/



















































































































































































































































































































































































































Author: Воробьев А.А. Собенин Л.А. Бахолдин В.И. Зинченко О.В.
Tags: техника средств транспорта железнодорожный транспорт машиностроение тепловозы
ISBN: 5-7695-1185-0
Year: 2004



Text
Федеральный комплект учебников
Профессиональное
образование
Железнодорожный
транспорт
Устройство
и ремонт
тепловозов
academ’a
ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
УСТРОЙСТВО
И РЕМОНТ
ТЕПЛОВОЗОВ
Учебник
Допущено
Министерством образования Российской Федерации
в качестве учебника для образовательных учреждений
начального профессионального образования
2004
УДК 629,424.1.02
ББК 39.235
У825
Рецензент—
преподаватель Московской дорожной технической школы
машинистов локомотивов № 1 Ю. М. Семенов
Устройство и ремонт тепловозов: Учебник для нач. проф.
У825 образования / Л.А.Собенин, В. И. Бахолдин, О. В. Зинченко,
А. А. Воробьев. — М.: Издательский центр «Академия», 2004. —
416 с.
ISBN 5-7695-1185-0
Рассмотрены устройство и ремонт тепловозов серии 2ТЭ10, 2ТЭ116,
ТЭП70, ТЭМ2, ТЭМ7 и дизель-поездов. Описан принцип действия меха-
нического оборудования, электрических передач постоянно-постоянного
и переменно-постоянного тока, гидравлических передач и др.
Для учащихся учреждений начального профессионального образова-
ния, осваивающих профессии «Помощник машиниста тепловоза», «Сле-
сарь по ремонту тепловозов»; может быть использован при подготовке
рабочих на производстве.
УДК 629.424.1.02
ББК 39.235
Учебное издание
Собенин Лев Александрович, Бахолдин Валентин Иванович,
Зинченко Ольга Валентиновна, Воробьев Александр Алфеевич
Устройство и ремонт тепловозов
Учебник
Редактор В. К. Тихонычева
Технический редактор О. С. Александрова
Компьютерная верстка: М. А. Юдина
Корректоры С. Ю. Свиридова, Е. В. Соловьева
Изд. № A-604-I/1. Подписано в печать 31.10.2003. Формат 60 х 90/16.
Бумага тип. № 2. Гарнитура «Таймс». Печать офсетная. Усл. печ. л. 26,0.
Тираж 20 000 экз. (1-й завод 1—7000 экз.). Заказ №12611.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953. Д.003903.06.03 от 05.06.2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
© Собенин Л.А., Бахолдин В.И., Зинченко О.В.,
Воробьев А. А., 2004
© Образовательно-издательский центр «Академия», 2004
ISBN 5-7695-1185-0 © Оформление. Издательский центр «Академия», 2004
Глава 1
ОБЩИЕ СВЕДЕНИЯ ОБ УСТРОЙСТВЕ
ТЕПЛОВОЗОВ
1.1. Особенности конструкции тепловоза
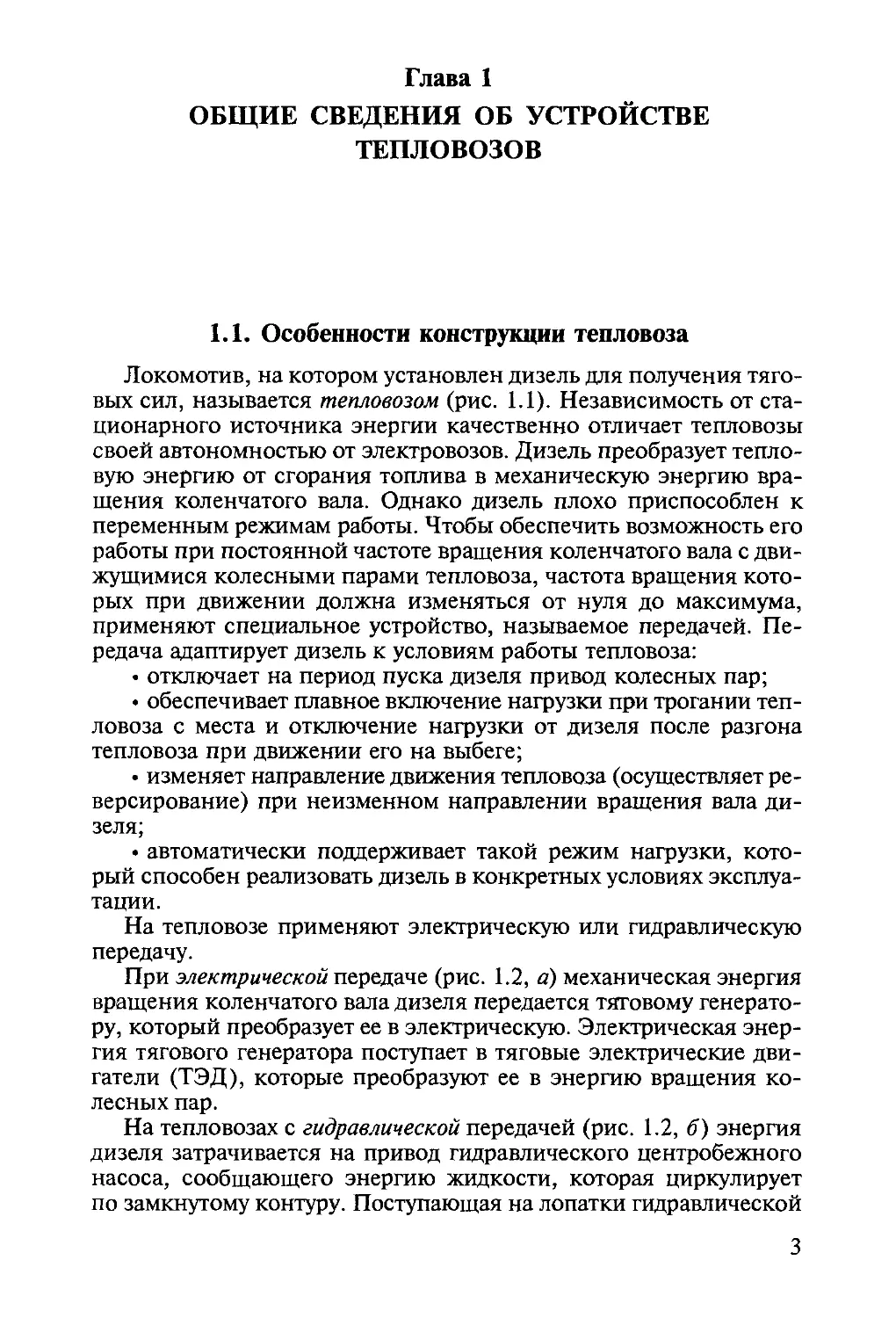
Локомотив, на котором установлен дизель для получения тяго-
вых сил, называется тепловозом (рис. 1.1). Независимость от ста-
ционарного источника энергии качественно отличает тепловозы
своей автономностью от электровозов. Дизель преобразует тепло-
вую энергию от сгорания топлива в механическую энергию вра-
щения коленчатого вала. Однако дизель плохо приспособлен к
переменным режимам работы. Чтобы обеспечить возможность его
работы при постоянной частоте вращения коленчатого вала с дви-
жущимися колесными парами тепловоза, частота вращения кото-
рых при движении должна изменяться от нуля до максимума,
применяют специальное устройство, называемое передачей. Пе-
редача адаптирует дизель к условиям работы тепловоза:
• отключает на период пуска дизеля привод колесных пар;
• обеспечивает плавное включение нагрузки при трогании теп-
ловоза с места и отключение нагрузки от дизеля после разгона
тепловоза при движении его на выбеге;
• изменяет направление движения тепловоза (осуществляет ре-
версирование) при неизменном направлении вращения вала ди-
зеля;
• автоматически поддерживает такой режим нагрузки, кото-
рый способен реализовать дизель в конкретных условиях эксплуа-
тации.
На тепловозе применяют электрическую или гидравлическую
передачу.
При электрической передаче (рис. 1.2, а) механическая энергия
вращения коленчатого вала дизеля передается тяговому генерато-
ру, который преобразует ее в электрическую. Электрическая энер-
гия тягового генератора поступает в тяговые электрические дви-
гатели (ТЭД), которые преобразуют ее в энергию вращения ко-
лесных пар.
На тепловозах с гидравлической передачей (рис. 1.2, б) энергия
дизеля затрачивается на привод гидравлического центробежного
насоса, сообщающего энергию жидкости, которая циркулирует
по замкнутому контуру. Поступающая на лопатки гидравлической
3
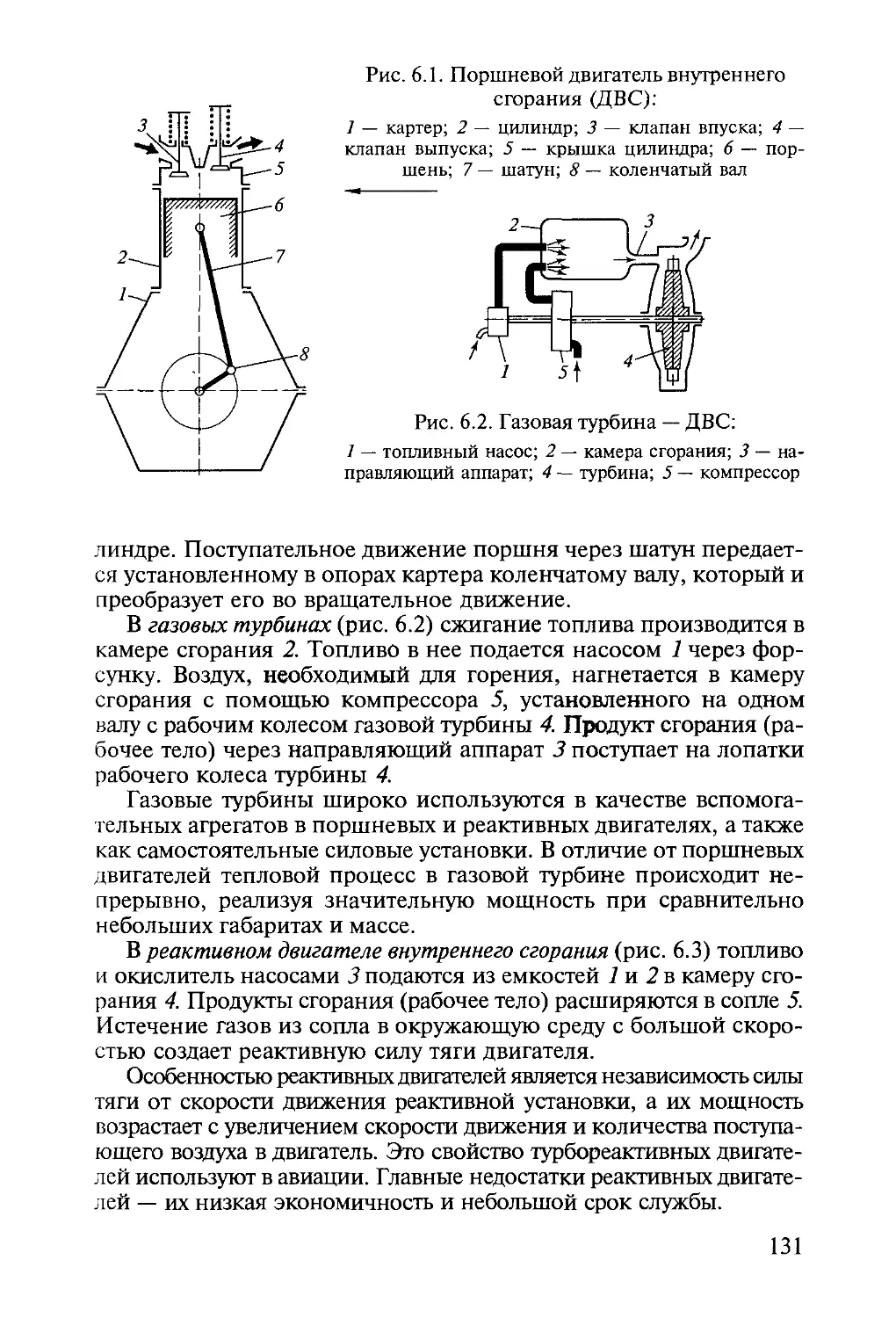
Рис. 1.1. Тепловоз 2ТЭ116 (одна секция — продольный разрез и план):
1 — кабина машиниста; 2 — кузов над высоковольтной камерой; 3 — выпрямительная установка; 4 — вентилятор выпрямительной
установки; 5 — антенна; 6, 9 — воздушные фильтры; 7— дизель; 8 — кузов над дизелем; 10 — вентилятор холодильника; 11 — шахта
холодильника; 12 — опора кузова; 13 — шкворень; 14 — топливный бак; 75 — аккумуляторная батарея; 16 — букса; 17 — тележка; 18 —
пульт управления; 19 — высоковольтная камера; 20— вентилятор генератора; 21 — водомасляный теплообменник; 22— компрессор;
23 — секции радиатора; 24, 27 — вентиляторы тяговых электродвигателей; 25 — воздухоочиститель дизеля; 26 — тяговый генератор
Рис. 1.2. Схема передачи энергии от дизеля к колесным парам:
а — электрической: 1 — дизель; 2 — тяговый генератор; 3 — тяговый электродви-
гатель; 4 — колесно-моторный блок; б — гидравлической: 1 — дизель; 2 —
насосное колесо; 3 — турбинное колесо гидротрансформатора; 4 — колесно-
редукторный блок
турбины жидкость вращает ее, а вместе с ней через карданные
валы и осевые редукторы — колесные пары тепловоза.
1.2. Образование силы тяги
Локомотив может двигаться в режиме тяги, выбега (холостого
хода) или торможения.
В режиме тяги машинист с помощью контроллера включает
энергетическую установку, которая питает током тяговые элект-
родвигатели (ТЭД), вращающие колесные пары тепловоза через
осевые редукторы. Если бы контакт колесных пар с рельсами от-
сутствовал, то колеса вращались бы, но тепловоз не мог бы по-
ступательно перемещаться. Движение локомотива осуществляется
благодаря взаимодействию колес с рельсами в контактных точ-
ках, препятствующему свободному вращению колесных пар. При
отсутствии проскальзывания колеса начинают перекатываться, при
этом они поступательно перемещают ось, на которую действует
сила тяги FT (рис. 1.3). Эта сила через буксы воздействует на раму
тележки, перемещающую через шкворень главную раму, кото-
рая, в свою очередь, через сцепное устройство приводит в движе-
ние вагоны.
В точке касания колес с рельсами возникает сила FK, которая
равна силе тяги FT и противоположна ей по направлению. Эту силу,
называемую касательной, можно рассчитать по формуле
Р _ МддТ? зк
5
Рис. 1.3. Силы, действующие в колесно-
моторном блоке:
1 — зубчатое колесо оси колесной пары; 2 —
колесо колесной пары; 3 — зубчатое колесо
якоря ТЭД (шестерня); 4 — ТЭД; П — на-
грузка от колеса на рельс, т; FT — сила
тяги; Мвр — момент вращения колесной
пары; FK — касательная сила (внутренняя
сила), стремящаяся провернуть колесо вок-
руг центра вращения относительно рель-
са; Fcu — сила сцепления; Лк — радиус
колеса; R3 к — радиус зубчатого колеса
где Мда — момент вращения якоря ТЭД; г — радиус шестерни;
7?з к — радиус зубчатого колеса оси колесной пары; 7?к — радиус
круга катания колеса колесной пары.
Машинист, изменяя мощность энергетической установки с
помощью контроллера, может управлять величиной касательной
силы FK.
Сила, препятствующая свободному проскальзыванию колес-
ных пар относительно рельс, равна силе FK и противоположна ей
по направлению. Эту силу называют силой сцепления и обозначают
Fw Ее величина прямо пропорциональна нагрузке П колес на
рельсы:
Лц= ЖсцП,
где \|/сц — коэффициент трения покоя, называемый также коэф-
фициентом сцепления.
Коэффициент сцепления зависит от множества факторов: чис-
тоты поверхностей взаимодействия колес и рельс, скорости пере-
катывания, влажности, температуры и т.д. Значение \|/сц опреде-
ляют опытным путем и используют в тяговых расчетах.
Если FK превышает предельное значение Fcu, то происходит
проскальзывание (боксование) колес относительно рельс и рез-
ко уменьшается сила тяги. Это связано с тем, что в точках касания
колес и рельс вместо трения покоя действует трение скольжения
и резко уменьшаются Fcll, а следовательно, и FK.
Стабилизировать сцепление колес с рельсами позволяет спе-
циальное устройство на локомотивах — песочная система. При при-
емке тепловоза локомотивная бригада обязана проверить качество
подачи песка на рельсы, чтобы обеспечить движение поезда в ре-
жиме тяги без боксования колесных пар.
1.3. Назначение основных систем тепловоза
Для обеспечения нормальной работы дизеля и передачи на теп-
ловозе предусмотрены обслуживающие системы: топливная, воз-
6
духоснабжения, водяная, масляная, тормозная и др., а также ак-
кумуляторная батарея.
Топливная система предназначена для получения тепловой энер-
гии дизеля. Она включает в себя бак, трубопроводы с фильтрами
грубой и тонкой очистки, топливоподогреватель, топливоподка-
чивающий насос, насосы высокого давления и топливовпрыски-
вающие форсунки.
Система воздухоснабжения дизеля состоит из воздухозаборных
фильтров, охладителя воздуха, турбокомпрессоров и механиче-
ских нагнетателей, обеспечивающих подачу очищенного воздуха
под повышенным давлением в воздушные коллекторы и далее в
цилиндры дизеля.
Водяная система служит для охлаждения цилиндров дизеля,
обеспечивая тепловое равновесие при всех его режимах работы.
Вода охлаждается в радиаторах, расположенных в шахтах холодиль-
ников. Вентиляторы шахты создают необходимый поток воздуха,
которым охлаждается вода в радиаторах. Охлажденная вода подает-
ся насосами в дизель, обеспечивая его температурный режим.
Масляная система служит для смазывания, охлаждения и мойки
трущихся деталей дизеля. Система имеет насосы, обеспечивающие
циркуляцию масла через фильтры и холодильные установки. В мас-
ляную систему включены и маслопрокачивающие насосы.
Тормозная система предназначена для создания регулируемого
сопротивления движению тепловоза (поезда), обеспечивая необ-
ходимую скорость или остановку. Питание сжатым воздухом тор-
мозной системы, а также электропневматической системы управ-
ления механизмами и аппаратами тепловоза осуществляется ком-
прессором. Компрессор приводится в действие либо от коленча-
того вала дизеля, либо от электродвигателя.
Аккумуляторная батарея предназначена для пуска дизеля и
питания цепей управления и освещения тепловоза. При работаю-
щем дизеле подзарядка аккумуляторной батареи и питание элек-
трических цепей тепловоза (кроме силовых) осуществляется вспо-
могательным генератором.
1.4. Экипажная часть тепловоза
К экипажной части тепловоза относятся кузов, главная рама,
автосцепное устройство, тележки, рессорное подвешивание и др.
Кузов. Кузова тепловозов разделяются по способу восприятия
нагрузки на два типа: с несущей рамой и съемным кузовом; цельно-
несущие, у которых рама и кузов представляют собой единую свар-
ную конструкцию, обеспечивая высокую жесткость и снижение массы
кузова на 20... 25 % при одинаковой мощности силовой установки.
Магистральные тепловозы серий ТЭП60, ТЭП70 и др. имеют
цельнонесущий кузов, который представляет собой сложную про-
7
Рис. 1.4. Кузов тепловоза 2ТЭ116:
1 — главная рама; 2 — кабина машиниста; 3 — аппаратная камера; 4, 5, 6, 8, 10 —
съемные секции; 7 — кузов дизельного помещения; 9 — холодильная камера
странственную систему, образованную из продольных и попереч-
ных балок, тонкостенных стержней и обшивки. Для возможности
выемки дизеля и других агрегатов в средней части крыши кузова
сделан большой вырез, закрываемый съемным каркасом. В обши-
вочном листе кузова имеется ряд вырезов для установки вентиля-
торов, фильтров и размещения окон.
На других маневровых и поездных тепловозах применяются
кузова с несущей рамой и съемным кузовом (рис. 1.4). Съемный
кузов может быть вагонного или капотного типа. При использова-
нии кузова вагонного типа локомотивная бригада имеет доступ к
силовому оборудованию во время движения без выхода из кузова,
что улучшает условия работы бригады; кроме того, кузов вагон-
ного типа имеет хорошую аэродинамику. Поэтому кузовами ва-
гонного типа оборудуются поездные локомотивы. Кузов капотно-
го типа боковыми стенками и крышей закрывает лишь силовые
агрегаты, что обеспечивает хороший обзор пути из кабины маши-
ниста. Локомотивы с таким типом кузова используются в основ-
ном для маневровой работы.
Главная рама. Она является основанием для размещения сило-
вой установки и вспомогательного оборудования, а также переда-
ет продольные тяговые усилия от ведущих осей к составу. Основ-
ными силовыми элементами главной рамы (рис. 1.5) являются
хребтовые двутавровые балки высотой 450 мм, верхняя и нижняя
полки которых усилены приваренными полосами. Горизонталь-
ные настильные листы толщиной от 4 до 14 мм имеют вырезы для
монтажа оборудования. В средней части рамы расположен поддон
для установки дизель-генератора. Наружный контур рамы имеет
обносные швеллеры, к которым крепится кузов. Концы хребто-
вых балок связаны при помощи стяжных ящиков, отлитых из спе-
циальной стали. В них размещены фрикционные аппараты ударно-
тяговых средств. К нижнему листу рамы приварены усиливающие
8
Рис. 1.5. Главная рама тепловоза:
1, 5 — стяжные ящики; 2, 4 — шкворни; 3 — ферма, усиливающая главную
раму; 6 — желоб с крышкой для кабеля; 7 — хребтовая балка; 8 — стальная
полоса усиления балки; 9 — крыщка шкафа аккумуляторной батареи; 10 — сталь-
ное кольцо шкворня; 11 — специальный лист для установки верхней части опорно-
возвращающего устройства
полосы толщиной 20 мм, а к ним — шкворни (передний и зад-
ний), которые передают только горизонтальные усилия и не вос-
принимают вертикальных нагрузок. Вертикальные нагрузки от рамы
на тележки передаются через восемь шаровых опор (по четыре
опоры на каждую тележку). Для подъема рамы при ремонтах в пе-
редней и задней частях ее размещены специальные кронштейны.
Автосцепное устройство. Оно состоит из корпуса автосцепки 1
(рис. 1.6, а), расцепного привода, ударно-центрирующего прибо-
ра, тягового хомута с упорной плитой и поглощающего аппарата,
расположенного в хомуте между его задней стенкой и упорной
плитой.
Голова автосцепки подвешена на бал очке 8 с помощью двух
маятниковых подвесок 9, вторые концы которых укреплены шар-
нирно в ударной розетке 10. Подвеска, балочка и ударная розетка
представляют собой центрирующий прибор, который служит для
автоматического центрирования автосцепки относительно продоль-
ной оси локомотива.
Автосцепной механизм состоит из замка 1 (рис. 1.6, б), замко-
держателя 7, предохранителя замка 17, подъемника 72 и его вали-
ка 20. Замок, служащий для запирания двух сомкнутых автосце-
пок, вместе с собранным механизмом установлен в вертикальном
положении в полости головки и, на своей нижней радиальной
опоре 5 может поворачиваться вдоль полости вокруг зуба 6 замка.
Под действием собственного веса замок своей замыкающей час-
тью стремится выйти наружу из полости. На шип 2 замка навешен
двуплечий предохранитель (собачка) 7 7 замка. Замкодержатель 7,
9
a
в
Рис. 1.6. Автосцепка СА-3:
а — автосцепное устройство: 1 — розетка; 2 — маятниковый болт; 3 — стяжной
ящик; 4 — фрикционный аппарат; 5 — тяговый хомут; 6 — планка; 7 — упорная
плита; 8 — клин; 9 — центрирующая балочка; 10 — автосцепка; б — элементы
конструкции автосцепного механизма: 1 — замок; 2 — шип; 3, 21 — отверстия;
4 — сигнальный отросток; 5 — радиальная опора; 6 — зуб замка; 7 — замкодер-
жатель; 8 — противовес; 9 — выступ; 10 — лапа; 11 — овальное Отверстие; 12 —
подъемник; 13 — квадратное отверстие; 14 — узкий палец; 75 — широкий палец;
16 — болт; 17— предохранитель замка; 18 — нижнее плечо; 19 — верхнее плечо;
20 — валик подъемника; 22 — выемка; 23 — стержень; 24 — балансир; в —
расцепной привод: 1 — корпус автосцепки; 2 — замкодержатель; 3 — замок; 4 —
балансир валика подъемника; 5 — цепь; 6 — рычаг расцепной; 7 — упор; 8 —
балочка; 9 — маятниковая подвеска; 10 — ударная розетка; 11 — малый зуб;
12 — большой зуб
10
предназначенный для удержания замка в сцепленном и расцеп-
ленном положениях, навешивается овальным отверстием 77 на
шип в полости автосцепки. Рядом с замком расположен подъем-
ник 12, надетый на квадратный хвостовик валика 20 подъемника.
Валик располагается в отверстии автосцепки и проходит через
отверстие 3 замка. Балансир 24 валика подъемника остается снару-
жи корпуса автосцепки. Балансир соединен с цепью расцепного
привода. От выпадания из корпуса автосцепки валик удерживает-
ся выемкой 22, в которую заходит тело болта 16, установленного
в приливе корпуса автосцепки.
Расцепной привод (рис. 1.6, в), служащий для расцепления ав-
тосцепок и установки механизма в выключенное положение, состо-
ит из двуплечего рычага 6, расположенного на буферном брусе теп-
ловоза и удерживаемого специальными кронштейнами, и цепи 5,
соединяющей рычаг с балансиром 4 валика подъемника. На манев-
ровых тепловозах расцепной привод оборудуется пневмоцилинд-
ром с дистанционным управлением из кабины машиниста.
Тележки. В зависимости от устройства ходовой части тепловозы
делятся на две группы. В первую входят тепловозы, у которых ве-
дущие колесные пары размещены непосредственно на раме. Такая
конструкция применяется только на тепловозах малой мощности,
имеющих небольшое количество ведущих колесных пар (теплово-
зы ТГМ1, ТГМ23). Группировка колесных пар в жесткой раме ве-
дет к увеличению базы тепловоза, а это усложняет управление
локомотивом на кривых участках пути.
Вторую группу составляют тепловозы с тележечной экипаж-
ной частью. Наличие тележек улучшает условия движения локо-
мотива на кривых участках и обеспечивает высокие скорости дви-
жения. Такая ходовая часть применяется на большинстве магист-
ральных и маневровых тепловозов. Конструкция тележки опреде-
ляется числом колесных пар, способом подвешивания тяговых
электродвигателей, системой рессорного подвешивания, устрой-
ствами связи колесных пар с рамой тележки, а также устройства-
ми соединения тележки с главной рамой.
В зависимости от числа колесных пар, объединенных в одной
раме, тележки бывают двух- и трехосными. Двухосные тележки
применяются на тепловозах с гидропередачей (ТГМЗ, ТГМ4, ТГ16
и др.) и тепловозах, у которых четырехосные тележки состоят из
двух двухосных тележек с промежуточной рамой (ТЭМ7). Трехос-
ные тележки бывают челюстными и бесчелюстными (рис. 1.7). Че-
люстные тележки применяются на маневровых и грузовых тепло-
возах ранних выпусков (2ТЭ10Л, 2ТЭ10В, М62, ТЭМ1 и др.). На
тепловозах 2ТЭ116, 2ТЭ10М, 2М62, ТЭМЗ и др. применяются уни-
фицированные тележки.
Унифицированная трехосная бесчелюстная тележка предназ-
начена для всех модификаций тепловозов. В тележке предусматри-
11
Рис. 1.7. Общий вид бесчелюстной тележки тепловоза 2ТЭ116:
1 — тормозной цилиндр; 2 — воздухопровод; 3 — демпфер; 4 — букса; 5 — рама;
6 — пружина; 7 — поводок; 8 — рычаг подвески тормозных колодок; 9 — песко-
подающая труба; 10 — колесная пара; 11 — электродвигатель; 12 — опора; 13 —
масленка; 14 — шкворневое устройство; 15 — кожух тягового редуктора; а, б —
кронштейны крепления буксовых поводков; в, ж — концевые балки; г — боко-
вина; д — средние поперечные балки; е — шкворневая балка; з — кронштейн
подвески двигателя
вается возможность изменения передаточного числа тягового ре-
дуктора с 4,41 (75/17) до 3,04 (70/23) при одном и том же тяговом
электродвигателе; перехода с ширины рельсовой колеи 1520 мм
на 1435 мм в соответствии с габаритом 0-2Т ГОСТ 9238—83 (за
счет изменения положения дисков колесных центров); установки
тормозного оборудования как отечественной, так и других систем.
ТЭД на тележке имеют опорно-осевое подвешивание с рядным
расположением (гуськом).
Рама тележки связана с колесными парами через поводковые
бесчелюстные буксы с жесткими осевыми упорами качения одно-
стороннего действия. Такая связь позволяет упруго передавать от
колесных пар на раму тележки силы тяги и торможения, попереч-
ные силы (при набегании на рельс), а также обеспечивать сим-
метричность и параллельность осей колесных пар и их относи-
тельные вертикальные колебания. Средняя колесная пара имеет
возможность свободного поперечного перемещения ± 14 мм. Па-
раллельно индивидуальному буксовому рессорному подвешива-
нию устанавливаются фрикционные гасители колебаний. В тележ-
ке применяется пневматический индивидуальный двусторонний
колодочный тормоз, с тормозным цилиндром диаметром 8" на
12
каждое колесо. Сила тяги от рамы те-
лежки на главную раму передается
через шкворневое устройство. Пере-
дняя и задняя тележки секции теп-
ловоза по конструкции одинаковы,
за исключением наличия на пере-
дней тележке рычажной передачи
ручного тормоза, подножек для вхо-
да в кабину управления и привода
скоростемера.
Опорно-осевое подвешивание
ТЭД (рис. 1.8) используется на боль-
шинстве маневровых и грузовых теп-
ловозов. ТЭД в одной точке закреп-
ляется через пружинный комплект
на раме тележки, а в двух других точ-
ках опирается на ось колесной пары
через моторно-осевые подшипники.
Вращающий момент от вала ТЭД
через пару цилиндрических зубчатых
колес передается на ось колесной
пары. Зубчатые колеса привода зак-
рыты кожухом тягового редуктора.
Они подвергаются значительным
Рис. 1.8. Схема опорно-осевой
подвески тягового электро-
двигателя:
1 — пружинный комплект на раме
тележки; 2 — зубчатое колесо яко-
ря ТЭД; 3 — вал якоря ТЭД; 4 —
резинометаллические втулки зуб-
чатого колеса; 5 — ступица зубча-
того колеса; 6 — колесо колесной
пары; 7 — зубчатый венец; 8 —
кожух тягового редуктора; 9 —
моторно-осевые подшипники; 10—
ось колесной пары; 11 — ТЭД
динамическим нагрузкам. Для снижения ударных нагрузок, боль-
шое зубчатое колесо на многих тепловозах делается составным.
Зубчатый венец со ступицей соединяется с помощью комплекта
резинометаллических втулок. Упругая связь почти в 5 раз умень-
шает динамические нагрузки на ТЭД и снижает износ зубьев.
Опорно-рамное подвешивание ТЭД (рис. 1.9) применяется в
основном на пассажирских тепловозах. На тепловозе ТЭП70 вра-
щающий момент передается через редуктор, большая шестерня
которого вращается в подшипниках на полой опоре. Ступица боль-
шой шестерни соединена поводками с фланцем полого кардан-
ного вала. На противоположном конце вала укреплен приводной
фланец. Пальцы приводного фланца соединяются поводками с
пальцами колесных центров. Поводки образуют шарнирно-рычаж-
ную муфту с резинометаллическими шарнирами, соединяющую
полый вал с колесной парой. При опорно-рамном подвешивании
ТЭД опирается на раму тележки, что значительно снижает массу
неподрессоренных частей тепловоза и улучшает его динамичес-
кие характеристики.
Основными частями колесной пары тепловоза (рис. 1.10) явля-
ются ось, колесные центры и бандажи. Оси изготавливаются из
специальной осевой стали. На оси имеются шейки для установки
букс, предподступичные части и подступичные части, на кото-
13
Рис. 1.9. Схема опорно-рамной подвески тягового электродвигателя:
а — схема опорно-рамного подвешивания тепловоза ТЭП60; б — схема опорно-
рамного подвешивания тепловоза ТЭП70; 1, 10,14 — резиновые амортизаторы в
точках крепления ТЭД; 2, 24 — пальцы колесных центров; 3 — траверса; 4 —
палец; 5 — отверстие в колесном центре; б — цапфа; 7 — зубчатое колесо полого
вала; 8, 18 — тяговые редукторы; 9 — полый вал; 11 — моторный подшипник
ТЭД; 12, 22 — приводные фланцы; 13 — ТЭД; 15 — ступица большой шестерни;
16 — поводок фланца полого вала; 17 — большая шестерня; 19 — подшипники;
20 — полая опора; 21 — полый карданный вал; 23 — пальцы вала; 25 — поводки
рые напрессовываются колесные центры. Колесные центры состоят
из ступицы, обода и диска. Они напрессовываются на ось с натя-
гом. Бандажи являются сменным элементом колесной пары. Их
напрессовывают на колесные центры с натягом тепловым спосо-
бом, нагревая до температуры 250... 320 °C, и закрепляют кольца-
ми. Особенности конструкции колесных пар определяются типом
тягового привода. Колесная пара при опорно-осевом подвешива-
нии ТЭД имеет на оси подступичную часть, на которую напрес-
совывается зубчатое колесо, а шейки служат опорами моторно-
осевых подшипников. При циркуляционной системе смазки мо-
14
Рис. 1.10. Колесная пара тепловоза:
1 — бандаж; 2 — колесный центр; 3 — ось; 4 — укрепляющее кольцо; 5 —
ведомое зубчатое колесо; б — отбойное кольцо
торно-осевых подшипников в средней части оси устанавливается
разъемная шестерня привода масляного насоса.
В процессе эксплуатации наиболее интенсивному износу под-
вергаются бандажи колесных пар. По мере износа бандажей, т.е.
при появлении проката поверхности катания и подреза гребня,
производится обточка колесных пар. Бандажи заменяются при до-
стижении ими минимальной толщины. Диаметр новых колес по
кругу катания, измеряемый на расстоянии 70 мм от внутренней
грани бандажа, составляет 1050 мм, а на тепловозах ТЭП70 —
1220 мм. На некоторых тепловозах (ТГМЗА, ТГ16) применяют без-
бандажные колеса.
Буксы предназначены для передачи нагрузок от массы теплово-
за на вращающиеся колесные пары, тяговых и тормозных усилий,
от колесной пары к раме тележки, а также боковых усилий, возни-
кающих при вписывании экипажа в кривые, и ударных нагрузок
при движении по неровностям пути. Крепления букс к раме тележ-
ки должны обеспечивать параллельность колесных пар и установ-
ленные поперечные перемещения их относительно рамы тележки.
На тепловозах применяются два основных типа буксовых уст-
ройств: челюстные, с направляющими в раме тележки, и повод-
ковые (бесчелюстные). Челюстные буксы (рис. 1.11) применяются
на тепловозах ТЭМ1, ТЭМ2, 2ТЭ10Л и др. Основными частями
являются корпус 3 и роликовые подшипники 4о7. Корпус закры-
вают двумя крышками 2 и 8, задняя крышка имеет лабиринтное
уплотнение 1 со стопорной шайбой 9. Расстояние между подшип-
никами устанавливается дистанционными кольцами 5 и 6. Ради-
альные подшипники не воспринимают осевых усилий, поэтому в
передней крышке буксы установлен упор 11. Торцевая поверхность
15
1 — лабиринтное уплотнение; 2 — задняя крышка; 3 — корпус; 4, 7 — ролико-
вые подшипники; 5, 6 — дистанционные кольца; 8 — передняя крышка; 9 —
шайба; 10 — гайка; 11 — осевой упор; 12 — фитиль; 13 — упорный бурт; 14 —
боковой наличник; 15 — масленка
упора имеет бронзовую наплавку и смазывается маслом, которое
подается фитилем 12 из масляной ванны корпуса буксы.
В буксах средней оси установлен жесткий упор. Буксы крайних
осей трехосной тележки оборудованы упругими упорами с пру-
жинами. К боковым поверхностям буксы приварены наличники 14
и прикреплены винтами сменные наличники 13. Наличники сма-
зываются маслом из ванны 75 с помощью фитилей.
Поводковые буксы (бесчелюстные) (рис. 1.12) применяются в
бесчелюстных тележках тепловозов 2ТЭ10М, 2ТЭ116, ТЭП70 и др.
Корпус буксы защищает подшипники и шейку оси от грязи и
влаги. Он заполнен смазкой ЖРО для обеспечения нормальной
работы подшипников. Стальной, литой корпус имеет два боковых
опорных кронштейна для установки пружин рессорного подве-
шивания тележки и восприятия вертикальной нагрузки. С рамой
тележки корпус буксы соединяется кососимметрично расположен-
ными поводками. В цилиндрическую расточку корпуса буксы до
упора в заднюю крышку устанавливаются два роликовых подшип-
16
б
Рис. 1.12. Поводковая букса и поводок тепловоза 2ТЭ116:
а — буксовый узел: 1 — поводок; 2 — лабиринтное кольцо; 3 — стопорный болт;
4 — задняя крышка; 5 — роликовый подшипник; 6 — корпус; 7, 8— дистанцион-
ные кольца; 9, 11 — стопорные кольца; 10 — кронштейн; 12 — шарикоподшип-
ник; 13 — амортизатор; 14 — передняя крышка; 15 — пружина; 16— упор; 17 —
коническая пробка; б — поводок буксового узла: 1 — полукольцо; 2, 13 — амор-
тизаторы; 3, 12 — резинометаллические втулки; 4 — штифт; 5 — длинный валик;
6 — полукольцо; 7 — корпус; 8 — короткий валик; 9 — кольцо; 10 —
резиновый элемент; 11 — шайба
17
4
5
Рис. 1.13. Схемы рессорного подвешивания:
а — сбалансированного; б — индивидуального; 1, 5 — тарелка; 2 — пружина; 3 —
подвеска; 4 — балансир; б — предохранительная скоба; 7 — листовая рессора; 8 —
серьга; 9 — букса; 10 — подвеска; 11 — поводок буксы; 12 — поводковая букса;
13 — фрикционный гаситель колебаний
ника с дистанционными кольцами между ними. Потолок корпуса
буксы выполнен в виде свода параллельного сечения, с увеличен-
ной толщиной в верхней части. Это обеспечивает более равномер-
ное распределение нагрузки на ролики подшипников.
На предподступичную часть оси до упора в галтель с натягом
устанавливается лабиринтное кольцо, которое вместе с задней
крышкой образует лабиринтное уплотнение буксы. Внутренние
кольца роликовых подшипников удерживаются на шейке оси сто-
порным кольцом. В передней крышке монтируется осевой упор
качения. Одно кольцо упорного шарикоподшипника устанавлива-
ется на торцевой проточке оси, а другое — на упоре крышки.
Рессорное подвешивание тепловоза предназначено для умень-
шения динамического воздействия колес на рельсы при движе-
нии по неровностям пути, распределения нагрузок по колесам и
обеспечения плавности хода тепловоза. Рессорное подвешивание
бывает сбалансированное и индивидуальное, одноступенчатое и
двухступенчатое.
Сбалансированное подвешивание применяется на тепловозах
ТЭМ2, 2ТЭ10Л, ТЭП60 и др. (рис. 1.13, а). При этом подвешивании
каждая тележка имеет по две самостоятельные сбалансированные
18
Рис. 1.14. Рессорное подвешивание:
а — тепловоза 2ТЭ116: 1 — опора пружины нижняя; 2 — пружина нижняя; 3 —
пружина внутренняя; 4 — пружина средняя; 5 — опора пружины верхняя; 6 —
прокладки; б — тепловоза ТЭП70: 1 — регулировочная прокладка; 2 — резино-
вый амортизатор; 3, 6 — верхний и нижний опорные стаканы; 4 — пружина; 5 —
технологический болт
группы листовых рессор и цилиндрических пружин, каждая груп-
па которых расположена по сторонам тележки. Балансиры в сис-
теме рессорного подвешивания выравнивают нагрузки между ко-
лесными парами при проезде неровностей пути любой из них,
однако, при больших скоростях движения и ударных нагрузках,
вследствие трения в шарнирных соединениях и сил инерции, пе-
рераспределения нагрузок практически не происходит.
При индивидуальном подвешивании (рис. 1.13, б) каждая колес-
ная пара имеет независимые комплекты подвешивания с каждой
стороны тележки.
Одноступенчатое рессорное подвешивание унифицированной
тележки тепловоза 2ТЭ116 (рис. 1.14, а) состоит из 12 комплектов
цилиндрических пружин, по два комплекта на каждую буксу. Ко-
лебания надрессорного строения устраняются с помощью гасите-
лей колебаний — фрикционных (рис. 1.15) или гидравлических. Их
устанавливают между буксой и рамой тележки.
На пассажирских тепловозах ТЭП60 и ТЭП70 применяется
двухступенчатое рессорное подвешивание (рис. 1.14, б). Первая сту-
пень его расположена между колесными парами и рамой тележ-
ки, а вторая ступень — между рамой тележки и несущим кузовом.
Это обеспечивает меньшее воздействие на путь, надежную работу
агрегатов тепловоза и нормальные условия работы локомотивной
бригады при высоких скоростях движения.
Устройства связи главной рамы с тележками тепловоза долж-
ны обеспечивать передачу нагрузки от массы кузова на тележки и
19
Рис. 1.15. Фрикционный
гаситель колебаний:
1 — амортизатор; 2 — сухарь; 3 —
обойма; 4 — шток; 5 — поршень;
6 — фрикционная накладка; 7 —
вкладыш; 8 — корпус гасителя; 9 —
защитный кожух; 10 — пружина;
11 — крышка; 12 — гайка; 13 —
шплинт; 14 — крышка буксы
Рис. 1.16. Резинороликовая опора:
1 — опорная плита; 2 — резинометаллический элемент; 3 — стакан; 4 — регули-
ровочная пластина; 5 — чехол; 6 — роликовая опора
20
Рис. 1.17. Упругое шкворневое устройство:
1 — стакан; 2 — пружина; 3 — упор; 4 — ползун; 5 — шкворень; 6 — сменные
накладки; 7 — балка
возвращения их в первоначальное положение при выходе тепло-
воза из кривых участков пути. Движение тепловоза на прямых уча-
стках сопровождается интенсивным вилянием тележек, вызван-
ным конусностью бандажей и зазорами между их гребнями и го-
ловками рельсов. Уменьшение передачи боковых сил от экипажа
на рельсы должно обеспечиваться опорно-возвращающими устрой-
ствами. Угловые и поперечные относительные перемещения ку-
зова и тележек, обеспечиваемые опорно-возвращающими устрой-
ствами, могут быть свободными или упругими. Для уменьшения
виляния экипажа применяют демпфирование перемещений.
Рис. 1.18. Опорно-возвращающее устройство тепловоза ТЭП70;
1 — рама тепловоза; 2 — пружины второй ступени подвешивания; 3 — гаситель
колебаний; 4 — пружины первой ступени; 5 — рама тележки; 6 — пружинное
устройство; 7 — низкоопущенный шкворень рамы
21
На тепловозах применяются различные конструкции опор и воз-
вращающих устройств: роликовые — 2ТЭ10, скользящие — ТЭМ1,
ТЭМ2, резинороликовые опоры (рис. 1.16) с упругим шкворневым
устройством (рис. 1.17) — 2ТЭ10В, 2ТЭ10М, 2ТЭ116, маятнико-
вые опоры с пружинными возвращающими аппаратами — ТЭП60,
ТЭП70 № 1 — 7, пружинные, работающие на вертикальную и го-
ризонтальную нагрузки (рис. 1.18 — ТЭП70 № 008 и выше), опо-
ры на маятниковых подвесках — ТЭМ7, ЧМЭЗ.
Основные параметры опорно-возвращающих устройств подби-
рают с расчетом получения необходимой плавности хода при всех
скоростях движения тепловоза.
1.5. Классификация и обозначение серий тепловозов
и дизель-поездов
Тепловозы классифицируются следующим образом:
• по назначению — грузовые, пассажирские, маневровые, про-
мышленного транспорта;
• числу секций — односекционные, двухсекционные и много-
секционные;
• типу передачи — с электрической и гидравлической;
• типу экипажной части — тележечные и с жесткой рамой;
• ширине колеи — стандартный (1520 мм) и узкоколейный
(600... 1100 мм);
• числу осей — восьмиосные, шестиосные, четырехосные, двух-
осные.
Тип экипажа тепловоза определяет его осевая характеристика
(рис. 1.19), отражающая число, расположение и назначение осей
(колесных пар). Осевая характеристика тепловозов тележечного типа
представляет собой сочетание цифр, число которых указывает на
число тележек, а каждая цифра — на число колесных пар в тележ-
ке. Индекс цифры «О» указывает число обмоторенных осей. Знаки
Зо-Зо
30 - 30 - 30 - 30 или 2(3О - 30)
F2 м LJj
'002 2о2 'ООО 'ООО'
б
0-3-0
-- 20+ 20 - 20 + 20
| □ |
2222_____22 22
(1 - 30) -40(30- 1)
О ООО QOQ.Q ООО О
д
Рис. 1.19. Осевые характеристики тепловозов:
а - ТЭП70; б - 2ТЭ10М и 2ТЭ116; в - ТГМ1; г - ТЭМ7; д - Щэл-1
22
«+» и «-» показывают, что в первом случае тележки сочленены
(спарены), во втором — не сочленены.
Для локомотивов установлены ограничения, определяемые га-
баритами Т: 1Т — для отечественных и 2Т — для тепловозов, пред-
назначенных на экспорт. Габарит 1Т имеет наибольшую ширину
3400 мм и высоту 5300 мм.
Типы тепловозов, построенных по одним и тем же проектам,
принято обозначать сочетанием заглавных букв и цифр: Т — теп-
ловоз, а цифра перед буквенным обозначением указывает на чис-
ло секций.
Вторая буква указывает на тип передачи: Э — электрическая,
Г — гидравлическая.
Третья буква указывает род службы (П — пассажирский, М —
маневровый, у грузовых тепловозов третья буква отсутствует). Циф-
ры после букв обозначают серию тепловоза. По этим цифрам можно
определить завод-изготовитель. Далее через разрыв или дефис обо-
значается номер тепловоза. В обозначении серий тепловозов, по-
строенных за рубежом, вводится буква, указывающая страну из-
готовитель. Например, тепловоз ЧМЭЗ означает — маневровый с
электрической передачей, построенный в Чехословакии.
Дизель-поезда предназначены для пассажирских перевозок и
обозначаются буквой Д. Вторая буква или цифра обозначает се-
рию или место изготовления, например, ДР — дизель-поезд Риж-
ского вагоностроительного завода.
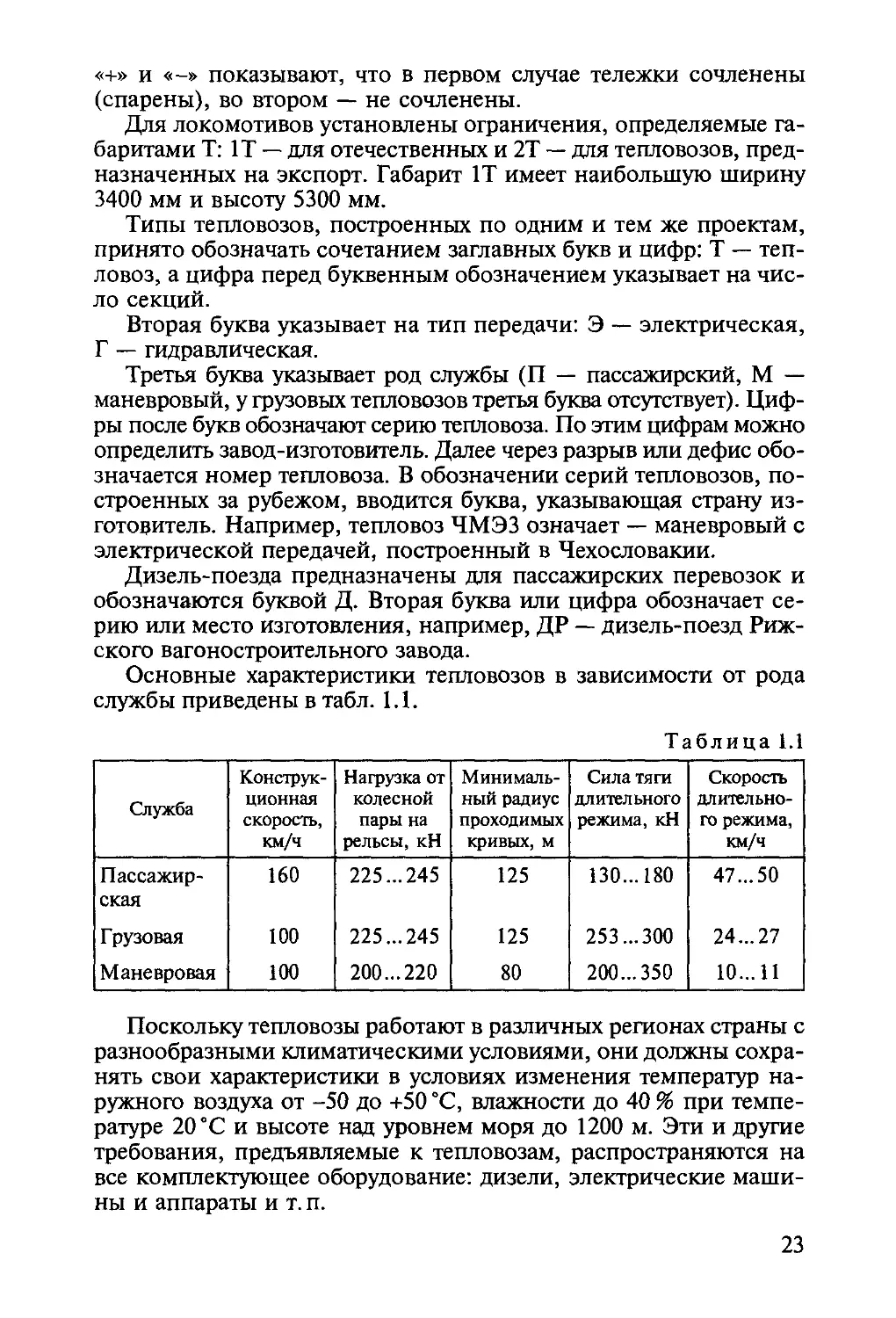
Основные характеристики тепловозов в зависимости от рода
службы приведены в табл. 1.1.
Таблица 1.1
Служба Конструк- ционная скорость, км/ч Нагрузка от колесной пары на рельсы, кН Минималь- ный радиус проходимых кривых, м Сила тяги длительного режима, кН Скорость длительно- го режима, км/ч
Пассажир- 160 225-245 125 130-180 47-50
ская
Грузовая 100 225-245 125 253-300 24... 27
Маневровая 100 200-220 80 200-350 10...11
Поскольку тепловозы работают в различных регионах страны с
разнообразными климатическими условиями, они должны сохра-
нять свои характеристики в условиях изменения температур на-
ружного воздуха от -50 до +50 °C, влажности до 40 % при темпе-
ратуре 20 °C и высоте над уровнем моря до 1200 м. Эти и другие
требования, предъявляемые к тепловозам, распространяются на
все комплектующее оборудование: дизели, электрические маши-
ны и аппараты и т. п.
23
Контрольные вопросы
1. Что такое тепловоз?
2. Каково назначение передачи на тепловозе?
3. Чем можно обеспечить надежное сцепление колесных пар с рельса-
ми в режиме тяги?
4. Какие системы расположены на тепловозе?
5. Как классифицируются тепловозы и дизель-поезда?
6. Каковы типы подвешивания тяговых электродвигателей?
7. Каково назначение букс и каких типов они бывают?
8. Каково назначение рессорного подвешивания и каких типов оно
бывает?
9. Как связана главная рама с тележками тепловоза?
Глава 2
ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНАЯ СИСТЕМА
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА ТЕПЛОВОЗОВ
2.1. Характеристика системы технического обслуживания
и ремонта тепловозов
Надежность тепловоза определяется совершенством его конст-
рукции, технологии изготовления, а также уровнем технического
обслуживания и ремонта. В процессе эксплуатации на тепловоз
воздействуют различные факторы. Ему приходится работать при
температуре наружного воздуха от -50 до +40 °C, когда идет дождь,
снег или проносится песчаная буря; на дорогах с хорошим и пло-
хим состоянием пути; тянуть поезда по перевалистому пути; рабо-
тать на горных участках, где воздух более разрежен, чем на равни-
не; часто останавливаться и вновь набирать нужную скорость.
Каждый из этих факторов дает о себе знать по мере нарастания
пробега. Механизмы тепловоза постепенно изнашиваются, в ре-
зультате чего изменяются геометрические размеры и форма дета-
лей, характер посадки сопряженных деталей и качество их повер-
хностей. Прочность многих деталей под влиянием высоких темпе-
ратур и значительных удельных нагрузок уменьшается, они теря-
ют работоспособность и начинают разрушаться. Изоляция токове-
дущих частей электрического оборудования постепенно стареет
под воздействием токовых нагрузок и осаждения на замасленных
и увлажненных изоляционных поверхностях токопроводящих за-
грязнений. Резиновые детали теряют эластичность, покрываются
сеткой трещин и разрушаются. Фильтры, предназначенные для
очистки масла, топлива и воздуха, загрязняются и перестают вы-
полнять свои функции. Многие детали и механизмы загрязняют-
ся, покрываются нагаром, накипью, коррозией, окислами и т.п.
Все это приводит к тому, что тяговые качества тепловоза ухуд-
шаются, он становится менее надежным, часто начинает «болеть»,
расходы на его содержание возрастают. И, если в процессе эксплуа-
тации не принять своевременно нужных мер, то тепловоз, не дос-
тигнув предельного возраста, перестанет выполнять свои функции.
Каждый новый тепловоз имеет определенные показатели надеж-
ности и работоспособности, которые характеризуют его качество.
Надежность — это свойство тепловоза выполнять тяговые фун-
кции, сохраняя во времени значения установленных эксплуата-
ционных параметров в заданных пределах, соответствующих за-
25
данным режимам и условиям использования, технического об-
служивания, ремонтов, хранения и транспортирования. Надеж-
ность является комплексным свойством, включающим в себя бе-
зотказность, долговечность, ремонтопригодность и сохраняемость.
К эксплуатационным параметрам относятся мощность, ско-
рость, расход топлива и т. п. Если надежность сборочной единицы
локомотива равна 0,95, то это означает, что 95 % данных сбороч-
ных единиц, находящихся в эксплуатации, проработают установ-
ленный период без отказа, а 5 % откажут.
Безотказность — это свойство тягового подвижного состава
непрерывно сохранять работоспособность в течение заданного вре-
мени без вынужденных перерывов на ремонт.
Долговечность — это способность тепловоза сохранять работо-
способность до наступления предельного состояния при установ-
ленной системе технического обслуживания и ремонта.
Ремонтопригодность — это приспособленность тепловоза к пред-
упреждению и обнаружению причин возникновения отказов, по-
вреждений и устранению их путем проведения технического
обслуживания и ремонта.
Сохраняемость — это свойство тепловоза непрерывно сохра-
нять исправное и работоспособное состояние и при нахождении в
резерве или транспортировании, и после этого срока.
Исправность или неисправность — это состояние тепловоза, при
котором он соответствует всем требованиям или не соответствует
хотя бы одному из требований Правил технической эксплуатации
(ПТЭ) и Правил ремонта (ПР).
Работоспособность — это состояние тепловоза, при котором
он способен выполнять заданные функции, сохраняя значения
заданных параметров в пределах, установленных нормативно-тех-
нической документацией. Такими параметрами являются мощ-
ность, скорость, расход топлива и смазки и другие параметры.
Не всякая неисправность связана с потерей работоспособнос-
ти. Например, у тепловоза повреждена окраска или подтекает саль-
ник водяного насоса дизеля и т.п. Такая машина неисправна, од-
нако она остается работоспособной. Нарушение исправного со-
стояния тепловоза при сохранении его работоспособности назы-
вается повреждением.
Отказ — это событие, в результате которого тепловоз полнос-
тью или частично теряет свои тяговые свойства. Отказом локомо-
тива следует считать любую техническую неисправность, вызвав-
шую внезапную остановку поезда на участке для ее устранения.
Отказы делятся на две группы: катастрофические (внезапные) и
параметрические (постепенные).
Катастрофические отказы — это отказы, которые обычно труд-
но предупредить, так как их появления не могут быть установлены
заранее. Параметры катастрофических отказов обычно неизвестны,
26
или не поддаются контролю, либо
требуют весьма трудоемкого и до-
рогостоящего контроля.
Параметрические отказы — это
отказы, связанные с наблюдаемы-
ми изменениями (регулировки,
износа и т.п.). Эти параметры
можно контролировать, а значит,
их можно предотвращать соответ-
ствующими воздействиями на эти
параметры. События, которые
приводят к отказу тепловоза или
его агрегатов, носят случайный ха-
рактер, и поэтому предупрежде-
ние отказов представляет собой
Рис. 2.1. Характеристика
распределения отказов во
времени или по пробегу
тепловоза:
tu h> h — продолжительности
периодов I, II, III
сложную задачу.
Важным показателем надежности является интенсивность от-
казов — X. В упрощенном варианте интенсивность отказов есть от-
ношение числа отказавших сборочных единиц в единицу времени
(или пробега) к среднему числу сборочных единиц, исправно ра-
ботающих в течение этого же периода.
Многочисленными исследованиями установлена характеристика
распределения отказов во времени или пробеге тепловоза (рис. 2.1).
Характеристика Х(/) состоит из трех периодов:
I — отказы в период приработки;
II — период нормальной эксплуатационной работы с постоян-
ным потоком отказов;
III — период нарастания отказов вследствие старения и интен-
сивного изнашивания деталей сборочной единицы и тепловоза в
целом.
Техническое обслуживание. Техническое обслуживание — это си-
стема мероприятий профилактического характера, предназначен-
ная для снижения интенсивности изнашивания деталей, сбороч-
ных единиц и агрегатов тепловозов; своевременного выявления
неисправностей; предупреждения отказов путем диагностирова-
ния без разборки; поддержания тепловозов в работоспособном со-
стоянии, обеспечивающем их бесперебойную работу и безопас-
ность движения в соответствии с требованиями ПТЭ.
Техническое обслуживание ТО-1 выполняется локомотивными
бригадами при приемке и сдаче тепловоза, а также в пути следова-
ния его с поездом. Бригады выполняют работы по смазыванию,
креплению ослабших соединений, проверке состояния экипажа,
тормозного оборудования и тяговых электродвигателей. Локомотив-
ные бригады несут ответственность за правильный режим работы
тепловоза, своевременное предупреждение и устранение выявлен-
ных неисправностей и содержание его в исправном состоянии.
27
Техническое обслуживание ТО-2 проводят на специальных смот-
ровых канавах и в пунктах технического обслуживания локомоти-
вов (ПТОЛ), оборудованных средствами диагностики, специаль-
ными приспособлениями и инструментом и располагающих тех-
нологическим запасом деталей и материалов. Работы выполняют
высококвалифицированные слесари под руководством мастера. На
маневровых и вывозных тепловозах ТО-2 выполняют слесари со-
вместно с локомотивными бригадами. В состав работ входят опе-
рации по контролю за состоянием ходовых частей, тормозного и
другого оборудования, обеспечивающего безопасность движения
и предупреждению повреждений тепловозов в эксплуатации.
Периодичность технического обслуживания ТО-2 устанавли-
вает начальник железной дороги (исходя из условий эксплуатации)
в пределах 24... 28 ч независимо от выполненного пробега. Продол-
жительность технического обслуживания ТО-2 для грузовых двух-
секционных тепловозов не более 1,5 ч, для пассажирских — не
более 2 ч.
Техническое обслуживание ТО-3 выполняется в депо приписки
тепловоза для предупреждения появления неисправностей, под-
держания тепловозов в работоспособном состоянии, обеспечения
их бесперебойной работы и безопасности движения. При этом виде
технического обслуживания, кроме осмотров, предусмотренных
ТО-2, выполняют некоторые ремонтные операции (смена фильт-
ров, снятие форсунок для проверки на стенде, замена щеток элек-
трических машин, очистка выпускных окон и т.д.).
Техническое обслуживание ТО-4 предназначено для обточки бан-
дажей колесных пар без выкатки из-под локомотива для поддер-
жания оптимального размера проката. Продолжительность техни-
ческого обслуживания ТО-4 устанавливается начальником дороги
с учетом местных условий из расчета 1... 1,2 ч на обточку одной
колесной пары. Разрешается совмещать обточку колесных пар с
техническим обслуживанием ТО-3 и текущими ремонтами ТР-1,
ТР-2, увеличивая нормы простоя на них из расчета 1... 1,2 ч на
обточку одной колесной пары.
Номера технических обслуживании связаны между собой та-
кой особенностью: состав плановых работ при ТО с большим но-
мером обязательно включает в себя работы, имеющиеся в регла-
менте на техническое обслуживание с меньшим номером, т. е. при
ТО-2 выполняются работы ТО-1 и сверх того специфические опе-
рации; при ТО-3 выполняются объем ТО-2 и плюс свои операции.
Эта особенность характерна для всех видов технического обслу-
живания и ремонта тепловозов, кроме ТО-4 и ТО-5. Так, при те-
кущем ремонте ТР-1 выполняют ТО-3 с соответствующими до-
полнительными работами по этому виду ремонта, при ТР-2 дела-
ются ТР-1 и плюс операции, необходимые при ТР-2, и т.д., при
ТО-5 производят подготовку к ремонту и др.
28
Текущие ремонты. Системой технического обслуживания и ре-
монта предусмотрено выполнение в локомотивных депо текущих
ремонтов ТР-1, ТР-2 и ТР-3. Под ремонтом понимается совокуп-
ность работ, направленных на восстановление основных эксплуа-
тационных характеристик, исправности и работоспособности ло-
комотивов в соответствующих межремонтных периодах путем ре-
визии, ремонта и замены отдельных деталей, сборочных единиц
и агрегатов, регулировки и испытаний, а также частичной модер-
низации. Текущие ремонты ТР-1, ТР-2 и ТР-3 локомотивов вы-
полняют комплексные и специализированные бригады.
Текущий ремонт ТР-1 производится в основном в условиях депо
и заключается в осмотре, ревизии и очистке, а при необходимо-
сти и в ремонте сборочных единиц (колесные пары, рессорное
подвешивание, тормозное оборудование); осмотре тяговых элект-
родвигателей, вспомогательных машин и электроаппаратуры; про-
верке зазоров подшипников коленчатого вала дизеля, моторно-
осевых подшипников тяговых электродвигателей; осмотре порш-
невых колец и втулок цилиндров дизеля; ревизии и очистке тур-
бокомпрессоров со снятием их с локомотива, проведении рео-
статных испытаний и т.д.
Текущий ремонт ТР-2 предназначен в основном для ремонта
дизеля и вспомогательного оборудования. Основным фактором,
определяющим постановку тепловоза на ТР-2, является износ ци-
линдропоршневой группы дизеля. При текущем ремонте ТР-2
дополнительно к ТР-1 производят ремонт шатунно-поршневой груп-
пы и втулок цилиндров, топливной аппаратуры, систем регулиро-
вания частоты вращения и мощности дизеля, редукторов, воздухо-
нагнетателей, электропневматических приводов регулятора, кон-
такторов, реверсора, вентилей; прожировку кожаных манжет ап-
паратов; лечебный заряд аккумуляторной батареи; ревизию якор-
ных подшипников всех электрических машин (кроме тяговых элек-
тродвигателей); подбивку моторно-осевых подшипников; съемку и
осмотр кожухов зубчатой передачи; промежуточную ревизию букс
с проверкой разбегов колесных пар и ремонт вентиляторов ТЭД;
ремонт тормозного компрессора, автотормозных приборов; пол-
ный осмотр автосцепки и фрикционных аппаратов. После выпол-
нения ТР-2 проводятся полные реостатные испытания тепловоза.
Текущий ремонт ТР-3 предусматривает ремонт экипажной час-
ти и тяговых электрических машин; изнашивание их основных
деталей определяет постановку тепловоза на этот вид ремонта. При
текущем ремонте ТР-3 дополнительно к работам по ТР-2 ремон-
тируют антивибратор, предельный регулятор, водяной и масля-
ный насосы, привод масляного насоса, воздуходувку и ее элас-
тичный привод, вертикальную передачу, секции холодильника,
редукторы, тяговые электродвигатели, двухмашинные агрегаты,
электродвигатели калорифера, топливоподкачивающего и масло-
29
Таблица 2.1
Тип грузового тепловоза Продолжительность технического обслуживания и текущего ремонта
ТО, ч ТР-1, ч ТР-2, сут ТР-3, сут
ТЭ10, М62 10 40 5 6
ТЭЗ 8 36 4,5 4,5
2ТЭ116 16 56 8 10
Примечание. Для тепловозов, имеющих три и более секций, норма про-
должительности технического обслуживания ТО-3 и текущего ремонта ТР-1 уве-
личивается на каждую (более двух) секцию на 4 и 8 ч соответственно.
прокачивающего насосов, аккумуляторные батареи и электричес-
кие аппараты. При этом ремонте производятся выкатка из-под теп-
ловоза тележек с полной их разборкой, освидетельствование ко-
лесных пар с обточкой бандажей, ремонт рам тележек, букс, рес-
сорного подвешивания, опор рамы тепловоза, кузовного обору-
дования, песочниц, тормозной рычажной передачи, автомати-
ческой локомотивной сигнализации, автостопов, скоростемеров
и противопожарной установки.
После выполнения текущего ремонта ТР-3 тепловоз проходит
полные реостатные и обкаточные испытания пробной поездкой.
Среднесетевые нормы продолжительности ТО и ТР тепловозов
приведены в табл. 2.1.
Капитальные ремонты. Системой технического обслуживания и
ремонта тепловозов предусмотрено выполнение капитальных ре-
монтов КР-1 и КР-2.
Капитальный ремонт КР-1 предназначен для восстановления
эксплуатационных характеристик и ресурса (срока службы) теп-
ловоза путем замены и ремонта изношенных и поврежденных агре-
гатов, сборочных единиц и деталей, а также путем модернизации.
В процессе капитального ремонта КР-2 восстанавливают эксп-
луатационные характеристики и полный ресурс (срок службы)
всех агрегатов, сборочных единиц и деталей, включая базовые,
полностью заменяют провода и кабели, а также выполняют мо-
дернизацию тепловоза.
Основной фактор постановки тепловоза на капитальный ре-
монт — износ шеек коленчатого вала дизеля и старение изоляции
электрических машин, кабелей и электропроводки. Эти виды ре-
монта выполняются на тепловозоремонтных заводах и в крупных
депо, имеющих соответствующее оборудование. Объем капиталь-
ного ремонта таков, что для его выполнения требуется дорогосто-
ящая оснастка. Такую оснастку нецелесообразно иметь в депо, по-
скольку даже в самых крупных депо годовая потребность в капи-
30
a
Рис. 2.2. Виды и периоды межремонтной работы тепловозов типа ТЭ10
(а) и ТЭМ (б):
ТО-3 — техническое обслуживание; ТР-1...ТР-3 — текущие ремонты; КР-1,
КР-2 — капитальные ремонты
тальных ремонтах возникает не более чем у нескольких десятков
локомотивов. Даже если бы капитальные ремонты выполнялись в
одном депо для целой дороги, то в среднем потребовалось бы
отремонтировать не более сотни секций одной серии. При такой
программе загрузка тяжелого ремонтного оборудования была бы
слишком мала, чтобы окупиться даже за многие годы.
Виды и периоды межремонтной работы тепловозов типа ТЭ10
и ТЭМ представлены на рис. 2.2.
На основе среднесетевых норм межремонтных периодов (табл. 2.2),
каждая дорога утверждает для своих депо дифференцированные
нормы межремонтных периодов. Дифференцированные нормы меж-
ремонтных периодов рассчитываются с учетом показателя исполь-
зования мощности тепловоза, который представляет собой расход
топлива, отнесенный к 1 км пробега или 1 ч его работы. Дифферен-
циация межремонтных периодов позволяет изменять объем обяза-
тельных работ при технических обслуживаниях и ремонтах в зави-
симости от загрузки тепловоза в период его эксплуатации.
Департаментом локомотивного хозяйства МПС в 2002 г. был
утвержден капитальный ремонт с продлением срока службы ло-
комотива (КРП).
Диагностика. В различных депо сети железных дорог внедряется
новый метод контроля надежности тепловозов в эксплуатации —
безразборная диагностика технического состояния локомотива.
Диагностика позволяет уменьшить потери в эксплуатационной
работе и снизить затраты на проверку технического состояния
сборочных единиц и агрегатов. Техническое диагностирование —
процесс определения технического состояния объекта.
31
Таблица 2.2
Тип тепловоза Максимальная продолжительность межремонтных периодов*, тыс. км/время
Техничес- кое обслужи- вание Текущий ремонт Капитальный ремонт
ТР-1 ТР-2 ТР-3 КР-1 КР-2
Магистральные
ТЭП60 7,5/18 суг 37,5/3 мес 150/9 мес 300/18мес 900/4,5 года 1800/9 лет
М62 8/18 суг 40/3 мес 120/9 мес 240/18 мес 720/4,5 года 1440/9 лет
2ТЭ116, ТЭП70, 2ТЭ121** 8/18 суг 40/3 мес 200/15 мес 400/30 мес — ——
Маневровые
ТЭМ1, ТЭМ2, ЧМЭЗ, ТЭМ7 30 суг 7,5 мес 15 мес 30 мес 7,5 года 15 лет
ТГМЗ, ТГМ7 10 суг 2 мес 8 мес 16 мес 5 лет 10 лет
* Учитывается только время нахождения в эксплуатируемом парке.
** Межремонтные периоды для тепловозов 2ТЭ116, ТЭП70, 2ТЭ121 кор-
ректируются по мере накопления опыта их эксплуатации.
Комплексное диагностирование тепловоза выполняется в несколь-
ких депо сети. На примере комплексного диагностирования тепло-
возов в депо при выполнении технического обслуживания ТО-3
проиллюстрируем преимущества использования такого метода.
На первой ремонтной позиции поточной линии на основании
осмотра тепловоза с учетом записей в журнале формы ТУ-152 и
результатов анализа картерного масла оценивают состояние его
сборочных единиц и агрегатов и составляют программу диагнос-
тических проверок, которую передают на последующие позиции.
Кроме перечисленного на первой позиции отбирают пробы масла
из различных агрегатов тепловоза.
На второй ремонтной позиции предусмотрены автоматичес-
кий обмер колесных пар, диагностирование вращающихся выве-
шенных колесно-моторных блоков (якорные, буксовые и мотор-
но-осевые подшипники, тяговый редуктор, щеточный аппарат),
автоматический поиск возможных мест замыканий на корпус и
32
утечек тока в электрических цепях, контроль с регулировкой сра-
батывания электрических аппаратов, проверка пожарной сигна-
лизации, диагностика контрольно-измерительных приборов, ав-
томатической локомотивной сигнализации (АЛСН), радиосвязи.
Результаты диагностирования и перечень необходимых работ пе-
редают на ЭВМ центрального поста диагностики.
На третьей позиции диагностируют состояние дизеля с приме-
нением реостатного или безреостатного метода (состояние и ра-
боту топливной аппаратуры, цилиндропоршневой группы, водя-
ной и масляной систем и т.д.); системы автоматического регули-
рования температуры теплоносителей, проверяют параметры се-
лективной и внешней характеристик дизель-генератора. На этой
позиции предусмотрено обязательное выполнение осмотров и
смазочных работ, установленных Правилами ремонта тепловозов.
На основании выполненных диагностических мероприятий со-
ставляют паспорт-заключение, где фиксируют принятые реше-
ния о необходимости дополнительных работ.
Методы ремонта. При крупноагрегатном методе ремонта на уча-
стках текущего ремонта бригады слесарей демонтируют агрегаты
и сборочные единицы с тепловоза и передают их для ремонта на
заготовительный участок, после чего выполняют монтаж на теп-
ловозе отремонтированных или новых агрегатов и сборочных еди-
ниц. Кроме того, эта бригада ремонтирует и контролирует не сни-
маемое с тепловоза оборудование и смазывает его. Ремонт и испы-
тания демонтированных агрегатов и сборочных единиц осуществ-
ляются в соответствующих отделениях заготовительного участка.
При организации ремонта поточным методом создаются так на-
зываемые позиционные бригады, закрепленные за ремонтными
позициями поточной линии. При стационарном методе ремонта
бригады могут специализироваться по ремонту определенных агре-
гатов и сборочных единиц тепловоза: дизеля, электрического обо-
рудования, экипажной части, вспомогательного оборудования. Та-
кая специализация слесарей позволяет повысить их профессиональ-
ные навыки и ответственность за качество выполненной работы.
В некоторых депо имеются специализированные бригады агрегат-
но-заготовительного участка, которые, кроме ремонта и испыта-
ний сборочных единиц и деталей, на своем участке выполняют
сборочно-разборочные работы на всех ремонтируемых тепловозах.
В депо имеются также отделения для ремонта контрольно-изме-
рительных приборов и скоростемеров, аккумуляторных батарей,
секций холодильников, автотормозного оборудования и пр. Для
удовлетворения нужд заготовительного участка в депо имеются сле-
дующие отделения: механическое, кузнечное, термическое, свароч-
ное, гальваническое, полимерное и др. К вспомогательным отделе-
ниям депо относятся инструментальное, по ремонту механического
и энергетического оборудования, компрессорная станция и др.
2 Собенин
33
2.2. Постановка тепловоза на ремонт
Наиболее полно все работы по текущему ремонту тепловоза
охвачены при ремонтах ТР-2 и ТР-3. Поэтому в книге этим видам
ремонта уделено основное внимание. Текущий ремонт ТР-2 или
ТР-3 тепловоза состоит из следующих основных технологических
процессов: приемки тепловоза в ремонт, разборки, очистки объек-
тов ремонта, восстановления поврежденных деталей и соедине-
ний, сборки и настройки объектов ремонта, сборки и испытаний
тепловоза после ремонта.
До постановки тепловоза в ремонт электрические машины и
аппараты продувают сухим сжатым воздухом; наружные поверх-
ности кузова, крыши и тележек подвергают мойке на механизи-
рованной установке; из всех систем сливают топливо, масло и
воду; песочницы освобождают от песка.
Маркировка. Тепловоз состоит из десятков тысяч деталей. В про-
цессе его сборки многие детали подбирают по массе и размерам,
часть деталей совместно обрабатывают, а некоторые, кроме того,
прирабатывают друг к другу; при соединении двух агрегатов их валы
центрируют, т.е. делают соосными; взаимное расположение ряда
деталей регулируют прокладками, большинство механизмов после
установки фиксируют штифтами. Для того чтобы в процессе после-
дующей сборки можно было быстро определить место, ранее заня-
тое той или другой деталью, одноименные и комплектные детали
маркируют, т. е. наносят на них особые метки (знаки, цифры, бук-
вы и т.п.) (рис. 2.3). Например, маркировка АБ9 на гильзе цилин-
дра означает, что она принадлежит девятому цилиндру дизеля АБ;
маркировка АВ8НГ на вкладыше коренного подшипника колен-
чатого вала указывает на то, что он относится к дизелю АВ, восьмо-
му подшипнику его нижнего вала и является верхним вкладышем.
Система маркировки каждой машины или механизма приводится
в технической документации, а места постановки маркировки
указываются на чертежах деталей или узлов.
Технологический процесс съемки и разборки. В процессе съемки
и разборки производят внешний осмотр, определяют положение
деталей в собранном узле, осуществляют собственно съемку и раз-
борку.
Внешний осмотр нужен для проверки наличия маркировки,
определения надежности посадки и состояния деталей по види-
мым признакам. Если на деталях знаков маркировки в местах,
предусмотренных чертежом, почему-либо нет или они перепута-
ны, их наносят тотчас же после разборки объекта.
Часто нарушение посадки и неисправности деталей удается
определить до разборки объекта по внешним признакам. Напри-
мер, об ослаблении посадки вкладышей подшипника коленчато-
го вала дизеля легко судить по смещению разъемов вкладышей и
34
Сторона управления
Сторона воздуходувки
Б-Б
Верхняя половина
верхнего подшипника
Нижняя половина
верхнего подшипника
Верхняя половина
нижнего подшипника
Нижняя половина
нижнего подшипника
А—А
Верхняя половина
верхнего шатунного
подшипника
(поперечный
разрез дизеля
по цилиндру)
Крышка верхнего
коренного подшипника
Гильза
Верхний
поршень
Нижний
поршень
Верхняя половина
нижнего шатунного
подшипника
Нижняя половина
нижнего шатунного
подшипника
Верхний шатун
Нижний шатун
Верхняя половина.
левого подшипника
кулачкового вала
Нижняя половина
верхнего шатунного
подшипника
Рис. 2.3. Система маркировки деталей дизеля 2Д100
Нижняя половина -
левого подшипника
кулачкового вала
(поперечный
разрез дизеля
по подшипнику)
Крышка нижнего
коренного подшипника
гнезда подшипника; слабо укрепленную или плохо уплотненную
катушку на сердечнике полюса электрической машины определя-
ют по следам смещения (натертости), а также по наличию ржав-
чины на металлических деталях или поверхности самой катушки.
Обугленная изоляция — признак ослабления контактного соеди-
нения. Скопление пыли в виде жилки или небольшого валика на
поверхности детали (особенно экипажной части) укажет на на-
личие трещины или ослабление посадки детали. Жилка в этом
случае будет как бы обрисовывать контур трещины.
35
Определение положения деталей в собранном узле. Наиболее
достоверные данные о величинах зазоров и разбегов между тру-
щимися деталями, об искажении их формы, деформации и изно-
се можно получить лишь тогда, когда измерения ведутся при ра-
бочем положении деталей. Например, зазор «на масло» в подшип-
никах коленчатого вала дизеля, в якорных и моторно-осевых под-
шипниках тягового электродвигателя, боковой зазор между зубь-
ями различных зубчатых передач или деталями шлицевого соеди-
нения наиболее точно можно определить в собранном узле. Так,
искажение формы постелей подшипников коленчатого вала дизе-
ля или моторно-осевых подшипников тягового электродвигателя
можно установить лишь в том случае, когда крышки подшипни-
ков нормально закреплены на своих местах. О деформации гильзы
цилиндра дизеля можно достоверно судить лишь при нахождении
ее в блоке цилиндров. Внешний осмотр и определение положения
деталей в собранном узле являются одними из элементов техни-
ческой диагностики объекта ремонта.
2.3. Подготовка и разборка объектов ремонта
К техническому обслуживанию или текущему ремонту тепловоз
готовит локомотивная бригада, прибывшая из последней поездки.
Если у этой бригады истекло время непрерывной работы, то теп-
ловоз на ремонтное стойло ставит экипировочная локомотивная
бригада. Принимает тепловоз мастер комплексной бригады.
Перед постановкой тепловоза на техническое обслуживание
ТО-3 и текущий ремонт ТР-1 локомотивная бригада полностью
экипирует его, отбирает пробы воды, масла, топлива из всех си-
стем тепловоза для химического анализа и выполняет работы в
объеме технического обслуживания ТО-1. Электрические машины
и аппараты, а в летнее время и секции радиатора продувают сжа-
тым воздухом под давлением 0,2...0,3 МПа; измеряют статичес-
кий напор воздуха для охлаждения тяговых электрических машин,
проверяют действие тормозов, песочниц и звуковых сигналов.
Сменный мастер комплексной бригады совместно с машинистом
проверяют техническое состояние тепловоза при работающем, а
затем и при неработающем дизеле. Контролируют наличие пломб,
работу (на слух) всех агрегатов дизеля, вспомогательного обору-
дования, электрических машин, отсутствие течи в соединениях
масляного, водяного и топливного трубопроводов, секциях холо-
дильника, проверяют работу контрольно-измерительных прибо-
ров, топливной и регулирующей аппаратуры и др. Перед поста-
новкой тепловоза на ремонт температуру воды и масла в системах
охлаждения необходимо снизить до 40... 50 °C.
Если тепловоз ставят на текущий ремонт ТР-2, то сливают воду
и масло из систем охлаждения, а на ТР-3 — дополнительно сли-
36
вают топливо из баков и освобождают от песка бункера песочниц;
секции тепловоза расцепляют.
У тепловозов, поступающих на все виды текущего ремонта,
экипажную часть и кузов очищают от загрязнений. На ремонтную
позицию тепловоз устанавливают вспомогательным локомотивом.
Окончательный объем предстоящего ремонта определяют после
разборки тепловоза по фактическому состоянию его агрегатов,
сборочных единиц и деталей.
При установке на дизель или тепловоз многие агрегаты и сбо-
рочные единицы центрируют друг с другом так, чтобы геометри-
ческие оси их валов совпадали (валы были соосны). Положение
таких агрегатов и сборочных единиц фиксируют штифтами и ре-
гулируют набором прокладок. Поэтому для уменьшения объема
работ в процессе сборки при разборке необходимо сохранить эти
штифты и прокладки.
Для ускорения процесса разборки применяются различные гай-
коверты с электрическим или пневматическим приводом. Для рас-
прессовки соединений с натягом используют пневматические,
гидравлические и винтовые прессы и индуктивные нагреватели.
При разборке и сборке тепловоза широко применяются различ-
ные приспособления и средства механизации. Подъем и транс-
портировку тяжелых агрегатов и сборочных единиц производят
грузоподъемными и транспортными устройствами: мостовыми
кранами, кран-балками, консольными кранами, электроталями
и электротельферами. Для механизации разборно-сборочных ра-
бот при ремонте тепловозов широко используются приспособле-
ния, стенды и кантователи.
2.4. Очистка и мойка деталей
Виды и характер загрязнений. В процессе эксплуатации тепло-
воза его агрегаты, сборочные единицы и детали покрываются раз-
личными загрязнениями, отрицательно влияющими на их долго-
вечность и работоспособность. Наружные поверхности тепловоза
и его агрегатов покрываются пылью и коррозией. Пыль из возду-
ха, попадая на рабочие поверхности сопряженных деталей и
смешиваясь с маслом, повышает интенсивность их изнашивания.
В период эксплуатации тепловоза работа дизеля ухудшается из-за
появления на его деталях нагара, лаковых и смолистых отложе-
ний, накипи, коррозии.
Нагар — твердые углеродистые вещества, образующиеся при
сгорании топлива и масла, имеющие низкую теплопроводность.
Нагар откладывается на стенках камеры сгорания, выпускных кла-
панах и деталях газовоздушного тракта, вызывая возрастание рас-
хода топлива, перегрев дизеля, снижение его мощности, повы-
шение износа его деталей и увеличение дымности газов.
37
Лаковые отложения — углеродистые вещества, образующиеся
при воздействии сравнительно невысокой температуры и откла-
дывающиеся в виде тонкого слоя на поршнях в зоне расположе-
ния колец, юбке и поверхности шатунов.
Смолистые отложения — осадки, состоящие из продуктов окис-
ления топлива и масла, а также механических примесей продук-
тов изнашивания и пыли. Смолистые отложения покрывают стен-
ки картера дизеля, маслопроводы и забивают фильтры. Вредное
действие смолистых отложений проявляется в загрязнении свеже-
го масла, заливаемого в картер дизеля, засорении маслопрово-
дов, фильтров и др.
Накипь — твердые отложения на внутренних поверхностях де-
талей системы охлаждения дизеля. Они образуются в результате
выделения солей кальция и магния при нагреве воды до темпера-
туры 70... 85 °C. Теплопроводность накипи во много раз ниже теп-
лопроводности металла, поэтому даже незначительный ее слой
ухудшает условия теплообмена, в результате чего снижается мощ-
ность дизеля, повышается расход топлива и масла, возрастает ин-
тенсивность изнашивания деталей цилиндропоршневой группы.
Коррозия — разрушение поверхностей деталей, вызываемое хи-
мическими и электрохимическими процессами, с образованием
гидрата окиси железа.
Способы удаления загрязнений. В ремонтном производстве наи-
большее применение нашли механические, физико-химические
и термические способы удаления загрязнений с поверхности де-
талей, сборочных единиц и агрегатов.
Сущность механических способов заключается в очистке поверх-
ности детали от нагара, следов коррозии, старой краски и других
загрязнений, вручную, скребками, шкуркой, щетками, механи-
зированным инструментом с помощью щеток, твердыми и мяг-
кими абразивными материалами. Пневматическую очистку при-
меняют для сдувания с очищаемых поверхностей сухой пыли. Не-
смотря на простоту механических способов очистки (вручную и
механизированным инструментом), они не обеспечивают долж-
ного качества и имеют низкую производительность.
Процесс очистки деталей от нагара мягкими и твердыми абра-
зивными материалами более совершенен, выгодно отличается
высокой производительностью и хорошим качеством очистки.
Сущность процесса заключается в том, что очищаемая поверх-
ность обрабатывается абразивными частицами, направляемыми
через сопло сжатым воздухом. Частицы абразива, ударяясь о по-
верхность детали, разрушают и удаляют загрязнения.
Твердые абразивные материалы (кварцевый песок и металли-
ческая крошка) применяются для очистки поверхностей деталей
от нагара, коррозии, окислов, старой краски. Пневмоабразивная
(пескоструйная) очистка деталей выполняется в специальных уста-
38
новках с мощной вытяжной вентиляцией помещения. Для очистки
деталей от нагара, в частности полостей охлаждения поршней дизе-
ля, используется гидроабразивная установка, в которой воздушная
смесь, образующаяся в смесителе, поступает в сопло, откуда, сме-
шиваясь с водой, направляется на очищаемую поверхность детали.
Хорошие результаты дает очистка от нагара деталей из мягких
металлов косточковой крошкой (мелкораздробленной скорлупой
плодовых косточек). Струя воздуха при давлении 0,4...0,5 МПа
подает косточковую крошку из бункера по трубопроводу через
сопло на очищаемую поверхность детали. Крошка с силой ударя-
ется о поверхность детали и удаляет с нее нагар. Благодаря не-
большой твердости крошка при ударе деформируется, не вызы-
вая повреждения поверхности детали.
Способам механической очистки деталей присущ существен-
ный недостаток — невозможность (за редким исключением) уда-
ления загрязнения с внутренних поверхностей деталей.
При физико-химических способах очистки деталей на загрязне-
ния воздействует активная очищающая среда. В качестве очищаю-
щей среды используют водные растворы каустической соды (ед-
кого натра), кальцинированной соды (углекислого натрия) с при-
садкой эмульгаторов (жидкое стекло, хозяйственное мыло, три-
натрий-фосфат) и с противокоррозионными присадками (хром-
пик, нитрит натрия), а также синтетические моющие средства
(СМС), основу которых составляют поверхностно-активные ве-
щества (ПАВ). Эффективность СМС в 3... 5 раз выше эффективно-
сти растворов едкого натра.
В зависимости от способа перемещения раствора у поверхнос-
ти очищаемой детали физико-химическую очистку можно услов-
но разделить на струйную, очистку погружением ремонтируемых
объектов в ванны (вываркой), принудительной циркуляцией ра-
створа, ультразвуком. Наибольшее распространение в ремонтном
производстве получили струйные моечные машины, из которых
моющий раствор в виде струй под давлением от 0,1 до 5,0 МПа
направляется на промываемые объекты.
Однокамерная машина тупикового типа модели ММД-13Б с
неподвижной душевой системой применяется для очистки круп-
ногабаритных деталей тепловозов. Тележка, на которую укладыва-
ют детали, совершает возвратно-поступательные движения. Дета-
ли очищаются горячим раствором с температурой 80...85°C, а
затем ополаскиваются горячей водой. Для очистки мелких деталей
тепловозов щелочными растворами или органическими раство-
рителями применяется камерная моечная машина типа А328.
При струйном способе очистки не всегда обеспечивается пря-
мое попадание струи на труднодоступные участки деталей, имею-
щих сложную конфигурацию, поэтому для них используется спо-
соб погружения (выварка). Для удаления прочных смолистых от-
39
ложений с громоздких частей тепловозов, а также с мелких дета-
лей, загружаемых в сетчатые корзины, применяется выварка в
10...15%-ном растворе каустический соды или в многокомпо-
нентных растворах.
Чтобы очистить внутренние полости секций радиатора, тепло-
обменников, крышек цилиндров дизеля, корпусов турбокомпрес-
соров, моющий раствор прокачивают насосом через внутреннюю
полость объекта ремонта. Способ принудительной циркуляции ра-
створа успешно применяется для очистки внутренних полостей сбо-
рочных единиц, охлаждаемых водой, без снятия их с тепловоза.
Промывка производится принудительной циркуляцией раствора или
горячей воды и их фильтрацией в фильтрах-отстойниках. Этот спо-
соб применяют для очистки внутренних полостей деталей: секций
холодильника, теплообменника, крышек цилиндров и т.п.
Длительность промывки секций зависит от состава и темпера-
туры раствора, а также от степени загрязненности секций. Наруж-
ную поверхность секций обмывают горячей водой при закрытых
дверях камеры и включенном вентиляторе отсоса пара.
При очистке парами растворителя в облако паров достаточно
сильного растворителя помещают в подвешенном состоянии хо-
лодную деталь, которая быстро покрывается конденсатом; после-
дний, стекая с поверхности детали, уносит с собой частицы гря-
зи. Процесс продолжается до тех пор, пока деталь не нагреется до
температуры паров. В большинстве случаев этого времени оказы-
вается вполне достаточно для очистки, так как процесс протекает
весьма интенсивно. Чаще всего к рассматриваемому способу очи-
стки прибегают для удаления прочно приставшей пленки грязи с
поверхности деталей с электрической изоляцией, т.е. якорей и
катушек электрических машин.
При очистке ультразвуком у очищаемых поверхностей деталей
создается интенсивное колебание раствора за счет ударных волн,
возникающих при пропускании через раствор ультразвука. Под
действием ультразвука в растворе образуются области сжатия и
разрежения, распространяющиеся по направлению ультразвуко-
вых волн. В зоне разрежения, на границе между поверхностью де-
тали и жидкостью, образуется полость, куда под действием мест-
ного давления из пор капилляров выталкивается раствор и загряз-
нение. Через полпериода колебаний в том же месте образуется
область сжатия. В результате происходит гидравлический удар, спо-
собный создавать большое мгновенное местное давление, намно-
го превышающее исходное, вызванное распространением ультра-
звуковых колебаний. Это явление сопровождается характерным шу-
мом. Благодаря большой частоте ультразвуковых колебаний про-
цессы повторяются до 20 000 раз в 1 с. Под действием раствора и
гидравлических ударов жировая пленка на поверхности детали раз-
рушается, загрязнения превращаются в эмульсию и уносятся вме-
40
сте с раствором. Скорость и качество ультразвуковой очистки за-
висят от химической активности и температуры раствора, а также
удельной мощности ультразвука.
Преимущества ультразвуковой очистки деталей таковы: ее ка-
чество выше по сравнению с другими способами очистки, а про-
должительность процесса значительно меньше; очистка может быть
легко механизирована. В промышленности, как правило, ультра-
звуковой способ применяют для очистки мелких деталей. В после-
днее время его начинают внедрять и при ремонте тепловозов,
например для очистки фильтров.
При термических способах очистки загрязнения удаляют путем
нагрева детали до температуры, при которой они сгорают (газо-
пламенная очистка). Ацетиленокислородным пламенем очищают
от нагара и смолистых отложений выпускные коллекторы и па-
трубки дизеля, глушитель шума выпуска и др. Для удаления на-
гара и накипи применяют термохимический способ очистки де-
тали погружением ее в расплав солей и щелочи, где загрязнения
теряют механическую прочность и отделяются от поверхности
детали.
В зависимости от вида и степени загрязнения в состав соляной
ванны включают следующие компоненты (в процентах по массе):
каустическая сода 50...70, натриевая селитра 25...40 и поварен-
ная соль 4... 6. Температура расплава 380... 420 °C. Детали выдержи-
вают в расплаве 5... 15 мин, затем промывают водой, травят в кис-
лотном растворе и промывают горячей водой.
2.5. Классификация повреждений деталей
Детали тепловоза после очистки подвергаются контролю (де-
фектации) с целью сравнения их фактического состояния с тре-
бованиями действующей технической документации по ремонту
тепловозов. В результате контроля устанавливаются пригодность
деталей к дальнейшей работе, возможности их восстановления
или браковки. Существуют три разновидности размеров и других
технических характеристик деталей: нормальные, допустимые и
предельные.
Нормальными считаются размеры и другие технические харак-
теристики детали, соответствующие рабочим чертежам.
Допустимыми называются размеры, повреждения и другие тех-
нические характеристики детали, при которых она может быть
вновь использована на тепловозе и будет удовлетворительно рабо-
тать в течение предстоящего межремонтного периода.
Предельными считаются размеры, повреждения и другие тех-
нические характеристики деталей, при наличии которых детали
бракуются. Допустимые и предельные размеры, а также другие
технические характеристики деталей устанавливаются правилами
41
ремонта, инструкциями, руководствами и другой технической
документацией, утвержденными МПС России.
Фактическое состояние деталей характеризуется наличием тех
или иных повреждений, причинами возникновения которых мо-
гут служить различные факторы эксплуатационного, производ-
ственного, конструкционного или аварийного характера.
Наиболее характерные повреждения деталей тепловозов, встре-
чающиеся в эксплуатации, можно разделить на три группы: воз-
никающие вследствие износа, повреждения механического харак-
тера и повреждения, являющиеся следствием химико-тепловых
воздействий.
Износ деталей. Он проявляется обычно в изменении качества
их поверхности, геометрических размеров и формы. В результате
износа цилиндрические детали по диаметру становятся овальны-
ми, а по длине — конусными. В отдельных случаях уменьшается
поверхностная твердость деталей, например при износе закален-
ных или цементированных поверхностей, и, наоборот, твердость
увеличивается в результате наклепа, но одновременно повышает-
ся хрупкость поверхностного слоя. Подавляющее число поврежде-
ний тепловозных деталей приходится на неравномерный износ
или сочетание его с другими повреждениями.
Повреждения механического характера. Эти повреждения воз-
никают чаще всего из-за приложения знакопеременных или удар-
ных нагрузок, нарушения порядка закрепления деталей, недопу-
стимого их скручивания, заедания или при чрезмерных темпера-
турных воздействиях. К этой группе можно отнести трещины,
выкрашивание, деформацию и др.
Трещины появляются главным образом в зонах высоких меха-
нических и тепловых нагрузок и в зонах концентрации напряже-
ний, например в подступичных частях оси колесной пары и в
галтелях шеек коленчатого вала. Термические трещины (сетка раз-
гара) на поверхности головки поршня дизеля Д100 и трещины
во второй его канавке вызываются газовой коррозией и темпе-
ратурной деформацией. Трещины в цилиндровой крышке дизеля
появляются из-за ее перегрева, резкого охлаждения или в ре-
зультате деформации крышки, вызванной нарушением порядка
крепления.
Выкрашивание в виде осповидных углублений и впадин чаще
всего наблюдается на рабочих поверхностях зубьев шестерен и
деталей подшипников качения. Глубина и размеры впадин зави-
сят от механических свойств металла и величин удельных давле-
ний при контакте.
Деформация деталей, например овализация постелей коренных
подшипников коленчатого вала дизеля, изгиб различных валов,
возникает в результате ударных нагрузок, чрезмерного нагрева,
нарушения порядка закрепления или регулировки взаимного рас-
42
положения деталей и т. п. Большинство повреждений механичес-
кого характера — это трещины и деформация деталей.
Повреждения от химико-тепловых воздействий. К таким повреж-
дениям можно отнести коробление, прогары, оплавление, рако-
вины, фретгинг-коррозию и др.
Коробление, прогары и оплавление деталей происходят чаще все-
го от температурных перегрузок или неудовлетворительного ох-
лаждения.
Раковины на деталях возникают вследствие местного перегрева
или газовой коррозии. Например, при плохом прилегании выпус-
кных клапанов к крышке цилиндра газы прорываются в зазор между
тарелкой клапана и крышкой, в результате чего на притирочных
поверхностях выгорает металл и появляются раковины.
Фреттинг-коррозии (называемой иногда контактной коррози-
ей при трении, фрикционной коррозией или окислением при
трении), подвергаются поверхности многих деталей, в том числе
нерабочие части вкладышей подшипников коленчатого вала ди-
зеля, наружные кольца подшипников качения. Такой вид повреж-
дения возникает на сильно нагруженных сопряженных поверхно-
стях деталей, подверженных вибрации или колебательному дви-
жению друг относительно друга с очень малой амплитудой.
2.6. Измерение износа и деформации
Наружный осмотр. Сборочные единицы и детали осматривают
визуально невооруженным глазом или с помощью луп с 5... 10-
кратным увеличением, а также проверяют оптическими прибора-
ми — микроскопами, эндоскопами, перископическими дефек-
тоскопами и т.п. — для выявления видимых дефектов: рисок, на-
тиров, вмятин, отколов, оплавлений, раковин коррозионного или
кавитационного происхождения, выкрашивания усталостного про-
исхождения, трещин и др.
Получили распространение линзовые (жесткие) и волоконные
(гибкие) эндоскопы, с помощью которых можно определять пе-
речисленные дефекты на поверхностях деталей сборочных еди-
ниц, недоступных прямому наблюдению. Эндоскопами можно
проверять состояние внутренних поверхностей различных сбороч-
ных единиц, имеющих закрытые полости, например камеры сго-
рания дизеля, внутренних полостей турбокомпрессора, различ-
ных редукторов. Особое внимание обращают на поверхности, рас-
положенные в зонах высоких тепловых и механических нагрузок,
а также в зонах конструктивных и технологических концентрато-
ров напряжений.
Измерение износа и деформации. Изнашиванием называется
процесс постепенного разрушения и отделения материала с повер-
хности твердого тела, а также изменения размеров и (или) формы
43
тела, вызванный деформацией при трении. Износ деталей — это
результат изнашивания, определяемый в единицах длины, объе-
ма, массы и др. Изнашивание зависит от материала и качества
трущихся поверхностей, характера и скорости их взаимного пере-
мещения, вида и значения нагрузок, вида трения, смазывания и
многих других факторов.
Износ деталей можно определить непосредственным измере-
нием (микрометрией) или косвенными методами. При непосред-
ственном измерении размер определяют с помощью шаблонов и
по показаниям прибора, контактирующего с измеряемой деталью.
При косвенном методе размер определяют путем пересчета резуль-
тата изменения другой величины, связанной с искомой известной
зависимостью. Для определения износа деталей методом микромет-
рии объект разбирают и детали измеряют специальным инстру-
ментом в местах предположительного износа или деформации.
Средства измерения. К простейшим средствам измерения, при-
меняемым при ремонте, относятся концевые меры (плитки),
щупы, калибры, масштабные линейки.
Концевые меры — меры длины, имеющие форму прямоуголь-
ного параллелепипеда с двумя плоскими параллельными измери-
тельными поверхностями. Образцовые концевые меры предназна-
чены для проверки и градуировки средств измерений, а рабочие —
для измерения размеров деталей.
Щупами измеряют зазоры между различными сопрягаемыми де-
талями. Они представляют собой наборы стальных пластин калиб-
рованной толщины.
Калибры — однозначные меры для контроля размеров, формы
или взаимного расположения деталей в сборочной единице.
Масштабная линейка — одна из самых простых многозначных
мер, с помощью которой можно проводить измерения с погреш-
ностью до 0,5 мм.
К универсальным средствам измерения относятся штангенин-
струменты и микрометрические инструменты, предназначенные
для измерения линейных размеров. К штангенинструментам отно-
сятся штангенциркули, штангенглубиномеры, штангенрейсмусы,
штангензубомеры.
Штангенциркуль — прибор для измерения наружных и внут-
ренних размеров деталей (рис. 2.4, а).
Штангенглубиномер предназначен для измерения глубин отвер-
стий, пазов, расстояний между двумя плоскостями канавок, ус-
тупов и др.
Штангенрейсмусом измеряют расстояния между двумя плоско-
стями, расположенными на наружной поверхности детали.
Штангензубомер используют для измерения толщины зубьев ше-
стерен на заданном расстоянии от окружности выступов (по де-
лительной окружности).
44
Микрометрическими называют инструменты с точным (микро-
метрическим) винтом. По назначению к ним относятся микромет-
ры для измерения внутренних (рис. 2.4, б) и наружных (рис. 2.4, в)
размеров; микрометрические глубиномеры (см. рис. 2.4, г); резь-
бовые микрометры; резьбовые микрометрические нутромеры. Резь-
бовой микрометр предназначен для измерения среднего диаметра
наружных резьб, а микрометрический нутромер — среднего диа-
метра внутренних резьб.
К рычажно-механическому измерительному инструменту отно-
сятся индикаторы часового типа, индикаторные нутромеры и др.
Индикатор часового типа служит для определения отклонений
поверхностей деталей от правильной геометрической формы и для
измерения небольших линейных перемещений.
Индикатор часового типа (рис. 2.5) состоит из корпуса 12, на-
правляющих втулок 2 и 10, в которых измерительный стержень 1
под действием пружины 3 перемещается в крайнее нижнее поло-
жение. Измерительный стержень при перемещении с помощью
зубчатой рейки 9 и шестерен 4, 7, 8 вращает малую 77 и большую
6 стрелки индикатора. Шестерня 16 с пружиной 75 устраняют по-
грешность от бокового зазора в зубчатых зацеплениях, обеспечи-
вая зацепление по одной стороне зубьев.
Рис. 2.4. Универсальные средства измерения:
а — штангенциркуль; б — микрометр для внутренних измерений; в — микрометр
для наружных измерений; г — микрометрический глубиномер; 1 — нониус; 2 —
рамка; 3 — линейка; 4 — штанга; 5 — микрометрический винт; 6 — неподвижная
пята; 7 — подвижная пята; 8 — скоба; 9 — основание
45
012
•13
Рис. 2.5. Индикатор часового типа:
1 — измерительный стержень; 2, 10 —
направляющие втулки; 3 — пружина;
4, 7, 8 — шестерни; 5 — большая (под-
вижная) шкала; 6 — большая стрелка
индикатора; 9 — зубчатая рейка; 11 —
малая стрелка индикатора; 12 — кор-
пус; 13 — малая шкала; 14 — ободок
корпуса; 15 — пружина; 16— шестерня
Циферблат индикатора име-
ет большую (подвижную) 5 и
малую 13 шкалы. Передаточные
отношения в индикаторе подо-
браны так, что перемещению
стержня на 1 мм соответствует
один оборот большой стрелки 6
и поворот малой стрелки 77 на
одно деление. Большая шкала
имеет 100 делений, цена одного
деления равна 0,01 мм, цена де-
ления малой шкалы — 1 мм.
Перед началом измерения
корпус индикатора размещают
относительно измеряемой по-
верхности детали так, чтобы ма-
лая стрелка установилась на ка-
ком-либо делении, обеспечивая
тем самым «натяг», т.е. возмож-
ность перемещения стержня в
обе стороны от исходного по-
ложения. Затем вращением под-
вижной шкалы за ободок 14 со-
вмещают нулевое деление с показанием большой стрелки. Пере-
мещение измерительного стержня индикатора в миллиметрах оп-
ределяют по показанию малой стрелки, а в сотых долях — по
показанию большой стрелки.
Индикаторный нутромер (рис. 2.6) служит для измерений относи-
тельной величины отверстий. Основная составная часть индикатор-
ного нутромера — индикатор часового типа 9, который с помощью
направляющей втулки 8 и винта 7 закрепляют на трубке 4, жестко
соединенной с корпусом 3 нутромера. Наконечник 6 индикатора
упирается в подвижный стержень 5. Этот стержень через двуплечий
рычаг 2 связан со стержнем 7, перемещающимся в направляющей
корпуса 3. С противоположной стороны корпуса с помощью винта
10 жестко закреплен сменный стержень 77. Если нажать на стержень
7, то он, скользя по направляющей, повернет двуплечий рычаг 2
против часовой стрелки, который в свою очередь переместит стер-
жень 5 вверх. При этом ножка индикатора через передаточный меха-
низм повернет стрелку индикатора на определенный угол.
Перед началом измерения индикаторный нутромер настраива-
ют на определенный размер по эталону (например, микрометри-
ческой скобе) с натягом 1 ...2 мм (т.е. при повороте малой стрел-
ки индикатора на 1... 2 оборота). Отклонение стрелок индикатора
от начального положения, зафиксированного при настройке, ука-
жет на отличие измеряемого размера детали от размера эталона.
46
Оптические средства измерения при-
меняют для особо точных измерений от-
носительных величин. К ним относятся
оптиметры и измерительные микроско-
пы. Оптиметр предназначен для точных
измерений линейных величин относи-
тельным методом.
Пневматические средства: измерения
линейных размеров (ротаметры) служат
для измерения относительных величин
с высокой точностью (рис. 2.7). Прин-
цип действия пневматических приборов
Рис. 2.6. Принципиальная
схема индикаторного
нутромера:
1 — стержень; 2 — двупле-
чий рычаг; 3 — корпус; 4 —
трубка; 5 — подвижный стер-
жень; 6 — наконечник; 7 —
винт; 8 — направляющая
втулка; 9 — индикатор часо-
вого типа; 10 — винт; 11 —
сменный стержень
основан на использовании перепада дав-
ления воздуха.
Они широко используются для изме-
рения размеров деталей прецизионных
пар, макрогеометрии поверхностей,
проходного сечения отверстий малого
диаметра. В депо ротаметры используют-
ся для измерения проходного сечения
отверстий распылителя или соплового
наконечника форсунки. Ротаметром
можно проводить измерения с точнос-
тью до 0,01 мм.
Определение износа деталей по степени загрязнения масла про-
дуктами изнашивания. В период эксплуатации трущиеся пары ме-
ханизмов, омываемые маслом, изнашиваются, а продукты изна-
шивания накапливаются в масляной системе. Если через опреде-
ленные периоды наработки производить анализ масла, циркули-
рующего по замкнутому контуру, то по
содержанию в нем про-
Рис. 2.7. Принципиальные схемы ро-
таметра (а), измерений эффектив-
ного проходного сечения соплового
наконечника распылителя форсунки
(б), макрогеометрии внутренней по-
верхности втулки (в) и макрогеомет-
рии плоской поверхности (г):
1 — двухступенчатый стабилизатор (ре-
дуктор); 2 — влагоотделитель; 3 — пере-
движные предельные указатели; 4 — мас-
штабная линейка; 5 — поплавок; 6 — ко-
нусная трубка; 7 — регулирующие венти-
ли; 8 — гибкий шланг; 9 — калибр; 10 —
плоскость; 11 — втулка; 12 — распылитель
47
дуктов изнашивания (различных металлов) трущихся пар можно
установить скорость их изнашивания.
На железнодорожном транспорте широко используется метод
оценки технического состояния дизелей на основе спектрального
анализа картерного масла. Пробы масла отбираются один раз пе-
ред постановкой тепловоза на техническое обслуживание (ТО-3)
или текущий ремонт (ТР-1). По результатам спектрального анали-
за картерного масла (по содержанию в нем продуктов изнашива-
ния), состояние дизеля оценивается как нормальное, неудовлет-
ворительное или аварийное.
При неудовлетворительном состоянии в ходе ТО-3 выполняют
дополнительные работы (не предусмотренные правилами ремон-
та) по сборочным единицам дизеля, подлежащим контролю. При
дальнейшей эксплуатации дизель берется под особый контроль с
более частым отбором проб масла для анализа. Если анализ пока-
зал аварийное состояние тепловоза, то его ставят в ремонт с пе-
реборкой дизеля.
Так, по содержанию в масле железа определяется износ втулок
цилиндров, меди — втулок поршневых пальцев, свинца и олова —
вкладышей подшипников коленчатого вала. Такой контроль дает
возможность определить момент наступления ускоренного износа
какой-либо трущейся пары (втулки цилиндров — поршни, вкла-
дыши подшипников — коленчатый вал и др.) и позволяет свое-
временно принять меры по предотвращению прогрессирующего
изнашивания.
2.7. Методы контроля
Визуальный и акустический методы. Визуальный и акустичес-
кий методы контроля деталей или соединений неработающих ме-
ханизмов весьма просты, но не точны и малонадежны. Их приме-
няют для отыскания видимых повреждений: крупных трещин,
отколов, поломок, пробоин и выкрашивания.
