/


















































































































































































































Tags: пайка


Text
ОГЛАВЛЕНИЕ
Введение..............
Глава 1. Основы физико-хиг мических процессов пайки (И, Е. Петрунин) .......................
Кинетика образования и классификация спаев. . Смачивание, капиллярное течение, самофлюсо-вание ..................
Процессы формирования паяного соединения . . Список литературы . .
Г лава 2. Способы пайки (В. С. Нососадов) . .
Капиллярная панка . . . Контактно-реактивная пайка ....................
Реактивно-флюсовая пайка Диффузионная пайка . . Некапиллярцая пайка . . Список литературы . .
Глава 3 Припои и паяльные смеси (А. И. Губин, В. В. Орлова) ....
Медные припои . ...
Серебряные, золотые, палладиевые и платиновые припои .................
Никелевые припои .... Железные и марганцевые припои .............
Алюминиевые припои . . Магниевые припои .... Оловянно-свинцорые припои ....................
Свинцовые припои .... Индиевые припои ....
Цинковые, кадмиевые п висмутовые припоя . . Таллиевые и титановые припои .................
Порошкообразные, пастообразные и композиционные припои .............
Список литераiуры . . .
5 Глава 4. Флюсы и газовые среды (Р. Е. Г'ссп-берлии) .......................
Природа флюсов и их клас-
7 сификация ............
Флюсы для в ы со коте м-
7 пературиой пайки ....
Флюсы для низкотемпературной панки .........
.о Паяльные пас ня.........
Способы при10ТОНЛСИИЯ
2g и нанесения флюсов .
41 Газовые среды, исполь-
зуемые при пайке ....
Список литературы . .
43
43 Глава 5. Паяльное оборудование (Л Л Гржи-
46 мальскнй, И. 11. И п,-
50 евский) ............
51
54 Печи....................
57 Оборудование дня индук-
ционной пайки
Оборудование для папки погружением
58 Установки для пайки
5g электросопротивлением
Установки для пайки
копцен।рироваипыми III 1иЧ
70 инками эн ер ыш
уд Оборудование для ню-
пламенной панки
32 Паяльники . .
34 Koiripo.ibHO-цзмери 1СЛ1И.1Я
35 и регулирующая динара
гура ...................
30 Список литературы . .
92
93 Глава 6 Подштовка поверх-
ности к пайке, сборка
94 изделий. Приспо-
собления для папки
98 (II К) Маркова)
Очистка поверхносш ме-
101 таллов под нанку
102 Предварительное uauece-
103
103
104
115
129
130
131
135
136
136
158
169
175
177
183
192
195
199
200
200
4
Оглавление
ние металлических покрытий .................
Сборка под пайку и нанесение припоя . .
Приспособления для пайки Список литературы
Глава 7. Технологический тфо-цесс пайки металлических материалов (Ю. Ф. Шеин, С. Н Лоцманов) . .
Пайка сталей и сплавов Пайка порошковых твердых сплавов ............
Пайка чугуна ...........
Пайка цветных металлов и сплавов ..............
Список литературы . .
Глава 8. Пайка ников,
полупровод-графита и
других неметаллических материалов
(И. Е. Петрунин,
И. Ю. Агаркова) . • .
Пайка полупроводников
Пайка графита со сталями Пайка металла со стеклом Пайка ситалла, феррита, сапфира с металлами . .
Список литературы . . .
272
272
277
283
286
288
Глава 9. Прочность и конструирование паяных соединений (Г А Николаев, И. И Киселев)
Виды паяных соединений Концентрация и а и р я ж с-
ний в паяных соединениях Прочность паяных соединений П шстическ! е свойства паяного шва
Доп ускаем ы е нал ряженп я в паяных соединениях. . Список Jiiiiepaiyp'bi. . .
289
289
290
292
301
301
303
221
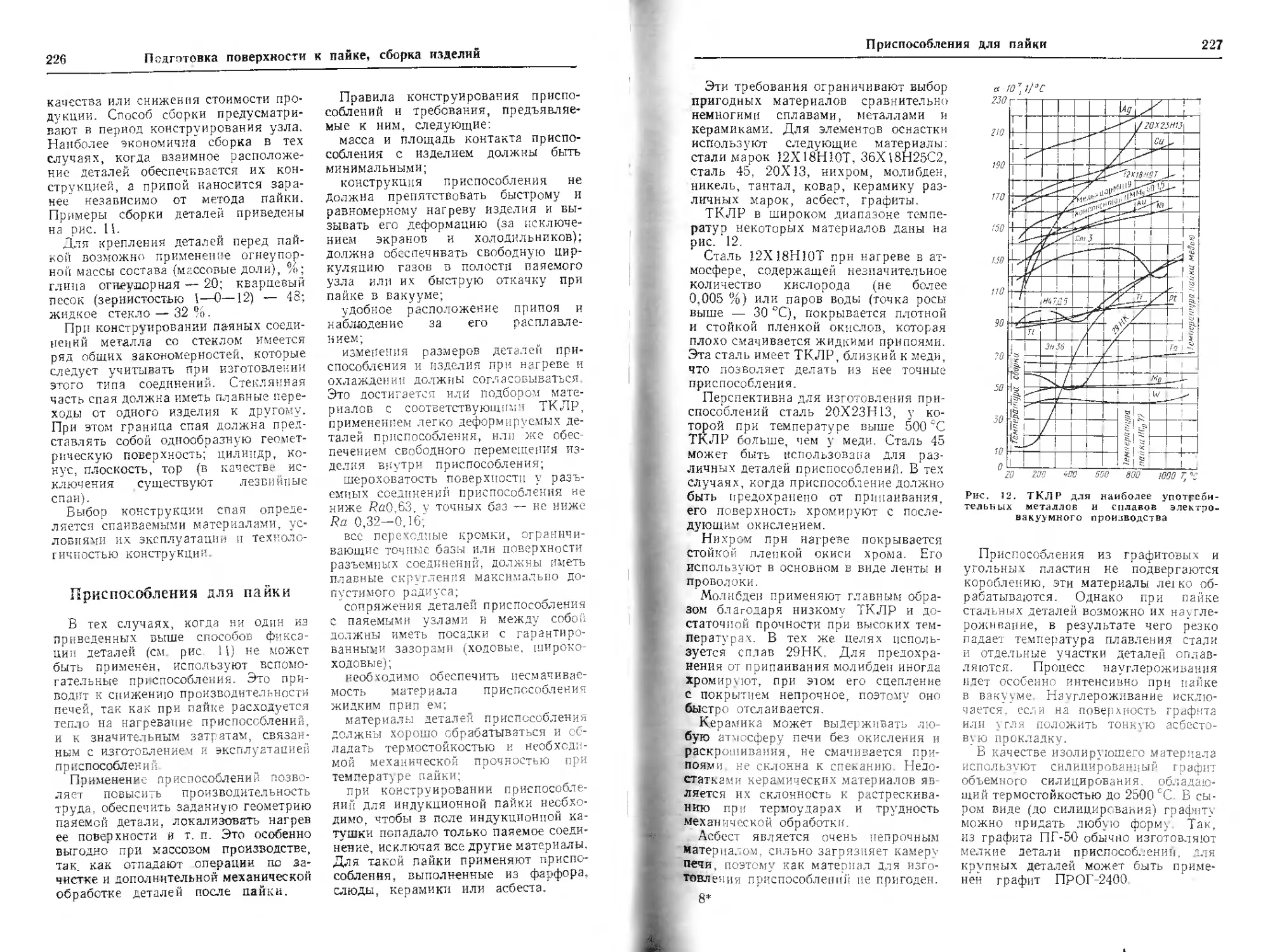
225
226
232
233
233
245
248
249
271
Глава 10. Структура и свойства паяных соединений (И Е Петрунин, И. 10 Маркова)
Фак юры, влияющие на структуру и свойства паяных соединений .... Методы исследования структуры и свойств паяных соединений .... Список литературы . . , Г лава 11. Проектирование технологического процесса пайки
(В. П. Фролов) . . .
Элементы математической м одел и тех । юл оги ч ее ко го
процесса пайки .... Логическая и операторная схемы алгоритма . . Энны ПТП с использованием математической модели . . ..........
Кодирование технологической документации . . .
Список литературы . . .
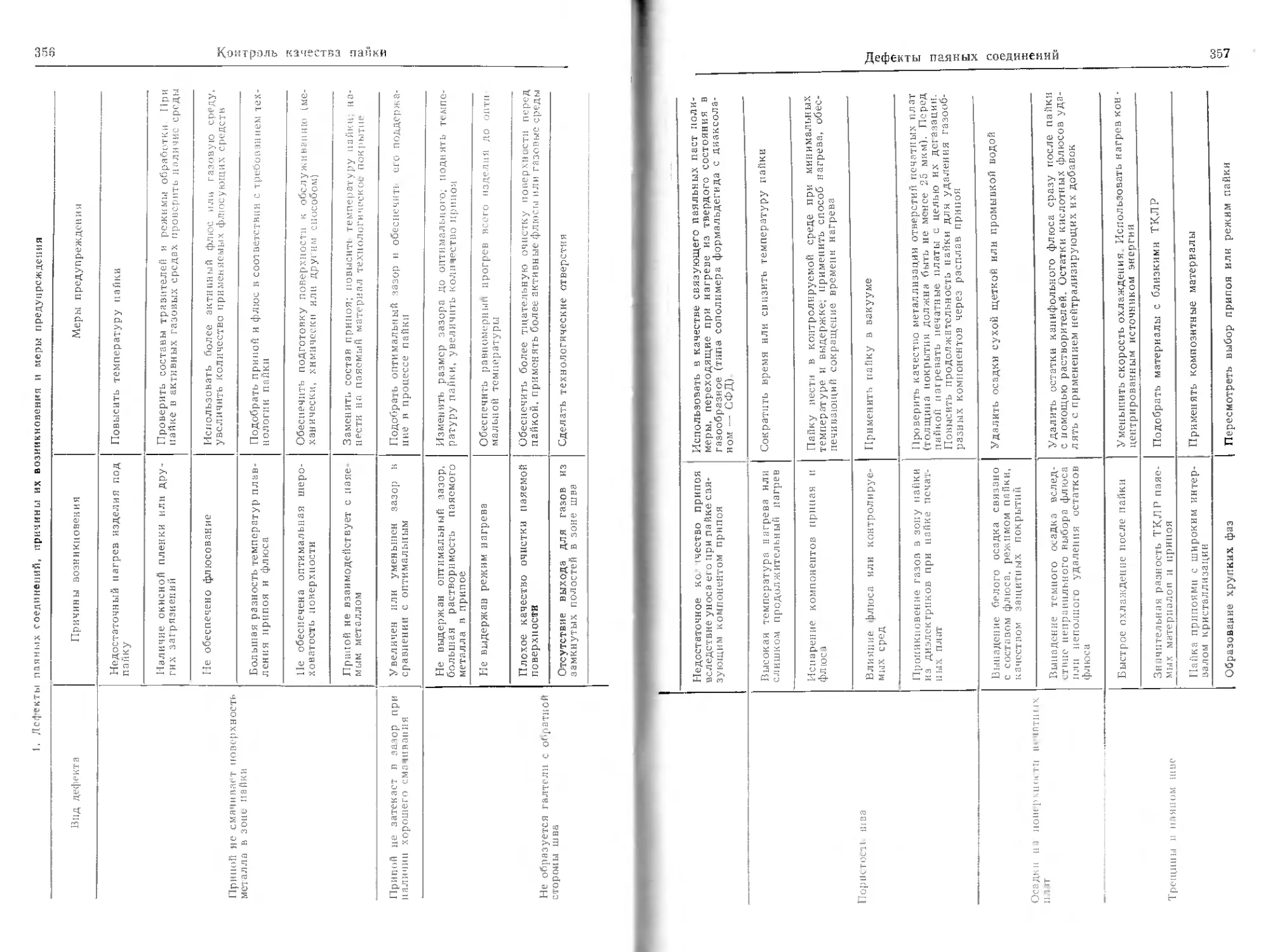
Г лапа 12 Контроль качества пайки (И. Е. Петрунин, И Ю Маркова) Дефекты паяных соединений ......................
Способы контроля качества паяных соединений . Список литературы . , .
Г лава 13. Основы нормирования паяльных работ (И. Е. Петрунин, И. Ю Маркова) . .
Список лптера ।ур>ы . .
Г лава 14. Техника безопасности, производственная санитария, противопожарная техника (Г. И. Стрекалов)
Предметный указатель ,
304
304
309
323
324
324
348
350
351
353
355
355
360
370
371
383
384
386
Введение
способ введения припоя, формирование шва) выделяют капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую и некапиллярную пайку.
Эти виды пайки могут быть осуществлены с применением различных спосо
бов нагрева. Наибольшее распространение получили пайка в печах, индукционная, сопротивлением, погружением в расплавы солей и припоев, радиационная, горелками, паяльниками.
ГЛАВА 1
ОСНОВЫ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ ПАЙКИ
Пайка, как никакой другой технологический процесс, связана с широким комплексом физико-химических явлений, протекающих в твердой, жидкой и газовой фазах: восстановление и диссоциация, испарение и возгонка, смачивание и капиллярное течение, диффузия и растворение, пластифицирование и адсорбционное понижение прочности и т. д.
Основными факторами, определяющими характер взаимодействия твердого и жидкого металлов при образовании спаев, являются электронное строение их атомов, соотношение атомных радиусов, положение элементов в ряду электроотрицательности, валентность и потенциалы ионизации атомов.
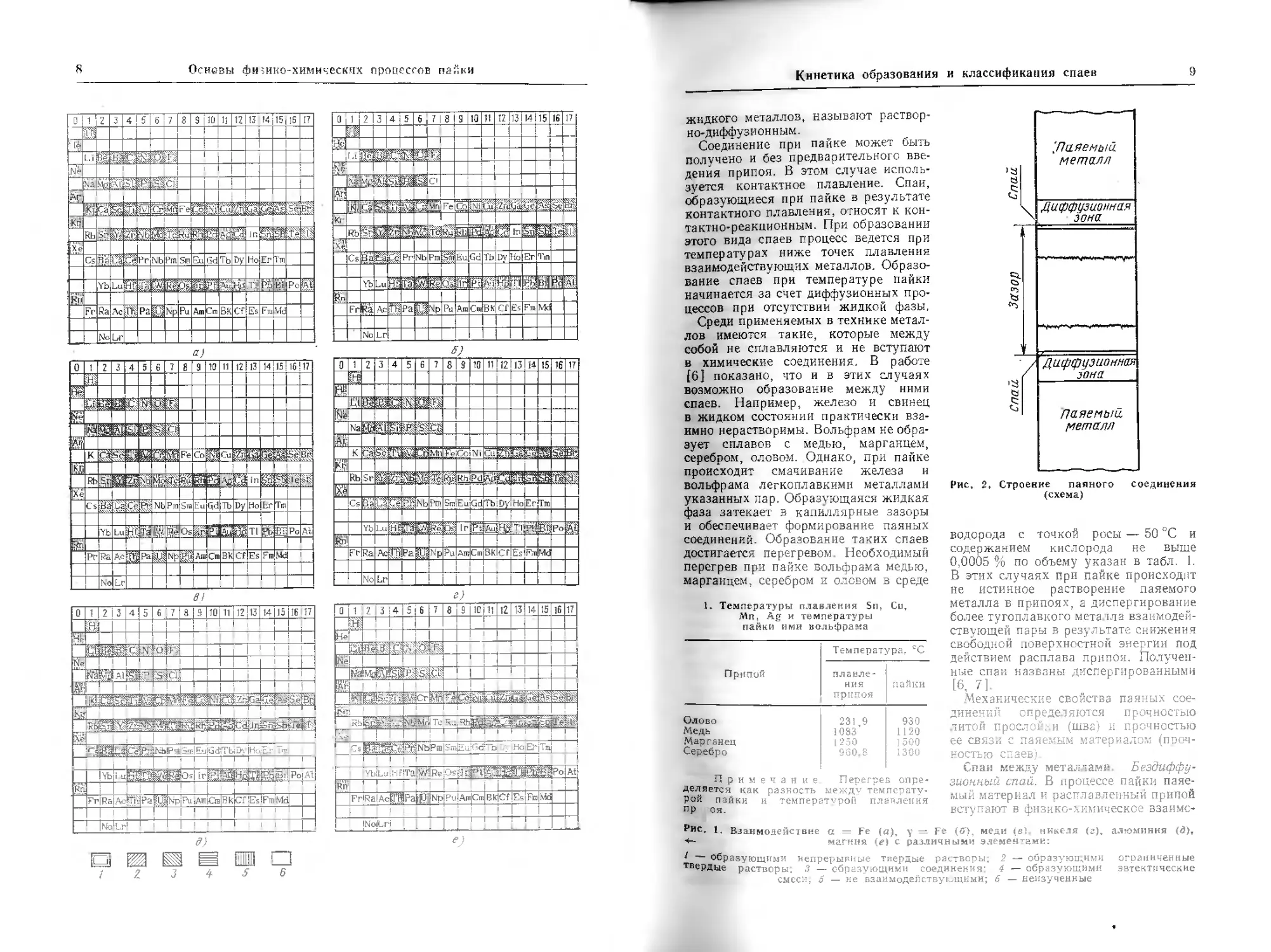
Характер взаимодействия важнейших в техническом отношении и наиболее широко используемых в паяных изделиях металлов — железа, меди, никеля, алюминия и магния — с элементами Периодической системы элементов Д. И. ЛАенделеева представлен на,_рис. 1
Кинетика образования и классификация спаев
Для получения паяных соединений необходимо выполнение следующих условий: нагрев соединяемых деталей до температур ниже точек плавления материала деталей; введение в зазор между соединяемыми деталями жидкой прослойки, являющейся припоем, взаимодействие между паяемым материалом и расплавом припоя, кристаллизация жидкой фазы, находящейся между соединяемыми пайкой поверхностями деталей.
Образующееся при пайке соединение по своему строению и составу неоднородно, включает литую прослойку (шов), спаи и диффузионные ЭОНЫ.
Шов — неоднородная по составу и строению прослойка между соединяемыми деталями, образующаяся в результате взаимодействия припоя с паяемым материалом и последующей кристаллизации расплава в зазоре.
Связь между швом-и поверхностью детали возникает в результате образования спаев. Спай — переходный слой на границе паяемая деталь — шов, образующийся в результате взаимодействия паяемого материала с расплавом припоя.
Диффузионная зона — граничащий со спаем слой паяемого материала с измененными химическим составом и микроструктурой, образовавшийся в результате диффузии компонентов припоя и паяемого материала.
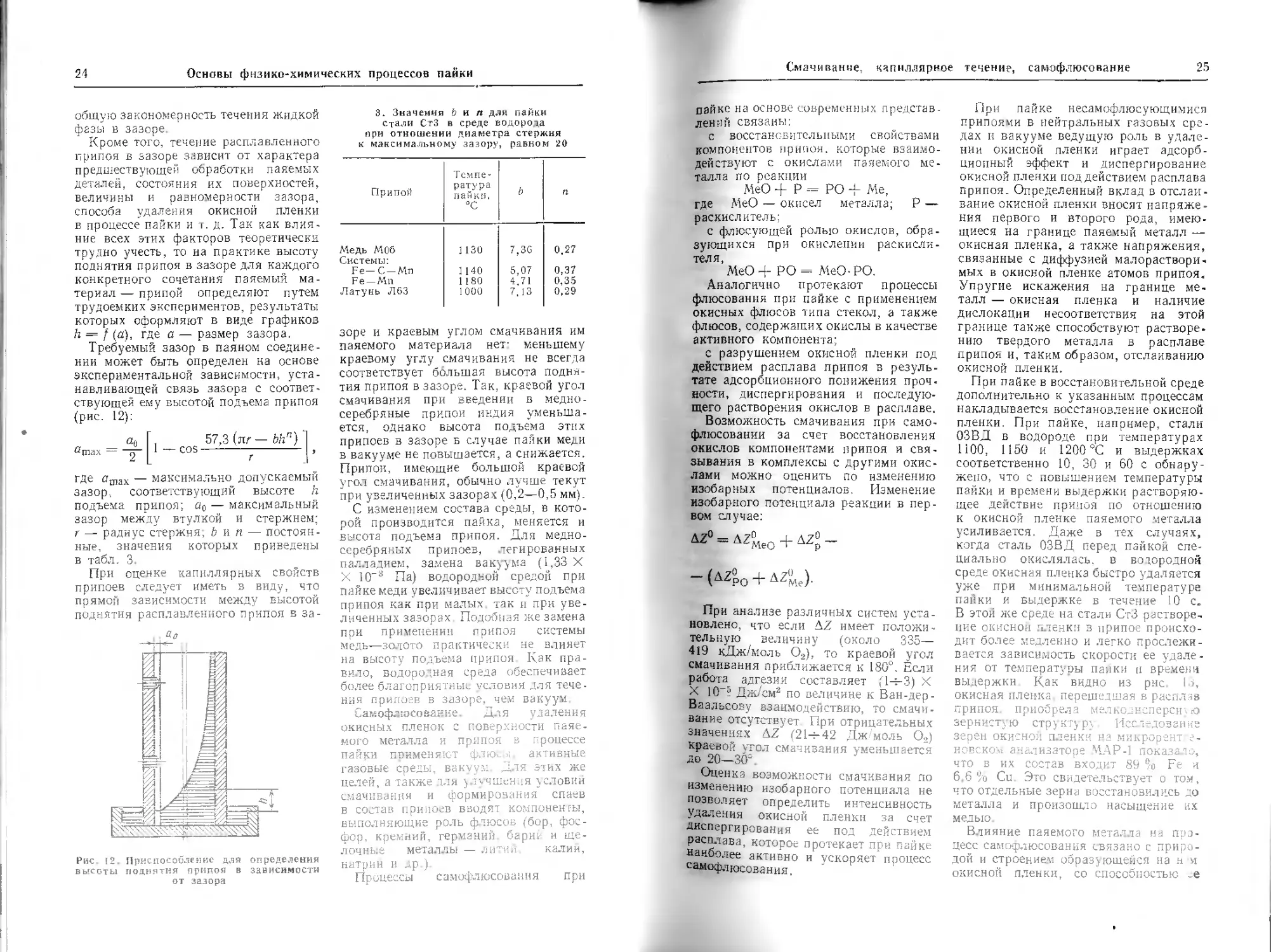
В зависимости от условий и режима пайки, а также от соотношения физико-химических свойств паяемого материала и припоя спай, образующийся между ними, может иметь различное строение В начальный момент на поверхности раздела твердой и жидкой фаз при температуре пайки (рис. 2) паяемый материал и расплав припоя имеют составы, близкие к исходным. Пайка может завершаться как на более ранней сталии, так и на последующих, более глубоких стадиях развития процессов взаимодействия паяемого материала и припоя в зоне спая, В соответствии с этим будут меняться состав и структура спаев.
Если процесс прекращается на стадии образования химических связей, когда взаимной диффузией паяемого материала и припоя в их объеме можно пренебречь, то имеем бездиффузионный спай. Последующая выдержка создает условия для развития диффузионных и растворно-диффузионных процессов. Спай, образующийся в условиях протекания растворно-диффузионных процессов в зоне контакта твердого и
8
Основы фивико-химическнх процессов пайки
5
1
4-
6
S)
е)
Кинетика образования и классификация спаев
9
жидкого металлов, называют растворно-диффузионным.
Соединение при пайке может быть получено и без предварительного введения припоя, В этом случае используется контактное плавление. Спаи, образующиеся при пайке в результате контактного плавления, относят к контактно-реакционным. При образовании этого вида спаев процесс ведется при температурах ниже точек плавления взаимодействующих металлов. Образование спаев при температуре пайки начинается за счет диффузионных процессов при отсутствии жидкой фазы.
Среди применяемых в технике металлов имеются такие, которые между собой не сплавляются и не вступают в химические соединения. В работе [6] показано, что и в этих случаях возможно образование между ними спаев. Например, железо и свинец в жидком состоянии практически взаимно нерастворимы. Вольфрам не образует сплавов с медью, марганцем, серебром, оловом. Однако, при пайке происходит смачивание железа и
вольфрама легкоплавкими металлами указанных пар. Образующаяся жидкая фаза затекает в капиллярные зазоры и обеспечивает формирование паяных соединений. Образование таких спаев достигается перегревом. Необходимый перегрев при пайке вольфрама медью, марганцем, серебром и оловом в среде
1. Температуры плавления Sn, Си, Мп, Ag и температуры пайки ими вольфрама
Припой Температура, СС
плавления припоя пайки
Олово 231 9 930
Медь 1083 1120
Мар ганец [250 1500
Серебро 960,8 1300
Примечание Перегрев опре-
деляется как разность между тем ле р ат v-
рои пайки и температгрой плавления
пр оя.
Рис. 1. Взаимодействие а = Fe (а), у =
*— магния (£) с
£ образующими непрерывные твердые растворы; 2 — образующими вердые растворы; 3 — образующими соединения; 4 — образующими
смеси, а — не взаимодействующими; 6 — неизученные
Рис, 2. Строение паяного соединения (схема)
водорода с точкой росы — 50 °C и содержанием кислорода не выше 0,0005 % по объему указан в табл. 1. В этих случаях при пайке происходит не истинное растворение паяемого металла в припоях, а диспергирование более тугоплавкого металла взаимодействующей пары в результате снижения свободной поверхностной энергии под действием расплава припоя. Полученные спаи названы диспергированными [6, 7].
Механические свойства паяных соединений определяются прочностью литой прослойки (шва) и прочностью ее связи с паяемым материалом (ппоч-ностыо спаев).
Спаи между металлами. Бездиффу-зионный спай. В процессе пайки паяемый материал и расплавленный припой вступают в физико-химическое взаимо
(Д), меди (в), никеля (г), алюминия (д).
Fe различными элементами:
ограниченные эвтектические
10
Основы физико-химических процессов пайки
действие, обусловленное различиями их свойств и энергетического состояния. При снижении температуры пайки и времени выдержки интенсивность взаимодействия между паяемым материалом и припоем уменьшается, возможно образование химических связей при отсутствии диффузии в объем взаимодействующих материалов.
Энергетическая гипотеза природы образования бездиффузионных спаев исходит из того, что для образования связей необходимо, чтобы энергия атомов кристаллических решеток контактирующих материалов превышала определенный энергетический барьер. После его преодоления и образования двухмерных зародышей, если выделяющаяся энергия достаточна для образования межатомных связей, в зоне контакта начинается спонтанный процесс увеличения площади спая.
При взаимодействии твердого и жидкого металлов возможно образование химических связей различного типа. Начальной стадией взаимодействия во всех случаях являются химические реакции между атомами, находящимися на поверхности металлов, поэтому бездиффузионный спай имеет место только в период, предшествующий началу протекания диффузионных процессов, начиная с момента возникновения контакта между твердым и жидким металлами.
Бездиффузионный спай экспериментально получен при взаимодействии металлов с полимерами и клеями, неметаллов друг с другом, неметаллов с металлами, а также между металлами в твердом состоянии.
Процессы образования бездиффу-зионного соединения при пайке рассмотрены в работе [7]. Возможность получения бездиффузионного спая экспериментально подтверждена на примере пайки железа оловом. Как следует из табл. 2, период кристаллической решетки железа, контактировавшего с расплавленным оловом при 500 °C в течение 30 с, не изменяется. Это связано едем, что диффузия атомов олова в кристаллическую решетку железа затруднена. Постоянство периода кристаллической решетки железа при различном времени контакта с расплавленным оловом указывает на образование между ними бездиффузионного спая.
Исследование изменения периодов кристаллической решетки олова позволило установить уменьшение их при увеличении времени контакта с твердым железом, что связано с переходом в расплав олова атомов железа, имеющих меньший атомный радиус, чем атомы олова
При температурах пайки железа оловом менее 500 с можно устойчиво получать бездиффузнойные спаи при более длительном времени (более 30 с) контакта твердой и жидкой фаз.
Растворно-диффузионный спай. В результате смачивания паяемого материала расплавом припоя между ними возникает контакт — необходимое условие развития процессов химического взаимодействия. Одновременно со смачиванием происходит растворение паяемого материала в расплавленном припое, вследствие чего состав зоны сплавления меняется, пока не
2. Изменение параметров решеток Fe и Sn в зависимости от продолжительности контакта между ними при температуре пайки
Время вы дер ж" КН. с Периоды решеток (± 0.0001), нм Объем ячейки, нм’ Содержание железа в растворе (относительная атомная масса), %
Fe Sn
а а С с/а априв Fe Sn
0 10 20 30 0,2864 0,5820 0,5807 0,5802 0,5798 0.3175 0,3173 0,3171 0,3169 0,545 0.4755 0.4747 0.4744 0.4740 0,0235 0.1075 0,1070 0,1067 0,1 065 0 0,67 0.92 1,25
0,546
Кинетика образований н классификация спаев
11
достигнет равновесной концентрации ('рис. 3), соответствующей пересечению изотермы температуры пайки с линией ликвидуса (точка С). В процессе растворения одновременно идет диффузия атомов из жидкой в твердую фазу, но поскольку скорость растворения твердого металла в жидком значительно выше, чем диффузия в твердой фазе, то диффузионная зона не образуется. С приближением концентрации жидкой фазы к равновесному состоянию скорость растворения паяемого металла в ней замедляется, диффузия из жидкой фазы в твердую, а соответственно и массоперенос повышаются, вследствие чего начинает образовываться диффузионная зона. Если время выдержки при температуре пайки достаточно для достижения равновесного состояния жидкой и твердой фаз, то жидкая фаза будет иметь состав, соответствующий пересечению изотермы с ликвидусом, а паяемый металл в зоне спаев — с солидусом диаграммы состояния.
Если нагрев при пайке будет прекращен до момента достижения равновесного состояния жидкой фазы, то средний состав зоны сплавления не будет соответствовать точке С.
После достижения равновесного состояния жидкой фазы ее концентрация постоянно соответствует точке С, равновесное состояние твердой фазы в зоне спая (соответствует точке D) достигается за счет насыщения припоем диффузионной зоны и кристаллизации выделяющегося из расплава твердого раствора. С увеличением времени выдержки при температуре лайки кристаллизация идет до получения во всем объеме зоны сплавления состава, соответствующего насыщенному твердому раствору (точка D). Кинетика этого процесса определяется диффузией Припой диффундирует в паяемый металл вследствие чего в расплаве достигается перенасыщение паяемым металлом. При определенном перенасыщении происходит выделение на поверхность паяемого металла твердого раствора состава, соответствующего точке D. Процесс этот будет протекать до тех пор, пока не израсходуется жидкая фаза и не произойдет полная кристаллизация. Равновесное состояние и в этом случае не достига-
Рис. 3. Диаграмма состояния (схема)
ется. Если нагрев не прекращен, то продолжается процесс диффузионного выравнивания состава материала в зоне соединения.
В итоге процесс взаимодействия паяемого материала с расплавленным припоем при образовании растворнодиффузионного спая условно можно разделить на три стадии: интервал концентраций А—С, когда ведущим процессом является растворение паяемого металла в расплавленном припое; интервал концентраций С—D, когда между составами жидкой (С) и твердой (О) фаз имеет место динамическое равновесие, происходит кристаллизация; интервал концентраций D—В, когда жидкости не осталось и диффузия протекает в твердой фазе.
Первая стадия лимитируется или скоростью перехода атомов в пограничный слой, или скоростью их диффузии в расплаве припоя Если скорость перехода атомов паяемого материала меньше скорости их диффузии в жидкой фазе, то уравнение скорости растворения в случае взаимодействия чистых металлов имеет вид
dN
— = ©pS — (DCS, (1)
где N — число атомов, остающихся в единице объема расплавленного припоя, т. е. не выделяющихся на поверхность твердого металла; t — время; w — вероятность перехода атомов паяемого материала в расплав припоя; р — поверхностная плотность паяемого металла (число атомов на единице площади); S — площадь растворяемого участка паяемого металла; со — ско-
12
Основы физико-химических процессов пайки
рость кристаллизации; с — концентрация паяемого металла в расплаве припоя.
К моменту насыщения расплава припоя паяемым металлом между ними устанавливается динамическое равновесие, т. е.
= 0, (2)
момент растворения нулю, получаем кинетическое уравнение процесса
растворения, определяемого диффузией в жидкой фазе:
с = с
I — е
ъ
Г) s
v
ЯС
(7)
где — концентрация насыщения расплава припоя паяемым металлом.
Подставив в уравнение (1) N
и приняв во внимание предыдущее равенство, получим
3. Когда скорость растворения зависит от скорости перехода атомов паяемого металла в расплав припоя и от скорости диффузии в жидкой фазе, кинетическое уравнение примет вид
de S
тг = юр —
(3)
с = с,
s
1 — е ж
(8)
где Кж — объем расплавленного припоя.
Рассмотрим три случая.
1. Проинтегрировав выражение (3) по времени и приняв концентрацию основного металла в расплаве припоя в начальный момент растворения равной нулю, получим уравнение, описывающее процесс растворения:
где
йУр D I / wp
^оо / \ С<ю
D \ 6 )
с
\{ — е
И'р
£оо
S
V
ж
(4)
2. Если растворение паяемого металла определяется диффузией в жидкой фазе, то
— с
-~~=D — 8,
dt о
(5)
те D — коэффициент диффузии атомов ваяемого металла в жидком припое; 6 — толщина пограничного слоя * в жидком металле
Скорость изменения концентрации паяемого металла в припое
de _ Dc<x_ S / , с \
di ~ 6 у J
(6)
Интегрируя по Бремени с учетом равенства концентрации паяемого металла в расплаве припоя в начальный
* Прь анализе процессов растворения различают стадию образования «спокойного» слоя жидкости па границе с твердым металлом н стадию диффузии из пограничного слоя в область конвективных потоков.
сомножитель показателя экспоненты, называемый константой скорости растворения (для первого случая а = = wp/c^, для второго а = Dib).
Как видно из уравнений (4), (7) и (8), во всех трех рассмотренных случаях кинетика растворения характеризуется аналогичными зависимостями, а расплав насыщается по экспоненциальному закону.
Из уравнения (8) следует, что кинетика растворения паяемого металла в расплавленном припое определяется соотношением физико-химических свойств взаимодействующих металлов, площадью контакта между ними и количеством жидкой фазы.
Согласно экспериментальным данным процесс растворения лимитируется в большинстве случаев диффузией паяемого металла в жидкой фазе (первая стадия взаимодействия).
Вторая стадия взаимодействия паяемого металла с расплавом припоя определяется их свойствами металлы, не растворимые в твердом состоянии, имеют ограниченную или непрерывную растворимость.
В простейшем случае, когда паяемый материал и припой не растворимы в твердом состоянии, вторая стадия будет характеризоваться взаимной диффузией атомов паяемого материала и расплава припоя, а также выделением из расплава перенасыщающего жидкость паяемого металла При образовании
Кинетика образования и классификация спаев
13
ограниченных или непрерывных твердых растворов при кристаллизации на поверхность твердого металла выделяется сплав паяемого металла и припоя, соответствующий по составу (для двухкомпонентной системы) точке пересечения изотермы температуры пайки с линией солидуса.
Если исходное количество припоя в зазоре составляет Q, то после насыщения припоя паяемым металлом количество жидкого раствора составит Q/(I — ср), где ф — коэффициент, определяющий содержание паяемого металла в жидком растворе.
Количество растворившегося паяемого металла в расплаве припоя будет
Чтобы связать весь перешедший в расплав припоя паяемый металл в твердый раствор, потребуется следующее количество припоя:
= (10) где ф — коэффициент, определяющий содержание паяемого металла в твердом растворе.
В соответствии с выражением (10) количество припоя, избыточное по сравнению с необходимым для образования твердого раствора, которое диффундирует в паяемый металл, составит Qo = Q — Qi.
Следовательно, время t (продолжительность кристаллизации во всем объеме зоны сплавления), в течение которого избыточное количество припоя продиффундирует в паяемый металл (рис. 4), зависит от количества расплава припоя, избыточного по отношению к необходимому для образования твердого раствора
Ъ
Qo ~ j с21(х, t} dx, (И)
^г(^)
где с21 — концентрация припоя в диффузионной зоне; Л] и h2— текущие координаты соответственно границы диффузионной зоны и межфазной границы паяемый металл—шов
Третья стадия взаимодействия при образовании растворно-диффузионного
Припои, т
'Паяемый металл (!)
X
Рис, 4. Схема к расчету растворно-диффу^ звониого спая
спая протекает по законам диффузии в твердой фазе.
Контактно-реакционный спай. Контактное плавление — переход в жидкое состояние разнородных твердых материалов при температурах ниже точек их плавления. Это присуще как металлам, так и неметаллическим материалам.
В основе контактного плавления лежат диффузионные процессы. Диффузия в твердую фазу при наличии контакта взаимодействующих материалов может продолжаться до тех пор, пока концентрация второго компонента взаимодействующей пары в поверхностном слое не достигнет равновесного предела растворимости при данной температуре. После этого, если температура соответствует эвтектической или минимуму на линии солидуса, в системах начинается образование жидкой фазы. С момента ее возникновения дальнейшее взаимодействие контактирующих металлов происходит уже через слой расплава Образование твердого раствора в поверхностном слое металлов, находящихся в контакте с жидкой фазой, является процессом, непосредственно подготавливающим плавление этого слоя. Поэтому и после возникновения жидкой Фазы контактное плавление рассматривается как процесс плавления твердых растворов образовавшихся за счет диффузии атомов второго компонента из жидкости и ухода атомов первого компонента в жидкую фазу.
Принято считать, что с момента образования жидкой Фазы заканчивается первая стадия контактного плавления, связанная с взаимной диффузией компонентов в твердой спазе и образованием твердых растворов Эта стадия в общем случае описывается уравнением диффузии.
14
Основы физико-химических процессов пайки
Вторая стадия контактного плавления определяется растворением твердых металлов в образовавшемся расплаве. При этом одновременно протекают два процесса — образование твердого раствора в поверхностных слоях взаимодействующих металлов за счет диффузии из жидкой фазы и растворение образующегося твердого раствора в жидкой фазе.
В зависимости от природы взаимодействующих металлов и температуры определяющими факторами второй стадии контактного плавления являются процессы, обусловленные или массо-переиосом в твердую фазу через жидкую прослойку (образование перенасыщенных твердых растворов и их последующее плавление), или растворением твердого металла в жидком. При затвердевании расплава, образовавшегося при контактном плавлении двух металлов, возникают два спая, различных как по своей природе, так и по строению. Для определения направления развития процесса контактного плавления при постоянных температуре и давлении наиболее удобным критерием является изменение свободной энергии Гиббса. Зависимость свободной энергии от состава для твердой и жидкой фаз в двойных системах эвтектического типа при температурах выше эвтектической приведена на рис. 5. При наличии контакта между
Рис. 5. Кривые свободной энергии (G) жидкой и твердой фаз при температурах выше эвтектической в системе эвтектического типа
взаимодействующими металлами lull в системе должны возникать процессы, уменьшающие ее свободную энергию. Такими процессами могут быть диффузия в твердую фазу и контактное плавление образовавшихся в результате диффузии перенасыщенных твердых растворов. При диффузии уменьшение свободной энергии происходит вследствие образования твердых а- и p-растворов, при плавлении — в результате образования стабильной жидкой фазы. Поскольку процесс контактного плавления является необратимым, то для выяснения его направленности применены методы термодинамики необратимых процессов. Основным признаком необратимых процессов является возрастание энтропии, являющейся однозначной функцией состояния системы. Общее уравнение энтропии находится из термодинамического уравнения Гиббса. Зная энтропии всех фаз, участвующих в контактном плавлении, можно рассчитать изменение энтропии системы, которое разделяется на внешнее d/s, обусловленное взаимодействием системы с внешней средой, и внутреннее dts, обусловленное процессами, происходящими в самой системе. Основным критерием необратимости является положительное значение первой производной по времени от внутреннего изменения энтропии, или так называемого возникновения энтропии: dis/(dt) 0.
При наличии жидкой фазы «возникновение энтропии» для процессов взаимодействия твердого металла 1 с жидкостью Ж, твердого металла 11 с жидкостью Ж и в системе i—Ж—И при постоянных давлении и температуре и при условии, что вся система замкнутая (объем ее в целом постоянен и здесь выполняются законы сохранения массы каждого компонента и энергии), определится из сравнения
dU — Т ds — р dv —
Обозначив частную производную внутренней энергий по числу молей
Кинетика образования и классификация спаев
15
данного компонента (химический потенциал) через
_ ( dU \
\ дМк )s, V, MH*kt
ПОЛУЧИМ п
dU — Tds — pdV 4- J
ИЛИ
п
Тds — dU4- pdV — 2 РкdMK, k=A
где s — энтропия; U — внутренняя энергия; р — давление; V — объем; цк — химический потенциал компонента К; Мк — число молей компонента К.
Для случая взаимодействия фаз I и Ж «возникновение энтропии» запишется как
/ diS X j / dtU1 , dtU* \ ,
V dt Ji-ж т \ dt dt
, р / diV} ,
+ т й + dt /
Выражение для случая взаимодействия фаз II и Ж аналогично.
Для всей замкнутой системы I—Ж—II суммарное «возникновение энтропии» выразится только через слагаемые, заключающие в себе химические потенциалы, поскольку для всей системы в целом внутреннее изменение энергии равно нулю и объем всей системы должен оставаться постоянным
Закон сохранения массы каждого компонента для всей системы 1—Ж—II: dM\ 4- dM" 4- dM^- — 0 и
dM* = — (dAl< 4-
Тогда выражение для «возникновения энтропии» системы I—Ж—II примет вид:
/ djs \ _
V dt /I-Ж—II ~
_ ( diS \ । ( diS \
\ dt ) 1-ж + \ dt /п-Ж*
I—)
\ dt /i-Ж-И
k=A l
dM11
+ -4^(2Н?-Нк) • (|2>
Из этого выражения следует, что контактное плавление будет протекать до тех пор, пока не исчезнет хотя бы одна из твердых фаз, например II, и dM^Sdt не станет равно нулю. После этого процесс может идти только в сторону установления таких составов фаз 1 и Ж, чтобы химические потенциалы компонентов в них оказались равными.
Химический потенциал, или свободная энергия Гиббса, определяется из соотношения
Uj = dGtdc, где G—свободная энергия Гиббса для данной фазы; сг- — концентрация 1-го компонента в этой фазе. Тогда выражение (12) примет вид: ( djs _
\ dt /i-ж—И
_L V Г dM* (2 dG* dQ[)
“ Т dt \ дек дск /
Л=1 I
(2 дож ад11 \
1 \ дск dcK у _
Если исходить из среднего значения коэффициентов диффузии в объеме
16
Основы физико-химических процессов панки
Па яемый. металл (I) Паяемый, метал/) ( UD
Рис. 6. Схема к расчету контактно-реакционного спая
взаимодействующих металлов, не учитывать изменения объема металлов при переходе его из твердого состояния в жидкое и изменения объема образующегося сплава по сравнению с объемами металлов, вступивших во взаимодействие, то уравнения диффузии для металлов I и II запишутся в следующем виде (рис. 6):
д {дс-21 \ дс21 ,
дх \Д21 дх ) д! ’
jL/n дС12 \ <?C12
дх у 12 дх ) ~ dt '
где х — координата; D2i и &12 — коэффициенты диффузии; с21 и <?12 — концентрации продиффундировавших компонентов в диффузионной зоне; t — время.
Рассматривая процесс контактного плавления относительно единичной площади контакта взаимодействующих металлов, определим долю металлов I и II в единице объема расплава.
hn — h^t) . h2 (t) — hK * I
h2(t)-~ /i2 (/) —/ii (0 ’
где Лн — значение координаты начального положения стыка контактирующих металлов (до плавления), и h2 — текущие положения границы первого металла и жидкой фазы и границы второго металла и жидкой фазы. Скорость перемещения границ металлов
I и II при контактном плавлении зависит от количества продиффундиро-вавшегс металла, а также от доли металлов I и II в единице объема жидкой фазы, т. е.
И1 ~ ^1 (0 ~ /1 iC21» — ^1 G)>
(13)
= »„> (0 =
= /2 1С12, \ч — (0>
Л2(/)-/гН1, (Н)
где v1 и v2 — скорости перемещения границ твердой и жидкой фаз соответственно металлов I и II.
Система (13) и (14) является системой дифференциальных уравнений для определения /гг (/) и h,2 (/), причем с12 и с21 в выражения (13) и (14) входят при условии, что х — h (Z), т. е.
С12 = С12 [^2 (0> >
С21 = С21 [/ij (/), /].
Образование паяного соединения путем контактного плавления обычно происходит в условиях, когда второй металл контактирующей пары вводится в виде тонкой прослойки. В этом случае рассмотренные закономерности формирования контактно-реакционного спая имеют место лишь до момента расплавления прослойки второго металла в результате контактного плавления.
Диспергированный спай. По воздействию на твердые металлы внешние среды подразделяют на:
неактивные, практически не влияющие на механические свойства металлов (сухой воздух, большинство углеводородов);
поверхностно-активные (химически неактивные или малоактивные среды, такие, как растворы поверхностноактивных веществ в углеводородах и иногда в воде);
диффузионно-воздействующие (газы, растворяемые или поглощаемые твердыми металлами, жидкие металлы);
химически активные, вызывающие явления коррозии.
Это деление условно, так как характер и интенсивность воздействия на твердый металл существенно меняются в зависимости от температуры, продолжительности контакта, состояния поверхности твердого тела, наличия примесей как в окружающей среде, тан и в паяемом металле и т. д.
Действие активных сред начинается с адсорбции на границе раздела. Взаимодействие активных сред с металлом и проникновение их в его объем является уже вторичным процессом
При пайке воздействие среды расплава припоя на паяемые металлы
Кинетика образования и классификация спаев
17
является основным фактором, определяющим свойства паяного соединения. В зоне шва могут происходить изменения физико-механических свойств паяемого металла, связанные 9 эффектом пластифицирования, адсорбционным понижением прочности, диспергированием, образованием твердых растворов и соединений в результате диффузии, растворения и т. д.
Воздействие на паяемые металлы расплавов припоев зависит от состояния поверхности паяемого металла, наличия на ней загрязнений, окисных пленок, а также от состояния пред-поверхностных слоев (наличие остаточных напряжений, наклепа, различных дефектов — от субмикроскопических до микроскопических в значительной степени определяет свойства паяного соединения). Если на поверхности паяемого металла имеются пленки с неметаллической связью, то они затрудняют доступ расплава к твердому металлу и ухудшают условия взаимодействия между ними. После механической обработки резанием воздействие расплава усиливается. Если же паяел! лй металл подвергался полированию или накатке, что приводит к уменьшению поверхностных дефектов, то воздействие расплава снижается.
Эффект понижения прочности связан с уменьшением поверхностной энергии твердых металлов и проявляется в первую очередь в тех случаях, когда взаимодействующие металлы имеют диаграмму состояния эвтектического типа, а расплавленный металл не вступает в химическое взаимодействие с тверды?,!, растворяясь в нем в весьма небольшом количестве. Эффект снижения прочности твердых металлов наблюдается и тогда, когда паяемый металл и расплавленный припой не обладают взаимной растворимостью |61. Роль межзеренных границ в этом явлении остается определяющей, поскольку в условиях снижения межфазной энергии под действием расплава границы зерен являются наиболее ослабленным местом. Это связано с тем, что границы зерен обладают значительным избытком свободной энергии ввиду нескомпенсированности
межатомных сил. Поэтому на поверхностях с избыточной свободной энергией происходит более активная адсорбция расплава, что приводит к снижению прочности.
При образовании спая процесс диспергирования паяемого металла под действием расплавленного припоя протекает в условиях, характеризуемых высокой температурой, ограниченным количеством жидкой фазы, активным процессом миграции расплавленного припоя в паяемый металл.
В этих условиях длительность процесса диспергирования наряду с физико-химическими свойствами паяемого металла и припоя лимитируется количеством жидкой фазы в щве; максимальная длительность определится временем заполнения зазора дисперсными частицами.
Если принять, что диспергирование паяемого металла при формировании спаев заканчивается образованием отдельных изолированных зерен со средним диаметром d и рассматривается спай между металлами I (расплав) и II (паяемый металл), то можно провести расчет кинетики диспергирования.
Концентрация металла I в диффузионной зоне с12 определится из уравнения (рис, 7) д<ч2 р 52с12 dt дх- '
Процесс диспергирования считается законченным, когда весь зазор будет заполнен дисперсными частицами (шариками), образующими кубическую упаковку. Тогда объем шариков будет составлять л/6, а объем расплава 1 — л 6 всего объема, образовавшегося после заполнения зазора
Зона сплавления (!)
Паяемый ttemann (И)
Рис. 7, Схема к расчету диспергированного спая
18
Основы физико-химических процессов пайки
Рис, 8. Распределение содержания серебра по сечению шва при пайке вольфрама серебром:
1 •>- выдержка 1 мин; 2 — выдержка 15 мин
рования и, следовательно, продолжительность выдержки при температуре пайки.
Экспериментальные исследования диспергированного спая на примерах пайки вольфрама медью, марганцем, серебром и оловом в среде водорода позволили определить режимы пайки и оценить свойства паяных соединений.
На рис. 8 показано распределение содержания серебра по ширине шва в зависимости от времени выдержки при температуре пайки, из которого следует, что уже при 15-ти минутной выдержке шов почти полностью перекрывается дисперсными частицами вольфрама.
Смачивание, капиллярное течение, самофлюсование
Так как первоначальный единичный объем Vo металла I известен, то
Vo----— | Ci2 (х, t*) dx =
Pi J
h2 (f*)
==(1—(15)
где t* — время протекания процесса диспергирования; Vx — единичный объем по ширине зоны сплавления после диспергирования (заполнения зазора дисперсными частицами); рх — плотность металла I.
Объем Vr можем вычислить из у
формулы —~ = h2 (t*) — h13
откуда
Vj = rf2 [^(Р)-^]. (16)
Подставляя выражение (16) в (15), получим
V,;---[ с12 (х, t*) dx =
Pi J
h2 it*}
= (1 (17)
Если скорость образования дисперсных частиц известна, то уравнение (17) позволяет определить время дисперги-
Смачивание и растекание припоев. Согласно первому закону капиллярности (формула Лапласа)
Pi-P2 = Q12 +
где Pi и — давления соответственно с вогнутой и выпуклой сторон поверхности жидкости; о12— поверхностное натяжение жидкости на границе с газовой средой; и R2 — радиусы кривизны поверхности
Из формулы следует, что поверхностный слой жидкости, имеющий кривизну, производит на нее добавочное давление по сравнению с тем, которое она испытывает при наличии плоской поверхности. Это добавочное давление вызывает главным образом капиллярные явления.
При растекании капли жидкости на плоской повепхности твердого тела условия ее равновесия выражаются в виде равновесия векторов сил поверхностного натяжения в точке на границе трех фаз Этой границей является периметр смачивания (рис 9):
<*13 = °23 + °12 COS 0, где — поверхностное натяжение между твердым телом и газовой средой, действующее на каплю по периметру ее основания; о2з— поверхностное натяжение жидкости на границе с твердым телом.
Смачивание, капиллярное течение, самофлюсование
!9
Это уравнение является вторым законом капиллярности (равенство Юнга). Отсюда следует
cqs9 = Tlitt2“, (18)
<м
где cos 9 — коэффициент смачивания, характеризующий смачивающую способность жидкости.
Анализ экспериментальных данных, полученных двумя различными методами — определением краевого угла и определением критического угла наклона поверхности образца исследуемого металла, при котором капля жидкости начинает скатываться, — показал справедливость последнего уравнения.
Как первое, так и второе уравнение капиллярности получены исходя из того, что равновесие материального объекта определяется равновесием приложенных к нему сил.
Необходимо иметь в виду, что законы капиллярности выведены для жидкостей, не взаимодействующих с твердым телом. В процессе пайки происходит активное взаимодействие между паяемым материалом и расплавленным припоем, поэтому капиллярные явления, протекающие при этом, более сложны и лишь приближенно описываются приведенными уравнениями.
Растекание расплавленного припоя по поверхности паяемого материала определяется многими факторами. Среди них наибольшее влияние оказывают характер взаимодействия, свойства припоя (вязкость, жидкотекучесть). Когда припой имеет широкий интервал кристаллизации а пайка происходит при температурах, лежащих ниже температуры ликвидуса особое значение приобретает жидкотекучесть припоя. Наличие в расплаве твердой фазы, строение выпадающих кристаллов, характер их расположения резко меняют жидкотекучесть припоя.
Механизм растекания припоя связан с взаимодействием расплава припоя и его парообразной фазы с паяемым интервалом, с поверхностной диффузией расплавленного припоя, с капилляр-иым течением последнего и т. д. При растекании указанные процессы зави
сят от соотношения физико-химических свойств припоя и паяемого материала, а также условий пайки.
Растекание расплава припоя, как и всякой жидкости, по поверхности твердого тела определяется соотношением сил адгезии припоя к поверхности паяемого материала и когезии, характеризуемой силами связи между частицами припоя.
Работа адгезии определяется свободной поверхностной энергией, освобождающейся при смачивании твердого тела жидкостью:
^адг — «13 + а12 — Ог3.
(19)
Полное растекание припоя по поверх -ности паяемого материала имеет место при краевом угле смачивания 9 = 0.
Когезия частиц припоя оценивается работой, необходимой для образования двух новых поверхностей жидкости: ^КОГ = 2Oj2.
Растекание капли расплава припоя по паяемому материалу произойдет, если работа адгезии к поверхности последнего будет равна или больше работы когезии частиц припоя. Разность между ними называют коэффициентом растекания:
й — ^адг — ^ког — ^12 (1 ”f* COS 0) —
— 2oj2 = а12 (cos 0 — 1).
(20)
Следовательно, ра текаемость расплава припоя по паяемому материалу спр челяется его поверхностным натяжением и краевым углом смачивания. Зависимость между краевым углом смачивания и поверхностным натяжением имеет сложный характер. Так,
Рис. 9. Схема равновесия сил поверхностного натяжения капли жидкости на поверхности твердого тела:
I — газ; 2 — жидкость, 3 — твердое тело
20
Основы физико-химических процессов пайки
для сплавов свинец—олово при содержании олова 60—80 % поверхностное натяжение уменьшается по линейному закону Краевой же угол смачивания стали ШХ15 сплавами свинец—олово при таком же содержании олова остается приблизительно постоянным.
С повышением температуры пайки площадь растекания для чистою олова остается постоянной, а для сплавов свинец—олово эвтектического состава растет, если перегрев не превышает 40—50 °C. Дальнейший перегрев сплава ведет к снижению растекаемо-сти, что связано с усилением взаимодействия между припоем, флюсом, паяемым металлом и окружающей газовой средой.
Увеличение времени выдержки при температуре пайки до определенного предела ведет к уменьшению краевого угла смачивания; дальнейшая выдержка не оказывает влияния на его изменение. На растекаемость припоев большое влияние также оказывает их состав.
Растекание припоя по паяемому материалу при пайке в отдельных случаях происходит в две стадии: первая соответствует быстрому растеканию под действием сил поверхностного натяжения, вторая характеризуется медленным растеканием ('вторичное растекание) Вторичное растекание имеет место, например, при пайке меди грипоями, содержащими 30—70 % РЬ. Иногда на второй стадии площадь, образованная растекшимся припоем, может несколько уменьшаться или эффект вторичного растекания совершенно прекращается Это обстоятельство связано с физико-химическими свойствами взаимодействующей пары и температурой пайки. Природа этого явления связана с образованием между паяемым металлом и припоем сплава обладающего более высокой с.мач. -вающей способностью чем припои в исходном состоянии Так, припой ЛСС 40 при температуре 250 °C имеет характерное вторичное растекание, при 300 °C оно полностью отсутствует На растекание припоев при пайке в вакууме большое влияние оказывает разрежение в камере пайки.
Если металл и его окисел находятся в системе взаимодействующих веществ
в виде насыщенных паров, то константа равновесия реакции
«Л1е -ф ?O2 Me п О 2 (21)
т 2 т
определится из соотношения
= , (22)
п г
т т
где рМе, рОг, рМе о — парциаль-
— 2 — т т
ные давления паров металла, кислорода и паров окисла.
Когда металл и его окисел находятся в конденсированном состоянии, константа равновесия
(23)
т. е. будет постоянной, если при одной и той же температуре металл и окисел представляют собой смесь насыщенных растворов. При ненасыщенных растворах константа равновесия будет функцией концентрации металла и окисла в соответствии с правилом фаз. Из (23) следует, что при постоянной температуре равновесие между металлом и его окислом определяется парциальным давлением кислорода, если в зоне пайки оно будет меньше равновесного при данной температуре, образующегося при разложении окисла, то последний будет удаляться с поверхности паяе мого металла и припоя. Следовательно, с повышением степени разрежения при постоянной температуре парциальное давление кислорода в камере пайки будет снижаться, что должно способствовать диссоциации окислов и улучшению условий смачивания паяемого металла расплавленным припоем. Результаты экспериментов, однако, свидетельствуют о другом
3 ависим ость темп е р ату р ы н ач ала растекания галлия, индия олова кадмия свинца и висмута по меди от степени разрежения показана на рис 10, а. Наименьшая температура см«чивания меди соответств\ ет разрежению 1 33 Па. Площадь растекания для рассматриваемых, за исключением кадмия, припоев по меди при температуре 850 сС имеет максимальное значение также
Смачивание, капиллярное течение, самофлюсование
21
при разрежении 1,33 Па (рис. 10, б). Снижение площади растекания кадмия с повышением степени разрежения связано с его испарением.
Закономерности влияния вакуума на температуру смачивания и интенсивность растекания припоев по паяемому металлу могут быть объяснены своеобразием процесса взаимодействия остаточных газов в камере пайки с паяемым металлом и расплавом припоя [8].
Капиллярное течение припоев. Экспериментально установлено, что прямой зависимости между растеканием и течением припоя в зазоре нет. Так, припои на алюминиевой основе хорошо растекаются по поверхности сплава АМгб, но не затекают в капиллярный зазор. В то же время припои системы никель— хром—-кремний плохо растекаются по поверхности стали 12Х18Н9Т, сплава ХН77ТЮР но хорошо затекают в капиллярные зазоры. Это явление связано с характером взаимодействия расплавленного припоя с паяемым материалом В капиллярном зазоре расплавленный припой интенсивно насыщается компонентами паяемого металла, что ведет к потере жидкотекучести.
На различие в процессах растекания и течения в зазоре может влиять содержание в расплаве отдельных кристаллов и кристаллических образований. Если размеры их будут превышать величину капиллярного зазора, то течения припоя в нем не будет Наряду с этим течение припоя в зазоре зависит еще от ряда факторов. При определении характера и глубины затекания низкотемпературных припоев систе.мы олово—свинец в зазор между стальными пластинами при флюсовании водным раствором хлористого цинка установлено, что чистое олово затекает на глубину, равную трети глубины затекания сплавов олово—свиней, содержащих 20—60 °ъ Sn. При этом глубина затекания меняется в зависимости от состава флюса. Так, для припоя, состоящего из равных долей олова и свинца при переходе от неорганического флюса на основе хлористого цинка на органический (молочная кислота, смеси смол), глубина затекания между стальными пластинками снижается примерно в 10 раз При пайке
s)
Рис. Ю. Температура начала растекания металлов (а) и площадь их растекания (О') по меди при S50 °C в зависимости от степени разрежения
погружением в расплавы припоев на течение в зазоре большое влияние оказывает предварительный подогрев деталей. При низкотемпературной пайке в газовых средах капиллярное течение припоев в сильной степени зависит от природы и количества активирующего компонента газовых сред.
22
Основы физико-химических процессор пайки
При изучении капиллярного течения припоев в зазоре используют, с одной стороны, статическую теорию, рассматривающую форму жидкости, находящейся на поверхности твердого тела в условиях наименьшей свободной поверхностной энергии системы, с другой — динамическую теорию, рассматривающую течение жидкостей. На основе первой теории можно оценить силы, под действием которых происходит течение припоев в процессе пайки; вторая теория применяется для установления причин, от которых зависит заполнение шва припоем.
Согласно статической теории избыточное давление может быть выражено через высоту столба жидкости над заданным уровнем и через его плотность. Например, если жидкость течет по капилляру диаметром d (рис. 11, а),
в)
Рис. 11. Схема поднятия жидкости: а — по капилляру круглого сечения; б — в зазоре между параллельными пластинами
то высота его поднятия над заданным
уровнем поверхности ванны согласно первому уравнению капиллярности будет
h _ 4012 COS е
“ dpg ’
где р — плотность жидкости; g — ускорение свободного падения
В случае капиллярного течения между двумя параллельными пласти
нами рис. Н,б) высота поднятия жидкости определится из тех же соотношений:
, 2o,.>cos0
/г = —--------
°Pg
где а — размер зазора.
В обоих случаях, если сила тяжести жидкости, находящейся в капилляре, превышает результирующую капилляр, пых сил, то жидкость в капилляре будет понижаться до такого уровня, при котором эти силы уравновешиваются. В условиях пайки это приводит к тому, что участки паяного шва. расположенные выше определенного уровня остаются не заполненными припоем и, следовательно, соединение оказывается пропаянным не по всей площади.
Согласно динамической теории, скорость течения расплавленного припоя зависит от размеров нахлестки и зазора разности давлений на входе и выходе из зазора, а также от вязкости припоя. Поскольку динамическая теория не учитывает наличия взаимодействия припоя с паяемым материалом в процессе пайки, а исходит из условия непрерывного движения в капиллярном зазоре невзаимодействующих жидкостей, то результаты ее значительно отличаются от получаемых экспериментально
При горизонтальном расположении шва глубина затекания припоя в зазор согласно динамической теории определяется зависимостью
где т] — вязкость припоя; t — время, необходимое для затекания припоя на глубину I
Из выражения (26) следует, что между глубиной затекания припоя и величиной зазора есть прямая зависимость, которая на практике не соблюдается При прочих равных условиях наибольшая глубина затекания припоя в зазор будет при оптимальном значении последнего. Кроме того, глубина затекания, согласно уравнению, не ограничивается если имеется расплав припоя В действительности за счет растворения паяемого материала в расплаве припоя свойства его могут на
Смачивание, капиллярное течение, самофлюсование
23
столько изменяться, что течение в зазоре прекратится, несмотря на избыток припоя.
Если при горизонтальном расположении шва согласно динамической теории припой может течь беспредельно при наличии перепада давления, то в случае вертикального расположения шва течение припоя прекращается, как только сила тяжести его столба уравновесит разность давлений. В этом случае перепад давления станет равным нулю, т. е.
2о12 t,
- №h = о,
откуда максимальная высота подъема припоя
_ 2а, 2
Й£Ш,Х“
(27)
Из (27) следует, что с уменьшением зазора максимальная высота подъема припоя будет непрерывно расти, что экспериментально не подтверждается. При прочих равных условиях, с уменьшением зазора глубина затекания расплава припоя в капиллярный зазор вначале возрастает, а затем падает.
Течение расплавленных припоев в реальных условиях пайки отличается от течения идеальных жидкостей, так как припои, как правило являются многокомпонентными сплавами, которые при пайке вступают в сложные взаимодействия с паяемым материалом В процессе течения их в зазоре происходит растворение в них паяемого материала, флюса, газовых сред Известно, что поверхностные свойства жидких растворов зависят от характера распределения в объеме и в поверхностном слое растворенных элементов Если взаимодействие между атомами растворенного вещества и атомами растворителя меньше, чем взаимодействие между атомами растворителя, то растворенные вещества будут преимущественно выталкиваться из объема растворителя на поверхность. Накопление их в поверхностном слое приводит к уменьшению атомного взаимодействия, в результате чего поверхностное натяжение с ростом концентрации растворенных веществ падает. С другой стороны, под действием диффузии кон
центрация компонентов стремится стать одинаковой Равновесие в распределении элементов в объеме и в поверхностных слоях жидкости достигается в результате действия этих противоположных процессов.
Связь изменения поверхностного натяжения с характером распределения растворенного вещества в объеме и в поверхностных слоях жидкости может быть описана уравнением Гиббса:
г =_____с_
RT \дс )т’
где Г — избыток растворенного вещества в поверхностном слое; R — универсальная газовая постоянная; Т — абсолютная температура; с — концентрация растворенного вещества.
Количество растворенного вещества в поверхностном слое зависит от концентрации его в объеме растворителя и температуры. В реальных условиях пайки наблюдается следующее:
в процессе заполнения припоем зазора происходит взаимодействие его с паяемым металлом, что приводит к увеличению вязкости расплава и, следовательно, к нарушению исходных условий течения,
расплав припоя в процессе заполнения зазора изменяет свою температуру, что наблюдается при неодинаковом нагреве соединяемых деталей, в результате условия взаимодействия паяемого материала с припоем и течение последнего будут неравномерными. Аналогичное явление может иметь место вследствие неравно*мерного* растворения паяемого материала припоем;
при течении в зазоре припоя сложного химического состава его компоненты взаимодействуют с поверхностью паяемого материала избирательно, что вызывает перемещение частиц припог в направлении, перпендикулярном к потоку, отдельные компоненты паяемого материала также избирательно взаимодействуют с припоем;
в результате снижения температуры расплава припоя, а также взаимодействия его с паяемым материалом происходит образование в распллве припоя и на границе с пая >мым материалом отдельных кристаллов, что нарушает
24
Основы физико-химических процессов пайки
общую закономерность течения жидкой фазы в зазоре.
Кроме того, течение расплавленного припоя в зазоре зависит от характера предшествующей обработки паяемых деталей, состояния их поверхностей, величины и равномерности зазора, способа удаления окисной пленки в процессе пайки и т. д. Так как влияние всех этих факторов теоретически трудно учесть, то на практике высоту поднятия припоя в зазоре для каждого конкретного сочетания паяемый материал — припой определяют путем трудоемких экспериментов, результаты которых оформляют в виде графиков h = f (а), где а — размер зазора.
Требуемый зазор в паяном соединении может быть определен на основе экспериментальной зависимости, устанавливающей связь зазора с соответствующей ему высотой подъема припоя (рис. 12):
а0 Г. 57,3 (пг — bhn) I
«щах = — 1 ~ COS----------------- ,
где Пщах — максимально допускаемый зазор, соответствующий высоте h подъема припоя; а0 — максимальный зазор между втулкой и стержнем; г — радиус стержня; b и п — постоянные, значения которых приведены в табл. 3.
При оценке капиллярных свойств припоев следует иметь в виду, что прямой зависимости между высотой поднятия расплавленного припоя в за-
Рис. [2. Приспособление для определения высоты поднятия припоя в зависимости от зазора
3. Значения b и п для пайки стали СтЗ в среде водорода при отношении диаметра стержня к максимальному зазору, равном 20
Припой Температура пайки, °C Ь п
Медь МОб Системы: 1130 7,30 0,27
Fe-C-Mn 1140 5,07 0,37
Fe—Мп 1180 4.71 0,35
Латунь Л63 1000 7.13 0,29
зоре и краевым углом смачивания им паяемого материала нет- меньшему краевому углу смачивания не всегда соответствует большая высота поднятия припоя в зазоре. Так, краевой угол смачивания при введении в медно-серебряные припои индия уменьшается, однако высота подъема этих припоев в зазоре в случае пайки меди в вакууме не повышается, а снижается. Припои, имеющие большой краевой угол смачивания, обычно лучше текут при увеличенных зазорах (0,2—0,5 мм).
С изменением состава среды, в которой производится пайка, меняется и высота подъема припоя. Для медно-серебряных припоев, легированных палладием, замена вакуума (1,33 X X 1(Г3 Па) водородной средой при пайке меди увеличивает высоту подъема припоя как при малых так и при увеличенных зазорах Подобная же замена при применении припоя системы медь—золото практически не влияет на высоту подъема припоя Как правило, водородная среда обеспечивает более благоприятные условия для течения припоев в зазоре, чем вакуум.
Самофлюсованне. Для удаления окисных пленок с поверхности паяемого металла и припоя в процессе пайки применяют флюсы, активные газовые среды, вакуум Для этих же целей, а также для улучшения условии смачивания и формирования спаев в состав припоев вводят компоненты, выполняющие роль флюсов (бор, фосфор, кремний, германий бариг и щелочные металлы — литии. калии, натрии и др.).
Процессы самофлюсования при
Смачивание, капиллярное течение, самофлюсование
25
пайке на основе современных представлений связаны:
с восстановительными свойствами компонентов припоя, которые взаимодействуют с окислами паяемого металла по реакции
МеО + Р = РО И- Me, где МеО — окисел металла; Р — раскислитель;
с флюсующей ролью окислов, образующихся при окислении раскислителя,
МеО + РО = МеО - РО.
Аналогично протекают процессы флюсования при пайке с применением окисных флюсов типа стекол, а также флюсов, содержащих окислы в качестве активного компонента;
с разрушением окисной пленки под действием расплава припоя в результате адсорбционного понижения прочности, диспергирования и последующего растворения окислов в расплаве.
Возможность смачивания при само-флюсовании за счет восстановления окислов компонентами припоя и связывания в комплексы с другими окислами можно оценить по изменению изобарных потенциалов. Изменение изобарного потенциала реакции в первом случае;
4Z° = A4eo + A2J-
(Д^РО 3" Д^Ме)-
При анализе различных систем установлено, что если AZ имеет положительную величину (около 335— 419 кДж/моль О2), то краевой угол смачивания приближается к 180°. Если работа^ адгезии составляет (14-3) X X Ю”? Дж/см2 по величине к Ван-дер -Ваальсову взаимодействию, то смачивание отсутствует При отрицательных значениях AZ (214-42 Дж моль О2) краевой угол смачивания уменьшается до 20—30°.
Оценка возможности смачивания по изменению изобарного потенциала не позволяет определить интенсивность Удаления окисной пленки за счет диспергирования ее под действием расплава, которое протекает при пайке наиоолее активно и ускоряет процесс самофлюсования,
При пайке несамофлюсующимися припоями в нейтральных газовых средах и вакууме ведущую роль в удалении окисной пленки играет адсорбционный эффект и диспергирование окисной пленки под действием расплава припоя. Определенный вклад в отслаивание окисной пленки вносят напряжения первого и второго рода, имеющиеся на границе паяемый металл — окисная пленка, а также напряжения, связанные с диффузией малорастворимых в окисной пленке атомов припоя. Упругие искажения на границе металл — окисная пленка и наличие дислокации несоответствия на этой границе также способствуют растворе, нию твердого металла в расплаве припоя и, таким образом, отслаиванию окисной пленки.
При пайке в восстановительной среде дополнительно к указанным процессам накладывается восстановление окисной пленки. При пайке, например, стали ОЗВД в водороде при температурах 1Ю0, 1150 и 1200 °C и выдержках соответственно 10, 30 и 60 с обнаружено, что с повышением температуры пайки и времени выдержки растворяющее действие припоя по отношению к окисной пленке паяемого .металла усиливается. Даже в тех случаях, когда сталь 03ВД перед пайкой специально окислялась, в водородной среде окисная пленка быстро удаляется уже при минимальной температуре панки и выдержке в течение 10 с. В этой же среде на стали СтЗ растворение окисной пленки в припое происходит более медленно и легко прослеживается зависимость скорости ее удаления от температуры панки ц времени выдержки Как видно из рис. 1>, окисная пленка перешедшая в расплав припоя, приобрел а мел Код исп ерсн \ <о зернистую структуру Исследование зерен окисной пленки на микрорент е-новском анализаторе МАР-1 показало, что в их состав входит 89 % Fe и 6.6 % Си. Это свидетельствует о том, что отдельные зерна восстановились до металла и произошло насыщение их медью.
Влияние паяемого металла на процесс самофлюсования связано с природой и строением образующейся на н м окисной пленки, со способностью -е
26
Основы физико-химических процессов пайки
Рис. 13. Микроструктура шва при пайке стали СтЗ медью в водороде (температура пайки 1120 °C, выдержка 0,5 мии)
разрушаться под действием нагрева и образовывать легкоплавкие шлаки с окислами припоя.
Данные о растворимости кислорода в металлах, входящих в состав высоко-темпеиатурных припоев, приведены в табл. 4. Из таблицы видно, что кислород особенно интенсивно растворяется в расплавленных олове и меди. При охлаждении расплава меди растворенный кислород переходит в окислы. При содержании 0,39 % О2 по массе образуется эвтектика медь — кислород с температурой плавления 1065 'С.
Серебро, являющееся основой обширного класса серебряных припоев, по отношению к стали ОЗВД и углеродистым сталям, так же как и медь, обладает самофлюсуюшими свойствами, но
4 Растворимость кислорода в металлах
активность процесса самофлюсования им несколько ниже. Тем не менее в процессе пайки стали ОЗВД и стали СтЗ серебром происходит удаление окисной пленки, отрыв ее от поверхности паяемого металла и сплавление в шве (рис. 14). Превалирующим в этом случае является удаление окисной пленки в результате ее диспергирования.
При пайке припоями, относящимися к самофлюсующим, т. е. содержащими в своем составе специальные добавки, интенсивность процесса удаления окисной пленки с паяемого металла наряду с растворяющим действием основы припоя зависит от физико-химических свойств флюсующих добавок. Такие самофлюсующие припои, как эвтектика медь — фосфор, припои ВПр4, ПСр 72ЛМН при одинаковых условиях пайки удаляют окисную пленку более активно, чем медь и серебро. Флюсующие добавки интенсифицируют процессы раскисления окисной пленки. Однако они могут и непосредственно вступать во взаимодействие с паяемым металлом и изменять кинетику процесса самофлюсования. Например, при пайке припоями системы медь—фосфор наряду с восстановлением окисной пленки протекает реакция образования интерметал-лида Fe3P. Наличие слоя интерметал-лида на поверхности отслоившейся пленки и паяемого металла подтвержда -ется замером микротвердости которая для интерметаллидных прослоек со
Металл Температура, °C Растворимость кислорода (молярная ДОЛЯ), %
r E X раство- | pc!! И И
Си 1083 2570 1200 5,7
Ag 960,8 2200 1000 2,0
Ni 1 4 55 2900 1200 0,044
Cr 1850 2620 1850 2,5
Со 1492 2900 1700 1,15
Fe 1537 3070 1537 0.6
Pd 1552 4000 1200 0,4
Si 1420 3240 1420 0,004
Sn 231,9 2750 1750 45,0
Pb 327,3 1740 600 0,035
Рис. 14. Микроструктура шва при пайке стали СтЗ серебром в среде водорода (температура пайки 1000 °C, выдержка 0,5 мин)
Смачивание, капиллярное течение, самофлюсшваиие
27
ставляет Нц 834,9—1009 при мякротвердостм паяемого металла
148—174. При удалений окисной пленки механической обработкой и создании условий лайки исключающих окисление (осушенная водородная среда), образование слоя интерметал-лида происходит непосредственно на границе с зоной сплавления (рис. 15). Слой, примыкающий к паяемому металлу является диффузионным. Образование твердой и хрупкой интерме-таллидной фаз не только в зонах спаев, ио и в шве за счет взаимодействия фосфора, содержащегося в припое, с восстановленным из окисной пленки металлом является причиной низкой прочности соединений при пайке сталей медно-фосфористыми припоями.
При пайке стали 03 ВД и стали СтЗ самофлюсующим припоем ВПр4 (система медь—марганец—никель) активно протекает процесс взаимодействия окисной пленки с содержащимися в припое В, Р, Si, Li, К, Na. В результате окисная пленка удаляется с поверхности паяемого металла и образуется легкоплавкий шлак, который при иеталлографическом исследовании просматривается в шве в виде каплевидных включений (рис. 16). На одной из соединяемых поверхностей видны остатки окисной пленки, не связанные флюсующими компонентами в шлак, что объясняется недостаточным количеством активных составляющих припоя для связывания в легкоплавкий шлак всей окисной пленки.
При наличии восстановительной атмосферы перешедшая в расплав привоя окисная пленка, как показано выше, восстанавливается, в результате чего в шве можно наблюдать мельчайшие зерна железа С увеличением выдержки в восстановительной среде при температуре пайки происходит коагуляция отдельных зерен железа, объединение их в более крупные образования.
Самофлюсуюшие припои марок Bflp4, ПСр 72ЛМН, эвтектика медь — Фосфор в нейтральных газовых средах и б вакууме резко снижают свою **‘явность по сравнению с пайкой в среде водорода При пайке в среде ®°Дорода стал и 03 В Д и стал и СтЗ са*Рфлюсующим припоем ПСр 72ЛМН,
Рис. 15. Микроструктура шва при пайке стали СтЗ эвтектикой медь — фосфор в среде водорода (температура пайки У60 СС, выдержка 0,5 мин)
содержащим в качестве флюсующего компонента 0,4—0,6 % Li, окисная пленка переходит в расплав припоя, равномерно распределяясь в нем При пайке этим припоем в среде азота окисная пленка переходит в расплав припоя сравнительно крупными монолитами, процесс растворения ее протекает медленно, равномерного распределения окисной пленки в шве не достигается Таким образом, резкое различие активности самофлюсовання припоями с добавками активных компонентов и без них при пайке в нейтральных газовых средах сглаживается. Газовые среды по-разному влияют на процесс растворения окисной пленки в расплаве припоя. При пайке сталей
Рис. 10. Микроструктура шва при пайке стали СтЗ припоем ВПр4 в среде водорода (температура пайки 1040 °C, выдержка 5 с)
28
Основы физико-химических процессов пайки
ОЗВД и СтЗ в азоте и в вакууме в первую очередь наблюдается отслоение окисной пленки и переход ее в расплав припоя сравнительно крупными монолитами, затем уже происходит растворение в расплаве припоя.
При пайке в среде азота ввиду отсутствия восстановления окислов перенос окисной пленки происходит в основном за счет ее растворения в припое, поэтому удаление ее протекает более
$,мм2
Рис. 17. Площадь растекания меди по окисленной стали ОЗВД в зависимости от степени разрежения
медленно, в структуре шва можно видеть частицы окисной пленки как на поверхности паяемого металла, так и в зоне сплавления. С увеличением температуры и времени выдержки растворение усиливается
При пайке в вакууме окисная пленка также растворяется в расплавленном припое, но медленнее чем при пайке в среде азота Если при пайке стали СтЗ в среде азота после минутной выдержки при температуре пайки окисная пленка в шве обнаруживается в виде следов, то в вакууме, хотя припой растворяет пленку и образует металлический контакт с паяемым металлом, она сохраняется у его поверхности в виде отдельного слоя или сплавляется. Удаление окисной пленки при пайке в вакууме зависит от степени разрежения Предварительно окисленная на воздухе при 700 °C в течение 1 мин сталь ОЗВД подвергалась пайке медью соответственно в вакууме 13,3; 1,33 и 1,33-10"3 Па при температурах 1100 и 1200 °C с выдержкой 1 мин. При температуре 1100 X в вакууме 13,3 Па навеска припоя по окисленной поверхности
стали ОЗВД, не растекается. При разрежении 1,33 Па и той же температуре навеска припоя растекается; при 1,33- 10"3 Па растекание происходит, но площадь растекания снижается (рис. 17). Металлографическим исследованием спая установлено, что при пайке в вакууме 1,33 Па окисная пленка, имевшаяся на поверхности стали ОЗВД, в шве практически не просматривается.
В случае пайки в вакууме 1,33 X ХЮ" Па окисная пленка лишь отслаивается от поверхности стали ОЗВД, и ее в большом количестве можно наблюдать при исследовании микроструктуры швов. Самофлюсование при пайке стали ОЗВД медью в вакууме, как и растекание, наиболее интенсивно при степени разрежения 1,33 Па. С повышением температуры пайки интенсивность самофлюсования повышается при любой степени разрежения, однако максимум, соответствующий 1,33 Па, сохраняется.
Учитывая количество вводимых в припои флюсующих добавок и общее количество припоя, находящегося в капиллярном зазоре при пайке, можно сделать вывод, что процесс самофлюсования главным образом связан с адсорбционным понижением прочности, диспергированием окисной пленки и последующим растворением ее в расплаве припоя. Влияние флюсующих добавок и продуктов взаимодействия этих добавок на окисную пленку основного металла не является определяющим Это обстоятельство требует установления строгих требова -ний по чистоте применяемых припоев, поскольку только расплавы бескислородных металлов способны активно растворять в своем составе в значительном количестве окислы и, следовательно, образовывать спаи, обладающие высокой прочностью
Процессы формирования паяного соединения
Влияние паяемого металла, припоя и количества жидкой фазы в шве на образование спаев. Зазоры при пайке применяют обычно в пределах 0,05— 0,2 мм, поэтому количество жидкого
Процессы формирования паяного соединения
29
металла в них незначительно. Взаимодействие между твердым и расплавленным металлами приводит к изменению состава исходной жидкой фазы; при высокотемпературной пайке припой особенно интенсивно легируется компонентами паяемого металла. Легирование усиливается в связи с отсутствием на нем окисной пленки и наличием вследствие этого непосредственного металлического контакта с расплавом припоя. При пайке происходит интенсивное растворение паяемого металла в расплавленном припое. Растворение ослабевает, когда в припои вводят компоненты, входящие и в состав паяемого металла. Исходный состав припоя в процессе пайки может меняться не только за счет растворения в нем паяемого металла, но и в результате избирательной диффузии компонентов припоя в паяемый металл, испарения наиболее летучих его компонентов, окисления и удаления в шлак за счет газовой и шлаковой фазы.
Влияние паяемого металла на процесс образования спая сказывается и непосредственно при кристаллизации, которая происходит на готовых поверхностях раздела Образование зародышей новых кристаллов на поверхности паяемого металла зависит от характера смачивания припоем; чем меньше краевой угол смачивания, тем меньше затрат энергии требуется для образования зародыша. Если краевой угол мал, то для зарождения ародыша кристалла требуется незначительное переохлаждение. Поскольку обязательным условием пайки является смачивание припоем паяемого металла, то условия зарождения центров кристаллизации при этом весьма благоприятны.
Влияние состояния поверхности паяемого металла приводит к тому, что кристаллизация с самого начала в той или иной степени ориентирована, т е имеет место определенное соотношение между формой и размерами кристаллической ячейки затвердевающего металла зоны сплавления и паяемого металла. При наличии ориентирующего влияния поверхности паяемого металла структура металла шва образуется в результате развития трех последовательных стадий процесса, на
первой стадии ориентирование образующихся кристаллов целиком определяется подложкой; вторая стадия характеризуется появлением двойников и других структурных несовершенств в связи с уменьшением ориентирующего влияния твердого металла; на третьей стадии или наблюдается поли-кристаллическая структура, или возникает текстура роста.
В зависимости от соотношения параметров решетки кристаллов паяемого металла и кристаллов, образующихся из расплава ориентированная кристаллизация может протекать по-разному. Выделяющаяся из расплава новая фаза отличается от паяемого металла видом атомов, типом и параметрами решетки. Образующиеся из нее кристаллы сопрягаются с подложкой такой гранью, в которой расположение атомов наиболее соответствует расположению аналогичных атомов в грани кристалла паяемого металла. Вероятность такой кристаллизации будет тем больше, чем меньше различия межатомных расстояний в плоскостях сопрягающихся фаз. Так, при осаждении алюминия на монокристаллические пластинки платины, пои ориентированной кристаллизации меди на никель силы притяжения атомов паяемого металла вынуждают атомы осаждающегося металла занимать узлы не своей решетки, а решетки подложки. Следовательно, кристаллы паяемого металла навязывают образующемуся из расплава кристаллу свои собственный период решетки. Деформация постепенно, с увеличением толщины слоя растущего кристалла снижается При определенной толщине слоя, контактирующего с подложкой, кристалл приобретает обычный для него период решетки. Это обстоятельство свидетельствует о том, что при пайке в зоне контакта паяемый металл — расплав припоя при наличии ориентированной кристаллизации и различии между кристаллами подложки я кристаллами, образующимися из расплава, существует промежуточный слой, в котором решетки как образовавшегося кристалла. так и кристалла подложки находятся в напряженном состоянии.
при пайке железа медью хотя металлографическая картина ориентирован
30
Основы физико-химических процессов пайки
ней кристаллизации осложнена наличием полиморфного превращения в железе, рентгеновским методом установлено, что отдельные зерна железа находятся в определенной ориентации с соответствующими зернами меди (эпитаксия). Более четко эпитаксию меди можно наблюдать при пайке углеродистой стали. В этом случае границы бывших аустенитных зерен, обозначенные выделениями феррита в доэвтек-тоидной стали и сеткой цементита в заэвтектоидной, совпадают с границами зерен меди. Таким образом, при Формировании спая параметры решетки кристаллизующегося металла могут как уменьшаться, так и увеличиваться. приближаясь возможно точно к параметрам кристаллической решетки паяемого металла.
При наличии окисной пленки или слоя интерметаллического соединения ориентирующее действие паяемого металла даже при незначительной толщине указанных слоев практически не проявляется
На процессы протекающие на границе твердой и жидкой фаз, большое влияние оказывает диффузия На рис. 18 показана микроструктура шва при пайке стали ОЗВД золотом в среде водорода с точкой росы — 50 °C, из которой можно видеть, что золото интенсивно диффундирует в паяемый металл.
В этом случае имеет место повышенное гпроникновение припоя по границам зерен, обусловленное рядом факторов, связанных с диффузией малорастворимой примеси. Диффузия малорастворимой примеси сопровождается образованием дислокаций, по которым в процессе канальной диффузии происходит активное проникновение жидкого металла.
Возникновение этих дислокаций обусловлено упругими напряжениями, которые релаксируются в процессе диффузии:
(29)
где р — относительное изменение параметра решетки паяемого металла при растворении (молярные доли) 1 % припоя; Л' —- модуль Юнга; v — коэффициент Пуассона; с — концентрация элемента по толщине пластины паяемого металла; а — толщина пластины паяемого металла; у — текущая координата (перпендикулярно к плоскости спая)
Из уравнения следует, что максимальные напряжения создаются в начале диффузионного процесса на поверхности пластины:
C’tnax — । » (30)
Рис. 18. Зона спая при пайке стали ОЗВД золотом (температура пайки 1100 °C, выдержка 1 мин)
где с—концентрация элемента на границе фаз.
В приведенном случае лайки стали ОЗВД золотом последнее, диффундируя по большеугловым границам и в объеме зерен паяемого металла, вызывает образование дислокационной сетки, имеющей наибольшее развитие по границам зерен Повышенная проницаемость границ зерен обусловлена, с одной стороны, повышенной диффузионной подвижностью самой границы зерен, с другой — возникновением вокруг границ зерна области с повышенной диффузионной проницаемостью.
Схема процессов, приводящих к образованию по границам зерен своеобразных диффузионных клиньев, показана на рис 19. Структура этих клиньев, выявленная с применением
Г!> oiffTb' ф.>гми!м вания паяного сгпкпегня
31
₽ис< J9. Схема диффузионных потоков по границам зерен в зоне спаев
оптического и электронного микроскопов, дана на рис. 20. Расширение клина происходит в результате диффузии в зерно и плавления образующегося при этом твердого раствора.
Существенный вклад в проникновение припоя по границам зерен может внести также адсорбционный эффект понижения прочности. Жидкий припой, затекая в трещины, образующиеся по границам зерен, взаимодействует со стенками и в зависимости от наклона границ, уровня напряжений, влияния примесей и других факторов приводит к образованию диффузионных клиньев различных размеров.
Анализ микроструктур паяных швов позволяет заключить, что на процесс образования спая и соответственно на его прочность решающее влияние оказывает состояние поверхности паяемого металла На рис. 20, б видно, что непрерывного спая по границе паяемый металл — шов нет. Это связано не только с недостаточным флюсованием паяемого металла, но и с вытеснением на его поверхность неметаллических включений из расплава при кристаллизации.
Исследование влияния количества жидкой фазы в шве на формирование спая на примере пайки низкоуглеродистой электротехнической стали ОЗВД показало, что в среде водорода в больших зазорах (около 0,5—2 мм) кристаллизация в шве происходит с образованием развитой дендритной структуры. При зазорах 6,4—0,3 мм затвердевание идет путем образования и роста крупных ячеистых кристаллов на границе с железом и разветвленных кристаллов в центральной части шва. С уменьшением зазора преобладающей становится ячеистая форма затвердевания. При зазоре 0,05 мм кристаллизация происходит путем образования по
Рнс. 20. Диффузионный клин по границе зерен стали ОЗВД при пайке: а — галлием в среде водорода (температура пайки 1 i 00 °C. выдержка 1 мин); б — золотом; « — головная часть клина при пайке золотом
32
Основы физико-химических процессов пайки
Рис. 21. Один ряд плоских зерен в шве при пайке стали ОЗВД медью в среде водорода (темперазура пайки 1100СС, зазор 0,05 мм)
ширине шва одного ряда плоских зерен (рис. 21).
Зона сплавления в случае пайки стали ОЗВД медью при температуре 1100 °C представляет собой однофазный твердый раствор железа в меди. Среднее содержание железа в зоне сплавления в зависимости от зазора и времени выдержки приведено в табл. 5. Результаты экспериментов позволяют сделать вывод, что при применяемых на практике зазорах и выдержках средний состав зоны сплавления, непостоянен. Содержание растворенного в припое
5. Среднее содержание железа в зоне сплавления. Пайка железа медью при температуре 1100 СС в среде водорода
Зазор, мм Время выдержки при температуре пайки, мин Среднее содержание железа в зоне сплавления (массовые доли), %
0,06 0,14 1 3,9 3,0
0,14 60 2.9
0,29 3,1
0,70 1 2,7
2,0 2.4
паяемого металла возрастает с уменьшением зазора.
Изменения химического состава шва в зависимости от размера заз.ора при пайке никеля медью, меди припоем ПСр 70, алюминия цинком, цинка припоем ПОСК 51 приведены на рис. 22. Как видно из характера кривых. во всех случаях с уменьшением зазора содержание паяемого металла в шве увеличивается. Если предположить, что перенес паяемого металла
в расплав припоя при растворении происходит исключительно за счет атомарной диффузии, подчиняющейся уравнению Фика, то можно оценить время, необходимое для насыщения, например, меди железом при пайке. Согласно уравнению Фика de _ d2c
u7i — dx2
Начальные и граничные условия имеют вид:
с (х, 0) = 0 при 0 < х < а;
с (х, t) = Со при х = а,
Рис. 22. Изменение содержания паяемого металла в шве в зависимости от размера зазора:
1 — 8 — при пайке меди припоем ПСр 70. Температура пайки 875 °C, замер производился на микроанализаторах (/ — МАР-1; 2 — GEOL; 3 — методом количественной металлографии);
4 — при пайке цинка припоем ПОСК 31. Температура пайки 200 °C;
5 — при пайке алюминия цинком. Температура пайки 480 °C
Процессы формирования паяного соединения
33
где а — зазор под пайку; / — время; с0 — предельная концентрация железа в меди при данной температуре.
Решение уравнения примем в виде
с (х, /) = с0
оо
/2=0
(2п + 1) л
X sm --!—— х ехр —
(2п+1)=2^
rjieD — коэффициент диффузии железа в меди, принимаемый постоянным.
Вследствие ликвации при кристаллизации компонентов расплава средний состав зоны сплавления можно определить лишь экспериментально.
Временная зависимость средней концентрации железа в меди определится из предыдущего уравнения;
а
с V) = ~~~ J с (х’ dx — о
= Со
1
(2n Н- 0
X ехр
L I а ) J
(31)
Для системы медь—железо коэффициент диффузии железа в медь при 1100 °C составляет 8-10" 5 см2 с. Зависимость коэффициента диффузии железа от его концентрации не учитывается, поэтому результат расчета будет приближенным. При зазоре я = 10"? см необходимое время для насыщения меди железом до 0 9 с0 составит
2,3а2 _ 2,3.10"4 ~ ?C2D Ю-tt-lO"5
Поскольку минимальное время выдержки при температуре пайки принято 1 мин (см. табл. 5), временной зависимости состава жидкой фазы в зазоре 0,1 мм наблюдаться не должно, что и подтверждается экспериментами. Расчет не учитывает конвекци
2 П/р И. Е. Петрунина
онного переноса железа в расплаве и капиллярного давления, в силу чего дает завышенное значение времени насыщения меди железом. В действительности растворение должно происходить с гораздо большей скоростью. При увеличении температуры пайки независимо от времени выдержки структура швов остается однофазной — твердый раствор железа в меди. Отсутствие временной зависимости дает основание предположить, что составы жидких фаз в шве при температурах
Си (массовые доли)t °/о
Рис. 23. Распределение меди в зоне спая при пайке стали ОЗВД
пайки соответствуют равновесным, т. е. ликвидусу диаграммы состояния железо—медь, как и в случае пайки при 1100 °C. После кристаллизации такие сплавы должны иметь двухфазную структуру, состоящую из твердых растворов на основе меди и на основе железа. Отсутствие в структуре зоны сплавления второй из указанных фаз обусловлено ее выделением на поверхности паяемого металла в виде прикристаллизованных слоев, что и подтверждается микрорентгеноспектральным анализом образцов, паянных при температуре 1350 °C (рис. 23). На кривой распределения отчетливо видна остановка, соответствующая слою твердого раствора на основе железа (11 % меди).
В соответствии с диаграммой состояния уменьшение растворимости железа в жидкой меди при охлаждении приводит к выделению фазы, богатой железом. Последняя в условиях образования растворно-диффузионного спая выделяется в виде эпитаксиаль-
34
Основы физико-химических процессов пайки
него слоя на границе с паяемым металлом.
При пайке железа медью с разными зазорами структура, формирующаяся при затвердевании расплава, оказывается при прочих равных условиях различной в малых и больших зазорах. В широких зазорах (0,5—2 мм) кристаллизация происходит с образованием развитой дендритной структуры и имеет характер объемного затвердевания. Содержание железа в осях дендритов достигает 4 %, а на периферии падает до 2—2,5 % (массовые доли). Смена форм затвердевания с изменением размера зазора вызывается изменением условий кристаллизации. Согласно существующим представлениям тип кристаллизации сплавов определяется градиентом температуры расплава, а также величиной и протяженностью области концентрационного переохлаждения вблизи фронта кристаллизации. При прочих равных условиях уменьшение зазора, а следовательно, слоя кристаллизующейся жидкости, начиная с определенного момента, приводит к таким изменениям указанных факторов, что дендритная форма кристаллов постепенно уступает место ячеистой, а последняя — преобладающему росту кристаллов с гладкой поверхностью. Окончательная кристаллическая’ структура металла шва не соответствует первоначальным формам роста кристаллов. Новые границы зерен в шве пересекают в произвольных направлениях дендритные и ячеистые кристаллы. При больших зазорах имеются участки, где «вторичные» границы совпадают с пограничными зонами первичных дендритов. При малых зазорах структура шва по ширине представляет собой один слой зерен. Возникновение вторичной структуры в литых сплавах связывается с образованием при кристаллизации большого числа дефектов (дислокаций и вакансий), способных перемещаться и группироваться в определенных участках затвердевающего металла.
Уменьшение зазора и, следовательно, количества затвердевающего металла, в конечном счете, приводит к образованию плоских границ зерен при пайке как однокомпонентными,
так и многокомпонентными припоями.
С уменьшением зазора под пайку от 2 до 0,3 мм предел прочности соединений встык при пайке железа медью возрастает с 255 МПа, что выше предела прочности припоя в исходном состоянии, до 338 МПа, что соответствует пределу прочности железа. При зазоре 0,3 мм медная прослойка оказывается равнопрочной с паяемым металлом. Дальнейшее уменьшение зазора приводит к тому, что шов оказывается прочнее основного металла. При механических испытаниях разрушение образцов происходит по паяемому металлу и прочность стыковых соединений, выполненных с зазором 0,15 мм и менее, перестает зависеть от толщины медной прослойки.
Поскольку состав зоны сплавления зависит от зазора под пайку и с уменьшением зазора содержание паяемого металла в зоне сплавления возрастает, то наблюдаемая зависимость прочности паяного соединения от размера зазора может быть объяснена различной прочностью образующегося в шве сплава, изменением структуры шва с уменьшением зазора и «контактным упрочнением».
Эффективность «контактного упрочнения» в случае стыкового соединения стержней возрастает с уменьшением отношения ширины шва (толщины мягкой прослойки) к диаметру стержня. В результате нормальные напряжения в прослойке могут значительно превысить предел прочности ее материала, определенный при свободной деформации. Для вязкого разрушения соединения по мягкой прослойке получена зависимость прочности соединения от механических свойств материала прослойки и ее размеров:
(32)
где <%, £в — соответственно предел прочности и относительное удлинение материала прослойки в исходном состоянии; х — отношение ширины шва (толщины прослойки) к диаметру стержня.
Процессы формирования паяного соединения
При образовании спаев взаимодействие на границе паяемый металл — расплав припоя может приводить к возникновению общих зерен. Такой тип кристаллизации связан с происходящим при пайке оплавлением зерен паяемого металла в диффузионной зоне насыщенной компонентами припоя. Такой вид спая характерен для пайки железа бериллием (рис. 24).
Замер .микротвердости в этом случае показал, что, если с увеличением выдержки при температуре пайки твердость паяемого металла снижается, твердость в шве возрастает, причем наибольшая твердость наблюдается в центральной его части (рис. 25). Последнее связано с образованием интер-металлидов в зоне шва, более богатых бериллием.
Согласно исследованиям поверхностных слоев стали ОЗВД и сталей, насыщаемых при температурах 1000— 1150 сС бериллием, диффузия бериллия в сталь начинает заметно идти при 800 °C; при 1150 происходит оплавление зерен. Па границе низкоуглеродистая сталь — бериллий при 1000 °C одновременно идут два процесса:
диффузия бериллия в сталь, что вызывает у — «-перекристаллизацию и появление кристаллов a-фазы, ориентированных в направлении диффузии;
диффузия углерода из стали в бериллий, что вызывает обеднение поверхностных слоев стали углеродом.
Взаимодействие бериллия с углеродом приводит к образованию карбида бериллия, имеющего высокую твердость.
При охлаждении насыщенных бериллием слоев происходит выпадение из перенасыщенного раствора бериллия в a-железе интерметаллических соединений — бериллидов, что сопровождается повышением твердости.
Формирование галтелей паяных соединений. Свойства паяных соединений в значительной мере определяются характером галтелей, которые в зависимости от типа соединений могут воспринимать до 75 % внешней нагрузки. Процессы образования галтелей паяного соединения зависят от природы взаимодействующих металлов, зазора, режима пайки, характера флю-2*
Рис. 24. Микроструктура шва при пайке стали ОЗВД бериллием (температура пайки 1350 СС, выдержка 1 мин)
сования и других факторов. При прочих равных условиях образование галтелей определяется количеством жидкой фазы в шве. Галтель паяного соединения можно рассматривать как своеобразную емкость, которая в процессе пайки заполняется расплавом припоя. При оптимальном количестве припоя в шве и необходимых условиях формирования спая образуются полномерные галтели. Избыток жидкой фазы, неравномерность зазора ведет к искажению формы галтелей, к образованию наплывов.
В основу расчета равновесной формы галтели положена зависимость, описывающая фопму поверхности жидкости, граничащей с плоским вертикальным элементом детали. Под дейст-
Рис. 25. Распределение микротвердости по ширине шва при пайке стали ОЗВД бериллием:
1 — выдержка при пайке 1 мин; 2 — выдержка после лайки при 1250 °C 1ч
36
Основы физико-химических процессов пайки
вием капиллярной и гравитационной сил:
откуда следует, что (u0)max — а при а = Р = 0. При a -J- р = 90° и0 = 0.
Из соотношения (33) в результате замены константы А на cos Р и деления переменных имеем:
где и — ордината галтели; v — абсцисса галтели; А — константа интегрирования; а — капиллярная константа, связанная с поверхностным натяжением припоя о и его плотностью зависимостью
(35)
При равновесной форме жидкости граничные условия следующие: u—Q и jzz .
—г— — 0 при и—> сю, А = 1.
dv
Для расплава припоя в равновесном состоянии граничные условия следу-r, du п
ющие: и — 0 и —- = — tg р при dv
v — и0 (рис. 26, а) А ~ cos р. Уравнение (33) при этом значении константы интегрирования в элементарных функциях не выражается, но приводится к эллиптическим интегралам, численные значения которых табулированы.
Согласно рис. 26, а при v = О du
и — и0 и —- — — ctg а. При дан-
и dv
du л
ных значениях и, —г— и при А — dv
= cos 3 зависимость (33) определяет
и0 = a jAcos р — sin а, (34)
Проинтегрировав левую и преобразовав правую части равенства (35), введем новую переменную (р, связанную с и следующим соотношением:
cos р---— (1 -j- cos р) sin2 ф — 1.
(36)
Зависимость, определяющая значе-
ния ординат точек поверхности галтели, имеет вид:
Фо
2 J 1 — k2 sin2 ср d(p —
• о
ч-
j 1 — /г2 sin2 <р J<p — о
(37)
Рис. 26. Форма галтели паяного соединения:
а — в тавровом соединении; 6 — при различных краевых углах смачивания; 1 — 0э; 2 — 10°; 3 — 20°; 4 — 30°; 5 — 40°; 6 — 45°
Ппоцессы формирования паяного соединения
37
Фо
где выражения j 1 — /г2 sin2 ср dcp и о
ф ____________
J К 1 — &2sin2cpdcp о
представляют собой неполные эллиптические интегралы второго рода, а
Фо Ф
f- d£ „
J У1—Л2 sin2 ср J К1 — /г2 sin2 ср
— неполные эллиптические интегралы первого рода, численные значения которых табулированы в зависимости от параметров ср и /г:
<р0 = arccos
cos [3 — sin a #
1 -J- cos 0 ’
j/ 1 + cos ft
(38)
(39)
Значения ординат точек поверхности галтели получим из уравнений (36) и (39):
и = \Z~2ak cos ср. (40)
При расчете контура поверхности галтели вычисляем параметры а, р и а; ср0 и k определяем из (38) и (39). По таблицам эллиптических интегралов находят значения
Фо
j V1 — k- sin2 ср dtp и о
Фо
f_______^ф
J К1 — k2 sin2 ср ’
соответствующие параметрам <р0 и k. Задаваясь значениями ср в интервале от <р0 до 90°, по таблицам эллиптических интегралов находим значения
ф
j КТ — k2 sin2 ср dcp и о
ф
f — - drf
о /1 — k2 sin2 ср
соответствующие параметрам ср и k. Подставив значения интегралов и параметров ср и /г в уравнения (37) и (40), получим искомые координаты галтели v и и.
Контуры галтелей, рассчитанные по формулам (37) и (40) при условии, что а = 3, а — 1 представлены на рис. 26, б. Поскольку и и v зависят от а линейно, то их значения при а 1 находим путем умножения значений, представленных на рис. 26, б, на а.
Определение количества припоя, необходимого для формирования полной галтели, находим из соотношения
v0
F = J и dv, о
(41)
где F — площадь поперечного сечения галтели. Подставив в значения и (40) и dv (37), дифференцируя по ср, а также приняв новые пределы интегрирования, получим
F = У (1 — 2/e2sin2 ф) cosjqp
К1 — k2 sin2 ср
(42)
После интегрирования
F = 0,5а2 (cos а — sin р). (43)
Значения параметров и0, а, 0, а, полученные экспериментально на меди с применением различных припоев и флюса № 209 при температуре (800 ± 10) °C и выдержке 5 мин, приведены в табл. 6. Нулевое значение угла р связано с условиями эксперимента.
6. Значения капиллярной константы а и краевого угла смачивания различных припоев
Припой мм а, ° 0, 0 а, мм
ПСр40 4,7 21 0 5,9
МЦФЖ 6,0 5 0 6,2
МФОЦ-7-3-2 4,5 9 0 4.9
ПМФС 3,2 14 0 3,7
Сплав равных долей меди и 4,2 11 0 4,7
олова
38
Основы физико-химических пропессов пайки
Применение расчетных методов оценки галтелей при проектировании изделия позволяет обеспечить формирование полных галтелей при минимальном расходе припоя.
Влияние состава припоя и газовой среды в камере пайки на свойства паяных соединений Изменение свойств паяемого металла происходит не только под влиянием нагрева п взаимодействия с расплавом припоя, но и под действием газовой среды, находящейся в камере пайки. Влияние газовых сред особенно заметно проявляется, когда паяемый металл активно взаимодействует с газовыми средами. Из конструкционных материалов, применяемых в паяных изделиях, таким свойством обладают титан и сплавы па его основе.
Взаимодействие титана с кислородом в атмосферных условиях протекает уже при 20 °C. По мере повышения температуры интенсивность окисления возрастает. При достижении 450 °C параллельно с окислением идет процесс проникновения кислорода в кристаллическую решетку титана и образование газонасыщенного слоя, представляющего собой твердый раствор газа в металле. При температуре ьыше 600 °C кислород активно диффундирует в титан.
Наличие газов в кристаллической решетке титана приводит к ее искажению, являющемуся причиной уменьшения пластических свойств материала.
Высокотемпературный нагрев титана на воздухе, а также в среде кислорода приводит к появлению на его поверхности окалины, состоящей главным образом из рутила. При окислении титана в парах воды при 800—1200 °C окисная пленка состоит только из фазы ТЮ2 в модификации рутила; (Ьаз Ti2O3 и ТЮ не обнаруживается. Таким образом, в образовании поверхностных пленок на титане основная роль отводится кислороду и водяному пару.
Из других атмосферных газов в образовании поверхностных пленок на титане при высоких температурах большое значение имеет азот. При окислении титана на воздухе азот в составе окалины обнаруживается начиная с температуры 900 сС. Отме
чается, что наличие азота в решетке рутила приводит к образованию дырчатой структуры, облегчающей диффузию кислорода в объеме окисной пленки. Значения толщин окисных пленок, образующихся при окислении титана ВТ1 на воздухе, приведены в табл. 7.
7. Значения толщин окисных пленок при окислении ВТ1 на воздухе, мм
Темпе- Время выдержки, ч
ратура,
сс 0,5 1 Г 4
800
900 0,012 0,02 0,03 0,05
1000 0,035 0,06 0,10 0,19
Темпе- Время выдержки, ч
ратура.
сс « 16 32
800 0,005 0,017 0,029
900 0,075 0,10 0,25
1000 0,25 0.30 —
Пайку титановых сплавов производят при температуре около 1000 °C, поэтому при наличии окислительной атмосферы взаимодействие кислорода с титаном в процессе пайки протекает с большой интенсивностью
Удаление окисных пленок при пайке титана фактически обеспечивается путем регулирования соотношения скоростей окисления и растворения окис-лов в паяемом металле и в конечном итоге достигается за счет применения среды с парциальным давлением кислорода, при котором скорость растворения пленки больше, чем скорость ее роста.
Применение аргона или вакуума при пайке титана не изменяет механические свойства соединений, выполненных припоями на основе серебра, а также припоями систем титан— никель, титан—никель—медь, титан—никель—кобальт и др. Однако в отдельных случаях применение вакуума приводит к лучшим результатам по сравнению с аргоном. Например, при пайке титана припоем на основе алюминия в вакууме с остаточным давлением 0,133 Па растекание лучше, чем в атмосфере аргона. При
Процессы формирования паяного соединения
39
пайке титана с повышенным содержанием водорода в вакууме достигается не только улучшение условий пайки, но и обезводороживание паяемого металла. В связи с этим утвердилось мнение о предпочтительности вакуума перед нейтральными газами даже в тех случаях, когда не удается создать высокой степени разрежения, как это имеет место, например при пайке крупногабаритных изделий в печах с использованием механических вакуумных насосов. Применение низкого вакуума с повышенным содержанием примесей приводиг к уменьшению пластичности металла, что становится особенно опасным при пайке тонколистовых конструкций. В этом случае использование вместо вакуума аргона может снизить содержание примесей. Поэтому, если необходимо максимальное сохранение пластичности титана, то, несмотря на удовлетворительное протекание процесса пайки в вакууме, вопрос предпочтительности вакуума или аргона следует решать с учетом содержащихся в них вредных примесей.
При сравнении содержания кислорода в вакууме и аргоне имеем
РО2 = ссри’
ро2 = сР^
v А. г
гдеро, ро —парциальное давление кислорода соответственно в вакууме и аргоне; с0, с — концентрация кислорода соответственно в воздухе и аргоне при нормальных условиях; Pv и рдг — остаточное давление вакуума и давление аргона при пайке.
Обозначим
(«)
Этой величиной удобно оценивать преимущества одной среды перед другой по содержанию в них вредных примесей. Условие предпочтительности аргона перед вакуумом, вакуума перед аргоном, а также условие равноценности этих сред по содержанию в них кислорода запишется соответственно
Ко.>‘; «о, = 1-
При с = 0,21 %, а также при использовании аргона марки А по ГОСТ 10157—79, концентрация кислорода в котором составляет 0,00003%, выражение (44) примет вид
^О2 = ^ЗЮ’^Раг/Рп).
Эта зависимость графически показана на рис. 27, где в качестве осей координат приняты величины рдг и /<Ог представлен серией наклонных линий. Из графика видно, что если в зоне пайки создать вакуум с остаточным давлением 1,33 Па или
Рис. 27. Зависимость коэффициента К от давления аргона и степени разрежения в камере папки
подвести аргон, давление которого составляет 0,1 МПа, то = 10. Следовательно, парциальное давление кислорода в аргоне в 10 раз выше, чем в вакууме, и применение вакуума в этом случае предпочтительнее аргона. Если же в камере пайки создать вакуум с остаточным давлением 133 Па или подвести аргон, давление которого, как и в первом случае, равно 0,1 1\1Па, то =0,1 и применение аргона будет более предпочтительным. Линия, соответствующая A’q — 1, разделяет график на две зоны. Выше этой линии находится область, где предпочтительнее использовать аргон, ниже — область предпочтительного использования вакуума.
Для оценки влияния содержания паров воды получена зависимость
Vo=1>43-10-b
40
Основы физико-химических процессов пайки
которая установлена при условии, что температура в камере пайки при применении вакууме в исходном состоянии составила 25 6С, а концентрация водяных паров при этой температуре равна 21 г/м3. Содержание паров воды в аргоне взято равным 0,03 г/м3. Значения /Сн 0 представлены на рис. 27 теми же линиями, что и Kq2, но смещены на порядок.
В зависимости от характера взаимодействия металлов при образовании спая и, следовательно, от направленности изменения свойств взаимодействующих металлов может резко изменяться прочность паяемого металла под действием расплавленного припоя. Наименьшие изменения наблюдаются в случае взаимодействия металлов, расположенных рядом в периодической
системе элементов Д. И. Менделеева и образующих непрерывные твердые растворы. Изменение механических свойств ограниченных твердых растворов примерно обратно пропорционально предельной растворимости.
Значения предельной растворимости компонентов припоев в титане приведены в табл. 8, там же указаны интер-металлиды, образующиеся в системах этих металлов с титаном, и их температуры плавления.
Ввиду того, что при 20 °C растворимость компонентов припоев в a-Ti значительно ниже предельной, указанной в табл. 8, после пайки припоями, содержащими никель, кобальт, марганец, получить структуру, состоящую из твердого раствора, можно лишь в случае применения весьма продолжительных выдержек и при тол
s. Растворимость металлов в титане и составы интерметаллидов, образующихся при их взаимодействии
Группа периодической системы Металл Предельная растворимость в Металлические соединения в системе
a-Ti P-Ti
Содержание (массовые доли), % Т, °C Содержание (массовые доли), % Т, °C Состав T 1 ПЛ, CC
1 Ag Си 14,6 2,1 855 798 30,5 17,7 1040 990 TiAg Ti.Cu TiCu Ti,Cu3 TiCu3 1040 990 975 920 885
IV Sn 22,5 885 35 1600 Ti3Sn Ti2Sn TisSns TieSnn 1663 1552 1505 14 95
VII Мп 0,5 530 33 1175 TiMn TtMn2 950 1330
VII1 Со — 685 17 1020 TiCo, TiCo TijCo 1250 1500 1050
VIII Ni 0,1 770 13 955 Ti.Ni TiNi TiNi. 984 1310 1380
Процессы формирования паяного соединения
41
щине паяемого материала, которая позволяет рассматривать диффузию компонентов припоя в решетку титана как в бесконечное пространство.
В большинстве встречающихся на практике случаев образующаяся при диффузионной пайке структура шва двухфазная: твердый раствор a-Ti и интерметаллидные включения. Изменение механических свойств сплавов, имеющих в своем составе интер-металлиды, зависит от особенностей выделения второй фазы и характера дисперсионного механизма упрочнения. В результате дисперсных выделений может иметь место как упрочне-нение, так и разупрочнение сплава. Выделение небольшого количества второй фазы в мелкодисперсном состоянии сопровождается повышением прочности и уменьшением пластичности. Вторая фаза в этом случае вносит искажения в кристаллическую решетку металла. Увеличение количества выделяющейся избыточной фазы может послужить причиной резкого уменьшения пластических и прочностных свойств, если эта фаза выделяется в виде сетчатого каркаса. Менее опасны интерметаллиды в случае их выделения в виде сосредоточенных включений.
Уменьшение количества выпадающих интерметаллических включений, а следовательно, и снижение охрупчивания титана могут быть достигнуты за счет различных приемов. Из них для пайки представляют интерес два:
выбор компонентов припоя, которые имеют увеличенную растворимость использование в качестве припоя многокомпонентных композиций, позволяющих при таком же количестве припоя, вводимого в зону пайки, как и в случае однокомпонентного припоя, уменьшить степень пересыщения a-Ti.
При применении в качестве припоя многокомпонентных композиций, на-^и.МеР ИР» пайке титанового сплава UT4 (ГОСТ 19807—74*), наибольшая прочность наблюдается при толщине медного слоя 8 мкм, а никелевого мкм, т. е. при содержании в покрытии 80 % Си и 20 % Ni (Рис. 28).
С ростом толщины покрытия в диффузионной зоне увеличивается количество интерметаллида Ti3Cu. Увеличением количества интерметаллидов и напряженностью решетки титана объясняется падение его пластичности по мере увеличения толщины покрытия.
Исследование влияния условий пайки и компонентного состава припоев на свойства паяных соединений сви-
Рнс. 28. Механические свойства образцов из сплава ОТ4 в зависимости от толщины медно-никелевого покрытия:
1 — после выдержки 30 мин при 1000 °C;
2 — после выдержки 2 ч при 1000 °C
детельствует о том, что для обеспечения высокой прочности паяных изделий необходимо оптимальное сочетание компонентного состава паяемого металла и припоя, конструкции соединения, режима и условий пайки.
Список литературы
1. Бакши О. А., Шрон Р. 3. Прочность при статическом растяжении сварных соединений с мягкой прослойкой. «=> С арочное производство. 1962 № 5, с. 6—10.
2. Корнилов И. И., Матвеева Н. М., Пряхина Л. И. Металлохимические свойства элементов периодической системы, М.: Наука. 1966. 351 с.
3. Кудииов В. В., Рыкалин Н. Н., Шоршоров М. X. К оценке энергетических условий образования соединения между расплавленными частицами и поверхностью твердого тела. — Физика и химия обработки материалов, 1968, Ks 4, с. 51 — 58.
4. Куфайкин А. Я. Особенности формирования паяных галтелей паяных соединений таврового типа. — В кн: Надежность и качество паяных изделий. Саратов, 1982. 187 с.
42
Основы физико-химических процессов пайки
5. Петрунин И. Е., Лоцманов С. Н., Николаев Г. А. Пайка металлов М.; Металлургия, 1973. 279 с.
6. Петрунин И. Е. О характере границ основной металл — расплавленный припой. — В ки.: Пайка металлов в машиностроении. Рига, ЛатвИНТИ, 1968. 284 с.
7. Петрунин И. Е. О строении спаев и пайке с большими зазорами. — В кн.; Новые материалы и технология пайки в машиностроении. М.: НТО Машпром, 1971. 272 с.
8. Ракоч А. Г., Кравецкий Г. А., Аникин Л. Г. Влияние способа нагрева
и степени вакуумирования па смачивание и растекание в системе жидкий висмут — медь. — Сварочное производство, № 12, 1980, с. 11 — 12.
9 Рыкалин Н. Н., Шоршоров М. X., Красулин Ю. Л. Физические и химические проблемы соединения разнородных материалов. — Неорганические материалы, 1965, Кг 1, с. 29—36.
10. Савицкая Л. К., Савицкий А П. Термодинамика и механизм контактного плавления металлов. — В кн.: Поверхностные явления в расплавах и возникающих из них твердых фазах. Нальчик; КБКИ, 1965. 136 с.
ГЛАВА 2
СПОСОБЫ ПАЙКИ
В соответствии с ГОСТ 17349—79 установлена классификация способов пайки по условиям заполнения зазора и механизму образования паяного шва Способы пайки подразделяются также по источникам нагрева и методам удаления окисной пленки.
Капиллярная пайка
Пайка, при которой расплавленный припой заполняет зазор и удерживается в нем под действием капиллярных сил, называется капиллярной пайкой. Этот способ пайки является самым распространенным. Обычно под этим способом подразумевают пайку с зазорами, не превышающими 0,5— 0,7 мм. Величина зазора при прочих равных условиях определяет структуру, химический состав шва, механические свойства соединения, экономичность процесса, дефектность структуры (газовую пористость, ликва-ционные процессы) и т. д. Зазоры подразделяют на большие (0,2—0,7 мм), номинальные (0,05—0,2 мм) и малые (менее 0,05 мм).
Условия заполнения зазора припоем при наличии химического взаимодействия теоретически мало изучены. Разработанные экспериментальные методы (ГОСТ 20485—75*) позволяют определять высоту подъема припоя по капиллярам в зависимости от ширины зазора и других параметров. При пайке разнородных металлов, особенно для телескопических соединений, необходимо учитывать изменение зазора, связанное с различием их ТКЛР. При пайке больших поверхностей с односторонней подачей припоя возможны значительные непропаи, связанные с процессами массообмена, приводящими к изменению вязкости и температуры плавления припоя. »° избежание непропаев в этих случаях рекомендуется предварительно
вводить припой в зазор в виде фольги или наносить его в виде покрытий. Оптимальная ширина зазора определяется комплексом факторов: конструкцией соединения, металлургическими особенностями процесса взаимодействия припоя с паяемыми материалами, активностью флюса (газовой среды), состоянием паяемых поверхностей и т. д. Рекомендуемые зазоры при капиллярной пайке приведены в табл. 1.
При пайке изделий с переменным зазором для лучшего его заполнения и снижения пористости соединения припой необходимо вводить с узкой стороны зазора. При флюсовой пайке для облегчения удаления флюса, снижения газовой пористости зазор следует увеличивать. С целью снижения подрезов в галтельной части шва количество припоя ограничивают 120—150 % объема зазора. Эффективно улучшает смачивание нанесение технологических покрытий. При уменьшении высоты микронеровностей покрытий и измельчении их блочной структуры площадь растекания увеличивается в 8 раз и более вследствие снижения шероховатости поверхности и преимущественного растекания металла но границам блоков.
При проектировании технологических процессов капиллярной пайки необходимо рассчитывать кинетику движения межфазных границ в процессе растворения паяемых металлов xi (/) и состав шва Ci (х, t) на различных стадиях процесса формирования паяного соединения в зависимости от времени t. Рассмотрим процесс растворения металлов А в припое В, расположенном в зазоре а = 2/. На рис. 1 видно, что в плоскости х — I (плоскость симметрии), разделяющая левый и правый спай де-» I
—~ t — 0 (установка /). Для
44
Способы пайки
решения поставленной задачи достаточно рассмотреть установку 2, которая соответствует наличию на поверхности Л расплавленного слоя покрытия В толщиной I. Плоскость х — I рассматривается как непроницаемая перегородка. Аналогичная задача возникает при пайке материалов А и С припоем В (зазор а — Г) при условии взаимной нерастворимости В и А с материалом С (установка 3). Для решения задачи необходимо ре-
i Установка 1 (a=2l)
| В Установка 2
I 0 В Установка J(a=L)
Рис. 1. Схема растворения металлов А в припое В при Т = Tt
а — распределение концентрации металла В в зазоре при t > 0; б — участок диаграммы состояния
шить уравнение диффузии для обеих фаз (t = 1 — твердая, i = 2 — жид-
кая):
dt
г)Х2
i = 1, 2.
(1)
1. Рекомендуемые зазоры при капиллярной пайке металлов
Паяемый металл Припой (основа) Зазор, MM
Алюминий и его сплавы А1 Zn 0,15—0,25 0,10—0,25
Медь и ее сплавы Латунь Си —Р Ag—Си —Р Pb—Sn, Sn — Sb — Ag Ag—Cd— Си —Zn 0,04—0,20 0,04—0,20 0,02—0,15 0,05—0,30 0,08—0,20
Стали ннз-коуглеро-дистые Си 0,01 — 0,05
Сталь коррозионно-стойкая Си Латунь Си— Au, Ag—Мп Au — Си Au — Ni Ni —Cr 0,01 — 0,10 0,02 — 0,10 0,05—0,10 0,08—0,20 0,05—0,20 0,65 — 0,10
Никелевые сплавы Ni —Cr 0,05—0,10
Титан и его СПл□вы Си, Си — P, Си — Zn Ag. Ag—Mn 0,03—0,05 0.03
Вольфрам N i — Cr 0,05—0.10
При следующих ничных условиях баланса
начальных и условии
и гра-массо-
.р.
дс2
dX |х=/
= 0;
,н
|/=0 —• СР
(2)
= Dt^L их
dx(t) dt ~~
сложную математическую задачу, поэтому для практических целей применяют приближенное аналитическое решение, достаточно хорошо описывающее физику процесса. Учитывая, что соотношение D2 DT > 103, пренебрегаем потоком в твердую фазу [1]. Распределение концентрации металла (% А) в жидкости описывается полиномом
С2 (X, /) = с"
|х(О dx
Точное аналитическое решение нений (1)—(3) представляет
«(/)*
(3)
урав-собой
1,5 sg 3,
, А / г(1)-х \
+ 2\ Z(t) — x(t) )
(4)
где А, ~ с2 — с”» z (0 — фронт концентрационного возмущения, за кото-
Капиллярная пайка
45
рым отсутствует поток металла ато-I „
мов А, т. е. —- _ 0.
ОХ [X > 2 (/)
Условие массобаланса принимает вид:
Выражение для интеграла концентрационного баланса следующее:
[z (/) —х (/)] Ц-x (/)^ =
Р-in ,ГА
z(i\ — x(i) ‘ (6)
Введем следующие обозначения:
6(Z) = z (/) — х (/) и
ГР_ сн л
t9 Д2
Е — -------- = —А.
J1 _ С11 Д
С1 ° 2
Решая (5) и (6) в новых обозначениях, получаем
6(0=
^<o = --4-j-6(o. (7)
rl I 1
Аппроксимация (4) для с, (х, I) верна до момента
/1 = /2 Д2п(/г+ i)D2_L_ х
Х(>-ТГТ)2]> <8)
когда фронт концентрационного возмущения доходит до оси шва, и, начиная с t tx, применяем новую аппроксимацию
^2 (х, t) =
= c(/.O+[cf-C((.o](^y,
(9)
где с (I, Q — концентрация металла А на осн шва (х = [).
Введем 6j (/) = I — х (/). После не-0 ходимых преобразований получаем,
что для нахождения 6Х (/) необходимо решить трансцендентное уравнение
“ (^ (0 - 6 J + 4- (6Х (Z)2 - 62) +
+ а21п “-.МО = _ р2 (п + 1)л а — о* 17
z (Ю)
где а = ----, б* =
1 — 8 ’ *
Зная а и 6* и задавая О2, из (10) рассчитываем <5Х (/) и положение границы х (/) для любого момента времени. Максимальное расстояние, на которое сдвигается граница при растворении, , Е
хтах — I у---—. а максимальная шири-
на шва
2Z 2Z
°;,ас - j _ е - j _ д2/д >
при с" = 1, с2 = 0
2Z
Для расчета времени /2 достижения на оси шва любой концентрации (в долях Д2) используем соотношение
= — Dz(n -г 1) (“ (S’ — в*> + + 4(61-65)+аЧп^), (12)
где ^=,/[1 —е(1 —;
CL = ~х~, У = 0 -^- 1.
^2
Расстояние, на которое сместится граница в момент /2, равно
|x(Z2)| = 62—Z. (13)
Рассчитаем ширину шва после насыщения анас и время насыщения Zuac для зазора 0,1 мм при D., = 5 X X 10-? см2/с, полагая = 1 и с2 = — 0. При с? = 0,05 и 0,3 для /нас имеем соответственно 0,83 и 1,34 с, а аИас получаем равным 0,105 и 0,142 мм.
46
Способы пайки
Контактно-реактивная пайка
Пайку, при которой припой образуется в результате контактного плавления соединяемых металлов, промежуточных покрытий или прокладок, называют контактно-реактивной пайкой. Контактное плавление, являющееся фазовым переходом первого рода (изменение термодинамического состояния сопровождается конечным тепловым эффектом п изменением структуры), наблюдается у материалов, образующих эвтектики или имеющих минимум на диаграмме плавкости. Процесс контактного плавления состоит из двух основных стадий: 1) подготовительной, заключающейся в образовании в зоне твердых растворов устойчивых зародышей жидкой фазы, их последующего диффузионного роста и слияния в тонкую пленку; 2) собственно контактного плавления — движения межфазных границ, определяемого чисто диффузионным механизмом. Подготовительная стадия определяется в основном граничной кинетикой и включает в себя процессы взаимодействия в твердой фазе на активных центрах (образование химической, в частности, металлической связи) и последующий процесс взаимной диффузии в зоне мостиков схватывания. Таким образом, на отдельных локальных участках зоны контакта образуется диффузионная зона шириной А*, подчиняющаяся законам граничной кинетики. Из уравнения А* = = Dj/flJw) при следующих значениях констант: р = 101в см 2 с \ Dx = — 10~8 с.м2/с (при Т < —
= 10 23 см3 А* ж 1 10 3 мм. Жидкая фаза в диффузионной зоне может возникнуть вследствие распада твердого раствора, образовавшегося в процессе диффузии и при некотором понижении температуры оказавшегося перенасыщенным. Детально этот процесс не исследован ни экспериментально, ни теоретически. В работе [5] введены понятие так называемого кванта плавления размером 3-10 3 мкм и время кинетической стадии для системы Bi—Sn составляет 10 Зс. Однако видимые признаки плавления в этой системе обнаруживаются только через 0,5 с.
Состав очагов жидкой фазы размером 5—10 мкм в системе Ag—Си соответствует равновесной диаграмме состояния. Во многих случаях время первой стадии не имеет большого значения, однако, учитывая, что оно близко к времени протекания второй, основной стадии, в отдельных случаях па практике оно может представлять принципиальный интерес для пайки. Для построения технологического процесса необходимо определять кинетику перемещения межфазных границ х, (/) (скорость процесса) и концентрационные поля в зоне контакта. Достаточно строгое математическое описание кинетики контактного плавления для стационарного случая, т. е. при постоянной толщине прослойки расплава, рассмотрено Д. Е. Темкиным.
Рассмотрим нестационарную кинетику контактного плавления [1]. Положим, что в момент времени t = = 0 при Т — 7\ в зоне контакта металлов А и В образуется бесконечно тонкая прослойка жидкости. Распределение компонентов в системе показано на рис. 2. Предполагается, что растворение лимитируется диффузионной кинетикой и для определения законов движения границ раздела Xj (/) в одномерном случае необходимо решать уравнение диффузии для каждой из фаз:
= Ь 2.3). (И)
где Ci — концентрация компонентов В в фазе t; Dt — c1DiA Д- (1 — — ci) DiB — усредненный коэффициент диффузии в фазе i; Dia н D щ — парциальные коэффициенты диффузии в фазе i(Di = const) при граничных условиях:
для фазы 1
С1 |х=—ОО =бТ’ С1 |xj (О ~
для фазы 2
С2 к (/) = С2Р> С2 к (/) = С2Р;
для фазы 3
сзк «)=с3’ сз|х=оо = сз»
Контактно-реактивная пайка
47
и условиях массобаланса:
—=01^-1
dt дх |Х1 (/)
dxa _____ _ дс-2 I
Дгз dt 2 дх |х3 «)
— 'С’з'Т2-
3 дх |х3 (/)
где А12 = с'Р — C^;^23 = СР — С?,Р. Скорость движения границ определяем из уравнений
Х1 (/) = - /ЙД;
х3(0 = 2₽3/& (15)
в которых неизвестно Р;. Поля концентраций аппроксимируем:
а (х, /) = йг + t>i erf (--= ) .
\ 2 У Dtt /
Из уравнения (14) получаем выражения для определения концентрации в трех фазах:
С1 (х, /) = +
Д11 erfc [—х/(2 }/т,) I . erfc[— xj (/)/(2/xjj
сг(х, 9 — с2₽ “i-
erfc [хх (/)/2 Кт7)1 — —erfc |х. (2 f Д2)| erfc |х! (0/(2 /Zx)| — ’ —erfc [x3 (0/(2 К'Гг)!
c3(x, /) = С“-
k33
. erfc (x/(2 JI
^33 —"--------------—— •
erfc[x3 (0/(2 /т3)| ’
(16)
(17)
(18)
где т£ = £)./; Дп = сР с»;
Д.,2 = CoP — JP- A — rH r₽-" C2 4 > A33 ~ — ф
erfe (z) = 2/j/"n J exp (—z2) dz.
Рис. 2. Схема взаимодействия металлов А и В при контактном плавлении и некапиллярной пайке:
с — диаграмма состояния эвтектического типа (при т — Tt обозначены концентрации прн контактном плавлении; при Т = Т2 — концентрации на межфазных границах при некапиллярной пайке); б — схема распределения концентраций при контактном плавлении (Т — Ti) двух полу-бесконечных тел А -г В и А -г покрытие В (толщиной Z)
Для определения скорости движения границ xt (/) необходимо найти из уравнения (15) значения коэффициентов Рг-. Для получения точного решения, учитывающего потоки как в твердую, так и в жидкую фазу, следует решить систему трансцендентных уравнений:
Pi ехр р2 (erf pt 4- erf 0Э) = _ 1 Д22 .
У л А1 ’
Рз exp Р2 (erf Р, 4- erf р3) = 1 Д22
j/л Д3
(19)
48
Способы пайк •
Метод графического решения системы (19) будет приведен ниже для контактного плавления покрытия. В приближенном решении, результат которого, как показывает практика, хорошо совпадает с экспериментальным значением, можно использовать
уравнение
« Pl
Pi — —г - —
ГР1 + Рз
^•(Р.+РзУМ ^(^•-ЬЛ+Рз)-
i = 1, 3,
X 1
(20)
ГДе 2 (Ai2 4- Aff) ’
et ~ 1 ^t/^2’ Д»2 ~ | C2P Ci I’
p ___ 1________<* *>gA22 .
* 2 (A12 -j- Ajj)
o)j — число атомов в единице объема соответствующих фаз (о^ ~ <о2). Численные оценки показывают, что если значение Д22 не слишком мало (А22
1), то второй сомножитель правой части_ уравнения (20) весьма мал (<Ю~3), поэтому для технологических оценок им можно пренебречь, т. е. не учитывать диффузию в твердую фазу [1]. Таким образом, скорость перемещения границ при контактном плавлении
|*, «)| = 2КЛ< —==. (21)
V Р1 -Г Рз
Полученные зависимости достаточно хорошо совпадают с имеющимися экспериментальными данными. Расчеты показывают, что даже в случае большого времени взаимодействия (/ = = 103 с при D2 = 5-10 ? см2/с, 7Д и £)3 л. I0ltJ см2/с) ширина диффузионного слоя в твердой фазе составляет несколько десятков межатомных расстояни.й Диффузию в твердую фазу необходимо учитывать в том случае, если второй член уравнения (21) близок к единице (потоки в твердую и жидкую фазы сравнимы, т. е. D^/Di 103) и значение А22 — термодинамический стимул для диффузии в жидкость — достаточно мало (не
более единицы). Для анализа влияния взаимной растворимости взаимодействующих металлов на скорость контактного плавления, учитывая только концентрационные члены в уравнении (21), можно записать
х, (/) ъ осу; х3 (/) « a/у; х0 =Xj (/)+
+ х3 (0, (22)
xi (0 _ А-з __ ^2
х3 (/) Ai
Приняв А3/Д1 = 4, получаем Xi (Z)/x3 (t) = 4. Различие в скоростях перемещения границ необходимо учитывать при разработке технологического процесса. Так, при пайке Zr со сталью более интенсивное растворение Zr в жидкой фазе ограничивает его применение в виде фольги.
При расчете контактного плавления покрытия В толщиной I на поверхности полубесконечного тела А (см. рис. 2) при Т — 7\ решаем уравнение диффузии (14) с условиями массобаланса и начальными граничными условиями для фаз 1 и 2 как и в случае взаимодействия двух полубесконечных тел А и В при новых граничных условиях для фазы З:с3 |х, ,„ = ф %1,_„ = ф 4^- =° ох |х=/
За начало отсчета х = 0 принимаем границу раздела до образования жидкой фазы. Введем глубину фронта концентрационного проникновения z (/) и полагаем
xi (Z) = -2Р! \ГD2f, х3 (0 - 2рз)ДD2Z;
z (t) = 2у (23)
где D2 определяется из (14). Решение ci (х, I) в фазах 1 и 2 имеет вид, аналогичный (16) и (17). Распределение концентрации в фазе 3 аппроксимируем следующим образом:
р л / 2 (t) —х xi \п
сз *)-Сз- А33 2(/)_ Хз(/) ) •
Система уравнения (19) решается графически (рис. 3, а) или с помощью
Контактно-реактивная пайка
49
Рис. 3. Схема графического нахождения р.:
а — графики функций [/ — Ft (f5) = ехр (Р2) (1 + erf Р); 2 — Fo (Р) = Р ехр (р2) I;
б—схема, поясняющая нахождение 3, и р3 [графическое решение системы трансцендентных уравнений (19) и (24)1
таблиц. Учитывая, что в большинстве случаев, представляющих практический интерес, D3/D2 10~3, из (19)
после простых преобразований получаем систему уравнений
₽i ехр 3? = Р3ехр р2 (A3/At) = а5Д,
(24) где а8 = р3 ехр Р|, Д = Д3/Д1.
Поясним схему графического решения уравнения (24), позволяющую определять значения Задавая произвольное значение, например Р3, откладываем его на оси р (рис. 3, б) и находим сс3 на оси ординат. Далее, откладывая значение cq = а3Д на оси ординат, определяем Рг Подставив найденные Рг и Р3 в уравнения (19), проверяем тождество (правую часть уравнений рассчитываем из диаграммы состояния). Корректируя значение (3;, повторяем операцию (обычно 3—4 раза) До точного нахождения
Пример Рассчитаем толщину шва х0 в системе Си — Мп при Т = 1000 °C. Зададим толщину слоя Мп I = 0,03 мм “ D- — 4,9-IO-6 с.м2/с,_х0 = Xi (/) -j-
- (Pi Т~ Рз) 4 D-J.
определяем значения Р*; при A3/A, — 6 получаем ₽, = 0,987; ₽3 = 0,377. Окончательно имеем л0 = 107 мкм, t = 0,3 с. '-«ычно достаточно в значении р^ двух после запятой для определения хп с точностью 1—2 %,
уже отмечалось, основными-факторами, регулирующими процесс кон-
тактного плавления, являются температура пайки, время, сила поджатия, толщина контактирующего слоя или слоев. Относительно большая скорость процесса образования жидкой фазы и высокая ее активность в момент появления обеспечивают возможность практически мгновенного смачивания контактирующих поверхностей
(<10~2 с). Следует подчеркнуть, что при пайке припоями эвтектического состава смачивание поверхности происходит менее активно, так как химические потенциалы равны, т. е. = = р.^, и неравновесная работа адгезии ](7веРави = 0.
Выбирая толщину покрытия и температуру пайки, можно контролировать количество жидкой фазы, участвующей в образовании соединения и, таким образом, снижать эрозию паяемых тонкостенных материалов, а также исключать запаивание каналов и узких рабочих полостей конструкции.
Эффективным способом снижения скорости контактного плавления и количества жидкой фазы является использование буферных промежуточных прослоек из неактивного металла. При контактно-реактивной пайке сплавов на основе алюминия серебро-в ваде прокладок или покрытий толщинок 0,05—0,12 мм помещается между
50
Способы пайки
паяемыми деталями, которые сжимают силой 7—35 МН/м2. После этого узел нагревают до 560 °C. Предел прочности паяных соединений составляет 206 МПа. Покрытие из серебра было использовано и при пайке алюминиевого сплава 6061-Тб (США) сотовых панелей обшивки и узлов космического корабля «Аполлон». При пайке сплава АМгб в парах магния были получены прочные, коррозионно-стойкие соединения при использовании как серебряных, так и медных покрытий. Эффективно применение серебряных покрытий при пайке меди и ее сплавов со сталями и т. д. Использование скоростного нагрева электро-контактным способом обеспечивает качественную пайку меди на воздухе без флюса и защитных сред. Нанесение тонких покрытий серебра (1,5—6 мкм) на латунные детали с последующим нагревом до 700 °C в печи с применением флюса снижает содержание в шве хрупкой эвтектики Ag—Си— Zn и резко уменьшает его пористость, обусловленную высоким давлением паров цинка. При пайке титана и его сплавов в основном используют медные и никелевые покрытия. Причем наилучшие результаты были получены при сочетании контактно-реактивной пайки с диффузионной, в процессе которой происходит коагуляция интер-металлидов (Ti2Ni, Cu3Ti, Cu3Ti2) и снижение их содержания в шве, приводя к возрастанию механических свойств соединения. При пайке титана со сталью образующаяся жидкая фаза эвтектического состава после кристаллизации обеспечивает получение соединений с достаточно стабильными механическими свойствами. Прочность шва ниже, чем прочность титана.
Равнопрочные соединения могут быть получены за счет увеличения контактирующих поверхностей. Например, конусное соединение труб позволяет соединять жаропрочные и тугоплавкие материалы при относительно низких температурах и получать швы с высокой температурой вторичного расплавления. При пайке деталей из вольфрама припоем системы Pt—В, имеющим температуру плавления 860 сС, за счет растворения вольфрама в припое при кристаллиза
ции образуются стойкие бориды вольфрама и температура плавления шва резко возрастает.
Реактивно-флюсовая пайка
Пайку, при которой припой образуется в результате восстановления металла из флюса или диссоциации одного из его компонентов, называют реактивно-флюсовой пайкой. В состав флюсов при реактивно-флюсовой пайке обычно входят легко восстанавливаемые соединения. Образующиеся в результате реакции металлы в расплавленном состоянии служат элементами припоев, а их летучие компоненты создают защитную среду и могут также способствовать отделению окисной пленки от поверхности Химические реакции при этом способе пайки достаточно сложны и многообразны. Одной из основных является реакция восстановления металла из флюса, протекающая по следующей схеме: Me«Xm + /Ме" Ме/ХД 4-+ лМе', где MenXm — галогенид металла во флюсе; Ме/ — паяемый металл; Ме/ХД — образуемое соединение, обычно летучее; Me' — восстановленный металл из флюса. Другой реакцией является разложение солей и соединений Ме^Хт, входящих в состав флюса; MenXm
«Ме' -г т?Х | . При реактивно-флюсовой пайке возможны также восстановление и растворение окисной пленки паяемых металлов и окислов входящих в состав флюса, водородом и фтором, которые образуются в процессе разложения гидридов и фторидов Во флюс вводят ингибиторы коррозии, катализаторы химических реакций и вещества-растворители для удаления продуктов реакции. Расплавленный металл, образующийся в результате реакций, смачивает паяемый металл или окисную пленку на его поверхности и служит припоем либо, высаживаясь в виде покрытия на паяемых металлах, облегчает процесс пайки, осуществляемый при помощи дополнительно вводимого припоя. Кроме того, проникая через несплошности окисной пленки, он может контактно расплавлять паяемый металл, облег
Диффузионная пайка
51
чая отделение и диспергирование окислов. Термодинамическая вероятность протекания реакции восстановления металла из флюса тем выше, чем больше изменение свободной энергии, сопровождающее химическую реакцию, т. е. разность изобаро-изотермических потенциалов соединений: AZMe/X™ — — AZMe«Xw (значение | \ZMe/Xm | )•
Хлориды металлов нашли широкое применение в качестве одного из основных компонентов флюсов. При пайке титана, алюминия и магния используют хлориды серебра, меди, никеля, олова, цинка и т. д. Сравнительная активность различных металлов может быть представлена так называемым рядом напряжений:
Li, К, Pb, Са, Na, La, Mg. Be, Al, Zn, Mn, Nb, Zr, Ti, Cr, Ga, Fe, Cd, Jn, Co, Ni, Mo, Pb, H. Cu, Hg, Ag, Pd, Pt, Au, в кодером каждый предыдущий металл ряда вытесняет последующие элементы .
Наиболее широко реактивно-флюсовая пайк? используется при соединении деталей из сплавов алюминия. Основу флюсов в этом случае составляют хлориды цинка, олова, кадмия и других легкоплавких металлов, которые хорошо смачивают окисную пленку на поверхности детали и, проникая под нее, взаимодействуют с паяемым сплавом. Продукты реакции способствуют диспергированию и отделению окисной пленки. Восстановленный цинк вступает во взаимодействие с алюминием. Для предотвращения эрозии и повышения пластичности швов хлориды цинка заменяют хлоридами кадмия и олова или снижают его количество во флюсе до 1 %. Многие сложные по составу флюсы не требуют дополнительного введения припоя а выделяемое в процессе химической реакции 1епло дополнительно активирует процесс. Олово при использовании для пайки алюминия в качестве основного компонента флюса чПС12 облущивает атюминий и обеспечивает возможность дальнейшего применения припоев системы Sn— __ & Состав реакционных флюсов при Пеике железа вводят окислы меди,
марганца, серебра и никеля, которые при восстановлении образуют припо*“. В качестве восстановителей применяют гидриды. Окислы и гидриды меди, марганца, цинка, лития, бария, алюминия, магния и натрия подбирают таким образом, что уже при сравнительно низкой температуре они вступают в реакцию восстановления. В результате экзотермической реакции образуются чистые металлы, свободный водород и окисел металла. Для пайки твердосплавных пластинок, содержащих карбиды титана, предложен флюс (массовые доли), %; 48NaHF2, 30CoF2; фториды кальция, цинка или олова—10: NiF2 и (или) МоО3—12. В процессе нагрева в этом флюсе легко восстанавливаются до металлического состояния кобальт, никель и молибден и сплавляются с паяемой поверхностью.
