





























































































































































































































































































































































































































































































Author: Петрунин И.Е. Маркова И.Ю. Березников Ю.И. Бунькина Р.Р. Ильина И.И. Киселев И.И.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология основы промышленного производства металлы пайка издательство машиностроение
ISBN: 5-217-03167-0
Year: 2003



УДК 621.791.3(035)
ББК 30.616
С74
Авторы: Петрунин И. Е., Березников Ю. И., Бунькина Р. Р.,
Ильина И. И., Маркова И. Ю., Киселев И. И., Николаев Г. А.,
Новосадов В. С., Орлова В. В., Парфёнов А. Н., Пашков И. Н.,
Семёнов В. Н., Фролов В. П., Шеин Ю. Ф.
Справочник по пайке / Под ред. И. Е. Петрунина. 3-е изд.,
С74 перераб. и доп. М.: Машиностроение, 2003. 480 с.; ил.
Рассмотрены физико-химические процессы и способы пайки, припои и паяльные смеси,
флюсы и газовые среды, оборудование, технологическая оснастка, особенности пайки метал-
лов и неметаллических материалов. Приведены сведения о подготовке поверхности к пайке,
конструировании и прочности соединений, проектировании, технологии, контроле качества
пайки и основы нормирования паяльных работ.
3-е издание (2-е изд. 1984 г.) переработано в соответствии с новыми стандартами и тре-
бованиями современной технологии пайки, дополнено современными отечественными и за-
рубежными припоями, материалами по оборудованию и производству крупногабаритных
стальных конструкций пайкой, сведениями по нормированию пайки; приведен подробный
перечень нормативной документации.
Для инженерно-технических работников, занимающихся пайкой в различных отраслях
промышленности.
УДК 621.791.3(035)
ББК 30.616
ISBN 5-217-03167-0
ISBN 5-94275-047-5
© Издательство «Машиностроение - 1», 2003
ОГЛАВЛЕНИЕ
Введение (И. Е. Петрунин)............. Ь
Глава 1. Основы физико-химических
процессов пайки (И. Е. Петру-
нин) .......................... 8
Процессы формирования пая-
ного соединения................. 8
Эффект сфероидизации и поро-
образование в шве при пайке .. 20
Список литературы.............. 21
Глава 2. Способы пайки (В. С. Ново-
садов)........................ 22
Капиллярная пайка.............. 22
Контактно-реактивная пайка.... 27
Адгезионная пайка.............. 31
Реактивно-флюсовая пайка..... 33
Диффузионная пайка............. 34
Некапиллярная пайка............ 36
Композиционная пайка......... 37
Список литературы.............. 40
Глава 3. Припои и паяльные смеси
(И. Н. Пашков, И. И. Ильина,
В. В. Орлова)................. 41
Припои на медной основе...... 41
Медь ..................... 41
Медно-цинковые припои, ... 42
Медно-никелевые припои ... 47
Медно-фосфорные припои.... 52
Медно-германиевые припои.. 57
Припои, содержащие драгоцен-
ные металлы.................... 57
Серебряные припои....... 57
Палладиевые припои...... 63
Золотые припои........ 66
Платиновые припои....... 68
Заменители серебряных и зо-
лотых припоев............. 70
Жаропрочные и коррозионно-
стойкие припои на никелевой
основе......................... 73
Припои иа основе железа. 77
Марганцевые припои...... 78
Титановые припои ......... 79
Алюминиевые припои...... 81
Магниевые припои ......... 83
Оловянио-свинцовые припои 84
Свинцовые припои...... 89
Индиевые, цинковые, кадмие-
вые, висмутовые и таллиевые
припои............................. 90
Порошковые, композиционные и
пастообразные припои......... 96
Список литературы.................. 98
Глава 4. Флюсы и газовые среды
(А. Н Парфенов, Р. Р. Бунькина) 99
Природа флюсов и их классифи-
кация ............................. 99
Флюсы для высокотемператур-
ной пайки......................... 100
Флюсы для пайки черных и
цветных металлов 100
Флюсы д ля пайки алюминия и
его сплавов.................. 105
Флюсы для пайки магниевых
сплавов. ... .. ПО
Флюсы для пайки титана и его
сплавов...................... 112
Способы приготовления и нане-
сения флюсов...................... 113
Флюсы для высокотемпера-
турной пайки черных и цвет-
ных металлов ... 113
Флюсы для пайки алюминия,
магния, титана и их сплавов . 114
Удаление остатков флюса после
пайки............................. 114
Флюсы для низкотемпературной
пайки............................. 114
Флюсы на основе органических
соединений........................ 118
Системные флюсы и паяльные
пасты для низкотемпературной
пайки............................ 132
Способы приготовления и нане-
сения флюсов для низкотемпера-
турной пайки...................... 138
Газовые среды, используемые
при пайке......................... 139
Восстановительные газовые
среды ... 139
Активированные газовые сре-
ды .......................... 141
Инертные и нейтральные га-
зовые среды.................. 142
Пайка в вакууме и парах легко-
испаряемых металлов.......... 143
Список литературы................. 144
ОГЛАВЛЕНИЕ
Глава 5. Отечественное оборудование
для пайки (Ю. И. Березников).... 146
Печи................................ 146
Оборудование для индукционной
пайки........................... 178
Оборудование для пайки погру-
жением.......................... 190
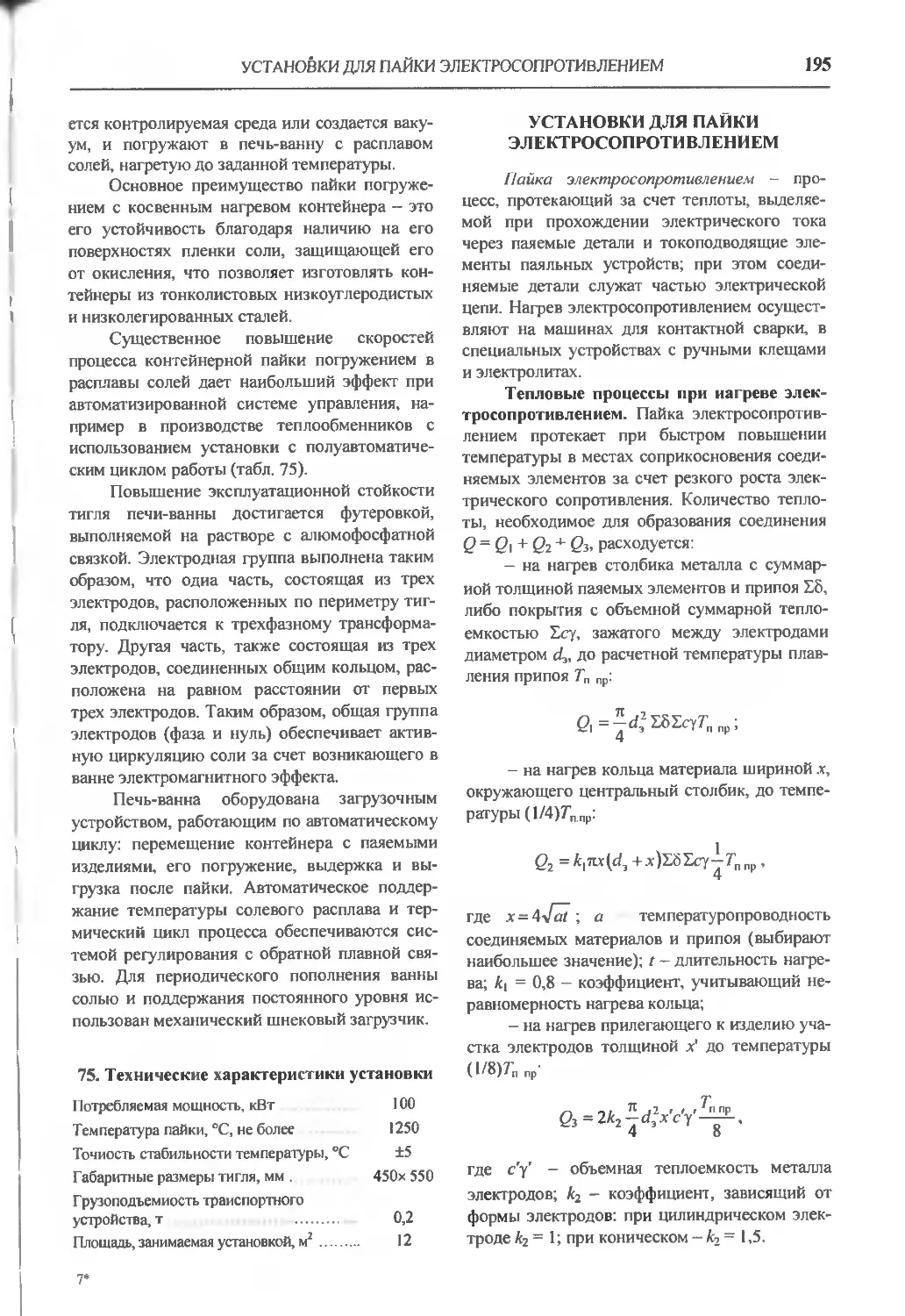
Установки для пайки электросо-
противлением ................... 195
Установки для пайки концентри-
рованными источниками энер-
гии ............................ 199
Оборудование для газопламен-
ной пайки................. 206
Паяльники................. 219
Контрольно-измерительная и ре-
гулирующая аппаратура..... 222
Системы управления и ренова-
ция электропечей и установок ... 224
Список литературы......... 232
Глава 6. Подготовка поверхности к
пайке. Сборка изделий. Приспо-
собления для пайки (И. Ю. Мар-
кова) .............................. 234
Очистка поверхности металлов
под пайку....................... 234
Предварительное нанесение ме-
таллических покрытий ........... 250
Сборка под пайку и нанесение
припоя.......................... 254
Приспособления для пайки..... 254
Список литературы............... 260
Глава 7. Технологический процесс
пайки металлических мате-
риалов (Ю. Ф. Шеин)........... 261
Пайка сталей и сплавов....... 261
Пайка углеродистых и низко-
легированных сталей........ 261
Пайка коррозионно-стойких
сталей..................... 263
Пайка жаропрочных сталей и
сплавов.................... 267
Пайка инструментальных ста-
лей .... 270
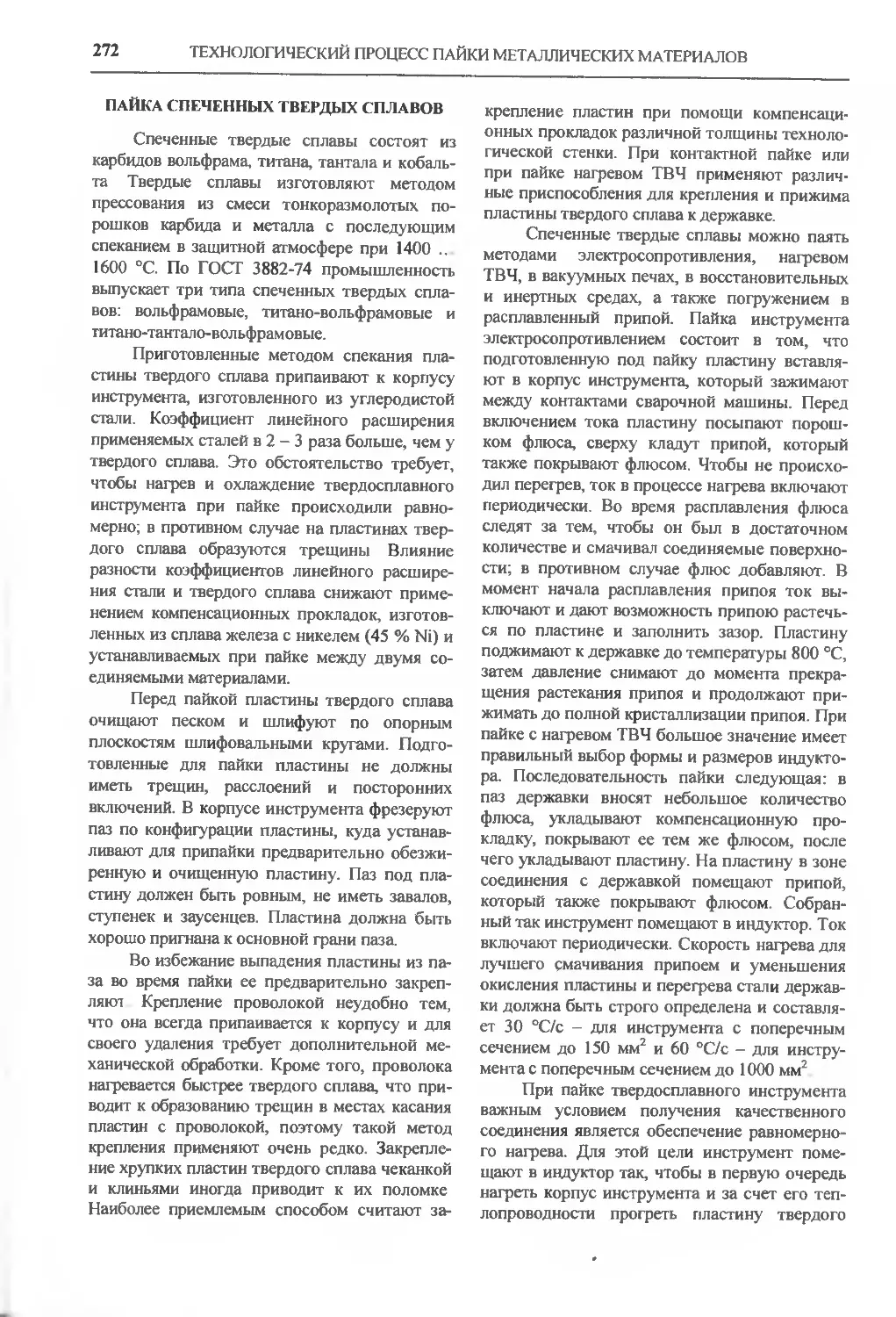
Пайка спеченных твердых спла-
вов ............................ 272
Пайка чугуна.................... 274
Пайка меди и ее сплавов...... 275
Пайка латуней ............. 277
Пайка бронз ............... 278
Пайка никеля и его сплавов.. 278
Пайка титана и его сплавов.. 281
Пайка молибдена................ 284
Пайка ниобия и его сплавов.. 285
Пайка вольфрама................ 286
Пайка циркония ................ 287
Пайка тантала ................. 289
Пайка бериллия................. 290
Пайка алюминия и его сплавов 291
Пайка магниевых сплавов..... 296
Список литературы.............. 299
Глава 8. Пайка полупроводников, гра-
фита и других неметалличе-
ских материалов (И. Е. Петру-
нин, И. Ю. Маркова)................ 300
Пайка полупроводников....... 300
Пайка графита со сталями.... 302
Пайка металла со стеклом.... 309
Пайка ситалла, феррита, сапфира
с металлами ................... 312
Пайка металла с керамикой... 313
Пайка углерод-углеродистых ком-
позиционных материалов...... 315
Список литературы.............. 317
Глава 9. Прочность паяных соедине-
ний (Г. А. Николаев, И. И. Киселев) 318
Концентрация напряжений в па-
яных соединениях................... 318
Прочность паяных соединений 320
Пластические свойства паяного
шва............................ 327
Допускаемые напряжения в пая-
ных соединениях................ 328
Глава 10. Пайка в поточном производ-
стве крупногабаритных сталь-
ных конструкций (И. Е. Петру-
нин) .............................. 329
Пайка стыков трубчатых опор
ВЛ электропередачи (в экспорт-
ном исполнении)................ 330
Пайка стыков труб тепловых
электростанций................. 332
Пайка стыков бурильных труб ... 334
Пайка стыков обсадных труб
нефтяных и газовых скважин .... 336
Пайка стыков труб магистраль-
ных трубопроводов.......-... 336
ОГЛАВЛЕНИЕ
Производство паяных решетча-
тых опор линий электропередачи 337
Список литературы.. „...... 339
Глава 11. Жидкометаллическое ох-
рупчивание и прочность при
пайке однородных и разнород-
ных металлов и сплавов
(В. Н. Семенов).............. 340
Общее представление о характе-
ре совершенствования паяных
конструкций ЖРД.............. 340
Природа изменения механиче-
ских свойств твердых металли-
ческих тел в контакте с жидкими
средами............. ... 342
Влияние технологических фак-
торов на механические свойства
материалов................... 347
Контактное влияние меди и се-
ребра на механические свойства
сплава ХН67ВМТЮ и стали
06Х15Н6МВФБШ................. 349
Одновременное влияние трех
факторов (размера зерна, толщи-
ны никелевого покрытия и хими-
ческого состава припоя Cu-Ag)
на механические свойства сплава
ХН67ВМТЮ................... 351
Определение снижения прочно-
сти материалов с трещиной . ... 352
Расчетная оценка напряжений в
паяемой паре............... 354
Механизм разрушения материа-
лов при пайке.............. 357
Расчет давления рабочего газа в
объеме печи для поджатия (вы-
бора зазора) паяемых деталей ... 365
Оптимизация химического со-
става припоя и прочности паяно-
го соединения ......... 368
Список литературы ...«».....376
Глава 12. Проектирование техноло-
гического процесса пайки
(В. П. Фролов)................... 378
Элементы математической модели
технологического процесса пайки 378
Задачи и принципы технологиче-
ского проектирования....... 398
Список литературы.......... 399
Глава 13. Структура и свойства пая-
ных соединений (И. Е. Петру-
нин, И. Ю. Маркова)............... 401
Факторы, влияющие на структуру
и свойства паяных соединений .. 401
Методы исследования структуры
и свойств паяных соединений ... 405
Список литературы.............. 418
Глава 14. Контроль качества пайки
(И. Е. Петрунин, И. Ю. Маркова) 419
Дефекты паяных соединений ... 419
Способы контроля качества пая-
ных изделий.................... 420
Список литературы.............. 433
Глава 1S. Основы нормирования
паяльных работ (И. Е. Петру-
нин, И.Ю. Маркова)................. 434
Пути экономии припоев...... 442
Список литературы.............. 447
Глава 16. Экологическая безопасность,
производственная санитария и
охрана труда (И Е. Петрунин,
И. Ю. Маркова)..................... 448
Требования к технологическим
процессам...................... 451
Рабочее место паяльщика ....... 452
Техника безопасности при экс-
плуатации оборудования ... 454
Техника безопасности при про-
изводстве припоев, флюсов и вы-
полнении паяльных работ.... 454
Меры безопасности при кон-
тактной пайке электросопротив-
лением ........................ 457
Меры безопасности при пайке в
электропечах .................. 457
Меры безопасности при индук-
ционной пайке.................. 458
Меры безопасности при термит-
ной пайке.................... 458
Меры безопасности при ультра-
звуковой, электронно-лучевой и
лазерной пайке................. 459
Список литературы .. _...__ 461
Глава 17. Перечень нормативных до-
кументов (И. Ю. Маркова)... 462
Предметный указатель.................. 472
ВВЕДЕНИЕ
В условиях складывающихся в со-
временной России рыночных отношений,
при которых превалирование на рынке
товаров определяется в конечном счете
реализацией накопленных знаний в науч-
но-техническом и хозяйственном обороте,
особую роль приобретает информация как
одно из важнейших средств интенсифика-
ции общественного производства. В этих
условиях эффективность и результатив-
ность достигаются там, где своевременно
обеспечена научно-техническая информа-
ция и созданы условия для ее реализации в
практику производства.
Приоритетные направления научно-
технического прогресса, особенно в новой
технике, неизменно связаны с применени-
ем пайки как передового, надежного и
высокопроизводительного технологиче-
ского процесса.
Пайка - физико-химический процесс
получения соединения в результате взаи-
модействия твердого паяемого и жидкого
присадочного металлов соединяемых де-
талей.
Пайка имеет сходство со сваркой
плавлением, но между ними имеются
принципиальные различия. Если при свар-
ке основной и присадочный материалы
находятся в сварочной ванне в расплав-
ленном состоянии, то при пайке паяемый
материал не плавится. Формирование шва
при пайке происходит путем заполнения
припоем зазора между соединяемыми де-
талями, т.е. процесс пайки связан со сма-
чиванием и капиллярным течением, что не
имеет места при сварке плавлением.
В отличие от сварки плавлением пайка
осуществляется при температурах, лежа-
щих ниже температуры плавления паяемо-
го материала.
Одним из преимуществ пайки по
сравнению со сваркой плавлением являет-
ся возможность соединения в единое це-
лое за один прием множества заготовок,
составляющих изделие. Поэтому пайка,
как никакой другой метод соединения,
отвечает условиям массового производст-
ва: позволяет соединять разнородные ме-
таллы, а также металлы со стеклом, кера-
микой, полупроводниками, графитом и
другими неметаллическими материалами.
При пайке не происходит расплавле-
ния кромок паяемых деталей, что дает
возможность сохранить в процессе произ-
водства форму и размеры изделия При-
менение низкотемпературной пайки со-
храняет неизменными структуру и свойст-
ва металла соединяемых деталей. Важным
преимуществом пайки является разъем-
ность паяных соединений, что делает этот
процесс незаменимым при монтажных и
ремонтных работах в приборостроении.
Благодаря применению рациональ-
ных сочетаний паяемых материалов и
припоев и использованию конструкций с
оптимальной площадью перекрытия на-
дежность паяных соединений для самоле-
тов в 4 раза выше, а для космических ап-
паратов в 25 раз выше, чем сварных1. Как
установлено в исследованиях спаев2, это
преимущество пайки перед сваркой опре-
деляется малыми объемами жидкой фазы
и, соответственно, высокими скоростями
охлаждения, обеспечивающими образова-
ние в шве метастабильных фаз с высокими
механическими свойствами.
Первопроходцем становления совре-
менного уровня пайки является Сергей
Николаевич Лоцманов, который, еще бу-
дучи слушателем Военно-воздушной
1 «Инженерный справочник по космиче-
ской технике». 2-е изд. / Под ред. А. В. Соло-
дова. М.: Воениздат, 1977. С. 163
2 Петрунин И. Е. Исследование некото-
рых физико-химических процессов при пайке и
разработка новых недефицитных припоев. М.:
МВТУ им. Баумана. 1970.
ВВЕДЕНИЕ
инженерной академии им. Н. Е. Жуков-
ского, разработал основы теории и техно-
логии пайки алюминия. Под руководством
С. Н. Лоцманова автором и редактором
справочника И. Е. Петруниным впервые
найдено решение задачи пайки магниевых
сплавов, являющихся, как и алюминий,
«крылатым» металлом.
Главная же заслуга С. Н. Лоцманова
состоит в том, что он создал школу своих
учеников и последователей, которая и вы-
двинула пайку в бывшем СССР (а ныне в
России) на ведущее место в мире.
Первым учеником С. Н. Лоцманова
стал Виктор Петрович Фролов (также один
из авторов справочника). Научная деятель-
ность В. П. Фролова тесно связана с иссле-
дованиями, разработкой и созданием ре-
шетчатых крыльев летательных аппаратов,
без чего был бы невозможен выход на но-
вые рубежи авиационной и космической
техники.
Повышение значимости пайки, по-
теснившей традиционные позиции сварки,
произошло во второй половине прошлого
столетия после разработки, создания и
применения припоев на железной основе.
В результате пайка стала основой поточ-
ного производства крупногабаритных
стальных строительных металлоконструк-
ций и нашла применение взамен сварки: в
производстве решетчатых и трубчатых
опор линий электропередачи (ЛЭП), для
соединения труб тепловых электростан-
ций, для сочленения бурильных и обсад-
ных труб нефтяных скважин, для пайки
стыков магистральных трубопроводов
ит.д.
Большой вклад в становление и раз-
витие пайки в России, особенно при соз-
дании новой техники, внесли А. И. Губин,
Р. Е. Есинберин, Л. Л. Гржимальский,
И. И. Ильевский.
Глава 1. ОСНОВЫ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ ПАЙКИ
Пайка, как никакой другой технологиче-
ский процесс, связана с широким комплексом
физико-химических явлений, протекающих в
твердой, жидкой и газовой фазах: восстановле-
ние и диссоциация, испарение и возгонка, сма-
чивание и капиллярное течение, диффузия и
растворение, пластифицирование и адсорбци-
онное понижение прочности и т.д.
Основными факторами, определяющими
характер взаимодействия твердого и жидкого
металлов при образовании спаев, являются
электронное строение их атомов, соотношение
атомных радиусов, положение элементов в
ряду электроотрицательности, валентность и
потенциалы ионизации атомов.
Характер взаимодействия важнейших в
техническом отношении и наиболее широко
используемых в паяных изделиях металлов -
железа, меди, никеля, алюминия и магния - с
элементами периодической системы элементов
Д. И. Менделеева представлен на рис. 1 (разра-
ботано автором).
ПРОЦЕССЫ ФОРМИРОВАНИЯ
ПАЯНОГО СОЕДИНЕНИЯ
Влияние паяемого металла, припоя и
количества жидкой фазы в шве на образо-
вание спаев. Зазоры при пайке применяют
обычно в пределах 0,05 .. 0,2 мм, поэтому
количество жидкого металла в них незначи-
тельно. Взаимодействие между твердым и рас-
плавленным металлами приводит к изменению
состава исходной жидкой фазы; при высоко-
температурной пайке припой особенно интен-
сивно легируется компонентами паяемого ме-
талла. Легирование усиливается в связи с от-
сутствием на нем окисной пленки и наличием
вследствие этого непосредственного металли-
ческого контакта с расплавом припоя При
пайке происходит интенсивное растворение
паяемого металла в расплавленном припое.
Растворение ослабевает, когда в припои вводят
компоненты, входящие и в состав паяемого
металла. Исходный состав припоя в процессе
пайки может меняться не только за счет рас-
творения в нем паяемого металла, но и в ре-
зультате избирательной диффузии компонен-
тов припоя в паяемый металл, испарения наи-
более летучих его компонентов, окисления и
удаления в шлак за счет газовой и шлаковой
фаз.
Влияние паяемого металла на процесс
образования спая сказывается и непосредст-
венно при кристаллизации, которая происходит
на готовых поверхностях раздела. Образование
зародышей новых кристаллов на поверхности
паяемого металла зависит от характера смачи-
вания припоем: чем меньше краевой угол сма-
чивания, тем меньше затрат энергии требуется
для образования зародыша. Если краевой угол
мал, то для зарождения зародыша кристалла
требуется незначительное переохлаждение.
Поскольку обязательным условием пайки яв-
ляется смачивание припоем паяемого металла,
го условия зарождения центров кристаллиза-
ции при этом весьма благоприятны.
Влияние состояния поверхности паяемого
металла приводит к тому, что кристаллизация с
самого начала в той или иной степени ориен-
тирована, т.е. имеет место определенное соот-
ношение между формой и размерами кристал-
лической ячейки затвердевающего металла
зоны сплавления и паяемого металла. При на-
личии ориентирующего влияния поверхности
паяемого металла структура металла шва обра-
зуется в результате развития трех последова-
тельных стадий процесса: на первой стадии
ориентирование образующихся кристаллов це-
ликом определяется подложкой; вторая стадия
характеризуется появлением двойников и дру-
гих структурных несовершенств в связи с
уменьшением ориентирующего влияния твер-
дого металла; на третьей стадии наблюдается
поликристаллическая структура или возникает
текстура роста.
В зависимости от соотношения парамет-
ров решетки кристаллов паяемого металла и
кристаллов, образующихся из расплава, ориен-
тированная кристаллизация может протекать
по-разному. Выделяющаяся из расплава новая
фаза отличается от паяемого металла видом
атомов, типом и параметрами решетки. Обра-
зующиеся из нее кристаллы сопрягаются с
подложкой такой гранью, в которой располо-
жение атомов наиболее соответствует распо-
ложению аналогичных атомов в грани кри-
сталла паяемого металла. Вероятность такой
кристаллизации будет тем больше, чем меньше
различия межатомных расстояний в плоско-
стях сопрягающихся фаз. Так, при осаждении
алюминия на монокристаллические пластинки
плагины, при ориентированной кристаллиза-
ции меди на никель силы притяжения атомов
ПРОЦЕССЫ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
№
Li
g
111 IB Cl
в R :2Z Fe R Си- in
Е
Rb № Mp) И P In krp-
ISI
Cs 'ft Pr Nb Pm Eli 6d Tb КУ Ho Er Tm
Yb LU $ I®: IB о IB 111 0
И1
Fr Д Ac Pa Np PU Am Cm Bk Cf Es Fm Md
No Lr у
Рис. 1. Природа взаимодействия a-Fe (в), y-Fe (о), меди (в), никеля {г), алюминия (d),
магния (е) с различными элементами:
/ - образующими непрерывные твердые растворы; 2 - образующими ограниченные твердые растворы;
3 - образующими соединения; 7 - образующими эвтектические смеси; 5 - невзаимодействующими,
б - неизученные (обозначения штриховки 1-6 см. нас. 11)
10
ОСНОВЫ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ ПАЙКИ
°(11213 Н51 б17' 8 9 10 11
Иг-у--у- ------ —
12 13 14 15 16
к Fe co В
Е
нь S Wtr jg ТО W
В
cs Nb Pm Sm Eu Gd
И8К Ml in •BBj *»Ш1 ЕЭ ш
0
Pr Ra Ac Pa Np Am Cm Bk Cf Es Fm Md
No Lr в/
0 11 2 3 4 5 6 7 8 9 10 и 12 13 114 15 16 n
и
p
|/Ve[
Ш 88
1
□ : Ж1 w[ ЙЙ В
йй!
Rb Sr \Rh Pd| В I'd
H
Cs В Nb Pm Sm Eu Gd Tb Ho Er Гт
Yb Lu lr ЙЗ Й В Po
1
Fr RO AC Pa Np Pu Am Cm Bk Cf ES Fm Md
NO Lr
Продолжение рис. I
ПРОЦЕССЫ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
0 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
н
Е!
№ №
Е
М
R
№ Я 0; ^S! $ ;В>:
Е
ТЙ5 iK ^$п- $/$
Nb Рт SmE и Od ТЬ но Ег Тт
At
и □ >03 Ж ЙЙ ЭД ЕЗЕ 0^ Ш1 И
Fr Ro АС =$ Ра Np Ри А тСт Вк Cf Es Fm Md
No Lr
Продолжение рис. 1 (расшифровку обозначений 1-6 см. на с. 9)
ПРОЦЕССЫ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
15
рой из указанных фаз обусловлено ее выделе-
нием на поверхности паяемого металла в виде
прикристаллизованных слоев, что и подтвер-
ждается микрорентгеноспекгральным анализом
образцов, паянных при температуре 1350 °C
(рис. 7). На кривой распределения отчетливо
видна остановка, соответствующая слою твер-
дого раствора на основе железа (11 % меди).
В соответствии с диаграммой состояния
уменьшение растворимости железа в жидкой
меди при охлаждении приводит к выделению
фазы, богатой железом. Последняя в условиях
образования растворно-диффузионного спая
выделяется в виде эпитаксиального слоя на
границе с паяемым металлом.
При пайке железа медью с разными зазо-
рами структура, формирующаяся при затверде-
вании расплава, оказывается при прочих рав-
ных условиях различной в малых и больших
зазорах. В широких зазорах (0,5 . 2 мм) кри-
сталлизация происходит с образованием разви-
той дендритной структуры и имеет характер
объемного затвердевания. Содержание железа
в осях дендритов достигает 4 %, а на перифе-
рии падает до 2 2,5 % (массовые доли).
Смена форм затвердевания с изменением раз-
мера зазора вызывается изменением условий
кристаллизации Согласно существующим
представлениям тип кристаллизации сплавов
определяется градиентом температуры распла-
ва, а также величиной и протяженностью об-
ласти концентрационного переохлаждения
вблизи фронта кристаллизации. При прочих
равных условиях уменьшение зазора, а следо-
вательно, слоя кристаллизующейся жидкости,
начиная с определенного момента, приводит к
таким изменениям указанных факторов, что
дендритная форма кристаллов постепенно ус-
тупает место ячеистой, а последняя - преобла-
дающему росту кристаллов с гладкой поверх-
ностью. Окончательная кристаллическая струк-
тура металла шва не соответствует первона-
чальным формам роста кристаллов. Новые
границы зерен в шве пересекают в произволь-
ных направлениях дендритные и ячеистые кри-
сталлы. При больших зазорах имеются участ-
ки, где «вторичные» границы совпадают с по-
граничными зонами первичных дендритов.
При малых зазорах структура шва по ширине
представляет собой один слой зерен. Возник-
новение вторичной структуры в литых сплавах
связывается с образованием при кристаллиза-
ции большого числа дефектов (дислокаций и
вакансий), способных перемещаться и группи-
роваться в определенных участках затверде-
вающего металла.
Уменьшение зазора и, следовательно, ко-
личества затвердевающего металла, в конеч-
ном счете, приводит к образованию плоских
границ зерен при пайке как однокомпонентны-
ми, так и многокомпонентными припоями.
С уменьшением зазора под пайку от 2 до
0,3 мм предел прочности соединений встык
при пайке железа медью возрастает с -255 МПа,
что выше предела прочности припоя в исход-
ном состоянии, до 338 МПа, что соответствует
пределу прочности железа. При зазоре 0,3 мм
медная прослойка оказывается равнопрочной с
паяемым металлом. Дальнейшее уменьшение
зазора приводит к тому, что шов оказывается
прочнее основного металла. При механических
испытаниях разрушение образцов происходит
по паяемому металлу и прочность стыковых
соединений, выполненных с зазором 0,15 мм и
менее, перестает зависеть от толщины медной
прослойки.
Поскольку состав зоны сплавления зави-
сит от зазора под пайку и с уменьшением зазо-
ра содержание паяемого металла в зоне сплав-
ления возрастает, то наблюдаемая зависимость
прочности паяного соединения от размера за-
зора может быть объяснена различной прочно-
стью образующегося в шве сплава, изменением
структуры шва с уменьшением зазора и «кон-
тактным упрочнением».
Эффективность «контактного упрочне-
ния» в случае стыкового соединения стержней
возрастает с уменьшением отношения ширины
шва (толщины мягкой прослойки) к диаметру
стержня. В результате нормальные напряжения
в прослойке могут значительно превысить пре-
дел прочности ее материала, определенный при
свободной деформации. Для вязкого разруше-
ния соединения по мягкой прослойке получена
Рис. 7. Распределение меди в зоне спая
при пайке стали 03-ВД
16
ОСНОВЫ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ ПАЙКИ
зависимость прочности соединения от механи-
ческих свойств материала прослойки и ее раз-
меров
а, = а; 11 + [зэ/зж (1 + е„ )5'2 ]"‘},
где ав , ев - соответственно предел прочности
и относительное удлинение материала про-
слойки в исходном состоянии; ге - отношение
ширины шва (толщины прослойки) к диаметру
стержня
При образовании спаев взаимодействие
на границе паяемый металл - расплав припоя
может приводить к возникновению общих зе-
рен. Такой тип кристаллизации связан с проис-
ходящим при пайке оплавлением зерен паяемо-
го металла в диффузионной зоне, насыщенной
компонентами припоя. Такой вид спая харак-
терен для пайки железа бериллием (рис. 8).
Замер микротвердости в этом случае по-
казал, что, если с увеличением выдержки при
температуре пайки твердость паяемого металла
снижается, твердость в шве возрастает, причем
наибольшая твердость наблюдается в цен-
тральной его части (рис. 9). Последнее связано
с образованием интерметаллидов в зоне шва,
более богатых бериллием.
Согласно исследованиям поверхностных
слоев стали 03-ВД и сталей, насыщаемых при
температурах 1000 1150 °C бериллием,
диффузия бериллия в сталь начинает заметно
идти при 800 .°C; при 1150 °C происходит оп-
лавление зерен. На границе низкоуглеродистая
сталь - бериллий при 1000 °C одновременно
идут два процесса:
- диффузия бериллия в сталь, что вызы-
вает Y - а-перекристаллизацию и появление
кристаллов a-фазы, ориентированных в на-
правлении диффузии;
Рис. 8. Микроструктура шва при пайке стали
03-ВД бериллием (температура пайки 1350 °C,
выдержка 1 мии; увеличение х 125)
Рис. 9. Распределение микротвердости по ширине
шва при пайке стали 03-ВД бериллием:
1 - выдержка при пайке 1 мин; 2 - выдержка
после пайки при 1250 °C 1 ч
-диффузия углерода из стали в бериллий,
что вызывает обеднение поверхностных слоев
стали углеродом.
Взаимодействие бериллия с углеродом
приводит к образованию карбида бериллия,
имеющего высокую твердость.
При охлаждении насыщенных бериллием
слоев происходит выпадение из перенасыщен-
ного раствора бериллия в a-железе интерме-
таллических соединений - бериллидов, что
сопровождала повышением твердости.
Формирование галтелей паяных со-
единений. Свойства паяных соединений в зна-
чительной мере определяются характером гал-
телей, которые в зависимости от типа соедине-
ний могут воспринимать до 75 % внешней на-
грузки. Процессы образования галтелей паяно-
го соединения зависят от природы взаимодей-
ствующих металлов, зазора, режима пайки,
характера флюсования и других факторов. При
прочих равных условиях образование галтелей
определяется количеством жидкой фазы в шве.
Галтель паяного соединения можно рассматри-
вать как своеобразную емкость, которая в про-
цессе пайки заполняется расплавом припоя.
При оптимальном количестве припоя в шве и
необходимых условиях формирования спая
образуются полномерные галтели. Избыток
жидкой фазы, неравномерность зазора ведут к
искажению формы галтелей, к образованию
наплывов.
В основу расчета равновесной формы
галтели положена зависимость, описывающая
форму поверхности жидкости, граничащей с
плоским вертикальным элементом детали.
При равновесной форме жидкости гра-
du
ничные условия следующие- и == 0 и — = 0
ПРОЦЕССЫ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
17
Рис. 10. Форма галтели паяного соединения:
а - в тавровом соединении; б- при различных краевых углах смачивания;
/-0°;2- 10°; 3-20°; 4-30°; 5-40°; 6-45°
при v -> со, где и - ордината галтели; v - аб-
сцисса галтели.
Для расплава припоя в равновесном со-
стоянии граничные условия следующие: и = 0
du
и — = -tg₽ при i» = oo (рис. 10. а). Согласно
dv
рис. 10, а при о = 0 и = «о и — = -ctg а.
dv
Значения параметров и0, а, Р, а, получен-
ные экспериментально на меди с применением
различных припоев и флюса № 209 при темпе-
ратуре (800 ± 10) °C и выдержке 5 мин, приве-
дены в табл. 2. Нулевое значение угла Р связа-
но с условиями эксперимента.
Применение расчетных методов оценки
галтелей при проектировании изделия позволя-
ет обеспечить формирование полных галтелей
при минимальном расходе припоя
2. Значения капиллярной константы а и
краевого угла смачивания
различных припоев
Припой «о, мм а° Р° а*, мм
ПСр40 4,7 21 0 5,9
МЦФЖ 6,0 5 0 6,2
МФОЦ-7-3-2 4,5 9 0 4.9
ПМФС 3,2 14 0 3,7
Сплав равных 4.2 11 0 4.7
долей меди и
олова
капиллярная константа, связанная с по-
верхностным натяжением припоя а и его плотно-
Влияние состава припоя и газовой сре-
ды в камере пайки на свойства паяных со-
единений. Изменение свойств паяемого метал-
ла происходит не только под влиянием нагрева
и взаимодействия с расплавом припоя, но и под
действием газовой среды, находящейся в каме-
ре пайки. Влияние газовых сред особенно за-
метно проявляется, когда паяемый металл ак-
тивно взаимодействует с газовыми средами. Из
конструкционных материалов, применяемых в
паяных изделиях, таким свойством обладают
титан и сплавы на его основе
Взаимодействие титана с кислородом в ат-
мосферных условиях протекает уже при 20 °C.
По мере повышения температуры интенсив-
ность окисления возрастает. При достижении
450 °C параллельно с окислением идет процесс
проникновения кислорода в кристаллическую
решетку титана и образование газонасыщенного
слоя, представляющего собой твердый раствор
газа в металле. При температуре выше 600 °C
кислород активно диффундирует в титан.
Наличие газов в кристаллической решет-
ке титана приводит к ее искажению, являюще-
муся причиной уменьшения пластических
свойств материала.
Высокотемпературный нагрев титана на
воздухе, а также в среде кислорода приводит к
появлению на его поверхности окалины, состоя-
щей главным образом из рутила. При окислении
титана в парах воды при 800 ... 1200 °C окисная
пленка состоит только из фазы ТЮ2 в модифи-
кации рутила; фаз Ti2O3 и ТЮ не обнаружива-
ется. Таким образом, в образовании поверхно-
стных пленок на титане основная роль отво-
дится кислороду и водяному пару.
Из других атмосферных газов в образова-
нии поверхностных пленок на титане при вы-
соких температурах большое значение имеет
18
ОСНОВЫ ФИЗИКО-ХИМИЧЕСКИХ ПРОЦЕССОВ ПАЙКИ
азот. При окислении титана на воздухе азот в
составе окалины обнаруживается начиная с
температуры 900 °C. Отмечается, что наличие
азота в решетке рутила приводит к образова-
нию дырчатой структуры, облегчающей диф-
фузию кислорода в объеме окисной пленки
Значения толщин окисных пленок, образую-
щихся при окислении титана ВТ1 на воздухе,
приведены в табл. 3.
3. Значения толщин окисных пленок при
окислении титана ВТ1 на воздухе, мм
Темпе- Время выдержки, ч
ратура, 0,5 1 2 4 8 16 32
800 - - - - 0,005 0,017 0,029
900 0,012 0,02 0,03 0,05 0,075 0,10 0,25
1000 0,035 0,06 0,10 0,19 0,25 0,30 -
Пайку титановых сплавов производят при
температуре около 1 000 °C, поэтому при нали-
чии окислительной атмосферы взаимодействие
кислорода с титаном в процессе пайки проте-
кает с большой интенсивностью.
Удаление окисных пленок при пайке ти-
тана фактически обеспечивается путем регули-
рования соотношения скоростей окисления и
растворения окислов в паяемом металле и в
конечном итоге достигается за счет примене-
ния среды с парциальным давлением кислоро-
да, при котором скорость растворения пленки
больше, чем скорость ее роста.
Применение аргона или вакуума при пай-
ке титана не изменяет механические свойства
соединений, выполненных припоями на основе
серебра, а также припоями систем титан -
никель, титан - никель - медь, титан - никель -
кобальт и др. Однако в отдельных случаях
применение вакуума приводит к лучшим ре-
зультатам по сравнению с аргоном. Например,
при пайке титана припоем на основе алюминия
в вакууме с остаточным давлением 0,133 Па
растекание лучше, чем в атмосфере аргона.
При пайке титана с повышенным содержанием
водорода в вакууме достигается не только
улучшение условий пайки, но и обезводорожи-
вание паяемого металла. В связи с этим утвер-
дилось мнение о предпочтительности вакуума
перед нейтральными газами даже в тех случа-
ях, когда не удается создать высокой степени
разрежения, как это имеет место, например,
при пайке крупногабаритных изделий в печах с
использованием механических вакуумных на-
сосов. Применение низкого вакуума с повы-
шенным содержанием примесей приводит к
уменьшению пластичности металла, что стано-
вится особенно опасным при пайке тонко-
листовых конструкций. В этом случае исполь-
зование вместо вакуума аргона может снизить
содержание примесей. Поэтому, если необхо-
димо максимальное сохранение пластичности
титана, то, несмотря на удовлетворительное
протекание процесса пайки в вакууме, вопрос
предпочтительности вакуума или аргона сле-
дует решать с учетом содержащихся в них
вредных примесей.
В зависимости от характера взаимодейст-
вия металлов при образовании спая и, следова-
тельно, от направленности изменения свойств
взаимодействующих металлов может резко
изменяться прочность паяемого металла под
действием расплавленного припоя. Наимень-
шие изменения наблюдаются в случае взаимо-
действия металлов, расположенных рядом в
периодической системе элементов Д. И. Мен-
делеева и образующих непрерывные твердые
растворы. Изменение механических свойств
ограниченных твердых растворов примерно
обратно пропорционально предельной раство-
римости.
Значения предельной растворимости
компонентов припоев в титане приведены в
табл. 4, там же указаны интерметаллиды, обра-
зующиеся в системах этих металлов с титаном,
и их температуры плавления.
Ввиду того, что при 20 °C растворимость
компонентов припоев в a-Ti значительно ниже
предельной, указанной в табл. 4, после пайки
припоями, содержащими никель, кобальт, мар-
ганец, получить структуру, состоящую из
твердого раствора, можно лишь в случае при-
менения весьма продолжительных выдержек и
при толщине паяемого материала, которая по-
зволяет рассматривать диффузию компонентов
припоя в решетку титана как в бесконечное
пространство.
В большинстве встречающихся на прак-
тике случаев образующаяся при диффузионной
пайке структура шва двухфазная: твердый рас-
твор a-Ti и интерметаллидные включения.
Изменение механических свойств сплавов,
имеющих в своем составе интерметаллиды,
зависит от особенностей выделения второй
фазы и характера дисперсионного механизма
упрочнения. В результате дисперсных выделе-
ПРОЦЕССЫ ФОРМИРОВАНИЯ ПАЯНОГО СОЕДИНЕНИЯ
19
4. Растворимость металлов в титане и
составы интерметаллидов, образующихся при их взаимодействии
Группа периодической системы Металл Предельная растворимость Металлические соединения в системе
a-Ti p-Ti
Содержание (массовые доли), % Г, °C Содержание (массовые доли), % Г, °C Состав 7k., °C
I Ag Си 14,6 2,1 855 798 30,5 17,7 1040 990 TiAg Ti2Cu TiCu Ti2Cu3 TiCu3 1040 990 975 920 885
IV Sn 22,5 885 35 1600 Ti3Sn Ti2Sn Ti5Sn3 Ti6Sn5 1663 1552 1505 1495
VII Мп 0,5 530 33 1175 TiMn TiMn2 950 1330
VIII Со - 685 17 1020 TiCo2 TiCo Ti2Co 1250 1500 1050
VIII Ni 0.1 770 13 955 Ti2Ni TiNi TiNi3 984 1310 1380
ний может иметь место как упрочненение, так
и разупрочнение сплава. Ввделение небольшо-
го количества второй фазы в мелкодисперсном
состоянии сопровождается повышением проч-
ности и уменьшением пластичности Вторая
фаза в этом случае вносит искажения в кри-
сталлическую решетку металла. Увеличение
количества выделяющейся избыточной фазы
может послужить причиной резкого уменьше-
ния пластических и прочностных свойств, если
эта фаза выделяется в виде сетчатого каркаса.
Менее опасны интерметаллиды в случае их
выделения в виде сосредоточенных включений.
Уменьшение количества выпадающих
интерметаллических включений, а следова-
тельно, и снижение охрупчивания титана могут
быть достигнуты за счет различных приемов.
Из них для пайки представляют интерес два:
- выбор компонентов припоя, которые
имеют увеличенную растворимость в a-Ti;
- использование в качестве припоя мно-
гокомпонентных композиций, позволяющих
при таком же количестве припоя, вводимого в
зону пайки, как и в случае однокомпонентного
припоя, уменьшить степень пересыщения a-Ti.
При применении в качестве припоя мно-
гокомпонентных композиций, например при пай-
ке титанового сплава ОТ4 (ГОСТ 19807-91), наи-
большая прочность наблюдается при толщине
медного слоя 8 мкм, а никелевого 2 мкм, т.е.
при содержании в покрытии 80 % Си и
20 % Ni (рис. 11).
Рис. 11. Механические свойства образцов из
сплава ОТ4 в зависимости от толщины
медио-никелевого покрытия:
1 - после выдержки 30 мин при 1000 °C;
2- после выдержки 2 ч при 1000 °C
Глава 2. СПОСОБЫ ПАЙКИ
Стандарт (ГОСТ 17349-79) устанавливает
технологическую классификацию способов
пайки и порядок формирования наименования
способа пайки.
Классификация способов пайки осущест-
влена по следующим независимым признакам:
- удалению оксидной пленки;
- получению припоя;
- заполнению зазора припоем;
- кристаллизации паяного шва:
- источнику нагрева;
- наличию давления на паяемые детали;
- одновременности выполнения паяных
соединений.
Классификация способов пайки по при-
знакам приведена на рис. 1
КАПИЛЛЯРНАЯ ПАЙКА
Пайка, при которой расплавленный при-
пой заполняет зазор и удерживается в нем под
действием капиллярных сил, называется ка-
пиллярной пайкой. Обычно под этим способом
подразумевают пайку с зазорами, не превы-
шающими 0,5 ... 0,7 мм. Величина зазора при
прочих равных условиях определяет структуру,
химический состав шва, механические свойст-
ва соединения, экономичность процесса, де-
фектность структуры (газовую пористость,
ликвационные процессы) и т.д. Зазоры подраз-
деляют на большие (0,2 ... 0,7 мм), номиналь-
ные (0,05 ... 0,2 мм) и малые (менее 0,05 мм).
Разработанные экспериментальные мето-
ды (ГОСТ 20485-75) позволяют определять
высоту подъема припоя по капиллярам в зави-
симости от ширины зазора и других парамет-
ров. При пайке разнородных металлов необхо-
димо учитывать изменение зазора, связанное с
различием их ТКЛР. При пайке больших по-
верхностей с односторонней подачей припоя
возможны значительные непропаи, связанные с
процессами массообмена, приводящими к из-
менению вязкости и температуры плавления
припоя. В этих случаях рекомендуется предва-
рительно вводить припой в зазор в виде фольги
или наносить его в виде покрытий. Оптималь-
ная ширина зазора определяется: конструкцией
соединения, металлургическими особенностя-
ми процесса взаимодействия припоя с паяемы-
ми материалами, активностью флюса и газовой
среды, состоянием паяемых поверхностей и
т.д. Рекомендуемые зазоры при капиллярной
пайке приведены в табл. 1.
1. Рекомендуемые зазоры при капиллярной
пайке металлов
Паяемый металл Припой (основа) Зазор, мм
Алюминий и его сила- А1 Zn 0,15 ... 0,25 0,10. 0,25
Медь и ее сплавы Латунь Си-Р Ag-Cu-P Pb-Sb-Ag Ag-Cd-Cu-Zn 0,04 ... 0,20 0,04... 0,20 0,02 ... 0,15 0,05 ... 0,30 0,08 ...0,20
Стали низ- коуглеро- дистые Си 0,01 ... 0,05
Сталь кор- розионно- стойкая Си Латунь Си-Аи, Ag-Mn Аи-Си Au-Ni Ni-Cr 0,01 ... 0,10 0,02 ... 0,10 0,05 ... 0,10 0,08 ... 0,20 0,05. 0,20 0,65 ... 0,10
Никелевые сплавы Ni-Cr 0,05 . 0,10
Титан и его сплавы Си, Си-Р, Cu-Zn Ag, Ag-Mn 0,03 ... 0,05 0,03
Вольфрам Ni-Cr 0,05 ... 0,10
Важнейшими факторами, определяющи-
ми зависимость прочности от зазора, являются
особенности кристаллической структуры и
химическая неоднородность в шве. Экспери-
ментальные данные по кинетике кристаллиза-
ции позволяют заключить, что при зазорах
менее 0,1 мм в паяном шве наблюдается по-
слойная направленная кристаллизация. Шов
имеет структуру твердых растворов, и появле-
ние кристаллов второй фазы наблюдается
только при больших скоростях охлаждения,
когда протекание ликвационных процессов
затруднено. При больших зазорах, более 0,5 мм,
преобладает объемная кристаллизация припоя
в шве, аналогичная кристаллизации в слитке с
образованием новых фаз в процессе ликвации.
Наиболее сильно ориентирующее влияние ос-
новного металла (эпитаксия) при кристалли-
зации проявляется в случае отсутствия на
с. 1. Классификация
Капиллярная
Некапиллярная
Кристаллизация при охлаждении
Кристаллизация при выдержке (диффуэи-
Q_WHial
I Паяльником
Нагретыми штампами
Нагретыми блоками______________
Нагревательными матами
Нагретым газом
Погружением в расплавленную соль
Погружением в расплавленный припой
волной припоя
Экзотермическая________________
Электролитная
В печи
Гозопламенная
Световыми лучами
Инфракрасными лучами
Лазерная______________
Электронно -лучевая
Плазменная
Дуговая_______________
Тлеющим разрядом
Индукционная__________
Электросопротивлением
Без давления
Под давлением
Одновременная _______________
Неодновременная (ступенчатая)
По кристах
лизании
По заполне-
нию зазо-
ра припоем
Способы пайки
По наличии
давления
выполнения
паяных сое-
динений^
VMHVLI KVHdKirifHUVM
24
СПОСОБЫ ПАЙКИ
Рис. 2. Схема растворения металлов А
в припое В при Т= Tt:
распределение концентрации металла В в зазоре
при t > 0 и участок диаграммы состояния
межфазной границе промежуточных слоев хи-
мических соединений.
Методами количественной металлогра-
фии и рентгеноспектральным анализом уста-
новлено, что в металлических системах с
уменьшением зазора менее 0,1 .. 0,2 мм на-
блюдается возрастание концентрации атомов
твердой фазы над равновесными значениями
(явление аномальной растворимости в малых
зазорах). В зависимости от химического соста-
ва системы металл-расплав и величины зазора
пересыщение может достигать 10 ... 40 %.
При уменьшении зазора отсутствуют тер-
модинамические факторы, изменяющие равно-
весие системы в направлении увеличения рас-
творимости атомов твердой фазы в расплаве.
Под аномальной «растворимостью» подразу-
мевается фиксирование в зазоре после кри-
сталлизации повышенного содержания атомов
твердой фазы и, соответственно, пониженное
содержание легкоплавкой составляющей спла-
ва припоя.
На основании математического модели-
рования кинетики неравновесной направлен-
ной кристаллизации [9] установлено, что по-
вышенное (на 10 ... 40 % выше равновесной
концентрации) содержание в зазоре компонен-
тов твердой фазы обусловлено кинетическими
особенностями перераспределения легкоплав-
ких компонентов перед движущимся фронтом
кристаллизации. Перемещение последнего в
соответствии с градиентом температуры в сто-
рону противоположной межфазной границы
приводит к обогащению закристаллизовавшей-
ся части расплава тугоплавкими компонентами
твердой фазы и увеличению легкоплавких
компонентов в расплаве (зонная очистка). На-
личие второй межфазной границы, дефектный
поверхностный слой которой является эффек-
тивным стоком для ликвирующих легкоплав-
ких элементов, а также замедление скорости
движения фронта кристаллизации в результате
концентрационного переохлаждения приводят
к дополнительному увеличению концентрации
компонентов твердой фазы в шве. С целью
интенсификации процесса аномальной «рас-
творимости» и увеличения прочностных и кор-
розионных свойств соединения необходимо
уменьшать скорость кристаллизации и увели-
чивать диффузионную проницаемость поверх-
ностных слоев на межфазных границах, яв-
ляющихся эффективными стоками для атомов
ликвирующих элементов.
При пайке изделий с переменным зазором
для лучшего его заполнения и снижения по-
ристости соединения припой необходимо вво-
дить с узкой стороны зазора. При флюсовой
пайке для облегчения удаления флюса, сниже-
ния газовой пористости зазор следует увеличи-
вать. С целью снижения подрезов в галтельной
части шва количество припоя ограничивают
120 150 % объема зазора. Эффективно
улучшает смачивание нанесение технологиче-
ских покрытий. При уменьшении высоты мик-
ронеровностей покрытий и измельчении их
блочной структуры площадь растекания увели-
чивается в 8 раз и более вследствие снижения
шероховатости поверхности и преимуществен-
ного растекания металла по границам блоков.
При проектировании технологических
процессов капиллярной пайки необходимо
рассчитывать кинетику движения межфазных
границ в процессе растворения паяемых метал-
лов X/ (Г) и состав шва с, (х, t) на различных
стадиях процесса формирования паяного со-
единения в зависимости от времени t. Рассмот-
рим процесс растворения металлов А в припое
В, расположенном в зазоре а 21. На рис. 2
видно, что в плоскости х = I (плоскость сим-
метрии), разделяющей левый и правый спай,
-^-1 =0 (установка /). Для решения по-
Зх |х=/
ставленной задачи достаточно рассмотреть
установку 2, которая соответствует наличию на
поверхности А расплавленного слоя покрытия
КАПИЛЛЯРНАЯ ПАЙКА
25
В толщиной /. Плоскость х = / рассматривается
как непроницаемая перегородка. Аналогичная
задача возникает при пайке материалов А и С
припоем В (зазор а = /) при условии взаимной
нерастворимости В и А с материалом С (уста-
новка 3). Для решения задачи необходимо ре-
шить уравнение диффузии для обеих фаз (i = 1 -
твердая, i = 2 - жидкая):
8с, _ 82с,
8t ' 8х2 '
1.2.
(1)
При следующих начальных и граничных
условиях и условии массобаланса
1х(0
сг1< = о-сг; ciIх(<) ~с?>
с1|/-о = сГ> (2)
Точное аналитическое решение уравне-
ний (1) - (3) представляет собой сложную ма-
тематическую задачу, поэтому для практиче-
ских целей применяют приближенное аналити-
ческое решение. Пренебрегаем потоком в твер-
дую фазу. Распределение концентрации метал-
ла (% Л) в жидкости
с2(х, /) = с2"
( Y
Решая (51 и (6) в новых обозначениях по-
лучаем
«<о—
Аппроксимация (4) для с2 (х, t) верна до
момента
<8>
когда фронт концентрационного возмущения
доходит до оси шва и, начиная с t > tb приме-
няем новую аппроксимацию
с2(х,О = с(/,О+И-с(М)][7^^ , (9)
где с {I, t) - концентрация металла А на оси шва
(х = О.
Введем 8j(0 = I - х (/) После необходи-
мых преобразований получаем, что для нахож-
дения 81(0 необходимо решить трансцендент-
ное уравнение
а(81(П-6.)+|(8|«)2 + 8.2) +
+ а21па 81 = -D2 (п +1 )/,
а-8.
где Д2 = с£ - с2 , z(<) фронт концентрационно-
го возмущения, за которым отсутствует поток
я 6с1 Л
металла атомов А, т.е. — = О.
ОХ I хгг(<)
Условие массобаланса
Выражение для интеграла концентраци-
онного баланса:
f-^-[z(o-*(<)]+*(o) = ®гП<6>
kn+1 ) z(t)-x{t)
Введем обозначения
8(<) = z(<)-x(<)
где
Зная а и 8. и задавая D2, из (10) рассчи-
тываем 8|(0 и положение границы х(/) для лю-
бого момента времени. Максимальное расстоя-
ние, на которое сдвигается граница при рас-
творении. хтах =/——. а максимальная шири-
на шва
21 21
°™ 1 —£ 1-Д2/Д’
при с2 = 1, с2" =0
(П)
Для расчета времени t2 достижения на оси
шва любой концентрации cL (в долях Д2) ис-
пользуем соотношение
26
СПОСОБЫ ПАНКИ
Расстояние, на которое сместится граница
в момент t2:
|х(/2)| = 82-/. (13)
Рассчитаем ширину шва после насыще-
ния <7нас и время насыщения /няс для зазора
0,1 мм при D2 5 10’’ м2/с, полагая с" = 1 и
с2 = 0. При = 0,05 и 0,3 для /иас имеем со-
ответственно 0,83 и 1,34 с, а ашс получаем рав-
ным 0,105 и 0,142 мм.
Анализ показал, что для получения более
точного решения задачи растворения в зазоре
необходим учет потока атомов расплава в
твердую фазу [10]. Сравнение аналитического
решения с численным моделированием показа-
ло, что расхождение не превышает 3 %
На практике, несмотря на малую продол-
жительность пайки (менее 60 с), часто наблю-
дается наличие аномально больших диффузи-
онных зон в твердой фазе, а конечная ширина
шва меньше расчетной. Так, в случае пайки
фольг, при жидкофазном спекании порошков и
проволоки, имеющих развитую субструктуру с
повышенной диффузионной проницаемостью,
тонкие слои расплавленных покрытий практи-
чески полностью диффундируют в твердую
фазу (явление деградации связки при жидко-
фазном спекании порошков и композитов).
Из анализа решения с учетом потоков
атомов в твердую и жидкую фазы установлено,
что при определенном соотношении CZ| = D}! D2
и равновесных концентраций Дц/Д22 возможна
ситуация (рис. 3): в шве в момент t* насыщение
еще не достигнуто, а межфазная граница оста-
навливается и начинает двигаться в сторону
оси шва, что характерно для диффузионной
пайки (процесса изотермической кристаллиза-
ции). Таким образом, наблюдается эффект,
который можно назвать маятниковым движе-
нием границы.
На рис. 3 на примере системы Ni-Cu
представлена кинетика движения межфазной
границы у(0 и фронта концентрационного воз-
мущения в твердой фазе zt(t) - конца диффузион-
ной зоны в безразмерных х , т координатах и ко-
ординатах х, t (при а, = D, /D, = 10’2, Дц/Д22 = 3,
а = 200 мкм и D2 = 5 10'9 м2/с). До момента
времени т = 0,79 с (1,56 с) ширина шва увеличи-
вается, межфазная граница успевает пройти рас-
стояние у(т) = -0.166 (16.6 мкм), а концентрация
на оси шва достигает величины <?Дт) = с% - 3,5
(или, для нашего случая, сХт*) = 16,5 % Ni).
Ширина диффузионной зоны 3| (т*) в момент
времени т* составит 3| (т’) = 0,2 (20 мкм).
С этого момента граница начинает движение в
обратную сторону по направлению к оси шва.
Насыщение шва наступает при тн = 2.05 (4,1 с),
межфазная граница занимает положение
у(тн) = -9,12 мкм, а ширина диффузионной
зоны 8|(тн) = 63 мкм. Таким образом, для зазо-
ра а = 200 мкм окончательная ширина шва в
момент насыщения составит а„ = а + 2 y(t„)
= 218,24 мкм. Максимальный зазор, образуемый
в процессе растворения. а(/*) = а н 2 у((’)
= 233,2 мкм, а величина Ьл между концами
диффузионных зон составляет 344,24 мкм, что
находится в хорошем соответствии с имеющи-
мися экспериментальными данными.
Анализ маятникового движения границы
показывает, что диффузионный поток в твер-
дую фазу необходимо учитывать при значени-
ях al DJD2 > 10'3. что при моделировании
процесса пайки обусловлено высокой диффу-
зионной проницаемостью дефектных поверх-
ностных слоев. Глубина дефектной структуры
определяется методом и интенсивностью ме-
ханической обработки поверхности под пайку.
‘ум у ft), мкм
0.8 <* 2.4 4 t.C
Рис. 3. Положение межфазной границы у»(т) и
Zi(t) - конца дифузионной зоны в i вердой фазе в
безразмерных координатах х . т и координатах
для системы Ni-Cu при а = 200 мкм,
D,/D2 = 102, D2 = 5 1О’м2/с
(х = х 10’2 мкм; / = 2т с)
0.8 -во
~УМ -yft)
КОНТАКТНО-РЕАКТИВНАЯ ПАЙКА
27
Для удобства выполнения инженерных
расчетов автором построены номограммы,
позволяющие в соответствии с диаграммой
состояния (для заданной температуры) нахо-
дить безразмерные кинетические параметры тн,
8|(т) и уя. Задавая значения D2 и используя
соответствующие номограммы, можно быстро и
просто определять время насыщения выбранного
зазора (а = 2Z) по формуле t„ = D2, ширину
диффузионных зон в твердой фазе 6,(/и) = /8i(th) и
расстояние, пройденное границей y(t„) - /у(тн),
т.е. количество реально образующейся жидко-
сти, с учетом потока атомов жидкости в твер-
дую фазу.
КОНТАКТНО-РЕАКТИВНАЯ ПАЙКА
Пайку, при которой припой образуется в
результате контактного плавления соединяе-
мых металлов, промежуточных покрытий или
прокладок, называют контактно-реактивной
пайкой.
Контактное плавление, являющееся фазо-
вым переходом первого рода (изменение тер-
модинамического состояния сопровождается
конечным тепловым эффектом и изменением
структуры), наблюдается у материалов, обра-
зующих эвтектики или имеющих минимум на
диаграмме плавкости. Процесс контактного
плавления состоит из двух основных стадий:
1) подготовительной, заключающейся в
образовании в зоне твердых растворов устой-
чивых зародышей жидкой фазы, их последую-
щего диффузионного роста и слияния в тонкую
пленку;
2) собственно контактного плавления -
движения межфазных границ, определяемого
чисто диффузионным механизмом.
Подготовительная стадия определяется в
основном граничной кинетикой и включает в
себя процессы взаимодействия в твердой фазе
на активных центрах (образование химической,
в частности металлической, связи) и после-
дующий процесс взаимной диффузии в зоне
мостиков схватывания. Таким образом, на от-
дельных локальных участках зоны контакта
образуется диффузионная зона шириной X*.
подчиняющаяся законам граничной кинетики.
Из уравнения X* £>|/(0<о) при следующих зна-
чениях констант: 0 = 1018 см'2 с'1, D, = 10'9 см2/с
(при Т Тт), со = 1 О’23 см3 получаем X* » 1 • 10'3 мм.
Жидкая фаза в диффузионной зоне может воз-
никнуть вследствие распада твердого раствора,
образовавшегося в процессе диффузии и при
некотором понижении температуры оказавше-
гося перенасыщенным. Детально этот процесс
не исследован. В работе [5] введено понятие
так называемого кванта плавления размером
3 10'3 мкм, и время кинетической стадии для
системы Bi-Sn составляет 10'3 с. Однако види-
мые признаки плавления в этой системе обна-
руживаются только через 0,5 с.
Состав очагов жидкой фазы размером
5 ... 10 мкм в системе Ag-Cu соответствует
равновесной диаграмме состояния. Во многих
случаях время первой стадии не имеет большо-
го значения, однако учитывая, что оно близко к
времени протекания второй, основной стадии,
на практике оно может представлять принци-
пиальный интерес для пайки. Для построения
технологического процесса необходимо опре-
делять кинетику перемещения межфазных гра-
ниц х, (/) (скорость процесса) и концентраци-
онные поля в зоне контакта. Достаточно стро-
гое математическое описание кинетики кон-
тактного плавления для стационарного случая,
т.е. при постоянной толщине прослойки рас-
плава, рассмотрено Д. Е. Темкиным.
Рассмотрим нестационарную кинетику
контактного плавления [1]. Положим, что в
момент времени t = 0 при Т= Т\ в зоне контак-
та металлов А п В образуется бесконечно тон-
кая прослойка жидкости. Распределение ком-
понентов в системе показано на рис. 4. Пред-
полагается, что растворение лимитируется
диффузионной кинетикой и для определения
законов движения границ раздела х, (t) в одно-
мерном случае необходимо решать уравнение
диффузии для каждой из фаз'
= (i=l.2.3), (14)
где с, концентрация компонентов В в фазе i;
D, = cjDtf + (1 - с,) D,n - усредненный коэффи-
циент диффузии в фазе i; D,A и - парциаль-
ные коэффициенты диффузии в фазе i
(D, = const) при граничных условиях:
для фазы 1
c-l—=c-H.c-L=c'P;
для фазы 2
„ I _„1р I _гзР.
С2|х1(/)-С2 - С2Ц(/)~С2 ’
для фазы 3
28
СПОСОБЫ ПАЙКИ
Рис. 4. Схема взаимодействия металлоид и В при
контактном плавлении и некапилляриой пайке:
а диаграмма состояния эвтектического типа (при
Т = Г, обозначены концентрации при контактном
плавлении; при Т= Тг - концентрации на межфазных
границах при некапиллярной пайке); б - схема
распределения концентраций при контактном плав-
лении (7 = 7',) двух полубесконечных тел А + В и
А + покрытие В (толщиной Z)
и условиях массобаланса
Д,А = оЛ| -D2^| ;
& L,(r) & |Г|(/)
dt дх |Х1(/) дх |Xi(/)
глр А рР* д — хтР____
где а|2 -с2 с,, а23 -с3 -с2 .
Скорость движения границ определяем из
уравнений
х, (Г) = -20,7^7;
х3(/) = -2037»7- (15)
в которых неизвестно 0,. Поля концентраций
аппроксимируем
Из уравнения (14) получаем выражения
для определения концентрации в трех фазах;
(16)
erfc [-х,(0/(2^)]
c2(x,t)=cl2f+^22 +
, erfc [х, (Q/(2jT)]- erfc |х/(2^)]
erfc [x,'(z)/(27t7)J- erfc [x3(/)/( 2^/17)]’
(17)
erfc [x/(2/^)1
erfc [x3(0/(2777)]’
c,(x, <) = с3н-Д33
(18)
где r, = DA', Д11 = cp - c";
Дгг=с2Р ~C2P; Дзз-сз_еР;
erfc(z) = 2/Vn Jexp(-z2)<fe.
Для определения скорости движения гра-
ниц х, (/) необходимо найти из уравнения (15)
значения коэффициентов 0,. Для получения
точного решения, учитывающего потоки как в
твердую, так и в жидкую фазу, следует решить
систему трансцендентных уравнений:
0, exp02(erf 0, + erf03) =
03exp03(erf01+erf03) =
Метод графического решения системы
(19) приведен ниже для контактного плавления
покрытия В приближенном решении можно
использовать уравнение
где
2(Д,2+Д„)'
h=^D,/D2, Д,2=|4р-ср|,
Р - 1 Ю2А22
' 2 <о,(Д|2+Д„)’
со, - число атомов в единице объема соответст-
вующих фаз (о>| = со2). Численные оценки пока-
зывают, что если значение Д22 не слишком
’ КОНТАКТНО-РЕАКТИВНАЯ ПАЙКА
29
мало (Д22 1), то второй сомножитель правой части (20) весьма мал (< 10'3), поэтому для технологических оценок им можно пренебречь, т.е. не учитывать диффузию в твердую фазу [1]. Таким образом, скорость перемещения границ при контактном плавлении Введем глубину фронта концентрационного проникновения z(z) и полагаем xI«) = -2pI7^7; x3(O = 2p3V^r; z(O = 2Y7^7, (23)
k(0|=w7^ (21) где £>2 определяется из (14). Решение с,(х, 1) в фазах 1 и 2 имеет вид, аналогичный (16) и (17). Распределение концентрации в фазе 3 аппрок-
Полученные зависимости хорошо совпа- дают с имеющимися экспериментальными дан- ными. Расчеты показывают, что даже в случае большого времени взаимодействия (/ = 103 с при D2 = 5 • 10'9 м2/с. Z)1 и D3 » 1014 м2/с) ши- рина диффузионного слоя в твердой фазе со- ставляет несколько десятков межатомных рас- стояний. Диффузию в твердую фазу необходи- мо учитывать в том случае, если второй член уравнения (21) близок к 1 (потоки в твердую и жидкую фазы сравнимы, т.е. D2/D, < 103) и зна- чение Ди - термодинамический стимул для диффузии в жидкость - достаточно мало (не более 1). Для анализа влияния взаимной рас- творимости взаимодействующих металлов на скорость контактного плавления, учитывая только концентрационные члены в уравнении (21). можно записать симируем следующим образом: с3(х, <)=с3р-д33( Система уравнений (19) решается графи- чески (рис. 5, а) или с помощью таблиц. Учи- тывая, что в большинстве случаев, представ- ляющих практический интерес, D3 /D2 £ 10 3, из (19) получаем систему уравнений P,expPf =Р3ехрР3(Д3/Д|) = а3Д, (24) где а3=Р3ехрР2, Д = Д3/Д, Поясним схему графического решения (24), позволяющую определять значения Р,. Задавая произвольное значение, например, р3, откладываем его на оси р (рис. 5, б) и находим
х,(/)»ау; х3(/)«а/у; х0 =х1(г)+х3(Г), (22) а3 на оси ординат. Далее, откладывая значение
/ Д22 [Д? х,(г) Д3 , ГДСа 1/1-Д22’ 7 Д, х3«) Д, 7 ’ а, = а3Д на оси ординат, определяем Рг Под- ставив найденные р( и р3 в уравнения (19), проверяем тождество (правую часть уравнений
Приняв Д22/Д, =4, получаем х1(г)/х3(г)=4. Различие в скоростях перемещения границ необходимо учитывать при разработке техно- логического процесса. Так, при пайке Zr со сталью более интенсивное растворение Zr в жидкой фазе ограничивает его применение в виде фольги. При расчете контактного плавления по- крытия В толщиной 1 на поверхности полубес- конечного тела А (см. рис. 4) при Т= 7\ решаем уравнение диффузии (14) с условиями массо- баланса и начальными условиями для фаз 1 и 2, как и в случае взаимодействия двух полубес- конечных тел И и В, при новых граничных ус- ловиях для фазы 3: c3|XjjZ) = cJ, с3|/=0 = с3; За начало отсчета х = 0 принимаем гра- ницу раздела до образования жидкой фазы. рассчитываем из диаграммы состояния). Кор- ректируя значение Р„ повторяем операцию (обычно 3-4 раза) до точного нахождения Р, Пример. Рассчитаем толщину швах(| в системе Cu-Мп при Т = 1 000 °C. Зададим толщину слоя Мп / = 0,03 мм и D2 = 4,9 • Ю’9 м7с, х0=х, (/) * х3 (г) = = 2 (Р] + Р3) ^D2t Определяем значения (3, при Д3/Д[ = 6 получаем Р, = 0,987; р3 = 0,377. Окон- чательно имеем х0 = 107 мкм, t 0,3 с. Обычно достаточно в значении р, двух знаков после запятой для определения х0 с точностью 1 . 2 %. Основными факторами, регулирующими процесс контактного плавления, являются тем- пература пайки, время, давление, толщина кон- тактирующего слоя или слоев. Относительно большая скорость процесса образования жид- кой фазы и высокая ее активность в момент появления обеспечивают возможность практи- чески мгновенного смачивания контактирую- щих поверхностей (< 10'2 с). При пайке при- поями эвтектического состава смачивание по-
30
СПОСОБЫ ПАЙКИ
Рис. 5. Схема графического нахождения (3,-:
а-графики функций [/-F,(P)= exp(p2)(l+ erf Р); 2-F„(P) = Р ехр(Р2)];
б - схема, поясняющая нахождение (3, и р1 (графическое решение системы
трансцендентных уравнений (19) и (24)
верхности происходит менее активно, так как
химические потенциалы равны, т.е. ц ' =р,ж, и
неравновесная работа адгезии 1РанеРавн = 0.
Выбирая толщину покрытия и температу-
ру пайки, можно контролировать количество
жидкой фазы, участвующей в образовании
соединения, и, таким образом, снижать эрозию
паяемых тонкостенных материалов, а также
исключать запаивание каналов и узких рабочих
полостей конструкции.
Эффективным способом снижения скоро-
сти контактного плавления и количества жид-
кой фазы является использование буферных
промежуточных прослоек из неактивного ме-
талла. При контактно-реактивной пайке спла-
вов на основе алюминия серебро в виде про-
кладок или покрытий толщиной 0,05 ... 0,12 мм
помещается между паяемыми деталями, кото-
рые сжимают усилием 7 ... 35 МН/м2. После
этого узел нагревают до 560 °C. Предел проч-
ности паяных соединений составляет 206 МПа.
Покрытие из серебра было использовано и при
пайке алюминиевого сплава 6061-Тб (США)
сотовых панелей обшивки и узлов космическо-
го корабля «Аполлон»
При пайке сплава АМгб в парах магния
были получены прочные, коррозионно-стойкие
соединения при использовании как серебря-
ных, так и медных покрытий. Эффективно
применение серебряных покрытий при пайке
меди и ее сплавов со сталями и т.д.
Использование скоростного нагрева элек-
троконтактным способом обеспечивает качест-
венную пайку меди на воздухе без флюса и
защитных сред. Нанесение тонких покрытий
серебра (1,5 .. 6 мкм) на латунные детали с
последующим нагревом до 700 °C в печи с
применением флюса снижает содержание в
шве хрупкой эвтектики Ag-Cn-Zn и резко
уменьшает его пористость, обусловленную вы-
соким давлением паров цинка.
При пайке титана и его сплавов в основ-
ном используют медные и никелевые покры-
тия Наилучшие результаты были получены
при сочетании контактно-реактивной пайки с
диффузионной, в процессе которой происходит
коагуляция интерметал лидов (Ti2Ni. Cu3Ti,
Cu3Ti2) и снижение их содержания в шве, при-
водя к возрастанию механических свойств со-
единения. При пайке титана со сталью обра-
зующаяся жидкая фаза эвтектического состава
после кристаллизации обеспечивает получение
соединений со стабильными механическими
свойствами. Прочность шва ниже, чем проч-
ность титана.
Равнопрочные соединения могут быть
получены за счет увеличения контактирующих
поверхностей. Например, конусное соединение
труб позволяет соединять жаропрочные и ту-
гоплавкие материалы при относительно низких
температурах и получать швы с высокой тем-
пературой вторичного расплавления. При пайке
деталей из вольфрама припоем системы Pt-B,
имеющим температуру плавления 860 °C. за счет
растворения вольфрама в припое при кристалли-
зации образуются стойкие бориды вольфрама, и
температура плавления шва резко возрастает
АДГЕЗИОННАЯ ПАЙКА
31
АДГЕЗИОННАЯ НАИКА
Пайка, при которой формируется адге-
зионный спай, называется адгезионной.
Адгезионный спай образуется в условиях,
когда полностью исключены или сведены к
минимуму процессы массообмена в области
межфазных границ, в результате после кри-
сталлизации состав припоя практически не
изменяется. Соединения адгезионного типа
могут быть получены как при использовании в
качестве припоев металлов, не образующих с
паяемыми металлами растворов ни в твердом,
ни в жидком состоянии, так и за счет снижения
температуры и ограничения времени контакти-
рования твердой и жидкой фаз.
Формирование адгезионного соединения
особенно важно, когда возможно образование
хрупких интерметаллидов в зоне спая. При
проектировании технологического процесса
формирования адгезионных соединений и при
пайке в малых капиллярных зазорах необходи-
мо учитывать граничную кинетику растворе-
ния Критерий оценки малости капиллярного
зазора приведен ниже
Ранее была рассмотрена чисто диффузи-
онная кинетика процесса растворения в зазоре,
при которой предполагается, что в момент
времени I = 0 на межфазной границе сразу ус-
танавливается профиль концентраций с^, с2 ,
соответствующий равновесной диаграмме со-
стояний (рис. 6, а, б). В реальных условиях при
t = 0 в контакте обычно находятся твердая фаза
А состава с" и расплав В состава с2, а кон-
центрационный профиль имеет вид ступени
(рис. 6, в). При I > 0 на движущейся межфазной
границе у(0 в процессе растворения начинает
увеличиваться концентрация атомов А в рас-
плаве е2(/) 13</) ~ с,(1) > с'2 . Время достижения
на межфазной границе равновесной концен-
трации с, (1В) = с% определяет продолжитель-
ность протекания стадии граничной кинетики
tTp = t„. При рассмотрении диффузионный по-
ток в твердую фазу и конвекцию расплава в
капиллярном зазоре не учитывался. Такая по-
становка задачи помимо упрощения имеет са-
мостоятельный практический интерес [11].
Для нахождения неизвестных кинетиче-
ских параметров необходимо решить уравне-
ние диффузии для фазы 2 (жидкость):
дс2(х,1) д ( dc2(x,t)}
dt dx[2 dx )'
При начальных и граничных условиях
с2 (л, 0) = с2н; с2 (X, ()|х >(/) = С, (();
и условии массобаланса на движущейся границе:
(с,--М0)^=Л.^М -
й дх |>{/)
В данном случае имеются три неизвестные
функции с2(х, (), с,(0 и y(t). для определения
Рис. 6. Схема взаимодействия металла А (фаза /) с припоем В (фаза 2) в зазоре а = 21:
а-участок диаграммы состояния (qH -начальная, с? -равновесная при Т= Ту и с, (Г) - неравновесная
концентрации на межфазной границе; б - распределение концентрации с(х, г) в фазах 1 и 2 (t > 0) при
диффузионной кинетике растворения; в - распределение концентрации с2(х, 0 в фазе 2 в случае граничной
кинетики при t = 0 (с,(г) = с" ) и при 0 < t < t, < с£ )
32
СПОСОБЫ ПАЙКИ
которых необходимо задать еще одно условие.
Под полным потоком растворения J будем
подразумевать количество атомов твердой фа-
зы А, оторвавшихся от межфазной границы.
Предполагаем, что механизм переноса вещест-
ва как в твердой, так и в жидкой фазах чисто
диффузионный и не лимитируется отрывом
атомов А от межфазной границы, что характерно
для большинства металлических систем.
Условие непрерывности нестационарного
потока в этом случае:
где J представляет собой сумму граничного
•/„ = Р®Лсв = КДсв и диффузионного
где Р (м‘2 • с1) - удельный граничный диффу-
зионный поток; J (г • м с’1) имеет смысл пото-
ка при единичной разности концентраций на
y(t); со (м3) - объем, приходящийся на один
атом, а Дсв = с£ -c,(t).
Исходя из весового вклада потоков JB и
Jd, J можно представить в виде
J = К(с* -с,(Г))- D2
Д22 Sx L=>(/)
Д22 ~С2 ~С2
Таким образом, имеем систему уравнений
для определения трех неизвестных кинетиче-
ских параметров с2(х, /), с,(/) и y(t)
Рассмотрим приближенное решение. На
первом этапе растворения (/ < tt) распределе-
ние концентрации аппроксимируем полиномом
1,5<и<3,
где z(t) - фронт концентрационного возмуще-
ния, за которым отсутствует поток атомов А.
определяемый следующим образом:
с(х, t) = c2 при z(t)<X<l\
Sc(x, 0| =0
Уравнение диффузии заменим интеграль-
ным условием концентрационного баланса
2 st дх )
После подстановок получаем систему
дифференциальных уравнений для определе-
ния с,(Г), z(t), J(t)c однородными начальны-
ми условиями:
Введем безразмерные координаты и обо-
чения
? = T=*lf <z = —
d2 Х’ Т d2 ’ ® D2 ’
S(T) = -^-(z(T)-y(t)); ^(т)=
L>2 v2
V(T) =
Дальнейшее решение системы уравнений
в новых координатах детально рассмотрено в
[Н].
Расчеты показывают малое влияние рас-
творимости атомов А в припое на величину тв
При уменьшении растворимости атомов А (Д22)
в 6 раз время завершения граничной кинетики
тв увеличивается лишь на 7 %. При малых
зазорах относительный вклад граничной кине-
РЕАКТИВНО-ФЛЮСОВАЯ ПАЙКА
33
гики составляет 23 ... 32 % для зазора ае = 1
(в зависимости от Д22) и 1 1,5 % для зазора
ге= 5.
Кинетические особенности вклада гра-
ничной кинетики растворения в малых зазорах
рассмотрены в [12]. Установлена сложная зави-
симость времени завершения граничной кинети-
ки Т| от растворимости е и величины зазора ге.
РЕАКТИВНО-ФЛЮСОВАЯ ПАЙКА
Пайку, при которой припой образуется в
результате восстановления металла из флюса
или диссоциации одного из его компонентов,
называют реактивно-флюсовой пайкой.
В состав флюсов при реактивно-флюсо-
вой пайке обычно входят легко восстанавли-
ваемые соединения. Образующиеся в результа-
те реакции металлы в расплавленном состоя-
нии служат элементами припоев, а их летучие
компоненты создают защитную среду и могут
также способствовать отделению оксидной
пленки от поверхности. Химические реакции
при этом способе пайки достаточно сложны.
Одной из основных является реакция вос-
становления металла из флюса, протекающая
по следующей схеме:
Ме'„Х„ + /Ме" о MeJ XI + иМе',
где Ме'„Хт - галогенид металла во флюсе; /Ме" -
паяемый металл; MeJ X „ - образуемое соеди-
нение, обычно летучее; Ме' - восстановленный
металл из флюса.
Другой реакцией является разложение
солей и соединений Ме'„Хя, входящих в состав
флюса:
Ме'„Х„-^нМе' + пгХТ
При реактивно-флюсовой пайке возмож-
ны также восстановление и растворение оксид-
ной пленки паяемых металлов и окислов, вхо-
дящих в состав флюса, водородом и фтором,
которые образуются в процессе разложения
гидридов и фторидов. Во флюс вводят ингиби-
торы коррозии, катализаторы химических ре-
акций и вещества-растворители для удаления
продуктов реакции. Расплавленный металл,
образующийся в результате реакций, смачивает
паяемый металл или оксидную пленку на его
поверхности и служит припоем либо, высажи-
ваясь в виде покрытия на паяемых металлах,
облегчает процесс пайки, осуществляемый при
помощи дополнительно вводимого припоя.
Кроме того, проникая через несплошности
оксидной пленки, он может контактно рас-
плавлять паяемый металл, облегчая отделение
и диспергирование окислов. Термодинамиче-
ская вероятность протекания реакции восста-
новления металла из флюса тем выше, чем
больше изменение свободной энергии, сопро-
вождающее химическую реакцию, т.е. разность
изобаро-изотермических потенциалов соеди-
нений: AZMep<m AZMeI,Xm (значение
I AZMejXm|).
Хлориды металлов нашли широкое при-
менение в качестве одного из основных компо-
нентов флюсов. При пайке титана, алюминия и
магния используют хлориды серебра, меди,
никеля, олова, цинка и т.д. Сравнительная ак-
тивность различных металлов может быть
представлена рядом напряжений: Li, К, РЬ, Са,
Na, La, Mg, Be, Al, Zn, Mn, Nb, Zr, Ti, Cr, Ga,
Fe, Cd, Jn, Co, Ni, Mo, Pb, H, Cu, Hg, Ag, Pd, Pt,
Au, в котором каждый предыдущий металл
ряда вытесняет последующие элементы.
Наиболее широко реактивно-флюсовая
пайка используется при соединении деталей из
сплавов алюминия. Основу флюсов составляют
хлориды цинка, олова, кадмия и других легко-
плавких металлов, которые хорошо смачивают
оксидную пленку на поверхности детали и,
проникая под нее, взаимодействуют с паяемым
сплавом. Продукты реакции способствуют
диспергированию и отделению оксидной плен-
ки. Восстановленный цинк вступает во взаимо-
действие с алюминием. Для предотвращения
эрозии и повышения пластичности швов хло-
риды цинка заменяют хлоридами кадмия и
олова или снижают его количество во флюсе
до 1 %.
Многие сложные по составу флюсы не
требуют дополнительного введения припоя, а
выделяемое в процессе химической реакции
тепло дополнительно активирует процесс.
Олово при использовании для пайки алюминия
в качестве основного компонента флюса SnCl2
облуживает алюминий и обеспечивает возмож-
ность дальнейшего применения припоев сис-
темы Sn-Al. В состав реакционных флюсов при
пайке железа вводят окислы меди, марганца,
серебра и никеля, которые при восстановлении
образуют припой. В качестве восстановителей
применяют гидриды. Окислы и гидриды меди,
марганца, цинка, лития, бария, алюминия, маг-
ния и натрия подбирают таким образом, что
уже при сравнительно низкой температуре они
вступают в реакцию восстановления. В резуль-
тате экзотермической реакции образуются чис-
2 - 8294
34
СПОСОБЫ ПАЙКИ
тые металлы, свободный водород и окисел
металла.
Для пайки твердосплавных пластинок,
содержащих карбиды титана, предложен флюс
% (масс.): 48 NaHF2; 30 CoF2; фториды каль-
ция, цинка или олова - 10; NiF2 и (или) МоО3 -
12. В процессе нагрева в этом флюсе Со, Ni, и
Мо легко восстанавливаются до металлическо-
го состояния и сплавляются с паяемой поверх-
ностью. Фторид NaF очищает поверхность от
окислов, жира и загрязнений. Фториды кадмия,
цинка или олова защищают частицы карбидов
в твердосплавных пластинках от окисления в
процессе нагрева и способствуют растеканию
припоя.
ДИФФУЗИОННАЯ НАИКА
Пайку, при которой затвердевание рас-
плава происходит при температуре выше
температуры солидуса припоя без охлаждения
из .жидкого состояния, называют диффузион-
ной пайкой.
Процесс пайки начинается непосредст-
венно после завершения процесса растворения
(1= <нас) паяемых материалов в шве, т.е. дости-
жения в шве состава с - с 2 независимо от спо-
соба получения расплава в зазоре. Отвод лег-
коплавких компонентов из шва может осуще-
ствляться в результате взаимной диффузии в
паяемые материалы, испарением в окружаю-
щую среду или связыванием их в тугоплавкие
химические соединения. Принципиально воз-
можно сочетание всех трех механизмов. Наи-
более изучен и используется первый механизм -
отвод легкоплавких элементов за счет диффу-
зии в паяемые материалы, который определяет
скорость движения межфазных границ*, (/).
Диффузионная пайка обеспечивает полу-
чение наиболее равновесной структуры шва,
повышает температуру распайки, увеличивает
пластичность, коррозионную стойкость и жа-
ропрочность соединений за счет устранения в
шве химической неоднородности, возникаю-
щей при кристаллизации. Для определения
концентрационных полей, законов движения
межфазных границ и времени завершения про-
цесса необходимо решить уравнение диффузии
для фазы /, так как поток атомов металла А в
фазу 2 отсутствует
при следующих начальных, граничных услови-
ях и условии массобаланса (см. рис. 2, б и рис. 7)
на движущихся границах:
(26)
(27)
Скорость движения границ определяем из
уравнения
*(О=2р7Ц/, (28)
Преобразуем уравнение (27), введя под-
становку и = —?== , и решение в фазе / будем
искать в виде ряда
с, (и) = сГ + X А"(erf « ~erf ₽)"•
Значения коэффициентов после преобра-
зований:
Л, =7лРехр(Р2)Д12—^1—;
Dl(C| )
А2 =яехр(2р2)Р2//,
б, %
Рис. 7. Схема распределения концентрации
металла В при диффузионной пайке (Г = 7))
(см. рис. 2, б):
1 - при t = 0; И - при t =
ДИФФУЗИОННАЯ ПАЙКА
35
где H = 0,5{^l2d2(\-d2)-d^2l2d2};
Из условия (26) с учетом первой поправ-
ки на концентрационную зависимость коэффи-
циента диффузии получаем
q" = <f -7лРехр(Р2 )Д|2</(1 + erf 0) + (3())
t-Tt02exp(202)H(l-i-erf 0)2;
Л(Р) = V^pexp(P2Xl + erf р) =
Д,2<7,-/(Д,2с/,)г-4ЯД, (3,)
2Н
Уравнение (31) рассчитывают графически
или по таблицам. Для этого, рассчитав значе-
ние Я~/(Д12Л,), находим F((0) Далее, по
графику на рис. 5, а определяем 0 и рассчиты-
ваем соответственно значения Х(Г) И С](Х, I)
При Dj = const имеем ранее известное
решение:
F, (Р) = -Улрехрф2 )(1 + erf 0) = -^=
Л12 с2 ~С1
(32)
Из анализа (28), (31) и (32) следует, что с
ростом Dt и Р =/(Дн/Д12) увеличивается ско-
рость процесса x(t) диффузионной пайки, где
Дп характеризует растворимость металла В в
металле А. Время завершения процесса легко
определить из (28) для зазора атс = 21^ (анас -
зазор после насыщения, т.е. завершения про-
цесса растворения)
'«оН=е/(4рЩ), (зз)
где Dj определяется из (28), при Dt = const
D, = D,
Исследования показали, что для более
точного моделирования процесса изотермиче-
ской кристаллизации необходим учет исходно-
го концентрационного профиля в твердой фазе
с,(х, 0) = С|(х, /нас) и концентрационной зави-
симости коэффициента диффузии Dt(c) [14].
Если исходная ширина шва в момент насыще-
ния при растворении (I = 0) равна ак, тогда
время завершения процесса изометермической
кристаллизации fK находится из уравнения
Сравнение расчетов с эксперименталь-
ными данными показывает, что учет ширины
диффузионной зоны на стадии растворения
позволяет в зависимости от растворимости
атомов В в твердой фазе Д11 и отношения ко-
эффициентов диффузии в фазах Di/D2 увели-
чить точность решения на 25 ... 60 % [14].
Таким образом, основными параметрами
процесса диффузионной пайки являются раз-
мер шва, температура и время процесса. Размер
шва регулируется исходным зазором и может
быть снижен за счет приложения давления.
Скорость процесса может быть увеличена так-
же за счет факторов, ускоряющих диффузию в
твердой фазе: термоциклирование, применение
скоростного нагрева, создание дефектной
структуры поверхностных слоев паяемых ма-
териалов. Для исключения образования интер-
металлидов температуру пайки выбирают вы-
ше температуры плавления химического со-
единения.
Метод диффузионной пайки находит ши-
рокое применение при соединении деталей из
алюминия, магния, сталей, активных и туго-
плавких металлов. Так, для пайки компактного
и пористого алюминия разработана техноло-
гия, исключающая применение флюса и глубо-
кое проникновение припоя в поры паяемого
металла На паяемые поверхности наносят
смесь порошков алюминия с 2 % Си, образую-
щих эвтектику с температурой плавления
550 °C. Пайку производят при 625 °C в среде
водорода. Эвтектика в процессе пайки в тече-
ние 30 мин растворяется в паяемом металле, и
граница раздела паяемых металлов исчезает
Правильно подбирая двойные, тройные и
четверные системы, можно с успехом паять
детали из железа и меди, изготовленные мето-
дом порошковой металлургии. При пайке маг-
ния и его сплавов (520 ... 570 °C) в среде арго-
на в качестве припоя используется серебро в
виде покрытия, наносимого при помощи ион-
ного напыления, которое способствует удале-
нию оксидной пленки и на порядок снижает
время пайки за счет дефектности поверхност-
ного слоя. Термоциклирование (циклический
нагрев до температуры пайки с последующим
охлаждением на 100 °C ниже солидуса припоя)
позволяет также снижать общее время пайки в
36
СПОСОБЫ ПАЙКИ
1,5 раза, а время выдержки при температуре
пайки - в 6 раз.