Визуальный метод заключается в осмотре деталей невооружен-
ным глазом. В отдельных случаях применяются лупы 5... 10-кратно-
го увеличения или микроскопы. Особое внимание при этом обраща-
ется на поверхности, расположенные в зонах высоких тепловых и
механических нагрузок, а также в зонах концентрации напряже-
ний.
Акустический метод основан на различии тонов звука при об-
стукивании исправных деталей и с трещинами, деталей с нор-
мальной и ослабшей посадкой (например, бандажей колесных пар,
различного крепежа) и т.д. Акустический метод с применением
современных измерительных приборов начинают широко исполь-
зовать для технической диагностики действующих механизмов без
их разборки.
48
Метод опрессовки. Сущность этого метода заключается в том,
что полость детали заполняют водой, керосином, топливом, мас-
лом или сжатым воздухом и создают определенное давление. О на-
личии повреждения (трещины, раковины, различные поры) су-
дят по «потению» или образованию жидкости на поверхности де-
тали, шипению или появлению пузырьков воздуха, когда конт-
ролируемое изделие опущено в воду.
Эффективность контроля повышается, когда проверяемое из-
делие опрессовывают жидкостью, нагретой до температуры, при
которой оно эксплуатируется. Например, опрессовку секций теп-
лообменника, блока цилиндровых крышек ведут водой, нагретой
до 60... 75 °C. Горячая жидкость повышает надежность испытаний.
Объясняется это тем, что при нагревании опрессовочная жид-
кость становится более текучей (менее вязкой), кроме того, быс-
трее размягчаются загрязнения, закупоривающие поры и трещи-
ны. Недостатком этого метода является то, что им нельзя выявить
несквозные трещины, а также сквозные трещины, плотно заби-
тые отложениями.
Цветная дефектоскопия. Цветная дефектоскопия применяется
для контроля состояния деталей из черных и цветных металлов,
пластмасс и твердых сплавов, которые имеют пороки, выходя-
щие на поверхность. В основе метода лежит способность опреде-
ленных жидкостей, имеющих чрезвычайно высокую капилляр-
ность, слабое поверхностное натяжение и малую вязкость, про-
никать в самые тончайшие трещины деталей.
Деталь, подлежащую контролю, очищают физико-химически-
ми способами, обезжиривают, а затем погружают в проникаю-
щую жидкость или наносят ее на поверхность детали. По истече-
нии 5... 10 мин, когда жидкость проникнет глубоко в трещины и
поры, деталь промывают проточной холодной водой или 5 %-ным
раствором кальцинированной соды. Затем деталь сушат (обычно
подогретым сжатым воздухом) и покрывают мелким сухим мик-
ропористым порошком силикагеля или водным раствором каоли-
на или мела (на 1 л воды — 600...700 г каолина или 300...400 г
порошка мела). Нанесенный на поверхность детали каолин или
мел должен высохнуть. Если деталь имеет трещину, то проникаю-
щая жидкость из нее под действием капиллярных сил заполняет
микропоры силикагеля (каолина или мела), который действует
как промокательная бумага. В результате над трещиной появляется
цветная линия, копирующая форму и размеры трещины. По ши-
рине этой линии (жилки) судят о глубине трещины: чем она шире,
тем глубже трещина.
В качестве проникающей жидкости может служить состав, при-
готовленный из 80 % керосина, 20 % скипидара и 15 г краски «Су-
дан IV» на 1 л смеси. Можно применять также состав из 75 %
керосина, 20 % трансформаторного масла и 5 % антраценового
49
масла и другие составы. Наиболее активными индикаторами явля-
ются составы шубикол и норикол.
По сравнению с другими метод цветной дефектоскопии более
нагляден, прост и дешев. Он позволяет контролировать детали в
собранных узлах или конструкциях, не разбирая их, обладает хо-
рошей результативностью, особенно при комнатной температуре,
и уступает по эффективности только магнитному методу. К не-
достаткам следует отнести необходимость сушки громоздких и тя-
желых деталей, которая сопряжена с большими трудностями.
Магнитная дефектоскопия. Магнитную дефектоскопию приме-
няют для контроля деталей из металлов, которые могут быть на-
магничены. Этот метод позволяет обнаружить усталостные и зака-
лочные трещины, волосовины, включения и другие пороки ме-
талла, выходящие на поверхность. Сущность метода заключается в
следующем. Деталь намагничивают. При наличии на ее поверхнос-
ти трещины процесс намагничивания сопровождается (вследствие
изменения магнитной проницаемости) концентрацией магнит-
ных силовых линий на заостренных кромках трещины и образова-
нием в этих местах магнитных полюсов. Если на такую деталь на-
нести ферромагнитный порошок, то под действием сил магнит-
ного поля частицы порошка будут скапливаться и удерживаться
на том месте, где трещина выходит на поверхность. Частички по-
рошка будут как бы обрисовывать контур трещины, т. е. показы-
вать ее месторасположение, форму и длину.
В качестве искателя дефекта используют ферромагнитные по-
рошки (мягкая сталь, кузнечная окалина и крокус, т. е. окись же-
леза), доведенные до пылевидного состояния (поперечный раз-
мер частиц 50... 60 мкм). Лучшими магнитными свойствами обла-
дает порошок из мягкой стали. Жидкой основой для смеси служат
органические масла или их смеси с керосином. Обычно в 1 л жид-
кости рекомендуется добавлять 125... 175 г порошка окиси железа
или 200 г порошка из мягкой стали.
Этот метод очень эффективен при выявлении поверхностных
дефектов; испытания деталей быстры, надежны, дешевы и на-
глядны. К недостаткам следует отнести трудности, возникающие
при размагничивании громоздких деталей (коленчатые валы, блоки
и т.д.), недоступность непосредственного контроля деталей в уз-
лах или конструкциях без их разборки, а также невозможность
контроля деталей из пластмасс, цветных металлов и сталей аусте-
нитного класса.
Существуют два способа намагничивания деталей: полюсное и
бесполюсное. При полюсном способе деталь намагничивают элект-
ромагнитом или соленоидом (намагничивающей катушкой), при
этом в детали возникают продольные силовые линии (рис. 2.8).
При бесполюсном способе сплошная деталь намагничивается вклю-
чением ее в цепь тока, а полая деталь — с помощью массивного
50
Намагничиваемая
Электромагнит Соленоид
Рис. 2.8. Схема полюсного
намагничивания деталей
Намагничиваемая деталь
(ШПШЙИ
Т f ^Электрод
----и и----1 ।---0 0—
Рис. 2.9. Схема бесполюсного намаг-
ничивания деталей
проводника, помещенного внутри детали и включенного в цепь
источника питания (рис. 2.9). В этом случае в детали возникают
поперечные магнитные силовые линии.
Наибольшее распространение в условиях локомотивных депо
нашли следующие магнитные дефектоскопы переменного тока:
круглые ДГЭ-М, седлообразные ДГС-М (рис. 2.10) и настольные
ДГН. Все эти дефектоскопы относятся к числу соленоидных при-
боров, отличающихся друг от друга конструктивным оформлени-
ем. Они предназначены для выявления поперечных трещин у де-
талей, которые могут уместиться в отверстии дефектоскопа. Не-
сколько иную конструкцию имеет дефектоскоп, служащий для
отыскания трещин у адаптерных отверстий.
Общим для этих дефектоскопов является то, что контроль де-
талей осуществляется при действующем магнитном поле, т.е. при
включенном дефектоскопе. Исследуемая деталь может охватывать-
ся намагничивающей катушкой полностью (ДГЭ, ДГН) или ча-
стично (ДГС).
Каждый из указанных дефектоскопов имеет следующие основ-
ные части: корпус, намагничивающую катушку, состоящую из
двух или более изолированных друг от друга секций, стальной
сердечник, служащий магнитопроводом, и выключатель. Исправ-
Рис. 2.10. Дефектоскоп ДГС-М:
1 — выключатель; 2 — сердечник; 3 — клеммовый щиток; 4 — корпус; 5 — трех-
жильный кабель; 6, 7 — намагничивающая и дополнительная катушки
51
ность дефектоскопа и качество магнитной смеси или сухого по-
рошка проверяют контрольным эталоном (стальной валик, часть
бандажа и т.д.) с естественными трещинами или хорошо зачека-
ненной искусственной вставкой.
В процессе контроля, т.е. во время поливки магнитной смесью
и осмотра детали, дефектоскоп должен оставаться на детали и
быть включенным. В случае скопления на каком-либо участке по-
верхности детали магнитного порошка в виде характерной тем-
ной жилки, указывающей на наличие трещины, это место обти-
рают и вновь проверяют, но более внимательно. Дефектное место
очерчивают мелом.
Намагниченные детали могут длительное время притягивать к
себе стальные опилки и частицы, которые особенно опасны для
трущихся деталей подшипниковых узлов. Поэтому детали, под-
вергнутые контролю, размагничивают. Для этого деталь, находя-
щуюся внутри включенного дефектоскопа, постепенно удаляют
от дефектоскопа (или дефектоскоп от детали) на расстояние не
менее 1... 1,5 м. После этого дефектоскоп выключают. Полностью
размагниченная деталь не должна притягивать стальную пластин-
ку или опилки.
Ультразвуковая дефектоскопия. Ультразвуковую дефектоскопию
применяют для отыскания глубинных пороков, т. е. пороков, не
выходящих на поверхность деталей.
Этот вид дефектоскопии основан на свойстве ультразвуковых
колебаний с частотами выше 20 кГц проникать в толщу любого
твердого или жидкого тела и отражаться от границ раздела двух
сред (воздух — металл, инородные включения *— металл, жид-
кость — газ и т.д.).
Ультразвуковую дефектоскопию можно осуществить двумя ме-
тодами: акустической тени и отраженного эха. В первом случае
контролируемое изделие располагают между двумя искателями,
один из которых посылает ультразвуковые колебания, а другой их
принимает. Вследствие этого за дефектом образуется «акустичес-
кая тень». Во втором случае, т.е. при способе отраженного эха, оба
искателя располагают на какой-либо стороне детали и искатель-
приемник воспринимает лишь ультразвуковые колебания, отра-
женные от дефекта. Метод акустической тени обладает сравни-
тельно малой чувствительностью, поэтому большее распростра-
нение получил метод отраженного эха.
Наиболее существенным достоинством ультразвуковой дефек-
тоскопии является возможность выявления глубинных дефектов
как у отдельных деталей, так и у деталей, находящихся в собран-
ных узлах и конструкциях, независимо от материала, из которого
они изготовлены. Например, можно выявить дефекты подступич-
ных частей оси колесной пары, на шейках коленчатого вала, не
снятого с дизеля, болтах крепления полюсов тягового элекгро-
52
Служебный импульс Донный сигнал
Эхо-сигнал
Рис. 2.11. Схема ультразвукового дефектоскопа:
1 — электронно-лучевая трубка; 2 — генератор развертки; 3 — усилитель; 4 —
импульсный генератор; 5 — приемный искатель; 6 — передающий искатель; 7 —
контролируемое изделие
двигателя, зубьях шестерен тяговых редукторов, находящихся под
тепловозом, и т.д.
К недостаткам этого метода следует отнести необходимость из-
готовления «своего» искателя для проверки каждого типа изделия
с учетом его формы, размеров и материала. Нужна также предва-
рительная тщательная обработка контролируемой части изделия.
Кроме того, ультразвуковой контроль требует знания особеннос-
тей работы аппаратуры и навыков по расшифровке дефектов.
Для ультразвукового контроля в локомотивных депо используют
дефектоскопы, работающие по методу отраженного эха (рис. 2.11).
ИмпульснЬгй генератор 4 через равные промежутки времени посы-
лает короткие электрические импульсы на пьезоэлектрическую
пластинку передающего искателя 6, который преобразует импульсы
в ультразвуковые и направляет в контролируемое изделие 7. Одно-
временно с этим вступает в работу генератор развертки 2. При
отсутствии дефекта ультразвуковые колебания отражаются от про-
тивоположной поверхности изделия (дна) и воспринимаются та-
кой же (или той же) пластиной приемного искателя 5, где они
вновь преобразуются в электрические импульсы, которые посту-
пают в усилитель 3, а затем на вертикально отклоняющие пласти-
ны электронно-лучевой трубки 1. На ее экране возникает так на-
зываемый донный сигнал. При наличии в изделии дефекта часть
ультразвуковых колебаний вначале отразится от него (эхо-сигнал),
а остальная часть отразится от противоположной стороны изде-
лия (донный сигнал). Усиленный эхо-сигнал попадает на верти-
кально отклоняющие пластины электронно-лучевой трубки рань-
ше донного. Вследствие этого на экране левее донного сигнала
появится эхо-сигнал от дефекта. Прием эхо-сигналов происходит
в промежутке между двумя очередными электрическими импуль-
сами генератора.
Для изготовления искателей используют керамические плас-
тины титаната бария, плоские поверхности которых покрывают
тонким слоем серебра. Конструктивное оформление и схема иска-
53
Дефект.
Рис. 2.12. Сдвоенный искатель
к ультразвуковому дефекто-
скопу для определения по-
перечных трещин на корен-
ных шейках коленчатого вала
дизеля:
1 — пьезоэлектрическая плас-
тина; 2 — катушка индуктивно-
сти; 3 — корпус; 4 — штепсель-
ное гнездо; 5 — демпфер
Рис. 2.13. Искатель к ульт-
развуковому дефектоскопу
для контроля зубьев шес-
терен тяговых редукторов:
1 — штепсельный разъем; 2 —
электроизоляционная трубка;
3 — катушка индуктивности;
4 — демпфер; 5 — пластинка
титаната бария; 6 — корпус;
а — угол щупа
теля для обнаружения поперечных трещин показаны на рис. 2.12.
Как видно, одна из пластин искателя служит для передачи, а дру-
гая — для приема ультразвуковых колебаний.
Устройство искателя к ультразвуковому дефектоскопу для кон-
троля зубьев шестерен тяговых редукторов тепловозов отражено
на рис. 2.13.
2.8. Методы и принципы организации ремонта
Производственный процесс ремонта тепловоза представляет
собой совокупность основных (технологических), вспомогатель-
ных, обслуживающих, естественных процессов и перерывов, по-
средством которых исходные материалы и объекты ремонта пре-
вращаются в готовые изделия.
54
Основными процессами являются технологические, которые
связаны с непосредственным изменением формы, размеров или
свойств деталей, сборочных единиц и агрегатов. Технологический
процесс состоит из ряда операций.
Операция — это часть технологического процесса, выполняе-
мая на одном рабочем месте одним или несколькими рабочими.
Каждая операция характеризуется неизменностью объекта обра-
ботки, рабочего места и рабочих.
Вспомогательные процессы включают хождение рабочих от ра-
бочего места к объекту ремонта, установку приспособлений, ин-
струмента и т.д.
Обслуживающие процессы — это обеспечение рабочего места
приспособлениями, инструментами, материалами, комплектую-
щими и т. д.
Естественные процессы включают сушку изделий, охлаждение,
обогрев и т. д.
Задачей организации производственного процесса является оп-
ределение необходимых пропорций и синхронизация их, т.е. орга-
низация производственного процесса во времени и в простран-
стве. При этом создаются такие условия, чтобы сократить продол-
жительность вспомогательных, обслуживающих, естественных
процессов и перерывов (обеденные, между сменами и др.). Это
возможно лишь при своевременном обеспечении производствен-
ного процесса необходимыми материальными, людскими, энер-
гетическими и другими ресурсами и необходимыми технологи-
ческими, оборотными и страховыми запасами.
Основными документами, в которых отражается организация
производственного процесса, являются графики организации про-
цесса, разрабатываемые на ритмичной основе. В них учитывается
объем производства и устанавливаются не только последователь-
ность выполнения технологических операций, но и состав рабочих
бригад, их специализация, число позиций и их специализация.
Организация производственного процесса базируется на сле-
дующих принципах:
• специализация рабочих мест, т.е. закрепление за каждым из
них определенного набора работ;
• пропорциональность производительности, означающая про-
порциональную производительность всех звеньев производства при
полном использовании оборудования. При нарушении этого прин-
ципа появляются «узкие места»;
• максимальная параллельность и непрерывность выполнения
различных элементов процесса и процесса в целом;
• ритмичная повторяемость основных элементов процесса и
процесса в целом в соответствии с установленной программой и
расчетным тактом выпуска продукции. При этом такт производ-
ства должен быть равен или кратен длительности рабочей смены
55
с тем, чтобы каждый рабочий на своем рабочем месте успел за-
вершить свою работу;
• прямоточное направление движения основных частей и де-
талей по позициям и рабочим местам в процессе производства.
Основными методами организации тепловозоремонтного про-
изводства являются:
• отделение ремонтных работ от монтажных, но согласован-
ное их выполнение;
• специализация и кооперирование производства;
• крупноагрегатный метод ремонта;
• унификация технологических процессов ремонта и изготов-
ления деталей.
Системы диагностирования могут быть локальные или общие,
функционального или тестового диагностирования, универсаль-
ные или специализированные, встроенные в тепловоз, автомати-
зированные или ручные.
Встроенные средства диагностирования разрабатываются на
стадии проектирования локомотивов, они обеспечивают непре-
рывный контроль рабочих и диагностических параметров обору-
дования тепловоза в процессе эксплуатации. К таким средствам
относятся амперметры, скоростемеры, термометры.
Введение диагностических методов объективного контроля за
состоянием деталей, сборочных единиц и агрегатов тепловоза по-
зволяет сочетать принципы планово-предупредительного ремонта
с ремонтом по фактическому состоянию. При этом решаются мно-
гие важные проблемы, связанные с повышением надежности экс-
плуатируемого парка локомотивов, экономией электроэнергии и
топлива на тягу поездов, снижением трудоемкости ремонта.
Разработано и применяется диагностирование технического со-
стояния тепловозных дизелей по спектральному анализу смазоч-
ного масла и герметичности камер цилиндров; колесно-моторных
блоков по виброакустическим характеристикам якорных, мотор-
но-осевых и буксовых подшипников; тяговых зубчатых передач по
данным вертикальных виброускорений и пр. Во всех крупных ло-
комотивных депо внедряются поточные линии технического об-
служивания и ремонтов в едином комплексе с позициями техни-
ческой диагностики. Полученные данные вводятся в ЭВМ, где по
специальной программе получают комплексную характеристику
состояния агрегатов, сборочных единиц и деталей тепловоза, а
также рекомендации о необходимом объеме работ при ТО и ТР.
Изнашивание деталей тепловозов происходит с определенной
закономерностью (рис. 2.14).
Существующая система осмотров и ремонтов тепловозов уве-
личивает изнашивание деталей и количество внеплановых ремон-
тов. Разборку и ремонт агрегатов тепловоза необходимо делать толь-
ко в точке N (не раньше и не позже). Определить эту точку можно
56
S, мм
Д£ t, ч
лишь с помощью диагностирова-
ния. Для этого использовались раз-
личные установки.
Установка «ПУМА-Э» контро-
лировала электрическую цепь
электровоза, разбитую на 500 уча-
стков и определяла неисправный
участок за 15... 20 мин, но она гро-
моздка и проверяла электровоз в
нерабочем состоянии.
Установка «Дельта» контроли-
ровала 40 параметров на дизель-
поезде в процессе эксплуатации,
но не имела записывающей аппа-
ратуры. Поэтому она не определя-
ла предельное состояние (точка N).
Систему DAS применяли для
контроля в процессе эксплуатации тепловозов 64 аналоговых и 48
дискретных сигналов, которые записывались через определенный
интервал времени на магнитную ленту. Вся информация затем пе-
редавалась на центральную ЭВМ, которая определяла необходи-
мость предвидимого ремонта с указанием объема ремонтных ра-
бот, длительности процесса, затрат труда, материалов и т.д.
Рис. 2.14. Изнашивание деталей
тепловоза:
I — зона приработки деталей; II —
зона нормальной эксплуатации; III—
зона аварийной работы; N — пре-
дельное состояние деталей (агрега-
тов); Д/ — переходный период меж-
ду нормальной эксплуатацией и ава-
рийным состоянием
Контрольные вопросы
1. Какова сущность планово-предупредительной системы техническо-
го обслуживания и ремонта тепловозов?
2. Каково основное назначение технического обслуживания, техни-
ческих и капитальных ремонтов?
3. Кем устанавливаются среднесетевые нормы межремонтных перио-
дов тепловозов?
4. Какова роль диагностики в системе ТО и ТР тепловозов?
5. Какие контрольные операции выполняют перед разборкой объекта
ремонта?
6. Перечислите основные способы удаления загрязнений при ремонте
тепловозов.
Глава 3
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ
ПОВРЕЖДЕННЫХ ДЕТАЛЕЙ,
ЧАСТЕЙ И ОБОРУДОВАНИЯ ТЕПЛОВОЗА
3.1. Способы восстановления изношенных
и деформированных деталей
Восстановить первоначальную посадку деталей соединения, ра-
ботоспособность которого нарушена естественным износом или
деформацией деталей, можно двумя принципиально разными пу-
тями:
1) изменением нормального (первоначального) размера детали
с одновременным получением нормальной геометрической формы,
что достигается, как правило, механической обработкой повреж-
денных поверхностей;
2) восстановлением нормальных размеров и формы детали. В
подавляющем большинстве случаев изношенные или поврежденные
части деталей восстанавливают наращиванием тем или иным
способом, а затем подвергают (где это необходимо) механической,
тепловой или химико-термической обработке.
Что же касается устранения повреждений аварийного характера
и повреждений, вызванных механическим или химико-тепловым
воздействием, то нельзя рекомендовать какие-либо обобщенные
пути их устранения, так как повреждения могут быть весьма
разнообразными.
3.2. Слесарно-механическая обработка
Слесарно-механическая обработка состоит из слесарных работ
(шабрение, развертывание, штифтование, обработка под ремон-
тный размер) и механической обработки. Слесарные работы, вы-
полняемые при помощи ручного или механизированного инстру-
мента, обычно дополняют станочную механическую обработку.
Слесарные работы. Шабрение — ручная обработка поверхностей
слесарным инструментом (шабером), довольно часто применяе-
мая для обработки вогнутых поверхностей, главным образом для
устранения незначительной овальности отверстий неразъемных
подшипников скольжения или подгонки различных вкладышей
по шейкам валов или постелям (гнездам) подшипников.
Нередко шабрением пользуются для подгонки различных плоских
стыковых поверхностей, особенно плоскостей громоздких деталей.
58
Процесс шабрения состоит в следующем. Поверхность шейки
вала или другой технологической детали, по которой ведут шаб-
рение, покрывают тонким слоем краски. Для получения отпечат-
ка обрабатываемую деталь накладывают на поверхность техноло-
гической детали или, наоборот, технологическую деталь помеща-
ют в отверстие обрабатываемой детали и несколько раз провора-
чивают (или передвигают). Шабрению подвергают те места, где
хорошо видны отпечатки краски. Этот процесс повторяют до тех
пор, пока мелкие отпечатки краски будут равномерно распреде-
лены на обрабатываемой поверхности.
Развертывание применяют, в основном, для окончательной об-
работки отверстий различных неразъемных подшипников сколь-
жения после их запрессовки в корпусную деталь или для устране-
ния овальности отверстий износившихся деталей. При одновре-
менном развертывании отверстий двух подшипников для дости-
жения их соосности, например отверстий втулок, установленных
в крышке и корпусе масляного насоса дизеля, применяют регу-
лируемые развертки с направляющей частью или развертки соот-
ветствующей длины. В последнем случае обработка ведется вруч-
ную или на сверлильном станке двумя или тремя развертками,
отличающимися друг от друга диаметрами.
Применение этого способа, как и шабрения, вызывается тем,
что отверстия Неразъемных подшипников скольжения, после их
запрессовки в корпусную деталь, трудно обрабатывать на станке.
Штифтованием (постановкой гужонов) устраняют трещины в
неответственных (ненагруженных) частях деталей, например в стен-
ках охлаждающей полости блока, в корпусах редукторов и воздухо-
нагнетателей и т. п. — там, где трещины нельзя устранять сваркой,
пайкой или эпоксидными пастами по технологическим причинам.
Вначале, чтобы предотвратить дальнейшее распространение тре-
щины, по ее видимым концам сверлят сквозные отверстия 1 и 6
(рис. 3.1, а). В отверстиях нарезают резьбу и ввертывают гужоны,
выступающие концы которых срезают заподлицо с поверхностью
детали. Затем между гужонами вдоль всей трещины фрезой или
зубилом делают паз А глубиной 1,5...2 мм и шириной, несколь-
ко большей диаметра гужона (рис. 3.1,6). Сверлят отверстия 3 и 5
(рис. 3.1, е), нарезают резьбу и ввертывают гужоны, выступающие
концы которых срезают, оставив около 5 мм (рис. 3.1, в, г), расчека-
нивают до заполнения паза (рис. 3.1, д). После этого сверлят отверс-
тия 2 и 4 (см. рис. 3.1, е) и вновь повторяют процесс, пока трещи-
на не будет заполнена перекрывающими друг друга гужонами. Рас-
чеканенный шов зачищают заподлицо с поверхностью детали,
протравливают и пропаивают припоем или оловом. Качество вы-
полненной работы проверяют опрессовкой.
При постановке гужонов необходимо соблюдать следующие ус-
ловия: не допускать раздачи трещины и ослабления ранее постав-
59
Рис. 3.1. Схема восстановления
детали с трещиной постанов-
кой гужонов:
1—6— отверстия под гужоны; А —
паз
ленных гужонов; каждое последу-
ющее отверстие, начиная от отвер-
стия 3, должно перекрывать пре-
дыдущее с расчеканенным гужо-
ном на 1/3 диаметра; гужон следу-
ет изготовлять из прутка красной
меди длиной 100...200 мм, резьба
у гужона должна быть несколько
полнее, чем у отверстия, для того
чтобы он вворачивался с некото-
рым усилием; диаметр гужона не
должен превышать толщину дета-
ли вблизи трещины. Обычно ис-
пользуют гужоны диаметром 5...
10 мм; перед ввертыванием гужо-
на резьбовые части отверстия и гу-
жона следует покрыть клеем ГЭН-
150В илиБФ2.
Рассмотренный способ прост и
достаточно надежен, однако он
дорог и трудоемок, кроме того
требует высококвалифицирован-
ного исполнителя, поэтому при-
менение его ограничено.
Обработка под ремонтный раз-
мер применяется для восстановле-
ния поврежденных поверхностей
деталей класса «вал» или «отвер-
стие». Детали подвергают станоч-
ной обработке под заранее выбранный размер, не изменяя при
этом положения геометрической оси вала или отверстия. Для вала
(рис. 3.2) ремонтный размер всегда меньше нормального, а для
отверстия — больше нормального. Одна деталь может иметь не-
сколько ремонтных размеров.
Механическая обработка. В тепловозной практике под ремонт-
ные размеры обрабатывают сложные дорогостоящие детали, та-
кие, как шейки коленчатых валов дизеля и компрессора, гильзы
цилиндров дизеля и цилиндры компрессора, гнезда коренных
подшипников коленчатого вала в блоке (картере) дизеля или мо-
торно-осевых подшипников в остове тягового электродвигателя.
Кроме того, этот способ обработки широко используется для вос-
становления деталей резьбовых соединений, а также для прида-
ния цилиндрической формы шейкам пальцев, цапф, валиков, осей
в узлах с неразъемными подшипниками скольжения. Преимуще-
ствами данного способа являются простота и дешевизна. Без зна-
чительных затрат продлевается срок службы сложных дорогостоя-
60
щих деталей. К недостаткам этого
способа следует отнести необходи-
мость замены или ремонта сопря-
женной детали, что вынуждает хра-
нить большое число «заморожен-
ных» одноименных деталей различ-
ных ремонтных градаций. Напри-
мер, к каждому размеру гильзы
цилиндра нужно иметь «свой» пор-
шень и поршневые кольца несколь-
Рис. 3.2. Определение ремонт-
ных размеров вала (а) и
отверстия (б):
dpi — максимально допустимый ди-
аметр отверстия; dH — минималь-
но допустимый диаметр вала; х —
допуск; 8 — зазор
ких ремонтных размеров.
Постановка добавочной (ремон-
тной) детали. Рассматриваемый спо-
соб применяют, когда деталь имеет
значительные повреждения, гро-
моздка или нетехнологична в ре-
монте. Поврежденную часть вала
или отверстия подвергают станоч-
ной обработке, а затем напрессовывают на шейку вала или зап-
рессовывают в отверстие тонкую втулку, после чего наружную
или внутреннюю поверхность втулки обрабатывают под нормаль-
ный размер. Таким образом восстанавливают концевые шейки
коленчатого вала дизеля или компрессора, валов якорей тягового
электродвигателя или тягового генератора, гнездо роликового
подшипника в корпусе вертикальной передачи дизеля Д100, крыль-
чатки водяного насоса и т. п.
Если в отверстие детали цельную втулку установить нельзя, то
ставят полувтулки, которые затем укрепляют сваркой, шурупа-
ми, приклеивают или фиксируют каким-либо другим способом.
Так поступают при восстановлении гнезд подшипников качения
у механизма, имеющего разъемный корпус, например, у подшип-
ников в корпусе гидромеханического редуктора, лабиринты у тур-
бовоздуходувки и т. п.
К рассматриваемому способу нередко прибегают при восста-
новлении поврежденных резьбовых отверстий, особенно в дета-
лях, изготовленных из легких сплавов. При этом ставят либо доба-
вочные втулки, либо резьбовые ввертыши. Как правило, для до-
бавочной детали берется материал той же марки, что и у восста-
навливаемой. В отверстия чугунных деталей и деталей, изготов-
ленных из легких сплавов, допускается устанавливать добавочные
детали из стали (обычно сталь 20).
Для стальных втулок выбирают толщину стенок не менее 2 мм,
для чугунных — не менее 4 мм. Для большей надежности доба-
вочные втулки, установленные с натягом, рекомендуется стопо-
рить винтами или штифтами. При диаметре втулки 30 мм ставят
один, при диаметрах от 30 до 50 мм — два стопора, один против
61
другого, и при диаметре более 50 мм — три, под углом 120’ друг
к другу.
Хотя способ добавочных (ремонтных) деталей и позволяет вос-
станавливать сильно изношенные шейки валов и отверстия (резь-
бовые и гладкие) под нормальный размер, не требует нагревания
восстанавливаемой детали и, следовательно, не вызывает нару-
шения ее термообработки, применение этого способа часто огра-
ничивается конструкцией детали и ее прочностью.
3.3. Восстановление деталей давлением
Процессы восстановления деталей давлением основаны на ис-
пользовании пластичности металлов, т. е. их способности под дей-
ствием внешней силы изменять свою геометрическую форму без
разрушения. Восстановление формы и размеров, главным обра-
зом втулок и полых валиков, пальцев, достигается за счет пере-
распределения металла самой детали в направлении к ее изно-
шенным поверхностям.
Различают два вида пластической деформации: холодную и
горячую. Первая, осуществляемая за счет приложения значитель-
ных внешних сил, сопровождается внутрикристаллическими сдви-
гами металла и его уплотнением. Холодную деформацию чаще всего
применяют при ремонте деталей из цветных металлов.
Второй вид деформации достигается предварительным подо-
гревом детали до ковочных температур. В этом случае происходят
межкристаллические сдвиги металла, требуется меньшая внешняя
сила, упрочнения металла не происходит и уменьшается опас-
ность появления трещин. Наибольшее распространение среди про-
цессов восстановления деталей давлением получили осадка, раз-
дача и обжатие (рис. 3.3).
Осадка. Она характеризуется несовпадением направления внеш-
ней силы Р с направлением деформации 5 (рис. 3.3, а). Ее приме-
няют для увеличения диаметров коротких валиков, пальцев и т. п.
или для уменьшения размера отверстий втулок за счет уменьше-
ния их высоты. Перед осадкой в имеющиеся во втулке отверстия,
канавки или прорези помещают соответствующие вставки, чтобы
предотвратить их деформацию. Оправки, ограничивающие дефор-
мацию втулки по отверстию, принимают на 0,2 мм меньше его
диаметра, а оправки, ограничивающие раздачу втулки по наруж-
ному диаметру, — на 0,2 мм больше последнего с учетом припус-
ка на механическую обработку. Втулки 2 осаживают прессом уси-
лием Рдо исчезновения зазора с между оправками 1 и 3. При этом
деформируемый металл заполняет боковой зазор между оправка-
ми и втулкой. Окончательно отверстие обрабатывают развертками
или на станке. При восстановлении осадкой сильно нагруженных
втулок (например, втулки верхней головки шатуна) допускается
62
в
Рис. 3.3. Схемы восстановления деталей способами давления:
а — осадка; б — раздача; в — обжатие; 1, 3 — оправки; 2, 11 — втулки; 4, 5 —
нижняя и верхняя части кондуктора; 6 — прошивка; 7 — ручка; 8 — поршневой
палец; 9 — кондуктор; 10 — толкатель; 12 — матрица; Р — внешняя сила; 8 —
направление деформации; С — зазор между оправками; D — диаметр оправки
уменьшение нормальной высоты не более 5 %, в остальных случа-
ях — до 15 % высоты.
Раздача. При раздаче направления силы Р и деформации 5
(рис. 3.3, б) совпадают. Раздача применяется для восстановления
размеров наружного диаметра полых деталей (пальцы, втулки, оси
и т.п.). Для примера приводится процесс восстановления порш-
невого пальца дизеля Д100 холодной раздачей. Процесс состоит
из следующих операций: сортировки, отжига, раздачи, термичес-
кой и механической обработки.
Сортировка пальцев позволяет избежать непроизводительных
расходов по их цементации. При сортировке устанавливают, под-
вергались пальцы раздаче ранее или нет. Если раздача произво-
дится впервые, то после нее пальцы можно обработать на стан-
ке, сохранив достаточный для работоспособности пальца цемен-
тационный слой. Допускается снятие слоя цементации толщи-
ной до 0,35 мм. Вторично раздаваемые пальцы, как правило, надо
цементировать. Кроме того, сортировка пальцев по группам с
разницей в диаметрах отверстий 0,2 мм делается для подбора
оправок.
Отжиг (высокий отпуск) делают для придания материалу паль-
ца необходимой пластичности. Нагрев и выдержка при 880... 890 °C
в течение 0,5... 1 ч, затем охлаждение до температуры окружаю-
щей среды.
Раздача ведется прошивками 6 (диаметром 47,2; 47,4 и 47,6 мм),
пропускаемыми через отверстие пальца (см. рис. 3.3, б). Припуск
на механическую обработку 0,20 мм.
63
Термическая обработка проводится после раздачи. Если сохра-
нился старый цементационный слой, то палец подвергают только
закалке: нагрев и выдержка 0,5... 1 ч при температуре 760... 800 °C,
затем охлаждение в масле комнатной температуры. Для снятия внут-
ренних напряжений делают низкотемпературный отжиг: нагрев
до 180... 200 °C с последующим охлаждением на воздухе. Палец на-
гревают в соляной ванне, в электрической печи или на высокоча-
стотной установке.
Механическая обработка состоит из шлифования и полирова-
ния до размеров и шероховатости, предусмотренных чертежом.
Кроме того, обязательно проверяют твердость рабочей поверхно-
сти и отсутствие на ней трещин.
Обжатие. Данный процесс характеризуется совпадением направ-
лений силы Р и деформации 5, при этом у полых деталей в про-
цессе обжатия уменьшается как внешний, так и внутренний диа-
метр (рис. 3.3, в). Обжатие применяют в тех случаях, когда нужно
восстановить нормальную посадку по внутреннему диаметру раз-
личных втулок из цветных металлов. Уменьшение наружного диа-
метра втулки в результате обжатия компенсируется одним из спо-
собов наращивания.
Способы восстановления деталей давлением просты. Они дают
возможность экономить цветные металлы и высококачественные
стали. Применение этих способов ограничивается наличием в де-
талях необходимого запаса металла.
3.4. Металлизация
Металлизация применяется для наращивания плоских поверх-
ностей и деталей класса «вал», а также для заполнения различных
углублений, возникших от износа, ударов и т.п.
Сущность способа наращивания металлизацией состоит в том,
что металл, расплавленный в металлизаторе, распыляется струей
сжатого воздуха до мельчайших частиц (1,5 ...10 мкм) и с боль-
шой скоростью (100...200 м/с) наносится на заранее подготов-
ленную шероховатую поверхность ремонтируемой детали. Время
от момента образования частиц металла до их столкновения с по-
верхностью детали не превышает 0,003 с. При столкновении с де-
талью еще не остывшие частицы металла расплющиваются, при-
нимая вид чешуек, которые, накладываясь одна на другую, за-
полняют шероховатости на поверхности детали, образуя сплош-
ной слой. Сцепление частиц с деталью и друг с другом в процессе
металлизации происходит вследствие неоднородности поверхно-
сти и молекулярного взаимодействия.
Технологический процесс наращивания металлизацией вклю-
чает в себя подготовку поверхности детали, нанесение металлиза-
64
ционного слоя и обработку наращенной поверхности. Подготовка
поверхности состоит в придании ей шероховатости и затем обез-
жиривании. Перед нанесением тонкого слоя металла (толщиной
до 0,3 мм) шероховатость создается абразивной очисткой кварце-
вым песком или металлической крошкой; перед нанесением бо-
лее толстого слоя поверхность обрабатывают нарезанием так называ-
емой рваной резьбы, электроискровым способом, накаткой и т.п.
Слой металла наносят металлизаторами. В газовых металлизаторах
(типов ГИМ1, ГИМ2 и др.) плавят металл ацетиленокислород-
ным или водородно-кислородным пламенем, а в электрических
металлизаторах (типа ЛК или ЭМ) — электрической дугой, обра-
зуемой между двумя электродами. Существуют и высокочастотные
металлизаторы. Чаще пользуются сравнительно дорогими газовы-
ми металлизаторами, имеющими по сравнению с электрически-
ми ряд преимуществ: меньший угар основных элементов (С, Мп,
Si), мелкий распыл частиц, меньшую пористость и более высо-
кую твердость слоя. Температура детали в процессе металлизации
не должна превышать 70 °C, а сжатый воздух должен быть очищен
от влаги и масла. Механическая обработка наращенных поверхно-
стей ведется обычными способами (шлифование, полирование).
Преимуществами наращивания деталей металлизацией являют-
ся возможность нанесения слоя металла толщиной от 0,03 до 15 мм
на любой материал без опасности его перегрева; металлизировать
можно не только металлы, но и дерево, стекло, гипс и т.п.; полу-
чение достаточно пористого покрытия, на котором хорошо удер-
живается смазка, а значит, повышается износостойкость.
К числу существенных недостатков металлизации относятся
недостаточная прочность сцепления покрытия с поверхностью
восстанавливаемой детали, большая трудоемкость подготовитель-
ных операций и, наконец, значительные потери металла в про-
цессе напыления.
3.5. Электролитическое наращивание
Процесс электролитического наращивания основан на электро-
лизе, т. е. способности металла осаждаться на катоде при прохож-
дении постоянного тока через электролит. В ванну с электроли-
том, содержащим металл покрытия, опускают деталь, поверх-
ность которой необходимо нарастить. На ванне укрепляют и соот-
ветствующим образом изолируют от нее три штанги, две крайние
из них присоединяют к положительному, а среднюю — к отрица-
тельному выводу электрической машины. На средней штанге, на
подвеске, укрепляют деталь (катод), а на крайних штангах — ме-
талл покрытия (анод).
Известно, что при растворении в воде электролиты диссоции-
руют, т. е. распадаются на ионы. При прохождении тока через ра-
$ Собенин
65
створы электролитов ионы двигаются к электродам (катоду и аноду).
При этом положительно заряженные ионы (катионы) направля-
ются к отрицательному электроду — катоду, а отрицательно заря-
женные (анионы) — к положительному электроду (аноду). На элек-
тродах ионы или совсем теряют заряд, выделяясь в виде нейтраль-
ных атомов, или изменяют заряд, образуя новые химические со-
единения. В результате на катоде осаждается металл покрытия (из
раствора солей и щелочей) и выделяется водород (из солей кис-
лот и воды). Количество выделенных при электролизе веществ про-
порционально току и времени его прохождения.
В качестве электролита применяют: при хромировании — вод-
ный раствор хромового ангидрида (150...250 г/л) и серной кисло-
ты (1,5... 2,5 г/л); при осталивании — водный раствор хлористого
железа (200 г/л) и соляной кислоты (0,6...0,8 г/л). При хромиро-
вании анодами служат свинцовые пластины с добавкой до 8 %
сурьмы для повышения механической прочности (нерастворимый
анод), а при осталивании — стальные пластины из малоуглероди-
стой стали (растворимый анод).
В ремонтной практике наибольшее распространение получили
хромирование и осталивание. Меднение и никелирование приме-
няют значительно реже и главным образом для вспомогательных
целей.
Хромирование. Технологический процесс хромирования состо-
ит из трех этапов: подготовки детали (механическая обработка,
изоляция мест, не подлежащих покрытию, монтаж детали на под-
веске, обезжиривание и промывка, декапирование), собственно
хромирования и обработки после покрытия.
Механическая обработка детали (шлифование и полирование)
необходима для придания поверхности правильной формы, ина-
че при отложении хрома на поверхности детали будут «скопиро-
ваны» все неровности и изъяны.
Изоляция мест, не подлежащих хромированию, осуществляет-
ся целлулоидной лентой, цапонлаком (целлулоид, растворенный
в бензине), бакелитовым лаком, резиновыми чехлами, клеем
ГЭН- 150В и т. п. Отверстия, имеющиеся в детали, закрывают свин-
цовыми пробками, чтобы избежать искривления силовых линий у
отверстий. Перед изоляцией деталь обезжиривают промывкой в
бензине.
Обезжиривание и промывка производятся для лучшего соеди-
нения хрома с наращиваемыми поверхностями детали. Предвари-
тельное обезжиривание ведется одним из химических способов, а
затем электролитическим способом. В последнем случае деталь
подвешивают в ванну с водным раствором едкого натра концент-
рацией 70... 100 г/л, в который добавлено 2...3 г/л жидкого стек-
ла. В процессе электролиза на катоде происходит интенсивное вы-
деление пузырьков газа (водорода), срывающего с поверхности
66
летали жировую пленку, одновременно с этим идут и процессы
омыления и эмульгирования жиров.
После обезжиривания деталь промывают горячей или холод-
ной водой для удаления остатков раствора. Качество обезжирива-
ния проверяют по смачиваемости поверхности детали водой.
Декапирование — это процесс удаления тончайшей пленки
окислов для получения активной поверхности металла, необходимой
для его прочного сцепления с покрытием. Декапирование проводят
в течение 1 мин в отдельной ванне или в ванне с электролитом
для хромирования, при этом деталь служит анодом, а свинцовая
пластина — катодом.
Хромирование ведется до получения необходимого слоя на де-
тали в ванне с электролитом при соответствующем режиме (опре-
деленной плотности тока и температуре электролита). Практичес-
ки толщина наращиваемого слоя хрома при ремонте ограничива-
ется 0,1... 0,2 мм. Слой большей толщины непрочен и имеет струк-
туру низкого качества. Хромовые осадки делятся на гладкие и по-
ристые. Гладким хромом обычно наращивают детали с неподвиж-
ными посадками, а пористым — детали трения (поршневые коль-
ца и пальцы, гильзы цилиндров и т. п.). Поры хорошо удерживают
масляную пленку, которая предохраняет трущиеся поверхности
от сухого и граничного трения.
Преимущества хромирования: возможность наращивания как
термически обработанных, так и необработанных деталей без на-
рушения структуры основного металла, так как процесс ведется
при температуре не более 70 °C; высокая твердость хромового по-
крытия, а у пористого хрома, кроме того, высокая износоустой-
чивость; хорошая сопротивляемость действию кислот и сернис-
тых соединений, жаростойкость (допускает нагрев до 500 °C).
Недостатки хромирования: длительность процесса и сложность
подготовительных операций; возможность восстановления дета-
лей только с относительно небольшим износом, так как при тол-
щине слоя более 0,3 мм осадок хрома становится непрочным; ма-
лая производительность (за 1 ч работы ванны наращивается слой
0,015...0,03 мм) и относительно высокая стоимость.
Осталивание. Технологический процесс осталивания (железне-
ния) имеет много общего с процессом хромирования. Он также
состоит из трех этапов: подготовки, покрытия и последующей об-
работки детали. Осталивание применяют для восстановления де-
талей с неподвижной посадкой без дополнительной термичес-
кой обработки, создания подслоя (при восстановлении деталей
с большим износом) при последующем хромировании и восста-
новления деталей с последующей термообработкой поверхност-
ного слоя.
Преимущества осталивания: сохранение структуры металла де-
тали, так как процесс ведется при температуре не более 100 °C;
67
возможность получения достаточно твердого слоя без термообра-
ботки (при необходимости осталенные детали могут быть подвер-
гнуты цементации, закалке и отпуску); возможность восстановле-
ния деталей с относительно большим износом (толщина наращи-
ваемого слоя — 5 мм и более); высокая производительность про-
цесса — примерно в 8... 10 раз выше, чем при хромировании; бо-
лее низкая стоимость процесса, так как при осталивании приме-
няют менее дефицитные и более дешевые материалы, чем при
хромировании.
Недостатки осталивания: сложность подготовительных опера-
ций; необходимость частой фильтрации и систематической кор-
ректировки электролита; трудность подбора материала ванн и не-
обходимость подогрева электролита.
3.6. Сварка и наплавка
Под наплавкой понимают процесс нанесения на поверхность
детали металла или сплава в расплавленном состоянии.
Плавление металла или сплава происходит благодаря теплоте
электрической дуги (электрическая сварка и наплавка) или теп-
лоте, образующейся при сгорании ацетилена, природного и дру-
гих горючих газов в струе кислорода (газовая сварка и наплавка).
В процессе плавления металла и его последующем затвердева-
нии из-за неравномерного распределения теплоты на участке, при-
легающем к наплавленному слою (в зоне термического влияния),
происходят структурные изменения в металле и изменения ли-
нейных размеров детали. Глубина зоны термического влияния,
зависящая от начальной температуры детали, скорости и способа
охлаждения, теплопроводности основного металла, способов и
режимов наплавки, колеблется от 1 до 25 мм. Изменения структу-
ры металла и линейных размеров, если не принять особых мер,
приводят к местной деформации детали и появлению на ней тре-
щин. К особым мерам относятся предварительный подогрев и пос-
ледующее медленное охлаждение детали, особые приемы наплав-
ки, отжиг и отпуск после наплавки, защита расплавленного ме-
талла от воздействия воздуха и т. п.
В процессе наплавки наносимый металл насыщается кислоро-
дом, азотом и водородом воздуха, а также в нем выгорают леги-
рующие элементы. Образование окислов в наплавленном металле
снижает предел прочности и ударную вязкость шва, а насыщение
стали азотом ухудшает его пластические свойства, уменьшает удар-
ную вязкость, относительное удлинение и т.п. Для защиты рас-
плавленного металла от воздействия кислорода и азота воздуха и
компенсации выгоревших легирующих элементов применяют элек-
троды с покрытиями или наплавку проводят под слоем флюса и в
среде защитных газов.
68
Сварка и наплавка стальных деталей. Для защиты сварочного
шва от вредного действия воздуха при ручной сварке и наплавке
применяют электроды с тонкими (0,10...0,25 мм на сторону) и
толстыми (0,5... 1,5 мм на сторону) покрытиями. Тонкие покры-
тия (состоящие чаще всего из 80...85 % мела и 20... 15 % жидкого
стекла) способствуют устойчивости горения дуги, поэтому их час-
то называют стабилизирующими или ионизирующими. Электро-
ды с тонкими покрытиями используют при сварке малоответствен-
ных деталей, работающих при статических нагрузках. Толстые по-
крытия являются защитно-легирующими. В них входят газошлако-
образующие, легирующие вещества и раскислители, способству-
ющие формированию шва с повышенными механическими свой-
ствами. Электроды с толстыми покрытиями применяют для сварки
и наплавки ответственных частей из углеродистых и низколегиро-
ванных сталей. Для наращивания изношенных поверхностей сталь-
ных деталей пользуются наплавочными электродами, обеспечива-
ющими получение плотного слоя металла необходимой твердости.
Сварка чугунных деталей. При разработке технологии восста-
новления чугунных деталей сваркой следует иметь в виду, что в
процессе сварки из-за высокого местного нагрева, быстрого ох-
лаждения и усадки в металле возникают значительные внутрен-
ние напряжения, которые могут привести к появлению трещин.
При быстром охлаждении кроме усадки происходит отбеливание
чугуна, вследствие чего шов получается пористым. Отбеленный
чугун характеризуется высокой хрупкостью и твердостью, что сни-
жает прочность шва и затрудняет механическую обработку. Для
предупреждения этих нежелательных явлений при сварке чугун-
ных деталей применяются соответствующие электроды и флюсы.
Сварку ответственных деталей ведут с предварительным подогре-
вом (горячая сварка) и во всех случаях — с медленным охлажде-
нием детали. Горячая сварка чугуна возможна как ацетиленокис-
лородным пламенем, так и электрической дугой.
Сварка и наплавка деталей из алюминиевого сплава. Сварка ос-
ложняется из-за того, что при нагревании эти сплавы интенсивно
окисляются, а их окислы тугоплавки. Так, температура плавления
алюминия составляет 657 °C, а его окислов — 2050 °C. Пленка окис-
лов затрудняет процесс сплавления присадочного материала с ос-
новным и препятствует выходу газов из расплавленного металла.
Удаляют окислы флюсами или электродными покрытиями, ра-
створяющими или связывающими окись алюминия. Присадочным
материалом могут служить стержни того же состава, что и основ-
ной металл.
В практике ремонта тепловозов чаще для сварки и наплавки
деталей из алюминия пользуются ацетиленокислородной сваркой.
Хорошие результаты дает электродуговая сварка в защитной сре-
де инертного газа аргона (аргонодуговая сварка неплавящимся
69
электродом). Однако применение этого вида сварки ограничива-
ется высокой стоимостью и дефицитностью аргона.
Полуавтоматическая и автоматическая сварка и наплавка. Элек-
трическая сварка и наплавка, при которой механизирована (авто-
матизирована) только подача присадочного материала, называ-
ется полуавтоматической; если же механизировано и передвиже-
ние электрода вдоль шва — автоматической. Рассматриваемые виды
сварки и наплавки в настоящее время находят все большее при-
менение на тепловозоремонтных заводах и в депо с большим
объемом ремонтных работ. При полуавтоматической и автомати-
ческой сварке электрическая дуга и расплавленная ванночка ме-
талла изолируются от воздуха флюсом или защитным нейтраль-
ным газом.
Сварка и наплавка под слоем флюса. При этом процессе элект-
рическая дуга горит под слоем сухого зернистого флюса, поступа-
ющего перед дугой из патрубка. Плавится как электрод (голая не-
обмазанная проволока), подаваемый в зону плавления с постоян-
ной скоростью, так и часть флюса. При этом над сварочной ван-
ной образуется газовый пузырь, флюсовая оболочка которого (жид-
кий шлак) надежно защищает зону горения от влияния воздуха.
Эта же оболочка не дает разбрызгиваться жидкому металлу, со-
храняет тепло дуги, замедляет остывание шва, так как после ос-
тывания над швом образуется плотная шлаковая корка.
Флюс создает благоприятные условия для выхода газов из сва-
рочной ванны, т.е. способствует формированию однородного и
плотного слоя наплавленного металла с меньшим количеством
шлаковых и газовых включений и хорошими механическими свой-
ствами. Кроме того, вследствие длительного контакта флюса с
жидким металлом происходит легирование наплавленного слоя.
При автоматизации процесса не только получается более каче-
ственный шов, но и значительно повышается производительность
труда, экономнее расходуется электродная проволока и электро-
энергия. Кроме того, работу могут выполнять сварщики более
низкой квалификации.
Вместе с тем у автоматизированного процесса имеются и не-
достатки: значительная глубина зоны термического влияния; за-
труднения при наплавке деталей диаметром менее 100 мм, так
как расплавленный флюс и шлак не успевают затвердеть и стека-
ют с поверхности детали, и, кроме того, такие детали сильно
деформируются; высокая стоимость флюсов, необходимых для по-
лучения слоя большой твердости; большие потери времени на вспо-
могательные работы.
Автоматической наплавкой под слоем флюса целесообразно вос-
станавливать детали классов «вал» и «отверстие» больших разме-
ров, имеющих значительный износ, путем последовательного на-
ложения сварных швов по винтовой линии при вращении детали.
70
Рис. 3.4. Схема формиро-
вания шва при виброду-
говой наплавке:
а — короткое замыкание; б —
отрыв электрода; в — горение
дуги; г — холостой ход
Наплавка в среде защитных газов. Этот способ отличается от
наплавки под слоем флюса тем, что электрическая дуга и свароч-
ная ванна изолируются от воздуха оболочкой инертного газа —
аргона или углекислого газа. Сварку и наплавку в защитной среде
инертного газа рекомендуется вести постоянным током обратной
полярности для получения более устойчивой дуги и меньшей зоны
термического влияния.
Рассматриваемый вид наплавки широко применяется при вос-
становлении постелей коренных подшипников коленчатого вала
дизеля (наплавка в среде углекислого газа) и алюминиевых бло-
ков дизелей (аргонодуговая сварка и наплавка).
Вибродуговая наплавка. Этот способ отличается от обычной ав-
томатической электродуговой наплавки тем, что электродная про-
волока в процессе наплавки непрерывно вибрирует, вследствие
чего электрическая дуга горит не постоянно, а возбуждается пе-
риодически. Цикличность возбуждения дуги способствует более
устойчивому протеканию процесса и переносу электродного ма-
териала на деталь в мелкокапельном состоянии, что позволяет
получать плотные слои наплавленного металла небольшой тол-
щины (от 0,50 до 2 мм) при малой глубине зоны термического
влияния, т.е. практически без деформации детали. Поэтому спо-
соб вибродуговой наплавки широко применяют для восстановле-
ния деталей классов «вал» и «отверстие» сравнительно малого ди-
аметра и с незначительным износом (рис. 3.4).
Для вибродуговой наплавки чаще всего используют старые то-
карно-винторезные станки, обеспечивающие вращение детали и
продольное перемещение вибродуговой головки. Вибрация элект-
рода достигается электромагнитным или механическим вибрато-
ром, или за счет эксцентриситета мундштука головки.
3.7. Электроискровая обработка
Электроискровая обработка основана на электрической эро-
зии (разрушении) металла. В ремонтной практике для электроис-
крового наращивания обычно используется конденсаторная уста-
новка. Электрический ток от источника энергии подается на об-
71
кладки конденсаторной батареи, где накапливается в виде стати-
ческого заряда. При приближении электрода к детали на расстоя-
ние, пробиваемое определенным напряжением, происходит раз-
ряд в виде короткого мощного импульса. В этот момент от элект-
рода отделяется капля расплавленного металла и устремляется к
поверхности детали, ударяясь о которую прочно приваривается к
ней. В период разряда температура между электродом (анодом) и
деталью (катодом) достигает 10 000 °C. Присутствие в этой зоне
различных легирующих элементов, входящих в состав электрода,
позволяет не только наращивать, но и легировать поверхность де-
тали. Кроме этого, при наращивании стальных деталей происходит
сверхскоростная закалка их поверхностей на глубину 0,2... 0,8 мм в
зависимости от мощности установки. Толщина наращиваемого слоя
зависит от количества и мощности импульсов тока, свойств мате-
риала электрода. При грубых режимах (сила тока более 10 А) мож-
но получить слой толщиной до 0,5 мм, а при мягких режимах
(сила тока до 1 А) — до 0,2 мм. Толщина слоя ограничивается из-
за его окисления и азотизации.
Для осуществления электроискрового наращивания эрозион-
ная стойкость детали должна быть выше, чем у электрода. В среде
защитных газов толщину слоя можно увеличить в 2... 3 раза. Нара-
щивать детали можно металлами и сплавами любой твердости
(вольфрам, сормайт, победит и др.). При грубых режимах слой
получается пористым и шероховатым, особенно если процесс
наращивания ведется вручную.
Электроискровое наращивание наиболее эффективно для ком-
пенсации износа и смятия рабочих поверхностей деталей шлице-
вых и шпоночных соединений, восстановления натяга между де-
талями прессовых соединений и особенно у громоздких и слож-
ных по конфигурации деталей.
3.8. Восстановление деталей полимерными материалами
Ремонт деталей полимерными материалами (пластмассами)
прост, экономичен и надежен. Ими можно наращивать поверх-
ности для создания натяга в соединении или износостойкого по-
крытия, заделывать трещины и пробоины, склеивать детали,
выравнивать поверхности, герметизировать соединения, надежно
закрывать поры в любых деталях, даже в труднодоступных местах.
Клеевые составы и пластмассы в ряде случаев успешно заменяют
сварку и пайку, хромирование и осталивание, а иногда являются
единственно возможными средствами восстановления.
Применяемые в ремонте пластмассы можно разделить на две
группы. К первой относятся термореактивные (реактопласты), т.е.
пластмассы, которые отвердевают и теряют свои пластические
свойства при нагреве. Используют их в виде различных компози-
72
ций (в жидком или пастообразном состоянии) для наращивания,
склеивания, герметизации, заделки трещин и пробоин. Эти компо-
зиции составляются преимущественно на основе различных смол.
Вторую группу составляют термопластические пластмассы (тер-
мопласты), которые при нагреве не отвердевают и сохраняют свои
пластические свойства. Применяют их для наращивания и изготов-
ления различных деталей. К ним относятся полиамиды П68, АК-7,
капрон и др.
Жидкие клеевые составы. Клеи типа БФ представляют собой
спиртовые растворы термореактивных смол. Клей БФ-2 использу-
ется для склеивания и наращивания металлических деталей, ра-
ботающих при температуре 60... 80 °C и выше, а БФ-4 — в тех слу-
чаях, когда требуется большая эластичность и высокая стойкость
к вибрациям. Клей БФ-6 применяют для склеивания металлов с
пластмассами и тканями. Соединения, выполненные этими клея-
ми, устойчивы по отношению к воде, холоду, действию нефте-
продуктов, а также к действию кислот ниже 20 %-ной концентра-
ции. Эти клеи являются хорошими диэлектриками и поставляют-
ся в готовом виде, что очень удобно.
Клей (эластомер) ГЭН-150В — это сополимер смолы ВДУ и нит-
рильного каучука СКН-40; его изготовляют в виде вальцованных
листов (шкурок) толщиной 2...4 мм. Раствор клея приготовляют
следующим образом: мелко нарезанные кусочки сухого клея по-
мещают в стеклянную посуду с притертой пробкой, заливают сме-
сью ацетона с бензолом (или одним ацетоном) в пропорции 1:5
и выдерживают 8... 10 ч. После этого бутыль с содержимым пери-
одически взбалтывают в течение 2...3 ч, а затем раствор отстаива-
ют 30 мин и профильтровывают через металлическую сетку
(100...500 отверстий на 1 см2).
Раствор клея не должен содержать нерастворимых частиц, а
при выливании на стекло он должен давать ровную однородную
пленку. Пленка этого клея имеет высокую адгезию (сцепление с
поверхностью) к металлу, обладает хорошей эластичностью и
прочностью на растяжение, выдерживает высокие удельные дав-
ления, значительные ударные нагрузки, маслостойка. После ее на-
несения поверхности деталей не требуют обработки и, кроме того,
не подвергаются фреттинг-коррозии. Клей ГЭН-150В является хо-
рошим диэлектриком. Этот клеевой раствор применяется как для
наращивания, так и для склеивания деталей. Высокая адгезия, эла-
стичность, вибростойкость и маслостойкость придают пленке хо-
рошие герметизирующие свойства, поэтому клей широко приме-
няется для уплотнения различных полостей, для пропитки уплот-
нительных прокладок и т. п. Наиболее целесообразная толщина
наращиваемого слоя составляет не более 0,20 мм.
Клей ВС-ЮТ представляет собой раствор синтетических смол в
органических растворителях. Он применяется для наращивания и
73
склеивания различных металлов и неметаллических материалов в
любом сочетании. Пленка этого клея обладает высокой термостой-
костью. Полученные соединения могут выдерживать температуру
200 °C до 5 ч. Клей ВС-ЮТ устойчив против воды, холода, нефте-
продуктов, огнестоек. При ремонте тепловозов он успешно при-
меняется для приклеивания фрикционных накладок муфт сцеп-
ления. Поставляется клей в готовом виде.
Пастообразные клеевые составы. Отвердитель в состав пасты
вводится для превращения ее из тестообразного состояния в нео-
братимое твердое; пластификатор увеличивает эластичность плен-
ки, повышает ее ударную вязкость и стойкость к температурным
колебаниям. Наполнители добавляются для повышения механи-
ческой прочности и теплостойкости клеевого состава, снижения
усадки и приближения коэффициентов термического расшире-
ния пасты и восстанавливаемой детали. Введение наполнителей
снижает стоимость паст.
Для приготовления пасты эпоксидную смолу подогревают до
120... 160°C и выдерживают при этой температуре некоторое вре-
мя, чтобы удалить влагу. Затем вводят пластификатор и массу тща-
тельно перемешивают. В процессе перемешивания добавляют на-
полнители. В течение 10... 15 мин поддерживают температуру
80... 100°C и только после этого массу охлаждают до 20 ± 5'С.
Отвердитель холодного отвердевания (полиэтиленполиамин) вво-
дят, тщательно перемешивая массу, непосредственно перед при-
менением пасты, так как примерно через 30 мин после введения
отвердителя паста начинает затвердевать. Полное отвердение пас-
ты при температуре 20°C происходит в течение 24...70 ч, а при
температуре 80... 100 °C это время сокращаетсй до 1... 5 ч. Прогре-
вать пасту открытым огнем нельзя. Клеевой состав без отвердителя
можно хранить неограниченное время. Пасты чаще всего применя-
ют для заделки трещин и пробоин, наращивания поверхностей де-
талей для устранения неровностей (забоин, вмятин, задиров и т. п.).
Порошковые термопласты. В ремонтной практике для нанесе-
ния покрытий нашли применение следующие термопласты.
Капрон — представитель полиамидных смол. Применяется для
изготовления различных подшипников, шестерен и других дета-
лей, а также для нанесения износостойких и декоративных покры-
тий на металлические поверхности. Этот термопласт недефицитен,
имеет хорошие физико-химические свойства. Одно из наиболее цен-
ных свойств капрона — высокая износостойкость и малый коэффи-
циент трения. Температура плавления равна 215 °C. При температу-
рах ниже нуля он приобретает повышенную жесткость. Капрон стоек
к щелочам, маслам, ацетону, бензину и имеет хорошие диэлектри-
ческие свойства. Капрон имеет низкую теплопроводность — пример-
но в 250...300 раз меньше, чем металлы и высокий коэффициент
линейного расширения — примерно в 10 раз больше, чем у стали.
74
Поставляется в виде гранул размером 7... 8 мм. Для размельче-
ния гранул используют шаровую мельницу, в которую засыпают
капроновую крошку и измельченную твердую углекислоту («су-
хой лед») с температурой кипения минус 78,5 °C. Капрон при та-
кой температуре становится хрупким и легко перемалывается в
порошок.
Полиамиды (смолы) П68 и АК- 7 — твердые роговидные вещества
белого или светло-желтого цвета. Смола П68 выпускается в виде
крошки или гранул. Кроме смолы П68, промышленность выраба-
тывает наполненные полиамиды П68 марок П68-Т5 и П68-Т10,
П68-Г5 и П68-Г10, которые вводят для повышения износостой-
кости, твердости и придания других свойств.
Термопласт ПФ11-12 представляет собой порошкообразную
смесь, состоящую из 54% поливинилбутиралевой смолы, 23%
графита, 21 % идитола и 2% уртопина. Температура плавления
порошка 210... 220 °C. Этот термопласт применяется при газопла-
менном нанесении покрытий на поверхность деталей для их нара-
щивания, устранения вмятин, углублений, неровностей и других
повреждений.
Склеивание деталей. Опыт показывает, что прочность клеевого
соединения деталей зависит главным образом от качества подго-
товки склеиваемых поверхностей, толщины клеевого слоя — с
уменьшением его толщины прочность клеевого шва повышается,
а также от площади прилегания двух деталей и режима термооб-
работки в период отвердевания клеевого шва.
Увеличение площади прилегания склеиваемых поверхностей
достигается созданием на них шероховатости и обжатием деталей
в специальных приспособлениях. Усилие обжатия зависит от ма-
териала и гибкости деталей. Склеенные детали рекомендуется под-
вергать эксплуатационным нагрузкам не раньше, чем через 20... 30 ч
после термообработки и охлаждения. В течение этого времени по-
вышается прочность клеевого шва.
Преимущества соединения деталей клеевыми составами: воз-
можность соединения друг с другом различных материалов в лю-
бом сочетании (металлы, фрикционные материалы, пластмассы,
ткани и т.д.); возможность получения соединений герметичных,
устойчивых к воздействию нефтепродуктов и вибростойких; от-
сутствие внутренних напряжений в клеевом шве. Процесс ведется
при температуре не более 180 °C. Недостатки склеивания — низ-
кая теплостойкость и недостаточно высокая прочность.
Заделка трещин и пробоин в деталях. Технологический процесс
заделки трещин и пробоин в деталях или устранения повреждений
кавитационного характера в корпусных деталях, таких, как корпу-
са турбокомпрессоров и воздуходувок, блоки цилиндров и др., от-
личается от процесса наращивания деталей пастами, главным об-
разом, предварительной разделкой мест повреждения (рис. 3.5, а).
75
По концам трещин при их разделке сверлят отверстия диамет-
ром 3...4 мм, а кромки трещин раскрывают под углом 60...90°.
Если необходима высокая прочность детали, шов по длине уси-
ливают скобами (рис. 3.5, г), через каждые 20... 30 мм сверлят тех-
нологические отверстия для клеевых заклепок (рис. 3.5, в) или на
шов накладывают 2... 3 слоя стеклоткани (рис. 3.5, б). При разделке
пробоин острые кромки у краев притупляют, а у корпусных де-
талей с толстыми стенками по периферии пробоины через каж-
дые 20...30 мм сверлят отверстия диаметром 2...3 мм для клее-
вых заклепок. Зону вокруг разделки трещины или пробоины на
расстоянии 15...20 мм зачищают до металлического блеска. По-
верхности для наращивания и нанесения пасты подготавливают
как обычно.
При заделывании трещин наносят два слоя пасты. Второй слой
наносят с таким расчетом, чтобы он заполнил всю трещину и
перекрыл ее по обеим сторонам на 10... 15 мм при толщине слоя
2... 3 мм. Стеклоткань толщиной 0,1... 0,3 мм накладывают между
слоями пасты и обязательно прокатывают роликом.
Заделывание пробоин начинают с заполнения пастой просвер-
ленных отверстий и намазывания пасты вокруг пробоины. Пробо-
ину закрывают стальной накладкой (рис. 3.5, д), слегка ее прижи-
мают и наносят поочередно 2...3 слоя пасты, каждый из которых
покрывают любой сетчатой тканью и прокатывают роликом. При
заделке пробоины заподлицо (рис. 3.5, ё), чтобы паста не провали-
валась, снизу к детали приклеивают или удерживают на проволоке
Рис. 3.5. Разделка и способы заделывания трещин и пробоин пастами:
а — разделка трещин; б — усиление шва стеклотканью; в — то же клеевыми
заклепками; г — то же скобами; д — заделка пробоины стальной накладкой; е —
то же заподлицо; 1 — стеклоткань; 2 — клеевая заклепка; 3 — скоба; 4 — стальная
накладка; 5 — проволока; 6 — поддерживающая пластина; 7 — ткань
76
поддерживающую пластину. Затем поочередно накладывают слои
пасты и ткани. После затвердения пасты поддерживающую пласти-
ну снимают, а выступающий конец проволоки обрезают.
3.9. Газопрессовая сварка
Метод газопрессовой сварки металла в пластическом состоя-
нии заключается в соединении свариваемых частей, нагретых в
месте их стыкования до 1150... 1200°C (для стали) при постоян-
ном сдавливании.
Подготовленные к сварке два стержня зажимают в захватах стан-
ка, центрируют и усилием, передаваемым подвижным захватом,
сжимают друг с другом. После этого место стыка нагревается пла-
менем газокислородной многопламенной горелки, в патрубки
которой подают кислород и горючий газ. Для равномерного на-
грева свариваемых частей и предотвращения оплавления поверх-
ности металла горелка приводится в колебательное движение. Для
предотвращения перегрева горелки через патрубки подводится и
отводится охлаждающая вода.
При нагревании металла до пластического состояния концы
свариваемых частей под действием сил осаживаются, вследствие
чего в месте сварного стыка появляется утолщение. Процесс про-
должается до тех пор, пока осадка под действием силы сжатия не
достигнет заданной величины.
Для экономии дорогостоящих легированных сталей большое
значение может иметь применение газопрессовой сварки не толь-
ко при восстановлении изношенных деталей, но и при изготовле-
нии новых деталей из разнородных сталей. Например, шлицевые
валы гидропередач изготовляют из сталей 38ХС и 45ХН для того,
чтобы обеспечить более высокую долговечность быстроизнашива-
емой шлицевой части вала. В то же время остальная часть вала, как
правило, работает в менее напряженных условиях и может быть
выполнена из простой углеродистой стали.
Для обеспечения высококачественного соединения сваривае-
мых частей при газопрессовой сварке необходимо строгое соблю-
дение режима сварки, который характеризуется мощностью пла-
мени и амплитудой колебания горелки, усилием прессования и
величиной осадки. Температура нагрева при газопрессовой сварке
является одним из важнейших факторов, влияющих на механи-
ческие свойства металла и его пластичность. В зависимости от тем-
пературы нагрева свариваемого металла идут процессы диффу-
зии, аллотропические превращения, изменения величины зерна,
окислительно-восстановительные и другие процессы и явления,
влияющие на качество сварки. Температура нагрева зависит от мощ-
ности пламени горелки, которая подбирается таким образом, что-
бы процесс сварки шел быстро, но без перегрева поверхностных
77
слоев металла, с обеспечением равномерного нагрева металла по
всему сечению свариваемого изделия.
Важную роль в обеспечении качества сварного соединения иг-
рает давление прессования. Оно обеспечивает плотное прилегание
стыкуемых поверхностей, разрушает пленки окислов и загрязне-
ний, а также вызывает пластическую деформацию, в процессе
которой происходит рекристаллизация в зоне сварки. Рекристал-
лизация ведет к образованию новых кристаллов, что является ос-
новой механизма этого метода сварки.
Давление прессования существенно влияет на процессы адге-
зии (схватывания) и диффузии, имеющие место при газопрессо-
вой сварке в пластическом состоянии. Обеспечивая плотное при-
легание стыкуемых поверхностей, оно препятствует образованию
и росту микропор, создает лучшие условия для роста зерна и улуч-
шает процесс схватывания.
Однако повышение давления прессования вызывает увеличе-
ние деформации кристаллической решетки стыкуемых участков
металла, и тем самым препятствует процессам диффузии, замед-
ляет их. Чрезмерный рост давления вызывает ускоренную дефор-
мацию, из-за которой сварка завершается в момент, когда металл
еще не нагрет до нужной температуры, что ведет к низкому каче-
ству сварного соединения.
Механические свойства прокатанных и кованых сталей попе-
рек волокон значительно ниже, нежели вдоль волокон. Поэтому
деформация металла свариваемых изделий в зоне осадки должна
быть такой, чтобы не допустить резкого поворота (искривления)
волокон прокатки по отношению к продольной оси изделия. Это
обстоятельство должно учитываться при выборе величины осадки
свариваемого изделия и амплитуды колебания горелки.
3.10. Методы повышения износостойкости
и усталостной прочности деталей
В основе повышения износостойкости и усталостной прочнос-
ти деталей лежит воздействие на рабочую поверхность деталей и
элементы кристаллической решетки металла путем применения
различных видов обработок.
Слесарно-механическая обработка. Эта обработка применяется
для устранения задиров, рисок, наработки и других дефектов по-
верхности, а также для получения необходимой чистоты поверх-
ности. Чем выше чистота поверхности, тем выше износостойкость
детали. Наиболее часто для этих целей применяют шабрение, шли-
фование, полирование, хонингование.
Термическая обработка (закалка). Этот способ применяется для
повышения твердости поверхности детали. Для уменьшения хруп-
кости и снятия закалочных напряжений производят отпуск. Соче-
78
тание закалки с действием магнитного поля увеличивает проч-
ность стали, так как кристаллы мартенсита принимают одну ори-
ентацию во всех зернах. Поверхностная закалка применяется для
повышения прочности и износостойкости деталей, работающих
при ударной нагрузке, при этом основной металл детали остается
незакаленным. Такая закалка производится токами высокой час-
тоты и газопламенными горелками. Поверхностная закалка в элек-
тролите основана на нагреве детали искровыми разрядами через
пароводородную оболочку, возникающую у поверхности нагрева-
емой детали (катода). При этом не образуется закалочных трещин.
Обработка холодом применяется для уменьшения количества ос-
таточного аустенита в закаленной легированной стали, так как
остаточный аустенит снижает ее твердость и износоустойчивость.
При этом стабилизируются размеры деталей, что очень важно для
деталей прецизионных пар.
Химико-термическая обработка. Это технологический процесс,
при котором происходит изменение химического состава, струк-
туры и свойств поверхности металла. Обработка включает в себя
азотирование, фосфатирование, анодирование, цианирование,
сульфидирование, борирование, цементацию.
Азотирование применяется для повышения износостойкости,
твердости, коррозионной стойкости и жаропрочности деталей. Его
производят в камере, заполненной газообразным аммиаком. При
электрическом разряде аммиак распадается на ионы азота и водо-
рода, которые начинают бомбардировать поверхность детали,
вследствие чего азот насыщает поверхностный слой. Деталь явля-
ется катодом, а анодом служат электроды. Так целесообразно об-
рабатывать шейки валов быстроходных дизелей.
Фосфатирование — насыщение рабочей поверхности фосфата-
ми железа и марганца. Фосфатная пленка образуется в результате
взаимодействия металла с дигвдроортофосфатами железа и мар-
ганца. Она предохраняет детали от окисления при высоких темпе-
ратурах, поэтому необходимо фосфатировать рабочую поверхность
цилиндровых втулок дизелей.
Анодирование применяется для повышения износостойкости
алюминиевых деталей. Сущность процесса заключается в окисле-
нии атомарным кислородом поверхностных слоев алюминия (в сер-
нокислой ванне под напряжением до 120 В).
Анодированию подвергают ручьи алюминиевых поршней. Для
повышения антифрикционности поверхности ручьев покрывают-
ся смесью, состоящей из бакелитового лака, сульфата молибдена
или графита и спирта или бензина.
Цианирование заключается в одновременном насыщении по-
верхности металла углеродом и азотом. Применяется оно для по-
вышения поверхностной твердости, износостойкости и усталост-
ной прочности.
79
Сульфидирование представляет собой процесс насыщения по-
верхностей стальных и чугунных деталей серой для повышения их
износостойкости и предупреждения задиров.
Борирование — это насыщение поверхности деталей из стали и
сплавов на основе никеля, кобальта и тугоплавких металлов бо-
ром для повышения твердости, теплостойкости, износостойкос-
ти и коррозионной стойкости.
Цементация заключается в насыщении поверхности детали при
900...950°C углеродом с последующей закалкой для повышения
твердости, износоустойчивости и усталостной прочности.
Гальваническая обработка. Пористое хромирование рабочей
поверхности производится в электролитической ванне. Вначале
наносится слой хрома толщиной 0,15... 0,20 мм. Пористость созда-
ется переключением тока на обратный на 15...20 мин. Обратный
ток вызывает выпадение частиц хрома с образованием мельчай-
ших пор. Такая пористость улучшает смазку трущихся поверхнос-
тей и повышает срок службы деталей.
Механическое упрочнение. Для механического упрочнения де-
талей применяют накатку, простое или ультразвуковое виброоб-
катывание, дробеструйную и гидроструйную обработку. Накатка
шеек и галтелей осуществляется роликами, которые прижимают
к поверхности детали. Трехроликовое приспособление исключает
деформацию детали и разгружает суппорт и ходовой винт станка.
Накатка выполняется за три оборота при 12... 15 об/мин. В процес-
се накатки в зону контакта подается смесь масла с керосином или
полимерная жидкость. Одновременно с упрочнением поверхнос-
ти повышается и ее чистота.
Виброобкатывание заключается в обкатывании поверхности
детали шариком, который вибрирует параллельно оси враще-
ния детали, совершая 2600 двойных ходов в минуту при ампли-
туде 2 мм.
Ультразвуковое виброобкатывание получается при наложении
на ролик колебаний ультразвуковой частоты, направленных пер-
пендикулярно к обрабатываемой поверхности. В результате при
весьма малых статических усилиях обкатывания получается высо-
кая степень упрочнения, при этом в зоне контакта создается тем-
пература 1000... 1200 °C. Этот способ применяется для упрочнения
закаленной стали и чугуна.
Дробеструйная обработка заключается в том, что на механи-
чески и термически обработанную поверхность с большой скоро-
стью направляют поток стальной или чугунной дроби диаметром
0,5... 1,5 мм. Дробь выбрасывается энергией сжатого воздуха или
лопатками колеса.
Гидроструйная обработка заключается в обработке деталей струей
воды под давлением 0,4...0,6 МПа. Высоконапорная струя воды
позволяет упрочнять поверхности сложной конфигурации.
80
Электромеханическое упрочнение. Данная обработка выполняет-
ся на токарно-винторезном станке. При вращении детали и пере-
мещении инструмента с пластинкой из твердого сплава в зону кон-
такта подводят электрический ток силой 350... 1300 А и напряжением
2... 6 В. Вместо резца можно использовать сглаживающий ролик.
В зоне контакта выделяется значительная тепловая энергия,
которая мгновенно нагревает зону контакта до температуры за-
калки. За счет радиального усилия инструмента поверхность сгла-
живается, а затем быстро охлаждается за счет отвода теплоты внутрь
детали. В итоге получается эффект поверхностной закалки на глу-
бину 0,2...0,3 мм с одновременным поверхностным наклепом,
значительно повышающим износоустойчивость (до 10 раз) и ус-
талостную прочность детали (до 6 раз).
Электроискровая обработка. Упрочнение деталей этим спосо-
бом основано на ударном воздействии направленного искрового
разряда, вызывающего взрыв на поверхности детали в точке при-
ложения импульса. В результате происходит перенос металла и
упрочнение поверхности детали. Важную роль в повышении изно-
состойкости и усталостной прочности деталей играют подбор пар
трения и их смазки, а также применение защитных покрытий.
Подбор пар трения и их смазки. Для снижения износа трущих-
ся поверхностей следует правильно подбирать пары трения и смазку
к ним. При этом важно учитывать, что:
• лучшей парой трения является пара трения бронза — сталь;
• коэффициент трения сталь — хром составляет 2/3 коэффи-
циента трения сталь — сталь;
• зубчатые колеса, изготовленные из одного материала, при
совместном зацеплении должны иметь разную термообработку;
• применение химических присадок к смазочным маслам по-
зволяет в несколько раз уменьшить износ, увеличить долговеч-
ность и надежность механизмов;
• моющие присадки очищают поверхности деталей от отложе-
ний, что улучшает охлаждение деталей, смазку и т.д.
Защитные покрытия. Эти покрытия наносят на поверхность
деталей для защиты их от коррозии, увеличения сопротивления
истиранию, действию высоких температур и т.п. На тепловозах из
них применяются гальванические покрытия; пропитка изоляции
электрических машин лаками; окраска автоэмалью охлаждающей
поверхности; пропитка охлаждающей поверхности жидким стек-
лом под давлением; окрашивание деталей, агрегатов и тепловоза
в целом. Окраска также придает тепловозу товарный вид.
Контрольные вопросы
1. От чего зависит выбор способа восстановления изношенных деталей?
2. В каком случае применяют обработку развертками?
81
3. Каковы особенности сварки чугунных деталей?
4. Каковы особенности сварки и наплавки деталей из алюминиевого
сплава?
5. Какие полимерные материалы применяются при ремонте?
6. В чем особенность газопрессовой сварки?
7. Какие существуют методы повышения износостойкости деталей?
8. Какие существуют методы повышения усталостной прочности де-
талей?
Глава 4
ТЕХНОЛОГИЯ РЕМОНТА ТИПОВЫХ СОЕДИНЕНИЙ
И УЗЛОВ МЕХАНИЧЕСКИХ ЧАСТЕЙ
ОБОРУДОВАНИЯ ТЕПЛОВОЗА
4.1. Общие сведения
Изделия машиностроения, в частности тепловозы, состоят из
соединенных друг с другом деталей и узлов. В машинах примерно
35...40 % соединений типа цилиндрический вал — втулка,
15...20% — плоскостных, 15...25% — резьбовых, 6...7% — ко-
нусных, 2... 3 % — сферических и др. Значительное место занима-
ют узлы с подшипниками качения и трения, зубчатые, фрикци-
онные и клиноременные передачи, соединения с резиновыми
деталями, сальниковые уплотнения и др.
Каждое соединение или узел характеризуется различными кон-
структивными, технологическими, эксплуатационными и эконо-
мическими факторами. К таким факторам относятся степень от-
носительной подвижности, вид контакта сопрягаемых поверхно-
стей, прочность, возможность разборки, технологичность сборки
и разборки, характер и величина износа трущихся поверхностей,
затраты труда и средств на техническое обслуживание и ремонт.
Практика эксплуатации машин показывает, что подавляющее
большинство неисправностей, за исключением повреждений ава-
рийного характера и вызванных химико-тепловым воздействием,
возникает в соединениях деталей. При этом отказ в работе каждого
соединения наступает при возникновении определенных, прису-
щих только данному соединению, неисправностей независимо от
того, где соединение работает — на тепловозе, электровозе, вагоне,
автомобиле, станке или в любом другом изделии машиностроения.
4.2. Резьбовые соединения
Резьбовые соединения (шпилька — деталь — гайка, болт —
деталь, болт — гайка) широко применяются для обеспечения не-
подвижности, прочности, герметичности, установки и регулиро-
вания взаимного расположения сопрягаемых деталей.
Основные повреждения резьбовых частей деталей: вытягива-
ние, смятие и срыв резьбы и ее износ по диаметру. Срыв, значи-
тельное смятие и вытягивание резьбы легко обнаружить визуально.
Износ и незаметное на глаз смятие резьбы определяют по тому,
83
а б в
Рис. 4.1. Способы удаления конца
оборванной шпильки или болта из
отверстия:
а, б — с помощью зубчатых оправок;
в — приваркой гайки
как ввинчивается гайка, болт
или шпилька, а также по ве-
личинам качки или вертикаль-
ного перемещения сопрягаемых
деталей; более точно эти неис-
правности выявляют при изме-
рении резьбовыми калибрами.
Разборка. Если при отверты-
вании гайки или болта прихо-
дится прилагать слишком боль-
шое усилие, то нужно прове-
рить, не осталось ли в стопор-
ном отверстии части шплинта.
Резьбовые соединения, под-
верженные коррозии (особен-
но экипажной части, выхлоп-
ного тракта дизеля и т.п.), за
15...20 мин до разборки желательно обложить тампонами, обильно
пропитанными керосином. Если деталь закреплена несколькими
болтами или гайками, то во избежание ее коробления сначала слегка
отпускают все болты и гайки, а затем отворачивают их полностью.
При разборке трубопроводов для предотвращения их скручи-
вания, а также при отворачивании контргаек пользуются одно-
временно двумя гаечными ключами. Соединения, находящиеся под
действием дополнительной нагрузки, создаваемой пружиной (узлы
рессорного подвешивания тележки, пружина сервомотора регу-
лятора дизеля и т.п.), перед разборкой разгружают, чтобы обес-
печить безопасность работ.
Способы удаления конца оборванной шпильки или болта из
отверстия показаны на рис. 4.1. Из алюминиевого корпуса такую
деталь можно извлечь путем травления раствором азотной кисло-
ты, а из корпусов небольшого размера — электроэрозионным свер-
лением медным электродом.
Ремонт. При восстановлении резьбовых частей наплавкой не-
достаточно сточить старую резьбу. Необходимо дополнительно снять
слой металла еще на одну глубину резьбы, для того, чтобы при
последующей наплавке и нарезании резьбы место соединения ос-
новного и наплавленного металла не располагалось по внутренне-
му диаметру резьбы.
Сборка. Нет необходимости останавливаться на том, почему
нельзя применять крепежные детали с поврежденной резьбой и
забитыми гранями головок. Однако существует ряд очень важных
требований к сборке, которые нужно неукоснительно выполнять.
1. На рис. 4.2 показано положение гайки и головки болта после
затяжки гайки «до упора», т. е. до момента, когда для дальнейшего
ее поворота нужно резко увеличить усилие, прилагаемое к ключу
84
с рукояткой длиной 300 мм. Как вид-
но на рисунке, гайка и головка болта
касаются детали только одной сторо-
ной, что можно легко проверить щу-
пом или по отпечатку краски. Если
такую гайку затянуть окончательно,
то произойдет изгиб болта. Это очень
опасная погрешность сборки, особен-
но в тяжело нагруженных соединени-
ях, таких, как крепление крышек ша-
Рис. 4.2. Сборка резьбовых
соединений:
тунных И коренных ПОДШИПНИКОВ ко- а — угол между плоскостью
ленчатого вала, цилиндровых кры- гайки и скрепляемой деталью
шек, адаптеров форсунок гильзы ци-
линдра и т. п. Опыт показывает, что обрывы шпилек или болтов,
появление трещин в деталях являются следствием именно такой
неточности сборки. Поэтому не случайно в Правилах ремонта теп-
ловозов сказано: «Проверить прилегание по краске головок бол-
тов и гаек по опорным поверхностям шатуна. Допускается не бо-
лее двух разрывов отпечатка по окружности длиной не более 3 мм
каждый». Таким образом, при сборке резьбового соединения не-
обходимо следить за тем, чтобы торец гайки (головки болта) и
опорная часть зажимаемой ею детали были перпендикулярны оси
резьбы. В общем случае допустимое биение торца гайки (болта) не
более 0,01 диаметра описанной окружности.
2. При закреплении двух деталей нельзя ввертывать болт, длина
которого более нормальной или нормальный болт в уменьшенное
по глубине несквозное резьбовое отверстие. Погрешности, возни-
кающие при нарушении этого требования, проиллюстрированы
на рис. 4.3, где показано положение окончательно затянутого од-
ного и того же болта, ввернутого в резьбовое отверстие нормаль-
ной глубины и в отверстие с уменьшенной глубиной. В последнем
случае детали только прижаты друг к другу, а пружинная шайба,
помещенная под головкой болта, лишь слегка обжата, так как
болт уперся в дно отверстия.
Правильно
Неправильно
Рис. 4.3. Сборка резьбовых соединений
85
Рис. 4.4. Последовательность затяжки
крепежных деталей, расположенных
по окружности (а) и прямоугольным
контурам (б, в)
3. Процесс затяжки гайки
(или болта) после навинчи-
вания состоит из предвари-
тельной, так называемой за-
тяжки «до упора» и оконча-
тельной. Затяжка «до упора»
необходима для определения
положения гайки, с которо-
го нужно начинать оконча-
тельную затяжку. Особенно
это важно при ручной затяж-
ке. Окончательное крепление
гаек или болтов в многорезь-
бовых соединениях необхо-
димо вести в строго опреде-
ленной последовательности. Правильно выбранная последователь-
ность затяжки гарантирует доброкачественность сборки, исклю-
чает возможные перекосы и деформации деталей. На практике чаще
приходится сталкиваться с креплением гаек (болтов), расположен-
ных по окружности, квадрату, прямоугольному контуру или по
прямой (рис. 4.4). В первом случае гайки (рис. 4.4, а) затягивают
крест-накрест попарно, считая в каждой паре гайки, расположен-
ные на концах одного и того же диаметра или хорды. Во втором
случае (рис. 4.4, б) сначала затягивают средние гайки, а затем по-
степенно приближаются к краям. Порядок затягивания гаек, рас-
положенных по прямой, показан на рис. 4.4, в.
Однако важна не только последовательность, но и равномер-
ность затяжки гаек (болтов). Гайки нужно затягивать постепенно,
т. е. сначала затянуть все гайки, предположим, на одну треть вели-
чины затяжки от положения «до упора», затем еще на треть и,
наконец, окончательно заданным усилием. Это правило надо со-
блюдать как при затяжке гаек предельным и динамометрическим
ключами и гайковертами, так и вручную.
В некоторых депо в целях ускорения сборочных работ применя-
ют гайковерты, у которых нельзя изменять усилие затяжки. В этом
случае затяжку гаек (например, крепления цилиндровых крышек
дизеля) хотя и ведут с соблюдением нужной последовательнос-
ти, но с грубейшим нарушением постепенности, т. е. каждую гай-
ку крепят сразу и окончательно. Кроме того, в случае пропуска
газов или течи воды из-под цилиндровой крышки производят до-
полнительное крепление отдельных гаек, естественно, с прило-
жением еще большего усилия. Такие «методы» механизации при-
водят к резкому увеличению выхода из строя цилиндровых бло-
ков и крышек из-за появления трещин.
4. Перед креплением гаек или болтов ответственных соедине-
ний — адаптеров гильз цилиндров, коллекторных болтов якорей
86
Рис. 4.5. Контровка гаек или
головок болтов проволокой
электрических машин, штуцера креп-
ления нагнетательного клапана топ-
ливного насоса и т. п. — нужно внача-
ле создать условия, обеспечивающие
жесткость соединения, и лишь после
этого затягивать крепежные детали
окончательно.
Жесткость в соединении деталей
достигается предварительной одно-
двукратной перетяжкой крепежных
деталей с обязательным соблюдени-
ем последовательности затяжки. При
этом сглаживаются неровности и ус-
траняется волнистость регулировоч-
ных или герметизирующих прокла-
док, помещенных между деталями,
сминаются небольшие заусенцы, за-
боины и случайно попавшие между деталями загрязнения.
Несколько советов по стопорению деталей резьбовых соедине-
ний. Для сохранения стабильности затяжки и предупреждения са-
мопроизвольного отворачивания крепежных деталей применяют
различные способы их стопорения. На тепловозах чаще всего та-
кое стопорение делают упругой шайбой, разводным шплинтом,
винтом, проволокой и в отдельных случаях контргайкой. Пружин-
ная шайба должна обладать достаточной упругостью. При правиль-
ной сборке шайба полностью прилегает к опорным поверхностям
детали и гайки или головки болта (см. рис. 4.3).
Разводной шплинт должен сидеть в отверстии болта или шпиль-
ки плотно, а его головка должна утопать в прорези гайки так,
чтобы шплинт работал на срез полным сечением; короткий ко-
нец шплинта загибают и плотно прижимают к торцу болта или
шпильки, а длинный — к грани гайки. При несовпадении отвер-
стия под шплинт с прорезями гайки последнюю подтягивают, но
не отворачивают. Завязанная контрящая проволока (рис. 4.5) не
должна свободно перемещаться.
4.3. Прессовые соединения
Прессовые соединения — это соединения цилиндрических де-
талей с гарантированным натягом. Натяг создается благодаря тому,
что охватываемая деталь имеет наружный диаметр больший, чем
диаметр отверстия охватывающей детали. Потеря работоспособ-
ности прессового соединения вызывается ослаблением деталей в
посадке и чаще всего у соединений, детали которых испытывают
при работе ударную или циклическую нагрузку. При ослаблении
деталей в посадке в одном случае происходит наклеп, в другом —
87
Масло
Масло
Рис. 4.6. Характер распределения давления между контактными поверх-
ностями при гидравлической распрессовке до нагнетания масла (а) и
после нагнетания масла, когда его давление равно контактному
давлению (б) и превышает его (в)
проворот одной детали относительно другой, сопровождаемый из-
носом деталей, а в отдельных случаях и задиром контактирующих
поверхностей.
Ослабление деталей в посадке можно определить как по вне-
шним признакам, так и другими способами. Внешними призна-
ками иногда служит смещение контрольных рисок, например, ри-
сок на бандаже и колесном центре, скопление грязи в виде вали-
ка или ржавчины в местах соединения.
В некоторых случаях эффективным оказывается обстукивание
молотком (акустический способ). Иногда ослабление посадки де-
талей в собранных узлах удается обнаружить по их сдвигу вокруг
оси при перемене направления вращения вала. Например, надеж-
ность посадки деталей на валах вертикальной передачи дизеля оп-
ределяют путем измерения линейной величины Камеры сжатия в
одном из цилиндров дизеля по свинцовым выжимкам. Первый
свинцовый кубик обжимают между поршнями дизеля при поворо-
те коленчатого вала по часовой стрелке, а второй — при вращении
вала против часовой стрелки. Если толщины обжатых частей свин-
цовых кубиков разнятся (в данном случае более чем на 0,2 мм), то
это укажет на ослабление одной из деталей на валу. В процессе
разборки ослабление посадки деталей можно заметить по усилию
распрессовки, а после разъединения — по наличию наклепа, кор-
розии, а также путем обмера диаметров деталей.
Разборка. Когда деталь может быть извлечена в обе стороны,
например втулка без заплечиков в сквозном отверстии, ее вы-
прессовывают в направлении запрессовки. В этом случае потребу-
ется меньше усилия и лучше сохранятся контактные поверхности
разбираемых деталей.
На рис. 4.6 показано распределение давления между деталями:
контактное давление до нагнетания масла (рис. 4.6, а); после на-
гнетания масла, когда его давление сравнивается с контактным
давлением (рис. 4.6, б) и когда давление масла превышает контак-
88
Рис. 4.7. Плунжерный
насос высокого давления:
/ — вентиль; 2, 8— шарико-
вые клапаны; 3 — ограничи-
। ель подъема; 4 — пружина;
5 — масляный резервуар; 6 —
штуцер; 7 — рычаг; 9 —
плунжер
Рис. 4.8. Ручной винтовой
пресс:
/ — сменные наконечники;
2 — рукоятка пресса
тное (рис. 4.6, в). В последнем случае масло начинает проникать
между деталями и почти полностью отделяет контактные поверх-
ности деталей, за исключением узкой полоски по обоим концам
охватываемой детали. Масло между деталями нагнетается ручным
винтовым прессом до давления 0,1 ГПа.
Лучше всего распрессовку производить гидравлическим спосо-
бом путем нагнетания масла под высоким давлением между кон-
тактными поверхностями деталей. Охватывающая деталь расши-
ряется, а охватываемая получает усадку, чем практически устра-
няется трение между деталями при их разъединении. Для возмож-
ности гидравлической распрессовки в охватываемых деталях пре-
дусматривают каналы и кольцевые канавки, по которым под дав-
лением подается масло (рис. 4.7, 4.8).
Ремонт. Нормальную посадку деталей восстанавливают прида-
нием посадочной поверхности одной из деталей цилиндрической
формы, если в этом есть необходимость, наращиванием посадоч-
ной поверхности другой детали до размера, обеспечивающего не-
обходимый натяг, а также наращиванием посадочных поверхнос-
тей обеих деталей и приданием им нормальных размеров.
Сборка. Прочность прессового соединения деталей зависит от
правильности цилиндрической формы и величин микронеровно-
89
стей сопрягаемых поверхностей, величины натяга и способа сборки.
При неправильной форме сопрягаемых поверхностей (овальности
и конусности) напряжения, возникающие при посадке, будут рас-
пределены неравномерно по окружности деталей, что отрицательно
скажется на прочности соединения.
Сборку прессовых соединений можно вести холодной запрес-
совкой, т.е. без нагревания деталей, с нагреванием охватываю-
щей или охлаждением охватываемой детали. Предпочтительнее
сборку вести двумя последними способами. Соединения деталей
при этом получаются более прочными, так как микронеровности
сопрягаемых поверхностей не сглаживаются, как при холодной
запрессовке, а как бы сцепляются друг с другом. Кроме того, тре-
буется меньше времени на сборку и более простое оборудование.
Сглаживание неровностей, происходящее при холодной запрес-
совке, приводит к ослаблению посадки деталей. В зависимости от
конструкции, материала и необходимого натяга детали можно на-
гревать в жидкой среде, в газовой или электрических печах и ин-
дукционным способом. К нагреванию в жидкой среде (в масляной
или водяной ванне) прибегают в тех случаях, когда достаточна
температура 110 °C и нужно подцерживать ее около этого значения.
При нагревании в содовой воде (10 г соды на 1 л воды) деталь
дополнительно очищают и обезжиривают. После нагревания ин-
дукционным способом деталь размагничивают.
Деталь до температуры -75 °C охлаждают в среде твердой угле-
кислоты (сухого льда). Для этого деталь помещают в деревянный
илй металлический ящик с хорошей изоляцией, заполненный твер-
дой углекислотой. Жидким азотом деталь можно охладить до —195 °C.
Для охлаждения требуется меньше времени, чем для нагревания
детали. Кроме того, охлаждение исключает температурные напря-
жения, местные деформации и окисление поверхностей деталей,
особенно сложной формы. Время выдержки при нагревании или
охлаждении зависит от формы, массы и материала детали.
Прочность соединения возрастает при покрытии посадочных по-
верхностей деталей промежуточным слоем металла (медь, никель,
цинк) или полимерных материалов — клея ГЭН-150В, смолы ВДУ
и т. п. Такие покрытия толщиной не более 20 мкм предохраняют
сопрягаемые поверхности деталей как при сборке, так и при раз-
борке, а также защищают их от коррозии. Для устранения задиров
при холодной запрессовке посадочные поверхности деталей покры-
вают тонким слоем смазки, применяют приспособления, обеспечи-
вающие действие усилия строго по оси запрессовываемой детали.
4.4. Подшипники скольжения
Подшипники скольжения могут быть неразъемными и разъем-
ными. В первом случае в узел подшипника входят цельный корпус,
90
втулка и соединительная деталь, а во втором — разъемный корпус,
два вкладыша и соединительная деталь. Втулку или вкладыши изго-
товляют, как правило, из антифрикционного материала. Соедини-
тельной деталью могут служить вал, палец, цапфа, короткий валик.
Работоспособность подшипников скольжения нарушается вслед-
ствие износа деталей в зоне трения или из-за ослабления втулки
(вкладышей) в посадке. По мере износа деталей увеличивается
зазор между ними, что приводит в одних случаях к появлению
ударных нагрузок, а в других — к разрегулировке соединительных
цепей, например в рычажных передачах, а также к утечке смаз-
ки, т. е. нарушению смазывания деталей.
Ремонт. Для восстановления работоспособности подшипника
скольжения необходимо устранить ослабление втулки (вкладышей)
в посадке и довести зазор между деталями трущейся пары до нор-
мальной величины. Довести зазор между трущимися деталями до
нормальной величины можно разными способами: обработкой
одной из деталей, чаще всего шейки вала (пальца, оси, цапфы),
под ремонтный размер с одновременным уменьшением диаметра
отверстия подшипника; заменой одной из деталей новой и вос-
становлением нормальной формы трущейся части незаменяемой
детали; восстановлением нормальных размеров и формы деталей
путем наращивания.
Сборка. При сборке подшипников скольжения важно добиться
точности геометрических размеров и хорошего состояния трущихся
поверхностей деталей, а у многоопорных валов, кроме того, со-
осности и минимальной ступенчатости подшипников, а также
достаточно полного прилегания шеек вала к несущей (рабочей)
части подшипника.
При замене отдельных втулок неразъемных подшипников но-
выми, чтобы не производить дополнительную обработку отвер-
стия втулки после ее запрессовки в корпус (шабрением, разверт-
кой или чистовой расточкой), необходимо:
• точно выдержать натяг. При слишком большом натяге форма
отверстия втулки искажается. Это может привести к тому, что
прилегание шейки вала к подшипнику окажется неудовлетвори-
тельным, а зазор «на масло» в подшипнике будет слишком мал;
• втулку перед запрессовкой в корпус сориентировать так, что-
бы отверстия в ней, служащие для подвода смазки в подшипник,
совпали с аналогичными отверстиями в корпусе;
• монтаж втулки в корпусе желательно выполнять, нагревая
корпус или охлаждая втулку, если чертежом предусмотрен значи-
тельный натяг. При выполнении этой операции вручную или при
помощи пресса нужно применять хотя бы несложные приспособ-
ления, обеспечивающие направление усилия строго по оси втул-
ки и предотвращающие ее перекашивание. После запрессовки втул-
ка должна быть закреплена от проворачивания (штифтом, вин-
91
Рис. 4.9. Технологический вал для проверки соосности и ступенчатости
подшипников распределительного вала дизеля Д50:
а — ось технологического вала; б — ось подшипников распределительного вала;
1 — блок дизеля; 2 — подшипник распределительного вала; 3 — технологический
вал на четыре опоры
том, резьбовым стопором и т.п.), если такое крепление предус-
мотрено чертежом.
О соосности и ступенчатости подшипников. Для нормальной ра-
боты подшипников многоопорных валов, например кулачковых и
коленчатых валов дизеля, необходимо, чтобы геометрические оси
отверстий подшипников совпадали (были соосны), а ступенчатость
несущих (рабочих) поверхностей подшипников была минимальной.
Под соосностью подразумевают расположение на одной оси вза-
имно расположенных поверхностей вращающихся (колеблющих-
ся) цилиндрических деталей.
Под ступенчатостью неразъемных или собранных разъемных
подшипников скольжения (или их постелей) многоопорных валов
понимают разность расстояний от геометрической оси подшипни-
ков до места прилегания шеек вала к рабочей (несущей) поверхно-
сти в вертикальной плоскости. Различают ступенчатость между со-
седними подшипниками (или их постелями) и общую ступенча-
тость — наибольшую ступенчатость между опорами данного вала.
Причиной возникновения ступенчатости служит неравномер-
ный износ несущих (наиболее нагруженных) частей подшипни-
ков одного вала. Величина этого износа зависит от конструкции,
характера нагрузки и других факторов. Несущие части изношен-
ных подшипников находятся дальше от оси вала, чем несущие
части новых или менее изношенных подшипников; таким обра-
зом появляется их ступенчатость. В результате вал опирается толь-
ко на менее изношенные подшипники, а над изношенными про-
висает. При работе такой вал прогибается, вызывая резкое увели-
92
чение давления на кромки отдельных подшипников, что в свою
очередь способствует разрушению масляной пленки и появлению
полусухого трения. Поэтому очень важно своевременно опреде-
лить, не превышает ли ступенчатость допустимые пределы.
Соосность и ступенчатость подшипников (или их постелей)
можно проверить технологическим валом, стрункой и оптичес-
ким способом.
Технологический вал (рис. 4.9) представляет собой цельный или
составной полый вал, диаметр рабочих частей которого меньше
нормального диаметра отверстия подшипника (или их постелей)
на двойную величину допускаемой несоосности. Вал должен обес-
печивать одновременную проверку ступенчатости всех и как ми-
нимум трех подшипников (или их постелей). Такой вал при допу-
стимой соосности подшипников (или их постелей) легко встав-
ляется в подшипники и от небольшого усилия вращается вокруг
оси. Величину ступенчатости подшипников (или их постелей)
определяют щупом по зазору между несущей частью подшипника
(или постели) и шейкой технологического вала, а качество при-
легания шеек вала к подшипникам — по отпечатку краски. Суще-
ственным преимуществом этого способа является простота, дос-
таточная для практических целей точность, возможность одно-
временной проверки соосности и ступенчатости всех подшипни-
ков (постелей) многоопорных валов. Кроме того, имеется воз-
можность контроля качества прилегания шеек вала к несущим
поверхностям подшипников или их постелей.
Стрункой (стальная проволока 0,3...0,5 мм) как «материализи-
рованной» осью пользуются для измерения ступенчатости подшип-
ников или их постелей с большими диаметром и расстоянием меж-
ду опорами, например у коренных подшипников коленчатых валов
дизелей (рис. 4.10). Вес груза для натяжения равен 0,5... 0,6 разрыв-
ного усилия струнки. Первоначально струнку выставляют так, что-
бы она совпадала с осями (центрами) крайних опор. Измерив мик-
рометрическим нутромером радиусы в вертикальной и горизон-
тальной плоскостях и в двух поясах по длине каждой опоры, вы-
Рис. 4.10. Схема проверки соосности коренных подшипников коленча-
того вала дизеля с помощью струнки:
1 — ролик; 2 — струнка; 3 — груз
93
числяют смещение и излом осей
опор. Касание измерительного
инструмента к струнке фиксиру-
ется по звуку или загоранию низ-
ковольтной лампочки, включен-
ной в цепь струнки и корпуса
подшипника. Недостатки данно-
го способа — продолжительность
и невысокая точность, но они
Рис. 4.11. Схема измерения зазора
«на масло» в коренных подшип-
никах коленчатого вала дизеля:
А и Б — места измерения зазора; СГ —
сторона генератора; СУ — сторона уп-
равления; 1 — рабочий вкладыш; 2 —
нерабочий вкладыш
компенсируются простотой и де-
шевизной оснастки.
Оптический способ проверки
соосности подшипников отлича-
ется большой точностью, одна-
ко он очень сложен, требует
много времени и специализиро-
ванной оснастки. Перед провер-
кой любым способом корпусных
деталей или частей с многоопор-
ными подшипниками и большим
расстоянием между опорами, на-
пример блока или картера дизе-
ля, необходимо принимать меры,
предотвращающие их деформа-
цию. Такие части должны быть предварительно установлены на до-
статочно жесткие, тщательно выверенные опорные балки.
Уменьшить ступенчатость подшипников скольжения многоопор-
ных валов можно шабрением несущих поверхностей подшипни-
ков по краске с применением технологического вала или заменой
отдельных подшипников. Если зазор «на масло» у какого-либо не-
разъемного подшипника в пределах нормы, а ступенчатость вели-
ка, то такой подшипник (втулку) нужно извлечь, затем повер-
нуть вокруг оси на 180° и вновь запрессовать на старое место. Не-
изношенная часть втулки станет несущей частью.
В случае замены всех неразъемных подшипников, особенно у
двух и трех опорных валов, наилучшие результаты достигаются
как в отношении соосности, так и ступенчатости, когда после
запрессовки в корпус подшипники растачивают на станке или
обрабатывают развертками с одной установки (одного прохода).
Если обработать таким образом подшипники не удается из-за гро-
моздкости корпусной детали, отсутствия оборудования и т.п.,
следует придерживаться рекомендаций по замене отдельных вту-
лок неразъемных подшипников, приведенных выше.
Контроль качества сборки узлов с подшипниками скольжения.
Сборка узлов с подшипниками скольжения считается нормаль-
ной, если:
94
• втулки (или вкладыши) правильно ориентированы в корпу-
се подшипника, имеют нормальную посадку и застопорены со-
гласно чертежу. Плотность посадки контролируют обстукиванием
по торцу втулки (вкладыша) деревянным молотком или измере-
нием зазора между поверхностями сопряжения деталей;
• каждая шейка многоопорного вала, находящегося в рабочем
положении, хорошо прилегает к несущей (рабочей) части под-
шипника. О качестве прилегания судят по отпечатку краски или
отсутствию зазора между шейкой и несущей частью подшипника
при измерении щупом в вертикальной плоскости с обеих сторон
шейки. Щуп 0,05 мм не должен заходить на глубину более 15 мм;
• величины зазоров «на масло» и разность этих зазоров у под-
шипников одного вала находятся в пределах допускаемых норм.
Для примера на рис. 4.11 приведена схема измерения зазора «на
масло» в коренных подшипниках коленчатого вала дизеля. Чтобы
измерить зазор в точках А и Б с обеих сторон подшипника, сосед-
ние шатунные шейки попеременно устанавливают то в нижнюю
мертвую точку (НМТ), то в верхнюю мертвую точку (ВМТ).
Схемы измерения зазоров «на масло» в шатунном подшипнике
верхнего коленчатого вала дизеля и в подшипниках турбокомп-
рессора показаны на рис. 4.12, а и б. В первом случае ножка инди-
катора упирается сверху на шатун (корпус подшипника), а во
втором — на конец вала ротора. Для определения зазора корпус
подшипника или вал перемещают в вертикальной плоскости. Ко-
лебание стрелки индикатора будет соответствовать зазору «на мас-
ло» в подшипнике.
Рис. 4.12. Схема измерения зазора «на масло» в подшипниках скольже-
ния индикаторным приспособлением:
1 — рычаг; 2 — шатунный подшипник дизеля; 3 — индикатор; 4 — подшипник
турбокомпрессора; 5 — рым
95
4.5. Подшипники качения
Работоспособность подшипников качения теряется вследствие
ослабления колец подшипника в посадке или неисправностей,
возникших в самом подшипнике. Ослабление колец в посадке
вызывается «ростом» материала колец в эксплуатации, смятием
неровностей и образованием задиров при демонтаже, износом
сопрягаемых поверхностей вала и кольца вследствие фреттинг-
коррозии или перемещения наружного кольца по окружности.
В процессе работы механизма неполадки подшипников каче-
ния иногда удается определить по характерному шуму и вибра-
ции, а ослабление деталей в посадке — по внешним признакам.
Разборка. Узлы с подшипниками качения надо разбирать очень
осторожно, соблюдая требования по разборке прессовых соеди-
нений. Перед демонтажем тяжело нагруженных подшипников,
например якорных подшипников тягового электродвигателя, букс
колесных пар и т.п., необходимо пометить положение, занимае-
мое наружным кольцом относительно корпуса. После очистки отыс-
кание неисправностей подшипника заключается в его осмотре,
проверке «хода», т. е. легкости и равномерности вращения, опре-
делении износа и деформации деталей. При осмотре для более
тщательного контроля поверхностей качения однорядные ради-
ально-упорные, роликовые и другие подшипники разъемной кон-
струкции разбирают, а у двухрядных сферических подшипников
внутренние кольца вместе с сепараторами и шариками (ролика-
ми) поворачивают на 90° относительно наружного кольца; у ра-
диальных однорядных шарикоподшипников с одной или двумя
защитными шайбами последние снимают.