Фторид NaF очищает поверхность от окислов, жира и загрязнений. Фториды кадмия, пинка или олова защищают частицы карбидов в твердосплавных пластинках от окисления в процессе нагрева и способствуют растеканию припоя.
Диффузионная пайка
Пайку, при которой затвердевание расплава происходит при температуре выше температуры солидуса припоя без охлаждения из жидкого состояния, называют диффузионной пайкой. Процесс пайки начинается непосредственно после завершения процесса растворения (t = /Нас) паяемых материалов в шве, т. е. достижения в шве состава с= Со независимо от способа получения расплава в зазоре. Отвод легкоплавких компонентов из шва может осуществляться разными механизмами: в результате взаимной диффузии в паяемые материалы, испарением в окружающую среду или связыванием их в тугоплавкие химические соединения. Принципиально возможно сочетание всех трех механизмов. Наиболее изучен и широко используется первый механизм — отвод легкоплавких элементов за счет диффузии в паяемые материалы, который определяет скорость движения межфазных границ хг- (/).
52
Способы пайки
Диффузионная пайка обеспечивает получение наиболее равновесной структуры шва, повышает температуру распайки, увеличивает пластичность, коррозионную стойкость и жаропрочность соединений за счет устранения в шве химической неоднородности, возникающей при кристаллизации. Для определения концентрационных полей, законов движения межфазных границ и времени завершения процесса необходимо решить уравнение диффузии для фазы /, так как поток атомов металла А в фазу 2 отсутствует
при следующих начальных граничных условиях и условиях массобаланса (см. рис. I, б и 4) на движущихся границах:
С2|х(Г)~С2; С2 1x^=1 ~ С2’
(26)
Д12 = <~СГ <27)
Скорость движения границ определяем из уравнения
х(/) = 2р ИД/, (28)
Рис 4. Схема распределения концентрации металла В при диффузионной пайке (Т = 7\) (см. рис. 1, Д):
1 — при t = 0; II — t = Доп
Преобразуем уравнение (27), введя х подстановку и =-----? и решение
2 1z Dxt
в фазе 1 будем искать в виде ряда оо
C1(U) = CP+ 2 (erf u — erf Р)'г. л=1
Значения коэффициентов находятся после преобразований по следующим формулам:
X J— ( Ц~Р
( du [ erf и — erf (3 J
= /л р ехр (₽2) Д12 --у— ;
D\ (с1)
А2 = л ехр (2рз) Р2Я, где Д = 0,5 {A12d2 (1 —d-2.) —
. dDi
^ = ~dT
cP
J _ Д1
2 0,(4)’
Из условия (26) с учетом первой поправки на концентрационную зависимость коэффициента диффузии получаем
- /л р ехр(Р2) А13 d (1 I- erf Р) +
+ лР2 ехр (2р2) Я (1 ф erf Р)2; (30)
Fi (Р) = Ил 3 ехр (Р2) (1 — erf Р) =
__А12^----К (At2di)~ —4Н&1 .gj
Уравнение (31) рассчитывают графически или по таблицам. Для этою, рассчитав значения Н — f (A^DJ, находим Fj(P) Далее, по графику на рис. 3, а определяем В и рассчитываем соответственно значения х (/) и сг (х, /).
Диффузионная пайка
53
При — const имеем ранее известное решение:
Fi (Р) = Кл ₽ ехр (₽2) (1 -J- erf ₽) =
А ср _ сч
= —= —(32) Л12 — cf
Из анализа уравнений (28), (31) и (32) следует, что с ростом О, и р = г / All \
= f ( —— ) увеличивается скорость X Л12 /
процесса х (Z) диффузионной пайки, где Дп характеризует растворимость металла В в металле А. Время завершения процесса легко определить из уравнения (28) для зазора анас = == 2/нас (°нас — зазор после насыщения. т. е. завершения процесса растворения)
где определяется из (28), при Е»г = = const Di — Di.
Таким образом, основными параметрами процесса диффузионной пайки является размер шва, температура и время процесса Размер шва регулируется исходным зазором и может сыть снижен за счет приложения давления Скорость процесса может быть увеличена также за сче1 факторов, ускоряющих диффуз. ю в твердой фазе: термоциклирование, применение скоростного нагрева, создание дефектной структуры поверхностных слоев паяемых материалов. Для исключения образования интерметаллидов температуру пайки выбирают выше температуры плавления химического соединения.
Метод диффузионной пайки находит широкое применение при соединени деталей из алюминия, магния, сталей, активных и тугоплавких металлов. Так, для пайки компактного и пористого алюминия разработана технология, исключающая применение флюса и глубокое проникновение припоя 8 поры паяемого металла. На паяемые поверхности наносят смесь порошков алюминия с 2 % Си, образующих эвтектику с температурой плавления 550 С Пайку производят при 625 °C
в среде водорода. Эвтектика в процессе пайки в течение 30 мин растворяется в паяемом металле и граница раздела паяемых металлов исчезает. Правильно подбирая двойные, тройные и четвертные системы можно с успехом паять этим способом детали из железа и меди, изготовленные методом порошковой металлургии. При пайке магния и его сплавов (520—570 °C) в среде аргона в качестве припоя используется серебро в виде покрытия, наносимого при помощи ионного напыления, которое способствует удалению окисной пленки и на порядок снижает время пайки за счет дефектности поверхностного слоя. Термоциклирование (циклический нагрев до температуры пайки с последующим охлаждением на 100 "С ниже солидуса припоя) позволяет также снижать общее время пайки в 1.5 раза а время выдержки при температуре пайки в 6 оаз.
Анализ соединений дитана через покрытие с медью и никелем, образующих эвтектику с титдном, показал, что при диффузионной пайке предел прочности соединения при испытании на срез в 3—4 раза выше, чем при использовании серебра. В процессе пайки в шве образуются твердые растворы на основе титана. Ширина зон, структура и их свойства зависят от режима пайки [7]. В случае использования медного покрытия (0,015 мм) при 1000 СС после 40 мил выдержки прослойка эвтектики исчезает. Шов состоит из твердого раствора меди в а — Ti и включений Ti,Cu Прочность стыковых соединений достигает 392—588 МПа, температура распайки 1190 6С При пайке коррозионно-стойкой стали СН-2А с бронзой Бр.Х08 на сталь наносили никелевое покрытие (6—8 мкм), на бронзу слой серебра (толщина 5— 7 мкм). Режим пайки — температура 950—980 °C, время 90 мин, давление поджатия 2.4 МПа — обеспечивает получение соединений, равнопрочных бронзе, и совмещает диффузионную пайку с закалкой стали СН-2А.
Увеличение температуры распайки является решающим в выборе диффузионной пайки как способа соединения тугоплавких материалов. В работе [6] приведены системы припоев, типичные
54
Способы пайки
режим пайки и температура распайки соединений тугоплавких металлов и сплавов. Для предотвращения пористости, возникающей в результате эффекта Киркендалла. зазоры при диффузионной пайке стремятся выбирать минимальными. Широкие возможности формирования в шве структуры с требуемым комплексом эксплуатационных свойств открываются при сочетании диффузионной пайки с использованием композиционных припоев.
Некапиллярная пайка
При некапиллярной пайке разделка кромок соединяемых деталей аналогична подготовке, применяемой при сварке. Этот вид пайки обычно используют для изделий из чугуна и выполняют припоями из латуни с добавками Si, Мп, Р и А1. При соединении изделий толщиной более 4 мм рекомендуется V-образная разделка кромок под углом 70—90 . чугун желательно предварительно подогревать до 250 С.
При пайке труб диаметром более 50 мм из меди применяют анетилено-кислородное пламя с вдуванием через сопло легкоиспаряющегося флюса с использованием серебряного припоя.
Применение электродугового и газопламенного нагрева является наиболее распространенным способом получения паяно-сварных соединений сплавов на основе Al, Си, Fe. Be, тугоплавких металлов и др.
Некапиллярная пайка применяется при соединении разнородных металлов за счет расплавления более легкоплавкого металла и смачивания им поверхности более тугоплавкого металла Необходимая температура подогрева поверхности тугоплавкого металла достигается за счет регулирования величины смещения электрода от оси шва к более тугоплавкому металлу. Особенности формирования соединения при некапиллярной пайке проанализированы для сочетаний Zi Ti, Z — Xb, Nb — Ti, Xb — V. Химический состав металла шва и очертания границ сплгвтения определяются кинетикой растворения кромки туго
плавкого металла [4]- Если образование соединения происходит между металлами, на диаграмме плавкости которых имеется минимум, усредненный состав шва можно определить проводя горизонталь от температуры плавления более легкоплавкого металла В до пересечения с линией ликвидуса более тугоплавкого. Этот состав, отвечающий равновесной растворимости с\ (см. рис. 2, а) при температуре плавления более легкоплавкого металла (например, для Zr с Nb с] 40—50 % Zr) будет определять состав большей части шва и состав шва в области, прилегающей к более тугоплавкому металлу (Nb). Со стороны более легкоплавкого металла (Zr) состав шва определяется (см. рис. 2, а) составом сплава, имеющего наименьшую температуру плавления на диаграмме (с.| = 20—30 % Nb). Расслоение жидкости наблюдается во всех случаях и не зависит от режимов процесса. Протяженность области сплавов, имеющих наиболее низкую температуру плавления, зависит от толщины соединяемых элементов, смещения источника (А), зазора (а) и изменяется от 0,08 до 1,5 мм и более.
Для соединений металдов, не имеющих на диаграмме плавкости точки перегиба (например Ti Nb), характер расслоения в шве (расположение слоев: 80—90 % Nb у Nb и 30—40 % Nb в шве) определяется объемом ванны, турбулентными потоками в ней и зависит от энергии, определяющей значение Т2 (см. рис. 2, а), и смещения источника (А) наблюдается на всех режимах пайки Следует отметить, что вследствие неравновесности протекающих процессов, обусловленных большими скоростями протекающих процессов, не всегда правомерно использовать равновесную диаграмму состояния В неравновесной диаграмме линия ликвидус сдвигается в сторону линии солидус. Поэтому при анализе химического состава необходимо точку с| сдвигать к cj (см. рис. 2, а}. Полученные пайкой соединения циркония и титана с ниобием обладают высокими механическими свойствами |4]. что обусловлено отсутствием в шве хрупких химических соединений и эвтектик.
Некапиллярная пайка
55
Пайка композиционными припоями — пайка припоями, имеющими гетерофазную структуру псевдосплава. Наполнитель композиционного припоя в виде порошка, сетки, волокон образует разветвленный капилляр, удерживающий большую часть жидкого припоя (матрицы), излишками которого осуществляется смачивание поверхностей паяемых материалов.
В работах [3, 6] рассмотрены возможности и перспективы применения композиционных материалов при пайке. Композиционная структура в шве может быть получена за счет применения композиционного припоя, при диспергировании паяемых материалов или в процессе диффузионной пайки. Наполнитель в большинстве случаев обеспечивает основные физико-механические, в частности, прочностные свойства. Матрица может вводиться в припой в виде порошков или покрытий, которые наносятся на паяемые поверхности. По способу введения в зазор композиционные припои подразделяются на четыре основных вида: применяемые в виде многослойных покрытий; используемые в виде фасонных или простых профилей (фолы, лент, втулок и т. д.), получаемых методами порошковой или волокнистой металлургии в сочетании с обработкой давлением (прокатка, штамповка после пропитки матрицей порошков или волокон); методами нанесения покрытий на профили и т. д.; применяемые в виде смеси порошков или паст, которые обычно вводят в зазор непосредственно перед пайкой; комбинированные способы — сочетания приведенных выше видов.
Теоретический и экспериментальный анализы показывают, что волокна являются наиболее эффективным упроч-ннтелем. Эффективность упрочнения (коэффициент упрочнения), определяемая отношением пределов текучести композиционного к неармированному материалу, зависит от отношения длины К диаметру волокна, средней прочности и его объемного содержания, 'качения коэффициента упрочнения Для данного класса материалов дости-ГЗют 40—оО. Матрица действует как среда, передающая напряжение, а эффект упрочнения определяется свой
ствами волокон. Коэффициент упрочнения - материала частицами зависит от их дисперсности, объемной доли, равномерности распределения и определяется в основном способностью тормозить движение дислокаций. Коэффициент упрочнения, составляющий 5—30, характерен для дисперсных систем размером частиц d4 0,1 мкм. В керметах, состоящих из мелких керамических частиц с d4 — 0,14- 10 мкм в металлической матрице коэффициент упрочнения изменяется от 5 до 0,5. Упрочнение дисперсными частицами наиболее эффективно при работе в области повышенных температур. Наибольшая прочность и стабильность структуры при повышенных температурах характерна для материалов, армированных волокнами, так как у них меньше свободная поверхностная энергия и соответственно ниже склонность к перестариванию. Наполнитель, как и матрицу, выбирают, исходя из эксплуатационных требований. Основное требование к матрице сводится к обеспечению качественного смачивания наполнителя и паяемых поверхностей. Матрица по возможности должна быть инертна к наполнителю, обладать достаточным уровнем плас-стичности и вязкости, не образовывать хрупких соединений при взаимодействии с паяемыми материалами, иметь более низкий модуль упругости по сравнению с наполнителем и температуру" плавления, превышающую температуру работы изделия. Коэффициент относительной жаропрочности (^раб/Т’пл) ДДя традиционных никелевых сплавов составляет 0,767пл, а для дисперсионно упрочненных никелевых сплавов — не менее 0,97"ил (7"раб^ 1200-=-1300 °C). По геометрии упрочняющих компонентов композиционные припои могут быть с одномерными компонентами (например, волокнистые материалы); с двухмерными компонентами (например, слоистые материалы); с нульмерными компонентами (материалы, армированные частицами различной дисперсности).
В настоящее время выделяют три основных способа применения композиционных припоев и получения композиционной структуры паяных швов.
56
Способы пайки
Первый способ включает в себя пайку припоями, обеспечивающими возможность получения в шве структуры твердых растворов, оптимальной при работе изделий в условиях воздействия агрессивных сред, циклических нагрузок и сверхнизких температур. В этом случае композиционные припои используются в виде многослойных фолы, покрытий, послойного нанесения порошков, сеток в сочетании с ленточным или порошковым припоями. Для снижения температуры пайки компоненты слоев подбирают таким образом, чтобы в процессе контактного плавления происходило образование жидкой фазы, обеспечивающей смачивание и растворение паяемых материалов, покрытий, буферных прослоек и легирование шва, что придает соединению высокие механические и коррозионные свойства. Так, для получения прочных паяных соединений из титановых сплавов применяют покрытия систем Си—Zr (ов 54СЧ-640 МПа) сложные покрытия Си — (Со—Xi)—Си (ов я» як 660 МПа), режим пайки 950— 1000СС, время 15—60 мин. Дальнейшее увеличение прочности до 870 МПа (при 980 °C, 120 мин) было достигнуто при использовании покрытия 80 % Си -J- 20 % .Xi. Введение никеля снижает количество интерметаллид-ной фазы Ti3Cu. Шов состоит из твердого раствора а-титана и небольшого количества равномерно распределенных включений TioNi легированных медью [9]. При пайке ниобия с медью и ниобия со сталью 12Х18Н10Т для снижения хрупкости предложены слоистые композиционные проставки, позволяющие регулировать количество жидкости за счет ограничения содержания активного металла (фольга из титана , размещенного в шве. Прочность шва, имеющего структуру твердого раствора системы Си—Ti—Xb, близка к прочности паяемых материалов. Для ограничения растекания припоя и запаивания узких каналов при пайке гофрированных или оребренных конструкций перспективно применение двухслойного композиционного припоя, состоящего из сетки, и припоя в виде фольги или смеси порошков.
Второй способ применения композиционных припоев характеризуется получением в шве композиционной структуры в процессе диффузионной пайки или диспергирования, причем исходный припой может не иметь композиционной структуры. При пайке жаропрочных никелевых сплавов, например, Udimet 700 массовые доли', %: Ni—15 Сг—18,5Со—5 Мо—4,3 А*.— 3,3 Ti—0,07 С—0,03 В основу припоя составляет сплав, аналогичный основе паяемого металла, из которого исключены такие элементы, как титан и алюминий, образующие хрупкие соединения на межфазных границах, и в который введен бор (до 3 %) [17]. Расплав припоя состава (массовые доли), %: Ni—15 Сг—15 Со—5 Мо— 2,5 В вводится в зазор 0,025—0,1 мм. В процессе диффузионной пайки при температуре 1150 °C, совмещенной с отжигом в течение 24 ч, происходит легирование шва титаном и алюминием и выравнивание состава и структуры за счет выпадения в шве у' -фазы типа Ni3(AITi). Образующиеся паяные соединения равнопрочны паяемому материалу при температуре 980 °C.
Композиционная структура в шве может быть получена в процессе ква-зисамопроизвольного диспергирования. Эффект диспергирования при пайке в основном исследовался на системах с отсутствием взаимной растворимости. Анализ показывает, что размер частиц, заполняющих зазор, уменьшается (в соответствии с различием межатомных размеров взаимодействующих металлов) в направлении Мп—> —Sn—>- Ag—> Си. Исследование вклада эффекта диспергирования в механические свойства паяных соединений сплава вольфрама W—3Ni—2Cu припоем системы Ni—Мп—Сг—Со показал что интенсивность эффекта зависит от характера напряженного состояния поверхности сплава, температуры пайки и ширины зазора. Наиболее интенсивно эффект проявляется при 1300—1320 °C, выдержка 10—15 мин, зазор 0,05 мм. В этом случае частицы вольфрама размером ~10 мкм и менее заводняют практически всю ширину шва. Из анализа математической модели [2] следует, чго вклад в упрочнение шва от
Некапиллярная пайка
57
диспергирования в 2 раза выше, чем от дисперсных частиц, вводимых в припой для повышения жаропрочности (0,16% В—0,37% Zr—0,3 % WC). Длительная прочность соединений в десятки раз выше, чем при пайке припоем ПЖК-35. Эффект диспергирования проявляется и в системах с ограниченной растворимостью (например, Fe—Си), особенно при использовании локальных источников нагрева.
В тех случаях, когда возможна растворимость твердой фазы в припое, существенное упрочнение может быть достигнуто вследствие «сращивания» соединяемых поверхностей в процессе жидкофазного спекания частиц, перешедших в зазор.
Третий способ характеризуется применением припоя, сохраняющего композиционную структуру в шве после пайки. Обычно методами волокнистой металлургии получают губчатообразную сетку, состоящую из стальных волокон диаметром 13 мкм и более (длина волокна в 20 раз больше диаметра). Сетку спекают и пропитывают расплавом припоя и прокатывают до нужной толщины (0,05 мм и более). Объемная доля волокна ^10—20%. Полученную ленту припоя укладывают на соединяемые поверхности, которые собираются с зазором или без зазора и производят пайку. В качестве припоя используют сплавы 70 % РЬ—30 % Sn и др. Сетку, волокна можно также размещать в зазор а 1 мм с последующей операцией частичного спекания или без нее. Припой (матрица) укладывается около зазора и в процессе пайки пропитывает пористый материал. Аналогично производят пайку с использованием смеси порошков. Применение смесей порошков позволяет паять материалы с большими зазорами и. что особенно важно, соединять разнородные материалы с резко различающимися значениями TI .ЛР, снижать напряжения в шве при пайке инструмента, регулировать степень растекания припоя, паять пористые материалы с компакт
ными, а также тонкостенные конструкции, исключая эрозию паяемых материалов. Формирование соединений в этом случае включает подготовительную стадию — заполнение зазора и основную — формирование шва в процессе смачивания наполнителя и паяемых поверхностей, пропитки и жидкофазного спекания с последующей кристаллизацией (в отдельных случаях — изотермической). В качестве наполнителя применяют порошки Си, Fe, Ni, Со, А1.,О3, Т:С и т. д. Матрицей обычно служат припои стандартных составов, например системы Pb—Sn, Си—Ni—Мп, Ni— Сг—Si и др. [3].
Список литературы
1. Вершок Б. А., Новосадов В. С« Расчет нестационарной кинетики и процесса контактного плавления. — Физика и химия обработки материалов, 1974. К? 2, с. С1 — 65.
2. Калинин М. М., Новосадов В. С., Гржимальский Л. Л. Пайка вольфрамового сплава ВНМ-3-2. — В кн.: Пайка и ее роль в повышении качества продукции и эффективности производства. М.: НТО Машпром, 1976. 312 с.
3. Новосадов В. С., Масленникова Л. П., Юдин В. В. Опыт применения композиционных материалов в радиоэлектронике. Л.: ЛДНТП, 1976. 24 с.
4. Новосадов В. С., Шоршоров М. X. Особенности формирования и механические свойства разнородных соединений сплавов циркония, титана и ниобия при аргонодуговой сварке. — Физика и химия обработки материалов. 1968, № 2, с. 92—100.
5. Савицкая Л. К- Расчет скорости контактного плавления эвтектических систем. — Известия вузов. Физика, 1962, № 6, с. 11 — 13.
6. Способы пайки. — В кн.: Справочник по пайке, Под ред. С. Н. Лоцманова,-И. Е. Петрунина, В. Н. Фролова. M.J Машиностроение, 1975. 306 с.
7. Черннцын А. И., Куфайкин А. Я., Расторгуев Л. Н. Структура и фазовый состав переходной зоны, образующейся при диффузионной пайке титана. — В кн.: Технология и оборудование высокотемпературной пайки М.: МДНТП, 1973. 316 с.
8. Dwall D. S., Owczarki W. A., Pau-louis D. F. «TLP» Boucling a new Method for Joining Heat Resistant alloys. — Welding Journal, 1974, v. 53, N 4, p. 203—214.
ГЛАВА 3
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Качество паяного соединения наряду с другими факторами зависит от используемого припоя, к которому предъявляют следующие требования:
температура плавления припоя должна быть ниже температуры плавления соединяемых материалов;
припой должен обладать хорошей жидкотекучестью, смачивать поверхности соединяемых материалов, растекаться по ним, проникать в узкие зазоры;
за счет растворно-диффузионных процессов припой должен образовывать с соединяемыми материалами сплав, обеспечивающий прочную связь в зоне сп-ев;
коррозионная стойкость припоя, паяных швов и паяемого материала должна быть примерно одинакова во избежание образования микрогальва-нических пар (электрокоррозии);
ТКЛР припоя и соединяемых материалов должны быть максимально близки во избежание образования остаточных напряжений и трещин в паяном соединении;
припой не должен в значительной степени снижать прочность (статическую и вибрационную) и пластичность соединяемых материалов, а также способствовать их хрупкому разрушению.
Помимо общих требований к припоям в зависимости от их использования может предъявлять я ряд специфических требований, например, по электропроводности, теплопроводности, коррозионной стойкости в специальных средах, деформации в горячем и холодном состояниях и др.
Припои классифицируют по следующим признакам:
по химическому составу — медные, серебряные, зшютые, палладиевые, платиновые, никелевые, железные, марганцевые, магниевые, оловянно-свинцовые, индиевые, цинковые, кад
миевые, висмутовые, таллиевые, титановые и др.;
по технологическим свойствам — самофлюсующие, которые имеют лучшие технологические свойства за счет частичного удаления припоем окислов с паяемой поверхности, и композиционные — состоящие из смеси тугоплавких и легкоплавких порошков, позволяющих производить пайку узлов с большими зазорами;
по содержанию активизирующих компонентов (титана, циркония и др.), повышающих смачиваемость припоем окисленных поверхностей паяемых материалов;
по температуре плавления — к низкотемпературным припоям относят припой с Т'пЛ^ 450сС, к высокотемпературным — с Тпл> 450°С. Низкотемпературные припои выплавляют на основе олова, висмута, кадмия, свинца, цинка, пития. Высокотемпературные припои в основе имеют медь, серебро, никель, кобальт, железо, алюминий и др.;
по сортаменту — пластичные припои изготовляют в виде полос, фольги, проволоки; хрупкие — в виде литых прутков, отливок, порошка, паст. Применяют также припои в виде стружки, сетки, колец, брикетов. Для удобства использования оловянло-свинцовых припоев и повышения производительности труда последние иногда изготовляют в виде трубок заполненных флюсом, или пастой.
Высокотемпературные хрупкие припои изготовляют в виде порошка, паст и эластичных лент на органической связке.
Медные припои
Медь (марок МО, Ml, М2) и сплавы на ее основе широко применяют для пайки углеродистых и многих легированных сталей, никеля и его сплавов.
Медные припои
<9
Основой медных припоев обычно являются следующие системы: Си— Р; Си—Zn; Си—Ni и Си—Мп—Ni.
У.едь Из всех припоев с низкой упругостью паров для пайки в вакууме наиболее широко применяют медь. Недостатком меди как припоя является возникновение в соединениях, выполненных кислородсодержащей медью (марки Ml, М2 и др.), газовых пор и кристаллизационных трещин при пайке в окислительной среде (вследствие образования эвтектики Си—Си2О).
Обладая хорошей жидкотекучестью и растекаемостыо, медь легко затекает в капиллярные зазоры. Эту ее особенность используют тогда, когда необходимо получить соединения с протяженностью более 15—20 мм.
При пайке стальных изделий в вакууме или защитных средах, где требуется большая протяженность швов, медь на паяемую поверхность наносят электролитически слоем 5—15 мкм.
Химический сослав меди различных марок приведен в табл. 1.
Медно-цинковые припои представляют собой двойные сплавы меди и цинка в различных соотношениях.
Рис. 1. Диаграмма состояния сплавов системы медь — цинк (Аг — относительная атомная масса)
Диаграмма состояния сплавов системы Си—Zn приведена на рис. 1.
Наибольший интерес представляют сплавы, содержащие менее 39 % Zn и имеющие однофазную структуру (a-твердый раствор).
С увеличением содержания цинка в припое его пластичность значительно снижается. Недостатком медно-цинковых припоев является сильное испа-
1. Химический состав меди (по ГОСТ 859—78)
Марка Медь. % не менее Содержание примесей, %, не более
Bi Sb As Fc Ni Pb
МО ** Ml « М2 М3 М4 99,95 99,90 99,70 99,50 99,0 0,001 0,001 0,002 0,003 0,005 0,002 0,002 0,005 0,05 0,2 0,002 0,002 0,01 0,01 0,2 0,004 0,005 0,05 0,05 0.1 0,002 0,002 0,2 0,2 0,004 0,005 0,01 0,05 0,3
Марк. Содержание примесей, %, не более Всего примесей, %
Sn S О Zn
МО * Ml М2 М3 М4 0,092 0,002 0,05 0,05 J.004 0,005 0,01 0,01 0,02 0,02 0,05 0,07 0,08 0,15 0,004 0.005 0,05 0,1 0,3 0,5 1.0
*’ 0,002 % Р и 0,003 % Ag. 0,003 % Ag.
60
Припои и паяльные смеси
2. Химический состав и температура плавления медно-иинковых припоев
Содержание элементов, (Zn — остальное) % Примеси, %, не более Температура, °C
Марка Си Sn Si Ni Другие элементы Fe РЬ К S X го Ч го сс го 2 полного расплавления
ПЛЩ36 ЛМЦ58-5 34 — 38 57 —GO — — 3,5—5 — 0.1 0,5— 1.0 0.5 1.0 800 825 850
ПМЦ48 46 — 50 — — — — 0,1 0,5 850 865
— 54 1 —. — — 0.1 0,08 860 876
50 — — -— — 0,1 0.08 860 870
— 51,5 3,5 — — — — 0,08 860 875
ЛК62-05 60,5— 63,5 — 0,3 — 0,7 — — 0.2 0.08 — 905
ПМЦ54 52—56 — — — — 0,1 0,5 876 880
52 — 59 — — -—- 0,1 А1 0,1 0,5 871 882
—- 56 1 — 1 1 Мп 1 0,08 865 888
— 60 1 — — — 0.1 0,08 880 890
— 60 — — — — 0,1 0,08 885 890
— 59 — 61 — 0,2-0,5 — l.o Ag 0,1 0,08 893 896
— 61,4 — — — 6,6 Мп 0.1 0,08 — 898
— 62—68 0,2 — 3,4 1,2— 2 Мп 0,1 0,08 830 900
— 57 1 — .—- — 0.1 0.08 880 900
— 59—61 — 0,1 — 0,4 — — 0.1 0.08 890 900
ЛНМц 56-5-5 54 — 59 — — 3,5—5,5 3,5— 5, 5 Мп 0,5— 1,0 0,1 — 900
ЛОК62-06-04 60,5— 63,5 0,4 — 0,6 0.3— 0,4 — — 0,2 0.1 900 905
ЛОК59-1-03 58 — 60 0,7— и 0,2 — 0,4 — — 0.1 0,08 — 905
Л63 60,5 — 63,5 — — — — 0.J5 0,08 900 905
— 62 — 64 — — — — 0.1 0,08 902 902
— 47 —. — 10,5 1.0 Ag 0,1 0.08 850 880
Л68 67 — 70 — — — 0,1 0,03 910 940
ГФК 62—71 — 3—4 4 — 5 5—6 Мп 5 — 7 0.08 935 955
— 68 — 71 — — — 0,1 0,3 904 960
57,4 — 60,3 — — 5,0 — — — 960 980
3 Физико-механические свойства медно-цинковых припоев
Марка V. кг/м' и- 10е, 1/°С р- ю2, Ом - м ОвМПа 0. % НВ
ПМЦ36 7700 99 3 303 1
ПМЦ4 8 8200 21 3,6 213 3 130
ПМЦ54 8300 21 4 343 20 128
Л63 8500 20 7.1 322 35,5 56
Л68 8600 19 7,1 275 48 56
ЛСЖ62-06-04 8500 — — 343
Примечание, у — здесь и далее плотность припоя.
Медные припои
61
пение цинка при пайке, что приводит к повышению температуры плавления самого припоя и к образованию пористости паяного шва.
Для снижения температуры плавления и повышения технологических свойств медно-цинковых припоев в их состав вводят в небольших количествах олово и кремний (до 1 %). Добавка олова снижает температуру плавления припоя и увеличивает его жидкотекучесть; кремний резко снижает испарение цинка.
Составы и физико-механические свойства медно-цинковых припоев приведены в табл. 2—4.
Латуни Л63 и Л68 используют при пайке углеродистых сталей и меди.
Изделия из серого чугуна паяют МЦН 48-10; ЛК62-05 и ЛКН
56-03-6.
Припои на медной основе, содержащие кроме цинка небольшое количество олова и кремния, имеют лучшие технологические свойства и обеспечивают более высокую плотность и герметичность шва. К этим припоям относят латуни марок ЛОК62-06-04 и ЛОК59-1-03. Однако введение олова и кремния в больших количествах охрупчивает латуни и не позволяет получать пластичные паяные соединения. Прочность паяных соединений, выполненных этими припоями, повышают введением в состав припоев никеля, железа, марганца и кремния. Многокомпонент
ные латуни широко применяют для пайки тяжелонагруженных изделий, например, всех видов паяного режущего инструмента (резцы, фрезы и др.). Паяное соединение на режущем инструменте (припайка пластин из быстрорежущей стали или твердого сплава) должно быть пластичным и обладать высокой прочностью при повышенных температурах.
Медно-цинковыми припоями паяют углеродистые стали и медь при быстрых нагревах ТВЧ, в печах, пламенем газовой горелки и в соляных ваннах с использованием в качестве флюса буры; флюсов ПВ209, ПВ200, ПВ201.
Вследствие испарения цинка пайку медно-цинковыми припоями в газообразных защитных средах и в вакууме не производят.
Медно-цинковые припои (за исключением ВПр31) для пайки коррозионно-стойких сталей не применяются из-за образования трещин в паяемом металле. Припой ВПр31 (см. табл. 4) содержит 0,75—0,9 % Si и 0,1—0,3 % В, которые за счет образования силицидов и боридов железа блокируют распространение трещин по границам зерен паяемого металла.
Прочность соединений, паянных некоторыми медно-цинковыми припоями, приведена в табл. 5. Состав и свойства медноцинковых припоев, применяющихся за рубежом, приведены в табл. 6—11.
4. Медно-цинковые припои с никелем, марганцем и оловом
Марка Содержание элементов, %, (Zn — остальное) Температура полного расплавления, °C
Си Ni Мп Sn
— 67 21 685
— 64 — 16 — 870
— 62 — 6 — 900
— 58 — 13 — 845
— 58 — 32 — 898
-— 51 — — э 860
48 — 10 810
Л62П 57—60 4 — 5 910
КМФ 58—60 8 — 9 1 910
МИН 48-10 46 — 50 9—11 935
ЛКН 56-03-6 55,0—57,5 5,5 —6,0 _ 905
ЕПрЗ] *2 27,8 — 41,4 17,0—19,0 3,0—5,0 3,5—5,0 1000
** Содержит 0,25—0,3 % S
Содержит, %: 0,75—0,9 Si; 2,5—3,0 Сг; 0,5—3,0 Со; 0,01—0,04 Р; 0,1 —0,3 В.
СЛСЛОСЛОСФОСГ) 010104^ О ООО 1 1 11 1 II 1 0> О О CJI О О СТ> О) ОФ UI OQ1 СИ О’ О’ p Содержание элементов. % (Zn — остальное) 49—51 53 — 55 59— 1 53 — 55 59—61 О Содержание элементов, % (Zn — остальное) ПМЦ48 Л63 ЛОК62-96-С4 6. Медио-цинковые применяемые (no B.S.18 Марка 62 Припои и паяльнь 5. Прочность паяных соединений из стали СтЗ
(/) 3
9—11 11 — 13 14—16 17- 9 17—19 19—-1 24 — 26 29 — 31 Z □ 0 00 со = н । । । । । о a
0,25 0,25 0,30 0,30 0,30 0,30 0,30 0,30 H ro Примеси. %, не более 1Овые чяемын В. S.7< Ю ND
Примеси, %, не более
0,30 0.30 0,50 0.50 0.50 0,50 0,75 0.75 □ - ^“2 - > =
•• ® _ s>l О О О 0*1 СП OJ ND ND О МПа Q
Температу- о ра, °C 5 О
0.04 0,04 0,05 0,04 0,025 0,025 0.025 ТЭ O' 860 870 885 860 880 и с и 1ГЛИИ 38) начала плавле-п и я СП “1 S ND X п в о о
£ 3 Иедио-iu S
оаоооооо *« ND ND ND Ю СО W ООфООООО S u> _ 2 -J a -o q ™ л> •< се со с» со оо о о о о о пковые припои, примени полного расплавления смые в Че? О О СП О * СП со СС ND ни (по СS N)
Стандарт, марка Содержание элементов, % (Zn — остальное) При меси, %, не более 1 емпература п> :.9. .
( ti Sn Мп РЬ SI А1 N1 Ag га а> И га се в* га к га х ВСЯ полного расплавления ИЭЭИ1
423237 423236 423228 423227 423234 423231 423372 423371 423374 MSGOAg MS NS MSGOSiSn 61-03 54—62 59- GJ 58 - GO 57- GO 56 — 58,5 53-55 49 -51 35-37 58 60,5 1 о 51 <1 M 0,7— 1,1 0,2—0,7 0,13—0,23 0, J 5—0,4 0 0,5 0,15—0,40 0,5 0,13 0,23 ^° । Т 11 it СП о 0 2-0,9 0,05 0,02 0,05 0,1-0,? 0,1-0,3 0,15—0.35 0,1—0,3 0,15- 0,45 0,1 0,2 11 11 1 I 1 1 1 |о‘ 1 сл сл ЪLol 11 II II II i। м i i i । i°== OJ о о — о 0,3 — —
0,3 800 870 850 900
1,5 — —
0,7 880 820 770 870 820 830 893 900 810 900 850
64
Припои и паяльные смеси
Массовые доли /Vif °/0
^ис. 2. Диаграмма совфояшя сплавов системы медь — никель
Медно-никелевые припои. Медь с ни' келем образует ряд твердых растворов (рис. 2). Для увеличения жаростойкости, прочности при повышенных температурах в медно-никелевые припои вводят хром, марганец, железо, кремний и алюминий (табл. 12—14).
Медно-цинковые припои для пайки коррозионно-стойких сталей типа 12Х18Н10Т из-за образования трещин в паяном соединении не применяют.
Изделия из коррозионно-стойких сталей паяются припоями типа ВПр1, ВПр2 или ВПр4 в среде нейтральных газов или в вакууме (табл. 15). В этом случае не происходит заметного растворения основного металла, что позволяет применять их для пайки тонкостенных изделий.
Медно-фосфорные припои. Сплавы меди с фосфором (4—9 %) имеют высокую жидкотекучесть и сравнительно низкую температуру плавле-
Рис. 3. Диаграмма состояния сплавов системы медь — фосфор
ния, их применяют как заменители серебряных и медно-цинковых припоев при пайке меди и ее сплавов (рис. 3, табл. 16). Эти припои обладают самофлюсующими свойствами и позволяют производить пайку меди и некоторых ее сплавов без применения флюсов. При пайке латуни Л63, нейзильбера, алюминиевой бронзы и медно-никеле-вых сплавов медно-фосфорными припоями необходимо применять боросодержащие флюсы.
Для пайки чугуна и сталей медно-фосфорные припои не применяют из-за образования хрупких фосфидов железа
12.
Медно-никелевые припои
для пайки -тальных изделий
Содержание элементов, % (Си — остальное) Температура панки, °C
N1 Сг Мп Fe Si Al
3,0 2,0 5,0 1200
35—38 — 2,5—3,5 2,5—3,5 1,5 — 1120
28 —. 10,0 — 2,0 — 1120
20—30 —— — — — — 1250
10—14 — 4 — 5 12—14 1,0—1,9 — 1250
35 3,0 3.0 3,0 1,5 — —
4,0 — 2,0 .— — 0.6 1080
3 — 4 — 1,5—2,0 — 0,1—0,2 0,5 1030
10 — — 5,0 -— —— —
20 — — 5,0 5,0 — 1000
.— — — 2,0 — —
22 6,0 — — — — 1035
35 — 38 3,0—3,5 3,0—3,5 3,0—3,5 — — 1200
Медные припои
65
15. Механические свойства паяных соединений (внахлестку), выполненных медно-никелевыми припоями
Марка Флюс или газовая среда Метод нагрева Паяемый материал тСр, МПа, при температуре, °C 0Г, МПа, на базе N = 10' циклов при тем пературе, °C
-60 20 200 400 600
20 500
ВПр! НВ 200, 1)11201 В пламени горелки 12Х181П0Т 471 — 568,8 363—4 90 294 — 392,3 186,2— 215.6 88,25— 156,8 245 '96
ВПр2 ПМ38МА Медь (Ml) Аргон Водород В печи 12Х18Н10Т X15H9IO X15II5AM3 12X18II10T Сталь Ю 254,8— 274,4 245 — 294,0 186— 294,0 245—294 205,8 — 294 205,8— 245 205,8— 294 166,6— 196 196—294 186,2-225,4 1 86,2— 235,2 205,8— 245 117,6- 137,2 190,12 215,6 269,5 240,0
ПЖ45-81 ПЖ45-8! Л 63 ЛОК62-06-04 ПМЦ48 11В200, 1111201 Нура В пламени I орел ки 12Х18Ш0Т Х20Н80 Сталь 10 — 441,2— 406,6 578,5— 597,8 270 309,7 206,8 Illi 1 — 176,51-186,2 274,4 — 294 196 166,6
ВПр4 А ргоп В печи 12Х18Н10Т 411,26— 509,6 323,4 — 392,3 284,2— 323,4 254,8— 303,8 127,5— 176,5 — —
Обозначен не: пг — предел выносливости.
Припои и паяльные смеси ..
______________________________________________ Медные припои
05
68
Припои и паяльные смеси
19. Прочность паяных соединений,
Марка ов, МПа тср, МПа
медь + + медь латунь + + латунь медь + медь
при температуре, °C
20 20 20 —70 100
ПМФ7 (МФЗ) ПМФ9 ПФ07 (ПФ0Ц7-3-2) 123,5 117,6 147—186,2 137,2 129,4 166,6—205,8 186,2— 215,6 147—196 106,2— 196
20. Медно-фосфорные припои с серебром, никелем и сурьмой
Марка Содержание элементов* % Темпе» ратура пайки, °C
Си Р Ag Ni Sb
ПСр Ф2-5 90 — 93 5 2—5 800 — 820
— 85 10 730
ПСр Ф15-5 80 15 820
— 75 7 18 750
ПСр 25Ф 70 5 25
— 92 6 2
90 1 — 9 — —
82 5 — 13
80 2 18 —
Медные припои
69
виполненных медно-фосфооными припоями
" тср- МП*
медь + медь латунь + латунь
при температуре, °C
-— 200 300 20 — 70 100 200 300
— — — — — — —
— — — — — — —
137,2—147 88,2—117,6 313,6—333,2 166—205,8 256— 264,6 189— 205,8 127,4 — 256,8
21. Медно-фосфорные припои, применяемые в США (по ASTM)
- Содержание элементов, % (Си — остальное) Температура, С
Марка Р Ag Другие элементы, не более начала плавления ПОЛНОГО расплавления пайки
ВСиР-1 4,75—5,25 — 0,15 705 900 79G-925
ВСиР-2 6,75—7,50 705 805 805—845
ВСиР-3 6,00—6,50 4,75—5,25 650 815 815
ВСиР-4 7,75 — 7,80 5,75—6,25 0,15 640 750 750—875
ВСиР-5 4,75 — 5,25 14,50— 5,50 640 815 815—830
ВСи 6,90—7,10 1,9—2,10 — 650 650—800
22. Прочность соединений из меди паянных ,медно-фосфорными припоями
Марка т, МПа аВ- МПа
прн температуре, °C
20 200 — 195 20
gCuP-4 |CuP-2 BCuP-5 138,2 137,2 140,2 73,5 74,4 147,0 122,5 151,0 191,0 213,7 186,2
70
Припои и паяльные смеси
Припои из драгоценных металлов
71
в паяном шве, что приводит к потере пластичности и охрупчиванию соединения.
Барьерные покрытия на паяемых поверхностях (никелирование, меднение) частично препятствуют образованию хрупких фосфидных прослоек и позволяют получать в отдельных случаях пластичные соединения.
Введение в эвтектический сплав Си—Р олова и цинка снижает температуру его плавления и повышает пластичность (табл. 17).
Технологическиесвойства этих припоев повышают введением в их состав сурьмы, никеля, серебра. Эти припои нашли широкое применение в электротехнической промышленности (табл. 18 и 19).
Медно-фосфорные припои с серебром (табл. 20) более пластичные и легкоплавкие, их применяют для пайки изделий из меди с закрытыми соединениями, где удаление остатков флюса произвести невозможно.
Недостатком этих припоев является способность их к ликвации и образованию ликвационной пористости. Припои требуют быстрого нагрева.
ЛАедно-фосфорные припои, применяемые в США, указаны в табл. 21, 22.
Серебряные, золотые, палладиевые и платиновые припои
Припои, содержащие серебро и золото, обладают повышенной тепло- и электропроводностью, высокими пла
Рис. 4. Диаграмма состояния сплавов системы медь — серебро
стичностью, прочностью, коррозионной стойкостью и технологичностью. Поэтому эти припои нашли широкое применение при пайке изделий вакуумной техники и конструкций, подвергающихся высоким механическим нагрузкам. Они хорошо смачивают металл и затекают в зазоры. Недостаток — высокая стоимость и дефицитность серебра и золота.
Серебряные и палладиевые припои. Серебро имеет температуру плавления 960 °C, в качестве припоя его применяют сравнительно редко. В промышленности используют припои на основе серебра с содержанием меди, цинка, кадмия, олова, фосфора и других элементов (табл. 23—25).
Высокая пластичность серебряных припоев с медью, состоящих из твердых растворов на основе серебра и меди (рис. 4), отсутствие компонентов с высоким давлением пара и низкая стойкость окислов послужили причиной их широкого применения при пайке изделий из меди и стали, работающих в условиях повышенных статических и вибрационных нагрузок. При пайке этими припоями применимы существующие виды нагрева, флюсы, газовые среды и вакуум.
Особенно широкое применение получил припой ПСр 72 — сплав эвтектического состава, обладающий высокой технологичностью.
Припой ПСр 92, смачивая сталь, не проникает по границам ее зерен, не охрупчивает паяемый металл, вследствие чего не снижает механические свойства высокопрочных коррозионно-стойких сталей переходного класса, термически обработанных (оЕ > > 980-106 Па).
Температура плавления серебряных припоев с медью может быть снижена путем введения лития, незначительные добавки которого улучшают смачиваемость паяемой поверхности и придают припоям свойства самофлюсования.
Серебряные припои с литием (табл. 26) позволяют производить пайку коррозионно-стойких сталей в печах с нейтральными газовыми средами и в вакууме при сравнительно низких температурах (850—900 °C) и получать паяные соединения с хорошим формированием шва. Введение в серебряные
Примеси ие более 0,15 %
72
Припои и паяльные смеси
припои наряду с медью цинка (рис. 5) снижает температуру их плавления, изменяет свойства и фазовый состав сплавов (рис. 6, табл. 27).
Серебряные припои с медью и оловом (рис. 7) обладают сравнительно низким давлением пара, вследствие чего их применяют для пайки вакуумных приборов, изготовляемых из меди и стали (табл. 28).
Введение большого количества олова снижает температуру начала плавления и увеличивает интервал кристаллизации, что позволяет паять разнородные материалы, имеющие разные ТКЛР, без образования трещин. Дальнейшего снижения температуры плавления припоев на основе серебра
Рис. 6. Фазовый состав сплавов системы серебро — медь —цинк
достигают введением в их состав кадмия (рис. 8) и цинка (табл. 29).
Кадмий очень сильно снижает температуру плавления припоев, одновременно увеличивая их жидкотекучесть (табл. 30).
Для повышения прочности и коррозионной стойкости при повышенных температурах в состав припоев вводят никель или никель в сочетании с марганцем, что положительно сказывается также и на их термостойкости (табл 31).
Однако, серебряно-марганцовистые припои обладают низкой коррозионной стойкостью в условиях тропиков и солевого тумана.
Для пайки металлов или минералокерамики применяют серебряные припои, активизированные титаном (8—
26. Серебряные припои с литием
Содержание элементов, % Температура полного расплавления, °C
Ag Li Си Cd Другие элементы
99,5 0.5 С- ,
97,0 3,0 — — — 650
91—93 *’ 0,2—0,4 7,6—7,8 — — 900
84,8 0,2 — — 15 Мп 955
79,0 2,0 — 19 — 760
70,8 0,5 21,5 — — 830
71,8 0,2 28,0 — — 820
50,0 0,5 17,5 15 17,0 Zn 850
71-73 *2 0.15—0,25 26,5—28,5 —’ 0,7—1,3 Ni 520
*1 Припой ПСр 92.
*2 Припой ПСр 72ЛМН.
Припои из драгоценных металлов
73
25 %). В качестве такого припоя используют серебряный припой состава: 15 % Ag; 5 % Си; 50 % Ni;
5 % Мп; 25 % Ti.
Палладий, вводимый в качестве компонента для высокотемпературных припоев, значительно повышает их коррозионную стойкость, пластичность, а также способность растекаться и смачивать паяемую поверхность. Припои с палладием применяют для пайки самых разнообразных металлов: никелевых сплавов, золота, молибдена Циркония, титана, вольфрама, бериллия, коррозионно-стойких сталей, жаропрочных сплавов.
Добавка палладия в припои приводит к снижению их способности проникать в паяемый материал и разъедать его, что позволяет производить пайку тонкостенных изделий. В качестве припоев применяют как двойные сплавы системы серебро—палладий, обладающие высокой пластичностью, так и многокомпонентные припои, в состав которых входят серебро, МеДь, никель, марганец и другие металлы.
Палладий с серебром образует ряд твердых растворов (рис. 9) с небольшим интервалом кристаллизации. Меняя соотношение палладия и серебра в припое, можно регулировать температуру плавления от 1000 до 1500 °C. Палладий с медью (табл. 32, 33) также образуют ряд твердых растворов с раз-
Массовые доли 7о
Рис. 8. Изотермы ликвидуса сплавов системы серебро — цинк — кадмий
74
Припои и паяльные смеси
27. Серебряные припои с медью и цинком
Марка Содержание элементов, % Температура, °C V. кг/м’ р. ю2. Ом - м
Ag Си Zn начала плавления полного расплавления
ПСр 70 *' 69,5—70,5 25,5 — 26,5 3,0—5,0 730 755 9800 4,2
ПСр 45 •« 44,5 — 45,5 29,5—30,5 23,5 — 26,0 660 725 9100 9,7
ПСр 25 *' 24,7 — 25,3 39,0—41,0 33,0—36,5 745 775 8700 6,9
ПСр 10 ** 9,7—10,3 52,0—54,0 35,0—38,5 815 850 8450 6,5
ПСр 65 *1 64,5 — 65,5 19,5 — 20,5 13,5—16,0 695 720 9600 8,6
ПСр 12М 11,7—12,3 51,0—53,0 34,0—37,5 780 825 8500 7,6
LAg25 25 40 35 750 830 8570
LAg44 44 30 26 670 710 9120
— 74 14 12 760
— 54 40 6 720
— 43 37 20 775
— 40 36 24 785
— 30 38 32 —- 760 —
— 25 52 23 870
— 20 48 32 820
—- 15 80 5 790
— 15 52 33 835
— 5 58 37 870
** ГОСТ
19738 — 74. Примеси не более 0,5 %,
в том числе 0,15 %
РЬ.
ArPd,7o
10 20 30 60 50 60 70 80 90
Рис. 9. Диаграмма состояния сплавов системы серебро — палладий
чаемые для пайки высоколегированных сталей, хромоникелевых сплавов, способных работать при повышенных температурах (до 750 °C, табл. 34).
Золотые и платиновые припои Припои на основе золота обладают пластичностью, коррозионной стойкостью, электропроводностью, теплопроводностью и т. д.
Золото в чистом виде как припой применяется редко, но оно образует
личной температурой плавления <1100—1550 °C).
Более низкую температуру плавления имеют припои системы палладий—серебро—медь (рис. 10). Добавка лития способствует лучшему растеканию припоя и придает ему самофлюсую-щие свойства.
При вакуумной пайке применяют палладиевые припои с никелем, а также припои системы палладий— никель—олово—кремний, предназна-
Рй
Массовые доли. Си 7 °/о
Рис. 10. Изотермы ликвидуса сплавов системы палладий — серебро — медь
Припои из драгоценных металлов
75
28. Серебряные припои с оловом
30. Серебряные припои с кадмием и цинком
Содержание элементов, % ура pac-п. °C Содержание элементов, % Температура, °C
начала ПОЛНОГО
Sn Другие о e; Ag Cd Zn плавле- р а сила-
Ag Си элементы S ч ra НИЯ вления
H с c 20 20 20 60 460 580
10 70 480 510
985 20 40 40 470 500
7 85 8 —• 20 60 20 470 500
68 27 5 —_ 755 40 30 30 580 600
53 32 15 —— 690 40 50 10 580 640
62 28 10 — 700 50 10 40 670 760
46,5 32,5 21 — 640 50 20 30 670 700
60 23 17 -— 600 50 30 20 630 660
40 35 25 -— 579 50 40 10 640 670
51 15 34 —- 500 60 10 30 . , 680
49 15 36 -— 500 60 20 20 680
20 3 75 2 Zn 400 60 30 10 680
63 29 6 2 Ni 820 70 10 20 710 720
46 32 22 — 640 70 20 10 730 820
60 30 10 720 40 10 50 630 640
42 33 7 18 Zn 650 40 20 40 600 620
40 30 2 28 Zn 770 40 40 20 580 600
31. Серебряные припои с медью, никелем и марганцем
29. Серебряные припои с кадмием, цинком и медью
Содержание элементов, % Температура полного расплавления, °C
Ag Си Cd Zn
45 15 24 16 607
50 16 16 18 620
50 15 10 25 640
40 18 27 15 650
58 25 14 3 690
35 26 18 21 700
20 30 20 30 710
63 20 10 7 720
65 20 2 13 720
25 35 15 25 725
65 20 10 5 745
75 15 5 5 748
75 15 5 5 750
35 26 18 21 760
10 40 10 40 765
14—16 49 8—12 23—29 760
31,5 34 19 15,5 754
65 20 6 9 730
60,5 22,5 10 7 724
75 15 5 5 748
20 30 20 30 710
65 20 2,5 12,5 719
12 52 7 29 800
9 53 10 28 852
Содержание элементов, % Температура полного расплавления, DC
Ag Си Zn Ni Мп
45 38 2 15 680
55 31 12 2 .— 730
65 28 — 2 5 755
62 33 — 5 — 800
54 39 5 2 — 960
85 — — — 15
32. Серебряные припои с палладием и медью
Содержание элементов, % Температура полного расплавления, °C
Pd Си Ag
10 90 1065
16 84 — 1100
20 — 80 1153
40 — 60 1293
70 — 30 1443
80 — 20 1486
87 — 13 1150
30 70 — 1119
40 60 — 1149
63 37 — 1243
81 19 — 1352
76
Припои и паяльные смеси
33. Серебряные припои с палладием (ФРГ)
Марка Содержание элементов, % Температура, °C
Ag Си Мп Ni Pd начала плавления ПОЛНОГО расплавления
SCP-1 68,4 26,6 5 807 810
SCP-2 58,5 31,5 — 10 824 852
SCP-3 65,0 20 — — 15 850 900
SCP-4 54,0 21,0 — — 25 901 950
SCP-7 52,0 28,0 —— 20 879 898
SPM-1 75,0 —— 5 — 20 1000 1120
NMP-1 —— — 31 48 21 1120 1120
SPM-2 64 — 3 — 33 1180 1200
34. Многокомпонентные припои с палладием
Содержание элементов, % Температура, °C
Pd Ni Sn Si Другие элементы начала плавления полного расплавления
20 30 45 5 1000 1015
20 49 24 7 — 1010 1032
20 51 24 — 1005 1025
10 58 27 <— 1038 1088
20 45 30 5 1045 1082
30 45 20 — 1077 1182
60 40 —. — — 1237 1237
97 — — ЗВ — —-
93 i— — —— 7A1 1050 1100
66,5 28,8 1.2 —. 3,5Li —• —
77.5 20,0 1,0 —- 1,5 Li 0,8Li — —
2,2 84,0 7,5 575 — —
35. Золотые припои с медью
Содержание элементов, % Температура °C
та <р ч ч О 1 «-так с Ч к
Au Си —
94 6 950 980 1030
80 20 889 889 890— 1010
50 50 928 950 980— 1000
37,25— 37,75 62,25— 62,75 950 990 990— 1090
40 60 946 985 1035
37,5 62,5 — 970 990
35 65 970 1010 1040
30 70 990 1020 1060
36. Золотые припои с медью и серебром
Содержание элементов, % Температура, °C
Au Ag Си начала плавления полного распла* вления
50,0 10,0 40,0 862 880
51,7 2,8 55,5 — 963
60,0 20,0 20,0 850 870
75f0 7,5 17,5 880 895
50.0 20,0 30,0 831 846
58,3 30,0 11,7 835 880
58,3 20,0 21,7 829 847
33,3 33.3 33,4 823 877
33,3 40,0 26,7 780 780
Припои из драгоценных металлов
77
37. Золотые припои с серебром, медью, цинком, кадмием
Содержание элементов, %
Температура, СС
Д Д fj с
10 20 30 ’до 50 60 70 80 90
у; с 1050 wee
950
900
Ад 10 20 30 90 50 60 70 80 90 AU Массовые долиАи,*/,
58,5
75,0
75,0
75,0
75,0
75.0
58,5
58,5 58 5 58,5 58,0 33,3
33,3 58,5 58,3
4,9 7,5 2,8 9,0
2,8 8,0 4,9
11,9 10,3 24,2 35,0 30,0
16
25,6 7,5
И.2
6,0 15,0 11.2 22,-0 25,6 25,6 24,2 10,8 21,7 16,7 29,5 21;7
2,0 7,0
2,0
8,2 9,0 9,4
9,0
9,8
2,0
9,0
3,0
9,0
10,0
1,8
2,0
2,1
2,0
4,0
7,0
7,0
10,0
20,0
2,2
3,0
790
747 730 793
738 744
738 816 804 765 725 695 748 795
837 800 788 783 822 760 776
760 854 836 808 759 704
793 840
Рис. 11, Диаграмма состояния сплавов си« схемы золото — серебро
Д Си. /о
Массовые ВолиСигс/а
Рис. 12. Диаграмма состояния сплавов системы золото «г- медь
твердые растворы со многими металлами, чем пользуются при разработке пластичных припоев. Однако применение их ограничивается высокой стоимостью и дефицитностью золота, поэтому Золотые припои используют только там, где это оправдано (пайка вакуумных приборов с вакуумно-плотными соединениями, электроконтактов и т. д.).
При пайке изделий с вакуумно-плотными соединениями применяют в основном сплавы золота с медью, которые между собой образуют непрерывный ряд твердых растворов (рис. 11 и 12).
Минимальная температура плавления сплава 80 % Au, 20 % Си 889 °C (табл 35). Введение в состав медно-золотых припоев серебра (табл 36). с которым золото образует также ряд твердых растворов, позволяет несколько снизить температуру их плавления. Эти припои нашли использование при пайке молибдена и соединения графита с металлами.
Дальнейшего снижения температуры плавления этих припоев достигают введением в их состав цинка, кадмия и индия (табл. 37, 38).
Сплавы золота с германием при содержании примерно 12 % Ge и
6 % Si пластичны и плавятся соответственно при температурах 365 и 370 бС.
Для пайки золотых изделий или изделий, покрытых золотом, применяют прцпой с содержанием 46 % Au, 32 % Sb, 18 % Zn, 3 % Si и 1 % Ni. Он имеет сравнительно низкую температуру плавления (590 сС), хорошо растекается по паяемой поверхности и не растворяет паяемый металл.
Припой с более высокой температурой пайки (740 °C) ЗЛСрМ-583-80 содержит 58,3 % Au, 13—14 % Ag, 10 % Cd, 5—6 % Zn, Си — остальное.
38. Золотые припои с палладием и индием
78
Припои и паяльные смеси
39. Многокомпонентные золотые припои с палладием
Содержание элементов, % (Ag — остальное) Температура пайки, °C
Au Pd Си Zn Ni Мп
45—58,3 4—6 5—7,5 1 — 2 950—1000
55—58,3 8—10 2—3 1,0 0,1—0,3 о,1 1100—1130
75 8,0 7,5 2,0 — — —
75 8,0 6,5—7,5 — — — 1100—1130
45—58,8 8,0 3—5 1.0 0,1 —0,3 0,1 1030—1070
40. Платиновые припои
Содержание элементов, % Температура,-° С
Марка Pt Ir Rb Cu Другие элементы, не более \ Примеси, %, не более К S го S t; ч го ш п* го го Ч К Е полного расплавления
Пл 99,93 >99,93 . 0,15 Pd 0,07 1769 1769
ПлИ-5 ПлИ-10 .94,7—95,3 89,7—90,3 4,7—5.3 9,7— 10,3 — — 0,15 Pd 0,15 Ir 1765 1780 1772 1795
ПлИ-15 ПлИ-17,5 ПлИ-20 ПлИ-25 ПлИ-30 84,6—85,4 82,1—82,9 79,5—80,5 74,0—76,0 69,5—70,5 14,6— 15,4 17,1 — 17,9 19,5— 20,5 24,0— 26,0 29,5— 30,5 Ill II Til II 0,15 Pd 0,25 1800 1807 1815 1840 1920 1830 1837 1 845 1875 1950
ПлРд-10 89,7 — 90,3 — 9,7— 10,3 — - 0,22 1845 1 855
ПлРд-20 ПлРд-40 79,6—80,4 59,5—60,5 — 19,6— 20,4 39.5— 40,5 — 0,23 1895 1940 1905 1950
ПлМ-2,5 ПлМ-8,5 ПлН-4,5 Pt-Ag Pt-Au 97,-2—97,8 91,1 — 91,9 95,1 — 95,9 70,0 30,0 Il 111 111 11 2,2—2,8 8,1 —8,9 0,20 Pd 0,20 Pd 4,1 — 4.9 Ni 30 Ag 70 Au 0,-25 0,23 1750 1690 1720 1185 1200 1760 1720 1750 1560 1440
Никелевые припои
79
В отдельных случаях для монтажной пайки изделий из высокопрочных, коррозионно-стойких сталей применяют золотые припои с никелем. Минимальная температура плавления этих сплавов при содержании 17,5 % Ni 950 °C (рис. 13).
Сплавы золота с никелем получили широкое применение в ракетостроении для пайки изделий, работающих при повышенных температурах, там где требуются от паяных соединений высокие физические, механические и жаропрочные свойства.
Для придания золотым припоям повышенной коррозионной стойкости и жаропрочности в их состав вводят хром.
Припой с содержанием 6 % Сг и 22 % Ni с температурой плавления 975—1000 °C позволяет выполнять соединения деталей из коррозионно-стойких сталей, удовлетворительно работающих при температурах до 600 сс.
Золотые припои применяют для пайки платины и ее сплавов, в этом случае в состав припоев вводят палладий, повышающий их смачивающую способность (табл. 39).
Для пайки стекла со стеклом или металлом используют сплавы золота с индием, который сильно снижает температуру плавления припоя.
Припой состава 80 % Au и 20 % In имеет температуру плавления 550 °C и пайки — 630 °C.
Платиновые припои обладают хорошей способностью смачивать металлы и высокой сопротивляемостью к окислению. В качестве припоев применяют сплавы платины с золотом, иридием, родием, медью, никелем и Другими металлами.
Припой на основе платины используют для изготовлений изделий, работающих при высоких температурах.
Применение платиновых припоев для паики металлов ограничивается высокой стоимостью платины, поэтому их используют для соединения трудно-иаяемых изделий, например торрий-волъфрамовой проволоки с молибденом бок производстве электронных тру-
Некоторые платиновые припои приведены в табл. 40.
Рис, 13, Диаграмма состояния сплавов системы золото — никель
Никелевые припои
Никелевые припои широко применяют в качестве припоев для пайки коррозионно-стойких, жаропрочных сталей и сплавов. Они позволяют получать паяные соединения, обладающие высокими прочностью и коррозионной стойкостью как при нормальной, так и при повышенной температуре.
Чистый никель ввиду высокой температуры плавления иногда применяют в качестве припоя для пайки молибдена и вольфрама.
Большинство никелевых припоев содержат хром, который повышает их жаростойкость и жаропрочность, но в то же время припои имеют высокую температуру плавления (рис. 14), что ограничивает область их применения.
Снижения температуры плавления нихромовых припоев достигают введением в их состав кремния (табл. 41), а также других элементов (Р, В, Be, Мп, С), образующих с никелем эвтек-
А г ni, 7а
Массовые дола Ni, 7о
Рис. 14. Диаграмма состояния сплавов системы никель — хром
80
Припои и паяльные смеси
41. Никелевые припои с бором, фосфором и бериллием
Содержание элементов, % (Ni — остальное) Температура, °C
Сг Si С Fe 13 р Be начала плавле-н и я полного расплавлен и я
13—20 3—5 1910 1070
— — — 4 16 — — 1020
10 4,5 —. 9 3.5 — — — 1004
16 4,0 — 4 4,0 — — — 1030
—— 3,5 —— —• 2,0 — — — —
11,5 7,0 — — 0,3 .— — — —
6 5,0 0,1 2,5 3 — — — 1045
18 — —— —. 4 — — — 1100
— 4,5 1 3,0 — — — 1010
4,0 1 4 4 —- — — 1020
<— 4,0 0,5 — 2,5 — — — 1020
4,0 0,5 3 3 — •— 1000
16,5 4,5 1 4,5 3,5 —- — 1010 1066
6 5,0 2,5 3 — — — —. 1120
13,5 4,5 8 4,5 3,5 — — —- ИЗО
14 4,0 — — 3 — — — ИЗО
—— 0,5 3,5 0,5 2,2 — — — 1120
13 — — —. —. 10 — — 900
—. 4,5 — 3 — 6,5 — — 980
12,0 10,0 — — —- 1,0 — .— 1120
12,0 20,0 — — 1,0 — —— 980
— 3,5 — — — — 2,25 — 1055
— 4,5 , — .— — 2,90 — 992
7.1 4,5 — — — 2,90 996
15,0 4,5 *— — — — 3,5 —•
тики или легкоплавкие твердые растворы.
Припои системы Ni—Р (7—11 %) применяют при диффузионной пайке никелевых сплавов.
Содержание фосфора в паяном шве в процессе диффузионной пайки резко уменьшается вследствие интенсивной диффузии фосфора в паяемый материал.
Высокой коррозионной стойкостью обладают припои с индием (Ni—In). В связи с испарением индия пайку такими припоями проводить в вакууме не следует (табл. 42).
Соединения, выполненные диффузионной пайкой припоями систем Ni—Р и Ni—In, имеют значительно более высокую температуру распая и достаточно высокую жаропрочность, обусловленную диффузией хрома из паяемого материала.
Припои системы Ni—В малопластичны, так как бор малорастворим в никеле и образует с ним хрупкие фазы. Обычно такие припои применяют в виде порошков, паст и литых прутков, а в некоторых случаях припои наносят
на паяемую поверхность методом напыления.
В виде паст припои изготовляют путем перемешивания порошка припоя с 10 %-ным раствором акриловой смолы БМК-5 (ТУ 6-01-432—69) в растворителе Р-5 (ТУ 6-10-1251—72).
Особенностью никелевых припоев с бором или фосфором является их высокая способность к межзеренному проникновению и растворению никелевых сплавов в процессе пайки. Влия-
42. Никелевые припои с кремнием, железом и индием
Содержание элементов, % (Ni — остальное) Температура, °C
Сг Fe Si In начала плавления полного расплавления
14 6 1395 1425
20 —- 10 — 1170
39 910 ——
17 1 9,2 9.2 1030 —
33,3 —- 16,7 16,7 — —
18 — —- 11 —• 1120
20 10 *—> 1120
2 12 •— ИЗО
Никелевые припои
81
43. Никелевые припои с кобальтом, титаном, оловом и алюминием
Содержание элементов, % (Ni — остальное)
*я Содержит 15 % Си.
ние бериллия на никелевые сплавы аналогично влиянию бора и фосфора.
Введение кобальта (до 8 %) несколько уменьшает интенсивность растворения паяемого материала (табл. 43). Иногда для уменьшения растворения паяемого материала его покрывают
слоем никеля (10—15 мкм), который служит как бы барьером между припоем и паяемым материалом.
Припои системы Ni—Si (до 10 % Si) состоят из эвтектики Ni (а) и химического соединения Ni2Si. В практике обычно применяют сложнолегированные никелевые припои на основе эвтектик и твердых растворов.
Разработаны припои, содержащие помимо никеля и кремния хром и кобальт, которые повышают жаростойкость и жаропрочность припоев. Припои систем Ni—Сг—Si и Ni—Сг—Со— — Si, содержащие до 7—7,5 % Si, обычно прокатывают, припои с большим количеством кремния применяются в виде литых прутков, порошков и паст.
Введение железа в припои этих систем улучшает смачиваемость ими никелевых сплавов.
Марганец и углерод упрочняют припои и снижают их температуру плавления (табл. 44).
Введение молибдена, вольфрама, алюминия и титана несколько повы-
44, Никелевые припои с марганцем, молибденом, кремнием и другими элементами
Содержание элементов, % (Ni — остальное) Температура, °C
Сг Fe Si Мп Мо начала плавления ПОЛНОГО расплавления
— 2 14 0,2 24 1115 1160
— 0,6 10 0,07 17 — 1160
— — 8 4 17 1050 1150
5 — 10 — 16 1140 1190
— — 7 8 15 1120 1150
13 — 8 — 15 1040 1190
— — 5 17 15 980 1010
— 5 22 15 965 1000
— —- 5 20 9 1040 1090
10 — 5 13 9 1150 1190
— —- — 20 — 1250 1280
6—12 — 0,5—1,5 20—30 0,5 —0,7 — 1140
8—10 — —- 27—30 — 1120 1150
20 — 10 10 — —
14 — 16 ♦» 3—5 4—5 — 980 1050
16 *2 1 1 24 —
15 8 4 21 —
19 10 10 0,06
— — 31 *г — 1120
10—30 — 0,5—2 20—30 0.3 в 950 1070
; Припой марки ВПрИ содержит также 0j5—0,6 % С* 2—3 % В, 0,1 —1,0 % AL Содержит также 0,1 % С.
•* Содержит также 21 % Pd.
82
Припои и паяльные смеси
45. Никелевые припои, применяемые f США
Марка Содержание элементов, % (Ni — остальное) Температура, °C
Cr В Si Fe c Другие элементы C3 <y 4 4 3* C3 X оз к; x x c = полного расплавления лайки
NST (AMS4775) 13,5 3,5 4,5 4,5 0,8 980 1040 1100
NILC (AMS4776) 13,5 3,5 4,5 4,5 0,15 —— 970 1080 изо
MLM (AMS54777) 6,5— 8,5 3,0 4,5 2,5 0,06 — 970 1000 1050
N130 (AMS4778) — 3,0 4,5 — 0,15 —» 980 1040 1070
NW9 (Nicrobraz) 11,5 3,0 3,5 3,5 0,15 — 970 1100 1150
N10 (Nicrobraz—10) —- — — — 0,15 IIP 880 880 980
G98I (Nicrobraz—30) 19,0 — 10,0 —— 0,1 — 1080 ИЗО 1170
N50 (Nicrobraz—50) 13,0 — — — 0,1 ЮР 930 1040 -—.
N60 (Nicrobraz—60) —— — 8,0 — 0,1 17, OMn *—« 1030 —
N45 (Nicrobraz—45) —— —. 4,5 — —— 6P — 1—- 1010
N130 (Nicrobraz—130) — 3,0 4,5 —• — •—• — 1070
N40 (Nicrobraz—40) — — 9 2 — 9P — 1150
N20 (Nicrobraz—20) —— —* 12 2 —— — — — 1160
N150 (Nicrobraz—150) 3,5 •— — — —- —— — — 1150
Endewrance 57 5 —* 34 — 7 Co, HP — — 1150
Endew-rance 56 16 3,5 4,5 4 —» * — — 1150
Endewrance 50 1,9 3,5 — — *—i —. 1100
Endewrance 53 7,0 2,9 4,5 3,0 — *— 1050
шает жаростойкость и жаропрочность никелевых припоев. Введение молибдена также способствует измельчению зерна и повышению коррозионной стойкости никелевых припоев.
Легирование никелевых припоев бором, литием, калием и натрием (0,2— 0,5% В, 0,01—0,25% Li; 0,01— 0,25 % К и 0,01—0,25 % Na) обеспечивает самофлюсующие свойства припоев и позволяет паять ими коррозионно-стойкие и конструкционные стали в среде аргона без применения флюсов.
Для пайки никелевых жаропрочных сплавов широкое применение получил порошковый композиционный припой ВПр11-40Н, состоящий из 60 % порошка припоя ВПрП и 40 % порошка наполнителя следующего состава: 1,8—2,2 % Si, 0,6^-1,2 % В, Ni — остальное, с температурой плавления ИЗО—1400 °C. Пайку "производят при температуре 1120 °C в среде нейтральных газов (аргон, гелий или аргон с продуктами распада NH4BF4 или KBF4) или в вакууме 6,65—0,00665 Па с нагревом в печи или ТВЧ. Этот припой обеспечивает качественную пайку жаропрочных никелевых сплавов, со-
держащих значительное количество алюминия и титана, за счет присутствия в нем бора и кремния, обеспечивающих самофлюсование припоя. Наличие наполнителя в припое с более высокой температурой плавления, чем основы, позволяет производить пайку изделий с зазором до 1,5 мм, что расширяет область его применения.
Введение в сложнолегированные припои до 10 % Со улучшает их технологические свойства, позволяет паять изделия с большими зазорами (0,25— 0,4 мм). Никелевые припои нашли большое применение в США при пайке сталей и никелевых сплавов в печи с использованием вакуума (табл. 45).
Железные и марганцевые припои
Припои на основе железа в существующей практике пайки применяют сравнительно редко. Объясняется это тем, что, несмотря на их низкую стоимость, не удается получить пластичные припои со сравнительно низкой температурой плавления.
Железные и марганцевые припои
83
46. Железные припои
Содержание элементов, % Температура, СС
Fe Сг Ni Al w Si в Та начала плавления полного расплавлен н я
67 — 55 До 83 60 74 55 70 13—19 7—11 18 25 25 8 20 5 17 — 22 171111 3 — 4 1—2 40 1260 1315 1400 1425 1455 1480
47. Марганцевые припои
Одним из первых припоев на основе железа для пайки стали был применен чугун, однако паяные соединения обладали низкой пластичностью, имела место диффузия углерода в паяемый металл.
Для пайки режущего инструмента с пластинами из быстрорежущей стали и твердых сплавов применяют порошки из ферросплавов (ферромарганец, феррокрем ни й).
Введение в припои кремния, бора снижает их температуру плавления, а введение вольфрама и хрома повышает их жаростойкость и жаропрочность.
Эти припои малопластичны и могут быть применены в виде порошка или паст, приготовленных из них (табл. 46).
Высокотемпературные припои на основе железа могут быть использованы при пайке в вакууме или нейтральных газообразны средах (аргон, гелий) тугоплавких металлов.
Припои на основе марганца обладают хорошей жидкотекучестью, способностью смачивать паяемый металл,
Рис. 15. Диаграмма состояния сплавов системы марганец — никель
а также высокой пластичностью. Их применяют для пайки коррозионно-стойких сталей, инконеля, нихрома и других жаропрочных сплавов. Основным компонентом в марганцевых припоях является никель (табл. 47), с которым марганец образует ряд твердых растворов (рис. 15), при содержании 39,5 % Ni сплав Мп—Ni имеет температуру плавления 1005 °C.
Пайку этими припоями выполняют при нагреве в печах или ТВЧ в среде нейтральных газов (аргона, гелия). Нагрев желательно производить быстро во избежание испарения марганца из припоя и изменения температуры его плавления. Возможно производство пайки этими припоями в среде сухого водорода или в вакууме 13,33 Па.
Железо с марганцем образует ряд твердых растворов (рис. 16), сплавы обладают высокой пластичностью, однако температура их плав пения высокая, в связи с чем для пайки сталей их не применяют. Введение в эти сплавы никеля, углерода, меди, кремния, бора
84
Припои и паяльные смеси
Рис. 16. Диаграмма состояния сплавов системы железо — марганец
позволяет снизить температуру их плавления и улучшить технологические свойства (растекаемость, смачиваемость) припоя
Железо-марганцевые припои пластичны, позволяют получать из них полосы, фольгу, что расширяет область их применения. Припой ВЗМИ-49 (14,5—16,0 % Мп, 4,5—5,0 % Си, 4,2— 4,7 % Ni, 0,8—1,0 % С, 0,1—0,4 % В, 0,1—0,4 % Si, 0,1—0,4 % Cr) имеет температуру начала плавления 1070 °C, полного расплавления 1100 °C.
Алюминиевые припои
Для пайки алюминиевых сплавов применяют припои на основе алюминия, цинка и олова. Припои на основе алюминия обеспечивают паяным соединениям наиболее высокие коррозионные свойства и механическую прочность, однако они имеют сравнительно высокую температуру плавления, что затрудняет проведение пайки. В припои на алюминиевой основе вводят кремний, серебро, медь, цинк, кадмий и другие металлы. Составы алюминиевых припоев, применяемых при пайке алюминиевых сплавов, приведены в табл. 48—50.
Наилучшей коррозионной стойко-стыо^обладают припои системы алюминий—кремний (рис. 17). Применяют
сплавы системы алюминий—кремний с содержанием 4—13 % Si. Обычно в качестве припоев используют эвтектический сплав с содержанием около 12 % Si, имеющий температуру плавления 577 °C. Эту температуру можно снизить, введя в припой медь; наиболее низкая температура будет при 28 % Си. В этом случае образуется тройная эвтектика (припой марки 34А) с температурой плавления 525 °C. Припой широко применяют в отечественной и зарубежной промышленности.
Для улучшения технологических свойств алюминиевых припоев и снижения температуры их плавления вводят цинк.
Все припои системы А1—Si—Си пригодны для пайки алюминия и его сплавов, имеющих довольно высокую температуру плавления (АВ, АМц, АМг и др.), и не пригодны для пайки дюралюминия (Д1, Д16 и др,), не допускающего нагрева выше 505 °C. Введение цинка и германия значительно снижает температуру плавления этих припоев, что позволяет их использовать для пайки дюралюминия.
Рис. 17. Диаграмма состояния сплавов системы алюминий кремний
Алюминиевые припои
85
48. Алюминиевые припои, применяемые в Чехословакии (по CSN)
Марка (стандарт) Содержание элементов, % Примеси, %, не более Температура, °C
Si Мп Fe tx к к <Л ф СЗ со СС сз к; д с полного расплавления пайки
Д1—Si—5 (424232) Al_Si-12 (424230) 4,5—6,0 11,5—13,5 0,2 0,3—0,5 0,5 0,5 0,9 0,7 577 625 600 625—640 600—630
49. Алюминиевые припои
Марка Содержание элементов, % (А1 — остальное) Примеси, %, не более Температура, °C
Zn Си Si Cd Pb Ag Мп Ge начала плавле- ния полного распла-1 вления
Германиевый № 1 — 4,5 — — — — 31,5 0,5 460 480
Германиевый № 2 — 5,5 — — 1,5 28,0 0,5 440 460
В65 24 — 26 20 3,5 — — — — — 0,5 490 500
34А -— 27 — 29 5,5—6,5 —, — — —- 0,45 —. 525
П550А —— 27 6 15 15 — — — 0,5 530 550
П575А 19—21 —, — — — — — — 0,35 550 575
Силумин ** — — 10—13 — — — — — —. 580 590
П590А — 9—11 0,9—1,1 — — — — — 0,35 560 590
35А — 20—22 6,5—7,5 — — — — — 0,45 540
— — — — — — 40 — — — 430 535
— — 5 — — — — 630
— — — — — 29,5 — -— — 566 566
— — —— 5 — — — — 31,5 -— 460 500
— — — 4 — — .—- — 34,0 —— 455 485
— —— — 1 3,5 -— 36,0 — 422 486
АЛ2 0,3 0,6 10—13 — — — 0,5 — — 477 600
** ГОСТ 1521 — 76*.
50. Алюминиевые припои, применяемые в США (no ASTM)
Марка Содержание элементов %
Si Си Fe Zn Mg
BAlSi-2 В Al Si-1 Bai si-з bai si-4 6,8- -8,2 0,25 0,8 0,20
4,0- -6,0 0.30 0,8 0.10 0,05
9,3- -10,7 3.3— .7 0,8 0,20 0,15
i 11.3 0.30 0.8 0,20 0,10
Содержание элементов. % Температура, °C
Марка начала полного
Мп Cr Al плавле- расплав- пайки
НИЯ ления
BAlSi-2 BA1S1-1 BAlSi-3 BAlSi-4 91,95 — 90,55 577 600 600—615
0,05 — 94,70—92,70 577 625 625—640
0,15 0,15 85,95 — 83,15 540 580 580—640
0,15 — 77,32 577 600 600—640
86
Припои и паяльные смеси
51. Магниевые припои
Марка Содержание элементов, % Температура, ~С
Mg Al Zn Мп Другие элементы начала плавления ПОЛИого расплавления
П380Мг 72—75 2.0—2,5 23—25 . 560
П430МГ 84,0— 86,25 0,75—1,0 13—15 •— — —* 600
AZ-92 88—90 8,3—9,7 1,7—2,3 0,1 0,002 Be 595 600
AZ-125 83 12 5 —• —- 560 625
Ы 1 52,5 21,5 0,30 0,20 25,50 Cd •— 415
-— 72,5 26 1,25 0,25 — 435
BMg 87—89,7 8,3—9,7 1,7—2,3 0,10 0,3 Si 435 564
Магниевые припои
Магниевые припои применяют главным образом для пайки магния и его сплавов.
В припои на основе магния вводят алюминий, медь, цинк, марганец. Эти припои сочетают с твердыми или жидкими флюсами, предохраняющими их от воспламенения в процессе пайки. Составы некоторых магниевых припоев приведены в табл. 51.
В процессе пайки магниевыми припоями при нагреве в печах или пламенем газовой горелки необходимо иметь избыток флюса, предохраняющего от окисления припой и паяный шов, снижающего прочность соединения (табл. 52).
52. Прочность паяных стыковых соединений на магниевых сплавах, паянных с флюсом ФЗвОМг
Паяемый металл Марка припоя °в- МПа
МА П430Мг 115,84
МА 8 93,1
МА ? П380Мг 78,4
МА 1 83.3
Оловянно-свинцовые припои
Олово и свинец в отдельности сравнительно редко применяют в качестве припоев.
Хотя олово и обладает высокой коррозионной стойкостью, паять им не всегда целесообразно, так как оно, так же как и свинец, имеет низкий
предел ползучести, а при низких температурах чистое олово может претерпевать аллотропическое превращение, переходя в серый порошок. Наибольшее применение нашли припои, содержащие 30—60 % Sn.
Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке сталей, никеля, меди и ее сплавов. Они обладают высокими технологическими свойствами, пластичны и при выполнении пайки не требуют дорогостоящего оборудования и сложных способов пайки. Пайку оловянно-свинцовыми припоями производят обычно при нагреве паяльником. В зависимости от содержания в припоях олова изменяются свойства и температура плавления (рис. 18). Минимальной температуры плавления (183,3 °C) достигают при содержании в сплаве 61,9% Sn. Этот припой имеет эвтектическую структуру, весьма пластичен, обладает высокими технологическими свойствами.
Введение в оловянно-свинцовые припои сурьмы приводит к повышению предела ползучести, снижает склонность к старению и предотвращает аллотропические превращения олова, однако большое количество сурьмы ухудшает способность припоев смачивать поверхность паяемых металлов. При содержании цинка и алюминия свыше 0,005 % снижается растекае-мость припоя, ухудшается его взаимодействие с паяемым металлом, появляется склонность к образованию трещин при затвердевании. Широко применяются оловянно-свинцовые припои,
Оловянно-свинцовые припои
87
свойства и назначение которых приведены в табл. 53—56.
Оловянно-свинцовые припои, а также и паяные соединения, выполненные ими, при охлаждении до низких температур меняют свои механические свойства — охрупчиваются. Пластичность припоев уменьшается, одновременно возрастает их прочность. Паяные соединения, выполненные оловянно-свинцо-выми припоями, имеют низкую коррозионную стойкость в условиях тропиков, а также при наличии конденсата; стойкость припоя понижается с повышением содержания в их составе свинца. Для работы в этих условиях соединения необходимо защищать лакокрасочными покрытиями.
Оловянные припои легируют цинком, серебром, кадмием, алюминием. Небольшие присадки цинка (9 %) в олово снижают температуру плавления припоя до 199 °C (рис. 19).
Припои с содержанием 10—40 % Zn применяют для пайки алюминия с применением ультразвука или абразивным методом. Введение серебра в оловянно-цинковые припои измельчает зерно и повышает коррозионную стойкость.
Припои на основе олова, содержащие серебро, сурьму, медь (ВПрб, ВПр9), обладают высокой коррозионной стойкостью и применяются для пайки медных и латунных электропроводов (электрооборудования), работающих во всех климатических условиях без за-
Рис. 18. Диаграмма состояния сплавов системы олово — свинец
Рис. 19. Диаграмма состояния сплавов системы олово — цинк
щиты соединений лакокрасочными покрытиями (табл. 57).
Оловянно-свинцовые припои, применяемые в зарубежной практике, приведены в табл. 58—61.
53. Химический состав оловянно-свинцовых припоев и область их применения
Марка Химический состав, % (РЬ — остальное) Назначение
Sn Sb
Бе:сурьщ1.чнисты£
ПОС 90 89—91 Лужение и пайка внутренних швов пищевой посуды н медицинской аппаратуры
ПОС Пос 61 60—62 Лужение и пайка электро- и радиоаппаратуры, печатных плат, точных приборов с высокогерметичными швами, где недопустим перегрев
40 39—41 Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами
88
Припои и паяльные смеси
Продолжение табл. 53
Марка Химический состав. % (РЬ — остальное) Sn | Sb Назначение
Бсссурьмянистые
ПОС 10 9-11 — Лужение и пайка контактных поверхностен электрических аппаратов, приборов, реле
ПОС 61М *’ 60—62 Лужение и пайка медной проволоки в кабельной промышленности и ювелирной технике
ПОСК 50—18 *2 49—51 Пайка деталей, чувствительных к перегреву, и порошковых материалов
Малосурьмянистые
ПОССу 61—0,5 ПОССу 50—0,5 ПОССу 40 — 0,5 60 — 62 0,2—0,5 Лужение и пайка электроаппаратуры обмоток электрических машин, оцинкованных радио-деталей Лужение и пайка авиационных радиаторов; пайка пищевой посуды с последующим лужением пищевым оловом Лужение и пайка белой жести, обмоток электрических машин, пайка оцинкованных деталей
49 — 39 — 51 41
ПОССу 35 -0,5 34 — 36 Лужение и пайка свинцовых кабельных обо» лочек электротехнических изделий
ПОССу 30 -0.5 29 — 31 Лужение и пайка листового цинка, радиаторов
ПОССу 25 -0,5 24 — 26 Лужение и пайка радиаторов
ПОССу 18 -0,5 17 — 18 Лужение и пайка трубок теплообменников электроламп
Сурьмянистые
ПОССу 9 —5 94 —96 4,0- 5,0 Пайка в электропромышленности, пайка трубопроводов
ПОССу 40—2 39 —41 Лужение и пайка холодильных установок (припой широкого назначения)
ПОССу ПОССу 35—2 30—2 34 29 — 36 —31 1,5- 2,0 Пайка свинцовых труб, абразивная пайка
Лужение и пайка в холодильном аппарат :• строении, абразивная пайка
ПОССу 25—2 24
ПОССу 18—2 17 — 18
ПОССу 15-2 14 — 15 1,5 — 2,0 Пайка в автомобильной промышленности
ПОССу 10 — 2 9 — 10
Оловянно-свинцовые припои
89
Продолжение табл 53
Марка Химический состав, % (РЬ — остальное) Назначение
Sn 5 b
ПОССу 8—3 7—8 2.0—3,0 Лужение и пайка в электроламповом произ-
ПОССу 5—1 4 — 5 0,5 —1,0 водстве «Лужение и папка деталей, работающих при
ПОССу 4—6 3—4 5,0 — 6,0 повышенных температурах Пайка белой жести, латуни и меди
Содержит 1,5—2,0 % Си.
•* Содержит 17—19 % Cd.
Примечания.
1. Примеси, %, не более:
бсссурьмянистые'. ПОС 90: Sb > 0,05; Си > 0,05; Bi > 0,1; As > 0,02; Ni > 0,02;
S > 0,02; Zn > 0,002; Al > 0,002; Fe > 0,02. ПОС 61, ПОС 40, ПОС 10: Sb > 0,05;
Си > 0,05; Bi >0,1; As > 0,03; Ni > 0,02; Fe > 0.02; Zn > 0,002; Al > 0,002; S>
> 0,02. ПОС 61M, ПОСК 50—18: Sb > 0,2; Си > 0,08; Bi > 0,1; As > 0,02; Ni > 0,02?
Zn > 0,002; Al > 0,002; S > 0,02; Fe > 0,02;
малосурьмянистые'. Си > 0,08; Bl > 0,1; As > 0,03; Fe > 0;02; Ni > 0,02; S > > 0,02; Zn > 0,02; Al > 0,002;
сурьмянистые: Си > 0,10; Bi > 0.2; As > 0,05; Fe > 0,02; Ni > 0,08; S > 0.02} Zn > 0,002; Al > 0,002, ПОССу 95—5: Си > 0,08; Bi >0,1; As > 0,05; Fe > 0,02; Ni > 0,02; S > 0,02; Zn > 0.02; Al > 0,002; Pb > 0,07.
2. Малосурьмянистые припои не рекомендуются для пайки цинковых и оцинкованных деталей.
54. Механические свойства оловянно-свинцовых припоев при разных температурах
Марка Температура испытания, °C °В’ МПа 0, % ТСР’ МПа
85 26,6 60
20 35,2 52 38
—30 93,9 22
ПОС 40 —50 62,7
—60 115,8 16 —.
-96 123,4 14 78,6
— 183 131,6 3 94,5
— 196 131,6 2 98,6
ПОССу 30—0,5 85 25,5 50
20 35,2 45 34,4
—30 76,5 22 —
—50 — — 57.2
—60 77,5 16 —
—96 106,0 10 68,0
— 183 113,7 4 88,2
— 196 117,5 2 88,2
ПОССу 18—0,5 85 27,6
20 35,2 50 35,2
—30 64,0 — —
— 50 — — 51,7
—60 64,0 5 —
—96 72,3 4 64,8
— 183 99,3 3 78,6
в* — 196 108,9 2 80,6
90
Припои и паяльные смеси
55. Предел прочности паяных соединений, выполненных оловянно-свинцовыми припоями при разных температурах (тСр-10*, Па)
Паяемый металл Марка припоя Температура испытания, °C
— 196 — 183 —96 — 50 20 85
Л63 ПОС 40 58,6 37 33,8 23,4 13,8
Сталь 20 ПОС 40 54,5 52,0 51,0 48,3 26,8 21,3
12Х18Н10Т ПОС 40 39,3 39,3 32,4 26,8 22,7 19,8
Л63 ПОССу 30—0,6 — 71,7 59,3 33,0 31.7 13,8
Сталь 20 ПОССу 30—0,5 51,7 48,3 45,3 36,5 32,4 19,8
12Х18Н10Т ПОССу 30—0,5 48,9 21,4 36,5 22,5 21,3 17,9
Л63 ПОССу 18—0,5 39,0 51,0 39,5 36,5 27,5 13,7
Сталь 20 ПОССу 18—0,5 39,3 55,2 47,6 43,4 27,0 16,5
56. Физико-механические свойства оловяино-свинцовых припоев
Марка Температура, °C у, кг/м8 р- ю2, Ом* м О о S m ств, МПа 0, % 2 к м сГ НВ
S3 о ч СО CQ д го в? го s Д С Д О « U го о а; Яся о д О ГО О с
ПОС 90 183 220 7 600 12,0 54,42 48,3 40 420 15,4
ПОС 61 183 190 8 500 13,9 50,24 42,1 46 390 14.0
ПОС 40 183 238 9 300 15,9 41,86 37,2 52 400 12,5
ПОС 10 268 299 10 800 20,0 35,17 31.7 44 320 12,5
ПОС 61 м 183 192 8 500 14,3 48,98 44,1 40 110 14,9
ПОСК 50—18 142 145 8 800 13.3 54,42 39.3 40 490 14.0
ПОССу 61—0,5 183 189 8 500 14,0 50,24 44,1 35 370 13,5
ПОССу 50—0,5 183 216 8 900 14.9 46,89 37,2 62 440 13,2
ПОССу 40—0,5 183 235 9 300 16,9 41,86 39,3 50 400 13,0
ПОССу 35 — 0,5 183 245 9 500 17,2 41,86 37.2 47 390 13,3
ПОССу 30—0.5 183 255 9 700 17,9 37,68 35,2 45 390 13,2
ПОССу 25 — 0,5 183 266 10 000 18,2 37,68 35,2 45 390 13,6
ПОССу 18—0,5 183 277 10 200 19,8 35,17 35,2 — 360 —
ПОССу 95 — 5 234 240 7 300 14,5 46,05 39.3 46 550 18.0
ПОССу 40—2 185 229 9 200 17,2 41,86 42,1 48 280 14.2
ПОССу 35—2 185 243 9 400 17,9 37,68 39,3 40 200 —
ПОССу 30—2 185 250 9 600 18,2 37,68 39.3 40 250 —
ПОССу 25—2 185 260 9 800 18,5 37,68 37,2 35 240 —
ПОССу 18—2 186 270 10 100 20,6 33,91 35.2 35 190 11.7
ПОССу 15—2 184 275 10 300 20.8 33,49 35,2 35 190 12.0
ПОССу 10—2 268 285 10 700 20,8 33,49 34,5 30 190 10,8
ПОССу 8—3 240 290 10 Б00 20,7 33,91 39,3 43 170 12,8
ПОССу 5—1 275 308 11 200 20.0 35,16 32,4 40 280 10.7
ПОССу 4 — 6 244 270 10 700 20,8 33,49 63,7 15 80 17.8
Оловянно-свинцовые припои
91
57. Оловянные припои с цинком, серебром, сурьмой, медью, кадмием
Марка Содержание элементов, % Примеси, %, не более Температура, °C
Sn Zn Ag Sb Си Cd начала плавления полного расплавления
П200А 89 — 91 9—11 0,35 199 210
П250А 79 — 81 19—21 — — — 0,35 199 250
Sn70Zn 69—71 29—31 — — 0,35 200 315
SnCOZn 59—61 39—41 — — — —- 0,35 200 345
ВПрб (ПСрОСуб) 83 — 86 — 7,-5—8,5 7,0—8,0 — — 0,5 235 250
ВПр9 (ПСрМ05) 90,8 — 93,2 — 4,5 — 5,5 0,5—1,5 1,5— 2,5 0,5 215 240
П150А 37,5 — 39,5 3,5—4,1 •— — 56,7— 58,7 0,35 150 165
4223-1 70 — 80 20—30 1—2 — -— » 0,3 260 280
4223-2 50—60 40—44 2—3 2—4 — —м 0,3 320 350
ВЭ49 55 43,5 1,5 —— — 0,3 190 400
П170А 78 — 80 . 0,-9—1,1 — 19—20 0,3 170 175
ПОССр2 *> 57,8 — 59,8 — 1,9—2,-1 <0.3 — — 0,35 169 173
ПОССрЗ 96,7 — 97,3 — 2,7—3,3 — 0,3 220 220
*1 Содержит 37,5—39,5% РЬ
58. Оловянно-свинцовые припои, применяемые в Чехословакии (по CSN)
Марка Содержание элементов, % (РЬ — остальное) Температура пайки, °C
Sn Sb
Sn99— РЬ 99,6 240
Sn99— РЬ 89—91 222—270
Sn60— РЬ 59—61 <0,5 190—240
Sn50—РЬ 49—51 <0,5 220—270
Sn40—РЬ 39—41 <2,0 230—280
Sn30—РЬ 29—31 <2,0 250—300
Snl8—РЬ 17—19 <2,5 270—320
Sn8— РЬ 7—9 <2,5 310—360
Sn4—РЬ 3—4 <2.4 320—370
59. Оловянно-свинцовые припои, применяемые в ФРг (по DIM 1730)
60. Оловянно-свинцовые припои применяемые в Англии
Марка Содержание элементов, % (РЬ — остальное) Темпера-» тура полного расплавлен ия, СС
Sn Sb
А 64 — 65 <0,6 185
К 59—60 <0,5 188
F 49—50 <0,5 212
В 49—50 2,5—3,0 204
R 44 — 45 <0,4 224
М 44 — 45 2,3—2,7 215
G 39—40 <0,4 234
С 30—40 2,0—2,4 227
Н 34 — 35 <0,3 255
J 29—30 <0,3 255
D 29—30 1,0—1.7 248
V 19—20 <0,2 277
N 18—18,5 0,75—1,0 275
Марка Содержание элементов. % (РЬ — остальное) 3 емпера тура nail кп, °C
Sn
LSn98 LSn60 LSn50 LSn40 LSn35 LSn33 LSn30 LSn25 LSn8 97,5—98,5 59,5—60,5 <3,2 230 200
49,5 — 50,5 <3,3 230
39,5 — 40,5 <2,7 230
34,5—35,5 <2,3 250
32,5—33,5 <2,2 250
29,5—30,5 <2.0 250
24,5—25,5 <1,7 270
7,5—8,5 <0,6 300
61. Оловянно-свинцовые припои, применяемые в США (по A STM)
Марка Содержание элементов. % Температура полного расплавления, сс
(РЬ — остальное)
Sn Sb
70А 70В 70 <0,12 <0,50 192
60А 60В 60 <0,12 <0,50 190
50 В 50В 50 <0,12 <0,50 216
45А 45В 45 <0,12 <0,50 227
92
Припои и паяльные смеси
Рис, 20. Диаграмма состояния сплавов системы свинец — висмут
Массовые доли. РЬ,0/»
Рис. 22. Диаграмма состояния сплавов системы свинец — серебро
Массовые дола РЬ, °/о
Рис, 21. Диаграмма состояния сплавов системы свинец — кадмий
Свинцовые припои
Чистый свинец в качестве припоя малопригоден, так как со многими металлами (Fe, Си, Со, Ni, Al, Zn) не дает паяных соединений достаточной прочности. Применяют припои на основе свинца с введением в их состав
висмута (рис. 20), кадмия (рис. 21), олова, серебра.
Висмут и кадмий понижают температуру плавления сплава и способствуют получению более твердых и коррозионно-стойких припоев (табл. 62).
Широкое применение получили свинцовые припои с содержанием до 3% Ag (рис. 22). Эти припои обладают высокой пластичностью и хорошими технологическими свойствами, имеют большую термостойкость, чем оловян-но-свинцовые, их используют при пайке меди и латуни паяльником (табл. 63).
Свинцовые припои обладают низкой сопротивляемостью ползучести при повышенных температурах. При созда-
62. Свинцовые припои с внсмутохм, кадмием и оловом
Марка Содержание элементов, % (РЬ — остальное) Примеси, %, не более Температура, °C
Sn Cd Bi начала плавления полного расплавления _
23 11 230
ПОСК 50 49,0—51,0 17,0—19,0 — 0,35 142 145
Поев 33 32,4—34,4 — 32,3—34,3 0,3 120 130
—— 10 2 275
— 3 99 ем 237
—- 10 5 — 260
— 10 10 —- — 253
25 15 — 210
—* 22 - 27 м— 150
— 43 14 — 163
.— 37 21 — 152
поев 50 24,5—25,5 *— 49,0—51,0 0,3 90 92
Индиевые припои
93
63, Припои на основе свинца с серебртм
Марка Содержание элементов, % Примеси, %, не более V, кг/м3 Температура, °C
РЬ Ag Sn Другие элементы га и ст га к ~ С S О с U. СЗ о К s с s о д о га ф с
—
ПСр 3 96—98 2,7 —3,3 — — 0,5 11 300 300 305
ПСр 2,5 *1 91—93 2,2 —2,8 5,0—6,0 — 0,5 11 000 295 305
ПСр 2 61,5—64,5 1,7 —2,3 29,0— 4,5—5,5 Cd 0,5 9 600 225 235
31,0
ПСр 1,5 ♦* 82—85 1,2 —1,8 14 — 16 — 0,5 10 400 265 270
— 93,5 1,5 5,0 — — 296 301
- 97 5 1,5 1,0 —' — 309 310
98—95 5—6 1,2 —I — — 302 304
ВПр12 Основа 4,5—5;5 39—41 4,5—5,5 Си 0,5 9 380 220 300
1,3—1,7 Sb
0,1 —0,2 Р
ВПр18 Основа 1,-2 — 1,8 4,5 —5,5 6,0—8,0 In 0,5 10 300 295 305
ГОСТ 19738—74.
нии припоев в их состав вводят элементы, упрочняющие свинец (Sb, Na, Zn, Ag). Среди свинцовых припоев припой СК-7 (состав: 6—10 % Cd, 0,5-1,5 % Zn, 1,0—1,5 % Sb, 5=0,3 % Na, Pb — остальное; температура плавления 270 °C) имеет наиболее высокий предел ползучести.
Припой на основе свинца (состав: 7,5 % Ag, 4,5 % Sn, 0,15 % Ni и 3,8 % Си) обладает высокой хладостойкостью и может применяться для пайки изделий криогенной техники.
Паяные соединения из меди и латуни, выполненные припоями на основе свинца, имеют низкую коррозионную стойкость в условиях повышенной влажности (тропиков), а при наличии конденсата их можно эксплуатировать только в случае защиты лакокрасочными покрытиями.
Припой ВПр18 в отличие от других припоев, содержащих в своем составе ^В>ор и индий, имеет высокую коррозионную стойкость во всех климати-условиях и не нуждается в защите лакокрасочными покрытиями.
Индиевые припои
Индий является мягким и пластичным металлом, (Тпл = 155 °C), отно-тся к числу благородных металлов;
стоек к окислению, обладает хорошей электро- и теплопроводностью, низким пределом прочности при растяжении, высокой пластичностью (6 = 61 %).
Как припой индий употребляется сравнительно редко, однако припои на его основе нашли широкое применение при пайке вакуумных соединений, стеклянных и кварцевых изделий, узлов криогенной техники. Припои на основе индия обладают высокой коррозионной стойкостью в щелочных растворах, их применяют при пайке полупроводниковых материалов с малым сопротивлением перехода шва. Благодаря высокой пластичности индиевых припоев и хорошей смачивающей способности ими металлов и неметаллических материалов представляется возможность производить пайку материалов с различными ТКЛР.
Рис. 23, Диаграмма состояния сплавов системы индчй — кадмий
94
Припои и паяльные смеси
64 Индиевые многокомпонентные припои
Содержание элементов % Температура
ЛЬ ПОЛНОГО
In Cd РЬ Sn Ag Zn Ti Bi расплавления, °C
25 75 231
80 15 — 5 — — — 156
97,2 — — — 2,8 — — 143
42.8 — 7,8 46,8 .— — 2,6 — 121
50 — — 50 —. — — — 120
44,2 — — 46,8 — — 9.0 — 117
74 24,25 — — — 1.75 — —-- 116
48,2 — 4 46 — 1.8 — — 108
44 14 — 42 —— — — —— 93
44,2 13,6 — 41.4 0,8 .—- 90
66 — — — — — —— 34 72
74 26 — — — — — — 123
97 — — — 3 — — — 141
Химический состав индиевых припоев приведен в табл. 64.
Эвтектический индиевый припой состава 74 % In, 26 % Cd (рис. 23) хорошо растекается при пайке германиевых элементов и полупроводниковых материалов.
Цинковые, кадмиевые и висмутовые припои
Цинковые припои. Для пайки изделий из алюминиевых и цинковых сплавов применяют припои на основе цинка с оловом. При содержании олова более 30 % припои обладают наиболее высокой прочностью и достаточной пластичностью, технологичны при пайке спла-
АгСа, °/о
7,6С 10 20 30 40 50 0-0 10 0090
Массовые Воли. Cd., %
Рис. 25. Диаграмма состояния сплавов системы кадмий — серебро
65. Цинковые припои
Рис. 24. Диаграмма состояния сплавов системы кадмий — цинк
вов алюминия и цинка, однако коррозионная стойкость этих соединений во влажной атмосфере низкая и требуется защита их лакокрасочными покрытиями. Для обеспечения технологических свойств в» состав цинковых припоев вводят алюминий, кадмий и другие металлы (табл. 65).
Цинковые припои, используемые в зарубежной практике, приведены в табл. 66.
Кадмиевые припои. Кадмий как припой находит ограниченное применение. Используют двойные или многокомпонентные сплавы кадмия с цинком (рис. 24), серебром (рис. 25), оловом, магнием, никелем, свинцом и индием
Цинковые, кадмиевые и висмутовые припои
95
Содержание элементов, % (Zn — остальное) Температура,
1 Содержит 0,5 % Со.
96
Припои и паяльные смеси
66. Цинковые припои, применяемые за рубежом
Страна Марка Содержание элементов, % (Zn — остальное) Темпера, тура пайки, ?C
Си Al Sn Cd Mg
Англия 6,5 6,0 5,0 5 300
ЧССР ZnSOSn — — 18,0 — •— 390—440
ГДР LZnCd40 4 35—45 — 330—350
LZnA115 15 — — —. 390—430
LZnSn —- — 39 — —— 355—400
LZnCd — 39 — 4 — 320
США 2 5 5 400
Япония 2,6 —3,7 3,7 —4,8 4,2 —8,5 — 0,03 — 0,05 350 — 400
67. Припои на основе кадмия
Марка Содержание элементов, % (Cd остальное) Температура полного распла» вления, °C
Zn Ag Mg Ni Sn Al Cu
к-i 0,8—1,7 2,5—3.5 325
Cd + о % Ag — 5,0 —. — - — —ta. 393
—— 16,0 5.0 — — — —i 285
— 15,0 15,0 .— —— *— —i 400
К83-17 17,4 — —— — «— —-Л 266
LCdZn20 17—25 — — — —— —• — 280
К-3 — 2,5—3,5 0,03 — 0,08 — — — — 330
— 40 — — — — — —. 310
ПСр зкд 0,5—1,5 2,5 — 3,5 — — — 325
—. — 11 — 13 0,1—0,2 —- ——• — 420
ПСр 8КЦН 5 — 7 7—9 — 1,5 — 2,5 — — — 370
ПСр 5КЦН 1,5—2,5 4 — > 1,5 —2,5 — - - 335
30 3 — 5 — 294
— 3.8 — 38,5 — — 150
. 3.5 45 — ,70
— 20 — — 30 — — 277
ПЦАМКдЗЗ 32— 14 — — — — 9,5 7,0 260
ПЦАМКД40 39—41 — — —. — 11 — 12 8—9 ЗЮ
ПЦАМКД45 45 — — — — 13,5 9,5— 10,5 340
— 50 — — — — — —. 320
— 30 — — —
ГОСТ 19738—74.
Цинковые, кадмиевые и висмутовые припои
97
68. Механические свойства кадмиевых припоев в литом состоянии
Марка Температура испытания, °C
— 60 20 150 200 250
а С S са о б, % EUW ,fIp б, % ГО с еГ % ‘9 BLIW ‘а£> б, % <7В, МПа х=
К-1 к-з К83-17 ПСрбКЦН ПСрвКЦН Cd + 5 % Ag 147,5 186,8 0,4 1.0 132,4 113,0 117,9 151,7 147,6 111,0 40.0 25,8 3,5 3,0 31.3 88,3 26,9 7 93,7 34,5 40,0 44,2 39,3 17,9 17 4 93.7 7,8 31,6 39.3 31,6 3,2 21,9
69. Висмутовые припои
Марка Содержание элементов. % (Bi — остальное) Температура полного расплавления» °C
РЬ Sn Cd In Ti
— 22,4 18,0 10,8 12,0 8,2 18 21,0 — 58
Сплав Вуда 24,5 — 25,3 12,0—13.0 12,0—13 0 — — 60
Сплав Арсенваля 45,1 9,6 — — — 79
— 35,1 33,3 20,1 9,5 — 11,5 80 91
Сплав Розе 25,0 25,0 — — 94
1 1 1 1 1 27,5 22,0 14,8 22.0 13,9 15,9 26,0 25.8 Q2,0 20.0 1 1 1 1 1 16,6 93 100 103 114 110
Сплав Липовица 26,67 13.63 10.0 — —
1 1 1 1 1 8,3 31.3 32.6 30,0 38.5 30,5 1 1 1 1 1 10 6.2 21,1 21,2 25 123 128 144 149 167
П/р И. Е. Петрунина
98
Припои и паяльные смеси
Рис. 26. Диаграмма состояния сплавов системы висмут — кадмий
Рис. 27. Диаграмма состояния сплавов системы висмут — олово
для пайки меди, латуни, алюминия и других металлов (табл. 67).
Изделия, работающие при температурах 280—300 °C, паяют кадмиевыми припоями, содержащими магний и никель; для ультразвуковой пайки и
лужения алюминия используют кадмиевые припои с оловом. Припои с серебром обеспечивают термостойкость соединений из меди до 250 °C, добавка в эти припои цинка повышает термостойкость соединений до 300 °C. Механические свойства некоторых кадмиевых припоев приведены в табл. 68.
На медных сплавах кадмиевые припои обеспечивают прочность паяных соединений тср = (107,8ч-196) 106 Па.
Висмутовые припои. Висмут — ме
талл, имеющий низкие пластичность и прочность, обладает склонностью к тре-щинообразованию при затвердевании, поэтому он как припой не используется. Однако сплавы с большим содержанием висмута применяют в качестве припоев с температурой плавления 46—167 °C. Для этих припоев характерно увеличение в объеме при переходе из жидкого состояния в твердое и при дальнейшем охлаждении.
Висмутовые припои плохо смачивают железо и конструкционные стали. Для
улучшения смачиваемости эти металлы оцинковывают, облуживают оловянно-свинцовыми припоями или покрывают гальванической медью. Чаще всего висмутовыми припоями паяют медь и латунь в случае, когда не допускается высокий нагрев паяемого металла.
В висмутовые припои вводят кадмий, свинец, олово, цинк, индий, галлий для снижения температуры плавления и обеспечения необходимых свойств (рис. 26—28).
Химический состав некоторых низкотемпературных висмут -вых припоев приведен в табл. 69.
Таллиевые и титановые припои
Таллиевые припои. Галл имеет низкую температуру плавления 29,8 СС, хорошо смл' вает металлы, обладает несбь -чайно большой способностью проникать по границе зерен металлов (Sn, In, Cd, Zn, Pb, Al), образуя эвтектику (рис. 29—32).
Рис. 28. Диаграмма состояния сплавов системы висмут —свинец — кадми й
Таллиевые и титановые припои
99
При пайке, например, алюминия припоями с большим содержанием галлия, последний проникает по границам зерен, что значительно охрупчивает паяное соединение при 20 °C и более высоких температурах. Подобное действие оказывают таллиевые припои также и при пайке материалов, значительно растворяющих их и не образующих с ними легкоплавкой эвтектики.
Некоторые низкотемпературные таллиевые припои приведены в табл. 70.
Титановые припои. Титан относится к числу активных металлов, имеет высокую температуру плавления (1668°C), сравнительно низкую плотность, достаточно высокую удельную прочность и хорошие геттерные свойства.
При нагреве выше 400 °C на воздухе титан и его сплавы активно окисляются, в среде водорода и азота титан образует гидриды или нитриды.
Припои с титаном обладают повышенной активностью и способностью смачивать поверхности тугоплавких металлов и металлов, покрытых окислами, а также минералокерамику; их применяют для пайки тугоплавких металлов, титана и его сплавов.
Пайку производят в нейтральных газах (аргон, гелий), не содержащих кислород, азот и водород, или в вакууме 1,333—0,00133 Па.
Некоторые припои с титаном приведены в табл. 71.
Припои на основе титана представляют собой эвтектики титана с медью, никелем, кобальтом и другими металлами, они весьма хрупки, применяются в виде порошка или паст.
Хрупкость припоев, содержащих титан, препятствует изготовлению из них ленты (полос), фольги или проволоки, что ограничивает область их применения.
Возможно образование этих припоев и в процессе пайки вследствие контактного плавления. При пайке в зазор между паяемыми изделиями из титана Укладывают фольгу из медно-никеле-®°го сплава толщиной 0,1—0,3 мм или тановую фольгу, гальванически покрытую медью и никелем. При пайке интервале температур 960—1100 С 4*
А г Sn, %
Рис. 29. Диаграмма состояния сплавов системы галлий — олово
Рис. 30. Диаграмма состояния сплавов системы галлий — индий
А г Ьа, °/°
Рис. 31. Диаграмма состояния сплавов системы галлий — цинк
100
Припои и паяльные смеси
Рис, 32. Диаграмма состояния сплавов системы галлий — свинец
контактного плавления титано-медно-никелевая являющаяся при-
вследствие образуется эвтектика, поем.
Для конструкций из тугоплавких сплавов, работающих при высоких температурах, применяют припои, приведенные в табл. 72. Пайка этими припоями затруднена из-за отсутствия специального нагревательного оборудования, особенно для изделий больших габаритов.
Нагрев в процессе пайки осуществляют в вакуумных печах, ТВЧ, плазменными горелками, электрокон-тактным способом и электронным лучом.
70. Таллиевые припои
Марка Содержание элементов, % Температура, ®С
Ga Те Zn Sn In Ag начала плавления полного расплавления
100 29
. 99,5 0,5 — .— — — 27
— 95 — 5 .— —- — 25 25
— 92 — — 8 — — 20 20
— 82 — 6 12 —— — — 17
76 —— —- — 24 — 16 16
67 4 — 29 — -— ’>3
— 62 — — 13 25 — — 5
— 61 — 1 13 25 — — 3
ГИС 73. Ъ — 74,2 — — — 23.8 — 24.2 1,9—2,1 — —
№ 2 *1 55 — — и 25 — 10 10
ГИСМ Сплаг ГИС (34—36 %) + медный порошок (64—66 %)
** Содержит 1 % Zr. 4 % Cd, 4 % Mg.
71. Титановые припои
Содержание элементов, % (Ti — остальное) Температура, CC ТСР’
N1 Pd Си Со Be Zn Другие элементы начала плавле- полного распла- МПа, при панк,
и ИЯ вления титан а
28 ' 9 —
52 — 15 5 — — — — — 255—412
— —~ — — 4 — 48 Zr — — —
26 — 10 — .— — — — — 255
— 46 — — 2 —- — — — 284 — 8-
— — 40 —» — — — 255 986 —
28 — — — —- — — 955 955 —
— — — — 5 40 97 — — 264 —„Сз
10 Мо
43,7 — — — — 4.2 Si 950 1000 —
— — — о 5 40 10 V; 27 Fe 500 — 93-
50 — 3,5 Si — 975
•— — — 28 — — 3.0 Fe 1025 1025 —
Порошкообразные, пастообразные и композиционные припои
101
72. Титановые припои с цирконием, ванадием, ниобием, хромом и бериллием
" Содержание элементов, % (Ti — остальное) Температура. °C Паяемый материал
Zr V Nb Cr Та Be начала плавле- и и я полного расплавлен ня пайки
во—38 26—30 — — 18 — 22 1500 1550 1710
—- 30 — — — — — 1630 1650
48 — — — .— 4 950 — 1050 Ниобий и его
— — 33 — — 1400 1450 1500 сплавы
,—. 15 — 5 — — — 1650
60 — -— -— — — 1610 1620 1670
. 27 9 1650 Вольфрам
66 28 1150 1205 1250
— 80 2205 2260 2400 Молибден и его
20 — — 1650 — 1700 сплавы
Порошкообразные, пастообразные и композиционные припои
Свойства паяных соединений в большой степени зависят от применяемого припоя — его строения, состава и степени взаимодействия с паяемым металлом.
Порошковая металлургия позволяет изготовлять порошки из различных металлов, в том числе из припоев-сплавов. Из порошков возможно изготовление деформированием в холодном состоянии прутков, лент, а также паст и ленточных припоев на органической связке. Порошки припоев могут быть изготовлены дроблением, распылением расплава, термоцентробежным распылением в инертном газе, сфероидезацией порошков компонентов припоев и т. д.
В зависимости от назначения припоя порошок применяют в виде гранул размером 10—200 мкм. Порошковые припои могут быть изготовлены механическим смешением порошков компонентов припоя, порошков из слитков, выплавленных из компонентов припоя порошка из слитков и остальных компонентов.
Для удобства применения порошкового припоя его применяют в виде nn^' из низкотемпературных
Рипоев обычно состоят из трех частей: порошкообразного припоя, флюса и загустителя
п качестве флюса может быть ис-ьзован любой флюс, применяемый
при пайке изделия непорошковым припоем, обычно это хлористый цинк или канифоль.
Для придания пасте коллоидного состояния вводят крахмал, декстрин, ланолин, воск, поливиниловый спирт и т. п.
Широко применяют пасты следующего состава, %: 6 канифоли, 6 нашатырного спирта, 13 двухлористого олова, 20 хлористого цинка, 13 глицерина, 27 порошка цинка, 9 порошка олова и 6 порошка свинца. Некоторые паяльные пасты приведены в табл. 73.
В качестве флюса в порошковых припоях для пайки алюминия и магния применяют смеси хлористых и фтористых солей, для высокотемпературной пайки — флюсы, содержащие боридные соединения.
К связующим’веществам в пастообразных припоях предъявляется ряд требований: в процессе пайки они не должны окислять припой и паяемый металл, при выгорании не оставлять на поверхности сажистого остатка, не препятствовать растеканию припоя продукты сгорания не должны быть токсичны.
Для связующих компонентов пастообразных припоев при бесфлюсовой пайке используют акриловую смолу, акриловый лак, цемент, индустриальное масло, сополимер формальдегида с диоксоланом и др. При бесфлюсовой высокотемпературной пайке в качестве связующего пастообразных припоев нашел широкое применение раствор акриловой смолы БМК-5 в раствори-
102
Припои и паяльные смеси
73. Легкоплавкие паяльные пасты
Компоненты Содержание, о/ /о Характеристика, назначение
Порошок припоя ПОССу 30—2 Хлористый цинк Хлористый натрий Хлористый ам юный Крахмалит Вода 75—80 7 — 8 0,40 — 0,60 0,04 — 0,10 0,2 —0,4 10—18 Имеет устойчивое коллоидное состояние при температурах — 5-=- -=-+40 °C Требует удаления остатков флюса тщательной промывкой
Порошок припоя ПОССу 30—2 Бензойная кислота Глицерин 75 — 80 0.5 —0,8 16—18 При продолжительном хранении имеет устойчивое коллоидное состояние при температурах —50-=--=-+50 °C
Алюминий хлористый Поливиниловый спирт (ПВС-1) Вода 0,5 —0.8 0,3—0,5 3—5 Удаление остатков флюса по и меди необязательно стали
Порошок припоя ПОССу 30—2 Вазелин Бензойная кислота Аммоний хлористый Эмульгатор ОП-7 75—80 18—22 1,2 —1,3 1,2—1,3 0,4 —0,6 Для пайки стали, никеля, меди и латуни Удаление остатков флюса необязательно
Спирт Глицерин Хлористый аммоний (насыщенный водный раствор) Солянокислый аналин Т риэтаноламин 30 45 18 5 2 Флюсующий состав смешивается с порошком припоя в соотношении 1 : 6 Удаление остатков флюса необяза-тель но
Список литературы
теле Р-5. В процессе пайки в нейтральных средах или вакууме при температуре выше 300 °C происходит испарение акриловой смолы из пасты без сажистого осадка. Когда требования, предъявляемые к паяным соединениям, не могут быть обеспечены обычными припоями, целесообразно применение композиционных припоев.
Для пайки никелевых сплавов с зазорами 0,5—1,5 мм используют в виде пасты композиционный припой ВПр11-40Н: наполнитель с более высокой, чем у припоя ВПрП, температурой плавления, помещенный в зазор, препятствует вытеканию припоя, повышает коррозионную стойкость паяемого металла Пайка пористых материалов требует наполнителя в виде сетки, порошков, которые удерживали бы матрицу припоя, не позволяя ей растекаться по поверхности.
1. Китаев А. ГЛ., Губин А. И. Сварка и пайка топкостенных трубопроводов. М.: Машиностроение, 1972. 132 с.
2. Быков В. В., Файзулинов Т. С. Газопламенные горелки. Мл Машиностроение, 1974. 69 с.
3. Хряпин В Е. Справочник паяльщика. М.: Машиностроение, 1981. 346 с.
4. Лашко Н. Ф., Лашко С. В. Пай_ка металлов. Мл Машиностроение, 197" 328 с.
5. Румянцев С. В., Добромыслов В. А., Борисов О. И Неразрушающие методы контроля сварных соединений Мл Машиностроение, 1977. 335 с.
6. Гришин В. Л. Свойства соединений титана и его сплавов, паянных медью. Сварочное производство. 1975, № 10,
с. 5—7.
7. Гржимальский Л. Л. _Самофлюсу-ющие припои. Л.: Знание, 1972. 82 с
8. Тихомирова О. И. Теоретические проблемы разработки таллиевых паст Мл НТО Машпром, 1972. с
9. Петрунин И. Е., Лоцманов С. Н-. Николаев Г. А. Пайка металлов.
Металлургия, 1973. 281 с.
ГЛАВА 4
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Природа флюсов, их классификация
Паяльный флюс — вспомогательный материал, применяемый для удаления окислов с поверхности паяемого материала и припоя и предотвращения их образования (ГОСТ 17325—79).
Для обеспечения высокого качества паяного соединения свойства флюсов должны отвечать следующим требованиям :
вступать во взаимодействие с окис-лами, прежде чем расплавится припой. Для каждого флюса существует температура его активного действия, которая несколько превышает температуру плавления флюса, но она должна быть ниже температуры плавления припоя;
смачивать паяемый металл;
не вызывать коррозионного влияния на соединяемые детали и припой;
оказывать адсорбирующее действие на металл, снижая поверхностное натяжение жидкого припоя и улучшая его растекаемость по паяемой поверхности;
не менять своего химического состава при нагревании вследствие испарения отдельных компонентов (не снижать активность в предусмотренном интервале температуры пайки);
по возможности не содержать дорогостоящих компонентов;
быть устойчивым в условиях транспортирования, хранения и применения.
Природа флюсов. В качестве флюсов используются различные одно- и многокомпонентные соединения. Наиболее эффективны многокомпонентные флю-сы> в состав которых могут входить вещества выполняющие различные Функции [4]. Компоненты флюса вы-ирают в зависимости от характера кисла на поверхности металла. Для слого окисла флюс должен иметь сновкой характер; для окислов, явля
ющихся основанием, флюс должен быть кислым.
В общем случае, когда флюсующие вещества не содержат окислов с резко выраженными кислотными или основными свойствами или содержат другие химические соединен! я, взаимодействие флюса с окисной пленкой может происходить по реакции
MemOn Ф = М.етОп Ф,
где МетОп-Ф — в общем случае продукт реакции, состоящий из одного, двух или нескольких компонентов Возможность протекания этой реакции зависит от изменения ее изобарноизотермического потенциала, определяемого уравнением
= Д/Метоп-Ф~ AZMerron_ aZ*’ гдеА2м о ф, AZM о и А2ф —
• III н
соответствен но изобарн о-изотерм иче-ские потенциалы продуктов реакции, окисла и флюса. Если AZy < 0, то реакция возможна, т. е. вещество Ф обладает флюсующим свойством. При AZy- > 0 реакция не пойдет (вещество Ф не может быть флюсом).
Для определения изоГарно-изотермических потенциалов веществ, участвующих в реакции, используется уравнение
AZT = А 4- ВТ 1g Т~ СТ,
где Т — температура процесса; А, В и С — коэффициенты,определяемые из термодинамических таблиц.
В тех случаях, когда химическая активность компонентов флюса недостаточна, в него вводят соединения, растворяющие окисную пленку. Такими растворителями окислов являются фториды щелочных и щелочноземельных металлов. Эти соединения применяются при пайке металлов,
104
Флюсы и газовые среды
имеющих трудноудаляемую окисную пленку.
Иногда для разрушения окислов может быть использовано вещество, вступающее во взаимодействие более активно с самим металлом, чем с его окисной пленкой. Через трещины в окисной пленке это вещество может вступить в реакцию с металлом, а продукт реакции, образующийся при этом, диспергирует окисную пленку, очищая поверхность детали.
Среди флюсов, оказывающих химическое воздействие на паяемый металл, следует отметить так называемые реактивные флюсы, обеспечивающие пайку или лужение основного металла без применения припоя [5]. В этом случае флюс, например хлорид тяжелого металла, вступая в реакцию замещения, выделяет металл, который выполняет роль припоя (см. гл. 2).
Одним из важных компонентов флюса являются металлы, вводимые в него в виде лигатур. При нагревании эти металлы вступают в реакцию замещения с окислами труднопаяемого металла, в результате чего образуются новые окислы. растворимые в флюсе или взаимодействующие с ним. образуя химическое соединение, переходящее в шлак.
Классификация флюсов. Согласно ГОСТ 19250—73 при классификации паяльных флюсов учитываются следующие признаки: температурный интервал пайки; природа растворителя; природа активаторов; механизм действия; агрегатное состояние.
По температурному интервалу пайки флюсы делятся на высокотемпературные (выше 450 СС) и низкотемпературные (ниже 450 °C).
По природе растворителя флюсы бывают водные и неводные.
По природе активаторов высокотемпературные флюсы делятся на галоге-нидные, фторборатные, боридно-угле-кислые; низкотемпературные — на канифольные, кислотные, галогенид -ные, гидразиновые, фторборатные анилиновые, стеариновые.
В наименованиях флюсов, имеющих несколько активаторов, указываются все активаторы. Например, канифоль-но-галогенидный, фтороборатно-гало-гепидный флюс.
По механизму действия различают флюсы защитные, химического действия, электрохимического действия, реактивные.
По агрегатному состоянию флюсы бывают твердые, жидкие и пастообразные.
Флюсы для высокотемпературной пайки
Флюсы для пайки черных и цветных металлов *. Для высокотемпературной пайки используют борную кислоту (Н3ВО3) и буру (Na2B2O7). Эти вещества при пайке выделяют борный ангидрид (В2О3), который, соединяясь с основными окислами металлов, образует легкоплавкий шлак, всплывающий на поверхность шва и предохраняющий его от вторичного окисления. Так, при пайке меди борной кислотой процесс может идти по следующей реакции: СиО + 2Н3ВО3 = СиО- В2О3 + ЗН2О.
При использовании в качестве флюса буры пайка происходит по реакции СиО Д- Na2B2O7 = СиО - В2О3 д--r Na2B2O4.
Образовавшаяся смесь легкоплавких солей (СиО-В2О3 и i\a2B2O4) плавится при температуре более низкой, чем каждая из них в отдельности.
Аналогично происходит пайка при применении буры и борной кислоты и других металлов, окислы которых являются основаниями. Наиболее известные бораты: CuO- B2O3;ZnO- В2О3; 2Fe2O3-3B2O3 и др. Таким образом, борная кислота, бура, их смеси, иногда иборный ангидрид используются пей пайке преимущественно железа и низкоуглеродистой стали медью, медни-цинковыми и серебряными припоями, а также меди, бронз, томпака, латуней с высокой температурой плавление — медноцинновыми и серебряными припоями.
При пайке металлов, имеющих кислые окислы (например, кремнезема SiO2 при пайке чугуна) во флюсы вводят
* Кроме флюсов для пайки алюмин- ”, магния, титана и сплавов на их основе. Флюсы для пайки перечисленных металлов рассматриваются самостоятельно
Флюсы для высокотемпературной пайки
105
окислы или соли натрия (Na2CO3). В этом случае протекает реакция
SiO2-Ь 2Na2CO3 = (Na2O) SiO2 ~
Н- 2СОо
с образованием легкоплавкой соли, переходящей в шлак.
При пайке легированных сталей и жаропрочных сплавов, содержащих хром, титан, молибден, вольфрам и другие элементы, флюсующего действия буры, борной кислоты и соединений натрия недостаточно. Поэтому в таких случаях для удаления окислов могут быть использованы галогениды или другие соединения.
Наиболее часто для пайки таких металлов в состав боридных флюсов вводят фтористый калий (KF), фтористый натрий (NaF), фтористый литий (LiF) и фтористый кальций (CaF2). Первые три фторида применяют, как правило, при температуре пайки ниже 850 °C, фтористый кальций — выше 850 °C. Это объясняется более высокой температурой плавления фтористого кальция (1375 СС).
Флюсы, содержащие соединения бора и фториды, заметно повышают свою активность, если в их состав ввести металлы, вступающие в реакцию замещения с окислами трудпопаяемых металлов. Например, при пайке высоко-хромистых сплавов в флюс вводят лигатуру, состоящую из алюминия, меди и магния.
При этом протекают реакции
Сг2О3 + 2А1 = А12О3 -Ь 2Сг;
Cr2Os + 3Mg == 3MgO 4- 2Cr.
Несмотря на то что окислы алюми* ния и магния более химически стойки, чем окись хрома, они лучше растворяются во фторидах щелочных или Щелочноземельных металлов. По приведенному принципу разработан один из наиболее распространенных флюсов 11В201, используемый для пайки коррозионно-стойких сталей и жаропроч-плавов при температуре 850—
При пайке конструкционных, коррозионно-стойких и жаропрочных сталей, МсДи, серебра, золота, сплавов на их
основе и многих других металлов при относительно низких температурах с успехом применяют фторидно-борид-ные соединения. Средн них широкое распространение нашел тетраборат калия (KBF4), а в ряде других случаев — тетрафторборат натрия (XaBFd).
Тетраборат калия плавится при 540 °C, тетраборат натрия — при 370 °C, а их эвтектическая смесь — при 360 °C. С бурой KBFj, образует эвтектику (31 % Na2B2O7) с температурой плавления 320 СС. Композиции тетраборатов щелочных металлов с другими соединениями позволили создать высокоактивные флюсы, используемые при 550—800 °C.
Наиболее широко применяемые фто-ридно- и боридно-галогенидные флюсы стандартизованы (табл. 1). Кроме стандартных, для пайки при температуре выше 650 °C широкого ассортимента черных и цветных металлов, за исключением алюминия, магния, тигана, а также сплавов на их основе, могут быть использованы флюсы, приведенные в табл. 2. В состав этих флюсов входят в различных сочетаниях бориды, галогениды, окислы, углекислые соли щелочных и щелочноземельных металлов, азотнокислые соли и другие соединения.
Следует отметить, что наиболее активные компоненты флюсов — фториды и некоторые хлориды — являются дефицитными и дорогостоящими реактивами.
Флюсы для пайки алюминиевых сплавов. Алюминий и его сплавы, относятся к труднопаяемы.м металлам, так как окись алюминия является одним из самых химически стойких соединений.
Флюсы для пайки алюминия почти во всех случаях содержат фториды щелочных металлов, растворяющие окись алюминия. В их состав входят также хлористый цинк и другие галогениды.
Наиболее широко для пайки алюминия и его сплавов применяется флюс 34А состоящий из хлоридов калия, лития, цинка и фторида натрия. При пайке этим флюсом хлористый цинк через ми к репоры и трещины в окисной
106
Флюсы и газовые среды
1. Высокотемпературные фторидно- и боридно-галогенидные флюсы (ГОСТ 23178 — 78)
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Бура (№а2В,О?) Окись бора (В2О8) Фтористый кальций (CaF2) (флюс — ПВ200) 18—20 65—67 14 — 16 800—1200 Пайка коррозионно-стойких и конструкционных сталей, жаропрочных сплавов высоко- и среднеплав-кимн припоями
Бура Окись борь Фторист-ый кальций Лигатура (А1 48 %: Си 48 %; Mg 4 %) (флюс — ПВ201) 11 — 13 76—78 9,5—10,5 0,9—1,1 Пайка коррозионно-стойких и конструкционных сталей, жаропрочных сплавов высоко- и среднеплавкими припоями Флюс ПВ201 более активен, чем ПВ200, за счет введения в последний лигатуры алюминий — медь — магний
Калий фтористый Окись бора Тетрафторборат калия (KBFJ (флюс — ПВ209) 41—43 34—36 22—24 700—900 Пайка коррозионно-стойких и конструкционных сталей, меди и медных сплавов среднеплавкими припоями
Ьориая кислота Гидрат окиси калия Фтористоводородная ки- слота (HF) (флюс — ПВ209Х) 34,8—36,8 27,9—29,9 34,3—36,3 Пайка коррозионно-стойких и конструкционных сталей, меди и медных сплавов среднеплавкими припоями. Флюс ПВ209 имеет такое же содержание бора, фтора, калия и кислорода, как и флюс ПВ209Х
Борная кислота Гидрат гкиси калия Фтористоводородная ки- слота (флю< — ПВ284Х) 29—31 25—27 43=45 = Пайка коррозионно-стойких и конструкционных сталей, меди и медных сплавов среднеплавкими припоями
2. Нестандартные флюсы для пайки черных и цветных металлов при температуре выше 650 °C
Компоненты Содержание (массовые доли), % Температурный интервал активности. °C Назначение и характеристика
Бура Фтористый натрий Хлористый натрий 90 2,6—2,8 7,2—7,4 800—1150 Пайка чугуна латунными, легированными алюминием, припоями
Калий фторнсто-водородный Борная кислота 45—55 55—45 Панка сверхтвердых сп -.jbo* и высокоуглероднстых uBci»r-ментальных cia-.ей
Фтороокись калия Фторбора! калия Бурная кислота Р. створ едкого кали (35—65 %) 20—40 15 40—65 5—25 550—950
Флюсы для высокотемпературной пайки
107
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Цорная кислота Бура фтористокислый калий Ф+брборат калия Фтористый литий 60 — 80 5—25 4 — 10 2 — 8 1—5 870—920 Пайка меди с коррозионно* стойкой сталью. Флюс изготовляют путем растворения в воде при нагреве указанной смеси солей в отношении 4:1; после охлаждения флюс имеет консистенцию пасты
Бориая кислота Фтористый натрий 49 — 53 Остальное 850 Пайка углеродистых, хромоникелевых сталей, чугуна, меди и ее сплавов (кремнистыми латунными припоями)
Борная кислота Углекислый литий Углекислый калий 50—60 20—25 20—25 — Пайка чугуна латунными припоями
Вольфрамат кобальта Фтористый калий Фтористый натрий Окись вольфрама Окись кобальта Окись бора 0,1—8 5 — 8 2 — 4 1 — 10 0.1 — 1 Осталь- ное 1000— 1200 Пайка твердосплавных инструментов
Борная кислота Бор Фтористый натрий Бура Фтористый кальций 3—5 0,05 — 0,4 2 — 5 6—9 80—85 1200 Пайка в вакууме коррозионно-стойких сталей
Хлористый алюминий Бура Бикарбонат натрия 20 60 20 — Пайка медных сплавов припоями системы медь — фосфор — олово — цинк
Бура Борная кислота 50 50 800—1150 Пайка углеродистых сталей, чугуна, меди, латуни, бронзы и твердых сплавов медно-цинковыми и серебряными припоями
Бура Борная кислота 80 20
Углекислый натрий Гидроокись лития Солевой состав сплава, состоящий из 26 — 28 % _\aF, '2-74 % NaCl Ьорная кислота 20 — 25 25 — 30 10 — 20 Остальное — Пайка и низкотемпературная пай кос варка чугуна
Борный ангидрид Бура Фтористый калий Хлористый кобальт пли хлористый никель 20—35 20—35 45 — 60 1—20 — Пайка серебряными припоями порошковых сплавов на основе карбидов вольфрама, кобальта, молибдена
108
Флюсы и газовые среды
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности. °C Назначение и характеристика
Бура Углекислый натрий Азотнокислый натрий Фтористый натрий 73—83 3 — 5 3 — 5 10—15 — Пайка чугуна с коррозионно-стойкой сталью. Например, при пайке чугуна со сталью 2X13 латунью Л63 паяное соединение получается равнопрочным паяемому металлу — чугуну
Фтористый калий (обезвоженный) Борная кислота (флюс — 18В) 40 60 550—850 Пайка сталей, никелевык, медных сплавов серебряными припоями
Фтористый калий Борный ангидрид Азотнокислый калий Фтористый натрий Углекислый литий Фторборат калия 10—20 15—25 5—15 5—10 2—6 Остальное 600—900 Пайка латуни кислородноаце-тиленовым пламенем
Борная кислота Кристаллическая бура Фтористый натрий (или КБ) Фторборат калия (или натрия) Алюминат лития (калия, натрия) 20—30 20 — 30 20 — 40 15 — 30 5 650—150 Для пайки изделий из коррозионно-стойких сталей, меди, медных сплавов припоями, содержащими 25 — 75 % серебра и работающими в сильно кор розионной или влажной среде (например, в химической и пищевой промышленности, эиерго-и холодильных установках)
Бура Бифторид аммония Борная кислота 30—40 10—20 Остальное Пайка коррозионно-стойких, жаростойких и жаропрочных сталей
Хлористый барий Фтористый литий Хлористый цинк Основа 8 — 10 26—28 850—900 Пайка алюминиевой бронзы
Тетраборат калия Фтористый калий 71—73 27—29 500— 1000 Пайка сталей, меди, медны с ;лавов и других металлов
Хлористый натрий Хлористый калий Хлористый барий Фтористый натрий Хлористая медь Хлористое олово Бура Борный ангидрид 15 — 17,5 15 — 17.5 10—15 8—10 2 — 5 8—10 9—12 Осталь- ное 650—850 Пайка преимущественно мед и ее сплавов медно-цниковыш и медно-марганцовистыми nps поями Флюс обеспечивает получение высокого качества паяных швов (процент дефектов не превышает 5 % площади шва
Флюсы для высокотемпературной пайки
109
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, СС Назначение и характеристика
Тетрафторборат калия Хлористый калий Хлористый литий Двухлористое олово Бориый ангидрид 30 — 34 9—11 16 — 21 20 — 24 16— 19 650 — 850 Пайка меди и ее сплавов
фтористый натрий Хлористый натрий Хлористый калий Фторборат калия Бура Лигатура (0,4 — 0,6 % А1, 0,6— 0,7 % Мп, 1-1,7 % Ge) 2 — 7 3 — 32 16 — 67 58 — 60 37 — 40 1000± 10 Пайка меди, ее сплавов, вольфрамового сплава, содержащего 60 % меди, стали, легированной хромом, марганцем. Пайка высоколегированных сталей в застойной атмосфере инертных газов, например в аргоне с давлением
Калий фтористый Фторборат калия Кремнекислый натрий Фтористый кальций Фтористый алюминий Хлористый никель (или хлористый кобальт) 3—25 3—25 3—12 0,1 — 15 0,1—15 0,001 — 15 700— 1200 Пайка конструкционных и коррозионно-стойких сталей, меди, никеля, сплавов на их основе, жаропрочных сплавов Флюс имеет широкий интервал активного действия, его остатки легко удаляются промывкой горячей водой
Борная кислота Бура Фтористый кальций Лигатура (48 % А1, 48 % Си; 4 % Mg) Толченое стекло 39 — 41 7—8 2 — 3 0,2—0,3 47,7—51,8 850— 1200 Пайка коррозионно-стойких н конструкционных сталей, жаропрочных сплавов, меди, никеля и сплавов на их основе Флюс имеет широкий интервал активного действия
Фторид щелочных или щелочноземельных металлов Борный ангидрид Лигатура Си—Si (6—13 % Si) Бура 5—15 10—60 1—21 Остальное Пайка быстрорежущих сталей и других металлов
Бура Углекислый натрий Хлористый натрий Борная кислота Фтористый калий Фтористый кальций 7—12 4—6 4—6 25 — 35 15—25 Остальное Пайка стали с медью, бронзой, латунью, бронзы с бронзой, латуни с латунью
Окнслы алюминия и железа Окислы калия и натрия GKucb кальция ^кись магния Фтористый натрий Фтористый кальций Двуокись кремния 0, -3 5—10 2,6—6 0,5—3 35—45 5—15 Остальное 1100— 1300 Пайка коррозионно-стойких и конструкционных сталей и Других металлов Флюс не вызывает эрозии металлов
Тетраборфторборат калия Алористый литий Алорнстый калий Алористый кадмий го оо сл ОС С С.1 1111 Ю — — С71 СО О С СО 725 — 775 Пайка алюминиевых бронз
по
Флюсы и газовые среды
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Смеси боратов, фторборатов и галогенидов щелочных и щелочноземельных металлов * (ВгО3, Na,B2O7, NaF, KF, LiF, KBFj, LiBF4, KCi, NaCl, LiCl и др.) Порошок металлов (Fe, Ni,- Co. Си и др.) Основа 0,5—1,0 — Пайка труднопаяемых металлов, например коррозионно-стойких сталей, или вольфрама, полученного спеканием, припоем системы Ag—Си—Zn—Ni и др.
Борная кислота Фтористый калий Фтористый алюминий Марганцевокислый калий Азотно-кислый никель Кремнекислый натрий 5—15 20—25 20—55 5—10 10—22 5 — 8 1050— 1150 Пайка коррозионно-стойких сталей, жаропрочных сплавов н других металлов
* Патент США 4235647 от 12.07.1979 г. Аналогичные флюсы, например, ПВ201 в нашей стране запатентованы значительно раньше.
пленке проникает к поверхности основного металла и вступает с ним в реакцию
2А1 -г 3ZnCl2 = 2А1С13 + 3Zn.
Хлористый алюминий, являющийся газообразным веществом при температуре выше 182 °C, способствует разрушению окисной пленки, которая одновременно растворяется во фториде натрия. Металлический цинк, высаживающийся на поверхности алюминия, вступает с ним во взаимодействие и образует сплав, состав которого отвечает ликвидусу равновесной диаграммы состояния системы А1—Zn при температуре пайки.
Следует отметить также возможность образования при пайке алюминия не только галогенидов алюминия (A1F3, А1С13, А1Вг3), но и субгалогенидов (A1F, А1С1) по реакции [3] 2А1 — А1Г3* = 3A1F
или
х А! — МеГх = х А1Г + Me.
При температуре пайки субгалоге-ниды имеют более высокую упругость паров, чем галогениды, что положи -
* Символом «Г» в общем случае обозначен один из галогенов — фтор, хлор или бром.
тельно влияет на процесс очистки паяемой поверхности от окисной пленки.
Для высокотемпературной пайки алюминия и его сплавов разработаны различные флюсы, приведенные в табл. 3. Эти флюсы, в зависимости от физико-химических свойств, используют для пайки газовым пламенем, в печах, в соляной ванне, ТВЧ и т. д.
Флюсы для пайки магниевых сплавов. Флюсы, применяемые для пайки магниевых сплавов, оказывают реактивное и диспергирующее действие и частично растворяют окись магния. Так. один из флюсов (флюс № 6) на основе карналита с добавлением фтористого натрия и небольшого количества окиси алюминия может обеспечить пайку по следующей схеме: частичное растворение окиси магния фтористь.: натрием: взаимодействие окиси алюмм ния с окисью магния с образованье" шпинели; взаимодействие окиси алюминия с магнием на тех участках, где окисная пленка уже разрушена по реакции
А12О3— 3Mg = 3MgO — 2А1.