Анализ соединений титана через покры-
тие с медью и никелем, образующих эвтектику
с титаном, показал, что при диффузионной
пайке предел прочности соединения при испы-
тании на срез в 3 - 4 раза выше, чем при
использовании серебра. В процессе пайки в
шве образуются твердые растворы на основе
титана. Ширина зон, структура и их свойства
зависят от режима пайки [7].
В случае использования медного покры-
тия (0,015 мм) при 1000 °C после 40 мин вы-
держки прослойка эвтектики исчезает Шов
состоит из твердого раствора меди в a-Ti и
включений Ti2Cu Прочность стыковых соеди-
нений достигает 392 588 МПа, температура
распайки 1190 °C.
При пайке коррозионно-стойкой стали с
бронзой БрХ08 на сталь наносили никелевое
покрытие (6 ... 8 мкм), на бронзу слой - сереб-
ра (толщина 5 ... 7 мкм). Режим пайки - темпе-
ратура 950 ... 980 °C, время 90 мин, давление
поджатия 2,4 МПа - обеспечивает получение
соединений, равнопрочных бронзе, и совмеща-
ет диффузионную пайку с закалкой коррозион-
но-стойкой стали
Увеличение температуры распайки явля-
ется решающим фактором в выборе диффузи-
онной пайки как способа соединения тугоплав-
ких материалов. В [6] приведены системы припо-
ев, типичные режим пайки и температура распай-
ки соединений тугоплавких металлов и сплавов.
Для предотвращения пористости, возникающей в
результате эффекта Киркендалла, зазоры при
диффузионной пайке стремятся выбирать мини-
мальными. Широкие возможности формирования
в шве структуры с требуемым комплексом экс-
плуатационных свойств открываются при сочета-
нии диффузионной пайки с использованием ком-
позиционных припоев.
НЕКАПИЛЛЯРНАЯ ПАЙКА
Пайка, при которой расплавленный при-
пой заполняет паяльный зазор под действием
внешних сил без заметного участия капилляр-
ного давления, называется некапиллярной,
и в ней подразумевается наличие зазора
а> (0,5 ... 0,8) мм.
Некапиллярная пайка, при которой со-
единяемым кромкам заготовок придается фор-
ма, подобная разделке кромок при сварке плав-
лением, называется пайко-сваркой. Этот вид
пайки обычно используют для изделий из чу-
гуна и выполняют припоями из латуни с до-
бавками Si. Мп, Р и А1. При соединении изде-
лий толщиной более 4 мм рекомендуется V-об-
разная разделка кромок под углом 70 90°.
чугун желательно предварительно подогревать
до 250 °C. При пайке медных труб диаметром
более 50 мм применяют ацетилено-кислород-
ное пламя с вдуванием через сопло легкоиспа-
ряюшегося флюса с использованием серебря-
ного припоя Применение электродугового,
газопламенного и плазменного нагрева являет-
ся наиболее распространенным способом полу-
чения паяно-сварных соединений сплавов на
основе Al, Си, Fe, Be, тугоплавких металлов и др.
Соединение разнородных металлов за
счет расплавления более легкоплавкого метал-
ла и смачивания им поверхности более туго-
плавкого металла называется сварко-пайкой.
Необходимая температура подогрева поверх-
ности тугоплавкого металла достигается за
счет регулирования величины смещения элек-
трода от оси шва к более тугоплавкому метал-
лу Особенности формирования соединения
при некапиллярной пайке изучены для сочета-
ний Zr + Ti, Zr + Nb, Nb + Ti, Nb + V. Химиче-
ский состав металла шва и очертания границ
сплавления определяются кинетикой растворе-
ния кромки тугоплавкого металла [4] Если
образование соединения происходит между
металлами, на диаграмме плавкости которых
имеется минимум, усредненный состав шва
можно определить, проводя горизонталь от
температуры плавления более легкоплавкого
металла В до пересечения с линией ликвидуса
более тугоплавкого. Этот состав, отвечающий
равновесной растворимости с'г (см. рис. 4. al
при температуре плавления более легкоплавко-
го металла (например, для Zr с Nb с\ = 40
50 % Zr), будет определять состав большей
части шва и состав шва в области, приле-
гающей к более тугоплавкому металлу (Nb)
Со стороны более легкоплавкого металла
(Zr) состав шва определяется составом спла-
ва, имеющего меньшую температуру плавле-
ния на диаграмме (с'3 = 20 ... 30 % Nb). Рас-
слоение жидкости наблюдается во всех слу-
чаях и не зависит от режима процесса. Про-
тяженность области сплавов, имеющих наи-
более низкую температуру плавления, зависит
от толщины соединяемых металлов, смещения
электрода Д, зазора а и изменяется от 0,08 до
1,5 мм и более.
Для соединений металлов, не имеющих
на диаграмме плавкости точек перегиба (на-
пример, Ti + Nb), характер расслоения в шве
КОМПОЗИЦИОННАЯ ПАЙКА
37
(расположение слоев; 80 ... 90 % Nb у Nb и
30 ... 40 % Nb в шве) определяется объемом
ванны, турбулентными потоками в ней, зависит
от погонной энергии, определяющей значение
Т2, смещения электрода Д и наблюдается на
всех режимах пайки. Вследствие неравновес-
ное™ протекающих процессов, обусловленных
большими скоростями взаимодействия при
пайке, не всегда правомерно использовать рав-
новесную диаграмму состояния. В неравновес-
ной диаграмме линия ликвидуса сдвигается в
сторону линии солидуса, поэтому при анализе
химического состава необходимо точку с\
сдвигать к <?J (см. рис. 4, а). Соединения цир-
кония и татана с ниобием обладают высокими
механическими свойствами [4], что обусловле-
но отсутствием в паяном шве хрупких химиче-
ских соединений и эвтектик.
КОМПОЗИЦИОННАЯ ПАЙКА
Технологический процесс применения ком-
позиционных припоев, имеющих структуру
псевдосплава, или формирование в шве компо-
зиционной структуры с требуемым комплек-
сом эксплуатационных свойств, называется
композиционной пайкой.
Отличительная особенность композици-
онного материала (припоя, шва) заключается в
том, что совместная работа разнородных мате-
риалов, входящих в его состав, в процессе экс-
плуатации даег эффект, равноценный созданию
нового материала. Композиционная пайка как
способ объединяет основные технологические
возможности, физико-химические и кинетиче-
ские особенности способов пайки. Наполни-
тель композиционного припоя в виде порошка,
сетки, волокон образует разветвленный капил-
ляр, удерживающий большую часть жидкого
припоя (матрицы), излишками которого осу-
ществляется смачивание поверхностей паяе-
мых материалов.
В [3, 6] рассмотрены возможности и пер-
спективы применения композиционных мате-
риалов при пайке. Композиционная структура
в шве может быть получена за счет применения
композиционного припоя, при диспергирова-
нии паяемых материалов или в процессе диф-
фузионной пайки. Наполнитель в припое в
большинстве случаев обеспечиваег основные
физико-механические, в частности прочност-
ные, свойства паяного соединения Матрица
может вводиться в припой в виде порошков
или покрытий, которые наносятся на паяемые
поверхности. По способу введения в зазор
композиционные припои подразделяются:
1) на применяемые в виде многослойных
покрытий;
2) на используемые в виде фасонных или
простых профилей (фольг, лент, втулок и т.д.),
получаемых методами порошковой или волок-
нистой металлургии в сочетании с обработкой
давлением (прокатка, штамповка после про-
питки матрицей порошков или волокон), а
также методами нанесения покрытий на про-
фили и т.д.,
3) на применяемые в виде смеси порош-
ков или паст, которые обычно вводят в зазор
непосредственно перед пайкой;
4) на комбинированные способы - соче-
тания приведенных выше видов.
Теоретический и экспериментальный ана-
лизы показывают, что волокна являются наи-
более эффективным упрочнителем. Эффектив-
ность упрочнения (коэффициент упрочнения),
определяемая отношением пределов текучести
композиционного к неармированному мате-
риалу, зависит от отношения длины к диаметру
волокна, средней прочности и его объемного
содержания. Значения коэффициента упрочне-
ния для данного класса материалов достигают
40 ... 50. Матрица действует как среда, пере-
дающая напряжение, а эффект упрочнения
определяется свойствами волокон. Коэффици-
ент упрочнения материала частицами зависит
от их дисперсности, объемной доли, равномер-
ности распределения и определяется в основ-
ном способностью тормозить движения дисло-
кацией. Коэффициент упрочнения, составляю-
щий 5 ... 30, характерен для дисперсных сис-
тем с размером частиц d4 < 0,1 мкм. В керме-
тах, состоящих из мелких керамических частиц
с d4 = 0,1 .10 мкм в металлической матрице,
коэффициент упрочнения изменяется от 5
до 0,5. Упрочнение дисперсными частацами
наиболее эффективно при работе в области
повышенных температур. Наибольшие проч-
ность и стабильность структуры при повышен-
ных температурах характерны для материалов,
армированных волокнами, так как у них мень-
ше свободная поверхностная энергия и соответ-
ственно ниже склонность к перестариванию.
Наполнитель, как и матрицу, выбирают
из эксплутационных требований. Основное
требование к матрице сводится к обеспечению
качественного смачивания наполнителя и
паяемых поверхностей. Матрица по возможно-
сти должна быть инертна к наполнителю, об-
ладать достаточным уровнем пластичности и
38
СПОСОБЫ ПАЙКИ
вязкости, не образовывать хрупких соединений
при взаимодействии с паяемыми материалами,
иметь более низкий модуль упругости по срав-
нению с наполнителем и температуру плавле-
ния, превышающую температуру работы изде-
лия. Коэффициент относительной жаропрочно-
сти Граб/Гдл для традиционных никелевых спла-
вов составляет 0,76 Т^, а для дисперсионно-
упроченных никелевых сплавов - не менее 0,9
Гпл (Траб > 1200 ... 1300 °C). По геометрии уп-
рочняющих компонентов композиционные
припои могут быть с одномерными компонен-
тами (например, волокнистые материалы);
с двухмерными компонентами (например,
слоистые материалы); с нульмерными компо-
нентами (материалы, армированные частицами
различной дисперсности).
В настоящее время выделяют три основ-
ных способа применения композиционных при-
поев и получения композиционной структуры
паяных швов.
Первый способ - характеризуется приме-
нением припоя, сохраняющего композицион-
ную структуру в шве после пайки. Обычно
методами волокнистой металлургии получают
губчатообразную сетку, состоящую из сталь-
ных волокон диаметром 10 мкм и более (длина
волокна в 20 раз больше диаметра). Сетку спе-
кают, пропитывают расплавом припоя и прока-
тывают до нужной толщины (0,05 мм и более).
Объемная доля волокна более 10 ... 20 %. По-
лученную ленту припоя укладывают на соеди-
няемые поверхности, которые собираются с
зазором или без зазора, и производят пайку.
В качестве припоя используют сплавы 70 %
РЬ-30 % Sn и др. Сетку, волокна можно также
помещать в зазор о > 1 мм с последующей опера-
цией частичного спекания или без него. Припой
(матрица) укладывается около зазора и в процессе
пайки пропитывает пористый материал.
Аналогично производят пайку с исполь-
зованием смеси порошков. Применение смеси
порошков позволяет паять материалы с боль-
шими зазорами и соединять разнородные мате-
риалы с резко различающимися значениями
термического коэффициента линейного расши-
рения, снижать напряжения в шве при пайке
инструмента, регулировать степень растекания
припоя, паять пористые материалы с компакт-
ными, а также тонкостенные конструкции,
исключая эрозию паяемых материалов. Фор-
мирование соединения в этом случае включает
подготовительную стадию - заполнение зазора,
и основную - формирование шва в процессе
смачивания наполнителя и паяемых поверхно-
стей, пропитки и жидкофазного спекания с
последующей кристаллизацией (в отдельных
случаях - изотермической). В качестве напол-
нителя применяют порошки Си, Fe, Ni, Со,
A12Oj, TiC и др. Матрицей обычно служат при-
пои стандартных составов, например систем
Pb-Sn, Cu-Ni-Mg, Ni-Cr-Si и др. [3].
Второй способ - характеризуется полу-
чением в шве композиционной структуры в
процессе диффузионной пайки или дисперги-
рования, причем исходный припой может не
иметь композиционной структуры. При пайке
жаропрочных никелевых сплавов, например
Udimet 700, % (масс.): Ni-15, Сг-18,5, Со-5,
Mo-4,3, Al-3,3, Ti-0,07, С-0,03. Основу припоя
составляет сплав, аналогичный основе паяемо-
го металла. При этом из него исключены титан
и алюминий, образующие хрупкие соединения на
межфазных границах, и введен бор (до 3 %). Рас-
плав припоя состава, % (масс.): Ni-15; Сг-15;
Со-5; Мо-2,5; В - вводится в зазор 0,025 ... 0,1 мм.
В процессе диффузионной пайки при темпера-
туре 1150 °C, совмещенной с отжигом в тече-
ние 24 ч, происходит легирование шва Ti и А1
и выравнивание состава и структуры за счет
выпадения в шве у'-фазы типа Ni3(AlTi). Обра-
зующиеся паяные соединения равнопрочны
паяемому материалу при температуре 980 °C [8].
Диспергирование поверхностного слоя
материала под действием расплава является
одним из перспективных методов композици-
онной пайки и получения композиционных
покрытий На основании анализа кинетики и
механизма диспергирования установлено, что
системы металл - расплав, представляющие
наибольший практический интерес, относятся
к системам второго типа В этих системах, в
соответствии с термодинамическим критерием
oxs < 2usl, проникновение припоя по границам
зерен и, соответственно, диспергирование дол-
жны отсутствовать (аж - энергия границы зер-
на, Osl — межфазная энергия).
При оптимальном температурно-времен-
ном режиме для проникновения расплава по
границам зерен в металлических системах вто-
рого типа необходимо соблюдение двух усло-
вий: наличие пластически деформированного
поверхностного слоя и присутствие кислорода
(или другого межфазно-активного вещества),
адсорбированного на границах зерен.
В случае адсорбции кислорода на границах
зерен энергия границ уменьшается: ида° « 2oSL*.
В процессе растворения кислорода с границ
зерен в припое и его последующей хемосорб-
КОМПОЗИЦИОННАЯ ПАЙКА
39
ции на межфазной границе при оптимальной
температуре пайки знак неравенства обращается
и система становится системой первого типа:
OSS° > 2o.sz*, > CT.SS*, <3SL* < °SL,
где ст®0 - энергия границ зерна после раство-
рения кислорода; ож* - межфазная энергия
после хемосорбции кислорода на межфазной
границе.
В зависимости от количества жидкой фа-
зы зерна, переходящие в расплав, могут обра-
зовывать непрерывный каркас или быть ра-
зобщены. Изменяя соотношение межфазных
характеристик, можно менять форму зерен от
округлых до многогранных. С учетом приня-
тых обозначений движущая сила проникнове-
ния расплава по границам зерен имеет вид:
fm = °XS° + ~ 2ож*,
где ст»" учитываег вклад упругой энергии ос-
таточных напряжений, локализованных в об-
ласти границ после пластической деформации
поверхностного слоя. Экспериментально уста-
новлено, что при глубине резания 3,5 мм хими-
чески активных металлов толщина поверхно-
стного деформированного слоя составляет 15...
20 мкм, который при температуре Т > Ткр
переходит в расплав в процессе диспергирова-
ния.
Исследование вклада диспергирования в ме-
ханические свойства паяных соединений сплава
W-3Ni-2Cu припоем системы Ni-Mn-Cr-Co пока-
зало, что интенсивность эффекта зависит от
характера напряженного состояния поверхно-
сти сплава, температуры пайки и ширины зазо-
ра Наиболее интенсивно эффект проявляется
при Txf> 1300 ... 1320 °C (выдержка 10 ...
15 мин, зазор 0,05 мм). В этом случае частицы
W размером < 10 мкм заполняют практически
всю ширину шва. Из анализа математической
модели [15] следует, что вклад в упрочнение
шва от диспергирования в 2 раза выше, чем от
дисперсных частиц, вводимых в припой для
повышения жаропрочности (0,16 % В - 0,37 %
Zr - 0,3 % WC). При этом длительная жаро-
прочность соединений в десятки раз выше, чем
при пайке припоем ПЖК-35. Эффект диспер-
гирования проявляется и в системах с ограни-
ченной растворимостью (например, Fe-Cu),
особенно при использовании локальных источ-
ников нагрева. В тех случаях, когда возможна
растворимость твердой фазы в припое, сущест-
венное упрочнение может быть достигнуто
вследствие «сращивания» соединяемых по-
верхностей в процессе жидкофазного спекания
частиц, перешедших в зазор.
Третий способ — пайка припоями, обес-
печивающими получение в шве структуры
твердых растворов, необходимой в условиях
воздействия агрессивных сред, циклических
нагрузок и сверхнизких температур. В этом
случае композиционные припои используются
в виде многослойных фолы, покрытий, по-
слойного нанесения порошков, сеток в сочета-
нии с ленточным или порошковым припоями.
Для снижения температуры пайки компоненты
слоев подбирают таким образом, чтобы в про-
цессе контактного плавления происходило
образование жидкой фазы, обеспечивающей
смачивание и растворение паяемых материа-
лов, покрытий, буферных прослоек и легиро-
вание шва, что придает соединению высокие
механические и коррозионные свойства.
Как было установлено автором этой гла-
вы, одним из эффективных методов повыше-
ния прочности при температуре пайки, не
превышающей температуру разупрочнения
паяемых металлов (Тц < Т^), является целена-
правленное легирование соединяемых поверхно-
стей за счет нанесения покрытий из элемен-
тов с высоким модулем упругости. На примере
пайки стали 12Х18Н10Т с жаропрочными ста-
лями припоями системы Cr-Ni-Mn показана
эффективность применения многослойных ком-
позиционных припоев (при Т„ = 1150 °C, 30 мин).
Нанесение Сг (6 мкм) на обе паяемые поверхно-
сти и использование Ni (20 мкм) и Мп (35 мкм)
в виде покрытий обеспечили
1) снижение температуры пайки на 50 .
100 °C за счет контактного плавления Ni с Мп
и совмещение ее о оптимальной температурой
термообработки сталей;
2) распределение компонентов припоя в
виде покрытий с суммарной толщиной слоев
< 80 мкм, что устраняет заплавление охлаж-
дающих каналов теплообменника;
3) повышенную после пайки концентра-
цию хрома в области межфазных границ и в цен-
тральной части шва, что позволило получать
соединения, равнопрочные стали 12Х18Н10Т,
с высокой коррозионной стойкостью при
Г„<7’кр[16]
Одной из принципиальных особенностей
способа является нанесение избыточного коли-
чества хрома над его равновесной растворимо-
стью в расплаве Ni-Mn при Т„. В процессе изо-
термической выдержки хром из остатков по-
крытия диффундирует в основной металл,
обеспечивая его повышенную концентрацию
(до 18 ... 20 % масс.) в области спаев.
40
СПОСОБЫ ПАЙКИ
Для получения прочных паяных соедине-
ний из титановых сплавов применяют покры-
тия систем Cu-Zr (при о, » 540 ... 640 МПа),
сложные покрытия Cu-(Co-Ni)-Cu (о,» 660 МПа)
950 ... 1000 °C, 15 ... 16 мин. Дальнейшее уве-
личение прочности до 870 МПа (при 980 °C,
120 мин) достигнуто при использовании по-
крытия 80 Си + 20 Ni. Введение никеля снижа-
ет количество интерметаллидной фазы Ti3Cu.
Шов состоит из твердого раствора а-титана и
небольшого количества равномерно распреде-
ленных включений Ti3Ni, легированных ме-
дью. При пайке ниобия с медью и ниобия со
сталью 12Х18Н10Т для снижения хрупкости
предложены многослойные композиционные
проставки, позволяющие регулировать количе-
ство жидкости за счет ограничения содержания
активного металла (фольга из титана), разме-
щенного в шве. Прочность шва, имеющего струк-
туру твердого раствора системы Cu-Ni-Nb, близ-
ка к прочности паяемых материалов. Для огра-
ничения растекания припоя и запаивания узких
каналов при пайке гофрированных или ореб-
ренных конструкций перспективно применение
двухслойного композиционного припоя, со-
стоящего из сетки, и припоя в виде фольги или
смеси порошков.
СПИСОК ЛИТЕРАТУРЫ
1. Вершок Б. А., Новосадов В. С. Расчет
нестационарной кинетики и процесса контакт-
ного плавления И Физика и химия обработки
материалов. 1974. № 2. С. 61 65.
2 Калинин М. М., Новосадов В. С.,
Гржимальский Л. Л. Пайка вольфрамового
сплава ВНМ-3-2 / В кн.: Пайка и ее роль в по-
вышении качества продукции и эффективности
производства. М.: НТО Машпром, 1976. 312 с.
3 Новосадов В. С., Масленникова Л. П.,
Юдин В. В. Опыт применения композиционных
материалов в радиоэлектронике. Л.. ЛДНТП,
1976. 24 с.
4. Новосадов В. С., Шоршоров М. X.
Особенности формирования и механические
свойства разнородных соединений сплавов
циркония, титана и ниобия при аргонодуговой
сварке И Физика и химия обработки материа-
лов. 1968. № 2. С. 92 - 100.
5. Савицкая Л. К. Расчет скорости кон-
тактного плавления эвтектических систем //
Известия вузов Физика. 1962. № 6. С. 11 - 13
6. Способы пайки / В кн.: Справочник по
пайке / Под ред. С. Н. Лоцманова, И. Е. Петру-
нина, В. Н. Фролова. М.: Машиностроение,
1975. 306 с.
7. Черницыи А. И., Куфайкин А. Я.,
Расторгуев Л. Н. Структура и фазовый состав
переходной зоны, образующейся при диффузи-
онной пайке титана / В кн.: Технология и обо-
рудование высокотемпературной пайки. М
МДНТП, 1973.316 с
8. Dwell D. S., Owczarki W. A., Paulouis
D. F. «TLP» Bonding a new Method for Joining
Heat Resistant alloys. Welding Journal. 1974. v
53. N 4, p. 203-214.
9. Новосадов В. С. Влияние зазора на
структуру и химический состав шва. Аномалия
растворимости в малых зазорах / В сб.: Пайка -
2000. Мат. междунар. науч.-техн. конф. Толь-
ятти: ТЛИ, 2000. С. 7- 17.
10. Новосадов В. С., Журавлев С. П.
Кинетика процесса растворения в зазоре с уче-
том потока в твердую фазу / В кн.: Физика
межфазных явлений. Нальчик: Кабард.-Балкар
книжн. изд-во, 1984. С. 107 116
11. Новосадов В. С., Журавлев С. П.,
Костиков В. И. Растворение в зазоре с учетом
граничной кинетики / В сб.: Прогрессивные
методы в пайке. Киев: Ин-т электросварки им
Е. О. Патона. АН УССР. С. 18 - 30.
12. Новосадов В. С., Журавлев С. П.
Феноменологическая модель процесса раство-
рения при капиллярной пайке в малых зазорах /
В сб.: Адгезия расплавов и пайка материалов.
1989. №22. С. 66-72.
13. Феноменологическая модель про-
цессов массообмена на межфазной границе с
учетом граничной кинетики / В. С. Новосадов,
К. П. Гуров, С. П Журавлев, М. X. Шоршоров /
Физика и химия обработки материалов. 1986.
№5. С. 119 125.
14 Новосадов В. С., Журавлев С. П.,
Нурова Д. Р. Феноменологическая модель
изотермической кристаллизации паяного шва
(диффузионная пайка) с учетом исходной диф-
фузионной зоны / В кн.: Инженерные методы
обеспечения безопасности полетов при ремон-
те авиационной техники гражданской авиации.
М.. Высшая школа, 1986. С. 124- 130.
15. Новосадов В. С., Калинин М. М.
Формирование композиционной структуры в
шве в процессе диспергирования при пайке
металлов И Физика и химия обработки мате-
риалов. 1987. № 5. С. 105 - 112.
16. Юдин В. В., Новосадов В. С., Чер-
нятии В. В. Применение трехслойного покры-
тия хром-никель-марганец в качестве элемен-
тов припоя для пайки нержавеющих сталей /
В сб.: Механизация и автоматизация процессов
пайки: Науч.-техн. семинар (Москва, 1976). М.
Знание, 1976. С. 89 - 93.
Глава 3. ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Свойства и качество паяного соединения
определяющим образом зависят от свойств при-
меняемых припоев. Температура плавления при-
поя должна быть не менее чем на 60 ... 100 °C
ниже температуры солидуса наиболее легко-
плавкого из соединяемых материалов. Нагрев
при пайке не должен вызывать потери механи-
ческих и физико-химических свойств материа-
лов. Припой должен обеспечивать заданные
эксплуатационные характеристики паяного
соединения.
В процессе пайки припой смачивает со-
единяемые поверхности паяемых деталей и
затекает в сборочный зазор. При кристаллиза-
ции в итоге растворно-диффузионных процес-
сов образуется соединение, обеспечивающее
механические свойства и герметичность не
ниже оговоренных конструкторской докумен-
тацией.
Различие коэффициентов термического
расширения, плотности, электро- и теплопро-
водности, электрохимических потенциалов,
коррозионной стойкости припоя и паяемых
материалов должно быть наименьшим При
невозможности соблюдения данного требова-
ния следует из всех пригодных по составу при-
поев выбрать с наиболее высокими механиче-
скими свойствами. В зависимости от назначе-
ния изделия может предъявляться ряд специ-
фических требований, например по электро-
проводности, теплопроводности, коррозионной
стойкости в специальных средах, деформации
в горячем и холодном состояниях и др. При
всех вышеперечисленных требованиях необхо-
димо учитывать стоимость (припой должен
быть наиболее дешевым и наименее дефицит-
ным) Следует ограничивать необоснованное
применение припоев, содержащих драгоцен-
ные и остродефицитные металлы (золото, се-
ребро, платину, палладий, вольфрам, молиб-
ден, германий, висмут)
Классификация припоев предусмотрена
ГОСТ 19248-90 и приведена в [1,2].
Припои классифицируют :
- по химическому составу - медные, се-
ребряные, золотые, палладиевые, платиновые,
никелевые, железные, марганцевые, оловянно-
свинцовые, индиевые, цинковые, висмутовые,
таллиевые, титановые и др.;
- по технологическим свойствам: само-
флюсующие - способствующие удалению при-
поем окислов с паяемой поверхности, и компо-
зиционные - состоящие из смеси тугоплавких
и легкоплавких порошков, позволяющих про-
изводить пайку узлов с большими зазорами;
- по содержанию активных компонентов
(титана, циркония и др.), повышающих смачи-
ваемость припоем окисленных поверхностей
паяемых материалов;
- по температуре плавления. К низкотем-
пературным припоям относятся припои с
Тп„ < 450 °C, к высокотемпературным - с
Тпл > 450 °C. Низкотемпературные припои вы-
плавляют на основе олова, свинца, висмута,
кадмия, цинка, индия, галлия. Высокотемпера-
турные припои в основе имеют медь, серебро,
никель, кобальт, железо, алюминий и др.;
- по сортаменту - пластичные припои из-
готавливают в виде проволоки, ленты, фольги,
полос; хрупкие припои изготавливают специ-
альными технологиями й виде аморфизирован-
ных или мелкокристаллических лент, фольги,
проволоки, прутков, а также традиционным
литьем. Хрупкие припои могут поставляться в
виде порошка, порошковых лент на органиче-
ской связке, паяльных паст.
Для удобства использования, а также с
целью повышения производительности труда и
качества паяных соединений некоторые при-
пои изготавливают в виде проволоки и прут-
ков, внутри заполненных флюсом, а также с
флюсовой обмазкой
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
Группу медных припоев составляют медь
и сплавы на ее основе следующих систем:
Cu-Zn, Cu-Ni, Cu-Mn-Ni, Cu-Mn-Zn, Cu-P и др
Медь
Из всех припоев с низкой упругостью па-
ра для пайки в вакууме наиболее широко при-
меняют медь. Недостатком меди как припоя
является возникновение в соединениях, выпол-
ненных кислородсодержащей медью (марки
Ml, М2 и др.), газовых пор и кристаллизаци-
онных трещин при пайке в окислительной
среде (вследствие образования эвтектики
Cu-Cu2O). Обладая хорошей жидкотекучестью
и растекаемостью, медь легко затекает в капил-
лярные зазоры. Эту особенность наиболее эф-
фективно используют тогда, когда необходимо
42
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
получить соединения с малыми зазорами и
большой протяженностью (более 15 ... 20 мм).
При пайке стальных изделий в вакууме
или в восстановительных газовых средах, где
требуется большая протяженность швов, медь
на паяемую поверхность наносят электролити-
ческим слоем 3 . 15 мкм (например, в произ-
водстве свертных труб из малоуглеродистой
стали). Химический состав меди различных
марок приведен в табл. 1, механические свой-
ства паянных медью соединений - в табл. 2.
Медно-цинковые припои
Медно-цинковые припои представляют
собой двойные сплавы меди и цинка в различ-
ных соотношениях. Диаграмма состояния
сплавов системы Cu-Zn приведена на рис. 1.
Наибольший интерес представляют сплавы,
содержащие менее 39 % Zn и имеющие одно-
фазную структуру (a-твердый раствор). С уве-
личением содержания цинка в припое его
пластичность значительно снижается. Недостат-
ком медно-цинковых припоев является сильное
испарение цинка при пайке, что приводит к
повышению температуры плавления припоя и
образованию пористости в паяном шве.
Для снижения температуры плавления и
повышения технологических свойств медно-
цинковых припоев в их состав вводят в неболь-
ших количествах олово и кремний (до 1 %).
Добавка олова снижает температуру плавления
припоя и увеличивает его жидкотекучесть;
кремний понижает испарение цинка; введение
в припой небольших количеств бора придает
ему флюсующие свойства. ГОСТ 23137-78
определяет три марки медно-цинковых припо-
ев с повышенным содержанием цинка и пони-
женной температурой плавления (табл. 3 и 4).
Припои на медной основе, содержащие
кроме цинка небольшое количество олова и
кремния, имеют лучшие технологические
свойства и обеспечивают более высокую плот-
ность и герметичность шва. К этим припоям
относят латуни марок ЛОК59-1-03 и ЛКБ062-
0,2-0,04-0,5, ЛК62-0,5 и др
1. Химический состав литой и деформированной меди (ГОСТ 859-2001)
Обозначе- ние марок Массовая доля элемента, %
Си, не менее Си +Ag, не менее Примеси, не более
Bi 1 Fe Ni Zn Sn
М006 99,99 - 0,0005 0,001 0,001 0,001 0,001
М06 - 99,97 0,001 0,004 0,002 0,003 0,002
М1б - 99,95 0,001 0,004 0,002 0,003 0,002
моо 99,96 - 0,0005 0,001 0,001 0,001 0,001
МО - 99,93 0,0005 0,004 0,002 0,003 0,001
Ml 99,9 0,001 0,005 0,002 0,004 0,002
М1р 99,9 0,001 0,005 0,002 0,005 0,002
М1ф 99,9 0,001 0,005 0,002 0.005 0,002
М2р 99,7 0,002 0,05 0,2 - 0,05
МЗр 99,5 0,003 0,05 0,2 0,05
М2 - 99,7 0,002 0,05 0,2 0,05
М3 99,5 0,003 0,05 0,2 1 - 0,05
2. Механические свойства паяных соединений
Марка припоя Марка паяемого материала | Прочность паяного соединения при 20 °C
<тв, МПа Тер, МПа
Ml Сталь 12XI8H9T 314. 343
М2 Сталь 10 274. 343 167 196
МБ Сталь 20 176... 245
' ПРИПОИ НА МЕДНОЙ ОСНОВЕ
43
3. Химический состав и назначение медно-цинковых припоев
Марка Химический состав, % Назначение
Основные компоненты Примеси, не более
Си Zn Fe Pb
ПМЦ 36 34 ... 38 Ост. 0,1 0,5 Для пайки латуни, содержащей до 68 % Си
ПМЦ 48 46... 50 Ост. 0,1 0,5 Для пайки медных сплавов, содержащих Си свыше 68 %
ПМЦ 54 52 ... 56 Ост. 0,1 0,5 Для пайки меди, бронзы и стали
4. Механические и физические свойства мелно-цинковых припоев
Марка । Температура 1 плавления, °C Коэффициент линейного расширения а, |0Л К 1 Удельное электросопро- гивление, мкОм м Предел прочности при растяжении ов, МПа Относи- тельное удлинение 6, % Твер- дость НВ
ПМЦ 36 800 825 7700 22 10,3 Хрупкий
ПМЦ 48 850 865 8200 21 4.5 205,8 3 130
ПМЦ 54 876 880 8300 21 4,0 343 20 128
Наиболее известные и употребляемые ла- ческий состав и область применения даны в
тунные припои, их физические свойства, хими- табл. 5 и 6.
44
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
5. Латунные припои, их физические свойства, температура пайки, область применения
Марка Стандарт Плот- ность, кг/м1 Температура, °C Область применения
Начала плавле- Полного расплав- ления Пайки
Л63 Л68 ЛО60-1 ГОСТ 16130-90 ГОСТ 15527-70 8430 8600 8450 900 909 885 910 938 900 960 ... 1040 990 . 1040 950... 1000 Пайка углероди- стых конструк- ционных и
ЛКБ062-0,2-0,04-0,5 ЛК62-0.5 ЛОК59-1-0,3 ГОСТ 16130-90 8400 8400 8300 900 900 880 908 905 890 960... 1020 950... 1020 930-980 высоколегиро- ванных сталей (кроме сталей мартенситного класса), меди, никеля, чугуна
ЛОК62-0,6-0,4 ЛК62-0.2 - 8400 900 900 905 905 950 ... 1000 950... 1000
6. Химический состав латунных припоев
Марка
Медь Олово Кремний Бор
Л63 62 .65 -
Л68 67... 70 - -
ЛО60-1 59 ...61 1,0... 1,5 —
ЛКБ062-0.2-0.04-0,5 60,5 .. 63,5 0,3 ... 0,7 0,1 ... 0,3 0,03 ... 0,1
ЛК62-0.5 60,5 .63,5 0,3 ... 0,7 -
ЛОК59-1-0.3 58 ...60 0,7. 1,1 0,2... 0,4
ЛОК62-0,6-0,4 60,5 .63,5 0.4 ... 0.6 0,2 ... 0,4
ЛК62-0.2 60 ... 63 - 0,1 ... 0,3 -
Следует иметь в виду, что введение Sn и
Si в больших количествах охрупчивает латуни
и не позволяет получать пластичные паяные
соединения Прочность паяных соединений,
выполненных этими припоями, повышают
введением в состав припоев Ni, Мп, Fe. Много-
компонентные латуни широко применяют для
пайки тяжелонагруженных изделий, например
всех видов паяного режущего инструмента
(резцы, фрезы и др.), и изделий, в процессе
эксплуатации подвергающихся вибрационным,
ударным и другим видам нагрузок.
Свойства латунных припоев, в том числе
для пайки твердосплавного инструмента, при-
ведены в [3—6J. В табл. 7, табл. 8 даны марки,
температуры плавления, номера стандартов
многокомпонетных латунных припоев.
Медно-цинковыми припоями паяют угле-
родистые стали и медь посредством ТВЧ, в
печах, пламенем газовой горелки и в соляных
ваннах. В качестве флюса используются бура,
флюсы ПВ200 и ПВ201 (ГОСТ 23178-78). Для
наиболее легкоплавких из этой группы припо-
ев, например П47, АЛАРМет-21 (П21), реко-
мендуются флюсы ФК-250 (ТУ48-17228138/
ОПП-007-96), ПВ209 (ГОСТ 23178-78) и флюс-
паста ФП-1 (ТУ 48-17228138/ ОПП-014-2001).
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
45
7. Многокомпонентные латунные припои, свойства, область i
Марка Стандарт Температура, °C Область применения
Начала плавле- Полного расплав- Пайки
ПрМНМц68-4-2, полоса ТУ 48-21-674-91; ОСТ 48-184-81 915 975 980... 1050 Для пайки твердого сплава, в том числе
ЛМцЖ57-1,5-0,75, полоса ТУ 48-21-299-84; ОСТ 48-184-81 865 873 900... 930
ЛМНЦ60-9-5, полоса ТУ 48-21-299-84 924 966 970... 1040
П102, порошок ОСТ 48-184-81 650 900 900 ... 950
ЛНКоМц49-9-0,2-0,2, полоса ТУ 48-21-299-84 - - -
ЛНКМц49-10-0,3-0,2, проволока 0 3 мм ТУ 48-21-5012-72 - - -
ПИ25, лента порош- ковая, порошок, паста ТУ 1700-038- 00224633-02 880 930 буровых коронок
ПИ26, лента порош- ковая, порошок, паста ТУ 1700-038- 00224633-02 - 880... 930
ПИ8, порошок, паста, лента порошковая ТУ 1700-038- 00224633-02 870 880 930... 950
ПИ 12, порошок, паста, лента порошковая ТУ 1700-038- 00224633-02 870 880 930... 950
П47, лента, проволока ТУ 48-17228138/ ОПП-001-98 760 810 820 ... 850
стали, никеля и их сочетаний, в том числе взамен серебряных
АЛАРМЕТ21, проволока ТУ 48-17228138/ ОПП-014-2002 796 830 840 .880 Для пайки стали, никеля, меди, медных сплавов и их сочета- ний, в том числе взамен серебряных
П21, пруток ТУ 48-21-843-87 796 830 840... 880
ЛОМНА 49-0,5-10-4-0,4 ТУ 48-21-305-82 815 830 860... 880 Пайка и пайко-сварка чугуна, в том числе с флюсом ФПСН-2 по специальной технологии
ЛКН56-0,3-6, проволока 890 905 950... 1000 Пайка углеродистых конструкционных сталей, чугуна
ВПр43, проволока 770 790 - Печная, газопламенная пайка меди, сплавов, стали и их сочетания
46
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
8. Химический состав многокомпонентных латунных припоев
Содержание элементов, % (масс.) (Zn - остальное)
Марка Си Ni Мп Sn Si 1 Fe Другие компоненты
ПрМНМц68-4-2 62. 68 4. 5 1,5... 2,5 -
ЛМпЖ57-1,5-0,75 56. 58 - 1 ...2 - 0,1 ... 0,2 0,5 ... 1,0 В 0,07... 0,15
ЛНМЦ60-90-5** 60,0 9,0 5,0 - - - -
П102 Ост 1 ... 2 - 8.. 10 - 2...4 Zn8... 10, СгО,5... 1,5
ЛНКоМц49-9-0,2-0,2“ 49,0 0,9 0,2 - - - Со 0,2
ЛНКМц49-10-0,3-0,2” 49,0 10,0 0,2 - 0,3 - -
П47 43 .. 45 2,0.. 4,0 9,5 ... 10,5 3,5. 4,5 - - В 0,05 0,25, А1 0,2... 0,4
АЛАРМет-21 (П21) 55.. 57 0,7... 1,4 - 6,7... 7,3 0,1 .. 0,3 - А1 0,01 . 0,2, В 0,05 ...0,25
ЛОМНА49-0,5-10-4-0,4 48.. 51 3,5... 9,5 ... 10,5 0,3 ... 0,6 - - А1 0,2 ... 0,6
ЛКН56-0,3-6 55 57,5 5,5... 6 - - 0,2... 0,4 - -
ВПрЗГ 27,8... 41,4 17. . 19 3. 5 3,5 ... 5,0 0,75 ... 0,90 - Сг2,5 ...3.0, Со 0,5 3,0, В 0,1 ... 0,3
Температура полного расплавления 1000 °C
' Среднее значение содержания компонентов
9. Прочность соединений при пайке
припоями
Марка припоя Марка паяемого материала Прочность паяного соединения при 20 °C
На растяжение с„ МПа На срез Тф, МПа
Л63 Сталь 20 Сталь СтЗ 343 . 392 421 270. 294 267
ЛК62-0.5 Медь 196 . 206 -
ЛКБО62-0,2-0,04-0,5 Сталь 10 Сталь 20 421 431 343 ... 372 294 ... 310 284 . 294
ПрМНМц68-4-2 Сталь 45 + твердый сплав - 264 , 282
ПИ 12, ПИ25 Сталь + твердый сплав ВКиТК - 300 . 350
П47 Сталь 20 420 290 . 310
АЛАРМет21 (П21) Сталь 10 Сталь 10 + медь 260 190 140 162
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
47
Вследствие испарения цинка пайку мед-
но-цинковыми припоями в газообразных за-
щитных средах и в вакууме не проводят. Мед-
но-цинковые припои, как правило, для пайки
коррозионно-стойких сталей не применяют из-
за образования трещин в паяемом материале.
Припой ВПр31 (см. табл. 8) содержит 0,75
0,9 % Si и 0,1 ... 0,3 % В, образующих силици-
ды и бориды железа, которые блокируют рас-
пространение трещин по границам зерен пая-
емого металла. Удается избежать трещинооб-
разования в коррозионно-стойких сталях при
пайке припоями АЛАРМет21 (П21) и П47,
имеющими невысокую температуру плавления.
Значения прочности соединений, паян-
ных медно-цинковыми припоями, приведены в
табл. 9. В силу того, что прочность паяных
соединений зависит от подготовки поверхно-
сти, качества сборки, величины паяльного за-
зора, формы образца и многих других факто-
ров, которые невозможно учесть и сопоставить
при анализе имеющихся в литературе данных,
полученных в разное время, представленные
значения механических свойств носят лишь
ориентировочный характер [2].
Состав и свойства медных и медно-
цинковых припоев, наиболее широко приме-
няемых в Германии, приведены в табл. 10, 11.
Медно-никелевые припои
Медь с никелем образуют ряд твердых
растворов (рис. 2). Для увеличения жаростой-
кости и прочности при повышенных темпера-
турах в медно-никелевые припои вводят хром,
марганец, железо, кремний и алюминий. Со-
ставы и температура пайки медно-никелевыми
припоями с небольшим содержанием марганца
приведены в табл. 12, а с содержанием марган-
ца и серебра - в табл. 13 и 14. Физические и
механические свойства медно-никелевых при-
поев даны в табл. 15 и 16
10. Медине припои Германии
Марка по DIN 8513 Содержание элементов, % (масс) 1 емпература, °C Плотность,
Си Sn Р Начала плавления Конца плавления Пайки
L-CuSn4 Ост. 4 960 1060 1060... 1100 -
L-CuSn6 Ост. 5,5 ... 7,5 <0,3 910 1040 1040 8800
L-CuSnl2 Ост. 11 13 <0,4 825 990 990 8900
L-CuSn20 Ост. 20 800 890 890... 930
11. Медно-цинковые припои Германии
Марка по DIN 8513 Содержание элементов, % (масс) Начало Конец плавле- ния, °C Плот- ность,
Си Ni Zn Sn Si Мп ния, °C
L-CuNilOZn42 Ост. 8... 11 40,5 - 890 920 8700
L-CuZn40 58 62 Ост. <0,5 0,1 . 0,5 890 900 8400
L-CuZn39Sn 56... 62 Ост. 0,5 ... 1,5 <0,2 <1,0 870 890 8400
48
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
10 20 30 40 50 ВО 70 ВО SO
CU10 20 30 40 50 60 70 ВО 90 Hi.
Массовые дола
Рис. 2. Диаграмма состояния сплавов
системы медь-никель
12. Медно-никелевые припои для пайки стальных изделий
Содержание элементов, % (масс.) (Си - остальное) Температура пайки, °C
Ni Сг Мп Fe Si Al
3,0 2,0 - 5.0 1200
35 ..38 2,5 ... 3,5 2,5 ... 3,5 1,5 1120
28 10,0 - 2,0 1120
20... 30 - - - 1250
10... 14 4 ... 5 12 ... 14 1,0. 1,9 1250
35 3,0 3,0 3,0 1,5 -
4.0 - 2,0 0,6 1080
3 .4 1.5 ... 2,0 0,1 ... 0,2 0.5 1030
10 5,0 - -
20 5,0 5,0 1000
15 - 2,0 -
22 6,0 - - - 1035
35 ... 38 3,0 ...3,5 3.0 .3,5 3,0 ... 3,5 1200
13. Медно-никелевые припои с марганцем и серебром
Марка Стандарз Плотность, кг/м1 Температура пайки, °C Область применения Способ пайки
ПМ17, полосы, лента ТУ 48-21-326-79 8400 1030.. 1050 Пайка высоколе- гированных сталей и соединений сталь-медь, сталь-бронза В печах с вос- становительной газовой средой или в вакууме
ПМ17А ТУ 48-1-372-78 8400 1000 . 1020
ПМиЮ ТУ 48-21-141-72 8650 1020 . 1040 Пайка углеродистой и коррозионно- стойкой стали, в том числе трубопроводов Газопламенная, индукционная в печах, в гом числе в атмосфере аргона
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
49
Продолжение табл. 13
Марка Стандарт Плотность, Температура пайки, °C Область применения Способ пайки
ПрАНМц 0,6-4-2, полосы ТУ 48-21-674-91 ОСТ 48-184-81 960... 980 Пайка быстро- режущей стали и твердых сплавов Индукционная, газопламенная
ВПр1, полосы ВПр4, полосы ОСТ 1 90208-75 8700 8000 1150. 1210 1070. 1140 Пайка легиро- ванных и высо- колегированных сталей, коррози- онно-стойких и жаропрочных сплавов, в том числе теплооб- менников Индукционная, в печах с восста- новительной газовой средой и в вакууме, элек- троконтактная. Припой ВПр1 - также газопла- менная
ВПр2, полосы, порошок ВПр13, полосы, лента ОСТ 1.90082-73 ТУ 14-1-3143-81 ТУ 48-1-354-75 8100 8200 980.. 1060 940... 970 Пайка легиро- ванных и высо- колегированных сталей, коррози- онно-стойких и жаропрочных сплавов, в том числе теплооб- менников Индукционная, в печах с восста- новительной газовой средой и в вакууме, элек- троконтактная. Припой ВПр1 - также газопла- менная
ВПр45 (Cu-Mn-Sn-Ni- основа) проволока, лист 1000. 1070 (7™ = 950... 980 °C) Пайка коррози- онно-стойких сталей и сплавов, высокая корро- зионная стойкость Печной, 'азопламенный
ПЖ45-81 8600 1180... 1230 Пайка высоколе- гированных сталей, коррози- онно-стойких и жаропрочных сплавов Индукционная в печах с восста- новительной газовой средой и в вакууме, газопламенная
П65, полосы ОС Г 34-13-198-80 - 950... 990 Пайка коррози- онно-стойких сталей и сплавов, медных сплавов, твердого сплава В вакууме, газопламенная
50
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
14. Медио-никелевые припои с марганцем и серебром,
химический состав и температура плавления
Марка Содержание элементов. % (масс.) (Си - остальное) Температура, °C
Мп Ni Л . 1 Другие элементы Начала плавле- Полного расплавле-
ПМ38МЛ 36 .40 4... 6 1,5 ... 2,5 - <0,2 (Li); <0,1 (В) 880 900
ВПр1 - 27 ... 30 1,5 ... 2,0 До 1,5 0,1 ...0,3 (В) 1080 1120
ВПр2 22... 26 5 ... 6 - 0,8... 1,2 0,15 ...0,25 (Li) 960 980
ВПр4 27 .30 28 ...30 0,8 . 1,2 1,0 . 1,5 4... 6(Со) 0,15 ...0,3 (Li) 0,15. 0.25(B) 0,01 ...0,2 (К) 0,05 ... 0,15 (Na) 0,1 . 0,2 (Р) 940 980
ВПр13 20 .23 10. 13 0.2. 0,4 0,5 ... 2,0 (Zn) 0,1. 0,3 (В) 21 ...25(Ag) 0,1 ... 0,3 (Р) 850 910
45А 30 5 - - 3(Zn) 880 900
КП - 18 ...20 4,5 ... 5 5 ... 6 - 950 970
ПЖ45-81 2,0... 3,0 30... 35 1,5 ... 2,0 2,5 ... 3,0 2,5 ... 3,5 (Сг) 1120 1200
ПМН10 - 10 - - 2...3(Сг) 1100 1140
ГПФ 4,2 ... 5,0 10. 14 1 ... 1,8 12... 14 - 1190 1280
ПМ17 15... 17 12. 14 0,2 ... 0,6 1,0 .2,0 0,2 ...0,3 (В) 870 940
ПМ17А 15... 17 10... 11 0,4 ... 0,8 5,0 . 6,0(Ag) 0,1 ... 0,3 (В) 870 940
пмцю 9 .11,5 4. 6 0,3 0.5 0,4... 0,6 (Сг) 0,1 (В) 900 960
П65 27 ... 28 4.5 . 5.0 1,3 ... 1,6 (Сг) 0,2... 0,4 (Li) 0,2 . 0,4 (Zn) < 0,02 (С) 870 910
ПрАНМц 0.6-4-2 1,5 2,5 3.0. 4,0 0,6 .0,8 (Al) , 910 ' 930
15. Физические свойства медно-никелевых припоев
Марка а, Ю^К-' X Вт/(м °C) кг/м3 Ю-’Омм
При температуре,' 'С
20. 100 20 . 200 20... 300 20 400 20 . 500 20... 600 25 100 200 300 400 500 600
ВПр1 17,1 17,7 18,4 18,8 19,8 20,9 32,2 34,75 38,18 41,87 46,05 50,24 50,34 8680 -
ВПр2 19,0 19,8 20,5 21,2 21,8 - 13,0 15,49 18,84 22,60 26,79 29,72 31,82 8130 8,0
ВПр13 - - - - 18,6 - 10,05 12,56 15,91 19,25 22,2 26,79 - 8220 -
ВПр4 16,8 17,4 17,9 17,7 18,3 19,1 - 12,56 14,65 17,16 19,25 21,35 23,45 8230 -
ПЖ45-81 14,6 15,2 15,7 16,3 16,9 17,0 23,86 26,37 29,31 32,65 35,17 35,17 38,09 8630 41,0
16. Механические свойства паяных соединений при пайке медио-никелевыми припоями
Марка Паяемый материал Тер, МПа, при температуре, °C <тД МПа, на базе N = 10 циклов при температуре, °C
-60 20 200 400 600 20 500
ВПр1 12Х18Н10Т 471 ... 568,8 363 ... 490 294... 392,3 186,2... 215,6 88,25 ... 156,8 245 96
ВПр2 12Х18Н10Т 254,8... 274,4 245. 294 - - - - -
Х15Н9Ю 245 ...294,0 205,8 ... 294 196. 294 186,2 ... 235,2 117,6... 137,2 190,12 269,5
Х15Н5АМЗ 186... 294,0 205,8... 245 186,2... 225,4 205,8 ...245 - 215,6 240,0
ПМ38МА 12Х18Н10Т - 205,8 ... 294 - - - - -
ПЖ45-81 12Х18Н10Т - 441,2 ... 406,6 - 225 ...314 176,51 ... 186,2 196 166,6
Х20Н80 - 578,5 ... 597,8 - - 274,4... 294 - -
ВПр4 12Х18Н10Т 441,26... 509,6 323,4... 392,3 284,2... 323,4 254,8... 303,8 127,5 ... 176,5 - -
12X13 - 255 ... 270 (300 °C) 167... 183 (500 °C) 147 ... 158 - -
14Х17Н2 - 245 ... 261 245 ...257 147... 155 - -
ПМЦ10 12Х18Н10Т 196... 380 400 - - 150 - -
* аг - предел выносливости.
ПРИПОИ НА МЕДНОЙ
52
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Медно-фосфорные припои
Двойные сплавы меди с фосфором, близ-
кие к эвтектическому составу, имеют сравни-
тельно невысокую для среднеплавких припоев
температуру плавления (рис. 3) и высокие тех-
нологические свойства при пайке меди и мед-
ных сплавов, что в ряде случаев делает воз-
можным использовать припои этой группы в
качестве заменителей серебряных. Кроме того,
они недефицитны и имеют сравнительно невы-
сокую стоимость. Широкое использование
припоев системы Си-Р для пайки меди обу-
словлено также тем, что они являются по от-
ношению к ней самофлюсующими. За счет
диффузии меди в паяный шов снижается в при-
граничной зоне содержание фосфора и улуч-
шаются свойства паяного соединения. Пайка
без применения флюса или с его ограниченным
применением сокращает время пайки и повы-
шает качество, так как избыток флюса может
служить источником образования шлаковых
включений в паяном шве. Природа самофлю-
сования при пайке меди припоями Си-Р отра-
жена в [7, 8].
В силу образования на границе с паяемым
материалом прослойки фосфида железа не ре-
комендуется паять медно-фосфорными при-
поями изделия из стали и чугуна. Барьерные
покрытия медью на паяемой поверхности пре-
пятствуют образованию хрупких фосфидных
прослоек и позволяют получать пластичные
соединения на стали.
Рис. 3. Диаграмма состоянии сплавов
системы медь-фосфор
Испытания на ударный изгиб образцов
типа П по ГОСТ 23046-78 [9] показали, что
сопротивление паяных соединений ударной
нагрузке плавно возрастает с увеличением
толщины покрытия и достигает значения,
близкого паяным соединениям меди при тол-
щине слоя 75 мкм (табл. 17).
Медно-фосфорные припои изготавлива-
ются с использованием сплавов меди с фосфо-
ром, выпускаемых по ГОСТ 4515-93 и в ряде
случаев применяемых в качестве припоев. Мар-
ки и составы этих сплавов приведены в табл. 18
17. Влияние барьерного покрытия на ударную вязкость паяных соединений
Марка Паяемый материал Толщина медного барьерного покрытия, | Ударная вязкость 1 соединения а„, кДж/м2
0 11,8 ±6,8
Сталь 12Х18Н101 + 25 41 ± 17 114 ±34 155 ±48
ПМФОЦрб-4-О.ОЗ + медь Ml 75
100 154 ±40
Медь Ml - 159 ±40
18. Сплавы медно-фосфорные по ГОСТ 4515-93
Марка Содержание Р, % (Си - остальное) Примеси, %, не более Всего примесей, % Температура, °C
Bi Sb Fe Начала плавления Полного расплавления
МФ10 9 5 ... И 0,002 0,002 - 0,2 714 900
МФ9 8,0... 9,5 0,005 0,1 0,15 0,5 714 750
' ПРИПОИ НА МЕДНОЙ ОСНОВЕ
53
Сплав МФ9 изготавливается в виде литых
плиток, но в качестве припоя используется в виде
стружки и порошка, а при пайке погружением -
в качестве расплава для ванны с припоем
В табл. 19-21 приведены марки, химиче-
ский состав, физические свойства и сортамент
известных и выпускаемых отечественной про-
мышленностью медно-фосфорных припоев
В табл. 22 приведены механические свойства
паяных соединений.
Легирование системы медь-фосфор оло-
вом, цинком, никелем, кремнием, сурьмой
снижает температуру плавления и делает их
более технологичными при пайке. Однако все
эти сплавы трудно поддаются обработке дав-
лением, и традиционными способами обработ-
ки металлов давлением получить их в виде
проволоки и ленты чрезвычайно затруднитель-
но. Для повышения пластичности медно-фос-
форных сплавов в их состав вводят серебро
(табл. 23-25).
19. Химический состав отечественных медно-фосфориых припоев
Содержание основных компонентов, % (масс.)
Марка Си Р Sn Ni Zn Fe Zr Sb
ПМФОЦрб-4-0,03 Ост. 5,5 ... 6.3 3,5 ... 4,5 - - - 0,01 ... 0,05 -
П14 (ПМФО6-4) Ост. 5,5 ... 6,3 3.5... 4,5 - - - - -
ПрМЦФЖ 24-6-0,75 Ост. 5...7 - 22... 26 0,5 ... - -
ПМФСу 92-6-2 Ост. 5,7... 6,5 - - - - 1,8.. 2,5
ПФОЦ 7-3-2 Ост. 5... 7 2,5... 3 5 - 1 ...3 - - -
ПМФН 8,5-8,5* Ост. 8,5 - 8,5 - - - -
ПДОл5П7 Ост. 6,4... 8 4,2... 5,8 - - - - -
ПМФ7 Ост. 6,5 ... 7,5 - - - - - -
ПМФ9 Ост. 8,0... 9,5 - - - - - -
П81 52... 54 6... 7 - 6...7 Ост. - - -
ЗООК Ост. 4...6 14... 16 0,2... 0,5 - - - -
* Среднее значение.
20. Физические свойства припоя ПФОЦ7-3-2
a, IO"6 °C'1, при температуре, °C X, Bt/(m °C), при температуре, °C
§ S s S § S S S § S S S S § S S
19,45 21,0 24,6 28,9 30,4 31,2 29,3 30,56 31,82 34,33 33,49 36,84 36,42
21. Припои на основе системы медь-фосфор 2
Удельное Температура, °C
Марка Нормативная документация ротивление р, КГ’Омм Начала плавления Полного расплавления Форма поставки, сортамент Изготовитель
ПМФОЦр 6-4-0,03 ТУ 48-21-663-79 - 7850 640 680 Прессованные прутки 0 3,0 мм ЭЗКС (Москва)
П14(ПМФО6-4- полный аналог предыдущего припоя по техно- логическим и механическим характеристикам) ТУ 48-17228138/ ОПП-003-2001 (некалиброванный) ТУ 48-17228138/ОПП- 008-97 (калиброванный) ТУ 48-17228138/ ОПП-006-2000 (офлюсованный) 34.1 7850 640 680 Литые прутки 0 >10 мм, проволока 0 0,3 ... 3,0 мм, калиброванные, некалиброванные (в том числе офлюсованные 0 1,5 ... 3,0 мм), лента (0,2. 0,8) х (5... 45) мм, изготовленные способом высокоскоростного затвердевания из расплава ЗАО «АЛАРМ» а (Москва) g о X X 5
ПрМЦФЖ 24-6-0,75 ТУ 48-21-479-75 - 7800 690 700 Прессованные прутки 0 3,0 мм § ЭЗКС (Москва) g
ПФОЦ 7-3-2 ОСТ 190056-72 31,7 7500 680 700 Прессованные и литые прутки от 0 3,0 и выше m О i
ПМФСу 92-6-2 ТУ 48-21-584-77 - - 600 650 Литые прутки 0 20 мм ЭЗКС (Москва) g
ПМФН 8,5-8,5 ТУ 48-0820/0-318-85 - 8340 630 650 Прессованные прутки 0 3,0 мм, литые прутки 0 20 мм ЭЗКС (Москва)
ПДОл5П7 ТУ 14-1-8709-84 - - 640 680 Порошок Предприятие «Полема» (Тула)
ПМФ7 ТУ 48-17228138/ ОПП-ОЮ-97 27 7000 714 820 Лента (0,3... 1,0) х (10 ... 20)мм ЗАО «АЛАРМ» (Москва)
П81 ТУ 48-17228138/ ОП-002-2000 - 7700 630 660 Проволока и прутки 0 0,4 . 2,4 мм ЗАО «АЛАРМ» (Москва)
ЗООК ТУ 92-247-75 । - 7200 - 630 ! Слитки -
ПРИПОИ НА МЕДНОЙ ОСНОВЕ
55
22. Механические свойства соединений, паянных медно-фосфорными припоями
Марка припоя Паяемый материал Временное сопротивление разрыву о., МПа Предел прочности на срез Тер, МПа Угол изгиба, ° Ударная аязкостъ а„, кДж/м2
Медь 240 Разрушение 180 270
ПМФОЦрб-4-0,03* по меди
ПМФО6-4 (П14) Латунь 290 205 120 175
Медь + латунь - 200 - -
ПДОл5П7 Латунь 208 172 - -
ПФОЦ7-3-2* Медь 186 313 - -
Латунь 201 137 80 130
Медь 175 145 70 150
ПрМЦФЖ 24-6-0,75* Латунь 166 139 62 130
Медь + латунь - 112 - —
ПМФСу92-6-2 Латунь 290 62 - -
Латунь - 145 - -
ЗООК Медь + латунь - 165 - -
ПМФ7* Медь 200 117 85 146
Латунь 192 ПО 80 120
' о, и Tq, определялись по ГОСТ 23046-78; угол изгиба - по ГОСТ 24167-80, а„ - по ГОСТ 23046-78;
тср определялись на образцах типа 1.
23. Медно-фосфорные припои с серебром
Марка Стандарт Форма поставки Назначение
ПСр25Ф ГОСТ 19738-74 Проволока 0 1,5 мм Медные провода, детали электро- двигателей; без флюса
ПСр15 Механизированная пайка меди, закладные кольца
ПСрФ5-5 ТУ 48-1-360-81 Проволока 0 1,5 мм Закладные кольца для пайки меди
ПСрФ 1-7,5 ПСрФ1,7-7.5 ТУ 48-1-205-84 Прутки сечением 5 х 9 мм и 9 х 11 мм Газопламенная пайка медных труб к трубной доске тепловозных ра- диаторов
ПСрМОФ15 ТУ 48-1-394-81 Проволока 0 1,2. 1,5 мм Автоматическая пайка латунных и медных конструкций
24. Механические свойства паяных соединений
Марка Паяемый материал Сопротивление разрыву о,, МПа Предел прочности на срез тср, МПа
ПСр15 ПСрМОФ15 Латунь Латунь 260... 270 315 .328 205 ... 215
56
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
25. Химический состав и свойства медно-фосфорных припоев с серебром
Марка Содержание основных элементов, % (масс.) (медь - остальное) Температура, °C Плот- Удельное электросо- противление, КГ’Омм
Ag Р S„ Zn Начала плавления Полного плавления
ПСр25Ф 25 ± 0,5 5 ±0,5 645 725 8300 18,6
ПСр15 15 ± 0,5 4,8 ±0,3 - 640 810 8500 20,7
ПСрФ5-5 5 ±0,5 4,8 ± 0,3 650 850 8000
ПСрФ1-7,5 1,0 ±0,25 7,5 ± 0,5 1,5 ±0,5 700 780
ПСрФ1,7-7,5 1,7 ±0,3 7,5 ±0,5 1,5 ± 0,5 700 775
ПСрМОФ15 15 ±0,5 5 ±0,5 5 ±0,5 640 750 8500
26. Медно-фосфорные припои, выпускаемые по стандартам Германии и США
Марка по DIN 8513 Марка no ASTM Содержание элементов, % (масс.) Начало плавле- ния, °C Конец плавле- Плот- ность,
Си Р Sn Ag
L-CuP8 Ост. 8,0 - 710 740 8000
L-CuP7 BCuP-2 Ост. 6,7 ... 7,5 - 710 820 8100
L-CuP6 Ост. 6,2 - 710 880 8100
L-CuSnP7 Ост. 6,75 7.0 650 700 8000
L-Ag2P - Ост. 6,2 - 2 650 810 8100
L-Ag5P BCuP-3 Ост. 6 - 5 650 810 8200
L-Agl5P BCuP-5 Ост. 5 - 15 650 800 8400
L-Agl8P Ост. 7,25 - 17,75 643 643 8700
- BCuP-1 Ост. 4,75 ... 5,25 - - 710 900 -
- BCuP-4 Ост. 7,75 ... 7,8 - 5,75 ... 6,25 640 , 750
27. Наиболее распространенные названия некоторых зарубежных припоев
Марка no DIN 8513 Г ермания (Castolin, Degussa, Fontargen) Марка no ASTM США (Harris, Handy&Harman, Engelhard)
L-CuP7 Castolin 4270(RB5246), Degussa 92/8, A 2003 BCuP-2 Harris 0 (OLP.OHP), Fos-Flo 7, Silvaloy 0
L-Ag5P Castolin 806 (V), Degussa 5, A 3005V BCuP-3 Stay-Silv 5 (LP), Sil-Fos 5, Silvaloy 5
L-Agl5P Castolin 803D(DV), Degussa 15, A 3015 BCuP-5 Stay-Silv 15, Sil-Fos, Silvaloy 15
L-Ag2P Castolin 18O5(V), । Degussa 2, A 3002 V : -
Медно-фосфорные припои, изготавли- свойства и наиболее часто встречающиеся
ваемые по стандартам США и Германии, их марки приведены в табл. 26, 27.
' ПРИПОИ НА МЕДНОЙ ОСНОВЕ
57
Улучшенные путем легирования бессе-
ребряные медно-фосфорные припои в целом
ряде случаев являются полноценными замени-
телями серебряных припоев при пайке меди и
ее сплавов. Новые технологии производства
припоев позволили в значительной степени
расширить их сортамент и область примене-
ния. В разделе «Заменители серебряных и зо-
лотых припоев» даны конкретные рекоменда-
ции по таким припоям-заменителям и уточнен-
ные сравнительные характеристики свойств
паяных соединений.
Медно-германиевые припои
Полным аналогом золотых и серебряных
припоев в производстве электровакуумных
приборов и полупроводниковых приборов яв-
ляются припои на основе системы медь-
германий (табл. 28). имеющие низкую упру-
гость пара и необходимые физико-
механические и технологические характери-
стики (см. табл. 52. раздел «Заменители сереб-
ряных и золотых припоев»).
ПРИПОИ, СОДЕРЖАЩИЕ
ДРАГОЦЕННЫЕ МЕТАЛЛЫ
Серебряные, золотые, платиновые и пал-
ладиевые припои обладают комплексом уни-
кальных для производства ряда паяных конст-
рукций свойствами. Однако припои, содержа-
щие в своем составе драгоценные металлы,
имеют высокую стоимость и относятся к груп-
пе дефицитных материалов. Использование
этих припоев целесообразно в производстве
наиболее ответственных изделий.
Серебряные припои
Имея относительно низкую для средне-
плавких припоев температуру плавления, се-
ребряные припои обладают наиболее высоки-
ми тепло- и электропроводностью, пластично-
стью, коррозионной стойкостью и технологич-
ностью. В силу своих уникальных свойств на-
шли применение с древнейших времен (при
пайке ювелирных изделий), с развитием техни-
ки - в самых широких ее областях. Этому спо-
собствует широкий ассортимент их поставки:
прутки, проволока, полосы, лента, фольга са-
мого широкого сортамента, что делает их
удобными для применения в механизирован-
ных и автоматических процессах пайки.
Серебро имеет температуру плавления
960 °C, но в качестве припоя его применяют
достаточно редко. В промышленности исполь-
зуют припои на основе серебра с содержанием
меди, цинка, кадмия, олова, фосфора и других
элементов.
28. Медно-германиевые припои
Марка Технические условия Плот- ность, кг/м’ Температура, °C Область применения Способы нагрева
Начала плавления Полного плавления
ПМГрН10-1,5В (№ 702) ТУ 48-21-662-79 8540 989 1003 Детали и узлы электро- вакуумных приборов Печной в вакууме
ПМГрН5-2.8В (№ 507) 8600 1033 1063
ПМГрК4-2.5В (№ 570) 8580 972 985
ПМГрОЮ-2,8В (№ 698) 8590 951 985
ПМГрОБ10-1-0.1У (№417) 48-21-786-85 8580 938 983 Электроваку- умные и полу- проводнико- вые приборы В вакууме
ВПр53 (Cu-Ge) ТУ 41-595-6- 489-96 Пайки Медные спла- вы, прочное и коррозионно- стойкое соединение
960 980
58
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Высокая пластичность серебряных при-
поев с медью, состоящих из твердых растворов
на основе серебра и меди (рис. 4), отсутствие
компонентов с высоким давлением пара и низ-
кая стойкость окислов послужили причиной их
широкого применения при пайке изделий из
меди и сталей, работающих в условиях вакуума
и при повышенных статических и вибрацион-
ных нагрузках. При пайке этими припоями
применимы существующие виды нагрева,
флюсы, газовые среды и вакуум.
Широкое использование получил припой
ПСр72 - сплав эвтектического состава, обла-
дающий высокой технологичностью.
Рис. 4. Диаграмма состояния сплавов
системы мвдь-серебро
Рис. 5. Изотермы ликвидуса сплавов
системы серебро-медь-цинк
Припой ПСр72, смачивая сталь, не про-
никает по границам ее зерен, не охрупчивает
паяемый материал, вследствие чего не снижает
механические свойства высокопрочных корро-
зионно-стойких сталей переходного класса,
термически обработанных (св > 980 МПа) [10].
Введение в серебряные припои наряду с
медью цинка (рис. 5, рис. 6) снижает темпера-
туру их плавления, изменяет свойства и фазо-
вый состав сплавов (табл. 29).
Дальнейшее снижение температуры
плавления припоев на основе серебра достига-
ют введением в их состав кадмия и цинка
(рис. 7; табл. 30).
Кадмий очень сильно снижает темпера-
туру плавления припоев, одновременно увели-
чивая их жидкотекучесть. Установлено [11],
что кадмий в среднеплавких припоях, легко
Рис. 6. Фазовый состав сплавов системы
серебро-медь-пиик
Рис. 7. Изотермы ликвидуса сплавов
системы серебро-цинк-кадмий
ПРИПОЙ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
59
29. Серебряные припои с медью и цинком (ГОСТ 19738-74)
Марка Содержание основных элементов % (масс.) Температура, °C кг/м’ Удельное электросоп- ротивление, КГ* Ом -м
Ag Си Zn Начала Полного расплав-
ПСр72 71.5 .72.5 Ост. 779 779 10 000 2,1
ПСр71 70,5 ... 71,5 Ост. 0,8 1,2 (Р) 654 795 9800 4,3
ПСр50 49.5 ... 50.5 Ост. - 779 860 9300 2,5
ПСр70 69,5 .70,5 25,5 ... 26,5 Ост 730 755 9800 4,2
ПСр45 44,5 .45,5 29,5 . 26,5 Ост. 660 725 9100 9,7
ПСр25 24,7 .25,3 39,0. 41,0 Ост. 745 775 8700 6,9
ПСр10 9,7 ... 10,3 52,0. 54,0 Ост. 815 850 8450 7,1
ПСр65 64,5 ... 65,5 19,5 ... 20,5 Ост 695 720 9600 8,6
ПСр12М 11,7... 12,3 51,0 ... 53,0 Ост. | 780 825 8500 7,6
30. Серебряные припои общего назначения, содержащие кадмий и олово ( ГОСТ 19738-74)
Содержание основных элементов, % (масс.) Температура, °C = Удельное
Марка Ag Си Zn Cd Sn Начала плавле- Полного расплав- сопротив- ление, 10-* Ом м
ПСр50Кд 49,5 ... 50,5 15 ... 17 15 . 17 Ост - 625 640 9250 7,8
ПСрКдМ50-34-16 49,5 ... 50,5 Ост. - 33... 35 - 630 685 9600 5,8
ПСрМЦКд 45-15-16-24 44,5 ... 45,5 Ост. 15.. 17 23 ... 25 - 615 615 9400 6,5
ПСр40 39.. 41 16... 17,4 16,2... 17,8 Ост. 0,2... 0,3 (Ni) 590 610 9250 7,0
ПСр29,5 (ТУ 48-1-261-90) 29... 30 Ост. 29,5 ... 30,5 12 - 660 700 8600
ПСрМО68-27-5 67,5 ... 68,5 Ост. 4,5 ... 5,5 655 765 9900 14,0
ПСр62 61,5 ... 62,5 27,5... 28,5 - Ост. 650 723 9600 25,5
ПСрМОЦ70 (ТУ 48-1-337-90) 69... 71 17,5 .. 18,5 9,5 ... 11,5 - - -
ПСрМОГл 70-27-2-1В (ТУ 48-1-11-79) 63,9... 70,7 Ост. 0,9 1,1 । (Ga) 1,7... 2,3 -
60
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
испаряясь в процессе плавки, литья и пайки,
загрязняет рабочую атмосферу. Известно, что
кадмий относится к категории особо вредных
для здоровья веществ, так как пары окиси кад-
мия являются канцерогеном. В настоящее вре-
мя как у нас в стране, так и за рубежом кад-
мийсодержащие припои заменяются на бес-
кддмиевые [12]; чаще всего взамен кадмия
вводят олово (см. табл. 30).
Припой ПСрМОЦ70 выпускается в виде
полос и фольги и применяется для пайки и
лужения. Припой ПСрМОГл70-27-2-1В выпус-
кается в виде проволоки 0 0,6 и 0,8 мм, при-
меняется в производстве электровакуумных
приборов.
Серебряные припои с медью и оловом
(рис. 8) обладают сравнительно низким давле-
нием пара, вследствие чего их применяют для
пайки вакуумных приборов, изготавливаемых
из меди и стали. Введение большого количест-
ва олова снижает температуру начала плавле-
ния и увеличивает интервал кристаллизации,
что позволяет паять разнородные материалы,
имеющие разные ТКРЛ, без образования
трещин.
НассиСые Яели Си,%
Рис. 8. Изотермы ликвидуса сплавов системы
серебро-медь-олово
Наиболее распространенные серебряные
припои производства США и Германии, а так-
же их распространенные названия представле-
ны в табл. 31, 32.
31. Серебряные припои США и Германии
Марка по DIN 8513 Марка ASTM Содержание элементов, % (масс.) Температура, °C Плот- иость, кг/м’
Начала плавле- Конца плавле-
Ag Zn Cd Si Sn Cu
L-Ag20 - 20 35 - 0,1 - Oct. 690 810 8700
L-Ag20Cd - 20 25 15 0,1 ... 0,2 - Oct 605 765 8800
L-Ag25 B-Ag37 25 34 - - Oct 680 795 8800
L-Ag30Cd - 30 21 21 0,1 ...0,2 - Oct 600 690 9200
L-Ag40Cd - 40 21 20 - - Oct. 595 630 9300
L-Ag34Cd B-Ag2 34 Ост. 20 - - 22 610 680 9100
L-Ag72 B-Ag8 72 - - - Oct. 779 779 10 000
L-Ag50CdNi B-Ag3 50 - 16 (3Ni) - 15,5 645 690 9500
L-Ag44 B-Ag5 44 26 - - - Oct. 680 740 9100
- B-Agl8 60 - - 10 30 600 720 9800
L-Ag34Sn - 34 27 - 0,1 ...0,2 3 Oct. 630 730 9000
L-Ag45Sn 45 25 - 0,1 ... 0,2 3 Oct. 640 680 9200
L-Ag30 B-Ag20 30 32 - - - 38 680 765 8900
L-Ag40Sn B-Ag28 40 28 - 0,1 ... 0,2 2 Oct. 640 700 9100
ПРИПОЙ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
61
32. Наиболее распространенные названия некоторых зарубежных припоев
Марка по DIN Марка no ASTM Название в Германии («Castolin». «Degussa», «Fontargen») Название в США («Harris», «Handy&Harman», «Engelhard»)
L-Ag20 Castolin 181, Degussa 2009, A/AF 303 Safety-Si Iv 20, Braze 202, Silvaloy A-20T
L-Ag25 B-Ag37 Degussa 2500 Safety-Silv 25 Braze 255, Silvaloy A-25T
L-Ag30 B-Ag20 Castolin 1655, A/AF 330 Safety-Silv 30, Braze 300, Silvaloy A-30
L-Ag40Sn B-Ag28 Castolin 1665, Degussa 4003 A/AF340 Safety-Silv 40T, Braze 402, Silvaloy A-40T
Для увеличения прочности и коррозион-
ной стойкости при повышенных температурах
в состав припоев вводят никель или никель в
сочетании с марганцем, что положительно ска-
зывается и на их термостойкости (табл. 33, 34)
Однако серебряно-марганцовистые припои
обладают низкой коррозионной стойкостью в
условиях тропиков и солевого тумана
Для пайки металлов или минералокерами-
ки применяют серебряные припои, активизи-
рованные титаном (8 25 %). В качестве та-
кого припоя используют серебряный припой
состава, % (масс.): 15 Ag; 5 Си; 50 Ni; 5 Мп;
25 Ti. Легирование серебряных припоев лити-
ем и бором повышает их растекаемость и
смачивающую способность, придает припоям
самофлюсующие свойства [8]. Состав и тем-
пература плавления самофлюсующих серебря-
ных припоев с литием и бором приведены
в табл. 34. 35.
33. Серебряные припои с никелем, индием и марганцем
Марка Стандарт Температура, “С Область применения припоя
носгь, Начала плавле- Полного расплав- Пайки
ВПр13 ТУ 48-1-354-75 8200 850 910 940 970 Легированные и высоколегированные стали, коррозионно-стойкие и жаропрочные сплавы
ПСрЛНМ72 ТУ 48-1-337-90 10 000 780 789 810 850 Титан и его сплавы, высоколе- гированные стали в вакууме, водороде и защитных газах
ПСрМНЦ38 - 780 900 905 ... 920 Титан и его сплавы, сталь с медью, металлизированная керамика
ПСрМИнВбЗ ТУ 48-1-329-84 9700 685 715 750... 780 Титан и его сплавы, высоколе- гированная сталь с титановы- ми сплавами, коррозионно- стойкие сплавы в вакууме, водороде, инертных газах
62
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Продолжение табл. 33
Марка Стандарт "S’ Температура, °C Область применения припоя
Начала плавле- Полного расплав- ления Пайки
ПСр37,5 ГОСТ 19738-74 8900 725 810 820... 860 Медь, никель, бронза, сталь, ковар, нейзильбер. Пайка стальных и медных деталей, работающих до 600 °C, газопламенная, в печах, ин- дукционная, в расплавах солей
ПСр21,5 (ВПр17) ТУ 48-1-337-90 8900 950 990 1050 . 1080 Коррозионно-стойкие стали, пайка индукционная, в печах, газопламенная
ПСрМИ н49, литые прут- ки 0 11 мм ТУ 48-1-202-89 - 540 . 570 Детали полупроводниковых и электровакуумных приборов
34. Химический состав серебримых припоев с никелем, индием, марганцем
Марка Содержание основных элементов, % (масс.) (Си - остальное) Другие элементы
Ag Мп Ni Zn In Si
ВПр13 21 25 20.. 23 10... 13 - 0,2... 0,4
ПСрЛНМ72 71,5 72,5 0,7... 1,3 - Li 0,15... 0,25
ПСрМНЦ38 37,5 38.5 1,6... 2,8 9,5 10,5
ПСрМИнВбЗ 62,5 ... 63,5 9,5... 10,5
ПСр37,5 37 38 7,9 .8,5 5...6 - -
ПСр21,5 (ВПр17) 20... 23 0,5 ... 2,0 16... 18 17 . 19 0,1 ... 0,3 Р до 0,2; Со 0,5 ...2,0; Nb0,5 ... 1,0; В до 0,2
ПСрМИн49 48,5 49,5 19,5... 20,5 (Си) Ост
ПСрМцМН86,8* 85,8 87,8 Ост. 0,5 ... 1,1 2,5 ... 3,3 (Си) -
ПСрМцМШЗ* 21 . 25 20 .23 10. 13 0,5 ... 2,0 0,1 . 0,3 Р 0,05... 0,2; В 0,05 ...0,2
* Выпускаются в виде полос и фольги п ГУ 48-1 J37-90, самофлюсующиеся
ПРИПОЙ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
63
35. Серебряные припои с литием и бором
Марка (№ припоя) Содержание основных элементов, % (масс.) Температура полного расплавления. °C
Ag Си Со в и
ПСрМЛ96 95,5 ... 96,5 Ост. 0,15 .0,25
ПСр92 91 .. 93 7,6 ... 7,8 - 0,2 .0,4 900
ПСрЛНМ72 71,5. 72,5 Ост. Ni0,7. 1,3 - 0,4... 0,6 780
№ 1 99,5 - - - 0,5 930
№2 71,8 28 0,2 778
ПСрМК72В 71,5 ... 72,2 Ост. 0,2 ... 1,0 0,001 . 0,005 - 785
Палладиевые припои
Палладий (Гпл = 1555 °C) и его сплавы
применяются прежде всего для пайки туго-
плавких металлов и сплавов, например таких,
как молибден, вольфрам, ниобий, платина
Сплавы палладия с никелем, кобальтом, хро-
мом, серебром, золотом применяются для пай-
ки жаропрочных сплавов и сталей. Палладие-
вые припои применяются также для пайки из-
делий из высокотемпературной керамики с
тугоплавкими металлами, например ниобием,
танталом, молибденом, вольфрамом. Сплавы
палладия с серебром и золотом используются
для пайки конструкций из палладия (мембраны
для очистки водорода). Палладий, вводимый в
качестве компонента высокотемпературных
припоев, значительно повышает их коррозион-
ную стойкость, пластичность, а также способ-
ность растекаться и смачивать паяемую по-
верхность.
Добавка палладия в припои приводит к
снижению их способности проникать в паяе-
мый материал и разъедать его, т.е. возможно-
сти возникновения контактной эрозии, что
позволяет проводить пайку тонкостенных из-
делий. В качестве припоев применяют как
двойные сплавы системы серебро-палладий,
обладающие высокой пластичностью, так и
многокомпонентные припои, в состав которых
входят серебро, медь, никель, марганец и дру-
гие металлы
Палладий с серебром образуют ряд гвср-
дых растворов (рис. 9) с небольшим интерва-
лом кристаллизации. Меняя соотношение пал-
ладия и серебра в припое, можно регулировать
температуру плавления от 1000 до 1500 °C.
Палладий с медью (табл. 36) также образуют
ряд твердых растворов с различной температу-
рой плавления (1100... 1550 °C).
Рис. 9. Диаграмма состояния спл
системы серебро-палладий
36. Серебряные и медные припои
с палладием
Содержание элементов, % Температура полного расплавления, °C
Pd Си Ag
10 90 1065
16 84 - 1100
20 80 1153
40 60 1293
70 30 1443
80 20 1486
87 - 13 1150
30 70 1119
40 60 1149
63 37 - 1243
81 19 1352
Более низкую температуру плавления
имеют припои системы палладий-серебро-
медь (рис. 10). Добавка лития способствует
лучшему растеканию припоя и придает ему
самофлюсующие свойства.
64
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Рис. 10. Изотермы ликвидуса сплавов
системы палладий-серебро-медь
Припои системы серебро-палладий-медь
имеют низкую упругость пара, и паяные соеди-
нения работают в вакууме в длительном режи-
ме при температуре 500 °C. Припои, предна-
значенные для пайки жаростойких сплавов,
должны обладать большей высокотемператур-
ной прочностью и сопротивлением ползучести,
и изготавливаются на основе систем Ag-Pd-Mn,
Ni-Mn-Pd, Cu-Pd-Ni-Mn и Pd-Ni. Добавки ли-
тия и бора повышают смачиваемость этими
припоями.
Палладиевые припои, используемые в ре-
акторе- и ракетостроении, а также в строитель-
стве газовых турбин, представлены в табл. 37
[13]. Припой ПЖК-1000 широко применяют
при изготовлении ответственных узлов в раз-
личных отраслях машиностроения при пайке
соединений жаропрочных и коррозионно-
стойких сплавов и обеспечивает высокие меха-
нические и коррозионно-стойкие свойства при
высоких температурах (табл. 38) и в контакте с
агрессивными средами.
В табл. 39 приведены содержащие палла-
дий составы припоев для вакуумно-плотной
пайки металлизированной керамики [13].
В табл. 40 приведены свойства содержа-
щих палладий припоев с низкой упругостью
пара, а также паяемые ими материалы в
производстве электровакуумных приборов [14];
в табл. 41 - серебряные припои с палладием
производства Германии.
37. Наиболее жаростойкие припои с палладием
Система припоя Химический состав, % (масс.) (Pd - остальное) Температура полного расплавления, °C
Си Ni Сг Ge Si
Pd-Ni - 40 - - - 1237
30 41,5 1,5 1177
Ni-Cu-Pd 30 40 — —. 1226
30 40 - 3 1124
Ni-Cu-Cr-Pd 15 60 15 - - 1313
Ni-Pd-Cu-Ge - 59 60 15 15 - 2 1262 1293
29 38 - 8 1154
Ni-Pd-Cu-Ge 29 36 - 10 — 1134
27 35 - 8 - 1145
Ni-Pd-Cr-Ge - 58 15 4 - 1283
Ni-Pd-Ge 65 - 8 - 1201
- 63 - 10 — 1184
Pd-Cr-Ni (ПЖК-1000 ТУ 48-1-408-83, полосы) - 33 19 - 0,2 (Гликв= 1237) (ГМЙИ1= 1250)
ПРИПОЙ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
65
38. Механические свойства соединений, полученных при
пайке различных материалов припоем ПЖК-1000 (при 20 °C и высоких температурах)
Паяемый материал а„ МПа, при температурах Гер, МПа, при температурах
20 850 900 20 800 850 900
12Х18Н10Т - 666 ... 676 215. 225 - 235 ... 245
07X16Н6 1135... 1155 -
09X15Н9Ю 1075 ... 1097
ХН55МВЮ 685 ...930 255 ... 392
ХН55МВЮ + + ХН77ТЮР 785 ... 930 392 420
ВЖ98 + + ВЖЛ12 - 186... 203 -
ЖС6К 617... 637 255 .274 - - 176... 274 -
39. Припои вакуумиой плавки для пайки металлизированной керамики
Марка Технические условия Температура плавления, °C Содержание основных элементов. % (масс.) (Си - остальное)
Ag Pb Со В
ПСрМПд52-28-20В ТУ 48-1-329-84 879 . 898 51,5 ... 52,5 19,5 ... 20,5
ПСрМПд65-20-15В ТУ 48-1-329-84 860.. .910 64,5 . 65,5 14,5 15,5
ПСрПдМКБ65-15-19В* ТУ 48-1-11-79 860.. . 870 64,5 ... 65,5 14,5 ... 15,5 0,3 ... 0,5 0,05 ... 0,15
ПСрМПд59-31-10В* ТУ 48-1-329-84 827.. . 853 58,5 ... 59,5 9,5 . .. 10,5
ПСрМПд68-27-5В* ТУ 48-1-329-84 807.. .. 810 67,5 ... 68,5 4,5 ... 5,5 -
* Припои, используемые для пайки узлов электровакуумных приборов [14].
40. Свойства припоев с низкой упругостью пара, паяемые материалы
Марка Физико-механические свойства при 20 °C Паяемые материалы
МПа 6, % НВ, МПа у, кг/м3
Палладий 100% 210 55 610 12 100 Молибден, вольфрам, металлокера- мические узлы особого назначения Медь, ковар, кобальтовые сплавы,
ПСрМПд65-2О-15 500 24 10 400 никель и его сплавы, титан, цирконий, молибден, вольфрам Медь, ковар, кобальтовые сплавы.
ПСрМПд59-31-1О 520 22 10 100 никель и его сплавы, титан, цирконий, молибден, вольфрам Медь, ковар, кобальтовые сплавы,
ПСрМПд68-27-5 480 23 10 100 никель и его сплавы, титан, цирконий, молибден, вольфрам
3 - 8294
66
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
41. Серебряные припои с палладием Германии
Марка Содержание элементов, % Температура, °C
Ag Си Мп Ni Pb Начала плавления Полного расплавления
SCP-1 68,4 26,6 5 807 810
SCP-2 58,5 31,5 - 10 824 852
SCP-3 65,0 20 15 850 900
SCP-4 54,0 21,0 25 901 950
SCP-7 52,0 28,0 20 879 898
SPM-1 75.0 - 5 20 1000 1120
NPM-1 31 48 21 1120 1120
SPM-2 64 3 33 1180 1200
Золотые припои
Припои на основе золота обладают высо-
кими показателями пластичности, коррозион-
ной стойкостью, электропроводностью, тепло-
проводностью и еще целым радом положи-
тельных свойств.
Золото в чистом виде как припой приме-
няется редко, но оно образует твердые раство-
ры со многими металлами, чем пользуются при
разработке пластичных припоев. Однако при-
менение их ограничивается высокой стоимо-
стью и дефицитностью золота, поэтому золо-
тые припои используют только там, где это
оправдано (пайка вакуумных приборов с ваку-
умно-плотными соединениями, электроконтак-
тов и т.д.).
При пайке изделий с вакуумно-плотными
соединениями применяют в основном сплавы
золота с серебром и медью, которые между
собой образуют непрерывный ряд твердых
растворов (рис. 11 и 12).
Минимальная температура плавления
сплава с 80 % Au и 20 % Си - 889 °C. Введение
в состав медно-золотых припоев серебра, с
которым золото образует также ряд твердых
растворов, позволяет несколько снизить темпе-
ратуру их плавления. Эти припои нашли ис-
пользование при пайке молибдена и графита с
металлами (табл. 42). Дальнейшего снижения
температуры плавления этих припоев достига-
ют введением в их состав цинка, кадмия и ин-
дия (табл. 43-44).
Сплавы золота с германием при содержа-
нии примерно 12 % Ge и 6 % Si пластичны и
плавятся соответственно при температурах
365 и 370 °C.
S00'___1-- . 1. I—"x-.-J-1---1, I
Ад 10 10 30 90 SO to 10 во 90 Au
Массовые во ей Au */,
Рве. 11. Диаграмма состоинии сплаиов
системы золото-серебро
Массовые воли Си f %
Рис. 12. Диаграмма состоииии сплавов
системы золото-медь
Для пайки золотых изделий или изделий,
покрытых золотом, применяют припой с со-
держанием 46 % Au, 32 % Sb, 18 % Zn, 3 % Si и
1 %Ni. Он имеет сравнительно низкую темпера-
туру плавления (590 °C), хорошо растекается по
паяемой поверхности и не растворяет паяемый
материал. Припой с более высокой температу-
рой пайки (740 °C) ЗЛСрМ-583-80 содержит
58,3%Аи, 13 ... 14%Ag, 10 % Cd, 5 ... 6 % Zn,
Си - остальное.
ПРИПОЙ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
67
42. Золотые припои с медью и серебром
Содержание основных элементов, % (масс.) Температура, °C
Au Ag Си Начала плавления Полного расплавления Пайки
94 6 950 980 1030
80 — 20 889 889 890... 1010
75 7,5 17,5 880 895 —
60 20 20 850 870
58,3 30 11,7 835 880
58,3 20 21,7 829 847 —
40 — 60 946 985 1035
37,25 62,75 950 990 990... 1090
35 — 65 970 1010 1040
33,3 33,3 33,4 823 877 —
33,3 40 26,7 780 870 —
30 - 1 70 990 , 1020 , 1060
43. Золотые припои с серебром, медью, цинком, кадмием
Содержание элементов, % (масс) Температура, °C
Au Ag Си Cd Zn Начала плавления Полного расплавления
58,5 4,9 25,6 2,0 9,0 790 837
75,0 7,5 7,5 7,0 3,0 - 800
75,0 2,8 11,2 2,0 9,0 747 788
75,0 9,0 6,0 — 10,0 730 783
75,0 — 15,0 8,2 1,8 793 822
75,0 2,8 11,2 9,0 2,0 738 760
58,5 8,0 22,0 9,4 2,1 744 776
58,5 4,9 25,6 9,0 2,0 738 760
58,5 11,9 25,6 4,0 816 854
58,5 10,3 24,2 7,0 804 836
58,0 24,2 10,8 7,0 765 808
33,3 35,0 21,7 10,0 725 759
33,3 30,0 16,7 — 20,0 695 704
58,5 — 29,5 9,8 2,2 748 793
58,3 16 21,7 2,0 3,0 795 840
44. Золотые припои с палладием и индием
Содержание элементов, % (масс.) Температура, °C
Au Ag Си Pd Cd In Начала плавления Полного расплавления
38 20 20 3 18 630 695
48 16 20 5 10 — 700 800
65 2 13 5 14 720 795
55 10 12 8 14 1 750 835
70 6 10 5 8 780 885
55 11 15 10 8 — 830 900
55 12 15 10 6 2 825 910
70 10 5 5 9 1 790 925
70 — 5 5 940 967
51 15 15 - 1000 1030
68
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Массовые Золи NC,
Рис. 13. Диаграмма состоииии сплавои
системы золото-иикель
В отдельных случаях для монтажной пай-
ки изделий из высокопрочных коррозионно-
стойких сталей применяют золотые припои
с никелем. Минимальная температура плавле-
ния этих сплавов при содержании 17,5 % Ni -
950 °C (рис. 13).
Сплавы золота с никелем получили ши-
рокое применение в ракетостроении для пайки
изделий, работающих при повышенных темпе-
ратурах, т.е. там, где от паяных соединений
требуются высокие физические, механические
и жаропрочные свойства.
Для придания золотым припоям повы-
шенной коррозионной стойкости и жаропроч-
ности в их состав вводят хром.
Припой с содержанием 6 % Сг и 22 %Ni с
температурой плавления 975 ... 1000 °C позво-
ляет выполнять соединения деталей из корро-
зионно-стойких сталей, удовлетворительно
работающих при температурах до 600 °C
Золотые припои применяют для пайки
платины и ее сплавов; в этом случае в состав
припоев вводят палладий, повышающий их
смачивающую способность (табл. 45).
Золотые припои систем Au-Cu и Au-Ag-
Cu по сравнению с серебряными аналогичного
назначения имеют более низкую упругость пара,
что позволяет их использовать в производстве
электровакуумных приборов с целью получения
вакуумно-плотных соединений, работающих
при длительном нагреве до 700 °C
В табл. 46, табл. 47 приведены паяемые
материалы, составы, свойства золотых припоев
с низкой упругостью пара.
Платиновые припои
Платиновые припои обладают хорошей
способностью смачивать металлы и высокой
сопротивляемостью к окислению. В качестве
припоев применяют сплавы платины с золотом,
индием, медью, никелем и другими металлами
Припои используют для изготовления изделий,
работающих при высоких температурах.
Применение платиновых припоев для
пайки металлов ограничивается высокой стои-
мостью платины, поэтому их используют для
соединения труднопаяемых изделий, например
торий-вольфрамовой проволоки с молибденом
в производстве электронных трубок. Припои
приведены в табл. 48.