О «ходе» подшипника судят по издаваемому им шуму при враще-
нии от руки, степени торможения и «отдаче в руку». В случае ненор-
мального вращения подшипник промывают вторично и вновь про-
веряют. «Ход» проверяемого подшипника сравнивают с вращением
эталонного (нового) подшипника. Износ и деформацию деталей
проверяют измерением осевого разбега в подшипнике. Простейшее
приспособление для измерения этой величины показано на рис. 4.13,
Годными для повторного использования считают подшипники
с ровным, без заеданий «ходом» и незначительным шумом, а также
с нормальными зазорами и размерами. С какими повреждениями
подшипники качения допускаются к дальнейшей работе или под-
лежат замене, сказано в Правилах ремонта.
Ремонт. Мелкие вмятины, риски, слабую коррозию с поверх-
ностей качения и с мест посадки деталей подшипников устраня-
ют зачисткой мелкой шкуркой или пастами. Устранение других
повреждений, ремонт подшипников с заменой отдельных дета-
лей с целью восстановления нормальных посадок выполняют со-
гласно отдельным технологическим указаниям МПС России.
96
0
Рис. 4.13. Приспособление для измерения осевого разбега в подшипни-
ках качения
Сборка. За редким исключением внутренние кольца подшип-
ников качения, установленные в узлах тепловозов, имеют непо-
движную посадку (натяг), а невращающиеся наружные кольца
имеют подвижную посадку. Беговая дорожка внутреннего вращаю-
щегося кольца изнашивается равномерно, а наружные кольца — в
основном в зоне нагружения, т. е. на небольшом участке. Особен-
но это заметно у тяжело нагруженных подшипников.
Практикой установлено, что одинаково вреден как увеличен-
ный, так и уменьшенный натяг. Чрезмерный натяг приводит к
заклиниванию деталей из-за уменьшения радиального зазора в
подшипнике, тем более, что этот зазор у неустановленного в узел
подшипника очень мал. Для подшипников средних размеров и точ-
ности он составляет 5...25 мкм. Практически можно считать, что
изменение диаметра беговой дорожки составляет для внутреннего
кольца при монтаже его на вал около 0,7 фактического натяга.
Малый натяг внутреннего кольца приводит к его ослаблению и
проворачиванию на валу. Подвижная посадка наружного (непо-
движного) кольца сделана еще и для того, чтобы дать ему воз-
можность в процессе работы несколько проворачиваться и менять
зону нагружения.
Надежная работа подшипника зависит не только от посадки,
но и от строгого соблюдения правил монтажа. В зависимости от
натяга и серии подшипника температура его нагревания перед
монтажом должна быть в пределах 60... 100 °C. Подшипники лег-
кой и средней серии или их кольца лучше нагревать в масляных
ваннах, а тяжелой — индукционным способом. Если подшипник
или его кольца монтируют вручную, нельзя наносить удары не-
посредственно по ним. В этих случаях, а также когда монтаж ве-
дется при помощи пресса, применяют оправки (рис. 4.14), обес-
печивающие действие усилия запрессовки по оси вала.
1 Собенин
97
Рис. 4.14. Оправки для монтажа подшипников качения:
а — для напрессовки подшипника на вал; б — для запрессовки подшипника
в корпус; в — для напрессовки на вал и запрессовки в корпус
Подшипник нужно напрессовывать на вал до тех пор, пока внут-
реннее кольцо не упрется в заплечик вала или в другую деталь дан-
ного узла, а при посадке в корпус — в бурт гнезда. Подшипник
располагают так, чтобы была видна заводская маркировка, нане-
сенная на нем. Чтобы у тяжело нагруженного подшипника зона
нагружения не приходилась каждый раз на один и тот же участок
наружного кольца, его перед монтажом в корпус поворачивают на
некоторый угол относительно положения, которое оно занимало
до демонтажа. Если вал вращается на двух и более шариковых под-
шипниках, один из них фиксируют от осевого смещения на валу
и в корпусе, остальные — только на валу. Это делается для ком-
пенсации возможных неточностей сборки, а также во избежание
заклинивания шариков при температурных деформациях деталей.
Осевой разбег вала контролируют индикаторным приспособ-
лением, а радиальный зазор в роликовом подшипнике можно
проверить индикаторным приспособлением и щупом.
Смазка. Недостаток твердой смазки, как и ее избыток, одина-
ково вредны для подшипника качения. Если смазки много и зало-
жена она в корпус очень плотно, то ролики или шарики будут
сминать ее. Это вызовет нагрев смазки, ее вытекание и в конеч-
ном счете работу подшипника «всухую». Твердой смазкой запол-
няют щели между роликами и шариками и не более 50 % объема
корпуса (гнезда) подшипника. Нельзя закладывать в один и тот
же подшипник различные сорта смазки.
4.6. Цилиндрические детали, движущиеся
возвратно-поступательно
К цилиндрическим деталям, движущимся возвратно-поступа-
тельно, относятся пары: поршень — цилиндр, клапан и его на-
правляющая, шток и его направляющая, плунжер и гильза, игла
98
и корпус распылителя и т.п. Соединения этого типа условно под-
разделены на три группы:
1) прецизионные пары, у которых зазор в сопряжении не пре-
вышает 0,01 мм, например гильза — плунжер топливного насоса,
игла — корпус распылителя форсунки и т.п.;
2) пары, зазор между движущимися деталями которых превы-
шает 0,01 мм, например клапан и его направляющая в цилиндро-
вой крышке, поршень — цилиндр сервомотора или масляного ак-
кумулятора регулятора частоты вращения, корпус — толкатель
топливного насоса;
3) пары, у которых поршень, движущийся в цилиндре, имеет
уплотняющие кольца или манжету, например поршень и цилиндр
дизеля или компрессора, поршень — тормозной цилиндр и др.
Детали этой группы (поршни) чаще всего подлежат замене (не
восстанавливаются).
Восстановление работоспособности пар первой группы. Нормаль-
ный зазор между деталями прецизионных пар восстанавливают
перекомплектовкой деталей, заменой одной из деталей новой и
электролитическим наращиванием одной из деталей (обычно ох-
ватываемой). Из перечисленных способов наиболее прост способ
перекомплектовки, так как он не требует сложного оборудования
и поэтому чаще применяется в условиях депо. На ремонтных заво-
дах или в специализированных мастерских, имеющих большой
ремонтный фонд деталей и соответствующее оборудование, целе-
сообразнее пользоваться другими способами.
Способ перекомплектовки заключается в том, что изношен-
ные детали различных пар после соответствующей сортировки и
доводки спариваются заново. Технологический процесс состоит
из следующих операций: отбора и сортировки деталей, доводки
при надобности прецизионных поверхностей, спаривания дета-
лей, обкатки спаренных пар.
При отборе и сортировке деталей все пары ремонтного фонда,
т. е. пары с низкой плотностью, разукомплектовывают. Детали, не-
годные по внешнему состоянию, отбраковывают, а годные сор-
тируют по диаметрам с разницей 0,002 мм.
При доводке прецизионных поверхностей производят удаление с
трущихся поверхностей незначительных натиров, рисок и мест-
ных потемнений. Для доводочных работ используют притиры и
различные абразивные пасты. Охватываемую деталь — иглу рас-
пылителя, буксу регулятора и т. п. (рис. 4.15) — зажимают в патро-
не станка, на прецизионную поверхность наносят тонкий слой
доводочной пасты. Притир 1 с оправкой 2 надевают на деталь.
Чтобы обеспечить густую сетку пересечений абразивных частиц,
притир перемещают вдоль и вокруг детали. По мере износа прити-
ра постепенно зажимают болт 3 так, чтобы притир перемещался
вдоль детали без качки.
99
Рис. 4.15. Притиры для доводки поверхностей охватываемых деталей:
1 — притир; 2 — оправка; 3 — зажимной болт; 4 — игла распылителя форсунки;
5 — букса регулятора частоты вращения
Прецизионную поверхность охватывающей детали (гильзы,
корпуса сервомотора регулятора, корпуса распылителя) доводят
другим притиром (рис. 4.16). В патроне станка зажимают конец
оправки притира. По мере износа притир разжимают, слегка уда-
ряя по его торцу. С этой целью оправка 2 сделана конусной, а сам
притир 1 разрезным. Разжимают притир настолько, чтобы деталь
могла свободно перемещаться по нему. Доводочные работы с при-
менением паст заканчивают после удаления с прецизионных по-
верхностей заметных на глаз дефектов. После этого доводку про-
должают на чистом масле.
Перед спариванием детали подбирают так, чтобы обхватывае-
мая деталь входила в отверстие обхватывающей детали на 1/5—2/5
своей длины. Для спаривания обхватываемую деталь (плунжер, иглу
и т. п.) зажимают в патроне станка, а обхватывающую укрепляют
в оправке. После пуска станка на поверхность обхватываемой де-
тали наносят тонкий слой пасты; обхватывающую деталь посте-
пенно надвигают на обхватываемую. Работа, связанная со спари-
ванием деталей, требует от исполнителя большого терпения. Ма-
лейшая поспешность может свести на нет многочасовую работу,
особенно в конце процесса спаривания, когда обхватывающая
деталь уже полностью заходит на обхватываемую, но еще несколько
заедает. С этого момента следует работать на старой пасте, имею-
щейся на поверхностях деталей, или применять более мелкую па-
сту (микропасту), а затем продолжать процесс на чистом масле.
Спаривание деталей считается законченным, когда обхватывае-
мая деталь, вынутая на 1/3 из обхватывающей, наклоненной к
горизонту под углом 45°, будет плавно опускаться при любом по-
вороте вокруг оси.
Окончательно детали спаренной пары доводят обкаткой на стен-
де в течение 30...40 мин. Качество выполненной работы проверя-
ют интегральным методом.
100
Рис. 4.16. Притиры для
доводки поверхностей
обхватывающих деталей:
1 — притир; 2 — оправка; 3 —
корпус распылителя форсунки;
4 — корпус сервомотора регу-
лятора частоты вращения
Восстановление работоспособности пар второй группы. Пары этой
группы ремонтируют теми же способами, что и прецизионные,
но чаще прибегают к замене одной из деталей новой, к наращи-
ванию изношенной поверхности одной из деталей хромировани-
ем или осталиванием, а в отдельных случаях к постановке допол-
нительной детали в отверстие охватывающей детали.
Процесс восстановления состоит из следующих операций:
1) доводки отверстия обхватывающей детали;
2) подгонки охватываемой детали;
3) спаривания деталей.
Цель первой операции — восстановление цилиндрической фор-
мы и устранение мелких повреждений (натиров, рисок и т. п.) с
поверхности отверстия. В зависимости от размера и технологично-
сти детали цилиндрическую форму восстанавливают станочной
обработкой (шлифованием, хонингованием) или притирами. Там,
где у обхватывающей детали имеются два отверстия с общей осью,
например в корпусах сервомотора регулятора частоты вращения
или толкателя топливного насоса, должны быть выдержаны тре-
бования по соосности отверстий. Незначительные натиры, риски
и т. п. удаляют с отдельных участков трущихся поверхностей вруч-
ную мелким наждачным или алмазным камнем, шкуркой или
притирочными пастами, нанесенными на войлок, с последую-
щей полировкой. Зачищать и полировать поврежденные участки
предпочтительнее перпендикулярно направлению движения ох-
ватываемой детали. Такая обработка способствует удержанию смаз-
ки и ускоряет процесс приработки трущихся пар.
Задачей второй операции является пригонка новой, восстанов-
ленной или запасной детали по отверстию обхватывающей детали
с таким расчетом, чтобы обеспечить наименьший допускаемый
зазор между ними. Детали, поставляемые в запас, такие, как пор-
шни сервомотора, золотниковые втулки или буксы регулятора
частоты вращения и т.п., делаются с некоторым припуском по
диаметру. Чтобы обеспечить соосность деталей, станочную обра-
ботку трущихся поверхностей двух охватываемых деталей, смон-
101
тированных на одной оси, ведут с одной установки и только пос-
ле закрепления их на оси.
Третья, окончательная, операция — доводка поверхностей при-
тирами и спаривание деталей ведется с таким расчетом, чтобы
обеспечить минимально допускаемый зазор между деталями и сде-
лать трущиеся поверхности ровными и чистыми, без заметных на
глаз рисок. Детали после спаривания должны перемещаться сво-
бодно, без заметных задержек.
Доводочные притиры и пасты. Притиры для доводочных работ
изготовляют из перлитного чугуна, бронзы или латуни в виде раз-
резных колец или втулок. Перечисленные материалы обладают
высокой износоустойчивостью и шаржирующей способностью.
Твердость притиров НВ 190...203.
Пасты, применяемые для доводочных работ, подразделяют на
пасты механического и химико-механического действия. В состав
паст механического действия входят обычно порошки из твердых
абразивов (корунд, карбид кремния, карбид бора, синтетический
алмазный порошок и т. п.). Основными составляющими паст хи-
мико-механического действия являются мягкие абразивы — окись
хрома или алюминия.
4.7. Подвижные конусные соединения
Соединение этого типа характеризуется плотным прилеганием
конусных рабочих поверхностей деталей, герметически отделяю-
щих две полости. При работе одна из деталей совершает поступа-
тельное или поступательно-вращательное движение. Конусные
подвижные соединения бывают двух видов:
• соединения, детали которых имеют широкую притирочную
фаску (более 0,5 мм), например клапаны крышки цилиндра дизе-
ля, нагнетательный клапан топливного насоса, различные предо-
хранительные и редукционные клапаны, пробковые краны и т.п.;
• соединения с узкой (менее 0,5 мм) притирочной фаской,
например игла распылителя форсунки дизеля.
Характерной неисправностью подвижного конусного соедине-
ния является потеря герметичности запорного конуса, вызванная
износом, наклепом, выгоранием сопрягаемых поверхностей или
деформацией деталей.
Ремонт. Работоспособность соединения можно восстановить: при
незначительном повреждении притирочных фасок — взаимной
притиркой деталей; при более крупных изъянах — предваритель-
ной обработкой рабочей части конусов деталей с последующей
взаимной их притиркой; при значительных повреждениях — на-
ращиванием рабочей части конусов наплавкой с последующей ста-
ночной обработкой и взаимной притиркой деталей; заменой од-
ной из деталей новой.
102
Рис. 4.17. Притирка деталей подвижных конусных соединений с широ-
кой фаской:
/ — клапан; 2 — крышка цилиндра; 3 — направляющая клапана; А — поверхность
рабочей части конуса; Б — направляющая детали
При любом случае механической обработки конусных поверх-
ностей деталей чрезвычайно важно, чтобы:
• радиальное биение поверхности А (рис. 4.17) рабочей части
конуса относительно направляющей Б детали было минималь-
ным. Например, у иглы распылителя форсунки оно не должно
превышать 0,002 мм, у клапана цилиндровой крышки — 0,05 мм,
у нагнетательного клапана топливного насоса — 0,005 мм;
• вершина рабочего конуса детали совпадала с осью вала (кла-
пана, иглы) или отверстия охватывающей детали (седла, корпуса).
4.8. Неподвижные конусные соединения
В рассматриваемых соединениях две детали с коническими со-
прягаемыми поверхностями фиксируются неподвижно натягом.
Натяг создается за счет напрессовки обхватывающего конуса на
обхватываемый. Работоспособность данного соединения чаще все-
го нарушается в результате ослабления деталей в посадке. Обна-
руживают ослабление по тем же признакам и путем тех же про-
верок, что и ослабление деталей прессового соединения. Анало-
гично с соблюдением тех же условий ведется в случае надобнос-
ти и разъединение деталей. Усилие, необходимое для разъедине-
ния, зависит от величины конуса сопрягаемых поверхностей. По
мере увеличения конуса сила, требующаяся для распрессовки,
уменьшается.
103
Ремонт. Работоспособность такого соединения в зависимости
от характера повреждения деталей можно восстановить следую-
щими способами:
• при незначительных изъянах — приданием поверхностям де-
талей правильной конической формы и необходимой шерохова-
тости шлифованием, проточкой, обработкой конусными разверт-
ками с последующей взаимной притиркой сопрягаемых поверх-
ностей;
• при значительных повреждениях — наращиванием конусов
(вибродуговой наплавкой, осталиванием, металлизацией), поста-
новкой детали в отверстие охватывающей детали или заменой ко-
нусной части конца вала с последующей механической обработ-
кой и взаимной притиркой сопрягаемых поверхностей.
При выборе способа ремонта следует учитывать характер уси-
лий, воспринимаемых соединением (ударное, знакопеременное
и т.п.), конструкцию и материал деталей, экономическую целе-
сообразность выбранного способа и наличие оборудования.
Весьма важно при обработке рассматриваемых деталей, как и
при ремонте подвижных конусных соединений, обеспечить соос-
ность их конусных и цилиндрических поверхностей. Хотя в дан-
ном соединении несоосность и не влияет на процесс взаимной
притирки деталей, однако значительно ухудшает работу смежных
узлов. Дело в том, что даже при правильной центровке валов име-
ет место биение фланцев муфт, насаженных на эти валы. При не-
соосности конусов фланцев (а следовательно, и валов) биение
валов намного увеличивается, а это, как известно, способствует
быстрому выходу из строя деталей соединительных муфт, под-
шипников и т.д.
Притирка деталей. Для нормальной посадки необходимо, что-
бы коническая поверхность охватывающей детали плотно приле-
гала к конусу вала. Прилегание проверяют по краске. Если отпеча-
ток краски неравномерный и занимает менее 75 % площади со-
пряжения, то производят взаимную притирку деталей. Притирка
и контроль качества прилегания проводятся, как и при ремонте
подвижных деталей. Чтобы охватывающая деталь занимала пра-
вильное положение, а также для возможности использования ее
массы, притирку ведут при вертикальном положении осей при-
тираемых конусов. Площадь сопряжения можно приближенно оп-
ределить по ширине и высоте притирочного следа.
Сборка. Если размеры деталей точно выдержаны, прилегание
конических поверхностей равномерное и не менее 75 % площади
сопряжения, то в дальнейшем прочность рассматриваемого со-
единения будет зависеть от качества сборки.
Сборку можно вести холодной напрессовкой, нагреванием об-
хватывающей или охлаждением обхватываемой детали. Холодная
напрессовка может быть осуществлена за счет усилия, создавае-
104
После притирки
шестерни по валу
После насадки
шестерни на вал
Рис. 4.18. Сборка неподвижного конусного соединения:
а — после притирки зубчатого колеса по валу; б — после насадки зубчатого
колеса на вал; 1 — шестерня; 2 — вал; hi и h2 — значения натяга
мого поворотом обычной гайки на конце вала, падающим грузом
или гидравлическим прессом. Гайку затягивают предельным или
динамометрическим ключом. О преимуществах и недостатках этих
способов сборки говорилось при описании ремонта прессовых
соединений.
Натяг в соединении достигается за счет передвижения (про-
садки) охватывающей детали 1 (рис. 4.18) по валу 2 на расстояние
Ah =hx -h2. Величину измеряют перед напрессовкой после при-
тирки детали 1 по валу. Расстояние Ah для каждого соединения
указывается на чертеже. Например, это расстояние при монтаже шес-
терни на вал якоря тягового электродвигателя равно 1,1... 1,35 мм.
На примере монтажа шестерни на вал якоря тягового электро-
двигателя рассмотрим, какие ошибки чаще всего встречаются при
сборке неподвижных конусных соединений.
Первая ошибка — образование на конических поверхностях де-
талей незаметных на глаз уступов. На конусе вала 2 — со стороны
большого основания, а у шестерни 7 — со стороны меньшего
основания конуса (рис. 4.18, а). Они возникают при повторной при-
тирке шестерни на валу из-за истирания металла деталей каждый
раз примерно на 0,02...0,03 мм. Если эти маленькие уступчики не
заметить и своевременно не удалить, шестерня после насадки бу-
дет удерживаться на валу лишь в местах сопряжения с уступами
(рис. 4.18, б) и в процессе эксплуатации провернется на валу.
Вторая ошибка — отсутствие зазора а (рис. 4.19), вызываемое
неточностью обработки конусов деталей и повторными притир-
ками шестерни на валу. По величине зазора а обычно судят о на-
дежности стопорения охватывающей детали на валу гайкой 4. На-
личие зазора а свидетельствует о том, что в соединении имеется
гарантированный натяг, который при надобности можно увели-
чить за счет дополнительной затяжки гайки.
105
Правильно
Неправильно
Рис. 4.19. Сборка неподвижного конусного соединения:
1 — шестерня; 2 — стопорная шайба; 3 — вал, 4 — гайка, а — зазор
Маслопрессовая сборка деталей. Мультипликатор состоит из ци-
линдра и ступенчатого поршня. Давление масла в нем увеличива-
ется пропорционально отношению площадей ступенчатого пор-
шня. Подавая ручным масляным насосом масло под давлением до
35 МПа при отношении площадей поршня 1:8, мультипликатор
развивает давление около 280 МПа (рис. 4.20).
Масло от мультипликатора к осевому сверлению вала переда-
ется через шпиндель или удлинитель. Шпиндель на одном конце
имеет резьбу для соединения с мультипликатором, а на другом —
для соединения с центровым отверстием вала. На шпинделе име-
ется также наружная резьба для установки приспособлений для
насаживания и съема деталей. Уплотнение мест соединения дета-
лей и мультипликатора осуществляется медными уплотняющими
шайбами или кольцами.
Сборка деталей. Перед сборкой необходимо тщательно прове-
рить шероховатость и форму конусной поверхности, а также на-
личие сверлений и канавки подвода масла в зону сопряжения. Если
детали удовлетворяют всем требованиям, то втулка (фланец, ра-
бочее колесо гидроаппарата, шестерня и др.) плотно насаживает-
ся на конусную часть вала от руки.
Затем монтируют шпиндель с установкой уплотнительной шай-
бы. На шпиндель надевают упорную шайбу, гидропресс с цент-
ральным отверстием и нажимную гайку. К свободному торцу шпин-
деля присоединяют мультипликатор.
Ручным насосом масло подается в зону малого поршня муль-
типликатора. При этом оно заполняет осевое сверление шпинде-
ля, вала и канавку подвода масла в зону сопряжения. Давление
масла составляет 35...40 МПа. Затем тем же ручным масляным
насосом через переключатель масло подается в зону большого
поршня мультипликатора. Ступенчатый поршень, перемещаясь в
сторону малого поршня, увеличивает давление в зоне сопряже-
ния. Масло растекается между сопрягаемыми поверхностями де-
106
Рис. 4.20. Маслопрессовая сборка конусных соединений:
/ — упорная шайба; 2 — шпиндель; 3 — гидропресс; 4 — нажимная гайка; 5 —
штуцер; 6 — корпус мультипликатора; 7 — ступенчатый поршень
талей и расширяет отверстие ступицы втулки. Давление масла кон-
тролируется по манометру. Оно ни в коем случае не должно пре-
вышать допустимых значений, указанных на чертеже. В противном
случае может произойти пластическая деформация деталей.
Одновременно вторым ручным насосом масло подается в гид-
ропресс, и втулка напрессовывается на конусную часть вала. Про-
цесс напрессовки производится постепенно. При этом втулка на-
саживается на вал по масляной пленке высокого давления, созда-
вая необходимый осевой натяг.
После напрессовки масло из мультипликатора сливается в слив-
ную камеру ручного насоса, и мультипликатор снимается. Втулка
под действием упругих сил сжимается и вытесняет масло из зоны
сопряжения. Давление масла в зоне сопряжения уменьшается мед-
ленно; до полного снижения давления может пройти до трех ча-
сов. Поэтому в течение этого времени нельзя нагружать масло-
прессовое конусное соединение. Гидропресс можно снимать не
ранее чем через 15...20 мин после снятия мультипликатора.
Восстановление геометрических размеров сопрягаемой поверх-
ности деталей хромированием нежелательно, так как коэффици-
ент трения пары хром — сталь составляет 2/3 коэффициента тре-
ния пары сталь — сталь. Если деталь все же покрыта хромом, то
величина осевого натяга должна быть максимально допустимой.
Масло в зону сопряжения может подводиться и через канал в
ступице втулки.
Разборка деталей. Перед разборкой деталей с прессовой посад-
кой монтируют шпиндель таким же образом, что и при сборке.
107
На шпиндель надевают упорную шайбу и закрепляют гайкой на
расстоянии от торца ступицы втулки, несколько большем вели-
чины ее осевого натяга. К свободному торцу шпинделя присоеди-
няется мультипликатор.
Впрессовывание масла в зону сопряжения деталей должно про-
изводиться медленно, в течение 8... 10 мин, с тем чтобы оно мог-
ло равномерно просочиться между сопрягаемыми поверхностями
деталей и расширить втулку (фланец, колесо гидроаппарата и др.).
Давление масла должно обязательно контролироваться по мано-
метру и не должно превышать допустимых значений, указанных в
чертеже.
При быстрой распрессовке деталей маслом высокого давления
появляется опасность местного увеличения давления и местной
пластической деформации деталей.
При нормальном исполнении маслопрессовой посадки на ко-
нусной поверхности при распрессовке втулка расширяется и со-
скакивает с конусной части вала. Для защиты мультипликатора от
удара на шпинделе должна обязательно ставиться упорная шайба с
гайкой.
Если посадка не разбирается, то необходимо, поддерживая дав-
ление масла в зоне сопряжения, слегка ударить по втулке в направ-
лении съема. Если масло вытекает наружу, а соединение не разби-
рается, то следует применить более вязкое масло. В качестве такого
масла используют авиационное масло МС20 или МК20. Масло с
большей вязкостью применять не разрешается. Если и последнее
мероприятие не помогает, то необходимо применить съемник и
одновременно впрессовывать масло в зону сопряжения.
При правильной подготовке и выполнении маслопрессовой
конусной посадки сопрягаемые детали можно собирать и разби-
рать многократно, без ухудшения передаточной способности со-
единения. При неоднократном снятии и насаживании втулки на
поверхностях сопряжения может наблюдаться сглаживание «гре-
бешков» неровностей, поэтому допускается уменьшение дли-
ны насаживания до 15 %. Необходимо при этом учитывать, что
величина передаваемого вращающего момента зависит от вели-
чины осевого натяга. Если она меньше величины, указанной на
чертеже, необходимо заменить или восстановить детали соеди-
нения.
Правила выполнения работ. В процессе подготовки насоса вы-
сокого давления, мультипликатора и гидропресса к работе необ-
ходимо убедиться в наличии клейм, удостоверяющих, что они
выдержали контрольные испытания давлением. Особое внимание
следует обращать на состояние резьбы и уплотнительных шайб,
которые изготовляются из отожженной меди.
При работе с мультипликатором проверяют состояние шлан-
гов высокого давления и надежность крепления их в наконечни-
108
ках. Резьба наконечника на расстоянии 10... 12 мм от торца долж-
на быть закалена до твердости HRC 30...35.
После заполнения насоса маслом хвостовик его или наконеч-
ник шланга мультипликатора вворачивается в резьбовое отвер-
стие маслопроводящего канала. Медленно увеличивая давление
масла в системе, убеждаются в отсутствии течи, которую можно
устранять только при отсутствии давления в системе.
Для разборки вал желательно устанавливать вертикально, что-
бы вес снимаемой детали в какой-то мере гасил кинетическую
энергию соскока детали с конусной части вала. Кроме того, сни-
маемая деталь укрепляется в амортизирующих захватах или уста-
навливаются упорные шайбы.
В процессе разборки соединения обязательно контролировать
по манометру величину давления масла в зоне сопряжения дета-
лей. При этом нужно находиться только со стороны защитного
стекла манометра высокого давления.
Величина давления масла в момент разборки маслопрессовой
конусной посадки в значительной мере зависит от скорости его
нарастания. Поэтому давление рекомендуется увеличивать медлен-
но, а при достижении 100 МПа необходимо через каждые 10 МПа
делать выдержку 1... 2 мин, что обеспечивает равномерное распреде-
ление масла по сопрягаемым поверхностям деталей и предотвра-
щает появление местных пластических деформаций металла.
Давление масла в зоне сопряжения деталей узла при нормаль-
ном исполнении маслопрессовой конусной посадки составляет
120... 180 МПа. При всех условиях не следует повышать его более
250 МПа.
В процессе монтажа и демонтажа маслопрессовой конусной
посадки не допускается стоять по траектории движения снимае-
мой детали, а также напротив насоса высокого давления масла и
мультипликатора. Руки рабочего не должны находиться в зоне
снимаемой детали. После разборки соединения втулку (фланец,
колесо гидроаппарата и др.) снимают с конусной части вала и
защищают посадочную поверхность деталей чехлами или другими
защитными устройствами от повреждений.
4.9. Сальниковые уплотнения
Сальниковые уплотнения предназначены для герметизации
отверстий, через которые проходят или внутри которых размеща-
ются подвижные части механизмов. Нарушение герметичности
любого правильно собранного сальникового уплотнения вызыва-
ется главным образом потерей эластичности уплотнительных ко-
лец (манжет) и односторонним износом трущихся поверхностей
деталей. При потере эластичности резко падает усилие, с кото-
рым кольцо обжимает шейку вала или прижимается к внутренней
109
поверхности цилиндра, а при одностороннем износе искажается
цилиндрическая форма трущихся поверхностей.
Контроль состояния и ремонт деталей. Состояние уплотнитель-
ных колец и манжет проверяют обычным осмотром. Во всех случа-
ях при разборке сальниковых уплотнений кольца из войлока, на-
бивку из хлопчатобумажного, асбестового или пенькового шнура
или свернутого из этих материалов жгута заменяют независимо от
их состояния. Подлежат также замене резиновые кольца и манже-
ты и самоподжимные сальники, смонтированные в труднодос-
тупных местах механизмов. В остальных случаях резиновые детали
и самоподжимные сальники заменяют только при потере элас-
тичности, при наличии надрывов и изъянов на трущихся поверх-
ностях, расслоении или размягчении резины.
Сборка. Любое сальниковое уплотнение нормально работает
лишь в том случае, когда сальник обжимает шейку вала или при-
жимается к поверхности цилиндра равномерно и с одинаковым
усилием. Для этого нужно, чтобы оси вала, отверстия детали под
сальник и самого сальника были соосными. Кроме того, биение
шейки вала, вращающегося в сальнике, должно быть минималь-
ным (не более 0,05 мм), а трущиеся поверхности вала или цилинд-
ра должны иметь гладкую, без заусенцев поверхность.
Уплотнения с войлочными кольцами. Материал и размеры ко-
лец любого соединения должны соответствовать требованиям чер-
тежа. Для придания эластичности и уменьшения износа колец их
рекомендуется пропитывать в течение 5... 10 мин особыми соста-
вами, подогретыми до 120... 130 °C. В качестве таких составов мо-
жет быть применена смесь из 75 % технического глицерина, 20 %
натриевого мыла и 5 % чешуйчатого графита или 90 % касторово-
го масла, 5 % натриевого мыла и 5 % чешуйчатого графита. Коль-
ца, устанавливаемые в крышках, должны входить в выточку крыш-
ки плотно. Трущаяся поверхность колец должна быть чистой и
ровной, без утолщений, выемок и подрезов, кольцо должно плотно
и равномерно обжимать подвижную деталь.
Уплотнения с сальниковыми кольцами. Сальниковая набивка (типа
сальника водяного насоса) состоит обычно из отдельных колец с
косым срезом. Стыки соседних колец смещают на 120 или 180°. Для
ускорения процесса набивки желательно иметь оправки, легкими
ударами по которым кольца хорошо уплотняются. Нужно быть вни-
мательным при окончательной затяжке гаек нажимной сальниковой
втулки. Неравномерная с перекосами затяжка гаек часто приводит к
нагреванию и чрезмерному износу трущихся частей деталей.
Уплотнения с самоподжимными сальниками, резиновыми коль-
цами и манжетами. В свободном состоянии пружина самоподжим-
ного сальника должна несколько обжимать манжету; усилие об-
жатия регулируется изменением длины пружины. Слишком боль-
шое усилие хотя и повышает герметичность соединения, однако
НО
может вызвать перегрев и форсированный износ деталей. Для об-
легчения монтажа резиновых деталей их трущиеся поверхности
смазывают тонким слоем солидола. Чтобы достигнуть лучшего уп-
лотнения, контактирующие поверхности гнезда корпуса и само-
поджимного сальника покрывают клеем ГЭН-150В, свинцовыми
белилами, герметиком, шеллаком или карбинольным клеем.
4.10. Шлицевые соединения
Шлицевое соединение представляет собой глухое или подвиж-
ное соединение деталей, осуществленное с продольными высту-
пами-шлицами, входящими в соответствующие выемки сопряга-
емой детали.
На тепловозах применяют главным образом шлицевые соеди-
нения с прямобочными шлицами с подвижной посадкой, значи-
тельно реже — эвольвентные и треугольные.
Износ шлицов и трещины в деталях соединения — наиболее
часто встречающиеся неисправности. При износе и смятии шли-
цов увеличиваются боковые зазоры между ними, вследствие чего
возрастает работа удара, возникают перекосы деталей, вызываю-
щие перегрузку отдельных участков шлицов. Чрезмерный износ и
смятие шлицов сопровождаются характерным стуком при изме-
нении частоты вращения механизма.
Разборка. Перед разъединением шлицевого соединения следует
сделать метки, фиксирующие ориентировку шлицов в рабочем по-
ложении, которые необходимы при последующей сборке. Это вы-
звано тем, что шлицы в процессе эксплуатации прирабатываются
друг к другу. Износ спаренных шлицов как по длине, так и по шири-
не происходит неравномерно. Измерить величину и определить ха-
рактер износа каждого шлица, особенно у охватывающей детали,
сложно. Поэтому в ремонтной практике чаще всего прибегают к
измерению бокового зазора между шлицами в рабочем положении.
Ремонт. При предельном износе шлицов, т. е. когда боковой за-
зор между шлицами превышает на 50 % нормальный, работоспо-
собность соединения восстанавливают одним из следующих спосо-
бов:
• наращиванием изношенной части шлицов электроискровым
способом;
• наплавкой шлицевой части охватываемой детали вибродуго-
вым способом под слоем флюса. При восстановлении шлицов до
6 мм (у валов диаметром до 50 мм) чаще всего прибегают к сплош-
ной заварке каналов. У валов с шлицами шириной более 6 мм
наплавляют только их изношенную сторону;
• заменой шлицевого конца вала новым или постановкой ре-
монтной шлицевой втулки внутрь охватывающей детали. Мелкие
забоины с поверхности шлицов удаляют шлифованием.
111
Сборка. При сборке прямобочного (эвольвентного, треуголь-
ного) шлицевого соединения с подвижной посадкой необходимо
обеспечить надлежащий контакт между рабочими сторонами шли-
цов как по длине, так и по ширине. В том случае, когда соедине-
ние собирают из деталей, ранее работавших вместе, их спаривают
согласно меткам, сделанным перед разъединением. Если прежнюю
ориентировку таких шлицов изменить, то контакт между ними
нарушится и работа соединения резко ухудшится.
Если соединение собирают из новых или отремонтированных
деталей, нужно обеспечить нормальные допуски на посадку. В слу-
чае сборки шлицевого соединения из обезличенных деталей, быв-
ших в эксплуатации, что крайне нежелательно, их подбирают та-
ким образом, чтобы боковой зазор между шлицами не превышал
максимально допустимый зазор для соединения из новых деталей
более чем на 30 %, а прилегание шлицов по длине составляло не
менее 40%. Во всех случаях монтажа механизмов со шлицевым
соединением следует обеспечить соосность отверстия охватываю-
щей детали и шлицевого вала. Соосность гарантирует полный кон-
такт шлицов по длине, а нормальные допуски на посадку — по-
движность деталей по шлицам.
4.11. Шпоночные соединения
В соединении этого вида ориентированное положение враща-
ющихся деталей фиксируется с помощью шпонки. На тепловозах
применяют главным образом прямоугольные шпонки с непод-
вижной посадкой на валу. Характерная неисправность таких со-
единений — ослабление посадки шпонки в пазу вала из-за смятия
поверхностей шпонки и пазов в местах контакта. Указанную неис-
правность можно обнаружить по внешним признакам и микро-
метражом деталей.
Ремонт. В зависимости от размеров деталей, нагрузки и харак-
тера работы работоспособность соединения восстанавливают од-
ним из следующих способов:
• обработкой пазов спариваемых деталей под ремонтный раз-
мер с постановкой шпонки ремонтного размера;
• обработкой паза только у одной детали под ремонтный раз-
мер с постановкой ступенчатой шпонки. Допускается увеличивать
пазы по ширине более нормального размера: при ширине паза до
10 мм — на 0,5 мм, а при ширине более 10 мм — на 1 мм;
• наращиванием контактирующих поверхностей паза и шпон-
ки электроискровым способом;
• электродуговой наплавкой пазов с последующей обработкой
под нормальный размер;
• нарезанием нового паза у охватывающей детали с постанов-
кой ступенчатой шпонки или шпонки нормального размера;
112
• постановкой добавочной втулки в отверстие охватывающей
детали или заменой шпоночной части вала.
Сборка. Чтобы достигнуть равномерного распределения нагруз-
ки по длине и высоте прямоугольной шпонки, нужно выдержать
допуски на посадку шпонки в установленных пределах и добиться
совмещения осей шпоночных пазов у сопрягаемых деталей. Недо-
пустимые большие зазоры и перекос осей пазов приводят к резко-
му повышению удельных давлений на отдельные участки шпонки
и пазов, смятию их и, как следствие, выходу из строя соединения.
Важно также, чтобы высота выступающей части шпонки была оди-
наковой по всей ее длине, а зазор был достаточным, чтобы охва-
тывающая деталь не «сидела» на шпонке, а центрировалась исклю-
чительно на цилиндрической или конусной части вала. При поста-
новке ступенчатой шпонки утолщенная ее часть не должна высту-
пать над поверхностью вала или отверстия охватывающей детали.
4.12. Зубчатые передачи
На тепловозах применяют главным образом цилиндрические и
конические зубчатые передачи. Потеря работоспособности зубча-
той передачи наступает вследствие изнашивания зубьев и увели-
чения бокового зазора между ними. Такая передача работает обычно
с большим шумом и издает характерные звуки при изменении
частоты или направления вращения. При изнашивании зубьев
уменьшаются их толщина и прочность, возрастает так называе-
мый «мертвый» ход, когда отклонение на некоторый угол веду-
щей шестерни не вызывает поворот ведомой, а следовательно,
увеличиваются ударная нагрузка и перекосы в передаче.
Разборка. До разборки передачи, т. е. когда ее детали находятся
в рабочем положении, следует измерить боковой зазор между зу-
бьями и осевой разбег валов. Кроме того, если парные шестерни
имеют одинаковое число зубьев, нужно пометить краской любую
пару зубьев, находящихся в постоянном зацеплении.
Радиальный зазор
Боковой зазор
Рис. 4.21. Индикаторное приспособление
для измерения бокового зазора между
зубьями:
1 — поводок; 2 — индикатор; 3 — стойка;
С6, ~ соответственно боковой и радиаль-
ный зазоры между зубьями
ИЗ
Рис. 4.22. Измерение толщины
зуба колеса цилиндрической
передачи:
5Х — толщина зуба; hx — высота
головки зуба; Од — делительная
окружность
Боковой зазор Сб между зубья-
ми (рис. 4.21) можно измерить щу-
пом, «выжимкой» (из свинца, пла-
стилина и т. п.) или индикаторным
приспособлением. С целью опреде-
ления равномерности зазора изме-
рение ведут в трех-четырех точках
по окружности, а у конической пе-
редачи, кроме того, первый раз
при раздвинутых, а второй раз при
сдвинутых шестернях. Щупом или
«выжимкой» пользуются, когда к
шестерням имеется свободный до-
ступ.
Износ зубьев шестерен цилин-
дрической передачи определяют
непосредственным измерением
толщины зуба штангензубомером
(рис. 4.22).
Износ зубьев шестерен конической передачи непосредствен-
ным измерением установить затруднительно, так как зубья имеют
переменную толщину и неравномерно изнашиваются по длине.
Поэтому в ремонтной практике толщину зубьев не измеряют, а о
предельном их износе судят по характеру работы передачи.
Работа конической зубчатой передачи считается нормальной,
когда шестерни вращаются с допустимым для данного типа пе-
редачи шумом и без рывков; при нормальном боковом зазоре Сб
радиальный зазор Ср между зубьями составляет не менее 0,10 мм,
а относительное смещение шестерен по затылкам не превышает
1...2 мм.
Ремонт. Восстановление изношенных или поврежденных зубь-
ев шестерен является сложной задачей, поскольку их изготовля-
ют из качественных сталей, подвергают довольно сложной терми-
ческой обработке, а механическую обработку зубьев осуществля-
ют на зубообрабатывающих станках. Поэтому шестерни с трещи-
нами у основания зубьев, отколом хотя бы одного зуба, предель-
ным износом зубьев, т.е. когда при зазоре Ср не менее 0,10 мм
зазор Сб превышает на 50 % максимально допустимый зазор для
новой пары шестерен, обычно заменяют новыми.
Согласно Правилам ремонта разрешается оставлять в работе
шестерни, если вмятины, раковины и другие повреждения име-
ют глубину не более 0,20 мм. Большая глубина этих повреждений
(до 0,50 мм) допускается только в том случае, когда их общая пло-
щадь не превышает 10 % рабочей поверхности зубьев. Допускаются
также отколы части зуба, если отколовшаяся часть зуба находится
от торца зуба на расстоянии, не превышающем 10 % длины зуба.
114
Сборка. Если передачу собирают из деталей, ранее работавших
в данном узле, когда боковой зазор между зубьями и его разно-
мерность у пары шестерен находятся в пределах нормы (что установ-
лено перед разборкой передачи), то сборка затруднений не вызыва-
ет. Сборку ведут со старыми регулировочными кольцами и проклад-
ками, а колеса вводят в зацепление (при одинаковом числе зубь-
ев) по меткам, сделанным перед разборкой. Если необходимо умень-
шить боковой зазор между зубьями или заменить одну из парных
шестерен, то прежде всего следует обратить внимание на величину
уступов и проверить, не велико ли торцовое биение шестерен.
Регулировка зацепления зубчатой передачи. В зубчатой передаче
регулируют зазоры между зубьями и их прилегание как по длине,
так и по высоте. Как известно, зазоры в зацеплении необходимы
для компенсации ошибок в размерах зубьев и межцентрового рас-
стояния, а также для компенсации температурных деформаций.
Боковой Сб и радиальный Ср зазоры между зубьями шестерен
(см. рис. 4.21) регулируют следующим образом.
Регулировка зацепления цилиндрической зубчатой передачи ве-
дется за счет: подбора парных шестерен; изменения межцентро-
вого расстояния, если конструкция механизма позволяет это сде-
лать, например путем изменения толщины вкладышей моторно-
осевых подшипников тягового электродвигателя или изменения
положения корпуса водяного насоса относительно блока дизеля
и т. п. Качество зацепления в основном зависит от отсутствия пе-
рекосов осей шестерен.
Регулировка зазоров С6 и Ср у конической зубчатой передачи
достигается осевым сдвигом шестерни по валу или перемещением
вала вместе с шестерней. Можно перемещать обе шестерни или
а б
Рис. 4.23. Регулировка зацепления зубьев колес (о) и отпечатки краски
при проверке качества зацепления (б) конической зубчатой передачи:
1 — при нормальном зацеплении; 2 — при малом боковом зазоре между зубья-
ми; 3 — при большом боковом зазоре между зубьями; 4 — при перекосе зубьев;
К, К' — точки несовпадения затылков зубьев; О — точка пересечения осевых
линий конического зубчатого соединения
115
одну. При этом важно обеспечить совпадение у обеих шестерен
вершин делительных конусов в точке О (рис. 4.23) и торцов зубьев.
Несовпадение торцов зубьев шестерен допускается не более 2 мм.
Этим достигается нормальное зацепление в передаче.
Качество зацепления цилиндрической и конических передач
проверяют на краску и по характеру работы передачи. Для провер-
ки на краску зубья одной из шестерен, лучше ведущей, покрыва-
ют краской и передачу прокручивают на несколько оборотов. По-
грешности в зацеплении узнают по размерам и расположению
пятна контакта на зубьях парной шестерни. Желательно, чтобы у
шестерен конической передачи касание зубьев было ближе к тон-
ким концам. При работе передачи под нагрузкой тонкий конец
зуба больше деформируется, и тем самым обеспечиваются лучшее
прилегание зубьев по длине и более быстрая их приработка. Раз-
меры пятна контакта по высоте и длине зубьев регламентируются
Правилами ремонта тепловозов.
4.13. Ременные передачи
Ременная передача — соединение двух или нескольких валов с
помощью закрепленных на валах шкивов и надетых на них с натя-
жением одного плоского ремня либо одного или нескольких кли-
новых ремней. На тепловозах применяют клиноременную переда-
чу с ремнями трапецеидального сечения (рис. 4.24). Рабочими яв-
ляются боковые поверхности ремня.
Тяговая способность клиноременной передачи падает по мере
увеличения проскальзывания ремня по шкиву из-за растяжения
ремня и износа его рабочих поверхностей и поверхностей канав-
ки шкива. Непараллельность осей вращения, значительное сме-
щение канавок шкивов, а также слабое натяжение ремней явля-
ются теми причинами, которые способствуют ухудшению тяго-
вых качеств ременной передачи.
Кордшнуровые ремни, потерявшие эластичность и имеющие
вытяжку, с поврежденными и изношенными рабочими поверх-
ностями заменяют. В случае выхода из строя одного ремня, рабо-
тающего в комплекте, заменяют весь комплект. Износ канавок
Рис. 4.24. Поперечное
сечение трапецеидального
ремня:
а — нормального; б — с изно-
шенной канавкой шкива; 1 —
ремень; 2 — шкив
116
Рис. 4.25. Сборка клиноременной передачи:
а — измерение натяжения ремня; б — нормальное положение шкивов; с — непа-
раллельность осей вращения; г — торцовое биение шкивов; д — смещение ка-
навок шкивов; t — стрела прогиба; Р — усилие, прилагаемое к середине
ремня
чугунных шкивов больших размеров, а также шкивов, изготов-
ленных из стали, устраняют наплавкой с последующей механи-
ческой обработкой. Профиль канавок шкивов должен соответство-
вать чертежу, а шероховатость рабочих поверхностей должна быть
не ниже 6-го класса.
Для надежной работы ременной передачи при ее сборке реко-
мендуется выдерживать следующие требования (рис. 4.25).
Валы шкивов располагать параллельно, а канавки — друг против
друга. Допустимая непараллельность осей вращения — не более 1 мм
на 100 мм длины оси. Допуск на смещение канавок шкивов со-
ставляет не более 3 мм на 1 м межосевого расстояния и может
увеличиваться не более чем на 0,03 мм на каждые 100 мм межосе-
вого расстояния, превышающего 1 м.
Разность между длинами комплектуемых ремней под одинако-
вым натяжением допускается не больше 4 мм при длине ремня до
1600 мм, не больше 8 мм — при длине ремня до 2500 мм и 12 мм —
при длине до 4500 мм. Включение в один комплект ремней с на-
рушением указанных допусков приводит к неравномерному рас-
пределению нагрузок между ремнями и преждевременному выхо-
ду из строя наиболее нагруженных ремней.
Торцовое и радиальное биение шкивов, установленных на ва-
лах, допускается не более 0,15 мм при диаметре шкива до 300 мм
и 0,30 мм — при диаметре шкива до 600 мм.
Степень натяжения каждого ремня проверяют по величине стре-
лы прогиба t от усилия Р, прилагаемого к середине ремня. Вели-
чины t и Р для каждой ременной передачи приводятся в Правилах
ремонта тепловозов. Величина t при одном и том же усилии Р для
117
старого ремня допускается на 30...40% больше, чем для нового
ремня (проработавшего не более 48 ч).
4.14. Соединения с резиновыми деталями
Разъемные соединения, осуществленные с помощью резино-
вых или металлорезиновых деталей, служат на тепловозах для пе-
редачи вращающего момента или динамических нагрузок и явля-
ются в то же время амортизаторами.
Соединения с резиновыми деталями на тепловозах имеются в
муфтах валопроводов привода силовых механизмов, в рессорном
подвешивании, в буксовых поводках и гасителях колебаний те-
лежек, под кабинами машиниста и т. д. Работоспособность таких
соединений теряется из-за выхода из строя резиновых деталей.
При ремонте резиновые и металлорезиновые детали заменяют,
если:
• на поверхности резины имеются трещины и отслоения. От-
дельные повреждения резины глубиной до 2 мм можно удалять
срезкой с плавным выходом на поверхность;
• толщина резиновой детали или слоя резины у металлорези-
новых деталей вследствие остаточных деформаций (усадки) меньше
нормальной на 15 %;
• поверхность резины размягчена (под действием различных
растворителей) более чем на 10 % толщины;
• произошло отслоение резины от армировки у металлорези-
новой шайбы более чем на 20 % общей площади, а у сайлент-
блоков — более чем на 10 % высоты и 20 % длины окружности;
• у отверстий резиновых деталей имеются надрывы, трещины,
а также значительное искажение формы.
4.15. Контроль состояния и ремонт витых пружин
Отказ пружин в работе вызывается в большинстве случаев их
просадкой или поломкой. Нередки случаи откола шлифованной
части крайних витков. После разборки объекта ремонта у пружин
проверяют цельность витков (обстукиванием и визуально) и вы-
соту в свободном состоянии (линейкой, оканчивающейся уголь-
ником, или штангенциркулем). У ответственных пружин, таких
как компенсирующая пружина регулятора частоты вращения, пру-
жины клапанов цилиндровых крышек, пружина нагнетательного
клапана топливного насоса и т.п., дополнительно проверяют пер-
пендикулярность опорных плоскостей к геометрической оси (с
помощью обычного угольника) и упругость (прибором). Извест-
но, что сила упругости пружины прямо пропорциональна ее де-
формации или прогибу. Сила упругости пружины воспринимается
поршнем, сжимающим масло в цилиндре прибора; давление мас-
118
ла фиксируется манометром. Чтобы получить значение упругости
пружины, показание манометра умножают на площадь поршня
прибора.
Пружины, высота которых в свободном состоянии менее нор-
мальной на 5 % и более, с трещинами и поломанными витками
заменяют. Отклонение оси пружины от перпендикуляра к торцо-
вой плоскости на каждые 100 мм длины допускается: для пружин
1 -го класса — не более 1 мм, для пружин 2-го класса — не более
1,5 мм и для 3-го класса — не более 2 мм.
Пружины с недопустимыми упругостью, высотой и отклоне-
нием оси от перпендикуляра к торцовой плоскости в отдельных
случаях восстанавливают по следующей технологической схеме:
нагрев, разводка, закалка, отпуск и механическая обработка тор-
цов. Нагревают пружины перед разводкой в электрической или
газовой печи. Разводку ведут так, чтобы шаг витков был равно-
мерным, высота пружины была несколько больше нормальной,
а крайние витки оставались прижатыми. После разводки пружи-
ну фиксируют на оправке и подвергают термообработке. Режим
термообработки для пружин, изготовленных из сталей 50ХФА,
60С2, 60С2А, примерно таков. Нагрев до 850... 870 °C и выдержка
при этой температуре 5... 15 мин; время выдержки зависит от
размеров пружины. Закалка в масле; для равномерности закалки
пружину покачивают в закалочной среде. Для ликвидации оста-
точных напряжений, появившихся при закалке, производят от-
пуск: нагрев пружины и выдержку ее при температуре 460... 520°C
в течение 30 мин. Последующее охлаждение ведется в воде, мас-
ле или на воздухе.
При сборке узлов с двумя концентрично расположенными пру-
жинами (пружины клапанов цилиндровых крышек масляных ак-
кумуляторов регулятора частоты вращения и т.п.) их размещают
так, чтобы направление витков наружной и внутренней пружин
было разным. Это делается для того, чтобы предотвратить попада-
ние витков при поломке одной из пружин между витками другой.
Контрольные вопросы
1. Каковы возможные повреждения резьбовых соединений и способы
их восстановления?
2. Какие основные требования предъявляются к затяжке резьбовых
соединений?
3. Какие применяются способы разборки прессовых соединений?
4. Как восстановить посадку прессовых соединений?
5. Как можно восстановить работоспособность неподвижных коничес-
ких соединений?
6. Какие способы восстановления работоспособности шлицевых и шпо-
ночных соединений используются при ремонте в депо?
119
7. Как измерить зазоры в подшипниках качения?
8. Какие применяются способы восстановления работоспособности
цилиндрических деталей, движущихся возвратно-поступательно?
9. Каковы повреждения, способы контроля и восстановления соеди-
нений с деталями, базирующимися на плоскостях?
10. Какие основные требования предъявляются при сборке и регули-
ровке зубчатых передач?
11. Каковы возможные повреждения ременных передач и сальнико-
вых уплотнений?
Глава 5
СБОРКА, БАЛАНСИРОВКА И УСТАНОВКА
ОБЪЕКТА РЕМОНТА
5Л. Комплектование деталей
Под сборкой понимают соединение деталей в подгруппы и узлы
(группы), а последних — в законченный механизм с соблюдени-
ем их кинематических схем, заданных посадок и размерных цепей.
Сборка объекта из отремонтированных деталей заметно отличает-
ся от сборки объекта из новых деталей. При ремонте объект соби-
рают из трех групп деталей: ранее работавших, но годных к даль-
нейшей эксплуатации, восстановленных и новых.
Технологическому процессу сборки объекта ремонта по имею-
щейся схеме сборки предшествует осмотр деталей и их комплек-
тование. Осмотру подвергают все детали, поступающие на сборку.
Мелкие повреждения деталей (заусенцы, забоины и т.п.), появив-
шиеся в результате небрежного обращения, устраняют. Масляные
каналы, смазочные и резьбовые отверстия деталей очищают и
продувают сжатым воздухом. Масляные каналы, кроме того, про-
веряют магнитной проволокой. Герметизирующие прокладки из
бумаги, картона, паронита, резины рекомендуется ставить новые.
Годные прокладки из красной меди отжигают, а для устранения
неровностей — обжимают под прессом. Бумажные и картонные
прокладки до постановки в узел пропитывают в горячем масле, а
паронитовые покрывают лаком «Герметик» или клеем ГЭН-150В.
Комплектованием деталей перед сборкой объекта называют ком-
плекс работ по подбору и взаимной подгонке деталей согласно
заданным посадкам и величинам размерных цепей. Различают три
способа подбора деталей в комплект: простой, селективный и сме-
шанный.
При простом комплектовании к базовым деталям подбирают
соответствующие детали таким образом, чтобы выдержать нор-
мальный зазор в сопряжениях. Например, в условиях депо под-
бирают к коленчатому валу вкладыши подшипников, а к гильзе
цилиндров — поршни. Нередко прибегают также к индивидуаль-
ной пригонке одной из деталей сопряжения путем ее обработки
или постановки компенсаторов. Хотя этот способ подбора сложен
и требует больших затрат времени, его достаточно широко ис-
пользуют в практике ремонта тепловозов в депо и на многих заво-
121
дах, где ремонт ведется в основном без обезличивания деталей.
С целью же сокращения объема работ по комплектованию годные
трущиеся детали, ранее работавшие вместе, а также спаренные
детали, т.е. ранее подобранные индивидуальной подгонкой по
размерам, массе или другим параметрам, стараются по возмож-
ности не обезличивать.
При селективном комплектовании поля допусков размеров обе-
их сопрягаемых деталей разбивают на несколько одинаковых ин-
тервалов, а детали сортируют в соответствии с этими интервала-
ми на размерные группы. В дальнейшем сопрягаемые детали оди-
наковых размерных групп комплектуют без подбора, т. е. на осно-
ве взаимозаменяемости, либо с подбором в пределах каждой раз-
мерной группы. Селективный подбор обеспечивает высокое каче-
ство сборки в минимальные сроки, но при этом ремонт становит-
ся намного дороже за счет ужесточения допусков на изготовление
деталей.
Смешанное комплектование, используемое обычно на теплово-
зоремонтных заводах, сочетает в себе оба указанных способа. Де-
тали особо ответственных сопряжений (подшипники — шейки ко-
ленчатого вала, гильза — поршень, детали подшипников качения
и т. п.) комплектуют селективным подбором, а детали менее от-
ветственных сопряжений — простым подбором.
К комплектованию также относятся работы по подбору дета-
лей по массе и балансировка с целью устранения неуравновешен-
ности вращающихся частей механизмов. Неуравновешенность вра-
щающихся частей, таких, как детали шатунно-поршневой груп-
пы, коленчатого вала, якоря электрической машины, карданных
валов, ротора турбокомпрессора, чрезвычайно вредна, так как
вызывает вибрацию, повышенный износ и ускоренное разруше-
ние многих деталей и особенно подшипниковых узлов.
Для того чтобы достигнуть уравновешенности дизеля, крупные
однотипные детали его шатунно-поршневой группы подбирают с
минимальной разницей по массе. Например, у дизеля Д100 шату-
ны в сборе с поршнями (отдельно верхние и отдельно нижние)
подбирают с разницей по массе не более 500 г, а поршни со встав-
ками — с разницей не более 250 г. Массу отдельных деталей при
надобности уменьшают за счет удаления металла с мест, обозна-
ченных на чертеже каждой детали.
5.2. Балансировка деталей
Неуравновешенность любой вращающейся детали тепловоза
может возникнуть как в процессе эксплуатации вследствие нерав-
номерного износа, изгиба, скопления загрязнений в каком-либо
одном месте, при утере балансировочного груза, так и в процессе
ремонта из-за неправильной обработки детали (смещения оси
122
вращения) или неточной цен-
тровки валов. Для уравновеши-
вания деталей их подвергают
балансировке. Существуют два
вида балансировки: статичес-
кая и динамическая.
Статическая балансировка.
У неуравновешенной детали ее
масса располагается несиммет-
рично относительно оси вра-
щения. Поэтому при статичес-
ком положении такой детали,
т. е. когда она находится в по-
Рис. 5.1. Схема статического урав-
новешивания деталей:
— масса неуравновешенной детали;
т2 — масса уравновешивающего груза;
гь г2 — их расстояния от оси вращения
кое, центр тяжести будет стре-
миться занять нижнее положение (рис. 5.1). Для уравновешива-
ния детали добавляют с диаметрально противоположной стороны
груз массой т2 с таким расчетом, чтобы его момент т2г2 был ра-
вен моменту неуравновешенной массы mxt\. При этом условии
деталь будет находиться в равновесии при любом положении, так
как центр тяжести ее будет лежать на оси вращения. Равновесие
может быть достигнуто также путем удаления части металла де-
тали высверловкой, спиливанием или фрезерованием со стороны
неуравновешенной массы тх. На чертежах деталей и в Правилах
ремонта на балансировку деталей дается допуск, который назы-
вают дисбалансом (г/см).
Статической балансировке подвергают плоские детали, имею-
щие небольшое отношение длины к диаметру: зубчатое колесо
тягового редуктора, крыльчатку вентилятора холодильника и т.п.
Статическая балансировка ведется на горизонтально-параллель-
ных призмах, цилиндрических стержнях или на роликовых опо-
рах. Поверхности призм, стер-
жней и роликов должны быть
тщательно обработаны. Точность
статической балансировки во
многом зависит от состояния
поверхностей этих деталей.
Динамическая балансировка.
Динамической балансировке
обычно подвергают детали,
длина которых равна или боль-
ше их диаметра. На рис. 5.2 по-
казан статически отбалансиро-
ванный ротор, у которого мас-
са т уравновешена грузом мас-
сой М. Этот ротор при медлен-
ном вращении будет находить-
ся
Fl
Рис. 5.2. Схема динамического
уравновешивания деталей:
т — масса ротора; тх, т2 — неуравно-
вешенные, приведенные к плоскостям
массы ротора; М — масса уравновеши-
вающего груза; Fx, F2 — неуравнове-
шенные центробежные силы; Рх, Р2 —
уравновешивающие центробежные си-
лы; /ь /2 — плечи указанных сил
123
Рис. 5.3. Схема балансировочного
станка консольного типа:
ся в равновесии в любом поло-
жении. Однако при быстром его
вращении возникнут две равные,
но противоположно направлен-
ные центробежные силы F\ и /).
При этом образуется момент РХ1Ъ
который стремится повернуть ось
ротора на некоторый угол вок-
руг его центра тяжести, т.е. на-
блюдается динамическое нерав-
новесие ротора со всеми вытека-
1 - пружина; 2 - индикатор; 3 - ЮЩИМИ ОТСЮДа ПОСЛеДСТВИЯМИ
якорь; 4 - рама; 5 - опора станка; (вибрация, неравномерный ИЗ-
15 — опора станины; I, II— плоскости НОС И Т. П.). Момент ЭТОЙ Пары СИЛ
может быть уравновешен только
другой парой сил, действующей в той же плоскости и создающей
равный противодействующий момент. Для этого в нашем примере
нужно приложить к ротору в той же плоскости (вертикальной) два
груза массами т{ = пъ на равном расстоянии от оси вращения. Гру-
зы и их расстояния от оси вращения подбирают так, чтобы цент-
робежные силы от этих грузов создавали момент Р^, противо-
действующий моменту F\l\ и уравновешивающий его. Чаще всего
уравновешивающие грузы прикрепляют к торцовым плоскостям
деталей или с этих плоскостей удаляют часть металла.
При ремонте тепловозов динамической балансировке подвер-
гают такие быстровращающиеся детали, как ротор турбокомпрес-
сора, якорь тягового электродвигателя или другой электрической
машины, рабочее колесо воздуходувки в сборе с приводной шес-
терней, вал водяного насоса в сборе с крыльчаткой и зубчатым
колесом, карданные валы привода силовых механизмов.
Динамическое уравновешивание ведется на балансировочных
станках. Принципиальная схема такого станка консольного типа
показана на рис. 5.3. Балансировка, например, якоря тягового элек-
тродвигателя ведется в таком порядке. Якорь 3укладывают на опо-
ры качающейся рамы 4. Рама одной точкой упирается на опору
станка 5, а другой на пружину 1. При вращении якоря неуравнове-
шенная масса любого его участка (кроме масс, лежащих в плоско-
сти II — II) вызывает качание рамы. Амплитуда колебания рамы
фиксируется индикатором 2. Чтобы уравновесить якорь в плоскости
I — I, к его торцу со стороны коллектора (к нажимному конусу)
прикрепляют поочередно различные по массе пробные грузы и до-
биваются прекращения колебания рамы или его уменьшения до до-
пускаемой величины. Затем якорь переворачивают так, чтобы плос-
кость I— /проходила через неподвижную опору станины 6, и повто-
ряют те же операции для плоскости //— //. В этом случае балансиро-
вочный груз прикрепляют к задней нажимной шайбе якоря.
124
После окончания всех работ по комплектованию детали подо-
бранных комплектов маркируют (буквами или цифрами) соглас-
но требованиям чертежей.
5.3. Сборка и контроль ее качества
После окончания работ по комплектованию деталей приступа-
ют к сборке. В практике ремонта тепловозов сборка объектов ре-
монта осуществляется в большинстве случаев на основе неполной
взаимозаменяемости. В отдельных случаях для достижения задан-
ных условий прибегают к индивидуальной пригонке одной из де-
талей узла путем слесарно-механической обработки.
В конструкции многих узлов тепловоза для достижения уста-
новленных зазоров, например в зацеплении конической зубчатой
передачи и в узлах с коническими роликовыми подшипниками, в
разъемных подшипниках скольжения, а также для регулировки
соосности соединяемых валов двух агрегатов предусмотрены так
называемые компенсаторы, которые бывают неподвижными (ре-
гулировочные прокладки, шайбы, кольца и т.п.) и подвижными
(регулировочные упоры, болты и гайки).
Несмотря на разнообразие конструктивных элементов тепло-
возов, сборочные работы состоят из небольшого числа повторяю-
щихся операций. К ним следует прежде всего отнести сборку резь-
бовых и прессовых соединений, узлов с подшипниками качения
и скольжения, зубчатых передач.
Рис. 5.4. Схема проверки прямолинейности ци-
линдрического вала (а) и коренных шеек ко-
ленчатого вала (б) индикаторным приспособ-
лением (в); круговая диаграмма записей резуль-
татов измерений (г): I, И, Ш — пояса изме-
рений; д — з, д' — з' — точки измерений
125
Рис. 5.5. Схема проверки ин-
дикаторным приспособлени-
ем параллельности и скре-
щивания осей отверстий го-
ловки шатуна:
Н\, Н2, ht, h2, G\, G2, gi, g2 —
измеряемые расстояния
В процессе сборки выполняют раз-
личные контрольные операции, свя-
занные с проверкой взаимной ориен-
тации деталей в узле или механизме.
Многие из этих проверок были осве-
щены при ремонте типовых соедине-
ний и узлов.
На рис. 5.4, а показана схема про-
верки прямолинейности (отсутствия
биения) цилиндрического вала, а на
рис. 5.4, б — схема проверки корен-
ных шеек коленчатого вала. Пояса из-
мерений I, II, III ддя. цилиндричес-
кого вала выбирают произвольно, но
их должно быть не менее трех по дли-
не вала (по концам и середине), а для
каждой шейки коленчатого вала не
менее двух поясов — по краям шейки
на расстоянии 15... 20 мм от галтелей.
До начала измерений поворотом шка-
лы цифру 0 выставляют против стрел-
ки индикатора. Вал медленно пово-
рачивают на полный оборот; через
каждые 45° читают и записывают на
круговой диаграмме показание ин-
дикатора в каждом поясе измерения.
Отклонение стрелки индикатора от
нуля против часовой стрелки записы-
вают со знаком «минус», а по часо-
вой стрелке — со знаком «плюс». Ре-
зультаты измерений считаются пра-
вильными, если после полного оборота вала стрелка индикатора
(при нахождении над точкой д) установится против нуля шкалы.
В противном случае измерения повторяют.
Находят наибольшую алгебраическую разность между показа-
ниями индикатора в каждой плоскости отдельно для каждого по-
яса измерения. Она и является действительной величиной несоос-
ности (биения) контролируемого вала. В нашем примере несоос-
ность СЖ_Ж’= 0,08 - (-0,12) = 0,20 мм.
По величине биения коренных шеек коленчатого вала (бывше-
го в эксплуатации) косвенно судят как о характере износа шеек,
так и о их соосности (возможном прогибе). Биение шеек нового
или отремонтированного вала (после шлифования шеек) более
0,03 мм указывает на неточность обработки шеек или прогиб вала.
Описанный способ проверки валов индикатором хотя и менее
точен, чем оптико-механический способ, но вполне пригоден для
126
практических целей. Он прост, не слишком трудоемок и не требу-
ет сложных измерительных средств.
Проверка параллельности и скрещивания осей отверстий по-
казана на примере контроля шатуна дизеля (рис. 5.5). Проверяе-
мый шатун выставляют на плите вертикально таким образом, чтобы
расстояния и /г2 были равны. Измеряют расстояния Н\ и Я2.
Разность этих величин укажет на непараллельность (перекос) оси
отверстия верхней головки относительно оси отверстия нижней
головки шатуна. Для проверки скрещивания осей шатун уклады-
вают на три призмы горизонтально и так, чтобы gi = g2. Измеряют
расстояния Gi и G2. Разность этих величин покажет, насколько
скрещиваются оси отверстий шатуна в пространстве.
5.4. Центрирование валов механизмов
Для нормальной работы многих элементов оборудования теп-
ловоза необходимо, чтобы геометрические оси соединяемых ва-
лов совпадали, т.е. были сцентрированы. Как показала практика
эксплуатации тепловозов, преждевременный выход из строя де-
талей подшипниковых узлов, соединительных звеньев валопрово-
дов привода силовых механизмов, возникновение трещин в кор-
пусных деталях и других механизмах нередко являются следствием
несоосности валов.
Возможны три случая несовпадения осей валов: смещение,
излом и смещение с одновременным изломом. Смещение показано
на рис. 5.6, а, где d — величина смещения оси выверяемого вала Б
относительно оси выверенного вала А. Излом осей (рис. 5.6, б) вы-
ражается отклонением на угол а оси вала Б от оси вала А. Смеще-
ние осей с одновременным изломом показано на рис. 5.6, в. Корпус
механизма с выверенным валом, как правило, перед центровкой
валов закрепляют. Центровка производится за счет постановки сталь-
ных прокладок под корпус выверяемого механизма или сдвигом
его в горизонтальной плоскости. Чтобы предупредить «усадку» ме-
ханизмов и расцентровку валов в период эксплуатации вследствие
смятия и сглаживания прокладок, число последних не должно быть
более 2 шт. Чем меньше прокладок, тем «жестче» соединение.
Рис. 5.6. Варианты возможных несовпадений осей валов:
а — смещение; б — излом; в — смещение с изломом; А — выверенный вал; Б —
выверяемый вал; d — смещение оси выверяемого вала Б относительно оси выве-
ренного вала А', а — угол между их осями
127
Рис. 5.7. Индикаторное приспособление для измерения расхождения
щек шатунной шейки коленчатого вала дизеля:
1 — корпус; 2 — индикатор часового типа; 3 — противовес
На тепловозах валы многих механизмов соединены муфтами
различного исполнения и шлицевыми втулками. Резиновые дета-
ли муфт уменьшают динамические нагрузки, возникающие в при-
воде механизмов. Изменение длины многих валов компенсируется
за счет шлицевых соединений. Несмотря на многообразие соеди-
нительных звеньев, соосность валов можно проверять индикатор-
ным приспособлением, шлицевой или технологической втулкой,
технологическими (выдвижными) полувалами и приспособлени-
ем со скобами. Покажем на примерах, когда и как пользуются
различными приспособлениями для контроля центровки валов.
Индикаторное приспособление используют в тех случаях, когда
валы соединены жесткой муфтой (разъединять которую нельзя),
например соединение вала дизеля с валом тягового генератора.
В этом случае несоосность валов определяется величиной упругой
деформации (изгибом) валов. У собранного дизель-генератора рас-
хождение щек контролируют индикаторным приспособлением
(рис. 5.7), которое размещают между щеками шатунной шейки
коленчатого вала ближе к краю щеки. Установив шатунную шейку
в НМТ, поворотом шкалы цифру «О» выставляют против стрелки
индикатора. Коленчатый вал поворачивают на полный оборот. Че-
рез каждые 90° записывают показание индикатора на круговой ди-
аграмме. Отклонение стрелки от нуля по часовой стрелке записыва-
ют со знаком «плюс», указывающим, что щеки сходятся; отклоне-
ние стрелки от нуля в обратную сторону отмечают со знаком «ми-
нус» — в этом случае щеки расходятся. Замер повторяют дважды.
Затем находят наибольшую алгебраическую разность между пока-
128
Рис. 5.8. Проверка соосности валов приспособлением со скобами:
а — схема приспособления; б — круговая диаграмма; в — конструкция одного из
приспособлений; 1, 4 — скобы; 2 — измерительный болт; 3 — упор; 5 — хомут;
А — выверенный вал; Б — выверяемый вал; d, dt, d2, d3, d4, 5, 8h 32, 53,34 — зазоры;
r — высота уровня измерений d и 8
заниями индикатора в точках 0... 180° и 90... 270°. Наибольшую раз-
ность принимают за действительную величину расхождения щек.
Недопустимое расхождение щек (более 0,05 мм) устраняют
путем сдвига остова генератора относительно картера дизеля и
постановки клиновых прокладок между ними, а также под пру-
жины, расположенные под лапами генератора. Нельзя помещать
прокладки между подшипниковым щитом и остовом генератора.
Это, как правило, вызывает деформацию подшипникового щита
и появление в нем трещин. После центровки остов генератора
фиксируют относительно картера дизеля постановкой штифтов.
Приспособление со скобами применяют во всех случаях, когда
соединительным звеном между валами служат муфты (пластинча-
тая, кулачковая или с резиновыми деталями). Схема приспособ-
ления со скобами показана на рис. 5.8, а, а один из вариантов
конструктивного исполнения — на рис. 5.8, в. Скобу 4 с помощью
хомута 5 закрепляют на выверенном валу, а скобу 7 — на выверя-
емом. Предварительные зазоры d и 8 в пределах 2... 3 мм устанав-
ливают измерительным болтом 2. Для того чтобы проверить соос-
ность, оба вала одновременно поворачивают на полный оборот.
Через каждые 90° фиксируют и записывают зазоры d и 8 на круго-
вой диаграмме (рис. 5.8, б). Такой порядок записи принят условно,
если смотреть на торец выверяемого вала Б со стороны выверенно-
го вала А.
Контрольные вопросы
1. Какие существуют способы комплектования деталей?
2. Какие способы статической балансировки деталей вы знаете?
3. В чем сущность динамической балансировки деталей?
4. В чем заключается отличие динамической балансировки от стати-
ческой?
Ь Собенин
Глава 6
ОБЩИЕ СВЕДЕНИЯ О ДВИГАТЕЛЯХ ВНЕШНЕГО
И ВНУТРЕННЕГО СГОРАНИЯ
6Л. Тепловые двигатели
Тепловым называется двигатель, который преобразует тепло-
вую энергию, получаемую от сгорания топлива, в механическую
энергию. Тепловые двигатели разделяются на двигатели внешнего
и внутреннего сгорания топлива.
В тепловом двигателе внешнего сгорания в качестве теплоно-
сителя (рабочего тела, выполняющего непосредственную работу
в машине) используется водяной пар. Водяной пар получают в
котле от теплоты сжигаемого топлива в топке (или реакторе атом-
ных электростанций). Этот пар, называемый сырым, имеющий
низкую температуру, равную температуре воды котла, при со-
прикосновении с холодными стенками машины интенсивно ох-
лаждается и конденсируется, теряя давление. Это состояние назы-
вается «мятием» пара. Машины, работающие на сыром паре, име-
ют низкий КПД. Чтобы уменьшить эффект мятия, пар нагревают
в пароперегревателе до температуры 300...600°C. Такие парамет-
ры пара приемлемы для работы паровых машин — поршневых
или лопаточных (турбин). Поршневые машины применяются на
паровозах и пароходах. Лопаточные двигатели применяются на теп-
ловых и атомных электростанциях в качестве двигателей турбоге-
нераторов.
В двигателях внутреннего сгорания процессы сжигания топли-
ва, выделения теплоты и преобразования части ее в механичес-
кую работу происходят непосредственно внутри двигателя. К та-
ким двигателям относятся поршневые двигатели, газовые турби-
ны, реактивные и комбинированные двигатели.
Основными деталями поршневого двигателя внутреннего сгора-
ния (рис. 6.1) являются цилиндр 2, крышка (головка) цилиндра 5,
картер 1, поршень 6, шатун 7, коленчатый вал 8, клапаны впуска 3
и выпуска 4.
В процессе работы этого двигателя топливо и необходимый для
его сгорания воздух вводятся в объем цилиндра двигателя, огра-
ниченный днищем крышки, стенками цилиндра и днищем пор-
шня. Образующиеся при сгорании газы (рабочее тело), имеющие
высокую температуру, давят на поршень и перемещают его в ци-
130
Рис. 6.1. Поршневой двигатель внутреннего
сгорания (ДВС):
1 — картер; 2 — цилиндр; 3 — клапан впуска; 4 —
клапан выпуска; 5 — крышка цилиндра; 6 — пор-
шень; 7 — шатун; 8 — коленчатый вал
Рис. 6.2. Газовая турбина — ДВС:
1 — топливный насос; 2 — камера сгорания; 3 — на-
правляющий аппарат; 4 — турбина; 5 — компрессор
линдре. Поступательное движение поршня через шатун передает-
ся установленному в опорах картера коленчатому валу, который и
преобразует его во вращательное движение.
В газовых турбинах (рис. 6.2) сжигание топлива производится в
камере сгорания 2. Топливо в нее подается насосом 1 через фор-
сунку. Воздух, необходимый для горения, нагнетается в камеру
сгорания с помощью компрессора 5, установленного на одном
валу с рабочим колесом газовой турбины 4. Продукт сгорания (ра-
бочее тело) через направляющий аппарат 3 поступает на лопатки
рабочего колеса турбины 4.
Газовые турбины широко используются в качестве вспомога-
тельных агрегатов в поршневых и реактивных двигателях, а также
как самостоятельные силовые установки. В отличие от поршневых
двигателей тепловой процесс в газовой турбине происходит не-
прерывно, реализуя значительную мощность при сравнительно
небольших габаритах и массе.
В реактивном двигателе внутреннего сгорания (рис. 6.3) топливо
и окислитель насосами 3 подаются из емкостей 7 и 2 в камеру сго-
рания 4. Продукты сгорания (рабочее тело) расширяются в сопле 5.
Истечение газов из сопла в окружающую среду с большой скоро-
стью создает реактивную силу тяги двигателя.
Особенностью реактивных двигателей является независимость силы
тяги от скорости движения реактивной установки, а их мощность
возрастает с увеличением скорости движения и количества поступа-
ющего воздуха в двигатель. Это свойство турбореактивных двигате-
лей используют в авиации. Главные недостатки реактивных двигате-
лей — их низкая экономичность и небольшой срок службы.
131
Рис. 6.3. Реактивный двигатель
внутреннего сгорания:
Рис. 6.4. Комбинированный
двигатель внутреннего сгорания:
7 — поршневая часть (ПЧ); 2— газо-
вая турбина (Т); 3 — компрессор (К)
7 — емкость для топлива; 2 — емкость
для окислителя; 3 — насосы; 4 — каме-
ра сгорания; 5 — сопло
Комбинированный двигатель внутреннего сгорания (рис. 6.4) со-
стоит из поршневой части 1, в качестве которой используется
поршневой двигатель внутреннего сгорания, газовой турбины 2 и
компрессора 3. Выпускные газы из поршневого двигателя, имею-
щие высокую температуру и давление, отдают свою энергию ло-
паткам рабочего колеса газовой турбины, приводящей в действие
компрессор. Компрессор засасывает воздух из атмосферы и под
определенным давлением нагнетает его в цилиндры поршневого
двигателя. Это увеличение наполнения цилиндров двигателя воз-
духом путем повышения давления на впуске называется наддувом.
При наддуве плотность воздуха повышается, и увеличивается за-
ряд воздуха в цилиндре. Известно, что для сжигания 1 кг жидкого
топлива необходимо около 15 кг воздуха. Поэтому чем больше воз-
духа поступит в цилиндр, тем больше топлива можно сжечь в
нем, получив при этом большую мощность.
Комбинированные двигатели имеют значительный срок служ-
бы, сравнительно небольшие габаритные размеры, массу и высо-
кую экономичность, благодаря чему они нашли широкое приме-
нение на железнодорожном транспорте.
6.2. Основные понятия и определения
Такт — это одно перемещение поршня в цилиндре от одного
крайнего положения в другое.
Крайним положением поршня в цилиндре, или мертвой точкой,
называется положение, при котором происходит изменение на-
правления поступательного движения поршня в цилиндре (мерт-
вая точка верхняя, нижняя, внутренняя, внешняя или наружная).
Рабочее тело (энергоноситель) ДВС — это теплоноситель (газ),
посредством которого в двигателе совершается механическая ра-
бота. Рабочее тело образуется в результате сгорания топлива. В свя-
зи с возвратно-поступательным движением поршня сгорание топ-
лива в поршневых двигателях возможно лишь последовательными
порциями, причем сгоранию каждой порции топлива должен пред-
шествовать ряд подготовительных процессов.
132
Совокупность термодинамических процессов, происходящих в
цилиндре в определенной последовательности, называется рабо-
чим циклом, который повторяется во время работы двигателя.
По способу образования смеси топлива с воздухом рабочие циклы
двигателей бывают с внешним и внутренним смесеобразованием.
В рабочем цикле с внешним смесеобразованием подготовка сме-
си воздуха с топливом происходит вне цилиндра, и наполнение
его производится готовой горючей смесью. К таким двигателям
относятся карбюраторные двигатели, работающие на бензине, га-
зовые двигатели, а также двигатели с впрыском топлива во впуск-
ной трубопровод, которое легко испаряется и хорошо перемеши-
вается с воздухом при обычных условиях. Подготовленная горю-
чая смесь воспламеняется в цилиндре при помощи электрической
искры. Вследствие быстрого сгорания смеси в цилиндре резко по-
вышаются температура и давление, под воздействием которого
происходит перемещение поршня в цилиндре. В процессе расши-
рения нагретые до высокой температуры газы совершают полез-
ную работу. Давление, а вместе с ним и температура газов в цилин-
дре понижаются. После расширения следует выпуск, т. е. очистка
цилиндра от продуктов сгорания, и рабочий цикл повторяется.
Рабочий цикл с внутренним смесеобразованием происходит только
внутри цилиндра двигателя. Рабочий цилиндр заполняется не сме-
сью, а воздухом (впуск), который и подвергается сжатию. В конце
процесса сжатия в цилиндр через форсунку под большим давле-
нием впрыскивается топливо в виде мелко распыленного факела.
При этом происходит перемешивание его с горячим воздухом.
Начинается интенсивное испарение топлива, вследствие чего об-
разуется топливовоздушная смесь, которая самовоспламеняется.
Впрыск топлива во избежание преждевременной вспышки про-
исходит только в конце сжатия. После сгорания топлива следует
процесс расширения и очистки цилиндра от продуктов сгорания
(выпуск). Для двигателей с внутренним смесеобразованием могут
быть использованы все виды жидкого и газообразного топлива.
Двигатели, в которых воспламенение топлива происходит в ре-
зультате высокого сжатия воздуха, называются по имени изобре-
тателя этого двигателя — немецкого ученого Рудольфа Дизеля —
дизелями.
Объем внутренней полости цилиндра при положении поршня
в ВМТ называется объемом камеры сгорания, или камеры сжатия,
и обозначается Vc.
Объем, описываемый поршнем при перемещении от ВМТ до
НМТ, называется рабочим объемом цилиндра и обозначается Vh.
Объем над поршнем, находящимся в НМТ, называется полным
объемом цилиндра и обозначается Уа:
Va=Vh+ vc.
133
Отношение полного объема цилиндра к объему камеры сгора-
ния называется степенью сжатия и обозначается е:
р _ Va _ Vh + К
Ис~ Ve ’
Следовательно, степень сжатия есть безразмерное число, по-
казывающее, во сколько раз полный объем цилиндра больше объ-
ема камеры сгорания. Степень сжатия двигателей с внешним сме-
сеобразованием находится в пределах 5...8, дизелей — 12... 18.
6.3. Четырехтактный двигатель
Цилиндр двигателя закрыт крышкой, в которой располагаются
клапаны для впуска свежего заряда и клапаны выпуска газов. Кла-
паны удерживаются в закрытом состоянии пружинами и давлени-
ем в цилиндре при процессах сжатия, сгорания и расширения.
Открытие клапанов в нужные моменты производится газораспре-
делительным механизмом.
Газораспределительный механизм состоит из рычагов, штанг и
толкателей, на которые воздействуют кулачки распределительно-
го вала.
Распределительный вал приводится в движение от коленчатого
вала двигателя и имеет вдвое меньшую частоту вращения, чем
коленчатый вал, вследствие чего каждый клапан открывается один
раз за два оборота коленчатого вала. Взаимосвязь газораспредели-
тельного механизма с коленчатым валом находится в определен-
ной механической зависимости. Эта зависимость устанавливается
заводом—изготовителем двигателя и изображается диаграммой фаз
(углов) газораспределения.
Диаграмма фаз газораспределения — паспортная характеристика
определенного типа двигателя. Она на графике указывает фазы
(утлы) положений колена коленчатого вала, при которых проис-
ходят изменения термодинамического процесса в наиболее эко-
номичном режиме в цилиндре двигателя. Диаграмма фаз газорас-
пределения является руководящим документом проверки и регу-
лировки поршневого двигателя внутреннего сгорания как при сбор-
ке в процессе изготовления, так и при ремонте двигателя.
Изменение давления рабочего тела в цилиндре двигателя за
рабочий цикл, который фиксируется специальным прибором —
индикатором — на диаграммной бумаге в координатах давления Р
и рабочего объема Vh, называется индикаторной диаграммой.
Рассмотрим термодинамический процесс рабочего цикла в че-
тырехтактном двигателе (рис. 6.5).
Фаза <р/_2 — это угол, описываемый коленом коленчатого вала,
при котором клапан впуска открыт. На индикаторной диаграмме
134
б
Рис. 6.5. Схема работы четырехтактного двигателя и индикаторные
диаграммы:
1 — начало открытия впускного клапана; 2 — закрытие впускного клапана; 3 —
начало подачи топлива; 4 — начало открытия выпускного клапана; 5 — закрытие
выпускного клапана; а—г — такты рабочего цикла; Ро — атмосферное давление;
z — точка максимального давления газов в цилиндре
этот процесс изображен линией 1—2— процесс всасывания све-
жего заряда.
Фаза ф2-з — это угол, описываемый коленом коленчатого вала,
при котором оба клапана закрыты. На индикаторной диаграмме
наблюдается процесс сжатия свежего заряда, при этом темпера-
тура его достигает 500... 700 °C.
Фаза — это угол, описываемый коленом коленчатого вала
при закрытых клапанах впуска и выпуска. Точка 3 находится вбли-
зи ВМТ. С этого момента в цилиндр двигателя подается топливо в
мелкораспыленном виде, которое активно (при t = 500...700°C)
испаряется, воспламеняется и сгорает. Этот процесс длится ты-
сячные доли секунды. В цилиндре резко возрастают температура
(®1700°С) и давление (Pz) образовавшихся газов, вследствие чего
колено коленчатого вала успевает пройти ВМТ, и сила, равная
произведению давления газов на площадь поршня, раскручивает
коленчатый вал. Этот процесс расширения газов называют рабо-
135
чим ходом поршня, и он заканчивается при положении колена
коленчатого вала в точке 4.
Фаза (р4_5 — это угол, описываемый коленом коленчатого вала,
при котором открыт клапан выпуска. На индикаторной диаграмме
этот процесс — выпуск отработавших газов — изображен линией
4—5. В позиции колена коленчатого вала 5 клапан выпуска закры-
вается, а клапан впуска открывается. Этим завершается рабочий
цикл и начинается следующий.
Весь рабочий цикл совершился за четыре такта, поэтому такой
двигатель называют четырехтактным.
Создание комбинированных двигателей явилось новым этапом в
развитии ДВС. Цель создания комбинированных двигателей —
получение более экономичного и мощного двигателя при малых
его габаритах. Потребность в таких двигателях особенно велика на
железнодорожном транспорте. Увеличение мощности двигателя при
тех же габаритах осуществляется за счет компрессорного наддува.
В комбинированном двигателе в качестве компрессорных машин
используются почти все виды компрессоров, а в качестве расши-
рительной машины применяется только газовая турбина.
Благодаря наддуву в цилиндры подается на каждый рабочий
цикл больше воздуха, чем при всасывании, что дает возможность
сжигать большее количество топлива. Это позволяет получать при
одинаковых с обычным дизелем размерах цилиндров и той же
частоте вращения вала большую мощность.
При сжатии в нагнетателе воздух нагревается, его удельный
объем возрастает, что значительно уменьшает воздушный заряд в
цилиндре; поэтому в дизелях со средним и высоким наддувом обя-
зательно применяют охлаждение наддувочного воздуха перед по-
ступлением его в цилиндры.
Охлаждение воздуха на каждые 10 °C дает увеличение мощнос-
ти дизеля на 3...4% и снижение удельного расхода топлива при-
мерно на 1,5...2,0 г/(кВт-ч). Экономичность комбинированного
двигателя с наддувом повышается также вследствие увеличения
механического КПД и дополнительного использования теплоты
отработавших газов.
Индикаторная диаграмма комбинированного четырехтактного
дизеля с газотурбинным наддувом представлена на рис. 6.6.
В двигателях с наддувом процесс зарядки цилиндра происхо-
дит иначе, чем у дизеля без наддува. Турбокомпрессор засасывает
воздух при атмосферном давлении Ро и сжимает его до давления
Рк. Сжатый в компрессоре воздух проходит через охладитель и впус-
кной коллектор. На пути от турбокомпрессора до цилиндра давле-
ние воздуха снижается от Рк до Ра, поэтому линия давления впус-
ка расположена ниже линии Рк и выше линии Ро.
После заполнения цилиндра воздухом начинается процесс сжа-
тия, который на индикаторной диаграмме изображен кривой 2— 3.
136
Рис. 6.6. Индикаторная диаграмма
четырехтактного дизеля с газотур-
бинным наддувом:
Ро— атмосферное давление; Ра — дав-
ление в период наполнения; Рг — дав-
ление в цилиндре в период выпуска;
Рк — давление воздуха в наддувочном
коллекторе; Ис — объем камеры сжа-
тия; ИЛ — рабочий объем; Va — полный
объем цилиндра; 1 — 5— процесс про-
дувки: 1 — открытие клапанов впуска;
2 — закрытие клапанов впуска; 3 —
впрыск топлива в цилиндр; 4 — откры-
тие клапанов выпуска; 5 — закрытие кла-
панов выпуска; z — точка максималь-
ного давления газов в цилиндре
В конце сжатия в цилиндр впрыскивается через форсунку топли-
во, которое воспламеняется в точке 3. Процесс сгорания показан
линией 3— z, а расширение газов происходит по кривой z— 4. В точке
4 открываются выпускные клапаны, и отработавшие газы выталки-
ваются в газовую турбину при давлении Рг. Газы проходят через
направляющий аппарат на лопатки турбины, а затем выбрасыва-
ются в атмосферу. На диаграмме линия выпуска газа из цилиндра
расположена выше атмосферной и ниже линии наполнения.
В четырехтактных двигателях энергии отработавших газов впол-
не достаточно, чтобы нагнетатель сжимал воздух до давления Рк,
более высокого, чем Рт. В результате наддува площадь индикатор-
ной диаграммы, а следовательно, и мощность двигателя значительно
возрастают.
6.4. Двухтактный двигатель
В отличие от четырехтактного в двухтактном двигателе очистка
рабочего цилиндра от продуктов сгорания и наполнение его све-
жим зарядом происходят только при движении поршня вблизи НМТ.
При этом перезаряд цилиндра осуществляется воздухом, предвари-
тельно сжатым специальным компрессором, на привод которого
тратится значительная часть энергии дизеля. В процессе газообмена в
двухтактных двигателях некоторая часть воздуха неизбежно удаля-
ется из цилиндра вместе с выпускными газами. Качество процесса
газообмена (продувки) цилиндра в двухтактном двигателе значи-
тельно влияет на мощность и экономичность дизеля. Схемы газооб-
мена (продувки) двухтактных дизелей представлены на рис. 6.7.
На рис. 6.8 показана работа двухтактного двигателя с прямо-
точной клапанно-щелевой схемой газообмена, конструкция ко-
торого имеет следующие особенности:
137
Рис. 6.7. Схемы газообмена (продувки) двухтактных дизелей:
а — поперечно-щелевая; б — щелевая с частичным наддувом; в — прямоточная
клапанно-щелевая; г — прямоточная щелевая при встречно движущихся поршнях;
1 — поршень; 2 — клапан; 3 — форсунка
• впускные окна расположены в нижней части цилиндра, и их
высота составляет около 20 % хода поршня;
• выпускные клапаны размещаются в крышке цилиндра и от-
крываются приводом от распределительного вала один раз за один
оборот коленчатого вала;
’ продувочный компрессор нагнетает воздух в ресивер. Воздух
из ресивера очищает цилиндр от продуктов сгорания и наполняет
его свежим зарядом.
Рабочий цикл совершается согласно диаграмме фаз газорас-
пределения (рис. 6.9): фаза к~ с — сжатие свежего заряда; с —
впрыск топлива в цилиндр; с—т — воспламенение топлива в
цилиндре, сгорание и расширение газов (рабочий ход); т~п —
выпуск газов через открытые клапаны крышки цилиндра, п~Ь —
продувка; п — к — зарядка воздухом цилиндра; к — клапаны вы-
пуска закрываются, начинается сжатие свежего заряда, и цикл
повторяется. Рабочий цикл совершился за два такта или за один
оборот коленчатого вала. Поэтому такой двигатель и называется
двухтактным.
Из рассмотренного рабочего цикла двухтактного двигателя на
индикаторной диаграмме видно, что на части хода поршня, когда
происходит газообмен в цилиндре, полезная работа не соверша-
ется. Объем Ип, соответствующий этой части хода поршня, назы-
вается потерянным. Тогда действительный рабочий объем
ИЛ'= Vh- Ип,
действительная степень сжатия
138
Рис. 6.8. Схема работы двухтактного двигателя с внутренним смесеобра-
зованием и прямоточной клапанно-щелевой схемой газообмена и
индикаторной диаграммой:
а — подготовка рабочего хода; б — рабочий ход; первый такт: п—к — зарядка;
к—с — сжатие; с — подача топлива и его воспламенение; второй такт: с—z —
полное сгорание топлива; z—m — расширение; т—п — выпуск газов; п—Ь —
продувка цилиндра; 1 — впускной патрубок; 2 — продувочный насос; 3 — пор-
шень; 4 — выпускные клапаны; 5 — форсунка; 6 — выпускной патрубок; 7 —
воздушный ресивер; 8 — впускное окно; Vh — рабочий объем; V’h — действи-
тельный рабочий объем; Ип — потерянный объем; Ро — атмосферное давление;
z — точка максимального давления газов в цилиндре
К ’
где Ис — объем камеры сжатия, геометрическая же степень сжатия
К
Отношение потерянного объема Vn к геометрическому рабоче-
му объему Vh представляет собой долю потерянного объема на
процесс газообмена:
139
Продолжительность
сжатия о /
Направление
вращения
коленчатого
вала
° Начало
открытия
т выпускных
Закрытие
выпускных
клапанов
84° Т окон
Начало
Закрытие
продувочных
окон
п открытия
продувочных
окон
Рис. 6.9. Диаграмма фаз газораспределения двухтактного двигателя
с клапанно-щелевой продувкой цилиндра (дизель 14Д40):
п — начало открытия окон продувки; к — закрытие клапанов выпуска; с — нача-
ло подачи топлива насосом в цилиндр; m — начало открытия клапанов выпуска
газов; b — закрытие поршнем окон продувки; НМТ — положение поршня
в нижней мертвой точке; ВМТ — положение поршня в верхней мертвой точке
В двухтактных двигателях у = 10... 38 %. Сравнение рабочих цик-
лов четырех- и двухтактных двигателей показывает, что при оди-
наковых размерах цилиндров и частотах вращения коленчатого вала
мощность двухтактного двигателя значительно больше. Учитывая
увеличение числа рабочих циклов в два раза, следовало бы ожи-
дать и двукратного увеличения мощности. В действительности мощ-
ность двухтактного двигателя увеличивается приблизительно в
1,5... 1,7 раза вследствие потери части рабочего объема, ухудшения
очистки и наполнения, а также необходимости затраты мощнос-
ти на приведение в действие продувочного насоса.
К преимуществам двухтактных двигателей следует отнести боль-
шую равномерность крутящего момента, так как полный рабочий
цикл осуществляется при каждом обороте коленчатого вала (а не
за два, как в четырехтактных). Этим объясняется более равномер-
ный износ шеек коленчатого вала двухтактного дизеля в эксплуа-
тации.
Существенным недостатком двухтактного процесса по сравне-
нию с четырехтактным является малое время, отводимое на про-
цесс газообмена. Следует учитывать, что очистка цилиндра от про-
дуктов сгорания и наполнение его свежим зарядом более совер-
шенно происходит в четырехтактных двигателях. Кроме того, в
двухтактном двигателе температурный уровень поршня, крышки,
цилиндра и клапанов выше, чем в четырехтактном.
140
6.5. Термодинамические циклы ДВС
Теоретические РИ-диаграммы термодинамического процесса,
протекающего в ДВС, позволяют оценивать степень совершен-
ства рабочего цикла реального двигателя. В отличие от рабочих
циклов, протекающих в реальных двигателях, в термодинамичес-
ких циклах допускается следующее:
• отсутствие каких-либо потерь, кроме отдачи теплоты холод-
ному источнику;
• цикл протекает с постоянным количеством рабочего тела
(газа);
• химический состав рабочего тела остается постоянным в те-
чение всего цикла;
• процессы сжатия и расширения протекают без теплообмена
с окружающей средой и тепловых потерь.
Следовательно, термодинамический цикл является предельным
циклом, к которому следует стремиться при осуществлении рабо-
чего цикла в реальных двигателях.
Для улучшения экономичности рабочего цикла в ДВС жела-
тельно увеличивать степень сжатия е и использовать процесс сго-
рания топлива с подводом теплоты при постоянном объеме —
цикл Отто (рис. 6.10, а):
1—2— сжатие газа;
2—3 — нагревание газа за счет подвода теплоты Qh вследствие
чего возрастает давление газа при постоянном объеме;
3—4— расширение газа (рабочий ход);
4— 1 — охлаждение газа за счет отвода теплоты Q2.
Рис. 6.10. Индикаторные диаграммы термодинамических циклов:
а — с сообщением теплоты при постоянном объеме; б — с сообщением теплоты
при постоянном давлении; в — с сообщением теплоты при постоянных объеме и
давлении; Кс — объем камеры сжатия; Vh — рабочий объем; Qit Q\, Q"} —
подведенная теплота; Q2 — отведенная теплота; L — полезная работа; z — точка
максимального давления газов в цилиндре; 1— 4 — характерные точки рабочего
цикла
141
С повышением степени сжатия £ КПД цикла возрастает. Одна-
ко при увеличении е в цилиндрах двигателя резко возрастают мак-
симальные давления и температура, а следовательно, повышают-
ся потери на трение. Поэтому увеличение степени сжатия больше
15 нецелесообразно, так как это практически не влияет на эконо-
мичность ДВ С.
Индикаторная диаграмма термодинамического процесса с со-
общением теплоты Qi при постоянном давлении и отводе теплоты Q2
при постоянном объеме — цикла Дизеля —- показана на рис. 6.10, б:
1—2 — сжатие газа (более высокая степень сжатия по сравне-
нию с циклом Отто;
2— 3 — вследствие подвода теплоты Q} увеличивается объем
при постоянном давлении;
3— 4 — расширение газа;
4— 1 — отвод теплоты Q2 от газа при постоянном объеме.
В процессе сжатия (адиабата 1—2) вся затраченная работа идет
на повышение внутренней энергии рабочего тела, т. е. его темпе-
ратуры. В данном цикле (2—5) подведенная теплота Qx расходует-
ся на повышение внутренней энергии рабочего тела и выполне-
ние внешней работы. В процессе расширения (3—4) рабочего тела
совершается работа L по преодолению сопротивления внешних
сил. Изохорный процесс (4—1) соответствует отводу теплоты Q2
от рабочего тела.
Индикаторная диаграмма обобщенного идеального термодина-
мического цикла (смешанный цикл) изображена на рис. 6.10, в:
1—2 — сжатие рабочего тела;
2—z — подвод теплоты Q\ при постоянном объеме;
Z—3 — подвод теплоты Q'\ при постоянном давлении, при
котором выполняется полезная работа;
3—4 — расширение (4^1) рабочего тела, при котором со-
вершается полезная работа — отвод теплоты Q2 при постоянном
объеме.
Полезная работа L, полученная в идеальной тепловой маши-
не, изображается площадью 1—2—z—3—4—1, расположенной
внутри диаграммы термодинамического цикла.
Степень использования теплоты в термодинамическом цикле
(идеальном) называется термическим коэффициентом полезного
действия тепловой машины и определяется по формуле
_ Qi - Q2 _
0. 01 ’
Идеальные циклы необходимы для сравнения индикаторных
диаграмм действительных машин. По величине отклонения дей-
ствительных циклов от идеальных намечают меры по усовершен-
ствованию реальных двигателей.
142
6.6. Мощность и КПД дизеля
Мощность дизеля можно определить по индикаторной диаг-
рамме.
Предполагая, что рабочие циклы в многоцилиндровых двигате-
лях протекают примерно одинаково и только смещены на угол
(фазу) сдвига кривошипов коленчатого вала, можно считать, что
мощность, развиваемая в отдельных цилиндрах, тоже одинакова, а
мощность дизеля в целом равна сумме мощностей всех цилиндров.
Выражение для подсчета индикаторной мощности двигателя
можно получить, вычислив работу L, выполненную газами в од-
ном цилиндре за полный цикл:
L = PicpFS,
Где Picp — среднее индикаторное давление, Н/м2 или Па; F —
площадь поршня, м2; S — ход поршня, м.
Площадь поршня определяется по формуле
nD2
F’—'
где D — диаметр поршня, м.
Среднее индикаторное давление получают в результате заме-
ны площади индикаторной диаграммы равновеликим прямоу-
гольником, у которого ордината называется среднеиндикаторным
давлением.
Тогда работа, выполненная во всех цилиндрах дизеля за 1 мин:
Т D nD2 „ . 2
L- Picp 4 Sni ,
где n — частота вращения коленчатого вала, об/мин; / — число
цилиндров дизеля; т — тактность дизеля (т = 2 — для двухтактного
и т = 4 — для четырехтактного двигателя).
Индикаторная мощность дизеля определяется по формуле
2Рр„т _ P,Vhni
1 60 103т ЗО-1О3т’
где 103 — коэффициент для перевода мощности в киловатты.
Для получения индикаторной диаграммы применяют специаль-
ные приборы — индикаторы. В тихоходных ДВС (до 700 об/мин)
используют механические индикаторы, а в быстроходных — элек-
трические.
В зависимости от конструкции ДВС и его форсировки среднее ин-
дикаторное давление МПа, может меняться в широких пределах:
143
Двухтактные двигатели
10Д100........................................... 1,140
11Д45............................................ 1,100
14Д40............................................ 1,120
Четырехтактные двигатели
ПД1М............................................. 1,070
1Д49 ............................................ 2,095
1А-5Д49 ......................................... 1,385
Индикаторная мощность, полученная за счет работы газов в
цилиндре двигателя, при передаче на коленчатый вал расходует-
ся на трение поршней, подшипников шатунно-поршневой груп-
пы, на привод газораспределительного механизма, топливные
насосы высокого давления, водяные, масляные и топливные на-
сосы и другие механизмы, без которых невозможна работа дизеля.
Эти затраты работы называются механическими потерями Lu, и
соответствующая им мощность называется мощностью механичес-
ких потерь Nu. Аналогично индикаторной работе
т - к Р
— r h гм>
где Рм — среднее давление механических потерь.
Среднее эффективное давление Ре представляет собой услов-
ное постоянное давление, которое, действуя на поршень в тече-
ние одного хода, совершает работу, равную эффективной работе
за цикл или это эффективная работа Le за цикл, отнесенная к
рабочему объему цилиндра:
р _ Д?
е V ’
'h
Эффективная мощность Ne подсчитывается так же, как и ин-
дикаторная, но вместо среднего индикаторного давления Р, в фор-
мулу подставляется среднее эффективное давление Ре.
Отношение эффективной мощности к индикаторной называ-
ется механическим КПД:
Ne
Для современных дизелей т]м = 0,8...0,88.
Отношение эффективной работы к количеству теплоты, под-
веденной с топливом, называется эффективным КПД лизеля и
обозначается щ:
3600
1% = —FT’
QeQh
144
где qe— удельный эффективный расход топлива, г/(кВтч); QH —
низшая теплота сгорания дизельного топлива, кДж/кг.
При оптимальной нагрузке дизеля т]е= 0,39...0,43.
Эффективный, индикаторный и механический КПД связаны
между собой соотношением
= ПЛ1м-
Эффективность работы ДВС часто оценивают вместо КПД двига-
теля удельным расходом топлива qe, т.е. расходом топлива на
единицу его полезной (эффективной) работы, выраженным в
г/(кВт-ч) или г/(л. с. ч). Удельный расход топлива определяется
экспериментально при испытаниях двигателя, где измеряется рас-
ход топлива G дизелем за единицу времени работы, кг/ч, с по-
стоянной мощностью Ne, кВт или л. с. Тогда qe = G/Ne. Современ-
ные тепловозные дизели имеют qe на уровне 200...220 г/(кВтч),
или 150... 180 г/(л.с.-ч).
6.7. Тепловой баланс и характеристики дизелей
Эффективность работы тепловозных двигателей характеризу-
ется тепловым балансом, который отражает распределение вве-
денной в двигатель теплоты по составляющим и выражается уравне-
нием
Qt = Qe + Qr + Qb + Qm + Qh.b+ Qnp,
где Qe — теплота, преобразованная в полезную механическую ра-
боту на коленчатом валу дизеля; Qr — теплота, уносимая с отра-
ботавшими газами; QB — теплота, отводимая с охлаждающей во-
дой; Qu — теплота, отводимая от дизеля со смазочным маслом;
Qh.b — теплота, отводимая от наддувочного воздуха; (2пр — прочие
тепловые потери.
Составляющие теплового баланса можно определить только
экспериментально на испытательном стенде, а теплота, внесен-
ная в двигатель топливом определяется из выражения
Qt= Qhb4,
где QH — теплота сгорания дизельного топлива (примерно
42300 кДж/кг); Вч — часовой расход топлива дизелем, кг/ч.
Характеристикой называется зависимость основных показате-
лей двигателя (мощности, крутящего момента, расхода топлива и
др.) от режима его работы. Характеристики дизелей определяются
экспериментально на стендах завода-изготовителя. Они вносятся
в паспорт двигателя, и по ним оценивают эксплуатационные свой-
ства, экономичность, надежность и области применения. Завод,
выпускающий дизели, присваивает им заводскую марку (услов-
ное обозначение), например 10Д100, 1А-5Д49, ПД1М и т.д.
145
Рис. 6.11. Скоростные характе-
ристики:
Ne — эффективная мощность; п —
частота вращения коленчатого вала;
лтш — минимальная частота враще-
ния коленчатого вала; лтах — макси-
мальная частота вращения коленча-
того вала; А — точка, соответствую-
щая номинальному режиму работы
дизеля
Рис. 6.12. Тепловозная (генера-
торная) характеристика дизеля:
Ne — эффективная мощность; п —
частота вращения коленчатого вала;
лтш — минимальная частота враще-
ния коленчатого вала; лтах — макси-
мальная частота вращения коленча-
того вала; А — точка, соответствую-
щая номинальному режиму работы
дизеля
Стандартом предусмотрены единые правила обозначения типа
двигателя: первое число обозначает количество цилиндров; буква
«Ч» — четырехтактный; буква «Д» — двухтактный, буква «Н» — с
наддувом; число в числителе указывает диаметр цилиндра в сан-
тиметрах, а в знаменателе — ход поршня в сантиметрах. Напри-
мер: 16 ЧН 26/26 — это дизель 1А-5Д49.
Режимы работы двигателя характеризуются нагрузкой и часто-
той вращения коленчатого вала. Характеристики, определяющие
зависимость мощности от частоты вращения коленчатого вала,
называются скоростными характеристиками (рис. 6.11). Если ско-
ростная характеристика получена при полной подаче топлива, то
она называется внешней скоростной характеристикой', характерис-
тики, снятые при работе двигателя с неполной подачей топлива,
называются частичными скоростными характеристиками.
На каждом скоростном режиме мощность может меняться от
нуля (холостой ход) до максимального значения. Постоянство
частоты вращения коленчатого вала при разных нагрузках требу-
ется также в случае приведения в движение от двигателя таких
машин, как, например, компрессоров, вентиляторов и т.п. Во
всех этих случаях двигатель работает по нагрузочной характеристи-
ке. Нагрузочной характеристикой называется зависимость показа-
телей двигателя от эффективной мощности. По ней можно опре-
делить допустимую мощность для заданной частоты вращения ко-
ленчатого вала, а также выявить экономичность работы двигателя
при различных нагрузках. На тепловозе с электрической переда-
146
чей двигатель работает по тепловозной характеристике (рис. 6.12),
представляющей собой изменение мощности, расхода топлива и
других параметров в зависимости от частоты вращения коленча-
того вала при определенном положении контроллера машиниста.
Контрольные вопросы
1. Что такое тепловой двигатель?
2. Какие существуют тепловые двигатели внешнего сгорания и где
они применяются?
3. Что такое двигатель внутреннего сгорания?
4. Какие существуют типы ДВС и каковы области их применения?
5. Что такое рабочее тело ДВС, какими параметрами оно характери-
зуется?
6. Каково назначение термодинамических циклов?
7. Для каких целей служит наддув цилиндров ДВС?
8. Чем отличается индикаторная мощность от эффективной?
9. Что составляет тепловой баланс ДВС?
10. Для чего предназначены характеристики тепловозных дизелей?
Глава 7
УСТРОЙСТВО И РЕМОНТ ОСНОВНЫХ
ЧАСТЕЙ ДИЗЕЛЯ
7.1. Работа дизеля в условиях эксплуатации
Работа дизеля в эксплуатации характеризуется частыми и резки-
ми сменами режимов. Частые изменения режимов характерны не
только для маневровых, но и для магистральных тепловозов: даже
при движении поезда по сравнительно несложному участку наблю-
даются постоянные изменения режимов с интервалом 1...6 мин.
Особенно часто изменяются режимы работы при эксплуатации
дизелей маневровых тепловозов. Хронометраж эксплуатационной
работы показал, что число переключений позиций контроллера
(смен режимов) за час работы для дизелей грузовых тепловозов в
среднем составляет от 50 до 90, пассажирских — от ПО до 115,
маневровых — до 130.
Неустановившиеся режимы работы дизелей приводят к нару-
шению статического равновесия, т.е. к изменению угловой ско-
рости коленчатого вала и связанных с ним агрегатов. Неустано-
вившиеся режимы сопровождаются плохим воздухоснабжением ци-
линдров дизеля, что приводит к неполному сгоранию топлива,
т. е. понижению эффективности дизеля. Чем интенсивнее смена
режимов, тем большая часть времени работы двигателя сопро-
вождается снижением эффективности, увеличением расхода топ-
лива на единицу мощности, изменениями нагрузки на детали,
нарушениями смазки трущихся поверхностей деталей и, как след-
ствие, повышением износа. Все это уменьшает долговечность и
надежность дизеля.
В особую группу следует выделить переходный процесс при пуске
дизеля, который можно разделить на четыре фазы:
• раскрутка коленчатого вала до появления вспышек топлива;
• разгон коленчатого вала на топливе до вступления в дей-
ствие регулятора частоты вращения (рейки на упоре);
• разгон коленчатого вала с одновременным уменьшением по-
дачи топлива и отходом рейки от упора;
• прогрев двигателя с относительно малым изменением ско-
ростного режима.