Выделившееся при этой реакдил небольшое количество алюминия осаждается на поверхность магния и спл: в-
Флюсы для высокотемпературной пайки
111
3. Флюсы для высокотемпературной пайки алюминия и его сплавов
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк (флюс — 34А) 54—56 29—35 9—11 8—12 420—620 Пайка алюминия и его сплавов, не содержащих более 1 —1,5 % Mg Нагрев печной, газопламенный, ТВЧ. Исключается пламя кислородно-ацетиленовых горелок, так как понижается активность флюса
Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк 28 42 6 24 420—620
Хлористый калий Хлористый натрий Фтористый натрий Хлористое олово (флюс “ ФЗ) 47 38 10 5 Пайка алюминиевых сплавов типа АД1, АМц, АМг Флюс менее гигроскопичен из-за отсутствия хлористого циика
Хлористый калий Хлористый литий Фтористый натрий Хлористое олово Хлористый кадмий (флюс — Ф5) 45 38 10 3 4
Хлористый калий Хлористый литий Фтористый натрий Хлористый кадмий (флюс — Ф370) 47 38 5 10 560—620
Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк (флюс — Ф380) 47 38 5 10 Пайка алюминиевых сплавов в соляных ваннах
Хлористый калий Хлористый ЛИТИЙ Карналлит (флюс — Ф17) 51 41 8 570—620 Пайка погружением в соляных ваннах
Хлористый калий Хлористый литий Хлористый цинк Фористы Й натрий (флюс — 40 36 16 8 — Пайка алюминиевых сплавов припоями на цинковой основе
Хлористый калий ХЛОр|.СТЫЙ ЛИТИЙ хлористый натрий Хлористый цинк убористый натрий (флюс — 41 23 22 8 6 550—620 Пайка сплавов типа АД1, АМц, АМг в печн и в соляных ваннах
112
Флюсы и газовые среды
Продолжение табл. 3
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый калий Хлористый литий Хлористый натрий Фтористый калий Фтористый алюминий 45 36 10 5 5 580—620 Пайка алюминия и его сплавов в соляных вайнах и в печах Флюс менее гигроскопичен из-за отсутствия хлористого цинка, термически более стоек и не вызывает сильной эрозии паяемого металла
Хлористый натрий Хлористый калий Хлористый литий Фтористый калий Фтористый алюминий Хлористый цинк ила хтористый кадмий 12 44 34 4,5 5,4 0,1 — Пайка погружением в расплав флюса без предварительного нанесения припоя. Припоем служит жидкий сплав цинка с алюминием, образующийся на поверхности детали з результате обменной реакции алюминия с хлоридом цинка
Хлористый калий Хлористый литий Фтористый калий Хлористый свинец Хлористый кадмий Фтористый цинк 40—50 30—50 9—13 1 — 2 1 — 6 3 — Флюс обладает высокой активностью, рекомендуется для пайки горелкой
Хлористый цинк Хлористый кальций Хлористый калий Хлористый натрий Фтористый натрий Фтористый калий 20—30 15—20 34—40 15 — 20 1,8 3,5 Пайка припоями на цинковой основе типа сплава 30 % А1 — -г 70 % Zn
Хлористый калий Хлористый натрий Хлористый литий Фтористый литий Фтор исто-кислый аммонии 55 — 65 12—18 15—25 2—5 4-6 Пайка алюминиево-магниев: х сплавов припоями иа основе алюминия с добавкой магния
Хлористый калий Хлористый натрий Хлористый литий Фтористо-кислый аммоний Фтористый литий 60 15 17 3 Пайка алюминиево-магниевы а также магниевых сплавов; позволяет производить анодирование паяного шва без е'О потемнения. Рекомендуется для пайки горелкой
Хлористый натрий Хлористый кальций Хлористый цинк Хлористый калий 2-14 31 — 45 1—6 Остальное 500—530 Пайка алюминиевых ради;' ров погружением в распг ленный флюс Состав ванны в процессе п; стабилен
Хлористый калий Хлористый литий Хлористый кальций Фтористый натрий Хлористый натрий 55—57 28-30 7,5—8,0 6,5—7,5 2—5 — Для пайки тонкостенных деталей в печи при длительных выдержках
Флюсы для высокотемпературной пайки
113
Продолжение табл. 3
—- Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый калий Хлористый литий Фторцирконат калия 40—60 30—50 1—10 — Для пайки погружением труд-нопаяемых сплавов алюминий-магний, алюминий — магний — кремний
Хлористый калий Фторцирконат калия Хлористый литий 10—14 5—6 Остальное 520 Пайка алюминия и его спл-вов Флюс устойчив при длительном нагреве
Хлористый калий Фтористый натрий Хлористый натрий Хлористый ЛНТИЙ Хлористое олово Хлористый кадмий 25—50 5— 15 20—30 5—20 2—10 2—10 590—600 Пайка алюминия и его силанов в печи с воздушной атмосферой Флюс обеспечивает минимальную эрозию (менее 0,06 мм) основного металла
Хлористый натрий Хлористый калий Хлористый литий Фтористый калий кислый 0—25 10—50 23—60 3—20 — Панка алюминия и его сплавов в ванне
Хлористый цинк Хлористый литий Хлористый калий Фтористый литий Фтористый натрий 5 38 27 25 5 — Пайка алюминия со сплавами железа, никеля, меди. Последние покрывают хромом толщиной 20 мкм, затем поверхность алюминируют
Y Хлористый ЦИНК Хлористая медь 20—40 60—80 500 — 600 Реактивно-флюсовая пайка алюминия. Остатки флюса удаляются промывкой водным раствором соды, затем водой
Хлористый натрий Хлористый кадий Хлористый кальций Фтористый литий 13,5—32 34,2—51 27,5—32 5 Пайка алюминия и его сплавов в расплавленной соли
Хлористый натрий Хлористый калий Хлористый кальций Хлористый алюминий 17—20 40—45 17—20 6 — 7 Пайка алюминия и его сплавов в расплаве солей
Хлористый натрий Хлористый литий Фтористый калий Фтористый алюминий икись кремния 8—12 30—40 4—5 4 — 6 0,3—5 580—590 Реактивный флюс для пайки алюминия и его сплавов погружением. При пайке чистого алюминия и сплавов системы алюминий — марганец на поверхности паяемых изделий при 580 °C образуется припой типа алюминий — кремний
Хлористый ЦИНК Фтористый натрий Фтористый литий литий 20—25 7,5—12,5 7,5—12,5 Остальное Пайка узлов, изготовленных из алюминиевых сплавов припоями 34 А; эвтектическим силумином
114
Флюсы и газовые среды
4. Флюсы для высокотемпературной пайки магния и его сплавов
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение, характеристика флюса
Карналлит плавленый Криолит Окись цинка (флюс № б) 89 8 3 420—620 Пайка магниевых сплавов при» леями на основе магния с добавками алюминия и цинка
Фтористый натрий Окись алюминия Карналлит (флюс № 6) 7—9 3 — 5 Остальное 420—500
Хлористый калий Хлористый натрий Хлористый литий Фтористый натрий Фторалюминат натрия (флюс № 12) 31,5 9 49,5 8 2 600
Хлористый калий Хлористый натрий Хлористый литий Фтористый натрий Фторалюминат натрия (флюс — Ф380МГ) 42,5 10 37 10 0,5 600
Хлористый калий Хлористый натрий Хлористый литий Фтористый натрий (флюс — ДАУ450) 46 24 26 4 538—600
Хлористый калий Хлористый натрий Хлористый литий Фтористый натрий Фтористый литий (флюс — ДАУ451) 42 21 23 4 10 540—600 Пайка магниевых сплавов припоями на основе магния с добавками алюминия и цинка
Хлористый Хлористый Хлористый Фтористый калий магний барий кальций 55 34 9 2 430—540 Пайка магниевых сплавов погружением в расплав солей припоями системы магний— цинк— кадмий. Флюс замешивают на спирту и наносят в виде пасты иа паяемое изделие
Хлористый Хлористый Фтористый Хлористый Хлористый Хлористый калий натрий литий литий цинк свинец 36 30 8 18 7,9 0,1 590 Пайка магниевых сплавов
Хлористый Хлористый Хлористый Фтористый кадмий натрий калий литии 12 26 54 8 590 Пайка магния и его сплавов
Хлористый Хлористый Фтористый Хлористая калий литии натрий сурьма 57 36 6 1.- 560 Панка магния и его сплано*
Флюсы для низкотемпературной пайки
115
дяется с припоем, а образовавшаяся Окись магния растворяется флюсом.
При использовании и других флюсов {7] в их состав входят фториды щелочных металлов. Эти фториды, например KF и NaF, в химическую реакцию с окисью магния не вступают. Термодинамические расчеты [6], проведенные при температуре обычной высокотемпературной пайки магниевых сплавов (примерно 523 СС) показали, что реакция между окисью магния и фторидами калия или натрия не идет. MgO+ 2KF = MgF2 Н- К2О;
MgO 4" 2\TaF — MgF2 + Na2O, так как
AZkf-M&o = 4~ 583 000 кДж моль;
A^NaF-MgO — 4-162 600 кДж, моль.
Это косвенно говорит о растворяющем действии фторидов на окись магния при пайке.
Флюсы для высокотемпературной пайки магниевых сплавов рассмотрены Ь табл. 4.
Флюсы для пайки титана и его сплавов. Флюсы, рекомендуемые для пайки титана и состоящие из хлоридов и фторидов [7] различных металлов, малоактивны и в процессе пайки вступают во взаимодействие с основным металлом, загрязняя его поверхность. Припои, предназначенные для пайки титана, недостаточно хорошо смачивают поверхность титана и плохо затекают в зазор. Все это, в конечном счете, требует доработки технологии флюсовой пайки титана и титановых сплавов. Тем не менее удовлетворительные результаты могут быть получены при использовании флюсов, приведенных в табл. 5.
Титановые изделия могут быть соединены также реактивно-флюсовой пайкой. В состав флюса в этом случае входит большое количество хлорида олова или серебра. При этом протекают следующие реакции:
Ti ~ 2SnC]2 = TiCl4 — 2Sn;
Ti 4- 4AgCl = TiCl4 — 4Ag.
Четыреххлористый титан, образующийся при этих реакциях при температуре пайки, является газообразным еществом и улетучивается из зоны аикц. Восстановленное олово или
5. Флюсы для пайки титана и его сплавов
Компоненты
Хлористый натрий Хлористый калин Хлористое серебро Фтористый литий
Хлористый калий
Хлористый стронций
Хлористое олово
Фтористый литий
Фтористый калий Хлористый калий Хлористый барий
Фтористый калий Хлористый калий Хлористый барий Фтористый барий
Назначен не
45
36
10 Остальное
Пайка в печах и газовой горелкой припоями и а алю-миниевой основе
36
45
10
9
50
45
5
35
50
10
5
Пайка титана со сталью серебряными припоями
серебро покрывает поверхность титана, которую затем можно паять обычным способом.
Флюсы для низкотемпературной пайки
Галогенидные флюсы. Галогенидные флюсы могут быть использованы для низкотемпературной пайки почти всех черных и цветных металлов. Наиболее широкое применение нашли хлористый нашатырь ХН4С1 и хлористый цинк ZnCl2, а также различные смеси, содержащие эти хлориды.
В табл. 6 даны основные сведения о галогенидных низкотемпературных флюсах, используемых для пайки черных и цветных металлов.
Канифольные, канифольно-гало-генидные и канифолесодержащие флюсы. Канифоль удаляет окислы только таких металлов, как медь, серебро, олово, и в чистом виде как флюс применяется все реже, особенно в серийном и массовом производстве. Более широкое применение нашли канифольные флюсы, активированные различными
116
Флюсы и газовые среды
6. Галогенидные флюсы для низкотемпературной пайки черных и цветных металлов
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
Хлористый цинк Вода 40 60 290—350 Пайка углеродистых и низколегированных сталей, меди, никеля и их сплавов
Хлористый цинк Хлористый аммоний Вода 48 12 40 150 — 320
Хлористый аммоний Хлористый цинк Соляная кислота Вода (флюс — Прима 2) 4 6 5 85 150—400 Пайка сплавов меди и железа
30—40 %-ный водный раствор хлористого цинка Соляная кислота 2 •> 1 180 — 330 Пайка коррозионно-стойких сталей типа 12X18Н9Т
Кадмий хлористый Натрий хлористый Цинк хлористый Аммоний хлористый (флюс — ФК-30) 30 50 15 5 400 Пайка меди и ее сплавов припоями с высокой температурой плавления
Цинк хлористый Олово двухлористое Медь хлорная Кислота соляная Вода (флюс — ЗИЛ-1) 40 5 0,5 3,5 51 — Пайка стали, железа, чугуна припоями с большим содержанием свинца
Хлористый цинк Дву хлор истое олово Хлористый калий Хлористый аммоний Соляная кислота Вода (флюс — ЗИЛ-2) 40 2 1 1 2 54 — Пайка стали, чугуна, меди и ее сплавов малооловянистьнш припоями или припоями а основе цинка, кадмия, висмуга
Хлористый цинк Хлористый натрий Хлористый калий Вода (флюс — ЗИЛ-4) 40 5 1 54 — Пайка стали, оцинкованного а лсза и медных сплавов п] -поями с большим содержант свинца
Цинк хлористый Натрий хлористый Медь хлориая Соляная кислота Вода (флюс — ЗИЛ-5) 40 20 2 1 37 Пайка меди и ее сплаве» -и • новыми припоями
Циик хлористый Олово двухлористое Натрий хлористый Кислота соляная Вода (флюс — ЗИЛ-6; 40 2,5 10 45,5 — Пайка стали висмутовыми »»--поями
Флюсы для низкотемпературной пайки
117
Продолжение табл. 6
Компоненты Содер -жание (массовые доли). % Температурный интервал активности. °C Назначение и характеристика флюса
Соляная кислота Двухлористое олово Вода 5—18 0.4—15 Остальное — Пайка меди преимущественно висмутовыми припоями
Хлористый цинк Хлористый аммоний Двухлористое олово Соляная кислота Хлористый хром Поверхиостно-активные вещества Вода 30 — 50 7—14 1—5 1—5 0,5—8 1 Остальное — Пайка стальных листов, покрытых хромом, коррозионно-стойкой стали, литейного чугуна, меди, латуни
Окнслы тяжелых металлов (Pb, Sn и др.) Хлориды и бромиды тяжелых металлов Хлорид меди Хлористый аммоний 5 15 22 58 — Пайка чугуна даже малооло-вянистыми припоями Порошок флюса в виде пасты замешивают на спирте или глицерине
Хлористый цинк Хлористый аммоний Соляная кислота 31—35 63 — 67 1—2 250 — 400 Пайка углеродистых и коррозионно-стойких сталей, меди, медных сплавов. Расплав в ванне Флюсы длительно сохраняют активность
Хлористый цинк Хлористый аммоний Песок кварцевый 25—50 15 — 50 5 — 25 Пайка сталей в ваннах Песок уменьшает образование дыма
Хлористый натрий Хлористый кальций Хлористый никель Кислый фтористый калий Йодистый калий Соляная кислота Хлористый цинк 0,5—1 0,5—1 0,5—1 1—2 2—3 2—3 Остальное — Пайка преимущественно коррозионно-стойких сталей свинцо« выми припоями. Можно также паять конструкционные стали медь, никель, их сплавы, свнн« цовыми и оловянно-свинцовы-ми припоями
Хлористый калий Хлористый кальций хлористый никель ислыи фтористый натпий «одистый калий оляная кислота хлористый ЦИНК 0.5—1 0,5—1 0.5—J 1 — 2 2—3 2—3 Остальное 25^—400 Пайка преимущественно корро» зионно-стойких сталей свинцовыми припоями
Хлпп Хлористого цинка и ШениИиСТ(2Т4аММОНиЯ в соотн°-Хлорид железа Основа 0,5—10 350—400 Пайка радиаторов из латуни
118
Флюсы и газовые среды
Продолжение табл. 6
Компоненты Со дер-жание (массовые доли). % Температурный интервал активности, °C Назначение и характеристика флюса
Хлористый цинк Хлористый натрий Хлористый калий Хлористый стронций 63,5— 74,5 9,5—11 12—14 0,5—15 —• Пайка сталей, меди, медных сплавов Флюс нетоксичен, негорюч, не* летуч, не требует предвари* тельного снятия окислов с паяемой или облуживаемой поверхности
Хлористый циик Хлорное железо Кислый фтористый аммоний Стаинат натрия Вода 10—20 1 — 8 3—15 1 — 7 Остальное Пайка термокомпенсаторов из вольфрама и его сплавов
Массовые части.
неорганическими или органическими соединениями (табл. 7). Такие флюсы используют для пайки не только меди и ее сплавов, но и конструкционных и коррозионно-стойких сталей и других сплавов.
Большинство канифолесодержащих флюсов не вызывает коррозии паяного соединения
Гидразиновые, анилиновые и другие органические флюсы. Для пайки применяют солянокислый гидразин N2H2HC1 с температурой плавления 92 =С и солянокислый гидразин N2H22HC1, плавящийся при температуре 198 °C. Соли гидразина бесцветные, хорошо растворяются в воде и при плавлении разлагаются с выделением водорода и хлористого водорода.
Анилин (аминобензол, фениламин) C6H5NH2 также бесцветная жидкость с температурой плавления — 6,15 °C и кипения 184,4 °C. Кроме высокой активности анилиновые флюсы при пайке дают остаток, который не только не вызывает коррозии соединения, но и образует твердую пленку, защищающую шов от воздействия внешней среды.
Гидразиновые, анилиновые и другие флюсы, содержащие различные органические соединения, действующие подобно гидразину или анилину, приведены в табл. 8. Некоторые компоненты этих флюсов являются нейтральными
веществами, придающими последним необходимые физические свойства.
Бесканифольные флюсы, содержащие органические и неорганические соединения для пайки черных и цветных металлов. Флюсы этой группы (табл. 9) получили широкое применение в различных областях техники. В состав таких флюсов входят в различных сочетаниях галогениды, бориды и другие неорганические соединения. Органические компоненты — гидразин, глицерин, вазелин, этиленгликоль -— оказывают такое же воздействие на окислы паяемого металла, как и в других, рассмотренных выше флюсах. Совместное применение органических и неорганических компонентов дает весьма положительный эффект при пайке меди, медных сплавов, а также конструкционных, коррозионно-стойких сталей и других металлов и сплавов
Флюсы для пайки алюминия, магния и сплавов на их основе. Флюсы "ля низкотемпературной пайки, приведенные выше, несмотря на высокую ак~ив-ность некоторых из них, при пайке алюминия и магния положи гель -:ого результата не дают. В табл. 10 приведены характеристики низкотемгн натурных флюсов для пайки алюминия, магния и сплавов на их основе' гЯ' щие из органических и неорганиш - |Х соединений и их смеси.
Флюсы для низкотемпературной пайки
П9
7. Канифольные, канифольно-галогенидные и канифолесодержащие флюсы для низкотемпературной пайки черных и цветных_металлов
’ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Канифоль Спирт этиловый 30 70 150 — 300 1 Панка меди припоями с содержанием 30 % олова; для латуней и бронз менее эффективен
Канифоль Стеарин Спирт этиловый (флюс — КЭ) 24 1 75 180 — 300
Канифоль Диэтиламин солянокислый Триэтаноламин Спирт этиловый 24 4 2 70 200—350 Папка меди и ее сплавов, углеродистой стали и цинка
Ортофосфорная кислота (плотность 1,6—1,7) Канифоль Спирт этиловый или этиленгликоль (флюс — ЛМ-1) 32 6 62 200 — 240 Пайка хромоникелевых коррозионно-стойких сталей припоями с содержанием олова ие менее 30 %; для пайки меди и ее сплавов не рекомендуется
Хлористый аммоний Хлористый цинк Канифоль Спирт этиловый (флюс — ЛК-2) 1 3 30 66 200—360
Канифоль Анилин солянокислый Спирт этиловый 22 2 76 200—350 Пайка меди, латуни и оцинкованного железа
Вазелин технический Канифоль Глицерин Хлористый цинк Парафин 45 30 15 6 4 180 — 300 Пайка медных электротехнических приборов Флюс — паста
Канифоль Этиловый спирт Хромированный углерод (фреон 114В2) 10 — 40 2,4 —3,6 57,6— 86,4 — Пайка меди Флюс негорюч, легко удаляется при очистке
Канифоль Полипропиленгликоль 35—40 40—65 — Пайка электрических соединений; обеспечивает получение светлых блестящих швов
Канифоль ^’Рма-Мад ьаырт этиловый 5—25 2,5— 1 5 Остальное — Пайка никелированной поверхности: не вызывает коррозии паянсго соединения
120
Флюсы и газовые среды
Продолжение табл. 7
Компоненты Содер-жанне (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Триэтаноламин Октадециламии Фенол Анилингидрохлорид Канифоль 83 10 0,5 1.5 5 Пайка эмалированных прово -дов
Фосфат калия Фосфат натрия Фосфат кальция Канифоль 1,5—1,8 6,8—7,3 1,2—1,3 Осталь- ное — Пайка печатных плат Флюс имеет повышенную активность, ускоряет процесс пайки и хорошо отмывается
Канифоль Трифтортрихлорэтан Ацетон Этиловый спирт 15 — 25 5—70 8—20 Остальное — Пайка и лужение никеля, серебра и их сплавов
Карбамид Канифоль Глицерин Этиловый спирт 5—10 15 — 25 0,1 — 10 Осталь- ное — Пайка высокопрочных медных сплавов
Метилтетрагпдрофталевый ангидрид Канифоль, растворенный в спирте 10 — 46 Остальное — Пайка меди и медных сплавов Флюс обладает гидрофобными свойствами
Д ибу т и л фт ал ат Канифоль 20—90 Остальное Пайка меди н медных сплавов Флюс нетоксичен
Канифоль Малеиновая кислота Поверхностно-активное веще- ство АНП-2 Этиловый спирт 30 — 33 0,3 — 3 0,1—0,1 Остальное Пайка меди и медных сплавов. Преимущественно пайка плат печатного монтажа
Канифоль Иод Спирт этиловый 10 — 40 0,01 — 0,001 Остальное — Пайка и лужение меди •’«' ных сплавов. Остатки С 'са удаляются спиртом или : »ео‘ нами
Изопропанол Канифоль Солянокислая соль диметиламина Изопарафин 66 ** 2 *' 2 ** 98 — Пайка элементов радио -.ль тонной аппаратуры Флюс хорошо удаляет о... ’’уЮ пленку, не выделяе» яде тых газов, не вызывает . -вМ паяного соединения .—-—
Флюсы для низкотемпературной пайки
121
Продолжение табл. 7
Компоненты Содер-жание (массовые доли). % Температурный интервал активности, °C Назначение и характеристика
Фосфат аммония фторид аммония Канифоль 10—90 0.5— 1 5 Остальное — Пайка хромосодержащих коррозионно-стойких сталей припоями системы РЬ — Sn Флюс неагрессивный
Канифоль Иоднд титана Капроновая кислота 16,8—20 4,2—10 Остальное — Пайка меди и ее сплавов Флюс обладает повышенной активностью
Канифольное масло (полученные перегонкой канифоли при 180—250 °C) Этиловый спирт 70 30 190—260 Пайка меди Флюс ие вызывает коррозии основного металла
Канифоль Катапин-ингибитор Этиловый спирт 3—5 35— 45 Остальное — Пайка углеродистых и коррозионно-стойких сталей и медных сплавов с содержанием алюминия до 10 %
** Массовые части.
8. Гидразиновые, анилиновые и другие органические флюсы для низкотемпературной пайки черных и цветных металлов
Компоненты Содер-жание (массовые ДОЛИ/, % Температурный интервал активности, °C Назначение и характеристика
Молочная кислота Вод 15 85 180—280 Пайка меди, латуни, бронзы
Солянокислый гидразин Вода 5 95 150 — 330
Вазелин Салициловая кислота Триэтаноламин Спирт этиловый (флюс — ВТС) 100 10 “ 10 ** 40 *» 182 — 300 Пайка меди, ceoeCpaj золота и их сплавов
Глицерин Гидразин солянокислый Вода 35 5 60 230 — 350 Пайка меди и ее сплавов, никеля, серебра, углеродистых сталей
Гидрохлорид амина хсуснок истый цинк Вода 10— 40 3-30 Осталь-ное — Пайка меди н ее сплавов Флюс не вызывает коррозию паяного соединения
122
Флюсы и газовые среды
Продолжение табл. 8
Компоненты Содер-жание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Гидразин солянокислый Глицерин Муравьинокислый натрий Дистиллированная вода 1—3 40—56 1—3 Остальное — Пайка медн и медных сплавав Флю$ нетоксичен, остатки легко удаляются
Эфир полиэтилен гликоля и тетрахлорфталевого ангидрида Хлоруксусная кислота Растворитель 14—74,5 1,4 — 23 20—80 — Пайка никеля Флюс нетоксичен, имеет низкую коррозионную активность
Феруловая кислота Растительная смрла Органический растворитель 0,1—30 1,0—30 Остальное Пайка меди, серебра, сплава свинец — олово. Применяется преимущественно в узлах и блоках радиоэлектронной аппаратуры с высокой плотностью монтажа
Полиэфирная смола Триэтаноламин Диэтаноламин Дистиллированная вода 61—64 0,5—4 0,1—4 Остальное — Пайка меди, никеля, серебра и их сплавов припоями олово— свинец
Масло авиационное Масло цилиндровое Триэтаноламин 65—83 15—30 2—5 — Пайка печатных плат волной припоя
Этиленгликоль Малеиновый ангидрид Вода 7,5—40 18—75 Остальное — Лужение металлов, преимущественно никеля
Глицерин Додецилсульфат натрия Адипиновая кислота Этиловый спирт 20—45 0,5—1,2 4—10 Осталь- ное — Пайка термочувствительных элементов, требующих минимального времени нагрева Флюс нетоксичен
Глицерин Метнлтетрагидрофталевый ангидрид Триэтаноламин Этиловый спирт 1 0,1—10 0,1 — 10 Остальное — Пайка меди и ее сплавов Остатки флюса хорошо смываются водой
Адипинс»зая кислота Этилен гл и коль Изопропиловый или этиловый спирт 5 5 Остальное — Механизированная пайка печатных плат
Флюсы для низкотемпературной пайки
123
Продолжение табл. 8
Компоненты Содер-жание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Триэтаноламин Бензойная кислота Спирт фреон 113 1,5 4 18—20 74,5— 76,5 — Пайка печатных плат
Триэтаноламин Ангидрид фталевой кислоты Одноатомный спирт 0,4—40 0,6—0,8 Остальное — Пайка деталей радиоаппаратуры
Глицерин Этиловый спирт 1 Остальное — Пайка печатных плат
Воск Олеиновая кислота 80 Остальное — Пайка меди н ее сплавов
Мочевина в виде кусков или водного раствора, концентрация не менее 10 % 100 — Пайка низкоуглеродистой стали, меди, цинка Флюс нетоксичен
Триэтаноламин Диэтиленгликоль 2 — 3 07—98 — Пайка проводов в эмалевой изоляции. Можно не зачищать провод от изоляции Флюс не вызывает коррозию паяного соединения
Триэтаноламин Диэтнленгидрохлорид Катапии ингибитор Спирт этиловый 10—80 5—10 5—15 Остальное До 420 Пайка меди Флюс имеет широкий интервал активного действия (до 420 °C)
Анилин солянокислый Глицерин Вода кипяченая 1 — 25 18—25 Остальное — Пайка труднопаяемых металлов, преимущественно манганина Флюс имеет слабую коррозионную активность, термостоек
Соединение неопентилгликоля с хлорэндиковым и тетрахлор-фталевым ангидридом Этилацетат (растворитель) 10—60 Остальное Пайка изделий в приборостроении и радиоэлектронике
Талловое масло Растворитель 3—30 Остальное 220—260 Пайка изделий в радиоэлектронике и приборостроении Флюс обладает лучшими технологическими свойствами по сравнению с канифольными флюсами
124
Флюсы и газовые среды
Продолжение табл. 8
Компоненты Содер-жание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Глицерин Анилин солянокислый Спирт этиловый N N-диэтиланил ин 35—10 4—15 60—65 1 — 10 200—215 Пайка преимущественно металлизированных изделий методом погружения Флюс имеет повышенную активность
Г лицернн Янтарнокислый аммоний 97—98 2—3 — Пайка меди Флюс не вызывает коррозии паяного соединения
Эпоксидная смола Метнлтетрагидрофталевый ангидрид 4 — 66 Остальное — Пайка и лужение меди и никеля
Днбутилфталат Поливинилпироллидон Полиэфирная смола 79,5 — 81,5 2,5—4,5 Осталь-ное 280—300 Пайка и лужение серебросодержащими припоями. После пайки образуется влагостойкая прозрачная пленка, препятствующая коррозии соединения
Низкомолекулярный поливи-инлпироллидоп Стеариновая кислота Диэтилеигликоль Д и бутилфт ал ат 2,5—4,5 3,5—5,5 71 — 77 17—19 100—300 Пайка деталей с покрытием из серебра и меди. Очистка после пайки производится от мывкой в трихлорэтилене Изделия отличаются высоким качеством паяного соединения
Моноэтаноламин Дчэтиламин солянокислый 70—80 20—30 — Пайка и лужение материале’ с серебряным покрытием, оловянным И ОЛОВЯНИО-СВИИЦОВЫМ1 покрытиями
Гидразин Смесь спирта, воды и вазелина 1 — 10 Остальное Пайка меди н медных сплавов. После пайки не образуется шлака
Карбамид Аммоний салициловокислый Триэтаноламин Этиловый спирт 5—10 8—10 1 — 2 Остальное — Пайка печатных плат
Двойной эфир сульфомалеино-вой кислоты Парафин 1 — 20 Осталь-иое — Пайка печатных плат Остатки флюса предохраняют паяное соединение от коррозии
Массовые части.
Флюсы для низкотемпературной пайки
125
9, Бесканифольные флюсы, содержащие органические и неорганические соединения для низкотемпературной пайки черных и цветных металлов
Компоненты Содержание (массовые доли), % Температура активного дей - | ствня, °C Назначение и характеристика флюса
Вода Глицерин Хлористая медь Хлористое олово (флюс — Ф10) 47 47,9 0,1 5,0 200—300 Пайка углеродистых сталей
Вода Глицерин Хлористый кадмий CuCI2-2CuO-4 Н£О Хлористое олово (флюс — Ф16) 40 40 9,6 0,8 9,6 200—290
Вода Глицерин Хлористое олово Хлористый кадмий Соляная кислота (флюс — Ф25) 41 40 5 10 4 200 — 300 Пайка коррозионно-стойких сталей
Этиленгликоль или глицерин (или их смесь 1:1) Днэтиламин солянокислый Ортофосфориая кислота (флюс — 38Н) 50 25 25 350 Пайка нихрома, бериллиевой бронзы, константана, коррозионно-стойкой стали
Ортофосфориая кислота Этиловый спирт Вода (флюс — ФИМ) 0,2 1 1 — Алюминиевая и бериллиевая бронзы, коррозионно-стойкие стали
Хлористый цинк Глицерин Хлористый аммоний Метиловый спирт Вода (флюс — Прима 1) 73 60 27 1* 1* 150—400 Пайка меди и ее сплавов и металлов платиновой группы
Глицерин Хлористый аммоний (насыщенный раствор) Хлористый цинк (насыщенный раствор) 25 3 72 — Пайка меди и ее сплавов, оцинкованного железа
Хлорид цинката аммония Хлориды щелочных металлов Гранулированный инертный к флюсу материал (плотность 0.1 — 1 г/см») Окись н карбонит цинка Фенолформальдегидная смола 60 - — 18 1,5 5— 25 0,1 — 1 385 Пайка консервных банок припоем на основе свинца Флюс способен сохранять своп свойства в процессе длительного нагрева в контакте с припоем при температуре 385 °C
Хлористое олово Глицерин Дистиллированная вода Алористая медь 9—1. 41 — 46 42—47 До 0,4 — Пайка углеродистых и низколегированных сталей Флюс отличается слабой коррозионной активностью
126
Флюсы и газовые среды
Продолжение табд, 9
Компоненты Содер» жание (массовые доли), % Температура активного действия, °C Назначение и характеристика флюса
Хлористый кадмий Хлористое олово Соляная кислота Глицерин Дистиллированная вода 9—11 4—6 3—5 38—42 40—42 — Пайка коррозионно-стойких сталей
Глицерин Вазелин Хлористый цинк (флюс — паста Нисо) 5 80 15 200—360 Пайка меди
Соляная кислота Хлористый алюминий Формальдегид Вода 3—6 3—6 4 — 8 Остальное — Пайка меди, медных сплавов и сталей припоями с пониженным содержанием олова
Фтористый натрий Вазелин Глицерин Этиловый спирт Хлористый цинк 4 — 6 67—69 3—6 16—20 4 — 6 — Пайка преимущественно изделий из бериллиевой бронзы, например, при монтаже тензодатчиков с выводными проводниками из бериллиевой бронзы
Хлористое олово Гидразин солянокислый Адипиновая кислота Карбомид 0,5—5 3—20 5 — 50 Остальное 180 — 350 Пайка оцинкованного железа
Глицерин Хелатные соли Соляная кислота 92—97 2—8 0,1 —1.0 — Пайка электронных компонентов печатных плат Флюс нетоксичен, теплостоек, не вызывает коррозии, легко смывается водой, неогиеопасеи
Хлористый алюминий Этиленгликоль Гидроокись алюминия Спирт этиловый 4 — 6 48 — 52 0,2—0.6 46—52 — Пайка сталей, меди, никеля, сплавов иа их основе Флюс малотоксичен, остатки легко удаляются промывкой водой
Полиэфирная смола Соляная кислота Этиловый спирт 60—80 0,1 — 1 0 Остальное Лужение меди и стали припоями систем Pb—Sn Остатки флюса отмываются водой
Фосфорная кислота (75— 95 %-иая) Полиэтилен гл и коль Карбонат меди Двухаммониевыи фосфат Вода 25—85 1 5—65 0,1 — 15 0—40 Остальное Пайка меди и плакированной медью коррозионно-стойкой стали
Флюсы для низкотемпературной пайки
127
Продолжение табл. 9
Компоненты Содержание (массовые доли), % Температура активного действия, °C Назначение и характеристика флюса
Лауролопиридиновый бромид Щавелевая кислота Водный раствор аммония (22—24 %-ный) 20—30 2—10 Остальное -- Пайка деталей из латуни припоями системы олово—сурьма
Боргидрид натрия Гидроокись аммония (25 %-ная) Глицерин 0,5—5 40—50 Остальное 240 Пайка преимущественно изделий из никелевой бронзы
Глицерин Фосфорная кислота Поливинилпираллидон 84 — 96 2—10 2—6 150—280 Пайка преимущественно изделий из никеля и других неблагородных металлов
♦* Значения приведены в метрах.
10. Флюсы для низкотемпературной пайки алюминия, магния и сплавов на их основе
Компоненты Содер-жание (массовые доли). % Температурный интервал активности, °C Назначение и характеристика флюса
Триэтаноламин Фторборат кадмия Фторборат циика Фторборат аммония Ф59А) (флюс — 82,5 10 2,5 5 Пайка алюминия и сплава АМц с медью и сталью припоями на основе олово—циик и цинк— кад.мнй
Триэтаноламин Фторборат цинка Фторборат аммония Ф61А) (флюс — 82 10 8 150—320
Триэтаноламин Фторборат кадмия Фторборат аммония Ф54 А) (флюс — 82 10 8
Бромистый цник Бромистый калий (температура плавления флюса 215 °C) 50—30 50—70 — Пайка алюминия Флюс бездымный. Может применяться в виде водных растворов
Хлористый свинец Хлористый калий Хлористый кобальт 95—97 1,5—2,5 1,5—2,5 — Реактивный флюс дтя свинцевания алюминия. Толщина покрытия должна быть не менее 30 мкм
128
Флюсы и газовые среды
Продолжение табл. Ю
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
Триэтаноламин или другие амины с высокой точкой кипения Комплекс первичных или вторичных алкпламинов и боро-фторнстых соединений тяжелых металлов Смола 15 — 30 3 — 25 Остальное — Пайка алюминия с медью Остатки флюса ие удаляют
Борофтористый аммоний, борофтористый кадмий Эпоксидная смола 4—7 Остальное — Пайка алюминия в электроприборах, зону пайки покрывают слоем из затвердевшей эпоксидной смолы, что увеличивает долговечность соединения Коррозионная стойкость флюса высокая, его можно применять для сплавов с содержанием 2 % Mg
Хлористый цинк Хлористый аммоний Вода От массы смеси хлористого аммония и воды, принимаемую за 100 %, добавляют: обезвоженного ланолина вазелина белого цвета 5—62 5—35 22—80 16 — 416 ** 10— 510 •« — Пайка алюминия, его сплавов и других металлов Флюс имеет хорошие технологические свойства, обеспечивает получение паяных соединений с высокими механическими характеристиками и коррозионной стойкостью
Хлористый калий Хлористый литий Фтористый циик Хлористый кадмий Хлористый цинк (флюс — Ф134) 35 30 10 15 10 390—420 Пайка магниевых сплавов и сплавов алюминия со значительным содержанием ма) НИЯ (АМгЗ, АМг5, АМгбТ)
Хлористый калий Хлористый литий Фтористый калий Хлористый натрий Хлористый стронций (флюс — К® 8) 35 20 5 35 5 435 Пайка магниевых сплавое ои* поями на основе магния До« бавками алюминия и цинг
** Массовые части.
Паяльные пасты
129
Паяльные пасты
Паяльной пастой принято называть вещество, готовое к употреблению при пайке и состоящее из порошкообразного припоя и пастообразного
флюса. Существуют паяльные пасты как для низкотемпературной, так и для высокотемпературной пайки. Характеристики некоторых паяльных паст, применяемых в нашей стране и за рубежом, приведены в табл. 11.
11. Паяльные пасты
Компоненты Содержание (массовые доли), % Назначен ие
Хлористый цинк Хлористый аммоний Канифоль Идитол Уротропин Двуокись титана Порошкообразный припой 7—9 2—4 4 — 6 11 — 18 0,4—0,6 10,6—12,4 58—62 Пайка предохранителей, резисторов, конденсаторов
Хлористый литий Хлористый калий Хлористый натрий Хлористый стронций 20—24 31 — 38 21 — 25 5—6,5 Пайка алюминия и его сплавов Паста не разрушается при длительном хранении. Размер частиц порошка должен быть менее 250 мкм
Криолнт Связующее вещество (полимеры по-ликрилатов, полиэтиленгликоли) Порошок припоя системы А1 — Si, Al—Си, Al — Zn или Al — Си — Zn 13—16 7—35 15—75
Порошкообразный припой системы Al-Si Одноатомный спирт Шеллак Фторцирконат калия (или фторти-танат калия) 70,1 — 80 18—25 1—4 0,1—0,9 Пайка алюминия. Пасту хранят в герметичной таре
Припой оловянно-свинцовый Хлористый циик Хлористый аммоний Глицерин Полиэтнленгл и коль Желатин Вода 68 — 80 4,24—9,4 1,86—3,49 4,66—9,12 0,9—1,92 0,2—0,45 Остальное Пайка сталей, меди, медных сплавов и других металлов Паста легко смывается водой
Канифоль Глицерин Полиэтилеигликоль Аннлингидрохлорид Мочевина Припои оловяино-свинцовый 22,4—49,1 31,7—54,8 17,1 — 21,2 0,8—1,6 0,5—0,8 Остальное Пайка меди, серебра н их сплавов Паста ие вызывает коррозию паяного соединения
вольфрам Окись кальция Двуокись кремния Двуокись титана Окись алюминия .ястворитель (43—44 °0 карбоната «.J016113 и 12,о—13,5 % этилцел-люлозы 21,5 7,5 5,5 5,о 3,5 56,5 Соединение электрических выводов с металлнзироваиной керамической подложкой. Температура пайки не должна превышать 1600 °C, так как при этом происходит коробление керамики. Оптимальная температура пайки 1300—1500 °C
П/р И. Е. Петрунина
131
Флюсы и газовые среды
Сссссбы приготовления и нанесения флюсов
Флюсы для высокотемпературной пайки черных и цветных металлов, содержащие буру, борную кислоту и другие соединения, приготавливают предварительным прокаливанием компонентов для удаления воды, которая может привести к значительной пористости паяного шва. Буру необходимо расплавить при температуре 740— 800 °C в графитовых тиглях и вылить на противни из коррозионно-стойкой стали. Затем бура измельчается в фарфоровых мельницах или в металлической ступке.
Другие компоненты боридных флюсов обезвоживаются прокаливанием при температуре 300—400 СС. Флюсы типа ПВ200, ПВ201, ПВ209, ПВ284 приготовляют тщательным смешением обезвоженных и хорошо растертых компонентов.
Приготовленные флюсы следует хранить в стеклянной посуде с притертой пробкой.
Перед пайкой флюсы необходимо замешать в воде или в спирте и нанести на паяемое место до нагрева. Лучшие результаты получаются, если в качестве растворителя используется не этиловый спирт или вода, а многоатомные спирты: глицерин, этиленгликоль, пропиленгликоль и др. Образующийся при пайке летучий эфир создает в зоне паяного шва газовую защиту от окисления кислородом воздуха.
Л игату ру алюмин и й—магн и й—медь, вводимую во флюс ПВ201, приготовляют следующим образом: сначала
расплавляют алюминий и медь, а затем при температуре около 700 С вводят магний при сильном перемешивании сплава. Перед введением лигатуры во флюс ее размалывают в шаровой мельнице или в фарфоровой ступке до состояния пудры.
В тех случаях, когда нельзя получить флюс в пастообразном состоянии, он наносится на паяемую поверхность непосредственно во время пайки. Паяемая поверхность для этого предварительно нагревается до температуры 300—400 °C, после чего на нее наносят порошкообразный флюс.
Флюсы для пайки алюминия, магния, титана и сплавов на их основе, состоящие из галогенидов щелочных, щелочноземельных и других металлов, приготовляют сплавлением компонентов. Хлориты и фториды щелочных и щелочноземельных металлов перед приготовлением флюса прокаливают при температуре 600—650 С. Хлориды тяжелых металлов (цинка, олова, свинца и др.) переплавляют.
При пайке в соляной ванне особенно необходима тщательная просушка исходных компонентов флюса, так как в присутствии влаги фтористый алюминий, который входит почти во все флюсы такого назначения, теряет свою активность.
В качестве материала ванн берут никель или сплавы на его;основе, не разъедающиеся расплавом соли при температуре панки (580—620 СС).
Флюсы для низкотемпературной пайки в зависимости от химического состава приготовляют по методике, указанной в табл. 12.
12. Способы приготовления некоторых
флюсов для низкотемпературной папки
Компоненты флюса
Способ приготовления
Канифоль, этиловый спирт
Измельченную канифоль растворяют в спирте
Канифоль, хлористый цинк, хлористый аммоний, этиловый спирт
Все компоненты растворяют в спирте, затем после отстаивания в течение 24 ч осторожно сливают жидкость
Канифоль, гидразин соля-нокис-лыи, глицерин, этиловый спирт
В спирте растворяют последовательно канифоль,-гидразин солянокислый и глицерин
Газовые среды, иснолыуемые при пайке
131
Продолжение табл. 12
Компоненты флюса
Способ приготовления
Стеарин, канифоль, хлористый цинк, нашатырь, вазелин, вода
Приготовляют водный раствор хлористого цинка с нашатырем, к которому добавляют смесь стеарина с измельченной канифолью. В этот раствор добавляют вазелин и размешивают до получения однородной смеси
I
Ортос осфорная кислота, этиловый спирт, вода
флюсы типа ЗИЛ-1, ЗИЛ-2
Спирт смешивают с водой и добавляют ортофос-форную кислоту
Отдельно приготовляют водные растворы хлоридов цинка, калия, аммония и раствор двухлористого олова в соляной кислоте. В последний вливают горячую воду. В раствор хлористого циика добавляют последовательно растворы хлористого калия, аммония и двухлористого олова
Триэтаноламин, фторбораты тяжелых металлов и аммония
Триэтаноламин разливают в фарфоровую посуду по числу компонентов флюса. В каждую порцию триэтаноламина добавляют соответствующий компонент, затем все порции сливают вместе и тщательно перемешивают, готовый флюс хранят в стеклянной посуде
Флюсы, содержащие хлористый цинк или нашатырь, необходимо хранить в металлической таре. Если к этим реактивам добавлены хлориды меди, олова, кадмия, свинца, то флюсы хранят в стеклянной или керамической посуде. Хлоридные флюсы применяют обычно в виде паст, полученных разбавлением порошков водой или органическими растворителями. На паяемую поверхность они наносятся (до пайки) кисточкой. Часто флюс наносят погружением в него паяемого изделия.
Канифольные, канифолесодержащие и другие органические флюсы, как правило, применяют в виде жидких растворов или паст, их наносят также либо кисточкой, либо погружением паяного изделия во флюс.
Газовые среды, используемые при пайке
Газовые среды используют обычно при пайке в печаа. Пайка в газовой среде по сравнению с пайкой с применением флюсов имеет значительные пре-
5*
имущества, к основным из которых относятся получение высококачественного соединения; повышение производительности процесса; уменьшение коробления изделия вследствие равномерного нагрева детали; возможность контроля температуры пайки и времени выдержки детали в печи; возможность автоматизации и механизации технологического процесса; возможность одновременной пайки партии деталей или пайки за один прием сложных деталей, имеющих несколько швов; состояние поверхностей паяных деталей не требует очистки после пайки.
Для пайки применяют восстановительные, инертные и различные активированные газовые среды. Пайка в печах может быть осуществлена также в вакууме.
Восстановительные газы. Основными восстановительными газами являются водород и окись углерода. Восстановительные свойства имеют также различные газовые среды, полученные из диссоциированного аммиака, генераторного газа, углеводородных и других газов, содержащих водород, окись углерода или их смеси.
132
Флюсы и газовые среды
Взаимодействие водорода и окиси углерода с окислами металлов происходит по реакциям
— Ме7)1Оп + Н2 = — Me + Н2О;
п н
— MeniOn + СО = — Me + СО2-
п п
Термодинамический анализ этих реакций [1] показывает следующее:
1. С повышением температуры восстановительные свойства водорода повышаются, а окиси углерода снижаются. До 810 °C более активным восстановителем является окись углерода, выше этой температуры — водород (рис. 1).
-ЫД,}к1мояь
-81кал1мопь
231000
189000 1^7000
105000
63000 71000
55000
95000
35000
25000
15000
5000 500 I 1500 ' 2500
Ю00 2000 Т,К
Рис. 1. Зависимость стандартных изменений изобарного потенциала системы при горении окиси углерода и водорода
2. При температуре пайки эти газы восстанавливают окислы Ag, Cd, Со, Си, Ge, Fe, Mo. Ni. Sb, Sn и Pb, если перечисленные элементы находятся в свободном состоянии. В сплавах стойкость окисной пленки зависит от их химического состава, поэтому возможность папки в восстановительной атмосфере того или иного сплава следует решать в каждом конкретном случае отдельно. Однако практика паяния показывает, что в восстановительной атмосфере успешно можно паять лишь низкоуглеродистые и иногда легированные стали.
В настоящее время наиболее часто применяют пайку медью при температуре 1120—1150сС. Для пайки при белее низких температурах медно-цинковыми и другими припоями изделие и припой предварительно смачивают слабым раствором буры или
другого флюса с последующей сушкой. Следы флюса на поверхностях изделия и припоя обеспечивают пайку при 900—950 °C даже легированных сталей и труднопаяемых тяжелых сплавов.
В обычной восстановительной атмосфере не удается спаять легкие металлы — алюминий, магнии, титан — и сплавы на их основе.
3. На восстановительные свойства газов сильное влияние оказывают влага, примеси кислорода и двуокиси углерода, которые способствуют протеканию приведенных выше реакций в обратном направлении. Тщательная очистка водорода и окиси углерода от влаги, углекислого газа и кислорода значительно повышает активность газа.
Для пайки широко используют азотно-водородную смесь, которая дешевле водорода и в зависимости от концентрации последнего (менее 10—12 %) может быть совершенно взрывобезоп-асной. Для приготовления смеси применяют технический водород, к которому добавляют в необходимой пропорции технический азот. Азотно-водородную смесь можно получить также диссоциируя аммиак.
В табл. 13 приведены основные сведения о восстановительных газах, используемых при пайке.
Пайку в указанных газах производят преимущественно медью при температуре 1120—1150 °C. Для пайки при более низкой температуре, как отмечалось выше, необходимо дополнительное флюсование паяемого изделия и припоя. Обычно это осуществляется окунанием изделия перед пайкой в водный раствор флюса.
Пайка в этих газах легированных сталей и жаропрочных сплавов возможно только при условии тщательной очистки их от кислорода и влаги. Поскольку крупногабаритные промышленные установки изготавливают из огнеупорных материалов, адсорбирующих кислород и влагу из воздуха, получить «чистую» атмосферу в печи не всегда удается. В связи с этим в графе «Назначение» табл. 13 указана лишь принципиальная возможность пайки легированных сталей в промышленных восстановительных газах.
Активированные газы. Флюсование паяемых изделий из легированных ста-
Газовые среды, используемые при пайке
133
13. Химический состав восстановительных газов и их примерное назначение
Условное обозна-чение -О Состав сухой атмосферы (объемные доли), % Точка росы, °C Назначение
СО СО2 н2 си4 n2
Нг — — 100 — — ( — 60)4--=-(—80) Пайка легированных сталей и жаропрочных сплавов
ДА — - 75 — 25 — 60
ПСА-08 — — 7—20 — 93—80 — 204- 4- —40 Панка низкоуглеродиет ых сталей
гг-с 30 2 6 1 61 — 10
гг-во 33 0,2 — 0,7 6 59,5 — 25 Пайка углеродистых и низколегированных ста«
ПСО-С6 10 0,1 16 1,5 72,5 — 40 лей
ПСО-С9 2 0,1 2 — 96 — 40
псс-э 20 0,2 5 2 71,8 — 25
кг-во 21 0,5 40 2 . 36,5 — 40
лей и труднопаяемых сплавов не всегда дает положительные, результаты. В одних случаях пайка может не произойти, в других — на поверхности изделия могут остаться следы флюса, которые или портят внешний вид изделия, или с течением времени, приводят к коррозии металла. Поэтому вместо применения растворов флюсов целесообразно в атмосферу печи ввести вещество, которое при температуре пайки переходит в газообразное состояние и активно взаимодействует с окислами металлов. Еще лучшие результаты дают газообразные вещества, вводимые в атмосферу печи в микродозах. Были исследованы активирующие свойства многих веществ, в том числе галогенов, галогеноводородов, галогенных соединений аммония и др. Однако практика показала, что хорошими активаторами газовых сред являются боргалоидные соединения тип В т хфтористый бор,” треххлористый бор и трехбромистый бор (табл. 14)].
С окислами боргалоидные соединения могут дать два вида реакции: с обра-
_ ~накОм в общем случае обозначен боо И3 галогенов — фтор, хлор илн
зованием галогенида металла и окиси бора
g- МетОп 4“ ВГ3 =
Q/7? I
= 4гМеГ^ + ~тВ2°з
т
и с образованием галогенида и трибор* окиси галогена
— MemOn + ВГ3 = п
=4гМег21+4(ВОГ)з-
т
14. Физические свойства
бор- и фосфоргалоидных соединений
Соединение Химическая формула Температура, °C
плавления кипения
Трехфтористый бор BF3 — 128,7 — 100,4
Треххлористый бор BC1S — 107 17,5—18,5
Трехброми-сты й бор BBrs — 46 96,6
Треххлористый фосфор РС13 — 93,6 75
134
Флюсы и газовые среды
Экспериментально установлено [4], что трехфтористый бор реагирует со многими химически стойкими окислами и в атмосфере, содержащей ВГ3, удается спаять такие трудпопаяемые материалы, как коррозионно-стойкие стали и жаропрочные сплавы. Однако в связи с тем, что фториды являются довольно тугоплавкими веществами, успешная пайка в трехфтористом боре осуществляется при высоких температурах (1050—1150сС).
Более желательным активатором газовой среды, чем трехфтористый бор является треххлористый бор, который образует легкоплавкие и летучие хлориды. Треххлористый бор, как показали термодинамические расчеты [1| является более химически активным соединением по отношению к окислам, чем трехфтористый бор. Только окислы бериллия, молибдена (МоО3), ниобия н вольфрама не реагируют с треххлористым бором как при низких, так и при высоких температурах. Однако не все металлы, с окислами которых реагирует треххлористый бор, удается спаять в атмосфере, содержащей это соединение(например, сплавы магния, поскольку температура плавления хлористого магния выше температуры пайки и даже плавления магния).
Одна из причин, вследствие которых пайка в треххлористсм боре не происходит, — образование в ряде случаев так называемого сажистого бора по реакции
3 3
— У.е - ВС1, = — У.еПд ф В, препятствующего контакту жидкого припоя с основным металлом. Эта реакция характерна для магния, титана, алюминия и некоторых других металлов. По этой причине, по-видимому, нельзя спаять в треххлористом бсре алюминий, хотя его хлорид А1С13 при температуре 182 сС уже является газообразным веществом.
Одним из перспективных активаторов газовых сред является трехбромистый бор, так как температура плавления и кипения бромидов, как правило, ниже, чем соответствующие температуры хлоридов. С окислами трехбромистый бор взаимодействует согласно приведенным выше реакциям.
С термодинамической точки зрения [ 1 ] трехбромистый бор является более активным соединением, чем треххлористый бор: он реагирует почти со всеми окислами, кроме окиси бериллия. Тем не менее в атмосфере трехбромистого бора нельзя спаять такие металлы, как магний и алюминий вследствие образования твердых продуктов реакции.
Таким образом, боргалондные соединения дают положительный эффект при пайке легированных сталей, жаропрочных сплавов и многих других металлов, кроме легких, таких, как Al, Mg и Ti. При этом трехфтористын бор обеспечивает пайку тугоплавкими припоями, а треххлористый бор — тугоплавкими и среднеплавкимн. Трехбромистый бор может быть использован как для высокотемпературной пайки, так и для низкотемпературной.
Газами—носителями активных компонентов могут быть азот, аргон, а также восстановительные атмосферы, о которых говорилось выше. Концентрация активаторов (объемные доли) в зависимости от их природы меняется в широких пределах: от 1—3 % до 0,01—0,001 %.
Среди активаторов газовых сред особое место занимает треххлористый фосфор РС13, взаимодействующий с окислами по реакции
я
~ Ме?пОп дг РС13 =
III
ГА
с образованием триокпеп фосфора, представляющей собой жидкость с температурой кипения 75,5 СС и хлорид . являющихся при температуре пай... часто жидкими или газообразны: веществами.
Термодинамический анализ э" реакции показывает [11, что в атд -сфере, содержащей треххлсристый фосфор, возможна пайка алюминия, поскольку при температуре выше 182 СС все продукты взаимодействия окиси алюминия А12О3 с треххлсристым фосфором находятся в газообразном состоянии.
Газовые среды, используемые при папке
Не годится треххлористый фосфор для пайки магния, так как в его атмосфере окись магния так же, как в треххлористом боре, образует хлористый магний, имеющий температуру плавления 714 °C, т. е. выше, чем температура плавления самого магния. С термодинамической точки зрения возможна пайка в треххлористом фосфоре и титане.
В процессе нагревания металлов в атмосфере треххлористого фосфора может выделиться свободный фосфор по реакции
3 Ме ? рС1з = 3 MeCIfi 4- Р.
к к
Растеканию припоя выделившийся фосфор не препятствует, поскольку при температуре пайки он находится в газообразном состоянии и уносится с потоком газов. Наиболее важное значение имеет взаимодействие выделившегося фосфора с железом. Конечным продуктом такого взаимодействия должно быть соединение Fe3P, образование которого возможно при реакции 3Fe + + РС13 = Fe3P + 1,5С12. Изменение изобарного потенциала этой реакции при температуре 727 °C равно +43500 Дж/моль, т. е. атмосфера треххлористого фосфора должна быть достаточно инертной по отношению к железу.
На другие металлы при пайке треххлористый фосфор также не должен влиять, особенно при малой его концентрации в атмосфере и при непродол
жительном нагревании, например в процессе пайки.
Меняя концентрацию треххлористого фосфора можно установить оптимальные условия для пайки, когда поверхность металла практически не содержит ни окислов, ни хлоридов, а сама атмосфера не оказывает вредного влияния на паяемый металл. Вопрос этот должен быть решен экспериментально для каждого конкретного изделия. Рекомендуемая концентрация 0,1—0,001 % РС13 по объему.
Термодинамические расчеты и экспериментальные исследования также показывают, что при взаимодействии РС13 с Н2 и Н2О не образуется ядовитого вещества РН3 [1].
Список литературы
1. Есенбсрлнн Р. Е. Пайка и термическая обработка деталей в газовой среде и вакууме. Л.: Машиностроение, 1972. 192 с.
2. Справочник по пайке/Под ред. С. Н. Лоцманова, И. Е. Петрунина. М.: Машиностроение, 1975. 407 с.
3. Лашко И. Ф , Лашко С. В. Пайка металлов. М.: Машиностроение, 1977. 328 с.
4. Петрунин И Е., Лоцманов С. Н., Николаев Г. А. Пайка металлов. М.: Металлургия, 1972. 279 с.
5. Петрунин И Е. Физико-химические процессы при пайке. М.: Высшая школа 1973. 254 с.
6. Уикс К. Е., Блок Б. Е. Термодинамические свойства 65 элементов, их окислов, галогенидов, карбидов и нитридов. М.; Металлургия, 1965. 240 с.
7. Хряпин В. Е. Справочник паяльщика. М.: Машиностроение, 1981 348 с.
ГЛАВА 5
ПАЯЛЬНОЕ ОБОРУДОВАНИЕ
Печи
Пайка в печах наиболее полно воплощает в себе технологические возможности и особенности процесса, обеспечивает стабильность качества соединений, позволяет максимально механизировать и автоматизировать изготовление паяных изделий; за счет групповой обработки может быть весьма экономичной.
По методу нагрева печное оборудование разделяют на электропечи сопротивления, индукционные печи и установки, которые, в свою очередь, можно разделить на печи с контролируемой средой и вакуумные.
Тепловые процессы при пайке в печах. Процессы пайки сопровождаются переносом энергии в форме теплоты, при этом происходит обмен внутренней энергии между отдельными элементами, а также между областями окружающей среды.
Большинство промышленных печей для пайки — высокотемпературные, в .чих большую роль играет передача теплоты паяемым изделиям конвекцией и излучением. Теплообмен зависит от температуры процесса, геометрии рассматриваемой системы и теплофизических характеристик участвующих в теплообмене тел. При расчетах теплоотдачу (конвективный теплообмен) в печах определяют по закону Ньютона—Рихмана:
Q = а (7\ - Т2) S,
где 7\ и Т2 — температура соответственно поверхности тела и окружающей среды, °C; S — нагреваемая площадь, м2; а — коэффициент теплоотдачи, Вт/(м2-°С).
При расчетах лучистого теплообмена следует учитывать интенсивность спектрального излучения «серого» тела, которая при всех значениях длины
волны в одно и то же число раз меньше интенсивности спектрального излучения абсолютно черного тела, находящегося при той же температуре. Поэтому законы излучения абсолютно черного тела используют для «серых» тел в следующем виде:
где — интенсивность спектрального излучения «серого» тела, Вт/м2; Е — интенсивность интегрального излучения или излучательная способность «серого» тела., Вт/м2; в — соответственно спектральная н интегральная степень черноты; — первая постоянная излучения, равная 0,374- 10~5Вт-м2; с2 — вторая постоянная излучения, равная 1,4388-10 2 м-°С; 7. — длина волны, м; Т — абсолютная температура, °C; с0 — коэффициент излучения абсолютно черного тела, равный 5,7 Вт/(м2-°С4); с = вс0 — коэффициент излучения «серого» тела.
Степень черноты реальных тел зависит в основном от состояния их поверхности и температуры. Условия теплопередачи определяют режимы панки, которые, в свою очередь, существенно влияют на производительность процесса и качество изделий. Например, в конвейерных электропечах вследствие различного расположения изделий относительно нагревателей и взаимного затенения возникает перепад температур между отдельными изделиями. В этом случае необходимо решать задачу о размещении изделий на конвейере. Оптимальный вариант решения поставленной задачи определяется зависимостью времени нагрева от характера загрузки, в частности, от массы изделий, приходящейся на единицу
Печи
137
длины конвейера печи dmi. Возможны несколько видов такой зависимости при последовательном изменении числа изделий в рабочем пространстве печи. Если паяемые изделия располагают таким образом, что они не оказывают влияния друг на друга, и при изменении их числа условия нагрева остаются одинаковыми, то время нагрева не зависит от dm/ (рис. 1, тип загрузок /). Если при размещении изделий они начинают затенять друг друга, уменьшая тем самым тепловой поток, воспринимаемый поверхностью загрузки (тип II), то время нагрева возрастает с увеличением dmi, но не пропорционально dml. Это следует из формулы для расчета времени нагрева
т t =-----V,
SCn ’
где т — масса загрузки; S — поверхность, воспринимающая тепловой поток; v — коэффициент, зависящий от температуры печи и температурного диапазона нагрева изделий; Сп — приведенный коэффициент излучения. Отсюда видно, что отношение m/S определяет время нагрева, так как теплоемкость и коэффициент v остаются неизменными, а Сц меняется незначительно.
Если при изменении числа изделий их тепловоспринимающая поверхность практически остается неизменной (рис. 1, тип III), то время нагрева увеличивается прямо пропорционально массе изделий. При достаточно высокой плотности деталей (рис. 1, тип IV) загрузка по своему характеру приближается к загрузке одного массивного тела и время нагрева увеличивается быстрее, чем dmi. Таким образом, при пайке изделий в конвейерных печах и последовательном увеличении массы загрузки зависимость времени нагрева до заданной температуры от dml можно представить в виде графика (рис. 2, а). На рис. 2, б показан характер изменения производительности печи. При увеличении dmi производительность рассчитывают по формуле
С ~
4i 4~ /в *
Рис. I. Типы загрузок паяемых изделий в электропечах непрерывного действия
где L — длина печи; /н, /Е — соответственно время нагрева и выдержки. При определенных условиях имеет место оптимальное, т. е. соответствующее максимуму производительности, размещение изделий в печи. Оптимум находится при значениях dm/, соответствующих III и IV типам загрузки. При этом с увеличением времени выдержки tB оптимальное значение dmi возрастает. При /в <С максимум производительности приходится на минимальную для IV типа загрузки dmr, при tB tK — на максимально допустимую dmi. В промежуточных случаях определяют значение dmi, соответствующее максимальной производительности, по специальной методике [8]. Определение максимальной производительности пайки при оптимальном размещении изделий по указанной методике может быть осуществлено и в случаях нагрева в печах периодического действия.
Электропечи с контролируемыми средами. Печи с контролируемыми средами оснащены устройствами для транспортирования паяемых изделий, а в некоторых случаях и установками для приготовления газовых смесей. В массовом производстве целесооб-
Рис. 2. Зависимость времени нагрева паяемых изделий (а) и производительности печи (б) от различных типов загрузки:
1 — tB < Zu; 2 — гв и /н соизмеримы; 3 —
6)
138
Паяльное оборудование
1. Электропечи с шагающим подом с водородной и азотио-водеродной средой
Технические данные ОКБ-1583 С1ОЗХ-4.57.2/12 ОКБ-1582
Температура рабочего пространства, °C 1 300 1 180 1 1С0
Размеры рабочего пространства, мм 80X 120X18 200 80Х Ю0Х 19 700 80X 420X 19 700
Производительность печи, кг/ч, не более 95 150 150
Габаритные размеры печи, мм 2 500Х 24 ОООх X 3 000 5 700X31 000Х X 2 800 2 500X 20 500х X 3 000
разно применять высокопроизводительные электропечи с шагающим подом для пайки в среде водорода и азот-но-водородяон смеси (табл. 1).
В электропечах с шагающим подом наибольшее распространение получила конструкция шагающих балок с вынесенной в зону пониженных температур металлической частью. Опорная часть балки, находящаяся в зоне высоких температур, футерована. В печах с большой длиной рабочего пространства, а также в печах с резкими перепадами температур балки изготовляют составными. В некоторых конструкциях печей со сложной температурной кривей шагающий под выполняют в высокотемпературной камере. В этом случае герметизацию между подвижной балкой и неподвижным подом осуществляют гидравлическим затвором или с помощью герметичных металлических коробок. Уплотнение штоков приводных цилиндров вертикального перемещения производят с помощью сальников и сильфонов. Загрузку и выгрузку поддонов с изделиями осуществляют через торцовые проемы. Уплотнение загрузочных и разгрузочных проемов производят с помощью шлюзования в камерах предварительного нагрева. На
рис. 3 приведена типовая схема электропечи с шагающим подом, состоящая из трех рабочих камер. Непосредственно за камерой загрузки, в которой производят шлюзование, установлена камера предварительного нагрева. Эта камера муфельная; перемещение поддонов в ней осуществляет толкатель. Камера пайки безмуфель-ная, транспортирование поддонов в ней производится с помощью шагающих балок. К камере пайки герметично примыкает секционная камера охлаждения, передвижение по которой осуществляется толкателем. После охлаждения изделий в контролируемой среде до температуры 80—100 “С поддоны перед разгрузкой шлюзуют в разгрузочной камере.
Широко применяют электропечи для пайки изделий в восстановительной среде. Например, конвейерная электропечь сопротивления GK3-4.20.1,6 11.5-Х45М1 оснащена камерой охлаждения и предназначена для высокотемпературной пайки узлов с массой не более 2,0 кг.
Электропечь (рис. 4) состоит из камер нагрева и охлаждения, форкамер, конвейерной ленты, нагревательных элементов, привода. Футеровка камеры нагрева двухслойная (из лег-
Рис. 3. Электропечь с шагающим подом:
загрузки; 2 — поддон; 3 — камеры предварительного нагрева; 4 — камера пайки; 5 — камера охлаждения; 6 — камера разгрузки
I — камера
Печи
139
"^ены на Внутри
ковесного ш шота и перлитовых плит). Свод камеры нагрева съемный и уплотнен с корпусом печп песочным затвором. Эндогаз подается в камеру нагрева от комплектуемой газоприготовительной установки ЭН-60.
Проволочные зигзагообразные нагреватели расположены на своде, боковых стенках и в поду. Нагреватели каждой зоны имеют отдельный подвод электропитания через понижающие печные трансформаторы. Перед камерой нагрева и за камерой охлаждения расположены форкамеры (камеры загрузки и разгрузки) со шторками и пламенными завесами, уменьшающие расход эндогаза и подсос воздуха в печь Камера охлаждения состоит из трех водоохлаждаемых секций, установленных на фундаменте. Изделия через камеры нагрева и охлаждения транспортируют конвейерной лентой, натянутой на систему барабанов. Рабочая ветвь ленты опирается в форкамере и камере охлаждения на лист, а в камере нагрева — на балки из жаростойкой стали. Обратная ветвь проходит по специальным роликам На передней раме расположены ведущий барабан, прижимной ролик и привод, состоящий из электродвигателя постоянного тока и двух червячных редукторов. Зависимость производительности печи от нагрузки на конвейерную ленту иллюстрируется рис. 4, б.
Очищенный газ под давлением подается на входные запорные вентили, а затем через фильтр — в магистраль соответствующей камеры печи. Газовая магистраль оснащена ротаметрами, позволяющими регулировать расход газа (ст 0,08 до 240 дм3 ч). В системе предусмотрена возможность подачи газа в зависимости от требований технологического процесса через испарители (для получения газообразного флюса); через увлажнители — для вжи-ганвя металлизационных покрытий в керамику, а также непосредственно в технологические муфели. Для улавливания вредных примесей иа выходе каждого технологического муфеля установлены затворы нейтрализации
Все элементы управления распсло-наружных лицевых панелях, раамещены микрохолодпльни-
Рис. 4. Конвейерная электропечь сопротивления С КЗ-4.20.1,5/11.5-Х45М1:
а — схема (/ — ленточный конвейер; 2 н 5 — передняя н задняя форкамеры; 3 — камера нагрева; 4 — камера охлаждения); б — зависимость производительности от нагрузки (кг) на один метр длины конвейерной ленты
ки и испарители, блоки их питания, блоки фильтров со стабилизаторами давления, запорная и соединительная арматуры. Обслуживание осуществляют через стеклянные двери с торцовой! стороны блока. Эти электропечи выпускает Дагестанский завод электротермического оборудования как левого, так и правого исполнения, что позволяет более рационально использовать производственные площади.
В массовом производстве целесообразно применять высокотемпературные печи с шаговым подом для пайки в среде водорода и азотно-водородной смеси.
Технические данные электропечи СКЗ-4.20.1,5/11,5-Х45.М1
Мощность печи, кВт .... 65
Напряжение, В.................. 380
Температура рабочего пространства, СС................ 1150
Максимальная нагрузка (кг) на 1 м конвейерной ленты 13,_5
Габаритные размеры, мм ... 2 025X
X 15 000Х
X 2 150
Масса печи, т .............. 8,1
В производстве полупроводниковых приборов широко применяют конвейерные электропечи сопротивления с вэ-
140
Паяльное оборудование
дородной средой. ВНИИЭТО разработана унифицированная серия кон-веиерных водородных электропечей на базе типовых изделий и узлов (табл. 2) 14; 11].
Конструктивно вся серия печей модульного исполнения позволяет для одинаковых по сечению рабочих камер печей собирать их из блоков с числом тепловых и электрических зон 6, 9 или 12. Рабочий канал образован металлическим муфелем из жаростойкой стали. Нагревательные камеры выполнены водоохлаждаемыми, что обусловливает их малоннерционность и резко сокращает время разогрева и выхода на режим. Каждая зона питается через тиристорный регулятор напряжения и понижающий трансформатор; нагреватели нихромовые.
Автоматическое регулирование температуры осуществляет высокоточный регулятор ВРТ. Для непрерывной записи температур по зонам предусмотрен многоточечный электронный потенциометр. Точность регулирования температуры 1,6—2,0 °C.
В качестве привода конвейера таких печен применен тиристорный электропривод ЭТЗР1, обеспечивающий скорость движения 0,0005—0,0025 mzc с отклонением +1 %. На входе и выходе печей расположены азотные завесы, предотвращающие проникание воздуха в рабочий объем. Изготовитель — Таганрогский завод электротермического оборудования.
Для пайки мелких изделий при температуре до 1500 °C в среде водорода
применяют толкательные водородные электропечи сопротивления (табл. 3).
Приведенные однокамерные электропечи снабжены корундовым муфелем, на который намотан молибденовый нагреватель. Футеровка печей выполнена из огнеупорных и теплоизоляционных стандартных элементов, а пространство между муфелем и огнеупорной кладкой заполнено высокоогнеупорной засыпкой. Контролируемая среда может подаваться в печь как прямотоком, так и противотоком (навстречу движению изделий). Контроль заполнения печей газовой средой осуществляется факелами, а защита от разрушения в результате образования взрывоопасной смеси газов — с помощью предохранительного клапана. Печи комплектуют электрооборудованием, обеспечивающим плавное выведение на рабочий режим. Автоматическое регулирование температуры каждой зоны печи производится при помощи термопар и терморегулятора.
Наряду с электропечами непрерывного действия для пайки изделий широко используют колпаковые элеваторные и в некоторых случаях шахтные печи.
Колпаковые печи выпускают с одним или двумя рабочими колпаками, состоящими из следующих основных узлов: рабочей камеры, стола загрузки и пульта управления.
Высокой производительности процессов пайки достигают при использовании двухколпаксвой электропечи
2.
Электроцепи
водородные конвейерные сопротивления
Технические данные СКН-0,5.36. 0.5/9-Х15М1 * СК H-i .36. 0.7/9-X15MI * СК11-1,6.28. 1/10-Х15М1 * 8СКЗ-1.70. 0,8'1 i
Установленная мощность. 48 38 40 4.9
кВт Максимальная температура 900 900 1000 1100
рабочего пространства, °C Число тепловых зон 12 9 4 5
Размеры рабочего простран- 50 X 50 100Х 70 160Х 100 100Х 80
ства. мм Габа?>птные размеры печи, 800 X I950X 800 X I950X 800 X 1950Х 1 100 X 2059 X
ьм X 8800 X 880е X 8800 X 74 59
Масса электропечи, т О 4.5 4,5 4.9
Печи модульного исполнения.
Печи
141
3. Толкательные водородные электропечи сопротивления
< X 04
С4 %
сч т
<0
Технические данные
О1 04 О)
иэ 10 10
оГ 04 04
X £
о о о
Установленная мощность. кВт 47 60 60
Максимальная рабочая температура, °C Расход, м3/ч: 1350 1350 1500
водорода 1.1 3 1.1 3 2.1
охлаждающей воды 3
Скорость проталкивания лодочек, м/ч:
минимальная 0,3 0,3 0,3
максимальная 150 150 30
Размеры рабочего пространства, 250Х 2200Х 140 250 X 2200 X 200 250Х 2200Х 140
мм
Габаритные размеры лодочки, 220Х ЗЗОХ 90 220 X 330 X 110 220X330X90
мм Масса печи, т 7,16 7,30 6,60
СКБ-7001А с программным управлением.
Технические данные электропечи С КБ-7001 А
Установленная мощность, кВт 40
Температура, °C: рабочая ................... 1200
максимальная ............... 1400
Расход:
водорода (одним колпаком), м3/ч . 0,5
охлаждающей воды . 1,0
Размеры рабочего простран-
ства одного колпака, мм . , 200X300
Габаритные размеры, мм . . . 1740Х
X1800X
L X 2050
Масса печи, т............... 2,5
Печь СКБ-7001А снабжена электромеханическим приводом перемещения колпаков, системой автоматического регулирования режимами пайки по заданной программе с помощью потенциометра ПСР-1-08 и программным регулирующим устройством РУ-5-01. Питание печи осуществляется через силовой понижающий трансформатор ТСУ-50/0.5А, снабжение контролируемой средой автоматическое. Технические данные некоторых колпаковых и элеваторных электропечей для пайки приведены в табл. 4, 5.
Для пайки изделий в водородной среде ВНИИЭТО разработал новую модификацию элеваторной электропечи сопротивления СКБ-7018М, которая более производительна по сравнению с электропечью СКБ-7018.
Электропечь (рис. 5) состоит из нагревательной камеры 1 и механизма подъема днища 3. Камера представляет собой цилиндрический стальной водоохлаждаемый корпус, установленный на колоннах 2. Нагреватель трехфазный, из вольфрамовых прутков,
видА
Рис. 5. Электропечь сопротивления СКБ-7018М
142
Паяльное оборудование
равномерно расположенных вокруг рабочего пространства. Теплоизоляция осуществляется набором молибденовых экранов между корпусом и н-агрева-телем. Нагреватели питаются от сети 380 В через автотрансформатор РТТМ-250/05 и трансформаторы ТПТ-160 150ВК.
Изделия устанавливают на подставку из вольфрамовых и молибденовых штабнков. Днище камеры с подставкой перемещается вертикально электромеханическим приводом. В корпусе камеры имеется гляделка для наблюдения и контроля за температурой оптическим пирометром. На колоннах
4. Колпаковые электропечи для пайки в среде водорода
Технические данные Одн о колп а ковые Двух колпаковые
ИО59.015 ЦЭП-241А СГН-2.4-2/13И1 ЛМ-3360 ИО59.014
Потребляемая мощ- 5 35 43 20 7
ность, кВт Рабочая температура, °C Расход газа, м3/ч 1300 1150 0,05 1300 1200 1300
0,125 —- — 0,125
Размеры рабочего 130Х 160 210X300 200Х 400 170Х 250 130Х 160
пространства, мм Габаритные разме- 745х 1600Х 3120Х 1840Х 1200Х 1745Х
ры печи, мм X 620Х X 870X X 243а X1000X Х620Х
X 1480 X 1680 Х2100 X 1480
5. Элеваторные электропечи для пайки в среде водорода
Технические данные И059.004 11059.005 СКБ-7018 СКВ-7049
Потребляемая мощность, кВт Рабочая температура, °C Расход газа, ма/ч Размеры рабочего пространства, мм Габаритные размеры печи, мм 140 1200 1.0 510Х 800 2200Х 1800Х Х3100 250 1200 3,5 * 670Х 1400 3930Х 2400Х Х 4270 200 1600 1.5 500X500 1840Х 1500Х X 2800 118 2000 1,0 200X300
* Расход газа за цикл.
6. Шахтные электропечи для пайки издечий
Технические данные ОКБ-3176А СШЗ-25.50/10-Л1 СШЗ-8.40/10 Г-65 Г-95А
Мощность, кВт 285 600 336 65 95
Максимальная температура, °C 900 1000 1100 130J 1300
Размены рабочего пространства, мм 1 350X3 000 2 500X 5 000 800X 4 000 300 X X 1600 300 X X 2350
Масса изделий, кг 2 500 15 000 2 000 — —
Габаритные размеры печи, мм 5 180Х ХЗ 020Х X 930 10 500X7 300Х X 8 400 4 730 X Х2 730Х X 8 220 — —
Масса печи, кг 23 000 50 000 18 500 —
Печи
143
электропечи расположены панели управления системами водоохлажден и я и газоподвода. Датчиком регулирования температуры служат вольфрамо-рениевые термопары.
Системы блокировок, сигнализация и предохранительное устройство обеспечивают безаварийную работу систем и механизмов электропечи в ручном и автоматическом режимах.
Для пайки крупногабаритных изделий в контролируемой среде применяют шахтные электропечи (табл. 6) со специальными контейнерами, в которые подается газовая среда.
Технические данные камерных электропечей приведены в табл. 7.
Технические данные электропечи СКБ-7018М
Мощность, кВт: установленная ............. 260
потребляемая ............... 210
Рабочая температура, °C: номинальная .............. 1750
максимальная .............. 1800
Размеры рабочего пространства (диаметр X высота), мм . . 500X500
Й явление газа в печи, Па . . 588
апряжение питающей сети, В 380/220
Частота тока, Гц................ 50
Число тепловых зон............... 1
Расход, м3/ч: водорода .................... 1
охлаждающей воды ... 3
Масса паяемых изделий, кг . . 100
Минимальное время разогрева до рабочей температуры, с 12 600
Габаритные размеры, мм . . . 1840Х
X 1510Х
X 2900
Масса печи, кг.............. 1800
Электропечи типа СНО (табл. 7) по требованию заказчика укомплектовываются загрузочными тележками, которые позволяют механизировать загрузку и выгрузку контейнеров. На
гревательная камера представляет собой металлический корпус, зафутеро-ванный огнеупорным и теплоизоляционным материалами. В электропечи исполнения М2 корпус выполнен герметично.
В качестве огнеупорного материала использован полновесный корунд марки КО и высокоглиноземистый легковесный шамот ВГЛ-1,3, теплоизоляция выполнена из ультра-легковесного шамота марки ШЛБ-0,4. На боковых стенках футеровки имеются ниши, в которых устанавливают U-образные нагреватели. В рабочем пространстве размещены 20 нагревательных элементов из дисилицида молибдена ДМ-400/400. Сверху нагревательная камера закрыта или защитным кожухом (исполнение Ml) с жалюзи для лучшей циркуляции воздуха, или двумя водоохлаждаемыми крышками (исполнение М2). Для определения температуры по длине рабочего пространства в камере установлены три термопары.
В шкафу с силовым электрооборудованием размещены печной трансформатор ТПО-40/20/40ПК, автомат-пускатель, трансформатор тока, тиристорный регулятор напряжения РНТО-250-330, а также системы водо-и газоподвода. В шкафу управления установлены приборы термоконтроля и автоматики, системы блокировки и сигнализации.
Регулирование температуры производится автоматически двумя способами: с помощью программатора ПРУ, электронного потенциометра КСП1 и регулятора РУ или с помощью только электронного потенциометра КСП1 и регулятора РУ. Выбор режима регу
Камерные электропечи для
пайки в контролируемых средах
Технические данные . ОКБ-1107 СНО-3.4,5.2/16 СНО-3.2.6.2.5 15
Ml М2
Мощность, кВт 3,0 18,3 26 26
рабочая температура, СС 1200 1500 1500 1500
Размеры рабочего про- 250Х ЮОх 450Х 200Х 300 600X 250X 600X 250X
странстна, мм X 160 X 320 X 320
габаритные размеры пе- 730X 500X 1320Х 1090Х 1320Х 1400Х 1900Х 1400Х
чи, мм X 560 X 1840 X 1950 X ’950
Масса печи, кг 680 1500 4200 4200
141
Паяльное оборудование
лирования определяется положением рукоятки переключателя. В первом случае постоянно сравнивается температурная кривая, заложенная в ПРУ, с температурой, измеренной термопарой. Разность этих сигналов поступает на вход прибора РУ, который задает и преобразует входной сигнал в унифицированный сигнал постоянного тока, передающийся на блок управления тиристорного регулятора и изменяющий выходное напряжение силового блока ВТ, т. е. напряжение на нагревателях. Во втором случае разогрев печи до заданной температуры осуществляют с помощью прибора P-III. При этом следят за ростом температуры по шкале прибора КСП2, начальное деление которой 1000 °C. Заданная температура, установленная на шкале электронного потенциометра КСП1, сравнивается с измеренной по шкале прибора КСП2, после чего регулирование происходит аналогично рассмотренному выше. Разработчик — ВНИИЭТО; изготовитель — Чадыр-Лунгский завод ЭТО.
Изготовляют камерные электропечи унифицированных серий СНО и СНЗ с металлическими нагревательными элементами и номинальной температурой до 1000—1200 °C для широкой номенклатуры изделий, паяемых в воздушной и контролируемых средах. Электропечи исполнения Ml укомплектованы понижающими трансформато
рами для питания нагревательных элементов. Их рекомендуют при режиме работы в три смены, так как нагревательные элементы в них массивного сечения, вследствие чего печи в эксплуатации более надежны.
Электропечи исполнения И2 лучше применять при одно-, двухсменной работе. Они занимают меньшую площадь, так как питаются непосредственно от сети. Эти печи не могут работать с применением контролируемых сред, срок службы их нагревателей меньше, чем в печах исполнения 7'11, но зато их стоимость ниже.
Конструкции двух более крупных типоразмеров электропечей исполнений Ml и И2 с размерами пода 600Х X 1200 мм и 800X 1600 мм предусматривают механизацию загрузочно-разгрузочных операций.
Изготовители камерных электропечей: Бийский завод «Электропечь», Чадыр-лунгский завод ЭТО и производственное объединение «Азерэлек-тротерм». Некоторые технические данные этих печей приведены в табл. 8.
Камерные электропечи сопротивления СНЗ-11.22.7/12-БЗ и СНЗ-11.22.7/ 12-Б4 (табл. 9) укомплектованы специальным загрузочным устройством (рис. 6).
В приведенных в табл. 9 электропечах обеспечивается повышенная стойкость контейнеров благодаря наличию в рабочем объеме защитной среды эн-
30
8. Камерные электропечи
Тип печей Установленная мощность, кВт Номинальная температура, °C Размеры рабочего пространства (длинах ширинах X высота), мм
CH3-3.6.2/10M1 14 1000 600x 300x200
СНЗ-4.8.2.5/10М1 25 1000 800 х 400 X 250
СНЗ-6.1 2.4/10М1 58 1000 1200X 600X400
СНЗ-8.16.5/10М1 81 1000 1600Х 800X500
СНЗ-4.8.2,5/1 2М1 19 1200 800Х 400Х 250
СНЗ-6.1 2.4/1 2М1 52 1200 1200Х 600Х 400
СНЗ-8.16.5/12М1 71 1200 1600Х 800Х 500
СНО-3.6.2, 10MI 14 1000 600 X 300 X 200
СНО-3.6.2/10И2 14,6 1000 600Х 300Х 250
СНО-4.8.2,5/10М1 25 1000 800Х 400Х 250
СНО-4.8.2,5/10142 25 1000 800X400X 250
СНО-6.12.4 10М1 58 1000 I200X600X 400
СНО-6.12.4/10И2 71 1000 1200X 600X400
СНО-8.16.5/ ЮМ 1 81 1000 1600Х 800 X 500
СНО-8.16.5/1 0И2 81 1000 1600X800X500
Печи
145
Рис. 6. Электропечь СНЗ-11.22.7/12-БЗ:
1 — электропечь; 2 — механизм загрузки-разгрузки; 3 — закалочный бак
догаза. В контейнерах могут размещаться не только малогабаритные изделия, но и изделия длиной до 1100 мм. Нагреватели, выполненные из сплава 0Х27Ю5А, установлены на боковых стенках, в поду, на своде, а также на торцовой стенке и дверце рабочей камеры.
Для создания защитной среды печи ком пл екту ют га зо п р и гото вител ьн ым и установками. Оконный проем печи перекрывается пламенной завесой,
предотвращающей попадание в печь воздуха при загрузке и выгрузке контейнеров. Подъем дверцы камеры нагрева и передвижение механизма загрузки осуществляются электроприводом. Электропечь имеет автоматическое и ручное управления. Разработчик — СКВ Бакинского опытноэкспериментального завода электротермического оборудования.
Народное предприятие LEW (ГДР) изготавливает камерные электропечи,
9. Камерные электропечи с загрузочным устройством
Технические данные
СНЗ-11.22.7/12-БЗ
СНЗ-11.22.7/12-Б4
Мощность кВт
Номинальная температура, °C Напряжение питающей сети, В Сдельный расход электроэнергии,-кВт- ч/кг
Расход защитной среды, м3/ч
Размеры рабочего пространства (длинах ширина х высота), мм
Габаритные размеры печи (длинах ширинах высота), мм
Масса печи, кг
140
1 200
380 0,32
135.5
20
2 200Х 1 100X700
91 190X3 000X7 700 *
20 000 *
4 080X3 000X3 200
13 000
С загрузочным устройством.
143
Паяльное оборудование
10. Камерные электропечи предприятия LEW
Технические данные 600/25 800/37 1300 60
Мощность, кВт Рабочая температура, СС Размеры рабочего пространства, мм 26 600Х 280X300 38 1350 800Х 540Х 420 61 1300Х 650Х 500
Технические данные 1900/80 2000/120 2500/180
Мощность, кВт Рабочая температура, °C Размеры рабочего пространства, мм 82 1900X800X600 122 1350 2000Х ЮООх 800 188 2500Х 1200Х 1000
техническая характеристика которых представлена в табл. 10.
Большое значение для безотказной работы электропечей имеет стойкость нагревательных элементов, особенно при высокотемпературной пайке. Наиболее надежными являются нагреватели из дисилицида молибдена (табл. 11). Кировоканский завод высокотемпературных нагревателей выпускает нагреватели из дисилицида молибдена прямой и U-образной форм.
Пайку изделий в шахтных и камерных электропечах с контролируемой средой часто производят в специальных контейнерах, в которые подается газовая контролируемая среда. Жесткие контейнеры для печной пайки изготовляют из жаростойких сплавов и коррозионно-стойких сплавов. В конструкции контейнеров большое значение имеет размещение трубок для ввода и отвода газовой контролируемой среды, так как от этого зависит полнота удаления воздуха из объема контейнера.
При использовании газовых сред легче воздуха отводную трубку необходимо располагать у днища контейнера. При применении для пайки среды тяжелее воздуха трубку для выхода газов размещают в верхней части контейнера. Физические свойства некоторых газов и паров приведены в табл. 12.
Контейнеры для пайки изделий в контролируемых средах разделяют на жесткие и мягкие. Жесткие контей-
11. Типоразмеры нагревателей из дисилицида молибдена
Нагреватель Длина, мм Масса; кг
рабочей части вывода
Прямые
ДМ 100/125 100 125 0,0150
ДМ 100/150 100 150 0,170
ДМ 150/150 150 150 0,180
ДМ 180/150 180 150 0,200
ДМ 180/185 180 185 0,230
ДМ 200/200 200 200 0,250
ДМ 200/250 200 250 0,300
U-образные
ДМ 150/300 150 300 0,390
ДМ 150/500 150 500 0.610
ДМ 180/150 180 150 0,230
ДМ 180/185 180 185 0,200
ДМ 180/250 180 250 0,320
ДМ 180/300 180 300 0,400
ДМ 180/350 180 350 0,460
ДМ 180/400 180 400 0,520
ДМ 200/200 200 200 0,280
ДМ 200/250 200 250 0.340
ДМ 225/560 225 560 0,700
ДМ 250/185 250 185 0.300
ДМ 250/250 250 250 0,360
ДМ 250 300 250 300 0,400
ДМ 250/400 250 400 0.530
ДМ 315/300 315 300 0.425
ДМ 315/350 315 350 0.490
ДМ 315/400 315 400 0.550
ДМ 315/500 315 500 0,640
ДМ 400/250 400 250 0,400
ДМ 400/400 400 400 0.570
ДМ 400/500 400 500 0,680
Примечание. Диаметр рабочей части нагревателя 6,0 мм, диаметр вывода 12,0 мм. Потребитель может заказать U-образные нагреватели с отогнутыми ра-бочими частями.
Печи
147
12. Физические свойства некоторых газов и паров
Вещество Относительная молекулярная масса Масса молекул X X 10~24, г
Водород 2,02 3,35
Гелий 4,0 6,64
Пары воды 18,0 29,9
Азот 28,0 46,5
Воздух 28,7 47,6
Кислород 32,0 53,1
Аргон 39,9 56,2
норы уплотняют песчаными затворами, охлаждаемыми фланцами, либо фланцами, ввариваемыми непосредственно в корпус [3 ]. /Мягкие контейнеры выполняют из тонколистовых материалов, плотно облегающих изделия, и герметизируют сваркой. В результате вакуумирования внутренней полости контейнера обеспечивается надежное поджатие сопрягаемых поверхностей независимо от конфигурации паяемых изделий.
Установки для получения контролируемых сред. Для исключения влияния на качество изделий влаги, кислорода и других примесей, содержащихся в исходных газовых средах, применяют специальные установки, например, ИО-6-М2, предназначенные для осушки и очистки водорода, азота, аргона и других газов, используемых для высокотемпературной пайки. Принцип работы установки — адсорбция и химическое связывание примесей регенерируемыми поглотителями. Для очистки используют реагенты: от окиси углерода, углеводорода и водорода — окись меди; от кислорода — окись марганца; от азота — металлический кальций. Влагу и двуокись углерода удаляют с помощью цеолитов. В случае использования аргона его содержание превышает 99,699 % С точкой росы — 60 °C.
При необходимости затрат большого количества аргона следует применять установки для его многократного использования, например, 1ИО-12 и 1ИО-гО. Производительность установок соответственно 12 и 50 м3/ч. Остановки обеспечивают регулирование давления среды и ее температуры,
состоят из элементов предварительной и окончательной очистки аргона, системы регенерации газа и поглотителей, а также накопителя газа.
В ряде случаев устройство для очистки аргона монтируют совместно с печью, где совмещен период откачки рабочей камеры печи с циклом регенерации аргона по замкнутому контуру, т. е. минуя печь для пайки, что значительно сокращает цикл процесса. Заложенная в установке возможность регулирования расхода аргона позволяет осуществлять термический цикл пайки с повышенной скоростно охлаждения и, следовательно, увеличивать производительность процесса.
Устройство очистки и регенерации аргона включает влагопоглотитель для осушки баллонного аргона, печь-реактор для тонкой очистки аргона от примесей кислорода, насос-компрессор, обеспечивающий транспортирование аргона по замкнутому контуру, элементы для регулирования и контроля чистоты аргона до и после пайки. Устройство смонтировано в виде единого блока с входным и выходным штуцерами и штуцерами для отбора проб на газоанализатор. В целях предотвращения загрязнения объема печи и газовакуумных магистралей продуктами распада углеводородных соединений перекачка аргона осуществляется безмасляным насосом-компрессором с эластичной камерой из полиуретана.
Технические данные установки ИО-6 для очистки аргона
Установленная мощность. кВт Рабочая температура, °C . . . Производительность, м3/ч . . . Давление газа, МПа:
на входе ......
на выходе .......
Содержание, %:
аргона .... . .
кислорода ............
водорода .............
влаги ................
29,0 650
6,0
490
9,8—49
99.996
<0,001
<0,0005
<0,001
Водородно-азотные смеси, используемые для пайки изделий, не должны содержать недиссоциированный аммиак, так как при соединении с кисло-
148
Паяльное оборудование
Рис. 7. Типовая технологическая схема установок для приготовления контролируемой среды и аммиака:
1 — баллон с аммиаком; 2 — поплавковый регулятор уровня; 3 — предохранительный клапан; 4 — испаритель; 5 — манометр; 6 — редуцирующий вентиль и регулятор давления; 7 — охладитель газа; 8 — диссоциатор; 9 — камера сжигания; 10 — газовый запальник; 11, 12 — ротаметры; 13 — регулирующий кран; 14 — исполнительный механизм; 15 — водяной затвор; 16 — сигнализатор падения давления; 17 — воздуходувка; 18 — кран; 19 — блок фильтрации газа; 20 — газоанализатор; 21 — камера охлаждения; 22 — термометр; 23 — осушитель; 24 — термоэлектрический термометр; 25 — холодильная машина; 26 '— калорифер; 27 — измеритель влажности; 28 — фильтр; 29 — напоромер
родом последний образует окись азота, содержание которой более 0,2 % приводит к обезуглероживанию стали. Очистка от недиссоциированного аммиака производится пропусканием.газовой смеси после диссоциации через сосуд с водой. Типовая технологическая схема установки для приготовления водородно-азотной смеси из аммиака показана на рис. 7. Технические данные таких установок приведены в табл. 13.
Для пайки изделий из высоколегированных коррозионно-стойких ста
лей и сплавов, а также из безкислород-ной меди в качестве восстановительной среды применяют тщательно осушенный и очищенный водород (табл. 14). Для этой цели используют технический водород, поставляемый в баллонах, либо сетевой, транспортируемый по трубопроводу от специальных установок.
В некоторых случаях, особенно в электровакуумном производстве, применяют водород повышенной чистоты, получаемый в результате его диффузии через фольгу7 из палладиевых
13. Установки для получения водородно-азотной среды из аммиака
14. Установки для очистки водорода от кислорода
О
Технические данные
Установленная мощ- ность, кВт 25,2 48,0
Рабочая температура днссоциатора, °C 600 600
Производительность, ма/ч 30 60
Расход жидкого аммиака, кг ч 7,58 15.20
Давление среды, МПа 0,98- -1.47
Влажность среды, г/м3 0,1 — 0,008
Технические данные ВО-6 ВО-20
Установленная мощ- ность. кВт Рабочая температура, °C Производительность, м3/ч Содержание, %: водорода кпслооода Влажность водорода, г/м3 3,0 | 8. 250—300 6,0 | 20,0 Не менее 99,995 Не более 0.005 0,10—0,008
Печи
149
сплавов, например, на установке уль-трачистого водорода УЧВ-2А.
Технические данные установки УЧВ-2А
Потребляемая мощность, кВт
Рабочая температура диффузионного элемента, СС . .
Производительность, м’/ч . , Давление водорода, Па: па входе . , . .
на выходе ............
Предельный вакуум. Па . , , Расход воды, л/ч ..........
Габаритные размеры, мм . .
Масса, кг .
8,0
До 500
1,0
500—800 980
5- 10-7
500 1000Х
X 700 X
X 1800
370
Для массового выпуска различных изделий применяют конвейерные электропечи со средой эпдогаза. В табл. 15 приведены технические данные некоторых установок для приготовления эндотермической среды (эндогаза).
Наряду с использованием эпдогаза для пайки применяют и экзотермические смеси, получаемые при сжигании углеводородных газов с коэффициентом расхода воздуха 0,6—0,9. На установках (табл. 16) обеспечивается очистка экзотермической среды от двуокиси углерода и паров воды, а также ее регенерация и охлаждение с авто-матическ им р егул и рован нем.
При печной пайке в контейнерах высокохромистых коррозионно-стойких сталей, жаропрочных и жаростойких сплавов следует применять еще более активные контролируемые среды. В этих случаях используют среды с добавками газообразного флюса, например, трехфтористый бор, фто
ристый водород, хлористый аммоний и др. Газообразный флюс получают смешением продуктов диссоциации солей с газами-носителями: газ из баллона через осушители поступает в дис-социатор, откуда смесь среды с газообразным флюсом по трубопроводу направляется в вакуумированный контейнер. При этом избыточное давление газообразной смеси в контейнере контролируется с помощью манометра.
Вакуумные электропечи. Вакуумные электропечи выполняются непрерывного и периодического действия (колпаковые. элеваторные, муфельные, без-муфельные и др.). К печам непрерывного действия следует отнести печи, в которых загрузка очередной партии изделий в нагревательную камеру не связана с выгрузкой обрабатываемых изделий из печи, т. е. нагревательная камера в печи непрерывного действия работает без простоев, что достигается устройством двух шлюзовых камер — загрузочной и разгрузочной.
Для пайки изделий из материалов, активно взаимодействующих с газами и труднопаяемых в контролируемых средах наибольшее применение получили печи периодического действия. В табл. 17 приведены технические данные некоторых колпаковых печей.
Наряду с колпаковыми применяют вакуумные элеваторные и шахтные электропечи. В вакуумные элеваторные печи паяемые изделия загружают снизу на стол с помощью специального механизма, поднимаемого и прижимаемого к нижнему торцу корпуса
15. Установки для получения эндотермических сред
Технические данные ЭН-16Г ЭН-30М2 ЭН-60М01 ЭН-125,42 ЭН-250ГМЗ
Установленная мощ- ность кВт Рабочая температура газогенератора. °C 1,8 29,0 37,0 1050 53,0 22,0
Производительность, м3/ч 16 30 60 125 250
Расход газа (СН4), м3/ч 3,3 6,2 12,4 25,6 51.2
Примечания: 1. Давление среды Па: 2000—3500 на входе. 2000—3000 на выходе.
2. Состав среды, %: 18—20 СО; 38—40 Н2; 1,0 СО2; 1,0 СН4; 40—41 N2.
3. Влажность среды 3,2—10,5 г/м3.
150
Паяльное оборудование
16 Установки для приготовления экзотсрмнческо|"| среди
[ абаритиые размеры, мм: — 2900X 3650X 2'105 — 3800X 1650X 2660 I 1700x1850x 2250
Печи
151
17. Колпаковые вакуумные электропечи
Технические данные Одноколпаковая 11059.010 Двухколпаковые
ЛМ-3206 ЛМ-4100
Потребляемая мощность, кВт 80 20 25
Рабочая температура, °C 2500 1200 1200
Л атериал нагревателей Вольфрам Молибден Г рафит
Вакуум, Па 6,7- 1 и-1 4-10“3 2,67
Размеры рабочего пространства, 150 X 500 230Х 435 —
ь»м Габаритные размеры, мм 2500 X 1000Х 2000 X 1400Х 1850Х 1350Х
X ЗоОО Х 3000 Х3220
нагревательной камеры (рис. 8). В шахтные электропечи изделия загружают сверху, устанавливая их на подставку или закрепляя специальной подвеской.
Технические данные некоторых элеваторных и шахтных электропечей приведены в табл. 18 и 19.
Печи типа СЭВ оснащены автоматическим программным регулированием температуры и регистрирующим устройством давления (вакуума), имеют необходимое число блокировок, обеспечивающих безопасную работу и предотвращающих неправильные действия обслуживающего персонала, которые могут привести к выходу из строя электропечи и отдельных их элементов.
Конструкции электропечей и нагревателей удобны для обслуживания, сборки и ремонта. Нагреватели долговечны в работе и сокращают потребление энергии до 30 % по сравнению с нагревателями, имеющими водсохла-ждаемые токоподводы. Перепад температур по всему объему рабочего пространства составляет не более ^Р1,0 °о рабочей.
Отсутствие внутри рабочего пространства керамических деталей, крепящих нагреватели, позволяет быстро |получать и поддерживать высокий ва-уум, а также обеспечивать минимальное газовыделение из элементов нагревательной камеры, что улучшает качество паяемых изделий. Нагревательные камеры выполнены в виде водоохлаждаемых стальнь к пусов, в которых установлены молибденовые нагреватели и экранная теплоизоля
ция. Они характеризуются сравнительно малой инерционностью с ускоренным охлаждением за счет напуска нейтрального газа. Срок службы нагревателей составляет около 6000 ч. Разработчик — ВНИИЭТО.
Для высокотемпературной пайки изделий из титановых и других активных металлов и сплавов применяют вакуумные шахтные электропечи с экранной теплоизоляцией без керамической футеровки (см. табл. 19).
Электропечь СШВ-15.15 13Э-М2 состоит из трех тепловых зон, нагреватели питаются от сети через понижающие трансформаторы, теплоизоляция обеспечивается пятью молибденовыми экранами и двумя экранами из коррозионно-стойкой стали. Электропечь
Рис. 8. Элеваторная вакуумная электропечь СЭВ-8.8 16ЭМ1:
1 — механизм подъема; 2 — под; 3 — подставка; 4 — нагреватель; 5 — экраны;
6 — вакуумный агрегат
152
Паяльное оборудование
18 Вакуумные элеваторные электропечи
СП о
-—<
(D
со ю Хп
ю х
1Q £ X е- сел
СО 1_О t О (6У
- X
•
к со
(D Й
S со
т g х_
_ О СО О о
СО °О v о Сем
4-0 v- -1 СО ''11
СО о . z со
т X
е
ю
о с
о
i О 1О
Хо
* со ш О о
1О 2 “X _ 2°
О ьО
О V ~~ Ю XX
к
CD со
и сС
iO
"СГ
g Н
, СО О О
гО - * ” 1 2 X
х: со о
о со
К
'—‘
Г’-
<. о с
С1
*3 X CN СО - J
сч ет о сое-
й £ X
m
О
с
Ь о 2
b” * Zj С
о. С ” _ — -
2 о 2
о
К о " —
X <5 с-х с £ 1 С-
•** ъХ_ •S-' **" . "
-Д
А- X *w
камеры нагрева 500 485 8 60
Рабочая температура, "С 900 | 1 300 | 1600 | 2500
Вакуум, Па 1,3’10“’
Размеры рабочего пространства. 1 100x 4 000 I 500x1 500 I 00x 201; , 100x 250
Печи
153
СШВЛ-0.6,2/16Э-М1 кроме пайки в вакууме может быть использована для пайки изделий в среде аргона с регулированием его давления, а печь СШВЛ-1.2.5/25М-04— для пайки в среде водорода. В этих электропечах напряжение, подаваемое на нагреватели, регулируют тиристорными регуляторами.
В некоторых случаях для пайки изделий в вакууме используют камерные электропечи, которые имеют горизонтально расположенную подставку. Изделия в этом случае загружают через открытую дверцу.
В качестве нагревателей в вакуумных электропечах применяют элементы из нихрома, хромелей и подобных металлов, используют также графит и тугоплавкие металлы (вольфрам, молибден, тантал), основные характеристики которых приведены в табл. 20.
Технические данные камерной вакуумной электропечи
Мощность, кВт: установленная ..........................
камеры нагрева .....................
Рабочая температура, °C ..............
Вакуум, Па
Размеры рабочего пространства, мм
Масса паяемых изделий, кг . .
Расход охлаждающей воды, м3/ч . ’
Габаритные размеры, мм
Масса электропечи, кг
Разработчик электропечей ВПКИЭТО. Изготовитель термического оборудования.
Средства откачки Для создания вакуума в рабочих объемах электропечей или контейнеров применяют насосы (табл. 21, 22): механические типа ВН для получения остаточного давления в диапазоне ,33— ,13 Па, диффузионные для получения остаточного давления 1,3- 10“3—1,3-10-5 Па.
Вакуумные насосы типа НВЗ предназначены для замены вакуумных насосов типа ЕН. Их применяют для откачки воздуха, неагрессивных газов, паров в парогазовых смесей, предварительно очищенных от капельной влаги и механических загрязнений.
Вакуумные золотниковые насосы НВЗ-20. НВЗ-75 и НВЗ-150 — одноступенчатые, параллельного действия; НВЗ-50Д, НВЗ-ЮОД — двухступенчатые, последовательного действия. Смазывание насосов — циркуляционное, насос и электродвигатель смонтиро
ваны на общей фундаментной плите. Промышленность выпускает также вакуумные arpei аты типа ВА, представляющие собой в комплексе диффузионный насос и вакуумный затвор, обеспечивающий различные скорости откачки (табл. 23).
Применяют откачные агрегаты с электродуговыми сорбционными высоковакуумными насосами для откачки электропечей, рабочие процессы в которых сопровождаются большим газо-выделеннем. Такие агрегаты имеют большую скорость испарения геттер-ного материала благодаря применению электродуговых испарителей. Испарение активного металла (титана) происходит с поверхности катода электро-дугового испарителя вследствие высокой концентрации энергии (10е — 107 А/см2) в катодном пятне дуги постоянного тока. Дуга горит в парах
СНВЛ-1.3.1/16Э-М1
25
20
1600
0,03
ЮОх ЮОх 300
10
1.0
2570х 1800Х1У30
1600
СПВЛ-0,8.0,5,11-М1
1,25
1,25
11 50
13,3
(80) X 50
0,05
750 X 350 X 590
I аганрогский завод электоо-
нспаряемого металла даже при низком давлении остаточных газов в камере насоса. Катодное пятно хаотически перемещается по поверхности испарения охлаждаемого катода, поэтому металл катода испаряется равномерно и нагревается до температуры, значительно ниже температуры его плавления. Откачка активных газов (водорода, кислорода, азота, углекислого газа окиси углерода и др.) происходит при осаждении титана на внутреннюю поверхность камеры электроду-гового сорбционного насоса.
Вакуумные запоры и вентили Вакуумные затворы (табл. 24) предназначены для разделения коммуникаций сверхвысоковакуумных электропечей с давлением до 1,8-10“3 ЛШа при температурах прогрева до 200 'С. Используют также затворы в устройствах шлюзования вакуумных электропечей,
154
Паяльное оборудование
20. Материалы нагревательных элементов вакуумных электропечей
Технические данные Молибден Тантал Вольфрам Гра<{ ит
Максимальная температура нагрева в ва- 1 700 2 200 2 300 2200
кууме. СС
Удельное электросопротивление. Ом-мму/м 0,04 8 0,155 0,055 8—12
Температура плавления, °C 2 600 3 000 3 580 3700
Температура * начала контактных реак-
ций, °C:
с углеродом 1 300 1 000 1 500 —
с окисью магния 1 600 1 «00 2 000 1800
с окисью циркония 2 200 1 600 1 600 1600
с окисью бериллия 1 900 1 600 2 000 2300
с двуокисью тория 1 900 1 900 2 200 2000
Плотность, кг/м3 10 200 16 600 19 340 2200
Приведены значения температур для химически
чистых материалов.
21. Вакуумные насосы типа ВН
Технические данные ВН-461М PBII-20 ВИ-21 В Н -1II1 ВН-4Г 10 IHI
Средняя скорость откачки при давлении 1 Па, л/с 0,81 3,3 7,0 18,3 59,0 155,0
Предельный вакуум, Па 0,13 0,67 0,40 0,40 0,67 1.33
Потребляемая мощность, кВт 0,6 0,6 1,7 2,8 7,0 18,0
Масса, т 0,075 0,075 0,108 0,312 0,59 1,521
22. Вакуумные насосы типа НВЗ
Технические д; иные НВЗ-20 | НВЗ-50Д НВЗ-75 НВЗ-100Д НВЗ-150
Скорость откачки (входные давления 1,06- 10;—1,33-10г Па) л/с, не менее Предельный вакуум, Па: 20 50 75 100 150
с учетом паров рабочей жидкости 6,67 6.67- 10-1 6,67 6,67- IO’1 6.67
по воздуху 6,67- IO"1 6,67- 10~3 6,67- 10-J 6,67- 10-3 6,67- I0-1
с учетом паров рабочей жидкости при напуске га-зобалласта 1,66- 102 1,33 1,66- 10s 1,33 1.С6- 102
Мощность, кВт 1,9 6,0 8,0 9,5 12,6
Количество масла на одну заправку, л Охлаждение 2,5 Воздух 10,0 14,0 Во 20,0 да 28,0
Расход охлаждающей воды (при 20 °C), м3/ч — 0,6 1 .3
Примечания: 1. Парциальное давление паров воды на входе в насос 2,31 — 10s Па.
2. Наибольшее рабочее давление 2*104 Па.
3. Предельная температура масла в насосе 80 СС.
4. Рабочая жидкость — вакуумное масло ВМ-4 или ВМ-6.
23. Вакуумные агрегаты
Технические данные ВА-01-1 | ВА-05-1 ВА-5-4 BA-8- I
Средняя скорость откачки при давлении 50 250 2200 4000
(1.3 — 2,7) 10~3 Па, дм3/с
Расход охлаждающей воды, дм3, с 0,014 0,033 0,110 0,140
Рекомендуемый тип насоса для предвари- ВН-461М, ВН-2Г ВН-1МГ ВН-1МТ
тельной откачки РВН-20
Масса, т 0.043 0,085 0,330 0,476
Лечи
155
камер охлаждения и в автоматических линиях.
Наряду с вакуумными затворами, приведенными в табл 24. производственное объединение «Вакууммаш» (г. Казань) выпускает затворы типа ЗВЭ (табл. 25).
Для соединения или перекрытия отдельных частей вакуумных систем служат вентили различных конструкции. В одних шток уплотнен сильфоном, в других — перекрытие производится прижатием металлического клапана с резиновой прокладкой к седлу стального корпуса. Применяют также высоковакуумные вентили с электромагнитным уплотнением (клапаны), уплотняющим элементом в которых является резиновая прокладка либо легкоплавкий металл (например, галлий). В последнем случае в конструкции клапана предусмотрены нагреватель для расплавления металлического уплотнения и вытечка в корпусе вентиля для циркуляции охлаждающей воды. На практике используют н другие конструкции вакуумных вентилей [17].
Приборы для измерения и контроля вакуума. Для измерения значений абсолютного давления применяют манометры, а для измерения значений остаточного давления — вакуумметры. Термопарные вакуумметры типа ВТ-2А и ВТ-2А-П представляют собой устройства, состоящие из термопарного манометра, схемы питания нагреваемой термопары и прибора, измеряющего ЭДС. Термопарный вакуумметр выполняют в двух вариантах: ВТ-2А — переносной прибор настольного типа, ВТ-2А-П — панельный. Диапазон измеряемого давления разделяется на два поддиапазона: 33,3—26,7 и 26,7— 0,13 Па.
В первом поддиапазоне вакуумметр рассчитан на работу с термопарной манометрической лампой ЛТ-2 или ионизационной манометрической лампой ЛМ-2.
Для измерения давления в диапазоне КЗ-10-3—1,3-1О"10 П-а применяют ионизационные вакуумметры типа ВИ-12, где использован метод косвенного измерения тока, а измеряемое давление определяют по градуировочной кривой, отражающей зависимость
давления от величины ионного тока
Наиболее распространенным манометрическим преобразователем, применяемым в отечественных ионизационных вакуумметрах, является ионизационная манометрическая лампа типа ЛМ-2, выполненная в виде стеклянного баллона, вдоль оси которого расположен V-образный катод из вольфрамовой проволоки диаметром 0,1 мм. Вокруг катода в виде редкой двух-заходиой сетки из молибденовой проволоки расположен анод, непосредственно прогреваемый электрическим током и окруженный ионным коллектором, изготовленным из никелевой фольги и имеющим форму цилиндра диаметром 27,0 мм. Для снижения утечки ввод ионного коллектора выполнен отдельно от остальных электродов лампы. Пределы измерения ДМ-2 ограничены давлением около 1,3-10"7 Па.
Манометрическую лампу ЛМ-2 обычно применяют в комплекте вакуумметра типа ВИ-3 или в ионизационной части вакуумметра ВИТ-1, блок которого состоит из феррорсзонансного стабилизатора, выпрямителя, электронно-магнитного стабилизатора тока эмиссии манометрической лампы и усилителя типа ионного коллектора. Для измерения более низких давлений применяют манометрическую лампу ИМ-12, которая отличается от лампы ЛМ-2 большими размерами баллона, отсутствием карболитового цоколя и несколько иной конструкцией электродов.
В вакуумметр ВИ-12 входит выносной блок, на передней панели размещены ручки управления и два стрелочных прибора для измерения тока коллектора и тока эмиссии ионизационного манометрического преобразователя ИМ-12. Прибор позволяет производить запись значений давления, для чего на задней стенке имеется разъем «Запись» для подключения самопишущего прибора. Вакуумметр ВИ-12 предназначен для работы при температуре 10—35 °C. Питание вакуумметра осуществляется от сети 220 В, 50 Гц. Потребляемая мощность не более 280 В-А. Габаритные размеры прибора 420 ч 300X232 юз.
Для проверки вакуумной плотности соединений и уплотнений используюг
156
Паяльное оборудование
24. Вакуумные затворы
Печи
157
галоидные и гелиевые течеискатели различных конструкций. В случаях, когда контролируемые объекты не допускают применения гелия, используют аргоновый течеискатель.
Для обнаружения мест течей в вакуумных электропечах применяют галоидный течеискатель, принцип действия которого основан на свойстве раскаленной платины эмиттпровать по-
низмами загрузки и разгрузки, моечными машинами и позволяет легко изменять режим процесса применительно к мелкосерийному производству. В комплект оборудования входят камерные механизированные электропечи серии СНЦ и агрегаты СНЦА универсального назначения (табл. 26).
Для последовательного проведения операций пайки в вакууме и термооб-
Техпические данные аргонового течеискатели
Давление в камере масс-спектрометра, Па.............................. 2-10'4
Статическая чувствительность теченскателя, л-Па.................' 6,7-10~8
Обнаруживаемые утечки (натекание), л-Па/с: методом щупа ............................... .................... 6.7-10_<
методом вакуумирования ........................................ 1,3-10-2
Условия эксплуатации: атмосферное давление, МПа.......................................... 96—104
относительная влажность воздуха, при 20 °C, % ......... До 80
температура окружающей среды, °C.............................. 10—35
Контрольный газ........................................................ Аргон
ложительные ионы и резко увеличивать эмиссию в присутствии галоидов. Течеискатель типа ГТИ-3 состоит из измерительного блока и выносного щупа, в котором смонтированы датчик, вентилятор и телефонный зуммер.
Вакууммный атмосферный галоидный течеискатель типа ВАГТИ-4 в отличие от ГТИ-3 имеет дополнительный датчик для подсоединения к линии предварительного разрежения.
Действие гелиевых течеискателей типа ПТИ основано на выделении гелия из смеси всасываемых в течеискатель газов путем их ионизации, ускорения ионов электрическим полем и разделения их в магнитном поле по массе. Отклонение стрелки прибора и звуковая сигнализация свидетельствуют о наличии течи. Течеискатель ПТИ-10 позволяет обнаруживать натекание около 10“12 м3-Па/с.
Специализированные печи для пайки Наряду с описанными выше печами Для снижения материальных и трудовых затрат используют высокопроизводительное паяльное оборудование. Так, при массовом изготовлении режущего инструмента применяют комплект печного оборудования и агрегатов для механизированной пайки и термообработки в контролируемой сре-Д“> предупреждающей обезуглероживание и окисление поверхностей. Указанное оборудование оснащено меха-
работки (закалка в масле или ускоренное охлаждение в контролируемой среде) за один цикл служит элеваторная электропечь СЭВ-3.3/11,5 ФМ2.
Технические данные элеваторной электропечи СЭВ-3.3/11: 5ФМ2
Установленная мощность печи, включая вспомогательное оборудование, кВт............... 34
Напряжение, В:
питающей сети , . . 380
на нагревателях .... 132
Рабочая температура, СС . . 1150
Остаточное давление, Па , . 1,3- 10~*
Масса загрузки изделий, т . . 0,05
Расход охлаждающей воды, м*/ч ....................... 1,5
Размеры рабочего пространства, мм . . .......... 300x300
Габаритные размеры, мм . . . 2800Х
X 3800Х
X 3060
Масса электропечи, т .... 4,5
26. Агрегаты и электропечи для пайки и термообработки в контролируемой среде
Агрегаты и электропечи, входящие в их состав Мощность номинальная, кВт Т емпе-ратура,-°С
СНЦА-5.10.5/3-С1 350
СНЦ-5.10.5/10 108
СНЦА-5.10.5/7-С1 * 396 950
СНЦА-3.5.3/3-С1 142
СНЦ-3.5.3/10 37
* В состав агрегата входят печи СНЦ-5.10.5/10 и МНП-5.10.5/1.
158
Паяльное оборудование
Для пайки изделий применяют также индукционные муфельные электропечи, обеспечивающие быстрый разогрев муфеля токами промышленной частоты до рабочей те.мпературы. Конструктивно они выполнены в виде камерных электропечей, либо проходными. При необходимости производить вертикальную загрузку крупногабаритных узлов применяют индукционные установки промышленной частоты с вертикальным расположением муфеля. Такне установки представляют собой индукционные электропечи элеваторного типа с загрузкой изделий снизу с выдвижной тележкой для пода, который поднимается гидравлическим подъемником.
Применение индукционных муфельных электропечей промышленной частоты позволяет производить пайку изделий в вакууме, контролируемой среде и на воздухе с использованием флюсов.
Оборудование для индукционной пайки
Для индукционной пайки используют высокочастотные генераторы, а также установки повышенной и промышленной частот. В комплекс оборудования входят источники питания, индукторы и устройства, необходимые для ручной, механизированной либо автоматизированной фиксации и транспортирования паяемых изделий.
Тепловые процессы при индукционном нагреве. Интенсивность индукционного нагрева зависит не только от электрических данных (частоты тока, напряженности поля, эффекта близости и др.), но и от физико-химических свойств материалов. Скорость нагрева немагнитных материалов в значительной мере определяется их удельной электропроводностью о. При нагреве ферромагнитных материалов значительную роль играет их магнитная проницаемость р. Если процесс нагрева носит особый характер и трансформация электрической энергии в тепловую происходит внутри самого изделия, то глубинный прогрев токами высокой частоты подчиняется обычным законам теплопроводности. Удельная электропроводность материала связана
с внутренней теплопроводностью л соотношением
А/о = аТ,
где а = 3k2!e2 — постоянная Видемана—Франса; k — постоянная Больцу . на; Т — абсолютная температура; в — заряд электрона.
Это уравнение справедливо в пре. делах температур панки. В свою очередь, А связана с температуропроводностью а и теплоемкостью с следующим соотношением;
а — А/(су),
где у — плотность нагреваемого материала;
А = 0,034-0,15 (для сталей).
Распределение температур в нагре том теле тесно связано с' параметрами о, у, а, с и А. Если цилиндрическое тело радиусом г поместить в индуктор и нагреть его при установившемся режиме, то распределение температур по его сечению можно выразить функцией
где Тг — температура в центре сечения, т. е. на расстоянии г от поверхности тела; Tv — температура на поверхности тела; А' — внешняя теплопроводность; S — площадь боковой поверхности нагретого тела.
Указанное распределение температур при нагреве ТВЧ массивных изделий под панку особенно важно, так как от перепада температур зависит качество пайки. При этом необходимо иметь в виду, чго в случае неустано-вившихся тепловых процессов распределение температур внутри изделия определяется более сложными расчетами:
dT _ А с~Т di ~ су dx- ’
где х — направление, по которому происходит изменение температуры Т во времени I. Поэтому при ступенчатом нагреве массивных изделий пользуются экспериментальными данными зависимости распределения температур во времени. При пайке толстостенных изделий иногда требуется нагрев
Оборудование яля индукииогной пайки
159
только на определенную глубину. Поэтому в результате изучения электромагнитных и тепловых явлений определены критерии для выбора частоты тока по заданной глубине нагрева Xk'. ^50 2500
4 < < 4
Верхний предел означает, что глубина прогретого до сверх критической температуры слоя должна быть меньше глубины проникновения тока Дд в сталь, нагретую выше точки магнитных превращений. Нижний предел определяется ростом мощности и потерь в индукторе до значений, при которых эксплуатация индуктора затруднена. В этом диапазоне может быть выделена оптимальная частота тока, обеспечивающая наивысший КПД процесса и коэффициент мощности индуктора:
(0,4+0,5) Л,; /опт~ 600/4
Такой выбор частоты тока обеспечивает наиболее равномерное распределение энергии в нагреваемом теле, малый перепад температур при минимальном времени нагрева и незначительные тепловые потери на нагрев сердцевины тела, т. е. высокий -термический КПД (т]т).
Важн > отметить, что, если напряже-вге источника питания поддерживается постоянным, при соблюдении указанных условий выбора частоты тока, мощность источника в течение времени нагрева остается почти постоянной, что позволяет наиболее полно использовать источник питания, а следовательно, повышает энергетический показатель установки.
Для пайки изделий из труб большого диаметра с различной толщиной стенок наиболее целесообразно использовать частоту тока 50 Гц. Оптимальное соотношение толщины стенки п Диаметра труб при индукционном пагреве показано на рис. 9, из которого видно, что на промышленной частоте пжа можно успешно проводить пайку ’ТУб диаметром 400 мм, если толщина ^ки не менее 20 мм, и диаметром мм, если толщина стенки не менее п мм
Рис. 9. Зона оптимальных соотношений толщины стенки d и диаметра трубы В при индукционном нагреве с частотой
50 Гц
Более распространены случаи, когда в процессе пайки необходимо получить заданное распределение температур по сечению нагреваемого тела. В частности, это важно при выборе условия нагрева изделий прямоугольной формы. На рис. 10 приведены кривые F0 = /lg, D!(Ak, т]Т)1, где Го = = ailD — критерий Фурье или безразмерное время нагрева изделий толщиной D; g—отношение сторон изделия прямоугольной формы; Ал — глубина проникновения тока; г]т — термический КПД. Эти кривые позволяют выбирать частоту тока такой, чтобы к заданному моменту времени распределение температур по периметру изделия было равномерным для
Рис. 10. Кривые высора частоты тока для равномерного нагрева изделия прямоугольной формы при индукционном нагреве (кривые 1,2, 3 — отношение сторон изделия g, соответственно равное б, 3, а — Т)т = 1, б — Tbj, = 0,9
160
Пзяльнсе оборудование
случая адиабатического нагрева (g = — 0) и при 11г = 0,9 (с/ = 0,1 Рс)
Термический КПД 1]т представляет собой отношение разности удельной поверхностной мощности и плотности мощности тепловых потерь к удельной поверхностной мощности. Зависимость глубины прогрева изделия при индукционной пайке от времени нагрева при правильно выбранном режиме генератора приведена на рис. 11.
Рис. II. Зависимость глубины прогрева изделия от времени нагрева
Установки для индукционной пайки с ламповыми преобразователями. Ламповые генераторы преобразуют электрический ток промышленной частоты в ток высокой частоты, поступающий в индуктор, в котором нагревают паяемые изделия. Индукционную пайку выполняют с использованием высокочастотных генераторов и установок, предназначенных специально для пайки, а также — для закалки. Генераторы мощностью 4 кВт следует исполь -зовать для единичной высокотемпературной пайки небольших изделий и для групповой низкотемпературной пайки. На генераторах мощностью 10 кВт паяют металлорежущий и буровой инструмент с поперечным сечением в зоне пайки до 5,0 см2, а также тонкостенные ферромагнитные изделия. Установки мощностью 25— кВт частотой 440 кГц применяют при единичной, групповой и механизированной пайке преимущественно тонкостенных изделий. Установки частотой 66 кГц более универсальны, и их широко применяют для пайки самых разнообразных изделий.
Наибольшее распространение получили установки мощностью 60 кВт. Генераторы мощностью 100—160 кВт применяют при высокотемпературной панке крупногабаритных изделий с наружным диаметром 140—200 мм. Эти же генераторы используют при механизированной пайке, когда необходим запас мощности для создания интен сивного магнитного поля в зоне пайки при движении нагреваемых изделий через относительно длинные проходные индукторы.
Генераторы мощностью 4 и 10 кВт выполнены в одном блоке; генераторы мощностью 25 кВт и выше состоят из нескольких блоков. Блок нагрузочного контура, к которому непосредственно подключается индуктор, может быть отнесен от остальных блоков на расстояние до 15 м, что упрощает планировку рабочих помещений и позволяет экономить производственные площади (табл. 27).
При выборе генератора следует учитывать номенклатуру паяемых изделий, так как применение генераторов повышенной мощности приводит к перерасходу электроэнергии и охлаждающей воды. В выборе мощности следует руководствоваться тем, что при максимальной мощности и правильной настройке генератора процессы нагрева изделий из ферромагнитных металлов протекают удовлетворительно, если на 1 см2 нагреваемой поверхности приходится 1 кВт мощности тока высокой частоты, обозначенной в паспорте генератора. Поэтому для пайки изделий, максимальное из которых имеет суммарную площадь поверхности в зоне пайки 20 см2, следует применять установку ВЧИ-25,'0,44 (табл. 28). При правильном выборе конструкции индуктора и оптимальных режимах на этой установке можно производить пайку цилиндрических изделий диаметром до 60 мм (по высоте, равной диаметру) [7].
В генераторах с ламповыми преобразователями, рекомендуемых для пайки изделий, высоковольтные выпрямители выполнены на полупроводниковых вентилях, обеспечивающих долговечность, компактность и независимость эксплуатации от температурных условий. Тиристорное управление выпрямлен
Оборудование для индукционной лайки
161
ным напряжением обеспечивает плавность и высокую степень стабилизации процесса. Точность стабилизации напряжения +0,1 % для генератора ВЧП-25/0,44, для остальных +0,5 %. Двери снабжены электромеханическими блокировками, что обеспечивает безопасность обслуживания. Генераторы оснащены зашитой от радиопомех и электрол агнитных излучений, обеспечивающей соблюдение норм по радиопомехам и санитарных.
В промышленности применяют индукционные полуавтоматические установки с использованием ламповых преобразователей. В частности, на базе генератора ЛЗ-13 изготовлен полуав
томат ВЧИ5-10/0,44, который используют в массовом производстве изделий, паянных низкотемпературными припоями.
Для массового выпуска паяных конденсаторов используют полуавтомат, обеспечивающий флюсование поверхностей пайки, автоматический цикл процесса и выгрузку изделий. Весь технологический процесс расчленен на две последовательно выполняемые операции пайки на полуавтоматах ВЧШ-10/0,44 и ВЧИЗ-10,0,44
(табл. 29).
При изготовлении аккумуляторов проволочные токовводы аккумуляторных пластин припаивают к внешним
27. Генераторы с ламповым преобразователем для пайки изделий
Технические данные ВЧГЗ-1’1.76 Ц. '0/01-1 Hi И ВЧГ1-25/0,44 ВЧГ6-60/0.44 990 ‘0/00 1 -г J h Я 990*0/091-ед на
Мощность, кВт 4 10 25 60 100 160
Частота тока рабочая, МГц 1,76 0,44 0,44 0,44 0,066 0.066
Мощность, потребляемая от сети, кВт 6,8 15,5 33,0 87 141 235
КПД, % 70 74 87 75 72 72
Коэффициент мощности 0,85 0,85 0,85 0,87 0.88 0,88
Предел регулирования анодного напря- 2—6 2—7 9 7 3—10 3—10 3—11
жен и я, кВ Точность стабилизации анодного напря- ±0,5 + 0,5 -1-0,1 + 0,5 ±1.0 -ч.о
жения при колебании питающей сети ±5 %, % Расход охлаждающей воды, м3/ч 0,75 1,2 1.0 9 9 5,5 6,0
Размер установки в плане, м2 0,9 1,1 99 3,8 4,0 7,2
Масса, т 0,5 1,05 1,2 1,84 2.6 4,25
28. Установки высокочастотные типа ВЧИ
Технические данные ВЧП4-10 ВЧ11-25/0,44 ВЧ I1-63/0,44 В11112-1 00/0,066 99о*о/о91-е-еи11Я
Мощность, кВт 10 25 63 100 160
Частота тока рабочая, МГц 0,44 0,44 0,44 0,066 0,066
Мощность, потребляемая от сети, кВт 18 43 103 16г> 280
Расход охлаждающей воды, м3 ч 1,2 1,5 3,3 7,5 7,5
Размеры установки в плане, м2 Площадь выносного нагрузочного контура, м2 1.3 3,1 3.1 5,8 8,1
— 0,5 0,5 1.7 1,7
6
П/р И. Е. Петру НИН.
162
Паяльное оборудование
29. Полуавтоматы для индукционной пайки конденсаторов
Технические данные ВЧИ 1-10/0,44 ВЧИЗ-10/0,44
.Мощность, кВт Частота, МГц Температура пайки, °C Напряжение питающей сети, В Расход, м8/ч: охлаждающей воды, при давлении 0,2—0,25 МПа сжатого воздуха при давлении 0,2— 0,4 МПа Производительность, число паек в час Габаритные размеры, мм Масса, т И 0,4 135— 220/ 2,0 3,6 140 1720Х 1745Х 2785 1,7 4 235 J80 2.5 3,6 225 1965Х 1970Х 2865 2,0
стержням на полуавтомате СП-1 с ламповым тенератором ЛЗ-13 [12].
Технические данные
полуавтомата ВЧИ5-10/0.44
Мощность, кВт...............
Частота тока, МГц ..........
Температура пайки, СС . . .
Напряжение, В: питающей сети .............
на индукторе .........
Расход, м3/ч: охлаждающей воды при давлении 0,2—0,4 МПа сжатого воздуха нрн давлении 0,2—0,4 МПа . .
Производительность, число паек в час ...............
Габаритные размеры, мм . .
10 0,44
160
220 140/165
Масса, т
2
0,08
40 /50х Х500Х X 1 100 0,2
Технические денные полуавтомата СП-1
Мощность, кВт .................. 10
Частота тока, МГц .... 0,44
Температура пайки. °C ... 235
Напряжение питающей сети, В 220
Расход, м8 ч: охлаждающей воды при давлении 0,2—0,25 МПа 2
сжатого воздуха при давлении 0.2—0,24 МПа 0,06
Производительность, 4i ело паек в час ............. 12.'
Габаритные размеры, мм , . . 600X
X 800 X
X 900
Масса, т ..................... 1,о
двигателем включается электродвигатель возбудителя, регулируемого реостатом. Колебательный контур подключен к генератору и представляет собой конденсаторную батарею, соединенную параллельно с первичной обмоткой трансформатора ТВЧ. Вторичная обмотка этого трансформатора, понижающего напряжение, соединена с индуктором. Технические данные индукционных установок с машинными генераторами, применяемых для пайки изделий, приведены в табл 30.
Установки состоят из нагревательного блока, шкафов управления (контакторного и пускового), блока охлаждения и преобразователя ВПЧ-100, ВПЧ-100-8000, служащих источником энергии повышенной частоты. Двигатели преобразователей питаются от сети напряжением 220/380 В, частотой тока 50 Гц.
Специальные индукционные установки для пайки К специальному оборудованию относят установки, обеспечивающие кроме теплового режима пайки заданное давление на соединяемые поверхности.
Технические данные установки У-184.Т1
Установки с машинными преобразователями частоты Машинный генератор обеспечивает токи частотой 2— 15 кГц и состоит из электродвигателя трехфазного тока и соединенного с ним генератора. Параллельно с электро-
Температура нагрева изделия, °C .....................
Рабочий вакуум, Па . . . .
Объем камеры, м3 ..... . Время вакуумирования, мнн Диаметр соединяемых изделий, мм ....................
Производительность, число паек в смеиу ...............
Габаритные размеры, мм . . ,
Масса.
1200
10'
0,33
10
100—490
1-
2000 v
X 135
X 21>0
Оборудование для индукционной пайки
163
Технические данные установки У-268
Высокочастотный генератор
ПВС-100-2500:
мощность, кВ- А . . , .
частота тока, Гц . . . .
Рабочий вакуум, Па
Диаметр трубных заготовок, мм
наружный.................
внутренний .............
Производительность, число паек в смену ................
Габаритные размеры (без генератора), мм..................
100
2500
1.3- ю-’
80—120
55—75
11
Технические данные станка для пайки трубопроводов
Мощность, кВт.................. 60
Частота тока, кГц ............. 70
Температура пайки, °C ... 1050
Напряжение и а индукторе, В До 140
Расход охлаждающей воды при давлении 0,2—0,25 МПа, м3/ч 4
Производительность, число паек в час .................. До 400
Iабаритные размеры, мм . . . 1300Х
Х400Х
X 1800
Масса, т .................... 0,35
Масса, т ......................
2300Х
X 3200X
X 2000
2,3
Приведенные выше установки для индукционной пайки типа У разработаны ИЭС им. Е. О. Патона.
Характеристики некоторых установок для пайки ТВЧ под давлением приведены в табл. 31.
На базе выпускаемых высокочастотных генераторов компонуют специализированные установки для механизированной и автоматизированной высокотемпературной пайки изделий.
В производстве паяных изделий эффективны установки карусельного типа с автономным вакуумированием каждой позиции в отдельности. Так, например, полуавтоматическую установку ПС-1 используют для индукционной вакуумной пайки электродов к корпусам свечей зажигания двигателей внутреннего сгорания.
Технические данные полуавтомата ПС-1
Мощность лампового генератора. кВт ............. 60
Напряжение питающей сети, В 380
Температура пайки, °C . . . 1150
Вакуум, Па .............. 0,13
Габаритные размеры, мм . . . 1000X940
Масса, т ................ 0,7
30. Установки с машинными генераторами для пайки
Технические данные ИЗ 1-30/8 И34-100/8 И32-100/8
Потребляемая мощность, кВ-А 50 138 140
Мощность, кВт 30 100 100
Рабочая частота тока, Гц Напряжение, В: 8000 8000 8оОО
высокочастотной сети 400 — 800
максимальное на индукторе 74 — 2-16
Расход охлаждающей воды при давлении 0,2—0,3 МПа, л/мин 43 97,5 120
Максимальная поверхность на-г рева, см2 25 200 200
Габаритные размеры, мм 3750Х 1300Х X 2000 2800 X 1290Х X 2000 5200Х 2000Х X 2000
Масса, т 9 9 3,17 4,5
Технические данные КИН5-250/2.4 КИН6-250/10К И32-200/8
Потребляемая мощность, кВ-А 280
Мощность кВт 250 250 200
Р бочая частота тока. Гц Напряжение, В: 2400 10 000 8000
высокочастотной сети — — 80Э
максимальное на индукторе — — 246
Расход охлаждающей воды при Давлении 0,2—0,3 МПа. л/мин 60 60 170
Максимальная поверхность на-' рева, см2 — — 400
Габаритные размеры, мм 3225 х 1800Х X 2300 3 225X 1 800X X 2 000 7000 X 2400Х X 2000
Масса, w 4,0 4,0 7,0
6*
164
Паяльное оборудование
31. Установки для пайки изделий под давлением
СДВУ-50 ЛЗ-13 (13 кВт), ЛЗ-2-67 (67 кВт) 1500 6,7- 10 1 г 0- 3000 Г Электроме-ханический 500X 345х X 320 1050 Х 720Х X 2250 to
СДВУ-32 Да О) £ 1500 6,7 10 - 1 1 т со см 1 544-9050 1 500Х 345 Х Х320 2700Х j 520 X X 2205 О
СДВУ-15-2 ЛЗ-67 (67 кВт) 1 500 7 о 1 1 450— 21 000 1 1 500X 345X X 320 2 350Х 970Х X 2 335 со
СДВУ-12 J13-13 (13 кВт) о 6,7- 1 О-’ 1 1 350—5000 1 0S3 х X003X02S 1 1270Х 720Х X 1408 о
— ст
СЖМ232.700 И 060.083 (25 кВт) 1 100 6,7- 10-® 1 1 500-10 00 000 001 1 —000 01 5 I 120X180 1 550 X X 1 000X X 2 НО L.O
А306 20 А624.25 (25 кВт) о 6,7- 10"’ о 0,08 500-Ю 0О0 ю ооо— 100 000 081X031 1 2 5 7 0 X X I 500 х Х2 100 СО
—
А306-08 И060.011 (26 кВт) 1 300 © 1 1 1 000—10 ()( 10 000— 100 000 120 X 100 1 450 X XI 000Х X 2 470 со
Технические данные Источник нагрева (генератор) Максим альная температура. °C <и о вану ум водород g Диапазон рабочих усилий, И: 1-я ступень 2-я ступень Привод механизма сжатия Размеры рабочей камеры, мм Габаритные размеры, мм Масса (без генератора), п
Оборудование для индукционной лайки
165
Другая установка карусельного типа применяется для автоматизированной пайки в среде водорода. В комплект установки ЛМ-4199 входят станок типа А322.05 для панки, генератор ТВЧ типа А624.01 и устройство для пайки в среде водорода [2].
Технические данные установки ЛМ-4199
Давление защитного газа, МПа:
Бодо;ода ........
азота ..................
Расход охлаждающей воды, л/мии................. . . .
Число рабочих камер . . . . Габаритные размеры, мм . . .
0,5 0,5
0,3
8
] 665 X
X 970Х
X 620
Для пайки бурового инструмента используют полуавтоматическую установку непрерывного действия ИТ1-100 8, в которой совмещены процессы пайки и термической обработки в восстановительной среде эндогаза.
Технические данные полуавтомата ИТ1-100/8
Мощность, кВт .................. 100
Частота тока, кГц................ 8
Температура, °C: папки ...... 1000—
1200 термической обработки . . 300
Напряжение, В: генератора.................. 375
питающей сети .............. 220
Расход, м3/ч:
охлаждающей воды при давлении 0,2—0,4 МПа 8,5
сжатого воздуха при давлении 0,2—0,4 МПа . , Производительность, число паек в час ..................
Производительность газогенераторной установки ЭК-8-0-М2, м3/ч..............
Габаритные размеры, мм , , .
Масса,
0,5
64
15—30
4000Х Х 3240
3,0
При вертикальной загрузке изделий применяют специализированные индукционные установки промышленной частоты с вертикальным расположением муфеля, которые представляют собой индукционные электропечи с загрузкой изделий снизу и с выдвижной тележкой для пода, поднимаемого гидравлическим приводом. Регулирование режимов процесса автоматическое.
Применение индукционных муфельных установок промышленной частоты позволяет паять изделия из металлических и неметаллических материалов в различных контейнерах, в вакууме, контролируемой среде, а также на воздухе с использованием флюсов (табл. 32).
Муфельные индукционные установки используют для пайки до рабочей температуры 1250 °C.
При отработке режимов пайки на этих установках необходимо определять допустимые удельные мощности (рис. 12) [15].
Выбор параметров индукционных установок. Кривые для определения
32. Муфельные индукционные установки для пайки
Технические данные ПИНК-25 ПИ НК-80 ПИНК-130
Мощность, кВт Ток на индукторе А Расход охлаждающей воды, л'ч Габаритные размеры, мм Размеры рабочего пространства, мм 25 80 200 1050Х 950Х 1420 500 X 300 X 200 80 250 550 1550Х 1240Х X 1620 1000X600X400 130 400 850 2050Х 1540Х X 1820 1500 X 900 X 600
Технические данные ПИНК-180 ПИНК-200
Мощность. кВт 1ок на индукторе, А Расход охлаждающей воды, л'ч Габаритные размеры, мм Размеры рабочего пространства. Км 180 320 1200 2550X 1840Х 2020 2000 X 1200Х 800 200 300 1300 85оОХ 1440Х 1520 8000x800x300
166
Паяльное оборудование
Рис. 12. Зависимость допустимой удельной поверхностной мощности (кВт.м-) от диаметра нагреваемых изделий при индукционном нагреве токами промышленной частоты:
Р, — для сталей аустенитного класса; Р — для сталей ферритного класса
мощности генератора при сквозном нагреве различных материалов исходя из требуемых производительности и температуры, приведены на рис. 13.
Значения основных параметров высокочастотных установок, например значения номинальных мощностей 0,16; 0,25; 0,40; 0,63; 1,0 кВт и далее, получаемые умножением этих величин на 10, 100 11 1000, установлены нормами [10]. Рабочие частоты тока установок также регламентированы. При выбранной рабочей частоте для пайки легко определить оптимальные режимы работы установки по кривым, при-веденным на рис. 14 После определе
ния требуемой минимальной мощности генератора следует принять ближайшее большее значение по стандартной шкале мощностей.
Значения КПД генератора установлены в зависимости от рабочей частоты:
Рабочая частота тока, МГц 1 1 — 30 30
КПД ... . . 0,65 0,60 0,5
Установленные нормами рабочие частоты тока установок, и допустимые пределы их отклонения приведены в табл. 33. Применение для высокочастотных установок других частот без специального разрешения Министерства связи СССР запрещено.
Кривые, приведенные на рис. 14, построены для оптимального режима работы установки при правильно вы-
33. Рабочие частоты тока установок и их допустимые отклонения
Рабочая частота тока, кГи
Допустимое отклонен не, % (±)
Рабочая частота тока, кГ ц
Допу -стимое отклонение, % (±)
16 7.5 13,56 1.0
22 7,5 27,12 1,0
44 10.0 40,68 1,0
66 12.0 81,36 1.0
440 2,5 152.5 1,0
880 1,0 300,0 1,0
1760 2,5 2 375,0 2.0
5280 2,5 22 125,0 0,5
Рис. 13. Зависимость минимальной мощности генератора Pmln при сквозном индукционном нагреве от производительности G и температуры нагрева, °C:
1 — алюминий; 2 — графит; 3 — медь;
4 — сталь (при высокотемпературной пайке); 5 — сталь (при низкотемпературной лайке); 6 — латунь и серебро;
7 — бронза; 8 — свинец
Рис. 14. Зависимость минимальной колебательной мощности генератора 7^,., при пайке тонкостенных изделий и местном нагреве от глубины нагрева h и производительности G
1 — одновременный нагрев всей поверхности; 2 — непрерывно-последовательный нагрев
Оборудование для индукционной пайки
167
Рис. 15. Зависимость колебательной мощности генератора на 1 см2 сечения шва от времени пайки
(1 — медь; 2 — латунь и брснза; 3 — стали и немагнитные сплавы):
а—при низкотемпературной; б — при высокотемпературной
бранной частоте тока для случая пайки изделий внутри соленоидного индуктора с относительно небольшими зазорами между индуктором и изделием.
Выбор минимальной мощности генератора для панки тонкостенных изделий с местным нагревом осуществляют по кривым, приведенным па рис. 14, а зависимость времени нагрева от глубины прогрева определяют во рекомендуемому диапазону (см. рис. 11).