45. Многокомпонентные золотые припои с палладием
Содержание элементов, % (масс.) (Ag - остальное) Температура плавления, °C
Au Pd Си Zn Ni Мп
45 .58,3 4 ... 6 5 7,5 1 ... 2 - - 950... 1000
55 ... 58,3 8 ... 10 2... 3 1,0 0,1 ... 0,3 0,1 1100.. ИЗО
75 8,0 7,5 2,0 — — —
75 8,0 6,5 . 7,5 — — — 1100.. ИЗО
45 ... 58,8 8,0 3 ... 5 1,0 0,1 ... 0,3 0,1 1030.. 1070
46. Золотые припои с низкой упругостью пара для пайки металлизироваииой керамики
Марка Технические условия Температура плавления, °C Содержание основных элементов, % (масс.) (Си - остальное)
Аи Ag Ni
ПЗЛМ35В ТУ 48-1-329-84 1000 ... 1020 34,6 ... 35,4 - -
ПЗлМ37,5В 990... 1010 37,1 ... 37,9 — -
ПЗлМН35В 980... 1020 34,6 ... 35,4 — 3,0 ... 3,8
ПЗлМСр75В ТУ 48-1-330-84 892... 900 74,6 ... 75,4 12... 13 -
ПРИПОИ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
69
47. Золотые припои с низкой упругостью пара для паики электровакуумных приборов
Марка Физико-механические свойства при 20 °C Паяемые материалы
ов, МПа 8, % НВ. кгс/мм2 у, кг/м1
Золото 100 % 122 50 18.5 19 300 Вольфрам, молибден
ПЗлМН35В - - Молибден, никель, сталь, ковар, медь
ПЗлПд91В - Молибден, вольфрам, никель, коррозионно-стойкая сталь
ПЗлМ35В 490 24 74 10 500 Медь (толстостенные детали), ковар, никель, мельхиор, константан
ПЗлМСр75В 590 26 170 15 500 Медь, ковар, никель, медно-никелевые сплавы
48. Платиновые припои
Марка Содержание элементов, % Температура, “С
Pt 1г Rh о. Другие элементы, не более Примеси, %, не Начала плавле- Полного расплав- ления
Пл99,93 >99,93 0.15 Pd 0,07 1739 1769
ПлИ-5 94,7 ...95,3 4,7 . 5,3 0,15 Pd 1765 1772
ПлИ-10 89,7 ... 90,3 9,7. .. 10,3 0,15 lr 1780 1795
ПлИ-15 84,6 ... 85.4 14,6 15,4 1800 1830
ПлИ-17,5 82,1 ... 82,9 17,1 .. 17,9 0,25 1807 1837
ПлИ-20 79,5 ... 80,5 19,5 ... 20,5 0,15 Pd 1815 1845
ПлИ-25 74.0 76.0 24.0 ... 26.0 1840 1875
ПлИ-30 69,5 ... 70,5 29,5 30,5 1920 1950
ПлРд-10 89,7 ... 90,3 9,7. 10,3 0,22 1845 1855
ПлРд-20 ПлРд-40 79,6 59,5 ...80,4 ... 60,5 19,6 39,5 ...20,4 ... 40,5 0,23 1895 1940 1905 1950
ПлМ-2.5 97,2 ... 97,8 2,2. 2,8 0,20 Pd 1750 1760
ПлМ-8,5 91,1 ...91,9 8,1 . 8,9 0,20 Pd 0,25 1690 1720
ПлН-4.5 95.1 .95,9 4,1 ... 4,9 Ni 1720 1750
Pt-Ag Pt-Au 70,0 30,0 30 Ag 70 AU 0,23 1185 1200 1560 1440
70
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Заменители серебряных и золотых припоев
Припои, содержащие драгоценные метал-
лы, должны применяться лишь в том случае,
когда дополнительные затраты на их приобре-
тение оправданны (т.е. в создаваемое паяное
изделие вкладываются большие средства и
огромные трудозатраты, а отказ при эксплуа-
тации этих изделий может привести к значи-
тельному ущербу и чрезвычайным обстоятель-
ствам).
Представленные в табл. 18-23 составы,
свойства медно-фосфорных припоев, а также
полученных с ними паяных соединений (см. п.
«Медно-фосфорные припои») свидетельствуют о
близких к серебряным припоям (ПСр45, ПСр40,
ПСр29,5 и др.) температуре плавления и меха-
нических характеристиках паяных соединений,
что делает возможным замену ими серебряных
припоев. Все медно-фосфорные припои имеют
высокие технологические свойства при пайке и
сравнительно невысокую температуру плавле-
ния. Механические свойства паяных соедине-
ний из меди и медных сплавов в ряде случаев
вполне отвечают эксплуатационным требова-
ниям. предъявляемым к паяным конструкциям.
Припой ПМФОЦрб-4-0,03 и его полный
аналог по физико-механическим характеристи-
кам припой П14 (см. табл. 19-22) нашли наи-
более широкое применение в производстве
паяных конструкций из меди, латуни, бронзы,
мельхиора и получили наибольшее развитие в
производстве [15, 16]. Разработанная в ЗАО
«АЛАРМ» технология получения проволоки,
прутков и лент методом высокоскоростного
затвердевания расплава позволила значительно
расширить номенклатуру и сортамент припой-
ных форм [17]. В настоящее время эта техноло-
гия позволяет получать из труднодеформируе-
мых медно-фосфорных припойных сплавов,
например системы Cu-P-Sn и других систем.
довольно пластичные проволоки малого диа-
метра 0,3 ... 1,5 мм и ленты, что в значительной
степени решает вопросы механизации и автома-
тизации процессов пайки с использованием
бессеребряных припоев. Ранее это было нере-
ально, так как методом горячего прессования из
этих сплавов возможно было лишь получение
довольно хрупких прутков 0 2,5 ... 3,5 мм.
В табл. 49 приведены уточненные данные
механических свойств соединений, паянных
медно-фосфорным припоем П14 и серебряны-
ми припоями ПСр40 и ПСр29,5. Пайка образ-
цов и их механические испытания в соответст-
вии с ГОСТ 28830-90 проводились в одинако-
вых условиях.
Припой П14 взамен серебряных припоев
ПСр45, ПСр40, ПСр29,5, ПСр15, ПСрФ5-5
применяется в производстве бытовых холо-
дильников (медные трубопроводы холодиль-
ных агрегатов), теплообменной аппаратуры, в
приборостроении (в том числе соединения из
латуни), энергетическом машиностроении,
электротехнической промышленности и т.д.
Для пайки соединений из стали со сталью
и ее сочетаний с медью и ее сплавами, никелем
и его сплавами, твердыми сплавами рекомен-
дуются в качестве заменителей серебряных -
припои на основе Cu-Zn-Sn (АЛАРМет-21
(П21)), Cu-Zn-Mn-Sn (П47) и Cu-Zn-Ni-P (П81)
(табл. 50). Припои нашли широкое применение
при пайке стальных и медно-стальных соедине-
ний, в том числе трубопроводов холодильных
агрегатов (припои П81, П21), латунных соеди-
нений и соединений латуни со сталью, в том
числе при пайке чувствительных элементов
манометрических пружин (П81), соединений
твердого сплава со сталью (П47). Пайка осуще-
ствляется газовой горелкой, токами высокой
частоты с использованием флюсов разработки
ЗАО «АЛАРМ» серии ФК, а также в печи.
49. Прочность паяных соединении из латуни Л63 и меди Ml при растяжении (ГОСТ 28830-90)
Припой Паяемый материал тср, МПа (образец типа I) ав, МПа (образец типа 2)
ПСр40 Латунь Л63 140 210
Медь М1 130 240
ПСр29,5 Латунь Л63 168 254
Медь Ml 170 236
П14 Латунь Л63 150 300
Медь МI ! 'б2 222
ПРИПОИ, СОДЕРЖАЩИЕ ДРАГОЦЕННЫЕ МЕТАЛЛЫ
71
50. Бессеребряные припои для пайки стали и ее соединений с медью и медными сплавами
Марка припоя Технические условия Плот- ность, Температура, °C Форма поставки, сортамент Изготовитель (Москва)
Начала плавления Полного расплав- ления
П21 ТУ 48-21-843-87 8200 796 830 Прессованные прутки 0 2,5 мм ЭЗКС
АЛАРМет-21 ТУ 48-17228138/ ОПП-014-2002 Проволока и прутки 0 1,2...2 мм ЗАО «АЛАРМ»
П81 ТУ 48-17228138/ ОПП-002-2000 7700 630 660 Проволока и прутки 0 0,4 ... 2,4 мм ЗАО «АЛАРМ»
П47 ТУ 48-17228138/ ОПП-001-98 - 760 810 Проволока и прутки 0 1,6 ,2,0 мм Лента(0,1 ...0,4)х х (5 ... 20) мм ЗАО «АЛАРМ»
51. Прочность паяных соединений
Марка припоя Паяемый материал Tq,, МПа (образец типа 1) < а,, МПа (образец типа 2)
10Х18Н9 159 156
ПСр40 Сталь 20 184 198
10Х18Н9 201 218
ПСр25 Сталь 20 239 322
10Х18Н9 147 168
АЛАРМет-21 Сталь 20 135 298
10Х18Н9тМедь М3 151 192
Сталь 20 + медь М3 187 190
10Х18Н9 172 312
П47 Сталь 20 146 297
10Х18Н9 + медь М3 - 184
Сталь 20 109 66
П81 Сталь 20 + латунь Л63 79
Латунь Л63 204
Медь Л63 225
В табл. 51 приведены механические свой-
ства паяных соединений из стали и сочетаний
стали с медью и латунью. Пайка и испытания
образцов производились в одинаковых услови-
ях в соответствии с ГОСТ 28830-90. Наиболее
легкоплавкий припой П81 (Cu-Zn-Ni-P) реко-
мендуется для пайки телескопических соеди-
нений, при эксплуатации которых он обеспе-
чивает достаточные герметичность, прочность
и вибростойкость при длительной эксплуата-
ции паяных соединений. Припои П47 и
АЛАРМет-21 обеспечивают прочностные ха-
рактеристики, близкие к характеристикам, по-
лучаемым с помощью серебряных припоев
В электровакуумных приборах в качестве
конструкционных материалов применяются
72
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
медь, никель, молибден, железо, сплавы типа
ковар, фени и коррозионно-стойкая сталь. За-
щитными атмосферами при пайке обычно явля-
ются водород или вакуум. Для изделий, которые
должны обеспечивать длительный нагрев в ва-
кууме до 500 °C, используются серебряные при-
пои, а для изделий, нагреваемых до 700 °C, -
золотые, имеющие более высокую температуру
и более низкую, чем у серебряных, упругость
пара. Наибольшее применение имели золотые
припои марок ПЗлМ37,5В; ПЗлМОВ:
ПЗлМН1,5В и серебряные припои ПСр72В,
ПСрМПд68-27-5В; ПСрМПд59-31-10В
Особую группу припоев, разработанных
взамен золотых и серебряных, составляют при-
пои на основе медь-германий [18-20]. Марки
этих припоев и их физико-механические свой-
ства приведены в табл. 52.
Не содержащие серебра припои на основе
меди являются полноценной заменой серебря-
ных припоев, особенно в условиях производст-
ва продукции массового спроса бытовой тех-
ники. В зависимости от конструкции паяемого
соединения разработанные сплавы позволяют
достигать свойств, близких к свойствам соеди-
нений, полученных с серебряными припоями.
Медно-германиевые припои полностью отве-
чают требованиям производства электроваку-
умных приборов и являются полноценными
заменителями золотых и серебряных припоев.
52. Физико-механические свойства медно-германиевых припоев
Свойства припоев Марка (номер) припоя
ПМГрН10-1.5 (702) ПМГрК4-2,5 (570) ПМГрО10-2 8 (698) ПМГрН5-2,8 (507) ПМГрОБ10-1-0,1 (417)
Температура плавления, °C
солидус 966 972 951 1033 860
ликвидус 1018 1008 985 1062 983
Упругость при 700 °C, мм рт. ст. < 1 • 10*7 <1 10’7 < 1 • 10’7 < 1 • 10 7 <1 10’7
Плотность, кг/м3 8450 8580 8590 8600 8580
Твердость по Виккерсу, кгс/мм2.
литой припой 109 99 128 82 84
мягкий припой (полоса толщиной 1 мм) 91 82 59 59 86
Предел прочности при растяжении ств, МПа:
литой припой 345 215 325 240 390
мягкий припой 455 430 385 325 450
Относительное удлинение, %:
литой припой 20,5 6,5 3,7 20 41
мягкий припой 67,5 66.5 35 52,5 56
Коэффициент линейного расширения, КГ6 К"1,
в интервале температур, °C:
10... 100 17,6 17,8 17,2 17,9 12,5
20... 300 18,6 18,8 17,7 17,8 15,4
20... 500 19,9 19,3 18,0 16,6
20... 700 20,7 - 18,2 - 17,5
1 мм рт. ст. ~ 133 Па.
ЖАРОПРОЧНЫЕ И кбРРОЗИОННО-СТОЙКИЕ ПРИПОИ НА НИКЕЛЕВОЙ ОСНОВЕ
73
ЖАРОПРОЧНЫЕ
И КОРРОЗИОННО-СТОЙКИЕ ПРИПОИ
НА НИКЕЛЕВОЙ ОСНОВЕ
Никелевые припои широко применяют в
качестве припоев для пайки коррозионно-
стойких, жаропрочных сталей и сплавов. Они
позволяют получать паяные соединения, обла-
дающие высокими прочностью и коррозионной
стойкостью как при комнатной, так и при высо-
ких температурах. Наибольшее применение
получили никелевые припои, легированные
хромом, кремнием, марганцем, железом, бором,
фосфором. Хром значительно повышает жаро-
прочность и жаростойкость никелевых сплавов
и температуру плавления. Понижают темпера-
туру плавления также введением кремния, бора,
фосфора, марганца. Вольфрам и ниобий, повы-
шая жаростойкость, несколько понижают тем-
пературу плавления никелевых сплавов.
Отечественными припоями на никелевой
основе группы «ВПр» (табл. 53-55), широко
применяемыми в самолете- и двигателестрое-
нии, паяют высоколегированные, коррозионно-
стойкие стали и жаропрочные сплавы. Пайку
осуществляют в восстановительной или за-
щитной газовой среде, а в некоторых случаях
возможен индукционный или электронно-
лучевой нагрев.
53. Жаростойкие и жаропрочные припои на никелевой основе группы «ВПр»
Марка Стандарт, вид поставки Температура, °C Область применения
Начала плавле- Полного расплав- Пайки
ВПр7 (ПН 52) ОСТ 90082-88, полоса 7900 1120 1150 1170... 1180 Пайка в печах в вакууме, нейтральных газах высоколегированных, коррозионно-стойких и жаропрочных сплавов
ВПр11-40Н ТУ 1-809-108-83. порошок - 908 1020 1080... 1120 Пайка в аргоне и вакууме сплавов типа ЖС6 и деформированных никеле- вых. Паяные соединения работают до 800 °C
ВПр 10 ТУ 1-92-16-81 7800 ИЗО 1160 1180... 1200 Пайка в вакууме, восстановительной газовой среде коррозионно- стойких и жаропрочных сталей и сплавов
ВПр24 ОПТУ 1-809-832-87; ТУ 1-595-81, порошок 1150 1190 1200... 1220 Пайка в вакууме жаро- прочных сплавов типа ЖС6. Рабочая температура до 1100 °C
ВПр27 (Ni-Cr-Al-B) ТУ 1-595-162-83; ТУ 1-595-6-204-85, аморфная лента - 1030 1080 1150... 1200 Пайка в аргоне, вакууме жаропрочных сплавов типаЖСб, ВЖЛ14. Рабо- чая температура до 1000 °C
ВПрЗб (Ni- Cr-W-Co-B) ТУ 595-6-160-93, порошок 1190 1245 1260... 1270 Пайка в вакууме жаропрочных сплавов типаЖС26, рабочая температура до 1150 °C
74
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Продолжение табл. 53
Марка Стандарт, вид поставки Плот- ность, кг/м3 Температура, °C Область применения
Начала плавле- Полного расплав- ления Пайки
ВПр42 (Ni-Cr-Si-B) Порошок, паста, аморфная лента - 1050 1070 Пайка в вакууме, аргоне жаропрочных сплавов и сталей, обеспечивает жаропрочность и жаростойкость
ВПр44 (Ni-Cr-Co-B) Порошок - 1220 1260 1270... 1290 Пайка в вакууме жаропрочных сплавов типаЖС32
ВПр47 (Ni-Cr-Si-B) Порошок 1150 1190 1200... 1220 Пайка в вакууме жаро- прочных сплавов типа ЖС6 и ВЖЛ12. Соедине- ния работают до 1050 °C
ВПр48 (Ni-Cr-Al-B) ТУ 1-595-6-489-96, порошок - Пайка в вакууме жаропрочных сплавов и коррозионно-стойкой стали. Соединения работают до 1000 °C
ВПр50(№- Cr-Al-Si-B) I ТУ 1-595-4-581-2000, порошок - 1080 1100 1120... 1160 Пайка в вакууме коррози- онно-стойких и жаропроч- ных сплавов. Коррозион- ная стойкость и жаростой- кость до 1000 °C
54. Химический состав припоев на никелевой основе группы «ВПр»
Марка Содержание основных элементов, % (масс.) (Ni - основа)
Мп Si Сг Nb Fe W Mo В Li Al Ti Другие элементы
ВПр7 32... 35 0,8... 1,2 - 2,0... 2,5 0,1 ... 0,8 - - 0,07 ...0,2 - - -
ВПрЮ 10... 15 2,5 ... 4,0 19... 21 2,0... 3,5 3... 5 - - 0,01 0,25 - - Na 0,01 . 0,25 К 0,01 .. 0,25
ВПрП 4... 5 12... 14 4,5... 5,5 - 14... 17 0,2... 0,4 0,1 ... 1,0 -
ВПр11-40Н 1,8... 2,2 - - - - 0,6... 1,2 - -
ВПр24 - 2,5... 3,0 6... 7 10... 11 - 8,5 ... 9,5 1,6... 2,0 0,2... 0,3 4,0... 5,0 1,0
ЖАРОПРОЧНЫЕ И КОРРОЗИОННО-СТОЙКИЕ ПРИПОИ НА НИКЕЛЕВОЙ ОСНОВЕ
75
55. Прочность паянных припоями группы «ВПр» соединений коррозионно-стойких,
жаростойких и жаропрочных сплавов
Марка Паяемый материал Временное сопротивление разрыву а,, МПа Предел прочности на срез Тер, МПа
ВПр7 12Х18Н10Т 441. 529 (-70 °C) 441 .510 (+20 °C) 421 . 441 (200 °C) 363 ... 392(400°C) 206. 323 (600 °C) 186 ...216 (700 °C)
ВПр 10 I2X18H10T 294. 304 (-70 °C) 221. 230 (+20 °C) 196... 206(300°C) 186... 196 (500 °C)
15Х18Н12С4ТЮ 265 . 274 (-70 °C) 245 ...255 (+20 °C) 196... 206(300 °C) 186. 196 (500 °C)
ВЖ98 225 . 245 (+20 °C) 118. 131 (900 °C) 49 ...69 (1000 °C)
ВПр 11 ВЖ98 + ВЖЛ12 412... 446(+20°C) 264 .316 (600 °C) 265... 333 (900 °C) 372 ...389 (600 °C) 255 265 (900 °C)
ХН62МВКЮ 190... 196 (+20 °C) 167... 176 (800 °C) 141 ... 152 (900 °C) 74... 83 (1000°C) 34 ... 44 (1050 °C)
ЖС6К 265... 362(950°C) -
Для изготовления паяных высоконагру-
женных конструкций из жаропрочных сплавов и
коррозионно-стойких сталей, работающих в
условиях температур не ниже 950 °C и в агрес-
сивных средах, нашли применение при пайке
реакторных материалов [21] порошки компози-
ционных припоев. В качестве основы компози-
ционных никелевых припоев используются две
марки припоев ПХ13Н75С7Р и ПХ12Н75С8Р в
количестве 80 . 90 %, а в качестве тугоплав-
кого наполнителя - порошки тугоплавкого
сплава ПХ18Н15, молибдена или вольфрама.
Химический состав композиционных припоев,
выпускаемых по ТУ 14-1-3178-81, температура
плавления и прочность полученных с ними
паяных соединений приведены в табл. 56. 57.
76
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
56. Композиционные никелевые припои с размером частиц < 100 мкм
Марка Химический состав, % (масс.) (Ni - основа) Температура, °C
Ст Мо W Si Fe В соли- дуса ликви- дуса
ПХ13Н69С7Р 12,5 . 14,4 6.3... 7,6 10... 12 0,3... 0,5 1010 1100
ПХ10Н64М15С7Р 8,5... 10,2 14 . 16 - 6,5... 7,7 3,5... 5,0 0,2... 0,4 1010 1080
ПХ10Н64В15С7Р 8.5... 10,2 14... 16 6,5... 7,7 3,5... 5,0 0,2... 0,4 1030 1100
ПХ10Н64М11В9С7Р 8,5... 10 10... 12 8... 10 6,0... 7,2 3,5... 5,0 0,2... 0,4 - -
ПХ13Н75С7Р 12... 14 6,8... 7,8 4...6 0,35 .0,5 1030 1100
ПХ13Н75С8Р 10... 12 7,8... 9,0 4...6 035 .0,5 1030 1100
57. Прочность паянных композиционными никелевыми припоями соединений
жаропрочных сплавов
Марка тСр, МПа, при температурах, °C
20 600 800 900
ПХ13Н75С7Р 450 308 242
ПХ13Н75С8Р 350 290 200 —
ПХ10Н64М15С7Р 340 300 250 -
ПХ10Н64В15С7Р 400 350 240 119
Длительное время успешно используется
для пайки ответственных соединений конструк-
ций и узлов активных зон ядерных реакторов
отечественный припой марки ПГ-17Н системы
Ni-Ge-Cr-Fe-Si-Mn (ТУ 1604.001-85). Температу-
ра пайки 1010 ... 1050 °C. Соединения длительно
(более 10 тыс. ч) эксплуатируются в агрессивных
средах, включая жидкометаллические, до 650 °C.
В табл. 58, 59 приведены никелевые
аморфные припои, выпускаемые «МИФИ-
АМЕТО» в виде пластичной ленты шириной
20 мм и толщиной до 0,06 мм.
58. Марки аморфных припоев на никелевой основе
Марка Рекомендуемая температура пайки, °C Область применения
СТЕМЕТ 1301 ТУ 1842-001-13293050-96 1010.. 1177 Электроконтактная пайка на воздухе с флюсами ПВ200, ПВ201; пайка коррозионно- стойких дисперсионно-упроч- ненных сталей, жаростойких сплавов, фехраля, нихрома
СТЕМЕТ 1311 ТУ 1842-004-13293050-96 1020 1050 Пайка в вакууме, инертных газах. Индукционная или газопламенная с флюсами ПВ200, ПВ201. Паяемый материал - стали + твердые сплавы типа ВК, Т5К10
ПРИПОИ НА ОСНОВЕ ЖЕЛЕЗА
77
59. Химический состав аморфных припоев
Марка Содержание элементов, % (масс.)* (Ni-остальное) Температура, °C
Сг Si Со В Fe С Начала плавления Полного расплавления
СТЕМЕТ1301 7 4,6 3,1 3,0 980 1010
СТЕМЕТ13Н - 4 16 4 5 0,4 980 1015
* Среднее значение
Припои на основе железа
В практике пайки применялись сравни-
тельно редко, так как, несмотря на их низкую
стоимость, не удавалось получать пластичные
припои со сравнительно низкой температурой
плавления. Одним из первых припоев на осно-
ве железа для пайки стали был применен чу-
гун, однако паяные соединения обладали низ-
кой пластичностью, имела место диффузия
углерода в паяемый металл.
Железо с марганцем образуют рвд твердых
растворов (рис. 14), сплавы обладают высокой
пластичностью, однако температура их плавле-
ния высокая, в связи с чем для пайки сталей их
не применяют. Введение в эти сплавы никеля,
углерода, меди, кремния, бора позволяет снизить
температуру плавления и улучшить технологи-
ческие свойства (растекаемость, смачиваемость)
припоя. Железомарганцевые припои пластичны,
позволяют получать из них полосы, фольгу, что
расширяет область их применения. Припой
ВЗМИ-49 (14,5 . 16,0 % Мп, 4,5 ... 5,0 % Си,
4,2. 4,7%Ni,0,8 ... 1,0%С,0,1 ... 0,4 % В,
0,1 . 0,4 % Si, 0,1 0,4 % Сг, Fe - остальное)
имеет температуру начала плавления 1070 °C,
полного расплавления 1100 °C. Припои на
железомарганцевой основе (табл. 60, 61)
(ОСТ 34-115-74) нашли применение в произ-
водстве крупногабаритных строительных ме-
таллоконструкций [22]. Наиболее широко в
этой области используются припои П-87 и
П-100. Применение этих припоев дает явное
преимущество перед сваркой, так как повыша-
ет производительность труда, снижает трудо-
емкость, сокращает ручной труд. Индукцион-
ная пайка стыковых соединений элементов
стальных металлоконструкций надежно обес-
печивает равнопрочность паяного соединения
(узла). На базе порошков этих припоев разра-
ботаны составы паст, пленок, закладных дета-
лей (кольца, шайбы, втулки).
Рис. 14. Диаграмма состояния сплавов
системы железо-марганец
Разработка припоев на железной основе
П-87 и П-100 позволила применить пайку вза-
мен сварки в производстве крупногабаритных
стальных строительных конструкций.
Отечественные сложнолегированные при-
пои на основе железа систем Fe-Cu-Ge и
Fe-Cr-Ge-Si-Ni марок ПЖГ-20 и ПЖГ-22 с со-
держанием германия до 25 % (табл. 62) имеют
более высокую жаростойкость, чем никелевые
припои с германием (ПГ-17Н, см. п. «Никеле-
вые припои»). Соединения могут длительно
работать в условиях активной зоны атомных
реакторов с жидкометаллическим теплоноси-
телем при температуре до 800 °C, коррозион-
ная стойкость соединений в кислотных, ще-
лочных и пароводяных средах - на уровне ос-
новного материала [21].
78
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
60. Химический состав и физические свойства железомарганцевых припоев
Содержание основных компонентов, % (масс.) (Fe - остальное) Плот- НОСТЬ, Температура, °C
Марка припоя Мп Ni Си Si с В Сг S и Р, не Начала ления Полного расплав- ления
П-49 14,5... 16,0 4.2 ... 4,7 4,5 ... 5.0 0,1 . 0,4 0,8 ... 1.0 0,1 0.4 0,1 . 0,4 0.08 - 1070 1100
П-80 30.0... 31,5 13 ... 13.5 9,0 ... 10,5 0,05 ... 0.2 <0,1 0.05 ... 0,1 0,04 7450 - 1180
П-87 31,0... 32,5 12... 12,5 11,5 ... 13.0 2,4 ... 3.0 0,3 ... 0,4 0,05 ... 0.1 0.08 7450 1030 1060
П-100 63,5 ... 65,0 4,0... 4,5 5.0 - <0.1 6,0... 6,5 0,04 7400 1120 1140
61. Механические свойства железомарганцевых припоев
Марка а„ МПа 8, % а„. кДж/м: НВ, кгс/мм2
П-87 370 4.5 700 150
П-100 365 15,0 650 120
62. Припои на железной основе с германием, свойства паяных соединений из стали Х13С2М2
(фиксированный зазор 0,05 мм)
Марка ТУ Механические свойства соединений
Температура пайки, °C (в вакууме) тср, МПа а„, Дж/см2
20 °C 650 °C 20 °C 650 °C
ПЖГ-20 ПЖГ-22 ТУ 1604.001-85 ТУ 1604.006-86 ИЗО... 1175 380... 450 280... 350 40... 60 120. 160
Припои применяют в виде порошка,
крупки и закладных деталей, полученных прес-
сованием Припои жидкотекучи, хорошо за-
полняют зазоры размером 0.01 0,5 мм, обра-
зуя вакуумно-плотные соединения.
Марганцевые припои
Основным компонентом в марганцевых
припоях является никель (табл. 63).
Марганец с никелем образуют ряд твердых
растворов (рис. 15), и при содержании 39,5 % Ni
сплав Mn-Ni имеет температуру плавления
1005 °C. Припои на основе марганца обладают
хорошей растекаемостью и способностью сма-
чивать паяемый металл, а также высокой пла-
стичностью. Применяются они для пайки кор-
розионно-стойких сталей, инконеля, нихрома и
др Пайку этими припоями выполняют при
нагреве в печах или ТВЧ в среде нейтральных
газов. Нагрев желательно производить быстро
во избежание испарения марганца из припоя
Рис. 15. Диаграмма состояния сплавов
системы марганец-никель
ТИТАНОВЫЕ ПРИПОИ
79
63. Марганцевые прнпои
Содержание элементов, % (масс.) Температура полного расплавления, °C
Мп Ni Си Ст р
60 40 1005
68 32 - - - 1010
55 36 - 9 1120
70 30 - - 1135
60 30 10 - -
54 36 - 10 1170
54 36 - 10 - —
50 40 10 - -
64. Состав и свойства титановых припоев
Содержание элементов, % (масс.) (Ti - остальное) Температура, °C тср. МПа, соединений титана
Ni Pd Си Со Be Fe Другие элементы Начала плавления Полного раплавления
28 - 12 - -
52 - 15 5 - - 255 ...412
- - - - 4 - 48 Zr -
26 - 10 - - - - 255
- 46 - - 2 - - - 284... 823
- - 40 - - - - 955 986 -
28 - - - - - - 955 955
- - - - - 27 10 Мо -
43,7 - - - - 4.2 Si 950 1000
- - - - - 27 10V
- - - - 4 - 28 V -
- - 50 - - - 3,5 Si - 975
- - - 28 - 30 1025 1025
Титановые прнпои
Титан относится к числу активных метал-
лов, имеет высокую температуру плавления
(1668 °C), сравнительно низкую плотность,
достаточно высокую удельную прочность и
обладает хорошими гетгерными свойствами.
При нагреве выше 400 °C на воздухе титан и
его сплавы активно окисляются; в среде водо-
рода и азота титан образует гидриды или нит-
риды. Припои с титаном обладают повышен-
ной активностью и способностью смачивать
поверхности тугоплавких металлов и металлов.
покрытых окислами. а также минералокерами-
ку; их применяют для пайки тугоплавких ме-
таллов, титана и его сплавов. Пайку произво-
дят в нейтральных газах (аргон, гелий), не со-
держащих кислород, азот и водород, или в
вакууме 1.333 ... 0,00133 Па
Некоторые припои с титаном приведены
в табл. 64, 65. Припои на основе титана пред-
ставляют собой эвтектики титана с медью,
никелем, кобальтом и другими металлами, они
весьма хрупки и их применяют в виде порошка
или паст.
80
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
65. Титановые припои с цирконием, ванадием, ниобием, хромом и бериллием
Содержание элементов, % (Ti - остальное) Температура, °C Паяемый материал
Zr V Nb Cr Та Be Начала плавления Полного расплавления Пайки
30... 38 26 ...30 - 18...22 - 1500 1550 1710
- 30 - - - - 1630 1650
48 - - - 4 950 - 1050 Ниобий и его
- 33 - 1400 1450 1500 сплавы
- 15 - 5 - - - 1650
50 - - - — — 1610 1620 1670
27 9 1650
56 28 - - - - 1150 1205 1250 Вольфрам, мо- либден и его сплавы
- 80 - - - 2205 2260 2400
- 20 - — - 1650 - 1700
66. Отечественные титановые припои
Марка Стандарт, форма поставки Плот- ность, Температура, °C Паяемые материалы, условия пайки
Начала плавле- Полного расплав- ления Пайки
ВПр 16 ТУ 14-1-4111-86; ТУ 1-595-4-662-2002 5800 (литье) 880 890 920 970 Титан и его сплавы, коррозионная стой- кость до 600 °C
ВПр28 ВТУ 93-83, порошок, аморфная лента 830 840 850.. . 870 Пайка в вакууме или атмосфере инертных проточных газов
СТЕМЕТ 1202 ТУ 1825-025-13293-050-01, аморфная лента, шири- на 20 мм, толщина 0,04... 0,06 мм 750 850 850.. .950 Титан и его сплавы, пайка в вакууме или атмосфере инертных проточных газов
ПрМТ45 Порошок 6000 960 970 980.. .. 990 Титан и его сплавы в вакууме, инертных проточных газах. Для деталей с тол- щиной стенок не менее 0,6 мм, паяль- ный зазор <0,1 мм
ПрМТНЖК- 20-5-0,1-0,1 ТУ 48-21-811-86, лента, ТУ 48-0820-0-357-86, проволока 8030 885 950 Пайка в вакууме металлокерамики, деталей электроваку- умных приборов [16]
Хрупкость припоев, содержащих титан,
препятствует изготовлению из них ленты (полос),
фольги или проволоки традиционными методами
обработки давлением. Современные технологии
высокоскоростного затвердевания из расплава со
скоростями охлаждения 10‘ 106 °С/с позволя-
ют получать титановые припои в виде пла-
стичных лент и тонких порошков (табл. 66,67).
АЛЮМИНИЕВЫЕ ПРИПОИ
81
67. Химический состав титановых припоев
Марка
Си Ni Zr Be V Fe Другие элементы
ВПр16 ВПр28 СТЕМЕТ 1202 ПрМТ45 ПрМТНЖК20-5-0,1-0,1 22... 24 16,5 22 49. . . 51 Остальное 8,5 ... 9,5 15,5 12 5 12... 13,5 23 12 1,5 0,8 1 ... 3 0,1 0,7 ... 1,0 Si 0,1 % Si; 20%Ti
Возможно образование этих припоев и в
процессе пайки вследствие контактного плавле-
ния. При пайке в зазор между паяемыми изде-
лиями из титана укладывают фольгу из медно-
никелевого сплава толщиной 0,1 ... 0,3 мм или
титановую фольгу, гальванически покрытую
медью и никелем. При пайке в интервале тем-
ператур 960 1100 °C вследствие контактного
плавления образуется титано-медно-никелевая
эвтектика, являющаяся припоем.
Для конструкций из тугоплавких сплавов,
работающих при высоких температурах, приме-
няют припои, приведенные в табл. 64. Пайка
этими припоями затруднена из-за отсутствия
специального нагревательного оборудования,
особенно для изделий больших габаритов. На-
грев в процессе пайки осуществляют в вакуум-
ных печах, ТВЧ, плазменными горелками, элек-
троконтактным способом и электронным лучом
В табл. 66, 67 приведены наиболее при-
меняемые в отечественной практике титановые
припои, нх свойства и химический состав.
Алюминиевые припои
Для пайки алюминиевых сплавов приме-
няют припои на основе алюминия, цинка и
олова. Припои на основе алюминия обеспечи-
вают паяным соединениям наиболее высокие
коррозионные свойства и механическую проч-
ность, однако они имеют сравнительно высо-
кую температуру плавления, что затрудняет
проведение пайки. В припои на алюминиевой
основе вводят кремний, серебро, медь, цинк,
кадмий и другие металлы. Составы алюминие-
вых припоев, применяемых при пайке алюми-
ниевых сплавов, приведены в табл. 68-70.
Наилучшей коррозионной стойкостью
обладают припои системы алюминий-кремний
(рис. 16). Применяют сплавы системы алюми-
ний-кремний с содержанием 4 ... 13 % Si.
Обычно в качестве припоев используют эвтек-
тический сплав с содержанием около 12 % Si,
имеющий температуру плавления 577 °C. Эту
температуру можно снизить, введя в припой
медь; наиболее низкая температура будет при
28 % Си. В этом случае образуется тройная
эвтектика (припой марки 34А) с температурой
плавления 525 °C. Припой широко применяют
в отечественной и зарубежной промышленно-
сти. Для улучшения технологических свойств
алюминиевых припоев и снижения температу-
ры их плавления вводят цинк.
Рис. 16. Диаграмма состоянии сплавов
системы алюминий-кремний
82
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
68. Алюминиевые припои, свойства и назначение
Марка припоя Стандарт Плот- ность, Температура, °C Область применения
Начала плавления Полного расплавления Пайки
34А ТУ 1-92-46-76 3300 525 525 530... 550 Пайка газопламенная, в печи в вакууме, погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих >3 % Mg
СИЛ-0 ТУ 48-17228138/ ОПП-016-2002 (АЛАРМ) 2600 580 590 600 ... 630
АЛ2(АК12) ГОСТ 1583-93 580 590 600 . .. 630 Печная, газопламенная и в соляных ваннах алюминия и его сплавов, кроме Д16. Для пайки дюралюми- ния - припой П425А
П124А - - 510 530 540... 580
П425А - 5700 415 425 455
ВПр 19, прово- лока 3000 515 565 580 ... 590
ВПр23, слитки 315 365 Ультразвуковая, абразивная пайка А1-сплавов
69. Алюминиевые припои
Марка Содержание основных элементов, % (масс.) (А1 - остальное) Температура, °C
Si Си Zn Cd Pb Ge Fe Мп Начала плавления Полного расплавления
34А 5,5 ... 6,5 27 ... 29 - - 525 525
СИЛ-0 10... 13 - - - - - 0,35 0,1 580 590
АЛ2 10... 13 0,6 0,3 - - - - 0,5 580 590
П124А 7 10 - - - - - - 510 530
ВПр 19 4- + - - - - 515 565
ВПр23 ь - - - - - 315 365
Герма- ниевый 1 4,5 - - - 31,5 - - 460 480
Герма- ниевый 2 5,5 - - 28 - 1.5 440 460
В65 3,5 20 24... 26 - - - - - 490 500
П550А 6 27 - 15 15 - - - 530 550
П575А - 19...21 - - - 550 575
П590А 0.9 . 1.1 9... 11 - - - - - 560 590
35А 6,5 ... 7,5 20... 22 - 540
«+» - элемент присутствует в припое
МАГНИЕВЫЕ ПРИПОИ
83
70. Алюминиевые припои, применяемые в США (по ASTM)
Марка Содержание злементов, % Температура, °C
Si Си Fe Zn Mg Mn Cr Al Начала ления Полного расплав- ления Пайки
BAlSi-2 6.8... 8.2 0.25 0,8 0,20 - - - 91,95 90,55 577 600 600. 615
BAlSi-1 4,0 ... 6.0 0.30 0,8 0,10 0,05 0,05 - 94,70 92,70 577 625 625 . 640
BAlSi-3 9,3... 10,7 3,3 ... 4,7 0,8 0,20 0,15 0,15 0,15 85,95 ... 83,15 540 580 580... 640
BAlSi-4 п,з 0,30 0,8 0,20 0,10 0,15 - Остальное 577 600 600... 640
Все припои системы Al-Si-Cu пригодны
для пайки алюминия и его сплавов, имеющих
довольно высокую температуру плавления
(АВ, АМц, АМг и др.), и не пригодны для пай-
ки дюралюминия (Д1, Д16 и др.), не допус-
кающего нагрева выше 505 °C. Введение цинка
и германия значительно снижает температуру
плавления этих припоев, что позволяет их ис-
пользовать для пайки дюралюминия
Припой АЛ2(АК12) предназначен только
для швов, работающих в коррозионно-жестких
условиях, припой ВПр 19 - для деталей, под-
вергающихся анодированию.
Магниевые припои
Магниевые припои применяют главным
образом для пайки магния и его сплавов. В при-
пои вводят алюминий, медь, цинк, марганец.
Эти припои сочетают с твердыми или жидкими
флюсами, предохраняющими их от воспламене-
ния в процессе пайки. Составы некоторых маг-
ниевых припоев приведены в табл. 71.
В процессе пайки магниевыми припоями
при нагреве в печах или пламенем газовой го-
релки необходимо иметь избыток флюса, пре-
дохраняющего от окисления припой и паяный
шов, снижающего прочность соединения. Ме-
ханические свойства приведены в табл. 72.
71. Магниевые припои
Марка Содержание элементов, % Температура, °C
Mg AI Zn Mn Другие элементы Начала плавления Полного расплавления
П380Мг 72 ...75 2,0. 2,5 23 ... 25 560
П430Мг 84,0. 86,25 0,75 ... 1,0 13 15 — — 600
AZ-92 88 ... 90 8,3 ...9,7 1,7...2,3 0,1 0,002 Be 595 600
AZ-125 83 12 5 — — 560 625
— 52,5 21,5 0,30 0,20 25,50 Cd - 415
— 72,5 26 1,25 0,25 — 435
BMg 87 ... 89,7 8,3 ... 9,7 1,7... 2,3 0,10 0,J Si 435 I 564
72. Прочность паяных стыковых соединений на магниевых сплавах, паянных с флюсом Ф380Мг
Марка припоя 1 Паяемый мегалл о.. МПа
П430МГ МА1 МА8 115,84 93,1
П380Мг МА2 МА1 78,4 1 83,3
84
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
Оловянно-свнниовые припои
Олово и свинец сравнительно редко при-
меняют в качестве припоев. Несмотря на то что
олово обладает высокой коррозионной стойко-
стью, паять им не всегда целесообразно, так
как оно, так же как и свинец, имеет низкий
предел ползучести. При низких температурах
чистое олово может претерпевать аллотропи-
ческое превращение, переходя в серый поро-
шок. Наибольшее применение нашли припои,
содержащие 30 ... 60 % Sn (ГОСТ 21930-76,
ГОСТ 21931-76 и ряд ТУ).
Оловянно-свинцовые припои применяют в
различных отраслях промышленности при низ-
котемпературной пайке сталей, никеля, меди и
ее сплавов. Они обладают высокими технологи-
ческими свойствами, пластичны и при выполне-
нии пайки не требуют дорогостоящего оборудо-
вания. Пайку оловянно-свинцовыми припоями
производят обычно при нагреве паяльником.
В зависимости от содержания в припоях олова
изменяются свойства и температура плавления
(рис. 17). Минимальная температура плавления
(183,3 °C) достигается при содержании 61,9 %
Sn. Сплав при этом имеет эвтектическую струк-
туру, весьма пластичен, обладает высокими
технологическими свойствами.
Рис. 17. Диаграмма состояния сплавов
системы олово-свинец
Введение в оловянно-свинцовые припои
сурьмы приводит к повышению предела пол-
зучести, снижает склонность к старению и
предотвращает аллотропические превращения
олова, однако большое количество сурьмы
ухудшает способность припоев смачивать по-
верхность паяемых металлов. При содержании
цинка и алюминия свыше 0,005 % снижается
растекаемость припоя, ухудшается его взаимо-
действие с паяемым металлом, появляется
склонность к образованию трещин при затвер-
девании. Свойства и назначение оловянно-
свинцовых припоев приведены в табл. 73, 74.
73. Химический состав оловянио-свинцовых припоев и область их применения
Марка припоя Химический состав, % (РЬ - остальное) Назначение
Sn I Sb
ПОС 90 89 .91 Бес сурьмянистые Лужение и пайка внутренних швов пищевой посу- ды и медицинской аппаратуры
ПОС 61 60. 62 Лужение и пайка электро- и радиоаппаратуры, пе- чатных плат, точных приборов с высокогерметич- ными швами, где недопустим перегрев
ПОС 40 ПОС 10 39. 41 9 . 11 Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами Лужение и пайка контактных поверхностей элек- трических аппаратов, приборов, реле
ПОС 61 м*1 60... 62 Лужение и пайка медной проволоки в кабельной промышленности и ювелирной технике
ПОСК 50-18’2 49.. 51 Пайка деталей, чувствительных к перегреву, и по- рошковых материалов
' ОЛОВЯННО-СВИНЦОВЫЕ ПРИПОИ
85
Продолжение табл. 73
Марка припоя Химический состав, % (РЬ - остальное) Назначение
Sn Sb
ПОССу 61-0,5 60... 62 Мал 0,2 ... 0,5 Q 4,0 ... 5,0 ^сурьмянистые Лужение и пайка электроаппаратуры обмоток элек- трических машин, оцинкованных радиодеталей
ПОССу 50-0,5 49. 51 Лужение и пайка авиационных радиаторов; пайка пищевой посуды с последующим лужением пище- вым оловом
ПОССу 40-0,5 39... 41 Лужение и пайка белой жести, обмоток электриче- ских машин, пайка оцинкованных деталей
ПОССу 35-0,5 34. 36 Лужение и пайка свинцовых кабельных оболочек электротехнических изделий
ПОССу 30-0,5 29... 31 Лужение и пайка листового цинка, радиаторов
ПОССу 25-0,5 24...26 Лужение и пайка радиаторов
ПОССу 18-0,5 ПОССу 95-5 17. 18 94 ... 96 Лужение и пайка трубок теплообменников электро- ламп уръмянистые Пайка в электропромышленности, пайка трубопро- водов
ПОССу 40-2 39... 41 Лужение и пайка холодильных установок (припой широкого назначения)
ПОССу 35-2 34... 36 1,5 ... 2,0 Пайка свинцовых труб, абразивная пайка
ПОССу 30-2 29... 31 Лужение и пайка в холодильном аппаратостроении, абразивная пайка
ПОССу 25-2 24 ...26
ПОССу 18-2 17... 18 Пайка в автомобильной промышленности
ПОССу 15-2 14 ... 15
ПОССу 10-2 9... 10
ПОССу 8-3 7 ... 8 2,0 ... 3,0 Лужение и пайка в электроламповом производстве
ПОССу 5-1 4... 5 0,5 ... 1,0 Лужение и пайка деталей, работающих при повы- шенных температурах
ПОССу 4-6 3 ... 4 5,0 ... 6,0 Пайка белой жести, латуни и меди
*' Содержит 1,5 . 2,0 %Си.
’г Содержит 17... 19 %Cd
Примечания:
1. Примеси, %, не более, для припоев.
бессурьмянистых: ПОС 90: Sb < 0,05; Си < 0,05; Bi S 0,1; As < 0,02; Ni < 0,02; S < 0,02; Zn S 0,002;
Al < 0,002; Fe < 0,02; ПОС 61, ПОС 40, ПОС 10: Sb < 0,05; Си < 0,05; Bi < 0,1; As < 0,03; Ni < 0,02;
Fe < 0,02; Zn < 0,002; Al < 0,002; S < 0,02; ПОС 61M, ПОСК 50-18: Sb < 0,2; Си < 0,08; Bi < 0,1; As < 0,02:
Ni S 0,02; Zn < 0,002; Al < 0,002; S < 0,02; Fe <; 0,02;
малосурьмянистых: Си < 0,08; Bi < 0,1; As < 0,03; Fe S 0,02; Ni < 0,08; S < 0,02; Zn s 0,02; Al < 0,002;
сурьмянистых: Си < 0,10; Bi < 0,2; As < 0,05; Fe < 0,02; Ni < 0,08; S < 0,02; Zn < 0,002; Al < 0,002;
для ПОССу 95-5: Си < 0,08, Bi <; 0,1; As < 0,05; Fe < 0,02; Ni < 0,02; S < 0,02; Zn < 0,02; Al < 0,002; Pb < 0,07.
2. Малосурьмяиистые припои не рекомендуются для пайки цинковых и оцинкованных деталей.
86
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
74. Механические свойства оловянно-свинцовых припоев при разных температурах
Марка Температура испытания °C J । о., МПа । 6, % тср, МПа
85 26,6 60 -
20 35,2 52 38
-30 93,9 22 —
ПОС 40 -50 -60 115,8 16 62.7
-96 123,4 14 78,6
-183 131,6 3 94,5
-196 131,6 2 98,6
85 25,5 50 -
20 35,2 45
-30 76,5 22
ПОССу 30-0,5 -50 -60 77,5 16 57,2
—96 106,0 10
-183 113,7 /|
-196 117,5 2 88,2
85 27,6
20 35,2 50 35,2
-30 64,0 —
ПОССу 18-0,5 -50 -60 64,0 5 51,7
-96 72,3 4 64,8
-183 99,3 3 78,6
-196 108,9 2 80,6
75. Предел прочности тср, МПа, паяных соединений,
выполненных оловянно-свинцовыми припоями при разных температурах
Паяемый материвл Марка припоя Температура испытания, °C
-196 -183 -96 -50 20 85
Л63 ПОС 40 58,6 37 33,8 23,4 13,8
Сталь 20 ПОС 40 54,5 52,0 51,0 48,3 26,8 21,3
12Х18Н10Т ПОС 40 39,3 39,3 32,4 26,8 22,7 19,8
Л63 ПОССу 30-0,5 — 71,7 59,3 33,0 31,7 13,8
Сталь 20 ПОССу 30-0,5 51,7 48,3 45,3 36,5 32,4 19,8
12Х18Н10Т ПОССу 30-0,5 48,9 21,4 36,5 22,5 21,3 17,9
Л63 ПОССу 18-0,5 39,0 51,0 39,5 36,5 27,5 13,7
Сталь 20 ПОССу 18-0,5 39,3 55,2 47,6 43,4 27,0 16,5
Оловянно-свинцовые припои, а также и
паяные соединения, выполненные ими, при
охлаждении до низких температур меняют
свои механические свойства - охрупчиваются.
Пластичность припоев уменьшается одновре-
менно с ростом их прочности (табл. 75). Пая-
ные соединения, выполненные оловянно-
свинцовыми припоями, имеют низкую корро-
зионную стойкость в условиях гропиков, а
также при наличии конденсата; стойкость при-
поя понижается с повышением содержания в
их составе свинца Для работы в этих условиях
'оловянно-свинцовые припои
87
Рис. 18. Диаграмма состоянии сплавов
системы олово-циик
паяные соединения необходимо защищать ла-
кокрасочными покрытиями. Оловянные при-
пои легируют цинком, серебром, кадмием,
алюминием. Небольшие присадки цинка (9 %)
в олово снижают температуру плавления при-
поя до 199 °C (рис. 18). Припои с содержанием
10 . 40 % Zn применяют для пайки алюминия
с применением ультразвука или абразивным
методом. Введение серебра в оловянно-
цинковые припои измельчает зерно и повыша-
ет коррозионную стойкость.
Припои на основе олова, содержащие се-
ребро, сурьму, медь (ВПрб, ВПр9), обладают
высокой коррозионной стойкостью и приме-
няются во всех климатических условиях без
защиты соединений лакокрасочными покры-
тиями (табл. 76, 77). Представляет интерес
припой на основе олова с висмутом и сурьмой
ВПр35, выпускаемый по ТУ 1-595-139-295-89 в
ваде проволоки для ручной и механизирован-
ной пайки меди, никеля и стали. Температура
плавления припоя 228 ... 230 °C. Паяные со-
единения имеют высокую коррозионную стой-
кость при работе от -70 до +20 °C. Оловянно-
свинцовые припои, применяемые в зарубежной
практике, приведены в табл. 78, 79.
76. Фнзнко-механические свойства оловянно-свинцовых припоев
Марка Температура, °C у, кг/м1 Р. 1(Г*Омм кВт/(м°С) а„ МПа 8, % ак, кДж/м2 НВ
Начала плавле- Полного расплав-
ПОС 90 183 220 7600 12,0 54,42 48,3 40 420 15,4
ПОС 61 183 190 8500 13,9 50,24 42,1 46 390 14,0
ПОС 40 183 238 9300 15,9 41,86 37,2 52 400 12,5
ПОС 10 268 299 10800 20,0 35,17 31,7 44 320 12,5
ПОС61М 183 192 8500 14,3 48,98 44,1 40 ПО 14,9
ПОСК 50-18 142 145 8800 13,3 54,42 39,3 40 490 14,0
ПОССу 61-0,5 183 189 8500 14,0 50,24 44,1 35 370 13,5
ПОССу 50-0,5 183 216 8900 14,9 46,89 37,2 62 440 13,2
ПОССу 40-0,5 183 235 9300 16,9 41,86 39,3 50 400 13,0
ПОССу 35-0,5 183 245 9500 17,2 41,86 37,2 47 390 13,3
ПОССу 30-0,5 183 255 9700 17,9 37,68 35,2 45 390 13,2
ПОССу 25-0,5 183 266 10 000 18,2 37,68 35,2 45 390 13,6
ПОССу 18-0,5 183 277 10 200 19,8 35,17 35,2 - 360 —
ПОССу 95-5 234 240 7300 14,5 46,05 39,3 46 550 18,0
ПОССу 40-2 185 229 9200 17,2 41,86 42,1 48 280 14,2
ПОССу 35-2 185 243 9400 17,9 37,68 39,3 40 200
ПОССу 30-2 185 250 9600 18,2 37,68 39,3 40 250
ПОССу 25-2 185 260 9800 18,5 37,68 37,2 35 240 —
ПОССу 18-2 186 270 10 100 20,6 33,91 35,2 35 190 11,7
ПОССу 15-2 184 275 10 300 20,8 33,49 35,2 35 190 12,0
ПОССу 10-2 268 285 10 700 20,8 33,49 34,5 30 190 10,8
ПОССу 8-3 240 290 10 500 20,7 33,91 39,3 43 170 12,8
ПОССу 5-1 275 308 11 200 20,0 35,16 32,4 15 280 10,7
ПОССу 4-6 244 270 10 700 20,8 33,49 63,7 15 80 17,3
88
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
77. Оловянные прнпои с цинком, серебром, сурьмой, медью, кадмнем
Содержание элементов, % При- Температура, °C
Марка меси, Начала Полиого
Sn Zn Ag Sb Си Cd %, не плавле- расплав- ления
П200А 89... 91 9. 11 0,35 199 210
П250А 79... 81 19 21 0,35 199 250
Sn70Zn 69... 71 29 31 — 0,35 200 315
Sn60Zn 59...61 39 41 — 0,35 200 345
ВПрб
(ПСрОСу8) 83 . 86 — 7,5... 8,5 7,0 8,0 0,5 235 250
ВПр9
(ПСрМ05) 90,8... 93,2 — 4.5...5.5 0.5 1.5 1,5 ..2,5 0,5 215 240
П150А 37,5 ...39,5 3,5 4,1 - - 56,7... 58,7 0,35 150 165
4223-1 70... 80 20. 30 1...2 0,3 260 280
4223-2 50 ... 60 40... 44 2...3 2 4 0,3 320 350
ВЭ49 55 43,5 1,5 0,3 190 400
П170А 78 .80 - 0,9... 1,1 19 . 20 0,3 170 175
ПСрОС2-58* 57,8 .59,8 1,9 .2,1 <0,3 0,35 169 173
ПСрОЗ-97 96,7 .97,3 2,7 .3,3 - 0,3 221 223
* Содержит 37,5 ... 39,5 % РЬ
78. Оловянно-свинцовые прнпон Германии (по DIN 1730)
Марка Содержание элементов, % (Pb - остальное) Температура пайки,
Sn Sb
LSn98 LSn60 LSn50 LSn40 LSn35 LSn33 LSn30 LSn25 LSn8 97,5 ... 98,5 59,5 ... 60,5 49,5 ... 50,5 39,5 ... 40,5 34,5 ... 35,5 32,5 ... 33,5 29,5 ... 30,5 24,5 ... 25,5 7,5 ... 8,5 <3,2 <3,3 <2,7 <2,3 <2,2 <2,0 < 1,7 230 200 230 230 250 250 250 270 300
79. Оловянно-свинцовые припои США (по ASTM)
Марка Содержание элементов, % (РЬ - остальное) Температура полного расплавления, °C
Sn Sb
70A 70В 60А 60В 50А 50В 45А 45В 70 60 50 45 <0,12 <0,50 <0,12 <0,50 <0,12 <0,50 <0,12 <0,50 192 190 216 227
СВИНЦОВЫЕ ПРИПОИ
89
Свинцовые припои
Чистый свинец в качестве припоя мало-
пригоден, так как с Fe, Си, Со, Ni, Al, Zn не
дает паяных соединений достаточной прочно-
сти. Применяют припои на основе свинца с
введением в их состав висмута (рис. 19), кад-
мия (рис. 20), олова, серебра. Висмут и кадмий
понижают температуру плавления сплава и
способствуют получению более прочных и
коррозионно-стойких припоев (табл. 80).
Широкое применение получили свинцо-
вые припои с содержанием до 3 % Ag (рис. 21).
Эти припои обладают высокой пластичностью
и хорошими технологическими свойствами,
имеют большую термостойкость, чем оловян-
но-свинцовые, их используют при пайке меди
и латуни паяльником (см. табл. 81). Свинцовые
припои обладают низкой сопротивляемостью
ползучести при повышенных температурах;
упрочняющими компонентами являются Sb,
Na, Zn, Ag. Среди свинцовых припоев припой
СК-7 (состав 6 ... 10 % Cd, 0,5 ... 1,5 % Zn,
1,0 ... 1,5 % Sb, < 0,3 % Na, остальное - Pb;
температура плавления 270 °C) имеет наиболее
высокий предел ползучести.
10 го зо «о so во 7о w зо
Рис. 20. Диаграмма состояния сплавов
системы свинец-кадмий
Рис. 21. Диаграмма состояния сплавов
системы свинец-серебро
зоо\
100 Г | И И?1 к~
10 го 30 50 00 70 00 ЗОРЬ
Мас»ойщс воли. Рв,%
Рис. 19. Диаграмма состояния сплавов
системы свинец-висмут
Припой на основе свинца состава, %
(масс.): 7,5 Ag; 4,5 Sn; 0,15 Ni; 3,8 Си - обладает
высокой хладостойкостью и может применять-
ся для пайки изделий криогенной техники.
Паяные соединения из меди и латуни, выпол-
ненные припоями на основе свинца, имеют
низкую коррозионную стойкость в условиях
повышенной влажности (тропиков), а при на-
14, k
80. Свинцовые прнпон с висмутом, кадмием и оловом
Марка Содержание элементов, % (РЬ - остальное) Примеси, ие более Температура, °C
Sn Cd Bi Начала плавления Полного расплавления
- 23 - 11 - - 230
ПОСК 50 49... 51 17... 19 - 0,35 142 145
поев 33 32,4 ... 34,4 - 32,3 ... 34,3 0,3 120 130
поев 50 24,5 ... 25,5 - 49... 51 0,3 90 92
90
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
линии конденсата их можно эксплуатировать
только в случае защиты лакокрасочными по-
крытиями.
Припой ВПр18 (табл 81) в отличие от
других припоев, содержащих в своем составе
фосфор, индий, имеет высокую коррозионную
стойкость во всех климатических условиях и
не нуждается в защите лакокрасочными по-
крытиями.
Хорошо зарекомендовал себя припой
на основе системы Pb-Sb марки ВПр40
(ТУ 1-595-139-298-90), выпускаемый в виде
проволоки и применяемый для ручной и
механизированной пайки меди, никеля и
стали. Температура плавления припоя ВПр40
239 ... 300 °C. Паянные им соединения имеют
высокую коррозионную стойкость и работают
при температурах -196 ... +250 °C
81. Припои на основе свинца с серебром
Марка Содержание элементов, % Плот- ность, Температура, °C
РЬ Ag Sn Другие 1 элементы %, не более Начала плавле- Полного расплав-
ПСрЗ* 96... 98 2,7. 3,3 0,5 11300 300 305
ПСр2,5* 91 ... 93 2,2. 2,8 5,0. 6,0 - 0,5 11000 295 305
ПСр2* 61,5 ...64,5 1,7..2,3 29. 31 4,5 . 5,5 Cd 0,5 9600 225 235
ПСр 1,5* 82 .85 1,2... 1,8 14. 16 - 0,5 10400 265 270
- 93,5 1,5 5,0 - 296 301
- 97,5 1,5 1,0 - 309 310
- 98 95 5. 6 1,2 - - - 302 304
ВПр12 Основа 4,5. 5,5 39. 41 4,5 .5,5 Си 1,3 1,7 Sb 0,1 ... ОДР 0,5 9380 220 300
ВПр18 Основа 1,2... 1,8 4,5 ... 5,5 6,0... 8,0In 0,5 10 300 295 | 305
•ГОСТ 19738-74.
ИНДИЕВЫЕ, ЦИНКОВЫЕ,
КАДМИЕВЫЕ, ВИСМУТОВЫЕ И
ТАЛЛИЕВЫЕ ПРИПОИ
Индий является мягким и пластичным
металлом (Гпл = 155 °C), относится к числу
благородных металлов, стоек к окислению,
обладает хорошей электро- и теплопроводно-
стью, низким пределом прочности при растя-
жении, высокой пластичностью (8 = 61 %). Как
припой, индий употребляется сравнительно
редко, однако припои на его основе нашли
широкое применение при пайке вакуумных
соединений, стеклянных и кварцевых изделий
узлов криогенной техники. Припои обладают
высокой коррозионной стойкостью в щелоч-
ных растворах, их применяют при пайке полу-
проводниковых материалов с малым сопротив-
лением перехода шва. Благодаря высокой пла-
стичности индиевых припоев и хорошей сма-
чивающей способности ими металлов и неме-
таллических материалов представляется воз-
можность производить пайку материалов с
различными ТКЛР Химический состав индие-
вых припоев приведен в табл. 82
Эвтектический индиевый припой состава
74 % In, 26 % Cd (рис. 22) хорошо растекается
при пайке германиевых элементов и полупро-
водниковых материалов.
Рис. 22. Диаграмма состояния сплавов
системы индий-кадмий
ИНДИЕВЫЕ, ЦИНКОВЫЕ, КАДМИЕВЫЕ, ВИСМУТОВЫЕ И ТАЛЛИЕВЫЕ ПРИПОИ
91
82. Индиевые многокомпонентные припои
Со Температура полного
In Cd РЬ Sn Ag Zn Ti Bi расплавления, °C
25 - 75 231
80 - 15 5 - 156
97,2 - - 2,8 - 143
42,8 - 7,8 46,8 2,6 - 121
50 — 50 — 120
44,2 - 46,8 - 9,0 117
74 24.25 - 1,75 - 116
48,2 - 4 46 1,8 - 108
44 14 42 - - 93
44,2 13,6 41,4 0,8 - 90
66 - - 34 72
74 26 - 123
97 - 141
Цинковые припои. Для пайки изделий
из алюминиевых и цинковых сплавов приме-
няются припои на основе цинка с оловом. При
содержании олова более 30 % припои облада-
ют наиболее высокой прочностью и достаточ-
ной пластичностью, технологичны при пайке
сплавов алюминия и цинка, однако коррозион-
ная стойкость этих соединений во влажной
атмосфере низкая и требуется защита их лако-
красочными покрытиями. Для обеспечения
технологических свойств в состав цинко-
вых припоев вводят алюминий, кадмий и
другие металлы (табл. 83).
Рис. 24. Диаграмма состояния сплавов
системы кадмий-серебро
Рис. 23. Диаграмма состояния сплавов
системы кадмий-иинк
Цинковые припои, используемые в зару-
бежной практике, приведены в табл. 84.
Кадмиевые прнпои. Кадмий как припой
находит ограниченное применение. Использу-
ют двойные или многокомпонентные сплавы
кадмия с цинком (рис. 23), серебром (рис. 24),
оловом, магнием, никелем, свинцом и индием
для пайки меди, латуни, алюминия и других
металлов (табл. 85).
Изделия, работающие при температурах
280 ... 300 °C, паяют кадмиевыми припоями,
содержащими магний и никель; для ультразву-
ковой пайки и лужения алюминия используют
кадмиевые припои с оловом
92
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
83. Цинковые припои, состав, температура плавления
Марка Содержание элементов, % (Zn - остальное) Температура, °C
А1 Си Cd Sn Ag Si Pb Mn Начала Полного расплав-
В63 8 3...5 0,5 - 1,5 360 420
ПЦАМ-65 19... 20 14... 15 - — - — 330 420
ПЗООА - - 39. 41 - - — 266 310
П425А 19. 21 14... 16 — - — 415 425
П480А 19. 21 14. 16 - - - - 0,5 ... 0,7 480 490
Мосэнерго «Б» 25 35 - - - 250 300
ПЦАМКд-45 13,5 10 31,5 - - - 320 340
ПЦАМКд-40 11,5 8,5 40,0 - - - 290 310
ПСр5АКЦ 2... 3 - 4... 5 <0,15 - 400 420
ПАКЦ 19 20 - <0,15 — 420 450
ПЦАМ8М 8 5 0.6 - - 14 360 410
- - 40 — __ - - 266 335
20 15 - - 163 346
- - 40 - - 199 370
Мосэнерго«А» - 1,5 40 - - 200 370
- 7 4 0,5 - 0,5 370 380
- 5 - - - - - 380
- 19... 21 4... 5 - - - 377 395
48* Н 7 - - - - 385 389
ВПр23 4... 6 0.2. 0,3 2,0.. - - - 0,9... 1,5 315 365
Со 2,5 Mg
* Содержит 0,5 % Со.
84. Цинковые прнпон, применяемые за рубежом
Страна Марка Содержание элементов, % (Zn - остальное) Температура ПОЛНОГО расплавления,°C
Си Al Sn Cd Mg
Велико- британия Чехия Zn80Sn 6,5 6,0 5,0 18,0 5 - 300 390... 440
Германия LZnCd40 LZnA115 LZnSn LZnCd - 4 15 39 39 35 ... 45 4 - 330... 350 390... 430 355 ... 400 320
США Япония 2 2,6... 3,7 5 3,7 ... 4,8 5 4,2 ... 8,5 - 0,03. 0,05 400 350... 400
ИНДИЕВЫЕ, ЦИНКОВЫЕ, КАДМИЕВЫЕ, ВИСМУТОВЫЕ И ТАЛЛИЕВЫЕ ПРИПОИ
93
85. Припои на основе кадмия
Содержание элементов, % (Cd - остальное) Температу-
Марка Zn Ag Mg Ni Sn Al Cu pa полного расплавле- ния, °C
К-1 0,8 . 1,7 2,5. 3,5 325
Cd + 5%Ag 5,0 - — - 393
- 16,0 5,0 - — - • 285
- 15,0 15,0 400
R83-17 17.4 — 266
LCdZn20 17 ...25 - 280
К-3 2,5 . 3,5 0,03 . 0,08 - - - 330
- 40 - - 310
ПСрЗКд4 0,5 .1,5 2,5... 3,5 - - 325
— 11... 13 0,1 ...0,2 — — 420
ПСр8УЦН 5...7 7...9 1,5 ...2,5 - 370
ПСр5КЦН 1,5 ...2,5 4... 6 1,5 ...2,5 - 355
30 3... 5 294
- 3,8 38,5 150
- 3,5 45 170
20 30 — _ 277
ПЦАМКдЗЗ 32... 34 - 9,5 7,0 260
ПЦАМКД40 39... 41 — 11 12 8... 9 310
ПЦАМКд45 45 13,5 9,5 . 10,5 340
- 50 — — — 320
- 30 - - - - - 332
* ГОСТ 19738-74.
86. Механические свойства кадмиевых припоев в литом состоянии
Температура испытания, °C
Марка -60 20 150 200 250
а„ МПа 8, % а., МПа 8, % МПа 8, % МПа 6, % а,, МПа 8, %
К-1 К-3 К83-17 ПСр5КЦН ПСр8КЦН Cd + 5%Ag 147,5 186,8 0,4 1,0 132,4 113,0 117,9 151,7 147,6 111,0 40,0 25,8 3,5 3,0 31,3 88,3 26,9 7 93,7 34,5 40,0 44,2 39,3 17,9 17 93,7 7,8 31,6 39,3 31,6 3,2 21,9
Припои с серебром обеспечивают термо-
стойкость соединений из меди до 250 °C, до-
бавка в эти припои цинка повышает термо-
стойкость соединений до 300 °C, Механиче-
ские свойства некоторых кадмиевых припоев
приведены в табл. 86. На медных сплавах кад-
миевые припои обеспечивают прочность пая-
ных соединений тср = 108 . 196 МПа.
Висмутовые припои. Висмут - металл,
имеющий низкие пластичность и прочность,
обладает склонностью к трещинообразованию
при затвердевании, поэтому он как припой не
94
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
используется. Однако сплавы с большим содер-
жанием висмута применяют в качестве припоев
с температурой плавления 46 .. 167 °C. Для
этих припоев характерно увеличение в объеме
при переходе из жидкого состояния в твердое и
при дальнейшем охлаждении.
Висмутовые припои плохо смачивают
железо и конструкционные стали. Для улучше-
ния смачиваемости эти металлы оцинковыва-
ют, облуживают оловянно-свинцовыми при-
поями или покрывают гальванической медью.
Чаще всего висмутовыми припоями паяют
медь и латунь в случае, когда не допускается
высокий нагрев паяемого материала.
В висмутовые припои вводят кадмий,
свинец, олово, цинк, индий, галлий для сниже-
ния температуры плавления и обеспечения
необходимых свойств (рис. 25-27).
Химический состав некоторых низкотем-
пературных висмутовых припоев приведен в
табл. 87.
Рис. 26. Диаграмма состояния сплавов
системы висмут-олово
м
Рис. 27. Диаграмма состояния сплавов
системы висмут-свинец-кадмий
Ar Cd, 7.
Живк.+а. | |
1W1 -1 1 |\
Рис. 25. Диаграмма состояния сплавов
• системы висмут-кадмий
87. Висмутовые припои
Марка Содержание элементов, % (Bi - остальное) Температура полного расплавления, °C
РЬ Sn Cd In Ti
— 22,4 10,8 8,2 18 26
— 18,0 12,0 — 21,0 - 58
Сплав Вуда 24,5 ... 25,3 12,0... 13,0 12,0... 13,0 — — 60
Сплав Арсенваля 45,1 9,6 — — — 79
— 35,1 20,1 9,5 — — 80
— 33,3 — — 11,5 91
Сплав Розе 25,0 25,0 — — — 94
— 27,5 13,9 — — 16,6 93
— 22,0 15,9 — — — 100
— — 26,0 20,0 — — 103
— 14,8 25,8 — — — 114
— 22,0 22,0 — — — ПО
Сплав Липовница 26,67 13,63 10,0 — — —
— — — 30,0 — 10 123
— 32,6 — — 6,2 128
— - — 38,5 — 21,1 144
— 8,3 - 30,5 — 21,2 149
- 31,3 - - 25 167
ИНДИЕВЫЕ, ЦИНКОВЫЕ, КАДМИЕВЫЕ, ВИСМУТОВЫЕ И ТАЛЛИЕВЫЕ ПРИПОИ
95
Таллиевые припои Галлий имеет низ-
кую температуру плавления 29,8 °C, хорошо
смачивает материалы, обладает необычайно
большой способностью проникать по границам
зерен металлов (Sn, In, Cd, Pb, Al), образуя
эвтектику (рис. 28-30). При пайке, например,
алюминия припоями с большим содержанием
галлия последний проникает по границам зе-
рен, что значительно охрупчивает паяное со-
единение при 20 °C и более высоких темпера-
турах. Подобное действие оказывают таллие-
вые припои также и при пайке материалов,
значительно растворяющих их и не образую-
щих с ними легкоплавкой эвтектики; припои
приведены в табл. 88.
Рис. 29. Диаграмма состояния сплавов
системы галлий-индий
88. Таллиевые припои
Марка Содержание элементов, % Температура, °C
Ga Те Zn Sn In Ag Начала плавления Полного расплавления
- 100 - - - 29
- 99,5 0,5 - - - 27
- 95 - 5 - 25 25
- 92 - 8 - 20 20
- 82 - 6 12 - - - 17
- 76 - - 24 16 16
- 67 - 4 __ 29 - 13
62 - - 13 25 - - 5
- 61 - 1 13 25 - - 3
ГИС 73,8 ... 74,2 - - - 23,8. 24,2 1,9... 2,1 - -
№2* 55 - - 11 25 - 10 10
гисм Сплав ГИС (34 ... 36 %) + медный порошок (64 ... 66%) -
* Содержит I % Zr, 4 % Mg.
96
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
ПОРОШКОВЫЕ, КОМПОЗИЦИОННЫЕ И В порошковом виде изготавливаются как ПАСТООБРАЗНЫЕ ПРИПОИ высокотемпературные, так и низкотемператур- ные припои. Для изготовления паяльных паст Порошковая металлургия позволяет изго- порошки припоя должны иметь сферическую тавливать порошки из различных металлов, в или близкую к ней форму, для прессования из том числе из припоев-сплавов. Из порошков порошков закладных элементов (таблеток, возможно изготовление деформированием в колец, шайб и т.д.) форма частиц порошка холодном состоянии прутков, лент, а также должна быть неправильной с развитой поверх- паст и ленточных припоев на органической ностью. Так, например, порошковый припой связке. Порошковые припои могут быть изго- ПДОл5П7 на основе Cu-P-Sn по ТУ 14-1-3709- товлены дроблением, распылением расплава, 84 поставляется двух видов: прессуемый и термоцентробежным распылением в инертном непрессуемый. Наиболее применяемые припои газе, сфероидизацией порошков компонентов в виде порошка изготавливаются на Ni-Cr-Si-B, припоев и т.д. В зависимости от назначения Cu-Zn-Mn, Cu-Mn-Ni, Fe-Ni-Cr основах. На припоя порошок применяют в виде гранул основе порошков припоев для пайки инстру- размером 10 ... 200 мкм. Порошковые припои мента изготавливают пластичную самофлю- могут быть изготовлены механическим смеше- сующую паяльную ленту. В табл. 89 приведе- нием порошков компонентов припоя, порош- ны марки порошковых, композиционных по- кое из слитков, выплавленных из компонентов рошковых припоев и паяльных паст, а также припоя, порошка из слитков и остальных ком- номера стандартов, по которым они выпуска- понентов. ются отечественной промышленностью 89. Выпускаемые отечественной промышленностью порошковые, композиционные прнпон и паяльные пасты
Марка пропоя, основа Стандарт Форма поставки
ПДО5П7 (Cu-P-Sn) niO2(Cu-Mn-Zn) ПИ 12 (Cu-Zn-Mn) ПИ25 (Cu-Zn-Mn) ПЖ60НХБ (Fe-Ni-Cr) ПСр45 (Ag-Cu-Zn) ПСр40 (Ag-Cu-Zn-Cd) Пр-Д70Г24Н5 (ВПр2) (Cu-Mn-Ni) Оловянно-свинцовые припои ПОССу61-0,5 Л63 ВПр11-40Н (Ni-Si-B) ПХ1ЗН69С7Р (Ni-Cr-Fe-Si) ПХ10Н64М15С7Р (Ni-Mo-Cr-Si-Fe) ПХ10Н64И15С73 (Ni-W-Cr-Si-Fe) ПХ10Н64МПВ9С7Р (Ni-Cr-Mo-W-Si-Fe) ПСрМЦКД40 (Ag-Cu-Zn-Cd) ПС ПОС61 «К» АС ПОСВ-45 «К» и «ЛО» ПС ПОС61 «ЛО» ПС ПОС-61 «НС» ППВС-1 (Си2О) ППВС-2 (CuCOj Си (ОН)2- Малахит-1) ППВС-3 (Малахит-2 - СиСоз • Си(ОН)2 + Ni(C2H3O2)2) ТУ 14-1-370984 ОСТ 48-184-81 Порошок Порошок Самофлюсующая паяльная лента из порошка Порошок Порошок Порошок Порошок В том числе порошок Порошок Т аблетированный Композиционный порошок
ТУ 1700-038-00224633-02
ТУ 14-1-3687-84 ТУ 48-1-366-77 ТУ 48-1-376-77 ТУ 14-1-3143-81 ГОСТ 21931-76 ТУ 48-0220-029-89 ТУ 2.035.574.8558.056-88 ТУ 1-809-108-83
ТУ 14-1-3178-81 Композиционный порошок
ТУ 48-1-789-89 Паяльная паста
ТУ 400К «Р»1805-22-91 ТУ 48-3535-1-92
ТУ 113-03-10-27-89
ПОРОШКОВЫЕ* КОМПОЗИЦИОННЫЕ И ПАСТООБРАЗНЫЕ ПРИПОИ
97
Химический состав припоев и области их
применения указаны в соответствующих раз-
делах настоящей главы
Композиционные припои состоят из на-
полнителя и более легкоплавкой порошковой
составляющей. Температура плавления напол-
нителя должна быть выше температуры пайки.
Наполнитель композиционного припоя может
быть в виде порошка, гранул и волокон [23]
Припои позволяют осуществлять пайку соеди-
нений с зазорами шириной 0,06 ... 1,5 мм, что
очень важно, когда капиллярные силы «уже не
работают», а зазор не может быть при сборке
равномерным по длине паяного шва. Наполни-
тель, растворяясь в расплавленном припое,
повышает вязкость расплава, удерживает его в
сравнительно широких зазорах; его частицы
выполняют роль дополнительных центров кри-
сталлизации. Благодаря наполнителю умень-
шается количество усадочных дефектов, улуч-
шаются структура паяного шва и эксплуатаци-
онные характеристики паяного соединения в
целом. Композиционные припои надежно
удерживаются в широких зазорах, что весьма
важно также при пайке телескопических со-
единений трубопроводов из коррозионно-
стойких сталей [24].
Паяльные пасты состоят из сплава-прн-
поя в порошковом виде, связки и, если это не-
обходимо, флюса. Преимуществами паст перед
другими припойнымн формами являются пре-
жде всего: точность дозировки припоя и флюса
при автоматической подаче, отсутствие расте-
кания избытка припоя (хороший товарный
вид), возможность подачи припоя в соединения
сложной конфигурации При использовании
паст имеется возможность точно знать о расхо-
де материала, который вводится в количестве,
достаточном и необходимом для создания ка-
чественного паяного соединения.
Другое преимущество паст заключается в
возможности управления их характеристиками.
Например, с помощью подбора компонентов
можно изменять вязкость паст от более жидко-
го состояния до более густого. Низкая вязкость
паст используется в том случае, когда необхо-
димо нанести паяльную пасту на большую
поверхность. В этом случае это можно осуще-
ствить с помощью пульверизатора. Более вяз-
кие пасты используются в случае автоматиче-
ского дозирования с помощью различного вида
шприцев несколькими точками вдоль предпо-
лагаемого паяного соединения.
Другой характеристикой может являться
размер порошковых частиц припоев. Совре-
менный уровень производства позволяет мето-
дами распыления в защитном газе получать
широкий интервал дисперсности порошков
практически всех известных припоев. Дис-
персность порошка, используемого для приго-
товления паст, определяется величиной зазо-
ров, методом нанесения паст на поверхность
соединяемых изделий. Обычно для паяльных
паст используется порошок припоя фракции
менее 150 мкм.
Пасты также могут по-разному себя вести
при нагреве в процессе пайки, обеспечивая
самопроизвольное затекание компонентов в
соединение в начале нагрева, однако главное
требование заключается в том, что компоненты
должны находиться только в том месте, куда
их нанесли, исключая разбрызгивание и из-
лишнее растекание по поверхности. При этом
в некоторых случаях пасты могут заранее
наноситься в область образования паяного
соединения Наиболее актуально использова-
ние паяльной пасты при пайке конструкций,
имеющих множество паяных соединений (на-
пример, беструбные теплообменники, имею-
щие до нескольких тысяч соединений) и под-
вергаемых одновременной пайке. В качестве
флюса может быть использован любой флюс,
применяемый при пайке изделия непорошко-
вым припоем. Наиболее современные дости-
жения в области пайки воплотились при созда-
нии низкотемпературных паст, выпускаемых
по ТУ 400К«Р» 1805-22-91 (см. табл. 89).
В качестве флюса в порошковых припоях
для пайки алюминия и магния применяют сме-
си хлористых и фтористых солей, для высоко-
температурной пайки - флюсы, содержащие
боратные соединения
К связующим веществам в пастообразных
припоях предъявляется ряд требований: в про-
цессе пайки они не должны окислять припой и
паяемый металл, при выгорании не оставлять
на поверхности сажистого остатка, не препят-
ствовать растеканию припоя; продукты сгора-
ния не должны быть токсичны. Чаще всего для
материала связующего выбирается смесь орга-
нических высокомолекулярных углеводородов
При изготовлении паст с добавками флюса
обычно содержание металла варьируется около
65 % по массе, при изготовлении паст для бес-
флюсовой пайки в печной атмосфере содержа-
ние порошка припоя достигает 85 ... 90 %
по массе.
4 - 8294
98
ПРИПОИ И ПАЯЛЬНЫЕ СМЕСИ
СПИСОК ЛИТЕРАТУРЫ
1. Справочник по пайке / Под ред.
И. Е. Петрунина. М.: Машиностроение, 1984.
400 с.
2. Лашко С. В., Лашко Н. Ф., Нага ле-
тя н И. Г. и др. Проектирование технологии
пайки металлических изделий: Справочник.
М.: Металлургия, 1983. 280 с.
3. Смнрягнн А. П., Смирягнна Н. А.,
Белова А. В. Промышленные цветные металлы
и сплавы. М.: Металлургия, 1974. 488 с.
4. Нормирование расхода материаль-
ных ресурсов в машиностроении: Справочник.
М.: Машиностроение, 1988. Т. 2. С. 232-246.
5. Припои и флюсы для пайки. Марки,
состав, свойства и область применения. ОСТ
4 Г0.033.200.
6. Иванов И. Н., Кузнецова Г. П. Со-
временное состояние материалов и технологии
пайки инструмента / В сб.: Сварка и родствен-
ные технологии в современном мире. Мат-лы
науч.-техн. конф. СПб., 2002. Т. 2. С. 8-10
7. Rasmussen. Mechanism of Spreading
and oxide displement by BcuP-2 brazing filler
metal. Welding joural, 1975. B. 154. № 10.
8. Гржнмальский Л. Л. Самофлюсую-
щие припои Л.: Знание. 1972. 82 с.
9. Куфайкнн А. Я. н др. Пайка меди со
сталью медно-фосфористым припоем с приме-
нением медного барьерного покрытия // Авто-
матическая сварка. 1987. № 6. С. 57-58.
10. Краткий справочник паяльщика /
Под ред. И. Е. Петрунина. М: Машинострое-
ние, 1991. С. 53-54.
11. Контроль испарений и газов в цехе //
Weld. Des. and Fabrication. 1978. V 61. № 3.
P. 60-65
12. Cadmiumfreis Lot. Techn. Rept. 1983.
V. 10. №4.
13. Ерошев В. К., Козлов Ю. А., Пав-
лова В. Д. Конструирование и технология из-
готовления паяных металлокерамических уз-
лов. М.: ЦНИИ «Электроника», 1988. Ч. 1.
186 с.
14. Ковалевский Р. Е., Чекмарев А. Л.
Конструирование и технология вакуумно-плот-
ных паяных соединений. М.: Энергия, 1968.
208 с.
15. Ильина И. И., Аснновская Г. А.,
Карпухина А. Ф. Свойства соединений из
меди и ее сплавов, паянных припоем ПМФОЦр
6-4-0,03 // Сварочное производство. 1983. № 1.
16. Пашков И. Н., Ильина И. И., Мар-
кова И. Ю. Анализ состояния вопроса эконо-
мии драгоценных металлов в производстве
паяных конструкций (способами высокотемпе-
ратурной пайки) / В сб.: Сварка и родственные
технологии в современном мире / Междуна-
родн. науч.-техн. конф. СПб., 2002. С. 1-7.
17. Пашков И. Н„ Ильина И. И., Шо-
кнн С. В. Опыт, тенденции производства и ис-
пользования присадочных материалов для вы-
сокотемпературной пайки изделий в России 1
В сб • Пайка. Современные технологии, мате-
риалы, конструкции. М.: ЦРДЗ. 2001. Сб. № 2
С. 37-40.
18. Туторская Н. Н., Ерофеева Л. А.,
Юшкина Е. И. и др. // Сварочное производст-
во. 1982. № 5. С. 14-15.
19. Туторская Н. Н„ Королева С. П.,
Юшкина Е. Н. н др. // Сварочное производст-
во. 1975. № 2 С. 39—41
20. Туторская И. И., Ерофеева Л. А.,
Королева С. П. и др. // Сварочное производст-
во. 1983. № 11. С. 36-37.
21. Понимаш И. Д., Орлов А. В., Рыб-
кин Б. В. Вакуумная пайка реакторных мате-
риалов. М.: Энергоатомиздат. 1995. 191 с
22. Петрунин И. Е„ Мороз П. К., Стре-
калов Г. Н„ Шенн Ю. Ф. Пайка при произ-
водстве крупногабаритных строительных ме-
таллоконструкций. М.: Стройиздат, 1980. 148 с.
23. Лашко С. В., Лашко Н. Ф. Пайка
металлов. М.: Машиностроение, 1988. 376 с.
24. Чекунов И. П. Высокотемпературная
пайка трубопроводов из коррозионно-стойкой
стали. М.: Машиностроение, 1988. 80 с.
Глава 4. ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
ПРИРОДА ФЛЮСОВ И ИХ КЛАССИФИКАЦИЯ
Флюс согласно ГОСТ 17325-79 - химиче-
ское вещество, применяемое для удаления
окисной пленки с поверхности паяемого мате-
риала и припоя в процессе пайки.
Для обеспечения высокого качества пая-
ного соединения флюсы должны отвечать
следующим требованиям:
- вступать во взаимодействие с окисной
пленкой основного металла прежде плавления
припоя. Температура активного действия флю-
са должна несколько превышать температуру
его плавления и быть ниже температуры плав-
ления припоя;
- смачивать место пайки для снижения
поверхностного натяжения расплава припоя и
улучшения его растекаемости по паяемой по-
верхности,
- не менять своего химического состава
при нагревании вследствие испарения отдель-
ных компонентов, т.е. не снижать активность в
предусмотренном интервале температур;
остатки флюса не должны вызывать
коррозии паяного соединения, а после пайки
должны легко удаляться;
- быть устойчивыми в условиях транс-
портировки и хранения.
Паяльный флюс должен обеспечивать
взаимодействие с окисной пленкой на поверх-
ности основного металла и расплава припоя,
что достигается подбором флюсующих ве-
ществ, активных к окислам окисной пленки как
основного металла, так и припоя [1]. Кинетика
взаимодействия компонентов флюса в процес-
се пайки включает:
- химическое взаимодействие компонен-
тов флюса с окисной пленкой с образованием
соединений, растворимых во флюсе;
- химическое взаимодействие компонен-
тов флюса с металлом, в результате чего про-
исходит разрушение окисной пленки и переход
ее в шлак;
- растворение окисной пленки основного
металла и припоя во флюсе.
Активные компоненты флюса выбирают в
зависимости от характера окислов окисной плен-
ки на поверхности металла. Для кислого окисла
флюс должен иметь основной характер, для ос-
новного окисла флюс должен быть кислым.
В общем случае взаимодействие флюса с окис-
ной пленкой может происходить по реакции
Ме„О„ + Ф = Ме„О„ Ф
где Ме„О„ • Ф - продукт реакции. Возможность
протекания этой реакции зависит от изменения
ее изобарно-изотермического потенциала, оп-
ределяемого уравнением
AZT=AZMen0n.®-AZMenOri-AZ,,
W AZMemo„ -Ф , AZMf 0 и Д7ф - соответст-
венно изобарно-изотермические потенциалы
продуктов реакции, окисла и флюса.
Если AZT< 0, то реакция возможна, т.е
вещество Ф обладает флюсующими свойствами;
при AZT > 0 реакции не будет. Изобарно-изотер-
мические потенциалы веществ, участвующих в
реакции, определяются по уравнению
&Zr = A + BT\gT + CT,
где Г - температура процесса; А, В и С - коэф-
фициенты.
Химическая активность компонентов
флюса усиливается введением в него фторидов
щелочных и щелочноземельных металлов, рас-
творяющих окисную пленку. Для удаления
окисной пленки используются также вещества,
взаимодействующие более активно с основным
металлом, чем с его окислом. Химически взаи-
модействуют с основным металлом реактивные
флюсы, обеспечивающие пайку или лужение
без применения припоя [2]. При этом флюс,
например хлорид тяжелого металла, вступая в
реакцию замещения, выделяет металл, выпол-
няющий роль припоя.
Прн пайке сплавов с трудноудаляемыми
окислами в состав флюса вводят лигатуры ме-
таллов, которые вступают в реакцию с окисла-
ми труднопвяемого материала, образуя соеди-
нения, растворимые во флюсе или взаимодей-
ствующие с ним. Согласно ГОСТ 19250-73
флюсы классифицируют следующим образом:
- по температурному интервалу активно-
сти - высокотемпературные (выше 450 °C) и
низкотемпературные (ниже 450 °C);
- по природе растворителя - водные и не-
водные;
- по механизму действия - защитные и
химического действия;
- по природе активаторов высокотемпе-
ратурные флюсы подразделяются на галоге-
100
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
нидные, боридные, фторборатные, борцдно-
галогенвдные и борвдно-углекислые; низко-
температурные флюсы подразделяются на ка-
нифольные, кислотные, галогенвдные, гидра-
зиновые, фторборатные, анилиновые, стеари-
новые и др.;
- по агрегатному состоянию - твердые,
жидкие и пастообразные.
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ
ПАЙКИ
Флюсы для пайки черных и
цветных металлов
Активным компонентом боридных флю-
сов является борный ангидрид (В2О3), который
образуется при разложении обезвоженной бу-
ры (Na2B4O7 Т„„ = 740 °C) и борной кислоты
(Н3ВО3). Борный ангидрид, соединяясь с ос-
новными окислами металлов, образует легко-
плавкий шлак, защищающий поверхность пая-
емого металла от окисления. Так, прн пайке
меди с применением флюса на основе борной
кислоты образуются легкоплавкие бораты по
следующей реакции:
СиО + 2Н3ВО3 = СиО • В2О3 + ЗН2О.
Прн использовании в качестве флюса бу-
ры происходит реакция
CuO + Na2B4O7 = СиО • В2О3 + Na2B2O4 .
Образовавшаяся смесь легкоплавких солей
(СиО - В2О3 и Na2B2O4) плавится при темпе-
ратуре более низкой, чем каждая из них в от-
дельности. Аналогично происходит пайка н дру-
гих металлов, имеющих основные окислы. Из-
вестны бораты ZnOB2O3; CuOZnOB2O3;
2Fe2O, ЗВ2О3 и др. Боратные флюсы исполь-
зуются главным образом при пайке железа и
низкоуглеродистых сталей медью, медно-
цинковыми и серебряными припоями, а также
меди, бронз, томпака, латуней с высокой тем-
пературой плавления медно-цинковымн н се-
ребряными припоями. При пайке металлов,
имеющих кислые окнслы (например, кремне-
зема SiO2 при пайке чугуна), во флюсы вводят
окислы или соли натрия (например, Na2CO3).
В этом случае протекает реакция
SiO2 + 2Na2CO3 = (Na2O)2 • SiO2 + 2CO2.
При пайке легированных сталей и жаро-
прочных сплавов, содержащих хром, титан,
молибден, вольфрам, флюсующего действия
буры и борной кислоты недостаточно. Поэтому
в таких случаях в состав боридных флюсов
вводят фториды щелочных н щелочно-земель-
ных металлов - фтористый калий (KF), фтори-
стый натрий (NaF), фтористый литий (LiF),
фтористый кальций (CaF2), которые хорошо
растворяют окисную пленку при пайке. Первые
три фторида применяют при температуре пай-
ки ниже 850 °C; фтористый кальций, имеющий
температуру плавления 1375 °C, - выше 850 °C.
При пайке коррозионно-стойких и жаро-
прочных сталей, меди, серебра, золота, их
сплавов при относительно низких темпера-
турах с успехом применяют фторидно-борид-
ные соединения - фторборат калия (KBF4) с
Гпл = 540 °C и в ряде случаев фторборат натрия
(NaBF4) с Гпл = 370 °C. Их эвтектическая смесь
плавится при температуре 360 °C. С бурой
фторборат калия образует эвтектику (31 %
Na2B4O7) с Тпл = 320 °C. Фторборат калия раз-
лагается при пайке по реакции
KBF4=KF + BF3. (1)
Выделяющийся при этом фтористый ка-
лий растворяет окислы на поверхности метал-
ла, а трехфтористый бор вступает с ними в
химическое взаимодействие. Например, при
пайке коррозионно-стойкой стали окись хрома
взаимодействует с трехфтористым бором по
реакции
Cr2O3 + 2BF3 = 2CrF3 + В2О3.
Борный ангидрид при этом может всту-
пать в реакции с окислами, образуя бораты.
Применение фторборатов позволило создать
высокоактивные флюсы со сравнительно низ-
кой температурой активного действия (550 .
800 °C).
Флюсы, содержащие соединения бора и
фториды, заметно повышают свою активность,
если в их состав ввести металлы, вступающие в
реакцию замещения с окислами труднопаяе-
мых металлов. Например, при пайке высоко-
хромнстых сплавов во флюс вводят лигатуру,
состоящую из алюминия, меди н магния. При
этом протекают реакции
Cr2O3 + 2А1 = А12О3 + 2Сг ,
Сг2О3 + 3Mg = 4MgO + 2Сг.
