены для тонкого измельчения крупнокусковых (от 300 до 500—600 мм) н дробленых (до 30—12 мм) материалов крупными кусками перерабатываемого материала [34, 74, 86].
Мельница мокрого самоизмельчения ММС доказана на рис. IV. 19.
В $ табл. IV.5 приведены основные параметры мельниц мокрого самоизмельчения ММС, выпускаемых отечественной промыш
ленностью, а также мельниц самоизмельче-ння, используемых для исследовательских работ.
Мельницы мокрого самоизмельчения, изготавливаемые зарубежными предприятиями, называются мельницами «Каскад» в отличие от мельниц сухого самоизмельчения «Аэрофол».
Обозначение мельниц мокрого самонзмель-чения аналогично обозначению шаровых н стержневых мельниц.
Трубные (сырьевые) мельницы в горнометаллургических отраслях промышленности используются для тонкого измельчения разнообразных сырьевых ма-
рке. IV.17. Стержневая мельница с центральной разгрузкой для мокрого измельчения МСЦ
219
g Таблица IV.2
Основные параметры шаровых мельниц с центральной разгрузкой (МШЦ) для мокрого измельчения
Параметры МШЦ-900Х 1800 МШЦ-1200X 2400 МШЦ-1500Х 3000 МШЦ-2100Х 2200 МШЦ-2100Х3000 1 МШЦ-2700 X 3600 МШЦ-3200Х3100 МШЦ-3200Х 4500 МШЦ-3600 X 5500
Толщина футеровки, мм 60 65 70 80 80 95 105 105 ПО
Внутренний диаметр барабана (без футеровки), мм 900 1200 1500 2100 2100 2 700 3200 3 200 3 600
Рабочий диаметр барабана (в свету), мм 780 1070 1360 1940 1940 2 510 2990 2 990 3 380
Длина барабана, мм 1800 2400 3000 2200 3000 3 600 3100 4 500 5 500
Рабочий объем барабана, м3 0,9 2,2 4,4 6,5 8,8 1,8,9 22 32 49
Частота вращения барабана: мин-1 40 35 30 24,4 24,4 21,0 19,8 19,8 18,1
% от критической * 83,7 85,6 82,9 80,3 80,3 78,9 81,0 81,0 78,7
Масса, т: шаровой загрузки (максимальная) 1,7 4,2 8,4 12,5 17,1 34 42 61 95
вращающихся частей (с шарами) — — — 47 51,6 95 125 171 226
мельницы (без двигателя и шаров) 5,2 14,0 23,0 40,0 46,5 76 90 140 170
Электродвиг атель: мощность, кВт, ие более 22 45 НО 160 200 400 630 800 1 250
частота вращения, мни-1 1460 1450 1450 735 735 187 250 167 187
Габаритные размеры, мельницы в сборе, мм: длина 3800 4800 6300 7280 9100 10 000 9630 14 100 14 500
ширина 2200 2500 3600 4840 4900 6 400 6385 7 400 7 600
. высота 1600 2100 2600 3750 3800 5 050 5120 5 600 5 700
Продолжение табл. IV.2
Параметры МШЦ-4000 X 5500 OOSSXOOSl’-nniWl МШЦ-4500 X 6000 МШЦ-4500 X 8000 МШЦ-5000Х 10 500 МШЦ-5500Х 6500 МШЦ-5500Х Ю 500 МШЦ-6000Х8000 МШЦ-8500Х 8500
Толщина футеровки, мм 120 120 120 120 120 120 120 120 120
Внутренний диаметр барабана (без футеровки), мм 4 000 4 500 4 500 4 500 5 000 5 500 5 500 6000 6000
Рабочий диаметр барабана (в свету), мм 3 760 4 260 4 260 4 260 4 760 5 260 5 260 5760 5760
Длина барабана, мм 5 500 5 500 6 000 8 000 10 500 - 6 500 10 500 8000 8500
Рабочий объем барабана, м3 61 78 85 114 186 141 228 208 221
Частота вращения барабана: мин-1 17,4 16,5 16,5 16,5 15,3 13,6 13,6 13,2 13,2
% от критической ♦ Масса, т: 79,9 80,4 80,4 80,4 78,7 74,0 74,0 75,0 75,0
шаровой загрузки (максимальная) 418 151 165 220 360 273 440 400 428
вращающихся частей (с шарами) 310 — 420 — — — — — —
мельницы (без двигателя и шаров) 250 310 355 450 — 690 —
Электродвигатель: мощность, кВт, не более 2 000 2 500 2 500 3 150 — 4 000 —
частота вращения, мин'1 150 150 150 100 — 100 — —. —
Габаритные размеры,- мельницы в сборе, мм: длина 15 300 16 560 16 000 25 500 28 130 —
ширина 8 400 8 730 9 100 11 500 — 12 380 — — —
высота 6 300 6 800 6 800 8 000 — 8 800 — —
* По ГОСТ 10141—69 и по проекту Государственного стандарта ПГ-604-641—69 «Мельницы стержневые и шаровые» частота мельниц устанавливается в Ц пределах 60—85 % от критической частоты, заполнение барабана шарами определяется заказчиком в пределах до 42 % от рабочего объема барабана.
й Таблица IV.3 №
Основные параметры стержиевых мельииц для мокрого измельчения (МСЦ) и для сухого измельчения с разгрузкой через окиа иа разгрузочном конце барабана (МСП)
Параметры МСЦ-900Х Х1800 1 1 , МСЦ-1200 X ' Х2400 МСЦ-1500 X X3000 МСЦ-2100Х Х2200 1 МСЦ-2100Х Х3000 МСЦ-2700Х Х3600 МСЦ-3200Х Х4500 МСЦ-3600Х Х5500 МСЦ-4000Х Х5500 МСЦ-4500Х Х6000 МСП-2100Х хзооо МСП-2700Х Х3600
Толщина футеровки, мм 60 65 70 80 80 95 105 но 120 120 75 85
Внутренний диаметр барабана (без футеровки), 900 1200 1500 2100 2100 2 700 3 200 3 600 4 000 4 500 2100 2700
ММ Рабочий диаметр бараба- 780 1070 1360 1940 1940 2 510 2 990 3 380 3 760 4 240 1950 2530
иа (в свету), мм Длина барабана, мм 1800 2400 3000 2200 3000 3 600 4 500 5 500 5 500 6 000 3000 3600
Рабочий объем барабана, м® Частота вращения бара- 0,9 2,2 4,4 6,5 8,8 18 32 49 61 85 9 18
бана: мин-1 % от критической * 32 27 24,4 18,7 19 J 15,6 14,4 13,71 13,02 12,5 16,75 14,0
66,8 66,0 67,2 61,6 64,9 58,4 58,9 59,6 59,7 60,8 55,2 52,4 •
Масса, т: стержневой загрузки (максимальная) вращающихся частей 2 5 10 15 20 41 73 114 141 196 21 42
— -— — 52 60 101 196 267 350 466 — —
(со стержнями) мельницы (без двига- 5,2 13,5 23 46 52 81 140 170 250 310 22 70
теля и стержней)
Электродвигатель: мощность, кВт, не более 22 40 110 160 . 200 400 800 1 000 2 000 2 500 ’ 200 400
частота вращения, мин-1 1460 735 735 750 630 187 167 167 150 150 • 630 187
Габаритные размеры мельницы в сборе, мм: длина 3800 4680 6300 8450 9100 10 000 14 100 14 500 15 300 16 000
ширина высота 2200 2450 3600 5600 4900 6 400 7 400 7 600 8 400 9 100 — —-
1600 2050 2600 4250 3800 5 050 5 600 5 700 6 300 6 800 ’—1 —
* По ГОСТ 10141—69 и ется в пределах 60—72 % от
по проекту Государственного стандарта ПГ-604-641 —79 «Мельницы стержневые и шаровые» частота вращения мельниц устаиавлива-критической частоты, заполнение барабана шарами определяется заказчиком в пределах до 35 % от рабочего объема барабана.
териалов при производстве алюминия и для измельчения вспомогательных материалов на металлургических предприятиях и обычно работают в открытоцикловых измельчитедь-иых установках [23, 71, 76].
Трубные (сырьевые); мельницы, используемые на отечественных предприятиях, 'выпускаются машиностроительными заводами «Сибтяжмаш» и «Волгоцеммаш» (СССР), а также заводами «Фив-Лилль», «Цемент-анлагенбау» и им. Тельмана (ГДР).
Основные параметры трубных сырьевых мельниц приведены в табл. IV.6. Они изготавливаются двух-.трех- и четырехкамерными, в некоторых конструкциях последняя камера разделена дополнительно радиальными перегородками на три-шесть секторов.
В процессе эксплуатации многокамерные мельницы иногда используются как трубные однокамерные.
На рис. IV.20 показана четырехкамерная трубная мельница12550X 13040, причем по-
Рис. IV.18. Рудногалечная мельница МГР-5500Х X 7500:
1 — барабан; 2 — загрузочная крышка; 3 — разгрузочная крышка; 4 — цапфы; 5 — подшипники;
6 — загрузочное устройство; 7 — футеровка загрузочной цапфы; 8 — футеровка барабана; 9 — разгрузочная решетка; 10 — элеваторный пуль-поподъемннк; 11 — футеровка разгрузочной цапфы; 12 — скрапоулавливающая бутара; 13 — приводная шестерня
следняя, четвертая, камера, разделена на четыре радиальных сектора.
Поперечные перегородки (диафрагмы)Твы-полнеиы в виде плоских решеток с щелевидными отверстиями, ширина которых определяется условиями работы мельницы и принимается от 22—27 до 5—8 мм. Общая' площадь сечений отверстий в диафрагме обычно не превышает 6—10 % от площади сечения барабана.
Таблица IV.4
Основные параметры галечных и рудиогалечиых барабанных мельииц
Параметры • МГР-4000Х7500 МШГРУ-4500 X 6000 МГР-5500Х 7500 МГР-6000Х 12 500 ♦ i
Диаметр барабана, мм Длина барабана, мм Рабочий объем (наименьший), м® Частота вращения барабана: мин-1 % от критической Наибольший размер мелющих тел, мм Мощность электродвигателя, кВт Масса мельницы (без электродвигателя), т 4000 7500 83 17,4 76 100—150 1600 310 4500 6000 83 16,5 80 100—150 2000 345 5500 7500 160 13,6 74 100—150 3200 650 6 000 12 500 320 13,2 75 150—250 6 300 900
* Готовится к выпуску.
223
Рнс. IV.19. Мельница для мокрого рудного самоизмельчения ММС-70Х23:
/ — барабан; 2 и 3 — загрузочная и разгрузочная цапфы; 4 н 5 — подшипники; 6 — защитная втулка загрузочной цапфы; 7 — разгрузочная решетка; 8 — элеваторный пульпоподъемннк; 9 — разгрузочный конус; 10 — защитная разгрузочная втулка;} 11 — барабанный грохот; 12 — футеровка; 12’ — дефлекторное кольцо; 13 — электродвигатель; 14 — редуктор; 15 — ведомая шестерня; 16 — загрузочная воронка; 17 — передвижная платформа
Таблица IV.5
Основные параметры вращающихся барабанных мельниц мокрого (ММС) и сухого (МСС) самоизмельчения J /я
Параметры ММС-1500Х400 ММС-2100Х 500 ММС-5000Х 1800 ММС-7000Х 2300 ММС-7000Х 6000 ММС-9000Х 3000 ММС 9000X3500 ММС-ЮОООХ 5000 МСС-5700Х 1850 (МБ-5000x1800)
Внутренний диаметр барабана, мм 1500 2100 5000 7000 7000 9000 9000 10 000 5700
Длина барабана, мм 400 500 1800 2300 6000 3000 3500 5 000 1850
Рабочий объем барабана, м1 * 3 0,6 1,4 30 75 200 160 195 380 55
Частота вращения барабана, мин-1 Электродвигатель: 30 18—28 13,5— 18,4 13 13 11,5 11,5 10,2 13—18
мощность, кВт 40 40 620 1600 4000 4000 4000 2X4 000 705
частота вращения, мин-1 Наибольший размер загружаемых кусков материала, мм Масса мельницы (без электрооборудования), т 600 600 175 ' 150 100 100 100 100 320—450
150 300 350 400 400 600 600 750 300
10,5 18,7 167,2 382,5 700 722,5 755 1 600 179,3
Заполнение объема камер измельчающими телами не превышает 28—30 %.
Измельченный материал из секторов последней камеры разгружается самотеком через щелевидные отверстия решетки и удаляется из барабана через окна в разгрузочной крышке.
Рнс. IV.20. Многокамерная трубная мельница:
1 — барабан; 2 — загрузочная крышка с цапфой;
3 — разгрузочная крышка с центральным валом;
4 — подшипник; 5 — разделительная торцовая перегородка (диафрагма); 6 — продольные разделительные стенки; 7 — разгрузочная решетка;
3 — футеровка камеры; 9 — бутара; 10 — загрузочное устройство; 11 — воронка для отвода измельченного материала; 12 — воронка для отвода скрапа; 13 — вал редуктора; 14 — шары; 15 — цнльпебс
13040
8 Заказ 31
225
fjj Таблица IV.6
05
Основные параметры трубных (сырьевых) мельниц
Параметры 2Х 10, 5 2,2Х 13 2,6Х 13 3,2Х 15 4Х 13,5 4x16 3,2Х 14 3,2Х 15 2,2Х 13 2,4Х 13 3X8 ЗХ 14 2,6Х 14 3x8,5 Зх 14
Диаметр барабана, мм 2 000 2 200 2 600 3 200 4 000 4 000 3 200 3 200' 2 200 2 400 3 000 3 000 2 600 3 000 3 000
Длина барабана, мм 10 500 13 000 13 000 15 000 13 500 16 000 14 000 15 000 13 000 13 000 8 000 14 000 13 000 8 500 14 000
Количество камер 4 4 4 3 2 3 3 3 3 3 2 3 3 2 3
Полный рабочий объем барабана (без учета объемов межкамерных перегородок), м3 28 43 61 105 153 180 98 105 43 47 49 86 61 52 86
Частота вращения барабана: мин'1 21 20 20 16 16 16 19 16 21,4 20 18,5 18,5 20,5 18,8 18,5
% от критической 66 68 74 65 74 74 78 65 72 69 73 73 76 74 73
Заполнение объема барабана мелющими телами, % 25 23 25 29 30 30 31 31 23 28 29 29 25 29 29
Масса мелющих тел, т 32 45 70 140 226 248 140 150 46 60 65 114 70 70 115
Необходимая мощность электродвигателя, кВт 350 480 820 1 700 3 200 4 000 820 1 700 450 600 600 1 400 800 850 1500
Масса мельницы без привода и мелющих тел, т 69 84 137 375 * — — 258 * 355 * 120 140 103 .180 144 148 180
Изготовитель Снбтяжмаш Волгоцеммаш Фив-Лнлль (ГДР) Цементанлагенбау (ГДР) Им. Тельмана (ГДР)
* Включая электродвигатель и редуктор.
Рис. IV.21. Стержневая мельница 2100x3000 для сухого измельчения с разгрузкой через окна в разгрузочном конце барабана
§ 3. Конструкция вращающихся барабанных мельниц для сухого измельчения
Сухое измельчение используется при подготовке полезных ископаемых к сухим способам обогащения и при подготовке вспомогательных материалов при окомковании и агломерации концентратов, подготовке материалов для металлургического производства, при подготовке реагентов для флотации и т. д.
Отличительной особенностью конструкции стержневых мельниц сухого измельчения (рис. IV.21) является устройство разгрузочных окон на разгрузочном конце цилиндрической части барабана или по периферии разгрузочной крышки, что вызвано необходимостью повышения тран-
Таблица IV.7
Основные параметры шаровых мельниц для сухого измельчения
Параметры Шаровые мельницы с разгрузкой ,через торцовую решетку Шаровые с разгрузкой через окна в ци- ' ; линдрической части барабана у разгру- зочной крышки h 2700X 1450
900Х 1800 1500Х 1600 1500x5600
Диаметр барабана, мм 900 1500 1500 2700 i
Длина барабана, мм 1800 1600 5600 1450
Рабочий объем, м3 1,0 2,2 8,0 7,1 Н
Частота вращения барабана, МИИ"1 42 30 29 20,5 j
Мощность электродвигателя, кВт Масса, т: 20 55 125 55 г
шаровой загрузки 1,6 3 11 2,5 t
мельницы (без двигателя и шаров) 3,7 14,9 37 23,6 । к
8*
227
Таблица IV.8
Основные параметры однокамерных сепарационных шаровых мельниц
Параметр ШБМ-207/265 ШБМ-250/300 ШБМ-287/470 ШБМ-370/850 200/520 280/550 300/650
Диаметр барабана, мм 2070 2500 2870 3700 2000 2800 3000
Длина камеры измельчения, 2650 3900 4700 8500 5200 5500 6500
ММ
«
Наибольшая крупность кус- 60 60 60 60 20 20 20
ков материала в питании,
мм, не более
Z
Необходимая мощность 155 380 500 2000 по 365 630
электродвигателя, кВт
Масса мельницы с измель- 40,5 77,8 87 39,5 98,7 125,7
чающими телами (без элек-
тродвигателя), т
Изготовитель Цементан- Им. Тельмана
лагенбау (ГДР)
(ГДР)
228
сортирующей способности мельницы и для снижения уровня заполнения барабана измельчаемым материалом. Мельницы этого типа предназначены для Открытоциклового измельчения хрупких и крепких материалов до крупности 5—1 мм и ниже [23,71].
Основные параметры стержневых мельниц сухого измельчения приведены в табл. IV.3.
Шаровые мельницы с разгрузкой через торцовую решетку (рис. IV.22) /аналогичны по конструкции шаровым мельницам мокрого измельчения.
основные параметры шаровых мельииц сухого измельчения с разгрузкой через торцовую решетку приведены в табл. IV.7.
Сепарационные шаровые мельницы ШБМ используются для сухого измельчения и для одновременного сухого измельчения и сушки различных материалов и угля в замкнутом цикле с воздушными сепараторами [71, 76].
На рис. IV.23 показана однокамерная сепарационная шаровая мельница ШБМ-3700 X Х8500 с рабочим объемом барабана 90 м* и мощностью электродвигателя 2000 кВт, используемая для тонкого сухого измельчения алунитов средней крепости крупностью 35— 0 мм.
Основные параметры некоторых сепарационных мельниц приведены в табл. IV.8.
Мельницы для сухого самоизмельчения используются для переработки разнообразных крупиокусковых материалов, в том числе и руд, при производстве из них тонкоизмельченных сухих порошкообразных продуктов или продуктов, направляемых для сухого обогащения [74, 86J.
Мельница 'для Jcyxoro самоизмельчения МСС-5700Х1850 показана на рис. IV.24, а ее основные параметры приведены в в табл. IV.5.
Рис. IV.22. Шаровая мельница 1500X 1600 завода «Строммашина» для сухого измельчения с разгрузкой через решетку:
/ — Оараоан; 2 и 3 — загрузочная и разгрузочная цапфы с защитными втулками; 4 — разгрузочное устройство (решетка, элеваторный подъемник и разгрузочный конус); 5 — приводная и разгрузочная камера; 6 — разгрузочные окна; 7 — приводной вал; 8 — муфта; 9 — редуктор; 10 — электродвигатель
229
Рис. IV.23. Однокамерная сенарационная шаровая мельница ШБМ-3700Х8500 для сухого измельчения совместно с подсушкойдизмельчаемого материала:
I — барабан; 2 и 5 — загрузочный н разгрузочный патрубки; 4 — веицовая шестерня; 5 — приводная вал-шестерня; 6 — зубчатые полумуфты;
7 — промежуточный вал; 8 — электродвигатель
Рис. IV.24. Барабанная мельница для сухого рудного самоизмельчения 5700X 1850 УЗТМ: / — загрузочная воронка; 2 — подшипники; 3 — барабан; 4 — торцовая крышка; 5 — отражательные кольца (дефлекторы); 6 — футеровка; 7 — разгрузочная цапфа; 8 — разгрузочная защитная втулка
§ 4. Измельчительиые установки
Барабанные мельницы иа обогатительных фабриках работают обычно в сочетании с классифицирующими аппаратами, образуя единый технологический агрегат — измельчи-тельную установку. Сочетание’операций из-мельчения и классификации|и^их последовательность характеризуются схемой измельчения. В схему измельчения могут включаться и операции обогащения для выделения зерен ценного минерала или зерен пустой
230
породы по мере их высвобождения из сростков с другими минералами.
В качестве классифицирующих аппаратов в измельчительных установках используются при мокром измельчении — механические, гравитационные и центробежные (гидроциклоны) классификаторы и при сухом измельчении — грохоты и пылеразделители (циклоны и центробежные сепараторы).
В состав измельчительной установки непрерывного действия также входит транспортное и дозирующее оборудование, обес-
14-bUO
печивающее подачу питания и перемещение продуктов между измельчительным и классифицирующим оборудованием.
Основным технологическим показателем, характеризующим размолоспособность из-мельчительной установки при измельчении в ней исходного материала с определенными физико-механическимн свойствами и крупностью d° до крупности конечного продукта измельчения dK = dc или эквивалентного ей содержания расчетного класса крупности размером— d -J-0, мм, является производительность установки, Qo (в т/ч). При этом предполагается, что в любой измельчительиой установке обеспечивается равенство масс, входящих в установку на измельчение и выходящих из установки измельченных продуктов, т. е.
У? Qhcx “ SQfot.
Одним из общих параметров, характеризующих любую измельчительную установку, является суммарная мощность, потребляемая двигателями привода основного и вспомогательного оборудования, используемого для измельчения определенного количества исходного материала Wo (кВт). В установках с барабанными мельницами общим параметром, косвенно характеризующим затраты на измельчение, является суммарный рабочий объем (в м3) барабанов мельниц
i=n
Vo = S
1=1
Эффективность измельчения в различных измельчительиых установках характеризуется:
энергетическим показателем (т/кВт-ч) — удельной производительностью установки из 1 кВт-ч потребляемой энергии
= (IV. 1>
технологическим показателем (т/м3-ч) — удельной производительностью мельниц по. исходному питанию
q0 = Qo/Fo- (IV.2)
Для характеристики измельчительиых установок или характеристики физико-механических свойств .измельчаемых материалов используется показатель удельного расхода электроэнергии (в кВт-ч) на 1 т измельченного материала (кВт-ч/т)
Эо = NjQa. (IV.3>
Состав основного и вспомогательного оборудования в измельчительиой установке и. его назначение обычно отображаются схемой цепи аппаратов (рис. IV.25, а), последовательность обработки измельчаемого материала — качественной схемой измельчения (рис. IV.25, б). При необходимости качественной и количественной характеристика продуктов измельчения и классификации используется качественно-количественная и водно-шламовая схема (рис. IV.25, в).
231
a
Руда
3 4
5 в
Скрап
5
Руда
7 в
вода
Вода
-Н
S7^5'B.79^
87^Го^73
Измель-, чение \
J
Классификация
На обогащение
Pyfa Под "*320 5,8 ч,»-> .
Измельчение* у=45м3 |
а=Ц55бт/^у)\ 328 О
21,43 46,91 J
—t- j V.SS .
В0^-а 77,33 ' 64^’42’°^
Классификация £‘tfs57,7'fo
220 7,3
ле 30 ^,с 1 ЯО 61,11 ^3S I 52$
а „ I * I
Р ~и/ vn j jin На обогащение
Рис. IV.25. Способы графического изображении измельчительных установок:
а — схема цепи аппаратов; б — качественная технологическая схема; в — качественно-количественная и водно-шламовая технологическая схема; / — бункер; 2 — питатель (дозатор); 3 — ленточный конвейер; 4 — автоматические конвейерные весы; 5 — барабанная мельница; 6 — бутара (барабанный грохот); 7 — механический классификатор; Q — количество твердого материала по массе в сухом виде, т/ч; W — объем воды, м*/ч; р — содержание твердого в продукте по массе, %; Уп — объем пульпы, м*/ч; у — выход продуктов от исходного питания (руды); р74 — содержание расчетного класса крупности —0,074 мм в продукте, %; — удельная пронэ-
При сухом способе Гизмельчения и при использовании многокамерных трубных мельниц, работающих в замкнутом цикл^ в одну или две стадии, на схемах цепи аппаратов указывается назначение каждой из камер мельницы или каждой из мельниц установки (рис. IV.26).
В ряде случаев, когда требуется определение параметров вспомогательного оборудования, например, уклонов самотечных лотков или трубопроводов, или для определения габаритных размеров всей измельчитель ной установки используются условно-компоновочные схемы. На этих схемах соотношение размеров оборудования и его размещение в пространстве принимается в соответствующем масштабе.
водительность мельницы по вновь образованному расчетному классу крупности —0,074 мм, т/(м*»ч); Е44 — эффективность классификации по классу —0,074 мм, %; с — циркулирующая нагрузка, %
Рнс. IV.26. Измельчнтельные установки сухого измельчения сырьевых материалов в многокамерных трубных мельницах: а — одностадиальная в замкнутом цикле; б — двухстаднальная с полузамкнутым циклом в первой стадии н со встречными потоками материала в мельнице; в — двухстадиальная с' открытым циклом в первой и замкнутым циклом во второй стадиях со встречными потоками материала в мельнице; г — то же, с межкамерным выводом продукта открытоцнклового измельчения в первой стадии; д — двухстаднальная замкнутоцнкло-вая в двух мельницах; 1 — многокамерная трубная мельница; 2 — пылеразделитель (центробежный сепаратор); 3 — элеваторный пылеподъемник
232
Схемы цепи аппаратов аэродинамических измельчительных установок принято показывать при примерно масштабном изображении оборудования и его взаимного расположения, особенно по высотным отметкам.
На рис. IV.27 показана схема цепи аппаратов одностадиальной открытоцикловой аэродинамической измельчительной установки, работающей на перегретом паре.
Рис. IV.27. Одностаднальная открытоцикловая аэродинамическая измельчительиая установка, работающая на перегретом паре:
1 — горизонтальная многоструйная мельница; 2 — бункер исходного материала; 3 — дозатор-клапан; 4 — ленточный конвейер; S — шнековый конвейер; 6 — циклон; 7 — конденсационная колонка; в — промывочная камера отходящих газов; 9 — труба для конденсата; 10 — сборник конденсата; 11 — насос
Глава 2
Механика измельчающей среды барабанных мельниц
§ 1. Скоростные режимы работы мельниц
Механический режим работы барабанной мельницы характеризуют два основных параметра:
относительная частота вращения барабана 4, равная отношению фактической частоты вращения п к условной критической частоте вращения пкр
4 = n/nKp; (IV.4)
относительное заполнение мельницы измельчающими телами <р, равное отношению
объема измельчающих тел Уя к внутреннему объему барабана мельницы V
Ф = VK/V, (IV.5>
где ф и ф в долях ед.; пи пкр в —мин-1; VH и V — в м*. Иногда ф и ф выражаются в}процентах.
Входящая в формулу (IV.4) условная критическая частота вращения барабана мельницы соответствует такой частоте вращения, при которой сила инерции вращательного движении измельчающего тела с центром тяжести на внутренней поверхности барабана равна силе тяжести этого тела. В этом случае измельчающее тело бесконечно малых размеров, поднятое в самую верхнюю точку барабана, находится в динамическом равновесии, т. е., не отрываясь от поверхности барабана (футеровки), оно вращается с нею» как одно целое (центрифугирует). Условная критическая скорость определяется по формуле __
«вр = 30/2g/aVD s 42,3//о,
(IV.6)
233
Таблица IV.9
Условная критическая частота вращения барабанных мельниц
Диаметр барабана, мм Толщина футеровки •, мм Диаметр барабана в свету, мм Условная критическая частота вращения, МИИ”1 Частота вращения барабана (мнн”1) при ф в долях от критической
0,60 0,70 0,80 0,90
600 50 490 60,4 36,3 42,3 48,3 54,4
900 60 770 48,2 28,9 33,7 38,6 43,4
1 200 65 1 060 41,1 24,7 28,8 32.9 37,0
1 500 70 1 350 36,4 21,9 25,5 29,1 32,8
2 100 80 1 930 30,4 18,3 21,3 24,4 27,4
2 700 95 2 500 26,8 16,1 18,7 21,4 24,1
3 200 105 2 980 24,5 14,7 17,2 . 19,6 22 1
3 600 115 3 360 23,1 13,9 16,2 18,5 20,8
4 000 120 3 760 21,8 13,1 15,3 17,5 19,7
4 500 120 4 260 20,5 12,3 14,4 16,4 18,5
5 000 120 4 760 19,4 11,7 13,6 15,5 17,5
5 500 120 5260 18,5 И,1 12,9 14,8 16,6
6 000 120 5 760 17,6 10,6 12,4 14,1 15,9
7 000 (200) 6 590 16,5 9,9 11,5 13,2 14,8
9 000 (200) 8 590 14,4 8,7 10,1 11,5 13,0
10 500 (200) 10 090 13,3 8,0 9,3 10,7 12,0
12 000 (200) 11 590 12,8 7,7 9,0 10,2 11,5
мм включн-!ф = 120 мм
* Толщина стальной футеровки принята для мельниц с диаметром барабана до 4000 1 тельио по формуле: /ф = 40 + 0,021>в. где <ф н DH — в мм; для мельннц более 4000 мм — f н мельннц самоизмельчения с 1>н 7000 мм — = 200 мм; толщина прокладки под футеровку при-
нята равной 5 мм.
•где g — ускорение свободного падения, равное 9,81 м/с2; D — диаметр барабана мельницы в свету, м.
Критическая частота вращения барабанных мельниц со стандартным диаметром барабана приведена в табл. IV.9.
Параметр <р — отношение* объема измельчающих тел в насыпке к рабочему объему мельницы определяется по формуле
<р — Vи/К = ФСи/уилЛ2!.,
(IV.7)
где GB — масса измельчающих тел; т; уи — насыпная плотность измельчающих тел, т/м3; L — длина барабана, м.
Насыпная плотность измельчающих тел зависит от их фракционного состава и плотности материала. При приближенных расчетах насыпная плотность шаров принимается равной уш ~ 4,6 т/м3 и стержней — ус~ ~ 6,6 т/м3 (подробнее характеристика измельчающих тел и измельчающей среды рассмотрена ниже).
Измельчающая среда в барабанных мельницах увлекается в движение силами трения, возникающими между вращающейся внутренней поверхностью барабана (футеровкой) и прилегающему к ней слою измельчающей среды, а также вследствие треиия между остальными слоями измельчающих тел. В любой точке круговой траектории (рис. IV.28) 234
на измельчающее тело действует центробежная сила Q
Q = mv2/R (IV.8)
н сила тяжести G, радиальная N и тангенциальная Т составляющие которой равны;
N = G cos а( = mg cos a,; (IV.9)
Т = G sin а/ = mg sin аг, (IV.10)
где m — масса' измельчающего тела; v — линейная скорость тела на круговой траектории; R — радиус круговой траектории измельчающего тела; а/ — угол между радиусом R, на котором находится измельчающее тело, и вертикальным диаметром барабана.
При неизменной частоте вращения барабана и при отсутствии скольжения центробежная сила Q сохраняет свое значение и радиальное направление от оси вращения мельницы на всех участках круговой траектории. Величина и направление радиальной составляющей N силы тяжести G изменяются и зависят от положения тела на круговой траектории. При некоторой скорости движения измельчающего тела любого слоя, расположенного на круговой траектории, радиальная сила N в некоторой точке А верхнего квадранта может стать равной центробежной силе Q (см. рис. IV.28). Обладая скоростью v, равной окружной скорости движения его центра по круговой траектории с радиусом R, измельчающее тело от точки А будет
двигаться под действием силы тяжести как тело, брошенное со скоростью v под некоторым углом а к горизонту, т. е. по параболической траектории.
В точке A Q = V, т. е. mv4R = G cos а = — mg cos а или о2 = Rg cos а. Так как v = = л^я/30, тогда
п = 30/gVcos а/лУR = пкрКcos а,
(IV.11) где я — фактическая частота вращения барабана, мин-1.
Формула (IV. И) определяет частоту вращения барабана мельницы, необходимую для того, чтобы измельчающее тело перешло с круговой траектории радиуса R на параболическую при угле отрыва а. При угле отрыва а = 0 cos 0° = 1 и я = яКР, т. е. в этом случае измельчающее тело поднимается по круговой траектории до наивысшей точки Z и тело остается на круговой траектории.
Из формул (IV.4) и (IV. 11) вытекает, что ф = я/якр = Kcos a, (IV.12) т. е. относительная частота вращения барабана характеризуется углом отрыва внешнего слоя измельчающих тел при переходе их с круговой на параболическую траекторию.
Силы трения зависят от коэффициента трения и нормального давления на внутреннюю поверхность барабана, оказываемого радиальными составляющими силы тяжести N и центробежными силами Q.
Тангенциальные составляющие силы тяжести Т стремятся повернуть измельчающую среду против направления вращения барабана. В нижних квадрантах, где радиальные силы V и Q действуют в одну сторону, на поверхность барабана оказывается наибольшее давление. Здесь и возникает наибольшее трение, создающее «подпор», обеспечивающий вращение измельчающей среды. При переходе тела в верхний квадрант радиальная сила V, действующая в сторону, противоположную направлению силы Q, уменьшает давление, оказываемое центробежной силой Q, и тем самым уменьшает силу трения.
Коэффициент трения зависит от свойств измельчаемого материала, профиля поверхности барабана (футеровки), плотности и вязкости пульпы. При низком коэффициенте трения, небольших загрузках (менее 20—30 % объема барабана) измельчающей среды, особенно для шаров, давление может оказаться недостаточным и внешний слой измельчающей среды будет скользить по поверхности барабана или одни слой измельчающих тел по другому. При этом происходит вращение измельчающих тел. При заполнении мельницы измельчающей средой на 40—50 % и негладкой футеровке скольжение внешних слоев измельчающих тел практически отсутствует, но скольжение внутренних слоев одного по другому наблюдается при различных режимах работы мельницы. При однослойном заполнении барабана мельницы из-
вне. IV.28. Силы, действующие на шар в верхнем квадранте при движении его по круговой траектории
мельчающими телами, особенно шарами или стержнями, последние ^вращаются вокруг своей оси, параллельной оси вращения барабана и при гладкой футеровке не вовлекаются в круговое движение даже при высоких скоростях вращения барабана.
При многослойном заполнении барабана мельницы измельчающими телами в зависимости от частоты вращения возможен оди» из следующих скоростных режимов движения измельчающих тел:
каскадный, с перекатыванием измельчающих тел без их полета (рис. IV.29, а);
смешанный, частично с перекатыванием измельчающих тел и частично с их полетом-(рис. IV.29, б);
водопадный, с преимущественным полетом измельчающих тел (рис. IV.29, в), в том числе и субкритический, при приближении-к центрифугированию или с центрифугированием внешних слоев измельчающих тел (рис. IV.30, а);
сверхкритический или «махового колеса», с центрифугированием всего объема измельчающих тел (рис. IV.30, б).
Кае к|а дТи(ы*й |(некатарактиый> режим движения измельчающих тел осуществляется при малой частоте вращения барабана. При пуске мельницы измельчающая среда поворачивается на некоторый предельный угол 0 и измельчающие тела приходят в движение по замкнутым траекториям. Криволинейная поверхность' их естественного откоса близка к плоскости АС, наклоненной под некоторым углом е к горизонту, причем этот угол равен предельному углу поворота: е = 0 (см. рис. IV.29, в) 4 При установившемся режиме измельчающая среда остается в этом положении; измельчающие тела непрерывно циркулируют, поднимаясь по круговым траекториям СДА и скатываясь затем «каскадом» вниз от точки А до исходной точки С.
235.
Рис. IV.29. Контур измельчающей среды схема движения измельчающих телИ">аров) прн каскадном (а), смешанном (S) и водопадном (в) режимах работы мельницы
В центральной части измельчающей среды имеется зона 3 (на рис. IV.29, а — заштрихованная) или «ядре», остающееся малоподвижным.
При каскадном режиме измельчение происходит в результате раздавливающего и истирающего действия мелющих тел. Этот режим используется в работе стержневых мельниц, шаровых мельниц с центральной разгрузкой и трубных мельниц при мокром и сухом измельчении некрепких материалов.
а
Phc.HV.30. Контур измельчающей среды и схема движения измельчающей среды при субкрнтнче-ской (а) и сверхкритической (б) режимах работы мельницы
Смешанный режим движения измельчающих тел показан на рис. IV.29, б, где пунктиром показано положение шаров, находящихся в полете по траектории AFB, а сплошными линиями — перемещающихся путем перекатывания, например по траектории BCD А. При смешанном режиме в каскадном движении участвуют также шары, расположенные между внешними слоями и малоподвижным «ядром», вокруг которого и происходит их циркуляция.
Водопадный (катарактный) режим движения измельча-ю щ’и х т е л в мельнице (см. рис. IV.29, в) осуществляется при частоте вращения барабана, обеспечивающей переход всех или большинства слоев измельчающих тел с кру-говой^на параболическую траекторию. При таком режиме тела поднимаются по круговым траекториям, например по ВГОГА± или B^D^A^ и т. д., в точках Лу, Аг, ... отклоняются от круговой траектории и совершают
236
свободный’’’полет 'по ‘параболам ‘А^В^, A2F2B2 и т. д. В точках падения Blt В2 и т. д. измельчающие тела снова переходят на круговую траекторию соответствующего слоя.
При анализе кинематики водопадного движения измельчающих тел в мельнице принимают гипотезу, что траектория движения всякого измельчающего тела представляет собой замкнутую кривую, состоящую из двух участков: верхний участок AiFtBi — парабола свободного полета, а нижний BiDiAi — дуга окружности, по которой тело движется в тот период, когда измельчающая среда вращается вместе с'барабаном мельницы как одно целое (двухфазный цикл ^Дэвиса). Подробный теоретический анализ и экспериментальные исследования показали, что двухфазный цикл S'-реальной мельнице неосуществим и в действительности траектория движения измельчающих тел" представляется многофазным циклом.
В мельницах с водопадным режимом измельчение происходит преимущественно за счет удара падающих тел и только частично за счет истирания и раздавливания. Этот режим широко используется в большей части промышленных мельниц ^различных типов и является единственным при измельчении крупнодробленых н трудноизмельчаемых материалов. CJ
Как частный случай водопадного режима можно выделить субкритический режим, осуществляемый при частоте вращения барабана, близкой или равной критической (см. рис. IV.30, а). При этом большую часть цикла измельчающие тела движутся по круговой траектории и высота падения их незначительна.
С в ерхкритичес к ий режим движения измельчающих тел в м е л ь н’и ц’е показан на рис. IV.30, б и осуществляется при частоте вращения барабана выше критической, когда в центрифугирование постепенно вступают все слои измельчающей среды.
В момент, когда все слои измельчающей среды начинают центрифугировать, мельница уподобляется маховому колесу, расход полезной энергии и работа измельчения при этом равны нулю.
Для центрифугирования всей измельчающей среды необходимо сообщить критическую частоту вращения внутреннему слою измельчающих тел при концентричном их расположении в мельнице. Объем измельчающих тел при этом
. q>nJ?2L = л (r2 _ R2) L,
(IV. 13) откуда
Яв = /?н/ГТ7ф, (IV.14)
где RH и jRb — радиус соответственно внешнего и внутреннего слоя измельчающей среды при ее центрифугировании.
Критическая частота вращения внутреннего слоя измельчающей среды равна
По = 7?в = пкр/уР— Ф»
(IV.15) т. е. превышает критическую частоту вращения внешнего слоя в зависимости от ф:
<р, доли ед. 0,2 0,3 0,4 0,5 0,55 0,6 По'чкр. ед. 1,06 1,09 1,14 1,19 1,22 1,26
Зависимость (IV.15) справедлива при отсутствии скольжения измельчающей среды по поверхности барабана н между слоями. При наличии скольжения частота вращения барабана должна быть выше, что и наблюдается на практике.
При выборе частоты вращения барабана мельницы такой, чтобы центрифугированию подвергался только внешний слой измельчающей среды, может наблюдаться явление са-мофутеровки барабана.
§ 2. Траектория движения измельчающих тел при каскадном режиме работы мельницы
До начала вращения барабана измельчающая среда в мельнице занимает положение, показанное на рис. IV.31. Сегменту измельчающей среды с площадью Ки соответствует центральный угол Я и при заполнении мельницы измельчающей средой <р площадь сегмента определяется равенством
Fa = (Я — sin Я),
(IV.16)
где Я — центральный угол в радианах. Из равенства (IV. 16) следует, что
<р = -^(Я —sinQ), (IV.17)
т. е. относительное заполнение барабана измельчающей средой однозначно характеризуется величиной центрального угла Я.
Так как величина центрального угла Я, высота сегмента Н, длина хорды АВ и заполнение мельницы измельчающей средой <р геометрически взаимосвязаны, то каждый нз этих параметров может служить для оценки заполнения мельницы.
На рис. IV.32 показаны зависимости Я и И от <р, из которой видно, что в рабочих пределах изменения <р эти зависимости с достаточной точностью могут быть описаны уравнениями прямой линии:
Я'= 266 (<р + 0,374) при 0,06 < <р < 0,94;
Н = 1,68 (<р + 0,1) при 0,12 <<р <0,88,
(IVH8)
(IV. 19)
где Я — в градусах, Н — в долях от R.
237
Рнс. IV.31. Схема расположения измельчающей среды в невращающейся мельнице
В пределах 100° < Й < 260° справедливо равенство
Ф =-gjg-Q - 0,374, (IV.20)
где Q — в градусах.
Рис. IV.32. Зависимость геометрических параметров, характеризующих сектор измельчающей среды в невращающейся цилиндрической мельнице, от степени заполнения барабана измельчающей средой:
<р — заполнение мельницы измельчающей средой, % от объема барабана; Н — высота сегмента измельчающей среды, в долях от радиуса барабана;
— расстояние от осн барабана до центра тяжести сегмента измельчающей среды, в долях радиуса барабана; Q — центральный угол, охватывающий сектор измельчающей среды, градус; (Fc X /4.) — произведение площади сектора на расстояние центра тяжести его от осн барабана» в долях от (Fc X Лт)тах
Центр тяжести сегмента Ги расположен на центральном радиусе на расстоянии^' от центра барабана
2ф1п3-£-д'_
"т- 3F
. , Q
2*1 sins Я - 2^1 Sm 2
Злф 2-ЗЯ 1 >374
(IV.21)
Из рис. IV.32 видно, что при фпип > 0,20 и фтах < 0,95 зависимость й' от ф близка к прямолинейной
й'=0,863(1 —ф), (IV.22)
где й; — в долях радиуса барабана^мель-ницы.
Характерным является также произведение Fc X Л;, входящее в ряд расчетных формул по определению потребляемой мощности. На рис. IV.32 показана зависимость (Рс х X й;) от ф в долях (Гс х й;)тах.
При каскадном режиме работы мельницы (рис. IV.33) измельчающие тела, расположенные во внешнем и примыкающем к нему слоях, приводятся в движение по круговым траекториям. Тела, расположенные в верхней части соответствующего слоя в наклоненном сегменте, под действием силы тяжести скатываются или скользят по наклонной (прямолинейной или криволинейной) траектории от точки Л до точки В, расположенных на соответствующей круговой траектории этого же слоя измельчающей среды.
238
Рнс. IV.33. Схема каскадного режима работы стержневой мельницы
В. А. Олевским [53] показано, что при одноразмерной-стержневой загрузке предельное значение угла наклона сегмента е0 составляет 30°, при одноразмерной шаровой загрузке в зависимости от взаимного расположения шаров угол е0 может составлять 19°28'12" (20°) и 35°15'30" (35,3°). Реальная величина угла поворота сектора измельчающей среды 0 зависит от частоты вращения барабана ф, степени заполнения измельчающей средой <р, коэффициента трения |/, гранулометрического состава измельчающих тел, количества пульпы в мельнице и ее реологических свойств.
Скоростная фотосъемка траектории движения шаров в этом режиме показывает, что при переходе с наклонной траектории на круговую образуется область — так называемая «пята» измельчающей среды. Образование «пяты» можно объяснить ускоренным движением измельчающих тел по наклонной траектории или задержкой в формировании соответствующих слоев среды при переходе на круговую траекторию. -Фотоснимки показали, например, что при степени заполнения измельчающей средой <р = 50 % и частоте вращения барабана 10, 20 и 30 % от критической угол наклона измельчающей среды составляет соответственно 38, 44 и 48°,т. е. больше теоретического.
§ 3. Траектория движения измельчающих тел при водопадном режиме работы мельницы
Водопадный режим работы барабанных мельниц наиболее широко используется на обогатительных фабриках. Поэтому знание траектории движения измельчающих тел в мельнице в целом и на отдельных ее участках необходимо для решения ряда практических задач. Эти задачи связаны с рациональным профилированием и секционированием футеровки барабана, выбором и расчетом загрузочных и разгрузочных устройств, определением рационального заполнения барабана мельниц измельчающими телами и пульпой, расчетом прочности барабана.
В качестве исходной гипотезы водопадного режима движения измельчающих тел в мельнице принимается двухфазный цикл Дэвиса. Допускается при этом, что измельчающие тела (см. рис. IV.29, в), перемещаясь по параболам A^Bt, A2F2B2 и т. д., в точках Blt В2 и т. д. переходят с параболической траектории на круговую по окружностям, проходящим через соответствующие точки отрыва тел по слоям Alt Аг и т. д.
Траектория движения измельчающего тела в системе координат xAjj/ с центром в точке перехода тела с круговой на параболическую траекторию (рис. IV-34) описывается следующими уравнениями: круговая траектория
х2 + у- — 2,Rx sin а -|-
2Ry cos а = 0; (IV.23)
239
Рис- IV.34. Основные параметры круговой н параболической траекторий движения шара в мельнице
точки F
хр = R sin a cos2 a = — xQ; (IV.28,a)
y{. = R sin2 a cos a; (IV.28,6)
точки E
xe = R sin a; (IV.29, a)
D
yF — -y tg2 a (2 cos2 a — l)/cosa;
(IV.29,6) точки C
xc = 2R sin a cos2 a; (IV.30, a)
УС = 0; (IV.30,6)
точки D
xD — R cos2 a (sin a -f- КЗ — cos2 a);
(IV.31,a)
yD = —R cos a; (IV.31, 6)
точки В
хв = 4 R sin a cos2 a = 2xc; (IV.32, a)
ув = —4R sin2 a cos а. (IV.32, б)
Уравнение хорды АВ, ограничивающей участки круговой и параболической траектории движения тела
параболическая траектория
у = х tg a — x2/2R cos3 a, (IV.24) где a — угол отрыва, равный углу между вертикальным диаметром барабана и радиусом, проведенным из центра вращения барабана в точку перехода измельчающего тела с круговой на параболическую траекторию, градус.
Угол отрыва:
внешнего слоя измельчающих тел
cos ctj = Vi/gR1 = n2n2R1/900g =
= «2/«кр=Ф2; (IV.25)
внутреннего слоя, расположенного иа расстоянии R от центра вращения барабана
cos а = v^/gR = i^nPR'flOOg =
= itMRiKfl/goog = 1р2Кя,
(IV.26)
где Kr — R/Ri — относительный или безразмерный радиус, равный отношению переменного радиуса R к наружному (наибольшему) радиусу Rn доли ед.
Координаты характерных точек траектории движения измельчающего тела определяются следующими соотношениями: точки А
ха = 0 и у а = 0; (IV.27)
у = —х tg a — 8 R sin2 a cos a, (IV.33)
Угол между хордой AB и осью АХ определяется из соотношения
tg ? = Ув/хв = —tg a, (IV.34)
т. е. у = —а.
Угол падения ВОС, образованный радиусом ОВ и вертикальным диаметром ОЕ, определяется из соотношения |
sin Р = sin 3a, (IV.35)
т. е. Р = За.
Угол полета АОВ, состоящий из углов АОЕ и ЕОВ и стягиваемый параболой A FED В, равен сумме углов отрыва и полета, т. е.
a -j- р = 4a, (IV.36)
а центральный угол ВОА, стягиваемый круговой траекторией движения тела, равен
0 = 2л — (а + Р) = 2 (л — 2а). (IV.37)
Геометрическое место точек отрыва измельчающих тел, находящихся в различных слоях измельчающей среды А^АгАм (рис. IV.35), описывается уравнением окружности в полярных координатах
R = 2р cos a = (900g/n2n2) cos a, (IV.38) где p = 450g/л2п2.
240
Рис. IV.35. Основные траектории движения измельчающей среды
параметры параболической шаров в различных слоях мельницы
ческой на круговую траекторию существенное влияние оказывает пульпа в мельнице.
Обычно пульпа (или измельчаемый материал при сухом измельчении) в работающей мельнице заполняет область «пяты», и измельчающие тела, проходя через слой пульпы и испытывая сопротивление среды, замедляют свое движение.
§ 4. Скорость падения измельчающих тел
Скорость движения измельчающего тела по параболической траектории в момент падения (удара) в точке В (рис. IV.36) определяется как геометрическая сумма горизонтальной vx и вертикальной vy составляющих скорости падения
»„ = У v2x + = у v2 cos2 а + 4g2Я2,
(IV.40)
где vx = v cos а = const, vy = V2gH, H = yr — ув, уг и ув — ординаты начальной и конечной точек падения тела.
Так как
Центр Р вспомогательной окружности расположен на вертикальном диаметре барабана 0Z.
Геометрическое место точек перехода измельчающих тел с параболических на круговые траектории ВмВ^ВВо определяется точками пересечения радиусов, проведенных под углами Р = За к вертикальному диаметру барабана, с соответствующими окружностями круговых траекторий. Так как cos a = ф2К^, то при Kr = P/Pt
Р — (^i/ф2) cos а — C0cos-|-, (IV.39)
□
где Со = AV't2—постоянная величина для данной мельницы; Р — радиус-вектор отрыва тела в точке А, равный,по величине радиусу-вектору точки падения В.
Уравнение - (IV.39) является уравнением спирали в полярных координатах.
Спираль OBmBzBBq и вспомогательная окружность с центром в точке Р пересекают вертикальный диаметр барабана мельниц в одной и той же точке Во.
Действительное движение измельчающих тел на участке перехода с параболической на круговую траекторию существенно отличается от теоретической траектории по двухфазной гипотезе.
На этом участке наблюдается образование так называемой «пяты», верхняя граница которой лежит выше расчетных точек падения шаров, причем поверхность «пяты» близка к плоской.
На формирование траектории измельчающих тел на участке перехода с параболи-
Н = ур — ув = 4,5Р sin2 a cos а,
' (IV.4I) то
vy = V9gP sin2 а cos а =
= 3osina
(IV.42)
vn = vV9 — 8 cos2 a = vV 1 + 8 Sin2 a.
(IV.43)
Радиальная vp и тангенциальная Vf составляющие скорости падения измельчающего тела определяются по формулам:
Op = o/cos’(3a — л/2) + vy sin'(3a — л/2) =
= 8v sin3 a cos a; (IV.44)
У/ = vx cos 3a -|- у/sin 3a = y'( I +
+ 4 sin2 a cos 2a), ’ (IV.45) где (3a — n/2) — угол между направлением радиальной t>p и горизонтальной vx составляющих скорости vn-, За — угол между тангенциальной vt и горизонтальной vx составляющими скорости vn.
Направление скорости падения измельчающего тела определяется углом 0 (см. рнс. IV.36)
0 = arccos —— =
1 + 4 sin2 a — 8 sin4 a = arccos------.
V 1 + 8 sin2 a
(IV.46)
241
Рис. IV.36. Радиальная и тангенциальная составляющие скорости падения шара в конце параболической траектории движения
Относительная скорость падения измельчающего тела определяется с учетом окружной скорости движения поверхности барабана мельницы или соответствующего слоя измельчающей среды. Так как vp = 8v sin3 a cos а = 4v sin2 a sin 2a, а тангенциальная составляющая относительной скорости падения равна
v( — v = 4о sin2 a cos 2a, (IV.47)
Рис. IV.37. Влияние частоты вращения шарового слоя на скорость падения шара и ее составляющие Ор н о(:
1—6 — соответственно при тр, равном 0,529; 0,707; 0,750; 0,841; 0,931 н 1,000
то относительная скорость падения
»г = J/ °р + (®г — У)2 = 4п sin2 a.
(IV.48)
Направление относительной скорости падения vr определяется углом 0j
а — v
(К = arccos —---=
Vr
4v sin2 a cos 2a „ -
= arccos----;—г-;-------= arccos 2a = 2a.
4v sin2 a
(IV.49)
Угол между относительной скоростью vr н осью Ох равен:
За — = За — 2а = а. (IV. 50)
Из рис. IV.36 видно, что направление относительной скорости vr совпадает с направлением хорды АВ, замыкающей начало и конец параболической траектории движения измельчающего тела.
Составляющая vt скорости падения тела ударов не производит и способствует только перемещению тела вдоль круговой траектории, если ее направление совпадает с направлением вращения барабана мельницы. При угле отрыва a = а/ тангенциальная составляющая vt скорости падения равна нулю и из уравнения (IV.47) следует, что
1 + 4 sin2 a cos 2a = 0. (IV.51)
Решая уравнение (IV.51), находим а/ = = 55° 44', что соответствует частоте вращения слоя измельчающих тел ф/ = 0,75, или 75 % от критической. На рис. IV.37 это положение угла отрыва at характеризует парабола А3Ва.
Составляющая щ скорости падения тела относительно вращающейся поверхности барабана или слоя измельчающих тел vrt равна нулю при угле отрыва a = аЛ/, определяемом из уравнения (I V.47) при vt — v = 0
4 sin2 art cos 2a = 0. (IV.52)
Решая уравнение (IV.52), получим art = = 45°, что соответствует частоте вращения данного слоя измельчающих тел фу/, равной 83,7 %.
§ 5. Эпюра заполнения и оборачиваемость измельчающих тел в мельнице
Эпюра заполнения. Для построения эпюры заполнения мельницы (рис. IV.38) должны быть определены углы отрыва шаров наружного и внутреннего слоев aj и а2.
По известной относительной скорости ф угол отрыва шаров внешнего слоя находят из соотношения (IV. 12): соза1 = ф2.
Если известно заполнение <р, то для расчета угла а2 используется формула В. М. Осец-
242
Рис. IV.38. Эпюра заполнения барабана мельницы измельчающей средой по двухфазному циклу Дэвиса
кого, связывающая рассматриваемые параметры <р, «J н а2
Ф =----------Г(л — 2а) cos 2а — а
г л cos2 aj [' '
, . _ , 1 . . 1 а = ai.
4- sin 2a -4- -г- sin 4a ;
1 4 Ja = O2
(IV.53)
Относительный радиус k, равный отношению наибольшего и наименьшего радиусов шаровой загрузки, определяется по формуле
k — /?2//?х = cos aj/cos «!• (IV.54)
Глава 3
Мощность, потребляемая барабанными мельницами
§ 1. Мощность, потребляемая электродвигателем барабанной мельницы из сети
Полная мощность, потребляемая электродвигателем из сети, определяется по формуле
Л^сети = Л^о/ППэ. (IV.55)
где АСети и No — мощность, соответственно потребляемая из сети и затрачиваемая на вращение барабана мельницы, включая потери на трение в главных подшипниках, кВт; г] — коэффициент полезного действия (к. п. д.)
механического привода, учитывающий потери в венцовой зубчатой передаче, в подшипниках приводной вал-шестерни и в редукторе (если он предусмотрен кинематической схемой привода), доли ед.; т]э — к. п. д. электродвигателя, доли ед.
Мощность Ао, расходуемая на вращение барабана мельницы, затрачивается на приведение в движение измельчающих тел (полезная мощность) — N, а также иа преодоление трения в главных подшипниках барабана (т. е. на потери) Nn. Последняя слагается из потерь на вращение барабана без измельчающей среды (т. е. из потерь холостого хода) Ахх, и из потерь мощности, вызванных увеличением трения ' в подшипниках при загрузке измельчающей среды Адоп.
Следовательно
= N + Мп = М + ^хх + Л^доп-
(IV.56)
Потери мощности на тренне зависят от массы вращающегося барабана мельницы и от массы измельчающих тел и пульпы в барабане. В промышленных мельницах отношение масс вращающегося барабана мельницы и измельчающих тел с пульпой равно примерно единице, следовательно Ахх ~ Адоп- Потери мощности на трение составляют для мельниц малого размера от 40 до 15 %, для мельниц средних размеров от 15 до 10 % и для мельниц больших размеров меньше 10 % от мощности, потребляемой двигателем из сети.
Определить Ахх и Ап можно по формулам ВТИ—ЦКТИ (Всесоюзного теплотехнического и Центрального котлотурбинного институтов), предложенным для углеразмольных мельниц:
Ахх = з/2/О£д|> = (л/10/g)DLn «0,IDLn;
(IV.57)
Vn= (1 +6)Vxx«0,l (1 + b)DLn,
(IV.58) где Axx и Ап — в кВт; D и L — диаметр и длина барабана, м; ф — относительная частота вращения барабана, доли ед.; п — частота вращения барабана, мин-1; b — коэффициент, равный отношению Ад0П/Ахх, доли ед.
Авторы работы [74] рекомендуют принимать отношение Адоп/Ахх Для шаровых мельниц при заполнении их фш = 0,45 и диаметре барабана от 900 до 1500 мм — 0,25; от 1500 до 2100 мм — 0,40; от 2100 до 2700 мм — 0,50 и для мельниц с диаметром более 2700 мм — 0,60. Для приближенных расчетов обычно принимается b = 1.
Изменение частоты вращения барабана мельницы приводит к увеличению потерь мощности на трение. Последние могут быть определены по формуле А. Ф. Таггарта [76]
А*п = ^пэ (IV.59)
где Ап, Апэ — потери мощности на трение (кВт) соответственно при исследуемой (п) и эталонной (пэ) частоте вращения барабана.
243
Таблица IV. 10
Техническая характеристика синхронных машин (электродвигателей)
Номинальная мощность Тип машины Я £•4 Я св св Я О S” ь Я 1 о я х се й> х э-Нз Ток статора, А к. п. д., доли ед. Возбуждение Масса, т
кВт кВА напряже- ние, В ТОК, А статора ротора всего
600 730 ДС-213/29-24 250 70 0,920 105 20 10,5
960 1150 213/44-24 250 110 0,929 115 35 — — 15,6
320 400 СДН-17-19-32 187 38,5 0,885 60 225 2,35 2,35 6,25
400 495 17-21-32 187 47,5 0,895 65 250 2,55 2,65 7,05
500 610 17-26-32 187 58,5 0,908 70 255 2,85 3,25 8,2
630 765 17-34-32 187 73,5 0,918 70 230 3,1 3,5 8,9
800 970 18-26-32 187 93,5 0,920 94 260 4,1 4,55 11,1
1000 1200 18-34-38 187 115,0 0,926 99 250 4,55 5,45 12,4
1250 1490 18-44-32 187 143,0 0,936 111 245 5,35 6,95 15,2
320 400 СДА-17-21-36 167 38,5 0,885 62 240 2,45 2,7 6,8
400 500 17-26-36 167 47,5 0,900 71 240 2,75 3,2 7,9
500 615 17-31-36 167 59,0 0,912 71 245 3,05 3,5 8,5
630 770 18-24-36 167 74,0 0,910 91 230 3,7 4,6 10,7
800 970 18-29-36 167 93,5 0,916 97 235 3,95 5,45 11,9
1000 1200 18-36-36 167 115,0 0,928 104 235 4,55 6,45 13,9
1250 1500 18-44-36 167 144,0 0,936 104 235 5,2 8,15 16,9
300 415 СДН-18-14-40 150 40,0 0,855 71 250 2,9 2,75 7,75
400 505 18-19-40 150 48,5 0,885 69 225 3,3 3,3 8,75
500 615 18-24-40 150 59,0 0,904 73 225 3,7 3,75 9,85
800 985 СДН-19-31-60 100 95 0,904 109 245 6,15 8,2 20,0
1000 1220 19-39-60 100 117 0,914 128 245 6,9 ’ 9,8 20,4
1250 1520 20-24-60 100 146 0,914 134 310 14,7 11,6 31,8
1600 1920 20-31-60 100 186 0,924 146 290 15,6 14,4 35,6
2000 2380 20-39-60 100 229 0,934 161 275 17,4 18,5 42,7
2500 2960 20-49-60 100 284 0,940 196 205 17,9 21,0 45,7
3150 — СДМ2-21-64-40У4 150 — 0,914 — — — — —
4000 — СДМЗ-2-24-59-80У4 75 451 0,930 240 260 — — —
Примечание. Напряжение сети 6000 В. cos ф (опережающий) — 0,9.