Источник питания необходимо выбирать с учетом мощности генератора в зависимости от температуры пайки и свойств паяемых материалов. На рис. 15 приведены кривые для определения мощности генератора при низко- и высокотемпературной пайке различных .материалов. Если требуется спаять два изделия одинаковых или разных сечений из различных металлов, то вычисляют мощность для поперечного сечения каждой детали (по соответствующей кривой), а полученные результаты суммируют. При этом считают, что площадь поперечного сечения должна быть перпендикулярна к направлению утечки теплоты от шва.
При сквозном нагреве изделия снижение частоты тока увеличивает глубину его проникновения и тем самым уменьшает время, необходимое для равномерного нагрева изделия и повышает термический КПД. Уменьшение частоты ниже определенного значения может привести к резкому палению эффективности передачи энергии от индуктора в изделие (снижение электрическою КПД индуктора). Поэтому при индукционном сквозном нагреве паяемых изделий существуют
оптимальные значения частот тока (рис. 16).
Индукторы. Индуктор состоит из индуктирующего провода, создающего
Рис. 16. Зависимость минимальной частоты тока /т(п при индукционном сквозном нагреве, а также при поверхностном нагреве от диаметра (толщины) детали d, если глубина нагреваемого слоя составляет не менее 10 °/n d
1 — графит; 2 — сталь горячая (900 — 1100 °C); 3 — сталь немагнитная; 4 — латунь горячая; 5 — алюминий горячий (600 °C); 6 —латунь холодная; 7 — алюминий холодный; 8 — медь; 9 — серебро
168
Паяльное оборудование
магнитное поле, необходимое для индуктирования тока в нагреваемые изделия, токоподводящих шин, контактных колодок для соединения индуктора с выводами понижающего трансформатора, устройства для подачи воды, охлаждающей индуктор и поверхность запаянного изделия (при необходимости). Основная часть индуктора — индуктирующий провод, форма и конструкция которого определяются конфигурацией и массой паяемого изделия.
По способу пайки индукторы делятся на два основных типа: для одновременного и для непрерывно-поступательного нагрева. Характерными размерами индуктора являются ширина индуктирующего провода /1Ъ его толщина Ьг и зазор между рабочей поверхностью и нагреваемой поверхностью.
При одновременном нагреве требуемая ширина индуктирующего провода определяется шириной нагреваемого
Рис. 17. Индуктор для одновременной пайки четырех изделий
изделия. Если нагревается участок поверхности, то ширина индуктора на 10—20 % берется больше ширины нагреваемого участка изделия. Если нагревается вся поверхность изделия, то ширина индуктирующего провода и ширина изделия примерно одинаковы.
Во время нагрева длительностью /д индуктирующий провод обычно не охлаждается. Постоянное охлаждение имеют только тскоподводящие шины. Поэтому индуктирующий провод выполняют массивным; его толщина при частотах тока / 10 кГц составляет
Ьг ж (2,5-г-4,0) Ьд (Ьн — ширина нагреваемого изделия).
Зазор b между рабочей поверхностью индуктора и нагреваемой поверхностью составляет 1—5 мм в зависимости от размеров изделия.
При непрерывно-последовательном нагреве ширина индуктирующего провода определяется мощностью генератора и производительностью установки, а время нагрева
— hjv,
где v — скорость движения изделия через индуктор.
Удельную поверхностную мощность (19] относят к поверхности изделия, находящегося в индукторе,
Рпов —
где I — длина нагреваемого изделия;
Р — полная мощность индуктора.
Индуктирующий провод индуктора для непрерывно-последовательной пайки изготовляют из медной трубки прямоугольного сечения, охлаждаемой водой. Оптимальная толщина стенки трубки, обеспечивающая минимальное активное сопротивление
bi = 1.57Д1 «
0,011
где » 0,07, J/"/.
Поскольку при индукционной пайке наибольшее количество тепла выделяется на поверхности нагреваемого объекта, то глубина проникновения переменного тока
-л J "1 (5J '
Оборудование для пайки погружением
169
где с — 3-10'° см/с— электродинамическая постоянная (скорость света в пустоте); р— магнитная проницаемость; о — удельная электрическая проводимость; f — частота тока.
В практике часто пользуются упрощенным выражением /г
Zi = -— , К/ где /г — коэффициент, зависящий от материала и температуры. Глубину проникновения тока получают в миллиметрах.
Для низкоуглеродистой стали при температуре выше 780 °C (выше точки Кюри) /г = 600. при температуре 20 °C k — 20; для мели k = 70; для алюминия /г = 80.
Глубина проникновения тока в холодной стали в 30 раз меньше, чем в горячей стали. Кроме того, при проектировании и выборе индуктора необходимо учитывать различные значения глубины проникновения тока в зависимости от его частоты (табл. 34).
34. Глубина проникновения тока в зависимости о г его частоты, мм
Ч астота тока, Гц Сталь Медь Алю-м ин ип
Ниже точки Кюри Выше точки Кюри
50 2,4 92 9.5 1,4
2- 10s 0,5 14 1,5 1.8
104 0,2 6 0,67 0,8
105 0,07 2,0 0,21 0.25
10й 0,02 0,6 0.07 0,08
10” 0,002 0,06 0,007 0,008
На рис. 17 показан индуктор для одновременной пайки четырех колец 1 к проходным изоляторам 3 припоем 2. Кольца укладывают на шифер — асбестовые шайбы 6, опирающиеся на индуктирующий провод 5. В медных ^ИЬткозамкнутых кольцах 4 индуктируется ток. который находится в противофазе с током в индуктирующем проводе. Таким образом ослабляется нагрев наружного диаметра стальных колец и усиливается нагрев внутреннего. Для охлаждения паяемых узлов и повышения производительности процесса через отверстия в трубке 7 подается воздух.
При нагреве в многопозиционных индукторах угол охвата изделий током,
расположенных у концов индуктирующего провода, несколько больше, чем угол охвата средних изделий. Поэтому последние нагреваются несколько медленнее. Для выравнивания нагрева средние отверстия в индуктирующем проводе имеют меньший диаметр, чем крайние. В случае одинаковых диаметров всех отверстий в мно-гспозиционпом индукторе выравнять нагрев возможно, устанавливая П-сбразный магнитопровод у средних отверстий (рис. 18).
Рис. 18. Индуктор с П-оЗразпым г.;ап:ито-провегом
Оборудование для пайки погружением
Пайку погружением производят путем нагрева изделий в установках и ваннах с жидкими теплоносителями (расплавами припоев или солей), где наряду с высоким коэффициентом теплоотдачи, обеспечивающим большие скорости нагрева и охлаждения изделий, и равномерностью распределения температуры в рабочем объеме (—2ч-ч--г2°С), достигается возможность ведения процесса в широком диапазоне нагрева до температуры 1300 °C без защитной среды.
Тепловые процессы пайки погружением. Перенос теплоты от теплоносителя происходит по всем контактирующим с ним поверхностям паяемых изделий. При этом основным параметром. определяющим режим процесса пайки, является общее время нахождения изделий в расплаве, которое определяется расчетный путем в зависимости от их массы и формы:
/общ = /сп “i* />
где ten и t — соответственно время сквозного нагрева и выдержки при температуре пайки, мин.
170
Паяльное оборудование
При погружении изделий в расплав
^общ —
где k — коэффициент, зависящий от химического состава и физических свойств нагреваемого материала, состава и свойств солей в ванне и выбранной температуры нагрева (например, для инструментальных сталей k изменяется от 12,5 до 4,5 при изменении соответственно температуры расплава от 800 до 1280 СС), мин см; V/S — характеристический размер, равный отношению объема изделия ко всей его тепловосприиимающей поверхности, см.
Например, время нагрева сплошного цилиндра
_ DI .
/общ-* 4/ _|_ 2D ’
полого цилиндра
,Ч)Ш “ K 41 -ф- 2 (D -т- d} ’ прямоугольной призмы
НВ I
Л‘бщ~А 2 (НВ -|- в! -у- И. ’
где D и d — соответственно наружный и внутренний диаметры цилиндра, см; / — длина цилиндра или призмы, см; В — ширина призмы, см; И — толщина призмы, см.
В случае пайки изделий сложной формы
t -7ъУ-
‘Обш — С >
где 7ф = 0,94-0,45 — коэффициент формы паяемого изделия;
где и /0 — соответственно время сквозного нагрева изделия и контрольного образца, мин.
При пайке изделий волной расплавленного припоя зависимость температуры нагрева от зазора между паяемым выводом, помешенным в отверстие, следующая:
(Г — ТUjl) (£?отв — ^в) — Ь , где Т и Тцл — соответственно температуры припоя в волне и плавления
припоя, °C; Риги и Оп— соответственно диаметры металлизированного отверстия и вывода радиоэлемента, мм.
Повышение температуры припоя в волне увеличивает его теплосодержание и тем самым обеспечивает увеличение скорости процесса’пайки в жестко заданном интервале времени.
Установки для пайки погружением в расплав припоя. Пайку погружением в расплавленные припои разделяют па низко- и высокотемпературную. Низкотемпературная пайка погружением в припои имеет две разновидности: погружением непосредственно в расплав припоя и волной или струями припоя.
Наиболее широко для лужения и пайки изделий используют электро-ванны, представляющие собой корпус из коррозионно-стойкой стали, в котором размещен расплавленный припой.
При пайке массивных и крупногабаритных изделий применяют специальные установки со стационарными ваннами. Высокоэффективна установка МПО «ЗИЛ» для пайки опорных пластин к трубкам остова автомобильных радиаторов в стационарной ванне, где в основной ванне с припоем помещена ванночка в виде двух сообщающихся сосудов. Уровень припоя поддерживается непрерывной его подачей посредством центробежного насоса.
В производственном объединения «Радиатор» используют восьмипозипи-онную установку карусельного типа, на которой паяют опорные пластины радиатора отопителя кабины тракторов и сельхозмашин с механизированным транспортированием изделий. Ваниа оснащена электрическими нагревателями, подача расплавленного припоя в тигель пайки осуществляется шнековым питателем. Установка и.мес блокировки, предотвращающие всо можные аварийные ситуации, осн щена защитными экранами и вытяжне вентиляцией.
Для массового выпуска изделий при пайке погружением установки снабжены специальными устройствами для дозированной подачи припоя. Например, пайка галев для ткацких станг.ов осуществляется на автоматических установках с тремя черпачковыми ван
Оборудование для пайки погружением
171
ночками, которые подают расплавленный припой определенными дозами одновременно к трем местам пайки с производительностью до 60 изделий в минуту.
Автоматические паяльные устройства применяют также для изготовления консервной тары.
Основные технические характеристики двух паяльных устройств для производства консервной тары приведены в табл. 35.
В производстве печатных плат на автоматических линиях используют агрегаты для пайки погружением с нагнетателями различных конструкций, рассмотренных в специальной литературе [1].
Наряду с погружением в низкотемпературные припои в промышленности производят пайку изделий погружением в высокотемпературные припои. Подготовленные к пайке изделия погружают частично или полностью, например, в расплав латуни, покрытой слоем флюса. После предварительного подогрева до температуры около 200 СС их погружают в ванну с припоем, нагретую до температуры 950 °C и выдерживают там в зависимости от массы изделий 20—40 с.
В массовом производстве твердосплавных буровых коронок и долот пайку латунью производят на комплексно-механизированных линиях Кузнецкого машиностроительного завода В их состав входят роторный стол с подвесками, индуктор для предварительного нагрева изделий, тигель с расплавленным припоем, обогреваемый ТВЧ, механизмы подачи и дозирования припоя, селитровая ванна
с вращающимся барабаном для изотермической закалки паяного инструмента, ванна для промывки в горячей воде, пластинчатые конвейеры, источники питания МГЗ-102 и МГЗ-108 и пульты управления.
На машиностроительном заводе «Красный луч» зубки угольных комбайнов и врубовых машин паяют га роторных автоматах с производительностью 5 млн. изделий в год.
Печи-ванны для пайки погружение л в расплавы солей. Печи-ванны по конструктивному оформлению подразделяют на тигельные, электродные однофазные с циркуляцией соли, прямоугольные электродные и электродные трехфазные (табл. 36).
Печи-ванны состоят из несущего металлического корпуса, в котором размещены теплоизоляция; огнеупорная кладка с вмонтированными в нее электронагревателями. В нагревательное устройство помещен тигель с крышкой. Для измерения температуры расплава соли служит коленчатая термопара. В конструкции однофазной соляной печи-ванны С-45 нагрев осуществляется электродами, погруженными в солевой расплав с принудительной циркуляцией.
Пайку массивных изделий производят в прямоугольных печах-ваннах С-50, С-100, СКБ-5152 и др.
Новозыбковский завод изготовляет печи-ванны типа СВС-100/13 (М-01), которые применяют для пайки изделий в интервале температур 850— 1300 °C. Они отличаются высокой производительностью и могут быть рекомендованы для крупносерийного и массового выпуска изделий.
35. Паяльные ванно-валковые устройства для производства консервной тары
Технические данные Устройство 1 Устройство 2
Производительность, число паек в минуту Диаметр паяемых обечаек, мм: максимальный минимальный Высота паяемых обечаек, мм Мощность, кВт: механизмов ванны Число оборотов паяльного вала в минуту •абаритные размеры, мм Масса, т До 200 115 50 50—125 4,8 25 400 8250X 2000X 1500 4.8 До 300 100 70 50— 1 20 12,7 17 10 100Х 1 525 X 1 420 6,8
172
Паяльное оборудование
Оборудование для пайки погружением
173
Для производства свертных груб применяют псчи-вапны мощностью 430 кВт. Трубы погружают в расплав хлористых солей (100 % ВаС1-> или 80 % ВаС12 + 20 % NaCl). Питание 12 электродных групп осуществляется от шести трансформаторов ТПТ-160/21 ПК. Печь-ванна имеет горизонтальное расположение электродов, что обеспечивает интенсивную циркуляцию расплавленной соли под действием электромагнитных полей, благодаря чему температура равномерна по всему объему. Средняя зона, защищенная от электрического тока, предназначена для протягивания труб в процессе пайки.
На поточной линии производят формовку и пайку стальных сверчных труб диаметром 6—12 мм со скоростью 10" м/мин с одновременной отмывкой соли и достижением высокой чистоты поверхности изделий [13]. Для пайки изделий используют различные смеси солей в зависимости от температуры плавления припоя (табл. 37).
Технические данные печи-иапг.ы 1ЕС-1(:0 la oV.-OI)
Установленная мощность, кВт . .... . . . . .
Максимальная рабочая температура, °C .........................
Мощность холостого хода. кВт..................................
Производительность, кг/ч . . ..................... ...........
Понижающий трансформатор .....................................
Напряжение сети, В ...........................................
Напряжение на электродах. В: пусковое ...........................................
рабочее ..................................................
холостою хода ............................................
Число фаз .............. .
Число электродных групп .............. . ,
Удельный расход электроэнергии. чВт-ч.'кг . ..................
Объем расплавленной соли, л ... .
Расход охлаждающей воды. м3/ч ..................
Размеры рабочего пространства (длина х ширина X глубина), мм .
Габаритные размеры, мм .................
Масса (без соли), т . .
Пайка погружением в соляных печах-ваннах нашла широкое применение при изготовлении конструкций из алюминия и его сплавов. Поскольку температура плавления окислов алюминия и магния выше 2000 “С, то для их удаления при температуре ниже температуры плавления паяемого материала необходимы активные химические реакции. С этой целью используют специальные составы расплавленных солей (табл. 38), в которых активную роль играют фтористые соли и, в частности, эвтектические соеди
нения ЗКГ-ЛП’з-f- A1F6, состоящие из 54 % A1F3 -г 46% KF (оптимальное содержание эвтектики не должно превышать 12 %).
Для пайки погружением в расплавах солей необходим предварительный подогрев изделий. Для этого применяют камерные электропечи, индукционный нагрев, а также специальные нагревательные печи типа ПАП (печи аэродинамического подогрева). Технические данные некоторых печей приведены в табл. 39.
Рециркуляционные печи аэродинамического подогрева работают по принципу нагрева без применения электрических нагревателей. Тепловая энергия образуется в результате вращения ротора центробежного вентилятора в закрытом теплоизолированном объеме. Температура рщулируется изменением поперечного сечения всасывающею отверстия. Передача теплоты надеваемым изделиям исключает местные перегревы и недогревы конструкций даже сложной конфигурации и обеспечи-
ню
1300
61,1
320
ТНТ-ЮО.АО
380
15,3; 18,3 10,3; 11,6; 13,2 6,47; 8,25 . 3
1
. 0,241
91
1
350Х 200Х 320
1905Х 1715 X 3090
3,05
вает равномерность нагрева —1 — +5 СС.
Преимущества пайки погружением непосредственно в расплавы солей не всегда могут быть реализованы, например в случае пайки титана и других активных металлов Поэтому изделия из таких металлов и сплавов помещают в герметичный контейнер, в который подается контролируемая среда или создается вакуум, и погружают в печь-ванну с расплавом солей, нагретую до заданной температуры.
Основное преимущество пайки погружением с косвенным нагревом — малая металлоемкость контейнера благодаря наличию на его поверхностях пленки соли, защищающей его от окисления. Это позволяет изготовлять контейнеры из тонколистовых низкоуглеродистых и низколегированных сталей.
Существенное повышение скоростей процесса контейнерной пайки погружением в расплавы солей дает наибольший эффект при автоматизированной системе управления, например, в производстве теплообменников с использованием установки с полуавтоматическим циклом работы.
Технические данные }становки с полуаьтоматическнм циклом работы
Потребляемая мощность, кВт 100
Температура пайки, °C ... До 1250 Точность стабильности темпе-
ратуры, °C.................—5-к+ 5
Габаритные размеры тигля, мм 450x 550
Грузоподъемность транспортного устройства, т . . . 0,2
Площадь, занимаемая установкой, м2 . . .......... 12
Повышение эксплуатационной стойкости тигля печи-ванны достигается футеровкой, выполняемой на растворе с алюмофосфатпой связкой. Электродная группа выполнена таким образом, что одна часть, состоящая из трех электродов, расположенных по периметру тигля, подключается к трехфазному трансформатору. Другая часть, также состоящая из трех электродов, соединенных общим кольцом, расположена на равном расстоянии от первых трех электродов. Таким образом, общая группа электродов (фаза и нуль) обеспечивают активную циркуляцию соли за счет возникающего в ванне электромагнитного эффекта.
Печь-ванна оборудована загрузочным устройством, работающим по автоматическому циклу перемещения контейнера с паяемыми изделиями, его погружения, выдержки и выгрузки после пайки. Автоматическое поддержание температуры солевого расплава и термический цикл процесса обеспечиваются системой регул и сования с обратной плавной связью. Для периодического пополнения ванны солью и поддержания постоянного уровня использовав механический шнековый загрузчик.
174
Паяльное оборудование
37. Составы смесей солей для пайки погружением, %
Рабочая
NaCl ВаС12 СаС12 Другие компоненты температура, cC
100 1020— 1320
22,5 77,5 — — 660—1300
30,0 70,0 — — 710—1300
20,0 80,0 — —— 950—1200
20,0 53,0 27 КС1 680—1150
80 — 20 КС1 680—1060
— — 50 KCI; 50 Na2CO3 670—1000
— — — 50 Na2CO,; 50 K^COj 930—950
40,0 50,0 -— 10 Na2B4O7 930—950
22,0 30,0 48,0 — 485—900
30,0 65,0 — 5 KCI 570—900
33,0 —. 67,0 — 570—900
— 50 0 50,0 — 655 — 900
27,5 — 72,5 -— 900
50.0 — 50,0 — 900
21,0 31,0 48,0 — 850
—- 50.0 50,0 — 850
— — 100 Na NO, 600
38. Составы солевых ванн для пайки алюминиевых сплавов
NaCl KC1 LiCl KF-A1F, Другие компоненты Рабочая температура, °C
10 42,5 37,0 10 NaF; 0,5 Na3AlFe 380
21 42,0 23,0 — 4 NaF; 10 LiF 638
24,0 46,0 26,0 — 4 NaF 638
— 51,0 41,0 8.0 — 6G0
33,0 30,0 26,0 11,0 — 61 0
19.0 —- — 10,0 43 CaF2- 28 BaCl2 610
34,0 37,0 — 9,0 20 BaCI2 6’0
39. Циркуляционные печи аэродинзмического подогрева
Технические данные ПАП-2 ПАП-3
Максимальная рабочая температура, С 400 550
Число камер 1 2
Электродвигатель привода:
тип А 063-4 А094-8 4
мощность, кВт 14 50
частота вращения, об/мин 1460 1470
Диаметр центробежного ротора, мм 650 1000
Размеры рабочего пространства, мм;
длина 1500 3000
диаметр 1000 —
ширина — 1100
высота — 1600
Габаритные размеры мм ЗОООх 20J0X 1850 6500X 5000X 5500
К 1Д 0,8 0,32
Установки для пайки электросопротивлением
175
Установки для пайки электросопротивлением
Пайка электросопротивлением — процесс, протекающий за счет теплоты, выделяемой при прохождении электрического тока через паяемые детали и токоподводящие элементы паяльных устройств, при этом соединяемые детали служат частью электрической цепи.
Нагрев электросопротивлением осуществляют ручными клещами, на машинах для контактной сварки, специальных устройствах и в электролитах.
Тепловые процессы при нагреве электросопротивлением. Пайка электросопротивлением протекает при быстром повышении температуры в местах соприкосновения соединяемых элементов за счет резкого роста электрического сопротивления. Количество теплоты, необходимое для образования соединения, Q — Qr 4- (?2 + Q3 расходуется :
на нагрев столбика металла с суммарной толщиной паяемых элементов и припоя S6, либо покрытия с объемной суммарной теплоемкостью зажатого между электродами диаметром d3, до расчетной температуры плавления припоя Тп.пр:
пр;
на нагрев кольца материала шириной х, окружающего центральный столбик, до температуры 1/47"и. ир:
Q2 ~ &1ЛХ (d?J-x) Z TVnp,
где х = 4 а а — температуропроводность соединяемых материалов и припоя (выбирают наибольшее значение); t — длительность нагрева;
= 0,8 — коэффициент, учитывающий неравномерность нагрева кольца;
на нагрев прилегающего к изделию участка электродов толщиной х' до температуры l/STn. Пр:
_ Од Л j2 ' ' Т'п. пр
з ~ 2k2-^~dbx с V а >
где су' — объемная теплоемкость металла электродов; /г2 — коэффициент, зависящий от формы электродов: при цилиндрическом электроде /г2 = 1; при коническом — k2 — 1,5.
Задаваясь длительностью процесса пайки изделий, можно рассчитать необходимую силу тока во вторичной цепи:
7==]/________V Z
V 0,24ш7?гОр7 '
где Q = Qj 4- Q2 4- Q3; m = 1 -e-1,1 — коэффициент, учитывающий изменение электросопротивления в процессе нагрева; /?гор — -Ло^Рг/б — электросо-
Рис. 19. Зависимость коэффициента Ао от отношения с/0/б
противление участка цепи между электродами при температуре пайки; рт — удельное электросопротивление паяемого материала при температуре пайки; k = 0,8ч-0,9 — коэффициент, учитывающий уменьшение электросопротивления вследствие растекания тока; До — коэффициент, зависящий от отношения d0/6 (рис. 19); d0 — диаметр, средний между диаметром электрода и диаметром пятна паяного соединения.
Исследования в области тепловых процессов при электроконтактном точечном нагреве позволили установить расчетные зависимости для распределения температур в зоне соединения [6]. Диаметр зоны нагрева dn до температуры пайки Тп может быть вычислен по формуле
"° = С/ г гСжЧ' п
где / — сила тока, A; t — длительность протекания тока, с; РСж — усилие ежа-
176
Паяльное оборудование
тия электродов, кН; р — удельное электросопротивление, Ом-см; oR — предел прочности паяемого материала, МПа; с — теплоемкость паяемого материала, Дж-°С: у — плотность, кг/м3; С — эмпирический коэффициент, для углеродистых и коррозионно-стойких сталей 190—210, для жаропрочных сталей на никелевой основе 120—130, для титановых сплавов 95— 105.
Клещи для пайки электросопротивлением. Папка электросопротивлением с помощью клещей применяется в монтажных условиях, а также при невозможности перемещения изделия к стационарному нагревательному оборудованию и в случаях необходимости соединения элементов в труднодоступных местах.
Если ручные клещи для пайки электросопротивлением нашли применение для соединения сравнительно небольших по размерам изделий, то при больших объемах выпуска изделий из разнотолщинных элементов или конструкций из материалов, имеющих разные теплофизические свойства, чаще всего применяют сварочное оборудование — машины для контактной сварки.
Машины для пайки электросопротивлением. При пайке электросопротивлением на контактных сварочных машинах давления, передаваемые электродами, обеспечивают электрический
контакт и выдавливание излишков расплавленного припоя и продуктов флюсования из зоны шва.
Для пайки изделий в зависимости от соединяемых толщин материалов и теплофнзических свойств применяют различные сварочные машины (табл. 40).
Специальные установки для пайки электросопротивлением. Для массового производства изделий используют специальные полуавтоматические установки для пайки электросопротивлением.
На специализированном прессе К602, разработанном ИЭС им. Е. О. Патона, осуществляют пайку электросопротивлением уплотнительных колец с корпусами вентилей трубопроводной арматуры. Е1оминальная первичная мощность пресса 730 кВт, вторичное напряжение холостого хода изменяется ступенчато в пределах 4,75—9,50 В, максимальный ток во вторичной цепи до 100 кА, сила сжатия плит регулируемая (6—50 МН). Последовательность и регулирование продолжительности всего цикла процесса пайки обеспечивает тиристорный регулятор времени РВУ-200.
Пайку концов секций к петушкам коллектора осуществляют на автомате АПК-1, в котором якорь устанавливают в центрах. Поворот якоря производится электромагнитной муфтой.
40.
Однофазные точечные
машины переменного тока
1ехнические данные МТ-1222 МТ-1223 МТ-1617 МТ-1618
Мощность, кВ-А 60 85 1 10 100
Первичный ток, А 154 224 296 264
Сварочный ток, кА Коэффициент трансформации: 12,5 12,5 16,0 16,0
число ступеней регулирования 8 8 6 6
пределы изменения Электроды: 83—166 56—125 6С—89 56— I 25
вылет, мм ... 500 500 500 500
максимальный раствор, мм 220 300 370 320
Сила сжатия, Н 6180 15 680 6180 6180
Общий ход электрода, мм Расход: 80 100 50 80
воздуха, м3/102 циклов 0,6 0,6 0,8 0,6
охлаждающей воды, л/ч 600 700 700 700
Габаритные размеры, мм 1340Х Х386Х X 1900 1 700Х X 550 X X 2 250 1425Х Х490Х X 1820 1420Х X 450Х X 1695
Масса, т 0,44 1,11 0,8 0.S
Примечание. Напряжение сети при частоте тока 50 Гц 380 В.
Установки для пайки концентрированным источником энергии
177
Концы секции обмоток с коллекторными пластинами соединяют электро-контактным нагревом от электродов, укрепленных на штоке пневмоцилиндра. Следящая система позволяет точно фиксировать положение электрода. Продолжительность процесса пайки регулирует реле времени, подающее команду на подъем электродов в исходное положение, после чего происходит поворот шпинделя с якорем на одну ламель. Цикл работы повторяется до полного оборота коллектора.
Технические данные автомата АПК-1
Мощность трансформатора, кВт 50
Напряжение питающей сети, В 380
Габаритные размеры паяемых изделий, мм:
диаметр . .............. 50—200
длина .................. 25—200
толщина ламели..........1,5—10
Цикл пайки одной ламели, с 1—3 Габаритные размеры, мм . , . 1360х
X 780Х
X 1340
Масса, т .................. 0,8
Гибридные интегральные схемы паяют методом плавления покрытия-припоя в полуавтоматическом режиме на установке МС-64П2-1, в которой электрод с помощью вакуумной присо-
ски подает кристалл из кассеты и совмещает его с контактной площадкой на подложке и прижимает с определенной силой. В течение импульсного нагрева электрода происходит пайка, а через заданное время после кристаллизации припоя электрод поднимается в исходное положение. Установка обеспечивает регулируемое давление электрода на колонку нагревателя в диапазоне 1 —10 Н, нагрев электрода в пределах 150—450°C. Производительность установки около 1000 кристаллов в час.
Для пайки сравнительно простых по конфигурации узлов (сверл, штуцеров и др.) используют установку 3-10, состоящую из рабочего стола с двумя ваннами, узла нагрева, системы циркуляции электролита, состоящей из бака-питателя со змеевиком охлаждения и насоса. Применение источника с блоком управления и приборами контроля позволяет подавать к рабочей ванне три регулируе
мых значения напряжения по заданной программе в зависимости от требуемого термического цикла пайки [17].
Технические данные установки Э-10
Потребляемая мощность, кВт До 10
Напряжение питающей сети, В 380 Диаметр паяемых узлов, мм , , До 40 Производительность, число па-
ек в час .................До 200
Состав электролита........... 8-10%-
-ный ра-створ Na2CO, Сменность электролита, число
раз в год................. 4 — 6
Габаритные размеры, мм:
рабочего стола............. ЮООх
Х600Х
X 1300
источника питания . . , 600х
X 800 X
X 1500
Масса, т .................... о,4
Установки для пайки концентрированы ыми источниками энергии
Пайку материалов с использованием концентрированных источников энергии (инфракрасного излучения и излучения лазера, сфокусированного электронного и светового луча) отличает отсутствие тепловой инерции, локальность и быстрота нагрева, что позволяет точно регулировать параметры процесса.
Установки с инфракрасным излучением. Носителями теплового инфракрасного излучения являются электромагнитные волны длиной 0,4— 40 мкм. Тепловые процессы при нагреве подчиняются закону Планка распределения лучистой энергии (см. с. 136). Из этого закона, представленного графически (рис. 20) видно, что интенсивность излучения растет с повышением температуры, максимум излучения смещается при этом в сторону более коротких волн. Однако расчет производят по закону Стефана—Больцмана, применимому к серым телам, для которых кривые Планка имеют непрерывный характер и подобны кривым абсолютно черного тела при одинаковых температурах. В этом случае энергия полного излучения q = еСо0 — СО.
178
Паяльное оборудование
Рис. 20. Распределение энергии излучения абсолютно черного тела по длинам волн (кривые Планка) при различных температурах тела
Величину гС0 = С называют коэффициентом излучения серого тела (табл. 41).
Для каждого конкретного случая пайки изделий в зависимости от их конфигурации производят необходимый расчет по методикам, приведенным в специальной литературе [19].
В производстве тонколистовых паяных конструкций применяют установки с кварцевыми лампами (с температурой спирали 1000 °C). В установках с кварцевыми лампами применяют рефлекторы с одной или нескольких сторон. Такие установки могут быть с нагревом в вакууме, в контролируемых и воздушной средах. В последнем случае установки используют для соединения изделий низкотемпературными припоями ввиду ограниченной стойкости кварцевого стекла ламп при нагреве до высоких температур на воздухе.
В зависимости от конструкций нагревательных установок применяют кварцевые иодные лампы накаливания в различных исполнениях. Наиболее
часто используют прямые лампы инфракрасного нагрева для работы в горизонтальном положении (табл. 42).
Кварцевая трубчатая лампа накаливания типа НИК-220-1000 Тр предназначена для создания интенсивного теплового потока, ее инерционность (время с момента включения до достижения номинального значения энергетического потока) составляет 0,6 с. Лампы наполнены аргоном под давлением 60 Па и иодом в количестве 1 — 2 мг. Наличие паров иода обеспечивает стабильность энергетического и светового потоков При длительной
41. Значения интегральной степени черноты Е для некоторых материалов
Материал Температура, СС е
Алюминий:
полироьанный 225—575 0,04 — 0,06
шероховатый 20 0,055
окисленный при температуре 600 °C 230—600 0,11 — 0.19
Вольфрам 300—2200 0,053 — 0,307
Железо полированное 425—1020 0,144 — 0,377
Латунь:
прокат 20 0,20
блестящая 20 0,06
Медь: 80—115
электролитическая полированная 0,018— 0,023
торговая с блестя- 20 0,072
щей поверхностью
окисленная при температуре 600 °C 200—600 0,5/ — 0,87
Молибден 725—2600 0,096 — 0,292
Никель:
технический чистый, полирован- 225 — 375 0,07 — 0,087
ный
окисленный при температуре 600 °C 200—600 0,37 — 0,48
Сталь никелирован- 20 0,11
ная
Олово и сталь луженая блестящая 20 0,043 — О,0С"
Сталь:
шлифованная 940— 100 0,55— 0.61
шлифованная. 200—600 0,8
окисленная при температуре 600 °C 0,23
оцинкованная бле- 20
стящая 0,64 — 0.76
Ннхром 125—1035
Титан 50—500 0.3— 0,45
Установки для пайки концентрированным источником энергии
179
42. Кварцевые лампы с аргонно-иодным наполненном НИК-220-1000 Тр
_. Напряжение, В
Технические ____________________
данные 220 380 | 450
Потребляемая мощность, Вт 1040 2 200 3 300
Температура, °C 2280 2 880 2 930
Энергетический (лучистый) поток, Вт 780 1 650 2 590
Начальный световой поток, лм 8000 48 000 100 ССО
Световая отдача, лм/Вт 8 22 31
Средний срох службы, ч Размеры мм: 5000 750 80
общая длина 375 375 375
длина рабочей части 297 297 297
диаметр кварцевой колбы 10 10 10
длина цоколя 22 22 22
эксплуатации ламп указанного типа допускается отклонение их оси от горизонтального положения не более 5°, а температура вводов в процессе работы не должна превышать 350 °C.
Наряду с аргоино-иодными лампами применяют лампы с ксеноно-иодным наполнением типа КИ с напряжением 85—220 В и типа КГТ — длиной до 500 мм с вольфрамовой моноспиралью диаметром 10—75 мм.
Для создания потоков с высокой плотностью излучения применяют иодные лампы накаливания с отогнутыми концами типа КИО-220-2500. Плотность излучения в этих лампах повышена выносом цоколей за зону рабочей части (участок действия инфракрасного потока).
Технические данные лампы КИО-220-2500 с отогнутыми концами
Напряжение, В.............. 220 (380)
Потребляемая мощность, кВт 2,5 (6) Температура, °C.......... 2335(2930)
Продолжительность горения, ч 2000 (50)
Размеры (длина лампы X длина
отогнутого конца), мм......... 500X 140
Масса, кг .................... 63
Когда доступ к месту пайки затруднен либо необходим локальный нагрев, применяют малогабаритные лампы с иодным наполнением (0,1—0,2 мг)
типа КИМ (табл. 43) с остаточным давлением ксенона 650 Па, максимально допустимой температурой на вводах при работе 350 °C.
В нагревательных установках блоки кварцевых ламп создают поток излучения, направляемый на паяемые поверхности. Для более полного использования энергии применяют специальные рефлекторы, изготовляемые из коррозионно-стойкой стали. Повышения отражающей способности рефлекторов достигают покрытием их поверхностей серебром или алюминием.
При применении кварцевых ламп следует учитывать технологические особенности процесса папки с использованием припоя с легкоиспаряю-щимися компонентами, в результате чего не только нарушается отражающая способность рефлекторов, но и значительно сокращается эксплуатационный ресурс самих ламп, что обусловлено помутнением колб и поглощением ими теплового потока. Кроме того, при флюсовой пайке, особенно в тех случаях, когда блоки ламп размещены под изделием, лампы могут
43. Малогабаритные кварцевые лампы с ксеноно-иодным наполнением
Технические данные КИМ-6-25-25 КИМ 9-75 КИМ 10-90
Потреб яемая мощность, Вт 25 75 90
Номинальное напряжение. В 6 9 10
Световая отдача, лм/Вт 13 21 22
Размеры тела накаливания, мм 2.7Х 1,0 2,6x2,6x2,1 3.5х 1.9
Срок службы, ч Размеры мм. 200 50 50
диаметр колбы 10 10 10
высота колбы 28 38 38
общая длина Масса, г 36 3,5 50 3.5 50 3,5
180
Паяльное оборудование
сравнительно быстро выходить из строя под действием стекающего паяльного флюса. В таких случаях для защиты ламп используют сменные кварцевые пластины-экраны.
В качестве источников инфракрасного излучения применяют металлические радиационные нагреватели из нихрома в виде прутков, полос, сварных решеток, а также из тугоплавких металлов, например, в многопозиционной установке типа УПТ для пайки тонкостенных трубопроводов. Нагреватель в этой установке изготовлен из ниобия, выполнен разъемным и охватывает непосредственно место соединения [18]. Техническая характеристика установки для зонального безокислительного нагрева неповоротных стыков стальных и титановых трубопроводов под высокотемпературную панку приведена ниже.
Технические данные установки типа УПТ
Установленная мощность, кВ- А......................... 25
Максимальная температура, °C .............. 1250
Число нагревательных постов 6 Контролируемая сред.1 . . Аргон
Расход, м3/ч:
аргона ................0,12—0,30
охлаждающей воды при
давлении 0,35 Па . . . 1,0
Продолжительность пайки одного стыка, мин............ 3,0
Максимальный наружный диа-
метр паяемых труб, мм ... 42
Габаритные размеры, мм . . , 2900Х
ХбООх X 1750
Масса, т .................. 5,5
Установка состоит из пульта управления, нагревательных постов со сменными нагревательными устройствами, которые соединены с постами гибкими водоохлаждаемыми кабелями. Разъемные нагреватели позволяют паять соединения трубопроводов в любом пространственном положении. Стабильность режимов процесса и надежность работы установки обеспечены применением системы непрерывного регулирования температуры на бесконтактных элементах.
Электронно-лучевые установки. При электронно-лучевом нагреве поток электронов, сформированный в электронной пушке и направленный на паяемые поверхности, имеет мощность,
равную произведению тока на напряжение, ускоряющее электроны. Достигая поверхности материалов, мощность частично переходит в теплоту, так как вторичные и отраженные электроны в нагреве не участвуют. Для практических тепловых расчетов используют выражение, связывающее теплофизические параметры металлов с параметрами режимов пайки:
'2nskTпл 0 + 'дд')
1 = Гйн ’
где К — теплопроводность паяемого материала; 7\(Л — температура плавления припоя; г) — электронный КПД процесса; 0 — безразмерная температура, предложенная Н. Н. Рыка-линым для тепловых расчетов; а — паяльный зазор; s — толщина соединяемых элементов.
Процесс пайки на электронно-лучевых установках характеризуется высоким КПД процесса. Концентрация энергии в луче позволяет предельно сократить продолжительность взаимодействия расплавленного припоя с паяемыми материалами и тем самым сохранить их свойства. Для изготовления высокоточных изделий, собранных из тонкостенных и разно-толщинных элементов, используют установки с местным нагревом (сфокусированный электронный луч) и общим нагревом (сканирующий поток электронов).
Пайку узлов из керамики и тугоплавких металлов с местным нагревом в ПО «Светлана» производят с применением электронно-лучевых установок с пушкой типа У50А.
Для пайки узлов медицинского инструмента с нагревом сканирующим потоком электронов применяют уст; -новку ЭЛ У-4 с пушкой ЭЦ-60, К' С целью исключения перегрева и оплавления кромок изделия, а также равномерного прогрева зоны соединения, электронный пучок колеблется в результате подачи импульсов синусоидальной или пилообразной формы < г генератора НГПК-ЗМ на отклоняю щую систему пушки.
Отсутствие тепловой инерционности при пайке изделий на электрона"-
Установки для пайки концентрированным источником энергии
181
лучевых установках позволяет с большой точностью автоматически управлять процессом нагрева. Например, для изготовления стальных теплообменников трубчатого типа применяют установку ЭЛН-11, где нагрев всех соединений на трубной доске производится сканирующим лучом. Такой метод позволяет нагревать лишь поверхность трубной доски и концы трубок, что предотвращает стекание припоя в межтрубную полость.
Технические данные установки ЭЛН-11
Мощность, кВт ..... 30
Максимальный ток луча, мА 503
Температура пайки, СС ... До 2200
Вакуум в рабочей камере, Па 6,7- 10J
Время откачки, мин ... 20
Рабочее ускоряющее напря-
жение, кВ ........ . 30
Размеры рабочего простран-
ства, мм , . . 134 0Х
X 1200Х
X 900
Габаритные размеры, .мм , . 6000X
X 1700Х
X 2850
Масса, т .................. 12,0
Установка «Луч-3» предназначена для пайки трубчатых конструкций из высокоактивных металлов и сплавов с нагревом кольцевым электронным пучком, получаемым в высоковольтном тлеющем разряде при температурах до 2000 °C. На кольцевой катод нагревателя, размещенный изолированно между двумя дисковыми анодами, подается высокое напряжение отрицательной полярности относительно земли. В кольцах анода расположены электромагнитные катушки, обеспечивающие отклонение пучка при настройке на место соединения. Рабочая камера установки выполнена в виде двух цилиндров, расположенных по оси проходного отверстия нагревателя. В нижнем цилиндре диаметром 325 мм имеется механизм вертикального перемещения изделий; верхняя камера диаметром 160 мм служит приемником.
Механизм перемещения изделий снабжен устройством останова в зоне пайки на герконовых датчиках, настраиваемых по линейке с наружной стороны камеры. Перемещение изделий в рабочей камере — примерно на Длине 900 мм с возможностью останова
через каждые 5 мм с точностью 0,2 мм. Электронный нагреватель и рабочая камера размещены на одном каркасе с откачной системой, состоящей из форвакуумного агрегата АВМ. 50-1, высоковакуумного паромасляного насоса Н-2Т, трубопроводов и кранов, приводимых в действие с автономного пульта управления.
Технические данные установки «Луч-3»
Потребляемая мощность, кВт 15
Ускоряющее н пряжение, кВ 20
Ток пучка, мА .................. 300
Температура в зоне пайки, °C До 2000
Предельный вакуум в рабо-
чей камере, Па.............. 0,13
Время откачки, мин............... 5
Давление инертного газа, Па 18—
18- 10»
Расход охлаждающей воды при
давлении 0,15 Па, м3/ч . . . 0,5
Максимальные размеры паяемых узлов, мм.............. 60x950
Лазерные установки. Излучение оптического квантового генератора (лазера) характеризуется большой интенсивностью потока электромагнитной энергии, высокой монохроматичностью, значительной степенью временной и пространственной когерентности. Вследствие этого лазерное излучение отличается от других источников электромагнитной энергии очень узкой направленностью. Диапазон длин волн, генерируемых различными типами лазеров и применяемых для технологических целей, колеблется в интервале 0,4—10,6 мкм. Возможность концентрирования энергии на малой площади за сравнительно короткое время позволяет использовать лазер для соединения тончайших изделий или их сочетания с массивными элементами конструкций, а также изделий, материалы которых чувствительны к тепловому воздействию.
Процессы нагрева при пайке лазером характеризуются воздействием высококонцентрированным и малоинерционным источником теплоты при передаче энергии излучения на изделие. Однако падающий на поверхность изделия световой поток частично отражается, и только часть его проходит в глубь тела. Плотность поглощенной дозы излучения для большинства практических случаев изменяется
182
Паяльное оборудование
внутри объема твердого тела по закону Бугера:
= <7у0 0 — #) е~°2’
где qy (г), <7vo — соответственно объемные плотности дозы излучения на расстоянии г от поверхности и непосредственно на поверхности тела, Вт см3; (1 — 7?) — коэффициент, характеризующий поглощательную способность; а — коэффициент поглощения света, см-1.
Для теплового расчета лазерной пайки можно рассмотреть случай контактирования соединяемых материалов по границе раздела, в частности материала с припоем-покрытием. Для этого рассматривается задача о нагреве двухслойных материалов ври условии их идеального контакта, описываемая системой дифференциальных уравнений, учитывающих температуру нагрева в зависимости от длительности импульса, фокусного расстояния, состояния поверхности нагреваемого тела и других параметров 114].
Лазерная установка представляет собой комплекс оптико-механических и электрических приборов, основным звеном которого является оптический квантовый генератор на рубиновом или другом кристалле.
Действие квантового генератора основано на явлении индуцированного испускания световой энергии возбужденными атомами из кристалла под действием облучения импульсной лампой. Для создания необходимой плотности энергии индуцированного излучения световой луч фокусируется через систему линз в узкий пучок, который и создает необходимую температуру в зоне пайки.
В зависимости от конструктивных особенностей и массы паяемых изделий, а также свойств соединяемых материалов используют лазерные установки различной мощности. Основные технические данные лазерных установок, применяемых в различных отраслях техники, приведены в табл. 44.
В настоящее время созданы установки, снабженные устройствами для групповой пайки лучом лазера. Так, например, на выставке в Ганновере фирма Simens A. G. демонстрировала
’?0 .'130 11, ч.< loi.i гока 30
Оборудование для газопламенной пайки
183
установку для многопозиционной пайки изделий лазером по заданной программе, на которой расфокусированный луч направляется как параллельный пучок на галограмму, содержащую информацию, на какое число элементарных лучей должен быть разложен пучок и в каких точках они должны быть сфокусированы. По такой программе одним импульсом лазера одновременно выполняют соединения во многих точках.
Установки для пайки световым лучом. Концентрированный нагрев сфокусированной лучистой энергией имеет ряд преимуществ, основными из которых являются бесконтактный подвод энергии к изделиям за счет удаления источника от объекта нагрева, возможность передачи энергии через оптически прозрачные оболочки как в контролируемой среде, так и в вакууме, и, что особенно важно для процессов пайки, нагрев различных материалов происходит независимо от их электрических, магнитных и других свойств с широкими пределами регулирования и управления параметрами процесса.
Оптический источник теплоты, представляющий собой эллипсоидный отражатель в сочетании с дуговой ксеноновой лампой, наиболее перспективен для пайки изделий с регулированием
энергетических параметров за счет изменения формы и размеров пятна нагрева. Такой процесс характеризуется локальностью нагрева зоны соединения до температуры, позволяющей применять любые соврем ш-ные припои.
Для пайки узлов электровакуумных приборов используют установки с оптической головкой, выполненной на базе ксеноновой газоразрядной лампы высокого давления ДКсР-5000М мощностью 5 кВт.
Максимальная температура, получаемая в фокусе оптической системы установки, составляет 1400—1700 'С, диаметр фокальной области 6—15 мм, производительность процесса пайки 3—5 мин. В установке могут быть использованы также ' лампы ДКсР-ЗОООМ и ДКсШ-1000, которые имеют меньшую мощность.
Оборудование для газопламенной пайки
Процессы газопламенной пайки обладают большой технологической гибкостью, а их тепловые режимы обеспечиваются применением различных составов газовых смесей (табл. 45).
Тепловые процессы газопламенной пайки. При газопламенной пайке на
45. Свойства горючих газов и паров
Горючее Плотность, кг/м3 (ДЛЯ парез в кг/л) Низшая теплотворная способность, кДж м3 (кДж, кг) Темпе-ратура пламени, СС Необходимое кол и -чество кислорода на 1 м3 горючего, м* Пределы взрывоопасности горючего в смеси, о/ /0
с воздухом с кислородом
Ацетилен 1.179 47 916 3150 2,5 ’.2—81 2,8—93
Метан 0,715 35 542 2000 2.0 4.8—16,7 5,4 — 59,2
Пропан 2,0 85 875 2050 5,0 2.2 —9,5
Ьутан 2.7 112 500 2050 6,5 1.5—8.4
Водород 0,0898 10 708 2100 0,5 3.3—81,5 2.6 — 93.9
Природный газ 0.7 — 2100 2,0 3,8—24.8 11 —73
Нефтяной газ 0,776— 1,357 43 750— 45 833 2400 3,5 —
Пары бензина 0,69— 0,76 (44 300) 2550 2,6 2,6—6,7 —
Пары керосина 0,8—0,84 (42 700) 2400 2,55 1,4—5,5 —
Примечание. Способы хранения и транспортирования: ацетилен — в стальных баллонах в растворенном состоянии под давлением 1,7—2,1 МПа, метан — в стальных баллонах под давлением 15,1 МПа; природный газ — по трубопроводу или в стальных баллонах; нефтяной газ — в баллонах под давлением 15.1 МПа.
184
Паяльное оборудование
грев обусловлен вынужденным конвективным и лучистым теплообме-нами между потоком горючей смеси пламени и соприкасающимся с ним участком поверхности изделия. Значение лучистого теплообмена невелико и составляет 5—10 % общего теплообмена. Таким образом, пламя горелки местного поверхностного источника теплоты можно рассматривать как конвективный теплообменный источник. Интенсивность вынужденного конвективного теплообмена в основном зависит от разности температур пламени и нагреваемой поверхности, а также от скорости ее перемещения относительно потока пламени. В общем виде удельное количество теплоты q пламени можно выразить правилом Ньютона
д = а' (Тц — Г),
где а' — коэффициент теплоотдачи между пламенем и нагреваемым материалом, равный сумме коэффициентов вынужденного конвективного и лучистого теплообмепов |ккал/(см2-с-оС]-Тп и Т — температуры соответственно потока газов пламени и поверхности материала, на которую направлен поток пламени, СС.
Коэффициент а' в процессе повышения температуры материала уменьшается, поэтому выбирать его значе
ния следует из сопоставления экспериментальных данных' и результатов теоретических' расчетов.
Характер распределения теплового потока пламени по пятну нагрева зависит от угла наклона пламени, расстояния от сопла до нагреваемой поверхности и средней скорости истечения горючей смеси из сопла горелки. Эффективная тепловая мощность пламени q зависит в основном от расхода горючего газа (рис. 21). Эффективность нагрева (КПД) оценивается отношением эффективной мощности пламени к полной тепловой мощности <?н, подсчитываемой по низшей тепловодной способности горючего
д' ___ д'
<7н з,5Уа ’
где Уа — расход ацетилена, л ч.
На рис. 21, б видно, что с увеличением расхода горючего вследствие изменения условий теплообмена пламени с поверхностью материала эффективность нагрева снижается. Следовательно производительность процесса газопламенного нагрева определяет расход горючего газа [5].
Ацетиленовые генераторы подразделяют:
по предельному давлению — на генераторы низкого давления (до
2000
1600
1200
800
ООО
0
1 1 3 4 5 6 7 /V- наконечника
250 40 615 1610 17002630 Расход CZH?, */ч
Рис. 21 Эффективная мощность пламени (а) и эффективный КПД пламени (ff) при нагреве низкоуглеродистых сталей в зависимости от расхода ацетилена (ось ординат q 20, Дж/с)
Оборудование для газопламенной пайки
185
0,01 МПа), среднего (до 0,07 МПа) и высокого (0,07—0,15 МПа);
по применению — на передвижные и стационарные;
по способу взаимодействия карбида кальция с водой — на системы: КВ — карбид в воду, ВК — вода на карбид (с вариантами мокрого и сухого процессов), ВВ — вытеснением воды.
Передвижные ацетиленовые генераторы предназначены для работы при температурах окружающего воздуха от —28 до 40 СС, стационарные — от 5 до 35 °C. Технические данные ацетиленовых генераторов приведены в табл. 46.
Баллоны. Баллоны предназначены для хранения и транспортирования газов в сжатом, сжиженном или растворенном состоянии. Наиболее распространены баллоны вместимостью 40 л, массой 0,06 т, рассчитанные на избыточные давления до 20 МПа. В них хранят и транспортируют газообразный кислород под давлением 15 МПа, а также ацетилен в растворенном состоянии. Кроме цельнотянутых баллонов из бесшовных труб применяют стальные баллоны типа БАС-i -58. Внутри ацетиленового баллона находится пористая масса с ацетоном, которая представляет собой зернистый ак
тивированный древесный уголь с размером зерен 1,0—3,5 мм. На один литр вместимости баллона вводят 290—320 г активированного угля и 250—300 г ацетона, который пропитывает пористую массу и при наполнении баллона ацетиленом хорошо его растворяет.
Баллоны для сжимаемых горючих газов—заменителей ацетилена изготовляют малой вместимости (до 12 л) и средней (20—55 л) с предельным давлением до 20 МПа, а для сжиженных газов — вместимостью до 80 л. Баллоны рассчитаны на давление до 1,6 МПа и могут применяться при температурах —40-ь —50 С. При наполнении водородом баллоны окрашивают в темно-зеленый цвет и делают надпись красного цвета «Водород», при наполнении нефтяным газом — в серый цвет с надписью красного цвета «Нефтегаз», а при наполнении другими горючими газами — в красный цвет с надписью белого цвета наименования газа.
Предохранительные затворы предназначены для защиты ацетиленовых генераторов и трубопроводов от проникновения в них взрывной волны при обратном ударе, а также от попадания кислорода или воздуха.
4ь. Ацетиленовые генераторы и станции
Технические данные Передвижные Стационарные Станции
ЦПУ 1 ВЗ-0,8 Л СМ-1,2 5 ЛСК-1-67 1 PK-10-G8 О УАС-40ГР
Производительность, м3/ч Система взаимодействия карбида кальция с водой Рабочее давление ацетилена, МПа Максимальное давление ацетилена, Л\Па Грануляция карбида кальция, мм Единовременная загрузка карбида кальция, кг Габаритные размеры, мм: диаметр длина ширина высота М асса, т 0,5 0, 0,0(М 0.5 23и 500 О.О09 0,8 ВВ jOJ 0,007 25 — 8',' 4,0 285 805 0,005 1,25 0,05 0,05 2,2 295 845 0,016 5 ВК—ВВ 0,02 0,07 15—80 12—16 900 1570 1525 0,176 10 В К 0,07 0.15 25— 80 25 1535 2210 1460 0,630 К о о ю - § ” 1 1 1 1 1 40 В J04 301 -80 40
186
Паяльное оборудование
Для газов — заменителей ацетилена, используют затворы, предназначенные для ацетилена. Серийно выпускают постовой жидкостной безмем-бранный предохранительный затвор закрытого типа ЗПС-8 с пропускной способноегыо до 3,2 м3/ч при давлении газа не ниже 0,01 МПа. Максимальное давление горючего газа на входе в затвор 0,07 Л1Па, потеря давления при максимальном расходе газа 0,008 МПа. При температуре ниже 0 °C затворы заливают незамерзающими жидкостями. При температурах до —40 °C применяют £0 ?о -ный (объемные доли) раствор этиленгликоля в воде или 30 % -ный (массовые доли) раствор хлористого кальция в воде. При температурах до —30 °C применяют 55 % -ный (объемные доли) раствор глицерина в воде, а при температурах до —15 °C— 20 %-ный (массовые доли) раствор хлористого натрия в воде. В качестве незамерзающей жидкости допускается также использование антифриза на основе этиленгликоля.
Редукторы предназначены для понижения давления газа, поступающего из баллона или распределительного трубопровода, до рабочего давления под которым газ поступает в горелку и для автоматического поддержания давления на заданном уровне. Все типы редукторов разделяют:
в зависимости от назначения: Б — баллонные, Р — рамповые, С — сетевые;
по видам газа: А — ацетиленовые, К — кислородные, М — метановые, П — пропан-бутановые;
по схеме регулирования: О — одноступенчатые (однокамерные) с меха нической установкой давления, Д — двухступенчатые (двухкамерные) с механической установкой давления, У — одноступенчатые (однокамерные) с пневматической установкой давления от специальных управляющих (пусковых) редукторов;
по принципу действия — прямого и обратного.
Наибольшее применение получили редукторы обратного действия как более надежные в работе (табл. 47).
Для сжиженных газов (табл. 48) применяют редукторы трех типов: рамповый ПРД-25, баллонный ПБО-5 и сетевой ПСО-6 (все редукторы окрашены в красный цвет). Рамповый редуктор ПРД-25 (заводское обозначение ДПР-1-64) устанавливают на газораспределительных рампах с помощью фланцев. Баллонный редуктор ПБО-5 (заводское обозначение ДПП-1-65) устанавливают непосредственно на баллоне со сжиженным газом с помощью накидной гайки с левой резьбой. Редуктор имеет одноступенчатое регулирование с механической установкой давления. Сетевые редукторы ПСО-6 (заводское обозначение ДПС-66 и МСО-35 (заводское обозначен!’-, ДМС-66) устанавливают на трубопроводах с помощью накидных гаек с ле-
47. Кислородные и ацетиленовые редукторы
Технические данные Кислородные Ацетиленовые
К РУ-500 КРУ-250 К Г.О-60 OO-Il'*.! М 1' ВД-25 АВО-5 lO д АСО-10 I-L' IV
При наибольшем рабочем давлении газа: давление на входе. 3.5 З.о З.о 2,5 1.0 0,3 0.3 0.11 0.1’
МПа, не более расход газа, л3,ч, не 500 250 60 60 25 5 5 10 30
менее При наименьшем рабо- чем давлении газа: давление на входе, 1.0 1.0 0,3 0,250 0.15 0.2 0.2 0.03 0.07
МПа, не более расход газа, л3, ч, не 100 50 7.5 7.5 3,0 3 3 5 30
менее
Оборудование для газопламенной пайки
IP7
48. Редукторы для naiiKH с применением газов — заменителей ацетилена
Технические данные Сжиженные газы Городской газ МСО-35 Водород
ПРД-25 ПБО-5 ПСО-6
При наибольшем рабочем давлении газа: давление на входе, МПа, 0,46 0.6 0,25 0,25
не более расход газа, л3/ч, не менее 25 5 6 35 80
При наименьшем рабочем давлении газа: давление на входе, МПа 0,07 0,2 0,1 0,15
не более расход газа, л3/ч, не менее 25 3 3 17.5 —
вой резьбой. Сетевой редуктор МОС-35 предназначен для метана, природных и городских газов. Баллонный редуктор для водорода (заводское обозначение ДВП-1-65) окрашивают в зеленый цвет. Его можно использовать и для других городских газов, давление которых не превышает 15 МПа; в этих случаях редуктор должен быть окрашен в цвет баллона.
Рампы предназначены для перепуска при централизованной подаче газов к рабочим постам газопламенной пайки; они представляют собой батареи баллонов с кислородом и горючим газом, соединенных в общую емкость для каждого газа в отдельности. Рампы устанавливают в отдельном несгораемом помещении; допускается размещать перепускные рампы с числом одновременно подключаемых ацетиленовых баллонов не более 20 шт, кислородных баллонов — не более 80 шт.
Кислородная рампа состоит из медного коллектора с запорными вентилями, к которым с помощью медных змеевиков, имеющих на концах ниппелей накидные гайки, присоединяют кислородные баллоны. Аналогичную конструкцию имеют и рампы для аце-^кновых баллонов. Отличие состоит в том, что для присоединения баллонов к коллекторам используют гибкие резиновые шланги, а запорные вентили на коллекторах допускают присоединение к каждому вентилю по три баллона; ацетилен подается под давлением, не превышающим 0,15 МПа
Шланги (гибкие резинотканевые рукава) предназначены для присоеди
нения горелок к баллонам, генераторам или газопроводам и обеспечивай т возможность перемещения паяльщика и аппаратуры в пределах длины шла; -га. В зависимости от условий работы и назначения рукава подразделяют па три основных типа: для подачи ацетилена и городского газа на рабочее давление не более 0,6 МПа; для подачи жидкого топлива па давление не более 0.6 МПа; для подачи кислорода на давление не более 0,5 МПа.
Шланги с внутренним диаметром 6 мм выпускают по ГОСТ 9356—75*, с большими диаметрами — по ГОСТ 18698—79*, тип Б. Шланги типа Б можно использовать для кислорога, подаваемого под давлением до 1,5 МПа, если они испытаны на гидравлическое давление в 1,9 МПа.
Горелки подразделяют: по спосо'у подвода горючего — ипжекторпы и безынжекторные; по расходу горючего газа — микромощиые (10—60 дм3/ч), средней мощности (50—2800 дм3/ч), большой мощности (2800—7000 дм3/ч); по назначению — универсальные и специализированные; однопламенные и многопламенные; по способу применения — ручные и для механизированных работ.
Инжекторная горелка «Москва» (рис. 22) состоит из ствола А и наконечника Б, соединенных между собой накидной гайкой 1 Ствол имеет два присоединительных штуцера 2 (для кислорода или воздуха и горючего) и два запорно-регулирующих вентиля 5, при помощи которых регулируют состав и мощность пламени Ствол А
If 8
Паяльное оборудование
служит рукояткой, а наконечник Б представляет собой ее сменный узел. Ствол состоит из смесительной камеры 4, инжекторного сопла 5, трубки 6 для горючей смеси и мундштука 7.
Для производства паяных изделий средних размеров целесообразно применять инжекторные универсальные ацетилено-кислородные горелки ГС-3 и «Звезда», работающие на ацетилене низкого и среднего давления. В случае использования смеси пропан-бутана с кислородом применяют наконечники от горелки ГЗУ-2-62 без подогревающих камер и подогревателей. При использовании пропан-бутановой кислородной горелки ГЗУ-2-62 применяют односопловые наконечники, имеющие г одогреваемые камеры; другая пропан-бутановая кислородная горелка 1 ЗМ-2-62М укомплектована только односопловыми наконечниками меньших размеров, которые укрепляются на стволе горелки «Малютка», ГС-2 или «Звездочка» (инжекторные горелки малой мощности).
При пайке крупногабаритных изделий используют сетчатые мундштуки, которые образуют мягкое пламя, что обеспечивает более равномерный прогрев и увеличивает эффективную мощность пламени за счет более близкого расположения к нагреваемой поверхности.
Для работы на газах — заменителях ацетилена с кислородом используют
ствол горелки ГС-53, к которому присоединяют специальные наконечники НЗП (табл. 49). Размеры отверстий в мундштуках, инжекторах и см- си-тельных камерах наконечников НЗП выполнены таким образом, чтобы обеспечить для каждого его номера эффективную мощность ильмени. эквивалентную тому же номеру наконечника, работающего на ацетилене (табл. 50).
Другие инжекторные пропано-бу-тано-кислородные горелки типа ГЗМ и ГЗУ применяют при пайке как заменители ацетиленс-кислородных горелок. Они могут работать также на метане, природном и городском газах среднего и низкого давления. В зависимости от номера наконечника (0—3) давление кислорода в горелке ГЗМ-62 изменяется от 0,05 до 0,4 МПа, а его расход — от 50 до 840 л/ч; расход пропана — от 15 до 240 л/ч при давлении не менее 0,01 МПа. Горелка ГЗУ-1-6 работает как с односопловым, так и с сетчатым мундштуком. Пр" давлении кислорода 0,02—0,05 -МП-(в зависимости от номера наконечника) его расход составляет 105— 5800 л'ч, а пропана — 70—1700 л.
Разработана пропано-воздушная i стрелка ГВП-2 с инжекцией воздух, из атмосферы (рис. 23). Горелка комплектуется тремя наконечниками с расходом пропана 6 — 00 л/ч при давлении 0,0" — 3,15 МПа. Максимальная температура пламени — 1600°C.
Оборудование для газопламенной пайки
189
Безынжскторную горелку микро-мошности ГС-1 применяют для низко-и высокотемпературной пайки изделий из различных материалов небольших толщин. Она укомплектована двумя сменными наконечниками № 00 и № 0 и работает на ацетилене среднего давления (может работать на водороде, пропано-бутановой смеси и природном газе). Присоединяют горелки к газопроводам шлангами с внутренним диаметром 4 мм.
Наряду с рассмотренными горелками для газопламенной пайки применяют и горелки типа СУ, которые используют с однопламенными и многопламенными мундштуками. Пройму-
Рис. 23. Пропано-воздушная горелка
ГВП-2
49. Горелки
Параметр ГС-53 и «Москва»
Номер наконечника Толщина паяемых изделий, мм Расход газа, л/ч: ацетилена кислорода 1 0,5—1,5 50—125 55— 135 1,0— 3,0 120—240 130—260 3 2,5 —4,0 230 — 400 250—430 3,5- 400- 430- 4 -7,0 -720 -770 5 6,5—11,0 670—1100 730—1200
Параметр ГС-53 и «Москва» ГСМ-53
Номер наконечника Толщина паяемых изделий, мм Расход газа, л/ч: ацетилена кислорода 6 10,0— 17.5 ЮЗО- 1750 1 1 50 — 1975 7 17.0 — 30,0 1810— 2800 1900 — 3150 0 0,2—0,7 20—65 22—70 0,5 20 55 1 — 1,5 — 125 — 135 1,0 —3,0 120—240 130—260 3 2,5— 4,0 230—400 250—430
50. Расход газов — заменителей ацетилена для наконечников НЗП, л ч
Г аз
Номер наконечника природный коксовый городской Пропаи о-бута-новая смесь
0 40—120 75—230 50—150 20—50
1 120—280 230 — 520 150—340 50— 20
2 210—530 500 — 990 340 — 630 115 — 230
3 500— 810 930—1550 600—980 215 — 350
4 800—1300 1540—24 50 980—1560 350—550
5 1 100—1870 298П—3160 1350— 220 474—800
6 1170—2900 3?и0— 3'0 2120— 520 730— 200
При м е ч а п и е Давление горючего газа
менее 0,05 МПа.
190
Паяльное оборудование
51. Многопламенные горелки для пайки
Технические данные МГ- 120 мг-дс
Расход ацетилена, л'ч 8400 8000
Оптимальное давление ацетилена, МПа 0,! 5 0,15
Рабочее давление кислорода МПа 0.6 0,5—0,6
Общее число сопел 44 74
Размеры паяемых изделий, мм: диаметр До 120 —
сечение — (20-г-50)Х 140
Размеры горелки со стволом, мм 935X 220 925X 230
Масса горелки со стволом, кг 7,2 8,0
Технические данные флюсопитателя ФГФ-1-56
щество таких горелок в том, что они могут быть использованы при работе с ацетиленом, природным, нефтяным газами и другими газами — заменителями ацетилена. Горелки комплектуют специальными наконечниками, в которых в отличие от наконечников, используемых при работе с ацетиленом, несколько большие размеры отверстий в мундштуках, инжекторах и смесительных камерах.
Цилиндрические изделия паяют с применением головки многопламенной горелки МГ-120, которая состоит из ствола, смесительной камеры с надставкой и головки из двух половин, охл аждаемых водой.
В случае пайки изделий прямоугольного сечения применяют многопламенную горелку МГ-ДС, головка которой состоит из верхнего и нижнего наконечника, шарнирно соединенных с газораспределительной камерой (табл. 51).
Для изготовления изделий круглого и трубчатою сечений, труб с наружным диаметром 30—170 мм и толщиной стенок 3—14 мм, стержней диаметром 30—120 мм используют кольцевые многопламенные горелки серии КГ с расходом ацетилена 0,75 — 15,0 м3 ч.
При газопламенной пайке целесообразно применение газообразных флюсов, которые подаются в горелки из флюсопитателя. Пары флюса поступают в пламя горелки, например, от установки ФГФ-1-56. укомплектованной флюсопитателем и осушителем, газом — носителем флюса является ацетилен.
Вместимость резервуара, л: рабочего .....................
запасного ...............
Давление, МПа:
ацетилена ....
кислорода ...............
Пропускная способность наконечника горелки № 0—7, л ч .........
Расход флюса на 1 м3 ацетилена, г
Габаритные размеры, мм . . Масса без флюса, кг ....
2,4
2.0
0,005 0,3о — 0,4
50—2503
74 410Х 260
14
Устройства для пайки с жидким горючим представляют собой горелки и паяльные лампы, работающие с использованием керосина, бензина в смеси с кислородом или воздухом. Такие устройства работают по принципу распыления газом жидкого горючего с его последующим испарением и сгоранием на выходе.
Керосине-кислородная горелка ГКР-1-67 (табл. 52) комплектуется тремя однопламенными и двумя сетчатыми мундштуками, обеспечивающими диапазон регулирования мощности пламени по расходу горючего 0,2 — 3,4 кг ч.
При пайке изделий из материалов имеющих сравнительно низкую темпе ратуру плавления, а также для низк температурной пайки применяют бензино-воздушные горелки. В табл. 53 приведены некоторые технические данные горелки, которая может работать и как паяльник с газовым обогревом. Она укомплектована двумя наконечниками и четырьмя паяльными наконечниками.
Оборудование для газопламенной пайки
151
Наряду с горелками для жидких горючих в производстве паяных изделий малой массы, а также в условиях монтажа подземных коммуникаций кабельных силовых линий и линий связи используют паяльные лампы.
Для пайки миниатюрных изделий целесообразно применять разработанные ИЭС нм. Е. О. Патона устройства, работа которых основана на электролизе дистиллированной воды в смеси с щелочным раствором под действием электрического тока. Образуемая смесь водорода с кислородом поступает в узел, где обогащается метиловым спиртом, а затем через паяльный пистолет — в горелку, представляющую собой укороченную инъекционную иглу. Температура пламени достигает 2600 °C, его длина 10—80 мм в зависимости от диаметра иглы (I—2 мм). Для работы в течение 8 ч необходимо 100 см3 дистиллированной воды и такое же количество метилового спирта. Устройство автоматическое — при падении давления до определенного уровня прекращается производство
газа и отключается ток; предохранительный клапан предотвращает об-ратный удар.
Механизированные устройства газопламенной пайки представляют собой блоки горелок, установленные стационарно в положение наиболее эффективного использования мощности пламени, а изделия вводятся в зону нагрева на заданное время, либо перемещаются через зону с определенной скоростью специальными транспортирующими средствами.
Автоматизация процесса нагрега при газопламенной пайке с перемещением изделий транспортирующими устройствами может быть выполнена в различных конструктивных исполнениях.
На рис. 24 приведены схемы транспортирования изделий в зону пайки на установках челночного типа (а), конвейерных (б), роторного типа (в) и 4-тактного действия (а).
В практике нашли применение паяльные машины, например, роторного типа ФГП-1-57, в комплект
52. Кезосино-кистородная горелка ГКР-1-67
Технические данные Номер мундштука
1 2 3 4
Давление, МПа.
керосина 1,' —3,0 1 5 — 3,0 1,5—3,0 1,5 —3.0
кислорода 2,0—4,0 3, —5,0 3,0—5,0 4,0 —5.0
Расход:
керосина, кг/ч 0,3 —0.6 0.5—1,1 0,”— ,5 1,2—2.3
кислорода, м3/ч 0,'— .0 0,8— ,6 I 1 — 2,3 1,7 — 3,2
Толщина паяемых элемен- 1,0—3,0 3,0—5.0 5,0—8,0 Св. 8,0
тов, мм
Примечая ие. Габаритные размеры горелок 5о0х 150X60 мм, масса 0,95 кг.
53. Бензино-воздушная горелка
Технические данные Горелка с диаметром сопла, мм Паяльник с наконечником массой, г
20 30 40 90 240
Давление воздуха, МПа Расход: воздуха, л/ч бензина, г/ч 0,01— ), 1 130—1800 20—4 00 0,Ol- О. 15 140—2700 20 — 520 0,01 — 0,02 130—270 20 — 40 0,01 — 0,02 130—270 20—40 0,Ol-О.05 130—1260 20 — 220 0,01 — 0,05 130—2260 20—220
192
Паяльное оборудование
которой входят кольцевой конвейер, горелки и газовый пульт. Привод механизма вращения осуществляется электродвигателем мощностью 75 Вт, скорость перемещения 0,1 —1,1 м/мин. Нагрев производится многосопловыми линейными горелками инжекторного типа с вентилями, вынесенными на щит управления.
Паяльники
Наибольшее применение в промышленности и в бытовых условиях получили электрические паяльники, которые в зависимости от матерналоемко-сти паяемых изделий имеют различные размеры. Рабочая часть паяльника представляет собой стержень из меди, медных сплавов и других материалов. Электронагреватель расположен с внешней стороны стержня или внутри его. изготовлен из материала с большим электросопротивлением; подачу теплоты в рабочую часть стержня — жала — регулируют изменением входного напряжения. Эффективность электропаяльника зави-
Рис. 25. Зависимость температуры жала паяльника от напряжения при заданной I. ОЩНО СТИ
сит от теплоемкости стержня и скорости восстановления температуры.
Теплозые процессы при пайке паяльником. Стабильность температуры пайки обусловлена динамикой теплового баланса в результате теплопогло-щения, теплоподвода и теплоемкости паяльного стержня и зависит от мощности нагревателя и термического КПД паяльника. По мощности паяльники разделяют на маломощные (6— 20 Вт), средней мощности (30—100 Вт) и мощные (более 100 Вт).
Значения мощности, теплоемкости и рабочей нагрузки выбирают так, чтобы максимальная температура или большая теплоемкость увеличивали время восстановления рабочей температуры, а малая теплоемкость при более низкой температуре позволяли уменьшить это время. В результате для каждого конкретного случая необходимо учитывать все характеристики и находить оптимальное их сочетание. Например, пользуясь приведенными на рис. 25 кривыми, можно выбирать паяльники для различного рода паяльных работ в производстве печатных плат [9].
Вследствие теплоотдачи при работе электропаяльника необходимо учитывать характер изменения температу жала стержня, зависящий ст его : метрических размеров (рис. 26). Ес.у заданная температура жала электг> паяльника Тм, то средняя темпе; тура всего стержня Тег — Т',^ ch ml,
1 I
где m = ± I/ —те ’ * —длина стерж-г СС г
ня; S — периметр поперечного сечения стержня; F — площадь попереч
Паяльники
193
ного сечения стержня; ос' — коэффициент теплоотдачи материала стержня; а — коэффициент теплоотдачи с поверхности стержня.
Связь между температурами стержня и нагревателя следующая:
- ;л '
где 6 — толщина слоя электроизоляции; / — площадь электроизоляции; X — теплопроводность материала электроизоляции; (ф — количество теплоты, передаваемое неизолированной части стержня;
Qi = kmFTCT.
Зная количество теплоты, которое должен выделить нагреватель в единицу времени, определяют его мощность: Р = Q/0,86. Далее вычисляют силу тока и сопротивление проводника нагревателя.
По режиму нагрева паяльники разделяют на непрерывного и периодического нагрева. Паяльники непрерывного нагрева рассчитаны на длительную работу во включенном состоянии. Время их разогрева относительно велико, однако при рабочей температуре жала процесс пайки протекает очень быстро. Такие паяльники имеют стержень относительно большой массы, что позволяет аккумулировать в нем значительное количество теплоты (4000—8000 Дж). При пайке температура стержня незначительно понижается и за счет аккумулированной теплоты быстро восстанавливается (3-5 с).
Паяльники периодического нагрева подразделяют на паяльники форсированного и импульсного режима нагрева. У низковольтных паяльников импульсного типа паяльный стержень Заменен тонкой нихромовой проволокой, время разогрева которой практически мгновенное.
При форсированном режиме разогрев паяльного стержня осуществляется при повышенной мощности, а сама пайка протекает при подаче на паяльный стержень половинной мощности, что вполне достаточно для поддержания необходимой температуры пайки. В наиболее распространенной конструкции в цепь нагревателя вклю-
7 П/р И. Е. Петрунннг
Рис. 26. Форма заточки жала наиболее распространенных паяльных стержней
чается диод, который уменьшает мощность в 2 раза.
В соответствии с ГОСТ 7219—77* электрические паяльники изготовляют с различным напряжением питающей сети и мощностью (табл. 54). Выбор паяльника производят по номинальной мощности, при этом выбранное значение мощности округляют до ближайшего значения унифицированного ряда. В конструкции ми-кропаяльнпков принят ряд мощностей: 4, 6, 12 и 18 Вт; для печатного монтажа — 25, 30, 35, 40, 50 и 60 Вт, а для пайки объемного монтажа —50, 60, 75, 80. 100 и 120 Вт.
Конструктивное исполнение электропаяльников отличается постоянными функциональными узлами, технические решения которых различны для пайки печатного монтажа, массивных узлов, демонтажа с импульсным отсосом припоя, лужения и припайки штырей и лепестков, пайки термочувствительных элементов, микросхем и т. д. (табл. 55.)
Для стабилизации температуры жала электропаяльника применяют релейные регуляторы, датчиком служит термопара. В связи с небольшой массой паяльного стержня целесообразно использовать микротермопары ХА диаметром 0,3—0,8 мм, разработанные Харьковским физико-техническим институтом АН УССР. Точность регулирования нагрева на спае термопары —2 — —2 JC. Изменение температуры наконечника обусловливает изменение сопротивления датчика, разбалансировку измеритель-
194
Паяльное оборудование
него моста и появление сигнала рассогласования, управляющего тиристорной схемой регулирования тока в нагревателе паяльника. Схема выполнена на печатной плате, размещенной в рукоятке паяльника. Температурный режим задают поворотом рукоятки, связанной с осью потенциометра.
Для пайки гибких печатных кабелей, планарных выводов, а также многослойных печатных плат применяют специальные паяльники со строго дозированным температурновременным режимом.
Технические данные импульсного электропаяльника с блоком питания
Напряжение, В ................. 220
Мощность, Вт................... 20
Температура жала, °C........ 250—500
Длительность импульса, с . . 1 —1,5
Габаритные размеры, мм: паяльника ...................
блока питания ..........
Масса, кг: паяльника .............. .
блока питания ..........
12Х 136
360X 350X
X 190
0,06
17,0
Паяльники с косвенным нагревом применяют для пайки сравнительно массивных изделий; их подразделяют на молотковые и торцовые. Паяльники представляют собой массивный медный наконечник, закрепленный на металлическом стержне с рукояткой на конце. Паяльники нагревают газовым пламенем, паяльными лампами или в горнах.
Ультразвуковые паяльники и ванны. Для ультразвукового лужения применяют ультразвуковые паяльники и ультразвуковые ванны. Технические данные некоторых ультразвуковых паяльников приведены в табл. 56.
54. Электрические паяльники
Технические данные Номер
1 2 3 4 5 6
Напряжение сети, В 220 127 36 24 12 6
Потребляемая мощность, Вт 80 80 150 80 80 80
Сила тока, А Провод обмотки, мм: 0,36 0,73 6; 45 3,3 6,7 13,3
диаметр 0,8 0,15 0,7 0,5 0,85 1,4
длина 270 230 200 125 90 60
Сопротивление нагревателя. Ом 610 150 5.76 7.3 1,8 0,45
Диаметр паяльного стержня, мм 5 5 8 5 5 5
Примечания: 1. Материал нагревателя — нихромовая проволока.
2. Срок службы нагревателя 200 ч.
3. Температура жала паяльника 280 СС.
55. Электрические паяльники
Технические данные Паяльники для печатного монтажа /Микропаяльники
1 IpOMhnib лени iiiit Уипфициро- BflHII bill 11. ) Г-50 ()t:-5! 1 ll.W МЛ 116-1 81-9I16.W 1
Напряжение, В 220 24; 36 36 12 О
Мощность, Вт 50—90 35 50 30 4 6 18
Термический КПД, % 8—12 30 12 25 50 50 23
Диаметр стержня, мм 4— 10 3—8 4; 6 3—12 3 — 6 3—8 3—.-0
Рабочая температура, °C 260—330 280 200—300 70
Масса, г 270—340 80 120 235 40 73 12о
Контрольно-измерительная и регулирующая аппаратура
195
56. Ультразвуковые паяльники
Технические данные УП-21 У П-42
Мощность, Вт: генератора нагревателя Напряжение, В Рабочая частота, кГц Габаритные размеры, мм: генератора паяльн ика Масса паяльника с генератором, кг 40 100 110— 127—220 20 333x 310x 250 300X 170х 50 15,0 30 170 220 23 — 26 250 X 235 X 180 260Х 150Х 45 11,9
Примечания. I. Частота питающего тока 50 Гц.
2. Установка УП-21 комплектуется ванной размерами 288x200x 162 мм.
Контрольно-измерительная и регулирующая аппаратура
Заданный тепловой режим процессов пайки обеспечивают применением приборов для измерения температуры, а также специальных автоматических устройств. Приборы термического контроля подразделяют на показывающие, самопишущие и сигнализирующие, которые могут быть применены и в сочетаниях; по принципу работы их делят на жидкостные, манометрические, термометры сопротивления, оптические пирометры и др.
Термометры сопротивления применяют для измерения температур до 650 °C, материал чувствительного элемента — платина или медь.
Термометры манометрические применяют для измерения температур газовых и жидких сред до 550 °C. Их разделяют на показывающие (ТПГ-180, ТПГ-188, ТПГ-189П) и самопишущие (ТГС-710М, ТГС-718ПЭ, ТГС-710П, ТГС-720М), длина погружаемого капилляра 4—40 мм.
Термометры термоэлектрические ТПР-1408М, ТПР-1418М предназначены для измерения температур в расплавах солей и металлов. Термопары состоят из платино-родиевых термоэлектродов, армированных керамическими бусами, рабочий спай которых защищен кварцевым наконечником от контакта с расплавом. Конструкция теомометра ТПР-1418М приведена на рис. 27.
7*
Технические данные термометра ТПР-1408М
Диапазон рабочих температур, °C . . . .
Длительность погружения в расплав, с ..................
Число погружений ...........
Инерционность, с ...........
Электросопротивление термо-электродов. Ом...............
Глубина погружения, мм . . .
Размеры термоэлектронной проволоки (диаметр X длина), мм , . ...
Масса, кг...................
1300— 1700
20 1500
<10 60—160
0,5х
X 25 000
<12
Потенциометры автоматические электронные предназначены для измерения, записи и регулирования температуры.
Потенциометры показывающие типа ЭПВ2, ПП4, Г1ПР4 — малогабаритные приборы, показания температуры регистрируются на цилиндрической шкале, перемещающейся относительно
, 3MU
1 z J 4 5 6 7 8
Рис. 27. Термометр ТПР-1418М'
1 — головка в сборе; 2 — колодка в сборе; 3 — накидная гайка; 4 — арматура в сборе; 5 — графитовая втулка; 6 — графитовый блок; 7 — графитовая пробка; 8 — кварцевый наконечник
196
Паяльное оборудование
неподвижного указателя. В многоточечных приборах поочередное подключение термопар производят вручную кнопочным переключателем. Габаритные размеры приборов ЭПВ2 ЗЗОХ X 263X435 мм. Потенциометры автоматические электронные ПП4 и ППР4 относят к регулирующим миниатюрным приборам для одной точки измерения, их габаритные размеры 204Х X 198Х 385 мм.
Потенциометры самопишущие с записью на дисковой диаграмме выпускают типов ЭП, ЭПД и ПЭД в малогабаритном и миниатюрном исполнениях. Кроме указанных типов выпускают модификации этих приборов: со вст р оен н ым и фер родинами ч еск им и
преобразователями ПФЗ-ПФ6, со струнным преобразователем ПС, с пнев-мат ическим преобразователем ПП. В приборы с программным задатчиком преобразователи не встраивают. Потенциометры самопишущие с записью на ленточной диаграмме типа ЭПП, ПС1. ПСР1, ПСМ2. ПСМР2 выпускают р азл и ч н ы х модифи к ац и й.
Электронный потенциометр
ЭПП-07МЗ имеет программный задатчик, представляющий собой профилированный диск, выполненный по заданному режиму нагрева.
Многоточечные потенциометры ЭПР-09МЗ и ЭПР-16АМЗ снабжены устройством для двух- или трехпозиционного регулирования на каждой точке одним общим заданным значением параметра. В приборах для двух
позиционного регулирования предусмотрена аварийная сигнализация. Эти приборы выпускают завод «Лен-теплоприбор» и завод «Электроавтоматика».
Многоточечные потенциометры ЭПР-09РДМЗ отличаются наличием дистанционного задающего устройства. Двенадцатиточечные приборы с трехпозиционным устройством и двадцатичетырехточечные с двухпозиционным устройством комплектуют двумя блоками дистанционного задающего устройства.
Потенциометры автоматические электронные ПСМ2 и ПСМР2 представляют собой самопишущие и регулирующие приборы в миниатюрном исполнении. Потенциометры со струнным компенсатором типов ЭПСМ и ЭППМ являются безреохордными одноточечными миниатюрными приборами, они могут быть оснащены позиционным регулирующим устройством (габаритные размеры 200Х200Х Х465 мм).
Контроль п,рибородх производят периодически в соответствии с инструкцией по эксплуатации.
Милливольтметры предназначены для показаний, записи и регулирования температуры и других неэлектрических параметров, преобразуемых с помощью датчиков в электрическое напряжение (табл. 57).
.Милливольтметры типа
МПЩПР-54М — показывающие щитовые приборы с профильной шкалой,
57. Милливольтметры пирометрические
Технические данные МПЩПР-54М МПП-0,51 МР-02М МСЩПР-18
Пределы регулирования (°C) при градуировке ХК ХА ПП-1 Внешнее сопротивление, Ом Основная погрешность показаний, % 0—300 0—400 0-600 0—800 0—1600 0,6, 5.0; 15,0; 25,0 + 1.5 С —673 ( -673 1 — 1100 ( — 1300 0,6; 5,0; 15,0 + 1,0 0—400 0 — 600 0,6; 5,0; 15,0 ±1,5 ( — 100 ( — 400 ( —600 ( —800 0— 1300 25, С + 1,( 0—600 ( - >00 — 1100 (— 300 0—1600 *«
** Для градуировки ПП-1 внешнего сопротивления только 5 и 15 Ом, *2 Основная погрешность записи ~1,5 %.
Контрольно-измерительная и регулирующая аппаратура
197
их габаритные размеры 295Х125Х Х201 мм.
Для измерения температур применяют милливольтметры типа МПЩР-53 в комплекте радиационного пирометра РАПИР с телескопом типа ТЕРА-50. На базе милливольтметра МПЩПР-54М выпускают регулирующий милливольтметр типа МР1-02М, имеющий фотоэлектрическое двухпозиционное устройство. Питание прибора осуществляется от сети 220 В, мощность 2,5 В-А. Приборы МПЩПР-54М и МР1-02М заменяют милливольтметрами М-64 и МР-64-02 с аналогичными характеристиками. Габаритные размены прибора М-64 220Х ЮОХ 240 мм;' МР-64-02 — 200Х X 100X275 мм. Милливольтметры типа МСШПР-00-18 представляют собой самопишущие щитовые приборы с профильной шкалой. Милливольтметр выпускают в следующих модификациях: МСЩПР-01-18— для измерения и записи температуры в одной точке; МСЩПР-02-18 — для измерения, записи и ’’зухпозидиониого регулирования температуры в одной точке; МСЩПР-03-18 — для измерения, записи и трехпозиционного регулирования температуры в одной точке; МСЩПР-06-18 — для измерения и записи температуры в двух—шести точках. Запись осуществляется на диаграммной ленте со скоростью движения 20, 40 и 80 мм/ч, период записи 20 с. Питание прибора от сети 220 или 127 В, частота тока 50 Гц, максимальная потребляемая мощность 15 В-А.
Милливол ьтметр самопишущий
регулирующий типа МС1ЦПР-010 предназначен для работы в комплекте с радиационным пирометром РАПИР с телескопом ТЕРА-50.
Пирометры излучения предназначены для контроля и регулирования температур в диапазоне 500—4000 °C. Их действие основано на измерении яркости нагретого тела.
Оптические пирометры ОППИР-09 и ОППИР-ХОКЗ применяют для контроля процессов в интервале температур 600—2000 сС.
Фотоэлектрический пирометр ФЭП-4 предназначен для автоматического контроля температуцы неподвижных или движущихся тел, нагретых до
видимого свечения; их выпускают на следующие пределы измерения: 500— 900; 600—1000; 600—1100; 800—1200; 800—1400; 900—1500; 950—1600;
1000—1700; 1100—1800 и 1200—2000°С. Пирометры комплектуют двухшкальными приборами на следующие пределы измерения: 1200—2000 и 1400—-2500; 1200—2000 и 1600—3000; 1200—2000 и 1700—3500; 1200—2000 и 1850— 4000 °C, объективом с линзой (фокусное расстояние 100, 125, 154 или 200). Основная погрешность показаний пирометра не превышает ±1,0% верхнего предела измерения при температурах до 2000 °C и ± 1,5 % — при температурах выше 2000 °C.
Радиационный пирометр РАПИР предназначен для измерения температур в диапазоне 100—2500 °C неподвижных или перемещающихся тел по их тепловому излучению. Комплект пирометра состоит из телескопа ТЕРА-50, панели ПУЭС, защитной арматуры, соединительной коробки и одного или двух вторичных приборов. Основной частью пирометра является телескоп ТЕРА-50 с термобатареей, преобразующей излучаемую поверхностью нагретого тела энергию в тер-мо-ЭДС, которая измеряется вторичным прибором. Телескоп ТЕРА-50 выпускают четырех модификаций (с градуировкой: Р-5 — для диапазона измерения температур 100—500 °C, РК-1’5 — 600—1500 °C; РС-20 — 900— 2000 °C и РС-25 — 1200—2500 °C.
Термопары являются датчиками тер-мо-ЭДС, значения которой преобразуются в показания температуры на шкале приборов. Технические характеристики некоторых термопар приведены в табл. 58.
При постановке термопары пользуются градуировочными таблицами, а в показания прибора вносят поправки с учетом температуры производственного помещения. В автоматических потенциометрах компенсация обеспечивается автоматически. Технические данные некоторых термопар приведены в табл. 59.
Для измерения более высоких температур (до 2000 °C) применяют термопары вольфрам—молибден, вольфрам—рений, вольфрам—иридий, и термопары с неметаллическими элек-
198
Паяльное оборудование
58. Термопары
Тип Предел измерения температур. °C Монтажная длина, мм Конструктивное оформление
ТПП-П ТХА-П TXA-V1II 1300 800, 1000 800, 1000 300, 320 500 160, 200, 320, 400, 800, 1250 В сплошном чехле, без крепления Коленчатое без штуцера С неподвижным штуцером, резьба МЗЗ X 2
TXK-VIII 600
ТХА-ХШ 800, 1000 320, 500, 800, 1000, 1250, 1600 Без штуцера с муфтой
TXA-V-XV TXK-V-XV 600 120, 160, 220, 320 С неподвижным штуцером, резьба М27 X 2
ТХА-146 ТХК-146 800 600 500, 800, 1000, 1250, 1600, 2000 Без крепления
ТХА-284 *2 ТХК-284 600 100, 160, 200, 320 С неподвижным штуцером, резьба МЗЗ X 2
ТХА-621 *3 ТХК-621 900 600 160. 200, 320 400, 800, 1250
ТХА-631 *3 ТХК-631 900 600 500, 800, 1000, 1250, 1500, 2000, 2500, 3200 Без штуцера, с неподвижным фланцем
TXKn-XVIII 400 100 Поверхностное крепление
ТХАП-551 *4 ТХКП-551 600 170 Поверхностное крепление с водозащитной головкой
ТХКП-7И 550 335, 610 Поверхностное крепление
Материал защитной арматуры — фарфор, у остальных термопар — коррозионно-стойкая сталь.
* 2 Виброустойчивые.
* 3 Двойные.
* 4 Материал защитной арматуры — двуокись титана или окись алюминия.
59. Термопары для измерения температур 20—1800 °C
Тип Г радуировка Материалы термоэлектродов Предел измерений температур (СС) при применении
длительном кратковременном
тхк ХК Хромель-копель 5 —600 800
ТХА ХА Хромель-алюмель 5 —1000 1300
тнс НС Сплав НСК-А 30 —1000 1300
ТПП ПП-1 Платинородий (10 % родия) — платина 2 — 1300 1600
ТПР ПР-30/6 Платинородий (30 % родия —платинородий (6 % родия) 30 —1600 1800
Примечания. I. Верхнее значение температурного предела длительного применения указано для проволок диаметром не менее 0,5 мм — для термопар с градуировками ПП-1 и ПР-30/6 и не менее 3,2 мм — для термопар с другими градуировками
2. Положительным электродом в термопарах является материал, указанный в наименовании первым.
Контрольно-измерительная и регулирующая аппаратура
199
тредами: графит—карбид титана, графит—борид циркония с индивидуальной градуировкой.
Температуру пайки в среде сухого и увлажненного водорода измеряют с помощью специальных вольфрамрениевых термопар; в случае сухого водорода — термопарами ТВР-0777, увлажненного (с избыточным давлением до 0,04 МПа) — термопарами ТВР-1338. Предел измерений температур этими термопарами 300—1800°С, длина погружаемой части 100—500 мм, продолжительность работы 4000 ч. Изменение первоначального значения термо-ЭДС по градуировочной таблице за время работы термопары при температуре 1800 °C в течение 200 ч не превышает Щ1,5%. Рабочий спай термопары после 200 ч работы при максимальной температуре возобновляют. Термопары помещены в молибденовый герметичный кожух, а при эксплуатации свыше 100 “С их заключают в водоохлаждаемый чехол из коррозионно-стойкой стали.
Список литературы
1. Автоматизация пайки печатных плат/С. Л. Буслович, IO. М. Гельфгат, И. А.. Коциньш и др. М.: Энергия, 1976. 216 с.
2. Гладков А. С., Подвигина О. П., Чернов О. В. Пайка деталей электровакуумных приборов. М.: Энергия, 1967 288 с.
3. Гржимальский Л. Л., Ильев-ский И. И. Технология и оборудование пайки. М.: Машиностроение, 1979. 240 с.
4. Гришин В. И. Паршин Н. И. Вакуумные н вакуумно-водородные электропечи сопротивления с экранной изоляцией. — Электротермическая промышленность. Серия «Электротермия», 1975, вып. 9—10, с. 29—32.
5. Евсеев Г. Б., Глизманенко Д. Л. Оборудование и технология газопламенной обработки металлов и неметаллических материалов. М.: Машиностроение, 1974. 312 с.
6. Золотарев Б. Б. Деформации при точечной и роликовой сварке и их устра
нение. М.: Машиностроение, 1975. 105 с.
7. Кущ Э. В. Высокочастотное оборудование в инструментальных цехах заводов отрасли. — Электротехническая промышленность. Серия «Электротермия», 1975, вып. 9—10, с. 69 — 70.
8. Липов В. Я., Арендарчук А. В., Рубин Г. К. Оптимальное размещение термически тонких изделий в рабочем пространстве электропечи непрерывного действия. — В кн.: Исследования в области промышленного электронагрева. Труды ВНИИЭТО. М.: Энергия, 1975, вып. 7, с. 18—22.
9. Манко Хауард X. Пайка. — В кн.; Справочник по печатным схемам. Пер. с англ. М.: Советское радио, 1972. 695 с.
10. Общесоюзные нормы допустимых индустриальных радиопомех. М.; Связь, 1973. 72 с.
11. Осипов И. В. Электропечи для полупроводниковой промышленности. — Электротехническая промышленность. Серия «Электротермия», 1975, вып. 9—10, с. 25—27.
12. Применение автоматизированных установок для пайкн в промышленно-сти/Л. Л. Кочергин, Д. А. Мавлюдова, А. А. Щербаков н др. — В кн.: Промышленное применение токов высокой частоты. Труды ВНИИТВЧ. Л.: Машиностроение, 1973, вып. 13, с. 39 — 49.
13. Процесс пайки двухслойных труб в расплавленных солях/М. Б. Гутман, Р. Г. Гольцева, В. Г. Кауфман. — Электротехническая промышленность. Серия «Электротермия», 1975, вып. 4, с. 19—21.
14. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработка материалов. М.: Машиностроение, 1975. 296 с.
15. (Осипов Ю. И., Чайкин П. М., Эрман А. Э. Расчетно-экспериментальное определение допустимых удельных мощностей при индукционном нагреву цилиндрических заготовок. — Труды ВНИИЭТО. М.: Энергия. 1975, вып, 7, с. 86—88.
16. Технологическое оборудование
электровакуумного производст-
ва/А. Т. Александрова, С. И. Бродский, И. И. Сажин и др. Л.: Госэнергоиздат, 1962. 303 с.
17. Установка для пайки в электролите/ С. В. Лебедев, В. П. Демянцевич, М. 14. Самойлов и др. — Сварочное производство, 1982, № 5, с. 24 — 2*5.
18- Чекунов И. П., Макаров И. И., Ермолов В. А. Монтажная пайка стальных трубопроводов. — В кн.: Пайка в промышленности. М.: МДНТП, 1970, т. 2, с. 59—65.
19. Электротермическое оборудование. Справочник Под ред. А. П. Альт-гаузена. М.: Энергия. 1980. 415 с.
ГЛАВА 6
ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ, СБОРКА ИЗДЕЛИЙ. ПРИСПОСОоЛЕНИЯ ДЛЯ ПАЙКИ
Для получения прочного соединения необходимо, чтобы место пайки было подвергнуто предварительной обработке. Классификация способов подготовки поверхности изделий к пайке приведена на рис. 1.
вия капиллярного течения припоя. Недостаток — обычно не удается контролировать количество основного металла. Механическая очистка при правильном применении гарантирует высокую надежность соединения.
Очистка поверхности металлов под пайку
Термическая очистка. Очистку заготовки от загрязнений и краски можно производить керосино-кислородной или ацетилено-кислородной горелкой, дающей широкий факел пламени. Этот же способ с последующей обработкой металлической щеткой применяют для очистки поверхности металла от окалины и изоляции (табл. 1).
Очистку деталей можно производить отжигом в восстановительной среде или вакууме.
Механическая очистка. Достоинство этого способа — создание шероховатости поверхности, что улучшает усло-
Очистка напильниками, шаберами, шлифовальной шкуркой — способы малопроизводительные, их применяют в единичном производстве для очистки от ржавчины, окалины и выравнивания поверхностей. После зачистки обработанную поверхность необходимо обезжирить.
Очистка металлическими проволочными щетками — способ производительный и сможет быть использован в серийном и массовом производстве. Рекомендуется для подготовки поверхностей алюминиевых и магниевых сплавов.
Для механического удаления изоляции промышленность выпускает несколько типов автоматов.
Очистка поверхности металлов под пайку
201
1. Способы удаления изоляции с электропроводов
Изоляционный материал
Асбест
Бумага
Каучук:
натуральный силиконовый
Лак Нейлон
Неопрен
Поливинилхлорид Полиуретан Ролан *х Солдериз Тефлон *х Ткань
Изоляционный материал
*х Фирменное название.
*2 Используют обычно для отделения оболочки с поверхности, подлежащей за чистке; в остальном изоляционный материал удаляют механическим способом.
Обозначения: I — обычно используемый способ; 2 — используемый только в осо бых случаях; 3 — обычно не используемый.
Очистку деталей можно выполнять в специальном галтовочном барабане. Этот способ очистки применяют для мелких деталей и удаления заусенцев.
Гидропескоструйная и дробеструйная обработки — весьма эффективные и экономичные методы. Очистку поверхности обдувкой песком или дробью применяют при подготовке к пайке деталей с большой или сложной по форме поверхностью. Этот способ используют обычно для очистки деталей из железа и его сплавов; алюминиевые магниевые, цинковые сплавы таким способом не очищаются
Для очистки используется кварцевый песок или абразивный порошок. Процесс осуществляют в специальной гидропескоструйной камере. Желательно, чтобы частицы имели острые грани, оставляя поверхность слегка шероховатой. Тонкостенные детали не должны искривляться. Сферическую металлическую дробь применять не рекомендуется.
Для хорошего смачивания припоями не следует применять поверхность с высотой неровностей менее 1 — 15 мкм, при сборке деталей при требуемой посадке с натягом высота неровностей должна быть 80—150 мкм, что достигают накаткой. Шероховатость поверхности определяют с помощью профилометров или профилографов
Химическую очистку поверхностен изделий осуществляют обезжириванием, травлением, промывкой в воде. Выбор способа определяется характером загрязнений, свойствами материала и конфигурацией деталей. Обработка поверхности деталей химическим путем может сопровождаться отрицательными явлениями, например наводороживанием, поэтому приведенные рекомендации по составам и режимам обработки основываются преимущественно на производственном опыте.
Обезжиривание паяемой поверхности применяют для очистки деталей от остатков смазочных материалов и других жировых загрязнений. Животные и растительные жиры удаляют обычно химическим или электрохимическим способом в растворах щелочей и некоторых солей, минеральные масла — промывкой в органических растворителях.
Способы химической Обезжиривания поверхностей перед пайк<й и составы растворов приведены в табл. 2— 4 19].
Простейшим и весьма эффективным способом обезжиривания в единичном и мелкосерийном производстве паяных изделий является обработка этих изделий венской известью, представляющей собой смесь СаО и MgO.
В условиях серийного и массового производства чаще применяют щелоч-
202
Подготовка поверхности к пайке, сборка изделий
2. Составы ванн, г/л, для химического обезжиривания
Компоненты Сталь и чугун Медь и ее сплавы
1 2 3 1 2 3
Едкий натр Углекислый натрий Тринатрийфосфат Эмульгатор ОП-7 Жидкое стекло Контакт Петрова 15—30 10—25 10—35 0,5 10—25 50—65 30—50 100—150 30—40 20—25 5—10 15—30 30—60 0,5 40—50 40—50 30 — 40 15 — 20 20—25 30—35 5—10 5—10
Компоненты Алюминий и его сплавы
1 2 3
Едкий натр Углекислый натрий Тринатрийфосфат Жидкое стекло Контакт Петрова 40—70 10—20 20—30 25—30 25—30 10—12 10 50—60 30
3. Режим обезжиривания деталей из алюминия, магния и их сплавов
Операция Среда Алюминий и его сплавы Магний и его сплавы
Температура, °C Выдержка, с Температура, °C Выдержка. с
Обезжиривание Щелочной раствор 60—70 3—5 50—60 240—300
химическое Промывка Проточная горячая 80—90 10—15 80—90 10—15
Промывка вода (двухкратная) Проточная холодная 18—20 10 18—20 10—15
Сушка вода Горячий воздух 80—90 180—240 80 — 90 180— 240
4. Составы ванн, г/л, и режимы химического обезжиривания
Компоненты Никель и его сплавы * *х Свинец и его сплавы *1 Керамические материалы *£
Едкий натр 10—20 5—10
Углекислый натрий 25—30 —» 20
Жидкое стекло 3—5 2—3 —
Тринатрийфосфат — 100 10
Эмульгатор ОП-7 — — 3
“ Температура 60—70 °C, выдержка 3—5 мин.
*2 Температура 50—60 °C, выдержка 5—10 мин
Очистка поверхности металлов под пайку
203
ные растворы. Не рекомендуется обезжиривать в растворах щелочей детали из металлов, химически реагирующих со щелочами, в частности из цинка, алюминия и свинца, или детали, имеющие на своей поверхности места, облу-женные оловянно-свинцовым припоем. В зависимости от загрязнений температуру растворов, приведенных в табл. 2—4, поддерживают в пределах 60—90 °C с продолжительностью обезжиривания 5—30 мин.
Консервирующие слои масел с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями удаляют при помощи органических растворителей. Бензин хорошо растворяет жиры и масла. Парами ацетона пользуются для очистки деталей из алитированных металлов. Схема установки для обезжиривания в горючих растворителях показана на рис. 2, а.
В крупносерийном и массовом производстве детали очищают от жира дихлорэтаном, трихлорэтаном, трихлорэтиленом и др. Они хорошо растворяют жиры и легко поддаются регенерации.
Трихлорэтилен хорошо растворяет большинство смазочных материалов и органических соединений, не воспламеняется и позволяет обезжиривать изделия при повышенной температуре, чем улучшается и ускоряется очистка. Однако он склонен к разложению под действием света, особенно при перегреве. С целью повышения химической устойчивости тоихлор-этилена в него при изготовлении или непосредственно перед использова-
ние. 2. Схемы установок для обезжиривания:
а — в горючем растворителе (1 — сливной вентиль; 2 — камера для загрязненного растворителя; 3 — фильтр; 4 — бак для обезжиривания; 5 — крышка; * — решетка; 7 — насос; - — камера для чистого растворителя); б — погружением (/ — камеры обезжиривания; 2 — вытяжное отверстие: .3 — загрузочное отверстие; 4 — привод; 5 — корзина; 6 — ЛВпь; 7 — ролик (блок): 8 — охлаждающий змеевик; <? — подогреватель); в — в парах растворителя (1 — подогреватель; 2 — клапан; 3 — охлаждающий вмеевик; 4 — бак; 5 — двухстворчатая крышка; 6 — корзина: 7 — решетка;
8 — вентиль)
204
Подготовка поверхности к пайке, сборка изделий
а-)
Рис. 3. Схемы автоматической установки для комбинированного обезжиривания:
а — в парах растворителя и погружением (/ — вытяжное отверстие; 2 — решетка; 3 — операционное отверстие; 4 — бак для обезжиривания; 5 — перегородка; 6 — цепь; 7 — корзина; 8 — охлаждающий змеевик; 9 — испаритель; 10 — змеевик для нагрева); б — в парах, погружением и обрызгиванием (1 — блок; 2 — бак для обезжиривания; 3 — камера для обрызгивания; 4 — охлаждающий змеевик; 5 — цепь; 6 —корзина)
нием вводят стабилизатор (уротропин, диэтиламин).
При регенерации нельзя допускать нагрева трихлорэтилена выше 120 СС.
Детали обезжиривают погружением изделия в растворитель, парами растворителя и комбинированным способом.
Методом погружения (рис. 2, б) обрабатывают обычно детали тонкого сечения и сильно загрязненные маслом и полировальными пастами. В парах растворителя (рис. 2, в) обрабатывают крупногабаритные и малоза-грязненные изделия. Обезжириваемые детали подвешивают над кипящим растворителем. Пары растворителя конденсируются на поверхности холодных деталей и снова стекают в кипящую жидкость. Комбинированный
метод обезжиривания погружением и в парах растворителя (рис. 3, а) дает хорошие результаты.
Более совершенным является способ комбинированного обезжиривания в парах, погружением и обрызгиванием (рис. 3, б). Иногда для обезжиривания применяют эмульсии на основе органических растворителей (табл. 5) [9].
Применение ультразвука значительно повышает эффективность этого способа. Перед пайкой очищающие растворы должны быть тщательно удалены с поверхности деталей водой или паром.
Обезжиривание в водных растворах щелочей отличается высокой эффективностью, низкой стоимостью и простотой. Недостатками его являются
5. Составы эмульсий для комбинированного обезжиривания
Компоненты Содержание, % Компоненты Содержа-н иет %
Дистиллированная жирная коксовая кислота Масляная кислота 12 22 Мыльный раствор трнэтанол-аминолета Трихлорэтилен 25
Т риэтаноламин Диэгиленгликольмопобутилев iглеводород (температура кипения 180 СС) Вода 17 15 20 14 Керосин Эмульгатор ОП-7 Вода 97
Очистка поверхности металлов под пайку
205
необходимость подогрева растворов, трудность или невозможность их регенерации, а также взаимодействие щелочей с некоторыми металлами.
Обезжиривание в щелочах требует сравнительно большого расхода растворов. Электрохимический способ ускоряет процесс и сокращает расход растворов. Однако он недостаточно эффективен применительно к изделиям сложной конфигурации. Для обработки таких деталей обычно применяют последовательно химический и эл ектр о х ими ч ес к и й способы.
Электрохимическое обезжиривание производят на постоянном токе. В зависимости от того, к какому полюсу подключено изделие, различают катодное, анодное и смешанное обезжиривания. Хотя скорость очистки при катодном обезжиривании значительно выше, чем при анодном, оно не всегда рекомендуется, так как в частности, при катодном обезжиривании углеродистых сталей происходит наводороживание их, что приводит к снижению пластических свойств металла.
Электрохимическое обезжиривание применяют для изделий из стали, меди и ее сплавов, алюминия и его сплавов.
Составы электролитов и режимы электрохимического обезжиривания приведены в табл. 6, 7.
Очистка ультразвуком поверхностей деталей от нерастворимых загрязнений, попавших в узкие щели, каналы, отверстия, является единственно возможным способом, применяемым также для очистки мелких деталей от жиров, ржавчины, окалины, окисных пленок, остатков абразивных и полировальных паст.
Ультразвуковое обезжиривание дает не только самое высокое качество очистки, но в десятки раз ускоряет и упрощает процесс, экономичнее других видов очистки.
Схемы ванн для ультразвукового обезжиривания показаны па рис 4. Большинство промышленных ультразвуковых установок работает на частоте 20—40 кГц.
Моющая жидкость. применяемая при ультразвуковом обезжиривании, Должна быстро удалять загрязнения,
Рис. 4. Схемы ванн для ультразвукового обезжиривания
(/ — ванна; 2 — моющий раствор; 3 — магнитострикционный преобразователь;
4 — бак с водой или трансформаторным маслом):
а — для крупных деталей; б — для мелких деталей
не изменяя поверхности и размеров деталей, не портить стенки ванн. Ультразвуковое обезжиривание облегчается. если в качестве моющей среды используют смачивающее вещество. Для повышения смачивающей способности воды в нее добавляют мыло или поверхностно-активные вещества (ОП-7, ОП-10 и до.), а для омыления жировых загрязнений — щелочи (тринатрийфосфат, едкий натр, углекислый натрий и др.). Иногда в качестве моющих жидкостей используют органические растворители. Составы некоторых моющих сред приведены в табл. 8.
Оптимальная температура обезжиривания определяется составом моющей среды и видом загрязнений. Наилучшие результаты при ультразвуковом обезжиривании в чистой воде и воде с добавками моющих веществ получаются при температуре ванны 5 —50 С Для органических растворителей температура обезжиривания должна быть ниже температуры кипения; для щелочных и кислых сред4— не должна превышать 60 =С.
Детали в ультразвуковой ванне крепят обычно с помощью сеток-контейнеров.
206
Подготовка поверхности к пайке, сборка изделий
6. Составы электролитов, г/л, для электрохимического обезжиривания
Компоненты Сталь Медь и ее сплавы
1 1 2 3 1 1 2 3
Едкий натр 70—80 30 — 40 25—30 35—40
Тринатрийфосфат 15—20 — 50—60 20—25 10—20 20—30
Углекислый натрий 20—25 50—75 20—30 20—25 — 5—10
Жидкое стекло 3—5 — 5-8 3—5 10—20 —
Эмульгатор ОП-7 — 3—5 1 — 2 — — —
Пеногаситель (силокснн) — — 0,01—0,03 — — —
Жидкое мыло — — — — — 5—10
Компоненты Алюминий и его сплавы Магний и его сплавы Сплавы цинка
1 2 1 2 1 2 3
Едкий натр 15—20 10—15
Тринатрийфосфат 20 6 15—30 — 45—50 — 10—15
Углекислый натрий 20 6 20—30 10—15 «— — 10—15
Жидкое стекло —. — — — 15—20 — 15—20
Эмульгатор ОП-7 — — — — — — —•
Жидкое мыло -— — •—- — — — —
Цианистый натрий — — — — 10—15 — ——
Пирофосфорнокислый натрий — — — — — 50—55 —•
7. Режимы электрохимического обезжиривания *
Операция Среда Температура ванны, °C Плот-н ость тока. А/дм2 Напряжение, В Время выдержки, с
Обезжиривание электрохимическое Щелочной раствор 60—90 2—10 6—12 120-600
Промывка (двукратная) Проточная горячая вода 80— 90 — — 60
Сушка Горячий воздух 50—80 — — 300—600
* Параметры технологического процесса уточняют в зависимости от обрабатываемого сплава и степени его
в каждом конкретном случае загрязнения.
Очистка поверхности металлов под пайку
207
8. Составы моющих сред при ультразвуковом обезжиривании
Компоненты о о Очищаемые металлы Компоненты O-S о ^7? Очищаемые металлы
Едкий натр Хромпик калиевый 15 1,5 Сталь * Силикат натрия Сода Тр ин атр и йфосфат 10 4 6 Медь, пин к,-алюминий
Едкий натр 5—10 Сталь, Тринатрийфосфат 5—10 Алюминий,
Сода 15—30 медь, Эмульгатор ОП-7 3 ЦИНК
Тринатрийфосфат Эмульгатор ОП-7 30—60 3 — 5 латунь Тринатрийфосфат Сода Эмульгатор ОП-7 5 5 3 Магний и его сплавы
* Очистка с одновременным пассивированием.
После обработки ультразвуком изделия необходимо промывать в чистой воде, а травильный раствор очищать от примесей.
Качество обезжиривания поверхности деталей контролируют с помощью радиоактивных изотопов, фотометрическим способом, а также способом, основанным на изменении интенсивности флуоресценции при облучении ультрафиолетовыми лучами обезжиренных и необезжиренных поверхностей.
Очистка химическим травлением и полированием основана на способности кислот и щелочей растворять окислы некоторых металлов. Время выдержки в растворе определяется состоянием поверхности и требованиями сохранения точности размеров деталей.
Во избежание перетравливания в травильный раствор добавляют ингибиторы (КС, «Уникод», МН, ПБ-5, «Антра»), которые замедляют растворение металла в кислотах, способствуют получению светлой повесхности Деталей и предохраняют металл от вредного действия выделяющегося при травлении водорода. Составы растворов и режимы работы ванн для химического травления различных металлов и сплавов приведены в табл. 9—20.
Составы и режимы работы ванн для подготовки кварца к химическому никелированию приведены в табл. 21.
Для операции травления используют сосуды и ванны из кислотоупорных материалов (например, керамики, фарфора, кварцевого стекла) и металлические сосуды и ванны, футерованные винипластом, резиной и т. п. Мелкие детали погружают в ванну в корзинах или лотках (рис. 5).
Наряду с поверхностным травлением в ряде случаев может быть использовано глубокое травление места пайки для создания шероховатой поверхности, что в несколько раз увеличивает площадь сцепления паяемого металла с припоем. Глубокое травление стали осуществляется 25—30 %-ны.м раствором соляной кислоты. Для коррозионно-стойких сталей, содержащих Сг и Мо, травление производится 10 %-ным водным раствором царской водки при 80 СС (такой раствор содержит примерно 3 % HNO-, 7 % НС1 и 90 % Н2О).
Удаление изоляции с проводников химическим путем. Для изоляционных покрытий некоторых типов термическое и механическое удаление малоэффективно. Такие покрытия снимают действием химического реагента. Учитывая химическую активность растворов, во избежание коррозии после химического удаления изоляции производят промывку в ванне или струей воды (см. табл. 1).
Электрохимическое травление. Для ускорения очистки поверхностей
208
Подготовка поверхности к пайке, сборка изделий
Рис. 5. Приспособления для травления мелких деталей
деталей от окислов и окалины применяют электрохимическое травление. Обрабатываемые детали помещают в качестве анода (анодное травление) или катода (катодное травление) в электролитическую ванну. Режимы и составы растворов для электрохимического травления приведены в табл. 22—24.
Травлением с применением ультразвука. При очистке деталей от окислов ультразвук применяют для ускорения процесса и снижения необходимой концентрации кислот. Ультразвуковая очистка деталей в 100 раз производительнее химического травления. В отличие от обезжиривания с помощью ультразвука здесь в качестве очищающей среды используют растворы кислот, предназначенные для растворения окислов металлов. При этом растворяющее действие кислот совмещается с механическими воздействиями кавитационных пузырьков, увеличивает скорость реакции и перемешивание жидкости, происходящее в ультразвуковых ваннах.
После обработки ультразвуком изделия необходимо промыть в чистой воде, а раствор очистить от примесей.
Комбинированное обезжиривание и травление. Для предварительной
очистки деталей от продуктов коррозии, окислов и жировых загрязнений применяют комбинированное обезжиривание и травление. Для антикоррозионной защиты при хранении изделий после химической обработки применяют пассивирование и сушку.
Составы и режимы работы ванн для комбинированной обработки стали и чугуна приведены в табл. 25.
Промывка деталей после химической очистки. При промывке деталей в воде недопустимо переносить химические реактивы из обезжиривающих ванн в травильные и наоборот.
Промывку выполняют погружением деталей в стальные ванны, наполненные холодной или горячей водой. Для лучшей промывки деталей применяют ванны с душевыми устройствами или специальные моечные машины с разбрызгивающим устройством. Детали можно промывать в проточной или дистиллированной воде, затем в ацетоне (хорошо поглощает остатки влаги) и окончательно сушить в сушильной камере.
Обеспечение сохранности поверхности. Поверхность деталей, подготовленная к пайке, может быть сохранена от окисления нанесением на нее флюсов-лаков (для изделий печатного
Очистка поверхности металлов под пайку
209
9. Составы и режимы работы ванн для химического травления углеродистых и коррозионно-стойких сталей, алюминия, серебра, золота, тантала и их сплавов
Компоненты Содержание, г/л Температура, °C Назначение, примечание
Серная кислота Соляная кислота Присадка КС Углерода 10 15 3 стые стали 30—40 Удаление окалины
Соляная кислота Азотн ая кислота Фосфорная кислота 190 90 50 50 — 60 Снятие легкого налета ржавчины
Серная кислота Присадка КС Хлористый натрин 150 2 4 18—60 Для сталей без окалины
Соляная кислота Ингибитор травления 50 18—25 Снятие окалины железа и стали. Быстродействующий, рекомендуется для полированной стали
Серная кислота Ингибитор травления 6,25 18 — 80 Для железа и стали. Дешевле предыдущего, но действует медленнее
Щавелевая кислота Перекись водорода Вода дистиллированная 8 * *2 16 160 *з 50 — 60 Для низкоуглеродистых сталей. Полировка в течение 60—180 о
К Серная кислота Соляная кислота оррозионно-стойкие ст 10 I 55—60 1 али Только для ослабления толстого слоя окалины; последующая обработка одним из приводимых ниже растворов
Соляная кислота Азотн ая кислота Ингибитор 25 5 20 °C или несколько выше Удаление окалины
Алюминий и его сплавы
Едкий натр 50—160 60—90
Едкий натр Углекислый натрий 20—35 20—30 40 — 60
Едкий натр 50—100 40
Фтористый натрий 30—50 Удаление окислов
Серебро
Азотн ая кислота | 66,~ *! | 18-25 |
Серная кислота 1 90-95 *х 18 — 25 |
Азотн ая кислота 1 10—5 *l 1
Золото и его сплавы
Сериая кислота | 12,5 •1 | 65 |
Тантал
Азотная кислота (плотность I 100 | 18—25
1.4)
*1 Объемные доли, %.
*2 Масса, г.
*г Объем, мл.
210
Подготовка поверхности к пайке, сборка изделий
10. Составы и режимы ванн для травления хромистых и хромоникелевых сталей, магния, титана, вольфрама, молибдена и их сплавов
Компоненты Содержание, г/л Температура, °C Время обработки, мин
Xромист Соляная кислота Азотная кислота Присадка КС ые стали 150—155 7 — 8 0,12 — 0,15 40—60 3—5
Соляная кислота 100—150 40—50 30—40
X ромоникел Серная кислота Соляная кислота евые стали 250—300 400—450 40—50 40—80
Соляная кислота Азотная кислота Присадка КС 500—550 70—80 1,8—2,2 40—50 3—5
Магний и Уксусная кислота Азотнокислый натрий его сплавы 175 50 20—25 0,5—1
Окись хрома Азотнокислый натрий Фтористый магний 180 30 0,25 75 — 85 0,5—2
Окись хрома 200 15—30 8—12
Титан и Азотная кислота Плавиковая кислота гго сплавы 80 20 •« 20—25 0,5
Соляная кислота Плавиковая кислота Вода 15 Ф1 5 « 80 ** 18—20 3 — 5
Молибден г. Селитра калиевая вольфрам Насыщенный раствор | 300—350 | 0.5—1,0
*' Объемные доли, %.
II. Режимы травления для удаления с поверхности сталей незначительного слоя окислов
Операция Среда Температура, °C Время обработки. МКН
Травление Кислотный раствор 18—25 1-3
Промывка Пооточная холодная вода
Обработка в антикоррозионном гаствоге Нитрит натрия 0,5
Промывка Проточная горячая вода 70—90 0,5
Сушка Горячий воздух 70—80 5— 10
Очистка поверхности металлов под пайку
211
12. Технологический процесс травления изделий из коррозионно-стойких сталей, чугуна, меди и ее сплавов
Операция Среда Содержание, г/л Температура, °C Время обр абот-кн, МИН
Коррозионно-стойкая сталь
Предварительное травление 1 Едкий натр Марганцевокислый калий 240 2 90 60—120
Промывка Проточная холодная вода — 18—20 1 — 2
Травление Азотная кислота Перекись водорода 900 45 18 — 20 10—20
Промывка Проточная холодная вода — 18 — 25 1 — 2
Травление Соляная кислота Хлористая медь 450 2 18 — 20 20—30
Промывка Проточная холодная вода — 18 — 20 1 — 2
Травление Азотная кислота 900 18—20 5
Промывка Проточная холодная вода — 18 — 20 1—3
Сушка Горячий воздух — 70—80 10—15
Травление *1 Чугун 1. Серная кислота Соляная кислота Присадка «Уникол» 180—200 120—140 3 — 5 25 — 30 1
2. Серная кислота Присадка «Уникол» 210—220 3—5 70—80 1
Промывка Проточная холодная вода 18 — 25 — 10—15 *г
Снятие травильного шлама Серная кислота Азотная кислота 75—ко 100— 110 18 — 25 О *2
Промывка Проточная холодная вода - 18 — 25 10—15 *г
Обработка в антикоррозионном растворе Нитрит натрия 50 — 80 18 — 25 2 — 3 *«
Сушка Горячий воздух - 1 70—83 | 3—5
212
Подготовка поверхности к пайке, сборка изделий
Продолжение табл. 12
Операция Среда Содержание, г/л Температура, °C Время обработки, мин
Медь и ее сплавы
Травление предварительное Азотн ая кислота Соляная кислота 100,0 10 18—25 2—3
Травление окончательное Серная кислота Азотная кислота Соляная кислота 100,0 100,0 10—20 18—25 2—3
Промывка Холодная проточная вода — 18—25 10—15
Нейтрализация Углекислый натрий 150 18 — 25 10—15
Промывка Проточная горячая вода — 70—90 10—15
Сушка Горячий воздух 80 — 90 60—120
** Травить в растворе 1 или 2.
*г В секундах.
13. Технологический процесс травления изделий из коррозионно-стойких, кислотоупорных, жаростойких и жаропрочных сталей
Компоненты и операции Содержание (объемные доли), % Температура, °C Время обработки, мин
Едкий натр Азотнокислый натрий 80 20 400—500 3 — 5
Промывка Проточная вода 18—25 1—2
Серная кислота Хлористый натрий 18 70—£0 5—10
Промывка Проточная вод- 18-25 1 — л
Азотная кислота 6 — 8 45—50 3 — 5
Промывка Проточная вода 18—25 1—2
Сушка Горячий воздух 70 — 80 10 — 15
Очистка поверхности металлов под пайку
213
14. Составы растворов и режимы дли травления никеля, меди и сплавов на их основе
Компоненты Содержание, мл Температура* °C Время, мин I (азиачение
Серная кислота Никел 230*' j и его сплавы 1 - 1 Никель
Калий двухромовокислый Соляная кислота Вода дистиллированная 120 *2 1000 1000 16 — 20 1—2 Матирование никеля
Уксусная кислота Вода дистиллированная 100 900 80—90 3—5 Никелевые
Надсернокислый аммоний Вода дистиллированная 100 *2 900 18—20 5 катоды
Уксусная кислота ледяная Азотная кислота Соляная кислота 700 300 300 75—80 15—30*“ Никель, ковар
Соляная кислота Вода дистиллированная 500 500 80—90 5 (до полной очистки от окалины) Ковар. Для получения блестящей поверхности
Азотная кислота Вода дистиллированная Соляная кислота 500 500 500 60 — 80 3 — 5
Азотная кислота Фтористоводородная кислота 33 *4 4 *4 65—75 — Инконель
Серная кислота Калий двухэомовокислый 25 *4 1,2 * & 1 — 0 — Нейзильбер
Серная кислота Вода 6 1000 18 — 20 10 Ножки с никель-платиновыми выводами
Аммиак водный Вода дистиллированная 100 900 2 — 3-кратное погружение Константан
Серная кислота Натрий двухромовокислый Медь 12.5*4 1 1— З*5 | и ее сплавы 18 — 80 | — 1 Удаление окалины
Хромовый ангидрид Серная кислота Вода дистиллированная 300 *2 50 950 18—20 2 — 3-кратное погружение Лату нь
214
Подготовка поверхности к пайке, сборка изделий
Продолжение табл. 14
Компоненты Содержание, мл Температура, °C Время, мин Назначение
Соляная кислота Калий фтористый Вода дистиллированная 100 5 *2 900 85—90 4—6 Бронза бериллиевая. Только для снятия окалины
Серная кислота Азотная кислота 20—30 *4 70—80 — Сплавы с содержанием меди менее 85 %. Только для ослабленного слоя окалины
Соляная кислота Вода дистиллированная 500 500 85 — 90 3 Медные блоки, изготовленные электроискровым способом
Ацетон — 18—20 По 40 с каждой стороны С применением ультразвука, частота 20 кГц
Ортофосфорная кислота Уксусная кислота Азотная кислота Тиомочевина 550 350 100 0,2 *2 2 — 8 Полировка
** Содержание, г/л.
* 2 Масса, г.
* 3 Время, с.
* 4 Объемные доли, %. Массовые доли, %.
15. Составы ванн
для химического травления меди и ее сплавов (температура ванн 20 СС)
Составы ванн Составы ванн
Компоненты 1 2 3 Компоненты
Азотная 1000 1000 20 Хлористый 15 —
кислота, см3 натрий, г
Серная 1000 5000 80 Сажа ламповая, г 10 — —
кислота, cms Вода, см3 — 200
Соляная кислота, см3 10 Хромовый ангидрид, г — — 60
Очистка поверхности металлов под пайку
215
16. Технологический процесс травления деталей из алюминия и его сплавов
Операция Среда Температу-тура, °C • Время обработки, с
Травление Едкий натр 70 — 80 10 — 15
Промывка Проточная холодная вода 18—25 10—15
Осветление Азотная кислота Серная кислота 18—25 5 — 10
Промывка Проточная холодная вода 18 — 25 10—25
Промывка Проточная горячая вода 70 — 80 10—15
Сушка Горячий воздух 80 — 90 5—10
Примечания. 1. Окалину, появившуюся после термообработки, с алюминия удаляют раствором 1 %-ной HF и I %-ной HNO3 (объемные доли); с дюралюминия — раствором I %-ного NaF (массовые доли) и 6.25 %-ного H,SO4.
2. Для осветления сплавов алюминий — кремний применяют раствор состава: 900 г/л азотной кислоты и 30 г/л плавиковой кислоты. Для чистого алюминия и его сплавов используют раствор состава: 100 г/л хромового ангидрида и 15 г/л серной кислоты.
17. Состав ванн для травления олова, свинца, цинка, кадмия и их сплавов
Компоненты Содержание, % Назн ачение
Азотная кислота 50—100 Олово, цинк, свинец, кадмий
Едкий натр Соляная кислота 50—60 40— 00 Цинк
Серная кислота 30— 00 Г л же
Едкий натр 400—600 г,-л Сплавы цинка
18. Технологический процесс травления титана и его сплавов
Операция Компоненты Содержание, % Температура, °C Время обработки
Шлифование — — До удаления естественной окисной пленки
Травление Азотная кислота Плавиковая кислота 80 20 18—30 До выделения красного дыма
Промывка Дистиллированная вода 18—20
Травление Двухромовокислый натрий Плавиковая кислота 50 50 7 —80 2С м ан
Промывка Проточная вода 18 — 20 ।
216
Подготовка поверхности к пайке, сборка изделий
19, Технологический процесс очистки поверхности бериллия
Операция Компоненты Температура, °C Время обработки, мин
Промывка Дистиллированная вода 18 — 20 5—10
Травление Азотная кислота (70 %-ная) 18 — 20 1
Промывка Проточная вода 18 — 20 5—10
Травление Сернокислый аммоний (10 %-ный) 18 — 20 0,5
Промывка Проточная вода 18—20 5 — 10
20. Составы травильных паст
Компоненты Содержание, % Компоненты Содержание, %
Бисульфат натрия Кремнефтористый магний Инфузорная земля 30 5 65 Соляная кислота Инфузорная земля 40 20
Фосфорная кислота Инфузорная земля 20 20
Соляная кислота Глинозем Хлорид меди 2 90
Примечание Воду добавляют до требуемой консистенции
21. Составы и режимы ванн для подготовки кварца к химическому никелированию
№ операции Компоненты 1Г/.1 'эипвж । -datf(r) Время выдержки. мин
1 Фтористоводородная кислота Фтористый аммоний 38 12 1-2
2 Хлористое олово Соляная кислота 10 45 1—2
3 Хлористый палладий 0,1 — 0.5 сз
Гипосульфат натрия 30 2-3
монтажа) или полимерной пленки, которая при нагреве перед пайкой разлагается без остатка (это полимеры ксилол, толуол, сополимер формальдегида с диоксаланом).
Контроль качества подготовки поверхности. Для оценки качества подготовки поверхности к пайке может быть использована методика изучения релаксационных явлений при смачивании паяемой поверхности жидкостью Время релаксации и краевой угол смачивания позволяют количественно оценить качество подготовки поверх мости
В технологии микреэлектроник! повышаются требования к чистоте поверхности и стабильности ее состояния Разработан прибор, позволяющий быстро проводить бесконтактные неразрушающие измерения контактной разности потенциалов (КРП) в массовом производстве. Время одного измерения не более 1 мин. Измерение КРП
Очистка поверхности металлов под пайку
217
22. Составы электролита я режимы для электрохимического травления при 20 °C
Температура электролита 45-70
Для стали
218
Подготовка поверхности к панке, сборка изделий
23, Составы электролитов и режимы травления углеродистой стали
Компоненты Содержание, г/л Температура, °C Плотность тока, А/дм2 Время обработки, мин Назначение
Анодное травление
Серная кислота Сернокислое железо Хлористый натрий 10-20 200—300 30 — 50 18—20 5 — 10 15—30 Для деталей, покрытых окалиной
Хлористое железо Соляная кислота 30 — 50 30-50 40 — 50 5-10 0,5 Для деталей с опе“ скоструенными поверхностями
Хлористый натрий Хлористое железо Соляная кислота 50 150 10 20 — 50 5-10 10 — 15 Для деталей, имеющих небольшую окалину
Соляная кислота Плавиковая кислота 350 0,5 30—40 5—10 1—8 Для деталей из сплавов железа с кремнием
Серная кислота 100 — 150 Катодное 40 — 50 травление 3 — 10 *’ 10 — 15 —.
Серная кислота Соляная кислота Хлористый натрий 50 30 20 60-70 8—10*2 10—15 —
*’ Анод — свинец или его сплавы с сурьмой.
*2 Анод — кремнистый чугун (20—24 % Si) или сплав свинца с сурьмой (10 — 15 % Sb)
24. (.оставы электролитов и режимы травления легированной стали
Компоненты Содержание, Г/ л Температура. °C Плоти ость тока, А дм2 Время обработки, мин
Серная кислота Едкий натр Серная кислота Анодное г 50 500 80 — 100 правление 60—70 150 40 — 50 20—30 10 20 — 30 10-15 10 5—10
Травление переменным током {напряжена Серная кислота ' 35 —40 1 15—20 Азотная кислота 25 — 30 е 15—20 В) 6-° 5—10
Очистка поверхности металлов под пайку
219
25. Составы и режимы работы ванн для комбинированной обработки стали и чугуна
Компоненты Содержав не, г/л Температура ванны, °C Время обработки, мин
Ст Ортофосфорная кислота Эмульгатор ОП-7 или ОП-Ю Т иомочевина л ь 100-300 3—5 3-5 60 — 70 —
Снятие шлама: хромовый ангидрид ортофосфорная кислота 200 50 80—90 *
Чуг Серная кислота Соляная кислота Эмульгатор ОП-7 ir« 100 50 5 50 5 — 15
Пассивирование чугуна после травления: нитрит натрия углекислый натрий 15-20 2-3 18—25 3 — 5
выполняется ионизационным методом с применением источника а-излуче-ния. Этот способ дает возможность проводить количественную оценку загрязненности поверхностей.
Окисление поверхности. Для обеспечения смачивания и паяемости низкокобальтовых твердых сплавов групп WC—Со и WC—TiC—Со [7] нагрев деталей производится при 800 с С в течение 10—30 мин в зависимости от объема печи, подсоса воздуха, массы садки и состава твердого сплава. После охлаждения на воздухе окисная пленка на поверхности пластин должна иметь бурый цвет и толщину 0,3— 0,4 мм.
Снятие окисной пленки бурого цвета с поверхности деталей ппоисходит во вращающемся барабане из коррозионно-стойкой стали. Насыпной ' объем составляет (объемные доли) пластин твердого сплава—50 %, речного песка — 25 % , древесных опилок — 15 %, раствор каустической соды.
Очистка поверхности твердосплавных пластин производится промывкой в горячей воде с последующей сушкой горячим воздухом.
Подготовка к пайке стекла н металла. Стеклянные заготовки имеют, как
правило, форму цилиндра или диска. Спаиваемые кромки должны быть выровнены и обработаны с целью удаления неровностей и мелких трещин. Это достигается шлифованием на чугунном диске с абразивным порошком. Все загрязнения после шлифования удаляются промывкой трубок в теплой подкисленной воде, затем в проточной воде с последующей сушкой в термостате. При наличии жировых и других трудно смываемых загрязнений стекло промывают в подогретой хромовой кислоте (Н2СгО4). В массовом производстве вместо шлифования торна стеклянной трубки производят сплавление кромок на станках для обработки стекла.
У металлической детали измеряется КТР и производится дефектоскопия с применением одного из существующих способов. Металлургические дефекты проволоки и прутков выявляются методом вихревых токов или с помощью ультразвука. Медь, предназначенная для изготовления паяных соединений, должна быть проверена на содержание фосфора и серы, растворенной закиси меди (кислородосодержащая медь) и на количество адсорбированных газов. Повышенное
220
Подготовка поверхности к пайке, сборка изделий
содержание фосфора и серы приводит к разрыхлению пленки окиси на поверхности металла и к ослаблению ее адгезии к меди.
Практически (исключая химический анализ) пригодность меди определяется следующей пробой: образец после очистки п травления нагревается на воздухе до 880 °C и выдерживается при этой температуре около 5 мин, после чего сразу опускается в холодную воду. Образование плотной матово-черной окисной пленки свидетельствует о пригодности меди к пайке. Образование же рыхлой, шелушащейся пленки с трещинами свидетельствует о неудовлетворительном состоянии меди. Определить наличие кислорода в меди можно путем ее нагрева в водородной печи до 900 °C и последующей деформацией. При наличии кислорода образец меди легко разрушается. Медь, содержащая большое количество газов, предварительно обезгаживается в водороде или вакууме (при температуре около 900 °C) в течение 10— 15 мин.
Поверхность металла, спаиваемая со стеклом, должна быть обработана до шероховатости Rz‘2Q. Для обеспечения требуемой шероховатости поверхности целесообразно применять электролитическое или химическое полирование деталей. После механической обработки металлические детали химически обрабатываются обезжириванием и травлением.
Обязательной операцией подготовки всех специальных сплавов к пайке является отжиг в водороде или вакууме для предотвращения пористости в месте спая. Например, ковар отжигают при температуре 1050—1150 °C в течение 20—30 мин в водороде или вакку.ме
Для обеспечения спаивания металла со стеклом в большинстве случаев необходимо окисление поверхности металла Оптимальную толщину окисной пленки на металле определяют по цвету спая, а он зависит от химического состава окисной пленки Так, молибденовые спаи характеризуются светло-коричневым цветом, спаи вы-сокохромнстой стали — зеленым спаи ковара — серым и т. д.
Для предотвращения переокисления металлов (особенно при изготовлении
крупных и сложных спаев) детали предварительно покрывают слоем стеклянной пасты, изготовленной из порошкообразного стекла того же состава со связующим (ацетон, метиловый спирт). После просушивания паста оплавляется в сплошной слой предварительным нагревом в печи или при спаивании. Таким путем происходит эмалирование металлической поверхности.
Аналогичную функцию выполняют пленка борнокислых солей на поверхности меди, окисленной до закиси меди (Си2О). Предварительно обезжиренная, протравленная и окисленная медь (нагрев до 320—350 °C с медленным охлаждением), подготовленная к спаиванию, смачивается нагретым до 70 °C 12 %-ным водным раствором буры в муфельной печи и нагревается до температуры 700 °C в течение 3—10 мин ( в зависимости от размеров детали). Обработанная таким образом деталь покрыта слоем Сп2О и стекловидным слоем оплавленной буры. Этот слой предохраняет медь от переокисления и обеспечивает хорошее смачивание поверхности расплавленным стеклом. Для предотвоа-щения переокисления металла (молибдена, вольфрама) применяют электролитическое его покрытие другими металлами, имеющими высокую адгезию к стеклу (например, хромирование), или термодиффузионное хромирование.
Термодиффузионное хромирование осуществляется в смеси порошков хрома и окиси алюминия. Нагрев деталей производится в защитной атмосфере при 1100—1300 °C в течение 3—4 ч Чем больше температура и время выдержки, тем толще слой насыщенный хромом Теомодифф\-зионное хромирование можно производить в газовой среде или соляной ванне Возможно насыщение и дрх -гими металлами (например,кремнием -силицирование, золотом, серебром) Так как серебро при высоких температурах плохо защищает от окисления, его покрывают слоем индия или золота
Гальванические покрытия на паяемых металлических деталях изменяют их ТКДР пропорционально ТКДР металла покрытия и его толщине
Предварительное нанесение металлических покрытий
221
Еще одним способом предотвращения переокисления металла является спаивание металла со стеклом в защитном газе (в среде азота, углекислого газа, аргона, гелия, формиргаза, диссоции-рованного аммиака или водорода).
Предварительное нанесение металлических покрытий
Металлические покрытия наносят на поверхность деталей с целью:
облегчения процесса пайки трудно-паяемых металлов (технологические покрытия);
предотвращения нежелательного взаимодействия припоя и паяемого металла (барьерные покрытия);
облегчения процесса пайки, при этом наносят припои;
достижения необходимой пористости поверхности паяемого металла (в случае необходимости получения вакуумно-плотного соединения);
обеспечения пайки неметаллических материалов (керамики, графита и др.).
Способы нанесения покрытий. Покрытие, нанесенное на места пайки, должно прочно сцепляться с паяемым материалом. Во время последующих нагревов в процессе неизбежной технологической обработки нанесенные покрытия не должны вздуваться и отслаиваться.
При пайке некоторых металлов и сплавов, покрытых устойчивыми окисными пленками, обычно применяемые способы удаления этих пленок (флюсование, применение восстановительных и нейтральных газовых сред и т. п.) могут оказаться недостаточными. К таким металлам относятся алюминий, алюминиевая бронза, высоколегированные стали, чугун и др. В этих случаях для успешного затекания припоя в зазор применяют предварительное покрытие поверхности паяемых деталей припоем или металлом на которых при пайке образуются менее стойкие и, следовательно, легче паяемые окислы металла или сплава. Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово—свинец, олово— цинк и олово—медь Способы нанесения металлических покрытий на поверхности деталей приведены на рис. 6.
Рис. 6. Виды покрытий и способы их нанесения
Наиболее широко применяют лужение изделий натиранием и погружением. В некоторых случаях рекомендуется метод реактивного лужения.
Горячее покрытие погружением изделий в жидкий припой можно производить через слой расплавленного флюса или окунанием в жидкий флюс, а затем в ванну с расплавленным припоем (рис. 7). Излишки незастывшего
Рис. 7. Лужение погружением:
I — тигель; ? — расплавленный припой; 3 — детали. подвергающиеся лужен к ;о
припоя удаляют вибрацией обдувкой сжатым воздухом, цеьтоифугировани-ем, механической вращающейся щеткой (1400 обмин), имеющей поступательное движение (скорость 2—3 м/с) или погружением в ванну с флюсом.
Для получения качественного лужения необходимо обеспечивать удаление окислов с поверхности лудильной ванны, для этого на поверхности ванны создают защитный слой флюса или графитового порошка, которые надо периодически возобновлять. Схе
222
Подготовка поверхности к пайке, сборка изделий
ма лужения трубок радиатора показана на рис. 8. Чтобы припой в процессе лужения не попадал внутрь трубок, последние перед подачей под приемные ролики заглушают.
Рис. 8. Схема лужения трубок радиатора:
J — волна припоя. 2 — трубка радиатора; 3 — насос; 4 — ванна с припоем;
5 — сжатый воздух
Для лужения относительно небольших деталей, не имеющих внутренних полостей, пользуются лужением через слой флюса в специальных ваннах (рис. 9) Скорость погружения
Рис. 9. Конструкция ванны для лужения через слой флюса
должна быть такой, чтобы деталь, прохгдя флюс, могла нагреваться до температуры, при которой не происходит разбрызгивания олова Температура в ванне должна быть постоянной. так как ее повышение приводит к увеличению угара припоя и снижению качества лужения, а понижение затрудняет условия лужения и увеличивает расход припоя за счет наплывов на луженой поверхности.
Толщина покрытия влияет на паяе-мость луженых изделий Покрытие толщиной менее 2,5 мкм будет иметь удовлетворительную пая ем ость, если пайка производится немедленно после
обработки поверхности. Считается, что примерно такая же толщина покрытия достаточна для пайки при небольшом сроке хранения. При продолжительном хранении толщину покрытия берут до 30 мкм.
Гальванические покрытия наносят в стационарных ваннах, в конвейерных установках или во вращающихся барабанах. Этот метод применим для всех сталей, медных сплавов, никелевых сплавов, для цинковых отливок под давлением и алюминия. Для покрытий применяют не только чистые металлы, но и их сплавы: Sn—Си, Sn—Zn, Sn—Cd, Sn—Ni и др. Лужение с помощью ультразвука можно производить паяльником или погружением в ванну с припоем (рис. 10).
Рис. 10. Схема лужения с применением ультразвука:
а — при работе паяльником, б — при работе в ванне (/ — алюминиевая деталь; 2 — окисная пленка; 3 — жидкий припой; 4 — частички окисной пленки: 5 — электронагревательная обмотка; 6 — вибратор; 7 — обмотка возбуждения вибратора; 8 — генератор ультразвука
Р — ванна)
Шоопврование может быть применено для металлизации поверхности как чистыми металлами, так и их сплавами. Недостаток этого метода состоит в том, что при переносе капель жидкого сплава на металлизируемую поверхность капли могут сильно окисляться Вследствие окисления нанесенный слой представляет собой смесь металла и относительно большого количества (до 30 %) его окислов.
Предварительное нанесение металличееких покрытий
223
Этот способ более эффективен при применении самофлюсующих припоев.
Метод электроискрового нанесения металлов и сплавов малопроизводителен и позволяет, получать слои толщиной не более 5—10 мкм.