С понижением температуры увеличивается вязкость масла и воз-
растает сопротивление проворачиванию коленчатого вала, осо-
148
бенно в двух первых фазах процесса пуска. Относительно малая
частота вращения вала и низкая температура стенок цилиндра
приводят к повышению потерь теплоты рабочим телом в цилинд-
ре, потерь заряда. Эти факторы вместе с низкой температурой
воздуха на впуске обуславливают пониженные значения давления
и температуры рабочего тела в цилиндре в конце процесса сжа-
тия, вследствие чего в камере сгорания не создаются благоприят-
ные условия для воспламенения топлива, что затрудняет пуск
двигателя. При низких температурах положение усугубляется зна-
чительным ухудшением состояния аккумуляторных батарей —
снижением их емкости и возрастанием внутреннего сопротивле-
ния, что вызывает уменьшение крутящего момента стартера и
быструю разрядку батарей.
Пуск охлажденного дизеля сопровождается интенсивным из-
нашиванием деталей. Исследованиями установлено, что изнаши-
вание деталей дизеля за один пуск равноценно работе его под
нагрузкой в нормальных условиях в течение нескольких часов.
Переходные процессы, сопровождаемые вибрациями и темпе-
ратурными напряжениями, являются причинами появления тре-
щин, особенно в сварных соединениях рамы и блока цилиндра
дизелей. В процессе эксплуатации наблюдаются износ посадочных
поверхностей под гильзы цилиндров, износ вкладышей подшип-
ников коленчатого вала, кулачковых валов, а также кавитацион-
ные разрушения и коррозии.
7.2. Поддизельная рама и блок цилиндров
Рама дизеля (рис. 7.1) служит для установки на ней дизеля и
генератора, соединенных муфтой. На раме также крепят отдель-
ные сборочные единицы вспомогательного оборудования.
Рамы дизелей типа Д100, Д40, Д49 сварены из горизонтальных
и вертикальных листов, усиленных ребрами жесткости. Снизу к
рамам приварены поддоны, образующие емкости для масел, за-
крытые стенками. Сюда же сливается масло после смазывания под-
шипников и охлаждения поршней дизеля. На верхние листы рам
устанавливаются на болтах блоки дизелей и генераторы. Подди-
зельная рама устанавливается на главную раму тепловоза и кре-
пится к ней болтами. К настильному листу рамы тепловоза прива-
риваются упоры, предохраняющие поддизельную раму от про-
дольных и поперечных перемещений.
Коллектор в поддоне служит каналом для подвода масла к мас-
ляному насосу; уровень масла в нем проверяется рейкой. По кон-
струкции рамы дизелей типов Д49 и Д40 аналогичны раме дизеля
10Д100.
Блоки цилиндров разделяются на мокрые и сухие. В мокрых бло-
ках между втулкой и стенками блока течет охлаждающая вода.
149
8
4
Рис. 7.1. Рама дизеля:
1,3 — отверстия для забора масла насосами; 2, 4— отверстия для слива масла из
фильтра тонкой очистки и вспомогательных агрегатов; 5 — верхний лист для
установки блока дизеля; 6 — сетка; 7 — трубка масломерной рейки; 8 — горло-
вина заливки масла; 9 — опора для пружин; 10, 12 — соответственно отверстие
и труба подачи воды к воздухоохладителям; 11 — платик установки рамы; 13 —
поддон (маслосборник) рамы; 14 — место забора масла маслопрокачивающим
агрегатом
Охлаждение втулок в сухих блоках (рис. 7.2) осуществляется во-
дой между втулкой и рубашкой, напрессованной на втулку. В мок-
рых блоках наблюдаются кавитационные разрушения стенок бло-
ка и уплотнительных колец втулок. В сухих и мокрых блоках ци-
линдров в процессе эксплуатации появляются трещины, свищи,
вытяжка шпилек и болтов крепления подвесок коренных подшип-
ников (рис. 7.3) коленчатого вала.
Трещины в блоке могут появляться вследствие гидроударов при
пуске дизеля и от сильной затяжки цилиндровых крышек, превы-
шающей нормы, установленные заводом.
При обнаружении в блоке трещин, свищей и других дефектов
их устраняют в зависимости от величины и расположения различ-
ными способами: постановкой ввертышей, накладок, заделкой
эпоксидной мастикой.
Отклонения от прямолинейности или плоскостности опорных
платиков поддизельной рамы устраняются шлифованием или шаб-
рением.
Соосность постелей под вкладыши коренных подшипников
восстанавливается расточкой всех постелей в сборке с крышками
150
6
Рис. 7.2. Блок цилиндров дизеля 2А-5Д49 (сухой):
1 — корпус; 2 — передний лист блока; 3 — средняя плита; 4 — проставочная
втулка; 5 — шпилька крепления лотка; 6 — верхняя плита; 7 — шпилька крепле-
ния цилиндровых крышек; 8 — проставка для подвода воздуха к впускным клапа-
нам; 9 — верхний лист блока цилиндров; 10 — водяной коллектор; 11 — предо-
хранительный клапан; 12 — крышка люка картера; 13 — стойка блока; 14 —
втулки из нержавеющей стали для перепуска воды из коллекторов к рубашкам
цилиндров; 15, 16 — вкладыши коренных подшипников; 17 — подвеска; 18 —
болт; а, б, в — маслоподводящие каналы; г — воздушный коллектор; д — отвер-
стие для перепуска воды из крышки в охлаждающую полость цилиндра; е —
фиксирующие зубцы стыка подвески
Рис. 7.3. Варианты соединения подвесок подшипников со стойками
дизеля:
а — с зубчатым стыком; б — с плоским стыком; 1 — стойка дизеля; 2 — подвес-
ка; 3, 4 — болты крепления
151
под больший размер подшипников; при незначительных местных
отклонениях допускается исправление шабрением или наращива-
нием металла.
В процессе текущих ремонтов проверяют крепление болтов и
шпилек, визуальным осмотром выявляют трещины в блоке цилин-
дров, поддизельной раме и картере. При заводских ремонтах эти
сборочные единицы дизеля после обмывки и очистки подвергают
дефектоскопии с целью обнаружения трещин. Обнаруженные тре-
щины заваривают по специально разработанной технологии.
Цилиндровые втулки (гильзы) служат в качестве направляю-
щих для перемещения поршней, а также образуют рабочий объем,
в котором происходит рабочий цикл ДВС. Применение встав-
ных втулок (гильз) позволяет увеличить срок службы блока
цилиндров путем замены изношенных втулок, а также изготов-
лением втулок из высококачественного износостойкого чугуна
или стали.
Во время работы двигателя стенки втулок находятся под воз-
действием давления газов, а также боковых сил трения, возника-
ющих при движении поршня. Кроме того, втулки нагреваются го-
рячими газами также от трения поршня и поршневых колец о
стенки. Высокая температура втулок недопустима, так как при этом
ухудшается наполнение цилиндра свежим зарядом и снижается
мощность двигателя, кроме того при высоком нагреве стенок втул-
ки нарушаются условия смазки, что может быть причиной «при-
хватывания» поршня в цилиндре. Перечисленные условия требуют
при установке цилиндровой втулки в блоке цилиндров обеспече-
ния возможно большей жесткости и хорошего ее охлаждения.
Основными неисправностями цилиндровых втулок являются:
износ рабочих поверхностей, нарушение плотности посадочных
мест, задиры зеркала цилиндра, заклинивание поршня в цилинд-
ре, пробой газов в воду через трещины, течь воды из системы
охлаждения через поврежденные уплотнения.
В процессе ремонта особое внимание обращают на состояние
рабочих поверхностей зеркала втулки. При обнаружении рисок и
натиров на зеркале втулки ее зачищают на месте наждачным по-
лотном с мелким зерном поперек оси втулки, а затем полируют
войлочным кругом, предварительно вынув поршни. Зачищенное
место обезжиривают бензином или ацетоном, затем протравлива-
ют 25 %-ным раствором азотной кислоты, промывают водой и
нейтрализуют 10... 15 %-ным раствором каустической соды, пос-
ле чего смазывают маслом. Работники, выполняющие эти работы,
должны быть защищены от поражения химикатами.
Окна втулок двухтактных дизелей очищают от нагара с помо-
щью металлических скребков, шаберов и протирают салфеткой,
после чего проверяют крепление втулок цилиндра к блоку дизеля.
Такие работы выполняют при ТР-1.
152
На дизелях с подвесными втулками (Д40, Д45, Д49) их извле-
кают из блока при демонтаже цилиндровых крышек в комплекте,
после чего осматривают и обмеряют. Обмер втулок осуществляют
по нескольким поясам по двум взаимно перпендикулярным на-
правлениям специальным индикаторным нутромером с целью
определения овальности и конусности рабочей поверхности. Если
износ втулки превышает установленные нормы, то ее извлекают
из блока с целью восстановления или замены. Втулки вынимают в
случаях обнаружения задиров, глубоких рисок и подплавления
металла на рабочей поверхности, трещин во втулке или в рубаш-
ке, течи масла или воды по уплотнениям посадочных мест, среза
резьбы адаптерных отверстий или износа шпилек рубашки для
водяных переходников (дизель 10Д100).
При текущем ремонте ТР-3 все втулки из блока цилиндров из-
влекают, осматривают и обмеряют, после чего подвергают ремонту.
При заводском ремонте все цилиндровые втулки заменяют не-
зависимо от состояния.
7.3. Коленчатый вал и его подшипники
Коленчатый вал (рис. 7.4) относится к числу наиболее ответ-
ственных, напряженных и дорогостоящих деталей двигателя. Сто-
имость изготовления вала может достигать 30 % стоимости изго-
товления всего двигателя.
В процессе работы двигателя коленчатый вал нагружается си-
лами давления газов, а также силами инерции движущихся воз-
вратно-поступательно и вращающихся деталей. Эти силы вызыва-
ют значительные напряжения кручения, изгибные напряжения и
крутильные колебания, вследствие чего шейки вала испытывают
переменное давление, которое вызывает значительную работу тре-
ния и износ шеек. Поэтому коленчатый вал должен обладать вы-
сокой прочностью, жесткостью и износостойкостью трущихся по-
верхностей при относительно небольшой массе, составляющей
не более 15 % массы двигателя. Коленчатые валы изготавливаются
из качественных углеродистых или легированных сталей ковкой
или штамповкой, а также литьем из высококачественного чугуна
или стали.
Коленчатый вал тепловозного дизеля типа Д49 имеет 10 ко-
ренных и 8 шатунных шеек, расположенных под углом 90° одна к
другой. Между 9-й и 10-й коренными шейками устанавливается
шестерня привода газораспределительного механизма дизеля. К ще-
кам вала с помощью шпилек и гаек крепятся противовесы. Поло-
сти коренных шеек соединяются каналами с шатунными шейка-
ми, по которым подводится масло. Девятая коренная шейка имеет
упорные бурты, предохраняющие коленчатый вал от продольно-
го перемещения. От температурных нагрузок коленчатый вал мо-
153
Рис. 7.4. Коленчатый вал дизеля 1А-5Д49:
] — антивибратор; 2 — шестерня; 3 — сухарь; 4 — пакет пластин; 5, 6 — диски
дизель-генераторной муфты; 7 — направляющие кольца; а — коренная шейка;
б — шатунная шейка; в — щека; г — противовесы
жет удлиняться от 9-й коренной шейки к 1-й. Фланец отбора мощ-
ности соединяется пластинчатой муфтой с тяговым генератором;
к фланцу с противоположной стороны крепится комбинирован-
ный антивибратор (рис. 7.5).
В условиях эксплуатации высокие знакопеременные нагрузки
от изгиба и крутильных колебаний могут привести к излому вала.
Этому также способствуют дефекты, которые нередко возникают
при изготовлении вала (литейные или возникшие при механичес-
кой обработке). Повышенные механические напряжения в вале
могут появляться в результате нарушения его уравновешенности,
а также при неправильной регулировке ан-
тивибратора или износе его грузов и паль-
цев. Задир шеек вала может произойти в ре-
зультате ухудшения подачи на их поверхность
масла, его разжижения или попадания в
масло воды. При неправильной укладке вала
в постели блока или неправильной его цен-
тровке с валом тягового генератора проис-
ходит упругий изгиб вала. В результате не-
правильной шлифовки коренных шеек при
ремонте, а также от действия напряжений
может возникнуть остаточный изгиб.
Рис. 7.5. Комбинированный антивибратор
дизеля 5Д49:
1 — ступица; 2 — палец; 3 — груз; 4 — крышка; 5 —
корпус; 6 — инерционная масса
154
Основными неисправностями коленчатых валов являются:
сверхнормативный износ шеек; трещины и изломы; выкрашива-
ние, коррозия и износ баббитовой заливки вкладышей; износ
вкладышей и потеря торцового натяга; трещины крышек корен-
ных подшипников.
Рассмотрим объемы работ при различных ТО и ТР на примере
дизеля 1 ОД 100.
При выполнении ТО-3 открывают люки верхней крышки и
картера для осмотра подшипников, крышек и их крепления (ме-
тодом остукивания молотком). Ослабление подшипников, кры-
шек, присутствие баббита вблизи вкладышей, отсутствие шплин-
тов свидетельствует о неисправностях и требует восстановитель-
ного ремонта. Осматривают маслопровод в картере и трубки, под-
водящие масло к подшипникам. Через одно ТО-3 проверяют про-
висание нижнего коленчатого вала, которое не должно быть бо-
лее 0,05 мм для коренных шеек (с 1-й по 7-ю включительно).
При проведении ТР-1 выполняют работы, предусмотренные
для ТО-3, и дополнительно:
• замеряют щупом суммарные зазоры «на масло» и «по усам» в
коренных подшипниках верхнего и нижнего коленчатых валов;
допускается зазор «на масло» до 0,4 мм, а «по усам» — до 0,25 мм.
При больших зазорах коренные подшипники разбирают для заме-
ны вкладышей;
• проверяют провисание нижнего коленчатого вала;
• проверяют соосность валов дизеля и якоря тягового генератора.
Эту проверку выполняют с помощью индикаторного приспо-
собления. Измерения производят через каждые 90° поворота вала
и каждый раз измеряют толщину пакета муфты. Отклонение по
индикатору не должно превышать 0,15 мм на полный оборот ко-
ленчатого вала.
При проведении ТР-2 выполняют работы, предусмотренные
ТР-1, и дополнительно:
• разбирают шатунные подшипники коленчатых валов, прове-
ряют их состояние, при необходимости ремонтируют;
• демонтируют верхний коленчатый вал.
Нерабочие вкладыши (блока) снимают только в случае необ-
ходимости ремонта, все же рабочие вкладыши снимают, освиде-
тельствуют и при необходимости ремонтируют. Восстанавливают
осевой разбег коленчатого вала. Проверяют провисание коленча-
того вала и при необходимости устраняют подбором вкладышей.
Демонтированные или новые вкладыши коренных подшипни-
ков (рис. 7.6) опускают на 3... 5 мин в масло, нагретое до темпера-
туры 50...80°C, затем протирают каждый вкладыш чистой без-
ворсовой салфеткой и покрывают меловым раствором. После вы-
сыхания раствора вкладыш обстукивают деревянным молотком
по тыльной части. Дребезжащий звук указывает на отставание баб-
155
4
Рис. 7.6. Коренные подшипники:
1 — верхний вкладыш; 2 — нижний вкладыш; 3 — канавка; 4 — отверстие; 5 —
замок; I — средний подшипник
бита, а потемнение мела из-за выступившего масла — на наличие
трещин.
Вкладыши подлежат замене:
• при наличии трещин в бронзе независимо от места располо-
жения;
• отслаивании баббитовой заливки, коррозии рабочей части
более 20 % ее поверхности, выкрашивании более 50 % баббитовой
заливки;
• наличии круговых задиров на поверхности баббитовой за-
ливки глубиной более 0,5 мм и шириной более 3 мм;
• повышенном зазоре «на масло».
Подгонку вкладышей по шейкам вала производят путем шаб-
рения баббитовой заливки, добиваясь, чтобы на 1 см2 баббитовой
поверхности приходилось не менее двух пятен от краски или свет-
лячков. После шабровочных работ баббитовую поверхность вкла-
дышей выравнивают гладилкой. Натяг вкладышей в постели блока
проверяют на стенде, а если стенда в депо нет — непосредственно
в постели блока. Для этой цели между крышкой и постелью блока
ставят металлические прокладки одинаковой толщины (обычно
из фольги). Суммарная толщина двух прокладок должна равняться
допустимому натягу вкладышей. Крышки подшипников закрыва-
ют до меток окончательной затяжки. Натяг вкладышей считается
достаточным, если при постукивании медным молотком по торцу
не происходит продольное перемещение вкладыша относительно
постели и щуп толщиной 0,03 мм входит между вкладышем и по-
156
стелью корпуса на глубину не более 15 мм. Разрешается восстанав-
ливать натяг нанесением пленки эластометра ГЭН-150(B) на за-
тылочную часть нерабочих вкладышей.
7.4. Вертикальная передача дизелей типа Д100
Вертикальная передача дизелей типа Д100 размещена в отдель-
ном отсеке блока со стороны тягового генератора. Она служит для
соединения верхнего и нижнего коленчатых валов и обеспечения
синхронности их вращения. В процессе работы часть мощности
передается от верхнего коленчатого вала к нижнему.
По конструкции верхняя и нижняя части передачи примерно
одинаковые и соединены между собой эластичным устройством —
либо муфтой (рис. 7.7), либо торсионным валом (рис. 7.8).
Каждая часть передачи состоит из корпуса, в котором установ-
лены роликовый подшипник и радиально-упорные шариковые
подшипники. Между внутренними кольцами роликового и ради-
ально-упорного подшипников устанавливается распорная втулка.
Стопорное кольцо предохраняет наружное кольцо роликового
подшипника от выпадения из корпуса. Наружные кольца радиаль-
но-упорных подшипников закреплены в корпусе передачи нажим-
ным фланцем. Верхний и нижний валы передачи вращаются на
подшипниках качения, внутренние кольца которых насажены на
валы с натягом. Соосность верхнего и нижнего валов обеспечива-
ется точностью расточки гнезд в блоке под корпуса передачи. Между
внутренними и наружными кольцами радиально-упорных подшип-
ников установлены регулировочное и проставочное (внешнее)
кольца, подобранные по толщине с таким расчетом, чтобы в со-
бранном подшипниковом узле был обеспечен осевой натяг
0,03...0,05 мм, благодаря которому вал зафиксирован от осевого
перемещения в корпусе. Это необходимо для обеспечения нор-
мальной работы конического зубчатого зацепления с нижним и
верхним коленчатыми валами.
На свободном конце вала передачи с натягом (на шпонке) ус-
танавливается малая коническая шестерня. Большое коническое
зубчатое колесо прикреплено двенадцатью болтами (из них шестью
призонными) к фланцу коленчатого вала. Зазор между зубьями
конической пары регулируется стальными прокладками (между
фланцем коленчатого вала и привалочной плоскостью большого
зубчатого колеса и между фланцем корпуса и платиками блока).
Конусная ступица с осевым натягом 0,6...0,8 мм, посаженная
на шпонке, закрепляется гайкой, застопоренной планкой, на валу
верхней части вертикальной передачи. На вал нижней части с та-
ким же натягом устанавливается конусная муфта, состоящая из
верхней и нижней частей. Конусная муфта обеспечивает возмож-
ность регулирования угла опережения нижнего коленчатого вала
157
7
9
10
12
13
17
18
28
29
35
14
16
9
6
5
3
20
22
24
26
Натяг 0,05 ... 0,08
6
Натяг 0,03 ... 0,06
Натяг 0,015... 0,05
Зазор менее 0,1
Зазор
15
Зазор
Натяг
27
Зазор до 0,07
Боковой зазор
между зубьями
Натяг 0,035
Зазор 0,04
3°-Т1
32 31
33
10
12
11
8
34
21
8
11
19
23
25
158
Рис. 7.7. Вертикальная передача с эластичной муфтой:
1 — коническая шестерня; 2 — стойка; 3 — малая коническая шестерня; 4 —
верхний вал; 5 — стопорное кольцо; 6 — роликоподшипник; 7 — верхний кор-
пус; 8 — регулировочная прокладка; 9 — распорная втулка; 10 — регулировочное
кольцо; 11 — шарикоподшипник; 12 — проставочное кольцо; 13, 32 — гайки;
14, 33 — нажимные фланцы; 15, 22 — щеки; 16 — конический штифт; 77 —
ступица; 18, 27 — фланцы; 19, 21 — втулки; 20 — крестовина; 23 — проставоч-
ная труба; 24 — упорное кольцо; 25 — пята; 26 — стяжной болт; 28 — коническая
муфта; 29 — стопорная планка; 30 — конусная муфта; 31 — нажимное кольцо;
„ 34 — нижний корпус; 35 — нижний вал
Рис. 7.8. Вертикальная передача дизеля 10Д100:
7, 12 — нижний и верхний вертикальные валы; 2, 13 — конические шестерни;
3 — роликоподшипники; 4, 11 — корпуса; 5 — распорные втулки; 6 — шарико-
подшипники; 7, 8 — полумуфты; 9 — шлицевая втулка; 10 — торсионный вал
159
относительно верхнего. Между конусной ступицей и конусной
муфтой устанавливается эластичный узел.
В передаче с торсионным валом верхняя головка этого вала свя-
зана шлицевой втулкой со шлицевой муфтой, которая соединена
шестью болтами и четырьмя коническими штифтами с корпус-
ной ступицей. Шлицевая втулка крепится к торсионному валу вось-
мигранными болтами и гайками. Наличие разных шагов во внут-
ренних и наружных шлицах втулки обеспечивает легкую ее уста-
новку в процессе регулировки угла опережения нижнего коленча-
того вала относительно верхнего.
Торсионный вал (эластичный узел) предназначен не только
для связи верхнего и нижнего коленчатых валов, но и для предо-
хранения шатунно-поршневой группы, коленчатых валов, цилин-
дровых втулок и блока дизеля от разрушения при возникновении
недопустимых режимов работы — гидравлических ударов, разно-
са дизеля, а также неравномерного вращения коленчатых валов
при неисправной топливной аппаратуре.
Смазка подшипников и шестерен вертикальной подачи осуще-
ствляется струями масла, поступающими из общей масляной си-
стемы через сопла с калибровочными отверстиями.
Наиболее часто встречающиеся неисправности вертикальной
передачи — это ослабление гаек крепления внутренних колец опор-
но-упорных подшипников; излом зубьев зубчатых колес; излом
торсионного вала; разрушение крепления шлицевой втулки и ее
падение; обрыв шпилек и трещины в корпусе передачи.
Перечисленные неисправности возникают вследствие наруше-
ния порядка пуска и остановки дизеля; несоблюдения технологии
сборки и регулировки зацепления зубьев передачи; ослабления
шплинтовых болтов шлицевой втулки; отключения двух и более
топливных насосов высокого давления в процессе эксплуатации;
перемещения вручную тяг привода реек топливных насосов при
пуске дизеля.
При проведении технического обслуживания ТО-1 и ТО-2 за-
пускают дизель и проверяют работу вертикальной передачи на шум
и стук. Течь масла по прокладкам крышек отсека вертикальной
передачи не допускается. После остановки дизеля обнаруженные
неисправности устраняются.
При проведении технического обслуживания ТО-3 после про-
слушивания работы вертикальной передачи дизель останавливают.
Через 10... 15 мин открывают крышки отсека вертикальной пере-
дачи и люки верхнего и нижнего картера дизеля и проверяют креп-
ление всех деталей верхней передачи. Путем обстукивания гаек
легкими ударами молотка убеждаются в надежности крепления
верхнего и нижнего корпусов передачи к блоку. Осматривают тор-
сионный вал, крепление шлицевой втулки, конические шестер-
ни и их зубья. Проверяют и при необходимости регулируют про-
160
кладками боковые зазоры в зацеплении. Индикатором проверяют
осевое перемещение верхнего и нижнего валов передачи, нали-
чие которого не допускается. Проверяют также угол опережения
нижнего коленчатого вала относительно верхнего. В случае откло-
нения угла от 12° более чем на 0,5° вертикальную передачу разби-
рают и осматривают. Изношенные и поврежденные детали шли-
цевых соединений, торсионного вала и шлицевой муфты демон-
тируют и заменяют.
По окончании сборки и регулировки вертикальной передачи
проверяется состояние трубок подвода масла к подшипникам пе-
редачи и их крепления.
При проведении ТР-1 выполняются все работы, предусмот-
ренные ТО-3 и, кроме того, проверяется величина камеры сжа-
тия у одного из цилиндров при повороте коленчатого вала по
часовой и против часовой стрелки. Разница полученных значений
не должна превышать 0,2 мм. При большей разнице вертикальную
передачу разбирают и ремонтируют.
При проведении ТР-2, помимо работ, предусмотренных при
ТР-1, вертикальную передачу или часть ее при необходимости
демонтируют для ремонта.
При проведении ТР-3 вертикальную передачу демонтируют,
разбирают полностью и ремонтируют.
7.5. Крышки цилиндров и газораспределительный механизм
Крышки цилиндров. Конструкция зависит от типа двигателя,
его размеров, камеры сгорания, органов газораспределения и дру-
гих факторов. В мощных дизелях тепловозов крышки выполняются
индивидуальными для каждого цилиндра. В быстроходных двига-
телях (типа М750, 1Д12 и др.) крышки каждого ряда цилиндров
объединяются в одну деталь, называемую головкой.
Крышки цилиндров предназначены для образования камеры
сгорания в цилиндре, а также для размещения клапанного меха-
низма газораспределения и форсунки. К конструкции цилиндро-
вых крышек предъявляются следующие требования: они должны
иметь возможно меньшие термические напряжения и местные пе-
регревы отдельных частей; иметь хороший и равномерный тепло-
отвод потоками охлаждающей жидкости; иметь хороший доступ к
полостям охлаждения для удаления накипи; обладать достаточной
жесткостью и прочностью от действия давления газов в цилинд-
ре; обеспечивать максимальные проходные сечения впускных и
выпускных клапанов; должны быть удобны и просты в ремонте и
обслуживании.
На крышку действуют термическое напряжение и давление га-
зов и монтажных усилий. Температурное состояние днища крыш-
ки цилиндра характеризуется максимальной температурой в рай-
6 Собенин
161
22 21
Рис. 7.9. Крышка цилиндра (14Д40, 11Д45):
1 — днище; 2 — клапан; 3, 7, 14 — втулки; 4 — тарелка; 5, 6 — пружины; 8, 15 —
крышки; 9 — прокладка; 10 — шайба; 11 — траверса; 12 — колпак; 13 — шпилька;
16 — рычаг; 17 — головка; 18 — стойка; 19, 21 — трубки; 20, 22 — кольца
оне перемычек между окнами впускных и выпускных клапанов
(у четырехтактного ДВС).
В процессе эксплуатации, даже при тщательном соблюдении
режимов водоподготовки, на днище крышки происходит отложе-
ние накипи, что может привести к значительному увеличению
температур и соответственно теплонапряженности днища.
Литая чугунная крышка цилиндра дизелей ПД1М и Д50 отли-
чается длительной и надежной работой. Вода поступает из водя-
ных полостей блока через 8 втулок, уплотненных кольцами из
маслостойкой резины. В дизелях типа Д49 введена промежуточная
диафрагма в крышке, которая, находясь на небольшом расстоя-
нии от днища, увеличивает путь воде, охлаждающей крышку ци-
линдра. Подобное разделение потока воды имеется и в составной
крышке дизелей 11Д45 (тепловозы ТЭП60) и 14Д40 (рис. 7.9) (теп-
ловозы 2М62), у которой днище чугунное (плита), а остальные
детали изготовлены из алюминиевого сплава.
162
Головки цилиндров двигателей типов 1Д12, М750, изготавли-
вают из алюминиевых сплавов, а крышки цилиндров дизелей типа
Д49 — из высокопрочного чугуна. Для выпускных клапанов в крыш-
ке устанавливают «плавающие» седла из жаростойкого сплава.
В верхней части чугунных направляющих втулок клапанов имеют-
ся металлокерамические втулки, уплотняющие стержень клапана
фторопластовыми кольцами и скребками. Острые кромки скреб-
ков снижают расход масла через направляющие втулки.
С конструкцией крышки двигателя тесно связано расположе-
ние и устройство газораспределительного механизма.
Газораспределительный механизм. Он предназначен для управ-
ления процессами впуска и выпуска газов в цилиндре двигателя
внутреннего сгорания. Газораспределительные органы (рис. 7.10)
должны обеспечивать хорошую очистку цилиндра и наполнение
его свежим зарядом при высокой надежности в работе. Совер-
шенство очистки цилиндра от отработавших газов и наполнение
его свежим зарядом воздуха зависят, в основном, от величины
проходного сечения и продолжительности его открытия. Вели-
чина проходного сечения ограничивается размерами цилиндра,
а время открытия его зависит от частоты вращения коленчатого
вала. Надежность работы клапанов и золотников в основном зави-
сит от условий смазки, охлажде-
ния, применяемых материалов и
величины сил инерции деталей
механизма.
По конструкции газораспреде-
лительные механизмы бывают сле-
дующих типов: клапанные, золот-
никовые и комбинированные.
Клапанный газораспределитель-
ный механизм применяется в четы-
рехтактных двигателях типов Д49,
ПД1М, М750, 1Д12, 310DR и др.
Клапаны располагаются в крышке
цилиндров и называются подвес-
ными или верхними. Это дает воз-
можность получить компактную
камеру сгорания, благоприятную
для смесеобразования и сгорания
топлива. Привод верхних клапанов
осуществляется или непосредствен-
но от распределительного вала (ку-
лачкового) (дизеля типа М750,
1Д12), или от него же через про-
межуточные детали — толкатели,
штанги, коромысла, траверсы.
Рис. 7.10. Механизм газораспре-
деления:
1 — ударник; 2 — стопорный болт;
3 — кольцо; 4 — колпачок ударника;
5 — колпачок клапана; 6 — пружина
клапана; 7 — фибровое кольцо; 8 —
сухарь клапана
163
Рис. 7.11. Типы газораспреде-
ления:
а — золотниковое с вращающим-
ся плоским золотником; б — зо-
лотниковое с вращающимся ци-
Золотниковый (бесклапанный) га-
зораспределительный механизм может
осуществлять свою деятельность по-
ступательно движущимися или вра-
щающимися золотниками.
Созданы следующие схемы зо-
лотниковых газораспределителей
(рис. 7.11):
• с вращающимся плоским зо-
лотником;
• с вращающимся цилиндричес-
ким золотником;
• прямоточно-щелевое с посту-
пательно движущимися поршнями.
В двухтактных дизелях (типа
Д100) с щелевой схемой газообме-
на золотниками служат поршни и
окна во втулках цилиндра.
Комбинированный газораспредели-
тельный механизм в двухтактных
линдрическим золотником; в —
прямоточно-щелевое; 1 — пор-
шень; 2 — цилиндр; 3 — золотник
двигателях с прямоточной клапан-
но-щелевой схемой газообмена осу-
ществляется поршнем и клапанами
выпуска (дизеля Д40 — Д45).
Клапанный механизм и крышки цилиндров (четырехтактных и
двухтактных двигателей) во время работы подвергаются термоди-
намическим нагрузкам, особенно в момент посадки клапана на
седло. Выпускные клапаны находятся в более тяжелых условиях,
так как их головки во время выпуска омываются со всех сторон
горячими газами. Температура впускных клапанов во время ра-
боты достигает 450 °C, а выпускных — до 950 °C. Высокие темпе-
ратуры отрицательно влияют на механические свойства матери-
ала, способствуют эрозии и газовой коррозии клапана, коробле-
нию его головки. Все это может вызвать неплотное прилегание
головки клапана к седлу, заедание стержня в направляющей втул-
ке и появление трещин в крышке цилиндра.
Наиболее часто встречающимися неисправностями механизма
газораспределения дизелей являются: разрегулирование зазоров
между бойками рычагов и колпачками толкателей; износ бронзо-
вых подшипников в рычагах рабочих клапанов и рычагах толкате-
лей из-за недостатка смазки; пропуск масла через сальники в ры-
чагах клапанов; выбоины и трещины на поверхности катания ро-
ликов; трещины и погнутость рычагов толкателей, рычагов кла-
панов и штанг; ослабление креплений в соединениях; выкраши-
вание цементированного слоя или трещины в головках штанг и
кулачках распределительного вала.
164
При проведении ТО-3 проверяют поступление масла к рыча-
гам привода клапанов; исправность трубок, подводящих масло к
подшипникам распределительного вала; исправность механизма
газораспределения. В случае обнаружения пропуска воды или га-
зов цилиндровую крышку снимают, заменяют резиновые уплот-
нения, притирают посадочные места.
При проведении ТР-1 выполняют объем работ ТО-3, проверя-
ют крепления механизма привода клапанов и регулируют зазоры
между клапанами и толкателями.
При проведении ТР-2 и ТР-3 проверяют величину зазора меж-
ду крышкой и блоком; снимают форсунку и специальным при-
способлением измеряют линейную величину камеры сжатия, ко-
торую при необходимости регулируют на дизелях ПД1М и Д50
подрезкой торца или бурта крышки цилиндра, а на дизелях типа
Д40, Д45 и Д49 — изменением величины прокладки между втул-
кой и крышкой цилиндра (газовый стык).
Демонтаж крышки цилиндра дизелей Д50 и ПД1М начинают
с отсоединения трубки высокого давления, клапанной коробки,
штанг и патрубков выпускного, наддувочного, водяного коллек-
торов. Затем отворачивают гайки крепления крышки и разбирают
клапанный механизм.
Крышку цилиндра дизелей типа Д40, Д45, Д49 отсоединяют
от плиты блока и вынимают вместе со втулкой цилиндра, порш-
нем и шатуном (комплект).
После разборки детали крышки цилиндра очищают от грязи,
нагара и масла. Внутренние полости крышки опрессовывают во-
дой под давлением 0,75... 1 МПа в течение 3...5 мин.
Крышка цилиндра дизеля типа Д40, Д45 (см. рис. 7.9) состоит из
чугунного днища и верхней части из алюминиевого сплава. Нару-
шение герметичности стыка не допускается. Зазор между стержнем
клапана и направляющей втулкой должен быть не более 0,30 мм,
при большей величине зазора втулку меняют. Проверяют бие-
ние стержня клапана, которое должно быть не более 0,15 мм,
овальность клапана не должна превышать 0,1 мм. Клапаны прове-
ряют на наличие трещин цветовой дефектоскопией. Ширина при-
тирочного пояска на крышке и клапане должна быть 0,5...2 мм.
Корпус крышки заменяют при обнаружении трещин. Износ рабо-
чих поверхностей стержня и хвостовика толкателя восстанавлива-
ют хромированием с последующей шлифовкой и полировкой.
Упругость пружин оценивают по высоте в свободном состоянии.
Перпендикулярность торцовых поверхностей пружины ее оси кон-
тролируется на поверочной плите с помощью угольника и щупа.
Восстанавливают перпендикулярность шлифованием концов пру-
жины.
Рычаги толкателей клапанной коробки промывают струей ке-
росина. Изношенные оси рычагов толкателей восстанавливают
165
хромированием или вибродуговой наплавкой с последующей ме-
ханической обработкой; допускается также восстановление зазо-
ров путем шлифовки осей и постановки новых втулок. В случае
изгиба рычагов толкателей и штанг их выправляют с предвари-
тельным нагревом до 100 °C. Самоуплотняющиеся сальники кла-
панных рычагов проверяют опрессовкой воздухом давлением
0,05...0,1 МПа. При значительной утечке воздуха через сальник
его заменяют. В процессе сборки клапанной коробки контролиру-
ют совпадение и проходимость масляных каналов, целостность
резиновых уплотнительных колец. По окончании сборки коробку
опрессовывают на стенде нагретым до температуры 75 °C маслом
давлением 0,03 МПа. Утечка масла не должна превышать 30 капель
в 1 мин. Плотность гидротолкателей проверяют опрессовкой — со-
бранный без пружины гидротолкатель заливают керосином и на-
гружают по оси грузом, силой 100 Н (10 кгс). Толкатель должен
опуститься на 5 мм в течение 2...6 с.
Выкрашивание цементированного слоя на сферической поверх-
ности головки рычага не допускается — головку заменяют. Приле-
гание новой головки к сферической поверхности сухаря проверя-
ют по краске, площадь прилегания должна быть более 50 % по-
верхности. Зазор между толкателем и направляющей втулкой
(0,06...0,5 мм) обеспечивают за счет подбора втулки. Уплотняю-
щую резину заменяют при каждом ремонте независимо от ее со-
стояния.
7.6. Шатунно-поршневая группа дизеля
Шатунно-поршневая группа вместе с коленчатым валом явля-
ются основным рабочим механизмом поршневого двигателя внут-
реннего сгорания. Поступательное движение поршня преобразу-
ется во вращательное движение коленчатого вала при помощи
шатуна, сочлененного шарнирно с верхней головкой поршневым
пальцем и нижней головкой с шейкой колена вала. Рабочая по-
лость располагается над поршнем в цилиндре, закрытом крыш-
кой. Поршень — наиболее ответственная и напряженная часть дви-
гателя. Он выполняет следующие функции:
• обеспечивает требуемую форму камеры сгорания и герме-
тичность внутрицилиндрового пространства;
• передает силу давления газов на шатун и систему цилиндра;
• управляет открытием и закрытием окон (выполняет функ-
ции золотника).
В процессе работы на поршень действуют механические нагрузки
давления газов и сил инерции, а также высокие тепловые нагруз-
ки в период непосредственного соприкосновения его с горячими
газами при сгорании топлива и расширении продуктов сгорания.
Дополнительно поршень нагревается от трения о стенки цилинд-
166
ра. При нагреве поршня понижаются механические свойства его
материала и возрастают термические напряжения в нем. К тому
же ухудшается наполнение цилиндра свежим зарядом, из-за чего
уменьшается мощность двигателя, появляются условия для за-
клинивания поршня в цилиндре, ухудшается работа кольцевого
уплотнения. Поршни ДВС, наряду с достаточной прочностью и
жесткостью, должны иметь возможно меньшую массу для умень-
шения сил инерции, обладать высокой теплопроводностью и из-
носостойкостью. Конструкция поршня должна обеспечивать сво-
бодное перемещение его в цилиндре и достаточную герметичность
для предотвращения прорыва газа из камеры сгорания в картер и
попадания масла со стороны картера в рабочую полость цилинд-
ра, что наблюдается при больших зазорах между кольцом и канав-
кой поршня. При этом появляется так называемое насосное дей-
ствие поршневых колец, которое происходит при перекладке за-
зоров между кольцами и стенками канавок поршня в ВМТ и НМТ.
На наружной поверхности в верхней цилиндрической части
поршня имеются канавки для поршневых колец, необходимых для
предохранения цилиндра от прорыва газов и попадания смазки из
картера в камеру сгорания. Нижняя часть поверхности поршня слу-
жит направляющей. Верхнюю часть поршня называют головкой, а
направляющую (тронковую) часть — юбкой. На внутренней по-
верхности юбки поршня имеются бобышки с отверстиями для
установки поршневого пальца.
Поршни изготавливают из стали, чугуна, алюминиевых и маг-
ниевых сплавов. На тепловозах применяют поршни в основном
чугунные, а также из алюминиевых сплавов.
Чугунные поршни отличаются малым коэффициентом линей-
ного расширения, высокой прочностью и износостойкостью, но
имеют большую массу по сравнению с алюминиевыми. Поршни
из алюминиевых сплавов обладают меньшей прочностью и изно-
состойкостью, но значительно легче чугунных. Теплопроводность
алюминиевых сплавов в 3...4 раза выше, чем у чугуна, поэтому
температура днища поршней из алюминиевых сплавов ниже, чем
у чугунных поршней. В этой связи в двигателях с поршнями из
алюминиевых сплавов улучшается наполнение цилиндра свежим
зарядом и уменьшаются затраты энергии на трение поршня о
цилиндр вследствие меньшего коэффициента трения алюминие-
вых сплавов.
Существенным недостатком поршней из алюминиевых сплавов
является высокий коэффициент линейного расширения по сравне-
нию с чугунными (примерно в 2...2,5 раза больше, чем у чугуна).
Поэтому поршни из этих сплавов устанавливают в цилиндры с
большим зазором, который затрудняет пуск дизеля, вызывает стук
при работе непрогретого двигателя и на малых оборотах коленча-
того вала.
167
Рис. 7.12. Поршень дизеля 1А-5Д49-2:
1 — шпилька; 2 — втулка; 3 — палец; 4 —
стопорное кольцо; 5 — уплотнительное
кольцо; 6 — головка поршня; 7 — комп-
рессионные кольца с односторонней
трапецией; 8 — компрессионное (минут-
ное) кольцо; 9, 15 — маслосъемные коль-
ца; 10 — экспандер; 11 — тронк; 12 —
трубка; 13 — стакан; 14 — пружина; 16 —
проволока; 17 -- гайка; а — полость ох-
лаждения днища крышки; б — отверстие
для перетока масла; в — канал для слива
масла из полости охлаждения
Поршни из алюминиевых
сплавов применяются на ди-
зелях ПД1М, Д50, 310DR,
М750, 1Д12 и др. На дизелях
11Д45, 14Д40 применяются
составные поршни, состоящие
из тронка, головки и вставки.
На дизелях типа Д100 установ-
лены поршни, у которых чу-
гунная головка и тронк отли-
ты в единую деталь. Поршни
дизелей типа Д49 имеют сталь-
ную головку, а тронк и встав-
ка их изготовлены из алюми-
ниевого сплава в виде единой
детали (рис. 7.12).
Для лучшего охлаждения
головок поршней в их днищах
с внутренней стороны сдела-
ны канавки, к которым пода-
ется масло из верхней голов-
ки шатуна через стакан, при-
жимаемый пружиной к шату-
ну. Горячее масло по каналу в
поршне стекает в картер. В от-
верстия бобышек тронка уста-
навливается палец, соединя-
ющий верхнюю головку шатуна с поршнем, на головке которого
проточены канавки для поршневых колец.
Поршневые кольца по своему назначению делятся на комп-
рессионные (уплотнительные) и маслосъемные (маслосрезываю-
щие). Компрессионные кольца предназначены для уплотнения зазо-
ра между поршнем и цилиндром и отвода тепла от поршня.
Маслосъемные {маслосрезывающие, маслосгонные) кольца (рис. 7.13)
препятствуют попаданию масла в камеру сгорания. Разрезные коль-
ца прижимаются к стенке цилиндра за счет собственной упругос-
ти и давления газов. В период сгорания топлива силы от давления
газов в 40... 70 раз превышают силы упругости колец. Высокие тем-
пературы и недостаток смазки приводят к большим износам как
колец (особенно первого), так и втулки цилиндра.
Число поршневых колец, обеспечивающих достаточное уплот-
нение, определяется частотой вращения коленчатого вала и ти-
пом двигателя. Чем выше частота вращения, тем меньше число
поршневых колец. Изготавливаются поршневые кольца из специ-
ального чугуна по особой технологии. В двухтактных дизелях типов
Д100, Д40, поршни которых работают в тяжелых термодинами-
168
в
Рис. 7.13. Поршневые кольца:
а — уплотнительные: 1—5— сечения колец; а — угол скоса поршневых колец; (3 —
угол скоса, предназначенного для очистки канавки поршневого кольца; б —
маслосрезывающие: 1—9 сечения колец; у — угол скоса рабочей плоскости; в —
замки колец: 1—3 — формы колец; А — зазор
ческих условиях, применяются биметаллические кольца — чугун-
ные со вставкой из бронзы и двойным конусом наружной поверх-
ности. Бронзовая вставка при работе двигателя изнашивается, об-
разуя на стенке цилиндра металлическую пленку, которая пре-
дохраняет зеркало цилиндра от задиров и увеличивает теплоотда-
чу. Компрессионные кольца для повышения износостойкости по-
крывают хромом. На быстроходном дизеле типа М750 применяют
хромированное стальное кольцо, которое устанавливают в пер-
вую канавку для повышения надежности.
Маслосрезывающие кольца выполняются с одним или двумя
окнами для отвода масла. В некоторых кольцах для повышения
упругости используются экспандеры. Замки колец бывают косые
под углом 15°, прямые или выполненные внахлест.
Различают поршневые пальцы с жестким закреплением в бо-
бышках поршня или вставки и плавающие, которые могут вра-
щаться вокруг собственной оси. Плавающие пальцы имеют мень-
ший износ, и они чаще применяются на тепловозных дизелях.
При работе на поршневой палец действуют большие силы, пере-
менные по величине и направлению. Он должен быть прочным и
износостойким, поэтому его изготавливают из высококачествен-
169
Рис. 7.14. Шатунно-поршневая группа дизелей типа Д49:
1 — главный шатун; 2 — поршень; 3 — пружина; 4 — стакан; 5 — маслосъемное
кольцо с экспандером; 6 — тронк; 7 — втулка верхней головки шатуна; 8 —
палец; 9 — стопорное кольцо; 10 — болт прицепного шатуна; 11 — прицепной
шатун; 12 — палец прицепного шатуна; 13 — втулка-подшипник; 14 — шатунные
болты; 15 — крышка; 16 — вкладыши; а, в, г, д, е — каналы; б — полость
охлаждения; ж — отверстие под штифт; з — зубчатый стык
ной углеродистой или легированной стали. Рабочую поверхность
пальца цементируют с последующей термической обработкой для
придания ей большей твердости.
Шатун связывает колено вала с поршнем. При работе шатун
совершает сложное качательное движение и подвергается пере-
менной по величине и направлению нагрузке от давления газов и
сил инерции. Действующие на шатун силы вызывают в нем слож-
ные деформации — сжатие, растяжение, продольный и попереч-
ный изгибы. Поэтому шатун должен быть жестким и прочным при
возможно малой массе. Шатуны изготавливают из углеродистой
или легированной стали ковкой или штамповкой с последующей
механической и термической обработкой.
170
В зависимости от типа двигателя и расположения цилиндров
на тепловозах применяются шатуны однорядных и V-образных
двигателей.
Стержни шатунов имеют двутавровое сечение. В V-образных
дизелях (типа Д40, Д49, М750 и др.) применяются шатуны с при-
цепным сочленением главного и прицепного шатунов (рис. 7.14).
В верхней головке шатунов однорядных двигателей запрессо-
вывается бронзовая втулка с канавками для масла. Нижняя голов-
ка разъемная. Крышка нижней части крепится болтами. Точная
установка крышки обеспечивается штифтами или замковым уст-
ройством разъема в виде зубцов либо в виде каблучков.
В нижнюю головку шатуна устанавливаются верхний и нижний
стальные тонкостенные вкладыши, залитые по рабочей плоско-
сти свинцовистой бронзой. Тыльная сторона вкладышей покрыва-
ется медью. Вкладыши устанавливают с натягом, который, изме-
ренный в специальном приспособлении, выбивается на торце
вкладыша. Вкладыши не взаимозаменяемы. В нижнем вкладыше
имеются канавки с отверстиями для перетока масла, которое по
отверстиям и по каналу в крышке перетекает в канал стержня
шатуна и далее к верхней головке и днищу поршня.
Шатунный механизм V-образных дизелей состоит из главного
и прицепного шатунов, соединенных между собой пальцем. В ди-
зеле типа Д49 палец закрепляется двумя болтами к прицепному
шатуну, который имеет вращательные движения во втулке, за-
прессованной в проушине главного шатуна. В дизелях типов Д40 и
Д45 палец штифтом крепится к проушине главного шатуна, а
нижняя головка прицепного имеет запрессованную втулку-под-
шипник. Через отверстия в нижней головке масло поступает к
пальцу, затем по каналу стержня прицепного шатуна к верхней
головке и далее к днищу поршня.
В эксплуатации работа деталей шатунно-поршневой группы
происходит в условиях больших термических и механических
нагрузок. Наиболее распространенными повреждениями явля-
ются:
• у поршней — термические трещины и прогары головок порш-
ней; износ и отслаивание полуды тронковой части поршня; из-
нос ручьев под кольца; наблюдается насосное действие поршне-
вых колец, сопровождаемое повышенным расходом масла; зади-
ры поршней; трещины у ручьев поршней, а также их вставок;
ослабление или обрыв шпилек крепления вставки (Д100), шпи-
лек крепления головки поршня к тронковой части (Д49); ослаб-
ление посадки и износ втулок под поршневой палец;
• у поршневых колец — износ, излом, пригорание и потеря
упругости;
• у поршневых пальцев — износ (овальность, конусность), тре-
щины, задиры;
171
• у шатунов — износ и выкрашивание втулки, трещины, из-
гиб, скручивание, обрыв шатунных болтов, повреждение резьбы,
вытягивание шатунных болтов, закупорка масляных каналов;
• у вкладышей шатунов — износ, выкрашивание баббитовой
заливки, потеря натяга.
При проведении ТО-3 запускают дизель, убеждаются в отсут-
ствии посторонних шумов при работе деталей шатунно-поршне-
вой группы и клапанов, течи воды через уплотнения втулок ци-
линдров. После остановки двигателя проверяют затяжку гаек ци-
линдровых крышек, производят дозатяжку шпилек крепления вту-
лок цилиндров, проверяют крепление шатунных подшипников,
положение стыков вкладышей, состояние шплинтов гаек шатун-
ных болтов, поворачивая коленчатый вал, осматривают втулки
цилиндров. Прокачивают масло дизеля и убеждаются в его по-
ступлении к шатунным подшипникам, втулкам верхних головок
шатунов, на охлаждение поршней, к рычагам привода клапанов
и гидротолкателя. На дизелях типа Д100 осмотр гильз цилиндров,
поршней и поршневых колец проводят через открытые люки кар-
тера, выпускного коллектора и воздушного ресивера, освещая
осматриваемые детали переносной лампой. Для проворачивания
коленчатого вала применяют электропривод к валоповоротному
механизму.
При проведении TP-1 кроме выполнения вышеперечисленных
работ регулируют зазоры в гидротолкателях и опрессовывают ди-
зель водой. Пропуск воды через уплотнения втулок цилиндров и
крышек не допускается.
На цилиндрах типах Д100 открывают крышки воздушных реси-
веров и выпускных коллекторов для проверки состояния поршне-
вых колец верхних и нижних поршней. Поршни, у которых выяв-
лены оплавление кромок, наличие разгарной сетки в днище, от-
сутствие слоя олова на тронковой части поршня, грубые риски,
задиры, трещины, отколы, ослабление медной вставки поршне-
вых колец, снимают с дизеля, очищают, проверяют дефектоскопом
и ремонтируют.
После одиночной смены поршней из-за прогара проверяют
линейную величину камеры сжатия и расстояние от головки ниж-
него поршня (в ВМТ) до оси форсуночного отверстия цилиндро-
вочной втулки, которое должно составлять 1,4 мм. Проверяют выход
реек топливных насосов, установку форсунок и качество распыла
топлива. При необходимости заменяют топливные насосы высо-
кого давления. Качество распыла форсунок проверяют на стенде,
в соответствии с требованиями.
При проведении ТР-2 и ТР-3 производят разборку дизеля, пе-
ред которой сливают воду, масло, снимают крышу с тепловоза и
демонтируют выпускные коллекторы. Снимают топливные насо-
сы высокого давления, лоток с распределительным механизмом,
172
штанги и патрубки штанг, крышки клапанной коробки, крышки
люков блока, форсунки и трубки к ним. Ослабляют гайки крепле-
ния крышек цилиндров к блоку. Отсоединяют прицепные шатуны
от главных и, поочередно устанавливая поршни в ВМТ и удержи-
вая их вместе с шатунами во втулке цилиндров с помощью спе-
циального приспособления, демонтируют прицепные и главные
шатуны в комплекте с цилиндровыми крышками, втулками и
поршнями (дизели типов Д49, Д40, Д45).
Каждый комплект устанавливают в кантователь для последую-
щей разборки.
В процессе разборки все детали маркируют, указывая их поло-
жение в сборочной единице. Затем все детали подвергают мойке и
очистке. Чистые детали освидетельствуют и дефектоскопируют. От-
бракованные и не подлежащие восстановлению заменяют, соблю-
дая соответствие по массе отбракованной детали. Обточку нового
ремонтного поршня производят по градационным размерам втул-
ки цилиндра. Увеличение диаметра втулки допускается не более
чем на 1,5 мм.
Поршневые и шатунные пальцы подлежат замене при наличии
трещин или размеров, выходящих за допустимые пределы. Паль-
цы, восстановленные методом раздачи, тщательно проверяют маг-
нитным дефектоскопом.
После проверки магнитным дефектоскопом шатуны подле-
жат обязательному размагничиванию на специальной установке.
В отсутствии остаточного магнетизма убеждаются с помощью ком-
паса — на расстоянии 30 см от детали его стрелка не должна от-
клоняться. Втулки главного и прицепного шатунов подлежат за-
мене, если контрольные размеры выше установленной нормы. Де-
формацию шатунов (изгиб, скручивание) определяют на конт-
рольной плите — она не должна превышать допуски, установлен-
ные Правилами ремонта.
Вкладыши шатунных подшипников тщательно осматривают и
бракуют при наличии трещин или отслаивания заливочного слоя,
наклепа на поверхности стыков и тыловой части, задиров шири-
ной более 3 мм на армированной поверхности, зазора «на масло»
более 0,4 мм, износа армировки до бронзы и недостаточного натяга.
Новый вкладыш подбирают по толщине, обеспечивая зазор «на
масло» 0,2...0,3 мм. Прилегание вкладышей к постели проверяют
по краске. Оно должно быть более 80 % площади при .затянутых
шатунных болтах. Натяг вкладышей восстанавливают меднением,
толщина которого не должна быть более 0,15 мм.
После сборки комплекта шатунов с поршнями проверяют их
массу. Допускается разница по массе между комплектами одного
дизеля не более 0,5 кг. Сборку комплекта (крышки и втулки ци-
линдра, поршня) с главным и прицепным шатунами производят
в кантователе. Затем производят опрессовку крышки и втулки ци-
173
линдра водой давлением 1,22 МПа в течение 5 мин. Течи и отпоте-
вание не допускаются.
После сборки и установки комплектов опрессовывают дизель
водой давлением 0,3 МПа. Течь воды в соединениях и через уплот-
нение втулок цилиндров не допускается. Затем производят опрес-
совку маслом давлением 0,15 МПа, при которой проверяют по-
ступление масла к шатунным подшипникам; к пальцам прицеп-
ных шатунов; к верхним головкам шатунов; на охлаждение порш-
ней; к гидротолкателям и осям рычагов.
7.7. Турбокомпрессоры и воздуходувки
Турбокомпрессоры и воздуходувки предназначены для обеспе-
чения дизеля наддувочным воздухом. Система воздухоснабжения
дизелей тепловозов основана на использовании турбокомпрессо-
ров унифицированного ряда типа ТК. На тепловозах с двухтакт-
ными дизелями 10Д100, 11Д45, 14Д40 в эту систему, кроме тур-
бокомпрессора, входит центробежный нагнетатель (вторая ступень
сжатия) с приводом от коленчатого вала (рис. 7.15).
Устройство турбокомпрессора типа ТК и схема движения в нем
воздуха представлены на рис. 7.16.
Турбокомпрессор состоит из двух агрегатов: осевой газовой тур-
бины 2 и центробежного компрес-
сора 1, объединенных в одну ма-
шину. Ротор газовой турбины и цен-
тробежное колесо компрессора на-
ходятся на общем валу. К турбине
через выпускной коллектор подво-
дятся выпускные газы, энергия ко-
торых приводит во вращение ротор
и далее отработавшие газы выбра-
сываются в атмосферу.
Объемы воздуха, заключенные
между лопатками воздушного ком-
прессора, при вращении ротора
перемещаются от центра колеса/
сжимая воздух во впускном коллек-
торе дизеля. Количество сжатого
Рис. 7.15. Схема центробежного
нагнетателя дизеля 1 ОД 100 и
его привода:
1, 11 — подшипники скольжения;
2, 6, 12 — зубчатые колеса; 3 — тор-
сионный вал; 4 — упругое зубчатое
колесо; 5 — полый вал; 7 — корпус
нагнетателя; 8 — рабочее колесо;
9 — всасывающий патрубок; 10 —
крепление рабочего колеса; 13 —
корпус редуктора
воздуха зависит от частоты враще-
ния ротора, которая зависит от ко-
личества выпускных газов поршне-
вой части двигателя, т.е. от коли-
чества сжигаемого топлива. Часто-
та вращения роторов турбонагне-
тателей находится в пределах от
10000 до 25000 об/мин, в зависи-
174
мости от заданной позиции кон-
троллера машиниста. Таким обра-
зом, дизель с газотурбинным над-
дувом обладает свойством саморе-
гулируемости: по мере возрастания
его мощности увеличивается мас-
са и энергия продуктов сгорания,
следовательно, увеличивается ча-
стота вращения ротора турбоком-
прессора и растет подача им воз-
духа, и наоборот.
В двухтактных дизелях 1 ОД 100,
11Д45’, 14Д40 применяется двухсту-
пенчатый наддув, так как при пус-
ке дизеля и на холостом ходу тур-
бокомпрессоры этих двигателей
практически не работают из-за не-
Рис. 7.16. Устройство турбоком-
прессора типа ТК и схема
движения в нем воздуха:
1 — центробежный компрессор; 2 —
осевая газовая турбина
Рис. 7.17. Принципиальная схема системы воздухоснабжения дизеля
2А-5Д49 (тепловоз ТЭП70):
7 — жалюзи на кузове; 2 — кассета подвижная; 3 — стенка кузова; 4 — воздухо-
очиститель; 5 — жалюзи внутренние; 6 — кассета неподвижная; 7 — турбокомп-
рессор; 8 — охладитель наддувочного воздуха; 9 — воздушный ресивер; 10 —
выпускной патрубок; И — дизель; 12 — клапан
175
Рис. 7.18. Турбокомпрессор:
1 — корпус; 2, 22 — улитки; 3, 4, 10 — проставки; 5 — патрубок; 6 — обтекатель;
7 — колесо; 8 — диффузор; 9, 14 — кольца; 11 — штуцер; 12, 20 — уплотнения;
13, 23 — подшипники; 15 — кожух; 16, 24, 27 — втулки; 17 — ротор; 18 —
лопатка; 19 — сопловой аппарат; 21 — гребешок; 25 — крышка; 26 — гайка; 28 —
кольцо резиновое; а—г — отверстия (каналы)
достаточной энергии выхлопных газов поршневой части. Поэтому
в эти периоды для обеспечения нормальной работы поршневой
части двигателя воздух подается в цилиндры нагнетателем второй
ступени объемного или центробежного типа, который приводит-
ся в действие при вращении коленчатого вала и не зависит от
энергии газов выхлопа.
В четырехтактных двигателях ПД1М, Д50, Д49 применяется
одноступенчатый наддув, так как при пуске дизеля и на холостом
ходу такт, при котором происходит всасывание свежего заряда в
цилиндр осуществляется поршнем, одновременно обеспечиваю-
щим облегченную раскрутку турбокомпрессора.
Схема создания наддувочного воздуха в дизеле 2А-5Д49 тепло-
воза ТЭП70 представлена на рис. 7.17. Принцип действия турбо-
компрессоров унифицированного ряда (рис. 7.18) одинаков.
Газовая турбина является лопаточным тепловым двигателем,
который преобразует тепловую энергию газового потока в меха-
176
ническую работу. Элементами, преобразующими энергию газа в
турбине, являются сопловой аппарат и рабочее колесо с лопатка-
ми по окружности. Газовый тракт — сопловой аппарат, зазор, меж-
лопаточные каналы — называется проточной частью турбины.
Сопловой аппарат ускоряет газовый поток и направляет его на
лопатки колеса турбины, которые изменяют направление потока,
при этом образуя вращающий момент вала турбинного колеса. Вал
турбины вращает рабочее колесо компрессора.
Корпус компрессора, выпускной корпус и газоприемный кор-
пус отлиты из алюминиевого сплава и скреплены между собой
шпильками. Внутри корпусов на подшипниках скольжения уло-
жен полый стальной сварной ротор. К ротору приварено рабочее
колесо газовой турбины. Рабочее колесо компрессора напрессова-
но на ротор и закреплено штифтами. Лопатки и диск колеса тур-
бины изготовлены из специальной жароупорной стали. Колесо ком-
прессора изготовлено из алюминиевого сплава. Между улиткой и
колесом установлен диффузор в виде диска с лопатками, кото-
рый повышает давление воздуха и уменьшает гидравлические по-
тери в воздушном потоке. На тыльной стороне колеса компрессо-
ра и неподвижном диске корпуса кольцевые выступы создают ла-
биринтное уплотнение. Аналогичное уплотнение ставится и у га-
зового колеса. Выпускной газовый корпус и газоприемный кор-
пус охлаждаются водой из системы охлаждения дизеля. Со сторо-
ны компрессора расположен опорно-упорный подшипник, а со
стороны турбины — опорный. Подшипники вала ротора смазыва-
ются маслом, которое поступает из масляной системы дизеля.
Основные технические параметры турбокомпрессоров, приме-
няемых на тепловозных дизелях, приведены в табл. 7.1.
Таблица 7.1
Основные параметры Типы турбокомпрессоров
ТК-23 ТК-30 ТК-34 ТК-38
Диаметр колес компрессора, мм 230 300 340 380
Степень повышения давления 1,3...2,5 1,3...2,5 1,3...2,5 1,3...2,5
Температура газов перед турбиной при длительной работе, °C 600 600 600 600
Максимальная температура газов перед турбиной при длительной работе, °C 650 650 650 650
КПД компрессора 0,78 0,78 0,80 0,80
177
Окончание табл. 7.1
Основные параметры Типы турбокомпрессоров
ТК-23 ТК-30 ТК-34 ТК-38
КПД турбины 0,76 0,76 0,77 0,77
Габаритные размеры, мм: длина 780 900 1000 1150
ширина 580 700 800 900
высота 580 700 800 900
Расчетный моторесурс, ч 15000 20000 20000 20000
Масса, кг 180 350 510 700
Установлен на дизеле 14Д40 ПД1М 1 ОД 100, ПД45 Д49, Д70
Нагнетатели второй ступени системы воздухоснабжения (рис. 7.19)
бывают центробежные (дизели 10Д100, 11Д45) и объемные (ди-
зель 14Д40).
Нагнетатель второй ступени служит для подачи воздуха в ци-
линдры при пуске дизеля, когда турбокомпрессоры еще не рабо-
тают, а также для дополнительного сжатия надувочного воздуха
после турбокомпрессоров первой ступени (дизели 1 ОД 100, 11Д45)
при работе под нагрузкой. Принципиальное устройство центро-
бежного нагнетателя аналогично конструкции компрессора тур-
бокомпрессора.
Объемный нагнетатель (как и центробежный) приводится от
коленчатого вала дизеля через редуктор. Он состоит из следующих
основных частей: корпуса, двух трехлопастных роторов, эластич-
ной муфты, зубчатых колес, торсионного вала (связи), передней
и задней крышек (см. рис. 7.19).
Сверху на корпусе нагнетателя имеется фланец для установки
переходного патрубка к турбокомпрессорам. С каждой стороны кор-
пуса имеются каналы для прохода воздуха в ресивер дизеля. В ниж-
ней части корпуса имеется окно для осмотра роторов, закрытое
Рис. 7.19. Нагнетатель:
1 — вал ведомый с зубчатым колесом; 2 — корпус редуктора; 3, 11 — кольца
уплотнительные; 4 — диффузор; 5 — колесо компрессора; 6 — корпус компрес-
сора; 7 — патрубок; 8 — опорный подшипник; 9 — крышка; 10 — скоба подъем-
ная; 12 — фланец; 13 — отбойник; 14 — шестерня; 15 — полый вал; 16 — шестер-
ня с пружинными элементами; 17 — торсионный вал; 18 — промежуточный вал
с шестерней; 19 — пята; 20 — опорно-упорный подшипник; 21 — болт
178
179
Рис. 7.20. Муфта эластичная:
1 — диск; 2 — кольцо; 3 — ведомая полумуфта; 4 — брусок; 5 — ведущая полу-
муфта; А — поверхности сопряжения крышки с валом
крышкой. Нагнетатель крепится к редуктору фланцем с помощью
специальных болтов и шпилек. Корпус и крышки ротора изготов-
лены из алюминиевого сплава. Лопасти роторов — спиральные,
что обеспечивает плавную подачу воздуха и уменьшает шум во
время работы нагнетателя. В крышки вставлены стальные втулки
для упорных шарико- и роликоподшипников, которые фиксиру-
ются во втулках нажимными фланцами. Зубчатые колеса связи,
имеющие косые зубья, изготовлены из легированной стали, це-
ментированы и закалены. Смазка зубчатых колес и шлицев торси-
онного вала производится из масляной магистрали дизеля. Элас-
тичная муфта крепится к шестерне связи и служит для снижения
ударных нагрузок, возникающих в системе привода нагнетателя.
Муфта (рис. 7.20) состоит из ведущей и ведомой полумуфт, меж-
ду лопатками которых вставлены восемь резиновых брусков. Веду-
щая полумуфта имеет шлицевое отверстие, в которое вставляется
торсионный вал, передающий вращающий момент от редуктора.
Редуктор служит приводом нагнетателя водяных, масляных на-
сосов и некоторых вспомогательных механизмов тепловоза. При-
водится редуктор от коленчатого вала дизеля.
В эксплуатации наиболее часто встречающимся недостатком в
работе турбокомпрессоров дизелей является помпаж — периоди-
ческий выброс воздуха во всасывающий трубопровод. Он сопро-
вождается характерным хлопком и возникает при уменьшении про-
изводительности турбокомпрессора из-за увеличения сопротив-
ления газовоздушного тракта. Это происходит при: загрязнении
180
воздухоохладителя, установленного после первой ступени сжатия;
закоксовывании выпускных и продувочных окон цилиндровых
втулок (1 ОД 100); закоксовывании соплового аппарата турбокомп-
рессора; повреждении лопаток рабочего колеса и соплового аппа-
рата турбины; засорении воздухоочистителей.
Основными неисправностями турбокомпрессора являются: из-
нос подшипников; прогиб вала ротора; износ и повреждение ло-
паток колеса компрессора и турбины; повышенный осевой разбег
ротора.
При обнаружении любого из этих дефектов турбокомпрессор
подлежит снятию с дизеля, разборке, очистке, осмотру и ремон-
ту при всех видах ТР.
Во время работы дизеля при техническом обслуживании про-
веряют поступление масла к подшипникам турбокомпрессора.
Стекание масла от подшипников в отсек управления должно быть
непрерывным. Проверяют давление масла, подводимого к под-
шипникам турбокомпрессора. Оно должно быть не менее 0,25 МПа.
Свободный выбег ротора с момента остановки дизеля при темпе-
ратуре масла более 65 °C — не менее 1 мин.
Очистку газовой полости турбокомпрессора осуществляют при
работающем дизеле на нулевой, четвертой и восьмой позициях
контроллера путем импульсной подачи смеси дизельного топлива
или керосина с воздухом давлением не ниже 0,25 МПа к лаби-
ринту через дренажную систему газоприемного корпуса. Смесь по-
дают с помощью переносной установки, промывая сразу два тур-
бокомпрессора. Промывка должна проводиться не менее 15 мин.
После промывки продувают газовую полость сжатым воздухом в
течение 2...3 мин.
На остановленном дизеле при ТО-3 проверяют крепление тур-
бокомпрессоров, осматривают состояние дюритовых рукавов к
воздухоочистителям, очищают масляный фильтр турбокомпрес-
сора, осматривают конец вала ротора при снятой крышке со сто-
роны компрессора. Появление бронзовой стружки или цветов по-
бежалости на конце вала не допускается; проверяют плавность
вращения ротора от руки; проверяют осевой разбег индикатором,
он должен быть менее 0,5 мм.
Аналогичные работы проводят при ТР-1. При ТР-2 и ТР-3 тур-
бокомпрессор снимают с дизеля, разбирают, очищают, освиде-
тельствуют и ремонтируют. По окончании ремонтных работ про-
изводят динамическую балансировку ротора. В конце сборки про-
веряют осевой разбег вала ротора (0,15...0,35 мм) и зазор «на
масло» в подшипниках (0,18...0,28 мм). Водяные полости подвер-
гают опрессовке, при которой течь воды не допускается. После
сборки турбокомпрессора прокачивают масло. Масло должно про-
ходить через подшипники и сливаться через сливные отверстия.
Перед постановкой на дизель турбокомпрессор обкатывают на
181
стенде в течение 2 ч. При этом водяную полость испытывают во-
дой давлением 0,5 МПа, а систему смазки — маслом давлением
0,45 МПа. Ротор турбокомпрессора приводится сжатым воздухом
давлением 0,6 МПа, частота вращения ротора при этом достигает
5000 об/мин.
Основными неисправностями объемной воздуходувки и цент-
робежного нагнетателя второй ступени являются: износ подшип-
ников скольжения; ослабление крепления опорно-упорного под-
шипника; износ рабочего колеса, грузов фрикционной муфты,
поверхности крестовины и шестерни под игольчатый подшипник.
При проведении ТО-3 проверяют крепление воздуходувки, а
также состояние шестерен привода и роторов через смотровой
лючок.
При проведении TP-1 осматривают шестерни, снимают торце-
вой лючок и проверяют осевой разбег роторов. При проведении
ТР-2 — воздуходувку с редуктором снимают с дизеля и, не под-
вергая полной разборке, проверяют состояние деталей, измеряют
зазоры, разбег валов, шестерен, муфты. Торсионный вал прове-
ряют дефектоскопом, контролируют износ шлицов вала.
При проведении ТР-3 воздуходувку с редуктором снимают с
дизеля, разбирают, очищают, осматривают, дефектоскопируют и
ремонтируют, восстанавливая изношенные части деталей. Дета-
ли, не подверженные восстановительному ремонту, заменяют.
Роторы подвергают динамической балансировке.
По окончании сборки воздуходувки с редуктором проверяют
плавность вращения вала. При смазанных подшипниках момент,
необходимый для вывода вала из состояния покоя, не должен
превышать 2 Н м (0,2 кгс-м).
Контрольные вопросы
1. Каковы причины возникновения неисправностей дизеля?
2. Какие существуют типы газораспределительных механизмов?
3. Как влияет на износ деталей пуск холодного дизеля?
4. Какие неисправности происходят в блоках цилиндров и поддизель-
ной раме?
5. Каковы требования к газораспределительному механизму?
6. Для чего предназначена вертикальная передача дизеля 10Д100?
7. Что понимается под «комплектом» дизелей типа Д40, Д49?
8. Чем опасно насосное действие поршневых колец?
9. Каковы неисправности деталей шатунно-поршневой группы?
10. Что такое помпаж и когда он появляется?
11. Как проверяют качество ремонта турбокомпрессора?
Глава 8
УСТРОЙСТВО И РЕМОНТ ТОПЛИВОПОДАЮЩЕЙ
И РЕГУЛИРУЮЩЕЙ АППАРАТУРЫ ДИЗЕЛЯ
8Л. Общие сведения
Топливная система включает в себя смонтированное на дизеле
и тепловозе оборудование, предназначенное для хранения, подо-
грева, фильтрации и поддержания заданного давления топлива;
подачи топлива к топливовпрыскивающей аппаратуре дизеля; по-
дачи топлива в цилиндры в заданном количестве и в определен-
ный момент согласно диаграмме фаз газораспределения, а также
для равномерного распределения его по цилиндрам. Конструкция
системы должна обеспечивать равную температуру топлива, по-
даваемого к топливным насосам дизеля.
Существует три принципиальных схемы топливных систем: зам-
кнутая, полузамкнутая и тупиковая. Замкнутая система применя-
ется на тепловозах 2ТЭ116, ТЭП60, ТЭП70, 2М62 и др. К полу-
замкнутым системам можно отнести системы, применяемые на
тепловозах 2ТЭ10 всех индексов и маневровых тепловозах. Тупико-
вая система применяется на маломощных дизелях (100... 200 кВт),
установленных на автомотрисах, дрезинах и т. п.
Во всех типах топливных систем топливо через заборное уст-
ройство подается из бака подкачивающим шестеренным насосом,
проходит через фильтры и поступает в коллекторы насосов .высо-
кого давления. Часть топлива забирается насосами и впрыскивает-
ся форсунками в цилиндры двигателя. Остальное топливо по тру-
бопроводам сливается обратно в бак.
В замкнутой системе топливо многократно проходит через филь-
тры, что обеспечивает необходимую очистку топлива и более ста-
бильный температурный режим. При полузамкнутой системе топ-
ливо циркулирует в системе также, как и при замкнутой, кроме
топливного коллектора, который становится тупиковым участком
системы, нарушая тем самым температурный режим топлива, по-
даваемого к плунжерным парам насосов высокого давления.
В тупиковой системе топливо во всасывающей полости не цир-
кулирует. Достоинствами такой системы являются меньшая ско-
рость топлива и облегчение работы топливоподкачивающего на-
соса. Недостаток — нарушение температурного режима топлива,
подаваемого к насосам высокого давления.
183
8.2. Топливоподающая аппаратура
Топливоподающая аппаратура предназначена для снабжения
дизеля топливом. В ее состав входят баки для хранения топлива,
топливные фильтры, топливоподкачивающие насосы, топливные
насосы высокого давления, форсунки и др.
Баки для хранения топлива. Они представляют собой сварен-
ные из стальных листов резервуары, усиленные внутри перего-
родками. Перегородки в баке дают возможность гасить энергию
колебаний топлива, возникающих при резких изменениях скоро-
сти движения тепловоза. С обеих сторон бака имеются заправоч-
ные горловины с фильтрующими сетками. Под днищем баков рас-
положен отстойник, в котором скапливаются тяжелые осадки топ-
лива. На верхней части бака имеются две вентиляционные трубы,
позволяющие избежать изменения давления в баке в процессе зап-
равки и при расходовании топлива. Количество топлива в баке
измеряют градуированными рейками, расположенными в венти-
ляционных трубах.
Из топливного бака при всех ТО; ТР-1; ТР-2 производят слив
отстоя. При ТР-3 топливо полностью сливается для очистки бака
от грязи и шлама. Бак промывается без снятия с тепловоза.
Топливоподкачивающие насосы. На тепловозах применяются на-
сосы шестеренного типа, с электроприводом. Перепускной кла-
пан обеспечивает одинаковое давление в топливоподкачивающей
системе независимо от режима работы дизеля. Насосы подают топ-
ливо из бака к насосам высокого давления.
Шестеренный насос (рис. 8.1) состоит из корпуса и крышки с
серповидным выступом. В крышку запрессована ось, на которой
свободно вращается шестерня, входящая в зацепление с ведущей
шестерней внутренними зубьями. Ведущая шестерня выполнена
за одно целое с приводным валиком, соединенным муфтой с элек-
тродвигателем мощностью 0,5 кВт. Наружная цилиндрическая по-
верхность ведущей шестерни пришлифована к расточке корпуса,
а вершины зубьев — к нижней поверхности серповидного высту-
па крышки насоса.
Топливо, поступая через штуцер в полость корпуса насоса, за-
полняет впадины между зубьями шестерен и при движении двумя
потоками сверху и снизу серповидного выступа поступает в на-
гнетательную полость насоса, а оттуда — в трубопровод.
Вал шестерни уплотняется бронзовыми втулками, припаян-
ными к гофрированной латунной втулке (сильфону). Бронзовая
втулка притирается к стальной, напресованной на валик, и при-
жимается к ней пружиной. Допускается утечка топлива по валику
не более одной капли в 1 мин.
На тепловозе ТЭП70 подкачивающий насос описанного типа
работает только во время пуска дизеля. Во время работы дизеля
184
Рис. 8.1. Схема работы насоса (а) и его устройство (б):
1 — ведущая шестерня с внутренними зубьями; 2 — ведомая шестерня; 3 —
корпус; 4 — нагнетательная полость; 5 — всасывающая полость насоса; 6 —
отверстие с резьбой для крепления топливоподкачивающей трубы; 7 — втулка;
8, 10, 11 — сильфонное уплотнение; 9 — пружина; 12 — уплотнительное кольцо;
13 — гайка; 14 — ось; 15 — регулировочные прокладки; 16 — крышка; 17 —
заглушка; А — серповидный выступ; Б — приводной валик
подачу топлива к насосам высокого давления обеспечивает шес-
теренный насос с приводом от вала дизеля. При давлении топли-
ва в нагнетательной полости выше 0,06 МПа перепускной клапан
перепускает часть топлива во всасывающую полость насоса.
Состояние топливоподкачивающего насоса проверяется при всех
ТО и ТР-1. При этом проверяют легкость вращения вала насоса и
состояние муфты.
При проведении ТР-2 топливоподкачивающий насос снимают
с тепловоза и на стенде проверяют подачу топлива. Проверяют
работу сальникового уплотнения.
При проведении ТР-3 топливоподкачивающий насос снима-
ют, разбирают, ремонтируют, опрессовывают и на стенде прове-
ряют подачу топлива.
Топливные фильтры. В топливной системе установлены различ-
ные топливные фильтры: предварительной очистки, которые за-
держивают лишь крупные частицы; грубой очистки, задерживаю-
щие частицы крупнее 50 мкм; тонкой очистки, не пропускающие
частицы размером более 4 мкм. Все топливные фильтры состоят
из двух частей — корпуса и фильтрующего элемента.
185
Рис. 8.2. Фильтры грубой очистки топлива тепловозов:
а — с двумя стаканами; б — с одним стаканом; 1 — штуцера; 2 — стержень; 3, 14 —
пробки; 4 — пробковой кран; 5 — корпус; 6, 13 — прокладки; 7, 9, 17 — филь-
трующие элементы; 8 — колпак; 10 — шпилька; И — проставка; 12 — пружина;
15 — крышка; 16 — трехгранный стержень; 18 — нажимная гайка
Фильтры предварительной очистки — это сетки заправочных гор-
ловин топливных баков.
Фильтры грубой очистки (рис. 8.2). В качестве очистительных эле-
ментов в них применяют гофрированные металлические стаканы,
на которые навита латунная лента специального профиля. Между
витками образуются щели шириной 0,07...0,09 мм, которые за-
держивают частицы более крупных размеров.
На тепловозах с дизелями типа Д49 в качестве фильтрующих
элементов используют сетчатые диски, собранные в пакет на трех-
гранном стержне и удерживаемые на нем с помощью стяжной гай-
ки. Топливо поступает снаружи, и, проходя через сетки внутрь,
оставляет на них механические частицы размером более 45 мкм.
Частицы скапливаются в нижней части корпуса фильтра, откуда их
периодически удаляют через отверстие, закрытое пробкой.
Фильтр тонкой очистки (рис. 8.3) устанавливают на линии на-
гнетания подкачивающего насоса, перед коллектором насосов
высокого давления. Войлочно-щелевой фильтр комбинированно-
го типа применяется на дизелях ранних выпусков. В настоящее время
186
Рис. 8.3. Фильтры тонкой очистки топлива тепловозов 2ТЭ10В (а)
и ТЭП70 (б):
1, 9, 15 — пробки; 2 — стержень; 3, И — корпуса; 4 — колпак; 5 — фильтрую-
щие элементы; 6, 17 — бумажные шторы; 7 — пружина; 8 — гайка; 10— шарик;
12 — крышка-кронштейн; 13 — кольцо резиновое; 14 — пробковый кран; 16 —
крышка; 18, 19 — перфорированные картонные цилиндры
широкое применение находит фильтр тонкой очистки с бумаж-
ными элементами, которые задерживают частицы крупнее 3 мкм.
Бумажные элементы заменяют новыми через 50 тыс. км пробега.
Контроль за состоянием фильтрующих элементов осуществляется
по манометрам, установленным до и после фильтра тонкой очи-
стки. Может устанавливаться и сигнализатор загрязненности филь-
тра, который представляет собой реле, реагирующее (срабатываю-
щее) на разность давлений до и после фильтра. Сигнал реле мо-
жет подаваться звуковым или световым указателем.
При проведении ТО-3 фильтры грубой очистки разбирают,
промывают или производят замену фильтрующих элементов.
При проведении ТР-1, ТР-2, ТР-3 производят смену фильтру-
ющих элементов и промывку корпуса фильтров грубой и тонкой
очистки топлива.
Топливные насосы высокого давления (рис. 8.4). Они бывают сек-
ционными (дизели Д100, Д49, ПД1М и др.) и блочными, объ-
единяющими в одном корпусе несколько насосных секций (дизе-
ли 11Д45, 14Д40, М750 и др.).
Секционные насосы высокого давления проще заменять в случае
повреждения при эксплуатации. Их достоинство — облегченная
187
Рис. 8.4. Топливный насос дизеля 5Д49:
1 — направляющая втулка толкателя; 2 — толкатель; 3 — резиновые кольца; 4 —
пружина; 5 — поворотная шестерня; 6 — рейка; 7 — плунжер; 8, 10 — штуцера;
9 — корпус нагнетательного клапана; 11 — гильза плунжера; 12 — тарелки плун-
жера; 13 — корпус насоса; 14 — регулировочные прокладки; 15 — регулировочный
винт
регулировка, улучшенная равномерность подачи топлива по ци-
линдрам, короткие нагнетательные трубки, имеющие одинако-
вую длину и форму.
Блочные насосы высокого давления значительно (относительно
секционных) меньше в размерах. Они удобнее в эксплуатации,
так как их плунжерная пара (подвесного типа) не деформируется
под действием монтажных усилий; механизм привода реек, скры-
тый в корпусе, обеспечивает легкую и быструю регулировку. Серь-
езный их недостаток — разная длина трубок высокого давления,
что влияет на неравномерность подачи топлива по цилиндрам.
Принципиально процесс подачи топлива топливными насоса-
ми в цилиндры тепловозных дизелей осуществляется одинаково
(рис. 8.5). В любом топливном насосе, осуществляющем подачу и
дозировку топлива, имеется насосный элемент — плунжерная пре-
цизионная пара, состоящая из гильзы и плунжера, хорошо при-
гнанных и притертых друг к другу. Плунжер топливного насоса
приводится в движение от кулачкового вала топливных насосов
через толкатель с роликом. Толкатель, расположенный в корпусе,
прижимается к кулачку пружиной.
Топливо подается через нагнетательный клапан по трубопро-
воду к форсунке при движении плунжера вверх. Давление в систе-
ме «топливный насос — трубопровод — форсунка» определяется
усилием пружины, запирающей через штангу иглу форсунки. При
188
Рис. 8.5. Схема работы топливного насоса:
1—6— положения плунжера
достижении давления, достаточного для подъема иглы от седла
распылителя, топливо через сопло распылителя поступает в ци-
линдр дизеля. Порция топлива определенной величины обеспечива-
ется топливным насосом. После подачи порции топлива, давление
перед нагнетательным клапаном (над плунжером) резко падает,
хотя плунжер продолжает поступательное движение под действи-
ем кулачка. Нагнетательный клапан топливного насоса закрывает-
ся и своим ходом разгружает давление в трубопроводе к форсунке.
Под действием пружины через штангу игла форсунки закрывает-
ся, и подача топлива в цилиндр прекращается. Обратный ход плун-
жер совершает под действием своей пружины. При этом увеличи-
вается объем надплунжерного пространства, которое заполняется
топливом из топливного коллектора через отверстие в гильзе.
Регулирование порции топлива (рис. 8.6) осуществляется по-
ложением плунжера относительно гильзы (не путать с поступа-
тельным движением плунжера, которое имеет постоянное значе-
Рис. 8.6. Схема изменения порции топлива и типы плунжерных насосов:
а — плунжер с управлением конца подачи топлива; б — плунжер с управлением
началом подачи топлива; в — плунжер с управлением началом и концом подачи
топлива; 1—6— положения плунжера
189
Рис. 8.7. Нагнетательные клапаны
топливных насосов:
а — с разгрузочным пояском; б — с
вытеснителем; 1 — направляющее перо
клапана; 2 — разгрузочный поясок кла-
пана; 3 — притирочный поясок клапа-
на; 4 — корпус клапана; 5, 6 — ограни-
читель подъема клапана; 7—разгрузоч-
ный поясок; 8 — клапан; 9 — надплун-
жерное пространство; 10— отверстие в
клапане; 11 — пружина
ние и зависит от высоты кулач-
ка вала). В топливном насосе
имеется шестеренка в зацепле-
нии с зубчатой рейкой. Плун-
жер при поступательном движе-
нии строго ориентирован отно-
сительно гильзы шлицами в ше-
стеренке. Рейка, поворачивая
шестеренку, поворачивает плун-
жер относительно гильзы. Голов-
ка плунжера имеет винтовой
скос, изменяющий полезный
ход плунжера, при котором
плунжер нагнетает топливо, пе-
рекрывая отверстие в гильзе. От
угла поворота плунжера (т. е. по-
ложения рейки топливного на-
соса высокого давления) отно-
сительно гильзы изменяется
порция топлива, подаваемого в
цилиндр двигателя.
Большое значение в работе топливной аппаратуры имеет на-
гнетательный клапан (рис. 8.7). В момент окончания подачи плун-
жером порции топлива, нагнетательный клапан возвращается на
свое место. Для обеспечения быстрого падения давления в топли-
вопроводе нагнетательный клапан имеет разгрузочный поясок,
вследствие чего клапан при нагнетании вынужден значительно
подниматься над седлом даже при минимальной подаче топлива.
После отсечки подачи клапан совершает значительный путь при
посадке в гнездо, увеличивая объем в нагнетательном трубопро-
воде. Поэтому давление в трубопроводе резко падает, обеспечивая
четкое прекращение подачи топлива форсункой без подтекания.
Однако при чрезмерной и разной длине трубопровода подте-
кание полностью не устраняется вследствие подтекания топлива
форсункой, что отрицательно сказывается на работе дизеля. От-
рицательным эффектом топливной аппаратуры также следует счи-
тать подвпрыскивание топлива, снижающее экономичность дизе-
ля. Оно вызывается колебаниями давления в нагнетательном топ-
ливопроводе после посадки иглы форсунки в седло корпуса рас-
пылителя, вследствие чего образуется гидроудар, т.е. амплитуда
волны давления достигает значения, достаточного для отрыва иглы
форсунки от седла. С целью устранения подвпрыскивания сокра-
щают объем между насосом и форсункой.
Гильзы, плунжеры, нагнетательные клапаны и их седла, ро-
лики толкателей изготавливают из высоколегированных сталей
(ШХ-15, 12ХНС, 20ХГР и др.).
190
Рис. 8.8. Лоток:
1 — рычаги толкателей привода клапанов; 2 — корпус лотка; 3 — опорный
подшипник; 4 — распределительный вал; 5 — вал привода реек топливных насо-
сов; 6 — рычаг; 7 — топливный насос; 8, 9 — шайбы для управления впускными
и выпускными клапанами; 10 — зажимная гайка; 11 — кулачковая шайба для
приведения в действие топливных насосов; 12 — рычаг управления рейками топ-
ливных насосов; 13 — зубчатая втулка; 14 — шестерня; 15 — шлицевой вал; 16 —
упорные кольца; а — канал для масла
Насосы дизеля 10Д100 расположены по обеим сторонам ци-
линдров (по десять в каждом ряду). Каждый насос вставлен в рас-
точку корпуса толкателя и притянут к нему болтами. Кулачковые
валы с правой и левой стороны расположены ниже верхнего ко-
ленчатого вала. Оба кулачковых вала устанавливаются так, что
кулачки через толкатели одновременно действуют на плунжеры
топливных насосов обеих сторон, обеспечивая одновременные
начало и конец подачи топлива в соответствующий цилиндр. При-
вод кулачковых валов осуществляется от верхнего коленчатого вала
через шестерни.
Насосы дизеля 5Д49 устанавливают в расточки лотка дизеля
(рис. 8.8) и крепят к нему четырьмя шпильками. Толкатели насосов
цилиндров правого и левого рядов приводятся в действие одной и
той же кулачковой шайбой распределительного вала. Положение
гильзы в корпусе насоса зафиксировано стопорными винтами.
Головка плунжера имеет две отсечные кромки — верхнюю и
нижнюю. В гильзе имеются два отверстия для подвода и отвода
топлива. Спиральные отсечные кромки расположены так, что при
движении рейки в корпус насоса подача топлива уменьшается, а
при выдвижении из корпуса — увеличивается.
Угол опережения подачи топлива по цилиндрам регулируют
прокладками, устанавливаемыми между привалочным фланцем и
корпусом толкателя. Толщина прокладок устанавливается на стенде
завода-изготовителя. Ее значение выбивается на корпусе насоса.
Форсунки. На тепловозных дизелях установлены форсунки зак-
рытого типа. Форсунки предназначены для введения топлива в
191
j От насоса
Рис. 8.9. Форсунка дизеля:
1, 2 — штуцера; 3 — регулировочный
штуцер; 4 — тарелка; 5, 8 — резиновые
кольца; 6 — пружина; 7 — корпус; 9 —
толкатель; 10 — колпак; 11 — корпус
иглы; 12 — распылитель; 13 — игла;
14 — щелевой фильтр; а, б — каналы
камеру сгорания, обеспечивая
при этом оптимальное смесеоб-
разование топлива с воздухом,
длину топливной струи, мел-
кость распыления топлива, рав-
номерность распределения топ-
лива по камере сгорания, вы-
сокое давление впрыскивания,
четкие начало и конец процес-
са. Форсунки должны быть про-
сты, иметь минимальные разме-
ры и массу движущихся частей,
низкую стоимость и высокую
надежность.
Форсунки различаются глав-
ным образом конструкцией рас-
пылителя, размерами проход-
ных сечений, количеством и
размерами сопловых отверстий,
массой, габаритными и устано-
вочными размерами.
Форсунки дизелей типа Д49
отличаются тем, что сопло и
корпус распылителя (рис. 8.9)
крепятся к корпусу форсунки
колпаком.
В корпусе распылителя раз-
мещена игла и ограничитель
подъема иглы. Корпус распыли-
теля и игла тщательно притира-
ются друг к другу и являются
прецизионной парой. Игла при-
жимается к корпусу распылите-
ля пружиной через штангу и
ограничитель подъема иглы. Пружина через тарелку затягивается
регулировочным винтом и фиксируется гайкой. На регулировоч-
ный винт устанавливают штуцер, к которому присоединяется труб-
ка отсечного топлива, которое просачивается (и играет роль смаз-
ки) между иглой и корпусом распылителя. Топливо к форсунке
подается через щелевой фильтр в канал корпуса форсунки и далее
в кольцевую камеру корпуса распылителя. Эти форсунки устанав-
ливают в крышки цилиндров и крепят шпильками. Уплотнение со-
единений достигается за счет конусных поверхностей, прокладок и
уплотнительных колец. На дизелях типов Д49 и VFE17/24 форсунки
устанавливаются в крышках цилиндров наклонно, что позволяет
монтировать их без снятия крышек клапанных коробок. На дизе-
192
лях типа Д100 форсунки вмонтированы в цилиндр с помощью
специальных адаптеров, обеспечивающих уплотнение от прорыва
газов и течи воды.
В процессе работы топливных насосов и форсунок начало и
конец подачи топлива в цилиндры соответствуют определенным
положениям коленчатого вала дизеля. В зависимости от заданного
машинистом режима работы дизеля, насосы регулируют количе-
ство топлива, подаваемого в цилиндры. Подачу топлива в камеру
сгорания, тщательное его распыление и перемешивание с возду-
хом обеспечивают форсунки дизеля. Для нормального выполне-
ния заданных функций детали топливной аппаратуры изготавли-
вают с высокой степенью точности и регулируют на строго опре-
деленную взаимозависимость их работы.
В эксплуатации происходит износ деталей топливной аппара-
туры. Главные причины износа — недостаточная чистота топлива
и масла, а также попадание воды в топливо. В результате наруша-
ется регулировка топливной аппаратуры, ухудшается процесс сго-
рания топлива в цилиндрах дизеля, снижается экономичность и
надежность тепловоза в целом.
При проведении ТО-2 проверяют во время работы дизеля течь
топлива в соединениях трубопроводов. Контролируют работу ме-
ханизма выключения части топливных насосов при работе дизеля
в холостом режиме. Проверяют работу форсунок, если наблюдает-
ся дымный выхлоп.
При проведении ТО-3 и ТР-1 проверяют механизм управления
рейками топливных насосов; проверяют устройство для отключе-
ния топливных насосов; форсунки снимают и проверяют на стен-
де на качество распыла, на давление впрыска, на плотность и
подтекание.
При проведении ТР-2 и ТР-3 снимают с дизеля форсунки, топ-
ливные насосы и другие детали топливной аппаратуры для их раз-
борки и ремонта.
8.3. Регулирующая аппаратура
Регулирующая аппаратура дизеля предназначена для обеспе-
чения постоянства частоты вращения коленчатого вала и реализа-
ции полной мощности дизеля независимо от изменений внешней
нагрузки, а также защиты дизеля от превышения допустимой ча-
стоты вращения.
К регулирующей аппаратуре дизеля относятся: механизм за-
щиты дизеля, регулятор, механизм управления частотой враще-
ния и механизм управления нагрузкой.
Механизм защиты дизеля от «разноса» (превышение установ-
ленной предельной частоты вращения коленчатого вала) автома-
тически останавливает дизель при превышении частотой враще-
7 Собспии
193
ния коленчатого вала предельного значения. Остановка дизеля про-
исходит путем перестановки реек топливных насосов в положе-
ние нулевой подачи топлива и подачи гидравлического импульса
на закрытие воздушной заслонки. Предельный выключатель уста-
навливается на приводе распределительного (кулачкового) вала
дизеля. Чувствительный элемент, контролирующий предельную
частоту вращения, состоит из груза, эксцентрично закрепленно-
го на валу, пружины и упора. При превышении частоты вращения
выше допустимой груз под действием центробежных сил, преодо-
левает усилие пружины, установленной в упоре, перемещается в
радиальном направлении и нажимает на рычаг, выводя его из
зацепления со стаканом. Стакан под действием пружины, воздей-
ствующей на механизм управления топливными насосами, уста-
навливает рейки в нулевую подачу топлива. Одновременно пода-
ется гидравлический импульс на мембранный пакет сервомотора
и воздушная заслонка перекрывает воздушный тракт. Дизель без
подачи топлива и воздуха останавливается. Следует добавить, что
на некоторых дизелях воздушную заслонку не ставят.
Предельный выключатель имеет как ручное управление, так и
электрическое — от кнопки, находящейся на пульте в кабине ма-
шиниста, которое используют в аварийных ситуациях. Как прави-
ло, в эксплуатации предельный выключатель ухода не требует.
Регулятор предназначен для поддержания постоянной (задан-
ной машинистом) частоты вращения коленчатого вала дизеля.
Чтобы обеспечить устойчивую частоту вращения коленчатого вала,
нужно либо добиваться постоянства нагрузки на дизель, либо ре-
гулировать подачу топлива в цилиндры в соответствии с изменя-
ющейся нагрузкой. Если регулятор поддерживает частоту враще-
ния коленчатого вала за счет регулирования цикловой подачи топ-
лива, то его называют регулятор ом частоты вращения.
Если регулятор поддерживает постоянство частоты вращения вала
дизеля не только за счет регулирования цикловой подачи топлива
в цилиндры, но и за счет регулирования нагрузки на дизель, то
его называют объединенным регулятором.
Регуляторы частоты вращения устанавливаются на дизелях
2Д100, Д50, ПД1М, М750 и др. Объединенные регуляторы часто-
ты вращения коленчатого вала и нагрузки дизеля применяются на
дизелях 10Д100, 14Д40, 11Д45, 5Д49.
По принципу действия и конструкции части, регулирующей
частоту вращения коленчатого вала, оба регулятора практически
не различаются. Схемы регуляторов частоты вращения приведены
на рис. 8.10. Основным элементом регулятора является измеритель
частоты вращения коленчатого вала, реагирующий на изменение
угловой скорости его вращения Ди, где Ди = и2 - ®i-
Машинист с помощью контроллера подает к измерителю сиг-
нал настройки Н. В случае, если сигнал угловой скорости и соот-
194
в
Рис. 8.10. Схемы регуляторов частоты вращения дизелей:
а — регулятор прямого действия; б — регулятор непрямого действия с серводви-
гателем; в — изодромный регулятор непрямого действия с обратной связью; 1 —
привод от коленчатого вала; 2 — букса; 3 — шарнир грузика; 4 — подшипник; 5 —
грузик; 6 — всережимная пружина; 7 — зубчатая втулка; 8 — зубчатый сектор;
9 — контроллер; 10 — стержень привода реек; 11 — серводвигатель; 12 — рычаг;
13 — золотник; 14 — изодром; 15 — пружина изодрома; 16 — регулировочная игла;
а> — угловая скорость вращения; Ду — выходной сигнал; Дг — входной сигнал;
Н — сигнал настройки
ветствует сигналу настройки Н, сигнал регулирования Дг измери-
тель частоты не вырабатывает. При изменении внешней нагрузки
частота вращения коленчатого вала дизеля изменится и не будет
соответствовать заданной настройке Н. Измеритель частоты зафик-
сирует это несоответствие и выдаст сигнал регулирования Дг. Этот
сигнал поступает на регулирующий орган — рейку топливного
насоса для изменения цикловой подачи топлива в цилиндры. Если
сигнал Дг непосредственно передается регулирующему органу топ-
ливного насоса, такой регулятор называют регулятором пря-
мого действия (см. рис. 8.10). У мощных дизелей регулятор
соединен с рейками топливных насосов передачей из системы
рычагов и тяг, и для приведения их в действие требуется значи-
тельное усилие. Поэтому сигнал регулирования Дг у регуляторов
тепловозных дизелей сначала усиливается серводвигателем до Ду, а
затем передается на регулирующий орган насоса.
195
Рис. 8.11. Серводвига-
тель регулятора:
1 — сальник; 2 — крышка
корпуса; 3 — компенсиру-
ющий поршень; 4 — ось;
5 — перегородка; 6 — си-
ловой поршень; 7 — кор-
пус; 8 — пружина
Регуляторы с серводвигателем (рис. 8.11)
называют регуляторами непрямо-
го действия с обратной связью.
Обратная связь предназначена для коррек-
тировки входного сигнала Дг (см. рис. 8.10)
в серводвигатель в зависимости от выход-
ного Дг Применение обратной связи обес-
печивает устойчивость процессу регулиро-
вания и гасит колебательный режим. По
сигналу Ду цикловая подача топлива изме-
няется так, чтобы частота вращения вала
дизеля соответствовала заданной настрой-
ке Н измерителя частоты вращения.
В установившемся режиме усилие все-
режимной пружины уравновешивается
центробежной силой грузов. Золотник удер-
живается компенсирующей пружиной в
среднем положении, при котором плунжер
нижним диском перекрывает окна в золот-
нике, который соединен каналом с каме-
рой под силовым поршнем серводвигателя.
Масло, подаваемое шестеренным насосом
по боковому каналу, поступает в аккуму-
лятор. Поршни аккумулятора под давлени-
ем масла опускаются, сжимая пружины, и
масло через отверстие сливается в масля-
ную ванну. Силовой и компенсирующий
поршни неподвижны, так как канал в зо-
лотнике перекрыт диском плунжера, по-
этому масло под силовым поршнем не
имеет выхода.
Увеличение частоты вращения коленча-
того вала происходит при уменьшении на-
грузки на дизель. Под действием центро-
бежных сил грузы начинают расходиться
и своими рычагами через подшипник поднимают плунжер. Диск
плунжера открывает окна в золотнике, и масло из-под силового
поршня начинает сливаться в ванну регулятора. Силовой поршень
перемещается вниз, уменьшая подачу топлива в цилиндры дизе-
ля, вследствие чего частота вращения коленчатого вала будет
уменьшаться. Компенсирующий поршень образует верхнюю и ниж-
нюю полости, заполненные маслом. Верхняя полость соединяется
каналом с полостью под поршнем золотника. Пространство над
поршнем не может быть сразу заполнено маслом через дроссель-
ное отверстие, поэтому поршень с золотником в результате пере-
пада давлений будет медленно подниматься вверх, сжимая ком-
196
пенсирующую пружину. При этом окна золотника будут перекры-
ваться диском плунжера, что уменьшит утечку масла из-под си-
лового поршня. Частота вращения коленчатого вала, достигнув
максимума для данной регулировки, начнет уменьшаться, а гру-
зы соответственно сходиться. После того как окна золотника пе-
рекроются диском плунжера, движение силового поршня прекра-
тится, но частота вращения продолжит уменьшаться. Грузики ре-
гулятора сближаются и плунжер смещается вниз, открывая окна
золотника для подачи масла под силовой поршень.
Плунжер и золотник движутся к исходному положению вмес-
те, обеспечивая уменьшение подачи топлива, и частота враще-
ния коленчатого вала восстанавливается до первоначально за-
данной. Положение игольчатого клапана существенно влияет на
колебательный процесс, уменьшая или, наоборот, увеличивая вре-
мя переходного периода. Машинист с помощью механизма управ-
ления частотой вращения коленчатого вала задает необходимые
режимы регулятору, который обеспечивает постоянство нагрузки
на дизель.
При увеличении нагрузки на дизель золотниковая часть регуля-
тора работает аналогично, соответственно обеспечивая увеличе-
ние подачи топлива в цилиндры двигателя пропорционально уве-
личению нагрузки, восстанавливая частоту вращения коленчато-
го вала до первоначально заданного значения.
Задание новой частоты вращения коленчатого вала контролле-
ром машиниста обеспечивается увеличением или уменьшением
затяжки всережимной пружины. Частота вращения коленчатого
вала дизеля увеличивается при усилении затяжки. Изменением
затяжки нарушается равновесие между усилием всережимной пру-
жины и силой инерции вращающихся грузов и одновременно за-
дается новое исходное положение плунжеру. При этом повторя-
ются все процессы, которые происходят при увеличении или
уменьшении нагрузки на дизель.
8.4. Объединенный регулятор частоты вращения
и мощности
Всережимный, изодромный объединенный регулятор центро-
бежного типа с гидравлическим усилителем (серводвигателем), с
собственной масляной системой, с элекгрогидравлической сис-
I емой управления частотой вращения, с устройством для автома-
тического регулирования мощности дизель-генератора и со стоп-
устройством по импульсу от системы защиты дизеля устанавлива-
ется на дизелях 10Д100, 14Д40, 11Д45, 5Д49 и др.
Этот регулятор (рис. 8.12) состоит из измерителя частоты вра-
щения; серводвигателя — усилителя сигнала частоты вращения
коленчатого вала, обратной связи регулятора частоты вращения;
197
МР1
Рис. 8.12. Схема объединенного регулятора дизеля 5Д49:
1 — ванна для масла регулятора; 2 — рычажная передача; 3 — вал; 4 — серводви-
гатель индуктивного датчика; 5 — индуктивный датчик (ИД); 6 — тяга; 7 —
золотник серводвигателя ИД; 8 — регулировочный винт траверсы; 9 — регулиро-
вочный винт остановки дизеля; 10 — поршень серводвигателя всережимной пру-
жины; 11 — плунжер; 12 — золотник серводвигателя; 13 — грузы измерителя
частоты вращения; 14 — поршни аккумуляторов; 15 — масляный насос регулято-
ра; 16 — букса; 17 — золотник управления частотой вращения; 18 — сектор
согласования поршней; 19 — втулка подвижная; 20 — всережимная пружина;
МР1 —МР6 — электромагнитные датчики
серводвигателя нагрузки, обратной связи регулятора нагрузки и
индуктивного датчика.
Измеритель частоты вращения использует центробежную силу
инерции груза, вращающегося вокруг оси, поэтому его называют
центробежным. Центробежный измеритель частоты вращения вме-
сте с золотниковой частью вращается в центральном отверстии
корпуса регулятора. Золотниковая часть (рис. 8.13) представляет
собой буксу с размещенным внутри золотником. В нижнюю часть
буксы запрессована золотниковая втулка, которая внутренними
шлицами соединяется с приводным валом регулятора. На наруж-
ные шлицы втулки насажена ведущая шестерня масляного насоса.
198
Рис. 8.13. Золотниковая часть регулятора:
1, 9 — зубчатые колеса; 2 — винт; 3, 15 — тарелки; 4, 19 — пружины; 5 — втулка;
6 — прокладка; 7 — золотник; 8 — кольцо; 10, 13 — фланцы; 11 — траверса; 12,
18, 22 — шарикоподшипники; 14, 26 — гайки; 16 — грузы; 17 — валик; 20 —
муфта; 21 — кулачковая шайба; 23 — плунжер; 24 — букса; 25 — хвостовик
На верхнюю часть буксы напрессована шестерня, на которой
закреплены два груза, которые выполнены в виде угловых рыча-
гов, качающихся на игольчатых подшипниках своих осей. Концы
рычагов через тарелки и шариковый подшипник упираются в пру-
жину измерителя. Верхний конец пружины упирается в поршень
серводвигателя управления, а верхняя часть золотника головкой
соединяется с опорной тарелкой пружины.
Серводвигатель управления принимает сигнал настройки, по-
даваемый машинистом, и осуществляет затяжку пружины. Число
199
возможных настроек (затяжек) пружины равно числу позиций
контроллера, поэтому пружину называют всережимной.
Затяжку пружины усиливают при необходимости увеличения
частоты вращения вала дизеля. При заданной настройке и устано-
вившейся частоте вращения центробежные силы грузов уравнове-
шиваются усилием затяжки всережимной пружины. При измене-
нии настройки (затяжки) пружины равновесие грузов нарушает-
ся, и они начинают сходиться при усилении или расходиться при
ослаблении, заставляя перемещаться золотник вниз или вверх,
В результате этого золотник подает сигнал регулирования, и пор-
шень серводвигателя занимает новое положение. Шток поршня сер-
водвигателя одним концом соединен системой тяг и рычагов с рей-
ками топливных насосов, другим — через коромысло и рычаг свя-
зан с поршнем серводвигателя управления. Движение поршня вверх
под действием давления масла, поступающего через золотник из
аккумуляторов, увеличивает подачу топлива и наоборот. Измене-
ние подачи топлива осуществляется перемещением реек топлив-
ных насосов, которые связаны рычагами со штоком сервомотора.
Изодромная обратная связь ограничивает движение поршня
серводвигателя, обеспечивая плавное изменение процесса регу-
лирования. Процесс регулирования изменившегося режима работы
дизеля завершается тогда, когда серводвигатель установит режим
топливных насосов на подачу, соответствующую новому режиму.
Регулятор мощности (нагрузки) дизеля состоит из золотникового
устройства (измерительный орган), обратной связи и серводвига-
теля с индуктивным датчиком. Золотниковое устройство управля-
ет подачей масла в серводвигатель, изменяя индуктивность в сис-
теме регулирования возбуждения тягового генератора. При умень-
шении нагрузки на дизель, например при отключении компрессо-
ра, регулятор снижает подачу топлива и одновременно изменяет
индуктивность на увеличение возбуждения тягового генератора.
Вследствие увеличения нагрузки на дизель генератором, регулятор
увеличивает подачу топлива до первоначального уровня.
Электрогидравлическое управление частотой вращения осуще-
ствляется контроллером машиниста, обеспечивая в определенной
последовательности питание электромагнитов МР1, МР2, MP3,
и MP4. Электромагниты перемещают золотник, который обеспе-
чивает, с помощью подачи масла, соответствующее перемещение
поршня серводвигателя, чем и достигается изменение; порций
топлива в цилиндры дизеля, а следовательно, и частоты враще-
ния коленчатого вала.
Механизм вывода индуктивного датчика в положение мини-
мального возбуждения состоит из электромагнита МР5 и золот-
ника. В случае затяжного боксования тепловоза на магнит МР5
поступает электропитание, и он перемещает золотник вниз. Верх-
ний рабочий поясок золотника перекрывает подачу масла из ак-
200
кумулятора и соединяет полость над поршнем серводвигателя с
ванной регулятора. Масло из верхней полости серводвигателя сли-
вается, и поршень вдвигает сердечник в катушку. Дизель разгру-
жается, и тепловоз прекращает боксование.
Стоп-устройство дизеля (МР6, блокировочный магнит) пред-
назначено для автоматической и дистанционной остановки дизе-
ля. При отсутствии питания оно открывает канал для слива масла
в ванну из-под поршня серводвигателя. При этом рейки топлив-
ных насосов выключают подачу топлива, и дизель останавливается.
Регуляторы относят к устройствам, для которых требуется особо
тщательное изготовление, сборка деталей, тонкая регулировка при
настройке и особое внимание при обкатке и испытаниях. В про-
цессе эксплуатации и ТО-2 необходимо следить за уровнем масла
в регуляторе. При необходимости его добавляют до уровня, уста-
новленного меткой маслоуказателя.
При проведении ТО-3 производится смена масла сразу же пос-
ле остановки дизеля на каждом пятом ТО-3, т.е. через 50 000 км
пробега тепловоза. Проверяется состояние тяг от регулятора до
реек топливных насосов высокого давления.
При проведении ТР-1 кроме работ, выполняемых при ТО-3,
дополнительно проверяется работа рычажного механизма предель-
ного выключателя и проверяется частота вращения коленчатого
вала дизеля по позиции контроллера. При отклонениях частоты
вращения свыше допустимых производится регулировка.
При проведении ТР-2 выполняются работы, предусмотренные
при ТР-1 и дополнительно снимается и разбирается серводвига-
тель регулятора. Производится замена резиновых уплотнительных
колец.
При проведении ТР-3 регулятор снимают с дизеля, разбира-
ют, осматривают состояние деталей и при необходимости ремон-
тируют.
При капитальных ремонтах регулятор подвергается восстано-
вительному ремонту в полном объеме.
Контрольные вопросы
.1. Какие типы топливных систем применяются на дизельных локомо-
тивах?
2. Какие способы очистки топлива применяются в топливной системе?
3. Чем регулируется давление впрыска топлива в цилиндр дизеля?
4. Как регулируется порция топлива, подаваемого в цилиндр?