К. п. д. синхронных электродвигателей с номинальной мощностью от 320 до 4000 кВт приведены в табл. IV. 10.
Привод мельниц малого размера обычно осуществляется от асинхронных электродвигателей через редуктор или ременную передачу. Для этого используются электродвигатели с номинальной мощностью от 13 до 200 кВт.
2. Обобщенная формула мощности, потребляемой барабанными мельницами
Формулу для потребляемой мельницей мощности при любом режиме можно вывести на основе теории подобия путем сопоставления размерностей, входящих в общее критериальное уравнение величин. Примем допущение, что мощность N пропорциональна некоторым, пока неизвестным степеням следующих величин: силы тяжести шаровой (стержневой) загрузки G, диаметра D барабана, его длины L, а также некоторому безразмерному параметру скоростного режима S, зависящему
244
только от относительной скорости мельницы ф и ее степени заполнения <р. А так как сила тяжести G определяется насыпной плотностью у загрузки и ускорением при свободном падении g, то взамен нее в уравнение войдут некоторые степени у н g.
На основании сказанного исходное уравнение можно написать следующим образом:
N = kyxgyDzLiS, (IV.60)
где k — безразмерный коэффициент пропорциональности; х, у, z и t — показатели степени, подлежащие определению на основе теории размерностей.
Размерность массы обозначается символом М; длины и времени — символами L и Т соответственно. Так как насыпная плотность у есть масса, отнесенная к единице объема, то ее размерность будет ML-8. Размерность ускорения g будет LT"2, а размерность диаметра D и длины L барабана — L.
Левая часть исходного уравнения (IV.60) представляет собой мощность; последняя есть работа в единицу времени, но работа равна произведению силы на путь, а сила —
произведению массы иа ускорение. Таким образом, размерность мощности ML2T“8.
После подстановки в уравнение (IV.60) вместо исходных величин'их размерностей и, исключая безразмерные коэффициенты k и S, получим
(Ml№) = (ML-3)* (LT-2)^ l2/.
(IV.61)
Сравнивая одноименные члены правой и левой частей, напишем следующую систему уравнений:
мх = мх;
*р"3 = —2у«
L2 = L~3*+H-*+< _
(IV.62)
Решая уравнение (IV.62), находим х = 1, у = 1,5 и г + t = 3,5.
Поскольку число неизвестных больше числа уравнений (4 > 3), допустим, что мощность, потребляемая мельницей, прямо пропорциональна длине барабана L. При t= 1 г = 2,5.
После подстановки > найденных значений показателей степени исходное уравнение (IV.60) примет внд
N = kygVgD2V"DLS. (IV.63)
Удобно исключить длину барабана L.
Л
Объем барабана равен V = —D2L, откуда его длина L — 4V/nD2, поэтому взамен уравнения (IV.63) находим
N = k — g/ gfVl^ DS.
(IV.64)
Сопоставляя выражение (IV.64) со всеми теоретическими формулами (С. Е. Андреева, Н. П. Неронова и др.), приходим к заключению, что k = /7/24.
Поэтому обобщенная формула (IV.64) запишется в следующем виде:
N = уУ/DS. 6л
(IV.65)
В целях сокращения внешнего вида формулы дробь g /2g/ 6л может быть заменена одной постоянной (в единицах СИ):
A = g/2g/6n=2,31 м’-5/с3.
(IV.66)
Постоянная А — константа С. Е. Андреева, который впервые ввел ее в теорию барабанных мельниц. Тогда обобщенная формула мощности [54] запишется в следующем окончательном виде:
V = [AyV/D] {S), (IV.67)
где А = 2,31 м1,5/с3— константа; у — насыпная плотность мелющих тел, кг/м8; V — объем барабана, м8; D — его диаметр, м; S — некоторая функция относительной скорости ф и заполнения ср.
Из формулы (IV.67) следует, что удельная мощность (в кВт) на 1 м8 рабочего объема и на 1 т массы измельчающих тел соответственно составит
Nv = N/V = Ay/DS; (IV.68)
Ng = = A/DS/cp, (IV.69)
где G — масса измельчающих"тел’в’мельиице, т; <р — заполнение мельницы измельчающей средой, доли ед.; S — безразмерный коэффициент, учитывающий влияние частоты вращения и относительного заполнения мельницы измельчающей средой.
§ 3. Мощность, потребляемая мельницей при каскадном режиме
Теоретическая формула для определения потребляемой мельницей полезной мощности при режиме с перекатыванием шаров без полета (каскадный, некатарактный) выведена С. Е. Андреевым. При установившемся движении шаровая (или стержневая) загрузка занимает положение, показанное на рис. IV.39. Сечение загрузки (заштрихованное), которому соответствует центральный ’'•угол Й, представляет собой круговой сегмент с'центром тяжести в точке S. Радиус OS = г образует с вертикалью угол 0; его проекция на горизонталь I = г sin 0.
Если общая сила тяжести шаровой загрузки * составляет Ош, то ее статический момент относительно оси О мельницы равен произведению G^Z, где I — плечо силы Ощ.
При установившемся режиме в любом'сече-нии. шаровой загрузки происходит непрерывная циркуляция шаров (см. рис. IV.29, а), но вся система находится в динамическом равновесии, при котором мельнице со стороны двигателя передается момент вращения М, (Н-м) противоположный по знаку моменту G^Z и равный ему по численному значению
М = 1000 G'mgl. (IV.70)
При угловой скорости вращения со = лп , , .
= -эд- рад/с работа А, совершаемая двигателем в единицу времени, А = Afco (Н-м/с) и потребляемая мощность (Н-м/с) будет
N' = Ма> = lOOOG^gZco.
(IV.71)
* Через (?ш обозначена масса шаров, а через (?ш — ее сила тяжести: 6щ = <?шй, где g = = 9,81 м/с».
245
Рис. IV.39. Схема расположения измельчающей среды в барабане мельницы при установившемся каскадном режиме ее работы
Формула (IV.71) может быть приведена к следующему виду:
V = [ДушvVD] f2ф sin3 sin Oj,
(IV.72) где N — в кВт.
Угол поворота 0 = f (Q, др, f) можно рассчитать, исходя из моментов сил трения.
Центральный угол Й однозначно определяется <р (см. рис. IV.32).
Обозначая одним символом Sa произведение всех множителей, зависящих от параметров скоростного режима
Хд = ^2ф sin3 — sinol, (IV.73)
формулу (IV.72) можно записать в виде
N = АушгК5{Хд). (I V.74)
Безразмерный множитель Хд, зависящий от параметров механического режима ф и <р и коэффициента трения / мелющих тел о футеровку, представляет собой коэффициент скоростного режима (или коэффициент полезной мощности).
Аналогичное содержание имеет формула В. В. Товарова (Гипроцемент) [3]
М = [ДуГКбН2,61фф0-8},
(IV.75) где Хт = 2,61фф°'8.
Формула В. В. Товарова (IV.75) действительна только для каскадного режима, когда коэффициент заполнения ф не превышает 0,2—0,3, а относительная частота вращения мельницы равна ф = 0,7 — 0,8.
§ 4. Мощность, потребляемая мельницей при смешанном режиме
Обобщенная формула (IV.67) охватывает, как частные случаи, все опубликованные в технической литературе формулы для определения подводимой к барабанной мельнице мощности в условиях ие только каскадного и смешанного режимов, но и гипотетического водопадного двухфазного. Перечень формул приведен в табл. IV-11.
В обобщенной формуле (IV-67) первый множитель, стоящий в квадратных скобках, является основным параметром мощности; второй, стоящий в фигурных скобках, представляет собой безразмерный параметр режима. Все различие между формулами разных авторов (см. табл. IV. 11) состоит в расшифровке значения X как функции ф и ф, в то время как первый
Таблица IV. 11
Формулы для определения полезной мощности барабанных мельниц (варианты обобщенной формулы N„ = АуУ ИDS)
Режим
каскадный (тихоходный, с перекатыванием без подбрасывания) смешанный (с частичным перекатыванием и частичным подбрасыванием) водопадный (только с подбрасыванием без перекатывания)
Эмпирическая формула В. В, Товарова Теоретическая формула С. Е. Андреева Экспериментальные графики Гау Комбинированный метод расчета: по формуле С. Е. Андреева в сочетании с графиками Гау Эмпирические формулы: Э. Бланка, А. Таггарта, Л. Б. Левенсона, ВТИ — ЦКТИ Комбинированный метод расчета: по обобщенной формуле в сочетании с графиками Гау Новая «полуэмпирическая формула» В. А. Олевского Теоретические формулы (для гипотетического двухфазного цикла): Э. Дэвиса (исправленная П. М. Сиденко и Н. П. Не-роно.вым), Н. П. Неронова, Л. Б. Левенсона — 3. Б. Канторовича — С. Е. Андреева, В. А. Олевского (старая формула), Е. Ф. Морозова
246
множитель остается во всех формулах одним и тем же.
Так, можно показать, что в эмпирической формуле Бланка при постоянном значении ф = 76 % параметр S выразится через <р следующим образом:
3Б = (1/2,31) [3,5 — 14 (0,5 — <р)2] (IV.76) Согласно Л. Б. Левенсону
5Л = = 3,38<рф (1 + 0,274ф2).
(IV.77)
Аналогичный вид может быть придан формулам А. Ф. Т а г г а р т а [76].
Всесоюзным теплотехническим институтом (ВТИ) и Центральным котлотурбинным институтом (ЦКТИ) на основе испытаний углеразмольных мельниц предложена своя формула. Общая мощность на валу двигателя /Ув. дв состоит из двух слагаемых
А/в.дв = /УХх + Мц. (IV.78)
Первое слагаемое Nxx. вычисляется по формуле (IV.57). Второе слагаемое определяет расход мощности на движение шаров и материала, включая дополнительную Мощность на трение в цапфах барабана, обусловленное массой загрузки. Применительно к структуре обобщенной формулы для имеем (считая V = 4,6 т/м®)
' А/ш = [2,31 у VVD] {2,74ф<р0,9} -
(IV.79)
Недостаток формулы ВТИ—ЦКТИ в том, что она базируется только на испытаниях углеразмольных мельниц и лишь при сухом измельчении углей.
§ 5. Динамическое равновесие шаровой загрузки по гипотезе Дэвиса
Пусть барабан мельницы вращается на оси 0 по ходу часовой стрелки (см. рис. IV.38).
По схеме Дэвиса всю часть поперечного сечения барабана, занятую в данный момент шарами (стержнями), можно разделить на две зоны: I — зону сплоченной массы шаров, вращающейся вместе с барабаиом как одно с ним целое, и II — зону шаров, .совершающих свободный полет в воздухе по параболическим траекториям. Верхней границей между двумя зонами является дуга А1А0А2 окружности, центр которой находится в точке С (радиус окружности равен дроби #х/ф2, где /?1 — внутренний радиус барабана, . ф — его относительная угловая скорость). Дугу AjAoAa можно назвать «кривой отрыва шаров».
Нижней границей между зонами II и I служит отрезок спирали BjBo-Ba — геометрическое место точек падения шаров, возвращающихся из зоны II в зону I.
По гипотезе Дэвиса внутри шаровой загрузки имеется полость F2BaA2, свободная от шаров. Сверху она ограничена внутренней параболой A2F2B2, а снизу — дугой окруж
ности радиуса R2. Отношение R2/Ri = k получило название относительного радиуса. По заданным значениям <р и ф значение параметра k вычисляется с помощью формулы Осецкого, выведенной применительно к эпюре Дэвиса.
По схеме Н. П. Неронова на барабан действуют три вращающих момента:
момент А4Вр, передающийся барабану от двигателя через зубчатые передачи;
статический момент /И,, обусловленный массой шаров, входящих в первую зону; он равен произведению силы тяжести mg всех шаров этой зоны на плечо /х силы;
момент /Иуд — от ударных импульсов шаров, возвращающихся в первую зону после их падения на поверхность ВХВ2. Этот момент чисто динамический, а не статический. На поверхностный слой ВХВ2 круговой зоны сыплется град ударов со стороны падающих на нее шаров, причем ударные импульсы следуют непрерывно один за другим. Но поскольку первая зона составляет в каждый данный момент одно целое с барабаном, толчки со стороны падающих на нее шаров передаются на внутреннюю поверхность барабана, а от него — на приводное устройство.
По второму закону механики (применительно к вращательному движению) сумма вращающих моментов всех внешних сил относительно центра вращения 0 равна элементарному приращению момента количества движения Q системы за элементарный промежуток времени d/
. 2 М = dQ/dt (IV.80)
В данном случае (см. рис. IV.38) процесс движения системы является стационарным, так как ни количество движения, ни его момент Q не изменяются во времени. Правая часть уравнения (IV.80) равна нулю, поэтому левая его часть тоже должна быть равна нулю и, следовательно, .сумма вращающих моментов должна обращаться при стационарном процессе в нуль
£М=0. (IV.81)
Таким образом, задача динамики свелась к задаче статики.
На основании равенства (IV.81) в результате суммирования получим
/Ивр=/И1 + /Иуд. (IV.82)
Выражения для моментов М± и /Иуд в функции угла отрыва а были впервые выведены в работах Н. П. Неронова, где было получено для момента Л4Х следующее уравнение:
= ygLRl Г - ф2(1 - й4) + 4 ф”( 1 -L о
—•£•)], (IV.83)
где L — длина барабана, м.
Отметим, что на рис. IV.38 момент Мх положителен: он стремится вращать барабан против хода стрелки часов, т. е. препятствует работе двигателя, вращающего мельницу по часовой стрелке.
247
Умножая левую и правую части последнего равенства на <о, после небольших преобразований получим для мощности первого момента
Ni = [AyVV"D0] {ф3 [3(1-^)-
— 2-ф« (l -*«)]). (IV.84)
Равенство (IV.82) в точности совпадает с формулой Н. П. Неронова, полученной им на основе энергетических соображений. Действительно, работа, затрачиваемая иа подъем одного шара массой т из положения В в точку отрыва А, т. е. на высоту Л = уъ, равна mgh. Если просуммировать работы, затрачиваемые в единицу времени на подъем всех шаров первой зоны, то получим следующую «энергетическую» формулу Неронова:
N1 = [АуУ^р^ (ф3 [3 (I _ £4) — 2ф<(1 —
— *•)]}. (IV.85)
Таким образом, метод моментов дает тот же результат, что и метод баланса энергии: величина Nlt численно равная мощности момента силы тяжести шаров всей первой зоны, по своему физическому смыслу есть секундная работа, совершаемая двигателем при подъеме шаров по круговым траекториям.
Ударный импульс. Второй момент ударных импульсов (Л4уд) определяется из следующих соображений.
В момент времени, непосредственно предшествующий удару (см. рис. IV.38), шар, находящийся в точке Во, летит по касательной к последнему участку параболы, имея некоторую (абсолютную) скорость ип и количество движения mvn. Предположим, что плечо этого вектора есть I, тогда момент количества движения шара (по модулю) — tnpl. Для расчета воспользуемся теоремой Вариньона, согласно которой момент равнодействующей (геометрической) суммы равен сумме моментов ее составляющих. Вектор тО-а можно разложить на две составляющие: радиальную mvp и касательную mvt, так как полную скорость бп можно разложить иа радиальную »р и касательную vt составляющие. Но вектор mvp проходит через центр вращения 0, и потому его момент равен нулю. Отсюда следует, что момент вектора топ равен моменту вектора пгб/ имеющего плечо Яо, где Во — радиус-вектор точки падения Во. Таким образом, кинетический момент шара до удара равен (по модулю) mv(Ra.
После окончания удара шар окажется включенным в состав сплоченной массы шаров круговой зоны и вместе с другими элементами этой зоны приобретет окружную скорость v, следовательно, момент количества движения этого шара окажется равным (по модулю) tnvRt), где Ra — плечо вектора о. Отсюда следует, что приращение кинетического момента одного шара при ударе
AQ = mRa (vf — v). (IV.86)
. Пользуясь теоремой о приращении количества движения [см. уравнение (IV.80) ] и переходя от одного шара ко всей массе шаров параболической зоны, для полного
ударного момента получим (опуская промежуточные выкладки) выражение
Л4УД = J dMyp — ygRl [ — фа (1 — й1) + а,
+ 2ф« (1 _ fee) ^>10 (1 _ fe8)J,
. (IV.87)
Переходя к мощности Nm второго (ударного) момента, умножаем правую и левую части равенства (IV.87) на угловую скорость <о. После простых преобразований получим
VyA = lAyV^D0] {ф3[3(1—fe4) —
— бф4 (1 — fee) 4- Зф8 (1 —&«)]}.
(IV.88)
Эта формула предложена Е. Ф. Морозовым.
Умножая на угловую скорость со почленно уравнение (IV.82), находим полную мощность
Nf) = = Mito Л4УдС0 = Л\ + ^Уд.
(IV.89)
Послевзамены Vx и Л/уд их значениями получим формулу, .известную как формула Дэвиса, исправленная Н. П. Нероновым и П. М. Сиденко
ND = Ni + #2 = [AyV^Do] {ф3 [6(1 —
— fe4) — 8ф4 (1 — fe6) + Зф8 (1 — fe8)]}.
(IV.90)
Отсюда можно сформулировать следующий вывод: мощность, соответствующая формуле Дэвиса (Nd), есть сумма двух слагаемых: мощности на подъем шаров круговой зоны (Nj) и мощности ударного момента шаров второй зоны (МУд).
Далее остается выяснить области применимости и неприменимости формулы Дэвиса.
§ 6. Сопоставление расчетных формул и определение области их применимости
В целях сокращения обозначим через S с соответствующими индексами безразмерные параметры скоростного режима, стоящие в фигурных скобках формул Неронова (IV.85), Морозова (IV.88) и Дэвиса (IV.90) соответственно Si, S2 и Sq. Так как Nd = = Vi+ N2, to
So^Sj+S,. (IV.91)
Зависимость между этими параметрами и относительной скоростью ф изображена на рис. IV.40 применительно к тому частному случаю, когда заполиеиие мельницы шарами составляет <р = 45°. Численные значения параметров показаны для двух вариантов: для наиболее распространенной на практике скорости ф = 0,81 (точка В) и для скорости ф = 0,91 (тдчка К), когда момент Л12 и мощность N2 обращаются в нуль (S2 = 0). На рис. IV.40 справа от точки К параметр S2
248
отрицателен. Это означает, что ударные импульсы подталкивают барабан, облегчая работу двигателя. Слева от этой точки S2 положителен — момент Л4уд препятствует работе двигателя так же, как и момент Mv На рис. IV.40 нанесена прямая Sg, соответствующая экспериментальным данным. Мощность по формуле Дэвиса (см. кривую Sd) резко отличается от экспериментальной (S3).
Критический угол. Из формулы (IV.86) следует, что знак ударного момента будет зависеть от знака разности между скоростями б t и v. В тех случаях, когда тангенциальная скорость б/больше окружной б, падающие шары подталкивают первую зону, т. е. их ударные импульсы направлены в сторону вращения барабана, чем, облегчая работу двигателя, они уменьшают общую потребляемую мельницей мощность. Этому случаю соответствует S2 < 0, т. е. тот участок кривой Sd на рис. IV.40, где Sd меньше Sj — справа от точки пересечения К, абсцисса которой равна ф = 0,91; здесь Sd = Sj — S2.
Возникает вопрос: что будет происходить с теми шарами, тангенциальная скорость которых б/ меньше окружной б (см. рис. IV.36 и IV.38). Очевидно, что такие шары при падении иа поверхность BzBoB} не только ие будут подталкивать барабан, но, наоборот, барабан, а следовательно, и двигатель должны будут выполнять функции своеобразных ускорителей «отстающих» шаров, разгоняя их от меньшей скорости б t до большей б как бы притягивая их к удаляющейся границе раздела зон. Этому случаю Соответствует на рис. IV.40 участок кривой Sd слева от точки пересечения К- Здесь Sd = Si+ S2, т. е. мощности N1 и V2 складываются, так как после падения шаров на граничную поверхность им придется придавать от двигателя дополнительную кинетическую энергию в процессе воображаемого «подтягивания» отстающих шаров от меньшей скорости vt до большей б.
Следовательно, изложенная выше картина движения шаров не реальна.
Таким образом, для тех шаров, тангенциальная скорость vt которых меньше окружной б, двухфазный цикл Дэвиса неосуществим, а поскольку иа практике он не может быть 'реализован, формула Дэвиса при б/<бнеимеетфизического смысла.
Остается выяснить, каков тот критический угол отрыва аКр, при котором скорости vt и б равны и ударный момент шара равен нулю.
Ранее показано, что разность касательных скоростей (по модулю) равна
б/ — v = 4v sin2 a cos 2а
и при (б/ — б) = 0:
sin акр = И0,5 = 0,707,
т. е. критический угол акр равен 45°, а относительная частота вращения ф = 0,837.
Относительная частота, вращения барабана мельницы, %
Рис. IV.40. Зависимость безразмерного пара-м етра £ от относительной частоты вращения барабана мельницы ф:
Sg — по экспериментальным показателям В. А. Олевского; SH — по формуле Неронова; Sд —по формуле Дэвиса
Таким образом, если для внешней параболы угол отрыва больше 45°, т. е. е с л и скорость вращения меньше 84% критической, то согласно уравнению (IV.90) касательная скорость vt внешнего шара в момент удара меньше окружной v и поэтому необходимо его «подтягивание», следовательно, формула Дэвиса вэтом случае недействитель-н а даже для внешних шаров. Формально она применима для таких шаров только при скорости, значительно большей, чем ф = 0,84, когда угол отрыва намного меньше критического (а 45°).
До сих пор были рассмотрены отдельные элементарные параболы. Если же обратиться ко всей второй зоне, то следует учесть, что она состоит из целого «семейства» таких парабол, причем внешним параболам соответствует угол отрыва аъ а внутренним а2. Согласно формуле Осецкого угол отрыва а2 всегда больше, чем ar.
249
Для того чтобы двухфазный цикл осуществлялся хотя бы в теоретическом плане, необходимо, чтобы все без исключения параболы имели угол отрыва а, равный или меньший критического значения. Следовательно, должно соблюдаться условие С 45°.
Расчет с помощью формулы Осецкого показывает, что при заполнении ф = 40 % последнее условие выполняется при относительной скорости ф = 96,3%, а при заполнении Ф = 45° — прн ф = 99,2 %. Следовательно, формула Дэвиса в принципе применима только прн скорости, близкой к критической (ф > 96 %). Однако, как показано на рис. IV-40, при таких значениях относительной скорости кривая Дэвиса настолько сильно отклоняется от экспериментальной прямой S3, что о практической применимости формулы Дэвиса не может быть и речи. Расхождение объясняется тем, что по теории двухфазного цикла мощность Л/2 и параметр S2 при большой скорости отрицательны (см. рис. IV.40).
На основании приведенного анализа можно сделать следующие выводы.
1. При скоростях, применяемых на практике, например ф = 81 % (т. е. при ф < <96%), формула Дэвиса не имеет физического смысла, так как требует искусственного «подтягивания» шаров после удара; при больших скоростях, близких к критической (ф > 0,96), теория Дэвиса формально применима, однако расчетный результат в несколько раз меньше действительного.
2. Основной дефект теории Дэвиса состоит в том, что она построена на возможности осуществления двухфазного цикла движения шаров. В действительности двухфазный цикл неосуществим, и в реальных условиях цикл является многофазным: после свободного полета, падения и удара шаров происходит их откатка к периферии с образованием «пяты», затем опускание в зону уплотнения и возвращение иа «свою» окружность с последующим переходом на параболическую траекторию, за которым следует новый удар, и т. д.
Естественно, что формула Дэвиса, не учитывающая реальной кинематики, приводит к неверным результатам.
3. Теория многофазного цикла еще не разработана, поэтому пока необходимо пользоваться эмпирическими формулами для вычисления безразмерного параметра скоростного режима S, входящего в обобщенную формулу (IV.67).
§ 7. Определение установочной мощности электродвигателей мельниц по эмпирическим формулам
Метод В.А.Олевского*. Для определения безразмерного параметра скоростного режима предложена формула
St(p = 2,13 (ф + 0,1) (ф/0,80) / = = 2,66ф/(<р+0,1), (IV.92)
* Олевский В. А. О мощности двигателей барабанных мельниц. — Обогащение руд. 1978, Na 3, с. 23 — 28.
250
где f — поправочный коэффициент, зависящий от условий работы мельницы.
Мощность электродвигателя на валу NB. дв определяется по обобщенной формуле (IV.67) с учетом формулы (IV.92) и т)м
NB. дв = [AyVl^ Д] Зфф/Пм»
(IV.93) и мощность, потребляемая из сети Ксети> с учетом Т)э
Ксети = Кв. дв/Лэ- (IV.94)
С учетом коэффициента запаса Куст номинальная (установочная) мощность двигателя Ку.дв барабанной мельницы определяется по приближенной формуле
Ку.дв = Кв. двКуст = [2,31?7/О] х
X {2,66ф/(ф+0,1)} КУОТ/ПМ.
(IV.95)
В табл. IV. 12 приведены значения VB. дв, Ку.дв и определен фактический коэффициент Куст для шаровых и стержневых мельниц стандартных типоразмеров, а на рис. IV.41 показана зависимость установочной мощности Ку. дв от параметра (vKo).
Из приведенных данных видно, что коэффициент запаса мощности Куст колеблется в пределах от 1,0 до 1,25, что связано главным образом с необходимостью выбора электродвигателя, ближайшего по каталогу (см. табл. IV. 10). По-видимому, следует считать нормальным Куст = 1,0 — 1,15.
Из формулы (IV.95) видно, что установочная мощность электродвигателя мельннц при прочих равных условиях прямо пропорциональна произведению объема барабана на корень квадратный из внутреннего его диаметра. Тогда
к;.дв = к0[г/о], (IV.96)
где зависит от размеров барабана
и является «масштабом подобия», м3.5; Ко — коэффициент пропорциональности (кВт/м3,5)
К» = Ау {2,66 (Ф + 0,1) ф/} Куст/Лм*
(IV.97)
В формуле (IV.97) ряд множителей являются постоянными показателями для мельниц всех типоразмеров: А =2,31 м1,Б/с3; f = 1; Т]м = 0,85; Куст = 1,1, остальные показатели зависят от типа мельницы. В качестве эталонных параметров могут быть приняты для мельниц:
МШР мшц мсц
-у, т/м3 .............. 4,6 4,6 6,6
ф...................... 0,45 0.40 0,36
ф...................... 0,8 0,8 0,6
тогда Ко (мшр) =16,2 кВт/м3'0; Ко (мшц) = = 14,6 кВт/m3,5 и КО(МСЦ)= 14,6 кВт/м3.
На рис. IV.41 в зависимости Ку.дв = = f (vKo) угловой коэффициент Ко определяет положение прямой (линии 1 и 2).
Таблица IV. 12
Мощность двигателей стандартных шаровых и стержневых мельниц
Размеры барабана Z>XL, мм Параметр VVD, Мощность электродвигателя, кВт Коэффициент запаса мощности Куот, отн. ед.
расчетная на валу по уравнению <IV-95> "в.дв установочная но каталогу дВ
Шаровые мельницы с решеткой МШР
2100Х 2200 8,7 130 160 1,23
2100X3000 11,8 175 200 1,14
2700X2100 16,5 240 300 1,25
2700Х 2700 20,9 300 380 1,26
2700Х 3600 27,6 400 400 * 1,00
3200X3100 38,1 565 600 1,06
3600X4000 65 940 1100 1,17
3600X 5000 82,5 1200 1250 1,04
4000X5000 108 1590 2000 1,26
4500X 5000 146 2150 2500 1,17
6000Х 8000 480 7100 2X4000- 1,13
8000
Среднее 1,15
Шаровые мельницы с центральной разгрузкой МШЦ
2100 X 3000 11,8 160 200 1,25
2700X3600 27,7 370 380 1,03
3200X4500 55,5 740 900 1,22
3600Х 4000 65 865 900 1,04
3600X5500 90 1200 1250 1,04
4000Х 5000 108 1435 1600 1,11
4000X5500 120 1600 2000 1,25
4500X6000 175 2330 2500 1,07
5500X 6000 300 4700 4000 0,85
5500Х 6500 400 5300 6300 1,19
Среднее 1,10
Стержневые мельницы МСЦ
2100X3000 ' 11,8 160 200 1,25
2700Х 3600 27,7 370 380 1,03
3200X4500 55,5 740 900 1,22
3600X 5500 90 1200 1300 1,08
4000X5500 108 1435 1650 1,15
4500X6000 175 2330 2500 1,07
Среднее 1,14
* Согласно ГОСТ 10141-69.
Отклонение каталожных данных от расчетных по формуле (IV.96) незначительно, оно обусловлено отклонением фактических параметров от принятых эталонных, особенно ПО К-уСТ*
Рис. IV.41. Зависимость установочной мощности электродвигателей барабанных мельниц от параметра V VD для:
1 — мельниц типа МШР (IV • в= 16,2V Кд)> 2 — мельниц типа МШЦ и МСЦ (JV дв = = 14,6V Vo); 3 и 4 — мельниц мокрого самоизмельчения с рабочим объемом барабана соответственно до 200 (Му. дВ = 6,2 V VD) и более 200 м3 ("у. дв = 6.8 v Vi)
Формула (IV.96) действительна также и для мельниц рудного самоизмельчения, полусамоизмельчения и рудногалечного измельчения. В этом случае коэффициент Ко зависит от насыпной плотности руды, количества пульпы и шаров в мельнице, коэффициента заполнения <р и относительной частоты вращения барабана ф и потому должен быть уточнен в каждом отдельном случае применительно к конкретным условиям.
В табл. IV. 13 приведены данные об установленных на зарубежных предприятиях мельницах сухого н мокрого самоизмельчения. Коэффициент Ко колеблется от 5,5 . до 7,5 кВт/мЗ.5, причем.для мельнице рабочим объемом менее 200 м3 и более 200 м3 средняя величина коэффициента Ко равна соответственно 6,2 и 6,8 кВт/мЗ.б. На рис. IV.41 эти зависимости отражают соответственно прямые 3 и 4.
Привод мельниц самоизмельчения отечественного производства выполниется через редуктор и через венцовую шестерню, устанавливаемую на разгрузочной горловине мельницы. Принимая коэффициент полезного действия такой схемы привода равным 0,83, находим
Ко (СИ) = 6,2/0,83 = 7,5 кВт/м3,5.
251
Таблица IV.13X
Мощность двигателей' мельниц рудного самоизмельчения иа зарубежных предприятиях
Фабрика, фирма или марка мельницы Размеры барабана (внутренние) D X XL, м Расчетный объем V, м’ (V = 0,9nD«L/4) • Параметр V VD Частота вращения барабана ф, доли ед. Установленная мощность электродвигателя A’ WT1I кВт у» дв* Отношение
Мельницы сухого самоизмельчения
Нормандия (Канада) 5,5X1,53 32,5 76 — 450 5,9
Керол-Лейк (Канада) 6,7X1,6 50 130 —— 920 7,1
Нейшнл-Таконит (США) 8,25X1,9 90 260 — 1470 5,7
Батлер-Таконит (США) 8,25X1,9 • 90 260 — 1470 5,7
Малые мельницы мокрого самоизмельчения
Роттенстоуи (Канада) 3,ОХ 1,2 7,6 13 —- 75 5,8
Фарадей (Канада) 5,5X1,53 32 75 — 450 6,0
Лейк-Дженин (Канада) 5,5X1,53 32 75 0,75 440 5,9
Аллис-Чалмерс 6,7X1,83 58 150 —.• 1040 6,9
» » 6,7Х 1,83 58 150 — ИЗО 7,5
» » 6,7X2,14 68 177 — ИЗО 6,4
» » 6,7X2,14 68 177 —— 1280 7,2
Кобар (Австралия) 6,7X2,14 68 177 0,74 920 5,2
Аллис-Чалмерс 7,32X2,14 81 220 — 1260 5,7
Вобуш (Канада) 7,2X2,4 85 230 0,72 1300 5,7
Эмпайр, 1 очередь (США) 7,2X2,4 85 230 0,72 1250 5,4
То же, 2 очередь (США) 7,2X2,4 85 230 0,72 1450 6,3
Аллис-Чалмерс 7,32X2,44 93 252 — 1520 6,0
Эмпайр-Майнинг 7,32X2,44 93 252 1640 6,5
» » 7,32X3,7 . 141 380 2610 6,9
Блек-Сн Коппер (Турция) 7,9X3,05 134 380 — 2640 6,9
Шерман (США) 8,1X3,0 137 390 — 2200 5,7
Комото (Заир, Африка) 8,4X3,0 150 435 —— 2400 5,9
Аллис-Чалмерс 8,25X3,05 148 425 — 2430 5,7
Среднее по мельницам сухого и по малым мельницам мокрого измельчения 6,2
Большие мельницы мокрого самоизмельчения
Аллис-Чалмерс 8,25X4,3 206 590 — 4000 6,8
Коппер-Айленд (Канада) 9,6X3,2 210 650 — 4500 6,9
Аллис-Чалмерс 9,8X3,25 220 690 —— 5000 7,3
Тасмания (Австралия) 9,6X3,6 235 730 —— 4600 6,3
Гриффитс (Канада) 9,6X3,6 235 730 0,76 4800 6,6
Севидж-Ривер 9,25X3,6 250 750 —— 5100 6,8
Аллис-Чалмерс 11,0X4,6 385 1280 — 8952 7,0
Среднее по большим мельницам 6.8
* При вычислении объема барабана вводится поправка 0,9 на отклонение формы барабана от цилиндрической.
В табл. IV. 14 приведены расчетные н паспортные данные по мельницам рудного само-измельчення отечественного производства.
Метод Бонда — Роулэнда распространен в зарубежной практике для определения установочной и потребляемой мощности электродвигателей барабанных мельниц. Потребляемая мощность шаровых мельниц с центральной разгрузкой определяется по формуле
~ (IV.98)
где JVm — мощность мельницы на валу приводной вал-шестерни, кВт; уа — насыпная плотность шаровой загрузки (по табл. IV. 15), т/м3; D и .L — диаметр и длина барабана мельницы внутри футеровки, м; — коэффициент, учитывающий заполнение мельницы шарами, доли ед.; 5-фш— коэффициент, учитывающий относительную частоту вращения мельницы, доли ед.
Мощность мельниц шаровых с разгрузкой через решетку, самоизмельчения, полусамо-
252
Таблица IV. 14
Мельницы рудного самоизмельчения с приводом через редуктор и венцовую шестерик* (Ко = 7,5)
Мельница Горнообогатительный комбинат Размеры барабана (внутренние) DxL Расчетный объем V, м (У = =0,9 nD«L/4) Параметр v Vd Мощность двигателя, кВт Отношение *» = JVy.AB/VKo
расчетная по Ко паспортная NV. ДВ
МБ-5000Х1800 5,0Х 1,8 32 72 540 620 8,6
МБ-5700X 1800 Центральный 5,7X1,8 50 120 900 900 7,5
МБ-7000Х2200 Новокриворож-скнй 7,ОХ 2,2 77 200 1500 1500 7,5
ММС-7000Х2300 Ингулецкий 7,ОХ 2,3 81 215 1610 1600 7,5
ММС-9000Х3000 » 9,ОХ 3,0 170 510 3820 4000 7,8
ММС-7000Х6000 Лебединский 7,0Х 6,0 210 550 4100 4000 7,3
♦ При вычислении расчетного объема барабана от цилиндрической.
Va барабава вводится
поправка 0,9 иа отклонение форма
Таблица IV. 15
Насыпная плотность шаров и стержней и объем пустот между ними по Ф. Бонду
Измельчающая среда Насыпная плотность, т/м3 Объем пустот, %
Шары стальные кова- 4,65 40
ные, бывшие в работе Шары чугунные, бывшие в работе 4,15 40
Стержни новые 6,25 20
Стержни, бывшие в работе; обломки уда- 5,75 25
лены То же, но обломки не удалены 5,60 28
измельчения и рудногалечных определяется по формуле
Мр=1,15Мш, (IV.99)
а барабанных мельниц сухого измельчения с разгрузкой через решетку — по формуле
Vpc= 1,08Мш. (IV. 100)
Мощность стержневых мельниц
Nc = 1,37уО2-за£5ФсфС)
(IV.101)
где Nc — мощность стержневой мельницы на валу приводной вал-шестерни, кВт; у — насыпная плотность стержневой загрузки (по табл. IV. 15), т/м®; 5ф(_—коэффициент, учитывающий заполнение мельинцы стержнями, отн. ед.; ф — относительная частота вращения барабана, доли ед.
Таблица IV. 16
Значения D, (D—2t)n при л = 1,0; 2,5; 2,33; 2,30 дли стандартного ряда диаметров мельииц
D, м С м D — 2t (£>—2Z)2’5 (D—2t)2,33 (£> — 2 о2’3 Отношение
(£> —2f)2,33 (D — 2f)2,5 (О—2f)2.30 j (D — 2/)2.5
0,9 0,06 0,78 0,537 0,561 0,565 1,045 1,052 '
1,2 0,065 1,07 1,184 1,170 , 1,168 0,988 0,986
1,5 0,07 1,36 2,157 2,046 2,028 0,949 0,940
2,1 0,08 1,94 5,243 4,688 4,592 0,894 0,876
2,7 0,095 2,51 9,979 8,537 8,280 0,855 0,830
3,2 0,105 2,99 15,457 12,824 12,420 0,830 0,804
3,6 о,и 3,38 20,77 17,07 16,46 0,822 0,792
4,0 0,12 3,76 27,41 21,88 21,04 0,798 0,768
4,5 0,12 4,26 37,46 29,29 28,03 0,782 0,748
5,0 0,12 4,76 49,44 37,91 36,17 0,767 0,732
5,5 0,12 5,26 63,44 47,64 45,53 0,751 0,718
6,0 0,12 5,76 79,63 59,12 56,09 0,742 0,704
7,0 0,16 6,68 115,35 83,52 78,89 0,724 0,684
9,0 0,16 8,68 221,96 153,80 144,10 0,693 0,649
253
g Таблица 1V.17
Потребляемая мощность на валу приводной вал-шестерни шаровых мельниц по данным экспериментальных замеров * Ng и расчетная NP по формулам (IV.67), (1V.98) и (IV.99) в зависимости от заполнения барабана q>
Предприятие, тип мельницы Диаметр догружаемых шаров, мм Параметры и показатели *• Показатели по режимам Мощность потребляемая на холостом ходу, кВт •
1 2 3- 4 5 6 7 8 9 10
МихГОК, МШРГУ-4500Х6000 100 ф 0,105 0,161 0,212 0,267 0,286 0,30 0,318 0,344 0,383 0,50
715 955 1240 1500 1620 — 1715 1870 2020 — 100
NP по (IV.67) 862 1097 1311 1543 1622 1681 1756 1866 2030 2522
^p по (IV.99) 794 1020 1423 1679 1756 1809 1873 1956 2060 2232
НКГОК, МШР-4500Х 5000 100—125 Ф 0,10 0,194 0,282 0,30 0,305 0,438 0,461 0,50
— 1200 1590 — 1735 1920 1935 — 140
по (IV.67) 700 1029 1338 1401 1418 1885 1964
Л^р по (IV.99) 633 1109 1450 1501 1523 1807 1833 2107
СевГОК, МШР-4000Х 5000 60—125 Ф 0,10 0,30 0,32 0,34 0,38 0,40 0,42 0,44 0,46 0,50
— 1312 1361 1407 1520 1566 1610 1650 1687 — 90
NP по (IV.67) . 513 1025 1076 1128 1230 1282 1333 1384 1435 1538
Np по (IV.99) 475 1131 1176 1166 1284 1313 1337 1358 1374 1388
ЮГОК, МШР-3600Х4450 125 Ф 0,10 0,181 0,225 0,272 0,30 0,315 0,361 0,407 0,452 0,500
— 523 643 750 — 850 942 1014 1150 1158 80
NP по (IV.67) 346 485 562 643 691- 747 797 876 954 1037
по (1V.99) 331 549 649 740 788 811 873 920 .953 972
Опытная ОАФ института Me- 80 Ф 0,10 0,118 0,238 0.30 0,355 0,415 0,477 0,50 0,53
ханобрчермет, МШР-2100Х 1500
— 39,6 64,9 — — 81,7 86,7 88,3 — 89,6 18,6
. NP по (IV.67) 29,5 32,1 49,7 — 58,8 66,9 75,7 84,9 88,2 92,5
NP по (IV.99) 31,1 36,0 63,5 — 73,7 81,4 87,2 90,7 91,9 91,8
То же, МШР-1500Х 1600 80 Ф 0,10 0,174 0,217 0,259 0,30 0,310 0,353 0,400 0,438 0,50
Л^э — 27,6 31,3 33,8 — 37,3 39,1 4.0,5 42,0 __ 6,45
Vp по (IV.67) 12,9 17,6 20,4 23,2 25,8 26,5 29,3 32,4 34,8 38,7
Np по (IV.99) 14,7 23,6 28,0 31,8 34,9 35,-6 38,3 40,5 41,9 43,1
То же, МШР-900Х900 60 Ф 0,10 0,20 0,30 0,416 0,443 0,50
— 4,22 5,12 5,87 6,00 6,15 1,92
Np по (IV.67) 1,81 2,71 3,61 4,66 4,91 5,42 -
Np по (IV. 99) 2,30 4,12 5,47 . 6,44 6,58 6,75
НКГОК, МШЦ-4500Х6000 60—80 Ф 0,10 0,156 0,182 0,28 0,30 0,316 0,408 0,50
Кэ — 1125 1215 1765 — 1770 2075 — 140
Np по (IV.67) 841 1076 1186 1297 1681 1748 2135 2522
Np по (IV. 98) 661 971 1101 1506 1573 1623 1839 1941
ИнГОК, МШЦ-3600Х3500 60—80 Ф 0,10 0,104 -0,163 0,208 0,30 0,312 0,35 0,400 0,443 0,50
м» — 375 510 635 — 884 946 1022 1071 .— 85
Np по (IV.67) 428 435 562 658 854 880 961 1068 1160 1282
— - _... Np по (IV.98) 356 368 542 657 847 867 924 982 1018 1045
• Поданным В. Н. Потураева н М. П. Краминского, «Обогащение руд черных металлов», вып. 6, М.» Недра, 1978, с. 36—42.
♦* Ф — в долях ед.; ЛГ0 — в кВт; Np — в кВт.
‘255
Коэффициенты S(p, учитывающие влияние степени заполнения мельниц > измельчающей средой, определяются по формулам:
для мельниц шаровых с центральной разгрузкой и разгрузкой через решетку, самоизмельчения, полусамоизмельчения н рудногалечных
3<р = 3<р(1,07 —<₽); (IV.102)
для стержневых мельниц
5Фо=5,4<р(1,17-<р),
(IV. 103)
где ф — заполнение мельницы измельчающей средой в разрыхленном состоянии, доли ед.
Коэффициенты S,]), учитывающие влияние • на . потребляемую мощность относительной частоты вращения барабана мельниц всех типов, кроме стержневых, определяются по формуле
Зф = ф (1 _ 0,1/29-10*),
(IV. 104) где • ф = 0,0236» Vd — относительная частота вращения барабана, доли ед. от критической; D — диаметр барабана мельницы, м; п — частота вращения барабана, мин-1.
Средняя плотность смеси измельчающей среды и пульпы в мельнице у(- определяется в зависимости от отношения объемов пульпы ФпУ к объему пустот между телами измельчающей среды а<риК
г = фп^/афиУ = Фп/афи.
(IV. 105) где а — относительный объем пустот между измельчающими телами, отн. ед.
Прн г = 1 или фп = афиТ/ .определяется по формулам:
для шаровых н стержневых мельниц
Тш(С) = 6м (1 — а) +
(IV. 106)
для рудногалечных мельниц н мельниц самоизмельчении
Ург = брг (1 — и) пД; (IV. 107)
для мельниц полусамоизмельчения
Тпс = (фш/фо) (1 — а) (6м — 6р) +
+ (1— а)6р + аД, (IV. 108) где у/ — средняя плотность смеси измельчающей среды и пульпы в мельнице, т/м3; 6М, 6рг, бр — плотность материала измельчающих тел соответственно металлических (шары, стержни, цильпебс, эллипсоиды), рудной или минеральной гали и крупиокусковой руды, т/м3; а — доля пустот между телами измельчающей среды, доли ед.; Д — плотность пульпы, т/м3; фш и ф0 — заполнение рабочего объема барабана мельницы самоизмельчения соответственно шарами и смесью шаров с крупнокусковой рудой, доли ед.
В барабанных мельницах сливного типа, работающих с уменьшенным заполнением измельчающей средой, и в мельницах с разгрузкой через решетку при недостаточной их
256
пропускной способности количество пульпы обычно превышает объем пустот между измельчающими телами, т. е. г > а. В этом случае средняя плотность смеси измельчающей среды_и пульпы определяется из соотношения
Уикс) = (фшсс)/фо) (1 — а) (6м — Д) + Д.
(IV. 109)
где ф0 — общее заполнение мельницы измельчающими телами и пульпой, доли ед.
В мельницах с центральной разгрузкой общее заполнение барабана пульпой и измельчающей средой зависит от внутреннего диаметра разгрузочной цапфы и шароудерживающих устройств в ней н приближенно может быть определено по формуле
Фо « 0,50 - — Да) ,
(IV.110)
где/? — диаметр мельницы, м; /?ц — внутренний диаметр разгрузочной цапфы, м; ДА — высота слоя потока пульпы в цапфе, м.
Плотность пульпы Д определяется по формуле
д = б/[б-рм(б-;1)],1 (iv.ni)
где Д — плотность пульпы, т/м3; 6 — плотность измельчаемого материала (руды), т/м3; рм — содержание твердой фазы в пульпе по массе, доли ед.
Содержание твердой фазы в пульпе рм, находящейся в мельнице, принимается на 5—7 % больше содержания твердого в разгрузке мельницы р, т. е. с учетом расслоения потока пульпы в барабане мельницы
Рм = Р+ (0,054-0,07), (IV.112)
где Рм и р — в долях ед.
В табл. IV.16 приведены показатели, характеризующие влияние диаметра стержневых и шаровых мельниц на потребляемую ими мощность, определенные по теоретической формуле (IV.67) при /?2,5 и по методике Бонда—Роулэнда при О2,33 и /?2,3°.Из данных табл. IV. 16 следует, что с увеличением диаметра мельницы удельный расход мощности на единицу длины существенно уменьшается по сравнению с теоретическим уровнем. Так, для мельниц с диаметром 4,5—6,0 м удельный расход мощности на единицу длины мельницы ниже ожидаемого на 22—30 %.
В табл. IV. 17 приведены результаты замеров потребляемой мощности шаровыми мельницами при разном заполнении шарами, выполненных институтом Механобрчермет на железорудных обогатительных фабриках. Там же приведены расчетные показатели мощности по формулам (IV.67), (IV.98) и (IV.99). Сходимость в основном удовлетворительная.
§ 8. Влияние условий работы мельниц на потребляемую ими мощность
Теоретические формулы для определения потребляемой мощности барабанными мельницами выведены исходя из предположения, что скольжение измельчающих тел по барабану и между слоями отсутствует и без учета пульпы или руды, находящихся в мельнице.
При стальной измельчающей среде (стержни, шары) пульпа в мельнице, особенно при разгрузке ее через решетку, составляет небольшую долю общей массы загрузки, затраты энергии на подъем и перемещение пульпы относительно невелики и пульпу можно не учитывать, поскольку и расчетные формулы имеют невысокую точность. В мельницах сливного типа объем пульпы в барабане может превышать объем пустот между измельчающими телами, и в этом случае более правильно рассматривать заполнение мельницы смесью измельчающих тел и пульпы, т. е. смесью менее плотной, чем плотность измельчающих тел с заполненными пульпой пустотами.
В мельницах рудного самоизмельчения, полусамоизмельчения и рудногалечного измельчения пульпа составляет значительную долю общей загрузки и оказывает существенное влияние на потребляемую мощность. Также влияют на потребляемую мельницей мощность: крупность исходного материала и продукта разгрузки мельницы, гранулометрический состав продуктов питания, концентрация твердой, фазы в пульпе, содержание в пульпе глины и первичных шламов, вязкость и температура пульпы, скорость загрузки исходного материала и возвратных продуктов.
Влияние всех условий работы мельницы с пульпой на потребляемую мощность можно учесть только опытным путем.
Влияние на потребляемую мощность изменения крупности материала в мельнице можно проследить по работе мельницы периодического действия. После пуска мельницы и по мере измельчения исходного материала потребляемая мощность возрастает И достигает максимума (рис. IV.42). Это можно объяснить уплотнением загрузки мельницы, состоящей из смеси шаров и измельчаемого материала. При уменьшении размеров рудных зерен центр тяжести нагрузки перемещается дальше от центра мельницы с соответствующим увеличением плеча ее момента. При дальнейшем измельчении наблюдается снижение потребляемой мощности за счет увеличения вязкости образовавшейся пульпы, обусловливающей проскальзывание загрузки мельницы (см. рис. IV.42, кривая /).
Уменьшение начальной крупности измельчаемого материала повышает потребляемую мощность при пуске мельницы, и ее максимум достигается через 5—6 мин работы мельницы (см. рис. IV.42, кривая 4).
На рис. IV.43 показано влияние
Рис. IV.42. Зависимость удельной (о) и относительной (6} мощности, потребляемой из сети шаровой мельницей периодического действия D X L = 30 0X 200 мм от времени измельчения при:
1 — исходном материале 4,7 —0 мм, объеме пульпы 1,88 дм3 и ее плотности 2,105 кг/дм8; 2 — то же, при плотности пульпы 1,743 кг/дм8; 3 — то же, при плотности пульпы 1,840 кг/дм3; 4 — исходном питании 0,8—0 мм, объеме пульпы 1,88 дм8.и ее плотности 1,743 кг/дм3
удельной нагрузки по исходному питанию на мощность, потребляемую нз сети мельницами МШР-3600х5000, МШЦ-3600х5500 и МСЦ-3200х4500. Из гра-фика видно, что увеличение нагрузки по исходному питанию снижает потребляемую мельницами мощность и при работе промышленных мельннц под нагрузкой потребляемая ими мощность ниже расчетной по формулам (IV.94), (IV.98), (IV.99) и (IV. 101).
Влияние количества пульпы в мельнице и ее плотности на потребляемую мощность н эффективность измельчения иллюстрируют экспериментальные данные, приведенные на рис. IV.44 [74]. Установлено, что максимум потребляемой мощности и эффективности измельчения достигается прн общем заполнении мельниц шарами и пульпой, близком к 0,5 от объема барабана.
Авторы работы [74] рекомендуют расчет мощности потребляемой на движение шаров
9 Заказ 81
257
Удельная нагрузка по исхад-ному питанию, т/(м3-ч\
Рис. IV.43. Мощность, потребляемая из сети электродвигателями мельниц, в зависимости от удельной нагрузки по исходному питанию при измельчении весьма твердой медио-иикелевой руды крупностью 23—0 мм в шаровых (а) и стержневой (б) мельницах:
1 — МШР-3600Х5000 (фш = 0,47; ф = 0,794; Т|м “= 0,85; Т|э = 0,936) в замкнутом цикле с 1КСН-30 и при догрузке шарами диаметром 125 мм; 2 — МШЦ-3600 X 5500 (<рш = 0,42; ф = = 0,794; цм — 0,85; tj9 — 0,936) в замкнутом цикле с 1 ГЦ-75 и при догрузке шарами диаметром 125 мм; 3 — МСЦ-3200 X 4500 (фс = 0,37; ф — 0,70; цм = 0,85; т(э — 0,920) в открытом цикле и при догрузке стержнями диаметром 125 мм
и пульпы в мельнице, производить с учетом гидродинамического влияния пульпы на движение шаров по эмпирической формуле
^Ш+П = (р- 4“ СдОп/Ош),
(IV. ИЗ)
где Км — коэффициент подобия механической энергии, Вт-с/Н-м; и Gn— масса шаров и масса пульпы в мельнице, т; D — внутренний диаметр барабана мельницы, м; и — частота вращения барабана, с“х; р и Сп — коэффициенты, учитывающие влиявие пульпы, отн. ед.
Рис. IV.44. Влияние заполнения объема мельницы 300X 200 мм пульпой на эффективность измельчения по классу —0,074 мм (а) и иа потребляемую мощность пульпошаровой (^ш+п) и шаР°в°й (А^) загрузкой (б) при 30 % заполнения мельницы шарами и при содержании Твердого по массе в пульпе:
7, — 80 %; 2, 2\ 2" — 70 %; Зг, 3" — 60 %
Коэффициент подобия механической энергии при фщ = 0,60—0,85 определяется из соотношения
Км 13,25 —- 0,18<рш —
— 1,5фщ, (IV.114)
где N-ш — мощность, потребляемая шаровой загрузкой (без пульпы), Вт; Gmg—вес шаровой загрузки, Н.
Коэффициенты р и Сп принимаются равными:
для мельниц с разгрузкой через решетку
1,0 и Сп= 1,0;
для мельниц с центральной разгрузкой р= 1 — 0,040 (г—1); (IV-115)
Сп = 0,59/г, (IV. 116)
где г = фп/афи- Эти коэффициенты принимаются из следующих соотношений:
Фи, доли ед .... 0,25 0,30 0,35 0,40 0,45
фпустот» доли ед .... 0,095 0,114 0,133 0,152 0,171
фп, ДОЛИ ед фп/фи> отн. еД .... 0,260 0,264 0,270 0,272 0,281
.... 1,04 0,88 0,77 0,68 0,62
г= фп/фпустот, отн. ед. .... 2,74 2,32 2,03 1,79 1,64
Са — 0,59/г, отн. ед .... 0,215 0,254 0,291 . 0,330 0,360
Км, отн. ед .... 1,19 1,14 1,08 1,01 0,93
258
Влияние раз м'е ров измельчающих тел на потребляемую мельницами мощность изучалось в институте Механ-обрчермет (рис. IV.45). Выявлено, что в мельнице 300x200 мм уменьшение размера шаров с 60 до 10 мм повышает потребляемую шаровой загрузкой мощность в 1,5—1,7 раза; в шаровой мельнице 900x900 мм уменьшение размера шаров со 125 до 80—100 мм при заполнении <рш = 40—50 % почти не влияет на потребляемую мощность, а дальнейшее уменьшение размера шаров до 40 мм несколько увеличивает потребляемую мощность. Такие же результаты получены и при загрузке мельницы МШР-1600Х1500 мм одноразмер-ными|шарамн диаметром 80 и 60 мм. При малом заполнении шарами объема мельниц Ф = 0,2—0,3 наблюдается увеличение потребляемой мощности мельницами МШР-900х 900 и МШР-1600х 1500 с увеличением диаметра шаров.
Исследования влияния диаметра шаров в шаровой "загрузке мельниц диаметром 3600 мм и более ие выявили заметных изке-нений^потребляемой мощности. '
Влияние 4* заполнения мельницы измельчающими телами на потребляемую мощность обычно оценивается эмпирическими формулами или непосредственно по результатам замеров. На рис. IV.46 показана зависимость потребляемой мощности мельницами типа МШР от степени заполнения нх шарами по результатам экспериментальных исследований. Там же показаны расчетны < зависимости изменения ^потребляемой мощности от ^заполнениям мельниц шарами: S® — по формуле В. А. Олевского (IV.92); —по
методике Бонда — Роулэнда (IV. 102) н = — ф/фэ — по методике приближенных расчетов. |
Приведенные данные показывают, что в пределах рабочих заполнений мельниц измельчающей средой, равных примерно 0,30—0,45, фактическое потребление мощности превышает расчетное по формуле (IV.92) и меньше определяемого формулой (IV.102). Методика С. Ф. Шинкоренко дает результаты, идентичные методике Бонда—Роулэнда (IV. 102)
S™ = 2,33 <р (1,325 — 0,18q> — l,5q> 2).
(IV. 117)
Влияние 'относительной частоты вращения барабана на потребляемую мощность зависит как от заполнения мельницы измельчающей средой, так и от профиля внутренней поверхности футеровки (рис. IV.47).
При равных условиях работы мельницы изменение частоты вращения барабана
Диаметр шаров, мм
Рис. IV.45. Зависимость мощности, потребляемой шаровой загрузкой (без воды и пульпы), от размера шаров мельницами МШР-1600 X 1500 (а), MUIP-900X900 (б) и МШ-300Х200 (в)
Рис. IV.46. Зависимость потребляемой полезной мощности от заполнения мельниц шарами: I — по формуле (IV.92); II — по формуле (IV.102); III — по отношению ф : фэ; IV — по результатам экспериментальных определений: 1 — МШР-4500 X 5000 (НКГОК. Nn = = 1795 кВт прн ф — 0,461); 2 — МШР-4000Х Х5000 (СевГОК, IV п = 1597 кВт при ф = 0,460); 3 — МШР-3600Х4450 (ЮГОК, Vn = 978 кВт при ф = 0,497); 4 — МШР-3600Х4000 (ИнГОК. Nn = 930 кВт при ф = 0,510); 5 — МШР-2100Х X 1500 (опытная ОАФ института Механобрчер-мет, Na = 70 кВт при ф = 0,477)
9*
259
Рис. IV.47. Зависимость полезной мощности, потребляемой шаровой мельницей, 405X 440 мм, V = 56,4 дм8, от частоты вращения барабана при одноугловой 1 и гладкой II футеровке и при заполнении смесью шаров диаметром 25, 20 и 15 мм в количестве:
1. (7) и 1 (II) — 0,45; 2 (I) и 2 (II) — 0,35 и 3 (I) й 3 (II) — 0,25 от объема барабана
На потребляемую мощность оказывают влияние также конструктивные параметры барабанных мельннц: конструкция разгрузочного устройства, пропускная способность разгрузочной решетки, геометрические размеры барабана и т. д. На практике оценка потребляемой мельницами мощности или влияния изменения отдельных параметров выполняется по потребляемой мощности (энергии) на 1 м3 рабочего объема барабана, т. е.
i=n
Nv/Nv =S0= П S(, (IV. 121) ' ® i=i
где Nv и — удельный расход мощности I э
на 1 м3 рабочего объема барабана соответственно исследуемой н эталонной мельниц, кВт/м3; So — общее влияние отклонения i-параметров исследуемой мельницы от эталонной, отн. ед.; S(- — влияние (-параметра, отн. ед.; п — количество исследуемых параметров.
оценивается эмпирическими формулами: \°т = 'Ф1-Л1’э; (IV.118) 5л ^(<+0,27ф?)
* фэ (1 + 0,27ф2) ’
(IV.119)
?б_ ф/(1-О,1/29-10^)
* фэ(1 — 0,l/29-lft%) ’
(IV-120)
где S°T, и 3^ — коэффициенты влияния относительной частоты вращения мельницы соответственно по В. А. Олевскому и В. В. Товарову, по Л. Б. Левенсону и по Ф. Бонду, отн. ед.; ф( н фэ — относительная частота вращения соответственно исследуемой н эталонной мельниц, доли ед.