Электролитический способ лужения имеет преимущества перед лужением горячим способом: создается возможность механизации работ, уменьшается расход припоя, обеспечивается более равномерная и более чистая поверхность покрытия.
Однако электролитический способ лужения имеет и свои недостатки. К их числу относятся неустойчивость гальванических покрытий в органических кислотах: малая сопротивляемость покрытий при низких температурах (например, переход в серое олово — «оловянная чума»); затрудненность лужения в местах соединения отдельных деталей; необходимость больших площадей производственных помещений.
При работе лудильных ванн припой загрязняется железом и кислотой, что приводит к образованию тяжелого (железистого) олова. Тяжелое олово не позволяет получить равномерное и чистое покрытие: на поверхности изделия появляются наплывы, которые приводят к перерасходу припоя. Для улучшения качества лужения и экономного расходования припоя необходима регулярная очистка ванны привоя от железистого олова толченой серой. Количество серы берут из расчета 50—60 °о массы железа в припое, к Процесс рафинирования ведтт в течение 20—60 мин в зависимости от содержания железа в припое. Как только образуются сульфиды железа (Fe2S3), всплывающие на поверхность ври поя, вводят порошкообразную смесь канифоли и древесного угля в соотношении 1:3 в общем количестве 70 % массы введенной серы После этого сплав нагревают до тем-мер ату ры 300—400 СС и перемешивают До образования на поверхности сухого Ворошка черного цвета Очищенную •оверхность ванны покрывают древесными опилками слоем 3—4 мм и Сплав перемешивают. Опилки способствуют выгоранию серы и предотвращают образование сернистого олова.
Некоторые детали электровакуумных приборов изготовляют из металлов и сплавов, выплавленных в окислительной среде, чаще всего на воздухе. Такие металлы и сплавы имеют большое число дефектов, снижающих их вакуумную плотность. В первую очередь это относится к железу, ковару, коррозионно-стойким сталям. В прутках этих материалов много волосовин и микроскопических трещин. Изготовленные из них детали, ограждающие вакуумную полость прибора, могут служить причиной натекания воздуха в прибор, поэтому их необходимо предварительно наплавлять медью. Толщина наплавленного слоя меди в готовой детали составляет 0,5—1 мм. Наплавление медного покрытия обычно производится в атмосфере водорода, в среде азота (процесс требует более тщательной подготовки поверхности) и в вакууме (около Ю-1—10 2 Па), с нагревом ТВЧ под кварцевым колпаком. Этот способ имеет преимущества перед другими.
Для осуществления пайки металлов с неметаллическими материалами (стеклом, керамикой и др.) на поверхность последних наносят металлизационный слой вжиганием. Для этого неметаллическую поверхность покрывают пастой (платиносеребряной или молибде-но-марганцевой), которую вжигают в атмосфере влажного водорода при температуре 1200—1300 °C. При этом поверхность покрывается слоем металла. например, молибдена. Для улучшения смачивания в дальнейшем поверхность можно никелировать.
Нанесение покрытия может быть произведено совместной прокаткой паяемого металла и металла-покрытия (плакировка» Толщина покрытия при этом значительна — около 0,1 мм. Способности плакированной детали к пайке определяется ТКЛР плакирующего материала. Пайка получается качественной при соотношении ТКЛР паяемого и плакирующего материалов больше 60 %.
Высокое качество покрытий обеспечивается нанесением металлов в вакууме в результате их испарения (термовакуумный способ). Этот метод дает возможность получать равномер
224
Подготовка поверхности к пайке, сборка изделий
ные покрытия малых толщин (2— 100 мкм) в условиях, обеспечивающих отсутствие окисления паяемого металла и металла покрытия.
Получение наиболее надежных покрытий обеспечивается при нанесении их в тлеющем разряде в ионизированном состоянии. При этом возможно равномерное покрытие всей поверхности детали. Обработка покрываемой поверхности быстрыми частицами нейтрального газа в той же камере непосредственно перед нанесением покрытий обеспечивает удаление окислов с покрываемой поверхности. Покрытие наносится в электрическом поле при разности потенциалов до 10 кВ, что способствует надежному сцеплению покрытия с паяемым материалом. Эта особенность метода позволяет получать надежные покрытия практически на любом материале (спе-ченом материале, ситалле, магниевых сплавах и т. п.).
Контроль качества покрытий. Требования, предъявляемые к качеству покрытий, определяются назначением последних.
Различают следующие виды контроля- визуальный контроль изделий после покрытия (цвет, блеск, шероховатость поверхности); определение пористости и толщины слоя покрытий; испытание на коррозионную стойкость; определение механических и физических свойств покрытий (пластичности, стойкости к высоким температурам и др.).
Опенку качества покрытий производят по внешнему виду (осмотр невооруженным глазом) па основании сравнения с эталонами и по результатам лабораторных методов испытания на основании требований к покрытиям, установленным техническими условиями.
Сцепляемость покрытия с паяемым металлом испытывается для листового материала загибом на угол 90s или 180s до поломки образна, для проволоки — навивкой образца вокруг стержня того же или большего диаметра в зависимости от диаметра и назначения проволоки 8о всех случаях испытаний на сцепляемость не должно быть трещин и отслаивания покрытия
Коррозионную стойкость покрытий определяют методом ускоренных испытаний в искусственно создаваемых коррозионных средах и по данным поведения покрытий в естественных условиях их эксплуатации. Средой для искусственных испытаний могут быть туман раствора поваренной соли, созданный в специальной камере, или атмосфере агрессивного газа, соответствующего условиям эксплуатации изделия, и др.
Предотвращение растекания припоя. В практике пайки часто требуется ограничить растекание припоя по поверхности паяемого металла. Для ограничения растекания применяют следующие меры.
1. Нанесение покрытий на поверхность паяемого материала. Для этого используют составы (масс, ч.): 1) глиноземная пх’Дра—1, окислы металлов (Si, Ti, Ge, Zr, Sn, Ce, Hf, Pb, Th)—1, разбавитель (растворитель или связка) — 10; 2) паста из мела, глины, графита или известковый раствор; 3) порошок А12О3 — 15—20; ацетон — 90—100; отходы органического стекла— 0,9—1,1; 4) бихромат калия — 5—50; 5) сернокислый магний — 1 — 30 (температура 40—80 °C); 6) MgO— 3,0—5,5; углекислый магний — 0,25— 0,5; дистиллированная вода — остальное; 7) раствор хромовой кислоты, 8) хромирование поверхности; 9) крем-нийорганическая жидкость — 80—S9, порошок алюминия — 1—20 и пропеллент — смесь фреонов в соотношении с кремнийорганической жидкостью и порошком алюминия 1 3 и 2 : 3 соответственно; 10) нитроцеллюлоза — 2,5—3,5; амилацетат и диэтилоксалат — остальное (применяются при пайке в инертной атм< -сфере, в вакууме и газопламенным способом); 11) раствор полиметилфе нилсилоксановой смолы в толуоле — 35—60, уротропин — 0,4—0,6, сме^ фреонов — остальное; 12) композиционные огнеупорные покрытия порошков ла основе А12О:?, SiO2, ZrOi; MgO и других высокотемпературных окислов, карбидов, нитридов с применением газопламенного, плазменного, стержневого и детонационных способов нанесения покрытий; 13) оксидирование поверхности и т. д
Сборка под пайку и нанесение припоя
225
2. Применение защитных средств ври пайке изделий печатного монтажа: лаковые защитные маски в виде пленки эпоксидного или другого теплостойкого лака; съемные защитные маски многократного применения, выполняемые из теплостойкой резины или эластичных пластиков; бумажные защитные маски разового применения, изготавливаемые из бумажной ленты, проклеенной с одной стороны, или из непроклеенной бумаги.
3. Механическим путем: созданием полированной поверхности; нанесением канавок на пути течения припоя (в канавку может быть установлен поясок из сплетенной тонкой проволоки, материал которой хорошо смачивается припоем).
4. Регулирование режима пайки или выбор состава среды. Достигается ограничением продолжительности процесса пайки. Возможно также уменьшение содержания активного компонента в контролируемой среде.
5. Уменьшение количества припоя или использование в качестве него металлов, плохо смачивающих паяемый металл (для меди это сплавы, содержащие хром, алюминий, ванадий).
Сборка под пайку и нанесение припоя
Способ сборки узлов для пайки имеет большое значение, если учесть, что пайку применяют для повышения
Рис. 11. Примеры соединения деталей при пайке:
а •— запрессовка штыря (дополнительного крепления не требуется); б — запрессовка штыря с прорезями или выступами (дополнительного крепления не требуется); в — коническими штифтами /; г — клиньями 1 из слюды или фарфора, запрессованными в пазы фрезы; д — кернением; е — разгибом; ж — штифтом; — развальцовкой; и — сваркой; к — чеканкой; л — заклепкой; м — выдавливанием материала, н — винтом; о — дополнительное крепление не требуется; п — резьбовое соединение (дополнительное крепление не требуется)
8 П/р И. Е Петрунина
226
Подготовка поверхности к пайке, сборка изделий
качества или снижения стоимости продукции. Способ сборки предусматривают в период конструирования узла. Наиболее экономична сборка в тех случаях, когда взаимное расположение деталей обеспечивается их конструкцией, а припой наносится заранее независимо от метода пайки. Примеры сборки деталей приведены на рис. 11.
Для крепления деталей перед пайкой возможно применение огнеупорной массы состава (массовые доли), %; глина огнеупорная — 20; кварцевый песок (зернистостью 1—0—12) — 48; жидкое стекло — 32 %.
При конструировании паяных соединений металла со стеклом имеется ряд общих закономерностей, которые следует учитывать при изготовлении этого типа соединений. Стеклянная часть спая должна иметь плавные переходы от одного изделия к другому. При этом граница спая должна представлять собой однообразную геометрическую поверхность; цилиндр, конус, плоскость, тор (в качестве исключения существуют лезвийные спаи).
Выбор конструкции спая определяется спаиваемыми материалами, условиями их эксплуатации и технологичностью конструкция.
Приспособления для пайки
В тех случаях, когда ни один из приведенных выше способов фиксации деталей (см рис 11) не может быть применен, используют вспомогательные приспособления. Это приводит к снижению производительности печей, так как при пайке расходуется тепло на нагревание приспособлений, и к значительным затратам, связанным с изготовлением и эксплуатацией приспособлений
Применение приспособлений позволяет повысить производительность труда, обеспечить заданную геометрию паяемой детали, локализовать нагрев ее поверхности и т. п. Это особенно выгодно при массовом производстве, так. как отпадают операции по зачистке и дополнительной механической обработке деталей после пайки.
Правила конструирования приспособлений и требования, предъявляемые к ним, следующие:
масса и площадь контакта приспособления с изделием должны быть минимальными;
конструкция приспособления не Должна препятствовать быстрому и равномерному нагреву изделия и вызывать его деформацию (за исключением экранов и холодильников); должна обеспечивать свободную циркуляцию газов в полости паяемого узла или их быструю откачку при пайке в вакууме;
удобное расположение припоя и наблюдение за его расплавле-н нем;
изменения размеров детален приспособления и изделия при нагреве и охлаждении должны согласовываться Это достигается или подбором материалов с соответствующими ТКЛР, применением легко деформируемых деталей приспособления, или же обеспечением свободного перемещения изделия внутри приспособления;
шероховатость поверхности у разъемных соединений приспособления не ниже А’аО.бЗ, v точных баз — не ниже Ra 0,32—0.16;'
все переходные кромки, ограничивающие точные базы или поверхности разъемных соединений, должны иметь плавные скругления максимально допустимого радиуса;
сопряжения деталей приспособления с паяемыми узлами и между собой должны иметь посадки с гарантированными зазорами (ходовые, широкоходовые);
необходимо обеспечить несмачивае-мость материала приспособления жидким прив ем;
материалы деталей приспособления должны хорошо обрабатываться и обладать термостойкостью и необходимой механической прочностью при температуре пайки;
при конструировании приспособлений для индукционной пайки необходимо, чтобы в поле индукционной катушки попадало только паяемое соединение, исключая все другие материалы. Для такой пайки применяют приспособления, выполненные из фарфора, слюды, керамики или асбеста.
Приспособления для пайки
227
Эти требования ограничивают выбор пригодных материалов сравнительно немногими сплавами, металлами и керамиками. Для элементов оснастки используют следующие материалы: стали марок 12Х18Н10Т, 36Х18Н25С2, сталь 45, 20X13, нихром, молибден, никель, тантал, ковар, керамику различных марок, асбест, графиты.
ТКЛР в широком диапазоне температур некоторых материалов даны на рис. 12.
Сталь 12Х18Н10Т при нагреве в атмосфере, содержащей незначительное количество кислорода (не более 0,005 %) или паров воды (точка росы выше — 30 °C), покрывается плотной и стойкой пленкой окислов, которая плохо смачивается жидкими припоями. Эта сталь имеет ТКЛР, близкий к меди, что позволяет делать из нее точные приспособления.
Перспективна для изготовления приспособлений сталь 20Х23Н13, у которой при температуре выше 500 сС ТКЛР больше, чем у меди. Сталь 45 может быть использована для различных деталей приспособлений. В тех случаях, когда приспособление должно быть предохранено от припаивания, его поверхность хромируют с последующим окислением.
Нихром при нагреве покрывается стойкой пленкой окиси хрома. Его используют в основном в виде ленты и проволоки.
Молибден применяют главным образом благодаря низкому ТКЛР и достаточной прочности при высоких температурах. В тех же целях используется сплав 29НК. Для предохранения от припаивания молибден иногда хромируют, при этом его сцепление с покрытием непрочное, поэтому оно быстро отслаивается.
Керамика может выдерживать любую атмосферу печи без окисления и раскрошивамия, не смачивается припоями не склонна к спеканию Недостатками керамических материалов является их склонность к растрескиванию при термоударах и трудность механической обработки.
Асбест является очень непрочным Материалом, сильно загрязняет камеру печи, поэтому как материал для изготовления приспособлений не пригоден.
8*
Рис. 12. ТКЛР для наиболее употребительных металлов и сплавов электровакуумного производства
Приспособления из графитовых и угольных пластин не подвергаются короблению, эти материалы ле1 ко обрабатываются. Однако при пайке стальных деталей возможно их науглероживание, в результате чего резко падает температура плавления стали и отдельные участки деталей оплавляются. Процесс науглероживания идет особенно интенсивно при пайке в вакууме. Науглероживание исключается, если на поверхность графита или угля положить тонкую асбестовую прокладку.
В качестве изолирующего материала используют силицированный графит объемного силицирования, обладающий термостойкостью до 2500 СС. В сыром виде (до силицирования) графиту можно придать любую форму Так, из графита ПГ-50 обычно изготовляют мелкие детали приспособлении, для крупных деталей может быть применен графит ПРОГ-2400
228
Подготовка поверхности к пайке, сборка изделий
Рис. 13. Приспособление для пайки в виде штыря
Детали приспособлений, изготовленные из графита, подвергают силицированию в высокотемпературных печах сопротивления или в индукционных печах при 1700—2100 °C в атмосфере чистого азота с максимально допустимой примесью кислорода 0,3—
Рис. 14. Универсальная подставка для колпаковой водородной печи:
5 — отверстия для циркуляции газов;
В —» отверстия-гнезда для установки ножек приспособлений
0,5 %, Практика показала, что применение силицированного графита вполне оправдано.
Благодаря высокой термостойкости, а также отсутствию газообразования при нагревании до 1100 °C, силицированный графит можно считать наиболее подходящим материалом для приспособлений.
Детали из фарфора при температуре нагрева до 1100 °C выдерживают всего лишь две-три пайки, затем их поверхность остекляется, нарушая геометрию и размеры.
Конструкция приспособлений для пайки определяется формой паяемых деталей. При пайке мелких деталей при мелкосерийном производстве можно рекомендовать приспособление в виде штыря (рис. 13).
Одним из элементов приспособлений для панки являются подставки. На рис. 14 изображена многоместная подставка для печей, имеющих большую высоту рабочей зоны. Для предотвращения коробления полок подставки снабжены опорными дисками.
Подставка для пайки неустойчивых изделий показана на рис. 15. В увеличенном масштабе показаны возможные виды сопряжения изделий и стойки подставки. На рис. 15, а приведен случай, когда остаются замкнутыми объемы /1 и Б, что может приводить к окислению деталей. На рис. 15, б и в
Рис. 15, Подставка для неустойчивых изделий:
1 — изделие; 2 — стойка, <3 — диск, 4 — штырь для установки в гнезда подставки, 171 и п± — места пайки
Приспособления для пайки
229
Рис. 16. Многоместная подставка для пайки простых узлов:
1 — изделие; 2 — опорная стойка; 3 — фланец; 4 — ручка для удобства установки и вынимания подставки, /7Х и /7; — места пайки
показан случай, когда эти объемы легко продуваются через отверстия или шлиц.
Многоместная подставка для пайки простых узлов изображена на рис. 16. Такая подставка позволяет расположить на ней детали в процессе сборки, транспортировать в универсальной таре, быстро устанавливать изделия в печь и извлекать из нее.
При пайке в соляных ваннах применяют приспособления, позволяющие производить одновременную пайку нескольких деталей (рис. 17).
Графитовая оправка для припаивания сильфона из бериллиевой бронзы к арматуре (рис. 18) позволяет нагревать арматуру до температуры пайки, в то время как сильфон, кроме непосредственно примыкающего к арматуре гофра, нагревается до гораздо меньшей температуры.
Закрепляющие или сжимающие приспособления (или грузы) широко используют для взаимной фиксации деталей при сбойке и в процессе пайки, Примеры применения простейших приспособлении. сжимающих детали по торцам, показаны на рас. 19.
Часто оправка должна обеспечивать не только сжатие паяемых но и большую точность их взаимного расположения В качестве примера на рис. 20 показана оправка для впаи
вания керамической втулки в полюсной наконечник на определенной высоте. Оправка для пайки двух цилиндрических полых деталей, достаточно жестких в направлении давления сжатия, показана на рис. 21. В этом случае сжатие деталей создается обычной резьбой. Материал таких оправок должен иметь ТКЛР, равный или близкий к ТКЛР материала паяемых деталей.
Иногда необходимое при пайке сжатие паяемых деталей обеспечивается за счет разности в ТКЛР материалов оправки и паяемого узла. Так, если паяют детали из коррозионно-стойкой стали, то центральный стержень оправки может быть изготовлен из молибдена. Когда детали паяют по торцовым поверхностям, то для этих целей обычно используют грузы или пневматические приспособления.
На рис. 22 показано более сложное приспособление, в котором легкий
Рис. 18, Оправка для пайки деталей ТВЧ: i — графитовая оправка; 2— сильфон;
3 — припой
230
Подготовка поверхности к пайке, сборка изделий
Рис, 19. Приспособление для точного центрирования диаметров паяемых деталей:
1 и 2 — детали; 3 — центрирующий груз; 4 — стержень; 5 — втулка, обеспечивающая положение деталей в более равномерной температурной зоне; А — буртик для удобства поднятия узла; 5 — буртик для уменьшения теплового контакта с грузом; В — отверстия для циркуляции газов
фланец волновода прижимается обычным грузом, а закрепление деталей по торцам в горизонтальном направлении осуществляется за счет скольжения подвижного груза по скосу относительно неподвижной опоры.
Для создания необходимого сжатия паяемых деталей могут быть исполь-
Рис. 22. Скрепляющее приспособление с клиновым зажимом:
У — груз; 2 — скользящий клиновой Груз; 'З — неподгижная оперт со скосами
зованы молибденовые пружины. Примером такого рода оправки является приспособление для припаивания узла вывода энергии к анодному блоку (рис. 23). Давление сжатия подбирают так, чтобы не деформировать паяемые узлы. Остальные детали обычно вы-
Рис, 23. Применение молибденовых пружин для поджатия деталей
Рнс. 20. Центрирующая оправка;
1 оправка; 2 — полюсный наконечник; 3 — керамическая втулка
Приспособления для пайки
231
Рис. 26, Приспособление для пайки тонкостенных деталей:
7 — пустотелая оправка; 2 — деталь; 3 —-металлический компенсатор
Рис. 24. Вкладыш, препятствующий короблению стенок медного волновода при пайке со стальными фланцами:
1 — стальные фланцы; 2 — медный волновод; 3 — вкладыш; 4 — форма волновода после пайкн при отсутствии вкладыша; П — место пайки
пол и я ют из высокохромистых сталей, чаще всего марок 12Х18Н9Т, 20X13
При пайке деталей из материалов с различными ТК.ЛР применяют специальные вкладыши, ограничивающие коробление. На рис. 24 показан пример использования вкладыша при пайке прямоугольного медного волновода со стальным фланцем.
Кроме того, деформации паяемых деталей могут возникать вследствие снятия их собственных напряжений (особенно в тонкостенных деталях), а также в результате неравномерного нагрева отдельных детален паяемого узла. В таких случаях наряду с принятием мер, препятствующих неравномерному нагреву (применение экранов и т п.), используют фиксаторы,
Рис. 25. Фиксатор, препятствующий возникновению деформации в стакане из сплава 29НК при пайке:
1 — фиксатор; 2 — стакан; 3 И 5 — Вихромовая проволока. препятствующая растеканию припоя; 4 — стальное кольцо; 6 — никелевое кольцо; 7 — фланец, Пх и П2 — места пайки
которые позволяют сохранять форму деталей. На рис. 25 приведен пример применения фиксатора, препятствующего возникновению деформаций стакана из сплава 29НК вследствие снятия собственных напряжений.
Пайка тонких деталей представляет большую трудность ввиду того, что они быстро остывают, а сосредоточенный их нагрев приводит к прожогам. Чтобы устранить указанные трудности, рекомендуется применять пу-
Рнс. 27. Оправка с водоохлаждаемыми радиаторами;
1 — узел, подлежащий пайке; 2 — сильфон; 3 — стеклянная трубка; 4 =• электроды для пайки
232
Подготовка поверхности к пайке, сборка изделий
Рис. 28. Приспособление для панки пластин методом заливки:
1 — асбоцементные гребенки; 2 — болты крепления; 8 — асбоцементная плита
стотелые оправки / и металлический компенсатор 3 (рис 26).
При пайке нагревают изнутри оправку 1 до расплавления ранее нанесенного на деталь 2 флюса, после чего второй горелкой при непрерывном передвижении пламени производят пайку. Если на оправку под шов подкладывают асбестовую прокладку, то в этом случае пайку производят одной горелкой.
Иногда создание температурного перепада решается с помощью водоох-лаждасмых радиаторов. На рис. 27 показан радиатор, предохраняющий сильфон и стеклянную трубку от перегрева при пайке его с корпусом прибора. Материал радиаторов и нагревательных оправок должен обладать высокой теплопроводностью, поэтому радиаторы чаще всего делают из меди а оправки из графита
Паяное соединение может быть изготовлено методом заливки расплавленного припоя в приспособление с заложенными в него пластинами (рис. 28). Перед заливкой припоя приспособление нагревается. Во избежание образования трещин во время остывания затвердевание припоя производилось в термостатах с начальной температурой 200 СС.
Список литературы
1. Гладкой А. С., Подвигииа О. П., Чернов Q. В. Папка деталей электровакуумных приборов. М.: Энергия 1967. 287 с
2. Григорьев Г. А., Березников Ю. И., Лоцманов С. Н. Метод определения качества подготовки поверхностей изделий 11 од пайку и лаяемости материалов — В кн.: Технология и оборудование высокотемпературной пайки. М.: МДНТП, 1973, 168 с.
3. Демиденко Л, М. Высокоогнеупорные композиционные покрытия. ДА ; Металлургия, 1979. 216 с
4. Дымович В. И., Коробцов В, П., Соколов Д. Ю. Контроль чистоты поверхности перед пайкой методом измерения контактной разности потенциалов (КРП). — В кп : Расширение производства паяных изделий и повышение его эффективности Омск ЦП НТО Машпром. 1980 207 с
5. Контрол, Качества сварки/Нод ред. В Н Во 1ч<ч чо. М., Машиностроение. 1975 328 с.
6 Любимов М. Л. Спаи металла со стеклом М. Энергия. 1968. 280 с.
7 Металлы и сплавы для электровакуумных приборов Под ред. Р. А Ни-лендера М Энергия, 1965. 100 с.
8. Справочник по пайке, Под. ред. С. Н Поймав ова, И. Е Петрунина. В П Фролова М.: Машиностроение. 1975. 407 с
9 Хряпни В, Е. Справочник паяльщика М. Машиностроение, 1989. 327 с
10 Эспе В, технология электровакуумных материалов. В 2-.х т. Т. 1 М. — Л.. Госгнс-ргоиздат, 1962. 631 с.
ГЛАВА 7
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Пайка сталей и сплавов
Пайка углеродистых и низколегированных сталей. Углеродистые стали обыкновенного качества групп А, Б, В и марок СтО-Стб (ГОСТ 330—71*) широко используют для металлоконструкций и в машиностроении. Для деталей с повышенной твердостью поверхности и вязкой сердцевиной применяют стали, поддающиеся цементации, азотированию и закалке ТВЧ. К ним относятся, например, стали высокой пластичности 08кп, Юпс, 15кп, 20, 25Г, ЮГ2. Из сталей 15Х, 18ХГ, 20ХФ, 20Х2Н4А, 18Х2Н4МА, 20ХН2Ч (ГОСТ 21354—75*) изготавливают малонагруженные валы и зубчатые колеса, а для тяжелонагружен-ных деталей используют стали, легированные титаном (15ХГН2ТА и 25Х2ГНТА) и бором (20ХТР и 20ХГНР) К углеродистым относятся и улучшаемые стали марок ЗОГ, 65Г, 38ХА, 30ХГСА, 40ХФА и 40ХГТР. Из высокопрочных сталей 38ХНЗМФА, 34ХН1МА и 35ХН1М2ФА изготавливают ответственные детали турбин и компрессорных машин, а из сталей 55С2А, 70СЗА, 50ХГА, ЗОХГФА и 60С2ХФА — рессоры и пружины.
К низколегированным, применяемом в судостроении, химическом и нефтяном машиностроении, относятся стали с карбопитридным упрочнением марок. 16Г2АФД, 15Г2АФДпс, 12ГН2МФДЮ, легированные кремнием, хромом марганцем, никелем, медью: 10.ХСНД, 09Г2С 09Г2Д и 15ГФД и до |4|
Пайка низкоуглеродистых и низколегированных сталей не вызывает особых тру гностеп и может быть осуществлена всеми известными способами, При панке высокоуглеро.шстых сталей требуется лишь более тщательная подготовка соединяемых поверхностей.
Низкотемпературную пайку углеродистых и низколегированных сталей часто выполняют оловяшю-свин-цовыми припоями. В качестве флюса обычно применяют водные растворы хлористого цинка.
При пайке сталей мартенситного класса оловян но-свин новыми припоями возможно возникновение трещин под действием расплавленного припоя. При этом наблюдается определенная закономерность: чем больше содержание олова в применяемом припое и чем выше собственные напряжения в паяемом металле, те.м большая вероятность возникновения в нем трещин в процессе пайки Для устранения этого явления перед пайкой необходимо производить отпуск закаленных сталей При сборке заготовок из таких сталей под пайку необходимо стремиться не создавать собственных напряжений в паяемом металле и производить пайку припоями, содержащими не более 40 % Sn.
Наиболее часто применяют оловян-но-евцнцсвые припои ПОССу 40—0,5, ПОС 61 и олово. В сое[нпенпях, паянных этими припоями, на границе раздела припой — паяемый металл может образоваться прослойка хрупкой интерметаллндпой фазы FeSn2, которая ослабляет шов. Не допускается перегрев припоя, так как это увеличивает толщину иптерметаллид-ной прослойки, повышает пористость паяных швов; прочность соединений снижается
Прочность паяных соединений во многом зависит и от технологического процесса пайки, зазора, применяемых флюсов и припоев Наибольшую прочность имеют соединения стали, паянные припоями ПОС 40 и ПОС 61
Низкотемпературные припои на основе цинка малопригодны для пайки углеродистых и низколегированных
234
Технологический процесс пайки металлических материалов
сталей из-за плохого смачивания, затекания в зазор и низкой прочности паяных соединений в результате образования на границе раздела хрупкой интерметаллидной прослойки.
Кадмиевые припои системы Cd—Ag, состоящие из металлов, не образующих твердых растворов с железом, плохо растекаются при пайке сталей и не дают прочных соединений. Кад-миево-серебряиые припои, легированные цинком, который активно взаимодействует с железом, обеспечивают более прочные соединения, чем припои системы РЬ—Sn или РЬ—Ag, Например, прочность соединений стали 10, паянных припоем состава 82 % Cd, 16 % Zn и 2 % Ag, составляет 160 МПа.
Высокотемпературную пайку угле-родистых и низколегированных сталей выполняют обычно медью, медно-цин-ковыми и серебряными припоями. ,Мед-но-фосфористые припои использовать для пайки сталей пе рекомендуется, так как на границе со сталью они образуют хрупкие фосфиды железа, что придает паяным соединениям повышенную хрупкость и хладноломкость Применение медно-фосфористых припоев возможно только для соединений, не работающих при вибрационных и динамических нагрузках, а также при низких температурах.
Для пайки низколегированных сталей еозможно использование в качестве припоя чугуна. Для этого используют высокопрочные и пластичные модифицированные чугуны.
При пайке углеродистых и низколегированных сталей в качестве флюсов применяют буру, флюсы ПВ200, ПВ201, ПВ209, паяют также в газовых средах, в атмосфере водорода, диссоциированного аммиака, в продуктах неполного сгорания смесей воздуха с газами. генераторным городским, пропаном п др. Окисная пленка, образующаяся на поверхности углеродистых и низколегированных сталей, химически нестойкая Она легко восстанавливается в газовых средах и растворяется всеми флюсами, рекомендованными для пайки сталей. При пайке в контролируемых средах углеродистых и низколегированных сталей самым распространенным способом яв
ляется пайка медью в печи с восстановительной атмосферой.
Соединения, паянные медью, более прочные, чем медь в исходном состоянии. Предел прочности при растяжении соединений стали СтЗ, паянных медью в защитной среде, 350 МПа, а предел прочности литой меди 190— 200 МПа. Повышение прочности паяных швов, выполненных медью, обусловлено растворением железа в жидкой меди в процессе пайки. Необходимо учитывать, что медь и некоторые медные припои склонны к проникновению по границам зерен низкоуглеродистых и конструкционных сталей.
Нагрев при пайке термически обработанных низколегированных и углеродистых сталей в некоторых случаях приводит к отжигу, превращению остаточного аустенита в мартенсит, распаду мартенсита, к отпускной хрупкости. Поэтому ври выборе температуры пайки и способа нагрева необходимо учитывать возможность развития этих процессов.
Способы нагрева, припои и флюсы для пайки сталей приведены в соответствующих разделах справочника.
Низколегированные стали также можно паять всеми известными способами. Затруднения в процессе пайки встречаются только в тех случаях, когда легирующие элементы, например алюминий или хром, образуют на поверхности стали химически устойчивые окислы. В этом случае применяют более активные флюсы, а магнитные стали, содержащие алюминий, перет пайкой предварительно обрабатывают в растворе \аОН для удаления плотной пленки окислов алюминия. В качестве газовой среды при пайке используют азот или аргон в смеси с трехфтористым бором. При этом следует иметь в виду возможность поверхностного азотирования стали в процессе пайки, что пои небольших толщинах (менее 1 мм) может привести к повышению прочности и снижению пластичности стали. При пайке закаленных низколегированных сталей следует иметь в виду возможность отжига в процессе пайки и, следовательно, снижения их механических свойств. Во избежание этого пайку ведут при температуре высо
Пайка сталей и сплавов
235
кого отпуска (620 °C) с применением припоя ПСр 40 и флюсов ПВ284Х или ПВ209, которые обеспечивают получение высококачественных паяных соединений.
Возможен и другой вариант высокотемпературной папки конструкционных сталей без снижения прочности паяемого металла. Для этого совмещают процесс пайки с закалкой и последующим отпуском. Такой технологический процесс дает возможность не только сохранить прочность основного металла, но и существенно повысить прочность паяных соединений. Например, расчетом и экспериментально подтверждено, что при пайке ТВЧ стыков трубопроводов из стали 20 оптимальным является режим нагрева, когда градиент температур не превышает 25 °C, а нагрев ведется со скоростью не менее 10 °С/с. Применяемые в практике пайки охлаждающие среды также необходимо выбирать с учетом свойств основного металла и условии допустимого уровня напряжений в стали 20. Так, для трубы
типоразмера 194X6 мм скорость остывания при естественном охлаждении 200—250 СС мин, при охлаждении сжатым воздухом 495—650 °C/мин, а при охлаждении водой 3000—37С0°С/мин. При этом в качестве охлаждающей среды рекомендован сжатый воздух, поскольку этот режим охлаждения обеспечивает сохранение требуемых свойств паяемого металла и соединения (табл. 1).
В значительной мере на структуру и свойства паяемого металла и паяных соединений влияют операции подпайки, горячего цинкования (табл. 2).
Для пайки соединений из низкоуглеродистых сталей, имеющих сборочные зазоры до 2 мм, применяли порошковые припои с добавками тугоплавкого наполнителя до 30 %. Например, при пайке стальных (СтЗ) треб ТВЧ или газовой горелкой (1000 С, 30 с) с использованием паяльной пасты, состоящей из 70 % порошков припоя, 20 % наполнителя и 10 % флюса, обеспечивается предел прочности соединений при срезе 300—320 МПа. В па
1. Механические свойства соединений из стали 20, паянных припоем П-87, в зависимости от условий охлаждения
Условия охлаждения ов, МПа 6, % Ф, °
Сталь 20 в состоянии поставки Охлаждение соединений с температуры 1200 °C: 423 21,5 155
естественное 420 23,5 165
сжатым воздухом 56 5 19,6 149
водой 603 15,2 120
Обозначение. <₽ — угол изгиба.
2, Механические свойства паяных соединений в зависимости от условий термической обработки
Условия термической обработки * М и кр отв ер дост ь тср, МПа
Феррит Перлит
Один нагрев до 1200 °C, 2 мин (пайка) 4300 5000 320
Два нагрева до 1200 °C, 2 мин (пайка и подпайка 1 2500 4100 180
Один нагрев до 1200 °C. 2 мни и один на- 3200 4 (ТОП 230
грев в расплаве до 500 °C, 5 мин Два нагрева до 1200 СС, 2 мин. и один на- 3300 4200 260
грев в расплаве до 500 еС, 5 мин
* После нагрева до 1200 °C охлаждение проводили сжатым воздухом, после на» грева в пинке — охлаждали естественно.
236
Технологический процесс пайки металлических материалов
яльной пасте припой (ПАН-3) содержит. %: 62 Си, 30 Мп и 8 Ni; наполнитель — порошки меди и кобальта в соотношении 1:1; флюс — 80 Na2B4O7 и 20 Н3ВО3.
Прочность паяных швов незначительно снижается с увеличением сборочного зазора от 0,2 до 1,5 мм; при больших зазорах прочность резко падает, что связывают с появлением усадочной пористости и снижением эффекта контактного упрочнения шва.
Высокая прочность соединений, паяных с зазорами до 1 мм обеспечивается и при применении паяльной пасты на базе железомарганцевого припоя (табл. 3). Так, при пайке ТВЧ (1180 °C,
3. Состав паяльной пасты (связующее — акриловый лак АС—82)
Порошковые компоненты Содержание компонента, % Размер зерна< мкм
Припой 68 350
Сталь 20 12 350
Стекло № 15 10 50
Флюс ПВ201 10 50
120 с) стыков стальных (сталь 20) труб диаметром 100—300 мм предел прочности при срезе в зависимости от зазора составляет 250—330 МПа [10].
Тугоплавкий наполнитель добавляют в паяльную пасту в зависимости от величины соединительного зазора; для зазоров 0,25—1 мм требуется не более 30 % тугоплавкого наполнителя [8, 9]
Пайка коррозионно-стойких сталей. В паяных конструкциях применяют стали: ферритные, легированные хромом; аустенитные и аустепитно-ферритные, легированные хромом и никелем; мартенситные и аустенитно-мартенситные, легированные феррито-образующими элементами (алюминием, титаном молибденом и другими при низком содержании углерода;
На поверхности этих сталей образуются окислы, химически более стойкие, чем на простых сталях. При нагреве легированных сталей в вакууме на поверхности обнаружены только окислы типа шпинели (FeO • Ме.,О3); при нагреве на воздухе
обнаружены два вида окислов: Ме2О3 и FeO. Окислы Ме2О3 обогащены хромом, а на поверхностях сталей, значительно легированных хромом, образуются почти чистые окислы хрома. В связи с высоким содержанием хрома поверхность этих сталей покрыта химически устойчивой окисной пленкой, состоящей в значительной части из труднорастворимых в обычных флюсах окислов хрома. Поэтому пайка коррозионно-стойких сталей достаточно трудна. Например, окисная пленка на этих сталях в газовых восстановительных средах восстанавливается при температуре 1200 °C, в то время как на обычных конструкционных сталях окисная пленка восстанавливается в водороде при температуре 900 °C. Поэтому при пайке коррозионно-стойких сталей часто используют трехфтористый бор в смеси с инертными газами, который более активен и восстанавливает окислы при более низких температурах. При пайке этих металлов на воздухе необходимо выбирать наиболее активные флюсы. Так, при пайке припоями на медной или никелевой основе целесообразно использовать более тугоплавкие флюсы ПВ200 и ПВ201, а при пайке серебряными припоями наиболее качественные соединения получают при применении флюсов ПВ284Х или ВП209
При низкотемпературной пайке кор-розионно-стойкшх сталей оловянно-свинцовыми припоями обычные канифольно-спиртовые флюсы непригодны. Непригодны и канифольно-спиртовые флюсы с малыми добавками хлористого цинка и хлористого аммония
В качестве флюса рекомендуется канифольно-спиртовой флюс с добавкой ортофосфорной кислоты (ЛМ1), состоящий из 100 мл ортофосфорной кислоты, 400 мл спирта или этиленгликоля и 30 г канифоли Достоинством этого флюса является его слабая коррозионная активность и возможность применения при пайке в интервале темпериту р 280—320 "С. Пои температуре 350 С и выше происходит активное испарсяче кислоты, а спирт воспламеняется При пайке с этим флюсом в диапазоне температур 201)— 300 °C ортофосфирная кислота превращается в пирофосфсрную Н4РО- В тем
Пайка сталей и сплавов
237
пературном интервале образования пирофосфорной кислоты флюс наиболее активен. Удаление остатков флюса ЛМ1 после пайки можно производить тампоном, смоченным спиртом. Ввиду возможного испарения компонентов флюса нагрев необходимо производить быстро.
При пайке коррозионно-стойких сталей оловянно-свинцовыми припоями в качестве флюса широко применяют водный раствор хлористого цинка. Для повышения активности хлористого цинка в него добавляют неорганические кислоты (НО, HF, HNO3, Н3РО4), хлористые соли (NH4C1) или хлористые соли тяжелых металлов, олова или меди [6, 12, 14] Наиболее активен флюс, состоящий из 38— 40 % -ного водного раствора хлористого пинка (2 объема) и насыщенного раствора соляной кислоты (1 объем). Пайку можно осуществить после предварительной обработки в соляной кислоте и последующего использования водною раствора хлористого цинка.
Однако указанные флюсы можно успешно применять только при пайке паяльником или горелкой, когда за процессом можно наблюдать визуально и добавлять флюс по мере необходимости в процессе пайки.
При печной пайке введение в водный раствор хлористого цинка добавок кислот не способствует повышению его активности по отношению к коррозионно-стойкой стали при температуре пайки Активирующее действие добавок проявляется только до температуры кристаллизации флюсов, т. е. до расплавления припоя, причем активное действие флюсов повышается с ростом температуры растворов, а при температуре их кристаллизации активность флюсов не зависит от их состава.
Для печной лайки коррозионно-стойких сталей оловянно-свинцовыми припоями хороших флюсов не разработано Флюсы па основе хлористого цинка с добавками кислот практически не пригодны, поскольку при пайке в печи флюс не восполняется, а количество флюса, нанесенного перед пайкой, оказывается недостаточно Кроме того температурный интервал активного гепствия флюсов на основе хлористого цинка ограничен только
областью существования флюсов в виде раствора. В расплавленном состоянии флюсы практически не активируют поверхность стали и не защищают ее от кислорода воздуха.
Паяемость этих сталей облегчается за счет нанесения на них технологических покрытий, которые без затруднения паяются легкоплавкими припоями. В качестве таких покрытий применяют медь, никель, серебро и другие металлы.
Растекание оловянно-свинновых и других легкоплавких припоев по стали может быть значительно улучшено за счет предварительного лужения паяемой поверхности этими же припоями. Лужение производят с использованием активных флюсов путем последовательного погружения деталей во флюс и расплавленный припой Припой можно наносить вручную на место пайки и лудить с помощью паяльника или горелки Оловянно-свинцовые припои на коррозионно-стойкие стали можно наносить и гальваническим методом, после чего изделие флюсуют и нагревают в печи до температуры пайки. После лужения остатки коррозионноактивных флюсов удаляют с поверхности кипячением или промывкой в проточной воде. Пайку луженых деталей можно производить с использованием канифольно-спиртовых флюсов. обеспечивающих высокую коррозионную стойкость паяных соединений.
Высокотемпературную пайку коррозионно-стойкой стали производят серебряными, медными, никелевыми и другими припоями. Из серебряных припоев широкое распространение получили припои системы Ag—Си (ПСр 72), Ag—Си—Cd—Zn (ПСр 40, ПСр 45, ПСр 25)
Стали, содержащие 18 % хрома и легированные титаном, алюминием, кремнием, плохо смачиваются серебряными припоями (ПСр 72 и ПСр 72 МЛН) б вакууме и аргоне. Некоторое уду чтение растекания обнаруживается при легировании припоя ПСр 72 титаном (0,12 %) или цирконием (1 %). Пайку коррозионно-стойкой стали припоем ПСр 72 производят в вакууме 10"' Па по предварительно нанесенному' барьерному слою меди или гальваническою никеля, по непокрытой
238
Технологический процесс пайки металлических материалов
стали припой ПСр 72 плохо растекается и не затекает в зазор. При повышении температуры пайки до 1000 СС и вакуума до 10“ 3 Па расте-каемость не улучшается,’ а припой интенсивно испаряется. Покрытие химическим никелем в качестве барьерного слоя при пайке в вакууме припоем ПСр 72 не допускается, так как на границе раздела покрытие — паяемый металл образуются хрупкие интерметаллические фазы, что ослабляет прочность паяных соединений; швы разрушаются хрупко. Особенно это проявляется при работе изделия в условиях низких температур или при динамических нагрузках.
При панке газовой горелкой припой ПСр 72 плохо растекается по стали 12Х18НЮТ как с использованием флюса ПВ209, так и ПВ200. Для улучшения смачивания и растекания припоя ПСр 72 его легируют литием.
Расте каем ость серебряных припоев по коррозионно-стойкой стали можно улучшить введением в них никеля. Оптимальными свойствами обладают припои, легированные 3—5 % Ni; рекомендуется следующий состав припоя: 65 % Си, 30 '% Ag, 5 % Xi. Температура плавления привоя 830— 900 °C [6, 12].
Кроме того, соединения из коррозионно-стойких сталей, паянные серебряными припоями, не содержащими никеля, склонны к щелевой коррозии во влажной атмосфере. Щелевая коррозия не возникает при пайке серебряными припоями, содержащими 2— 3 % Xi.
Для пайки хромистых ферритных сталей рекомендуются припои следующих составов:
1) 40 % Ag; 30 % Си; 28 % Zn, 2 %Ni (температура растекания 783°C),
2) 40 % Ag; 30 % Си, 25 % Zn;
5 % X: {температура растекания 850 °C);
3) 50 % Ag; 15,о % Си, 16 % Cd, 15,5 % Zn; 3 % Ni (температура растекания 690 'Cj.
При пайке нестабилизированных коррозионно-стойких аустенитных сталей следует учитывать их возможную склонность к интеркристаллитной коррозии после нагрева в интервале температур 500—750 °C; пайка при 600—
800 °C для таких сталей не рекомендуется. Серебряные припои с температурой плавления 620—800 °C применяют при пайке сталей, содержащих низкий процент углерода или стабилизированных карбидообразующими элементами (Nb, Ti), устраняющими склонность их к интеркристаллитной коррозии после нагрева.
Пайка ферритных коррозионно-стойких сталей (13 % Сг) серебряными припоями lie снижает коррозионной стойкости паяных соединений, так как эти стали склонны к интеркристал-литной коррозии только после закалки с температуры выше 900 °C.
При пайке коррозионно-стойких сталей припоем ПСр 25 КН с применением флюса ПВ209 наблюдается растрескивание. Поэтому припой ПСр 25КН непригоден для пайки тонкостенных изделий, от которых требуется герметичность, и для узлов, подвергающихся вибрационным нагрузкам. Для предупреждения растрескивания необходимо следить за тем, чтобы в процессе нагрева детали не находились в напряженном состоянии. При этом нужно выбирать такие серебряные припои, которые не проникают по границам зерен основного металла. В этом случае применяют припой ПСр 40 с использованием флюса ПВ284Х.
Пайку припоем ПСр 40 можно производить газовой горелкой и нагревом в печи. При пайке в печи флюс ПВ284Х или ПВ209 в виде пасты замешивают на воде или спирте, наносят на места пайки и на предварительно уложенный припой. При лайке горелкой необходимо постоянное флюсование до образования галтели. Остатки флюса после пайки следует удалять путем кипячения в воде или в проточной горячей и холодной воде, так как они способствуют развитию коррозии.
Для высокотемпературной пайки коррозионно-стойких сталей в качестве припоев применяют также чистую медь или сплавы па ее основе. Достоинством медных припоев является то, что пайку ими осуществляют при температурах 950—И502С При температурах пайки выше 1000 °C происходит отжиг стали и устраняются
Пайка сталей и сплавов
239
внутренние напряжения, что предотвращает опасность растрескивания основного металла в контакте с расплавленным припоем. Медь хорошо смачивает коррозионно-стойкую сталь в среде аргона с трехфтористым бором (BF3). Для улучшения растекания по стали при пайке в среде аргона медь легируют различными поверхностноактивными добавками: литием (0.15— 0,3 %); оловом (до 5%); марганцем, кремнием, титаном и др.
В качестве припоев для пайки коррозионно-стойких сталей можно применять латуни. Они достаточно хорошо растекаются по стали и образуют прочные паяные соединения (ов
360 МПа). Существенным недостатком этих припоев является то, что латуни в жидком состоянии проникают по границам зерен стали и способствуют хрупкому разрушению под напряжением. Эффект растрескивания сталей по границам зерен наиболее выражен при пайке ТВЧ или в пламени газовой горелки, т. е. когда вследствие неравномерного и быстрого нагрева создаются внутренние растягивающие напряжения. Вероятность образования трещин становится меньше при пайке латунью отожженной стали в печах или в солевых ваннах, где обеспечивается равномерный нагрев паяемых деталей. Во всех случаях опасность образования трещин возрастает при повторной перепайке.
Следует также учитывать, что при пайке в печах происходит значительное испарение пипка из латуни и повышение температуры пайки.
Для пайки коррозионно-стойких сталей применяют и медномаргапцевони-келевые припои ВПр2 и ВПр4, легированные литием или бором. Эти припои хорошо растекаются по сталям Х17Н5, Х18ДТ, 12Х18Н10Т и X15H8M2IO в среде проточного аргона. Эти припои слабо растворяют стали даже при выдержке 1,5 ч при температуре пайки (6, 121.
Пайку деталей из стали 12Х18Н10Т можно производить ТВЧ на воздухе с использованием флюса ПВ200. Соединения стали 12Х1ВН10Т, паянные припоями ВПр2 и ВПр4, могут кратковременно работать при температуре 600 СС и имеют более высокую проч
ность, чем при пайке серебряными припоями.
Припои системы Си—Xi—Si, например ВПр1, ПЖ 45—81, можно применять для пайки нагартованных коррозионно-стойких сталей, а также для пайки конструкций, в материале которых могут возникнуть растягивающие напряжения. Предел прочности соединений стали 12Х18Н10Т, паянных припоем ВПр1, составляет 280 МПа. Соединения, паянные припоем ВПр! и ПЖ45, теплостойки до температуры 700 °C и хладостойки до —196 °C.
Для пайки коррозионно-стойких сталей можно применять припои на основе никеля системы Ni—Сг—Мп, Ni—Р. Припоями Ni—Сг—Мп можно паять в среде аргона с трехфтористым бором. При пайке в вакууме припоями, содержащими марганец, последний интенсивно испаряется, засоряет вакуумную систему, адсорбируется поверхностью, окисляется и затрудняет смачивание стали. Припои с широким интервалом кристаллизации системы Ni—Сг—Мп плохо смачивают коррозионно-стойкую сталь и образуют пористые паяные соединения.
Припой системы Ni—Р наносят на сталь химическим методом. После нанесения химического никеля толщиной 25—100 мкм пайку можно производить в сухом водороде, аргоне или в вакууме при температуре 1000—1050 °C. Соединения, паянные припоем Ni—Р, прочные (ав = 270 МПа), однако швы отличаются низкой пластичностью и непригодны для конструкций, работающих при ударных и вибрационных нагрузках, и особенно для работы при криогенных температурах Они становятся ударнохрупкими уже при температуре —196 °C.
Пайку стыков труб копрозненно-стойкой стали, а также труб с трубными досками можно производить с использованием экзотермического нагрева. В качестве источника тепла применяют термитные шашки. Этот метод нагрева опробирован в условиях космоса на приборе «Реакция» при пайке стыков труб с муфтами припоем никель—марганец [1]. При пайке стыков труб в условиях завода или монтажных размеры термитных шашек
240
Технологический процесс пайки металлических материалов
подбираются экспериментально в зависимости от размера паяемых труб и температуры плавления припоя. Например, для пайки железомарганцевым припоем П-87 (Т = 1200 ЭС) стыка труб диаметром 10 мм при толщине стенки I мм требуется термитная шатка с наружным диаметром 21 мм, внутренним 11 мм, высотой 12 мм и массой 6 г. Для трубопровода диаметром 42 мм и толщиной стенки 4 мм требуется шашка с наружным диаметром *84 мм, внутренним 44 мм, высотой 50 мм и массой 400 г [15].
Пайка жаропрочных сталей и сплавов В ГОСТ 5632—72* внесено 39 марок жаропрочных сталей и 24 марки жаростойких сплавов. К ним относятся, например: стали, легированные вольфрамом, ванадием, молибденом, ниобием и алюминием (12Х1МФ, 09Х14Н19В2Бр); карбидоупрочняемые сплавы — 40Х15Н7Г7Ф2МС (ЭИ 388) и 37Х12Н8Г8МФБ (ЭИ 481); диспер-сионно-твердеющие аустенитные стали 10Х11Н20ТЗР (ЭИ 696) и мартенситные — Х12НМБФ (ЭИ 609); стареющие сплавы на основе никеля и кобальта — ЭП 929, ЭП 921; сплавы на основе никеля, легированные бором и церием — ХН35ВТЮ (ЭИ 787), ХН77ТЮР (ЭИ 437 Б) и др. Из жаропрочных сталей и сплавов изготавливают лопатки паровых и газовых турбин (ЭИ 787, ЭИ 437) детали авиационных двигателей (ЖС6К и ВЖ98).
Главным требованием для этих материалов является жаропрочность, т е. их сопротивление упругим и пластическим деформациях: при высоких температурах. Например, у лопаток паровых турбин деформации не должны превышать 1 % за 10 лет, а для паровых котлов — не более 1 % за 100 000 ч Такие же высокие требования по жаропрочности предъявляются и к паяным соединениям узлов, изготовляемых из этих материалов
Припои, применяемые для пайки жаропрочных сплавов, должны обеспечивать необходимую жаропрочность и коррозионную стойкость. Так, в лопатках турбин реактивных двигателей, испытывающих значительные термические нагрузки, паяные соединения должны длительное время работать при температурах 850—900 °C.
Трудности пайки жаропрочных сталей и сплавов обусловлены наличием на их поверхности прочных и плотных пленок, состоящих из окислов хрома, титана, алюминия и других элементов. Эти окисные пленки обладают высокой термической и химической стойкостью. Для удаления окисной пленки с этих материалов применяют высокоактивные флюсы и производят тщательную подготовку поверхности.
Подготовку к пайке соединяемых поверхностей производят наждачной бумагой, напильником, обезжиривают в парах органических растворителей, в горячих щелочных растворах или в электролитических ваннах.
Пайку жаропрочных сплавов, содержащих металлы с большим сродством к кислороду, например алюминий, титан, бор, рекомендуется производить в водородной среде с добавкой фторированной атмосферы, В этом случае в герметичный контейнер под изделие предварительно помещают фтористый аммоний в количестве 1 г на 1000 см3 объема контейнера. При нагреве фтористый аммоний разлагается на водород, азот и фтористый водород, при этом на поверхности изделий адсорбируются фториды, препятствующие окислению.
Флюсы, содержащие бориды и фтористые соли, плохо удаляют окислы хрома, поэтому они малопригодны для пайки жаропрочных сталей и сплавов. Более приемлемы флюсы, в состав которых входят тетраборат и фториды.
В качестве защитной атмосферы применяют сухие и очень чистые газы (аргон, гелий, водород, водород в сочетании с парами гаплоидных солей хрома или марганца, фторированную атмосферу). Пайку в этом случае производят в специальной камере. Под изделие помещают хлористые или фтористые соли хрома, марганца пл; других металлов В верхней части камеры располагают гранулированный или порошкообразный хром, никель, марганец, железо, которые служат для регенерации паров металла в атмосфере. При нагреве соли выделяю-соответствующие пары, которые препятствуют окислению паяемого ме
Пайка сталей и сплавов
241
талла и способствуют растеканию припоя [6, 16].
Для высокотемпературной пайки жаропрочных сталей применяют серебряные припои. Припои с содержанием не менее 72 % Ag используют для пайки сталей в вакууме или инертных средах по предварительно нанесенному барьерному слою никеля или меди. Припоями с меньшим содержанием серебра паяют стали без покрытий с помощью ТВЧ или газопламенного нагрева с применением флюсов ПВ209 или ПВ284Х.
Медь в качестве припоя для жаропрочных сталей применяют редко из-за сильной ее диффузии в сталь и плохой растекаемости.
При пайке медью жаропрочных сплавов с большим содержанием никеля (сплавы типа ХН78Т) в печах медь в расплавленном состоянии активно взаимодействует с паяемым металлом, образуя более тугоплавкий, чем медь, сплав. Этот сплав, при температуре пайки плохо растекается по стали и не затекает в зазор. Применение припоев Л63, ЛОК 82-04-06 для пайки жаропрочных сплавов ограничено ввиду' проникновения их по границам зерен в паяемый металл и образования в нем трещин.
К медным припоям, обеспечивающим высокое качество паяных соединений, относят припои марок ВПр1, ВПр2 и ВПр4 Пайку этими припоями осуществляют всеми способами нагрева с использованием флюсов ПВ200 или ПВ201 Пайку припоем ВПр! можно производить при температуре 1180 °C в среде аргона, гелия, смеси аргона и трехфтористого бора или в вакууме без флюса, при этом обеспечивается высокая жаропрочность соединений до температуры 600 :С, Припои ВПр4 является самофлюсующим ввиду присутствия в нем добавок натрия, лития, калия и фоссрооа Поипой ВПг4 можно применять при гайке жаропрочных сплавов в среде следующих газообразных флюсов аргон с фтористым водородом или аргон с трехфтори-стым бором при температуре 1050"С. Пайку сплава XH77TIOP припоем ВПр4 при быстром нагревании ТВЧ или электросопротивлением можно производить без флюса [6]
Припои на основе серебра, меди или марганца не могут обеспечить кратковременной жаропрочности соединений, работающих при температурах 700—1000 "С. Не обеспечивают они достаточной жаропрочности и при длительном их нагружении. Так, например, соединения из сплавов Х20Н80Т, паянные при температуре 1050 °C припоем на основе меди с содержанием 20 % Мп и 19 % Ni, имеют кратковременный предел прочности: при 500 СС (тп =-- 270 МПа, а при 750 С
— 80 МПа. При температурах 800— 900 “С эти припои практически неработоспособны.
Соединения, полученные с применением припоев никель—марганец, серебро-марганец, при температуре испытания 800 °C имеют од, = 90 МПа, при длительном нагружении в этих условиях среднее время до разрушения при тср = 40 МПа составляет 27 ч.
Прочность при 800 °C соединений, паянных припоем состава 75 % Ag, 20 % Pd, 5 % Мп, ниже, чем соединений, паянных медными припоями.
Достаточной прочностью при высоких температурах обладают соединения жаропрочных сплавов, паянных припоями на основе никеля. Легирующими компонентами, способствующими повышению жаропрочности, служат хром, кремний, молибден и некоторые другие элементы.
Припои на основе никеля с добавками до 30 % Сг, хотя и обеспечивают необходимую жаропрочность, имеют высокую температуру пайки Для снижения температуры плавления хромоникелевых припоев применяют бор, бериллий, кремний, германий палладии, марганец. Все эти элементы, за исключением палладия и марганца, значительно понижают пластичность никелевых сплавов
Для лайки жаропрочных сплавов шиоокое распростоанение получили припои системы \i—Сг—В бВе; Si). Эти припои используют в виде порошков или паст, приготовленных па органической связке В качестве связки служит акриловая смола или толуол, который сгорает в процессе пайки, не оставляя шлама. Припои хорошо растекаются по жаропрочным сплавам в среде аргона, гелия или в вакууме
242
Технологический процесс пайки металлических материалов
10"1 Па. Соединения обладают высокой жаропрочностью и коррозионной стойкостью, однако пластичность их низкая. Длительный отжиг, который совмещают с процессом пайки, повышает пластичность соединений за счет диффузии бора, бериллия и кремния в паяемый металл. В процессе пайки возможно значительное растворение паяемого металла в припое, особенно тогда, когда между ними образуются легкоплавкие фазы. При пайке жаропрочных сплавов припоями, содержащими бор, происходит значительное растворение паяемого металла и проникновение припоя по границам зерен паяемого металла. Поэтому эти припои непригодны для пайки тонкостенные конструкций.
Детали авиационных двигателей, изготавливаемые из жаропрочных никелевых сплавов ЖС6К и ВЖ98 паяют припоями ПЖК-1000, ВПрЮ и ВПр! 1.
Эти припои обеспечивают необходимую прочность соединений при работе изделий при температурах 20—900 °C (табл. 4).
Припой ВПрН наносят на паяемые поверхности в виде пасты, которая приготавливается в соотношении 60 : 40 из порошков припоя и сплава никель— бор—кремний. В качестве связующего порошков применяют 10 %-ный раствор акриловой смолы БМК-5, разведенной в растворителе Р5. Пайку осуществляют в печи в среде аргона с трехфтористым бором при 1'30 °C и выдержке 5 мин. Нагрев производят со скоростью 50°С/мин. При таком режиме пайки сохраняются механические свойства паяемого материала. Соединения, паянные встык, имеют кратковременную прочность 120— 150 МПа при’1000 °C. При увеличении зазора с 0,3 до 1,0 мм прочность соединений практически не меняется.
4. Прочность соединений жаропрочных сплавов, паянных никелевыми припоями
Паяемые материалы Припой Условия и режим пайки Температура испытаний, СС Предел прочности, МПа
тср
ВЖ98 + ВЖЛ12 ПЖК —1000 1240 °C. 5 мин, отжиг 900 200
ЭП 4 54 800 °C, 4 ч(вакуум 5 X 20 750 —-
Эп 4 54 4- ЭИ 437 X 10-3 Па) 900 265 —
20 800 —
900 400 —•
ВЖ98 -г ВЖ98 12Х18Н10Т - ВПрЮ 1200 °C, 10 мин (вакуум 20 205
1. 10~2 Па) 900 •— 135
+ 12Х18Н10Т 20 — 200
600 — 1 50
ЖС6К -J- ЖС6К ВПрН 1130 °C. 15 мин,(вакуум 5 10-’ Па) 950 270 —
20 310 __
ВЖ98 + ЖС6К 900 220 —
1000 150
ВЖ98 + ЭИ 435 60 % ВПр! 1 + + 40 % Ni 1120 °C, 5 мин в аргоне 800 1000 240 130 —
20 об
ВЖ98 + ВЖ98 900 50
Пайка сталей и сплавов
243
В автомобильной и тракторной промышленности для пайки клапанов и седел, изготавливаемых из сталей и никелевых сплавов, применяют припой марки 5АГ системы никель— хром—кремний, имеющий в литом состоянии предел прочности на отрыв 500 Л1Па и температуру плавления 990—1080 3С. Смесь 85 % порошков припоя 5АГ с 15 % вольфрама обозначена маркой 5ВА и применяется в виде пасты. Паяльную насту приготавливают смешением порошковой смеси 5ВА со связующим на основе акриловой смолы АС-82 и наносят на паяемые поверхности пульверизатором или кистью.
Пайку можно осуществлять в вакууме и в среде аргона при 1200 °C. Предел прочности при срезе соединений стали ЭП56, паянных этой пастой 430 МПа при 20 °C, а при 900 °C — 120 МПа. Припой обеспечивает и высокую температуру распайки, равную 1240 "С. Для пайки жаропрочной стали 20X13 рекомендован мед-номарганцевый припой П 65. позволяющий получать соединения с пределом прочности 300 МПа и работающий в диапазоне температур от —196-ь--Н-400 -С [9, 10].
В США для пайки жаропрочных сплавов применяют следующие припои на основе никеля:
«Кольманой 6»: 72 % Ni; 15 % Сг; 4 % Fe; 3,75 % Р; 4,5 % Si; 0,45 % С (Тпл = 1010-1070 °C)
«Никроэрейз»: 70,5 % Ni; 16,5 % Сг, 4 % В. 1,0 % С; 4 % Si (Тпл = 1010-4- 1070 °C)
«Сольбрейз»: 60—85 % Ni; 20 % Сг; до 30 % Мп; 0,6—2 % Si; 3 % В (Т[[л= — 950-ь 1070 3С).
Например, соединения стали 37Х12Н8Г8МФБ в атмосфере водорода при 1175'С. паянные припоем «Кольманой 6», обеспечивают предел прочности о1( = 240 МПа при 700 С в течение 112 ч
При пайке сплавов типа XH77TIOP эти припои активно растворяют основной металл и проникают по гра-ицам зерен. Пластичность соединений, паянных этими припоями, можно повысить отжигом в вакууме или аргоне при температуре ниже температуры пайки на 100—150 С При этом
повышаются прочность соединений и температура распая за счет испарения и диффузии в паяемый металл ряда компонентов. Соединения, паянные этими припоями, могут работать до температуры 800°C.
Например, для пайки газовых турбин в США применяют припой следующего состава; 36 % Ni; 10 % Сг; 54 % Мп, имеющий ТПл = 1086-ь-ч-1170 °C. В припой этой системы для улучшения растекания вводят Fe, Си, Si и В, для повышения жаропрочности и коррозионной стойкости— Al, Ti, Mo. Nb, а для придания им самофлюсующих свойств — Li, К, Na. Пайку производят в аргоне, в смеси аргона с фтористым водородом или трехфтористым бором либо в вакууме 10"2 Па. Припои этой системы значительно меньше растворяют паяемый металл и меньше проникают ио границам зерен по сравнению с высоко-никелевыми припоями, содержащими бор. Эти припои применяют для пайки теплообменников, деталей ракетных и реактивных двигателей, плакированных нихромом или другими металлами.
В США и ФРГ для пайки жаропрочных сплавов получили распространение припои системы Ni—Сг—Pd, например припой состава 44,3 % Ni; 54,9 % Pd; 0,49 % Si, 0,25 % Be Тпд = 1115-ь-1160 CC. Палладий снижает температуру пайки, улучшает растекаемость, уменьшает проникновение по границам зерен, а также позволяет паять соединения с большими зазорами. Припой хорошо смачивает жаропрочные сплавы, содержащие титан и алюминий, при пайке их в контролируемых атмосферах или в вакууме.
Весьма жаропрочными являются соединения, паянные припоями системы \i—Та, Fe—Та, Со—Si, Ni—Mo, Ni—Cr, Ni—Pd с температурой пайки 1200—1400 °C. Применение этих припоев ограничивается из-за высокой температуры пайки.
Низкотемпературную пайку оловянно-свинцовыми припоями жаропрочных сталей и сплавов производят редко. Пайку осуществляют паяльником, газопламенным нагревом или погружением в расплавленный припой. В качестве флюсов применяют водный
244
Технологический процесс пайки металлических материалов
5. Пайка изделий аз жаропрочных и жаростойких сталей
Способ пайки Припой Флюс
Паяльником, газопламенными горелками, погружением в расплавленный припой На оловянной и свинцовой основах по барьерному слою никеля или меди и без покрытия Водный раствор хлористого цинка с добавками соляной кислоты
Ag—Си Ag—Си — Zn — Cd Ортофосфорная кислота со спиртом и канифолью
В соляных ваннах, газопламенными горелками, ТВЧ Ag —Си —Pd Си — Cd—Zn Си— Ni —Мп Бура, борная кислота и их смеси (ПВ209, ПВ284Х)
Си — Ni—Мп—Fe Флюсы ПВ200 и ПВ201
В печах С контролируемой атмосферой Си—Ni —Мл (Fe, Со, В, Si) Ni —Сг —Pd Ni—Сг —Fe—В —Si Ni —Сг —Мш — В — Si Защитно-восстановительные среды Аг — BF3; Аг -у HF; водород, вакуум 10-г Па
раствор хлористого цинка с добавками соляной кислоты, раствор ортофос-форной кислоты или комплексные флюсы. Канифольные флюсы недостаточно активны для панки жаропрочных сталей, однако ими можно пользоваться при пайке луженых поверхностей.
Основные способы пайки, флюсы и припои для жаропрочных и коррозионно-стойких сталей приведены в табл. 5
Пайка инструментальных сталей. Инструментальными называют высокоуглеродисты с стали, содержащие 0.6—1,2 % С. Для повышения теплостойкости этих сталей их легируют вольфрамом (до 18 %), хромом (до о °<>), ванадием (до 4 %) и другими элементами. Инструментальные стали подвергают закалке с температур 1200—1300 “С с последующим отпуском при 560—580 СС или обработкой холодом Быстрорежущие стали припаивают к корпусу инструмента из конструкционных сталей в указанном интервале температур с применением высокотемпературных никелевых припоев. Такие стали можно паято всеми способами с учетом технологических рекомендаций по панке конструкционных сталей и чугуна.
Для снижения внутренних напряжений в шве наряду с применением припоев с более низкой температурой плавления и компенсационных прокладок корпус инструмента изготовляют из стали типа ЗОХГСА, которая после пайки и закалки на мартенсит почти вдвое снижает напряжения в твердосплавном инструменте в сравнении с напряжением, возникающим в инструменте с корпусом из стали У7 со структурой перлита. Это объясняется тем, что при превращении аустенита в мартенсит сталь ЗОХГСА несколько увеличивается в объеме, что снижает ее суммарное сужение при охлаждении после пайки [5, 12, 14].
При ремонте инструмента из высокоуглеродистых инструментальных сталей и при изготовлении биметаллического составного инструмента (например. резцов, сверл, фрез, долбя-ков и др.) часто применяют пайку высокотемпературными припоями В этом случае пайкой соединяют рабочую часть инструмента из быстроре-жущих сталей с державкой из среднеуглеродистых легированных сталей типа 40Х или инструментальных сталей типа У7.
Пайка порошковых твердых сплавов
245
Пайку высокоуглеродистых и инструментальных сталей как между собой, так и с другими металлами, кроме алюминиевых, магниевых и жаропрочных сплавов, осуществляют чаще всего медью, медно-цпнковыми и серебряными припоями.
Перед пайкой соединяемые поверхности очищают от грязи, масла и собирают с соответствующим зазором, который определяют для каждого случая в зависимости от метода нагрева и коэффициента расширения паяемых металлов. Инструментальные стали паяют в соляных ваннах, пламенной печи, нагревом ТВЧ и газопламенными горелками.
В соляной ванне паяют при 1150— 1200 °C. После пайки инструмент охлаждают на воздухе до 900—1000°C; дальнейшее охлаждение до 500—560 °C производят в ваннах следующего состава (массовые доли), %: 1) хлористый барий — 30, хлористый натрий— 22, хлористый кальций — 48. 2) хлористый натрий — 24, хлористый кальций — 76.
После пайки изделия охлаждают на воздухе до 20 °C, затем промывают водой до полного удаления солей с поверхности.
Для печной пайки применяют обычно пламенные двухкамерные печи, имеющие камеры предварительного подогрева и пайки. Пайку производят в следующем порядке.
1) пластинку из быстрорежущей стали устанавливают в соответствующий паз державки или корпуса и наносят флюс;
2) помещают заготовку инструмента в камеру предварительного' нагрева (температура камеры 750— 800 °C);
3) после выдержки (время зависит от размеров инструмента) изделия вынимают из камеры, укладывают в зонт пайки припой, покрывают припой и зону соединения флюсом ' стагавли-вают на керамическую подставку и помещают в камеру пайки,
4) после заполнения шва припоем изделие вынимают из печи и охлаждают до 20 СС;
5) отпуск осуществляют гри 560'С, После чего инструмент очищают н проверяют качество пайки
С нагревом ТВЧ можно паять многие типы инструмента, но чаще всего этот метод применяют для пайки (с целью удлинения инструмента или его ремонта) сверл, зенкеров, разверток, метчиков. При диаметрах изделий до 7 мм применяют соединение внахлестку с косым срезом; пайку осуществляют с помощью соединительной втулки. Изделие в этом случае располагают горизонтально и припой с флюсом устанавливают в специальное I нездо втулки. После пайки инструмент помещают в печь для снятия внутренних напряжений и дополнительного отпуска. Температура печи 560 СС.
Пайку инструмента с конусным соединением осуществляют в следующем порядке:
1) в специальное гнездо удлинителя помещают припой и флюс, после чего инструмент собирают под пайку;
2) инструмент устанавливают в индукторе вертикально, чтобы место соединения находилось в зоне нагрева индуктора, установку производят на центрах;
3) во время нагрева инструмент равномерно вращают;
4) после охлаждения снимают инструмент с центров и помещают в печь для снятия внутренних напряжений и дополнительного отпуска.
Пайка с помощью газопламенного нагрева рекомендуется только для термически обработанных стержневых инструментов диаметром не более 10 мм. Рихтовку инструмента производят в горячем состоянии на участке соединения
Для пайки инструмента из быстрорежущей стали наиболее часто применяют припои ГФ. ГФК, ГПФ, в качестве флюсов используют буру, буру с добавками ферромарганца, фтористого калия или борной кислоты
Пайка спеченых твердых сплавов
Спечепью твердые сплавы состоят из карбитов вольфрама, титана, тантала и кобальта Твердые сплавы изготовляют .методом прессования из смеси тонкоразмолотых порошков карбида и металла с последующим спе
246
Технологический процесс пайки металлических материалов
канием в защитной атмосфере при 1400—1600 *С. По ГОСТ 3882—74* промышленность выпускает три типа спеченых твердых сплавов: вольфрамовые, титано-вольфрамовые и тита-по-тантало-вольфрамовые.
Приготовленные методом спекания пластины твердого сплава припаивают к корпусу инструмента, изготовленного из углеродистой стали. Коэффициент линейного расширения применяемых сталей в 2—3 раза больше, чем у твердого сплава. Это обстоятельство требует, чтобы нагрев и охлаждение твердосплавного инструмента при пайке происходили равномерно, в противном случае на пластинах твердого сплава образуются трещины. Влияние разности коэффициентов линейного расширения стали и твердого сплава снижают применением компенсационных прокладок, изготовленных из сплава железа с никелем (45 % Ni) и устанавливаемых при пайке между двумя соедин я емыми м атер налам и.
Перед пайкой пластины твердого сплава очищают песком и шлифуют по опорным плоскостям шлифовальными кругами Подготовленные для пайки пластины не должны иметь трещин, расслоений и посторонних включений. В корпусе инструмента фрезеруют паз по конфигураций пластины, куда устанавливают для припайки предварительно обезжиренную и очищенную пластину. Паз под пластину должен быть ровным, не иметь завалов, ступенек и заусенцев. Пластина должна быть хорошо пригнана к основной грани паза.
Во избежание выпадения пластины из паза во время пайки ее предварительно закрепляют. Крепление проволокой неудобно тем, что она всегда припаивается к корпусу и для своего удаления требует дополнительной механической обработки. Кроме того, проволока нагревается быстрее твердого сплава, что приводит к образованию трещин в местах касания пластин с проволокой, поэтому такой метод крепления применяют очень редко. Закрепление хрупких пластин твердого сплава чеканкой и клиньями иногда приводит к их поломке.
Наиболее приемлемым способом считают закрепление пластин при помощи
компенсационных прокладок различной толщины технологической стенки. При контактной пайке или при пайке нагревом ТВЧ применяют различные приспособления для крепления и прижима пластины твердого сплава к державке.
Спеченые твердые сплавы можно паять методами электросопротивления, нагревом ТВЧ, в печах с восстановительной средой и погружением в расплавленный припой.
Пайка инструмента электросопротивлением состоит в том, что подготовленную под пайку пластину вставляют в корпус инструмента, который зажимают между контактами сварочной машины. Перед включением тока пластину посыпают порошком флюса, сверху кладут припой, который также покрывают флюсом. Чтобы не происходил перегрев, ток в процессе нагрева включают периодически. Во время расплавления флюса следят за тем, чтобы он был в достаточном количестве и смачивал соединяемые поверхности, в противном случае флюс добавляют. В момент начала расплавления припоя ток выключают и дают возможность припою растечься по пластине п заполнить шов. Пластину поджимают к державке до температуры 800 °C, затем давление снимают до момента прекращения растекания припоя и продолжают прижимать до полной кристаллизации припоя.
При пайке с нагревом ТВЧ большое значение имеет правильный выбор формы и размеров индуктора. Последовательность пайки следующая: в паз державки вносят небольшое количество флюса, укладывают компенсационную прокладку, покрывают ее тем же флюсом, после чего укладываю" пластину. На пластину в зоне соединения с державкой помешают припой, который также покрывают флюсом Собранный так инструмент помещакг в индуктор. Ток включают периодически Скорость нагрева для лучшего смачивания припоем и уменьшения окисления пластины и перегрева стали державки должна быть строго определена и составляет 30 °С/с — для инструмента с поперечным сечением до 150 мм2 и 60сС/с — для инстру
Пайка спеченых твердых сплавов
247
мента с поперечным сечением до 1000 мм2.
При пайке твердосплавного инструмента важным условием получения качественного соединения является обеспечение равномерного нагрева. Для этой цели инструмент помещают в индуктор так, чтобы в первую очередь нагреть корпус инструмента и за счет его теплопроводности прогреть пластину твердого сплава. После прогрева для выравнивания температуры инструмент передвигают и производят нагрев места пайки. Во время пайки положение пластины в пазу поправляют (если нет зажимного приспособления) фарфоровой или асбестовой палочкой. Спаянный инструмент охлаждают в печи или на спокойном воздухе, для чего его укладывают на кирпичные, асбестовые, керамические и другие подставки. При охлаждении в печи инструменту дают отпуск при 200—250 °C в течение 6 ч.
В результате нагрева изделия при пайке твердость корпуса инструмента снижается, поэтому он нуждается в дополнительной термической обработке. Ест и требуется закалка, то ее производят сразу же после пайки. Для предотвращения появления трещин на пластинах их закаливают в среде с температурой 260—320 °C.
Пайку инструмента можно осуществить в печи с восстановительной атмосферой. При этом вольфрамовые пластины па сталь 45 напаивают без флюса, а титанокарбидовые требуют применения высокоактивных флюсов независимо от того, па какую сталь их напаивают. Трудность печной пайки в основном сводится к креплению пластины к корпусу инструмента. Наиболее рациональным способом крепления при этом методе пайки является обвязка головки инструмента асбестовым шнуром с предварительным размещением компенсационной прокладки, припоя и флюса Пайку инструмента погружением в расплавленный припой обычно применяют для совмещения пайки с термической обработкой корпуса. Процесс пайки-закалки состоит из трех основных операций: предварительного нагрева в соляной ванне до 800—850 “С, пайки Погружением в расплавленный при
пой и закалки инструмента. Предварительный нагрев при температуре 260—280 сС осуществляют в ванне, содержащей, %: 70 ВаС!^, 30 NaCl. Закалку сплавов марок ВК8 и Т15К6 производят в расплаве солей при 380— 400 °C состава, % 70 КОН. 30 ХаОН. Для сплава Т15К6 после основной закалки необходима дополнительная закалка в нагретой до 180—200 °C селитре.
При пайке погружением требуется тщательное крепление порошковой пластины и обработка собранного под пайку инструмента в кипящем насыщенном водном растворе буры (для вольфрамовых пластин) или в растворе с 35 % фтористого калия (для титано-карбидных пластин).
В связи с резким различием ТКЛР соединяемых материалов пайку твердосплавного инструмента нельзя вести при высоких температурах. Наилучший результат, т. е. наибольшая долговечность инструмента, достигается при пайке серебряными припоями, легированными для повышения теплостойкости никелем или марганцем, однако из-за дефицитности серебряные припои применяют редко.
Наибольшее распространение получили медно-цннковые припои типа Л63, легированные для повышения теплостойкости небольшими добавками никеля, марганца или алюминия, обеспечивающими высококачественные соединения. В качестве флюса употребляют буру или буру с добавками ферромарганца, фтористого калия или борной кислоты [5, 14]
Практика показала, что при пайке твердых сплавов группы WC—Со с большим содержанием кобальта стандартные флюсы ПВ200 и ПВ201 обеспечивают получение качественных соединений. но при пайке сплавов группы WC—ТiC—Со и \\ С—Со с малым содержанием кобальта (Т15К6 и Т30К4) активность этих флюсов недостаточна, поэтому требуется вводить дополнительные операции подготовки поверхности твердого сплава: пескоструйную или дробеструйную, электрохимическую или химико-механическую Эти операции необязательны при применении флюса марки Ф100 следующего состава, %: 46,5 KBF4, 36,5 Ха2В4О7)
248
Технологический процесс пайки металлических материалов
13,5 WO3 и 3,5Со2О3. Флюс плавится при 5С0сС и имеет температуру активного действия 900—1100 °C. Использование этого флюса позволяет в 4— 8 раз увеличить площадь растекания припоя по поверхности твердого сплава и повысить прочность паяных соединений; содержание в его составе токсичных фтористых соединений является его недостатком. Этот флюс целесообразно применять только на мелкосерийных предприятиях при условии хорошей вентиляции на рабочих местах. На крупных предприятиях вместо флюса Ф100 применяют стандартные флюсы, по поверхности твердого сплава обрабатывают специальным методом-. Сущность этого метода заключается в нагреве сплава в печах в атмосфере воздуха до 800 ; С в течение 10—30 мин с последующим удалением окисленного слоя во вращающемся барабане со смесью речного песка, древесных опилок и раствора каустической соды.
В настоящее время для замены дефицитных серебряных припоев рекомендован ряд сплавов па медно-цинковой основе. Наряду с литыми припоями в последние годы разработаны порошковые сплавы П-100, П-102 и трехслойный припой марки ТП-1. Эти припои позволяют паять соединения с некапиллярными зазорами, т. е. более 0,3 л.м Порошковый припой П-100 имеет I’m = 870 °C и состав, ° о: 2 Сг; 5 Xi; 8 Мп; 15 Fe; 23 Zn, Си — остальное и 15—20 порошка стали Х18Н15 (наполнителя). Припой может быть использован в виде прессованных пластин и пасты.
Припой ТП-1 представляет собой триметаллическую полосу, полученную прокаткой. Плавящиеся в процессе пайки наружные слои толщиной 0.2 мм состоят из латуни марки ЛНМш 50-2-2, имеющей Tri.i - 872 С Внутренний слой не плавится в процессе пайки и служит прокладкой, изготовлен из бронзы марки БрНБ 7-0,5 толщиной 0,4 мм и имеет Тцл = = 1126 °C. Главным преимуществом трехслойного припоя является получение паяного шва достаточной проч-нссти способного компенсировать разность сокращения размеров стали и твердого сплава при охлаждении пая
ного соединения в большей степени, чем все известные припои, в том числе и серебряные. Припой ТП-1 меньше, чем другие припои, деформируется во всем температурном интервале (от температуры солидуса наружных слоев до 20 °C). Это объясняется низким пределом текучести паяного шва, не превышающем во всем температурном интервале охлаждения 132 МПа. Снижению паяльных остаточных напряжений в паяном шве и твердом сплаве способствует и толщина паяного шва, равная в этом случае 0,7—0,8 мм.
Следует отметить, что для получения качественных паяных соединений помимо правильно выбранных припоя и флюса требуется также выбрать сталь для корпуса инструмента, режимы пайки и термической обработки [5]. Нагрев под пайку следует производить на высокочастотных установках, имеющих частоту тока 2,5—8,5 кГц, дающих более глубокий и равномерный нагрев, чем установки, имеющие частоту 60 кГц [2, 3].
Пайка чугуна
Основная трудность при пайке чугуна — наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем. Для удаления графита обычно применяют пескоструйную обработку с последующим выжиганием графита окислительным пламенем газовой горелки или удаление его электрохимической обработкой в соляной ванне при 450—510 С
При низкотемпературной пайке чугуна оловянно-свинцовыми или другими легкоплавкими припоями паяемые поверхности можно подготовить путем их обработки флюсом ПВ209 или ПВ284Х при 600—700 °C или электрохимическим методом в соляной ванне а затем обезжирить бензином, ацетоном или раствором щелочи Пайк\ нужно производить паяльником илг газовой горелкой с применением флюсов на основе хлористого цинка. Наиболее просто пайку чугуна осуществляют при использовании флюсов на основе хлористого цинка с добавками хлористых солей меди и олова. Для облегчения пайки легкоплавкими при-
Пайка цветных металлов и сплавов
249
ноями применяют гальваническое лужение или контактное меднение в растворе медного купороса.
Высокотемпературную пайку чугуна производят припоями на основе меди, например латунью. Иногда применяют серебряные припои, которые содержат никель, имеют сравнительно низкие температуры плавления и образуют прочные паяные соединения. При высокотемпературной пайке чугуна более целесообразно применять такие активные флюсы, как ПВ209 и ПВ284Х, которые растворяют графит на поверхности чугуна в процессе пайки, благодаря чему обеспечивается надежное смачивание припоем соединяемых поверхностей. Главное преимущество пайки чугунов серебряными припоями с флюсом ПВ209 или ПВ284Х в том, что нет необходимости принимать меры по удалению графита, а также и в том, что при пайке серебряными припоями при температурах до 900 С чугун не перегревается. Перегрев чугуна связан со структурными превращениями, что при последующем его охлаждении ведет к выделению хрупкого цементита. Поэтому применение меди для пайки чугунов следует ограничивать ввиду высокой температуры ее плавления. Припои, содержащие фосфор, не применяют вообще из-за образования в швах хрупких железофосфорных соединений.
Нагрев при пайке чугуна можно производить газовой горелкой или паяльной лампой до температуры не выше 900 “С; при этом пламя должно быть только нейтральным.
Для снятия внутренних напряжений и упрочнения паяных соединений чугунные изделия сразу же после пайки подвергают отжигу при 700—750 °C в течение 20 мин. Пайку в печах с контролируемой атмосферой производят с флюсом, который улучшает смачивание основного металла и затекание припоя в зазор.
Пайку дефектных участков (усадочных раковин, пор и трещин) чугунных литых деталей осуществляют с применением оловян но -свинцовых припоев. Чаще всего применяют припой ПОС 30 с использованием в качестве флюса водного раствора хлористого цинка с добавками хлористых
солей меди и олова. Паяют только после механической зачистки и лужения соединяемых поверхностен.
Последовательность лужения: места пайки очищают от литейной корки проволочной щеткой; очищенную поверхность обезжиривают ацетоном, бензином или раствором щелочи и затем наносят флюс; равномерно прогревают место пайки газовой горелкой до температуры, при которой начинает плавиться припой; после лужения дефекты запаивают, применяя для этой цели паяльник или газовую горелку.
После пайки изделие тщательно промывают горячей п холодной водой.
Пайка цветных металлов и сплавов
Пайка меди я ее ставов. Пайна меди. Технически чистая медь имеет высокие теплопроводность и электропроводность и достаточно высокую коррозионную стойкость. Она устойчива к атмосферной коррозии вследствие образования на ее поверхности тонкой защитной пленки, состоящей из окисла Си2О. Медь — относительно прочный (о в — 240 МПа) и пластичный металл (6 — 454-50 %) С уменьшением содержания в меди газовых примесей ее пластичность возрастает до 62%. При повышенных температурах прочность меди уменьшается, а пластичность возрастает. Ценным свойством меди является ее способность сохранять высокую пластичность до температуры жидкого гелия (—269 "С).
Для повышения прочности меди и придания ей особых свойств (жаропрочности, коррозионной стойкости и др ) ее легируют различными добавками. Сплавы на основе меди обладают высокими механическими свойствами и другими ценными качествами
Поэтому во многих отраслях техники для изделий, работающих в условиях повышенных и криогенных температур, в качестве основного металла широко применяются медь и ее сплавы, имеющие необходимый комплекс свойств. Пайка этих материалов может производиться всеми известными способами
250
Технологический процесс пайки металлических материалов
Наиболее широко применяется пайка паяльником, газовыми горелками, погружением в расплавленный припой и "в печах. Пайка низкотемпературными припоями нашла большое применение благодаря простоте и общедоступности этого способа. Ограничения в ее применении вызваны лишь тем, что паяльником можно осуществлять пайку только тонкостенных деталей при температуре 350 °C. .Массивные детали вследствие большой теплопроводности, превышающей в 6 раз теплопроводность железа, паяют газовыми горелками. Для трубчатых медных теплообменников применяется пайка погружением в расплавы солей и припоев. При пайке погружением в расплавы солей используют, как правило, соляные печи-ванны. Соли обычно служат источником тепла и оказывают флюсующее действие, поэтому допол -нительного флюсования при пайке не требуется. При пайке погружением в ванну с припоем предварительно офлюсованные детали нагревают в расплаве припоя, который при температуре пайки заполняет соединительные зазоры. Зеркало припоя защищают активированным углем или инертным газом. Недостатком пайки в соляных ваннах является невозможность в ряде случаев удаления остатков солей или флюса.
Широкое распространение в промышленности находит пайка в печах, поскольку при Этом обеспечивается равномерный нагрев соединяемых изделий без их деформации даже при больших габаритах изделий [3]
При пайке изделий из меди оловян-но-свинновыми и другими легкоплавкими припоями используют обычно канифольно-спиртовые флюсы, водные растворы хлористого цинка или хлористого аммония [6, 12, 14]
Пайка серебряными припоями успешно идет при применении флюсов на основе соединений бора и фтористых соединений калия. Эти флюсы хорошо очищают поверхность меди от окисной пленки и способствуют растеканию припоя.
Недостатком флюсовой пайки меди является трудность получения при этом способе герметичных соединений. Кроме того, остатки флюса являются
очагами коррозии. Поэтому пайку меди чаще всего осуществляют в восстановительных или нейтральных газовых средах. В азоте пайку меди можно производить при температуре 750-800 °C.
Недостатки этого метода — сложность оборудования по очистке азота, а также отсутствие возможности осуществлять пайку при температуре ниже 750 °C [15]. Применяется пайка меди и в среде аргона припоем ЛС59-! с дополнительным флюсованием мест пайки водным раствором буры.
Пайку в вакууме успешно применяют для соединений многих металлов, в том числе и меди. Этот вид пайки достаточно экономичен, совершенно безопасен и производится в вакуумных печах или контейнерах, загруженных в обычные печи. Паяные швы, полученные при использовании нагрева в вакууме, отличаются чистотой исполнения, прочностью металла шва и высокой коррозионной стойкостью. К недостаткам способа пайки в вакууме следует отнести сложность применяемого оборудования [2, 3].
Соединение меди при низкотемпературной пайке производится стандартными оловянно-свиниовыми припоями ПОССу 30—0,5; ПОС 40; ПОССу 40—0,5, ПОС 61 и свинцово-серебряными припоями ПСр 1,5; ПСр 2,5; ПСр 3 с использованием флюсов на основе хлористого цинка или канифоль но-спиртовых. Соединения, паянные оловянно-свинцовыми припоями. теплостойки до температур 100—120 °C. При снижении температуры до —196-?—253 °C предел прочности этих соединений увеличивается в 1,5—2,5 раза, достигая 45—75 МПа, при этом пластичность соединений резко снижается.
Хрупкость оловянно-свинцовых и паянных ими соединений при низких температурах объясняется аллотропическим превращением олова и образованием в шве хрупких интерме таллидов, которые при низких температурах являются очагами развития трещин [12]. Для оловянно-свинцо-вых сплавов, содержащих менее 15 % олова, падения ударной вязкости не происходит. Это обусловлено тем, что свинец, являясь основой
Панка цветных металлов и сплавов
251
сплава, с понижением температуры увеличивает ударную вязкость, давая во всех случаях вязкий излом. Высокая пластичность свинца делает его нечувствительным к надрезу. Поэтому вполне закономерны стремления применять для пайки изделий криогенной техники припои на основе свинца с содержанием олова менее 15%. Однако практика их применения показала, что они нетехнологичны, плохо смачивают паяемый металл и не затекают в соединительные зазоры. Например, применение припоя на основе свинца, легированного серебром (припой ПСр 3), позволяет получать теплостойкие и хладостойкие соединения из меди. Введение в этот припой 5 % Sn (ПСр 2,5) улучшает его технологические свойства, однако при 20 °C соединения, паянные припоями ПСр 3 и ПСр 2,5, имеют низкую прочность; предел прочности при срезе 12— 18 МПа.
Легирование свинца оловом до 16 % и кадмием до 5 % делает припой ПСр 1,5 более технологичным, однако он становится малопластичным даже при температуре 20 СС.
Применение кадмиевых припоев требует специального навыка, так как технологичность их значительно ниже, чем у оловянно-свинповых. Соединения меди кадмиевыми припоями ПСр 5KUH, ПСр 8КЦН теплостойки до температуры 350 °C, но отличаются низкой прочностью (о в = 29 .МПа) из-за образования в шве хрупких интерметаллидов; нехладостойки.
Припои на основе цинка редко применяют для пайки меди ввиду интенсивного растворения ее в расплаве припоя. При этом предел прочности на срез не превышает 15 МПа Цинковые припои, легированные медью и серебром, также плохо растекаются по меди. Легирование этих припоев оловом и кадмием (ПЦА 8М, ПЦКд ПСрСУ 25—5—5) хотя и несколько улучшает их расте к а ем ость, но швы становятся хрупкими.
Для пайки меди находят также применение припои на основе меднофосфористой эвтектики с добавлением серебра. Швы, паянные этими припоями, достаточно прочны (ов = 250-г-•т-300 МПа), теплостойки до 800 СС,
но непластичны. В условиях низких температур прочность соединений меди, паянных этими припоями, увеличивается, ио пластичность резко падает.
Широкое применение для пайки медных конструкций находят припои ПСр 45, ПСР 40, ПСр 25, ПСр 12. Пайку этими припоями осуществляют нагревом ацетилено-кислородным пламенем или в печах с использованием коррозионно-активных флюсов ПВ209, ПВ284Х После пайки остатки флюса необходимо удалять промывкой в горячей воде. Пайку теплообменной аппаратуры осуществляют с применением припоя ПСр 72 пли ПСр 71 в вакууме.
При пайке изделий из медных сплавов, конструкция которых позволяет производить пайку пол давлением, в качестве припоя можно использовать серебряное покрытие (10—25 мкм) или тонкую серебряную фольгу. При нагреве выше 779 °C медь взаимодействует с серебром с образованием в шве сплава типа припоя ПСр 72. Пайка этим методом (контактно-реактивным) осуществляется без применения флюса — в вакучме или в инертной среде. Припои на медной основе тугоплавки и вызывают растворение (эрозию) основного металла, поэтому для пайки меди их применяют реже, чем серебряные.
Диффузионная пайка меди может быть выполнена галлием, индием, оловом, свинцом, припоями ПОССу 40—2, ПОС 61 путем поджатия деталей в вакууме или аргоне при температурах 650—800 =С и длительных выдержках. Припой в место пайки можно наносить напылением в вакууме, гальваническим способом или в виде тонкой фольги.
Капиллярную пайку меди низкотемпературными припоями можно производить при зазорах 0.05—0,5 мм и температурах 650—900 °C в вакууме или аргоне. При этом соединения меди, паянные индием, галлием, оловом, припоями ПОС 61 и ПОС 40, хрупкие и малопрочные, предел прочности на срез не превышает 40—70 МПа.
При пайке меди свинцом соединения хотя и малопрочны, но пластичны. При применении припоя системы РЬ—Ag—Sn—Ni (ПСр 7,5) можно обе
252
Технологический процесс пайки металлических материалов
спечить предел прочности при растяжении 140 МПа с достаточно высокой пластичностью, угол изгиба образца, паянного встык/130е [15].
Пайка латуней. Процесс пайки латуней имеет свои особенности ввиду образования на ее поверхности окисной пленки и испарения цинка при нагреве.
На латунях. содержащих до 15 % Zn, окислы состоят из Си2О с внедренными в нее частицами ZnO. В сплавах меди с большим содержанием цинка слой окисла состоит в основном из ZnO, удаление которого более сложно, чем Си2О-
Особен ность н изкотемпер атур ной пайки латуней оловянно-свинцовыми и другими аналогичными припоями заключается в том, что удаление окисной пленки с поверхности латуней не обеспечивается канифольноспиртовыми флюсами. Для этого необходимо применять более активные флюсы. Например, при пайке латуней ЛС59-1-1, Л63 используют флюсы на основе хлористого цинка с добавками азотной кислоты.
Латунь медленнее, чем медь, растворяется в расплавах оловянно-свин-цовых припоев, поэтому при ее пайке медленнее растут интерметаллидные слои, что должно положительно отражаться на механических свойствах паяных соединений. Однако соединения. полученные при пайке латуни Л63 оловянно-свинцовыми припоями, имеют более низкую прочность по сравнению с медью в тех же условиях. Например, предел прочности соединений меди встык, паянных оловом, составляет90МПа, свинцом — 36 МПа, а соединений из латуни — соответственно 59 и 25 МПа Снижение предела прочности соединений латуни связывают с пористостью в швах которую объясняю- испарением цинка и попаданием его паров в жидкий припой Порообразование наблюдается после пайки как низкотемпеоатурными так и высокотемпературными припоями.
Высокотемпературную папку латуни в печах с восстановительной или нейтральной атмосферой применяют ограниченно из-за испарения цинка Пайка латуней в газовых средах возможна только с предварительным флю
сованием мест пайки. Например, латунь, содержащую до 3 % свинца и кремния (ЛКС80-3-2), удовлетворительно паяют в газовых средах меднофосфористыми и серебряными припоями, но с обязательным использованием флюсов. Латунь паяют в печи без флюса только в том случае, если она предварительно покрыта слоем меди или никеля, предохраняющим от испарения цинка.
Детали из латуни можно паять и в соляных ваннах при температурах 850—870 °C. Для улучшения затекания припоя в зазор в раствор ванн добавляют 4—5 % флюса, содержащего фтороборат калия или буру. При нагреве изделий в пламени газовых горелок и в печах также происходит испарение и окисление цинка, что ухудшает растекание припоев. При пайке латуни горелкой в восстановительном пламени испарение и окисление цинка удается несколько уменьшить; при этом пористость в паяных швах уменьшается.
Для пайки латуней, богатых медью, используют серебряные припои ПСр 72, ПСр 40," ПСр 45, ПСр 25, ПСр 12, а также латуни с низкой температурой плавления (припои типа ПМЦ 36; ПМК 48; ПМЦ 54) и медно-фосфористые.
Для латуней, богатых цинком (Л63, Л68), применяют припой ПСр 40. Фосфористые припои для них непригодны. так как при этом образуются малопластичные паяные соединения. Последнее объясняется тем, что в паяном шве образуются весьма хрупкие фосфиты цинка
Для соединений, не подвергающихся вибрационным и динамическим нагрузкам применяют припои ПМЦ 36 и ПМЦ 48.
Латуни интенсивно растворяются при пайке серебряными и медно-фос-фористыми припоями Поэтому паять их следует с высокими скоростями нагрева для сокращения контакта жидкого припоя и твердого металла. Латунь Л63 интенсивно растворяется в припоях ПСр 40, ПСр 45, ПСр 15, меньше чем в припоях ПСр 37,5 и ПСр 50 КД [7. 12 14]
Пайка бронз. Оловяиисдые бронзы можно паять оловянно-свинцовыми
Пайка цветных металлов и сплавов
253
серебряными и медно-цинковыми припоями. Пайка высокооловянистых бронз медно-цинковыми припоями нежелательна ввиду близости ее температуры к температуре плавления этих припоев. Пайку оловянных бронз можно производить любым известным способом: паяльником, газопламенными горелками, контактным нагревом, нагревом ТВЧ, в соляных ваннах, в печах с контролируемой атмосферой; при этом нагрев изделия следует вести постепенно, так как при высоких скоростях нагрева основной металл склонен к красноломкости.
Пайку можно производить оловянно-свинцовыми припоями с использованием флюсов на основе хлористого цинка с добавками соляной кислоты. При высокотемпературной пайке используют медно-цинковые и серебряные припои с применением флюсов на основе борной кислоты с добавками хлористых и фтористых солей металлов.
Свинцовые бронзы можно паять припоями с флюсами, которые применяют для пайки оловянистых бронз При этом места пайки необходимо флюсовать более тщательно, поскольку образующиеся на поверхности окислы свинца препятствуют затеканию припоя в зазор.
Алюминиевые бронзы выделяются высокими механическими свойствами среди медных сплавов, в связи с чем их широко применяют в машиностроении. В промышленности используют как двойные сплавы меди с алюмин нем (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов. На поверхности алюминиевой и кремнистой бронз образуется окисная пленка, которая трудно удаляется с использованием ось чных флюсов. Изделие перед пайкой необходимо обра -батывать во фтор исто-водородной или плавиковой кислоте. При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми селями металлов. Марганцевые бронзы следует паять с использованием ортофосфор ной кислоты.
Алюминиевые бронзы во избежание окисления и образования хрупких интерметаллидов в шве следует паять, применяя быстрые методы нагрева. Введение в припои никеля повышает пластичность и прочность соединений из алюминиевой бронзы. Повышение пластичности, вероятно, обусловлено образованием интер металл и да алюминий — никель, что предотвращает образование окислов алюминия.
Для высокотемпературной пайки алюминиевых бронз серебряными и медно-цинковым и припоями флюсы ПВ200 и ПВ284 непригодны, так как они не растворяют окислы на их поверхности. Для успешной пайки в эти флюсы необходимо ввести кремнефтористый натрий (10—20 %) или флюс для пайки алюминия (ю 50 %).
Высокотемпературную пайку марганцовистых бронз осуществляют с использованием флюсов, в состав которых входят фторобораты и фториды щелочных металлов
При высокотемпературной пайке бронз ввиду их красноломкости следует обращать внимание па конструирование фиксирующих приспособлений и добиваться, чтобы они не препятствовали расширению деталей при нагреве и, следовательно, не создавали в них напряжений, могущих вызвать растрескивание металла в процессе пайки.
Бериллиевые бронзы паять значительно труднее, чем другие медные сплавы, их следует паять немедленно после механической зачистки серебряными припоями с флюсом, в состав которого должны входить фтористые соли.
Медно-ликелевые сплавы паяют любым способом и припоем, в том числе и чистой медью. Панку’ медью в печи с контролируемой атмосферой необходимо выполнять при высоких скоростях нагрева, так как при длительной пайке основной металл растворяется в припое и прочность шва значительно падает.
Панка никеля и его сплавов. Никель является одним из важнейших промышленных металлов Чистый никель имеет высокие предел прочности (О |> — 40С-Г-500 МПа), пластичность (д = 50 %) и химическую стойкость.
254
Технологический процесс пайки металлических материалов
Сплавы на основе никеля характеризуются высокими электрохимическим сопротивлением и коррозионной стойкостью, а также повышенными жаропрочностью и жаростойкостью.
На чистом никеле при нагреве образуется только один окисел; при легировании никеля хромом, алюминием, титаном и другими металлами образуется комплекс окислов соответствующих металлов.
Электрохимические никелевые сплавы типа монель и константан, представляющие собой сплавы никеля с медью и железом, имеют на своей поверхности химически нестойкую окисную пленку, которая легко восстанавливается в газовых средах, удаляется флюсованием и при высокотемпературной пайке в вакууме разлагается нз кислород и металл. Поэтому пайка этих сплавов не вызывает трудностей. При пайке можно применять припои, флюсы и газовые среды, рекомендованные для сталей и меди. Для пайки никелевых сплавов требуются специальные флюсы, поскольку поверхность сплавов, например никеля с хромом (нихромы), покрыта весьма стойкой окисной пленкой, содержащей окислы хрома. При легировании нихрома алюминием и титаном химическая стойкость окисной пленки возрастает, что влечет за собой ряд затруднений при пайке. Пайка жаропрочных сплавов на основе никеля в восстановительных газовых средах требует тщательной их очистки от остатков кислорода с помощью платинового или дукитового катализатора, а также дополнительного осушения до точки росы (-70 СС).
При пайке жаропрочных сплавов на основе никеля в вакууме или нейтральных газовых средах последние необходимо тщательно осушать с помощью цеолита, перекиси бария или фосфорного ангидрида Перед пайкой нихромы следует покрывать слоем никеля или меди толщиной 15 мкм, который обеспечивает хорошее смачивание паяемых поверхностей в вакууме и нейтральных средах без применения флюса
Для низкотемпературной панки никеля пригодны оловянно-свннцовые припои, содержащие 40—60 % Sn
и флюсы, рекомендуемые для пайки сталей.
Для конструкций из никелевых сплавов, работающих при температуре 350—500 "С, применяют серебряные припои. Например, для пайки сплавов ХН78Т и ХН77ТЮР рекомендуются следующие составы припоев %: 1) 61 Ag; 28,5 Си; 10,5 Zn (Тил = = 720-5-746 СС); 2) 85 Ag; 15Мп(7’ил = = 970н-980 сС).
Никелевые сплавы типа нихром и монель склонны к охрупчиванию в контакте с жидкими припоями, особенно содержащими серебро, кадмий и цинк. Для предотвращения хрупкого разрушения пайку этих сплавов производят в отожженном состоянии и при отсутствии внутренних и внешних растягивающих напряжений.
Для работы никелевых изделий при более высокой температуре пайку их производят припоями систем Ag— Pd—Мп, Pd— Ni, Pd—Ni—Сг и др.
Никель и его сплавы практически не подвергаются растворению припоями систем Ni—Мп—Сг, Pd—Ni, Ni— Pd—Ag, Pd—Ni—Сг при пайке до температур 1150—1250 °C.
Пайка жаропрочных никелевых сплавов палладиевыми припоями может быть осуществлена в вакууме или в аргоне. Пайку припоями Ni—Мп—Сг обычно производят в атмосфере аргона, в смесях Аг -г BF3 или Аг + HF.
Для кислотостойких и жаропрочных паяных соединений применяют припои на никельхромовой основе, легированные марганцем, бором, фосфором или кремнием для снижения температуры плавления. При этом припои, легированные марганцем, дают более пластичные соединения по сравнению с нихромовыми припоями типа «Кольманой», легированными бором и кремнием.
Предел прочности на срез соединений сплава инконель, паянного припоем Сг—В, составляет 288 МПа, припоем Ni—Р — 91 .МПа. припоем Ag—Pd— Мп — 222 МПа.
При пайке нихромов жаропрочными припоями с местным нагревом рекомендуется применять флюсы ПВ200 и ПВ201, а при пайке серебряными припоями — ПВ209 и ПВ284Х.
Серебряные и медные припои для пайки жаропрочных никелевых сила-
Пайка цветных металлов и сплавов
255
вов используют редко вследствие низкой их жаропрочности и коррозионной стойкости. Кроме того, при пайке никеля медью паяемый металл значительно растворяется в припое. Поэтому' необходимы строгая дозировка припоя и четкий контроль температуры пайки.
Для пайки высокой и кслевых сплавов не следует применять припои, содержащие фосфор, алюминий и магний, которые образуют на границе раздела припоя и паяемого металла хрупкие интерметаллидпые фазы.
При пайке никеля и его сплавов необходимо следить за тем, чтобы применяемые газовые среды не содержали соединении серы, так как при взаимодействии серы с никелем образуется легкоплавкая эвтектика, проникающая по границам зерен и вызывающая охрупчивание металла.
При пайке никелевых сплавов припоями, легированными бериллием и особенно бором, паяемый металл активно растворяется в припое, поэтому необходимо строго соблюдать режим пайки: процесс следует вести с высокими скоростями и без перегревов.
Заметному локальному растворению подвергаются никелевые сплавы при пайке их припоями, содержащими кремний, особенно при температуре выше 1200 °C, что приводит также к снижению растекания припоя.
Пайка нихрома, сплава инконель, а также никелевых сплавов, содержащих алюминий и титан, требует применения достаточно активных флюсов. При использовании боридных флюсов при печной пайке вследствие образования легкоплавкой боридной эвтектики Ni—В возможна эрозия основного металла. Поэтому пайку в печах никеля и его сплавов проводят в атмосфере водорода с точкой росы —40-5-70 °C. Сплавы, легированные алюминием и титаном, паяют в вакууме. в смесях нейтральных газов с газовыми флюсами BF3 или NH4C1.
Пайка титана и его сплавов. Титан по совокупности физико-механических свойств является одним из важнейших современных конструкционных материалов. Он почти в 2 раза легче, чем углеродистые стали и многие цветные
сплавы, его плотность равна 4,5 г/см3. Титан — высокопрочный (о« = 300— 6С0 МПа) и пластичный (6 = 25-j-50 %) металл, его коррозионная стойкость в ряде агрессивных сред превосходит коррозионно-стойкие стали. Титан довольно широко распространен в природе, его в 10 раз больше, чем Мп, Сг, Си, Zn, V, Ni, Со, W и Nb вместе взятых. Эти и ряд других ценных свойств открывают большие возможности широкого применения титана в промышленности.
На поверхности титана всегда имеется альфированный слой, насыщенный атмосферными газами. Перед пайкой этот слой необходимо удалить пескоструйной обработкой или травлением в растворе следующего состава: 20— 30 мл H2NO3, 30—40 мл НС1 на литр воды. Время травления 5—10 мин при 20 °C. После такой обработки на поверхности тигана все же остается тонкая окисная пленка, препятствующая смачиванию его поверхности припоем. Поэтому иногда пытаются паять титан с применением специальных флюсов, по составу аналогичных флюсам для пайки алюминия. Но соединения титана, паянные с применением таких флюсов, нс отличаются высоким качеством. Обычно пайку титана и его сплавов ведут в вакууме или в аргоне марки А, который тщательно очищен от примесей кислорода, азота и паров воды. Только в такой чистой атмосфере или в вакууме окисная и нитридная пленки на титане растворяются в металле при условии, что температура пайки выше 700 “С. Поэтому процесс пайки титана ведут обычно при температуре 800—900 'С, что способствует быстрой очистке поверхности титана и хорошему смачиванию его припоями. Пайку титановых сплавов при более высоких температурах производят довольно редко (особенно печную), так как при его длительном нагреве при температурах выше 900 °C отмечаются склонность к росту зерна и некоторое снижение пластических свойств. Поскольку предел прочности основного металла при этом практически не снижается, то в отдельных случаях соединение титановых сплавов пайкой производят даже при 1000 °C.
256
Технологический процесс пайки металлических материалов
Водород, всегда находящийся в титане и снижающий его пластичность, удаляется при пайке (или нагреве) в вакууме 10-2 Па при температуре около 900 °C, поэтому пайка титана в вакууме предпочтительнее, чем пайка в нейтральной атмосфере.
При выборе припоя, способа и режимов пайки необходимо иметь в виду, что титан образует хрупкие интерме-таллиды в паяном шве почти со всеми элементами, входящими в припои. Поэтому в качестве основы припоя часто выбирают серебро, которое образует с титаном интерметалл иды, предположительно менее хрупкие, чем с другими металлами. Иногда за основу припоев выбирают алюминий, который образует с титаном ограниченную область твердых растворов, что позволяет рассчитывать на получение менее хрупких паяных соединений.
Из указанных припоев практическое применение нашли серебряные припои, которые позволяют получить при пайке в печи при 950—1000СС высокопрочные паяные соединения. Например, при пайке титана BT1-I чистым серебром в атмосфере аргона предел прочности паяных соединений 1804-200 МПа, а при пайке серебром, легированным марганцем (10—15 %) достигает 280 МПа. При этом соединения, паянные чистым серебром, неустойчивы против коррозии и в течение года (в городской атмосфере) снижают свою прочность па 25—30 %
Еще более высокие значения предела прочности паяных соединений можно получить при высокотемпературной пайке титана припоями на основе никеля или мели (оп — 300 МПа), но эти металлы очень быстро растворяют его, вызывая сильную эрозию и охрупчивание в зоне швов
Для получения более пластичных и прочных соединений с успехом применяют диффузионную пайку титана, сущность которой заключается в том, что изделие, паянное минимально необходимым количеством припоя, например никелем, медью, железом, кобальтом и другими металлами, выдерживают при температуре пайки до тех пор, пока в паяном соединении не образуется пластичный твердый раствор. Прочность соединений, получен
ных таким способом, близка к прочности паяемого металла.
Пайка титановых сплавов оло-вянно-свинцовыми и другими низкотемпературными припоями применяется редко. В этом слмчае перед пайкой титан покрывают никелем химическим или гальваническим способом. Для увеличения сцепления никеля с титаном детали подвергают нагреву до 250 °C в течение 1 ч. После этого пайку производят теми же припоями и флюсами, которые используют для чистого никеля.
Паять титан и его сплавы низкотемпературными припоями можно также после предварительного покрытия изделий оловом, серебром или медью. Для покрытия оловом подготовленное под пайку изделие быстро опускают на 10—20 мни в нагретое до 700 'С олово. Покрыть титан оловом можно и при помощи флюса, в состав которого входит хлористое олово Компоненты флюса просушиваю'; и применяют в мел кор азмолотом виде. Изделие покрывают флюсом толщиной до 3 мм и нагревают в печи с нейтральной средой до 350—400 °C,
Медное покрытие может быть получено погружением изделия на несколько секунд в расплавленную хлористую медь или ее смесь с другими хлоридами меди при 650—700 °C.
Серебром титан покрывают методом погружения изделия в расплавленное серебро. После охлаждения деталь очищают от остатков флюса и шлака паром или кипячением в воде с последующей зачисткой наждачной бумагой пли щеткой. Луженое изделие паяют легкоплавкими припоями с Тпл 200 °C с применением канифольных флюсов
Перед нанесением покрытия детали обрабатывают в соответствии с технологией. применяемой в гальванотехнике.
Пайка молибдена Удачное сочетание комплекса ценных физикомехаи! • веских и коррозионных свойств делает этот металл одним из основных конструкционных материалов новой техники.
Молибден имеет Тпл — 2622 "С его плотность почти вдвое меньше, чем вольфрама Из него можно выполнять конструкции, работоспособные до
Пайка цветных металлов и сплавов
257
2000 °C. Молибден имеет высокую коррозионную стойкость против атмосферной коррозии. Однако он так же, как и вольфрам, сильно окисляется и без специальных покрытий не может работать при высоких температурах в воздушной атмосфере.
Основное затруднение при пайке молибдена возникает из-за большого сродства его к кислороду, а также скло» нности к росту зерна при высоких температурах.
Температура рекристаллизации молибдена (850—1220 °C) зависит от многих факторов и в первую очередь от степени деформации и чистоты. При переходе через порог рекристаллизации молибден становится хрупким, что необходимо учитывать при выборе припоя для его пайки. Кроме того, молибден имеет небольшой температурный коэффициент линейного расширения (а = 5,6-10~° °C"1), что отличает его от металлов и сплавов, с которыми он обычно соединяется при пайке (медь, никель, железо).
По этим причинам пайку молибдена необходимо производить в глубоком вакууме или среде аргона, тщательно очищенном от кислорода и паров воды, с применением высоких скоростей нагрева. Перед пайкой молибдена должна быть полностью удалена окисная пленка путем погружения его в расплав, состоящий из 70 % NaOH и 30 % NaCO3, при температуре не выше 400 °C или с помощью электролитического травления в 80 % -ном водном растворе серной кислоты при 50—60 °C.
В качестве припоев для пайки молибдена пригодно большинство припоев, рекомендованных для панки вольфрама. Например, припой, содержащий 80 % Ni, 14 % Сг и 6 % Fe, обеспечивает получение паяного соединения с пределом прочности на срез 132 МПа при 980 °C.
Если пайку производят при температуре выше" температуры рекристаллизации молибдена (около II00 °C), то время его выдержки при пайке должно быть минимальным. Для пайки молибдена со сталью рекомендуется припой на медной основе состава, %: 10 Ni. 10 Мп, 2—ЗСг, 1—2 Fe, 0,5 Si. При пайке со сталью 12Х18Н9Т
9 П/'р И, Е, Петрунина
предел прочности паяного соединения при 600 °C составляет 220—230 МПа.
Для пайки молибдена применяют припои системы золото—никель, обеспечивающие получение надежных паяных соединений: в массовом произ-вотстве из-за дефицитности золотые припои применяют редко. Для пайки, например, меди с молибденом используют припой ПСр 72 или чистое серебро. Для улучшения растекаемости серебряных припоев молибден покрывают никелем и медью. Толщина никелевого слоя не должна быть больше 3 мкм, медного — 3—4 мкм; при большей толщине возможно отслаивание покрытия. Для улучшения сцепления никелевого покрытия с молибденом производят термическую обработку в вакууме при 950—1000 СС. Кроме того, детали из молибдена перед никелированием отжигают в вакууме при 950—1000 °C с выдержкой 10—15 мин.
Растекаемость серебряных припоев ПСр 72 и чистого серебра по молибдену улучшается при введении в них 1 — 2 % фосфора.
Для пайки молибдена в качестве припоя можно применять чистую медь. Однако медь плохо смачивает и растекается по поверхности молибдена. Для улучшения смачивающей способности медь легируют кобальтом, железом, марганцем, никелем, кремнием, палладием. Количество легирующих добавок в медных припоях строго регламентируется и не должно превышать 4—5'%, Ограничение вызвано тем, что все названные добавки, кроме палладия, образуют с молибденом хрупкие интерметаллиды, которые кристаллизуются на границе раздела и ослабляют прочность соединения. При пайке молибдена чистой медью необходимо строго соблюдать режим пайки; температура 1100”С, выдержка 20 мин. Увеличение температуры и выдержки приводит к расширению хрупкой диффузионной зоны и к снижению прочности соединения.
Молибден можно паять и чистым никелем. Никель наносят на молибден гальваническим способом или в виде фольги. Пайку производят в вакууме 10~2— Ю-3 Па при 1350 °C, т. е. выше температуры образования эвтектики,
258
Технологический процесс пайки металлических материалов
с поджатием деталей давлением 15 МПа, с выдержкой при температуре пайки 2—6 ч. При таком режиме происходит полное растворение никеля в молибдене с образованием твердого раствора, в швах не образуется хрупких зон, и соединения выдерживают многократные нагревы до 2600 °C.
Соединения молибдена, паянные легкоплавкими оловянно-свинцовыми припоями с применением флюсов на основе водного раствора хлористого цинка, могут работать при темперарурах не более 150 °C.
Для пайки соединений молибдена, работающих при температурах 650 °C, применяют припои: Ag—Р; Ag—Си; Ag—Си—Ni—Li, Пайку производят погружением в расплавленный припой или газовой горелкой.
Пайка ниобия и его сплавов. Высокие коррозионная стойкость в сильных кислотах и в расплавленных щелочных металлах, стойкость при обличении, сверхпроводимость и другие свойства делают ниобий и его сплавы весьма ценными конструкционными материалами для ракетостроения, химического аппаратостроення и других областей техники. Предел прочности ниобия ов=400 МПа, относительное удлинение 6 — 30 %,
= 2500 °C
При высокотемпературном отжиге ниобия (1450 °C и выше) отмечается собирательная рекристаллизация, т. е. интенсивный рост зерна и появление выделений по границам зерен, ударная вязкость ниобия при этом снижается примерно в 20 раз.
При нагреве на воздухе выше температуры 200'"С ниобий заметно окисляется; с повышением температуры окисляемость сильно возрастает. Резкое повышение окисляемости ниобия при 1000 °C п выше связано не только с увеличением скорости диффузии кислорода, но и с качественными изменениями, происходящими в структуре окисной пленки При температуре 1000—1100 °C происходит переход низкотемпературной модификации окисла а — Nb2O5 в высокотемпературную модификацию Р— Nb2O5, сопровождающийся значительным увеличением объема (в 2,7 раза), что приводит к возникновению
внутренних напряжений и локальным разрушениям пленки и ее отслоению. Последнее и вызывает резкое повышение окисляемости ниобия.
При нагреве ниобия наряду с его окислением происходят диффузия и растворение газов в металле. Предельная растворимость кислорода в ниобии (массовые доли) составляет: при 500 °C — 0,25 %, при 1916 °C — 0,72 %; азота при 300 °C — 0.003 %, при 1500 °C — 0,07%. Образование газонасыщенного слоя приводит к резкому повышению твердости и снижению пластичности ниобия. Значи1 тельно более высокими свойствами, чем ниобий, обладают сплавы на его основе.
Для получения высокопрочных и пластичных паяных соединений целесообразно для пайки ниобия применять чистые металлы: титан, ванадий, цирконий, которые образуют с ниобием неограниченные твердые растворы .
На основе указанных металлов можно получить пластичные припои и жаропрочные паяные соединения, однако вес они слишком тугоплавки и требуют оборудования, позволяющего производить пайку в высоком вакууме при температурах 1600—1900 °C. Поэтому иногда для пайки ниобия применяют и более легкоплавкие припои, например, припой на основе меди, содержащий 30 % Ni, 1—2% Fe; 1 — 2% Si; 0,2 % В и после длительной выдержки при температуре пайки (1500 °C) обеспечивающий получение достаточнопрочных паяных соединений
Для пайки ниобия в среде аргона с точкой росы — 70 °C можно использовать сплавы системы Сг—Pd—Ge. Рекомендованы два сплава: 1) 50 % Сг; 30 % Pd; 20 % Ge, температура пайки 1450 °C. выдержка 5 мин: предел прочности соединения на срез при 1093 "С 58 МПа; 2) 50 % Сг. 35 % Pd, 15 % Се: температура пайки 1450°С. выдержка 5 мин; предел прочности соединения на срез при 1093 °C 74 МПа
Рекомендуется также припой для пайки ниобия, состоящий из 17 % Nb, 10 % V: 8 % Сг; 2,3 % Al; Al—Ti — основа. Предел прочности оЕ соединения равен 800 МПа, относительное удлинение 6 — 4%.
Пайка цветных металлов и сплавов
259
Пайка вольфрама. Вольфрам и его сплавы, обладая высокой прочностью, жаропрочностью до температуры 2700 °C и другими пенными качествами, являются необходимыми материалами в ряде областей техники. Металлический вольфрам широко применяют в ракетостроении, в электроламповой, радиотехнической и электровакуумной промышленности.
Вольфрам широко используют в промышленности в чистом виде и в виде сплавов, он является наиболее тугоплавким металлом с Тпл — 3410 °C, имеет высокий предел прочности (оп = = 5004-900 МПа), НВ 3200—4150. Недостатком вольфрама является его хрупкость при 20 °C (относительное удлинение и сужение равны нулю). Механическую обработку вольфрама можно производить только при температуре 300—500 °C, т. е. выше порога хрупкости.
Пайку вольфрама необходимо стремиться производить при температурах ниже температуры его рекристаллизации (1450 °C), поскольку выше этой температуры прочность вольфрама значительно снижается. При сварке плавлением рекристаллизация вольфрама и его охрупчивание неизбежны, поэтому применение пайки для изделий из вольфрама предпочтительнее. При соединении вольфрама с другими металлами основная трудность связана со значительным различием в ТКЛР.
При 20 °C вольфрам обладает высокой химической стойкостью, но при нагревании выше 400—500 сС — окисляется с образованием трехокиси вольфрама WO3. При пайке вольфрама требуется особо тщательная очистка его поверхности, которую производят механическими средствами или травлением в кислотах. Травить можно в смеси равных частей азотной и Фтористоводородной кислот с последующей промывкой в горячей воде или спирте. Очистку можно вести также в горячем растворе едкого натра или электролитическим методом, применяя в качестве электролита разбавленный раствор азотнокислого натрия (NaNO3). Способ очистки выбирают в зависимости от сте.чени окисленности вольфрама.
После тщательной очистки вольфрам успешно паяется во всех защитных
9*
и восстановительных средах, но чаще в вакууме, так как при этом обеспечивается получение более плотных паяных швов.
Для улучшения смачивания вольфрама расплавленными припоями иногда применяют предварительное гальваническое покрытие его никелем или медью.
Для высокотемпературной пайки вольфрама используют припои с температурой плавления до 3000 °C, в том числе чистые металлы (тантал, ниобий, никель, медь) и сплавы (Ni— Ti, Ni—Си, Мп—Ni—Со, Мо—В и др.).
Учитывая склонность вольфрама к рекристаллизации, пайку его необходимо производить прп максимальных скоростях нагрева с минимальной выдержкой при пайке. Наиболее перспективным способом соединения вольфрама является сочетание пайки с последующей диффузионной обработкой.. В результате такой обработки получаются паяные соединения с высокой температурой распайки (вторичного расплавления паяного шва).
При диффузионной обработке происходят диффузия, растворение, а также испарение отдельных компонентов. Например, марганец кипит при 2150 °C и при этой же температуре полностью испаряется. Поэтому при диффузионной обработке швов, паянных припоями, содержащими марганец, повышение температуры вторичного расплавления достигается за счет испарения марганца. При правильном сочетании припоя, температуры пайки и времени выдержки можно получить паяные соединения с температурой вторичного расплавления до 2760 “С. Например, при пайке вольфрама при 100—1100 СС припоем платина — бор с добавкой порошка вольфрама в результате реактивной диффузии в шве образуется сплав, работоспособный при 2000 СС Преимуществом этого припоя является то, что пайку вольфрама можно производить при температуре ниже температуры его рекристаллизации, т. е. без снижения механических свойств вольфрама.
Перспективным является метод диффузионной пайки, позволяющий до минимума уменьшить толшину прослойки припоя в зазоре, в результате
260 Технологический процесс пайки металлических материалов
чего сокращается количество жидкой фазы в шве и уменьшается возможность образования хрупких зон.
Для капиллярной пайки вольфрама в вакууме 10-2 Па или в аргоне марки А можно использовать стандартные серебряные припои ПСр 72, ПСр 62, ПСр 37,5; медно-никелевые припои ВПр4, ПМ17, ПМ17А и припой на железной основе системы Fe—Мп. Наибольший предел прочности ов ~ = 265 МПа при зазоре 0,15 мм обеспечивает припой ПСр 37,5.
Соединения вольфрама, паянные чистым железом, могут надежно работать при 900 °C. Соединения, паянные припоем, состоящим из 75 % Сг и 25 % V, успешно работают при 1200 СС.
Возможно соединение вольфрама и при использовании в качестве припоев меди, марганца, олова и серебра, обеспечивающих высокую прочность соединений, получающуюся за счет насыщения шва вольфрамом. Зерна вольфрама диспергируют вследствие адсорбционного понижения его прочности под действием расплавов припоев и спекаются в капиллярном зазоре. Для диффузионной пайки вольфрама рекомендованы три состава припоев, %: 1) 83,5 Ni, 6,5 Сг, 2,5 Fe, 3 В, 5 Si, 0,15 С (Тпл = 1066 °C); 2) 68 Мп, 16 Ni, 16 Со, 0,5 В (ТПл = = 1066СС); 3) 70 Ni, 20 Сг, 10 Si, 1 Fe (ТПл = 1185 С). Припои применяют в виде порошка. Пайку производят в атмосфере водорода, выдержка при пайке 5 мин.
Пайка циркония. Цирконий является относительно тугоплавким металлом с ТГ(Л = 1855 °C, его плотность 6,4 г/см3. Цирконий обладает сравнительно низким пределом прочности при растяжении ов — 2004-280 МПа. Прочность его ниже, чем у титана и железа, а твердость примерно одинакова. Добавки к цирконию молибдена, ниобия, титана улучшают его механические свойства. Цирконий и его сплавы пластичны, хорошо обрабатываются давлением, резанием, имеют высокую коррозионную стойкость в агрессивных средах.
Близкие значения температурных коэффициентов объемного расширения циркониевых сплавов и некоторых диэлектриков позволяют использовать
их для получения соединений со стеклом и керамикой. Эти свойства делают цирконий и его сплавы весьма ценным материалом в электронике и вакуумной технике.
При 20 °C цирконий и его сплавы инертны по отношению к газам, но при повышенной температуре они взаимодействуют с кислородом, азотом и водородом, образуя окислы, нитриды и гидриды, Водород — единственный газ, реакция поглощения которого цирконием обратима. Максимальное насыщение циркония водородом происходит при 280—300 °C; при нагреве в вакууме до 800 °C водород полностью удаляется.
С азотом цирконий начинает взаимодействовать с 400 °C. Наибольшее поглощение азота из воздуха происходит при 1000—1600 °C. Удалить азот из циркония при нагревании в вакууме до температуры 1300 °C не удается.
Реакция циркония с кислородом сопровождается образованием на его поверхности окисной пленки. Однако при 450 °C окисная пленка растворяется в металле, вследствие чего происходит дальнейшее поглощение кислорода. Удалить кислород из циркония нагревом в вакууме не удается. Инертные газы — аргон и гелий — не растворяются в цирконии, но при недостаточной их чистоте цирконий окисляется и на его поверхности образуется слой окислов черно-синего цвета. Перед пайкой цирконий и его сплавы травят в смеси водных растворов плавиковой и азотной кислот (3 мм азотной, 5 мл плавиковой кислоты и 92 мл воды).
При пайке циркония в аргоне или гелии последние необходимо предварительно очищать от примесей кислорода, водорода, азота и паров воды. Паять цирконий и его сплавы в вакууме можно при разрежении в камере пайки не ниже 10-3 Па.
При выборе припоя необходимо учитывать, что многие компоненты, входящие в припой (Ag, Си, Ni), активно взаимодействуют с основным металлом с образованием химических соединений или легкоплавких эвтектик. Поэтому пайку циркония с медью, никелем, железом или коррозионно
Пайка цветных металлов и сплавов
261
стойкой сталью можно осуществлять без припоя (контактно-реактивным методом). Хотя соединения получаются и непрочными, нс обеспечивают герметичность и коррозионную стойкость,
Многие припои активно растворяют цирконий, вызывая сильную эрозию или сквозное проплавление тонкостенных конструкций. Сильной эрозии цирконий подвергается при пайке медью. Припой на основе титана не вызывает эрозии, так как титан с цирконием образуют твердые растворы. Припоями па основе титана можно паять цирконий диффузионным методом.
Для высокотемпературной пайки циркония можно применять припои на основе золота Золото с цирконием реагируют при 1065 "С. Небольшое количество легирующих добавок железа, никеля, меди, образующих с золотом твердые растворы, снижает температуру пайки, но не изменяет механические свойства паяных соединений. В качестве легирующих компонентов используют также ванадий и кобальт. Эти элементы снижают температуру пайки и уменьшают растворимость циркония в припое, т. е. образуют с цирконием твердые растворы, или эвтектику, при температуре, значительно превышающей температуру пайки. Для пайки циркония рекомендуются также припои системы Си—Pd с различными добавками (табл. 6).
6. Припои для пайки циркония (без предварительного покрытия)
Компоненты Содержание (массовые доли). %
1 9 3
Pd 19 — 20 17 — 20 i — '0
Сг — 2.5—3
2г 3—4 2 — 3
Ti — 1 —1,5
Си Остальное
Легирование меди палладием и цирконием способствует уменьшению растворения основного металла в припое. Температура плавления припоев 960— 1050 °C, пайку циркония этими припоями осуществляют в вакууме 10"= Па.
Припои обеспечивают вакуумную плотность соединений циркония с железом, низкоуглеродистоп сталью и никелем при 20 °C и повышенных температурах Пайку циркония этими припоями осуществляют без нанесения барьерных покрытий, что упрощает технологический процесс и повышает надежность соединений.
Пайку циркония без барьерного покрытия производят и самофлюсую-щи.ми серебряными припоями.
Для предотвращения растворения циркония припоями, вступающими с ним в активное взаимодействие, применяют промежуточные барьерные покрытия. В этом случае используют никелевое покрытие, которое имеет удовлетворительное сцепление с цирконием при условии предварительного травления поверхности детали в водных растворах фторида аммония и плавиковой кислоты, подогретых до 30—40 °C, и последующего отжига в вакууме при 850—900 °C. Пайку по никелевому покрытию можно производить всеми легкоплавкими припоями, смачивающими никель, и высокотемпературными, но с температурой пайки, не превышающей 900 °C, так как уже при температуре 960 °C образуется легкоплавкая эвтетика.
При пайке циркония припоями на основе серебра по никелевому барьерному покрытию обеспечиваются вакуумная плотность и предел прочности паяных соединений до 200 МПа.
Для работы паяных соединений циркония при высокой температуре применяют более тугоплавкие барьерные покрытия, например, ниобий. Пайку по ниобиевому покрытию производят при 1000—1200 °C припоями систем Zr—Ni, Zr—Ni —Pd, Ti—Pd и др.
При пайке циркония с ниобием, танталом, молибденом и гафнием без нанесения барьерного покрытия применяют припои систем Zr—V, Zr—Со и др (табл 7).
Соединения, паянные этими припоями, обеспечивают теплостойкость до 1200—1300 аС.
Пайка тантала. Тантал среди Других металлов выделяется исключитель-ной химической стойкостью В СИЛЬНЫХ кислотах н расплавах щелочных металлов, а также рядом других свойств.
262
Технологический процесс пайки металлических материалов
7. Припои для пайки циркония
Состав (массовые доли). % 7 ПЛ’ °C Покрытие
78 Ag; 22 Си 60 Ag; 39 Си; J Ni 63 Ag; 27 Си; 10 Ni 779 820 710 — 685 Никель
90 Zr; 10 Ni 60 Pd; 40 Ni 53 Ti; 47 Pd 80 Ag; 20 Pd 72 Ag; 18 Pd; 10 In 1200 1237 1080 1120-1080 930—980 Ниобий
92 Zr; 6,6 Ni; 1,4 Be 85 Zr; 15 Co 70 Zr; 30 V 70 Ti; 30 Си 1000-1200 Без покрытия для пайки с молибденом и ниобием
Он имеет Тпл — 2996 °C, плотность 16,6 г/см3, в отличие от вольфрама и молибдена обладает пластичностью. Тантал промышленной чистоты в отожженном состоянии при 20 °C имеет предел прочности ов = 420 МПа, относительное удлинение 6 = 25%; при 980 °C ов — 140 МПа. Температура пластично-хрупкого тантала лежит ниже — 196 °C.
Кроме чистого тантала в промышленности применяют сплавы тантала с вольфрамом, ниобием, гафнием, которые достаточно пластичны. Относительное удлинение этих сплавов 6 = = 254-30 % (зависит от способа выплавки).
Тантал и его сплавы используют в электротехнике и для изготовления нагревателей в вакуумных печах. Известно также применение чистого тантала и его сплавов с ниобием в химическом аппаратостроении.
При нагреве на воздухе тантал, так же как ниобий, начиная с 200—300 °C заметно окисляется Наряду с окислением происходит диффузия газов в металл, непосредственно под окисной пленкой образуется газонасыщенный слой, толщина которого зависит от температуры и времени нагрева.
Тантал интенсивно поглощает газы при нагревании, поэтому при панке тантала предпочтителен вакуум не ниже 10"2 Па.
В качестве припоев для пайки тантала целесообразно применять прежде всего такие металлы, как титан, ванадий, ниобий и молибден, которые образуют с танталом непрерывный ряд твердых растворов, что позволяет получить высокопрочные и пластичные паяные соединения. Из указанных металлов успешно применяют сплав, содержащий 85 % Ti и 15 % Мо, дающий возможность производить пайку при 1850 °C
Для диффузионной пайки сплава тантала с содержанием 1 % W в качестве припоя применяют чистый титан. Припой в виде фольги укладывают в места соединений. Пайку производят в печи при разрежении 10"2— 10"3 Па, температура пайки 1760 °C. выдержка 10 мин. Температура вторичного расплавления шва после пайки поддерживалась 2092 СС, предел прочности соединений при 1928 °C 16,5 МПа. Для капиллярной пайки используют припой на основе тантала с 40 % HF. Пайку выполняют при 2205 С с выдержкой 1 мин Для пайки тантала применяют припой следующего состава. %: 20 Та: 5 Nb, 3 W Пайку этим припоем осуществляют в вакууме 10"3 Па при 1000 °C с выдержкой 5 мин.
Предел прочности соединения на срез тср = 200 МПа, температура вторичной распайки 2000 °C
Тантал можно паять по предвари
Пайка цветных металлов и сплавов
263
тельно нанесенному слою серебра. Серебро в виде пасты наносят на тантал, после сушки и обжига при 600 °C в течение 1 ч получают прочное сцепление, Обработанный таким образом тантал можно паять, например, с медью. Предел прочности соединения достигает 50 МПа.
Ввиду того что тантал трудно поддается пайке, его поверхность рекомендуется предварительно покрывать никелем или платиной. Пайку покрытых изделий можно вести с применением флюсов, в среде инертных газов или вакууме.
Пайка бериллия. Бериллий — легкий металл (плотность 1,84 г/см3), но имеет высокий предел прочности (560 МПа) и довольно высокую температуру плавления (1283 °C).
Ввиду высокой химической активности поверхность бериллия в атмосферных условиях покрывается окисной пленкой ВеО. Перед пайкой бериллия для удаления окислов его травят в растворе следующего состава,-450—500 мл ортофосфорвой кислоты, 50—55 г хромового ангидрида и 20— 25 мл концентрированной серной кислоты. Раствор, подогретый до 50— 60 °C, более активно снимает окисную пленку
Легкоплавкими припоями бериллий паяют с применением специальных флюсов, содержащих фториды и хлориды цинка, аммония или щелочноземельных металлов. Нагрев под пайку осуществляют быстро, поскольку применяемые флюсы быстро теряют свои свойства Перед панкой поверхности желательно лудить. Лужение и пайку производят оловянно-свинцовыми припоями, содержащими цинк, индий или серебро. Пайку бериллия можно осуществить цинковыми или кадмиевыми припоями, которые хорошо растекаются по поверхности бериллия и затекают в зазор Для улучшения смачивания легкоплавкими припоями с использованием флюса ЛК-2 бериллий покрывают гальваническим никелем.
Высокотемпер турную пайк^ бериллия обычно производят в вакууме КГ’3—1СГ3 Па либо в тщательно очищенном аргоне или гелии. В качестве припоев применяют эвтектический сплав алюминия с кремнием или се
ребра с медью. Пайку производят при температуре 785—1060 °C, выдержке 5—10 мин.
Бериллий можно паять и по специально подготовленной поверхности, которую лудят магнием при 750 °C в аргоне. При этом на поверхности бериллия образуется окисная пленка MgBe. Пайку луженой поверхности производят в аргоне при температуре 750 СС алюминием, который в виде фольги закладывают между паяемыми поверхностями.
Пайка бериллия алюминием с длительной выдержкой при температуре пайки (870 °C) приводит к упрочнению паяного шва. Предел прочности постепенно повышается с 90 до 190 МПа при выдержке 96 ч.
Другой способ пайки состоите предварительном покрытии бериллия медью или серебром. Покрытие производят в цианистых или кислотных растворах, металлизацией или погружением в расплав металла. Перед покрытием изделие травят в 5—10 %-ном растворе плавиковой кислоты и без промывки переносят в ванну для покрытия. Пайку по барьерному или луженому слою производят серебряными припоями в аргоне или вакууме.
При пайке бериллия серебряными припоями получают предел прочности паяного шва ов = 100 МПа. При пайке бериллия с другими металлами например с никелем, монель-металлом или с титаном, при применении серебряных припоев прочность соединений ов — 100-4-150 МПа
Серебряные припои применяют при пайке соединений, работающих при 20 °C. Для улучшения смачивания и растекания припоев в них вводят 0,2— 0,5 % Li Для панки изделий из бериллия, работающих при высоких температурах, припоями служат сплавы бериллия с серебром титаном или цирконием.
Пайка алюминия и его сплавов Алюминии и его сплавы находят широкое применение для изготовления паяных конструкций в авиационной, электротехнической, радиотехнической и ряде других отраслей промышленности
Особенности пайки алюминиевых сплавов определяются такими факторами, как высокая стойкость окисной
264
Технологический процесс пайки металлических материалов
пленки, низкая температура солидуса большинства промышленных алюминиевых сплавов, высокая теплоемкость алюминия.
Алюминий, обладая большим сродством к кислороду, образует стойкий окисел А12О3, находящийся на его поверхности в виде плотной и прочной пленки. Состав и структура окисных пленок на поверхности алюминиевых сплавов зависят от состава последних. Так, на поверхности алю-миниево-магниевых сплавов присутствует смесь окислов А12О3 и MgO-
При пайке алюминиевых сплавов окислы удаляют с помощью флюсов, в вакууме с добавлением паров магния, трением и ультразвуковым лужением. Кроме того, разработаны способы пайки контактным плавлением, а также по защитным и барьерным покрытиям и др.
Для высокотемпературной пайки алюминиевых сплавов в качестве флюсов применяют смеси солей хлоридов щелочных и тяжелых металлов с добавками фторидов металлов, Пайку алюминия с указанными флюсами производят припоями на основе алюминия типа силумин, 34А, П575А, П300, П250 и др. Зазор при флюсовой пайке должен быть не менее 0,1—0,25 мм.
Высокотемпературная флюсовая пайка алюминия и его сплавов может производиться с применением газопламенного, печного, индукционного и контактного нагрева, а также путем погружения в расплавы флюсов.
Для пайки алюминиевых деталей применяют бензовоздушные и газовоздушные горелки. Ацетилено-кислородное пламя непригодно, так как снижает активность флюсов.
Для пайки тонкостенных ажурных конструкций из алюминиевых сплавов хорошие результаты обеспечивает печной нагрев. Скорость нагрева для пайки зависит от толщины стенок соединяемых деталей Температуру печной пайки с применением припоя 34А и флюса 34А поддерживают 550— 560 “С; при пайке эвтектическим силумином 580—600 °C.
Применение флюса 34А при печном нагреве опасно ввиду возможности значительного растворения паяемого металла цинком, выделяющимся из
флюса; в случае лайки тонкостенных деталей это может привести к сквозному проплавлению. Лучшие результаты дает применение флюсов, в которых хлористый цинк заменен на хлористое олово, хлористый кадмий или хлористый свинец Это приводит к резкому снижению растворения паяемой поверхности металлом, выделяющимся из флюса.
Папка в солевых ваннах отличается высокой производительностью. В связи со значительной температурой пайки (580—620 °C) этим способом паяют сплавы с высокой температурой ликвидуса— АД1, АМц и др. Припои должны быть заранее нанесены на паяемые поверхности в виде покрытия или плакирующего слоя (пайка пластинчатых теплообменников).
В случае пайки в солевых расплавах состав флюсовой ванны не должен содержать активных хлоридов типа ZnCl2 из-за сильного растворения в них паяемого металла. Для нормальной работы ванны необходимо тщательное удаление из расплава солей влаги и солей тяжелых металлов. Для этого солевую ванну протравляют алюминием при температуре около 600СС. Еще более высокой степени очистки удается достигнуть применением порошка сплава, состоящего из 30 % А1 и 70 % Mg III, 13].
При подготовке поверхности изделий из алюминиевых сплавов к пайке рекомендуется после обезжиривания поверхностей производить их травление в 10—15 %-ном растворе едкого натра при 60 'С с последующей промывкой в холодной воде и обработкой в 20 %-ном растворе азотной кислоты, после чего следует тщательная промывка в проточной горячей и холодной воде и сушка горячим воздухом Пайку рекомендуется производить не позже, чем через 6—-3 ч после травления
При пайке погружением в расплав флюса необходим предварительный подогрев изделий до 400—500 °C. Сборку изделий под пайку производят с помощью специальных приспособлений, не взаимодействующих с солевыми расплавами. Приспособления изготовляют из коррозионно-стойких аталей, инконеля, керамики.
Пайка цветных металлов и сплавов
265
Своеобразной разновидностью флюсовой высокотемпературной пайки алюминия и его сплавов является реактивно-флюсовая. Флюсы-пасты для этой цели, как правило, содержат до 90 % активных хлоридов. При использовании таких паст наблюдается заметная эрозия основного металла. Для избежания указанного недостатка пайку производят погружением в солевую ванну, в состав которой вводят небольшое количество (в сумме до 1 %) активных хлоридов типа хлористого цинка, хлористого олова, хлористого кадмия и др.
В связи с тем что остатки флюсов чрезвычайно коррозионноактивны, особенно при эксплуатации паяных соединений в электропроводящих средах, необходимо сразу же после пайки изделия подвергать тщательной обработке с целью удаления остатков флюсов, для этого их промывают в горячей и холодной проточной воде с последующей обработкой в 5 %-ном растворе азотной кислоты или 10 %-ном растворе хромового ангидрида. Однако флюсы могут оказаться и внутри паяного шва, и такая обработка не устранит опасности возникновения очагов коррозии. В этом заключается основной недостаток флюсовой пайки алюминиевых сплавов.
Прочностные характеристики паяных соединений при применении наиболее распространенных припоев приведены в табл. 8.