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
101
Несмотря на то что окислы алюминия и
магния более химически стойки, чем окись
хрома, они лучше растворяются во фторидах и
не препятствуют процессу пайки. По этому
принципу разработан один из наиболее распро-
страненных флюсов для пайки коррозионно-
стойких сталей и жаропрочных сплавов - флюс
марки ПВ 201. Наиболее широко применяемые
фторборатные флюсы (ГОСТ 23178-78) приве-
дены в табл. 1. В табл 2 приведены составы
фторборатных, боридно-галогенидных и бо-
ридно-углекислых флюсов, применяемых в
настоящее время. В состав этих флюсов входят
в различных сочетаниях фториды, бориды,
галогениды, окислы, углекислые соли щелоч-
ных и щелочно-земельных металлов, азотно-
кислые соли и другие соединения
1. Высокотемпературные фторборатные флюсы (ГОСТ 23178-78)
Компоненты Содержание (массовые доли), % Температур- ный интервал активности, °C Назначение и характеристика
Бура обезвоженная Na2B4O7 Борный ангидрид В2О3 Фтористый кальций „ р (флюс ПВ 200) V 2 18 ...20 65 ... 67 14 . 16 800... 1200 Пайка конструкционных и коррозионно-стойких сталей, жаропрочных сталей, сплавов высоко- и среднеплавкими припоями
Бура Na2B4O7 Борный ангидрид В2О3 Фтористый кальций CaF2 Лигатура (А148 %, Си 48 %, Mg 4 %) (флюс ПВ 201) 11 ... 13 76 . 78 9,5 10,5 0,9... 1,1 800 1200 Пайка конструкционных и коррозионно-стойких сталей, жаропрочных сталей, сплавов высоко- и среднеплавкими припоями. Флюс более активен, чем ПВ 200, за счет введения лигатуры
Фторборат калия KBF4 Борный ангидрид В2О3 Фтористый калий KF (флюс ПВ 209) 22 ... 24 34 .36 41 ... 43 700... 900 Пайка конструкционных и коррозионно-стойких сталей, меди и медных сплавов средне- плавкими припоями
Фторборат калия KBF4 Борный ангидрид В2О3 Фтористый калий (флюс ПВ 284) 40 44 23 ... 25 33 .37 500... 850 Пайка конструкционных и коррозионно-стойких сталей, меди и медных сплавов средне- плавкими припоями
Фтористоводород- pjp ная кислота Борная кислота Н3ВО3 Гидроокись калия кон (флюсПВ284Х) 43 . 45 29.. 31 25 ... 31 420 . 780 Пайка конструкционных и коррозионно-стойких сталей, меди и медных сплавов средне- плавкими припоями
Фтористоводород- ная кислота Борная кислота Н3ВО3 Гидроокись калия (флюсПВ209Х) 34,3. 36,3 34,8... 36,8 27,9 ... 29,9 700... 900 Пайка конструкционных и коррозионно-стойких сталей, меди и медных сплавов средне- плавкими припоями Флюс имеет такой же поэле- ментный состав, как флюс ПВ209
102
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
2. Нестандартные флюсы для высокотемпературной пайкн черных и цветных металлов
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Бура Хлористый натрий Фтористый натрий Na2B4O7 NaCl NaF 90 7,2 7,4 2,6... 2,8 800 1150 Пайка чугуна латунными легированными алюминием припоями
Борная кислота Н3ВО3 40... 65
Фторборат калия Фторокись калия Раствор едкого калия 35 .65% kbf4 KOH 15 20... 40 5...25 550 . 950 Пайка твердых сплавов и высокоуглеродистых инст- рументальных сталей
Бура Борная кислота Фторборат калия Фтористый литий Фтористокислый калий Na2B4O7 H3BO4 K.BF4 LiF kof2 5. 25 60. 80 2. 8 1 ... 5 4 ... 10 870. .920 Пайка меди с коррозионно- стойкой сталью. Флюс изготавливается путем раст- ворения в воде при нагреве смеси солей в соотношении 4:1
Борная кислота Фтористый натрий H3BO4 NaF 49. 53 Остальное 850 Пайка углеродистых, хро- моникелевых сталей, чугу- на, меди и ее сплавов латун- ными припоями
Борная кислота Углекислый литий Углекислый калий H3BO4 Li2CO3 K2CO3 50... 60 20. 25 20... 25 780.. . 1100 Пайка чугуна латунными припоями
Вольфрамат кобальта COWO4 0,1 ... 8
Фтористый калий KF 5...8
Фтористый натрий Окись вольфрама NaF WO3 2...4 1 ... 10 1000. 1200 Пайка твердосплавного инструмента
Окись кобальта Co2O3 0,1 . 1
Борный ангидрид B2O3 Остальное
Бура Фторборат калия Окись вольфрама Окись кобальта (флюс марки 100) Na2B4O7 kbf4 WO3 Co2O3 36,6 46,5 13,5 3,5 900.. . 1100 Пайка твердосплавного инструмента. Флюс изготавливается по ТУ 48-4-346-84
Бура Борная кислота Na2B407 H3BO3 50 50 800.. . 1150 Пайка углеродистых сталей, чугуна, меди, латуни, брон-
Бура Борная кислота Na2B4O7 H3BO3 80 20 800 1150 зы и твердых сплавов мед- но-цинковыми и серебря- ными припоями
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
103
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Борная кислота Н3ВО3 Фтористый калий (обез- воженный) (флюс № 18В) 60 40 550... 850 Пайка сталей, медных и никелевых сплавов серебря- ными припоями
Бура Na2B4O7 Борный ангидрид В2О3 Фтористый калий KF Хлорид кобальта или никеля 20... 35 20... 35 45. 60 1 ...20 540 ...860 Пайка твердых сплавов на основе карбидов вольфрама, кобальта, молибдена сереб- ряными припоями
Бура Na2B4O7 Фтористый натрий NaF Углекислый натрий Na2CO3 Азотнокислый натрий NaNO3 73 ... 83 10. 15 3...5 3...5 600... 900 Пайка чугуна с коррозион- но-стойкой сталью
Борный ангидрид В2О3 Фтористый калий KF Фтористый натрий NaF Углекислый литий Li2CO3 Азотнокислый калий KNO3 Фторборат калия KBF4 15... 25 10... 20 5... 10 2...б 5 ... 15 Остальное 600... 900 Пайка латуни с применени- ем для нагрева пламени кислородно-ацетиленовой горелки
Фтористый литий LiF Хлористый цинк ZnCl2 Хлористый барий ВаС12 8... 10 26. 28 Остальное 850... 900 Пайка алюминиевой бронзы
Бура (кристаллическая) Na2B4O-, Борная кислота Н3ВО3 Фтористый натрий ^ар (или калий) Фторборат калия или КВр натрия Алюминат лития LiAlO (калия или натрия) 20... 30 20... 30 20... 40 15 30 5 650 850 Пайка изделий из коррози- онно-стойких сталей, меди и ее сплавов припоями с 25 75 % серебра и работающих в агрессивных средах
Фторборат калия KBF, Фтористый калий KF 71 ...73 27... 29 500... 1000 Пайка сталей, меди и ее сплавов
Бура Na2B4O7 Фтористый натрий NaF Хлористый натрий NaCl Хлористый калий КС1 Хлористый барий ВаС12 Хлористая медь CuCl Хлористое олово SnCl2 Борный ангидрид В2О3 9. 12 8... 10 15 ... 17,5 15... 17,5 10... 15 2...5 8... 10 Остальное 650 ...850 Пайка меди и ее сплавов медно-цинковыми и медно- марганцовистыми припоями
104
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Фторборат калия kbf4 30... 34
Борный ангидрид В2О3 16... 19
Хлористый калий КС1 9... 11 650 850 Пайка меди и ее сплавов
Хлористый литий LiCl 16... 21
Двухлористое олово SnCl2 20... 24
Бура Борная кислота Фтористый кальций Толченое стекло Лигатура (48 % А1, 48 % Си, 4 % Mg) Na2B4O7 Н3ВО3 CaF2 7...8 39...41 2...3 47,7... 51,8 0,2... 0,3 850.. . 1200 Пайка коррозионно-стойких и конструкционных сталей, жаропрочных сплавов, меди, никеля и их сплавов. Флюс имеет широкий ин- тервал активного действия
Бура Na2B4O7 Основа
Борный ангидрид B2O3 10... 60
Фторид щелочных или щелочноземельных металлов 5.. 15 820. 1200 Пайка быстрорежущих сталей
Лигатура Cu-Si (6 ... 13 % Si)
Бура Na2B4O7 7... 12
Борная кислота H3BO3 25. 35
Фтористый калий Хлористый натрий Углекислый натрий KF NaCl Na2CO3 15. 25 4 6 4. 6 80 . 1200 Пайка стали с медью, брон- зой, латунью, бронзы с бронзой, латуни с латунью
Фтористый кальций CaF2 Остальное
Эвтектика: бура-фторбо- рат калия (31 и 69 % соответственно) Фтористый калий (обезвоженный) Борный ангидрид Хлористый кадмий Хлористый натрий (флюс марки Ф450) KF B2O3 CdCl2 NaCl 45... 60 20...25 10.. 18 5... 13 4 10 430. ..650 Пайка легированных сталей, меди и ее сплавов серебря- ными припоями газовой горелкой, в печах, погруже- нием в расплав и ТВЧ. Остатки флюса легко уда- ляются проточной водой. На флюс разработаны стан- дарты, держателем которых является Объединенный институт высоких темпера- тур РАН [3]
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
105
Продолжение табл. 2
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Фторборат калия KBF4 Борный ангидрид В2О3 Криолит 3NaF A1F3 Хлористый цинк 7 (флюс марки ФАБС) [4] п 2 56..60 27... 29 4... 6 8... 10 7k. = 400 Пайка алюминиевых бронз серебряными припоями. Остатки флюса легко уда- ляются горячей водой
Бура Na2B4O7 Хлористый натрий NaCl Хлористый калий КС1 Хлористый барий ВаС12 Хлористая медь CuCl Хлористое олово SnCl2 Фтористый натрий NaF Борный ангидрид R „ (флюс марки Ф29) [10] 23 9... 12 15 ... 17 15... 17 10... 15 2... 5 8. 10 8... 10 Остальное 650 ...850 Пайка меди
Фтористый алюминий AIF. Фтористый литий LiF Фтористый кальций CaF2 Активированный уголь (флюс марки ФЗОЗ) [11] . 50 25 24 850... 1050 Пайка коррозионно-стойких сталей и меди
Авторами работы [5] создан высокоак-
тивный фторборатный флюс марки ФК-47 для
пайки коррозионно-стойких и конструкцион-
ных сталей, жаропрочных сплавов, меди и
медных сплавов припоями, имеющими темпе-
ратурный интервал плавления от 600 до 850 °C
В институте «ВНИИинструмент» разработана
серия фторборатных флюсов марок Ф70, Ф86,
Ф88, Ф88А, Ф89 и ФИ 15 взамен известного
флюса марки Ф100, содержащего окислы тя-
желых металлов вольфрама и кобальта. Ис-
пользование этих флюсов позволило значи-
тельно повысить качество твердосплавного
инструмента и улучшить условия труда [6, 7].
В ЗАО «АЛАРМ» (Москва) осуществлено
улучшение известных фторборатных флюсов
марок ПВ209, ПВ201, ПВ284. Снижен темпе-
ратурный интервал активности флюсов, остат-
ки которых могут легко удаляться после пай-
ки [8]. Новые высокоактивные фторборатные
флюсы марок ФК-235, ФК-250, ФК-320 и паста
ФП-1 для пайки сталей, меди, никеля, серебра
и их сплавов, а также твердых и жаропрочных
сплавов, поставляемых ЗАО «АЛАРМ» по
ТУ 48-17228138/ОПП-013-97, приведены в
табл. 3.
Флюсы для пайкн алюминия и его сплавов
Алюминий и его сплавы относятся к труд-
нопаяемым металлам, так как окись алюминия
(А12О3) является весьма стойким химическим
соединением. Основой флюсов для пайки алю-
миния и его сплавов в большинстве случаев
является легкоплавкая эвтектика LiCl-KCl
(Гщ, = 352 °C), растворителем окислов являют-
ся фториды щелочных металлов, активным
компонентом, как правило, служит хлористый
цинк ZnCl2. Так, наиболее широко распростра-
ненный флюс марки 34А состоит из хлоридов
калия, лития, цинка и фторида натрия. При
106
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
3. Фторборатные флюсы ЗАО «АЛАРМ»
Марка флюса Элементный состав, % (масс.) 7™, °C Температура активности, °C Примечание
В К F О Na
ФК-235 10,5 ... 13 28... 32 38... 42 Ост. 280... 320 450... 850 Пайка меди, никеля, серебра, их сплавов, сталей. Флюс растворим в воде, легко смывается после пайки
ФК-250 13 . 16 31 ... 35 Ост 30... 33 400... 450 550 950 Пайка меди, никеля, серебра, их сплавов, жаропрочных и твердых сплавов, конструкцион- ных и коррозионно- стойких сталей. Флюс растворим в воде, легко смывается после пайки
ФК-320 11,5... 13 23 . 25 30... 33 30... 32 400... 430 550... 950 Пайка меди, никеля, их сплавов, жаропрочных и твердых сплавов мед- ными и серебряными припоями
Паста ФП-1 17... 20 3... 5 7...9 Ост. 12... 15 600... 700 850. 1200 Пайка меди, никеля, их сплавов, сталей и твер- дых сплавов. Паста легко смывается после пайки
пайке с этим флюсом хлористый цинк вступает
с алюминием в реакцию
2Ai+3Znci3=2Aici3+3Zn.
Хлористый алюминий, являющийся газо-
образным веществом, при температуре выше
182 СС способствует разрушению окисной плен-
ки, которая одновременно растворяется во
фториде натрия. Металлический цинк высажи-
вается на поверхности алюминия и вступает с
ним во взаимодействие, образуя сплав, состав
которого отвечает линии ликвидуса равновес-
ной диаграммы состояния системы А1 • Zn при
температуре пайки. Возможно также образова-
ние при пайке алюминия не только галогени-
дов алюминия (A1F3, А1С13, А1Вг3), но и субга-
логенидов (A1F, А1С1) по реакции
2А1 + A1F3 = 3 A1F или
хА1 + МеГг =хА1Г + Ме,
где символом «Г» обозначен любой из галоге-
нидов [9]. При температуре пайки субгалоге-
ниды имеют более высокую упругость паров,
чем галогениды, что положительно влияет на
процесс удаления с паяемой поверхности
окисной пленки. В табл. 4 приведены составы
флюсов для высокотемпературной пайки алю-
миния и его сплавов на основе хлоридов ще-
лочных металлов. Эти флюсы, в зависимости
от физико-химических свойств активного ком-
понента, используют при пайке газовым пла-
менем, в печах, в расплавах солей, ТВЧ и пр.
Увеличение хлористого цинка во флюсе
свыше 10 12 % нежелательно, так как воз-
можна эрозия поверхности алюминия, а также
снижение коррозионной стойкости паяного
соединения [1]. <
В ряде случаев хлористый цинк заменяют
хлористым оловом, хлористым кадмием
или совсем отказываются от введения его в
состав флюса. В итоге созданы новые марки
некоррозионно-акгивных флюсов марок ФК-5
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
107
4. Флюсы для высокотемпературной пайкн алюминия и его сплавов
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый литий LiCl Хлористый калий КС1 Хлористый цинк ZnCl2 Фтористый натрий (флюс марки 34А, ТУ NaF 48-4-229-87) 29... 35 54... 56 8... 12 9... 11 420... 620 Пайка алюминия и его сплавов, содержащих не более 1 ... 1,5 % магния Нагрев печной, газопламенный, ТВЧ. Исключается пламя кисло- родно-ацетиленовых горелок, так как снижается активность флюса
Хлористый литий LiCl Хлористый калий КС1 Хлористый цинк ZnCl2 Фтористый натрий N р (флюс320А) 42 28 24 6
Хлористый натрий NaCl Хлористый калий КО Хлористое олово SnCl2 Фтористый натрий ^ар (флюс марки ФЗ) 38 47 5 10
Хлористый литий LiCl Хлористый калий КС1 Хлористое олово SnCl2 Хлористый кадмий CdCl2 Фтористый натрий ^ар (флюс марки Ф5) 38 45 3 10 420... 620 Пайка i юминиевых сплавов типа АД1, АМц, АМг. Флюс менее гигроскопичен из-за отсутствия хлористого цинка
Хлористый литий LiCl Хлористый калий КС1 Хлористый кадмий CdCl2 Фтористый натрий N „ (флюс марки Ф370) 38 47 10 5 360... 620
Хлористый литий LiCl Хлористый калий КС1 Хлористый цинк ZnCl2 Фтористый натрий „ (флюс марки Ф380) 38 47 10 5 360 620 Пайка алюминиевых сплавов в соляных ваннах
Хлористый калий КС1 Хлористый литий LiCl Карналлит (КС1 MgCl2 6Н2О) (флюс марки Ф17) 51 41 8 470 ... 620 Пайка погружением в соляных ваннах
108
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл 4
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый калий КС1 40
Хлористый литий Хлористый ии нк Фтористый натрий (флюс марки ФВЗХ) LiCl ZnCl2 NaF 36 16 8 360 .650 Пайка алюминиевых сплавов при- поями на цинковой основе
Хлористый калий KCI 41
Хлористый литий LiCl 23
Хлористый натрий Фтористый натрий Nad NaF 22 6 350.. .. 650 Пайка сплавов типа АД1, АМц, АМг в печи и в соляных ваннах
Хлористый цинк (флюс марки 124) ZnCI2 8
Хлористый калий KCI 45
Хлористый литий LiCl 35
Хлористый натрий Фтористый калий Фтористый алюми- ний (флюс марки 16ВК, ТУ 48-4-472-86 Новосибирского завода редких металлов) NaCl KF AIF, 10 5 5 480.. .650 Пайка алюминия и его сплавов в соляных ваннах и в печах. Флюс менее гигроскопичен из-за отсутст- вия хлористого цинка, термически более стоек и не вызывает сильной эрозии паяного соединения
Хлористый калий Хлористый литий Хлористый натрий Фтористый алюминий Фтористый калий Хлористый цинк или хлористый кадмий KCI LiCl NaCl A1F3 KF ZnCl2 44 34 12 5,4 0,1 380.. .650 Пайка погружением в расплав флюса без предварительного нане- сения припоя. Припоем служит жидкий сплав цинка с алюминием, образующийся на поверхности детали в результате обменной реакции алюминия с хлоридом цинка
Хлористый калий KCI 40... 50
Хлористый литий Фтористый калий Хлористый свинец Хлористый кадмий LiCl KF PbCl2 CdCl2 30. 50 9... 13 1 2 1 ..6 360. .650 Флюс обладает высокой активно- стью, рекомендуется для пайки горелкой
Фтористый цинк ZnF2 3
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
109
Продолжение табл 4
Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика
Хлористый калий КС1 Хлористый цинк ZnCl2 Хлористый натрий NaCl Хлористый кальций СаС12 Фтористый калий KF Фтористый натрий NaF 34... 40 20... 30 15 ...20 15 ...20 3,5 1,8 360 650 Пайка припоями на цинковой осно- ве типа сплавов 30 % А1 и 70 % Zn
Хлористый калий КС1 Хлористый натрий NaCl Хлористый литий LiCl Фтористокислый р аммоний Фтористый литий LiF 55 ...65 12 . 18 15 .25 4...6 2 .5 480 . 650 Пайка алюминиево-магниевых сплавов припоями на основе алю- миния с добавкой магния
Хлористый цинк ZnCl2 Хлористая медь CuCl 20... 40 60... 80 360... 600 Реактивно-флюсовая пайка алюми- ния. Остатки флюса удаляются промывкой водным раствором соды, затем водой
Хлористый калий КС1 Хлористый кальций СаС12 Хлористый натрий NaCl Фтористый литий LiF 34.2... 51 27,5 ... 32 13,5 ...32 5 420... 650 Пайка алюминия и его сплавов в расплаве солей
Хлористый калий КС1 Хлористый натрий NaCl Хлористый кальций СаС12 Хлористый алюминий А1С13 40...45 17... 20 17... 20 6... 7 480... 650 Пайка алюминия и его сплавов в расплаве солей
Хлористый литий LiCl Хлористый натрий NaCl Фтористый калий KF Фтористый алюминий A1F3 Окись кремния SiO2 30...40 8... 12 4...6 4...6 0,5 ... 5 520... 650 Реактивный флюс для пайки алю- миния и его сплавов погружением, на поверхности паяемых изделий при 580 °C образуется припой типа алюминий-кремний
Хлористый калий КС1 Хлористый натрий NaCl Хлористый литий LiCl ФТОРИСТОКИСЛЫЙ г- ГУГЦГ аммонии Фтористый литий LiF 60 15 17 5 3 480... 630 Пайка алюминиево-магниевых, а также магниевых сплавов; позволя- ет производить анодирование пая- ного шва. Рекомендуется для пайки горелкой
по
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл 4
Компоненты Содержание (массовые доли), % Температурный интервал активное™, °C Назначение и характеристика
Хлористый кальций СаС12 Хлористый натрий NaCl Хлористый цинк ZnCl2 Хлористый калий КС1 31 ...45 2... 14 1 6 Остальное 500 . 530 Пайка алюминиевых радиаторов погружением в расплавленный флюс. Состав ванны во время пайки стабилен
Хлористый калий КС1 Хлористый литий LiCl Фторцирконат калия K3ZrF? 40... 60 30... 50 1 ... 10 480 ...650 Пайка погружением труднопаяемых сплавов алюминий-магний, алю- миний-м агний-кремний
Хлористый калий КС1 Фторцирконат калия K3ZrF7 Хлористый литий LiCl 10... 14 5...6 Остальное 520 ...650 Пайка алюминия и его сплавов. Флюс устойчив при длительном нагреве
Хлористый калий КС1 Хлористый литий LiCl Хлористый кальций СаС12 Фтористый натрий NaF Хлористый натрий NaCl 55 . 57 28. 30 7,5 ... 8,0 6,5 . 7,5 2. 5 500... 650 Пайка тонкостенных деталей в печи при длительных выдержках
Хлористый калий КС1 Хлористый натрий NaCl Хлористый литий LiCl Фтористый натрий NaF Хлористое олово SnCl2 Хлористый кадмий CdCl2 25... 50 20... 30 5...20 5 ... 15 2... 10 2... 10 390... 600 Пайка алюминия и его сплавов в печи с воздушной атмосферой. Флюс обеспечивает минимальную (менее 0,06 мм) эрозию основного металла
(Тт = 535 ... 550 °C) и ФК-20 (Тт = 520 ...
535 °C), не содержащих хлористый цинк, для
пайки газовыми горелками, в электропечах,
ТВЧ [12] Флюсы эти применяются и в виде
паст ФКП-5 и ФКП-20. Не вызывают коррозии
паяного соединения также флюсы на основе
эвтектики KF-A1F3 (45 моль % A1F3 и 55 моль
% KF, Т„„ = 560 ... 570 °C), предназначенные
для высокотемпературной пайки алюминия в
среде защитных газов (азот, аргон).
Введение в солевую систему KF-A1F3
фторидов кремния позволило создать новые
марки флюсов ФАФ 540 и ФАФ 550 [13]. Во
время пайки с этими флюсами при контакте с
алюминием происходит восстановление крем-
ния из кремнефторидов с образованием на по-
верхности тонкого слоя расплава, близкого по
составу эвтектики Al-Si, что существенно
улучшает смачиваемость и растекание припоев
по поверхности алюминия. Применение этих
флюсов дает возможность паять тонкие и раз-
нотолщинные изделия н даже без припоя.
Флюсы для пайки магниевых сплавов
Пайка магниевых сплавов представляет
определенные трудности из-за наличия на
паяемой поверхности химически устойчивой
пленки сложного состава, содержащей окись
магния, гидроокись магния, углекислые и сер-
нокислые соединения. Флюсовую пайку изде-
лий из магниевых сплавов можно осуществ-
ФЛЮСЫ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ
ill
лять паяльником, газопламенными горелками,
нагревом ТВЧ, погружением в расплавленный
флюс при температурах 420 ... 600 °C. Флюсы
оказывают реактивное и диспергирующее дей-
ствие, а также частично растворяют окись маг-
ния. Так, флюс на основе карналлита с добав-
лением фтористого натрия и небольшого коли-
чества окиси алюминия обеспечивает частич-
ное растворение окиси магния фтористым на-
трием. Взаимодействие окиси алюминия с маг-
нием на тех участках, где окисная пленка раз-
рушена, происходит по реакции
А12О3 + 3Mg = 3MgO + 2 Al.
Выделившееся при этой реакции небольшое
количество алюминия осаждается на поверхность
магния и сплавляется с припоем, а образовавшая-
ся окись магния растворяется флюсом.
Как показали термодинамические расче-
ты [14], проведенные для температуры пайки
523 °C, реакции между окисью магния и фто-
ридами калия или натрия нет:
AZior-Mgo = + 583 000 кДж/моль;
AZNaF-MgO = + 162 000 кДж/моль,
что косвенно говорит о растворяющем дейст-
вии фторидов на окись магния. Наиболее рас-
пространенные составы флюсов на основе га-
логенидов щелочных и щелочно-земельных
металлов для пайки магния и его сплавов при-
ведены в табл. 5.
5. Флюсы для высокотемпературной пайки магния и его сплавов
Компоненты Содержание (массовые доли), % Температурный интер- Назначение и вал активности, °C характеристика
Карналлит плавленый KClMgCl2 Криолит 3NaFAlF3 Окись цинка ZnO 89 8 3 420... 620
Фтористый натрий NaF Окись алюминия А12О3 Карналлит KClMgCl2 7 .9 3... 5 Остальное 420... 500
Хлористый литий LiCl Хлористый калий КС1 Хлористый натрий NaCl Фтористый натрий NaF Фторалюминат натрия Na3AlF6 49,5 31,5 9 8 2 600 Пайка магниевых сплавов припоями на основе магния с добавками алюми-
Хлористый калий КС1 Хлористый литий LiCl Хлористый натрий NaCl Фтористый натрий NaF Фторалюминат натрия Na3AlF6 42,5 37 10 10 0,5 ния и цинка 600
Хлористый калий КС1 Хлористый литий LiCl Хлористый натрий NaCl Фтористый натрий NaF 46 26 24 538. 600
112
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 5
Компоненты Содержание (массовые доли), % Температурный интер- вал активности, °C Назначение и характеристика
Хлористый калий КС! 42
Хлористый литий LiCl 23 Пайка магниевых сплавов припоями на
Хлористый натрий NaCl 21 540... 600 основе магния с
Фтористый литий LiF 10 добавками алюми- ния и цинка
Фтористый натрий NaF 4
Хлористый калий КС! 55 Пайка магниевых сплавов погружени-
Хлористый магний MgCl2 34 430... 540 ем в расплав солей припоями системы магний-цннк-кад-
Хлористый барий ВаС12 9 мнй. Флюс замеши- вают на спирту и
Фтористый кальций CaF2 2 наносят в воде пасты на паяемое изделие
Хлористый калий KC1 36
Хлористый натрий NaCl 30
Хлористый литий LiCl 18 590
Фтористый литий LiF 8
Хлористый НИНК ZnCl2 7,9
Хлористый свинец PbCl2 0,1
Хлористый калий KC1 54 Пайка магниевых
Хлористый натрий NaCl 26 сплавов
Хлористый кадмий CdCl2 12
Фтористый литий LiF 8
Хлористый калий KC1 57
Хлористый литий LiCl 36 560
Фтористый натрий NaF 6
Хлористая сурьма SbCl3 1
Флюсы для пайки титана
и его сплавов
Флюсовая пайка титана и его сплавов
имеет ограниченное применение в промышлен-
ности из-за недостаточно высокого качества
паяных соединений. Чаще пайку проводят в
вакууме или в аргоне марки А, очищенном от
примесей кислорода, азота и паров воды. Флю-
сы, рекомендуемые для пайки титана на основе
хлоридов и фторидов различных металлов, ма-
лоактивны, в процессе пайки вступают во взаи-
модействие с основным металлом, загрязняя его
поверхность. Припои, предназначенные для
пайки титана, недостаточно хорошо смачивают
поверхность титана и плохо затекают в зазор.
Все это требует доработки технологии флюсо-
вой пайки титана и его сплавов. Удовлетвори-
тельные результаты получены при использова-
нии флюсов, приведенных в табл. 6 [15].
СПОСОБЫ ПРИГОТОВЛЕНИЯ И НАНЕСЕНИЯ ФЛЮСОВ
113
6. Флюсы для пайки титана и его сплавов
Компоненты Содержание (массовые доли), % Назначение
Хлористый натрий NaCl 45
Хлористый калий КС1 36
Хлористое серебро AgCl 10
Фтористый литий LiF Остальное Пайка в печах и газовой горелкой при-
Хлористый калий КС1 36 поями на алюминиевой основе
Хлористый стронций SrCl2 45
Хлористое олово SnCl2 10
Фтористый литий LiF 9
Фтористый калий KF 50
Хлористый калий KC1 45
Хлористый барий BaCl2 5 Пайка титана со сталью серебряными припоями
Фтористый калий KF 35
Хлористый калий KC1 50
Хлористый барнй BaCl2 10 5
Титановые изделия могут подвергаться
реактивно-флюсовой пайке. В состав флюса в
этом случае входят хлориды олова или серебра.
Прн флюсовании протекают реакции
Ti+2SnCl2=TiCl4 + 2Sn;
Ti + 4AgCl = TiCl4 + 4Ag
Четыреххлорнстый титан, образующийся
при этих реакциях при температуре пайки,
является газообразным веществом и улетучи-
вается из зоны пайки. Восстановленное олово
или серебро покрывает поверхность титана,
которую затем можно паять по обычной техно-
логии.
СПОСОБЫ ПРИГОТОВЛЕНИЯ
И НАНЕСЕНИЯ ФЛЮСОВ
Флюсы для высокотемпературной пайки
черных и цветных металлов
Флюсы приготавливают путем смешения
обезвоженных компонентов и тщательного пе-
ремешивания полученной смеси. Предваритель-
ное прокаливание необходимо для удаления
воды, которая может привести к значительной
пористости паяного шва. Буру необходимо рас-
плавить при температуре 740 . 800 °C в графи-
товых тиглях и вылить затем на противни из
коррозионно-стойкой стали, после чего из-
мельчить в фарфоровых мельницах или метал-
лической ступке. Компоненты фторборатных
флюсов обезвоживают прокаливанием при
температуре 300 ... 400 °C. Приготовленные
флюсы следует хранить в стеклянной посуде с
притертой пробкой.
Перед пайкой флюсы необходимо заме-
шать на воде или спирте и нанести на паяемое
место до нагрева. Лучшие результаты получа-
ются, если в качестве растворителя использу-
ются не этиловый спирт или вода, а много-
атомные спирты - глицерин, этиленгликоль,
пропиленгликоль и др Образующийся при
пайке летучий эфир создает в зоне пайки газо-
вую защиту от окисления кислородом воздуха.
Лигатуру алюминий-магний-медь, вводимую
во флюс ПВ201, приготавливают расплавляя
алюминий и медь, затем при температуре око-
ло 700 °C в расплав вводят магний при силь-
ном перемешивании сплава. Полученный сплав
размалывают в шаровой мельнице или фарфо-
ровой ступке до состояния пудры. В тех случа-
ях, когда нельзя получить флюс в пастообраз-
ном состоянии, он наносится на паяемую по-
114
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
верхность непосредственно во время пайки в
виде порошка. Паяемая поверхность для этого
предварительно нагревается до температуры
300. 400 °C.
Флюсы для пайки алюминия, магния,
титана и их сплавов
Флюсы на основе галогенидов щелочных
и щелочно-земельных металлов готовят путем
сплавления предварительно просушенных
компонентов флюса. Хлориды и фториды ще-
лочных и щелочно-земельных металлов прока-
ливают при температуре 600 ... 650 °C. Хлори-
ды тяжелых металлов (цинка, олова, свинца)
переплавляют. После охлаждения сплав солей
размалывают и хранят в плотно закрытой стек-
лянной посуде.
При пайке в соляных ваннах особенно
необходима тщательная просушка компонен-
тов флюса. В качестве материала ванн исполь-
зуют никель или сплавы на его основе, не разъ-
едающиеся расплавом соли при температуре
пайкн 580 .. 620 °C. Флюс для пайки магния и
его сплавов на основе карналлита готовят в
фарфоровом тигле. В расплавленный карналлит
вводят криолит и окись цинка; полученную
смесь нагревают до температуры 500 ... 550 °C,
разливают в противни и после охлаждения
размалывают.
УДАЛЕНИЕ ОСТАТКОВ ФЛЮСА
ПОСЛЕ ПАЙКИ
Ьоридные и фторборатные флюсы, содер-
жащие буру и борную кислоту, образуют после
пайки на паяном шве нерастворимую в воде
плотную стекловидную пленку, которую можно
удалить одним из следующих способов [15]:
- охлаждением после пайки в проточной
воде. Из-за различия коэффициентов объемно-
го расширения флюса и металла происходит
растрескивание пленки флюса и отделение от
металла;
- длительное (5 ... 6 ч) кипячение изде-
лия в воде с последующей промывкой в 20 %-
ном водном растворе хромового ангидрида,
- кипячение в течение 2 ч при температу-
ре 140 °C в ванне, содержащей 500 ... 600 г/л
NaOH и 200 ... 250 г/л NaNO3;
- выдерживание 15 ... 30 мин при темпе-
ратуре 40 ... 50 °C в 10 ... 12 %-ном растворе
кислого сернокислого калия (KHSO4).
Остатки флюсов после пайки алюминия и
его сплавов удаляют:
- травлением в течение 5 .. 15 мин в
концентрированной азотной кислоте при ком-
натной температуре;
- промывкой в холодной воде в течение
5 ... 10 мин,
- травлением в 10 %-ном растворе азот-
ной кислоты и пассивированием в 10 %-ном
растворе двухромовокислого натрия в течение
5 ... 10 мин;
- промывкой в горячей 50 ... 80 °C воде с
последующей сушкой струей горячего воздуха.
ФЛЮСЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ
ПАЙКИ
Подход к анализу композиций флюсов
обычно осуществляется с позиции их активно-
сти, т.е. получения максимальной смачиваемо-
сти и растекания припоев. Традиционно для
низкотемпературной пайки используются так
называемые «активные» флюсы на основе га-
логенидов тяжелых и щелочных металлов.
Основным компонентом таких флюсов являет-
ся хлорид цинка ZnCl2. В чистом виде хлорид
цинка как флюс не используется в связи с вы-
сокой температурой плавления 330 °C. Обычно
используемые флюсы, приведенные в табл. 7,
можно разделить на четыре типа: водный рас-
твор ZnCl2; водный раствор ZnCl2, активиро-
ванный соляной кислотой (в обиходе «травле-
ная кислота»); водные растворы легкоплавких
солевых эвтектик и комплексные солевые сис-
темы тяжелых и щелочных металлов, в боль-
шинстве своем также активированные НС1
При растворении ZnCl2 в воде протекает типо-
вой гидролиз соли, образованной слабым осно-
ванием поливалентного металла:
ZnCl2 + Н2О = ZnOHCl + НС1 1 -я ступень;
ZnOHCl + Н2О = Zn(OH)2 + НС1 2-я ступень.
Гидролиз по 2-й ступени при комнатной
температуре практически не идет. При нагреве
с водным раствором флюса поверхность слабо-
окисленной меди подвергается сложной гидра-
тации, покрываясь зеленоватой пленкой основ-
ной соли:
2Cu -I- Н2О + СО2 = (СиОН)2СО3,
при этом оксид меди Си2О частично окисляет-
ся до СиО за счет гидратации. В процессе
дальнейшего нагрева под пайку, несмотря на
испарение воды, гидролиз по 2-й ступени уси-
ливается, сдвигаясь вправо, поскольку обра-
зующийся гидрооксид цинка нерастворим в
ФЛЮСЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ
115
7. Галогеиидиые флюсы для низкотемпературной пайки черных и цветных металлов
№ Компоненты Содержание (массовые доли), % Температур- ный интервал активности, °C Назначение и характеристика флюса
1 Хлористый цинк Вода 40 60 290 ... 350 Пайка углеродистых и низколегиро- ванных сталей, меди, никеля и их сплавов
2 Хлористый цинк Хлористый аммоний Вода 48 12 40 150... 320
3 Хлористый аммоний Хлористый цинк Соляная кислота Вода (флюс «Прима 2») 6 5 85 150 ...400 Пайка медных сплавов и железа
4 30 ... 40 %-ный водный раствор хлористого цинка Соляная кислота 2 1 180... 330 Пайка коррозионно-стойких сталей типа 12Х18Н9Т
5 Кадмий хлористый Натрий хлористый Цинк хлористый Аммоний хлористый (флюс ФК-30) 30 50 15 5 400 Пайка меди и ее сплавов припоями с высокой температурой плавления
6 Цинк хлористый Олово двухлористое Медь хлорная Кислота соляная Вода (флюс ЗИЛ-1) 40 5 0,5 3,5 51 Пайка стали, железа, чугуна припоями с большим содержанием свинца
7 Хлористый цинк Двухлористое олово Хлористый калий Хлористый аммоний Соляная кислота Вода (флюс ЗИЛ-2) 40 2 1 1 2 54 Пайка стали, чугуна, меди и ее сплавов малооловянистыми припоями или припоями на основе цинка, кадмия, висмута
8 Хлористый цинк Хлористый натрий Хлористый калий Вода (флюс ЗИЛ-4) 40 5 1 54 Пайка стали, оцинкованного железа и медных сплавов припоями с большим содержанием свинца
9 Цинк хлористый Натрий хлористый Медь хлорная Соляная кислота Вода (флюс ЗИЛ-5) 40 20 2 1 37 Пайка меди и ее сплавов цинковыми припоями
10 Цинк хлористый Олово двухлористое Натрий хлористый Кислота соляная Вода (флюс ЗИЛ-6) 40 2,5 10 2 45,5 Пайка сталей висмутовыми припоями
116
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 7
№ Компоненты Содержание (массовые доли), % Температур- ный интервал активности, °C Назначение и характеристика флюса
П Соляная кислота Двухлористое олово Вода 5 ... 18 0,4 15 Ост - Пайка меди преимущественно висмутовыми припоями
12 Хлористый цинк Хлористый аммоний Двухлористое олово Соляная кислота Хлористый хром Поверхностно-активные вещества Вода 30... 50 7 ... 14 1 . 5 1 ... 5 0,5 ... 8 Ост. Пайка стальных листов, покрытых хромом, коррозионно-стойкой стали, литейного чугуна, меди, латуни
13 Окислы тяжелых металлов (Pb, Sn и др.) Хлориды и бромиды тяжелых металлов Хлорид меди Хлористый аммоний 5 15 22 58 Пайка чугуна малооловянистыми припоями. Порошок флюса в виде пасты замешивают на спирте или глицерине
14 Хлористый ЦИНК Хлористый аммоний Соляная кислота 31 ...35 63 ... 67 1 ... 2 250... 400 Пайка углеродистых и коррозионно- стойких сталей, меди и медных сплавов. Флюс длительно сохраняет активность
15 Хлористый цинк Хлористый аммоний Песок кварцевый 25... 50 15 . 50 5 ... 25 Пайка сталей в ваннах. Песок уменьшает образование дыма
16 Хлористый натрий Хлористый кальций Хлористый никель Кислый фтористый калий Йодистый калий Соляная кислота Хлористый цинк 0,5 1 0,5 1 0,5 ... 1 1 ... 2 2 . 3 2...3 Ост. Пайка преимущественно коррозионно-стойких сталей свинцовыми припоями. Можно паять конструкционные стали, медь, никель и их сплавы свинцовыми и оловянно-свинцовыми припоями
17 Хлористый калий Хлористый кальций Хлористый никель Кислый фтористый натрий Йодистый калий Соляная кислота Хлористый цинк 0,5 ... 1 0,5... 1 0,5 ... 1 1 ...2 2...3 2...3 Ост. 250... 400 Пайка преимущественно коррозионно-стойких сталей свинцовыми припоями
18 Смесь хлористого цинка и хлористого аммония в соотношении (2-4) 1 Хлорид железа Основа 0,5... 10 350... 400 Пайка радиаторов из латуни
ФЛК5СЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ
117
Продолжение табл. 7
№ Компоненты Содержание (массовые доли), % Температур- ный интервал активности, °C Назначение и характеристика флюса
19 Хлористый цинк Хлористый натрий Хлористый калий Хлористый стронций 63,5... 74,5 9,5 ... 11 12 ... 14 0,5 ... 15 Пайка сталей, меди, медных сплавов. Флюс нетоксичен, негорюч, нелетуч, не требует предварительного снятия окислов
20 Хлористый цинк Хлорное железо Кислый фтористый аммоний Станнат натрия Вода 10 ... 20 1 ... 8 3 ... 15 1 ...7 ! Ост. Пайка термокомпенсаторов из вольфрама и его сплавов
воде, но хорошо растворим в разбавленных
кислотах:
Zn(OH)2 + 2НС1 = ZnCl2 -I- 2Н2О.
Если кислоты, образовавшейся при гид-
ролизе, недостаточно, то осадок гидрооксида
мешает нормальному течению расплава при-
поя. Адсорбируясь на поверхности, он усили-
вает указанную гидратацию, теряя ОН-ионы и
восстанавливаясь до гидрооксида меди (1),
являющегося неустойчивым соединением, лег-
ко окисляющимся вновь, и т.д. Аналогичная
картина наблюдается и с продуктами гидролиза
СиС12: легкоплавкая основная соль по 1-й ступе-
ни хорошо растворима в воде, а Си(ОН)2 - не-
растворим. Восстановление основного оксида
меди Си2О происходит по реакции
Cu2O + 2НС1 = 2СиС12 + Н2О
Анионный механизм ее изложен в [16].
Часть образовавшегося и недиссоциированного
хлорида меди с основной солью цинка образу-
ет смешанный гидрооксогалогенидный ком-
плекс Zn(CuCl2)OH, хорошо растворимый в
воде. Поэтому важно иметь в виду, что нор-
мальное протекание процесса пайки требует
повышенной интенсивности нагрева; в против-
ном случае при пайке приходится постоянно
добавлять флюс.
Теперь нетрудно понять, с какой целью в
насыщенный раствор ZnCl2 добавляют соля-
ную кислоту (2-й тип флюсов, например № 4,
табл. 7) - ее задача растворить осадок Zn(OH)2:
Zn(OH)2 + 2НС1 = ZnCl2 + 2Н2О.
Третий тип флюсов, содержащих смесь
хлоридов ZnCl2 и NH4CI (флюс № 2, табл. 7),
характерен снижением температуры плавления
в соответствии с их диаграммой состояния. Это
соответствие в известной мере можно достичь,
напротив, при низком темпе нагрева, когда с
испарением воды 1-я стадия гвдролиза ZnCl2
сдвигается влево, а гидролизу подвергается ка-
тион соли NH4CI, образованной слабым основа-
нием. По мере испарения воды состав флюса
возвращается к исходным ингредиентам:
NH4CI + Н2О -» NH4OH + НС1.
В сущности, раствор NH4CI характеризу-
ется реакцией накопления ионов Н+, и, как
известно, его 3 %-ный раствор является весьма
неплохим флюсом, причем остатки продукта
его гидролиза - NH4OH - разлагаются на ам-
миак и воду В частности, в работе [17], как
одно из положительных свойств хлорида ам-
мония, рассматривается возможная диссоциа-
ция его при нагреве на аммиак и хлористый
водород; при этом аммиак при нагреве также
диссоциирует на N2 и ЗН2, т.е. якобы образу-
ются защитная среда и восстановитель. Такое
утверждение ошибочно, так как восстановите-
лем может быть атомарный водород, который
образуется при температуре выше 500 °C.
Последний тип флюсов, содержащих до-
бавки солей щелочных и тяжелых металлов,
рассчитан на «заместительную» способность
элементов в ряду Бекетова: каждый впереди-
стоящий элемент вытесняет последующие из
растворов их солей. Правомерен вопрос: уда-
ляется ли полностью оксид, например, меди
при толщине структурно-сложного образова-
118
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
ния на поверхности порядка 30 ... 40 нм за счет
реакции протонирования, или же кислород
удаляется с реальной атомарной поверхности
на глубину 3-4 межатомных расстояний, а его
место восполняют выделенные из солей атомы
меди, например по реакции
Sn + CuCl2 = Cu + SnCl2.
В самом деле, медь не растворяется в со-
ляной и разбавленных кислородсодержащих
кислотах, и механизм ее травления достаточно
сложен, а тем более осложнен доступ протона
на определенную глубину. Именно поэтому,
видимо, флюсы типа № 18, табл. 7, содержат в
своем составе «травитель» - хлорид железа,
хотя медь может и растворяться в растворе
аммиака, образуя комплексное соединение
2Cu + 8NH4OH + О2 = 2Cu(NH3) 4 ОН2 + 6Н2О
Если согласиться с тем, что частично вос-
становленная медь сама себя покрывает медью
по реакции замещения, то при пайке, например,
латуни эту функцию могут выполнять цинк ла-
туни или олово из припоя. Тогда может оказать-
ся, что пайка проходит как бы по «барьерному»
слою, а остающийся под ним кислородсодержа-
щий слой может существенно повлиять на кине-
тику образования промежуточных фаз, а следо-
вательно, на прочность соединения и сам харак-
тер разрушения. Что касается реакций замеще-
ния в ионных соединениях непосредственно
между солями да еще с одним и тем же анионом,
то по ним в литературе пока нет убедительных
данных. Следует полагать, что их роль во флю-
сах аналогична роли хлорида цинка, поэтому
флюсы № 7,16,17 практически не используются
В отношении практически неиспользуемых
«реактивных» флюсов необходимо отметить, что
для образования слоя расплава толщиной не
менее 5 ... 6 мкм, по которому возможно расте-
кание 3-го рода (сплавление) [16], содержание
«реактивного» компонента должно быть по
крайней мере не ниже, чем содержание хлорида
цинка в одноименных флюсах.
ФЛЮСЫ НА основе
ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
Основу органических флюсов составляет
канифоль. Как продукт жизнедеятельности,
канифоль - гидроксиполиконденсат амино-
абиетиновой кислоты с примесями органиче-
ских кислот жирного ряда. Растворы канифоли
и ее расплав имеют нейтральную реакцию сре-
ды. Выпускается дегидратированная, очищенная
от примесей (фумаризованная) каннфоль под
маркой ОК-5 (Нижний Новгород, ЦНИЛХИ).
Промышленная неочищенная канифоль выпус-
кается под марками «А» и «В». В чистом виде
канифоль как флюс используется крайне редко,
в основном для очистки и облуживания па-
яльного инструмента. Наиболее распростра-
ненным из канифольных флюсов является
флюс ФКСп (табл. 8, № I), известный как
инактивный 30 %-ныЙ ее раствор в этаноле
Определенное статистическое количество мо-
лекул или цепей, соединенное пептидными
группировками и заканчивающееся карбок-
сильными и амидными «хвостами», определяет
типовую активность канифоли, позволяющую
использовать ее в виде расплава или раствора
для пайки материалов, обладающих хорошей
паяемостью:
OH-R OH-R OH-R
I I I
. -H2N-CH-C-NH-CH-C-NH.. ,NH-CH-C=O
II II I
00 о-н
Диссоциация канифоли по ионам водорода и в
расплаве, и в растворах обнаруживается лишь
по краевому эффекту на индикаторной бумаге,
что свидетельствует о том, что канифоль все-
гда сохраняет структуру биполярного иона
аминокислоты с нейтральной реакцией среды:
Н R-OH
г I I
H-N-CH-COO"
I
н
Н R-OH
\ ।
►n-ch-coo:H:5s
L_________Т
Несмотря на это, раствор канифоли уже при
комнатной температуре восстанавливает оксид
меди характерной для аминокислот реакцией
образования комплексной соли меди
R-CH-C=O
I \>
NH2 х
"'":cu,
NH2 ""' /
I /°
R-CH-C=O
которая может протекать между двумя разно-
ориентированными молекулами, соединяя их в
общую цепь.
ФЛЮСЫ'НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
119
Остатки канифольных этаноловых рас-
творов страдают известными недостатками
Во-первых, в тех местах, где растекшийся
флюс нагревался до 80 °C, этиловый спирт
окисляется, минуя альдегидное состояние, ки-
слородом воздуха до уксусной кислоты, при-
чем катализатором этой реакции является сама
медь. Во влажной атмосфере остатки кислоты
образуют с оксидом меди ацетат, известный
как «ярь-медянка», используемая для изготов-
ления зеленой краски:
R-CHj-OH + [201 -> R-C + Н2О.
ОН
R-CH2-OH + 20 - - - R-C + Н2О,
О
//
2R-C + Cu2O = 2RC00CU + Н2О (R = СН3)
ОН
Новые канифольные флюсы поэтому готовят
на пропаноле-2, окисляющемся до ацетона
Пептидные группировки относительно
легко гидратируются, поскольку на ближай-
шем к аминогруппе атоме углерода находится
гидроксил. В результате, в условиях повышен-
ной влажности, остатки канифоли как бы рас-
сыпаются на молекулы, образуя серо-желтый
порошок. Добавки некоторых активаторов,
например нитрилотриэтанола, усиливают гид-
ролиз остатков и, в частности, продукта реак-
ции канифоли с оксидом - комплекса двухва-
лентной соли меди. Образующийся гидрооксид
меди голубого цвета
Cu(RCOO)2 + 2Н2О = 2RCOOH + Си(ОН)2,
смешиваясь с желтыми абиетинатами, образует
смесь солей серо-зеленого цвета, которые сле-
дует отличать от ацетатной зелени при анализе
электрохимических явлений.
Первые попытки создать флюсы-лаки
(см. табл. 8, № 3, флюс ЛТИ-120) не увенча-
лись успехом. Флюсы-лаки на основе поли-
эфирных смол (двухатомный спирт - двухос-
новная кислота) экологически опасны высоко-
токсичными растворителями (метилэтилкетон).
Активирование канифоли карбоновыми кисло-
тами (см. табл. 8, № 10, 14-16) не решает про-
блемы электрохимической коррозии, не говоря
уже о флюсах, содержащих галогенопроизвод-
ные и элементоорганические соединения. По-
этому остатки всех органических флюсов, кро-
ме флюса ФКСП на основе фумаризованной
канифоли, следует удалять.
8. Канифольные, каиифольио-галогенидные и каиифольсодержащие флюсы
для низкотемпературной пайки
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
1 Канифоль Спирт этиловый (Флюс ФКСп) 30 70 150.. .300 Пайка меди припоями с
2 Канифоль Стеарин Спирт этиловый (Флюс КЭ) 24 75 150.. .300 Для латуней и бронз менее эффективен
3 Канифоль Диэтиламин солянокислый Триэтаноламин Спирт этиловый (Флюс ЛТИ-120) 24 4 2 70 200.. . 300 Пайка меди и ее сплавов, углеродистой стали и цинка
4 Ортофосфорная кислота, плотность 1,6. 1,7 Канифоль Спирт этиловый или этиленгликоль (Флюс ЛМ-1) 32 6 32 200 240 Пайка хромоникелевых коррозионно-стойки?: сталей припоями с содержанием олова не менее 30 %; для пайки медн и ее сплавов не рекомендуется
120
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 8
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
5 Хлористый аммоний Хлористый цинк Канифоль Спирт этиловый (Флюс ЛК-2) 3 30 66 200... 360 Пайка хромоникелевых коррозионно-стойких сталей припоями с содержанием олова не менее 30 %; для пайки меди и ее сплавов не рекомендуется
6 Канифоль Анилин солянокислый Спирт этиловый 22 2 76 200 .350 Пайка меди, латуни и оцинкованного железа
7 Вазелин технический Канифоль Глицерин Хлористый цинк Парафин 45 30 15 6 4 180 300 Флюс-паста Пайка медных электротехнических приборов
8 Канифоль Этиловый спирт Бромированный углерод (фреон 114В2) 10... 40 2,4 . 3,6 57,6... 86,4 Пайка медн. Флюс негорюч, легко удаляется при очистке
9 Канифоль Полипропиленгликоль 35 ...40 40... 65 Пайка электротехнических соединений; обеспечивает получение светлых блестящих швов
10 Канифоль Формамид Спирт этиловый 5... 25 2,5.. 15 Ост. - Пайка никелированной поверхности; не вызывает коррозии соединений
11 Триэтаноламин Октадецилам ин Фенол Анилингидрохлорид Канифоль 83 10 0,5 1,5 5 Пайка эмалированных проводов
12 Фосфат калия Фосфат натрия Фосфат кальция Канифоль 1,5 . 1,8 6,8... 7,3 1,2... 1,3 Ост. Пайка печатных плат. Флюс имеет повышенную активность, хорошо отмывается
13 Канифоль Трифтортрих лорэтан Ацетон Этиловый спирт 15 25 5. 70 8... 20 Ост. Пайка и лужение никеля, серебра и их сплавов
14 Карбамид Канифоль Глицерин Этиловый спирт 5. 10 15...25 0,1 ... 10 Ост. Пайка высокопрочных медных сплавов
ФЛЮСЫ'НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
121
Продолжение табл 8
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение н характеристика флюса
15 Метилтетрагидрофталевый ангидрид Канифоль, растворенная в спирте 10 ...46 Ост. Пайка медн и ее сплавов Флюс обладает гидрофоб- ными свойствами
16 Дибутилфталат Канифоль 20 ...90 Ост. Пайка медн и ее сплавов Флюс нетоксичен
17 Канифоль Малеиновая кислота Поверхностно-активное вещество АПП-2 Этиловый спирт 30... 33 0,3... 3 0,1 Ост. Пайка меди и ее сплавов Преимущественно пайка плат печатного монтажа
18 Канифоль Иод Спирт этиловый 10 ...40 0,01... 0,001 Ост. Пайка и лужение меди и ее сплавов. Остатки флюса удаляются спиртом нли фреонами
19 Изопропанол Канифоль Солянокислая соль диметиламина Изопарафин 66 2 2 98 Пайка радиоэлектронной аппаратуры. Флюс хорошо удаляет оксиды, не выделяет ядовитых газов н не вызывает коррозии паяных соединений
20 Фосфат аммония Фторид аммония Канифоль 10. 90 0,5. 15 Ост. Пайка хромсодержащих коррозионно-стойких сталей припоями Pb-Sn
21 Канифоль Иодид титана Капроновая кислота 16,8 .20 4,2... 10 Ост - Пайка меди и ее сплавов. Флюс обладает повышенной активностью
22 Канифольное масло, получен- ное перегонкой при 180 . 250 °C Этиловый спирт 70 30 190 260 Пайка медн. Флюс не вызывает коррозии основного металла
23 Канифоль Катапин-ингибитор Этиловый спирт 3 ... 5 35 ...40 Ост - Пайка углеродистых н коррозионно-стойких сталей и медных сплавов с содержа- нием алюминия до 10 %
Флюсы, представленные в табл. 9 как
анилиновые, гидразиновые и прочие, следует
отнести к категории органических бескани-
фольных флюсов. Акцент на анилин и гидра-
зин сделан не случайно: данные вещества как
производные аммиака достаточно реакционно-
способны. В сущности, азот с водородом обра-
зует два соединения: аммиак NH3 и гидразнн-
H2N-NH2. Амины - это производные аммиака,
в которых один или несколько атомов водоро-
да замещены углеводородными радикалами.
Первичный, однорадикальный амин имеет
формулу - R-NH2, следовательно, гидразин -
безрадикальный диамин.
Использование анилиновых и гидразино-
вых флюсов сопряжено с безусловным соблю-
дением правил производственной санитарии и
экологической безопасности. ПДК этих ве-
ществ в воздухе рабочей зоны не должна пре-
вышать 0,1 мг/м3, относя их 1-му классу опас-
ности. В качестве флюсующего ингредиента
обычно используются хлорзамещенные соли:
122
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
9. Гидразиновые, анилиновые и другие органические флюсы для
низкотемпературной пайки черных и цветных металлов
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
1 Молочная кислота Вода 15 85 180 ... 280 Пайка меди, латуни, бронзы
2 Солянокислый гидразин Вода 5 95 150... 330
3 Вазелин Салициловая кислота Триэтаноламин Спирт этиловый (Флюс ВТС) 100 10 10 40 180 .300 Пайка меди, серебра, золота и их сплавов
4 Глицерин Гидразин солянокислый Вода 35 5 60 230... 350 Пайка меди и ее сплавов, никеля, серебра, углеродистых сталей
5 Гидрохлорид амина Уксуснокислый цинк Вода 10... 40 5 ... 30 Ост. - Пайка меди и ее сплавов. Флюс не вызывает коррозии паяных соединений
6 Гидразин солянокислый Глицерин Муравьинокислый натрий Дистиллированная вода I ...3 40... 55 1 ... 3 Ост. - Пайка меди и ее сплавов Флюс нетоксичен, остатки легко удаляются
7 Эфир полиэтиленгли- коля и тетрахлорфта- лиевого ангидрида Хлоруксусная кислота Растворитель 14...74.5 1,4... 23 20... 80 Пайка никеля. Флюс нетоксичен, остатки легко удаляются
8 Феруловая кислота Растительная смола Органический растворитель 0,1 ... 30 1,0...30 Ост. Пайка меди, серебра, сплава свинец-олово. Применяется в узлах и блоках радио- электронной аппаратуры
9 Полиэфирная смола Триэтаноламин Диэтаноламин Дистиллированная вода 61 64 0,5 .4 0,1 ... 4 Ост. Пайка меди, никеля, серебра и их сплавов припоями олово-свинец
10 Масло авиационное Масло цилиндровое Триэтаноламин 65 ... 83 115...30 2... 5 - Пайка печатных плат волной припоя
П Этиленгликоль Малеиновый ангидрид Вода 7,5-40 18... 75 Ост. - Лужение металлов, преимущественно никеля
12 Глицерин Додецилсульфат натрия Адипиновая кислота Этиловый спирт 20... 45 0,5 ... 1,2 4.. 10 Ост. Пайка термочувствительных элементов с минимальным временем нагрева. Флюс нетоксичен
ФЛЮСЫ'НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
123
Продолжение табл. 9
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
13 Глицерин Метилтетрагидрофталиевый ангидрид Триэтаноламин Этиловый спирт 0,1 . 10 0,1 . 10 Ост Пайка меди и ее сплавов. Остатки флюса хорошо смываются водой
14 Адипиновая кислота Этиленгликоль Изопропиловый или этиловый спирт 5 5 Ост. Механизированная пайка печатных плат
15 Триэтаноламин Бензойная кислота Спирт Фреон 113 1,5 4 18... 20 74,5 ...76,5 Пайка печатных плат
16 Триэтаноламин Ангидрид фталиевой кислоты Одноатомный спирт 0,4...40 0,6... 0,8 Ост Пайка деталей радиоаппаратуры
17 I лицерин Этиловый спирт 1 Ост. - Пайка печатных плат
18 Воск Олеиновая кислота 80 Ост. - Пайка меди и ее сплавов
19 Мочевина в виде кусков или водного раствора, концен- трации не менее 10 % 100 - Пайка низкоуглеродистой стали, меди, цинка. Флюс нетоксичен
20 Триэтаноламин Дизтиленгликоль 2...3 97... 98 Пайка проводов в эмалевой изоляции. Изоляцию можно не зачищать. Флюс не вызывает коррозию
21 Триэтаноламин Диэтиленгидрохлорид Катапин-ингибитор Спирт этиловый 10... 80 5. 10 5 ... 15 Ост. До 420 Пайка меди. Флюс имеет широкий интервал активного действия
22 Анилин солянокислый Глицерин Вода кипяченая 1 ...25 18 .. . 25 Ост. Пайка труднопаяемых материалов, преимущественно манганина
23 Соединение неопентилгли- коля с хлорэндиковым и тетрахлорфталиевым ангидридом Этилацетат 10... 60 Ост. Пайка изделий в приборостроении и радиоэлектронике
124
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 9
Ns п/п Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение и характеристика флюса
24 Таловое масло Растворитель 3 ... 10 Ост. 220... 260 Пайка изделий в радиоэлектро- нике и приборостроении. Флюс обладает лучшими техно- логическими свойствами по сравнению с канифольными
25 Глицерин Анилин солянокислый Спирт этиловый NN-диэтиланилин 35 10 4 15 60 .65 1 10 200 . 215 Пайка преимущественно металлизированных изделий методом погружения
26 Глицерин Янтарнокислый аммоний 97 .98 2... 3 Пайка меди. Флюс не вызывает коррозии соединений
27 Эпоксидная смола Метилтетрагцдрофталиевый ангидрид 4... 66 Ост. - Пайка и лужение меди и никеля
28 Дибутилфталат Поливинилпироллидон Полиэфирная смола 79,5 ... 81,5 2, ...4,5 Ост. 280... 300 Пайка и лужение серебросодер- жащими припоями. После пайки образуется влагостойкая пленка, препятствующая коррозии паяного соединения
29 Низкомолекулярный поли- винилпироллидон Стеариновая кислота Диэтиленглнколь Дибутилфталат 2.5 ... 4.5 3,5 ... 5,5 71 . 77 17 ... 19 100... 300 Пайка деталей с покрытием серебра и меди. Очистка после пайки производится в трихлорэ- тилене. Соединения отличаются высоким качеством
30 Моноэтаноламин Диэтиламин солянокислый 70... 80 20... 30 - Пайка и лужение материалов с серебряным, оловянным и оло- вянно-свинцовым покрытиями
31 Гидразин Смесь спирта, воды и вазелина 1 ... 10 Ост. - Пайка меди и медных сплавов. После пайки не остается шлаков
32 Карбамид Аммоний салициловокислый Триэтаноламин Этиловый спирт 5... 10 8... 10 1 ...2 Ост. Пайка печатных плат
C6H5NH2+HC1^C6H5NHjC1 - гидрохло-
риды, способные к сольватации в органических
растворителях, диссоциации и термическому
разложению. Последнее - специфическое свойст-
во солей вообще, например: NH4C1 -> NH3 + НС1.
Не менее эффективными компонентами
флюсов являются первичные и вторичные ами-
ны, амиды и гетероциклические соединения
Например, широко используемый во флюсах
нитрилотриэтанол (триэтаноламин) благодаря
тригональной форме молекулы
ФЛЮСЫ НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
125
Н-б-СН2СН2
Н-б-СН2СН2<^*
N-CH2-CH2-:b-H6
легко приобретает с температурой смещение
электронной плотности кислорода к атому азота
и способность к гетероциклическому разрыву
полярной связи О-Н (справа) с отщеплением
протона, т.е. являясь типичной органической
щелочью, проявляет свойства кислоты, обеспе-
чивая хорошее флюсование. При этом левые
фрагменты молекулы с ОН-группировками ста-
новятся способными ассоциировать продукты
реакции по типу образования глицератов.
Бесканифольные элементоорганические
флюсы (табл. 10), в которых растворителем
являются многоатомные спирты - глицерин и
этиленгликоль, частично или полностью заме-
щающие воду во флюсах типа представленных
в табл. 7 и лучше защищающие металл от по-
вторного окисления, обеспечивают хорошую
технологичность.
10. Бесканифольные флюсы, содержащие органические и
неорганические соедииеиия для низкотемпературной пайки черных и цветных металлов
№ п/п Компоненты Содержание (массовые доли), % Температурный интервал активности, “С Назначение и характеристика флюса
1 Вода Глицерин Хлористая медь Хлористое олово (Флюс Ф-10) 47 47,9 0,1 5,0 200 ...300 Пайка углеродистых сталей
2 Глицерин Вода Хлористый кадмий CuCI2 2CuO 4Н2О Хлористое олово (Флюс Ф-16) 40 40 9,6 0,8 9,6 200... 290 Пайка углеродистых сталей
3 Вода Глицерин Хлористое олово Хлористый кадмий Соляная кислота (Флюс Ф-25) 41 40 5 10 4 20... 300 Пайка коррозионно-стойких сталей
4 Этиленгликоль или глицерин или их смесь 1:1 Диэтиламин солянокислый Ортофосфорная кислота (Флюс 38Н) 50 25 25 350 Пайка нихрома, бериллиевой бронзы, константана, коррозионно- стойкой стали
5 Ортофосфорная кислота Этиловый спирт Вода 0,2 1 1 - Алюминиевая и бериллиевая бронзы, корро- зионно-стойкие стали
6 Хлористый цинк Глицерин Хлористый аммоний Метиловый спирт Вода («Прима-1») 73 60 27 Г 150...400 Пайка меди и ее сплавов, металлов платиновой группы
। приведены в литрах
126
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 10
№ п/п Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение н характеристика флюса
7 Глицерин Хлористый аммоний (насыщенный р-р) Хлористый цинк (насыщенный р-р) 25 3 72 Пайка меди и ее сплавов, оцинкованного железа
8 Хлорид цинката аммония Хлориды щелочных металлов Гранулированный инертный материал плотностью0,1... 1 г/см3 Окись и карбонит цинка Фенолформальдегидная смола 60 4... 18 1,5 5... 25 0,1 ... 1 Пайка консервных банок припоем на основе свинца. Флюс сохраняет свойства в процессе нагрева до 385 °C
9 Хлористое олово Глицерин Дистиллированная вода Хлористая медь 9... 11 44 .46 42... 47 До 0,4 Пайка углеродистых и низколегированных сталей Флюс отличается слабой коррозионной активностью
Ю Хлористый кадмий Хлористое олово Соляная кислота Глицерин Дистиллированная вода 9... 11 3 . 5 38 .42 40... 42 Пайка коррозионно-стойких сталей
Н Глицерин Вазелин Хлористый цинк (паста Ниссо) 5 80 15 200... 360 Пайка меди
12 Соляная кислота Хлористый алюминий Формальдегид Вода 3 ... 6 3...6 4... 8 Ост. Пайка меди, медных сплавов и сталей припоями с пониженным содержанием олова
13 Фтористый натрий Вазелин Глицерин Этиловый спирт Хлористый цинк 4.6 67..69 3...6 16...20 4.6 Пайка преимущественно изделий из бериллиевой бронзы
14 Хлористое олово Гидразин солянокислый Карбамид 0,5 .5 3 ... 20 5... 50 Ост. 180... 350 Пайка оцинкованного железа
15 Глицерин Хеллатные соли Соляная кислота 92... 97 2. 8 0,1 ... 1 Пайка печатных плат. Флюс нетоксичен, тепло- стоек, не вызывает корро- зии, легко смывается водой
16 Хлористый алюминий Этиленгликоль Гидроокись алюминия Спирт этиловый 4. 6 48. 52 0,2... 0,6 46 . . . 52 Пайка стали, медн, никеля и их сплавов. Флюс малотоксичен, остат- ки легко удаляются водой
ФЛЮСЫ НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
127
Продолжение табл. 10
№ Компоненты Содержание (массовые доли), % Температурный интервал активности, °C Назначение н характеристика флюса
17 Полиэфирная смола Соляная кислота Этиловый спирт 60... 80 0,1 ... 10 Ост. Лужение меди и стали оловянно-свинцовыми припоями. Остатки флюса смываются водой
18 Фосфорная кислота Полиэтиленгликоль Карбонат меди Двухаммониевый фосфат Вода 25. 85 15. 65 0,1 . 15 0...40 Ост Пайка меди и плакирован- ной медью коррозионно- стойкой стали
19 Лауролоперидиновый бромид Щавелевая кислота Водный раствор аммония (22. 24%) 20. 30 2 . 10 Ост Пайка деталей из латуни припоем олово-сурьма
20 Боргидрид натрия Гидроокись аммония Глицерин 0,5 ... 5 40... 50 Ост. 240 Пайка преимущественно изделий из никелевой бронзы
21 Глицерин Фосфорная кислота Поливинилпираллидон 84. 96 2... 10 2... 6 150... 280 Пайка преимущественно изделий из никеля и других неблагородных металлов
Флюсы для низкотемпературной пайки
алюминия и «среднетемпературной» пайки
магниевых сплавов приведены в табл. 11.
Сложность проблемы создания флюсов для
пайки алюминия не только в отсутствии ва-
лентных модификаций оксида, но и в некой
параллельности однотипных химических реак-
ций при практически исчезающей малой раство-
римости легкоплавких металлов в алюминии.
Известно, что оксид алюминия в достаточной
степени растворим в кислотах и щелочах
А12О3 + 6HCI = 2А1С13 + ЗН2О,
А12О + 2NaOH + ЗН2О = 2NaAI(OH)4
При этом алюминий и, вероятно, собст-
венно образующийся спай при такой малой рас-
творимости припоев в алюминии также раство-
рим в кислотах и щелочах
2А1 + 6HCI = 2А1С13 + ЗН2,
2А1 + 2NaOH + 6Н2О = 2NaAI(OH)4 + ЗН2.
Растворение металла между тем не помогает, а
ухудшает смачивание. Образующиеся гидроок-
соалюмннаты при нагреве разлагаются с обра-
зованием гидрооксида алюминия А1(ОН)3,
представляющего белое студенистое вещество,
нерастворимое в воде. При этом гидрооксид
разлагается вновь с образованием оксида:
2АЬ(ОН)з -> А12О3 + ЗН2О,
поэтому более удовлетворительные результаты
могут быть получены при пайке с флюсами,
содержащими фторбораты или фтористоводо-
родную кислоту, растворенную в органических
аминах, притом с припоями, содержащими
галлий, литий, цинк. Однако борфтористые
соединения н фтористоводородная кислота
быстро разлагаются при нагреве, и удовлетво-
рительные результаты могут быть получены на
тонкостенных, быстронагревающихся конст-
руктивах, лентах, фольгах и т.п. Существенной
сложностью является то обстоятельство, что
остатки таких флюсов должны немедленно
удаляться, что значительно снижает техноло-
гичность производственного процесса. При
использовании «реактивных» флюсов возни-
кают проблемы с внешним формированием
паяного соединения и достаточно выраженной
эрозией.
128
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
11. Флюсы для низкотемпературной пайки алюминия, магния и сплавов на их основе
№ Компоненты Содержание (массовые доли), % Температур- ный интервал активности, °C Назначение и характеристика флюса
I Триэтаноламин Фторборат кадмия Фторборат цинка Фторборат аммония (флюс Ф59А) 82,5 10 2.5 5 Пайка алюминия и сплава
2 Триэтаноламин Фторборат цинка Фторборат аммония (флюс Ф61А) 82 10 8 150... 320 АМЦ с медью и сталью припоями на основе олово-цинк и цинк-кадмий
3 Триэтаноламин Фторборат кадмия Фторборат аммония (флюс Ф54А) 82 10 8 -
4 Бромистый цинк Бромистый калий ( = 215 °C) 50... 30 50... 70 Пайка алюминия. Флюс бездымный. Может применяться в виде водного раствора
5 Хлористый свинец Хлористый калий Хлористый кобальт 95 ... 97 1,5 ... 2,5 1.5. 2.5 Реактивный флюс для свин- цевания алюминия. Толщи- на покрытия не менее 30 мкм
6 Триэтаноламин н другие амины с высокой Комплекс первичных или вторич- ных алкиламинов и борфтористых соединений Смола 15 ... 30 3...25 Ост. Пайка алюминия с медью. Остатки флюса не удаляют
7 Борфтористый аммоний Борфтори'стый кадмий Эпоксидная смола 4 .7 4... 7 Ост. Пайка алюминия в электро- приборах. Зону пайки покрывают затвердевшей эпоксидной смолой для повышения долговечности
8 Хлористый цинк Хлористый аммоний Вода К массе смеси добавляют: ланолин белый вазелин 5... 62 5... 35 22 80 16... 416 10... 510 Пайка алюминия и его спла- вов. Флюс имеет хорошие технологические свойства и обеспечивает высокую прочность и коррозионную стойкость соединений
9 Хлористый калий Хлористый литий Фтористый цинк Хлористый кадмий Хлористый цинк (флюс Ф134) 35 30 10 15 10 390 . 420 Пайка магниевых сплавов и сплавов алюминия со значительным содержанием магния (АМгЗ, АМгб)
10 Хлористый калий Хлористый литий Фтористый кадий Хлористый натрий Хлористый стронций (флюс № 8) 35 20 5 35 5 435 Пайка магниевых сплавов припоями на основе магния с добавками алюминия и цинка
ФЛЮСЫ'НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
129
Из всей приведенной в табл. 7-11 обшир-
ной номенклатуры флюсов наиболее удачные и
хорошо зарекомендовавшие себя в промыш-
ленности флюсы выделены в табл. 12. Эти
флюсы имеют стандартизованную техниче-
скую документацию, четкую технологию изго-
товления, а многие из них централизованно
производятся на промышленных предприяти-
ях, гарантирующих их соответствие ТУ со-
гласно ОСТ 4 Г0.033.200 [18]
12. Наиболее распространенные в промышленности низкотемпературные флюсы,
имеющие стандартизованную документацию (ОСТ4 Г0.033.200.)
№ Марка флюса Компоненты Содержание (массовые доли), % Назначение Технологическая характеристика
1 ФКСп Канифоль сосновая марок А. В. ОК-5 Спирт этиловый или изопропиловый 10... 60 90... 40 Пайка цветных металлов и сплавов Пайка электромонтаж- ных соединений Органосмы- ваемый. Остатки можно не удалять
2 ФПЭт Смола полиэфирная ПН-9 или ПН-56 Этилацетат 15... 50 85 ... 50 Флюс-лак для электро- монтажа. Консерви- рующее покрытие плат Остатки можно не удалять
3 ФКТ Канифоль сосновая марок А, В, ОК-5 Тетрабромид дипентена Этилацетат Спирт этиловый 20 0,1 ...0,2 1,8 . 1,9 Ост. Пайка электромонтаж- ных соединений. Пайка цветных металлов и сплавов Органосмы- ваемый. Остатки можно не удалять
4 ФКТС (ФКТБ)* Канифоль сосновая марок А, В, ОК-5 Кислота оксибензойная* Нитрилотриэтанол Спирт этиловый 15.. 30 3 ... 3,5 1 ... 1,5 Ост. Пайка цветных металлов и сплавов, электромон- тажных соединений Органосмы- ваемый
5 ЛТИ-120 Канифоль сосновая марок А, В, ОК-5 Диэтиламингцдрохлорид Нитрилотриэтанол Спирт этиловый 20... 25 3... 5 1 ...2 Ост. Пайка цветных металлов и сплавов Органосмы- ваемый
6 ФДФС Диэтиламингидрохлорид Кислота ортофосфорная Этиленгликоль 20... 25 20... 25 50 ...60 Пайка цветных и черных металлов Водосмывае- мый
7 ФЛЯГлВ Кислота лимонная Кислота янтарная Глицерин Вода дистиллированная 5... 10 2... 50 30... 70 Ост. Пайка цветных металлов Водосмывае- мый
8 ФЦА Цинк хлористый Аммоний хлористый Вода Гидроокись цинка 45,5 9,0 45,5 До выпаде- ния осадка Пайка черных и цветных металлов Водосмывае- мый
9 ФАТСп Ангидрид фталиевый или малеиновый Нитрилотриэтанол Спирт этиловый 6... 24 4... 16 90 ...60 Пайка цветных металлов и сплавов Органоводо- смываемый
5 - 8294
130
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 12
№ Марка флюса Компоненты Содержание (массовые доли), % Назначение Технологическая характеристика
10 ВФ-130 Кислота лимонная Лапромол 294 ПЭГ-115 Спирт этиловый 4 ... 12 45... 10 5... 10 68 ... 86 Пайка электромонтаж- ных соединений Водосмывае- мый
П ФАГл Анилин гидрохлорид Глицерин 25... 30 70... 75 Пайка труднопаяемых материалов Водосмывае- мый
12 Ф-25” Хлорное олово Хлористый кадмий Кислота соляная Глицерин Вода 5 10 4 40 31 Пайка углеродистых сталей Водосмывае- мый
13 Прима-2 Аммоний хлористый Цинк хлористый Кислота соляная Вода 6 5 85 Пайка черных и цветных металлов Водосмывае- мый
14 - Цинк хлористый Аммоний хлористый Вода 48 12 40 Пайка черных и цветных металлов Водосмывае- мый
15 ЗИЛ-1 Цинк хлористый Олово двухлористое Медь хлорная Кислота соляная Вода 40 5 0,5 3,5 51 Пайка черных и цветных металлов Водосмывае- мый
Кислота оксибензойная может быть заменена на бензойную.
** Разрешен к применению прн наличии разрешения на утилизацию кадмиевых электролитов.
Самостоятельную группу технологиче-
ских материалов составляют пастообразные
композиционные припои и паяльные пасты,
приведенные в табл. 13. Как видим, пастооб-
разные композиции и паяльные пасты - отнюдь
не новое технологическое направление. По-
рошковая металлургия изготавливает порошки
различных металлов и сплавов, в том числе и
припоев необходимых дисперсности и формы
Последующее механическое смешение порош-
ка припоя с адгезионно-флюсующей компози-
цией является основой производства паяльных
паст и прессованных материалов для низко- и
высокотемпературной пайки.
13. Пастообразные композиционные припои и паяльные пасты
№ Компоненты Содержание (массовые доли), % Назначение
1 Хлористый цинк Хлористый аммоний Канифоль Идитол Уротропин Двуокись титана Порошок припоя 7...9 2...4 4...6 11 ... 18 0...0.6 10,6... 12,4 58...62 Пайка предохранителей, резисторов, конденсаторов
ФЛЮСЫ НА ОСНОВЕ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
131
Продолжение табл. 13
№ Компоненты Содержание (массовые доли), % Назначение
2 Хлористый литий Хлористый калий Хлористый натрий Хлористый стронций 20... 24 31 ... 38 21 ...25 5 ... 6,5 Пайка алюминия и его сплавов. Паста длительного хранения. Размер частиц порошка не менее 250 мкм
3 Криолит Связующее вещество (полимеры полиакрилатов, полигликоля) Порошок припоя систем Al-Si, Al-Zn,Al-Cu, Al-CU-Zn 13 ... 16 7... 35 15 ...75
4 Порошок припоя системы Al-Si Одноатомный спирт Шеллак Фторцирконат калия 70... 80 18 ...25 0,1 ... 0,9 Пайка алюминия. Пасту хранят в герметичной таре
5 Припой Sn-Pb Хлористый цинк Хлористый аммоний Глицерин Полиэтиленгликоль Желатин Вода 68 80 4,2 9,4 1,9... 3,5 4,7 ...9,1 0,9 . 2 0,2... 0,5 Ост. Пайка сталей, меди, медных сплавов и других металлов. Паста легко смывается водой
6 Канифоль Глицерин Полиэтиленгликоль Анилингидрохлорид Мочевина Припой Sn-Pb 22,4 . 49,1 31,7... 58,4 17,1 ...21,2 0,8... 1,6 0,5 ... 0,8 Ост. Пайка меди, серебра и их сплавов. Паста не вызывает коррозию паяных соединений
7 Вольфрам Окись кальция Двуокись кремния Двуокись титана Окись алюминия Растворитель (44 % карбоната этилена и 13 % этилцеллюлозы) 21,5 7,5 5,5 5,5 3,5 56,5 Соединение электрических выводов с металлизированной керамикой Оптимальная температура пайки 1500 °C
8 Припой ПРМТ-45 Водный раствор поли- винилового спирта 75 ... 80 20... 25 Пайка титановых сплавов в вакууме и аргоне. Остатки смываются горячей водой
9 Порошок ПОС-СуЗО-2 Хлористый цинк Хлористый натрий Хлористый аммоний Крахмалит Вода 75 ... 80 7... 8 0,4 ...0,6 0,04... 0,1 0,2... 0,4 10... 18 Паста имеет устойчивое коллоидное состояние до +40 °C. Требует удаления остатков флюса тщательной промывкой
132
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл. 13
№ Компоненты Содержание (массовые доли), % Назначение
10 Порошок ПОССу-ЗО-2 Бензойная кислота Глицерин 75 ... 80 0,5 ... 0,8 16... 18 Паста имеет устойчивое коллоидное состояние при температурах -50... +50 °C
11 Порошок ПОССу-ЗО-2 Вазелин Бензойная кислота Аммоний хлористый Эмульгатор ОП-7 75 ...80 18. 22 1,2... 1,3 1,2... 1,3 0,4 ...0,6 Пайка стали, меди, никеля и латуни. Удаление остатков флюса не обязательно
12 Спирт Глицерин Хлористый аммоний Солянокислый анилин Триэтаноламин 30 45 18 5 2 Флюсующий состав смешивается с порошком припоя в соотношении 1 :6. Удаление остатков флюса не обязательно
Как следует из табл. 13, первые паяльные
пасты для низкотемпературной пайки в качест-
ве адгезивно-флюсующей композиции обычно
содержали известный флюс, например на осно-
ве канифоли, активированной хлоридами ме-
таллов (см. табл. 13, пасты № 1; 6). Необходи-
мая реологическая вязкость пасты достигалась
введением в состав флюса таких ингредиентов,
как крахмал, декстрин, воск, ланолин и т.п.
Существенным моментом развития данной
технологии оказалась возможность изготовле-
ния сложных многокомпонентных порошков
для паст путем предварительного смешения
отдельных порошкообразных составляющих
(табл. 13, паста № 8) с образованием припоя в
процессе контактно-реакционного плавления
этой смеси. Известно и использование компо-
зитных паяльных паст, состоящих из основного
припоя и более высокотемпературного напол-
нителя (например, ВПр11-40Н), обеспечиваю-
щего удержание основного припоя от вытека-
ния из некапиллярных зазоров, и т.п.
Флюсосодержащие композиции на основе
канифоли, активированной хлоридами, даже
при условии их надлежащего хранения оказы-
вались недолговечными, быстро теряли флю-
сующие свойства, вызывая сильное окисление
порошковой составляющей При этом резко
сокращался срок производственного хранения
даже в контролируемых условиях, а остатки
флюса плохо удалялись промывкой в воде и
органических растворителях, что способство-
вало развитию электрохимической коррозии.
Такие пасты использовались только в конст-
рукционной пайке и совершенно не применя-
лись в производстве радиоэлектронной аппара-
туры. Дисперсность паст находилась в преде-
лах 10 ... 200 мкм; реологические свойства
паст не обладали способностью к прецезион-
ному дозированию, легко растекались по паяе-
мой поверхности и не позволяли осуществлять
пайку в потолочном положении. Содержание
порошкового припоя в них не превышало 80 %;
в итоге эти пасты образовывали большое коли-
чество остатков, особенно в труднодоступных
местах, затрудняя их гарантированное удаление.
Прогресс развития электронной индуст-
рии в начале 1980-х гг. поставил специфиче-
скую задачу разработки двух типов принципи-
ально новых композиций флюсов и паяльных
паст: с неудаляемыми полимеризующимися
остатками флюсующей композиции и с остатка-
ми, гарантированно удаляющимися в воде по
самой элементарной технологии. Принципиаль-
ное значение при этом приобрела «системность»
или взаимозависимость и совместимость целой
группы последовательно используемых в техно-
логии органических материалов.
СИСТЕМНЫЕ ФЛЮСЫ
И ПАЯЛЬНЫЕ ПАСТЫ ДЛЯ
НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ
Современная печатная плата, изготовлен-
ная из специального диэлектрика, имеет сетк>
медных проводников, закрытых полимерной
защитной пленкой, называемой «солдерма-
СИСТЕМНЫЕ ФЛЮСЫ-И ПАЯЛЬНЫЕ ПАСТЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОМ ПАЙКИ 133
ской». Маска защищает токонесущие провод-
ники от воздействия расплавленного припоя и
имеет специальные топологические окна,
вскрытые над контактными площадками, к
которым должны быть припаяны поверхност-
но-монтируемые ингредиенты (ПМИ). Платы
характеризуются довольно высокой плотностью
монтажа: на 1 см2 поверхности может находить-
ся более 20 открытых контактных площадок с
установленными на них ПМИ; при этом рас-
стояния между соседними токоведущими про-
водниками могут составлять 0,15 ... 0,2 мм.
Естественно, изделия с подобной плотностью
паяных соединений чрезвычайно трудно под-
даются примитивному отмыванию остатков
флюса, которые во влажной атмосфере резко
снижают сопротивление изоляции между про-
водниками, вызывая короткие замыкания или
электрический пробой даже без видимых при-
знаков электрохимической коррозии. Поэтому
главной технической проблемой современной
электроники стала проблема создания флюсов
и композиций, остатки которых образовывали
бы на поверхности гидрофобную электроизо-
ляционную полимерную пленку с достаточно
высоким эстетическим качеством.
Поскольку в процессе нагрева и пайки
флюс стекает с выступающих элементов и от-
тесняется расплавом припоя на периферию
соединений, остающаяся полимерная пленка не
может выполнять роль общего влагозащитного
покрытия, в связи с чем в необходимых случа-
ях изделия дополнительно покрывают влаго-
защитным лаком. При неудаляемых остатках
флюса лак непосредственно наносится на ос-
тавляемую пленку флюса. В некоторых типах
изделий специального назначения печатные
платы, после их установки в обрамляющий
корпус, дополнительно заливаются специаль-
ными органическими компаундами, защи-
щающими электросхему от внешних механиче-
ских воздействий. Перед заливкой компаун-
дом, а иногда и перед лакировкой отдельные
крупногабаритные и металлоемкие элементы
дополнительно крепятся специальными орга-
ническими клеями, адгезивами и клеящими
скотчами, обеспечивающими устойчивость при
знакопеременных и вибрационных нагрузках.
В химико-технологическом аспекте готовое
изделие представляет собой «слоеный ком-
плекс», не допускающий не только его механи-
ческих нарушений, но и возможность его газо-
и влагопроницаемости в ряду: диэлектрик -
солдермаска - остающаяся пленка остатков
флюса - адгезивы - влагозащитный лак - ком-
паунд [19]. Само понятие «системность» озна-
чает взаимозависимость молекулярной струк-
туры каждого элемента этого «комплекса».
При этом в химическом отношении каждый из
этих материалов должен являться кинетически
устойчивым к различного рода воздействиям
внешней среды.
Одним из возможных вариантов решения
этой задачи является получение в виде конеч-
ного продукта полиамидного покрытия на ос-
нове природных или синтетических смол [20].
Поликонденсаты этих смол могут обеспечить
качество паяных соединений только на мате-
риалах, обладающих хорошей паяемостью. По-
этому также требуется и создание эффективных
флюсов для труднопаяемых материалов с гаран-
тированно удаляемыми остатками в воде с це-
лью обеспечения производственной и экологи-
ческой безопасности финишных операций.
Существует ряд способов «активации» ка-
нифоли, приводящих к образованию высокомо-
лекулярного продукта. Не принимая во внима-
ние гидроксильную группу и полагая, что кани-
фоль является простой а-аминокислотой, реак-
ция поликонденсации биполярных ионов соот-
ветствует, как указано выше, образованию
полипептида с повторяющейся группировкой и
атактической (указанной стрелкой) конфигура-
цией протона на азоте:
Если расплав канифоли термически дис-
социирован по биполярной схеме, то для ли-
нейной поликонденсации цепи в простейшем
случае в качестве «активатора» можно исполь-
зовать либо другую аминокислоту, либо гидро-
ксиламин. Полагая, что в реакции биполярного
иона с оксидом меди отделяется водород ами-
ногруппы
Cu2O + 2NH3ReCOO* = 2NH2ReCOOCu + Cu+,
а образующаяся при этом соль диссоциирует в
процессе нагрева по схеме
NH2ReCOOCu«t= NH2K,COO + Cu+,
го, опустив для простоты изложения бимоле-
кулярный характер реакции в параллельных
цепях и полагая, что на восстановление оксида
от одной молекулы отделяется один протон.
134
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
«бесконечная» схема бимолекулярной поли-
конденсации примет ввд:
Н НОН
\ \ // \
. /N-R^OH + H—N-[C~C\+ ^N-R,-OH,
Н Н о н
гидроксиламин
или:
\ ч ?
.. N-R^N-Ro-C-N-Rj-OH ...
Н Н । ►00CRoH2N
Анион продукта реакции канифоли с ок-
сидом присоединяется к «потерявшему» свои
протоны атому азота гидроксиламина Ионы
меди осаждаются на паяемом металле, т.е. на
меди. Если же процесс развивается по основно-
му кислотному механизму с уходящим на вос-
становление оксида протоном карбоксила, то
\ \ // /
. N-R.JOH+N-Ro-C 4- OHt-Ri-N... ,
н н он н
н н о н
х I II /
... N-R.-N-Ro-C-O-R.-N ...
HZ L*- OOCRJHjl? Н
в итоге реакции ничего не меняется по сравне-
нию с предыдущим случаем.
Если вернуться к флюсам из табл. 8 и 12,
то можно увидеть, что ни одного флюса, по-
добного рассмотренному варианту, нет!
В лучшем случае есть попытки использовать
оксикислоту (см. табл. 12, ФКТС) или двухос-
новную кислоту (см. табл. 9, флюс № 14) в рас-
чете на термоактивированный отрыв ОН-группы
от карбоксила. Однако стабильной реакции при
этом получить невозможно.
Использование готовой полиэфирной
смолы в соответствующем растворителе (табл
11, флюс № 2) - казалось бы, понятное и пра-
вильное решение, однако полиэфиры весьма
подвержены пиролизу (обугливанию) остатков;
в итоге паяные соединения имеют крайне неэс-
тетичный вид. Эти флюсы хороши для меж-
операционной защиты изделий (плат) от окис-
ления контактных площадок. Новые системные
флюсы, представленные в табл. 14, в сущности
построены по стереобимолекулярной схеме [21],
исключающей газо- и влагопроницаемость
внутри самой пленки остатков. В целях повы-
14. Системные флюсы и паяльные пасты для радиоэлектроники
№ Марка флюса Компоненты Содер- жание, % (масс.) Температурный интервал активности, °C Технологическая характе- ристика и назначение
1 ФПС-6 Канифоль модифицированный л-изомер циклогексиламина а-оксиаминокарбоно- вая кислота Пептидный активатор а-смачиватель Изопропилбензол, пропанол-2 5...25 3 ... 10 2... 10 1 ...5 0,5 Ост. 160... 280 Термически поликон- денсируемый флюс для пайки радиоэлектронной аппаратуры с неудаляе- мой пленкой остатков. Используется при пайке с общим нагревом изделий
2 ФПС-6 НП (НК) Синтетическая смола «Циклоамннофоль» Пептидный активатор а-смачиватель Изопропилбензол. пропанол-2 5...25 3...5 0,5 Ост. 160 ... 280 Нормально конденси- рующийся при комнат- ной температуре флюс для ручной пайки с местным нагревом. С неудаляемыми остатками
СИСТЕМНЫЕ ФЛЮСЫ И ПАЯЛЬНЫЕ ПАСТЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ 135
Продолжение табл. 14
№ Марка флюса Компоненты Содержание, % (масс.) Температурный интервал активности, °C Технологическая характе- ристика и назначение
3 ФПС-6 НПБ Синтетическая смола «Бензаминофоль» Пептидный активатор а-смачиватель Изопропилбензол, пропанол-2 5...25 3 ... 5 0.5 Ост. 160... 280 Нормально конденси- рующийся флюс для ручной пайки с повы- шенными электроизоля- ционными характери- стиками
4 ФПС-8 Органическая кислота из группы оксиамино- замещенных Тетрафункциональная лиганда гидроксиэти- лендиамина а-смачиватель Азеотропная смесь многоатомных спиртов 5... 10 10... 25 0,5 Ост. 130... 300 Водосмываемый флюс для пайки радиоэлек- тронной аппаратуры. Для любых методов нагрева
5 ФПС-8 ЛО Элементоорганический комплексообразователь Тетрафункциональная лиганда гидроксиэти- лендиамина а-смачиватель Азеотропная смесь многоатомных спиртов 5... 25 10... 50 0,5 Ост. 130 300 Водосмываемый флюс повышенной активности для пайки радиоэлек- тронной аппаратуры. Для любых методов нагрева
6 ФПС-10 Ароматический фосф анид амид Галогенангидрид органической кислоты Глицерин, глицедол 15 .40 5... 15 Ост. 130 330 Водосмываемый флюс для лужения и пайки труднопаяемых мате- риалов и стали на никелевой основе
7 ПС ПОС-61 «К» Порошок припоя Синтетическая смола «Циклоаминофо ль» Пептизатор из группы нитрилооксиэтиламина Стабилизатор дисперсности ПАВ Полигликоль 88 ... 90 6,5 ... 9,5 2... 4,5 1 ... 2 0,06... 0,09 Ост. 180 . .. 280 Паста паяльная с неуда- ляемыми поликонденси- рующимися остатками для радиоэлектронной аппаратуры и конструк- ционной пайки
8 ПС ПОСВ-45 «К»* Порошок припоя ПОСВ-45А «Циклоам инофоль» Пептизатор группы нитрилооксиэтиламина Стабилизатор дисперсности ПАВ Гликоль 88 ...90 6,5 ... 9,5 2 ... 4,5 1 .2 0,06... 0,09 Ост. 130... 280 Паста паяльная с неуда- ляемыми остатками на основе сверхпластично- го припоя ПОСВ-45 А (7™ =117 °C). Для ступенчатой пайки и пайки теплочувстви- тельных элементов аппаратуры
136
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Продолжение табл 14
№ Марка флюса Компоненты Содержание, % (масс.) Температурный интервал активности, °C Технологическая характе- ристика и назначение
9 ПС ПОС-61 «ло» (ЛОЮ Порошок припоя Элементоорганический комплексообразователь Полифункциональная лиганда оксиэтилендиамина Карбокатион Стабилизатор дисперсности ПАВ Полигликоль 86 ...88 1,5... 3,5 4... 10 2... 3 2... 3,5 0,05 ... 0,08 Ост. 180... 280 Паяльная паста с водо- смываемыми остатками для монтажной и конст- рукционной пайки в радиоэлектронике
10 ПС ПОСВ-45 «ЛО» Порошок припоя Элементоорганический комплексообразователь Лиганда оксиэтилендиамина Карбокатион Стабилизатор дисперсности ПАВ Полигликоль 86 ... 88 1,5 .3,5 4 10 2 .3 2 . .. 3,5 0,05... 0,08 Ост. 130 ...280 Паяльная паста с водо- смываемыми остатками на основе сверхпластич- ного припоя ПОСВ-45А* для монтажной и конст- рукционной пайки в радиоэлектронике
Н ПС ПОС-61 «НФ»; ПС ПОСВ-45 «НФ» Химический состав анало- гичен № 9 и 10 с комплексо- образователем из группы нитрилов. Растворитель - многоатомный спирт 130 ... 280 Водосмываемые паяль- ные пасты с улучшенной реологией композиции
12 ППЛ- 260** Порошок припоя ПОС-61 Ангидрид органической кислоты Полиамин Глицедол Водосмываемая паяльная паста для радиоэлектроники
Низкотемпературный сверхпластичный (8 = 300 %) припой ПОСВ-45А, ВА0.033.001 ТУ, Т™ =
= 117 °C, предназначен для пайки теплочувствительных элементов н ступенчатой пайки. Используется как
заменитель дефицитного индиевого припоя ПОИн-52, в том числе для конструкционной пайки изделий из
термостойких пластмасс типа «темплен». Выпускается также в виде композитного материала ПОСВ-45С:
свинец 100 ... 300 мкм с двух сторон плакированный припоем ПОСВ-45А, 50 мкм. Используется как термо-
компенсатор при соединении материалов с резко различными КЛР. Паяльные флюсы и пасты марок ФПС и
ПС выпускаются соответственно по ТУ 400 СП «ЭВ» 2178-137-92 и ТУ 400К «Р»1805-22-91. Разработчик -
фирма «ПАН-СОЛДЕРС», Москва
** Паста паяльная ППЛ-260 выпускается фирмой «СИЭТ», Ярославль.
шения термостойкости они содержат кинетиче-
ски устойчивые ароматические соединения.
Поскольку рассмотренная выше схема
«активации» канифоли является термически
поликонденсационной, флюсы ФПС с индек-
сом «К» не могут в полной мере использовать-
ся для ручной пайки, ремонта и доработки ап-
паратуры, т.е. в техпроцессах с местным нагре-
вом и произвольно растекающимся флюсом.
В этом случае используются флюсы ФПС с
индексами «НП» или «НПБ», конденсирующие-
ся при комнатной температуре. Время конден-
СИСТЕМНЫЕ ФЛЮСБ1И ПАЯЛЬНЫЕ ПАСТЫ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ 137
сации «наотлип» - 1 ... 1,5 мин; время полной
конденсации -4 ч. Основу этих флюсов со-
ставляет специально синтезированная смола,
растворенная в летучих растворителях или в их
азеотропных (неразделяющихся) смесях. Все
флюсы марок ФПС имеют сопротивление изо-
ляции остатков при температурах до +80 °C
не ниже Ю10 Ом мм (1011 Ом см.) (рис. 1). Со-
противление изоляции остающейся пленки
флюсов, измеренное в гигростате при +30 °C
и относительной влажности 95 %, составляет
0,6 Ю10 Ом мм. Следует отметить, что сопро-
тивление изоляции чистой печатной платы в
гигростате составляет 104 Ом • см, а требуемое
схемотехническое значение должно быть не
ниже 107 Ом см, поэтому печатные платы в
условиях повышенной влажности без дополни-
тельной влагозащиты использоваться не могут.
Синтез водосмываемых композиций су-
щественно не отличается от схемы синтеза
неудаляемых композиций, с той лишь разни-
цей, что основными ингредиентами являются
оксипроизводные углеводородные соединения.
Для перевода продуктов реакции в водораство-
римые аквакомплексы в них используется эле-
ментоорганический комплексообразователь.