Формула (IV. 118) используется при ориентировочных расчетах и для мельннц, работающих с заполнением измельчающими телами не более 0,35 от объема барабана. Более близкие к фактическим результаты дает зависимость (IV. 120).
Влияние ппофиля футеровки на потребляемую мельницей мощность обусловлено наличием проскальзывания измельчающей среды по внутренней поверхности футеровки барабана. Так, замена футеровки профиля I гладкой футеровкой II (см. рис. IV.47) в экспериментальной мельнице потребовала увеличения частоты вращения барабана в 1,5 раза для обеспечения одинаковой потребляемой полезной мощности [41, 42]. В промышленных мельницах выбор более оптимального профиля футеровки при равной толщине и массе с эталонной футеровкой определяется обычно по приросту потребляемой мощности и связанной с нею эффективности измельчения.
Глава 4
Закономерности измельчения
§ 1. Особенности хрупкого разрушения твердых тел малых размеров
В обычных условиях измельчения частицы испытывают наряду с упругими и пластические деформации, величина и удельные значения которых зависят от способа приложения напряжений, природы твердого тела, размера частиц и взаимодействия их с жидкой или газообразной фазой. На пластическое деформирование затрачивается значительная доля энергии измельчения, вполне сопоставимая с энергией предельного упругого деформирования.
Остаточные пластические деформации существенно изменяют физико-химические свойства порошков, часто, в значительно большей мере, чем уменьшение размеров частиц. Вследствие этого их надлежит считать, наряду с диспергированием, также результатом процесса измельчения, а иногда и основным по значимости. Поэтому объяснение изменения физико-химических свойств высокодисперги-рованных порошков и механизма действия среды так же, как и создание теории измельчения, оказывается связанным с исследованием особенностей разрушения малых частиц н степени их пластического деформирования в процессе измельчения.
Г. С. Ходаков [80] выполнил анализ результатов исследований Ю. Г. Коняшнна, Л. И. Барона и Г. М. Веселова * * , изучавших
* Коняшин Ю. Г., Барон Л. И., Веселов Г. М. Экспериментальные исследования процессов разрушения горных пород ударом. М., Изд-во АН СССР. 1952.
260
Таблица IV. 18
Влияние измельчения иа плотность кварца и кварцевого стекла (по Г. С. Ходакову)
Исследуемое вещество Время измельчения, ч Средний размер частиц, мкм Плотность порошка при 18 °C Плотность аморфного слоя, г/см’
г/см® отн. ед.
Горный 0,0 230 2,664 1,000
хрусталь 0,083 70 2,647 0,994 —-
2,0 2,4 2,640 0,991 2,590
17,0 1,3 2,606 0,978 2,551
Кварце- 0,0 450 2,201 1,000 —
вое стекло 17,0 — 2,230 1,013 —
пластические деформации горных пород иа образцах диаметром 400 и высотой 40 мм. Из приведенных на рис. IV.48 данных видно, что различные горные породы, даже такие хрупкие, как джеспилит и кварцит, имеют значительную область пластического деформирования. При этом вклад работы предельного пластического деформирования составляет для джеспилита . немного меньше половины всей работы разрушения, а для мрамора — более 80 %.
Исследование физико-химических свойств порошка кварца и других пород показывает, что свойства поверхностного слоя существенно отличаются от свойств материала до измельчения и от свойств материала внутри частицы. Так, удаление поверхностного слоя с частиц кварца путем растворения во фтористоводородной . кислоте снижает химическую активность порошка до значений, свойственных кристаллическому кварцу.
Результатом пластического деформирования является также реально наблюдаемое уменьшение плотности твердых тел после измельчения (табл. IV.18), причём, чем выше дисперсность измельченного порошка, тем больше снижение плотности твердой фазы (рис. IV.49)
Свойство минералов изменять при измельчении физико-химическую активность поверхностного слоя представляет интерес для совершенствования флотационного и электромагнитного обогащения.
Известно, что «теоретическая» прочность твердых тел, вычисленная в предположении «идеальной» структуры кристаллической решетки, на несколько порядков больше действительной прочности. Отношение между теоретической и действительной прочностью находится в пределах 10а—104.
Для объяснения реальной прочности твердых тел привлекаются в той или иной форме представления Гриффитса о . зародышевых трещинах и о наличии в теле некоторых «чечевицеобразных» опасных трещин определенной длины. В зависимости от длины опас-
Деформация образца, мм
Рнс. IV.48. Диаграмма одноосного сжатия горных иород:
/ — мрамор; 2 — известняк; 3 — апатит; 4 — роговик; 5 — железистый кварцит; 6 — скарн;
7 — джеспилит
ных трещин и величины приложенных напряжений эти трещины могут либо смыкаться и исчезать, либо развиваться с образованием новой поверхности.
Наиболее вероятным местом зарождения опасных трещин являются поверхностные слои иа границе соприкосновения разрушаемой частицы со сдавливающим или ударяющим органом (рис. IV.50). Вблизи поверхности сосредоточено основное количество дефектов, облегчающих образование трещин, а на границе контакта — наибольшие напряжения. Справедливость положения, что разрушение твердых тел при сжатии начинается с поверхности, доказана экспериментально как иа крупных образцах, так и на микро-
Рис. IV.49. Зависимость плотности твердой фазы от времени измельчения кварца (/) и каолинита (2)
261
Таблица IV-20
Агрегирование кварцевого порошка в процессе его доизмельчения
Рнс. IV.50. Схема разрушения образцов кубической и неправильной^ формы сжатием:
а — теоретическая схема; б — действительные разрушения; в — схема распространения трещины в частице неправильной формы, сдавленной
мелющими телами
Условия доизмельчения Удельная поверхность, м2/г ipCHO-
во до-it ЖИД-ПО мае- и
ч у ь Я те <я 2 - У л 3 s . я «« Ф V
ч . о те о ~ « £ 2 о ч о 2 « « Ef Я у У у я* те я Я Ч Е-5 ® и У S я те О у те ч Я У s те те о н те о о
в'те ч* те\о те у tt я С у S о
0 39 39 1,00
2 — — 39 30 0,77
8 — —- 39 20 0,51
12 —- —- 39 15 0,38
16 Вода —— 58 28 0,48
16 1,2 58 32 0,55
16 2,5 58 34 0,59
16 5,0 58 35 0,60
16 8,0 58 46 0,79
16 20,0 58 61 1,05
16 40,0 58 140 2,41
20 Ацетон — 74 22 0,30
20 33,0 74 40 0,54
скопических шариках кварцевого стекла размером от 2 до 100 мкм.
Масштабное упрочнение (возрастание прочности с уменьшением размеров частиц) обычно объясняется статистическим распределением трещин в объеме тела. Трещины, достаточно ‘большие для снижении теоретической прочности до реальной, чаще всего в испытуемых материалах не обнаруживаются, ио могут возникать н результате пластических сдвигов, предшествующих разрушению (предварительное разупрочнение).
В процессе тонкого измельчения наблюдается агрегирование высокодислергироваииых частиц, особенно при измельчении в сухом воздухе или с добавками некоторых жидко-
Таблица IV. 19
Измеиеиие удельной поверхности кварца (м2/г) в процессе измельчении с различными жидкостями
Среда Время измельчения, мни
2 4 8 16 32
Воздух 3,8 5,2 4,7 6,5 5,9
Вода 9,8 17,0 27,0 42,0 73,0
Вензол — 2,8 6,6 8.3 9,3
Ацетон — 2,0 6,8 13,2 13,3
Спирт — 4,1 7,1 — —
стей. При этом агрегаты образуют настолько плотную поверхность, что,отдельные частицы становятся недоступными для адсорбции молекул азота, используемого для измерения их поверхности. Но кратковременное измельчение агрегатов в воде восстанавливает диспер-сионность отдельных частиц. В табл. IV. 19 показаны результаты измельчения кварца в различных средах. При сухом измельчении кажущаяся скорость измельчения весьма низка, однако дезагрегирование полученных порошков показывает, что фактическая скорость сухого измельчения в несколько раз выше, хотя и меньше, чем при измельчении в воде.
Агрегирование высокодисперсных порошков наблюдается и при их доизмельчении. В табл. IV.20 приведены показатели дисперсности порошков кварца до и после их доизмельчения в сухом воздухе и с добавкой различного количества воды и ацетона. Из приведенных данных видно, что только добавка воды более 20 % приводит к дезагрегации порошков.
§ 2. Взаимодействие измельчаемого материала со средой
в измельчительном агрегате
Измельчение материала в мельнице происходит в результате удара, раздавливания или среза (истирания). На процесс диспергирования существенное влияние оказывает, во-первых, изменение прочности и пластичности твердых тел в результате взаимодействия их поверхностей с окружающей средой и, во-
262
Таблица IV.21
Износ измельчающей среды и футеровки мельниц при сухом и мокром измельчении
Тип мельницы Измельчающая среда н футеровка Износ, усл. ед. Отношение показателей мокрого измельчения к сухому
сухое измельчение мокрое измельчение
Шаровая Шары 0,14 1,0 7,1
Футеровка 0,014 0,100 7,1
Стержневая Стержни . 0,10 1,0 10,0
Футеровка 0,01 0,075 " 7,5
Самоизмельчения Футеровка 0,03 0,20 6,7
вторых, взаимодействие частиц друг с другом и влияние среды на характер их взаимодействия. По мере уменьшения размеров частиц влияние среды на механическое взаимодействие между твердыми телами увеличивается и при измельчении высокодисперсных материалов становится более заметным. Эффект взаимодействия частиц также возрастает с увеличением дисперсности. Часть веществ, находящаяся на поверхности раздела фаз, обладает некоторыми особыми свойствами, отличными от свойств этого вещества в объеме. Этот факт определяет целый ряд поверхностных процессов, которые включают такяе важные физико-химические явления, как катализ, адсорбция, адгезия, капиллярность и др. К ним относится и эффект понижения прочности твердых тел поверхностно-активными веществами. Эффект понижения прочности твердых тел, обнаруженный П. А. Ребиндером, и другие поверхностные явления оказывают влияние иа процесс измельчения.
Из поверхностных эффектов наибольшее влияние иа прочность и пластичность измельчаемых частиц оказывает сорбция поверхностно-активных веществ и окружающей среды.
Адсорбция поверхностно-активных веществ из внешней среды при отсутствии химического взаимодействия может значительно понижать предел упругости, прочность и твердость, облегчать диспергирование хрупких тел или увеличивать пластичность материалов. Так как при деформации твердого тела в его поверхностном слое развиваются клиновидные микротрещины, способные смыкаться после . снятия нагрузки, то адсорбционные слои, мигрируя по поверхности, достигают устья микротрещин и препятствуют их смыканию.
Особое значение для адсорбционного понижения прочности твердых тел имеют дефекты их строения. Поскольку дефекты обладают избыточной свободной энергией, на них происходит интенсивная адсорбция поверхностно-активных веществ. По дефектам структуры сорбированные атомы или молекулы с поверхности частицы попадают к месту зарождения объемной трещины. По , этим причинам адсорбционное понижение прочности проявляется тем сильнее, чем выше дефектность структуры. Понижение поверх
ностной прочности облегчает также выход внутренних дислокаций на поверхность/
Экспериментально установлена взаимосвязь между эффективностью влияния поверхностно-активных веществ на процесс измельчения и изменением поверхностной энергии измельчаемого твердого тела.
Поверхностно-активные Вещества (ПАВ) широко используются для интенсификации процесса сухого измельчения. Так, добавка ПАВ (в том числе и малого количества воды) при сухом измельчении клинкера повышает производительность мельниц иа 13—17%. Длительными исследованиями мокрого измельчения многих руд не установлено однозначного влияния ПАВ иа скорость измельчения. Н ряде случаев отмечается, что подача ПАВ в мельницы мокрого измельчения оказывает влияние на реологические свойства пульпы и прежде всего на ее вязкость, что может быть использовано для повышения скорости измельчения или особенно для интенсификации процесса классификации.
При мокром измельчении производительность мельницы примерно на 15 % выше, чем при сухом измельчении того же материала, также меньше затраты электроэнергии. Однако износ измельчающей среды и футеровки мельниц при мокром измельчении существенно выше (табл. IV.21).
§ 3. Закономерности образования новой поверхности продуктов при их измельчении
Помимо таблиц гранулометрического состава и графических характеристик пользуются косвенным показателем крупности продукта измельчения — величиной вновь образованной поверхности. Для продуктов особо тонкого и сверхтонкого измельчения этот измеритель крупности является ^единственно возможным. ~
Различают 1поверхиость: ’расчетную (или теоретическую), физическую, измеренную какими-либо точными физико-химическими методами, и условную, выраженную через какой-либо условный параметр.
Во всех случаях определяют удель н у ю поверхность, под1 которой понимают суммарную площадь поверхности частиц,
263
Таблица IV.22
Расчетная (теоретическая) удельная поверхность узких классов кварца
Крупность класса, мм Средний диаметр зерен данного класса dCp, мм Теоретическая поверхность по формуле (IV. 123) см*/г Крупность класса, мм Средний диаметр зерен данного класса dмм ср Теоретическая поверхность по формуле (IV. 123) Sp см2/г
—3,32+2,36 2,84 8 —0,295+ 0,208 0,250 90
—2,36+1,65 2,00 ' 11 —0,208+0,147 0,178 128
—1,65+1,17 1,41 16 —0,147+0,104 0,125 180
—1,17+0,833 1,00 23 —0,104+0,074 0,089 254
—0,833+0,589 0,71 32 —0,074+0,053 0,063 360
—0,589+0,417 0,50 45 —0,053+0,038 0,046 500
—0,417+0,295 0,355 64
имеющих общую массу, равную единице (например, 1 кг или 1 г). Удельная поверхность So измеряется в см2/кг или в см2/г.
При определении расчетной удельной поверхности S какого-либо продукта в первом приближении принимают, что все зерна, входящие в данный узкий его класс, имеют правильную геометрическую форму (куб, шар, цилиндр) и характеризуются средним размером d.-
Общая расчетная удельная поверхность (т. е. поверхность всех частиц одной весовой единицы данного продукта) Se находится суммированием по классам
50= £$/ =
= (6/6) (viMi + %/d, + • • + iM,
(IV. 122)
где для N одноразмерных частиц i-класса St = 64?У = fry/Sd.
При определении поверхности частиц какого-либо одного класса со средним диаметром </ср в формуле Si = fxPN = fry/6d берется 7 = 1 и d = dCp. Например, при 6 = 2,65 г/см5 (кварц) расчетная (теоретическая) удельная поверхность
S, =61/2,65dCp = 2,26/dcp, (IV.123)
где dcp — средний диаметр (табл. IV.22).
При определении поверхности частиц экспериментальными способами используются физические и химические методы (растворение поверхности частиц, адсорбция некоторых веществ или газов на поверхности и другие.)
-§ 4. Кинетика периодического измельчения
Под кинетикой измельчения понимается закономерность убывания содержания (массы) крупного класса или закономерность уменьшения крупности измельчаемого продукта от Продолжительности измельчения.
264
Закономерный характер убывания содержания крупного класса при увеличении продолжительности измельчения в мельницах периодического действия (рис. IV.51, а) замечен давно и отмечался в работах Э. В. Дэвиса, Миттага, А. Г. Тунцова, М. К. Широкин-ского, А. М. Загустииа [3, 53].
Принимая, что скорость измельчения, равная скорости убывания крупного класса в единицу времени, пропорциональна количеству этого класса в определяемый момент времени, т. е.
d7?/d/ = — k3R,
А. М. Загустин определил
Rt = Яоехр (— k3t), (IV. 124) где Ro и Rt — содержание крупного класса, равное остатку на сите, размер ячеек которого принят для определения распределения крупных и мелких классов соответственно перед началом измельчения и к моменту времени t, доли ед. или %; t — время измельчения, мин или с; k — коэффициент пропорциональности. Проверка уравнения (IV. 124) показала, что фактические показатели кинетики измельчения не всегда описываются этими уравнениями (см. рис. IV.51, б). В дальнейшем В. В. Това-ровым и В. П. Ромадиным предложено кинетику измельчения описывать уравнением
Rt = Ro exp (— kTt>n)t (IV. 125) где kj и m — коэффициенты пропорциональности, определяемые по экспериментальным показателям.
Уравнение (IV.125) с достаточной точностью описывает закономерность измельчения в широких пределах изменения R (см. рис. IV.51, в), но при граничных условиях t = 0 и t = со уравнение (IV. 125) теряет физический смысл и не соответствует реальному процессу. Следовательно, это уравнение является эмпирическим с ограниченной областью применения.
Исследуя закономерности распределения классов различной крупности при периодическом измельчении железистых кварцитов, С. Ф. Шинкоренко [74] выявил, что с определенной точностью зависимость содержания
различных классов крупности в продукте измельчения может быть описана уравнением типа (IV. 125), в котором время измельчения t заменено условным параметром т
Rt = RQ exp (— =
= Яоехр {-йш[/1п(^+ (IV.126)
где т — t In (t 4- 1) — условная единица продолжительности измельчения; t — фактическое время измельчения, с; km и /пш — коэффициенты пропорциональности.
На рис. IV.52 приведена кинетика измель-чаемости проб четырех руд в координатах Ig'g и lg [2 lg (£-f- 1) ]. Экспериментальные результаты подтверждают возможность описания кинетики уравнением (IV. 126). Предположение [74] о возможности преобразования уравнения (IV. 126) в однопараметр-иое, принимая для всех руд km ~ 0,0005 = = const, не подтверждается экспериментальными исследованиями (см. группу линий 5 на рис. IV.52).
В 1968 г. К. А. Разумовым и другими предложено. уравнение кинетики измельчения, выведенное из условия прямолинейного изменения измельчаемости материала от единицы до некоторой величины р, свойственной данному материалу
Rt = RoP/lp — 1 + exp (— kppt)]. (IV. 127)
Уравнение (IV. 127) отвечает граничным условиям процесса, параметры й р находятся по экспериментальным показателям, полученным при и = 2^.
Параметр р в уравнении (IV. 127), усредненный в пределах от Rt/R0 = 1 до Rt/R9 = 0
Рис. IV.51. Кинетика периодического измельчения по классу — 0,074 мм [(а — R/Ra = f (t)); б — lg R/R9 = — kt по формуле (IV.124) ив — Iff Iff R/R* — — lg k + m lg t по формуле (IV.125) ] проб:
1 — железистые кварциты пачки к|3 Горишне-Плавнииского месторождения, проба I (III) 1980 г.; 2 — то же, пачки проба 1А 1980 г.; 3 — барнтсодержащая полиметаллическая руда Карагайлинского месторождения, проба 1978 г.;
4 — сплошная колчеданная медиоцинковая руда> Учалинского месторождения, проба 1974 г.
или от — 0 до f2 = tki характеризует изменение измельчаемости в зависимости от времени измельчения или от относительного -количества измельченного крупного класса.
Приведенные выше уравнения кинетики измельчения характеризуют закоиомериость-измеиения содержания одного класса крупности в процессе измельчения и ие могут быть использованы для прогнозирования изменений содержания других классов крупности. Более универсальным уравнением является уравнение кинетики измельчения, предложенное В. А. Перовым [3]
Rrt = Ror exp (— ar"tb), (IV. 128)
где Rer и Rrt — содержание класса крупнее-<г» соответственно до и после измельчения; г — размер расчетного класса крупности;, f — время измельчения; а, п и Ь — коэффициенты пропорциональности.
(Уравнение (IV. 128) является объединенным-уравнением, характеризующим зависимость Rrt как от времени измельчения t, так и от
265г
Рнс. IV.52. Зависимости IglgJl/Jt, ио классу —0,074 мм от 1g [< 1g (< 4* 1):
J —4 _ экспериментальные, по данным рис. IV.51 Обозначения 1—4 те же); 5 — расчетные по формуле (IV. 126) при R/R,, равном 99,9£к 50 %.
размера расчетного класса круниости. При аг" = k уравнение (IV. 128) идентично уравнению (IV: 125), а при Р = 1 уравнение (IV.128) идентично уравнению интегральной характерней ки крупности* Розина—Раммлера.
В теории и практике измельчения крупность продуктов оценивают по определенной статистической характеристике распределения классов крупнее и меньше определенного размера. Наиболее часто используется 95 %-ный квантиль, Характеризующий размер ячейки сита, через которое проходит 95 % продукта. В отечественной практике 95 %-ный квантиль распределения принято называть номинальной крупностью продукта ^обозначать его символом d95, в зарубежной практике принят 80 %-иый квантиль ^.^реже используется медианный квантиль d^.
Л. П. Шупов * показал, что выражая в уравнении Товарова — Ромадина (VI. 125) параметры Rt и Ro соответствующими квантилями распределения dt и dg (например, fagoh или I^oL), по уравнению Розина—Раммлера:
—a d^1
Rt=e * * = 0,95;
* Шупов Л. П. Технологические ваковоыер-яости процессов измельчения, вытекающие из уравнения кинетики. — В ки.: Обогащение руд черных металлов, вып. 6. М., Недра, 1978, с. 98—108.
266
—a d о Яо = е 0 0 =0,95.
Тогда уравнение кинетики измельчения может быть приведено к виду
а, = (^,)'"<«/"<-(V,)''"»"'"'.
(IV. 129)
где Oq, «о и at, nt — параметры распределения гранулометрического состава продуктов до и после измельчения; £т и т — коэффициенты пропорциональности.
Допустим, что при измельчении одного и того же материала интегральные характеристики гранулометрического состава подобны между собой, тогда
dt = Ad$ - Bt*\ (IV. 130) где
А = (a0/dt)1/nt, В = (kTldt)ll\
S = n0/nt и v = mint-
Уравнение (IV.129) или (IV. 130) имеет существенное преимущество перед ранее рассмотренными уравнениями, так как позволяет прогнозировать не только крупность измельченных продуктов с неограниченным нижним пределом, но и по известной закономерности распределения классов крупности, например при dt = da, и при любом квантиле распределения определять возможный состав продукта любой крупности. Это уравнение показывает, что крупность измельченного продукта, оцениваемая любым квантилем: d^,,, d№, dra, di0 и т. д., с увеличением
продолжительности измельчения уменьша
ется от d0 до любой величины, возможной в данных условиях работы измельчительной машины.
Аналитические уравнения кинетики прерывного измельчения обычно используются для определения относительной измельчаемости различных материалов. Для определения же влияния крупности продукта измельчения на измельчаемость исследуемого материала кинетические закономерности прерывного измельчения обычно не используются, так как на процесс сухого измельчения оказывает влияние агрегирование частиц, а иа процесс мокрого измельчения — изменение реологических свойств образующейся пульпы, которые зависят от физических свойств исследуемых материалов и от фракционного состава образующихся при измельчении продуктов.
§ 5. Закономерности совместного измельчения узких фракций крупности и разнопрочных материалов
Минеральное рудное сырье, перерабатываемое на обогатительных фабриках, представляет собой смесь породных и рудных минералов, обладающих различными физико-механическими свойствами, в том числе измель-чаемостью и способностью к тонкому диспергированию в водной среде. Кроме того, при добыче руды и подготовке ее к измельчению образуется различное количество узких фракций крупности, измельчаемость которых также различна. Поэтому определение закономерности совместного измельчения поликом-понентных по составу и крупности продуктов сводится к оценке взаимного влияния содержания узких классов крупности и содержания разнопрочных и разноплотных минералов иа общие показатели их совместного измельчения. При анализе действия измельчающих тел на материал в мельнице предполагается, что энергия измельчающей среды распределяется при измельчении смеси пропорционально содержанию отдельных компонентов. На этом положении базируются выводы о пропорциональности производительности мельниц среднему содержанию крупного класса в мельнице [1, 2, 3, 65] и о кинетических закономерностях процесса измельчения, отражающих убывание скорости измельчения с уменьшением содержания крупного класса. Очевидно, что эти выводы могут рассматриваться как первое приближение к объяснению весьма сложной совокупностиявлений, сопровождающих процесс измельчения поликомпо-иентных смесей.
В действительности при’совместном измельчении смеси разнопрочных компонентов возможно взаимное влияние их индивидуальных свойств (измельчаемость, крепость, хрупкость или вязкость, крупность частиц, упругость и т. д.), особенно при мокром способе измельчения, при измельчении в замкнутом цикле или при наличии в смеси глинистых пастообразующих минералов.
Если компоненты, например, в бинарной смеси имеют близкие свойства и незначительно отличаются по измелЬчаемости, то пропорциональность распределения энергии их содержанию в мельнице подтверждается экспериментально, т. е. в этом^случае, наблюдается независимость их измельчения [2, 3, 65]. Если же один из компонентов смеси трудиоизмельчаемый или имеет размеры частиц, значительно большие, чем размеры частиц другого компонента, то первый компонент сам служит измельчающей средой для: легкоизмельчаемого или мелкого компонента.
При измельчении смеси разиопрочных ил» разноплотиых компонентов фракционный состав каждого компонента в измельченною продукте будет различным из-за различия в скорости их измельчения', легкоизмельчае-мый материал будет представлен более тонкими фракциями по сравнению с трудно-измельчаемым компонентом. Последнее явление часто наблюдается при промышленном открытоцикловом измельчении многих руд редких и цветных металлов. Однако при измельчении этих же руд в замкнутом цикле с классифицирующими аппаратами крупность и фракционный состав в готовом продукте разнопрочиых или разноплотных компонентов определяется в основном закономерно-стями^процесса классификации.
В условиях работы измельчительных установок ^обогатительных фабрик различие в крупности и прочности исходного питания мельниц]приводит к изменению общей измель-чаемости пропорционально соотношению содержания различных по измельчаемости компонентов. Взаимное влияние на относительную измельчаемость смеси отдельные компоненты оказывают лишь через изменение реологических свойств пульпы, например при измельчении компоиента с резко выраженными свойствами пастообразоваиия.
Исследованиями совместного измельчения поликомпонентных по крупности и бинарных по составу смесей (при существующих методах и точности контроля процесса) установлено, что:
каждая фракция крупности ^измельчается независимо от наличия в измельчаемом аппарате других фракций крупности;
каждый ; компонент смеси (измельчается независимо один от другого.
В установленных закономерностях измельчения смесей предполагается, что процесе осуществляется в мельницах <с измельчающими телами, кинетическая ^энергия которых при измельчении достаточна для эффективного измельчения наиболее прочных компонентов в смеси. В литературе описываются случаи из практики, когда совместное измельчение двух разнородных материалов приводило либо к уменьшению, либо к повышению их общей измельчаемости. Эти результаты* подтверждают необходимость - дальнейших исследований процесса измельчения смесей и особенно выявления и оценки сопутствующих процессу явлений.
267
§ 6. Технологические и энергетические показатели работы измельчительиых установок
Производительность измель-чительной установки по исходному питанию Q (т/ч, т/сутки или т/год) определяется количеством измельченного материала за определенный промежуток времени (час, сутки или год). При Периодическом измельчении в открытом цикле часовая производительность мельницы по исходному питанию определяется из соотношения
Q = 6OP/t - бОбнФмУ/Л (IV.131) при имитации замкнутого цикла
Q = 60Р// (С + 1) =
= бОбнФмУ// (С + 1), (IV. 132)
где Q — производительность по исходному питанию, т/ч (кг/ч); Р — масса измельчаемого материала в мельнице, т (кг); t — время измельчения, мин; 6Н— насыпная плотность измельчаемого материала, равная 6ц = = 6/Кразр, т/м3 (кг/дм3); 6 — плотность измельчаемого материала, т/м3 (кг/дм3); Аразр— коэффициент разрыхления, равный отношению объема разрыхленного материала к объему твердой фазы, отн. ед.; <рм — заполнение рабочего объема мельницы измельчаемым материалом в разрыхленном состоинии, доли ед.; V — рабочий объем мельницы, м3 (дм3).
При непрерывной работе измельчительиой установки ее производительность обычно задается или устанавливается при заданной крупности готового продукта и измеряется.
Годовая производительность измельчительиой установки
0год = (?7’КИСП, (IV.133)
где Т — годовой календарный фонд времени, ч; /Сиси— коэффициент использования календарного времени, доли ед.
Содержание расчетного класса крупности — d в готовом продукте Pi является основным качественным показателем работы измельчительиой установки, отражающим соответствие гранулометрического состава продукта и его крупности заданным требованиям последующей технологии обогащения. Для многих руд и стандартных условий мокрого измельчения наблюдается функциональная связь между содержанием расчетного класса крупности, например —0,074 мм, и номинальной крупностью готового продукта. На рис. IV.53 показана диаграмма В. А. Олевского, иллюстрирующая взаимосвязь между содержанием классов —0,074 и —0,044 мм в продуктах мокрого измельчения и их номинальной крупностью.
Содержание расчетного класса крупности —d в готовом продукте измельчения зависит ют относительного количества измельченного крупного класса (+d) и от содержания
Ряс. IV.53. Зависимость содержания расчетных классов крупности —0,074 мм (/) и —0,044 мм (2) в продуктах мокрого измельчения от номинальной их крупности
расчетного класса крупности —d в исходном питании:
Pd = ( R°^QRd ) + ad = Pd (1— «d) + «d-(IV.134) где Bg — относительное количество измельченного крупного класса минус d, доли ед.;
и ад — аддитивные величины соответственно и R„.
Пропускная способность мельницы 0 характеризует способность мельницы транспортировать измельчаемый материал вдоль барабана при оптимальном заполнении его измельчающей средой и пульпой
0 = Q+ S = Q (с-J- 1), (IV.135) где 0 — пропускная способность мельницы, т/ч; Q — производительность мельницы по исходному питанию (по руде), т/ч; S — количество циркулирующих песков, т/ч; с — циркулирующая нагрузка, отн. ед.
Удельная оптимальная пропускная способность мельницы 0О
0о= (Q/V) (с°Р‘ + l)=<fo (copt + 1), (IV. 136)
где 0О — удельная пропускная способность мельницы при оптимальной циркулирующей нагрузке (ropt) и при оптимальном содержании твердого в пульпе (popt), т/(м3-ч).
268
Экспериментально установлено, что оптимальная пропускная способность мельниц с разгрузкой через решетку малых размеров (до 25 м* 3 * * * *) составляет 12—15 т/(м3-ч) и более по материалу с плотностью 2,65 т/м3, а для мельниц средних размеров (свыше 25 м3 и до 50 м3) она уменьшается до 4—6 т/(м3-ч) и ниже, что требует в ряде случаев уменьшения заполнения объема мельниц измельчающей средой (особенно мельниц больших размеров с увеличенной длиной барабана) или снижения крупности исходного питания.
Мельницы с центральной разгрузкой, работающие в первой стадии измельчения, ограничиваются по пропускной способности из-за выноса наиболее крупных кусков руды или из-за недостаточной производительности и надежности работы транспортных устройств. Пропускная способность мельниц, работающих во второй стадии рудного измельчения (после замкнутого цикла в первой стадии) и в циклах доизмельчения мелкозернистых продуктов обогащения (от 0,8 мм и ниже), обычно не ограничена и определяется технологическими условиями работы сопряженных аппаратов.
Циркулирующая нагрузка с определяется отношением количества крупнозернистого продукта классификации (песков), возвращаемых в мельницу, работающую' в замкнутоцикловой измельчительной установке, к количеству исходного питания установки
с = S/Q. (IV. 137)
При установившемся режиме работы производительность установки по исходному питанию Q и по готовому продукту, выделяемому классифицирующим аппаратом в слив Qc, равна между собой Q = Qc. Следовательно, при установившемся режиме S/Q = = S/Qc и с = const.
В зависимости от схемы измельчительной установки исходный продукт может подаваться непосредственно- в мельницу (рис. IV.54, а) или через классифицирующий аппарат (рис. IV.54, б). В первом случае циркулирующая нагрузка определяется отношением (IV.137), во втором случае-отношение (IV. 137) характеризует условную циркулирующую нагрузку су.
Для определения реальной циркулирующей нагрузки по схеме рис. IV.54, б необходимо операцию классификации условно разделять на две операции: предварительную и поверочную классификации, и по известным параметрам классификации определять распределение продуктов (рис. IV.55). Тогда реальная циркулирующая нагрузка
с = S2/Q2 = S2/(Q - QO . (IV. 138)
где 52 — количество песков поверочной операции классификации, т/ч; Q, Qi и Q2 — количество твердого соответственно в общем сливе, в сливе предварительной и поверочной операции классификации, т/ч.
Циркулирующая нагрузка мельниц определяется по содержанию в продуктах (одного или нескольких) расчетных классов круп-
а
Исходный, продукт Q
S
Исходный продукта ffp _ I
Q Измель чение
Т8р
Классификация
Классификация Слив
З^Пески Q Измельчение _рр
СУ
Слив
Рис. IV.54. Типовые расчетные схемы замкнутоцикловых измельчительных установок:
а — с подачей исходного питания в мельницу;
б — с подачей исходного питания в операцию классификации
ности. Расчетные формулы приведены в табл. IV.23. Обычно определяется циркулирующая нагрузка по трем—пяти расчетным классам крупности и принимается среднее значение из определений.
Удельная производительность по вновь образованному расчетному классу крупности —введенная в отечественную практику оценки технологической эффективности работы мельниц учеными Ленинградского горного института и института Механобр, характеризует скорость образования расчетного класса крупности в единице рабочего объема мельниц
Qd = (Q/V) (₽d — О-d) = qo = q№d,
(IV. 143)
где qd — удельная производительность мельницы или измельчительной установки по вновь образованному расчетному классу крупности —d, т/(м3*ч) [кг/(дм3-ч)]; V — рабочий объем мельницы или мельниц в измельчительной установке, м3 (дм3); q0 — удельная нагрузка по исходному- питанию
Рис. IV.55. Расчетная схема замкиутоцикловой измельчительной установки с предварительной классификацией исходного питания
Исходный, продукт Q
Предварительная классификация
Sz
С
3- Пески Слив
St +Зг
(~~\Измельчение
' Поверочная
классификация
Sz
Пески
Слив
Q.Z
Qi
Q
269
Таблица IV.23
Формулы для определения циркулирующей нагрузки по результатам опробований
Схема измельчения и точки опробования Исходные данные для расчета ♦ Формулы
__к 1 2 > к ю сс£ О- . II aS СУ C=Q4/Q1 = (P»-Ps)/(Ps-P4) [(IV. 139)
ь 5 «ф О в 11 СУ aS С? aS 11 aS СУ cy = Q3/Q1= ( Pb — Pi)/(Pi — Ps) (IV. 140)
т СУ СУ a£ 11 1 of СУ СУ + II aS СО 04 СУ СУ оо с- СУ о « II II “t i wM 04 О' СУ °2- Qs — Qi (Pi ~~ Рз)/(Рз — Рг)> Сг = Qi — Qs c — Qe/Q% — (Pt — Po)/(Po — Pe) (IV.141)
л •2 4 г , |_7, 3
•7 ( 4 7 2 «г Qi — Qg’ + Qe — Qi Рз> Рт! Ps> P«> Pb> Pe II n 7 и и о S <o " II w S • " 1 " Л ~ 1 ?• J s ” 1 5S II “ 1 F I । 5» l TO 4- 2» ы Г « \ s «И « I s 1 ~ 1 i | F < S ~
* Обозначения: — содержание расчетного класса крупности минус % или доли ед.; / — обозначение продукта на схе^е.
270
(скорость загрузки единицы объема мельницы свежим исходным материалом), т/(м*-ч) [кг/(дм3-ч)]; q$ = q0 (1 — ad) — удельная нагрузка по крупному классу (+</) в исходном питании, т/(м3*ч) [кг/(дм3-ч)1; Д($ = f$d— — ad — прирост содержания расчетного класса крупности, доли ед.; Bd— относительное количество измельченного крупного класса в процессе измельчения, доли ед.
Удельный расход электроэнергии на 1т переработанной руды Эо и на 1 т вновь образованного расчетного класса крупности 3d:
Эо = N/Q; (IV. 144)
9d = N/Q (Pd - ad), (IV. 145)
где Эо и 9d — в кВт-ч/т; N — мощность, потребляемая двигателем мельницы, кВт; Q — производительность, т/ч.
Энергетическая эффективность измельчения ed по вновь образованному расчетному классу крупности —d характеризует энергоемкость процесса измельчения
ed = Q (Pd — ad)/N = qdV!N = qd/Nv,
(IV. 146)
где ed — в т/(кВт-ч); qd — удельная производительность мельницы или установки по вновь образованному расчетному классу крупности —-d, т/(м3*ч); d — размер расчетного класса крупности, мм (мкм); Nv — удельная мощность, потребляемая двигателем мельницы, кВт/м3.
Из формулы (IV. 146) следует, что при N = const энергетическая эффективность измельчения прямо пропорциональна удельной производительности измельчительиой установки по вновь образованному классу той же крупности, т. е. ed ~ qd- Последнее широко используется при расчете производительности мельниц и оценке их работы.
§ 7. Измельчаемость руд
Измельчаемость руды характеризуется удельной производительностью мельницы по вновь образованному расчетному классу крупности —0,074 мм (или по другому размеру расчетного класса). Относительная измельчаемость определяется отношением
^изИ = ^/Ч^ (IV‘147>
где qd и qd) — удельная производительность мельницы по вновь образованному классу —d соответственно исследуемой и эталонной руд, т/(м3-ч) или кг/(дм3-ч).
Так как удельная производительность мельницы по вновь образованному расчетному классу крупности —d зависит от крупности исходного материала и содержания в нем и в продукте измельчения расчетного класса крупности (о^ и Pd)> т0 сопоставление по (IV. 147) справедливо при Pd = и ad — = adg. Одновременно предполагается, что относительная измельчаемость, определенная
в промышленных и лабораторных условиях, одинакова и не зависит от размера мельниц и схемы измельчения
(^/Ч)проМ = (^э)лаб <1УЛ48>
ИЛИ
№ = (IV. 149)
Относительная измельчаемость определяется по результатам измельчения проб исследуемой и эталонной руд в лабораторной мельнице периодического действия, работающей в имитированном открытом или замкнутом цикле.
Методика института Меха-нобр *. Дли определения измельчаемости руд используется шаровая мельница периодического действия с -барабаном размером D х В = 300x215 мм и рабочим объемом 15 дм3. На внутренней поверхности выполнены семь полуцилиндрических выступов высотой по 7 мм. Частота вращения барабана 64,7 мин'1, шаровая загрузка 29 кг, или 45 % от объема барабана. Шары диаметром 40 и 25 мм по 14,5 кг каждого размера.
(Проба руды подготавливается последовательным дроблением в щековой и валковой дробилках до крупности 4,7—0 мм и рассеивается на классы 4,7—2,4; 2,4—1,0; 1,0— 0,5 и 0,5—0 мм. По распределению этих классов составляются исходные навески для опытов.
Объем навески пробы в насыпном (неуплотненном) состоянии для разовой загрузки в мельницу принимается равным 12 % от объема мельницы, а ее масса определяется по насыпной плотности
Рн = 0,12бнУ,- (IV. 150)
где Рн — навеска пробы, кг; 6Н — насыпная плотность пробы крупностью 4,7—0 мм, кг/дм3.
(Измельчение мокрое прн содержании 75 % твердого по массе. При имитации открытого цикла продолжительность измельчения принимается последовательно равной 1, 3, 5, 10, 20, 40, 80 и 120 (160) мин. При имитации замкнутого цикла время измельчения определяется по стабилизации выхода готового (подрешетного) продукта, равного 1/3 от массы исходной навески. Замкнутый цикл имитируется на ситах с размером ячейки 0,8; 0,5; 0,3; 0,2; 0,16; 0,10; 0,074; 0,063; 0,053 и 0,044 мм. Эффективность грохочения (рассева) принимается равной 100 %. Фактическая эффективность на ситах с размером ячейки менее 0,10 мм ниже 100 % и на сите 0,044 мм составляет 75—85%.
В готовых продуктах измельчения открытого (разгрузка мельницы) и замкнутого (подрешетный продукт рассева разгрузки мельницы) циклов определяется содержание
♦ Казеинов М. Н. Методы лабораторных исследований и оценки измельчаемости руд . для определения производительности барабанных мельннц. М., Цветметинформация, 1967.
271
Рис. IV.56. Зависимость удельной производительности по вновь образованному классу —0,074 мм от содержания этого же класса в измельченном продукте при открытоцикловом режиме работы шаровой мельницы 300X200 и измельчении исследуемой и эталонной руд
ности —d соответственно в исходном материале и в продукте измельчения, доли'ед.; d — размер расчетного класса крупности, мм.
По графику зависимости qd = f (Pd) определяются qd и при заданном содержании расчетного класса крупности в готовом продукте исследуемой и эталонной руд и по формуле (IV. 147) вычисляется коэффициент относительной измельчаемости.
На рис. IV.56 показано графическое определение удельной производительности мельницы по вновь образованному классу —0,074 мм исследуемой К и эталонной М руд по результатам их измельчения в имитированном открытом цикле. Из рис. IV.56 видно, что при
Ро',074 = Род>74 = 50%
^изм = 0,766:0,623 = 1,23 ед.
и при
Рщ074 = РцО74 = 80%
= 0,555:0,377 = 1,47 ед.
расчетных классов крупности —d. По результатам ситовых анализов определяется удельная производительность мельницы по вновь образованному расчетному классу крупности, например по классу —0,074 мм для исследуемой и эталонной руд:
при открытом цикле
qd = ^^-^d-ad); (IV. 151). V *изм
при замкнутом цикле
qd = ' V ~ пv-152)
v (t-t 1) гизм
где /изм — время измельчения, мин; аа и — содержание расчетного класса круп-
Рис. IV.57. Зависимость удельной, производительности по вновь образованному классу — 0,074 мм от содержания класса —0,074 мм в продукте измельчения в шаровой мельнице 300X200, работающей в имитированном замкнутом цикле при с — 200 % и измельчении исследуемой и эталонной руд
На рис. IV.57 приведены аналогичные показатели измельчения исследуемой К и эталонной D руд в имитированном замкнутом цикле. Аналогично предыдущему при
C)74 = P0DO74 == 50 h 80%
=0,541:0,455 = 1,19 ИоМ ’ ‘ '
н
К- = 0,723:°,437 = 1,67 ед.
В табл. IV.24 приведены показатели измельчаемости руд, перерабатываемых на обогатительных фабриках, определенные по методике замкнутого цикла. Там же показана относительная измельчаемость этих руд при Pcf rJ‘d л е '
--------— = 0,5 по сравнению с измельчае-мостью наиболее трудноизмельчаемой вкрапленной руды Ждановского медно-никелевого месторождения, перерабатываемой на первой обогатительной фабрике ГМК «Печенга-никель». Показатели измельчаемости по табл. IV.24 и технологические показатели (производительность, содержание расчетного класса крупности в исходной руде и в продукте измельчения, циркулирующая нагрузка, потребляемая мельницами мощность) промышленных измельчительных установок, перерабатывающих эти руды, используются для расчета производительности барабанных мельннц.
Аналогично определяется и относительная измельчаемость стержневого измельчения.
Результаты, полученные при лабораторном измельчении руд в открытом или замкнутом цикле, могут быть использованы для определения относительной измельчаемости разных руд. Эти же данные не могут использоваться для определения изменения измельчаемости
272
одной и той же руды в зависимости от крупности продукта ее измельчения, так как лабораторные зависимости да = / (Р^) не соответствуют зависимостям промышленного измельчения, а фракционный состав продуктов лабораторного и промышленного измельчения имеет существенные различия. Поэтому изменение относительной измельчаемости в зависимости от крупности продукта измельчения определяется по результатам работы эталонной измельчительной установки, схема и состав оборудования которой аналогичны предполагаемой к проектированию.
На рис. IV.58 и IV.59 приведены гранулометрические характеристики продуктов питания и лабораторного измельчения в имитированном открытом и замкнутом циклах.
Методика института Меха-нобчермет. Для определения измельчаемости железосодержащих руд [74 ] используется шаровая мельница с барабаном размером D х L = 360x290 мм и рабочим объемом 30 дм3, для мелкозернистых пром-продуктов — шаровая мельница D х L = = 300x200 мм и рабочим объемом 14 дм3. Футеровка гладкая, частота вращения барабана соответственно 55 и 65 мин"1, шаровая загрузка 35 % от объема барабана и равна соответственно 48 и 24 кг. Диаметр шаров в мельницах соответственно 80 и 40 мм. Содержание твердого по массе при измельчении проб руды 80 %, промпродуктов 60 %. Масса навески проб определяется по формуле [75]
PH = v6p/(6-6p+p), (IV. 153)
где Рв — масса навески, кг; v — коэффициент загрузки, равный для мельниц с рабочим объемом 30 и 14 дм3 соответственно 4,20 и 3,66; 6 — плотность измельчаемого материала, т/м3; р — содержание твердого по массе в пульпе, доли ед.
Измельчение производится в открытом цикле, продолжительность измельчения проб руды 60, 120, 180 и 240 с; промпродуктов 40, 80, 120 и 160 мин. Крупность исходных навесок проб руды 5,0—0 мм и промпродукта менее 3 мм.
При измельчении проб по счетчику определяется полезная мощность лабораторной мельницы
д^лаб = N _ N 3QQ0n/at - V п хх i зам XX’
(IV. 154)
где Vjja6 — полезная мощность, кВт; V — полная мощность, потребляемая из сети, кВт; <VXX — мощность холостого хода, средняя по замерам до и после измельчения, кВт; п — число оборотов диска счетчика за один замер; /зам — время замера п оборотов диска счетчика, с; а — постоянная, равная для счетчика типа САЧУ—И—672 225 об/(кВт-ч).
По результатам ситового анализа продуктов измельчения исследуемой и эталонной руд и замеров полезной мощности определяются зависимости удельного расхода энергии на 1 т вновь образованного «расчетного
Рис. IV.58. Интегральная характеристика гранулометрического состава продуктов измельчения пробы руды крупностью 4,7 — 0 мм в мельнице периодического измельчения 300x 200 мм при работе ее в имитированном открытом цикле и прн времени измельчения:
I— 9 соответственно 0 (исходная проба); 3, 5. 10. 15, 20, 30, 45, 60 мин
класса крупности (—0,074 мм для проб руды и 0,044 (0,053) мм — для проб промпродукта):
3Л = ^аб/изм/0 060рн _ ад (IV 155)
где 32 — удельный расход электроэнергии на 1 т вновь образованного расчетного класса крупности — d, кВт-ч/т; /изм — время измельчения, мин; и — в долях ед.
Рнс. IV.59. Интегральная характеристика гранулометрического состава продуктов измельчения пробы руды крупностью 4,7 — 6 мм в мельнице периодического измельчения 300X200 мм при работе ее в имитированном замкнутом цикле с грохотом и при размере ячейки сита грохота: 1—7 соответственно 4,7 (исходная проба); 0,8; 0,5; 0,3; 0,2; 0,1 и 0,074 мм
273
274
Таблица 1V.24
Измельчаемость руд цветных, редких и черных металлов, определенная по результатам измельчения проб крупностыо 4,?—О мм я шаровой мельнице диаметром 0,3 м, работающей в имитированном замкнутом цикле с грохотом, оснащенным ситами с различным размером ячеек (ф = 0,45; ф = 0,855; Т : Ж — 3 : 1 по массе)
Руда, проба Год определения Проба Рабочий объем мельницы, дм8 Удельная производительность по вновь образованному классу —0,074 мм, т/(м’.ч) (числитель) при содержании этого Же класса в измельченном продукте, % (знаменатель), и размере квадратной ячейки сита замыкающего грохота, мм Абсолютная и относительная измель-1 чаемость пробы, Т/(М*» ч) отн. ед
насыпная плотность, кг/дм8 содержание класса —0,074 мм, % 0,8 0,5 0,3 0,2 0,16 0,10 0,074
Ждановская (ОФ-1 ГМК Печенганикель), медно-иикелевая, текущей добычи 1968 1,620 2,4 15,3 0,153 26,3 0,164 32,1 0,225 50,2 0,255 56,5 0,286 64,6 0,330 74,4 0,360 90,1 0,230 1,00
То же, верхние горизонты 1964 — 2,4 15,3 0,230 30,1 0,236 36,3 — 0,288 51,3 0,277 62,2 — — 0,288 1,25
Джезказганская, медная 1967 1,660 11,9 14,7 0,254 31,6 0,270 35,2 0,283 41,8 0,335 50,8 0,383 0,601 0,452 86,7 — 0,360 1,57
То же, комплексная, проба № 409 1961 —- 8,0 15,3 0,241 31,0 0,289 39,1 0,312 44,8 0,346 51,9 0,373 61,9 0,374 77,8 — 0,352 1,53
То же, проба № 408 1961 — . 7,8 15,3 0,194 26,7 0,240 32,6 0,280 38,9 0,328 45,6 0,333 52,8 0,354 79,7 — 0,332 1,44
То же, текущей добычи 1968 1,570 8,1. 15.3 0,205 26,6 0,220 30,4 0,262 37,5 0,329 50,0 0,353 56,5 0,356 76,0 0,355 95,5 0,348 1,51
Сорская, мед но-мол ибде-новая 1969 1,560 7,6 15,3 0,198 21,7 0,233 28,0 0,306 38,9 0,332 45,2 0,354 53,5 0,385 74,4 0,366 95,5 0,355 1,54
Перевальная, оловосодержащая 1962 — 5,2 15,3 0,255 26,3 0,294 34,6 0,328 41,9 0,357 51,2 0,378 62,0 0,353 75,9 — 0,360 1,57
Фестивальная, оловосодержащая 1961 — 0 14,7 0,255 31,0 0,337 39,0 0,405 49,2 0,465 56,5 0,505 64,5 0,525 80,9 — 0,415 1,80
Сихали, полиметалличе- 1970 1,828 8,0 15,3 0,241 0,265 0,296 0,340 0,360 0,410 0,355
25,7 30,7 39,6 49,8 55,4 75,1 1,54
ская
1,503 15,3 0,235 0,326 0,385 0,438 0,432 0,392
Эрдэнэт, медно-молибде- 1970 7,0 — 30,8 42,0 —‘ 52,6 76,2 92,8 1,70
новая
Горевская, полиметал- 1961 7,9 15.3 0,274 0,307 0,364 0,405 0,454 0,486 — 0,375
— 29,4 36,9 50,7 62,7 71,6 83,4 — 1,63
лическая
Удоканская, медная, проба 104-11 8,9 15,3 0,242 0,296 0,332 0,400 0,437 0,460 — 0,405
1963 — 29,7 39,0 45,8 53,2 61,2 74,3 — 1,76
То же, проба 12+13 7,0 15,3 0,260 0,279 0,321 0,376 0,423 0,455 — 0,370
1963 — 32,3 38,7 46,5 54,4 62,2 80,0 — 1,60
10,8 15,3 0,265 0,292 0,366 0,404 0,450 0,505 0,425
Тырныаузская, молибде-но-вольфрамовая 1970 1,779 33,6 36,5 46,4 52,2 59,4 72,3 0,410 1,85
14,7 0,340 0,351 0,408 0,417 0,435 0,420 0,420
Каджаранская, медно-мо-либденовая 1967. — 13,7 28,7 34,1 41,0 54,5 61,6 75,3 94,5 1,83
Озерная, полиметалли- 1970 2,287 4,6 14,7 0,327 0,368 0,403 0,472 0,513 0,614 — 0,430
30,0 37,8 46,6 59,3 65,7 82,1 — 1,87
ческая, сплошная сульфидная
1963 10,3 15,3 0,208 0,232 0,290 0,314 0,342 0,362 — 0,322
Маднеульская, медная — 32,1 37,7 48,0 52,8 63,3 80,1 — . 1,40
То же, текущей добычи 1976 1,476 13,6 15,3 — 0,395 0,449 0,518 0,507 61,3 0,592 79,9 0,580 99,0 0,505 2,20
— 41,5 47,0 58,4
1,460 13,1 15,3 0,241 0,488 0,548 0,510 0,498 0,487 0,461 0,505
Кальмакырская, медная 1967 22,1 35,3 46,4 55,0 60,3 77,0 96,7 2,20
Карагайлинская, поли- 1961 8,0 15,3 0,248 0,310 0,353 0,382 0,420 0,464 — . 0,353
33,4 43,0 54,0 1,140 62,0 1,310 69,8 1,365 84,0 1,430 — 1,53 1,275
металлическая, баритсо-держащая, проба № 18
То же, проба № 17 1961 17,0 15,3 0,668 0,990 —•
__ 29,9 42,5 49,0 62,3 68,6 89,8 — 5,54
То же, текущей добычи 1978 1,784 12,8 15,0 0,445 0,503 0,566 0,606 — 0,732 0,769 0,587
37,6 44,3 52,0 61,9 —" 86,0 97,8 2,55
КЗ
as ______________________________________________________________________________________
Руда, проба Год определения Проба Рабочий объем мельницы, дм3
насыпная плотность, кг/дм3 содержание класса —0,074 мм, %
Талнахская, медно-нике-левая, сплошная сульфидная 1970 1,865 9,3 14,7
То же 1969 2,161 12,4 14,7
То же, рудник Маяк, халькопиритовая сплошная 1969 2,550 6,9 14,7
То же, пирротиновая 1968 2,575 8,7 14,7
То же, кубанитовая 1968 2,344 10,4 14,7
Сибайская, медно-цннко-вая, сплошная колчедан- ' ная 1961 — 10,1 15,3
Дегтярская (СУМЗ), медная, сплошная колчеданная 1961 — 12,8 15,3
Учалинская, медно-цин-ковая сплошная колчеданная 1974 2,809 14,5 15,3
Красногвардейская, медная, сплошная колчеданная 1961 — 16,6 15,3
Продолжение табл. IV.24
Удельная производительность по вновь образованному классу —0,074 мм, т/(м3«ч) (числитель) при содержании этого же класса в измельченном продукте, % (знаменатель), и размере квадратной ячейки сита • замыкающего грохота, мм Абсолютная и относительная измельчаемость пробы, т/(м8 .ч) отн. ед.
0,8 0,5 0,3 0,2 0,16 0,10 0,074
0,349 0,552 0,415 0,430 0,440 0,555 0,705 0,426
33,6 38,4 48,0 56,7 59,3 74,9 97,9 1,85
0,570 0,678 0,748 0,860 0,925 0,917 — 0,880
21,0 29,4 39,8 52,7 58,2 73,4 — 3,83
0,653 0,896 1,028 1,115 1,100 1,050 — 1,100
20,6 32,0 44,9 55,7 59,4 73,3 — 4,78
0,430 0,462 0,545 0,716 0,774 0,850 0,825 0,772
19,2 24,6 33,9 48,7 54,6 71,1 93,7 3,36
0,506 0,537 0,600 0,712 0,760 0,838 0,850 0,747
23,3 29,5 38,9 50,1 57,5 73,5 95,5 3,25
— — — 0,810 — 0,856 0,780 0,820
— — — 53,1 ’ — 73,0 89,8 3,57
- — 0,772 — 0,846 — 0,784 0,830
— — 45,0 — 64,5 — 94,8 3,61
1,200 1,210 1,300 1,400 — 1,497 1,540 1,330
40,9 41,3 46,4 66,7 — 83,5 99,3 5,78
— — — 1,380 1,230 — 1,050 1,340
— — — 54,9 69,1 — 91,4 5,83
Железистые кварциты (Полтавский ГОК), проба 3 пачки Kf 1972 » 4,2 14,7 ~ 1 1
То же, проба 4 пачки Kf 1972 7,2 14,7 —
То же, промпродукт пробы 4 пачки К% 1972 - - 3,6 14,7 —
—
То же, проба 1—51 То же, проба 1-52 1972 1,982 9,8 14,7 —
1972 1,973 9,4 14,7
То же, проба 1-53 1972 1,983 14,2 14,7
Железистые кварциты Михайловского ГОКа 1966 — 8,7 14,7 0,248 27,4
Ковдорская железосодержащая, промпродукт сепарации 1961 — 5,4 15,3 0,301 24,7 j
Железистые кварциты (Южно- Криворожский ГОК), текущей добычи 1963 — 4,6 14,7 0,334 27,8
То же, текущей добычи 1970 1,917 7,4 15,3 0,286 29,2
Оленегорская, железосодержащая 1966 — 9,2 15,3 0,530 16,6
Железистые кварциты Костамукщского ГОКа 1962 * 14,8 15,3 0,720 40,0
Лебединская (КМА), же-to лезосодержащая 1966 — 28,0 15,3 0,560 32,9
0,210 0,240 0,232 0,242 0,227 0,315 0,233
34,2 43,0 51,1 59,2 63,0 95,0 1,01
0,153 0,220 0,256 0,328 0,413 0,389 0,275
27,2 38,9 49,4 65,1 87,3 93,0 1,20
0,184 — 0,276 — 0,388 — 0,282
29,9 — 49,7 — 86,7 — 1,23
0,212 0,312 0,352 — 0,442 — 0,352
27,5 41,5 54,6 — 76,7 — 1,53
0,398 0,438 0,475 — 0,598 — 0,465
36,0 46,2 57,9 — 81,4 — 2,02
0,382 0,442 0,502 — 0,616 — 0,515
35,5 45,0 55,0 — 74,0 — 2,24
0,275 35,9 0,314 46,3 0,356 55,5 0,377 60,5 0,448 77,0 0,514 91,3 0,350 1,52
0,321 0,362 0,386 0,453 0,560 — 0,420
32,2 37,0 46,0 59,0 84,0 — 1,83
- 0,380 37,8 0,444 47,2 0,491 53,2 0,529 63,2 0,611 78,5 0,611 94,0 0,480 2,09
0,325 0,380 0,470 0,515 0,660 — 0,480
35,9 42,3 52,2 58,5 79,2 — 2,09
0,638 0,700 0,630 0,545 ^0,345 — 0,505
22,6 30,6 40,2 49,8 73,9 — 2,20
0,810. 0,860 0,890 0,980 0,970 — 0,875
50,0 55,0 60,0 70,0 80,0 — 3,80
0,750 38,0 0,860 49,6 0,880 54,2 0,900 60,8 0,946 75,0 0,957 80,0 0,912 3,97
Рис. IV.60. Зависимость удельной производительности по вновь образованному классу —0,074 мм (а), удельного расхода электроэнергии на I т вновь образованного класса —0,074 мм и энергетической* эффективности измельчения (б) от содержания класса —0,074 мм в продукте открытого цикла измельчения проб крупностью 6 — 0 мм в мельнице D X L — 360X290 мм:
1 — исследуемая руда; 2 — эталонная руда (же* лезнстые кварциты ЮГОКа)
На рис. IV.60 приведены удельная производительность по вновь образованному классу —0,074 мм и удельный расход электроэнергии на 1 т вновь образованного этого же класса крупности в зависимости от содержания расчетного класса в продукте открытоциклового измельчения в мельнице D х L = = 360x290 мм.
Относительная измельчаемость определяется по соотношению
^=^/35 = ^/^, (IV. 156)
где и — удельный расход электроэнергии при измельчении соответственно исследуемой и эталонной руд или промпро-дуктов, (кВт-ч)/т; еа и — энергетическая эффективность измельчения по расчетному классу крупности —d, т/(кВт-ч).
По определенному /С^зм и известным показателям работы промышленной измельчи-тельной установки при измельчении эталонной руды определяются показатели этой же установки при измельчении исследуемой руды по формуле
дпром = ^аб(/пром> (IV. 157)
где и ?2э°“ — удельная производительность по вновь образованному расчетному классу крупности —d промышленной из-мельчительной установки при измельчении соответственно исследуемой и эталонной руд при pd= pd3, т/(м3-ч).