5. Какие типы регуляторов применяются на тепловозных дизелях?
6. На чем основан принцип работы регулятора частоты вращения?
Глава 9
УСТРОЙСТВО И РЕМОНТ ВСПОМОГАТЕЛЬНЫХ
АГРЕГАТОВ ДИЗЕЛЯ
9.1. Масляная система и ее оборудование
Масло дизеля предназначено:
• для уменьшения сопротивления от трения рабочих поверх-
ностей;
• смывания с деталей продуктов износа и нагара;
• охлаждения деталей или части их, подверженных темпера-
турным нагрузкам.
Масляная система и ее оборудование должны:
• подавать масло в достаточном количестве к трущимся частям
дизеля;
• поддерживать определенный температурный режим масла;
• обеспечивать необходимую чистоту масла.
Соблюдение перечисленных требований и к маслу, и к систе-
ме повышают экономичность и надежность дизеля. Масляная сис-
тема тепловозов подразделяется на внутреннюю и внешнюю.
Внутренняя масляная система (рис. 9.1) сконструирована с це-
лью подведения масла в достаточном количестве ко всем трущим-
ся и теплонапряженным деталям дизеля.
Внешняя масляная система (рис. 9.2)
включает в себя масляные насосы, охлаж-
дающие устройства, фильтры и соединя-
ющие их трубопроводы. Перед пуском ди-
зеля, для того чтобы заполнить его систе-
му маслом и подвести смазку ко всем тру-
щимся частям до начала работы, включа-
ют маслопрокачивающий агрегат, состо-
Рис. 9.1. Внутренняя система смазки и
масляного охлаждения поршня дизеля:
1 — подвеска коренного подшипника; 2 — колен-
чатый вал; 3 — трубка для перетока масла от ко-
ренного подшипника к шатунному; 4 — подвод масла
из коллектора к коренному подшипнику; 5 — ша-
тунный подшипник; 6 — шатун; 7 — поршень; 8 —
поршневой палец
202
1
2
1
2
Рис. 9.2. Принципиальные схемы вне-
шних масляных систем тепловозных
дизелей:
а — с одним насосом; б, в — с двумя насоса-
ми; 1 — фильтр тонкой очистки масла; 2 —
дизель; 3 — фильтр грубой очистки масла; 4 —
масляный насос; 5 — охлаждающие устрой-
ства — радиатор или теплообменник
ящий из насоса и электродвигателя (рис. 9.3). При прокачке масло
из масляной ванны дизеля насосом подается в фильтр грубой очи-
стки и далее в дизель по основному контуру циркуляции.
Все масляные насосы на тепловозах шестеренного типа. Конст-
рукция главного масляного насоса представлена на рис. 9.4. Рабо-
чими элементами масляных насосов являются косозубые шестер-
ни, выполненные как единое целое с валами. В косозубом зацеп-
лении рабочих шестерен насоса появляются осевые силы. Разгру-
зочное устройство компенсирует эти силы. Давление масла в на-
гнетательной полости ограничивается предохранительным клапа-
ном насоса, который регулируется на давление 0,55 МПа.
Характерными неисправностями масляных насосов являются:
уменьшение подачи; падение давления в нагнетательной полости;
трещины и износ корпусов, подшипниковых планок, крышек,
втулок; разрушение подшипников. Падение давления и подачи
насоса является следствием увеличенного бокового зазора между
зубьями шестерен и торцевого зазора между шестернями и кор-
пусными деталями.
При проведении ТО-3, ТР-1 и ТР-2 прослушивают насосы при
работающем дизеле, (посторонний шум свидетельствует о ненор-
мальной работе); осматривают доступные части насосов и их при-
вод; убеждаются в надежности крепления частей насоса и деталей
привода. Убеждаются в отсутствии утечек масла у маслопрокачи-
203
Рис. 9.3. Насос маслопрокачивающий:
1 — электродвигатель; 2 — кольцо; 3, 5 — полумуфты; 4 — муфта; 6 — обойма;
7 — сальник; 8 — втулка; 9 — ведущее зубчатое колесо; 10 — заглушка; 11 —
крышка; 12 — ведомое зубчатое колесо; 13 — корпус; 14 — штуцер; 15 — плита;
16 — прокладка
вающего насоса, надежности крепления и исправности соедини-
тельной муфты. В случае снятия насоса для проверки на стенде и
установки его на место, проверяют соосность валов насоса и элек-
тродвигателя.
При проведении ТР-3 и всех видов КР масляные насосы сни-
мают, разбирают, ремонтируют и испытывают на стендах на про-
изводительность и давление в нагнетательной полости при раз-
личной частоте вращения.
Масляные фильтры подразделяются на фильтры грубой и тон-
кой очистки. Для грубой очистки масла в настоящее время при-
меняют сетчатые дисковые фильтры вместо пластинчато-щеле-
вых (рис. 9.5). Секция фильтра состоит из набора двусторонних
сетчатых дисковых элементов, установленных на центральной трубе.
Масло, проходя через элементы снаружи (через ячейки 0,14 мм),
очищается, поступает в центральную трубу и далее по назначе-
нию.
Сетчатые дисковые фильтры обладают большой поверхностью
на единицу объема и поэтому имеют меньшие размеры по сравне-
нию с пластинчато-щелевыми. Однако их трудно очистить от загряз-
нений без разборки фильтра.
Фильтр тонкой очистки с бумажными элементами (рис. 9.6)
представляет собой сварной цилиндрический корпус с двойным
дном. Сквозь перегородку проходят семь пустотелых стержней. На
каждый стержень установлено по четыре фильтрующих элемента.
204
Рис. 9.4. Главный масляный насос:
1 — пружины предохранительного клапана; 2 — корпус предохранительного
клапана; 3 — поршень; 4 — ведущая шестерня; 5, 6 — планки; 7 — поршень
разгрузочного устройства; 8 — крышка; 9 — роликовые подшипники; 10, 12 —
косозубые шестерни; 11 — литой чугунный корпус; Н — нагнетательная полость
(сообщается с полостью М); П — полость для отвода масла на слив
Элемент состоит из картонной ленты с отверстиями, свернутой
спирально и обтянутой с обеих сторон согнутыми вдвое двумя
полосами фильтровальной бумаги. Весь элемент для жесткости
охвачен картонной полоской.
Масло через входной патрубок поступает в корпус фильтра, где
просачивается через бумажные поверхности элементов. Загрязне-
205
6 7 8
9 10
Рис. 9.5. Фильтр грубой очистки масла:
1 — клапан; 2 — патрубок; 3 — фильтрующий элемент; 4 — труба; 5 — корпус; 6,
11 — болты; 7— крышка; 8 — пружина; 9 — клапан; 10— опора; а — отверстие;
б — полость
ния крупнее 3,0 мкм задерживаются. Очищенное масло поступает
в нижнюю полость фильтра.
Для предупреждения чрезмерного перепада давлений между
полостями неочищенного и очищенного масла, что может разру-
шить бумажные элементы, установлен перепускной клапан, от-
регулированный на давление 0,25 МПа. Бумажные элементы не
подлежат очистке и после загрязнения (пробег 50 тыс. км) на ТР-1
заменяются на новые.
206
4
Рис. 9.6. Бумажный фильтр тонкой очистки масла:
1 — входной патрубок; 2 — картонная полоска; 3 — фильтровальная бумага; 4 —
пустотелые стержни; 5 — перепускной клапан; 6 — картонная лента с отверсти-
ями; 7 — сварной цилиндрический корпус; 8 — фильтрующий элемент; 9 —
перегородка
Центробежный очиститель масла (рис. 9.7) представляет собой
центрифугу, в которой масло проходит через вращающийся с
большой частотой (более 6000 об/мин) ротор. Взвешенные в мас-
ле частицы под действием центробежных сил выделяются в виде
плотного слоя на внутренней поверхности ротора. Очищенное масло
сливается в поддон дизеля. Ротор вращается вокруг центрального
стержня за счет реактивного момента, создаваемого истечением
масла из сопел.
Уход за центробежным очистителем масла в эксплуатации, при
проведении ТО-3 и текущем ремонте заключается в удалении от-
207
10
11
Рис. 9.7. Центробежный очиститель масла:
1 — кронштейн; 2 — крышка; 3, 8, 9, 20 — втулки; 4 — отбойник; 5 — корпус;
6 — прокладка; 7 — колпак; 10 — ось; 11 — пробка; 12, 16 — кольца; 13 — сопло;
14 — шарикоподшипник; 15 — штуцер; 17— клапан; 18— пружина; 19 — шайба;
21 — болт
ложений из внутренней полости корпуса ротора. После очистки и
промывки деталей ротор собирают согласно нанесенным цифро-
вым меткам. При несоблюдении этого условия нарушается балан-
сировка ротора, что может привести к разрушению центрифуги.
После сборки через отверстие в колпаке проверяют легкость вра-
щения ротора на оси. Вращение должно быть без заклинивания.
Затем отверстие закрывают пробкой.
Давление в системе смазки можно контролировать по мано-
метру на пульте управления. Кроме того, в системе устанавли-
ваются реле, контролирующие давление масла и при снижении
его ниже определенного уровня. Реле прекращают процесс пуска
дизеля, снимают нагрузку или останавливают дизель. Причины
падения давления могут быть разными: разжижение масла топли-
вом или вследствие высокой температуры; утечки по зазорам в
208
подшипниках и неплотным соединениям; повышенная загрязнен-
ность фильтров; низкая подача масляных насосов и т. п. При низ-
ких давлениях в масляной системе на ТО и ТР необходимо выяс-
нить причины и устранить их.
9.2. Водяная система и ее оборудование
Водяная система (рис. 9.8) служит для отвода и рассеивания в
окружающую среду тепла от двигателя для обеспечения его нор-
мальной работы в течение длительного времени, независимо от
величины его загруженности. Чем уже диапазон температур час-
тей двигателя в рабочих режимах, тем надежнее его работа. Темпе-
ратура воды в дизелях должна поддерживаться в диапазоне 65... 85 °C.
Увеличение или понижение температуры по сравнению с норма-
тивной существенно влияет на интенсивность износа трущихся
частей механизма двигателя. В процессе поддержания теплового
режима двигателя разность температур воды на выходе из дизеля
и входе в него должна быть не более 10 °C.
Это условие требует интенсивной циркуляции охлаждающих
жидкостей (воды, масла), поэтому устанавливают насосы (масля-
ный и водяной) с высокой подачей. Например, на тепловозах
2ТЭ116 и ТЭП70 подача водяного насоса 80 м3/ч, а масляного —
ПО м3/ч (масса масла — 1000 кг). Водяные системы охлаждения
подразделяются на открытые и закрытые.
Открытые водяные системы охлаждения применяются при
среднетемпературном охлаждении (температура воды на выходе
из дизеля 85...90°C).
В закрытых или высокотемпературных водяных системах охлаж-
дения допускаемая температура воды равна 120 °C и выше.
Также водяные системы подразделяются на одно-, двух- и трех-
контурные (рис. 9.9).
В одноконтурных водяных системах с воздушно-радиаторным
охлаждением горячая вода из дизеля поступает в холодильник,
откуда засасывается насосом и нагнетается в дизель для охлажде-
ния цилиндров.
В двухконтурных водяных системах охлаждения есть дополни-
тельный контур циркуляции воды для охлаждения масла и надду-
вочного воздуха.
В трехконтурных системах в одном независимом контуре ох-
лаждается вода дизеля; в другом — вода, охлаждающая масло ди-
зеля; а третьим независимым контуром воды охлаждается надду-
вочный воздух.
Трехконтурные водяные системы охлаждения создают наибо-
лее благоприятные условия работы ДВС, однако при этом значи-
тельно усложняют конструкцию дизеля и системы охлаждения,
снижая надежность тепловоза.
209
Рис. 9.8. Схема водяной системы дизеля:
а — с масляными секциями и расширительным баком; б — с водомасляным
теплообменником; 1, 10, 16, 17 — электротермометры; 2, 6, 8, 9 — трубы от
воздушных и паровых «пробок»; 3 — расширительный бак; 4 — заправочная гор-
ловина; 5, 12, 14, 15, 20, 23, 25, 26, 32 — соединительные трубопроводы; 7 —
вентиль; 11, 13 — вентили к калориферам; 19 — воздухоохладитель; 21, 22 —
водяные насосы; 27 — заправочные и сливные головки; 28, 30, 34 — вентили; 29 —
терморегулятор управления вентилятором; 31, 33, 36, 38, 39 — радиаторы; 35 —
трубопровод; 37 — водомасляный теплообменник
Высокотемпературное охлаждение ДВС является наиболее эф-
фективным направлением по созданию компактных систем с
уменьшением затрат мощности на их функционирование. Закры-
тая водяная система должна иметь повышенное давление, исклю-
чающее кипение и образование паровых пробок. Такие системы
применяются на тепловозах ТГ16, 2ТЭ116 и др. С увеличением
секционной мощности тепловозов переход на закрытые водяные
системы охлаждения неизбежен, так как они более эффективны
при уменьшенных габаритах, что крайне важно для тепловозост-
роения.
На рис. 9.10 приведена конструкция центробежного водяного
насоса дизеля 14Д40 с подачей 75 м3/ч при напоре 0,35 МПа и
210
в
Рис. 9.9. Схемы водяных систем тепловозных дизелей:
а — трехконтурная; б — двухконтурная; в — одноконтурная; ВО — воздухоохла-
дитель; Д — дизель; Hl, Н2, НЗ — водяной насос; ВМТ — водомасляный тепло-
обменник; ВВР — водовоздушный радиатор
Рис. 9.10. Насос водяной:
1 — колесо; 2 — вал; 3 — болт; 4 — замок; 5, 14, 24 — фланцы; 6 — пробка; 7 —
улитка; 8 — пружина; 9 — прокладка; 10, 11, 28 — втулки; 12 — обойма; 13, 21,
27 — кольца; 15 — гайка; 16 — шпонка; 17 — зубчатое колесо; 18, 22 — шарико-
подшипники; 19 — распорная втулка; 20 — кронштейн; 23 — отбойник; 25 —
уплотнение; 26 — корпус; а, б — каналы; b — зазор
211
и = 750 об/мин; на тепловозе запас воды 950 кг. Колесо 1 установ-
лено на конус вала 2 и закреплено болтом 3, застопоренным пла-
стинчатым замком 4. Опорами вала служат шарикоподшипники 18
и 22. На цилиндрическом конце вала, на шпонке 16, установлено
приводное зубчатое колесо 17, которое вместе с шарикоподшип-
никами, распорной втулкой 19, лабиринтовым уплотнением 25 и
отбойником 23, закреплено на валу гайкой 15.
Основными неисправностями центробежных водяных насосов
являются: изломы валов; трещины и ослабление рабочего колеса
на валу; снижение подачи и уменьшение давления нагнетания воды
вследствие увеличения радиальных зазоров между корпусом и ра-
бочим колесом; износ втулки или вала, сопрягающихся с сальни-
ковым уплотнением; трещины в корпусе; износ и повреждение
подшипников.
При техническом обслуживании и текущем ремонте TP-1 про-
слушивают насос при работающем дизеле — посторонний шум
свидетельствует о ненормальной работе, осматривают доступные
части насосов и их приводов и убеждаются в надежности их креп-
ления, проверяют частоту каплепадения — при частоте вращения
Рис. 9.11. Схемы размещения радиаторов на тепловозах:
а -2ТЭ10В (Л); б - ТЭП60; в - 2ТЭ116; г - ТГ16; ТЭП70; д - ТЭ109 (стрелка-
ми показано течение охлаждающего воздуха); 1, 6 — поворотные жалюзи; 2 —
секции радиаторов нормальной длины; 3 — секция радиатора укороченная; 4 —
вентиляторное колесо; 5 — диффузор; 7, 8— горизонтальные и наклонные лис-
ты шахты холодильника; 9 — коллектор; 10 — карданный вал; 11 — редуктор; 12 —
гидростатический мотор; 13 — электропривод вентилятора
212
коленчатого вала 400 об/мин должно быть не более 20 капель в
минуту через текстолитовое уплотнение.
При проведении ТР-2 снимают всасывающую головку для об-
следования крепления и прочности посадки крыльчатки на валу;
при ТР-3 и КР — насосы снимают, разбирают, ремонтируют и
испытывают на стендах.
Охлаждающие устройства тепловоза занимают часть кузова теп-
ловоза, называемую холодильной камерой или шахтой холодиль-
ника. Они состоят из секций радиатора, коллекторов, вентилято-
ра и его привода, жалюзи и системы управления жалюзи. Схемы
размещения радиаторов в кузове представлены на рис. 9.11. На теп-
ловозах применяются вентиляторы с механическим, электричес-
ким и гидростатическим приводом.
154±1
Рис. 9.12. Водовоздушная секция радиатора:
а — общий вид; б — сечение трубки; 1,7 — плоскоовальные трубки; 2 — нижняя
(верхняя) коробка; 3 — стальной коллектор; 4 — отверстия для воды; 5 — отвер-
стия для шпилек; 6 — медная пластина; 8 — пластины оребрения; / — длина
радиатора; /р — активная длина радиатора
213
Система управления открытием и закрытием жалюзи регули-
рует величину потока охлаждающего воздуха в зависимости от
температуры охлаждающей жидкости.
Секции радиаторов представляют собой часть общего радиато-
ра и применяются нормальной и укороченной длины. Секция ра-
диатора (рис. 9.12) — это многотрубный теплообменник, состоя-
щий из двух пакетов тонкостенных плоскоовальных трубок из ла-
туни марки Л96 (томпак). Общее число трубок 76, из них 68 —
рабочие, а 8 — глухие, обеспечивающие жесткость секции. Каж-
дый пакет трубок имеет общие ребра из пластин медной фольги,
толщиной 0,1 мм с шагом 2,3 мм, припаянные к трубкам и пред-
назначенные для увеличения плоскости охлаждения воздухом.
На современных тепловозах секции радиаторов применяются в
основном для охлаждения воды, дизеля или воды, охлаждающей
наддувочный воздух и масло дизеля. Такая система значительно
повысила надежность тепловоза, так как применявшиеся ранее воз-
душно-масляные секции быстро засорялись, плохо поддавались про-
мывке и не обеспечивали надежного охлаждения масла дизеля.
Водомасляные теплообменни-
2
18
17
Выход
воды
Сброс
масла
Сброс
масла
1
19
7
14
16
12
13
Вход
масла
9
10
11
Выход
масла
Вход
воды
ки устанавливаются на всех вы-
пускаемых современных тепло-
возах. Они представляют собой
кожухотрубные теплообменни-
ки, в которых одна жидкость
(вода) протекает по трубкам,
а другая (масло) омывает их
снаружи, заполняя кожух. На
рис. 9.13 представлен теплооб-
менник с разъемным кожухом.
Водомасляные теплообменни-
ки других тепловозов устрое-
ны, в принципе, так же. Они
Рис. 9.13. Водомасляный теплооб-
менник тепловоза 2ТЭ10В:
1 — пучок (955 шт.) медных трубок;
2, 17, 18 — патрубки выходящего
масла; 3 — выход воды; 4, 13 — пат-
рубки входа и выхода охлаждающей
воды; 5, 15 — крышки теплообмен-
ника; 6, 12 — патрубки для входа
масла; 7, 8, 9 — верхний, средний и
нижний кожухи корпуса теплообмен-
ника; 10 — сегментные перегородки;
11 — рубашка перегородок; 14 — вход
воды; 16 — сальниковое уплотнение;
19 — резиновые кольца
214
могут отличаться числом и длиной трубок, числом ходов масла и
т.п. В теплообменниках тепловозов 2ТЭ116 и ТЭП70 применены
трубки, имеющие наружное поперечно-винтовое оребрение, уве-
личивающее поверхность теплообмена со стороны масла. Оребре-
ние создается путем накатки. Недостаток такой конструкции —
трудность очистки масляной полости от загрязнений.
Воздухоохладители применяются в системах воздухоснабжения
дизеля. Они представляют собой водовоздушные трубчатые теп-
лообменники, в которых по трубкам протекает вода из системы
охлаждения, а пространство между ними омывается воздухом.
Рис. 9.14. Охладитель наддувочного воздуха:
1 — водяной патрубок; 2, 7— передняя и задняя крышки; 3 — трубная доска; 4 —
латунная трубка; 5 — банка; 6 — боковой лист; 8 — рамка; 9 — перегородка
215
В настоящее время продолжается поиск наиболее рациональной
конструкции (малогабаритной и высокоэффективной) воздухо-
охладителя, но принципиального отличия от представленной на
рис. 9.14 между ними нет.
В эксплуатации наиболее часто встречающимися неисправнос-
тями секций холодильников являются течи из-за обрыва трубок и
нарушения пайки у решеток; загрязнение наружных поверхнос-
тей трубок отложениями грязи и пыли, а внутренних — продукта-
ми окисления масла, нагаром и накипью. У масляного теплооб-
менника наиболее характерными неисправностями являются течь
трубок и загрязнение внутренней поверхности. У воздухоохлади-
телей, помимо течи трубок и загрязнения внутренних поверхнос-
тей, возникают также трещины сварных швов корпуса и крышек.
При проведении ТО-2 и ТО-3 у секций холодильника проверя-
ют плотность соединений, убеждаются в отсутствии течи масла и
воды, контролируют исправность действия и плотность закрытия
жалюзи. В летнее время через одно ТО-3 секции холодильника
продувают сжатым воздухом. В зимнее время проверяют исправ-
ность утеплительных щитов. Теплообменники и воздухоохладите-
ли осматривают снаружи и контролируют надежность их крепле-
ния. Проверяют состояние трубопроводов воды, масла и воздуха,
герметичность их соединений и креплений.
При проведении ТР-1, помимо перечисленных операций, про-
веряют исправность системы автоматического и ручного регули-
рования температуры воды и масла. Обнаруженные течи устраня-
ют, при ухудшении функционирования — промывают масляную
полость. Для этого маслоохладитель снимают с тепловоза и уста-
навливают на стенд для промывки охлаждающих секций. Сначала
в течение 30 мин трубное пространство промывают раствором
(состав раствора: вода температурой 40...60°C; кальцинирован-
ная сода — 3...5 %; жидкое стекло — 1 %; хозяйственное мыло —
1 %), затем в течение. 15 мин — горячей водой. После этого после-
довательно раствором и горячей водой промывают межтрубное
пространство.
В локомотивных депо получила распространение технология
промывки секций холодильника методом пневмогидроудара без
снятия их с тепловоза, которая применяется при текущих ремон-
тах ТР-1 и ТР-2.
Промывка каждого контура осуществляется отдельно. Для этого
перекрываются соответствующие вентили. Из контура, предназ-
наченного к промывке, сливается вода. Средняя секция соответ-
ствующего контура снимается, а на коллекторы (верхний и ниж-
ний) устанавливают патрубки с рукавами. Один рукав подклю-
чают в воздушной сети депо через пробковый кран, а другой,
соединенный с верхним коллектором, соединяют с трубой для
слива воды.
216
Затем контур заполняют горячей водой (40...60°C). Заполне-
ние считается законченным при появлении воды из рукава верх-
него коллектора. Вентиль заправки перекрывают. Подачу воздуха
производят импульсами по 5... 10 с с интервалами 5...6 с. Общая
продолжительность очистки составляет 6...8 мин. При необходи-
мости добавляют воду и операцию очистки повторяют.
При проведении ТР-3 секции холодильника, водомасляный
теплообменник, воздухоохладитель снимают с тепловоза, затем
промывают, проверяют, нужен ли ремонт, разбирают, ремонти-
руют, после сборки и ремонта опрессовывают. Отделение по ре-
монту секций холодильников, теплообменников должно иметь хо-
рошую вентиляцию с местными отсосами на рабочих местах для
обеспечения удаления вредных испарений.
9.3. Приводы вентиляторов
Приводы вентиляторов холодильных камер (рис. 9.15) являют-
ся исполнительными элементами системы автоматического регу-
лирования температурного режима дизеля. В процессе ведения
поезда различные нагрузки на дизель требуют постоянного изме-
нения интенсивности работы вентилятора для поддержания оп-
ределенной температуры охлаждающих дизель жидкостей.
Рис. 9.15. Схемы привода вентилятора холодильника:
а — механический (тепловоз ТЭЗ); б — гидродинамический (тепловоз 2ТЭ10В);
I — вал дизеля; II — приводной вал; III, IV — промежуточный вал; V — горизон-
тальный вал углового редуктора; VI — полый вал с конической шестерней; VII —
вертикальный вал углового редуктора (УР); VIII— карданный вал; IX— вал венти-
ляторного колеса; 1, 2, 7, 8, 9 — муфты; 3—6— зубчатые колеса распределитель-
ного редуктора (РР); 10, 11 — конические зубчатые колеса углового редуктора;
12, 13 — фрикционная муфта (ФМ); 14 — пневматический включатель фрикци-
онной муфты; ПО — промежуточная опора; ПП — подпятник вентиляторного
колеса; X — вал насосного колеса гидромуфты (ГМ); XI — вал турбинного колеса
гидромуфты переменного наполнения
217
На ранее выпущенных тепловозах регулировать интенсивность
работы вентилятора с механическим приводом можно было с по-
мощью фрикционной муфты, причем в режимах «вентилятор вклю-
чен» — «вентилятор выключен» и изменением вручную переда-
точного числа в редукторе. С увеличением секционной мощности
тепловозов регулирование частоты вращения вентилятора, т. е. ин-
тенсивности охлаждения жидкостей, осуществляется наполнени-
ем гидромуфты привода вентилятора. Такие системы применяют
на тепловозах типа 2ТЭ10. Степень наполнения круга циркуляции
гидромуфты регулируется двумя поворотными черпачковыми труб-
ками, с помощью которых изменяется наполнение маслом круга
циркуляции.
Если черпачковые трубки сведены (на схеме их нет) к оси, то
гидромуфта обеспечивает максимальную частоту вращения вен-
тилятора — идет интенсивное охлаждение жидкостей. Если чер-
пачковые трубки разворачиваются и сопла вводятся в круг цирку-
ляции, то происходит интенсивный отсос масла из круга цирку-
ляции, интенсивность вращения вентилятора падает.
Гидростатический привод (рис. 9.16) вентилятора холодильни-
ка с плавным регулированием его частоты вращения применяется
Рис. 9.16. Схема гидростатического привода вентилятора холодильника
тепловоза ТЭП70:
1 — бак; 2, 8 — манометры; 3, 5 — вентиляторные колеса; 4, 6 — гидромоторы
(аксиально-поршневые); 7, 14 — терморегуляторы; 9, 12 — аксиально-поршне-
вые насосы; 10— вал дизеля; 11 — мультипликатор; 13 — фильтр магнитный;
15 — секция радиатора; 16 — фильтр
218
1
Рис. 9.17. Аксиально-поршневая гидромашина:
а — схема гидронасоса; б — схема передачи от поршня к валу гидромотора; 1 —
корпус; 2 — шарнир; 3 — поршень (плунжер); 4 — крышка; 5— блок цилиндров;
6 — шток; 7 — сферические шарниры; 8 — карданный валик; 9 — ведущий вал;
у — угол между осями ведущего вала и вращения блока цилиндров; R^ —
осевая, радиальная и окружная составляющие силы, с которой масло действует
на поршень гидромотора; R — результирующая сила; р — давление масла; d„ —
диаметр поршня; D() — диаметр окружности, по которой расположены поршни
на тепловозах ТЭП60, ТГ16, ТЭП70 и дизель-поездах ДР1, ДР2.
Мощность от дизеля к вентиляторам передается аксиально-порш-
невыми гидромашинами типа МН-250/100 (рис. 9.17, а). Каждый
вентилятор оснащается гидродвигателем, а гидродвигатель получа-
ет энергию статического давления жидкости (турбинное масло) от
гидронасоса. Гидродвигатель и гидронасос — взаимозаменяемы.
Ведущий вал и блок цилиндров вращаются совместно в корпу-
се; механическая энергия от ведущего вала передается поршням
через сферические шарниры и штоки. Поршни за один оборот
блока совершают ход всасывания и нагнетания. Турбинное масло
подводится к цилиндрам и отводится от них через специальный
торцовый распределитель и крышку. Подача аксиально-поршне-
вых наносов сравнительно небольшая, однако развиваемые дав-
ления достигают 10... 12 МПа.
Из схемы на рис. 9.17, б видно, что давление р, воспринимае-
мое поршнем от турбинного масла, передается через шток на сфе-
рический шарнир, к которому приложена результирующая сила
R, дающая составляющие: осевую радиальную /?рад и окруж-
ную 7?оКр, образующую на плече г вращающий момент, передава-
емый вентиляторному колесу.
Интенсивность вращения вентиляторного колеса зависит от
температуры контролируемой жидкости. Вентилятор не вращает-
ся, если температура жидкости низкая, терморегулятор открыт и
турбинное масло стекает в охладитель, фильтр и бак, не поступая
к двигателю. С повышением температуры охлаждающей жидкости
терморегулятор перекрывает слив турбинного масла, которое на-
219
Рис. 9.18. Мотор-вентилятор
переменного тока тепловоза
2ТЭ116:
I — радиально-поворотные жалюзи; 2 —
корпус статора; 3 — ступица; 4, 8 —
подшипники ротора; 5 — крышка ро-
тора; 6 — железо ротора; 7 — стани-
на; 9 — вал ротора; 10 — железо ста-
тора; 11 — лопасти вентилятора
чинает поступать к двигателю, раскручивая колесо вентилятора.
Такая система обеспечивает высокую точность температурного
режима дизеля независимо от его загрузки. К недостаткам этой
системы следует отнести высокую стоимость и сложность ремонта.
Электрический привод вентилятора имеет простую принципи-
альную схему и может применяться на постоянном и переменном
токе. Применение электрического привода облегчает размещение
охлаждающих устройств и исключает необходимость установки гро-
моздкой системы валов и редукторов. Система электропривода легче
автоматизируется. На рис. 9.18 представлен мотор-вентилятор, при-
меняемый на тепловозах 2ТЭ116.
Основой конструкции мотор-вентилятора является обращен-
ный асинхронный электродвигатель. Статор его свернут в виде
цилиндра с обмоткой на внешней поверхности, а короткозамкну-
тый ротор выполнен в виде кольца, охватывающего статор.
Статор неподвижен и укреплен в станине. В станине на под-
шипниках установлен вал ротора. Ротор укреплен на валу при по-
мощи ступицы и крышки полусферической формы. Лопасти вен-
тилятора укреплены непосредственно на внешней поверхности
ротора. Мотор-вентилятор тепловоза устанавливается вместе с си-
стемой радиальных поворотных жалюзи, которые управляются
пневматически сервоприводом.
При проведении ТО-3 и ТР-1 все редукторы тепловозов осмат-
ривают и проверяют их крепление. Устраняют течи масла, подтяги-
вают ослабленные крепления. Осматривают шлицевые и карданные
соединения, состояние и крепление промежуточных опор, муфт.
Проверяют состояние гидромуфты вентилятора холодильника
дизеля 10Д100, терморегулятора и серводвигателя, гидропривода
вентилятора дизеля 11Д45 и 5Д49 (ТЭП70).
При проведении ТР-2 снимают и ремонтируют распределитель-
ные редукторы, редукторы вентиляторов холодильника.
При проведении ТР-3 и КР все редукторы, муфты, карданные
валы и промежуточные опоры, гидроприводы демонтируют с теп-
ловоза для ремонта. Карданные и соединительные валы, муфты
приводов, промежуточные опоры, вентиляторы и другие агрега-
ты и сборочные единицы снимают, разбирают, детали очищают,
220
осматривают, ремонтируют. При сборке проверяют соосность ва-
лов с помощью приспособлений и измерительных приборов.
Контрольные вопросы
1. Для чего предназначено масло дизеля?
2. В чем отличие внутренней и внешней масляных систем дизеля?
3. Каковы основные неисправности масляного насоса?
4. Какие существуют способы очистки масла дизеля?
5. Как классифицируются водяные системы тепловозов?
6. В чем преимущества и недостатки открытых и закрытых водяных
систем охлаждения?
7. На чем основана технология промывки секций холодильника мето-
дом пневмогидроудара?
8. Какие типы приводов вентиляторов вы знаете?
9. Как устроен гидростатический привод вентиляторов охлаждения воды
и масла дизеля?
10. В чем сущность ТО приводов вентиляторов различных систем?
Глава 10
УСТРОЙСТВО И РЕМОНТ ЭЛЕКТРИЧЕСКИХ
МАШИН
10.1. Общие сведения
Электрическая машина представляет собой электромеханичес-
кий преобразователь, т.е. может преобразовывать механическую
энергию в электрическую, работая в режиме генератора или на-
оборот, превращать электрическую энергию в механическую при
двигательном режиме работы (рис. 10.1).
Любая электрическая машина может работать как в генератор-
ном, так и в двигательном режиме в зависимости от подводимой
мощности. Выпускаемые промышленностью машины рассчитаны
на конкретный тип работы, так как за счет специальной настрой-
ки элементов машины для заданного режима работы удается уве-
личить ее энергетические показатели.
В основе принципа действия генератора постоянного тока ле-
жит закон действия электромагнитной индукции. Величина ин-
дуктируемой в проводнике обмотки якоря электродвижущей силы
ОДС):
е = Blv,
где В — величина магнитной индукции в воздушном зазоре меж-
ду полюсом и якорем в месте расположения проводника; / — ак-
тивная длина проводника, т.е. та длина, на протяжении которой
он расположен в магнитном поле; и— скорость движения провод-
ника.
Простейший генератор постоянного тока представляет собой
виток, вращающийся в равномерном магнитном поле, создавае-
Рис. 10.1. Преобразование энергии в электрической машине
222
мом электромагнитами. Для того чтобы увеличить е, индуктируе-
мую в обмотке машины, используют множество проводников,
которые одновременно перемещаются в магнитном поле и соеди-
няются электрически в последовательную цепь. Эти проводники
образуют первичную обмотку.
Принцип действия электродвигателей постоянного тока осно-
ван на законе взаимодействия магнитного поля с проводником,
по которому проходит электрический ток. Если проводник, по
которому проходит ток, поместить в магнитное поле, то на него
будет действовать сила, величина которой пропорциональна току,
проходящему через проводник, и густоте магнитного потока. Под
действием силы проводник начнет перемещаться перпендикуляр-
но магнитным силовым линиям.
При работе электрической машины без нагрузки (вхолостую),
в ней существует только основной магнитный поток, создавае-
мый главными полюсами.
При нагрузке, когда по обмотке якоря проходит ток, вокруг
проводников образуется магнитное поле, взаимодействующее с
основным потоком. Поэтому магнитный поток, возникающий в
машине при ее работе под нагрузкой, является результирующим
потоком, полученным вследствие взаимодействия основного по-
тока с потоком обмотки якоря. Воздействие потока, создаваемого
проводниками обмотки якоря, на основной магнитный поток
называется реакцией якоря. Реакция якоря сопровождается размаг-
ничиванием одного края полюса и подмагничиванием другого. На
тяговых машинах для компенсации реакции якоря применяют
дополнительные полюсы.
Основными частями электрических машин являются:
• индуктор — неподвижная часть машины постоянного тока,
где располагается обмотка возбуждения, создающая (возбуждаю-
щая) основное магнитное поле машины. В машинах переменного
тока индуктором называют ротор вместе с обмоткой возбуждения
(вращающаяся часть машины переменного тока);
• якорь — вращающаяся часть машины постоянного тока, где
располагается обмотка, в проводниках которой индуктируется
ЭДС вращения. В машинах переменного тока якорем называют
статор вместе с обмоткой (неподвижная часть машины перемен-
ного тока).
Обмотка якоря и обмотка возбуждения должны располагаться
на взаимно перемещающихся частях машины.
Электрические машины подразделяют по роду используемого
или вырабатываемого тока и принципу действия на машины по-
стоянного тока, переменного тока и трансформаторы.
Машины постоянного тока обладают высокими показателями в
области регулирования скорости, пусковых моментов и других
динамических режимов. Однако они отличаются сложностью кон-
223
струкции, особенно в части коллекторного узла и вызывают про-
блемы с обеспечением хорошей коммутации на коллекторе.
Машины переменного тока распространены наиболее широко,
так как в большинстве стран переменный ток является основным
родом тока на электропередачах. Конструкция машин этого типа
проще: они либо не содержат перемещающихся электрических
контактов, либо эти контакты совершаются между щеткой и глад-
ким контактным кольцом.
Принцип действия машины переменного тока связан с обра-
зованием вращающегося магнитного поля. Это поле создается об-
моткой якоря, и скорость его вращения определяется частотой
сети и числом пар магнитных полюсов. Машины переменного тока
принято разделять:
• на синхронные машины, в которых ротор вращается с такой
же скоростью и в том же направлении, как и вращающееся маг-
нитное поле;
• асинхронные машины, в которых ротор вращается со скорос-
тью, отличной от скорости вращающегося магнитного поля;
• коллекторные машины также вращаются не синхронно с маг-
нитным полем, и в этом смысле они являются асинхронными
машинами. Однако ввиду наличия у них коллектора и связанных с
этим особенностей они выделяются в отдельный вид машин пе-
ременного тока.
Трансформаторы, строго говоря, не являются электромехани-
ческими устройствами, так как преобразовывают электрическую
энергию (мощность) одного напряжения или тока в электричес-
кую мощность с другим напряжением и током. Однако принцип
действия трансформаторов близок к принципу действия враща-
ющихся электрических машин, так как основан на законе элек-
тромагнитной индукции, а основные соотношения, описываю-
щие работу трансформатора, подобны соотношениям для враща-
ющихся машин.
Помимо перечисленных электрических машин, существуют
также электромашинные преобразователи рода тока, частоты из-
менения тока, числа фаз и т.д.
К тяговым электрическим машинам относятся электрические
машины, предназначенные для работы на подвижном составе. По
назначению их подразделяют на тяговые электродвигатели, при-
водящие во вращение движущие колесные пары; тяговые генера-
торы, питающие электроэнергией тяговые электродвигатели; вспо-
могательные машины, предназначенные для обеспечения вспо-
могательных нужд подвижного состава в виде двигателей, генера-
торов, преобразователей.
Тяговые электрические машины работают в сложных эксплуа-
тационных условиях, которые учитываются при их конструирова-
нии.
224
1. Жесткое ограничение габаритных размеров тяговых машин.
Габариты тяговых генераторов ограничены габаритами кузова, а
габаритные размеры тяговых электродвигателей и передачи в осе-
вом направлении ограничены внутренними гранями бандажей
колесных пар. Поперечные габаритные размеры ограничены диа-
метром движущегося колеса и обязательными зазорами до голо-
вок рельсов и до рамы кузова.
2. Отрицательно сказываются на работе тяговых электрических
машин динамические воздействия со стороны пути.
3. Тяговые электрические машины подвержены интенсивному
загрязнению. В условиях эксплуатации практически невозможно
исключить попадание загрязнений в виде пыли, капельной влаги
и снега внутрь машины, особенно у тяговых электродвигателей,
расположенных в непосредственной близости от пути.
4. Система охлаждения должна обеспечивать возможность ра-
боты тяговых электрических машин и аппаратов при температурах
наружного воздуха от -50 до 40 °C (среднегодовая температура не
выше 25 °C).
5. Напряжение на зажимах тягового генератора и электродвига-
телей в зависимости от условий работы изменяется в широком
диапазоне, что влияет на их работоспособность.
6. Частота вращения якорей, как при нормальных условиях эк-
сплуатации, так и при боксовании может изменяться в широких
пределах.
7. Затраты мощности на работу системы должны быть мини-
мально возможными и не превышать 4...5 % эффективной мощ-
ности дизелей тепловоза.
8. При совместной работе нескольких тяговых электродвигате-
лей на локомотиве требуется, чтобы их характеристики были оди-
наковыми. Однако при изготовлении тяговых электродвигателей и
их эксплуатации имеются расхождения в характеристиках, что
вызывает неравномерность нагрузки двигателей, а это приводит к
дополнительной перегрузке и превышению температуры нагрева
отдельных двигателей.
9. Тяговые электромашины должны обладать высокой надеж-
ностью. При работе тяговых электродвигателей их отказы, угрожа-
ющие безопасности движения поездов, должны быть полностью
исключены.
10. Тяговые машины должны обладать высокой экономичнос-
тью. Экономичность тяговых электродвигателей в эксплуатации
определяется удельным расходом энергии на единицу поездной
работы.
Для изготовления электрических машин используются конст-
руктивные, активные и изоляционные материалы.
Конструктивные материалы применяются для изготовления
деталей и частей машины, воспринимающих и передающих меха-
8 Собенип
225
нические нагрузки (валы, станины, подшипниковые щиты и сто-
яки, различные крепежные детали и т.д.). В качестве конструктив-
ных материалов в электрических машинах используют сталь, чу-
гун, цветные металлы и их сплавы, а также пластмассы.
Активные материалы предназначаются для изготовления актив-
ных частей машины (обмотки и сердечники магнитопроводов). Они
подразделяются на: проводниковые материалы — электролити-
ческая медь, рафинированный алюминий, а также медные и алю-
миниевые сплавы, свойства которых изменяются в широких пре-
делах в зависимости от их состава; магнитные материалы — лис-
товая электротехническая сталь, листовая конструкционная сталь,
литая сталь и чугун.
Изоляционные материалы разделяют на твердые, жидкие (на-
пример, трансформаторное масло) и газообразные (например,
воздух и водород, которые представляют собой по отношению к
машине окружающую или охлаждающую среду и одновременно
играют роль электрической изоляции). Твердые изоляционные
материалы подразделяются на следующие группы:
• естественные органические волокнистые материалы — хлоп-
чатая бумага, материалы на основе древесной целлюлозы и шелк;
• неорганические материалы — слюда, стекловолокно, асбест;
• различные синтетические материалы в виде смол, пленок из
листового материала и т.д.;
• различные эмали, лаки и компаунды на основе природных и
синтетических материалов.
Важнейшей характеристикой изоляционных материалов явля-
ется их нагревостойкость, которая влийет на надежность работы и
срок службы электрических машин. По нагревостойкости элект-
роизоляционные материалы, применяемые в электрических ма-
шинах и аппаратах, подразделяют на семь классов в соответствии
с предельно допустимой температурой ?тах (табл. 10.1).
Важную роль в работе коллекторных электрических машин
играют электрические щетки, которые подразделяются на две
группы:
♦ угольно-графитные, графитные и электро-
графитированные — содержат сажу, измельченный природ-
ный графит, антрацит с каменноугольной смолой в качестве свя-
зующего;
• металлографитные — содержат также металлы (медь,
бронза, серебро).
Наиболее распространены щетки первой группы.
От класса щеток зависит характер коммутации, при которой
рекомендуется их применение (табл. 10.2).
Коммутацией называется процесс переключения секций обмот-
ки якоря из одной параллельной ветви в другую и изменения на-
правления тока в них на противоположное. Во время коммутации
226
Таблица 10.1
Класс изоляции 'max,°C Основные изоляционные материалы
Y 90 Не пропитанные жидкими диэлектриками и не погруженные в них волокнистые материалы из хлопчатой бумаги, целлюлозы и шелка, а также ряд синтетических полимеров (полиэтилен, поли- стирол, поливинилхлорид и т.д.)
А 105 Волокнистые материалы из хлопчатой бумаги, целлюлозы и шелка, пропитанные жидкими электроизоляционными материалами или погру- женные в них; изоляция эмальпроводов на основе масляных лаков (капрон); полиамидные пленки; бутилкаучуковые материалы; пропитанное дерево; а также лакоткани, ленты, электротехнический картон, гетинакс, текстолит и т.д.
Е 120 Изоляция эмальпроводов и электрическая изоля- ция на основе поливинилацеталевых, полиурета- новых, эпоксидных, полиэфирных (лавсан) смол и других синтетических материалов с аналогичной нагревостойкостью
В 135 Изоляционные материалы на основе неорганиче- ских диэлектриков (слюда, асбест, стекловоло- кно) и клеящих, пропиточных и покровных лаков и смол повышенной нагревостойкости органичес- кого происхождения; различные синтетические материалы с неорганическим заполнителем
F 155 Материалы на основе слюды, асбеста и стекло- волокна с применением органических лаков и смол модифицированных кремнейорганическими и другими смолами с высокой нагревостой- костью, или же с применением других синтети- ческих смол соответствующей нагревостойкости
Н 180 Изоляция на основе слюды, стекловолокна и асбе- ста в сочетании с кремнийорганическими и дру- гими нагревостойкими смолами (миканиты, слю- динита, стекломиканиты, стекломикафолий, стек- ломикаленты, стеклослюдиниты, стеклолакоткани и стеклотекстолиты)
С Более 180 Слюда, кварц, стекловолокно, стекло, фарфор и другие керамические материалы, применяемые без органических связующих или с неорганичес- кими связующими
227
Таблица 10.2
Класс щеток Марка Характер коммутации, при котором рекомендуется применение щеток
Угольно- графитные УГ4 Несколько затрудненная
Графитные Г8 Нормальная
Электрографити- рованные ЭГ4 ЭГ8 ЭГ12, ЭГ84 Нормальная Самая затрудненная Затрудненная
Медно- графитные МГ2 Самая легкая
секции замыкаются накоротко щетками, через которые ток из
якоря передается во внешнюю цепь или из внешней цепи в якорь.
Явления в щеточном контакте, т.е. между щетками и коллектор-
ными пластинами, оказывают большое влияние на коммутацию
и на исправную работу машины.
Передача тока от щетки к коллектору и обратно может осуще-
ствляться через: непосредственный механический контакт между'
щеткой и коллектором (зона непосредственного контакта); мель-
чайшие частицы медной и графитной пыли (зона пылевидного
контакта); ионизированные воздушные щели между щеткой и кол-
лектором (зона ионной проводимости).
Перечисленные разнородные зоны проводимости невелики по
размерам, перемежаются друг с другом и перемещаются по кон-
тактной поверхности щетки.
С практической точки зрения важно, чтобы коммутация про-
исходила без значительного искрения у контактных поверхностей
щеток, так как сильное искрение портит поверхность коллектора
и щеток и делает длительную работу машины невозможной.
Причины искрения под щетками можно подразделить на ме-
ханические, связанные с нарушением контакта между щетками
и коллектором, и электромагнитные, связанные с характером
протекания электромагнитных процессов в коммутируемых сек-
циях.
В табл. 10.3 приведены некоторые возможные причины искре-
ния под щетками и способы их устранения.
Качество коммутации оценивается степенью искрения (клас-
сом коммутации) под сбегающим краем щетки, т.е. под тем кра-
ем, из-под которого пластины коллектора выходят при своем вра-
щении.
Сведения о степени искрения даны в табл. 10.4.
228
Таблица 10.3
Возможные причины искрения под щетками Способы устранения неисправности
Щетки в плохом состоя- нии и неправильно уста- новлены в щеткодержа- телях Правильно установить щеткодержатели и щетки. Угольные щетки тщательно при- шлифовать к коллектору стеклянной шкуркой. Металлические щетки промыть в бензине и пригнать к коллектору
Щеточный бракет слабо закреплен и поэтому вибрирует Подтянуть болты, крепящие бракет к траверсе
Щетки слабо прижаты к коллектору Сильнее прижать щетки; в случае надоб- ности укоротить нажимную пружину щеткодержателя, но лучше заменить ее новой
Щетки сильно прижаты к коллектору Ослабить нажатие щеток; в случае надоб- ности растянуть нажимную пружину щеткодержателя, но лучше заменить ее новой
Неравномерное располо- жение главных и доба- вочных полюсов Проверить расстояние между краями башмаков соседних главных полюсов, а также между краями башмаков добавоч- ных и соседних главных полюсов
Замыкание между петуш- ками коллектора или хомутиками Осмотреть все петушки, устранить замы- кания; например, если замыкание спро- воцировано наплывами олова, не удален- ными после пайки; затекшее олово удалить
В одной или нескольких якорных катушках имеется междувитковое соедине- ние или замыкание Найти междувитковое соединение и устранить его. Поврежденные якорные катушки заменить новыми или перемотать. Частичная переизолировка поврежденных мест обмотки нежелательна, так как перегрев вызывает повреждение всей изоляции неисправной катушки
Обмотка добавочных полюсов частично или полностью шунтируется другой обмоткой Отыскать место замыкания между обмотками и устранить замыкание
Ослабла затяжка коллектора Затянуть и обточить коллектор
229
Окончание табл. 10.3
Возможные причины искрения под щетками Способы устранения неисправности
Отдельные пластины коллектора выступили или запали Обточить коллектор
Коллектор негладкий или бьет Проверить биение коллектора. Коллектор подтянуть и обточить, изоляцию между пластинами продорожить. Устранить вибрацию машины
Между пластинами коллектора выступает изоляция Продорожить изоляцию между пласти- нами коллектора, после чего коллектор обточить и отшлифовать стеклянной шкуркой
Коллектор загрязнен ввиду чрезмерного смазывания или применения слишком мягких угольных щеток Протереть коллектор чистой неволокни- стой тряпкой, слегка смоченной в бен- зине (но не пропитанной им!), и отшли- фовать мелкой стеклянной шкуркой; поставить более твердые щетки
Уравнительные соединения отпаялись Проверить пайку уравнительных соединений
Плохой контакт в якоре или обрыв в катушке якоря, находящейся между почерневшими пластинами коллектора Найти место обрыва. При обрыве в со- единениях между обмоткой и коллекто- ром тщательно проверить пайку всех со- единений на этом участке. Все неисправ- ные и внушающие подозрение места пай- ки вновь перепаять. При обрыве в обмот- ке заменить неисправную катушку новой
Щетки плохо пришлифо- ваны к контактным кольцам Пришлифовать щетки к контактным кольцам стеклянной шкуркой
Контактные кольца и щетки загрязнены Очистить контактные кольца и щетки от грязи и протереть их чистой неволокни- стой тряпкой, слегка смоченной бензи- ном. Устранить причины попадания масла из подшипника
Степени искрения 1, 1—, 1- допускаются при любых режи-
4 2
мах работы электрической машины. Класс коммутации 2 допуска-
ется только при кратковременных толчках нагрузки и перегрузки.
230
Таблица 10.4
Степень искрения (класс коммутации) Характеристика степени искрения Состояние коллектора и щеток
L L L L L * * * * * ****** ****** 1 ‘7 '1 Ln 2 3 Отсутствие искрения (темная коммутация) Слабое точечное искрение ярко-голу- бого цвета, происходит не более чем под 1/4 поверхности щеточного контакта Слабое искрение голубого цвета под большей частью щетки Искрение голубого цвета под всем краем щетки с добавлением коротких электричес- ких дуг ярко-желтого или красного цвета Сильное искрение под всем краем щетки с наличием крупных вылетающих искр Наличие политуры на коллекторе; гладкое зеркало щетки. Харак- терно медленное исти- рание щеток Часть коллектора покрыта щеточной пылью Большая часть коллек- тора покрыта щеточной пылью и имеет почер- нение, легко устраня- емое протиранием поверхности коллектора бензином; на щетках есть точечные нагары Появление следов почернения коллектора может быть устранено только механическим способом. Зеркало щет- ки полностью покрыто нагаром Значительное почерне- ние на коллекторе, не устраняемое протира- нием поверхности кол- лектора бензином; под- гар и разрушение щеток
Степень искрения 3 допускается только для момента прямого
включения (без реостатных включений) или реверсирования ма-
шин, если при этом коллектор и щетки остаются в состоянии,
пригодном для дальнейшей работы.
В случае несоблюдения условий эксплуатации, неудовлетвори-
тельного ухода, а также низкого качества ремонта электрических
машин возможны повреждения их деталей.
231
Таблица 10.5
Узел Неисправность Способы устранения неисправности
Остов Образование трещин у отверстий под болты для крепления подшип- никовых щитов, у кол- лекторных люков и вентиляционного окна. Возникновение трещин в подшипниковых щитах и их крышках, в шапках моторно-осевых подшипников; проявле- ние износа и овально- сти посадочных поверх- ностей. Происходит ослабление болтовых и заклепочных соедине- ний, износ поверхно- стей опорных выступов на корпусах, поврежде- ние коллекторных люков. У якорных под- шипников проявляются повышенный износ, трещины, вмятины на кольцах и роликах, шелушение и отколы роликов При ремонте в депо разрешается заварка трещин у коллекторного люка или вентиляционного окна длиной не более 150 мм, в сред- ней части моторно-осевой горло- вины — не более 100 мм. Трещи- ны у отверстий под болты для крепления подшипниковых щи- тов можно заваривать только тогда, когда они направлены к кромке якорной горловины. Изношенные поверхности остова и его деталей восстанавливают элекгродуговой наплавкой. Горловины и внутреннюю по- верхность шапок моторно-осевых подшипников наплавляют так, чтобы наплавляемая поверхность располагалась горизонтально. Восстановление изношенных посадочных поверхностей щитов и крышек, устранение их конус- ности, овальности производят элекгронаплавкой или нанесе- нием слоя полимерного клея ГЭН-150В. Якорные подшипни- ки промывают в мыльной эмуль- сии, протирают и промывают в бензине. Ослабшие заклепки заменяют новыми
Полюсы Ослабление болтов, крепящих полюсы к остову. Сильное опус- кание полюса приводит к заклиниванию якоря. Ослабление катушек на сердечниках Ослабшие болты, крепящие полюса в остове, подтягивают после предварительного подо- грева катушки. Катушки полюсов с незначительным повреждением изоляции очищают от нагара, грязи, копоти; поврежденное место покрывают лаком
Якорь Износ рабочей поверх- ности коллектора, обра- зование на ней рисок и забоин, наблюдается Неисправности коллектора устра- няют продорожкой (углубление канавок между коллекторными пластинами путем снятия части
232
Продолжение табл. 10.5
Узел Неисправность Способы устранения неисправности
Щетко- держа- тель подгар и оплавление коллекторных пластин, в том числе на поверх- ности петушков, выпла- вление припоя в местах пайки обмотки. Повреждается изоля- ция, ослабляется затя- жка коллекторных бол- тов, возникают трещи- ны и сколы пластмас- совых корпусов. Старе- ние изоляции якорной обмотки: изоляция ис- тирается, разрывается. Ослабляются крепление текстолитовых клиньев в пазах сердечника. Повреждаются бандажи. Трещины в валах, якор- ных коробках, фланцах, нажимных шайбах, вен- тиляторных колесах, лабиринтовых кольцах; ослабление посадки колец, втулок; наруше- ние притирки и износ конусной части вала От износа увеличива- ются размеры щеточных окон, щетки изнашива- ются, в них появляются трещины и сколы, за- дир, надрыв шунтов. Перетираются шунты, как у щеток, так и у нажимных пружин. Изнашиваются шарнир- ные соединения и риф- леные поверхности кор- пуса и кронштейна; поверхности миканитовых прок- ладок специальной фрезой), об- точкой, снятием фасок, шлифо- вкой (коллектор шлифуют стек- лянной бумагой) и полировкой. Коллекторные болты затягивают при температуре якоря не ниже 80 °C. Трещины в пластмассовом корпусе коллектора зачищают до полного устранения, после чего шлифуют и покрывают электро- изоляционной эмалью. При глу- боких трещинах коллектор подле- жит замене. Ослабшие или повре- жденные клинья обмотки якоря выбивают из паза, после чего проверяют прокладки между об- моткой и клиньями. При повре- ждении прокладка заменяется новой. Поврежденные клинья подлежат замене. Бандажи из стеклоленты, имеющие повреж- дения, снимают. Подбандажную изоляцию при необходимости заменяют. На поврежденных шей- ках и конусах вала проводят про- точку шеек до полного удаления дефекта. Изношенные поверхно- сти восстанавливают вибродуго- вой наплавкой Корпус щеткодержателя зачища- ют от оплавлений. Трещины зава- ривают газовой сваркой. Трещи- ны у основания прилива и трещи- ны, ведущие к отколу щеточного окна, ремонту не подлежат. Поврежденные гнезда для щеток опиливают, после чего восстанав- ливают наращиванием металла гальваническим способом или наплавлением газовой сваркой с последующей обработкой. Оси, шплинты, шайбы, имеющие
233
Окончание табл. 10.5
Узел Неисправность Способы устранения неисправности
возникают трещины в корпусе щеткодержа- теля; слабнут болты, крепящие корпус к кронштейну щеткодер- жателя. Снижается электрическая проч- ность изоляции паль- цев, происходит их электрический пробой; у фарфоровых изоля- ционных втулок появ- ляются трещины. У пластмассовых крон- штейнов наблюдаются прожоги, трещины, сколы, ослабление резьбовых втулок износ и повреждения, заменяют новыми, оцинкованными. Пружи- ны с трещинами, потерей упруго- сти заменяют. Фарфоровые изоляторы с трещинами, откола- ми, потемневшей глазурью заме- няют, а при ослаблении — снима- ют и уплотняют прокладками из тонкого миканита или слюды или пластмассой АСТ-Т. Неисправ- ные корпус кронштейна и гребен- ку ремонтируют одинаково: резь- бовые отверстия восстанавливают заваркой с последующей рассвер- ловкой и нарезанием резьбы. Трещины длиной до 30 мм и про- жоги, расположенные не ближе 300 мм от отверстий под пальцы, заваривают с последующей обра- боткой. Поврежденные пластмас- совые кронштейны заменяют
Неисправности происходят и по причине естественного из-
носа отдельных узлов, таких, как обмотка якоря, коллектор и др.
В табл. 10.5 приведены наиболее характерные неисправности элек-
трических машин и способы их устранения.
10.2. Тяговые электродвигатели
Тяговые электродвигатели предназначены для передачи вра-
щательного момента к колесным парам. Тепловозы с электричес-
кой передачей имеют индивидуальный привод колесных пар, т. е.
каждая колесная пара приводится во вращение отдельным тяго-
вым электродвигателем.
Вращающий момент от тягового электродвигателя к колесной
паре при индивидуальном приводе передается при помощи одно-
ступенчатого тягового редуктора, состоящего из двух цилиндри-
ческих шестерен: ведущей на валу двигателя и ведомой на оси
колесной пары. На тепловозах из-за ограниченных габаритов для
размещения тягового электродвигателя применяется односторон-
няя, несимметричная относительно оси тепловоза прямозубая
передача.
234
Таблица 10.6
Тип тягового электродвига- теля Серия тепловоза Номинальная мощность, кВт Тип подвески Масса, кг
ЭДТ104 тэю, 2ТЭ10 307 Опорно-осевая 2850
ЭД 107 ТЭП10, 2ТЭ10Л 305 Опорно-осевая 3100
ЭД108А ТЭП60, 2ТЭП60 305 Опорно-рамная 3350
ЭД118А ТЭМ2, ТЭМ2М 105 Опорно-осевая 3100
М62, 2М62 192 Опорно-осевая 3100
2ТЭ10М, зтэюм, 2ТЭ116 305 Опорно-осевая 3100
ЭД120А ТЭМ7 135 Опорно-осевая 3000
ЭД121А ТЭП70 413 Опорно-рамная 2950
Тяговые электродвигатели выполняются в основном с опорно-
осевым подвешиванием, но на пассажирских тепловозах они име-
ют опорно-рамную подвеску. Основные типы применяемых тяго-
вых электродвигателей приведены в табл. 10.6.
Практически на всех тепловозах тяговые электродвигатели име-
ют независимую нагнетательную вентиляцию с групповой пода-
чей воздуха (по тележкам) и свободным выбросом нагретого воз-
духа в атмосферу.
Забор воздуха обычно происходит снаружи тепловоза через
простейшие сетчатые фильтры или решетки. Расход воздуха мож-
но регулировать (сезонно) перепуском части потока. Недостатком
используемой «открытой» системы охлаждения является практи-
чески полная бесконтрольность температуры и чистоты охлажда-
ющего воздуха. Однако относительное единообразие схем венти-
ляции тяговых электродвигателей тепловозов объясняется много-
летним опытом электровозостроения, где охлаждение двигателей
осуществлено по аналогичным схемам.
На рис. 10.2 представлен тяговый электродвигатель ЭД118А. Его
магнитная система состоит из остова с полюсами, имеющими ка-
тушки.
235
236
Остов 5 (см. рис. 10.2) изготавливают из низкоуглеродистой стали.
Он представляет собой в поперечном сечении неправильный вось-
миугольник. Остов исполняет роль магнитного сердечника и ме-
ханической основы всей конструкции электродвигателя. С торцов
остов имеет расточки для подшипниковых щитов. Подвеска элек-
тродвигателя к раме тележки осуществляется при помощи опор-
ных приливов 29 (носиков), между которыми помещена траверса
подвески. Малые приливы 24 служат для предохранения двигателя
от попадания на путь при поломке опорных приливов или травер-
сных пружин. С другой стороны на остове расположены лапы для
сочленения с корпусом моторно-осевого подшипника. В верхней
части остова, со стороны коллектора, имеется вентиляционное
отверстие, соединенное с вентиляционным каналом брезентовым
рукавом. Охлаждающий воздух выбрасывается через выпускные
отверстия 8. Для осмотра коллектора и щеток остов имеет три люка,
закрываемые крышками: верхний, нижний и боковой. Для вывода
кабелей в остове предусмотрены четыре отверстия, защищенных
от проникновения влаги резиновыми втулками. Кабельные выво-
ды 25 крепятся к остову зажимами 26.
Главные полюсы создают основной магнитный поток в машине.
Состоят они из сердечника 15 и катушки 16. Сердечник для умень-
шения вихревых потоков набирается из штампованных листов низ-
коуглеродистой стали, скрепленных заклепками 28. Катушки глав-
ных полюсов намотаны из меди прямоугольного сечения в виде
двух полюсных шайб. Витки катушек изолированы друг от друга
асбестовой электроизоляционной бумагой. Катушки главных по-
люсов соединены между собой изолированными шинами из мед-
ной ленты. Изоляция катушек главных полюсов электродвигателя
ЭД118А класса F.
Добавочные полюсы обеспечивают нормальную коммутацию.
Сердечник добавочного полюса 4 изготавливают сплошным из ли-
стовой стали. Катушка добавочного полюса 3 выполнена из шин-
ной меди, намотанной на ребро. Между витками катушки установ-
лены изоляционные прокладки. Наружная поверхность средних
Рис. 10.2. Тяговый электродвигатель ЭД118А (продольный и поперечный
разрезы):
1 — вентиляционные отверстия; 2 — уравнительные соединения; 3 — катушка
добавочного полюса; 4 — сердечник добавочного полюса; 5 — остов; 6 — сердеч-
ник якоря; 7 — обмотка якоря; 8 — выпускные отверстия; 9 — дренажное отвер-
стие; 10 — лабиринтное кольцо; 11 — вал; 12, 19 — якорные подшипники; 13 —
стеклотекстолитовый клин; 14 — крышки моторно-осевого подшипника; 75 —
сердечник главного полюса; 16 — катушка главного полюса; 17 — вкладыш мо-
торно-осевого подшипника; 18 — труба подачи смазки; 20 — подшипниковые
щиты; 21 — коллектор; 22 — корпус щеткодержателя; 23 — кронштейн; 24, 29 —
опорные и предохранительные приливы; 25 — выводной кабель; 26 — зажимы;
27 — смазочный фитиль; 28 — заклепка
237
витков, кроме трех-четырех крайних, не изолируется, а от корпу-
са они изолируются для охлаждения добавочного полюса проклад-
ками из асбестовой электроизоляционной бумаги. Катушки доба-
вочных полюсов соединены гибкими проводами.
Якорь тягового электродвигателя состоит из следующих частей:
вала 77, сердечника 6, нажимных шайб, коллектора 21 и обмот-
ки 7. Якорь опирается на два роликовых подшипника 19 и 12,
установленных в подшипниковых щитах 20. Вал якоря изготовлен
из легированной стали. Сердечник якоря набран из листов элект-
ротехнической стали, изолированных друг от друга лаком. Ших-
товка сердечника обязательна, так как перемещающееся относи-
тельно него вращающееся магнитное поле стремится индуктиро-
вать вихревые токи. Каждый лист сердечника имеет 54 паза и два
ряда вентиляционных отверстий в количестве 32 шт. По торцам
сердечник удерживается на валу двумя нажимными шайбами,
которые одновременно являются и обмоткодержателями. Обмотка
якоря петлевая, с уравнительными соединениями 2.
Рис. 10.3. Обмотка якоря тягового электродвигателя ЭД118А:
а — схема: 1—216 — коллекторные пластины; 1, 14 — пазы сердечника; У —
уравнительные соединения; б — разрез паза: 1 — клин; 2 — прокладка под клин
и на дно паза; 3 — медь; 4 — прокладка между катушками; 5 — изоляция от
корпуса
238
На рис. 10.3, а представлена схема обмотки якоря тягового
электродвигателя ЭД118А. Катушка обмотки (рис. 10.3, б) состоит
из четырех расположенных по ширине паза секций, каждая из
которых состоит из трех проводников, расположенных по высоте
паза. В пазу изолированная катушка удерживается стеклотекстоли-
товым клином. На дно паза и под клин укладываются прокладки
из стеклотекстолита. В задних лобовых частях обмотки между сек-
циями устанавливаются изоляционные прокладки; обмотка якоря
удерживается стеклобандажами.
Коллектор тягового электродвигателя состоит из втулки, на-
жимного конуса, коллекторных пластин (ламелей), двух изоля-
ционных манжет, изоляционного цилиндра и стяжных болтов.
Пластины коллектора штампуются из меди, легированной кад-
мием или серебром. В нижней части они имеют форму ласточкина
хвоста, позволяющего прочно скрепить коллектор. Коллекторные
пластины изолированы друг от друга коллекторным миканитом,
а от конуса — миканитовым цилиндром и манжетами.
В подшипниковый щит 20 (см. рис. 10.2) со стороны коллектора
устанавливается роликовый опорно-упорный подшипник, кото-
рый воспринимает радиальные и осевые нагрузки. Снаружи под-
шипник закрыт крышкой, в которой для предотвращения попа-
Рис. 10.4. Щеточный аппарат тягового электродвигателя ЭД118А:
а — щеткодержатель; б — щетка; 1 — корпус щеткодержателя; 2 — стальная
пружина; 3 — палец щеткодержателя; 4 — изолятор; 5 — втулка; 6 — наконечник;
7 — шунт; 8 — щетка; 9 — амортизатор
239
дания смазки на якорь имеется лабиринтное уплотнение. Подшип-
никовый щит крепится к остову болтами с пружинными шайба-
ми. В подшипниковый щит со стороны шестерни устанавливается
опорный роликовый подшипник, который отличается от опор-
но-упорного отсутствием бурта во внутренней обойме. Попадание
смазки из подшипника внутрь тягового электродвигателя предот-
вращается лабиринтным уплотнением. Кроме того, с внутренней
стороны предусмотрено дренажное отверстие 9 (воздушный ка-
нал). Снаружи подшипник закрыт крышкой, имеющей лабиринт-
ное кольцо 10, предотвращающее утечку смазки из подшипника.
К кронштейнам 23 тягового электродвигателя крепятся четыре щет-
кодержателя 22.
Щеткодержатели электродвигателя (рис. 10.4) установлены
напротив главных полюсов. Щеткодержатель имеет литой латун-
ный корпус, укрепленный в кронштейне, вваренном в торцевую
стенку остова. Два стальных пальца, запрессованных в корпус,
служат для крепления щеткодержателя в кронштейне. Пальцы изо-
Рис. 10.5. Моторно-осевой подшипник тягового электродвигателя ЭД118А:
1, 2 — оси; 3 — фиксатор; 4 — поплавок; 5 — втулка; 6 — крышка; 7 — пробка;
8 — крышка моторно-осевого подшипника; 9 — пружина; 10 — рычаг; 11 —
пластинчатая пружина; 12 — корпус; 13 — скоба; 14 — коробка; 75 — пакет
польстерный; 16 — болт; 17 — постель моторно-осевого подшипника; 18 —
вкладыш
240
лированы твердым изоляционным слоем, на который надеты изо-
ляторы из пресс-материала. В корпусе щеткодержателя имеются
два гнезда для щеток. В первое гнездо вставляется одна разрезная
щетка, а во второе — две. Каждая разрезная щетка имеет резино-
вый амортизатор, предназначенный поглощать небольшие удары
и толчки, не допуская отрыва щеток от коллектора. Нажатие ще-
ток на коллектор осуществляется стальными пружинами, при этом
один конец пружины упирается в резиновый амортизатор щетки,
а второй входит в паз втулки. Регулировка нажатия осуществляет-
ся поворотом и фиксацией втулки на оси.
Моторно-осевой подшипник (рис. 10.5) состоит из двух вклады-
шей, постели — расточки в остове тягового электродвигателя,
крышки и болтов крепления крышки.
Вкладыши моторно-осевых подшипников изготавливают из
бронзы. Крышка подшипника является резервуаром для смазки,
которая попадает к подшипнику при помощи двух войлочных
польстерных пакетов, закрепленных скобами в коробке, которая
может перемещаться в корпусе, опираясь на четыре пластинча-
тые пружины. Коробка с польстерными пакетами прижимается
через отверстие во вкладыше моторно-осевого подшипника к
шейке пружиной. Рычаг с пружиной закреплены осями на корпу-
се, расположенном на нижней части ванны крышки моторно-
осевого подшипника. Ванна имеет отстойник, куда сливается кон-
Рис. 10.6. Кожух зубчатой передачи:
1 — верхняя часть кожуха; 2 — скобы; 3 — ребра жесткости; 4, 9, 11 — бонки; 5 —
полукольцо отбойное; б — прокладки; 7 — болты; 8 — накладки уплотнитель-
ные; 10 — уплотнение; 12 — нижняя часть кожуха; 13 — горловина для заливки
масла
241
денсат, который через пробку сливают наружу. Количество смаз-
ки на пробке определяют по уровню поплавка.
Вращающий момент от тягового электродвигателя на ось ко-
лесной пары передается при помощи ведущей шестерни, напрес-
сованной на вал якоря и ведомого зубчатого колеса, напрессо-
ванного на ось колесной пары. Ведущая шестерня и ведомое зуб-
чатое колесо закрыты кожухом (рис. 10.6), состоящим из двух ча-
стей (нижней и верхней), соединенных болтами.
10.3. Тяговые генераторы постоянного тока
Тяговые генераторы постоянного тока предназначены для пус-
ка дизеля и получения ЭДС в режимах тяги тепловоза. Во время
пуска дизеля тяговый генератор работает в режиме электродвига-
теля с последовательным возбуждением. В табл. 10.7 представлены
основные типы генераторов постоянного тока, применяемых на
тепловозах.
Особенности и разнообразие систем охлаждения тяговых гене-
раторов вызваны большой мощностью генераторов и их располо-
жением в кузове тепловоза, что ухудшает условия отвода теплоты.
К системам охлаждения генераторов предъявляются следующие
Таблица 10.7
Тип тягового генератора Серия тепловоза Номи- нальная мощность, кВт Тип вентиляции Тип обмотки якоря Масса, кг
МПТ84/39 ТЭМ1 700 Самовен- тиляция Петлевая 4500
МПТ120/49 тэю 2000 Самовен- тиляция Лягушачья 9200
ГП300Б ТЭМ2, ТЭМ2М 780 Самовен- тиляция Петлевая 5000
ГП311Б 2ТЭ10М, ЗТЭ10М, 2ТЭ10Л, 2ТЭ10В 2000 Принуди- тельная Петлевая, ступенчатая 8900
ГП311В ТЭП60, 2ТЭП60 2000 Принуди- тельная Петлевая, ступенчатая 9000
ГП312 М62, 2М62 1270 Принуди- тельная Петлевая, ступенчатая 7400
242
Рис. 10.7. Тяговый генератор ГП311Б:
1 — щеткодержатель; 2 — поворотная траверса; 3 — уравнительные соединения;
4 — пусковая обмотка; 5 — обмотка независимого возбуждения; б — станина; 7 —
сердечник главного полюса; 8 — сердечник добавочного полюса; 9 — сердечник
якоря; 10 — катушка добавочного полюса; 11 — обмотка якоря; 12 — воздухо-
подводящий патрубок; 13 — корпус якоря; 14 — щитки; 75 — штифт для фикса-
ции щита со станиной; 16 — вал; 17 — подшипник; 18 — коллектор; 19 — щит
подшипниковый; 20 — барабан; 21 — продольные ребра; 22 — шпильки
243
дополнительные требования: температура входящего в генератор
воздуха должна максимально приближаться к температуре наруж-
ного воздуха; конструкция системы должна исключать попадание
во всасывающее устройство нагретого воздуха, выбрасываемого
вентилятором; устройство входных отверстий и воздуховодов не
должно затруднять охлаждение самовентилируемых генераторов;
попадание в генератор с вентилирующим воздухом капельных
жидкостей (масла, дизельного топлива) из воздуха машинного
помещения тепловоза должно быть исключено.
Тяговые генераторы малой и средней мощности в большин-
стве своем являются самовентилируемыми. Система самовентиля-
ции по интенсивности охлаждения уступает независимой венти-
ляции, используемой, например, для тяговых двигателей тех же
тепловозов. Однако при самовентиляции не требуется место для
отдельного вентилятора и его привода, что очень важно в стес-
ненных условиях машинного помещения тепловоза.
В тяговых генераторах большой мощности и некоторых генера-
торах средней мощности (например, ГП312) применяется при-
нудительная вентиляция, позволяющая во всех случаях примене-
ния обеспечить мощным генераторам нормальные тепловые усло-
вия. Принудительная вентиляция бывает двух видов: вытяжная и
напорная; последний вариант имеет некоторые эксплуатацион-
ные преимущества. Почти все тяговые генераторы тепловозов вен-
тилируются индивидуально. Исключение составляют лишь тяго-
вые генераторы тепловозов с централизованными системами воз-
духоснабжения.
Осуществленные системы вентиляции как тяговых генераторов
тепловозов, так и тяговых электродвигателей не имеют регулирова-
ния расхода воздуха, хотя возможность управления расходом может
дать определенные преимущества, особенно на мощных тепловозах.
Рассмотрим устройство тягового генератора постоянного тока
на примере генератора ГП311Б (рис. 10.7). Станина 6(см. рис. 10.7)
Рис. 10.8. Сердечник главного полюса тягового генератора ГП311Б:
1 — отверстие для крепления полюса; 2 — листы сердечника; 3 — стержень; 4 —
заклепка
244
Рис. 10.9. Катушка главного
полюса тягового генератора
ГП311Б:
1, 5 — изоляционные рамки; 2 — об-
мотка независимого возбуждения; 3 —
пусковая обмотка; 4 — каркас; б —
изоляционная шайба
служит магнитопроводом. К ней крепятся главные и добавочные
полюсы, подшипниковый щит, вентиляционные патрубки. Сна-
ружи к станине приварены две лапы, которыми она опирается на
поддизельную раму.
Главные полюсы служат для создания основного магнитного
потока. Каждый из них состоит из сердечника и катушки. Сердеч-
ник (рис. 10.8) собран из листов электротехнической стали, изо-
лированных друг от друга лаком, спрессованных и стянутых зак-
лепками. Для равномерного давления на листы сердечника в них
имеются прямоугольные отверстия, в которые помещен стальной
стержень с резьбовыми отверстиями для крепления полюса к ста-
нине. На главных полюсах размещены катушки обмоток независи-
мого возбуждения 5 (см. рис. 10.7), служащие для создания основ-
ного магнитного потока при работе ге-
нератора и пусковой 4, создающей маг-
нитный поток только при пуске дизеля.
Катушка главного полюса представлена
на рис. 10.9. Катушки наматываются на
каркас с отогнутыми буртами для удер-
жания пластмассовых изоляционных ра-
мок. Каркас изолируется от катушек стек-
ломиканитом и стеклолентой, а между
катушками независимого возбуждения и
пусковой проложена изоляционная шай-
ба 6.
Добавочные полюсы (рис. 10.10) пред-
назначены для улучшения коммутации
и частичной компенсации действия ре-
акции якоря. Добавочный полюс состо-
ит из литого стального сердечника 6 и
катушки 3. На сердечнике катушка кре-
пится стальной накладкой. Между на-
кладкой и катушкой помещена немаг-
нитная гетинаксовая прокладка для за-
медления насыщения полюса. С целью ре-
гулирования зазора между добавочным
Рис. 10.10. Добавочный
полюс тягового генера-
тора ГП311Б:
1 — накладка; 2 — проклад-
ка; 3 — катушка; 4 — изоля-
ционная рамка; 5 — уголь-
ники; б — сердечник доба-
вочного полюса
245
полюсом и якорем установлен набор из шести стальных прокла-
док общей толщиной 3 мм. Между витками катушки полюса по-
мещены стеклотекстолитовые прокладки, крайние витки ее изо-
лированы микалентой и стеклолентой. Обмотка добавочных по-
люсов всегда соединена последовательно с обмоткой якоря для того,
чтобы ее действие соответствовало току нагрузки.
Вал якоря упирается на двухрядный сферический самоуста-
навливающийся роликовый подшипник 77(см. рис. 10.7).
Подшипниковый щит 19 (см. рис. 10.7) выполнен в виде жесткой
сварной конструкции из ребер и колец. Ребра наклонены к оси
тягового генератора, что обеспечивает жесткость и легкость кон-
струкции. Передний (подшипниковый) щит служит для установ-
ки ступицы подшипника вала якоря.
В собранном тяговом генераторе подшипниковый щит фикси-
руется призонным штифтом 75. Люки коллекторной камеры зак-
рыты крышками, в двух из которых имеются прозрачные вставки
для наблюдения за коллекторно-щеточным узлом во время его
работы. Задний щит защищает тяговый генератор от попадания
внутрь него загрязнений и посторонних предметов.
Щеткодержатели 7, обеспечивающие постоянное нажатие на
щетку в пределах установленных норм без регулировки независи-
мо от износа щетки. Щеточный аппарат тягового генератора ГПЗ11Б
показан на рис. 10.11. Корпус щеткодержателя имеет одно гнездо,
Рис. 10.11. Щеточный аппарат тягового генератора ГПЗ 11 Б:
а — радиальный щеткодержатель; б — щетка с постоянным нажатием; 1 — кор-
пус; 2 — ось; 3 — рычаг нажимной; 4 — курок; 5 — скоба; б — втулка; 7 —
пружина; 8 — наконечник; 9 — медный шунт; 10 — пластина; 11 — заклепка; 12 —
щетка
246
в которое устанавливается разрезная щетка с резиновым аморти-
затором.
Якорь тягового генератора состоит из корпуса 13 (см. рис. 10.7),
сердечника 9, вала 16, коллектора 18, обмотки 11, деталей креп-
ления. Корпус якоря состоит из стального сварного барабана 20,
двух стальных дисков и сварных ребер 21, приваренных к бара-
бану. К торцам барабана приварены литые фланцы: подколлек-
торный, в который запрессован укороченный вал, и задний, со-
единяющий якорь с коленчатым валом дизеля. Сердечник якоря
набран из листов электротехнической стали. Каждый лист наби-
рают из пяти штампованных сегментов и шихтуют их на продоль-
ные шпильки 22, проходящие через отверстия в сегментах. Каж-
дый лист сердечника якоря тягового генератора ГП311Б имеет 155
пазов для укладки обмотки. Для вентиляции обмотки якоря в сер-
дечнике создаются радиальные каналы при помощи вентиляци-
онных якорных листов. Для этого сердечник разделяют на пакеты,
между которыми прокладывают вентиляционные листы с распор-
ками.
Якорь тягового генератора ГП311Б последних выпусков имеет
петлевую ступенчатую двухходовую обмотку и уравнительные со-
единения 6 со стороны коллектора, предназначенные для умень-
шения уравнительных токов, циркулирующих по обмотке якоря
через параллельно соединенные щетки. При ступенчатой двуххо-
Уур = 93
Рис. 10.12. Разрез паза и схема обмотки якоря тягового генератора
ГП311Б:
1 — клин; 2 — прокладка; 3 — проводники; 4 — микалента; 5 — миканитовая
прокладка; Уур — шаг уравнительных соединений; 1—98 — номера пазов обмоток
247
довой обмотке для крепления лобовых частей обмотки якоря при-
меняются бандажи из стеклоленты на эпоксидной смоле.
На рис. 10.12 представлены: схема двухходовой ступенчатой
обмотки якоря генератора ГП311Б с шагом по пазам 1-16, 1-17 и
по коллектору — 2; разрез паза якоря тягового генератора. В каж-
дую катушку петлевой двухходовой обмотки входят три одновит-
ковые секции. Каждая секция по высоте разделена на два провод-
ника прямоугольного сечения. Изоляция катушки якоря осуще-
ствляется тремя слоями стеклослюдинитовой ленты и одним сло-
ем стеклянной ленты.
Коллектор 18 (см. рис. 10.7) состоит из корпуса, коллекторных
пластин, изоляционных миканитовых пластин, изоляционных ман-
жет, нажимного конуса и стяжных шпилек. Коллекторные плас-
тины изготовлены из кадмиевой меди трапециевидного профиля.
Нижние части пластины имеют форму ласточкина хвоста. В вы-
точки пластин входят конусные части корпуса коллектора и на-
жимной шайбы, стянутые стальными шпильками. Пластины кол-
лектора изолируются друг от друга листовым коллекторным ми-
канитом, а от корпуса коллектора и нажимной шайбы — микани-
товыми манжетами. Для соединения коллектора с обмоткой якоря
применены гибкие петушки, изготовленные из медной ленты.
Вентиляция тягового генератора — принудительная, осуществ-
ляется быстроходным вентилятором, который приводится во вра-
щение от вала дизеля. Охлаждающий воздух подается через задний
щит в центральную полость якоря под давлением; оттуда прохо-
дит по радиальным каналам между пакетами, охлаждая сердеч-
ник и обмотку якоря и выходит через зазор между полюсами и
якорем к подшипниковому щиту. От центральной полости якоря
вихревой поток воздуха проходит между петушками коллектора,
охлаждая его. Часть воздуха из заднего щита проходит также в про-
межутки между полюсными катушками и охлаждает их.
10.4. Тяговые генераторы переменного тока
С появлением более мощных дизелей возникла необходимость
применения тяговых генераторов большей мощности. Однако тя-
говые генераторы постоянного тока, рассчитанные на большую
мощность, выходили за рамки допустимых значений по габари-
там и массе. В этой связи на тепловозах с передачей переменно-
постоянного тока нашли применение генераторы переменного тока
(табл. 10.8), которые в сочетании с выпрямительной установкой
заменили тяговые генераторы постоянного тока.
Рассмотрим конструкцию тягового генератора переменного тока
на примере ГС501А, представляющего собой синхронную элект-
рическую машину защищенного исполнения с явно выраженны-
ми 12 полюсами на роторе, с независимым возбуждением и при-
248
Таблица 10.8
Электрическая машина Серия тепловоза Возбуждение Мощность, кВт Масса, кг
ГС504А ТЭП70, ТЭ120 Независимое 2800 6000
ГС501А 2ТЭ116, ТЭ114, ТЭ109 Независимое 2190 6000
ГС515 ТЭМ7 Независимое 1400 5200
Тяговый агрегат А714: тяговый генератор 2ТЭ121, 2ТЭ116А Независимое 2800 8200
вспомогательный генератор С самовозбужде- нием 630 —
нудительной вентиляцией. Он состоит из статора, ротора, под-
шипникового щита, подшипника (рис. 10.13).
Статор состоит из корпуса 2, сердечника 3 и обмотки 4. Кор-
пус статора сварен из стальных листов. К корпусу статора парал-
лельно его оси с двух сторон привариваются опорные лапы для
установки генератора на поддизельную раму. Перпендикулярно
лапам для повышения их жесткости приварены к корпусу сталь-
ные ребра с проушинами, предназначенными для подъема и транс-
портировки тягового генератора. В верхней части корпуса прива-
рены кронштейны, служащие опорами для установки на генера-
торе синхронного возбудителя и стартер генератора.
Сердечник статора набран из штампованных сегментов элект-
ротехнической стали толщиной 0,5 мм, которые стягиваются при
помощи шпилек и нажимных шайб 5. Сердечник имеет 144 паза 18
и 120 вентиляционных каналов 17. Обмотка статора двухслойная,
волновая, стержневая. Обмотка выполнена из медного изолирован-
ного провода. Секция обмотки прямоугольной формы, соответству-
ющей форме паза сердечника, выполнена из девяти уложенных
друг на друга широкой стороной медных проводников (рис. 10.14).
Лобовые части обмотки крепятся к корпусу статора с помощью
пластмассовых обмоткодержателей. Выводы обмотки статора 9
(см. рис. 10.13) припаиваются к шинам. Статор имеет шесть фазных
выводов, два нулевых и два вывода обмотки возбуждения.
Подшипниковый щит 1 (см. рис. 10.13), представляющий собой
сварную конструкцию, крепится к корпусу статора болтами. В щите
имеется ступица 12, обеспечивающая возможность замены роли-
коподшипника без снятия щита с генератора и без съема генерато-
ра с тепловоза.
249
Крышки 13 подшипникового узла стягиваются болтами. Во внут-
ренней полости подшипникового щита на изогнутых ребрах, с
помощью четырех изоляторов, закреплены две подвески, на каж-
дой из которых установлены три радиальных латунных щеткодер-
жателя 15. Устройство щеткодержателя аналогично конструкции
щеткодержателя тягового генератора ГП311Б. В щеткодержатель ус-
танавливаются щетки марки ЭГ-4, снабженные резиновым амор-
тизатором.
Ротор состоит из вала 10, корпуса 16, сердечника, полюсов,
контактных колец 14. Корпус ротора генератора сварной. С одного
конца цилиндрическая часть корпуса имеет стальную втулку, на
Рис. 10.13. Синхронный тяговый генератор
1 — подшипниковый щит; 2 — корпус статора; 3 — сердечник статора; 4 —
полюса ротора; 9 — выводы; 10 — вал; 11 — сферический роликоподшипник; 12 —
щеткодержатель со щеткой; 16 — корпус ротора; 17 —
250
которую монтируют контактные кольца и запрессовывают вал. Кон-
тактные кольца, изготовленные из специальной антикоррозион-
ной стали, напрессовываются на корпус ротора в горячем состо-
янии и изолированы от него. С противоположной стороны корпус
ротора имеет фланец для соединения с коленчатым валом дизеля.
На корпус ротора напрессовывается сердечник, состоящий из па-
кета стальных листов толщиной 2 мм. В листах сердечника вьшгтам-
пованы пазы в форме «ласточкина хвоста», в которые крепят кли-
ньями полюсы. Полюс состоит из сердечника и обмотки. Сердеч-
ник полюса ротора набран из листовой стали, спрессован и стя-
нут четырьмя стальными шпильками. Катушки полюсов ротора 8
ГС501А (продольный и поперечный разрезы):
обмотка статора; 5 — нажимная шайба; 6 — ребро; 7 — кольцо; 8 — катушка
ступица подшипника; 13 — крышка подшипника; 14 — контактные кольца; 15 —
вентиляционный канал; 18 — паз; 19 — демпферная обмотка
251
11,0
Рис. 10.14. Расположение обмотки статора
в пазу:
1 — клин; 2, 3 — изоляционные прокладки; 4 —
медь
выполнены из медной ленты. Между вит-
ками меди проложена изоляция. Катушка
пропитана в сборе с сердечником полюса
в эпоксидном компаунде и имеет изоля-
цию класса F. В пазы полюсных наконеч-
ников встроена демпферная обмотка 19,
состоящая из медных стержней, соединен-
ных между собой по торцам короткозамы-
кающими сегментами. Эта обмотка снижа-
ет перенапряжение на фазах в динамичес-
ких режимах работы генератора.
Подшипник 11 ротора самоустанавлива-
ющийся, двухрядный со сферическими
роликами.
Контрольные вопросы
1. Что представляет собой электрическая машина, на чем основан
принцип ее действия?
2. Какие существуют типы электрических машин?
3. Какие материалы применяются в электрических машинах?
4. Как происходит передача тока от щетки к коллектору и обратно?
Каковы причины искрения под щеткой?
5. Как оценить качество коммутации?
6. Каковы условия эксплуатации тяговых электрических машин?
7. Каковы наиболее характерные неисправности электрических ма-
шин и способы их устранения?
8. Каково назначение и устройство основных сборочных единиц тяго-
вых электродвигателей?
9. Каково назначение и устройство основных сборочных единиц тяго-
вых генераторов постоянного тока?
10. Каково назначение и устройство основных сборочных единиц тя-
говых генераторов переменного тока?
Глава 11
УСТРОЙСТВО И РЕМОНТ ВСПОМОГАТЕЛЬНЫХ
ЭЛЕКТРИЧЕСКИХ МАШИН
11.1. Двухмашинный агрегат
Вспомогательный генератор и возбудитель главного генератора
на тепловозах, как правило, выполняются в виде двухмашинного
агрегата. Вспомогательный генератор и возбудитель — электри-
ческие машины постоянного тока с самовентиляцией защищен-
ного исполнения. Вспомогательный генератор питает обмотку па-
раллельного возбуждения возбудителя, цепи управления, вспо-
могательные цепи, а также служит для подзарядки аккумулятор-
ной батареи. Возбудитель предназначен для питания независимой
обмотки возбуждения тягового генератора.
Двухмашинный агрегат тепловозов ТЭМ2, ТЭМ2М, ТЭ1, ТЭ2,
ТЭМ1, состоящий из вспомогательного генератора МВГ25/11 и
возбудителя МВТ25/9, представлен на рис. 11.1. Двухмашинный
агрегат состоит из следующих основных частей: станин возбуди-
теля и вспомогательного генератора, их якорей, коллекторов, щет-
кодержателей, главных и добавочных полюсов, вентилятора и
подшипников.
Станины 7, 13 (см. рис. 11.1) возбудителя и вспомогательного
генератора составляют общий разъемный корпус. Между собой
станины стянуты болтами. Снизу к ним приварены четыре лапы
для крепления двухмашинного агрегата.
К станине 7 возбудителя МВТ25/9 крепятся четыре главных
полюса. Каждый главный полюс состоит из сердечника и обмотки.
Сердечники 6 набраны из стальных листов и разделены латунной
прокладкой на две части неравного сечения. Часть сердечника
меньшего сечения (насыщенная) охватывается дифференциаль-
ной обмоткой 9, имеющей семь витков из медной полосы. Парал-
лельная обмотка возбуждения 10 охватывает обе части сердечника
(насыщенную и ненасыщенную) и имеет 242 витка из изолиро-
ванного медного провода.
К торцу станины возбудителя крепится подшипниковый щит 2.
На нем установлена изолированная траверса с четырьмя щетко-
держателями 4. Траверса допускает сдвиг щеткодержателей при их
установке в нейтральное положение. В каждый щеткодержатель ус-
танавливается по одной щетке. В центре подшипниковый щит имеет
253
Рис. 11.1. Двухмашинный агрегат с возбудителем МВТ25/9 и вспомога-
тельным генератором МВГ25/11:
1 — шарикоподшипник; 2, 17 — подшипниковые щиты возбудителя и вспомога-
тельного генератора; 3, 16 — коллекторы; 4, 19 — щеткодержатели; 5, 15 —
обмотка якоря; 6 — сердечник главного полюса и возбудителя; 7, 13 — станины
возбудителя и вспомогательного генератора; 8, 14 — сердечники якорей возбу-
дителя и вспомогательного генератора; 9 — дифференциальная обмотка возбу-
дителя; 10 — параллельная обмотка возбуждения возбудителя; 11 — вентилятор-
ное колесо; 12 — главный полюс вспомогательного генератора; 18 — вал якоря
гнездо для установки капсулы подшипника 1. По валу полость под-
шипника уплотняется лабиринтовым уплотнением, а снаружи
крышкой.
Якорь возбудителя состоит из сердечника 8, обмотки 5, коллек-
тора 3 и вала 18. Сердечник набран из листов электротехнической
стали. Сердечник возбудителя от сердечника вспомогательного
генератора отделен магнитным экраном, состоящим из 26 латун-
ных листов. На валу сердечник удерживается шпонкой. Листы сер-
дечника имеют 45 пазов, куда укладывается волновая двухслой-
ная обмотка из прямоугольного изолированного провода. Каждая
секция обмотки состоит из трех проводников (рис. 11.2). В паз сер-
дечника укладываются две полусекции. Между секциями и на дно
паза укладываются миканитовые прокладки. Обмотка в пазах удер-
живается гетинаксовыми клиньями, а ее лобовые части удержи-
ваются бандажами. Концы секций обмотки якоря припаяны к пе-
тушкам коллекторных пластин. Шаг обмотки по пазам 1-11, по
коллектору 1-68. Коллектор возбудителя содержит 135 пластин.
Магнитная система вспомогательного генератора МВГ25/11 со-
стоит из станины 13 (см. рис. 11.1), шести главных 12 и шести
254
Рис. 11.2. Секция обмотки якоря (а) и ее расположение в пазу (б)
якоря возбудителя МВТ25/9:
1 — гетинаксовый клин; 2 — бумага, пропитанная в лаке; 3 — миканитовая
бумага; 4 — лента батистовая; 5, 8 — прокладки миканитовые; 6 — прессшпан;
7 — медь
добавочных полюсов. Сердечники главных полюсов набраны из
стальных листов, скрепленных стальными заклепками.
Сердечники добавочных полюсов литые стальные, катушки на-
мотаны из меди. К торцу станины вспомогательного генератора
крепится подшипниковый щит 77, снимаемый при осмотре кол-
лектора 16. На подшипниковом щите установлена траверса со щет-
кодержателями 19.
Сердечник якоря 14, набранный из листов электротехнической
стали, имеет вентиляционные отверстия, паз для шпонки и 46 па-
зов, в которые укладывается волновая обмотка с двумя параллель-
ными ветвями. Секция обмотки выполнена из прямоугольной меди
с изоляцией. Она состоит из двух витков (рис. 11.3). В пазах секции
удерживаются проволочным бандажом. Лобовые части в местах
намотки бандажей дополнительно изолированы. Обмотка якоря 15
(см. рис. 11.1) имеет шаг по пазам 1...8, по коллектору 1... 32.
Вентилятор 11 (см. рис. 11.1) забирает воздух из дизельного
помещения в районе коллекторных камер агрегата и выбрасывает
его в средней части через люки, закрытые сверху защитными сет-
ками.
Двухмашинный агрегат тепловоза ТЭМ2 приводится во враще-
ние от шкива, посаженного на хвостовик вала тягового генерато-
ра посредством девяти клиновых ремней, ведомого шкива, вала и
255
Рис. 11.3. Обмотка якоря вспомогательного генератора МВГ25/11:
а — секция; б — расположение обмотки в пазу; в — схема соединения обмотки
якоря; 1 — пропитанная в лаке бумага; 2 — миканитовая бумага; 3 — лента
батистовая, пропитанная в лаке; 4 — прокладка из прессшпана; 5 — прессшпан;
6 — медь; 7 — миканитовая прокладка; 1, 8, 17, 24, 32, 63 — номера пазов
Вспомогательный Возбудитель
Рис. 11.4. Привод двухмашинного агрегата:
1 — втулка распорная; 2 — крышка; 3, 12 — болты; 4 — шарикоподшипник; 5 —
пресс-масленка; 6 — корпус опоры; 7 — войлочное уплотнение; 8 — вал; 9, 14,
22— гайки; 10 — шайба; 11 — диски муфты; 13 — полумуфта ведомая; 15 — болт
крепления двухмашинного агрегата; 16 — плита; 17 — болты крепления корпуса
опоры; 18 — прокладки регулировочные; 19 — штифт; 20— болт упорный; 21 —
прокладки разрезные; 23 — шкив ведомый
256
пакетной пластинчатой муфты (рис. 11.4). Ввиду значительной дли-
ны вал привода 8 имеет опору со сферическим шарикоподшип-
ником 4, который воспринимает усилие от натяжения ремней. Вал
привода с опорой и двухмашинный агрегат смонтированы на об-
щей плите 16. Плита, корпус опоры и лапы двухмашинного агре-
гата имеют пазы для возможности перемещения двухмашинного
агрегата при натяжении ремней. Пластинчатая муфта компенси-
рует погрешности установки вала привода относительно оси двух-
машинного агрегата. Излом оси вала относительно оси двухма-
шинного агрегата допускается не более 0,3 мм на длине 300 мм.
Соосность при центровке обеспечивается постановкой прокла-
док 18. После центровки положение корпуса опоры 6 на плите
фиксируется коническими штифтами 19, положение двухмашин-
ного агрегата — приварными упорами.
Пластинчатая муфта привода состоит из 18 дисков 11, изготов-
ленных из пружинящей листовой стали. Диски имеют шесть от-
верстий. Пакет дисков тремя болтами (через один) прикреплен к
ведущей полумуфте, напрессованной на вал и тремя болтами (так-
же, через один болт) — к ведомой полумуфте 13, посаженной на
конусный хвостовик вала двухмашинного агрегата.
При установке привода двухмашинного агрегата в сборе на теп-
ловозе, во избежание перекосов ремней необходимо, чтобы на-
ружный торец ведомого шкива 23 совпал с торцом ведущего тор-
ца, что достигается перемещением шкива на валу за счет выемки
или постановки прокладок 21.
11.2. Однокорпусный агрегат
Агрегат А710 представляет собой однокорпусное горизонтальное
исполнение двух возбудителей ВС650. Однокорпусный агрегат пред-
назначен для питания обмотки возбуждения тягового генератора и
генератора отопления через управляемые выпрямительные мосты.
Возбудитель ВС650 (рис. 11.5) обращенного исполнения: маг-
нитная система расположена на неподвижной станине 2, а якор-
ная обмотка 5 — на вращающемся валу 12. Этим обусловлено рас-
положение на якоре 4 массивных контактных колец 3 для съема
полного тока.
Магнитная система представляет собой цилиндр из толстолис-
товой стали, внутри которого расположены два ряда полюсов. Каж-
дый возбудитель имеет по восемь полюсов, на которых располо-
жены обмотки возбуждения и демпферная. Сердечник полюса 8,
набранный из штампованных листов электротехнической стали,
запрессован и стянут заклепками. Катушки полюсов 9 соединены
последовательно. Изоляция полюсных катушек выполнена из ма-
териалов класса F. Демпферная обмотка, выполненная в виде мед-
ных стержней круглого и прямоугольного сечений, встроена в баш-
маки полюсов.
9 Собеиин 257
258
Рис. 11.5. Возбудитель ВС650В (продольный и поперечный разрезы):
1 — траверса; 2 — станина; 3 — контактные кольца; 4 — якорь; 5 — обмотка якоря;
6 — сердечник якоря возбудителя; 7 — стеклобандаж; 8 — сердечник полюса; 9 —
катушка полюса; 10 — вентилятор; 11, 18— подшипниковые щиты; 12— вал; 13 —
наружная крышка подшипника; 14 — упорное кольцо; 75 — шарикоподшипник;
16 — уплотнительное кольцо; 17 — внутренняя крышка подшипника; 19 — трубка
подвода смазки к подшипнику; 20 — щеткодержатель; 21 — паз якоря
К торцам станины крепятся болтами подшипниковые щиты.
К переднему подшипниковому щиту /Скрепится пластмассовая
траверса 1 со щеткодержателями 20, которые соединены токо-
сборными шинами. Конструкция щеткодержателя унифицирова-
на со щеткодержателем тягового генератора ГС501А. В каждый щет-
кодержатель устанавливается щетка марки ЭГ-4 с резиновым амор-
тизатором.
Наружная обойма шарикоподшипника 15 переднего подшипни-
кового щита удерживается буртами наружной 13 и внутренней 17
крышек, а внутренняя напрессована на вал и удерживается от сме-
щения упорным кольцом 14, которое крепится к торцу вала бол-
тами. С внутренней стороны полость подшипника по валу уплот-
няется лабиринтовым уплотнением 16. Внутренняя обойма шари-
коподшипника заднего подшипникового щита И также напрес-
сована на вал и удерживается от смещения напрессованными на
вал внутренним и наружным лабиринтами. Смазка поступает в
подшипник через стальные трубки 19.
Якорь 4 возбудителя состоит из сердечника 6, обмотки якоря 5,
вала 12 и контактных колец 3. Сердечник якоря возбудителя на-
бран из листов электротехнической стали и нашихтован на вал.
Спрессованный сердечник удерживается от смещения в осевом
направлении латунной втулкой со стороны контактных колец и
обмоткодержателем со стороны свободного конца вала. Обмотка
якоря возбудителя волновая, в пазах 21 удерживается стеклобан-
дажом 7. Концы катушек обмотки пропаяны серебросодержащим
припоем в медных гильзах, вставленных в прямоугольные пазы
по окружности пластмассовой части втулки.
Охлаждение возбудителя осуществляется вентилятором 10, ко-
торый крепится болтами к стальной ступице, смонтированной на
валу со стороны его свободного конца. Охлаждающий воздух про-
гоняется через полость машины вентилятором и выбрасывается
через окна в станине со стороны контактных колец. Вентиляцион-
ные окна на входе и выходе охлаждающего воздуха закрываются
съемной сеткой и крышкой, снабженной отверстиями. Вентиля-
ция однокорпусного агрегата независимая. Вход воздуха осуще-
ствляется со стороны возбудителя тягового генератора, а выход —
со стороны возбудителя генератора отопления.
259
11.3. Синхронный подвозбудитель
Синхронный подвозбудитель ВС652 (рис. 11.6) устанавливается
на тепловозах 2ТЭ10Л, 2ТЭ10М, ЗТЭ10М, М62, 2М62, ТЭП60,
2ТЭП60. Он предназначен для питания переменным напряже-
нием рабочих цепей магнитного усилителя и трансформаторов в
системе возбуждения возбудителя тягового генератора. Подвоз-
будитель представляет собой однофазный (четырехполюсный) син-
хронный генератор переменного тока защищенного исполнения,
с самовентиляцией. Подвозбудитель состоит из станины с сердеч-
ником, четырех полюсов, подшипниковых щитов, подшипников
и якоря.
Станина 3 (см. рис. 11.6) имеет цилиндрическую форму; снизу
к ней приварены лапы для крепления подвозбудителя. Внутрь ста-
нины до упора запрессовывается вставленный в оправку сердеч-
ник станины, набранный из пластин электротехнической стали.
Каждый полюс 8 крепится к станине двумя болтами, проходящи-
ми через отверстие в сердечнике станины. Катушки обмотки воз-
буждения 6 соединены последовательно между собой, а их концы
выведены в коробку выводов.
Рис. 11.6. Синхронный подвозбудитель ВС652 (поперечный разрез):
1 — щит подшипниковый; 2 — масленка; 3 — станина; 4 — вентилятор; 5 —
обмотка якоря; 6 — катушка полюса; 7 — сердечник якоря; 8 — сердечник полюса;
9~ контактные кольца; 10, 14 — крышки; 11 — щеткодержатель; 12 — вал; 13 —
подшипник; 15 — трубка для смазки
260
К торцам станины крепятся подшипниковые щиты 1, в гнезда
которых вставляются шарикоподшипники. Наружные обоймы под-
шипников 13 от смещения удерживаются буртами наружных и внут-
ренних крышек 14, а внутренние — напрессованы на вал 12. Смазка
от вытекания из полости подшипника предохраняется лабирин-
товыми уплотнениями и добавляется по стальным трубкам 75 че-
рез масленки 2.
Якорь подвозбудителя состоит из вала, сердечника 7, обмот-
ки 5, контактных колец 9, обмоткодержателя и вентилятора 4.
Вал якоря стальной. В пазы сердечника уложена обмотка, удержи-
ваемая проволочным бандажом. Напряжение снимается при по-
мощи четырех щеток (по две на каждое кольцо) с двух контакт-
ных колец, которые напрессованы на вал якоря через изоляцион-
ную втулку. Щетки перемещаются в щеткодержателях 77, прикреп-
ленных к изоляционной траверсе заднего подшипникового щита.
Со стороны контактных колец в станине имеются люки 10 для
осмотра контактных колец, щеток, щеткодержателей и внутрен-
ней части подвозбудителя.
11.4. Стартер-генератор
Стартер-генератор — это электрическая машина постоянного
тока, предназначенная для работы в двух режимах:
• стартерном (кратковременном) — в качестве электродвига-
теля постоянного тока последовательного возбуждения, осуще-
ствляющего вращение вала дизеля во время пуска;
• генераторном (продолжительном) — в качестве вспомогатель-
ного генератора постоянного тока независимого возбуждения,
обеспечивающего питание электрических цепей управления, элек-
тродвигателей собственных нужд постоянного тока, освещения и
заряда аккумуляторной батареи.
Стартер-генератор применяется на тепловозах с тяговой элек-
тропередачей переменно-постоянного тока (2ТЭ116, 2ТЭ121,
ТЭП70). На рис. 11.7 представлен стартер-генератор, состоящий
из станины, подшипниковых щитов, главных и добавочных по-
люсов, якоря и подшипников.
Станина 6 стартер-генератора цилиндрической формы; снизу
к ней приварены лапы для крепления к станине тягового генера-
тора; сбоку приварены проушины для транспортировки. К стани-
не крепятся четыре главных 5 и четыре добавочных 8 полюса. Сер-
дечник главного полюса набран из пластин электротехнической
стали. Сердечник добавочного полюса цельнолитой, его обмотка
соединена последовательно с якорем.
К торцам станины крепятся передние 2 и задние 10 подшипнико-
вые щиты. В гнездо переднего подшипникового щита устанавлива-
ется шарикоподшипник 7, заднего — роликоподшипник 77. К пе-
261
Рис. 11.7. Стартер-генератор ПСГ:
1, 11 — подшипники; 2, 10 — передний и задний подшипниковые щиты; 3 —
коллектор; 4 — траверса; 5 — главный полюс; 6 — станина; 7 — якорь; 8 —
добавочный полюс; 9 — вентилятор; 12 — вал
реднему подшипниковому щиту крепится траверса 4, а к ней —
щеткодержатели со щетками типа ЭГ-4.
Якорь 7 состоит из вала 12, сердечника, обмотки и коллектора
арочного типа 3. Сердечник якоря фиксируется на валу шпонкой,
а от смещения удерживается с одной стороны корпусом обмотко-
держателя, а с другой — корпусом коллектора. Обмотка якоря
удерживается в пазах проволочными бандажами. Концы секций
обмотки впаиваются в петушки коллекторных пластин.
Охлаждение стартер-генератора (самовентиляция) осуществ-
ляется вентилятором 9, изготовленным из стали.
11.5. Электродвигатели типа «П»
На отечественных тепловозах электродвигатели постоянного тока
серии «П», получающие питание от аккумуляторной батареи или
вспомогательного генератора (при работе дизеля), приводят в дей-
ствие маслопрокачивающие и топливоподкачивающие насосы, а
также вентиляторы кабины, кузова, калорифера. На рис. 11.8 пред-
ставлен электродвигатель П-21. Он состоит из станины, двух глав-
ных и одного добавочного полюсов, двух подшипниковых щитов,
якоря и двух подшипников. Станина 20 цилиндрической формы;
снизу к ней приварены лапы 19 для крепления, сверху ввернут
транспортный винт.
262
Рис. 11.8. Электродвигатель П21:
1 — вал якоря; 2 — подшипник; 3 — крышка шарикоподшипника; 4 — лаби-
ринт; 5 — балансировочное кольцо; 6 — траверса; 7 — щеткодержатель; 8, 16 —
подшипниковые щиты; 9 — коллектор; 10, 18 — обмоткодержатели; 11, 12 —
параллельная и последовательная катушки главного полюса; 13 — сердечник
главного полюса; 14 — сердечник якоря; 15 — обмотки якоря; 17 — вентиляторное
колесо; 19 — лапы; 20 — станина
К станине по вертикали крепятся главные полюсы, двумя болтами
каждый. Главный полюс состоит из сердечника 13 и обмотки 11, 12.
Сердечник набран из пластин электротехнической стали. Обмотка в
зависимости от типа двигателя может быть смешанного или парал-
лельного типа, т. е. содержать две или одну катушку. Сравнительно
легкие условия коммутации позволяют применить только один до-
бавочный полюс, а на месте второго находится коробка выводов.
К торцам станины крепятся подшипниковые щиты 8, 16. На пере-
днем подшипниковом щите 8 крепится изоляционная траверса 6,
со щеткодержателями 7. Передний подшипниковый щит имеет
крышки для осмотра щеток, щеткодержателей, соединительных
проводов и коллектора.
Якорь состоит из вала 1, сердечника 14, обмотки 75 и коллекто-
ра 9. Сердечник якоря набран из пластин электротехнической ста-
ли, на валу он фиксируется шпонкой и двумя кольцами. Обмотка в
пазах удерживается деревянными клиньями, а на лобовых частях —
проволочными бандажами. Обмоткодержатели 10, 18 выполнены
из пластмассы. Обмотка якоря петлевая всыпная, имеет две парал-
лельные ветви. Коллектор набирается из медных пластин, корпус
263
коллектора изготавливают из асборезольной массы. На валу якоря
имеется кольцо 5 для размещения балансировочных грузов.
Якорь вращается в двух шарикоподшипниках, подшипник 2 со
стороны коллектора опорно-упорный; со стороны вентилятора —
опорный. Подшипники закрыты крышками 3, имеющими лаби-
ринтовые уплотнения 4. Колесо вентиляторное 77 литое из алю-
миниевого сплава. В его ступице залита стальная втулка, позволя-
ющая в случае необходимости снять вентилятор без нарушения
посадочных мест.
Электродвигатели типа «П» снабжены конденсаторами для по-
давления помех радиосвязи.
П.6. Одноякорный преобразователь
В конструктивном отношении одноякорный преобразователь
представляет собой электрическую машину постоянного тока,
снабженную контактными кольцами, помещенными на валу со
стороны, противоположной коллектору. Питание обмотки возбуж-
дения одноякорного преобразователя постоянным током произ-
водится со стороны коллектора так же, как в машинах постоян-
ного тока с параллельным возбуждением. В обмотке якоря проте-
кает переменный ток. Если соединить обмотку якоря с контакт-
ными кольцами, как показано на рис. 11.9, то на них получается
напряжение переменного тока. Такая электрическая машина и на-
зывается одноякорным преобразователем.