Паяльные пасты «системного» типа по-
строены по тем же принципам, что и флюсы,
поэтому они существенно отличаются от па-
яльных паст, представленных в табл 12. Со-
временные паяльные пасты - это прежде всего
Рис. 1. Температурно-временная завнсимость
сопротивления изоляции остающихся пленок
флюсов н композиций паяльной пасты:
I - ФПС-6,4 ч после пайки; 2 - ФПС-6,
через трое суток; 3 - ФПС-6НП, 4 ч после пайки;
4 - ФПС-6НП, через трое суток; 5 - ФПС-6НПБ,
4 ч после пайки; 6 - ФПС-6НПБ, через трое суток,
7 - композиция пасты «К» после пайки;
8- композиция пасты «К» через трое суток
дисперсные системы со специальной реологи-
ей. Основное значение в их композиции имеет
так называемая «обратимая связнодисперс-
ность» или тиксотропность (сохранение формы
отпечатка после нанесения). Пасты условно
делятся на мягкие и жесткие. Первые, иногда
называемые «кремами», приготавливаются на
гелеподобных органических композициях,
имеющих низкие адгезионные и внутренние
когезионные связи, однако их контролируемая
вязкость может достигать 4000 Па • с. Жесткие
пасты имеют высокие адгезионные свойства
при относительно невысокой вязкости -
1000 ... 1500 Па-с, тем не менее на места пай-
ки наносятся труднее. Этот тип паст предна-
значен главным образом для одновременной
установки ЭРИ в отверстия платы и ПМИ на
контактные площадки с осуществлением про-
цесса оплавления (пайки), в котором ПМИ
находятся в потолочном положении, а элемен-
ты, установленные в отверстия, - в нормаль-
ном верхнем положении.
Пасты выпускаются с различной дис-
персностью частиц припоя; 25 . 40 мкм и
40 .. 75 мкм. Частицы могут иметь любую
форму - сферическую и несферическую, что
принципиального значения не имеет. Нанесе-
ние паст осуществляется методами сеткогра-
фической (для конструкционной пайки) и тра-
фаретной печати, а также с помощью пневмо-
дозаторов. В последнем случае сферическая
форма частиц является предпочтительной, если
диаметр выходного наконечника менее 0,8 мм.
Паяльные пасты с неудаляемыми остат-
ками при повторном нагреве позволяют осуще-
ствлять подпайку случайно не оплавленных
соединений без дополнительного нанесения
флюса. Водосмываемые композиции повторной
пайке без использования специального совмес-
тимого с остатками пасты флюса (ФПС-8) не
подлежат. Неудаляемые композиции паст при
ремонте, доработке и дополнительной установке
настроечных элементов также требуют приме-
нения совместимого флюса (ФПС-6НП). В про-
тивном случае произвольно используемый,
тоже неудаляемый, флюс может необратимым
образом повлиять на характеристики остатков
пасты и их химическую устойчивость.
Различные пасты требуют и различных
режимов оплавления. В особенности это каса-
ется водосмываемых паст. Типовой режим
оплавления (рис. 2): предварительный подог-
рев при 90 . 130 °C, участок быстрого набора
температуры со скоростями 2 ... 4 °С/с до мак-
138
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Рис. 2. Типовой термопрофнль оплавления
паяльных паст в конвекционной печи «Heller»
снмальной температуры оплавления; темпера-
турный участок собственно оплавления при
210 ... 240 °C и охлаждение. Нарушения режи-
мов на участке предварительного подогрева и
превышение температуры оплавления для во-
досмываемых паст, как правило, приводят к
потере их водосмываемости без применения
специальных детергентов (моющих средств),
что, по сути дела, ведет к потере смысла водо-
смываемой технологии в аспекте ее производ-
ственной и экологической безопасности. Более
подробное изложение этих вопросов - в рабо-
тах [22,23].
СПОСОБЫ ПРИГОТОВЛЕНИЯ И
НАНЕСЕНИЯ ФЛЮСОВ ДЛЯ
НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ
Приготовление флюсов для низкотемпе-
ратурной пайки, указанных в табл. 7-12, обыч-
но не связано с их химическим составом, а
связано с растворимостью ингредиентов в раз-
личных растворителях (табл. 15). Типовая ме-
тодология заключается в приготовлении общих
или раздельных растворов с последующим
смешением, фильтрованием и т.д.
Системные флюсы приготавливают по
иной методике: вначале из основных ингреди-
ентов приготавливают конечный продукт,
обычно при температурах 120 .150 °C; толь-
ко потом полученное вещество или синтезиро-
ванную смолу растворяют в соответствующем
растворителе, обычно также при определенной
температуре, а в некоторых случаях - в посто-
янном электрическом поле. Седиментирую-
щиеся (оседающие) композиции через уста-
новленный срок хранения реструктурируют
при сопутствующем нагреве и в электричес-
ком поле.
15. Способы приготовления флюсов
Компоненты флюса Способ приготовления
Канифоль, этиловый спирт Измельченную канифоль растворяют в этиловом спирте
Канифоль, хлористый цинк, хлористый аммоний, этило- вый спирт Все компоненты растворяют в спирте. После отстаивания в течение 24 ч жидкость осторожно сливают
Канифоль, гидразин соля- нокислый, глицерин, этило- вый спирт В спирте последовательно растворяют канифоль, гидразин и глицерин
Стеарин, канифоль, хлори- стый цинк, нашатырь, вазе- лин, вода Приготовляют водный раствор хлористого цинка с нашатырем, к которому добавляют смесь стеарина с измельченной канифолью. В этот раствор добавляют вазелин и перемешивают
Флюсы типа ЗИЛ-1, ЗИЛ-2 Отдельно приготовляют растворы хлоридов цинка, калия, аммо- ния и раствор двухлористого олова в соляной кислоте. В по- следний вливают горячую воду. В раствор хлористого цинка последовательно добавляют растворы хлоридов
Триэтаноламин, фторбора- ты тяжелых металлов и аммония Триэтаноламин разливают в фарфоровую посуду по числу ком- ветствующий компонент, затем все порции сливают вместе, пе- ремешивают и готовый флюс хранят в стеклянной посуде
ГАЗОВЫЕ СРЕДЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ПАЙКЕ
139
Органические флюсы в связи с их пожа-
роопасностью хранят в полиэтиленовой таре.
Флюсы, содержащие хлористый цинк или на-
шатырь, следует хранить в металлической таре.
Если к этим реагентам добавлены хлориды
тяжелых металлов, то их хранят в стеклянной
или керамической посуде. Хлоридные флюсы
используют в виде растворов или паст. На
паяемую поверхность их наносят кистью или
погружением детали в раствор флюса. Кани-
фольные и другие органические флюсы также
применяют в виде растворов или паст. На
паяемые материалы их наносят кистью, погру-
жением, шприц-дозаторами, валиком, вспени-
вающими устройствами и распылением.
ГАЗОВЫЕ СРЕДЫ,
ИСПОЛЬЗУЕМЫЕ ПРИ ПАЙКЕ
Недостатки флюсовой пайки привели к
созданию более эффективных способов удале-
ния окисной пленки с металла в процессе пайки.
С этой целью применяется пайка в газовых сре-
дах, которая имеет следующие преимущества:
- получение более качественного соеди-
нения;
- повышение производительности про-
цесса,
- уменьшение коробления вследствие
равномерного нагрева изделия;
- доступность контроля температуры
пайки и времени выдержки в печи;
- возможность автоматизации и механи-
зации технологического процесса;
- отсутствие необходимости в очистке
деталей после пайки от остатков флюса
Для пайки применяют восстановитель-
ные, инертные, активированные газовые среды,
а также вакуум
Восстановительные газовые среды
Наиболее высокие восстановительные
свойства имеет водород. Однако вследствие
взрывоопасности его применение ограничено
Чистый водород применяют при пайке высоко-
легированных сталей в печах небольшого объ-
ема. Целесообразнее применять водород в сме-
си с азотом. При содержании водорода менее
10 % его смесь с азотом невзрывоопасна. Перед
употреблением азотоводородную смесь очи-
щают от примесей кислорода и паров воды.
Большое распространение в качестве вос-
становительной газовой среды при пайке полу-
чил диссоциированный аммиак, который при
нагреве до 600 °C в присутствии катализатора
(окислы железа) разлагается на водород и азот
в соотношении 75 и 25 % по объему соответст-
венно. Благодаря высокому содержанию водо-
рода полученная смесь газов восстанавливает
окислы металлов при пайке не только низколе-
гированных сталей, но и сталей и сплавов, со-
держащих легкоокисляющиеся элементы, та-
кие, как хром, марганец, кремний [1]. При этом
азотоводородная смесь не должна содержать
паров воды и недиссоциированного аммиака,
наличие которых приводит к обезуглерожива-
нию поверхности сталей.
Недостатком диссоциированного аммиа-
ка является его взрывоопасность. Для получе-
ния газовой смеси с меньшим содержанием
водорода производят частичное сжигание дис-
социированного аммиака или добавляют в
смесь азот
Кроме рассмотренных восстановитель-
ных газов при пайке применяют газовые смеси
более сложного состава, полученные путем
полного или частичного сжигания углеводо-
родных газов, образующих так называемые
эндотермические и экзотермические атмосфе-
ры [24]. В ряде случаев для пайки могут быть
использованы генераторные газы, получаемые
из твердых горючих материалов. Основные
сведения о восстановительных газах, исполь-
зуемых при пайке, приведены в табл. 16 [24]
Взаимодействие водорода и окиси угле-
рода с окислами металлов происходит по реак-
циям:
— МетО„ + Н2 = —Ме+ Н2О,
п п
—MemO„+СО = —Ме + СО2.
п п
Термодинамический анализ этих реакций
[16] показывает:
- с повышением температуры восстано-
вительные свойства водорода повышаются, а
окиси углерода снижаются. До температуры
810 °C более активным восстановителем явля-
ется окись углерода, выше этой температуры -
водород;
- при температуре пайки эти газы восста-
навливают окислы Ag, Cd, Со, Си, Ge, Fe, Mo,
Ni, Sb, Sn и Pb. В сплавах стойкость окисной
пленки зависит от ее химического состава.
Практика показала, что в восстановительной
атмосфере можно успешно паять лишь низко-
углеродистые и иногда легированные стали;
140
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
16. Состав и назначение восстановительных газов
Газовая среда (условное обозначение) Химический состав, % Осушка до точки росы, °C Назначение
СО со2 н2 сн4 N,
Водород - 100 -60 .-80 Пайка легирован- ных сталей и жаропрочных сплавов
Диссоциированный аммиак - 75 25 -60 Пайка низкоугле- родистых сталей
Продукт неполного сжигания аммиака 7... 20 Ост. -20 ... -40
Генераторный древесноугольный газ (ГГ-С) 30 2 6 1 - -10
Генераторный древесноугольный газ (ГТ-ВО) 33 0,2... 0.7 6 1 - -25 Пайка углероди- стых и низколеги- рованных сталей
Продукт частичного сжигания углеводо- родных газов - экзогаз (ПСО-06) 10 0,1 16 1,5 - -40
Продукт частичного сжигания углеводо- родных газов- экзогаз (ПСО-09) 2 0,1 2 - -40
Продукт частичного сжигания углеводо- родных газов - экзогаз (ПСС-Э) 20 0,2 5 2 -25
Эндогаз с частичным сжиганием (КГ-В0) 21 0,5 40 2 - -40
- на восстановительные свойства газов
сильное влияние оказывают влага, примеси
кислорода и двуокиси углерода. Тщательная
очистка водорода и окиси углерода от влаги,
углекислого газа и кислорода значительно по-
вышает активность газов.
Пайку в указанных средах производят
преимущественно медью при температуре
1120 ... 1150 °C. Для пайки при более низкой
температуре медно-цинковыми и другими
припоями необходимо дополнительное флюсо-
вание, что осуществляется обычно смачивани-
ем места пайки раствором флюса с последую-
щей сушкой. При этом возможна пайка при
температуре 900 ... 950 °C даже легированных
сталей.
ГАЗОВЫЕ СРЕДЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ПАЙКЕ
141
Активированные газовые среды
В качестве активных газовых сред, при-
меняемых при пайке, используют различные
галоидосодержащне газообразные соединения
и пары некоторых веществ. Одним из таких
газовых флюсов является хлористый водород,
который реагирует с окнслами металлов с об-
разованием паров воды и газообразных или
жидких хлоридов, легко удаляемых из зоны
пайки [24]. Недостатком применения техниче-
ского хлористого водорода является его спо-
собность разъедать поверхность стали Для
пайки стальных изделий тугоплавкими при-
поями применяют фтористый водород, полу-
чаемый при разложении фтористого аммония и
фторбората аммония по реакциям [15]
2NHdF —» N2+ ЗН2+2HF
(при температуре 600 ... 800 °C);
2NHJ3E, -» N2 + ЗН2 + 2HF + 2BF3
(при температуре 850 ... 950 °C).
Фтористый водород добавляется в инерт-
ную среду при пайке. Широкое применение в
качестве активатора газовых сред получил трех-
фтористый бор BF3. Он менее токсичен, чем фто-
ристый водород, его можно хранить и транспор-
тировать в баллонах в сжатом состоянии
Для пайки трехфтористый бор обычно
получают термическим разложением фторбо-
рата калия KBF4 при нагревании до температу-
ры плавления (540 °C). Продуктами диссоциа-
ции являются фтористый калий и трехфтори-
стый бор.
Хорошими активаторами являются и дру-
гие боргалоидные соединения - треххлористый
бор и трехбромистый бор, а также треххлори-
стый фосфор Физические свойства бор- и
фосфоргалоидных соединений приведены в
табл. 17
С окислами боргалоидные соединения
могут дать два вида реакций: с образованием
галогенида металла и окиси бора
^-МетО„ + ВГ3 ~МеГ2„ Дв2О3
2п 2п — 2
и с образованием галогенида металла и трига-
логенокиси бора
— МегаО„ + ВГ3 = -МеГ^ Д(ВОГ)3.
17. Физические свойства бор- и
фосфоргалоидных соединений
Соединение Температура, °C
плавления кипения
Трехфтори- стый бор BF, -128.7 -100.4
Треххлори- стый бор ВС13 -107 17,5. 18,5
Трехброми- стый бор ВВг3 —46 96,6
Треххлори- стый фосфор РС13 -93,6 75 1
Знаком «Г» в реакциях обозначен один из гало-
генов - фтор, хлор или бром. Эксперименталь-
но установлено, что трехфтористый бор реаги-
рует со многими химически стойкими окисла-
ми. В атмосфере с трехфтористым бором уда-
ется паять такие труднопаяемые материалы,
как коррозионно-стойкие стали и жаропрочные
сплавы. Однако в связи с тем, что фториды
являются довольно тугоплавкими веществами,
успешная пайка в трехфтористом боре осуще-
ствляется при высоких температурах (1050 .
1150 °C).
Более желательным активатором газовой
среды, чем трехфтористый бор, является трех-
хлористый бор, который образует легкоплав-
кие и летучие хлориды. Треххлористый бор,
как показали термодинамические расчеты [24],
является более химически активным соедине-
нием по отношению к окислам, чем трехфто-
ристый бор. Только окислы бериллия, молиб-
дена, ниобия и вольфрама не реагируют с трех-
хлористым бором. Однако не все металлы, с
окислами которых реагирует треххлористый
бор, удается спаять в атмосфере, содержащей
это соединение, например сплавы магния. Од-
ной из причин, вследствие которых пайка в
треххлористом боре не происходит, является
образование в ряде случаев так называемого
сажистого бора по реакции
- Ме + ВС13 = - МеС1* + В,
к к
препятствующего контакту жидкого припоя с
основным металлом. Эта реакция характерна
для магния, титана, алюминия и некоторых
других металлов
142
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
Одним из перспективных активаторов га-
зовых сред является трехбромистый бор, так
как температура плавления и кипения броми-
дов, как правило, ниже, чем соответствующие
температуры для хлоридов. С термодинамиче-
ской точки зрения [24] трехбромистый бор
является более активным соединением, чем
треххлористый бор. Он реагирует почти со
всеми окислами, кроме окиси бериллия. Таким
образом, боргалоидные соединения дают по-
ложительный эффект при пайке легированных
сталей, жаропрочных сплавов и других метал-
лов, кроме алюминия, магния, титана. При
этом трехфтористый бор обеспечивает пайку
тугоплавкими припоями, а треххлористый бор
и трехбромистый бор - тугоплавкими и сред-
неплавкими.
Газами-носителями активных компонен-
тов могут быть азот, аргон, а также восстано-
вительные атмосферы, о которых говорилось
выше. Концентрация активных газов (объем-
ные доли) в зависимости от их природы меня-
ется в широких пределах: от 1 3 % до
0,01 ... 0,001 %.
Среди активаторов газовых сред особое
место занимает треххлористый фосфор РС13,
взаимодействующий с окислами по реакции
^Ме„О„ + РС13 = ^MeCl*. + 1р2О3,
с образованием триокиси фосфора, представ-
ляющей собой жидкость с температурой кипе-
ния 75,5 °C, и хлоридов, являющихся при тем-
пературе пайки жидкими или газообразными
веществами.
Термодинамический анализ этой реакции
[24] показывает, что в атмосфере, содержащей
треххлористый фосфор, возможна пайка алю-
миния, поскольку при температуре выше 182 °C
все продукты взаимодействия окиси алюминия с
треххлористым фосфором находятся в газооб-
разном состоянии. С термодинамической точки
зрения возможна пайка в треххлористом фосфо-
ре и титана. Треххлористый фосфор для пайки
магния неприемлем, так как в его атмосфере
окись магния, так же как и в треххлористом
боре, образует хлористый магний с температу-
рой плавления выше температуры плавления
самого магния. В процессе нагревания металлов
в атмосфере треххлористого фосфора можег
выделиться свободный фосфор по реакции
— Ме+РС13 = —MeCL + Р .
к 5 к *
Растеканию припоев выделившийся фос-
фор не препятствует, поскольку при темпера-
туре пайки он находится в газообразном со-
стоянии и уносится с потоком газов. Рекомен-
дуемая концентрация РС13 - 0.1 . 0,001 % по
объему.
В качестве активной газовой среды для
пайки сложнолегированных сталей можно
применять фториды титана или циркония, по-
лучаемые при разложении фтортитаната или
фторцирконата калия при нагреве под пайку до
температуры 700 900 °C [25] Указанные
соли в виде суспензии наносятся на паяемые
поверхности или размещаются в емкостях из
коррозионно-стойкой стали. Продуктами раз-
ложения являются жидкий фтористый калий и
газообразные фториды титана или циркония,
которые активно восстанавливают окислы
хрома, никеля, молибдена. Оптимальное со-
держание фторидов составляет 5 ... 10 % от
объема контейнера, заполненного аргоном
0,5 .. 0.8 ат (1 ат » 0,1 МПа). Пайка высоко-
прочной стали (легированной никелем хро-
мом, молибденом, титаном и алюминием), мед-
но-марганцевым припоем марки ПМ17 в этой
среде происходит при температуре 1010 + 10 °C.
В последнее время находит применение также
способ бесфлюсовой пайки меди и ее сплавов в
активных газовых средах на основе пере-
гретого водяного пара с микро дозами (до 0.1 %
по объему) хлоридов [26].
Инертные и нейтральные газовые среды
В качестве защитной атмосферы при пай-
ке различных материалов и сплавов применяют
инертные или нейтральные газы, не содержа-
щие водород. Наибольшее распространение
получил аргон - одноатомный газ плотностью
1,78 кг/м3, поставляемый по ГОСТ 10157-79 в
баллонах марок А. Б и В. В аргоне марки А
содержится не более 0,003 % кислорода, не
более 0.01 % азота и не более 0.03 г/м3 воды
при давлении 1,33 105 Па. В аргоне марок Б и
В должно быть не более 0,005 % кислорода,
0,04 % и 0,10 % азота и воды соответственно.
Гелий - одноатомный газ плотностью
0,178 кг/м3. Широкого распространения при
пайке не получил ввиду его высокой стоимости
Аргон всех трех марок применяют при
пайке коррозионно-стойких и жаропрочных
сталей, вольфрама и других металлов. В аргоне
марки А, дополнительно очищенном от приме-
сей кислорода, азота и паров воды, осущест-
ПАЙКА В ВАКУУМЕ И ПАРАХ ЛЕГКОИСПАРЯЕМЫХ МЕТАЛЛОВ
143
вляют пайку титана и его сплавов при темпера-
туре 800 ... 900 °C. В атмосфере аргона и гелия
без дополнительной очистки от примесей мож-
но паять медь и ее сплавы припоями на основе
латуни.
В ряде случаев вместо дорогостоящих
инертных газов применяется более дешевый
азот (плотность 1,251 кг/м3). Технический азот,
поставляемый в баллонах, содержит около 3 %
кислорода. Поэтому для пайки азот необходи-
мо тщательно очищать от примесей кислорода
и паров воды. С успехом осуществляют пайку
в атмосфере сухого азота изделий из меди,
поскольку окислы меди не отличаются высо-
кой стойкостью и разлагаются уже при темпе-
ратуре 740 ... 780 °C. В качестве припоев при-
меняют латуни, некоторые бронзы, медно-
фосфористые и серебряные припои. Инертные
или нейтральные газы при пайке латуней и
бронз не применяются без дополнительной
активации [24].
ПАЙКА В ВАКУУМЕ И
ПАРАХ ЛЕГКОИСПАРЯЕМЫХ МЕТАЛЛОВ
Пайку в вакууме обычно применяют для
изделий из материалов, чувствительных к пе-
регреву в защитно-восстановительных газах
или взаимодействующих с флюсами. В вакуу-
ме паяют конструкции, имеющие труднодос-
тупные полости, а также для исключения кор-
розии, создаваемой остатками флюсов. В ряде
случаев пайка в вакууме более экономична,
чем другие виды пайки.
Известно, что при нагревании стойкость
окислов металлов снижается. Однако темпера-
тура полной диссоциации окислов настолько
высока, что достичь ее при температурах пайки
и современного вакуумного оборудования не
удается. В табл. 18 приведены значения вакуу-
ма, необходимого для диссоциации некоторых
18. Значения вакуума, необходимого
для диссоциации некоторых окислов
при температуре 1150 °C
Окислы Вакуум, Па
Fed 1,33 10^
Cr20j 1,33-10'13
МпО 1,33-10"16
SiO2 1,33-ю'7
ТЮ2 1,33-КГ19
А12Оз 1,33-10“25
19. Температура заметного испарения
некоторых элементов в вакууме
Элемент Темпе- ратура плавле- ния, °C Температура заметного испарения, °C, в вакууме
1,33-10-2 Па 1,33-10‘Па
Серебро 951 763 847
Алюминий 659 724 807
Бор 2140 1052 1140
Бериллий 1273 912 1029
Кадмий 321 148 180
Кобальт 1293 1249 1362
Хром 1900 813 -
Железо 1527 1094 1195
Магний 650 287 331
Медь 1083 946 1035
Марганец 1244 717 791
Молибден 2621 1923 2090
Ниобий 2600 2124 2355
Никель 1455 1157 1257
Олово 232 823 922
Кремний 1210 1024 1116
Титан 1727 1134 1249
Ванадий 1730 1455 1586
Вольфрам 3482 2554 1767
Цинк 420 311 244
Цирконий 1852 1527 1660
окислов при температуре 1150 °C [24]. При
пайке в высоком вакууме следует учитывать
испарение металлов. Особенно это касается
таких металлов, как цинк, кадмий, марганец и
магний. Чем выше вакуум, тем ниже темпера-
тура, при которой начинается испарение ме-
талла. В табл. 19 приведены значения темпера-
тур, при которых начинается заметное испаре-
ние элементов в вакууме до плавления [24].
В вакууме испаряются не только металлы,
но и их окислы, что способствует осуществлению
процесса пайки. Например, окислы V2O5 и МоО2
испаряются в вакууме 1,33 • 10“3 Па при темпера-
турах 1000 . 1300 °C, Сг2О3 - при температуре
1000 °C, МоО3 - при температуре 550 °C и
WO2 - при температуре 800 °C [24]. На практи-
ке удается паять в вакууме 1,33 1О'! Па многие
металлы и сплавы благодаря растворению оки-
слов в паяемом металле Например, окисная
пленка на титане растворяется при температуре
144
ФЛЮСЫ И ГАЗОВЫЕ СРЕДЫ
выше 700 °C. Поэтому титан успешно паяют в
вакууме 1,33 .. 1,33 10 2 Па при температуре
около 1000 °C. Оптимальный вакуум для мед-
ных изделий, идущих на изготовление электро-
вакуумных приборов, составляет 0,133 Па.
Пайку производят с использованием припоев
на основе серебра ПСр 72, ПСр 50.
Коррозионно-стойкие стали и жаропроч-
ные сплавы, имеющие стойкие окислы, пред-
варительно покрывают слоем никеля толщиной
13 ... 15 мкм Глубина вакуумирования -
1,33 10~2 ... 1,33 • 103 Па. Молибден с молиб-
деном или с другими металлами и сплавами,
например с медью, никелем, коррозионно-
стойкой сталью, можно паять в вакууме
1,33 1 (Г2 ... 1,33 10"3 Па. Положительные ре-
зультаты получены при пайке бериллия в ва-
кууме 1,33 10’... 1,33-10"4 Па [24].
Пайка в парах металлов имеет ограни-
ченное применение При вакуумной пайке
труднопаяемых металлов, например алюминия,
можно использовать пары легкоиспаряемых
элементов, таких, как магний, цинк, литий и
др. При пайке в парах металлов в контейнер с
изделием вводится некоторое количество лег-
коиспаряемого металла. После предваритель-
ного вакуумирования и нагрева контейнера
пары пегкоиспаряемого металла связывают
весь свободный кислород, имеющийся в каме-
ре. Поскольку парциальное давление кислоро-
да резко снижается, начинается диссоциация
окислов, находящихся на поверхности паяемо-
го изделия. Свободные частицы газообразного
металла растворяются в поверхностном слое
металла изделия, образуя сплав, который при
определенной температуре расплавляется и
затекает в зазор. Наибольшее распространение
этот метод получил при пайке алюминия и его
сплавов. В качестве легкоиспаряемого металла
используют магний.
Технологический процесс пайки алюминия
в парах магния заключается в следующем [24]
1. Поверхность алюминиевой детали по-
крывают слоем меди толщиной 10 12 мкм
любым из известных способов. Возможно
покрытие и другими металлами - никелем,
серебром.
2. Паяемые детали устанавливают в кон-
тейнер с предварительно помещенными в него
навесками магния (вместо чистого магния
можно использовать его сплавы).
3. В камере пайки создается вакуум до
1,33 -10’3 Па.
4. Контейнер нагревается до температуры
пайки при непрерывном удалении выделяю-
щихся газов
5. При температуре порядка 570 °C алю-
миний с медным покрытием и газообразным
магнием образует эвтектику, которая служит
припоем при соединении элементов паяемого
изделия.
При пайке сталей с использованием паров
активных металлов, таких, как цинк, марганец,
литий, кроме вакуума можно применять за-
щитные газы (азот, углекислый газ). Например,
пайка коррозионно-стойкой стали Х18Н10Т
припоем ПСр72 осуществляется в парах лития
при давлении 13,3 гПа при температуре менее
900 °C. Применение паров марганца позволяет
проводить пайку конструкционных и коррози-
онно-стойких сталей в низком вакууме
1,3-10“’ .. 1,3-1 О*3 гПа при температуре 940 °C
припоями систем медь-марганец и медь-
никель-марганец. Пары цинка позволяют осу-
ществить бесфлюсовую пайку латунью без
испарения цинка из припоя в атмосфере азота
или углекислого газа низколегированных ста-
лей, например марок 40Х, ЗОХГСА при темпе-
ратуре 910 ... 920 °C [27].
СПИСОК ЛИТЕРАТУРЫ
1 Петрунин И. Е„ Лоцманов С. Н.,
Николаев Г. А. Пайка металлов. М.: Метал-
лургия, 1973
2 Петрунин И. Е. Физико-химические
процессы при пайке. М.: Высшая школа, 1973.
3 Куфайкин А. Я., Шибаев М. В., Ко-
валевский Р. Е. / Мат-лы семинара «Припои,
флюсы и материалы для пайки». М.: ЦРДЗ.
2002. С. 37
4. Попов А. С. и др. Флюс для высоко-
температурной пайки алюминиевых бронз /
Мат-лы науч.-техн. конф. М„ 1989.
5. Кургузов Н. В. Флюс для пайки мед-
ных трубопроводов бытовых холодильников /
Мат-лы семинара «Роль процессов пайки в
создании новой техники». М., 1996. Ч. 2.
6. Иванов И. Н., Кузнецова Г. Н. Со-
временное состояние технологии, припоев и
оборудования для пайки режущего инструмен-
та / Мат-лы семинара «Пайка, современные
технологии, материалы, конструкции». Сб. № 1.
М.: ЦРДЗ, 2001. С. 52.
7. Иванов И. Н. Современное состоя-
ние материалов и технологии пайки инстру-
СПИСОК ЛИТЕРАТУРЫ
145
мента / Мат-лы семинара «Припои, флюсы и
материалы для пайки». М., 2002. С. 34.
8. Пашков И. Н., Ильина И. И., Шо-
хин С.В. Опыт и тенденции производства и
использования присадочных материалов для
высокотемпературной пайки изделий в России /
Мат-лы семинара «Пайка, современные техно-
логии, материалы, конструкции». Сб. № 2. М.:
ЦРДЗ, 2001
9. Лашко Н. Ф., Лашко С. В. Пайка
металлов. М.: Машиностроение, 1977.
10. Петрунни И. Е., Шеин Ю. Ф. Флюс
для высокотемпературной пайки меди / А.с.
№814629 от 23.03.81.
11. Шеин Ю. Ф. Флюс для высокотемпе-
ратурной пайки нержавеющих сталей и меди /
А.с. № 1324808 от 23.07.87
12. Кургузов Н. В. Некоррозионный
флюс для высокотемпературной пайки алюми-
ния / Мат-лы семинара «Пайка в создании из-
делий современной техники». М„ 1977
13. Хорунов В. Ф., Сабадаш О. М., Ан-
дрейко А. А. Высокотемпературная пайка
алюминия с использованием флюса системы К,
Al, Si/F / Мат-лы семинара «Пайка, современ-
ные технологии, материалы, конструкции»
Сб. № 1. М.: ЦРДЗ, 2001. С. 37
14. Уикс И. Е., Блок Б. Е. Термодина-
мические свойства 65 элементов, их окислов,
галогенидов, карбидов и нитридов. М.: Метал-
лургия, 1965.
15. Хряпин В. Е. Справочник паяльщика.
М.: Машиностроение, 1981.
16. Парфенов А. Н. О термокинетиче-
ских и термически активируемых процессах в
теории синтеза органических композиций па-
яльных паст / В сб.: Пайка. Современные тех-
нологии, материалы, конструкции / Мат-лы
семинара. М. ЦРДЗ, 2001. № 1. С. 12-19.
17. Лашко С. В., Лашко Н. Ф. Пайка
металлов. М Машиностроение, 1967. 257 с.
18. Отраслевой стандарт МРП - ОСТ;
Г0.033.200 «Припои и флюсы для пайки»,
1986.
19. Парфенов А. Н. О постановке новой
научно-технической проблемы органического
спая // Практическая силовая электроника.
2002. № 7.
20. Парфенов А. Н. Технологические
материалы для поверхностного монтажа И
Электронные компоненты. 1999. № 4.
21. Ласло П. Логика органического син-
теза. М.: Мир, 1988. Т. 1-2.
22. Парфенов А. Н. Элементарная тех-
нология поверхностного монтажа. Секреты
мастерства и стратегия успеха И Практическая
силовая электроника. 2002. № 6. С. 43-50.
23. Парфенов А. Н. Платы печатные.
Перспективы ретроспективы // Практическая
силовая электроника. 2002. № 7. С. 42-53.
24. Есенберлин Р. Е. Пайка и термиче-
ская обработка деталей в газовой среде и в
вакууме. Л.: Машиностроение, 1972
25. Суслов А. А. Пайка сложнолегиро-
ванных сталей в газовых средах / Мат-лы се-
минара «Пайка в создании изделий современ-
ной техники». М., 1977. С. 100.
26. Акимов А. А., Поплавский А. П.
Исследование и реализация технологии пайки
меди и ее сплавов в активных газовых средах
на основе водяного пара / Мат-лы семинара
«Пайка в создании изделий современной тех-
ники». М., 1977. С. 111.
27. Перевезенцев Б. Н., Тюнин Ю. Н.
Пайка сталей с использованием паров актив-
ных металлов / Мат-лы семинара «Новые дос-
тижения в области пайки». Киев, 1981.
Глава 5. ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАИКИ
Современное состояние отечественного
машиностроения требует реформирования
технической базы предприятий и реконструк-
ции технологического оборудования, в гом
числе и для пайки. Имеющееся на машино-
строительных заводах специализированное
оборудование: печи и установки различных
типов - представляют по-прежнему значитель-
ную техническую ценность. В большинстве
случаев это наследие можно рационально мо-
дернизировать или подвергнуть восстанови-
тельному ремонту с использованием основы
металлоконструкций, с заменой старых систем
контроля, регулирования, электроавтоматики и
программного управления на современные.
Такой подход правомерен при реанимации
производства, так как позволяет ускорить ос-
воение новых изделий (паяных конструкций)
на основе имеющихся ресурсов с учетом но-
вейших технологий пайки и современного обо-
рудования Новейшее оборудование, сугубо
специализированное, может быть востребовано
только в условиях значительного роста серий-
ного (крупносерийного, массового) производ-
ства. В этой связи задачи энергоресурсосбере-
жения начинают стимулировать расширение
разработок и производства более эффективной
высококомпактной теплообменной аппаратуры
с использованием процессов пайки в специали-
зированных печах с защитно-восстановитель-
ными газовыми средами.
Головная организация по технологии энер-
гетического, транспортного и тяжелого машино-
строения (ГНЦ РФ НПО «ЦНИИТМАШ», Мо-
сква) проводит системные разработки и модер-
низацию паяльного оборудования, печей и т.п.
для пайки. Это открывает возможность новых
разработок и выпуска перспективных паяльных
установок с учетом организации новых серий-
ных производств и реконструкции заводов ма-
шиностроения, тепловозе-, дизелестроения,
энергетического оборудования и создания пая-
ных теплообменных аппаратов энергосбере-
гающих установок широкого профиля [1]
ПЕЧИ
Пайка в печах наиболее полно воплощает
технологические возможности и особенности
процесса, обеспечивает стабильность качества
соединений, позволяет максимально механизи-
ровать и автоматизировать изготовление пая-
ных изделий за счет групповой обработки, се-
рийного, крупносерийного и массового произ-
водства и может быть весьма экономичной [1]
По методу нагрева печное оборудование разде-
ляют на газопламенное и электропечи сопротив-
ления, индукционные печи и установки, кото-
рые, в свою очередь, можно разделить на печи с
контролируемой средой и вакуумные [2].
Тепловые процессы при пайке в печах
Процессы пайки сопровождаются переносом
энергии в форме теплоты, при этом происходит
обмен энергией между отдельными элемента-
ми конструкции, между областями окружаю-
щей среды в печи, а также с массой технологи-
ческой оснастки. Большинство промышленных
печей для пайки - высокотемпературные, и в
них большую роль играет передача теплоты
паяемым изделиям конвекцией и излучением
Теплообмен зависит от температуры процесса,
габаритов, геометрии рассматриваемой системы
и теплофизических характеристик сред и участ-
вующих в теплообмене тел. При расчетах теп-
лоотдачу (конвективный теплообмен) в печах
определяют по закону Ньютона-Рихмана:
0 = a(7',-7'2)S,
где 7) и Т2 - температура поверхности тела и ок-
ружающей среды, °C; 5 - нагреваемая площадь,
м2: а - коэффициент теплоотдачи, Вт/(м2 °C).
При расчетах лучистого теплообмена
следует учитывать интенсивность спектраль-
ного излучения «серого» тела, которое при
всех значениях длины волны в одно и то же
число раз меньше интенсивности спектрально-
го излучения абсолютно черного тела, находя-
щегося при той же температуре-
Л = ЕХС,Г5(ес2ш' -1) ‘,
е=£с0Ш4=сШ4,
UooJ liooj
где Л - интенсивность спектрального излуче-
ния «серого» тела, Вт/м2; Е - интенсивность
интегрального излучения или излучательная
способность «серого» тела, Вт/м2; ек, е - соот-
ветственно спектральная и интегральная сте-
пень черноты; С| - первая постоянная излуче-
ния, равная 0,374 • 10'5 Вт м2; С2 - вторая по-
стоянная излучения, равная 1,4388 102 м • °C;
X - длина волны, м; Т абсолютная температу-
ра, °C; Со - коэффициент излучения абсолютно
ПЕЧИ
147
черного тела, равный 5,7 Вт/(м2 °C4); С = Со -
коэффициент излучения «серого» тела.
Степень черноты реальных тел зависит в
основном от состояния их поверхности и тем-
пературы. Условия теплопередачи определяют
режимы пайки, которые, в свою очередь, суще-
ственно влияют на производительность про-
цесса и качество изделий. Например, в конвей-
ерных электропечах вследствие различного
расположения изделий относительно нагрева-
телей и взаимного затенения возникает перепад
температур между отдельными изделиями.
В этом случае необходимо решать задачу о
размещении изделий на конвейере. Оптималь-
ный вариант решения поставленной задачи
определяется зависимостью времени нагрева от
характера загрузки, в частности от массы изде-
лий, приходящейся на единицу длины конвей-
ера печи dm/. Возможны несколько видов такой
зависимости при последовательном изменении
числа изделий в рабочем пространстве печи
Если паяемые изделия располагают таким обра-
зом, что они не оказывают влияния друг на дру-
га и при изменении их числа условия нагрева
остаются одинаковыми, то время нагрева не
зависит от dmt (рис. 1, тип загрузок Г). Если при
размещении изделий они начинают затенять
друг друга, уменьшая тем самым тепловой
поток, воспринимаемый поверхностью загруз-
ки (тип //), то время нагрева возрастает с уве-
личением dm,, но не пропорционально dm,. Это
следует из формулы для расчета времени на-
грева
- т
где т масса загрузки; S - поверхность, вос-
принимающая тепловой поток; у - коэффици-
ент, зависящий от температуры печи и темпе-
ратурного диапазона нагрева изделий; С„ -
приведенный коэффициент излучения. Отсюда
т т
видно, что отношение — = — определяет вре-
мя нагрева, так как теплоемкость и коэффици-
ент у остаются неизменными, а С„ меняется
незначительно.
Рис. 1. Типы загрузок паяемых изделий
в электропечах непрерывного действия
Если при изменении числа изделий их те-
пловоспринимающая поверхность практически
остается неизменной (рис. 1, тип III), то время
нагрева увеличивается прямо пропорционально
массе изделий. При достаточно высокой плот-
ности деталей (рис. 1, тип IV) загрузка по сво-
ему характеру приближается к загрузке одного
массивного тела и время нагрева увеличивает-
ся быстрее, чем dmt. Таким образом, при пайке
изделий в конвейерных печах и последова-
тельном увеличении массы загрузки зависи-
мость времени нагрева до заданной температу-
ры от dm, можно представить в виде графика
(рис. 2, а). На рис. 2, б показан характер изме-
нения производительности печи [2].
При увеличении dmt производительность
рассчитывают по формуле
g=^L,
где L длина печи; /„ - соответственно вре-
мя нагрева и выдержки.
При определенных условиях имеет место
оптимальное, т.е. соответствующее максимуму
производительности, размещение изделий в
печи. Оптимум находится при значениях dmh
соответствующих III и IV типам загрузки. При
этом с увеличением времени выдержки /„ оп-
тимальное значение dmt возрастает. При г,«t„
максимум производительности приходится на
минимальную для типа IV загрузки dm/; при
tB » t„ - на максимально допустимую dm,.
В промежуточных случаях определяют значе-
ние dm,, соответствующее максимальной про-
изводительности, по специальной методике [8].
Определение максимальной производительно-
сти пайки при оптимальном размещении изде-
лий по указанной методике может быть осуще-
ствлено и в случаях нагрева в печах периоди-
ческого действия [2].
Рис. 2. Зависимость времени нагрева паяемых
изделий (а) и производительности печи (б)
от различных типов загрузки / - IV:
/ - /,« t„; 2-t,n {„соизмеримы; 3 -1,»/„
148
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Электропечи с контролируемыми сре-
дами оснащены устройствами для транспорти-
рования паяемых изделий, а в некоторых слу-
чаях - установками для приготовления газовых
смесей. В массовом производстве крупных
изделий целесообразно применять высокопро-
изводительные электропечи с шагающим по-
дом для пайки в среде водорода или азотно-
водородной смеси (табл. 1).
В электропечах с шагающим подом наи-
большее распространение получила конструк-
ция шагающих балок с вынесенной в зону по-
ниженных температур металлической частью.
Опорная часть балки, находящаяся в зоне вы-
соких температур, футерована огнеупорным
кирпичом. Уплотнение штоков приводных
цилиндров вертикального перемещения произ-
водят с помощью сальников и сильфонов. За-
грузку и выгрузку поддонов с изделиями осу-
ществляют через торцевые проемы. Уплотне-
ние загрузочных и разгрузочных проемов про-
изводят с помощью шлюзования изделия.
На рис. 3 приведена типовая схема элек-
тропечи с шагающим подом, состоящая из трех
рабочих камер. Непосредственно за камерой
загрузки /, в которой производят шлюзование,
установлена камера предварительного нагрева
3. К камере пайки 4 герметично примыкает
секционная камера охлаждения, передвижение
по которой осуществляется толкателем. После
охлаждения изделий в контролируемой среде
до температуры 80 ... 100 °C поддоны перед
разгрузкой шлюзуют в разгрузочной камере 6
Широко применяют электропечи для пайки
изделий в восстановительной среде. Например,
конвейерная электропечь сопротивления
СКЗ-4.20.1.5/11.5-Х45М1 оснащена камерой
охлаждения и предназначена для высокотемпе-
ратурной пайки узлов с массой не более 2,0 кг.
Электропечь (рис. 4) состоит из камер на-
грева и охлаждения, форкамер, конвейерной
ленты, нагревательных элементов привода
Футеровка камеры нагрева двухслойная (из
легковесного шамота и перлитовых плит)
Свод камеры нагрева съемный и уплотнен с
корпусом печи песочным затвором. Эндогаз
подается в камеру нагрева от комплектуемой
газоприготовительной установки ЭН-60.
Проволочные зигзагообразные нагревате-
ли расположены на своде, боковых стенках и в
поду. Нагреватели каждой зоны имеют отдель-
ный подвод электропитания через понижаю-
щие печные трансформаторы. Перед камерой
нагрева и за камерой охлаждения расположены
форкамеры 2 и 5 (камеры загрузки и разгрузки)
со шторками и пламенными завесами, умень-
шающие расход эндогаза и подсос воздуха в
печь. Камера охлаждения состоит из трех во-
доохлаждаемых секций, установленных на
фундаменте. Изделия через камеры нагрева и
1. Электропечи с шагающим подом с водородной н азотно-водородной средой
Техническая характеристика ОКБ-1583 СЮЗХ-4.57,2/12 ОКБ-1582
Температура рабочего пространства, °C Размеры рабочего простран- ства, мм Производительность печи. кг/ч, не более Габаритные размеры печи, мм 1300 80x420x18 200 95 2500x24 000x3000 1180 80x100x19 700 150 5700x31 000x2800 1100 80x420x19 709 150 2500x26 500x3000
Рис. 3. Электропечь с шагающим подом:
/ - камера загрузки; 2 - поддон с изделием; 3 - камеры предварительного нагрева;
4 - камера пайки; 5 - камера охлаждения; 6 - камера разгрузки
ПЕЧИ
149
Рис. 4. Конвейерная электропечь сопротивления СКЗ-4.20.1,5/11,5-45М:
а - схема (/ - ленточный конвейер; 2 и 5 - передняя и задняя форкамеры; 3 - камера нагрева;
4 - камера охлаждения); б - зависимость производительности G от нагрузки (кг) на 1 м конвейерной ленты
охлаждения транспортируют конвейерной лен-
той, натянутой на систему барабанов. Рабочая
ветвь ленты опирается в форкамере и камере
охлаждения на лист, а в камере нагрева - на
балки из жаропрочной стали. Привод состоит
из электродвигателя постоянного тока и двух
червячных редукторов. Зависимость произво-
дительности печи от нагрузки иллюстрируется
графиками на рис. 4, б.
Очищенный газ под давлением подается
на входные запорные вентили, а затем через
фильтр в магистраль соответствующей камеры
печи. Газовая магистраль оснащена ротаметра-
ми, позволяющими регулировать расход газа
(от 0,08 до 240 дм3/ч). В системе предусмотре-
на возможность подачи газа в зависимости от
требований технологического процесса через
испарители (для получения газообразного
флюса) [2].
К более производительным печам отно-
сится электропечь СКЗ-8.5О.З,5/11,5Х100М1
(табл. 2)
Эти электропечи выпускал Дагестанский
завод электротермического оборудования как
левого, так и правого исполнения, что позволя-
ло более рационально использовать производ-
ственные площади [2]
В производстве полупроводниковых при-
боров широко применяют конвейерные элек-
тропечи сопротивления с водородной средой.
Во ВНИИЭТО (Москва) разработана унифици-
рованная серия конвейерных водородных элек-
тропечей на базе типовых комплектующих
изделий и узлов (табл. 3) [11,14].
Конструктивно вся серия печей модуль-
ного исполнения позволяет для одинаковых по
сечению рабочих камер печей собирать их из
блоков с числом тепловых и электрических зон
6, 9 или 12. Рабочий канал образован металли-
ческим муфелем из жаростойкой стали. Корпу-
са нагревательных камер выполнены водоох-
лаждаемыми. Каждая зона питается через ти-
ристорный регулятор напряжения и понижаю-
щий трансформатор; нагреватели нихромовые
2. Технические характеристики электропечей
Тип печи СКЗ-4.20.1,5/11,5Х45М1 С КЗ-8.50.3,5/11,5Х 100М1 (М3)
Мощность печи, кВт 85 266
Производительность, кг/ч 45 ... 80 250... 450
Напряжение, В 380 380
Температура рабочего пространства, °C 1150 1100
Максимальная нагрузка на 1 м конвейерной ленты, кг 13,5 26
Габаритные размеры печи, мм 2025x13 000x2150 2300x20 600x2300
Масса печи, т 8,1 28,6
150
ОТЁЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
3. Электропечи водородные конвейерные сопротивления
Технические данные СКН-0.5,3.6.0,5/ /9-Х 15М1* СКН-1.36.0,7/ /9-Х 15М1* СКН-1,6.28.1/ /10-Х15М1* СКЗ-1.70. 0,8/11
Установленная мощность, кВт 48 38 40 42
Максимальная температура рабочего пространства, °C 900 900 1000 1100
Число тепловых зон 12 9 4 5
Сечение рабочего пространства, мм 50x50 100x70 160x100 100x80
Габаритные размеры печи, мм 800x1950x8800 800x1950x8800 800x1950 x 8800 1100x2050x7450
Масса печи, т 5 1,5 4,5 4,9
* Печи модульного исполнения
4. Толкательные водородные электропечи модульного исполнения
Технические данные СТН-2,5.20.1/12-М1 СТН-2,5.20.1,6/12-М1 СТН-2,5.20.1/15-М8
Мощность, кВт 47 60 60
Рабочая температура, °C, не более 1350 1350 1500
Расход, м3/ч:
водорода 1,1 1,1 2,1
охлаждающей воды 3 3 3
Скорость проталкивания лодочек, м/ч 0,3 ... 150 0,3 ... 150 0,3 ... 30
Размеры рабочего пространства, мм 250х 2200х 140 250 х 2200 х 200 250 х 2200 х 140
Габаритные размеры лодочки, мм 220x330x90 220х330х ПО 220x330x90
Масса печи, т 7,16 7,30 6,60
или молибденовые. Автоматическое регулиро-
вание температуры осуществляет высокоточ-
ный регулятор ВРТ. Для непрерывной записи
температур по зонам предусмотрен многото-
чечный электронный потенциометр. Точность
регулирования температуры ±2,0 °C.
В качестве привода конвейера таких пе-
чей применен тиристорный электропривод
ЭТЗР1, обеспечивающий скорость движения
0,0005 ... 0,0025 м/с с отклонением ±1 %. На
входе и выходе печей расположены азотные
завесы, предотвращающие проникновение воз-
духа в рабочий объем. Изготовитель - Таган-
рогский завод электротермического оборудо-
вания [2].
Толкательные водородные электропечи
сопротивления (табл. 4) применяют для пайки
мелких изделий при крупносерийном производ-
стве с режимами до 1500 °C в среде водорода.
Толкательные однокамерные электропечи
снабжены корундовым муфелем, на который
намотан молибденовый нагреватель. Футеров-
ка печей выполнена из огнеупорных и тепло-
изоляционных стандартных элементов, а про-
странство между муфелем и огнеупорной
кладкой заполнено высокоогнеупорной засып-
кой. Контролируемая среда может подаваться в
печь как прямотоком, так и противотоком (на-
встречу движению изделий). Контроль запол-
нения печей газовой средой осуществляется
через факелы по регламенту технологической
инструкции, а защита от разрушения в резуль-
тате образования взрывоопасной смеси газов -
с помощью предохранительного клапана. Печи
ПЕЧИ
151
комплектуют электрооборудованием, обеспе-
чивающим плавное выведение на рабочий ре-
жим. Автоматическое регулирование темпера-
туры каждой зоны печи производится при по-
мощи термопар и системы терморегулирова-
ния. Имеющиеся в производстве печи требует-
ся реконструировать на основе применения
современных систем контроля и программного
регулирования.
Наряду с электропечами непрерывного
действия для пайки изделий широко используют
муфельные, камерные, колпаковые, элеваторные
и в некоторых случаях шахтные печи [2].
Колпаковые печн выпускают с одним
или двумя рабочими колпаками, состоящими
из следующих основных узлов: рабочей каме-
ры, стола загрузки, механизма перемещения
колпака и пульта управления.
Более высокой производительности процес-
сов пайки достигают при использовании двух-
колпаковой электропечи с поочередным энерго-
силовым обслуживанием рабочих камер и при
подготовке камер установки к процессу пайки
очередной садки, например печи СКБ-7001А
с программным управлением (табл. 5).
Печь СКБ-7001А снабжена электромеха-
ническим приводом перемещения колпаков,
системой автоматического регулирования ре-
жимами пайки по заданной программе и про-
граммным регулирующим устройством. Пита-
ние печи осуществляется через силовой пони-
жающий трансформатор ТСУ-50/0,5А, снабже-
ние контролируемой средой - автоматическое
Технические данные некоторых колпаковых и
элеваторных электропечей для пайки приведе-
ны в табл. 6,7.
5. Технические характеристики
колпаковой электропечи СКБ-7001А
Установленная мощность, кВт
Температура, °C
рабочая
максимальная
Расход, м’/ч
водорода
(одним колпаком).
охлаждающей воды
Размеры рабочего
пространства, мм .
Габаритные размеры, мм
Масса печи, т ...
40
1200
1400
0,5
1,0
0 200 х 300
1740 х 1800 х 2050
Для пайки изделий в водородной среде
ВНИИЭТО разработал модификацию элева-
торной электропечи СКБ-7018М (рис. 5), более
производительную по сравнению с электропе-
чью СКБ-7018; обе печи производительнее по
сравнению с СКБ-7001А
Электропечь СКБ-7018М (рис. 5) состоит
из нагревательной камеры 1 и механизма подъ-
ема днища 3. Камера представляет собой цилин-
дрический стальной водоохлаждаемый корпус,
установленный на колоннах 2. Нагреватель
трехфазный, из вольфрамовых прутков, равно-
мерно расположенных вокруг рабочего простран-
ства. Теплоизоляция осуществляется набором
молибденовых экранов между корпусом и нагре-
вателем. Нагреватели питаются от сети 380 В
через автотрансформатор РТТМ-250/05 и
трансформаторы ТПТ-160/150ВК.
6. Колпаковые электропечи для пайки в среде водорода
Характеристика Одноколпаковые печи
И059.015 ЦЭП-241А СГН-2.4-2/13И1 ЛМ-3360 И059-014
Потребляемая мощность, кВт 5 35 43 20 7
Рабочая 1300 1150 1300 1200 1300
температура, °C Расход газа, м3/ч 0,125 0,05 0,125
Размер рабочего пространства, мм 0 130x160 0 210x300 0 200x400 0 170x250 0 130x160
Габаритные размеры печи, мм 745x1620x1480 1600x1680x1680 3120x1840 x 2435
152
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
7. Элеваторные электропечи для пайки в среде водорода
Характеристика И059.004 И059.005 СКБ-7018 СКБ-7049 СКБ-7018М
Установленная (потребляемая) мощность, кВт 170(140) 300(250) 260 (200) 140(118) 260(210)
Рабочая тем- пература, °C 1200 1200 1600 2000 1750
Расход газа*. м3/ч 1,0 3,5 1,5 1,0 1,0
Размеры рабо- чего простран- ства. мм 0510x800 0670x1400 0600x500 3200 x 300 0500x500
Габаритные размеры, мм 2200x1800x3100 3930x2400x4270 1840x1500x2800 1840x1520x2900
' Расход газа за цикл.
ВидА
Рис. 5. Электропечь сопротивления СКБ-7018М
Изделия устанавливают на подставку из
вольфрамовых и молибденовых штабиков.
Днище камеры с подставкой перемещается
вертикально электромеханическим приводом
В корпусе камеры имеется глазок для наблю-
дения и контроля за температурой оптическим
пирометром. На колоннах электропечи распо-
ложены панели управления системами водоох-
лаждения и газоподвода. Датчиком регулиро-
вания температуры служат вольфраморениевые
термопары [2].
Системы блокировок, сигнализация и пре-
дохранительное устройство обеспечивают без-
аварийную работу систем и механизмов элек-
тропечи в ручном и автоматическом режимах.
Для пайки крупногабаритных изделий в
контролируемой среде применяют шахтные
электропечи (табл. 8) со специальными контей-
нерами, в которые подается газовая среда [2].
8. Шахтные электропечи для пайки изделий
Характеристика ОКБ-3176A СШЗ-25.50/10-Л1 СШЗ-8.40/10 Г-65 Т-95А
Мощность, кВт 285 600 336 65 95
Максимальная температура, °C 900 1000 1100 1300 1300
Размеры рабочего пространства, мм 1350x3000 2500x5000 800x4000 300 х 1600 300x2350
Масса изделия (садки), кг 2500 15 000 2000 -
Габаритные размеры, мм 5180x3020x930 10 500x7300x8400 4730x2700x8220 -
Масса печи, кг 23 000 50000 18 500 -
ПЕЧИ
153
Печи разработки «НПЦ ЭТО-ЭСКА-
ТЕРМ». Обновленные электропечи шахтные
СШЗ-10.20/10, СШЗ-25.20/7 и другие предна-
значены для пайки, отжига цветных металлов,
закалки, нормализации углеродистых и низко-
легированных сталей (табл. 9, рис. 6).
Электропечи типа СНО (табл. 10) по тре-
бованию заказчика укомплектовываются загру-
зочными тележками, которые позволяют меха-
низировать загрузку и выгрузку контейнеров.
Нагревательная камера представляет собой
9. Технические характеристики
печн СШЗ-10.20/10
Мощность, кВт:
установленная
номинальная ..
Температура в рабочем
пространстве, °C
Напряжение питающей сети, В
Частота тока, Гц
Число фаз
Число тепловых зон .
Размеры рабочего пространства,
мм
Масса загрузки, т, не менее ....
Среда в рабочем пространстве
Масса электропечи, т
211,0
210,0
1000
380
50
3
3
0 1000x2000
2,0
Защитная
12,79
металлический корпус, зафутерованный огне-
упорным и теплоизоляционным материалами.
В электропечи исполнения М2 корпус выпол-
нен повышенной герметичности [2]. В качестве
огнеупорного материала использованы полно-
весный корунд марки КО и высокоглиноземи-
стый легковесный шамот ВГЛ-1,3; теплоизоля-
ция выполнена из ультралегковесного шамота
марки ШЛ-0,4. На боковых стенках футеровки
имеются ниши, в которых устанавливают
U-образные нагреватели. В рабочем простран-
стве размещены 20 нагревательных элементов
из дисилицида молибдена ДМ-400/400. Сверху
нагревательная камера закрыта или защитным
кожухом (исполнение Ml) с жалюзи для луч-
шей циркуляции воздуха, или двумя водоохла-
ждаемыми крышками (исполнение М2). Для
определения температуры по длине рабочего
пространства в камере установлены три термо-
пары [2]
В шкафу с силовым электрооборудовани-
ем размещены печной трансформатор ТПО-
40/20/40ПК, автомат-пускатель, трансформатор
тока, тиристорный регулятор напряжения
РНТО-250-330, а также системы водо- и газо-
подвода. В шкафу управления установлены
приборы термоконтроля и автоматики, систе-
мы блокировки и сигнализации.
Рнс. 6. Габаритные размеры и рекомендуемое расположение оборудования электропечи СШЗ-10.20/10И1:
/ - кожух; 2 - футеровка; 3 - нагреватели; 4 - механизм подъема и поворота крышки;
5 - шкаф; 6 -трансформатор
154
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
10. Камерные электропечи для пайки в контролируемых средах
Технические данные ОКБ-1107 СНО-3.4,5,2/16 СНО-3,2.6.2.5/1.5
Ml М2
Мощность, кВт 3,0 18,3 26 26
Рабочая температура, °C 1200 1500 1500 1560
Размеры рабочего пространства, мм 250x100x160 450x200x300 600x350x320 600x250x320
Габаритные размеры, мм 730x500x560 1320x1090x1840 1320x1400x1950 1900x1400x1950
Масса печи, кг 680 1500 4200 4200
Регулирование температуры производит-
ся автоматически двумя способами: с помощью
программатора ПРУ, электронного потенцио-
метра КСП1 и регулятора РУ или с помощью
только электронного потенциометра КСП1 и
регулятора РУ. Выбор режима регулирования
определяется конкретной технологией. У су-
ществующих на производстве печей необходи-
ма реорганизация систем контроля и регулиро-
вания [1]
Изготовляют камерные электропечи уни-
фицированных серий СНО и СНЗ с металличе-
скими нагревательными элементами и номи-
нальной температурой до 1000 . 1200 °C для
широкой номенклатуры изделий, паяемых в
воздушной и контролируемой средах. Элек-
тропечи исполнения Ml укомплектованы по-
нижающими трансформаторами для питания
нагревательных элементов. Их рекомендуют
при режиме работы в три смены, так как нагре-
вательные элементы в них большого сечения,
вследствие чего печи в эксплуатации более
надежны.
Электропечи СНО и СНЗ исполнения И2
(в табл. 10 не представлены) лучше применять
при одно- и двухсменной работе. Они занима-
ют меньшую площадь, так как питаются непо-
средственно от сети. Эти печи не могут рабо-
тать с применением контролируемых сред,
срок службы их нагревателей меньше, чем в
печах исполнения Ml. Конструкции двух более
крупных типоразмеров электропечей исполне-
ний Ml и И2 с размерами пода 600 х 1200 мм и
800 х 1600 мм предусматривают механизацию
загрузочно-разгрузочных операций [2].
Изготовители камерных электропечей -
Бийский завод «Электропечь» и Чадырлунг-
ский завод «ЭТО».
Некоторые технические данные по новым
камерным печам разработки НПЦ «ЭТО-ЭСКА-
ТЕРМ» (Москва, факс (095) 278-94-19) приве-
дены в табл. 11. Электропечи состоят из герме-
тично сваренного металлического кожуха, фу-
терованного огнеупорными и теплоизоляцион-
ными материалами; зигзагообразные нагрева-
тели получают питание от сети переменного
тока через понижающие трансформаторы. За-
грузочный проем печи перекрывается футеро-
ванной дверцей, которая поднимается и опус-
кается с помощью электромеханического при-
вода (СНЗ/СНО-6.12.4/10; СНЗ/СНО-8.16.5/10),
а также вручную (СНЗ/СНО-З.6.2/10 и
СНЗ/СНО-4.8.2,5/Ю).
В электропечах типа СНЗ предусмотрена
пламенная завеса, автоматически перекры-
вающая загрузочный проем во время открыва-
ния дверцы. Горючий газ должен подаваться в
инжекционный смеситель от сети под давлени-
ем не ниже 4000 ... 5000 Па.
После загрузки изделий дверца закрыва-
ется (пламенная завеса гаснет). По окончании
нагрева дверца открывается (загорается пла-
менная завеса), изделия выгружаются и элек-
тропечь загружается новой садкой. Для безо-
пасности при загрузке и выгрузке предусмот-
рена блокировка, отключающая питание нагре-
вателей во время открывания дверцы.
При использовании в электропечи взры-
воопасной атмосферы предусмотрена блоки-
ровка, включающая звуковую сигнализацию
при падении температуры ниже 750 °C. Регу-
лирование температуры в электропечи двухпо-
зиционное, автоматическими самопишущими
потенциометрами.
Для периодической проверки рабочей
температуры предусмотрено отверстие для
термоэлектрического преобразователя. Это
11. Камерные электропечи
Параметр СНЗ/СНО- 3.6.2/10 снз/сно- 4.8.2.5/0 снз/сно- 6.12.4/10 СНЗ/СНО- 8.16.5/10 СНЗ-4.8.2.5/12 СНЗ-6.12.4/12 СНЗ-8.16.5/12
Установленная мощность, кВт 14 25 58 81 19 51 71
Мощность без нагрузки, кВт (СНЗ/СНО) 6.0/4,5 8,0/6,0 13,5/9 20/13,5 11.2 20 27
Максимальная температура. °C 1000 1200
Напряжение питающей сети, В 380/220
Расход защитного газа, м3/ч (для СНЗ) 3 4 8 12 4 8 12
Размеры рабочего пространства, мм 300x600x200 400x800x250 600x1200x400 800x1600x500 400x800x250 600x1200x400 800x1600x500
Объем рабочего пространства печи, л 36 80 288 640 1 288 640
12. Камерные электропечи с загрузочным устройством
Технические данные СНЗ-11.22.7/12-БЗ СНЗ-11.22.7/12-Б4
Мощность. кВт 140 135
Номинальная температура, °C 1200 1200
Напряжение питающей сети, В 380 380
Расход защитной среды, м /ч 20 20
Размеры рабочего пространства, мм 2200x1200x700 2200x1100x700
Габаритные размеры печи, мм 3000x9200x7700 3000x4100x3200
Масса, кг 20 000 13 000
156
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ Д ЛЯ ПАЙКИ
отверстие может быть использовано для отбора
газа на анализ. Электропечи не требуют специ-
ального фундамента и могут быть установлены
непосредственно на полу цеха.
Камерные электропечи сопротивления
СНЗ-11.22.7/12-БЗ и СНЗ-11.22.7/12-Б4 (табл. 12)
укомплектованы специальным загрузочным
устройством. В приведенных в табл 12 элек-
тропечах обеспечивается повышенная стой-
кость контейнеров благодаря наличию в рабо-
чем объеме защитной среды эндогаза. В кон-
тейнерах могут размещаться не только малога-
баритные изделия, но и изделия длиной до
1100 мм. Нагреватели, выполненные из сплава
Х27Ю5Т-Н (ГОСТ 10994-74), установлены на
боковых стенках, в поду, на своде, а также на
торцовой стенке и дверце рабочей камеры.
Для создания защитной среды печи ком-
плектуют газоприготовительными установка-
ми. Загрузочный проем печи перекрывается
пламенной завесой, предотвращающей попада-
ние в печь воздуха при загрузке и выгрузке
контейнеров. Подъем дверцы камеры нагрева и
передвижение механизма загрузки осуществ-
ляются электроприводом Электропечь имеет
автоматическое и ручное управление.
Современными разработками «ВНИИ-
ЭТО» являются электропечи сопротивления с
волокнистыми футеровочными материалами.
Электропечи с волокнистыми футеровоч-
ными материалами - новый этап развития пе-
честроения; предназначены для нагрева изде-
лий в окислительной и защитной атмосферах и
могут применяться во всех отраслях народного
хозяйства, где требуется нагрев изделий до
температуры 1000 °C (спецпечи могут эксплуа-
тироваться до 1150 °C).
Электропечи должны сохранять свои па-
раметры в пределах установленных норм в
процессе и после воздействия следующих ме-
ханических факторов внешней среды по группе
условий Ml (ГОСТ 17516-90): вибрационные
нагрузки с частотой не более 15 Гц, макси-
мальное ускорение 0,5g.
Условия эксплуатации печей СНЗ и СНО.
высота над уровнем моря не более 1000 м; атмо-
сферное давление от 6300 до 8000 Па, темпера-
тура окружающего воздуха +1 ... 35 °C; относи-
тельная влажность воздуха до 80 %. Макси-
мальный тепловой поток, выделяемый в цехо-
вое пространство работающей в режиме номи-
нальной температуры электропечью при тем-
пературе окружающей среды 20 °C, приведен в
табл. 13. В период перегрузки, происходящей в
течение 5 мин при температуре рабочего про-
странства 1000 °C, дополнительно выделяется
тепло. Норма параметра приведена в табл. 14.
Окружающая среда - невзрывоопасная с
допускаемым содержанием газов, паров и пыли
в концентрациях, не превышающих указанных
в ГОСТ 12.1.005-88. Степень защиты электро-
печей 1Р20- по ГОСТ 14254-96.
Электропечи типа СНО/СНЗ (табл. 15)
представляют собой нагревательную камеру,
состоящую из следующих основных составных
частей: кожуха, футеровки, нагревателей, ме-
ханизма открывания дверцы, монтажа электри-
ческого. В конструкции электропечей типа
СНЗ предусмотрен газоподвод контролируе-
мой атмосферы для подачи контролируемой
атмосферы в печное пространство и газопод-
вод пламенной завесы для создания пламенной
завесы перед загрузочным проемом при подъ-
еме заслонки Особенностью электропечей
является выполнение огнеупорного и тепло-
изоляционного слоев футеровки из волокни-
стых огнеупорных материалов
13. Максимальный тепловой поток
Тип оборудования СНО-3.6.2/10-ИЗ | СНЗ-3.6.2/10-И2 СНО-4.8.2,5/10-ИЗ СНЗ-4.8.2.5/10-И2
Норма параметра, кВт 3,4 5,9 5,1 7,1
14. Дополнительное выделение тепла
Тепловой поток, кДж СНО-3.6.2/ 10-ИЗ СНЗ-3.6.2/10-И2 СНО-4.8.2,5/10-ИЗ СНЗ-4.8.2,5/10-И2
Из рабочего про- странства печи 13 000 4930 18 270 8220
При сгорании про- пан-бутановой смеси - 12 510 - 16 680
При сгорании при- родного газа - 14 250 - 25 650
15. Технические данные электропечей типа СНО/СНЗ
Параметр СНО-3.6.2/10-ИЗ 1 ~ 1 СНЗ-3.6.2/10-И2 СНО-4.8.2,5/10-ИЗ СНЗ-4.8.2,5/10-И2
Установленная мощность, кВт 16 15 27 27
Потребляемая мощность, кВт 11,6 11,9 21,1 21
Рабочая температура, °C 1000
Среда в рабочем пространстве Окислительная | Защитная Окислительная | Защитная
Напряжение, В: питающей сети цепей управления 380 220
Частота тока, Гц 50
Число фаз 1 3 3 3
Размеры рабочего пространства, мм 300 X 600 X 200 300 х 600 х 200 400 х 800 х 250 400x800x250
Масса электропечи (комплекса), кг 857 1120 1316 1870
Масса садки, кг 110 110 220 220
Производительность в установленном режиме, кг/ч 36 32 70 75
Удельная мощность, кВт/м3 322,2 330,5 263,75 262,5
Удельный расход электроэнергии за цикл термообработки, кВт • ч/кг 0,31 0,364 0,29 0,280
Стабильность температуры, °C ±10
Расход энергии при холостом ходе, кВт 3,4 5,9 5,1 7,1
Расход контролируемой атмосферы, м3/ч - 3 - 4
Расход горючего газа на пламенную завесу, м’/ч: природного пропан-бутановой смеси 5 1,5 - 9 22
Средний срок службы электропечи, лет 8
Установленный срок службы электропечи до списания, лет 6
Средний ресурс нагревателей, ч 6800 10 900 5600 10 700
Установленный ресурс нагревателей, ч 4200 6000 3000 6000
Аккумулированная энергия, кВт • ч 71,7 76,7 127,87 139,5
5
158
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Нагреватели электропечей, расположен-
ные на боковых стенках и в поду, выполнены
зигзагообразными для электропечей типа СНЗ
и в виде спирали для электропечей типа СНО.
Питание нагревателей в электропечах типа
СНЗ осуществляется через понижающий
трансформатор. Конструкция механизма от-
крывания дверцы обеспечивает открытие за-
грузочного проема и надежный прижим за-
слонки к кожуху электропечи.
Принцип действия печей СНЗ. При дос-
тижении в рабочем пространстве электропечи
заданной температуры нагреватели отключа-
ются, открывается заслонка. В электропечах
СНЗ при этом автоматически открывается
электромагнитный вентиль на газоподводе
пламенной завесы.
Загорается пламенная завеса для предот-
вращения потерь тепла и выхода газа за преде-
лы рабочего пространства. Изделия загружа-
ются в электропечь, после этого закрывается
заслонка (в электропечах СНЗ автоматически
также закрывается электромагнитный вентиль,
прекращается горение пламенной завесы)
Включаются нагреватели, и происходит пайка
деталей садки по технологическому режиму
По окончании процесса нагреватели отключа-
ются, заслонка открывается, садка выгружается
из электропечи, цикл повторяется.
Система управления электропечами осу-
ществляется с помощью шкафов управления,
выполненных на новой элементной базе с ис-
пользованием интегральных микросхем, бес-
контактных логических элементов; кроме того,
предусмотрена возможность использования
микропроцессорных устройств.
При организации производства малосе-
рийных мелких паяных изделий и опытных
конструкций рекомендуется использование
нескольких групп лабораторных муфельных,
камерных и шахтных печей разработки и про-
изводства фирмы «ТЕХНОТЕРМ» при АОЗТ
ИЭЦ ВНИИЭТО.
Электропечи фирмы «ТЕХНОТЕРМ» по
потребительским качествам не уступают про-
дукции зарубежных фирм и сертифицированы
Госстандартом.
Малогабаритные муфельные электропечи
с полезным объемом от 3 до 10 л имеют рабо-
чую камеру, образованную керамическими
муфелями с вмонтированными в них спираль-
ными проволочными нагревателями. Нагрев в
печах на 3 и 6 л объема производится с трех
сторон: боковые стенки и свод, а в электропе-
чах на 10 л - с четырех сторон: боковые стен-
ки, свод и под. Выпускаются две модификации:
с нагревателями, полностью 'заделанными в
керамику на температуру до 1050 °C, и с на-
гревателями, частично заделанными в керами-
ку на температуру до 1150 °C. Для программ-
ного регулирования температуры электропечей
применен цифровой регулятор, позволяющий
проводить режим пайки с высокой точностью.
Для технологий флюсовой пайки конструкций,
сопровождающихся выделением газов, выпус-
каются модификации печей с системой вытяж-
ки газов (напряжение 220 В) (табл. 16)
16. Муфельные электропечи (лабораторные)
Модель печи Рабочий объем, л Температу- ра, °C Мощность, кВт Габаритные размеры, мм Масса
рабочей камеры печи
СНОЛ 3/10 СНОЛ 3/11 3 3 1050 1150 1,8 1,8 150x200x100 425x530x520 30 30
СНОЛ 6/10 СНОЛ 6/11 6 6 1050 1150 2,2 2,2 180x270x130 450x600x545 40 40
СНОЛ 10/10 СНОЛ 10/11 10 10 1050 1150 4,0 4,0 200хх300х180 470x620x595 50 50
Электропечи с вытяжкой газов
СНОЛ 3/10-В СНОЛ 3/11-В 3 3 1050 1150 1,8 1,8 150x200x100 425x610x650 32 32
СНОЛ 6/10-В СНОЛ 6/11-В 6 6 1050 1150 2,2 2,2 180x270x130 450x680x675 42 42
СНОЛ 10/10-В СНОЛ 10/11-В 10 10 1050 1150 4,0 4,0 200x300x180 470x700x725 52 52
ПЕЧИ
159
Камерные электропечи значительного
типоразмерного ряда, включающего малогаба-
ритные лабораторного назначения, позволяют
организовать производство паяных конструк-
ций различного назначения и размеров, пред-
ставлены в табл. 17 и 18. Электропечи имеют
двух- и трехслойную футеровку, малые потери
тепла и низкую наружную температуру корпу-
са: температура печи 1250 °C. Термопреобра-
зователь выполнен из PtRu-Pt и имеет практи-
чески неограниченный срок службы.
Шахтные электропечи с полезным объе-
мом от 80 до 220 л на температуру до 1200 °C
отличаются тем, что загрузка производится
сверху, что удобно для некоторых технологий.
Нагрев равномерный, так как нагреватели рас-
положены по всем четырем сторонам (табл. 19)
17. Камерные электропечи (лабораторные) с рабочей температурой 1250 °C
Модель печи Рабочий объем, л Мощность, кВт Напряже- Габариты, мм Масса
рабочей камеры печи
СНОЛ-6/12 6 2,5 220 180x270x130 460x620x575 47
СНОЛ-12/12 12 4,3 220 200x350x180 495x650x635 65
18. Камерные электропечи с рабочей температурой 1250 °C
Модель печи Рабочий объем,л ность, кВт Напряже- ние, В Габариты, мм Масса печи, кг
рабочей камеры печи
СНОЛ 15/12 15 5,0 220 250x250x250 860x810x640 100
СНОЛ 20/12 20 6,0 220 300x300x250 910x860x640 125
СНОЛ 25/12 25 6,0 220 250x400x250 860x930x720 130
СНОЛ 36/12 36 10,0 220 300x600x200 910x1190x1220 180
СНОЛ 40/12 40 9,0 220 350x350x300 960x910x690 140
СНОЛ 50/12 50 5,0 220 350x400x350 960x970 x 730 150
СНОЛ 60/12 60 12,0 220 400x400x400 1010x1000x980 200
СНОЛ 80/12 80 18,0 380 400x800x250 1130x1360x1305 300
СНОЛ 120/12 120 18,0 380 400x800x400 1055x1350x910 280
СНОЛ 120/12-И1 120 18,0 380 400x800x400 1045x1380x980 300
СНОЛ 120/12-И2 120 18,0 380 400x400x800 1055x920x1320 280
СНОЛ 150/12 150 23,0 380 600x600x400 1280x1250x1050 350
СНОЛ 200/12 200 24,0 380 500x550x750 1245x1355x1420 400
СНОЛ 250/12 250 30,0 380 500x1000x500 1255x1545x1150 500
СНОЛ 500/12 500 36,0 380 600x800x1100 1425x1620x1800 800
СНОЛ 1000/12 1000 69,0 380 800x1000x1250 1465x1805x1920 1400
СНОЛ 1500/12 1500 99,0 380 900x1200x1400 1565 x 2005 x 2070 1800
19. Шахтные электропечи
Модель Рабочий объем, л Темпера- тура,^ Мощ- ность, кВт Напряже- ние, В Габариты, мм Масса
рабочей камеры печи
сшол 80/12 80 1250 9,0 220 370x370x600 1020x800x1065 200
СШОЛ 220/12 220 1250 24,0 380 915x400x600 1680x1125x1175 400
160
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
20. Плавильные тигельные электропечи
Модель Рабочий объем, л Темпера- тура, °C Мощность, кВт Напря- жение, В Тип тигля Габариты, мм Масса
рабочей камеры печи
сшол 10/10-Т 10 1050 6,0 220 тгзо 230x230x210 710x890x615 НО
сшол 50/10-Т 50 ! 1750 16,5 380 ТГ50 330x380x465 790x880x820 179
21. Камерные лабораторные высокотемпературные электропечи
Модель печи Рабочий объем, л Темпера- тура, °C Мощность, кВт Налряже- ние, В Габариты, мм печи, кг
рабочей камеры печи
енол 12/13 12 1350 6,5 220 200x300x200 520x575x920 80
енол 12/15 1550 8,0
енол 12/16 1650 8,0
Плавильные электропечи для выплавки
припоев из цветных металлов и пайки погруже-
нием в расплав флюса или припоя выпускаются
в двух модификациях: для плавки алюминиевых
припоев на температуру 1000 °C (тигель шамот-
но-графитовый ТГ-30 на 10 кг алюминия; не
вынимается из печи, а раздача производится
черпаком) и для плавки медных припоев на тем-
пературу 1200 °C (тигель шамотно-трафитовый
ТГ-50 на 50 кг сплава и вынимается из печи для
его разливки) (табл. 20).
Камерные лабораторные высокотем-
пературные электропечи с полезным объе-
мом 12 л на рабочую температуру 1300 ...
1600 °C обеспечивают возможность продолжи-
тельной работы при высоких температурах в
воздушной среде. Печи этого типа позволяют
проведение сверхбыстрого нагрева за 30 ... 40
мин до номинальной температуры. Такие уни-
кальные качества достигнуты благодаря ис-
пользованию термостойких нагревателей ново-
го поколения из хромита лантана, а также вы-
сококачественной теплоизоляции из керамово-
локнистого материала (табл. 21). Для удобства
эксплуатации предусмотрена параллельно от-
водимая в сторону дверца и воздушное прину-
дительное охлаждение кожуха с двойной стен-
кой. Использование микропроцессорного регу-
лятора-программатора на 2, 8 или 20 участков,
с тиристорным источником питания, позволяет
осуществлять технологические режимы пайки
и термообработки с высокой точностью без
присутствия оператора. Конструктивное ис-
полнение печей на температуры 1300, 1500 и
1600 °C однотипное; отличие заключается в
использовании различной теплоизоляции.
Камерные электропечи с выдвижным
подом и полезным объемом от 400 до 1000 л на
рабочую температуру 1200 °C имеют ряд пре-
имуществ: 1) подина выкатывается из печи, и
разгрузка-загрузка производится быстро;
2) полнее используется объем камеры; 3) мож-
но выкатывать подину при 500 °C (кратковре-
менно до 1000 °C), выполняя разгрузку и по-
грузку новой садки, что позволяет экономить
время и электроэнергию. Производительность
такой электропечи в 1,5-2,5 раза выше, а рас-
ход электроэнергии на 10 ... 20 % меньше, чем
у обыкновенной камерной электропечи равно-
го объема. Хорошая равномерность температу-
ры обеспечена по всему объему рабочей каме-
ры (табл. 22). Область применения электропе-
чей с выкатным подом достаточно широка,
включая пайку в контейнерах с песочным за-
твором и т.п
Нагреватели печей. Большое значение
для безотказной работы электропечей имеет
стойкость нагревательных элементов, особенно
при высокотемпературной пайке, в специаль-
ных газофлюсовых средах. Прецизионные
ПЕЧИ
161
22. Камерные электропечи с выкатным подом
Модель печи Рабочий Темпе- ратура, °C Мощ- ность, кВт Напря- жение, В Габариты, мм Масса,
рабочей камеры печи
СНОЛ 400/12-ВП 400 1250 36,0 380 570x170x600 1225x2025x1555 1100
СНОЛ 700/12-ВП 700 1250 52.0 380 1000x1170x600 1765x2035x1555 2000
СНОЛ 1000/12-ВП 1000 1250 63,0 380 800x1600x800 1620x2780x1835 2300
23. Предельные диаметры проволоки
для нагревателей
Сплав Предельные
Х15Ю5 0,2 7,5
Х23Ю5 0,3 7,5
Х23Ю5Т 0,3 ... 7,5
Х27Ю5Т 0,5 . 6.0
Х15Н60 0,4 • 3,0
Х15Н60-Н 0,1 .. 7,5
Х20Н80-Н 0,1 ... 7,5
ХН70Ю-Н 1,0 ... 7,0
ХН20ЮС 0,8 ... 7,5
Условное обозначение проволоки диамет-
ром 1,5 мм из сплава марки Х23Ю5Т для нагрева-
тельных элементов: проволока 1.5-Х23Ю5Т-Н
ГОСТ 12766.1-90.
сплавы с высоким электрическим сопро-
тивлением имеют наибольшее применение в
электропечах для изготовления нагревателей
различной конструкции Марки сплавов для
нагревателей регламентируются ГОСТ 10994-
74 (группа VI - сплавы с высоким электриче-
ским сопротивлением, обладающие необходи-
мым сочетанием электрических, коррозионных
и других свойств). Сортамент проволоки из
сплавов для нагревателей регламентирован
ГОСТ 12766.1-90 и приведен в табл. 23. Свой-
ства сплавов приведены в табл. 24.
Проволоку изготовляют в мягком терми-
чески обработанном состоянии. По согласова-
нию изготовителя с потребителем проволоку
изготовляют с травленой поверхностью; рабочие
температуры проволоки приведены в табл. 25
В ряде случаев конструктивно предпоч-
тительно и целесообразно по условиям экс-
плуатации применять для электронагревателей
ленту из прецизионных сплавов с высоким
электрическим сопротивлением по ГОСТ
12766.2-90. Ленту в зависимости от марки
сплава изготовляют с предельными размерами,
приведенными в табл. 26.
Ленту изготовляют с обрезной кромкой
шириной 6; 8; 10; 12; 14; 15; 16; 18; 20; 25; 30;
32; 36; 40; 45; 50; 60; 80; 100; 150; 200; 250 мм.
Пример условных обозначений: лента толщиной
1,5 мм, шириной 20 мм, обычного качества,
без нормирования механических свойств из
сплава марки Х23Ю5Т для нагревательных
элементов: лента 1,5 х 20 - 1-БМ-Х23Ю5Т-Н
ГОСТ 12766.2-90
Механические и электрические свойства
ленты толщиной 0,2 мм и более в состоянии
поставки должны соответствовать нормам,
приведенным в табл. 27.
Карбидокремниевые электронагрева-
тели (КЭН) применяются в электропечах со-
противления периодического и непрерывного
действия при температуре на поверхности ра-
бочей части КЭН до 1450 °C в воздушной или
нейтральных атмосферах и до 1250 °C - в вос-
становительной атмосфере. Работа нагревате-
лей при температуре, превышающей предель-
ные, приводит к резкому сокращению их срока
службы, что должно быть учтено в системах
автоматического контроля и регулирования
печей.
Ь - 8294
24. Физические свойства сплавов, используемых для изготовления нагревателей
Показатель Х15Ю5 Х23Ю5 | Х23Ю5Т | Х27Ю53 Х15Н60, Х15Н60-Н | Х20Н80-Н ХН20ЮС
Плотность, г/см3 7,28 7,25 7,21 7,19 8,2 8,4 7,7
Температура плавления, °C 1500 1500 1500 I 1510 1390 1400 1380
Структура Ферритная Аустенитная Аустенитная’
Магнитность Ферромагнитны Немагнитны Немагнитен’*
Твердость НВ 150 .200 180 ...250 200... 250 200... 250 140... 150 140 . 150
Температурный коэффициент линейного расширения, К'1, в интервале 20 ... 1000 °C 16 - КГ6 15- КГ6 15 Ю-6 15 - 10-6 17 • 10"6 18 • W* 19 • 10"6
Температуропроводность, 10“5 м2/с:
при 25 °C 0,39 0.35 0,34 0,34 0,30 0,31 0,30
при 400 °C 0,41 - 0,37 0,37 - 0,44 0,41
при 800 °C 0.46 0,48 0,48 - 0,56 0,50
Удельная теплоемкость, кДж/(кг • К):
при 25 °C 0,48 0,48 0,48 0,50 0,46 0,44 0,48
при 800 °C 0,77 - 0,75 0,69 - - 0,64
* С массовой долей до 3 % феррита.
” При наличии феррита - слабоферромагнитная.
25. Рабочие температуры нагревательных элементов, работающих на воздухе
Марка сплава Рекомендуемая рабочая температура нагревательного элемента, °C, в зависимости от диаметра или толщины продукции, мм
0,2 0,4 1,0 3,0 6,0 и более
Х15Ю5 750 850 900 950 1000
Х23Ю5 950 1025 1100 1150 1200
Х23Ю5Т 950 1075 1225 1350 1400
Х27Ю5Т 950 1075 1209 1300 1350
Х15Н60-Н 900 950 1000 1075 1125
Х20Н80-Н 950 1000 1100 1150 1200
ХН70Ю-Н 950 1000 1100 1175 1200
ХН20ЮС 900 950 1000 1050 1100
Примечание Во вновь создаваемой и модернизируемой технике вместо сплава Х27Ю5Т рекомендуется использовать сплав Х23Ю5Т.
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
ПЕЧИ
163
26. Предельные размеры ленты
Сплав Толщина, мм Ширина, мм
Х15Ю5 Х23Ю5 Х23Ю5Т Х27Ю5Т 0,2 .3,2 6... 80
Х15Н60 Х15Н60-Н Х20Н80-Н 0,1 ... 3,2 6... 250
ХН20ЮС 0,1 ... 3,2 6 . 80
КЭН в печах устанавливаются либо гори-
зонтально, либо вертикально, специальных
держателей при максимальной температуре
использовать не требуется, так как нагреватели
сохраняют достаточную прочность.
КЭН получают путем спекания высоко-
чистого крупнозернистого карбидокремниевого
порошка при температуре свыше 2400 °C и
представляют собой огнеупорные неметалличе-
ские изделия в форме круглого стержня или
грубки. Нагреватели состоят из средней рабочей
части (разогревается до высоких температур) и
двух выводов (токоподвод к рабочей части),
пропитанных парами кремния Удельное элек-
тросопротивление материала рабочей части
27. Свойства ленты (ГОСТ 12766.2-90)
Марка сплава Временное сопротивле- ние разрыву о„ МПа, не более Относительное удлинение 65. %, не менее Удельное электрическое сопротивление. мкОмм
Х15Ю5 736 16 1,24 .. . 1,34
Х23Ю5 736 14 1,30. 1,40
Х23Ю5Т 765 12 1,34.. . 1,45
Х27Ю5Т 785 10 1,37 .. . 1,45
Х15Н60, Х15Н60-Н, Х20Н80-Н 834 20 1,05 .. 1,06.. . 1,16 . 1,17
ХН20ЮС 736 25 0,99 .. . 1,07
нагревателя значительно выше, чем выводов, в
результате чего при прохождении через нагрева-
тель электротока основная масса тепла выделя-
ется именно на рабочей части. При этом токо-
подводы, которые проходят через футеровку
печи, остаются относительно холодными. На
концах этих выводов напылен слой алюминия
для создания надежного электрического контак-
та между выводами и топокодводами. Нагрева-
тели типа КЭНВПС могут иметь диаметр рабо-
чей части от 14 до 45 мм. Они изготавливаются
в виде полых трубок с толстыми стенами.
Типы КЭНов ОАО «Подольскогнеупор»
представлены на рис. 7 и в табл. 28
Нагрузка на электронагреватель, темпе-
ратура нагревателя, а отсюда и скорость «старе-
ния» прямо пропорциональны удельной «ватт-
ной» нагрузке, т.е. мощности на 1 см2 поверхно-
сти рабочей части нагревателя. Максимальный
срок службы нагревателя обеспечивает самая
низкая нагрузка - в пределах 3 ... 8 Вт/см2
(в соответствии с конструкцией печи):
H'ya=W/S,
где W - потребляемая энергия, Вт; S - площадь
поверхности рабочей части, S = nDL.
а)
Рис. 7. Типы КЭНов:
а - КЭНАПС; б - КЭНВПС; в - КЭНБС;
1 - рабочая часть; 2 - выводы
164
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
28. Технические характеристики и размеры КЭНов
Тип Содер- жание SiC, % Порис- тая, % Сопротивление, Ом, при испытании под током с разогре- вом до 1000°С Размеры, мм
Диаметр Длина рабо- чей части Общая длина
кэнв 97 28 0,52 .. . 1,95 14 ...30 300. .. 960 710.. . 1455
кэнвп 97 28 0,52.. . 2,95 12 ...30 300.. . 960 190.. . 1455
КЭНА 97 24 1,30,. .. 6,50 8. .. 14 100. .. 250 270.. .. 750
КЭНБС 96 28 1.00 . 1,80 25 300 400 900 .. . 1200
кэнс 97 25 2,00 .. .. 5.00 45 ... 55 400 600
КЭНАПС 97 23 0,82 . 4,54 18 ... 25 250 . 800 1050 . 1700
кэнвпс 97 23 0,45 .. .2,36 25 ...45 400 . 810 1100 . . 1480
кэнп 97 28 1,10.. . 2,80 25 ... 30 935 . 960 1425 .. .. 1455
Обозначения в названиях КЭНов: А. Б, В - класс; П - пропитанные металлическим кремнием
выводы; С - склеенные.
В производственных печах эксплуатация
карбидокремниевых электронагревателей без
регулятора напряжения не допускается.
Для высокотемпературных печей (см., на-
пример, табл. 17) используют специальные тер-
мостойкие нагреватели из хромита лантана, а
также наиболее высокотемпературные нагревате-
ли из дисилицида молибдена (табл. 29), Кирова-
канский завод высокотемпературных нагрева-
телей выпускает нагреватели из дисилицида
молибдена прямой и U-образной форм.
29. Типоразмеры нагревателей из
днснлицида молибдена
Нагреватель* Масса, кг
ДМ 100/125
ДМ 100/150
ДМ 150/150
ДМ 180/150
ДМ 180/185
ДМ 200/200
ДМ 200/250
Прямые
0,0150
0, 170
0,180
0,200
0,230
0.250
0,300
Продолжение табл. 29
Нагреватель* Масса, кг
ДМ 180/150 0.230
ДМ 180/185 0,260
ДМ 180/250 0,320
ДМ 180/300 0,400
ДМ 180/350 0,460
ДМ 180/400 0.520
ДМ 200/200 0,280
ДМ 200/250 0,340
ДМ 225/560 0,700
ДМ 250/185 0,300
ДМ 250/250 0,360
ДМ 250/300 0,400
ДМ 250/400 0,550
ДМ 315/300 0,640
ДМ 315/400 0,640
ДМ 400/250 0,400
ДМ 400/400 0,570
ДМ 400/500 0,680
В обозначении нагревателя числитель
указывает размер длины рабочей части (в мм),
знаменатель - длину вывода (в мм).
Примечание. Диаметр рабочей части
нагревателя 6,0 мм, диаметр вывода 12,0 мм По-
требитель может заказать U-образные нагреватели
с отогнутыми рабочими частями.
U-образные
ДМ 150/300 I 0,390
ДМ 150/500 0,610
ПЕЧИ
165
30. Физические свойства
некоторых газов и паров
Вещество Относительная молекулярная масса Масса моле- кул, 10“ г
Водород 2,02 3,35
Гелий 4,0 6,64
Пары воды 18,0 29,4
Азот 28,0 46,5
Воздух 28,7 47,6
Кислород 32,0 53,1
Аргон 39,9 56,2
В шахтных и камерных электропечах пай-
ку изделий часто производят с загрузкой в спе-
циальные контейнеры, в которые подается газо-
вая контролируемая среда. Жесткие контейнеры
для печной пайки изготовляют из жаростойких
сталей и коррозионно-стойких сплавов. В кон-
струкции контейнеров большое значение имеет
размещение трубок для ввода и отвода газовой
контролируемой среды, так как от этого зави-
сит полнота удаления воздуха из объема кон-
тейнера. При использовании газовых сред лег-
че воздуха отводную трубку необходимо рас-
полагать у днища контейнера. При применении
для пайки среды тяжелее воздуха трубку для
выхода газов размещают в верхней части кон-
тейнера. Физические свойства некоторых газов
и паров приведены в табл. 30.
Контейнеры для пайки изделий в контро-
лируемых средах разделяют на жесткие и мяг-
кие. Жесткие контейнеры уплотняют песчаны-
ми затворами, охлаждаемыми фланцами либо
фланцами, ввариваемыми непосредственно в
корпус контейнера [3]. Мягкие контейнеры
выполняют из тонколистовых материалов,
плотно облегающих изделие, и герметизируют
сваркой В результате вакуумирования внут-
ренней полости мягкого контейнера обеспечи-
вается надежное поджатие сопрягаемых по-
верхностей.
Газоприготовительные установки.
Контролируемая атмосфера (КА) использует-
ся в процессах термической и химико-терми-
ческой обработки, пайки, порошковой метал-
лургии и др. Получаемые в газоприготовитель-
ных установках КА заданного состава должны
обеспечить в процессе пайки смачивание и
растекание припоя по поверхности соединяе-
мых деталей и заполнение зазора, а также по-
зволяют при термической обработке защитить
поверхность изделий от окисления и обезугле-
роживания, исключить активные флюсы и, как
следствие, существенно сократить припуски и
объем последующей механической обработки, а
также исключить экологически вредные после-
дующие операции травления, пескоструйной и
дробеструйной очистки поверхностей; повысить
прочность и долговечность изделий и снизить
трудоемкость обработки.
Установки для получения контроли-
руемых сред, исключающих влияние на каче-
ство изделий влаги, кислорода и других приме-
сей, содержащихся в исходных газовых средах,
выпускают нескольких типов. Так, специаль-
ные установки, например ИО-6-М2, предназна-
чены для сушки и очистки водорода, азота, ар-
гона и других газов, используемых для высоко-
температурной пайки сталей, медных и никеле-
вых сплавов. Принцип работы установки - ад-
сорбция и химическое связывание примесей
регенерируемыми поглотителями. Для очистки
используют реагенты: от окиси углерода, углево-
дорода и водорода - окись меди; от кислорода -
окись марганца; от азота - металлический каль-
ций. Влагу и двуокись углерода удаляют с по-
мощью цеолитов. В случае использования арго-
на его содержание в итоге превышает 99,999 % с
точкой росы -60 °C. На рис. 8 приведена
структура установки для тонкой очистки
инертных газов, которую используют в процес-
сах нагрева при пайке реакционно-активных
материалов, например титана, циркония, ниобия
и сталей, легированных активными металлами
Производительность установок не менее 1 м3/ч
Очищенный газ содержит кислород в концен-
трации не более 1 • 10-5 % по объему. Типораз-
мерный ряд установок разработан и произво-
дится ООО НПЦ «ЭТО-ЭСКАТЕРМ» (гос
лицензия ФЛЦ № 001149).
При необходимости затрат большого ко-
личества аргона следует применять установки
для его многократного использования, напри-
мер 1ИО-12 и 1 ИО-50 Производительность
установок очистки оборотного газа соответст-
венно 12 и 50 м3/ч. Установки обеспечивают
регулирование давления среды и ее температу-
ры и состоят из элементов предварительной и
окончательной очистки аргона, системы реге-
нерации газа и поглотителей, а также накопи-
теля газа. В ряде случаев устройство для очи-
стки аргона монтируют совместно со специ-
альной печью, где совмещен период откачки
рабочей камеры печи с циклом регенерации
аргона по замкнутому контуру, т.е. минуя печь
166
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Рис. 8. Установка для очистки аргона:
/ - шкаф управления; 2 - блок очистки аргона; 3 - блок вакуумирования; 4 - емкостной аппарат;
I- выход аргона из блока; II-прибор анализа: III- вход водорода; IV- вход аргона
для пайки, что значительно сокращает цикл
процесса. Заложенная в установке возможность
регулирования расхода аргона позволяет осу-
ществлять термический цикл пайки с повы-
шенной скоростью охлаждения и, следователь-
но, увеличивать производительность процесса.