Низкотемпературную пайку алюминия и его сплавов припоями на основе Олова можно осуществить с применением флюсов на основе высококипящих органических соединений типа три*
этаноламина с добавками в качестве активных компонентов борфторидов кадмия и цинка. Применение этих флюсов хотя и обеспечивает удаление окиси алюминия при пайке, но в промышленности они не нашли широкого распространения, так как не обеспечивают получения надежных и герметичных соединений. Кроме того, компоненты легкоплавких припоев в паре с алюминием образуют коррозионно-нестойкие соединения вследствие большой разности нормальных электродных потенциалов. Такие соединения не способны работать в коррозионно-активных средах.
Указанные недостатки и затруднения исчезают при использовании технологических покрытий под пайку. В качестве таких покрытий при низкотемпературной пайке алюминия принято использовать медь, никель, серебро, цинк и т. п. Покрытие может быть нанесено электролитически, химически, термовакуумным напылением и другими способами.
Наиболее высокое качество сцепления покрытия с основным металлом и коррозионную стойкость паяных соединений обеспечивает применение никель-фосфорных покрытий, наносимых на поверхность алюминия химическим способом из специальных гипофосфитных растворов. Оптимальная толщина покрытия 17—25 мкм После нанесения покрытия деталь подвергают термической обработке в защитной среде (аргон или вакуум) при 200 °C в течение 1 ч, что приводит к повышению прочности сцепления покрытия с поверхностью паяемого металла.
8. Прочность паяных соединений из алюминиевых сплавов
Припой Режим пайки О . МПа. для сплавов в
А.Мн АМгб Д20
П300А 110—120 220
П425А 440 °C,- 20 мкн 120 208 208
34 А 550 °C, 20 мин 80— 10 288
В62 510 °C, 15 мин ,20 238
266
Технологический процесс пайки металлических материалов
Пайка по покрытию легко осуществима оловянно-свиниовымп припоями с применением канифольно-спиртовых флюсов или флюсов на основе водных растворов хлористого цинка Коррозионная стойкость таких соединений намного выше стойкости соединений из алюминия, выполненных без защитных покрытий.
Соединения из сплава АМц и Д16, выполненные по никель-фосфорному покрытию припоем ПОС 61, обеспечивают тСр = 30-г-50 МПа. После годичных испытаний в 3 %-ном растворе поваренной соли прочность соединений снижается лишь на 15—18 %.
Коррозионная стойкость соединений, выполненных по медному покрытию, особенно в коррозионно-активных средах, гораздо ниже, чем по никель-фосфорному покрытию; повышается при пайке по цинковым покрытиям и, в частности, по слою цинкового сплава, содержащего 5 % А1. Слой нанесен на поверхность алюминия методом горячего плакирования Пайку по цинковому покрытию рекомендуется вести припоем типа ПОСК 51 с удалением окисных пленок механическим способом или с помощью флюса на основе эвтектики NaOH—КОН, вводимой в количестве до 20 % в глицерин.
Б есфл юсов у ю н из котемпер ату р н ую пайку алюминия можно осуществить в газовых средах без применения защитных покрытий (контактно-ре активным методом). В качестве припоя применяют кремний, медь или серебро, которые наносят на алюминий гальванически, термовакуумным напылением или методом горячего плакирования. Высокое качество паяного соединения получают при пайке в вакууме 10 3 Па и толщине покрытия 10 —12 мкм.
Пайку алюминия припоями типа -силумин осуществляют в специальных газовых средах смесях аргона с парами магния. Такая атмосфера способна при 550—580 °C восстанавливать окись алюминия и обеспечивать смачивание паяемой поверхности припоями типа силумин. При пайке алюминиевых сплавов в атмосфере паров магния, последний переходит из газообразной фазы в расплав. Предел прочности соединений сплава АМгб,
выполненных этим способом, 352— 358 МПа, а для сплава АМц — 115— 125 МПа. Коррозионная стойкость получаемых соединений намного выше, чем при флюсовой пайке.
Пайку в защитной атмосфере можно осуществить при использовании само-фдюсующих припоев (например, составов, %: 3—15 Si; 0,4—10 Mg; Al — остальное или 7,5—13 Si; 0,3 Си; 0,1 Mg; 4,5 Р; 0,1—30,0 металлов из группы Ni и Со; 0,2 Zn; 0,5 Мп; А1 — остальное). Пайку этими припоями следует производить в среде аргона, гелия или в вакууме.
Бесфлюсовую пайку алюминия припоями типа 34А, силумин (ПСр 5АКЦ) можно производить по предварительно луженой поверхности припоем П200А. Лужение производят механическим способом; толщина слоя 0.03— 0,05 мм на сторону. Нагрев под пайку рекомендуется производить в печи в потоке аргона или на воздухе индукционным способом.
Известны способы низкотемпературной пайки без применения флюсов, такие, как абразивная пайка или пайка трением. При этом способе пайки окисную пленку с поверхности алюминия можно удалить шабером, металлическими щетками, частицами абразива (асбест, металлические порошки, первичные кристаллы сплавов-припоев, в твердо-жидком состоянии и т. п ), находящимися в расплаве припоя Для лужения алюминия применяют также абразивные паяльники, у которых рабочая часть представляет собой стержень из частиц припоя и абразива. Операция пайки осуществляется уже после абразивного лужения обеспечением плотного контакта по луженым поверхностям при температуре полного расплавления припоя. возможна подпитка шва пргпсем
Ультразвуковое лужение можно производить с помощью ультразвуковых паяльников и в ультразвуковых ваннах В связи с тем что при ультразвуковом лужении отмечается сильная эрозия основного металла, лужению этим способом нельзя подвергать изделия с толщиной стенок менее 0,5 мм Применим также способ абразивнокавитационного лужения. При этом способе твердые частицы, находящи
Пайка цветных металлов и сплавов
267
еся в жидком припое, в ультразвуковом поле оказывают дополнительное абразивное воздействие на металл.
При пайке алюминия припоями-пастами на основе галлия в качестве наполнителя паст служат алюминий и сплав алюминия с магнием. Температура пайки 200-—225 °C, время выдержки 4—6 ч; ов — 30ч-50 МПа, При пайке облужснной поверхности чистым галлием с последующей термической обработкой оГ1 = 284-38 1МПа. Паяные швы выдерживают ударные, вибрационные и термоциклические нагрузки, обеспечивают вакуумную плотность не ниже 1 Па и имеют удовлетворительную коррозионную стойкость.
Применяют пайку алюминия цинковыми припоями по серебряному покрытию, нанесенному на поверхности пайки предпочтительно термовакуум-ным напылением с последующей термической обработкой.
Разработан ряд технологических процессов, обеспечивающих надежное соединение алюминия с медью и ее сплавами, со сталью, никелевыми и другими сплавами. Основные трудности при осуществлении процесса пайки алюминия с указанными материалами заключаются в следующем: в выборе флюса или газовой среды, обеспечивающей удаление окислов с поверхностей столь разнородных материалов; в образовании хрупких соединений из-за возникновения интерметаллидов в зоне шва, в наличии большой разности ТКЛР алюминия и перечисленных материалов Первые две задачи успешно решаются предварительным нанесением на поверхности соединяемых материалов защитных металлических покрытий. Пайку алюминия с медью можно осуществить по никелевому покрытию нанесенному на алюминий химическим способом. Пайку производят в водороде припоем состава. %: 49 Ag. 20 Си. 31 In: температура пайки к температуре плавления алюминия
Пайка алюминия с медью и ее сплавами может быть также осуществлена нанесением защитных покрытий типа цинк, серебро и их сплавов на поверхность меди При этом используют припои на основе олова, кадмия, пинка. Через серебряное покрытие на меди может быть осуществлена кон
тактно-реактивная пайка с образованием в паяном шве хрупкой эвтектики А1—Ag—Си. Такие паяные соединения могут быть использованы только в ненагруженных конструкциях.
Соединения алюминия со сталью, в том числе и с коррозионно-стойкой, облегчается при предварительном лужении поверхности стальной детали легкоплавкими оловянисто-свинцо-выми припоями, алюминием и алюминиевыми припоями с применением активных флюсов на основе хлористых и фтористых солей.
При пайке алюминия со сталью очень важно строго ограничивать режим из-за опасности образования хрупких интерметаллидов в паяных швах (время выдержки не должно превышать 1— 4 мин, температура пайки — заданного предела).
Пайка алюминия с титаном возможна только по слою алюминия или олова, нанесенному на поверхность титана путем горячего лужения.
Пайка магниевых сплавов. Магний является самым легким (плотность 1,8—1,4 г/см3) и дешевым конструкционным материалом. Низкая плотность сочетается с высоким пределом прочности (260—460 МПа), жаропрочностью и жаростойкостью (до 450— 500 °C). Высокая прочность и устойчивость при динамических нагрузках позволяют широко использовать эти сплавы в различных конструкциях.
Пайка магниевых сплавов затруднена тем, что из всех конструкционных металлов магнии обладает наибольшей активностью. Он известен как геттер. При окислении на поверхности магния образуется пленка сложного состава, содержащая окись магния гидроокись магния, углекислы сернокислые и другие соединения На поверхности сплавов магния окисная пленка имеет более сложный состав за счет окисления легирующих компонентов сплава. Эта химически устойчивая пленка не удаляется в известных активных средах и в вакууме до 10 3— 10 4 Па. Процесс папки затруднен еще и тем, что гидрат окиси магния при нагреве выше 300—400 СС разлагается с выделением воды и водорода.
Плотность сплавов магния меньше плотности солевых систем, исполь
268
Технологический процесс пайки металлических материалов
зуемых в качестве флюса, поэтому в шве при флюсовой пайке неизбежно присутствуют остатки солей. Магний имеет наиболее электроотрицательный потенциал (—2,38 В), что затрудняет нанесение надежных покрытий электрохимическим и химическим методами; отличается низкой коррозионной стойкостью Сплавь! на основе магния являются активным эмиттером, что создает определенные трудности при нанесении покрытий в тлеющем разряде ионным способом.
Пайку изделий из магниевых сплавов осуществляют паяльником, газопламенными горелками, нагревом ТВЧ, погружением в ванну с расплавленным флюсом, в печи с контролируемой средой или в вакууме. При использовании газопламенного нагрева подогрев изделий должен осуществляться бензино-воздушной горелкой или пламенем, образуемым при сгорании газов — заменителей ацетилена в смеси с воздухом. Не допускается применение ацетилецо-кйсло-родного пламени.
При сборке деталей под пайку следует тщательно удалить стружку, пыль и заусенцы, которые могут явиться источником воспламенения. Смазочные материалы, маркировочную краску удаляют промывкой в бензине,
ацетоне или спирте. Кроме того, смазочные материалы можно удалить кипячением в 0,5—1 %-ном водном растворе соды в течение 20—30 мин с последующей промывкой в теплой воде и сушкой при 60—80 °C. Поверхности деталей в местах пайки должны быть тщательно зачищены от загрязнений и окислов. Зачистку производят напильником, стальной щеткой или шабером. Окисную пленку удаляют обработкой в водном растворе хромового ангидрида с концентрацией 20— 30 г/л при 60—70 °C или 150—260 г/л при температуре не выше 30 °C с последующей промывкой в горячей и холодной воде. Подготовленные таким образом детали собирают в приспособлениях. Перерыв между подготовквй деталей и пайкой не должен превышать 5 ч. Зазор при флюсовой пайке магниевых сплавов 0,1—0,3 мм.
В настоящее время разработано несколько способов пайки магниевых сплавов, которые можно осуществлять с флюсами и без флюсов.
Флюсовую пайку магниевых сплавов выполняют при 450—600 °C с использованием припоев на основе ма-гния и флюсов на основе галлоидов щелочных и щелочноземельных металлов (табл. 9 и 10). Флюс для пайки должен быть хорошо просушен, так
9. Припои для пайки
магниевых сплавов
Марка Содержание (массовые компонентов т ч * пл-
доли), %
Cd Al Ni Zn Мп Mg
1 26 1,3 0,2 72,5 435 — 520
2 25 21 — 0,3 0,2 53,5 398—115
П430М? — 0,8 — 14 — 85,2 430—600
12 11 12 4 -=^ — 73 560 — 580
10. Флюсы для пайки магниевых сплавов
Марка Содержание компонентов (массовые доли). % Температура, °C
у LiCl о Я N C<iCJ2 N NaCl NaF К риолит Кариал лит план леный 04/ » 2 активного действия
5 8 89 3 420 425—520
6 -12,5 37 — 10 10 0,5 — — 400 425—600
134 35 зо 10 15 '° = — 39U 420—600.
Пайка цветных металлов и сплавов
269
как при наличии в нем влаги вследствие образования на поверхности гидроксилов магния пайка оказывается практически невыполнимой. Нагрев под пайку рекомендуется вести снизу с тем, чтобы пламя не соприкасалось с поверхностью, по которой должен растекаться припой. Флюс при наличии сравнительно большой нахлестки необходимо подавать не только к месту подвода припоя, но и с противоположной стороны. Только после расплавления флюса и затекания его в зазор следует начинать вводить припой, который в основном плавится за счет тепла спаиваемых деталей.
Широкое распространение получил метод пайки магниевых сплавов погружением в расплавленный’флюс. Собранные в приспособления узлы нагревают в печи до 400—450сС, а затем на I — 3 мин погружают в ванну с расплавленным флюсом.
Пайку в печи выполняют с флюсом, который наносят на изделие в виде сухого порошка, при этом следует применять электрический или газовый обогрев с автоматическим регулированием температуры. Эффективен нагрев электрическими нагревательными плитами. В них легко поддерживать необходимую температуру, что очень важно при пайке магниевых сплавов. Спаянный узел охлаждают до 200 °C промывают в 2—3 %-ном кипящем растворе углекислой соды в течение 30—60 мин а затем в холодной воде, после чего дополнительно обрабатывают при 20—30 сС в хромовокислой ванне, промывают в холодной и горячей воде и высушивают в сушильном шкафу при 60—70 сС
Низкотемпературную пайку магниевых сплавов можно осуществлять только по предварительно нанесенным покрытиям дегкопаяемых металлов, например меди, никеля или серебра.
Электроссаждение олова и никеля осуществляют обычными методами из стандартных электролитов Гальванические покрытия следует наносить после тщательной подготовки поверхности и декапирования Подготовка поверхности деталей заключается в погружении на 1—о мин в ванну, содержащую 150 г/л хромового ангидрида и 240 г/л азотной кислоты.
Декапирование изделий из магниевого сплава перед покрытием производят путем погружения на 2 мин в ванну, состоящую из 400 г/л орто-фосфорной кислоты и 100 г/л фтористого калия.
Покрытие медью осуществляют после контактного осаждения цинка в элек-ролите, содержащем, г/л 45 цинкового купороса, 210 пирофосфорнокислого натрия и 5 углекислого натрия. Продолжительность осаждения 5—7 мин, температура ванны 40—90 °C, кислотность раствора pH = 10,2 ч- 10,4. Температуру ванны и продолжительность обработки выбирают в зависимости от требуемой толщины цинкового покрытия.
Осаждение меди производят из раствора состава, г/л: 40 меди цианистой, 50 натрия цианистого, 30 углекислого натрия, 45 сегнетовой соли, 7 едкого натра. Температура ванны 65—70 °C, продолжительность процесса 0,5— 1 мин, плотность тока 3—4 А/дм2.
Нанесение покрытий на магниевые сплавы гальваническим путем, как показывает практика, сопряжено со значительными трудностями. Надежное покрытие магниевых сплавов практически любым металлом обеспечивает ионный способ нанесения в тлеющем разряде. Покрытие изделия паяют методами и припоями, применяемыми для пайки металла покрытая.
При зачистке паяного шва, выполненного с использованием флюса, не следует стремиться удалять с него литейную корку, так как она защищает металл от коррозии. Однако если ее не удается сохранить, то надо следить за тем, чтобы из открывшихся под ней пор или раковин были тщательно удалены остатки флюса
В качестве газовых сред дпя пайки сплавов на основе магния можно использовать аргон марки А, азот с точкой росы —50 °C вакуум 10 1— И.Г" Па и активную газовую среду, состоящую из аргона или азота, активированного парами хлористого аммония 0,1% (объемные доли). Применение активной среды позволяет паять предварительно покрытые медью, никелем или серебром магниевые сплавы при 150—550 °C. Разработано три способа пайки в этих средах.
270
Технологический процесс паики металлических материалов
1. Пайка магниевых сплавов по покрытию меди, никеля или серебра в аргоне, активированном парами хлористого аммония В качестве припоев используют сплавы с Тпл — 2004-4-300 "С (например, оловянно-свин-цовые). Нагрев и охлаждение производят в атмосфере аргона, содержащего пары хлористого аммония. Использование среды обеспечивает затекание припоя в зазор, качественное удаление окислов. Обработка поверхности после пайки не требуется. Предел прочности соединений 40—50 МПа.
2. Пайка с использованием припоев-паст на основе галлия. Процесс пайки можно осуществлять в среде аргона и азота. Припои-пасты состава, приведенного в табл. 11, легко наносятся и
11. Припои-пасты на основе галлия для пайки магниевых сплавов
при 20 “С. Обе паяемые поверхности с нанесенным припоем приводят в контакт, который надо сохранить в процессе пайки.
Соединения, полученные этим методом, обладают достаточной герметичностью, предел прочности соединений внахлестку до 50 МПа Отмечается нестабильность механических характеристик. Содержание галлия в составе паст дает возможность получать температуру распайки значительно более высокую, чем температура пайки. Особенность этого метода пайки заключается также в возможности получения паяных соединений при 150-—600 °C, что расширяет диапазон применения пайки.
3. Контактно-реактивная пайка магниевых сплавов Соединение деталей этим методом осуществляют с применением промежуточных прокладок ме-таллов-припоев, образующих эвтектики с магнием В качестве припоев
целесообразно использовать медь или никель (толщиной примерно 20 мкм). Процесс осуществляют в нейтратьной среде, азоте или вакууме при обеспечении постоянного поджатия в процессе пайки Температура пайки 450— 600 °C. Предел прочности соединений внахлестку не превышает 30—50 МПа
Разновидностью этого метода пайки является контактно-реактивная пайка сопротивлением с удалением жидкой фазы. Этим методом соединяют изделия встык. Продолжительность нагрева составляет доли секунды (например, для детали диаметром 10 мм время нагрева при пайке 0,45 с). Этот метод обеспечивает получение высокопрочных соединений, сохранение чистоты соединяемых поверхностей и в значительной степени свойств основного металла
Характер коррозионного разрушения паяных соединений магниевых сплавов отличается от коррозионного разрушения других материалов. Шов является катодным участком вследствие низкого электродного потенциала магния, в результате чего разрушению подвергается основной материал, а не паяное соединение.
Для предотвращения и уменьшения коррозии после пайки детали анодируют (под окраску) в электролите состава, г/л 280 кислого фтористого аммония, 70 двухромовокислого натрия, 65 ортофосфорной кислоты. Температура ванны 70—80 °C, продолжительность обработки 30—40 мин, плотность тока 5—6 А/дм2.
Равномерную, устойчивую к истиранию и поддающуюся полированию поверхностную пленку, которая (после дополнительного воскования) обладает высокой коррозионной стойкостью в средах с большой относительной вл аж ностью, дает обработка магниевых изделий (после пайки) в ванне следующего состава (массовые доли), % 0,5—3.0 азотной кислоты; 0,2—3.0 плавиковой кислоты 2—20 трехокиси хрома, 0,5—5,0 ортофосфорной кислоты. Ванна работает при низких температурах, время обработки 2— 10 мин.
В атмосфере воздуха эти меры защиты обеспечивают достаточную устойчивость магниевых сплавов против коррозионного разрушения.
Список литературы
271
Список литературы
1. Беляков И. Т., Борисов Ю. Д. Основы космической технологии М,: Машиностроение, 1980. 184 с.
2. Вологдин В. В., Кущ Э. В. Индукционная пайка. Лл Машиностроение,-1979. 80 с.
3. Гржимальский Л, Л., Ильев-ский И И Технология и оборудование пайки. М,: Машиностроение, 1979. 240 с.
4. Журавлев В. Н,, Николаева О. К. Машиностроительные стали. Справочник. М.- Машиностроение, 1981. 391 с.
5. Клочко Н. А. Основы технологии пайки и термообработки твердосплавного инструмента. М.: Металлургия, 1981. 200 с.
6 Лашко Н. Ф., Лашко С. В. Пайка металлов. М.: Машиностроение, 1977. 328 с.
7. Петрунин И. Е., Маркова И, Ю.„ Екатова А. С. Металловедение пайки. М.: Металлургия, 19/6. 264 с.
8 Петрунин И. Е., Шеин Ю. ф,, Москаленко А. П. Влияние режимов пайки и термообработки на свойства соединений стали 20. — В кн.: Пути повышения качества, долговечности и надежности
сварных и паяных изделий. Мл МДНТП,-1980. 200 с.
9. Петрунин И. Е., Шеин Ю. Ф., Ермаков В. А. Исследования по технологии пайки нержавеющей стали 20X13. — В кн.: Пайка н машиностроении. Омск: ОДТ, 1980. 208 с.
10. Петрунин И. Е., Мороз П. К., Шеин Ю. Ф, Пайка при производстве крупногабаритных строительных металлоконструкций. М.: Стройиздат. 1980. 149 с.
11. Смирнов Г. Н. Прогрессивные способы пайки алюминия. М.: Металлургия,-1981. 240 с.
12. Справочник по пайке/Под ред. С. Н. Лоцманова, И. Е. Петрунина,-В. П. Фролова. М.: Машиностроение,-1975. 407 с.
13. Сторчай Е, И Флюсовая пайка алюминия. М.: Металлургия, 1980. 124 с.
14. Хряпин В, Е. Справочник паяльщика. М..- Машиностроение, 1981. 349 а
15. Шеин Ю. Ф. Особенности бес-флюсовой пайки низкотемпературными припоями. — В кн,: Надежность и качество паяных изделий. М.: 1982. 302 с.
16. Шибалов М. В, Пайка с кристал» лизацией под давлением. Мд Металлургия, 1980. 68 с.
ГЛАВА 8
ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Пайка полупроводников
Поверхность изделия из полупроводника, подлежащую пайке, предварительно облущивают в расплаве припоя с помощью ультразвукового паяльника, способом гальванического покрытия (никелирование, золочение).
Пайку производят в печах с контролируемой средой (нейтральной, восстановительной), в вакууме или методом сопротивления предварительно облущенных поверхностей. При соединении изделий с уже готовым переходом требуется строго выдерживать температуру нагрева, для чего применяют терморегуляторы.
Пайку тонких электрических выводов можно осуществлять на воздухе микропаяльниками с использованием защитных или активных флюсов (спиртового раствора канифоли, флюса на основе хлористого цинка и хлористого аммония). После флюсовой пайки изделие промывают деионизированной водой и сушат.
Для получения электрических контактов малой площади выводы присоединяют с помощью связи, состоящей из металлического порошка компонентов припоя (олова, свинца, кадмия, алюминия, индия, сурьмы, фосфора) с разлагающейся при нагреве органической добавкой (смесь нитроцеллюлозы с бутилацетатом)
В производстве полупроводников операции по сборке изделия под пайку выполняют в сборочных линейках, имеющих контролируемую атмосферу и состоящих из нескольких соединенных между собой скафандров, в которые подается воздух или азот определенной температуры и влажности
При пайке полупроводниковых материалов припои должны образовывать электроньо-дырочный переход или невыпрямляющий омический контакт. В производстве германиевых и крем
ниевых приборов в качестве основы припоев применяют алюминий, индий и сплавы на основе олова и свинца. Для создания в месте контакта проводимости электронного типа в основу припоев в качестве примесей вводят фосфор, мышьяк, сурьму и висмут. Для обеспечения невыпрямляющего омического контакта в основу припоев добавляют бор и галлий.
При создании переходов и омических контактов на интерметаллических соединениях применяют олово, висмут , сурьму, цинк, кадмий и др.
Пайку полупроводников используют как при внутреннем монтаже приборов — припайка токоотводов, напайка перехода на кристал лодержа-тель, так и при наружном монтаже — припайка внешних выводов, герметизация.
Состав припоев влияет на электрические параметры паяемых приборов, поэтому при выборе припоев следует учитывать их электрофизические свойства, например электропроводность, температурный коэффициент линейного расширения.
Составы припоев, используемых для низкотемпературной пайки полупроводников, приведены в табл 1. Для пайки полупроводников применяют также припои—пасты на основе галлия. Для обеспечения надежности смачивания контактной поверхности используют ультразвук. Составы при-
1. Составы низкотемпературных припоев, применяемых при пайке германия и кремния
Содержание т сс
(массовые доли). %
Bi РЪ Sn Cd ПЛ'
50.1 24.9 14.2 10,8 65.5
52,0 40,0 8.0 91,5
56 44 — 125,0
— 36 64 — 181,0
Пайка полупроводников
273
2. Составы припоев и режимы пайки германия и кремния
Паяемые материалы Состав припоя (массовые доли), % Режим пайки Применение, особенности процесса
Температура, °C Время, мин Среда
Кремний п-типа РЬ — 63; Sn — 35,5; Sb — 1,5 720 — 730 12-13 Флюс
Pb - 97; Sb — 1,5; Ni — 1,5
Алюминий — — Вакуум 6.10-2 Па Кремниевые вентили
Силумин
Ag - 97: Pb — 2; Sb — 1
Кремний Золото (контактнореактивная пайка) 420 — — Интегральные схемы
Арсенид галлия + 4- никель и кремний + никель Ga 39,6; Sn — 4.4; Си (порошок) — 56 100 Нагрев лучом лазера
Кремний КЭФ 4- + ковар 29НК Стекло C48-1 ил 1 «Пирекс» 980 10 Аргон Пайка в два этапа: 1) стекло с коваром: 2) стекло-ков а-ровый узел с кремнием CZ = 800-т- 1000 В
400- 450 20—25
Германий 4- платина | Sn — 99; Bi » 1 280 5 Водород
поев и режимы пайки германия и кремния приведены в табл. 2.
В качестве флюсов используют спиртовые и водные растворы хлористого цинка и хлористого аммония или вазелиновые пасты (бескислотные флюсы — раствор канифоли в спирте). При высокотемпературной пайке применяют флюсы на основе буры
Паяем ость полупроводников на основе твердых растворов халькогенидов сурьмы и висмута зависит от следующих факторов, способа производства полупроводников (экструзия. прессование, зонная плавка), технологии подготовки поверхности, состава припоев, режима пайки.
Дифф у знойные процессы между припоем и полупроводником способствуют образованию соединений, увеличива
ющих переходное сопротивление термоэлемента, поэтому время контакта полупроводника с припоем в процессе лужения и пайки должно быть предельно ограниченным. Отклонение температуры нагрева при пайке не должно превышать 2—3 °C.
Для пайки полупроводников на основе халькогенидов сурьмы и висмута в качестве припоев применяют сплавы, содержащие висмут, свинец, олово, кадмии, сурьму теллур, алюминий, галлий индий, серебро. При производстве терморегулирующих устройств применяют припои и флюсы, приведенные в табл. 3 и 4. Припои № 2 и 3 (табл. 3) используют также для однослойного и двухслойного лужения полупроводников. При пайке полупроводников этого типа большинство процессов выполняется вручную. Для
274
Пайка полупроводников, графита и других материалов
И. Составы припоев для пайки полупроводников на основе халькогенидов сурьмы и висмута
№ п/п Соста в (массовые доли), % Т сс 1 гиг ь
Висмут Олово Сурь-ма
1 54 42 4 150
2 95 5 280
3 58 42 — 135
4, Составы флюсов для пайки полупроводников на основе халькогенидов сурьмы и висмута
Состав (массовые доли), %
условий массового производства процесс пайки механизирован.
Полученное таким путем паяное соединение должно обеспечивать определенное сопротивление контакта площадью 1 см2 Это требование к качеству пайки ужесточается с уменьшением высоты ветвей полупроводников (для ветви высотой порядка 2 мм сопротивление контакта площадью 1 см2 не более 1-10 в Ом-см2). Кроме того, соединение должно быть вьброустой-чивым, коррозионно-стойким и выдерживать заданное время работы в условиях термоциклирования от 100 °C до 0 °C в течение 10 000 ч, сохраняя требуемые эксплуатационные свойства.
Подготовка поверхности полупроводников типа халькогенидов к облужи-ванию включает следующие этапы.
удаление консервирующего слоя парафина обезжириванием в бензине (или четыреххлористом углероде) при 90 °C в течение 5 мин и последующая промывка изделия в горячей воде;
шлифование образцов с двух сторон до оптимальной толщины абразивной пастой М-14 (раствор порошка
окиси алюминия дисперсностью 14 мкм в воде) в течение 5 мин при механизированном производстве. При этом производится снятие дефектных слоев (0,2—0,3 мм), образовавшихся в процессе разрезки полупроводников. При обработке вручную кроме шлифования производится также полирование поверхности образца.
Обезгаживание поверхности полупроводников выдерживанием их в эксикаторе в течение двух суток.
Хранить подготовленные к облу-живанию образцы следует в герметичных сосудах с притертыми пробками.
Облуживание полупроводников. При облуживании вручную используют паяльник с никелевым наконечником; применение медного наконечника недопустимо, так как при взаимодействии полупроводника с медью образуются соединения теллура, обладающие большим электросопротивлением. Механизированное облуживание производится погружением деталей (в кассете) в расплав припоя с одновременной активацией поверхности механическим способом или ультразвуком
Облуживание и пайка материалов теплообменников. При облуживании меди применяют такие же флюсы и припои, как и при облуживании полупроводников ПВДХ-1 и ПВЭХ-1 по однослойному и двухслойному способам (табл. 5).
При облуживании алюминия в качестве припоев для первого слоя (ультразвуковое лужение) применяют припои на основе цинка, для последующих слоев — припои, используемые в качестве поверхностных слоев для лужения полупроводников, облуживание алюминия, плакированного медью производят аналогично обл\7-живанию меди.
Технология пайкп полупроводников с теплообменниками определяется коммутационным материалом, используемым для изготовления теплообменника (медь или алюминий)
Составы припоев режимы пайки и свойства паяных соединений полупроводников ПВДХ-1 и ПВЭХ-1 с теплообменниками, изготовленными из меди и алюминия, приведены в табл 5-
Пайка полупроводников
275
Составы припоев для лужения и пайки полупроводников ПВДХ-1 и ПВЭХ-1 с медью и алюминием, режимы пайки
1 Давление сжатия соединяемых образцов 0,1 МПа.
276
Пайка полупроводников, графита и других материалов
Обработка терморегуляторов после пайки и контроль качества. Для защиты от коррозии в результате попадания влаги на изделие после пайки наносят лакокрасочные покрытия.
Качество коммутации терморегуляторов оценивают по электрическим характеристикам и величине тепловых потерь соединения в отдельных его элементах (при пайке вручную) и в сборе. Электрическое сопротивление паяных термоэлементов определяют одно- и двухзондовыми методами. Тепловые потери оценивают по термостойкости припоев и по добротности термоэлемента по методу «заморозки».
Пайка графита
Небольшая плотность графита, высокая теплопроводность, близкая к теплопроводности металлов, а также более высокая термостойкость, чем у большинства керамических материалов, обусловили его применение в различных отраслях техники. С повышением температуры до2000—2500 °C прочность графита возрастает; при этих температурах он имеет наибольший предел прочности из всех известных материалов.
Графит имеет слоистую структуру, что позволяет ему быть хорошим са-мосмазывающимся материалом. Он легко обрабатывается, обладает низкой химической активностью ко многим реагентам.
Соединение графита с графитом и металлами вызывается экономическими соображениями, а также необходимостью реализации положительных свойств графита. Примерами таких конструкций являются длинномерные нагреватели тигли и лодочки для плавки металлов электроды дуговых печей. кр> пногабаритные аноды ртутных выпрямителей нагреватели шахтных печей, высокотемпературные теплообменники, тепловыделяющие элементы и др.
Использование графитовых и комбинированных конструкций определяется способом их соединения Известно механическое крепление, склеивание, сварка и пайка. Пайка является наиболее технологичным и экономически выгодным методом соединения графи
товых материалов, обеспечивающим получение высокопрочных, электропроводных и герметичных соединений.
Физико-механические свойства графита зависят от вида исходного сырья и параметров технологического процесса его получения.
Для соединения графита может применяться капиллярная, контактно-реактивная, диффузионная пайка и пайко-сварка.
Графит удовлетворительно смачивается тугоплавкими металлами (титан, цирконий, кремний, гафний, ванадий, ниобий, вольфрам, молибден), металлами группы железа, алюминием, а также кремнием и бором.
Основной стадией процесса пайки графита с металлами является его пропитка расплавленным припоем. Образующийся при этом металлический каркас определяет прочность паяного и соединения.
Трудность соединения графитовых материалов с металлами обусловлена существенным различием их теплофизических и физикомеханических характеристик: теплопроводности, модуля упругости, прочности и особенно теплового расширения.
Вследствие различия ТКЛР металлов и графита при пайке возникают значительные внутренние напряжения. Поскольку графит — сравнительно хрупкий и малопрочный материал, то возможно разрушение графитовой детали в зоне соединения Снизить уровень внутренних напряжений в соединении можно при выполнении следующих условий
уменьшение температуры пайки;
подбор материалов, максимально близких по ТКЛР к графиту в диапазоне температур нагрева;
применение пластичных припоев иди промежуточных прослоек из молибдена, вольфрама, титана, циркония, сплава 29НК, предел упругости которых ниже или близок к пределу прочности при растяжении графитового материала;
выбор конструкции соединения, при котором на графит воздействуют только напряжения сжатия,
создание неравномерного температурного поля, при котором металлические детали нагреваются при пайке до более низкой температуры, чем графитовые.
Пайка графита со сталями
277
Наиболее характерные конструкции паяных соединений графита с металлами приведены на рис 1.
Пайке графита со сталями. Сталеграфитовые конструкции имеют различное назначение: узлы крепления графитовых катодов и анодов к токопроводящим медным или алюминиевым шинам металлургических печей и электролизных ванн для выплавки цветных металлов; торцовые уплотнения, подпятники, радиальные и упорные подшипники аппаратов, работающих в среде жидких углеводородов; теплообменники ядерных реакторов (графитовые трубы паяются с трубными досками из коррозионно-стойкой стали); узлы сочленения камер сгорания и графитовых рулей с металлической арматурой.
Для соединений графитовых электродов со стальными штангами применяют контактно-реактивную пайку, что позволяет уменьшить величину «огарка» электрода, повысить электропроводность зоны перехода и удешевить способ соединения Глубина проникновения расплава припоя в поры графита и предел прочности паяного соединения при разрыве зависят от давления сжатия (рис. 2) Оптимальная температура контактно-реактивной пайки составляет 1150—1200 °C в атмосфере защитных газов или на воздухе Использование флюсов не обязательно, так как восстановление окислов стали осуществляется углеродом графита.
Пайка в воздушной среде целесообразна лишь для деталей большого сечения, так как при нагреве происходит окисление и разрыхление графита с потерей прочности.
При контактно-реактивной пайке сплавов железа с графитом происходит диффузия активных карбидообразу-юшпх компонентов сплава в зону спаев с образованием пограничных слоев, обогащенных карбидами этих элементов
Оптимальный режим контактно-реактивной пайки графита плотностью 1,6—1,9 г/см3 с низко углеродистой сталью следующий: нагрев со скоростью более 100 °C мин до 1150— 1200 °C, выдержка при этой температуре 1—2 мин, охлаждение в печи или
Рис. I. Типы конструкций паяных соединений графита с металлами:
а, б, в — стыковые; е — стыковое с заглублением; д — охватывающее
на прессе горячего прессования при отключенном токе, давление сжатия (1,04-1,7) 107 Па.
Пайка графита с высоколегированными сталями ограничена их толщинами (не более 15 мм). Оптимальный режим пайки следующий: температура нагрева 1270—1350 °C, выдержка 2— 10 мин в вакууме 13,3—1,33, Па или в атмосфере защитных газов.
Пайка графита со сталями с применением припоев обеспечивает возможность осуществления процесса ври более низких температурах, формирование шва из более пластичного материала, использование промежуточных компенсационных элементов, снижающих уровень внутренних напряжений, что особенно важно при пайке графита с коррозионно-стойкими и жаростойкими сплавами, имеющими отличные от графита ТКЛР.
В зависимости от назначения изделий для соединения графитовых и стальных материалов применяют ннзко-или высоко le.vtnepa гур г vio пайку.
Рис. 2. Зависимость глубины пропитки графита (/) и точности сое (мнении (2) от давления сжатия
278
Пайка полупроводников, графита и других материалов
Низкотемпературную пайку используют в основном при изготовлении торцовых уплотнений, подпятников, радиальных”и упорных подшипников, рабочая температура эксплуатации которых не превышает 200—250 СС. При этой пайке применяют припои на основе олова, свинца, висмута, кадмия и сурьмы. Перечисленные припои не смачивают чистый графит, поэтому они рекомендуются для пайки графита, пропитанного металлами, или графита с предварительно нанесенным покрытием. В качестве покрытий наиболее часто применяют медь и никель. Меднение графита производят в ванне следующего состава: 160 г/л CuSO4, 15 г/л H2SO4, 50 мл/л этилового спирта. Плотность тока 1—5 А/дм2, выдержка 5 ч, температура 25—30 °C. В результате образуется покрытие толщиной 15—20 мкм.
Высокотемпературную пайку графита со сталью "широко используют при изготовлении отдельных узлов ядерных реакторов, а также для соединения графитовых электродов с то-коведущими элементами, уплотнительных колец и вкладышей с металлическими обоймами
При пайке графита со сплавом 29НК рекомендуется припой с большим, чем у графита, ТКЛР. После охлаждения металла паяного шва в соединении возникают напряжения сжатия, что позволяет использовать более высокий предел прочности графитового материала при сжатии (примерно в 3 раза больший, чем при растяжении).
Рве. 3. Свойства паяных соединений графита с металлами;
Z = с молибденом: 2 — с ниобием; 3 *= с танталом
Зазоры в этом случае рекомендуется назначать порядка 0,0125—0,025 мм с целью уменьшения растягивающих напряжений, возникающих в зоне шва.
Составы припоев, режимы пайки и свойства паяных соединений графита с металлами приведены в табл. 6. Характеристикой токоведущих конструкций является электропроводность зоны паяного соединения; в случае использования припоя состава (массовые доли), %: 80 Си, 10 Sn, 10 Ti. Электропроводность соединения примерно в 1,5 раза выше, чем при контактно-реактивной пайке.
Пайка графита с тугоплавкими металлами. В процессе пайки графита с тугоплавкими металлами требуется особо чистая среда, так как даже незначительное содержание кислорода, азота, водорода или углерода (до 10 4 %) сопровождается трещинообра-зованием в тугоплавких металлах.
Широкое применение для соединения тугоплавких металлов с графитом нашли высокотемпературная лайка в печах с контролируемой атмосферой и пайко-сварка с использованием электронного луча и газоэлектрической дуги. Предотовращение науглероживания и охрупчивания металла достигается предварительным нанесением на соединяемые поверхности покрытия из пластичных металлов, не образующих в контакте с графитом сплошных хрупких карбидных диффузионных слоев, а также применением припоев с основой из пластичных металлов, инертных по отношению к графиту, и введением в них карбидообразующих добавок для обеспечения смачиваемости.
Металлизацию графита производят плазменным или электролитическим способом.
Составы припоев и свойства паяных соединений графита с тугоплавкими металлами приведены в табл. 7
Свойства паяных соединений графита с молибденом, ниобием, танталом приведены на рис. 3 (температура пайки 940—1000 °C, выдержка 5— 10 мин).
Соединение графита с титаном используется при креплении графитовых колец торцовых уплотнений в титановой обойме и в качестве промежуточного слоя при соединении графита
Пайка графита со сталями
279
Составы припоев, режимы пайки и свойства паяных соединений графита
280
Пайка полупроводников, графита и других материалов
7* Составы припоев, режимы пайки графита с тугоплавкими металлами
Паяемые материалы Состав припоя (массовые доли), % способ пайки Режим папки Свойства паяных соединений
Температура, °C Время* мин Среда
Детали электровакуум -ных приборов 20 — 50 Au; 20—50 Ni; 15—45 Mo 1300 15 Аргон или гелий Высокая коррозионная стойкость в расплавленных солевых системах типа LiF — ReF2 — LTF:l или LiF —BeFs —ZrF4 —ThF3 —UF4 (при 700 °C в течение 1000 ч). Возможно 10-кратное термоциклиро» ванне от 20 до 700 °C
30—45 Ni; 43 — 68 Pd; 2 —12 Cr 1250— 1300 10
Графит МПГ-б + 4- Мо или Ti Электроннолучевая пайко-сварка Ток 50 мА; напряжение 50 мВ - 50-кратное термопиклирование соединений в вакууме от 20 до 1500° (нагрев 2 мин* охлаждение 30 мин)
Примечание. Скорость пайко-сваркн локи 1 мм.
120 — 130 мм/мин,- диаметр прово-
со сталью. В этом случае применяют дуговую пайкосварку вольфрамовым электродом в защитной атмосфере аргона. Режим пайкосварки титана с силицированным графитом следующий: сила тока 100—120 А; напряжение дуги 16—18 В, скорость подачи проволоки 2 м/мии.
Для улучшения растекания припоя по силицированному графиту необходим предварительный подогрев до 500—600 °C Предел прочности соединения при срезе 23-10® Па при 20 °C и (30-t-35) 10’ Па—при 900 °C.
При пайке графита Вар 253-V и титанового сплава ВТ1—0 необходима металлизация графитового образца алюмо кремниевым сплавом (массовые доли), %; 85А1— 15Si при 1150°C в вакууме 1,3 10 2 кПа Пайку металлизированного графита производят нагревом плотно поджатых соединяемых элементов при температуре до 900 °C в течение 10—15 с. В качестве припоя служит слой металлизации на поверхности графита Для соединения графита с тугоплавкими металлами применяют электроннолучевую пайкосварку. Способ нашел применение для соединения графитового анода с металлическим гокопро-водом в химической и электротехнической промышленности, графитового ди-
ска с молибденовым цилиндром (деталь баллона разрядника). Соединения выдерживают 50-кратное термо-циклирование от 1300 до 20 СС.
Пайка графита с медью Соединения графита с медью применяют при производстве щеток электрических двигателей, токосъемных устройств и других изделий. Трудности при пайке графита с медью связаны с практически отсутствующим химическим взаимодействием между ними и существенным различием физико-механических свойств.
Пайка этих материалов осуществляется за счет применения промежуточных прослоек и припоев, содержащих металлы, поверхностно-активные к углероду (титан, цирконий, никель, нержавеющая сталь)
Составы припоев, режимы пайки и свойства паяных соединений графита с медью приведены в табл 8.
Успешно осуществляется контактнореактивная пайка графита с медью Пайку графита с медью припоями на основе меди или серебра можно проводить и на воздухе, используя стандартные фдюсы № 200, 201, 209.
Пайка силицированных графитов со сталью. Соединения силицированного графита со сталью используются в качестве уплотнительных колец пар тре-
Пайка графита со сталями
281
ния торцовых уплотнений. Составы припоев, режимы пайки и свойства паяных соединений силицированных графитов со сталью приведены в табл. 9.
Графитовые изделия со стальными можно паять с применением стандартных припоев на медной, железной, свинцовой и оловянной основах. Для обеспечения смачиваемости на поверхность графита предварительно наносят силикатную или боросиликатную пленку толщиной 0,1—0,2 мм путем объемной пли поверхностной пропитки графита кремнием или его сплавом с бором по следующему режиму: температура нагрева 1850—2100°С, время 15—40 мин, вакуум 26,66—133,3 Па.
При использовании этого метода силицированный или боросилициро-ванный графит нагревают на воздухе
до 1600—1800 °C ТВЧ и выдерживают 20—40 мин.
Пайка графита с графитом. Соединение графитовых деталей между собой требуется при создании из них блоков или же при изготовлении изделий из графитов с различными физикомеханическими свойствами.
Искусственный графит начиная с 400 °C легко, окисляется, разрыхляется и теряет прочность, Для сохранения его свойств пайку осуществляют в вакууме или нейтральных средах (аргоне, гелии, азоте и др.).
Силицированный графит обладает высокой жаростойкостью, химической стойкостью по отношению к расплавленным металлам и другим агрессивным средам. Из него изготавливают термопары погружения, роликовые
8, Составы припоев, режимы пайки графита с медью и свойства паяных соединений
Паяемые материалы Состав припоя (массовые доли),-%, или способ пайки Режим пайки 1 ВЦ *»-0Т ’Яо
1 емпе-ратура, °C Время, мин Среда, давлен не сжатия
Медная проволока с Графитовым блоком или графитизированной тканью 70 Си + 30 Ti 1000 10 Вакуум 666,5 10“4Па
Графит ГМЗ -р медь Ml 45 Си + 45 Ag + 10 Ti 900 — Аргон 8,2
Графит ВПП H- медь Ml Цирконий 900 950 1000 — 6,5 4,8 7.5
Контактно-реактивная
45 Си — 45 Ag т 10 Ti S50 9,2
900 9,5
950 — 8.3
Титан 900 — 2.2
Контактно-реактивная 950 6.0
1000 — 6,8
Медненный электролитически графит -р медь Ml ПСр 45 т 10 % Ti 900 10 Аргон, давление сжатия 0,5 10е Па —
282
Пайка полупроводников, графита и других материалов
Гостевы припоев, режимы пайки н свойства паяных соединений силицированных графитов с металлами
<Vio-\ Па 18—41 14—52 37 — 84 44 — 81 65 — 90 4—10 СО 1 со 90-130
Темпера-тура и с-и ытан и я, °C 20 800 О о со Cl 20 20 20
Режим пайки ( Среда, давлен ие Аргон, (0,3-г 0,8) X X 10’ На Флюс № 2 09. (0,3 4-0,8) 10’ Па Аргон, (0,34-0,8) 10’ Па Вура, (0,3 4-0,8) 10 7 Па
Время. М1И1 1Л иО 7 1-0
С*? L-O co
Температура пайки, °C 1 100— 1200 950—1050 j 900— 1200 1 1200—1300 1100—1300 0901—096
Состав припоя (массовые доли), % 80 Си; 20 Ti 80 Си. 10 Sn. 10 TI 45 Со; 45 Ag; 10 Ti 85 — 95 Sn; 15—5 Ti 80 Си: 20 Ti 70 Мп; 20 Ni; 5 Sn; 5 Tj СО £
Паяемые мот< рн ял и СГ-М ( 12XI8III0T 5 S ЬСГ-30 + СтЗ ЬС1-30 (меднении!!) | СтЗ
Пайка металла со стеклом
283
10. Составы припоев, режимы пайки и свойства паяных соединений графита с графитом
Паяемые материалы Состав припоя, (массовые доли), % Режим пайки * Температура испытания, СС ов- 1 О-6, Па
Температура, °C Время, мин
БСГ-30 80 Si; 20 В 1700—1950 1—5 20 141
2000 126
С ГМ 80 Si; 20 В 1900 — 1950 3-4 20 95
2000 30
Si 20 3 5
2000 21
гмз Zr 1900 — 2000 120—160 — —
АРВ 2500—2700 4 — 10
* При пайке БСГ-30 среда нейтральная, давление 3—5. 10е Па,
конвейеры обжиговых печей. Составы припоев, режимы пайки и свойства паяных соединений графита с графитом приведены в табл. 10.
Углеграфитовые материалы паяют с применением карбидообразующих припоев (титана, циркония, тантала или ниобия) за счет образования эвтектики МеС—С.
Рис. 4. Прочность паяных образцов гра-фигта в зависимости от температуры пайки (я) и выдержки (ff)
I — графит АР В; 2 — графит ГМЗ
Зависимость предела прочности при разрыве графитовых образцов при 2500 °C от температуры пайки и времени выдержки приведена на рис. 4.
Пайка металла со стеклом
Пайку металла со стеклом применяют при создании разного рода вакуумных приборов (гермовводы, смотровые окна и т. п.), при изготовлении ламп накаливания (от миниатюрных до мощных генераторных), в производстве крупных зеркал оптических приборов, для облицовывания внутренней части труб нефтепроводов и т. д.
Расплавленные стекла хорошо смачивают все металлы прп условии наличия на их поверхности адсорбирующего слоя окисла и нагрева до соответствующей температуры Образование прочного соединения между металлом и стеклом зависит от напряжений в зоне спая, наличия газовых пузырей, процесса электролиза и расстекловывания стекла
Спаи металла со стеклом могут сыть согласованными и несоглас ванными.
284
Пайка полупроводников, графита и других материалов
Согласованные спаи образуются между стеклом и металлом с равными или близкими ТКЛР во всем интервале температ\ р от 20 СС до температуры пайки. Несогласованные спаи образа ются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла.
При выборе металла для соединения со стеклом помимо значений ТКЛР (в зависимости от типа спая и его конструкции) важную роль играют
такие его свойства, как температура плавления, упругость паров в вакууме, газовыделение, электро- и теплопроводность, магнитные свойства, химическая стойкость, механические свойства, обрабатываемость резанием и давлением, возможность сварки и пайки, наличие аллотропических изменений и др. Необходимость обеспечения постоянных электрических параметров в приборах как условие их надежности и долговечности выдвиг ает требования к структуре металла в рабочем интервале температур. Свойства металлов и стекол, применяемых для спаев, приведены на рис. 5—6.
Рис. 5. Влияние температуры нагрева на относительное удлинение при пайке со стеклом:
а <— металлов; б и в — сплавов
Пайка металла со стеклом
285
При пайке металлов со стеклом используют газовый нагрев, индукционный, в печах, сопротивлением.
Газовый нагрев применяют для бусинковых и ленточных спаев, для изготовления гребешковых и плоских ножек. Эти виды соединений выполняются при радиационном нагреве горелкой в печах, с помощью простых приспособлений или на универсальных горизонтально-заварочных станках для стеклодувных работ.
Индукционный нагрев целесообразно применять для изготовления рантовых, дисковых и других типов соединений. При этом используют генераторы мощностью до 30 кВт и специальное оборудование.
Для сплавления слоя стеклянной пасты, наносимой на поверхность металла для предотвращения его пере-окисления, нагрев производят в муфельных, туннельных и конвейерных печах. Печной нагрев целесообразен для пайки деталей простой конфигурации (глазковых, окошечных спаев, коаксиальных вводов, сжатых спаев, плоских ножек).
Нагрев стекла осуществляется за счет теплопроводности металла, нагретого при пропускании через него тока. Этот способ нагрева обеспечивает дозирование тепла и не требует высокой квалификации оператора.
Соединение стекла с металлом возможно за счет использования эмали. На соединяемые детали наносят слой эмалиевой пасты и место соединения нагревают до температуры ее плавления. При этом способе соединения уменьшаются внутренние напряжения, переокисленне металла и обеспечивается получение разъемных вакуумно-плотных соединении.
После соединения стекла с металлом производят отжиг соединении для снижения внутренних напряжений
5
4
3
2
1
0
100 200 300 ООО 500 000 7QQT°,C
Рис. 6. Влияние температуры нагрева на относительное удлинение электровакуумных стекол
Режим отжига выбирают с учетом ТКЛР соединяемых материалов и конструкции спая. С этой же целью применяют и оптимальный режим отжига или охлаждения для поддержания одинакового объемного сжатия металла и стекла в процессе охлаждения.
Для соединения стекла с другими материалами применяются таллиевые пасты. В табл. II приведены сочетания материалов, для которых получено соединение с применением таллиевого припоя состава (массовые доли), %: 39,6 Ga; 4,4 Sn; 56 Си (порошок).
Существующие способы пайки кварцевого стекла (кварца) с металлами различаются в зависимости от агрегатного состояния кварца во время пайки. Кварц можно паять, доводя его до плавления, при высокой температуре как и стекло или вести процесс при более низких температурах, когда кварц находится в твердом состоянии
При пайке кварца с его оплавлением используют переходные стекла с различными ТКЛР, которые, сплавляясь друг с другом образуют постепенный переход от металла к кварцу таким образом, чтобы напряжения на
11 Сочетание материалов иайке микросхем с применением галлиевых паст
Подложка Материал пленки или массивного элемента Матеоиал микропровода
Ситалл Си (б = 5- 10“s мкм) Аи (б = 4- 10-8 мкм) Окись олова (6 = 3 10*6 мкм) Си. Au Ni (0 30 — 50 мкм)
Стекло Си
286
Пайка полупроводников, графита и других материалов
отдельных границах между стеклами не превышали допустимых значений. В качестве металла для ввода применяют, как правило, вольфрам или молибден.
Этот способ пайки кварца с металлами трудоемок, спаи имеют значительные размеры, механическая прочность и теплоемкость невелики.
Более прогрессивным считается способ впаивания металлической фольги непосредственно в кварц (ленточные спаи). При этом в качестве металлов используют вольфрам, молибден, тантал, платину. Однако размеры фольги ограничены (ширина порядка нескольких миллиметров, толщина 0,01 — 0,05 мм). Это ограничение связано с большой разностью ТКЛР соединяемых материалов. Иногда одновременно впаивают несколько одиночных тонких вводов.
Существует способ пайки кварца с помощью активных металлов. В этом случае на поверхность кварца наносится слой титана или циркония, пайка производится припоями, содержащими легкоплавкие металлы — олово, индий, галлий. В качестве конструкционного металла используют медь, серебро, золото.
По поверхности нанесенной на кварц пленки меди, никеля или серебра (гальванически, металлизацией, вжи-ганием) можно производить пайку его с металлами малооловянистыми припоями с применением канифольных флюсов.
Пленка благородных металлов на кварце образуется по следующей технологии: на паяемую поверхность кварца наносят платино-золотую краску, нагревают в вакууме до 550— 580 °C до получения металлического блеска. Затем на поверхность кварца наносят пленку расплавленного индия при температуре 200—250 °C. При пайке кварца с медью на кварц предварительно наносят слой титана из порошка гидрида титана, для чего используют пасту на амилацетате с добавкой биндера. Нагрев в вакууме (2.6ч-6,5) Ю"3 Па при 1000—1050 °C в течение 15—30 мин. В качестве припоя используют свинец. Пайка ведется в вакууме (2.64-6,5) 10-3 Па при 750—800 °C.
Возможна папка кварца непосредственно с титаном или цирконием припоем ПСр 72. При этом образуются прочные и термостойкие спаи. Активный металл можно применять в качестве присадки к припою, наприм-р. при пайке кварца со сплавом 29НК припоем ПСр 72. Для этого поверхность кварца покрывали гидридом титана, образующим в вакууме чистый титан. Для соединения кварца со сплавом 29НК применяют также припой системы Ag—Си эвтектического состава и сер деч ни к, содержащий 8 % Ti (массовые доли). Полученные таким образом спаи сохраняют вакуумную плотность при повторном нагреве до 400 °C. При изготовлении ненапряженного спая кварца с металлами используют оловянно-титановый или свинцово-титановый припой.
Для пайки кварца успешно используют таллиевые припои (например, при производстве пьезоэлектрических кварцевых резонаторов). При панке галлиевы.ми припоями, содержащими индий, олово и медь, термообработку этих спаев следует проводить в кислородосодержащей атмосфере'при температуре не менее 100 °C.
Пайка кварца, покрытого алюминием и медью со сплавом 29НК и латунью, производится припоем следующего состава (массовые доли), %: 75 In; 15,5 Sn; 2,5 Ag; 7 Bi. Температура пайки 370—380 °C, выдержка — 20 мин. Пайка производилась в вакууме 5-10-а кПа при давлении сжатия образцов 3 МПа. Полученные таким способом паяные соединения имеют предел прочности при срезе тср = [24-15 МПа; могут работать в условиях нагрева (80—100 СС) при статическом давлении 30 МПа, ампли гудах пульсации давления 10-1 — 4.5 МПа и диапазоне частот 20 — 5000 Гц
Пайка ситалла, феррита сапфира с металлами
Ситаллы — стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно распределенных в стекловидной массе. Отличаются высокой проч-
Панка ситалла, феррита, сапфира с металлами
287
н остыо, твердостью, химической и термической стойкостью, низким ТКЛР. Технические ситаллы, изготавливаемые на основе искусственных композиций, химических соединений окислов и солей применяются для производства панелей, труб,электроизоляторов и др.
Составы припоев и режимы пайки снталлов с металлами приведены в табл. 12.
Для изготовления оптических газонаполненных электроразрядных приборов применяют ситалл марки СТЛ-ЗМ. В этих приборах должны оставаться неизменными геометрия конструкции, механическая прочность и вакуумная плотность. На основе определения температурной зависимости ТКЛР, микротвердости и структуры показано, что целесообразная температура его пайки 800—900 °C в вакууме 1,3- Ю-2 Па.
Пайку высокопластичным припоем с адгезионно-активными добавками применяют для соединения ситалла с ситалл ом, кварцем, стеклом, сплавом 29НК и медью. Герметизированные этим способом пайки приборы работают в условиях от —5 до -р 300 °C, стойки к термоудару при —54—f-65 °C, виброустойчивы, надежно работают свыше 10 лет. Известно непосредственное соединение ситаллов с медью, сталями, сплавами никеля, хрома с железом и расплавленной стекломассой в процессе прессования изделия и последующего нагрева его для превращения стекла в ситалл (нагрев до 700—900°C, выдержка 1 ч). Металлические детали предварительно подвергают тепловой обработке при 500— 700 °C с целью образования окисной пленки.
Ферриты — неметаллические твердые магнитные материалы являющиеся соединениями окислов переходных металлов с окисью железа. Иттриевые и гадолиниевые ферриты паяют с титаном, сплавами Фени-46, 29НК- 47НД в среде очищенного аргона или в вакууме 10“5 кПа Скорость нагрева 20°С/мин. Более быстрый нагрев недопустим, так как приводит к растрескиванию ферритов Пайку производят по металлизированной никелем поверхности феррита или без предварительного покрытия Составы припоев,
288
Пайка полупроводников, графита и других материалов
13. Составы припоев, режимы пайки и свойства паяных соединений ферритов с металлами
Паяемые материалы Припой Температура, °C (выдержка 1 мин) св, МПа
30 СЧ-2 (покрытие — Nb) + титан ПСр 72В 780 24
30 СЧ-3 (покрытие — Ni) + Фени 46 ПСр 65 (15—20В) 2,5
ПСр 72В 780 3,1
30 СЧ-3 (покрытие —- Ni) + 47НД 13
30 СЧ-4 (покрытие — Ni) + 29НК* *2 ПСр 72 3,2
(30 СЧ-6) + ВТ1-0*2 ПСр 72В 880*1 780*1 27 17
** Выдержка 3 мин.
*2 Без термоциклирования полного соединения.
Примечая не, Термоциклирование паяного соединение по режиму 20 — 800—^ 20 °C 10 циклов.
режимы пайки и свойства паяных соединений приведены в табл. 13.
Сапфир — минерал, голубой или синий, окрашенный примесью Fe3+ и Ti4+, — является разновидностью корунда.
Пайка сапфира с титановым сплавом ВТ-16 осуществляется припоем ПСр 72 при 840 °C в течение 5 мин в вакууме 1,3-10-3 Па. Паяное соединение подвергается последующему старению при 450 °C в течение 3 ч в вакууме 1,3-10-2 Па. Предел прочности паяного соединения 1270—1300 МПа,
Список литературы
1. Аникин Л. Т., Дергунова В. С., Кравецкий Г. А. Пайка и сварка графита. М-. Металлургия, 1978- 136 с.
2. Бережной А. И. Ситаллы и фото-ситаллы- М.: Машиностроение, 1980. 348 с.
3. Курносов А. И., Юдин В. В. Технология производства приборов и интегральных ‘микросхем. М.; Высшая школа, 1979. 367 с.
4. Любимов М. Л. Спаи металла со стеклом М , Энергия, 1968. 280 с.
5. Маслов А. А. Технология и конструкции полупроводниковых приборов М.: Энергия, 1970. 296 с.
6. Нагорный В. Г., Котосоиов А. С., Островск-ий В. с. Свойства конструкционных материалов на основе углерода. М. Металлургия, 1975. 334 с.
7. Николаев Л. В. Спаи кварца с металлом — ПТЭ, 1962, № 5, с. 174.
8. Петрунин И. Е., Фирсанова Л. А., Маркова И. Ю. Механизация технологического процесса пайки термобатарей те плового насоса. — В кп Новые достиж ния в области пайки- Киев. ИЭС им. Е О Патона. 1981 127 с.
9. Черепнин Н. В- Вакуумные свинства материалов для электронных приборов. М-. Советское радио. 1966. 124 с
ГЛАВА 9
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Виды паяных соединений
Прочность соединений встык определяется напряжением
a = W<ap, ([)
где F — площадь поперечного сечения паяемого элемента, Ор— предел прочности паяного шва при растяжении (или сжатии)
Прочность косых швов можно рассчитать по аналогичной формуле a = W'<<p, (2)
где F' — площадь шва; Тер — предел прочности паяного стыкового шва при срезе.
Соединения внахлестку при пайке обеспечивают равнопрочность соединения и паяемого материала, длину нахлестки находят из соотношения:
= Tcpw’ (3)
где F — площадь поперечного сечения паяемого элемента; тср — предел прочности при срезе паяных внахлестку швов; Ъ — ширина соединяемых элементов, I — протяженность паяного шва;
<4>
6тср
?чс. 1. Прочность
На рис. I приведены зависимости прочности паяных соединений из разных марок сталей от длины нахлестки. Пайка производилась медно-цинко-вым припоем Л63.
В соединениях полос с элементами уголкового профиля протяженность шва зависит от соотношений толщин сочленяемых элементов.
В телескопических трубчатых конструкциях длина нахлестки при растягивающих силах определяется из соотношения:
где R — радиус трубы.
Паяные швы в соединениях втавр редко работают на растяжение, чаще— на срез в конструкциях, испытывающих изгибающие моменты. Напряже» ние среза
_ 08
Тер- , (ь)
где Q — поперечная сила в элементе, испытывающем поперечный изгиб; J — момент инерции всего сечения; 6—толщина вертикального листа, равная протяженности шва; S — статический момент площади пояса относительно центра тяжести сечения.
стальных паяных соединений внахлестку нахлестки:
а — СтЗсп; б — 10ХСНД, в — ЗОХГСА
10 П/р И. Е. Петрунина
в зависимости от длины
290
Прочность и конструирование паяных соединений
В большинстве случаев напряжения среза в поясных швах при поперечном изгибе незначительны и намного ниже допускаемых при срезе.
Концентрация напряжений в паяных соединениях
Концентрация напряжений в соединениях, паянных встык. Соединения, паянные встык, работают под нагрузкой аналогично сварным с мягкой прослойкой. Предел текучести паяного шва — мягкой прослойки — меньше предела текучести паяемого материала соединяемых частей; модуль упругости паяного шва Е' меньше модуля упругости паяемого материала Ё (в мягких прослойках при сварке, как правило, Е' мало отличается от Е).
При работе соединения встык в пределах упругих деформаций прослойка испытывает упрочнение. В результате взаимодействия паяемого материала с припоем повышаются прочностные свойства шва, в частности, возрастает предел текучести. Продольные деформации в паяемом материале 8Z — — oz/E (oz — нормальные напряжения) вызывают поперечное сужение, равное р.ег; продольные деформации в прослойке 8z = ®zlE' обусловливают поперечное сужение прослойки р-Ег > р£г (И — коэффициент Пуассона).
В паяных соединениях стержней круглого поперечного сечения в результате неодинакового поперечного сужения стержня и прослойки на гра-
Рис. 2. Паяное соединение всты* с мягкой прослойкой:
а — схема нагружения; б — поле напряжений в прослойке
нице в стержне возникают напряжения сжатия. Кольцевая прослойка подвергается равномерному растяжению по радиальным направлениям при напряжениях
ar=E'(s —ег) а.
(7)
В прослойке образуются также на-
пряжения растяжения в окружном направлении О/ = ог.
Таким образом, в пределах упругих деформаций в кольцевой прослойке реализуется трехосное растяжение, связывающее незначительную концентрацию напряжений, так как ог и значительно меньше oz, но их возникновение способствует повышению предела текучести и понижению пластичности прослойки.
В пластическом состоянии поле напряжений в мягкой прослойке толщиной показано на рис. 2. Предел текучести прослойки при одноосном напряженном состоянии обозначим от. Из теории пластичности известно, что наибольшие напряжения возникают в прослойке на контактных поверхностях. Если допустить, что модули упругости прослойки Е' и паяемого материала Е близки (Е' Е), то
Г 2 I 1
= От I И- ~= — (R — г) I; (8)
оЛ - oz = ат(R - г), (9)
где /?— радиус стержня цилиндрической формы; 6 — ширина шва; г — радиус, определяющий положение точки в сечении.
Наибольшие напряжения возникают при г — 0, т. е.
о2 = От
2 ЛИ.
6 Г
= ат
2 R
ИЙ 5
(Ю)
(И)
Так как в тонких прослойках, имеющих место при пайке, отношение 7?/6 очень велико, то напряженное состояние, описываемое формулами (10) и (II), невозможно Задолго до образования в сечении полной текучести напряжения о2 достигают значения
Концентрация напряжений в паяных соединениях
291
при которых происходит разрушение стержня, т. е. пластический характер разрушений невозможен. Разрушение прослойки хрупкое. Аналогичное явление наблюдается в стержнях с поперечными сечениями некруглой фермы
Характер работы паяной прослойки при модуле упругости £', приближающемся к весьма малой величине, отличается от рассмотренного при Е' Е.
Однако и в этом случае текучесть на контактных поверхностях возможна лишь при весьма больших значениях стг, ведущих к разрушению стержней. Таким образом, при всех значениях £', отличных ит £, мягкие прослойки при пайке встык разрушаются хрупко [5].
Концентрация напряжений в соединениях внахлестку Концентрация напряжений вследствие неравномерной работы спая по длине. Распределение касательных напряжений q по длине нахлестки в направлении действия сил происходит неравномерно и почти аналогично распределению напряжений в сварных фланговых швах Для соединения двух изделий с равными площадями поперечных сечений £ (рис 3) наибольшее значение q на единицу длины паяного шва в концевых точках определяется следующим уравнением [6]. ?
_ аР / I — ch а/\
I. S-D“—(’2)
где I — длина нахлестки;
т / 2Gb
а = V ТЖ ’
где G — модуль упругости паяного шва при сдвиге, b — ширина ot*pa3u-a; £ — модуль упругости паяемого материала при растяжении. 60 — толщина мягкой прослойки (шва).
Если из условия статической равнопрочное™ паяного шва и паяемого материала принять I = 2б и £ — 6b (б — толщина образца), то
, т/ 2GW2 -f / 8G0
V "4>
Рис. 3. Паяное соединение внахлестку, нагруженное осевыми силами
Коэффициент концентрации напряжений в паяном шве
В — gniax — / 1 ~г
<уи 2 \ sh al ) Р ~~
al / 1 4- ch al\
2 \ sh al } ‘
Если модуль упругости мягкой прослойки медно-цинкового припоя Л63 принять равным 98 000 МПа, модуль сдвига G — 39 200 МПа, модуль упругости стали £ — 196 000 МПа, то G'£ = 0,4. Чем меньше отношение G'£, тем меньше коэффициент концентрации.
Выравнивание касательных напряжений и устранение концентрации напряжении возможно лишь при очень больших пластических деформациях; при малых пластических деформациях концентрация напряжений в паяных соединениях возникает и монотонно снижается в процессе деформирования.
Образование пластических деформаций в соединениях внахлестку сопровождается снижением коэффициентов концентрации напряжений в крайних точках соединений и выравниванием эпюры распределения q (см.рис. 3) по длине соединения, что характерно для паяных швов
Концентрация напряжений, вызванная изгибом элементов Соединения паянные внахлестку, как и сварные (точечные и роликовые), имеют эксцентриситеты, вызывающие образование дополнительных изгибающих моментов
Каждый из элементов соединения при растяжении изгибается (рис 4).
10:
292
Прочность и конструирование паяных соединений
Рис. 4. Паяное соединение внахлестку
Дифференциальное уравнение изогнутого элемента [3]
-^EJ~Py = 0, (16)
где EJ — жесткость соединяемых полос при изгибе; Р — растягивающая сила.
После преобразований
а2у = 0, (17)
Решение данного уравнения дает выражение наибольшего изгибающего момента:
б О'2
-^=—=^Г^- (18)
ц'н
2е 2
Напряжения изгиба
ои = M/W,
(19)
где W — момент сопротивления элемента при изгибе. После подстановки в уравнение (19) значений J, W, а и дальнейшего преобразования получим
где о0 — напряжение в элементах от растягивающих сил: ZH — длина нахлестки; б — толщина элементов.
Из уравнения (20) следует, что значение напряжения изгиба зависит от величины нахлестки и толщин элементов: чем больше нахлестка и чем тоньше соединяемые элементы, тем меньше напряжения изгиба
Теоретический коэффициент концентрации
~ 1 Т (21)
При 6-> 0 ои^0; = 1; при
больших толщинах возрастают, 7СТ — 4.
Прочность паяных соединений
Прочность паяных соединений зависит от свойств паяемого и присадочного металлов, флюсующих сред, режима пайки. Взаимодействуя с соединяемыми металлами, припой не должен образовывать хрупких фаз.
Прочность паяных соединений встык зависит от ширины забора и в некоторой степени от площади спая. Когда прочность паяемого металла превышает прочность припоя, наилучшие результаты достигаются при оптимальном зазоре, при полном заполнении зазора припоем. Уменьшение зазора ниже определенного значения препятствует затеканию припоя, в результате чего прочность соединения понижается.
На рис. 5, а приведены значения пределов прочности соединений из стали ОЗВД, паянных медью, в зависимости от ширины зазора и от отно-
5)
Рис. 5. Зависимость предела прочности паяных соединениГп
а — от ширины зазора; 6 — от площади шна
Прочность паяных соединений
293
шения последней к диаметру испытуемых образцов. Штриховой линией показан предел прочности паяемой стали.
На рис. 5, б показана зависимость предела прочности паяных соединений от площади шва.
Значения пределов прочности паяных соединений в зависимости от механических свойств паяемых материалов—высокопрочной стали приведена на рис. 6. Пайка производилась припоем, содержащим 40 % серебра. На рис. 7 показаны значения пределов прочности соединений из стали 45, паянной медью при зазоре 0,1 мм и термообработанных при разных режимах.
Прочность паяных швов внахлестку также зависит в значительной мере от ширины зазора. На рис. 8, а даны значения пределов прочности при срезе паяных образцов из низкоуглеродистой стали (кривая 3), латуни (кривая 6) и меди (кривая 7), паянных припоями Sn -г РЬ при зазорах 0,02— 0,15 мм [2] На рис. 8, б приведены те же зависимости при пайке сталей 45 и СтЗ припоями ПСр 45 [2}.
На рис. 9 приведены значения предела прочности при срезе в соединениях вала с кольцом в зависимости от размеров зазора. Паяемый материал— низкоуглеродистая сталь. Ломаные линии соответствуют результатам испытаний при разных припоях. Каждому виду припоя соответствует свое значение оптимального зазора
На рис. 10 приведена зависимость предела прочности соединений мягких сталей толщиной 6 = 5 мм, паянных
5(2 70 90 110 150 бв 10,11 Па.
Стали
Рис. 7, Прочность соединений из стали 45 термообработаиных при разных режима
Рис, 8, Зависимость предела прочности при срезе от зазора:
а — припой системы Sn — РЬ; б — припой ПСр45
Рис. 6. Зависимость прочности паяных соединений от механических свойств паяемого материала высокопрочной стали
Рис. 9, Предел прочности телескопических соединений при срезе
294
Прочность и конс1руирование паяных соединений
Рис 10. Заниснмость предела прочности соединений из мягкой стали толщиной 6 = 5 мм от содержания кремния в припоях Си — Zn
припоями Си + Zn с содержанием 0,! 1-0.25 % Si.
Вопрос о влиянии качества обработки поверхности на прочность паяных соединений является дискуссионным. По данным Колбуса и Мюллера, гладкая поверхность образцов обеспечивает более высокие механические свойства паяных соединений, чем шероховатая Имеются сведения противоположного характера. По результатам некоторых советских исследователей, шероховатость поверхности и насечки, нанесенные на нее, способствуют повышению механических свойств паяных соединений.
В табл I—4 приведены пределы прочности паяных соединений из разных металлов и сплавов, паянных серебряными и другими припоями, работающих на срез при разных температурах испытаний.
На рис. 11 показаны полученные экспериментально зависимости пределов прочности стыковых образцов из инструментальной и низкоуглеродистой сталей, паянных чистыми серебром и медью Из них видно, что с уменьшением толщины шва прочность возрастает, максимальная прочность достигается при зазорах, меньших 0,1 мм
Эксперименты при пайке коррозионно-стойкой стали серебряным, кадмиевым и цинковым припоями показали, что предел прочности при разрыве увеличивается по мере уменьшения толщины паяного шва. Снижение предела прочности паяного соединения с очень малым зазором объясняется дефектами в шве.
Исследованиями установлено, что толщина шва влияет на прочность соединения при различных нагрузках. Пайка образцов из низкоуглеродистой стали (с содержанием углерода 0,4 %) толщиной листа 10 мм производилась медно-цинковым сплавом Л70 в печи с температурой 1000 °C, флюс — плавленая бура Na2B4O7. Зазор паяного шва составлял 0,03; 0,07, 0,12; 0,15; 0,20 мм. При испытании на разрыв образец имел размеры 12,5X9,0 X X 160 мм, при испытаниях на изгиб — 25Х 100 мм. При испытаниях на усталость прочность определялась при изгибе с вращением.
Образец размерами 38X5X90 мм подвергался воздействию знакопере-
Рис 11 Зааисямость предела прочности паяных соединений вс ты и от забора.
а — припой — медь; б — припой — серебро
Прочность паяных соединений
295
ценной нагрузки. Схема испытаний образцов представлена на рис. 12. Данные экспериментов приведены на рис. 13,
Результаты испытаний образцов из низкоуглеродистой стали при пайке медным, цинковым, кадмиевым и никелевым припоями свидетельствуют о том, что при изменении ширины зоны
сплавления предел прочности при разрыве остается неизменным. Следует отметить что в этом случае прочность припоя и паяемого материала (низкоуглеродистой стали) практически одинаковая (примерно 412 МПа).
В работе (7} описана диффузионная пайка сплава 0Т4 с применением промежуточных гальванопокрытий при
J, Предел прочности при срезе паяных соединений при повышенных температурах
Припой Паяемый металл ТСр* 10-1, МПа. при температуре, °C
200 300 400 600
ПСр 4 5 ПСр 40 ПСр 37,5 12Х18Н91 15Х18Н12С4ТЮ 12Х18Н9Т 22—32 16 — 24 15-17 31—35 14,5— 1 5 5—9 3 — 4 11 — 18
2. Предел прочности при срезе соединений, паянных жаропрочными припоями, при различных температурах испытания
Припой Паяемый металл тср*10 , М Пег, при температуре, °C
— 60 20 200 400 500 600
ВПр! I2X18H9T 43—5.8 37 — 50 30—40 19—22 9 — 16
ВПр! 09X1 5 НЭЮ 25—30 21—30 20 — 30 19—24 12 — 20 —
ВПр1 10Х17Н5МЗ 19-22 21 —25 19—23 21—25 9—13 —
3. Предел прочности при срезе соединений, паянных серебряными припоями
Паяемый металл 10-1, МПа
ПСр 40 ПСр 45 ПСр 25
12 X 18 НЭТ 24—29 18—26 19—24
40 л НМ А 33—46 -ь- —
ЗОХГСА 35-46 35-41 35—43
Медь 25 25 25
4- Предел прочности при срезе соединений, паянных олоаянно-свинцовым припоем ПОС 40
Паяемый металл тср' 10 *’ МПа, при температуре испытания. ЭС
— 196 - 183 —96 — 60 + 20 -г 85
М3 3.5 3.3 3.4 3.5 2,7 1 +
П53 2.9 2,9 3,1 2,7 2,2 2.2
12Х18Н9Т 3,0 3,4 3,0 5.0 3,2 2,0
296
Прочность и конструирование паяных соединений
Рис. 12, Схема испытаний паяных соединений на изгиб и Срез
890—1000 °C и различных выдержках. Максимальная прочность может быть получена при толщине гальванопокрытий 6—9 мкм, Результаты исследований приведены в табл. 5.
Рис. 13. Зависимость прочности паяных соединений от ширины шва;
1 — усталостная прочность; 2 — предел прочности при срезе; 3 — предел прочности при разрыве; 4 — предел прочности при изгибе
В табл. 6 приведены значения преде-лов прочности при срезе паяных соединений некоторых сплавов титана, выполненных с использованием различных припоев. В качестве образцов применяли соединяемые внахлестку (I ~ 5 мм) пластинки шириной 16 мм, толщиной от I до 2 мм. Пайка производилась в муфельной печи в среде аргона.
На рис. 14 показаны результаты испытаний на срез соединений из сплава ОТ4, паянных в среде проточного аргона, в зависимости от температуры и времени пайки [1 ]: кривая 1 — образцы паялись припоем ПСр 85—15 при 1000 °C; кривая 2 — то же, при 1050 “С; кривая 3 — то же,
5. Предел прочности паяных соединений из сплава ОТ4 в зависит, ости от режима пайки
а • 10-1. Л1Па.
Режим
пайки для различных
покрытьI
- б
о 1
с
сЗ о? Z
<5 1
CQ I О
и
ф ос Z
2
S Ф к I
Ф & £ S3
н И £ о о о
890 30 8,5- 9,2 — 9.8-
9,5 10,3 11.2
900 30 7,9- 9,5 — 9.8-
9,7 13,1 14.8
910 30 8,7 — 9,7 — 10,3 —
10,2 14,4 15.7
910 60 9,3 — 11 2 — 12,7 —
16 17.0 18.9
920 30 10,4 — 12 6 — 14,2-
17,3 18,7 19,1
920 60 1 1 - 14 — 14,7 —
17,7 19,2 19,8
930 30 12—18 15-20 15-20
930 60 12—18 It —21 Г — 22
940 30 18—19 23 — 28 37 — 40
940 60 !« —2! 27 — 32 3"—41
950 15 15—20 24—29 48 — 53
950 30 16—20 28- 55—63
950 45 18 — 21 29 — 33 42-51
950 60 1У — 22 27-29 37—40
960 15 26 — 26 38 — 42 67 — 75
960 30 25 — 26 30 — 31 40—53
960 45 22—23 28—29 36 — 38
960 60 20 — 21 25—2“ 30 — 32
970 1 5 26-29 40 — 43 65—69
970 30 20 — 23 28 — 29 31—32
980 15 20 —2 I 25—28 26 — 30
990 15 19-20 25-27 25 — 29
1000 15 15—16 20-21 20—21
Прочность паяных соединений
237
6, Пределы прочности (ХЮ-1, МПа) при срезе паяных соединений из сплавов титана
Припой Рабочая температура, °C 13 % V; И % Сг; 3 % Al (6 = 1,6 мм) 9 % Al, 1 % Mo; 1 % v (6 = 1,63 мм) 5 % Al, 2,5 % Sn (6 = 1,65 мм) 6 % Al, 4 % V ( 6 = 1,42 мм)
Ag—Li Ag—Al 790 900 1,6 16,6 — 15,2 3.2—7,2 8,3 9,8—13,3 3,3—10,0 10,6 — 11,5
Ag—Си 790 900 11,3 14,7—16,0 10,5 — 11,4 12,7—15,5 9,6—16.2 1,2—10,7 6,8—10,3 10,1 — 12,6
Ag—Cn —Sn 760 840 5,0-6,1 6,0—13,2 6,0—10,5 7,0—8,8 11,0 8.9—12,1 6,5 8,9—12,9
Рис, 14. Зависимость предела прочности при срезе паяных соединений из сплава ОТ4 от температуры пайки и времени
при 1150 °C; кривая 4 — пайка серебром при 1000 °C.
На рис. 15 показано влияние давления при диффузионной пайке соединений из сплава ОТ4. Образцы паялись в вакууме (1,33 Па); а — припой содержит 28,5 % Тг (кривая / — при 1050 °C; кривая 2—-при 960 °C);
б — припой содержит 33 % Си (кривая 1 — при 1050'С; кривая 2—при 960 °C).
Для пайки тугоплавких металлов применяют кремний-ниобиевые припои, обеспечивающие равнопрочность соединения и основного металла. Припои могут быть изготовлены в виде проволок, листов, порошка. Пайку ведут в среде водорода с продувкой гелием. Температура пайки зависит от содержания в припое кремния. Например, при 7 % Si температура пайки 2000 °C; при 4 % — 2250 °C; при 2 % — 2350°C; при 0,5 — 2400 °C (остальное — ниобий).
На рис. 16 приведена зависимость прочности соединений, паянных серебром, от времени выдержки с момента заполнения зазора припоем [6]. На рис. 17 даны значения прочности стыковых соединений из сплава ВТ1 в зависимости от времени выдержки с момента заполнения зазора.
Прочность паяных соединений при статических нагрузках. Основными де-
Рис.
15. Влияние давления
на прочность при диффузионной пайке соединений из сплава ОТ4
298
Прочность и конструирование паяных соединений
Рис. 16. Зависимость прочности соединений паяных серебром от времени выдержки ( Т — 970н-990 сС).
а — пайка ТВЧ внахлестку образцов шириной 10 мм, толщиной 1 мм из сплава ОТ4; б — пайка в печи встык образцов шириной 7 мм, толщиной 1,5 мм, из сплава БТ1 (кружок со стрелкой — образец порвался в захватах)
фектами паяных соединений являются непропаи, поры, раковины, включения флюса, дефекты сцепления в зонах спаев и др.
Изучение влияния внутренних дефектов на прочность соединений при статических нагрузках производилось на образцах из стали СтЗ при индукционном нагреве. Испытания проводили при 20 С (рис. 18, а). По оси абсцисс отложены доли дефекта (непропая) в процентах по отношению ко всей зоне соединения, а по оси ординат— предел прочности, отнесенный к участку разрушения. Из рисунка следует, что прочность монотонно уменьшается с увеличением площади дефекта. В целом образце разрушающие напряжения по основному металлу составляли 392 МПа, при непропае 50 %-ное
Рис 17, Зависимость прочности соединений встык из сплава ВТ1 в зависимости от времени выдержки:
а — припой Ад + 2% Си (Т = 960 °C);
D — припой Ад + 8 % Си (Т = 920 °C;
6 — припой Ад + 28 % Си (Т = 810 °C)
разрушение наступало по месту спая при напряжении 343 МПа
На рис. 18, б приведены результаты испытаний образца с дефектом, выходящим наружу к галтели (образцы из стали 10, паяемые припоями Л63). Нагрев индукционный, температура испытаний 20 °C. Падение прочности с увеличением доли дефектов, выходящих к галтели, более интенсивно, чем в первом случае
Результаты испытаний образцов с внутренним непропаем при статиче-
су °/о дере игла 5> o/ogea}eKma gj '°/оде(ре*тз
Рис. 18. Влияние дефектов на прочность паяных соединений при статической нагрузке а — внутренних дефектов; б — дефектов, выходящих на поверхность; в — внутренних дефектов {Т = —35 °C)
Прочность паяных соединений
299
Рис, 19. Образцы для испытаний при переменных нагрузках
Число циклов
Рис. 20. Долговечность паяных и сварных соединений из СтЗ при пульсирующих нагруз» ках:
У — паяные (припой Л63); 2 — сварные (лобовые швы, К = 5 мм); 3 — сварные (фланговые швы, К = 5 ь.м)
ском нагружении и низких температурах показали, что паяные соединения не обнаружили склонности к хрупким разрушениям (рис. 18, в). Материал образцов — сталь 10, припой — Л63, образцы паяли газовой горелкой, температура испытаний — 35 °C.
В образцах без дефектов разрушения возникали по зоне шва и по паяемому металлу при ар — 402 МПа, а при дефекте 50 % —‘при 343 МПа. Испытания показали что паяные соединения достаточно хорошо сопротивляются хрупким разрушениям даже при наличии в них сложнонапряженного состояния, вызванного непропаем и изгибающим моментом от внецентренно приложенных сил.
Прочность при переменных нагрузках. Испытания при переменных нагрузках производились на образцах из ннзкоуглеродистой стали одинаковых размеров с припаянной или приваренной накладкой угловыми лобовыми швами (рис. 19). Сварка проводилась электродами высокого качества, пайка — припоями Л63 Эксперименты (симметричные никлы) показали, что паяные соединения более долговечны, чем сварные; при 0—118 МПа паяные соединения выдерживали миллион нагружений, сварные—примерно 250 000
Результаты испытания на долговечность паяных и сварных соединений при рабочих напряжениях показаны
на рис. 20. При воздействии знакопеременных и пульсирующих нагрузок паяные соединения из низкоуглеродистых сталей, рационально спроектированные, более долговечны, чем сварные. Это наблюдается как при связующих, так и при рабочих напряжениях в зонах соединений.
Как было показано выше, на концентрацию напряжений в паяных соединениях внахлестку сильное влияние оказывают толщина паяемых элементов и длина нахлестки: с увеличением толщины элементов и уменьшением длины нахлестки концентрация напряжений возрастает.
Испытания паяных образцов из низкоуглеродистой стали СтЗсп показали, что с увеличением толщины паяемых элементов предел выносливости пони-жается (рис. 21, а). Для образцов толщиной 5 мм а0, = 66 МПа (кривая /), для образцов ’толщиной 9 мм о01 = = 48 МПа (кривая 2).
На образцах из стали СтЗсп толщиной 6 — 5 мм увеличение длины нахлестки от 26 до 36 повысило предел выносливости паяного соединения (рис. 21, б). При длине нахлестки 26 о0;1 = 60 МПа (кривая 2), при длине 16 °й>1 = 66 МПа (кривая 1),
Влияние дефектов на механические свойства Эксперименты по определению влияния внутренних непропаев на долговечность подтвердили, что непропаи меньше 40 %, не выходящие
300
Прочность и конструирование паяных соединений
а — 1 — образцы с б = о мм; 2 — образцы с б = 9 мм; б 1 — = зб; 2 — ==
= 2б (б = 5 мм)
на поверхность, практически не снижают срока службы соединений, если соединение спроектировано с учетом требований статической равнопрочно-сти (рис. 22). По оси абсцисс отложена доля дефекта в процентах по отношению ко всей площади шва, по оси ординат— число циклов нагружений. Образцы изготовлены из стали 10, припой — Л63, пайка производилась газовой горелкой, о — 154 МПа. При этих условиях разрушения в бездефектных соединениях и в соединениях с небольшими непропаями происходили по паяемому металлу. Дефект, соединения не вызывал достаточно сильной концентрации напряжений, которая
Рис. 23, Выносливость паяных соединений внахлестку;
1 — образцы с галтелью, 2 <=^ образцы без галтели
Рис. 22. Влияние внутренних непропаев на прочность паяных соединений при переменных нагрузках
Допускаемые напряжения в полных соединениях
301
бы переместила разрушение в зону шва. Лишь при непропае более 40 % разрушения наступали по участку шва и срок службы резко падал с ростом числа дефектов.
Существенное влияние на выносливость паяных соединений внахлестку оказывают галтели.
Испытания показали, что отсутствие галтели повышает концентрацию напряжений и понижает предел выносливости (рис. 23). Для паяного соединения, выполненного с галтелью, ao,i = 48 МПа (кривая /), для соединений без галтели (кривая 2) —о01 = = 37 МПа.
Пластические свойства
паяного шва
Изучение пластических свойств паяного шва производилось на образцах прямоугольного сечения высотой 20 мм и шириной 8 мм, спаянных по плоскости касания. В зонах соединения образцы обрабатывались по полукругу; при контактировании образцов оба полукруга, складываясь, образовывают круг, который и подвергается пайке. Образец после пайки укладывают на две опоры, а к участку паяного шва прикладывают сосредоточенную силу Р, которая вызывает изгиб конструкции в целом и скручивание участка шва. Это дает возможность определить пластические свойства паяного соединения, работающего под действием касательных напряжений. Деформация определяется углом а между соединяемыми элементами (рис. 24).
Испытываемые образцы изготовлены из стали Ю, пайка выполнена припоем Л63, газовой горелкой. При а с ^4-г-5° деформации в основном упругие, при больших углах — происходит пластическое деформирование На рис. 25 показана зависимость угла
Рис. 24 Схема испытаний соединений для определения пластичности паяного шва
I — образцы без дефектов и с дефектом 20 %; 2 образцы с дефектом 40 %
загиба Р, определяющего пластические свойства паяного соединения,от силыР. Наличие дефектов в шве ведет к образованию пластических деформаций при меньших нагружениях, чем в хорошо пропаянных соединениях.
Допускаемые напряжения в паяных соединениях
Допускаемые напряжения в паяных соединениях зависят от ряда факторов: от свойств паяемого материала, припоев, флюсующих сред, ширины зазора, режима пайки, вида соединения. Значения допускаемых напряжений зависят также от рода нагрузок — статических, переменных, от температуры эксплуатации, от среды, в которой работает конструкция
Многие из указанных факторов, оказывающие непосредственное влияние на свойства паяных соединений, а следовательно, и на значения допускаемых напряжений, не дают возможности установить их числовые характеристики при помощи графиков или табличных данных. Единственно надежным и приемлемым методом определения допускаемых напряжений в паяных соединениях является испытание образцов при всех параметрах, близких к производственным.
302
Прочность и конструирование паяных соединений
Для паяных соединений встык рациональным является испытание до разрушения.
При этом разрушающее напряжение
0p=P/F, (22)
где Р — разрушающая сила; F — площадь поперечного сечения испытываемого образца.
Для испытания может быть принят образец, который обычно используют при оценке сварных стыковых соединении.
Допускаемое напряжение при пайке может быть установлено в зависимости от значения разрушающего напряжения п коэффициента запаса прочности /<; при статических нагружениях рекомендуется принимать К = 2,5-i-Н-3,0
При определении допускаемых напряжений в трубчатых телескопических паяных соединениях целесообразно проводить испытания аналогичных соединений.
Разрешающие напряжения при срезе в телескопическом паяном соединении
Тщ, Р Г ср,
(23)
где FLp — площадь шва в телескопическом соединении.
Допускаемое напряжение может быть определено с учетом разрушающего напряжения при том же коэффициенте запаса, что и в швах, паянных встык.
При определении допускаемых напряжений в соединениях, паянных внахлестку, испытания проводят над образцами, имеющими толщины б, аналогичные применяемым в конструкциях при длине нахлестки 2,56.
Разрушающие напряжения при срезе тс; = Р (6-2,56). (24)
где Ь — ширина образца; 6 — толщина образна
Коэффициент запаса прочности такой же, как при испытании соединений, паянных встык.
При определении допускаемых напряжений в соединениях уголка с листом испытания должны быть прозе-дены на образцах аналогичного типа, полученных при тех же технологиче
ских процессах, что и при изготовлении изделия.
В случае назначения допускаемых напряжений в паяных соединениях других типов (сотовых, тавровых и др.) необходимо проводить предварительные испытания под нагрузкой .
При работе паяных соединений в условиях агрессивных сред или высоких температур испытания соединений для определения допускаемых напряжений должны проводиться в условиях, соответствующих эксплуатационным.
При работе паяных соединений при переменных нагрузках допускаемые напряжения в них могут устанавливаться с учетом коэффициента у, определяемого выражен нем
Т 0,6р 3=0,2—(О,б|3 + О,2) г’
где Р — эффективный коэффициент концентрации напряжений при пайке соединений из низкоуглеродистой стали В соединениях встык р — 1,2, внахлестку р = 3.0, в телескопических соединениях Р = 2,0 При пайке низколегированных сталей, а также цветных сплавов указанные коэффициенты Р следует увеличить в среднем на 20 30 % г ~ °mtn'C’max (° пт 11 °т1и — наибольшее и наименьшее напряжения по абсолютной величине взятые со своими знаками); верхние знаки в формуле (25) принимаются при преобладающем растяжении соединения, нижние — при сжатии
Пример 1,Паян я тавровая балка работает под действием изгибающего момента, создаваемого поперечной силой у — = 200 кН (рис. 26, и} Требуется опте делить значения касательных напряг — вий возникающих в паяном шве V, -тс-риал балки — СтЗ. Панка выло, не- -припоем на железной основе допуск ем'> напряжение спи срезе для важного Ш принимаем iiIGn= МПа.
Касательные напряжения с шве поперечной силы
QS
Статический момент площади гояса относительно центра тяжести сечения i = 1-10-it.5 = 116 см3.
Допускаемые напряжения в паяных соединениях
303
Момепт инерции сечения
J,
10-13 ЬЗО3
-ь l.SO’3,92 = 4047 см4.
Толщина пояса 6=10 мм,- тогда
Тер —
20 000-116 1-4047
= 56 МПа.
Пример 2. Телескопическое паяное соединение двух труб работает под знакопеременной нагрузкой Р — 150 кН (рис. 26, б). Коэффициент г = —1. Соединение выполнено медно-цииковым припоем Л63. Материал труб — сталь 10. Диаметр меньшей трубы d = 40 мм. По опытным данным, минимальное разрушающее напряжение при срезе для этого соединения 1т ]р = 26 МПа 151. Принимаем коэффициент запаса прочности К = = 2,5. Определим необходимую длину нахлестки.
Допускаемое напряжение при срезе при статическом нагружении
[т] = тр/К = 265/2,5 = 106 МПа.
Коэффициент запаса прочности с учетом переменного характера нагружения
____________i___________
V = У,op -г 0.2 — (и,6р — 0,2) г
______________________________________1_ ~ 0,6- + с-,2 — (0,6-2 —0,2) (—1) ~ 2,4'
так как для телескопического соединения 13 = 2.
Отсюда допускаемое касательное напряжение
IT ]-! = ItJ/у = 10,6 ; 2,4 — 44 МПа;
требуемая площадь шва
= р [т J_x = 15 000 : 4,5 = 33,4 ем2;
длкна нахлестки
i — —-'и
2,66 см
Пример 3. Консольная балка — швеллер А» 10 — пр:1 паяна к основанию (рис. 26, в). Требуется определить допускаемый момент Материал балки — СтЗ. Пайка выполнена припоем на железной основе. Допускаемое напряжение при срезе [т 1 = 108 МПа
Момент сопротивления при
кручении
U/K = 0,258-10-42 = 41,25 см3
Для соотношения сторон h/b — 2,5 коэффициент d = 0,258.
Отсюда допускаемый момент
М = [г j Wj. -=Ц00-41,2о= 1510 Н-м.
Список литературы
1. Лашко Н, Ф., Лашко С. В., Гришин В. Л. О некоторых вопросах взаимодействия титана с припоями при диффу-зинной пайке. — Сварочное производство, 1968, As 3. с. 3—5.
а. Лоцманов С. Н., Петрунин И. Е. Пайка металлов. М.. Машиностроение, 1966, 267 с.
3. Николаев Г. А- Сварные конструкции М,- МаШ! из, 1062. 550 с.
4. Николаев Г. А., Ольшанский Н. А, Новые методы сварки металлов а пластмасс. М.-. Машиностроение, 1966, 231 с.
о. Николаев Г. А., Киселев А. И, Работа мягкой прослойки паяных соединений. — Сварочное производство, 1969, As 12, с. 3—4.
6. Рыльников В. С., Губин А. И. Панка титана серебряными припоями. =• Сварочное производство. 1970, As 1, с. 32 — 34
7. Шиняев А. Я., Бондарев В. В. Диффузионная пайка титана с применением промежуточных гальванопокрытий — Сварочное производство, 1966, As 7, с. 14—16.
8. Яновский И. И., Тененбаум М. М., Романеико Н. Н. О снижении внутренних напряжений при пайке пластинок твердо ~о сплава. — Вестник машин ост роен на, I960, ,\s 5, с. 52 — а7.
ГЛАВА 10
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Факторы, влияющие на структуру и свойства паяных соединений
На процессы формирования паяного соединения оказывают влияние различные факторы, вызывающие изменение его структуры и свойств. Основными из них являются: природа взаимодействующих материалов, количество жидкой фазы, флюсующая среда, способ нагрева, режим пайки, давление, воздействие электрических и магнитных полей и др. Классификация факторов, влияющих на структуру
и свойства паяных соединений, приведена на рис. 1.
Наибольшее влияние на прочность паяных соединений оказывают свойства паяемого материала и припоя, При прочих равных условиях более прочный исходный материал может обеспечить более высокие свойства соединения.
При пайке наблюдается понижение прочности паяемого материала под действием расплавленных флюсов, припоев, условий и характера нагрева. Оценку влияния расплава припоя на паяемый материал по ГОСТ 20487—75 производят на основе показателя влия
ние. 1. Классификация факторов, влияющих на структуру и свойства паяных соединений
Факторы, влияющие на паяные соединения
305
ния припоя на пластические свойства материала (/Сй, %), являющегося частным от деления относительного удлинения образца, разрушенного в контакте с жидким припоем, на относительное удлинение образца, разрушенного при отсутствии контакта с припоем. Форма и размерь! образца приведены на рис. 2.
Влияние расплава на прочность паяемого материала оценивают по изменению временного сопротивления и относительного удлинения материала в контакте с припоем и без припоя (<*£ и 6Г вычисляют как среднее арифметическое из пяти значений).
Показатель влияния расплава припоя на временное сопротивление и относительное удлинение определяют по сл еду ющ и м форм ул ам:
Bl
где индекс единица означает испытания без припоя, индекс два — с припоем.
Метод испытаний при повышенных температурах регламентирует ГОСТ 9651—73*.
Испытания считаются недействительными при разрушении образцов вне места контакта с расплавом.
Свойства паяных соединений в определяющей степени зависят от количества жидкой фазы в зазоре между соединяемыми поверхностями деталей. При капиллярной пайке применяют зазоры от сотых до десятых долей миллиметра в зависимости от свойств припоя, паяемого металла, конструктивных факторов изделия, технологии пайки Например, при пайке железа и углеродистой стали медью в газовой атмосфере рекомендуются зазоры порядка 0,1 мм, так как в этом случае стойкость окисной пленки на паяемом металле и припое невелика, жидкотекучесть меди высокая и практически не меняется в процессе панки. При пайке алюминия и его сплавов припоями на основе алюминия зазор дол-
715±0.5
Рис. 2, Форма и размерь; образца для оценки влияния расплава припоя на паяемый материал
жен быть не менее 0,2—0,1 мм, поскольку окисная пленка па паяемом металле химически стойкая, для ее удаления требуется применять активные флюсы. При больших зазорах из-за вытеснения более легкоплавкой и менее прочной составляющей сплава в центральную зону шва происходит охрупчивание соединения, снижается его прочность.
Особую чувствительность к ширине зазора соединений встык, работающих на отрыв, можно объяснить влиянием дефектов паяных швов. В интервале весьма малых зазоров (порядка 0,05 мм) легко образуются непропаи, газовые поры; при больших зазорах возможно образование усадочных раковин.
Указанные дефекты являются концентраторами напряжений, снижают прочность соединений. Механические испытания стали 12Х18Н10Т, паянной припоями ПМцЮ и Г40НХ, показали, что наименьшая прочность характерна для соединений, паянных с зазором 0,15 мм, так как при кристаллизации в таком зазоре от границ раздела растут ячеистые кристаллы, При этом усадочные и газовые поры концентрируются в центральной части шва.
При двухфазном строении сплава, образующегося в паяном шве, ширина зазора оказывает влияние на характер распределения фаз в шве. Так, в случае паики коррозионно-стойкой стали припоем системы Си—XT—Мп—Zn максимальную прочность имели образны, паянные с зазором 0,2 мм. поскольку в этом случае более легкоплавкая и малопрочная вторая фаза типа Р-латуни располагалась в междендритных пространствах. При уменьшении зазора она представляет собой сплошную прослойку в центральной части шва,
306
Структура и свойства паяных соединений
Предел прочности при этом снижался с 520 до 260 МПа. С увеличением зазора предел прочности также снижался в результате возникновения дефектов типа усадочных раковин.
Оптимальная величина зазора, в свою очередь, зависит от точности сборки соединения под пайку. Особо важное значение для сохранения в процессе нагрева при пайке оптимального зазора имеет учет ТКЛР соединяемых материалов.
Как показывает опыт применения пайки, причиной снижения прочности паяных соединений обычно являются избыточное количество расплава припоя в зазоре и возникновение хрупких интерметаллидных прослоек. При больших зазорах ликвация приводит к ослаблению центральной части шва вследствие концентрации в ней более легкоплавкой и менее прочной составляющей. Для увеличения числа центров кристаллизации и снижения ликвации в шве в состав припоев иногда вводят частицы паяемого металла или иного более тугоплавкого металла, увеличение числа центров кристаллизации происходит в случае модифицирования расплава. Особенности геометрии шва затрудняют равномерное распределение модификатора в расплаве зоны сплавления, что оказывает влияние на структуру шва.
Эффективный способ увеличения числа центров кристаллизации — применение вибрации в процессе кристаллизации расплава. Твердые частицы в зоне сплавления под воздействием вибрации перемещаются в расплаве, в результате центральная часть шва
обогащается тугоплавким компонен -том. Таким образом, вибрация способствует выравниванию химического состава шва по сечению. Возникновение и рост интерметаллидных прослое.-: в шве зависят от длительности взаимодействия твердой и жидкой фаз. Применение вибрации способствует сокращению необходимого времени контактирования расплава с поверхностью паяемого металла и тем самым измель -чению возникающих интерметаллидов. Мелкодисперсные частицы тугоплавкого соединения являются дополнительными центрами кристаллизации, что в свою очередь повышает свойстга соединений. Для обеспечения колебаний одинаковой интенсивности во всех зонах шва используют частоты не свыше 300 Гц.
При пайке стали 08XI8HICT припоями па никель-хромо-марганцевой основе применение вибрации (амил >-туда колебания якоря электромагнита 0,02—0.03 мм) способствует повышению прочности соединений па 30— 50 %. На рпс. 3 представлены зависимости предела прочности паяных соединений от частоты вибрации и ширины зазора при пайке стали 08Х18Н10Т припоями Г40НХ (а) и ПЖК-35 (б) Из рисунка видно, что приложение вибрации частотой до 150 Гц способствует повышению прочности соединения. Дальнейшее увеличение частоты колебаний практически не влияет на повышение прочности независимо ст ширины зазора.
Флюсы, особенно при высокотемпературной пайке, снижают поверхностное натяжение расплавленного припоя
Рис, 3. Изменение прочности соединений при и-и-с стали 08XJ8H10T в зависимости от ширины зазора и частоты вибрации в процессе панки (цифрами на кривых обозначена ширина зазора, мм)
Факторы, влияющие на паяные соединения
307
и тем самым облегчают процессы смачивания и капиллярного течения. В то же время остатки флюсов и продукты взаимодействия их с окисными пленками образуют в шве шлаковые включения. приводящие к потере прочности, коррозионной стойкости соединения, нарушению плотности металла шва. При пайке в газовых средах, содержащих СО, Н2, Ns, в случае длительных выдержек возможно их нежелательное воздействие на паяемый металл с образованием на его поверхности карбидов, нитридов, гидридов, обезуглероженных зон.
Использование газовых сред обеспечивает возможность получения паяных швов с минимальными зазорами. Одновременно активные составляющие газовых сред могут вступать во взаимодействие с припоем, образуя продукты реакции (гидриды, нитриды, карбиды, газообразный водород). При пайке в вакууме наблюдается дегазация металла шва и, как следствие, достигается более высокая его плотность. Вместе с тем в вакууме возможно испарение летучих компонентов припоя, таких, как марганец, цинк, кадмий, что может привести к пористости шва.
Влияние способа нагрева при пайке зависит от природы источника тепла, от параметров оборудования, флюсующей среды, применяемых средств механизации. При нагреве горелками газовое пламя вступает во взаимодействие с паяемым металлом и расплавом припоя; при печном нагреве требуются более эффективные флюсующие средства; индукционный — связан с воздействием переменного магнитного поля, что способствует лучшему формированию шва От способа нагрева зависит равномерность распределения тепла по сечению паяемого изделия
Скорость нагрева под пайку может находиться в широких пределах и определяется такими факторами, как характер источника натрева, природа взаимодействующих материалов, габариты и толщина стенок паяемого изделия и др О г нее зависит равномерность нагрева возникновение напряжении в зоне соединений,структурные превращения в паяемом металле
и др. Поэтому, например, пайка в печах или солевых ваннах обеспечивает более равномерный нагрев, чем пайка горелками или паяльником. Однако печной нагрев или нагрев в солевых ваннах приводит к снижению прочности паяемого .металла.
Режим пайки зачастую оказывает решающее влияние на прочность паяных соединений. Как известно, в понятие режима пайки входит температура пайки, время выдержки при температуре пайки, давление, скорость охлаждения паяного соединения.
Правильный выбор температурного интервала пайки обеспечивает хорошее смачивание припоем поверхности, гарантированное заполнение зазоров, необходимое взаимодействие припоя с паяемым металлом. Совокупность этих факторов обеспечивает максимальную прочность паяных соединений. На выбор температурного интервала пайки оказывает влияние температура плавления припоя, характер его взаимодействия с паяемым металлом, способ внесения припоя в зазор, применяемая флюсующая среда и др. Обычно темпера тура лайки выше температуры ликвидуса припоя, в некоторых случаях она может быть равна ей и даже быть ниже нее (интервал твердожидкого состояния). Повышение температуры пайки и времени выдержки наряду с ускорением диффузионных процессов и усилением растворения паяемого металла в расплаве припоя, может вызвать разупрочнение паяемого металла, его эрозию, окисление, испарение отдельных компонентов, что непосредственно отражается на структуре и свойствах паяного соединения.
Время выдержки в выбранном интервале температур паики также определяет структуру и прочность паяных соединении. Так. при капиллярной пайке время выдержки невелико и составляет от десятков секунд до нескольких минут. Увеличенное время выдержки, например, при диффузионной лайке, может привести к значительному повышению прочности соединения Однако продолжительная выдержка может' заметно у худшить свойства паяемого металла Зависимость предела прочности паяного соединения при срезе от выдержки при
308
Структура и свойства паяных соединений
Рис. 4. Изменение прочности паяных нахлесточных соединений из СтЗ и зависимости от выдержки при температуре пайки: 1 — припой Fe — Мп; . — припой Fe — Мп — С; 3 — припой Си
пайке припоями Fe—Мп, Fe—С—Мп и медью приведена на рис. 4.
Большее влияние на повышение прочности паяных соединений оказывает давление в процессе пайки. Это особенно важно при пайке припоями, применяемыми в виде готовых форм из порошка, на полимерной связке и пастами, когда Давление обеспечивает необходимую плотность металла шва.
Существенное влияние на структуру и, как следствие, на прочность паяных соединений оказывает скорость охлаждения. ее увеличение может привести к измельчению структуры, перераспределению составляющих Зоны сплавления или к выделению структурных
Рис. 5. Прочность паяных соединений из меди s зависимости от скорости охлаждения (припои — Pb. Jn, Sn. ПСр 7,5. температура пайки 850%, среда — вакуум
составляющих, определяющих прочностные характеристики соединения Как правило, измельчение структурных составляющих повышает прочность соединения. Влияние скорости охлаждения на прочность соединений при лайке в вакууме меди свинцом, оловом, индием и припоем ПСр 7,5 показано на рис. 5.
Скорость охлаждения после пайки оказывает влияние на формирование-первичной структуры шва, распределение компонентов, пористость, внутренние напряжения, возникновение горячих и холодных трещин в шве и околошовной зоне. На рис. 6 показано влияние скорости охлаждения на количество эвтектической составляющей в шве при контактно-реактивной пайке магния серебром. На основе приведенной зависимости можно назначать скорости охлаждения, при которых содержание хрупкой составляющей в шве минимально, добиться совмещения цикла пайки с термической обработкой паяного соединения.
Для повышения механических, коррозионных и других харатеристик паяного соединения довольно часто используют термическую обработку, которая может быть применена при пайке термообрабатываемых сплавов. Например, при соединении быстрорежущих инструментальных сталей с корпусом инструмента из конструкционных сталей в качестве припоя используют ферромарганец (70—80 % Мн). Это позволяет сразу после пайки произвести закалку инструмента с температуры 1200—1300 °C с последующим отпуском при 560—580 °C- Аналогичным образом совмещают пайку
Риг. 6. Содержание эвтектической составляющей в зависимости от скорости охлаждения при пайке магния серебром
Методы исследования паяных соединений
309
с закалкой и отпуском для конструкционных сталей. С целью выравнивания состава и улучшения структуры и механических характеристик паяного соединения иногда используют термо-диффузиоЕный гомогенизирующий отжиг. Например, применяют термодиффузионную обработку паяных соединений титановых рабочих колес центробежных компрессорных машин. Пайку проводят с применением в качестве припоя фольги меди или никеля (контактно-реактивная пайка), что позволяет повысить механические характеристики паяного соединения.
Таким образом, конструктивные факторы изделия, физико-химические свой-ства материалов, условия и режимы пайки оказывают влияние на структуру и свойства паяною соединения. Исследования паяных соединений имеют целью прежде всего выявить тенденции этого влияния и определить оптимальные условия получения паяного соединения на всех стадиях производства паяного изделия.
Методы исследования структуры и свойств паяиых соединений
Исследование паяных соединений ведется практически всеми существующими методами изучения металлов и сплавов. Наибольшее применение при исследовании паяных соединений получил структурный анализ.
Микроструктурный анализ позволяет выявить структуру металла, взаимное расположение структурных составляющих, распределение интерметаллид-ных фаз, наличие разного рода дефектов, неметаллических включений и др.
Отбор проб паяных соединений для микроиссладования с помощью светового микроскопа производят с учетом наиболее полней сменки исследуемого свойства z огл ом образце, и удобства проведения металлографических исследований.
Образец для микроисследования паяного соединения берется высотой 10— 20 мм и .'лошадью поверхности исследования до 3 см2. Вырезать образцы из паяною соединения допускается только металлорежущим инструмен
том, не вызывающим деформирования зоны шва п изменения структуры в результате нагрева. При вырезке образцов из листовых конструкций толщиной менее 1 — 2 мм их предварительно закрепляют с прядающими жесткость копстру кпии подкладками и обрабатывают совместно. Вырезанный из паяного соединения образец обычно монтируют в специальные зажимы. При исследовании образцов малых размеров их помещают в формы (кольца) и заливают серой или легкоплавкими сплавами. Следует иметь в виду, что такое закрепление микрошлифа нежелательно, поскольку материал заливки искажает результаты исследования, а также загрязняет полировальные круги. Более целесообразно заливать образцы пластмассой. Существует несколько способов фиксации пластмассой образцов для металлографических исследований при 20 сС или повышенной температуре (до 150— 180 °C).
При допустимости нагрева исследуемых образцов паяных соединений применяют бакелит или термопластические пены, Можно использовать жидкие эпоксидные смолы ЭД-5 или ЭД-6 в сочетании с отвердителем (примерно 25 %), которые позволяют заливать образец при 20 °C и повышенной температуре. Условия отверждения эпоксидных смол приведены в табл. 1.
Образец, предназначенный для заливки, помещают в форму, например засыпают порошком бакелита, и нагревают под давлением.
При использовании эпоксидных смол их в смеси с отвердителем заливают в форму, где помещен образец, Отверж-
1. Условия отверждения смол ЭД-5 и ЭД-6
Отвердшгель Условия отверждения
1емле-ратура. °C Время, ч
40 АГ или 40 АФ 20 24
А40 20 100-. 50 8
ПЭПА (полиэтилен -ПОЛИИМИН) 2d 1
310
Структура и свойства паяных соединений
дение происходит без приложения давления.
Для приготовления микрошлифов применяют бумагу на водоупорной основе с указанием номера зернистости. определяемой в микромиллиметрах. Классификация размеров зерен абразивных материалов в соответствии с ГОСТ 3647—80, применяемых для изготовления микрошлифов, приведена в табл. 2.
2, Миеиошлифпорошки и тонкие микрошлифпорошки
Зерни-стость Размер зерен основной фрак шп’.т мкм Зерни* стость Размер зерен основной фракции, МКМ
М63 63-50 М20 20—14
M5G 50 — 40 Ml 4 14 — 10
М40 40 — 28 М10 10 — 7
М2 8 28—20 М7 7 — 5
М5 5 — 3
При приготовлении мнкрошлифов основное внимание должно быть обращено на получение ровной поверхности, без рельефа между паяемым металлом и зоной шва. Для шлифования образцов применяют шлифовальные круги; обычная обработка на шлифовальных станках для этой цели непригодна, поскольку вызывает изменение в структуре металла на значительную глубину.
В процессе шлифования образна на шлифовальных кругах при переходе от крупнозернистого абразива к мелкозернистому необходимо тщательно мыть образец под струей воды с тем, чтобы исключить возможность переноса частиц более крупного абразива. При каждом переходе направление шлифования меняется на 90'" Частота вращения горизонтальных кругов ппи приготовлении микрошлифсв паяных соединении сталей и медных сплавов составляет 800—1200 обмин, алюминиевых и магниевых сплавов 600— 800 об/мин. На одних и тех же кругах нельзя обрабатывать образны из различных материалов, так как качество шлифов при этом снижается. Шлифование на данном абразиве считается законченным, когда на обрабатываемой поверхности не остается рисок от предыдущего абразива.
Полирование микрошлифов паяных соединений можно производить механическим способом или электрохимическим Механическое полирование принципиально не отличается от шлифования; оно производится на дисках, обтянутых сукном, фетром или бархатом. Абразивный материал при пс -лировании (окись алюминия или хрома) подают в виде водной суспензии (5—15 г абразива на 1 л воды), полученной после отстоя более крупных фракций.
Качественно приготовленный микрошлиф паяного соединения должен иметь плоскую поверхность без рисок от шлифования, царапин и загрязнений. Нежелательны в поле шлифа «хвосты», появляющиеся в результате выкрашивания при обработке хрупких составляющих Наиболее частым дефектом шлисЬов паяных соединен и f являются завалы на границе шва и паяемого металла. Поэтому при изготовлении шлифов необходимо учитывать различие состава и свойств паяемого металла и шва. Различие в твердости зон паяного соединена при обычном механическом полировании приводит к тому, что в связи с неравномерной обработкой создается рельефность поверхности ил дефектность. При резком различи-твердости зон паяного соединения ис-
3. Пасты на алмазной основе
Зернпегость алмазного порошка, м к м Массовая КОН ЦСЙТрЗНИЯ алмазного порошка в насте Ивет и агты и этикетки
н п В
60/4 С 40/28 8 20 40 К р al и 1 :
28/20 20/14 14'10 г 30 Г С
10/7 7/5 5,-3 4 10 20 Зелень<1
3/2 2/1 1/0 2 5 10 Желтой
Методы исследования паяных соединений
311
пользуют алмазное полирование, что обеспечивает получение достаточно ровной поверхности шлифа и повышает производительность процесса в 2— 3 раза В табл. 3 приведена классификация составов паст на алмазной основе в соответствии с СТ СЭВ 206—75.
Выявить микроструктуру паяною соединения можно химическим или электролитическим травлением с использованием фазового контраста, а также методом теплового правления. Существенным недостатком многих металлографических методов исследования является отсутствие количественной оценки результатов, что в некоторой степени восполняется расчетными методами и сочетанием микроанализа с другими методами (физическим, химическим и др }.
Для исследований микрострукiypu наиболее часто используют световые микроскопы МИМ-7 и МИМ-8 Разрешающая способность оптического светового микроскопа с применением масляного иммерсионного объектива соответствует практически 1 мкм.
Изучение структуры производят на шлифах, изготовленных перпендикулярно или под углом к плоскости спая («косой» шлиф). Первый впд шлифов общепринят как более простой; «косые» шлифы изготовляют под небольшим углом к плоскости спая, что позволяет расширить исследуемую область которая при перпендикулярном срезе ввиду незначительной протяженности сечения, трудно поддается изучению
Подготовленный микрошлнф вначале изучают в потравленном состоянии при различном увеличении. Это дает возможность выявить такие дефекты, как непропаи, раковины, поры, трещины неметаллические включения Пр изучений нетравленногс шлифа возлкжно частичное выявление микроструктуры. особенно пои наличие значительной разности электрохимических потенциалов паяемого металла и припоя
Неметаллические включения, обладают меньшей отражающей способностью, чем металлы, поэтому в иоле зрения микроскопа они выявляются в виде темных пятен. Чтобы отличить их ст лор, которые также выявляются
в виде темных пятен, слегка изменяют фокусное расстояние, поворачивая микрометрический винт микроскопа. При этом края микропор то сходятся, то расходятся, чего не происходит при рассмотрении неметаллических включений
Химическое травление позволяет выявит! общую структуру шва, производить селективное определение фаз с учетом колебания их состава, кристаллографической ориентировки, выявлять ликвацию элементов в сплаве, дислокацию структур, проводить цветовое разделение фаз и др
Для изучения структуры паяемого металла, отдельных зон шва или отдельных фаз приходится последовательно применять несколько травителей В табл 4 приведены составы реактивов и способы химического травления для выявления микроструктуры паяных соединений
Для выявления микроструктуры при наличии близких эл ктрохимических потенциалов припоя и паяемого металла применяют электролитическое травление. Составы электролитов и режимы электролитического травления приведены в табл 5-
Тепловое травление целесообразно в тех случаях, когда химическое травление дает однотонную структорх шва Подбирая составы сред обладающих различной окисляющей способностью, и температуру трав, ения, можно получить четкую картину стр у к гуры паяного соединения. Метод окрашивания поверхности мнкрошлифа при нагреве в проточном аргоне используют, например, для выявления структуры паяного соединения короозионно-етойкой стали (f 8X181 НОТ I2X25H16Г7ДР) с мед ъы сплавом (Б р X 1 )
Использование эле>трц-- ?Ь1Х микроскопов при исследован-.и паяных соединен ин позволяет гсвысито разве-шаюшую способность д,.> i нм. В настоящее время применяют электронные микроскопы просвечивающею типа (ЭМ5 УЭЧВ-100А, УЭМВ-ЮОК и др ), которые позволяют исследовать микроструктуру на пленках Такие пленки м (зол\ча~ъ. изг т&.вл’из'зя тонкие срезы массивных образцов с их последующим электропил «рованнем или
4. Составы реактивов и способы химического травления паяных соединений
Паяемый материал Припой, покрытие ( остан ppактива Способ травления Преимущсственн ос выявление структурных составляющих
Mat и левый сплав AiA8 Mg—Al —Zn — Мп Покрытие — Ag, Ni. ( и 2 % 11 NOrl, 98 % Э1 liлевого спирта 1 <> же Погружение на 5—10 с, промывка в спирте Погружение па 3—5 с, промывка в спирте Паяемого металла и шва Покрытия
А ..'ним и п lift Л1—Si Al — Si — Си Покрытие Ni Объемные части. 2HF, 1 UNO, 1 iNOe концентрированная Погружение на 10 с, промывка водой, сушка спиртом Погружение до 20 мин
Алюминиевый uuiari Д1(> /п — Л1 —Си—Со Объемные части: 2111’, ) UNO., Погружение на 5—10 с Паяемого металла и шва
'I ИТ11И Диффузионное Сращивание Объемные части: 2HF, 1 11 NO;, Погружение до 10 с, промывка водой, сушка спиртом Соединения
П —Си И-Ag li —Ni Объемные части; 1Г1Г, 1I1NO;,, 1—10 глицерина Погружение на 5—10 с Паяемого металла и шва
Медь Ag—Си Насыщенный раствор персульфата аммония в воде Погружение па 5—10 с Паяемого металла и шва
< п— Au 5 мл UNO;,, 15 мл уксусной кислоты. 25 мл глицерина Погружение при 100 °C Шва
Медь 1 сплав 2911 К < it— Ge 10 %-ный раствор FeCls в воде Протирка в течение 10 с Паяемых металлов и шва
Сталь пнзкоуглероди-стая Си или Си—Zn Sn—Pb 1) 4 %-ный раствор HNO3 в спирте; 2) концентрированный раствор аммиака 1) 4 %-ный раствор HNO3 в спирте 2) 1 % HNO3; 1 % CHsCOOlI, 98 % глицерина Погружение на 5 с То же Погружение на 5 с Паяемого металла Припоя Припоя и промежуточных фаз
Сталь 08X1811101 -| 4 бронза bpXi ИМ 17 или НМ 17 А 1) 15 мл H2SO4, 85 мл HNO# 2) ЫС1 (плотность 1,19 г/см:1) + перекись водорода (30%--ная) — 0,5 мл 3) объемные части: I аммиака (25 %-ного), 1 перекиси водорода (3 %-пой) Погружение на 1 — 2 с Погружение на 5 с Погружение на 5 с, промывка водой и спиртом Паяемого металла и шва То же Бронзы и шва
Ciu.ni. 08X181110 1 ПМ17 или ПМ17А 20 г хлорной меди, 80 мл аммиака (раствор примени ть свеж е 11 р н го го в л ей н ы м) После травления протирка тампоном, смоченным 50 %-пым раствором HNO;i в теплой воде Шва
Сталь 1J X11112 В 2МФ ИЖ К-35 5 г 1 еС18, 15 мл НС1 (плотность 1,19 г/см4), 50 мл 11,0 11о1ружение на 30 с, после травления осветление расширим хромпика Паяемого металла и шва
Сталь X1162KBKU) ПЖК-1000 4 0 мл flNO3, 40 мл уксусной кислоты, 10 мл реактива «Марбле», 10 мл НС1 Погружение па 1 мин в реактив, нагретый до 90 °C Шва
Коррочпопно-стойкие сIали | медные силаны 1кжрытие — М п 2 1 KaClO,; 8 МЛ li2SO4; 2 мл ИС1 Погружение, протирка в темен не 30 с Шва и медного сплава
Кери мпка | с-i ал। 08Х 1811101 1'0 % Н - 50 % Си 1(1 мл реактива «\’.арбле», 20 м т Н( 1, 4 г CuSO4, 20 мл 11,0 1 к>! р ужение Стали и шва
Керамика металл и н ров.'ши ая хромом или Мо—Мп + сплав 2911К НМ-17 50 % 11№О», 50 % уксусной кислоты i клружеи не Покрытия,- шва
Структура и свойства паяных соединений Г Методы исследования паяных соединений
314
Структура и свойства паяных соединений
Составы электролитов и режимы травления паяных соединения
Преимущественное вы 51 влен не структуримх сост Лвляющих Шва и промежуточных фаз (электроколирона- ние) Шва н промежуточных Фаз (электротравление) Дпффу шонвых зон и типа 2 1 Диффузионных зон п шва Структура шва и паяемого металла (электро-травление) (9Hfiairnedj.ocIinoire) tnifjj Ulna и паяемого материала (электротравление) Шва и паяемого металла (электротравлен ие) | То же Шва । Шва и паяемого металла
EtoieM UBndaiBVV Алюминий То же Алю мп В 11 й Алюминий Корро-ЗИОННО- I стойкая сталь То же А' а S « д S й ч о. 5 g Х> X Н Л1-. CJ Q
э * вн naira в cl j. чхэончиох -H'KL'Ofodij 30—40 а - 13 1-2 7 0-1 2 20—30 7 1-2 7
Я ЭИНЭЖйбНвН S 7 1 1 7 - 7 I 7 1 1 10 % ный раствор щаве- 0,5 1 5—7 левой кислоты в воде
ZHO’V ‘ВХО1 ЯЛОО Ilion-LJ 1С б ’0 — I ‘0 1 | <7Ч) “1'0 | 7 7 о <= => — 1О о ^7.
Состав электролита 80 мл 11НРС)4; 20 мл этилового сни рта То же я 100 мл 11С1О4 (плотность 1,12 г/смя), '100 mjj этнло кого спирта 1 80 мл Н;!РО4, 20 мл этн-1 левого спирта 30 I 1 e( .|Sr 0,5 г SnC.lj, 1 1 СпС1г, i 00 с.ма IIC1, 300 ем' этилового спирта 30 г 1 еС|а, 0,5 г SnCf4, 1 г | CuCls, 100 смя НО, 300 см» 1 этилового спирта 10 мл НС-1, 50 мл этпло-I ного спирта, 2 — 5 мл HNO3 10%-ныГ| раствор щавеле ной кислоты в воде 10 %-ный раствор щавелевой кислоты в воде 10 г 1 еС13; 0,5 г S)iCl4; 1 г С’иС|2, 100 мл НС!Ч 300 мл ?тилового спирта
Припой Л]-Mg — Си Л 1-С.л Al- Zu «О—IV пжк- юоо । 0001 >1 11 н ж к-юоо НЖК-35, 1 401IX Г70НХ XX l’d~!N 1 Ni —Ми — ('г
Паяемый металл CD Алюмин и й С таль 08X1 81110 Г Е? OOUZIIX пси.) ( тали X 1177Тк) и ХН62МВК1О >< X X X 5 ( ii лавы X 1:162 ВМ КК > ] и ХН 77TIO ( т 11Л1, 1).х.\ 181110 1
Методы исследования паяных соединений
о 15
химическим травлением (метод фолы), образованием окисных плевок, либо снятием реплик. Для исследования паяных соединений целесообразно использовать реплики. Последние получают нанесением на исследуемую поверхность тончайших слоев различных веществ (коллодий, углерод и др.), воспроизводящих после снятия рельеф поверхности шлифа. Разрешающая способность передачи рельефа определяется используемым для снятия реплик веществом, лаковые пленки лают возможность иметь разрешающую способность 20—50 нм, а платино-угле-родные до 1—2 нм.
Метод исследований с помощью ионного микроскопа позволяет обеспечить более высокую разрешающую способность (<1 нм). Ионный проектор дает возможность наблюдать отдельные атомы матрицы и примесей, вакансии в решетке и межузельные атомы, атомную структуру границ зерен, структуру ядра дислокации, эффект легирования (упорядочение, разуноря-дочение твердых растворов).
Высок отем пературная металл ог р а-фия позволяет исследовать микроструктуру металлов и сплавов в интервале от 20 "С до температуры, близкой к их расплавлению.
Основное требование при всех методах высокотемпературной вакуумной металлографии — создание остаточного давления. Если нагрев производить в контролируемой атмосфере, содержащей нейтральные или активные среды, то на поверхности образцов возникают пленки различного состава. Это дает возможность выявлять строение металла и сплава, изучать коррозионные свойства составляющих, Фиксировать кинетику процесса окисления и т. д.
Высокотемпературная микроскопия позволяет изучать кинетику процессов происходящих при пайке смачивание, растекание припоев, диффузионные процессы, возникновение или рост фаз при контактном плавлении, рекристаллизацию. С использованием высокотемпературной микроскопии можно наблюдать за изменением механических свойств (твердости, пластичности) в зависимости от степени нагрева. Этет вид исследований осуществ
ляется на специальных микроскопах, оснащенных индентором и присвой 6-лением для деформирования образна.
Наряду с металлографическими методами исследования паяных coe>i-неппй широко распространен мик| о-рентгеноспектральный анализ паяных соединений.
Рентгеноструктурный анализ дает возможность определить тип структуры и параметры решетки, разме; ы кристаллов, их ориентировку, падшие микродефектов и неметаллических включений, которые нельзя обнаружить обычными методами рентгеновской дефектоскопии.
Для локального рентгевоструктх р-ного анализа применяют установки с острофокуспой рентгеновской трубкой. Разрешающая способность при этом повышается до 40—50 мкм
Микрорентгеноспектральный анализ позволяет изучать химическую микро неоднородность материалов. Он определяет ориентировку монокристаллов и параметры решетки с точностью до 0,0002 нм. Чувствительность метода до 10 11 г.
Выпускаемые серийно приборы MAP-Ги МАР-2 (СССР), MS-46 (Франция). JXA-3 (,Япония) и другие имеют минимальный размер зонда около 0,1 мкм. Электронно-оптические схемы всех приборов схожи. С помощью рентгеноспектрального анализа можно анализировать химические элементы, начиная с магния, а на некоторых установках — с бериллия. Разрешающая способность метода при количественном анализе — 2 мкм,’ при качественном — десятые доли микромиллиметра.
Микроанализаторы, работающие в режиме сканирования (обегания заданной площади), могут быть использованы для подсчета числа неметаллических включений, определения их размера и идентификации
Концентрацию элемента А в сплаве определяют отношением интенсивностей излучения от образца и эталона из чистого элемента’.
эт
0)
316
Структура и свойства паяных соединений
Погрешность метода может составлять от 3—5 % (при определении марганца в железе) до 50—100 % (при определении алюминия в железе). Для получения более точных результатов следует учитывать влияние поглощения излучения в материале образца, зависимость поперечного сечения ионизации от энергии электрона, ионизации флуоресценции.
В общем виде концентрация элемента в исследуемом образце определяется по следующей формуле:
Сл= vZa f WG<°), (2)
4т 2j aiCi
где ссг — поправка на атомный номер; F (г) — поправка на поглощение; G (о) — поправка на флуоресценцию.
Для получения более точных данных о содержании элемента в сплаве в качестве эталонов следует применять сплавы, близкие по химическому составу к исследуемым. Для исключения ошибок эксперимента подготовку поверхности эталона и исследуемого образца следует вести одинаково, обеспечивая высокое качество поверхности шлифов. Наличие неровностей шлифа или активного травления может привести к неверным результатам; микроструктура поверхности образца, выявленная тепловым травлением, будет отличаться от состава подложки, что повлияет на результаты анализа.
При резком перепаде концентрации элементов надо учитывать влияние вторичной флуоресценции на результаты анализа.
В паяных соединениях микрорентгеноспектральным анализом можно определить химический состав отдельных фаз и характер распределения элементов в зонах паяных швов. Распределение элементов оценивают по интенсивности их излучения При неравномерном распределении элемента в исследуемой зоне можно определить его среднее содержание с (массовые доли, %).
с=ттД/Дт —,3) где J3 и Уф — интенсивности излучения соответственно элемента от эта
лона и фона, снимаемые с ленты потенциометра, см; S и Z — соответственно площадь под кривой изменения интенсивности и длина ее проекции на горизонтальную ось.
Количество элемента, приходящееся на единицу площади поперечного сечения анализируемого участка, определяют из соотношения
Q < ср/ Ю“3, (4)
где р — средняя плотность сплава, г/см3; Ооб и Ип — соответственно скорость движения образца относительно электронного луча (мкм/'с) и скорость движения ленты потенциометра (мм/с)
Следует отметить, что применительно к исследованию структуры и свойств паяных соединений рентгеноструктурный анализ не отличается высокой чувствительностью и точностью.
Метод микротвердости при исследовании паяных соединений позволяет идентифицировать отдельные фазы и структурные составляющие сплавов. В практике проведения подобного рода исследований получили распространение приборы ПМТ-2 и ПМТ-3. Типы, классы и основные параметры приборов для измерения микротвердости определяются стандартами.
Применительно к паяным соединениям этот метод исследований имеет исключительное значение. Он дает возможность оценить свойства тонких прослоек и мельчайших образований, часто определяющих механические характеристики соединений.
В практике исследований микротвер-достц применяют прибор ПМТ-3 как наиболее совершенный (рис. 7). Микротвердость определяют путем вдавливания индентора под нагрузкой 0,02—2 Н. В качестве индентора используют алмазную пирамиду с квадратным основанием и утлом при вершине между противолежащими гранями 136“ Измерения окулярным .микрометром на приборе ПМТ-3 можно вести с точностью до 0,15 мкм.
Имеются варианты приборов ПМТ-2 и ПМТ-3, позволяющие сверлением брать пробы металлов для микрохимического анализа с микроскопических участков поверхности металлографических шлифов. В микрообъемах изу
Методы исследования паяных соединений
317
чают свойства отдельных структурных составляющих или сложных соединений. При этом можно определить влияние отдельных составляющих сплава при нагреве, отжиге, деформации или других изменениях состояния структуры сплава. Высокая локальность метода позволяет оценить свойства тончайших прослоек или мельчайших выделений, часто определяющих механические свойства соединений.
На базе прибора ПМТ-3 сконструированы приборы, на которых одновременно можно деформировать металлические образцы и замерять деформирующие силы.
Для исследования микротвердости при повышенных температурах анализируемые образцы нагревают. Алмазная пирамида, если она зачеканена в стальной оправке, а не залита легкоплавким сплавом, допускает нагрев до 750 °C.
Прибор ПМТ-3 может быть применен для определения микротвердости при минусовых температурах (до —55 °C). В качестве охлаждающей среды используют охлаждающую жидкость в сочетании с жидким азотом. Этот же метод дает возможность измерять ми-кротвсрдость и при нагреве; интервал измерений от —200 до —-200 С°.
Как показала практика, использование прибора ПААТ-2 или ПМТ-3 ограничено .минимальным размером отпечатка (порядка 5 мкм). Для повышения разрешающей способности вместо оптического .можно использовать электронный микроскоп. При этом применяют четырехгранную пирамиду с квадратным основанием и углом при вершине между противоположными гранями 136s или трехгранную правильную пирамиду с углом при вершине между ребром и высотой 65е С исследуемой поверхности делают реплику а с реплики, оттенненной хромом — снимки на электронном микроскопе, по которым определяют размеры отпечатков
При использовании трехгранной пирамиды отпечаток получается с острой вершиной, что делает целесообразным использование трехгранных пирамид при малых значениях микро-твердости исследуемых материалов. Значения микротвердости некоторых
Рис. 7. Микротвердомер ПМТ-3:
1 — станина; 2 и 3 — винты предметного столика; 4 — стойка; о — кольцевая гайка, 6 — кронштейн; 7 — механизм микронодачи; $ — механизм макроподачи; 0 и 10 — кронштейны механизма нагружения; 11 — индентор (алмазная пирамида); 12 — окулярный .микрометр;
13 — тубус
материалов приведены в табл 6. Микротвердость отдельных Фаз и структурных составляющих сталей и чугуна приведена соответственно в табл. 7 и 8.
Использование специального приспособления к оптической системе прибора ПМТ-3 дает возможность проводить прицельные измерения микро-термо-ЭДС на шлифах исследуемого материала Микрообъемы, требуемые для замера микро-ЭДС. по порядку величин, соответствуют размерам, на котовых измеряется микротвердост-. Электрическая схема установки для измерения микротсрмоэлектрическ! х свойств приведена на рис. 8.
Специальное приспособление к оптической системе прибора ПМТ-’З для прицельного исследования термо-ЭДС в микрообъемах приведено на рис. 9. Вместо втулки с алмазной пирамидой это устройство предусматривает при-
318
Структура п свойства паяных соединений
и. Микротвердость некоторых металлов
Металл или сплав и его состоянью Нагрузка, н Глубин а вданливания икрамиды, м м Диагональ от-печатка, мкм А1икро-твердость
Алюминий литой (зеркальная поверх- 0,05 0,0030 21.9 19.0
ность получена путем отливки на поли- 0,1 0,0040 30.0 20,0
ровзнную плиту) 0,2 0,0060 42,3 21.0
0,5 0,010 70.0 18.0
1,0 0.015 107.7 16,0
Алюминий литой (шлифованный на- 0,05 0,0020 15.9 37.0
жданной бумагой и полированный па- 0,1 0.0030 24,4 32,0
стой ГОЯ) 0,2 0,0050 34.2 32,0
0,5 0.0080 59.0 25.0
1.0 0,011 96.0 24.0
Алюминий деформированный, затем 0,05 0,003 22.0 19.0
отожженный при 400 СС в течение 4 ч. 0,1 0,0038 27,0 25.0
неполированный 0,2 0,0057 39,6 23.0
0,5 0.009 65.0 21,0
1.0 0.014 97,0 19,0
Медь электролитическая (переплавлен- 0,05 0.0021 1 5 0 35.0
ная и неполированная) 0,1 0,0030 21.0 42.0
0,2 0.004 0 30.0 4i,0
0.5 0,007’ 53.0 32,0
1,0 0.01 1 80,0 28.0
Медь электролитическая (переплавлен- 0.05 0,0015 10,5 85,0
ная и механически отполированная) 0. i 0.002 )4.0 94.0
0.2 0.003 20.9 84,0
0.5 0.005 35.1 75.0
1.0 0,00я 62,0
Медь электролитическая (деформиро- 0,05 0,0018 13.0 55.0
ванная, затем отожженная при 700 °C 0,: 0.0025 17,0 бь ,0
в течение 1 ч. шлифованная наждачной 0,2 0,0034 24,0 59.0
бумагой и электролитически отполиро- 0,о 0.005" 40.0 56.0
вана) 1,0 0.00 А 59.0 53,0
Ццнк литой (неполированный'! 0.05 0.002 13.2 Г 5.0
0,1 0.0025 18.24 57.0
0.2 0,001 26. 5 54.0
0,5 0.006 43,8 4 7.0
1.0 0.009 63,3 4и.
Цинк литии (мекчни ie кн от-, ол изо - 0.05 0,0019 13.5 j ' 0
ванный; 0.1 0.0025 17 -, 61 .и
0,2 0 0030 24 0 04 0
0.5 0,005’ 4 0.0 58 0
1.0 0.0080 60т6 э 1,0
Олово литое (неполированное) 0.0. 0.0 S3 20 0 9.0
0.05 0.004 22." 10 р
и.: o.ui 6 44. 9 0
0.2 0.UL6 b. ;> 9.9
0.5 0.014 1 71 .4 9.0
Методы исследования паяных соединений
319
Продолжение табл. 6
Металл или сплав и его состояние Нагрузка, Н i Глубина вдавливания пирамиды, мм Диагональ отпечатка, мкм Микро-твердость
Олово литое (механически отполирован- 0.02 0.003 22,0 7,0
ное) 0,05 0,004 32.0 9.0
0 1 0.006 4 5,6 9 0
Ч 0,2 0,009 62,7 9.0
0.5 0.0(4 100.0 9.0 1
Свинец литой (неполированный) 0.02 0.004 28,0 4,1
0.05 0.005 39.6 5,8
0.! 0.008 55.5 6,0
0.2 0,0) 1 79,8 5.8
0.5 0.019 132,0 5.3
Свинец литой (механически отполиро- 0,02 0.003 5 26,0 5 5
ванный) 0,05 0,0050 38.7 0. :
0,1 0,0070 51,3 6.8
0,2 0.011 78.3 6 0
0.5 0,019 134,4 5,3
Кадмий литой (неполированный) 0.05 0.002 16,8 32,0
0.1 0.003 23,3 34,0
0.2 0.005 ЗЗ.о 3 4.0
С,о 0.007 50.1 37.0
1.0 0,0! 75,0 33,0
Кадмий литой (механически отполиро- 0,03 0.002 14.7 14,0
ванный) 0.1 0.003 20,? 46.0
0,2 0,004 28,5 46.0
0.5 0,007 49,2 38.0
1.0 0,0! 7 5.6 33.0
Латчьь Л68. а-фаэа (электролитически 0,05 0,001“ 12 0 65 0
отполированная) 0,1 0,0020 15 6 76,0
0,2 е.оозо 22.5 74 0
0,5 0,0250 35,4 75 0
1.0 0.0075 53.0 66 0
Латунь Л68. a-фаза (механически от- 0.05 0,0013 9.7 94,0
полированная) 0.1 0.00(5 1 1.4 144,0
0.2 0.002(1 15.9 144 0
0.5 0.0035 25.5 143.0
1.0 0.00 50 36 6 139 0
I _а-\нь Ь-ос-а (электролитически от- 0 05 о.оо:з 9.3 108.0
К слиосзайкая) ел 0,00.'" 1 2. 6 118 0
0-2 0.0033 16. 5 136.0
0. 5 0.0035 26.4 135,0
.’.0 0,0050 О1,0 132.0
I Латунь. Р-фаза (механически отполи- 0 05 0.0012 8,4 133 0
рованиа.ч) С. 1 0.0015 10.8 160.0
0.2 0.0019 13.2 -14.0
0.5 0.003! 22,0 191,0
* 1.0 0,004 5 31.0 193,0
320
Структура и свойства паяных соединений
Рис. 8. Электрическая схема установки для измерения микро-термо-ЭдС:
1 — феррорезонансный стабилизатор;
2 — вольфрамовая игла; 3 — микропечь;
4 — термопара; 5 — образец; 6 — гальванометр; 7 — шунт
7. Микротвердость некоторых фаз и структурных составляющих
Наименование фазы или структурной составляющей Материал Микротвер-дость
Сталь 08 125
Феррит Сталь 20 200—275
Сталь 30 275 — 315
Сталь 45 255
Сорбит 20ХН 275 — 325
(феррит ШХ15 215 — 285
с зерни- Х12 29а —340
стыми кар- X 12М 275—310
видами) 95X18 300 — 312
Пластин- Сталь 20 275—320
Сталь 30 325—345
чатьш У 7 275 — 330
перлит Чугун 300—365
Карбид- Чмгун 1095—1150
X 12М 1150—1250
ная фаза ХГ2 1156—1370
12X1SH9 I 75
Аустен ит Х12М 520
Чугун 425 — 493
Ледебу • ритная Х12 “50— s5v
эвтектика Ч угун 1000—1123
Карбиды Tie 2850
ТаС 1547
ZrC 2836
NbC 20оа
VC 2094
WC 1730
Mo? С 1470
8. Микротвердость мартенсита
Л сс ь :ть а-ера Ь га р
оз о х бе с а. - <v □ е » ч: _
— ч р- н
S' ь га X 5 н ° 50 са з: о s ® 2 5 сь=; Е. 2 5 s з с г н Ч ag о « ~ 5. °
1— cd го >. га сч с
'йг -г. s s г. 2 к <- <2^0
Сталь 2(; 1050 725 425
Сталь 30 933 /25 610
У7 1010 710 910
20ХН 635 515 450
ШХ15 104 0 590 800
Х12М 890 400 510
95X18 825— 445 330
965
Чугун 1065 675 — 800 640
менение иглы с контролируемым нагревом микропечью. При соприкосновении нагретого конца иглы с поверхностью шлифа возникает термо-ЭДС. При прочих равных условиях значение тер мо-ЭД С определяется свойствами материала, с которым соприкасается игла. Этот метод исследований используют в сочетании с микроструктурным анализом. Аналогично методу измерения микротвердости он дает возможность производить измерение в любом месте микро-шлифа, Результаты измерений показывают сравнительные значения термо-
Рис. 9. датчик прибора для определения микро-термо-ЭДС:
— цанговый зажим. 2 — вольфрамовая игла; 3 —фарфоровая трубка. 4 — втулка, 5 — монтажная плита (текстолит;, 6 — термопара. " — микропечь
Методы исследования паяных соединений
321
ЭДС отельных составляющих счрук туры или ликвационной неоднородности Возможны и абсолютные измерения, для которых необходим подбор определенных пар материалов игла-образец и соответствующее их тарирование.