Одноякорный преобразователь обычно используется для преоб-
разования переменного тока в постоянный. При этом по отноше-
нию к сети переменного тока он работает как синхронный двига-
а
Рис. 11.9. Принцип устройства (а) и схема (б) обыкновенного одно-
якорного преобразователя:
N, S — полюса магнита; U — напряжение постоянного тока; U--напряжение
переменного тока; /в — ток возбуждения; ОБ — обмотка возбуждения; А,
В, С — фазы; Я — якорь
264
Рис. 11.10. Преобразователь ПОЗООВ:
1, 12 — подшипники; 2 — вентилятор; 3 — щит подшипниковый; 4 — контакт-
ные кольца; 5 — якорная обмотка переменного тока; 6 — катушка полюса; 7 —
сердечник главного полюса; 8 — сердечник якоря; 9 — якорная обмотка посто-
янного тока; 10 — коллектор; 11 — щеткодержатель; 13 — регулятор центробеж-
ный; 14 — вал; 15— крышка; 16— коробка выводов; 17— коробка фильтра; 18 —
станина; 19 — лапа
265
тель, а по отношению к сети постоянного тока — как генератор
постоянного тока. Эта машина может также преобразовывать по-
стоянный ток в переменный.
Одноякорный преобразователь ПОЗООВ, предназначенный для
питания радиостанции, представлен на рис. 11.10.
Преобразователь ПОЗООВ защищенного исполнения имеет маг-
нитную систему, общую для постоянного и переменного тока. Два
главных полюса этой системы состоят из сердечника 7 и обмотки
6 последовательного и параллельного возбуждения.
Якорная обмотка постоянного тока 9 независима от обмотки
переменного тока 5. Эти обмотки заложены в одни и те же пазы
сердечника якоря 8 и выведены соответственно к коллектору 10 и
контактным кольцам 4. Коллектор и контактные кольца располо-
жены с разных сторон сердечника якоря. Вентиляция преобразова-
теля осуществляется центробежным вентилятором 2, расположен-
ным за подшипниковым щитом 3. Подшипниковые щиты имеют
гнезда для установки подшипников 1, 12. На подшипниковом щите
установлена траверса со щеткодержателями 11. Для крепления одно-
якорного преобразователя снизу к станине 18 приварены лапы 19.
Сверху к станине крепится коробка фильтра 17, в которой располо-
жена коробка выводов 16. Коробка фильтра закрыта крышкой 75.
Для поддержания постоянной частоты вращения преобразова-
теля при колебаниях нагрузки и напряжения питающей сети, на
конец вала 14 преобразователя насажен центробежный регулятор
частоты вращения 13.
На опытной партии тепловозов 2ТЭ116 для питания кондици-
онера применяется преобразователь АПТ-5-50 брызгозащищенного
исполнения, преобразовывающий постоянный ток в трехфазный
переменный. В состав преобразователя входят:
• двухмашинный агрегат, состоящий из электродвигателя по-
стоянного тока и генератора переменного тока, выполненных в
одном корпусе;
• пускорегулирующая аппаратура, состоящая из блока регули-
рования БР-5, блока сопротивлений БС-1/13 и пускателя ПП3343.
Пускорегулирующая аппаратура обеспечивает пуск, остановку
и защиту электродвигателя от перегрузок; стабилизацию напря-
жения и частоты на выходе преобразователя.
11.7. Асинхронные электродвигатели привода вентиляторов
На тепловозах, имеющих передачу мощности переменно-по-
стоянного тока, для привода вентиляторов охлаждения тяговых
электродвигателей, вентиляторов охлаждения холодильной каме-
ры и вентилятора охлаждения выпрямительной установки исполь-
зуют электродвигатели переменного тока, питающиеся непосред-
ственно от тягового генератора.
266
Рис. 11.11. Мотор-вентилятор МВ11:
/ — вентиляторное колесо; 2 — ротор; 3 — днище; 4, 7 — втулки; 5 — верхняя
крышка; 6 — вал ротора; 8 — обмотка статора; 9 — сердечник статора; 10 —
основание; 11 — пробка
Особые условия работы электродвигателя переменного тока на
тепловозах — изменяющиеся в широких пределах напряжение и
частота; частые пуски и большие вибрационные нагрузки; боль-
шие перепады температур окружающего воздуха — обусловлива-
ют дополнительные требования к их конструкции. Эти электро-
двигатели также нуждаются в усовершенствовании лабиринтов и
системы пополнения смазки.
На рис. 11.11 представлен мотор-вентилятор МВ И охлажде-
ния холодильной камеры. Эта электрическая машина является
асинхронным двигателем вертикального исполнения с внешним
ротором. Мотор-вентилятор МВ И состоит из ротора, вала ротора,
обмотки и сердечника статора, а также двух шарикоподшипников.
К основанию 10 вентилятора крепится болтами втулка 7, на
которую напрессовывается сердечник статора 9. От проворота сер-
дечник на втулке удерживается шпонкой, а от смещения вдоль
оси — двумя шайбами и полукольцами. Сердечник статора наби-
рают из штампованных листов электротехнической стали изоли-
рованных друг от друга лаком.
267
Обмотка статора 8 трехфазная, двухслойная, симметричная,
фазы ее соединены в «звезду». Катушки обмотки статора имеют по
пять витков из медного провода. Внутри втулки 7 на двух шарико-
подшипниках установлен вал ротора 6. Нижний подшипник удер-
живается на валу кольцом, верхний — гайкой. Верхний подшип-
ник имеет лабиринтовые уплотнения 5. Вентиляторное колесо 7,
вместе с запрессованным в него ротором 2, надевается на статор
снаружи и крепится к верхнему кольцу вала ротора болтами. Сер-
дечник ротора набран из штампованных листов электротехничес-
кой стали и имеет 56 пазов, расположенных на внутренней по-
верхности листов. Пазы ротора залиты алюминиевым сплавом. Ро-
тор после запрессовки в корпус вентиляторного колеса фиксиру-
ется четырьмя штифтами. Колесо вентилятора вместе с ротором
подвергают динамической балансировке.
11.8. Основные неисправности и ремонт вспомогательных
электрических машин
В основном для вспомогательных машин характерны те же не-
исправности, что и для тяговых электрических машин. Однако есть
и неисправности, свойственные только вспомогательным маши-
нам. В табл. 11.1 представлены основные неисправности вспомога-
тельных электрических машин и способы их устранения.
Таблица 11.1
Узел Неисправности Методы обнаружения Способы устранения
Остов и подшип- никовые щиты Трещины в корпусе; лапах остова; болтах, крепящих лапы остова к раме кузова; подшипнико- вых щитах; ша- пках моторно- осевых под- шипников Возникают за- диры, забоины буртов коллек- торных люков. Нарушается Наличие трещин в корпусе устанав- ливают по дребез- жащему звуку, издаваемому кор- пусом при ударе по нему молот- ком; точное место и форму трещины определяют с помощью лупы. Болты проверяют дефектоскопом Визуальный осмотр Корпус, подшипнико- вые щиты, шапки мотор- но-осевых подшипни- ков, имеющие трещины, подлежащие устране- нию, восстанавливают с помощью электросварки; в противном случае — заменяют. Болты, при наличии в них трещин, заменяют на новые Задиры, забоины буртов коллекторных люков опиливают до получе- ния ровной поверхности. У крышек коллекторных
268
Продолжение табл. 11.1
Узел Неисправности Методы обнаружения Способы устранения
Якорь плотность за- крытия кол- лекторных люков. Выходят из строя замки. Повреждаются вентиляцион- ные сетки и каналы Износы и повреждения посадочных поверхностей подшипнико- вых щитов Трещины, задиры, риски, износ шеек вала Диаметры поса- дочных поверх- ностей измеряют калибрами, ско- бами и нутроме- рами в двух взаим- но-перпендику- лярных плоско- стях и рассчиты- вают, как среднее арифметическое значение. По раз- ности диаметров определяют вели- чину натяга при запрессовке щита в остов и оваль- ность посадочной поверхности Посадочные по- верхности якоря осматривают с помощью лупы. Трещины выяв- ляют с помощью круглого магнит- ного дефектоско- па переменного тока и магнитной смеси из неокра- шенного порош- ка. Конусность люков заменяют изно- сившиеся уплотнения. Неисправные крышки, вентиляционные сетки, заглушки вентиляцион- ных отверстий ремонти- руют или заменяют. Ре- монтируют и регулируют замки до полного при- легания крышек к бур- там коллекторных люков Посадочные поверхно- сти восстанавливают электронаплавкой. Если величина износа не пре- вышает 0,2 мм, то поса- дочную поверхность вос- станавливают нанесени- ем пленки клея. Наплав- ленные поверхности подшипниковых щитов обтачивают так, чтобы при установки их в остов был обеспечен натяг, указанный в правилах ремонта. Овальность и конусность посадочных поверхностей щита не должна превышать 0,035 мм Вал, имеющий износ шеек, восстанавливают установкой переходных втулок, вибродуговой наплавкой с последую- щей обработкой или на- несением полимерных пленок. Шейки с зади- рами, рисками шлифуют
269
Продолжение табл. 11.1
Узел Неисправности Методы обнаружения Способы устранения
Повреждения вентиляторов: трещины и изломы в дис- ках и лопатках, ослабление ступицы в месте посадки на вал Трещины и сколы в пласт- массовом осно- вании коллек- тора. Волнооб- разный износ поверхности коллектора. Образование рисок, подгар коллекторных пластин. Сме- щение коллек- торных пластин. Возникновение прожогов, тре- щин, сдвига и ослабления бандажа на переднем кону- се коллектора Ослабление крепления сердечников. Расслоение вала проверяют конусным калиб- ром Визуальный осмотр Коллектор осмат- ривают, и в целях определения его износа измеряют его диаметр по рабочей части. Если он окажется меньше браково- чного размера, коллектор меня- ют. По вибрации при ударе выяв- ляют ослабление затяжки коллек- торных болтов Расслоение лис- тов пакета серде- чника выявляют по дребезжащему У вентиляторов, изго- товленных из стали, трещины заваривают, погнунутые лопасти вы- правляют. При ослабле- нии вентиляторов с болтовым креплением заменяют болты и шайбы Трещины у пластмассо- вого основания коллек- тора зачищают до полно- го устранения. Обрабо- танное место шлифуют и покрывают электроизо- ляционной эмалью. Ос- лабшие болты подтяги- вают. При наличии про- жогов, трещин, сдвигов и ослабления бандажа на переднем конусе коллек- тора или чехле, располо- женном на петушках коллектора, их заменяют. Рабочую поверхность коллектора протачивают до устранения износа. Производят продорожку межламельной изоляции на глубину 1... 1,5 мм. Снимают продольные фаски с коллекторных пластин и шлифуют коллектор Ослабшие полюсы под- тягивают, негодные болты крепления заме- няют. Ослабшие
270
Продолжение табл. 11.1
Узел Неисправности Методы обнаружения Способы устранения
Щеточ- ный аппарат крайних листов пакета сердеч- ника. Наруше- ние крепления обмотки якоря Внешние дефе- кты обмотки якоря: повреж- дение лобовых вылетов и под- бандажной изоляции, ослабление по- садки металли- ческого фланца в задней нажи- мной шайбе. Внутренние де- фекты: пробой изоляции, ухудшение контактов в па- яных соедине- ниях изоляции Повреждение шайб, шплин- тов, потеря уп- ругости пружин. Износ стенок щеточных окон. Образование трещин в тра- версе и корпу- сах щеткодер- жателей. Ос- лабление фар- форовых изоля- торов, обра- зование на них звуку при обсту- кивании пакета молотком. Ино- гда расслоение можно обнару- жить и внешним осмотром Внешние дефек- ты выявляют ви- зуально. Целост- ность обмотки и качество пайки в местах соедине- ния ее шины с петушками кол- лекторов прове- ряют измерением активного сопро- тивления обмотки методом вольт- метра-амперметра. О наличии дефек- тов судят по отк- лонению измерен- ного сопротивле- ния от допусти- мого значения Выявляют визу- ально. Шаблоном определяют сте- пень износа сте- нок щеточных окон полюсные катушки укрепляют постановкой прокладок из электрокартона, про- питанных в лаке Ослабление посадки металлического фланца устраняют, промазывая места прилегания бели- лами и подтягивая бол- ты. Защитную изоляци- онную пленку обмотки якоря восстанавливают: обмотку якоря сушат в печи, и после остыва- ния покрывают эмалью. Детали, не подлежащие ремонту, заменяют Изношенные И повреж- денные оси, шплинты, шайбы, пружины заме- няют. Окна щетко- держателей восста- навливают с помощью гальванического покрытия с после- дующей обработкой. Трещины в корпусах щеткодержателей зава- ривают с последующей обработкой. Трещины, ведущие к отколу от- дельных частей корпуса, ремонту не подлежат.
271
Окончание табл. 11.1
Узел Неисправности Методы обнаружения Способы устранения
трещин, ско- лов, повреж- дение глазури. Нарушение изоляции и ослабление крепления пальцев в тра- версе. Возник- новение на щетках трещин, сколов; пов- реждение шунтов Несквозные трещины в траверсе заваривают с предварительной раз- делкой, а необработан- ные поверхности окра- шивают эмалью. При повреждениях фарфоро- вых изоляторов, а также при нарушении изоля- ции и ослаблении крепления пальцев в траверсе, их снимают и ремонтируют или заме- няют. Поврежденные щетки заменяют
Контрольные вопросы
1. Что собой представляет двухмашинный агрегат; каково его назна-
чение и устройство?
2. Каково назначение и устройство однокорпусного агрегата?
3. Для чего предназначен синхронный подвозбудитель; как он устро-
ен?
4. Каково назначение стартер-генератора; каково его устройство?
5. Для чего предназначены электродвигатели постоянного тока серии
«П»; каково их устройство?
6. Что представляет собой одноякорный преобразователь; каково его
устройство и назначение?
7. Каково назначение асинхронных электродвигателей на тепловозах
с передачей мощности переменно-постоянного тока; каково устройство
мотор-вентилятора МВ 11?
8. Каковы основные неисправности вспомогательных электрических
машин, методы их обнаружения и способы устранения?
Глава 12
УСТРОЙСТВО И РЕМОНТ ЭЛЕКТРИЧЕСКИХ
АППАРАТОВ
12Л. Общие сведения
В процессе эксплуатации управление тепловозом осуществля-
ется переключениями в электрических цепях, которые выполня-
ются специальными устройствами — электрическими аппаратами.
По функциональному назначению электрические аппараты, ус-
танавливаемые на тепловозе, подразделяются на коммутационные,
управления, регулирования, защиты и контроля, вспомогательные.
Коммутационные аппараты предназначены для выполнения пе-
реключений в силовых электрических цепях. К ним относятся по-
ездные контакторы, реверсор, тормозной переключатель, кон-
такторы ослабления возбуждения, выключатель батареи и др.
Аппараты управления осуществляют различные функции управ-
ления электрическими цепями передач тепловозов. К аппаратам
управления относятся реле, регуляторы, контроллеры, кнопоч-
ные выключатели и др.
Аппараты регулирования служат для создания гиперболической
характеристики, а также ограничения напряжения и тока тягово-
го генератора. Система регулирования тягового генератора на со-
временных тепловозах предусматривает систему замкнутого авто-
матического регулирования мощности, тока и напряжения. Ос-
новными элементами этой системы являются амплистат, транс-
форматоры постоянного тока и напряжения, индуктивный дат-
чик, селективный узел, в котором используются полупроводни-
ковые кремниевые выпрямители. На тепловозах с электрической
передачей переменно-постоянного тока в системе регулирования
применяются блоки с использованием тиристоров, магнитных и
транзисторных элементов.
Аппараты защиты и контроля реагируют на предельные значе-
ния каких-либо параметров или режимов работы. К ним относят-
ся реле заземления, максимального тока, предохранители и др.
К электрическим вспомогательным аппаратам относятся зажи-
мы, соединения, арматура и др.
Электрические аппараты на подвижном составе работают в очень
тяжелых условиях, так как они испытывают вибрацию и тряску,
значительные колебания температуры, воздействие влаги, пыли,
273
масла. В связи с этим помимо общих требований надежности, про-
стоты, взаимозаменяемости и т.д. к аппаратам предъявляются и
особые требования.
1. Аппараты должны выдерживать тряску (вибрацию) в широ-
ком диапазоне частот, амплитуд и ускорений. Кроме дополни-
тельных механических нагрузок, тряска может вызвать самопро-
извольное срабатывание аппарата, разрегулировать его и ослабить
крепления, поэтому конструкция аппарата должна исключать воз-
можность появления подобных дефектов.
2. Электрические аппараты должны работать при температуре
от -50 до +70 °C и относительной влажности не более 95 % при
температуре 25 °C, поэтому детали аппаратов должны иметь на-
дежные антикоррозионные покрытия, а применяемые смазки —
обеспечивать работоспособность аппаратов.
3. Электрические аппараты должны надежно работать при зна-
чительных колебаниях напряжения в силовой цепи и в цепи уп-
равления, а также при колебаниях давления в магистрали сжатого
воздуха. Снижение напряжения в цепи управления допускается до
80 % номинального, а колебания давления сжатого воздуха — от
75 до 135 % номинального.
4. Аппараты должны надежно работать при загрязнении окру-
жающего воздуха пылью, влагой, парами масла и топлива. Эти
примеси осаждаются на аппаратах и нарушают их изоляцию, вызы-
вают повышенный износ движущихся и трущихся деталей, загряз-
няют контактные поверхности.
Ограниченные габаритные размеры тепловоза влияют на кон-
струкцию электрических аппаратов. Большая часть аппаратов ус-
танавливается в специальных шкафах (высоковольтных камерах)
и на пульте управления тепловоза. Основное требование, предъяв-
ляемое к размещению аппаратов в камерах — обеспечение удоб-
ства обслуживания и ремонта при минимальных габаритных раз-
мерах.
Электрическим контактом называется место перехода тока из
одной детали в другую, а сами детали, осуществляющие этот пе-
реход, называются контактами. Контакты являются основными
элементами коммутационных аппаратов.
Контакты подразделяются на подвижные и неподвижные. К не-
подвижным контактным соединениям относятся такие, которые в
процессе работы не разъединяются (соединения шин, кабельных
наконечников, проводов на зажимах и др.). К подвижным контакт-
ным соединениям относятся контакты аппаратов, которые в про-
цессе работы разъединяются.
Работу подвижного контактного соединения характеризуют
следующие основные параметры:
• контактное сопротивление, определяемое переходным сопро-
тивлением (зависит от физических свойств материала контактов,
274
1
Рис. 12.1. Последовательность замыкания контактов:
а — касание; б — полное включение: 1 — неподвижный контакт; 2 — подвиж-
ный контакт; 3 — пружина; 4 — рычаг; А, О — оси; Ь' и Ь" — точки на подвиж-
ном и неподвижном контактах, соответствующие точке соприкосновения />;
d — точка включенного положения
состояния поверхности, формы контакта и давления) и сопро-
тивлением поверхностных пленок (зависит от чувствительности
материала контактов к химическим реакциям, при которых под
воздействием температуры, состава атмосферы, вида замыкания
образуются поверхностные пленки). Контактное сопротивление оп-
ределяет значение допустимого тока: при токе, превышающем до-
пустимое значение, контакты нагреваются и контактное сопро-
тивление резко возрастает, что может привести к подплавлению
или свариванию контактов;
• начальное нажатие — усилие, создаваемое контактной пру-
жиной в точке первоначального сопротивления контактов;
• конечное нажатие — усилие, создаваемое контактной пру-
жиной в точке конечного касания контактов (при полностью вклю-
ченном контакторе);
• раствор (разрыв) — кратчайшее расстояние между контакт-
ными поверхностями подвижного и неподвижного контактов в
разомкнутом состоянии;
• провал — расстояние, которое мог бы пройти подвижной
контакт от момента соприкосновения с неподвижным, если уб-
рать неподвижный контакт;
• притирание — процесс совместного скольжения и перекаты-
вания контактов от точки соприкосновения до конечного рабоче-
го положения.
На рис. 12.1 представлены различные стадии процесса замы-
кания контактов. При повороте рычага 4 вокруг оси А соприкос-
новение подвижного 2 и неподвижного 1 контактов происходит
в точке Ь. При дальнейшем перемещении рычага 4 пружина 3
сжимается, подвижный контакт 2 поворачивается вокруг оси О,
а линия контакта перемещается к точке положения включения d.
Форму подвижного и неподвижного контактов выбирают такой,
чтобы расстояние b'd было больше расстояния b"d, где Ь' и Ь" —
точки на подвижном и неподвижном контактах, соответствую-
275
щие точке соприкосновения Ь. Благодаря этому в процессе вклю-
чения аппарата происходит притирание — проскальзывание под-
вижного контакта по неподвижному. При этом с поверхности
контактов снимается пленка окисла, несколько сглаживаются не-
ровности и увеличивается поверхность непосредственного кон-
такта. Все это приводит к уменьшению переходного сопротивле-
ния контакта.
Классификация контактов приведена в табл. 12.1.
На рис. 12.2 показаны различные формы соприкасающихся
поверхностей контактов. В табл. 12.2 представлены различные кон-
такты, применяемые в аппаратах тепловозов.
При размыкании контактов, по которым протекает ток, сила
нажатия уменьшается, из-за чего переходное сопротивление рез-
Таблица 12.1
Признак классификации Типы контактов Характерные особенности
Назначение Способ действия Форма сопри- касающихся поверхностей Силовые (главные) Вспомогательные Замыкающие Размыкающие Точечные Линейные Поверхностные Замыкая или размыкая цепь, управляют протеканием в ней тока Служат для обеспечения необходимой последователь- ности включений или выклю- чений других аппаратов и цепей, а также для сигнали- зации о включении или выключении цепей Нормальным положением любого аппарата принято считать выключенное. При обесточенной катушке аппа- рата замыкающие контакты разомкнуты, размыкающие — замкнуты Соприкосновение поверхностей происходит в одной точке или поверхностями малого радиуса Соприкосновение происходит по прямой линии или практи- чески по очень узкой поверх- ности Соприкосновение происходит по поверхности
276
Рис. 12.2. Формы контактов:
а — точечный; б — линейный; в —
поверхностный
ко увеличивается. В результате происходит сильный нагрев поверх-
ностей соприкосновения контактов. Окружающий воздух нагрева-
ется и ионизируется, т. е. становится проводником, поэтому меж-
ду контактами, хотя они и не соприкасаются, цепь не размыкает-
ся, и ток некоторое время течет через ионизированный воздух,
вследствие чего возникает электрическая дуга.
Температура центральной части электрической дуги очень ве-
лика и может достигать 6000...25000 К. При горении дуги могут
произойти оплавление контактов, перенос металла. Во избежание
повреждения контактов и выхода аппарата из строя дугу необхо-
димо как можно быстрее погасить. В то же время практически лю-
бая электрическая цепь имеет индуктивность, и при изменении
тока в ней возникает ЭДС самоиндукции, пропорциональная ско-
рости этого изменения. Поэтому при очень быстром гашении дуги
могут возникнуть опасные перенапряжения в цепи.
Основное средство гашения дуги — это увеличение ее длины.
При малых напряжениях и токах дуга гаснет, когда расстояние
между контактами становится достаточно большим. При разрыве
цепей с большим током даже при небольших напряжениях для
гашения дуги необходим такой раствор контактов, который кон-
Таблица 12.2
Типы контактов Назначение
Клиновые Применяют у рубильников, переключателей и в держателях плавких предохранителей
Линейные Г-образные Применяют для замыкания и размыкания цепей под нагрузкой
Нажимные контакты мости- кового типа с двумя разры- вами цепи Применяют в реле
Нажимные контакты пере- ключающего типа с одним разрывом цепи Применяют в реле
Штепсельные Применяют для соединения цепей управления тепловозов, работающих по системе многих единиц
277
Рис. 12.3. Электромагнитное
дугогасящее устройство:
1 — дугогасительная катушка; 2 —
сердечник; 3 — полюсы; 4 — дугога-
сительная камера; 5, б — дугогаси-
тельные рога
структивно трудно осуществить.
В этих случаях в тепловозных
аппаратах применяют способ маг-
нитного гашения дуги, основан-
ный на взаимодействии токов в
дуге и магнитного поля.
Электромагнитное дугогаси-
тельное устройство представлено
на рис. 12.3. Длина дуги увеличи-
вается до тех пор, пока она не
погаснет. Так как дуга возникает
в точке размыкания контактов,
то само место контакта не под-
вергается действию дуги. Между
полюсами и дугой располагают-
ся стенки дугогасительной каме-
ры 4 из дугостойкого материала
(обычно асбоцемента), которые
защищают полюсы от оплавления
дугой и, отводя тепло от дуги,
способствуют ее гашению.
В цепь тока, разрываемого контактами, включают катушку 1 с
сердечником 2, к которому с двух сторон примыкают стальные
полюсы 3. Между полюсами возникает магнитное поле, направле-
ние которого выбирают так, чтобы дуга под действием поля пере-
мещалась вправо. При этом дуга переходит с поверхности контак-
тов на специальные дугогасительные рога 5 и 6, холодная поверх-
ность которых также способствует ее гашению. Дугогасительная
камера препятствует распространению электрической дуги на близ-
ко расположенные металлические части.
Дугогасительную камеру часто разделяют перегородками для
более эффективного гашения дуги. Перегородки расщепляют дугу
на несколько параллельных пучков, которые, соприкасаясь с хо-
лодными перегородками, дополнительно охлаждаются.
Замыкание или размыкание контактов контакторов или реле
связано с их перемещением. Устройство, приводящее в движение
подвижной контакт, называется приводом. В зависимости от типа
электрического аппарата применяют непосредственный, электро-
магнитный, электропневматический и электродвигательный при-
воды.
Непосредственный (ручной) привод применяют в
контроллерах машиниста, рубильниках, выключателях и т.д.
Электромагнитный привод получил распространение
в электрических аппаратах, где требуется небольшой ход подвиж-
ной системы и относительно небольшое усилие благодаря про-
стоте и надежности работы.
278
X
Рис. 12.4. Схема аппарата с
электромагнитным приводом:
1 — ярмо; 2 — катушка; 3 — сердеч-
ник; 4 —якорь; 5 — выключающая
пружина; х — воздушный зазор
Рис. 12.5. Схемы электропневмати-
ческих приводов:
а — диафрагменного; б — поршневого;
1 — рабочая камера; 2 — крышка; 3 —
диафрагма; 4 — корпус; 5 — шток; 6 —
цилиндр; 7 — пружина; 8 — поршень;
9 — манжета
Схема аппарата с электромагнитным приводом представлена
на рис. 12.4. Перемещение подвижной системы создается за счет
притяжения якоря 4 к сердечнику 3 электромагнита. Магнитный
поток, создаваемый катушкой 2 при протекании по ней тока,
замыкается через ярмо 1, сердечник, якорь и воздушный зазор х.
Когда цепь катушки аппарата разрывается, якорь перемещается в
исходное положение пружиной 5.
Электропневматический привод применяется в ап-
паратах, где требуется большое усилие нажатия при значительных
перемещениях. При перемещениях до 50 мм применяют диафраг-
менные приводы (рис. 12.5, а), а при больших перемещениях —
поршневые (рис. 12.5, б).
Принцип работы пневматического привода следующий: при пус-
ке воздуха в рабочую камеру 1 поршень 8 перемещает шток 5 (или
диафрагма прогибается, перемещая шток), связанный с подвиж-
ным контактом аппарата, который в конце хода поршня займет
замкнутое положение.
При выпуске воздуха под действием пружины поршень пере-
местится вместе со штоком в начальное положение, вследствие
чего подвижной контакт разомкнет цепь.
Такие аппараты, как реверсор, тормозной переключатель, име-
ют двухпозиционные приводы, т. е. приводы, имеющие два фик-
сированных положения. Выпуск воздуха из рабочей камеры не
изменяет положения этих аппаратов и переход в другое положе-
ние возможен только после подачи воздуха во вторую рабочую
камеру.
Электродвигательный привод применяется при боль-
шом числе позиций. На тепловозных аппаратах такие приводы не
используются.
279
12.2. Коммутационные аппараты
На тепловозах применяется значительное число различных кон-
такторов, отличающихся друг от друга видом приводного меха-
низма, конструктивным исполнением, родом тока и т.д.
Электромагнитные контакторы на тепловозах применяются в
цепях пуска дизеля, возбуждения тягового генератора и возбуди-
теля, вспомогательного генератора, электродвигателя маслопро-
качивающего насоса, электродвигателя топливопрокачивающего
насоса, электродвигателя компрессора и включения вспомогатель-
ных машин переменного тока на тепловозах с передачей перемен-
но-постоянного тока.
Электромагнитный контактор КПВ-604 (рис. 12.6) предназна-
чен для подключения стартер-генератора или тягового генератора
к аккумуляторной батарее во время запуска дизеля. К панели 14
крепится скоба магнитопровода 12, вверху которой устанавлива-
ется изоляционная пластмассовая колодка 21, а к ней крепятся
дугогасительная катушка 23, дугогасительная камера 2 с полюса-
ми 7 и неподвижный контакт 4. Дугогасительная камера удержи-
вается плоскими пружинами 3. На другом конце скобы укреплены
сердечник 77 с втягивающей катушкой 13. Якорь 9 вставляется в
прорезь основной скобы и прижимается пружинами к призме 77.
На якоре закреплена скоба 20, несущая подвижной контакт 5 с
притирающей пружиной 7. На скобе установлены вспомогатель-
Рис. 12.6. Электромагнитный
контактор КПВ-604:
1 — полюс; 2 — дугогасительная ка-
мера; 3 — плоская пружина; 4 — не-
подвижный контакт; 5 — подвижный
контакт; 6 — дугогасительный рог; 7—
притирающая пружина; 8 — возврат-
ная пружина; 9 — якорь; 10, 20, 22 —
скобы; 11 — сердечник; 12 — скоба
магнитопровода; 13 — втягивающая
катушка; 14 — панель; 15 — вспомо-
гательные контакты; 16 — нажимная
пластина; 17— призма; 18— пружи-
на; 19 — гибкое соединение; 21 —
пластмассовая колодка; 23 — дугога-
сительная катушка; 24 — сердечник
280
ные контакты 75; для их переклю-
чения к якорю контактора крепит-
ся специальная нажимная пласти-
на 16.
При подаче напряжения на ка-
тушку к ее сердечнику притягива-
ется якорь, и подвижной контакт,
закрепленный на якоре, замыкает-
ся с неподвижным. Одновременно
нажимная пластина производит пе-
реключение вспомогательных кон-
тактов.
Электромагнитный контактор
ТКПМ-111, представленный на
рис. 12.7, служит для включения
возбуждения возбудителя и элек-
тродвигателя топливоподкачиваю-
щего насоса. Электромагнитный
контактор ТКПМ-121 предназна-
чен для включения возбуждения
тягового генератора, электродви-
гателя маслопрокачивающего насо-
са, возбуждения стартер-генерато-
ра. Конструктивно эти контакторы
выполнены аналогично. Контактор
ТКПМ-121 в отличие от контакто-
ра ТКПМ-111 имеет две пары за-
мыкающих главных контактов.
На основании 2 (см. рис. 12.7) контактора устанавливаются ду-
гогасительная система и неподвижный контакт 6. На якоре 10 кон-
тактора закрепляется изоляционная колодка 9 с подвижном кон-
тактом 7. При подаче напряжения на катушку якорь поворачива-
ется вокруг кромки ярма 13, притягиваясь к сердечнику 12. Одно-
временно замыкаются главные контакты и пластина нажимает на
траверсу вспомогательных контактов, переключая их.
Электропневматические контакторы предназначены для под-
соединения тяговых электродвигателей к тяговому генератору. На
рис. 12.8 представлен элекгропневматический контактор ПК-753.
На панели 1 контактора крепится литой кронштейн 2, на кото-
ром установлены дугогасительная катушка 3 и неподвижный кон-
такт 4. В нижней части панели крепится цилиндр 16 элекгропнев-
матического привода. В цилиндре помещается поршень 75 со што-
ком 13. Поршень отжимается в левое крайнее положение выклю-
чающей пружиной 14. Шток привода связан шарнирно с фигур-
ным рычагом 9, к которому крепится изоляционная колодка 10 с
подвижными вспомогательными контактами. Подвижный кон-
Рис. 12.7. Электромагнитный
контактор ТКПМ-111:
1 — планка; 2 — основание; 3 —
дугогасительная камера; 4 — дуго-
гасительная катушка; 5 — полюс;
6 — неподвижный контакт; 7 —
подвижной контакт; 8 — главная
пружина; 9 — колодка; 10 — якорь;
11 — скоба; 12 — втягивающие сер-
дечник и катушка; 13 — ярмо
281
Рис. 12.8. Электропневматический контактор ПК-753:
1 — панель; 2 — кронштейн; 3 — дугогасительная катушка; 4 — неподвижный
контакт; 5 — подвижный контакт; 6 — полюс; 7 — дугогасительная камера; 8 —
притирающая пружина; 9— рычаг; 10— изоляционная колодка; 11 — вспомога-
тельные контакты; 12 — гибкий шунт; 13 — шток; 14 — выключающая пружина;
75 — поршень; 16 — цилиндр; 17 — электропневматический вентиль
такт 5 вместе с притирающей пружиной 8 шарнирно связан с
рычагом. Силовые контакты, подвижный и неподвижный, закры-
ты дугогасительной камерой 7 с полюсами 6. Фиксирующая дуго-
гасительную камеру пружинная планка оканчивается дугогаситель-
ным рогом. При подаче напряжения на катушку электропневма-
тического вентиля он срабатывает, и сжатый воздух из резервуара
управления поступает в цилиндр. Под действием сжатого воздуха
поршень, преодолевая усилие пружины, перемещается вместе со
282
штоком вправо. Конец штока
поворачивает при этом фигур-
ный рычаг с укрепленным на
нем подвижным контактом.
Когда силовые контакты смы-
каются, держатель подвижно-
го контакта сжимает притира-
ющую пружину и, поворачи-
ваясь на собственном валике,
притирает контактные повер-
хности. При вращении рычага
перемещается и укрепленная
на нем колодка с подвижны-
ми контактами, которые замы-
кают вспомогательные контак-
ты 11. При разрыве цепи катуш-
ки вентиля его впускной кла-
пан закрывается, а выпускной
открывается, и цилиндр сооб-
щается с атмосферой. Под дей-
ствием выключающей пружи-
ны поршень со штоком возвра-
щается в исходное положение,
а главные и вспомогательные
контакты разрываются.
Групповые электропневмати-
ческие контакторы (рис. 12.9)
применяются на тепловозах
2ТЭ10Л, 2ТЭ10В, 2ТЭ10М,
Рис. 12.9. Электропневматический
групповой контактор:
1 — выключающая пружина; 2 — непод-
вижные контакты; 3 — подвижные
контакты; 4 — пружина; 5 — шток; 6 —
диафрагма; 7 — электропневматический
вентиль; 8 — контактодержатель подвиж-
ных контактов; 9 — стойка
М62, 2ТЭ116. Они служат для подключения параллельно обмоткам
возбуждения тяговых двигателей резисторов ослабления возбужде-
ния.
Групповой электропневматический контактор состоит из при-
вода, к корпусу которого крепится электропневматический вен-
тиль 7. Внутренний объем корпуса делится диафрагмой 6 на две
части. К нижней подводится воздух от электропневматического
вентиля, а в верхней расположен шток 5, торец которого опира-
ется на диафрагму. К штоку крепятся контактодержатели 8 с под-
вижными контактами 3 мостикового типа. Неподвижные контак-
ты 2 крепятся к стойкам 9 через пластмассовые изоляционные
контактодержатели. При включении электропневматического вен-
тиля воздух поступает под диафрагму. Она прогибается и давит
на шток, который перемещается вверх, замыкая подвижные кон-
такты с неподвижными. Нажатие на контакты создается пружи-
ной 4, одновременно с которой сжимается выключающая пру-
жина 1.
283
При выключении электропневматического вентиля объем под
диафрагмой соединяется с атмосферой, под действием выключа-
ющей пружины шток опускается вниз, а подвижные контакты
размыкают ранее замкнутую цепь.
К группе коммутационных аппаратов относятся также реверсо-
ры — аппараты, предназначенные для изменения направления тока
в обмотках возбуждения тяговых двигателей. При этом изменяется
направление вращения якоря двигателей и, следовательно, на-
правление движения локомотива.
На рис. 12.10 представлен реверсор типа ПР-720. Реверсор состо-
ит из следующих сборочных единиц: диафрагменного привода 25 с
электропневматическим вентилем 27, сегментного барабана 29, ук-
репленного на шестигранном валу 16, неподвижных силовых кон-
тактов 6 и барабана вспомогательных контактов 28, расположен-
ного между приводом и главным барабаном. Силовые неподвиж-
ные контакты выполнены в виде медных пальцев, шарнирно ус-
тановленных на стальных пальцедержателях 5, закрепленных на
изолированных стойках. Контактный палец опирается на пальце-
держатель штифтом 3. Нажатие контактных пальцев создается пру-
жиной 2, опирающейся на скобу 9. Регулировочный винт 10 пред-
охраняется шплинтом от самоотвинчивания. Отвод тока от кон-
тактных пальцев к контактным зажимам выполняется гибким со-
единением 8 и медной планкой 7. Силовые подвижные контакты
4, изготовленные из латуни, закреплены на изолированном шес-
тигранном валу. Вал сегментного барабана устанавливается в под-
шипниках скольжения, снабженных масленками 1.
Подвижные вспомогательные контакты 77 изготовлены из мед-
ных пластинок и закреплены шурупами на пропитанных изолиру-
ющим составом деревянных сегментах 14, укрепленных на сталь-
ном сегментодержателе 15. Неподвижные вспомогательные кон-
такты 12 выполнены в виде контактных пальцев из пружинной
стали и укреплены стальной пластинкой И на деревянной ко-
лодке 13.
Электропневматический привод реверсора состоит из корпуса
18, между фланцами которого и крышкой 24 установлены рези-
новые диафрагмы. Между диафрагмами в корпусе размещен шток
Рис. 12.10. Реверсор ПР-720:
1, 26 — масленки; 2 — пружина; 3 — штифт; 4, 30 — силовые подвижные кон-
такты; 5 — пальцедержатель; 6, 31 — силовые неподвижные контакты; 7, 20 —
планки; 8 — гибкое соединение; 9 — скоба; 10 — регулировочный винт; 11 —
пластинка; 12 — неподвижный вспомогательный контакт; 13 — колодка; 14 —
сегмент; 15 — сегментодержатель; 16 — вал; 17 — подвижный вспомогательный
контакт; 18 — корпус; 19 — поводок; 21 — шток; 22 — упорная шайба; 23 —
диафрагма; 24 — крышка; 25 — диафрагменный привод; 27 — электропневмати-
ческий вентиль; 28 — барабан вспомогательных контактов; 29 — сегментный
барабан
284
285
Таблица 12.3
Коммута- ционные аппараты Основные неисправности Способы определения и устранения повреждений
Электро- магнит- ные контак- торы Обратное выдува- ние электричес- кой дуги Правильность выдувания электричес- кой дуги проверяют подведением постоянного напряжения к силовым выводным зажимам, при принудитель- ном замыкании и размыкании которых возникшая при разрыве контактов дуга должна вытягиваться в область дугога- сительной камеры. Выдувание дуги внутрь контактора указывает на непра- вильную намотку обмотки дугогаси- тельной катушки или на неправильную установку постоянных магнитов
Задевание подви- жных частей за стенки дугогаси- тельных камер Зазор между подвижным контактом и внутренней боковой стенкой камеры должен быть не менее 1 мм. Полюсы дугогасительных камер должны плотно касаться полюсов дугогасительных катушек контактора
Излом изоляци- онных пластинок основания Небольшие прогары зачищают напиль- ником и шлифуют мелкой стеклянной бумагой. Ремонтируемое место промы- вают бензином и дважды покрывают эмалью. Изоляционные детали с трещинами или изломами заменяют
Обрыв и межвит- ковое замыкание включающих катушек При повреждении изоляции катушек их обмотку заменяют. Каркасы, как правило, не повреждаются и их испо- льзуют для намотки новой катушки. После намотки катушки пропитывают в изоляционном лаке или компаунди- руют, после чего их изолируют лако- тканью и стеклолентой. Поврежденные выводы восстанавливают приваркой медной шины
Ослабление кре- пления и распай- ка кабельных наконечников, износ и обрыв соединительных шунтов Ослабление крепления устраняют затя- жкой болтовых соединений, смене пружинных и простых шайб. Ремонт гибких соединений сводится к пере- пайке и перелуживанию наконечников. При обрыве жил шунтов, составляю- щем более 15... 20 % площади сечения гибкое соединение заменяют новым.
286
Продолжение табл. 12.3
Коммута- ционные аппараты Основные неисправности Способы определения и устранения повреждений
Электро- пневма- тические контак- торы* Неодновремен- ное отключение сдвоенных контактов Попадание пос- торонних пред- метов под якорь Утечка воздуха в системе пневма- тического при- вода Появление тре- щин в дугогаси- тельном роге Повреждения изоляционной тяги привода Выгорание, тре- щины дугогаси- тельной камеры Поврежденные, обгоревшие и деформи- рованные наконечники заменяют. Сое- динительный шунт с обрывом жил на площади более 10% сечения заменяют Контакторы с двойной контактной системой должны обеспечивать одно- временное размыкание контактов. Максимальное отставание одного кон- такта от другого при размыкании не должно превышать 0,5 мм Якорь, магнитопровод, сердечник отмывают от грязи и при необходи- мости оцинковывают Утечку воздуха через манжеты устраня- ют разведением лепестков бронзовых уплотнительных шайб или сменой ко- жаных манжет. Утечку воздуха через шпильку штока ликвидируют сменой медной шайбы, проложенной между упором штока и поршнем привода. Утечку между крышкой и корпусом цилиндра устраняют заменой парони- товой прокладки Рог неподвижного контакта, имеющий трещины, заваривают. Перед заваркой шов трещины разделывают под углом 90°, а начало трещины засверливают сверлом, диаметр которого равен тол- щине стенки Изоляционную тягу промывают спир- том или бензином, протирают чистой безворсовой материей и полируют. При наличии трещин, сколов, выработки в верхнем пазу (под валик) более чем на 1,5 мм тягу заменяют Небольшие прогары перегородок и стенок заделывают смесью, состоящей из равных частей гипсового порошка и асбестового волокна, или эпоксидным компаундом
287
Продолжение табл. 12.3
Коммута- ционные аппараты Основные неисправности Способы определения и устранения повреждений
Износ, ослабле- ние пальцев и загрязнение сег- ментов блокиро- вочного устрой- ства Блокировочные колодки с выработкой до 1 мм запиливают. При большем из- носе допускают постановку на колодки фибровых вставок, укрепленных зак- лепками. Медные сегменты толщиной менее 3,5 мм, а также блокировочные пальцы с рабочей частью толщиной менее 1 мм заменяют. Линия сопри- косновения контактной части пальца и сегмента должна составлять не менее 80 % ширины пальца
Выработка и нарушение профиля кулач- ковых шайб Профили кулачковых шайб проверяют шаблонами. Профиль заменяемой шай- бы предварительно обрабатывают по шаблону. Окончательную обработку профиля производят после сборки ап- парата при подгонке диаграммы замыканий
Ослабление кре- пления крон- штейнов контак- торных элементов на стержнях К неподвижному кронштейну с дугога- сительным рогом, рычагу подвижного контакта, изоляционному стержню контакторного элемента предъявляются такие же требования, как и к аналогич- ным деталям электропневматических контакторов
Выработка и оплавление бло- кировочных кон- тактов Незначительную выработку блокиро- вочных пальцев зачищают личным напильником и шлифуют. Пальцы с износом более 0,25 мм, трещинами, потерей упругости заменяют
Износ внутрен- них поверхностей пневматического привода Риски на внутренней поверхности цилиндра устраняют шлифовкой.Выра- ботку цилиндра свыше 0,3 мм восста- навливают хромированием. Изношен- ные упорные поверхности направля- ющей и рейки привода наплавляют и обрабатывают. Зубомером определяют износ зубьев рейки и шестерен. Него- дные кожаные манжеты и пружинные шайбы поршня, имеющие трещины и изломы лепестков, заменяют.
288
Продолжение табл. 12.3
Коммута- ционные аппараты Основные неисправности Способы определения и устранения повреждений
Реверсор Трещины и выго- рания стенок дугогасительных камер Износ и перекос зубчатой пере- дачи Утечка воздуха в пневматическом приводе в возду- хопроводе Заклинивание кулачкового вала Износ внутрен- них поверхностей пневматического привода Потрескавшуюся паронитовую про- кладку и деформированную шайбу заменяют Повреждения стенок дугогасительной камеры устраняют так же, как и анало- гичные повреждения в электропневма- тических контакторах Профиль зуба шестерни вала прове- ряют зубомером. Радиальные зазоры в шариковых подшипниках вала допус- каются не более 0,2 мм. Ось подшип- ников должна прочно сидеть в отвер- стиях рычага и быть расклепана Герметичность привода проверяют по величине утечки сжатого воздуха из резервуара емкостью 1 л с помощью специального приспособления. Допус- кается проверка утечки обмыливанием аналогично проверке приводов элек- тропневматических контакторов. Утеч- ку воздуха в крышках ликвидируют путем замены паронитовых прокладок, а по штоку — сменой медной шайбы К заклиниванию кулачкового вала при переключении его из одного положе- ния в другое приводит отсутствие зазо- ра между нерабочим роликом контакт- ного элемента и кулачковой шайбой. Зазор должен быть не менее 1 мм Риски на внутренней поверхности цилиндра устраняют шлифовкой. При внутреннем диаметре цилиндра свыше 58,2 мм его заменяют. Оваль- ность и конусность не должна превы- шать 0,5 мм. Трещины цилиндра, не выходящие на шлифованную повер- хность, заваривают. Воздухопроводные каналы очищают от грязи. Воздухопро- водящие трубки с трещинами, рваны- ми краями, вмятинами заменяют
1 0 Собенин
289
Окончание табл. 12.3
Коммута- ционные аппараты Основные неисправности Способы определения и устранения повреждений
Оплавление и выработка сило- вых контактов Повреждения пальцев блокировочного барабана Выработку силовых контактов опили- вают личным напильником и шлифуют стеклянной бумагой Если блокировочные пальцы потеряли упругость, имеют трещины, износ, составляющий более половины тол- щины, то их заменяют. Линия контак- та блокировочного пальца должна быть не менее 80 % его ширины
*Электропневматическим контакторам присущи повреждения, характерные
для электромагнитных контакторов.
21 с двумя упорными шайбами 22. К штоку крепится планка 20, в
отверстие которой заведена сферическая головка поводка 19. На
корпусе привода установлены два электропневматических венти-
ля, отверстия для выходящего воздуха каждого из которых связа-
ны с пространством между диафрагмой 23 и крышкой.
Основные неисправности и способы определения и устране-
ния повреждений коммутационных аппаратов представлены в
табл. 12.3.
12.3. Аппараты управления, защиты и контроля
Эти электрические аппараты служат для дистанционного или
автоматического управления агрегатами тепловоза — двигателем,
главным генератором, вспомогательными машинами и т.д., кон-
троля за их работой и защиты их от режимов работы, отклоняю-
щихся от нормальных. К этим аппаратам относятся контроллер
машиниста, различные реле, регулятор напряжения и т.д.
Контроллер машиниста служит для замыкания отдельных це-
пей управления. При помощи рукоятки контроллера машинист
может изменять частоту вращения коленчатого вала дизеля, на-
правление движения тепловоза и т. п. Контроллеры подразделяют-
ся на контроллеры с ручным управлением и контроллеры с руч-
ным и электропневматическим управлением.
На тепловозах ТЭ1, ТЭ2, ТЭЗ, ТЭМ1, ТЭМ2, ТЭ10, 2ТЭ10Л
установлены однотипные контроллеры, отличающиеся друг от друга
только числом позиций и кулачковых элементов. Устройство этих
контроллеров рассмотрим на примере контроллера КВ-0801, пред-
ставленного на рис. 12.11.
290
Б—Б
Рис. 12.11. Контроллер машиниста КВ-0801:
1 — дно корпуса; 2 — главный барабан; 3 — корпус; 4, 29 — угольники; 5, 20, 31 —
рычаги; 6 — главный вал; 7 — кронштейн; 8 — реверсивный вал; 9 — верхняя
крышка; 10 — реверсивная рукоятка; 11 — главная рукоятка; 12 — изоляцион-
ные стойки; 13 — тяга; 14 — реверсивный барабан; 15, 21, 22, 32 — пружины;
16, 19— храповики; 17 — фиксатор; 18, 27 — ролики; 23 — подвижной контакт;
24, 25 — серебряные пластины; 26 — неподвижный контакт; 28 — пластмассовая
шайба; 30 — гибкое соединение
Верхняя крышка 9 и дно корпуса 1 контроллера связаны между
собой угольниками 4. В корпусе 3 установлен главный вал 6, один
конец которого опирается на дно, а второй проходит через крышку.
На верхнем конце вала находится главная рукоятка 11, имеющая
девять положений: холостой ход и восемь рабочих. Она может по-
ворачивать только шайбы главного барабана и служит для измене-
ния частоты вращения вала дизеля. На нижней части вала находит-
ся главный барабан 2. На верхнюю часть вала надет реверсивный
барабан 14. Он вращается на главном валу и приводится в действие
посредством рычага 5 и тяги 13 от реверсивного вала 8.
Верхний конец реверсивного вала выведен над крышкой. На него
надета головка, а в пазы реверсивного вала вставлена реверсивная
рукоятка 10 с положениями «Вперед», «Назад» и нейтральное, пред-
назначенная для изменения направления движения тепловоза. Ниж-
ний конец реверсивного вала вращается в отверстии кронштейна
7, неподвижно закрепленного на корпусе контроллера. С левой и
291
правой стороны от барабанов установлены изоляционные стойки
12. На левой стойке укреплены неподвижные контакты, состоящие
из стальной планки и серебряной пластины 25. Подвижные контак-
ты правой стойки состоят из угольника 29 и рычага 31, на конце
которого укреплен контакт 23 с серебряной пластиной 24. В сред-
ней части рычага на оси установлен ролик 27. Рычаг под действием
пружины 32 прижимается роликом к шайбе 28 главного барабана.
Отвод тока от подвижного контакта выполняется с помощью гиб-
кого соединения 30 на контактный винт угольника 29. Нажатие на
контакт осуществляется притирающей пружиной 22. Последователь-
ность замыкания контактов главного барабана зависит от располо-
жения вырезов в шайбах, которые определяются схемой тепловоза.
Контакты одной шайбы реверсивного барабана замыкаются только
в положении «Вперед», другой — только в положении «Назад».
Фиксация главного барабана на каждом положении осуществляет-
ся посредством храповика 19 и главного вала, во впадины которого
заходят стальные ролики 18, укрепленные на двух рычагах 20. Ры-
чаги 20 при помощи пружин 21 прижимают ролики 18 ко впадинам
храповика 19. Фиксация реверсивного барабана выполняется хра-
повиком 16, укрепленным на реверсивном валу, и фиксатором 17,
прижимаемым пружиной 15.
На тепловозах 2ТЭ10М, 2ТЭ10В, 2ТЭ116 установлены контрол-
леры, отличающиеся от контроллеров типа КВ-0801 тем, что в
них применяется контактная система мостикового типа и управ-
ление главным барабаном осуществляется штурвалом, поэтому от-
сутствует зубчатая передача.
На тепловозах ТЭМ2, предназначенных для работы машиниста
без помощника, устанавливаются контроллеры с ручным и элект-
ропневматическим приводами, позволяющими применять дистан-
ционное управление.
На тепловозах используют реле управления серии Р-45М, все
элементы которых, кроме панелей и катушек, взаимозаменяемы.
На рис. 12.12, а представлено реле управления типа Р-45М, состо-
ящее из магнитной системы клапанного типа; пальцевого 7 и мо-
стикового 8 контактов, установленных на панели 1. К магнитной
системе реле относится ярмо 2, сердечник с катушкой 3, под-
вижной якорь 4. Реле заземления Р-45Г2 отличается от других ти-
пов реле серии Р-45 наличием токовой катушки вместо катушки
напряжения и механической защелки, удерживающей якорь во
включенном состоянии. Ток срабатывания реле заземления регу-
лируется затягиванием пружины 5.
Реле управления ТРПУ-1 (рис. 12.12, б) состоит из скобы (маг-
нитопровода) 19, катушки 17 с сердечником 18, якоря 16, замы-
кающих и размыкающих контактов. При прохождении тока по
катушке якорь притягивается к сердечнику, и через траверсу 14
происходит замыкание или размыкание контактов. После снятия
292
12 3
8 7
Рис. 12.12. Реле управления:
а — типа Р-45М; б — типа ТРПУ-1; 1 — панель; 2 — ярмо; 3, 17 — катушки; 4,
16 — якорь; 5, 21 — пружины; 6 — болт регулировочный; 7 — пальцевый кон-
такт; 8 — мостиковый контакт; 9 — пластмассовый корпус; 10 — кожух; 11 —
подвижная пластина замыкающего контакта; 12 — подвижная пластина размы-
кающего контакта; 13 — неподвижные пластины контактов; 14 — траверса; 15 —
угольник; 18 — сердечник; 19 — скоба; 20 — винт
напряжения пружина 21 устанавливает якорь в исходное положе-
ние, при этом замыкающие контакты размыкаются. Ход якоря ог-
раничивается угольником 75.
Дифференциальное реле РД-3010 (рис. 12.13) автоматически уп-
равляет контакторами ослабления возбуждения тяговых электро-
двигателей в зависимости от тока и напряжения на зажимах тяго-
вого генератора или выпрямительной установки.
Магнитная система реле состоит из ярма 17, выполненного в
виде скобы, сердечников 19, 22 и якоря 20, поворачивающегося
вокруг оси 3, установленной на стойке 77. Якорь при обесточен-
ных катушках прижимается пружиной 75 к упорному винту кон-
тактодержателя 75. На нижней полке ярма установлена катушка
напряжения 18, на верхней полке — токовая катушка 23, на кото-
рую подается сигнал, пропорциональный току тягового генерато-
ра. На катушку напряжения подается сигнал, пропорциональный
напряжению тягового генератора. Реле имеет один замыкающий
контакт с двойным разрывом: подвижные контакты 7 установле-
ны на якоре, неподвижные 6 — на изоляционной колодке 5. Кон-
тактная система закрыта прозрачным кожухом 4. Реле срабатывает
под воздействием электромагнитного усилия, создаваемого катуш-
кой напряжения, которому противодействует усилие токовой ка-
тушки и пружины. При уменьшении тока в катушке напряжения
293
Кожух снят
Рис. 12.13. Дифференциальное реле РД-3010:
1 — изоляционная панель; 2 — контактный зажим; 3 — ось; 4 — кожух; 5 —
изоляционная колодка; 6 — неподвижные контакты; 7 — подвижные контакты;
8 — контактная пружина; 9 — заполнитель; 10 — винт; 11, 12 — стойки; 13 —
контактодержатель; 14 — шпилька; 15 — пружина; 16 — болт; 17 — ярмо; 18 —
катушка напряжения; 19, 22 — сердечники; 20 — якорь; 21 — немагнитная
напайка; 23 — катушка токовая; 1 — 6 — номера клемм на панели прибора
и увеличении тока в токовой катушке до определенных значений
якорь 20 отпадает, и контакты размыкаются.
Реле ограничения тока (рис. 12.14) устанавливается на маневро-
вых тепловозах ТЭМ2, ТЭМ1 и др. и служит для ограничения тока
тягового генератора.
На изоляционной панели 1 установлено электромагнитное реле
с высоким коэффициентом возврата и резистор 12 с двумя ступе-
нями. Реле имеет две катушки: напряжения 16 и токовую 17, на-
детые на сердечник. Катушка напряжения крепится непосредствен-
но к панели. Токовая катушка выполнена в виде одного витка из
медной шины, концы которого припаяны к массивным медным
выводам 13, укрепленным на изоляционной планке 14. Подвиж-
ная система реле состоит из облегченного рычага 7 с немагнит-
ной планкой 8 и плунжерного якоря. Реле имеет жесткий двусто-
ронний подвижный контакт. Для облегчения работы контактов
применен дугогасительный контур, состоящий из резистора и двух
конденсаторов. При максимальном токе тягового генератора ток в
токовой катушке наибольший, и ее усилие, преодолевая усилие
пружины 9, поворачивает рычаг вокруг неподвижной оси, раз-
мыкая контакты. В зависимости от соотношения токов в катушке
реле подвижный контакт занимает одно из пяти возможных поло-
жений, благодаря чему регулируется ток возбуждения.
294
Рис. 12.14. Реле ограничения тока
ПР-27АЗ:
1 — панель; 2, 4 — неподвижные кон-
такты; 3 — подвижной контакт; 5 — ко-
жух; 6 — конденсатор; 7 — рычаг; 8 —
немагнитная планка; 9 — пружина; 10 —
изоляционная колодка; 11 — контакт-
ные зажимы; 12 — резистор; 13 — выво-
ды токовой катушки; 14 — изоляцион-
ная планка; 15 — сердечник; 16 — катуш-
ка напряжения; 17 — токовая катушка;
18 — ось
Реле боксования, в качестве которых используются реле типа
РК, предназначены для автоматической защиты тяговых электро-
двигателей тепловоза от разносного боксования. На тепловозах
2ТЭ10Л , 2ТЭ10В, 2ТЭ10М, 2ТЭ116 реле боксования объединены
в один блок, получивший название блок боксования. На рис. 12.15
представлен блок боксования ББ-320А, состоящий из реле РК-221
и РК-231, соединенных шпильками, пропущенными через па-
нель 3 и закрытых кожухом.
Рис. 12.15. Блок боксования ББ-320А:
1 — реле РК-221; 2 — реле РК-231; 3 — панель; 4 — неподвижный контакт; 5 —
^замыкающий контакт; 6 — рычаг; 7 — ярмо; 8 — регулировочная пружина; 9 —
якорь; 10 — втягивающая катушка
295
Реле РК-221 представляет собой электромагнитный аппарат
плунжерного типа с разомкнутой магнитной системой. Втягиваю-
щий якорь (плунжер) 9 укреплен на поворотном рычаге 6 из не-
магнитного материала. Контактная система реле имеет один раз-
мыкающий и один замыкающий контакты перекидного типа. Вы-
сокая чувствительность реле, необходимая для срабатывания в на-
чале боксования, достигается путем облегчения массы, уменьше-
ния трения, тщательной балансировки подвижной системы, а так-
же уменьшения усилия возвратной пружины.
В электрических цепях тепловозов используются пневматичес-
кие, электромагнитные и полупроводниковые реле времени. В ка-
честве пневматических реле времени применяются реле типа РВП
(рис. 12.16).
Реле типа РВП используют для управления работой маслопро-
качивающего насоса двигателя дизеля, ограничения времени про-
крутки вала дизеля при пуске и управления переходом на ослаб-
ление возбуждения тяговых электродвигателей.
Принцип действия реле основан на обеспечении выдержки вре-
мени за счет замедленного поступления воздуха через регулиро-
Рис. 12.16. Электропневматическое реле времени РВП (а), схемы
пневматической поставки при включении (б) и выключении (в):
1 — основание; 2 — электромагнитный привод; 3 — ярмо электромагнита; 4 —
якорь электромагнита; 5, 17 — пружины; 6 — пневматическая приставка; 7 —
регулировочный винт; 8, 12 — микровыключатели; 9, 10 — рычаги; 11 — катуш-
ка электромагнита; 13 — возвратная пружина; 14 — шток; 15 — диафрагма; 16 —
клапан; 18 — ось; А, Б — воздушные полости
296
вочное отверстие из одной воздушной полости в другую. При по-
даче напряжения на катушку 11 якорь 4, преодолевая усилие воз-
вратной пружины 13, притягивается к ярму 3 магнитной системы.
Рычаг 10, нажимая на штифт микровыключателя 12, переключа-
ет его контакты мгновенного действия. Одновременно якорь осво-
бождает шток 14, который под действием собственной массы и
пружины 77 начинает опускаться вниз вместе с диафрагмой 15.
Движению подвижной системы препятствует возникающее в по-
лости Б разряжение, которое компенсируется поступлением воз-
духа из полости А через регулируемое отверстие. За счет измене-
ния степени открытия входного отверстия регулировочным вин-
том 7 изменяется скорость поступления воздуха из полости А в
полость Б, т. е. время выдержки реле времени. Через определенное
время после подачи напряжения на катушку диафрагма вместе со
штоком опускается вниз на такую величину, что рычаг 9 нажима-
ет на штифт микровыключателя 8, переключая его контакты. Ког-
да напряжение с катушки снято, якорь под действием возвратной
пружины занимает верхнее положение, отжимая шток и диафраг-
му в крайнее верхнее положение, при этом воздух из полости Б
свободно выходит в полость А через клапан 16.
Электромагнитное реле времени типа РЭВ-800 (рис. 12.17), при-
меняют для задержки отключения поездных контактов после сня-
Рис. 12.17. Реле времени РЭВ-800:
1, 6 — шпильки; 2 — пластинки неподвижных контактов; 3, 21 — изоляционные
колодки; 4, 20 — планки; 5 — возвратная пружина; 7 — угольник; 8 — демпфер;
9 — болт; 10 — алюминиевое основание; 11 — катушка; 12 — сердечник; 13 —
немагнитная прокладка; 14 — отжимная пружина; 15, 19 — гайки; 16 — якорь;
17 — скоба; 18 — пластина; 22 — узел подвижного контакта
297
тия возбуждения возбудителя и тягового генератора, для ступен-
чатого восстановления нагрузки тягового генератора после пре-
кращения боксования, а также для обеспечения последователь-
ного срабатывания реле переходов.
Выдержка времени обеспечивается за счет наведения ЭДС са-
моиндукции в алюминиевых демпфере и основании. Выключе-
ние катушки приводит к появлению вихревых потоков в них и
задерживает спадание магнитного потока в магнитопроводе, что
приводит к задержке отпадания якоря. Все узлы реле смонтиро-
ваны на алюминиевом основании 10, имеющем два отверстия
для крепления к корпусу аппаратной камеры. Неподвижная часть
магнитопровода состоит из сердечника 12 и скобы 17. На сердеч-
ник надета катушка 11, на скобу — демпфер 8, выполненный в
виде гильзы. К скобе прикреплены угольник 7 и пластина 18,
образующие опору якоря 16, вокруг которой осуществляется
его вращение. На якоре укреплена планка 20, несущая изоляци-
онную пластмассовую колодку 21 с подвижными контактами 22.
Пластинки неподвижных контактов 2 зафиксированы шпильками
1 на изоляционной пластмассовой колодке 3, которая укреплена
на основании 10 планкой 4. Возврат якоря 16 в отключенное со-
стояние осуществляется пружиной 5, опирающейся на угольник
7. Грубую регулировку выдержки времени производят изменением
толщины немагнитной прокладки 13, а плавную — затяжкой от-
жимной пружиной 14 при помощи гайки 75. Контактный узел реле
позволяет путем переборки деталей получить различные комби-
нации контактов.
Полупроводниковое реле времени типа ВЛ-31 (рис. 12.18), приме-
няется для управления контактором маслопрокачивающего насоса.
Реле имеет один переключающий контакт без выдержки вре-
мени; один замыкающий и один размыкающий контакты с вы-
держкой времени. Конструкция реле обеспечивает визуальный
отсчет выдержки времени без снятия оболочки. Выдержка време-
ни отсчитывается с момента подачи напряжения питания.
При подаче напряжения на выводы 1 и 2 срабатывает реле Р1.
Триггер Т устанавливается в положение, при котором реле Р2
обесточено. Конденсатор С заряжается через резистор R, с этого
момента начинается отсчет времени. Когда напряжение на кон-
денсаторе достигает уровня опорного напряжения, снимаемого с
делителя на резисторах 7?1 и R2, открывается диод Д, импульсы
генератора ГИ проходят на вход триггера Т и устанавливают его в
положение, при котором подается напряжение на реле Р2. Реле
Р2 срабатывает и переключает выходные контакты. Выдержка вре-
мени заканчивается. При снятии напряжения питания реле воз-
вращается в исходное состояние. Выдержка времени регулирует-
ся ступенчато путем изменения сопротивления резистора R, ко-
торый выполнен в виде набора резисторов.
298
Рис. 12.18. Полупроводниковое реле времени ВЛ-31:
Pl, Р2 — реле; С, С1 — конденсаторы; Д, Д1, Д2 — диоды; ГИ — генератор
импульсов; Т — триггер; R, Rl, R2 — резисторы; 1— 12 — номера клемм на
панели прибора
Реле давления масла РДК-3
представлено на рис. 12.19. Оно
служит для защиты дизеля от по-
ниженного давления масла в сис-
теме смазки и охлаждения. Реле со-
стоит из корпуса, в нижней части
которого расположен сильфон 7.
Шток 8 сильфона упирается в ры-
чаг 1, один конец которого каса-
ется кнопки микропереключателя
6, а ко второму крепится пружина
2. Второй конец пружины закреп-
лен на пробке 3, в которую ввер-
нут регулировочный винт 4. При
повышении давления масла выше
установленного по шкале значения
сильфон сжимается, шток давит
на рычаг, который, преодолевая
усилие пружины, поворачивается
Рис. 12.19. Кинематическая
схема реле давления масла
РДК-3:
1 — рычаг; 2 — пружина; 3, 5 —
пробки; 4 — винт ходовой; 6 — мик-
ровыключатель; 7 — сильфон; 8 —
шток; Р — давление масла
299
К проводам
магистрали
против часовой стрелки. Рычаг ос-
вобождает кнопку микровыключа-
теля, контакты которого замкнут-
ся. При понижении давления шток
сильфона опустится вниз, рычаг
под действием пружины повернет-
ся по часовой стрелке, нажмется
кнопка микровыключателя, кон-
такты которого разомкнутся. Реле
настраивают путем изменения за-
тяжки пружины вращением ходо-
вого винта, который после на-
стройки стопорится пробкой 5.
Реле давления воздуха АК-11Б
(рис. 12.20) предназначено для ав-
томатического управления пуском
компрессора в зависимости от
давления сжатого воздуха в глав-
ных резервуарах.
Под действием давления мем-
брана 10, изготовленная из лис-
товой морозостойкой резины,
прогибается и давит на шток 3,
который, преодолевая усилие
сжатой пружины 2, перемещает
рычаг 4. Поворачиваясь вокруг
оси, рычаг и пружина перебрасы-
вают планку с подвижным кон-
тактом 7от неподвижного контак-
та на винт-контакт 5, вследствие
чего происходит размыкание кон-
тактов. При снижении давления воздуха в главных резервуарах
усилием пружины шток возвращается в исходное положение,
вновь замыкая контакты. Давление замыкания регулируется вин-
том 1, а давление размыкания — винтом 5.
Комбинированное температурное реле РКД2 (рис. 12.21) пред-
назначено для защиты дизеля от превышения допустимой темпе-
ратуры в водяной и масляной системах охлаждения. Реле изготов-
лено на базе двух универсальных чувствительных элементов тем-
пературы, которые вмонтированы в корпус.
Термобаллон 12, сильфон 3 и капиллярная трубка 1 представ-
ляют собой герметически замкнутую термосистему, заполненную
жидкостью с большим коэффициентом объемного расширения.
При повышении температуры в системе охлаждения увеличивает-
ся давление в термосистеме и сильфон, растягиваясь и преодоле-
вая сопротивление пружины 5, перемещает толкатель 4, который
300
Рис. 12.20. Реле давления воздуха
АК-11Б:
1 — регулировочный винт; 2 — регу-
лировочная пружина; 3 — шток; 4 —
рычаг; 5 — винт-контакт; 6 — пружи-
на; 7 — подвижный контакт; 8 — па-
нель; 9 — ось рычага; 10 — мембрана
нажимает на кнопку микровыклю-
чателя 8, переключая его контакты.
При снижении температуры в сис-
теме охлаждения сильфон под дей-
ствием пружин сжимается, а тол-
катель отходит от кнопки микро-
выключателя, производя обратное
переключение контактов.
Реле уровня воды ДРУ-1 (рис. 12.22)
служит для контроля нижнего уров-
ня воды в расширительном баке си-
стемы охлаждения дизеля.
Принцип работы реле основан
на изменении положения поплав-
ка 2 под воздействием выталкива-
ющей силы воды в расширительном
баке. При снижении уровня воды
поплавок опускается, и рычаг 16 ос-
вобождает кнопку микровыключа-
теля 11. Контакты микровыключа-
теля переключаются и замыкают
цепь сигнальной лампы, установ-
ленной на пульте управления ма-
шиниста. При повышении уровня
воды поплавок поднимается, и ры-
чаг нажимает на кнопку микровык-
лючателя, контакты которого раз-
мыкаются и разрывают цепь сиг-
нальной лампы. Уровень срабатыва-
ния реле регулируют болтом 13,
ввернутым в рычаг поплавка. Для
настройки необходимо опустить по-
плавок вниз так, чтобы рычаг упер-
ся в верхний срез кронштейна 15,
Рис. 12.21. Температурное реле
РКД2:
Г— капиллярная трубка; 2 — кор-
пус реле; 3 — сильфон; 4 — толка-
тель; 5 — пружина; 6 — стопорный
винт; 7 — штуцер; 8 — микро-
выключатель; 9, 10, 11 — выводы;
12 — термобаллон; 13 — накидная
гайка
Рис. 12.22. Реле уровня воды
ДРУ-1:
1 — ограждение; 2 — поплавок; 3 —
сильфон; 4 — водяной бак; 5, 8 —
фланцы; 6, 12 — крышки; 7 — кольцо
пружинное; 9 — корпус; 10— стопор-
ный винт; 11 — микровыключатель;
13 — регулировочный болт; 14 — уп-
лотнение; 75 — кронштейн; 16 — рычаг
301
затем, вворачивая болт, добиться переключения контактов мик-
ропереключателя, после чего довернуть болт еще на треть оборота
и в этом положении зафиксировать его контргайкой.
Вспомогательные генераторы, обеспечивающие заряд аккуму-
ляторных батарей и питание всех электрических цепей тепловоза,
кроме силовых, в процессе работы постоянно связаны с коленча-
тым валом дизеля; частота их вращения находится в переменном
режиме. Для поддержания напряжения вспомогательных генера-
торов постоянным применяют регуляторы напряжения. Принцип
их работы основан на изменении тока возбуждения генераторов.
На рис. 12.23 представлен регулятор напряжения ТРН-1. Магнит-
ная система регулятора состоит из сердечника 19, наконечника 16,
корпуса 32, стальной плиты 26 и стакана 18.
Стакан имеет шесть круглых отверстий для охлаждения непо-
движной катушки 27 и два прямоугольных — для доступа к нако-
нечнику при настройке регулятора. Корпус, стакан и плита скреп-
лены между собой шпильками 2. Сердечник притянут к плите
болтом 23. Корпус через изоляционную втулку крепится к осно-
ванию 5. Дополнительно магнитная система крепится к основа-
нию через изоляционную колодку 28 с помощью угольников 29,
жестко связанных с плитой. Подвижная катушка наматывается на
латунный каркас, который крепится к шайбе 11. Катушка состоит
из двух обмоток — напряжения 14 и токовой 15. Подвижная ка-
тушка подвешивается на четырех плоских пружинах и может пе-
ремещаться в зазоре между наконечником и корпусом. На по-
движной контактной колодке 10 установлена алюминиевая план-
ка, к которой прикреплены контактные пластинки. Концы контакт-
ной колодки связаны со шпильками цилиндрических пружин 17,
вторые концы пружин прикреплены винтами к корпусу. С обеих
сторон от контактной колодки расположены изоляционные ко-
лодки 7, на которых размещены контакты 9, соприкасающиеся с
пластинками контактной колодки. Контактное нажатие пальцев
обеспечивается пружинами 8. Контактные пальцы соединены про-
водами с секциями регулирующих резисторов 31. Для предотвра-
щения воздействия резких толчков и тряски на контактную сис-
тему подвижная система снабжена противовесом, состоящим из
груза 25, рамки 20 и пружины 22. При перемещении подвижной
системы рамка, связанная со шпилькой передней цилиндричес-
кой системы, поворачивается вокруг оси 21. Груз, связанный с
подвижной системой через пружину, может поворачиваться вок-
руг оси 24. Кроме указанного регулятор имеет резисторы обратной
связи 1, предназначенные для гашения механических колебаний
подвижной системы в переходных режимах, регулировочный реос-
тат 30 с ползуном и конденсаторы для улучшения дугогашения.
К недостаткам регуляторов типа ТРН-1 и других конструкций,
основанных на изменении сопротивления в цепи обмотки воз-
302
Рис. 12.23. Регулятор напряжения ТРН-1:
1 — резисторы обратной связи; 2 — шпилька; 3 — регулировочный болт; 4 —
перегородка; 5 — основание; 6, 7, 28 — изоляционные колодки; 8— пружина; 9 —
контакты; 10 — подвижная колодка; 11 — шайба; 12 — кольцо; 13 — диск; 14 —
обмотка напряжения; 15 — токовая обмотка; 16 — наконечник; 17 — цилиндри-
ческая пружина; 18 — стакан; 19 — сердечник; 20 — рамка; 21, 24 — оси; 22 —
пружина противовеса; 23 — болт; 25 — груз; 26 — плита; 27 — неподвижная
катушка; 29 — угольник; 30 — реостат «Корректировка напряжения»; 31 — рези-
стор СР; 32 — корпус; 33 — упор; 34 — скоба; 35 — бонка; 36, 37 — винты
буждения, относится наличие вибрирующих контактов и подвиж-
ных частей, в результате чего эти регуляторы требуют постоянно-
го ухода и частых ремонтов в эксплуатации. Регуляторы, выпол-
ненные на базе полупроводниковых приборов, лишены этих не-
достатков.
На тепловозах 2ТЭ10Л, 2ТЭ10В, 2ТЭ10М, ТЭМ2 устанавлива-
ется бесконтактный регулятор напряжения БРН-ЗВ. Он служит
для поддержания напряжения вспомогательного генератора по-
стоянным. Регулятор имеет блочную конструкцию, состоящую из
основания, левой и правой панелей. Закрыт регулятор металли-
ческим кожухом, имеющим вентиляционные отверстия. На левой
панели (рис. 12.24, а) смонтированы силовые элементы: тирис-
тор Т4; конденсаторы Cl, С2; диоды ДЮ, Д11, Д12; дроссели
Др1, Др2. На правой панели (рис. 12.24, б) смонтированы эле-
менты измерительного органа (на печатной плате); транзистор ТЗ;
стабилитрон Т5; резистор R2; конденсаторы СЗ, С4; диоды Д9,
Д14, Д15, Д17, Д18.
На основании смонтированы резисторы R6, R7; переходные
разъемы, с помощью которых левая и правая панели соединяют-
303
a
б
Рис. 12.24. Панели регулятора напряжения БРН-ЗВ:
а — левая; б — правая; Cl—С4 — конденсаторы; Д9— Д12, Д14, Д15, Д17, Д18 —
диоды; Л2 — резистор; Др1, Др2 — дроссели; ТЗ — транзистор; Т4 — тиристор;
Т5 — стабилитрон
ся с остальными элементами регулятора и между собой, а также с
разъемом, которым регулятор соединяется с электрической це-
пью тепловоза. По функциональному назначению в регуляторе
условно можно выделить:
• измерительный орган, предназначенный для определения от-
клонения напряжения вспомогательного генератора выше установ-
ленного значения, собранный по мостовой схеме, в которой ста-
билизированное напряжение на стабилитроне сравнивается с на-
пряжением между зажимом и движком потенциометра, меняющим-
ся с изменением напряжения вспомогательного генератора;
• регулирующий орган, предназначенный для регулирования
длительности протекания тока в обмотке возбуждения вспомо-
гательного генератора в зависимости от величины напряжения;
представляющий собой мультивибратор, собранный на двух ти-
ристорах.
На тепловозах 2ТЭ116 устанавливается тиристорный регулятор
напряжения РНТ-6. Он предназначен для поддержания в задан-
ных пределах напряжения стартер-генератора, работающего в ге-
нераторном режиме, при изменении в широких пределах его час-
тоты вращения и нагрузки. По функциональному назначению ре-
гулятор РНТ-6, как и регулятор напряжения БРН-ЗВ, делится на
регулирующий и измерительный органы. В измерительном органе
происходит сравнение регулируемого напряжения с эталонным.
Регулирующий орган преобразует поступающий с измерительно-
го органа сигнал в серию импульсов, коэффициент заполнения
которых пропорционален значению этого сигнала.
304
Таблица 12.4
Коммутацион- ные аппараты Основные неисправности Способы определения и устранения повреждений
Контроллеры машиниста Нарушения диаграммы включения контакторных элементов Подобные неисправности могут возникать из-за ослабления посадки на валу кулачковых шайб и шесте- рен, вследствие излома или нару- шения профиля шайб. На валу главного и тормозного барабанов замеряют диаметр шеек под подшипники. При необходимости вал наплавляют и обрабатывают. Износ блокировочных дисков и блокировочных рычагов восста- навливают также наплавкой. Замером проверяют износ шестерен и зубчатых секторов. При ослабле- нии посадки шестерни на валу ее заменяют. Кулачковые шайбы, имеющие износ по диаметру более 6 мм или нарушение профиля склонов, заменяют
Нарушение взаимодействия механических блокировок вала Такие неисправности происходят вследствие износа упорных рычагов и ослабления и выработки осей. Профиль блокировочных рычагов проверяют шаблоном. Износ упор- ных приливов восстанавливают наплавкой или постановкой накладных пластин
Утечка воздуха в клапане безопасности Корпус клапана безопасности проверяют на отсутствие трещин и сколов. Атмосферное отверстие должно быть диаметром не менее 6 мм. Выработку посадочной поверхности клапана устраняют притиркой и фрезеровкой. Воздухопроводный канал очищают от грязи. При наличии трещин и выработки втулку выпрессовывают и заменяют новой. После сборки клапан проверяют на утечку воздуха. При наличии утечки в клапане производят повторную притирку
305
Продолжение табл. 12.4
Коммутацион- ные аппараты Основные неисправности Способы определения и устранения повреждений
Нарушения контакта, обрыв шунтов и заедание роликов контакторных элементов Контакты, имеющие оплавления, подгары, зачищают мелкой стек- лянной бумагой. При толщине напаек менее 0,7 мм контакты заменяют. Шунты с оплавлениями, залуженными жилами, а также с обрывом жил на площади более 10 % сечения заменяют. Наконечники шунтов должны быть приклепаны к неподвижным контактам. Ролики с износом поверхности или внут- реннего отверстия более 0,2 мм заменяют
Реле Заедание якоря и подвижных частей Неисправности такого рода возни- кают из-за попадания в шарнирные соединения или под якорь грязи и металлических опилок. Якорь, ярмо, стойки и планки контактной систе- мы промывают бензином и при необходимости оцинковывают. Немагнитную латунную накладку якорей с выработкой более 0,2 мм переклепывают. Шихтованный магнитопровод реле не должен иметь ослабления пластин и должен быть надежно стянут заклепками. Соприкасающиеся поверхности ярма и якоря пришабривают
Отсутствие контакта, отклонение величины тока уставки от заданной Такие неисправности возможны из-за постановки низкокачествен- ных регулировочных пружин. Контакты зачищают от пыли и копоти мелкой стеклянной бумагой. Серебряные контакты толщиной менее 1 мм заменяют. Контактные стойки и планки должны иметь полноценную резьбу. Регулировоч- ные пружины и пружины контакт- ной системы проверяют по основ- ным параметрам. Пружины, не имеющие соответствующих характеристик, заменяют
306
Продолжение табл. 12.4
Коммутацион- ные аппараты Основные неисправности Способы определения и устранения повреждений
Обрыв демпферных резисторов в цепи удерживающих катушек Витки и выводы катушек, имеющие подгары и оплавления глубиной более 3 мм, восстанавливают наплавкой. При нарушении пайки выводов катушек к контактным пластинам или при наличии трещин контактирующие места пропаивают меднофосфористым припоем или проваривают латунью. Витки силовых катушек не должны касаться друг друга и должны быть окрашены пропиточным лаком, смешанным с миканитовой пылью. Поврежденные резисторы заменяют
Регуляторы напряжения Заедание подвижной системы Воздушный зазор между подвижной катушкой регулятора и ее корпусом должен быть равномерным и не должен выходить за пределы 1,45... 1,7 мм. Ход планки подвиж- ного контакта при переходе от одной пары контактов к другой установлен 0,33 мм. Противоположные парные пальцы должны замыкаться одно- временно. Ход планки и последова- тельность замыкания контактов проверяют на специальном приспо- соблении
Подгары и выработка угольных контактов При износе подвижного контакта более 2 мм, а неподвижных более 12 мм их заменяют. Подгоревшие и обуглившиеся контакты зачищают мелкой стеклянной бумагой
Замыкание витков подвижной катушки Подвижная катушка не должна выступать за борта фланцев каркаса и должна свободно перемещаться внутри кольцевого отверстия ярма. Производят замер сопротивления катушек регулятора. Сопротивление подвижной катушки должно быть в пределах 2,18...2,49 Ом, а непо- движной — 0,912... 1,00 Ом
307
Окончание табл. 12.4
Коммутацион- ные аппараты Основные неисправности Способы определения и устранения повреждений
Обгорание изоляционной колодки и панели основания Повреждение пружин и биметалличе- ских пластин При наличии трещин и сколов в панели основания ее заменяют. Изоляторы с трещинами, сколами, глубоким обугливанием поверхности также заменяют Регулировочные пружины проверя- ют на специальном приспособлении. Пружины, не имеющие соответ- ствующих характеристик, заменяют. Биметаллические пластины должны быть строго определенных размеров. Применение пластин из другого металла недопустимо
Наиболее характерные неисправности аппаратов управления,
контроля и защиты, а также способы определения и устранения
повреждений приведены в табл. 12.4.
12.4. Аппараты регулирования
На современных тепловозах широко применяются бесконтакт-
ные аппараты, создаваемые на полупроводниковых и магнитных
элементах. По сравнению с электромеханическими устройства-
ми (реле, контакторы, переключатели и т.д.) бесконтактные
аппараты имеют ряд преимуществ: отсутствие подвижной сис-
темы; высокая чувствительность и быстродействие; постоянная
готовность к действию; высокий КПД; универсальность; малые
затраты на обслуживание и ремонт; высокая надежность. Исполь-
зование бесконтактных устройств в цепях тепловозов позволяет
широко применять автоматизацию, улучшать технико-эконо-
мические характеристики энергетической установки, повышать
безопасность движения и улучшать условия труда локомотив-
ных бригад.
Бесконтактные аппараты подразделяются на магнитные и по-
лупроводниковые.
Магнитные бесконтактные аппараты. Основным элементом бес-
контактных магнитных аппаратов является магнитный усилитель.
Он позволяет плавно изменять переменный ток за счет измене-
ния индуктивного сопротивления катушки с ферромагнитным
сердечником. Магнитные усилители подразделяются на простые
(без обратной связи), с обратной связью и др.
308
Схема простого магнитного уси-
лителя представлена на рис. 12.25.
Он включает в себя два сердечни-
ка из ферромагнитных материалов
и обмотки переменного и посто-
янного тока. Обмотки переменно-
го тока называют рабочими обмот-
ками ОР1 и ОР2, они имеют оди-
Н1
К2
наковое число витков и включены
встречно. Обмотки постоянного
тока называют обмотками управ-
ления ОУ. Обмотка управления ох-
ватывает оба сердечника и полу-
чает питание от источника посто-
янного тока. Ток рабочей обмотки
является выходным сигналом; пи-
тание рабочей цепи производится
от источника переменного тока.
Рис. 12.25. Схема простого
магнитного усилителя:
ОУ — обмотка управления; ОР1,
ОР2 — рабочие обмотки; Ан — рези-
стор в цепи рабочих обмоток; U-
напряжение питания; /н — ток в
цепи рабочих обмоток; Hl, К1 —
начало и конец первичной обмот-
ки; Н2, К2 — начало и конец вто-
ричной обмотки
Принцип действия магнитного
усилителя основан на использовании свойства насыщения фер-
ромагнитного сердечника. Уровнем насыщения сердечника мож-
но управлять, изменяя подмагничивание его постоянным током.
При этом будут изменяться выходные параметры — ток и напря-
жение.
Основными параметрами магнитного усилителя являются ко-
эффициенты усиления тока и мощности. Коэффициент усиления
тока — это отношение изменения рабочего тока к соответствую-
щему изменению тока управления. Коэффициент усиления мощ-
ности — отношение выходной мощности рабочего тока к мощнос-
ти, потребляемой обмотками управления.
Магнитные усилители с обратной связью применяются для по-
лучения больших значений коэффициентов усиления по мощнос-
ти. Обратной связью называется воздействие управляемой вели-
чины на вход системы управления. В магнитном усилителе обрат-
ной связью является использование выходного выпрямленного тока
рабочих обмоток для их подмагничивания. Если подмагничивание
током рабочих обмоток усиливает подмагничивающее действие
обмотки управления, то такую обратную связь принято называть
положительной. Если действие тока ослабляет действие обмотки
управления, то такая обратная связь называется отрицательной.
Повышению коэффициента усиления способствует только поло-
жительная обратная связь. По техническому исполнению обрат-
ной связи различают магнитные усилители с внешней, внутрен-
ней и смежной обратной связью.
Внешняя обратная связь выполняется при помощи
отдельной обмотки. В зависимости от способа включения обмотки
309
Рис. 12.26. Схема магнитного усилителя с выходом на постоянном токе:
а — с внешней обратной связью; б — с внутренней обратной связью: ОУ —
обмотка управления; ОР1, ОР2 — рабочие обмотки; ОС — обмотка обратной
связи; Ян — резистор нагрузки; — резистор обратной связи; U--напряжение
питания рабочих обмоток; Д1— Д4 — диоды; Hl, К1 — начало и конец первич-
ной обмотки; Н2, К2 — начало и конец вторичной обмотки
обратной связи различают схемы магнитных усилителей с обрат-
ной связью по току и напряжению. Действие внешней обратной
связи можно изменять при помощи резистора с переменным со-
противлением.
Внутренняя обратная связь осуществляется действи-
ем выпрямленного выходного тока, протекающего по рабочим
обмоткам. В этом случае рабочие обмотки соединяются с двухпо-
лупериодным мостовым выпрямителем. При такой схеме усилите-
ля в каждой рабочей обмотке ток проходит только в одном на-
правлении (рис. 12.26).
Создаваемый в каждом сердечнике магнитный поток будет скла-
дываться с магнитным потоком обмотки управления, усиливая
подмагничивание сердечника. В результате получается двойное по-
следовательное усиление: подавая в обмотку управления входной
сигнал малой мощности, получают на выходе магнитного усили-
теля выходной сигнал большей мощности. Этот возросший вы-
ходной ток в рабочих обмотках вызывает дополнительное подмаг-
ничивание сердечника, сопровождаемое еще большим возраста-
нием выходного сигнала. Магнитный усилитель с внутренней об-
ратной связью называют магнитным усилителем с самоподмагни-
чиванием. Магнитный усилитель с самоподмагничиванием и вы-
ходом постоянного тока называют амплистатом.
Амплистат возбуждения регулирует ток возбуждения тягового
генератора в зависимости от тока нагрузки и напряжения тягово-
310
го генератора, частоты его враще-
ния и мощности дизель-генератор-
ной установки. На рис. 12.27 пред-
ставлен амплистат возбуждения
типа АВ-ЗА. Сердечник амплистата
набирается из П-образных, с уши-
ренным ярмом пластин холоднока-
таной электротехнической стали и
стягивается угольниками. На каж-
дом сердечнике располагается по
одной рабочей обмотке. Оба магнит-
ных сердечника охватывают четы-
ре обмотки подмагничивания: за-
дающую, управляющую, регулиро-
вочную и стабилизирующую. Ка-
тушки залиты эпоксидным компа-
ундом.
Задающая обмотка получает пи-
тание от бесконтактного тахомет-
рического блока и создает основ-
ную положительную магнитодви-
жущую силу, пропорциональную частоте вращения вала дизель-
генератора. Благодаря этому осуществляется автоматическое уп-
равление тяговым генератором по частоте вращения.
Управляющая обмотка получает питание через селективный узел
от цепей рабочих обмоток трансформаторов постоянного тока и по-
стоянного напряжения. Ток в ней зависит от тока и напряжения тя-
гового генератора. С помощью этой обмотки осуществляется автома-
тическое управление тяговым генератором по току и напряжению.
Регулировочная обмотка служит для дополнительного автома-
тического управления дизель-генератором по мощности. Ток в ней
обратно пропорционален нагрузке дизеля.
В стабилизирующей обмотке ток протекает от стабилизирующе-
го трансформатора только при переходных процессах, например
при изменении позиций контроллера.
К магнитным аппаратам также относятся трансформаторы. На
тепловозах они служат для изменения тока и напряжения, а так-
же для питания различных цепей. По назначению их подразделя-
ют на измерительные, распределительные и стабилизирующие.
К измерительным трансформаторам относятся трансформаторы
постоянного тока и трансформаторы постоянного напряжения.
Трансформаторы постоянного тока предназначе-
ны для измерения тока тяговых электродвигателей и подачи на
управляющую обмотку амплистата сигнала, пропорционального
току тягового генератора. Принцип работы трансформатора по-
стоянного тока такой же, как и магнитного усилителя без обрат-
Рис. 12.27. Амплистат возбуж-
дения типа АВ-ЗА:
Н1, К1, Н2, К2 — начало и конец
рабочих обмоток; НС, КС — нача-
ло и конец стабилизирующей об-
мотки; НЗ, КЗ — начало и конец
задающей обмотки; HP, КР — на-
чало и конец регулировочной об-
мотки; НУ, КУ — начало и конец
управляющей обмотки
311
ной связи. Индуктивное сопротивление рабочих обмоток изменя-
ется под влиянием подмагничивания обмотки управления. При
увеличении тока тяговых электродвигателей степень насыщения
сердечников увеличивается, а индуктивное сопротивление рабо-
чей обмотки уменьшается, вследствие чего ток в рабочей цепи
трансформатора постоянного тока пропорционален току тяговых
электродвигателей.
Трансформаторы постоянного напряжения слу-
жат для измерения напряжения тягового генератора. Трансформа-
тор постоянного напряжения состоит из двух тороидальных сер-
дечников, на каждом из которых намотана рабочая обмотка. Прин-
цип работы трансформатора постоянного напряжения основан на
изменении индуктивного сопротивления рабочих обмоток под вли-
янием подмагничивания обмотки управления. При увеличении на-
пряжения тягового генератора степень насыщения сердечников
увеличивается, индуктивное сопротивление рабочих обмоток
уменьшается, вследствие чего ток в рабочих обмотках увеличи-
вается. Таким образом, ток в рабочей цепи трансформаторов
постоянного напряжения пропорционален напряжению тягового
генератора.
Распределительные трансформаторы предназначены для преоб-
разования и распределения переменного напряжения и питания
различных цепей.
Трансформаторы Серия тепловоза
ТР-5......................................... 2ТЭ10Л
ТР-4 и ТР-70, или ТР-21 и ТР-26.............. 2ТЭ116
ТР-23....................................... 2ТЭ10М
Трансформаторы ТР-4, ТР-5, ТР-70 представляют собой
трансформаторы броневого типа, состоящие из магнитопрово-
да и катушек. Магнитопровод нашихтован из листов электро-
технической стали, стянутых шпильками и угольниками. Ка-
тушка имеет пять обмоток: одну первичную и четыре вторич-
ные. Катушка бескаркасная, залита эпоксидным компаундом и
закрыта кожухом. Выводы обмоток расположены на двух пласт-
массовых панелях.
Трансформаторы ТР-21, ТР-23, ТР-26 состоят из сердечника,
намотанного на стальное кольцо, и обмоток, расположенных на
сердечнике. Концы обмоток припаяны к выводам, укрепленным
на изолированной панели. Сердечник, обмотки и панель залиты
компаундом на основе эпоксидной смолы.
Стабилизирующий трансформатор ТС-2 улучшает динамичес-
кие характеристики системы возбуждения тепловоза. Магнитопро-
вод стабилизирующего трансформатора набран из П-образных пла-
стин и полос электротехнической стали. На магнитопроводе рас-
положена катушка с первичной и вторичной обмотками, выводы
312
которых размещены на пластмассовых панелях. Первичная обмот-
ка через резистор включена на напряжение возбудителя, а от вто-
ричной обмотки получает питание стабилизирующая обмотка ам-
плистата. Стабилизирующий трансформатор подает питание на ста-
билизирующую обмотку амплистата только при переходных про-
цессах. Так, при быстром нарастании напряжения возбудителя, в
амплистат подается отрицательный сигнал, вследствие чего ско-
рость нарастания напряжения уменьшается. При резком сниже-
нии напряжения возбудителя в амплистат подается положитель-
ный сигнал, и скорость снижения напряжения уменьшается.
Полупроводниковые бесконтактные аппараты. В качестве основ-
ных элементов бесконтактных полупроводниковых аппаратов при-
меняются диоды, стабилитроны, транзисторы, тиристоры — по-
лупроводниковые приборы с электронно-дырочными перехода-
ми (п—р). К этой группе аппаратов относятся выпрямительные
установки, состоящие из полупроводниковых вентилей.
Схематический разрез полупроводникового вентиля ВЛ-200
показан на рис. 12.28. Пластинка с р—«-переходом, состоящая из
слоев алюминиевого сплава 8, высоколегированного кремния 9 и
кремниевого диска 10, припаяна сплавом серебра с сурьмой 77 к
нижнему вольфрамовому диску 12, который связан при помощи
припоя с медным основанием 13. Верхняя часть кремниевой пла-
стины спаяна с верхним вольфрамовым диском 7, к которому
припаяна медная чашечка 6, а к ней — наконечник 4 внутреннего
гибкого вывода. Вольфрамовые диски, обладающие близким к
кремнию температурным коэффициентом линейного расширения,
уменьшают механические напряжения, возникающие между кри-
сталлом кремния и медным основанием при нагреве током обла-
сти р—«-перехода.
Рис. 12.28. Схематический разрез вентиля
ВЛ-200:
1 — выводная втулка; 2 — свинцовое стекло; 3 —
слой эмали; 4 — наконечник; 5 — корпус; 6 —
медная чашечка; 7 — верхний вольфрамовый диск;
8 — слой алюминиевого сплава; 9 — слой высоко-
легированного кремния; 10 — кремниевый диск;
11 — сплав серебра с сурьмой; 12 — нижний воль-
фрамовый диск; 13 — медное основание; 14 —
шпилька
313
Рис. 12.29. Принципиальная электрическая схема выпрямительной
установки УВКТ-5:
СГ — синхронный генератор
Кремниевый и вольфрамовые диски заключены в стальной
корпус 5, связанный с выводной втулкой 1 при помощи слоя
напряженного свинцового стекла 2. Спай стального корпуса со
свинцовым стеклом выполнен через слой эмали 3 и является изо-
лятором. Внутренний гибкий вывод компенсирует тепловые де-
формации, а наружный вывод обеспечивает гибкую связь с то-
коведущими частями других аппаратов. Медное основание вен-
тиля имеет шпильку 14 для крепления охладителя. Мощные крем-
ниевые вентили на подвижном составе имеют воздушное охлаж-
дение. При воздушном охлаждении медное основание вентиля
ввинчивают в металлический охладитель, имеющий ребристую
поверхность.
На тепловозах применяется выпрямительная установка УВКТ-5
на кремниевых лавинных вентилях, состоящая из одного шкафа с
вентилями. Ее электрическая схема представлена на рис. 12.29. Она
состоит из двух параллельно соединенных трехфазных мостов, пи-
таемых от синхронного генератора. Каждое плечо моста выпрями-
тельной установки состоит из десяти параллельно соединенных
ветвей, в каждой из которых по два последовательно соединен-
ных вентиля. Конструкция выпрямительной установки допускает
двухстороннее обслуживание.
314
Таблица 12.5
Аппараты регулирования Основные неисправности Способы определения и устранения неисправностей
Магнитные усилители Повреждения крепежных деталей Крепежные детали, имеющие сорванную или смятую резьбу, сорванные шлицы, замятые грани заменяют
Понижение сопротивле- ния изоляции Катушки проверяют на обрыв и меж- витковые замыкания, при наличии повреждений их заменяют. Сопротив- ление изоляции рабочих обмоток и обмоток управления по отношению к корпусу замеряют мегомметром на 1000 В. Оно должно быть не менее 5 МОм. При снижении сопротивления производят сушку при температуре 80 °C в течение 6 ч
Подгары, сколы и тре- щины панели При наличии трещин, крупных ско- лов и подгаров глубиной более 2 мм панель заменяют
Трансформа- торы* Течь масла Течь масла устраняют затяжкой болтов и гаек. Секции радиаторов с течью трубок заменяют
Повышение температуры масла сверх 80 °C Перегрев масла без внутренних по- вреждений трансформатора указывает на неисправность системы охлаждения. Необходимо: проверить напор масла в системе охлаждения (возможно мала частота вращения или неправильно включен двигатель, неисправен насос); проверить положение разобщительно- го крана на трубопроводе; увеличить подачу охлаждаемого воздуха
Трещины и сколы изоляторов Поврежденные изоляторы со следами перекрытия или сколами на длине, превышающей 15 % расстояния воз- можного перекрытия их электрической дугой, заменяют. Места повреждения глазури изоляторов общей протяжен- ностью менее 15 % длины перекрытия протирают салфетками, увлажненными в бензине, и покрывают эмалью
315
Продолжение табл. 12.5
Аппараты регулирования Основные неисправности Способы определения и устранения неисправностей
Обрыв и перетирание шунтов Шунты с обрывом, перетиранием жил на площади более 15 % сечения, а также находящиеся в натянутом состоянии заменяют
Ослабление крепления обмоток и повреждение их изоляции Расстояние между выводами катушек должно быть 5... 10 мм. Ослабленные болтовые крепления подтягивают. Витки обмотки должны иметь одинаковый соломенно-желтый цвет. Для удаления осадка обмотки обмывают трансформаторным маслом. Наличие графитового осадка указы- вает на электрическое перекрытие. Поврежденную изоляцию на наруж- ных витках катушек подрезают. Это место зачищают, устраняя заусенцы, наклеивают на него кабельную бумагу. В месте восстановления изоляции витка поверх всей шины катушки в радиальном направлении накладывают общий бандаж. Ослабление запрессовки обмоток трансформатора устраняют затягиванием нажимных шпилек
Полупровод- никовые установки Сквозной пробой плеч выпрямитель- ных установок Сквозной пробой плеча представляет собой выход из строя вентилей, включенных в данное плечо вслед- ствие перегрузки их по току
Одиночный пробой вентилей В случае одиночного пробоя ток через вентиль может проходить в прямом и обратном направлениях. Причиной может быть потеря вентильных свойств р—«-переходом, перекрытие пластины по боковой поверхности
Повышенный обратный ток вентиля Повышенный обратный ток вызывается уменьшением обратного сопротивления. По миллиамперметру определяют суммарный обратный ток всех вентилей колонки. Если ток
316
Окончание табл. 12.5
Аппараты регулирования Основные неисправности Способы определения и устранения неисправностей
Нестабиль- ность характе- ристик Механи- ческие повреждения и перегрев больше 3 мА при напряжении 50... 100 В, то это указывает на нали- чие вентиля в колонке с повышен- ным обратным током. Дефектный вентиль определяют путем последо- вательной проверки каждого вентиля колонки. У неисправного вентиля обратный ток будет больше 1 мА при напряжении 50... 100 В. Величину обратного тока измеряют пробником. Вентиль с повышенным обратным током снимают с установки и ввертывают моментным ключом в гнездо нагревательной печи, где его нагревают до температуры 140 ± 5 °C Нестабильность характеристик проявляется при потере герметич- ности и нарушении технологии изготовления. В некоторых случаях из-за нестабильности характеристик резко увеличивается обратный ток вентилей Механическим повреждениям под- вержены сами вентили, а также резисторы и конденсаторы. В кор- пусе вентилей образуются вмятины, повреждается резьба, нарушается крепление корпуса к радиатору, про- исходит обрыв жил провода. У рези- сторов и конденсаторов бывает коро- бление элементов, перегорание спи- ралй, нарушение пайки в местах со- единения, пробой изоляции, обрыв проводов. Поврежденные вентили, резисторы и конденсаторы, как правило, заменяют
* В эксплуатации работа трансформатора не допускается при понижении уров-
ня масла; электрической прочности масла ниже 25 кВ; усиленном шуме при
работе трансформатора; повреждении или загрязнении поверхности изоляторов;
после вторичного срабатывания защиты; при температуре масла в случае нерабо-
тающего масляного насоса выше 80 °C
317
На каждой ее стороне размещен один трехфазный мост. Венти-
ли собраны в отдельные блоки с охладителями. Все блоки съем-
ные, что обеспечивает возможность очистки воздушного канала и
смену охладителей.
Основные неисправности аппаратов регулирования и способы
их определения и устранения представлены в табл. 12.5.
Контрольные вопросы
1. На какие группы подразделяют электрические аппараты по функ-
циональному назначению?
2. Какие требования предъявляются к электрическим аппаратам?
3. Какие бывают типы электрических контактов и каковы их основ-
ные параметры?
4. Что такое электрическая дуга, как она возникает? Каковы устрой-
ство и принцип работы электромагнитного дугогасительного устройства?
5. Какие существуют приводы электрических аппаратов?
6. Каковы назначение, устройство и принцип работы электромагнит-
ных контакторов?
7. Каковы основные неисправности электромагнитных контакторов,
способы определения и устранения повреждений?
8. Для чего предназначены электропневматические контакторы? Как
они устроены?
9. Каковы конструкция групповых электропневматических контакто-
ров, принцип работы, возможные неисправности и способы их устране-
ния?
10. Каковы назначение, устройство, принцип работы реверсора, воз-
можные неисправности и способы их устранения?
11. Каковы назначение контроллера машиниста, его устройство, прин-
цип работы, возможные неисправности и способы их устранения?
12. Какие реле применяются на тепловозах? Каковы их функции? Какие
могут возникнуть неисправности, каковы способы их устранения?
13. Каковы назначение, устройство и принцип работы регуляторов
напряжения, возможные неисправности и способы их устранения?
14. Каковы назначение и устройство бесконтактных магнитных аппа-
ратов; возможные неисправности и способы их устранения?
15. Каковы назначение и устройство бесконтактных полупроводнико-
вых аппаратов, возможные неисправности и способы их устранения?
Глава 13
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ ТЕПЛОВОЗОВ
И ДИЗЕЛЬ-ПОЕЗДОВ
13Л. Общие сведения
Под электрической схемой (ЭС) единицы подвижного состава
принято понимать совокупность установленных на ней электри-
ческих машин, аппаратов и проводов (кабелей), их соединяющих.
ЭС обеспечивает возможность дистанционного управления дизе-
лем, передачей и иными агрегатами тепловоза, осуществляет их
защиту от опасных режимов работы.
Кроме того, электрическая сила автоматически регулирует ряд
параметров силовой установки. У тепловозов с электрической пе-
редачей мощности сама передача является частью электрической
схемы.
По мере развития отечественного тепловозостроения совершен-
ствовались и электрические схемы тепловозов, что связано с по-
явлением не существовавших ранее машин и аппаратов (совер-
шенствованием элементной базы), накоплением опыта проекти-
рования ЭС, а также с изменяющимися требованиями к характе-
ристикам тепловозов.
Рассмотрим основные тенденции развития электрических схем
отечественных тепловозов, не упоминая пока о модернизации элек-
трической передачи мощности, чему будет посвящен отдельный
подраздел.
К основным изменениям, связанным с совершенствованием
элементной базы, относятся:
• замена ненадежных и неудобных в обслуживании приборов
автоматики вибрационного типа полупроводниковыми устройства-
ми. Здесь следует упомянуть замену регуляторов напряжения СРН
и ТРИ полупроводниковыми БРН и АРН; установку диодов за-
рядки батареи, которая позволила отказаться от реле обратного
тока и контакторов батареи;
• замена реле времени пневматического типа полупроводни-
ковыми реле времени;
• введение в схему штепсельных разъемов между отдельными
блоками, между цепями высоковольтных (аппаратных) камер и
кабины, облегчающее монтаж и демонтаж схемы, а также позво-
ляющее улучшить звукоизоляцию кабин управления;
319
• отказ от использования сильноточных реле, замена их мало-
точными в цепях управления и контакторами — в остальных це-
пях (электродвигателей маслопрокачивающего и топливоподка-
чивающего насосов и т.д.);
• замена плавких вставок автоматическими выключателями (в
основном в цепях управления, освещения и сигнализации, но
также и в других цепях: электродвигателя тормозного компрессо-
ра и т.д.);
• объединение реле управления в блоки однотипных реле (ТПРУ),
цепи которых соединяются со схемой штепсельным разъемом;
• замена невозвратных реле (РЗ, РОП, РМ) с защелкой на
реле с удерживающей катушкой;
• внедрение комбинированных релейно-полупроводниковых
устройств управления (блоки пуска дизеля на ТЭМ7А и некото-
рых тепловозах 2ТЭ116);
• замена релейных схем микропроцессорными (пока осуще-
ствлена в порядке эксперимента на отдельных тепловозах); в част-
ности, в локомотивном депо Санкт-Петербург-Варшавский Ок-
тябрьской ж. д. несколько лет достаточно успешно эксплуатирует-
ся ТЭП70-316, оборудованный вместо релейной схемы микро-
процессорным программным устройством «Пилот» (разработчик —
ПО «Коломенский завод»),
В области схемных решений отметим:
• повышение автоматичности работы схемы (прежде всего схе-
мы запуска): введение автоматического контроля времени пред-
пусковой прокачки масла, автоматического разбора пусковых це-
пей, автоматической прокачки дизеля маслом после его оста-
новки;
• увеличение количества устройств защиты персонала, дизеля и
передачи: внедрение блокировок дверей высоковольтных камер,
температурной защиты и т.д.; совершенствование схем ряда за-
щит: противобоксовочной, от повреждения изоляции силовых
цепей и т.д.;
• оборудование односекционных тепловозов устройствами для
работы их по системе двух единиц (как исключение, отметим, что
последний вариант схемы тепловоза ТЭП70 не содержит этих ус-
тройств, что связано с отсутствием практической надобности в
работе тепловозов этой серии по системе двух единиц);
• оборудование маневровых тепловозов устройствами для об-
служивания их одним машинистом (без помощника);
• оснащение тепловозов схемами экстренной остановки дизе-
ля и тепловоза.
В целом, наряду с несомненным прогрессом в области конст-
руирования электрических схем нельзя не отметить отсутствие
должной унификации как в области схемных решений (один и
тот же алгоритм осуществляется различными схемами), так и в
320
области номенклатуры электрических аппаратов (аналогичные
аппараты имеют различную конструкцию). Отсутствует, к сожале-
нию, и единая система обозначений аппаратов и элементов схем
(аналогичные аппараты и элементы имеют различные обозначе-
ния). Это связано с тем, что тепловозы выпускались на несколь-
ких локомотивостроительных заводах, не принадлежащих МПС;
при этом должного стандарта по электрическим схемам мини-
стерством издано не было.
Структура электрической схемы тепловоза. Цепи ЭС тепловоза
с электрической передачей подразделяются на высоковольтные и
низковольтные.
Высоковольтные цепи включают в себя тяговый генератор (ТГ);
тяговые электродвигатели (ТЭД); на тепловозах с передачей пере-
менно-постоянного тока также и выпрямительную установку (ВУ);
соединяющие их кабели и контакты силовых электрических аппа-
ратов (на тепловозах 2ТЭ116 и ТЭМ7А также и цепи, связанные с
получающими питание от ТГ электрическими машинами — элек-
тродвигателями охлаждения ТЭД и теплоносителей дизеля на
2ТЭ116, электродвигателем второго компрессора на ТЭМ7А). На-
пряжение в этих цепях может достигать 600 В, они гальванически
не связаны с другими цепями тепловоза (на тепловозах с переда-
чей постоянно-постоянного тока — за исключением момента про-
ворота коленчатого вала дизеля, см. подп. 13.3); в отличие от всех
остальных цепей в них не устанавливают плавких вставок и ав-
томатических выключателей, так как защита их от опасных ре-
жимов работы осуществляется при помощи специальных реле
(РЗ, РМ, см. подп. 13.4). На тепловозах с гидравлической переда-
чей и дизель-поездах высоковольтные цепи отсутствуют.
Низковольтные цепи включают в себя электродвигатели приво-
да агрегатов дизеля, обеспечивающих его запуск и работу (топли-
воподкачивающих и маслопрокачивающих насосов); цепй управ-
ления дизелем и передачей; цепи освещения, сигнализации и
контрольно-измерительные приборы (кроме амперметра и вольт-
метра ТГ). Все эти цепи получают питание при неработающем дизе-
ле от аккумуляторной батареи (АБ), при работающем — от вспомо-
гательного генератора (ВГ), на тепловозах с передачей переменно-
постоянного тока — от стартер-генератора (СТГ, см. подп. 13.3).