Устройство очистки и регенерации арго-
на включает влагопоглотитель для осушки
баллонного аргона, печь-реактор для тонкой
очистки аргона от примесей кислорода, насос-
компрессор, обеспечивающий транспортирова-
ние аргона по замкнутому контуру, элементы
для регулирования и контроля чистоты аргона
до пайки и после. Устройство вмонтировано в
виде единого блока с входным и выходным
штуцерами для отбора проб на газоанализатор.
В целях предотвращения загрязнения объема
печи и газовакуумных магистралей продуктами
распада углеводородных соединений, перекач-
ка аргона осуществляется безмасляным насо-
сом-компрессором с эластичной камерой из
полиуретана (табл. 31).
Установки для приготовления диссоции-
рованного аммиака (диссоциаторы аммиака)
серии ДА наиболее часто используются в про-
цессах пайки, порошковой металлургии, тер-
мообработки высоколегированных хромистых
коррозионно-стойких сталей и отжига латуней.
Наличие встроенного испарителя и блока тон-
кой очистки и осушки атмосферы позволяет
повысить надежность и качество работы уста-
новки и всей технологической линии пайки
высоколегированных сталей и сплавов.
31. Технические данные установки ИО-6
для очистки аргона
Установленная мощность, кВт 29,0
Рабочая температура, °C 660
Производительность, м’/ч 6,0
Давление газа, МПа
на входе 490
на выходе . 9,8 . 49
Содержание, %
аргона 99,996
кислорода < 0,001
водорода < 0,0005
влаги . < 0,001
Водородно-азотные смеси, используемые
для пайки изделий, не должны содержать не-
диссоциированный аммиак, так как при соеди-
нении с кислородом последний образует окись
азота, содержание которой более 0,2 % приво-
дит к обезуглероживанию и азотированию ста-
ли. Очистка от недиссоциированного аммиака
производится пропусканием газовой смеси
после диссоциации через сосуд с водой. Типо-
вая технологическая схема установки для при-
готовления водородно-азотной смеси из ам-
миака показана на рис. 9. Технические данные
установок - в табл. 32 и на рис. 10.
Для пайки изделий из высоколегирован-
ных коррозионно-стойких сталей и сплавов, а
также из бескислородной меди в качестве вос-
становительной среды применяют осушенный
ПЕЧИ
167
Рис. 9. Типовая технологическая схема установок дли приготовления контролируемой среды из аммиака:
1 - баллон с аммиаком; 2 - поплавковый регулятор уровня; 3 - предохранительный клапан; 4 - испаритель;
5 - манометр; 6 - редуцирующий вентиль и регулятор давления; 7 - охладитель газа; 8 - диссоциатор;
9 - камера сжигания; /0-газовый запальник; 11,12- ротаметры; /3 - регулирующий кран;
14 - исполнительный механизм; 15 - водяной затвор; 16 - сигнализатор падения давления; 17 - воздуходувка;
18 - кран; 19 - блок фильтрации газа; 20 газоанализатор; 21 - камера охлаждения, 22 - термометр;
23 - осушитель; 24 - термоэлектрический термометр; 25 - холодильная машина; 26 - калорифер;
27 - измеритель влажности; 28 - фильтр; 29 напоромер
32. Технические данные диссоциаторов аммиака серии ДА
Показатель ДАЖ-2,5 ДАЖ-40 ДАС-60
Производительность, м3/ч 2,5 40 60
Состав газовой среды, % 75Н2; 25N2; 75 Н2; 25 N2; 4-2 Н2;
(по объему) <0,001NH3 <0,001NH3 остальное N2
Точка росы, °C -60 -60 -60
Габаритные размеры, м 1.8x0,92x2 3.1x1,6x2.5 4 х 4,2 х 2,6
Масса, т 0,91 2,3 6
Рис. 10. Диссоциатор аммиака серии ДА:
1 - блок диссоциации; 2 - блок осушки
и очищенный водород (табл. 33). Используют
технический водород, поставляемый в балло-
нах, либо сетевой, транспортируемый по тру-
бопроводу от специальных установок.
В некоторых случаях, особенно в элек-
тровакуумном производстве, применяют водо-
род повышенной чистоты, получаемый в ре-
33. Технические данные установок
для очистки водорода
Характеристика ' ВО-6 ВО-20
Установленная мощность, кВт 3,0 8,0
Рабочая температура, °C 250 300
Производительность, м3/ч Содержание, %: 6,0 20,0
водорода Не менее 99,995
кислорода Не более 0,005
Влажность водорода, г/м3 0,10.. . 0,008
зультате его диффузии через фольговую мем-
брану из палладиевых сплавов, например на
установке ультрачистого водорода УЧВ-2А
(табл. 34).
168
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
34. Технические данные установки УЧВ-2А
Потребляемая мощность, кВт 8,0
Рабочая температура диффузи-
онного элемента, °C, не более 500
Производительность, м’/ч 1.0
Давление водорода, Па:
на входе.. 500. 800
на выходе ... 980
Предельный вакуум, Па 5 • 10г2
Расход воды, л/ч 500
Габаритные размеры, мм . 1000х700х 1800
Масса, кг 370
В процессах массового производства раз-
личных изделий применяют конвейерные элек-
тропечи со средой эвдогаза. В табл. 35 и на
рис. 11 приведены технические данные устано-
вок для приготовления эндотермической кон-
тролируемой среды серии ЭН, используемых в
процессах нагрева под пайку углеродистых и
легированных сталей, пайки стеклоприпоями
сталей и спекания порошковых углеродистых
композиционных материалов В конструкции
современных эндогенераторов реализованы
новые технические решения, позволяющие со-
кратить удельное потребление электроэнергии
на 25 ... 30 % в результате использования теп-
лоты отходящих газов и сокращения тепловых
потерь, а также обеспечить высокое качество
эндогаза (практически полное отсутствие метана
при низких и стабилизированных концентраци-
ях диоксида углерода и водяных паров).
Наряду с использованием эвдогаза для
пайки применяют и экзотермические смеси
газов, получаемые при сжигании углеводород-
ных газов с коэффициентом расхода воздуха
0,6 ... 0,9. На установках (табл 36) обеспечи-
вается очистка экзотермической среды от дву-
окиси углерода и паров воды, а также ее охла-
ждение с автоматическим регулированием
(рис. 12).
35. Технические параметры эндогенераторов серии ЭН
Характеристика ' ЭН-16 ' ЭН-30 ЭН-60 ЭН-125
Производительность, м3/ч 16 30 60 125
Номинальная мощность, кВт 7,5 11 21 39
Габаритные размеры, м 1x1,9x2,1 1x2,45x2,1 1,1x2,25x2,38 1,25x2,92x2,5
Масса, т М 1 1,4 1,7 2,7
Вид Г
Рис. 11. Габаритный чертеж эндогенераторов серии ЭН:
/ - блок газогенератора; 2 - блок сероочистителя; 3 - панель управления;
4 и 5 - шкафы управления; б - трансформатор; / - вход газа, // - выход газа
ПЕЧИ
169
36. Технические параметры экзогенераторов
Характе- ристика ЭК-80 ЭК-160 ЭК-315 ЭКЖ-60 ЭКОВ-60 ЭКОВ-125 ЭКОВК-60
Производи- тельность, 80 160 315 60 60 125 60
м3/ч Номинальная мощность, 1,75 2,88 2,78 7,0 19 43 19,5
кВт Состав газо- вой среды, % 2-10 С< Э, 2-12 Н2, 6-12 СО2, < ;0,5СН4 2 СО, <0,5 -40 4,2 х 3,7 х 2Н2, СО2 5,2х4,8х 2Н2, <0,1 СО,
по объему Точка росы, °C Габаритные 2,3х1,6х 20... 30 3,3х1,9х 3,7х1,8х 4,5хЗ,2х <0,05С02 -60 .70 5,0х3,3х
размеры, м х2,3 х2,7 х2,8 х2,5 хЗ.О х3.4 хЗ.О
Масса в фу- терованном 1,63 2,6 3,8 4,45 7,7 17,0 7,2
виде с адсор- бентом, т
Примечание. Возможна поставка установок с производительностью 8, 16,32,64 м’/•
Рис. 12. Экзогенератор:
1 - блок сжигания; 2 - блок очистки;
- блок охлаждения: 4 - вакуумный насос
Установки для приготовления экзотерми-
ческой контролируемой атмосферы (экзогене-
раторы) серии ЭК используются в процессе
пайки, отжига стали и цветных металлов. Блоч-
ный принцип конструкции жзогенераторов и
современные методы очистки газов позволяют
значительно расширить область применения
газовых сред и номенклатуры обрабатываемых
материалов. Условия эксплуатации оборудова-
ния безопасны, так как получаемые газовые
среды малотоксичны и невзрывоопасны. Новые
конструктивные решения экзогенераторов обес-
печивают повышение их производительности и
качества газовых сред в результате рециркуля-
ции продуктов сгорания, рационального разме-
щения адсорбентов, новых способов продувки и
вакуумирования при регенерации и др.
При печной пайке в контейнерах с нагре-
вом в печах типа СНО высокохромистых корро-
зионно-стойких сталей, жаропрочных и жаро-
стойких сплавов следует применять еще более
активные контролируемые среды. В этих случа-
ях используют среды из чистых инертных газов,
азота или водорода с добавками газообразного
флюса, например трехфтористого бора, фтори-
стого водорода, хлористого аммония и др. Газо-
образный флюс получают смешением продуктов
диссоциации солей с газами-носителями: газ из
баллона через осушители поступает в диссо-
циатор, откуда смесь среды с газообразным
флюсом по трубопроводу направляется в ва-
куумированный контейнер. При этом избыточ-
ное давление газообразной смеси в контейнере
(примерно 500 ... 1500 Па) контролируется с
помощью манометра.
Вакуумные электропечи выполняются
периодического и непрерывного действия. Печи
периодического действия наиболее распростра-
нены и представлены колпаковыми, элеватор-
ными, муфельными, безмуфельными печами и
др К печам непрерывного действия следует
отнести печи, в которых загрузка очередной
партии изделий в нагревательную камеру не
170
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
связана с выгрузкой обрабатываемых изделий из
печи, т.е. нагревательная камера в печи непре-
рывного действия работает без простоев, что
достигается устройством двух-, четырехшлюзо-
вых камер (загрузочной, разгрузочной), а также
камер предварительного и основного нагрева.
Для пайки изделий из материалов, актив-
но взаимодействующих с газами и трудно-
паяемых в контролируемых средах, наиболь-
шее применение получили печи периодическо-
го действия. Печи являются экологически чис-
тыми и предназначены не только для пайки,
отжига, а также спекания тугоплавких и редких
металлов и сплавов на их основе. В качестве
материалов нагревателей, экранов, токопрово-
дов, подставок использованы в основном мо-
либден, вольфрам, графит и углеродные спец-
материалы.
Печи отличают низкий уровень газоотде-
ления, малая тепловая инерция, ускоренное
охлаждение садки. В табл. 37 приведены тех-
нические данные некоторых колпаковых печей.
Новый тип колпаковых печей с принудитель-
ным охлаждением приведен в табл. 38
37. Колпаковые вакуумные электропечи
Параметр Одноколпаковая Двухколпаковые
И059.010 ЛМ-3206 ЛМ-4100
Потребляемая мощность, кВт 80 20 25
Рабочая температура, °C 2500 1200 1200
Материал нагревателей Вольфрам Молибден Графит
Вакуум, Па 6,7 • Ю* 4 • 10'3 2 • 10'3
Размеры рабочего пространства, мм 150x500 230x435 180x380
Габаритные размеры, мм 2500x1000x3500 2000x1400 x 3000 1850x1350x3220
38. Колпаковые электропечи с экранной теплоизоляцией и принудительным охлаждением
Параметр СГВЭ-3,3.3,8/14 И1 (PZ 810) | СГВЭ-3,3.3,8/14 И2 (PZ 865)
Среда в рабочем пространстве Рабочая температура, °C Кратковременно допустимая температура, °C Мощность, кВт Напряжение, В Размеры рабочего пространства, мм Градиент температуры в рабочем пространстве, °C Размеры камеры нагрева, мм Максимальная масса загрузки, кг Остаточное давление в рабочей камере, мм рт. ст Расход охлаждающей воды, м3/ч Способ охлаждения загрузки Вакуум, инертный газ 1400 1500 40 380 0 330x380 ±10 0 362x470 50 10-5 1 8 В вакууме или инертном Ускоренное охлаждение в газе вместе с печью. Из- инертном газе с помощью быточное давление газа рециркуляционного вен- до 0,07 МПа тилятора
Система управления технологиче- скими режимами Программируемая электронная или микропроцессорная, количество программируемых точек температурной кривой - 23, в том числе нагрев - 13, охлаждение - 10, регистрация давления и температурной кривой (темпе- ратура в 4 точках печной камеры)
Габаритные размеры печи (включая подъем), мм 1000x1300x2750 2780x4190x3120
ПЕЧИ
171
Рис. 13. Элеваторная вакуумная электропечь
СЭВ-8.8/16ЭМ1:
/ - механизм подъема; 2 - под; 3 - подставка;
4 - нагреватель; 5 экраны; б - вакуумный агрегат
Наряду с колпаковыми применяют ваку-
умные элеваторные и шахтные электропечи.
В вакуумные элеваторные печи паяемые изде-
лия загружают снизу на стол с помощью специ-
ального механизма, поднимаемого и прижимае-
мого к нижнему торцу корпуса нагревательной
камеры (рис. 13). В шахтные электропечи изде-
лия загружают сверху, устанавливая их на под-
ставку или закрепляя специальной подвеской.
Технические данные некоторых элева-
торных и шахтных вакуумных электропечей
приведены в табл. 39 и 40.
Элеваторные вакуумные печи типа СЭВ
оснащены автоматическим программным регу-
лированием температуры и регистрирующим
устройством давления (вакуума), имеют необ-
ходимое число блокировок, обеспечивающих
безопасную работу и предотвращающих непра-
вильные действия обслуживающего персонала,
которые могут привести к выходу из строя элек-
тропечи и отдельных элементов. Конструкции
электропечей и нагревателей удобны для об-
служивания, сборки и ремонта. Нагреватели
долговечны в работе, имеют водоохлаждаемые
токоподводы. Перепад температур по всему
объему рабочего пространства составляет не
более ± 1,0 % от рабочей температуры.
Отсутствие внутри рабочего пространства
теплоизоляционных огнеупоров, керамических
деталей, крепящих нагреватели, позволяет бы-
стро получать и поддерживать высокий вакуум,
а также обеспечивать минимальное газовыделе-
ние из элементов нагревательной камеры, что
улучшает качество паяемых изделий. Нагрева-
тельные камеры выполнены в виде водоохлаж-
даемых стальных корпусов, в которых установ-
лены молибденовые нагреватели и экранная
теплоизоляция. Они характеризуются сравни-
тельно малой инерционностью с ускоренным
охлаждением за счет напуска нейтрального газа.
Срок службы нагревателей составляет около
6000 ч (разработчик - ВНИИЭТО).
Для высокотемпературной пайки изделий
из титановых и других активных металлов и
сплавов применяют вакуумные шахтные элек-
тропечи с экранной теплоизоляцией без кера-
мической футеровки (см. табл. 39,40,42).
39. Вакуумные элеваторные электропечи
Параметр СЭВ-2.4/20-М02 ; СКВ 7050 СЭВ-5 5/16Э-М1 СЭВ-8.8/16Э-М1 СЭВ-11.5,5/163
Установленная 250 140 340’ 510 535
мощность, кВт Номинальная 2000 2000 1600 1600 1600
температура, °C Вакуум, Па Размеры рабочего 0 200x400 0 300x300 1,3 • ю-4 0500x500 0800x800 01100x550
пространства, мм Расход охлаждаю- 20 3 16 16 17
щей воды, м3/ч Габаритные размеры, мм Масса, кг 4000х3750х 4750 7500 4600 6400х4190х 5790 15 000 9150х4900х 6300 30200 5560х4180х 6100 16500
" При работе с водородной средой установленная мощность 445 кВт.
172
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
40. Вакуумные шахтные электропечи
Параметр СШВ-11.3,85/ 9Э-М1 СШВ-5.15/ 13Э-М2 СШВЛ-0,6.2/ 16Э-М1 СШВЛ-1.2,5/ 25М-04
Мощность, кВт:
установленная 565 550 10 63
камеры нагрева 500 485 8 60
Рабочая температу- ра, °C 900 1300 1600 2500
Вакуум, Па 1,3 ю”
Размеры рабочего пространства, мм 1100 x 400 500x1500 60 x 200 100x250
Масса изделий, кг, не более 4000 2000 0,5 10
Расход охлаждаю- щей воды, м3 19 22 0,5 2.8
Габаритные размеры, мм 9250x5425x5000 7300x6740x4000 1400x1075x1630 2200x1720x1960
Масса, кг 19 600 39 200 650 1900
41. Характеристики материалов для нагревательных элементов вакуумных электропечей
Характеристика Молибден Тантал Вольфрам Графит
Температура нагрева в вакууме, °C, не более 1700 2200 2300 2200
Удельное электросопротивление, Ом • м. 0,048 0,155 0,055 8 . 12
Температура плавления, °C 2600 3000 3580 3700
Температура начала контактных реакций, °C’
с углеродом 1300 1000 1500 -
с окисью магния, окисью алюминия 1600 1800 2000 1800
с окисью циркония 2200 1600 1600 1600
с окисью бериллия 1900 1600 2000 2300
с окисью тория 1900 1900 2200 2000
Плотность, кг/м3 10 200 16600 19 340 2200
Электропечь СШВ-5.15/13Э-М2 состоит из
трех тепловых зон; нагреватели питаются от сети
через понижающие трансформаторы; теплоизо-
ляция обеспечивается пятью молибденовыми
экранами и двумя экранами из коррозионно-
стойкой стали. Электропечь СШВЛ-0,6.2/16Э-М1
кроме пайки в вакууме может быть использова-
на для пайки изделий в среде аргона с регулиро-
ванием его давления, а печь СШВЛ-1.2,5/25М-
04 - для пайки в среде водорода. В этих элек-
тропечах напряжение, подаваемое на нагревате-
ли, регулируют тиристорными регуляторами.
В некоторых случаях для пайки изделий в
вакууме используют камерные электропечи,
которые имеют горизонтально расположенную
подставку. Изделия в этом случае загружают
через открытую дверцу. В качестве конструк-
ционных материалов в вакуумных электропе-
чах применяют нихром, хромель и подобные
сплавы, используют для нагревателей графит и
тугоплавкие металлы (вольфрам, молибден,
тантал), основные характеристики которых
приведены в табл. 41.
ПЕЧИ
173
42. Вакуумные печи разработки СКТБ АО «ВНИИЭТО»
Параметры СНВЭ- 1.3.1/16-И4 СНВЭ- 1.3.1/16-И2 СНВЭ- 2.4.2/26-И1 СНВЭ- 9/13 СНВЭ- 9/18 СШВЭ- 1.2,5/25-ИЗ СШВЭ- 1.2,5/20
Мощность, 20/1600; 27/2000; 35/1600; 14/1300; 29/1800; 18/1800; 30/2000;
кВт/темпера- 15/1400; 21/1800; 28/1400; 12/1100 22/1600; 24/2000; 18/1400
тура, °C 13/1300 16/1600 24/1300 13/1300 34/2200
Мощность вакуумной системы, кВт 3,1 3,1 7,75 3,1 3,1 3,1 3.1
Остаточное давление, Па 6х 103 10’2 6х 10 г3 10'2 102 6х10'3 6х10~3
Расход воды, м3/ч 0,8 1,0 1,5 0,4 1,0 1.5 2,5
Масса загрузки, кг 15 12 30 20 20 12 12
Размеры ра- бочего про- странства, м 0,Зх0,1х х0,1 0,Зх0,1х х0,1 0,4 х 0,2 х х0,2 0,4x0,15 х0,15 0,4х0,15х х0,15 0,1x0,25 0,1x0,25
Габаритные размеры, м 1,65х1,45х х1,85 1,65x1,45 X х1,85 1,9х1,5х х1,85 1,8х 1,5х х1,8 1,8x1,5х х1,8 1,75х1,48х х1,85 3,5x2,0х х2,3
Масса, т 0,8 0,8 0,95 0,9 0,9 0,8 0,8
СКТБ АО «ВНИИЭТО»: 109052, Москва, ул. Нижегородская, 29.
43. Технические характеристики вакуумных электропечей
с нагревательными блоками из углеродных материалов
Характеристика СНВГ-4/16 СНВГ-16/16 СНВГ-4/22 СШВГ-2/22 СНВГ-16/22 ' СНВГ-30/20
Мощность, кВт/ температура, °C 8/1600; 6,8/1400; 6/1300 23/1600; 20/1400; 18/1300 13/2200; 11/2000; 9,5/1800 13,5/2200; 12/2000; 10,3/1800 35/2200; 30/2000; 25/1800 42/2000; 37/1800; 31/1600
Мощность вакуум- ной системы, кВт 1,1 2,75 1,1 3,1 2,75 7,75
Остаточное давление, Па 1 1 1 1(Г2 1 10’2
Расход охлаж- дающей воды, м3/ч 0,4 1,0 0,4 0,6 1,6 1,6
Масса загрузки, кг 15 35 15 12 35 60
Размеры рабочего пространства, м 0,30х0,12х х0,12 0,4 х 0,2 х х0,2 0,30х0,12х х0,12 0,4х0,10х х0,25 0,4 х 0,2 х х0,2 0,55 х 0,25 х х0,23
Габаритные размеры, м 1,65х1,45х х1,85 1,90х1,50х х1,85 1,65х1,45х х1,85 1,75х1,48х х1,85 1,90х1,50х х1,85 1,90х1,50х х1,85
Масса печи, т 0,8 0,95 0,8 0,8 0,95 0,95
Применение углеродных композицион-
ных материалов (УКМ) в качестве нагреватель-
ных блоков позволило СКТБ АО «ВНИИЭТО»
(Москва) существенно улучшить технико-
экономические характеристики вакуумных
печей нескольких типов (табл. 42, 43).
174
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Печи являются экологически чистыми и
предназначены для пайки, спекания магнитов,
твердых сплавов, карбидосталей и отжига кон-
струкций из их сочетания. В печах использова-
ны различные виды углеродных композицион-
ных материалов (УКМ), обеспечивающие на-
дежность эксплуатации конструкции (свиде-
тельство № 4882 И Бюл. изобретений № 8.
1997). Срок службы нагревательных блоков из
УКМ при температурах до 1600 °C - 3 года, при
1700 ... 2000 °C - 2 года, при 2100 . 2200 °C -
1000 ч
Средства откачки. Для создания вакуу-
ма в рабочих объемах электропечей или кон-
тейнеров применяют насосы (табл. 44, 45):
механические типа ВН для получения остаточ-
ного давления в диапазоне (1,33 . 0,13) Па,
диффузионные для получения остаточного
давления (1,3 10 !... 1,3 • 10-6) Па
Вакуумные золотниковые насосы типа НВЗ
предназначены для замены вакуумных насосов
типа ВН. Их применяют для откачки воздуха,
неагрессивных газов, паров и парогазовых сме-
сей, предварительно очищенных от капельной
влаги и механических загрязнений. Насосы
НВЗ-20, НВЗ-75 и НВЗ-150 - одноступенчатые
параллельного действия; НВЗ-50Д, НВЗ-ЮОД-
двухступенчатые последовательного действия.
Смазывание насосов - циркуляционное; насос и
электродвигатель смонтированы на общей фун-
даментной плите [2]. Промышленность выпус-
кает также вакуумные агрегаты типа ВА, пред-
ставляющие собой в комплексе диффузионный
насос и вакуумный затвор, обеспечивающий
различные скорости откачки (табл. 46) [2].
44. Вакуумные насосы типа ВН
Характеристика | ВН-461М РВН-20 ВН-2Г ВН-1НГ ВН-4Г ВН-6Г
Средняя скорость откачки при давлении 1 Па, л/с 0,81 3.3 7,0 18,3 59,0 155,0
Вакуум, Па, не менее 0,13 0,67 0,40 0,40 0,67 1,33
Потребляемая мощность, кВт 0,6 0,6 1,7 2,8 7,0 18,0
Масса, т 0,075 0,075 0,108 0,312 0,59 1,521
4S. Вакуумные насосы типа НВЗ
Характеристика НВЗ-20 НВЗ-50Д НВЗ-75 НВЗ-100 НВЗ-150
Скорость откачки, л/с Вакуум, Па, не менее: 20 50 75 100 150
с учетом паров рабочей жидкости 6,67 6,67-10"' 6,67 6,67-10“' 6,67-10“'
по воздуху 6,67-10“' 6.67-10“3 6,67-10“3 6,67-10 6,67-10“'
с учетом паров рабочей жидко- сти при напуске газобалласта 1.06-102 1,33 1,06-102 1,33 1 06-102
Мощность, кВт 1.9 6,0 8,0 9,5 12,0
Количество масла на одну заправку, л 2,5 10,0 14,0 20,0 28,0
Охлаждение Воздух Вода
Расход охлаждающей воды (при 20 °C), м3/ч - 0,6 1 13
Примечания: 1. Парциальное давление паров воды на входе в насос 2,34 Ю’Па.
2. Наибольшее рабочее давление 2 • 104 Па.
3. Предельная температура масла в насосе 80 °C
4 Рабочая жидкость - вакуумное масло ВМ-4 или ВМ-6.
ПЕЧИ
175
46. Вакуумные агрегаты
Характеристика ВА-01-1 ВА-05-1 ВА-5-4 | ВА-8-4
Средняя скорость откачки, дм3/с 50 250 2200 4000
Расход охлаждающей воды, дм3/с 0,014 0,033 0,110 0,140
Тип насоса для предварительной откачки ВН-461М, РВН-20 ВН-2Г ВН-1МГ ВН-1МГ
Масса, т 0,043 0,085 0,330 0,476
47. Вакуумные затворы
Характеристика СПлПТ80 СПлПТ150 СПлПТ250 СПлПТ500
Мощность электродвига- теля, кВт 0,03 0,03 0,12 0,12
Диаметр условного прохода, мм 80 150 250 500
Время открытия (закрытия), с, не более Натекание воздуха 15 32 20 34
(атмосферного) внутрь затвора, л • Па/с, не более 2,6-10-4 3,9-10-4 6,6 Ю"4 1,1кг8
Расход охлаждающей воды, л/ч 120 120 240 240
Габаритные размеры, мм 775x260x230 1015x320x250 1425x500x240 2150x800x297
Масса, кг 44 70 84 435
Применяют откачные агрегаты с электро-
дуговыми сорбционными высоковакуумными
насосами для откачки электропечей, рабочие
процессы в которых сопровождаются большим
газовыделением. Такие агрегаты имеют боль-
шую скорость испарения геттерного материала
благодаря применению элекгродуговых испа-
рителей. Испарение активного металла (титана)
происходит с поверхности катода электродуго-
вого испарителя вследствие высокой концен-
трации энергии (106 ... 107 А/см2) в катодном
пятне дуги постоянного тока. Дуга горит в па-
рах испаряемого металла при низком давлении
остаточных газов в камере насоса. Катодное
пятно перемещается по поверхности испарения
охлаждаемого катода, поэтому металл катода
испаряется равномерно и нагревается до тем-
пературы значительно ниже температуры его
плавления. Откачка активных газов (водорода,
кислорода, азота, углекислого газа, окиси угле-
рода и др.) происходит при осаждении титана
на внутреннюю поверхность камеры электро-
дугового сорбционного насоса [2]
Вакуумные затворы и вентили. Вакуум-
ные затворы (табл. 47) предназначены для раз-
деления коммуникаций сверхвысоковакуумных
электропечей с давлением до 1,8 10~3 МПа при
температурах прогрева до 200 °C. Используют
также затворы в устройствах шлюзования ва-
куумных электропечей, камер охлаждения и в
автоматических линиях.
Наряду с вакуумными затворами, приве-
денными в табл. 47, производственное объеди-
нение «Вакууммаш» (Казань) выпускает затво-
ры типа ЗВЭ (табл. 48) [2]
Для соединения или перекрытия отдель-
ных частей вакуумных систем служат вентили
различных конструкций. В одних шток уплот-
нен сильфоном, в других перекрытие произво-
дится прижатием металлического клапана с
резиновой прокладкой к седлу стального кор-
пуса. Применяют также высоковакуумные вен-
тили с электромагнитным закрытием - откры-
тием (клапаны), уплотняющим элементом в
которых является резиновая прокладка. На
практике используют и другие конструкции
вакуумных вентилей [2, 17].
176
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
48. Вакуумные затворы типа ЗВЭ
Характеристика ЗВЭ-100 ЗВЭ-160 ЗВЭ-250 ЗВЭ-400 ЗВЭ-630
Мощность электродвигателя, кВт 0,063 0,1 0,1 0,2 0,4
Диаметр условного прохода, мм 100 160 250 400 630
Время открытия (закрытия), с. не более 20 25 30 35 50
Натекание воздуха (атмосферного) внутрь затвора, л-Па/с, не более 2 10’5 2 10 s ЗКГ5 6 10“5 1 • 10“5
Проводимость (теоретическая) в молекулярном режиме, л/с 1200 3340 13 400 16 250 14 600
Габаритные размеры, мм 480х122х 580х122х 740х182х 1020х182х 1850х240х
х340 х420 х580 х740 х150
Масса, кг 17 22 50 130 470
Приборы для измерения и контроля
вакуума. Для измерения значений абсолютно-
го давления применяют манометры, а для изме-
рения значений остаточного давления вакуум-
метры. Термопарные вакуумметры типа ВТ-2А
и ВТ-2А-П представляют собой устройства,
состоящие из термопарного манометра, схемы
питания нагреваемой термопары и прибора,
измеряющего ЭДС. Термопарный вакуумметр
выполняют в двух вариантах: ВТ-2А - перенос-
ной прибор настольного типа, ВТ-2А-П па-
нельный. Диапазон измеряемого давления раз-
деляется на два поддиапазона: 33,3 ... 26,7 Па и
26,7 .. 0,13 Па. В первом поддиапазоне ваку-
умметр рассчитан на работу с термопарной
манометрической лампой ЛТ-2 или ионизаци-
онной манометрической лампой ЛМ-2 [2].
Для измерения давления в диапазоне
1,3 103 .. 1,3 • 1О“10 Па применяют ионизаци-
онные вакуумметры типа ВИ-12, где использо-
ван метод косвенного измерения тока, а изме-
ряемое давление определяют по градуировоч-
ной кривой, отражающей зависимость давле-
ния от величины ионного тока
Наиболее распространенным манометри-
ческим преобразователем, применяемым в оте-
чественных ионизационных вакуумметрах,
является ионизационная манометрическая лам-
па типа ЛМ-2, выполненная в виде стеклянного
баллона, вдоль оси которого расположен
V-образный катод из вольфрамовой проволоки.
Вокруг катода в виде редкой двухзаходной
сетки из молибденовой проволоки расположен
анод, непосредственно прогреваемый электри-
ческим током. Пределы измерения ЛМ-2 огра-
ничены давлением около 1,3 10~7 Па.
Манометрическую лампу ЛМ-2 обычно
применяют в комплекте вакуумметра типа ВИ-3
в ионизационной части, вакуумметра ВИТ-1.
Для измерения более низких давлений приме-
няют манометрическую лампу ИМ-12, которая
отличается от лампы ЛМ-2 большими разме-
рами баллона и несколько иной конструкцией
электродов.
В вакуумметр ВИ-12 входит выносной
блок, на передней панели размещены ручки
управления и два стрелочных прибора для из-
мерения тока коллектора и тока эмиссии иони-
зационного манометрического преобразователя
ИМ-12. Прибор позволяет производить запись
значений давления, для чего на задней стенке
имеется разъем «Запись» для подключения
самопишущего прибора Вакуумметр ВИ-12
предназначен для работы при температуре
10 ... 35 °C. Питание вакуумметра осуществля-
ется от сети 220 В, 50 Га Потребляемая мощ-
ность не более 280 Вт. Габаритные размеры
прибора 420 х 300 х 232 мм [2]. Для проверки
вакуумной плотности соединений и уплотне-
ний используют галоидные и гелиевые течеи-
скатели различных конструкций. В случаях,
когда контролируемые объекты не допускают
применения гелия, используют аргоновый те-
чеискатель [2].
Для обнаружения мест течей в вакуумных
электропечах применяют галоидный течеиска-
тель, принцип действия которого основан на
свойстве раскаленной платины эмитировать
положительные ионы и резко эмиссию в при-
ПЕЧИ
177
сутствии галоидов. Течеискатель типа ГТИ-3
состоит из измерительного блока и выносного
щупа, в котором смонтированы датчик, венти-
лятор и телефонный зуммер. Вакуумный атмо-
сферный галоидный течеискатель типа
ВАГТИ-4 в отличие от ГТИ-3 имеет дополни-
тельный датчик для подсоединения к линии
предварительного разрежения.
Действие гелиевых течеискателей типа
ПТИ основано на выделении гелия из смеси
всасываемых в течеискатель газов путем их
ионизации, ускорения ионов электрическим
полем и разделения их в магнитном поле по
массе. Отклонение стрелки прибора и звуковая
сигнализация свидетельствуют о наличии течи.
Течеискатель ПТИ-10 позволяет обнаруживать
натекание около 10-12 м3 Па/с [2].
Специализированные печи для пайки.
Наряду с описанными выше печами для сни-
жения материальных и трудовых затрат ис-
пользуют высокопроизводительное паяльное
оборудование. Так, при массовом изготовлении
режущего инструмента применяют комплект
печного оборудования и агрегатов для механи-
зированной пайки и термообработки в контро-
лируемой среде, предупреждающей обезугле-
роживание и окисление поверхностей. Указан-
ное оборудование оснащено механизмами за-
грузки и разгрузки, моечными машинами и
позволяет легко изменять режимы процесса
применительно к мелкосерийному производст-
ву. В комплект оборудования входят камерные
механизированные электропечи серии СНЦ и
агрегаты СНЦА универсального назначения
(табл. 49).
Для последовательного проведения опера-
ций пайки в вакууме и термообработки (закалка
в масле или охлаждение в контролируемой сре-
де) за один цикл служит элеваторная электро-
печь СЭВ-3.3/11.5ФМ2. Технические данные
приведены в табл. 50.
49. Агрегаты для пайки и термообработки в контролируемой среде
Агрегаты и электропечи, входящие в их состав Мощность номинальная, кВт Температура. °C
СНЦА-5.10.5/3-С1 350
СНЦ-5.10.5/10 108
СНЦА-5.10.5/7-С1 396 950... 1150
СНЦА-3.5.3/3-С1 142
СНЦ-3.5.3/10 37
’ Всостав агрегата входят печи СНЦ-5.10.5/10 и МНП-5.10.5/1
S0. Технические характеристики
элеваторной электропечи СЭВ-3.3/11.5ФМ2
Установленная мощность, кВт
Напряжение, В:
питающей сети
на нагревателях
Рабочая температура, °C .
Остаточное давление, Па.
Масса загрузки изделий, т
Расход охлаждающей
воды, м’/ч
Размеры рабочего
пространства, мм
Габаритные размеры, мм .
Масса, т...................
34
380
132
1150
1,3 Ю'1
0,05
1,5
300x300
2800 x 3800 X 3060
Для пайки изделий применяют также ин-
дукционные муфельные электропечи, обеспе-
чивающие быстрый разогрев муфеля токами
промышленной частоты до рабочей температу-
ры. Конструктивно они выполнены в виде ка-
мерных электропечей либо проходными. При
необходимости производить вертикальную
загрузку крупногабаритных узлов применяют
индукционные установки промышленной час-
тоты с вертикальным расположением муфеля.
Такие установки представляют собой индукци-
онные электропечи элеваторного типа с загруз-
кой изделий снизу с выдвижной тележкой для
пода, который поднимается гидравлическим
подъемником. Применение индукционных
муфельных электропечей промышленной час-
тоты позволяет производить пайку изделий в
вакууме, контролируемой среде и на воздухе с
использованием флюсов [2].
178
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
ОБОРУДОВАНИЕ
ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
Для индукционной пайки используют вы-
сокочастотные генераторы, а также установки
повьшенной и промышленной частот. В ком-
плект оборудования входят источники пита-
ния, индукторы и устройства, необходимые для
ручной, механизированной либо автоматизиро-
ванной фиксации и транспортирования паяе-
мых изделий [2].
Тепловые процессы при индукционном
нагреве. Интенсивность индукционного нагре-
ва зависит не только от электрических данных
(частоты тока, напряженности поля, эффекта
близости и др.), но и от физико-химических
свойств материалов. Скорость нагрева немаг-
нитных материалов в значительной мере опре-
деляется их удельной электропроводностью о
При нагреве ферромагнитных материалов зна-
чительную роль играет магнитная проницае-
мость ц. Если процесс нагрева носит особый
характер и трансформация электрической энер-
гии в тепловую происходит внутри самого из-
делия, то глубинный прогрев изделия токами
высокой частоты подчиняется законам тепло-
проводности Удельная электропроводность
материала связана с внутренней теплопровод-
ностью X соотношением
Х/ст = а7',
где а = ЗХ2/е2 - постоянная Видемана-Фран-
ца; к - постоянная Больцмана; Т - абсолютная
температура; е — заряд электрона. Это уравне-
ние справедливо в пределах (применяемых в
производстве) температур пайки. В свою оче-
редь, X связана с температуропроводностью а
и теплоемкостью с следующим соотношением:
а = Х(су),
где у - плотность нагреваемого материала,
X = 0,03 ... 0,15 (для сталей).
Распределение температур в нагретом те-
ле тесно связано с параметрами ст, у, я, с и X.
Если цилиндрическое тело радиусом г помес-
тить в индуктор и нагреть его при установив-
шемся режиме, то распределение температур
по его сечению можно выразить функцией
Т = г
где Тг - температура в центре сечения, т.е. на
расстоянии г от поверхности тела; Го - темпе-
ратура на поверхности тела; X' - внешняя теп-
лопроводность; S - площадь боковой поверх-
ности нагретого тела.
Указанное распределение температур при
нагреве ГВЧ массивных изделий под пайку
особенно важно, так как от перепада темпера-
тур зависит качество пайки. При этом необхо-
димо иметь в виду, что в случае неустановив-
шихся тепловых процессов распределение
температур внутри изделия определяется более
сложными расчетами:
dT= к а2Т
dt су dx2 ’
где х — направление, по которому происходит
изменение температуры Т во времени t. Поэто-
му при ступенчатом нагреве массивных изде-
лий пользуются экспериментальными данными
зависимости распределения температур во
времени. При пайке толстостенных изделий
иногда требуется нагрев только на определен-
ную глубину, поэтому в результате изучения
электромагнитных и тепловых явлений опре-
делены критерии для выбора частоты тока по
заданной глубине нагревах*:
150 2500
х2 < J < х2
Верхний предел означает, что глубина
прогретого до сверхкритической температуры
слоя должна быть меньше глубины проникно-
вения тока А* в сталь, нагретую выше точки
магнитных превращений. Нижний предел оп-
ределяется ростом мощности и потерь в индук-
торе до значений, при которых эксплуатация
индуктора затруднена. В этом диапазоне может
быть выделена оптимальная частота тока,
обеспечивающая наивысший КПД процесса и
коэффициент мощности индуктора:
х*«(0,4...0,5)Д*; /опт«600/х2.
Такой выбор частоты тока обеспечивает
наиболее равномерное распределение энергии
в нагреваемом теле, малый перепад температур
при минимальном времени нагрева и незначи-
тельные тепловые потери на нагрев сердцеви-
ны тела, т.е. высокий термический КПД (г]т).
Важно отметить, что если напряжение источ-
ника питания поддерживается постоянным при
соблюдении указанных условий выбора часто-
ты тока, мощность источника в течение време-
ни нагрева остается почти постоянной, что
позволяет наиболее полно использовать источ-
ник питания, а следовательно, повышает энер-
гетический показатель установки.
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
179
Рис. 14. Зона оптимальных соотношений
голщииы стенки d и диаметра трубы D при
индукционном нагреве с частотой 50 Гц
Рис. 15. Кривые выбора частоты тока для
равномерного иагрева изделия прямоугольной
формы при индукционном нагреве
(кривые 1,2,3-отношение сторон изделия g
соответственно равное 5,3,1):
Для пайки изделий из труб большого диа-
метра с различной толщиной стенок наиболее
целесообразно использовать частоту тока 50 Гц.
Оптимальное соотношение толщины стенки и
диаметра труб при индукционном нагреве пока-
зано на рис. 14, из которого видно, что на про-
мышленной частоте тока можно успешно про-
водить пайку труб диаметром 400 мм, если тол-
щина стенки не менее 20 мм, и диаметром
800 мм, если толщина стенки не менее 5 мм [2]
Более распространены случаи, когда в
процессе пайки необходимо получить заданное
распределение температур по сечению нагре-
ваемого тела. В частности, это важно при вы-
боре условия нагрева изделий прямоугольной
формы На рис. 15 приведены кривые
= О/(Ал,т1т)], гЛе F0=aT/D - кри-
терий Фурье или безразмерное время нагрева
изделий толщиной D; g - отношение сторон
изделия прямоугольной формы; А* - глубина
проникновения тока; цт - термический КПД.
Эти кривые позволяют выбирать частоту тока
такой, чтобы к заданному моменту времени
распределение температур по периметру изде-
лия было равномерным для случая адиабатиче-
ского нагрева (g = 0) и при г]т = 0,9 (д = 0,1Ро)
Термический КПД цт представляет со-
бой отношение разности удельной поверхност-
ной мощности и плотности мощности тепло-
вых потерь к удельной поверхностной мощно-
сти. Зависимость глубины прогрева изделия
при индукционной пайке от времени нагрева
при правильно выбранном режиме генератора
приведена на рис. 16 [2].
Рис. 16. Зависимость глубины прогрева изделия
от времени нагрева
Установки для индукционной пайки с
тиристорными преобразователями. Совре-
менные тиристорные (ранее ламповые) генера-
торы преобразуют электрический ток промыш-
ленной частоты в ток высокой частоты, посту-
пающий в индуктор, в котором нагревают
паяемые изделия. Индукционную пайку вы-
полняют с использованием универсальных
типов стандартных высокочастотных генерато-
ров и специализированных установок, предна-
значенных специально для пайки конкретного
типа изделия, а также применяемых для по-
верхностной закалки при смене индукторов.
Генераторы мощностью 1, 2, 3, 4 и 5 кВт сле-
дует использовать для единичной высокотем-
пературной пайки конкретных небольших из-
делий и для групповой низкотемпературной
пайки. На генераторах мощностью 10 кВт пая-
ют металлорежущий и буровой инструмент с
поперечным сечением в зоне пайки до 5,0 см2,
а также тонкостенные ферромагнитные изде-
лия с сечением до 5 см2, но больших размеров.
Установки мощностью 25 ... 60 кВт, частотой
180
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
440 кГ ц применяют при единичной, групповой
и механизированной пайке преимущественно
тонкостенных изделий значительных размеров.
Установки частотой 66 кГц более универсаль-
ны, и их широко применяют для пайки самых
разнообразных изделий.
Наибольшее распространение получили
установки мощностью 60 кВт. Генераторы
мощностью 100 .. 160 кВт применяют при
высокотемпературной пайке крупногабарит-
ных изделий с наружным диаметром 140 ..
200 мм. Эти же генераторы используют при
механизированной пайке, когда необходим
запас мощности для создания интенсивного
магнитного поля в зоне пайки при движении
нагреваемых изделий через относительно
длинные проходные индукторы.
Генераторы мощностью до 10 кВт выпол-
нены в одном блоке; ламповые генераторы
мощностью 25 кВт и выше состоят из несколь-
ких блоков. Блок нагрузочного контура, к кото-
рому непосредственно подключается индуктор,
может быть отнесен от остальных блоков на
расстояние до 15 м, что упрощает планировку
рабочих помещений и позволяет экономить про-
изводственные площади (табл. 51). Тиристорные
преобразователи частоты более компактны:
мощность одного блока 100 кВт и выше.
При выборе генератора следует учитывать
номенклатуру паяемых изделий, так как приме-
нение генераторов повышенной мощности при-
водит к перерасходу электроэнергии и охлаж-
дающей воды. В выборе мощности следует ру-
ководствоваться тем, что при максимальной
мощности и правильной настройке генератора
процессы нагрева до 1000 1200 °C изделий из
ферромагнитных металлов протекают удовле-
творительно, если на 1 см2 нагреваемой по-
верхности приходится 1 кВт мощности тока
высокой частоты, обозначенной в паспорте
генератора. Поэтому для пайки изделий, мак-
симальное из которых имеет суммарную пло-
щадь поверхности в зоне пайки 20 см2, следует
применять установку ВЧИ-25/0,44 (табл. 52).
При правильном выборе конструкции индукто-
ра и оптимальных режимах на этой установке
можно производить пайку цилиндрических
изделий диаметром до 60 мм (по высоте, рав-
ной диаметру) [7].
Тиристорное управление выпрямленным
напряжением обеспечивает высокую степень
стабилизации процесса Точность стабилиза-
ции напряжения ±0,1 % для генератора
ВЧГ1-25/0,44, для остальных ± 0,5 %. Двери
снабжены электромеханическими блокировка-
ми, что обеспечивает безопасность обслужива-
ния. Генераторы оснащены защитой от радио-
помех и электромагнитных излучений, обеспе-
чивающей соблюдение норм по радиопомехам
и санитарии.
51. Генераторы с ламповым преобразователем для пайки изделий
Характеристика ВЧГЗ- 4/1,76 ВЧГ4- 10/0,44 ВЧГ1- 25/0,44 ВЧГ6- 60/0,44 ВЧГ2- 100/0,066 ВЧГЗ- 160/0,066
Мощность рабочая, кВт 4 10 25 60 100 160
Частота тока рабочая, МГц 1,76 0,44 0,44 0,44 0,066 0,066
Мощность, потребляемая от сети, кВт 6,8 15,5 33,0 87 141 235
КПД, % 70 74 87 75 72 72
Коэффициент мощности 0,85 0,85 0,85 0,87 0,88 0,88
Предел регулирования анодного напряжения, кВ 2...6 2... 7 2... 7 3 ... 10 3 ... 10 3 ... И
Точность стабилизации, %, анодного напряжения при колебании питающей сети ± 5 % ±0,5 ±0,5 ±0,1 ±0,5 ± 1,0 ± 1,0
Расход охлаждающей воды, м’/ч 0,75 1,2 1,0 2,2 5,5 6,0
Размер установки в плане, м2 0,9 1,1 2,2 3,8 4,0 7,2
Масса, т 0,5 1,05 1,2 1,84 2,6 4,25
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ 181
52. Установки высокочастотные типа ВЧИ
Характеристика ВЧИ4-10 вчи- 25/0,44 ВЧИ- 63/0,44 ВЧИ2- 100/0,066 ВЧИЗ-З- 160/0,066
Мощность рабочая, кВт 10 25 63 100 160
Частота тока рабочая, МГц 0,44 0,44 0,44 0,066 0,066
Мощность, потребляемая от сети, кВт 18 43 103 165 280
Расход охлаждающей воды, м3/ч 1,2 1,5 3,3 7,5 7,5
Размеры установки в плане, м2 1,3 3,1 3,1 5,8 8,1
Площадь выносного нагрузочного контура, м2 - 0,5 0,5 1,7 j Ь7
53. Полуавтоматы для индукционной пайки конденсаторов
Характеристика ВЧИЫО/0,44 ВЧИЗ-10/0,44
Мощность, кВт 10
Частота, МГ ц 0,44
Температура пайки, °C 135.. . 235
Напряжение питающей сети, В 220/380
Расход м3/ч:
охлаждающей воды при 0.2 . 0.25 МПа 2,0 2,5
сжатого воздуха при 0,2 . 0,4 МПа 3,6 3,6
Производительность, число паек за 1 ч 140 225
Габаритные размеры, мм 1720x1745x2785 1965x1970x2865
Масса, т 1,7 2,0
Для массового выпуска паяных конденса- торов используют полуавтомат, обеспечиваю- щий флюсование поверхностей пайки, автома- тический цикл процесса и выгрузку изделий. Весь технологический процесс расчленен на две последовательно выполняемые операции пайки на полуавтоматах ВЧИ1-10/0.44 и ВЧИЗ- 10/0,44 (табл. 53) [21 54. Техинческне характеристики полуавтомата СП-1 Мощность, кВт 10 Частота тока, МГц.. 0,44 Температура пайки, “С 235 Напряжение питающей сети, В 220 Расход охлаждающей воды, м’/ч . 2 Производительность, число паек за 1 ч 120 „ с 600 х800х Габаритные размеры, мм х900 Масса.т 1,5 При изготовлении аккумуляторов прово- лочные токовводы аккумуляторных пластин припаивают к внешним стержням на полуав- томате СП-1 с ламповым генератором ЛЗ-13, табл. 54 [12]. Установки с машинными преобразова- телями частоты. Машинный генератор обес- печивает токи частотой 2 15 кГц и состоит из электродвигателя трехфазного тока и соеди- ненного с ним генератора. Параллельно с элек- тродвигателем включается электродвигатель возбудителя, регулируемого реостатом. Коле- бательный контур подключен к генератору и представляет собой конденсаторную батарею, соединенную параллельно с первичной обмот- кой трансформатора ТВЧ. Вторичная обмотка этого трансформатора, понижающего напря- жение, соединена с индуктором. Технические характеристики индукционных установок с машинными генераторами, применяемых для пайки изделий, приведены в табл. 55 [2].
182
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
55. Технические характеристики установок с машинными генераторами для пайки
Характеристика ИЗ 1-30/8 И34-100/8 Н32-100/8 КИН5-250/2.4 КИН6- 250/10К И32-200/8
Потребляемая мощность, кВ А 50 138 140 - 280
Мощность, кВт 30 100 100 250 250 200
Рабочая частота тока, Гц Напряжение, В: 8000 8000 8000 2400 10 000 8000
высокочастот- ной сети 400 800 800
максимальное на индукторе 74 246 246
Расход охлаж- дающей воды
при давлении 0,2 . 0,3 МПа, 43 97,5 120 60 60 170
л/мин Максимальная поверхность нагрева, см2 25 200 200 400
Габаритные 3750 х1300 х 2800х1200х 5200 х2000х 3225x1800 х 325х1800х 7000 х 2400 х
размеры, мм х2000 х2000 х2000 х2300 х2000 х2000
Масса, т 2,2 3,17 4,5 4,0 4,0 7,0
56. Технические характеристики установок
Характеристика У-184М У-268
Генератор ПВС-100-2500:
мощность, кВ А 100 100
частота тока, Гц 2500 2500
Температура нагрева изделия, °C 1200 1200
Рабочий вакуум, Па 1,3 103 1.3 10“3
Диаметр, мм, трубных заготовок-
наружный 100 400 80. 120
внутренний 60 ... 360 55. 75
Объем камеры, м3 0,33 0,33
Усилие сжатия, Н, не более 10 000 10 000
Производительность, число паек в смену 14 14
Габаритные размеры, мм 2000x1350x2190 2300x3200x2000
Масса, т 2,2 2,5
Установки состоят из нагревательного
блока, шкафов управления (контакторного и
пускового), блока охлаждения и преобразова-
теля ВПЧ-100-2500, ВПЧ-100-8000, служащих
источником энергии повышенной частоты.
Двигатели преобразователей питаются от сети
напряжением 220/380 В, с частотой тока 50 Гц.
Специальные индукционные уста-
новки для пайки на базе машинных ге-
нераторов. Это специализированные ус-
тановки, обеспечивающие кроме теплово-
го режима пайки заданное прессовое дав-
ление на соединяемые поверхности и сре-
ду при процессе нагрева, табл. 56.
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
183
57. Опытно-серийные установки для пайки и
диффузионной пайко-сварки изделий под давлением
Характеристика А306-08 А306-20 СЖМ232 7000 СДВУ-12 СДВУ-15-2 СДВУ-32 СДВУ-50
Источник нагре- ва (генератор) И060.011 А624.25 И060.083 ЛЗ-13 ЛЗ-67 ЛЗ-2-67 ЛЗ-13 (13 кВт),
Мощность, кВт 26 25 25 13 67 67 ЛЗ-2-67 (67 кВт)
Максимальная температура, °C Рабочая среда, МПа 1300 1100 1100 1100 1500 1500 1500
вакуум 2,7- 105 6,7 • 10“5 6,7 10 5 6,7 10“5 2,7 • 10 5 6,7 • 10'5 6,7 10"’
водород азот 0,4 0,08 - -
Диапазон рабо- чих усилий, Н: 1-я ступень 1000 ... 10 000 500.. 10 000 500 . 10 000 350... 5000 450... 21 000 248.. 4150 0... 3000
2-я ступень 10 000.. 100 000 10 000... 100 000 10 000... 100 000 544... 9050 -
Привод меха- низма сжатия Гидравлический Электро- механи- ческий
Размеры рабочей камеры, мм 0120x100 0120x180 0120x180 220х200х х250 500x345 х х320 500х345х х320 500x345 х х320
Габаритные размеры, мм 1450х х ЮООх х2470 2570х х1500х х2100 1550х х1000х х2100 1270х х720х Х1408 2350 х х970х х2335 2700 х х!520х х2205 X X о
Масса (без гене- ратора), т 0,8 3,0 1,45 0,7 1,8 1,0 0,5
58. Технические характеристики установки
для пайки трубопроводов
Мощность, кВт. 60
Частота тока. кГц.. 70
'I емпература пайки, °C . 1050
Напряжение на индукторе, В ... . До 140
Расход охлаждающей воды, м’/ч,
при давлении 0.2 . 0.55 МПа 4
Производительность,
число паек в 1 ч, не более 400
Габаритные размеры, мм 1300 х400х 1800
Масса, т........................... 0,35
Установки типа У для индукционной и
индукционно-диффузионной пайки разработа-
ны в ИЭС им. Е. О. Патона. Характеристики
некоторых установок для пайки ТВЧ под дав-
лением изделий электровакуумного приборо-
строения приведены в табл. 57
На базе выпускаемых высокочастотных
генераторов компонуют специализированные
опытно-серийные установки для механизиро-
ванной и автоматизированной высокотемпера-
турной пайки изделий (табл. 58)
В производстве паяных изделий эффек-
тивны установки карусельного типа с автоном-
ным вакуумированием каждой позиции в от-
184
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
дельности. Так, например, полуавтоматическую
установку ПС-1 используют для индукционной
вакуумной пайки электродов к корпусам свечей
зажигания двигателей внутреннего сгорания,
табл. 59. Аналогичная установка карусельного
типа применяется для автоматизированной пай-
ки в среде водорода изделий электровакуумной
техники на базе генератора ТВЧ типа А624.01
[2]. Для пайки бурового инструмента использу-
ют полуавтоматическую установку непрерывно-
го действия ИТ1-100/8, в которой совмещены
процессы пайки и термической обработки в
восстановительной среде эндогаза, табл. 60 [2]
Перечисленные выше установки на базе лампо-
вых и машинных генераторов целесообразно
модернизировать путем применения современ-
ных тиристорных преобразователей [1].
В Научно-техническом центре по проекти-
рованию и выпуску высокочастотного и ультра-
звукового оборудования Всероссийского научно-
исследовательского института токов высокой
частоты им. В. П. Вологдина (ВНИИТВЧ) разра-
ботано и производится новое поколение устано-
вок для нагрева при пайке, сварке и термообра-
ботке, а также источники питания с различными
диапазонами частот: 0,5 ... 10 кГц; 16 ... 44 кГц;
0.066 ... 1,76 МГц; свыше 5,28 МГц.
59. Технические характеристики
полуавтомата ПС-1
Мощность лампового
генератора, кВт..
Напряжение питающей сети, В
Температура пайки. °C
Вакуум. Па..
Габаритные размеры, мм ..
Масса, т
60
380
1150
0,13
1000x940x1800
0,7
60. Технические характеристики
полуавтомата ИТ1-100/8
Мощность, кВт
Частота тока. кГц
Температура пайки. °C
Напряжение, В:
генератора
питающей сети
Расход, м’/ч:
охлаждающей воды .
сжатого воздуха
Производительность, число паек/ч
Производительность газогенера-
торной установки ЭК-8-0-М2, м’/ч
Габаритные размеры, мм
Масса т ....
100
8
1000 1200
380
220
8.5
0,5
64
15 ... 30
0 4000x3240
3,0
Источники питания 0,5 ... 10 кГц. Источ-
ники диапазона частот 0,5 .. 10.0 кГц в основ-
ном используются для питания индукционных
печей, технологических устройств индукцион-
ного нагрева металлических изделий с различ-
ными целями. По элементной базе эта группа
делится на электромашинные генераторы и
тиристорные генераторы (тиристорные преоб-
разователи частоты или среднечастотные гене-
раторы)
Тиристорные источники представлены
следующими типами: СЧГ1-30/10; -50/10;
-60/10; -100/2,4: -160/10; -250/4; СЧГ2-60/2.4;
-100/4; -250/10; -3200/1; СЧГЗ-100/10; -250/2.4;
СЧГ9-100/10; СЧГ12-100/10.
Дальнейшее повышение качества выпус-
каемых индукционных технологических ком-
плексов и установок для пайки, плавки, закал-
ки ВНИИТВЧ решает посредством кооперации
с рядом фирм.
Индукционные нагреватели, компенси-
рующие конденсаторы, устройства автоматики
для технологических комплексов выпускаются
фирмой ВНИИТВЧ, а источники питания
средней частоты, теплообменники и другое
электротехническое оборудование - фирмой
«Estel Pluss». Высокочастотный нагрев обеспе-
чивается рядом преобразователей в диапазоне
частот от 0,5 до 10,0 кГц.
Статические (тиристорные) преобразова-
тели, выпускаемые фирмой «Estel Pluss». име-
ют ряд преимуществ перед преобразователями
других производителей: схема параллельного
инвертора имеет меньшее количество силовых
полупроводниковых приборов, что определяет
меньшие габариты преобразователя, более
глубокое регулирование мощности, более вы-
сокий КПД преобразователя.
Электромашинные генераторы в новых
разработках используют редко ввиду дорого-
визны, необходимости размещения в отдель-
ном помещении и др. Основными достоинст-
вами этих генераторов являются простота сис-
темы управления, отсутствие специальных
требований к фундаменту, синхронизация при
параллельной работе нескольких генераторов,
широкий диапазон режимов безаварийной ра-
боты (последнее дает большое преимущество в
системе централизованного питания индукци-
онных установок).
Тиристорные генераторы звукового
диапазона используются в современных ин-
дукционных плавильных печах и установках
для нагрева и термообработки металлических
деталей. Основные преимущества тиристорных
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
185
генераторов - невысокая стоимость, высокий
коэффициент полезного действия в широком
диапазоне потребляемой нагрузкой мощности,
отсутствие потерь холостого хода, отсутствие
вращающихся, соответственно быстро изнаши-
вающихся частей, широкие возможности авто-
матизации процессов иагрева и настройки ре-
жимов. При необходимости генераторы осна-
щаются согласующими трансформаторами и
фазокомпенсирующими конденсаторами и
системой водяного охлаждения (при необхо-
димости - автономной).
Характеристики некоторых источников, на-
пример СЧГ1-30/10, представлены в табл. 61 [1].
На базе источников питания типа СЧГ раз-
работан ряд установок нагрева. Мощность уста-
новок не ограничена и определяется только за-
данной производительностью от 5 до 1000 кВт,
мощностной ряд - от 5 до 1000 кВт; частотный
ряд - от 50 до 440 000 Гц. Установки предназна-
чены для поверхностной термической обработ-
ки, подогрева под пайку, пайку и закалку. Раз-
меры и форма обрабатываемых деталей - от
швейной иглы до деталей диаметром 3000 мм и
длиной 6000 мм. Установки могут оснащаться
системами программного управления, регулиро-
вания температуры нагрева, замкнутыми систе-
мами охлаждения оборудования.
Условные обозначения установок: ИЗ! -
установка для нагрева при пайке или закалке с
тиристорным или транзисторным преобразова-
телем частоты; ИЗЛ - установка для нагрева
при пайке с ламповым генератором.
Установка ИЗТ-60 имеет следующие ха-
рактеристики (табл. 62). В комплект постав-
ляемого оборудования входит механизм пере-
мещения изделий вертикального типа.
62. Характеристики установки ИЗТ-60
Мощность, кВт 60
Частота, кГц.... 2,4; 4,0; 10,0
_ „ 0 6ООХ
Размеры нагреваемой детали, мм .
х1500+4000
Максимальная длина нагреваемой
и закаливаемой зоны, мм 1500... 4000
Аналогичная индукционная установка
ИЗЛ-25 на базе лампового генератора частоты
может быть использована для пайки высоко-
температурными припоями различных конст-
рукций, табл. 63.
Научно-производственной фирмой
«ФРЕАЛ» при ВНИИТВЧ разработано и про-
изводится несколько компактных тиристорных
источников питания. Генератор среднечастот-
ный СЧГ2-15/4 предназначен для питания уст-
ройств индукционного нагрева различного
технологического применения (нагрев под
пайку, пластическую деформацию, поверхно-
стная закалка, отжиг и т.п.). Имеет следующие
отличительные особенности: высокий КПД;
стабилизацию выходного напряжения; регули-
рование выходного напряжения (мощности) в
широких пределах; воздушное охлаждение,
табл. 64
63. Характеристики установки ИЗЛ-25
Мощность, кВт 25
Частота, кГц ... 440
г, „ 0 4ОХ
Размеры нагреваемой детали, мм
х (300+400)
Максимальная длина нагреваемой
и закаливаемой зоны, мм . 250 ... 4000
61. Характеристики источника питания
СЧГ1-30/10
Параметры питающей сети:
напряжение, В 380+19
частота, Гц. 50
Число фаз.. 3
Мощность, потребляемая от сети, кВт 40
Мощность выходная, кВт 30 + 5
Напряжение выходное, В 400
Частота рабочая, кГц.. 10. 20
Расход водяного охлаждения, м3/ч 1,0
„ я 1200x710
Габариты, мм
Х1910
Масса, кг....................... 500
64. Технические характеристики
генератора СЧГ2-15/4
Напряжение питающей сети, В
Частота питающей сети, Гц .
Число фаз
Мощность* выходная, кВт, не более
Мощность потребляемая от сети, кВт
Частота рабочая, кГц
Напряжение выходное, В .
Выходной ток, А, не более
Масса, кг.
Габаритные размеры, мм .
380
50
3
15
16,5
3,2 .4,0
40 200
85
90
580х470х
Х400
' При согласованной нагрузке иа рабочей час-
тоте с эквивалентным активным сопротивлением
2,6 ...2,7Ом.
186
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Генератор высокочастотный ФД-10/66
предназначен для индукционного нагрева де-
талей из стали и цветных металлов и сплавов:
пайка твердым и мягким припоем, поверхност-
ная закалка, гермообработка, плавка припоев.
Имеет следующие отличительные особенно-
сти: экономичность и высокий КПД (свыше
90 %), малые размеры и массу, удобство при
работе и транспортировке, высокую надеж-
ность, воздушное охлаждение, табл. 65.
ОАО «УПИ-РЕЗОНАНС» (Екатеринбург)
изготовляет индукционное оборудование для
поверхностного и сквозного нагрева в технологи-
ческих установках УИПА высокотемпературной
пайки резцов, сверл, буровых коронок и другого
инструмента, лопаток турбин, труб и т.д. Мощно-
стной ряд 5 ... 320 кВт, рабочая частота 8 ...
20 кГц. В состав установок входят тиристорный
преобразователь частоты, нагревательный пост с
индуктором, механизм загрузки и блок компен-
сации. Для каждого обрабатываемого изделия
поставляется индуктор требуемой конструкции.
По согласованию с заказчиком нагревательный
пост выполняется с ручным или автоматическим
механизмами загрузки и перемещения деталей
65. Технические характеристики
генератора ФД-10/66
(ООО НПФ «Фреал и Ко», С.-Петербург)
Напряжение питающей сети, В
Частота питающей сети, Гц
Число фаз.
Мощность потребляемая, кВ • А,
не более ... ........
Мощность выходная, кВт, не более.
Частота рабочая, кГц..
Напряжение выходное, В .....
Масса, Ki
380
50
3
11
10
50. 100
250
12
450Х240Х
хЗЗО
Габаритные размеры, мм
В случае вертикального положения при
загрузке и пайке изделий применяют специали-
зированные индукционные установки про-
мышленной частоты с вертикальным располо-
жением муфеля, нагреваемого индуктором
Установки представляют собой индукционные
муфельные электропечи элеваторного типа с
загрузкой изделий снизу с выдвижной тележки
с подом печи, поднимаемым гидравлическим
приводом. Регулирование и контроль режимов
процесса автоматические. Применение индук-
ционных муфельных установок промышленной
частоты позволяет паять изделия из металличе-
ских и неметаллических материалов в различ-
ного типа контейнерах, вакууме, контролируе-
мых средах, а также на воздухе с использова-
нием флюсов (табл. 66).
Муфельные индукционные установки ис-
пользуют для пайки до рабочей температуры
1250 °C. При отработке режимов пайки на этих
установках необходимо определять допусти-
мые удельные мощности (рис. 17).
Рис. 17. Зависимость допустимой удельной
поверхностной мощности, кВт/м2, от диаметра
нагреваемых муфелей, контейнеров или
специзделий при индукционном иагреве токами
промышленной частоты:
Pi - для сталей аустенитного класса;
Л - для сталей ферритного класса
66. Технические характеристики муфельных индукционных установок для пайки
Характеристика ПИНК-25 ПИНК-80 ПИНК-130 ПИНК-180 ПИНК-200
Мощность, кВт 25 80 130 180 200
Ток на индукторе, А 80 250 400 320 300
Расход воды, л/ч 200 550 850 1200 1300
Размеры рабочего пространства, мм 500х 300х х200 ЮООхбООх х400 1500х900х хбОО 2000х1200х х800 8000х800х хЗОО
Габаритные размеры, мм 1050х950х х-1420 1550х1240х х1620 2050 х1540х х1820 2550х1840х х2020 8550х1440х х1520
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
187
Рис. 18. Зависимость минимальной мощности
генератора Pmi„ при сквозном индукционном
иагреве от производительности G и
температуры t иагрева, °C:
1 - алюминий; 2 - графит, 3 - медь; 4 - сталь
(при высокотемпературной пайке); 5 - сталь (при
низкотемпературной пайке); б-латунь и серебро;
7 - бронза; 8 - свинец
Выбор параметров индукционных уста-
новок. Кривые для определения мощности ге-
нератора при сквозном нагреве различных мате-
риалов исходя из требуемых производительно-
сти и температуры приведены на рис. 18.
Значения основных параметров высоко-
частотных установок, например значения
номинальных мощностей 0,16; 0,25, 0,40; 0,63,
1,0 кВт и далее, получаемые умножением этих
величин на 10, 100 и 1000, установлены нор-
мами [10]. Рабочие частоты тока установок
также регламентированы. При выбранной ра-
бочей частоте для пайки легко определить оп-
тимальные режимы работы установки по кри-
вым, приведенным на рис. 18. После определе-
ния требуемой минимальной мощности генера-
тора следует принять ближайшее большее зна-
чение по стандартной шкале мощностей.
Значения КПД установлены в зависимо-
сти от рабочей частоты и приведены ниже.
Рабочая частота тока
генератора, МГц 1 1 ... 30 30
КПД генератора 0.65 0.60 0.60
Установленные нормами рабочие частоты
тока установок и допустимые пределы их от-
клонения приведены в табл. 67 (применение
для высокочастотных установок других частот
без специального разрешения Министерства
связи запрещено) Кривые, приведенные на
рис. 19, построены для оптимального режима
работы установки при правильно выбранной
67. Рабочие частоты тока установок и
их допустимые отклонения
Рабочая частота тока, кГц Допустимое отклонение, %(+) Рабочая частота тока, кГц Допустимое отклонение, %(±)
18 7,5 13,56 1,0
22 7,5 27,12 1,0
44 10,0 40,68 1,0
66 12,0 81.36 1.0
440 2.5 152,5 1,0
880 1,0 300,0 1,0
1760 2,5 2375,0 2,0
5280 2,5 22 125,0 0,5
Рис. 19. Зависимость минимальной
колебательной мощности генератора Pmin при
пайке тонкостенных изделий и местном иагреве
от глубины иагрева h и производительности G:
1 - одновременный нагрев всей поверхности;
2 - непрерывно-последовательный нагрев
частоте тока для случая пайки изделий внутри
соленоидного индуктора с относительно не-
большими зазорами между индуктором и из-
делием.
Выбор минимальной мощности генерато-
ра для пайки тонкостенных изделий с местным
нагревом осуществляют по кривым, приведен-
ным на рис. 19, а зависимость времени нагрева
от глубины прогрева определяют по рекомен-
дуемому диапазону (см. рис. 16).
Источник питания необходимо выбирать
с учетом мощности генератора в зависимости
от температуры пайки и свойств паяемых ма-
териалов. На рис. 20 приведены кривые для
определения мощности генератора при низко-
и высокотемпературной пайке различных ма-
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Рис. 20. Зависимость колебательной
мощности генератора иа 1 см2 сечеииа шва от
времена пайки (1 - медь; 2 - латунь и бронза;
3 - стали и немагнитные сплавы):
а - при низкотемпературной пайке;
б - при высокотемпературной пайке
териалов. Если требуется спаять два изделия
одинаковых или разных сечений из различных
металлов, то вычисляют мощность для попе-
речного сечения каждой детали (по соответст-
вующей кривой), а полученные результаты
суммируют. При этом считают, что площадь
поперечного сечения должна быть перпенди-
кулярна к направлению утечки теплоты от шва.
При сквозном нагреве изделия снижение
частоты тока увеличивает глубину его проник-
новения и тем самым уменьшает время, необ-
ходимое для равномерного нагрева изделия, и
повышает термический КПД Уменьшение
частоты ниже определенного значения может
привести к резкому падению эффективности
передачи энергии от индуктора в изделие
(снижается электрический КПД индуктора).
Поэтому при индукционном сквозном нагреве
паяемых изделий существуют оптимальные
значения частот тока (рис. 21).
Индуктор состоит из индуктирующего
токопровода, создающего магнитное поле, не-
обходимое для индуктирования тока в нагре-
ваемые изделия, токоподводящих шин, контакт-
ных колодок для соединения индуктора с выво-
дами понижающего трансформатора, устройства
для подачи воды, охлаждающей индуктор и
поверхность запаянного изделия (при необхо-
димости). Форма и конструкция индуктирующе-
го токопровода определяются конфигурацией и
массой паяемого изделия. По способу пайки
индукторы делятся на два основных типа: для
одновременного и для непрерывно-поступатель-
ного нагрева. Характерными размерами индук-
тора являются ширина индуктирующего токо-
провода Л,, его толщина Ь, и зазор между рабо-
чей и нагреваемой поверхностями.
Рис. 21. Зависимость минимальной частоты
токапри индукционном сквозном иагреве,
а также при поверхностном иагреве от диаметра
(толщины) детали d, если глубина нагреваемого
слоя составляет ие меиее 10 % d-.
1- графит; 2 - сталь горячая (900 . 1100 °C);
3 - сталь немагнитная; 4 - латунь горячая;
5 - алюминий горячий (600 °C); 6 - латунь холодная
7 - алюминий холодный; 8 медь; 9 - серебро
При одновременном нагреве требуемая
ширина индуктирующего токопровода опреде-
ляется шириной нагреваемого изделия. Если
нагревается участок поверхности, то ширина
индуктора на 10 ... 20 % больше ширины на-
греваемого участка изделия; если нагревается
вся поверхность изделия, то ширина индукти-
рующего токопровода и ширина изделия при-
мерно одинаковы. Во время нагрева длительно-
стью /* индуктирующий токопровод обычно не
охлаждается. Постоянное охлаждение имеют
только токоподводящие шины. Поэтому индук-
тирующий токопровод выполняют массивным;
его толщина при частотах тока f £ 10 кГц со-
ставляет bi » (2,5 ... 4,0) bh (Ь/, - ширина нагре-
ваемого изделия). Зазор b между рабочей по-
ОБОРУДОВАНИЕ ДЛЯ ИНДУКЦИОННОЙ ПАЙКИ
189
верхностью индуктора и нагреваемой поверх-
ностью составляет 1 5 мм в зависимости от
размеров изделия.
При непрерывно-последовательном на-
греве ширина индуктирующего токопровода й(
определяется мощностью генератора и произ-
водительностью установки, а время нагрева
<* = A,/v,
где v - скорость движения изделия через ин-
дуктор.
Удельную поверхностную мощность [19]
относят к поверхности изделия, находящегося
в индукторе,
Рпо.=М/Л|).
где / - длина нагреваемого изделия; Р - полная
мощность индуктора.
Индуктирующий токопровод индуктора
для непрерывно-последовательной пайки изго-
товляют из медной трубки прямоугольного
сечения, охлаждаемой водой Оптимальная
толщина стенки трубки, обеспечивающая ми-
нимальное активное сопротивление
Ь, = 1,57А, «
0,011
где А, » 0,07/77
Поскольку при индукционной пайке наи-
большее количество тепла выделяется на по-
верхности нагреваемого объекта, то глубина
проникновения переменного тока
где с = 3 Ю10 см/с - электродинамическая по-
стоянная (скорость света в пустоте); р - маг-
нитная проницаемость; о - удельная электри-
ческая проводимость;/- частота тока.
В практике часто пользуются упрощен-
ным выражением
h = kljf,
где к - коэффициент, зависящий от материала
и температуры. Глубину проникновения тока
получают в миллиметрах. Для низкоуглероди-
стой стали при температуре выше 780 °C (вы-
ше точки Кюри) к = 600, при температуре
20 °C к = 20; для меди к = 70; для алюминия
к = 80. Глубина проникновения тока в холод-
ной стали в 30 раз меньше, чем в горячей ста-
ли. Кроме того, при проектировании и выборе
индуктора необходимо учитывать различные
значения глубины проникновения тока в зави-
симости от его частоты (табл. 68).
На рис. 22 показан индуктор для одно-
временной пайки четырех колец / к проход-
ным изоляторам 3 припоем 2. Кольца уклады-
вают на шифер - асбестовые шайбы 6, опи-
рающиеся на индуктирующий токопровод 5. В
медных короткозамкнутых кольцах 4 индукти-
руется ток, который находится в противофазе с
током в индуктирующем токопроводе. Таким
образом, ослабляется нагрев наружного диа-
метра стальных колец и усиливается нагрев
внутреннего. Для охлаждения паяемых узлов и
повышения производительности процесса че-
рез отверстия в трубке 7 подается воздух.
68. Глубина (мм) проникновения тока в зависимости от его частоты
Частота тока, Гц Сталь Медь Алюминий
ниже точки Кюри выше точки Кюри
50 2,4 92 9,5 1,4
2 103 0,5 14 1.5 1.8
104 0,2 6 0.67 0,8
ю5 0.07 2,0 0,21 0,25
ю" 0,02 0,6 0,07 0,08
ю8 0,002 0,06 0,007 0,008
190
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Рис. 22. Индуктор для одновременной пайки
четырех изделий
При нагреве в многопозиционных индук-
торах угол охвата изделий током, расположен-
ных у концов индуктирующего токопровода,
несколько больше, чем угол охвата средних
изделий, поэтому последние нагреваются не-
сколько медленнее. Для выравнивания нагрева
средние отверстия в индуктирующем токопро-
воде имеют меньший диаметр, чем крайние.
В случае одинаковых диаметров всех отверстий
в многопозиционном индукторе выровнять на-
грев возможно, устанавливая П-образный маг-
нитопровод у средних отверстий (рис. 23).
Рис. 23. Индуктор с П-образным магнитопроводом
ОБОРУДОВАНИЕ
ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ
Пайку погружением производят путем
нагрева изделий в установках и ваннах с жид-
кими теплоносителями (расплавами припоев
или солей-флюсов), где наряду с высоким ко-
эффициентом теплоотдачи, обеспечивающим
большие скорости нагрева и охлаждения изде-
лий, и равномерностью распределения темпе-
ратуры в рабочем объеме +2 °C достигается
возможность ведения процесса в широком
диапазоне нагрева до температуры 1300 °C без
защитной среды.
Тепловые процессы пайки погружени-
ем. Перенос теплоты от теплоносителя проис-
ходит по всем контактирующим с ним поверх-
ностям паяемых изделий. Основным парамет-
ром, определяющим режим процесса пайки,
является общее время нахождения изделий в
расплаве:
'общ ~ 'сп
где /сп и t - соответственно время сквозного
нагрева и выдержки при температуре пайки,
мин.
При погружении изделий в расплав
<060.= ли/s,
где к - коэффициент, зависящий от химическо-
го состава и физических свойств нагреваемого
материала, состава и свойств солей в ванне и
температуры нагрева (например, для инстру-
ментальных сталей к изменяется от 12,5 до 45
при изменении соответственно температуры
расплава от 800 до 1280 °C), мин/см; VIS ха-
рактеристический размер, равный отношению
объема изделия ко всей его тепловосприни-
мающей поверхности; время нагрева:
- сплошного цилиндра
t -к Dl •
°бщ 4/ + 2Z)’
- полого цилиндра
t =k ADzd)‘
о6щ 4/ + 2(£> + rf)’
- прямоугольной призмы
НВ1
'°бщ 2(НВ+В1+Н1)'
где Dud соответственно наружный и внут-
ренний диаметры цилиндра, см; / - длина ци-
ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ
191
линдра или призмы, см; В - ширина призмы,
см; Н- толщина призмы, см.
В случае пайки изделий сложной формы
^общ — ’
где Хф = 0,9 . 0,45 коэффициент формы пая-
емого изделия:
= >
где tK и t0 - соответственно время сквозного
нагрева изделия и контрольного образца, мин.
При пайке изделий волной расплавленно-
го припоя зависимость температуры нагрева от
зазора между паяемым выводом, помещенным
в отверстие, следующая:
(Т-Тт) (£>отв-£>в) = 17.
где 7’ и 7ПЛ - соответственно температуры при-
поя в волне и плавления припоя, °C; £>отв и £>в -
соответственно диаметры металлизированного
отверстия и вывода радиоэлемента, мм
Повышение температуры припоя в волне
увеличивает его теплосодержание и тем самым
обеспечивает увеличение скорости процесса
пайки в жестко заданном интервале времени.
Установки для пайки погружением в
расплав припоя. Пайку погружением в рас-
плавленные припои разделяют на низко- и вы-
сокотемпературную. Низкотемпературная пай-
ка погружением в припои имеет две разновид-
ности: погружением непосредственно в рас-
плав припоя и волной или струями припоя.
Наиболее широко для лужения и пайки изде-
лий используют электрованны, представляю-
щие собой корпус из коррозионно-стойкой
стали, в котором размещен расплавленный
припой. Ванна обогревается электронагревате-
лем соответствующей мощности и имеется
теплоизоляция.
При пайке массивных и крупногабарит-
ных изделий применяют специальные установ-
ки со стационарными ваннами. Высокоэффек-
тивна установка АМО «АВТОЗИЛ» для пайки
опорных пластин к трубкам остова автомо-
бильных радиаторов в стационарной ванне, где
в основной ванне с припоем помещена ванноч-
ка в виде двух сообщающихся сосудов. Уро-
вень припоя поддерживается непрерывной его
подачей посредством центробежного насоса.
В производственном объединении «Ра-
диатор» (Оренбург) используют восьмипози-
ционную установку карусельного типа, на ко-
торой паяют опорные пластины радиатора ото-
пителя кабины тракторов и сельхозмашин с
механизированным транспортированием изде-
лий. Ванна оснащена электрическими нагрева-
телями; подача расплавленного припоя в ти-
гель пайки осуществляется шнековым питате-
лем. Установка имеет блокировки, предотвра-
щающие возможные аварийные ситуации; ос-
нащена защитными экранами и вытяжной вен-
тиляцией. Для массового выпуска изделий при
пайке погружением установки снабжены спе-
циальными устройствами для дозированной
подачи припоя (например, пайка галев для
ткацких станков осуществляется на автомати-
ческих установках с тремя черпачковыми ван-
ночками, которые подают расплавленный при-
пой определенными дозами одновременно к
трем местам пайки с производительностью до
60 изд./мин).
Автоматические паяльные устройства
применяют также для изготовления консерв-
ной тары. Технические характеристики двух
паяльных устройств для производства кон-
сервной тары приведены в табл. 69.
69. Устройства для ванно-валковой пайки консервной тары
Характеристика Устройство 1 Устройство 2
Производительность, шт./мин До 200 До 300
Диаметр паяемых обечаек, мм От 115 до 50 От1Юдо70
Высота паяемых обечаек, мм 50 ... 125 50. 120
Мощность, кВт 28 17
Частота вращения паяльного вала, мин’1 400 -
Габаритные размеры, мм 8250x2000x1500 10100x1525x1420
Масса, т 4,8 6,8
192
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
В производстве печатных плат на автома-
тических линиях используют агрегаты для пайки
погружением с нагнетателями различных конст-
рукций, рассмотренных в [4]. Наряду с погруже-
нием в низкотемпературные припои в промыш-
ленности производят пайку изделий погружени-
ем в высокотемпературные припои. Подготов-
ленные к пайке изделия погружают частично или
полностью (например, в расплав латуни, покры-
той слоем флюса). После предварительного по-
догрева до температуры около 200 °C их погру-
жают в ванну с припоем до 950 °C и выдержи-
вают в зависимости от массы изделий 20 ... 40 с.
В массовом производстве твердосплавных
буровых коронок и долот пайку латунью или
специальным высокопрочным припоем произ-
водят на комплексно-механизированных линиях
Кузнецкого машиностроительного завода. В их
состав входят роторный стол с подвесками, ин-
дуктор для предварительного нагрева изделий,
тигель с расплавленным припоем, обогреваемый
ТВЧ, механизмы подачи и дозирования припоя,
селитровая ванна с вращающимся барабаном
для изотермической закалки паяного инстру-
мента, ванна для промывки в горячей воде, пла-
стинчатые конвейеры, источники питания
МГЗ-102 и МГЗ-108 и пульты управления. Зуб-
ки угольных комбайнов и врубовых машин
паяют на роторных автоматах с производитель-
ностью 5 млн изд./год.
Печи-ванны для пайки погружением в
расплавы солей. Печи-ванны по конструктив-
ному оформлению подразделяют на тигельные,
соляные электродные однофазные с циркуля-
цией соли, соляные прямоугольные электрод-
ные и электродные трехфазные (табл. 70).
Печи-ванны состоят из несущего металли-
ческого корпуса, в котором размещены тепло-
изоляция, огнеупорная кладка с вмонтирован-
ными в- нее электронагревателями. В нагрева-
тельное устройство помещен тигель с крышкой.
Для измерения температуры расплава соли слу-
жит коленчатая термопара. В конструкции од-
нофазной соляной печи-ванны С-45 нагрев осу-
ществляется электродами, погруженными в со-
левой расплав с принудительной циркуляцией.
Пайку массивных изделий производят в
прямоугольных печах-ваннах С-50, С-100,
СКВ-5152 и др. Новозыбковский завод (Брян-
ская обл.) изготовляет печи-ванны типа
СВС-100/13 (М-01), которые применяют для
пайки изделий в интервале температур 850 ...
1300 °C. Они высоко производительны и могут
быть рекомендованы для крупносерийного и
массового выпуска изделий.
Для производства свертных труб применя-
ют печи-ванны мощностью 430 кВт. Трубы по-
гружают в расплав хлористых солей (100 %
ВаС12 или 80 % ВаС12 + 20 % NaCl). Питание
12 электродных групп осуществляется от шести
трансформаторов ТПТ-160/21 ПК. Печь-ванна
имеет горизонтальное расположение электродов,
что обеспечивает интенсивную циркуляцию
расплавленной соли под действием электромаг-
нитных полей, благодаря чему температура рав-
номерна по всему объему. Средняя зона, защи-
щенная от электрического тока, предназначена
для протягивания труб в процессе пайки. На
поточной линии производят формовку и пайку
стальных свертных труб диаметром 6 ... 12 мм
со скоростью 10 м/мин с одновременной отмыв-
кой соли с труб и обеспечением высокой чисто-
ты поверхности изделий [13]. Для пайки изделий
используют различные смеси солей в зависимо-
сти от температуры плавления припоя (табл. 71).
Пайка погружением в соляных печах-
ваннах нашла широкое применение при изго-
товлении конструкций из алюминия и его спла-
вов. Поскольку температура плавления окислов
алюминия и магния выше 2000 °C, то для их
удаления при температуре ниже температуры
плавления паяемого материала необходимы
активные химические реакции. С этой целью
используют составы расплавленных солей
(табл. 72, 73), в которых активную роль играют
фтористые соли и, в частности, эвтектические
соединения 3KF-A1F3 + A1F3, состоящие из 54 %
A1F3 + 46 % KF (оптимальное содержание эвтек-
тики не должно превышать 12 %).
Для пайки погружением в расплавах со-
лей необходим предварительный подогрев
изделий. Для этого применяют камерные элек-
тропечи, индукционный нагрев, а также специ-
альные нагревательные печи типа ПАП (печи
аэродинамического подогрева). Технические
данные некоторых печей приведены в табл. 74
Рециркуляционные печи аэродинамиче-
ского подогрева работают по принципу нагрева
без применения электрических нагревателей.
Тепловая энергия образуется в результате вра-
щения ротора центробежного вентилятора в
закрытом теплоизолированном объеме. Темпе-
ратура регулируется изменением поперечного
сечения всасывающего отверстия. Передача
теплоты нагреваемым изделиям исключает
местные перегревы и недогревы конструкций
даже сложной конфигурации и обеспечивает
равномерность нагрева ±5 °C. Установки ПАП
с защитной газовой средой используются для
пайки алюминиевых теплообменников [6, 9].
70. Печи-ванны для высокотемпературной пайки
1 Характеристика Тигельные . Соляные электродные однофазные с циркуляцией соли Соляные прямоуголь- ные электродные Соляные электродные трехфазные
Модель печи В-10 В-20 В-30 С-20 С-25 С-45 С-50 С-100 С-35 С-75 СКВ-5152
Номинальная мощность, кВт 10 20 30 20 25 45 50 100 35 75 120
Напряжение сети, В 220 220 220/380 380/220 380/220 380/220 380/220 380/220 380/220 380/220 380/220
Максимальная рабо- чая температура, °C 850 850 850 1300 850 1300 600 850 1300 1300 1300
Тигель, мм 0 2ООх 0 3ООх 0 4ООх 0 22Ох 0 38Ох 0 34Ох 600х900х 600х900х 0 22Ох 0 34Ох 950х250х
х350 х535 х555 х460 х475 хбОО х450 х450 к 420 х580 х475
Про изводительность, 30 80 130 90 90 200 100 160 30 55 140
Размеры в плане, мм 1170х х1080 1380х х1290 1450х х1310 0 1100 0 1100 0 1100 2016х х1750 2200 х х2080 0 900 0 1100 1912х х1794
Масса с футеровкой, т 1,0 1,4 1,8 1.7 1,25 2,4 ] ! 2,6 3,2 0,85 1,55 3,65
71. Технические характеристики печи-ванны СВС-100/13 (М-01)
Установленная мощность, кВт
Рабочая температура, °C, не более
Мощность без нагрузки, кВт
Производительность, кг/ч...
Понижающий трансформатор
Напряжение сети, В.
Напряжение на электродах, В:
пусковое.
рабочее
без нагрузки
Число фаз
Число электродных групп
Удельный расход электроэнергии, кВт - ч/кг
Объем расплавленной соли, л .
Расход охлаждающей воды, м’/ч....
Размеры рабочего пространства, мм .
Габаритные размеры, мм .
Масса (без соли), т
100
1300
61,1
320
ТНТ-100.АО
380
15,3; 18,3
10,3; 11,6; 13,2
6,47; 8,25
3
0,241
91
350x200x320
1905x1715x3090
3,05
ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
72. Составы смесей солей (%) для пайки погружением
№ п/п NaCl ВаСЕ СаСЕ Другие компоненты Рабочая температура, °C
1 - 100 1020 ... 1320
2 22,5 77,5 — 660... 1300
3 30,0 70,0 — 710... 1300
4 20,0 80,0 — 950... 1200
5 20,0 53,0 — 27КС1 680... 1150
6 — 80,0 20КС1 680... 1060
7 — — 50КС1; 50Na2CO3 670... 1000
8 - — 50 Na2CO3; 50 К2СО3 930... 950
9 40,0 50,0 - l0Na2B,O, 930... 950
10 22,0 30,0 48,0 485 ... 900
11 30,0 65,0 — 5 KCI 570 ... 900
12 33,0 — 67,0 - 570... 900
13 — 50,0 50,0 655 ... 900
14 27,5 - 72,5 900
15 50,0 - 50,0 900
16 21,0 31,0 48,0 850
17 - 50,0 50,0 850
73. Составы солевых ваин (%) для пайки алюминиевых сплавов
№ п/п NaCl KCI LiCl KFA1F, Другие компоненты Рабочая температура, °C
1 10 42,5 37,0 10 NaF; 0,5 NajAlF, 380
2 21 42,0 23,0 — 4 NaF; 10 LiF 638
3 24,0 46,0 26,0 — 4 NaF 638
4 - 51,0 41,0 8,0 — 600
5 33,0 30,0 26,0 11,0 - 610
6 19,0 — — 10,0 43 CaF2; 28 BaCl2 610
7 34,0 37,0 - 9,0 20 BaCl2 620
74. Циркуляционные печи аэродинамического подогрева
Характеристика ПАП-2 ПАП-3
Максимальная рабочая температура, °C 400 550
Число камер 1 2
Электродвигатель привода
тип АО63-4 АО94-8/4
мощность, кВт 14 50
частота вращения, об/мин 1460 1470
Диаметр центробежного ротора, мм 650 1000
Размеры рабочего пространства, мм 0 1500x1000 3000x1100x1600
Габаритные размеры, мм 3000x2000x1850 6500x5000x5500
кпд 0,8 0,82
Преимущества пайки погружением непо-
средственно в расплавы солей не всегда могут
был. реализованы (например, в случае пайки
титана и других активных металлов). Поэтому
изделия из таких металлов и сплавов помеща-
ют в герметичный контейнер, в который пода-
УСТАНОВКИ ДЛЯ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
195
ется контролируемая среда или создается ваку-
ум, и погружают в печь-ванну с расплавом
солей, нагретую до заданной температуры.
Основное преимущество пайки погруже-
нием с косвенным нагревом контейнера - это
его устойчивость благодаря наличию на его
поверхностях пленки соли, защищающей его
от окисления, что позволяет изготовлять кон-
тейнеры из тонколистовых низкоуглеродистых
и низколегированных сталей.
Существенное повышение скоростей
процесса контейнерной пайки погружением в
расплавы солей дает наибольший эффект при
автоматизированной системе управления, на-
пример в производстве теплообменников с
использованием установки с полуавтоматиче-
ским циклом работы (табл. 75).
Повышение эксплуатационной стойкости
тигля печи-ванны достигается футеровкой,
выполняемой на растворе с алюмофосфатной
связкой. Электродная группа выполнена таким
образом, что одна часть, состоящая из трех
электродов, расположенных по периметру тиг-
ля, подключается к трехфазному трансформа-
тору. Другая часть, также состоящая из трех
электродов, соединенных общим кольцом, рас-
положена на равном расстоянии от первых
трех электродов. Таким образом, общая группа
электродов (фаза и нуль) обеспечивает актив-
ную циркуляцию соли за счет возникающего в
ванне электромагнитного эффекта.
Печь-ванна оборудована загрузочным
устройством, работающим по автоматическому
циклу: перемещение контейнера с паяемыми
изделиями, его погружение, выдержка и вы-
грузка после пайки. Автоматическое поддер-
жание температуры солевого расплава и тер-
мический цикл процесса обеспечиваются сис-
темой регулирования с обратной плавной свя-
зью. Для периодического пополнения ванны
солью и поддержания постоянного уровня ис-
пользован механический шнековый загрузчик.
75. Технические характеристики установки
Потребляемая мощность, кВт 100
Температура пайки, °C, не более 1250
Точность стабильности температуры, °C ±5
Габаритные размеры тигля, мм . 450х 550
Грузоподъемность транспортного
устройства, т ..... 0,2
Площадь, занимаемая установкой, м1... 12
УСТАНОВКИ ДЛЯ ПАНКИ
ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
Пайка электросопротивлением - про-
цесс, протекающий за счет теплоты, выделяе-
мой при прохождении электрического тока
через паяемые детали и токоподводящие эле-
менты паяльных устройств; при этом соеди-
няемые детали служат частью электрической
цепи. Нагрев электросопротивлением осущест-
вляют на машинах для контактной сварки, в
специальных устройствах с ручными клещами
и электролитах.
Тепловые процессы при иагреве элек-
тросопротивлением. Пайка электросопротив-
лением протекает при быстром повышении
температуры в местах соприкосновения соеди-
няемых элементов за счет резкого роста элек-
трического сопротивления. Количество тепло-
ты, необходимое для образования соединения
Q = 61 + 02 * Сз> расходуется:
- на нагрев столбика металла с суммар-
ной толщиной паяемых элементов и припоя Z5,
либо покрытия с объемной суммарной тепло-
емкостью Есу, зажатого между электродами
диаметром d3, до расчетной температуры плав-
ления припоя Т„ пр:
Q,=^d;^-LcyT„nf-,
- на нагрев кольца материала шириной х,
окружающего центральный столбик, до темпе-
ратуры (1/4)7; пр:
e2=fcl7u(</,+x)E6Ecyl7’nni),
где x-^Jat ; а температуропроводность
соединяемых материалов и припоя (выбирают
наибольшее значение); t - длительность нагре-
ва; А, = 0,8 - коэффициент, учитывающий не-
равномерность нагрева кольца;
- на нагрев прилегающего к изделию уча-
стка электродов толщиной х" до температуры
(1/8)Тппр-
Q^lk2^d;x'c'/-^-
где с'у’ - объемная теплоемкость металла
электродов; к2 - коэффициент, зависящий от
формы электродов: при цилиндрическом элек-
троде к2 = 1; при коническом - к2 = 1,5.
196
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Задаваясь длительностью процесса пайки
изделий, можно рассчитать необходимую силу
тока во вторичной цепи
Q
0,24m/?ropl ’
где Q = Qi + Q2 + Q3; т = 1 ... 1,1 - коэффици-
ент учитывающий изменение электросопро-
тивления в процессе нагрева; Ягор = 4ЛРт /8 -
электросопротивление участка цепи между
электродами при температуре пайки; рт -
удельное электросопротивление паяемого ма-
териала при температуре пайки; к = 0,8 . 0,9 -
коэффициент, учитывающий уменьшение элек-
тросопротивления вследствие растекания тока;
Ло - коэффициент, зависящий от отношения
d0 (рис. 24); <70 - диаметр, средний между
диаметром электрода и диаметром пятна пая-
ного соединения.