Методика Ф. Бойда основана на определении измельчаемости материалов по «индексу чистой работы» равному расходу электроэнергии на измельчение 907 кг исследуемого материала (бесконечной крупности) в шаровой мельнице сливного типа диаметром 2440 мм до крупности 80 % класса —0,100 мм (примерно 67 % класса —0,074 мм) и определяемому по результатам сухого измельчения в лабораторных мельницах,
Проба исследуемого материала крупностью 6—0 мм объемом 1000 см3 измельчается в мельнице периодического действия 305х ХЗО5 мм с гладкой футеровкой, работающей с частотой вращения барабана 70 мин-1 (90,2 % от критической) и с загрузкой из 285 шт. шаров с общей массой 20,1 кг. Измельчение ведется при имитации замкнутого цикла с грохотом, оснащаемого ситами с размером ячеек от 0,59 мм и ниже и при циркулирующей нагрузке 350 % (выход промпро-дукта 1/3,5 = 0,286). Продолжительность измельчения оценивается количеством оборотов барабана мельницы, скорость измельчения — по количеству вновь образованного продукта крупностью меньше размера ячейки сита на один оборот барабана.
Определение измельчаемости в стержневой мельнице проводится аналогично предыдущему. Для опытов используется мельница размером D х L = 305x610 мм с волновой футеровкой (п = 46 мин-1 или ф = 77,3 %; масса 6 стержней диаметром 31,2 мм и 2 стержня диаметром 44,4 мм — 33,38 кг). Объем исходной навески пробы, уплотненной встряхиванием, 1250 см3, крупность 12,7 мм. Измельчение сухое в имитированном замкнутом цикле.
По гранулометрическому составу готовых продуктов н исходных проб графическим способом определяется 80 %-ная крупность продуктов н рассчитывается «индекс чистой работы» по эмпирическим формулам: для шарового измельчения
Ц7,.ш = 44,5/а°-23#82°10 (1/j/p - I//f );
(IV. 158)
для стержневого измельчения
W{c = &2/a°’®q°n-S25W (1/]Гр - Wf),
(IV. 159)
где И7(-ш и Ц71С — «индекс чистой работы», равный расходу электроэнергии шаровой (ш) или стержневой (с) мельницами сливного типа диаметром 2440 мм при мокром измельчении 1 кор. т (907 кг) материала от бесконечной крупности до 80 % класса —0,100 мм, кВт-ч/кор. т.; ‘а — размер ячейки сита, на котором проводилось выделение готового продукта, мкм; qn — количество вновь образованного продукта «минус а» за один оборот барабана, г/об; F й Р — 80 %-ная крупность исходного и готового продуктов, мкм.
278
При сухом измельчении в эталонной мельнице диаметром 2440 мм удельный расход энергии определяется по формуле
(IFOcvx = 1,ЗТГ/, (IV. 160)
где Wt принимается по формуле (IV. 158) или (IV.159).
Методика Ф. Бонда предполагает, что потребляемая мельницей периодического действия мощность не изменяется во время измельчения и остается постоянной величиной.
Относительная измельчаемость, например, двух руд, по Ф. Бонду, определяется отношением «индексов чистой работы» и при Р2 = равна
^изм(Б) — —
= (oa/a1)-°’23(W^)-°-820(-<,-e25,X
х [(1 - 1//fD/(1 - 1/Г7^)], (IV. 161)
т. е. зависит от распределения классов крупности в исходных пробах (Fa =/= Fi) и от Раз' мера ячейки сит, на которых достигается равенство крупности готового продукта Ра =* Рх.
Если Fa = Ft и Р2 = Рх при 02 = alt то относительная измельчаемость двух материалов, по Ф. Бонду, равна
Кизм(Б) = (длз/дш)-0’820*-0’625’- (IV. 162)
Р-285Н.
Рис. IV.61. Кольцевая шаровая мельница периодического действия:
1 — кольцевая камера; 2 — шары стальные (8 шя.); 3 — вращающийся диск; 4 — приводной вал
Из формулы (IV. 162) следует, что относительная измельчаемость в промышленных мельницах с диаметром барабана 2440 мм пропорциональна относительной измельчаемости, определенной в лабораторных мельницах с диаметром барабана 305 мм, в степени минус 0,820 при шаровом измельчении и в степени минус 0,625 при стержневом измельчении.
Таблица IV. 25
Измельчаемость материалов по Ф. Бонду (VI.162), Хардгроуве (IV.163) и Агиус-Ватесу (IV. 164) *
Наименование материалов Плотность, т/м3 Удельная производительность при измельчении до 100% класса — 0,074 мм кВт.ч HGJ, отн. ед. GJ, отн. ед.
т. мкм0’5
г/об т/(м».ч)
Известняк (Manitoba) 2,65 2,56 0,489 8,1 184 23,9
Медная руда (Flin Flon) 3,78 1,90 0,363 8,7 129 16,2
Селенит, гипс (Windemere) 2,31 1,82 0,347 8,9 126 15,9
Свинцово-цинковая руда (Cyprus Anvil Mines) 3,28 1,17 0,223 11,7 97 11,6
Каменный уголь 1,41 1,53 0,292 11,1 94 11,2
Вольфрамовая руда (Cantung Mines) 3,50 1,32 0,252 11,3 92 10,9
Цементный клинкер 3,21 0,96 0,183 15,3 75 8,2
Медная руда (Sherritt Gordon Fox Mine) 3,66 1,01 0,193 16,9 68 7,3
Серебросодержащая руда (Echo Bay Mines) 2,80 0,74 0,141 18,9 58 • 6,0
Марганцевая руда (New Brunswick) 3,10 0,64 0,122 23,7 53 5,3
Бурый уголь 1,48 0,45 0,086 29,9 40 3,4
Измельчаемость по отношению к известняку
Медной руды (Sherritt...) — 0,394 0,394 0,479 0,370 0,305
Марганцевой руды — 0,250 0,250 0,342 0,288 0,251
Бурого угля — 0,176 0,176 0,271 0,217 0,142
• По данным Me Jntype А., Plitt L. R The iterrelation ship between Bond and Hardgrove
grindabilities. — CIM. Bull., 1980, No 818, р. 149—155.
279
Относительное количество
измельченного крупного класса, доли ед.
Рис. IV.62. Зависимость константы скорости измельчения Яз в уравнении (IV. 124) от относитель-ного количества измельченного класса +0,074 мм при различной крупности исходного материала при измельчении железистых кварцитов Горншне-Плавнинского (/—5) и сплошных колчеданных медно-цинковых руд Учалинского {6—12) месторождений:
1,6— крупность исходного материала 4,7 — 0 мм; 2—4 — то же, после предварительного измельчения в течение 5, 10 и 20 мнн; 7 — 11 — то же, после предварительного измельчения в течение 3, 5, 10, 15 и 20 мин; 5, 12 — крупность исходного материала 2,65 — 0 мм; а — содержание класса — 0,074 мм в исходном материале, %: 1 — 4,5; 2 — 13; 3 — 20,2; 4 — 42,5; 5 — 6,3; 6 — 14,5; 7 — 42,7; 8 — 55,5; 9 — 74,6; 10 — 84,6; 11 — 90,2
Методика Хардгроуве применяется в зарубежной практике для определения измельчаемости нерудных материалов и углей. Индекс измельчаемости по Хардгроуве (HGJ) определяется по результатам измельчения (3 мин) 50 г материала крупностью 1,20—0,59 мм в кольцевой шаровой мельнице (рис. IV.61) при частоте вращения диска 20 об/мин
HGJ = 6,93m + 13, (IV. 163)
где т — масса образованного продукта —0,074 мм, г.
Индекс измельчаемости по Агнус-Вотесу (GJ) определяется при измельчении -36 см3 материала крупностью 1,20—0,59 мм в кольцевой шаровой мельнице. Между индексами «чистой работы» Бонда IV/, измельчаемостью по Хардгроуве HGJ и по Агнус-Вотесу GJ
280
существует взаимосвязь (при > >8,5 кВт-ч/кор-т)
Wt « 1622ЯО/-1,08 = 87, 5GJ-°:83. (IV. 164)
В табл. IV.25 приведены показатели измельчаемости некоторых руд и материалов по Бонду, Хардгроуве и Агнус-Вотесу.
Определение измельчаемости по параметрам уравнений кинетики измельчения пока не находит практического применения.
С. И. Митрофанов и И. П. Харина * полагают, что константа скорости измельчения в уравнении (IV. 124) Кз есть величина постоянная и может характеризовать измельчаемость исследуемого материала. На рис. IV.62 показана зависимость Кз от относительного количества измельченного крупного класса —Вд двух руд: железистых кварцитов Горишне-Плавнннского месторождения и сплошных колчеданных руд Учалинского месторождения.
Из рис. IV.54 видно, что в обоих случаях К3 =/= const н зависит от степени измельчения и от крупности исходных материалов.
§ 8. Влияние циркулирующей нагрузки и пропускной способности барабанных мельниц на скорость измельчения
Циркулирующая нагрузка. В замкнутом цикле (см. рис. IV.54, а) измельченный в мельнице материал поступает в классифицирующий аппарат, где в водной и воздушной средах выделяются готовый (по крупности) продукт (слив) и крупный продукт (пески), возвращаемый в мельницу для доизмельчения. Относительная величина циркулирующей нагрузки зависит от свойств руды, условий измельчения и эффективности классификации.
Если количество исходного питания равно Q (т/ч), то при установившемся процессе в слив уходит готовый продукт в количестве Q (т/ч), а через мельницу проходит Q -|— S == = Q (1 -Ц с), т/ч. Если принять, что эффективность классификации оценивается извлечением готового продукта в слив и в сливе не содержится крупный класс, то при эффективности классификации, равной е, в питании классификации должно содержаться готового продукта Q/e (т/ч). Количество крупного класса:
в разгрузке мельницы (т/ч)
= Q (1 + с) - Q/e = (1 + с - 1/е) Q,
(IV. 165) в загрузке мельницы (т/ч)
Q+ = (1 + с- 1/е) Q + Q = (2 -4- с- 1/е) Q.
(IV. 166)
* Митрофанов С. И., Харина И. П. К повышению эффективности тонкого измельчения руд. — Цветные металлы, 1979, № 2, с. 73—76.
Согласно уравнению кинетики измельчения (IV. 129) имеем
(1 + с — 1/е) Q = (2 + с - l/e)Qe~kt,
(IV. 167)
откуда циркулирующая нагрузка (в долях единицы)
с = e~kt/(l — e~kt) + (1/е — 1) =
= 1/(еи- 1) + 1/8- 1, (IV. 168)
т. е. циркулирующая нагрузка зависит от времени пребывания материала в мельнице (0, от фнзико-механических свойств измельчаемого материала н размолоспособности мельницы (k) и от эффективности работы классифицирующего аппарата (е).
Так как крупный класс, содержащийся в разгрузке мельницы (по сделанному допущению в сливе классификации нет крупного класса), переходит в циркулирующую нагрузку, то масса готового продукта в циркулирующей нагрузке составит
cQ — Q — t!Q + Q/s = Q(l/s— 1), (IV. 169)
а содержание его (в долях ед.)
Р ____________Q (1/е— 1)________=
” (l + c_l/8)Q + (i/e_i)Q
= (1/в-1)/с. (IV. 170)
Принято, что в исходном питании не содержится готовый продукт. Тогда среднее содержание крупного класса в мельнице составит (по упрощенной формуле К. А. Разумова)
(1 -ь с— 1/е) Q + (2 + с— 1/8) Q
ср 2Q(c+l)
3_+2с —2/е (IV. 171)
2с + 2 1 '
Если продолжительности пребывания материала в мельнице равна t, то из ния (IV. 167) следует, что
kt _ 1 + с— 1/е 2Н-С-1/8
и
уравне-
(IV. 172)
(IV. 173)
Полдгая, что при циркулирующей нагрузке и эффективности классификации производительность мельницы была Qx и продолжительность измельчения tlt а при с2 и е2 производительность той же мельницы составила Q2 при продолжительности из-
мельчения параметра
/а
ft
/2. При одинаковых значениях находим
]п 2 -|- Ci — 1/ех
----1 + С1 —1/61 . (IV. 174)
1п 2 + Са — 1/Еа 1 + с2 — Ue2
При одинаковом заполнении мельницы пульпой время пребывания материала в мельнице обратно пропорционально количеству загружаемого в мельницу материала
= ’ (IV.175)
‘2 U + с1) 41
откуда, с учетом (IV. 175), находим уравнение А. Г. Тунцова
Qi _ (1 + Ci) it
Q2 (1 + С2) ^2
In 2 + Q — Vei
1 ~F ci______1 + ci — Vei
1 + c2 2 -|- c2 —- l/e2
1 + fa — l/£2
(IV. 176)
Так как содержание крупного класса в мельнице
(1 + с)1п
2 + С — 1/8
1 + С— 1/8
(IV. 177)
R =
то из уравнения (IV. 176) в соответствии с литературой [1] следует
Q2/Q1 =/?2//?1, (IV. 178)
т. е. при прочих равных условиях производительность мельницы пропорциональна содержанию находящегося в ней крупного класса [3].
Принимая производительность мельницы равной единице при = 1 н ех = е2 = 1, формула (IV. 176) принимает вид:
к Q2 . 2 1g2_________
Q1 (1 + с) in
____0,602____ (1 + c) ig-^7^
(IV. 179)
Формула (IV. 179) выведена К. А. Разумовым [65] н широко используется при оценке влияния циркулирующей нагрузки на производительность мельницы. Из формулы (IV. 179) вытекает, что при с = оо и при одинаковом заполнении мельницы пульпой Кс = = 1,386, т. е. производительность мельницы возрастает на 38,6%. В табл. IV.26 приведены показатели Кс для различных значений с.
281
Таблица 1V.26
Влияние циркулирующей нагрузки с на относительную производительность мельницы Кс по формуле К. А. Разумова (IV. 179)
С С С С «с С «с С
0,1 0,526 1,1 1,020 2,1 1,148 3,1 1,208 4,1 1,245 6 1,278
0,2 0,645 1,2 1,040 2,2 1,155 3,2 1,212 4,2 1,249 7 1,297
0,3 0,728 1,3 1,056 2,3 1,163 3,3 1,218 4,3 1,251 8 1,311
0,4 0,790 1,4 1,072 2,4 1,169 3,4 1,222 4,4 1,255 9 1,316
0,5 0,841 1,5 1,085 2,5 1,177 3,5 1,226 4,5 1,257 10 1,322
0,6 0,882 1,6 1,098 2,6 1,183 3,6 1,229 4,6 1,260 оо 1,386
0,7 0,918 1,7 1,107 2,7 1,190 3,7 1,234 4,7 1,262
0,8 0,950 1,8 1,120 2,8 1,196 3,8 1,237 4,8 1,264
0,9 0,977 1,9 1,131 2,9 1,202 3,9 1,241 4,9 1,266
1,0 1,000 2,0 1,140 3,0 1,206 4,0 1,243 5,0 1,267
С учетом эффективности классификации е2 ф 1 формула (IV. 179) может быть записана
Ясе ='
0,602
(IV. 180)
(1 + с) 1g
2 +с— 1/е
1 + С — 1/8
Формула (IV. 180) выведена С. Е. Андреевым. В табл. IV.27 приведена относительная производительность мельницы в зависимости от циркулирующей нагрузки и эффективности классификации. Выделение готового продукта в слив возможно только при 8 > > 0,5; при 8 < 0,5 в слив Выделяется меньше готового продукта, чем поступает исходного питания.
Так как размер расчетного класса крупности принимается меньше крупности готового продукта и в реальном процессе исходное питание и пески содержат определенное количество расчетного класса крупности, то среднее содержание крупного класса
Таблица IV.27
Относительная производительность мельниц при различной циркулирующей нагрузке с и эффективности классификации (извлечение готового продукта в слив) в
е, доли ед. Ксе, отн ед.
с= 1 с=2 с=3 с=4 с=5 с=10
0,6 0,500 0,827 0,973 1,060 1,113 1,240
0,7 0,687 0,940 1,055 1,125 1,170 1,270
0,8 0,818 1,025 1,120 1,174 1,212 1,293
0,9 0,922 1,090 1,165 1,211 1,242 1,310
1,0 1,000 1,145 1,207 1,248 1,270 1,322
в мельнице определяется по формуле В. М. Бурякова *
R =
__________________Рс —«_________________
(1+с) ln[(1+Рс-а+ с-рс/е)/( 1+с-Рс/8)] ’
(IV. 181)
где рс и а — содержание расчетного класса крупности —d соответственно в сливе классификатора и в исходном питании цикла, доли ед.
Уравнение (IV. 179) является частным случаем общего уравнения (IV.181) при рс = 1, а = 0 н е = 1.
Пропускная способность мельницы. Исследованиями установлено, что наибольшая производительность мельницы достигается при оптимальном заполнении ее объема пульпой [74]. Результаты исследований влияния заполнения мельницы пульпой при постоянном заполнении барабана шарами на производительность мельницы приведены на рис. IV.63, из которого видно, что максимальная производительность мельницы достигается при <р °pt = 23 %.
При' непрерывном процессе измельчения заполнение мельниц пульпой зависит от конструкции разгрузочного устройства, от объема пульпы, проходящей через мельницу, и от ее реологических свойств. Поэтому увеличение циркулирующей нагрузки при постоянном количестве исходного питания повышает уровень пульпы в мельнице и по мере оптимизации соотношения объемов пульпы фп и измельчающей среды <рИзм эффективность измельчения возрастает и достигает максимальной величины при оптимальном соотношении <рп : <ризм. Дальнейшее увеличение циркулирующей нагрузки приводит
♦ Буряков В. М. Зависимость производительности мельницы от содержания в ней продуктов крупного класса. — Изв. вузов. Горный журнал, 1980, Na 8, с. 131—135.
282
Рис. IV.63. Зависимость производительности шаровой мельницы от заполнения барабана пульпой при объемном заполиеиии ее шарами иа 50 % или на 30 % по плотной массе (по данным В. В. Зверевича)
к переполнению объема мельницы пульпой, и. эффективность измельчения уменьшается до уровня мельннц с центральной разгрузкой или ниже, т. е. мельница переполняется материалом.
На рис. IV.64 показана диаграмма реального влияния циркулирующей нагрузки иа производительность мельницы *, из которой видно, что К™ах соответствует оптимальная циркулирующая нагрузка copt.
Так как % (с + 1) = ©о, т0 c°pt соответствует определенная величина оптимальной удельной пропускной способности мельницы e°pt
0°pt =9о(с°Р‘+ 1). (IV. 182)
- Экспериментально (рис. IV.65) установлено, что при изменении удельной нагрузки
• Разумов К. А. Влияние иа производитель* ность мельницы эффективности работы классификатора и заполнения мельницы пульпой. — В ки.: Обогащение полезных ископаемых, вып. 1. М., Металлургиздат, 1962, с. 25—38.
Удельная пройденная способность . в нельницы, т/(мЗ-ч)
8
7 S 5
4
3
1,0 1,2 1,4 1,6 1,8 2,0 2,2
Площадь отверстий в разгрузочной решетке,
Рис. IV.65. Влияние удельной пропускной способности мельницы (0О, т/(м3*ч)) иа ее удельную производительность по вновь образованному расчетному классу —0,074 мм при работе в первой (а) и во второй (б) стадиях и влияние площади отверстий в разгрузочной решетке мельницы МШР-3600Х5000 м2) на ее оптимальную удельную пропускную способность при измельчении весьма крепкой медио-иикелевой руды (в)
Рис. IV.64. Влияние циркулирующей нагрузки на производительность мельницы:
1 — теоретическое по формуле (VI. 178); 2 — фактическое с учетом влияния изменения уровня пульпы в мельнице
по исходному питанию удельная оптимальная пропускная способность мельницы 0gpt остается постоянной величиной, т. е. 0°pt = = const. Тогда
C°pt = 0opt/9o _ 1. (IV. 183)
Зависимость (IV. 182) также показывает, что наиболее эффективная работа мельницы обеспечивается при оптимальном заполнении объема барабана измельчающей средой <рИзм и пульпой <рп и при оптимальном их соотношении, равном примерно распределению объемов твердого и пустот в измельчающей среде
Ф°₽‘ = физм + фп = Физм + фтв + фв!
(IV. 184)
физм:фп = физм:(фтв ”Ь фв) = const. (IV. 185)
283
Таблица IV.28
Зависимость удельной производительности мельницы по вновь образованному классу крупности —0,074 мм (оти, ед.) от содержания этого класса в готовом продукте при различной крупности исходного питания (по К. А. Разумову) *
Содержание класса — 0,074 мм в готовом Номинальная крупность исходного питания, мм/содержаиие класса •— 0, 074 мм в исходном питании, %
40 3 0 25 5,3 20 6,0 15 8, 0 10 10,0 5 20,0 3 23,0
продукте, %
30 0,76 0,87 0,90 0,98 1,06 1,23 1,30
40 0,86 0,96 0,99 1,07 1,13 1,28 1,32
48 0,90 0,99 1,02 1,09 1,14 1,26 1,29
60 0,92 1,00 1,02 1,07 1,11 1,17 1,18
72 0,90 0,96 0,98 1,01 1,03 1,06 1,06
85 0,89 0,94 0,96 0,98 1,00 1,01 1,01
95 0,87 0,90 0,91 0,93 0,94 0,94 0,94
* За эталонные показатели приняты: номинальная крупность исходного питания 25 мм, содержание класса — 0,074 мм в готовом продукте 60 %.
Зависимости (IV. 184) и (IV. 185) показывают, что оптимальное соотношение между Физм и фп можно обеспечить только в мельницах с регулируемым уровнем разгрузки пульпы, т. е. в мельницах типа МШР, где регулирование уровня пульпы в мельнице, среднее по длине барабана, обеспечивается изменением циркулирующей нагрузки. В мельницах с центральной разгрузкой объем пульпы значительно превышает оптимальную величину, что является одним из факторов более низкой эффективности измельчения в них по сравнению с мельницами с разгрузкой через решетку.
§ 9. Закономерности непрерывного промышленного измельчения
Зависимость содержания расчетного класса крупности в готовом продукте от скорости загрузки измельчительной установки (мельницы) исходным питанием или обратная зависимость производительности мельницы от содержания расчетного класса крупности (или от крупности) готового продукта характеризует основную закономерность непрерывного процесса измельчения в измельчительных установках.
По данным работы [3]
R = Roexp [— a (dpVr]/Q)"'|, (IV. 186) тогда
[lg (Ro/R)]1/m = a^^N^Q. (IV. 187)
Из уравнения (IV. 187) следует
Q = V^PaV^/fig (/?0//?)]Vm. (IV 188) При Vr] = const и а = const находим для двух идентичных измельчительных установок, измельчающих один и тот же материал до 284
различного содержания крупного класса в готовом продукте
Мо = — = — Г lg {RolR1) 11/m . (IV. 189) Q Qi df L lg (R0/R2) J ' ’
В формулах (IV. 186)—(IV. 189) приняты следующие обозначения: а = b/dp — коэффициент пропорциональности,- равный отношению удельного расхода электроэнергии к размеру предельной крупности (очевидно, d — d99>9, т. е. при квантиле распределения v = 0,999), взятой в некоторой степени р; d — предельная крупность готового продукта, мм; Vr] — мощность, потребляемая на вращение барабана мельниц, кВт; Q — производительность мельницы, т/ч; Mq — относительная производительность мельницы при измельчении материала до d2 (Rz) и Д° (Ri)-
Так как t — Р/Q, где Р = const — количество материала в мельнице, то нз (IV. 125) следует, что при измельчении одного и того же материала до Ri и R2
MQ= Г !gp°~]gp1|1/'"> (IV.190) У L lg Ro — IgRa J
т. e. относительная производительность мельницы обратно пропорциональна разности логарифмов от содержания расчетного класса крупности в исходном и готовом продуктах в степени Нт.
Формула (IV. 190) с удовлетворительной точностью описывает результаты тонкого сухого измельчения в открытоцнкловых измельчительных установках при использовании одно- или многокамерных трубных мельниц. Однако при мокром измельчении в от-
Таблица IV.29
Зависимость относительной производительности мельницы по исходному питанию от содержания класса—0.074 мм в готовом продукте (по данным К. А. Разумова)
Содержание класса — 0,074 мм в готовом продукте, % Номинальная крупность исходного питания, мм/содержание класса — 0,074 мм в исходном питании, %
40 3,0 25 “з/з 20 6,0 15 8,0 10 10,0 5 20,0 3 23,0
30 1,54 1,93 2,05 2,44 2,90 6,73 10,2
40 1,27 1,51 1,59 1,83 2,06 3,50 4,25
48 1,09 1,27 1,33 1,49 1,64 2,46 2,82
60 0,88 1,00 1,03 1,13 1,21 1,60 1,74
72 0,71 ' 0,79 0,81 0,86 0,91 1,12 1,18
85 0,59 0,64 0,66 0,70 0,73 0,85 0,89
95 0,52 0,55 0,55 0,58 0,60 0,69 0,71
крыто- и в замкнутоцикловых, измельчительных установках расчетные показатели существенно отличаются от фактических.
К. А. Разумовым по практическим данным измельчения медных порфировых руд средней крепости Коунр адского месторождения показана зависимость удельной производительности мельниц от содержания расчетного класса крупности в готовом продукте при различной крупности исходного питания (табл. IV.28). '
А₽=‘74/^Э, (IV. 191)
где 4d — удельная производительность по вновь образованному классу —0,074 мм при исследуемом содержании этого класса в готовом продукте, т/(м3-ч); q,j:) — то же, прн эталонном содержании класса —0,074 мм в готовом продукте, т/(м3-ч); Ар — коэффициент, учитывающий влияние содержания класса —0,074 мм в готовом продукте, отн. ед. (см. табл. IV.32).
Так как Q = c^/(Prf — а<у), то влияние содержания класса —0,074 мм иа производительность мельницы определяется из соотношения
м = ®_______ча — ad __
Qa 4da Pd — ad
= (IVJ92)
где и Лр^э — прирост содержания класса —0,074 мм в процессе измельчения руды соответственно до содержания этого класса крупности Р,/ и рйэ.
Зависимость Mq от Р^, определенная по данным табл. IV.28 и формуле (IV. 192), приведена в табл. IV.29.
По теоретическим предпосылкам Ф. Бонда зависимость производительности мельниц по исходному питанию от крупности исходного
материала и готового продукта определяется
N /?0,5р0,5
Q = lOlVf 'Т®’ (IV-193)
где N — мощность, потребляемая на валу приводной вал-шестерни, кВт; — индекс «чистой работы», кВт/(ч*т); F и Р — 80%-ная крупность соответственно исходного питания и готового продукта, мкм.
При измельчении одной и той же руды (W i = const и F = const) до различной крупности готового продукта относительная производительность мельницы определяется соотношением
- Мо =
0,5 р0,5_р0,б
F0,5_p0,5 ’
(IV. 194)
где Q2 и Qi — производительность мельницы при измельчении руды крупностью F соответственно до крупности готового продукта Р2 и Pj, т/ч.
Относительная производительность мельницы по исходному питанию в зависимости от крупности готового продукта и исходного питания, определенная по формуле (IV. 194), приведена в табл. IV.30. На рис. IV.66 приведено сопоставление зависимости Q = f (Pj, Р) при крупности питания d95 = 25 мм, описываемой уравнениями (IV. 192) и (IV. 194).
Промышленные измельчнтельные установки используются при измельчении материалов в определенных, ограниченных пределах изменения крупности готового продукта, определяемой возможностями классифицирующих аппаратов и типом мельницы. В табл. IV.31, IV.32 и IV.33 приведены результаты работы открытоцикловых одностадиальных и замкнутоцикловых одно- и
285 -
Таблица IV.30
Зависимость производительности мельницы от крупности готового продукта при различной крупности исходного питания (по Ф. Бонду)*
Готовый продукт Номинальная (95 %-иая) крупность исходного питания, мм
крупность содержа- 40 25 20 15 10 5
номинальная (95 %- 80 %-иая, класса — 0,074 мм (пример- 80 %-иая крупность исходного питания, мкм
мкм
ная), мм ное **), % 30 000 19 000 15 000 11 500 7500 3800
2,20 1240 4,10 4,39 4,58 4,92 5,50 7,62
2,00 1125 — 3,86 4,11 4,28 4,53 5,08 6,82
1,80 . 1010 — 3,61 3,83 3,98 4,18 4,66 6^08
1,60 900 — 3,37 3,56 3,69 3,87 4,26 5^42
1,40 790 — 3,12 3,27 3,38 3,53 3,86 4’79
1,20 675 17 2,84 2,97 3,06 3,18 3,44 4Д6
1,00 560 20 2,54 2,64 2,72 2,81 3,02 3,56
0,80 450 24 2,24' 2,33 2,38 2.45 2,61 3,00
0,60 340 31 1,91 1,97 2,02 2,06 2,17 2Д4
0,50 280 36 1,72 1,77 1,79 1,84 1,92 2J3
0,40 225 43 1,52 1,56 1,58 1,62 1,68 1,84
0,30 170 52 1,31 1,34 1,35 1,38 1,43 1,53
0,25 140 59 1,18 1,20 1,22 1,24 1,27 1,45
0,20 115 67 1,06 1,08 1,09 1,10 1,14 1,28
0,18 100 72 0,98 1,00 1,01 1,02 1,05 1 jl
0,150 85 79 0,90 0,92 0,92 0,93 0,96 1,07
0,125 70 85 0,81 0,83 0,84 0,85 0,86 0^96
0,100 56 90 0,72 0,73 0,74 0,75 0,76 0J9
0,074 42 95 . 0,61 0,62 0,62 0,63 0,64 • 0,66
0,063 35 96 0,56 0,57 0,57 0,58 0,59 0,61
0,053 30 97 0,52 0,53 0,53 0,54 0,54 0,56
0,044 25 98 0,47 0,48 0,48 0,49 0,49 0,50
0,030 18 — 0,40 0,41 0,41 0,41 0,41 0,42
* За эталонные показатели приняты: 80 %-иая крупность исходного питания Р = И 80 %-ная крупность готового продукта Р = 100 мкм.
** Содержание класса — 0,074 мм принято по диаграмме В. А. Олевского (см. рис.
19 000 мкм IV.53).
Рис.’У IV.66. Зависимость производительности мельницы по исходному питанию от крупности готового продукта:
1— по К. А. Разумову (IV. 192); у — по Ф. Бонду
107е-пая крупность готового продукта, мкм
двухстадиальных измельчительиых установок обогатительных фабрик * (РКК — расчетный класс крупности).
Анализ зависимости qd = f (<?J) показал, что в исследованных пределах изменения с$ она может быть описана уравнением прямой линии (рис. IV.67)
4d = a4q + D = Aq0 (1 — ad) + D, (IV. 195)
а зависимость содержания расчетного класса крупности в готовом продукте от удельной нагрузки по исходному питанию — уравнением гиперболы
₽d = “d + A Pd = ad + Qd/qa =
= ad + A (1 - ad) + D/qe, (IV. 196) где А и D — коэффициеиты ’пропорциональ-ности, определяемые по результатам экспериментальных исследований.
Корниенко Я. П. Исследование 'закономерностей промышленного измельчения минерального сырья в однокамерных барабанных мельницах,— В ки.: Совершенствование процессов рудопопго-товки. Л., 1980, с. 66—83. А
286
Таблица IV.31
Технологические показатели работы одностадиальных открытоцикловых измельчительных установок
Обогатительная фабрика Тип мельниц в из-мельчнтельных ус- Удельная нагрузка, т/(м’.ч) Содержание РКК — 0,074 мм, % е коли-ьчеиного icca, до- Удельная производительность по вновь образованному РКК — 0,074 мм, т/(м3 • ч) К S я Я a аЯ 1а графи-г, б
тановках по исходному питанию по крупному классу в питании в исходном питании в готовом продукте Относительно чество измел крупного клг ли ед. экспериментальная расчетная Параметры у (IV. 195) —А/ Обозначение i ке рис. IV-61
ОФ-1 ГМК «Печенга-ннкель» МСЦ-3200Х4500 3,520 3,880 4,120 4,510 4,640 4,760 5,170 3,450 3,780 4,010 4,397 4,523 4,641 5,039 2,0 2,6 2,6 2,6 2,6 2,6 2,6 17,0 16,8 16,1 15,4 15,2 14,9 14,4 0,154 0,144 0,139 0,131 0,229 0,127 0,121 0,530 0,544 0,557 0,577 0,583 0,590 0,610 0,530 0,546 0,558 0,577 0,583 0,589 0,609 0,050 0,357 8
ОФ Гайского ГОКа МСЦ-3200Х 4500 3,910 4,370 4,850 5,630 6,560 3,617 4,042 4,486 5,208 6,068 7,5 7,5 7,5 7,5 7,5 25,1 24,4 23,4 21,3 19,3 0,190 0,183 0,171 0,149 0,128 0,688 0,739 0,771 0,777 0,774 0,718 0,732 0,748 0,772 0,801 0,034 0,595 9
ОФ-1 НКГОКа МШР-5600Х4000 2,459 3,582 4,945 2,385 3,510 4,720 3,0 2,0 4,5 45,5 42,4 41,0 0,412 0,396 0,349 0,982 1,390 1,646 1,026 1,346 1,689 0,284 0,349 10
ОФ-1 НКГОКа МСЦ-3200Х4500 5,560 6,500 7,280 5,360 6,260 7,010 3,6 3,7 3,7 18,5 17,2 16,3 0,155 0,140 0,131 0,830 0,879 0,920 0,830 0,879 0,921 0,055 0,535 11
ОФ ЮГОКа МСЦ-3200Х4500 1,993 2,665 3,245 3,802 1,935 2,580 3,112 3,673 2,9 3,2 4,1 3,4 32,6 27,2 25,2 25,4 0,306 0,251 0,233 0,233 0,593 0,646 0,725 0,857 0,571 0,669 0,749 0,834 0,151 0,279 12
При aj = О уравнение (IV. 196) запишется в виде
₽d = ^ = ^ + W. (IV.197) т. е. относительное количество измельченного крупного класса (4-d) обратно пропорционально удельной нагрузке установки по крупному классу (+d).
Двухпараметрическне уравнения (IV. 195) и (IV. 197) описывают основную закономерность непрерывного измельчения, отражая взаимосвязь технологических показателей aj, Pj и q0.
Зависимость производительности установки по исходному питанию от содержания рас-
четного класса крупности в готовом продукте
ду _ Qs _ Рд adi — (1 — adl)
Q Qi ~ Рд — “А — Л (1 — ад)}’
(IV. 198)
где индексами «1» и «2» обозначены показатели работы установки при содержании расчетного класса крупности, равном соответственно Рд и Рд; А — параметр уравнения (IV. 195). .эд
Изменение размера расчетного класса крупности —d не меняет характера зависимости (IV.195), изменяется лишь наклон линииАи
287
Таблица IV.32
Технологические показатели работы одностадиальных замкнутоцикловых измельчительных установок
Обогатительная фабрика Тип мельницы в из-мельчительной установке Удельная нагрузка, т/(м’-ч) Содержание РКК —0,074 мм, .% относительное количество измельченного крупного класса, доли ед. Удельная производительность по вновь образованному РКК — 0,074 мм, т/(м3 -ч) Параметры уравнения (IV. 195), —A/D Обозначение иа графике рис. IV.67, а
по исходному питанию по крупному классу в питании в исходном питании в готовом продукте экспериментальная расчетная
оф-i гмк «Печенга-никель» МШР-3600Х5000 1,220 1,410 1,530 1,605 1,710 1,189 1,373 1,490 1,563 1,663 2,6 2,6 2,6 2,6 2,6 60,4 53,7 49,9 48,9 46,0 0,603 0,524 0,486 0,472 0,445 0,705 0,720 0,725 0,735 0,742 0,703 0,719 0,728 0,734 0,742 0,080 1
0,609
ОФ-2 ГМК «Печенга-никель» МШР-3200Х3100 1,725 1,900 1,990 2,080 2,190 1,664 1,834 1,920 2,007 2,113 3,5 3,5 3,5 3,5 3,5 55,4 54,4 54,2 54,1 54,8 0,538 0,527 0,525 0,524 0,532 0,894 0,966 1,010 1,052 1,124 0,919 0,979 1,009 1,039 1,077 0,350 2
0,337
ОФ-2 ГМК «Печенга-никель» МШР-3200X4500 1,445 1,694 1,788 1,870 1,404 1,635 1,725 1,805 3,5 3,5 3,5 3,5 57,0 53,8 52,1 51,3 0,554 0,521 0,504 0,495 0,778 0,853 0,870 0,894 0,765 0,846 0,878 0,906 0,350 3
0,274
ОФ Тыр-ныаузско-го ГОКа МШР-3200Х3100 2,080 2,788 2,965 1,893 2,470 2,633 8,8 11,4 11,2 69,4 62,3 60,2 0,664 0,574 0,552 1,255 1,417 1,459 1,254 1,414 1,459 0,276 4
0,732
ОФ Сор-ского ММК МШР-3200Х3100 2,370 2,650 3,050 2,289 2,563 2,946 3,4 3,4 3,4 39,8 39,0 36,3 0,376 0,369 0,341 0,852 0,941 0,998 0,877 0,924 0,990 0,172 5
0,483
ОФ Мадне-улнекого ГОКа МШР-3200Х3100 1,970 2,291 2,480 3,063 1,813 2,104 2,301 2,758 8,0 7,9 7,2 10,0 57,4 53,9 50,2 48,2 0,517 0,501 0,463 0,424 0,939 1,054 1,066 1,170 0,965 1,027 1,069 1,167 0,214 6
0,577
ОФ-1 (к) ДГМКа МСЦ-3200Х 3540 2,137 2,510 2,750 2,007 2,357 2,582 6,1 6,1 6,1 43,0 38,4 36,0 0,392 0,344 0,321 0,787 0,800 0,823 .0,782 0,804 0,817 0,063 0,656 7
288
Таблица IV.33-
Технологические показатели работы двухстадиальных промышленных измельчительиых
установок
Обогатительная фабрика Тип (количество) мельниц соответственно по стадиям измельчительиой установки Удельная нагрузка, т/(м3 • ч) Содержа- нне РКК — 0,074 мм, о/ /о Относительное количество измельченного крупного класса, доли. ед. Удельная производительность по вновь образованному РКК — 0,074 мм, т/(м3.ч) • Параметры уравнения (IV. 195), -A/D Обозначение на графике рис. IV.67, в.
по исходному питанию по крупному классу в ИСХОДНОМ питании в готовом продукте экспериментальная О о ж « СО G.S
ОФ-2 ГМК «Печенга-никель» МШР-3200X3100 (1) +МШР-3200Х Х3100 (1) 0,862 0,950 0,995 1,040 1,097 0,832 0,917 0,961 1,004 1,059 3,5 3,5 3,5 3,5 3,5 77,6 75,8 75,3 74,7 71,0 0,768 0,749 0,744 0,738 0,699 0,640 0,687 0,715 0,740 0,740 0,645 0,686 0,707 0,728 0,755 0,484 13
0,242
ОФ-2 ГМК «Печенга-никель» МШР-3200Х4500 (1)+МШЦ-3200Х Х4500 (1) 0,728 0,847 0,895 0,935 0,703 0,817 0,864 0,902 3,5 3,5 3,5 3,5 77,6 77,7 77,1 75,0 0,768 0,769 0,763 0,741 0,540 0,630 0,660 0,669 0,578 0,630 0,652 0,669 0,459 14
0,255
ОФ Мадне-ульского ГОКа МШР-3200Х3100 (1)+МШР-3200Х Х3100 (1) 1,315 1,540 1,738 1,237 1,418 1,607 5,9 7,9 7,1 65,6 61,3 57,7 0,635 0,580 0,547 0,785 0,822 0,879 0,780 0,826 0,874 0,254 15
0,466
ОФ-1 ГМК «Печенга-никель» МСЦ-3200Х 4500 (1)+МШР-3600Х Х5000 (1) 1,500 1,590 1,760 1,470 1,550 1,710 2,0 2,6 2,6 49,6 47,9 44,3 0,486 0,465 0,428 0,715 0,721 0,735 0,716 0,722 0,735 0,080 16
0,598
ОФ Гайского ГОКа МСЦ-3200Х 4500 (1)+МШР-3600Х Х4000 (2) 1,840 2,060 2,280 2,650 3,090 1,702 1,951 2,109 2,451 2,858 7,5 7,5 7,5 7,5 7,5 59,0 56,3 57,3 55,0 52,0 0,557 0,528 0,538 0,514 0,481 0,950 1,006 1,138 1,260 1,375 0,936 1,038 1,102 1,242 1,408 0,408 17
0,242
ОФ-1 НКГОКа МСЦ-3200Х 4500 (1)+МШР-3600Х X 4000 (1) 3,140 3,240 3,420 3,580 3,040 3,140 3,310 3,470 3,2 3,2 3,2 3,2 57,6 55,9 57,6 55,5 0,562 0,555 0,562 0,541 1,706 1,741 1,860 1,874 1,700 1,748 1,829 1,906 0,478 18
0,247
ОФ-1 НКГОКа МСЦ-3200Х4500 (1)+МШР-3600Х X 4000 (1) • 1,970 2.120 2,580 2,910 3,030 3,140 3,330 3,470 1,881 2,025 2,464 2,779 2,894 2,999 3,180 3,314 4,5 4,5 4,5 4,5 4,5 4,5 4,5 4,5 73,3 69,4 63,5 53,2 51,0 48,8 47,4 47,0 0,720 0,680 0,618 0,510 0,487 0,464 0,449 0,445 1,356 1,373 1,520 1,416 1,409 1,390 1,427 1,475 1,362 1,373 1,405 1,428 1,436 1,444 1,457 1,467 0,073 19
1,225
ОФ-2 ДГМКа МСЦ-3200Х 4500 (1)+МШЦ-3600Х Х4000 (1) при п = 18 об/мин 1,618 1,985 2,353 1,563 1,918 2,273 3,4 3,4 3,4 50,0 46,5 43,6 0,482 0,446 0,416 0,754 0,856 0,946 0,754 0,850 0,946 0,270 20
0,332
ОФ-2 ДГМКа МСЦ-3200Х4500 (1)+МШЦ-3600Х Х4000 (1) при п = 16 об/мин 1,618 1,985 2,353 1,566 1,921 2,278 3,2 3,2 3,2 50,0 48,4 47,5 0,483 0,467 0,457 0,757 0,897 1,042 0,753 0,899 1,045 0,410 21
0,111
Ю Заказ 81
289
смещается точка пересечения линий qd — = f (qty и qa — qty На рис. IV.68 приведены зависимости qd — f (qty Для расчетных классов крупности от —16 до —0,074 мм по результатам измельчения весьма твердой медно-никелевой руды в стержневой мельнице МСЦ-3200х4500. Из рис. IV.68 видно, что
Рис. IV.67. Зависимость удельной производительности мельницы по вновь образованному классу — 0,074 мм от удельной нагрузки по крупному классу в исходном питании при работе промышленных измельчительных установок по одиостади-альиой замкиутоцикловой (а), одностадиальной открытоцикловой (б) и двухстадиальной с замкнутым и открытым циклом в первой стадии (в): 1—7, 8—12 и 13—21 —измельчнтельные установки (см. табл. IV.31, IV.32, IV.33)
любой расчетный класс крупности измельчается независимо от содержания других: классов в питании мельниц.
§ 10. Влияние крупности исходного» питания и плотности продуктов на процесс измельчения
В непрерывном процессе мокрого измельчения стабильность крупности, гранулометрического состава и плотности готового продукта достигается при равномерной подаче исходного питания установленной крупности, состава и измельчаемости и при равномерной подаче воды в соответствующие продукты, измельчения и классификации.
Крупность исходного питания является . одним из основных пара-
Рис. IV.68. Зависимость удельной производительности по вновь образованным расчетным классам крупности от —16 мм до —0,074 мм от удельной нагрузки по крупному классу в исходном питании стержневой мельницы МСЦ-3200 X 4500 при открытоцикловом измельчении весьма твердой медио-иикелевой руды крупностью 35—0 мм.
290
Таблица IV.34
Влияние содержания класса —0,074 мм в исходном питании мельниц на их производительность по руде (отн. ед.)
Содержание класса Номинальная крупность исходного питания, мм
40 30 25 20 15 1 12 10 8 5
в готовом Содержание класса —0, 074 мм в исходном питании, %
продукте, % 3 3,5 5,3 6 8 9,2 10 14 20
15 4,56 5,21 5,64 6,08 7,81 9,43 10,94
25 2,49 2,67 2,78 2,88 3,22 3,46 3,65 4,97 10,94
40 1,48 1,54 1,58 1,61 1,71 1,78 1,82 2,10 2,74
48 1,22 1,26 1,28 1,30 1,37 1,12 1,44 1,61 1,95
60 0,96 0,99 1,00 1,01 1,05 1,08 1,09 1,19 1,38
72 0,79 0,81 0,82 0,83 0,85 0,87 0,88 0,94 1,05
85 0,67 0,68 0,69 0,69 0,71 0,72 0,73 0,67 0,84
95 0,59 0,60 0,61 0,62 0,63 0,64 0,64 0,68 0,73
Таблица IV.35
Зависимость производительности мельниц по исходному питанию (Л4К) и по вновь образованному классу —0,074 мм (Кк) от номинальной крупности исходной руды (по формуле Дубровина—Захваткииа—Олевского)
Содержание класса Номинальная крупность исходного питания, мм
• 40 | 30 1 25 1 20 1 15 1 12 1 10
— 0,074 мм в готовом продукте, % Содержание класса —0,074 мм в исходном питании *, %
3 | 4,5 1 5'3 1 6 I 8 | 9,2 10
1 Производительность по исходному питанию Кол, 0Тн ед.
15—95 0,89 0,96 1 1,06 1,14 1,20 1,26
Производительность по вновь, образованному классу —0,074 мм
К отн. ед.
15 1,10 1,04 1 0,98 0,82 0,72 0,65
25 0,99 1 1 1,02 0,98 0,96 0,96
40 0,95 0,98 1 1,04 1,05 1,07 1,09
48 0,94 0,98 1 1,04 1,07 1,09 1,12
60 0,83 0,97 1 1,05 1,08 1,И 1,15
72 0,92 0,97 1 1,05 1,09 1,13 1,17
85 0,92 0,97 1 1,05 1,10 1,14 1,18
95 0,91 0,97 1 • 1,05 1,11 1,15 1,19
* Содержание класса — 0,074 мм в руде различной крупности принято поданным К. А. Разумова.
метров, определяющих производительность измельчительной установки. Влияние этого параметра на процесс измельчения оценивается либо по относительному изменению удельной производительности по вновь образуемому расчетному классу крупности Кк, либо по относительному изменению производительности мельницы по исходному питанию Мк.
Наиболее часто для определения Кк используются табличные зависимости (см. табл. IV.32) К. А. Разумова, полученные по практическим данным измельчения руд средней крепости меднопорфировых руд Коун-
радского месторождения. При одинаковом содержании класса —0,074 мм влияние крупности исходного питания на удельную производительность по вновь образованному классу —0,074 мм определяется соотношением
Як = 4d/gda = т/тэ> UV. 199)
где qa и т — удельная производительность по вновь образованному классу —0,074 мм соответственно в т/(м3 ч) и в отн. ед.; э — индекс, обозначающий показатели при измельчении руды с эталонной крупностью
10*
291
Рис. IV.69. Зависимость 'производительности мельниц по исходному питанию (а) и по вновь образованному классу —0,074 мм (б, в) от крупности исходного питания:
1, 2, 3 — при содержании класса —0,074 мм в измельченном продукте соответственно 40, 60 н 85 % по табличным данным К- А. Разумова; 4, 5, 6 — то же, по формуле Дубровина—За-кваткина—Олевского
Влияние крупности исходного питания на производительность мельницы по руде определится из формулы (IV. 199)
лл Qd Prf
тк — — — “к-------------Z---------------
<7оэ Р<7 — ad Qda
т Paf ^da тэ — tX'd
= Кк/И«
(IV.200)
где а</ и а^э — содержание класса —0,074 мм в исходном питании мельницы соответственно при d° н (мм или мкм), доли ед.; Ма—коэффициент, отражающий влияние изменения содержания класса —0,074 мм в исходном питании на производительность мельницы ио руде (табл. IV.34, отн. ед.).
Влияние крупности питания мельниц на их производительность по руде ориентировочно может быть определено по формуле Дубровина—Захваткина—Олевского (табл. IV.35).
ЧсЧ4>/4>(э)]-0’25. (IV-201)
где dgS и dg5(3j—соответственно исследуемая и эталонная номинальная (95 %-ная) крупность исходного питания, мм.
[Из формулы (1У.200)|следует, что
= р9б/^95(э)] °’25. (IV.202)
На рис. IV. 69 приведено сопоставление показателей Кк и Мк, определенных по методике К- А. Разумова и по формуле Дубровина — Захваткина — Олевского при измельчении руды до содержания 40, 60 и
85 % класса —0,074 мм в готовом продукте Из графиков видно, что зависимость (IV.202 при уменьшении крупности питания мельниц до 10 мм и при содержании класса —0,074 мм меньше 60 % дает нереальные показатели (см. рис. IV.69, в, кривые 4 и 5).
При заданной 80 %-ной крупности исходного питания и продуктов измельчения влияние на производительность мельницы крупности исходного питания может быть определено из третьей теории Ф. Бонда. При Р= Рэ
м - Q ( f У-5 f°’5~p0,5
К Q3 \FB/ f0,5_p0,5 ’
(IV.203) где Q и Q3 — производительность мельницы при крупности исходного питания соответственно \F и Fa, т/ч; F и LP — 80 %-ная крупность, мкм.
Относительная производительность мельницы Мк приведена на рис. IV.70, б. Из приведенных данных видно, что зависимость (I V.203) дает явно завышенную оценку влияния крупности исходного питания на процесс измельчения. На рис. IV.71 показана зависимость Р и р0>074 от номинальной крупности продуктов измельчения медно-никеле-вой руды и железистых кварцитов.
Гранулометрический состав исходного питания мельниц влияет на производительность мельниц из-за изменения средневзвешенной измельчаемости питания. Кроме того, изменение гранулометрического состава исходного питания оказывает влияние на условия прохождения руды (пульпы) вдоль барабана мельницы, т. е. на пропускную способность мельииц н на величину циркулирующей нагрузки.
Влияние изменения гранулометрического состава исходного питания по Е. П. Белецкому определяется соотношением
Мк =
3
ai3^i
-0,5
(IV.204)
292
Рис. IV.70. Зависимость производительности мельниц от крупности исходного питания по Е. П. Белецкому (а) и по Ф. Бонду (б):
1—3 — прн измельчении железистых кварцитов СевГОКа до содержания класса —0,074 мм в измельченном продукте соответственно 35, 54 и 64 %; 4—6 — то же, при измельчении железистых кварцитов ИиГОКа; 7—9 — при измельчении РУДЫ до 80 %-ной крупности готового продукта соответственно 225, 115 и 70 мкм
Рис. IV.71. Зависимость 80 %-лой крупности продукта и содержания в ием класса —0,074 мм от номинальной (95 %-ной) крупности продукта измельчения:
1 — медно-иикелевая руда Ждановского месторождения; 2 и 3 — железистые кварциты Го-ришне-Плавнинского месторождения при измельчении соответственно на ОФ-1 и ОФ-2 Полтавского ГОКа; 4 — по данным табл. IV.30
293
Таблица IV.36
Относительная измельчаемость /-фракций крупности в мельницах промышленного размера
Размер i-фракций крупности исходного питания, мм 45—30 30—25 25—16 16—6 6—3 3—0,07
Относительная измельчаемость i-фракции, доли ед. 0,90 0,97 1,02 1,08 1,21 1,32
где а,- н а(Э — содержание узких классов крупности — dn соответственно в исследуемом и в эталонном исходном питании мельницы, доли ед.; dt- = (dn+1 — dn)!2 — средний размер узкой фракции крупности, мм. Формула (IV.204) рекомендована [74] для определения зависимости производительности мельниц от крупности исходного питания при измельчении • железистых кварцитов *. Рис. IV.70, а иллюстрирует расчетную зависимость Л4* от d° для железистых кварцитов СевГОКа и ИнГОКа.
При исходном питании мельницы продуктами, полученными при дроблении руд по различной технологии или в дробилках раз- • личных типов, а также после стержневого измельчения, т. е. при питании с различающимся фракционным составом промежуточных классов крупности, влияние изменения гранулометрического состава и крупности на удельную производительность по вновь
• Белецкий Е. П. Определение поправочного коэффициента Ка иа крупность исходного питания при выборе шаровых мельниц. — Обогащение полезных ископаемых. Киев, Техника, 1974, с. 82 — 85.
Рис. IV.72. Влияние содержания твердого на удельную производительность по вновь образованному классу —0,074 мм (/) и содержание этого же класса (2) в разгрузке мельницы МШР-3600Х4000 и влияние содержания твердого на содержание класса — 0,074 мм (3) в разгрузке мельницы МШР-4500Х 5000 при измельчении в первой стадии железистых кварцитов НКГОКа в замкнутом цикле со спиральным классификатором
Содержание по массе твердого 8 разгрузке мельницы , °/о
образованному расчетному классу крупности определяется по формуле * *
KK=-\~ada ^iqdl , (IV.205) 1 - а</
где qai — относительная измельчаемость i-фракций по вновь образованному классу —0,074 мм в мельницах промышленного размера, отн. ед.
Значения qdt принимаются из табл. IV.36.
В табл. IV.37 приведены практические и расчетные показатели измельчения некоторых руд при изменении фракционного состава исходного питания (переход с открытого на замкнутый цикл дробления, предварительное измельчение руды в стержневой мельнице).
Плотность пульпы в мельницах зависит от крупности исходного питания, физико-механических свойств руды и крупности готового продукта цикла. Отклонение от оптимальной ее величины приводит к уменьшению удельной производительности мельниц по вновь образованным расчетным классам крупности. На рис. IV.72 и IV.73
Корниенко Я» П., Костин И. М., Бессои-иикова Н. В. К оценке технологических показателей работы барабанных мельниц при измельчении руд различного гранулометрического состава и крупности. — Обогащение руд, 1977, № 4, с. 27—32.
Рис. IV.73. Зависимость содержания класса —0,074 мм от содержания твердого в разгрузке мельниц:
1 — МШЦ-3600Х4000, замкнутый цикл с гидро-циклонами, вторая стадия; 2 — МГР-4000 X 7500, замкнутый цикл с гидроциклоиами, вторая стадия
Содержание по массе твердого в разгрузке мельницы, °/и
294
Таблица IV.37
Технологические показатели измельчения руд с различным гранулометрическим составом исходного питания
Тип руды Тип мельницы Исходное питание (в мельницу) Технологические показатели Влияние уменьшения крупности и изменения гранулометрического состава исходного питания ••
Способ подготовки к измельчению * Номинальная крупность, мм Содержание класса — 0,074 мм, % Содержание класса —0,074 мм в готовом продукте, % Удельная производительность по исходному питанию, т/(м».ч) Циркулирующая нагрузка, ед. Удельная оптимальная пропускная способность мельни- цы, т/(м8-ч) : Удельная производительность i по вновь образованному классу—0,074 мм, т/(м*.ч) иа производительность по руде на удельную производительность по вновь образованному классу — 0,074 мм
^фактическая £ Q eg сб О. Я фактическая расчетная
Джезказганская комплекс- МСЦ-3200Х3500 КМД-0 32 4,5 34,5 2,39 0,63 3,90 0,715 1,22 1,18 1,16 1,11
ная МСЦ-3200Х 3500 КМД-3 17 6,5 34,5 2,92 0,78 5,20 0,830 1,17 1,09
Норильская медно-никеле- МШР-3200Х 3800 кмд-з 15 5,5 49,2 1,92 1,70 5,20 0,840 1,06 1,05 1,055 1,03
вая МШР-3200Х3800 КМД-3 12,3 6,5 50,2 2,03 2,10 6,30 0,886 1,05 1,06
Ингулецкие железистые МШР-3600Х 4000 КМД-0 22 2,5 54 2,23 1,68 6 1,150 1,12 1,07 1,10 1,05
кварциты МШР.-3600Х 4000 КМД-3 13,5 3 54 2,49 2,83 9,50 1,270 1,13 1,11
Ждановская медноникеле- МШР-3600 Х5000 кмд-о 22 2,5 50 1,56 2,10 4,70 0,730 1,30 1,21 1,19 1,17
вая МШР-3600Х 5000 МСЦ-0- к 9,5 4 50 2,03 2,85 7,70 0,872 1,23 1,19
То же МШР-3600Х5000 кмд-о 22 2,5 50 1,56 2,10 4,70 0,730 1,74 1,75 1,19 1,17
МШР-3600Х 5000 МСЦ-0 7 17 50 2,72 2,85 7,70 0,572 1,31 0,91
Ново-Криворожские желе- МШР-3600 Х4000 МШР-3600Х4000 КМД-0 30 3,3 61,7 3,20 1,36 7,50 1,870 1,38 1,38 1,32 1,31
зистые кварциты МСЦ-О-К 7,4 6,4 61,7 4,42 2,50 15,10 2,460 1,42 1,34
То же МШР-3600Х4000 МШР-3600Х4000 КМД-0 30 3,3 61,7 3,20 1,36 7,50 1,870 2,460 1,89 1,96 1,32 1,33
6,5 21,1 61,7 6,05 2,50 15,10 1,47 1,02
* КМД-0 — продукт дробления в конусной дробилке типа КМД в открытом цикле; КМД-3 — то же» в замкнутом цикле; МСЦ-О-К — пески классификации разгрузки стержневых мельниц; МСЦ-0 —разгрузка стержневой мельницы, работающей в открытом цикле.
«5 »» В числителе — по формулам (IV.200) и (IV.205). в знаменателе — по формулам (IV.202) и (IV. 203).
Таблица IV.38
Влияние содержания твердого в мельнице МШР-3600Х 4000 на удельную производительность по вновь образованному классу —0,074 мм (замкнутый цикл с гидроциклонами)
Содержание твердого в раз» грузке мельницы Содержание класса — 0,074 мм, % Производительность, т/ч Циркулирующая нагрузка, доли. ед. • Удельная производительность по вновь образованному классу —0,074 мм
% по массе отн. ед. в питании цикла в готовом продукте по исходному питанию по пескам фактическая, т/(м*.ч) приведенная к циркулирующей нагрузке с. =» const
т/(м*.ч) отн. ед.
Руда А, МШЦ-3600Х4000 *
58,7 0,74 42,3 81,2 52,3 187 3,57 0,98 0,86 0,77
67,5 0,85 40,1 81,7 52,9 160 3,01 1,02 0,92 0,81
71 0,89 42,9 81,2 55,3 137 2,48 1,03 0,95 0,84
75 0,94 43 84,5 55,2 100 1,82 1,08 1,04 0,92
79,8 1 47 85 56,7 87 1,53 1,13 1,13 1,00
Руда Б, МШЦ-3600Х 5500 **
80 0,94 12,6 52,2 118,3 251 2,12 1,04 1,18 0,86
81 0,95 14,7 60,2 119 564 4,74 1,20 1,23 0,90
83 0,97 11,5 55,9 115,5 434 3.76 1,14 1,19 0,87
83,5 0,98 13 60,2 114,5 447 3,90 1,20 1,24 0,90
83,5 0,98 14 64,3 117,5 604 5,14 1,31 1,33 0,97
85,5 1 15,1 , 66,4 120 854 7,12 1,37 1,37 1
* По данным С. Ф. Шинкоренко.
** По данным А. И. Поварова.
приведена зависимость содержания класса —0,074 мм в разгрузке мельницы от содержания твердой фазы.