Схемы электроснабжения низковольтных цепей всех современ-
ных тепловозов практически аналогичны (рис. 13.1, а). Минусы
АБ и ВГ соединены между собой; при остановленном дизеле на-
пряжение ВГ равно нулю и цепи получают питание от АБ; диод
заряда батареи (ДЗБ) при этом препятствует замыканию батареи
через якорную цепь ВГ. После запуска дизеля получает питание
реле (контактор) регулятора напряжения (PH) — полупроводни-
кового блока, питающего обмотку независимого возбуждения ВГ
(СТГ) и регулирующего силу тока в ней таким образом, чтобы
1 1 Собении
321
б
Рис. 13.1. Упрощенные схемы питания низковольтных цепей:
а — дизель-поезда, тепловоза с гидравлической передачей, тепловоза с электри-
ческой передачей постоянно-постоянного тока (М62); б — тепловоза с электри-
ческой передачей переменно-постоянного тока (2ТЭ116); АБ — аккумуляторная
батарея; ПР — плавкий предохранитель; СЗБ — сопротивление заряда батареи;
ДЗБ — диод заряда батареи; РУ11 — реле управления; PH — регулятор напряже-
ния; ВГ — вспомогательный генератор; АМК — автоматический выключатель
компрессора; КРН, КДК, КУДК — контакторы; К — электродвигатель комп-
рессора; СТГ — стартер-генератор; Hl —Н2, Cl —С2 — обмотки возбуждения
напряжение В Г (СТГ) поддерживалось независимо от частоты
вращения якоря и нагрузки на постоянном уровне, несколько пре-
вышающем напряжение АБ (если напряжение АБ равно 64 В, то
75 В, если 96 В, то ПО В, если 90 В, то 115 В (ЧМЭЗ), если 50 В,
то 60 В (Д, Д1)).
После включения регулятора напряжения потенциал плюса ВГ
(СТГ) становится выше потенциала плюса АБ, диод заряда бата-
реи открывается, и низковольтные цепи начинают получать пи-
тание от ВГ (СТГ). Одновременно начинается заряд аккумулятор-
ной батареи через сопротивление заряда батареи СЗБ, которое
ограничивает силу зарядного тока (чрезмерный зарядный ток при-
водит к выкипанию электролита элементов АБ).
322
Данная схема обладает очевидным недостатком: при получе-
нии низковольтными цепями питания от АБ в цепь этого питания
входит СЗБ, что обуславливает бесполезный дополнительный раз-
ряд батареи. Этот недостаток устранен в схеме тепловоза 2ТЭ116:
СЗБ на этих тепловозах шунтировано диодом; через сопротивле-
ние проходит только ток заряда батареи, а разряд происходит че-
рез диод (см. рис. 13.1, б). На дизель-поездах ДР 1 (всех индексов)
шунтирование СЗБ при запуске осуществляет специально для этого
предназначенный контактор КЗБ.
Отметим две характерные особенности питания низковольт-
ных цепей тепловозов с передачей переменно-постоянного тока.
1. Такие тепловозы оборудуются тормозными компрессорами с
электрическим приводом. Пуск электродвигателя компрессора (К)
на тепловозах 2ТЭ116 и ТЭП70 реостатный: сначала замыкается
контактор КДК (на ТЭП70 — КТК1), собирая цепь К через бал-
ластное сопротивление; через 1,8...2,0 с замыкается контактор
КУДК (на ТЭП70 — КТК2), контакт которого шунтирует бал-
ластное сопротивление. Замыканием и размыканием контакто-
ров управляет несложная схема, включающая в себя реле дав-
ления сжатого воздуха в главных резервуарах, реле времени ин-
дукционного типа и промежуточное реле управления. Несколь-
ко сложнее схема безреостатного запуска компрессора на тепло-
возах ТЭМ7А: перед пуском и после остановки компрессора кратко-
временно отключается регулятор напряжения, после чего напряже-
ние, подводимое к К, падает почти до нуля (кроме того, часть теп-
ловозов ТЭМ7А оборудована дополнительным компрессором, элек-
тродвигатель которого получает питание от высоковольтных цепей).
В любом случае электродвигатель компрессора соединяется не-
посредственно с плюсом СТГ: таким образом исключается воз-
можность получения питания электродвигателем от АБ — этому
препятствует ДЗБ (см. рис. 13.1,5), так как замыкание батареи че-
рез якорную цепь столь мощной машины, как К, привело бы к
недопустимо глубокому ее разряду и повреждению изоляции со-
единительных кабелей.
Таким образом, цепь электродвигателя компрессора — един-
ственная низковольтная цепь, которая может получать питание
от СТГ и не может получать его от АБ. Заметим, что на дизель-
поездах, оборудованных компрессором с механическим приво-
дом (перевод такого компрессора в режим холостого хода осуще-
ствляется подачей воздуха к разгрузочным устройствам), имеет-
ся, в отличие от тепловозов с передачей постоянно-постоянного
тока и с гидропередачей, электрическая схема управления комп-
рессором: сжатый воздух к разгрузочным устройствам пропускает
электропневматический вентиль. Такая конструкция обеспечивает
возможность электрической синхронизации компрессоров голов-
ных вагонов, так как пневматическая синхронизация на дизель-
323
поездах трудноосуществима ввиду удаленности компрессоров друг
от друга и необходимости в большом количестве межвагонных
пневматических соединений.
2. Поскольку СТГ осуществляет проворот коленчатого вала при
запуске дизеля, мощность его значительно больше мощности ВГ;
на статоре СТГ укладывается пусковая обмотка последовательно-
го возбуждения, которая обеспечивает возбуждение СТГ при про-
вороте коленчатого вала (подробнее см. в подп. 13.2). Сила тока в
пусковой обмотке равна силе якорного тока и в процессе прово-
рота быстро изменяется, в результате чего в обмотке независимо-
го возбуждения наводится значительная трансформаторная ЭД С.
Во избежание воздействия ее на PH обмотка независимого воз-
буждения подключается к PH только по окончании пуска. Для
этих целей на тепловозах с передачей переменно-постоянного тока
устанавливают не реле, а контактор регулятора напряжения (КРН).
Кроме того, на тепловозах и дизель-поездах имеются и иные
цепи, гальванически не связанные с вышеописанными и друг с
другом: цепи возбуждения тягового генератора и его возбудителя
(часть этих цепей гальванически связана с низковольтными), цепь
привода вентилятора холодильника дизеля (тепловозы ТГМЗ и т. п.),
цепи отопления салонов (дизель-поезда ДР1) и т.д.
13.2. Силовая схема тепловоза с электрической передачей
мощности
Большинство тепловозов, эксплуатируемых локомотивными
депо МПС, как правило, оборудовано электрической передачей
мощности.
Первые серийные тепловозы американского производства (со-
ветское обозначение Да) поступили в СССР во время Второй ми-
ровой войны. В пятидесятые годы XX века было начато производ-
ство отечественных тепловозов ТЭ1, ТЭ2, ТЭМ1, оборудованных
передачей, принципиально не отличающейся от передачи тепло-
возов Да. Из ныне эксплуатируемых серий подобной, но несколь-
ко модернизированной передачей оборудованы тепловозы ТЭМ2
различных индексов, ТЭМ15, ТЭМ17, ТЭМ18.
Развитие преобразовательной техники (в первую очередь, появ-
ление достаточно мощных полупроводниковых выпрямителей) про-
извело революцию в электрической передаче мощности. В середине
шестидесятых годов XX века СССР был начат серийный выпуск
тепловозов нового поколения: М62, ТЭ10 и ТЭП60, имевших зна-
чительно более совершенную передачу. Широкое применение уст-
ройств переменного тока (прежде всего магнитных усилителей) по-
зволило успешно решить проблему полноты использования сво-
бодной мощности дизеля, исключив при этом из схемы тепловоза
ненадежные и дорогостоящие вибрационные аппараты.
324
Дальнейшее развитие полупроводниковой техники привело к
появлению в середине семидесятых годов XX века серийных теп-
ловозов с передачей переменно-постоянного тока: сначала 2ТЭ116,
а затем ТЭП70 и ТЭМ7А.
Передача этих тепловозов выгодно отличается от передачи по-
стоянно-постоянного тока большей компактностью, надежнос-
тью и простотой в обслуживании. Появление такой передачи сдела-
ло возможным создание тепловозов с мощностью дизеля 4000 л. с. в
секции и даже 6000 л. с. (опытные тепловозы ТЭП75, ТЭП80,
ТЭ136, 2ТЭ126).
Электрическая передача. Электрическая передача любого теп-
ловоза состоит из тягового генератора (ТГ), ротор которого при-
водится во вращение коленчатым валом дизеля, тяговых электро-
двигателей (ТЭД), якори которых через тяговые редукторы при-
водят во вращение колесные пары, и системы возбуждения тяго-
вого генератора. Тяговые генераторы всех тепловозов имеют неза-
висимое возбуждение от специальной электрической машины —
возбудителя.
На тепловозах, как, впрочем, и на электровозах, электропо-
ездах, городских трамваях, троллейбусах, применяют тяговые
электродвигатели последовательного возбуждения, которые име-
ют высокую устойчивость к боксованию и реализуют большую
силу тяги. Магнитный поток полюсов статора такого двигателя,
если пренебречь насыщением, пропорционален силе якорного
тока, в связи с чем при увеличении частоты вращения якоря,
сопровождающем развитие боксования, вращающий момент яко-
ря снижается больше, чем у двигателя независимого (параллель-
ного) возбуждения (рис. 13.2). Та-
кое снижение вращающего момен-
та якоря и соответственно силы
тяги способствует прекращению
боксования.
Специфической особенностью
службы тяговых электродвигателей
является широкий диапазон изме-
нения частоты вращения якоря в
процессе работы.
В процессе разгона тепловоза
частота вращения якорей ТЭД воз-
ющего момента М на валу
якоря от частоты вращения п
при неизменном подведен-
ном напряжении для двига-
телей последовательного (а)
и независимого (параллель-
ного) (б) возбуждения
растает, увеличивается и их про-
тивоЭДС, что приводит к умень-
шению силы якорного тока, а сле-
довательно, и реализуемой мощно-
сти ТЭД. Для поддержания мощно-
сти тягового электродвигателя Р =
= Ш на постоянном уровне требу-
325
ется соответствующее повышение
напряжения, подводимого к ТЭД,
т.е. возрастание напряжения ТГ.
Последнее достигается тем, что
система управления возбуждением
ТГ повышает силу тока, протека-
ющего по его обмотке возбужде-
ния (рис. 13.3).
Напряжение генератора невоз-
можно повышать до сколь угодно
большой величины. Этому препят-
ствует насыщение его магнитной
системы. В какой-то момент разго-
на сила якорного тока ТЭД упадет
Рис. 13 3. Зависимость напряже-
ния тягового генератора U от
силы тока /в его якорной цепи,
формируемая системой автома-
тического регулирования тяго-
вой передачи:
^тш и ^max. Zmln И /тах — СООТВеТ-
ственно минимальные и максималь-
ные значения напряжения тягово-
го генератора и силы тока в его
якорной цепи, Р — мощность тяго-
вого электродвигателя
настолько, что для поддержания
мощности ТГ его напряжение при-
дется повысить до предельной ве-
личины. Для обеспечения возмож-
ности продолжения разгона ослаб-
ляют поле ТЭД: параллельно его
обмоткам возбуждения подключа-
ют сопротивления, в которые от-
ветвляется часть якорного тока.
Сила тока возбуждения и маг-
нитный поток полюсов ТЭД резко
уменьшаются, снижаются противо-
ЭДС двигателей, сила якорного
тока возрастает. Во избежание повышения мощности ТГ и пре-
вышения ею мощности дизеля система регулирования тяговой
передачи снижает силу тока в обмотке возбуждения ТГ, нап-
ряжение последнего падает, и мощность остается на прежнем
уровне.
По мере дальнейшего разгона сила якорного тока вновь умень-
шается, система автоматического регулирования передачи повы-
шает напряжение ТГ и по достижении им максимальной величи-
ны параллельно обмоткам возбуждения ТЭД подключают еще одну
группу сопротивлений, вследствие чего магнитный поток полю-
сов ТЭД уменьшается, сила якорного тока возрастает, система
автоматического регулирования передачи снижает напряжение ТГ,
и далее процесс повторяется.
Подключение сопротивлений параллельно обмоткам возбуж-
дения ТЭД называется ступенью ослабления поля. Все современные
отечественные тепловозы (а также эксплуатируемые в России теп-
ловозы чешского производства ЧМЭЗ всех индексов) имеют две
ступени ослабления поля: первая ступень — уменьшение силы
тока возбуждения примерно на 35 %, вторая — на 60 %.
326
Все современные тепловозы оборудованы индивидуальным
приводом колесных пар. Каждая колесная пара приводится во вра-
щение своим ТЭД. Все тепловозы, кроме восьмиосных ТЭМ7А,
оборудованы трехосными тележками: по две на тепловоз (секцию
двух- или многосекционного локомотива). Таким образом, на по-
давляющем большинстве серий тепловозов от одного тягового ге-
нератора получают питание шесть ТЭД
Очевидно, возможны четыре схемы соединения электродвига-
телей: последовательная (все шесть ТЭД — последовательно), две
последовательно-параллельные (две параллельные группы по три
ТЭД или три по два), параллельная (все ТЭД соединены парал-
лельно), как показано на рис. 13.4.
Последовательная схема более устойчива к боксованию, чем
последовательно-параллельная и параллельная. При параллельном
соединении напряжение ТГ равно напряжению ТЭД, и при раз-
витии боксования хотя бы одной из колесных пар возрастание
противоЭДС ее ТЭД, сопровождающее боксование, вызывает су-
щественное уменьшение якорного тока ТЭД. Соответственно умень-
шается и ток тягового генератора, вследствие чего система авто-
матического регулирования передачи увеличивает напряжение ТГ,
препятствуя таким образом снижению силы тяги боксующего дви-
гателя.
При последовательно-параллельном и последовательном соеди-
нениях напряжение ТГ равно сумме двух, трех или шести напря-
жений ТЭД и возрастание противоЭДС одного боксующего двига-
теля не вызывает столь существенного снижения силы якорного
тока.
Наряду с этим последовательное и последовательно-параллель-
ное соединения обладают и рядом недостатков.
Сила якорного тока ТЭД при последовательном соединении равна
силе якорного тока ТГ (при последовательно-параллельном — по-
ловине или трети силы тока ТГ), в то время как при параллель-
ном сила якорного тока составляет лишь одну шестую часть силы
якорного тока ТГ. В связи с этим сконструировать тепловоз боль-
шой мощности с последовательным или последовательно-парал-
лельным соединением ТЭД невозможно из-за проблем, связан-
ных с охлаждением ТЭД. (Наиболее мощные тепловозы с после-
довательно-параллельным соединением ТЭД — ТЭЗ и ТЭ7 — имели
дизели мощностью 2000 л. с. в одной секции.)
Другой существенный недостаток последовательно-параллель-
ной схемы соединения ТЭД — это необходимость отключения сразу
нескольких ТЭД (двух или трех) в случае неисправности одного.
Тепловоз с последовательным соединением вовсе не может рабо-
тать с отключенным ТЭД.
Современные маневровые тепловозы с передачей постоянно-
постоянного тока оборудованы последовательно-параллельной схе-
327
ТД1]НТТД2]Н1ВД1Н1ТО1}Ч[ТД5]Н1ТД6
г
Рис. 13.4. Возможные схемы соединения ТЭД шестиосного тепловоза
с электрической передачей постоянно-постоянного тока:
а — последовательная; 6, в — последовательно-параллельные; г — параллель-
ная; В — возбудитель; ТГ — тяговый генератор; ТД1—ТД6 — тяговые электро-
двигатели; Hl — Н2, Cl —С2 — обмотки возбуждения
мой соединения ТЭД: на ТЭМ2 всех индексов, ТЭМ15, ТЭМ17,
ТЭМ18 (мощность дизеля 1200 л. с.) применяется соединение в
две группы по три ТЭД; на тепловозах чешского производства
ЧМЭЗ всех индексов (мощность дизеля 1350 л. с.) — соединение в
три группы по два ТЭД.
На всех ныне эксплуатируемых магистральных тепловозах с
передачей постоянно-постоянного тока (М62, 2М62, ЗМ62, ТЭ10,
328
2ТЭ10, ЗТЭ10, 4ТЭ10 различных
индексов, ТЭП60, 2ТЭП60), а так-
же на тепловозах с передачей пере-
менно-постоянного тока (2ТЭ116,
ТЭП70, ТЭМ7А) применена парал-
лельная схема соединения.
Последовательное соединение
ТЭД используется на тепловозах,
Рис. 13.5. Схема реверсирова-
ния электродвигателя после-
довательного возбуждения:
ТД — тяговый электродвигатель;
Cl — С2 — обмотка возбуждения
предназначенных для работы с пу-
тевыми машинами тяжелого типа
(специально модернизированные
2ТЭ121 и 2ТЭ116), а также на теп-
ловозах, оборудованных электри-
ческим тормозом (ЭТ), в режиме
торможения (ТЭП70 и некоторые
2ТЭ116). В связи с тем, что в настоящее время электрическое тор-
можение тепловозов практически не используется, цепи ЭТ в дан-
ной книге не рассматриваются.
В процессе работы периодически возникает необходимость в
изменении направления движения (реверсировании) тепловоза.
При этом о тепловозе (секции тепловоза) с кузовом вагонного
типа принято говорить, что он (она) движется вперед в том слу-
чае, если первой по ходу движения оказывается кабина, возле
которой расположена высоковольтная камера (для бескабинной
секции на трех- и четырехсекционных тепловозах речь идет о тор-
це, ближнем к высоковольтной камере). Моторный вагон дизель-
поезда считается движущимся вперед при движении вперед каби-
ной управления. Считается также, что тепловоз капотного типа
движется вперед в том случае, если он движется вперед тем капо-
том, в котором расположен дизель. В противном случае считается,
что тепловоз (секция, моторный вагон) движется назад.
Следует учитывать, что направление движения тепловоза (сек-
ции, моторного вагона дизель-поезда) может не совпадать с ре-
альным направлением движения поезда. В частности, у дизель-
поезда, а также у двухсекционного тепловоза секции (вагоны)
всегда движутся, условно говоря, в разные стороны, поскольку
в разные стороны развернуты их кабины.
Реверсирование электродвигателя осуществляется, как извест-
но, изменением направления якорного тока или тока возбужде-
ния. Для электродвигателей последовательного возбуждения един-
ственно возможный способ реверсирования — изменение схемы
подключения обмотки возбуждения (рис. 13.5).
Силовые коммутирующие аппараты тепловозов с электрической
передачей. Соединение и разрыв электрических цепей при ревер-
сировании тепловоза, включении и выключении тяги, включе-
нии и выключении ослабления поля осуществляются контактны-
329
ми коммутирующими аппаратами: электромагнитными и элект-
ропневматическими контакторами и электропневматическими
групповыми коммутирующими аппаратами.
Изменение схемы подключения обмоток возбуждения ТЭД при
реверсировании осуществляется групповым электропневматичес-
ким аппаратом — реверсором. Привод реверсора пневматический.
Реверсор имеет два положения — «Вперед» и «Назад». Перевод
из одного положения в другое осуществляется подачей питания
на соответствующий электропневматический вентиль, открыва-
ющий доступ сжатого воздуха к одной из диафрагм (на тепловозах
ЧМЭЗ — к одному из пневмоцилиндров) привода. При движении
тепловоза в режиме тяги катушка вентиля соответствующего на-
правления постоянно находится под питанием. Этим обеспечива-
ется невозможность самопроизвольного разворота реверсора под
действием вибрации или вследствие поступления постороннего
питания на катушку вентиля противоположного направления. По-
добный самопроизвольный разворот чреват размыканием контак-
Рис. 13.6. Схема реверсирования, включения-отключения тяги и шунти-
рования обмоток возбуждения ТЭД тепловоза, оборудованного электри-
ческой передачей постоянно-постоянного тока с последовательно-па-
раллельным соединением ТЭД:
В — возбудитель; КВ — контактор возбудителя; ВВ — контактор возбуждения
возбудителя; ТГ — тяговый генератор; П1, П2 — поездные контакторы; КР —
контактор реверсора; КШ1 — КШ4 — контакторы ослабления поля; Якин —^кшд —
резисторы; Cl —С2, Hl —Н2 — обмотки возбуждения
330
тов реверсора при протекании по ним сильных токов, что ведет к
выжиганию их электрической дугой.
На принципиальных электрических схемах электропневмати-
ческие вентили реверсора обозначают в соответствии с направле-
нием В и Н. Контакты реверсора обозначают ПР (пневматический
реверсор), при этом контакты, замкнутые в положении «Вперед»,
условно изображают нормально замкнутыми, а замкнутые в по-
ложении «Назад» — нормально разомкнутыми.
Поскольку одна контактная группа реверсора реверсирует сра-
зу несколько ТЭД, соединенных последовательно (рис. 13.6), то
число контактных групп реверсора равно числу параллельных вет-
вей ТЭД: две — у ТЭМ2 всех индексов, ТЭМ15, ТЭМ17, ТЭМ18;
три — у ЧМЭЗ всех индексов, шесть — у всех шестиосных магис-
тральных локомотивов (секций). Восьмиосный тепловоз ТЭМ7А
оборудован двумя реверсорами, каждый из которых имеет по че-
тыре контактные группы.
Для выключения тяги на тепловозе необходимо, чтобы сила
якорного тока ТЭД стала равна нулю. Для этого недостаточно сни-
зить до нуля силу тока в обмотке возбуждения ТГ (даже разорвав
цепь ее питания). Ввиду остаточной намагниченности полюсов
статора тягового генератора, и при отсутствии тока в обмотке воз-
буждения его напряжение не падает до нуля. Последнее обстоя-
тельство вызывает необходимость в разрыве цепей, соединяющих
ТГ и ТЭД при выключении тяги.
Разрыв этот осуществляется электропневматическими контак-
торами, называемыми поездными', электропневматические венти-
ли их приводов, равно как и их контакты, на схемах принято
обозначать П (или КП).
Один поездной контактор разрывает цепь одной группы ТЭД,
соединенных последовательно (см. рис. 13.6), таким образом, что
число поездных контакторов равно числу параллельных ветвей ТЭД:
два — на ТЭМ2 всех индексов, ТЭМ15, ТЭМ17, ТЭМ18; три —
на ЧМЭЗ всех индексов; шесть — на современных магистральных
локомотивах (одна секция) и восемь — на ТЭМ7А.
В обозначение поездного контактора включают номер парал-
лельной ветви (ТЭД при параллельном соединении), которую он
коммутирует: П1, П2 или КП1, КП2 и т.д.
Установка поездных контакторов в каждой параллельной ветви
обеспечивает возможность аварийного режима работы тепловоза при
неисправном ТЭД: для отключения ветви, в которой находится не-
исправный двигатель, достаточно разорвать цепь катушки электро-
пневматического вентиля соответствующего поездного контактора.
При разомкнутых поездных контакторах силы токов ТЭД и ТГ
равны нулю, в силу чего при развороте реверсора ток через его
контакты не протекает. Это позволяет не оборудовать реверсоры
устройствами дугогашения.
331
При разборке схемы тяги
необходимо разорвать цепь пи-
тания обмотки возбуждения ТГ,
после чего напряжение генера-
тора упадет до минимальной
величины, обусловленной оста-
точной намагниченностью его
полюсов. Затем размыкают по-
ездные контакторы. Размыкание
Рис. 13.7. Эскиз продольно- последних при минимальных
расщепленного полюса токах ТЭД обеспечивает мини-
мизацию подгара их контактов.
Коммутация обмотки воз-
буждения ТГ осуществляется электромагнитным контактором воз-
будителя генератора, обозначаемого на принципиальных элект-
рических схемах КВ или КВ Г.
Одновременно со сборкой (разборкой) цепи обмотки возбуж-
дения ТГ производится сборка (разборка) цепи обмотки возбуж-
дения возбудителя. Коммутацию цепи осуществляет электромаг-
нитный контактор возбуждения возбудителя, обозначаемый на
принципиальных электрических схемах ВВ или КВВ. На теплово-
зах ЧМЭЗ всех индексов коммутация цепей обмоток генератора и
возбудителя выполняется двумя контактными группами одного
контактора возбудителя КВ.
Подключение и отключение сопротивлений ослабления поля,
шунтирующих обмотки возбуждения ТЭД, осуществляется элект-
ропневматическими или электромагнитными контакторами, на-
зываемыми контакторами ослабления поля и обозначаемыми на
принципиальных электрических схемах Ш, ВШ или КШ.
Один контакт контактора ослабления поля коммутирует шун-
тирующую цепь обмоток возбуждения одной группы ТЭД, соеди-
ненных последовательно (см. рис. 13.6), поэтому общее число кон-
такторов в два раза больше числа параллельных ветвей ТЭД: на
ТЭМ2 всех индексов, ТЭМ15, ТЭМ17, ТЭМ18 — четыре элект-
ромагнитных контактора; на тепловозах ЧМЭЗ всех индексов —
шесть электромагнитных контакторов.
На современных магистральных тепловозах применяют много-
контактные (групповые) электропневматические контакторы ос-
лабления поля — два шестиконтактных контактора, по одному
для каждой ступени. На тепловозах серии ТЭМ7А устанавливают
четыре четырехконтактных групповых электропневматических кон-
тактора, по два для каждой ступени.
Все силовые коммутирующие аппараты оборудованы замыка-
ющими и размыкающими блок-контактами, включаемыми в цепи
управления и позволяющими контролировать фактическое замы-
кание и размыкание аппаратов.
332
Схема автоматического регулирования тяговой передачи тепло-
воза ТЭМ2. На тепловозах ТЭМ2 всех индексов, ТЭМ15, ТЭМ17,
ТЭМ18 применена наиболее архаичная система регулирования
тяговой передачи. Тепловозы этих серий оборудованы возбудителя-
ми постоянного тока, имеющими специфическую магнитную сис-
тему: каждый полюс статора разделен вдоль на две части (рис. 13.7);
такая конструкция называется машиной с продольно-расщеплен-
ными полюсами. На статоре уложены две обмотки возбуждения:
независимая, охватывающая обе части полюса, и дифференциаль-
ная, охватывающая только одну часть.
Независимая обмотка (рис. 13.8) получает питание от вспомо-
гательного генератора, напряжение которого поддерживается по-
стоянным (75 В), и от самого возбудителя, напряжение которого
слабо зависит от нагрузки, но существенно зависит от частоты
вращения якоря, т. е. от позиции контроллера машиниста. По диф-
ференциальной обмотке протекает ток тягового генератора. Об-
мотка подключена таким образом, чтобы магнитный поток, со-
здаваемый ею, был противонаправлен магнитному потоку, со-
здаваемому независимой обмоткой. В целом, независимая обмот-
ка, охватывающая обе части полюса, создает более сильный маг-
нитный поток.
При разгоне тепловоза, когда противоЭДС тяговых двигателей
возрастают и ток ТГ уменьшается, вследствие чего ослабляется
магнитный поток, создаваемый дифференциальной обмоткой, об-
щий магнитный поток полюсов возбудителя возрастает. В резуль-
тате повышаются напряжение возбудителя и сила тока возбужде-
ния ТГ. Таким образом, напряжение ТГ возрастает. При снижении
скорости вследствие вступления поезда на подъем происходит об-
ратный процесс.
кв
Рис. 13.8. Упрощенная схема автоматического регулирования тяговой
передачи тепловоза ТЭМ2:
ТГ — тяговый генератор; КВ — контактор возбуждения; В — возбудитель; ВГ—
вспомогательный генератор; НГ — обмотка возбуждения тягового генератора;
ДВ — дифференциальная обмотка; НВ — независимая обмотка; ТЭД — тяговый
электродвигатель; ВВ — контактор возбуждения возбудителя
333
Подбором параметров магнитной системы возбудителя и регу-
лировочных сопротивлений можно добиться того, что мощность
генератора будет оставаться постоянной в достаточно широком
диапазоне скоростей.
Несомненным достоинством такой системы является ее про-
стота. К недостаткам следует отнести прежде всего недоиспользо-
вание свободной мощности дизеля: параметры системы автома-
тического регулирования подбираются таким образом, чтобы мощ-
ность ТГ была заведомо ниже возможной свободной мощности
дизеля. Это гарантированно предохраняет дизель от перегрузки при
включении вспомогательных агрегатов (компрессор, вентилятор
охлаждения). К сожалению, попытки модернизации этой схемы —
введения в цепь независимой обмотки контакта вибрационного
аппарата, связанного с регулятором дизеля, который при пере-
грузке дизеля кратковременно дешунтировал бы часть сопротив-
ления в цепи независимой обмотки возбудителя, уменьшая тем
самым силу тока в этой обмотке, а следовательно, и мощность
ТГ, оказались неудачными.
Второй существенный недостаток этой схемы — отсутствие ог-
раничения силы тока ТЭД при трогании. На эксплуатируемых ныне
машинах он устранен введением в схему вибрационного аппара-
та — реле максимального тока РТ, который при недопустимом
росте силы тока кратковременно шунтирует независимую обмот-
ку возбудителя, одновременно разрывая цепь, шунтирующую со-
противление в цепи этой обмотки, вследствие чего сила тока в
ней, а также напряжение ТГ и сила его якорного тока снижаются.
Схема регулирования тяговой передачи тепловоза ЧМЭЗ. Схема
автоматического регулирования тяговой передачи тепловозов ЧМЭЗ
всех индексов (рис. 13.9) во многом аналогична схеме тепловозов
ТЭМ2, но имеет ряд отличий, связанных с конструкцией возбу-
дителя.
Полюсы возбудителя не расщеплены, на них уложены три об-
мотки: обмотка независимого возбуждения, получающая питание
от вспомогательного генератора, напряжение которого поддер-
живается на постоянном уровне (115 В); обмотка параллельного
возбуждения, получающая питание от самого возбудителя; сила
тока в ней определяется в основном частотой вращения коленча-
того вала дизеля; в цепь этой обмотки включен регулировочный
реостат мощности дизеля (после развития дизелем максимальной
мощности, т. е. после выхода рейки топливных насосов высокого
давления «на упор», с дальнейшим ростом нагрузки регулятор
дизеля начинает смещать движок этого реостата, увеличивая тем
самым сопротивление цепи этой обмотки и снижая силу тока в
ней); противокомпаундная обмотка, подключенная параллельно
добавочным полюсам ТГ, в которой сила тока пропорциональна
силе тока ТГ.
334
Рис. 13.9. Упрощенная схема автоматического регулирования тяговой
передачи тепловоза ЧМЭЗ:
ТЭД — тяговый электродвигатель; ТГ — тяговый генератор; В — возбудитель; КВ —
контактор возбудителя; ВГ— вспомогательный генератор; НВ — независимая
обмотка; НГ — обмотка возбуждения тягового генератора; ДВ — противокомпа-
ундная обмотка; ШВ — обмотка параллельного возбуждения, ДП — добавочные
полюсы тягового генератора
Обмотки независимого и параллельного возбуждения создают
однонаправленные магнитные потоки; противокомпаундная об-
мотка создает поток противоположного направления, меньший
по величине, чем суммарный поток остальных обмоток.
По мере разгона тепловоза и возрастания противоЭДС его тяго-
вого электродвигателя, ток ТГ снижается, уменьшается соответ-
ственно и магнитный поток, создаваемый противокомпаундной об-
моткой, а общий поток полюсов возбудителя увеличивается. Таким
образом, напряжение и ток возбудителя, а также напряжение тя-
гового генератора возрастают. При снижении скорости вследствие
вступления поезда на подъем наблюдается обратная картина.
Правильный подбор параметров магнитной системы возбуди-
теля и балластных сопротивлений позволяет поддерживать мощ-
ность ТГ на постоянном уровне в достаточно широком диапазоне
скоростей.
Введение в схему реостата мощности повышает полноту ис-
пользования мощности дизеля.
Схема автоматического регулирования тяговой передачи тепло-
воза М62. На всех эксплуатируемых ныне магистральных теплово-
зах с передачей постоянно-постоянного тока (М62, 2М62, ЗМ62
всех индексов, ТЭП60, 2ТЭ10М, 2ТЭ10У) применяется более
современная схема автоматического регулирования тяговой пере-
дачи (рис. 13.10), чем схема тепловозов ТЭМ2 и ЧМЭЗ.
На нерасщепленных полюсах статора возбудителя уложены две
обмотки: размагничивающая, получающая питание от вспомога-
тельного генератора, напряжение которого поддерживается по-
стоянным (75 В), и обмотка независимого возбуждения, получаю-
335
Рис. 13.10. Упрощенная схема автоматического регулирования тяговой
передачи тепловоза М62:
ВГ — вспомогательный генератор; В — возбудитель; ТГ — тяговый генератор;
ТЭД — тяговый электродвигатель; КВ — контактор возбудителя; ВВ — контактор
возбуждения возбудителя; СПВ — синхронный подвозбудитель; АВ — амплистат
возбуждения; Н—НН — обмотка возбуждения тягового генератора; Hl—НН1 —
обмотка независимого возбуждения; Н2—НН2 — размагничивающая обмотка;
ОЗ, ОР, ОУ, ОС, РО — соответственно задающая, размагничивающая, управля-
ющая, стабилизирующая и рабочая обмотки амплистата возбуждения; НЗ, КЗ —
начало и конец задающей обмотки; HP, КР — начало и конец размагничиваю-
щей обмотки; НУ, КУ — начало и конец управляющей обмотки; НС, КС —
начало и конец стабилизирующей обмотки
щая питание через выпрямительный мост от генератора перемен-
ного тока — синхронного подвозбудителя (СПВ).
В цепь обмотки независимого возбуждения до выпрямительного
моста введена рабочая обмотка амплистата возбуждения (АВ) —
магнитного усилителя дроссельного типа, на сердечнике которо-
го кроме рабочей, уложены четыре подмагничивающие обмотки.
При пропускании по ним электрического тока магнитная система
амплистата насыщается, индуктивное сопротивление рабочей об-
336
мотки снижается и сила тока в ее цепи, а следовательно, и сила
тока в обмотке независимого возбуждения возбудителя возраста-
ют. Магнитный поток, создаваемый размагничивающей обмоткой,
противонаправлен магнитному потоку, создаваемому обмоткой не-
зависимого возбуждения, и слабее его.
Такая схема возбуждения возбудителя позволяет изменять его
напряжение от нуля до максимальной величины. Без размагничи-
вающей обмотки невозможно было бы получить напряжение воз-
будителя, близкое к нулю, ввиду остаточной намагниченности
полюсов его статора. Иными словами, размагничивающая обмот-
ка нейтрализует поток остаточного магнетизма.
Поддержание постоянной мощности ТГ, ограничение его мак-
симальных силы тока и напряжения, изменение мощности ТГ с
ростом частоты вращения коленчатого вала дизеля, устойчивость
работы системы регулирования при переходных процессах (при
изменении частоты вращения коленчатого вала или нагрузки дизе-
ля) обеспечиваются воздействием подмагничивающих обмоток ам-
плистата возбуждения. Рассмотрим подробнее работу каждой из них.
По задающей обмотке (ОЗ) протекает ток, сила которого про-
порциональна частоте вращения коленчатого вала дизеля. Таким
образом, эта обмотка обеспечивает рост тока возбуждения, а сле-
довательно, и мощности ТГ при наборе позиций контроллера ма-
шиниста.
Обмотка получает питание от тахометрического блока (рис. 13.11),
состоящего из двух трансформаторов — рабочего (ТР1) и ком-
пенсирующего (ТР2), выпрямительного моста и сглаживающего
фильтра (дроссель и конденсатор). Блок подключен к синхронно-
му подвозбудителю СПВ.
Сердечник рабочего трансформатора выполнен из магнитоже-
сткого легконасыщающегося материала. Таким образом, уже при
Рис. 13.11. Упрощенная схема подключения задающей обмотки амплис-
тата возбуждения тепловоза М62:
ВГ— вспомогательный генератор; СПВ — синхронный подвозбудитель; С — кон-
денсатор; R — резистор; ОЗ — задающая обмотка амплистата возбуждения; НЗ,
КЗ — начало и конец задающей обмотки; ТР1 — рабочий трансформатор; ТР2 —
компенсирующий трансформатор; Др — дроссель; Hl—НН1 — обмотка незави-
симого возбуждения
337
незначительной силе тока в первичной обмотке происходит на-
сыщение сердечника. Поскольку в зоне насыщения величина маг-
нитного потока почти не зависит от силы тока в обмотке, то при
пропускании через первичную обмотку синусоидального напря-
жения амплитуда магнитного потока почти не зависит от ампли-
туды силы тока в первичной обмотке.
Амплитуда ЭДС, наводимой во вторичной обмотке, пропор-
циональна скорости изменения магнитного потока, т. е. амплиту-
де магнитного потока и частоте его изменения, которая равна
частоте напряжения, приложенного к первичной обмотке, т. е. час-
тоте вращения ротора подвозбудителя и коленчатого вала дизеля.
Таким образом, во вторичной обмотке рабочего трансформа-
тора наводится ЭДС, амплитуда которой, пропорциональная ча-
стоте вращения коленчатого вала дизеля, лишь незначительно уве-
личивается с ростом амплитуды силы тока в первичной обмотке.
Последняя зависимость обусловлена неидеальностыо магнитной
характеристики сердечника: даже при насыщении величина маг-
нитного потока несколько увеличивается с ростом силы тока в
обмотке.
Этот недостаток устраняется введением в схему компенсирую-
щего трансформатора с обычным магнитомягким сердечником. ЭДС
вторичной обмотки этого трансформатора прямо пропорциональна
силе тока в первичной. Поскольку вторичные обмотки рабочего и
компенсирующего трансформаторов включены в цепь встречно,
при изменении силы тока в первичных обмотках изменения ЭДС
во вторичных противоположны и компенсируют друг друга.
Управляющая обмотка (ОУ) подключена к селективному узлу,
представляющему из себя два диодных моста, выводы постоянно-
го напряжения которых соединены параллельно (рис. 13.12). При
такой схеме включения мостов открываются диоды лишь того из
них, к которому подведено большее по амплитуде напряжение,
поскольку диоды другого моста оказываются постоянно подклю-
ченными к обратному напряжению.
Оба моста со стороны переменного тока подключены ко вто-
ричным обмоткам распределительного трансформатора (ТР), пер-
вичная обмотка которого получает питание от синхронного под-
возбудителя. В цепь одного из мостов введена рабочая обмотка транс-
форматора постоянного напряжения (ТПН) — магнитного уси-
лителя дроссельного типа, подмагничивающая обмотка которого
подключена к напряжению ТГ.
С ростом напряжения тягового генератора индуктивное сопро-
тивление ТПН уменьшается и возрастает амплитуда напряжения,
приложенного к мосту 1, т.е. амплитуда этого напряжения про-
порциональна напряжению ТГ.
В цепь моста 2 введены рабочие обмотки трансформатора по-
стоянного тока (ТПТ) — магнитного усилителя дроссельного типа,
338
подмагничивающей обмоткой
которого являются кабели ТЭД,
пропущенные сквозь его сер-
дечник. С ростом силы тока
ТЭД, а значит, и ТГ индук-
тивное сопротивление ТПТ
уменьшается, а амплитуда на-
пряжения, приложенного к
мосту 2, возрастает. Таким об-
разом, амплитуда этого напря-
жения пропорциональна силе
якорного тока ТГ.
Задающая и управляющая
обмотки создают магнитные
потоки, противоположные по
направлению, причем магнит-
ный поток, создаваемый зада-
ющей обмоткой, сильнее. Та-
ким образом, при росте вы-
ходного напряжения селектив-
ного узла суммарный поток,
создаваемый подмагничиваю-
щими обмотками амплистата
возбуждения, уменьшается,
его индуктивное сопротивле-
ние повышается, а сила тока
независимой обмотки возбуж-
дения возбудителя и его на-
пряжение снижаются, вслед-
ствие чего уменьшаются сила
тока возбуждения и напряже-
ние тягового генератора.
В момент, когда тепловоз
трогается и начинается разгон, сила тока ТГ велика, а его напря-
жение мало. Таким образом, диоды моста 2 открываются, а диоды
моста 1 — нет, и напряжение на выходе селективного моста про-
порционально силе тока ТГ. Рост силы тока ТГ вызывает увеличе-
ние силы тока в управляющей обмотке и, следовательно, умень-
шение силы тока возбуждения ТГ. Вследствие этого сила тока тя-
гового генератора в начале движения и разгона ограничена.
По мере разгона сила тока ТГ снижается, вследствие чего умень-
шается сила тока в управляющей обмотке и напряжение генера-
тора возрастает. В какой-то момент амплитуды напряжений, при-
ложенных к мостам селективного узла, оказываются равными, пос-
ле чего начинают открываться диоды обоих мостов (точка б, рис.
13.13). При дальнейшем разгоне сила тока задающей обмотки оп-
к ТЭД
Рис. 13.12. Упрощенная схема
подключения управляющей обмот-
ки амплистата возбуждения тепло-
воза М62:
СПВ — синхронный подвозбудитель; ТГ —
тяговый генератор; ТЭД — тяговый элек-
тродвигатель; ТПТ — трансформатор по-
стоянного тока; ТПН — трансформатор
постоянного напряжения; ТР — распре-
делительный трансформатор; ОУ— обмот-
ка управления амплистата возбуждения;
НУ, КУ — начало и конец обмотки управ-
ления амплистата возбуждения; Мост 1,
Мост 2 — диодные мосты
339
Рис. 13.13. Селективная (7) и
внешняя (2) характеристики
тягового генератора:
U и (7тах — напряжение и его мак-
симальное значение; 7 и — сила
тока и ее максимальное значение;
а — г точки совпадения селектив-
ной и внешней характеристик ТГ
Рис. 13.14. Упрощенная схема
подключения регулировочной
обмотки амплистата возбужде-
ния тепловоза М62:
СПВ — синхронный подвозбудитель;
ТР — распределительный трансфор-
матор; ИД — индуктивный датчик;
ОР — регулировочная обмотка ам-
плистата возбуждения; HP, КР —
начало и конец регулировочной
обмотки амплистата возбуждения
ределяется как силой тока, так и
напряжением ТГ, вследствие чего
зависимость напряжения от силы
тока представляет собой наклон-
ную прямую линию (участок б—в,
рис. 13.13). В некоторый момент
(точка в, рис. 13.13) амплитуда
напряжения, приложенного к мо-
сту 1, окажется больше амплиту-
ды напряжения, приложенного к
мосту 2, после чего будет ограни-
чено в росте напряжение (участок
в—г, рис. 13.13).
Отметим, что передача теплово-
за фактически не работает в режи-
ме ограничения напряжения, по-
скольку при разгоне ступень ослаб-
ления поля включается до дости-
жения максимального напряжения
ТГ, однако такой режим может воз-
никнуть в случае неисправности
схемы управления ослаблением
поля.
Описанная выше характеристи-
ка тягового генератора называется
селективной. Она, как видно, не
обеспечивает полного использова-
ния свободной мощности дизеля.
Этот ее недостаток устраняется
регулировочной обмоткой (ОР),
получающей питание от выпрями-
тельного моста, подключенного к
обмотке распределительного транс-
форматора. В цепь переменного тока
обмотки включен индуктивный
датчик (ИД) регулятора дизеля
(рис. 13.14). Магнитный поток, со-
здаваемый этой обмоткой, одно-
направлен с магнитным потоком,
создаваемым задающей обмоткой;
таким образом, с ростом силы тока
в ней напряжение тягового гене-
ратора возрастает.
При разгоне, после преодоления
участка ограничения по силе тока
ТГ, наличие тока в регулировочной
340
обмотке приводит к тому, что ха-
рактеристика ТГ проходит выше,
чем селективная (см. рис. 13.13).
Индуктивный датчик регулято-
ра дизеля представляет собой дрос-
сель с подвижным сердечником,
связанным с механизмом управле-
ния рейками топливных насосов
высокого давления. При выходе ди-
зеля на максимальную мощность
сердечник датчика вдвигается в ка-
тушку, вследствие чего ее индук-
тивное сопротивление возрастает и
сила тока регулировочной обмот-
ки снижается; уменьшается и ток
возбуждения ТГ. Таким образом ис-
ключается ситуация, при которой
мощность тягового генератора пре-
вышает мощность дизеля, что вы-
звало бы снижение частоты враще-
ния коленчатого вала и, следова-
тельно, дальнейшее уменьшение
мощности дизеля.
В случае отключения вспомога-
тельного оборудования (тормозно-
го компрессора или вентилятора ох-
лаждения) регулятор уменьшает
подачу топлива, якорь индуктивно-
Рис. 13.15. Упрощенная схема
подключения стабилизирую-
щей обмотки амплистата
возбуждения тепловоза М62:
В — возбудитель; КВ — контактор
возбудителя; Н и НН — соответ-
ственно начало и конец обмотки
возбуждения тягового генератора;
ОС — стабилизирующая обмотка ам-
плистата возбуждения; НС, КС —
начало и конец стабилизирующей
обмотки амплистата возбуждения;
ТС — стабилизирующий транс-
форматор
го датчика выдвигается, индуктивное сопротивление его катушки
уменьшается, возрастают сила тока регулировочной обмотки, сила
тока возбуждения ТГ и его мощность.
Таким образом удается полностью использовать свободную мощ-
ность дизеля для нужд тяги, т. е. регулировочная обмотка обеспе-
чивает ограничение передачи по мощности дизеля. Характеристи-
ку генератора, состоящую из участков ограничения по силе тока
ТГ, мощности дизеля и напряжению ТГ, называют внешней ха-
рактеристикой тягового генератора (см. рис. 13.13).
Стабилизирующая обмотка (ОС) подключается ко вторичной
обмотке стабилизирующего трансформатора ТС, первичная об-
мотка которого подсоединена к возбудителю (рис. 13.15).
Поскольку возбудитель представляет собой генератор постоян-
ного тока, ЭДС во вторичной обмотке трансформатора будет ин-
дуцироваться только при изменении напряжения возбудителя (при
изменении частоты вращения коленчатого вала дизеля, нагрузки,
при разгоне, замедлении поезда), причем эта ЭДС будет тем выше,
чем быстрее изменяется напряжение.
341
Магнитный поток этой обмотки направлен таким образом, что
при росте напряжения возбудителя он противонаправлен потоку,
создаваемому задающей обмоткой, а при снижении напряжения
возбудителя — однонаправлен с ним.
Таким образом обеспечивается более плавное протекание пе-
реходных процессов. При постоянном напряжении возбудителя сила
тока в обмотке равна нулю.
Схема автоматического регулирования тяговой передачи тепло-
воза 2ТЭ116. Наиболее современные отечественные тепловозы обо-
рудованы передачей переменно-постоянного тока. В настоящее вре-
мя эксплуатируется три серии таких тепловозов: грузовой двух-
секционный 2ТЭ116 (2x3060 л. с.), пассажирский односекцион-
ный ТЭП70 (4000 л. с.) и маневрово-вывозной с кузовом капот-
ного типа ТЭМ7А (2000 л. с.).
Тяговый генератор тепловоза с передачей переменно-постоян-
ного тока представляет собой синхронную шестифазную машину
с равномерным сдвигом фаз в 60°.
Шесть фаз соединяются в две звезды, каждая из которых под-
ключена к своему выпрямительному трехфазному мосту; со сто-
роны постоянного тока мосты соединены параллельно, к их об-
щим выводам подключаются якорные цепи ТЭД (рис. 13.16). Та-
кая схема обеспечивает минимизацию пульсаций напряжения,
подводимого к ТЭД, поскольку пульсации напряжения двух мо-
стов, соединенных параллельно и подключенных к звездам, сдви-
нутым друг относительно друга на 30°, находятся в противофазе
и в значительной мере компенсируют друг друга. Два трехфазных
моста, соединенных вместе, называют выпрямительной установ-
кой (ВУ).
Возбудитель тепловоза переменно-постоянного тока представ-
ляет собой однофазный генератор переменного тока. Обмотка воз-
буждения ТГ получает питание от управляемого выпрямителя,
преобразующего синусоидальное напряжение возбудителя.
Отличие управляемого выпрямителя от обычного мостового
заключается в наличии в двух его плечах управляемых вентилей —
тиристоров. Тиристор, обладающий в отличие от диода третьим,
так называемым управляющим электродом, не открывается при
приложении к нему прямого напряжения до тех пор, пока не бу-
дет приложено напряжение между управляющим электродом и
анодом. Таким образом, открывая тиристоры раньше или позже,
можно изменять среднее значение выпрямительного напряжения
за период.
Обмотка возбуждения возбудителя получает питание от стар-
тер-генератора, напряжение которого в процессе работы поддер-
живается постоянным (110 В), т. е. амплитуда напряжения возбу-
дителя определяется практически только частотой вращения ко-
ленчатого вала дизеля.
342
Рис. 13.16. Упрощенная схема тяговой передачи переменно-постоянного
тока:
ВВ — контактор возбуждения возбудителя; В — возбудитель; СТГ — стартер-
генератор; КВ — контактор возбудителя; ТГ — тяговый генератор; БУВ — блок
управления возбуждением; ТЭД — тяговые электродвигатели; ВУ — выпрями-
тельная установка; 10—1С1, 10—1С2, 10—1СЗ — три фазы 1-й звезды; 20—2С1,
20—2С2, 20—2СЗ — три фазы 2-й звезды
Величина тока возбуждения ТГ, а следовательно, и напряже-
ние, приложенное к ТЭД, регулируется блоком управления воз-
буждением (БУВ) посредством изменения моментов открытия ти-
ристоров управляемого выпрямителя.
БУВ выполняет ту же функцию, что и амплистат возбуждения
на тепловозах постоянно-постоянного тока, т.е. формирует вне-
шнюю характеристику ТГ с ограничениями по силе тока ТГ, мощ-
ности дизеля и напряжению ТГ. Напряжения, пропорциональные
силе тока ТГ, его напряжению, мощности дизеля и частоте вра-
щения коленчатого вала получают таким же образом, как и на
тепловозах постоянно-постоянного тока, — с использованием
ТПТ, ТПН, индуктивного датчика и тахометрического блока, од-
нако питание цепей переменного тока осуществляется от возбу-
дителя, так как подвозбудитель на тепловозах переменно-посто-
янного тока отсутствует.
Отметим также особенность получения напряжения, пропор-
ционального якорному току ТЭД, на современных тепловозах.
343
На тепловозах 2ТЭ116, ТЭП70 и ТЭМ7А устанавливается не
один ТПТ, а четыре, сквозь сердечник каждого из которых про-
пущен кабель одного или двух ТЭД. Выпрямительные мосты всех
ТПТ соединены параллельно. В случае развития боксования сила
якорного тока боксующего двигателя существенно снижается,
вследствие чего уменьшается амплитуда напряжения, подводи-
мого к мосту того ТПТ, сквозь сердечник которого пропущен ка-
бель боксующего ТЭД, и диоды моста этого ТПТ перестают от-
крываться.
Таким образом, для исключения воздействия на схему автома-
тического регулирования боксующего двигателя к БУВ всегда под-
водится напряжение, пропорциональное силе якорного тока не-
боксующих ТЭД.
Схема управления ослаблением поля тяговых двигателей. Схемы
управления ослаблением поля практически аналогичны для всех
тепловозов с электрической передачей. При дальнейшем изложе-
нии для определенности будем полагать, что шунтирование об-
моток возбудителя ТЭД осуществляется двумя контакторами —
ВШ1 и ВШ2 — по одному на каждую ступень. Сборка цепи ка-
тушки контактора ослабления поля осуществляется контактом со-
ответствующего реле перехода РП1 и РП2 (рис. 13.17).
Реле перехода оборудованы двумя катушками, к одной из ко-
торых (катушка напряжения) подводится напряжение, пропор-
циональное напряжению ТГ, а к другой (токовая) — напряже-
ние, пропорциональное силе тока ТГ. Такое реле с двумя катуш-
ками называется дифференциальным.
Сердечники катушек притягивают якорь реле в противополож-
ные стороны. Контакт реле замыкается при притяжении якоря к
катушке напряжения.
После трогания тепловоза с места, при начале разгона, сила
тока ТГ велика, а его напряжение мало, якорь реле при этом
притянут к сердечнику токовой катушки, и контакт реле разомк-
нут. При таком положении якоря расстояние от него до сердечни-
ка катушки напряжения велико, и для переброса якоря к сердеч-
нику катушки напряжения необходимо, чтобы сила тока в ней
существенно превысила силу тока в токовой катушке. Последнее
происходит при разгоне тепловоза до скорости, при которой на-
пряжение становится близким к максимальному. После переброса
якоря контакт реле замыкается и собирает цепь катушки контак-
тора ослабления поля первой ступени, после чего напряжение ТГ
падает, а сила его якорного тока возрастает. Если после этого по-
езд вступит на подъем и скорость его начнет снижаться, что со-
провождается ростом силы тока и падением напряжения ТГ, об-
ратного переброса якоря реле не произойдет, поскольку в данном
случае якорь удален от токовой катушки, и для обратного пере-
броса якоря необходимо, чтобы сила тока в ней существенно пре-
344
Рис. 13.17. Упрощенная схема управления ослаблением поля ТЭД:
РП1(/), РП2(/) — токовые катушки реле переходов первой и второй ступеней;
РПЦU), РП2((7) — катушки напряжения реле переходов первой и второй сту-
пеней; ВПП, ВШ2 — контакторы шунтирования первой и второй ступеней;
РП1, РП2 — контакты реле переходов первой и второй ступеней
высила силу тока в катушке напряжения. Последнее произойдет в
том случае, если скорость поезда упадет настолько, что сила тока
ТГ станет близка к максимальному значению. Таким образом, ско-
рость, при которой замыкается контактор ослабления поля (или,
как говорят, происходит прямой переход), всегда выше скорости
обратного перехода, при котором контактор размыкается (у манев-
ровых тепловозов — на 3... 7 км/ч, у грузовых — на 10... 12 км/ч, у
пассажирских — на 15... 30 км/ч). Это обеспечивает устойчивость
работы схемы; при отсутствии этой разницы была бы возможна
«звонковая» работа схемы — периодическое замыкание- и размы-
кание контактора.
После замыкания контактора первой ступени его замыкающий
блок-контакт собирает цепь катушки напряжения реле перехода
второй ступени. После первого прямого перехода сила тока ТГ
велика, а его напряжение мало. Если скорость поезда продолжает
возрастать, то сила тока ТГ снижается, а напряжение возрастает,
и по достижении им значения, близкого к максимальному, про-
исходят переброс якоря реле, замыкание его контакта и замыка-
ние контактора ослабления поля второй ступени. В случае сниже-
ния скорости обратный переброс якоря происходит при достиже-
нии силы тока ТТ, близкой к максимальной, после чего контак-
тор второй ступени размыкается, сила тока ТГ уменьшается, а
его напряжение возрастает.
Отметим, что для реальных тепловозов схемы управления ос-
лаблением поля несколько сложнее; усложнения связаны с необ-
345
ходимостью повышения устойчивости работы схемы, а также с
коррекцией скоростей, на которых происходит замыкание и раз-
мыкание контакторов при работе дизеля на промежуточных пози-
циях контроллера машиниста.
На тепловозах серии ТЭП70 возможна подача питания на элек-
тропневматические вентили контакторов ослабления поля вклю-
чением соответствующего тумблера в кабине управления. Такая
возможность предусмотрена для обеспечения нормального веде-
ния поезда в случае выхода из строя реле перехода или при разре-
гулировке схемы управления ослаблением поля.
Аварийные режимы работы электрической передачи мощности.
В процессе эксплуатации локомотива возникают различные не-
исправности его агрегатов. Эксплуатировать неисправный тепло-
воз запрещается, однако во избежание серьезного сбоя в движе-
нии поездов и иных неприятных последствий, связанных с отка-
зом локомотива, в том случае, если неисправность не угрожает
безопасности движения и личной безопасности работников локо-
мотивной бригады, разрешается непродолжительная работа не-
исправного локомотива с целью вывода поезда с перегона и до-
ставки тепловоза к месту ремонта (в основное или оборотное депо).
Для обеспечения работоспособности локомотива, хотя бы и с
существенным снижением эксплуатационных характеристик, в его
конструкции предусмотрены различные аварийные устройства.
Тепловозы с электрической передачей мощности оборудуются
двумя схемами, обеспечивающими работоспособность неисправ-
ного локомотива.
1. Схема аварийного возбуждения. Этими схемами обеспечены
тепловозы постоянно-постоянного тока, автоматическое регули-
рование тяговой передачи которых осуществляет амплистат воз-
буждения, и тепловозы переменно-постоянного тока. Тепловозы,
имеющие возбудители с расщепленными полюсами и трехобмо-
точные возбудители (ЧМЭЗ, ТЭМ2 и т.п.) такими схемами не
оснащены, поскольку их штатная схема автоматического регули-
рования тяговой передачи чрезвычайно проста и достаточно на-
дежна.
На тепловозах с передачей постоянно-постоянного тока с ам-
плистатами возбуждения при переходе на аварийную, схему ра-
бочая обмотка возбуждения отключается от амплистата и изменя-
ется схема подключения размагничивающей обмотки, которая под-
ключается к вспомогательному генератору через меньшее сопро-
тивление и с иной полярностью, после чего сила тока, протека-
ющего через нее, возрастает, и ток изменяет направление. После-
днее обстоятельство позволяет сохранить полярность тягового ге-
нератора и, следовательно, работоспособность килоамперметра и
киловольтметра ТГ (изменение полярности ТГ не приводит к ре-
версированию передачи; поскольку ТЭД имеют последовательное
346
возбуждение, изменение направления якорного тока меняет и на-
правление магнитного потока полюсов статора). После этого сила
тока возбуждения возбудителя не регулируется: ее величина неиз-
менна, напряжение возбудителя и сила тока возбуждения ТГ оп-
ределяются только частотой вращения якоря возбудителя, т. е. ча-
стотой вращения коленчатого вала дизеля.
Такая схема не обеспечивает полного использования свобод-
ной мощности дизеля, особенно при скорости движения более
20 км/ч, когда требуется повышение напряжения ТГ; тем не ме-
нее она делает возможным движение тепловоза при неисправнос-
ти синхронного подвозбудителя, амплистата возбуждения или
цепей его подмагничивающих обмоток.
На тепловозах с передачей переменно-постоянного тока при
включении схемы аварийного возбуждения шунтируются тирис-
торы управляемого выпрямителя, после чего он превращается,
по существу, в обычный (неуправляемый) мостовой выпрями-
тель. Такая схема не обеспечивает полноты использования сво-
бодной мощности дизеля и ограничения максимальной силы тока,
однако делает возможным движение тепловоза с неисправностью
БУВ или цепей, с ним связанных.
Отметим, что отсутствие регулирования передачи при работе
по аварийной схеме при всех своих недостатках повышает устой-
чивость к боксованию, поскольку в случае начала развития бок-
сования, когда происходит снижение силы тока ТГ, при работе
по аварийной схеме повышения напряжения ТГ, ведущего к даль-
нейшему развитию боксования, не происходит. Эта особенность
аварийной схемы позволяет использовать ее, когда поезд трогает-
ся с места в случае остановки его на подъеме и при движении с
невысокой скоростью по участку с пониженным сцеплением ко-
лес с рельсами.
2. Работа передачи с отключенным ТЭД (группой ТЭД). В слу-
чае выхода из строя тягового двигателя при включении тяги на
тепловозах с параллельным соединением ТЭД к ТГ подключают
все исправные двигатели, на тепловозах с последовательно-па-
раллельным соединением — все исправные ТЭД, кроме двигате-
лей, соединенных последовательно с неисправным.
Для отключения неисправного ТЭД (группы, в которой нахо-
дится неисправный ТЭД) в цепях катушек ЭПВ поездных контак-
торов предусмотрены размыкающие контакты органов управления.
На тепловозах, сконструированных на Брянском машиностро-
ительном заводе (ТЭМ2 всех индексов и т.д.), отключение груп-
пы из трех электродвигателей осуществляется пакетным выклю-
чателем ОМ, имеющим пять положений: I — включены ТЭД пер-
вой тележки; II — включены ТЭД второй тележки; I, II — вклю-
чены все ТЭД; 0 — все ТЭД отключены. Реостат используется при
реостатных испытаниях тепловоза. На остальных тепловозах от-
347
ключение производится тумблерами, также обозначаемыми ОМ
с указанием номера отключаемого двигателя (на ЧМЭЗ всех ин-
дексов — группы ТЭД; на ТЭМ7А эти тумблеры обозначаются,
как все остальные — Тб).
К сожалению, отсутствует единство в обозначениях контактов
тумблеров ОМ. На схемах тепловозов некоторых серий (2М62,
2ТЭ116 и т.д.) нормально разомкнутый контакт означает «замк-
нутый при включенном ТЭД», на тепловозах других серий (М62
и т.д.) — «замкнутый при отключенном ТЭД».
При уменьшении числа ТЭД, подключаемых к ТГ (ВУ), во
избежание перегрузки двигателей (что вызывает повреждение их
изоляции) следует пропорционально снижать и максимальную
мощность ТГ (на 1/8, 1/6, 1/3 или 1/2 в зависимости от числа
ТЭД и схемы их соединения).
Ограничение мощности на тепловозах, оборудованных возбу-
дителем с расщепленными полюсами (ТЭМ2 и т.д.), достигается
тем, что контакт переключателя ОМ, замкнутый в положениях I
и II, шунтирует часть балластного сопротивления в цепи обмотки
независимого возбуждения; после перевода переключателя в по-
ложение I или II сопротивление дешунтируется, вследствие чего
магнитный поток полюсов статора возбудителя и его напряжение
снижаются, что приводит к уменьшению силы тока возбуждения
и мощности ТГ.
На тепловозах с передачей постоянного тока с амплистатом
возбуждения при отключении любого ТЭД тумблером ОМ другой
контакт тумблера дешунтирует часть сопротивления в цепи зада-
ющей обмотки амплистата, вследствие чего сила тока в обмотке и
мощность ТГ снижаются. На тепловозах с передачей переменно-
постоянного тока при отключении любого ТЭД контакт любого
тумблера шунтирует сопротивление в цепи сигнала по мощности
ТГ, что вызывает ее снижение.
13.3. Электрические схемы пуска и контроля работы
дизеля тепловозов и дизель-поездов
К схемам пуска и контроля работы дизеля относятся схемы,
связанные с топливоснабжением дизеля, с прокачкой его маслом
перед запуском и после остановки и с проворотом коленчатого
вала при запуске.
Для успешного пуска и работы дизеля необходимо поддержа-
ние достаточного давления топлива (100... 150 кПа) в коллекторе
топливных насосов высокого давления (ТНВД). Это давление со-
здает топливоподкачивающий насос (TH). Дизели некоторых теп-
ловозов (ЧМЭЗ всех индексов, 2ТЭ116, ТЭП70) оборудованы TH
с механическим приводом (от коленчатого вала). При запуске этот
насос недопустимо долго создавал бы достаточное давление в
348
ВА «Топливный
насос» КТН
ЭТН
ДП
С2 С1
Ш1
Ш2
.«'Vll'Y’l.
Рис. 13.18. Типичная схема подключения электродвигателя топливопод-
качивающего насоса:
ВА «Топливный насос» — автоматический выключатель топливного насоса; КТН—
контактор топливного насоса; ЭТН — электродвигатель топливного насоса; ДП—
дополнительные полюса; С1—С2, Ш1—Ш2 — обмотки возбуждения топливного
насоса
коллекторе ТНВД, поэтому любой тепловоз оборудуется пуско-
вым TH с ручным (ЧМЭЗ всех индексов) или электрическим от
аккумуляторной батареи (АБ) приводом (все отечественные теп-
ловозы и дизель-поезда). Если дизель тепловоза не оборудован TH
с механическим приводом, TH с электроприводом остается вклю-
ченным и при работе дизеля; если оборудован, то после запуска
последний выключается, хотя может быть и включен при неис-
правности основного TH.
На дизель-поездах венгерского производства (Д и Д1) расход-
ные топливные баки расположены выше дизеля. Напора, обуслов-
ленного высотой бака, достаточно для запуска дизеля, но недо-
статочно для его нормальной работы, поэтому после запуска вклю-
чается топливоподкачивающий насос с электроприводом. Цепь
электродвигателя этого насоса собирает реле окончания пуска R8.
На всех отечественных тепловозах и дизель-поездах якорная цепь
электродвигателя TH (ЭТН) защищается от токов короткого за-
мыкания автоматическим выключателем и, как правило, комму-
тируется контактом контактора (на тепловозах М62 — сильноточ-
ного реле) топливоподкачивающего насоса (обозначение — КТН
на М62 — РУЗ, рис. 13.18, на дизель-поездах ДР 1 всех индексов —
КНТ). Тепловозы постройки Людиновского тепловозостроитель-
ного завода (с гидропередачей и ТЭМ7А) КТН (реле) не обору-
дованы. Цепь электродвигателя TH на них замыкается и размыка-
ется только автоматическим выключателем «Топливный насос»,
установленным на пульте управления.
Перед запуском осуществляют прокачку масляной системы
дизеля во избежание сухого трения в подшипниках скольжения
при провороте коленчатого вала. Прокачка осуществляется масло-
прокачивающем насосом (МН) с ручным или электрическим
приводом. На тепловозах широкой колеи и дизель-поездах приме-
няют МН только с электрическим приводом. Цепь электродвига-
теля МН (ЭМН) защищается от токов короткого замыкания, как
правило, плавкой вставкой (на ТЭМ2 всех индексов, ТЭМ15,
349
ТЭМ 17, ТЭМ 18 — автоматическим выключателем) и коммутиру-
ется электромагнитным контактом контактора маслопрокачиваю-
щего насоса (КМН; на дизель-поездах ДР1 всех индексов — КНМ;
дизель-поездах Д и Д1 — МК2 и МКЗ; рис. 13.19).
Проворот коленчатого вала осуществляется электрической ма-
шиной, получающей питание от АБ. При провороте используется
последовательная или смешанная схема возбуждения, поскольку
они обеспечивают максимальный пусковой момент: после под-
ключения якорной цепи к АБ сила тока при неподвижном якоре
достигает максимальной величины, магнитная система полюсов
статора насыщается; вращающий момент, пропорциональный силе
якорного тока и магнитному потоку полюсов, очень велик; по
мере раскручивания якоря он снижается.
Электромагнитные контакторы, осуществляющие соединение
якорной цепи машины, производящей запуск, с АБ, называют
пусковыми (обозначение — Д, КД, на тепловозах с гидропереда-
чей — также КП). На тепловозах серии ТЭМ7А пуск машины,
осуществляющей проворот коленчатого вала, реостатный: маши-
на соединяется с АБ через пусковое сопротивление, которое че-
рез 1 с шунтируется. На остальных тепловозах и дизель-поездах
пуск прямой (безреостатный).
На тепловозах и дизель-поездах с механической, гидромехани-
ческой и гидравлической передачами (кроме ДР1А) проворот ко-
ленчатого вала осуществляется специально предназначенной для
этого машиной — электростартером (обозначение — ЭС или СТ),
соединенным с коленчатым валом управляемой муфтой, которая
выключается после пуска дизеля. Необходимость в этой муфте обу-
словлена тем, что после развития коленчатым валом дизеля час-
тоты вращения холостого хода якорь стартера, если бы муфта не
выключалась, развивал бы недопустимо высокую частоту враще-
ния, что приводило бы к его повреждению (разбандажировке).
На некоторых тепловозах и дизель-поездах установлено два стар-
тера на один дизель (ТГМЗ, Д, Д1 и т.д.).
+о
ДП С2 С1
Ш1 Ш2
Рис. 13.19. Типичная схема подключения электродвигателя маслопрока-
чивающего насоса:
ПР — предохранитель; КМН— контактор масляного насоса; ЭМН — электро-
двигатель масляного насоса; ДП— добавочные полюса; С1—С2, Ш1 —Ш2 — об-
мотки возбуждения масляного насоса
350
Блок-контакт
Рис. 13.20. Эскиз муфты стартера тепловоза с гидравлической передачей
Схема проворота существенным образом связана с конструк-
цией муфты. Например, на тепловозах ТГМ6А и ТГМ6Б (рис. 13.20)
стартер имеет полый вал, внутри которого нарезана резьба; по
резьбе в вал ввернута втулка, подпружиненная возвратной пру-
жиной; во внутреннее отверстие втулки со шлицами вставляется
хвостовик с шестерней, которая при смещении хвостовика вдоль
оси якоря входит в зацепление с зубчатым венцом маховика дизе-
ля; хвостовик, соединенный со втулкой шлицевым соединением,
имеет возможность в определенных пределах смещаться относи-
тельно втулки в осевом направлении. Направления резьбы на втулке
и вращения якоря таковы, что если частота вращения якоря пре-
вышает частоту вращения шестерни, то втулка движется в сторо-
ну дизеля; при обратном соотношении — от него.
Внутри вала расположен якорь блок-магнита БМ2 (не следует
путать его с блок-магнитом дизеля); при подаче питания на ка-
тушку БМ2 его якорь смещает хвостовик в сторону дизеля. БМ2
оборудован блок-контактом, замыкающимся при полном вводе в
зацепление шестерни хвостовика с зубчатым венцом маховика
дизеля.
Цепь якоря стартера коммутируется контактами двух кон-
такторов — КП2 и КП1 — по плюсу и минусу соответственно
(рис. 13.21, а). После замыкания пускового контактора КД его блок-
контакт собирает цепь катушки контактора КП1, после замыка-
ния которого собирается цепь стартера через катушку блок-маг-
нита; якорь последнего смещает хвостовик и вводит его шестерню
в зацепление с зубчатым венцом маховика дизеля. В начальный
351
ПЛ Ш2
Рис. 13.21. Типичные упрощенные схемы проворота коленчатого вала
дизеля:
а — тепловоза с гидравлической передачей (ТГМ6А, ТГМ6Б); б — односекцион-
ного тепловоза с электрической передачей постоянно-постоянного тока (М62);
в — двухсекционного тепловоза с электрической передачей переменно-постоян-
ного тока (2ТЭ116); г — односекционного тепловоза с электрической передачей
переменно-постоянного тока с реостатным пуском СТГ (ТЭМ7А); СТ — стар-
тер; Ш1—Ш2, Cl — С2 — обмотки возбуждения стартера; КД1, КД2, КП1, КП2,
КРН — контакторы; КД, Д1, Д2 — пусковые контакторы; КВ — контактор воз-
будителя; БМ2 — блок-магнит; АБ — аккумуляторная батарея; ТГ — тяговый
генератор; В — возбудитель; Hl —Н2, П — обмотки возбуждения; ТЭД — тяго-
вый электродвигатель; СТГ— стартер-генератор; СЗБ — сопротивление заряда ба-
тареи; ДЗБ — диод заряда батареи; PH — регулятор напряжения
352
момент пуска частота вращения якоря превышает частоту враще-
ния хвостовика, втулка наворачивается по резьбе в сторону дизе-
ля и фиксирует хвостовик в положении зацепления.
После фиксации шестерни втулкой необходимость в нажатии
на хвостовик якоря блок-магнита отпадает. Замкнувшийся блок-
контакт БМ2 собирает цепь катушки контактора КП2, силовой
контакт которого шунтирует катушку БМ2, после чего сила тока
в ней падает практически до нуля, и возвратная пружина якоря
возвращает его в исходное положение. Разрыва цепи катушки КП2
при этом не происходит, поскольку замыкающий блок-контакт
КП2 шунтирует контакт БМ2.
После запуска дизеля частота вращения его коленчатого вала и
маховика быстро возрастает; сцепленный шестерней с его зубча-
тым венцом хвостовик начинает вращаться быстрее вала якоря
стартера, вследствие чего втулка, сворачиваясь по резьбе, дви-
жется от дизеля и, толкая хвостовик, выводит его из зацепления.
После этого стартер работает в режиме холостого хода, его якор-
ная цепь разрывается после размыкания пускового контактора КД.
Именно эта непродолжительная работа в режиме холостого хода
и требует использования смешанной, а не последовательной схе-
мы возбуждения: двигатель последовательного возбуждения без
нагрузки, как известно, идет «вразнос», поскольку при малой ве-
личине якорного тока ток возбуждения и магнитный поток полю-
сов статора также малы и частота вращения якоря стартера п нео-
граниченно возрастает:
где U — напряжение, подводимое к стартеру; Се — постоянная
электрической машины; Ф — магнитный поток электрической ма-
шины.
На тепловозах с передачей постоянно-постоянного тока для
проворота коленчатого вала дизеля используется тяговый генера-
тор. Возбуждение ТГ при работе его в качестве стартера осуществ-
ляется специально уложенной для этой цели на статоре пусковой
обмоткой последовательного возбуждения.
Поскольку цепи тягового генератора и цепи управления галь-
ванически не связаны, для сборки схемы проворота необходимы
два контактора, контакты которых подключают генератор к бата-
рее по плюсу и по минусу (см. рис. 13.21, б).
На тепловозах с передачей переменно-постоянного тока тяго-
вый генератор представляет собой синхронную машину перемен-
ного тока и, следовательно, не может быть использован для про-
ворота коленчатого вала дизеля. Функцию стартера на таких теп-
ловозах выполняет вспомогательный генератор, называемый стар-
тером-генератором (СТГ).
12 Собенин
353
Поскольку при запуске дизеля необходимо развитие значитель-
ного вращающего момента, СТГ тепловоза с передачей перемен-
но-постоянного тока имеет мощность, приблизительно в четыре
раза большую, чем ВГ тепловоза с передачей постоянно-посто-
янного тока. Избытки мощности СТГ при работе его в режиме
генератора (при работающем дизеле) используются на нужды элек-
трического привода компрессора (все тепловозы с передачей по-
стоянно-постоянного тока оборудуются компрессорами с меха-
ническим приводом от коленчатого вала дизеля).
Стартером-генератором может быть оборудован также тепловоз
(дизель-поезд) с гидравлической (механической, гидромехани-
ческой) передачей. Из ныне эксплуатируемых серий таких машин
стартер-генератор установлен на дизель-поездах ДР1А. Избыток
мощности используется для электроотопления салонов вагонов.
Поскольку якорная цепь СТГ гальванически связана с цепями
управления, так как именно он осуществляет их питание при ра-
ботающем дизеле, для сборки схемы проворота достаточно одно-
го контактора, контакт которого осуществляет подключение СТГ
к АБ через пусковую обмотку по плюсу; по минусу АБ и СТГ
соединены как при пуске, так и при работе дизеля.
На двух- и многосекционных тепловозах минусы всех секций
подключены к межсекционному соединению. Это обеспечивает воз-
можность управления ведомой секцией с ведущей путем подачи
плюсового потенциала на ее аппараты. При провороте коленчато-
го вала дизеля одной секции осуществляется также подключение
плюсов всех АБ к межсекционному плюсовому соединению, пос-
ле чего батареи оказываются соединенными параллельно. Таким
способом достигается снижение разрядного тока при провороте
коленчатого вала, что существенно продлевает срок службы АБ.
Подключение плюсов батарей секций к межсекционному плю-
совому соединению осуществляют дополнительные пусковые кон-
такторы, катушки которых подключены к межсекционному со-
единению, что обеспечивает одновременное их замыкание.
Таким образом, на двух- и многосекционных тепловозах ус-
танавливается на один пусковой контактор больше, чем на ана-
логичных односекционных: на тепловозах с передачей постоян-
но-постоянного тока — три, переменно-постоянного — два (см.
рис. 13.21, в).
Для остановки дизеля его регулятор оборудуют стоп-устрой-
ством — блок-магнитом (обозначения — БМ, ЭТ, МР6, ЭМОД,
ВОД; кроме дизель-поездов Д и Д1), представляющим собой элек-
тромагнит, якорь которого связан с механизмом слива масла из-
под поршней, перемещающих рейки ТНВД. Дизель может рабо-
тать только при протекании тока по катушке блок-магнита; при
разрыве ее цепи регулятор устанавливает рейки ТНВД в положе-
ние нулевой подачи, и дизель останавливается. Машинист может
354
остановить дизель, разорвав
цепь катушки блок-магнита с
помощью автоматического
выключателя или тумблера, че-
рез контакт которого она полу-
чает питание. Кроме того, в этой
цепи имеются контакты аппа-
ратов защиты, автоматически
разрывающие цепь при возник-
новении опасной для дизеля
или локомотивной бригады си-
туации.
В частности, дизель любого
ВА «Топливный
насос» РДМ
Рис. 13.22. Простейшая схема
питания катушки блок-магнита
дизеля:
ВА «Топливный насос» — автоматичес-
кий выключатель «Топливный насос»;
РДМ — контакт реле давления масла;
Д1 — контакт пускового контактора;
БМ — блок-магнит
тепловоза или моторного ваго-
на дизель-поезда оборудуется защитой от опасного понижения
давления в масляной системе, которая в простейшем случае пред-
ставляет собой контакт реле давления масла (РДМ) в цепи ка-
тушки блок-магнита, размыкающийся при падении давления ниже
минимально допустимого уровня (рис. 13.22). На дизель-поездах
венгерского производства Д и Д1 защита от понижения давления
масла осуществляется регулятором дизеля (не электрически).
Проворот коленчатого вала дизеля происходит при меньшем
давлении масла, поскольку маломощный маслопрокачивающий
насос не может создать высокое давление. В связи с этим перед
проворотом необходимо собрать цепь питания катушки блок-маг-
нита, не содержащую контакт аппарата, осуществляющего защи-
ту от пониженного давления масла; как правило, эта цепь собира-
ется шунтированием его замыкающим блок-контактом одного из
пусковых контакторов.
После остановки дизеля давление масла в аккумуляторах его
регулятора достаточно быстро снижается до нуля. Вследствие это-
го при провороте коленчатого вала невозможен вывод реек ТНВД
на подачу топлива до тех пор, пока масляный насос регулятора,
приводимый во вращение коленчатым валом дизеля, не создаст
достаточное давление в масляной системе регулятора. Это обстоя-
тельство существенно удлиняет процесс запуска, что сокращает
срок службы аккумуляторной батареи.
Во избежание этого на современных тепловозах (М62, ТЭП70,
ТЭМ7А, 2ТЭ116 и т.д.) применяют пневматический ускоритель
пуска, осуществляющий вывод реек ТНВД на подачу при запуске.
Пропуск сжатого воздуха к ускорителю осуществляет электропнев-
матический вентиль (вентиль ускорителя пуска, обозначение —
ВУП или ВП7).
На тепловозах чешского производства ЧМЭЗ (всех индексов)
и дизель-поездах ДР1 (всех индексов) масляная система регуля-
тора связана с масляной системой дизеля, в силу чего необходи-
355
мое давление масла в системе регулятора создается в процессе
предпусковой прокачки дизеля маслом. Преимущество тепловозов
(дизель-поездов) с такой конструкцией регулятора состоит в том,
что ускоренный запуск осуществляется даже при отсутствии сжа-
того воздуха в главных резервуарах тепловоза (дизель-поезда).
По окончании запуска при выключенной тяге дизель работает
с минимально возможной частотой вращения коленчатого вала
практически без нагрузки. При таком режиме работы часть паров
топлива в цилиндрах конденсируется и просачивается в картер,
вызывая разжижение масла. Во избежание этого многоцилиндро-
вые дизели (более шести цилиндров) оборудуют пневматически-
ми устройствами, разъединяющими регулятор и рейки половины
ТНВД. После включения этого устройства к форсункам половины
цилиндров топливо не поступает, а остальные цилиндры работа-
ют с повышенной нагрузкой. Сжатый воздух к устройству отклю-
чения половины цилиндров пропускает вентиль отключения топ-
ливных насосов.
После остановки дизеля ротор его турбокомпрессора, обладая
значительной инерцией, продолжает вращаться достаточно долго
(до 1 мин). Между тем коленчатый вал дизеля и шестерни масля-
ного насоса не вращаются. Таким образом, после остановки дизе-
ля необходимо включать маслопрокачивающий насос для обеспе-
чения смазки подшипников турбокомпрессора.
Большинство современных тепловозов (2М62, 2ТЭ116, ТЭП70,
ТЭМ7А, ТГМ6А, ТГМ6Б и т.д.) оснащены схемами, обеспечива-
ющими автоматическую прокачку маслом дизеля после остановки.
Релейные схемы управления пуском. Итак, для осуществления
пуска дизеля необходимо выполнить целый ряд операций в опре-
деленной последовательности, или, как говорят, по определен-
ному алгоритму.
Эту последовательность с выдержкой необходимых интервалов
времени между операциями и промежуточным контролем успеш-
ности их выполнения осуществляет релейная схема пуска дизеля,
собранная из реле, реле времени, датчиков давления, концевых
выключателей, а на тепловозах ТЭМ7А и некоторых 2ТЭ116 —
также полупроводниково-релейных блоков.
Релейные схемы пуска дизелей тепловозов и дизель-поездов
чрезвычайно разнообразны, что связано как с конструктивными
особенностями тепловоза (дизель-поезда), так и со временем на-
чала его производства (архаичностью схемы), а иногда и просто с
тем, что над созданием схем работали конструкторские бюро не-
скольких тепловозостроительных заводов, каждое из которых на-
ходило свое решение.
Здесь мы приведем лишь общий алгоритм пуска дизеля, кратко
упоминая о том, замыканием каких аппаратов достигается вы-
полнение той или иной операции.
356
Для успешного пуска дизеля необходимо выполнить следую-
щие операции.
1. Включение топливоподкачивающего насоса (на тепловозах
ЧМЭЗ всех индексов — накачка топлива в коллектор ТНВД руч-
ным насосом). Операция осуществляется замыканием автомати-
ческого выключателя в якорной цепи ЭТН (см. рис. 13.18), а на
тепловозах и дизель-поездах, в схемах которых имеется контактор
(реле) топливоподкачивающего насоса, — также и его замыкани-
ем, которое происходит после замыкания контакта автоматичес-
кого выключателя (тумблера) в цепи катушки контактора (реле).
2. Включение маслопрокачивающего насоса осуществляется за-
мыканием контактора КМН (см. рис. 13.19), на катушку которого
машинист подает питание, нажимая кнопку «Пуск дизеля» (на
ТЭМ7А, ТГМ6А, ТГМ6Б — тумблер с самовозвратом). Прокачка
дизеля маслом должна осуществляться через определенный про-
межуток времени (20...70 с на тепловозах и дизель-поездах раз-
личных серий); на всех современных тепловозах этот интервал вре-
мени автоматически выдерживается реле времени, получающим
питание одновременно с катушкой КМН: замыкающийся с вы-
держкой времени контакт этого реле собирает цепь пусковых кон-
такторов. В случае если после кратковременного нажатия кнопки
(тумблера) «Пуск дизеля» ее (его) можно отпустить и все даль-
нейшие операции схема выполнит автоматически, считается, что
тепловоз (дизель-поезд) оборудован схемой автозапуска. К таким
схемам следует отнести и довольно специфическую схему, разра-
ботанную на Брянском машиностроительном заводе (тепловозы
ТЭМ2 и т.д.). Пуск дизеля на тепловозах с этой схемой осуществ-
ляется переводом тумблера без самовозврата из положения «Оста-
новка» в положение «Пуск», после чего получают питание катуш-
ки КТН и КМН.
В схемах пуска дизель-поездов ДР1 (всех индексов) контроль
времени предпусковой прокачки отсутствует, а ее качество обес-
печивается тем, что цепь катушки пускового контактора собира-
ется контактом реле давления масла РДМ1, замыкающимся при
создании в масляной системе давления 0,5 кгс/см2.
3. Проворот коленчатого вала дизеля осуществляется замыка-
нием пусковых контакторов (см. рис. 13.21). Одновременно с этим
собирается схема питания катушки блок-магнита дизеля без за-
щиты от пониженного давления масла (см. рис. 13.22), и подается
питание на катушку вентиля ускорителя пуска (на тепловозах,
имеющих такие устройства).
4. Разборка пусковых цепей выполняется после успешного за-
пуска дизеля или в том случае, если запуск явно не удается, во
избежание слишком глубокой разрядки батареи. При этом снима-
ется питание с катушек пусковых контакторов, вентиля ускори-
теля пуска и КМН, а также разрывается пусковая цепь питания
357
катушки блок-магнита регулятора дизеля. На тепловозах, обору-
дованных топливоподкачивающим насосом с механическим при-
водом (ТЭП70, 2ТЭ116), снимается питание и с катушки КТН.
На тепловозах, не оборудованных схемой автозапуска (М62,
2М62 и др.), разборку пусковых цепей осуществляет машинист,
отпуская кнопку «Пуск дизеля».
В схемах автозапуска разборка производится автоматически, с
помощью реле окончания пуска, катушка которого получает пи-
тание по истечении определенного времени с момента начала про-
ворота (на тепловозах 2М62У, ЗМ62У — с момента начала про-
качки дизеля маслом). Для этих целей в схемах предусмотрено реле
времени, получающее питание одновременно с катушками пус-
ковых контакторов (на тепловозах 2М62У, ЗМ62У — КМН). На
многих тепловозах предусмотрена возможность более раннего по-
лучения питания катушкой реле окончания пуска; таким образом
удается продлить срок службы АБ.
Сигналом, воздействующим на схему в случае успешного за-
пуска, является, как правило, напряжение, снимаемое с одной
из электрических машин: со специального таходатчика на ТЭП70
с первой модификацией схемы; с возбудителя на ТЭП70 с более
поздней модификацией схемы, ТЭМ7А, некоторых 2ТЭ116; со
вспомогательного генератора на ЧМЭЗ, ТГМ6А и ТГМ6Б. У ма-
шины, через обмотку возбуждения которой при запуске пропус-
кают ток, напряжение, подводимое к катушке реле окончания
пуска, достигает необходимой для замыкания реле величины после
развития коленчатым валом дизеля частоты вращения холостого
хода. В схеме тепловозов Брянского завода (ТЭМ2 и т. п.), а также
в схемах дизель-поездов ДР1 (всех индексов) таким сигналом яв-
ляется замыкание контакта реле давления масла, происходящее
при развитии коленчатым валом дизеля частоты вращения холос-
того хода.
В случае успешного запуска дизеля по окончании разборки пус-
ковых цепей получают питание катушки контактора (реле) регу-
лятора напряжения и вентиля отключения топливных насосов (на
тепловозах, дизели которых оснащены таким устройством).
В схемах современных тепловозов имеются защитные устрой-
ства в цепях пуска, исключающие проворот коленчатого вала ди-
зеля в том случае, если он может привести к повреждению дизеля
или электрической схемы.
Защита от запуска при нахождении контроллера машиниста на
позиции выше нулевой предусмотрена во избежание одновремен-
ной сборки схем тяги и пуска. Пусковые цепи получают питание
через контакт контроллера машиниста, замкнутый при нахожде-
нии его штурвала на нулевой позиции, или через контакты реле,
замкнутых одновременно только при нахождении штурвала кон-
троллера на нулевой позиции (тепловозы 2М62, 2М62У и т.д.).
358
Защита от одновременной сборки цепей пуска и возбуждения ТГ
вследствие пригорания контактов контактора возбуждения или
поступления постороннего питания на его катушку осуществля-
ется размыкающим блок-контактом контактора возбуждения ге-
нератора в цепях пуска.
Защита от запуска при неработающем топливоподкачивающем
насосе производится замыкающим блок-контактом КТН (контак-
том реле TH) в цепях пуска (на тепловозах, имеющих это реле).
Защита от проворота коленчатого вала дизеля, когда маслопро-
качивающий насос не создает необходимого давления масла, в про-
стейшем случае обеспечивается благодаря тому, что катушки пус-
ковых контакторов получают питание от плавкой вставки (авто-
матического выключателя) электродвигателя насоса. При пере-
горании вставки (размыкании выключателя), когда насос фак-
тически не работает, не получают питание и катушки пусковых
контакторов, и проворот не происходит (тепловозы ТЭМ2,
2ТЭ116 и т.д.). Более совершенная защита осуществляется кон-
тактом реле давления масла в цепях проворота. При такой защите
проворот исключается и при механической причине отсутствия
необходимого давления.
Защита от проворота при введенном в зацепление червяке вало-
проворотного устройства (ВПУ) на тепловозах, имеющих такое
устройство (М62, ТЭП70, 2ТЭ116, ТЭМ7Аит.д.), осуществляет-
ся контактом концевого выключателя, замкнутым при выведен-
ном из зацепления и зафиксированном червяке ВПУ {блокировка
валопроворотного устройства', обозначение — БВУ или 105).
Защита от запуска непрогретого дизеля производится контак-
тами термореле воды в цепях пуска (на всех дизель-поездах, обо-
рудованных котлами-подогревателями).
Защита дизеля при его работе. Современный тепловоз оборудо-
ван устройствами, обеспечивающими остановку дизеля при воз-
никновении ситуации опасной для него, электрической схемы
или локомотивной бригады.
Одним из этих защитных устройств является предельный вы-
ключатель, останавливающий дизель, когда частота вращения
его коленчатого вала превышает предельно допустимую величи-
ну (разнос).
На современных тепловозах (ТЭП70, 2ТЭ116, ТГМ6А и ТГМ6Б
и т.д.) остановка осуществляется не только выводом реек ТНВД
в положение нулевой подачи топлива, но и перекрытием доступа
воздуха в ресивер при помощи специального устройства — воз-
душной захлопки; это обеспечивает остановку дизеля при работе
его без подачи топлива за счет сгорания масла.
На некоторых современных тепловозах (ТЭМ7А, 2ТЭ116) ре-
гулятор оснащают электрическим устройством экстренной оста-
новки дизеля, при подаче питания к которому (при нажатии ма-
359
Рис. 13.23. Схема защиты дизеля от
работы при повышенном давлении
в картере с использованием про-
межуточного реле, обеспечиваю-
щего самопитание:
РДМ — контакт реле давления масла;
РУ7 — реле управления; КДМ — кон-
такт жидкостного дифференциального
манометра; БМ — блок-магнит
Защита дизеля от работы л/
шинистом кнопки «Аварийная
остановка» или с помощью кон-
такта одного из защитных уст-
ройств) происходит срабатыва-
ние предельного выключателя
при любой частоте вращения
дизеля. В основном же все виды
защиты связаны с отключени-
ем питания катушки блок-маг-
нита регулятора.
Защита от недопустимого
снижения давления масла в сис-
теме дизеля осуществляется
контактом РДМ в цепи блок-
магнита или промежуточного
реле, контакт которого находит-
ся в цепи блок-магнита (кроме
дизель-поездов Д, Д1).
повышенном давлении в картере
предусмотрена на тепловозах, дизели которых не имеют механи-
ческих устройств для сообщения картера с атмосферой при повы-
шении в нем давления (клапан на дизеле ПД1М тепловоза ТЭМ2
и т.д.).
Эта защита осуществляется контактом жидкостного дифферен-
циального манометра КДМ, собирающим цепь катушки промежу-
точного реле, которое обеспечивает самопитание (рис. 13.23). Раз-
мыкающий контакт реле отключает питание катушки блок-маг-
нита (на тепловозах 2ТЭ116 — подает питание к устройству ава-
рийной остановки дизеля).
Защита от недопустимого снижения уровня воды в расширитель-
ном баке водяной системы устанавливается на тепловозах серии
ТЭМ7А и дизель-поездах ДР 1 (всех индексов); при недопустимом
снижении уровня воды в расширительном баке поплавковый дат-
чик замыкает контакт в цепи катушки реле аварийной остановки
дизеля, размыкающий контакт которого разрывает цепь катушки
блок-магнита.
Управление частотой вращения коленчатого вала дизеля. Вид
схемы управления частотой вращения коленчатого вала дизеля
определяется конструкцией его регулятора.
На некоторых сериях тепловозов с гидравлической передачей
(ТГМЗА, ТГМЗБ и т.д.) установлен пневматический контрол-
лер — воздушный редуктор, затяжка пружины которого осуще-
ствляется его штурвалом.
Сжатый воздух от контроллера поступает в сервоцилиндр регу-
лятора частоты вращения, шток сервоцилиндра сжимает всере-
жимную пружину. Вращая штурвал контроллера в ту или иную
360
сторону, машинист изменяет усилие затяжки пружины редукто-
ра, в результате чего меняется давление сжатого воздуха в серво-
цилиндре, что влияет на усилие затяжки всережимной пружины
и частоту вращения коленчатого вала дизеля.
Очевидно, что на этих тепловозах электрическая схема управ-
ления частотой вращения коленчатого вала дизеля отсутствует.
На более современных тепловозах и всех дизель-поездах изме-
нение затяжки всережимной пружины (на дизель-поездах Д и Д1
также и ограничение максимальной подачи топлива) осуществ-
ляется при помощи сжатого воздуха электропневматическими вен-
тилями (на маневровых тепловозах ТЭМ2, ТГМ6А, ТГМ6Б, ди-
зель-поездах ДР 1 (всех индексов) и т.д.; обозначение — ВРД или
ВТ) или маслом из масляной системы регулятора с применением
электромагнитов (обозначение — МР), якори которых через сис-
тему тяг и рычагов связаны с клапанами, открывающими доступ
масла к сервоцилиндру затяжки всережимной пружины.
Частота вращения коленчатого вала изменяется позиционно (сту-
пенчато); управление осуществляется электрическим контроллером,
контакты которого собирают цепи ВРД (МР). Сила затяжки всере-
жимной пружины определяется набором ВРД (МР), получающих
питание. Регулятор, оборудованный тремя МР (ВРД), может реа-
лизовать 23= 8 комбинаций включений, четырьмя — 24= 16.
Современные магистральные тепловозы имеют шестнадцати-
позиционный контроллер (15 рабочих позиций и одна — холостой
ход; включение всех четырех МР не используется; рис. 13.24, а),
дизель-поезда ДР1 (всех индексов) — семнадцатипозиционный
(16 рабочих позиций и одна — холостой ход). Нулевой и первой
позициям соответствует одинаковая частота вращения; различие
между ними состоит в том, что в одном случае тяга включается, а
в другом — отключается.
Рис. 13.24. Упрощенная схема управления частотой вращения коленча-
того вала дизеля магистрального (а) и маневрового (d) тепловозов:
КМ — контроллер машиниста; МР1 — MP4 — электромагниты; ВРД1— ВРДЗ —
электропневматические вентили; 0—15 — позиции контроллера
361
Современные маневровые тепловозы оборудуют девятипози-
ционным контроллером, у которого восемь рабочих позиций и
одна (нулевая) позиция холостого хода (рис. 13.24, б).
Регулятор дизеля ПД1М (ТЭМ2 всех индексов, кроме «М»,
ТЭМ17, ТЭМ18) оборудован четырьмя ВРД. Реализуются семь
позиций регулятора (пять частот вращения коленчатого вала): ну-
левой, первой и второй позициям соответствует одна частота; раз-
личие между первой и второй заключается в том, что на первой в
цепь независимой обмотки возбуждения возбудителя введено до-
полнительное сопротивление, снижающее мощность ТГ, тогда как
на более высоких позициях (в том числе на второй) сопротивле-
ние шунтируется.
Очень специфична схема управления частотой вращения ко-
ленчатого вала дизеля тепловозов чешского производства ЧМЭЗ
(всех индексов): затяжка всережимной пружины регулятора осу-
ществляется электродвигателем постоянного тока, якорь которо-
го через редуктор, специальную муфту, оборудованную конце-
вым выключателем, и систему рычагов связан со всережимной
пружиной. Пуск и остановка двигателя производятся электричес-
кой схемой (пять промежуточных реле и концевой выключатель
муфты), связанной с контроллером машиниста. Всего регулятор
реализует восемь частот вращения. Дизель-поезда серии Д1 обо-
рудованы восьмипозиционными контроллерами: 0 — цепи обес-
точены; А — холостой ход с частотой вращения коленчатого вала
530 об/мин; В — то же с частотой вращения 830 об/мин; пять рабо-
чих позиций с частотой вращения коленчатого вала 1040 об/мин и
ограничением подачи топлива (20, 40, 60, 80 и 100 % максимальной
величины). Аналогичные контроллеры установлены на дизель-поездах
серии Д, но они имеют три позиции холостого хода (A, S и С).
13.4. Цепи дистанционного управления тяговой передачей
К цепям дистанционного управления тяговой передачей отно-
сят схемы реверсирования, включения-выключения тяги и пере-
ходов. Данные схемы у тепловозов (дизель-поездов) различных
серий существенно отличаются друг от друга. В первую очередь это
касается цепей реверсирования, которые у тепловозов с электри-
ческой передачей, с одной стороны, и тепловозов с гидропереда-
чей и дизель-поездов — с другой, принципиально различны.
Реверсирование гидравлической (механической, гидромехани-
ческой) передачи осуществляется переводом (переключением)
шлицевых муфт коробки передач. Процесс этот значительно более
длительный, чем разворот пневматического реверсора (до 5 с);
главная проблема, возникающая при реверсировании этих пере-
дач, — попадание муфты «зуб в зуб». Успешный перевод муфт
возможен только при медленно вращающихся валах передачи.
362
В гидравлических коробках тепловозов используется так называе-
мое ведение гидроаппаратов (особенно часто — гидромуфт): при
вращении насосного колеса турбинное колесо даже в случае от-
сутствия масла в аппарате медленно вращается за счет движения
воздуха. При реверсировании передачи, а также переключении ре-
жимов шлицевые муфты кратковременно выводят в нейтральное
положение, т. е. разобщают со всеми шестернями, после чего ше-
стерни, сцепленные с турбинными колесами, начинают вращать-
ся, что дает возможность ввести муфту в зацепление.
На дизель-поездах с механической (Д), гидромеханической (Д1)
и гидравлической без гидромуфты (ДР1 всех индексов) коробка-
ми передач такая возможность отсутствует, поэтому при попада-
нии «зуб в зуб» кратковременно собирают схему тяги, вследствие
чего шестерни начинают вращаться. При их вращении по инерции
производят перевод шлицевых муфт.
Цепи включения и выключения тяги тепловозов (дизель-поез-
дов) с гидравлической (механической, гидромеханической) пе-
редачей образуют одну схему со схемой переходов в отличие от
тепловозов с электрической передачей, где цепи управления пере-
ходами (ослаблением поля) представлены в виде отдельной схемы.
Включение тяги на тепловозе (дизель-поезде) с гидравличес-
кой передачей заключается в заполнении маслом одного из гид-
роаппаратов (в зависимости от скорости тепловоза или дизель-
поезда).
Процессами опорожнения-наполнения на тепловозах, имею-
щих гидромуфту, управляют три электрогидравлических вентиля
(ЭГВ), на тепловозах, не имеющих ее, — два. Для заполнения
первого гидротрансформатора включают один ЭГВ, второго гид-
ротрансформатора — два, гидромуфты (если таковая имеется) —
три. Гидравлическая система управления передачей устроена та-
ким образом, что при переходе процессы наполнения одного ап-
парата и опорожнения другого происходят параллельно, что де-
лает переход плавным. На дизель-поездах ДР1 (всех индексов) каж-
дый ЭГВ включает свой аппарат.
На дизель-поездах Д и Д1 включение тяги производится вклю-
чением фрикционной муфты соответствующей передачи.
Включение муфт осуществляется сжатым воздухом, пропуск
которого к механизмам включения осуществляют электропневма-
тические вентили (ЭПВ). Процессы опорожнения механизма од-
ной муфты и наполнения механизма другой протекают параллель-
но, что обеспечивает плавность перехода.
Схемы дистанционного управления гидравлической (механичес-
кой, гидромеханической) передачей. Схемы реверсирования теп-
ловозов с гидропередачей и дизель-поездов принципиально оди-
наковы. Отличия связаны с тем, что коробки передач тепловозов
позволяют изменять не только направление движения, но и пере-
363
даточное отношение (при переключении режимов: поездной, ма-
невровый).
Схема привода шлицевых муфт гидромеханической коробкой пе-
редач приведена на рис. 13.25. Шлицевые муфты, производящие ре-
версирование и переключение режимов, перемещаются рычагами,
связанными с валами, которые поворачиваются зубчатыми секто-
рами, сцепленными с рейками пневматических сервоцилиндров.
В гидропередаче имеются две муфты (заднего и переднего хода);
каждая их них может быть выведена из зацепления (находиться в
нейтрали) либо сцеплена с шестернями маневрового или поезд-
ного режима.
Соответственно сервоцилиндров также два. При отсутствии воз-
духа в обеих полостях цилиндра он выводится пружинами, пере-
водя через привод шлицевую муфту в нейтраль. Подавая сжатый
воздух в соответствующую полость, производят перевод рейки в
положение маневрового или поездного режима. Подачу сжатого
воздуха осуществляют электропневматические вентили ВРПП (по-
ездной «Вперед»), ВРПМ (маневровый «Вперед»), ВРЗП (поезд-
ной «Назад»), ВРЗМ (маневровый «Назад»).
Рис. 13.25. Схема привода шлицевых муфт гидромеханической коробкой
передач:
ВККП, КНП — концевые выключатели переднего хода; ВККЗ, КНЗ — конце-
вые выключатели заднего хода; ВРПП, ВРПМ, ВРЗП, ВРЗМ, ВБР — электро-
пневматические вентили; Ат — сообщение с атмосферой
364
Приводы муфт оборудованы специальным устройством (меха-
нической блокировкой), исключающим одновременное введение
в зацепление обеих муфт, что привело бы к поломке передачи:
цилиндр заднего хода может быть переведен в одно из рабочих
положений при нахождении цилиндра переднего хода в нейтра-
ли, и наоборот. Кроме того, для контроля нахождения цилиндров
в нейтрали электрической схемой в ней имеются концевые вы-
ключатели КНП (переднего хода) и КНЗ (заднего хода), контак-
ты которых размыкаются при выводе цилиндра из нейтрали (на
схеме обозначаются нормально замкнутыми).
Для удержания зубчатой рейки в переведенном положении (ма-
невровом или поездном) на ней имеются пазы, в которые входит
шток пневматического фиксатора. Фиксация осуществляется за счет
усилия пружины; для разблокирования рейки в полость цилиндра
фиксатора необходимо подать сжатый воздух, после чего шток
поднимется и выйдет из зацепления с пазом рейки. Нейтральное
положение рейки не фиксируется.
При блокировании рейки фиксатором в переведенном поло-
жении он остается в таковом даже при отсутствии сжатого возду-
ха в полости сервоцилиндра.
Фиксаторы оборудованы концевыми выключателями ВККП
(передний ход) и ВККЗ (задний ход). Они имеют контакты, замы-
кающиеся при разблокировании рейки (изображаются нормально
разомкнутыми) и замыкающиеся при блокировании рейки (изоб-
ражаются нормально замкнутыми).
Электропневматический вентиль ВБР пропускает сжатый воз-
дух в полости цилиндров фиксаторов через блокировочный кла-
пан, исключающий разблокирование рейки, связанной с переве-
денной муфтой, во время движения тепловоза: сжатый воздух от
ВБР поступает в полость клапана, после чего его шток прижимает
трапецеидальный поворачивающийся хвостовик к шайбе, уста-
новленной на одном из валов передачи; если вал вращается, шайба
поворачивает хвостовик, шток получает возможность перемещаться
дальше и перекрывает доступ сжатого воздуха к полостям цилинд-
ров фиксатора, одновременно сообщая их с атмосферой.
Схема управления унифицированной гидравлической переда-
чей (УГП) Калужского завода приведена на рис. 13.26.
На современных тепловозах с гидропередачей устанавливают
унифицированный контроллер для маневровых тепловозов, осна-
щенный пневмоцилиндрами, осуществляющими поворот главно-
го и реверсивного валов. Перевод реверсивного вала осуществля-
ют пневмоцилиндры, доступ сжатого воздуха к которым произво-
дят электропневматические вентили ВП («Вперед») и ВНЗ («На-
зад»), Контакты реверсивного вала контроллера коммутируют вспо-
могательные цепи — пескоподачи и прожекторов. Кроме того,
установка унифицированного контроллера на тепловозе с гидро-
365
Рис. 13.26. Упрощенная схема управления тяговой гидравлической
передачей:
ТГ — тяговый генератор; ВВП, ВИЗ — электропневматические вентили «Впе-
ред» и «Назад»; ТПРЖ — тумблер; ВККП, ВККЗ — концевые выключатели «Впе-
ред» и «Назад» соответственно; РУ — промежуточное реле управления; ПРВ —
переключатель режимов; ВРПП, ВРПМ, ВРЗП, ВРЗМ, ВБР — электропневма-
тические вентили; ВГП1, ВГП2, ВГПЗ — электрогидравлические вентили; РП1,
РП2 — реле переходов; РпрП1, РпрП2 — промежуточные реле; РРЖ — реле уп-
равления; КНВП, КННЗ — кнопки «Вперед» и «Назад» соответственно; КМ —
контроллер машиниста; 0—8 — позиции контроллера
передачей позволяет осуществлять управление набором-сбросом
позиций контроллера со вспомогательного пульта и обеспечивает
невозможность реверсирования при нахождении штурвала кон-
троллера на позиции выше нулевой (в результате механической
блокировки валов).
Выбор режима («Поездной» — «Маневровый») осуществляют пе-
реключением тумблера ТПРЖ, реверсирование — кнопками КНВП
(«Вперед») и КННЗ («Назад»),
366
Отметим, что на тепловозах с гидропередачей реверсирование
выполняют нажатием кнопки. Машинист должен держать кнопку
нажатой до окончания процесса реверсирования, о чем его про-
информирует зажигание контрольной лампы. Этим тепловозы с
гидропередачей отличаются от тепловозов с электрической пере-
дачей, реверсированием которых машинист управляет, переводя
рукоятку без самовозврата, т. е. поворачивая реверсивный вал кон-
троллера. Если на тепловозе с гидропередачей устанавливается уни-
фицированный контроллер, его реверсивный вал рукояткой не
оборудуется.
Реверсирование дизель-поездов осуществляется рукояткой,
однако в процессе реверсирования машинисту приходится нажи-
мать кнопку «Разблокирование реверсора» (на ДР1 всех серий)
или «Проворот шестерен реверсора» (на Д, Д1).
Реверсирование осуществляется только на неподвижном теп-
ловозе (дизель-поезде), при нахождении штурвала контроллера
машиниста в позиции холостого хода.
После нажатия кнопки КНВП (или КННЗ) через контакт кон-
троллера, замкнутого при нахождении его штурвала в нулевой
позиции, и контакт соответствующей кнопки получает питание
вентиль ВБР, который пропускает сжатый воздух к блокировоч-
ному клапану; поскольку валы передачи не вращаются, клапан
пропускает сжатый воздух к полостям пневмоцилиндров фикса-
торов, те поднимаются, и рейка, связанная с переведенной муф-
той, разблокируется, после чегб пружина перемещает шток сер-
воцилиндра в нейтраль. В результате обе муфты оказываются в ней-
трали, и валы передачи начинают вращаться за счет ведения гид-
роаппаратов. Поднявшиеся фиксаторы замыкают нормально ра-
зомкнутые контакты концевых выключателей ВККП и ВККЗ. Эти
контакты собирают цепь катушки промежуточного реле управле-
ния РУ, замыкающий контакт которого подготавливает цепь ка-
тушки реле управления РРЖ; катушка реле получает питание лишь
в том случае, если тумблер ТПРЖ находится в положении «Поезд-
ной», после чего РРЖ своим замыкающим контактом собирает
цепь самопитания, которая сохранится после размыкания РУ.
Кроме катушки вентиля ВБР при нажатии кнопки КНВП (или
КННЗ) получит питание вентиль привода реверсивного вала кон-
троллера ВВП (или ВНЗ), который перейдет в соответствующее
выбранному направлению положение.
После раскрутки валов передачи блокировочный клапан пере-
крывает подачу сжатого воздуха к пневмоцилиндрам фиксаторов,
те опускаются, контакты концевых выключателей ВККП и ВККЗ
размыкаются, катушка РУ теряет питание, после чего через нор-
мально замкнутый контакт РУ, контакты реверсивного вала кон-
троллера и реле РРЖ в соответствии с выбранным режимом и
направлением (т. е. в зависимости от того, какая кнопка (КНВП
367
или КННЗ) нажата, и от положения тумблера ТПРЖ) получит
питание катушка одного из электропневматических вентилей
(ВРПП, ВРПМ, ВРЗП, ВРЗМ), а затем в соответствующую по-
лость сервоцилиндра соответствующего направления будет подан
сжатый воздух, и муфта будет переключена. Поскольку валы пере-
дачи вращаются, попадание «зуб в зуб» исключено. После пере-
ключения муфты фиксатор заблокирует рейку, и нормально ра-
зомкнутые контакты конечного выключателя соответствующего
фиксатора (ВККН или ВККЗ) замкнутся.
На случай неисправности механической блокировки в схеме
предусмотрена защита от одновременного включения муфт про-
тивоположного направления: в общую минусовую цепь ВРПП и
ВРПМ включен размыкающий контакт концевого выключателя
КНЗ, а в общую минусовую цепь ВРЗП и ВРЗМ — размыкающий
контакт КНП. Таким образом, если одна из муфт по какой-то
причине в процессе реверсирования не переместится в нейтраль,
ни один из электропневматических вентилей цилиндра противо-
положного направления не сможет получить питание по минусу.
После перевода штурвала контроллера на первую позицию все
цепи реверсирования теряют питание, блокирование муфты в
переведенном положении осуществляется фиксатором, шток ко-
торого прижимается к рейке пружиной. Одновременно с разбор-
кой цепей реверсирования происходит сборка схемы тяги: через
нормально замкнутые контакты концевого выключателя ВККП
(или ВККЗ, в зависимости от направления движения; эти кон-
такты обеспечивают невозможность сборки схемы при незафик-
сированных рейках и разборку схемы при их разблокировании) и
через контакт контроллера машиниста, замкнутый при нахожде-
нии его штурвала на позициях с первой по восьмую, получает
питание электрогидравлический вентиль ВГП1 — происходит на-
полнение первого гидротрансформатора.
Для управления переходами на тепловозе установлен таходат-
чик — маломощный генератор, на статоре которого уложена трех-
фазная обмотка, а якорь представляет собой постоянный магнит.
Якорь приводится во вращение одним из валов передачи. Спрям-
ленное трехфазным мостом напряжение таходатчика, пропорцио-
нальное частоте вращения вала, а следовательно, и скорости теп-
ловоза, подводится к катушкам реле переходов РП1 и РП2.
Цепь катушки каждого реле содержит сопротивление и стаби-
литрон. По достижении напряжением таходатчика определенной
величины происходит пробой стабилитрона, якорь реле притяги-
вается, его контакт собирает цепь соответствующего промежуточ-
ного реле (контакты РП1 — РпрП1, РП2 — РпрП2), контакт реле
РпрП1 собирает цепь катушки электрогидравлического вентиля
ВГП2 (контакт РП2 — ВГПЗ). Величины сопротивлений в цепях
катушек РП1 и РП2 подобраны таким образом, чтобы РП1 замы-
368
кались при скорости включения второго гидротрансформатора, а
РП2 — при скорости включения гидромуфты. Поскольку сила тока
включения реле больше силы тока отключения, прямой переход
происходит при более высокой скорости, чем обратный. Этим до-
стигается устойчивость работы схемы переходов.