Коррозионные исследования паяных соединений имеют большое значение, поскольку стойкость паяного изделия к воздействию коррозии так же важна, как и его механическая прочность.
Основной причиной коррозионного разрушения паяных соединений является различие электродных потенциалов паяемого металла и металла шва.
Стандартные электродные потенциалы металлов приведены в табл. 9.
В целях уменьшения различия в электродных потенциалах паяемого металла и припоя в качестве основы припоев предпочтительно выбирают паяемые металлы. Особенно важно это соблюдать при разработке припоев для пайки металлов и сплавов с низким электродным потенциалом — алюминия и магния.
Непосредственной причиной коррозии паяных соединений является
наличие коррозионной среды в зоне шва Существуют две разновидности коррозионного разрушения паяных соединений. если не учитывать влияния оста 5 ков флюсов.-
потенниат паяемого металла более электроположительный, чем потенциал шва, поэтому корродирует шов Поскольку объем металла в шве незначителен, то происходит довольно быстрое разрушение паяного соединения;
потенциал паяемого металла более электроотрицателен в сравнении с металлом шва. В этом случае корродирует основной металл.
Первый тип взаимодействия припоя с основным металлом характерен для паяных соединений многих конструкционных материалов Оценку коррозионной стойкости соединений при таком характере взаимодействия припоя и основного металла производят при испытании паяных соединений в различных коррозионно-активных средах.
При разработке припоев обычно используют ускоренные методы испытаний во влажной камере (при одновременном взаимодействии влаги и нагрева), с частичным или полным по-
9. Стандартные электродные потенциалы металлом для электродных реакций Me » Ме’;т“ 4- пе при 25 QC
Электрод Потенциал, В Электрод Потенциал. В । Электрод Потенциал, В
Ен/Еп2’ —3,4 0 Lu Lu1’ -2,2 Ni NP-+ — 0.250
Li Li’ — 3. 04 о Sc Sc44 — 2.0s Mo Ио1- — 0,20
Rb Rb’ -2.9'25 Pu Ptl“ -2.07 bl -.II” — 0, 136
к к+ — 2,925 Th. Th3- — I 90 РЬ Рп23 — 0.126
Cs С,s’ — 2,9'23 Np Np “ — 1.86 Ге Ее3’ — О.Ооб
Ra Ra2+ -2,92 Be Be2’ — 1.85 и, н- 0.000
Ba Ri2* — 2,90 U L’:i- — i. 80 Sn Sn” -г 0,007
Sr/Sr2’ — 2.89 Ht Hr4’ -1.70 Bi В?” -О.’Зб
Ca Ся2"г -2.87 Al -\l3+ — 1 65 Sb Sb1- 0 24
Yb Yb24 -2.80 Ti Ti2’ — 1 63 A.S AS’1"’’ — 0. 5
Na \ci — 2.71 3 Zr Zr- — 1.33 Ch Cj-‘ — 0.337
Ac Ac ~ — 2-o Np Np- — 1 3'4 Cc Co3- — 0.418
La L — D— 4n Mu2- - i 18 Cu Ci'- - 0 521
Ce Ce- -2.4* Nb Nb'1' — ! 1 Rh Rb2- — 0.60
Pr Pr3’ — 2.4 V v — 18 T. TI - -С.723
Nd Nd3- --2.44 Zn Zn2’ - 0.762 Pb Pt”’ — 0.784
Pm.- Pm-- Сг C” * -0. 74 Hg rig2’ -т-0.789
Sm Sm-’ 4 G a G a — 0.53 Ag Ag'” - 0.779
Eu/Etr’ — 4 1 Ga Ga2’ — 0 4 6 Rh Rh1- — 0.80
Co Co34 — 2.40 Ее Ее” — Р.4 50 Hg [4g2’ — 0.8'54
Tb Tb2+ — 2.39 Cd Cd” — 0- 4 0.’ pa pd2- -0. 98“
Mg Mg2" - 2 37 Jn Jn-‘+ — 031 2 Jr3’ — 1.000
Ho Ho3’ — 2.3'2 Те Ге- — 0 330 P| Pt” — 1.10
Am Am3' -2.3. Мп Мп - — 0.283 Au Ai/‘ — 1,50
Er,. Er3* — 2. 30 Со/Со2- — 0.277 Au/Au’ -г 1.68
11
П/р И Е. Петрунина
322
Структура и свойства паяных соединений
Рис. 10. Схема установки для ускоренны? коррозионных испытаний электрохими ческим методом:
! — исследуемые образцы (.4 — анод. К __ катод); 2 — гальванометр; 3 — ключ 4 — источник постоянного тока; ,5 — микроамперметр постоянного _ тока. 6 — постоянное сопротивление; 7 — не ременное сопротивление
гружением паяных образцов в разлив ные жидкие среды. Этот вид испытания может производиться при перемещении жидкости или при попеременном погружении в жидкость и извлечении из нее образца в различных коррозионно-активных средах. Для этой цели чаще используют 3 %-ный раствор хлористого натрия в воде («морская вода»); используют также различные активные среды, соответствующие конкретной среде, в которой эксплуатируется паяное изделие. В необходимых случаях проводят длительные коррозионные испытания. Критерием оценки коррозионной стойкости соединений является снижение прочности соединений в процессе испытаний Наиболее желательная структура соединения — гомогенная, подвергающаяся равномерному разрушению
Ускорение процесса коррозии наблюдается в том случае, когда разрушаются тончайшие интерметаллические прослойки, выделившиеся в зоне спаев
Второй тип взаимодействия присущ главным образом паяным соединениям магниевых сплавов Испытания паяных соединений магниевых сплавов
в различных коррозионно-активных средах с использованием припоев на основе магния показали, что шов не подвергается разрушению. Это наблюдается при испытании во всех применяемых средах, включая 3 %-ный раствор хлористого натрия.
Для количественной оценки коррозионной стойкости паяных соединений можно использовать электрохимический метод ускоренных коррозионных испытаний, схема установки которого приведена на рис. 10.
Этим методом определяют значения микротоков, возникающих в паре припой — паяемый металл. Кривые, характеризующие значения коррозионных токов. приведены на рис II. Метод позволяет дать сравнительную оценку скорости коррозии и ориентировочно рассчитать интенсивность коррозионного процесса за длительный период времени. Предпочтение оказывается припою, который в паре с паяемым металлом дает минимальную силу тока.
Для обеспечения коррозионной стойкости паяных соединений прежде всего необходимо при пайке использовать такие припои, которые созда-
ние, 11. Кривые относительного зна гс ния коррозионных токов в контакте 1 — цинк — припой ПОСК 51, 2 — с’ А (алюминий с 5 % цинка — приг ПОСК 51; <3 —- сплав П-300 — прил
ПОСК 51
Список литературы
323
вали бы гальваническую пару с паяемым металлом при минимальной разности потенциалов. Защитные покрытия должны предотвращать возможность контактирования коррозионноактивных сред с паяным соединением. Это особенно важно для материалов с низким электродным потенциалом (алюминия, магния и сплавов на их основе).
Для устранения различия в потенциалах контактирующих материалов часто используют технологические приемы. Например, для соединения ответственных изделий используют изотермическую выдержку изделий в процессе пайки. Помимо увеличения прочности соединений, это способствует выравниванию потенциалов контактирующих материалов в зоне паяного соединения. При пайке алюминиевых сплавов низкотемпературными припоями на паяемый материал наносят барьерные покрытия, имеющие значительно меньшую разность потенциалов с материалом припоя.
К числу мер, снижающих коррозионное разрушение паяных соединений, можно отнести замену флюсовой пайки пайкой в контролируемых средах. При
использовании флюсов следует применять композиции, имеющие минимальную коррозионную активность. Среди способов, уменьшающих активное воздействие остатков флюсов, известно также использование ингибиторов коррозии
Список литературы
1. Бирке Л. С. Рентгеновский микроанализ с помощью электронного зон^а. Пер. с англ./Под ред. К. И. Норбутта. М.: Металлургия. 1966. 216 с.
2. Глазов В. М., Вигдорович В. Н. Микротвердость металлов и полупроводников. М.: Металлургия, 1969. 247 с.
3. Горелик С. С., Расторгуев А. Н., Скаков К>. А. Рентгенографические и электронно-графический анализ металлов. М.: Металлургиздат, 1963. 256 с.
4. Долгов Ю. С., Сидохин Ю. Ф. Вопросы формирования паяного шва. М.: Машиностроение, 1973. 132 с.
5. Масленников С. Б. Применение мнк-рорентгсноспектрального анализа. М.: Металлургия. 1968. 110 с.
6. Петрунин И. Е., Лоцманов С. Н,, Николаев Г. А. Пайка металлов. М.: Металлургия, 1973. 279 с.
7. Смол мен Р., Ашби К. Современная металлография. Пер с англ. М.; Атом* издат, 1970. 207 с.
8. Шибалов М. В. Пайка с кристаллн» зацией под давлением. М.; Металлургия,-1980. 67 с.
ГЛАВА 11
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПАЙКИ
Элементы математической модели технологического процесса пайки
В математически записанных условиях должно быть дано в виде совокупности взаимосвязанных и взаимообусловленных факторов краткое и достаточно точнее выражение существа производства паяных изделий. Рассмотрим эти условия.
Температурное условие. Стремление повысить эксплуатационные температуры паяных конструкций потребовало учета ряда температурных факторов, составляющих основное условие осуществлю ия процесса пайки, назван--ное температурным. Оно вытекает из особенностей пайки как специфического 'технологического процесса.
Процесс пайки происходит без оплавления материала детали: плавится лишь припой, а паяемый металл подогревается до температч ры пайки, которая несколько выше температуры плавления припоя, но всегда ниже температуры плавления материала детали. При этом температура начала плавления припоя должна быть выше рабочей температуры паяного изделия в эксплуатации. В противном случае при достаточно высокой рабочей температуре паяное изделие окажется неработоспособным
Таким образом, это условие можно записать в виде (температура.
h > > И, (1)
где — температура начала плавления (точка солидуса) материала детали, — температура нагрева детали при пайке, или температу ра пайки ^ — температура начала плавления (точка солидуса) припоя; — рабочая температура паяного соединения при эксплуатации
Сведения о значениях ряда паяемых сталей и сплавов приведены в работах [9; 14 15, 23]
Расчет (°C) для конструкционных, коррозионно-стойких и жаропрочных паяемых сталей в зависимости от их химического состава может быть выполнен с помощью формулы А. Г. Лифшица [23], после некоторой ее корректировки;
п
/1 = 1530 — Д/и. к — V. ci Mi, (2) i==l
где AGi.k = 30-ь 50 СС — интервал кристаллизации стали, т. е. разность между температурами ликвидуса и солидуса; сг- — концентрация i-го легирующего элемента в стали, %; АС — изменение температуры плавления железа от введения I % (-го элемента, °С’1 %; п—число легирующих элементов в стали. Значение 1530 °C означает температуру плавления технически чистого железа, с учетом имеющихся в нем постоянных примесей серы, фосфора, кислорода, азота и водорода.
Подобным образом была получена формула для расчета tx СС никелевых сплавов
(1 --= 1455 — Д/1(. ь- — У с/ Mt, (3)
а также для сплавов на основе титана
Zi 1668 — Д/и. к - £ a Mi. (4) t = i
В последних дву х формулах значения Д(нл.- рекомендуется выбирать в тех же пределах, что и в случае для сталей Значения Д/( для оценки влияния легируюших элементов в сталях в никелевых и титановых сплавах приведены в табл 1 Знак минус указан в тех случаях, когда легирующий элемент повышает температуру плавлепш сплава, в отличие от остальных, когда легирующие элементы снижают
Точность расчета tx по приведенной методике вполне приемлема для ин
Элементы математической модели технологического процесса
325
женерной практики. Рассогласование экспериментальных и расчетных данных не превышает ±5%.
Значения t2 обычно согласуются со значениями [1, 5, 7—9, 10—12, 15, 16, 19, 23]. Вместе с тем значение 4 не может быть выбрано произвольно без учета 4, как это видно из формулы (1).
В последнее время рекомендован метод расчета значений t3 по известным данным о химическом составе припоев путем моделирования на ЭВМ [6] Уравнение для этой цели в общем случае имеет вид:
t3 ~ + «1*1 4~ «2Х2 + -|-
4- апхп 4- а12хгХ2 + й13х1хч 4- •• 4-4" а1Пх1хП 4“ ^2,Ч-^2Х3 4~ * ’ ' 4*
4- «(П-1) пхп~1хп>
(5)
где а0, ах. а2, ... а(п_1у п— постоянные коэффициенты; х2, х3, ...,хп — содержание каждого химического элемента в припое, %; п — общее число элементов.
Проверка работоспособности уравнения (5) и оценка точности данного метода проводились на обширном массиве экспериментальных данных /3 для т — 388 припоев. При разбиении общей выборки т на ряд частных, относящихся, например, к медным, никелевым, серебряным и другим припоям, достигается вполне приемлемая точность совпадения расчетных и экспериментальных данных. Так, в выборке серебряных припоев по ГОСТ 19738—74 с учетом в уравнении (5) членов, отражающих парное взаимодействие, получено, что около 50 % значений имело относительную погрешность, %.
б73 = -'»')100 < । (6,
и не было ни одного значения с 64 > >8%. Средняя относительная погрешность при этом составила %
Рассмотренный метод позволил практически начать формирование автоматизированной системы управления проектированием технологии пайки (АСУ ПТП) припоями с заданными св шетвами [4, 6. 24].
Температура паяного соединения в условиях эксплуатации 4 и диапазон
I, Значения Д4 (°С/%) для химических элементов в сталях, никелевых и титановых сплавах
Легирующий элемент В сталях В сплавак никеля * В сплавах титана *
А1 О 7 5,1 5.3
В 94,0 86.0 —
V 2.0 — 4.9
W 0,9 -1.6 —
Не — 0.6 18.2
Со 1,8 — 0,4 —
Si 9,7 26. 1 39.8
Мп 4,9 / 0 11.6
Си 5,0 — —
Мо 1.8 2,9 — 9.6
Ni 3.9 —. 29,1
Nb 40.0 7.7
S.i — — 1.8
s .— 21,1 —
Ti 15.4 1 1,0 —
c 71,0 61.7
p — 52,0 -—
Cr 1,6 2.2 5.0
Zr — 4.2 —
* Данные получены автором совместно с В. П. Сыроегиным и В Д Ковалевым
ее изменения назначается при проектировании паяных изделий, исходя из специальных расчетов [23]. Допускаемые значения 4 для конструкционных материалов и припоев указаны в работах [19, 23].
В последние десятилетия существенно возросли значения 4, назначаемые в технических заданиях при создании новых изделий, в результате чего диапазон — tt для паяных изделий стал сравнительно узким. Поэтому выражение (1) должно быть подвергнуто тщательному анализу.
Параметры, входящие в выражение (1), могут быть найдены по следующим формулам
4 = !: - 54.
t2 = t3 — \t2 4- Д/.з
(7)
— Gt ^4>
где 64 — превышение температуры начала плавления материала над тем-перапрой пайки, необходимое из ус-товия сохранения Формы изделия при нагреве в процессе пайки. "С, Ал, — технологический фактор, учитывающий необходимость перегрева расплав-тенцого припоя выше точки ликвидуса
326
Проектирование технологического процесса пайки
для лучшего смачивания конструкционного материала и затекания в зазоры между соединяемыми деталями, °C; Д/а — интервал кристаллизации припоя, т. е. разность между температурой конца Г. и начала ts плавления припоя или между температурами ликвидуса и солидуса припоя, °C; Д^ — минимальный температурный запас работоспособности припоя, °C.
Решая совместно выражения (1) и (7) относительно Л, и учитывая необходимость исключения погрешностей измерения температур, получаем Ч — Д/, — Д/2 — Д/3> /3> + Д^4. (8) Чтобы исключить отсюда величины, не поддающиеся строгому учету, введем коэффициент t
Kj ~ ^2^1 и /С2 == Т\'Т%, (9)
где Т3 и Tt — абсолютные температуры *, К. Отношение температур, выражаемое коэффициентом К2, называют гомологической (сходствен
* Учитывая, что в ряде расчетных формул используются только абсолютные температуры, в данном разделе приняты обозначения температуры как по шкале Цельсия (/, °C), удобной из соображений практики, так и по шкале Кельвина (Т. К).
ной) температурой сплава (в данном случае—припоя) и нередко используют для расчета прочности и упругости сплавов.
После подстановки (9) в выражение (8) и некоторых преобразований имеем
Kiti — Д/2 — Д/з > +
+ Т (/4 + 273). (Ю)
Л2
Это условие изображено в виде номограммы на рис. 1. При расчетах рекомендуется выбирать возможно большее значение но, как следует из статистических данных, не выше 0,85—0,95. Значение Д/2 выбирают в пределах 15—75 °C, а Д/3—обычно указывается в инструкциях и справочниках по пайке, но для эвтектических припоев и чистых металлов Д/3 = 0. Значения коэффициента К2, как показывает опыт, следует выбирать в пределах 0,5—0,8, причем меньшие значения соответствуют большему запасу прочности.
Итак, зная марку конструкционного материала и, следовательно, температуры и tj, можно рассчитать или определить по номограмме (рис. 1) При
Рис. 1. Номограмма для расчэта температурного условия пайки
Элементы математической модели технологического процесса
327
выбранных коэффициентах и К2 пределы допускаемых температур t3 и t\, по которым, пользуясь справочной литературой, нужно выбрать тот или иной припой.
По формуле (10) можно определить любой из входящих в нее параметров, если известны остальные. Например, если имеем определенный припой, то, зная температуру начала его плавления и задавшись К2, можно вычислить допускаемую эксплуатационную температуру t4 по формуле
К21-3 - 273 (1 - Кг). (11)
Расчет температуры пайки 12, с учетом необходимости исключения погрешностей измерения температур, следует производить, пользуясь выражением К14 > 4 > + А/2 т -^з- (12)
На рис. 1 штриховой линией показан пример определения коэффициента по известным значениям 4 — 1485 °C
= 0,8. Д/2 = 50 °C, А/3 = 100 °C, 4 = 700 =С для припоя системы никель—хром—марганец—бор. При
этом определяем не только К2 — 0,74, но и ранее неизвестные для этого случая значения /2 — 1184 °C и t3 — = 1034 °C.
Поскольку температура пайки t2 должна быть согласована с температурой напала рекристаллизации /р паяемого материала во избежание значительного изменения его структуры и снижения прочности, то необходимо конкретизировать условия выбора коэффициента Д’] С этой целью введем
понятие о коэффициенте ар, характеризующем степень перегрева металла выше температуры /р:
ар =
1г — tp
t2 — tp
(13)
Если считать, что t2 > tp, то значение этого коэффициента изменяется в пределах O^cap^I, поскольку при t2 = tp ар - 0, а при t2 = 4 соответственно ар = I. Однако возможны случаи, когда 12 < /р, Следовательно, ар <0.
Принимая соотношение
Тр = 0,4 Т пл,
(14)
(15)
(16)
получаем границу начала рекристаллизации технически чистых металлов
Если параметры, входящие в выражение (14), пересчитать в °C, то при условии, что Тпл — имеем /р = 0,44 - 164.
С учетом этого получаем h - 0,44 4- 164 ар ~ 4-0,44 + 164'
Исключив из этого выражения t2 путем подстановки t2 — K]t\ согласно (9) и проведя соответствующие преобразования, имеем
/<х = 0,4 -ф 0,6ар — 164 1 ~ар . (17) 4
Эта зависимость представлена на рис. 2, а, где отмечена граница начала рекристаллизации. Итак, задаваясь различными значениями ар.
Рис, 2. Зависимость коэффициента Л’[ от температуры начала плавления и Ир па? емых материалов;
i — технически чистых металлов б — промышленных сплавов
328
Проектирование технологического процесса панки
в том числе и сср 0, можно обоснованно выбрать Kj. для расчетов по формуле (10) или номограмме (рис. 1).
Для большинства промышленных сплавов выражение (14) несправедливо, поэтому рассмотрим случай, когда
Т'р = 0,8Т11Л. (18)
Выразив параметры в С, получим /р = 0,8/j — 55. (19)
После подстановки этого значения в формулу (!3) можно записать ti — 0,8/j -|- 55
ар~ Д-0,8/г ^55 •
Исключив /2 согласно (9) и произведя некоторые преобразования, окончательно получим
= 0,8 0,2ар — 55
(21)
График этой зависимости показан на рис. 2, б. В отличие от чистых металлов для промышленных сплавов, как видно, имеется возможность выбирать существенно большие значения при сопоставимых значениях ар.
Как отмечалось, коэффициент К-> следует выбирать в пределах 0
К2 s? 1- Однако на практике имеют место случаи, когда К2 > I, что отражено на рис. 1. Это объясняется возможностью повышения (за счет диффузии в паяном шве) температуры вторичного расплавления припоя, или, точнее, зоны сплавления на некоторое значение
А/рс = ^зрс — ^з, (22)
где А/рс — превышение температуры начала распаивания паяной конструкции /•, над температу рой t3 припоя в исходном состоянии При этом может оказаться, что i /[}
В этих случаях необходимо, однако, чтобы соблюдалось условие
/1 - 27.3
Дг рс — ——__ 1 • (23)
Зре
Но отсюда нетрудно доказать что при
Г; s? /Зр( возможно допустить /3 < /4
(или иначе, когда 0< /4 — /3 <7 А/рс) и коэффициент становится больше единицы. Это обстоятельство существенно расширяет возможности эксплуатации паяных изделий при высоких температурах.
Далее необходимо учесть максимальную /5 и минимальную /й температуры действия флюса или газовой среды. Очевидно, что
/5 - /6 = А/5, (24)
где Д/5 — температурный интервал действия флюса или газовой среды 119].
При этом необходимо обеспечить условия
/.-> G и ^6 ^з- (25)
После подстановки этих выражений в формулу (24) и преобразований получим
Ч > А/2 + А/3. (26)
При пайке температура нагрева связана со временем т. Следовательно, параметры /2, /р, /й и другие есть не только характеристики факторов, составляющих процесс пайки, но и некоторые значения функции t — — f (т) или Т — ф (т).
Дифференциальное уравнение, описывающее в общем случае изменение температуры Т паяемого изделия с поверхностью F во времени т, получим из закона сохранения энергии в следующем виде [23]:
Сф J [а (Тс — Т) -у- <7,т — F
— zOeT^dF, (27)
где Си — полная теплоемкость, под которой понимается количество тепла, поглощаемое изделием при его нагревании на 1 °C, Если изделие однородно, то Сф = ср У, где с, р и V — соответственно удельная теплоемкость, плотность и объем изделия. Если же изделие состоит из разнородных частей то параметр Сф может быть определен как сумма полных теплоемкостей его отдельных частей
Коэффициент теплооттачп
а [Вт (м-' ’С)), температуру окружающей среды Ту. например в печи, noi -лощасмый изделием сдельный лучи стыл тепловой ноток с/.> н степень черноты поверхности паяемого изделия t
Элементы математической модели технологического процесса
329
принимаем постоянными во времени, но они могут изменяться по поверхности изделия. Параметр считается положительным, если изделие поглощает тепловой поток. Коэффициент излучения абсолютно черного тела (постоянная Стефана—Больцмана) о0= = 5.67-10~8 Вт/[м2 (°C)4].
Уравнение (27) можно записать через средние значения параметров следующим образом:
= «ср (Т - Т) - есраоТ4, (28)
If ~ 1
где аср — — а dF; Т = ——— X F J аСрг
Г
X I (^Гс т <?.ч) : 8'ср ~ J к dF.
F F
Если поверхность паяемого изделия можно разбить на п конечных участков с площадью Fj, в пределах каждого из которых значения аг-, Т с q:i. и в, постоянные, то интегралы в последних соотношениях заменяем конечными суммами:
п
X У । (aiTcl -ф- <7л;) Fi> «ср = i—1
I п
Связь междут и Т при нестационарном нагреве от начальной температуры Тнач (т — 0) До температуры лайки 74 можно получить решением уравнения (28):
7 J а (7 _ Т} - гсг(.Г ' т •
нач
Это выражение может быть приведено к безразмерному ви1у-
'NOT’ (ЭД
' Нач
где Онач = Тпач/Т и О = Т/Т — относительные начальная и текущая температуры, а $2 — Т2/Т — относительная температура пайки; т* = axF/C^— безразмерное время; фактор М=——^Т3.
Интеграл вычисляем по правилам интегрирования рациональных функций. График получаемой при этом зависимости может быть использован на практике.
Из общего уравнения (27) имеем ряд частных случаев, когда, например, отсутствует конвективный теплообмен (сс — 0)или можно пренебречь собст-венным излучением паяемого изделия, или изделие лишь излучает тепло со своей поверхности, т, е, когда сс = 0 и (/л = 0.
Уравнение (27) позволяет также решать некоторые задачи по оптимизации нагрева паяемого изделия.
Итак, выражения (9)—(13), (22)—(26) и (28)—(30), взятые в совокупности, и составляют температурное условие пайки.
Условие взаимодействия окисной пленки и металла с газовой средой (флюсом). Окисная пленка препятствует образованию металлической связи между расплавленным припоем и паяемым металлом, и поэтому ее необходимо удалить. Наиболее эффективным средством удаления окисных пленок при пайке рельефных изделий оказались специальные газовые флюсы, активно взаимодействующие не только с окислами, но и с металлом.
При химической реакции изменяется термодинамический потенциал системы;
Z2 —Zj=AZT, (3I)
где Zj и Z2 — термодинамические потенциалы системы в произвольных состояниях I и 2; AZT — изменение термодинамического потенциала системы или термодинамический потенциал реакции, Дж/моль.
Реакция протекает самопроизвольно только в том направлении, в котором термодинамический потенциал системы уменьшается, а энтропия чвеличивает-ся. Следовательно, в этом случае
Z><Zl и AZT<0 (32)
330
Проектирование технологического процесса пайки
Поскольку пайка происходит обычно при постоянном давлении окружающей среды, то указанное изменение потенциала называют изобарным.
В общем случае изменение изобарного потенциала вещества при нагреве до температуры пайки Т2 определяется следующим уравнением [23]:
т,
AZT = ЛЯгэв т | АТ +
298
Т2
+ + j дср. dT + Qi -
7.
L
1 р ДСР,
— Т ASm+ -^dT-Y
\ 298
(33) где ДЯ29я — стандартная теплота образования (энтальпия) вещества; Ту ... Т, — температуры фазовых превращений в интервале от 298 К до Т2; ДСр ... — изменение молярной
теплоемкости при соответствующих интервалах температур, Q, . . Q., — теплота фазовых превращений; Д52!»я— изменение стандартной энтропии
Указанные термодинамические пара метры подсчитывают на основании известных положений физической химии
Однако для расчета изменения изобарного потенциала до заданной температуры Т2 вместо уравнения (33) можно использовать с достаточной степенью точности более простую зависимость.
AZq =.\Н^-%Т2 ЫТ_-и{Т~2
-а.Т2
(34
где а0, tzj и а2 — коэффициенты нропор циональности; J1; J2 — константы
Результаты вычислении \Z: по фор мулам (33) и (34) приведены в справочных пособиях в виде таблиц и графиков для конкретных химических реакций. Они охватывают диапазон
температур пайки Т2 от 200 до 2500 К и практически все встречающиеся случаи взаимодействия паяемых металлов и их окислов с галоидными газами (BF.3, ВС13, ВВг3, РС13), водородом, окисью и двуокисью углерода, метаном, хлором, фтором, бромом, углеродом. а также с HF, НС1 и НВг.
Таким образом, при отсутствии справочных данных, выражения (32) и (33) или (32) и (34) могут быть использованы для совместного решения с уравнениями, неравенствами и другими элементами температурного условия.
Условие смачиваемости и растекаемо-сти. Мерой смачиваемости конструкционного материала жидким припоем является коэффициент смачивания:
0О23 —
= —-------— , (Зо)
О12
где о12, <?1з, и о23 — поверхностное натяжение на границах соответствующих фаз (в индексах: 1 — жидкость; 2 — газовая среда, в частности воздух, 3 — твердое тело). Если cos 0 = = 1, т. е. 0 = О, то смачивание полное
Установлено, что при полном смачивании различные припои характеризуются разной площадью растекания Sr) одинаковых по объему (в частности 0,33 см3) навесок припоя на одном и том же конструкционном материале при одинаковых условиях пайки Однако нередки случаи получения больших значений Sp при неполном смачивании, что видно на графике (рис 3), построенном на основе анализа и обработки экспериментальных данных, приведенных в работе [22] В связи с этими положениями предложен комплексный критерий смачиваемости и растекиемости представляющий собой произведение покры той припоем площади на косинус краевого угла Здесь этот фактор преобра зован в безоазмерный критерий в виде Kc.p = -^-cos0. (36)
'->max
где Sp и 8геах — текущее и максимальное значения площади ргктекания навески припоя объемом 0,33 см3 при выбранных условиях папки
Элементы математической модели технологического процесса
331
Как видно на рис. 4, удовлетворительные значения фактора смачиваемости и растекаемости находятся в пределах
0,155 sS Кс. р 1.
(37)
График зависимости, приведенный на рис. 3, можно записать в виде полинома
Sp = 1,3 - 0,065304- 10~3Х
X 1,43862 - 10“5-1.17203, (38)
где 0 — в градусах, а $р- имеет размерность дюйм2.
Решая совместно выражения (36) и (38) н принимая Sraax = 1,3 дюйм2, получаем расчетную формулу для безразмерного критерия:
Кс. р = 0.769 cos 0 (1,3 — 0,06530 ф-
+ IO"3-1,43862 - 10’5- 1.17203) (39)
Как видно из этого выражения, при 0 — 0 Кс. р = 1, а при Н =90 А\ р = = 0 Графически эта зависимость представлена на рис 5, где выявлен критический угол смачивания 0кр — 37 , при котором допускаемое значение (Ac. p)min — 0,155 Это означает, что при 0 > 0кр качество пайки неудовлетворительное.
Таким образом, если из эксперимента выявлено хотя бы значение краевого учла 0, то согласно выражениям (37) и (39) можно судить об удовлетворе
нии условия смачиваемости и растекаемости.
К числу критериев, характеризующих растекаемость, следует отнести также время и скорость заполнения жидким припоем капиллярных зазоров. Однако последние одновременно зависят и от геометрических параметров соединений: размеров зазоров, протяженности швов, высоты подъема припоя по капиллярам и др. Поэтому рассмотрим условие, отображающее особенности конструкции паяемого изделия,
Условие конструктивной приемлемости изделия. Это условие в виде системы количественных критериев выражает степень соответствия процесса пайки тем особенностям конструкции, которые должны быть приняты во внимание при проектировании изделий под пайку.
Высота подъема h припоя в зазоре Л может быть подсчитана по следующей формуле:
, 2o12cos0
А =---------
(40/
где о12 — поверхностное натяжение припоя в соответствующей газовой среде; у — удельный вес припоя. Опти-
Рис. 4. График зля определения минимально допускаемых значений критерия смачиваемости и растекаемости Кс ,,
332
Проектирование технологического процесса пайки
Рис. 5. Схема к определению критического угла смачиваемости по формуле (13)
мальная величина зазоров А лежит в пределах
0,005 sc A 0,025 см. (41)
Вертикальная сторона галтели припоя у в тавровом соединении, а следовательно, и радиус галтели R определяются при достаточном количестве жилкой фазы по формуле
Время заполнения припоем гори' зонтально расположенного шва протя’ женностью b подсчитывается следую' тим образом:
Зт)й2
Ао1г cos 8 ’
(43)
где т — время, с; Т| — вязкость расплавленного припоя в момент заполнения зазора.
Средняя скорость продвижения фронта жидкого припоя определяется по тем же исходным данным:
Aai->cosO и = ——-------
(44)
Условие теплового баланса. Процесс пайки возможен при условии, когда располагаемое количество тепла Qr. источника нагрева, за вычетом по терь <7П. достаточно для расплавления припоя и нагрева изделия до температуры пайки В обшем виде условие теплового баланса можно записать как:
Ср ~ <7п = ("ЧП ~ ^г) X
X (/г — М -г ^2-
(45)
где т} и су — масса и удельная теплоемкость металла паяемого изделия;
т2 и с2 — масса и удельная теплоемкость припоя; /п — начальная (комнатная) температура изделия и припоя; I — удельная теплота плавления припоя.
Неизбежные потери тепла q}] связаны с нагревом рабочего пространства (муфеля, контейнера, соляной ванны и т- п.), различных приспособлений (фиксаторов, стапелей, индукторов), а также с радиационными и другими потерями.
Для совместного решения выражения (45) с уравнениями и неравенствами температурного условия необходимо представить его в следующем ви ie:
>2-<0 = . (46)
-f- /п2с2
Значения и qn обычно подбирают экспериментально применительно к имеющемуся оборудованию [1]. Однако условие теплового баланса можно реализовать и расчетным путем, если ввести критерий экономичности /э для выбранного способа нагрева при пайке:
(nijC, — т2с2} (ti — Го) + /™2 /э - --------------г;---------------.
Ср
(47)
Получив численные значения /э на основе обработки статистических данных, можно использовать их для расчетов, поскольку совместное решение выражений (45) —(47) приводит к удобному для этого виду:
, , __ fsQfi — tm2
12 — О — ------------:-------
/nit, -j- m2c>
(48)
Условие металлургического взаимодействия припоя с паяемым материалом. В процессе пайки, если собтю-тено условие смачиваемости и расте-каемости. наступает процесс металлургического взаимодействия расплавленного припоя с паяемым материалом Характер и степень этого взаимодействия в значительной мере зависят от того, насколько легкоплавок или тугоплавок выбранный припой Попытки зарубежных и отечественных исследовать лей классифицировать припои на особолегкоплавкие, легкоплавкие, срелцеплавкне и т. д. (см ГОСТ 19248—73), не определяют деи-
Элементы математической модели технологического процесса
333
стыпельного характера взаимодсйст вия с паяемым материалом и их ислюя считать в этом отношении удовлетЕО рительными.
Для научной оценки ожидаемого взаимодействия припоя с паяемым ма териалом прежде всею необходимо сопоставить их абсолютные темпера туры плавления, т. е. вычислить критерий легкоплавкости припоя
А3- Т./Т},
(49)
где Т3 и Т\ — абсолютные температуры начала плавления припоя и паяемого материала.
Значение Кл может изменяться в пре делах от 0 до I. Этот интервал следует расчленить на два: для легкоплавких и для тугоплавких, приняв границей между ними значение А3, соответстьу ю щес порогу рекристаллизации паяемой материала Так, для чистых металлов, используемых в качестве паяемых конструкционных материалов, граничное значение Кя — 0,4. Следовательно легкоплавкими припоями для ?ь не мых чистых металлов могут называться такие сплавы или чистые металлы, тля которых соблюдается условие
0 < Ая < 0,4, (50)
а тугоплавкими — те припои, для которых
0,4^А3^1. (51)
Следует заметить, что при такой классификации один и тот же припой может быть и ле1 коплавким, и тугоплавким, в зависимости от того, с каким паяемым материалом сопоставляется. Так. для железа с (4 = 1539 СС медь (/3 = = 1083 °C) характеризуется значением А3 — 0,75 и, следовательно, является тугоплавким припоем В то же время для вольфрама медь — легкоплавкий припой, поскольку в этом случае А3 = 0,37.
Паяные соедииепия, выполненные легкоплавкими припоями, могут подвергаться неоднократной перепайке с разборкой и поэтому их следует называть легкоразъемными, в то время как другие соединения следует называть трудиоразъемиыми Это опровергает имеющееся в литературе мнение о пайке как способе создания неразъемных соединений, которое не
oip.izKaei практических возможное ген пайки и резко их ограничивает.
Введение критерия А3 предонреде ляет выбор мягкого или жесткого режима нагрева при пайке, характеризуемою скоростью нагрева:
ун = dTi(dx). (52)
Значение этого критерия может быть подобрано экспериментально или вычислено, например, по следующей фор муле:
— у— l^cp (7 — Т) — £ср°о7'1]- (53)
Логическая связь между критериями А3 и ап состоит в том, что если вычисленное значение А3, согласно (49), удовлетворяет условию (51), то в этом случае необходимо назначить жесткий режим нагрева. Если же критерий А3 удовлетворяет условию (50), то допу, сти.мы и тот, и другой режимы нагрева. Условная граница между этими режимами может быть принята на основе обработки статистических данных при Ун — 10 'С- мин [ 19, 23 ].
Существует также связь между режимами нагрева и интервалом кристаллизации припоя Д(3. При соблюдении условия
0 у. Д(3 <= 50 СС (54)
допустимы и мягкий и жесткий режимы При
Д|'3 У> 50 С (55)
рекомендуется жесткий режим нагрева, поскольку в противном случае имеется опасность получения некачественного соединения [23]
Связь критерия А3 с коэффициентами Аг и А-2 может быть установлена по формуле
А, ((4 + 273)
(56)
А. (Щ• 273AJ ’
Произведение коэффициентов
Аг^з = А4 (57)
может быть найдено, в соответствии с (9) и (49), в начале технологического проектирования по известным из технического задания значениям 7, и Т4, поскольку а4 = Т\!Т}
(58)
334
Проектирование технологического процесса пайки
где — гомологическая температура конструкционного материала, по которой вычисляют показатели высоко температурной прочности
При пайке происходит обменная диффузия между атомами припоя и паяемого металла, самодиффузия атомов, растворение паяемого металла в жидком припое, образование новых фаз и. в частности, химических соединений. Последующая кристаллизация сплава, образовавшегося в паяном шве. наиболее существенно влияет на свойства соединения.
Диффузию можно определить как кинетический процесс, связанный с выравниванием неодинаковых концентраций данного компонента в различных местах фазы, обусловленный молекулярным тепловым движением. Законы диффузии впервые установлены А Фиком
Диффузионная подвижность атомов металлов в твердых растворах сплавов подчиняется гомологическому закону диффузии
-lgD = 9 - 43(1-Лиф/W2’8’
(59)
де D — коэффициент самодиффузии металлов, а Тдиф/Тпл — гомологическая температура для диффундирующего металла
Согласно формуле (59) металлы имеющие более низкую температуру плавления и, следовательно, меньшие зилы межатомной связи, при одной и той же температуре, например при ТдИф — Т2 проявляют большую диф фузионную подвижность Металлы с более высокой Тпл имеют меньшую диффузионную подвижность в растворе сплава Отсюда могут быть сделаны выводы о возможности оценки упроч няющего и разгпрочняющего влияний компонентов в зависимости от соотно шения Трастворителя (в данном случае Г]) и растворяемого мате пиала, т е различных значений Т3
Скорости самодиффузии металлов в твердом состоянии (Т <. Гпл) имею: общий порядок значений, определяемых D = l0-s-j-10-9 см2/с, тогда как 3 жидком состоянии (Т Т пЛ) скорости самодиффузии скачкообразно увеличиваются в ЮМ-104 раз. т. е.
до значений D - 10 4ч-10“;‘ см2 с. Известно также, что разница скоростей диффузии элементов в каком-либо ме-талле и их самодиффузии в жидком состоянии .меньше, чем в твердом
Использование законов диффузии дает возможность аналитически решать некоторые проектно-технологические задачи пайки.
Так, в общем случае, когда скорость растворения металла в припое зависит одновременно и от скорости перехода атомов паяемого (твердого) металла в расплавленный припой и от скорости диффузии в жидкой фазе, уравнение, описывающее кинетику растворения [19] имеет вид
- In I
ат
(60)
где с — концентрация паяемого металла в расплавленном припое при /2, %; Соо — концентрация насыщения расплавленного припоя паяемым металлом при /2, %; т — время, с; А — зазор в соединении под пайку, см, а — константа скорости растворения, см/с.
°М> Со- +
(61)
где co-j — вероятность перехода атомов паяемого металла в расплавленный припой: р — поверхностная плотность основного металла или число атомов на поверхности единичной площади; D — коэффициент диффузии атомов паяемого металла в жидком припое, 5 — суммарная ширина пограничного слоя й диффузионной зоны со стороны припоя.
Ю С Долговым получены значения константы а для случаев пайки меди висмутом, свинцом и оловом алюминия висмутом и силумином ни.хрома никель-кремниевым припоем и припоем системы никель—бор—крем, ний—молибден при 300 i2 <
ат 1250 С Установлено ito в рас-смотоенных случаях а изменяется от 0,55-Ю"4 до 5,0’ 10“4 см/с. Это позволяет представить выражение (60) в виде номограммы (рис 6)
Если в процессе диффузии между основным металлом и припоем образуется
Элементы математической модели технологического процесса
335
одно или несколько интерметалличе ских соединений в виде слоев, то каждый из них растет с различной скоростью Для иллюстрации этого механизма можно использовать выражение первого закона диффузии Фика, которое после преобразований и интегрирования |19| имеет вид
х2 == 2D т, Д2,
где х — толщина слоя интерметаллида; \с — разность концентрации на границах отдельного слоя интерметаллида при температуре /2; а — коэффициент пропорциональности, имеющий ту же размерность, что и концентрация вещества.
Таким образом, согласно (62) тол щина слоя интерметаллического соединения а увеличивается в зависи мости от времени выдержки т при пайке по параболическому закону.
Выражение (62) можно использовать с известными допущениями, для оценки перемещения в единицу времени атомов в жидком и твердом хтв состояниях вблизи Тпл, приняв
хж %тв — ИDM, D।в (63)
При £)н, 7)тв — 104 получим соответственно
хж = хтв-102. (64)
Выражения (59)—(63) в неявной форме зависят от t2, что открывает возможности использования последних для проектировочных расчетов, в частности при диффузионной пайке [8, 12 19|.
Для процесса диффузии в твердых фазах должны соблюдаться следующие условия: 1) малое различие в разме рах диаметров атомов паяемого металла и компонентов припоя, не превышающее 15—16 %; 2) определенная растворимость припоя в конструкционном материале, что может быть выявлено по данным бинарных диаграмм состояния сплавов.
В общем случае толщина диффузионного слоя х в твердых телах в зависимости от температуры и продолжи тельности процесса может быть определена по выражению
х = 2 Дт ехр [— /3/(27")], (65)
Рис. 6. И'.менение относительной концентрации С в зоне сплавления от времени выдержки т при температуре пайки t, — 12 О О СС и размеров зазора А (паяемый материал — нихром, припой — система Ni — В — Mo — Si)
глет — время, с, Г — температура. К; А и В — постоянные коэффициенты. Для определения последних обычно составляют два уравнения с известными значениями толщины слоев, получаемых экспериментально После этого можно рассчитать толщину диффузионных слоев, которые образуются при любых других режимах их образования
Так, например, если исследуется диффузия кремния в железо и известно, что при т3 ~ 3.6-103 с и Г,= 1223 К толщина слоя х, = 0,0072 см, а при т2 = 14,4-Ю3 с и Т.2 = 1323 К х2 = — 0,0265 см, то при решении системы уравнений согласно (65) получим значения А = 3,46-10“2 и В = 1,964-104, позволяющие всесторонне изучить взаимодействие кремния и железа при любых Т и т.
При пайке меди, латуни и мягкой стали припоями на оловя и но-свинцовой основе установлена эмпирическая связь между зазором Д и температурой пайки /2 из условия получения максимальной прочности паяного соединения в следующем виде [10]:
8.34*
ц_|83л-------—, (66,
где Д — зазор, мм; — температура пайки, °C,
Расчетная кривая для этого случая приведена на рис. 7, точками нанесены экспериментальные данные [5, 101. Эту корреляцию можно считать за-
* В работах [о. 10] этот коэффициент ошибочно указан равным 0.34
336
Проектирование технологического процесса пайки
Рис. 7. Зависимость температуры пайки t1 от размеров забора А для оловянно-свин-цовых припоев из условия получения максимальной прочности соединений
тельных 0заг, механической обра ботки frMeX, слесарно-сборочных ОсЛ,сб, термических (пайка) (>т Рм и заключительных х^закл (контрольно-измерительных, малярных, а также испытаний) Тогда можно записать, что
в = S «(.
(68)
или с учетом указанных групп 0 ~ озаг 4* й мех “Г 4сл. сс +
коном для всех припоев, содержащих оловянно-свинцовую эвтектику, независимо от паяемого металла [10].
Итак, выражение (66) подобно указанным выше удобно для совместного решения с количественными зависимостями при других условиях получения паяных соединений.
Условие технологичности. Технологичность — свойство конструкции, заложенное в ней при проектировании и позволяющее получить наиболее рациональными способами изделие с высокими эксплуатационными качествами при наименьших затратах материалов, средств и труда [9]. В качестве основных критериев технологичности паяных изделий целесообразно рассматривать совокупность характеристик; Хим,0 и С\ п усл, где /<им-коэффициент использования материала, 0 — общая трудоемкость изготовления изделия, С\ п усл — условная удельная себестоимость технологического процесса с учетом стоимости конструкционного материала.
Значения критериев технологичности меняются с течением времени и, в частности, с возрастанием порядкового номера выпускаемого изделия Для данного периода времени имеются основания записать для проектируемых паяных изделий, что
0,5 Ким 1 (67
Действительные значения /<им можно рассчитать, исходя из принятой формы заготовок
В общем случае суммарную трудоемкость 0 операций технологического процесса изготовления паяных изделий можно представить в виде трудоемкостей следующих групп работ: заготови-
“Г герм 4~ Дз<|КЛ' (69)
Разделив это равенство на 0 и введя
= О4/0, (70)
получим уравнение относительных трудоемкостей
п
1 — 7 । %>i ~ ъзаг 4~ ъмех 4"
1 = 1
4“ ъсл.сб4~ ътерм — ^закл-
(71)
Чтобы проанализировать, какими же факторами следует воспользоваться для наибольшего сокращения трудоемкости, необходимо установить зависимости отдельных составляющих от влияющих на них параметров:
»заг — / (af> •)>
£мех ~ Я- (Qcp, • • •)> £сл.ср — х(ах> йх> • • •); • £терм — ф(а1|), Ь-ф, • • •)»
эЗаКл
(72)
После подстановки этих значений в уравнение (71) получим уравнение состояния производства паяных изделий
1 =/(“(. »„•) +
— X(Gz. h . -)-г Ф (<Ч, Ч- ) —
(73)
По значениям частных производных (?) д(
----.--------- • можно судить о степени daf f dbf
влияния изменений ah bf, ... на /
х д/ к, df
а по произведению ocF-----, ob.——
1 г да ' f dbf
Элементы математической модели технологического процесса
337
и т. д. — о степени изменения / при изменении аргументов я/, fey, ... на бау, 6fey ... Таким образом, в результате изменения, например йу на бйу, первое слагаемое уравнения состояния производства при усовершенствовании технологии
'-('-fc’f-^)<^ <74>
так как в случае снижения трудоем-
<5/
кости производная — отрицательная.
Поскольку f — fa — ба^ =5/ или f — б/ = flf то уравнение (73) можно записать в виде
1-б/ = Л + T+ X-W4- С. (75) Поделив каждый член полученного уравнения на его левую часть, имеем 1 А , Ф , х ,
1 — б/ 1 - б/ + 1 - б/
+ тЛ + пЬ? <76>
Отсюда видно, что при изменении одного из слагаемых меняются и все остальные, т. е. происходит перераспределение значимости слагаемых. Следовательно, при некотором усовершенствовании работ одной группы, работы другой группы становятся наиболее трудоемкими и нуждаются в дальнейшем усовершенствовании. Поэтому уравнение состояния производства открывает неограниченные возможности для исследования весомости усовершенствований любого из технологических фактооов и оценки влияния каждого из них на все остальные
Расчет условней удельной себестоимости технологических процессов
п усл заЕИСИТ от размеров серии, которая обычно указывается в техническом задании При моделировании целесообразно сопоставить этот фактор с оптимальной удельной себестоимостью С^пт достижимой при среднестатистических затратах труда и при обеспечении заданных технике-эко-
номических требований, т. е. следует стремиться к обеспечению условия С?, о. уся < РП
Условие прочности. Во всем диапазоне эксплуатационных температур прочность паяных соединений должна быть достаточной для восприятия нагрузок, возникающих при эксплуатации, а в ряде случаев — равна прочности конструкционного материала.
Для паяных соединений встык условие прочности можно записать в виде
= (78)
где oj04n — допускаемое напряжение паяного шва (припоя) при расчетной температуре Т4, Па; FQ — площадь паяного соединения, м2; Рр — эксплуатационная нагрузка при расчетной температуре, Н.
Если ввести коэффициент безопасности
?0 ав / фцоп’
(79)
который обычно равен 1,25—1,35, то выражение (78) можно записать в более удобном для расчетов виде
= (8°)
где о^4 — предел прочности паяного шва (припоя) при температуре Т4, Па.
Применив для этих условий данные работы [23], получим следующее выражение для этого показателя МПа:
afr =0.386.4йТ3ехр
4.886 4-У
1 з /
(81)
где Т3 — температура начала плавления припоя. К. Л8 — коэффициент.
Решая совместно выражения (80), (81) и (9) получим общий вид усл вия прочности для паяных соединений ВСТЫК
- О.38бЛ6РоТ3ехр (—4,866^2).
(82)
12 П/р И. Е. Петрунина
338
Проектирование технологического процесса пайки
Рис. 8. Зависимость относительной нахлестки а от коэффициентов Кг, Кг и К<,
Нетрудно видеть, что выражение (82) может быть использовано для совместных решений с выражениями (56) и (57).
Паяные соединения внахлестку целесообразно рассчитывать из условия равнойрочности [22, 23]:
стГр = с <83)
где а — длина нахлестки в паяном соединении, м; с — толщина конструкционного материала, м; — прочность паяного соединения (припоя) на срез при температуре Tit Па; (°в4)р — пРедел прочности конструкционного материала при той же температуре с учетом разупрочнения в результате пайки, Па.
Показатели прочности, входящие в выражение (83), обычно получают экспериментальным путем. Однако при моделировании для этой цели может быть использована зависимость
= О,386фДоТ3 ехр (—4,866X2), (84)
где ф = 0.64-0,7, а остальные параметры определяются по аналогии с выражением (81) и
(ор)р = 0.3864,^ ехр (-4 866Х4),
(85)
где 7\ — температура начала плавления конструкционного материала, К, Ат — коэффициент, определяемый по аналогии с Ао, Х4 =
После подстановки (84) и (85) в (83) и преобразований с учетом выражения (57), получим
а = ° = А1К'2 е4,866(К4-К4) (86)
£ Ч А0Х4
где а — относительная нахлестка; с — толщина материала.
Полученное в общем виде условие равнойрочности паяных соединений внахлестку оказывается вполне удовлетворительным, если
2 С а <
(87)
что хорошо согласуется с технологическими особенностями выполнения соединений этого типа
Зависимость (86) также может быть использована для совместных решений с выражениями (10), (56), (57) и (87).
Графически она представлена на рис. 8 при условии, что ф — 0,65 и Ау — А|.
Влияние температуры пайки /2 на прочность изделия особенно заметно в случае применения термообрабатываемых материалов. Эффект разупрочнения зависит от степени рассогласования режимов пайки и термической обработки, а также от степени термо-упрочнения сплава 123].
Эффект разупрочнения при пайке изделий из алюминиевых сплавов (при охлаждении на воздухе) можно оценить по выведенным на основе обработки экспериментальных данных [9] формулам для сплавов типа АМц и АЛ4 при 480 /2 540 °C
(88)
для сплавов типа Д16АТ и 480 йД /2 'С 520 °C
АК6 при
(89)
где (ов")р—предел прочности сплава при Т4 = 293 К- разупрочненного частичным отжигом при пайке МПа.
— предел прочности сплава (при той же температуре) в исходном состоянии, т. е. термоупрочненного за кадкой и старением, МПа, — предел прочности сплава в отожженном состоянии, МПа.
Элементы математической модели технологического процесса
339
Рис. 9. Зависимость предела прочности сплава Д16АТ от температуры пайки /, (°C) п эксплуатационной температуры Л (Я)
Совместное влияние температуры пайки /2 (°C) и эксплуатационной температуры (К) на предел прочности а^4 сплава Д16АТ (^пч = = 7\ = 830К) показано на рис. 9, где точками нанесены экспериментальные энные, а линиями — результаты расчета по формуле (85) Значение коэффициента А, в выражении (85) определено в функции гомологической температуры К4 = и представлено графически для различных температур пайки t2 па рис. 10. Необходимо подчеркнуть, что семейство прямых в области Ki < 0,6 имеет общую точку пересечения с координатами Х4 = -1 и In —2.64
Эти координаты вычислены совместным решением двух уравнений.
1п At = 0,86— 3.5/<4
и In А, = 0 46ф- 3,1К*.
(90)
выражающих линейную зависимость In Ат от Ki Для сплава Д16АТ в исходном (термически обработанном) состоянии и соответственно в наиболее разу прочней ном (в результате пайки) состоянии Прямые, характеризующие зависимость (90), выбраны как самые достоверные, поскольку при их
12*
построении использовано наибольшее число экспериментальных данных из общего числа, имеющегося в распоряжении. Остальные прямые на рис. 10 построены с учетом выявленной общей точки.
Зависимости Ах (Ki) для различных температур пайки приведены в табл, 2. В области значений 0,95 1
Aj = ехр (56—56/<4).
(91)
Итак, выражения (88)—(91) и приведенные в табл. 2 зависимости могут быть использованы при расчетах согласно формулам (83), (85) и (86).
Условие выносливости. Способность материала конструкции, в том числе и паяных соединений, сопротивляться усталостному разрушению получила название выносливости. Это свойство обычно оценивается пределом выносливости (ГОСТ 2860—65**) или числом циклов, необходимых для разрушения при некотором значении амплитуды напряжений, превышающем предел выносливости [7].
Условие выносливости паяного изделия соблюдается, если во всем диапа-
Рис. 10. Влияние гомологической температуры на коэффициенты At и С
340
Проектирование технологического процесса пайки
2. Зависимость коэффициента .41 от /<4 ц температуры лайки
Температура пайки /2, °C Л, (К,) к< Л( (КА к4
20 At = ехр (0,864-3,оЛ4) Л1 = ехр (0,704-3,43К<) 0—0,60 А{ = ехр (3,234 —0,457 KJ 0,60—0,95
200 0—0,63 То же 0.63-0,95
300 ЛJ = ехр (0,744-3,38KJ 0—0.65 0 65 — 0,95
400 At = ехр (0,46+3,1А'4) 0 — 0.77 » 0.77—0.95
450 Л( = ехр (0,62 + 3.2бК4) С—0.70 » 0,70—0,95
500 А J = ехр (0,685 + 3,325А4) 0—0,67 » 0,67—0.95
зоне эксплуатационных температур Т:1 справедливы соотношения
оа(Т4) < ош (Л, /V) 'i
и (92)
Л-),)
где ofl и о* — переменные напряжения усталостного цикла н а г р у жен и я или амплитуды циклических напряжений в материале конструкции и соответственно в паяном соединении, Па;
и аш — пределы выносливости (т. е. некоторые константы) материала конструкции и соответственно паяного соединения, работающих преимущественно на изгиб, Па; Л' и Л'* — числа циклов до разрушения соответственно материала конструкции и паяного соединения, на базе которых определяются пределы выносливости.
При этом имеется в виду, что в общем случае справедливы следующие выражения.
(Л) аи (^4Ь аю(Л» Л')
(93)
Необходимая при моделировании связь между допускаемыми значениями (или о*) и при умеренных температурах может быть установлена с помощью приближенной формулы 125]
Ou
Ов
1 - —---) Мв + ?в(1 — в) I >
(94)
где ов — предел прочности при растяжении. Па, оте — среднее напряжение усталостного цикла нагружения,
т. е. полусумма максимального егтах и минимального о min напряжений в конструкции, Па; Дн и уп — коэффициенты, зависящие от природы материала или паяного шва и параметров цикла нагружения.
Расчеты по формуле (94) могут производиться (при отсутствии концентраторов напряжений) при следующих значениях коэффициентов Ав и ув: для сталей
. __ 1 -1- 0,0038л4 _
в “ i -J- 0,0008га4 ’ Yb =
Ч2+тг)
ЗаЕ
(95)
для алюминиевых сплавов 0,0031га4
_ ‘ 1 + 0,064га4
в~ 1 Н- 0,0031га'1
где
га = In Л’, (97)
причем обычно
I0b + (V с 10й; 5 + га с 8. (98)
Для изделий кратковременного применения граничные значения N можно снизить на один порядок, т. е. принять
104 < Л « Ю7 и 4 + га < 7. (99)
Значения оа и от связаны коэффициентом асимметрии цикла R, под ко
Элементы мазей этической модели технологического процесса
341
торым понимают отношение миннмать
вого напряжения к максимальному
^=г£пнп. °niax
<Т>П — Од
От н-
(ЮО)
При симметричном цикле, когда от = 0 и согласно {100) R = —1, предел выносливости oti) (или о*) обозначается O_j (или О^!).
Предел выносливости о_у и сД, для различных конструкционных материалов и паяных соединений определяют главным образом экспериментально [7, 21, 25]. Однако имеются многочисленные рекомендации по расчету o_i с использованием известных механических свойств и теллофизических констант материалов, таких, как предел прочности (94), предел текучести, твердость, теплота и температура плавления и др. [25].
В результате анализа указанных источников и оценки характера связи между' пределом выносливости и пределом прочности материалов с учетом изменения температуры установлено следующее
1 При комнатной температуре Т4 — = 293 К отношение предела прочности к пределу выносливости, т. е. С — о3 о_1( (101)
изменяется для разных сплавов в широких пределах, а именно от 1,67 до 3,7. Однако для всех сталей, температура начала плавления которых достаточно стабильна (7\ = 1720 ± ± 50 К), при комнатной температуре, т. е при К. = 0,165-т-0,175, имеет место устойчивое равенство С =2.
2. При температурах ниже комнатной, т е. при Л4 <0,165, значение С для сталей несколько снижается
3. С повышением температуры предел выносливости сталей и других сплавов. как и ппи комнатной температуре довольно ~есно связан с пределом прочности при растяжении, причем значение С сначала возрастает, достигая максимума пои > 0,5, а затем снижается, приближаясь к единице при /<4—> 1
Эти положения позволяют рассматривать критерий С для разных сплавов при одинаковых гомологических
Рис. 11. Зависимость In С от для коррозионно-стойких и жаропрочных сталей
температурах /<4, полагая, что при Ki - 1 С = 1.
С этой целью систематизированные экспериментальные данные а_-[ и ов при температурах от —196 до +800 °C для девяти марок коррозионно-стойких и жаропрочных сталей, приведенные в приложении к работе [21], подвергнуты математическому анализу. Для этого класса сталей принято Ti = 1673 К. Пересчет значений а_4 с базы N = К)8 на базу Л' = 106, выбранную в качестве основы для сравнения указанных сталей, производили по формулам в области 300 <1 ==^4< 600сС, т е при 0,521; 1g Л’ = 73,4 — 40 1g (102)
а в области 700 <<4 <5 800 °C, т. е. при 0,581 Л4 0,642,
1g Л’ = 31,4 — 16,1 lg o_i. (103)
Результаты этой обработки приведены в табл. 3, а график зависимости 1л С = f (/<4) — на рис. 11. В данном 3. Результаты обработки экспериментальных данных
(Г, =. 1373 К, N — 10е)
от=6
О + с т4. К к4 Г) II м э| + In С
- 196 -- 0.046 1 73 0,5481
-78 195 0.117 1.77 0,5710
-20 293 0. 175 1.90 0,6419
300 573 0.342 1.98 0 6831
400 673 0.402 1.87 0 6259
500 773 0.462 1.93 0- 6575
600 873 0.521 2.00 0.6931
700 973 0 581 2 02 0.703'
800 1073 0 642 1.80 0.5878
1400 1673 1.000 1.00 0,0000
342
Проектирование технологического процесса пайки
случае возможна линейная аппроксимация, причем наблюдаются характерные переломы в низкотемпературной (Д4 < 0,2) и высокотемпературной (при Х4 > 0,5) областях, что хорошо согласуется с аналогичными переломами на кривых прочности и твердости, зафиксированных для тугоплавких металлов.
На основе рис И, как и при определении коэффициента А, получаем следующие зависимости:
С = ехр (0,5 4- 0,81 Д4)
при 0 < К4 <- 0,175;
С = ехр (0,62 4- 0,12Д4)
при 0,175 С Х4 С 0,581;
С = ехр (1,65 — 1, 65/С4)
при 0,581 с К4 С 1.
Результаты проверки справедливо-сти зависимостей (104) и (101) для американских (№ 304, 322, 448) и отечественных сталей, а также для никелевого сплава ХН62МВКЮ (ЭИ867) в широком диапазоне температур приведены в табл. 4. Экспериментальные данные для этих целей заимствованы из работ [2, 7, 21]
Как видно из табл. 4, в 90 % случаев расчета по полученным формулам имеются погрешности не более ±15 %, что можно признать вполне удовлетворительным для поставленных целей.
С учетом изложенного выше для моделирования условия выносливости можно рекомендовать следующий об-
Рис. 14. Зависимость предела прочности и предела выносливости (Д' — 10е) стали МХ15Н8Ю от температуры Т4 по данным расчета и эксперимента
информации о пределе выносливости Если для заданного сплава требуется выяснить непрерывную температурную зависимость o_j (Т4) или оД(Т4), когда известны лишь отдельные экспериментальные значения о_ь полученные на некоторой базе Л', то необходимо сопоставить их со значениями о^4 по формуле (101) при соответствующих гомологических температурах и определить зависимость In С = / (Д4) по аналогии с изложенными выше приемами (см. табл. 3, рис 10 и 11).
Проверка этого общего метода проведена на примере анализа свойств стали 09Х15Н8Ю (СН-2). Экспериментальные значения оп и о_4 на базе 106 циклов заимствованы из работы [7]. Для расчета зависимостей о^4 и olf при принятом Ту = 1723 К получены следующие формулы.
Ау = ехр (1,02 ± 3.08/Q
при 0 < К4 < 0,170;
Ау = ехр (8,96/С4)
при 0,170 С Ку < 0,275;
Ау — ехр (2,0 4- 1,68/(4)
при 0,275 С Kt < 0,430;
Л, = ехр (4,77 - 4,77k,)
при 0,430 < Ki < 1,0
С = ехр (0,5 4- 1,56К4)
при 0^ К4^0,170,
С = ехр (0,8 — 0,18К4)
при 0,170 < ЯД 0,581;
С — ехр (1,66 — 1,66К4)
при 0,581 <4 К4^ 1.0.
Совместное решение выражений (85), (101) и (105) представлено искомыми кривыми на рис. 12. Точками здесь обозначены соответствующие экспериментальные данные Смещение одной точки (Т4 = 21 К) объясняется известной аномалией свойств стали 09Х15Н8Ю в области, близкой к абсолютному нулю.
Условие пластичности. Наиболее распространенной характеристикой пластичности является относительное
Элементы математической модели технологического процесса
343
4. Расчетные и экспериментальные значения предела выносливости для коррозионно-стойких и жаропрочных сталей
Сталь Т4, к Эксперимент Расчет по формулам (101) и (104) МПа Погреш-н ость %
МПа + 4 п-1> МПа
Л==107 N- 10s
304 293 0,175 1475 785 777 —1.0
304 195 0,117 1700 — 880 937 -1-6,5
304 77 0,046 2110 1070 1230 Т-14,9
322 293 0,175 1270 660 668 + 1,2
322 195 0,117 1400 — 865 773 — 10,6
322 77 0.046 1700 — ИЗО 993 — 12,1
448 293 0,175 1050 495 560 553 -1.3
448 573 0,342 895 401 453 461 + 1,8
448 673 0.402 880 353 398 451 + 13.3
448 773 0,462 760 274 310 387 + 24,8
448 873 0,521 570 212 240 286 + 19,2
2X13 293 0,175 711 375 405 374 — 7,7
2X13 573 0,342 657 277 313 338 ~h 8,0
2X13 773 0,462 534 255 288 272 -5.6
2X13 823 0,491 455 195 220 231 + 5.0
12Х18Н9Т 293 0,175 540 250 250 284 + 13,6
13Х14НЗВ2ФРА (ЭИ736) 773 0,462 920 483 548 469 — 14.4
1Х12Н2ВМФ (ЭИ961) 823 0,491 800 422 458 406 — 11,3
ХН62МВКЮ (ЭИ86" 1173 0,7 02 560 285 330 342 + 3.6
Х13НЗВФЛ 293 0,175 900 415 468 474 т 1.3
Х13НЗВФЛ 673 0,4 02 780 330 372 400 + 7.5
Х13НЗВФЛ 823 0,491 520 290 290 264 — о,0
удлинение материала при разрушении б.
Минимально допускаемым значением относительного удлинения для материалов современных конструкций можно считать
бдоп 1 -г- 5) % . (106)
Это требование можно предъявить и к паяным соединениям. Однако, как показывает опыт, в тех случаях, когда жесткость паяных соединений выше жесткости элементов конструкции, например в соединениях внахлестку из тонколистовых материалов, допускае
мое удлинение материала шва 6^оп может быть несколько меньше и составлять
б;опхо,5-1)%
(107)
Относительное удлинение определяют экспериментально. Наряду с этим предлагаются расчетные методы определения 6.
Так, Г К Щербак рекомендует следующую формулу;
с г ЙН
05 = k----
oQ
(Ю8)
344
Проектирование технологического процесса пайки
где б5 — относительное удлинение, определяемое при отношении длины образца к диаметру, равном 5, %; 1г — коэффициент, зависящий от природы материала; ак — ударная вязкость; оп — предел прочности.
Выражение (108) справедливо для конструкционных сталей в области умеренных температур Установлено, что коэффициент k связан с ударной вязкостью стали выражением
k = /г#ан, (109)
где k0 — константа, характеризующая особенности той или иной марки стали. В частности, для стали 20
= 1200, для стали 40Х ё0 = 1500
В общем случае относительное удлинение связано со средней скоростью ползучести е, %/ч и временем до разрушения т следующим соотношением [23];
6 == ёт, (110)
В свою очередь, ё зависит от напряжения о и температуры Т4 и может быть выражена формулой
ё = асо71, (111)
где о0 и п — коэффициенты, зависящие от температуры и природы сплава.
При подстановке выражения (111) в формулу (110) получаем
б = о0топ. (112)
В диапазоне температур 500—800 °C показатель степени п для перлитных и аустенитных сталей изменяется от 4,6 до 15,5. В частности для стали Х16Н25М6 (ЭИ395) при 700 °C п — 9 и Оо — 10"14 Т7П°— , поэтому в этом
Ап • ч
случае выражение примет вид
б = Ю’^то9.
Отсюда следует, что напоимер. при о = 1.52 МПа ит — 600 ч б — 2.4 °о. что означает возможность хрупкого разрушения изделий При о — = 3,88 МПа и т = 1 ч б = 15,8 %, что свидетельствует о достаточной пластичности сплава и отсутствии опасности хрупкого разрушения
С повышением температуры показатель степени п заметно снижается,
что согласно (112) означает уменьшение пластичности и возможность хрупкого разрушения при сравнительно высоких скоростях ползучести, ИЛИ при малой продолжительности эксплуатации изделия.
Зная характер зависимости п и о0 от 74, можно произвести учет влияния последней, в соответствии с формулой (112), на относительное удлинение и дать количественную оценку, согласно выражениям (107) и (106), принятому конструктивно-технологическому решению для соблюдения условия пластичности.
Условие коррозионной стойкости и старения. С течением времени под действием агрессивных сред прочность паяных соединений изменяется [20]. Если эти изменения происходят с той же или меньшей интенсивностью, что и в материале конструкции, то можно считать их приемлемыми
Используя выражение (83), условие коррозионной стойкости можно записать в виде
Хрг. т, <•], (113)
где «риф — характеристики разупрочнения конструкционного материала и соответственно паяных соединений, W — фактор, характеризующий природу окружающей среды, т — время.
Для изделий, работающих при повышенных температурах в окислительной среде согласно формуле (113), должна быть проверена прежде всего сопротивляемость паяных швов газовой коррозии Изучение кинетики окисления металлов и сплавов показывает, что скорость их окисления во времени определяется линейной, параболической или логарифмической зависимостью и соответственно выражается следующими уравнениями [23 Г g=kif, (П4)
g~ = &2т; (115)
g = k3 1g (ат — 1), (116;
Элементы математической модели технологического процесса
345
где£ — количество вступившего в реакцию кислорода; т — продолжительность процесса окисления; k2, fe3 и а — константы
Константы kf характеризуют скорость процесса окисления и являются основными его параметрами. Для большинства процессов окисления металлов и сплавов эти константы определяют по уравнению Аррениуса
k = Ао exp [- Q/(/?F4)], (117)
где — постоянная; Q — энергия активации реакции окисления; R — газовая постоянная; Т4 — эксплуатационная температура.
Наилучшими защитными свойствами обладает окисная пленка на металлах и сплавах, процесс окисления которых происходит по логарифмическому закону (116). В этом случае на поверхности металла образуется только один окисел постоянного состава; окисная пленка плотная и непроницаемая. Диффузия атомов металла или кислорода через такую пленку затруднена. Пленка практически защищает металл от дальнейшего окисления [23].
По логарифмическому закону медь окисляется при температуре ниже 140 СС, железо — ниже 200 °C, цинк — ниже 225°, марганец — ниже 290 °C. Подобным образом окисляются многие жаростойкие стали и сплавы. Так, например, сталь 12Х25Н16Г7АР (ЭИ835) окисляется при Т:1 = 1273 К по уравнению
Ag = 2,3 1g т — 0,41, (118)
где Ag — привес материала за счет окисления, г м-; т — время, мин
Полагая, что преобладающей фазой в последнем случае будет двойной окисел типа шпинели FeCr2O4 с соотношением массовых частей металлов и кислорода 2 5.1, можно показать, что, апример, за т — 10 мин расчетная толшина элементов изделия из стали 12X251416Г7АР (ЭИ835) согласно формуле (118) уменьшается на 1,3 % Но если учесть, что с повышением емпературы Т4 до 1673 К скорость окисления возрастает в несколько раз, то необходимо либо ограничить срок службы такого изделия, либо увеличить толщину его элементов по сравнению с расчетной.
Рассматривая старение изделий как наиболее общий процесс изменения рабочих свойств материала и паяных швов на стадиях хранения, транспортирования и применения по назначению, включая все виды коррозии, целесообразно считать выражения (113)—(118) как частные случаи основного уравнения старения, которое обычно пишется в виде [19]
in Р = /п — k те-^/Е, (119)
или после логарифмирования и разрешения относительно т в форме
In т = In (In PQ — In P) — In k" 4- Q/e, (120) где P — мгновенная прочность; Po — начальная прочность; k" — функция природы и концентрации реагирующих веществ, а также константы k', зависящей от свойств материала, и константы k0, характеризующей размер дефекта; т—длительность старения; Q — энергия активации; е — энергия реакции.
Как это видно из анализа уравнения (119), при постоянстве внешней среды прочность изделий уменьшается со временем по экспоненциальному закону. Срок службы т изделия до достижения заданной прочности обратно пропорционален концентрации агрессивной среды. Как видно из формулы (120), логарифм долговечности изделия, отвечающей определенному значению прочности, прямо пропорционален энергии активации и обратно пропорционален энергии реакции.
Условие долговечности. Свойство изделия сохранять работоспособность (с возможными перерывами для технического обслуживания и ремонта) до разрешения или другого предельного состояния получило название долговечности [13] Предельное состояние может устанавливаться по изменениям параметров, условиям безопасности, экономическим показателям, необходимости первого капитального ремонта и т п Основными числовыми показателями долговечности изделий являются технический (назначенный) ресурс т0 и сроки службы до разру
346
Проектирование технологического процесса пайки
шения тр или другого предельного СОСТОЯНИЯ Тпр.
Долговечность паяных соединений достигается, если соблюдаются следующие соотношения:
^>^0’ тпр>тпр. (120
где т*, т*р — соответствующие характеристики долговечности, относящиеся к паяным соединениям.
Значения т0, тр и тпр определяются прежде всего технико-экономическими требованиями, сформулированными в задании на создаваемый объект. Однако их значения неоднократно уточняют при испытаниях в ходе отработки опытного образца. При этом руководствуются расчетными значениями указанных факторов долговечности, соблюдая связь с условиями выносливости, пластичности, коррозионной стойкости и старения.
Оценивая характеристики долговечности изделий по усталостным явлениям в материале конструкции и паяных соединениях, необходимо обеспечить следующие условия
Л'пр [сщ (Tt) > o0J (Т4)]; | пр [аа (Л1) > °© (^4)]’ J где Л'о и N* — числа циклов нагружения материала конструкции и паяного соединения изделия за период выработки ресурса; Л'пр и Л'*р — предельно допускаемые числа циклов нагружения материала конструкции и паяного соединения при амплитудах напряжений, превышающих соответствующие пределы выносливости и а!1( причем в общем случае ^пр^^'пр и
Для установления связи между Л'пр, °-1’ аа(^4) и соответственно N*
аа(^4) ПРИ умеренных температурах используют следующую зависимость [23]:
л- Q
Лир —-----X
X In
ехр
Qu — О_1
O_L — О_1Т
(123) где Q — коэффициент сопротивления металла пластической деформации, МПа-цикл; оа — то же, что и в формуле (92); и о_1Т — соответственно предел выносливости, циклический предел текучести материала конструкции (паяного соединения), МПа.
Значения Q, о,4 и о 1Т для некоторых листовых материалов приведены в табл. 5.
Расчеты по формуле (123) с использованием данных табл. 5 показывают, что, например, для стали 12Х18Н9Т при оя = 294 МПа Л’пр = — 1,375- К)4 циклов. Если в этом случае частота колебаний, определяющая выносливость материала, составляет 50 Гц, то изделие работает до разрушения в течение т0 = Тр = 4,6 мин.
При опенке фактора долговечности, исходя из условия пластичности, следует пользоваться выражением (112), решая его относительно т:
т0 = т = 6/(о0ап) (124)
Наконец, параметры т0, тр, xnp и соответственно т£, т*. т*р должны быть сопоставлены с фактором времени, учитываемым в формулах (113)— (116), (118)—(120). В последнем случае посте потенцирования имеем тПр = т=-^г ln-^-eQ/8. (125)
1 й г
Характеристики аыносливости
некоторых листовых материалов
Материал Q, МПа (Т-i, МПа N {база циклов) а_1Т» МПа Термическая обработка
12Х18Н9Т 6.13- 10е 250 10е — 107 180 Аустенизация
30 X ГС А 2.67-10» 460 ю- 363 Закалка — отпуск при 520 °C
АМго 4.08- 10» 80 10» 405 Отжиг при 315 °C
Элементы математической модели технологического процесса
347
Отказ изделия, согласно (125), произойдет тогда, когда мгновенная прочность снизится до значения приложенной нагрузки. В этом случае долговечность будет исчерпана и надежность станет равной нулю.
Условие надежности. Проблема надежности технических устройств является одной из центральных в современной науке и технике, однако теории надежности паяных соединений посвящено сравнительно немного работ [3, 11, 13—19, 23].
В качестве одного из основных числовых показателей надежности паяных соединений можно принять интенсивность отказов X* [11], показывающую, какая доля работающих в момент времени т паяных соединений выходит из строя в единицу времени. Тогда условие надежности можно записать в виде
а‘^а;^ау, (126)
где Ал — интенсивность отказов паяных узлов (сборочных единиц, агрегатов) изделия; А-у — интенсивность отказов прочих узлов изделия.
Если угля изделия принять Ау = = 5 (10 Зч-10“8) ч 1 (при доверительной вероятности а = 0,95), то выражение (126) получит вид
А* 5-10~8 ч“1 и А* 5-10“3 ч~
(127)
Наиболее достоверным методом определения X* является испытание паяных соединений на работоспособность в условиях эксплуатации в течение заданного времени TJ, т* или т*р> Однако практически это трудно осуществить, и поэтому прибегают к ускоренным испытаниям на форсированных режимах При этом руководствуются положениями ГОСТ 20699—*5*
Интенсивность отказов по результатам испытаний вычисляют по формуле
X* ——п—
АтЛ'ср ’ где п — число отказавших паяных узлов; Дт — интервал времени, для которого вычисляют X*, Л'* — сред
нее число исправных паяных узлов за время Дт.
Из выражения (128) следует, что необходимо обеспечить такие значения Дт и А'ср, чтобы получить п 1
Значение X* можно вычислить также на основе обработки статистических данных об отказах паяных узлов в эксплуатации. В частности, в работе [23] приводятся следующие значения интенсивности отказов паяных соединений X*: наибольшее _ — 5-10 9 ч 1, среднее_—_4-10 9 ч 1 и наименьшее — 2-10 10 ч *. Как видно из этих данных, технологический процесс пайки позволяет получить значения X*. удовлетворяющие условию (127).
Если принять X* = const, то прочие характеристики надежности можно определить по следующим формулам: f (т) = X* ехр (—А*т), (129)
где f (т) — частота отказов, или плотность распределения времени безотказной работы; т — время (в частности т* или т*);
Тер = 1/V, (130)
где тср — средний срок службы (математическое ожидание), ч;
Р (т) = ехр (—А*т), (131)
где Р (т) — вероятность безотказной работы.
В последнем случае, приняв для некоторого цельнопаяного узла, состоящего из большого числа паяных соединений, т£ = 2 ч и Р (т„) = 0,999, можно вычислить по формуле (131) допускаемое значение А* 2Ау — = —In 0,999 = Ю-3, откуда А* — = 5-10~4 ч"1, что не противоречит выражению (127)
Если же принять предельный срок службы паяных соединений в изделии т*р = 5 лет = 8.76- 103ч и Р (т’р) — — 0,999, то А* = 1.14 10—7 ч~х что также согласуется с условием (127)
Таким образом, выражения (127)— (131) могут быть использованы для совместного решения с выражениями (121) и (123) —(125).
В общем случае А* и А* зависят от времени и характеристики надежности имеют иной вид.
348
Проектирован не технологического процесса пайки
Логическая и операторная схемы алгоритма
Для моделирования на цифровых вычислительных машинах любого процесса, заданного с помощью математической модели, необходимо построить соответствующий моделирующий алгоритм, который обеспечил бы воспроизведение модели на машине.
Построение алгоритма является заключительным этапом анализа и исследования проектируемого процесса, когда решены все принципиальные вопросы создания математического аппарата для этой цели и требуется их упорядочить. Учитывая это обстоятельство, а также необходимость сохранять некоторую свободу в выборе типа вычислительной машины, предназначенной для реализации моделирующего алгоритма, обычно стараются сделать запись алгоритма независимой от характеристик машины.
Моделирующие алгоритмы, как н алгоритмы решения других сложных задач, представляют в виде логической и операторной схем, в которых указана последовательность операторов, каждый из которых изображает достаточно крупную группу элементарных операций.
Такая запись алгоритма, хотя и не содержит развернутых схем счета отдельных промежуточных значений, тем не менее позволяет свободно ориентироваться в общей идее построения моделирующего алгоритма и достаточно полно отражает его логическую структуру И логическая, и операторная формы представления алгоритма не учитывают особенностей системы команд той или иней вычислительной машины Учесть эти особенности, а также построить развернутые схемы счета для воспроизводства отдельных операторов алгоритма можно при программировании задачи
Следует заметить, что моделирующий алгоритм для любого процесса можно рассматривать как форму записи математической модели или ее элементов При этом алгоритм должен обладать следующими свойствами
точно у называть порядок выполнения операций и быть пригодным для реше; ия задач определенного класса,
обеспечивать получение результата через конечное (пусть даже очень большое) число шагов;
допускать правильное решение задачи даже лицами, не представляющими существа задачи.
Каждый алгоритм определяет цель решения задачи, необходимую исходную информацию, систему правил ее переработки и последовательность применения этих правил.
Среди операторов моделирующего алгоритма будем различать вычислительные операторы, обозначаемые буквой А(, операторы формирования неслучайных величин Fi, логические операторы Pi, операторы счета или записи Ki и оператор выдачи результатов Я, означающий окончание вычислений.
Рассмотрим пример алгоритма, предназначенного для исследования одного из элементов общей математической модели процесса пайки — температурного условия.
Полагая, что материал конструкции и его эксплуатационная температура заданы, введем следующие операторы’
Fi — формирование t4 — const по формулам (2)—(4);
Д2 — вычисление 7\ (Н) по формулам температурного условия;
F3 — формирование — const по техническому заданию,
Л4 — вычисление Г4 (/4) по формулам температурного условия;
А5 — вычисление К4 (7\; Т4) по формуле (58);
Fs — формирование 0 ар <: 0,8 по формулам (13)—(20),
А7 — вычисление (/х; ар) по формулам (17)—(21),
As — вычисление ti(t1 Кх) по формулам (9)—(12):
Fo — формирование 0.6 К2 0 9 по формулам (9)—(23);
Л10 — вычисление _ К3 (К2, /С4) по формулам (56)—(57);
— вычисление t3 (Т,, К3) по фор-муле (49);
— проверка логического усло-1 — /С,
вия t3 > t4-----—- (G -г
К*
— 273).
Логическая и операторная схемы алгоритма
349
/<13 — запись (запоминание) условия из Р12;
Ри — проверка логического усло-
* 1 - ^2
Пия:/, > +
4- 273);
Р15— Армирование 15 sg; A(2sgt 75 °C по формулам температурного условия;
F16 — формирование 0 А(ч
А 50 °C по формулам темпе-рат\ рного условия,
Р17 — проверка логического условия /3 'С Kyti — А(« — Д/3 = = D;
KyS — запись (запоминание) условия t3 ^7 D,
Р19 — проверка логического условия t3 < — А(? — А(3 =*
= D”;
Д20 — вычисление Д(5 (А(2; А(3) по формуле (26);
F2i — формирование (6 /3 по
формулам (24)—(26),
Агз — вычисление tb (А(=; Д(6) по формуле (24);
F23 — формирование Тс > Т3 = = (2 + 273 согласно температурному условию;
F2i — формирование Fmtn «5 F ^шах согласно температурному условию;
F25 — формирование а = const согласно температурному условию;
Д28 — вычисление аср (a; F) по формуле (28);
F27 — формирование <?л = const согласно температурному условию
Л28 — вычисление Т(Тс, F. а,аср, ^л) по формуле (28);
F29—формирование Vmin -7 V ^пзах согласно температур-ном\ УСЛОВИЮ
F30 — формирование с = const согласно температурному условию;
F31 — формирование р = const согласно температурному условию;
Л32 — вычисление Си (У, с, р) по формуле (27);
F33 — формирование е = const согласно температурному условию;
F3i — формирование о0 = const согласно температурному условию;
F35 — формирование Тнач — const согласно температурному условию;
Д33 — вычисление0иач (Г; Тнач) согласно температурному усло-ловию;
Ая- — вычисление # (Т) согласно температурном} условию;
Д38 — вычисление 02 ((2> Т) согласно тем пер атурному условию;
Д39 — вычисление N (а; Т; S; о,) согласно формуле (30);
AiG — вычисление Г (Онач! ^2: .V) согласно формуле (30);
Л41 — вычисление т (т*; F; а; Сп) согласно формуле (29);
Я42 — выдача результатов (окончание вычислений).
Тогда операторная схема рассматриваемого алгоритма будет иметь следующий вид
F?A^A^^A^F7^’6 X х д?!>74312’14^45,^щ 2,10 л 12 3, 9, 11 р + 13 12 v
Л11 г12}9 л
>>-423, 9, 11 р + 13 17, 19р19р17
х А 13 F1419 г1о' 16
8, II, 15, 16р + 18 д-42 8, И, 15, 16 г17|1эЛ18 А
v р + 18 15, 16д22
х ^(9г15 л20
11р22 20, 2^42 8^28^26^26 24, 25 у. 21 22 23 24 2о
л28р28 23. 26, 27 «36
А /126г27
г32г32г 32 29, 30 . 3! «4 р39р39 v
г29г 30г 31 л32г33г34 А
г-36 28 . 35 «40
X г35 7136
28 x40 8, 28 x40 25. 28. 33 34 л37 Л38 А
«40 36. 37. 38, 39 «41
А /439 л40
(132)
24, 25 32, 40 «42 13, 18 2-’ 41 гт
Л41 ' А42-
350
Проектирование технологического процесса панки
Рис 13 Часть логической структурной схемы алгоритма температурного условия процесса пайки
На рис. 13 приведена часть логической структурной схемы этого алгоритма, позволяющая получить наглядное представление о его работе
Аналогичным образом строят алгоритмы и вычисляют остальные элементы общей математической модели процесса лайки, используя в качестве исходной информации результаты расчета температурного условия и другие входные данные.
В результате исследования совокупности элементов общей математической модели процесса пайки накап
ливается информация, которая немед* ленно может быть использована конструкторской и технологической службами при создании новых типов изд лий и, в частности, для проектирова ния технологического процесса их изготовления.
Этапы ПТП с использованием математической модели
В ходе ПТП требуется выработать определенную последовательность действий или рациональную схему про
Кодирование технологической документации
351
ектирования, состоящую из отдельных этапов.
Получив техническое задание (ТЗ), технологическая служба (ТС) совместно с конструкторами выбирает конструкционный материал для разрабатываемого изделия. С этого момента эффективным мероприятием является включение в общий механизм технологического проектирования математической модели технологического процесса (ММТП) пайки, хотя оно не исключается и на более ранних стадиях.
После расчета температурного условия по схеме (132) можно приступить ко второму этапу ПТП: по полученным расчетным и справочным данным выбрать марку припоя. При отсутствии в справочниках необходимого припоя можно разработать новый припой или выбрать другой конструкционный материал, С этого этапа ПТ11 сопровождается экспериментальными лабораторными исследованиями,
При наличии подходящего припоя производят уточняющий расчет температурного условия, поскольку известны окончательные значения t3 = = const и = const, а также расчет всех остальных условий ММТП. По мере поступления информации из блока ММТП"выбирают метод пайки. Это третий этап ПТП. Затем переходят к следующему этапу ПТП, так как необходимо уточнить предопределенные расчетами способ и скорость нагрева, термический цикл пайки; выбрать способ нанесения (подачи) припоя и среду для пайки изделия (вакуум, активная газовая среда, флюс); оценить реализацию условия взаимодействия окисной пленки и металла с паяльной средой, условия смачиваемости и растекаемости припоя, конструктивной приемлемости изделия, теплового баланса, а также металлургического взаимодействия припоя с паяемым материалом. На этом этапе можно построить график термического цикла пайки, т. е. t— f (т), и выдать исходные данные для проектирования или выбора технологической оснастки и оборудования 11].
В случае затруднений при реализации условия смачиваемости и растекаемости, а также условия металлур
гического взаимодействия могут быть использованы металлопокрытия. С этой целью используют, например, медь, никель и серебро для алюминиевых сплавов и хром, ниобий и молибден для титановых сплавов. С учетом выбранного металлопокрытия оценивают выполнимость условия коррозионной стойкости и старения, а также пластичности, выносливости, прочности, долговечности и надежности изделия.
При соблюдении перечисленных условий появляется возможность для оценки технологичности изделий. Если критерии технологичности оказываются удовлетворенными, то полученная при ПТП информация поступает в блок технико-экономического обоснования проекта (ТЭОП) и далее в блок экспериментальных исследований для проведения ОКР и ОТР.
Если при данных обстоятельствах условие технологичности не может быть выполнено, то весь цикл работ по 11ТП должен быть повторен на базе какого-то другого метода изготовления изделия, например с помощью сварки, электроискровой обр-аботки, литья и т. п.
Очевидно, что для эффективного решения этой задачи необходимо разработать математические модели других известных методов изготовления изделий. Только в этом случае можно всесторонне и быстро сравнить различные варианты технологического процесса, а следовательно, и наиболее вероятно, что выбранный вариант будет оптимальным.
Кодирование технологической документации
Информацию, содержащуюся в общепринятых технологических документах, невозможно оперативно передать на дальние расстояния или ввести в управляющую и вычислительную технику Необходимые сведения о технологическом процессе пайки должны быть представлены в виде системы условных обозначений.
Ниже кратко изложена одна из систем условных обозначений для характеристики процесса пайки и применяемых паяльных материалов. В основу системы положены рекомендации
352
Проектирование технолени чес кого процесса пайки
(>. Кодовые оСезгачеиия типа припоев
Символ Припой Си м-гюл Припой
А Медь, техническая, Си > 99 % к Сплавы, содержащие магний
В Медно-нинковые сплавы с малы- L Сплавы, содержащие никель
ми добавками других элементов М Сплавы, содержащие палладий
или без них N Сплавы, содержащие золото и (или)
С Медно-фосфористые сплавы с се- платину
ребром иля без tie го, а также с малыми добавками других элементов или без них Р Сплавы титана, циркония, ванадия, ниобия, молибдена, тантала и вольфрама
D Прочие медные сплавы Q Сплавы бериллия
Е Серебро, Ag > 99 % R Олово, Sn > 99 %
F Серебряно-медцо-цинковые сплавы с кадмием или без него, а также с малыми добавками других эле- S Оловянно-свиццовые сплавы с малыми добавками других элементов или без них
ментов или без них Т Цинково-кадмиевые сплавы с ма-
G Серебряно-медные сплавы с малыми добавками других элементов лыми добавками других элементов или без них
или без них и Цинково-оловянные сплавы с ма-
Н Серебряно-марганцевые сплавы с малыми добавками других элемен- лыми добавками других элементов или без них
тов или без них V Сплавы, содержащие индий
J Алюминий с другими элементами W Сплавы, содержащие галлий
или без них Z Другие металлы и сплавы
7.
30
Кодовые обозначения
видов припоев и флюсов
Символ Вид припоя Сим» ВО 'I Вид флюса
А Пруток А На присадочном материале
В Проволока В В гранулах или мелкораздроблен
С Порошок или гранулы ный
D Г альваническое покрытие С Внутри присадки
л Химическое покрытие D Порошок или паста
F ^Металлкзационное покрытие Е Г азообразный
G Покрытие, нанесенное в вакууме F Защитная атмосфера
н Покрытие,- нанесенное путем про- G Вакуум
катки X Без флюса
J Ионное покрытие в тлеющем раз- Z Другие
ряде
Z Другие
Международного Института сварки (МИС), опубликованные в специальных документах МИС-63-60, МИС-64-60 и МИС-65-60 [ 19 ]
Рассматриваемая система обозначений подразделяется на три группы.
Первая группа состоит из двух обозначений Первое выражает соотношение абсолютных температур начала плавления припоя Т3 и паяемого материала 7\, причем для низкотемпературных припоев, согласно выражению (50), принят символ Н, а для высокотемпературных в соответствии с выражением (51) — символ В. Второе обозначение определяет тип припоя в зависимости от его химиче-
ской природы, т. е характера основы и легирующих элементов Для выражения типа припоев приняты заглавные буквы тати нс ко го алфавита от А до Z (табл 6).
Вторая группа также содержит два обозначения. Первое определяет вид припоя, второе — вид флюса, в зависимости от способа их поставки или применения для пайки (табл. 7).
Третья группа состоит из четырех обозначений Первый символ в виде условной цифры обозначает температуру начала плавления (ликвидус! припоя (табл. 8), а второй и третий символы в виде букв — химическую природу паяемых материалов (табл. 9)-
Кодирование технологической документации
353
8. Обозначение нрипоег по температуре начала плавления
Контролируемым параметр Символ
0 1 2 3 4 5 G 8 9
Температура начала плавления припоя. °C, не менее <500 500 600 700 800 900 1000 1100 1200 1400
9. Кодирование паяемого материала
Символ
Паяемый материал
Паяемый материал
А
В С D Е F G Н J К L
Низкоуглеродистая сталь, ОЗВД
Высокоуглеродистая сталь; Конструкционная сталь Коррозионно-стойкая сталь Медь и ее сплавы Никель и его сплавы Алюминий и его сплавы Магний и его сплавы Титан и его сплавы Бериллий и его сплавы Хром и его сплавы
сталь
чугун
При соединении изделий из однородных материалов ставятся две одинаковые буквы. Четвертый символ третьей группы, указываемый строчной латинской буквой, обозначает прочность паяных соединений встык, телескопических или внахлестку (табл. 10).
Характеристики этой группы определяются в соответствии с методами испытания, описанными в документе МИС-63-60 [19].
Если в обозначении характеристик процесса пайки и паяемых материалов 10. Кодирование показателей прочности паяных соединений
Символ
ов. МПа не менее
С им во л
£>в. МПа не менее
<24.
24,5
196
221
245
270
294
п о P а г
S t
II
W
У
318 343 368 392
417 442 490 о40 588
637 686 785 882
Q R S
I U V
W Z
Ванадий и его сплавы Ниобий и его сплавы Молибден и его сплавы Тантал и его сплавы Вольфрам и его сплавы Керамикометаллы Керамика Полупроводники Графит
Композиционные материалы Другие материалы
пропускается символ, то вместо него ставится тире
В качестве примеров можно привести два случая кодирования технологической информации.
Пример 1. В действующую технологическую документацию на объекте в пункте х требуется срочно ввести в качестве дополнения следующий раздел из новой инструкции, разработанной в пункте «...детали из алюминиевого сплава АЛ5 с температурой начала плавления Tt =-= 850 К, необходимо паять припоем 36А системы алюминий —медь — цинк — кремний (имеющим температуру начала плавления Т3 — "63 К) в виде прутка с использованием порошкообразного флюса. Требуемый предел прочности на срез телескопического соединения — не менее 128 МПа — обеспечивается».
Учитывая что = "63 850 ~ 0.898, т. е. 0.4 < К, < 1, кодированное обозначение этой информации будет BJ ADOGGf.
Пример 2. Для ввода я вычиститель-ную машину технологической информации с целью получения отзтов «Да» или «Нет» подготовлен вопрос. «Можно ли спаять в вакууме детали электровакуумного прибора из тантала П\ — 3272 К) и вольфрама < 7\ — 3683 К) без нарушении их нагартовапного состояния с помощью припоя (Т;> = 1143 К) системы золото — медь — никель (81 5—15 5—3 %) в виде гальванического многослойного покрытия на одной из деталей и обеспечить прочность соединения встык не менее 176 МПа?»
35 4
Проектиповапке технологического процесса пайки
Поскольку здесь Д', = 1 143 : 3272 = = 0.349, т. е. О < К, < 0.4, кодиворанная запись постапленного вопроса будет: HNDG4QRh.
Список литературы
1 Гржимальский Л. Л., Ильев-ский И. И. Технология и оборудование пайки. М.: Машиностроение, 1979 240 с.
2 Журавлев В. Н., Николаева О. И. Машиностроительные стали; Справочник М. Машиностроение, 1981. 391 с.
3. Инженерный справочник по космической технике/Под ред. А В. Солодова. М.г Воениздат, 1977. 342 с.
4. К вопросу создания АСУ проектированием технологии ремонта деталей авиационной техники гражданской ави-ацни/В. П. Фролов, В. П Сладьов. Ю. Н. Макин и др. — В кн.: Повышение эффективности систем и методов ремонта воздушных судов. Тезисы докладов всесоюзной научно-практической конференции. М.; Транспорт, 1982. 142 с.
5. Коль В. Технология материалов для электровакуумных приборов Пер. с англ /Под ред. Б. М. Царева. М. — Л.: Госэнергонздат, 1957. 448 с.
6 Кольчак В. В., Фролов В. П. Новый метод разработки сплавов-припоев путем моделирования на ЭЦВМ. — В кн.: Надежность и качество паяных изделий. Тезисы докладов Всесоюзной научно-технической конференции. Ч. 1/Под общей ред. 1 И. Е- Петрунина. М. НТО Машпром. 1982, с. 18—21.
7. Конструкционные материалы: Энциклопедия современной техники. В 3-х т. М_: Советская энциклопедия, 1963—1965.
8. Лашко Н. Ф., Лашко С. В. Пайка металлов- М.: Машиностроение, 1977. 328 с.
9. Лоцманов С. Н., Фролов В. П. Технологичность паяных конструкций. — Б кн Технологичность конструкций Библиотека конструктора. Справочное по-собие/Под ред. С. Л Ананьева и В. П Купревича. М.. Машиностроение, 1969. 418 с.
10. Манко Г. Г. Пайка и припои: Материалы, конструкции, технология н методы расчета Пер. с англ М. Машиностроение, 1968. 323 с.
11. Мартынов Г К. Надежность электрических соединений, выполненных
пайкой легкоплавкими припоями. Мл Изд-во стандартов, 1968. 52 с.
12. Петрунин К. Е., Лоцманов С. Н., Николаев Г. А. Пайка металлов. М.: Металлургия, 1973. 279 с.
13. Прониксв А. С. Надежность машин. М.: Машиностроение, 1978. 591 С.
14. Ремонт авиацмсьных двигателей/А. Д. Пономарев. Н. И. Конончук. Б. Е Авчинников, В. П. Фролов. М.: ВВИА им. Н. Е. Жуковского. 1955, С. 224.
15. Руководство по пайке металлов. Пер. с англ./Под ред. С. Н. Лоцманова. М.: Оборонгиз, 1960. 192 с.
16. Руководство по пайке металлов мягкими припоями. Пер. с англ./Под ред. В. Р. Верченко. М.. Оборонгиз. 1963. 186 с.
17. Смирнов Н. Н., Ицкович А. А, Обслуживание и ремонт авиационной техники по состоянию. М.: Транспорт, 1980. 229 с
18 Справочник по надежности. В 3-х т. Пер. с англ./Под ред. Б Р. Левина. М.: Мир, Т969.
19. Справочник по пайке/Под. ред. С. Н Лоцманова, И. Е. Петрунина, В П. Фролова. М. Машиностроение, 1975. 407 с.
20- Стеклов О. И., Лапшин Л, И. Коррозионно-механическая стойкость паяных соединений М.: Машиностроение, 1981. 101 с.
21. Форрест П. Усталость металлов. Пер. с англ./Под ред. С. В. Серенсена. М.: Машиностроение, 1968 352 с.
22. Фролов В. П. Математическое моделирование процессов пайки. — В кн.; Пайка в машиностроении. Материалы конференции Сборник 1. М.: МДНТП, 1967. 316 с.
23. Фролов В. П. Методы выбора оптимальных конструкционных материалов и технологии изготовления полиплавних панелей с ортогональной решеткой. Научно-методические материалы М. В ЕЙ А им. Н. Е Жуковского, 1974. 243 с.
24 Фролов В. П., Ильевский И. И., Гржимальский Л. Л. Пайка Итоги десятой пятилетки и основные задачи дальнейшего развития. — Сварочное производство, 1982, № 5, с. 12—13.
25. Хейвуд Р. Б. Проектирование с учетом усталости Пер. с англ./Под ред. И. Ф, Образцова. М.. Машиностроение, 1969. 674 с.
ГЛАВА 12
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т. п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия
Известны статистические методы планирования экстремальных операций, на основе которых выведены уравнения, позволяющие рассчитывать и выбирать оптимальные режимы пайки, обеспечивающие высокое качество соединений. Однако только контроль качества, охватывающий все стадии производства изделия гарантирует высокий уровень качества продукции.
Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений, дефекты паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы’ связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения Кроме пор к дефектам
сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом^ резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости Это явление характерно для случая затвер девания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
1. Дефекты паяных соединений, причины их возникновения и меры предупреждения
Вид дефекта Причины возникновения Меры предупреждения
Припой нс смачивает поверхность металла в зоне пайки Недостаточный нагрев изделия под пайку Повысить температуру пайки
Наличие окисной пленки или других за1рязиепий Проверить составы травителей и режимы обработки При пайке в активных газовых средах проверить наличие среды
Не обеспечено флюсование Использовать более активный флюс или газовую среду, увеличить количество применяемых флюсующих средств
Большая разность температур плавления припоя и флюса Подобрать припой и флюс в соответствии с требовав нем технологии пайки
Не обеспечена оптимальная шероховатость поверхности Обеспечить подготовку поверхности к обслуживанию (механически, химически или дру, им способом)
Припой не взаимодействует с паяемым металлом Заменить состав припоя; повысит! температуру пайки; нанести на паяемый материал технологичес к ос покрытие
Припой не затекает в зазор при наличии хорошего смачивания Увеличен или уменьшен зазор в сравнении с оптимальным Подобрать оптимальный зазор и обеспечит! его поддержание в процессе пайки
Не образуется галтели с обратной стороны шва Не выдержан оптимальный зазор, большая растворимость паяемого металла в припое Изменить размер зазора до оптимального; поднять температуру пайки, увеличить количество припоя
Не выдержан режим нагрева Обеспечить равномерный прогрев всего изделия до окти мальвой температуры
Плохое качество очистки паяемой поверхности Обеспечить более тщательную очистку поверхности перед пайкой, применять более активные флюсы или газовые среды
Отсутствие выхода для газов из замкнутых полостей в зоне шва Сделать технологические отверстия
—
Недостаточное ко (чество припоя вследствие уноса ei о при пайке связующим компонентом припоя Использовать в качестве связующего паяльных паст ноли-меры, переходящие при нагреве из твердого состояния в газообразное (типа сополимера формальдегида с диаксола-ном — СФД)
Пористоси низа Высокая температура нагрева нли слишком продолжительный нагрев Сократить время или снизить температуру пайки
Испарение компонентов припая и флюса Пайку вести в контролируемой среде при минимальных температуре и выдержке, применить способ нагрева, обеспечивающий сокращение времени нагрева
Влияние флюса или контролируемых сред Применить пайку в вакууме
Проникновение газов в зону пайки из диэлектриков при пайке печатных плат Проверить качество металлизации отверстий печатных плат (толщина покрытия должна быть ие менее 25 мкм). Перед пайкой нагревать печатные платы с целью их дегазации. Повысить продолжительность пайки для удаления газообразных компонентов через расплав припоя
Осадки is > поверхности и* штнпх 11 1 от Выпадение белого осадка связано с составом флюса, режимом пайки, качеством защитных покрытий Удалить осадки сухой щеткой или промывкой водой
Выпадение темного осадка вследствие неправильного выбора флюса пли неполною удаления остатков флюса Удалить остатки канифольного флюса сразу после пайки с помощью растворителей. Остатки кислотных флюсов удалять с применением нейтрализирующих их добавок
Трещины в паяном шве Быстрое охлаждение после пайки Уменьшить скорость охлаждения Использовать нагрев кон центрированным источником энергии
Значительная разность ТКЛР паяемых материалов и припоя Подобрать материалы с близкими ТКЛР
Пайка припоями с широким интервалом кристаллизации Применять композитные материалы
Образование хрупких фаз Пересмотреть выбор припоя или режим пайки
Контроль качества панки Дефекты паяных соединений
Продолжение табл J
Вид дефекта Причины возникновения Меры предупреждения
Трещин ы в зоне паяно! о соединения Интенсивная диффузия припоя в основной металл Снизить температуру пайки, сократить время нагрева
Значительная разность ТКЛР паяемых материалов Подобрать близкие по ТКЛР материалы. Применить конструктивные или технологические приемы для обеспечения пайки различающихся по ТКЛР материалов. Использовать концентрированные источники нагрева
Смещение и перекосы паяных соединений Плохое крепление изделий перед па йкоп Использовать оснастку н приспособления, обеспечивающие надежную фиксацию изделия в процессе пайки
Некачественное состоял по поверхности изделий после пайки Окислительная среда в камере пайки Обеспечить герметичность соединений трубопроводов, подающих защитную среду в камеру пайки
Создать избыточное давление в системе, подающей защитную среду в камере пайки
Проверить состояние внутренней поверхности камеры пайки
Наличие углерода на поверхности издали й Проверить полноту удаления смазочного материала на паяемых изделиях
Наплывы или натеки припоя Изделие недостаточно прогрето при пайке Повысить температуру пайки в печи, при конвейерной пайке уменьшить скорость движения конвейера
Наличие перемычек на печатных платах вследствие близкого расположения мест паек Использовать средства, изменяющие физические характеристики расплава припоя
В результате низкой температуры пайки, малой выдержки, несоответствия выбранною припоя, плохой смачиваемости поверхности припоем Повысить температуру расплава, увеличить время контакта печатной платы с припоем. Применить механические средства для удаления избытка припоя
Шероховатая иоиерхностг паяного шва Высокая температура или слишком продолжительный нагрев Снизить температуру или сократить время нагрева
Пет электрического контакта впаянного элемента Ложная пайка, отсутствие спая Перепаять место соединения
Высокое электр осой рот н плен не термоэлемента Панка произошла не по всей поверхности контакта Повторно облудить коммутирующие устройства и спаять их
Включения флюса в паяном шве Температура плавления припоя ниже температуры плавления флюса Температура плавления фЛЕОса должна быть ниже температуры плавления припоя
Заполнение паяльного зазора про* исходит с двух сторон Обеспечить одностороннее заполнение зазора припоем 1д -S-
Удельный вес флюса больше удельного веса припоя Подобрать соответствующий флюс S д CJ
Шлаковые включения в шве Некачественная подготовка поверхности соединяемых изделий перед пайкой Ж Обеспечить тщательную подготовку поверхности перед пай- т кой х
Излишняя продолжительность нагрева в процессе пайки -- _ о св Выдержать режим пайки § ср
Использование пламени с избыточным содержанием кислорода S Отрегулировать пламя горелки Х4
Локальная эрозия паяемою материала в зоне соединения Повышенная растворимость паяемого материала в расплаве припоя Использовать припой, не вызывающий эрозии, снизить количество вводимого припоя, уменьшить температуру и продолжительность пайки
Деформация и коробление паяного изделия Неравномерность нагрева и охлаждения изделия Обеспечить равномерный нагрев и охлаждение изделия
Применить нагрев концентрированным источником тепла
Использовать оснастку, фиксирующую положение изделия при сборке, пайке и охлаждении 1 «о
360
Контроль качества пайки
Причиной образования пор в паяных швах может быть эффект сфероидизации. В этом случае пористость в зоне шва возникает в результате нескомпенси рован ной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой — паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °C Горячими называются трещины, образующиеся при температуре выше 200 аС. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины Пол и ионизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений.
Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких ин-терметаллидов.
Трещины в паяемом металле мопт появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем Шлаковые включения мопт образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкн’ -тых полостей, равномерность зазор,), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева-условия бездефектности паяного соединения.
Наиболее часто встречающиеся дефекты паяных соединений, причины их возникновения и меры предотвращения приведены в табл. 1.
Методы контроля паяных изделий, браковочные признаки и нормы оп е-деляются назначением изделия и обусловлены техническими требованиями на их производство
Способы контроля качества паяных изделий
Для оценки качества паяных изделий применяется контроль без разрушения и с разрушением.
Применение разрушающих методов контроля паяного изделия оговаривается техническими условиями на изделие.
Технический осмотр изделия невооруженным глазом или с применением лупы в сочетании с измерениями позволяет проверить качество поверхности, заполнение зазоров припоем, полноту галтелей, наличие трещин и других наружных дефектов В соответствии с требованиями технических условий паяные изделия подвергают другим методам неразрушающего к< н-троля
Радиационный контроль. Область применения методов радиационн й дефектоскопии определяется
ГОСТ 20426—75 [5].
Радиографический контроль при е-няют для определения внутренних дефектов в ответственных паяных i з-делиях. трещин в шве или паяеа м металле, локального отсутствия п( поя. пор и инородных включен! Целесообразные области применен я радиографического метода неразр шающего контроля приведе: ы в табл 2—4.
Схемы просвечивания паяных со единений приведены на рис. 1
Для радиографического метода кс н-троля характерен разрыв во времени
Способы НОЧТрОЛЯ
361
Рис. 1. Схемы просвечивания паяных соединений
между просвечиванием объекта и анализом изображения по рентгеновской пленке, что является недостатком метода
Радиоскопический метод позволяет наблюдать изображение контролируемого участка одновременно с просве-
2. Область применения радиографического метода контроля при использовании рентгеновских аппаратов
Толщина просвечиваемого металла, мм Д ф V О “
о » S О ~ я а •
<0 0? ф &
S
ч с f-о 2
<v Е- < I 1 — С. ь «О
0,4 1 5 14 40
0,7 1 2 12 22 50
3 20 За 60
2 6 38 57 80
5 10 54 80 100
7 18 59 105 120
10 24 67 120 150
21 47 100 160 200
27 57 112 200 250
33 72 132 24 0 300
46 106 210 310 400
150 265 430 650 1000
чиваиием Целесообразная область применения радиоскопического метода приведена в табл 5. Применяют радио-скопические установки ПТУ-28, ПТУ-39, МТР-1, МТР-2, РИ-10Т и др.
4. Область применения радиографического метода контроля при использовании бетатронов
Толщина просвечиваемого металла, ><
ММ
О X пя ускорен] ронов, МэВ
X f-' f |
о Л о 3
< н с Q S
50—100 150— 310 90 — 190 30—60 6
70—180 220— 570 130- 350 40—110 9
100 — 220 330- 740 19 0 — 430 50-110 18
130 — 250 180— 920 250— 490 60—120 25
150 — 350 570— 1300 290— 680 60—150 30
150 — 450 610 — 1800 290 — 880 60—180 35
3. Область применения радиографического метода контроля при использовании гамма-дефектоскопов
Толщина просвечиваемого металла ММ Закрытые источники излучения
Железо Титан Алюминий Магний
1—20 2 — 40 3—70 10-200 >”Тт
5—80 10—120 40 — 350 “0 — 450 1«1Г
И— 120 20- 150 50—350 100 — 500 13 ’Cs
30—200 60 — 300 200 — 500 300-700 60 Со
362
Контроль качества панки
Область применения радиоскопииеского метода
Способы контроля
363
6, Область применения радиометрического метода
Толщина металла, MNi Источники излучения
Железо Титан Алюминий
1—150 1-200 50 — 500 2-300 2 — 400 90—980 6-500 5—1000 150—200 Рентгеновские установки с напряжением 400—1000 кВ Радиоизотопные источники из ’’“Tm, 1921г, 13 ’Cs, “Со Ускорители на энергию 6 — 35 МэВ
Радиометрический метод позволяет производить автоматическую обработку результатов контроля. Рациональная область применения радиометрического метода приведена в табл. 6
Ксерорадиографический метод. Для повышения производительности контроля и в целях экономии серебра создан метод получения изображения на фотополу проводниковых слоях из аморфного селена Способ получения изображений на поверхности, электрические свойства которой изменяются под действием рентгеновского и у-из-лучения, называется ксерорадиографией, или электрорадиографией. Технология просвечивания паяных соединений этим методом аналогична технологии радиографического контроля. Ксерорадиографический метод контроля имеет преимущество в отношении производительности и стоимости, однако ксерорадиографические пластины не могут изгибаться, поэтому этим методом возможен контроль швов только на плоской поверхности изде-ли й.
Радиационный контроль нашел применение в производстве печатного монтажа. Плата подключается к источнику питания и работает в предусмотренном для нее режиме. Регистрация дефектов осуществляется по изменению теплового поля, образующегося при прохождении электрического тока по соединениям Метод обладает высокой чувствительностью (примерно 1 °C) Еще более высокие результаты получают при сканировании поверхности по отдельным линиям. В этом случае установка позволяет получать информацию о тепловом поле в виде записи на бумагу последовательных амплитудных профилей по линиям
сканирования или наблюдать тепловые профили на экране электроннолучевой трубки. Качество соединений оценивают сравнением с эталоном. Для контроля качества печатного монтажа применяются электрические методы, с помощью которых наряду с выявлением дефектов определяются сопротивления перехода.
Акустический контроль. К акустическому относится контроль ультразвуком, основанный на способности ультразвуковых колебаний отражаться от поверхности внутренних неоднородностей материала. Этим методом выявляют трещины, поры, раковины, шлаковые включения, незаполнение шва припоем.
В МВТУ им. Н Э. Баумана разработан прибор для ультразвукового контроля косостыковых паяных соединений по двум схемам, зеркально-теневой — для контроля поверхности разделки и эхо-импульсный — для контроля углов разделки Контроль ведется наклонным искателем с углом призмы Р — 50е дефектоскопами УДМ-1М, УДМ-3, ДУК-66, портативным транзисторным ДУК-6611, специализированными ДУК-НИМ, ДУК-13ИМ и др.
Дефекты паяных соединений в двух-и трехслойных конструкциях выявляются акустико-топографическим методом Он эффективен для контроля дефектов, залегающих на глубине не более 3—5 мм Преимущество метода— высокая производительность, наглядность результатов, возмож! огть контроля большого ассортимента слоистых материалов.
Магнитный контроль. Контроль намагничиванием изделий из ферромагнитных материалов основан на рез-
364
Контроль качества пайки
ком изменении параметров хмагнит-ного поля в дефектных местах (трещины, непропаи, раковины, поры).
Магнитопорошковый метод связан с образованием в местах дефектов при намагничивании потоков рассеяния Частицы порошка, наносимые на изделие после намагничивания, оседают в местах дефектов. Магнитопорошковым методом выявляются дефекты с раскрытием 1—2,5 мкм, глубиной 25 мкм, длиной до 2,5 мм.
Магнитный порошок наносится сухим и мокрым способами В качестве магнитного порошка используют окалину железа (магнетит), измельченную до состояния пудры. При мокром методе порошок наносится в виде суспензии (вода, масло, керосин). Перед нанесение'^ суспензии контролируемое изделие должно быть обезжирено.
Контроль методом намагничивания осуществляется дефектоскопами: переносными (ПМД-70, 77ПМД-ЗМ), передвижным (МД50П), универсальными (У.ЧДЭ-10000, УЭМД-2500) и др.
После контроля паяные изделия размагничиваются в переменном магнитном поле Характеристики серийных магнитных дефектов и приборов размагничивания контролируемого изделия, а также концентрации магнитной суспензии приведены в табл. 7, 8.
Магнитографический метод обеспечивает запись на магнитную ленту магнитных полей рассеяния. Лента накладывается на контролируемую поверхность изделия. Информация о результатах контроля считывается с помощью магнитографического дефектоскопа возникающий на экране электрический сигнал пропорционален величине остаточного магнитного потока полей рассеяния дефектов, записанных на ленте
Намагничивание контролируемого изделия производится также возбуждением вихревых токов с помощью переметного электромат нитного поля Контре ч? осуществляется измерением воздействия поля вихревых токов на возбуждающий преобразователь. Разработано несколько методов электромагнитного контроля фазовый, амп-л иту дно-фазовыи. ам пл итудно- ч а стат
ный, многочастотный и их сочетания. Наибольшее применение нашли амплитудно-фазовый и амплитудно-частотный методы. Промышленностью серийно выпускаются электромагнитные дефектоскопы марок ДНМ-15, ДНМ-500, Д НМ-2000 и др. Характеристики серийных электромагнитных дефектоскопов приведены в табл. 9.
Капиллярные методы контроля основаны на проникновении в дефекты контролируемого изделия специальных индикаторных пенетрантов, имеющих цветовой тон или люминесцирующих при воздействии ультрафиолетового излучения. Этот метод применяется для обнаружения трещин, непропаев, пор и других дефектов. Последовательность операций контроля капиллярным методом нанесение пенетранта и удаление его (протиркой салфетками, промывкой водой, специальными составами и др.) после выдержки, необходимой для затенения дефектов; покрытие места контроля мелкодисперсным порошком или специальными красками, которые проявляют оставшийся в дефектных местах пенетрант. Образующийся след на месте дефекта можно наблюдать невооруженным глазом
Различают четыре основных метода капиллярной дефектоскопии люминесцентный, люминесцентно-цветной, люминесцентно-гидравлический и смачивание керосином.
Люминесцентный метод контроля отличается повышенной контрастностью пенетранта, в результате введения в него люминесцирующих в ультрафиолетовом свете веществ.
В качестве индикаторного пенетранта при люминесцентном методе контроля нашел применение керосин. Добавление в него минеральных масел хсиливает люминесценцию Фосфоресцирующим компонентом в керосине является норпол. дающий яркое желто-зеленое свечение В качестве индикаторных пенетрантов можно применять люминесцентные жидкости типа ЛЖ (ЛЖ-1, ЛЖ-2, ЛЖ-4, ЛЖ-5, ЛЖ-6А и др.) после нанесения на место контроля эти жидкости удаляются водой, при необходимости с добавкой эмульгаторов ОП-7 или ОП-Ю. Последующая сушка детали производится с помощью опилок.
Способы контроля
365
Характеристики серийных магнитных дефектоскопов
366
Контроль качества пайки
Характеристики приборов размагничивания деталей и контроля концентрации магнитной суспензии
S
S
А.
Л
ф
S.
СО сз U>
г—< о
СМ СТ>
ф X X
зс ю о
см СП
S сч т—’
X X
>о о со
СО СП
СЧ со
। со
X со со
в о, си
X н
£ о о X
X и о Ji'S
UJ o'*
S * « §00
ф а® * л
гй А ф X и 3 о
я 2 £ X СП Ч S х * о сиь
ф ф .
к О и S ч
X £« ф со >,
X и
ф со
к V л К Q Ч S 5 ।
й S ° сп ! Cllq
о 5 \о ГЗ Ф
CU Ин ЦИ 1
X
6
f S
X
ф с0
Q- х 5
X о а
X с t:
и v
с0
S ф О
X си
со <е н
к >
X I—<
к». X S Р
4а з1 ф с ф и О СО ~
— 5 X X
-3 Л с;
ч ч 2
О Н О с
П, Ф си
Н « н Ф
X _ ►-•
о = о
ьсс 5 ьс S
X
ч
я
ъи Z
X
о X
ф о X
X «о
СЗ
И О ч «У
X ф
ф S X X OQblft ° S «я 0.2
X о о ® 2 ф а 2
со
О
Л—
ф и-ее я О *С х
Способы контроля
367
Дефекты могут обнаруживаться также вследствие различного отражения дневного света от проявителя и пенетранта. В состав индикаторных пенетрантов в этом случае вводят жирорастворимый темно-красный анилиновый краситель «Судан IV». Режим контроля с использованием керосиноскипидарного раствора этого красителя следующий: время пропитки 8— 15 мин; время проявления 3—30 мин; очистка — протирка содовым раствором.
Большое распространение получил диффузионный метод проявления пенетранта (метод красок), при котором сразу после удаления его с поверхности изделия наносят белую проявляющую краску.
Л юминесцентно-цветной метод основан на использовании люминофоров — красителей, светящихся в оранжево-красной области спектра при воздействии ультрафиолетового излучения и избирательно отражающих дневной свет в красной области спектра. Люминесцентно-цветной контроль паяных соединений осуществляют с помощью комплекта АЭРО-12А, состоящего из флуоресцирующего красителя родзмина-С, растворителя — гидролизного или технического этилового спирта и эмульгатора ОП-7 Очистка ведется последовательно водой, очистителем на основе эмульгатора ОП-7 и этиловым спиртом, окончательная очистка — промывка водой. Проявителем служит лак на основе белой нитроэмали «Экстра», коллодия и ацетона. Люминесцентно-цветной метод позволяет выявлять дефекты паяных соединений как из ферромагнитных, так и неферромагнитных металлов.
Для выявления дефектов, не обнаруживаемых люминесцентным, цветным и люминесцентно-цветным методами, используют газосорбционный радиоизотопный метод контроля В качестве вещества, заполняющего поверхностные дефекты, в этом случае применяют не жидкие пенетранты, а газообразный p-радиоактивный газ. Излучение газа, сорбированного поверхностными дефектами можно зарегистрировать на рентгеновской пленке или люминесцирующими преобразователями излучения. Контроль дефектов
этим методом включает обезгаживание изделия в вакуумной камере, наполнение камеры Р-излучающим газом, удаление изделия из камеры, получение изображения на рентгеновской пленке или выявление дефектов с помощью люминесцирующих преобразователей.
Люминесцентный гидравлический метод контроля основан на использовании капиллярных свойств жидкостей, светящихся под действием ультрафиолетового излучения. При контроле используются люминесцентные жидкости: шубекол, ЛЖ-1, ЛЖ-2, ЛЖ-4, ЛЖ-5 и др.
Смачивание керосином. Одну сторону изделия обмазывают мелом, а противоположную сторону обильно смачивают керосином В местах негерметичности на поверхности меловой обмазки появляются бурые пятна.
При керосино-пневматическом методе со стороны смачивания керосином дополнительно подается избыточное давление воздуха 0,3—0,4 МПа.
Керосино-вакуумный метод основан на создании со стороны меловой обмазки разрежения с помощью переносных вакуумных камер. Приложение вибрации к контролируемому изделию повышает проникание керосина через неплотности. Этот метод отличается повышенной разрешающей способностью и производительностью.
Контроль течеисканием — контроль герметичности паяных изделий — осуществляют давлением жидкости или газа Течь в дефектных местах обнаруживается течеисканием
Чувствительность метода определяется наименьшим количеством пробного вещества (жидкости или газа), надежно регистрируемого при контроле. При масс-спектрометрическом методе контроля в качестве пробных веществ применяют гелий; при галогенном методе контроля — фреон и другие газы. При выборе метода контроля течеисканием необходимо исходить из того, что чувствительность метода должна в 2—3 раза превышать заданную степень герметичности. За чувствительно’сть метода контроля те-ченсканием принимается устойчиво регистрируемая наименьшая утечка контрольного вещества. Контрольным веществом называется смесь пробного
368
Контроль качества пайки
вещества с наполнителем (например, гелиево-азотная смесь при масс-спектрометрическом методе контроля).
Газоаналитический метод течеиска-ния основан на изменении электрического сопротивления нагретой проволоки в присутствии пробного газа в сравнении с такой же проволокой, нагретой в среде воздуха. На этом принципе разработаны катарометрические течеискатели, действие которых основано на изменении теплопроводности среды при проникновении пробного вещества через течь. Отечественной промышленностью выпускаются переносные катарометрические теченс-катели ТП 7101 и ТП 7101М.
Пузырьковый метод контроля основан на регистрации появления пузырьков пробного вещества в дефектных местах контролируемого изделия. Различают пневматический, пневмо-гидравлический и вакуумный пузырьковые методы. При пневматическом способе сторона контролируемого изделия, противоположная подаче давления воздуха, обмазывается пенообразующим веществом В качестве простейшего пенообразующего вещества служит раствор мыла в воде. Режимы контроля пузырьковым методом определяются техническими условиями на контролируемое изделие.
Пузырьковый метод контроля может производиться путем подачи газа в контролируемое изделие с последующим погружением его в жидкость Дефектные места определяются по появлению пузырьков газа.
Вакуумный пузырьковый метод применяют для контроля изделий при одностороннем к ним подходе В этом случае на поверхность дефектного места наносят пенообразующее вещество, после чего на него устанавливается переносная вакуумная камера со смотровым окошком, допускающим осмотр места контроля При создании необходимого разрежения имеющиеся неплотности обнаруживаются по появлению пузырьков.
Химический метод основан на химическом воздействии аммиака NH3 на фенолфталеин или азотнокислую ртуть, изменяющих свою окраску под действием аммиака. В качестве контрольного газа при этом методе применяют
1 %-ную смесь аммиака с воздухом или 3 %-ную смесь аммиака с азотом. Индикаторную ленту приготавливают непосредственно перед контролем, пропитывая фенолфталеином или азотнокислой ртутью фильтровальную бумагу или белую ткань. Избыточное давление газа в процессе контроля берется 0,1—0,15 МПа, При контроле химическим методом необходимо соблюдать правила техники безопасности и производственной санитарии, предусмотренные при работе с вредными химическими веществами.
Манометрический метод основан на регистрации изменения испытательного давления контрольного или пробного вещества, которым заполняется контролируемое изделие. Испытательное давление и время выдержки определяются техническими условиями на изделие.
Галогенный метод контроля сснован на изменении эмиссии ионов нагретой металлической поверхностью при попадании на нее пробного вещества, содержащего галогены. Метод отличается высокой чувствительностью и применяется для контроля герметичности ответственных паяных изделий. Технические характеристики отечественных теченскателей приведены в табл 10
Масс-спектрометрический метод контроля основан на принципе разделения по массам ионов газов, проходящих через неплотности контролируемого изделия с помощью масс-спектрометров. Этот метод отличается высокой чувствительностью и применяется для контроля герметичности ответственных изделий. В качестве пробного газа используют водород, гелий, аргон и другие газы (наибольшее применение нашел гелий). В качестве контрольных газов применяют чистый гелий, смеси его с воздухом или азотом при концентрации гелия 10—90 %. Для контроля герметичности нашлн распространение гелиевые течеискатели со встроенным в них масс-спектрометром Технические характеристики отечественных масс-спектрометрических теченскателей приведены в табл. 11.
При контроле герметичности тече-искателем необходимо обеспечить такое заполнение изделия контрольным газом, при котором обеспечивается рав-
Способы контроля
ЗС9
ларактеристики галогенных теченскателей
Назначение Для атмосферных испытаний Для атмосферных и вакуумных испытаний Для атмосферных испытаний
Габаритные размеры, масса Измерительный блок 315X 230X210 мм, масса 10 кг Масса выносного щупа 2 кг Регистрирующий блок 360X160X 200 мм, масса 10 кг. Масса вакуумного датчика 1,2 кг, атм сферного датчика с кабелем — 1.3 кг Измерительный блок 286X 136X276 мм, масса 8.5 кг Зарядное устройство 280 X X 136 X 186 мм. масса 4 кг Выносной щуп 175X135X 50 мм, масса 0,65 кг
Чувствительность К утечкам фреона 12 не менее 0,5 г/год (соответствует потоку 3.2 10“4 ммя>МПа/С) С двумя датчиками: вакуумным датчн ком к парциальному давлению фреона-12 или фреоиа-22 1.32' 10"“ Па (соответствует потоку 1,33-10'° мм3*МПа/с при скорости откачки 1 л/с); с атмосферным датчиком к утечкам фреона-12 или фреоиа-22 в атмосферу 0,2 г/год (соответствует потоку 1.33- 10'4 мм3 МПа/с) К утечкам фреона-12 или фреона-22 — нс менее 1.5 г/год (соответствует потоку 9.3-10 4 мм’-МПа/с)
1 ИИ ГН 1 ЗА Г ТИЧ Ы Т11-5
Течеискателг Г алогенный । Батарейный ' галогениь й
3 П/р И Е. Петрунин
поя »сти ,ние
370
Контроль качества пайки
номерная концентрация гелия во всем объеме изделия. Избыточное давление контрольного газа устанавливается в соответствии с техническими условиями. Проверку герметичности проводят путем перемещения щупа гелиевого течеискателя по контролируемой поверхности.
Радиационный метод контроля герметичности основан на фиксировании излучения, испускаемого радиоактивными жидкостями или газами, которыми заполняется контролируемое изделие. Применяются на практике и стандартизированы (ГОСТ 17924—81) радиационные методы контроля герметичности тепловыделяющих элементов ядерных реакторов.
Разрушающие методы. При разрушающих методах контроля паяных изделий испытанию до разрушения подвергают: непосредственно изделие, образцы, вырезанные из взятого от партии изделия, или образцы, вырезанные из «свидетеля», т. е. паявшегося по той же технологии изделия, пред
назначенного для проведения испытаний. Для выявления механических свойств паяных соединений проводят испытания паяных образцов при различных способах нагружения, растяжении, сжатии, изгибе, кручении и др. Вид и требования разрушающих методов контроля определяются техническими условиями на паяное изделие.
Список литературы
1. Бакутин В. Н., Заика Ж. А., Карпов В. И. Определение дефектов пайки радиационным методом. — Дефектоско пия, 1972, № 6, с. 75—80.
2 Бусловии С. Л., Гельфгат Ю. М„ Коцнныш И. А. Автоматизация пайки печатных плат. М.: Энергия, 1976. 216 с
3. Налимов В. В., Чернова Н. А Статистические методы планирования экстремальных экспериментов. М Наука. 1965. 340 с.
4. Петрунин И. Е. Эффект сфероидн зации как причина образования пор — Сварочное производство. № 4. 197!
с. 10—12
5 Румянцев С. В., Добромыслов В. А , Борисов О. И. Неразрушающие методы контроля сварных соединений. М Машиностроение, 1976. 335 с.
ГЛАВА 13
ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
Паяльное производство связано с использованием разнообразных, часто дефицитных материалов. Рациональное их потребление невозможно без применения технически и экономически обоснованных норм расхода. Норма расхода материала — это максимально допустимое его количество, необходимое для производства единицы продукции установленного качества с учетом планируемых организационно-технических условий производства Для оценки прогрессивности норм расхода материалов на производство конкретных изделий, уровня технологии и технологичности применяют коэффициент использования материала, являющийся отношением массы детали в целом для производства к соответствующей норме расхода материала на ее изготовление * Для оценки уровня прогрессивности изделия в сравнении с аналогичными отечественными или зарубежными образцами пользуются соответствующими нормами расхода материалов на единицу технического параметра данного изделия При расчете индивидуальных норм расхода материалов применяются как межотраслевые нормативы, так и отраслевые в зависимости от специфики производства и изделия. Межотраслевые и отраслевые нормативы содержат предельно допустимые нормы расхода Для конкретных условий крупносерийного и массового производства должны разрабатываться нормали предусматривающие белее низкие нормы потерь и отходов материалов.
* В заготовительных цехах коэффициент использования материала подсчитывается как отношение массы заготовки к нормам расхода на ее изготовление, в механических цехах — как отно-цг-Hire массы детали к массе заготовки.
При разработке норм расхода материалов руководствуются конструкторскими спецификациями на изделие, чертежами деталей и узлов, техническими условиями на изготовление и поставку изделия, картами технологических процессов и техническими инструкциями, ГОСТами, ОСТами, ТУ и условиями на поставку материалов, прейскурантами оптовых цен, ведомственными и заводскими номенклатурными справочниками и другими инструктивными материалами.
В паяльном производстве нормированию расхода материалов, применительно непосредственно к процессам пайки и лужения, подлежат припои, 1. Угар и безвозвратные потери припоя в зависимости от способа пайки (средние данные)
Способ пайки Угар и беэвоз-вратн ые потери, %
В восстановительной среде
в электропечах
В соляных ваннах 0.8—1,0
С нагревом ТВЧ 1,0—1,5
Электроконтактная пайка 1,0—1.5
Газопламенными горелками 3—4
Погружением в расплавлен- 4,0
ный припои
2. Значения коэффициента <р, учитывающего увеличение расхода припоя за счет наплывов металла, в зависимости от вида соединяемых деталей (средние данные)
Соединяемые пайкой поверхности Ф
Плоскость с плоскостью Соединение по двум и более 1,1 1.1 —1,2
плоскостям Соединение по сферической поверхности Соединение по двум и более сферическим поверхностям 1.3 1.4
3. Нормы расхода припоев на 1 см2 шва, г
Ширина шва. мм Слов явно-свин новые Медно-цинковые Медь Латунные
ПОС 4-6 НОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л 63 Л 68
0,005 0,0056 0,0053 0,0050 0,0048 0 0043 0,0039 0,0040 0,0042 0.0043 0,0046 0,0944 0,0045
0,010 0.0111 0,0106 0,0101 0,0097 0,0087 0,0078 0,0080 0,0085 0,0086 0,0092 0,0088 0,0089
0,015 0,-0167 0,0160 0,0151 0,0145 0,0133 0,0118 0,0120 0,0128 0,0129 0,0139 0,013-3 0.0134
0,020 0,0223 0,0213 0,0201 0,0193 0,0175 0,0158 0,0160 0,0170 0,0173 0.0185 0,0177 0,0179
0,025 0,0278 0,0260 0,0252 0,0242 0.0218 0,0197 0,0200 0.0214 0,0216 0,0237 0,0221 0 0224
0; 030 0,0334 0,0319 0,0302 0,0290 0.0266 9.0236 0,0240 0,0256 0,0259 0,0278 0. 0265 0,0268
0,035 0,0389 0,0372 0,0352 0,0339 0,0311 0,0276 0 0280 0,0299 0,0302 0,0324 0,0309 0,0313
0,040 0,0445 0,0426 0,0403 0,0387 0,0355 0,0315 0,0320 0,0342 0,0345 0,0371 0,0354 0,0358
0,045 0,0501 0,0479 0,0453 0, 0435 0.0400 0,0355 0,0361 0,0384 0,0389 0,0417 0,0398 0,04 02
0,050 0,0550 0,05.12 0,0503 0,0484 0,0444 0,0394 0.0401 0,0427 0,0432 0,0463 0. 0442 0.0447
0,0 5 0,0612 0.0585 0,0554 0,0532 0,0488 0,0433 0,0441 0,0469 0,0476 0,0509 0,0486 0,0492
0,060 0.0668 0,0638 0,0604 0,0580 0,0533 0,0473 0,0481 0,0512 0,0518 0,0556 0,053 0 0,0537
0,065 0,0723 0, 0692 0,0654 0,0629 0,0577 0.0513 0,0521 0,0555 0,0562 0,0602 0,0575 0,0581
0,070 0,0779 0. 074г> 0,0705 0.0677 0,0622 0,0552 0,0561 0,0598 0,0605 0,0649 0,0619 0,0626
0,075 0.0835 0.0798 0,0755 0,0725 0.0666 0,0591 0, 0601 0,0640 0,0648 0,0695 0,0663 0,067)
0,080 0 0890 0,0851 0,0805 0,0775 0,0711 0,0631 0,0642 0,0683 0,0692 0,0741 0,0707 0,0716
0,085 0,0946 0. 0904 0,0856 0,0822 0,0755 0,0670 0,0682 0.072С 0,0735 0,0788 0,0751 0,0760
0,090 0,1002 0. 0958 0,0906 0,0870 0,0799 0,0709 0,0722 0,0768 0,0778 0,0834 0,0796 0, 0805
0,095 0,1057 0,1011 0,0956 0,0929 0.0844 0,0749 0,0762 0,0811 0,0821 0,0880 0,0840 0,085 0
0,100 0,1113 0;1064 0.1007 0,0967 0,0888 0,0788 0,0802 0,0854 0,0864 0,0927 0,0884 0,0894
0,105 0,1168 0,11117 0,1057 0,1017 0,0933 0,0828 0,0841 0,0897 0,0907 0,0973 0,0928 0,0939
0,110 0,1224 0,1170 0,1107 0,1065 0,0977 0,0867 0,0882 0,0939 0,0951 0,1020 0,0072 0.0984
0,115 0,1280 0,1224 0,1158 0,1113 0,1021 0,0907 0,092" 0,0982 0,0994 0,1066 0,1017 0,1028
0,120 0,1335 0,1277 0.1208 0,1162 0,1060 0,0946 0,0962 0,1025 0,1037 0,1112 0,1061 0,1073
0,125 0,1391 0,1330 0,1258 0,1210 0,1110 0,0985 0,1002 0,1067 0,1080 0,1158 0,1105 0,1118
олзо 0.-1447 0,1383 0,1309 Oil 257 0,1 155 0,1025 0,1 042 0,1110 0,1124 0,1205 0,1149 0,-1163
0,135 0,-1502 0,1436 0,1359 0,1307 0,1199 0,1064 0,1083 0,1153 0,1167 0,1251 0,119.3 0,1207
0,140 0. (558 0.1489 0.1409 0,1355 0.1243 0,1104 0,1123 0. 1196 0.1210 0,1298 0. 1238 0 1252
0.145 0,1614 0. 1543 0,1450 0,1402 0,1288 0,1143 0,1163 0,1239 0,1254 0,1344 0,1282 0,1297
0,150 0,1669 0,1596 0.1510 0,1452 0.1332 0,1183 0,1203 0,1281 0,1296 0,1391 0.1326 0,1342
0,155 0,1725 0.1649 0,1560 0.1500 0.1377 0,1222 0,1243 0,1324 0,1340 0,1436 0,1370 0,1386
0.160 0,1780 0 1702 0,1611 0,1548 0, 1421 0,1262 0, 128.3 0,1366 0,1383 0,1483 0,1414 0.1431
0.165 0.1836 0.1756 0. 1661 0- 1596 0,1465 0,1301 0,1 323 0.1409 0,1426 0. 1529 0,1459 0,1476
0.170 0.1892 0 1809 0. 17] 1 0. 1642 0. 1510 0,1341 0,1364 0.1452 0,1470 0,1576 0,1503 0,1520
0.1 б 0,1947 И. 1 862 0,1762 0 1694 0,1554 0,1380 0,1404 0,1495 0,1513 0,1622 0,1547 0,1565
0.180 0.2003 0 I9J5 0. 1812 0.1741 0. 1599 0.1420 0.1 144 0,1537 0,1556 0,1669 0,1591 0,1610
0.185 0.2059 0. 1 963 0 1862 0,1789 0. 1643 0 1459 0,1484 0,1580 0.1599 0.1715 0,1635 0,1655
0.190 0.211 -1 0. 20 >1 0.191 0.1838 0.1688 0,1498 0,1524 0,1623 0.1643 0,1761 0,1680 0,1699
0.195 0.2170 0.2075 0.1963 0.1880 0.1732 0,1538 0, 1564 0,1666 0,1686 0,1807 0,1724 0,1744
0.200 0.2226 0,2128 0. 2013 0. 1934 0 1776 0 1577 0.1604 0,1708 0,1730 0.1854 0,1768 0,1789
0.205 0,2281 0 2181 0 2064 0.1983 0,1821 0,1616 0. 1644 0,1751 0,1772 0,1900 0,1812 0,1834
0.2|0 0,2337 0.2234 0.2114 0.2031 0.1865 0.1656 0,1684 0,1794 0,1816 0,1947 0,1856 0,1878
.215 0,2393 0.2287 0.2164 0.2080 0. 1910 0,1695 0,1724 0,1836 0,1858 0,1993 0,1901 ,01923
0.220 0,2448 0.234 1 0.2215 0, 21 2 0,1954 0,1734 0,1765 0,1879 0,1902 0.204 0 0,1945 0,1968
0,225 0,25 04 0.2394 0,2265 0,2176 0,1998 0,1774 0,1801 0.1922 0,1945 0.2085 0,1989 0,2012
0,230 0,2559 0.2447 0,2315 0,2225 0,2043 0,1813 0,1844 0,1964 0,1988 0,2132 0,2033 0,2057
0,235 0,2615 0,2500 0.2366 0,2273 0,2087 0.1853 0.1885 0,2007 0,2032 0,2178 0,2077 0,2102
0,240 0,2671 0,2553 0.2416 0,2321 0,2131 0.1892 0,1925 0. 2050 0,2075 0,2224 0,2122 0,2147
0,245 0,2726 0,2606 0.2466 0.2370 0,2175 0,1932 0,1965 0,2093 0,2118 0,2271 0,2166 0,2192
0,250 0,2762 0.2660 0,2517 0,24 18 0.2220 0,1971 0,2005 0.2135 0,2161 0,2317 0,2210 0,2236
0,255 0,2838 0,2713 0.2567 0,2466 0,2265 0,2010 0.2045 0,2178 0,2204 0,2364 0,2254 0,2281
0,260 0,2893 0,2766 0.2617 0,2515 0,2309 0,2050 0,2085 0,2221 0,2248 0,2410 0,2298 0,2325
0,265 0,2949 0.2819 0.2668 0.2563 0,2354 0,2089 0,2126 0,2264 0,2291 0,2456 0,2343 0,2370
0,270 0,3005 0,2873 0,2718 0.26Ц 0.2398 0,2129 0,2166 0,2306 0,2334 0,2503 0,2387 0,2415
0,275 0,3060 0,2926 0.2768 0.2660 0.2442 0.2168 0.2206 0.2349 0,2377 0,2549 0,2431 0,2460
0,280 0,3116 0,2979 0,2819 0.2708 0.2487 0,2208 0,2246 0,2392 0,2421 0,2596 0,2475 0,2504
0,285 0,317) 0.3032 0,2869 0,2757 0,2531 0,2247 0,2286 0,2434 0,2464 0,2642 0,2519 0,2549
0,290 0,3227 0.3085 0,2919 0,2805 0,2576 0,2287 0,2326 0,2477 0.2507 0,2689 0,2564 0,2594
0,295 0,3283 0.3139 0,2970 0,2853 0,2620 0,2326 0,2366 0,2519 0,2550 0,2734 0,2608 0,2638
1 0,300 0,3338 0,3192 0,3020 0,2902 0,2664 0,2365 0,2406 0,2562 0,2594 0,2781 0,2652 0,2683
Основы нормирования паяльных работ Основы нормирования паяльных работ
374
Основы нормирования паяльных работ
флюсы, восстановительные и защитные газовые среды.
При нормировании расхода припоев для пайки учитываются масса припоя в шве; масса припоя, идущая на образование галтелей и наплывов; масса припоя, расходуемая на угар, и другие безвозвратные потери.
Норму расхода припоя на одну деталь определяют по формуле, г, и _ к 100-ф а
//д— Уп.д-----—- (I)
где 5п.д — масса припоя, наносимого на одну деталь при сборке под пайку, г; а — угар и безвозвратные потери припоя при пайке, % (табл. 1).
В случае выплавки припоя помимо общей нормы расхода припоя определяют нормы расхода его компонентов;
Нр. к = НрРу.к. п > (2)
где /7р.к — норма расхода компонентов, кг; .Ру. к. л— удельный расход компонента на 1 кг припоя, кг; |3 — угар и безвозвратные потери данного компонента шихты, %.
Массу необходимого количества припоя на деталь Q рассчитывают по формуле
Q = ablyy, (3)
где а — сборочный зазор, мм; b — ширина шва. мм; I — протяженность шва, мм; у — плотность припоя, г/см3; ф — коэффициент, учитывающий увеличение расхода припоя на наплывы (без учета галтелей ф — 1,1 — ч-1,4 в зависимости от равномерности сборочных зазоров, способа пайки и вида соединяемых поверхностей) Средние значения коэффициента ф приведены в табл 2
Зазор под пайку выбирают в соответствии с конструктивными и технологическими требованиями, а также техническими условиями на изготовление детали (изделия).
Нормы расхода припоя приведены в табл. 3—5 [без учета расхода металла на наплывы, галтели, рассчитанного по формуле (3)] Потери металла (на угар, сплески и др.) учтены в размере 4 %, что соответствует пайке газопламенными горелками или
погружением в расплавленный припой. При применении более совершенных способов пайки данные соответствующих таблиц должны быть скорректированы с учетом поправочных коэффициентов (7Спр)- для пайки элек-троконтактной и ТВЧ /Спр = 0,4, в соляных ваннах — /Спр = 0,25; в восстановительной среде в электропечах угар не учитывается.