На практике содержание твердого в разгрузке стержневых и шаровых мельниц первой стадии поддерживается в пределах от 75 до 92 % в зависимости от плотности перерабатываемых руд и оптимальная величина подбирается опытным путем. В мельницах второй и последующих стадий измельчения, работающих в замкнутом цикле с гидроциклонами, содержание твердого в мельнице определяется возможностями гидроциклонов и составляет от 50—55 до 70—
296
77 % и не всегда соответствует оптимальной величине. Оптимизация концентрации твердого в мельнице часто оказывается более эффективной, чем повышение циркулирующей нагрузки (табл. IV. 38).-
Плотность слива классифицирующих аппаратов является одним из основных технологических параметров, определяющих качество продукта измельчения и технологическую эффективность измельчения. Известно, что плотность слива, содержание в нем расчетного класса крупности и производительность измельчительной установки функционально взаимозависимы.
Эта зависимость связана с физическими свойствами пульпы и в общем случае описывается формулой В. А. Олевского [53]
%,on = A-mp-KQ, (IV.206)
где А, т и К — коэффициенты пропорциональности, определяемые опытным путем.
На рис. IV.74 приведены зависимости •00,074 = f (Рс) для ряда измельчительных установок обогатительных фабрик по средним результатам, но не показана производительность установок, хотя изменение содержания класса —0,074 мм в сливе неразрывно связано с изменением производительности мельницы. Например, при измельчении весьма крепкой медно-никелевой руды в шаровой мельнице МШР-3600х 5000, работающей в замкнутом цикле с классификатором IKCH-30, зависимость 0О>О,4 от рс и Q описывается уравнением
р0 074 = 79,1 — 0,396рс — 0,191Q.
[Изменение плотности слива классифицирующих аппаратов связано с изменением выхода песков, т. е. с изменением циркули-
Рис. IV.74. Зависимость содержания класса — 0,074 мм от содержания твердого в сливе ;клас-сифицирующего аппарата в одиостадиальных измельчительных установках обогатительных фабрик:
1 — первой Джезказганской (плотность руды 2,7 г/м3, 0 = 80,5 — 0,9Р0); 2 — первой НГМК (2,8 т/м3, РЦ=К98,5 - 1,4 7>с); 3 — Сорской (2,65 т/м3); 4 — Леиииогорской (2,85 т/м’); 5 — Мнзурской (2,7 т/м’); 6 — первой ГМК «Печен-ганикель» (2,9 т/м’, 0 = 89,5 — Рс); 7 — Тыр-ныаузской (2,8 т/м’, 0 = 96,5 — Рс); 8 — Си-байской (3,8—4,1 т/м’); 9 — Текелийской; 10 — Миргалимсайской (3,15 т/м’); 11 — Среднеуральской (4,0—4,2 т/м’); 12 — ЮГОК, 1 стадия (3,3 т/м’, 0 = 124 — 1,1 Рс); 13 — ЮГОК.
2 стадия (3,6 т/м’, 0 = 106 — 1,1 Рс)
рующей нагрузки. Это свойство классифицирующих аппаратов используется для стабилизации заполнения мельницы пульпой, т. е. для обеспечения наибольшей эффективности измельчения. Однако на флотационных^обогатительных фабриках регулирование плотности слива производится в узких (2—4 %) пределах, так как с уменьшением плотности слива возрастает объем пульпы; а пропускная способность флотационных машин ограничена. Кроме того, изменение концентрации твердого в пульпе требует корректировки реагентного режима, что не всегда целесообразно. На магнитообогатительных фабриках
297
a
“ Содержание твердого в питании, °/о
Содержание твердого в сливе, %
Рис. IV.75. Зависимость содержания класса —0,074 мм (/) и класса —0,053 мм (2) в сливе классифицирующих аппаратов, работающих в замкнутом цикле измельчения железистых кварцитов по трехстадиальной схеме с межстадиальным и виутрицикловым обогащением, от содержания твердого в сливе (а), в питании (б) и от содержания этих же классов крупности в питании (в) классифицирующих аппаратов
регулирование плотности слива в широких пределах и спользуется для оптимизации процесса измельчения. По этим же причинам на флотационных обогатительных фабриках производительность мельииц по исходной руде
298
и 88х----------1——-----С£—
| Y 15 20 25 30 35 40
Содержание твердого в питании, %
Содержание класса, -0,074 мм в питанаи,°/о
65 70 75 80 85 90 95
§ Содержание классов
—0,074 и —0,053мм в питании, %
поддерживается стабильной и корректируется только периодически.
В многостадиальных измельчительных установках содержание расчетных классов крупности в готовом продукте зависит как от плотности слива, так и от содержания расчетных классов крупности в питании. На рис. IV.75 приведены обобщенные характеристики процесса классификации в трехстадиальной схеме измельчения железистых кварцитов [74], которые могут быть использованы и для предварительного определения технологических параметров в циклах измельчения руд цветных металлов и в циклах доизмельчения промпродуктов или черновых концентратов.
Глава 5
Производительность измельчительных установок
§ 1. Схемы измельчения
На обогатительных фабриках барабанные мельницы, как правило, работают в сочетании с операциями классификации. По назначению выделяют несколько разновидностей операций классификации в схемах измельчения: предварительная, поверочная в замкнутом цикле, поверочная в частично-замкнутом цикле, контрольная.
В практике применяют разнообразные схемы измельчения; главными признаками для их систематики являются:
число стадий измельчения;
вид схемы первой стадии.
Второстепенными признаками служат: применение раздельных или совмещенных операций предварительной и поверочной классификации;
применение в схеме операций контрольной классификации.
А. Одностадиальные схемы измельчения
Одностадиальные схемы измельчения показаны на рис. IV.76, IV.77, IV.78.
Схема 1—1 (см. рис. IV.76) — открытый цикл измельчения, операция классификации отсутствует. На обогатительных фабриках эту схему применяют редко. Широко используется в цементном и глиноземном производстве, где переизмельчение не является нежелательным, а при тонком измельчении материалов в открытом цикле разжижение (увлажнение) готового продукта минимальное.
Схема 1—2 — открытый цикл измельчения с предварительной классификацией. Чаще всего применяется в схемах обогащения йерудных материалов и иногда при обогащении руд редких металлов, когда некоторые полезные
7-Z
Руда
Классификация (^Измельчение (^Измельчение Гттовый Гзтовый Готовый
продукт 77роду кт 1 , рподукт?
Рис. IV.76. Открытоцикловые 2 одиостадиальные схбмЫ измельчения:
I—7 — без предварительной классификации; 1—2 — с предварительной классификацией в с раздельной выдачей двух готовых продуктов
минералы или вредные примеси концентрируются в одной из фракций крупности.
Схема 1—3 (см. рис. IV.77) — замкнутый цикл с поверочной классификацией. Наиболее широко применяемая схема измельчения дробленой руда до крупности 60—65 % класса —0,074 мм.
Схема 1—4 — замкнутый цикл с раздельными о перациями предварительной и поверочной классификации. Применяется при мелком исходном материале крупностью не более 6—8 мм, содержащем более 15— 20 % готового продукта.
Схема 1—5 — замкнутый цикл с совмещенными операциями предварительной и поверочной классификации — по технологическим параметрам аналогична схеме 1—4.
Схема 1—6 (см. рис. IV.78) — замкну-, т ы й* 1 цикл с контрольной классификацией. Применяется для получения тонкого продукта с содержанием
Рис. IV.77. Замкиутоцикловые Одиостадиальные схемы измельчения:
1—3— без предварительной классификации:
1 —4 — с предварительной и поверочной классификацией; 1—5 — с совмещенной предварительной и поверочной классификацией
7-J
Руда.
^Измельчение
Поверочная классификация
/-Р
Руда
Руда
Предварительная классификация
Измельчение
Измельчение
Предварительная и пове-рочная классификация
Поверочная классификация^
Готовый продукт
Готовый Готовый продукт! продукт?
г t • Готовый продукт
299
1-6
18 Руда
Руда.
Руда
А Измель-челне
Поверочная
классификация
Контрольная
классификация
Готовый, продукт
Руда
Предварительная классификация
Предваритель -ная и поверочная
классификация
Предваритель- . мая и поверочная
классификация
? Измель-чение
Поверочная классификация j Sy
V
Контрольная классификация
Контрольная классификация
Измельчение '
Готовый продукт
Измельчение
Готовый продукт
Контрольная классификация -
ГТТЛ о вы и продукт
Рис. IV.78. Замкнутоцикловые одностадиальные схемы с дополнительной контрольной классификацией:
1—в — слива поверочной классификации; 1—7 — .объединенного слнва предварительной и поверочной операций классификации; 1—в — слива совмещенных операций предварительной и поверочной классификаций; 1—9—с двухступенчатой классификацией — слива совмещенных операций предварительной и поверочной операций классификации и песков контрольной операции в основной совмещенной классификации
класса —0,074 мм более 60—65 % при одно стадиальном измельчении и используется для включения операций межциклового (вну-трициклового) обогащения слива первой классификации. Применяется также для нормализации работы насосов и гидроциклонов в контрольной классификации. Механический классификатор в этом случае служит для выделения из продукта разгрузки мельницы наиболее крупных классов (так называемый «скальпирующий» классификатор). В ряде случаев «скальпирующий» классификатор заменяют вибрационным или барабанным грохотом, обеспечивающим выделение из продукта разгрузки мельницы крупных классов и нормализацию работы последующих насосов и гидроциклонов.
Схемы 1—7 и 1—8 являются разновидностями схем 1—4 и 1—6, используются для доизмельчения продуктов обогащения. Применение этих схем позволяет уменьшить содержание в готовом продукте классов избыточной крупности при одинаковом содержании твердого и контрольного класса крупности, получаемого в готовом продукте по схемам без контрольной классификации. Основ-ным|недостатком этих схем является высокое содержание готового продукта и влаги в песках контрольной операции классификации, что уменьшает эффективность измельчения их в мельнице. Схема 1—9 с двухступенчатой к л а с с и.ф и к а ц и е й (с переклассификацией песков контрольной классификации совместно с питанием первой
операции классификации) обеспечивает более эффективное измельчение продукта.
Одностадиальные схемы Измельчения применяются для измельчения руды до содержания 60—65 % класса —0,074 мм. Достоинства схем: минимальный фронт операций классификации, простота компоновки и автоматического регулирования. Недостатки: пониженная эффективность работы мельниц при получении тонкого продукта вследствие неудовлетворительного подбора шаров по крупности (шары должны эффективно измельчать крупный и мелкий материал в мельнице) и трудность осуществления внутрициклового обогащения (кроме схем с контрольной классификацией).
Б. Двухстадиальные схемы измельчения
Двухстадиальные схемы с открытым циклом в первой стадии измельчения приведены на рис. IV.79.
При двухстадиальном измельчении мельница первой стадии не выдает готового продукта, и в ней может поддерживаться высокое среднее содержание крупного класса за счет высокой нагрузки по исходному питанию. Поэтому мельница в открытом цикле может работать так же эффективно, как и в замкнутом. Ддя поддержания высокого содержания крупного класса в мельнице первой стадии необходимо большую часть работы измельчения перенести во вторую стадию, поэтому в двухстадиальных схемах с открытым циклом в первой стадии соотношение рабочих объемов мельниц (или лучше, полезной мощности мельниц) второй и первой стадий обычно поддерживается в пределах 1,5—2, т. е. во второй стадии устанавливается в два раза большая (по объему или полезной мощности) мельница по сравнению с мельницей первой стадии.
В схемах (2—/)—(2—4) в первой стадии часто устанавливается стержневая мельница при крупности питания ее 15—25 мм. Достоинства схем (2—1)—(2, 4):
300
2-1
Исходное питание
2-2
Исходное питание
2-3 2-й
Исходное Исходное
питание питание
.Измельчение
'I стадия
Классификация
.Измельчение 'JL стадия
Классификация
Готовый продукт
Готовый продукт
2 Измельчение ][ стадия
Классификация
Измельчение ГГ стадия
Классификация
Классификация
Готовый продукт
Готовый продукт
минимальное количество классифицирующих аппаратов;
оптимальная крупность питания мельниц во второй стадии измельчения;
отсутствует проблема распределения продуктов по стадиям измельчения;
возможность получить конечный продукт до 95 % класса —0,074 мм;
простота компоновки н автоматического регулирования.
Недостаток схем: необходимость установки в первой и второй стадиях мельниц разного типа и различных размеров. Применение стержневых мельниц в первой стадии требует периодической их остановки на догрузку стержней, что сопровождается остановкой последующего оборудования или же его работой без исходного питания.
Схемы (2—Т)—(2—3) применяются на обогатительных фабриках для измельчения полиметаллических руд. Схема (2—4) также применяется на медно-молибденовых и мед-но-цииковых обогатительных фабриках при необходимости получения конечного продукта с повышенным содержанием твердого или при минимальном расходе воды на измельчение.
Двухстадиальные схемы с замкнутым циклом в первой и второй стадиях измельчения приведены на рнс. IV.80. Применяются при тонком измельчении; содержание класса —0,074 мм в готовом продукте свыше 70 %. Часто на сливе первой стадии измельчения проводится межстадиальное обогащение, и хвосты (промпродукт) поступают в классификацию второй стадии.
Схема 2—6 в технологическом отношении сходна со схемой 2—5, отличается от нее раздельными операциями классификации во второй стадии. Крупность продукта первой стадии измельчения определяется требованиями межстадиального обогащения и зависит от распределения рабочих объемов мельниц по стадиям.
Рис. IV.79. Двухстадиальиые схемы измельчения с открытый циклом в первой стадии
Достоинством схем 2—5 и 2—6 является возможность включения операций обогащения между стадиями измельчения и получения конечного продукта с содержанием класса —0,044 мм до 95 %. Недостаток этих схем — увеличенный фронт классификации и возможные затруднения в распределении работы измельчения по стадиям. Часто возникают затруднения в получении крупного слнва при классификации в первой стадии измельчения, необходимого для загрузки мельниц второй стадии.
В. Трехстадиальные и многостадиальные схемы
Трехстадиальные (и многостадиальиые) схем, измельчения без операций межстадиального или внутрициклового обогащения приме-
Рис. IV.80. Двухстадиальные схемы измельчения с замкнутым циклом в обеих стадиях
г-з , и-е ,
Исходный продукт Исходный продукт
Измельчение!
.Измельчение!
Классификация
Классификация
Классификация (^ЙзнельчениеП
Готовый продукт
Классификация (^Измельчение!! Классификация J I 1 . т Готовый, продукт
301
3-1
Исходный продукт
3-2
Исходный продукт
Исходный продукт
Измельчение!
Измельчение!
л
Измельчение!
Класс игр акация
Классификация
Классификация
Обогащение I стадия
f
Обогащение I стадия
Измельчение!
Классификация
f
Обогащение ! стадия
Измельчение!!
Класси ф акация
Классификация
Измельчение!
Обогащение ! стадия
Класси ф акация
Измельчен иеШ
Классификация
Измельчение!
''
Классификация
Из мель -чениеЖ
Обогащение Ш стадия
Обогащение
Ш стадия
Обогащение
Концентрат
^Концентрат
Хвосты Хвосты
Концентрат
Хвосты
Рис. IV.81. Трехстадиальиые схемы измельчения:
3—1 — с межстадиальным выделением отвальных хвостов; 3—2 — с межстаднальным выделением чернового нлн готового концентрата; 3—3 — с последующим обогащением тонкойзмельченного продукта
няются только при подготовке руд к гидро-металлургической переработке (например, измельчение в три и четыре стадии глиноземных материалов в открытом цикле) или при измельчении тонковкрапленных однородных руд до 90—95 % класса —0,044 мм и ниже.
Трехстадиальные и многостадиальные схемы измельчения набираются из одно- и двухстадиальных схем. Главный недостаток многостадиальных схем заключается в трудности обеспечить эффективную работу мельниц во второй и третьей (четвертой) стадиях измельчения. Обычно объем мельниц в первой стадии в два-три раза больше объема мельниц в последующих стадиях.
На рис. IV.81 приведены трехстадиальиые схемы измельчения:
схема 3—1 — с межстадиальным обогащением и выводом отвальных хвостов;
схема 3—2 — с межстадиальным обога
302
щением, выводом чернового концентрата (промпродукта).
схема 3—3 — с последующим обогащением тоикоизмельченного продукта.'
Схема 3—1 широко используется на железорудных обогатительных фабриках, где часто перед первой стадией шарового измельчения установлены стержневые мельницы, работающие в открытом цикле. Вывод отвальных хвостов после стержневого измельчения и после каждой из последующих стадий измельчения позволяет уменьшить количество измельчаемых продуктов и за счет этого уменьшить необходимый рабочий объем мельниц в каждой последующей стадии измельчения.
Кроме того, направление в последующие стадии измельчения обогащенных н часто обесшламленных продуктов способствует лучшему раскрытию полезных минералов при минимальном их переизмельчении. Вывод же крупнозернистых продуктов в хвосты уменьшает затраты на их измельчение [65, 74].
Схема 3—2 применяется при подготовке к обогащению крупновкрапленных руд, а также при подготовке руд редких металлов к гравитационному обогащению. Основным преимуществом схем с последовательным выводом обогащенных продуктов является предотвращение разрушения крупнозернистых ми-
Размер расчетных классов крупности, мм
нералов или богатых полезными минералами агрегатов. При необходимости выделенные черновые концентраты подвергают дополнительному измельчению в отдельных циклах.
По схеме 3—3 производится измельчение ряда тонковкрапленных сплошных сульфидных руд. На медно-цинковых обогатительных фабриках первая стадия измельчения иногда выполняется в стержневых мельницах, работающих в открытом цикле (Гайский, Учалин-кий ГОКи и др.). На обогатительной фабрике Башкирского серно-медного комбината шаровая мельница в первой стадии при трехстадиальном измельчении сплошной колчеданной руды эффективно работает в открытом цикле.
В последних стадиях многостадиальных схем измельчения применяются обычно развитые схемы классификации: с раздельными предварительной и поверочной, контрольной операциями или с двухступенчатой схемой классификации.
§ 2. Показатели работы стержневых и шаровых мельниц
В табл. IV.39 приведены показатели работы измельчительных установок обогатительных фабрик, обрабатывающих медные, медно-молибденовые, медио-иикелевые, медно-ции-ковые и полиметаллические руды.
В табл. IV.40 приведены показатели работы измельчительных установок обогатительных фабрик, обрабатывающих железные руды.
Рис. IV.82. Интегральная характеристика гранулометрического состава продуктов измельчения медно-иикелевой руды Ждановского (а) и железистых кварцитов Горишие-Плавнинского месторождений (б — ОФ-1, в — ОФ-2):
1 —3 — разгрузка стержневой мельницы МСЦ-3200Х4500; 4 — то же, МСЦ-3600 X 5500; 5—7 — слив классификатора 2КСН-30 двухстадиального цикла с мельницами МСЦ-3200 X 4500 (/) и МШР-3600 X 5000 (/); 8 — то же, МСЦ-3600 X Х5500 (/) и МШР-4000X 5000 (/); 9, 10 — слив классификатора 1КСН-30 одностадиального цикла измельчения в мельнице МШР-3600X 5000; /4 — слив гидроциклоиа ГЦ-1000 одностадиальиого цикла измельчения в мельнице МШЦ-4500 X 6000; 12—14 — слив гидроциклонов ГЦ-50 второй стадии измельчения в мельнице МШЦ-3600 X 5500; 15, 16 — слив гидроциклонов ГЦ-50 и ГЦ-35 соответственно третьей и четвертой стадий измельчения в мельницах МШЦ-4000 X 5500; 17 — 18 — слив гидроцнклонов ГЦ-71 второй и третьей стадий измельчения в мельницах МШЦ-4500 X Х6000
Особенность схем измельчения на железорудных обогатительных фабриках заключается в том, что после каждой стадии тонкого измельчения, а иногда и после стержневого измельчения выводятся отвальные хвосты. Поэтому количество измельчаемых продуктов от стадии к стадии уменьшается и в последней стадии масса измельчаемого материала только на 3—5 % превышает массу готового концентрата.
На рис. IV.82 и IV.83 показан гранулометрический состав продуктов измельчения некоторых руд цветных и черных металлов в стержневых н шаровых мельницах.
Характеристика руд, их минеральный состав, технологические схемы и схемы цепи
303
Таблица IV.39
Характеристика и показатели работы измельчительиых установок иа обогатительных фабриках
Фабрика, предприятие, РУДа Стадия измельчения Параметры мельницы
тип размеры барабана, мм рабочий объем, м8 частота вращения барабана масса измельчающих тел, т мощность электродвигателя, кВт
Диаметр Длина 1/мин % от критической
Медные и медно-
Балхашская, 1 Первая МСЦ 2700 4200 21,0 20 78 41 368 *
медная Вторая МШЦ 2700 4200 21,0 20 78 47 444 *
Доизмель-чение МШЦ 2700 3600 18,0 20 78 41 368 *
Джезказ- Первая МШР 3200 3100 22,4 18 47 600
ганская пер- Вторая МШЦ 3600 4000 36,0 16 60 1100
вая Доизмель-чение МШЦ 2700 3600 18,0 19,22 71,82 30 420
Сорская Рудная МШР 3200 3100 22,4 18; 20,4 75; 84,5 53 600
Доизмель-чение МШЦ 1500 1500 2,3 24 . 67,5 5 55
Каджаран-ская Первая МШР 3200 3100 22,4 20 78 45 600
I и IV секций Вторая МШЦ 3200 3100 22,4 20 78 45 600
То же Рудная МШР 3200 3100 22,4 18—20 75—82 45 600
Алмалык- Первая МШР 3600 5000 45,0 18,1 78,5 95 1250
ская, медная Вторая МШЦ 3600 5280 47,5 18,1 78,5 92 1250
М едно- никелевые
Норнль- Первая МШР 3200 3100 22,4 20,7 82 42 600
ская, вкрап- Первая МШР 3200 3800 27,5 20,7 82 52 600
ленных руд Вторая МШЦ 3200 3800 27,5 18 75 50 600
Африканд-ская Доизмель-чение Первая Вторая МШЦ МШР МШР 2700 2100 2100 3600 2200 2200 18 6,5 6,5 16 60 80,5 80,5 32 456 136 136
Первая ГМК Первая МШР 3600 5000 45,0 18,1 78,5 9Й 1320 *
«Печенга-никель» Вторая МШЦ 3600 5500 49,0 18,1 78,5 105 1150 *
Вторая ГМК Первая МШР 3200 3100 22,4 18,0 75 48 600
«Печенга-никель» Вторая МШР 3200 3100 22,4 18,0 75 48 600
То же Первая МШР 3200 4500 32 18,0 75 70 900
Вторая МШР 3200 4500 32 14,6 60 Медно-щ 55 1нковые 900 сплошные
Гайская, Первая мсц 3200 4500 32 14,6 60,0 70 900
сплошная Вторая Третья МШР МШЦ 3600 3600 4000 4000 36 ' 36 18,1 18,1 78,5 78,5 70 1100 1100 900
Гайская^ Первая мсц 3200 4500 32 14,6 60,0
вкрапленная Вторая МШР 3600 4000 36 18,1 78,5 1100
Карабаш- Первая мсц 2100 3000 9,4 18—25,5 60—75 18 150 *
ская Вторая МШЦ 2100 3000 9,4 20 67 18 150 *’
Доизмель-ченне МШЦ 2100 3000 9,4 21 72 15 150 *
Красно- Первая мсц 2100 4500 14 16 53 35 182 *
уральская Вторая МШЦ 2100 3000 9 21 70 22 200
Третья МШЦ 1800 3000 6,5 23 70 13,5 120
Доизмель-чение МШЦ 1800 3000 6,5 23 70 1з,ь 120
3°4
руд цветных металлов
Условия работы и показатели
РУДа производительность циркулирующая нагрузка, ед. содержание класса — 0,074 мм в сливе, % диаметр догружаемых измельчающих тел, мм удельный расход измельчающих тел, кг/т руды
ПЛОТНОСТЬ в массиве, т/м5 крупность питания мельниц, мм содержание, % по РУДе, т/ч удельная по вновь образованному классу — 0,074мм, Т/(ма .ч)
класса — 0,074 мм влага
молибденовые руды
2,6 25—0 10,0 2—4 по 1,65 1,65 0.55 0,4 2,3 65 67 80 40—60 40 0,52 0,71 0,30
2,7 20—0 4,5 2—3 67 0,87 1,1 32 100—125 1,1
— — — — — 1,00 3,8 62 40—60 0,7
— — — — — 0,60 — 92 40 0,2
2,65 . 25—0 3,5 2,3 57 1,26 1,6 56 100—125 1,4
— — — — — 0,14 — 95 40 —
2,7 13—0 6,5 4,5 100 1,12 0,8 38 80—60 0.9
— — — — — 0,68 1,6 53 40—60
2,7 13—0 6,5 4,5 54 1,00 1,0 52 80—60 0,9
2,6 27—0 4,7 3—5 192 1,39 1,1 37 100
— — — — — 1,09 1,8 60 60
руды 2,8 16—0 5,2 4—7 46,5 0,87 2,1 48 100—125 1,5
2,8 16—0 5,2 4—7 51 0,78 1,6 47 100—125 1,5
— — — — — 0,68 1,5 60 "80—60 0,65
— — — — — — — 96 * 40 0,3
2,9 26—0 . 2,5 2—3 8 0,62 3,6 52 125 1,5
—• — — — -— 0,45 0,9 89 60—40
2,9 23—0 2,5 2—3 68 0,69 1,8 48 125 1,0
— — — — — 0,52 2,4 85 60 0,4
2,9 27—0 4,5 3—4 46,8 1,05 * 1,8 54 125 1,2
— — — — — 0,45 4,1 72 60 0,45
2,9 27—0 4,5 3—5 54,2 0,78 1,3 54 125 1,2
— — — — — 0,40 2,1 77 60 0,45
и вкрапле 4,1 иные руды 30—0 9,1 5—7 145 1,18 32 120
3,0 30—0 6,5 5—7 183 1'41 0,76 1,19 1,6 1,2 • 64 82 25 60,40 40 120 —
4,4 25—0 8,0 4 30 1,12 1,12 2,1 2,7 65 37 •60,40 90—80 ) —
— — — — — — — — 60 1 40 J 2,9
3,2 25—0 7,5 5 33,5 0,86 32 100 0,5
—- — — — — 0,95 1,5 50 60 1,25
— — — — 1,14 0,8 82 60 1,25
— — — — — 0,56 0,3—3,0 92 60 0,25
305
Фабрика, Предприятие, РУДа Стадия измельчения Параметры]мельннцы
тип размеры барабана, мм рабочий объем, м’ частота вращения барабана масса измельчающих тел, т । мощность электродвигателя, кВт
Диаметр Длина 1/мии *% от критической
Сибайская Первая МШР 2700 3600 18,0 21 79 37 400
Вторая МШЦ 2700 3600 18,0 21 79 37 400
Средне- Третья МШЦ 2700 3600 18,0 21 79 37 400
Первая мши. 2800 3700 19,2 20,4 79,5 46 425
уральская Вторая МШЦ -2800 3700 19,2 20,4 79,5 46 400
Доизмель-чение МШЦ 2800 3700 19,2 16,8 79,5 40 400
Учалинская, - Первая МСЦ 3200 4500 32 14,4 60 70 900
сплошная Вторая Доизмель-чение: МШЦ 3200 4750 34,5 19,8 82 60 1100
промпро-дукта чернового кон- МШЦ 3200 4500 32 19,8 82 50 1100
Учалинская центрата мппт 3200 4500 32 19,8 82 50 1100
Первая МСЦ 3200 4500 32 14,4 60 70 900
((Межозериая) Вторая МШЦ 3200 4750 34,5 19,8 82 П< 60 мимепъ 1100 аллические
Алмалык- Первая МШР 3200 3800 27,5 19 78 47 600
ская, свинцовая Вторая МШЦ 3200 3800 27,5 19 78 45 600
Белоусов-ская Рудная Доизмель- МШР 2200 3000 10,0 24 83 17 260
чение: коллективного концентрата МШР 2200 3000 10,0 24 83 17 260
ререзовская промпро-дукта МШЦ 2100 3000 ' 8,9 25 83 13 260 ’
Первая Вторая: МШР 2200 3000 10,0 25,9 86 17 230*
1 прием МШЦ 2100 3000 8,9 — 16 200 *
Зыряновская 2 прием МШЦ. 1500 3000 4,5 • - 115 *
Первая МШР 3200 3100 22,4 18 75 50 600
Вторая МШР 3200 3100 22,4 18 75 44 600
Карагай- Доизмель-чение МШЦ 1500 3000 4,5 — 7 100
Первая МШР 3600 5000 45 18,1 78,5 95 1250
лннская Вторая МШР 3600 5000 45 18,1 78,5 80 1250
вторая Доизмель-чение МШЦ 15Q0 3000 4; 5 — — 7 100
Лениногор- Рудная МШР 2700 3600 18,0 20,8 78 36 470
ская Доизмель-чение МШР 2100 3000 8,9 — — 15
Мизурская Рудная МЩР 2100 1500 4,9 22 76 9 100
Миргалим- Первая МШР 2700 3600 18,0 21 79 40 400
сайская Вторая МШЦ 2700 3600 18,0 21 79 36 400
Текелий- Первая МШЦ 2200 3000 10,0 22 73 18 260
ская Вторая МШЦ 2200 3000 10,0 23 77 18 260
Тырныаузская Рудная МШР 3200 3100 22,4 20 82 47 600
Ярослав- Первая МШЦ 3200 4500 32 19,8 82 60 900
ская, флюо- Вторая МШЦ 3200 4500 32 19,8 82 60 900
ритовая Третья МШЦ 3200 4500 32 19,8 82 60 900
♦ Потребляемая мощность из сети, кВт.
** По классу — 0,053 мм.
.306
Продолжение табл. IV.39
Условия работы и показатели
РУДа производительность циркулирующая нагрузка, ед. содержание класса — 0,074 мм в сливе, % диаметр догружаемых измельчающих тел, мм удельный расход измельчающих тел, кг/т РУДЫ
ПЛОТНОСТЬ в массиве, т/м8 крупность питания мельниц, мм содержание, °; по руде, т/ч удельная по вновь образованному классу— 0,074 мм, т/(м®. ч)
класса — 0,074 мм влаги
4,1 20—0 9,0 3 43,5 0,96 50 80—100 )
0,63 1,5 77 60 > 2,8
0,31 2,5 90 40 J
4,2 12—0 10,0 3 58,5 1,20 0,8 50 80 ]
4,0 90 60 2,5
.— — — — — — 1,0 98 40 J
4,65 27—0 7,5 2—4 205 1,56 32 100—120) 1,7
— — — — — . 1,42 8,0 80 60—80 J
— — — — — 0,2—0,4 2,0 98 40 —
. 0,2—0,4 2,0 89 60—40
3,80 27—0 8,2 2—6 148 0,96 — 28 100—120) 1,9
0,76 9,6 63 60—80 J
и другие руды
2,85 20—0 6,5 3—7 55 0,80 0,4 39 125 ) 1,4
— — — — —, 0,90 1,2 77 60—80 f
3,2 25—0 5,0 5 29 1,30 2,0 53 100 1,25
— — — — . — 0,45 1,6 86 40 0,36
— ——• — — — 0,37 2,4 92 40 0,16
3,4 30—0 5,5 5 31 1,40 3,5 54 125 j
0,8 1,2 77 40—60 I 1,6
.— 0,73 0,9 87 40 )
2,70 25—0 1,0 5 95 1,70 — 48 100 0,85
75 60—40 0,45
— — — — — — 89 40 0,11
3,60 25—0 5 3—4 125 1,50 1,6 60 100—125 —
.— — — 0,56 0,8 80 . 60 —
— — -— — — 0,10 1,0—2,5 96 40 —
2,85 20—0 7 4—5 39 1,05 3,0 53 100—125) 1,8
1,38 — 92 50 /
2,70 20—0 2,7 6—8 10,5 1,10 3,3 55 80—125 1,5
3,15 25—0 5,5 5—10 43,5 1,10 — 50 100—125) 1,0
— 2,5 80 40—60 )
3,1 25—0 5,0 4—6 23 1,17 1,5 56 100—125) 2,10
— 1,20 1,3 81 60 f
2,9 13—0 10,0 2,0 70 1,40 3,3 58 80 1,20
2,9 16—0 3,5 5 41,6 0,69 2,0 56** 60—80 —
__ 0,42 0,4 74 ** 40—50 —
— — — — — 0,16 0,4 84 ** 40 —
307
Таблица IV.40
Характеристика и показатели работы измельчительных установок на обогатительных фабриках
Параметры, мельницы
•Фабрика, предприятие (секции, очереди) Стадия измельчения ТИП размеры барабана, мм рабочий объем, м* частота вращения барабана масса измельчающих тел, т мощность электродвигателя, кВт
диаметр длина 1/мин % от критической
ЮГОК-1 Первая МШЦ 3600 4650 40,0 18,1 78,5 75 1250
Вторая МШЦ 3600 4650 40,0 18,1 78,5 75 1250
ЮГОК-2 (1—8 секции) Третья МШЦ 3600 4650 40,0 18,1 78,5 75 1250
Первая МСЦ 3600 4500 41 13,8 60,0 75 1250
Вторая МШЦ 3600 5350 48 18,1 78,5 75 1250
Третья МШЦ 3600 5350 48 18,1 78,5 75 1250
ЮГОК-2 (9—14 сек- Первая МШЦ 3600 5500 49 18,1 78,5 92 1250
ции) Вторая МШЦ 3600 5350 48 18,1 78,5 92 1250
Третья МШЦ 3600 5350 48 18,1 78,5 92 1250
НКГОК-1 Первая МСЦ 3600 4500 41 13,7 59,3 62 1100
Вторая МШР 3600 4500 41 18,1 78,5 90 1250
Третья МШЦ 3600 5350 48 18,1 78,5 70 1250
Четвертая МШЦ 3600 5350 48 18,1 •78,5 70 1250
НКГОК-2 Первая МШР 4500 5000 71 16,5 80,4 145 2500
Вторая МШЦ 4500 6000 82 16,5 80,4 130 2500
Третья МШЦ 4500 6000 82 16,5 80,4 120 2500
ЦГОК (1 очередь) Первая МШР 3600 4000 36 18,1 78,5 70 1250
Вторая МШЦ 3600 .5350 48 18,1 78,5 85 1250
Третья МШЦ 3600 5350 48 18,1 78,5 70 1250
ЦГОК (2 очередь) Первая МШР 3600 4000 36 18,1 78,5 70 1250
Вторая МШЦ 3600 5350 48 18,1 78,5' 85 1250
Третья МШЦ 3600 5350 48 18,1 78,5 70 1250
СевГОК (1 очередь) Первая МШР 3600 4000 36 18,1 78,5 70 1250
Вторая МШЦ 3600 5500 49 18,1 78,5 92 1250
Третья МШЦ 3600 5500 49 18,1 78,5 92 1250
СевГОК (2 очередь) Первая МШР 4000 5000 55 17,4 79,9 120 2000
Вторая МШЦ 3600 5500 49 18,1 78,5 92 1250
Третья МШЦ 3600 5500 49 18,1 78,5 92 1250
Ин ГО К (1 очередь) Первая МШР 3600 4000 36 . 18,1 78,5 70 800
Вторая МШЦ 3600 5500 48 18,1 78,5 95 1250
Третья МШЦ 3600 5500 48 18,1 78,5 95 1250
Полтавский ГОК-1 Первая МСЦ 3600 5500 । 49 13,8 60,0 90 1250
Вторая МШР 4000 5000 55 17,4 ,79,9 115 2000
Третья МШЦ 4000х '5500 61 17,4 79,9 ПО ...2000
Четвертая МШЦ 4000 5500 61 17,4 79,9 НО 2000
Полтавский ГОК-2 Первая МШЦ 4500 6000 82 16,5 80,4 135 2500
Вторая МШЦ 4500 6000 82 16,5 80,4 130 2500
Третья МШЦ 4500 6000 82 16,5 80,4 130 2500
МихГОК Первая МШР 4000 5000 55 17,4 79,9 115 2000
Вторая МШРГУ 4500 6000 82 16,5 80,4 130 2500
Третья МШРГУ 4500 6000 82 16,5 80,4 130 2500
ССГОК (1—10 секции) Первая МСЦ 3200 4500 32 14,4 60,0 70 900
Вторая МШР 3600 5000 45 18,1 78,5 92 1250
ССГОК (11—14 сек- Первая МСЦ 3200 4500 32 14,4 60,0 70 900
ции) Вторая МШР 3600 5000 45 18,1 78,5 92 1250
Третья МШЦ 3600 5350 48 18,1 78,5 95 1250
КачГОК (1—15 сек- Первая МСЦ 3200 4500 32 14,4 60,0 70 900
ции) Вторая МШЦ 3200 4500 32 19,8 82,0 65 900
Третья МШЦ 3200 4500 32 19,8 82,0 60 900
308
СО СО СО СО СО СОСОСОСОСОСОСО^СОСОСОСО ЬО ЬО ЬО со со со оо Ф^ 'СО Ъэ Ф» Ф^ Ф» 4* 4* плотность т/м* в массиве,
Ф 00 00 Ф - 00 00 00 00 © Ф с© 1 Ф С© с© с© Ф © © Си с© СП сл СП м Я Я 1 Л л ~ Я Я -с© © © со © ф м ‘ w * * * * < — 25 мм содержание в питании мельниц классов крупности, % РУДа
СП Qi Ci Ф- со со Ф- • СП СП СП -N Ф- Ф* 4* Ф* Ф» © СЛ СЛ СЛ io ЬО СЛ СЛ Сл © © Сл Сл Сл СЛ СП — 0,074 мм
^‘СО©СЛ‘^©-40СОСЛОСЛФОФ‘©0©Фк©©Ф‘СлОФ‘©ОСОСЛ©СлСПОФ‘©©4^СЛ ©4*©©СЛ00©Ф*©© •Чфь.©ф©©*ч1©ФСО©рОФ ©-N © © ©-q © © Ф- 00 © Ф-j^ © Ф* 4* © ЬЭ 00 © ^ © © © © © 00 Ф* ©^4 © © Ф СЛ © СЛФ* ф^ю © ЬЭОО ^Ci фь-'Ц Ф> Ф © СО*— © © io ©©k| Qi со ©сл Ф© on'"- ООО сл © Переработка по стадиям, % от исходного
Ь- ' — ь- to со го — ГО ГО ЬО — СО to to Г* Г* ’ Q0 ФФ Ф- Ф- 1 1 1 Ф- 00 © со сл © *N © © № СЛ © СО СО О -| I I W -N -q Ф“ *“ W О Ф* © Я 00 ф. К) to 00 to —* Ф^ по руде, т/ч ч5 S? tr S
© © и-© ►—ь- © ь- © О ^- © О ^-© © к- © © и— © © ь- © © ►— © © к- О О to © © —‘ О © *-©© — ©©©О©~ сл фТ— фь.'ьо'ь-ooio —‘ “Nio co"-qio cokj loioV) © co ф'co'U.kj ф Ф* © ci co cnio Ф 4^ io © co to Ф сл Ф ©io Qp © OOWtONO^NNOOONOON W Ф СЛ W W - N N Сл О СЛ © О CO W О О N Ф OO 00 00 О tO Сл © O0 00 Ф» *4 удельная по вновь образованному классу — 0,074 мм, т/(м*.ч) зводи-ИОСТЬ
1 1 1 1 1 1 1 1 I Я ЬОÓÓЯТ“Г“ЯЯЯЯ ““Я Я Я 1 I I Г*Г“ Г**У,МУ!° I -^ЯГ* 1 1 1 1 1 1 1 1 Ф-N §§*- СЛ *-io © Ф* 1 СЛ Ф ©—* Ci-N-О^ © ©Фк’-Nio © СЛ * ' ‘ СОСл 00*- wioCi© ' Ф*©Ф циркулирующая нагрузка, ед.
Ф “N to Ф-N СО Ф со ф ф Ci Ф 00 © Ф ОР сл © *ч ф* Ф Ф © Ф оо © Ф ootcn ф оо © Ф оо сл ф оо сл © 00 © © © to © 00 © Ф* со to СЛ СЛ-4 СЛ to 00 Ф* ©-N 00 00-N Ср 00 © Q0 00 00 © 00-N “N 00-N СИ ОО Ф* © W-N СЛ © СЛ СО -q СЛ СП © © -N Ю СЛ •— © содержание класса — 0,074 мм в слнве, %
~ 00 о © - н~* оо >-— go I-— © >—. © 1— 1— © © © © н~* © © Ф* © © Ф* © to © to Ф* © to Ф* © Ф*©ГОГОФ*>©—‘Ф*© Ф* © Ф* © Ф* © Ф*© — Ф*© Ф* © Ф* © £ © ©©©©''о©0}©©фь©©Фкк©©©©о©сл©©Д_©©Д_©ф2-©©Д.©©ф©© © © д. © © д. © © © to to to to to to to to to © © © © © © © о © диаметр догружаемых измельчающих тел, мм
©© ©©©© г“Я г* я г* я '**-© Cii—©i- I СЛСЛ СЛ СЛ © © 1 *- © © © ©© 00 •“ -N 1 ' СЛ •— фь - Ф* •— 1 to © co co © >—©©©Ф to to © © to to © to -N Ф* измельчающей среды, кг расх< 1 т
“ £ ь I F F F F F F 1 -°5 F ° F co . CO co © СЛ © © 0,71 Ф* © © технологической воды, ма од иа РУДЫ
►— to CO to >— H~* — К-» _4b-w- 00 to “N *N to to © ©’ *N © CO © -N ф CO © ©©->0Ф*00© 00 CO . to 00 to © 00 h&-4© общий объем мельниц, м* Пара сек
©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©©© ©©©©©©© ©©© io ф* Ф* co co io © ф* co co ф*. io to © io io io io io io Ф* co co co io to Ф* io to 4* co co to io io 4* io io io io to © co co io io io © OOO00OU>Q0-O©O©©OOO^tOOOt0tOt3oOO«•00 00tO©©-4©©©-N-N co©©©©©©©©© ©©©^•©©^©©©©©©©M-N©©©©©©©© — 00©©00С04^С00000**©О ©©©©*-•—‘00©©© распределение объемов по стадиям, доли ед. метры ции
железных руд (по данным института Механобрчермет) I Условия работы и показатели
оэ о
Ц05 Ц07 0,1 0,2 ЦЗ 0fi0,5 0.7 1 1,5 2 3 4 6 8 10 15 20 30 40 50
Размер расчетных классов крупности, мм
По классу —20 мм.
ции) КовГОК (7—8 секции) КМАруда КачГОК (16—25 секции) КоршГОК ОГОК КовГОК (1—6 сек- Фабрика» предприятие (секции» очереди) к
идгод О "О О X) -о се о ев со ьэ в> аз » » « » /? ГОД ГОДН год JaOnSo-QfPO-O ятзевтзев^тзев взаэйэвзаэ^'маэ Стадия измельчения
ЕЕЕР та та тз-'-' ВЕ£Е£ЕЕ£ тип
СО СО W СО ГО ЬО © ьо о о о о © о © © соьэьосососососо ©•Ч---4©ГО©©Ю ©©©©©©©© ©©©©©©©© диаметр разме рабар
со со СП 4*. _4 — о сл ©ООО © © © © 4»4^©©4*©©4=-© — © СО сл со СО Си ФО©СЛОСЛСЛО ©©©©©©©© длина ры ба-га, мм Я 0
Ю ЬО 4^ со гого СП ьо 4^ 4^ COtO — 4^СО4^4^СО © —/Ч 00 ЬО 00 00 ЬО — © рабочий объем, м* S 3 “О Е
©©00 4*. 0000-4» 00—J4 00 4^ 00 00 4» — © 4ьк-* 4ь — — 4b 1/мнн часто! щения ба § Ja ст я S
00 00 *4© to Ю 00 © СЛ о *Ч,Ч©'Ч©'Ч'Ч© 00 © © 00 © 00 00 © сл сд©сл©© % от критической а вра-[ барана Е
4^ 4^ © *0 © © © о © Ч 4^ W© *0 © © *4 © 4^ 00 сл © сл.сл © © масса измельчающих тел, т
900 1250 600 — © ьо© ьоьо © © о сл © сл Сл о © о© © © © © мощность кВт алектродвнгателя,
Продолжение табл. IV.40
Условия работы и показатели
РУДа Переработка по стадиям, % от исходного производительность циркулирующая нагрузка, ед. содержание класса —0,074 мм в слнве, % диаметр догружаемых измельчающих тел, мм расход иа 1 т руды Параметры секции
плотность в массиве, т/м* . содержание в питании мельниц классов крупности, % по руде, т/ч удельная по вновь образованному классу — 0,074 мм, т/(м*«ч) измельчающей среды, кг технологической воды, м» общий объем мельниц, м* распределение объемов 1 по стадиям, доли ед.
— 25 мм О Та
3,2 96,7 5,6 100 190 1,10 - — 21 100 0,061 0,248
33,4 0,90 — 78 60 1 0,100 3,92 104 0,376
17,1 0,34 — 94 40 / 0,376
3,2 74,6 9,5 100 245 1,65 — 32 100 0,070 0,398
52,4 1,20 — 67 80,60 0,124 32,0 80 0,602
3,3 91,0 9,0 100 206 1,26 — 17 80,100 0,202 7,7 38,6 0,453
1,10 —— -30 80,60 0,355 0,547
3,4 86,0 4,5 100 111,2 1,45 — 52 125 1,027 3,24 36 1,000
3,4 86,0 4,5 100 215 1,00 — 19 125 0,102 3,99 77 0,416
0,90 —. 58 80 0,925 0,584
3,4 70,0 3,5 100 72,5 1,65 1,8 67 100 0,500
600 52,0 0,75 0,8 92 60,40 — — 44,8 0,500
аппаратов, а также проектно-компоновочные решения измельчительных отделений обогатительных фабрик, характеристика вспомогательного оборудования приведены в четвертой книге настоящего Справочника.
Рис. IV.83. Интегральная характеристика гранулометрического состава исходного питания н продуктов измельчения руд:
сплошных колчеданных медно-цинковых Учалинского месторождения: at — исходное питание; а9 и а9 — разгрузка стержневой мельницы МСЦ-3200Х4500 при производительности 191 и 149 т/ч; и аб — слив ГЦ-50 второй стадии^из-мельчеиия в мельнице МШЦ-3200Х4750 при производительности 95,5 и 74,5 т/ч; а9 — исходное питание мельннц при 'исследованиях; —б» —
комплексных Джезказганского месторождения: 61 иб, — исходное питание мельниц при открытоцикловом трехстадиальиом н при четырехстади-альном дроблении в замкнутом цикле; б® и б4 — слив классификатора 1КСН-24 и ГЦ-75 первой и второй стадий измельчения в замкнутом цикле в стержневой МСЦ-3200Х3350 и шаровой МШЦ-3600Х4000 мельницах; et — з9 — медных руд Подземной добычи Джезказганского месторождения: it — исходное питание при трехстадиальиом дроблении в замкнутом цикле; в9 и в9 — слив 'классификатора 1КСН-24 и ГЦ-75 соответственно первой и второй отаднй измельчения в замкнутом цикле в мельницах МШР-3200Х3100 и МШЦ-3600Х4000; и — медио-молибденовых Сорского месторождения: — исходное питание мельниц (продукт дробления в замкнутом цикле по трехстадиальной схеме); гг — слив классификатора 1КСН-24 одиостадиального измельчения >в мельнице МШР-3200Х3100
§ 3. Определение производительности одностадиальных измельчительных установок
Производительность мельницы рассчитывается на основании опытных данных о производительности другой, эталонной мельницы, работающей в близких условиях. В основе расчета принято [2, 65], что производительность прямо пропорциональна полезной мощности, потребляемой мельницей, т. е. для двух мельниц
VP°’5S <Ф’ 6И)
Сэ Л/э >эО«-55(<рэ,фэ, 6ИЭ)’
(IV. 207)
где индексом «э» обозначены параметры и показатели эталонной мельницы.
Из формулы (IV.207) следует, что
Чо _ Ny = / D \0-5 8 (<р1ф16и)
Чоэ Муэ \ D3 / S (<рэ, фэ, бц)
(IV.208)
311
и при И ad = ad^.
4d _ Nv _ / D \Q,5 S (фхфхби)
<?</э NVa \ D3 ) S (<p5, фэ, би)
(IV.209)
Так как ed = Q (Pd — ad)/N = qd/Nv, to ed!ed3 = qdlq3.
Следовательно, производительность мельницы может быть определена как по удельной производительности по вновь образованному контрольному классу крупности, так и по энергетической эффективности измельчения в эталонной мельнице, при этом энергетическая эффективность измельчения одной и той же руды не зависит от размера мельницы и от режимов ее работы.
Если же удельная производительность по вновь образованному расчетному классу крупности или энергетическая эффективность измельчения определены для той же руды, на которую рассчитывается мельница, и при тех же крупностях исходного и продукта то достаточно учесть только поправки, относящиеся к мощности мельниц. Если же эти показатели определены для другой руды н при другой крупности исходного продукта, то следует еще учесть различие- в измельчаемости н крупностях исходного и готового продукта, т. е. учесть поправки, относящиеся к измельчаемому материалу.
Производительность мельницы также зависит от схемы измельчения (открытый или замкнутый цикл), циркулирующей нагрузки, от транспортирующей (пропускной) способности мельницы и других условий. Поправки на эти условия в расчет не вводятся, предполагается, что условия работы эталонной мельницы соответствуют рассчитываемой.
Рядом исследований * выявлено влияние длины барабана мельниц, работающих в I стадии измельчения, на их производительность. Установлена взаимосвязь между эффективностью измельчения в мельницах с различной длиной барабана и их пропускной способностью и количеством пульпы в барабане. В настоящее время изучается возможное^. повышения пропускной способности мельниц с увеличенной длиной барабана.
А. Расчет удельной производительности мельницы по вновь образованному расчетному классу крупности в замкнутом цикле измельчения
Удельная производительность qd рассчитываемой мельницы в одностадиальной измель-чительной установке определяется по формуле
Qd — qds^o = qdoK иКцКkKoKtK фКби» ____________ (IV.210)
* Я- П. Корниенко, в. М. Вайсберг. Влияние длины шаровых мельниц с решеткой иа их производительность и эффективность измельчения.— Обогащение руд, 1973, № 5, с. 25—28; В. П. Яшин, В. А. Тумаияи, Л. Ф. Биленко. Влияние длины барабанных мельниц иа их производительность.— Обогащение руд, 1973, № 3; Д. Субашкн. Зависимост от производительиосста на топковите от дължииата им. — Рудодобив., металлургия, 1970,
где Ко — коэффициент, учитывающий общее влияние i-параметров на процесс измельчения, отн. ед.; Kt — коэффициент, учитывающий влияние: и — измельчаемости руды, к — крупности исходного питания, ₽ — крупности готового продукта или содержания в нем расчетного класса крупности, D — диаметра мельницы, т — типа мельницы, <р — заполнения мельницы измельчающей средой, ф — относительной частоты вращения и 6И — плотности измельчающей среды в мельницах полусамоизмельчения, само-измельчеиия и в рудногалечных.
Коэффициенты, учитывающие влияние измельчаемости руды, крупности исходного питания!мельниц и готового продукта рассмотрены в главе 4, раздел IV. Коэффициенты, относящиеся к полезной мощности мельницы, рассмотрены в главе 3, раздел IV. Ниже приведены конкретные их значения, применяемые в расчете мельниц.
Коэффициент Ка учитывает относительную измельчаемость руды, на которую рассчитывается мельница по сравнению с измель-чаемостью эталонной руды при заданном содержании расчетного класса крупности в готовом продукте Pd = Pda (см. § 7 в главе 4, раздел IV и табл. IV.24).
Коэффициент Кк учитывает влияние крупности исходного питания и определяется по формуле К. А. Разумова (IV. 199) для руд типа медныхУпорфировых средней крепости или при ориентировочных расчетах по формуле Дубровина—Захваткина—Олевского (IV.202) и данным табл. IV.35.
[Коэффициент Кр учитывает влияние на процесс измельчения крупности готового продукта или содержания в нем расчетного класса крупности, определяется по опытным данным измельчения эталонной руды в эталонной мельнице до заданного содержания расчетного класса в готовом продукте
Кр = qd(Mda~ (IV.211)
При отсутствии результатов исследований эталонной руды коэффициент К$ может быть принят по данным табл. IV.28 и при Pd = ₽йэ
Кр = т:/Пэ (IV.212)
ИЛИ
^-4- RPd"^-’ <IV-213> Р Qs р</э ----- <Xd3
где т и тэ — относительная удельная производительность мельницы по вновь образованному классу —0,074 мм соответственно при заданном и фактическом содержании этого класса в готовом продукте эталонной установки, отн. ед.; Q и Qa— то же, по исходному питанию при крупности готового продукта Р и Ра, отн. ед.
Данные табл. IV.28 и формула (IV.212) действительны для определения Kg при содержании класса —0,074 мм не более 95 %, для более тонких продуктов предпочтительно определение Kg по (IV.213) и табл. IV.30.
Таблица IV.41
Влияние степени заполнения барабана мельниц измельчающей средой и относительной частоты их вращения на производительность
Коэффициент Кф. оти. ед. К^, отн. ед.
тип мельииц тип мельниц
заполие- шаровые полуса- частота шаровые,
ннебара- моизмель- вращения барабана “Ф, доли ед. от критической самоиз-
бана из- с разгрузкой через решетку (фэ= 0,45) с центральной разгрузкой (Фэ= 0,42) руднога-лечиые (Фэ= 0,55) чеиия и мельче-
мельчающей средой Ф, доли ед. самоиз-мельче-иия (<₽э = = 0,325) центральной разгрузкой (Фэ= 0.35) иия, по-лусамоиз-мельче- иия, руд-иогалеч-ные стержневые
0,10 0,35 0,36 0,34 0,40 0,37 0,30 0,39 0,50
0,15 0,50 0,51 0,48 0,57 0,53 0,35 0,46 0,58
0,20 0,62 0,64 0,61 0,72 0,68 0 40 0,52 0,67
0,25 0,73 0,75 0,72 0,85 0,80 0,45 0,59 0,75
0,275 0,78 0,80 0,76 0,90 0,86 0,50 0,65 0,83
0,30 0,83 0,85 0,81 0,95 ' 0,91 0,55 0,72 0,92
0,325 0,87 0,89 0,85 1,00 0,96 0,60 0,78 1,00
0,35 0,90 0,92 0,88 1,04 1,00 0,65 0,84 1,08
0,40 0,96 0,98 0,94 1,11 1,07 0,70 0,90 1,17
0,42 0,98 1,00 0,96 1,13 1,10 0,75 0,95 1,25
0,45 1,00 1,02 0,97 1,15 1,13 0,8(Г 1,00 1,33
0,475 1,01 1,03 0,98 1,17 1,15 0,85 1,04
0,50 1,02 1,04 0,99 1,17 1,17 0,90 1,07 .
0,55 1,02 1,05 1,00 1,18 1,19 0,95 1,07
0,60 1,01 1,03 0,98 1,16 1,19 1,00 1,05 —
Коэффициент Кд учитывает различие в диаметрах рассчитываемой и эталонной мельниц и определяется по формуле
Кй = ( /Я~22/ У’' ’ (IV 214) \ Uh. э — 1
где £)н и 2?нэ — номинальный внутренний диаметр барабана (при слабой футеровке) рассчитываемой и эталонной мельииц, м; i и t3 — толщина футеровки рассчитываемой и эталонной мельниц, м.
Толщина футеровки для мельниц диаметром до 4 м рассчитывается по формуле
1 = 0,040 + 0,02DH (IV.215)
и для мельниц диаметром 4 м и более принимается равной 0,12 м *.
Коэффициент Кт учитывает различие в типах (способах разгрузки) рассчитываемой и эталонной мельниц и принимается равным для| мельниц с разгрузкой через решетку Кт = 1; с центральной разгрузкой Кт = = 0,85—0,87 и для стержневых Кт = 1-
Коэффициент Кф учитывает различие в заполнении мельниц измельчающей средой, •определяется по формулам:
* Толщина новой футеровки; в прежних расчетах [651 толщина футеровки принималась для мельииц средних размеров равной 75 мм, т. е. частично изношенной.
для мельниц с разгрузкой через решетку (шаровые, рудногалечные, полусамоизмельчения и самоизмельчения)
К<р = -^ , (IV.216)
фэ 1,07 — срэ
для стержневых мельниц
^ч>=— 11’117~<1> • (IV.217)
4 фэ 1,17 — фэ
В табл. IV.41 протабулированы показатели Кф Для различных типов мельниц, при этом заполнение эталонной мельницы измельчающей средой принято равным: для шаровых мельниц с разгрузкой через решетку 0,45; для шаровых с центральной разгрузкой 0,42; для рудногалечных 0,55; для мельниц полусамоизмельчения и самоизмельчения 0,325 и для стержневых мельниц 0,35 доли ед.
Коэффициент Кф учитывает различие в относительной частоте вращения мельниц и определяется по.данным табл. IV.41 или по формулам:
для стержневых мельниц
Кф = ф/фэ! (1V.218) для остальных типов мельниц
ф 1—0 1/29-10г*’
313
Таблица IV.42
Энергетическая эффективность измельчения руд на обогатительных фабриках
Предприятие, фабрика Тип руды Плотность, т/м1 СОдер-жание класса — 0,074 мм, 7. Энергетическая эффек. измельчения по классу —0,074 мм, т/(кВт.ч)
Джезказганский ГМК, ОФ-1 Медная, подземной добычи 2,80 62,5 0,034
То же, ОФ-2 Медная, открытой добычи 2,80 50,0 0,034
Балхашский ГМК, МОФ Медно-порфировая 2,65 58 0,076
СУМЗ, ОФ Медно-цинковая 3,70 50 0,052
Норильский ГМК, ОФ-1 Медно-никелевая 2,85 61 0,047
ГМК «Печеиганикель», ОФ-1 Медно-никелевая 2,90 47,5 0,025
То же, ОФ-2 Медно-никелевая 2,90 72 0,030
Сорский ММК, ОФ Медно-молибденовая 2,65 57 0,048
Зыряновский МСК, ОФ Свинцово-цинковая 2,90 48 0,070
Учалинский ГОК, ОФ Медно-цинковая 4,65 80 0,067
Карагайлинский ГОК, ОФ-2 Баритополиметаллический 3,60 58 0,058
То же То же 3,60 78 0,047
АНОФ-1 Апатито-не^линовая 2,60 55 0,055
ЮГОК-1 Железистые кварциты 3,30 64 0,058
Полтавский ГОК, ОФ-2 То же 3,30 61,5 0,064
Коэффициент К6 учитывает различие в плотности измельчающей среды в мельницах и определяется по формуле
^би = 6и/6иэ, (IV.220)
. где 6И и 6ИЭ — насыпная плотность измель. чающих тел в мельницах, т/м3.
Коэффициент Кбтз. учитывается только для мельниц полусамоизмельчения, самоизмельчения и рудногалечных (см. гл. 3).
Б. Расчет энергетической эффективности измельчения |
Количество вновь образованного расчетного класса крупности, например —0,074 мм или —0,044 мм, равно
Qd = e^n, (IV. 221)
где Qa — производительность мельницы по вновь образованному расчетному классу крупности, т/ч; еа — энергетическая эффективность измельчения по этому же классу крупности, т/(кВт-ч); Nn— полезная мощность иа валу приводной вал-шестерни, кВт.
Из формулы (IV.221) следует
еа = Qd/Kn~ QdV/VNcTt\3 = gd/Vyrja»
(IV.222) где Nc — мощность, потребляемая двигателем из сети (замеряемая электросчетчиком), кВт; цэ — к. п. д. электродвигателя (см. табл. IV.10), доли ед.