Реальные схемы управления переходами несколько сложнее: в
них имеются контакты реле, катушки которых получают питание
одновременно с вентилями регулятора дизеля. Контакты этих реле
шунтируют и дешунтируют сопротивления в цепях катушек РП,
производя таким образом коррекцию скоростей переходов в зави-
симости от позиции контроллера. На тепловозах с пневматичес-
ким контроллером с той же целью в цепи катушек РП введены
реостаты, движки которых механически связаны со штурвалом
контроллера. На дизель-поездах ДР1 (всех индексов) схема управ-
ления переходами аналогична (с использованием таходатчика и
реле).
На дизель-поездах венгерского производства схемы управле-
ния переходами принципиально иные: на Д установлены центро-
бежные датчики частоты вращения, оборудованные электричес-
кими контактами; на Д1 таходатчик представляет собой не синх-
ронный генератор, а импульсный электромагнитный преобразо-
ватель постоянного напряжения в переменное с частотой, про-
порциональной частоте вращения ротора преобразователя, т.е.
скорости поезда.
Схемы дистанционного управления электрической передачей.
Существуют две схемы реверсирования тепловоза с электричес-
кой передачей. Одна из них (рис. 13.27, а) применяется на ма-
невровых тепловозах (ТЭМ2 всех индексов, ЧМЭЗ всех индек-
сов, ТЭМ7А и т.д.). Разворот реверсора на этих тепловозах осу-
ществляется на нулевой позиции контроллера. При переводе ре-
версивной рукоятки в положение «Вперед» или «Назад» получа-
ет питание катушка соответствующего ЭПВ реверсора. В общую
минусовую цепь ЭПВ включены размыкающие блок-контакты по-
ездных контакторов, исключающие разворот реверсора при замк-
нутых контакторах: при получении катушкой вентиля посторон-
него питания, приваривании контактов, механическом заедании
привода. После сборки схемы тяги эти контакты шунтируются
замыкающим блок-контактом контактора возбуждения, что по-
зволяет сохранить питание ЭПВ выбранного направления. На
тепловозах чешского производства ЧМЭЗ всех индексов эта за-
щита отсутствует.
Реверсирование магистральных тепловозов осуществляется при
сборке схемы тяги (см. рис. 13.27, б): после перевода штурвала
контроллера на первую позицию в зависимости от положения
реверсивной рукоятки получает питание катушка электропневма-
тического вентиля ВВП или ВНП.
369
Рис. 13.27. Упрощенная схема включения-выключения тяги тепловозов
с электрической передачей мощности:
а — отечественных маневровых; б — магистральных; КМ — контроллер машини-
ста; 0— 15 — позиции контроллера; КВ — контактор возбудителя; ВВ — контак-
тор возбуждения возбудителя; ВВП, ВНЗ — электропневматические вентили «Впе-
ред» и «Назад»; РВ — реле времени; П1 — П6 — поездные контакторы; КР —
контактор реверсора; ОМ(1), ОМ(П), ОМ(1.обе), ОМ(П.обе), ОМ1 — ОМ6 —
отключатели моторов
При нахождении штурвала контроллера на нулевой позиции
катушки обоих вентилей обесточены: реверсор, независимо от
положения реверсивной рукоятки, развернут в том направлении,
в котором последний раз тепловоз двигался в режиме тяги.
370
Дальнейшая сборка схемы тяги возможна только при соответ-
ствии разворота реверсора положению реверсивной рукоятки. До-
стигается это тем, что аппараты схемы получают питание либо от
цепи катушки вентиля реверсора ВВП через блок-контакт ревер-
сора, замкнутый при его развороте вперед, либо от цепи катушки
вентиля реверсора ВНП через блок-контакт, замкнутый при раз-
вороте реверсора назад. Блок-контакты также исключают сборку
схемы при неполном переводе реверсора и обеспечивают ее раз-
борку в случае самопроизвольного разворота реверсора. Следует
обратить внимание на то, что при нахождении штурвала контрол-
лера на первой и более высоких позициях на тепловозах с элект-
рической передачей в отличие от тепловозов с гидропередачей
цепи реверсирования сохраняют питание. Отличие это связано с
тем, что на первых фиксация реверсора осуществляется пневмати-
чески, а на тепловозах с гидропередачей — блокированием муфт —
механически (сжатыми пружинами).
Сборка схемы тяги происходит в следующей последовательно-
сти: получает питание катушка реле времени поездных контакто-
ров РВ, контакт которого собирает цепь катушек вентилей поезд-
ных контакторов; после замыкания контакторов их замыкающие
блок-контакты собирают цепь катушек контакторов возбуждения.
При переводе штурвала контроллера на нулевую позицию цепи
включения-выключения тяги теряют питание, при этом контак-
торы возбуждения размыкаются сразу, а поездные контакторы —
примерно через 1,2 с. Выдержка времени обеспечивается задерж-
кой размыкания контакта РВ.
Опережение размыкания контакторов возбуждения относитель-
но поездных исключает подгар контактов последних. Наличие блок-
контактов поездных контакторов в цепи катушек контакторов воз-
буждения делает невозможным возбуждение генератора при не
полностью замкнувшихся поездных контакторах (в силу заедания
привода и т.д.) и обеспечивает снятие возбуждения с генератора
в случае самопроизвольного размыкания одного из поездных кон-
такторов. Этим предотвращается выжигание контактов поездных
контакторов электрической дугой. Поскольку размыкание поезд-
ных контакторов и, особенно, разворот реверсора при протека-
нии через их контакты тока являются чрезвычайно нежелатель-
ными явлениями, приводящими зачастую к поломке этих аппара-
тов, контакты защит устанавливают в цепи, общей для катушек
КВ и ВВ или общей для катушек КВ, ВВ и РВ, и никогда — в цепях
поездных контакторов, тем более вентилей реверсора.
В целом схемы включения-выключения тяги тепловозов с элек-
трической передачей различаются несущественно: на некоторых
(тепловозы 2М62, 2М62У и т.д.) применяется промежуточное реле
тяги, катушка которого получает питание при соответствии раз-
ворота реверсора положению реверсивной рукоятки, контакт этого
371
реле собирает цепи остальных аппаратов; на тепловозах ЧМЭЗ всех
индексов отсутствует реле времени поездных контакторов; запаз-
дывание их размыкания обеспечивается шунтированием их кату-
шек конденсаторами.
Существенно усложнены схемы включения-выключения тяги
тепловозов 2ТЭ116 и ТЭМ7А, оборудованных двумя компрессо-
рами. Эти усложнения связаны с тем, что на данных тепловозах
некоторые машины получают питание от высоковольтных цепей
и, следовательно, необходимо возбуждение ТГ и при выключен-
ной тяге, т.е. при разомкнутых поездных контакторах. Практичес-
ки на этих тепловозах возбуждение с ТГ снимается только при
замыкании и размыкании поездных контакторов (на ТЭМ7А — и
при отключении второго компрессора).
В основном схемы тепловозов различаются количеством и схе-
мами защит, срабатывание которых вызывает разборку схемы тяги
или снятие возбуждения с ТГ.
Все современные тепловозы и дизель-поезда оборудованы ус-
тройствами, автоматически (т. е. без вмешательства машиниста)
выключающими тягу при возникновении ситуации опасной для
дизеля, передачи или локомотивной бригады, — так называемы-
ми защитами в цепях тяги.
Срабатывание такой защиты вызывает на тепловозе с электри-
ческой передачей потерю питания катушками ЭПВ поездных кон-
такторов и катушками контакторов возбуждения (в последнем
случае сила тяги уменьшается до ничтожно малой величины); на
тепловозах с гидравлической передачей и дизель-поездах ДР1 (всех
индексов) — потерю питания катушками электрогидравлических
вентилей передачи; на дизель-поездах Д и Д1 — потерю питания
катушкой селективного клапана (что прекращает доступ сжатого
воздуха к пневматическим устройствам управления передачей).
Защиты в цепях включения тяги. Защита от сборки схемы тяги
при выключенном электропневматическом клапане автостопа
(ЭПКА) обеспечивается контактом ключа ЭПКА в цепях тяги,
замыкающимся при включении клапана; устанавливается на всех
сериях тепловозов и дизель-поездов.
Защита от сборки схемы тяги при недопустимо низком давлении
воздуха в тормозной магистрали обеспечивается контактом реле
давления воздуха РДВ в цепях тяги, который замыкается при дав-
лении воздуха в тормозной магистрали выше 270...320 кПа; уста-
навливается на всех сериях тепловозов и дизель-поездов.
Защита от сборки схемы тяги при обрыве тормозной магистрали
обеспечивается контактом одного из исполнительных реле датчи-
ка (усл. № 418) в цепях тяги; устанавливается на всех грузовых
тепловозах.
Защита локомотивных бригад от попадания под действие высо-
кого напряжения обеспечивается контактами в цепях тяги конеч-
372
ных выключателей, замкнутых при закрытых дверях (крышках,
створках) высоковольтных камер, выпрямительных установок и
иных шкафов, где имеются неизолированные части высоковольт-
ных цепей; устанавливается на всех тепловозах с электрической
передачей.
Защиты, предотвращающие порчу дизеля. Температурные защи-
ты, предотвращающие перегрев теплоносителей дизеля обеспе-
чиваются контактами температурных реле воды ТРВ и масла ТР в
цепях тяги. Они имеются на всех современных тепловозах, кроме
ЧМЭЗ всех индексов; на ТЭМ2 всех индексов, ТЭМ15, ТЭМ17 и
ТЭМ18 имеется защита только от перегрева воды. Тепловозы
2ТЭ116 оснащены двухуровневой защитой по температуре воды:
включая тумблер «Высокотемпературное охлаждение», машинист
шунтирует контакт температурного реле, размыкающийся при
температуре воды 96 °C, после чего разборка схемы возбуждения
ТГ может быть произведена только контактом другого темпера-
турного реле, размыкающимся при температуре воды 105 °C.
Защита от работы дизеля под нагрузкой на высоких позициях при
недостаточном давлении в масляной системе устанавливается на
всех современных тепловозах, кроме ЧМЭЗ всех индексов, ТЭМ2
всех индексов и т.д. Защита осуществляет разборку схемы тяги
при работе дизеля на 6 —8-й позициях (маневровые тепловозы)
или 12— 15-й позициях (магистральные тепловозы); обеспечива-
ется контактом реле давления масла в цепях тяги. На низких пози-
циях контакт шунтируется замыкающим контактом реле, катуш-
ка которого получает питание через контакт контроллера, замк-
нутый при нахождении его штурвала на низких позициях, или
через нормально замкнутый контакт реле, катушка которого по-
лучает питание на высоких позициях. На тепловозах 2ТЭ116 защи-
та осуществляется регулятором дизеля (неэлектрически).
Защиты передачи, применяемые на тепловозах (дизель-поездах)
со всеми видами передач. Защита от превышения конструкционной
скорости устанавливается на тепловозах с гидравлической пере-
дачей и дизель-поездах (с целью предотвращения поломки кар-
данных валов и деталей коробки передач), а также тепловозах с
электрической передачей (во избежание разбандажировки якорей
ТЭД). Этой же защитой осуществляется выключение тяги при раз-
носном боксовании, когда вследствие нарушения сцепления с
рельсами колесные пары приобретают опасно высокую частоту
вращения. Схема включения реле защиты связана со схемой уп-
равления переходами: на тепловозах с гидропередачей, дизель-
поездах ДР (всех индексов) и Д1 к таходатчику подключено реле,
якорь которого притягивается при превышении конструкционной
скорости; на дизель-поездах Д установлен механический датчик
превышения конструкционной скорости. На тепловозах 2ТЭ116
устанавливается так называемое третье реле перехода (РПЗ), ка-
373
тушка напряжения которого получает питание при замыкании ВШ1
и ВШ2. При превышении конструкционной скорости в режиме
тяги напряжение ТГ близко к максимальному значению при замк-
нутых ВШ1 и ВШ2, в силу чего происходит замыкание РПЗ, кон-
такт которого собирает цепь катушки реле защиты.
Защита от недостаточного давления воздуха в системе питания
пневматических приводов аппаратов и переключающих устройств,
что может привести к нечеткой их работе, заеданию и т.п., уста-
новлена на тепловозах, изготовленных на Людиновском теплово-
зостроительном заводе как с гидропередачей, так и с электричес-
кой (ТЭМ7А). Разборку схемы тяги при падении давления в систе-
ме управления и несобирание ее при недостаточном давлении осу-
ществляет контакт реле давления воздуха.
Защита от отправления с открытыми входными дверями тамбу-
ров вагонов осуществляется контактами концевых выключателей,
замкнутых при закрытых дверях, в цепи селективного клапана.
Устанавливается она на дизель-поездах Д и Д1.
Специфические защиты тепловозов с электрической передачей
мощности. Защита от сборки схемы тяги при работе дизеля на по-
зиции выше первой (блокировка первой позиции) исключает звонко-
вую работу схемы тяги при неустойчивой работе одной из защит
или плохом контакте в каком-либо соединении, так как такая
работа может вызвать повреждение контактов силовых аппаратов:
в том случае если схема тяги разобралась по той или иной причи-
не, повторно собраться она сможет только после перевода штур-
вала контроллера на первую позицию. Защита осуществляется нор-
мально замкнутым контактом реле, катушка которого получает
питание через контакт контроллера машиниста, замкнутый при
нахождении его штурвала на позициях второй и выше. После сборки
схемы тяги контакт реле шунтируется замыкающим блок-контак-
том контактора возбуждения генератора, вследствие чего после
перевода контроллера на вторую позицию и выше схема тяги не
разбирается.
Защита от одновременной сборки схем проворота коленчатого
вала дизеля и тяги осуществляется размыкающими блок-контак-
тами пусковых контакторов в цепях тяги.
Защита от сборки схемы тяги при повреждении изоляции сило-
вых цепей осуществляется реле заземления (РЗ), оборудованным
защелкой или удерживающей катушкой, рабочая катушка кото-
рого подключается через настроечное сопротивление между си-
ловой цепью тепловоза и его корпусом (рис. 13.28, а). Если где-
либо нарушена изоляция силовой схемы относительно корпуса,
катушка РЗ оказывается включенной в замкнутую цепь, якорь РЗ
притягивается и его контакт разбирает схему тяги.
Очевидным недостатком этой схемы является незамыкание реле
при повреждении изоляции вблизи места подключения катушки.
374
б
Рис. 13.28. Схемы подключения реле заземления:
а — простейшая; б — мостовая; СРЗ — сопротивление реле заземления; РЗ —
катушка реле заземления
Этого недостатка лишена устанавливаемая на более современных
тепловозах мостовая схема включения реле (см. рис. 13.28, б).
Защита от превышения максимального тока ВУ на тепловозах с
передачей переменно-постоянного тока осуществляется реле с
удерживающей катушкой, рабочая катушка которого подключе-
на через настроечное сопротивление к мостам ТПТ. При недопу-
стимом возрастании силы тока ВУ вследствие неисправности си-
стемы автоматического регулирования передачи или из-за корот-
кого замыкания в силовой схеме сила тока в катушке реле стано-
вится достаточной для притяжения якоря, и контакт реле разби-
рает схему тяги.
Защита от работы тепловоза в режиме тяги при пробое плеча
выпрямительной установки на тепловозах с передачей переменно-
постоянного тока осуществляется реле с защелкой или удержива-
ющей катушкой, рабочая катушка которого подключается к ней-
тральным точкам звезд ТГ. При пробое одного из плеч ВУ, что
опасно из-за недопустимого возрастания амплитуды силы тока
исправных фаз, симметрия фаз нарушается, вследствие чего по
рабочей катушке реле начинает протекать ток, якорь реле притя-
гивается, и контакт реле разбирает цепи тяги.
Защита от движения в режиме тяги при отсутствии охлажде-
ния ТЭД и ВУ осуществляется размыкающими блок-контакгами
трехфазных автоматических выключателей асинхронных двигате-
лей, приводящих в действие вентиляторы охлаждения ТЭД и ВУ
(специфическая защита тепловозов 2ТЭ116).
Противобоксовочная защита тепловозов. Тепловозы с электри-
ческой передачей более склонны к боксованию, поскольку в от-
личие от тепловозов с гидропередачей и дизель-поездов оборудо-
ваны индивидуальным приводом колесных пар. В силу этого про-
375
Рис. 13.29. Схемы противобоксовочной защиты тепловозов
с электрической передачей:
а — простейшая; б — мостовая (контакты поездных контакторов и цепи шунти-
ровки поля и реверсирования ТЭД не показаны); ТГ — тяговый генератор;
ТД1 — ТД6 — тяговые электродвигатели; РБ, РБ1, РБ2, РБЗ — реле боксова-
ния; Ш — П6 — поездные контакторы; ВУ — выпрямительная установка; РОП —
реле защиты от сборки схемы тяги при обрыве якорной цепи одного из тяговых
электродвигателей
тивобоксовочные защиты устанавливаются именно на этих тепло-
возах. Простейшую защиту от боксования (рис. 13.29, а) осуще-
ствляют три реле боксования (РБ), катушку каждого из которых
подключают к началам обмоток возбуждения двух ТЭД. У двух
небоксующих ТЭД силы якорных токов одинаковы (если не учи-
тывать разницу характеристик двигателей), в силу чего практи-
чески равны падения напряжения на обмотках возбуждения, и,
таким образом, потенциалы начал обмоток почти одинаковы.
Следовательно, ток через катушку реле не протекает (или проте-
кает очень незначительный, недостаточный для замыкания реле).
В том случае, если колесная пара, приводимая во вращение
одним из ТЭД, начнет боксовать, сила его якорного тока и паде-
376
ние напряжения на обмотке
возбуждения существенно
уменьшатся, вследствие чего
катушка реле окажется под-
ключенной к точкам с разны-
ми потенциалами, по катуш-
ке потечет ток и якорь реле
притянется.
Размыкающие контакты
всех трех реле боксования
включены в цепь катушки кон-
тактора возбуждения возбуди-
теля (ВВ) (рис. 13.30): при за-
мыкании хотя бы одного из
Рис. 13.30. Цепь катушки контактора
возбуждения возбудителя тепловоза,
оборудованного простейшей проти-
вобоксовочной защитой:
РБ1 — РБЗ — реле боксования; Ш — П6 —
поездные контакторы; ВВ — контактор
возбуждения возбудителя
реле цепь катушки разрывает-
ся, возбуждение с возбудителя снимается и его напряжение падает
до минимальной величины, обусловленной остаточной намагни-
ченностью его полюсов, при этом существенно уменьшается сила
тока возбуждения и мощность ТТ, что приводит к прекращению
боксования.
При отключении неисправного ТЭД падение напряжения на
обмотке возбуждения отключенного двигателя равно нулю, и в
силу этого при движении в режиме тяги катушка соединенного с
ним РБ оказывается всегда под действием разности потенциалов,
(якорь его постоянно притянут). Во избежание неполучения ка-
тушкой ВВ питания в этом случае контакты РБ шунтируют размы-
кающими блок-контактами поездных контакторов ТЭД, к кото-
рым подключено реле (см. рис. 13.30).
Рассмотренная схема обладает рядом очевидных недостатков:
несрабатывание защиты при одновременном боксовании двух
смежных ТЭД; чрезмерное снижение мощности при срабатывании
защиты с резким ее нарастанием после прекращения боксования;
отсутствие защиты у исправного ТЭД, смежного с отключенным.
Более современные тепловозы оборудуют схемой, лишенной
этих недостатков. Начала обмоток возбуждения всех ТЭД подклю-
чают к одному диодному мосту, в диагональ которого включена
катушка одного РБ. При равенстве потенциалов всех начал обмо-
ток, т.е. при отсутствии боксования, все диоды моста закрыты и
ток через катушку РБ не протекает; при боксовании хотя бы од-
ного ТЭД симметрия нарушается и через катушку протекает ток.
Очевидно, реле будет замыкаться при любом числе боксующих
колесных пар, кроме всех шести (на ТЭМ7А — восьми). Защиту от
боксования всех колесных пар осуществляет РБЗ.
Поскольку при отключении неисправного ТЭД симметрия мо-
ста, очевидно, нарушается, в цепи, соединяющие начала обмо-
ток возбуждения с мостом, включены размыкающие блок-кон-
377
такты соответствующих поездных контакторов. Таким образом, при
отключении неисправного ТЭД защита всех остальных двигателей
сохраняется.
Один из замыкающих контактов РБ собирает цепь катушки элек-
тромагнита противобоксовочной защиты регулятора дизеля (МР5),
что приводит в конечном итоге к увеличению индуктивного со-
противления индуктивного датчика. Другие контакты РБ шунти-
руют или, напротив, дешунтируют сопротивления в цепях авто-
матического регулирования тяговой передачи, что также приво-
дит к снижению мощности ТГ.
В целом, по сравнению со старой схемой снижение мощности
при срабатывании защиты менее существенно, а процесс ее на-
растания протекает более плавно.
На тепловозах 2ТЭ116 и ТЭМ7А устанавливают параллельно
два РБ различной чувствительности — РБ1 (первой ступени) и
РБ2 (второй ступени). Замыкание контактов менее чувствитель-
ного РБ2 вызывает большее снижение мощности. Кроме того, в
схеме имеется ряд усложнений, связанных с необходимостью обес-
печения ее устойчивой работы при боксовании во время работы
на ослабленном поле.
Применение мостовой схемы позволяет осуществить также за-
щиту от сборки схемы тяги при обрыве якорной цепи одного из ТЭД.
Параллельно РБ подключают рабочую катушку низкочувствитель-
ного реле РОП с удерживающей катушкой. Якорь реле притягива-
ется только при серьезном нарушении симметрии моста, т.е. в
том случае, если сила тока одного из ТЭД равна нулю при том,
что его поездной контактор замкнут (из-за обрыва кабеля, неис-
правности щеточного аппарата и т.д.). Разрывающий контакт РОП
разрывает цепи тяги (рис. 13.29, б).
13.5. Вспомогательные цепи тепловозов
Вспомогательными являются цепи, не связанные непосредствен-
но с управлением передачей и дизелем: цепи управления холо-
дильником дизеля; звуковых сигналов, пескоподачи и иных пнев-
матических устройств; освещения, буферных фонарей, прожекто-
ров, бытовых приборов; сигнализации; контрольно-измерительных
приборов, а также специфические цепи дизель-поезда.
Цепи управления холодильником дизеля. Жалюзи холодильни-
ков современных тепловозов имеют пневматический привод. Дос-
туп сжатого воздуха к пневмоцилиндрам привода регулируют элек-
тропневматические вентили.
Все ныне эксплуатируемые серии тепловозов оборудованы схе-
мой автоматического управления открытием-закрытием жалюзи;
сборку и разборку цепей катушек ЭПВ осуществляют температур-
ные датчики Т-35 (на отечественных тепловозах).
378
На случай выхода из строя системы автоматического управле-
ния на всех тепловозах предусмотрена возможность ручного уп-
равления включением-выключением тумблеров на пульте управ-
ления кабины. В целом схемы управления жалюзи всех тепловозов
несложны и принципиально не отличаются друг от друга.
Вид схемы цепей, связанных с управлением вентилятором
(вентиляторами холодильника), определяется конструкцией его
(их) привода: на тепловозах (дизель-поездах) с гидростатичес-
ким приводом вентилятора (ТЭП60, 2ТЭП60, ТЭП70, дизель-
поездах ДР1 (всех индексов)) электрическая схема управления
отсутствует; на тепловозах, где привод вентилятора осуществля-
ет гидромуфта переменного наполнения (М62 и ТЭ10 различных
модификаций, ТЭМ7А), имеется только схема ручного включе-
ния муфты для работы с максимальной частотой вращения. Элек-
трическое управление (автоматическое с использованием тер-
модатчиков и ручное, на случай выхода его из строя) характерно
для приводов без регулирования расхода воздуха или со ступенча-
тым его регулированием: гидромуфты со ступенчатым регулирова-
нием наполнения (ТГМ6А, ТГМ6Б), привода асинхронными дви-
гателями (2ТЭ116), привода электродвигателем постоянного тока
(ТГМЗ, ТГМ4, Д, Д1, дополнительного вентилятора ЧМЭЗ всех
индексов), нерегулируемой гидромуфты (главный вентилятор ЧМЭЗ
всех индексов), фрикционной муфты (ТЭМ2 всех индексов, ТЭМ15,
ТЭМ17, ТЭМ18).
Цепи звуковых сигналов, пескоподачи и иных пневматических
устройств. Практически на всех современных тепловозах (кроме
ТГМ23) подачу сжатого воздуха к воздухораспределителям пе-
сочной системы осуществляют электропневматические вентили.
Подача питания на катушки ЭПВ производится кнопкой или пе-
далью. Подключение катушек ЭПВ своего направления и отклю-
чение противоположного осуществляют блок-контакты реверсив-
ного вала контроллера. На тепловозах последних серий машинист
имеет возможность подавать песок или под обе тележки одновре-
менно или только под переднюю по ходу движения; для этих це-
лей предусмотрены специальный тумблер (ТЭМ7А) или кнопка
(подача только под переднюю тележку) и педаль (подача под обе
тележки; ТЭП70). Кроме того, подачу песка может осуществлять
схема аварийной остановки тепловоза.
Подача звуковых сигналов может производиться как пневма-
тическими клапанами (М62, 2ТЭ116, ТЭМ2 и т.д.), так и ЭПВ
(ТЭП70, ТЭМ7А); в последнем случае пульты машиниста и по-
мощника оборудуют кнопками «Свисток» и «Тифон», контакты
которых собирают цепь катушки соответствующего ЭПВ.
К катушке вентиля «Тифон» питание может быть также пода-
но схемой экстренной остановки тепловоза, в силу чего этот
ЭПВ устанавливают на некоторых тепловозах, подача звуковых
379
сигналов на которых осуществляется пневматическими клапана-
ми (2М62 и т.д.).
На тепловозах серии ТЭМ7А жалюзи забора воздуха снаружи
централизованной системой охлаждения электрических машин
также имеют пневматический привод. Подачу сжатого воздуха к
пневмоцилиндрам жалюзи осуществляет ЭПВ, питание на катушку
которого машинист подает, включая тумблер на пульте управле-
ния. Необходимость в таком устройстве связана с тем, что тепло-
возы ТЭМ7А обслуживаются, как правило, машинистом без по-
мощника, поэтому у машиниста отсутствует возможность закры-
вать и открывать жалюзи вручную во время движения поезда.
Маневровые тепловозы оборудуют пневмоцилиндрами, осу-
ществляющими расцепку автосцепок. Доступ сжатого воздуха в
цилиндр передней или задней автосцепки осуществляет соответ-
ствующий ЭПВ, цепь катушки которого машинист собирает, на-
жимая одну из кнопок: «Автосцепка передняя» или «Автосцепка
задняя».
На многих сериях тепловозов имеется возможность подачи зву-
кового сигнала помощнику машиниста, который находится в дан-
ный момент в дизельном помещении или капоте (сигнал означает,
как правило, требование вернуться в кабину управления); подачу
сжатого воздуха к свистку осуществляет ЭПВ, цепь катушки кото-
рого машинист собирает, нажимая кнопку «Вызов помощника».
Тепловозы серии ТЭМ7А оборудуют пневматическими догру-
жателями, компенсирующими перераспределение нагрузок от
колесных пар на рельсы при начале движения и разгона тепловоза.
Сжатый воздух к догружателям пропускают ЭПВ, катушки кото-
рых получают питание через контакт реверсора, обеспечивающий
включение соответствующего догружателя, переднего или задне-
го; контакт тумблера «Догружатель» и контакт реле, размыкаю-
щегося по достижении тепловозом скорости 10 км/ч.
Цепи освещения, буферных фонарей, прожекторов, бытовых
приборов. Освещение кабин управления, дизельных помещений,
холодильных камер, аккумуляторных отсеков, высоковольтных
камер и т.д. осуществляется лампами накаливания со свановски-
ми патронами мощностью 80 Вт.
Большинство ламп освещения помещены в плафоны с мато-
выми или прозрачными стеклами. На современных тепловозах
имеется возможность изменения освещенности кабины («Ярко»—
«Тускло»), которое осуществляется введением балластного сопро-
тивления или изменением схемы включения ламп.
Кроме того, в кабинах устанавливается ряд местных подсветок:
скоростемера, приборов пульта управления, освещение зеленым
светом, освещение стола помощника и т.д. Снаружи тепловоза
устанавливается подкузовное освещение, освещение номерных зна-
ков, подножек и т.д. Схемы цепей освещения предельно просты
380
и включают в себя автоматические выключатели, тумблеры и сами
лампы.
В кабинах управления, дизельном помещении, высоковольт-
ных камерах и т.д. устанавливают розетки, к которым подключают
переносные светильники (при ремонте), а в кабине — и бытовые
приборы (электроплитку, холодильник и т.д.).
В кабинах устанавливают калориферы, обдуваемые вентилято-
ром с электрическим приводом; на некоторых сериях тепловозов
(ТЭП70, ТЭМ7А, ТГМ6 и т.д.) имеется возможность включения
вентилятора с уменьшенной скоростью (с балластным сопротив-
лением в якорной цепи). На тепловозах серии ТЭП70 установлен
также электрокалорифер: вентилятор с электроприводом обдува-
ет термоэлектрические нагреватели (ТЭН), получающие питание
от стартер-генератора. На многих сериях тепловозов в кабинах ус-
тановлены вентиляторы с электроприводом, на некоторых — вен-
тиляторы (также с электроприводом) для вентиляции дизельного
помещения, на тепловозах 2ТЭ116 — кондиционеры кабин уп-
равления.
В буферные фонари устанавливаются такие же лампы, как и в
цепи освещения. На тепловозах с кузовом капотного типа из ка-
бины управляют включением-выключением всех буферных фона-
рей; на тепловозах с кузовом вагонного типа и дизель-поездах —
только передними фонарями. Как правило, в цепях буферных фо-
нарей применяют трехпозиционные тумблеры П2Т («Белый»—
«Выключены» — «Красный») в связи с тем, что зажигание белого
и красного фонарей с одной стороны одновременно не предус-
мотрено Инструкцией по сигнализации на железных дорогах РФ.
В прожекторах тепловозов и дизель-поездов используют лампы
мощностью 500 Вт и номинальным напряжением 50 В (унифици-
рованные для всего подвижного состава; 50 В — бортовое напря-
жение электровозов и электропоездов).
Прожекторные лампы подключаются через балластные сопро-
тивления и имеют два режима включения — «Яркий» и «Туск-
лый»; последний включается при движении поездов ночью на-
встречу друг другу на двухпутных и многопутных участках и при
маневрировании на неприемоотправочных путях. Уменьшение на-
кала достигается дешунтированием части сопротивления, в силу
чего тусклый прожектор включают тумблером (автоматическим
выключателем) «Тусклый», после чего собирается цепь лампы
через полное сопротивление. Для перехода на яркий режим до-
полнительно включают тумблер (автоматический выключатель)
«Яркий», контакт которого шунтирует часть сопротивления. На
тепловозах с кузовом вагонного типа из кабины управления вклю-
чается только передний прожектор; на тепловозах с кузовом ка-
потного типа при включении тумблеров (автоматических выклю-
чателей) прожектора автоматически включается передний или зад-
381
ний прожектор в зависимости от направления движения, так как
сборку цепи лампы того или иного прожектора осуществляют
контакты либо реверсивного вала контроллера (ПРВ), либо про-
межуточного реле, катушка которого получает питание через кон-
такты ПРВ.
На многих сериях тепловозов с кузовом капотного типа с двух
сторон кабины устанавливают сигнальные лампы нахождения ма-
шиниста (для ориентировки составителя поездов, кондуктора);
машинист зажигает ту или иную лампу в соответствии с тем, за
каким пультом управления (основным или вспомогательным) он
находится. Переключение и выключение ламп осуществляется трех-
позиционным тумблером («Левая»—«Выключены» — «Правая»), рас-
положенным на основном пульте управления.
Цепи сигнализации. Под сигнализацией на тепловозе (дизель-
поезде) понимают автоматическую подачу звукового или види-
мого сигнала, дающего машинисту информацию о нормальной
работе узлов и агрегатов или, напротив, о нарушениях в их рабо-
те, а также о возникновении на тепловозе нештатной ситуации
(пожар и т.д.).
Для подачи звуковых сигналов используют зуммеры, сирены и
ревуны. Звуковые сигналы подаются при боксовании тепловоза с
электрической передачей мощности (цепь зуммера замыкает кон-
такт РБ), превышении конструкционной скорости тепловозом с
гидропередачей (цепь сирены собирает контакт реле превышения
скорости), возникновении пожара на тепловозе (цепь зуммера со-
бирает нормально замкнутый контакт реле пожарной сигнализа-
ции, в цепь катушки которого последовательно включены пожар-
ные датчики с легкоплавкими элементами). При выплавлении хотя
бы одного из них целостность цепи катушки нарушается.
Световые сигналы подаются сигнальными лампами. Из ламп,
сигнализирующих о нормальной работе агрегатов и узлов, следу-
ет упомянуть о лампах реверс-режима («Поездной вперед» и т.д.)
тепловозов с гидравлической передачей, сигнальных лампах «Муф-
та вентилятора» тепловозов с фрикционной муфтой вентилятора
холодильника (ТЭМ2 и т.д.) и лампах «Дизель второй секции»
двухсекционных тепловозов. Схемы включения этих ламп неслож-
ны: лампа получает питание одновременно с одним из аппаратов
(ЭПВ привода муфты, блок-магнит дизеля) или ее цепь собирает-
ся контактом аппарата, замыкание которого соответствует нор-
мальной его работе (конечный выключатель коробки передач).
Тепловозы с электрической передачей оснащают сигнальными
лампами «Сброс нагрузки»; двух- и многосекционные тепловозы, а
также тепловозы, работающие по системе многих единиц, — допол-
нительными лампами «Сброс нагрузки 2-й секции (тепловоза)» и
т.д., загорание которых свидетельствует о разборке тяги или о не-
собирании ее при правильном положении органов управления.
382
Тепловозы, как правило, оснащаются сигнальными лампами
срабатывания защит «Обрыв тормозной магистрали», «Перегрев
масла», «Пробой вентиля», «Реле заземления» и т.д.; сборку це-
пей ламп осуществляют контакты аппаратов, производящих раз-
борку схемы.
На некоторых тепловозах устанавливают лампы, извещающие
о потенциальной опасности для дизеля, хотя соответствующей
защиты в схеме тепловоза не предусмотрено («Понижение уровня
воды» — на ТГМ6, 2ТЭ116, дизель-поездах Д, Д1; «Перегрев мас-
ла» — на ТЭМ2 и т.д.).
При зажигании такой сигнальной лампы машинист должен
оценить нештатную ситуацию и принять решение, каким образом
следует действовать в ней (выключить тягу, перейти на низшую
позицию, включить муфту вентилятора и т.д.).
Цепи контрольно-измерительных приборов. К электрическим
контрольно-измерительным приборам относят амперметры и
вольтметры низковольтных цепей, а на тепловозах с электричес-
кой передачей — также силовые амперметры и вольтметры (высо-
ковольтных цепей). Сюда же относят дистанционные электричес-
кие термометры и манометры.
На всех тепловозах устанавливают следующие приборы:
• амперметр «Ток зарядки батареи», позволяющий контроли-
ровать силу тока зарядки и разрядки аккумуляторной батареи (на
2ТЭ116 — только зарядки); на двухкабинных тепловозах устанав-
ливают два таких прибора: по одному в каждой кабине;
• вольтметр «Напряжение низковольтных цепей», позволяю-
щий контролировать напряжение АБ при остановленном дизеле и
напряжение ВГ (СТГ) — при работающем;
• омметр «Сопротивление изоляции низковольтных цепей»,
позволяющий определить сопротивление изоляции плюсовых и
минусовых цепей относительно корпуса; на некоторых тепловозах
(ТЭМ2 и т.д.) в качестве омметра используется вольтметр «На-
пряжение низковольтных цепей»; на тепловозах М62 всех моди-
фикаций омметр отсутствует, а для обнаружения пробоя изоля-
ции низковольтных цепей на стенке высоковольтной камеры ус-
тановлена контрольная лампа, один вывод которой соединен с
корпусом.
На некоторых современных тепловозах с электрической пере-
дачей (ТЭП70, ТЭМ7А, 2ТЭ116, 2М62 и т.д.) устанавливают оп-
ределитель неисправностей — вольтметр с набором сопротивле-
ний, подключенных к различным точкам схемы запуска, и тяги,
которые позволяют определить место обрыва цепи при несобира-
нии схемы.
На всех тепловозах с электрической передачей устанавливают
килоамперметр «Ток тягового генератора» и киловольтметр «На-
пряжение тягового генератора».
383
На пультах управления кабин тепловозов и дизель-поездов ус-
танавливают дистанционные электротермометры «Температура
воды» и «Температура масла», электроманометры «Давление мас-
ла», а на некоторых (ТЭМ2, ТЭП70 и т.д.) — и элекгроманомет-
ры «Давление топлива». На двухсекционных тепловозах и теплово-
зах, оснащенных схемами работы по системе многих единиц, ус-
танавливают электроманометр «Давление масла 2-й секции» (2-го
тепловоза) и электротермометр «Температура воды дизеля 2-й
секции» (тепловоза); на некоторых — также электротермометр
«Температура масла 2-й секции» (тепловоза).
Специфические цепи дизель-поезда. К специфическим цепям
дизель-поезда относят цепи, отсутствующие на тепловозах: цепи
управления дверями и цепи обогрева и вентиляции салонов.
Выходные двери тамбуров дизель-поездов всех серий имеют
пневматический привод: створки дверей связаны с пневмоцилин-
драми, при пропуске воздуха в одну полость которых двери от-
крываются, в другую — закрываются. Пропуск сжатого воздуха
осуществляется ЭПВ через игольчатый клапан, обеспечивающий
плавность перемещения створок.
Цепи управления дверями несложны и включают в себя кроме
катушек ЭПВ переключатели на ДР1 (всех серий) или кнопки и
промежуточные реле на Д и Д1.
Отопление салонов дизель-поездов осуществляется воздухом,
нагреваемым при обдуве калориферов, по трубкам которых цир-
кулирует вода дизеля. Схемы управления отоплением включают в
себя электродвигатели вентиляторов, контакторы, температурные
датчики, промежуточные реле и автоматические выключатели. Не-
обходимая температура в салонах поддерживается автоматически.
На дизель-поездах серии ДР1А салоны головных вагонов обору-
дованы электрообогревом (от СТГ).
Контрольные вопросы
1. Каковы основные силовые коммутирующие аппараты тепловоза с
электрической передачей мощности?
2. Каковы основные преимущества схемы регулирования тяговой пе-
редачи М62 по сравнению с ТЭМ2?
3. Какими электрическими машинами осуществляется запуск дизеля?
Почему на тепловозе (дизель-поезде) с тем или иным типом передачи
применяется тот или иной тип электрической машины (СТ, ТГ, СТГ)?
4. Каков порядок выполнения операций при запуске дизеля?
5. Каковы основные различия между реверсированием тепловоза с
электрической передачей и тепловоза с гидравлической передачей (ди-
зель-поезда)?
6. Какие виды защиты установлены в цепях тяги на всех тепловозах
(дизель-поездах)?
Глава 14
УСТРОЙСТВО И РЕМОНТ АККУМУЛЯТОРНЫХ
БАТАРЕЙ
14.1. Общие сведения
Аккумуляторные батареи предназначены для питания энергией
генераторов, работающих в режиме электродвигателей или стар-
тер-генераторов при пуске дизелей; питания цепей управления и
освещения дизелей, а также некоторых вспомогательных цепей
при неработающем дизеле.
На тепловозах применяют два типа аккумуляторных батарей:
кислотные и щелочные. Основные типы и технические дан-
ные аккумуляторных батарей, применяемых на тепловозах, при-
ведены в табл. 14.1.
Аккумуляторами называются химические источники электри-
ческой энергии, принцип действия которых основан на исполь-
зовании обратимых химических реакций. Аккумулятор представ-
ляет собой накопитель энергии, характеризующийся такими па-
раметрами как ЭДС, напряжение, сопротивление, емкость, от-
дача, саморазряд и срок службы.
Электродвижущей силой (ЭДС) аккумулятора называют разность
его электродных потенциалов при разомкнутой внешней цепи. Из-
меряется ЭДС в вольтах. При разряде аккумулятора во внешней
цепи используется не вся ЭДС, а только ее часть; другая часть
Таблица 14.1
Марка Тип батареи Число аккумуля- торов Масса с электроли- том, кг Серия тепловоза
32ТН-450 Кислотная 32 1272 ТЭМ2, 2ТЭП60, М62, ТЭЗ, 2М62, 2ТЭ116
48ТН-450 Кислотная 48 1926 2ТЭ116
48ТН-350 Кислотная 48 1472 ТЭП70, 2ТЭ121
46ТПЖН-550 Щелочная 46 2100 2ТЭ10В, 2ТЭ10Л, 2ТЭ10М
13 Собенин
385
ЭДС расходуется на преодоление внутреннего сопротивления ак-
кумулятора. Значение ЭДС, используемой во внешней цепи, на-
зывается напряжением аккумулятора. Напряжение как часть ЭДС
измеряется в вольтах. Сопротивление аккумулятора суммируется
из сопротивления электродов, электролита и сепараторов.
Под емкостью аккумулятора понимается количество электри-
чества в ампер-часах, которое можно получить при разрядке ак-
кумулятора до конечного напряжения по заданному режиму. Ем-
кость аккумулятора зависит от толщины электрода, пористости
активной массы, концентрации и количества электролита, тем-
пературы и значения разрядного тока. Она равна произведению
разрядного тока на время разряда и выражается в ампер-часах.
Количество электричества и энергии, затрачиваемое при заря-
де, всегда значительно больше количества электричества и энер-
гии, получаемого во время разряда. Величины, характеризующие
степень использования электричества и энергии, выраженные в
процентах, называются отдачей аккумулятора. Если величина оп-
ределяет степень использования количества электричества, то она
называется ампер-часовой отдачей, а если использование энер-
гии, то ватт-часовой отдачей, или коэффициентом полезного дей-
ствия (КПД) аккумулятора.
При хранении аккумуляторов с электролитом, а также при их
работе происходит потеря емкости на вредные побочные процес-
сы, такие как утечка тока через случайные замыкания, самора-
створение электродов и т. д. Такие потери емкости принято назы-
вать саморазрядом.
Обращение с аккумуляторными батареями требует повышен-
ной предосторожности от пожаро-, взрыво-, электро- и химичес-
кой опасности. В процессе приготовления электролита и работы с
ним, при подготовке к действию и техническом обслуживании
аккумуляторных батарей особое внимание необходимо уделять без-
опасности обращения с едкими, горючими и взрывоопасными
веществами, такими как щелочи, кислоты, газы, а также не до-
пускать прикосновения к находящимся под напряжением оголен-
ным токоведущим частям устройств.
Необходимо помнить о том, что пары серной кислоты раздража-
ют и прижигают слизистые оболочки глаз и верхних дыхательных
путей. Щелочи как в твердом виде, так и в виде концентрированных
растворов при соприкосновении с открытыми частями тела вызыва-
ют сильные ожоги на коже. Поэтому необходимо строго выполнять
требования инструкции по эксплуатации конкретного типа батареи.
Аккумуляторная батарея при пуске подключается к тяговому
генератору или стартер-генератору без каких-либо пусковых со-
противлений. Поскольку пусковая цепь имеет малое сопротивле-
ние, в момент включения пусковых контакторов ток бывает боль-
шим, но затем быстро уменьшается по мере увеличения частоты
386
вращения вала дизеля. Частота вращения вала якоря тягового ге-
нератора или стартер-генератора в режиме электродвигателя пря-
мо пропорциональна подведенному напряжению. Поэтому основ-
ное требование, предъявляемое к тепловозной аккумуляторной
батарее, — это поддержание достаточно высокого напряжения при
прокрутке, необходимого для достижения валом дизеля пусковой
частоты вращения.
В электрическую схему тепловоза аккумуляторная батарея вклю-
чается таким образом, чтобы разряд ее происходил только при
пуске дизеля и питании ограниченного ряда нагрузок при нера-
ботающем дизеле. Во время работы дизеля батарея находится в
автоматическом режиме постоянного подзаряда. При этом должна
поддерживаться в допустимых пределах температура электролита,
иначе емкость батареи резко снижается. От перегрузок и коротких
замыканий во внешней цепи батарея защищена предохранителя-
ми и автоматами.
14.2. Кислотные аккумуляторные батареи
Кислотные аккумуляторы по сравнению с щелочными батарея-
ми имеют в 1,5 раза большее напряжение и, следовательно, боль-
шую удельную емкость и мощность на единицу объема и массы.
Кислотные аккумуляторы работоспособны при низких темпера-
турах. Коэффициент полезного действия кислотных батарей, опре-
деляемый по энергии как произведение отдачи по емкости на от-
ношение средней ЭДС при разряде и заряде, в 1,5 раза больше, чем
у щелочных батарей.
На рис. 14.1 представлен свинцово-
кислотный аккумулятор типа ТН-450.
Он состоит из эбонитового сосуда
(бака) 2, на дне которого имеются спе-
циальные выступы. На них опираются
ножки пластин. Сверху сосуд закрыва-
ется эбонитовой крышкой 5. Крышка
имеет четыре отверстия для борнов 4
положительного и отрицательного по-
лублоков. В центре крышки имеется от-
верстие для заливки электролита. Цен-
тральное отверстие закрывается проб-
кой 6 с вертикальными и горизонталь-
Рис. 14.1. Свинцово-кислотный аккуму-
лятор типа ТН-450:
1 — электроды; 2 — сосуд (бак); 3 — сепара-
торы; 4 — борн; 5 — крышка, 6 — пробка; 7—
отражательный щиток
387
ними каналами для выхода газов и отражательным щитком 7 для
предотвращения выплескивания электролита. Положительный
полублок содержит 19 электродов, отрицательный — 20. Электро-
ды 1 представляют собой литые решетки из сплава свинца (95 %)
и сурьмы (5 %), ячейки которых заполнены активной массой.
В заряженном состоянии аккумулятора активной массой поло-
жительных электродов является двуокись свинца РЬО2, отрица-
тельных — губчатый свинец РЬ. Электроды разной полярности раз-
делены сепараторами 3 из ребристого мипласта и стекловолокна.
Электролитом аккумулятора является раствор аккумуляторной
серной кислоты в дистиллированной воде, залитый в аккумуля-
тор до уровня на 15 мм выше предохранительного изоляционного
щитка.
При нормальной эксплуатации максимальная разряженность
аккумуляторной батарей на тепловозе не превышает 4...6 % но-
минальной (10-часовой) емкости. Для удобства транспортировки,
монтажа и предохранения от повреждений баков аккумуляторы
комплектуются в секции по 4 шт. для батареи 32ТН-450 и по 3 шт.
для батареи 48ТН-450. Аккумуляторы в батарее соединены медны-
ми, покрытыми свинцом перемычками по схеме, представлен-
ной на рис. 14.2.
Рис. 14.2. Схема соединения свинцово-кислотных аккумуляторов
в батареях:
а - 32ТН-450; б - 48ТН-450
388
14.3. Щелочные аккумуляторные батареи
Щелочные железоникелевые батареи не содержат дефицитного
и вредного для здоровья свинца, более стойки к динамическим
воздействиям (вибрации, тряске) на транспортных установках,
менее чувствительны к перезарядам и коротким замыканиям, бо-
лее просты в обслуживании и имеют в 2,5 — 3 раза больший срок
службы как по циклам заряд-разряд, так и по времени работы.
На рис. 14.3 представлен щелочной железоникелевый аккуму-
лятор типа ТПЖН-550. Щелочной железоникелевый аккумулятор
состоит из двух блоков положительных и отрицательных пластин 4.
Оба блока помещены в стальной сосуд 7. Положительные и отри-
цательные пластины состоят из ламелей (коробочек), соединен-
ных между собой в замок и укрепленных с обеих сторон стальны-
ми ребрами, к которым приварены контактные планки. Пластины
отделены друг от друга перфорированными волнистыми сепара-
торами или резиновыми шнурами. От стенок сосуда блок пластин
изолирован вставленной по периметру винипластовой пластиной 8.
Каждый блок имеет по два борна 1. Борны выведены через отвер-
стия крышки 6 в сосуде и изолированы от нее винипластовыми и
резиновыми кольцами, собранными в герметичный узел, кото-
рый препятствует вытеканию электролита из аккумулятора. Для
заливки аккумулятора электролитом в крышке сосуда имеется труб-
ка 2, в которую ввинчена пластмас-
совая пробка-клапан 3. Аккумулятор-
ный сосуд окрашен снаружи эпоксид-
ной эмалью и защищен резиновым
чехлом с целью изоляции аккумуля-
торов друг от друга и от батарейного
ящика.
Активной массой положительных
пластин в заряженном состоянии яв-
ляется двуокись никеля NiO2, а отри-
цательных — восстановленная смесь
руды Fe. Электролитом щелочных ак-
кумуляторов служит раствор гидро-
ксида калия КОН в дистиллирован-
ной воде с добавлением 20 г/л гидро-
ксида лития LiOH (для увеличения
срока службы аккумулятора), залитый
в аккумулятор до уровня 40...50 мм
выше верхних кромок сепараторов.
Особенностью щелочных аккумулято-
ров является то, что концентрация ра-
створа КОН при разряде остается не-
изменной, вследствие чего напряже-
1 2 3 4 5 6
Рис. 14.3. Щелочной железо-
никелевый аккумулятор
типа ТПЖН-550:
1 — борн; 2 — трубка для за-
ливки электролита; 3 — пробка-
клапан; 4 — пластины; 5— втул-
ка; 6 — крышка; 7— сосуд (бак);
8 — винипластовая пластинка
389
Рис. 14.4. Схема соединения щелочных железоникелевых аккумуляторов
типа 48ТПЖН-550 в батареях
ние щелочных аккумуляторов почти не зависит от плотности элек-
тролита. Аккумуляторы в батарее соединены между собой медны-
ми никелированными перемычками (шинами) по схеме, приве-
денной на рис. 14.4. Аккумуляторные батареи на магистральных
тепловозах размещаются в специальных отсеках под главной ра-
мой по обе стороны топливного бака, что обеспечивает удобство
их монтажа и обслуживания из кузова тепловоза или прямо с зем-
ли. На маневровых тепловозах аккумуляторная батарея размещает-
ся в специальном отсеке за кабиной машиниста.
14.4. Основные неисправности и ремонт аккумуляторных
батарей
Для обеспечения нормальной работы батареи необходимо по-
вседневно следить за ее состоянием и устранять мелкие неисправ-
ности. Проверяется чистота элементов, состояние контактных за-
жимов, целостность крышек элементов и заливочной мастики,
уплотнение секционных ящиков и состояние вентиляционных се-
ток, плотность и уровень электролита, чистота вентиляционных
отверстий в пробках, состояние подводящих проводов.
Степень заряженное™ элемента определяется нагрузочной вил-
кой. Если ее нет, напряжение проверяют при неработающем дизе-
ле и разряде батареи, для чего включают передний и задний про-
жекторы и все лампы. В заряженном состоянии при разомкнутой
цепи напряжение тепловозной батареи составляет 64...66 В. Рабо-
чее напряжение отдельных элементов может колебаться в пределах
0,1...0,2 В.
Плотность электролита измеряется ареометром. Она изменяет-
ся с изменением его температуры, поэтому при измерениях плот-
ности электролита необходимо измерять и его температуру термо-
метром со шкалой до 80 °C.
Заряженные батареи, предназначенные для работы в южных
районах, должны иметь плотность электролита 1,24... 1,25 г/см3;
для работы в северных районах: 1,24... 1,25 г/см3 в летние месяцы,
390
1,26... 1,27 г/см3в зимние месяцы. Связано это с тем, что с повы-
шением плотности электролита резко понижается температура его
замерзания. Разность температур электролита отдельных элемен-
тов должна быть не более 3 ...4 °C.
Наиболее характерные неисправности аккумуляторных батарей,
причины их возникновения и способы устранения приведены в
табл. 14.2.
Таблица 14.2
Основные неисправности Причины возникновения и способы устранения
Понижение емкости (основная неисправ- ность элементов); повышенный само- разряд; повышенное газовыделение; низкое напряжение; пониже- ние уровня электролита и изменение его плотности Короткое замыкание Происходит из-за увеличения углекислых солей (карбонатов) в электролите, высокой температуры электролита и его загрязнения. Карбонаты снижают содержание щелочи в электролите, их наличие определяют лабо- раторным анализом. При высокой темпера- туре электролита железная активная масса начинает растворяться в электролите и воз- действовать на положительные пластины, увеличивая их пассивность. Загрязнение происходит при небрежном обслуживании и ремонте, плохом креплении пробок, до- бавлении обыкновенной воды вместо дистиллированной. Шлам, возникающий при вымывании активной массы из плас- тин, также загрязняет электролит Возникает из-за отложения шлама или об- разования на пластинках и сепараторах тонкой металлической пленки. Пленка об- разуется из-за растворения активной желез- ной массы пластин при температуре элек- тролита 50...60°C и осаждения этой массы при понижении температуры, что приводит к повышению саморазряда. Наружные короткие замыкания появляются в резуль- тате нарушения изоляции батареи из-за перетирания резиновых чехлов. Причи- нами повышенного газовыделения могут быть сильное загрязнение электролита, перезаряд элементов, нагрев элемента при сильном понижении уровня электролита. Повышенное газовыделение способствует увеличению плотности электролита. Низ- кое напряжение на отдельных элементах и на батарее в целом является следствием короткого замыкания. Понижение уровня
391
Окончание табл. 14.2
Основные неисправности Причины возникновения и способы устранения
Ржавчина, сольна поверхности элементов, перемычках и наконечниках Выпучивание стенок банок Ослабление пробок в крышках, закупорка их отверстий Трещины, ослабление перемычек и наконечников Наличие влаги, грязи и пыли на элементах в ящике Трещины в ящике электролита вызывается течью в банке элемента или повышенным газовыделением Ржавчину удаляют салфеткой, смоченной в керосине. При наличии соли у выводных шпилек подтягивают гайки зажимов. Если это не помогает, то неплотности заливают парафиновой смесью Элементы с выпученными стенками обжи- мают на специальном прессе Герметичность пробок проверяют опроки- дыванием элементов. Отверстия в пробках прочищают Перемычки с трещинами и повреждением контактной поверхности более 15 % заме- няют, погнутые — выправляют Токоведущие детали очищают салфеткой от пыли, влаги, грязи, солей Трещины в ящике заваривают или устраняют с помощью посигановой накладки
Восстановление отработанного щелочного электролита произ-
водят путем регенерации. Электролит освобождают от вредных при-
месей обработкой гидратом окиси бария. Заряд элементов аккуму-
ляторной батареи производят от источника постоянного тока.
Контрольные вопросы
1. Какие типы аккумуляторных батарей применяются на тепловозах и
каково их назначение?
2. Что такое аккумулятор и какими параметрами он характеризуется?
3. Каково устройство свинцово-кислотного аккумулятора?
4. Каково устройство щелочного железоникелевого аккумулятора?
5. Каковы преимущества и недостатки щелочных и кислотных акку-
муляторов?
6. Как определяется напряжение на элементе и плотность электролита?
7. Каковы основные неисправности аккумуляторных батарей, причи-
ны возникновения и способы устранения повреждений?
Глава 15
УСТРОЙСТВО И РЕМОНТ ГИДРАВЛИЧЕСКИХ
ПЕРЕДАЧ
15.1. Устройство и принцип действия
Гидравлические передачи в зависимости от принципа работы
подразделяются на гидростатические и гидродинамические.
Гидростатические передачи работают на использовании прин-
ципа вытеснения или замещения небольших объемов жидкости
при больших рабочих давлениях. В этих передачах скорость движе-
ния жидкости сравнительно невелика (не превышает 10 м/с), по-
этому в них величина потенциальной энергии (энергии статичес-
кого давления) значительно больше, чем величина кинетической
энергии (энергии скоростного напора), что показано на рис. 15.1.
Гидростатические передачи применяются на ряде отечествен-
ных тепловозов в качестве привода вентилятора холодильника.
Создать такие передачи большой мощности в настоящее время
невозможно из-за технологических и конструктивных трудностей,
связанных с обеспечением больших давлений при длительной эк-
сплуатации, а также с изготовлением надежных гибких соедине-
ний трубопроводов, рассчитанных на высокие давления.
Гидродинамические передачи основаны на принципе использо-
вания кинетической энергии потока жидкости, циркулирующей
по замкнутому контуру. Эти передачи получили преимуществен-
Рис. 15.1. Схема гидростатической передачи:
1 — ведущий вал; 2 — гидронасос; 3 — вспомогательный насос; 4 — клапан
ограничителя давления; 5 — гидромотор; 6 — ведомый вал
393
ное распространение в качестве звена энергетической цепи теп-
ловозов различной мощности, и их принято называть просто гид-
равлическими.
Конструктивно гидравлические передачи состоят из ряда уз-
лов, основными из которых являются гидравлическая муфта и гид-
равлический трансформатор. Технические характеристики этих
гидравлических элементов определяют все показатели и свойства
гидравлической передачи.
Гидравлическая муфта. Гидравлической муфтой (рис. 15.2) назы-
вается устройство, обеспечивающее гибкое соединение ведущего
и ведомого валов и передачу вращающего момента без изменения
его по величине. По конструкции она представляет собой двухло-
пастную гидравлическую машину, состоящую из двух основных
частей: насосного колеса, жестко связанного посредством веду-
щего вала с валом двигателя, и турбинного колеса, соединяемого
с помощью ведомого вала и механических звеньев с движущими
осями. Одно из рабочих колес, чаще всего турбинное, обхватыва-
ется кожухом, предназначенным для компоновки приборов пита-
ния (трубопроводов, клапанов) и уплотнения. Отличительной кон-
структивной особенностью обоих рабочих колес является нали-
чие плоских радиальных лопаток. Лопатки сложного профиля при-
меняются редко и только в муфтах специального назначения.
Рис. 15.2. Гидравлическая муфта:
а — схема: 1 — турбинное колесо; 2 — кожух; 3 — ведомый вал, 4 — насосное
колесо; 5 — ведущий вал; б — внешняя характеристика: лн, пТ — частота враще-
ния насосного и турбинного колес; Мк, МТ — момент вращения насосного и
турбинного колес; S — коэффициент проскальзывания турбинного колеса отно-
сительно насосного; т|м — КПД гидромуфты
394
Кромки лопаток рабочих колес насоса и турбины располага-
ются в непосредственной близости друг от друга с зазором, необ-
ходимым для обеспечения их свободного вращения и теплового
расширения. Лопатки с примыкающими к ним частями корпуса
колес образуют в совокупности пространство, называемое кру-
гом циркуляции. В рабочем режиме круг циркуляции заполняется
рабочей жидкостью.
При вращении насосного колеса жидкость, находящаяся в круге
циркуляции, перемещается под действием центробежной силы от
центра колеса к периферии, благодаря чему в потоке накаплива-
ется кинетическая энергия. Пройдя по каналам между лопатками,
жидкость выбрасывается из насосного колеса, перемещается в
осевом направлении, попадает на лопатки турбинного колеса и
давит на них, заставляя колесо вращаться в сторону вращения
насосного колеса. По мере перемещения по лопаткам турбины ки-
нетическая энергия потока жидкости убывает, превращаясь в ме-
ханическую энергию ведомого вала и частично в потери.
Круговое движение жидкости по лопаткам рабочих колес гид-
ромуфты (циркуляция) становится возможным из-за разности
давлений. Действительно, давление жидкости на выходе из насос-
ного колеса больше, чем на входе в турбинное колесо, так как
скорость вращения турбинного колеса всегда меньше скорости
вращения насосного колеса.
Скорость циркуляции, т.е. скорость относительного движения
потока жидкости по лопаткам, зависит от соотношения угловых
скоростей вращения насосного и турбинного колес. Разность чисел
оборотов насосного и турбинного колес называется скольжением.
Скольжение рабочих колес находится в обратной зависимости
от их передаточного отношения, т.е. от отношения частоты вра-
щения турбины к частоте вращения насоса. При отсутствии сколь-
жения колес исчезнет перепад давлений и циркуляция жидкости
прекратится, что прекратит передачу кинетической энергии с
насосного колеса на турбинное, следовательно, вращающий мо-
мент будет равен нулю. Иная картина будет в случае, если турбин-
ное колесо неподвижно, а насосное колесо вращается с нормаль-
ной скоростью (скольжение 100 %). Перепад давлений будет наи-
больший, также наибольшими будут скорость циркуляции жид-
кости и ее воздействие на лопатки турбинного колеса. Передавае-
мый вращающий момент будет иметь максимальное значение. При
промежуточных значениях передаточного отношения гидромуф-
ты скорость циркуляции жидкости и вращающий момент приоб-
ретают соответствующие промежуточные значения.
Из характеристик гидромуфты видно, что по своим энергети-
ческим свойствам гидромуфта, отдельно взятая, не отвечает це-
лям тяги. Это объясняется перегружающим воздействием на ди-
зель и низким КПД ее в диапазоне невысоких частот вращения
395
турбинного колеса. Гидромуфта рассчитывается на передачу нор-
мального момента Мнорм и работу при высоких передаточных от-
ношениях с КПД 0,95... 0,98. В этот режим она включается в каче-
стве ступени скорости гидравлической передачи.
Гидравлические преобразователи (гидротрансформаторы). Гид-
ротрансформатором называется устройство, обеспечивающее гиб-
кое соединение валов и передачу мощности с ведущего вала на
ведомый с преобразованием вращающего момента и изменением
частоты вращения ведомого вала по сравнению с частотой враще-
ния ведущего вала (рис. 15.3).
Гидротрансформатор отличается от гидромуфты наличием тре-
тьего неподвижного лопастного колеса, называемого направляю-
щим аппаратом. Насосное колесо, закрепленное на валу, приво-
дится во вращение от дизеля. Частота вращения насосного колеса
и вращающий момент на нем равны или, в случае наличия вход-
ного редуктора между дизелем и гидротрансформатором, пропор-
циональны частоте вращения коленчатого вала дизеля и вращаю-
щему моменту на нем. Турбинное колесо соединяется с движущи-
ми колесами тепловоза посредством механических элементов —
системы зубчатых колес и карданных валов. Следовательно, ско-
рость движения и сила тяги тепловоза пропорциональны частоте
вращения турбинного колеса и вращающему моменту на нем. Все
три рабочих колеса имеют профилированные лопатки, т.е. лопат-
ки, сечение которых имеет сложную гидродинамическую форму.
Лопатки рабочих колес размещаются так, что выходные кром-
ки одних лопаток располагаются в непосредственной близости от
Рис. 15.3. Гидротрансформатор:
а — схема: 1 — насосное колесо; 2 — турбинное колесо; 3 — кожух, 4 — направ-
ляющий аппарат; 5 — ведущий вал, б — внешняя характеристика: пя, пх — часто-
та вращения насосного и турбинного колес; МИ, Мх — момент вращения насос-
ного и турбинного колес; МкаЪ — момент вращения насосного колеса с обгон-
ной муфтой, т]н — КПД насосного колеса, г|тр — КПД гидротрансформатора
396
входных кромок других лопаток. Между кромками лопаток смеж-
ных колес предусматриваются зазоры, необходимые для обеспе-
чения свободного вращения и теплового расширения.
Принцип действия гидротрансформатора аналогичен принци-
пу действия гидромуфты. Насосное колесо закручивает жидкость,
создавая в ней запас кинетической энергии вращательного дви-
жения. Турбинное колесо, благодаря соответствующему профилю
его лопаток, раскручивает жидкость. Запас кинетической энергии
потока жидкости используется для преодоления внешних сил со-
противления, приложенных к ведомому валу, а значит и к движу-
щим осям тепловоза.
Наличие в круге циркуляции неподвижных лопаток направ-
ляющего аппарата придает гидротрансформатору свойство автома-
тически изменять вращающий момент на турбинном колесе в зави-
симости от частоты вращения последнего, т. е. от скорости движе-
ния тепловоза. Преобразующее свойство гидротрансформатора оце-
нивается коэффициентом трансформации момента К= Mr/Mw. Для
тепловозных трансформаторов значение К составляет 3 и более.
По конструктивным особенностям гидротрансформаторы под-
разделяются:
• на одноступенчатые и многоступенчатые, если в круге цир-
куляции имеется соответственно один или несколько рядов (сту-
пеней) лопаток турбинного колеса;
• одноциркуляционные и многоциркуляционные, если в их со-
став входит соответственно один или несколько кругов циркуляции;
• простые и комплексные, если они не обладают или, наобо-
рот, обладают свойством гидромуфты.
В отечественном тепловозостроении имеются примеры выпол-
нения и применения всех названных выше конструктивных видов
гидротрансформаторов. Наряду с разделением гидротрансформа-
торов по конструктивным особенностям существует разделение
их по так называемому свойству прозрачности: непрозрачные и
прозрачные. Под прозрачностью гидротрансформатора понимает-
ся его свойство оказывать влияние на режим нагрузки дизеля при
изменении внешнего сопротивления движению поезда.
В непрозрачном гидротрансформаторе момент насосного коле-
са при постоянной частоте вращения не изменяется при всех зна-
чениях момента турбинного колеса и его частоте вращения. Это
свидетельствует о том, что изменение внешней нагрузки не ока-
зывает влияния на нагрузку дизеля. Если же момент насосного
колеса изменяется с изменением момента турбинного колеса, то
характеристика гидротрансформатора называется прозрачной.
В тепловозных гидропередачах применяют непрозрачные или
близкие к ним гидротрансформаторы, так как они обеспечивают
постоянный режим работы дизеля при изменении сопротивления
движению поезда.
397
Из характеристики гидротрансформатора видно, что отдельно
взятый гидротрансформатор не отвечает требованиям, предъяв-
ляемым к тепловозной передаче. Если при трогании и разгоне тур-
бинного колеса КПД гидротрансформатора низкий, то этот недо-
статок окупается реализацией необходимых тяговых свойств. Та-
кой режим составляет относительно небольшой период времени
работы гидротрансформатора.
Режим высокой частоты вращения турбинного колеса, харак-
теризуемый также низким КПД, неприемлем для длительной ра-
боты тепловоза, поэтому гидротрансформаторы применяются в
качестве ступеней скорости гидропередачи. Скоростной диапазон
работы каждой ступени определяется по передаточным отноше-
ниям гидротрансформатора, при которых его КПД не ниже 80%.
Комплексные гидротрансформаторы. Стремление реализовать
положительные свойства гидротрансформатора и гидромуфты в
одном гидроаппарате привело к созданию комплексных гидротранс-
форматоров. Комплексный гидротрансформатор представляет со-
бой устройство, обеспечивающее автоматический переход с ре-
жима гидротрансформатора на режим гидромуфты и наоборот в
зависимости от условий работы.
Особенностью конструкции комплексного гидротрансформато-
ра (рис. 15.4) является то, что его направляющий аппарат, выпол-
ненный в виде одного или двух рядом стоящих лопастных колес,
укрепляется на неподвижном валу с помощью муфт свободного
хода, называемых автологами. Муфты свободного хода представля-
ют собой различного рода храповой механизм. В тепловозных гид-
ротрансформаторах применены роликовые муфты свободного хода.
Неподвижная, жестко закрепленная внутренняя обойма охватыва-
ется наружной обоймой, которая жестко связана с направляющим
аппаратом. Наружная обойма имеет пазы с наклонными плоско-
стями; между внутренней обоймой и наклонными плоскостями
обоймы установлены ролики, которые поджимаются пружинами.
В зависимости от изменения направления потока масла, прошед-
шего через турбинное колесо, и, следовательно, от того, с какой
стороны лопатки направляющего аппарата давит поток масла, на-
правляющий аппарат либо вращается, либо стоит на месте.
Полное заклинивание обеих ступеней направляющего аппара-
та происходит при работе гидротрансформатора с малыми пере-
даточными отношениями (пт/пн, здесь ят и ян - соответственно
частота вращения турбинного и насосного колес), когда направ-
ление абсолютной скорости выхода жидкости из турбинного ко-
леса таково, что обе ступени направляющего аппарата отжимают-
ся потоком в сторону, противоположную направлению вращения
турбинного колеса. Колеса направляющего аппарата заклинива-
ются роликами муфты свободного хода, тем самым обеспечивая
режим работы гидротрансформатора.
398
б
Рис. 15.4. Комплексный гидротрансформатор:
а — схема гидротрансформатора: 1 — насосное ко-
лесо; 2, 3 — ступени направляющего аппарата; 4 —
неподвижный вал; 5 — автологи; 6 — турбинное коле-
со; б — схема автолога: 1 — внутренняя обойма; 2 —
наружная обойма; 3 — лопатки направляющего ап-
парата; 4 — пружина; 5 — ролик
По мере увеличения передаточного отношения, что соответ-
ствует разгону тепловоза, изменяется направление абсолютной
скорости выхода жидкости из турбинного колеса. При определен-
ном передаточном отношении воздействие потока на лопатки
направляющего аппарата совпадет с направлением его возможно-
го вращения на муфтах свободного хода.
При дальнейшем увеличении передаточного отношения коле-
со направляющего аппарата первой ступени начинает вращаться
в одну сторону вместе с турбиной, а гидротрансформатор перехо-
дит на работу с одной неподвижной ступенью направляющего
аппарата. Этому режиму соответствует участок его характеристи-
ки, на котором КПД возрастает, а момент Л/т изменяется более
плавно.
При большом значении передаточного отношения направле-
ние скорости выхода жидкости из турбинного колеса совпадает с
направлением выходных кромок лопаток второй ступени направ-
ляющего аппарата, муфта свободного хода расклинивается давле-
нием потока, а колесо направляющего аппарата начинает вра-
щаться вместе с турбинным колесом. Гидротрансформатор пере-
ходит на режим гидромуфты. На этом участке характеристики про-
исходит дальнейшее увеличение КПД и снижение моментов Мт =
= Мн с ростом передаточного отношения.
Таким образом, последовательное автоматическое расклини-
вание двух ступеней направляющего аппарата, установленных на
муфтах свободного хода, позволяет реализовать в одном гидроап-
парате три режима: два режима гидротрансформатора и режим гид-
ромуфты. Каждому режиму соответствует определенный участок
399
характеристики. Как видно на характеристике, диапазон работы гид-
ротрансформатора с высоким КПД за счет этого расширяется.
Комплексные гидротрансформаторы по сравнению с просты-
ми имеют более сложную конструкцию. Надежность их в длитель-
ной эксплуатации снижается за счет трущихся элементов муфты
свободного хода. В тепловозных гидропередачах комплексные гид-
ротрансформаторы находят ограниченное применение.
Рабочие жидкости. Надежность и экономичность работы гидро-
передачи зависят от сорта и качества рабочей жидкости. Объемная
масса жидкости влияет на размеры гидропередачи. Жидкости боль-
шей объемной массы позволяют создавать гидропередачи мень-
шего размера и массы. В гидравлических передачах в качестве ра-
бочей жидкости может служить турбинное, веретенное масло или
их смесь, которая одновременно является смазкой для трущихся
частей. Минеральное масло, применяемое в качестве рабочей жид-
кости для тепловозных гидропередач, должно удовлетворять сле-
дующим требованиям.
1. Масло должно иметь определенную вязкость, при которой
достигаются наименьшие потери и необходимые смазочные свой-
ства. В градусах по шкале условной вязкости при температуре 50 “С
масло должно иметь 2... 3 °ВУ. Вязкость масла характеризуется так-
же кинематическим коэффициентом вязкости, измеряемым в сто-
ксах (1 см2/с). В качестве основной характеристики в ГОСТах его обыч-
но указывают в сантистоксах (сотая доля стокса или 10~2 см2/с).
Вязкость зависит от температуры. Существуют формулы и табли-
цы для пересчета градусов условной вязкости (°ВУ() в единицы
кинематической вязкости при различной температуре.
2. Температура замерзания масла должна быть возможно более
низкой, а температура вспышки ее паров — возможно более вы-
сокой. Для тепловозных гидропередач рекомендуется масло с тем-
пературой вспышки не ниже +160 ° С. Вязкость масла в интервалах
крайних состояний не должна резко изменяться.
3. Масло должно быть химически чистым и однородным. Не
допускается наличие в масле кислот и щелочей, так как они спо-
собствуют его разложению и вызывают коррозию деталей. В масле
не должно содержаться мылообразующих жиров, которые служат
причиной устойчивого пенообразования, а значит и снижения
передаваемой мощности. Для борьбы с пенообразованием в масло
вводят специальные жидкости, точно так же для предотвращения
кислотности к маслу добавляют антиокислители.
4. Масло должно быть механически чистым и однородным. Со-
держание асфальтовых и смолистых веществ в масле нежелатель-
но, так как они при высоких температурах выделяются и оседают
на стенках трубопроводов, тем самым нарушая нормальную рабо-
ту гидравлических элементов автоматики. Механические примеси
в масле вызывают засорение отверстий в органах управления и
400
интенсивное изнашивание подшипников. Поэтому в гидропере-
дачу подают масло, прошедшее через фильтры.
15.2. Устройство гидравлических передач отечественных
тепловозов
Гидропередача является составным звеном энергетической цепи
тепловоза. Свойства и характеристики гидропередачи в значитель-
ной мере определяют тягово-экономические характеристики теп-
ловоза, а ее конструктивная сложность и уровень технологичес-
кой реализации — эксплуатационные показатели: надежность, сто-
имость ремонта и эксплуатации и т.д.
Гидравлическая часть передачи УГП 750-1200 состоит из* двух
гидротрансформаторов и одной гидромуфты (рис. 15.5), передачи
УГП 750/2Т — из двух гидротрансформаторов типа ТП1000. На-
сосные колеса всех гидроаппаратов получают вращение через по-
вышающую зубчатую пару входного редуктора.
Повышающий входной редуктор предназначен не только для
уменьшения размеров гидропередачи, но и главным образом для
согласования характеристик гидроаппаратов и дизеля. Это согласо-
вание сводится к выбору такого передаточного отношения входно-
го редуктора, при котором момент нагружения со стороны гидро-
трансформатора соответствует вращающему моменту дизеля. В этом
случае обеспечивается полное использование мощности дизеля. Так
как такая операция практически выполняется только при построй-
ке или заводском ремонте тепловоза, то отсюда очевидна важность
выбора и осуществления требуемого передаточного отношения вход-
ного редуктора для реализации расчетной силы тяги тепловоза.
При работе дизеля его связь с движущими колесами происхо-
дит через жидкость гидроаппаратов, работающих последователь-
но при различных скоростях движения. Включение гидроаппара-
тов производится посредством поочередного наполнения их ра-
бочей жидкостью, а выключение — опорожнения. Управление пе-
реключением гидроаппаратов — автоматическое, осуществляемое
в зависимости от позиции контроллера машиниста (частоты вра-
щения вала дизеля) и скорости движения тепловоза.
Питание гидроаппаратов рабочей жидкостью, а также смазка
подшипников и шестерен гидропередачи обеспечиваются цент-
робежным питательным насосом. Подача масла для смазки враща-
ющихся частей при движении тепловоза с неработающим дизе-
лем производится шестеренчатым насосом, расположенным в
нижней части корпуса гидропередачи.
В механическую часть гидропередачи входят реверс-режимный
редуктор и механизм включения реверса и режимов. Механизм
включения реверса и режимов состоит из двух цилиндров двойно-
го действия, системы рычагов и блокировок.
401
На кинематической схеме гидропередачи УГП 750-1200 можно
выделить две кинематические цепи: силовую, через которую осу-
ществляются связь и передача вращающего момента от вала дизе-
ля к осям колесных пар, и вспомогательную, предназначенную
для отбора мощности на вспомогательные нужды гидропередачи
и тепловоза.
Передача вращающего момента в силовой цепи осуществляет-
ся следующим образом: от вала дизеля через упругую муфту на
приводной вал и затем через повышающую зубчатую пару вход-
ного редуктора на главный вал гидропередачи; с главного вала на
раздаточную шестерню вторичного вала через шестерни первой
ступени и неподвижную шлицевую муфту, если заполнен первый
гидротрансформатор, или шестерню, если заполнен второй.
402
Далее, в зависимости от направления движения тепловоза,
передача момента производится через подвижную шлицевую муфту
вторичного вала или через паразитную шестерню и такую же муфту
вала реверса на раздаточный вал. Подвижные шлицевые муфты
могут поочередно передавать вращающий момент на раздаточный
вал через шестерни маневрового или поездного режима.
В гидропередаче УГП 750/2Т гидромуфта отсутствует, но кон-
структивно она незначительно отличается от трехциркуляционной
передачи. В ней на месте насосного колеса гидромуфты поставлена
втулка, а турбинный вал укорочен на длину посадочного места
турбинного колеса. Тяговая экономическая характеристика тепло-
возов с гидропередачей УГП 750-1200 имеет ступенчатую форму,
соответствующую числу ступеней скорости (рис. 15.6).
Транспортировка тепловоза в холодном состоянии. Перед транс-
портировкой недействующего тепловоза кроме общепринятых ра-
бот по подготовке букс, осевых редукторов и тормозного обору-
дования необходимо обеспечить наличие в гидропередачах масла
до верхней отметки на щупе.
При отправке тепловоза на расстояние более 200 км желатель-
но снять осевые карданные валы. На маневровом тепловозе ТГМЗ
достаточно снять задний карданный вал и закрепить его на пло-
а
Рис. 15.6. Тягово-экономические характеристики тепловоза ТГМЗА:
а — на маневровом режиме; б — на поездном режиме; FK — касательная сила; V—
скорость; г]т — КПД тепловоза; FK = f{ V) — зависимость касательной силы от
скорости; г|т =/(Ю — зависимость КПД тепловоза от скорости; I, IV, VIII —
позиции контроллера машиниста
403
щадке, а передний отсоединить от осевого редуктора и подвесить
на специальной скобе. При транспортировке с навешенными кар-
данными валами гидропередачи должны быть установлены в ней-
тральное положение, чтобы избежать вращения турбинных колес.
Следует особо подчеркнуть, что из-за несоблюдения этого требо-
вания имели место случаи аварий с гидротрансформаторами.
15.3. Организация производственного процесса ремонта,
испытание и регулирование гидравлической передачи
Производственный процесс ремонта гидропередачи тепловоза
довольно сложен и состоит из большого числа различных техно-
логических, контрольных и транспортных операций, находящих-
ся между собой в тесной взаимозависимости.
Задачей организации производственного процесса является
установление определенного порядка, а также времени и места
выполнения всех его элементов с учетом их взаимосвязей таким
образом, чтобы обеспечить при этом:
• своевременную готовность к монтажу всех деталей, состав-
ляющих отдельные узлы, и всех узлов, составляющих машину;
• наименьшую продолжительность ремонта (производственный
цикл);
• полную загрузку рабочих, занятых в этом процессе.
Основным документом, в котором отражается планируемая
организация производственного процесса, является график орга-
низации процесса. Наиболее полно решаются все вопросы орга-
низации процесса в графиках, разрабатываемых на ритмичной
основе. В них учитывается заданный объем производства и уста-
навливаются не только последовательность выполнения техноло-
гических операций, но также состав рабочих бригад, их специа-
лизация и загрузка, число рабочих мест или сборочных позиций и
их специализация. Детали гидропередачи работают в идеальных
условиях смазки, поэтому износ их минимален.
После ремонта передачу устанавливают на стенде и центриру-
ют с приводным двигателем. Карданные валы, соединяющие раз-
даточный и приводной валы, крепят на все болты.
Затем собирают электрическую и пневматическую схемы пере-
дачи и подсоединяют их к электрической и пневматической схе-
мам стенда. Соединяют масляные системы гидропередачи и стен-
да. Устанавливают необходимую контрольно-измерительную ап-
паратуру.
В качестве рабочей жидкости при испытании гидравлической
передачи рекомендуется применять масло турбинное 22 (ГОСТ
32—53) с добавлением антипенной присадки ПМС 200А в массо-
вом соотношении 0,005 % или масло для гидропередач ГТ50 МРТУ
38-1-256—67. Нельзя допускать смешивания различных сортов ма-
404
сел и попадания воды, так как это вызывает повышенное пено-
образование масла. Вспенивание масла приводит к уменьшению
его давления в питательном насосе, к перегреву передачи и сни-
жению тягово-экономических показателей ее работы.
Для заправки унифицированной гидропередачи необходимо
280 л масла, которое заливают через сетчатый фильтр заливной
горловины. Первоначально заполняют верхний картер, после чего
оно через окно во внутренней перегородке корпуса сливается в ниж-
ний картер, который заполняется до уровня контрольной пробки.
Температура масла в картере гидропередачи должна быть не
ниже 5 °C. При необходимости масло подогревают маслоподогре-
вателем. С пульта управления стендом включается один из режи-
мов, и проверяется положение рукоятки переключения реверс-
режима. При этом подвижные муфты должны находиться в одном
из рабочих положений. Проверяются также надежность и четкость
включения сервоцилиндров и правильность срабатывания элект-
рогидравлических вентилей.
Обкатка и регулирование без нагрузки. Унифицированную гид-
ропередачу испытывают на стенде. Привод осуществляют электро-
двигателем постоянного тока мощностью не менее 250 кВт. Испы-
тания проводят без нагрузки, в течение 30 мин, с кратковремен-
ным включением гидроаппаратов продолжительностью 0,5... 1,0 мин
через каждые 5 мин работы.
В процессе обкатки проверяют:
• отсутствие ненормальных стуков и прерывистых шумов;
• герметичность корпуса, штуцерных соединений и уплотне-
ний по выходным фланцам. Проверка выполняется визуально, течь
и подтекание масла при этом не допускаются;
• температурный режим. Проверка осуществляется в процессе
всего периода испытаний. Температура масла на выходе из пита-
тельного насоса должна быть не более 95 °C;
• нагрев корпуса гидропередачи в зонах подшипниковых узлов
сверх общего уровня температуры основной части корпуса, кото-
рый должен быть не более 20 °C. Повышенный нагрев свидетель-
ствует о ненормальной работе подшипников;
• давление масла в системе питания гидроаппаратов в процес-
се всего периода испытаний. Давление масла на выходе из пита-
тельного насоса должно быть при частоте вращения вала двигателя
750 об/мин не менее 120 кПа. При этом давление масла на форсун-
ках системы смазки проверяют по контрольному манометру с це-
ной деления не более 10 кПа. Давление масла у подпорного клапа-
на (дроссельного отверстия) должно быть не менее 0,7 кгс/см2, а
на форсунках — не менее 10 кПа;
• раскрутку турбинного вала при выведенных в нейтральное
положение муфтах реверса и режима. Стабильность раскрутки оп-
ределяют при частоте вращения вала двигателя, соответствую-
405
щей минимальным оборотам холостого хода тепловозных дизе-
лей. Проверка выполняется дважды: при температуре рабочей
жидкости 20... 30 и 80... 90 °C. При этом раскрутка турбинного вала
должна наступать не позднее 2 с после выхода муфт реверса и
режима в нейтраль. Контроль ведется с помощью секундомера;
• срабатывание блокирующих устройств. Проверку выполняют
путем имитации аварийного состояния гидропередачи соответ-
ственно испытываемой защите;
• время наполнения гидроаппаратов, которое не должно пре-
вышать 8 с для гидротрансформаторов и 14 с для гидромуфт. Оно
контролируется по секундомеру с момента включения электро-
гидравлических вентилей до момента восстановления давления
масла на включаемом гидроаппарате;
• время переходных процессов при переключении гидроаппа-
ратов. Контроль ведется секундомером с момента включения элек-
трогидравлического вентиля до момента восстановления давле-
ния масла во включаемом гидроаппарате. Время перехода с гидро-
трансформатора второй ступени на гидромуфту должно быть не
более 14 с, а при переходе с гидротрансформатора первой ступе-
ни на гидротрансформатор второй ступени — не более 8 с;
• включение муфт реверса и режимов. Проверка выполняется
путем десятикратного включения реверса в положение «Вперед»
и «Назад» на поездном и маневровом режимах. При этом вал при-
водного электродвигателя должен вращаться с частотой, соответ-
ствующей минимальной частоте вращения тепловозных дизелей.
Все переключения осуществляются с пульта управления стендом;
• общий уровень шума проверяют шумомером, микрофон ко-
торого устанавливают на расстоянии 1 м от корпуса гидропереда-
чи. Уровень шума не должен превышать 100 дБ;
• величину вибрации корпуса гидропередачи. Ее проверяют в
местах переднего подшипникового узла входного вала и заднего
подшипникового узла главного вала гидропередачи. Величина двой-
ной амплитуды вибрации не должна превышать 0,1 мм;
• надежность и четкость работы системы автоматического уп-
равления гидропередачей. Проверка и регулировка системы вы-
полняются в процессе всего периода испытаний.
После обкатки гидропередачи без нагрузки проверяют состоя-
ние загрязненности фильтров питательного, откачивающего, вих-
ревого насосов, насоса системы смазки и фильтров системы уп-
равления гидропередачей.
Испытания под нагрузкой. Унифицированную гидропередачу
испытывают на стенде с приводом от электродвигателя постоян-
ного тока мощностью не менее 250 кВт. В процессе контрольных
испытаний проверяется качество сборки; герметичность корпуса,
штуцерных соединений и уплотнений по выходным фланцам ва-
лов; давление масла в системах питания гидроаппаратов и смазки;
406
включение и выключение муфт реверса и режимов; работа блоки-
рующих устройств; характер шума и вибрации гидропередачи; со-
стояние загрязненности фильтров питательного, откачивающего
и вихревого насосов, насоса системы смазки и фильтров системы
управления гидропередачей. Температурный режим работы гидро-
передачи проверяется в процессе всего периода испытаний.
После испытаний гидропередачу осматривают с частичной раз-
боркой, достаточной для проверки состояния рабочих поверхнос-
тей зубьев шестерен, шлицевых соединений привода питательно-
го и откачивающего насосов, шлицов муфт реверса и режимов.
При этом проверяется стабильность зазоров по рабочим колесам
гидротрансформаторов; производится полная разборка насосов с
осмотром золотников золотниковой коробки; проверяются креп-
ление узлов и деталей и осевые разбеги валов.
После разборки и осмотра гидропередачу снова собирают и
проверяют ее работу в течение 30 мин без нагрузки. В случае вы-
нужденных остановок из-за неполадок в работе, связанных с не-
обходимостью замены каких-либо узлов или деталей, счет време-
ни начинается сначала, после внесения необходимых исправле-
ний. После окончания обкатки и испытаний гидропередачи масло
сливают, фильтры очищают и промывают.
15.4. Проверка работы гидравлической передачи
на тепловозе
Гидравлическую передачу устанавливают на тепловозе и цент-
рируют с дизелем. При этом допускается смещение осей не более
0,15 мм и перекос не более 0,3 мм на длине 1000 мм. Для теплово-
за ТГМЗ мощностью 750 л. с. с удлиненной соединительной муф-
той допускается смещение осей не более 0,5 мм и перекос осей не
более 0,3 мм на диаметре 225 мм.
Карданные валы, соединяющие раздаточный вал гидропереда-
чи, в нормальных условиях на прямом горизонтальном участке
пути должны располагаться в одной вертикальной плоскости и
иметь равные углы наклона к ведущему и ведомому валам.
Заливка гидропередачи рабочей жидкостью (маслом) произ-
водится через сетчатый фильтр заливной горловины. Температура
масла в картере должна быть не ниже 5 °C. При необходимости
масло подогревают маслоподогревателем.
При работающем дизеле проверяют на унифицированной гид-
ропередаче:
• давление питательного насоса, которое должно быть не менее
100 кПа при частоте вращения коленчатого вала дизеля 800 об/мин
и не менее 400 кПа при 1400 об/мин;
• давление в системе смазки гидропередачи, которое должно
быть не менее 70 кПа при частоте вращения коленчатого вала
407
дизеля 800 об/мин и 150... 200 кПа при 1400 об/мин. При проверке
давления масла температура его должна быть 60...98 °C;
• четкость реверсирования на режимах «Поездной» и «Манев-
ровый»;
• плавность трогания «Вперед» и «Назад» на поездном и ма-
невровом режимах при ручном включении гидроаппаратов на пер-
вом и втором гидротрансформаторах и при автоматическом уп-
равлении гидропередачей.
На тепловозах ТГМЗ с гидромеханической передачей проверяют:
• давление масла насоса питания гидротрансформатора, кото-
рое должно быть 150...250 кПа при минимальной частоте враще-
ния коленчатого вала дизеля и 150... 300 кПа при 800... 1400 об/мин.
Регулирование давления в системе смазки гидротрансформатора и
гидропередачи производится за счет изменения толщины регули-
ровочных прокладок, устанавливаемых под пружину перепускно-
го клапана;
• давление питания фрикционных муфт, которое должно быть
в пределах 1,15... 1,25 МПа. Регулирование давлений производится
за счет изменения толщины регулировочных шайб, подкладывае-
мых под пружины клапана давления;
• давление масла на первой и второй муфтах, которое должно
быть в пределах 1,15... 1,25 МПа. Давление ниже указанной вели-
чины при нормальном давлении масла в системе насоса питания
муфт указывает на некачественную сборку резиновых уплотнений
или на то, что плунжер не полностью перекрывает сбрасывающее
отверстие в нажимном диске.
Плавное трогание тепловоза с места регулируется путем
ввертывания или вывертывания регулировочных болтов распреде-
лительной коробки. При этом необходимо обеспечить время пол-
ного нарастания давления на первой фрикционной муфте в тече-
ние 4... 5 с и время полного нарастания давления на второй муфте
в течение 3... 4 с.
Контрольные вопросы
1. Каковы основные части гидромуфты?
2. Каковы основные части гидротрансформатора?
3. Каковы основные части комплексного гидротрансформатора?
4. Как определяется КПД гидромуфты?
5. Что понимается под прозрачностью гидротрансформатора?
6. Что является рабочей жидкостью для гидропередачи?
7. Как осуществляется передача энергии от дизеля к колесным парам
тепловоза?
8. Как осуществляется контроль качества сборки гидропередачи?
9. Как осуществляется контроль качества ремонта гидропередачи?
Глава 16
ИСПЫТАНИЯ ТЕПЛОВОЗА ПОСЛЕ РЕМОНТА
16Л. Виды испытаний и подготовка к ним
Для проверки работоспособности узлов тепловоза после ремон-
та, правильности настройки приборов и аппаратуры механичес-
кой и электрической его частей производят различные виды ис-
пытаний в стационарных и поездных условиях. Отдельные эле-
менты и узлы тепловоза, собранные после ремонта, проверяют и
регулируют на специальных стендах в цехах и отделениях депо
или завода. После полной сборки тепловоза работоспособность его
узлов и агрегатов, в особенности узлов экипажной части, прове-
ряют обкаткой его в поездных условиях. Испытания кузовного
оборудования — дизель-генераторной установки (ДГУ), вспомо-
гательных агрегатов и систем проводят на специальных стацио-
нарных испытательных станциях. При настройке ДГУ нагрузку на
тяговый генератор создают при помощи водяного реостата или при
помощи электромашинного агрегата, состоящего из двигателя по-
стоянного тока и генератора трехфазного тока. Существует и безре-
остатная настройка ДГУ. Так как наибольшее распространение на
сети дорог имеют испытательные станции с водяными реостатами,
то принято называть испытания на этих станциях реостатными.
Реостатные испытания бывают полные и неполные (конт-
рольные). Полные испытания выполняются при ТР-3 и ТР-2, а
контрольные — при ТР-1 и в случае замены наиболее ответствен-
ных узлов дизеля или электрической передачи при внеплановом
ремонте. Полные испытания продолжаются 5 ч. Из них обкаточ-
ный этап испытаний составляет 4 ч, а сдаточный — 1 ч. В процес-
се обкаточного этапа испытаний контролируют качество мон-
тажно-сборочных работ, выполняют наладочные работы по все-
му оборудованию тепловоза, происходит предварительная при-
работка трущихся деталей. При сдаточном этапе испытаний про-
изводится полная сдача всего силового и вспомогательного обо-
рудования, укомплектованного, отрегулированного и проверен-
ного на всех режимах.
Контрольные испытания проводят при необходимости проверки
тепловых параметров дизеля, настройки внешней характеристики
генератора, регулировки реле перехода.
409
После общей сборки тепловоза его готовят к испытаниям, для
чего его полностью экипируют, в соответствии с картой смазки
заправляют смазкой все агрегаты и узлы, измеряют сопротивление
изоляции в электрических цепях, проверяют напряжение аккуму-
ляторной батареи, прокачивают топливную и масляную системы,
обращая внимание на состояние герметичности трубопроводов.
Перед пуском дизеля при открытых индикаторных кранах провора-
чивают вручную на несколько оборотов коленчатый вал, проверя-
ют соответствие рабочим положениям вентилей и кранов систем
дизеля, производят осмотр дизеля и убирают лишние предметы.
Производят пробный пуск дизеля на 5...7 мин; при пуске необхо-
димо следить за работой дизеля и отдельных агрегатов, прослуши-
вая, нет ли посторонних стуков и других ненормальностей. После
пуска необходимо следить, чтобы дизель работал равномерно, с
нормальной частотой вращения коленчатого вала, отсутствовали
утечки в местах соединений трубопроводов, давление масла соот-
ветствовало норме. После остановки дизеля проверяют на ощупь в
доступных местах через открытые люки температуру деталей тру-
щихся пар, особенно цилиндропоршневой группы и подшипнико-
вых узлов дизеля, компрессора редукторов и электрических машин.
Если неисправностей в работе дизеля замечено не было, то его об-
катку после вторичного пуска ведут более продолжительное время.
Перед подсоединением тепловоза к реостату проверяют сопро-
тивление изоляции электрических цепей тепловоза и реостата.
Сопротивление изоляции измеряют мегомметром на 500 В. Со-
противление изоляции должно быть для высоковольтных цепей
не менее 1,0 МОм, для низковольтных — не менее 0,5 МОм.
Тепловоз к реостату подключают с расчетом, чтобы длина ка-
белей от положительных и отрицательных пластин реостата не
отличалась более чем на 200 мм. Отсоединив кабели от подвижных
частей электропневматических контакторов тепловоза, вместо них
подсоединяют кабели от подвижных пластин реостата, а кабели
от неподвижных минусовых пластин реостата подключают к шун-
ту амперметра тягового генератора. Отключатель реле заземления
отключают. К специальной розетке «Для реостатных испытаний»
подключают штепсельную вставку, соединяющую пульт управле-
ния реостата с цепями управления тепловоза. Над трансформато-
ром постоянного тока (ТПТ) устанавливают технологический
магнитный экран из отожженной меди или стали.
16.2. Обкаточный этап испытаний
Обкаточные испытания ведут при постепенном увеличении
частоты вращения вала дизеля и нагрузки генератора от мини-
мальных значений до максимальных. Контролируют и регулируют
следующие параметры дизеля и генератора: частоту вращения ко-
410
ленчатого вала; работу регулятора предельной частоты вращения
коленчатого вала; давление сжатия в каждом цилиндре; равно-
мерность нагрузки цилиндров и установку упоров, ограничиваю-
щих максимальную подачу топлива с учетом барометрического
давления и температуры окружающей среды; работу электричес-
кой схемы на холостом ходу; внешнюю характеристику генерато-
ра; характеристику аварийного режима; узлы ограничения тока и
автоматического регулирования мощности (АРМ); реле переходов.
Наладочно-регулировочные работы по дизелю. Частота враще-
ния коленчатого вала регулируется электромагнитами электрогид-
равлического управления объединенного регулятора.
Настройку регулятора предельной частоты вращения вала ди-
зеля производят изменением силы пружины предельного регуля-
тора. Предельный регулятор должен срабатывать при плавном по-
вышении частоты вращения свыше 940...980 об/мин (2ТЭ10В или
М); 1115... 1155 об/мин (ТЭП70) и 840...870 об/мин (ТЭМ2).
Давление сжатия в цилиндрах — показатель герметичности ци-
линдров и степени приработки деталей цилиндропоршневой груп-
пы — измеряют максиметром при прогретом дизеле и минималь-
ных частотах вращения вала дизеля на второй или третьей минуте
после выключения подачи топлива в цилиндр, в котором произво-
дят измерение. При давлении сжатия меньше установленного про-
веряют линейную величину камеры сжатия, чистоту отверстий ин-
дикаторных кранов и исправность измерительного прибора. Раз-
ность давлений сжатия между цилиндрами — не более 0,3 МПа.
Нагрузку по цилиндрам регулируют по значениям температур
выпускных газов на выходе из цилиндров и давлениям сгорания
топлива. Температуру отработавших газов регулируют изменением
количества подаваемого топлива в цилиндры, а корректировку
давлений сгорания производят путем изменения угла опережения
подачи топлива в пределах допускаемых норм.
Регулируют дизель и по приведенной мощности. При одинаковой
подаче топлива в цилиндры дизеля его мощность изменяется в
зависимости от атмосферного давления и температуры окружаю-
щего воздуха, так как, например, при повышении температуры и
понижении давления воздух становится разреженнее и его мень-
ше (по массе) попадает в цилиндр дизеля, а значит поступит мень-
ше кислорода для сгорания одного и того же количества топлива.
Чтобы добиться максимальной экономичности дизеля при нор-
мальном его теплотехническом состоянии, при реостатных испы-
таниях дизель регулируют на приведенную мощность, т. е. на мощ-
ность, соответствующую температуре и давлению окружающей
среды участка, где эксплуатируется тепловоз. Увеличение мощно-
сти допускается не более чем на 20 кВт. Эту мощность регулируют
изменением внешней характеристики генератора. Изменять поло-
жение упоров на рейках топливных насосов нельзя.
411
Регулировочные работы по электрооборудованию. Настройка за-
ряда аккумуляторной батареи производится по срабатыванию реле
обратного тока. Включение реле обратного тока происходит, если
напряжение вспомогательного генератора на 2...3 В превышает
напряжение нормально заряженной батареи и ток не более 8,5 А.
При таких параметрах путем изменения сопротивления устанавлива-
ют ток заряда на летний период 20... 30 А, на зимний — 30...40 А.
Проверку работы электрической схемы генератора на холостом
ходу проводят для определения силы тока и напряжения в цепях и
правильности сборки схемы.
Настройку характеристик тягового генератора ведут последо-
вательно. На последней позиции контроллера настраивают селек-
тивную характеристику (изменением сопротивлений в цепях амп-
листата) при отключенной регулировочной обмотке амплистата.
Эта характеристика должна приближаться к паспортной кривой.
Внешнюю характеристику настраивают на последней позиции кон-
троллера при включенной регулировочной обмотке амплистата.
Настройка пусковых характеристик необходима для улучше-
ния пусковых свойств тепловоза, при которых желательно иметь
большой пусковой ток на малых позициях контроллера и боль-
шую силу тяги, что облегчает трогание тепловоза с места.
Настройкой характеристики аварийного режима обеспечивают
следование тепловоза при одном отключенном двигателе.
Настройку реле переходов производят при настроенной внеш-
ней характеристике тягового генератора и прогретых электричес-
ких машинах. Изменением сопротивления в цепи катушек реле
добиваются, чтобы включение и выключение реле происходило
при определенных значениях силы тока генератора.
16.3. Сдаточный этап испытаний
При сдаточных испытаниях дизель-генератор работает в тече-
ние 40...50 мин на максимальной приведенной мощности, после
чего на этом режиме измеряют и проверяют параметры дизель-
генераторной установки. Кроме того, проверяют: нет ли дымнос-
ти в работе отдельных цилиндров, выпускные газы на режиме
максимальной мощности должны быть светло-серого цвета или
бесцветные; ритмично ли работает дизель, нет ли ненормального
стука или шума; устойчиво ли работает объединенный регулятор;
каплепадение топлива из сливных трубок форсунок и насосов (не
более 25 капель в минуту) и воды по сальнику водяного насоса
(не более 10 капель в минуту); равномерность нагрева секций ра-
диатора холодильника на разных уровнях, а также смежных сек-
ций; степень нагрева подшипников дизеля, электрических машин
и агрегатов; срабатывание защиты при повышении давления в
картере дизеля (при искусственно созданном разрежении до за-
412
мыкания контактов дифманометра); работу механизма аварийной
остановки дизеля; отсутствие искрения из-под щеток электричес-
ких машин; момент срабатывания реле давления масла (медленно
уменьшая частоту вращения дизеля); давление воздуха под кол-
лектором каждого электродвигателя при максимальной частоте
вращения. После испытаний пломбируют реле давления масла;
общий упор, ограничивающий максимальную подачу топлива
насосами; регулировочную тягу объединенного регулятора.
Перед обкаткой тепловоза устраняют дефекты, выявленные в
процессе реостатных испытаний, тепловоз полностью укомплек-
товывают инструментом и инвентарем, средствами пожаротуше-
ния, сигнальными принадлежностями. При обкатке проверяют:
• правильность взаимодействия отдельных элементов оборудо-
вания в обоих направлениях движения при одиночной и сочле-
ненной работе секций и при управлении;
• параметры срабатывания реле переходов (ток, скорость), рас-
пределение тока по отдельным электродвигателям и их группам;
• работу электрической схемы на аварийном режиме.
Контрольные вопросы
1. Каковы виды испытаний и их цели?
2. Как производится первый пуск дизеля после ремонта?
3. В чем сущность обкаточного и сдаточного этапов испытаний?
4. Как производятся наладочно-регулировочные работы по дизелю?
5. Как выполняются регулировочные работы по электрооборудованию?
Список литературы
1. Бородин А. П. Электрическое оборудование тепловозов. — М.: Транс-
порт, 1988. — 287 с.
2. Двигатели внутреннего сгорания / Под ред. А. С. Орлина, М. Г. Груг-
лова. — М.: Машиностроение, 1980. — 288 с.
3. Пахомов Э.А. Механическое оборудование тепловозов. — М.: Транс-
порт, 1988. — 288 с.
4. ПойдаЛ.А., Хуторянский Н.М., Кононов В.Е. Тепловозы: Механичес-
кое оборудование, устройство и ремонт. — М.: Транспорт, 1986. — 328 с.
5. Рахматулин М.Д. Ремонт тепловозов. — М.: Транспорт, 1977. — 44 с.
6. Ремонт гидравлических передач тепловозов / Под ред. Г.Ф. Яковлева. —
М.: Транспорт, 1975. — 264 с.
7. Ремпель А. И. Ремонт вертикальной передачи тепловозных дизелей
типа Д100. — М.: Транспорт, 1984. — 72 с.
8. Скепский В.П., Скуев В.Б. Ремонт механического оборудования теп-
ловозов. — М.: Транспорт, 1991. — 183 с.
9. Тепловозы / Под ред. В.Д.Кузьмича. — М.: Транспорт, 1982. — 317 с.
10. Тепловоз 2ТЭ116 / С. П. Филонов, А. И. Гибалов, Е. И. Никитин и
др. — 3-е изд., перераб. и доп. — М.: Транспорт, 1996. — 334 с.
Оглавление
Глава 1. Общие сведения об устройстве тепловозов..............3
1.1. Особенности конструкции тепловоза....................3
1.2. Образование силы тяги................................5
1.3. Назначение основных систем тепловоза................ 6
1.4. Экипажная часть тепловоза............................7
1.5. Классификация и обозначение серий тепловозов
и дизель-поездов.........................................22
Глава 2. Планово-предупредительная система технического
обслуживанияи ремонта тепловозов.............................25
2.1. Характеристика системы технического обслуживания
и ремонта тепловозов.....................................25
2.2. Постановка тепловоза на ремонт......................34
2.3. Подготовка и разборка объектов ремонта..............36
2.4. Очистка и мойка деталей.............................37
2.5. Классификация повреждений деталей...................41
2.6. Измерение износа и деформации.......................43
2.7. Методы контроля.....................................48
2.8. Методы и принципы организации ремонта...............54
Глава 3. Технология восстановления поврежденных деталей,
частей и оборудования тепловоза..............................58
3.1. Способы восстановления изношенных
и деформированных деталей................................58
3.2. Слесарно-механическая обработка.....................58
3.3. Восстановление деталей давлением....................62
3.4. Металлизация........................................64
3.5. Электролитическое наращивание ......................65
3.6. Сварка и наплавка...................................68
3.7. Электроискровая обработка...........................71
3.8. Восстановление деталей полимерными материалами......72
3.9. Газопрессовая сварка................................77
3.10. Методы повышения износостойкости
и усталостной прочности деталей..........................78
Глава 4. Технология ремонта типовых соединений и узлов
механических частей оборудования тепловоза...................83
4.1. Общие сведения......................................83
4.2. Резьбовые соединения................................83
4.3. Прессовые соединения................................87
4.4. Подшипники скольжения...............................90
4.5. Подшипники качения..................................96
4.6. Цилиндрические детали, движущиеся
возвратно-поступательно..................................98
4.7. Подвижные конусные соединения......................102
4.8. Неподвижные конусные соединения....................103
414
4.9. Сальниковые уплотнения............................109
4.10. Шлицевые соединения..............................111
4.11. Шпоночные соединения.............................112
4.12. Зубчатые передачи................................113
4.13. Ременные передачи................................116
4.14. Соединения с резиновыми деталями.................118
4.15. Контроль состояния и ремонт витых пружин.........118
Глава 5. Сборка, балансировка и установка объекта ремонта.....121
5.1. Комплектование деталей............................121
5.2. Балансировка деталей..............................122
5.3. Сборка и контроль ее качества.....................125
5.4. Центрирование валов механизмов....................127
Глава 6. Общие сведения о двигателях внешнего и внутреннего
сгорания...................................................130
6.1. Тепловые двигатели................................130
6.2. Основные понятия и определения....................132
6.3. Четырехтактный двигатель..........................134
6.4. Двухтактный двигатель.............................137
6.5. Термодинамические циклы ДВС.......................141
6.6. Мощность и КПД дизеля.............................143
6.7. Тепловой баланс и характеристики дизелей..........145
Глава 7. Устройство и ремонт основных частей дизеля........148
7.1. Работа дизеля в условиях эксплуатации.............148
7.2. Поддизельная рама и блок цилиндров................149
7.3. Коленчатый вал и его подшипники...................153
7.4. Вертикальная передача дизелей типа Д100...........157
7.5. Крышки цилиндров и газораспределительный механизм....161
7.6. Шатунно-поршневая группа дизеля...................166
7.7. Турбокомпрессоры и воздуходувки...................174
Глава 8. Устройство и ремонт топливоподающей и регулирующей
аппаратуры дизеля..........................................183
8.1. Общие сведения....................................183
8.2. Топливоподающая аппаратура........................184
8.3. Регулирующая аппаратура...........................193
8.4. Объединенный регулятор частоты вращения
и мощности.............................................197
Глава 9. Устройство и ремонт вспомогательных агрегатов дизеля.202
9.1. Масляная система и ее оборудование................202
9.2. Водяная система и ее оборудование.................209
9.3. Приводы вентиляторов..............................217
Глава 10. Устройство и ремонт электрических машин..........222
10.1. Общие сведения...................................222
10.2. Тяговые электродвигатели.........................234
10.3. Тяговые генераторы постоянного тока..............242
10.4. Тяговые генераторы переменного тока..............248
Глава 11. Устройство и ремонт вспомогательных электрических
машин......................................................253
11.1. Двухмашинный агрегат.............................253
415
11.2. Однокорпусный агрегат..............................257
11.3. Синхронный подвозбудитель..........................260
11.4. Стартер-генератор..................................261
11.5. Электродвигатели типа «П»..........................262
11.6. Одноякорный преобразователь........................264
11.7. Асинхронные электродвигатели привода вентиляторов..266
11.8. Основные неисправности и ремонт вспомогательных
электрических машин.....................................268
Глава 12. Устройство и ремонт электрических аппаратов........273
12.1. Общие сведения.....................................273
12.2. Коммутационные аппараты............................280
12.3. Аппараты управления, защиты и контроля.............290
12.4. Аппараты регулирования.............................308
Глава 13. Электрические схемы тепловозов и дизель-поездов....319
13.1. Общие сведения.....................................319
13.2. Силовая схема тепловоза с электрической передачей
мощности................................................324
13.3. Электрические схемы пуска и контроля работы
дизеля тепловозов и дизель-поездов......................348
13.4. Цепи дистанционного управления тяговой передачей...362
13.5. Вспомогательные цепи тепловозов....................378
Глава 14. Устройство и ремонт аккумуляторных батарей.........385
14.1. Общие сведения.....................................385
14.2. Кислотные аккумуляторные батареи...................387
14.3. Щелочные аккумуляторные батареи....................389
14.4. Основные неисправности и ремонт аккумуляторных
батарей.................................................390
Глава 15. Устройство и ремонт гидравлических передач.........393
15.1. Устройство и принцип действия......................393
15.2. Устройство гидравлических передач отечественных
тепловозов..............................................401
15.3. Организация производственного процесса ремонта,
испытание и регулирование гидравлической передачи.......404
15.4. Проверка работы гидравлической передачи
на тепловозе............................................407
Глава 16. Испытания тепловоза после ремонта..................409
16.1. Виды испытаний и подготовка к ним..................409
16.2. Обкаточный этап испытаний..........................410
16.3. Сдаточный этап испытаний...........................412
Список литературы............................................413
Для подготовки квалифицированных
кадров в учреждениях начального
профессионального образования
предназначены следующие
учебники и учебные пособия:
С.А.Зайцев, А. Д. Куранов,
А.Н. Толстов
Допуски, посадки и технические
измерения в машиностроении
Б.С. Покровский, В.А. Скакун
Слесарное дело
Б.С. Покровский
Слесарно-сборочные работы
Б.С. Покровский, В.А.Скакун
Справочник слесаря