Исследования в области тепловых про-
цессов при электроконтактном точечном на-
греве позволили установить расчетные зависи-
мости для распределения температур в зоне
соединения [4]. Диаметр зоны нагрева d„ до
температуры пайки Т„ может быть вычислен по
формуле
где / - сила тока, A; t - длительность протекания
тока, с; Рсж - усилие сжатия электродов, кН; р -
удельное электросопротивление, Ом • см; <тв
предел прочности паяемого материала, МПа;
с теплоемкость паяемого материала, Дж °C;
у - плотность, кг/м3; С - эмпирический коэф-
Рис. 24. Зависимость коэффициента Ао от
отношения tkl 6
стойких сталей равный 190 ... 210, для жаро-
прочных сталей на никелевой основе - 120 ...
130, для титановых сплавов - 95 ... 105.
Клещи для пайки электросопротивле-
нием. Пайка электросопротивлением с помо-
щью клещей применяется в монтажных услови-
ях, а также при невозможности перемещения
изделия к стационарному нагревательному обо-
рудованию и в случаях необходимости соеди-
нения элементов в труднодоступных местах
(табл. 76-78). Установка контактной точеч-
ной сварки УК-0401 - мобильная установка,
оснащенная ручными клещами и пистолетом
для профессиональной качественной сварки,
пайки.
Машины подвесные для точечной кон-
тактной сварки и пайки предназначены для
работы в поточных линиях. Аппаратура управ-
ления на интегральных микросхемах размещена
в едином блоке со сварочным трансформатором.
Машины комплектуются регулируемой по вы-
соте подвеской и различными типами клещей
или сварочным пистолетом, см. табл. 77.
Если ручные клещи для пайки электросо-
противлением нашли применение для соедине-
ния сравнительно небольших по размерам из-
делий, то при больших объемах выпуска изде-
лий из разнотолщинных элементов или конст-
рукций из материалов, имеющих разные теп-
лофизические свойства, чаще всего применяют
сварочное оборудование - машины для кон-
тактной сварки, переоборудованные под пайку
76. Установка контактной точечной сварки
УК-0401 (ЗАО «МИДАСОТ-Т», Москва)
Напряжение однофазной сети, (50 Гц), В 380
Длительный первичный ток, А . 10,5
Мощность при коротком замыкании,
кВ А, не более-. 25,3
Вторичный ток, кА, не более . 4
Вылет клещей, мм .................... 100
Раствор клещей, мм . 84
Номинальное усилие сжатия, даН:
клещей ... 50
пистолета 20
Масса, кг
источника 78
клещей 4,2
пистолета 1,4
Габариты источника питания, мм
446х430х
х920
УСТАНОВКИ ДЛЯ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
197
77. Машины подвесные для точечной контактной сварки
Мо- дель Напря- Привод I 1 Наиболь вторич- ный ток, Номиналь- ный дли- тельный вторичный Максимальная про- изводительность при сварке деталей 0,5 + 0,5 мм, число сварок/мин Мас- Габариты машины. Комплек- тующие клещи и пистолеты
мтп- 1100 380 Пневма- тический 145 (60) 11000 3600 165 300 720х650х х970 КТП-8-1, КТП-8-6, КТП-8-7, КТП-8-8, УС-1
мтп- 1111 380 Пневмо- гидрав- лический 145 (60) 11000 3600 165 340 720х 750 х х970 КТГ-8-1, КТГ-8-2
МТП- 1409 380 Пневмо- гидрав- лический 200 (105) 14 000 5600 175 440 850х750х *1160 КТГ-12-3-1, КТГ-15-2, КТГ-15-4, УС-1, КТГ-12-3-2
78. Характеристики сварочных клещей и пистолетов (ЗАО «МИДАСОТ»)
Тип Характер движения электродов Вылет, мм Раствор, Усилие, даН (при давлении воздуха, МПа), ие более Масса,
КТП-8-1*1 Радиальный 205*' 130 260 (0,52) 16
КТП-8-6’2 Прямолинейный; турель 30 35 430 (0,52) 11,5
КТП-8-7*2 Прямолинейный 35 20 345 (0,52) _6
КТП-8-8*3 Прямолинейный 35 25 345 (0,52) 6
КТГ-8-1 Радиальный 205 130 270 (0,52) 16
КТГ-8-2 Прямолинейный 104 35 270 (0,35) 15
КТГ-12-3-1 Прямолинейный 150 150 625 (0,4) 17
КТГ-15-2, КТГ-12-3-2’4 Радиальный 350 300 120 140 270 (0,4) 21
КТГ-14-4*5 Прямолинейный 240 30 625 (0,4) 13
УС-1 Пистолет для односторонней сварки с ручным приводом 35 35
’* По заказу модификация с вылетом 350 мм.
*2 Допустимый длительный ток 2500 А
С усиленным охлаждением.
*4 С дополнительным раскрытием электродов до 60 мм
’’ Для сварки объемных каркасов из арматуры.
Машины для пайки электросопро-
тивлением обеспечивают электрический кон-
такт и выдавливание излишков расплавленного
припоя и продуктов флюсования из зоны шва.
Для пайки изделий в зависимости от соединяе-
мых толщин материалов и теплофизических
свойств применяют различные сварочные ма-
шины (табл. 79-81).
198
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
79. Машины для точечной контактной сварки переменным током
Тип Напряжение питания, В Вторичный ток, кА, не более Вылет, мм I Усилие, даН, | не более
Машины с радиальным ходом верхнего электрода
мтр-юоГ 380 14 200 . 400 250
МТР-1601’ 380 16 200... 500 250
МТР-1801 380 18 180... 500 (900) 800
МТР-2403 380 24 280... 530 900
Машины с прямолинейным ходом верхнего электрода
МТ-1229 380 12,5 500 440
МТ-1928; 1932 380 20 500 680
МТ-2024 380 22 500 1900
МТ-2103 380 21 1200 2350
МТ-3001 380 30 500 1500
МТ-4021 380 40 500 1900
МТ-4224 380 42 500 3000
* Машины МТР-1001 и MTP-I60I имеют пружинный привод давления, остальные машины - с пнев-
матическим приводом
80. Машины для точечной контактной сварки постоянным током,
током низкой частоты и конденсаторные
Тип 1 Напряжение питания, В Рmax (Р50 %Х кВ А Вторичный ток, кА. не более Вылет, мм Усилие сжатия, даН не более
МТВ-4801, МТВ-5003 3x380 350(120) 48 500 1850
МТВР-4801* 3x380 410(315) 48 800... 1200 1800
МТН-7501 3x380 315(81) 75 800 2200
МТК-5502” 3x380 70 (40) 55 600 1900
МТК-8501” 3x380 115(70) 85 1500 5500
* С радиальным ходом верхнего электрода.
” Значения мощности указаны: максимальная - при зарядке, длительная - цикла сварки.
81. Машины для рельефной коитактиой сварки
Тип Напряжение питания. В Род сварочного тока Вторичный не более Вылет до центра контактных плит, мм Усилие сжатия, даН, не более Количество рельефов при сварке иизкоугле- родистых сталей
1 + 1, 2 + 2, 4 + 4,
МР-4020 380 Переменный 40 (44*) 300 1870 4 3 1
МР-4501 380 Переменный 45 240 1950 5 3 1
МР-6924 380 Переменный 69 (75,9*) 300 3028 6 4 2
МР-8010 380 Переменный 80 240 3100 8 5 2
МРН- 24009" 3x380 Низкой частоты 240 300 5000 10 8 5
' Наибольший вторичный ток при полиофазном режиме.
" Для сварки ответственных соединений.
УСТАНОВКИ ДЛЯ ПАЙКИ КОНЦЕНТРИРОВАННЫМИ ИСТОЧНИКАМИ ЭНЕРГИИ
199
Специальные установки для пайки
электросопротивлением. Для массового произ-
водства изделий используют специальные полу-
автоматические установки для пайки электросо-
противлением. На специализированном прессе
К602, разработанном в ИЭС им. Е. О. Патона,
осуществляют пайку электросопротивлением
уплотнительных колец с корпусами вентилей
трубопроводной арматуры. Номинальная пер-
вичная мощность пресса 730 кВт, вторичное
напряжение без нагрузки изменяется ступенча-
то в пределах 4,75 . 9,50 В, максимальный ток
во вторичной цепи до 100 кА, сила сжатия плит
регулируемая (6 50 МН). Последователь-
ность и регулирование продолжительности
всего цикла процесса пайки обеспечивает ти-
ристорный регулятор времени РВУ-200.
Пайку концов секций к петушкам коллектора
осуществляют на автомате АПК-1, в котором
якорь устанавливают в центрах. Поворот якоря
производится электромагнитной муфтой. Концы
секций обмоток с коллекторными пластинами
соединяют электроконгакгным нагревом от элек-
тродов, укрепленных на штоке пневмоцилиндра
Следящая система позволяет точно фиксировать
положение электрода Продолжительность процес-
са пайки регулирует реле времени, подающее ко-
манду на подъем электродов в исходное положе-
ние, после чего происходит поворот шпинделя с
якорем на одну ламель. Цикл работы повторяется
до полного оборота коллектора табл. 82.
Гибридные интегральные схемы паяют
методом плавления покрытия-припоя в полуав-
томатическом режиме на установке МС-64П2-1.
в которой электрод с помощью вакуумной при-
соски подает кристалл из кассеты и совмещает
его с контактной площадкой на подложке и
прижимает с определенной силой. В течение
импульсного нагрева электрода происходит
пайка а через заданное время после кристалли-
зации припоя электрод поднимается в исходное
82. Технические характеристики
автомата АПК-1
Мощность трансформатора кВт .. 50
Напряжение питающей сети, В 380
Размеры паяемых изделий, мм:
диаметр . 50 . 200
длина. 25 . 200
толщина ламели 1,5. 10
Цикл пайки одной ламели, с . 1.3
Г абаритные размеры, мм 1360х 780х 1340
Масса т........................ 0,8
положение. Установка обеспечивает регулируе-
мое давление электрода на колонку нагревателя
в диапазоне 1 ... 10 Н, нагрев электрода в пре-
делах 150 ... 450 °C. Производительность уста-
новки около 1000 крисгаллов/ч.
Нагрев и пайка в электролите, как вы-
сокоэффективный процесс совмещения кон-
тактного способа нагрева деталей электросо-
противлением и создания защитной среды из
флюсоактивированной паровой фазы электро-
лита, целесообразно шире использовать в про-
изводстве паяных изделий [17]. Процесс нагре-
ва и пайки в электролите требует дополнитель-
ных исследований для дальнейшего повыше-
ния его эффективности. Для пайки сравнитель-
но простых по конфигурации узлов (сверл,
штуцеров и др.) используют установку Э-10
(табл. 83), состоящую из рабочего стола с дву-
мя ваннами, узла нагрева, системы циркуляции
электролита, состоящей из бака-питателя со
змеевиком охлаждения и насоса. Применение
источника с блоком управления и приборами
контроля позволяет подавать к рабочей ванне
три регулируемых значения напряжения по
заданной программе в зависимости от требуе-
мого термического цикла пайки [17].
83. Технические характеристики
установки Э-10
Потребляемая мощность, кВт.
Напряжение питающей сети, В ..
Диаметр паяемых узлов, мм
Производительность,
число паек в час
Состав электролита, раствор ..
Сменность электролита,
Габаритные размеры, мм:
рабочего стола
источника питания
Масса, т.
До 10
180
До 40
До 200
8-10%-ный
Na2CCK
4-6
ЮООх бООх 1300
600x800x 1500
0,4
УСТАНОВКИ Д ЛЯ ПАНКИ
КОНЦЕНТРИРОВАННЫМИ
ИСТОЧНИКАМИ ЭНЕРГИИ
Пайку материалов с использованием кон-
центрированных источников энергии (инфра-
красного излучения и излучения лазера, сфоку-
сированного электронного и светового луча)
отличает отсутствие тепловой инерции, ло-
кальность и быстрота нагрева, что позволяет
точно регулировать параметры процесса.
200
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Установки с инфракрасным излучени-
ем. Носителями теплового инфракрасного из-
лучения являются электромагнитные волны
длиной 0,4 ... 40 мкм. Тепловые процессы при
нагреве подчиняются закону Планка распреде-
ления лучистой энергии (рис. 25): интенсив-
ность излучения растет с повышением темпе-
ратуры, максимум излучения смещается при
этом в сторону более коротких волн Расчет
производят по закону Стефана-Больцмана,
применимому к серым телам, для которых кри-
вые Планка имеют непрерывный характер и
подобны кривым абсолютно черного тела при
одинаковых температурах. В этом случае энер-
гия полного излучения q = еСо0 = СО Величи-
ну еС0 = С называют коэффициентом излуче-
ния серого тела (табл. 84).
Для каждого конкретного случая пайки
изделий в зависимости от их конфигурации
производят необходимый расчет по методикам,
приведенным в специальной литературе [19].
В производстве тонколистовых паяных
конструкций применяют установки с кварцевы-
ми лампами (с температурой спирали 1000 °C) и
с рефлекторами с одной или нескольких сто-
рон. Такие установки могут быть с нагревом в
вакууме, в контролируемых и воздушной сре-
дах. В последнем случае установки используют
Рис. 25. Распределение энергии излучения
абсолютно черного тела по длинам волн (кривые
Планка) при различных температурах тела
для соединения изделия низкотемпературными
припоями ввиду ограниченной стойкости квар-
цевого стекла ламп при нагреве до высоких
температур на воздухе.
84. Значения интегральной степени черноты едля некоторых материалов
Материал Температура, °C Е
Алюминий: полированный шероховатый окисленный при температуре 600 °C 225 . 575 20 230... 600 0,04 ... 0,06 0,055 0,11 ... 0,19
Вольфрам 300... 2200 0,053 ... 0,307
Железо полированное 425 ... 1020 0,144 ... 0,377
Латунь: прокат блестящая 20 20 0,20 0,06
Медь: электролитическая полированная торговая с блестящей поверхностью окисленная при температуре 600 °C 80... 115 20 200... 600 0,018... 0,023 0,072 0,57 ... 0,87
Молибден 725 ... 2600 0,096 ... 0,292
Никель: технический чистый, полированный окисленный при температуре 600 °C 225 ... 375 200... 600 0,07 ... 0,087 0,37 ... 0,48
УСТАНОВКИ ДЛЯ ПАЙКИ КОНЦЕНТРИРОВАННЫМИ ИСТОЧНИКАМИ ЭНЕРГИИ
201
Продолжение табл 84
Материал Температура, °C ' j
Сталь никелированная 20 0,11
Олово и сталь луженые блестящие 20 0,043 .0,064
Сталь: шлифованная шлифованная, окисленная при температуре 600°С оцинкованная блестящая 940... 1100 200 ... 600 20 0,55 ... 0,61 0,8 0,23
Нихром 125 ... 1035 0,64... 0,76
Титан 50 ... 500 0,3 ... 0,45
85. Кварцевые лампы с аргонно-иодным наполнением НИК-220-1000 Тр
Характеристика Напряжение, В
220 380 450
Потребляемая мощность. Вт 1040 2200 3300
Температура, °C 2280 2880 2930
Энергетический (лучистый) поток, Вт 780 1650 2500
Начальный световой поток, лм 8000 48 000 100 000
Световая отдача, лм/Вт 8 22 31
Средний срок службы, ч 5000 750 80
Размеры, мм:
общая длина 375 375 375
длина рабочей части 297 297 297
диаметр кварцевой колбы 10 10 , 10
длина цоколя 22 22 22
В зависимости от конструкций нагрева-
тельных установок применяют кварцевые иод-
ные лампы накаливания в различных исполне-
ниях. Наиболее часто используют прямые лам-
пы инфракрасного нагрева для работы в гори-
зонтальном положении (табл. 85).
Кварцевая трубчатая лампа накаливания
типа НИК-220-1000 Тр предназначена для соз-
дания интенсивного теплового потока, ее
инерционность (время с момента включения до
достижения номинального значения энергети-
ческого потока) составляет 0,6 с. Лампы на-
полнены аргоном под давлением 60 Па и иодом
в количестве 1 ... 2 мг Наличие паров иода
обеспечивает стабильность энергетического и
светового потоков. При длительной эксплуата-
ции ламп указанного типа допускается откло-
нение их оси от горизонтального положения не
более 5°, а температура вводов в процессе ра-
боты не должна превышать 350 °C
Наряду с аргонно-иодными лампами
применяют лампы с ксеноно-иодным наполне-
нием типа КИ с напряжением 85 .. 220 В и
типа КГТ - длиной до 500 мм с вольфрамовой
моноспиралью диаметром 10 . . . 75 мм.
Для создания потоков с высокой плотно-
стью излучения применяют иодные лампы
накаливания с отогнутыми концами типа
КИО-220-2500. Плотность излучения в этих
пампах повышена выносом цоколей за зону
рабочей части (участок действия инфракрасно-
го потока), табл. 86.
202
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
86. Технические данные лампы
КИО-220-2500 с отогнутыми концами
Напряжение, В 220 (380)
Потребляемая мощность, кВт 2,5 (6)
Температура, °C 2335 (2930)
Продолжительность горения, ч 2000 (50)
Размеры (длина лампы х длина
отогнутого конца), мм 500 х 140
Масса, г ... 630
Когда доступ к месту пайки затруднен
либо необходим локальный нагрев, применяют
малогабаритные лампы с иодным наполнением
(0,1 ... 0,2 мг) типа КИМ (табл. 87) с остаточ-
ным давлением ксенона 650 Па, максимально
допустимой температурой на вводах при рабо-
те 350 °C.
В нагревательных установках блоки
кварцевых ламп создают поток излучения, на-
правляемый на паяемые поверхности. Для бо-
лее полного использования энергии применяют
специальные рефлекторы, изготовляемые из
коррозионно-стойкой стали. Повышения отра-
жающей способности рефлекторов достигают
покрытием их поверхностей серебром или
алюминием.
87. Малогабаритные кварцевые лампы с ксеноно-иодным наполнением
Характеристика КИМ-6-25-25 КИМ 9-75 КИМ 10-90
Потребляемая мощность. Вт 25 75 90
Номинальное напряжение, В 6 9 10
Световая отдача, лм/Вт 13 21 22
Размеры тела накаливания, мм 2.7х 1,0 2.6x2,6x2,1 3,5x1,9
Срок службы, ч Размеры, мм: 200 50 50
диаметр колбы 10 10 10
высота колбы 28 38 38
общая длина 36 50 50
Масса, г 3,5 3,5 3,5
При применении кварцевых ламп следует
учитывать технологические особенности про-
цесса пайки с использованием припоя с легко-
испаряющимися компонентами, в результате
чего не только нарушается отражающая способ-
ность рефлекторов, но и значительно сокраща-
ется эксплуатационный ресурс самих ламп, что
обусловлено помутнением колб и поглощением
имн теплового потока. Кроме того, при флюсо-
вой пайке, особенно в тех случаях, когда блоки
ламп размещены под изделием, лампы могут
сравнительно быстро выходить из строя под
действием стекающего паяльного флюса. В та-
ких случаях для защиты ламп используют смен-
ные кварцевые пластины-экраны.
В качестве источников инфракрасного
излучения применяют металлические радиаци-
онные нагреватели из нихрома в виде прутков,
полос, сварных решеток, а также из тугоплав-
ких металлов, например, в многопозиционной
установке типа УПТ для пайки тонкостенных
трубопроводов. Нагреватель в этой установке
изготовлен из ниобия, выполнен разъемным и
охватывает непосредственно место соединения
[18]. Технические характеристики установки
для зонального безокислительного нагрева
неповоротных стыков стальных и титановых
трубопроводов под высокотемпературную пай-
ку приведена в табл. 88
88. Технические характеристики
установки типа УПТ
Установленная мощность, кВ • А
Максимальная температура, °C
Число нагреваемых постов .
Контролируемая среда. ...
Расход, м’/ч:
аргона..
охлаждающей воды
при давлении 0,35 Па
Продолжительность пайки
одного стыка, мин.
Диаметр паяемых труб
наружный, мм, не более
Габаритные размеры, мм.
Масса, т....................
25
1250
6
Аргон
0,12 0,30
1,0
3,0
42
2900 x 600x1750
0,55
УСТАНОВКИ ДЛЯ ПАЙКИ КОНЦЕНТРИРОВАННЫМИ ИСТОЧНИКАМИ ЭНЕРГИИ
203
Установка состоит из пульта управления,
нагревательных постов со сменными нагрева-
тельными устройствами, которые соединены с
постами гибкими водоохлаждаемыми кабеля-
ми. Разъемные нагреватели позволяют паять
соединения трубопроводов в любом простран-
ственном положении. Стабильность режимов
процесса и надежность работы установки обес-
печены применением системы непрерывного
регулирования температуры на бесконтактных
элементах.
Электронно-лучевые установки. При
электронно-лучевом нагреве поток электронов,
сформированный в электронной пушке и на-
правленный на паяемые поверхности, имеет
мощность, равную произведению тока на на-
пряжение, ускоряющее электроны. Достигая
поверхности материалов, мощность частично
переходит в теплоту, так как вторичные и от-
раженные электроны в нагреве не участвуют
Для практических тепловых расчетов исполь-
зуют выражение, связывающее теплофизиче-
ские параметры металлов с параметрами ре-
жимов пайки
где X - теплопроводность паяемого материала;
Тпп - температура плавления припоя; д - элек-
тронный КПД процесса; 6 - безразмерная тем-
пература, предложенная Н. Н. Рыкалиным для
тепловых расчетов; а - паяльный зазор; s -
толщина соединяемых элементов
Процесс пайки на электронно-лучевых
установках характеризуется высоким КПД
процесса. Концентрация энергии в луче позво-
ляет предельно сократить продолжительность
взаимодействия расплавленного припоя с
паяемыми материалами и тем самым сохранить
их свойства. Для изготовления высокоточных
изделий, собранных из тонкостенных и разно-
толщинных элементов, используют установки с
местным нагревом (сфокусированный элек-
тронный луч) и общим нагревом (сканирую-
щий поток электронов).
Пайку узлов из керамики и тугоплавких
металлов с местным нагревом в ПО «Светлана»
(С.-Петербург) производят с применением
электронно-лучевых установок с пушкой типа
У50А.
Для пайки узлов медицинского инстру-
мента с нагревом сканирующим потоком элек-
тронов применяют установку ЭЛУ-4 с пушкой
ЭЦ-60/10. С целью исключения перегрева и
оплавления кромок изделия, а также равномер-
ного прогрева зоны соединения электронный
пучок колеблется в результате подачи импуль-
сов синусоидальной или пилообразной формы
от генератора НГПК-ЗМ на отклоняющую сис-
тему пушки.
Отсутствие тепловой инерционности при
пайке изделий на электронно-лучевых уста-
новках позволяет с большой точностью авто-
матически управлять процессом нагрева. На-
пример, для изготовления стальных теплооб-
менников трубчатого типа применяют уста-
новку ЭЛН-11, где нагрев всех соединений на
трубной доске производится сканирующим
лучом, табл. 89. Такой метод позволяет нагре-
вать лишь поверхность трубной доски и концы
трубок, что предотвращает стекание припоя в
межтрубную полость.
Установка «Луч-3» предназначена для
пайки трубчатых конструкций из высокоактив-
ных металлов и сплавов с нагревом кольцевым
электронным пучком, получаемым в высоко-
вольтном тлеющем разряде при температурах
до 2000 °C. На кольцевой катод нагревателя,
размещенный изолированно между двумя дис-
ковыми анодами, подается высокое напряже-
ние отрицательной полярности относительно
земли. В кольцах анода расположены электро-
магнитные катушки, обеспечивающие откло-
нение пучка при настройке на место соедине-
ния. Рабочая камера установки выполнена в
виде двух цилиндров, расположенных по оси
проходного отверстия нагревателя. В нижнем
цилиндре диаметром 325 мм имеется механизм
вертикального перемещения изделий; верхняя
камера диаметром 160 мм служит приемником,
табл. 90
89. Технические данные установки ЭЛН-11
Мощность, кВт 30
Ток луча, мА, не более 500
Рабочее ускоряющее напряжение, кВ 30
Температура пайки, °C . До 2200
Вакуум в рабочей камере, Па 6,7
Время откачки, мнн 20
Размеры рабочего пространства, мм 1340x1200x900
Габаритные размеры, мм .. 6000x1700x2850
Масса, т 12,0
204
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
90. Технические характеристики
установки «Луч-3»
Мощность потребляемая, кВт. 15
Напряжение ускоряющее, кВ .. 20
Ток пучка, мА 300
Температура в зоне пайки, °C . До 2000
Вакуум в рабочей камере, Па.. 0,13
Время откачки, мин ........... 5
Давление инертного газа, Па 18 18 -102
Расход охлаждающей воды, м’/ч,
при давлении 0,15 Па ... 0,5
Размеры паяемых узлов, мм, не более 60x950
Механизм перемещения изделий снабжен
устройством останова в зоне пайки на герконо-
вых датчиках, настраиваемых по линейке с
наружной стороны камеры. Перемещение из-
делий в рабочей камере - примерно на длине
900 мм с возможностью останова через каждые
5 мм с точностью 0,2 мм. Электронный нагре-
ватель и рабочая камера размещены на одном
каркасе с откачной системой, состоящей из
форвакуумного агрегата АВМ 50-1, высокова-
куумного паромасляного насоса Н-2Т, трубо-
проводов и кранов, приводимых в действие с
автономного пульта управления.
Лазерные установки. Излучение опти-
ческого квантового генератора (лазера) харак-
теризуется большой интенсивностью потока
электромагнитной энергии, высокой монохро-
матичностью, значительной степенью вре-
менной и пространственной когерентности.
Вследствие этого лазерное излучение отличает-
ся от других источников электромагнитной
энергии очень узкой направленностью. Диапа-
зон длин волн, генерируемых различными типа-
ми лазеров, применяемых для технологических
целей, колеблется в интервале 0,4 ... 10,6 мкм.
Возможность концентрирования энергии на
малой площади за сравнительно короткое вре-
мя позволяет использовать лазер для соедине-
ния тончайших изделий или их сочетания с
массивными элементами конструкций, а также
изделий, материалы которых чувствительны к
тепловому воздействию.
Процессы нагрева при пайке лазером ха-
рактеризуются воздействием высококонцен-
трированным и малоинерционным источником
теплоты при передаче энергии излучения на
изделие Однако падающий на поверхность
изделия световой поток частично отражается,
и только часть его проходит вглубь тела. Плот-
ность поглощенной дозы излучения для боль-
шинства практических случаев изменяется
внутри объема твердого тела (по закону Бугера):
9v(2)=^(l-^)e-“,
где 9v(z), 9vo - соответственно объемные
плотности дозы излучения на расстоянии z от
поверхности и непосредственно на поверхно-
сти тела, Вт/см3; (1 - R) коэффициент, харак-
теризующий поглощательную способность; а -
коэффициент поглощения света, см-1
Для теплового расчета лазерной пайки
можно рассмотреть случай контактирования
соединяемых материалов по границе раздела, в
частности материала с припоем-покрытием.
Для этого рассматривается задача о нагреве
двухслойных материалов при условии их иде-
ального контакта, описываемая системой диф-
ференциальных уравнений, учитывающих тем-
пературу нагрева в зависимости от длительно-
сти импульса, фокусного расстояния, состоя-
ния поверхности нагреваемого тела и других
параметров [14].
Лазерная установка представляет собой
комплекс оптико-механических и электриче-
ских приборов, основным звеном которого
является оптический квантовый генератор на
рубиновом или другом кристалле. Действие
квантового генератора основано на явлении
индуцированного испускания световой энергии
возбужденными атомами из кристалла под
действием облучения импульсной лампой. Для
создания необходимой плотности энергии ин-
дуцированного излучения световой луч фоку-
сируется через систему линз в узкий пучок,
который и создает необходимую температуру в
зоне пайки. В зависимости от конструктивных
особенностей, массы и свойств соединяемых
материалов используют лазерные установки
соответствующей мощности. Основные техни-
ческие данные лазерных установок приведены
в табл. 91.
Установки для пайки световым лучом.
Концентрированный нагрев сфокусированной
лучистой энергии имеет ряд преимуществ,
основными из которых являются бесконтакт-
ный подвод энергии к изделию, возможность
передачи энергии через оптически прозрачные
оболочки в контролируемой газовой среде, в
вакууме и, что особенно важно для процессов
пайки, нагрев различных материалов происхо-
дит независимо от их электрических, магнит-
ных и других свойств.
УСТАНОВКИ ДЛЯ ПАЙКИ КОНЦЕНТРИРОВАННЫМИ ИСТОЧНИКАМИ ЭНЕРГИИ
205
91. Лазерные установки, используемые для пайки
Характе- ристика УЛ-2М «Искра-8» «Свет-30» «Квант-12» СЛС-10-1 «Квант-10»
Мощность потребляе- мая, кВт 2,5 3,0 5,0 6,0 8,0 12,0
Энергия в импульсе, Дж, не более Длитель- 8,0 До 8,0 До 30,0 3,0 1,5; 2; 2,5; 4,0 8,0 10,0
ность им- 1:3; 6; 8 1;3; 5; 7 1; 3; 5; 7 2; 4 10... 20
пульса, мс
Пятно в фо-
кусе, мм, не 0,05 0,25... 1,0 0,1 ... 1,0 0,4... 1,4
менее
Частота им- пульсов, Гц Регулируемая 0,1 ... 20 0,5 1,0
Оптически Стекло с
активный Рубин неодимом
материал
Габаритные размеры, мм: 850х1000х 850хЮ00х 750х1000х 1000х950х 1005х820х 1225х1040х
станка х1200 х1200 х1600 х1230 х1255 х930
источника 595х598х 540х598х 1375х540х
питания х1212 х1212 х540
Масса, т 0,3 0,5 0,6 0,35 0,35
Примечание. Напряжение питания всех установок 220/380 В, частота тока 50 Гц.
Оптический источник теплоты, представ-
ляющий собой эллипсоидный отражатель в
сочетании с дуговой ксеноновой лампой, наи-
более перспективен для пайки изделий с регу-
лированием энергетических параметров за счет
изменения формы и размеров пятна нагрева.
Такой процесс характеризуется локальностью
нагрева зоны соединения до температурного
уровня, позволяющего применять любые высо-
котемпературные припои. Для пайки узлов
электровакуумных приборов используют уста-
новки с оптической головкой, выполненной на
базе ксеноновой газоразрядной лампы высоко-
го давления ДКсР-5000М мощностью 5 кВт.
Максимальная температура, получаемая в фо-
кусе оптической системы установки, составля-
ет 1400 ... 1700 °C, диаметр фокальной области
6 . 15 мм, производительность процесса пай-
ки 3 ... 5 мин. В установках могут быть ис-
пользованы также лампы ДКсР-ЗОООМ и
ДКсШ-1000.
Оборудование для светолазерных и
световых технологий пайкн, сварки, на-
плавки и термообработки. Совмещение тех-
нологических возможностей двух высокоэнер-
гетических методов нагрева конструкций обес-
печивав! дополнительный качественный эф-
фект при пайке, сварке тонколистовых конст-
рукций и их последующей термообработке.
Научно-производственный центр НПЦ
«МГМ-1» при ОАО «НИИТ АВТОПРОМ»
(Москва) предлагает оборудование и техноло-
гию для интегрированных методов лазерной
сварки, пайки и наплавки с совмещенным све-
товым подогревом.
Комплект оборудования включает: лазер
твердотельный импульсно-периодического
действия мощностью до 500 Вт, с частотой
206
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
импульсов до 300 Гц; световодный узел с фо-
кусирующей головкой, световую установку
мощностью до 10 кВт
Оборудование имеет следующие досто-
инства:
- используется интегрированный метод
светолазерной сварки, пайки и наплавки с со-
вмещенным световым подогревом, что обеспе-
чивает повышение скорости процесса нагрева
при пайке и сварке листов толщиной до 1,0 мм,
повышение производительности и качества при
напайке (жидкофазной наплавке) жаропроч-
ными металлическими порошками;
- обеспечивается закрытие зазора перед
лазерным лучом, что исключает прожоги тон-
колистовых соединений и снижает затраты на
подготовку кромок;
- механические испытания соединений
показали, что разрушение происходит не в зоне
соединения, а по основному металлу.
С помощью этого оборудования можно
выполнять пайку и сварку конструкций из тон-
колистовых (0,5 ... 1,0 мм) однородных и разно-
родных материалов (углеродистые и коррозион-
но-стойкие стали, никелевые, титановые, алю-
миниевые и другие сплавы, неметаллические
материалы - пластмасса, керамика и т.д.), а
также напайку, наплавку с последующей тер-
мообработкой.
ОБОРУДОВАНИЕ
ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
Процессы газопламенной пайки обладают
большой технологической гибкостью, а их
тепловые режимы обеспечиваются примене-
нием различных составов газовых смесей
(табл. 92,93).
Тепловые процессы газопламенной
пайки. При газопламенной пайке нагрев обу-
словлен вынужденным конвективным и лучи-
стым теплообменами между потоком горючей
смеси пламени и соприкасающимся с ним уча-
стком поверхности изделия. Значение лучистого
теплообмена невелико и составляет 5 ... 10 % от
общего теплообмена. Таким образом, пламя
горелки местного поверхностного источника
теплоты можно рассматривать как конвектив-
ный теплообменный источник. Интенсивность
вынужденного конвективного теплообмена в
основном зависит от разности температур пла-
мени и нагреваемой поверхности, а также от
скорости ее перемещения относительно потока
92. Свойства горючих газов и паров
Горючее Плотность, кг/м3 (для паров кг/л) Низшая теплотворная способность, кДж/м’ (кДж/кг) ратура пламени, °C Необходимое количество кислорода, м’, на 1 м’ горючего Пределы взрывоопасности горючего в смеси, %
с воздухом с кислородом
Ацетилен 1,179 47 916 3150 2.5 2.2 .81 2,8. 93
Метан 0,715 35 542 2000 2,0 4,8... 16,7 5,4 .59.2
Пропан 2,0 85 875 2050 5,0 2,2... 9,5
Бутан 2,7 112 500 2050 6,5 1,5... 8,4 -
Водород 0,0898 10 708 2100 0,5 3,3 ... 81,5 2,6... 93,9
Природный газ 0,7 2100 2,0 3,8... 24.8 10 .73
Нефтяной газ 0,776... 1,357 43 750... 45 833 2400 3,5
Пары бензина (0,69. 0,76) (44 300) 2550 2,6 2,6... 6,7
Пары керосина (0,8... 0,84) (42 700) 2400 2,55 1,4... 5,5 -
Примечание. Способы хранения и транспортирования: ацетилен - в стальных баллонах в растворен-
ном состоянии под давлением 1,7 ... 2,1 МПа; метан-в стальных баллонах под давлением 15,1 МПа; природный
газ - по трубопроводу или в стальных баллонах; нефтяной газ - в баллонах под давлением 15,1 МПа.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
207
93. Технические газы баллонной поставки
Наименование изделия Тип Наименование и емкость тары, л Примечание
Кислород газообразный технический (ГОСТ 5583-78) Газооб- разный Баллон 40 л Вместимость заправленного баллона (при Р = 15,0 МПа) - 6 м3 кислорода
Кислород жидкий Жидкий ЦТК-2,5, Количество поставки по
технический (ГОСТ 6331-78) ЦТК-8 заявке заказчика
Азот газообразный Газооб- Баллон 40 л Вместимость баллона
технический (ГОСТ 9293-74) разный (при Р = 15,0 МПа) - 6 м3
Аргон газообразный Газооб- Баллон 40 л Вместимость баллона
(ГОСТ 10157-79) разный (при Р = 15,0 МПа) - 6 м3
Ацетилен растворенный технический (ГОСТ 5457-75) Газооб- разный Баллон 40 л Вместимость заправленного баллона с пористой массой: БАУАц-6м3, ЛМП-7м3
Пропан-бутан Сжижен- Баллон 50 л Вместимость 20 кг
(ГОСТ 20448-90) ный
СО2-углекислота Сжижен- ный Баллон 40 л Вместимость 25 кг жидкой кислоты при испарении 12,6 м3
Примечание. Выпускается ЗАО «МИДАСОТ-Т» (Москва).
пламени. В общем виде удельное количество
теплоты q пламени можно выразить правилом
Ньютона:
9 = а'(Тп-Т).
где а' - коэффициент теплоотдачи между пла-
менем и нагреваемым материалом, равный сум-
ме коэффициентов вынужденного конвективно-
го и лучистого теплообменов [ккал/(см2 • с • °C)];
и Т - температуры соответственно потока
газов пламени и поверхности материала, на
которую направлен поток пламени, °C.
Коэффициент а' в процессе Повышения
температуры материала уменьшается, поэтому
выбирать его значения следует из сопоставле-
ния экспериментальных данных и результатов
теоретических расчетов.
Характер распределения теплового пото-
ка пламени по пятну нагрева зависит от угла
наклона пламени, расстояния от сопла до на-
греваемой поверхности и средней скорости
истечения горючей смеси из сопла горелки.
Эффективная тепловая мощность пламени q'
зависит в основном от расхода горючего газа
(рис. 26). Эффективность нагрева (КПД) оце-
нивается отношением эффективной мощности
пламени к полной тепловой мощности qw под-
считываемой по низшей теплотворной способ-
ности горючего:
где Ка - расход ацетилена, л/ч.
На рис. 26, б видно, что с увеличением
расхода горючего, вследствие изменения усло-
вий теплообмена пламени с поверхностью ма-
териала, эффективность нагрева снижается.
Следовательно, производительность процесса
газопламенного нагрева определяет расход
горючего газа [2].
Ацетиленовые генераторы подразделяют:
- по предельному давлению - на генера-
торы низкого давления (до 0,01 МПа), среднего
(до 0,07 МПа) и высокого (0,07 ... 0,15 МПа);
- по применению - на передвижные и
стационарные;
- по способу взаимодействия карбида
кальция с водой - на системы: КВ - карбид в
воду, ВК вода на карбид (с вариантами мок-
рого и сухого процессов), ВВ - вытеснением
воды.
Передвижные ацетиленовые генераторы
предназначены для работы при температурах
окружающего воздуха от -28 до 40 °C; стацио-
нарные - от 5 до 35 °C. Технические данные
ацетиленовых генераторов, установок и стан-
ций приведены в табл. 94 и 95.
208
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
/ 2 3 4 5 6 7 N*наконечника
ПО 250400 615 1010 1700 2630 Расход Сг Нг,л/ч
0.36 1.311.63 2.0 2.45 2,36 3.5 d сопла, мм
Рис. 26. Эффективная мощность пламени (о) и эффективный КПД пламени (б) при
иагреве иизкоуглеродистых сталей в зависимости от расхода ацетилена
94. Ацетиленовые генераторы и установки
Характеристика Передвижные Стационарные Установки
АНР ГВЗ-0,8 АСМ-1,25 АСК-1-67 ГРК-10-68 УАС- 20Р УАС- 40ГР
Производитель- ность, м’/ч 0.5 0,8 1,25 5 10 20 40
Система взаимодействия карбида кальция с ВОДОЙ ВВ вк-вв ВК КВ
Давление ацетилена рабочее. МПа 0,002 0,05 0,02 0,07 0,004
Давление ацети- лена максималь- ное, МПа 0,004 | 0,007 0,05 0,07 0,15 0,01
Грануляция кар- бида кальция, мм 25 ... 80 15...80 25..80 15 . .80
Загрузка карбида кальция едино- временная, кг 0,5 4,0 2,2 12... 16 25 240
Габаритные размеры, мм 0 230x500 0 285x805 0 295x845 900х1570х х1525 1535х2210х х1460
Масса, т 0,009 0,005 0,016 0,176 0,630
Баллоны. Баллоны предназначены для
хранения и транспортирования газов в сжатом,
сжиженном или растворенном состоянии. Наи-
более распространены баллоны вместимостью
40 л, массой 0,06 т, рассчитанные на избыточ-
ные давления до 20 МПа. В них хранят и тран-
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
209
95. Оборудование для производства ацетилена
Производительность по ацетилену Погреб- Потребле- Потребле- ние элек- троэнер- гии. кВтч Рабочее Габаритные размеры, м
Оборудование Растворен- ного, балло- нов в смену Газооб- разного, м’/ч карбида, т/год ние воды, давление, МПа
Генератор ацетиленовый передвижной малогабарит- ный «Малыш» 0,5 1 кг’ Разовая до 10 0,02. ..0,15 0,72x0,38x0,38
Генератор ацетиленовый АСП-10 1,5 3,2 кг' Разовая до 30 Ъ,01. ..0,15 0,1x0,5x1
Генератор ацетиленовый передвижной БАКС-1 1,5 3,0 кг’ Разовая до 30 0,02. ..0,15 0,85x0,4x0,5
Установка УАС-5М 5,0 22 кг’ 250 0.02. .. 0.07 1,57x1,525x0,9 (генератор)
| АС-10Г - 10 210 500 40.. .60 0,05 15x12x4,5
Б АС-ЮР 16 - 210 500 40 .60 36x12x4,5
3 АС-1 ОГР 16 10 210 500 40.. .60 До 0,15 3,6x12x4,5
I АС-20Г - 20 420 1000 40 60 0,07 24x12x7,2
I АС-20Р 32 - 420 1000 40.. .60 - 42x12x4,5
* Единовременная загрузка.
Примечание. Выпускается ЗАО «МИДАСОТ-Т» (Москва)
спортируют газообразный кислород под давле-
нием 15 МПа, а также ацетилен в растворенном
состоянии Кроме баллонов из цельнотянутых
бесшовных труб, применяют стальные баллоны
типа БАС-1-58. Внутри ацетиленового баллона
находится пористая масса с ацетоном, которая
представляет собой зернистый активированный
древесный уголь с размером зерен 1,0 ... 3,5 мм.
На 1 л вместимости баллона вводят 290 ... 320 г
активированного угля и 250 300 г ацетона,
который пропитывает пористую массу и при
наполнении баллона ацетиленом хорошо его
растворяет.
Баллоны для сжимаемых горючих газов -
заменителей ацетилена изготовляют малой
вместимости (до 12 л) и средней (20 ... 55 л) с
предельным давлением до 20 МПа, а для сжи-
женных газов - вместимостью до 80 л. Балло-
ны рассчитаны на давление до 1,6 МПа и могут
применяться при температурах -40 ... +50 °C
При наполнении водородом баллоны окраши-
вают в темно-зеленый цвет и делают надпись
красного цвета «Водород», при наполнении
нефтяным газом - в серый цвет с надписью
красного цвета «Нефтегаз», а при наполнении
другими горючими газами - в красный цвет с
надписью белого цвета наименования газа. Па-
раметры баллонов приведены в табл. 96 и 97.
96. Баллоны для хранения сжиженного газа
Объем, л Диаметр, мм Высота, мм Масса, кг
5 222 295 4,0
12 222 485 6,0
12 256 420 6,0
27 299 590 14,5
50 299 980 22,0
210
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
97. Баллоны малого н среднего объема для газа на давление до 20 МПа
Объем, л Диаметр, мм Длина корпуса, мм Масса, кг
Из углероди- стой стали Из легирован- ной стали Из углероди- стой стали Из легирован- ной стали
0,4 70 170 165 0,8 0.6
0,7 70 260 255 1,2 0,9
1,0 89 250 240 1,8 1,2
1,3 89 305 295 2,2 1,5
2,0 89 440 425 3,1 2,1
2,0 108 330 320 3,7 2,5
3,0 108 460 445 5,0 3,4
3,0 140 325 310 6,0 4.1
4,0 140 400 385 7,3 5,0
5,0 140 475 460 8,5 5,8
6,0 140 555 535 9,8 6,7
7,0 140 630 610 П,1 7,6
8.0 140 710 680 12,4 8,5
10,0 140 865 830 15.0 10,2
12,0 140 1020 975 17,6 11,9
20,0 219 740 730 32,3 28,5
25,0 219 900 890 38,7 34,0
32,0 219 1120 1105 47,7 42,0
40,0 219 1370 1350 58,5 51,5
50,0 219 1685 1660 71’3 । 62,5
Средства взрывозащиты (предохрани-
тельные затворы) предназначены для защиты
ацетиленовых генераторов и трубопроводов от
проникновения в них взрывной волны при об-
ратном ударе, а также от попадания кислорода
или воздуха.
Для газов - заменителей ацетилена ис-
пользуют затворы, предназначенные для аце-
тилена, или универсальные (табл. 98).
Редукторы предназначены для пониже-
ния давления газа, поступающего из баллона
или распределительного трубопровода, до ра-
бочего давления, под которым газ поступает в
горелку, и для автоматического поддержания
давления на заданном уровне. Все типы редук-
торов разделяют
в зависимости от назначения: Б - бал-
лонные, Р - рамповые, С - сетевые;
по видам газа: А - ацетиленовые, К — ки-
слородные, М - метановые, П - пропан-бута-
новые;
по схеме регулирования: О - одноступен-
чатые (однокамерные) с механической уста-
новкой давления, Д - двухступенчатые (двух-
камерные) с механической установкой давле-
ния, У - одноступенчатые (однокамерные)
с пневматической установкой давления от
специальных управляющих (пусковых) редук-
торов;
по принципу действия - прямого и обрат-
ного.
Наибольшее применение получили редук-
торы обратного действия как более надежные в
работе. Регулирующая коммуникационная
аппаратура приведена в табл. 99-101 Для
сжиженных газов применяют редукторы трех
типов и регуляторы расхода газа (табл. 102).
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
211
98. Средства взрывозащиты
Изделие Тип газа Максимальная пропуская способность, м’/ч Наибольшее рабочее давле- ние, МПа Габаритные размеры, мм Масса, кг
Затвор универсальный среднего давления ЗСУ-1 5 0,03 ... 0,15 0180x195 2,1
Огнепреградитель ЭВМ-2 (манометрового типа) Ацетилен 2,5 028x83 0,25
Огнепреградитель ЗВП-1 (вентильного типа) высокого давления 3 2,5 0 56x145 1,13
Огнепреградитель сетевой ЗСО-1 60 2,5 0114x440 17,2
Обратный клапан ОКИ Кислород 35 1,25 Длина 0,16
Ацетилен 3 0,15 не более 95
Предохранительный Пропан 5 0,3 Длина 0,11
затвор ПЭ Водород 10 1,25 не более 72
Примечание. Выпускается ЗАО «МИДАСОТ-Т» (Москва)
99. Редукторы баллонные одноступенчатые
Изделие Тип газа Пропускная способность, м’/ч, не более Рабочее давление, МПа, не более Габаритные размеры, мм Масса,
БКО-50М Кислород 50 1,25 170x150x130 1,2
БКО-50-4(01) Кислород 25 0,8 160x160x160 2,0
БКО-25М Кислород 25 0,8 170x150x100 1,2
БКО-5-4 Кислород 5 0,35 170x170x153 1,75
БАО-5-4 Ацетилен 5 0,15 260x145x147 1,60
БАО-5М Ацетилен 5 0,15, 220x140x130 1,45
БАО-1-4 Ацетилен 1 0,08 260x170x155 1,98
БПО-5-4 Пропан 5 0,3 175x145x155 1,23
БПО-5М Пропан 5 0,3 170x160x130 1,0
БПО-1-4 Пропан 1 0,1 170x170x155 1,6
БВО-80-4 Водород 80 1,25 175x145x147 2,0
МД-5 Метан 5 0,3 170x145x255 2,05
РВ-90 Воздух 155 9,0 145x165x170 2,0
РК-70 Кислород, 100 7,0 145x165x170 2,0
воздух
100. Редукторы сетевые одноступенчатые
Изделие Тип газа Пропускная способность, м’/ч, не более Рабочее давление, МПа, не более Габаритные размеры, мм Масса,
СКО-Ю-2 Кислород 10 0,5 140x140x150 1,5
САО-Ю-2 Ацетилен 10 0,1 140x140x150 1,5
СПО-6-2 Пропан 6 0,15 140x140x150 1,5
СМО-35-2 Метан 35 0,15 140x140x150 1,5
212
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
101. Редукторы рамповые
Изделие Тип газа Пропускная способность, м3/ч, не более Рабочее давление, МПа, не более Габаритные размеры, мм Масса,
РКЗ-500-2 Кислород 500 1,6 285x230x225 10
РКЗ-250-2 Кислород 250 1,6 285x230x225 10
РАО-30-1 Ацетилен 30 0.1 305x285 x 205 6.5
РПО-25-1 Пропан 25 0,3 305x285 x 205 6,5
102. Регуляторы расхода газа
Изделие Тип газа Пропускная способность, м’/ч, не более Рабочее давление, МПа, не более Габаритные размеры, мм Масса,
РДСГ-1-1,2 (бытовой) Пропан 1,2 0,007.. .0,16 160x60x96 0,33
РДСГ-2-1,2 Пропан 1,2 0,007 .. .. 0,16 140x105x51 0,28
У-30-2 СО2 1,8 10,0 190x165x160 1,68
У-ЗОП-2 СО2 1,8 10,0 190x260x160 2,5
АР-10-2 Аргон 0,6 20,0
АР-40-2 Аргон 2,4 20,0
АР-150-2 Аргон 9,0 20,0
В-50-2 Водород 3,0 20,0 190x165x160 1,8
Г-70-2 Гелий 4,2 20,0
А-30-2 Азот 1,8 20,0
А-90-2 Азот 5,4 20,0
Рампы предназначены для перепуска при
централизованной подаче газов к рабочим по-
стам газопламенной пайки; они представляют
собой батареи баллонов с кислородом и горю-
чим газом, соединенных в общую емкость для
каждого газа в отдельности. Рампы устанавли-
вают в отдельном несгораемом помещении и
оснащают средствами техники безопасности.
Наименование постов газоразборных и рамп
приведено в табл. 103.
Посты и рампы, обслуживающие техно-
логическое оборудование для пайки, при пода-
че среды из смеси газов рекомендуется осна-
щать универсальными смесителями, табл. 104.
Смесители предназначены для смешения раз-
личных газов с целью получения определенно-
го состава и поддержания его постоянным на
заданном уровне.
Шланги (гибкие резинотканевые рукава)
предназначены для присоединения горелок к
баллонам, генераторам или газопроводам и обес-
печивают возможность перемещения паяльщика
и аппаратуры в пределах длины шланга. В зави-
симости от условий работы и назначения рукава
подразделяют на три основных типа: для подачи
ацетилена и городского газа на рабочее давле-
ние не более 0,6 МПа; для подачи жидкого топ-
лива на давление не более 0,6 МПа; для подачи
кислорода на давление не более 0,5 МПа.
Шланги с внутренним диаметром 6 мм
выпускают по ГОСТ 9356-75, с большими диа-
метрами - по ГОСТ 18698-79, тип Б. Шланги
типа Б можно использовать для кислорода,
подаваемого под давлением до 1,5 МПа, если
они испытаны на гидравлическое давление в
1,9 МПа.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
213
103. Посты газоразборные. Рампы
Изделие Тип газа Пропускная способность, м/’ч, не более Давление газа, МПа Габаритные размеры, мм Масса,
на входе на выходе
! S ПГК-50-86 Кислород 50 0,38 15 0,1 1,2 260x190x190 3.8
ПГК-10-86 Кислород 10 0,23 ... 1,6 0,01 ... 0,5 280x190x190 3,7
i ПГУ-5 Ацетилен, 5 0,03 ... 0,15 385x168x144 3,7
8 пропан
ПГ-3,2 Ацетилен 3,2 0,03 ... 0,15 150x186x410 4,5
С ПГА-3,2-70 Ацетилен 3,2 0,07 282x185x800 14,2
Рампа РАР (12 баллон.) Ацетилен 15 2,5 0,02... 0,1 4500x430x2200 80,0
Рампа РКР (10 баллон.) Кислород 250 15,0 0,3 ... 1,6 1300x750x1650 130
Рампа РПР (5 баллон.) Пропан 25 2,5 0,02... 0,3 2000x500x1600 54,0
104. Смесители газов универсальные
Изделие Состав смеси, % (объемы.) Габаритные размеры, мм Масса, кг
УКП-1-71 Углекислый газ - 70 Кислород - 30 165x84x160 1,65
УГС-1 Аргон - 75 Углекислый газ - 25 150x100x145 1,5
Углекислый газ - 70 Кислород - 30
Любые смеси
УСГ-1 (многопостовой) Аргон - 70 Углекислый газ - 25 Кислород - 5 940x330x400 36
Горелки подразделяют: по способу под-
вода горючего - инжекторные и безынжектор-
ные, по расходу горючего газа - микромощные
(10 ... 60 дм3/ч), средней мощности (50 ...
2800 дм3/ч), большой мощности (2800 ...
7000 дм3/ч); по назначению - универсальные и
специализированные; однопламенные и много-
пламенные; по способу применения - ручные и
для механизированных работ
Горелки предназначены для ручной
сварки, пайки и нагрева металлов с применени-
ем ацетилено-кислородного или пропано-
кислородного пламени. При работе горелок
Г2, ГЗ используют различные горючие газы:
ацетилен, пропан, и отличаются высокой со-
противляемостью обратному удару пламени,
табл. 105, рис. 27.
Горелка (рис. 27) состоит из ствола А и
наконечника Б, соединенных между собой на-
кидной гайкой /. Ствол имеет два присоедини-
тельных штуцера 2 (для кислорода или воздуха
и горючего) и два запорно-регулирующих вен-
тиля 3, при помощи которых регулируют со-
став и мощность пламени Ствол А служит
рукояткой, а наконечник Б представляет собой
ее сменный узел. Ствол состоит из смеситель-
ной камеры 4, инжекторного сопла 5, трубки б
для горючей смеси и мундштука 7.
214
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
105. Горелки
Изделие Толщина свари- ваемой стали, мм Рабочее давление, МПа Габаритные размеры, мм Масса, кг
Кислород Ацетилен Пропан
«Малютка» 0,2. 4,0 0,2 ... 0,4 0,003 .. .. 0,12 420x140x50 0,45
«Звездочка» (Г2-О5-5) 0,5. .4,0 0,18 .0.5 0.003 . .0,12 525x130x48 1,0
Г2-05 0,2.. • 9,0 0,18... 0,25 0,003 . .0,07 - 525x130x48 1,0
Г2-06 0,2.. .9,0 0,25 0,003 .. .. 0,01 0,02 532x150x55 0,6
ГЗ-05 0,5 . .30 0,18 ...0,25 0,003 . .0,01 600x60x190 1,25
«Хорс»-Г3 0,5. ..30 0.05 .0.4 0,003 .. 0,12 502x153x65 0,875
«Звезда» (ГЗ-05-5) 0,5. .9,0 0,18... 0,25 0,003 .. .0,12 Длина 425 0,45
ГЗУ-З-02 0.5. . 7.0 0,2. 0,3 - Не менее 0,001 456x56x160 1,1
«НОРД» 0,5.. 4,0 0,1 ... 0,4 0,02.. .0,01 0,02... 0,1 505x123x56 0,72
Примечание. Выпускается ЗАО«МИДАСОТ-Т» (Москва)
Рис. 27. Горелка ГЗУ-З-02. средней мощности
Горелкн наплавочные предназначены для газопорошковой (горелка ГН) и металличе- ской (горелка ГЗУ-4) наплавки изношенных поверхностей деталей машин и механизмов, рельсов, направляющих и пр., выполненных из сталей или чугуна, табл. 106. С помощью этих горелок можно выполнять процесс пайки при использовании порошковых самофлюсующих- ся припоев и газообразных флюсов. Аналогичный перечень (см. табл. 105 и 106) производимого газосварочного оборудо- вания, горелок и комплектующих предлагав! ООО «Фирма «РО-Ар» (Москва). Для производства паяных изделий сред- них размеров целесообразно применять инжек- торные универсальные ацетилено-кислородные горелки «Малютка», «Звездочка» и «Звезда», работающие на ацетилене низкого и среднего давления. В случае использования смеси про- пан-бутана с кислородом применяют горелки ГЗУ-З-02 (рис. 27).
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
215
106. Горелки наплавочные
Наименование изделия Количество наплавляемого порошка, кг/ч Давление газов, МПа Масса, кг
J Кислород ] Ацетилен ] Пропан
ГН-2 2,0 0,2 ... 0,35 0,01 - 1,0
ГН-2П 2,0 0,2 ... 0,3 - 0,02 1,4
ГН-5П 5,0 0,3 ...0,4 - 0,02 1,35
ГЗУ-4 - 0,2 ... 0,4 - 0,02 1,5
Примечание. Выпускается ЗАО «МИДАСОТ-Т» (Москва).
107. Расход заменителей ацетилена для наконечников НЗП
Номер наконечнике Газ, л/ч Пропан-бутановая
Природный Коксовый Городской
0 40.. . 120 75 .. .230 50. 150 20. .. 50
1 120. 280 230. .. 520 150.. .340 50.. . 120
2 210. .. 530 500. „990 340.. . 630 115 . .. 230
3 500. .. 810 930.. . 1550 600.. .. 980 215. .. 350
4 800.. . 1300 1540 . .. 2450 980.. . 1560 350. .. 550
5 1100. 1870 2080. .. 3460 1350. .. 2220 474. .. 800
6 1170 . .. 2900 3200. .. 5380 2120. .. 3520 730.. . 1200
Примечание. Давление горючего газа не менее 0,05 МПа.
При пайке крупногабаритных изделий ис-
пользуют сетчатые мундштуки, которые обра-
зуют мягкое пламя, что обеспечивает более рав-
номерный прогрев и увеличивает эффективную
мощность пламени за счет более близкого рас-
положения к нагреваемой поверхности.
Для работы на газах - заменителях ацети-
лена с кислородом используют ствол горелки
ГС-53, к которому присоединяют специальные
наконечники НЗП. Размеры отверстий в мунд-
штуках, инжекторах и смесительных камерах
наконечников НЗП выполнены таким образом,
чтобы обеспечить для каждого его номера эф-
фективную мощность пламени, эквивалентную
тому же номеру наконечника, работающего на
ацетилене (табл. 107).
Другие инжекторные пропано-бутано-
кислородные горелки типов ГЗМ и ГЗУ приме-
няют при пайке как заменители ацетилено-
кислородных горелок. Они могут работать так-
же на метане, природном и городском газах
среднего и низкого давления. В зависимости от
номера наконечника (0-3) давление кислорода
в горелке ГЗМ-62 изменяется от 0,05 до
0,4 МПа, а его расход - от 50 до 840 л/ч; расход
пропана - от 15 до 240 л/ч при давлении не ме-
нее 0,01 МПа. Горелка ГЗУ-З-02 работает как с
односопловым, так и с сетчатым мундштуком.
При давлении кислорода 0,02 ... 0,05 МПа
(в зависимости от номера наконечника) его
расход составляет 105 ... 5800 л/ч, а пропана -
70... 1700 л/ч
Разработана пропано-воздушная горелка
ГВП-2 с инжекцией воздуха из атмосферы
(рис. 28). Горелка комплектуется тремя нако-
нечниками с расходом пропана 60 ... 300 л/ч
при давлении 0,05 ... 0,15 МПа; максимальная
температура пламени 1600 °C
Рис. 28. Пропано-воздушная горелка ГВП-2
216
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Безынжекторную горелку микромощно-
сти ГС-1 применяют для низко- и высокотем-
пературной пайки изделий из различных мате-
риалов небольших толщин. Она укомплектова-
на двумя сменными наконечниками № 00 и
№ 0 и работает на ацетилене среднего давления
(может работать на водороде, пропано-бутано-
вой смеси и природном газе). Присоединяют
горелки к газопроводам шлангами с внутрен-
ним диаметром 4 мм.
Наряду с рассмотренными горелками для
газопламенной пайки применяют и горелки
типа СУ, которые используют с одноплемен-
ными и многопламенными мундштуками. Пре-
имущество таких горелок в том, что они могут
быть использованы при работе с ацетиленом,
природным, нефтяным и другими газами-
заменителями ацетилена. Горелки комплекту-
ют специальными наконечниками, в которых, в
отличие от наконечников, используемых при
работе с ацетиленом, несколько большие раз-
меры отверстий в мундштуках, инжекторах и
смесительных камерах.
Цилиндрические изделия паяют с приме-
нением головки многопламенной горелки
МГ-120, которая состоит из ствола, смеситель-
ной камеры с надставкой и головки из двух
половин, охлаждаемых водой. В случае пайки
изделий прямоугольного сечения применяют
многопламенную горелку МГ-ДС, головка
которой состоит из верхнего и нижнего нако-
нечников, шарнирно соединенных с газорас-
пределительной камерой (табл. 108)
При изготовлении изделий круглого и
трубчатого сечений, пайки труб с наружным
диаметром 30 . 170 мм и толщиной стенок
3 ... 14 мм, стержней диаметром 30 . 120 мм
используют кольцевые многопламенные горелки
серии КГ с расходом ацетилена 0,75 15,0 м3/ч.
При газопламенной пайке целесообразно при-
менение газообразных флюсов, которые пода-
ются в горелки из флюсопитателя. Пары флюса
поступают в пламя горелки, например, от уста-
новки ФГФ-1-56, укомплектованной флюсопи-
тателем и осушителем газа; носителем флюса
является ацетилен или природный газ, пропан
и т.п., табл. 109.
108. Многопламенные горелки для пайки
Характеристика МГ-120 МГ-ДС
Расход ацетилена, л/ч 8400 8000
Оптимальное давление ацетилена, МПа 0,15 0,15
Рабочее давление кислорода, МПа 0,6 0,5 ... 0,6
Общее число сопл 44 74
Размеры паяемых изделий, мм:
диаметр До 120 -
сечение - (20... 50)х140
Размеры горелки со стволом, мм 935x220 925x230
Масса горелки со стволом, кг 7,2 8,0
109. Технические характеристики
флюсопитателя ФГФ-1-56
Вместимость резервуара, л
рабочего
запасного.
Давление, МПа
ацетилена.
кислорода.
Пропускная способность наконечника
горелкн № 0-7, л/ч .
Расход флюса на 1 м’ ацетилена, i
Габаритные размеры, мм ..
Масса без флюса, кг
0,005
0,35 0,4
50 2500
70
410x260
14
Устройства для пайки с жидким горю-
чим представляют собой горелки и паяльные
лампы, работающие с использованием керосина,
бензина в смеси с кислородом или воздухом.
Такие устройства работают по принципу распы-
ления газом жидкого горючего с его последую-
щим испарением и сгоранием на выходе. Керо-
сино-кислородная горелка ГКР-1-67 (табл. ПО)
комплектуется тремя однопламенными и двумя
сетчатыми мундштуками, обеспечивающими
диапазон регулирования мощности пламени по
расходу горючего 0,3 ... 3,4 кг/ч.
ОБОРУДОВАНИЕ ДЛЯ ГАЗОПЛАМЕННОЙ ПАЙКИ
217
ПО. Кероснно-кнслородная горелка ГКР-1-67
Характеристика Номер мундштука
1 2 3 4
Давление, МПа: керосина кислорода 1,5 ... 3,0 2,0... 4,0 1,5 ... 3,0 3,0... 5,0 1,5 ... 3,0 3,0... 5,0 1,5 ... 3,0 4,0 ... 5,0
Расход: керосина, кг/ч кислорода, м3/ч Толщина паяемых элементов, мм 0,3 .0,6 0,5 ... 1,0 1,0... 3,0 0,5 ... 1,1 0,8... 1,6 3,0 ... 5,0 0,7 .. 1,5 1.1 ... 2.3 5,0... 8,0 1,2 ... 2,3 1,7 ... 3,2 Св. 8,0
Примечание. Габаритные размеры горелок 550х 150x60 мм, масса 0,95 кг.
111. Бензино-воздушная горелка
Характеристика Горелка с диаметром сопла, мм Паяльник с наконечником массой, г
20 30 30 40 90 240
Давление воздуха, МПа Расход: воздуха, л/ч бензина, г/ч 0,01 0,1 130... 1800 20... 400 0,01 ... 0,15 140 ...2700 20 ... 520 0,01 ... 0,02 130 ...270 20... 40 0,01 ...0,02 130 ...270 20... 40 0,01 ... 0,05 130... 1260 20... 220 0,01 .0,05 130 .2260 20...220
При пайке изделий из материалов,
имеющих сравнительно низкую температуру
плавления, например алюминия, а также для
низкотемпературной пайки применяют бензи-
но-воздушные горелки. В табл. 111 приведены
некоторые технические данные горелки, кото-
рая может работать и как паяльник с газовым
обогревом Горелка укомплектована двумя
сварочными наконечниками и четырьмя паяль-
ными наконечниками.
Наряду с горелками для жидких горючих
в производстве паяных изделий малой массы, а
также в условиях монтажа подземных комму-
никаций кабельных силовых линий и линий
связи используют паяльные лампы.
Безбаллоиные аппараты. Для пайки из-
делий целесообразно применять разработанные
в последние годы устройства, работа которых
основана на электролизе дистиллированной
воды под действием электрического тока. Об-
разуемая смесь водорода с кислородом посту-
пает по шлангу в горелку. Горелка использует-
ся стандартная сварочная, ацетилено-кислород-
ная. При пайке и сварке стали для получения
качественных швов к водородно-кислородной
смеси добавляют бензин или пропан-бутан.
Расход этих добавок мал, так как они нужны
только для связывания кислорода, попадающе-
го в пламя из воздуха, визуального обозначе-
ния пламени и не являются теплоносителями.
Характеристики в табл. 112.
Аппараты универсальны, что позволяв!
паять, сваривать, резать, плавить и термообра-
батывать большинство металлов, а также
кварц, стекло и керамику. Применимы повсе-
местно, где имеется электроэнергия, высокая
автономность работ по пайке при ремонте ав-
томашин, холодильников, строительной, сель-
скохозяйственной и бытовой техники, при га-
зопламенной пайке и наплавке инструмента,
резко удешевляют паяльные и сварочные рабо-
ты. Для работы, на которую обычно расходуют
по баллону ацетилена и кислорода, аппаратуре
нужно около 65 кВт • ч электроэнергии, 12 л
дистиллированной воды и 1,5 кг пропан-бутана
или бензина, что во много раз дешевле заправ-
ки баллонов. Кроме того, отпадают расходы на
транспортировку, безопасное хранение и соз-
дание обменного фонда баллонов.
218
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
112. Характеристики аппаратов «Москва» (НПП «Газосварочные аппараты», Москва)
Характеристика «Москва-2,2» «Москва-3» «Москва-5» СП-5Д «Москва-10» «Москва-20»
Производитель- ность по газовой смеси, л/ч, не 820’ 1150* 1700* 1600* 3000* 6000*
менее
Мощность, кВт, не более 2,2 3,1 5 5 10 20
Давление газовой смеси, МПа 0,5 0,5
Электропитание 220 В, 50 Гц, однофазное 380 В, 50 Гц, трехфазное
Масса, кг, не более 38 40 75 65 75 98 (генератор)
Габариты, мм 340х450х 270х560х 360x835 х ЗбОхббОх 360x765х 360х1290х
х520 х520 хб70 х780 х670 х830
* Для сварки стали нужно не менее 270 300 л/ч на 1 мм толщины.
Установки взрывобезопасны, сертифици-
рованы Госстандартом и Госкомсанэпидем-
службой РФ. Хранить их можно в любых по-
мещениях, так как в неработающих аппаратах
газа нет. Требования Госгортехнадзора к сосу-
дам под давлением на них не распространяют-
ся. Установки экологичны, не имеют отходов
(ни жидких, ни твердых); водородно-кислород-
ное пламя создает только водяные пары.
Аппарат «Москва-3» - переносной, ис-
пользуется для ремонтных работ; питание от
бытовой розетки 220 В; позволяет выполнять
любые паяльные и сварочные работы при ре-
монте. При потреблении 6,5 А (1,5 кВт) можно
паять, сваривать и резать сталь, латунь и алю-
миниевые сплавы толщиной 2 мм. При 10 А
(2,2 кВт) те же работы выполнимы при толщи-
не материала 3 мм. При потреблении 15 А
(3,3 кВт) можно сваривать и паять сталь, ла-
тунь и алюминиевые сплавы толщиной до 4 мм
включительно. Мелкие работы можно выпол-
нять микрофакелом диаметром менее 1 мм. Тех-
нологические возможности этого аппарата -
рекордные для полутора- и двухкиловаттных
аппаратов, так как на каждый ампер тока он
дает в 1,5-2 раза больше газа, чем аппаратура
других фирм.
Аппарат «Москва-10» - передвижной,
универсальный (для промышленности и строи-
тельства). Может работать при температурах
ниже 0 °C; масса не больше кислородного бал-
лона. Позволяет сваривать и паять сталь, алю-
миний, латунь и медь толщиной до 5 мм и бо-
лее, резать эти металлы толщиной до 5 мм,
паять - заваривать дефекты чугунного и цвет-
ного литья, выполнять стеклодувные работы,
включая обработку кварцевых заготовок боль-
шого сечения, а также специальные работы
высокотемпературным мощным пламенем.
Пригоден для работы небольшим пламенем, в
том числе микрофакелом диаметром менее
1 мм. Позволяет обходиться без пропана при
газовой резке и сварке в колодцах и тоннелях.
Основные области применения: сварка, пайка
груб при строительстве и ремонте, ремонт ав-
томашин, сельскохозяйственной и бытовой
техники, газопламенная пайка, наплавка, за-
варка дефектов литья, ювелирные работы, руч-
ная и автоматическая запайка стеклянных ам-
пул, работы со стеклом и кварцем.
Аппарат «Москва-20» - стационарный,
для газопитания группы постов пайки, участков
сварки и кислородной резки. Основное назначе-
ние - создание водородно-кислородного подо-
гревающего пламени при машинной газоки-
слородной резке стали.
Аналогичные электролизные сварочные
установки производит ЗАО «ЛИГА» (С.-Петер-
бург).
Механизированные устройства газо-
пламенной пайки представляют собой блоки
горелок, установленные стационарно в поло-
жение наиболее эффективного использования
мощности пламени, а изделия вводятся в зону
ПАЯЛЬНИКИ
219
а) б) в) г)
Рис. 29. Схемы транспортирования изделий
в зону пайки
нагрева на заданное время либо перемещаются
через зону с определенной скоростью специ-
альными транспортирующими средствами.
Автоматизация процесса нагрева при газопла-
менной пайке с перемещением изделий транс-
портирующими устройствами может быть вы-
полнена в различных конструктивных испол-
нениях. На рис. 29 приведены схемы транспор-
тирования изделий в зону пайки на установках
челночного типа (а), конвейерных (б), роторно-
го типа (в) и четырехтактного действия (г).
В практике нашли применение паяльные
машины, например, роторного типа ФГП-1-57,
в комплект которой входят кольцевой конвей-
ер, горелки и газовый пульт. Привод механиз-
ма вращения осуществляется электродвигате-
лем, скорость перемещения 0,1 ... 1,1 м/мин.
Нагрев производится многосопловыми линей-
ными горелками инжекторного типа с венти-
лями, вынесенными на щит управления.
ПАЯЛЬНИКИ
Наибольшее применение в промышлен-
ности и в быту получили электрические паяль-
ники, которые в зависимости от материалоем-
кости паяемых изделий имеют различные раз-
меры. Рабочая часть паяльника представляет
собой стержень из меди, медных сплавов и
других материалов. Электронагреватель распо-
ложен с внешней стороны стержня или внутри,
изготовлен из материала с большим электросо-
противлением; подачу теплоты в рабочую часть
стержня (жала) регулируют изменением входно-
го напряжения Эффективность электропаяль-
ника зависит от теплоемкости стержня и скоро-
сти восстановления (подъема) температуры.
Тепловые процессы при пайке паяль-
ником. По мощности паяльники разделяют на
маломощные (6 ... 30 Вт), средней мощности
(30 ... 100 Вт) и мощные (более 100 Вт). Зна-
чения мощности, теплоемкости и рабочей на-
грузки выбирают так, чтобы максимальная
температура или большая теплоемкость увели-
чивали время восстановления рабочей темпе-
ратуры, а малая теплоемкость при более низ-
кой температуре позволяла уменьшить это
время. В результате для каждого конкретного
случая необходимо учитывать все характери-
стики и находить оптимальное их сочетание
Например, пользуясь приведенными на рис. 30
кривыми, можно выбирать паяльники для раз-
личного рода паяльных работ в производстве
печатных плат [2].
При работе с электропаяльником необхо-
димо учитывать характер изменения темпера-
туры жала стержня, зависящий от его геомет-
рических размеров (рис. 31). Если заданная
температура жала электропаяльника Тж, то
средняя температура всего стержня
Гст = TKchml,
где m = ±/ - длина стержня; S - пери-
метр поперечного сечения стержня; F - пло-
щадь поперечного сечения стержня; X - коэф-
фициент теплопроводности материала стерж-
ня; а - коэффициент теплоотдачи с поверхно-
сти стержня; с - эмпирический коэффициент;
h - высота жала (зона лужения).
Рис. 30. Зависимость температуры
жала паяльника от напряжения
при заданной мощности
Рис. 31. Форма заточки жала наиболее
распространенных паяльных стержней
220
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Связь между температурами стержня и
нагревателя:
где 8 - толщина слоя электроизоляции; f -
площадь электроизоляции; X - теплопровод-
ность материала электроизоляции; Qt - коли-
чество теплоты, передаваемое неизолирован-
ной части стержня:
Q, = XmFT^.
Зная количество теплоты, которое должен
выделить нагреватель в единицу времени, оп-
ределяют его мощность Р = Q /0,86. Далее вы-
числяют силу тока и сопротивление проводни-
ка нагревателя
По режиму нагрева паяльники разделяют
на непрерывного и периодического нагрева
Паяльники непрерывного нагрева рассчитаны
на длительную работу во включенном состоя-
нии. Время их разогрева относительно велико,
однако при рабочей температуре жала процесс
пайки протекает очень быстро. Такие паяльники
имеют стержень относительно большой массы,
что позволяет аккумулировать в нем значитель-
ное количество теплоты (4000 ... 8000 Дж). При
пайке температура стержня незначительно
понижается и за счет аккумулированной тепло-
ты быстро восстанавливается (3 . 5 с). Паяль-
ники периодического нагрева подразделяют на
паяльники форсированного и импульсного
режима нагрева. У низковольтных паяльников
импульсного типа паяльный стержень заменен
тонкой нихромовой проволокой, время разо-
грева которой практически мгновенное
При форсированном режиме разогрев па-
яльного стержня осуществляется при повы-
шенной мощности, а пайка протекает при по-
даче на паяльный стержень половинной мощ-
ности, что вполне достаточно для поддержания
необходимой температуры пайки. В наиболее
распространенной конструкции в цепь нагрева-
теля включается диод, который уменьшает
мощность в 2 раза.
В соответствии с ГОСТ 7219-83 электри-
ческие паяльники изготовляют с различным
напряжением питающей сети и мощностью
(табл. 113). Выбор паяльника производят по
номинальной мощности, при этом выбранное
значение мощности округляют до ближайшего
значения унифицированного ряда. В конструк-
ции микропаяльников принят ряд мощностей:
4, 6, 12 и 18 Вт; для печатного монтажа - 25,
30, 35, 40, 50 и 60 Вт, а для пайки объемного
монтажа - 50,60, 75,80, 100 и 120 Вт.
Конструктивное исполнение электропа-
яльников отличается постоянными функцио-
нальными узлами, технические решения кото-
рых различны для пайки печатного монтажа,
массивных узлов, демонтажа с импульсным
отсосом припоя, лужения и припайки штырей
и лепестков, пайки термочувствительных эле-
ментов, микросхем и т.д. (табл. 114)
Для стабилизации температуры жала при-
меняют релейные регуляторы; датчиком служит
термопара. В связи с небольшой массой паяль-
ного стержня целесообразно использовать мик-
113. Электрические паяльники (ГОСТ 7219-83)
Номер паяльника
1 2 3 4 5 6
Напряжение сети, В 220 127 36 24 12 6
Потребляемая мощность, Вт 80 80 150 80 80 80
Сила тока, А 0,36 0,73 6,45 3,3 6.7 13.3
Провод обмотки, мм: диаметр 0,8 0,15 0,7 0,5 0,85 1,4
длина 270 230 200 125 90 60
Сопротивление нагревателя, Ом 610 150 5,76 7,3 1,8 0,45
Диаметр паяльного стержня, мм 5 5 8 5 5 5
Примечания: 1. Материал нагревателя - нихромовая проволока
2. Срок службы нагревателя 200 ч.
3 Температура жала паяльника 280 °C
ПАЯЛЬНИКИ
221
114. Специализированные электри*
Характеристика Паяльники для печатного монтажа Микропаяльники
промыш- ленные унифици- рованные ПЭТ-50 МЭП12-30 МЭП6-4 | МЭП6-6 | МЭП6-18
Напряжение, В 220 24; 36 36 12 6
Мощность, Вт 50... 90 35 50 30 4 6 18
Термический КПД, % 8 ... 12 30 12 25 50 50 25
Диаметр стержня, мм 4... 10 3 ... 8 4; 6 3 .. 12 3 ... 6 3 ... 8 3 ... 10
Рабочая температура, °C 260... 330 280 200... 300 270
Масса, г 270... 340 80 120 235 | 40 1 75 | 125
ротермопары ХА диаметром 0,3 ... 0,8 мм, раз-
работанные Харьковским физико-техническим
институтом АН УССР. Точность регулирова-
ния нагрева на спае термопары +2 °C. Измене-
ние температуры наконечника обусловливает
изменение сопротивления датчика, разбалан-
сировку измерительного моста и появление
сигнала рассогласования, управляющего тири-
сторной схемой регулирования тока в нагрева-
теле паяльника. Схема выполнена на печатной
плате, размещенной в рукоятке паяльника.
Температурный режим задают поворотом ру-
коятки, связанной с осью потенциометра. Для
пайки гибких печатных кабелей, планарных
выводов, а также многослойных печатных плат
применяют специальные паяльники со строго
дозированным температурно-временным режи-
мом (табл. 115).
Паяльники с косвенным нагревом
применяют для пайки сравнительно массивных
изделий; их подразделяют на молотковые и
торцовые. Паяльники представляют собой мас-
сивный медный наконечник, закрепленный на
115. Технические характеристики
импульсного электропаяльника
с блоком питания
Напряжение, В . 220
Мощность, Вт........ 20
Температура жала, °C . 250 . 500
Длительность импульса, с . 1 .1,5
паяльника.. ............ ... 12x136
блока питания 360х350х 190
Масса, кг
паяльника........ 0,06
блока питания ............ 17,0
металлическом стержне с рукояткой на конце
Паяльники нагревают газовым пламенем, па-
яльными лампами или в горнах.
Ультразвуковые паяльники и ванны
Для ультразвукового (УЗ) лужения при бес-
флюсовой пайке алюминия применяют УЗ па-
яльники и УЗ ванны. Технические данные не-
которых УЗ паяльников-установок приведены
в табл. 116.
116. Ультразвуковые паяльники-установки
Технические данные УП-21 УП-42
Мощность, Вт:
генератора 40 30
нагревателя 100 70
Напряжение, В ПО; 127; 220 220
Рабочая частота, кГц Габаритные размеры, мм: 20 23 ... 26
генератора 333x310x250 250x235x180
паяльника 330x170x50 260x150x45
Масса паяльника с генератором, кг 15,0 11,9
Примечание. Установка УП-21 комплектуется ванной размерами 28о xzuu х 162 мм.
222
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ
И РЕГУЛИРУЮЩАЯ АППАРАТУРА
Заданный тепловой режим процессов
пайки обеспечивают применением системы
первичных датчиков - термопреобразователей,
вторичной аппаратуры - приборов для измере-
ния температуры, а также специальных авто-
матических устройств - источников питания и
регулирования электропечей и установок для
пайки. Приборы термического контроля подраз-
деляют на показывающие, самопишущие и сиг-
нализирующие, которые могут быть применены
в установках и их сочетаниях; по принципу ра-
боты приборы делят на жидкостные, маномет-
рические, термопреобразователи сопротивления,
термоэлектрические преобразователи (термопа-
ры), оптические пирометры и др.
Термометры сопротивления применяют
для измерения температур до 650 °C, материал
чувствительного элемента - платина или медь.
Термометры манометрические приме-
няют для измерения температур газовых и
жидких сред до 550 °C. Их разделяют на пока-
зывающие (ТПГ-180, ТПГ-188, ТПГ-189П)
и самопишущие (ТГС-710М, ТГС-718ПЭ,
ТГС-710П, ТГС-720М), длина погружаемого
участка капилляра 4 ... 40 мм.
Термоэлектрические преобразователи
(термопары) являются датчиками термоЭДС,
значения которой преобразуются в показания
температуры на шкале вторичных приборов.
Технические характеристики некоторых тер-
мопар производства Луцкого приборострои-
тельного завода и АО «Термико» (Москва)
приведены в табл. 117.
Для оснащения опытного паяльного обо-
рудования заказчика НПЦ «НАВИГАТОР»
(Москва) разрабатывает и изготавливает спе-
циальные термопреобразователи.
117. Термоэлектрические преобразователи (термопары)
Тип Предел измерения температур, °C Монтажная длина, мм Конструктивное оформление
ТХА-1-1 -50.. .. 800 До 2000 В сплошном чехле, без крепления 1
ТХА-2-31 -40... 800,1000
ТХА-2-21 -40 ...1000 200,320,400,500,800, Коленчатое без штуцера
ТХК-2-21 -40. .600 1250, 3150 С неподвижным штуцером, резьба М33х2
ТХА-3-1 ТХА-3-2 -40... 800,1000 -40... 800 320, 500,800,1000,1250, 1600-до 20 000 Без штуцера с муфтой, с доработкой по требованию заказчика
ТХА-11-11 ТХК-11-11 -50. -40. .600 600 120, 160,220,320,550, 1000-до3150 С неподвижным штуцером, резьба М27х2
ТХА-12-1 ТХК-12-2 -50.. -40.. .800 .600 500, 800,1000 Без крепления
ТХА-15-11*2 ТХК-15-12 -50.. -40.. .. 800 .600 100,160,200,320,400, 500-до 2000 С неподвижным штуцером,
ТХА-621*3 ТХК-621 900 600 160,200,320,400, 800,1250 резьба М20х 1,5
ТХА-6-Г3 ТХК-6-1 900 600 500, 800,1000,1250, 1500,2000,2500,3200 Без штуцера, с неподвижным фланцем
*' Материал защитной арматуры - фарфор или окись алюминия, внешний чехол - коррозионно-стойкая
сталь.
*2 Виброустойчивые.
’’ Двойные.
КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНАЯ И РЕГУЛИРУЮЩАЯ АППАРАТУРА
223
118. Термоэлектрические преобразователи
для измерения температур -270... 2500 °C
Тип Градуировка Материалы термоэлектродов** Предел измерений температур, °C, при применении
длительном* кратковременном
ТМК МК(Т) Медь-константан -200... 350 400
тхк ХК(Е) Хромель-константан -200 . 900 900
тхк ХК (L) Хромель-копель -200... 600 800
ТХА ХА (К) Хромель-алюмель -200... 1200 1300
тнн HC(N) Сплав никросил-нисил -270... 1200 900
тжк Ж(1) Железо-константан -200... 750 1000
ТПП ПП(К) Платинородий (13 %) - платина 0... 1400 1600
ТПП ПП(8) Платинородий (10 % родия) - платина 1300 1600
ТПР ПР (В) Платинородий (30 % родия) - 300... 1700
платинородий (6 % родия)
ТВР BP (А-1) Вольфрамрений 5 % - вольфрамрений 20 % 0 ... 2200 2500
ТВР ВР(А-2) Тоже 0... 2200 2500
ТВР BP (А-3) - 0... 2200 2500
' Верхнее значение температурного предела длительного применения указано для проволок диамет-
ром ие менее 0,5 мм - для термопар с градуировками ПП и ПР и не менее 3,2 мм - для термопар с другими
градуировками.
* Положительным электродом в термопарах является материал, указанный в наименовании первым.
При постановке термопары пользуются
градуировочными таблицами, а в показания
прибора вносят поправки с учетом температу-
ры производственного помещения. В автома-
тических потенциометрах (ОАО «Теплопри-
бор», Челябинск, ул. 2-я Павелецкая, д. 36)
компенсация обеспечивается автоматически.
Технические данные некоторых термопар при-
ведены в табл. 118.
Для измерения высоких температур (до
2000 °C) применяют термопары вольфрам-
молибден, вольфрам-рений, вольфрам-иридий,
и термопары с неметаллическими электродами:
графит-карбид титана, графит-борид циркония
с индивидуальной градуировкой. Температуру
пайки в среде сухого и увлажненного водорода
измеряют с помощью специальных вольфрам-
рениевых термопар; в случае сухого водорода -
термопарами ТВР-0777, увлажненного (с избы-
точным давлением до 0,04 МПа) - термопара-
ми ТВР-1338. Предел измерений температур
этими термопарами 300 ... 1800 °C, длина по-
гружаемой части 100 ... 500 мм, продолжи-
тельность работы 4000 ч. Изменение первона-
чального значения термоЭДС по градуировоч-
ной таблице за время работы термопары при
температуре 1800 °C в течение 200 ч не пре-
вышает ±1,5 %. Рабочий спай термопары после
200 ч работы при максимальной температуре
возобновляют.
Преобразователь термоэлектрический
кабельный типа КТХА предназначен для
измерения температуры газообразных, жидких
и сыпучих сред, твердых тел, не агрессивных к
материалу оболочки термопарного кабеля или
защитного чехла, а также агрессивных сред, не
разрушающих защитную арматуру термопре-
образователя, табл. 119 (ООО «Производст-
венная компания «ТЕСЕЙ», г. Обнинск Калуж-
ской обл.).
119. Технические характеристики
Рабочая температура, °C............ -40 ... 1000
Номинальная статическая характе-
ристика преобразования (НСХ)... ХА
Электросопротивление изоляции.
МОм ... >100
Показатель тепловой инерции, с.. 6,0
Материал защитной арматуры 10Х23Н18
Степень защиты от воздействия
воды и пыли. ... IP55
Расчетное условное давление Р„,
МПа ...................... ... 0,1; 0,4; 4,0; 6,3
Вибропрочность в диапазоне 5 35,
частот, Гц. 10... 55(150)
Срок службы, не менее.......... 5
224
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Термоэлектрические преобразователи или
их чувствительные элементы (ЧЭ) изготовлены
из термопарного кабеля типа КТМС-ХА (ХК)
(Кабель термопарный с минеральной изоляцией
в стальной оболочке с хромель-алюмелевыми
или хромель-копелевыми термоэлектродами,
ТУ 16-505.757-75). Термоэлектроды ЧЭ со сто-
роны рабочего торца сварены между собой ла-
зерной сваркой, образуя рабочий спай внутри
стальной оболочки термопарного кабеля. Торец
заглушен приваренной стальной пробкой.
Модификации КТХА (ХК) 01.01 - термо-
преобразователи на основе термопарного кабе-
ля без защитного чехла с выводом свободных
термоэлектродов кабеля (до 100 мм) через узел
герметизации.
Модификации КТХА (ХК) 01.хх - ка-
бельные термопреобразователи различной кон-
струкции с клеммной головкой для подключе-
ния в измерительную цепь, без защитного чех-
ла и с защитным чехлом.
Модификации КТХА (ХК) О2.хх - ка-
бельные термопреобразователи с компенсаци-
онными проводами заданной длины, до 40 м.
Модификации КТХА (ХК) 03.хх [и] -
многозонные термопреобразователи - сборки
нескольких (и S 10) датчиков модификации
02.01 с различной монтажной длиной
В диапазоне рабочих температур различ-
ные модификации термопреобразователя выра-
батывают термоЭДС в пределах-2,4... 49,1 В
Термоэлектрические преобразователи
(термопары) ТПР-1408М, ТПР-1418М предна-
значены для измерения температур в расплавах
солей и металлов при пайке погружением.
Термопары состоят из платинородиевых тер-
моэлектродов, армированных керамическими
бусами, рабочий спай которых защищен квар-
цевым наконечником от контакта с расплавом.
Конструкция термометра ТПР-1418М приведе-
на на рис. 32 и в табл. 120.
120. Технические характеристики
термометра ТПР-1418М
Рабочая температура, °C 600 ... 1700
Длительность погружения в расплав, с .. 20
Число погружений . 15
Инерционность, с <5
Электросопротивление
термоэлектродов, Ом. ... <10
Глубина погружения, мм . 60 ... 160
Длина термоэлектродной проволоки
(диаметр 0,5 мм) мм, не более .. 25 000
Масса, кг........................... <12
3500
Рис. 32. Термометр ТПР-1418М:
1 - головка в сборе; 2 - колодка в сборе;
3 - накидная гайка; 4 - арматура в сборе,
5 - графитовая втулка; 6 - графитовый блок;
7 - графитовая пробка; 8 - кварцевый наконечник
Термометр контактный микропроцес-
сорный ТК-5 (табл. 121) предназначен для
измерения температуры поверхности твердых
тел, сыпучих веществ, воздуха и газовых сме-
сей с помощью сменных зондов, а также изме-
рения температуры во всем диапазоне с ис-
пользованием различных подключаемых тер-
мопар (ООО «ТЕХНО-АС», г. Коломна Мос-
ковской области). Применяется для контроля
температуры технологических процессов в
различных отраслях промышленности
121. Технические характеристики
Измеряемая температура, °C:
с зондами................
Разрешающая способность, °C:
в диапазоне-20. ь200
в остальном диапазоне
температур
Суммарная относительная
погрешность, %, с зондами
Относительная погрешность, %,
прибора с зондом для подключения
внешней термопары (без учета
погрешности термопары), не более..
Время установки показаний
индикации, с .....
Температура эксплуатации, °C .
Питание (от одного элемента),
не менее
Габаритные размеры, мм
Масса, кг
-20 *600
-200 .+1300
+5 +40
50 ч
180x60x20
0,32
СИСТЕМЫ УПРАВЛЕНИЯ И РЕНОВАЦИЯ
ЭЛЕКТРОПЕЧЕЙ И УСТАНОВОК
Если электропечь приобретена давно и в
ней применены устаревшие системы питания и
СИСТЕМЫ УПРАВЛЕНИЯ И РЕНОВАЦИЯ ЭЛЕКТРОПЕЧЕЙ И УСТАНОВОК
225
регулирования, то происходят неоправданные
потери Не обязательно приобретать новую
электропечь - целесообразно модернизировать
старую, заменив систему питания на новый
блок управления электропечью с регулятором-
программатором, и старая электропечь стано-
вится современным устройством, а сравни-
тельно небольшие затраты быстро окупятся за
счет увеличения ресурса работы электропечи,
повышения качества нагрева, снижения расхо-
да электроэнергии и трудозатрат на эксплуата-
цию (табл. 122).
Блоки управления - это надежные, ком-
пактные и недорогие важнейшие компоненты
системы питания; они комплектуются микропро-
цессорными контроллерами-программаторами
на 1, 2, 8 или 20 участков программного ре-
гулирования. В однофазных блоках управления
122. Источники питания электропечей
Модель источ- ника питания Тип исполнения Мощность, кВт | Напряжение, В Габариты, мм Масса, кг
Однофазные источники питания
БУН 4,4/220 145x360x250 6,5
ZZv
БУН 5,8/220 Настольный 5,8 220 145x360x250 6,5
БУН 8,8/220 8,8 220 200x420x340 8,5
БУН 12,0/220 12,0 220 200x420x340 8,5
БУЭ 4,4/220 Навесной с левым креплением 4,4 220 145x320x220 6,5
БУЭ 5,8/220 5,8 220 145x320x220 6,5
БУЭ 8,8/220 8,8 220 145x420x300 8,5
БУЭ 12,0/220 12,0 220 145x420x300 8,5
БУВ 4,4/220 Навесной с задним креплением 4,4 220 360x210x300 8,0
БУВ 5,8/220 5,8 220 360x210x300 8,0
БУВ 8,8/220 8,8 220 465x210x315 10,0
БУВ 12,0/220 12,0 220 465x210x315 10,0
БУН 13,2/380 Тре Настольный хфазные источн 13,2 ики питания 380 200x420x340 10,0
БУН 17,4/380 17,4 380 200x420x340 10,0
БУН 26,4/380 26,4 380 250x620x340 12,0
БУН 36,0/380 36,0 380 250x620x340 12,0
БУЭ 13,2/380 Навесной с левым креплением 13,2 380 145x420x300 9,0
БУЭ 17,4/380 17,4 380 145x420x300 9,0
БУЭ 26,4/380 26,4 380 220x650x350 10,0
БУЭ 36,0/380 36,0 380 220x650x350 10,0
БУВ 13,2/380 Навесной с задним креплением 13,2 380 465x210x315 11,0
БУВ 17,4/380 17,4 380 465x210x315 11,0
БУВ 26,4/380 26,4 380 500x250x315 14,0
БУВ 36,0/380 36,0 380 500x250x315 14,0
Примечание Изготовитель АОЗТ ИЭЦ ВНИИЭТО. фирма «ТЕХНОТЕРМ» (г Истра-2 Москов-
ской обл).
8 - 8294
226
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
может быть использован широтно-импульсный
ШИМ и фазоимпульсный ФИМ методы управ-
ления силовыми тиристорами, в трехфазных -
только ШИМ.
Микропроцессорный программный ре-
гулятор температуры «Термолюкс-54» пред-
назначен для высокоточного измерения и регу-
лирования температуры по заданной програм-
ме в различных технологических установках,
печах и процессах. Основные отличия прибора:
-автоматическая настройка на парамет-
ры объекта управления в фоновом режиме (од-
новременно с процессом управления) во всем
диапазоне рабочих температур, что весьма
важно при работе с нагревателями, которые
изменяют свои характеристики в процессе на-
гревания;
- наличие канала обратной связи по току
в нагрузке, что позволяет работать с нагревате-
лями, которые сильно меняют свое сопротив-
ление в процессе нагрева.
Использование новых решений позволяет
свести к минимуму затраты пользователя при
работе с прибором (простота подключения,
отсутствие ручных настроек на объект), обеспе-
чить высокую точность регулирования темпера-
туры на всех участках программы, хорошую
повторяемость процессов. Прибор работает с
преобразователями (ГОСТ Р 50431-92) типов.
ТВР ВР(А)-1, ТВР ВР(А)-2, ТВР ВР(А)-3 -
0 ... 2000°С; ТПР ПР(В) - 300 ... 1800 °C;
ТПП ПП(8), ТПП nil(R) - 0 .. 1600 °C;
ТХА ХА(К) - 0 ... 1300 °C; ТЖК ЖК(1),
ТХК ХК(Е) - 0 ... 900 °C; ТХК XK(L) - 0 ...
800 °C; ТМК МК(Т) - 0 .. 400 °C.
Прибор рассчитан на работу с объектами,
параметры которых удовлетворяют следую-
щим условиям, табл. 123.
Программное регулирование темпера-
туры с записью - четвертое поколение разра-
ботки НПК «ВАРТА» (С.-Петербург).