Принимается, что при измельчении одной и той же руды до различного содержания расчетного класса в готовом продукте потребляемая мощность двигателя мельницы не изменяется. Тогда для двух мельниц, 314
перерабатывающих различные руды, можно записать
ed = (IV. 223}
где Ki — коэффициенты, учитывающие влияние на энергетическую эффективность измельчения соответственно измельчаемости, крупности исходного питания и содержания расчетного класса крупности в готовом продукте Р (отн. ед.). В формулу (IV.223) не введены коэффициенты Kd, Кт, Кф, К<р и К6и, так как влияние соответствующих нм параметров как на производительность Qa, так и на потребляемую мощность А/п принимаются равными или близкими к единице.
Потребляемая мельницей мощность в проектируемой установке определяется способами, изложенными в главе 3, раздел IV, или принимается по данным каталогов мельниц с учетом т)э установленных электродвигателей (см. табл. IV. 10) и коэффициента запаса k3 = 1,1.
Энергетическая эффективность измельчения некоторых руд приведена в табл. IV.42.
В. Расчет производительности мельницы в замкнутом цикле
Производительность мельницы по переработке руды рассчитывается по формулам:
часовая
Q = qnV, (IV.224)
годовая
QT = <70УТКИОП, (IV.225)
где Q и Qr — часовая и годовая производительность по руде, т; qe — удельная нагрузка по исходному питанию, т/(м3-ч); V — рабочий объем мельницы, м3; Т =
— 8760 — календарное время, ч/год; Киса — коэффициент использования оборудования, принимаемый по отраслевым нормам технологического проектирования фабрик (табл. IV.43) или горнорудных предприятий, доли ед.
Удельная нагрузка по исходному питанию (удельная производительность по руде) определяется по соотношению
<Zo = Qd/(Pd —a<i). (IV.226)
где q0 — удельная нагрузка по исходному питанию, т/(м3-ч); qq—удельная производительность по вновь образованному расчетному классу крупности, определяемая по формуле (IV.2I0), т/(м3-ч); и Pd — содержание расчетного класса крупности соответственно в исходном питании и в конечном продукте измельчения, доли ед.
Ориентировочное содержание класса —0,074 мм в продуктах различной крупности приведено в табл. IV.44.
Оптимальная циркулирующая нагрузка мельииц в замкнутом цикле измельчения и удельная нагрузка по исходному питанию связаны соотношением (IV. 183)
copt = eopt/6/o_k
Удельная пропускная способность мельниц обычно выражается в тоннах твердого материала на 1 м3 рабочего объема барабана и определяется по опытным данным работы мельииц в аналогичных условиях.
Пропускная способность мельниц, работающих в первой стадии измельчения (или после стержневого измельчения), зависит как от размеров мельницы и конструкции разгрузочного устройства, так и от крупности, состава и физических свойств измельчаемого материала.
Ориентировочно для шаровых мельниц с разгрузкой через решетку их удельная пропускная способность [т/(м3-ч)], приведенная к плотности руды 2,9 т/м3, и при крупности исходного питания 25—0 мм может быть принята равной:
Руды цветных металлов
Железистые кварциты
Для МШР-3200Х3100
Для МШР-3600Х 5000
Для МШР-4500Х 6000
5,7—6,2 7,5—8,2
4,3—5,0 6,5—7,2
4,0—4,6 5,9—6,6
При крупности руды 15—0 мм приведенные выше показатели следует увеличить в 1,4 раза и при измельчении хрупких и мягких руд и руд крупностью 8—0 мм—в 1,8 раза. Удельную пропускную способность рассчитываемых мельниц можно определить по фактическим показателям работы мельниц при измельчении аналогичных руд иа обо-
Таблица IV.43
Коэффициент использования оборудования на обогатительных фабриках для руд цветных металлов *
Способ ремонта мельннц
Число стадий измельчения РУДЫ
Мельницы стержневые **, шаровые и рудногалечные с рабочим объемом до 80 м3 и с диаметром барабана не более 4,5 м: сменно-узловой| сменно-машннный
Мельницы стержневые, шаровые, рудногалечные с объемом более 80 м3 и с диаметром барабана более 4,5 м, мельницы самоизмельчения: сменно-узловой
одна
две и более
0,94
0,97
0,92
0,95
Обосновывается проектом
* Нормы технологического проектирования флотационных фабрик для руд цветных металлов. — ВНТП. 21 — 79 МЦМ СССР, Л., 1980, с. 98
•’ Время иа догрузку стержней и отсортировку обломков включено в рабочее время стержневых мельннц и при проектировании принимается по опыту работы обогатительных фабрик.
Таблица IV.44
Примериое содержание класса —0,074 мм в исходной руде и в продуктах измельчения ' (для руд средней крепости типа медиых порфировых)
Исходная руда Продукт измельчения
крупность, мм содержание класса — 0,074 мм % крупность, мм содержание класса— 0,074 мм, %
40—0 3 1,0—0 30
30—0 4 0,4—0 40
25—0 5,3 0,3—0 48
20—0 6 0,2—0 60
15—0 8 0,15—0 72
10—0 10 0,10—0 85
5—0 20 0,074—0 95
3—0 23 0,053—0 . 98
гатительных фабриках, приведенных в табл. IV.39 и IV.40
00 = -у (Сф + D, (IV.227)
где Q — производительность мельницы по руде, т/ч; Сф — фактическая циркулирующая нагрузка, отн. ед.
315
Таблица IV.45
Коэффициент Кц перехода от замкнутого к открытому циклу измельчения *
Содержание расчетного (—0,074 мм) класса крупности в продукте измельчения, % 50 и до 50 60 70 80 90 92 95 98
Коэффициент Кц, доли ед. 0,96 0,95 0,91 0,83 0,71 0,68 0,64 0,5»
* Rowland С. A. The Tools of Power Power: how to Evalute Grinding Mill Performance using th1? Bond Work index to Measure Grinding Efficienay. — Tuason, Arisona, December, 1975, Allis-Chalmers-Corpation, 07P5762.
A
Г. Расчет производительности мельниц в открытом цикле
Расчет мельииц, работающих в открытом цикле, выполняется аналогично предыдущим расчетам, ио в качестве эталонной мельницы принимается мельница соответствующего типа, работающая в открытом цикле. Если отсутствует соответствующий аналог, то производительность мельниц в открытом цикле может быть приближенно принята по расчетной производительности этой же мельницы, работающей в замкнутом цикле, умноженной на поправочный коэффициент Кц, приведенный в табл. IV.45.
§ 4. Определение производительности мельниц в двухстадиальной измельчительной установке и в циклах доизмельчения
В двухстадиальных’и многостадиальных из мельчительных установках в первой и в последующих стадиях измельчения используются обычно мельницы разных типов и размеров.
Для расчета производительности мельниц по стадиям и установки в целом необходимо привести рабочий объем мельниц к одному типу, диаметру и условиям работы, т. е. необходимо определить приведенный объем мельниц в установке.
Привести объем рассчитываемой мельницы к условиям работы некоторой эталонной мельницы — значит заменить данную мельницу другой, по диаметру и условиям работы соответствующей эталонной и обеспечивающей ту же производительность.
Q = = доэУприв.
(IV.228)
где Уприв = УфКйКтК^К^К^ — приведенный объем мельницы, м3; Уф — фактический объем мельницы, м3; д09 — удельная производительность эталонной мельницы по руде, т/(м3-ч); Kt — поправочные коэффициенты, учитывающие отличие параметров рассчитываемой мельницы от эталонной, отн. ед.;
316
Q — производительность рассчитываемой мельницы, т/ч.
В табл. IV.46 показаны поправочные коэффициенты, фактический и приведенный объем, стержневых и шаровых мельниц. В качестве эталонной мельницы принята мельница типа: МШР-3600х 5000. Там же приведена удельная производительность по вновь образованному расчетному (контрольному) классу крупности по отношению к этому же показателю, эталонной мельницы, определенная по IV.210 и по методике Бонда—Роулэнда.
Приведенные объемы мельниц, используемые в разных стадиях измельчительной установки, суммируются
ygP“B = П1У^ИВ +п2У!?Рив, (IV.229> где У"рив, У?рив и У2прив — приведенный объем мельииц общий, в первой и второй ста' днях измельчения, м3; и п2 — количество-мельниц по стадиям, ед.
Производительность д в у х-стадиальной измельчительной установки со стержневой мельницей в первой стадии (см. рис. IV-79) определяется по данным эталонной установки, работающей в близких условиях по отношению к рассчитываемой.
Для эффективной работы стержневой мельницы в открытом цикле необходимо, чтобы отношение приведенных объемов мельниц, второй стадии у^Рив к объему мельниц первой стадии У"РИВ было равным
т = уприв/уприв = 15 _ 2,0. (IV.23O>
Поэтому для расчета предварительно намечаются несколько возможных вариантов-типоразмеров мельниц и определяется по-формуле (IV.230) действительное значение т для каждого варианта. Кроме того, по производительности стержневых мельниц и их фактическому объему проверяется удельная нагрузка по исходному питанию <?Oi> которая не должна быть меньше 4 т/(м3 • ч) для мельниц, с диаметром барабана более 3000 мм по условиям надежности ее работы.
Объемы намеченных к установке мельииц. и мельниц в эталонной установке приво,-
Таблица IV.46
Параметры, поправочные коэффициенты и приведенный объем стержневых и шаровых мельниц
Типоразмер мельницы Параметры мельииц Поправочные коэффициенты Удельная производительность по вновь образованному контрольному классу крупности, отн. ед. Фактический рабочий объем мельииц. м* Приведенный (к МШР-3600Х 5000) объем, м*
Нормативная толщина футеровки, мм Диаметр барабана в свету, оти. ед. Длина барабана, оти. ед. Рабочий объем барабана. отн. ед. Частота вращения барабана, доли ед. от критической KD s По (IV. 214) По Бойду—Роулэнду
По (IV.214) По Бонду-Роулэнду
МСЦ-900Х 1800 МСЦ-1200Х 2400 МСЦ-1500X3000 МСЦ-2100Х2200 МСЦ-2Ю0Х3000 МСЦ-2700Х 3600 МСЦ-3200Х4500 МСЦ-3600Х 5500 МСЦ-4000Х5500 МСЦ-4500Х6000 МШР-900Х 1000 МШР-1200X1300 МШР-1500X1600 МШР-2100Х 1500 МШР-2100Х 2200 МШР-2100X3000 . МШР-2700Х 2100 МШР-2700Х2700 МШР-2700Х3600 МШР-3200Х3100 МШР-3200Х 3800 МШР-3600Х 4000 с» 60 65 70 80 80 95 105 НО 120 120 60 65 70 80 80 80 95 95 95 105 105 НО 0,231 0,318 0,403 0,573 0,573 0,744 0,866 1,000 1,114 1,240 0,231 0,318 0,403 0,573 0,573 0,573 0,744 0,744 0,744 0,866 0,866 1,000 0,360 0,480 0,600 0,440 0,600 0,720 0,900 1,100 1,100 1,200 0,200 0,260 0,320 0,300 0,440 0,600 0,420 0,540 0,720 0,620 0,760 0,800 0,019 0,048 0,097 0,144 0,196 0,396 0,704 1,100 1,360 1,886 0,011 0,026 0,052 0,098 0,145 0,197 0,232 0,299 0,397 0,487 0,596 0,799 0,60 0,60 0,60 0,60 0,60 0,60 0,60 0,60 0,60 0,60 0,837 0,856 0,829 0,803 0,803 0,803 0,789 0,789 0,789 0,810 0,810 0,787 0,480 0,570 0,630 0,760 0,760 0,84 0,94 1,000 1,060 1,123 0,482 0,510 0,635 0,757 0,757 0,757 0,863 0,863 0,863 0,941 0,941 1,000 0,611 0,680 0,742 0,820 0,820 0,90 0,96 1,000 1,040 1,080 0,640 0,709 0,762 0,847 0,847 0,847 0,915 0,915 0,915 0,958 0,958 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,000 1,043 1,056 1,036 1,015 1,015 1,015 1,000 1,000 1,000 . 1,021 1,021 1,000 0,48 0,57 0,63 0,76 0,76 0,87 0,94 1,00 1,06 1,123 0,50 0,54 0,66 0,77 0,77 0,77 0,86 0,86 0,86 0,96 0,96 1,00 0,61 0,68 0,74 0,82 0,82 0,90 0,96 1,00 1,04 1,08 0,67 0,75 0,79 0,86 0,86 0,86 0,92 0,92 0,92 0,98 0,98 1,00 0,85 2,15 4,35 6,46 • 8,8 17,8 31,6 49,3 61,0 84,6 0,50 1,17 2,33 4,39 6,50 8,8 10,4 13,4 17,8 21,8 26,7 35,8 0,41 1,23 2,74 4,91 6,68 15,4 29,7 49,3 64,6 94,7 0,25 0,63 1,54 3,38 5,00 6,8 8,9 11,5 15,3 21,0 25,7 35,8
Продолжение табл. IV.46
Типоразмер мельницы Параметры мельниц Поправочные коэффициенты Удельная производительность по вновь образованному контрольному классу крупности, отн. ед. Фактический рабочий объем мельниц, MS Приведенный (к МШР-3600Х 5000) объем, м8
Нормативная толщина футеровки! мм Диаметр барабана в свету, отн. ед. Длина барабана, отн. ед. Рабочий объем барабана, отн. ед. Частота вращения барабана, доли ед. от критической KD По (IV.214) По Бонду-Роулэнду
По (IV. 214) По Бойду-Роулэнду
МШР-3600Х 5000 по 1,000 1,000 1,000 0,787 1,000 1,000 1,000 1,00 1,00 " 44,8 44,8
МШР-4000Х 5000 120 1,114 1,000 1,239 0,799 1,053 1,031 1,011 1,07 1,04 55,6 59,4
МШР-4500Х 5000 120 1,260 1,000 1,592 0,804 1,122 1,070 1,015 1,14 1,09 71,4 81,4
МШР-4500Х 6000 120 1,260 1,200 1,908 0,804 1,122 1,070 1,015 1,14 1,09 85,5 97,5
МШР-5500Х 6500 120 1,556 1,300 3,152 0,740 1,247 1,140 0,953 1,19 1,09 141,3 168,0
МШР-6000Х 8000 120 1,704 1,600 4,651 0,750 1,305 1,172 0,963 1,26 1,13 208,5 263
МШЦ-900Х1800 60 0,231 0,360 0,0193 0,837 0,482 0,640 1 ;043 . 0,44 0,58 0,86 0,38
МШЦ-1200Х2400 65 0,318 0,480 0,048 0,856 0,510 0,709 1,056 0,47 0,65 2,05 1,00
МШЦ-1500X 3000 70 0,403 0,600 0,097 0,829 0,635 0,762 1,036 0,57 0,69 4,35 2,45
МШЦ-2100X 2200 ’ 80 0,573 0,440 0,145 0,803 .0,757 0,847 1,015 0,67 0,75 6,5 4,36
МШЦ-2100Х 3000 80 0,573 0,600 0,197 0,803 0,757 0,847 1,015 0,67 0,75 8,8 5,92
МШЦ-2700Х 3600 95 0,744 0,720 0,398 0,789 0,863 0,866 1,000 0,75 0,75 17,8 13.4
МШЦ-3200Х3100 105 0,866 0,620 0,487 0,810 0,941 0,958 1,021 0,84 0,85 21,8 18,3 '
МШЦ-3200Х 4500 105 0,866 0,900 0,706 0,810 0,941 0,958 1,021 0,84 0,85 31,6 26,6
МШЦ-3600Х 5500 110 1,000 1,100 1,100 0,787 1,000 1,000 1,000 0,87 * 0,87 49,3 42,9
МШЦ-4000Х 5500 120 1,114 1,100 1,364 0,799 1,053 1,031 1,011 0,92 0,91 61,0 56,1
МШЦ-4500Х 5500 120 1,260 1,100 1,750 0,804 1,122 1,070 1,015 0,99 0,95 78,5 77,7
МШЦ-4500Х 6000 120 1,260 1,200 1,912 0,804 1,122 1,070 1,015 0,99 0,95 85,7 84,8
МШЦ-4500Х 8000 • 120 1,260 1,600 2,549 0,804 1,122 1,070 1,015 0,99 0,95 114 113
МШЦ-5000Х 10 500 120 1,408 2,100 4,177 0,787 1,188 1,110 1,000 1,03 0,96 187 193
МШЦ-5500Х6500 120 1,556 1,300 3,168 0,740 1,247 1,140 0,953 1,03 0,94 142 146
МШЦ-5500Х10 500 120 1,556 . 2,100 5,100 0,740 1,247 1,140 0,953 1,03 0,94 228 235
МШЦ-6000Х8000 120 1,704 1,600 4,660 0,750 1,305 1,172 0,963 1,09 0,98 209 227
МШЦ-6000Х 8500 120 1,704 1,700 4,950 0,750 1,305 1,172 0,963 1,09- 0,98 222 242
дятся к одному типоразмеру, обычно к размеру шаровой мельницы в эталонной установке. Для эталонной установки по известным фактическим показателям ее работы
ad3 и определяется приведенная удельная производительность’!! эталонных мельниц по вновь образованному расчетному классу крупности
СИВ = -^(&-«Л). (IV.231)
где — содержание расчетного класса крупности в готовом продукте эталонной установки, доли ед.
Расчетная удельная производительность мельниц по вновь образованному расчетному классу крупности в проектируемой установке определится по формулам:
СЩ = СИВ^к^₽, (IV.232)
общая расчетная удельная нагрузка по исходному питанию
9ор = 0(^э-^э)' (IV‘233>
и часовая производительность установки
О = <7°pV£P"B = $°р (пх + Я21ТИВ).
(IV.234)
В расчетную формулу (IV.232) не включены поправочные коэффициенты на размер мельниц и режимы их работы, так как расчет ведется по приведенному к одному типоразмеру мельниц в эталонной и в проектируемой установках.
Расчетная удельная производительность мельницы первой стадии по вновь образованному расчетному классу крупности определится из условия баланса количества этого класса по стадиям и установке
^1 = <fd^ О + «W1 + М (IV.235)
и содержание расчетного класса крупности в продукте измельчения первой стадии
„общ .
₽Л =
(IV.236)
где k = qd2lqd1 — отношение удельной производительности по вновь образованному расчетному классу крупности мельниц второй стадии к этому же показателю по мельницам первой стадии (принимается по данным практики работы аналогичных установок), отн. ед.
Реальные' показатели работы мельниц в двухстадиальной установке определяется при переходе к фактическому объему мельниц
^ = -^7 (IV-237)
где Q — производительность установки, т/ч; Vo — общий рабочий объем мельниц в установке, м8.
Производительность двухстадиальной измельчительной установки с двумя замки утыми циклами (см. рис. IV.80). Общий расчет производительности такой установки не отличается от предыдущего. При выборе размера мельниц и соотношения их объемов по стадиям встречаются две задачи:
содержание расчетного класса крупности в продукте измельчения первой стадии задано' (например, условиями включения межстадиального обогащения);
выбор оптимального соотношения объемов, мельниц или их количества по стадиям.
При наличии межстадиального обогащения часть продукта выделяется в виде отвальных хвостов или черновых концентратов и во вторуюГстадию измельчения не поступают, что отражается на содержании расчетного класса крупности и измельчаемости продукта питания второй стадии. На флотационных обогатительных фабриках в меж-стадиальной операции флотации выводится небольшое количество черновых концентратов (от 3 доХЮ—15 % от руды), поэтому при расчете мельниц фактор изменения состава продукта и его’количества по стадиям можно не учитывать.
При заданном’содержании расчетного класса крупности в продукте первой стадии измельчения применяется следующий порядок, расчета:
определяется расчетная удельная производительность мельниц по вновь образованному классу крупности общая по всей установке и по первой стадии:
= (iv.238)
(IV.239)
где НВ и ?дрэ”в ~ приведенная к одному типоразмеру мельниц эталонная удельная производительность по вновь образованному классу соответственно по установке и по первой стадии измельчения, т/(м®-ч) • и Xgi—коэффициент, учитывающий влияние содержания расчетного класса крупности в готовом продукте соответственно по установке и по первой стадии измельчения, отн. ед.;
определяется расчетная удельная нагрузка по исходному питанию по всей установке и по первой стадии:
<?ор = ^6рЩ/(Й - “4р); (IV.24O)
^=W(₽<n-a<r); <IV-241>
определяется необходимый приведенный объем мельниц по заданной производительности Q:
VonpHB = Q/g°p; (IV.242)
V"PHB = Q/gP; (IV-243)
уПрИВ _ уПрНВ
319
- V"1pHB, (IV.244)
или производительность выбранных типо- • размеров мельниц по их общему приведенному объему
Q ЧТ" (IV.245)
Если содержание расчетного класса крупности в готовом продукте первой стадии ие задано, то расчет производительности двухстадиальной установки производится аналогично расчету со стержневой мельницей в первой стадии.
При этом необходимо учитывать, что пропускная способность шаровых мельниц с разгрузкой через решетку, устанавливаемых в первой стадии, ограничена, и назначение высоких нагрузок по исходному питанию даже при измельчении мягких руд может снизить оптимальную циркулирующую нагрузку до 80—100 %. В этих условиях работа замкнутого цикла неустойчива. Кроме того, выделение в слив первой стадии измельчения продукта с содержанием класса —0,074 мм 40 % и ниже требует высокого содержания твердого в сливе классифицирующего аппарата (60—70 % по массе) и малого расхода воды (последний может оказаться меньше, чем необходимо добавлять воды в мельницу и для транспортирования продуктов по лоткам).
Наиболее оптимальное соотношение объемов мельниц соответствует режиму работы мельниц первой стадии с циркулирующей нагрузкой не ниже 150—250 % при содержании класса —0,074 мм в готовом продукте первой стадии измельчения около 50—55 %.
Производительность мельниц в циклах донзмельче-иия продуктов обогащения (промпродуктов, черновых концентратов) определяется по показателям измельчения аналогичного продукта в ' промышленных мельницах по методике, изложенной в § 3 раздела IV. Если же промышленные данные не позволяют определить производительность мельниц доизмельчения, то в этом случае необходимый рабочий объем мельниц до-измельчення определяется разницей между необходимым объемом мельниц для измельчения всей руды до заданной крупности до-измельченного продукта и необходимым объемом мельниц для измельчения руды до крупности, соответствующей исходной крупности доизмельчаемого продукта и с учетом выхода н измельчаемости этого продукта
Vnn = ТппКизм(пп) (V2-V1), (IV.246) где "Упп — выход промпродукта от исходной руды, доли ед.; Кизм (пп) — относительная измельчаемость промпродукта по сравнению с рудой, отн. ед.; Vz — необходимый объем мельниц для измельчения всей руды до заданного содержания расчетного класса крупности в доизмельченном промпродукте, м3; Vi — необходимый объем мельниц для измельчения всей руды до содержания расчетного класса крупности в исходном промпродукте,, м3; Упп — необходимый объем мель
320
ниц для доизмельчения заданного количества промпродукта, м3.
Удельная производительность по вновь образованному классу —0,074 мм мельниц в циклах доизмельчения промпродуктов и черновых концентратов иа флотационных обогатительных фабриках составляет от 0,1 до 0,3 т/(м3-ч).
§ 5. Определение производительности измельчительных установок магнитообогатительных и гравитационных фабрик
Схемы измельчительных установок на магнитообогатительных и гравитационных обогатительных фабриках включают операции внутрициклового и межстадиального обогащения и стадиального измельчения продуктов обогащения.
На магнитообогатительных фабриках используются схемы измельчения, приведенные на рис. IV.81, (3—/). Характерной особенностью технологии обогащения на магнитообогатительных фабриках является грубое измельчение руды перед первой стадией обогащения, стадиальное тонкое (90—95% класса —0,074 мм.) или весьма тонкое (90—95 % класса —0,044 мм) доизмель-чение магнитных продуктов (черновых концентратов). Наличие операций обогащения и операций дешламации с выводом отвальных хвостов оказывает существенное влияние на гранулометрический состав магнитных .продуктов и их измельчаемость.
Определение производительности мельниц производится по разработанной схеме обогащения руды с определенным выходом хвостов по мере снижения крупности руды и магнитного продукта. В качестве аналога принимается схема одной из действующих обогатительных фабрик, обрабатывающих руду, по отношению к которой определена измельчаемость проектируемой к переработке руды.
Для эталонной установки по известным технологическим показателям работы мельниц по стадиям и по приведенному объему мельниц определяется приведенная удельная производительность мельниц по вновь образованному расчетному классу крупности:
общая
(<?2Г)0 = («рив)1Рх - «+тк(₽к-₽х)]
(IV.247) и по стадиям
№ИВ)1 = (<2Л?рив) (Pi - a), (IV.248)
(Сив)2 = (YiW”1) (₽2~ Pm)-
(IV. 249)
(СИВ)з = (?2<?МРИВ) (Рз- Рп2)-
(IV.250)
где ук — выход концентрата, доли ед. от руды; Vi и у2 — выход промпродукта после первой и второй операций межстадиального обогащения, доли ед.; 0К и рх — содержание расчетного класса крупности в концентрате и в отвальных хвостах, доли ед.; а — то же, в руде, доли ед.; Pni и Рп2 — то же, в пром-продукте первой и второй операций сепарации, доли ед.
Для проектной сЗсемы установки по заданной производительности Q и содержанию расчетного класса крупности в руде, концентрате и хвостах определяется общий необходимый приведенный объем мельниц
= Q[Рх - « + ТК(РК - ₽х)Шрвв)о, (IV.251)
где ?Зрив — определяется с учетом отличия измельчаемости и крупности руды и крупности готового продукта от эталонной руды
(?3РИВ)о = (Сив)о КЛкКр- (I V.252)
Далее определяются общие объемы мельниц по первой н второй стадиям и по первой стадии отдельно. По разнице находится необходимый объем мельннц для второй и третьей стадий измельчения.
В ряде случаев для расчета производительности мельниц на магнитообогатительных фабриках по стадиям используется методика, аналогичная методике расчета мельниц до-измельчения (см. § 4, глава 1, раздел IV).
На обогатительных фабриках, обрабатывающих тонковкрапленные магнетиты, крупность конечного продукта измельчения достигает 90—95 % класса —0,044 мм, контроль же первых стадий измельчения ведется по более крупным классам, например —0,074 или —0,053 мм. В этом случае расчет первых двух (трех) стадий ведут по классу —0,074 мм или —0,053 мм, а последних — по классу —0,044 мм.
В институте Механобрчермет для расчета производительности мельниц в многостадиальных установках магнитообогатительных фабрик используется разработанный С. Ф. Шинкоренко способ машинного расчета по потребляемой мельницами полезной мощности.
На гравитационных обогатительных фабриках измельчение руды в первой стадии осуществляется, как правило, в стержневой мельнице, работающей в замкнутом цикле с грохотами, оснащенными ситами с размером квадратных ячеек от 3 до 1, реже до 0,5 мм. В последующих стадиях доизмельчаются обычно обес-шламленные крупнозернистые промпродукты, причем измельчение выполняется в мельницах, работающих в открытом или в замкнутом циклах с обогатительными машинами. Операция предварительной классификации в этих схемах обеспечивает обезвоживание продуктов, направляемых в мельницы.
11 Заиаз 81
Крупность конечного продукта нзмельче ния обычно оценивается по содержанию расчетного класса крупности (—0,2 или —0,16 мм, реже —0,074 мм) в отвальных хвостах.
Определение производительности мельииц или необходимого рабочего объема мельниц определенного типоразмера производится аналогично расчету мельниц для магнитообогатительных фабрик.
§ 6. Расчет водно-шламовой схемы
Водно-шламовая схема измельчения и классификации рассчитывается обычным способом по балансу воды в продуктах [65]. Главное в расчете схем — правильно назначить (задать) разжижение слива и песков классификации, а также питания мельииц. Эти разжижения зависят от плотности руды, крупности продуктов питания и измельчения, содержания в руде шламовых фракций и условий классификации и должны назначаться на основе опытных данных работы аналогичных измельчительных установок иа сходных по физическим свойствам рудах.
Ориентировочные средние данные о содержании твердого в продуктах классификации в зависимости от содержания контрольного класса крупности в сливе или В питании операции приведены на рис. IV.74 и IV.75 (см. глава 4, раздел IV) и в разделе «Классификация».
При расчете шламовой схемы удобно пользоваться показателем разжижения
R = масса жидкого/масса твердого =
= M/T=F/Q, (IV.253)
где 7? — разжижение, отн. ед.; Ж. и Т — масса жидкой и твердой фаз, т/ч; W — масса воды; Q — производительность по твердому, т/ч. Численно R равно числу м* воды на 1 т твердого.
Содержание' твердого в пульпе по массе доли ед.) определяется из соотношени я
Р = Q/(Q V) = 1/1 4- R, ' (IV.254)
откуда
R = (l— р)!р. (IV.255)
Другие характеристики пульпы, необходимые для выбора классифицирующих аппаратов, насосов, загрузочных и разгрузочных устройств мельннц. (часовой объем пульпы, объемное содержание твердого, плотность пульпы) определяются по формулам, приведенным в разделе III.
321
Глава 6
Рудное и рудногалечное самоизмельчение
§ 1. Разновидности процесса и схемы установок рудного самоизмельчения
Измельчение материала в результате взаимных ударов кусков и частиц, их деформация и разрушение с образованием новой поверхности получило название самоизмельчения.
В практике рудоподготовки на обогатительных фабриках применяется самоизмельчение в барабанных мельницах, в которых крупные куски руДы являются измельчающими телами дли более мелких и, разрушаясь, постепенно превращаются в готовый продукт. '
Выделяют следующие разновидности рудного самоизмельчения в барабанных мельницах [86]. «"я
1. Рудное (первичное) самоизмельчение. В мельницу подается руда крупностью до 300—350 мм после крупного дробления и в отдельных случаяхдподается руда крупностью до 500 мм непосредственно с рудника (без крупного дроблении).
Мокрое рудное самоизмельчение выполняется в мельницах| с разгрузкой через решетку типа ММС («Каскад») с диаметром барабана до 12 м и с относительно малой длиной, часто длина барабана £|= (0,3 — 0,5) D и реже длина барабана L— (1—1,5) Ь (см. рис. IV.19).
Сухое рудное самоизмельчение выполняется в мельницах типа МСС («Аэрофол») с большим диаметром и малой длиной барабана L = (0,3—1,0)0 (см. рис. IV.24).
Рис. IV.8.4. Механика дмжеииа материала в мельнице с лифтерами:
а — схема распределения загрузим по вонам движения; б — схема сил, действующих иа элемент загрузки массой m в лифтериой области, а — угол отрыва; Р — сила тяжести; Р cos а в Р sin а — радикальная тангенциальная составляющие силы тяжести; Q — центробежная сила инерции; Т — сила треиия; N — реакция лифтера; b — высота лифтера
2. Рудное (первичное) полусамоизмельче-ние — то же, что и рудное самоизмельчение, ио с загрузкой в мельницу крупных Стальных шаров в количестве до 6—10 % объема барабана. Шары добавляются для компенсации недостатка крупных фракций руды в питании и для предотвращения образования в мельнице кусков «критической» крупности, т. е. слишком крупных и прочных, чтобы быть раздробленными крупными кусками руды, и слишком мелких, чтобы служить измельчающими телами.
3. Рудногалечное измельчение выполняется в рудногалечных мельницах с разгрузкой через решетку типа МГР (см. рис. IV. 18) с длиной барабана L = (1,2—1,5) D и диаметром до 5—6 м.
, Первичное рудногалечное измельчение применяется для измельчения руды крупностью 25—0 мм и ниже после двух-трехста-диального дробления. В качестве измельчающей среды используются крупные (от —300 -|- 100 до —200 -|- 60 мм) фракции руды, выделенные при дроблении.
Первичное рудиогалечное измельчение ие получило распространения вследствие сложной схемы выделения и дозирования крупной фракции и низкой производительности мельниц.
Вторичное рудногалечное измельчение применяется для измельчения продуктов первой стадии измельчения (в стержневых, шаровых мельницах и в мельницах рудного полусамоизмельчения или самоизмельчения) и обогащения (промпродуктов или черновых концентратов). В качестве измельчающей среды применяется рудная галя, выделяемая нз мельниц самоизмельчения или из продукта второй стадии дробления. Конструкция мельниц мокрого и сухого самоизмельчения н рудногалечных мельниц и их техническая характеристика рассмотрены в главе 1 раздела IV.
Процессы самоизмельчения в барабанных мельницах принципиально не отличаются от шарового измельчения. Условия и параметры, определяющие производительность шаровых мельниц, имеют аналогичное влияние и при самоизмельчении. Основным конструктивным отличием мельииц самоизмельчения является наличие футеровки с высокими лифтерами. Наличие радиальных лифтеров по образующей цилиндра исключает скольжение крупных кусков по футеровке барабана и способствует их подъему на большую высоту при частоте вращения барабана, равной 75—80 % от критической, т. е. барабан с высокими лифтерами работает подобно элеваторному колесу (рис. IV.84, а).
Анализ движения измельчающих тел в лиф-терной зоне (рис. IV.84, б), выполненный В. П. Яшиным [86] на основе предложений Д. Вестона, показал, что угол отрыва определяется уравнением
(7?1 — Л) ф2/^1 4- /о sin а — cos а = 0,
(1V.256)
322
а б
Руда 400-0 мм Руда 400-0мм
в
Руда 400-100 мм Руда 100-0мм
I I
Дозирование Дозирование
t
г
Руда ЧОО-ЮОнм Руда2б-0мм
Дозирование Дозирование
J.
I r *
। Грохочение
Грохочение
Классификация
Классификация
' Грохочение
U+
Классификация
На обогащение
д Руда ЧОО-Омн
На обогащение
На обогащение
На обогащение
Грохочение
1~Т
| Классификация
£-----*4"*-----
Т Классификация
Т Классификация
л/
I Грохочение
Классификация
На обогащение
На обогащение
J
где Ri — радиус барабана по внутренней поверхности футеровки; h — высота лифтера;
/0 — коэффициент трения скольжения кусков руды по поверхности лифтера; а — угол отрыва.
При fQ = 0 и h = 0 уравнение (IV.256) соответствует уравнению Э. Дэвиса
ф* — cosa = 0. (IV.257)
Скольжение слоев нагрузки в мельнице за пределами лифтерной зоны возможно и ее внутренние слои движутся также как и в шаровых мельницах, т. е. наблюдается практически неподвижное ядро. В мельницах самоизмельчения, как и в шаровых, наблюдается сегрегация кусков руды в поперечном сечении барабана, т. е. крупные куски концентрируются во внутренних слоях, а мелкие — во внешних слоях нагрузки.
Рудногалечные мельницы часто оснащаются резиновой футеровкой с лифтерами малой высоты или стальной футеровкой со ступенчатым или волновым профилем, т. ё. футеровка этих мельниц не образует особой лифтерной зоны.
Технологические схемы установок рудного самоизмельчения. Рудное самоизмельчение и рудногалечное измельчение на обогатительных фабриках применяется при измельчении руды в одну стадию до крупности от 1,0—0 до 0,074—0 мм или в несколько стадий — в первой стадии рудное самонзмельче-иие или рудное полусамоизмельченне и в последующих стадиях рудногалечное или шаровое измельчение.
Рис. IV.85. Технологические схемы установок полного рудного самоизмельчеиия в открытом цикле (а), в замкнутом (б—д) циклах в одну (а—г) и в три (д) стадии:
1 — первая стадия, рудное самоизмельчение или полусамоизмельченне в мельницах типа ММС; 2 — первая стадия, рудногалечное (первичное) самоизмельчение в мельницах ММС или МГР;
3 — вторая и третья стадии, рудиогалечиое (вторичное) самоизмельчение в мельницах типа МГР;
4 — дробление избытка рудной гали и рудного скрапа в-конусиой дробилке; 5 — измельчение рудного скрапа в_ шаровой мельнице
В ряде случаев в первой стадии измельчения применяется рудногалечное (первичное) самоизмельчение*или рудное самоизмельчение с выделением «трудных» классов и додраб-ливанием их в конусной дробилке.
При двух- илиАтрехстадиальном самоиз-мельчении руд в схему может ^включаться цикл межстадиального обогащения с выводом отвальных хвостов (на магнитообогатительных фабриках) или промпродуктов и черновых концентратов (на флотационных обогатительных фабриках). Технологические схемы установок полного рудногоАсамоизмельчения показаны на рис. IV.85.
Сухое самоизмельчение руд применяется на ряде обогатительных фабрик и на предприятиях химической и строительной промышленности. Мельницы сухого самоизмельчения работают обычно в замкнутом цикле с воздушными классификаторами. Расход энергии на пневматическое транспортирование продуктов измельчения, удаление измельченного материала из мельницы и на классификацию его составляет 60—
11*
323
Таблица IV.47
Влияние гранулометрического состава исходного питания на показатели измельчения в мельнице МБ-7000Х 2200
Содержание крупности в расчетных классов кходиом питании, % S * Содержания класса -0,074 мм, % « « 6 о л " о S 2.-» с о*о 5тг О л С 2 к 2 s -
300 200 мм 200 100 мм £ о О in — 04 25 6 мм 6 0 мм 2^ 0 « - s Я* СК л eg ь=Г БГ > S 2 йй я 2 « л сливе асси-катора S £ « ® " сх к цельная дительн । вновь о иному 1 — 0,07 :мз.ч) й s 2 _ ® <1> s о ® з* . & £ н о 5 aS» ? * « о *
1 + 1 + 1 + 1 + 1 + сё с§ и u S crko й в 8 о 7^ ч 1 < Ф S М 1 J-
31,7 44,4 15,6 8,3 86,5 1453 40,2 76,4 1,03 0,78 0,0442
3,0 24 40,9 21,8 10,3 91,8 1469 37,6 74,2 1,04 0,83 0,045
15,9 29 34,2 13,7 7,2 106 1473 43,8 67,4 0,72 0,86 0,049
14,5 39,8 28,3 10,4 7 115 1481 44,3 67,2 0,65 0,95 0,051
24,1 24,1 19,8 20,4 11,6 122,8 1486 47,3 65,2 0,42 0,98 0,053
Примечание. Частота вращения составляет 80 % от критической; заполнение мельницы рудой 40—41 %; содержание твердого в разгрузке мельницы 60—62 % по массе; крупность выделяемой гали 75—25 мм и количество 4,4 т/ч.
70 % от общих затрат энергии на измельчение материала. Прн измельчении железистых кварцитов на ЦГОКе до 46 и 63 % класса —0,074 мм удельный расход электроэнергии составил на измельчение 4,3 и 5,5 и на пневмотранспорт и классификацию 10,4 и 6,5 кВт ч/т соответственно при расходе воздуха 100 и 80 тыс. м3/ч. Однако расход стали при сухом измельчении меньше, чем при мокром, вследствие отсутствия коррозии металла, и на ЦГОКе составляет: шаров0,04 кг/т и стали 0,08 кг/т [74].
§ 2. Влияние технологических и конструктивных параметров на процесс самоизмельчения
А. Рудное самоизмельчение
Относительная частота вращения барабана мельниц самоизмельчения и пол у самоизмельчения в практике находится в пределах 60— 90 % от критической, но обычно равна 70— 75 %. При сухом самоизмельчении относительная частота вращения равна 80—92 %, чаще — 85 % от критической.
Максимальное потребление мощности, как показали испытания мельниц самоизмельче-иия МБ-5000Х1800' и МБ-9000х3000 [74, 86], достигается при частоте вращения барабана, равной 75—85 %, независимо от заполнения мельниц рудной измельчающей средой.
Заполнение мельницы рудой. При одинаковом гранулометрическом составе руды процесс самоизмельчения протекает более эффективно, если объем руды в мельнице поддерживается на уровне, соответствующем максимальному расходу мощности.
На отечественных обогатительных фабриках степень заполнения мельниц типа ММС и МСС поддерживается 40—47 % от объема барабана, что обеспечивает максимальную их производительность. На зарубежных пред
324
приятиях заполнение мельниц рудой находится, в пределах 30—35 %.
В работе [86] отмечено, что максимальная потребляемая мощность и оптимальная степень заполнения мельниц рудой при самоизмельчении изменялась в зависимости от плотности и крепости руды.
ФорЬ % бр, т/м3 /, еД-
50—52 3,3—3,5 14—15
48—49 2,8 12—13
42 <2,8 <12
где f — крепость руды по шкале проф. М. М. Протодьяконова.
Заполнение мельниц сухого самоизмельчения рудой составляет обычно 20—25 % от объема барабана. Однако при испытаниях на ЦГОКе наибольшая производительность мельницы D х L = 5700 х 1850 получена при заполнении барабана рудой на 30—35 % при измельчении в открытом цикле до 60 % класса —0,074 мм.
Крупность и гранулометрический состав исходного питания и крепость руды. Производительность мельниц мокрого самоизмельчения повышается с увеличением размеров кусков руды в питании от 100—125 до 250—350 мм и выше. Форма крупных кусков руды существенного влияния на процесс самоизмельчения не оказывает.
С увеличением содержания крупных (-[-100 мм) и мелких (—25 мм) классов производительность мельниц самоизмельчения возрастает. Так как в исходном питании мельниц самоизмельчения содержатся как крупные, так и промежуточные и мелкие классы крупности и их влияние на процесс самоизмельчения различно, то, очевидно, существует оптимальное соотношение трех характерных классов крупности, обеспечивающее наибольшую производительность мельницы.
Вероятно, для самоизмельчения иаилуч-шей была бы руда, состоящая из класса
Таблица IV.48
Влияние крупности исходного питания (железистые кварциты) мельницы МБ-7000Х2200 на ее производительность *
ГОКи Исходное питание 50 %-иая крупность, мм Производительность
номинальная крупность, мм 80 %-иая крупность Фактическая Расчетная по формуле (IV. 258), отн. ед.
мм оти. ед. т/ч отн. ед.
ЛебГОК 180 130 0,90 47 106,2 0,92 0,95
195 140 0,96 58 116,3 1,00 0,98
230 165 1,14 83 125,2. 1,08 1,07
Среднее 202 145 1,00 63 115,9 1,00 1,00
СевГОК 155 90 0,70 40 98,8 0,92 0,84
245 140 1,09 55 107,8 1,01 1,04
245 155 1,21 63 114,4 1,07 1,10
Среднее 215 128 1,00 53 107 1,00 1,00
югок 225 165 0,81 73 84,3 0,89 0,90
250 200 0,98 86 93,4 0,98 0,99
300 245 1,21 135 107,7 1,13 1,10
Среднее 258 203 1,00 98 95,1 1,00 1,00
НКГОК 160 120 0,69 56 86,5 0,82 0,83
250 175 . 1,00 82 106 1,01 1,00
265 230 1,31 69 122,8 1,17 1,14
Среднее 225 175 1,00 69 105,1 1,00 1,00
Железистые 210 140 0,81 54 96,2 0,96 0,90
кварциты 250 170 0,98 73 100,3 1 0,99
ИнГОК 285 210 1,21 80 102,8 1,03 1,10
С р'е д н е е 248 173 1,00 69 99,8 1,00 1,00
Полтавский 300 225 0,80 69 72,1 0,73 0,89
ГОК 320 255 0,90 85 106 1,07 0,95
430 365 1,29 200 118,5 1,20 1,13
Ср е д н е е 350 282 1,00 | 118 98,9 1,00 1,00
• 3. Н. Кашурникова. Влияние гранулометрического состава руды на результаты ее самоизмельчения. — Обогащение руд, 1970, № 3, с. 22—23.
—25 мм при достаточном количестве класса крупнее 100 мм, т. е. наиболее производительным является процесс первичного рудногалечного измельчения в мельницах ММС.
Результаты самоизмельчения различных руд в мельнице МБ-7000 х 2200, выполненные иа опытной секции НКГОКа, приведены в табл. IV.47 и IV.48, а на рис. IV.86 показана гранулометрическая характеристика питания мельниц. Испытаниями установлено, что приближенно производительность мельницы мокрого самоизмельчения пропорциональна 80 % -ной крупности исходной руды в степени 0,5, т. е.
Мк = Q/Q3 = [d8%/< (э)]0-5 = [F/Гэ]0’5. '
(IV.258)
Формула (IV.258) удовлетворительно описывает влияние крупности питания иа производительность мельниц самоизмельчения.
Если принять для всех типов руд одинаковую крупность исходного питания, например Рэ = 200 мм, то расчетная производительность мельницы ММС-7000Х 2300 характеризует свойства измельчаемой руды (крупность готового продукта 65—70 % класса
325
Рис. IV.86. Интегральная характеристика среднего гранулометрического состава исходного питания мельницы мокрого самоизмельчения МБ-7000 X 2200 при измельчении железистых кварцитов, перерабатываемых на предприятиях: 1 — Полтавский ГОК; 2 — ЮГОК: 3 — ИиГОК; 4 — НКГОК; 5 — ЛебГОК; 6 — СевГОК
—0,074 мм) и равна для руд: ЛебГОКа — 136; СевГОКа — 134; ЮГОКа — 94; НКГОКа — 112; ИнГОКа — 107 и ДГОКа — 83 т/ч, или относительно руд ИнГОКа — соответственно 1,27; 1,25; 0,88; 1,05; 1,00 и 0,77 отн. ед.
Крепость (прочность), руды и составляющих ее компонентов, их дробимость и разрушаемость определяют возможность экономичного 'самоизмельчения. Для процесса самоизмельчения важно, чтобы в мельнице были крупные куски — измельчающая среда.
Рис. IV.87. Зависимость относительной производительности мельниц самоизмельчения Kf от крепости руды
Для самоизмельчения, например, не подходит руда, крупные куски которой легко разрушаются на мелкие с размером 20—10 мм. Наличие в руде отдельных разностей повышенной крепости способствует накоплению в цикле измельчения зерен критической крупности с размером от 20 до 80—100 мм, которые трудно (медленно) измельчаются и обычно выводятся из процесса в качестве рудной гали для последующих рудногалечных мельниц или для доработки в отдельном цикле. Ориентировочно влияние крепости руды на производительность мельниц самоизмельчения Kf можно определить по графику рис. IV.87.
Влажность руды при сухом самоизмель-чении не должна превышать 2,5 %. Сушка руды до влажности 0,5—1,0% повышает производительность установки. При поступлении влажной руды для ее подсушки производится подогрев воздуха, поступающего в мельницу. Воздушная система установок сухого самоизмельчения обычно циркуляционная и на тонкую очистку и выхлоп направляется 10—15 % воздуха.
Содержание твердого в пульпе в разгрузке мельниц мокрого самоизмельчения зависит от типа руд, крупности измельчения и для мельниц первичного самоизмельчения составляет от 60—65 до 75 % по массе.
Содержание твердого в сливе классификатора в замкнутом цикле измельчения определяет крупность готового продукта и величину циркулирующей нагрузки. В табл. IV.49 показано, что снижение содержания твердого в сливе классификатора приводит к повышению производительности одностадиальиого цикла измельчения в мельнице МБ-7000Х2200.
Циркулирующая нагрузка мельниц мокрого рудного самоизмельчения изменяется от 50—60 до 400—800 % и выше. Высокие
326
Таблица IV.49
Влияние плотности слива классификатора иа содержание в нем класса — 0,074 мм и на производительность мельницы МБ-7000Х 2200
___________________________________________________1__________________________________________________________________________________________________
Содержание твердого (по массе) в сливе класси-фикато-ра, % Содержание класса —0,07 4 мм в сливе классификатора (%) при производительности мельницы по • руде, т/ч
55—64 * 65—74 • 75—84 * 55—64 ** 65-74 *•
34 36 38 40 42 44 46 48 68,7 68,0 67,2 66,7 65,4 64,0 66,0 65,7 65,0 64,1 63,2 62,1 ' 61,7 59,5 64,1 64,1 63,6 62,8 61,7 60,9 59,4 58,0 72,8 72,3 71,0 69,6 69,0 66,5 64,5 69,8 69,6 69,1 68,3 67,2 66,8 64,2 62,2
• КрупиЪсть исходного питания 350—0 мм, плотность руды 3,1 т/м’.
•• Крупность исходного питания ШО— 0 мм, плотность руды 3,05 т/м*.
Рис. IV.88. Возвратная бутара мельннц мокрого самоизмельчения:
1 — разгрузочная цапфа-мельница; 1 — барабанный грохот; 3 — нольцевой сборник надрешет-иого продукта; 4 — улитковый подъемник (перегружатель); S — трубный конвейер
циркулирующие нагрузки (до 900 %) имеют место при измельчении исходной руды до 95—97 % класса —0,074 мм в одну стадию, т. е. при низкой производительности мельницы по руде.
При сухом измельчении руд в замкнутом цикле циркулирующая нагрузка обычно невысокая (до 30 %). Гранулометрический состав продуктов сухого измельчения характеризуется меньшим количеством тонких фракций по сравнению с гранулометрическим составом продуктов такой же крупности после мокрого самоизмельчения. При сухом измельчении ^обычно определяется оптимальный расход воздуха, обеспечивающий наибольшую производительность установки по контрольному классу крупности.
Футеровка в мельницах самоизмельчения выполняется с лифтерами высотой 160— 220 мм. Опытным путем установлено, что при износе лифтеров до 120—160 мм мельницы обеспечивают наибольшую производительность. Установка дефлекторных колец повышает производительность мельниц на 20—26 % при тех же энергозатратах.
Разгрузочная решетка мельниц самоизмельчения является одним из важных элементов разгрузочного устройства, обеспечивающего поддержание необходимого уровня измельчаемого материала и удаление из барабана готового продукта. Проходимость материала через разгрузочную решетку зависит от размера, формы и площади отверстий, толщины и профиля решетки с рабочей стороны.
При испытаниях мельницы МБ-7000Х 2200, оснащенной разгрузочными решетками с раз
личной площадью отверстий, получены следующие результаты:
Площадь отверстий в решетке, м4................2,36
Производительность, т/ч 54,3
То же, отн. ед.......... 1
Удельная производительность по вновь образованному классу
—0,074 мм, т/(м*-ч) . . 0,63
То же, отн. ед. ... * 1
5,18 7,06
75,3 86,4
1,39 1,59
0,74 0,78
1,17 1,24
Возвратные бутары мельниц первичного самоизмельчения позволяют отделить из продукта разгрузки мельниц крупнозернистые фракции, при необходимости расклассифицировать их на два класса и вернуть один из классов или весь надрешетный .продукт в мельинцу без транспортирования конвейерами.
Возвратная бутара представляет собой барабанный грохот, закрепленный иа разгрузочной цапфе мельницы (рнс. VI.88), оснащенный на свободном конце кольцевым сборником, улитковым подъемником и по оси мельницы трубпым конвейером.
На рис. IV.89 показано разгрузочное устройство мельницы мокрого самоизмельчения, позволяющее выводить необходимое количество рудной галп, отсортировывать ее от рудного скрапа.
327
1
Рис. IV.89. Разгрузочное устройство мельницы мокрого самоизмельчения с управляемым выводом рудной гали:
1 — барабан мельницы; 2 — грохот для отделе* ния пульпы от скрапа; 3 — грохот с щелевидными отверстиями для очистки рудной гали от скрапа; 4 — исполнительный механизм; 5 — пунктирной линией показано положение переключателя потока без вывода рудной гали из мельницы; 6 — рычаг; 7 — кожух грохота с течками для продуктов разгрузки мельницы; 8 — секторы разгрузочной решетки для вывода пульпы и скрапа; 9 — переключатель потока гали; 10 — секторы разгрузочной решетки для вывода рудной гали
Б. Рудное полусамоизмельчение
Общее заполнение мельниц полусамоизмельчения шарами и крупными кусками руды обычно на 5—10 % меньше заполнения мельниц рудного самоизмельчения и не превышает 30—35 % от объема барабана мельницы.
Диаметр догружаемых шаров в мельницы мокрого рудного полусамоизмельчения выбирается наибольшим из изготовляемых промышленностью (от 115 до 125 мм). В мельницы сухого самоизмельчения догружаются шары от 125 до' 150 мм.
(Количество догружаемых шаров колеблется от 1—5 до 6—10 % от рабочего объема мельницы. Догрузка шаров в мельницы рудного самоизмельчения способствует увеличению производительности установки (табл. IV.50),уменьшению выхода «трудных» классов и снижению циркулирующей нагрузки, ио с догрузкой шаров в мельницы уменьшается срок службы футеровки барабана и особенно лифтеров. Также возрастает частота отказов из-аа неисправности футеровки и увеличивается частота и иродолжи-
328
Вид A
тельность ремонтов, что существенно умень шает ресурс рабочего времени мельницы (до 75 % от календарного времени).
В. Рудногалечное измельчение
Относительная частота вращения рудногалечных мельниц находится в пределах 67— 95 %. С увеличением частоты вращения барабана возрастает износ гали. Например, при относительной частоте вращения мельницы 78 и 87 % расход гали при измельчении железистых кварцитов на фабрике «Эмпайр» (США) составил соответственно 4,5 и 7,0 % от исходного питания.
Оптимальное заполнение рудногалечиых мельниц составляет от 43 до 55 %. Содержание твердого в пульпе в разгрузке рудногалечных мельниц поддерживается на 5—7 % ниже, чем в шаровых мельницах.
Циркулирующая нагрузка при рудногалечном измельчении обычно выше, чем при аналогичном измельчении в шаровых мельницах. Если принять транспортирующую способность шаровой и рудногалечной мельниц одного размера одинаковой, тогда
Qm(l+cm) = Qpr(l + cPr), (IV.259)
где Qnt и Qpr — производительность мельницы по руде, т/ч; сш и срг — циркулирующая нагрузка соответственно шаровой и рудио-галечной мельниц, доли ед.
Из формулы (IV.258) следует, что
срг - (Qm/Qpr) (1 + сш) - 1- (IV.260)
Так как производительность рудногалечной мельницы меньше шаровой, то оптимальная циркулирующая нагрузка рудиогалеч-ной мельницы должна быть больше. За сче т
Таблица IV. 50
Производительность н эффективность рудного полусамоизмельчеиия
Руда Количество добавляемых шаров в мельницу, % ОТ рабочего объема Мельница Производительность Эффективность измельчения по классу —0,074 мм, отн. ед. "
ТИП ПЛОТНОСТЬ, т/м3 диаметр барабана, мм длина барабана, мм рабочий объем, м3 заполнение рабочего объема рудой, % по руде по вновь образованному клас -су—0,074 мм отн. ед
т/ч отн. ед.
Кварцево-слан- 2,7 0,0 7000 2300 80 35 36 1,00 1,00
цевая 2,7 27 51 1,42 1,31
5,4 24,5 63 1,75 1,50
8,6 18,5 74 2,05 1,58
12,3 12,7 82 2,28 1,51
Медно-магнети- 3,1 0,0 7000 2300 80 35 63 1,00 1,00 1,00
товая 4 26 69 1,10 1,04 0,94
5,5 24,5 71 1,12 1,10 0,98
7,3 19 78 1,24 1,15 1,00
Медно-магнети- 2,9 0,0 7000 2300 80 35 47 1,00 1,00 1,00
товая 4,0 26 61 1,30 1,27 1,20
Железистые 3,3 0,0 * 7000 2300 80 47 86 г 1,00 1,00 1,00
кварциты 5 27 99- 1,15 1,15 1,05
Такониты 3,3 0,0** 7200 2400 83 30 60 1,00 1,00
2,6 27 78 1,30 1,04
То же 3,3 0,0 7200 2400 83 30 81 1,00 1,00
2,7 27 97 1,20 1,09
» 3,3 0,0 1800 600 1,2 25 0,32 1,00 1,00
1,5 23 0,54 1,69 1,42
Кварцевая 2,7 0,0 1880 *** 6100 14 25 10,8 1,00 1,00
8,3 17 10,8 1,00 1,32 1,30
* По данным С. Ф. Шинкоренко’.
•• По данным Д. Коула.
** Рудиогалечная мельница.
увеличения циркулирующей нагрузки можно ожидать повышения производительности мельницы, но реализация этого положения требует установки дополнительно иасосов и гидроциклонов.
Влияние циркулирующей нагрузки на удельную производительность рудногалечной мельницы размером 3200 х 3100 на Южно-Коробковской обогатительной фабрике показано на рис. IV.90, из'которого видно, что оптимальная циркулирующая нагрузка этих мельниц равна 170—190%. При измельчении железистых кварцитов от 68 до 98 % класса — 0,074 мм в мельницах МГР-4000Х 7500 и МГР-5500х 7500 на Лебединском ГОКе циркулирующая нагрузка составляет 200—250 %, на Ингулецком ГОКе в мельницах МГР-4000х7500 — 100—150 %.
Размер гали и ее расход. Масса отдельных кусков гали или кусков дробленой руды должна соответствовать массе наибольшего шара, применяемого для измельчения этого же материала:
dpr = Kndm (IV.261)
rfpr = Wf К8ш/8р УЧГ, (IV.262) где dpr и dm — размер наибольших кусков гали и шаров, мм; Кп — коэффициент, учи
тывающий способ получения гали и равный' 1,4 и 1,1 при выделении гали соответственно в процессе дробления или первичного самоизмельчения руды, отн. ед.; KJ — коэффициент, учитывающий крепость руды и равный 26, 28 и 32 соответственно для мягких руд, руд средней и повышенной крепости, отн. ед; de5 — номинальная крупность измельчаемого материала, мм.
Гранулометрический состав рудной гали приведен в табл. IV.51.
Рис. IV.90. Влияние циркулирующей нагрузки иа удельную производительность рудиогалечиой мельницы по вновь образованным классам крупности — 0,074 (/) и —0,050 (2) мм
Циркулируют а я нагрузка, у0
329
Й Таблица IV. 51 о
Гранулометрический состав рудной гали, загружаемой в рудногалечные мельницы, и состав рудного скрапа, выделяемого из разгрузки этих мельниц [75]
ГОК Тип мельницы Среда, условия вывода галн ♦ и скрапа Содержание расчетных классов крупности, %
50 мм 30 мм 25 мм 20 мм 15 мм 10 мм 5 мм
ИнгулецКий ММС-7000Х2300 и Щель в решетке ММС — 91,5 61,9 42,1 23,7 6,7 2,2
(3 очередь) МГР-4000Х 7500 20 мм, отверстия в бутаре —
20 мм щель в бутаре — 10 мм 98,2 77,9 —- 54,6 34,9 12,5 3,8
Лебединский (1 очередь) То же Галя — щель в решетке ММС — 20 мм, в бутаре — 20 мм 97,8 ** 91,7 76,7 56,1 31,7 17,1 —
95,3 ** 78,4 48,9 25 9,7 4,2 —
Лебединский (2 очередь) Галя — щель в решетке ММС — 30 мм, в бутаре — 93,6 46,8 26,5 12,3 3,1 1
20 мм
Галя — щель в решетке 96,5 42 10,5 2,7 0,7 0,1
ММС —20 мм, в бутаре — 20 мм
Скрап — щель в бутаре 10—12 мм 100 96,6 81,7 56 29,8 — 10,4
* В разгрузочных решетках мельииц ММС предусмотрены окна размером ~ 50x70 мм для вывода гали;
** По классу — 40 мм.
Расход гали зависит от крепости руд и крупности измельчения и составляет 1—20 % от массы перерабатываемой руды. На Лебединском ГОКе расход гали в мельницах МГР-4000х7500 и МГР-5500Х 7500 составляет соответственно 11—15 и 16—18 т/ч, на Ингулецком ГОКе в мельнице МГР-4000х7500 (2 очередь) износ гали составляет 7—8 т/ч и 10—12 т/ч при выводе избыточной гали и рудного скрапа в отдельный цикл (3 очередь).