Норму расхода припоя при соединениях внахлестку /7Р рассчитывают по формуле
— #р. ш + ^р. г<
где /7Р. ш и /7Р. г — соответственно нормы расхода припоя на образование шва и на образование галтели, г;
Яр = FPy. □. с»
где F — площадь шва, определяемая по чертежу, см2; Ру.ц.с — удельный расход припоя, г/см2 (определяется по табл. 3).
Норма расхода припоя на образование галтелей
«р. г = "’у П. Г- W
где Г — протяженность шва, по периметру которого образуется галтель, см; Р' п г — удельный расход припоя на галтель, г/см (определяется по табл. 6).
Норма расхода припоя на пайку проводов внахлестку
^р “ п п’ (5)
где Iя — протяженность шва, определяемая по чертежу, см; Р' п п — удельный расход припоя на пайку проводов, г/см (определяется по табл. 4) Норма расхода припоя на пайку проводов встык определяется по табл. 5.
Для припайки проводников, кабельных наконечников, лепестков
<6>
где V, пп — число мест пайки данного типоразмера; Р' п — удельный расход припоя на одно место пайки, г (определяется опытным путем).
В табл 7 приведены удельные расходы материалов на пайку и облу-
Основы нормирования паяльных работ
375
Нормы расхода припоев на пайку 1 см шва проводов внахлестку,
5. Нормы расхода припоев на пайку проводов встык, г
Диаметр проводов. мм Оловянно-свинновые Медио-цинковые Медь Латунные
ПОС 4 6 НОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
0,5 0,0087 0,0083 0,0079 0,0075 0,0068 0,0060 0,0064 0,0068 0,0069 0,0071 0,0068 0,0069
0,6 0,0099 0,0095 0,0090 0,0086 0,0077 0,0070 0,0073 0,0078 0.0079 0,0081 0.0078 0,0079
0,7 0,0110 0,0106 0,0102 0,0096 0,0086 0,0081 0,0031 0,0086 0,0087 0,0093 0,0089 0,0090
0,8 0,0124 0,0120 0,0114 0,0108 0,0097 0,0092 0,0092 0,0098 0,0099 0,0104 0,0099 0,0101
0,9 0,0136 0,0132 0,0125 0.0119 0,0107 0,0102 0,0101 0,0108 0,0109 0,0114 0,0110 0,0110
1.0 0.0150 0,0145 0,0137 0,0130 0,0117 : 0,0112 0,0111 0,0118 0,0120 0,0124 0,0121 0,0120
1.1 0,0162 0,0157 0,0150 0,0142 0,0127 0,0121 0,0120 0,0128 0,0129 0,0133 0,0130 0,0123
1,2 0,0178 0,0173 0,0162 0,0155 0,0140 0,0134 0,0132 0,0141 0,0142 0,0146 0,0142 0,0139
1,3 0,0191 0.018G 0,0175 0,0166 0,0150 0,0144 0,0142 0,0151 0,0153 0,0156 0,0151 0,0150
1.4 0,0205 0,0199 0,0188 0,0179 0,0161 0,0155 0,0152 0,0162 0,0164 0,0167 0,0163 0,0160
1,5 0.0219 0,0213 0,0200 0,0191 0,0172 0,0166 0,0162 0,0173 0,0175 0,0179 0,0175 0,0173
1,6 0,0233 0,0227 0,0212 0,0203 0,0183 0,0177 0,0173 0,0184 0,0186 0.0191 0,0184 0,0182
1,7 0,0246 0,0240 0,0224 0,0215 0,0194 0,0187 , 0,0183 0,0195 0,0197 0,0203 0,0194 0,0192
1,8 0,0260 0,0253 0,0236 0,0226 0,0204 0,0197 0,0192 0,0204 0,0207 0,0205 0,0200 0,0201
1,9 0,0274 0,0267 0,0248 0,0238 0,0215 0,0208 0,0203 0,0216 0,0219 0,0216 0,0211 0,0213
2,0 0,0287 0,0280 0,0261 0,0250 0,0225 0,0218 0,0213 0,0227 0,0230 0,0226 0,0225 0,0225
2,1 0,0298 0,0291 0,0271 0,0260 0,0234 0,0227 0,0221 0,0235 0,0238 0,0237 0,0235 0,0234
2,2 0,0311 0,0303 0,0283 0,0271 0,0244 0,0237 0,0230 0,0245 0,024 8 0,0246 0,0244 0,0242
2.3 0,0325 Н. 0317 0,0294 0,0283 0,0255 0,0248 0,0241 0,0257 0,0260 0,0257 0,0253 0,0251
2,4 0,0338 0,0330 0,0305 0,0294 0,0265 0,0258 0,0250 0,0266 0,0269 0,0266 0,0264 0,0261
2.5 0,0349 11,034 1 0,0317 0,0304 0,0274 0,0267 0,0259 0,0276 0,0279 0,0275 0,0275 0,0274
2,6 0,0359 0.0351 0,0327 0,0313 0,0282 0,0275 0,0266 0.0283 0,0287 0.0285 0,0284 0,0282
2,7 0.0370 0,0361 0,0335 0,0322 0,0290 0,0283 0,0274 0,0292 0,0295 0,0297 0,0293 0,0292
2,8 0,0381 0,0372 0,0345 0,0331 0,0300 0,0292 0,0282 0,0300 0,0304 0,0305 0,0305 0,0303
2,9 0,0390 0,0381 0,0355 0,03 40 0,0306 0,0300 0,0289 0,0308 0,0312 0,0313 0,0313 0,0312
3,0 0,04 02 0,0393 0,0365 0,0350 0,0315 0,0309 0,0298 0,0317 0,0321 0,0324 0,0323 0,0323
6. Нормы расхода припоев на I пог. см галтели
Толщина стенки детали, па которой образуется мениск, мм Размер галтели (катет равнобедренного треугольника) мм Оловянно-свин новые Медпо-ци нковые Медь Латунные
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
<0,2 0,2 0,0022 0.0021 0,0020 0.0019 0,0017 0,0016 0,0016 0,0017 0,0017 0,0018 0,0018 0,0018
0,3 0,3 0,0050 0.0048 0,0045 0,0044 0,0040 0,0035 0,0032 0,0038 0,0039 0,0042 0,0040 0,0040
0,4 0.4 0,008*' 0,0085 0,0030 0,0077 0,0070 0,0063 0,0064 0,0068 о.бО'н; 0,0074 0,0071 0,0072
0,5 0,5 0,0139 0,0133 0, 0121 0.0115 0,0105 0,0098 0,0100 0,0106 0,0108 0,0116 0,0110 0,0112
0,6 0,6 0.0200 0,0191 0,0181 0,0174 0.01 57 0,0142 0,0144 0,0153 0,0155 0,0166 0,0159 0,0161
0,7 0,65 0.0235 0,0225 0.021 2 0.0203 0,0184 0,0166 0,0169 0,0180 0,0182 0,0195 0,0187 0,0189
0,8 0,7 0,0275 0,0261 0,0242 0,0232 0,0210 0,0193 0,0196 0,0209 0,0212 0,0227 0,0217 0,0219
0.9 0,75 0.0313 0.0299 0,0282 0,0271 0,0245 0,0221 0,0225 0,024 0 0,0243 0,0261 0,0249 0,0252
1,0 0,8 0,0356 0,034 0 0,0323 0,0310 0,0280 0,0252 0,0256 0,0273 0,0277 0,0296 0,0283 0,0286
1.1 0,9 0,0451 0,0431 0,04 08 0,0392 0,0354 0,0319 0,0325 0,0346 0,0350 0,0375 0,0358 0,0362
1.2 1,0 0,0557 0,0532 0,0503 0,0484 0,0437 0,0394 0,0401 0,0427 0,0432 0,0463 0,0442 0,0447
1,3 1,1 0.0674 0,0644 0,0609 0,0585 0,0530 0,0477 0,0485 0,0516 0,0523 0,0561 0,0535 0,0541
1,4 1.2 0.0802 0,0766 0,0725 0,0696 0,06.30 0,0567 0,0577 0,0615 0,0622 0,0667 0,0636 0,0644
1,5 и более 1,25 0,0869 0,0831 0,07 86 0,0755 0,0682 0,0615 0,0625 0,0666 0,0674 0,0723 0,0691 0,0699
Основы нормирования паяльных работ I Основы нормирования паяльных работ 377
378
Основы нормирования паяльных работ
живание кабеля и кабельных наконечников.
При лужении норму расхода припоя определяют по формуле
и 0' 100 /71
“р Чп. Л £QQ ' v)
где Q'n л — масса припоя, оставшегося на детали после лужения, г; а — угар и безвозвратные потери припоя при лужении, %.
При горячем лужении потери на угар металла в ванне (при возврате сплесксв) и механические потери составляют 4—10 % в зависимости от конфигурации деталей- для пластинчатых и цилиндрических без резьбы и отверстий эти потери составляют до 4 %; для рельефных и цилиндрических с резьбой — до 7 %; сложной конфигурации с глухими отверстиями и полостями — до 10 %.
Масса припоя
О' = FP' , (8)
^П. Л у. П’ ' >
где F — площадь, подвергаемая обработке, см2; Ру п — удельный расход припоя, г/см2.
В табл. 8 приведены показатели удельного расхода материалов при пайке и лужении горячим способом элементов электрорадиоаппаратуры Норму расхода припоя на лужение устанавливают расчетным методом в том случае, если площадь поверхности, подвергаемой обработке, может быть определена практически, в остальных случаях — определяется взвешиванием партии деталей до и после пайки (лужения) с учетом возможного увеличения массы деталей за счет остатков флюса
Полученные опытным путем нормы расхода припоев после повторных проверок и корректировки принимаются в качестве расчетных норм.
Расход флюсов зависит от состояния обрабатываемой поверхности, способа флюсования (смачивание флюсом, погружение в раствор флюса и т. д), способа пайки.
Норму расхода флюса определяют по формуле
“ ^111 П^У. *>
где /щ.п — протяженность шва, м; Ру и, — удельный расход флюса на 1 м
7. Нормы расхода материалов на пайку и облуживание кабеля и кабельных наконечников
Сечение жилы кабеля, мм2 Расход на одну пайку н одно облуживание Расход на напайку одного наконечника
прнпоя НОС 40, г беек и слот- флюса ЛТИ, г припоя ПОС 40, г бескислотного флюса флюса ЛТИ. г
ного флюса
канифоли, г спирта, мл канифоли, г спирта, | мл !
1,0 0.13 0.06 0.05 0.03 0,2 0.1 0.09 0.05
1.5 0.14 0.06 0.05 0.03 0.3 0,12 0,11 0.06
2.5 0.15 0.08 0.07 0.04 0,4 0,14 0.13 0.07
4 0.16 0,1 0,09 0.05 0,48 0.16 0.14 0.08
6 0.19 0.12 0.11 0.06 0.7 0.2 0.18 0.1
10 0,25 0.14 0. 13 0.07 2,9 0,3 0,27 0.15
16 0.33 0,16 0,14 0.08 3.6 0.46 0.41 0,23
25 0,55 0,18 0.16 0,09 5,2 0,66 0,6 0,33
35 1,0 0.2 0.18 0.1 6.0 0.8 0,72 0,4
50 1.5 0,22 0,20 0,11 6,5 0.82 0,74 0 41
70 2,3 0,24 0.22 0,12 8.0 1.04 0,92 0.5
95 3.25 0,3 0,27 0,15 9,4 1,2 1,08 0.6
120 4.25 0.36 0.32 0,18 11 1.34 1.2 0.67
150 5.4 0.4 0.36 0.2 16 1.42 1.28 0,71
185 6.8 0.5 0-45 0,25 18 1,6 1.44 0,8
240 8.8 0.66 0.6 0,33 2 1,7 1,53 0.85
300 11.0 1,0 0.9 0,5 30 1.8 1.62 с. 9
Основы нормирования паяльных работ
379
8 Нормы расхода материалов на облуживание элементов электрорадноаппаратуры
Элемент Длина, мм, не более Удельный расход на 100 элементов
припоя ПОС 40, г канифоли, г спирта, мл
Концы проводов 20 2,0 0,08 0,15
Лепестки латунные 15 4 0 0,16 0,30
Лепестки никелированные 15 6,0 0,24 0.45
шва с учетом потерь на унос, испарение, разбрызгивание и т. д.
Норма расхода флюсов при лужении
^Р="'уф. (>0>
где F — площадь обрабатываемой поверхности, м2; Ру ф — удельный расход флюса на единицу поверхности детали с учетом потерь, г/м2 (определяется обычно опытным путем)
Потери на унос, испарение, разбрызгивание, распыление не должны превышать 10 %.
Удельные нормы расхода флюсов при пайке в зависимости от типа соединения приведены в табл. 9.
Нормирование расхода припоев, содержащих драгоценные металлы, осу-
9. Йормы расхода флюсов на 1 м шва при пайке деталей в зависимости от типа соединений, г
Толщина элемента, мм Пайка низкотемпературными припоями Пайка высоко-температурн ыми припоями
Флюс кислотный Флюс ЛТИ Флюс бескислотный Флюс
Хлористый цинк Соляная кислота Нашатырь Канифоль Спирт Бура Борная кислота
Внахлестку
0,25 0.2 0.6 Г 0,8 0,3 0,6 1.8 0,9 0,8
0.32 0.3 0,7 1.0 0,4 0.7 2,1 1,1 0,9
0.40 0.4 1,1 1,4 0,5 1,0 3.0 1,5 1.2
0.50 0.5 1.3 1,8 0,6 1.2 3.6 2.0 1,6
0,63 0.6 1.8 2,3 0.8 1.6 4.8 2,5 2.1
0.70 0,7 2. 1 2.8 1,0 1.9 5,7 3,1 2.5
0.80 0,8 2,4 3,2 1.1 2.2 6.6 3,6 2,9
0.90 0.9 2.6 3.5 1.2 2.4 7,2 4,0 3.2
1.0 1.0 3.0 4,0 1.4 2.7 8.1 4,6 3,7
1,25 1,2 3,7 5,0 1.7 3,4 10.2 5,3 4.5
1.4 1.3 4.0 5,4 1,8 3.6 10,8 6,0 5.0
1.5 1,4 4,3 5.8 2.0 3.9 11.7 6,5 5.3
1.6 1.5 4.7 6.2 2.2 4.2 12.6 7,0 5.7
1.8 1,7 5.3 7,0 2.4 4.8 14.4 8.0 6.5
2 0 1.9 6.0 8.0 2.7 5 5 16.5 9,0 7.3
Встык
0.5 0.15 0.4 0,5 0,2 0,4 1.2 0,6 0.5
0.8 0.20 0.5 0,7 0.3 0,5 1.5 0,8 0.7
1,0 0.25 0.75 1.0 0.4 0.7 2.1 1.1 0.9
1.25 0.30 0.9 1.3 0.45 0.8 2.4 1,4 К 2
1.4 0.35 1.1 1,4 0.5 0,9 2.7 1,6 1.3
1.5 0.35 1.1 1.5 0.55 1.0 3.0 1.7 1.4
1.6 0,40 1.2 1,6 0.6 1.1 3.3 1.8 1.5
1.8 0.45 1.3 1,8 0.65 1,2 3.6 2,0 1,6
2.0 0,50 1.7 2.2 0.8 1,5 4.5 2,5 2.1
2.5 0,60 2.0 2.7 0,9 1.8 5.4 3,1 2,5
3.0 0.70 2.3 3.1 1,1 2. 1 6,3 3,6 2,9
3.5 0,90 2,7 3.6 1.2 2.4 7.2 4.0 3.2
4.0 1.1 3.3 4.5 1.5 3.0 9,0 4.6 3.7
10 Нормы расхода серебряных припоев на 1 cms шва, г
S
± * со О СМ ю ю О1 5 10 ю ю со О Г3 о. cf
аз ПСр ПСр ПСр ПСр ПСр ПСр ПСр 1 : пер ПСр о. О С ПСр ПСр ПСр и ПСр
0.00ft 0.006 0, 0(4 1), ('(14 0,004 0.004 0,004 0,004 0.005 0.005 0,005 0,005 0,005 0,005 0 0156 0,01 58
') 01 (’ 0. 01 0.009 П. 009 0,009 0,008 0,009 0,009 0,009 0,009 0,010 0,010 0,010 0.010 0'0313 0 0,31
0, 015 0.017 0 013 0,013 0,013 0.013 0,013 0,013 0,01 1 0.014 0,015 0,015 0,015 0,015 0 017 0^0474 S
0, 020 0.023 0, 01 8 0,017 0,017 0,017 0,018 0,017 0,019 0,020 0,020 0.020 0,020 0,020 0/1627 0^0632 о
0,025 0,029 0.022 0,022 0,022 0.021 0,022 0,021 0,023 0,024 0,024 0.025 0,025 0,025 0,0783 0,079
0.030 0.035 0.027 0. 027 0,026 0,025 0,027 0,026 0,028 0,028 0,029 о.озо 0,030 0,030 0,094 0,095
0.035 0,040 0,031 0. 030 0,030 0,030 0 031 0,030 0,032 0,033 0,034 0,035 0,035 0,035 0.110 0,111 а
0.04 0 0.046 0.036 0,03 1 0,035 D.034 0. 036 0,035 0,037 0,038 0,039 0,040 0,041 0,040 0 125 0,126
0.015 0.052 0,040 0.039 0,039 11,0-38 0.040 0,039 0,042 0,043 0,044 0,045 0,045 0.045 0'1 41 0 142 а
0.050 0.058 0,04 4 0,04'3 0,043 0. 04 2 0,044 0,042 0,046 0,047 0,049 0.050 0,060 0,050 0,157 0,158 S3
0,055 0.0G3 (|,049 0,04 7 0,04 8 0.047 0. 040 0.047 0,051 0,052 0,054 0,055 0,055 0,056 0,172 0, 1 74 о
0 060 0.069 0,053 0.052 0, 052 0,051 0,053 0,051 0,056 0,057 0,059 0,060 0,060 0,061 0,1 88 0,190 W
о.обб 0.075 0,058 0,056 0.056 0,065 0.058 0.056 0,060 0,062 0,064 0,065 0,065 0,066 0,204 0,205 X
0.070 0.081 0,06 2 0,060 0.061 0,059 0,062 0,060 0,065 0,066 0,069 0,070 0,070 0,071 0,219 0,221 -м
0,075 0,087 0.067 0.06 > 0.065 0,064 0,067 0,065 0,070 0,071 0,073 0,075 0,075 0,076 0,235 0,237
0,080 0.092 0,071 0.069 0 069 0.068 (1,071 0,069 0,074 0,076 0,078 0,080 0,080 0,081 0, 251 0,253 □
0,085 0,098 0,075 0.073 0.074 0,072 0,075 0,072 0,079 0,081 0,083 0,085 0,084 0,086 0,266 0,269 РЗ
0,090 0,104 0.080 0.078 0,078 0,076 0,080 0,077 0.084 0,085 0,088 0,090 0,090 0,091 0^282 0,284 й
0.096 0,1 |0 0,084 0.082 0,082 0,080 0,084 0,081 0,088 0,090 0,093 0.095 0,095 0,096 0,298 0,300 tr
0.100 () 1 15 0,089 0,086 0.087 0,085 0.089 0,086 0,093 0,095 0,098 0.100 0,100 0,101 0,310 0,316 ст
0,105 0.1 21 0. 093 0.091 0,089 0,091 0.093 0,090 0,097 0,100 0,103 0,105 0,105 0,107 0.329 0,332 X
0,110 0 1 27 0.098 (1 09 > 0.095 0 093 0,098 0,095 0,102 0,104 0,108 0.111 0.11 0 0,111 0,345 0,348
0,115 0,133 0. 102 0.099 0,100 0,097 0,102 0,098 0,107 0,109 0,113 0,115 0,115 0,1 16 0,360 0,363
0,1 20 0.138 0,106 0.103 0,104 0.102 0,106 0,102 0,1 1 1 0,1 14 0,118 0,1 20 0,1 19 0.121 0,376 0,379 о»
0,125 0.144 0.1 11 0 108 0,1 08 0. 106 0,1 11 0,107 0.1 1b 0,119 0,122 0,125 0,125 0,126 0,392 0,395
0,130 0,150 (к 11 5 0)12 0,1 13 0. 1 10 0,115 0,111 0,1 2] 0,123 0.127 0,1 30 0,129 0,131 0.407 0,411
0,135 0,156 0,120 0. 1 16 0,117 0, 1 14 0,120 0,116 0,125 0 1 28 0,132 0,135 0,135 0,136 0,4 23 0,427
0,140 0,161 0. 124 0, 121 0.121 0, ] 19 0,124 0,120 0,130 0,133 0.137 0.140 0.140 0, 141 0,439 0,443
0,145 0 167 0.129 0. 1 25 0,126 0,123 0 129 0,124 0,135 0,138 0,142 0,145 0,1 45 0, 146 0,464 0,458
0, 150 0,173 0,133 0.129 0.130 0,127 0,133 0,128 0,139 0,142 0,147 0,150 0,150 0,151 0,470 0,474
0,1 55 0.179 И. 138 0 1.34 0.134 0,131 0,1 38 0,1 33 0,144 0,147 0,152 0,1 55 0,155 0. 1 57 0,486 0,490
0,160 0. 1 84 0,142 0,138 0.139 0,1 35 0,142 0,137 0,149 0.152 0,157 0,160 0.160 0,162 0,50) 0,506
0,165 0,190 0,146 0.14 2 0 143 0,140 0,145 0,141 0,153 0,157 0,162 0,165 0,164 0,167 0.517 0.521
0.170 0 196 0,1 51 0 147 0 14; 0,144 0, 151 0,146 0,158 0,161 0,166 0,170 0,170 0,172 0,533 0,537
0,175 0. 203 0,1 55 0,151 0 152 0,14 8 0.155 0. 1 50 0,162 0,166 0,171 0,175 0,175 0,177 0,548 0,553
0,180 0 207 0,160 0. 155 0,1 56 0. 152 0,160 0,154 0,167 0,171 0,176 0,180 0,180 0,182 0,564 0,569
0.185 0 213 0,164 0. 159 0,160 0,157 0,164 0,158 0,172 0,175 0,181 0.185 0,185 0,187 0,580 0,585
0 190 0,219 0,169 0 164 II 165 0,161 0,169 0,163 0,176 0,180 0,186 0,190 0,190 0,192 0.595 0,600
0,195 0. 225 0,1 73 0.1 68 0.169 0.165 0,1 73 0,167 0,181 0. 185 0,191 0,195 0.1 95 0,197 0,61 1 0,616
0,200 0 231 0 177 0 172 0 173 0. 169 0 177 0,171 0,186 0,190 0,1 96 0,200 0,199 0, 202 0,627 0,632
0,205 0,236 0,1 82 0,177 0,178 0,174 0,182 0,176 0,190 0,194 0,201 0,205 0,205 0,207 0,642 0,648
0,210 0,242 0,186 0,181 0,182 0,178 0,186 0,179 0,195 0,199 0.206 0,210 0,209 0,212 0,658 0,661
0,215 0,248 0,191 0,185 0,186 0,182 0,191 0, 184 0,200 0,204 0,211 0,215 0,21 5 0,217 0,674 0,679
0,220 0,254 0,195 0 190 0,191 0,186 0,195 0,188 0,204 0,209 0,215 0,220 0,220 0,222 0,689 0,695
0,225 0,259 0,200 0,194 0,195 0,190 0,200 0,193 0,209 0,213 0,220 0,225 0,225 0,227 0,705 0,71 1
0,230 0,265 0,204 0,198 0, 199 0,195 0,204 0,197 0,213 0,218 0,225 0,230 0,230 0,232 0,721 0,727
0,235 0,271 0,209 0,203 0,204 0,199 0.209 0,202 0,218 0,223 0,2.30 0,235 0 23а 0,237 0,7.36 0,743
0,240 0,277 0,213 0 207 0 208 0.203 0.213 0,206 0,22.3 0,228 0,235 0,240 0,240 0,242 0,752 0,759
0,245 0,282 0,217 0,21 1 0,212 0,207 0,217 0,209 0,227 0,232 0,240 0,245 0,244 0,217 0,768 0,774
0,250 0,288 0,222 0,215 0,217 0,212 0,222 0,214 0,232 0,237 0,245 0,250 0,250 0,252 0,783 0,790
Нормы расхода серебряных
припоев на 1 см галтели.
Толщина элемента мм не более ПСр 3 ПСр ЗКд ПСр 10 ПСр 12М — ПСр 15 ПСр 25 1 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72
0,2 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 —
0,3 0.012 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,012 0,012 0,012
0,4 0,018 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,016 0,016 0,016 0,016 0,016
0,5 0,020 0,015 0,015 0,015 0,015 0,015 0,015 0,017 0,017 0,017 0,018 0,017 0,018
0,6 0,027 0,021 0,02) 0,021 0,019 0,021 0,019 0.022 0,022 0,023 0,023 0,023 0,02.3
0,7 0,029 0,023 0,022 0,022 0,022 0,023 0,022 0,024 0,024 0,025 0,025 0,025 0,025
0.8 0,033 0.026 0,025 0.025 0,024 0,026 0,024 0,027 0,027 0,028 0,029 0,029 0,029
0,9 0.037 0,029 0.028 0,028 0,027 0,029 0,027 0,030 0.0.30 0,029 0.03 3 0,033 0,0.33
1,0 0,042 0,032 0,032 0,032 0,030 0,032 0,030 0,0.33 0,034 0,034 0,036 0,036 0,036
1.1 0,047 0,036 0,035 0,035 0,034 0,036 0,035 0,038 0,038 0,040 0,04 1 0,041 0,041
1.2 0,058 0,044 0,043 0,043 0,042 0,044 0,042 0.046 0,047 0,049 0,050 0,050 0,051
1,3 0,070 0,054 0,052 0,053 0,051 0,054 0,052 0,056 0,057 0,059 0,061 0,061 0,061
1,4 0,083 0,064 0,062 0,062 0,061 0,064 0.062 0,067 0,068 0,071 0,072 0,072 0,073
1.5 и более 0,090 0.069 0,067 0,068 0,066 0.069 0,067 0,072 0,074 0,076 0,078 0,078 0,079
Примечание Для обратной галтели норма расхода припоя 0,3 от приведенной в данной таблице.
Основы нормирования паяльных работ
382
Основы нормирования паяльных работ
12. Нормы расхода серебряных припое» на 1 см наплывов,
н и е. При соединении проводов различных диаметров норму расхода определяют по большему диаметру провода.
Основы нормирования паяльных работ
383
ществляют по аналогичной методике. Норма расхода припоя на одно пая* ное соединение
р “ Ш "I" //в, (И)
где /7Ш, #г, йн — нормы расхода припоя соответственно на заполнение зазора, на формирование галтелей, на растекание и наплывы, г.
Нормы расхода серебряных припоев с учетом безвозвратных потерь приведены в табл. 10—13.
Список литературы
1. Инструкция по нормированию расхода материалов в основном производстве машиностроения (типовая). М.. Экономика, 1971. 423 с.
2. Инструкция по нормированию расхода драгоценных металлов. M.S Минстанкинпром? 1980. 68 с.
ГЛАВА 14
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
В комплекс мер безопасности труда при пайке входит обеспечение техники безопасности при подготовке деталей к пайке, при эксплуатации оборудования и производстве паяльных работ.
При подготовке деталей к пайке применяют механические способы зачистки и травление При выполнении этих работ должны соблюдаться правила техники безопасности и производственной санитарии,аналогичные при-
меняемым при производстве других видов работ, связанных с зачисткой и травлением в растворах кислот и щелочей.
При эксплуатации оборудования для пайки должны быть предусмотрены меры против поражения током, взрывов газовых смесей, выброса расплавленных солей и металлов, ожогов, действия излучения.
1. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны
Вещество пдк. мг/м” Класс опасности Агрегатное состояние Вещество пдк, мг/м3 Класс опасности Агрегатное состояние
Окисли азота (в пересчете на О2) 2 Мышьяковый водород 0,3 2 1
Аммиак Ацетон Бензин (растворитель) 20 200 300 4 П Натрий роданистый (технический) Никель и его окись, аакись. сульфид (в пересчете на Ni) Свинец и его неорганические соединения 50 0,5 4 2
Бериллий я его соединения (в пересче- 0.001 1 А 0,01 I А
те на Be) Серн ая кислота, серный ангидрид
Борная кислота 10 3 ПН-А 1 п
Борный ангидрид 5 Соляная кислота Сурьма, фториды, хлориды Фосфор желтый Фосфорный ангидрид Хлористый водород 5 0.3 0,03 1 5 1'1+А
Ванадий и его соединения 0,1 1 А
Германий четыреххлористый (в пересчете на Ge) 1 2 П П П- А
Дихлорэтан 10 П Хромовый ангидрид, хроматы, бихромы (в пересчете на Сг) 0.01
Окись кадмия 0,1 1 1
Марганец Медь 0,3 1 2 Окись цинка 6 3 А
Молибден, растворимые соединения в виде аэрозоля конденсации 2 А Шелочи едкие (растворы) 0, л
Техника безопасности
385
Дл» предупреждения поражения электрическим током при эксплуатации оборудования для пайки следует соблюдать следующие правила: корпуса источников питания, корпуса машин для контактной пайки должны быть заземлены;
в машинных и ламповых генераторах высокочастотных установок все металлические части и вторичный виток нагревательного контура должны быть заземлены;
все устройства для подключения и переключения электрических цепей должны быть защищены кожухами;
при индукционной пайке для защиты от действия ТВЧ необходимо устанавливать специальные экраны;
проводить какие бы то ни было работы в установках, находящихся под напряжением, категорически запрещается ;
номинальная сила тока плавких предохранителей не должна превышать указанной в электрической схеме.
Превышение предельно допустимых концентраций (ПДК) вредных газов, пыли и других аэрозолей в воздухе рабочей зоны производственных помещений не должно допускаться По степени воздействия на организм человека вредные вещества подразделяют на четыре класса 1 — вещества чрез
вычайно опасные; 2 — вещества высокоопасные; 3 — умеренно опасные и 4 — малоопасные. Агрегатные состояния веществ в условиях производства могут быть в виде паров или газов (П), аэрозолей (А) и смеси паров и аэрозолей (П + А)
Предельно допустимые концентрации ядовитых газов, паров и пыли в воздухе производственных помещений приведены в табл. 1. Санитарные нормы проектирования промышленных предприятий изложены в нормали СН 245—71.
При одновременном содержании в воздухе рабочей зоны нескольких вредных веществ расчет общеобменной вентиляции следует производить суммированием объемов воздуха, необходимых для разбавления каждого вещества в отдельности до его ПДК, с учетом загрязнения приточного воздуха
Из металлов, входящих в состав припоев, наиболее вредное воздействие на организм человека оказывают литий, калий, натрий, кадмий, бериллий, свинец, марганец и цинк.
Противопожарная безопасность определяется категорией пожарной опасности процесса (СНИиП П—М 2—72), группой возгораемости и пределом огнестойкости конструктивных элементов здания (СНиП А—5—72).
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегаты откачные вакуумные — Технические данные 154
Алгоритм — Логическая и операторная схемы 348—350
Алюминий — Свойства 263, 264
Анализ микроструктурный — Сущность метода 309
— микротвердости см. Микротвердости метод
— с помощью микрошлифов 309—311, 315-—Изготовление микрошлифов 309,
— рентгеноструктурный — Сущность метода 315 — Формулы для расчета 315,
316
Баллоны для хранения и транспортирования газов — Технические данные 185
Беррилий — Свойства 263
Вакуумметры — Назначение 155
— Описание конструкции 155
— Технические данные 155
Вентили вакуумные — Назначение 155
— Особенности конструкции 155
Вольфрам — Свойства 259
Газы — Физические свойства 147
— активированные 132—134 — Назначение 133—135 —Свойства 133—135 — восстановительные 131 — Назначение 132, 133 — Способ пайки 132 — Термодинамический анализ взаимодействия водорода и окиси углерода с окислами металлов 132 — Химический состав 133 — горючие — Свойства 183
Генераторы ацетиленовые — Технические данные 185 — Типы 184 185 — с ламповыми преобразователями см Установки для индукционной пайки с ламповыми преобразователями
Предметный указатель
387
Горелки — Технические данные 187—189
— безынжекторная микромощная ГС-1 — Назначение 189
— бензино-воздушная — Назначение 190 — Технические данные 191 — для пайки с жидким горючим — Принцип действия 190 — Технические данные 191 — инжекторные — Технические данные 188, 189 — Типы 188, 1S9 — многопламенные — Назначение 190 — Технические данные 190
ГОСТ 380—71* 233
859—78 59
1499—70 87
1521—76* 85
2860—65** 339
3647—80 310
3882—74* 246
4515—81 67
5632—72* 240
7219—77* 193
9356—75* 187
9651—73* 305
10157—79 39
17325—79 103
17349—79 43
18698—79* 187
19248—73 332
19250—73 104
19738—74 71, 74, 93, 96, 325
19807—74* 41
20426—75 360
20485—75* 43
20487—75 304
20699—75* 347
21354—75* 233
23178—78 106
Графит — Свойства 276, 281
Д
Дефекты паяных соединений — Классификация 355
— Меры предупреждения 356—359
— Причины образования 355—360
3
Затворы вакуумные — Назначение 153 — Технические данные 156 — предохранительные — Назначение 185, 186 — Применение 186 Зона диффузионная — Определение 7
И
Ингибиторы — Назначение 207
Индукторы 167, 168 — Технические данные 169 — Типы 168
3S8
Предметный указатель
— для одновременной пайки четырех изделий 169 — Конструкция 168
— с П-образным магнитопроводом — Конструкция 169
Исследования коррозионные паяных соединений 321, 322
К
Капиллярности законы 19
Клещи для пайки электросопротивлением 176
кодирование технологической документации 351—353
Контроль качества паяных соединений акустический (контроль с помощью ультразвука) 363
— акустико-топографический 363
— вакуумный пузырьковый 368
— визуальный (технический осмотр) 360
— газосорбционный радиоизотопный 367
— галогенный 368 — Технические характеристики галогенных течеискате-лей 369
— капиллярный 364
— керосино-вакуумный 367
— ксерорадиографический 363
— люминесцентно-цветовой 367
— люминесцентный гидравлический 367
— люминесцентный — Сущность метода 364, 367 — Пенетранты индикаторные 364
— магнитографический 364 — Технические данные приборов 366
— магнитопорошковый 363 — Технические данные приборов 365, 366
— манометрический 368
— масс-спектрометрический 36S
— пузырьковый 368
— радиационный герметичности 370 — Чувствительность метода 363
— радиографический 360 — Схемы просвечивания 361
— радиометрический 366
— радиоскопический 362 — Установки для контроля 361
— разрушающий 370
— смачиванием керосином 367
— теченсканием 367, 368
— химический 368
Коэффициент полезного действия термический 160
— температурный линейного расширения для металлов и сплавов электровакуумного производства 227
Краевой угол смачивания для различных припоев 37
Л
Лампы кварцевые иодные — Технические данные 178, 179
— манометрические см Преобразователь манометрический
— паяльные — Назначение 191
Лужение погружением в расплав припоя 221 —Схема 221
— полупроводников 274, 275
— с применением ультразвука 222
Предметный указатель
389
— трубок радиатора 222
— через слой флюса — Конструкция ванны 222
— шоопированием 222
— электроискровым нанесением металлов и сплавов 223
— электролитическое 223
М
Магний — Свойства 267
Машины однофазные точечные переменного тока для пайки электросопротивле-нием — Технические данные 176
Медь и ее сплавы — Свойства 249
Микро анализаторы 315
Микроскопы ионные — Исследование структуры паяных соединений 315
— электронные — Исследование структуры паяных соединений 311, 315 —
Типы 311
Микроструктура шва при пайке стали СтЗ в среде водорода различными припоями 26, 27
Микротвердомер ПМТ-З — Конструкция 317
Микротвердости метод — Приборы для исследования 316, 317, 320
— Применение 316—321
Микротвердость металлов 318, 319
— некоторых фаз и составляющих паяемого материала 320
Микрошлифы — Изготовление 309. 310
Милливольтметры — Назначение 196, 197
— Технические данные 196
— Типы 196, 197
Модель математическая технологического процесса лайки — Температурное условие 324—329
— Условие взаимодействия окисной пленки и металла с газовой средой (флюсом) 329—331
— Условие выносливости 339—344
— Условие долговечности 345—347
— Условие конструктивной приемлемости изделия 331 332
— Условие коррозионной стойкости и старения 344. 345
— Условие металлургического взаимодействия припоя с паяемым материалом 332—336
— Условие надежности 347
— Условие теплового баланса 332
— Условие технологичности 336—339
Молибден — Свойства 256, 257
Н
Нагреватели из дисилицида молибдена — Типоразмеры 146
Нанесение металлических покрытий на поверхность паяемого изделия — Виды и способы 221
390
Предметный указатель
— лужением см. Лужение
— вжиганием 223
— совместной прокаткой в тлеющем разряде в ионизированном состоянии паяемого металла и металла-покрытия 223
— термовакуумным способом 223, 224
Напряжения, допускаемые в паяных соединениях — Зависимость от различных факторов 301, 302 — Примеры расчета 302, 303
— внахлестку — формулы для расчета 302
— встык — Формулы для расчета 302
— при переменных нагрузках — Формулы для расчета 302
Насосы вакуумные — Технические данные 153, 154
— Типы 154
Никелирование химическое 207 — Составы и режимы работы ванн 216
Никель — Свойства 253
Ниобий — Свойства 258
Нормирование паяльных работ 371—383
О
Обезжиривание поверхности паяемого материала 201 — Составы и режимы работы ванн 202 — Способы 201
— в водных растворах щелочей 204, 205
— деталей из алюминия, магния и их сплавов — Режимы 202
— комбинированное 208 — Составы и режимы работы ванн для обработки сталей и чугуна 219 — Составы эмульсий 204 — Схемы установок 204
— методом погружения 204 — Схемы установок 203
— с применением ультразвука 205, 207 — Схемы ванн 205
— электрохимическое 205 — Составы электролитов и режимы их работы 206
Оправка с винтовым поджимом — Конструкция 230
— с водоохлаждаемыми радиаторами — Конструкция 231
— центрирующая 230
Очистка поверхности металлов под пайку — Контроль качества 216, 219
— механическая — Способы 200, 201
— окислением 219 — Способы предотвращения переокисления 220
— термическая—Способы удаления изоляции с электропроводов 201, 207 — Сущность метода 200
— химическая — Промывка деталей после обработки 208 —Способы 201—206
П
Пайка — Определение 5
— диффузионная — Регулирование основных параметров процесса 52. 58 — Применение 53 — Сущность процесса 51, 53
— капиллярная — Расчет кинетики движения межфазных границ — 43—45— Рекомендуемые размеры зазоров 44 — Сущность процесса 43 — Схема растворения металла в припое 44
— контактно-реактивная — Нестационарная кинетика контактного плавления 46. 47 — Регулирование контактного плавления 49, 50 — Стадии плавления 46, 47 — Сущность процесса 46
Предметный указатель
391
— некапиллярная — Применение 54 — Сущность процесса 54 — Способы пайки 55—57
— реактивно-флюсовая — Применение 51 — Сущность процесса 50, 51
Пайка волной расплавленного припоя — Тепловые процессы 170 — в печах — Газовые среды 131—135 — Зависимость времени нагрева паяемых изделий и производительности печи от различных типов загрузки 137— Определение максимальной производительности печи 137 — Преимущества 131 — Применяемое оборудование см. Электропечи — Тепловые процессы 136, 137 — Типы загрузок паяемых изделий 137
— газопламенная — Свойства горючих газов и паров 183 — Тепловые процессы 183, 184
— индукционная — Тепловые процессы 158—160
— на электронно-лучевых установках — Преимущества 180 — Тепловые процессы 180
— концентрированными источниками энергии — Тепловые процессы, 177, 178 — погружением в расплавленный припой — Тепловые процессы 169, 170 — погружением в расплавы солей — Составы солевых ванн 174
— с применением паяльников — Зависимость температуры жала паяльника от напряжения при заданной мощности 192 — Тепловые процессы 192, 193 — электросопротивлением — Тепловые процессы 175, 176
Пайка алюминия и его сплавов — Особенности 264 — Подготовка поверхности 264 — Припои 264—267 — Способы 264—267 — Флюсы 264—266
— беррилия — Припои 263 — Способы 263
— бронз — Припои 252, 253 — Способы 252, 253
— вольфрама — Особенности 259 — Припои 259, 260 — Способы 259, 260
— латуней — Особенности 252 — Припой 252 — Способы 252
— магниевых сплавов — Газовые среды 269, 270 — Особенности 267, 270 — Припои 268—270 —Способы 268—270 — Флюсы 268, 269
— меди и ее сплавов — Припои 250, 251 —Способы 249—252
— молибдена 256 — Особенности 257 — Припои 257, 258 — Способы 257, 258 — никеля и его сплавов 253 — Припои 254, 255 — Способы 254, 255 — ниобия и его сплавов — Припои 258
— спеченных твердых сплавов — Подготовка деталей к пайке 246— Припои 248 — Способы 246—248 — флюсы 247
— тантала 261 — Припои 262 — Способы 262, 263
— титана и его сплавов — Особенности 255, 256 — Припои 256 — Способы 255, 256
— циркония —Припои 260, 261 —Способы 260, 261
Пайка графита с графитом 276, 281 — Преимущества 276 — Припои 283 — Прочность паяных соединений 283 — Режимы 283 — Способы 283
— с медью — Применение 280 — Припои 281 — Режимы 281 — флюсы 280 — с металлами — Свойства паяных соединений 278 — Требования 276 — Трудности 276
— силицированного со сталями — Подготовка паяемых поверхностей 281 — Применение 280, 281 — Припои 281 282 — Режимы 282
— со сталями — Зависимость глубины пропитки графита и прочности соединения от давления сжатия 277 — Покрытия 278 — Припои 279 — Режимы 277, 279 — Способы 277, 278
— с тугоплавкими металлами — Припои 280 — Режимы 278, 280 — Способы 278 — Требования 278
Пайка металла со стеклом — Выбор металла 284 — Особенности 283 — Применение 283 — Свойства материалов, применяемых для спаев 284, 285 — Сочетания материалов 285
392
Предметный указатель
— с кварцевым стеклом — Способы 285, 286
— с сапфиром 288
— с ситаллами — Припои 287 — Режимы 287 — Способы 287
— с ферритом — Применение 287 — Припои 288 — Свойства паяных соединений 288
Пайка полупроводников — Особенности 272 — Подготовка паяемой поверхности 272, 274 — Припои 272, 273 — Способы 272 — Флюсы 273
— германия и кремния — Припои 273 — Режимы 273
— на основе хальконидов сурьмы и висмута — Припои 273, 274 — Флюсы 274
— ПВДХ-1 и ПВЭХ-1—Припои 275 — Режимы 275
Пайка сталей и сплавов жаропрочных — Защитные атмосферы 240 — Прочность соединений жаропрочных сплавов, паянных серебряными припоями 242 — Припои 240—244 — Способы 242, 244 — Флюсы 240, 241, 243
— инструментальных — Особенности 244, 245 — Способы 245
— коррозионно-стойких — Особенности 236—239 — Припои 236—239
— Способы 238—240 — Флюсы 236—239
— углеродистых и низколегированных — Механические свойства соединений в зависимости от термической обработки и от размера зазора 235, 236 — Припои 233—236
Пайка чугуна — Особенности 248 — Способы 248, 249
— Термическая обработка 249
— Флюсы 248, 249
Пасты паяльные — Назначение 129 — Составы 129
— легкоплавкие — Характеристика 102 — Химический состав 102
— на основе железомарганцевого припоя — Состав 236
Пасты травильные — Составы 216
Паяльники — Назначение 193 — Типы 193 — Формы заточки жала паяльных стержней 193
— импульсные с блоком питания — Технические данные 194
— с косвенным нагревом — Назначение 194
— ультразвуковые — Назначение 194 — Технические данные 195
— электрические — Технические данные 194
Переокисление металлов см. Очистка поверхности металлов под пайку
Перетравливание металлов см Травление химическое
Печи-ванны для пайки погружением в расплавы солей — Описание конструкций 171, 173 — Технические данные 171 —174 — Типы 171
— рециркуляционные аэродинамического подогрева — Особенности 172
— с косвенным нагревом — Преимущества 173
— циркуляционные аэродинамического подогрева 174
Пирометры излучения — Типы 197
Подготовка поверхности изделий к панке — Виды покрытий и способы их нанесения 221—224
— Классификация способов 200 —
— Контроль качества 216 219
— Обеспечение сохранности поверхности 208 216
— Очистка см Очистка поверхности металлов под пайку
Покрытия металлические — Виды 221
Предметный указатель
393
— Контроль качества 224
— Назначение 221
— Предотвращение растекания припоя 224, 225
— Способы нанесения 221—223
Полирование алмазное — Назначение 310
— Составы паст на алмазной основе 311
Потенциалы электродные металлов 321
Потенциометры автоматические электронные — Типы 195, 196
Преобразователь манометрический 155
Пресс специализированный для пайки электросопротивлением — Технические данные 176
Припои — Глубина затекания в зазор при различном расположении шва 22, 23 — Классификация 58 — Механизм растекания 19, 20 — Нормы расхода 372, 373, 375—377, 380—382 — Типы взаимодействия с паяемым металлом 321, 322 — алюминиевые — Диаграмма состояния сплавов системы алюминий—кремний 84 — Применение 84 — Свойства 84, 85
— висмутовые — Диаграмма состояния сплавов систем висмут—кадмий, висмут—олово 98 — Применение 98 — Свойства 98 — Химический состав 97
— таллиевые — Диаграммы состояния сплавов систем галлий—олово, галлий-индий, галлий—цинк, галлий—свинец 99, 100 — Свойства 98, 99 — Химический состав 100
— железо-марганцевые — Диаграмма состояния сплавов системы железо—марганец 84
— золотые — Диаграмма состояния сплавов систем золото—серебро, золото— медь, золото—никель 79 — Применение 74, 77, 79 — Свойства 74, 76—79 — Химический состав 76—79
— индиевые — Диаграмма состояния сплавов системы индий—кадмий 93 — Применение 93 — Свойства 93, 94 — Химический состав 94
— кадмиевые — Диаграммы состояния сплавов систем кадмий—цинк, кадмий-серебро 94 — Применение 94 — Свойства 97, 98 — Химический состав 96
— композиционные — Применение 102
— магниевые — Применение 86 — Прочность паяных встык соединений 86 — медно-никелевые — Диаграмма состояния сплавов системы медь—никель 64 — Механические свойства соединений, паянных внахлестку 66 — Применение 64 — Свойства 65 — Химический состав 64, 65
— медные — Свойства 59 — Химический состав 59
— медно-фосфорные — Применение 64, 70 — Прочность паяных соединений 68, 69 — Свойства 67—69 — Химический состав 67—59
— медно-цинковые — Диаграмма состояния сплавов системы медь—цинк 59— Марки 60—63 — Применение 61 — Свойства 60—63 — Химический состав 60—63 — на основе железа (железные) — Диаграмма состояния сплавов системы железо—марганец 84 — Применение 82, 83 — Свойства 82, 83 — Химический состав 83
— на основе марганца (марганцевые) — Диаграмма состояния сплавов систем марганец—никель, железо—марганец 83. 84 — Применение 83 — Свойства 83, 84 — Химический состав 83, 84
— никелевые — Диаграмма состояния сплавов системы никель—хром 79 — Применение 79—82 — Свойства 79—82 — Химический состав 80—82
— оловянно-свинцовые — Диаграммы состояния сплавов систем олово—свинец, олово—цинк 87 — Применение 86 87, 89 — Прочность паяных соединений 90 — Свойства 86, 87, 89—91
— оловянные с цинком, серебром, сурьмой, медью, кадмием — Марки 91 — Химический состав 91
394
Предметный указатель
— палладиевые — Диаграмма состояния сплавов системы серебро—палладий 74 — Применение 73, 74 — Свойства 73, 74 , 76 — Химический состав 74—76 — пастообразные—Связующие компоненты 101, 102—Требования 101 — Химический состав 102
— платиновые — Применение 79 — Свойства 79 — Химический состав 78
— порошкообразные — Приготовление 101 — Применение 101
— самофлюсующие 26, 27
— свинцовые — Диаграмма состояния сплавов систем свинец—олово, свинец— кадмий, свинец—серебро 92 — Применение 92, 93 — Свойства 92, 93 — Химический состав 92, 93
— серебряные — Диаграмма состояния сплавов системы медь—серебро 70 — Применение 70, 74 — Свойства 70—74 —Химический состав 71—76
— титановые — Образование припоев в процессе пайки 99, 100 — Применение 99—101 —Свойства 99 — Химический состав 100, 101
— цинковые — Применение 94 — Свойства 94 — Химический состав 95, 96
Припои-пасты на основе галлия для пайки магниевых сплавов — Состав и температура плавления 270
Приспособления для пайки — Материалы для изготовления 227 — Конструкции
228—232 — Правила конструирования 226 — Требования 226
— в виде штыря — Конструкция 228
— в соляных ваннах — Конструкция 229
— для тонкостенных деталей — Конструкция 231
— для точного центрирования диаметров паяемых деталей — Конструкция 230
— для пластин методом заливки — Конструкция 232
— скрепляющее с клиновым зажимом — Конструкция 230
Приспособление для поднятия припоя в зависимости от зазора 24
Проектирование технологического процесса пайки — Этапы проектирования с использованием математической модели 350, 351
Прочность паяных соединений 289 — Влияние давления 307, зазора и частоты вибрации в процессе пайки 305, 306 расплава припоя 304, 305, скорости охлаждения после пайки 308, способа нагрева 307, термической обработки 30S, 309, флюсов 306
— внахлестку — Влияние зазора и толщины шва 293, 294 — Зависимость от химического состава припоя 294
— встык — Зависимость от зазора и от площади шва 292, 294, 296, от механических свойств паяемого материала 293, от термической обработки 293 — при испытании на срез 295, 297
— при переменных нагрузках — Влияние галтелей 301 — Влияние дефектов 299, 300 — Выносливость паяных соединений внахлестку 300 — Долговечность паяных соединений при пульсирующих нагрузках 299 — Образцы для испытания 299
— при статических нагрузках 297 — Влияние дефектов 29S — Зависимость от времени выдержки 298
Р
Рампы 187
Растворимость кислорода в металлах 26
— металлов в титане — Составы интерметаллидов, образующихся при их вз-аи-модействии
Рафинирование 229
Предметный указатель
395
Редукторы для пайки с применением газов—заменителей ацетилена — Технические данные 187 — Типы 186, 187
— кислородные и ацетиленовые — Технические данные 186
С
Самофлюсование — Влияние паяемого металла 25—28
— Механизм процесса 25—28
— Назначение 24
Сапфир — Свойства 288
Сборка изделия под пайку 225, 226 — Примеры сборки 225
— Приспособления 228—232
Ситалл — Свойства 286, 287
Смачивание прииоев — Коэффициент смачивания 19
— Краевой угол смачивания 19
— Оценка возможности смачивания по изменению изобарного потенциала 25
Смолы эпоксидные — Условия отверждения 309
Соединения паяные — Виды 303
— Влияние состава припоя и газовой среды в камере пайки 38—41
— Влияние различных факторов на прочность см. Прочность паяных соединений
— Допускаемые напряжения см Напряжения, допускаемые в паяных соединениях
— Изменение содержания паяемого металла в шве в зависимости от зазора 32—35
— Классификация факторов, влияющих на структуру и свойства 304
— Концентрация напряжений 290—292
— Меры, снижающие коррозионное разрушение 323
— Строение 7
— Схема диффузионных потоков по границам зерен в зону спаев 31
— - Пластические свойства 301
— Требования 58
— Условия получения 7
— Формулы для расчета атомарной диффузии 32, 33
— Формулы для расчета равновесной формы галтелей 35—38
— Формулы для расчета прочности 289
Спай — Влияние паяемого металла, припоя и количества жидкой фазы в шве 28—31 —Строение 7, 8
— бездиффузионный — Природа образования 7, 8
— диспергированный — Природа образования 16—17 — Формулы для расчета 18
— контактно-реакционный — Природа образования 13 — Формулы для расчета 14—16
— растворно-диффузионный — Природа образования 10—11 —Формулы для расчета 11—13
Средства откачки 153—155
Стекло — Подготовка к пайке 219
Структура паяного соединения — Выявление структурных составляющих путем травления 312—314
396
Предметный указатель
Т
Тантал — Свойства 261
Теплообменники — Составы припоев и режимы пайки и лужения 274, 275
Термометры сопротивления — Конструкции 195
— Технические данные 195
Термопары — Назначение 197
— Технические данные 198
— Типы 197—199
Терморегуляторы 276
Течеискатели — Виды 157
— галогенные — Технические данные 369
Техника безопасности при выполнении паяльных работ 384, 385
Титан и его сплавы — Свойства 255
Травление комбинированное (с обезжириванием) 208 — Составы и режимы работы ванн для обработки стали и чугуна 219
— с применением ультразвука 208
— химическое 207 — Предотвращение перетравливания 207 — Приспособления 208 — Режимы для удаления с поверхности сталей незначительного слоя окислов 210 — Составы и режимы работы ванн для обработки сталей, чугуна и цветных металлов 209—219 — Технологический процесс 211, 212, 215, 216
— электрохимическое 207 — Составы электролитов и режимы их работы 212, 213
У
Установки для газопламенной пайки 183—192 — Технические данные 185—192
— для пайки погружением в расплав припоя 170—174 — Особенности конструкций для пайки титана и других активных металлов 172
— для пайки электросопротивлением — Технические данные 176, 177
Установки для индукционной пайки — Выбор параметров 165—167
— бурового инструмента — Технические данные 165
— токами высокой частоты — Технические данные 164
— карусельного типа — Технические данные 163 165
— муфельные — Технические данные 165
— с ламповыми преобразователями 162 — Технические данные 161 162
— с машинными преобразователями 162 — Технические данные ВбЗ
— специальные — Технические данные 162—165
Установки для пайки концентрированными источниками энергии лазерные 181 —
Технические данные 182
— световым лучом 183
— с инфракрасным излучением — Технические данные 178—181
Установки электронно-лучевые для пайки узлов из керамики и тугоплавких
мег алл ов с местным нагревом 180
Предметный указатель
397
— медицинского оборудования с нагревом сканирующим потоком электронов 1S0
— стальных теплообменников трубчатого типа — Технические данные 181
— трубчатых конструкций из высокоактивных металлов — Технические данные 181
Установка для измерения микро-термо ЭДС — Электрическая схема 320
Установка для зонального безокислительного нагрева неповоротных стыков стальных и титановых трубопроводов под высокотемпературную пайку — Технические данные 180
Установки для очистки аргона — Технические данные 147
— для очистки водорода от кислорода — Технические данные 148, 149
— для получения эндотермических сред — Технические данные 149, 150
— для приготовления контролируемой среды и аммиака — Конструкция 148—
Технические данные 148
Устройства для пайки с жидким горючим 191
— механизированные для газопламенной пайки 191 — Схемы транспортирования изделий в зону пайки 192
— паяльные ванно-валковые для производства консервной тары — Технические данные 171
Ф
Феррит — Свойства 287
Флюсопитатель — Технические данные 190
Флюсы — Выбор компонентов 103, 104 — Классификация 104 — Нормы расхода 379 — Определение 103 — Природа 103 — Способы приготовления и нанесения 130, 131 —Требования 103
— бесканифольные — Свойства 118, 125, 127 — Составы 125—127
— газообразные — Способ получения 149
— галогенидные — Свойства 115—118 — Составы 115—118
— гидразиновые, анилиновые и другие органические — Свойства 118, 121 — 124 — Составы 121 —124
— канифольные, канифольно-галогенидные и канифольсодержащие — Свойства 119—121 —Составы 119—121 —Способ нанесения 131
Флюсы для высокотемпературной пайки алюминиевых сплавов — Особенности пайки 105, ИО — Составы 111 —113
— магниевых сплавов — Особенности пайки 110, 115 — Составы 114
— титана и его сплавов — Особенности пайки 115 — Свойства 115 — Составы 115 — черных и цветных металлов и сплавов — Особенности пайки 104, 105 — Составы 104—110 — Способы приготовления и нанесения 130
Флюсы для низкотемпературной пайки алюминия, магния и сплавов на их основе— Свойства 118, 127 — Составы 127. 128 — Способы приготовления и нанесения 130
— черных и цветных металлов и сплавов — Свойства 115—127 — Составы 119— 127 — Способы приготовления 130, 131
X
Хромирование термодиффузионное 220
398
Предметный указатель
Ц
Цирконий — Свойства 260
Ш
Шланги — Назначение 187
— Типы 187
Шов паяный — Определение 7
Э
Электропечи вакуумные — Виды 149 — Материалы нагревательных элементов 154
— камерные — Технические данные 153
— колпаковые — Технические данные 151
— шахтные — Конструкции 151, 153—Технические данные 152
— элеваторные—Конструкции 149—151 — Технические данные 152
Электропечи с контролируемыми средами 137 — Установки для получения контролируемых сред 147—149
— водородные конвейерные сопротивления 139, 140
— двухколпаковые с программным управлением 141, 142 — Технические данные 141
— индукционные муфельные 158
— камерные—Конструкции 143—146 —Технические данные 143—146
— колпаковые 140—142 — Технические данные 141, 142
— конвейерные сопротивления для пайки изделий в восстановительной среде 138 — Конструкция 138. 139 — Технические данные 139
— специализированные высокопроизводительные — Технические данные 157, 158 — с шагающим подом с водородной и азотно-водородной средой — Конструкция 138—Технические данные 138
— толкательные водородные сопротивления .140 — Технические данные 141
— шахтные— Технические данные 142
— элеваторные сопротивления — Конструкции 111 —143—Технические данные 143
Поправка. На рисунках справочника, где приведены значения давления (в паскалях), в обозначениях осей множитель 10 следует читать с отрицательной степенью. Например, на рис. [ гл. 9 (с. 289) обозначение оси ординат Пр • 10 Па следует читать как <тр * 10-1 Па; на рис. 3 гл. 8 (с. 278) обозначение осн ординат ов 105 Па — как ов • 10~5 Па.
366
Контроль качества пайки
Характеристики приборов размагничивания деталей и контроля концентрации магнитной суспензии
S
S
А.
Л
ф
S.
СО сз U>
г—< о
СМ СТ>
ф X X
зс ю о
см СП
S сч т—’
X X
>о о со
СО СП
СЧ со
। со
X со со
в о, си
X н
£ о о X
X и о Ji'S
UJ o'*
S * « §00
ф а® * л
гй А ф X и 3 о
я 2 £ X СП Ч S х * о сиь
ф ф .
к О и S ч
X £« ф со >,
X и
ф со
к V л К Q Ч S 5 ।
й S ° сп ! Cllq
о 5 \о ГЗ Ф
CU Ин ЦИ 1
X
6
f S
X
ф с0
Q- х 5
X о а
X с t:
и v
с0
S ф О
X си
со <е н
к >
X I—<
к». X S Р
4а з1 ф с ф и О СО ~
— 5 X X
-3 Л с;
ч ч 2
О Н О с
П, Ф си
Н « н Ф
X _ ►-•
о = о
ьсс 5 ьс S
X
ч
я
ъи Z
X
о X
ф о X
X «о
СЗ
И О ч «У
X ф
ф S X X OQblft ° S «я 0.2
X о о ® 2 ф а 2
со
О
Л—
ф и-ее я О *С х
Способы контроля
367
Дефекты могут обнаруживаться также вследствие различного отражения дневного света от проявителя и пенетранта. В состав индикаторных пенетрантов в этом случае вводят жирорастворимый темно-красный анилиновый краситель «Судан IV». Режим контроля с использованием керосиноскипидарного раствора этого красителя следующий: время пропитки 8— 15 мин; время проявления 3—30 мин; очистка — протирка содовым раствором.
Большое распространение получил диффузионный метод проявления пенетранта (метод красок), при котором сразу после удаления его с поверхности изделия наносят белую проявляющую краску.
Л юминесцентно-цветной метод основан на использовании люминофоров — красителей, светящихся в оранжево-красной области спектра при воздействии ультрафиолетового излучения и избирательно отражающих дневной свет в красной области спектра. Люминесцентно-цветной контроль паяных соединений осуществляют с помощью комплекта АЭРО-12А, состоящего из флуоресцирующего красителя родзмина-С, растворителя — гидролизного или технического этилового спирта и эмульгатора ОП-7 Очистка ведется последовательно водой, очистителем на основе эмульгатора ОП-7 и этиловым спиртом, окончательная очистка — промывка водой. Проявителем служит лак на основе белой нитроэмали «Экстра», коллодия и ацетона. Люминесцентно-цветной метод позволяет выявлять дефекты паяных соединений как из ферромагнитных, так и неферромагнитных металлов.
Для выявления дефектов, не обнаруживаемых люминесцентным, цветным и люминесцентно-цветным методами, используют газосорбционный радиоизотопный метод контроля В качестве вещества, заполняющего поверхностные дефекты, в этом случае применяют не жидкие пенетранты, а газообразный p-радиоактивный газ. Излучение газа, сорбированного поверхностными дефектами можно зарегистрировать на рентгеновской пленке или люминесцирующими преобразователями излучения. Контроль дефектов
этим методом включает обезгаживание изделия в вакуумной камере, наполнение камеры Р-излучающим газом, удаление изделия из камеры, получение изображения на рентгеновской пленке или выявление дефектов с помощью люминесцирующих преобразователей.
Люминесцентный гидравлический метод контроля основан на использовании капиллярных свойств жидкостей, светящихся под действием ультрафиолетового излучения. При контроле используются люминесцентные жидкости: шубекол, ЛЖ-1, ЛЖ-2, ЛЖ-4, ЛЖ-5 и др.
Смачивание керосином. Одну сторону изделия обмазывают мелом, а противоположную сторону обильно смачивают керосином В местах негерметичности на поверхности меловой обмазки появляются бурые пятна.
При керосино-пневматическом методе со стороны смачивания керосином дополнительно подается избыточное давление воздуха 0,3—0,4 МПа.
Керосино-вакуумный метод основан на создании со стороны меловой обмазки разрежения с помощью переносных вакуумных камер. Приложение вибрации к контролируемому изделию повышает проникание керосина через неплотности. Этот метод отличается повышенной разрешающей способностью и производительностью.
Контроль течеисканием — контроль герметичности паяных изделий — осуществляют давлением жидкости или газа Течь в дефектных местах обнаруживается течеисканием
Чувствительность метода определяется наименьшим количеством пробного вещества (жидкости или газа), надежно регистрируемого при контроле. При масс-спектрометрическом методе контроля в качестве пробных веществ применяют гелий; при галогенном методе контроля — фреон и другие газы. При выборе метода контроля течеисканием необходимо исходить из того, что чувствительность метода должна в 2—3 раза превышать заданную степень герметичности. За чувствительно’сть метода контроля те-ченсканием принимается устойчиво регистрируемая наименьшая утечка контрольного вещества. Контрольным веществом называется смесь пробного
368
Контроль качества пайки
вещества с наполнителем (например, гелиево-азотная смесь при масс-спектрометрическом методе контроля).
Газоаналитический метод течеиска-ния основан на изменении электрического сопротивления нагретой проволоки в присутствии пробного газа в сравнении с такой же проволокой, нагретой в среде воздуха. На этом принципе разработаны катарометрические течеискатели, действие которых основано на изменении теплопроводности среды при проникновении пробного вещества через течь. Отечественной промышленностью выпускаются переносные катарометрические теченс-катели ТП 7101 и ТП 7101М.
Пузырьковый метод контроля основан на регистрации появления пузырьков пробного вещества в дефектных местах контролируемого изделия. Различают пневматический, пневмо-гидравлический и вакуумный пузырьковые методы. При пневматическом способе сторона контролируемого изделия, противоположная подаче давления воздуха, обмазывается пенообразующим веществом В качестве простейшего пенообразующего вещества служит раствор мыла в воде. Режимы контроля пузырьковым методом определяются техническими условиями на контролируемое изделие.
Пузырьковый метод контроля может производиться путем подачи газа в контролируемое изделие с последующим погружением его в жидкость Дефектные места определяются по появлению пузырьков газа.
Вакуумный пузырьковый метод применяют для контроля изделий при одностороннем к ним подходе В этом случае на поверхность дефектного места наносят пенообразующее вещество, после чего на него устанавливается переносная вакуумная камера со смотровым окошком, допускающим осмотр места контроля При создании необходимого разрежения имеющиеся неплотности обнаруживаются по появлению пузырьков.
Химический метод основан на химическом воздействии аммиака NH3 на фенолфталеин или азотнокислую ртуть, изменяющих свою окраску под действием аммиака. В качестве контрольного газа при этом методе применяют
1 %-ную смесь аммиака с воздухом или 3 %-ную смесь аммиака с азотом. Индикаторную ленту приготавливают непосредственно перед контролем, пропитывая фенолфталеином или азотнокислой ртутью фильтровальную бумагу или белую ткань. Избыточное давление газа в процессе контроля берется 0,1—0,15 МПа, При контроле химическим методом необходимо соблюдать правила техники безопасности и производственной санитарии, предусмотренные при работе с вредными химическими веществами.
Манометрический метод основан на регистрации изменения испытательного давления контрольного или пробного вещества, которым заполняется контролируемое изделие. Испытательное давление и время выдержки определяются техническими условиями на изделие.
Галогенный метод контроля сснован на изменении эмиссии ионов нагретой металлической поверхностью при попадании на нее пробного вещества, содержащего галогены. Метод отличается высокой чувствительностью и применяется для контроля герметичности ответственных паяных изделий. Технические характеристики отечественных теченскателей приведены в табл 10
Масс-спектрометрический метод контроля основан на принципе разделения по массам ионов газов, проходящих через неплотности контролируемого изделия с помощью масс-спектрометров. Этот метод отличается высокой чувствительностью и применяется для контроля герметичности ответственных изделий. В качестве пробного газа используют водород, гелий, аргон и другие газы (наибольшее применение нашел гелий). В качестве контрольных газов применяют чистый гелий, смеси его с воздухом или азотом при концентрации гелия 10—90 %. Для контроля герметичности нашлн распространение гелиевые течеискатели со встроенным в них масс-спектрометром Технические характеристики отечественных масс-спектрометрических теченскателей приведены в табл. 11.
При контроле герметичности тече-искателем необходимо обеспечить такое заполнение изделия контрольным газом, при котором обеспечивается рав-
Способы контроля
ЗС9
ларактеристики галогенных теченскателей
Назначение Для атмосферных испытаний Для атмосферных и вакуумных испытаний Для атмосферных испытаний
Габаритные размеры, масса Измерительный блок 315X 230X210 мм, масса 10 кг Масса выносного щупа 2 кг Регистрирующий блок 360X160X 200 мм, масса 10 кг. Масса вакуумного датчика 1,2 кг, атм сферного датчика с кабелем — 1.3 кг Измерительный блок 286X 136X276 мм, масса 8.5 кг Зарядное устройство 280 X X 136 X 186 мм. масса 4 кг Выносной щуп 175X135X 50 мм, масса 0,65 кг
Чувствительность К утечкам фреона 12 не менее 0,5 г/год (соответствует потоку 3.2 10“4 ммя>МПа/С) С двумя датчиками: вакуумным датчн ком к парциальному давлению фреона-12 или фреоиа-22 1.32' 10"“ Па (соответст вуст потоку 1,33-10'° мм3*МПа/с при скорости откачки 1 л/с); с атмосферным датчиком к утечкам фреона-12 или фреоиа-22 в атмосферу 0,2 г/год (соответствует потоку 1.33- 10'4 мм3 МПа/с) К утечкам фреона-12 или фреона-22 — нс менее 1.5 г/год (соответствует потоку 9.3-10 4 мм’-МПа/с)
1 ИИ ГН 1 ЗА Г ТИЧ Ы Т11-5
Течеискателг Г алогенный । Батарейный ' галогениь й
3 П/р И Е. Петрунин
поя »сти ,ние
370
Контроль качества пайки
номерная концентрация гелия во всем объеме изделия. Избыточное давление контрольного газа устанавливается в соответствии с техническими условиями. Проверку герметичности проводят путем перемещения щупа гелиевого течеискателя по контролируемой поверхности.
Радиационный метод контроля герметичности основан на фиксировании излучения, испускаемого радиоактивными жидкостями или газами, которыми заполняется контролируемое изделие. Применяются на практике и стандартизированы (ГОСТ 17924—81) радиационные методы контроля герметичности тепловыделяющих элементов ядерных реакторов.
Разрушающие методы. При разрушающих методах контроля паяных изделий испытанию до разрушения подвергают: непосредственно изделие, образцы, вырезанные из взятого от партии изделия, или образцы, вырезанные из «свидетеля», т. е. паявшегося по той же технологии изделия, пред
назначенного для проведения испытаний. Для выявления механических свойств паяных соединений проводят испытания паяных образцов при различных способах нагружения, растяжении, сжатии, изгибе, кручении и др. Вид и требования разрушающих методов контроля определяются техническими условиями на паяное изделие.
Список литературы
1. Бакутин В. Н., Заика Ж. А., Карпов В. И. Определение дефектов пайки радиационным методом. — Дефектоско пия, 1972, № 6, с. 75—80.
2 Бусловии С. Л., Гельфгат Ю. М„ Коцнныш И. А. Автоматизация пайки печатных плат. М.: Энергия, 1976. 216 с
3. Налимов В. В., Чернова Н. А Статистические методы планирования экстремальных экспериментов. М Наука. 1965. 340 с.
4. Петрунин И. Е. Эффект сфероидн зации как причина образования пор — Сварочное производство. № 4. 197!
с. 10—12
5 Румянцев С. В., Добромыслов В. А , Борисов О. И. Неразрушающие методы контроля сварных соединений. М Машиностроение, 1976. 335 с.
ГЛАВА 13
ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
Паяльное производство связано с использованием разнообразных, часто дефицитных материалов. Рациональное их потребление невозможно без применения технически и экономически обоснованных норм расхода. Норма расхода материала — это максимально допустимое его количество, необходимое для производства единицы продукции установленного качества с учетом планируемых организационно-технических условий производства Для оценки прогрессивности норм расхода материалов на производство конкретных изделий, уровня технологии и технологичности применяют коэффициент использования материала, являющийся отношением массы детали в целом для производства к соответствующей норме расхода материала на ее изготовление * Для оценки уровня прогрессивности изделия в сравнении с аналогичными отечественными или зарубежными образцами пользуются соответствующими нормами расхода материалов на единицу технического параметра данного изделия При расчете индивидуальных норм расхода материалов применяются как межотраслевые нормативы, так и отраслевые в зависимости от специфики производства и изделия. Межотраслевые и отраслевые нормативы содержат предельно допустимые нормы расхода Для конкретных условий крупносерийного и массового производства должны разрабатываться нормали предусматривающие белее низкие нормы потерь и отходов материалов.
* В заготовительных цехах коэффициент использования материала подсчитывается как отношение массы заготовки к нормам расхода на ее изготовление, в механических цехах — как отно-цг-Hire массы детали к массе заготовки.
При разработке норм расхода материалов руководствуются конструкторскими спецификациями на изделие, чертежами деталей и узлов, техническими условиями на изготовление и поставку изделия, картами технологических процессов и техническими инструкциями, ГОСТами, ОСТами, ТУ и условиями на поставку материалов, прейскурантами оптовых цен, ведомственными и заводскими номенклатурными справочниками и другими инструктивными материалами.
В паяльном производстве нормированию расхода материалов, применительно непосредственно к процессам пайки и лужения, подлежат припои, 1. Угар и безвозвратные потери припоя в зависимости от способа пайки (средние данные)
Способ пайки Угар и беэвоз-вратн ые потери, %
В восстановительной среде
в электропечах
В соляных ваннах 0.8—1,0
С нагревом ТВЧ 1,0—1,5
Электроконтактная пайка 1,0—1.5
Газопламенными горелками 3—4
Погружением в расплавлен- 4,0
ный припои
2. Значения коэффициента <р, учитывающего увеличение расхода припоя за счет наплывов металла, в зависимости от вида соединяемых деталей (средние данные)
Соединяемые пайкой поверхности Ф
Плоскость с плоскостью Соединение по двум и более 1,1 1.1 —1,2
плоскостям Соединение по сферической поверхности Соединение по двум и более сферическим поверхностям 1.3 1.4
3. Нормы расхода припоев на 1 см2 шва, г
Ширина шва. мм Слов явно-свин новые Медно-цинковые Медь Латунные
ПОС 4-6 НОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л 63 Л 68
0,005 0,0056 0,0053 0,0050 0,0048 0 0043 0,0039 0,0040 0,0042 0.0043 0,0046 0,0944 0,0045
0,010 0.0111 0,0106 0,0101 0,0097 0,0087 0,0078 0,0080 0,0085 0,0086 0,0092 0,0088 0,0089
0,015 0,-0167 0,0160 0,0151 0,0145 0,0133 0,0118 0,0120 0,0128 0,0129 0,0139 0,013-3 0.0134
0,020 0,0223 0,0213 0,0201 0,0193 0,0175 0,0158 0,0160 0,0170 0,0173 0.0185 0,0177 0,0179
0,025 0,0278 0,0260 0,0252 0,0242 0.0218 0,0197 0,0200 0.0214 0,0216 0,0237 0,0221 0 0224
0; 030 0,0334 0,0319 0,0302 0,0290 0.0266 9.0236 0,0240 0,0256 0,0259 0,0278 0. 0265 0,0268
0,035 0,0389 0,0372 0,0352 0,0339 0,0311 0,0276 0 0280 0,0299 0,0302 0,0324 0,0309 0,0313
0,040 0,0445 0,0426 0,0403 0,0387 0,0355 0,0315 0,0320 0,0342 0,0345 0,0371 0,0354 0,0358
0,045 0,0501 0,0479 0,0453 0, 0435 0.0400 0,0355 0,0361 0,0384 0,0389 0,0417 0,0398 0,04 02
0,050 0,0550 0,05.12 0,0503 0,0484 0,0444 0,0394 0.0401 0,0427 0,0432 0,0463 0. 0442 0.0447
0,0 5 0,0612 0.0585 0,0554 0,0532 0,0488 0,0433 0,0441 0,0469 0,0476 0,0509 0,0486 0,0492
0,060 0.0668 0,0638 0,0604 0,0580 0,0533 0,0473 0,0481 0,0512 0,0518 0,0556 0,053 0 0,0537
0,065 0,0723 0, 0692 0,0654 0,0629 0,0577 0.0513 0,0521 0,0555 0,0562 0,0602 0,0575 0,0581
0,070 0,0779 0. 074г> 0,0705 0.0677 0,0622 0,0552 0,0561 0,0598 0,0605 0,0649 0,0619 0,0626
0,075 0.0835 0.0798 0,0755 0,0725 0.0666 0,0591 0, 0601 0,0640 0,0648 0,0695 0,0663 0,067)
0,080 0 0890 0,0851 0,0805 0,0775 0,0711 0,0631 0,0642 0,0683 0,0692 0,0741 0,0707 0,0716
0,085 0,0946 0. 0904 0,0856 0,0822 0,0755 0,0670 0,0682 0.072С 0,0735 0,0788 0,0751 0,0760
0,090 0,1002 0. 0958 0,0906 0,0870 0,0799 0,0709 0,0722 0,0768 0,0778 0,0834 0,0796 0, 0805
0,095 0,1057 0,1011 0,0956 0,0929 0.0844 0,0749 0,0762 0,0811 0,0821 0,0880 0,0840 0,085 0
0,100 0,1113 0;1064 0.1007 0,0967 0,0888 0,0788 0,0802 0,0854 0,0864 0,0927 0,0884 0,0894
0,105 0,1168 0,11117 0,1057 0,1017 0,0933 0,0828 0,0841 0,0897 0,0907 0,0973 0,0928 0,0939
0,110 0,1224 0,1170 0,1107 0,1065 0,0977 0,0867 0,0882 0,0939 0,0951 0,1020 0,0072 0.0984
0,115 0,1280 0,1224 0,1158 0,1113 0,1021 0,0907 0,092" 0,0982 0,0994 0,1066 0,1017 0,1028
0,120 0,1335 0,1277 0.1208 0,1162 0,1060 0,0946 0,0962 0,1025 0,1037 0,1112 0,1061 0,1073
0,125 0,1391 0,1330 0,1258 0,1210 0,1110 0,0985 0,1002 0,1067 0,1080 0,1158 0,1105 0,1118
олзо 0.-1447 0,1383 0,1309 Oil 257 0,1 155 0,1025 0,1 042 0,1110 0,1124 0,1205 0,1149 0,-1163
0,135 0,-1502 0,1436 0,1359 0,1307 0,1199 0,1064 0,1083 0,1153 0,1167 0,1251 0,119.3 0,1207
0,140 0. (558 0.1489 0.1409 0,1355 0.1243 0,1104 0,1123 0. 1196 0.1210 0,1298 0. 1238 0 1252
0.145 0,1614 0. 1543 0,1450 0,1402 0,1288 0,1143 0,1163 0,1239 0,1254 0,1344 0,1282 0,1297
0,150 0,1669 0,1596 0.1510 0,1452 0.1332 0,1183 0,1203 0,1281 0,1296 0,1391 0.1326 0,1342
0,155 0,1725 0.1649 0,1560 0.1500 0.1377 0,1222 0,1243 0,1324 0,1340 0,1436 0,1370 0,1386
0.160 0,1780 0 1702 0,1611 0,1548 0, 1421 0,1262 0, 128.3 0,1366 0,1383 0,1483 0,1414 0.1431
0.165 0.1836 0.1756 0. 1661 0- 1596 0,1465 0,1301 0,1 323 0.1409 0,1426 0. 1529 0,1459 0,1476
0.170 0.1892 0 1809 0. 17] 1 0. 1642 0. 1510 0,1341 0,1364 0.1452 0,1470 0,1576 0,1503 0,1520
0.1 б 0,1947 И. 1 862 0,1762 0 1694 0,1554 0,1380 0,1404 0,1495 0,1513 0,1622 0,1547 0,1565
0.180 0.2003 0 I9J5 0. 1812 0.1741 0. 1599 0.1420 0.1 144 0,1537 0,1556 0,1669 0,1591 0,1610
0.185 0.2059 0. 1 963 0 1862 0,1789 0. 1643 0 1459 0,1484 0,1580 0.1599 0.1715 0,1635 0,1655
0.190 0.211 -1 0. 20 >1 0.191 0.1838 0.1688 0,1498 0,1524 0,1623 0.1643 0,1761 0,1680 0,1699
0.195 0.2170 0.2075 0.1963 0.1880 0.1732 0,1538 0, 1564 0,1666 0,1686 0,1807 0,1724 0,1744
0.200 0.2226 0,2128 0. 2013 0. 1934 0 1776 0 1577 0.1604 0,1708 0,1730 0.1854 0,1768 0,1789
0.205 0,2281 0 2181 0 2064 0.1983 0,1821 0,1616 0. 1644 0,1751 0,1772 0,1900 0,1812 0,1834
0.2|0 0,2337 0.2234 0.2114 0.2031 0.1865 0.1656 0,1684 0,1794 0,1816 0,1947 0,1856 0,1878
.215 0,2393 0.2287 0.2164 0.2080 0. 1910 0,1695 0,1724 0,1836 0,1858 0,1993 0,1901 ,01923
0.220 0,2448 0.234 1 0.2215 0, 21 2 0,1954 0,1734 0,1765 0,1879 0,1902 0.204 0 0,1945 0,1968
0,225 0,25 04 0.2394 0,2265 0,2176 0,1998 0,1774 0,1801 0.1922 0,1945 0.2085 0,1989 0,2012
0,230 0,2559 0.2447 0,2315 0,2225 0,2043 0,1813 0,1844 0,1964 0,1988 0,2132 0,2033 0,2057
0,235 0,2615 0,2500 0.2366 0,2273 0,2087 0.1853 0.1885 0,2007 0,2032 0,2178 0,2077 0,2102
0,240 0,2671 0,2553 0.2416 0,2321 0,2131 0.1892 0,1925 0. 2050 0,2075 0,2224 0,2122 0,2147
0,245 0,2726 0,2606 0.2466 0.2370 0,2175 0,1932 0,1965 0,2093 0,2118 0,2271 0,2166 0,2192
0,250 0,2762 0.2660 0,2517 0,24 18 0.2220 0,1971 0,2005 0.2135 0,2161 0,2317 0,2210 0,2236
0,255 0,2838 0,2713 0.2567 0,2466 0,2265 0,2010 0.2045 0,2178 0,2204 0,2364 0,2254 0,2281
0,260 0,2893 0,2766 0.2617 0,2515 0,2309 0,2050 0,2085 0,2221 0,2248 0,2410 0,2298 0,2325
0,265 0,2949 0.2819 0.2668 0.2563 0,2354 0,2089 0,2126 0,2264 0,2291 0,2456 0,2343 0,2370
0,270 0,3005 0,2873 0,2718 0.26Ц 0.2398 0,2129 0,2166 0,2306 0,2334 0,2503 0,2387 0,2415
0,275 0,3060 0,2926 0.2768 0.2660 0.2442 0.2168 0.2206 0.2349 0,2377 0,2549 0,2431 0,2460
0,280 0,3116 0,2979 0,2819 0.2708 0.2487 0,2208 0,2246 0,2392 0,2421 0,2596 0,2475 0,2504
0,285 0,317) 0.3032 0,2869 0,2757 0,2531 0,2247 0,2286 0,2434 0,2464 0,2642 0,2519 0,2549
0,290 0,3227 0.3085 0,2919 0,2805 0,2576 0,2287 0,2326 0,2477 0.2507 0,2689 0,2564 0,2594
0,295 0,3283 0.3139 0,2970 0,2853 0,2620 0,2326 0,2366 0,2519 0,2550 0,2734 0,2608 0,2638
1 0,300 0,3338 0,3192 0,3020 0,2902 0,2664 0,2365 0,2406 0,2562 0,2594 0,2781 0,2652 0,2683
Основы нормирования паяльных работ Основы нормирования паяльных работ
374
Основы нормирования паяльных работ
флюсы, восстановительные и защитные газовые среды.
При нормировании расхода припоев для пайки учитываются масса припоя в шве; масса припоя, идущая на образование галтелей и наплывов; масса припоя, расходуемая на угар, и другие безвозвратные потери.
Норму расхода припоя на одну деталь определяют по формуле, г, и _ к 100-ф а
//д— Уп.д-----—- (I)
где 5п.д — масса припоя, наносимого на одну деталь при сборке под пайку, г; а — угар и безвозвратные потери припоя при пайке, % (табл. 1).
В случае выплавки припоя помимо общей нормы расхода припоя определяют нормы расхода его компонентов;
Нр. к = НрРу.к. п > (2)
где /7р.к — норма расхода компонентов, кг; .Ру. к. л— удельный расход компонента на 1 кг припоя, кг; |3 — угар и безвозвратные потери данного компонента шихты, %.
Массу необходимого количества припоя на деталь Q рассчитывают по формуле
Q = ablyy, (3)
где а — сборочный зазор, мм; b — ширина шва. мм; I — протяженность шва, мм; у — плотность припоя, г/см3; ф — коэффициент, учитывающий увеличение расхода припоя на наплывы (без учета галтелей ф — 1,1 — ч-1,4 в зависимости от равномерности сборочных зазоров, способа пайки и вида соединяемых поверхностей) Средние значения коэффициента ф приведены в табл 2
Зазор под пайку выбирают в соответствии с конструктивными и технологическими требованиями, а также техническими условиями на изготовление детали (изделия).
Нормы расхода припоя приведены в табл. 3—5 [без учета расхода металла на наплывы, галтели, рассчитанного по формуле (3)] Потери металла (на угар, сплески и др.) учтены в размере 4 %, что соответствует пайке газопламенными горелками или
погружением в расплавленный припой. При применении более совершенных способов пайки данные соответствующих таблиц должны быть скорректированы с учетом поправочных коэффициентов (7Спр)- для пайки элек-троконтактной и ТВЧ /Спр = 0,4, в соляных ваннах — /Спр = 0,25; в восстановительной среде в электропечах угар не учитывается.
Норму расхода припоя при соединениях внахлестку /7Р рассчитывают по формуле
— #р. ш + ^р. г<
где /7Р. ш и /7Р. г — соответственно нормы расхода припоя на образование шва и на образование галтели, г;
Яр = FPy. □. с»
где F — площадь шва, определяемая по чертежу, см2; Ру.ц.с — удельный расход припоя, г/см2 (определяется по табл. 3).
Норма расхода припоя на образование галтелей
«р. г = "’у П. Г- W
где Г — протяженность шва, по периметру которого образуется галтель, см; Р' п г — удельный расход припоя на галтель, г/см (определяется по табл. 6).
Норма расхода припоя на пайку проводов внахлестку
^р “ п п’ (5)
где Iя — протяженность шва, определяемая по чертежу, см; Р' п п — удельный расход припоя на пайку проводов, г/см (определяется по табл. 4) Норма расхода припоя на пайку проводов встык определяется по табл. 5.
Для припайки проводников, кабельных наконечников, лепестков
<6>
где V, пп — число мест пайки данного типоразмера; Р' п — удельный расход припоя на одно место пайки, г (определяется опытным путем).
В табл 7 приведены удельные расходы материалов на пайку и облу-
Основы нормирования паяльных работ
375
Нормы расхода припоев на пайку 1 см шва проводов внахлестку,
5. Нормы расхода припоев на пайку проводов встык, г
Диаметр проводов. мм Оловянно-свинновые Медио-цинковые Медь Латунные
ПОС 4 6 НОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
0,5 0,0087 0,0083 0,0079 0,0075 0,0068 0,0060 0,0064 0,0068 0,0069 0,0071 0,0068 0,0069
0,6 0,0099 0,0095 0,0090 0,0086 0,0077 0,0070 0,0073 0,0078 0.0079 0,0081 0.0078 0,0079
0,7 0,0110 0,0106 0,0102 0,0096 0,0086 0,0081 0,0031 0,0086 0,0087 0,0093 0,0089 0,0090
0,8 0,0124 0,0120 0,0114 0,0108 0,0097 0,0092 0,0092 0,0098 0,0099 0,0104 0,0099 0,0101
0,9 0,0136 0,0132 0,0125 0.0119 0,0107 0,0102 0,0101 0,0108 0,0109 0,0114 0,0110 0,0110
1.0 0.0150 0,0145 0,0137 0,0130 0,0117 : 0,0112 0,0111 0,0118 0,0120 0,0124 0,0121 0,0120
1.1 0,0162 0,0157 0,0150 0,0142 0,0127 0,0121 0,0120 0,0128 0,0129 0,0133 0,0130 0,0123
1,2 0,0178 0,0173 0,0162 0,0155 0,0140 0,0134 0,0132 0,0141 0,0142 0,0146 0,0142 0,0139
1,3 0,0191 0.018G 0,0175 0,0166 0,0150 0,0144 0,0142 0,0151 0,0153 0,0156 0,0151 0,0150
1.4 0,0205 0,0199 0,0188 0,0179 0,0161 0,0155 0,0152 0,0162 0,0164 0,0167 0,0163 0,0160
1,5 0.0219 0,0213 0,0200 0,0191 0,0172 0,0166 0,0162 0,0173 0,0175 0,0179 0,0175 0,0173
1,6 0,0233 0,0227 0,0212 0,0203 0,0183 0,0177 0,0173 0,0184 0,0186 0.0191 0,0184 0,0182
1,7 0,0246 0,0240 0,0224 0,0215 0,0194 0,0187 , 0,0183 0,0195 0,0197 0,0203 0,0194 0,0192
1,8 0,0260 0,0253 0,0236 0,0226 0,0204 0,0197 0,0192 0,0204 0,0207 0,0205 0,0200 0,0201
1,9 0,0274 0,0267 0,0248 0,0238 0,0215 0,0208 0,0203 0,0216 0,0219 0,0216 0,0211 0,0213
2,0 0,0287 0,0280 0,0261 0,0250 0,0225 0,0218 0,0213 0,0227 0,0230 0,0226 0,0225 0,0225
2,1 0,0298 0,0291 0,0271 0,0260 0,0234 0,0227 0,0221 0,0235 0,0238 0,0237 0,0235 0,0234
2,2 0,0311 0,0303 0,0283 0,0271 0,0244 0,0237 0,0230 0,0245 0,024 8 0,0246 0,0244 0,0242
2.3 0,0325 Н. 0317 0,0294 0,0283 0,0255 0,0248 0,0241 0,0257 0,0260 0,0257 0,0253 0,0251
2,4 0,0338 0,0330 0,0305 0,0294 0,0265 0,0258 0,0250 0,0266 0,0269 0,0266 0,0264 0,0261
2.5 0,0349 11,034 1 0,0317 0,0304 0,0274 0,0267 0,0259 0,0276 0,0279 0,0275 0,0275 0,0274
2,6 0,0359 0.0351 0,0327 0,0313 0,0282 0,0275 0,0266 0.0283 0,0287 0.0285 0,0284 0,0282
2,7 0.0370 0,0361 0,0335 0,0322 0,0290 0,0283 0,0274 0,0292 0,0295 0,0297 0,0293 0,0292
2,8 0,0381 0,0372 0,0345 0,0331 0,0300 0,0292 0,0282 0,0300 0,0304 0,0305 0,0305 0,0303
2,9 0,0390 0,0381 0,0355 0,03 40 0,0306 0,0300 0,0289 0,0308 0,0312 0,0313 0,0313 0,0312
3,0 0,04 02 0,0393 0,0365 0,0350 0,0315 0,0309 0,0298 0,0317 0,0321 0,0324 0,0323 0,0323
6. Нормы расхода припоев на I пог. см галтели
Толщина стенки детали, па которой образуется мениск, мм Размер галтели (катет равнобедренного треугольника) мм Оловянно-свин новые Медпо-ци нковые Медь Латунные
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
<0,2 0,2 0,0022 0.0021 0,0020 0.0019 0,0017 0,0016 0,0016 0,0017 0,0017 0,0018 0,0018 0,0018
0,3 0,3 0,0050 0.0048 0,0045 0,0044 0,0040 0,0035 0,0032 0,0038 0,0039 0,0042 0,0040 0,0040
0,4 0.4 0,008*' 0,0085 0,0030 0,0077 0,0070 0,0063 0,0064 0,0068 о.бО'н; 0,0074 0,0071 0,0072
0,5 0,5 0,0139 0,0133 0, 0121 0.0115 0,0105 0,0098 0,0100 0,0106 0,0108 0,0116 0,0110 0,0112
0,6 0,6 0.0200 0,0191 0,0181 0,0174 0.01 57 0,0142 0,0144 0,0153 0,0155 0,0166 0,0159 0,0161
0,7 0,65 0.0235 0,0225 0.021 2 0.0203 0,0184 0,0166 0,0169 0,0180 0,0182 0,0195 0,0187 0,0189
0,8 0,7 0,0275 0,0261 0,0242 0,0232 0,0210 0,0193 0,0196 0,0209 0,0212 0,0227 0,0217 0,0219
0.9 0,75 0.0313 0.0299 0,0282 0,0271 0,0245 0,0221 0,0225 0,024 0 0,0243 0,0261 0,0249 0,0252
1,0 0,8 0,0356 0,034 0 0,0323 0,0310 0,0280 0,0252 0,0256 0,0273 0,0277 0,0296 0,0283 0,0286
1.1 0,9 0,0451 0,0431 0,04 08 0,0392 0,0354 0,0319 0,0325 0,0346 0,0350 0,0375 0,0358 0,0362
1.2 1,0 0,0557 0,0532 0,0503 0,0484 0,0437 0,0394 0,0401 0,0427 0,0432 0,0463 0,0442 0,0447
1,3 1,1 0.0674 0,0644 0,0609 0,0585 0,0530 0,0477 0,0485 0,0516 0,0523 0,0561 0,0535 0,0541
1,4 1.2 0.0802 0,0766 0,0725 0,0696 0,06.30 0,0567 0,0577 0,0615 0,0622 0,0667 0,0636 0,0644
1,5 и более 1,25 0,0869 0,0831 0,07 86 0,0755 0,0682 0,0615 0,0625 0,0666 0,0674 0,0723 0,0691 0,0699
Основы нормирования паяльных работ I Основы нормирования паяльных работ 377
378
Основы нормирования паяльных работ
живание кабеля и кабельных наконечников.
При лужении норму расхода припоя определяют по формуле
и 0' 100 /71
“р Чп. Л £QQ ' v)
где Q'n л — масса припоя, оставшегося на детали после лужения, г; а — угар и безвозвратные потери припоя при лужении, %.
При горячем лужении потери на угар металла в ванне (при возврате сплесксв) и механические потери составляют 4—10 % в зависимости от конфигурации деталей- для пластинчатых и цилиндрических без резьбы и отверстий эти потери составляют до 4 %; для рельефных и цилиндрических с резьбой — до 7 %; сложной конфигурации с глухими отверстиями и полостями — до 10 %.
Масса припоя
О' = FP' , (8)
^П. Л у. П’ ' >
где F — площадь, подвергаемая обработке, см2; Ру п — удельный расход припоя, г/см2.
В табл. 8 приведены показатели удельного расхода материалов при пайке и лужении горячим способом элементов электрорадиоаппаратуры Норму расхода припоя на лужение устанавливают расчетным методом в том случае, если площадь поверхности, подвергаемой обработке, может быть определена практически, в остальных случаях — определяется взвешиванием партии деталей до и после пайки (лужения) с учетом возможного увеличения массы деталей за счет остатков флюса
Полученные опытным путем нормы расхода припоев после повторных проверок и корректировки принимаются в качестве расчетных норм.
Расход флюсов зависит от состояния обрабатываемой поверхности, способа флюсования (смачивание флюсом, погружение в раствор флюса и т. д), способа пайки.
Норму расхода флюса определяют по формуле
“ ^111 П^У. *>
где /щ.п — протяженность шва, м; Ру и, — удельный расход флюса на 1 м
7. Нормы расхода материалов на пайку и облуживание кабеля и кабельных наконечников
Сечение жилы кабеля, мм2 Расход на одну пайку н одно облуживание Расход на напайку одного наконечника
прнпоя НОС 40, г беек и слот- флюса ЛТИ, г припоя ПОС 40, г бескислотного флюса флюса ЛТИ. г
ного флюса
канифоли, г спирта, мл канифоли, г спирта, | мл !
1,0 0.13 0.06 0.05 0.03 0,2 0.1 0.09 0.05
1.5 0.14 0.06 0.05 0.03 0.3 0,12 0,11 0.06
2.5 0.15 0.08 0.07 0.04 0,4 0,14 0.13 0.07
4 0.16 0,1 0,09 0.05 0,48 0.16 0.14 0.08
6 0.19 0.12 0.11 0.06 0.7 0.2 0.18 0.1
10 0,25 0.14 0. 13 0.07 2,9 0,3 0,27 0.15
16 0.33 0,16 0,14 0.08 3.6 0.46 0.41 0,23
25 0,55 0,18 0.16 0,09 5,2 0,66 0,6 0,33
35 1,0 0.2 0.18 0.1 6.0 0.8 0,72 0,4
50 1.5 0,22 0,20 0,11 6,5 0.82 0,74 0 41
70 2,3 0,24 0.22 0,12 8.0 1.04 0,92 0.5
95 3.25 0,3 0,27 0,15 9,4 1,2 1,08 0.6
120 4.25 0.36 0.32 0,18 11 1.34 1.2 0.67
150 5.4 0.4 0.36 0.2 16 1.42 1.28 0,71
185 6.8 0.5 0-45 0,25 18 1,6 1.44 0,8
240 8.8 0.66 0.6 0,33 2 1,7 1,53 0.85
300 11.0 1,0 0.9 0,5 30 1.8 1.62 с. 9
Основы нормирования паяльных работ
379
8 Нормы расхода материалов на облуживание элементов электрорадноаппаратуры
Элемент Длина, мм, не более Удельный расход на 100 элементов
припоя ПОС 40, г канифоли, г спирта, мл
Концы проводов 20 2,0 0,08 0,15
Лепестки латунные 15 4 0 0,16 0,30
Лепестки никелированные 15 6,0 0,24 0.45
шва с учетом потерь на унос, испарение, разбрызгивание и т. д.
Норма расхода флюсов при лужении
^Р="'уф. (>0>
где F — площадь обрабатываемой поверхности, м2; Ру ф — удельный расход флюса на единицу поверхности детали с учетом потерь, г/м2 (определяется обычно опытным путем)
Потери на унос, испарение, разбрызгивание, распыление не должны превышать 10 %.
Удельные нормы расхода флюсов при пайке в зависимости от типа соединения приведены в табл. 9.
Нормирование расхода припоев, содержащих драгоценные металлы, осу-
9. Йормы расхода флюсов на 1 м шва при пайке деталей в зависимости от типа соединений, г
Толщина элемента, мм Пайка низкотемпературными припоями Пайка высоко-температурн ыми припоями
Флюс кислотный Флюс ЛТИ Флюс бескислотный Флюс
Хлористый цинк Соляная кислота Нашатырь Канифоль Спирт Бура Борная кислота
Внахлестку
0,25 0.2 0.6 Г 0,8 0,3 0,6 1.8 0,9 0,8
0.32 0.3 0,7 1.0 0,4 0.7 2,1 1,1 0,9
0.40 0.4 1,1 1,4 0,5 1,0 3.0 1,5 1.2
0.50 0.5 1.3 1,8 0,6 1.2 3.6 2.0 1,6
0,63 0.6 1.8 2,3 0.8 1.6 4.8 2,5 2.1
0.70 0,7 2. 1 2.8 1,0 1.9 5,7 3,1 2.5
0.80 0,8 2,4 3,2 1.1 2.2 6.6 3,6 2,9
0.90 0.9 2.6 3.5 1.2 2.4 7,2 4,0 3.2
1.0 1.0 3.0 4,0 1.4 2.7 8.1 4,6 3,7
1,25 1,2 3,7 5,0 1.7 3,4 10.2 5,3 4.5
1.4 1.3 4.0 5,4 1,8 3.6 10,8 6,0 5.0
1.5 1,4 4,3 5.8 2.0 3.9 11.7 6,5 5.3
1.6 1.5 4.7 6.2 2.2 4.2 12.6 7,0 5.7
1.8 1,7 5.3 7,0 2.4 4.8 14.4 8.0 6.5
2 0 1.9 6.0 8.0 2.7 5 5 16.5 9,0 7.3
Встык
0.5 0.15 0.4 0,5 0,2 0,4 1.2 0,6 0.5
0.8 0.20 0.5 0,7 0.3 0,5 1.5 0,8 0.7
1,0 0.25 0.75 1.0 0.4 0.7 2.1 1.1 0.9
1.25 0.30 0.9 1.3 0.45 0.8 2.4 1,4 К 2
1.4 0.35 1.1 1,4 0.5 0,9 2.7 1,6 1.3
1.5 0.35 1.1 1.5 0.55 1.0 3.0 1.7 1.4
1.6 0,40 1.2 1,6 0.6 1.1 3.3 1.8 1.5
1.8 0.45 1.3 1,8 0.65 1,2 3.6 2,0 1,6
2.0 0,50 1.7 2.2 0.8 1,5 4.5 2,5 2.1
2.5 0,60 2.0 2.7 0,9 1.8 5.4 3,1 2,5
3.0 0.70 2.3 3.1 1,1 2. 1 6,3 3,6 2,9
3.5 0,90 2,7 3.6 1.2 2.4 7.2 4.0 3.2
4.0 1.1 3.3 4.5 1.5 3.0 9,0 4.6 3.7
10 Нормы расхода серебряных припоев на 1 cms шва, г
S
± * со О СМ ю ю О1 5 10 ю ю со О Г3 о. cf
аз ПСр ПСр ПСр ПСр ПСр ПСр ПСр 1 : пер ПСр о. О С ПСр ПСр ПСр и ПСр
0.00ft 0.006 0, 0(4 1), ('(14 0,004 0.004 0,004 0,004 0.005 0.005 0,005 0,005 0,005 0,005 0 0156 0,01 58
') 01 (’ 0. 01 0.009 П. 009 0,009 0,008 0,009 0,009 0,009 0,009 0,010 0,010 0,010 0.010 0'0313 0 0,31
0, 015 0.017 0 013 0,013 0,013 0.013 0,013 0,013 0,01 1 0.014 0,015 0,015 0,015 0,015 0 017 0^0474 S
0, 020 0.023 0, 01 8 0,017 0,017 0,017 0,018 0,017 0,019 0,020 0,020 0.020 0,020 0,020 0/1627 0^0632 о
0,025 0,029 0.022 0,022 0,022 0.021 0,022 0,021 0,023 0,024 0,024 0.025 0,025 0,025 0,0783 0,079
0.030 0.035 0.027 0. 027 0,026 0,025 0,027 0,026 0,028 0,028 0,029 о.озо 0,030 0,030 0,094 0,095
0.035 0,040 0,031 0. 030 0,030 0,030 0 031 0,030 0,032 0,033 0,034 0,035 0,035 0,035 0.110 0,111 а
0.04 0 0.046 0.036 0,03 1 0,035 D.034 0. 036 0,035 0,037 0,038 0,039 0,040 0,041 0,040 0 125 0,126
0.015 0.052 0,040 0.039 0,039 11,0-38 0.040 0,039 0,042 0,043 0,044 0,045 0,045 0.045 0'1 41 0 142 а
0.050 0.058 0,04 4 0,04'3 0,043 0. 04 2 0,044 0,042 0,046 0,047 0,049 0.050 0,060 0,050 0,157 0,158 S3
0,055 0.0G3 (|,049 0,04 7 0,04 8 0.047 0. 040 0.047 0,051 0,052 0,054 0,055 0,055 0,056 0,172 0, 1 74 о
0 060 0.069 0,053 0.052 0, 052 0,051 0,053 0,051 0,056 0,057 0,059 0,060 0,060 0,061 0,1 88 0,190 W
о.обб 0.075 0,058 0,056 0.056 0,065 0.058 0.056 0,060 0,062 0,064 0,065 0,065 0,066 0,204 0,205 X
0.070 0.081 0,06 2 0,060 0.061 0,059 0,062 0,060 0,065 0,066 0,069 0,070 0,070 0,071 0,219 0,221 -м
0,075 0,087 0.067 0.06 > 0.065 0,064 0,067 0,065 0,070 0,071 0,073 0,075 0,075 0,076 0,235 0,237
0,080 0.092 0,071 0.069 0 069 0.068 (1,071 0,069 0,074 0,076 0,078 0,080 0,080 0,081 0, 251 0,253 □
0,085 0,098 0,075 0.073 0.074 0,072 0,075 0,072 0,079 0,081 0,083 0,085 0,084 0,086 0,266 0,269 РЗ
0,090 0,104 0.080 0.078 0,078 0,076 0,080 0,077 0.084 0,085 0,088 0,090 0,090 0,091 0^282 0,284 й
0.096 0,1 |0 0,084 0.082 0,082 0,080 0,084 0,081 0,088 0,090 0,093 0.095 0,095 0,096 0,298 0,300 tr
0.100 () 1 15 0,089 0,086 0.087 0,085 0.089 0,086 0,093 0,095 0,098 0.100 0,100 0,101 0,310 0,316 ст
0,105 0.1 21 0. 093 0.091 0,089 0,091 0.093 0,090 0,097 0,100 0,103 0,105 0,105 0,107 0.329 0,332 X
0,110 0 1 27 0.098 (1 09 > 0.095 0 093 0,098 0,095 0,102 0,104 0,108 0.111 0.11 0 0,111 0,345 0,348
0,115 0,133 0. 102 0.099 0,100 0,097 0,102 0,098 0,107 0,109 0,113 0,115 0,115 0,1 16 0,360 0,363
0,1 20 0.138 0,106 0.103 0,104 0.102 0,106 0,102 0,1 1 1 0,1 14 0,118 0,1 20 0,1 19 0.121 0,376 0,379 о»
0,125 0.144 0.1 11 0 108 0,1 08 0. 106 0,1 11 0,107 0.1 1b 0,119 0,122 0,125 0,125 0,126 0,392 0,395
0,130 0,150 (к 11 5 0)12 0,1 13 0. 1 10 0,115 0,111 0,1 2] 0,123 0.127 0,1 30 0,129 0,131 0.407 0,411
0,135 0,156 0,120 0. 1 16 0,117 0, 1 14 0,120 0,116 0,125 0 1 28 0,132 0,135 0,135 0,136 0,4 23 0,427
0,140 0,161 0. 124 0, 121 0.121 0, ] 19 0,124 0,120 0,130 0,133 0.137 0.140 0.140 0, 141 0,439 0,443
0,145 0 167 0.129 0. 1 25 0,126 0,123 0 129 0,124 0,135 0,138 0,142 0,145 0,1 45 0, 146 0,464 0,458
0, 150 0,173 0,133 0.129 0.130 0,127 0,133 0,128 0,139 0,142 0,147 0,150 0,150 0,151 0,470 0,474
0,1 55 0.179 И. 138 0 1.34 0.134 0,131 0,1 38 0,1 33 0,144 0,147 0,152 0,1 55 0,155 0. 1 57 0,486 0,490
0,160 0. 1 84 0,142 0,138 0.139 0,1 35 0,142 0,137 0,149 0.152 0,157 0,160 0.160 0,162 0,50) 0,506
0,165 0,190 0,146 0.14 2 0 143 0,140 0,145 0,141 0,153 0,157 0,162 0,165 0,164 0,167 0.517 0.521
0.170 0 196 0,1 51 0 147 0 14; 0,144 0, 151 0,146 0,158 0,161 0,166 0,170 0,170 0,172 0,533 0,537
0,175 0. 203 0,1 55 0,151 0 152 0,14 8 0.155 0. 1 50 0,162 0,166 0,171 0,175 0,175 0,177 0,548 0,553
0,180 0 207 0,160 0. 155 0,1 56 0. 152 0,160 0,154 0,167 0,171 0,176 0,180 0,180 0,182 0,564 0,569
0.185 0 213 0,164 0. 159 0,160 0,157 0,164 0,158 0,172 0,175 0,181 0.185 0,185 0,187 0,580 0,585
0 190 0,219 0,169 0 164 II 165 0,161 0,169 0,163 0,176 0,180 0,186 0,190 0,190 0,192 0.595 0,600
0,195 0. 225 0,1 73 0.1 68 0.169 0.165 0,1 73 0,167 0,181 0. 185 0,191 0,195 0.1 95 0,197 0,61 1 0,616
0,200 0 231 0 177 0 172 0 173 0. 169 0 177 0,171 0,186 0,190 0,1 96 0,200 0,199 0, 202 0,627 0,632
0,205 0,236 0,1 82 0,177 0,178 0,174 0,182 0,176 0,190 0,194 0,201 0,205 0,205 0,207 0,642 0,648
0,210 0,242 0,186 0,181 0,182 0,178 0,186 0,179 0,195 0,199 0.206 0,210 0,209 0,212 0,658 0,661
0,215 0,248 0,191 0,185 0,186 0,182 0,191 0, 184 0,200 0,204 0,211 0,215 0,21 5 0,217 0,674 0,679
0,220 0,254 0,195 0 190 0,191 0,186 0,195 0,188 0,204 0,209 0,215 0,220 0,220 0,222 0,689 0,695
0,225 0,259 0,200 0,194 0,195 0,190 0,200 0,193 0,209 0,213 0,220 0,225 0,225 0,227 0,705 0,71 1
0,230 0,265 0,204 0,198 0, 199 0,195 0,204 0,197 0,213 0,218 0,225 0,230 0,230 0,232 0,721 0,727
0,235 0,271 0,209 0,203 0,204 0,199 0.209 0,202 0,218 0,223 0,2.30 0,235 0 23а 0,237 0,7.36 0,743
0,240 0,277 0,213 0 207 0 208 0.203 0.213 0,206 0,22.3 0,228 0,235 0,240 0,240 0,242 0,752 0,759
0,245 0,282 0,217 0,21 1 0,212 0,207 0,217 0,209 0,227 0,232 0,240 0,245 0,244 0,217 0,768 0,774
0,250 0,288 0,222 0,215 0,217 0,212 0,222 0,214 0,232 0,237 0,245 0,250 0,250 0,252 0,783 0,790
Нормы расхода серебряных
припоев на 1 см галтели.
Толщина элемента мм не более ПСр 3 ПСр ЗКд ПСр 10 ПСр 12М — ПСр 15 ПСр 25 1 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72
0,2 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 —
0,3 0.012 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,012 0,012 0,012
0,4 0,018 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,016 0,016 0,016 0,016 0,016
0,5 0,020 0,015 0,015 0,015 0,015 0,015 0,015 0,017 0,017 0,017 0,018 0,017 0,018
0,6 0,027 0,021 0,02) 0,021 0,019 0,021 0,019 0.022 0,022 0,023 0,023 0,023 0,02.3
0,7 0,029 0,023 0,022 0,022 0,022 0,023 0,022 0,024 0,024 0,025 0,025 0,025 0,025
0.8 0,033 0.026 0,025 0.025 0,024 0,026 0,024 0,027 0,027 0,028 0,029 0,029 0,029
0,9 0.037 0,029 0.028 0,028 0,027 0,029 0,027 0,030 0.0.30 0,029 0.03 3 0,033 0,0.33
1,0 0,042 0,032 0,032 0,032 0,030 0,032 0,030 0,0.33 0,034 0,034 0,036 0,036 0,036
1.1 0,047 0,036 0,035 0,035 0,034 0,036 0,035 0,038 0,038 0,040 0,04 1 0,041 0,041
1.2 0,058 0,044 0,043 0,043 0,042 0,044 0,042 0.046 0,047 0,049 0,050 0,050 0,051
1,3 0,070 0,054 0,052 0,053 0,051 0,054 0,052 0,056 0,057 0,059 0,061 0,061 0,061
1,4 0,083 0,064 0,062 0,062 0,061 0,064 0.062 0,067 0,068 0,071 0,072 0,072 0,073
1.5 и более 0,090 0.069 0,067 0,068 0,066 0.069 0,067 0,072 0,074 0,076 0,078 0,078 0,079
Примечание Для обратной галтели норма расхода припоя 0,3 от приведенной в данной таблице.
Основы нормирования паяльных работ
382
Основы нормирования паяльных работ
12. Нормы расхода серебряных припое» на 1 см наплывов,
н и е. При соединении проводов различных диаметров норму расхода определяют по большему диаметру провода.
Основы нормирования паяльных работ
383
ществляют по аналогичной методике. Норма расхода припоя на одно пая* ное соединение
р “ Ш "I" //в, (И)
где /7Ш, #г, йн — нормы расхода припоя соответственно на заполнение зазора, на формирование галтелей, на растекание и наплывы, г.
Нормы расхода серебряных припоев с учетом безвозвратных потерь приведены в табл. 10—13.
Список литературы
1. Инструкция по нормированию расхода материалов в основном производстве машиностроения (типовая). М.. Экономика, 1971. 423 с.
2. Инструкция по нормированию расхода драгоценных металлов. M.S Минстанкинпром? 1980. 68 с.
ГЛАВА 14
ТЕХНИКА БЕЗОПАСНОСТИ, ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ И ПРОТИВОПОЖАРНАЯ ТЕХНИКА
В комплекс мер безопасности труда при пайке входит обеспечение техники безопасности при подготовке деталей к пайке, при эксплуатации оборудования и производстве паяльных работ.
При подготовке деталей к пайке применяют механические способы зачистки и травление При выполнении этих работ должны соблюдаться правила техники безопасности и производственной санитарии,аналогичные при-
меняемым при производстве других видов работ, связанных с зачисткой и травлением в растворах кислот и щелочей.
При эксплуатации оборудования для пайки должны быть предусмотрены меры против поражения током, взрывов газовых смесей, выброса расплавленных солей и металлов, ожогов, действия излучения.
1. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны
Вещество пдк. мг/м” Класс опасности Агрегатное состояние Вещество пдк, мг/м3 Класс опасности Агрегатное состояние
Окисли азота (в пересчете на О2) 2 Мышьяковый водород 0,3 2 1
Аммиак Ацетон Бензин (растворитель) 20 200 300 4 П Натрий роданистый (технический) Никель и его окись, аакись. сульфид (в пересчете на Ni) Свинец и его неорганические соединения 50 0,5 4 2
Бериллий я его соединения (в пересче- 0.001 1 А 0,01 I А
те на Be) Серн ая кислота, серный ангидрид
Борная кислота 10 3 ПН-А 1 п
Борный ангидрид 5 Соляная кислота Сурьма, фториды, хлориды Фосфор желтый Фосфорный ангидрид Хлористый водород 5 0.3 0,03 1 5 1'1+А
Ванадий и его соединения 0,1 1 А
Германий четыреххлористый (в пересчете на Ge) 1 2 П П П- А
Дихлорэтан 10 П Хромовый ангидрид, хроматы, бихромы (в пересчете на Сг) 0.01
Окись кадмия 0,1 1 1
Марганец Медь 0,3 1 2 Окись цинка 6 3 А
Молибден, растворимые соединения в виде аэрозоля конденсации 2 А Шелочи едкие (растворы) 0, л
Техника безопасности
385
Дл» предупреждения поражения электрическим током при эксплуатации оборудования для пайки следует соблюдать следующие правила: корпуса источников питания, корпуса машин для контактной пайки должны быть заземлены;
в машинных и ламповых генераторах высокочастотных установок все металлические части и вторичный виток нагревательного контура должны быть заземлены;
все устройства для подключения и переключения электрических цепей должны быть защищены кожухами;
при индукционной пайке для защиты от действия ТВЧ необходимо устанавливать специальные экраны;
проводить какие бы то ни было работы в установках, находящихся под напряжением, категорически запрещается ;
номинальная сила тока плавких предохранителей не должна превышать указанной в электрической схеме.
Превышение предельно допустимых концентраций (ПДК) вредных газов, пыли и других аэрозолей в воздухе рабочей зоны производственных помещений не должно допускаться По степени воздействия на организм человека вредные вещества подразделяют на четыре класса 1 — вещества чрез
вычайно опасные; 2 — вещества высокоопасные; 3 — умеренно опасные и 4 — малоопасные. Агрегатные состояния веществ в условиях производства могут быть в виде паров или газов (П), аэрозолей (А) и смеси паров и аэрозолей (П + А)
Предельно допустимые концентрации ядовитых газов, паров и пыли в воздухе производственных помещений приведены в табл. 1. Санитарные нормы проектирования промышленных предприятий изложены в нормали СН 245—71.
При одновременном содержании в воздухе рабочей зоны нескольких вредных веществ расчет общеобменной вентиляции следует производить суммированием объемов воздуха, необходимых для разбавления каждого вещества в отдельности до его ПДК, с учетом загрязнения приточного воздуха
Из металлов, входящих в состав припоев, наиболее вредное воздействие на организм человека оказывают литий, калий, натрий, кадмий, бериллий, свинец, марганец и цинк.
Противопожарная безопасность определяется категорией пожарной опасности процесса (СНИиП П—М 2—72), группой возгораемости и пределом огнестойкости конструктивных элементов здания (СНиП А—5—72).
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегаты откачные вакуумные — Технические данные 154
Алгоритм — Логическая и операторная схемы 348—350
Алюминий — Свойства 263, 264
Анализ микроструктурный — Сущность метода 309
— микротвердости см. Микротвердости метод
— с помощью микрошлифов 309—311, 315-—Изготовление микрошлифов 309,
— рентгеноструктурный — Сущность метода 315 — Формулы для расчета 315,
316
Баллоны для хранения и транспортирования газов — Технические данные 185
Беррилий — Свойства 263
Вакуумметры — Назначение 155
— Описание конструкции 155
— Технические данные 155
Вентили вакуумные — Назначение 155
— Особенности конструкции 155
Вольфрам — Свойства 259
Газы — Физические свойства 147
— активированные 132—134 — Назначение 133—135 —Свойства 133—135 — восстановительные 131 — Назначение 132, 133 — Способ пайки 132 — Термодинамический анализ взаимодействия водорода и окиси углерода с окислами металлов 132 — Химический состав 133 — горючие — Свойства 183
Генераторы ацетиленовые — Технические данные 185 — Типы 184 185 — с ламповыми преобразователями см Установки для индукционной пайки с ламповыми преобразователями
Предметный указатель
387
Горелки — Технические данные 187—189
— безынжекторная микромощная ГС-1 — Назначение 189
— бензино-воздушная — Назначение 190 — Технические данные 191 — для пайки с жидким горючим — Принцип действия 190 — Технические данные 191 — инжекторные — Технические данные 188, 189 — Типы 188, 1S9 — многопламенные — Назначение 190 — Технические данные 190
ГОСТ 380—71* 233
859—78 59
1499—70 87
1521—76* 85
2860—65** 339
3647—80 310
3882—74* 246
4515—81 67
5632—72* 240
7219—77* 193
9356—75* 187
9651—73* 305
10157—79 39
17325—79 103
17349—79 43
18698—79* 187
19248—73 332
19250—73 104
19738—74 71, 74, 93, 96, 325
19807—74* 41
20426—75 360
20485—75* 43
20487—75 304
20699—75* 347
21354—75* 233
23178—78 106
Графит — Свойства 276, 281
Д
Дефекты паяных соединений — Классификация 355
— Меры предупреждения 356—359
— Причины образования 355—360
3
Затворы вакуумные — Назначение 153 — Технические данные 156 — предохранительные — Назначение 185, 186 — Применение 186 Зона диффузионная — Определение 7
И
Ингибиторы — Назначение 207
Индукторы 167, 168 — Технические данные 169 — Типы 168
3S8
Предметный указатель
— для одновременной пайки четырех изделий 169 — Конструкция 168
— с П-образным магнитопроводом — Конструкция 169
Исследования коррозионные паяных соединений 321, 322
К
Капиллярности законы 19
Клещи для пайки электросопротивлением 176
кодирование технологической документации 351—353
Контроль качества паяных соединений акустический (контроль с помощью ультразвука) 363
— акустико-топографический 363
— вакуумный пузырьковый 368
— визуальный (технический осмотр) 360
— газосорбционный радиоизотопный 367
— галогенный 368 — Технические характеристики галогенных течеискате-лей 369
— капиллярный 364
— керосино-вакуумный 367
— ксерорадиографический 363
— люминесцентно-цветовой 367
— люминесцентный гидравлический 367
— люминесцентный — Сущность метода 364, 367 — Пенетранты индикаторные 364
— магнитографический 364 — Технические данные приборов 366
— магнитопорошковый 363 — Технические данные приборов 365, 366
— манометрический 368
— масс-спектрометрический 36S
— пузырьковый 368
— радиационный герметичности 370 — Чувствительность метода 363
— радиографический 360 — Схемы просвечивания 361
— радиометрический 366
— радиоскопический 362 — Установки для контроля 361
— разрушающий 370
— смачиванием керосином 367
— теченсканием 367, 368
— химический 368
Коэффициент полезного действия термический 160
— температурный линейного расширения для металлов и сплавов электровакуумного производства 227
Краевой угол смачивания для различных припоев 37
Л
Лампы кварцевые иодные — Технические данные 178, 179
— манометрические см Преобразователь манометрический
— паяльные — Назначение 191
Лужение погружением в расплав припоя 221 —Схема 221
— полупроводников 274, 275
— с применением ультразвука 222
Предметный указатель
389
— трубок радиатора 222
— через слой флюса — Конструкция ванны 222
— шоопированием 222
— электроискровым нанесением металлов и сплавов 223
— электролитическое 223
М
Магний — Свойства 267
Машины однофазные точечные переменного тока для пайки электросопротивле-нием — Технические данные 176
Медь и ее сплавы — Свойства 249
Микро анализаторы 315
Микроскопы ионные — Исследование структуры паяных соединений 315
— электронные — Исследование структуры паяных соединений 311, 315 —
Типы 311
Микроструктура шва при пайке стали СтЗ в среде водорода различными припоями 26, 27
Микротвердомер ПМТ-З — Конструкция 317
Микротвердости метод — Приборы для исследования 316, 317, 320
— Применение 316—321
Микротвердость металлов 318, 319
— некоторых фаз и составляющих паяемого материала 320
Микрошлифы — Изготовление 309. 310
Милливольтметры — Назначение 196, 197
— Технические данные 196
— Типы 196, 197
Модель математическая технологического процесса лайки — Температурное условие 324—329
— Условие взаимодействия окисной пленки и металла с газовой средой (флюсом) 329—331
— Условие выносливости 339—344
— Условие долговечности 345—347
— Условие конструктивной приемлемости изделия 331 332
— Условие коррозионной стойкости и старения 344. 345
— Условие металлургического взаимодействия припоя с паяемым материалом 332—336
— Условие надежности 347
— Условие теплового баланса 332
— Условие технологичности 336—339
Молибден — Свойства 256, 257
Н
Нагреватели из дисилицида молибдена — Типоразмеры 146
Нанесение металлических покрытий на поверхность паяемого изделия — Виды и способы 221
390
Предметный указатель
— лужением см. Лужение
— вжиганием 223
— совместной прокаткой в тлеющем разряде в ионизированном состоянии паяемого металла и металла-покрытия 223
— термовакуумным способом 223, 224
Напряжения, допускаемые в паяных соединениях — Зависимость от различных факторов 301, 302 — Примеры расчета 302, 303
— внахлестку — формулы для расчета 302
— встык — Формулы для расчета 302
— при переменных нагрузках — Формулы для расчета 302
Насосы вакуумные — Технические данные 153, 154
— Типы 154
Никелирование химическое 207 — Составы и режимы работы ванн 216
Никель — Свойства 253
Ниобий — Свойства 258
Нормирование паяльных работ 371—383
О
Обезжиривание поверхности паяемого материала 201 — Составы и режимы работы ванн 202 — Способы 201
— в водных растворах щелочей 204, 205
— деталей из алюминия, магния и их сплавов — Режимы 202
— комбинированное 208 — Составы и режимы работы ванн для обработки сталей и чугуна 219 — Составы эмульсий 204 — Схемы установок 204
— методом погружения 204 — Схемы установок 203
— с применением ультразвука 205, 207 — Схемы ванн 205
— электрохимическое 205 — Составы электролитов и режимы их работы 206
Оправка с винтовым поджимом — Конструкция 230
— с водоохлаждаемыми радиаторами — Конструкция 231
— центрирующая 230
Очистка поверхности металлов под пайку — Контроль качества 216, 219
— механическая — Способы 200, 201
— окислением 219 — Способы предотвращения переокисления 220
— термическая—Способы удаления изоляции с электропроводов 201, 207 — Сущность метода 200
— химическая — Промывка деталей после обработки 208 —Способы 201—206
П
Пайка — Определение 5
— диффузионная — Регулирование основных параметров процесса 52. 58 — Применение 53 — Сущность процесса 51, 53
— капиллярная — Расчет кинетики движения межфазных границ — 43—45— Рекомендуемые размеры зазоров 44 — Сущность процесса 43 — Схема растворения металла в припое 44
— контактно-реактивная — Нестационарная кинетика контактного плавления 46. 47 — Регулирование контактного плавления 49, 50 — Стадии плавления 46, 47 — Сущность процесса 46
Предметный указатель
391
— некапиллярная — Применение 54 — Сущность процесса 54 — Способы пайки 55—57
— реактивно-флюсовая — Применение 51 — Сущность процесса 50, 51
Пайка волной расплавленного припоя — Тепловые процессы 170 — в печах — Газовые среды 131—135 — Зависимость времени нагрева паяемых изделий и производительности печи от различных типов загрузки 137— Определение максимальной производительности печи 137 — Преимущества 131 — Применяемое оборудование см. Электропечи — Тепловые процессы 136, 137 — Типы загрузок паяемых изделий 137
— газопламенная — Свойства горючих газов и паров 183 — Тепловые процессы 183, 184
— индукционная — Тепловые процессы 158—160
— на электронно-лучевых установках — Преимущества 180 — Тепловые процессы 180
— концентрированными источниками энергии — Тепловые процессы, 177, 178 — погружением в расплавленный припой — Тепловые процессы 169, 170 — погружением в расплавы солей — Составы солевых ванн 174
— с применением паяльников — Зависимость температуры жала паяльника от напряжения при заданной мощности 192 — Тепловые процессы 192, 193 — электросопротивлением — Тепловые процессы 175, 176
Пайка алюминия и его сплавов — Особенности 264 — Подготовка поверхности 264 — Припои 264—267 — Способы 264—267 — Флюсы 264—266
— беррилия — Припои 263 — Способы 263
— бронз — Припои 252, 253 — Способы 252, 253
— вольфрама — Особенности 259 — Припои 259, 260 — Способы 259, 260
— латуней — Особенности 252 — Припой 252 — Способы 252
— магниевых сплавов — Газовые среды 269, 270 — Особенности 267, 270 — Припои 268—270 —Способы 268—270 — Флюсы 268, 269
— меди и ее сплавов — Припои 250, 251 —Способы 249—252
— молибдена 256 — Особенности 257 — Припои 257, 258 — Способы 257, 258 — никеля и его сплавов 253 — Припои 254, 255 — Способы 254, 255 — ниобия и его сплавов — Припои 258
— спеченных твердых сплавов — Подготовка деталей к пайке 246— Припои 248 — Способы 246—248 — флюсы 247
— тантала 261 — Припои 262 — Способы 262, 263
— титана и его сплавов — Особенности 255, 256 — Припои 256 — Способы 255, 256
— циркония —Припои 260, 261 —Способы 260, 261
Пайка графита с графитом 276, 281 — Преимущества 276 — Припои 283 — Прочность паяных соединений 283 — Режимы 283 — Способы 283
— с медью — Применение 280 — Припои 281 — Режимы 281 — флюсы 280 — с металлами — Свойства паяных соединений 278 — Требования 276 — Трудности 276
— силицированного со сталями — Подготовка паяемых поверхностей 281 — Применение 280, 281 — Припои 281 282 — Режимы 282
— со сталями — Зависимость глубины пропитки графита и прочности соединения от давления сжатия 277 — Покрытия 278 — Припои 279 — Режимы 277, 279 — Способы 277, 278
— с тугоплавкими металлами — Припои 280 — Режимы 278, 280 — Способы 278 — Требования 278
Пайка металла со стеклом — Выбор металла 284 — Особенности 283 — Применение 283 — Свойства материалов, применяемых для спаев 284, 285 — Сочетания материалов 285
392
Предметный указатель
— с кварцевым стеклом — Способы 285, 286
— с сапфиром 288
— с ситаллами — Припои 287 — Режимы 287 — Способы 287
— с ферритом — Применение 287 — Припои 288 — Свойства паяных соединений 288
Пайка полупроводников — Особенности 272 — Подготовка паяемой поверхности 272, 274 — Припои 272, 273 — Способы 272 — Флюсы 273
— германия и кремния — Припои 273 — Режимы 273
— на основе хальконидов сурьмы и висмута — Припои 273, 274 — Флюсы 274
— ПВДХ-1 и ПВЭХ-1—Припои 275 — Режимы 275
Пайка сталей и сплавов жаропрочных — Защитные атмосферы 240 — Прочность соединений жаропрочных сплавов, паянных серебряными припоями 242 — Припои 240—244 — Способы 242, 244 — Флюсы 240, 241, 243
— инструментальных — Особенности 244, 245 — Способы 245
— коррозионно-стойких — Особенности 236—239 — Припои 236—239
— Способы 238—240 — Флюсы 236—239
— углеродистых и низколегированных — Механические свойства соединений в зависимости от термической обработки и от размера зазора 235, 236 — Припои 233—236
Пайка чугуна — Особенности 248 — Способы 248, 249
— Термическая обработка 249
— Флюсы 248, 249
Пасты паяльные — Назначение 129 — Составы 129
— легкоплавкие — Характеристика 102 — Химический состав 102
— на основе железомарганцевого припоя — Состав 236
Пасты травильные — Составы 216
Паяльники — Назначение 193 — Типы 193 — Формы заточки жала паяльных стержней 193
— импульсные с блоком питания — Технические данные 194
— с косвенным нагревом — Назначение 194
— ультразвуковые — Назначение 194 — Технические данные 195
— электрические — Технические данные 194
Переокисление металлов см. Очистка поверхности металлов под пайку
Перетравливание металлов см Травление химическое
Печи-ванны для пайки погружением в расплавы солей — Описание конструкций 171, 173 — Технические данные 171 —174 — Типы 171
— рециркуляционные аэродинамического подогрева — Особенности 172
— с косвенным нагревом — Преимущества 173
— циркуляционные аэродинамического подогрева 174
Пирометры излучения — Типы 197
Подготовка поверхности изделий к панке — Виды покрытий и способы их нанесения 221—224
— Классификация способов 200 —
— Контроль качества 216 219
— Обеспечение сохранности поверхности 208 216
— Очистка см Очистка поверхности металлов под пайку
Покрытия металлические — Виды 221
Предметный указатель
393
— Контроль качества 224
— Назначение 221
— Предотвращение растекания припоя 224, 225
— Способы нанесения 221—223
Полирование алмазное — Назначение 310
— Составы паст на алмазной основе 311
Потенциалы электродные металлов 321
Потенциометры автоматические электронные — Типы 195, 196
Преобразователь манометрический 155
Пресс специализированный для пайки электросопротивлением — Технические данные 176
Припои — Глубина затекания в зазор при различном расположении шва 22, 23 — Классификация 58 — Механизм растекания 19, 20 — Нормы расхода 372, 373, 375—377, 380—382 — Типы взаимодействия с паяемым металлом 321, 322 — алюминиевые — Диаграмма состояния сплавов системы алюминий—кремний 84 — Применение 84 — Свойства 84, 85
— висмутовые — Диаграмма состояния сплавов систем висмут—кадмий, висмут—олово 98 — Применение 98 — Свойства 98 — Химический состав 97
— таллиевые — Диаграммы состояния сплавов систем галлий—олово, галлий-индий, галлий—цинк, галлий—свинец 99, 100 — Свойства 98, 99 — Химический состав 100
— железо-марганцевые — Диаграмма состояния сплавов системы железо—марганец 84
— золотые — Диаграмма состояния сплавов систем золото—серебро, золото— медь, золото—никель 79 — Применение 74, 77, 79 — Свойства 74, 76—79 — Химический состав 76—79
— индиевые — Диаграмма состояния сплавов системы индий—кадмий 93 — Применение 93 — Свойства 93, 94 — Химический состав 94
— кадмиевые — Диаграммы состояния сплавов систем кадмий—цинк, кадмий-серебро 94 — Применение 94 — Свойства 97, 98 — Химический состав 96
— композиционные — Применение 102
— магниевые — Применение 86 — Прочность паяных встык соединений 86 — медно-никелевые — Диаграмма состояния сплавов системы медь—никель 64 — Механические свойства соединений, паянных внахлестку 66 — Применение 64 — Свойства 65 — Химический состав 64, 65
— медные — Свойства 59 — Химический состав 59
— медно-фосфорные — Применение 64, 70 — Прочность паяных соединений 68, 69 — Свойства 67—69 — Химический состав 67—59
— медно-цинковые — Диаграмма состояния сплавов системы медь—цинк 59— Марки 60—63 — Применение 61 — Свойства 60—63 — Химический состав 60—63 — на основе железа (железные) — Диаграмма состояния сплавов системы железо—марганец 84 — Применение 82, 83 — Свойства 82, 83 — Химический состав 83
— на основе марганца (марганцевые) — Диаграмма состояния сплавов систем марганец—никель, железо—марганец 83. 84 — Применение 83 — Свойства 83, 84 — Химический состав 83, 84
— никелевые — Диаграмма состояния сплавов системы никель—хром 79 — Применение 79—82 — Свойства 79—82 — Химический состав 80—82
— оловянно-свинцовые — Диаграммы состояния сплавов систем олово—свинец, олово—цинк 87 — Применение 86 87, 89 — Прочность паяных соединений 90 — Свойства 86, 87, 89—91
— оловянные с цинком, серебром, сурьмой, медью, кадмием — Марки 91 — Химический состав 91
394
Предметный указатель
— палладиевые — Диаграмма состояния сплавов системы серебро—палладий 74 — Применение 73, 74 — Свойства 73, 74 , 76 — Химический состав 74—76 — пастообразные—Связующие компоненты 101, 102—Требования 101 — Химический состав 102
— платиновые — Применение 79 — Свойства 79 — Химический состав 78
— порошкообразные — Приготовление 101 — Применение 101
— самофлюсующие 26, 27
— свинцовые — Диаграмма состояния сплавов систем свинец—олово, свинец— кадмий, свинец—серебро 92 — Применение 92, 93 — Свойства 92, 93 — Химический состав 92, 93
— серебряные — Диаграмма состояния сплавов системы медь—серебро 70 — Применение 70, 74 — Свойства 70—74 —Химический состав 71—76
— титановые — Образование припоев в процессе пайки 99, 100 — Применение 99—101 —Свойства 99 — Химический состав 100, 101
— цинковые — Применение 94 — Свойства 94 — Химический состав 95, 96
Припои-пасты на основе галлия для пайки магниевых сплавов — Состав и температура плавления 270
Приспособления для пайки — Материалы для изготовления 227 — Конструкции
228—232 — Правила конструирования 226 — Требования 226
— в виде штыря — Конструкция 228
— в соляных ваннах — Конструкция 229
— для тонкостенных деталей — Конструкция 231
— для точного центрирования диаметров паяемых деталей — Конструкция 230
— для пластин методом заливки — Конструкция 232
— скрепляющее с клиновым зажимом — Конструкция 230
Приспособление для поднятия припоя в зависимости от зазора 24
Проектирование технологического процесса пайки — Этапы проектирования с использованием математической модели 350, 351
Прочность паяных соединений 289 — Влияние давления 307, зазора и частоты вибрации в процессе пайки 305, 306 расплава припоя 304, 305, скорости охлаждения после пайки 308, способа нагрева 307, термической обработки 30S, 309, флюсов 306
— внахлестку — Влияние зазора и толщины шва 293, 294 — Зависимость от химического состава припоя 294
— встык — Зависимость от зазора и от площади шва 292, 294, 296, от механических свойств паяемого материала 293, от термической обработки 293 — при испытании на срез 295, 297
— при переменных нагрузках — Влияние галтелей 301 — Влияние дефектов 299, 300 — Выносливость паяных соединений внахлестку 300 — Долговечность паяных соединений при пульсирующих нагрузках 299 — Образцы для испытания 299
— при статических нагрузках 297 — Влияние дефектов 29S — Зависимость от времени выдержки 298
Р
Рампы 187
Растворимость кислорода в металлах 26
— металлов в титане — Составы интерметаллидов, образующихся при их вз-аи-модействии
Рафинирование 229
Предметный указатель
395
Редукторы для пайки с применением газов—заменителей ацетилена — Технические данные 187 — Типы 186, 187
— кислородные и ацетиленовые — Технические данные 186
С
Самофлюсование — Влияние паяемого металла 25—28
— Механизм процесса 25—28
— Назначение 24
Сапфир — Свойства 288
Сборка изделия под пайку 225, 226 — Примеры сборки 225
— Приспособления 228—232
Ситалл — Свойства 286, 287
Смачивание прииоев — Коэффициент смачивания 19
— Краевой угол смачивания 19
— Оценка возможности смачивания по изменению изобарного потенциала 25
Смолы эпоксидные — Условия отверждения 309
Соединения паяные — Виды 303
— Влияние состава припоя и газовой среды в камере пайки 38—41
— Влияние различных факторов на прочность см. Прочность паяных соединений
— Допускаемые напряжения см Напряжения, допускаемые в паяных соединениях
— Изменение содержания паяемого металла в шве в зависимости от зазора 32—35
— Классификация факторов, влияющих на структуру и свойства 304
— Концентрация напряжений 290—292
— Меры, снижающие коррозионное разрушение 323
— Строение 7
— Схема диффузионных потоков по границам зерен в зону спаев 31
— - Пластические свойства 301
— Требования 58
— Условия получения 7
— Формулы для расчета атомарной диффузии 32, 33
— Формулы для расчета равновесной формы галтелей 35—38
— Формулы для расчета прочности 289
Спай — Влияние паяемого металла, припоя и количества жидкой фазы в шве 28—31 —Строение 7, 8
— бездиффузионный — Природа образования 7, 8
— диспергированный — Природа образования 16—17 — Формулы для расчета 18
— контактно-реакционный — Природа образования 13 — Формулы для расчета 14—16
— растворно-диффузионный — Природа образования 10—11 —Формулы для расчета 11—13
Средства откачки 153—155
Стекло — Подготовка к пайке 219
Структура паяного соединения — Выявление структурных составляющих путем травления 312—314
396
Предметный указатель
Т
Тантал — Свойства 261
Теплообменники — Составы припоев и режимы пайки и лужения 274, 275
Термометры сопротивления — Конструкции 195
— Технические данные 195
Термопары — Назначение 197
— Технические данные 198
— Типы 197—199
Терморегуляторы 276
Течеискатели — Виды 157
— галогенные — Технические данные 369
Техника безопасности при выполнении паяльных работ 384, 385
Титан и его сплавы — Свойства 255
Травление комбинированное (с обезжириванием) 208 — Составы и режимы работы ванн для обработки стали и чугуна 219
— с применением ультразвука 208
— химическое 207 — Предотвращение перетравливания 207 — Приспособления 208 — Режимы для удаления с поверхности сталей незначительного слоя окислов 210 — Составы и режимы работы ванн для обработки сталей, чугуна и цветных металлов 209—219 — Технологический процесс 211, 212, 215, 216
— электрохимическое 207 — Составы электролитов и режимы их работы 212, 213
У
Установки для газопламенной пайки 183—192 — Технические данные 185—192
— для пайки погружением в расплав припоя 170—174 — Особенности конструкций для пайки титана и других активных металлов 172
— для пайки электросопротивлением — Технические данные 176, 177
Установки для индукционной пайки — Выбор параметров 165—167
— бурового инструмента — Технические данные 165
— токами высокой частоты — Технические данные 164
— карусельного типа — Технические данные 163 165
— муфельные — Технические данные 165
— с ламповыми преобразователями 162 — Технические данные 161 162
— с машинными преобразователями 162 — Технические данные ВбЗ
— специальные — Технические данные 162—165
Установки для пайки концентрированными источниками энергии лазерные 181 —
Технические данные 182
— световым лучом 183
— с инфракрасным излучением — Технические данные 178—181
Установки электронно-лучевые для пайки узлов из керамики и тугоплавких
мег алл ов с местным нагревом 180
Предметный указатель
397
— медицинского оборудования с нагревом сканирующим потоком электронов 1S0
— стальных теплообменников трубчатого типа — Технические данные 181
— трубчатых конструкций из высокоактивных металлов — Технические данные 181
Установка для измерения микро-термо ЭДС — Электрическая схема 320
Установка для зонального безокислительного нагрева неповоротных стыков стальных и титановых трубопроводов под высокотемпературную пайку — Технические данные 180
Установки для очистки аргона — Технические данные 147
— для очистки водорода от кислорода — Технические данные 148, 149
— для получения эндотермических сред — Технические данные 149, 150
— для приготовления контролируемой среды и аммиака — Конструкция 148—
Технические данные 148
Устройства для пайки с жидким горючим 191
— механизированные для газопламенной пайки 191 — Схемы транспортирования изделий в зону пайки 192
— паяльные ванно-валковые для производства консервной тары — Технические данные 171
Ф
Феррит — Свойства 287
Флюсопитатель — Технические данные 190
Флюсы — Выбор компонентов 103, 104 — Классификация 104 — Нормы расхода 379 — Определение 103 — Природа 103 — Способы приготовления и нанесения 130, 131 —Требования 103
— бесканифольные — Свойства 118, 125, 127 — Составы 125—127
— газообразные — Способ получения 149
— галогенидные — Свойства 115—118 — Составы 115—118
— гидразиновые, анилиновые и другие органические — Свойства 118, 121 — 124 — Составы 121 —124
— канифольные, канифольно-галогенидные и канифольсодержащие — Свойства 119—121 —Составы 119—121 —Способ нанесения 131
Флюсы для высокотемпературной пайки алюминиевых сплавов — Особенности пайки 105, ИО — Составы 111 —113
— магниевых сплавов — Особенности пайки 110, 115 — Составы 114
— титана и его сплавов — Особенности пайки 115 — Свойства 115 — Составы 115 — черных и цветных металлов и сплавов — Особенности пайки 104, 105 — Составы 104—110 — Способы приготовления и нанесения 130
Флюсы для низкотемпературной пайки алюминия, магния и сплавов на их основе— Свойства 118, 127 — Составы 127. 128 — Способы приготовления и нанесения 130
— черных и цветных металлов и сплавов — Свойства 115—127 — Составы 119— 127 — Способы приготовления 130, 131
X
Хромирование термодиффузионное 220
398
Предметный указатель
Ц
Цирконий — Свойства 260
Ш
Шланги — Назначение 187
— Типы 187
Шов паяный — Определение 7
Э
Электропечи вакуумные — Виды 149 — Материалы нагревательных элементов 154
— камерные — Технические данные 153
— колпаковые — Технические данные 151
— шахтные — Конструкции 151, 153—Технические данные 152
— элеваторные—Конструкции 149—151 — Технические данные 152
Электропечи с контролируемыми средами 137 — Установки для получения контролируемых сред 147—149
— водородные конвейерные сопротивления 139, 140
— двухколпаковые с программным управлением 141, 142 — Технические данные 141
— индукционные муфельные 158
— камерные—Конструкции 143—146 —Технические данные 143—146
— колпаковые 140—142 — Технические данные 141, 142
— конвейерные сопротивления для пайки изделий в восстановительной среде 138 — Конструкция 138. 139 — Технические данные 139
— специализированные высокопроизводительные — Технические данные 157, 158 — с шагающим подом с водородной и азотно-водородной средой — Конструкция 138—Технические данные 138
— толкательные водородные сопротивления .140 — Технические данные 141
— шахтные— Технические данные 142
— элеваторные сопротивления — Конструкции 111 —143—Технические данные 143
Поправка. На рисунках справочника, где приведены значения давления (в паскалях), в обозначениях осей множитель 10 следует читать с отрицательной степенью. Например, на рис. [ гл. 9 (с. 289) обозначение оси ординат Пр • 10 Па следует читать как <тр * 10-1 Па; на рис. 3 гл. 8 (с. 278) обозначение осн ординат ов 105 Па — как ов • 10~5 Па.