Плотность рудной гали. В одинаковых условиях производительность рудногалечных по сравнению с шаровыми мельницами пропорциональна средневзвешенной плотности смеси измельчающей среды и пульпы в мельнице. Однако наблюдается уменьшение влияния плотности рудной гали с увеличением тонины помола. Так, например, при измельчении железистых кварцитов до 96—98 % класса —0,05 мм разница в удельной производительности при рудногалечном (6рг = 3,3 — 3,7 т/м3) и шаровом (6Ш = = 7,8 т/м3) измельчении составила 25— 35% [86].
§ 3. Практика работы установок рудного самоизмельчения
Устойчивая работа мельниц рудного самоиз мельчения”достигается при стабильной по даче исходного питания, содержащего опти мальное количество крупных и мелких фрак ций.
В процессе работы мельницы самоизмельчения должна образовываться постоянная нагрузка измельчающей среды. Природный же состав руды по крупности, как правило, не соответствует оптимальному, т. е. наблюдается избыток или недостаток крупных фракций, кроме, того, в мельнице накапливаются куски «критического» размера. В результате влияния этих факторов производительность мельниц снижается, а при изменении состава руды по крупности их производительность подвержена сильным’колебаниям.
Для стабилизации работы мельниц рудного самоизмельчения применяются следующие способы оперативного регулирования измельчающей среды;
усреднение исходной руды;
раздельная дозировочная подача в мельницу крупной и мелкой^фракций руды;
перевод мельницы на режим полусамо-измельчення с добавкой крупных стальных шаров;
выведение из мельницы рудной гали для использования ее при последующем рудио-галечном измельчении; додрабливання в конусных дробилках и возврата дробленого продукта в мельницу; дробления и измельчения в шаровых мельницах отдельного цикла.
Усреднение руды по гранулометрическому составу перед самоизмельчением всегда желательно и необходимо, поскольку в некоторой мере позволяет стабилизировать процесс измельчения. Обычно усреднение осуществляется на руднике по разработанному гра
фику отгрузки руды из различных участков месторождения (или разных забоев). Дополнительное усреднение руды предусматривается перед мельницами на складе или в бункерах.
Грохочение крупнодробленой руды на два класса и раздельное дозирование нми мельницы позволяют поддерживать состав измельчающей среды, близкий к оптимальному. Если средний состав руды по крупным и мелким классам за длительный промежуток времени соответствует процессу измельчения, та этот способ обеспечивает эффективную стабилизацию процесса. Если же за этот промежуток времени имеется избыток или недостаток, крупной фракции, то раздельное питание мельниц крупной и мелкой фракциями руд» не решает задачи стабилизации процесса •.
На вновь строящихся обогатительных фабриках редко принимается раздельная подача крупной и мелкой руды в мельницы самоизмельчения.
Добавка шаров для компенсация недостатка крупных фракций в руде и для повышения’часовой производительности мельниц является наиболее простым и эффективным способом регулирования процесса. На при добавке шаров повышается износ футеровки и снижается коэффициент использования оборудования с 0,93—0,94 до 0,75 от календарного времени и ниже.
Выведение из мельниц» рудной гали и кусков «критического» размера. Главным» причинами накапливания кусков «критической» крупности являются:
неоднородность рудной массы по прочности — мягкие куски разрушаются быстро, а прочные и твердые остаются в мельнице или • накапливаются в циркулирующей нагрузке;
недостаточная крупность исходной руды (увеличение крупности питания снижает количество кусков «критического» размера в мельнице).
Выведенная из мельниц самоизмельчения рудная галя используется в качестве измельчающей среды в последующих рудногалечных мельницах. Однако при работе последних образуется рудный скрап, представляющий осколки рудной;гали и окатанные мелкие куски руды, которые выделяются и обычна возвращаются|в{мельницы самоизмельчения.
Д о дра б л и в ание избытка рудной гали и кусков «критической» крупности в конусных дробилках с возвратом в мельницу самоизмельчения используется в практике работы некоторых обогатительных фабрик. Опыт показывает, что додрабливание твердой гали ие исключает накапливания мелких (20—10 мм} твердых кусков в мельнице. Включение же
* В практике имеются примеры использования сегрегации руды при ее складировании с раздельной подачей в мельницу крупиокусковой » мелкой руды. Иногда для восполнения недостатка крупных кусков в руде организуется иа одно» из участков месторождения добыча крупиокусковой руды при специальном ведении горных работ.
331
Рис. IV.91. Схема цепи аппаратов секции полного самоизмельчения с додрабливанием и шаровым измельчением рудного скрапа в отдельном цикле обогатительной фабрики ИнГОКа:
/ — мельница ММС-7000Х 2300; 2 — бутара; 3 — спиральный классификатор 1КСН-24Х134; 4— питатель; 5 — бункер исходной руды; 6 — бункера гали; 7 — бункер додроблеиного рудного скрапа; 8 — рудногалечная мельница МГР-4000Х Х7500; 9 — 1КСН-24Х134; 10 — гндроцнклоны; // — шаровая мельница МШРГУ-4500Х6000; 12 — ленточные конвейеры; 13 — грохот ГРЛ-61; 14 — конусная дробилка КМДТ-2200; 15 — насос песковый 12ГРК
конусной дробилки в непрерывный режим работы измельчительной установки увеличивает простои оборудования и вносит усложнения в транспортную схему установки или требует установки специальных накопительных бункеров до и после дробления гали.
Додрабливание и измельчение рудной гали и рудного скрапа в отдельном цикле существенно усложняет технологию рудоподго-товки и приводит к объединению ряда секций в одну взаимосвязанную технологическую схему. Эксплуатация обогатительных фабрик с централизованным сбором и доработкой избытка рудной гали и «трудных» классов в конусных дробилках и шаровых мельницах показала, что колебания физикомеханических свойств исходного питания мельниц самоизмельчения дестабилизируют процесс измельчения в мельницах самоизмельчения и в секции доработки гали и «трудных» фракций. Наличие большого количества конвейеров при транспортировании обводненного материала создает существенные трудности в эксплуатации. По этим причинам более целесообразно доработку избытка рудной гали и «трудных» классов руды осущест
332
влять непосредственно в мельницах самоизмельчения *.
При выводе гали и кусков «критической» крупности для обработки их в отдельном цикле производительность мельниц самоизмельчения возрастает в зависимости от различия в крепости руды и рудной гали. На Ингулецком ГОКе, по данным института Механобрчермет, вывод 10—12 % избыточных галн и скрапа позволил получить прирост производительности мельниц ММС-7000х 2300 по готовому продукту на 12—14 %, в то же время при выводе 10—12 % избыточных гали и скрапа из Лебединских руд прирост производительности составил лишь 4—5 %.
Рассмотренные способы стабилизации процесса измельчения позволяют уменьшить колебания производительности установок са-моизмельчёния, но не позволяют свести их к величинам, характерным для измельчения руды в мельницах со стальной измельчающей средой.
В табл. IV.52 приведены данные о гранулометрическом составе продуктов трехстадиального измельчения ингулецких железистых кварцитов в мельницах типа ММС (первая стадия) и МГР (вторая и третья стадии). Обычно продукты самоизмельчения имеют более вогнутую характеристику крупности, чем продукты шарового измельчения 174J.1
Применение полного или только первичного рудного самоизмельчения на обогатительных фабриках показывает, что в ряде случаев наблюдается повышение извлечения золота, меди, олова, железа и других полезных элементов при одинаковой с шаровым измельчением крупности готового продукта.
* Мясников Н. Ф. Развитие рудоподготовкн на горно-обогатительных комбинатах КМА. — Горный журнал, 1981, № 4, с. 24—27.
Таблица IV,52
Гранулометрический состав исходного питания в продукте измельчения железистых кварцитов по схеме полного самоизмельчения (Q — 167 т/ч; ММС-7000Х 2300 (2)+МГР-4000Х 7500 (1)+МГР-4000Х 7500 (1), общий объем мельниц 326 м3
Продукты Выход от исходного, % Содержание твердо-го, % Содержание расчетных классов крупности,
300 100 50 30 20 10 3 1 0,5 0.1 0,07 0,05
Исходная руда 100 96,4 Пе] 58,9 )вая ст 28,8 а ди я 19,9 16,7 8,3 3,1 2,1 1,7 1,3 1,1 0,6
Разгрузка мельницы — 65 — — — — — — — — — — — —
Пески 115 90 — — — — — 40,2 13,7 7,3 5,9 5,2 4,6
Слив 100 55 — — — — —— — 99,9 99 88,4 76,3 65,2
Пески 22,4 72 — Втс )рая ст адия — — 99,5 98,9 98,3 84,3 79,3 62,4
Слив 48,7 18 — — — — — — — — 100 99,7 99 96
Пески 190,5 . 70 — Тр< УГЬЯ ст адия — — 100 97,8 97,5 97 95,8 92,5
Слив ЗД1 14 — — — — — т— — — 100 99,9 99,5 99
Примечание. В первой стадии: количество выделяемой гали 45—65 т/ч крупностью —804-20 мм, циркулирующая нагрузка по гале и скрапу 36—57 % и по пескам классификатора 46—91 %, заполнение мельницы рудой 40—42 %, потребляемая мощность 1350—1380 кВт; во второй и третьей стадиях: расход гали 8—10 т/ч на мельницу, заполнение мельииц галей 45 %, потребляемая мощность 1 100—1200 кВт.
Таблица IV.531
Показатели работы мельииц рудного самоизмельчения иа обогатительных фабриках
Предпр иятие, страна, годпуска (годовая производительность, тыс. т) Тип руды * Мельница
Тип Размеры барабана Частота вращения барабана относительная, % от критической
диаметр, мм длина, мм рабочий объем (ориентировочно), ма
Обогатительная фабрика, Кварцевая, глиносо- ММС 5000 1 800 31 87
СССР, 1973 держащая
Обогатительная фабрика, Кварцевая, глиносо- ММС 7000 2 300 80 80
СССР, 1972 держащая
Медно-магнетитовая обогати- Скарновая, медьсо- ММС 7000 2 300 80 80
тельная фабрика, СССР, 1974 держащая
То же. То же . ММС 7000 2 300 80- 80
Медно-молибденовая обогатительная фабрика, СССР, Медно-молибдеиовая ММС 7000 2 300 80 80
1977 То же То же ММС 7000 2 300 80 80
МГР 3700 3 800 36
НКГОК (опытная секция), Железистые квар- ММС (МБ) 7000 2 200 76 80
СССР, 1966 циты
То же То же ММС (МБ) 7000 2 200 76 80
ИнГОК (вторая очередь), СССР, 1966 » ММС 7000 2 300 80 80.
МГР 4000 7 500 83 82
МГР 4000 7 500 83 82
ИнГОК (третья очередь), Железистые квар- ММС 7000 2 300 80 80
СССР, 1977 циты МГР 4000 7 500 83 82
ЛебГОК (первая очередь), То же ММС 7000 2 300 80 80
СССР МГР 4000 7 500 83 82
ЛебГОК (вторая очередь), » ММС 9000 3 000 160' 78,3
То же » ММС 7000 6 000 195 80
СекГОК (третья очередь), СССР, 1979 » ММС 9000 3 000 160 78,3
ЦГОК, СССР, 1966 Железосодержащая Сухого 5700 . 1 850 42 90
измельче-
ния
«Му-и-Рана», Норвегия Магнетито-гематито- Рудно-га- 5300 5 100 106 —
<6000) вая лечная шаровая 3000 4 000 21
«Айтик» (вторая очередь), Медно-пиритная Самоиз- 6100 10 500 285 —
Швеция, 1972 (5500) мельчение
«Пима» США, 1971 (5500) Медно-молибденовая Каскад 8540 3 660 210 75
То же (4200) шаровая 5030 5 800 105 ——
То же Каскад 8540 3 660 210 75
«Афтон», Канада, 1977 Медная сульфидная Каскад 8540 3 660 210 75
с включением само- шаровая 3600 5 000 45 ——
«Гандерсон» (первая оче- родной меди Молибденовая Каскад 8840 4 270 242 —
редь), США, 1976
«Лориекс», Канада, 1972 Медно-молибденовая Каскад 9730 4 710 350 73,2
<14 400) порфировая
«Симилкамин», Канада, <6500) Медная Каскад] 9730 4 270 320 76
334
2X2983 2X2983 2X 2375 2X 2275 3900 2X2275 । — 2X1800 О сл 88 008 1600 4000 4000 4000 ||| 1 2X750 1600 1600 2X750 1600 1600 1600 1600 630 на одну мель* ннцу мощность тродвнга kBi Ч о н я о и «а
18,6 - 1—1 о 19,6 31,3 18,5 21,3 —• 12,6 14,2 28,6 19,0 ЬО ЬО ЬО , ЬО сл р сл о ОСЛО 1 о 20,0 ЬО'*-О <0 ом S I о м о to to о о о о 20,0 0*05 20,3 на 1 м* рабочего объема > элек-телей, г го я я св Я
>—* ю н- ь- to 1— Ю Н- ь-H- ь-ЬОь- to ь- w to н» ►—* •-* to н- 1—11—» стадия измельчения
200*** 75*»* 230 120*** 200 \ 250 250 1 w 1 о 300 ьо to со I to сл ело сл ООО1О 350 200 350— 250 200 350 to w о сл о о 350 1 250 • । 500 крупность исходного питания, мм
О в 00 0,95 0,15 о о о ьо О 1 Ъ<0 W м 0,040 ро 0,074 0,074 0,074 1 0,074 0,074 0,074 0,074 0,074 0,074 0,074 оо 55 0,074 0,074 о о 55 0,074 о о to размер контрольного класса крупности, мм Г0Т( про, Техн
3 8 О сл 50 60—65 88 ЬО 45 65 О о О 38 °>р -•q 00 СЛ О <0 О <0 <0 X 00<0 сл OWU1 65 74 60 75—78 о о оо О о 40 60—63 00 о содержание контрольного класса крупности, % )ВЫЙ цукт ологические показе
277 907* 210—220 265 260 320 230—250 to <0 00 о о о о 118* 52 257—270 150—160* 320* 4^0000 СЛ to ЬО*— «0 4^ 80 83,5* 130* 100 88 8 <0 сл 40* Производительность одной мельницы по руде, т/ч
О ЬО О 1 •"* О tO 1—1 О to о г* о н- 1 Г-°-° I О н» Я 0 § я
00 3 00 <0 1 СО ЬО о о 1 g Ор tob> 00 J- й О М О ь- О о »— сл сл I L-mIo сл о м 28 wo to to to se СЛ о <0 5 В •о ч И
о <0 го я ® О й
и- я <? 3
1 1 0,35 59‘0 1 1 0,22 p*-00 О О СП 0,83 0,77 0,30 18—1,2 0,63 1,38 о о о о to м о to W М <0 <0 0,67 0,73 0,59 1,00 0,65 0,73 0,52 0,70 0,50 0 кон-гроль-ному классу крупности эонзво-т/м*. ч
Да Да Да 1 1=1)3 1 1=1 1 со Нет Нет Да „ „ Ж 1 Я з । з Нет да 3 3 ЯЯ 1 3 3 1 Да Нет * Нет I Нет Я 3 наличие или отсутствие до* грузки И Е к » 5 «ъ м Я _ W сг я Rjf Ям
0° о сл 00 7,0 6—8 1 1 00 1 1 1 ъ 1 1 1 1 1 1111 1 1 1 1 1 6,0 1 1 1 % от рабочего объема барабана иц са-(ельче-гарами ш Ж св
0,92 1 0,94 1 0,85 0,85 0,85 1 1 1 ООО о СО ММ о tooo о 1§1 1 0,90 1 1 1 1 1 1 1 |- Коэффициент движения мельииц, доли ед.
Предприятие, страна, год пуска (годовая производительность, тыс. т)
Тип руды
«Исланд» (12 800) «Эфтон» (2100)
Медная
Медная
Мельница
Тип Размеры барабана Частота вращения барабана относительная, % от критической
диаметр, мм длина, мм рабочий объем (ориентировоч- но), м8
Каскад 9730 4 270 320 72
Каскад 8510 3 660 210 69—76
* С выводом гали.
* * С выводом гали, додрабливаиием н шаровым измельчением рудного скрапа. ••• По 80 %-иой крупности.
Иногда те же технологические показатели обогащения достигаются при более грубом измельчении руды в мельницах самоизмельчения. Отмечается [74], что технологический эффект в большей степени проявляется при обработке руд, для которых не требуется измельчение тоньше 75—80 % класса — —0,074 мм. Энергозатраты при самоизмель-чении выше, чем при измельчении в шаровых или в стержневых мельницах.
На рис. IV.91 приведена схема цепи аппаратов секции полного самоизмельчения с выводом, додрабливаиием и шаровым измельчением рудного скрапа в отдельном цикле, осуществленная на обогатительной фабрике ИнГОКа. Характерной особенностью технологии полного самоизмельчения является необходимость установки скальпирующих спиральных [классификаторов в сопряжении с рудногалечными мельницами, обеспечивающими улавливание мелкого рудного скрапа и предохранение от него последующего транспортного, классифицирующего и особенно обогатительного оборудования. Для сопряжения с крупноразмерными рудногалечными и шаровыми мельницами разработаны и изготавливаются Иркутским заводом тяжелого машиностроения им. В. В. Куйбышева специальные одно- и двухспиральные классификаторы с длиной ванны 17200 мм — 1КСН-30Х172 и 2КСН-30Х172.
Технологические показатели работы установок рудного самоизмельчения приведены в табл. IV.53.
§ 4. Испытание руды на самоизмельчение
Целью испытаний руды на самоизмельчение является определение возможности применения этого процесса подготовки руды к обогащению и ожидаемых технологических показателен ge самоизмельчения в мельницах промышленного размера.
336
Выбор способа (сухого или мокрого) само-измельченир зависит прежде всего от способа последующего обогащения руды, наличия источников водоснабжения, энергии и' топлива в районе строительства предприятия, влажности руды. Выбор разновидности процесса самоизмельчения, схемы измельчи-тельной установки и числа стадий в ней производится путем выбора наиболее оптимальных решений по удельному расходу энергии или по энергетической эффективности процесса измельчения руды до заданной крупности готового продукта.
Если самоизмельчение испытывается для проекта расширения действующей фабрики, то испытания проводятся на руде текущей добычи на непрерывно работающей опытной установке, оснащенной мельницей самоизмельчения диаметром не менее 1500—2000 мм установленной непосредственно на действующей обогатительной фабрике.
Если же самоизмельчение испытывается • для проекта строительства предприятия на новом месторождении, то обычно отбирается проба массой от 25—50 до 2000—3000 т и крупностью 250—300 мм для испытаний иа ближайшей испытательной установке.
§ 5. Определение производительности установок рудного и рудногалечного самоизмельчения
А. Расчет производительности мельниц рудного самоизмельчения
Работа установок рудного самоизмельчения, так же как и других измельчительиых установок с барабанными мельницами, характеризуется производительностью Q, потребляемой мощностью N, содержанием контрольного класса крупности в готовом продукте Эти показатели так же, как и при шаровом измельчении, зависят от размеров барабана, конструкции разгрузочных устройств и фу-
Продолжение табл. IV.53
Установленная мощность электродвигателей, кВт Технологические показатели Догрузка мельинц самоизмельчения шарами Коэффициент движения мельииц, доли ед.
стадия измельчення крупность исходного питания, мм ГОТОВЫЙ продукт Производительность одной мельницы (по руде, т/ч Удельная производительность, т/м3 • ч
на одну мельницу на 1 м3 рабочего объема размер контрольного класса крупности, мм содержание контрольного класса крупности, % по руде по контрольному классу крупности 1 наличие или отсутствие до- грузки % от рабочего объема бараба- на
4475 3950 14,0 18,8 1 1 100*** 200*** 0,712 0,70 80 80 271 265 0,85 1,26 — Нет Нет — 0,905 0,92
теровки режимов работы мельницы, крупности, гранулометрического состава и измельчаемости исходного питания, степени оптимизации содержания твердого и заполнения объема мельницы пульпой и рудой, эффективности классификации и от количества выводимой из процесса гали и «трудных» классов крупности. Оценка влияния ряда факторов на производительность мельницы или на потребляемую мощность при рудном самоизмельчения затруднена меньшей стабильностью физико-механических свойств исходной руды, нестабильным составом и количеством рудной загрузки в мельнице, наличием раздельной циркуляции различных по крупности продуктов по сравнению, например, с шаровым измельчением. Кроме того, крупные куски измельчаемой руды выполняют роль измельчающих тел и, следовательно, от их размера и состава зависит эффективность измельчения более мелких кусков руды, а скорость износа крупных кусков руды должна соответствовать скорости их поступления с исходным питанием. В этой связи более достоверной является оценка процесса самоизмельчения по среднестатистическим данным за определенный промежуток времени.
При расчетах производительности мельниц используются энергетические показатели, отнесенные к потребляемой нолезной мощности на валу приводной вал-шестерни, т. е. электрические потери в двигателе и механические потери в редукторе, если он установлен, не учитываются. Тогда расчетный удельный расход электроэнергии
50Р = АГсетнЛэЛред/Q = <IV’263)
а расчетная энергетическая эффективность процесса по вновь образованному контрольному классу крупности
ed = ^ЛуПэПред, . (IV. 264) где т]э — электрический к. п. д. электродви
12 Заказ 81
гателя принимается по данным табл. IV. 10 доли ед.; т]ред — механический к. п.д. редуктора для мельниц самоизмельчения принимается равным 0,83 доли ед.
Экспериментально установлено [74, 86], что по известной энергетической эффективности измельчения в опытных мельницах самоизмельчения диаметром 1500—2000 мм и по расчетной полезной потребляемой мощности мельниц промышленного размера ожидаемая производительность мельницы самоизмельчения определяется по соотношениям:
Q = VS; (IV. 265)
$ = (IV.266)
где и е$э — энергетическая эффективность измельчения по вновь образованному контрольному классу крупности промышленной и экспериментальной мельниц, т/(кВт-ч); Як, Кр — коэффициенты, учитывающие влияние крупности исходного питания и готового продукта, отн. ед.
С учетом формул (IV.145) и (IV. 143) формула (IV.265) запишется в виде
Q = Nn -V ~ У' (IV.267) э£э \Pd — ad)
rjifi Э$э — удельный расход электроэнергии на 1 т руды при ее измельчении в экспериментальной мельнице, кВт-ч/т; (Pd — сс^э — содержание контрольного класса крупности в продукте и исходном питании экспериментальной мельницы, доли ед.; (Pd — «</) — заданное содержание этого же класса в готовом продукте и исходном питании промышленной мельницы; Кн = 0,95 — коэффициент, учитывающий возможные отклонения параметров от проектируемых.
Влияние крупности готового продукта на энергетическую эффективность измельчения
337
Таблица IV.54
Относительная эффективность самоизмельчения руды в зависимости от содержания класса — 0,074 мм в готовом продукте
Содержание класса —0,074 мм, % ' 60 70 75 80 85 90 95 98
Относительная эффективность измельчения, ед. 1,07 1,02 1,00 0,98 0,97 0,95 0,92 0,82
определяется по содержанию класса —0,074 мм по данным табл. IV.54.
Потребляемая мощность мельницами самоизмельчения определяется по формуле (IV.96) или (IV.99) с учетом конкретных условий работы мельниц, плотности руды и пульпы в мельнице (см. § 7 в главе 3, раздел IV).
Так как мельницы самоизмельчения (и рудногалечные) имеют большие диаметры, то достоверная оценка влияния диаметра (и длины) барабана на производительность и потребляемую мощность имеет особое значение. Между тем вопрос о зависимости производительности полезной мощности от размеров мельницы не имеет пока однозначного решения.
В отечественной практике считается, что зависимость полезной мощности пропорциональна параметру . У /о или параметру [v/d kJ, где Kl — коэффициент, учитывающий в той или иной степени влияние длины барабана. В зарубежной практике (например, фирма «Аллис-Чалмерс») полагают, что полезная мощность пропорциональна параметру [д2,3-2,з3£ j или [V pQj.p-o.17!-0.20)] для мельниц с внутренним диаметром барабана до 3800 мм и параметру [У] — для мельниц с диаметром барабана более 3800 мм (по ряду источников * — для диаметра барабана более 5000 мм).
Опыт•эксплуатации мельниц самоизмельчения МБ-7000Х 2200, ММС-7000Х2300 и ММС-9000х3000 на отечественных предприятиях позволяют проверить применимость того или иного параметра для оценки мощности потребляемой мельницами. Известно, что при измельчении Лебединских железистых кварцитов в мельницах ММС-7000х2300 (фактический рабочий объем 75 м3) и ММС-9000х3000 (рабочий объем 160 м3) потребляемая мощность из сети составляет 1250—1350 кВт (в среднем 1300 кВт) и 3400— 3500 кВт (в среднем 3450 кВт) соответственно.
Полезная .потребляемая мощность этих мельниц с учетом т]э = 0,935 и т|ред = 0,83 для ММС-7000х 2300 и т]э = 0,93 й т]ред = = 0,80 — для ММС-9000х3000 равна
Ап<тооо) = 1300.0,935-0,83 = 1009 кВт;
Апоооо) = 3450-0,93-0,80 = 2567 кВт
* Внедрение, проектирование н эффективное применение крупногабаритных мельниц. Доклад фирмы «Аллис-Чалмерс» на объединенном симпозиуме «Новейшие достижения в дробильном, сортировочном и измельчающем оборудовании» Л.» Мехаиобр, 8 — 10 нюня 1977 г.
338
и отношение
Ап<»ово>/Vп(7000) = 2567/1009 = 2,54 отн. ед.
(IV.268)
Расчетное отношение полезной потребляемой мощности этих же мельниц по отношению параметров:
по В. А. Олевскому
[V КD Jsooo/[V VrD I7000 =
= 160 /0/75 /(Гб = 2,43 отн. ед.
(IV.269)
по В. П. Яшину
[О2,5 L°'85W[D2’5 L°’85]7ooo =
= 8,62,5 -2,760,85/6,62,5 -2,19°’85 =
= 2,36 отн. ед., (IV.270)
по Бонду—Роулэнду
[О2'3£]9000/[О2’3£]7000 =
= 8,62>3-2,7б/б,62-3-2,19 = 2,32 отн. ед.
(1V.271) при отношении объемов мельниц
[И]9ооо/[У]7ооо = 2,13 отн. ед. (IV.272)
Если принять, что потребляемая мощность пропорциональна [УО"Ч, То из формулы (IV.268)следует, что т=0,67, т. е. по фактическим замерам (при <р1=<р2,ф1 = ф2 и Т1=Т2) Ап (9000)/Ап (7ооо) = [VD8’87]eooo/[yDO’87]7aoo=
= [D2’67L]9ooo/[02'67b]7ooo- (IV.273)
сопоставление результатов определений по формулам (IV.269)—(IV.271) с показателями по формуле (I V.268) показывает, что наименьшее отклонение от фактических показателей дает формула проф. В. А. Олевского, которую рекомендуется использовать при определении производительности мельниц самоизмельчения.
Наряду с изложенным предлагается и ряд эмпирических формул для определения потребляемой мощности мельницами самоизмельчения типа (IV.273), где т = 0,65, для мокрого и т = 0,80 для сухого самоизмельчения. Однако физического обоснования этим отклонениям от теоретического соотношения типа (IV.271) пока не дано.
Таблица IV.55
Энергетические показатели полного рудного самоизмельчения руд по трехстадиальиой схеме с соотношением объемов мельниц по стадиям 1 : 1 : 1 и с межстадиальиым выводом хвостов обогащения
Показатели Предприятие
нкгок• ИиГОК Леб ГОК
Производительность мельниц, т/ч: первой стадии второй стадии третьей стадии Удельный расход электроэнергии, кВт-ч/т руды в том числе по стадиям: первой второй третьей на 1 т вновь образованного класса — 0,05 мм (всего) в том числе по стадиям: первой второй третьей Энергетическая эффективность измельчения по вновь образованному классу — 0,05 мм, т/(кВт-ч): общая по первой стадии по второй стадии по третьей стадии 109,65 62,2 43,8 22,4 13,5 4,4 4,4 25,6 22,9 20,7 59 0,0391 0,0437 0,0483 0,0169 101,5 57,9 42,7 23,8 * 14,2 4,7 4,7 28,3 26,8 21,8 49,5 0,0353 0,0373 0,0459 0,0202 119,5 69,9 46,9 • 19,2 11,1 4,1 4,0 24,1 20,2 21,4 71,6 0,0415 , 0,0495 0,0467 0,0140
Примечание. В первой стадии — мельница ММС-7 ООО X 2300, во второй и третьей стадиях — мельницы МГР-4000 X 7500.
Современное состояние изученности процесса самоизмельчения позволяет определять ожидаемую производительность мельниц рудного самоизмельчения исходя из следующих предпосылок:
производительность мельницы примерно прямо пропорциональна полезной мощности мельницы;
полезная мощность мельницы прямо пропорциональна параметру [У[ЛО];
энергетическая эффективность измельчения исследуемой руды до заданной крупности готового продукта в мельницах различных размеров не зависит от размеров барабана этих мельниц.
В табл. IV.55 приведены энергетические ' показатели процесса полного рудного самоизмельчения некоторых руд [74].
При выводе из мельниц самоизмельчения гали для последующих рудногалечных мельниц и с возвратом рудного скрапа в мельницы самоизмельчения их производительность по исходному питанию определяется по формуле
Q'=Q + KPP, (IV.274)
где Q — производительность мельницы самоизмельчения без вывода гали, т/ч; Р — износ гали в рудногалечных мельницах, т/ч; Кр — коэффициент, учитывающий влияние вывода гали на производительность мельницы самоизмельчения, равный 1,1.
12*
При выводе из мельницы самоизмельчения гали и кусков «критической крупности» для доработки их в последующих циклах (без возврата в мельницу самоизмельчения) производительность по исходному питанию определяется также формулой (IV.274) при Кр = = 1,25, где Р— количество выводимого из мельницы крупного материала, т/ч.
Производительность мел ьницы
ММС-7000х2300 может быть определена ориентировочно по производительности шаровой мельницы типа МШР-3600х4000 (рис. IV.92).
Q = l,48Qm — 0,002302,-30,1, (IV.275)
где Q — производительность мельницы ММС-7000х2300 по руде, т/ч; 0ш — производительность мельинцы МШР-3600х 4000 при исходном питании 95 % класса —25 мм и крупности готового продукта, равной крупности продукта мельницы самоизмельчения, т/ч.
Б. Расчет производительности мельниц полусамоизмельчения
Производительность мельниц полусамонз-мельчеиия определяется аналогично определению производительности мельииц самоизмельчения с введением поправочного коэффициента на плотность измельчающей среды (Кпс) и на фактическое заполнение
339
Производительность мельницы МШР-3600хд000
Рис. IV.92. Зависимость производительности мельницы самоизмельчения ММС-7000Х2300 от яроизводительиости мельницы МШР-3600 х 4000 при измельчении руд месторождений:
/ — Михайловского; 2 — Анновского; 3 — Стойленского; 4 — Ингулецкого; 5 — Коробковского;
6 — Лебединского (/, 5, 6 — по результатам полупромышленных испытаний; 2» 3, 4 — по опыту работы фабрик)
мельниц измельчающей средой (крупные куски руды 4- шары), которое при полусамо-измельчении на 10—15 %}[меньше, чем; при самоизмел ь чен ии:
Qnc = <2сиКпсКФ; (IV.276)
*пе = Vnc/VcH = 1 + (фш/ф) («ш/6р - 1);
(IV.277)
= (фпс/фси) (1 >07 — фпс)/(1>07 — фси)>
(IV.278)
где и ?си~ плотность измельчающей среды мельниц соответственно полусамоиз; мельчения и самоизмельчения, т/м3; <рш й <р — заполнение мельницы полусамоизмель-чення соответственно шарами и смесью шаров и руды, доли ед.; 6Ш и 6Р — плотность шаров и руды, т/м3; <рПс и <рСи — заполнение измельчающей средой (рудой) мельниц полусамоизмельчения и самоизмельчения, доли ед.
В. Расчет рудногалечных мельниц
Удельная производительность рудибгалеч-ных мельниц по вновь образованному расчетному классу крупности определяется с учетом износа гали >
<7d =-р-в* *)’ (IV’279)
где Р — износ рудной гали (измельчающей среды), т/ч.
Производительность рудногалечных мельниц приближенно определяется по показателям шарового измельчения исследуемой руды с введением поправочных коэффициентов, учитывающих особенности рудногалечного измельчения
Орг — Ош^у^изн. г^с КрацКпл> (IV.280) 340
где Qpr и Qin — производительность рудногалечной и шаровой мельниц одинаковых размеров и работающих в одинаковых режимах, т/ч; — коэффициент, учитывающий влияние плотности нагрузки, т. е. смеси рудной гали и пульпы в мельнице, отн. ед.; Кизн. г — коэффициент, учитывающий износ гали, отн. ед.; Кс — коэффициент, учитывающий влияние циркулирующей нагрузки, отн. ед.; Крац— коэффициент, учитывающий влияние формы, поверхностной твердости и рационирования измельчающей среды, отн. ед.; Кпл — коэффициент, учитывающий снижение плотности пульпы в рудногалечных мельницах, отн. ед.
Формула (IV.280) предложена К. А. Разумовым. Поправочные коэффициенты определяются по формулам:
Ку = (0,8256р + 0,175)/(0,2056р + 5),
(IV.281)
Кизн. Г = 1 + 0,1 (0d - ad), (IV.282)
где 6Р — плотность рудной гали, т/м3.
Принимают следующие значения коэффициентов: Кс = 1,05, Ар = 0,75 — 0,80 и Кил = 0,90 — 0,95.
Те же результаты расчета производительности рудногалечной мельницы можно получить по показателю энергетической эффективности измельчения в шаровой мельнице
ерг = ещАизнАс^рацАпл> (IV.283)
исходя из полезной мощности шаровой мельницы
№г = ^Трг/Тш = С5г (IV.284)
где ерг и еш— энергетическая эффективность измельчения по вновь образованному расчетному классу крупности рудногалечной и шаровой мельниц т/(кВт-ч); и V™— расчетная полезная мощность этих же мельниц, кВт; ург и уш — средневзвешенная плотность нагрузки рудногалечной (рудная галя пульпа) и шаровой (шары -f- пульпа)
мельниц, т/м3.
Учитывая среднюю плотность измельчающей среды и пульпы в рудногалечных и шаровых мельницах по формулам (IV. 107) (IV.106), коэффициент ST определится по отношению ург и уш
= 6рг (1 — д) .+аА . jv 285) 7 6М(1—Д) + ДА
Тогда
Орг = еш^п ^Аизн. г^сКрац^пл
(IV.286)
Показатели энергетической эффективности по второй и третьей стадиям рудногалечного измельчения железистых кварцитов НКГОКа, ИнГОКа и ЛебГОКа приведены в табл. IV.55.
Глава 7
Эксплуатация мельниц и эффективность работы измельчительиых установок
§ 1. Абразивный и коррозионный износ металлов и абразивность
РУД
Износ металлов. Исследованиями в области трения и износа материалов * рассматривается износ как необратимый физико-механический и физико-химический процесс на поверхности твердых тел.
При износе металлов за счеттрения скольжения твердое зерно измельчаемого материала царапает, шлифует или режет металл, т. е. вызывает его абразивный износ. Существенным при этом оказывается взаимодействие абразивных частиц и металла: дробление зерен и шаржирование поиерхности металлов.
Скорость ударно-абразивного износа материалов зависит от энергии удара. В момент удара в местах контакта изнашиваемой поверхности и абразива развиваются высокие напряжения, вызывающие пластические деформации металла, образуя на его поверхности углубления (лунки) различной формы и глубины. При многократном пластическом деформировании, кроме образования углублений, происходит отрыв частиц металла.
При наличии слоя жидкости и зоне удара возникает гидродинамический поток, вызывающий дополнительно гидроабразивное изнашивание. Поскольку ударно-абразивному изнашиванию свойственна цикличность, то при высоких энергиях удара ведущим процессом может оказаться усталостное разрушение **.
Из исследований в области износа известно, что роль фактора повторяемости ударов неоднозначна. С одной стороны, повторно действующая нагрузка на поверхность, если она даже мала, может привести к усталостному разрушению поверхности металла и образованию на поверхности ультрамикротрещин и других дефектов, которые могут перерастать в трещины усталости. С другой стороны, при многократных ударных воздействиях наблюдается явление наклепа, упрочняющего поверхность металла. Но также известно, что наклепанные металлы более активно вступают в химические реакции, легче корродируют и склонны к коррозионному растрескиванию. И, наконец, немаловажно, что при ударах обнажается и обновляетсяJ поверх-
* Крагельский И. В. Трение и износ. М., Машиностроение, 1968; Несвижный О. А. Долговечность быстроизиашивающихся деталей цементного оборудования. М., Машиностроение, 1968.
•• Серенсен С. В. Сопротивление материалов усталостному н хрупкому разрушению. М., 1975.
Рис. IV.93. Влияние мокрого способа измельчения ряда минералов на скорость износа шаров по сравнению с сухим измельчением
ность металла благодаря удалению частиц износа.
На рис. IV.93 показаны результаты измерений скорости износа шаров из стали ШХ-15 твердостью 840 кг/мм2 при мокром измельчении ряда разных по крепости и природе минералов по сравнению с износом шаров при сухом измельчении в фарфоровой мельнице. Из рис. IV.93 видно, что жидкая среда увеличивает скорость износа шаров в 2—3 раза и более, нр при измельчении различных по природе минералов влияние жидкой фазы не одинаковое.
При мокром измельчении в жидкой фазе пульпы в мельнице присутствует кислород в растворевном и в газообразном состоянии, хлориды, сульфаты, карбонаты и другие вещества, которые могут вступать в химиче- । ские реакции с обнаженной поверхностью "I металлов, т. е. в мельнице существуют все | условия для коррозионного: из- •’ носа металлических поверхностей. При , непрерывном удалении продуктой коррозии с поверхности мелющих тел и защитных элементов мельницы обнажается химически активная поверхность металла. По данным исследований, выполненных в Канаде, на долю < коррозионного износа измельчающих тел и ( футеровок мельниц приходится 40—90 % от общего износа металла.
Однако вследствие образования на поверхности металла защитной пленки поверхностный слой может оказаться более стойким к механическому износу. Выполненные в последнее время исследования подтвердили возможность замедления износа металла при введении в жидкую фазу специальных вещести —
341
Рис. IV.94. Зависимость скорости коррозионного износа шаров от pH жидкой фазы пульпы в мельнице и вида регулятора среды:
1 — едкий натр; 2 — сода; 3 — известь
ингибиторов. Такими свойствами обладают нитрит натрия, хромат натрия, метасиликат натрия, натриевая соль бенсойной кислоты, бура. Исследованиями выявлено, что универсального ингибитора, пригодного для всех руд, иет. Также установлено, что ряд веществ стимулирует процесс коррозионного износа. Так, сульфат и хлор-ионы, медный купорос и другие вещества являются ускорителями процесса износа, т. е. являются стимуляторами коррозии. По
скольку разрушение металлов в электролитах является результатом действия анодного, связанного с переходом ионов металла в раствор, и катодного, связанного с ассимиляцией электронов кислородом, процессов, то действие ингибитора заключается в изменении скорости коррозии за счет торможения одного из этих процессов или обоих сразу. Оба процесса взаимосвязаны *.
Результаты исследований процесса коррозии металлов показывают, что коррозионный процесс может быть полностью подавлен при pH, равным 12,5; 12,0 и 11,2 соответственно при использовании в качестве регулятора среды едкого натра, извести и соды (рис. IV.94). Замечено также, что при уменьшении pH ниже 8,3 скорость коррозии также уменьшается.
Абразииность руд определяется по скорости износа контрольных тел, размещенных в соответствующих условиях контакта с измельчаемым материалом. Для определения относительной абразивности руд при измельчении Днепропетровским горным институтом** предложен и отработан способ определения этого показателя по потере массы
* Розенфельд И. Л. Ингибиторы коррозии. М., Химия, 1977; Алцыбеева А. И., Левин С. Ингибиторы коррозии металлов. Справочник, Л., 1968.
** Белецкий Е. П., Кибец В. Л. Абразивные свойства железистых кварцитов. Обогащение полезных ископаемых, вып. 26. Киев, Техника, 1980, с. 55—59.
Рис. IV.95. Вибрационный роликовый истиратель Механобра:
1 — стол; 2 — электродвигатель; 3 — шкив; 4 — вал; 5 —дебалансные грузы; 6 — подвижная рама; 7 — стаканы; 8 — ролики; 9 — струбцины; 10 — стопорные винты; 11 — кронштейны; 12 — кольцевые резиновые подвески
342
Таблица IV.56
Абразивность железосодержащих руд (по данным Е. П. Белецкого и В. А. Кибец)
Предприятие Разновидность железистых кварцитов Показатели абразивности
по способу ДГИ по способу фирмы «Аллис-Чалмерс»
абсолютные относительные абсолютные относительные
ИнГОК Силикатно-магнетитовые роговики Магнетито-силикатные роговики Гематито-магнетитовые роговики Магнетитовые джеспилиты 0,1086 0,1046 0,1080 0,1281 i 0,3895 0,3004 0,3028 0,4035
Средние 0,1123 1,000 0,3491 1,000
нкгок Гематито-магнетитовые роговики Магнетитовые роговики Силикатно-карбонатно-магнетитовые роговики Магнетито-силикатно-карбонатные роговики 0,1099 0,1148 0,1014 0,0892 0,3405 0,4466 0,2923 0,3055
, Средние 0,1038 0,925 0,3462 0,992
югок Средне-и широкополосчатые магнетитовые роговики Тонко- и неяснополосчатые магнетитовые роговики Сидерито-магнетитовые роговики Гематито-магнетитовые роговики Магнетито-мартитовые и мартитовые рогоиики Железно-слюдково-мартитовые роговики и их ли-монитизнрованные разности Некондиционные магнетито-силикатно-карбонат-ные роговики 0,0962 0,1094 0,0812 0,0905 0,0805 0,0945 0,1015 0,3161 0,3946 0,2772 0,2456 0,3572 0,2517 0,3606
Средние 0,0934 0,832 0,3147 0,902
цгок Магнетито-мартито-лимонитовые роговики Мартитовые роговики Гематито-мартитовые роговики Магнетито-карбонатно-силикатные роговики Магнетито-хлоритовые роговики Магнетитовые роговики Силикатно-карбонатно-магиетитовые роговики 0,0623 0,1064 0,1216 0,0583 0,0236 0,0559 0,1049 0,1846 0,3812 0,3010 0,1007 0,1151 0,2183 0,2467
Средние 0,0761 0,678 0,2211 0,633
СевГОК Силикатно-магнетитовые средне- и тонкополосчатые роговики То же средне- и грубослоистые Магнетитовые тонкополосчатые роговики Кумингтонито-магнетитовые рогоиики Магнетито-силикатные серополосчатые роговики Брекия роговиковая тонкополосчатая Магнетито-силикатные малорудиые роговики Бренчия мелко- и крупнобломистая с кварцево-карбонатными обломками 0,0330 0,0709 0,0640 0,0557 0,0449 0,0812 . 0,0312 0.0359J А 0,2237 0,1868 0,1297 0,0770 0,2640 0,2204 0,2429 0,0804
Средние 0,0521 0,464 0,1781 0,510
343
(выраженной, в граммах) пустотелого ролика с наружным диаметром 42 мм и длиной 90 мм и с первоначальной массой примерно 200 г, изготовленного из Ст. 3. Истирание пробы руды крупностью —5 -|- 3 мм с массой 50 г проводится в течение 10 мин в вибрационном ролнкоиом истирателе конструкции института Механобр (рис. IV.95).
Коэффициент относительной абразивности определяется по отношению
Л = (Ри - Ро„)1(Р3 - Роэ), (I V.287)
где Pf«P — масса ролика до и после опыта, г; «и» и «э» — индексы, обозначающие показатели, полученные в опытах соответственно с исследуемой и эталонной рудой.
Как и при определении коэффициента относительной измельчаемости, предполагается, что коэффициенты относительной абразивности, полученные по результатам лабораторных и промышленных испытаний, равны между собой, т. е. Ллаб = Апром- Тогда по известному сроку службы /бр (Э), например броней мельниц, работающих при измельчении эталонной руды, определяется ожидаемый срок службы этих же броней ^Р(„) в мельницах, работающих при измельчении’исследуемой руды
^бр(и) = Л^бр(э). (IV.288)
Аналогично определяется и расход стальной измельчающей среды
£<и) = А₽(Э), (IV.289)
где </и и g3 — удельный расход стальной измельчающей среды при измельчении исследуемой и эталонной руд, кг/т.
Между показателями абразивности Днепропетровского горного института Ад и фирмы «Аллис-Чалмерс» (США) А а существует следующая взаимосвязь
Ад = О.ЗООАд + 0,003. . (IV.290)
Показатели относительной абразивности некоторых руд, перерабатываемых на отечественных обогатительных фабриках, приведены в табл. IV.56.
Рис. IV.96. К определению фактического заполне-иня мельницы измельчающей средой:
/ — барабан мельницы с футеровкой; 2 — измельчающая среда; а, b — измеряемые отрезки
Относительное заполнение объема барабана мельницы измельчающей средой часто определяется по эмпирической формуле
<р ~ 0,50 — 1.27&/D, (IV.291)
где <р — фактическое заполнение барабана измельчающей средой, доли ед.; D — фактический (замеренный) диаметр барабана внутри футеровок, мм; b — фактическое расстояние от оси мельницы до поверхности измельчающей среды, мм.
Необходимые измерения для определения фактического заполнения мельницы измельчающей средой: а = АВ, b = ОВ и D = = 2 (а — Ь) показаны на рис. IV.96.
Качество измельчающих тел и их размеры. Стальные шары и стержни, применяемые для барабанных мельниц, характеризуются их износоустойчивостью, размером (диаметром) и формой.
Стальные шары, изготавливаемые на шаропрокатных станах диаметром 40, 50, 60, 70, 80, 90, 100, НО (115, 120) и 125 мм, имеют твердость по Бринелю не менее 400 Нв — для шаров 40—80 мм; не менее 350 Нб — для шаров 90—ПО мм и не менее 300 Нб —для шаров более 110 мм. Химический состав стали
§ 2. Измельчающая среда барабанных мельниц
В зависимости от материала измельчающих тел различают металлическую и неметаллическую измельчающую среду и в зависимости от формы металлических тел — шаровую, стержневую, цильпепсную.
Под термином «начальная загрузка измельчающих тел» понимается их общая масса в барабане мельницы, а термином «догрузка» обозначается непрерывная или периодическая добаика измельчающих тел в мельницу для компенсации их износа. Общая масса измельчающих тел би (т), которая поддерживается в работающей мельнице, определяется по относительному заполнению (доли ед.) рабочего объема барабана V (м8) и насыпной плотности измельчающей среды ?и (т/м3).
Рис. IV.97. Зависимость износа шаров от их твердости:
If — стальные шары диаметром 125 мм; 2 — то же, 100 мм; 3 — то же, 80 мм; 4 — чугунные шары кокильного литья из орско-халиловского чугуна диаметром 125 мм
344
Таблица IV.57
Характеристика стальных шаров и стержней (6сТ = 7,8 т/м3)
Стержни длиной 1 м
Шары
Диаметр, мм масса одного шара, кг объем одного шара, дм8 количество шаров в 1 т поверхность 1 т шаров, м* Диаметр, мм масса одного стержня, кг объем одного стержня, дм* количество стержней в 1 т боковая поверхность 1 т стержней, м2
30 0,110 0,0141 9091 25,7 40 9,797 1,256 102,1 12,8
40 0,262 0,0335 3817 19,2 50 15,308 1,963 65,3 10,3
50 0,511 0,0655 1957 15,4 60 22,04 2,826 45,4 8,6
60 0,883 0,113 1132 12,8 70 30,00 3,846 33,3 7,3
70 1,402 0,180 713 11,0 80 39,19 5,024 25,5 6,4
80 2,093 0,268 477 9,6 90 49,60 6,358 20,2 5,7
90 2,980 0,382 335 8,5 95 55,26 7,085 18,1 5,4
100 4,087 0,524 245 7,7 100 61,23 7,850 16,3 5,0
ПО 5,440 0,697 184 7,0 105 67,50 8,655 14,8 4,9
115 6,216 0,797 161 6,7 110 74,09 9,499 13,5 4,7
120 7,063 0,905 141 6,4 115 80,98 10,382 12,3 4,4
125 7,969 1,023 125 6,1 125 95,67 12,265 10,5 4,1
для изготовления шаров: 0,7—1,05% С; 0,17—0,37% Si; 0,25— 1,65 % Сг; 0,25— 0,3% Ni; 0,02—0,045 % S; 0,02—0,45% Р; 0,2—1,2% Мп.
Стальные шары правильной формы при наиболее плотной укладке (38 % пустот между шарами) имеют насыпную плотность 4,80— 4,86 т/м8 независимо от их размера. Измеряемая кажущаяся насыпная плотность в емкостях малых размеров (1—2 м3) зависит от размера шаров, что вызвано наличием дополнительных пустот у стенок емкости. В табл. IV.57 приведены масса одного шара различного размера и количество шаров в 1 т.
Стальные стержни изготовляются диаметром от 40 до 125 мм. Наиболее износостойкая сталь для стержней — марок 50Г, 60Г, 65Г, С55.
Насыпная плотность стержней правильной формы, независимо от их размера, составляет 7,08—7,12 т/м3. Кажущаяся насыпная плотность стержней вызвана как дефектами в форме стержней, так и дефектом измерений и малых емкостях.
Износ измельчающих тел зависит от их твердости. На рис. IV.97 приведены результаты исследований износа стальных и чугунных шаров различной твердости *.
На обогатительных фабриках износ измельчающих тел (шаров, стержней) оценивается удельным расходом на 1 т переработанной руды и является одной из существенных статей затрат на обогащение руд. Удельные расходы шаров и стержней на ряде обогатительных фабрик приведены в табл. IV.39 и IV.40.
* Воронова Н. А,, Стовичеико П. И., Дол-гало Г. Н. Износостойкость чугунных и стальных шаров при размоле криворожских железистых кварцитов. Горный журнал, 1959, № 11.
Для^компенсации износа из мельчающих тел на практике используются два способа догрузки:
регулярная — догрузка одноразмерными наиболее крупными измельчающими телами (шарами, стержнями, минеральной галей);
рационная — догрузка разноразмерными измельчающими телами при определенном соотношении тел различных размеров.
Неметаллическая измельчающая среда, используемая при рудногалечном самоизмель-чении или галечном измельчении, догружается в мельницы непрерывно или через малые промежутки времени. Металлическая измельчающая среда обычно догружается периодически от одного раза в смену (три раза в сутки) до одного раза в три—пять суток. На ряде обогатительных фабрик догрузка шаров произродится автоматически через заданные промежутки времени или после переработки заданного количества руды.
Из практики известно, что:
установившийся состав измельчающих тел в мельнице, включая и вновь добавляемые, обеспечивает наибольшую эффективность измельчения по сравнению с первоначальной загрузкой;
крупный исходный материал, а также материал, содержащий повышенное количество промежуточных классов крупности или повышенной крепости, требует загрузки более крупных измельчающих тел, чем мелкий и хрупкий материал;
более тонкое измельчение исходного материала требует наличия в измельчающей среде большего количества измельчающих тел меньших размеров, чем при грубом измельчении этого же материала;
состав измельчающей среды и ее количество в мельнице влияют на величину оптимальной циркулирующей нагрузки, пропускной
345
Рис. IV.98. ПоперечнаяТсегрегация шаровой загрузки (по Д. К* Крюкову):
а — при низких частотах вращения барабана; б — при обычной частоте вращения (70—85 % от критической) и среднем заполнении барабана шарами (30—35 % от объема); в — при водопадном и смешанном режимах работы мельницы; ак и ам ~ Угол отрыва крупных (к) и мелких (м) шаров; Рк и — угол падеии-я шаров; — радиус барабана мельницы; Лл — г„ и »л — г„ —
О К г* О м радиус круговой траектории крупных и мелких шаров
(транспортирующей) способности !мельницы при оптимальном уровне пульпите ней и соответственно на эффективность измельчения;
накапливание в мельнице металлического скрапа, состоящего из изношенных шаров малого размера, осколков и боя шаров и шаров неправильной формы (овальные, чечевицеобразные, многогранные, дискообразные и т. п.), снижает эффективность измельчения и затрудняет проходимость пульпы через мельницу, особенно в мельницах с разгрузкой через решетку;
вывод из мельницы шаров неэффективного размера повышает пропускную способность мельниц при оптимальном уровне пульпы в ней и способствует повышению оптимальной циркулирующей нагрузки и эффективность измельчения.
При работе мельниц с разноразмерной измельчающей средой наблюдается сегрегация измельчающих тел по поперечному сечению барабана мельницы, которая зависит от заполнения барабана и частоты его вращения, и подлине барабана — в зависимости от формы футеровочных броней цилиндрической части барабана и от формы самого барабана.
В шаровых мельницах — крупные шары, а в мельницах самоизмельчения или в рудногалечных мельницах — крупные куски руды' концентрируются обычно в центре мельницы (рис. IV.98).
Размер догружаемых в мельницу измельчающих тел, режим их догрузки и состав определяются обычно в результате длительных технологических исследований. Наибольший размер догружаемых тел, при которых достигается наибольшая производитель-346 ’
ность по вновь образованному контрольному классу крупности, принято называть рацйо-нальным (оптимальным).
Шары и стержни диаметром более 125 мм не применяются из-за резкого снижения надежности работы мельницы (ослабление крепления и раскол плит футеровки барабана, увеличение ее износа, повышение частоты отказов). В мельницах сухого и мокрого полу-самоизмельчения используются шары диаметром от 100—125 до 150—156 мм.
Металлический скрап, включая и шары неэффективного размера или неправильной формы, по своему размалывающему действию значительно менее эффективен, чем более крупные шары правильной формы, и должен непрерывно или периодически удаляться из мельницы. Удаление металлического скрапа и шаров «неэффективного» размера из шаровых мельниц с разгрузкой через решетку осуществляется через отверстия соответствующих размеров, выполненных в разгрузочной решетке. Обычно достаточно 3—4 отверстий диаметром до 50—70 мм. Таким|же способом выводятся из мельниц самоизмельчения и рудногалечных мельниц рудные куски «труд-ноизмельчаемой» крупности.
Удаление изношенных стержней и их обломков является трудоемкой операцией и на практике выполняется редко, хотя известно, что эффективность работы мельницы при этом существенно уменьшается. Более, прогрессивным решением этого вопроса является применение на некоторых обогатительных фабриках стержней, изготавливаемых из инструментальной стали типа С55. Применение таких стержней в сочетании с режимом их догрузки по правилу «норма—перегруз— норма» партиями с массой единовременно загружаемых стержней не менее 7—10 т обеспечивает. разрушение изношенных иа 40— 50 % по диаметру стержней на короткие обломки и выход их из мельницы в течение 16— 24 ч после догрузки.
На современных обогатительных фабриках смена измельчающей среды шаровых и стержневых мельниц производится обычно при замене барабана (вращающейся части) мельниц для перефутеровки при сменно-машинном способе их ремонта.
Закономерности износа из* мельчающих тел в барабанных мельницах рассмотрим на примере износа стальных шаров [53]. Согласно экспериментальным исследованиям скорость износа шара в мельнице, т. е. убыль его массы Сш в единицу времени, пропорциональна л-й степени диаметра шара
dGm!dt = - K„3HDn, (IV.292)
где Кизн — коэффициент износа.
Показатель степени п зависит от скоростного режима мельницы, качества металла шаров и абразивности руды. При тихоходном режиме (каскадный с перекатыванием шаров) показатель близок к л = 2, т. е. скорость износа пропорциональна квадрату диаметра или поверхности шара (по Мёртселлю и Прентису). При обычном смешанном режиме (с преимущественным полетом шаров) показатель приближается к п = 2,3 (по Бонду и Разумову) или п = 2,5 (по Олев-скому). При быстроходном режиме (заполнение <р = 0,45 и скорость ф s 0,8) показатель п = 3 (по Дэвису), т. е. скорость износа пропорциональна кубу диаметра или массе (объему) шара.
При приближенных расчетах можно пренебречь расхождением результатов, считая п ~ 3.
При составлении первоначальной шаровой загрузки после перефутеровки мельницы следует заполнять ее шарами различных размеров в соответствии с той характеристикой крупности, какая наблюдается при установившемся режиме.
При рационной догрузке, составленной из смеси шаров разного размера Dj, D2, Ds и т. д. , выход шаров крупных классов определяется суммой частных выходов [53]
т = -Йо-+ + ТзРз’ • • <IV-293>
где Pi, Р2> Рз — коэффициенты рационирования, представляющие отношения массы шаров данного размера к общей массе партии догружаемых единовременно шаров.
Применение одноразмерной или многоразмерной догрузки шаров в мельницы зависит от крупности, гранулометрического состава, крепости и абразивности исходного питания, крупности готового продукта и условий работы мельницы. В ряде случаев, особенно при открытоцикловом тонком измельчении в однокамерных трубных мельницах или при одностадиальном измельчении поликомпонент-иой по крепости и крупности руды, двух- или трехразмерная догрузка шаров позволяет повысить скорость измельчения на 10—15 % и более.
Способы определения размера и состава догружаемых в мельницы измельчающих тел предполагают однозначное решение следующих задач:
необходимости и целесообразности догрузки мельницы двух-(трех)размерными шарами или стержнями;
наибольший размер догружаемых шаров или стержней (также и рудной гали);
«неэффективный» размер шаров и стержней (также и рудной гали) и целесообразность удаления таких измельчающих тел из мельницы.
Наибольший размер догружаемых шаров и стержней определяется по формуле
dln(C)=£d'n, (IV.294)
где dm (cj — наибольший диаметр шара (ш) или стержня (с) для догрузки в мельницу, мм; d — крупность исходного питания мельниц, мм; k и т — коэффициенты пропорциональности, зависящие от крепости измельчаемого материала и условий его измельчения.
Известны эмпирические формулы типа (IV.294)
для шаров:
К. А. Разумова
</ш = 28я/4~ (IV.295)
В. А. Олевского
= 52^2; (IV.296)
Ф. Бонда
dm = 7,55^ (A^-V/3 (IV.297) \ ф V D /
и для стержней:
В. А. Олевского
dc = (15-20) (IV.298)
Ф. Бонда
где da6 и d80 — номинальная и 80 % -ная круп-ность исходного питания мельницы, мм; лр — плотность руды, т/м3; W( — индекс «чистой работы» по Ф. Бонду, кВт-ч (т-мкм0,5); ф — относительная частота вращения мельниц, доли ед.; D —диаметр барабана мельницы, м.
Эмпирические формулы справедливы для конкретных условий работы мельниц и могут использоваться для ориентировочных определений размеров шаров и стержней с последующим экспериментальным уточнением.
В институте Механобр разработана и предложена для промышленной проверки методика определения оптимальной по составу и крупности измельчающей среды в зависимости от свойств руды и условий ее измельчения [61].
1. Н е о б х о д и м о с т ь и целесообразность догрузки мел ь-н и ц д вух (трех) размерными шарами определяется по соотношению
Ярац =1.Н V(₽d - <*d)/Kz. (IV.300)
347
где a-d и Pj — содержание класса —0,074 мм в питании и в готовом продукте измельчения, доли ед.; К2 — коэффициент зернистости исходного питания, определяемый по содержанию класса, равного 0,5 от размера номинальной крупности, из уравнения Кг = = 0,475/аг , отн. ед.
Для стержневых мельниц необходимость рационирования состава догружаемых стержней определяется по соотношению
Ярац = 1,30/КК^ (IV.301)
где 70 — удельная нагрузка по исходному питанию, т/(м*-ч).
При /?Рац >1,0 рационирование состава догружаемых шаров или стержней целесообразно и необходимо, при /?рац <1,0 — нецелесообразно и нежелательно.
Соотношение состава догружаемых шаров или стержней в рационированной двухразмерной догрузке определяется отношением
Тм/Тб = (“г — “0,074)/(1 — “г), (IV.302) где Ум и Тб — содержание по массе шаров нли стержней в догрузке соответственно меньшего и большего размеров, доли ед.
2. Размер догружаемых шаров определяется по. формуле
dnj ~ . (IV. 303)
стержней
de = (IV.304)
где dnra и dC3 — оптимальный размер догружаемых шаров и стержней в мельницы, работающие при эталонных условиях, мм; га — коэффициент, учитывающий влияние крепости руды, оцениваемой по временному сопротивлению одноосному сжатию наиболее прочных образцов, содержащихся в руде в количестве, ие менее 10—15%, отн. ед.; г№ и z50 — коэффициенты, учитывающие илияние соответственно номинальной (95 %) и медианной (50 %) крупности исходного питания, отн. ед.; гр — коэффициент, учитывающий влияние крупности готового продукта по содержанию в нем класса —0,074 мм, отн. ед.; zq—коэффициент, учитывающий влияние скорости загрузки исходным питанием стержневой мельницы, отн.. ед.
В качестве эталонных условий приняты показатели измельчения весьма твердой медно-никелевой руды Ждановского месторождения в мельницах МШР-3600Х 5000 и МСЦ-3200х4500, работающих при заполнении 45—47 и 35—37 % от объема и 78,7 и 70 % от критической частоты. Номинальная крупность исходного питания —25 мм, его зернистость 0,86 ед., временное сопротивление одноосному сжатию наиболее прочных пород в руде 250 МПа. Содержание класса —0,074 мм. в питании и в готовом продукте шарового измельчения соответственно 2,5 и 50%. Удельная нагрузка по исходному питанию шаровой мельницы 1,5 т/(м8-ч) и стержневой мельницы 4т/(м3- ч). Оптимальный размер догружаемых шаров н стержней равен 125 мм, неэффективным размером яв
348
ляются шары диаметром 55 мм (dH3 = = 0,44dnl3) и меньше и стержни диаметром 60 мм (dH3 = 0,48dC3) н меньше.
Коэффициенты 2; определяются по эмпирическим формулам:
Zq =0,251 (Осж)0,25; (I V.305)
z95 = 0,446 (des)0’25; (I V.306)
га= 1,08К“’33; (IV.307)
zp = 1,25 — 0,5 (Pd —ad); (1V.308)
Zq = O,87<7°’10. (IV.309)
3. Неэффективный размер измельчающих тел определяется по формулам:
шаров
йшн=М0-30 + 0,13г;5г;); (IV.310)
стержней
dCH=dc(0,30 + 0,I8z;g2;). (IV.311)
где dm и dc — оптимальный размер догружаемых шаров или стержней, мм; z95 — коэффициент, учитывающий влияние крупности исходного питания, отн. ед.; z' и z"q —коэффициенты, учитывающие влияние скорости загрузки мельниц свежим исходным питанием, отн. ед.
Коэффициенты Zg-, z' и z" определяются по эмпирическим формулам:
2 95 — 0,2d^j5;
гч = 0,60<?д’25; z" = 0,63<7®’33.
(IV.312) (IV.313) (IV.314)
В табл. IV.58 приведены протабулирован-ные значения расчетных коэффициентов г(-для определения оптимальных размера догружаемых и неэффективного размера выводимых из процесса шаров и стержней. Изложенная методика пригодна для оптимизации измельчающей среды мельниц, работающих в первой и и последующих стадиях измельчения. В последнем случае:
наибольший размер кусков рудной галн
dpr = 7,8dm/6pr; (IV.315)
неэффективный размер кусков рудной гали rfpra = 1.7Йшив^’26. (IV.316)
4. Размер догружаемых шаров или стержней при диух-размерной рационной догрузке мельниц определяется по dm и
ПИ‘ d6 = dm(C); (IV.317)
J I dni(C) ----dnlH(CH) \ , j
ам = у'--------2--------/ ’ 011111 ССН)’
(IV.318)
Таблица IV.58
Значения коэффициентов z, для определения размеров догружаемых и неэффективных измельчающих тел по методике института Мехаиобр
Параметр асж, МПа 75 100 125 150 175 200 250 275
га 0,74 0,79 0,84 0,88 0,91 0,94 1,00 1,02
Параметр d‘ai, мм 0,2 0,5 1 5 8 12 16 20
г95 0,30 0,38 0,45 0,67 0,75 0,83 0,89 0,95
г95 0,09 0,14 0,20 0,45 0,70 0,70 0,80 0,90
Параметр d96 , мм 25 30 35 40 50 75 , 100 125
г95 1,00 1,04 1,09 1,12 1,19 1,31 1,41 1,49
г95 1,00 1,10 1,18 1,27 1,41 1,73 2,00 2,24
Параметр Кг, отн. ед. 0,50 0,60 0,70 0,80 0,90 1,00 1,25 1,50
г50 0,86 0,91 0,96 1,00 1,03 1,08 1,16 1,24
Параметр (₽</—«<;), доли ед. 0,20 0,30 0,40 0,50 0,60 0,70 0,80 0,90
гв 1,15 1,10 1,5 1,00 0,95 0,90 0,85 0,80
Параметр q0, т/(м3-ч) 1 2 3 4 5 6 8 12
гч 0,87 0,93 0,97 1,00 1,02 1,04 1,07 1.И
0,63 0,79 0,91 1,00 1,08 1,15 1,26 1,44
Параметр q0, т/(м3-ч) 0,8 1,0 1,2 1,5 1,8 2,0 2,2 2,4
0,46 0,60 0,69 1,00 1,25 1,42 1,61 1,79
Таблица IV.59
Техническая характеристика дозаторов шаров
Параметры ПШ-1 ПШ-2 ПШ1-02-3 ПШ1-02-4 ПШ1-02-5
Диаметр дозируемых шаров, мм Вместимость аппарата по массе шаров, т: 40—60 80—120 60 и 85 100 и 120 50
бункера 4 4 ___
барабана — — 3 3 3
Частота вращения барабана, мин-1 — — 0,636 0,636 0,636
Частота движения подъемника шаров, мин-1 6 6 — — —
Тип приводного механизма КМТД-102 КМТ-2 Редуктор-двигатель АО41-4
Мощность электродвигателя, кВт — — 1,7 1,7 1,7
Тип вибратора Частота (ед./мин) подачи шаров диаметром (мм): С-794 С-794 — — —
120 — 6 1,9
100 — 3,2
85 5
80 — 6
60 6 — 15
50 —— 25,4
40 Габариты машины, мм: длина ширина высота Масса машины, т 6 1490 1170 1350 0,82 1795 1170 1350 0,846 3350 2000 1940 3,695
Изготовитель Усольский завод горного оборудования Научно-исследоват и проектный инет ханобрчермет ^л некий итут Me-
349
РисЛ1У.1ОО. Переносной самоопрокидывающнйся контейнер для догрузки шаров в мельницы:
/ — мельница; 2 — рама приемной воронки; 3 — самоопрокидывающнйся контейнер; 4 — лоток подачи шаров в мельницу
Рис. IV.99. Стержиезагрузочная переносная машина:
/ — станина; 2 — привод; 3 — выдвижная стрела; 4 — толкатель; 5 — механизм подачи стержней из контейнера; 6 — контейнер; 7 — стержни
Рис. IV.101. Питатель шаров ПШ-1 и ПШ*? конструкции Усольского ЗГО:
1 — бункер; 2 — козырей; 3 — подвижное диище;
4 — вибратор С-794; 5 — подъемник шаров; 6 — электромагнитный привод подъемника; 7 — лоток; 8 — датчик счетчика шаров
где dg, dM—диаметр догружаемых шаров или стержней в парционной догрузке соответственно наибольшего (б), и наименьшего (м) размеров, мм.*
Применение трехразмерной догрузки мельниц измельчающими телами рекомендуется применять только в исключительных случаях, например при измельчении хрупких руд крупностью 75—150 мм или при измельчении стандартных руд в открытом цикле до 80—95 % содержания класса —0,074 мм. Если расчетный размер догружаемых шаров
350
Рис. IV.102. Питатель шаров ПШ-1 конструкции института Механобрчермет:
1 — бункер; 2 — вращающийся барабан; 3 — элеваторный подъемник; 4 — приемо-выводиое устройство со счетчиком шаров; 5 — привод 'барабана
или стержней превышает 125 мм, то целесообразно рассмотреть возможность уменьшения крупности исходного состава или распределения объемов мельниц по стадиям.
Влияние диаметра мельницы на оптимальный размер догружаемых шаров н стержней в методике института Механобр не учитывается. Известны следующие оценки влияния этого параметра:
Диаметр барабана мельниц, мм.............
Поправочный коэффициент г^:
по С. Ф. Шинкоренко (шары).............
по Ф. Бонду (шары).....................
по Ф. Бонду (стержни)..................
Экспериментально этн рекомендации пока не подтверждены.
Шаростержневое хозяйство обогатительных фабрик представляет собой комплекс устройств и механизмов для приема и складирования поступающих шаров и стержней по типоразмерам, механизмов для транспортирования шаров и стержней к мельницам, механизмов или приспособлений для их загрузки в мельницы.
Загрузка и догрузка стержней в мельницы производится с помощью переносной стерж-иезагрузочной машины (рис. IV.99).
Догрузка шаров в мельницы производится обычно не реже одного раза в сутки и осуществляется с помощью переносных контейнеров (рис. IV.100). На ряде обогатительных •фабрик используются для догрузки шаров специальные дозаторы (рис. IV.101 и IV.102). Техническая характеристика дозаторов приведена в табл. IV.59.
§ 3. Футеровка барабанных мельниц
Футеровка барабанных мельннц предназначается:
для защиты от износа основных конструктивных элементов барабана мельницы, соприкасающихся с измельчаемым материалом «ли пульпой;
для передачи энергии рабочему телу — измельчающей среде;
для сообщения траектории движения телам измельчающей среды, обеспечивающей наибольшую эффективность измельчения материала. ggt
Для защиты барабана мельницы от износа применяют футеровочные брони цилиндров, торцовых крышек, пустотелых загрузочной и разгрузочной цапф (41, 42 , 53,. 70 , 74]. В мельницах с разгрузкой через решетку защитные элементы разгрузочной крышки совмещены конструктивно с элементами элеваторного пульпоподъемника. Разгрузочная решетка является одним из узлов, изнашивающихся в процессе работы мельницы. При оптимальном выборе конструкции и материала футеровочных броней срок службы брони цилиндрической части барабана равен сроку службы броней торцовых крышек и разгрузочной решетки. Брони загрузочной и разгрузочной цапф и коробчатые элементы элеваторного пульпоподъемника имеют срок службы, в два—четыре раза больше срока службы броней барабана.
Брони изготавливаются преимущественно из износостойкой стали марки 110Г13Л и резины марки 1801-6, 1701-6, 6252, 4-54 и ЗЭТ-ЗЗ. Для футеровки мельниц диаметром до 2700 мм иногда используется сталь 80ГСЛ,
2700 3200 3600 4000 4500 5000 5500
1,08 1,04 1,00 0,96 0,92 0,88 0,86
1,05 1,02 1,00 0,98 0,96 0,945 0,93
1,07 1,03 1,00 0,97 0,94 0,92 0,90
100Х2Г, 100СГ или чугун ВУ-4, ВУ-10, И4Х12Г5. Известны случаи применения стального проката для футеровки барабана мельниц.
А. Футеровка барабана
Основные типы футеровок цилиндрической части барабана приведены на рнс. IV.103.
Толщина футеровок является одним из основных их параметров и определяется по высоте гребня наибольшего выступа. С увеличением толщины футеровки возрастает срок ее службы, но уменьшается производительность мельницы. Нормативная толщина футеровки зависит от диаметра барабана и приведена в табл. IV.l, IV.2, IV.3. На практике встречаются случаи установки в мельницах футеровок с двойной нормативной толщиной. Допустимый износ стальной футеровки принимается по остаточной ее толщине, которая не должна быть меньше 30—40 % от первоначальной наименьшей толщины футеровки. Износ резиновой футеровки составляет не более 20—25 мм. • На рис. IV. 104 показана зависимость срока службы футеровки и .производительности мельниц различных размеров от начальной толщины футеровки. Скорость износа по толщине принята равномерной за
351
Рис. IV.103. Типы футеровок цилиндрической части барабана мельииц:
/—15 — стальные футеровки; 16 — резиновая футеровка с лифтером; 17—18 — футеровка мельннц самоизмельчения; 4 н 15 — с безболтовым креплением; остальные — с болтовым креплением к барабану
Рис. IV.104. Влияние толщины футеровки иа срок ее службы Т и иа производительность мель* ниц О с диаметром барабана:
1 — 2700; 2 — 3600; 3 — 4500 мм
весь период работы футеровки, производительность определена по формуле
MD = [(£> - 2/ф)/(£> - 2/фн)]Ч (IV.319)
где ?фН — нормативная толщина футеровки, мм; /ф — фактическая толщина футеровки, мм; D—диаметр барабана мельницы, мм.
Толщина резиновой футеровки для^мельниц диаметром до 2000 мм равна 50 мм и для мельниц диаметром более 2000 мм — 65’мм. Оптимальная высота лифтеров h принимается по данным рис. IV. 105 в зависимости от частоты вращения мельницы и расстояния между лифтерами а.
Масса футеровки. Применение футеровочных броней со сложным профилем поверхности приводит к неравномерному н неполному их износу по толщине. Поэтому часто футеровочные плиты изготавливаются с внутренними или внешними пазами для уменьшения массы футеровки и обеспечения относительно одинакового ее износа вдоль профиля. Прн этом внешние пазы выполняются с расчетом заклинивания в них шаров для предохранения износа тела футеровки. В объеме, занятом футеровкой в мельнице, включая и зазоры между смежными плитами и внутренние пазы между футеровкой и поверхностью барабана, доля стали составляет 40—60 %. Уменьшение массы футеровки при этом способствует уменьшению затрат мощности на холостой ход мельницы, но большая доля объема, занятая футеровкой с заклиненными в ней шарами, уменьшает рабочий объем мельницы, что не всегда компенсируется повышением производительности мельницы за счет оптимизации профиля футеровки.
Масса комплекта стальной и резиновой фу-теровок мельниц приведена в табл. IV.60.
Профиль футеровки. От профиля футеровки зависит величина скольжения измельчающей среды и траектория движения измельчающих тел в мельнице, что отражается как на мощности, потребляемой мельницей, так и на эффективности ее работы. Профиль футеровки барабана зависит от крупности измельчаемого материала и используемых для этого размеров измельчающих тел, от частоты вращения мельницы и от диаметра барабана, т. е. для мельниц, работающих в различных стадиях измельчения, требуется соответствующий профиль футеровки.
Обеспечение максимальной производительности мельницы прн минимальном износе и минимально-допустимой толщине футеровки
50 60 70 80 ' 90
Относительная частота вращения, %
Рис. IV. 105. Зависимость высоты лифтеров h резиновой футеровки от частоты вращения мельницы ф при расстоянии между лифтерами а: 1—9 — соответственно 200, 300, 400, 500, 600, 700, 800, 900 и 1000 мм
является основной задачей в выборе профиля футеровки.
Теоретические и экспериментальные исследования по разработке методов проектирования оптимального профиля футеровки
Таблица IV.60
Масса футеровки мельниц
Тип мельниц Масса футеровки, т
стальная резиновая
общая в том числе общая в том числе
цилиид- - Ра крышек цилиндра крышек
МШР-1200X1200 2,9 2,2 0,8 0,544 0,400 0,144
МШР-1200X 3000 — — — 1,290 1,125 0,165
МШР-1500Х 1600 6,1 4,9 1,2 1,130 0,910 0,220
МШР-2100Х 1500 9,1 5,5 3,7 — — —
МШР-2100Х 2200 12,7 9,0 3,7 — —
МШР-2100Х 1500 10,7 7,8 2,9 1,70 1,00 0,70
МШЦ-2100Х 3000 15,2 Н,1 4,0 2,80 2,06 0,74
МШР-2700Х2100 24,0 13,2 10,8 4,46 2,44 2,02
МШЦ-2700Х 3600 28,0 20,8 7,2 5,16 3,85 1,31
МШР-3200Х3100 32,0 21,5 10,5 5,95 3,99 1,96
МШЦ-3200Х 4500 42,0 30,6 12,3 — — —
МШЦ-3600Х 4000 54,4 31,1 23,3 — — —
якя
Рис. IV. 106. Профили стальных футеровочных плит цилиндрической части барабана стержневых и шаровых мельниц первой стадии измельчения: а —Ткаскадный; б — волновой: в — двухволновой; г — двухугловой; д — Д. К. Крюкова; е — клиновой; ж — ребристый; з — горбатый; в м унифицированный норильский; к — каскадно-ступенчатый
мельниц выполнены Д. К- Крюковым. В основе методики Д. К. Крюкова положена двухфазная ' модель ‘ движения измельчающих тел в мельнице (см. главу 2). Аналогичные работы выполнены в институте Механобр.
Мельницы первой стадии измельчен иГя (шаровые и стержневые) футеруются только стальными футеровочными бронями. Наиболее часто применяемые профили футеровок отечественного производства приведены на рис. IV. 106.
Стержневые мельницы футеруются преимущественно одноволновой футеровкой (рис. IV. 106, б),’иногда используются футеровки с каскадным (а), двухволновым (в), Крюкова (д), горбатым (з) и каскадно-ступенчатым (к) профилями поверхности.
Рис. IV. 107. Стальная футеровка цилиндрической части барабана мельницы диаметром 3200 мм с унифицированным профилем поверхности
Рис. IV.108. Футеровочная плита торцовой крышки мельницы с диаметром барабана 3200 мм
Футеровки стержневых мельниц изготавливаются из стали 110Г13Л с содержанием марганца 11,5—14,5 %. Для мельниц малого размера футеровка изготавливается также из стали 100СГ и чугуна ВУ-4 и ВУ-10 при увеличении ее толщины на 15—35 %.
Футеровка шаровых мельниц применяется с разнообразным профилем поверхности (см. рис. IV. 106). В практике работы фабрик для шаровых мельниц I стадии измельчения, работающих с догрузкой шаров диаметром 110—125 мм, предпочитают использовать футеровку с одноволновым (см. рис. IV. 106, б) или унифицированным профилем (рис. IV.107).
Мельницы второй н последующих стадий измельчения. Шароные мельницы второй стадии, работающие после стержневого измельчения в открытом цикле, футеруются только стальными футеровочными бронями, как и шаровые мельницы первой стадии. Шаровые и рудногалечные мельницы второй и последующих стадий футеруются как стальной^ так и резиновой футеровкой. Иногда используется футеровка с ребристой, ячеистой или шарошипоной поверхностью. При заиливании в углублениях футеровки шаров и некотором их износе внутренняя поверхность становится гладкой и мельница работает со значительным скольжением измельчающей среды при снижении потребляемой мощности и эффективности измельчёния.
Срок службы стальных футеровок в мельницах тонкого измельчения составляет от одного—полутора до трех—пяти лет и более.
На отечественных фабриках в мельницах тонкого измельчения широко используется резиновая футеровка производства Курского завода резинотехнических изделий (по лицензии фирмы «Скега»). Опыт эксплуатации показал, что резиновая футеровка успешно работает в мельницах диаметром до 4000 мм при загрузке их шарами 60 мм и ниже и при частоте вращения барабана не более 82 % от
•354
Рис. IV. 109. Футеровка барабана мельииц само-измельчеиия:
1 — лифтериая плита; 2 — лифтер; 3 — промежуточная плита; 4 и 5 — болтовое крепление
критической. Допускаемая температура пульпы — до 80 °C, pH — в пределах 5— 12 ед.
Срок службы резиновых футеровок по сравнению со стальными возрастает в 1,2—4 раза, а уровень шума шаров при мокром измельчении ниже в 2—3 раза и при сухом — в 7 раз. Масса резиновой футеровки меньше массы
Рис. IV.111. Защитная втулка (футеровка) разгрузочной цапфы мельииц:
а — с разгрузкой через решетку; б — стержневой; в — с центральной разгрузкой и с шароудерживающей диафрагмой; г — с центральной разгрузкой с шароудерживающей обратной спиралью
Рис. IV.ПО. Защитная втулка (футеровка) загрузочной цапфы мельииц:
а — первой стадии измельчения; б — второй стадии измельчения при загрузке пульпы самотеком; в — то же, при загрузке пульпы улитковым питателем (К — переходная втулка для крепления питателя) ЙЬ м
а
стальной футеровки в 4—6 раз. В ряде случаев отмечалось-уменьшенне производительности мельниц на 7—9 % прн замене стальной футеровки на резиновую, однако повышение заполнения мельниц шарами при увеличении частоты вращения барабана позволило сохранить технологические показатели измельчения на прежнем уровне.
Футеровка крышек барабана стержневых и шаровых мельниц изготавливается в виде секторов с переменной толщиной по радиусу (рис. IV.108). Рабочая поверхность футеровки гладкая для стержневых мельниц и с радиальными ребрами — для шаровых.
Мельницы самоизмельчения и полусамоизмельчения. Футеровка мельниц самоизмельчения типа ММС-7000х2300 изготавливается из стали 110Г13Л и состоит из лифтерных и промежуточных плит и лифтеров. Крепление футеровки и лифтеров болтовое (pnq. IV. 109). Аналогично футеруется и загрузочная стенка барабана. Толщина футеровки колеблется от 80 до 160 мм, высота лифтеров над поверхностью футеровки 160—180 мм и больше.
Футеровка мельниц полусамоизмельчения изготавливается в виде Г-образных плит или плнт коробчатого типа (см. рис. IV.108, 17 и 18). Эта же футеровка может использоваться и в мельницах самоизмельчения.
• Срок службы футеровок мельниц самоизмельчения составляет 4000—5000 ч, мельниц полусамоизмельчения — от 2000 до 4000 ч. Лифтеры в мельницах самоизмельчения меняются по мере выхода их из строя и срок их службы примерно в два раза меньше футеровочных плит.
Футеровка пустотелых
цапф барабанных мельниц выполняется чугунными втулками н предназначена для защиты цапф мельницы от износа (рис. IV.110 и IV.111).
355
g Таблица IV.61
Скорость износа и удельный расход футеровочной стали марки 110Г13Л в барабанных мельницах в первой стадии измельчения (поданным И. Ф. Дуна и Г. Д. Каюна)
£ Фабрика, предприятие Тип мельницы Условия работы мельницы Футеровка
Диаметр догружаемых из-мельчн-тельных тел, мм Номинальная крупность питания, мм Производительность по питанию, т/ч Профиль Масса, т Срок, службы, ч Скорость жизноса, кг/ч Удельный расход футеровки, кг/т
Кировоградская МСЦ-2100Х3000 100 45 — Клиновой 11,2 10 620 1,06 0,024
Оленегорская МСЦ-2700Х 3600 100 25 212 Горбатый 23,2 5 140 4,57 0,022
Лисаковская МСЦ-2700Х 3600 100 30 326 Каскадный — 6 820 2,93 0,009
Кафанская МСЦ-2700Х3600 80 28 64 Волновой 20,6 2 100 9,79 . 0,153
» МСЦ-2700Х3600 80 28 64 » 21,9 5 400 * 4,05 0,063
Шерловогорская МСЦ-2700Х 3600 120 30 50 » 21,9 3 480 6,30 0,126
» МСЦ-2700X 3600 120 30 50 » 21,9 5 840 * 3,76 0,075
Балхашская МСЦ-2800Х4400 80 27 — » 34,4 4 670 ** 7,37 0,067
Ковдорский ГОК МСЦ-3200Х4500 100 27 234 Г орбатый — 4 630 6,55 0,028
Коршуновский ГОК МСЦ-3200Х 4500 100 30 218 Каскадный — 10 220 3,92 0,018
ССГОК МСЦ-3200Х4500 100 27 194 Волновой — 9 170 4,27 0,022
Качканарский ГОК МСЦ-3600Х 5000 100 25 186 » — 2 810 5,21 0,028
ЮГОК МСЦ-3600Х 5500 100 25 128 » — 3 270 13,44 0,105
нкгок ' МСЦ-3600Х 5500. НО 25 200 » — 4 450 12,60 0,063
Полтавский ГОК МСЦ-3600 X 5500 120 25 240 » — 2 810 28,80 0,120
Лениногорская-2 МШР-2700X3600 80 15 51,8 Клиновой 18,5 4 650 4,46 0,086
» МШР-2700Х 3600 80 15 53,2 Унифицированный 15,0 7 970 2,34 0,044
Сибайская МШР-2700X 3600 100 16 52,5 Волновой 19,2 3 840 5,15 0,098
» МШР-2700Х3600 100 16 52,5 » 22,1 8 760 * 2,73 0,052
АГМК, свинцовая МШР-3200Х3100 125 20 62,1 » 21,8 5 840 5,78 0,093
МШР-3200Х3100 i 125 20 65,4 Унифицированный 23,9 8 760 2,75 0,042
Джезказганская-1 МШР-3200Х3100 125 20 63,7 Двухволновой 21,8 5 840 4,52 0,071
» МШР-3200Х3100 125 20 66,2 Унифицированный 23,9 8 760 2,78 0,042
Каджаранская МШР-3200Х3100 80 16 — Клиновой 25,4 3 550 7,16 0,103
МШР-3200Х3100 80 16 — Каскадный 25,0 4 230 5,91 0,063
» МШР-3200Х3100 80 16 -— Волновой 27,8 5 450 5,10 0,049
Сорская МШР-3200Х3100 100 25 53,3 » 26,5 4 380 6,72 0,126
» МШР-3200Х3100 100 25 53,1 Унифицированный 21,8 6 600 3,82 0,072
Норильская-1 МШР-3200Х3800 125 16 58,2 » 24,5 7 000 3,67 0,063
» МШР-3200Х3800 125 16 61,6 Ступенчатый 26,6 13 100 2,16 0,035
ИнГОК МШР-3600Х4000 125 25 95 Ребристый, волновой — 3 720 11,40 0,120
АГМК, медная МШР-3600Х4000 125 27 161 Каскадный 37,2 3 800 10,95 0,068
» МШР-3600Х5000 125 27 166 Унифицированный 39,7 7 300 5,98 0,036
Ковдорский ГОК МШР-3600Х 4000 100 27 122 Горбатый 34,5 7 460 6,47 0,053
ЦГОК (обжиг магнитная) МШР-3600Х4000 100 25 163 Волновой — 5 080 9,45 0,058
ЦГОК (магнетитовая) МШР-3600Х4000 125 25 126 » — 3 690 11,97 0,095
СевГОК МШР-3600Х4000 125 25 113 » — 4 630 10,17 0,090
» МШР-3600Х5000 125 25 205 » — 4 260 18,66 0,091
Михайловский ГОК МШР-4000Х 5000 125 25 114 » — 3 300 22,00 0,193
нкгок МШР-4500Х5000 100 25 166 — — 3 430 19,09 0,115
СУМЗ МШЦ-2800Х 3700 90 . 10 57,5 Клиновой 19,0 4 750 4,20 0,073
» МШЦ-2800Х 3700 90 10 55,5 Унифицированный 19,6 7 300 2,72 0,049
югок МШЦ-3600Х 4000 125 25 79 Ячейковый — 4 200 9,48 0,120
» МШЦ-3600Х 5500 125 25 102 » — 4 200 11,12 0,109
Полтавский ГОК МШЦ-4500Х 6000 125 25 150 Ребристый, волновой — 4 800 25,80 0,172
НКГОК ** МШЦ-3600Х 5500 100 — 204 Волновой — 3 430 10,40 0,051
Полтавский ГОК *** МШЦ-4000Х 5000 100 — 243 » — 3 860 15,55 0,064
* Футеровка из чугуна марки ВЧ-4.
** Футеровка из стали 100СГ. оо После стержневого измельчения.
Таблица IV.62
Удельный расход футеровочной^сталн марки 110Г13Л в барабанных мельницах во второй н третьей стадиях измельчения
Фабрика, предприятие Тип мельинцы Диаметр догружаемых шаров, мм Футеровка
Профиль Ср к службы, ч Удельный расход, кг/т
Вторая стадия
ЮГОК МШЦ-3600Х 4000 60 Ячейковый 11 840 0,024
> МШЦ-3600Х 5000 60 » 10 970 0,031
» МШЦ-3600Х 5500 60 13 680 0,014
нкгок МШЦ-3600Х 5500 60 Ребристый 13 260 0,014
НКГОК МШЦ-4500Х 6000 60 Волновой 10 550 0,030
ИнГОК МШЦ-3600Х 5500 60 Ребристый 13 120 0,017
ЦГОК (обжигмаг-нитная) МШЦ-3600Х 4650 80 > 9 070 0,023
ЦГОК (магнетитовая) СевГОК МШЦ-3600Х5000 80 Шарошиповой 9 440 0,023
МШЦ-3600Х 5500 60 » 13 890 0,017
» МШЦ-3600Х 5500 60 » 13 890 0,022
Ковдорский ГОК МШЦ-3600Х5000 60 Горбатый 6 750 0,035
Коршуновский ГОК МШЦ-3600Х5000 60 Ребристый 10 630 0,004
ССГОК МШЦ-3600Х5000 80 Волновой 13 470 0,043
» МШЦ-3600Х 5000 90 Шарошиповой 15 600 0,057
Качканарский ГОК МШЦ-3600Х 5000 60 Ребристый 11 420 0,025
Полтавский ГОК МШЦ-4000Х 5500 60 Шарошиповой 13 640 0,015
МШЦ-4500Х 6000 60 Волновой 2 700 0,137
Михайловский ГОК МШРГУ-4500 6000 80 » 4 870 0,095
Третья стадия
ИнГОК МШЦ-3600Х 5500 40 Волновой 16 460 0,009
ЦГОК МШЦ-3600Х 4650 60 » 16 460 0,018
» МШЦ-3600Х 5000 60 16 460 0,016
СевГОК МШЦ-3600Х5500 40 Шарошиповой 13 980 0,017
МШЦ-3600Х 5500 40 14 720 0,005
Качканарский ГОК МШЦ-3600Х 5000 40 Ребристый 12 650 0,017
ССГОК МШЦ-3600Х 5000 60 Шарошиповой 15 600 0,077
нкгок МШЦ-3600Х 5500 50 Ребристый 17 310 0,018
» МШЦ-4500Х 6000 60 Волновой 12 780 0,023
Полтавский ГОК МШЦ-4000Х5500 50 Шарошиповой 16 830 0,015
МШЦ-4500Х 6000 40 Волновой ' 12 940 0,027
Михайловский ГОК МШРГУ-4500X 6000 60 > 4 870 0,095
Б. Разгрузочная решетка
Разгрузочная решетка современных шаровых, рудногалечных мельниц и мельниц самоизмельчения изготавливается в виде радиальных секторов (см. рис. IV. 15, IV. 18 и IV. 19). Крепление ее осуществляется распориопри-жимиыми клиньями.
В шаровых мельницах типа МШР применяют стальные литые разгрузочные решетки с цельными или составными секторами. Разгрузочная решетка должна иметь достаточную прочность, износостойкость, обеспечивать вывод пульпы и измельченного материала при достаточно низком уровне пульпы в барабане.
358
Разгрузочная решетка характеризуется коэффициентом «живого сечения», т. е. отношением общей площади отверстий к площади решетки. Коэффициент «живого сечения» решеток в шаровых мельницах составляет 0,2—0,3. Отверстия в решетке делаются щелевидными, расширяющимися в сторону разгрузки пульпы. Расположение щелевидных отверстий выпускаемых разгрузочных решеток чаще произвольное, но, как установлено исследованиями! института Механобр, оптимальным является концентрическое или хордообразное расположение отверстий. В этом случае меньше иаклеп и возможна са-моочистка их от скрапа. Ширина отверстий
Рис. IV. 112. Сектор разгрузочной решетки шаровых мельниц
обычно принимается равной от 20 до 30 мм с рабочей поверхности решетки и должна быть меньше диаметра шаров «неэффективного размера». Толщина решетки зависит от размера мельниц и не должна быть больше "90—120 мм.
Для увеличения срока службы и для улучшения условий прохода пульпы через отверстия разгрузочные решетки выпускаются с радиальными шароотталкивающими ребрами высотой 70—100 мм (рис. IV. 112). Для вывода скрапа из шаровых мельниц и рудной гали из мельниц самоизмельчения
в нескольких секторах выполняются круглые или квадратные расширяющиеся отверстия (окна).
В табл. IV.61 и IV.62 принедены сроки службы футеровки и ее удельный расход на обогатительных фабриках. Тг.м же приведены результаты испытаний футсровок различного профиля, толщины, изготовленных из стали 110Г13Л и чугуна ВЧ-4.
§ 4. Ремонт оборудования измельчительных отделений
Эффективное ведение технологии обогащения руды и высокая технико-экономическая работа обогатительной фабрики во многом определяются стабильностью работы оборудования измельчительных отделений, которая обеспечивается организацией технического обслуживания и ремонтом оборудования и осуществляется специальной ремонтной службой предприятия. Основной задачей ремонтной службы является обеспечение работы оборудования при минимальных потерях времени на ремонт [62, 70].
Эта- задача решается системой плановопредупредительных текущих и капитальных ремонтов, организацией квалифицированного технического обслуживания оборудования, оснащением средствами механизации ремонтов и организацией снабжения фабрики необходимым количеством запасных деталей, узлов, машин и материалов.
Для обеспечения ремонтов барабанных мельниц, их перефутеровки, загрузки и догрузки измельчающих тел измельчительиые пролеты обогатительных фабрик оснащаются грузоподъемными механизмами соответствующей грузоподъемности (табл. IV.63). Необходимая грузоподъемность кранового обору-
Таблица IV.63
Грузоподъемность мостовых кранов для ремонта и обслуживания барабанных мельниц*
Тип мельницы Масса наибольшего сменного узла, т Грузоподъемность крана, т Тип мельницы Масса наибольшего сменного узла, т Грузоподъемность крана, т
МСЦ-900Х 1800 7,4 10 МШР-2700Х2100 90- 100/20
МСЦ-1200X2400 19,7 20/5 МШР-3200Х3100 140 160/32
МСЦ-1500X 3000 24,5 30/5 МШР-3600Х 4000 212 250/32
МСЦ-2700Х 3600 114 125/20 МШР-3600Х 5000 240 250/32
МСЦ-3200Х 4500 196 200/32 МШР-4000Х 5000 262 320/32
МСЦ-3600Х 5500 268 320/32 МШР-4500Х 5000 296 320/32
МСЦ-4000Х 5500 282 320/32 МШЦ-900Х 1800 6,7 10
МСЦ-4500Х 6000 300 320/32 МШЦ-1500Х3100 23 30/5
МШЦ-2700Х 3600 103 125/20
МШР-900Х900 5,5 10 МШЦ-3200Х 4500 191 200/32
МШР-1200X1200 11 15/3 МШЦ-3600Х5500 243 250/32
МШР-1500X1600 17,5 20/5 МШЦ-4000Х 5500 310 320/32
МШР-2100Х 1500 39 50/10 МШЦ-4500Х 6000 310 320/32
МШР-2100Х 2200 47 50/10 — — 450/150
* По массе барабана с крышками, футеровкой и измельчающей средой.
359
дования определяется способом ремонта мельннц:
сменно-узловой способ предусматривает выполнение ремонтных работ, в том числе и перефутеровку, на месте установки мельницы;
комбинированный способ предусматривает выгрузку измельчающей среды из мельницы на месте ее установки с последующей заменой вращающейся части мельницы отремонтированной;
машинносменный способ предусматривает замену вращающейся части мельницы отремонтированной.
Последние два способа предусматривают ремонт мельниц (вращающейся части) на специальной ремонтно-монтажной площадке пролета, оснащенной стационарным ремонтным и вспомогательным оборудованием и преследуют цель сокращения времени простоя ремонтируемой секции или фабрики. При этих способах ремонта простой секций для замены одной мельницы составляет от 8 до 16—24 ч.
Выбор способа ремонта и оснащение пролетов грузоподъемными механизмами соответствующей грузоподъемности производится при проектировании предприятия по соответствующим нормам проектирования *. Периодичность и продолжительность ремонтов зависит от абразивности руды, сложности схемы измельчения н обогащения, количества оборудования в секции и регламентируется соответствующими отраслевыми документами.
Степень совершенства организации ремонтов, оборудования на обогатительных фабриках оценивается коэффициентом использования мельниц (доли ед.)
Кисп = (ТПР)/Т, (IV.320)
где Т — календарное время, равное 8760 ч/год; /7р — время простоя оборудования, ч.
КоэффициентГиспользования мельниц на современных обогатительных фабриках составляет от 0,93 до 0,95; на фабриках с мельницами самоизмельчения — от 0,8 до 0,93 (см. табл. IV.43, IV.44, IV.56, IV.57).
I
§ 5. Регулирование процесса измельчения
Задача ручного и автоматического регулирования процесса измельчения (руды в измель-чительной установке сводится к обеспечению этой установкой наибольшей производительности по исходному питанию (или готовому продукту) при заданном|содержании в готовом продукте контрольного'класса крупности одного или двух)размеров, например —0,074 и 0,044 мм или —0,15 и —0,074 мм и т. д., и твердой (жидкой) фазы в пульпе.
Требования по стабилизации техтили иных параметров, характеризующих^готовый про
• ВНТП 21—79/МЦМ СССР. Нормы технологического проектирования флотационных фабрик для руд цветных металлов. Л.. 1980.
360
дукт измельчения, определяются последующей технологией обогащения. К этим параметрам относятся:
производительность по твердому, т/ч: производительность по объему пульпы
(дебит пульпы), м®/ч или м®/мии;
содержание одного или нескольких контрольных классов крупности, ограниченное пределами извлечения полезного минерала по принятой технологии в установленном обогатительном оборудовании, %.
содержание твердой (или жидкой фазы) в пульпе, %.
Допустимые отклонения стабилизируемых параметров определяются по влиянию этих параметров на .процесс обогащения (извлечение или содержание полезных компонентов в продуктах) или ограничиваются производительностью и техническими параметрами обогатительного оборудования. На предприятиях требования по стабилизации процесса измельчения и допустимые отклонения от базисных или стационарных, технически обоснованные и согласованные с последующей технологией определяются технологической картой процесса, соблюдение требований которой обеспечивает наибольший техникоэкономический эффект работы обогатительной фабрики.
В зависимости от типа руды и от принятой технологии обогащения требования по стабилизации процесса могут быть различны [62].
На флотационных обогатительных фабриках, особенно при сложных схемах флотации, колебания производительности вызывают изменение дебита пульпы в питании флотационных машин, гранулометрического состава и плотности продуктов измельчения и обогащения, изменяют выход продуктов в операциях флотации и требуют корректировки реагентного режима (количество точек подачи реагентов в одной секции обычно составляет от 30—40 до 70—80) и корректировки уровня пульпы во флотационных машинах. Кроме того, изменение производительности мельниц по руде и стремление поддержать содержание твердого в сливе гидроциклонов на заданном уровне требует увеличения производительности песковых насосов, которые в большинстве случаев не имеют регулируемого привода. По этим причинам на флотационных обогатительных фабриках поддерживается постоянный состав руды при ее добыче и отгрузке, стабилизируются производительность секции по руде и параметры процесса ее измельчения. И только на обогатительных фабриках сТпростой схемой флотации и при переработке легкообогатимых крупновкрапленных руд регулируется производительность секций при изменении из-мельчаемостн или крупности исходного питания мельниц.
На гравитационных обогатительных фабриках регулирование производительности мельниц осуществляется только при простых схемах обогащения и при резерве производительности обогатительных и классифицирующих аппаратов.
На магнитообогатительных фабриках конечные результаты обогащения железных руд определяются прежде всего содержанием железа в конечном продукте измельчения, которое практически всегда пропорционально содержанию контрольного класса крупности, характеризующего крупность этого продукта [74].
Изменение нагрузок в широких пределах, например от 0,8 до 1,2 отн. едСна мокрые магнитные сепараторы барабанного типа, незначительно влияет на извлечение магнетита и его содержание в магнитном продукте и хвостах. Колебании содержания твердого в питании магнитных сепараторов также не вызывают значительных изменений показателей сепарации, и при малых ковцеитрациях твердого в пульпе эти аппараты работают также эффективно. Естественно, что при снижении крупности исходного питания мельниц, улучшении его измельчаемости, производительность секции может быть оперативно изменена, и это не- требует дополнительной корректировки параметров процесса обогащения.
При любой системе автоматической или ручной стабилизации процесса измельчения для компенсации возмущающих процесс факторов необходим резерв регулирования управляемых параметров [68].
Современные обогатительные фабрики оснащены средствами автоматического непрерывного или дискретного контроля основных технологических параметров, необходимых для управления и регулирования процессом измельчения. Взвешивание руды обеспечивается конвейерными весами, установленными на конвейерах, подающих исходное питание в каждую из мельниц первой стадии измельчения. Для оценки крупности исходного питания используются гранулометры различных типов, обеспечивающие дискретное определение содержания одного или двух контрольных классов крупности с частотой от 2 до 20 определений за час. Содержание твердого в готовых продуктах измельчения по стадиям непрерывно контролируется плотномерами. Описанне принципа действия приборов автоматического контроля технологических параметров и систем автоматического регулирования и стабилизации процессов измельчения и классификации приведено в третьей книге настоящего Справочника.
Системы автоматического регулирования измельчительных установок входят в состав автоматизированных систем управления обогатительных фабрик и горнорудных предприятий и обеспечивают повышение технологических показателей работы измельчительных отделений на 3—5 % и в ряде случаев до 10-15%. .
СПИСОК ЛИТЕРАТУРЫ
1. Андреев С. Е. Содержание крупного класса в мельнице определяет ее производительность.— Обогащение руд, 1962, №2, с. 3—6.
2. Андреев С. Е., Перов В. А., Звере-вич В. В. Дробление, измельчение и грохочение полезных ископаемых. 3-е изд.. М., Недра, 1980.
3. Андреев С. Е., Товаров В. В., Перов В. А. Закономерности измельчения и исчисления характеристики гранулометрического состава. М., Металлургиздат, 1959.
4. Антонычев М. Я-, Нагирняк Ф. И. Аналитические и экспериментальные исследования поведения минеральных зерен в процессах классификации в водной среде. — Труды Уралмехаиобра, 1969, вып. 15, с. 188—211.
5. Аккерман Ю. Э-, Дунец И. Ф. Исследования дробимости руд и ее практическая реализация. — В кн.: Совершенствование процессов рудоподготовки. Л., 1980, с. 41—51 (Механобр).
6. Аккерман Ю. Э., Костин И. М. К вопросу определения дробимости руд.—В кн.: Исследования по рудоподготовке, обогащению и комплексному, использованию руд цветных и редких металлов. Л., 1978, с. 9—14 (Механобр).
7. Аккерман Ю. Э. Крупность продукта разгрузки конусных дробилок. — Обогащение руд, 1974, № 3, с. 26—30.
8. Аккерман Ю. Э. Повышение эффективности работы конусных дробилок. — Цв. металлургия, 1974, № 11, с. 20—24.
9. Аккерман Ю. Э- Скорость свободного падения минеральных зерен в жидкости. — Обогащение руд, 1966, № 6, с. 22—25.
10. Базилевский А. М. Технологический расчет механических" классификаторов. — Труды Механобр, 1971, вып. 136, с. 36—55.
11. Барон Л. И. Гориотехнологическое породоведение. М., Наука, 1977.
12. Барский М. Д-, Ревнивцев В. И., Со-колкин Ю. В. Гравитационная классификация зернистых материалов. М., Недра, 1974.
13. Бауман В. А., Быховский И. И. Вибрационные машины и процессы в строительстве. М., Высшая школа, 1977.
14. Блехман И. И., Джанелидзе Г. Ю. Вибрационное перемещение. М., Наука, 1964.
15. Блехман И. И., Жгулев А. С. К расчету вибрационных машин с внецентренио расположенным дебалансным возбудителем. — Обогащение руд, 1974, № 2, с. 36—39.
16. Блехман И. И. Синхронизация динамических систем. М., Наука, 1971.
17. Бу каты Г. Б., Иваненко А. Я- Повышение надежности работы приводов самобаланс-ных грохотов. — Обогащение руд, 1975, № 4, с. 36—39.
362.
18. Верховский И. М., Шохин В. И. Определение конечных скоростей падения зерен в тяжелых средах. — Обогащение руд, 1958, № 6, с. 16—20.
19. Вибрационные машины в строительстве и производстве строительных материалов. Под ред. В. А. Баумана, И. И. Быховского и Б. В. Гольдштейна. М., Машиностроение, 1970.
20. Гаспарян А. М., Заминян А. А., Ика-рян И. С. Проверка уравнений йертнкальиого движения полудисперсной суспензии. — Изв. АН Арм. ССР, серия технических наук, 1963, т. XVI, № 1, с. 29—37.
21. Горобец В. И., Горобец Л. Ж- Новое направление работ по 4 измельчению. М., Недра, 1977.
22. Гринман И. Г., Блях Г. И. Контроль и регулирование .гранулометрического состава продуктов измельчения. Алма-Ата, Наука, 1967.
23. Дешко Ю. И., Креймер М. Б., Крых-тин Г. С. Измельчение материалов в цементной промышленности. 2-е изд., перераб. и доп. М., Стройиздат, 1966.
24. Добровольский В. В. Выбор параметров дуговых водоотделителей. — В кн.: Гидравлическая добыча угля. 1963, № 10, с. 49— 52 (ЦНИИТИугля).
25. Донченко А. С., Донченко В. А. Справочник механика рудообогатительной фабрики. М., Недра, 1975.
26. Донченко А. С., Донченко В. А. Эксплуатация и ремонт дробильного оборудования. М., Недра, 1972.
27. Еремин П. Ф. К вопросу расчета классификатора стесненного падения. — Изв. вузов. Цветная металлургия, 1958, № 5, с. 18—26.
28. Еремин П. Ф. Определение скорости минеральных зерен при совместном падении. — В кн.: Вопросы теории гравитационных методов обогащения полезных ископаемых. М., Госгортехиздат, 1960, с. 195—197.
29. Жгулев А. С. Самоочистка упругих консольных колосников виброгрохотов. — Обогащение руд, 1973, № 4, с. 19—22.
30. Земляков Б. А., Белоглазов И. К- Номограмма для расчета{эффективиости грохочения. — Физико-технические проблемы разработки полезных ископаемых, 1965, № 4, с. 153—155.
31. Иванова Л. Е., Кизевальтер Б. В. Извлечение частиц различной крупности в подрешетиый продукт дугового грохота.— Обогащение руд, 1967, № 3, с. 21—26.
32. Иванова Л. Е., Кизевальтер Б. В. Элементы гидродинамики дугового грохота. — Обогащение руд, 1963, № 4, с. 23—30.
33. Исследование распределения гранулометрического состава, плотности пульпы и ее скорости в гидроциклоие диаметром 1000 мм, работающем в замкнутом цикле измельчения/Л. Е. Даниэль, Г. Е. Злато-рунская, В. А. Кайтмазов и др. — Обогащение руд, 1976, № 4, с. 28—32.
34. Кармазин В. И., Денисенко А. И., Серго Е. Е. Бесшаровое измельчение руд. М., Недра, 1968.
35. Качанов Л. М- Основы механики разрушения. М., Наука, 1975.
36. Кизевальтер Б. В. Теоретические основы гравитационных методов обогащения. М., Недра, 1979.
37. Клебанов О. Б., Шубов Л. Я-, Щеглова Н. К. Справочник технолога по обогащению руд цветных металлов. М., Недра, 1974. ’ 38. Колмогоров А. Н. О логарифмически нормальном законе распределения размеров частиц при дроблении. —ДАН СССР, 1941, т. 31, № 2.
39. Корниенко Я- П. Влияние некоторых конструктивно-механических параметров конусных дробилок среднего и мелкого дробления на их производительность. — В кн.: Исследование процессов рудоподготовки, об-жиЬмагнитного обогащения, агломерации и окомкования. Л., 1979, с. 3—32 (Сб. науч, тр.. Механобра).
40. Конин Н. Е., Кибель И. А., Розе Н. Б. Теоретическая гидродинамика. Ч. I, II. М., Физматгиз, 1963.
41. Крюков Д. К- Усовершенствование размольного оборудования горнообогатительных предприятий. М., Недра, 1966.
42. Крюков Д. К- Футеровки шаровых мельниц. М., Машиностроение, 1965.
43. Лященко П. В. Гравитационные методы обогащения. М.—Л., Гостоптехиздат, 1940.
44. Марюта А. Н. Автоматическая оптимизация процесса обогащения руд на магнито-обогатительных фабриках. М., Недра, 1975.
45. Минц Д. Н., Шуберт С. А. Гидравлика зернистых материалов. М.—Л., Изд. Ком. Хоз. СССР, 1955.
46. Непомнящий Е. А. К теории процесса грохочения. — Обогащение руд, 1960, № 5, с. 27—33.
47. Нагагв Р. Ф. Периодические режимы вибрационного перемещения. М., Наука, 1978.
48? Оборудование для обогащения угля. Справочное пособие. Под ред. Б. Ф. Братченко. М., Недра, 1979.
49. Олевский В. А. Диаграмма для определения скорости свободного падения шарообразных частиц в жидкости. — Обогащение руд, 1971, № 1, с. 35—39.
50. Олевский В. А. Конструкции и расчет механических классификаторов и гидроцик-лоиов. М., Госгортехиздат, 1960.
51. Олевский В. А. Параметры режима и производительность грохотов. — Обогащение руд, 1967, № 3, с. 31—37.
52. Олевский В. А. О свободном падении частиц в жидкой среде. — В кн.: Гравитационные методы обогащения. М., Металлург-издат, 1953, с. 7—44.
53. Олевский В. А.'Размольное оборудование обогатительных фабрик. М., Госгортех- издат, 1963.
54. Олевский В. А. Технологический расчет наклонных инерционных грохотов. — Обогащение руд, 1978, № 6, с. 21—29.
55. Остапенко П. Е. Обогащение железных руд. М., Недра, 1977.'
56. Павлов К- Ф-, Романков П. Г., Носков А. А. Примеры и задачи по курсу процессов и аппаратов химической технологии.— М., Госхймиздат, 1955.
57. Павлушенко И. С. Свободное движение одиночных частиц в неподвижной неограниченной среде. — ЖПХ, 1956, т. 28, № 6, с. 885—898.
58. Перов В. А. Классификаторщик и мельник обогатительной фабрики. М., Металлу ргиздат, 1956.
59. Поваров А. И. Гидроциклоны на обогатительных фабриках. М., Недра, 1978.
60. Поваров А. И., Щербаков А- А. Осадительная центрифуга с гидроциклонной разгрузкой. — Обогащение руд, 1966, № 4, с. 32—36.
61. Правила контроля и регулирования технологических процессов рудоподготовки и технологической эксплуатации рудоподготовительных отделений на обогатительных фабриках цветной металлургии. М., 1979 (МЦМ СССР).
62. Правила технической эксплуатации технологического оборудования обогатительных фабрик цветной металлургии/П. И. Круппа, Н. А. Алексеев, Ю. С. Иванов и др. М., Недра, 1978.
63. Промышленные испытания вибрационного грохота с большой площадью рассева/ Л. А. Вайсберг, Г. Б. Букаты, Б. П. Леонов и др. — Обогащение руд, 1980, № 3, с. 32— 35.
64. Промышленные испытания и внедрение грохота для горячего агломерата/И. И. Блех-ман, Л. А. Вайсберг, Г. Б. Букаты и др. — Обогащение руд, 1974, № 2, с. 39—43.
65. Разумов К. А. Проектирование обогатительных фабрик. 3-е изд. перераб. и доп. М., Недра, 1970.
66. Ржевский В. В. Физико-технические параметры горных пород. М., Наука, 1975.
67. Розенбаум Р, Б., Тодес О. М. Стесненное падение шара в цилиндрической трубке. — ДАН СССР, 1957, т. 115, № 3, с. 504— 507.
68. Ронканен В. В. Проектирование автоматизации обогатительных фабрик. 2-е изд., перераб. и доп. М., Недра, 1978.
69. Сасон Н. С. О применении предварительного грохочения в дробильных отделениях.— Обогащение руд, 1965, № 1,
с. 19—24.
70. Свирин В. Г., Соломенников Е. И., Юделев Д. М. Ремонтно-вспомогательное хозяйство обогатительных фабрик. М., Недра, 1978.
71. Сиденко П. М. Измельчение в химической промышленности. 2-е изд. М., Химия, 1977.
72. Синельникова Л. Н. Оборудование для тонкого грохочения за рубежом. М., Цвет-метинформация, 1977.
73. Справочник (кадастр) физических свойств горных пород/Под ред. Н. В. Мельникова, В. В. Ржевского, М. М. Протодьяконова. М., Недра, 1975.
74. Справочник по обогащению руд черных металлов/С. Ф. Шинкаренко, Е. П. Белец
363
кий, А. А. Ширяев и др. 2-е изд., перераб. и доп. М., Недра, 1980.
75. Справочник по обогащению углей. М., Недра, 1974.
76. Таггарт А. Ф. Справочник по обогащению полезных ископаемых. Т. П. М., Металлургиздат, 1950.
77. Терминология обогащения. М., Изд. Комитета технической терминологии АН СССР, 1959.
78. Фабрикант И. Я- Аэродинамика. М., ГИТТЛ, 1949.
79. Фоменко Т. Г. Гравитационные процессы обогащения полезных ископаемых. М., Недра, 1966.
80. Ходаков Г. С. Физика измельчения. М., Наука, 1972.
81. Хрусталев М. И. Гидравлический расчет классификаторов вертикального типа с восходящим потоком чистой воды. — В ки.: Нерудные строительные материалы. М., 1960, с. 23—30 (Труды НИИЖелезобетон, вып. 3).
82. Шифрин К- С. Универсальная формула для скорости в жидкости. — Изв. АН СССР, серия геофизическая, 1958, № 2, с. 312—317.
83. Шохин В. Н., Лопатин А. Г. Гравитационные методы обогащения.—М., Недра, 1980.
84. Шохин В. Н., Холодов Н. Г., Савенков В. Д. Расчет конечных скоростей падения зерен в суспензиях. — Изв. вузов. Горный журнал, 1971, № 3, с. 177—180.
85. Юдин А. В. Предварительное грохочение взорванной горной массы иа виброгрохоте. — Обогащение руд, 1978, № 3, с. 29— 32.
86. Яшин В. П., Бортников А. В. Теория и практика самоизмельчения. М., Недра, 1978.
87. Яхна В. Проблема классификации мелочи на углеобогатительных фабриках и возможность использования для этой цели грохотов ОСО. — В ки.: VIII Международный конгресс по обогащению полезных ископаемых. Л., 1969, т. П, с. 58—71.
88. Fontein F. Y. A Guide to Solid—Liquid Separations. — Engng. and Mining Journal, 1959, v. 160, No 7, p. 82—85.
89. Nesse T. Analyse der Stroniungsverhal-tnisse im mechanischen Klassierer mit Hilfe von Verweilzeitverteilungen. — Bergakade-mie, 1970, H. 8, s. 478—481.
90. Richardson J. F., Zaki W. X. Sedimentation and Fluidization. — Trans. Inst. Chem. Engrs., 1954, v. 32, p. 35—53.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абразивность 85
Вибровозбудитель 48
Выход подрешетного продукта 67
Гидрогрохот вибрационный 59
Гипотеза Девиса 247
Гранулометрический состав 11, 122, 292
Грохот
вибрационный
с вращающимися колосниками 32
с гибким ситом 33
с местными вибрациями сита 32
с полупогруженным решетом 59 горизонтальный полувибрационный сдвоенный 36
инерционный
наклонный 36
самоцентрирующийся 36
тяжелого типа 37
самобалансный 36
цепной 32
электровибрационный
двухмассный 44
трехмассный 44
Диаметр частиц средний
арифметический 19
геометрический 19
номинальный 20
средневзвешенный 20
Дробилка
новые конструкции 109
номинальные размеры 108
Дробнмость 82
«Замельченность» 68
Качество процесса грохочения 69
Классификатор
вертикальный прямоточный 178 противоточный 179
горизонтальный однокамерный 178 многокамерный 178
спиральный 165
Классификация по крупности 11
Коэффициент
изометричности частиц 120 плотности сетки 27
• равиопадаемости частиц 160 разрыхления взвешенного слоя 156 сферичности частиц 120
Кривая распределения 12
Крупность номинальная 13 подрешетного продукта 56
Мельница
вибрационная 213
вращающаяся барабанная 206, 215, 227
планетарная и гироскопическая 212
ударного действия 213
Метод
Бонда—Роулэнда 252
Олевского 250
Падение частиц
свободное 145
совместное разнородных частиц 458
стесненное 145, 156
Производительность
гидроциклона 197
грохота 31, 54
- измельчательной установки 268, 311, 316
классификатора 168, 177, 183
мельницы.
рудногалечного измельчения 340
рудного самоизмельчения 336
полусамоизмельчения 339
Пропускная способность мельницы 282
Прочность горных пород 82
Извлечение
мелкого класса в подрешетный продукт 68 узких классов крупности 35
Измельчаемость 85 методика определения Бонда 279 Механобра 271 Механобрчермета 273 по параметрам уравнения кинетики измельчения 279
Хардгроуве 280
относительная 278
Износ
закономерности 347
измельчающих тел 345
коррозионный 341
металлов 341
Индекс работы по Бонду 88
Работа деформации 87
Распределитель питания конусных дробилок 123
Режим движения измельчающих тел
водопадный (катарактный) 236
каскадный 235
сверхкритический 233
смешанный 236
субкритический 237
Решетка колосниковая 21
сдвоенная 23
Решето
из резины 23
листовое 23
шпальтовое 25
Сепаратор центробежный з-да «Волгоцем-маш» 184
Срок службы колосников 31
Степень дробления или измельчения 87
365
Схемы измельчения
двухстадиальные 300
одностадиальиые 299
с применением гидроциклонов 191
' трехстадиальные и многостадиальные 301
Удельный расход электроэнергии 231
Уравнение
Загустина 264
кривой распределения 19
Перова 265
Разумова 265
Розина—Раммлера 18
Товарова и Романдина 264
упрощенное (экспоненциальное) 18
Футеровка
масса 353
песковых насадок 254
профиль 353
Футеровочные плиты 97
Характеристика крупности
суммарная (куммулятивная) 11
типовая 13
универсальная 18
частная 11
Шкала
классификации 11
размеров ячеек 27
Эффективность
разделения (грохочения, классификации
68, 73
энергетическая измельчения 271
Юрий Эдуардович Аккерман, Герман Болеславович Букаты, Борис Васильевич Кщевальтер и др.
СПРАВОЧНИК ПО ОБОГАЩЕНИЮ РУД
Подготовительные процессы
Редакторы издательства Е. А. Макрушина, О. И, Паркани, Т. Д. Новикова Художник В. И. Тикунов Художественный редактор О. Н. Зайцева Технический редактор А. Е. Матвеева Корректор И. Ю. Каменская
ИБ № 2852
Сдано в набор 61.03.82. Подписано в печать 31.08.82. Т-15370. Формат 70Х1001/!#. Бумага книжно-журнальн. Гарнитура «Литературная:*. Печать высокая. Усл. печ. л. 29,67. Усл.
'Кр.-отт. 29,67. Уч.-изд. л. 37,15.
Тираж 8 000 экз. Заказ № 81./7385—11 Цена 2 р. 49 к.
Ордена «Знак Почета» издательство «Недра», 103633, Москва, К-12, Третьяковский проезд, 1/19
Ленинградская типография № 6 ордена Трудового Красного;Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзполиграфпрома прн Государственном комитете СССР по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
-irtTfii'? -.и,