НПК «ВАРТА» производит три типа ре-
гуляторов температуры, выполняющие функ-
ции
1) воспроизведение кривой нагрева по
введенной программе ТП403 (табл. 124);
2) нагрев, стабилизация в заданное время,
охлаждение ТП402;
3) нагрев и стабилизация температуры без
ограничения времени ТП400.
Серийно выпускаемые терморегуляторы
ТП400, ТП402, ТП403 (табл. 124) позволяют
работать с пятью типами термопар ХК, ХА, ПП,
ПР, ВР в диапазоне температур 0 ... 2500 °C.
Типы термопар, градуировочные харак^ерис-
123. Технические характеристики регулятора «Термолюкс-54»
Скорость разогрева при полной мощности, °С/с
Разогрев объекта до температуры, °C
Рабочая температура, °C
Постоянная времени датчика измерения температуры, с
Алгоритм управления - расчет поведения объекта, с .
Автоматическое определение коэффициентов модели на участках
нагрева/остывания
Разрешающая способность измерения, °C
Контроль обрыва термопары
Число участков программы управления
Длительность программы, не более
Остывание
Управление оптотиристорным силовым блоком ..
Канал обратной связи по току в нагрузке
Метод управления напряжением на нагрузке
Количество фаз управления . .......
Последовательный интерфейс (по заказу).
Режим работы .
Напряжение питания .
Потребляемая мощность
Габаритные размеры, мм
200
До 2000
20
0,75
Во всем диапазоне
рабочих температур
0,1
Есть
10
99 ч 59 мин
Контролируемое
Непосредственное
Есть
Фазоимпульсный
1 илиЗ
RS 232 (сеть на 16 приборов)
Непрерывный
170 250 В, 50 Гц
5 Вт
48x96x165
Изготовитель: НПО ЦНИИТМАШ, 115088, Москва, ул. Шарикоподшипниковская, 4, тел./факс: (095)275-85-30
СИСТЕМЫ УПРАВЛЕНИЯ и реновация электропечей и установок
227
125. Термоэлектрические
преобразователи к ТП403
Термопара Температура
min max
ТХК ХК (L) 0 800
ТХА ХА (К) 0 1300
ТПП ПП(8) 0 1600
ТПР ПР (В) 600 1800
ТВР BP (А-1) 0 2500
тики н диапазоны рабочих температур, в кото-
рых абсолютная погрешность измерения не
превышает + 2 °C, приведены в табл. 125.
Четвертое поколение терморегуляторов
является новейшей разработкой, вобравшей в
себя компактность, простоту в обращении,
низкую цену и надежность работы своих пре-
дыдущих прототипов, которая в значительной
степени повышена за счет использования на
98 % импортной элементной базы.
Микропроцессорные регуляторы тем-
пературы типов КПС и ПТ предназначены для
программного регулирования температуры в
электрических печах сопротивления и других
объектах (табл. 126). Измерение и регулирова-
ние температуры осуществляются по одному
каналу, а датчиками служат термопреобразова-
тели типов ТХК, ТХА, ТПП, ТПР и ТВР. При
приобретении приборов КПС 1-2Р, КПС 1-8Р и
КПС 1-2МР необходимо заранее указывать тип
термопреобразователя. В остальных регулято-
рах градуировки всех датчиков записаны в
энергонезависимую память и прибор может
работать с любым из них. Имеется автоматиче-
ская компенсация термоЭДС холодного спая
термопреобразователей и гальваническое раз-
деление входных и выходных цепей прибора.
Программный задатчик имеет дискретность
задания температуры 1 °C и времени 1 мин, а
максимальная длительность участка - 55 ч для
КПС 1-2Р и КПС 1-8Р либо бесконечность (для
остальных моделей). Эффективная система
диагностики неисправностей и защиты позво-
ляет практически полностью исключить воз-
можность перегрева электропечи вследствие
внутреннего отказа прибора и обрыва датчика
Максимальная температура объекта регулиро-
вания, при превышении которой должна
срабатывать защита, в приборах КПС 1-2Р и
КПС 1-8Р указывается при заказе, а в осталь-
ных моделях устанавливается потребителем и
может быть изменена При срабатывании за-
щиты размыкаются контакты внутреннего ре-
ле, связанные с пусковой аппаратурой, и одно-
временно происходит отключение силовых
тиристоров. Управление силовыми приборами,
тиристорами или симисторами осуществляется
непосредственно, без промежуточных усили-
телей.
Простота программирования, высококон-
трастная цифровая светодиодная индикация,
удобная трехкнопочная клавиатура, подключе-
ние на разъемах делают регуляторы удобными
в эксплуатации и не требующими специальных
навыков. Корпуса регуляторов - металличе-
ские, рассчитаны на щитовой утопленный мон-
таж на вертикальной плоскости.
124. Характеристики терморегуляторов
Тнп Термическая программа Число участков в программе, не более Время выдержки участка Время нагрева и охлаждения Количе- ство Габариты,
ТП400* Нагрев, стабилиза- ция 1 + доп. ВЫХО- ДЫ Без ограничения 1 ... 3 96= <48x93
ТП402* Нагрев- выдержка 2 + доп. выхо- ды 1 с... 1999 мин 1 ... 3 96= <48x93
ТП403* Произ- вольная 100 + прогр. выходы 1с... 2999 мин 1 с... 2999 мин 1 ... 3 96: <48x93
* Тнп дисплея - жидкокристаллический.
228
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
126. Микропроцессорные регуляторы температуры
Модель Закон Регу- лиро- вания Количество участков программы Способ регулирования Тип преобразователя Ограничение температуры Габа- риты,
указать выбрать при программи- ровании указать выбрать при программи- ровании
КПС 1-2Р ПИД пи, пдп 2, разогрев и выдержка ШИМ, ФИМ, указать при заказе • • 80х110х х48
КПС 1-2МР ПИД пи, пдп, 2П 2, разогрев и выдержка ШИМ, ФИМ, 2П, выбрать при програм- мировании • • 80x110х х48
КПС 1-8Р ПИД, пи, пдп 8, участки № 2, 4,6, 8-только выдержка ШИМ, ФИМ, указать при заказе • • 80x1 Юх х48
ПТ200.1Р ПИД Поддержа- ние задан- ной темпе- ратуры ШИМ, ФИМ, выбрать при программи- ровании - • 80x1 Юх х48
ПТ200.20Р ПИД, пи, пдп 20, участки с произ- вольным наклоном ШИМ, ФИМ, выбрать при программи- ровании • • 80x1 Юх х48
Примечание. Изготовитель АОЗТ ИЭЦ ВНИИЭТО, фирма «ТЕХНОТЕРМ» (г. Истра-2 Москов-
ской оба).
127. Технические характеристики термометров типа ТЦ-1200
Характеристика 1220 | 1221 1222
Тип датчика Диапазон температур, °C Допустимая погрешность, % Разрешающая способность,°С Напряжение питания, В Потребляемый ток, мА Габариты, мм Масса, г ХА(К) 0...+600 1 0 .+800 1 0...+1200 ±2,0 (±12 °C) | ±2,0 (±16 °C) 1 ±2,0 (±24 °C) 1,0 6... 10 60x180x25 100
Примечание. Изготовитель ЗАО «Термико» (Москаа)
Термометры цифровые серии ТЦ-1200
предназначены для контактных измерений тем-
пературы. Первичными преобразователями тем-
пературы служат: датчики-термометры сопротив-
ления с НСХ 100П, 100М - по ГОСТ 6651-94;
датчики-термопреобразователи термоэлектриче-
ские с НСХ ХА(К) - по ГОСТ 6616-94 Широ-
кий спектр термопреобразователей, выпускае-
мых ЗАО «Термико», позволяет решить любую
задачу по контактным измерениям температуры
данным термометром (табл. 127). Цифровой тер-
мометр состоит из первичного преобразователя
СИСТЕМЫ УПРАВЛЕНИЯ И РЕНОВАЦИЯ ЭЛЕКТРОПЕЧЕЙ И УСТАНОВОК
229
(датчика температуры) и электронного блока
Длина соединительного кабеля - 1,5 м. Отобра-
жение результатов измерения осуществляется на
ЖК дисплее с высотой цифр 10 мм. Питание
осуществляется от батареи типа «Крона».
Термометры цифровые серии ТЦ-2200
предназначены для измерения и сигнализации
пороговых значений температуры, а также
могут использоваться в качестве двухпозици-
онного регулятора температуры. Первичными
преобразователями температуры служат: дат-
чики-термометры сопротивления с НСХ 100П,
100М, датчики-термопреобразователи термо-
электрические с НСХ ХА(К) (табл. 128) Циф-
ровой термометр состоит из первичного преоб-
разователя (датчика температуры) и электрон-
ного блока. Длина соединительного кабеля -
по ТЗ заказчика. Отображение результатов
измерения осуществляется на светодиодном
дисплее. Исполнительный механизм системы
сигнализации - злектромеханическое реле
коммутируемой мощностью 250 В х 7А.
128. Технические характеристики термометров серии ТЦ-2200
Характеристика 2211 2220 2221 2222
Тнп датчика Диапазон температур, °C Допустимая погрешность, % Разрешающая способность, °C Напряжение питания, В Потребляемый ток, мА Габариты, мм Масса, г Температура окружающей среды, °C 100М -50... +200 ±0.25 (±0.5 °C) 0,1 ХА(К) 0.. гбОО ±2.0 (±12 °C) 1,0 ХА(К) 0 1-800 ±2,0 (±16 °C) 1,0 ХА(К) 0... +1200 ±2,0 (±24 °C) 1,0
~ 180 . 230 5 96x48x180 400 +5 ... +50
Примечание. Изготовитель ЗАО«Термико»(Москва)факс: (095)535-93-31
129. Технические характеристики регуляторов серии РТЦ-3000
Характеристика 3001 3002 3021
Количество каналов 2
Тип датчика 100П 100П ХА(К)
Диапазон температур, °C -50...+200 -50...+600 0... +1200
Допустимая погрешность, % ±0,1 (±0,2 °C) ±0,25 (±2 °C) ±0,5 (±6 °C)
Разрешающая способность, °C 0,1 1,0 1,0
Тип регулирования ПИД
Напряжение питания, В ~ 180... 230
Потребляемая мощность, Вт 5
Габариты, мм 96x96x96
Масса, г 400
Температура окружающей среды. °C +5 ... +50
Защита от воздействия воды и пыли IP40
Примечание. Изготовитель ЗАО «Термнко» (Москва) факс: (095) 535-93-31
230
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
Микропроцессорные 2-каиальные ре-
гуляторы температуры серин РТЦ-3000
предназначены для поддержания заданной
температуры объектов Области применения'
поддержание температуры печей, термостатов,
сушильных шкафов и т.д.; измерение и сигна-
лизация пороговых значений температуры
Первичными преобразователями температуры
служат датчики-термометры сопротивления
(ТС) с НСХ 50П, 100П, 50М, 100М, Pt50, PtlOO -
по ГОСТ 6651; термоэлектрические преобразо-
ватели (ТП) с НСХ ХА(К) - по ГОСТ 6616-94,
преобразователи с унифицированным токовым
выходом 0 .. 5 мА, 0 .. 20 мА, 4 .. 20 мА
(табл. 129).
Регулятор температуры состоит из пер-
вичных преобразователей (датчиков темпера-
туры) и электронного блока. Отображение те-
кущих температур и установок осуществляется
на светодиодном дисплее с высотой цифр
15 мм. Установка температуры регулирования
(сигнализации) производится с клавиатуры
регулятора. Исполнительный механизм систе-
мы регулирования (сигнализации) - два элек-
тромеханических реле коммутируемой мощно-
стью 250 В х 7 А
Пирометры. Фирмой «ГЕХНОАС» про-
изводится группа пирометров, предназначенных
для измерения на расстоянии температуры по-
верхности различных объектов по их тепловому
излучению. Приборы разработаны на основе
микропроцессорной технологии, характеризу-
ются высокой помехозащищенностью, чувстви-
тельностью и надежностью (табл. 130, 131)
130. Технические характеристики пирометров С-110 «Факел» и С-210 «Салют»
Характеристика С-110 С-210
Измеряемая температура, °C -20... +200
Расстояние до объекта, м 1,2 .50
Показатель визирования 1:100
Порог чувствительности, °C 1
Установка коэффициента теплового излучения для материала объекта 0,1 .1,0
Погрешность. % 1,5
Масса, кг 0.9
Питание, В 3
Отображение информации 4-разрядный индикатор t, Е
131. Пирометры оптические цифровые С-300 «Фаворит» и С-500 «Самоцвет»
Характеристика С-300 С-500
Измеряемая температура, °C -20...+600 400... 1600
Показатель визирования 1:100; 1:200 1:100
Разрешение прибора, °C 0,1 1
Расстояние до объекта, м 1,2. ..30
Относительная погрешность. % 1.5 0,8
Масса, кг 0,8
Габаритные размеры, мм 90x115x80
Питание (2 батареи АЗ 43), В 3
Отображение информации Максимальное значение 1, °C
СИСТЕМЫ УПРАВЛЕНИЯ и реновация электропечей и установок
231
Приборы зарегистрированы в Государст-
венном реестре средств измерений. Области
применения: контроль температуры деталей
при пайке, сварке, ковке; контроль температу-
ры технологических процессов.
Регистраторы с ленточной диаграммой
А100Н (табл. 132) выпускаются ОАО «ТЕП-
ЛОПРИБОР» (Челябинск, ул. 2-я Павелец-
кая, 36). Предназначены для измерения, ото-
бражения и регистрации температуры, давле-
ния, расхода, уровня и других параметров тех-
нологического процесса, а также управления
процессом нагрева при пайке.
Бесконтактный экспресс-контроль
температуры: энергетического оборудования,
технологических установок, промышленных
печей, теплосистем, электрических кабелей,
паре-, газо-, нефте- и продуктопроводов, дви-
гателей проката, стройматериалов, огнеупоров
и теплоизоляции, - может выполнить инфра-
красный термометр «Кельвин» С помощью
прибора обеспечивается высокое быстродей-
ствие; точное измерение температуры на лю-
бом расстоянии; цифровая индикация темпера-
туры объекта измерения. Прибор портативен
(питание - батареи или аккумуляторы), есть
автоматическая компенсация температуры ок-
ружающей среды. Выпускает НПО «ЭЛАТЕМ»
(Москва) (табл. 133).
Регистраторы с ленточной диаграммой
«Технограф 100», «Технограф 160» выпуска-
ются Челябинским заводом «Теплоприбор».
Термопреобразователи сопротивления и/или
термопары подключаются непосредственно к
приборам. Микропроцессорные приборы име-
ют следующие технические характеристики
(табл. 134).
Приборы с круговой шкалой серин
«ДИСК-250» производства завода «Тепло-
прибор» (Челябинск) обеспечивают измере-
ние, отображение и регистрацию температуры,
давления, расхода, уровня и других параметров
технологических процессов, в том числе печ-
ной пайки. Управление процессом, регулиро-
вание параметров техпроцесса по программе
(табл. 135).
132. Технические характеристики регистраторов А100Н
Подключение термопреобразователей сопро-
тивления и/или термопар
Габаритные размеры, мм .
Входные сигналы .
Число каналов
Выходной сигнал ..
Погрешность, %
Быстродействие, с, не более
Скорость диаграммной ленты, мм/ч ..
Число установок регулирования
(сигнализации)
Термопары К, L, S, R, А-1,
термопреобразователи сопротивления (RTDs) Си, Pt
Непосредственно к прибору 80х 160х565 или 120х 160х590
0...20,0 . 50,0... 100мВ;
0. 1,0. 10 В;—10 .0-+10В;0 5,0 20,4..20мА
1;2;3
0 5; 4. 20 мА; реле 1А/220 В
±0,5
1; 2.5; 5; 10
20; 40; 80; 160; 320; 640; 1280; 2560
По 2 на канал
133. Технические характеристики термометров «Кельвин»
Измеряемая температура, °C:
«Кельвин-400»
«Кельвин-500»
«Кельвин-700»
«Кельвин-1300» .
«Кельвин-1800»
Точность измерения температуры, °C
Питание, В .
Время измерения, с
Габаритные размеры, мм .
Масса, кг...........
-30...400
40 500
50 700
200 1300
600 1800
±1%
2 батвреи «Корунд», 2x9
2
230 а 190x80
232
ОТЕЧЕСТВЕННОЕ ОБОРУДОВАНИЕ ДЛЯ ПАЙКИ
134. Технические характеристики регистраторов
Габаритные размеры, мм
Входные сигналы
Число каналов
Выходной сигнал .
Основная погрешность, %.
Цикл измерения, с, ие более ..
Скорость ленты, мм/ч .
Число установок регулирования
144 х 144 х 565 (мод. 100); 240 х 230 х 280 (мод 160)
Термопары К, L, S, R, A-I; термопреобразователи
сопротивления Си, Pt; 0 20,0 . 50,0 . 100 мВ; 0 . . . 1,
0 10В;-10. 0-+10В; 0 ... 5,0... 20,4 20мА
До 6 (мод. 100); до 12 (мод. 160)
RS 232; реле 0.25А/220 В или 1А/36 В
±0,25
6 (мод. 100); 12 (мод. 160)
5, 10,20,40,60, 120,240,480, 1200,2400
По 2 на канал
135. Технические характеристики «Диск-250П»
Габаритные размеры, мм
Входные сигналы .
Выходной сигнал (1 канал)
Основная погрешность, % ..
Быстродействие, с, не более
Время оборота диаграммного диска .
Число установок регулирования
320x320x290
Термопары ТПП, ТПР, ТВР, ТХК, ТХА;
термопреобразователи сопротивления ТСМ, ТСП,
0...20,0 .50,0... 100мВ;0... 1,0... 10В;
-10... 0-+10В;0 5,0 20,4. 20 мА
Пропорциональный 0 ... 5,4 ... 20 мА;
программа - 3 участка: «подъем», «выдержка», «спад»,
Контактный: реле 0,1 А/127 В, 1А/220 В
±0,5
5 или 16
8 или 24 ч, 6 или 8 суток
Одно регулирование по программе
Приведенные данные по средствам кон-
троля, регулирования и программного управ-
ления технологическими процессами, в том
числе пайки, позволят выбрать аппаратуру,
которая в сочетании с имеющимися на произ-
водстве средствами нагрева: печами, установ-
ками и специализированными паяльными агре-
гатами, - обеспечит повышение качества пая-
ных изделий. При сравнительно небольших
затратах имеется возможность радикальной
модернизации технологического оборудования
предприятий.
СПИСОК ЛИТЕРАТУРЫ
1. Федеральная целевая программа «На-
циональная технологическая база» на 2002
2006 гг. Свид-во о государственной аккредита-
ции ГНЦ РФ НПО по технологии машино-
строения. № 150 от 21.05.1998 г. (Министерст-
во науки и технологий РФ).
2. Справочник по пайке: Справочник /
Под ред. И. Е. Петрунина. 2-е изд., перераб. и
доп. М.: Машиностроение, 1984. 400 с
3. Гладков А. С., Подвигина О. П.,
Чернов О. В. Пайка деталей электровакуум-
ных приборов. М.: Энергия, 1967. 288 с.
4. Г ржимальский Л. Д., Ильевский И. И.
Технология и оборудование пайки. М.: Маши-
ностроение, 1979. 240 с.
5. Гришин В. И., Паршии Н. И. Ваку-
умные и вакуумно-водородные электропечи
сопротивления с экранной изоляцией // Элек-
тротермическая промышленность (Серия
«Электротермия»), 1975. Вып. 9-10. С. 29-32
6. Горбатский К). В., Сторчай Е. И. Но-
вые экологически чистые технологические про-
цессы пайки алюминиевых пластинчато-реб-
ристых теплообменников // Химическое и неф-
тяное машиностроение 1999. № 9. С. 10-11.
7. Кущ Э.В. Высокочастотное оборудо-
вание в инструментальных цехах заводов от-
расли // Электротехническая промышленность
(Серия «Электротермия»), 1975. Вып. 9-10
С. 69-70.
8. Липов В. Я., Арендарчук А. В., Ру-
бин Г. К. Оптимальное размещение термиче-
ски тонких изделий в рабочем пространстве
электропечи непрерывного действия / В кн.
Исследования в области промышленного элек-
тронагрева. Тр. ВНИИЭТО. М.: Энергия, 1975.
Вып. 7. С. 18-22.
СПИСОК ЛИТЕРАТУРЫ
9. Сторчай Е. И., Горбатский Ю. В.,
Соколова А. В., Лактушеико Л. С. Разработка
способа пайки алюминиевых пластинчато-
ребристых теплообменников в среде аргона И
Химическое и нефтяное машиностроение.
1999. №9. С. 6-10
10. Общесоюзные нормы допустимых
индустриальных радиопомех. М.: Связь, 1973.
72 с.
11. Осипов И. В. Электропечи для полу-
проводниковой промышленности. Электротех-
ническая промышленность (Серия «Электро-
термия»). 1975. Вып. 9-10. С. 25-27.
12. Применение автоматизирован-
ных установок для пайки в промышленности /
Л. Л. Кочергин, Д. А. Мавлюдова, А. А. Щер-
баков и др. / В кн.: Промышленное применение
токов высокой частоты. Тр. ВНИИТВЧ. Л •
Машиностроение, 1973. Вып. 13. С. 39-49.
13. Процесс пайки двухслойных труб в
расплавленных солях / М. Б. Гутман, Р. Г Голь-
цева, В Г. Кауфман // Электротехническая
промышленность (Серия «Электротермия»).
1975. Вып. 4. С. 19-21.
14. Рыкалии Н. Н., Углов А. А., Коко-
ра А. Н. Лазерная обработка материалов. М.:
Машиностроение, 1975.296 с
15. Сосинов Ю. И., Чайкин П. М., Эр-
маи А. Э. Расчетно-экспериментальное опре-
деление допустимых удельных мощностей
при индукционном нагреве цилиндрических
заготовок. Тр. ВНИИЭТО. М.: Энергия. 1975.
Вып. 7. С. 86—88.
16. Технологическое оборудование
электровакуумного производства ' А Т. Алек-
сандрова, С. И. Бродский, И. И. Сажин и др. Л.:
Госэнергоиздат, 1962. 303 с.
17. Установка для пайки в электролите /
С. В. Лебедев, В. П. Демянцевич, М. И. Самой-
лов и др.,'/ Сварочное производство. 1982. № 5.
С. 24-25.
18. Чекунов И. П., Макаров И. И. Мон-
тажная пайка стальных трубопроводов / В кн.:
Пайка в промышленности. М.: МДНТП, 1970.
Т. 1.С. 59-65.
19. Электротермическое оборудование:
Справочник / Под ред. А. П. Альтгаузена. М.:
Энергия, 1980. 416 с.
Г л а в a 6. ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ.
ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Классификация способов подготовки по-
верхности изделий к пайке приведена на рис. 1.
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ
ПОД ПАЙКУ
Термическая очистка. Очистку заготов-
ки от загрязнений и краски можно производить
керосино-кислородной или ацетилено-кисло-
родной горелкой, дающей широкий факел пла-
мени. Этот же способ с последующей обработ-
кой металлической щеткой применяют для
очистки поверхности металла от окалины и
изоляции (табл. 1).
Очистку деталей можно производить от-
жигом в восстановительной среде или вакууме.
Механическая очистка. Достоинство
этого способа - создание шероховатости по-
верхности, что улучшает условия капиллярного
течения припоя. Недостаток - обычно не уда-
ется контролировать количество основного
металла. Механическая очистка при правиль-
ном применении гарантирует высокую надеж-
ность соединения.
Очистка напильниками, шаберами, шли-
фовальной бумагой способы малопроизво-
дительные, их применяют в единичном про-
изводстве для очистки от ржавчины, окалины
и выравнивания поверхностей. После зачист-
ки обработанную поверхность необходимо
обезжирить.
Очистка металлическими проволочными
щетками - способ производительный и может
быть использован в серийном и массовом
производстве. Рекомендуется для подготов-
ки поверхностей алюминиевых и магниевых
сплавов.
Для механического удаления изоляции
промышленность выпускает несколько типов
автоматов.
Очистку деталей можно выполнять в спе-
циальном галтовочном барабане. Этот способ
очистки применяют для мелких деталей и уда-
ления заусенцев.
Гидропескоструйная и дробеструйная
обработки - весьма эффективные и экономич-
ные методы. Очистку поверхности обдувкой
песком или дробью применяют при подготовке
к пайке деталей с большой или сложной по
форме поверхностью. Этот способ используют
обычно для очистки деталей из железа и его
сплавов; алюминиевые, магниевые, цинковые
сплавы таким способом не очищаются.
Для очистки используются кварцевый пе-
сок или абразивный порошок. Процесс осуще-
ствляют в специальной гидропескоструйной
камере. Желательно, чтобы частицы имели
острые грани, оставляя поверхность слегка
шероховатой. Тонкостенные детали не должны
искривляться Сферическую металлическую
дробь применять не рекомендуется
Рис. I. Классификация способов подготовки изделий к пайке
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
235
1. Способы удаления изоляции с электропроводов
Изоляционный материал н Термиче- ский h X Изоляционный материал И Термиче- ский * °
Асбест 1 3 3 Неопрен 1 2*2 3
Бумага 1 2*2 3 Поливинилхлорид 1 2*2 3
Каучук: Полиуретан 2 1 1
натуральный 1 2*2 3 Ролан*1 1 3 3
силиконовый 1 3 3 Солдериз*1 2 1 2
Лак 2 1 1 Тефлон*1 1 1 3
Нейлон 1 2*2 3 Ткань 1 2*2
Фирменное название
*2 Используют обычно для отделения оболочки с поверхности, подлежащей зачистке; в остальном изо-
ляционный материал удаляют механическим способом.
Обозначения: 1- обычно используемый способ; 2 - используемый только в особых случаях; 3 - обыч-
но неиспользуемый.
Для хорошего смачивания припоями не
следует применять поверхность с высотой не-
ровностей менее 10 ... 15 мкм, при сборке де-
талей при требуемой посадке с натягом высота
неровностей должна быть 80 ... 150 мкм, что
достигают накаткой. Шероховатость поверхно-
сти определяют с помощью профилометров
или профилографов.
Химическую очистку поверхностей из-
делий осуществляют обезжириванием, травле-
нием, промывкой в воде. Выбор способа опре-
деляется характером загрязнений, свойствами
материала и конфигурацией деталей. Обработ-
ка поверхности деталей химическим путем
может сопровождаться отрицательными явле-
ниями, например наводороживанием, поэтому
приведенные рекомендации по составам и ре-
жимам обработки основываются преимущест-
венно на производственном опыте.
Обезжиривание паяемой поверхности
применяют для очистки деталей от остатков
смазочных материалов и других жировых за-
грязнений. Животные и растительные жиры
удаляют обычно химическим или электрохи-
мическим способом в растворах щелочей и
некоторых солей, минеральные масла - про-
мывкой в органических растворителях.
Способы химического обезжиривания
поверхностей перед пайкой и составы раство-
ров приведены в табл. 2 - 4 [8].
2. Составы ваии, г/л, для химического обезжиривания
Компоненты Сталь и чугун Медь и ее сплавы
1 2 3 1 2 3
Едкий натр Углекислый натрий Тринатрийфосфат Эмульгатор ОП-7 Жидкое стекло Контакт Петрова 15-30 10-25 10-35 0,5 10-25 50-65 30-50 100-150 30-40 20-25 5-10 15-30 30-60 0,5 40-50 40-50 30-40 15-20 20-25 30-35 5-10 5-10
Компоненты Алюминий и его сплавы
1 2
Едкий натр Углекислый натрий Тринатрийфосфат Эмульгатор ОП-7 Жидкое стекло Контакт Петрова 40-70 10-20 20-30 25-30 25-30 10-12 10 50-60 30
236 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ сборка изделий приспособления для пайки
3. Режим обезжиривания деталей из алюминия, магния и их сплавов
Операция Среда Алюминий и его сплавы Магний и его сплавы
Температура, °C Выдержка, с Температура, °C Выдержка, с
Обезжиривание Щелочной раствор 60 70 3 .5 50 ... 60 240 ... 300
химическое Промывка Проточная горячая вода(двукратная) 80... 90 10... 15 80... 90 10... 15
Промывка Проточная холодная вода 18... 20 10 18 ...20 10... 15
Сушка Горячий воздух 80... 90 180... 240 80... 90 180... 240
4. Составы ванн, г/л, и режимы химического обезжиривания
Компоненты Никель и его сплавы*1 Свинец и его сплавы*1 Керамические материалы*3
Едкий натр 10 ...20 5... 10
Углекислый натрий 25 . 30 — 20
Жидкое стекло 3 ... 5 2... 3 —
Тринагрийфосфат - 100 10
Эмульгатор ОП-7 - - 3
*' Температура 60 70 °C, выдержка 3 . 5 мин.
*г Температура 50 60 °C, выдержка 5 . 10 мни
Простейшим и весьма эффективным спо-
собом обезжиривания в единичном и мелкосе-
рийном производстве паяных изделий является
обработка этих изделий венской известью,
представляющей собой смесь СаО и MgO.
В условиях серийного и массового произ-
водства чаще применяют щелочные растворы.
Не рекомендуется обезжиривать в растворах
щелочей детали из металлов, химически реаги-
рующих со щелочами, в частности из цинка,
алюминия и свинца, или детали, имеющие на
своей поверхности места, облуженные оловян-
но-свинцовым припоем. В зависимости от за-
грязнений температуру растворов, приведен-
ных в табл. 2-4, поддерживают в пределах
60 . 90 °C с продолжительностью обезжири-
вания 5 ... 30 мин.
Консервирующие слои масел с изделий
со сложными поверхностями, с внутренними
полостями и глубокими отверстиями удаляют
при помощи органических растворителей. Бен-
зин хорошо растворяет жиры и масла. Парами
ацетона пользуются для очистки деталей из
алитированных металлов. Схема установки для
обезжиривания в горючих растворителях пока-
зана на рис. 2, а.
В крупносерийном и массовом производ-
стве детали очищают от жира дихлорэтаном,
трихлорэтаном, трихлорэтиленом и др. Они
хорошо растворяют жиры и легко поддаются
регенерации.
Трихлорэтилен хорошо растворяет боль-
шинство смазочных материалов и органиче-
ских соединений, не воспламеняется и позво-
ляет обезжиривать изделия при повышенной
температуре, чем улучшается и ускоряется
очистка. Однако он склонен к разложению под
действием света, особенно при перегреве
С целью повышения химической устойчивости
трихлорэтилена в него при изготовлении или
непосредственно перед использованием вводят
стабилизатор (уротропин, диэтиламин).
При регенерации нельзя допускать нагре-
ва трихлорэтилена выше 120 °C.
Детали обезжиривают погружением изде-
лия в растворитель, парами растворителя и
комбинированным способом.
Методом погружения (рис. 2, б) обраба-
тывают обычно детали тонкого сечения и
сильно загрязненные маслом и полировальны-
ми пастами. В парах растворителя (рис. 2, в)
обрабатывают крупногабаритные и малоза-
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
237
е)
Рис. 2. Схемы установок для обезжиривания:
а - в горючем растворителе (7 - сливной вентиль;
2 - камера для загрязненного растворителя;
3 - фильтр; 4 бак для обезжиривания; 5 - крышка,
6 - решетка; 7 - насос; 8 - камера для чистого
растворителя); б - погружением (7 - камеры
обезжиривания; 2 - вытяжное отверстие;
3 - загрузочное отверстие; 4 - привод: 5 - корзина;
б - цепь; 7 - ролик (блок); 8 - охлаждающий
змеевик; 9 - подогреватель); в-в парах растворителя
(7 - подогреватель; 2 - клапан; 3 - охлаждающий
змеевик; 4 - бак; 5 - двустворчатая крышка;
6 - корзина; 7 - решетка; 8 - вентиль)
грязненные изделия. Обезжириваемые детали
подвешивают над кипящим растворителем.
Пары растворителя конденсируются на по-
верхности холодных деталей и снова стекают
в кипящую жидкость. Комбинированный метод
обезжиривания погружением и в парах раство-
рителя (рис. 3, а) дает хорошие результаты
Более совершенным является способ
комбинированного обезжиривания в парах,
погружением и обрызгиванием (рис. 3, б). Ино-
гда для обезжиривания применяют эмульсии на
основе органических растворителей (табл. 5) [8].
Применение ультразвука значительно по-
вышает эффективность этого способа. Перёд
пайкой очищающие растворы должны быть
тщательно удалены с поверхности деталей
водой или паром
Обезжиривание в водных растворах ще-
лочей отличается высокой эффективностью,
низкой стоимостью и простотой. Недостатками
его являются необходимость подогрева раство-
ров, трудность или невозможность их регене-
рации, а также взаимодействие щелочей с не-
которыми металлами.
Обезжиривание в щелочах требует срав-
нительно большого расхода растворов. Элек-
трохимический способ ускоряет процесс и со-
кращает расход растворов. Однако он недоста-
точно эффективен применительно к изделиям
сложной конфигурации. Для обработки таких
деталей обычно применяют последовательно
химический и электрохимический способы.
Электрохимическое обезжиривание про-
изводят на постоянном токе. В зависимости от
того, к какому полюсу подключено изделие,
различают катодное, анодное и смешанное
обезжиривание Хотя скорость очистки при
катодном обезжиривании значительно выше,
чем при анодном, оно не всегда рекомендуется,
так как, в частности, при катодном обезжири-
вании углеродистых сталей происходит наво-
дороживание их, что приводит к снижению
пластических свойств металла.
238 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
а-)
Рис. 3. Схемы автоматической установки
для комбинированного обезжиривания:
а - в парах растворителя и погружением (7 - вытяжное
отверстие; 2 - решетка; 3 - операционное отверстие;
4- бак для обезжиривания; 5 - перегородка; 6 - цепь;
7- корзина; 8 - охлаждающий змеевик; 9 - испаритель,
70 змеевик для нагрева); б - в парах, погружением и
обрызгиванием (7 - блок; 2 бак для обезжиривания;
3 - камера для обрызгивания; 4 - охлаждающий змеевик;
5 - цепь; б - корзина)
5. Составы эмульсий для комбинированного обезжиривания
Компоненты | | Содержание, % Компоненты | Содержание, %
Эмульсия 1 Дистиллированная жирная 12 Эмульсия 2 Мыльный раствор триэтанол- 1 25
коксовая кислота Масляная кислота 22 аминолета Трихлорэтилен 1 "
Триэтаноламин Диэтиленгликольмонобутилен Углеводород (температура 17 15 20 Эмульсия 3 Керосин
кипения 180 °C) Вода 14 Эмульгатор ОП-7 Вода
Электрохимическое обезжиривание при-
меняют для изделий из стали, меди и ее спла-
вов, алюминия и его сплавов. Составы элек-
тролитов и режимы электрохимического обез-
жиривания приведены в табл. 6, 7.
Очистка ультразвуком поверхностей де-
талей от нерастворимых загрязнений, попав-
ших в узкие щели, каналы, отверстия, является
единственно возможным способом, применяе-
мым также для очистки мелких деталей от жи-
ров, ржавчины, окалины, окисных пленок, ос-
татков абразивных и полировальных паст.
Ультразвуковое (УЗ) обезжиривание дает
не только самое высокое качество очистки, но
в десятки раз ускоряет и упрощает процесс,
экономичнее других видов очистки. Схемы
ванн для УЗ обезжиривания показаны на рис. 4.
Большинство промышленных ультразвуковых
установок работают на частоте 20 ..40 кГц.
Моющая жидкость, применяемая при обезжи-
ривании, должна быстро удалять загрязнения,
не изменяя поверхность и размеры деталей, не
портить стенки ванн. УЗ обезжиривание облег-
чается, если в качестве моющей среды исполь-
зуют смачивающее вещество. Для повышения
смачивающей способности воды в нее добав-
ляют мыло или поверхностно-активные веще-
ства (ОП-7, ОП-Ю и др.), а для омыления жи-
ровых загрязнений - щелочи (тринатрий-
фосфат, едкий натр, углекислый натрий и др.).
Иногда в качестве моющих жидкостей исполь-
зуют органические растворители. Составы
некоторых моющих сред приведены в табл. 8.
ОЧИС.ТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
239
6. Составы электролитов, г/л, для электрохимического обезжг
Компоненты Сталь Медь и ее сплавы
1 2 3 1 2 3
Едкий натр Тринатрийфосфат Углекислый натрий Жидкое стекло Эмульгатор ОП-7 Пеногаситель (силоксин) Жидкое мыло 70-80 15-20 20-25 3-5 3-40 50-75 3-5 25-30 50-60 20-30 5-8 1-2 0,01-0,03 35-40 20-25 20-25 3-5 10-20 10-20 20-30 5-10 5-10
Компоненты Алюминий и его сплавы Магний и его сплавы Сплавы цинка
1 2 1 2 1 2 3
Едкий натр Тринатрийфосфат Углекислый натрий Жидкое стекло Цианистый натрий Пирофосфорнокислый натрий 20 20 6 6 15-30 20-30 15-20 10-15 45-50 15-20 10-15 50-55 10-15 10-15 10-15 15-20
7. Режимы электрохимического обезжиривания*
Операция Среда Температура ванны, °C Плотность тока, А/дм2 Напряжение, В выдержки, с
Обезжиривание электрохимическое Промывка (двукратная) Сушка Щелочной раствор Проточная горячая вода Горячий воздух 60 ... 90 80 ... 90 50 ... 80 2... 10 6 . 12 120.. 600 60 300... 600
* Параметры технологического процесса уточняют в каждом конкретном случае в зависимости от обра-
батываемого сплава и степени его загрязнения.
Рис. 4. Схемы ваии для ультразвукового
обезжиривания:
а - для крупных деталей; б - для мелких деталей;
/ - ванна; 2 - моющий раствор;
3 - магнитострикционный преобразователь,
4 - бак с водой или трансформаторным маслом
Оптимальная температура обезжиривания
определяется составом моющей среды и видом
загрязнений. Наилучшие результаты при ульт-
развуковом обезжиривании в чистой воде и
воде с добавками моющих веществ получаются
при температуре ванны 50 ... 60 °C. Для орга-
нических растворителей температура обезжи-
ривания должна быть ниже температуры кипе-
ния; для щелочных и кислых сред - не должна
превышать 60 °C. Детали в УЗ ванне крепят
обычно с помощью сеток-контейнеров.
После обработки ультразвуком изделия
необходимо промывать в чистой воде, а тра-
вильный раствор очищать от примесей. Каче-
ство обезжиривания поверхности деталей
контролируют с помощью радиоактивных
изотопов, фотометрическим способом, а также
240 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
8. Составы моющих сред при ультразвуковом обезжиривании
Компоненты Содержа- ние, г/л Очищаемые металлы Компоненты 1 Содержа- ние, г/л Очищаемые металлы
Едкий натр Хромпик калиевый 15 1,5 Сталь* Сталь, медь, латунь Силикат натрия Сода Тринатрийфосф ат 10 4 6 Медь, цинк, алю- миний
Едкий натр Сода Тринатрийфосфат Эмульгатор ОП-7 5 10 15 ... 30 30 ... 60 3... 5 Тринатрийфосфат Эмульгатор ОП-7 5 ... 10 3 Алюминий, цинк
Тринатрийфосфат Сода Эмульгатор ОП-7 5 5 3 Магний и его сплавы
* Очистка с одновременным пассивированием.
способом, основанным на изменении интен-
сивности флуоресценции при облучении ульт-
рафиолетовыми лучами обезжиренных и не-
обезжиренных поверхностей.
Очистка химическим травлением и поли-
рованием основана на способности кислот и
щелочей растворять окислы некоторых метал-
лов. Время выдержки в растворе определяется
состоянием поверхности и требованиями со-
хранения точности размеров деталей.
Во избежание перетравливания в тра-
вильный раствор добавляют ингибиторы (КС,
«Уникол», МН, ПБ-5, «Антра»), которые за-
медляют растворение металла в кислотах, спо-
собствуют получению светлой поверхности
деталей и предохраняют металл от вредного
действия водорода, выделяющегося при трав-
лении
Составы растворов и режимы работы
ванн для химического травления различных
металлов и сплавов приведены в табл. 9 20.
Составы и режимы работы ванн для подготов-
ки кварца к химическому никелированию при-
ведены в табл. 21.
Для операции травления используют со-
суды и ванны из кислотоупорных материалов
(например, керамики, фарфора, кварцевого
стекла) и металлические сосуды и ванны, фу-
терованные винипластом, резиной и т.п. Мел-
кие детали погружают в ванну в корзинах или
лотках (рис. 5)
Наряду с поверхностным травлением в
ряде случаев может быть использовано глубо-
кое травление места пайки для создания шеро-
ховатой поверхности, что в несколько раз уве-
личивает площадь сцепления паяемого металла
с припоем. Глубокое травление стали осущест-
вляется 25 - 30 %-ным раствором соляной ки-
Рис. 5. Приспособления для травления
мелких деталей
слоты. Для коррозионно-стойких сталей, со-
держащих Сг и Мо, травление производится
10 %-ным водным раствором царской водки
при 80 °C (такой раствор содержит примерно
3 % HNOj, 7 % НС1 и 90 % Н2О).
Удаление изоляции с проводников химиче-
ским путем. Для изоляционных покрытий не-
которых типов термическое и механическое
удаление малоэффективно. Такие покрытия
снимают действием химического реагента.
Учитывая химическую активность растворов,
во избежание коррозии после химического
удаления изоляции производят промывку в
ванне или струей воды (см. табл. 1).
Электрохимическое травление Для ус-
корения очистки поверхностей деталей от оки-
слов и окалины применяют электрохимиче-
ское травление Обрабатываемые детали по-
мещают в качестве анода (анодное травление)
или катода (катодное травление) в электроли-
тическую ванну. Режимы и составы растворов
для электрохимического травления приведены
в табл. 22 - 24.
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
241
9. Составы и режимы работы ванн для химического травления углеродистых
и коррозионно-стойких сталей, алюминия, серебра, золота, тантала н их сплавов
Компоненты Содержание, г/л | Температура, °C | Назначение, применение
Серная кислота Соляная кислота Присадка КС Углеродистъ 10 15 3 >ie стали 30 40 Удаление окалины
Соляная кислота Азотная кислота Фосфорная кислота 190 90 50 50 60 Снятие легкого налета ржав- чины
Серная кислота Присадка КС Хлористый натрий 150 2 18... 60 Для сталей без окалины
Соляная кислота Ингибитор травления 50*' 18 ...25 Снятие окалины железа и стали. Быстродействующий, рекомендуется для полиро- ванной стали
Серная кислота Ингибитор травления 6,25*' 18 ...80 Для железа и стали. Дешевле предыдущего, но действует медленнее
Щавелевая кислота Перекись водорода Вода дистиллированная 8*2 16*3 160*3 50 60 Для низкоуглеродистых ста- лей. Полирование в течение 60. 180 с
Серная кислота Соляная кислота Коррозионно-с^ 10*1 юйкие стали 55 ... 60 Только для ослабления тол- стого слоя окалины; после- дующая обработка одним из приводимых ниже растворов
Соляная кислота Азотная кислота Ингибитор 25 5 20 °C или не- сколько выше Удаление окалины
Едкий натр Алюминий и е 50 160 го сплавы 60 ...90
Едкий натр Углекислый натрий 20 35 20 ...30 40 .60
Едкий натр Фтористый натрий 50... 100 30 ... 50 40
Серебро Азотная кислота | 66,7*' I 18...25 Удаление окислов
Серная кислота 90 95 *' Азотная кислота | 10 ... 5*1 Золото и его сплавы Серная кислота | 12,5*’ 18 . 25 1 « 1 1
Тантал
Азотная кислота (плотность 1,4) | 100*‘ | 18 ... 25
Объемные доли, %.
*2 Масса, г
*’ Объем, мл
242 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
10. Составы и режимы ванн для травления хромистых и хромоникелевых сталей,
магния, титана, вольфрама, молибдена и их сплавов
Компоненты Содержание, г/л | Температура, °C | | Время обработки, мин
Соляная кислота Азотная кислота Присадка КС Хромистые ст 150... 155 7 ... 8 0,12 ...0,15 \cuiu 40... 60 3 ... 5
Соляная кислота 100... 150 40... 50 30... 40
Серная кислота Соляная кислота Хромоникелевые 250 ... 300 400... 450 стали 40 .50 40... 80
Соляная кислота Азотная кислота Присадка КС 500 550 70... 80 1,8 ... 2,2 40 ...50 3 ... 5
Уксусная кислота Азотнокислый натрий Магний и его сп 175 50 лавы 20... 25 0,5 . 1
Окись хрома Азотнокислый натрий Фтористый магний 180 30 0,25 75 ... 85 0.5. 2
Окись хрома 200 15 ... 30 8 ... 12
Азотная кислота Плавиковая кислота Титан и его ст 80*' 20*' ювы 20 ... 25 0,5
Соляная кислота Плавиковая кислота Вода 15** 5*' 80*' 18 ...20 3 ... 5
_______________________________Молибден и вольфрам______________________________
Селитра калиевая | Насыщенный раствор | 300...350 | 0,5 ... 1,0
*' Объемные доли, %,
11. Режимы травления для удаления с поверхности сталей незначительного слоя окислов
Операция Среда Температура, °C Время обработки, мин
Травление Кислотный раствор 18 ... 25 1 ... 3
Промывка Проточная холодная вода 1
Обработка в антикоррозионном растворе Нитрит натрия 0.5
Промывка Проточная горячая вода 70... 90 0,5
Сушка Горячий воздух 70... 80 5 ... 10
Травление с применением ультразвука.
При очистке деталей от окислов ультразвук при-
меняют для ускорения процесса и снижения не-
обходимой концентрации кислот. Ультразвуковая
очистка деталей в 100 раз производительнее хи-
мического травления. В отличие от обезжирива-
ния с помощью ультразвука здесь в качестве
очищающей среды используют растворы ки-
слот, предназначенные для растворения окислов
металлов. При этом растворяющее действие ки-
слот совмещается с механическими воздействия-
ми кавитационных пузырьков, что увеличивает
скорость реакции и перемешивание жидкости,
происходящее в ультразвуковых ваннах.
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
243
12. Технологический процесс травления изделий из коррозионно-стойких сталей,
чугуна, меди и ее сплавов
Операция Среда Содержание, г/л J Температура, °с 1 Время обработки, мин
Предварительное травление Коррозионно-стой Едкий натр Марганцевокислый калий ’.кая сталь 240 2 90 60.. 120
Промывка Проточная холодная вода - 18 ...20 1 . 2
Травление Азотная кислота Перекись водорода 900 45 1S...20 К). 20
Промывка Проточная холодная вода - 18 ... 25 1 . 2
Травление Соляная кислота Хлористая медь 450 2 18 ...20 20 ... 30
Промывка Проточная холодная вода - 18 ...20 1 ... 2
Травление Азотная кислота 900 18 ...20 5
Промывка Проточная холодная вода - 18 ...20 1 ... 3
Сушка Горячий воздух - 70... 80 10... 15
Травление*1 Чугун 1. Серная кислота Соляная кислота Присадка «Уникол» 180... 200 120... 140 3 ... 5 25 ... 30 1
2. Серная кислота Присадка «Уникол» 210... 220 3 ... 5 70... 80 1
Промывка Проточная холодная вода 18... 25 - 10... 15*2
Снятие травильного шлама Серная кислота Азотная кислота 75 ... 80 100... НО 18 ... 25 2 ... З*2
Промывка Проточная холодная вода - 18 ... 25 10... 15*2
Обработка в антикор- розионном растворе Нитрит натрия 50 ... 80 18 ...25 2 ... З*2
Сушка Горячий воздух - 70 ... 80 3 ... 5
Травление предвари- тельное Медь и ее сг, Азотная кислота Соляная кислота шавы 100,0 10 18 .25 2...3
Травление оконча- тельное Серная кислота Азотная кислота Соляная кислота 100,0 100,0 10... 20 18 ...25 2... 3
Промывка Холодная проточная вода - 18 ... 25 10... 15
Нейтрализация Углекислый натрий 150 18 ...25 10... 15
Промывка Проточная горячая вода - 70... 90 10 . 15
Сушка Горячий воздух - 80 ...90 60 ... 120
Травить в растворе 1 или 2.
*2 В секундах.
244 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ СБОРКА ИЗДЕЛИЙ ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
13. Технологический процесс травления изделий из коррозионно-стойких, кислотоупорных,
жаростойких и жаропрочных сталей
Компоненты и операции Содержание (объемные доли), % Температура, обработки, мин
Едкий натр Азотнокислый натрий 80 20 400 ... 500 3 ... 5
Промывка Проточная вода 18... 25 1 ...2
Серная кислота Хлористый натрий 18 70... 80 5 ... 10
Промывка Проточная вода 18 ...25 1 ...2
Азотная кислота 6... 8 45 ... 50 3 ... 5
Промывка Проточная вода 18 ...25 1 ...2
Сушка Горячий воздух 70... 80 10 15
14. Составы растворов и режимы для травления никеля, меди и сплавов иа их основе
Компоненты Содержание, мл | Температура, °C | Время, мни । Назначение
Никель и его сплавы
Серная кислота 230*' - Никель
Калий двухромовокислый Соляная кислота Вода дистиллированная 120*2 1000 1000 18 . ..20 1 . 2 Матирование никеля
Уксусная кислота 100 900 80... 90 3... 5 Никелевые катоды
Надсернокислый аммоний Вода дистиллированная НЙР 900 18 ...20 5
Уксусная кислота ледяная Азотная кислота Соляная кислота 700 300 300 75 ... 80 15 ... 30*J Никель, ковар
Соляная кислота Вода дистиллированная 500 500 80 ...90 5 (до полной очистки от окалины) Ковар. Для получе- ния блестящей поверхности
Азотная кислота Вода дистиллированная Соляная кислота 500 500 500 60. 80 3 ... 5
Азотная кислота Фтористоводородная кислота ЗЗ*4 4*< 65 ... 75 - Инконель
Серная кислота Калий двухромовокислый 25*4 1,2*5 18. 20 - Нейзильбер
Серная кислота Вода 6 1000 18 ...20 10 Ножки с никель- платиновыми выводами
Аммиак водный Вода дистиллированная 100 900 2... 3- кратное погружение Константан
Серная кислота Натрий двухромовокислый Медь 12,б*4 1 ... З*5 - и ее сплавы 18 ...80 - Удаление окалины
Хромовый ангидрид Серная кислота Вода дистиллированная 300*2 50 950 18 ...20 2...3- кратное погружение Латунь
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОДПАЙКУ
245
Продолжение табл 14
Компоненты Содержание, мл Температура, °C Время, мин Назначение
Соляная кислота Калий фтористый Вода дистиллированная 100 5*2 900 85.. 90 4 ... 6 Бронза бериллиевая. Только для снятия окалины
Серная кислота Азотная кислота 20 ... 30*4 20 ... 30*4 70 ... 80 Сплавы с содержа- нием меди менее 85 %. Только для ослабленного слоя окалины
Соляная кислота Вода дистиллированная 500 500 85. 90 3 Медные блоки, изго- товленные электро- искровым способом
Ацетон 18. 20 По 40 с каждой стороны С применением ультразвука, частота 20 кГц
Ортофосфорная кислота Уксусная кислота Азотная кислота Тиомочевина 550 350 100 0,2*2 2 . 8 Полирование
*' Содержание, г/л.
*2 Масса, г
Время, с.
** Объемные доли, %.
*5 Массовые доли, %.
15. Составы ванн для химического травления меди и ее сплавов (температура ванн 20 °C)
Компоненты Составы ванн Компоненты Составы ванн
1 2 3 1 2 3
Азотная кислота, см3 Серная кислота, см3 Соляная кислота, см3 1000 1000 10 1000 5000 20 80 Хлористый натрий, г Сажа ламповая, г Вода, см3 Хромовый ангидрид, г 10 15 200 60
16. Технологический процесс травления деталей из алюминия и его сплавов
Операция Среда Температура, “С Время обработки, с
Травление Едкий натр 70 .80 10 . 15
Промывка Проточная холодная вода 18 .25 10 . 15
Осветление Азотная кислота Серная кислота 18 ...25 5... 10
Промывка Проточная холодная вода 18 ...25 10 .25
Промывка Проточная горячая вода 70 ... 80 10 ... 15
Сушка Горячий воздух 80 ... 90 5 ... 10
Примечания. 1. Окалину, появившуюся после термообработки, с алюминия удаляют раствором
1 %-ной HF и 1 %-ной HNO, (объемные доли); с дюралюминия - раствором 1 %-ного NaF (массовые доли) и
6.25 %-ной H2SO4.
2. Для осветления сплавов алюминий - кремний применяют раствор состава: 900 г/л азотной кислоты н
30 г/л плавиковой кислоты. Для чистого алюминия и его сплавов используют раствор состава: 100 г/л хромо-
вого ангидрида и 15 г/л серной кислоты.
246 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
17. Состав ванн для травления олова, свинца, цинка, кадмия и их сплавов
Компоненты Содержание, % Назначение
Азотная кислота 50... 100 Олово, цинк, свинец, кадмий
Едкий натр Соляная кислота 50 ... 60 40... 100 Цинк
Серная кислота 30 ... 100 То же
Едкий натр 400. 600 г/л Сплавы цинка
18. Технологический процесс травления титана и его сплавов
Операция Компоненты Содержание, % Температура, °C Время обработки
Шлифование — До удаления естест- венной окисной пленки
Травление Азотная кислота Плавиковая кислота 80 20 18 30 До выделения красно- го дыма
Промывка Дистиллированная вода — 18..20 —
Травление Двухромовокислый натрий Плавиковая кислота 50 50 70... 80 20 мин
Промывка Проточная вода - 18...20 -
19. Технологический процесс очистки поверхности бериллия
Операция Компоненты Температура, °C Время обработки, мни
Промывка Дистиллированная вода 18 ...20 5... 10
Травление Азотная кислота (70 %-ная) 18 ... 20 1
Промывка Проточная вода 18 ...20 5... 10
Травление Сернокислый аммоний (10 %-ный) 18... 20 0,5
Промывка Проточная вода 18 ...20 5 ... 10
20. Составы травильных паст
Компоненты Содержание, % Компоненты Содержание, %
Бисульфат натрия 30 Соляная кислота 40
Кремнефтористый магний 5 Инфузорная земля 20
Инфузорная земля 65 Фосфорная кислота 20
Соляная кислота Глинозем Хлорид меди 8 2 90 Инфузорная земля 20
Примечание Воду добавляют др требуемой консистенции.
21. Составы и режимы ванн для подготовки кварца к химическому никелированию
№ операции Компоненты Содержание, г/л Время выдержки, мни
1 Фтористоводородная кислота Фтористый аммоний 38 12 1 ... 2
2 Хлористое олово Соляная кислота 10 45 1 ... 2
3 Хлористый палладий 0,1 ... 0,5 <3
4 Гипосульфат натрия 30 2 ... 3
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
247
22. Составы электролита и режимы для электрохимического травления при 20 °C
Компоненты Содер- жание, Время Плотность анодного тока, Ытлг Напряже- Назначение, род тока Очищаемый материал
Серная кислота (плотность 1,84 г/см3) Вода 500 500 10 ... 40с 40 . 180 2 .4 Для слабоокис- Никель, молибден, ковар, коррозион- но-стойкая сталь
Серная кислота (плотность 1,84 г/см3) Вода 750 250 10 ... 40с 40 . 180 2 ... 4 поверхно- стей
Натрий азотнокислый Вода дистиллированная 20 %-ный раствор едкого натрия (плотность 1,2 ... 1,3 г/см3) 500 г 500 500 >5 мин 30 ...60 с 10... 30 5... 7 12 ... 35 50... 70 Перемен- ный ток Молибден, вольфрам
Две последовательные операции: 1. Серная кислота Вода дистиллированная 2. Ортофосфорная кислота (плотность 1,5... 1,7 г/см3) 100 900 >5... Юмин 10... 60с 30... 40 12. 18 До полной очистки от окалины Медь
Ортофосфорная кислота (удельный вес 1,7 г/см3) Серная кислота (плотность 1,84 г/см3) Хромовый ангидрид Глицерин Вода дистиллированная 65% 15% 5% 12% 3% 15... 30 мин*2 2 . 3 мин*3 6... 7 4 ... 6 Сталь кор- розионно- стойкая, никель*1
20 %-ный раствор едкого натра (плотность 1,2 ... 1,3 г/см3) 100% 30 ...60 с 5 ... 7 50... 70 Перемен- ный ток Черные и цветные металлы
*' Температура электролита 45 . 70 °C.
*2 Для стали.
•’ Для никеля.
После обработки ультразвуком изделия
необходимо промыть в чистой воде, а раствор
очистить от примесей.
Комбинированное обезжиривание и
травление. Для предварительной очистки де-
талей от продуктов коррозий, окислов и жировых
загрязнений применяют комбинированное обез-
жиривание и травление. Для антикоррозионной
защиты при хранении изделий после химиче-
ской обработки применяют пассивирование и
сушку.
Составы и режимы работы ванн для ком-
бинированной обработки стали и чугуна при-
ведены в табл. 25.
Промывка деталей после химической
очистки. При промывке деталей в воде недо-
пустимо переносить химические реактивы из
обезжиривающих ванн в травильные и наоборот
Промывку выполняют погружением де-
талей в стальные ванны, наполненные холод-
ной или горячей водой. Для лучшей промывки
деталей применяют ванны с душевыми устрой-
ствами или специальные моечные машины с
разбрызгивающим устройством. Детали можно
промывать в проточной или дистиллированной
воде, затем в ацетоне (хорошо поглощает ос-
татки влаги) и окончательно сушить в сушиль-
ной камере.
248 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ СБОРКА ИЗДЕЛИИ ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
23. Составы электролитов и режимы травления углеродистой стали
Компоненты Содержание, г/л Температура, °с Плотность | тока, А/дм2 Время обра- ботки, мнн | Назначение
Серная кислота Сернокислое железо Хлористый натрий 10 20 200 ... 300 30... 50 Анодное г, 18 ... 20 правление 5... 10 15.. 30 Для деталей, по- крытых окалиной
Хлористое железо Соляная кислота 30 50 30 50 40... 50 5... 10 0,5 Для деталей с ©пескоструенными поверхностями
Хлористый натрий Хлористое железо Соляная кислота 50 150 10 20...50 5 ... 10 10 15 Для деталей, имеющих неболь- шую окалину
Соляная кислота Плавиковая кислота 350 0,5 30... 40 5 ... 10 1 .8 Для деталей из сплавов железа с кремнием
Серная кислота 100... 150 Катодное 40. 50 травление 3... 10*’ 10... 15
Серная кислота Соляная кислота Хлористый натрий 50 30 20 60. 70 8 . 10*2 10 . 15 -
*' Анод— свинец илн его сплавы с сурьмой.
*2 Анод - кремнистый чугун (20 ... 24 % Si) или сплав свинца с сурьмой (10 .. 15 % Sb).
24. Составы электролитов и режимы травления легированной стали
Компоненты | Содержание, г/л | Температура, °C i Плопюсзьтока, А/дм2 | Время обработки, мин*
Анодное травление
Серная кислота 1 50 1 60...70 | 20... 30 1 10... 15
Едкий натр 500 150 10 10
Серная кислота | 80... 100 | 40 ... 50 20 ... 30 5... 10
Травление переменным током (напряжение 15 - 20 В)
Серная кислота 1 35... 40 I 15... 20 I 5... 10 I 5... 10
Азотная кислота | 25 ... 30 | [ |
25. Составы и режимы работы ванн для комбинированной обработки стали и чугуна
Компоненты| Содержание, г/л | Температура ванны, °C | Время обработки, мин
Сталь
Ортофосфорная кислота Эмульгатор ОП-7 или ОП-Ю Гиомочевина 100... 300 3...5 3 ... 5 60 ...70 -
Снятие шлама: хромовый ангидрид ортофосфорная кислота 200 50 80...90 -
Серная кислота Соляная кислота Эмульгатор ОП-7 Чугу 100 50 5 50 5 .. 15
Пассивирование чугуна после травления: нитрит натрия углекислый натрий 15 ...20 2...3 18 25 3 ... 5
ОЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛОВ ПОД ПАЙКУ
249
Обеспечение сохранности поверхности.
Поверхность деталей, подготовленная к пайке,
может быть сохранена от окисления нанесени-
ем на нее флюсов-лаков (для изделий печатно-
го монтажа) или полимерной пленки, которая
при нагреве перед пайкой разлагается без ос-
татка (это полимеры ксилол, толуол, сополи-
мер формальдегида с диоксаланом).
Контроль качества подготовки по-
верхности. Для оценки качества подготовки
поверхности к пайке может быть использована
методика изучения релаксационных явлений
при смачивании паяемой поверхности жидко-
стью. Время релаксации и краевой угол смачи-
вания позволяют количественно оценить каче-
ство подготовки поверхности.
В технологии микроэлектроники повы-
шаются требования к чистоте поверхности и
стабильности ее состояния. Разработан прибор,
позволяющий быстро проводить бесконтакт-
ные неразрушающие измерения контактной
разности потенциалов (КРП) в массовом про-
изводстве. Время одного измерения не более
1 мин. Измерение КРП выполняется ионизаци-
онным методом с применением источника
a-излучения. Этот способ дает возможность
проводить количественную оценку загрязнен-
ности поверхностей.
Окисление поверхиости. Для обеспече-
ния смачивания и паяемости низкокобальтовых
твердых сплавов групп WC-Co и WC-TiC-Co
[7] нагрев деталей производится при 800 °C
в течение 10 ... 30 мин в зависимости от объема
печи, подсоса воздуха, массы садки и состава
твердого сплава. После охлаждения на воздухе
окисная пленка на поверхности пластин долж-
на иметь бурый цвет и толщину 0,3 ... 0,4 мм.
Снятие окисной пленки бурого цвета с
поверхности деталей происходит во вращаю-
щемся барабане из коррозионно-стойкой стали.
Насыпной объем составляет (объемные доли):
пластин твердого сплава - 50 %, речного песка -
25 %, древесных опилок - 15 %, раствор кау-
стической соды.
Очистка поверхности твердосплавных
пластин производится промывкой в горячей
воде с последующей сушкой горячим воздухом.
Подготовка к пайке стекла и металла.
Стеклянные заготовки имеют, как правило,
форму цилиндра или диска. Спаиваемые кром-
ки должны быть выровнены и обработаны с
целью удаления неровностей и мелких трещин.
Это достигается шлифованием на чугунном
диске с абразивным порошком. Все загрязне-
ния после шлифования удаляются промывкой
трубок в теплой подкисленной воде, затем в
проточной воде с последующей сушкой в тер-
мостате. При наличии жировых и других труд-
носмываемых загрязнений стекло промывают в
подогретой хромовой кислоте (Н2СгО4). В массо-
вом производстве вместо шлифования торца
стеклянной трубки производят оплавление
кромок на станках для обработки стекла.
У металлической детали измеряется КТР
и производится дефектоскопия с применением
одного из существующих способов. Металлур-
гические дефекты проволоки и прутков выяв-
ляются методом вихревых токов или с помо-
щью ультразвука. Медь, предназначенная для
изготовления паяных соединений, должна быть
проверена на содержание фосфора и серы, рас-
творенной закиси меди (кислородсодержащая
медь) и на количество адсорбированных газов
Повышенное содержание фосфора и серы
приводит к разрыхлению пленки окиси на по-
верхности металла и к ослаблению ее адгезии
к меди.
Практически (исключая химический ана-
лиз) пригодность меди определяется следую-
щей пробой: образец после очистки и травле-
ния нагревается на воздухе до 880 °C и выдер-
живается при этой температуре около 5 мин.
после чего сразу опускается в холодную воду.
Образование плотной матово-черной окисной
пленки свидетельствует о пригодности меди к
пайке. Образование же рыхлой, шелушащейся
пленки с трещинами свидетельствует о не-
удовлетворительном состоянии меди. Опреде-
лить наличие кислорода в меди можно путем
ее нагрева в водородной печи до 900 °C и по-
следующей деформации. При наличии кисло-
рода образец меди легко разрушается. Медь,
содержащая большое количество газов, предва-
рительно обезгаживается в водороде или вакуу-
ме (при температуре около 900 °C) в течение
10 . 15 мин
Поверхность металла, спаиваемая со
стеклом, должна быть обработана до шерохо-
ватости Rz20. Для обеспечения требуемой ше-
роховатости поверхности целесообразно при-
менять электролитическое или химическое
полирование деталей. После механической об-
работки металлические детали химически об-
рабатываются обезжириванием и травлением.
Обязательной операцией подготовки всех
специальных сплавов к пайке является отжиг в
водороде или вакууме для предотвращения
пористости в месте спая. Например, ковар от-
250 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
жигают при температуре 1050 .. 1150 °C
в течение 20 ... 30 мин в водороде или вакууме.
Для обеспечения спаивания металла со
стеклом в большинстве случаев необходимо
окисление поверхности металла. Оптимальную
толщину окисной пленки на металле опреде-
ляют по цвету спая, а он зависит от химическо-
го состава окисной пленки. Так, молибденовые
спаи характеризуются светло-коричневым цве-
том, спаи высокохромистой стали - зеленым,
спаи ковара - серым и т. д.
Для предотвращения переокисления ме-
таллов (особенно при изготовлении крупных н
сложных спаев) детали предварительно покры-
вают слоем стеклянной пасты, изготовленной
из порошкообразного стекла того же состава со
связующим (ацетон, метиловый спирт). После
просушивания паста оплавляется в сплошной
слой предварительным нагревом в печи или
при спаивании. Таким путем происходит эма-
лирование металлической поверхности.
Аналогичную функцию выполняет плен-
ка борнокислых солей на поверхности меди,
окисленной до закиси меди (Си2О). Предвари-
тельно обезжиренная, протравленная и окис-
ленная медь (нагрев до 320 ... 350 °C с медлен-
ным охлаждением), подготовленная к спаива-
нию, смачивается нагретым до 70 °C 12 %-ным
водным раствором буры в муфельной печи и
нагревается до температуры 700 °C в течение
3 10 мин (в зависимости от размеров дета-
ли). Обработанная таким образом деталь по-
крыта слоем Си2О и стекловидным слоем
оплавленной буры. Этот слой предохраняет
медь от переокисления и обеспечивает хоро-
шее смачивание поверхности расплавленным
стеклом. Для предотвращения переокисления
металла (молибдена, вольфрама) применяют
электролитическое его покрытие другими ме-
таллами, имеющими высокую адгезию к стеклу
(например, хромирование), или термодиффу-
зионное хромирование.
Термодиффузионное хромирование осу-
ществляется в смеси порошков хрома и окиси
алюминия. Нагрев деталей производится в за-
щитной атмосфере при 1100 ... 1300 °C в тече-
ние 3 ... 4 ч. Чем больше температура и время
выдержки, тем толще слой, насыщенный хро-
мом. Термодиффузионное хромирование мож-
но производить в газовой среде или соляной
ванне. Возможно насыщение и другими метал-
лами (например, кремнием - силицирование,
золотом, серебром). Так как серебро при высо-
ких температурах плохо защищает от окисле-
ния, его покрывают слоем индия или золота.
Гальванические покрытия на паяемых
металлических деталях изменяют их ТКЛР
пропорционально ТКЛР металла покрытия и
его толщине.
Еще одним способом предотвращения пе-
реокисления металла является спаивание ме-
талла со стеклом в защитном газе (в среде азо-
та, углекислого газа, аргона, гелия, формирга-
за, диссоциированного аммиака или водорода).
ПРЕДВАРИТЕЛЬНОЕ НАНЕСЕНИЕ
МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
Металлические покрытия наносят на по-
верхность деталей с целью:
- облегчения процесса пайки трудно-
паяемых металлов (технологические покрытия);
- предотвращения нежелательного
взаимодействия припоя и паяемого металла
(барьерные покрытия);
- облегчения процесса пайки, при этом
наносят припои;
- достижения необходимой пористости
поверхности паяемого металла (в случае необ-
ходимости получения вакуумноплотного со-
единения);
- обеспечения пайки неметаллических
материалов (керамики, графита и др.).
Способы нанесения покрытий. Покры-
тие, нанесенное на места пайки, должно проч-
но сцепляться с паяемым материалом. Во вре-
мя последующих нагревов в процессе неиз-
бежной технологической обработки нанесен-
ные покрытия не должны вздуваться и отслаи-
ваться.
При пайке некоторых металлов и сплавов,
покрытых устойчивыми окисными пленками,
обычно применяемые способы удаления этих
пленок (флюсование, применение восстанови-
тельных и нейтральных газовых сред и т.п.)
могут оказаться недостаточными. К таким ме-
таллам относятся алюминий, алюминиевая
бронза, высоколегированные стали, чугун и др.
В этих случаях для успешного затекания при-
поя в зазор применяют предварительное по-
крытие поверхности паяемых деталей припоем
или металлом, на которых при пайке образуют-
ся менее стойкие и, следовательно, легче паяе-
мые окислы металла или сплава. Для этой цели
применяют олово, медь, серебро, кадмий, же-
лезо, никель и сплавы олово-свинец, олово-
цинк и олово-медь. Способы нанесения
металлических покрытий на поверхности
деталей приведены на рис. 6.
ПРЕДВАРИТЕЛЬНОЕ НАНЕСЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
251
Рис. 6. Виды покрытий и способы их ианесения
Наиболее широко применяют лужение
изделий натиранием и погружением. В неко-
торых случаях рекомендуется метод реактив-
ного лужения. Горячее покрытие погружени-
ем изделий в жидкий припой можно произво-
дить через слой расплавленного флюса или
окунанием в жидкий флюс, а затем в ванну с
расплавленным припоем (рис. 7) Излишки
незастывшего припоя удаляют вибрацией,
обдувкой сжатым воздухом, центрифугирова-
нием, механической вращающейся щеткой
(1400 об/мин), имеющей поступательное дви-
жение (скорость 2 ... 3 м/с), или погружением в
ванну с флюсом.
Для получения качественного лужения
необходимо обеспечивать удаление окислов с
поверхности лудильной ванны, для этого на
поверхности ванны создают защитный слой
Рис. 7. Лужение погружением:
/ тигель; 2 - расплавленный припой; 3-детали,
подвергающиеся лужению
Рис. 8. Схема лужения трубок радиатора:
1 - волна припоя; 2 - трубка радиатора; 3 - насос;
4 - ванна с припоем; 5 - сжатый воздух
флюса или графитового порошка, которые надо
периодически возобновлять. Схема лужения
трубок радиатора показана на рис. 8. Чтобы
припой в процессе лужения не попадал внутрь
трубок, последние перед подачей под прием-
ные ролики заглушают.
Для лужения относительно небольших
деталей, не имеющих внутренних полостей,
пользуются лужением через слой флюса в спе-
циальных ваннах (рис. 9). Скорость погруже-
ния должна быть такой, чтобы деталь, проходя
флюс-7пС12, могла нагреваться до температу-
ры, при которой не происходит разбрызгива-
ния олова. Температура в ванне должна быть
постоянной, так как ее повышение приводит к
увеличению угара припоя и снижению качест-
ва лужения, а понижение затрудняет условия
лужения и увеличивает расход припоя за счет
наплывов на луженой поверхности.
Толщина покрытия влияет на паяемость
луженых изделий. Покрытие толщиной менее
2,5 мкм будет иметь удовлетворительную пая-
емость, если пайка производится немедленно
после обработки поверхности. Считается, что
примерно такая же толщина покрытия доста-
точна для пайки при небольшом сроке хране-
ния. При продолжительном хранении толщину
покрытия берут до 30 мкм.
Гальванические покрытия наносят в ста-
ционарных ваннах, в конвейерных установках
или во вращающихся барабанах. Этот метод
применим для всех сталей, медных сплавов,
никелевых сплавов, для цинковых отливок под
давлением и алюминия. Для покрытий приме-
няют не только чистые металлы, но и их спла-
вы: Sn-Cu, Sn-Zn, Sn-Cd, Sn-Ni и др. Лужение с
помощью ультразвука можно производить
паяльником или погружением в ванну с припо-
ем (рис. 10).
Рис. 9. Конструкция ванны для лужения
через слой флюса
252 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Рис. 10. Схема лужения с применением
ультразвука:
а - прн работе паяльником; б- при работе в ванне
(1 - алюминиевая деталь; 2 - окисная пленка;
3 - жидкий припой; 4 - частички окисной пленки;
5 - электронагревательная обмотка: б - вибратор,
7- обмотка возбуждения вибратора; 8- генератор
ультразвука; 9 - ванна)
Шоопирование может быть применено
для металлизации поверхности как чистыми
металлами, так и их сплавами. Недостаток это-
го метода состоит в том, что при переносе ка-
пель жидкого сплава на металлизируемую по-
верхность капли могут сильно окисляться.
Вследствие окисления нанесенный слой пред-
ставляет собой смесь металла и относительно
большого количества (до 30 %) его окислов
Этот способ более эффективен при при-
менении самофлюсующих припоев.
Метод электроискрового нанесения ме-
таллов и сплавов малопроизводителен и позволя-
ет получать слои толщиной не более 5 ... 10 мкм.
Электролитический способ лужения име-
ет преимущества перед лужением горячим
способом; создается возможность механизации
работ, уменьшается расход припоя, обеспечи-
вается более равномерная и более чистая по-
верхность покрытия.
Однако электролитический способ луже-
ния имеет и свои недостатки. К их числу отно-
сятся неустойчивость гальванических покры-
тий в органических кислотах; малая сопротив-
ляемость покрытий при низких температурах
(например, переход в серое олово - «оловян-
ная чума»); затрудненность лужения в местах
соединения отдельных деталей; необходи-
мость больших площадей производственных
помещений.
При работе лудильных ванн припой за-
грязняется железом и кислотой, что приводит к
образованию тяжелого (железистого) олова.
Тяжелое олово не позволяет получить равно-
мерное и чистое покрытие: на поверхности
изделия появляются наплывы, которые приво-
дят к перерасходу припоя. Для улучшения ка-
чества лужения и экономного расходования
припоя необходима регулярная очистка ванны
припоя от железистого олова толченой серой.
Количество серы берут из расчета 50 ... 60 %
от массы железа в припое.
Процесс рафинирования ведут в течение
20 ... 60 мин в зависимости от содержания
железа в припое. Как только образуются суль-
фиды железа (Fe2S3), всплывающие на поверх-
ность припоя, вводят порошкообразную смесь
канифоли и древесного угля в соотношении 1:3
в общем количестве 70 % массы введенной
серы. После этого сплав нагревают до темпера-
туры 300 . 400 °C и перемешивают до образо-
вания на поверхности сухого порошка черного
цвета. Очищенную поверхность ванны покры-
вают древесными опилками слоем 3 ... 4 мм и
сплав перемешивают. Опилки способствуют
выгоранию серы и предотвращают образование
сернистого олова.
Некоторые детали электровакуумных
приборов изготавливают из металлов и спла-
вов, выплавленных в окислительной среде,
чаще всего на воздухе. Такие металлы и спла-
вы имеют большое число дефектов, снижаю-
щих их вакуумную плотность. В первую оче-
редь это относится к железу, ковару, коррози-
онно-стойким сталям. В прутках этих материа-
лов много волосовин и микроскопических
трещин. Изготовленные из них детали, ограж-
дающие вакуумную полость прибора, могут
служить причиной натекания воздуха в прибор,
поэтому их необходимо предварительно на-
плавлять медью. Толщина наплавленного слоя
меди в готовой детали составляет 0,5 ... 1 мм
Наплавление медного покрытия обычно произ-
водится в атмосфере водорода, в среде азота
(процесс требует более тщательной подготовки
поверхности) и в вакууме (около 10"’... 10“2 Па),
с нагревом ТВЧ под кварцевым колпаком. Этот
способ имеет преимущества перед другими.
Для осуществления пайки металлов с не-
металлическими материалами (стеклом, кера-
микой и др.) на поверхность последних нано-
сят металлизационный слой вжиганием. Для
этого неметаллическую поверхность покрыва-
ют пастой (платино-серебряной или молибде-
но-марганцевой), которую вжигают в атмосфе-
ре влажного водорода при температуре 1200 ...
1300 °C. При этом поверхность покрывается
слоем металла, например молибдена. Для
ПРЕДВАРИТЕЛЬНОЕ НАНЕСЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
253
улучшения смачивания в дальнейшем поверх-
ность можно никелировать.
Нанесение покрытия может быть произ-
ведено совместной прокаткой паяемого метал-
ла и металла-покрытия (плакировка). Толщина
покрытия при этом значительна - около 0,1 мм
Способность плакированной детали к пайке
определяется ТКЛР плакирующего материала
Пайка получается качественной при соотноше-
нии ТКЛР паяемого и плакирующего материа-
лов больше 60 %.
Высокое качество покрытий обеспечива-
ется нанесением металлов в вакууме в резуль-
тате их испарения (термовакуумный способ)
Этот метод дает возможность получать равно-
мерные покрытия малых толщин (2. 100 мкм) в
условиях, обеспечивающих отсутствие окисле-
ния паяемого металла и металла покрытия.
Получение наиболее надежных покрытий
обеспечивается при нанесении их в тлеющем
разряде в ионизированном состоянии. При
этом возможно равномерное покрытие всей
поверхности детали. Обработка покрываемой
поверхности быстрыми частицами нейтрально-
го газа в той же камере непосредственно перед
нанесением покрытий обеспечивает удаление
окислов с покрываемой поверхности. Покры-
тие наносится в электрическом поле при разно-
сти потенциалов до 10 кВ, что способствует
надежному сцеплению покрытия с паяемым
материалом. Эта особенность метода позволяет
получать надежные покрытия практически на
любом материале (спеченном материале, си-
талле, магниевых сплавах и т.п.).
Контроль качества покрытий. Требо-
вания, предъявляемые к качеству покрытий,
определяются назначением последних. Разли-
чают следующие виды контроля: визуальный
контроль изделий после покрытия (цвет, блеск,
шероховатость поверхности); определение по-
ристости и толщины слоя покрытий; испыта-
ние на коррозионную стойкость; определение
механических и физических свойств покрытий
(пластичности, стойкости к высоким темпера-
турам и др.).
Оценку качества покрытий производят по
внешнему виду (осмотр невооруженным гла-
зом) на основании сравнения с эталонами и по
результатам лабораторных методов испытания
на основании требований к покрытиям, уста-
новленным техническими условиями.
Сцепляемость покрытия с паяемым ме-
таллом испытывается для листового материала
загибом на угол 90° или 180° до поломки об-
разца; для проволоки - навивкой образца во-
круг стержня того же или большего диаметра в
зависимости от диаметра и назначения прово-
локи. Во всех случаях испытаний на сцепляе-
мость не должно быть трещин и отслаивания
покрытия
Коррозионную стойкость покрытий опре-
деляют методом ускоренных испытаний в ис-
кусственно создаваемых коррозионных средах
и по данным поведения покрытий в естествен-
ных условиях их эксплуатации. Средой для
искусственных испытаний может быть туман
раствора поваренной соли, созданный в специ-
альной камере или атмосфере агрессивного
газа, соответствующего условиям эксплуата-
ции изделия, и др.
Предотвращение растекания припоя.
В практике пайки часто требуется ограничить
растекание припоя по поверхности паяемого
металла.
Для ограничения растекания применяют
следующие меры.
• 1. Нанесение покрытий на поверхность
паяемого материала. Для этого используют со-
ставы (масс, ч.): 1) глиноземная пудра - 1, окис-
лы металлов (Si, Ti, Ge, Zr, Sn, Ce, Hf, Pb, Th) - 1,
разбавитель (растворитель или связка) - 10;
2) паста из мела, глины, графита или известко-
вый раствор; 3) порошок А12О3 - 15 ... 20; аце-
тон - 90 ... 100; отходы органического стекла -
0,9 ... 1,1; 4) бихромат калия - 5 .50; 5) сер-
нокислый магний - 1 .30 (температура 40 ...
80 °C); 6) MgO - 3,0 ... 5,5; углекислый маг-
ний - 0,25 .. 0,5; дистиллированная вода -
остальное; 7) раствор хромовой кислоты;
8) хромирование поверхности; 9) кремнийор-
ганическая жидкость - 80 . 99; порошок алю-
миния - 1 ... 20 и пропеллент - смесь фреонов
в соотношении с кремнийорганической жидко-
стью и порошком алюминия 1 : 3 и 2 : 3 соот-
ветственно; 10) нитроцеллюлоза - 2,5 ... 3,5;
амилацетат и диэтилоксалат - остальное (при-
меняются при пайке в инертной атмосфере, в
вакууме и газопламенным способом); 11) рас-
твор полиметилфенилсилоксановой смолы в
толуоле - 35 ... 60; уротропин - 0,4 . 0,6, смесь
фреонов - остальное; 12) композиционные
огнеупорные покрытия порошков на основе
А12О3, SiO2, ZrO2, MgO и других высокотемпе-
ратурных окислов, карбидов, нитридов с при-
менением газопламенного, плазменного,
стержневого и детонационных способов нане-
сения покрытий; 13) оксидирование поверхно-
сти и т.д.
254 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
• 2. Применение защитных средств при
пайке изделий печатного монтажа: лаковые
защитные маски в виде пленки эпоксидного
или другого теплостойкого лака; съемные за-
щитные маски многократного применения,
выполняемые из теплостойкой резины или
эластичных пластиков; бумажные защитные
маски разового применения, изготавливаемые
из бумажной ленты, проклеенной с одной сто-
роны, или из непроклеенной бумаги
• 3. Механическим путем: созданием по-
лированной поверхности; нанесением канавок
на пути течения припоя (в канавку может быть
установлен поясок из сплетенной тонкой про-
волоки, материал которой хорошо смачивается
припоем).
• 4. Регулирование режима пайки или вы-
бор состава среды. Достигается ограничением
продолжительности процесса пайки. Возможно
также уменьшение содержания активного ком-
понента в контролируемой среде.
• 5. Уменьшение количества припоя или
использование в качестве него металлов, плохо
смачивающих паяемый металл (для меди это
сплавы, содержащие хром, алюминий, ванадий).
СБОРКА ПОД ПАЙКУ И НАНЕСЕНИЕ
ПРИПОЯ
Способ сборки узлов для пайки имеет
большое значение, если учесть, что пайку при-
меняют для повышения качества или снижения
стоимости продукции. Способ сборки преду-
сматривают в период конструирования узла.
Наиболее экономична сборка в тех случаях,
когда взаимное расположение деталей обеспе-
чивается их конструкцией, а припой наносится
заранее независимо от метода пайки. Примеры
сборки деталей приведены на рис. 11
Для крепления деталей перед пайкой воз-
можно применение огнеупорной массы состава
(масс, доли), %: глина огнеупорная - 20; квар-
цевый песок (зернистостью 10/12) - 48; жидкое
стекло - 32 %.
При конструировании паяных соедине-
ний металла со стеклом имеется ряд общих
закономерностей, которые следует учитывать
при изготовлении этого типа соединений.
Стеклянная часть спая должна иметь плавные
переходы от одного изделия к другому. При
этом граница спая должна представлять собой
однообразную геометрическую поверхность"
цилиндр, конус, плоскость, тор (в качестве
исключения существуют лезвийные спаи). Вы-
бор конструкции спая определяется спаивае-
мыми материалами, условиями их эксплуата-
ции и технологичностью конструкции.
ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
В тех случаях, когда ни один из приве-
денных выше способов фиксации деталей
(см. рис. 11) не может быть применен, исполь-
зуют вспомогательные приспособления Это
приводит к снижению производительности
печей, так как при пайке расходуется тепло на
нагревание приспособлений, и к значительным
затратам, связанным с изготовлением и экс-
плуатацией приспособлений.
Рис. 11. Примеры соедииеиия
деталей при пайке:
а - запрессовка штыря (дополнительного
крепления не требуется): б - запрессовка
штыря с прорезями или выступами
(дополнительного крепления
не требуется); в - коническими штифтами /;
г - клиньями 1 из слюды или фарфора,
запрессованными в пазы фрезы;
д - кернением; е - разгибом; ж - штифтом,
з - развальцовкой; и - сваркой; к - чеканкой;
л - заклепкой; м - выдавливанием
материала; н - винтом; о - дополнительное
крепление не требуется; п - резьбовое
соединение (дополнительного крепления
не требуется)
ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
255
Применение приспособлений позволяет
повысить производительность труда, обеспе-
чить )аданную геометрию паяемой детали,
локализовать нагрев ее поверхности и т.п. Это
особенно выгодно при массовом производстве,
так как отпадают операции по зачистке и до-
полнительной механической обработке деталей
после пайки.
Правила конструирования приспособле-
ний и требования, предъявляемые к ним, сле-
дующие:
- масса и площадь контакта приспособ-
ления с изделием должны быть минимальными;
- конструкция приспособления не
должна препятствовать быстрому и равномер-
ному нагреву изделия и вызывать его деформа-
цию (за исключением экранов и холодильни-
ков); должна обеспечивать свободную цирку-
ляцию газов в полости паяемого узла или их
быструю откачку при пайке в вакууме;
- удобное расположение припоя и на-
блюдение за его расплавлением;
- изменения размеров деталей приспо-
собления и изделия при нагреве и охлаждении
должны согласовываться. Это достигается или
подбором материалов с соответствующими
ТКЛР, применением легкодеформируемых де-
талей приспособления, или же обеспечением
свободного перемещения изделия внутри при-
способления;
- шероховатость поверхности у разъем-
ных соединений приспособления не ниже
Ra 0,63, у точных баз - не ниже Ra 0,32 ... 0,16;
- все переходные кромки, ограничи-
вающие точные базы или поверхности разъем-
ных соединений, должны иметь плавные скру-
гления максимально допустимого радиуса;
- сопряжения деталей приспособления
с паяемыми узлами и между собой должны
иметь посадки с гарантированными зазорами
(ходовые, широкоходовые);
- необходимо обеспечить несмачивае-
мость материала приспособления жидким припоем;
- материалы деталей приспособления
должны хорошо обрабатываться и обладать
термостойкостью и необходимой механиче-
ской прочностью при температуре пайки;
- при конструировании приспособле-
ний для индукционной пайки необходимо,
чтобы в поле индукционной катушки попадало
только паяемое соединение, исключая все дру-
гие материалы. Для такой пайки применяют
приспособления, выполненные из фарфора,
слюды, керамики или асбеста.
Эти требования ограничивают выбор
пригодных материалов сравнительно немноги-
ми сплавами, металлами и керамиками Для
элементов оснастки используют следующие
материалы: стали марок 12Х18Н10Т,
36Х18Н25С2, сталь 45, 20X13, нихром, молиб-
ден, никель, тантал, ковар, керамику различ-
ных марок, асбест, графиты
ТКЛР в широком диапазоне температур
некоторых материалов даны на рис. 12.
Сталь 12Х18Н10Т при нагреве в атмо-
сфере, содержащей незначительное количест-
во кислорода (не более 0,005 %) или паров
воды (точка росы выше - 30 °C), покрывается
плотной и стойкой пленкой окислов, которая
плохо смачивается жидкими припоями. Эта
сталь имеет ТКЛР, близкий к меди, что позво-
ляет делать из нее точные приспособления.
Перспективна для изготовления приспособле-
ний сталь 20Х23Н13, у которой при темпера-
туре выше 500 °C ТКЛР больше, чем у меди.
Сталь 45 может быть использована для различ-
ных деталей приспособлений. В тех случаях,
когда приспособление должно быть предохра-
нено от припаивания, его поверхность хроми-
руют с последующим окислением.
Рис. 12. ТКЛР для наиболее употребительных
металлов и сплавов электровакуумного
производства
256 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Нихром при нагреве покрывается стойкой
пленкой окиси хрома. Его используют в основ-
ном в виде ленты и проволоки. Молибден при-
меняют главным образом благодаря низкому
ТКЛР и достаточной прочности при высоких
температурах. Для предохранения от припаи-
вания молибден иногда хромируют, при этом
его сцепление с покрытием непрочное, поэто-
му оно быстро отслаивается.
Керамика может выдерживать любую ат-
мосферу печи без окисления и раскрошивания,
не смачивается припоями, не склонна к спека-
нию. Недостатками керамических материалов
являются их склонность к растрескиванию при
термоударах и трудность механической об-
работки.
Асбест является очень непрочным мате-
риалом, сильно загрязняет камеру печи, поэто-
му как материал для изготовления приспособ-
лений не пригоден.
Приспособления из графитовых и уголь-
ных пластин не подвергаются короблению; эти
материалы легко обрабатываются. Однако при
пайке стальных деталей возможно их наугле-
роживание, в результате чего резко падает
температура плавления стали и отдельные уча-
стки деталей оплавляются. Процесс науглеро-
живания идет особенно интенсивно при пайке
в вакууме. Науглероживание исключается,
если на поверхность графита или угля поло-
жить тонкую асбестовую прокладку.
В качестве изолирующего материала ис-
пользуют силицированный графит объемного
силицирования, обладающий термостойкостью
до 2500 °C. В сыром виде (до силицирования)
графиту можно придать любую форму. Так, из
графита ПГ-50 обычно изготовляют мелкие
детали приспособлений; для крупных деталей
может быть применен графит ПРОГ-2400.
Детали приспособлений, изготовленные
из графита, подвергают силицированию в вы-
сокотемпературных печах сопротивления или в
индукционных печах при 1700 .. 2100 °C в
атмосфере чистого азота с максимально допус-
тимой примесью кислорода 0,3 ... 0,5 %. Прак-
тика показала, что применение силицированно-
го графита вполне оправдано. Благодаря высо-
кой термостойкости, а также отсутствию газо-
образования при нагревании до 1100 °C сили-
цированный графит можно считать наиболее
подходящим материалом для приспособлений.
Детали из фарфора при температуре на-
гревало 1100 °C выдерживают всего лишь две-
три пайки, затем их поверхность остекляется,
нарушая геометрию и размеры.
Рис. 13. Приспособление для пайки в виде штыря
Конструкция приспособлений для пайки
определяется формой паяемых деталей. При
пайке мелких деталей при мелкосерийном про-
изводстве можно рекомендовать приспособле-
ние в виде штыря (рис. 13)
Одним из элементов приспособлений для
пайки являются подставки. На рис. 14 изобра-
жена многоместная подставка для печей,
имеющих большую высоту рабочей зоны. Для
предотвращения коробления полок подставки
снабжены опорными дисками. Подставка для
пайки неустойчивых изделий показана на
рис. 15. В увеличенном масштабе показаны
возможные виды сопряжения изделий и стойки
подставки. На рис. 15, а показан случай, когда
остаются замкнутыми объемы А и Б, что может
приводить к окислению деталей. На рис. 15, б и в
показан случай, когда эти объемы легко проду-
ваются через отверстия или шлиц.
Рис. 14. Универсальная подставка
для колпаковой водородной печи:
- отверстия для циркуляции газов; В - отверст:
гнезда для установки ножек приспособлений
• ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Рис. 15. Подставка для пайки
неустойчивых изделий:
/ - изделие; 2 - стойка; 3 - диск; 4 - штырь для установки
в гнезда подставки; .771 и 772 - места пайки
Рис. 16. Многоместная подставка для пайки
простых узлов:
1 - изделие: 2 - опорная стойка; 3 - фланец;
4 - ручка для удобства установки и вынимания
подставки; /7, и Пг - места пайки
Многоместная подставка для пайки про-
стых узлов изображена на рис. 16. Такая под-
ставка позволяет расположить на ней детали в
процессе сборки, транспортировать в универ-
сальной таре, быстро устанавливать изделия в
печь и извлекать из нее.
При пайке в соляных ваннах применяют
приспособления, позволяющие производить од-
новременную пайку нескольких деталей (рис. 17).
Рис. 17. Приспособление для пайки в соляных
вайнах одновременно нескольких деталей
Графитовая оправка для припаивания
сильфона из бериллиевой бронзы к арматуре
(рис. 18) позволяет нагревать арматуру до тем-
пературы пайки, в то время как сильфон, кроме
непосредственно примыкающего к арматуре
гофра, нагревается до гораздо меньшей темпе-
ратуры.
Закрепляющие или сжимающие приспо-
собления (или грузы) широко используют для
взаимной фиксации деталей при сборке и в
процессе пайки. Примеры применения про-
стейших приспособлений, сжимающих детали
по торцам, показаны на рис. 19.
Рис. 18. Оправка для пайки деталей ТВЧ:
I - графитовая оправка; 2 - сильфон; 3 - припой
Рис. 19. Приспособление для точного
центрирования диаметров паяемых деталей:
1 и 2 - детали; 3 - центрирующий груз; 4 - стержень;
5 - втулка, обеспечивающая положение деталей
в более равномерной температурной зоне;
А - буртик для удобства поднятия узла; Б- буртик
для уменьшения теплового контакта с грузом;
В - отверстия для циркуляции газов
9 - 8294
258 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Рнс. 20. Центрирующая оправка:
7-оправка; 2 полюсный наконечник,
3 - керамическая втулка
Рис. 22. Скрепляющее приспособление
с клиновым зажимом:
7 - груз; 2 - скользящий клиновой груз;
3 - неподвижная опора со скосами
Рис. 23. Применение молибденовых пружин
для поджатия деталей
Часто оправка должна обеспечивать не
только сжатие паяемых деталей, но и большую
точность их взаимного расположения. В каче-
стве примера на рис. 20 показана оправка для
впаивания керамической втулки в полюсный
наконечник на определенной высоте. Оправка
для пайки двух цилиндрических полых дета-
лей, достаточно жестких в направлении давле-
ния сжатия, показана на рис. 21. В этом случае
сжатие деталей создается обычной резьбой.
Материал таких оправок должен иметь ТКЛР,
равный или близкий к ТКЛР материала паяе-
мых деталей.
Иногда необходимое при пайке сжатие
паяемых деталей обеспечивается за счет разно-
сти в ТКЛР материалов оправки и паяемого
узла. Так, если паяют детали из коррозионно-
стойкой стали, то центральный стержень оп-
равки может быть изготовлен из молибдена.
Когда детали паяют по торцовым поверхно-
стям, то для этих целей обычно используют
грузы или пневматические приспособления.
На рис. 22 показано более сложное при-
способление, в котором легкий фланец волно-
вода прижимается обычным грузом, а закреп-
ление деталей по торцам в горизонтальном
направлении осуществляется за счет скольже-
ния подвижного груза по скосу относительно
неподвижной опоры.
Для создания необходимого сжатия паяе-
мых деталей могут быть использованы молиб-
деновые пружины. Примером такого рода оп-
равки является приспособление для припаива-
ния узла вывода энергии к анодному блоку
(рис. 23). Давление сжатия подбирают так,
чтобы не деформировать паяемые узлы. Ос-
тальные детали обычно выполняют из высоко-
хромистых сталей, чаще всего марок
12Х18Н9Т, 20X13.
При пайке деталей из материалов с раз-
личными ТКЛР применяют специальные вкла-
дыши, ограничивающие коробление. На рис. 24
показан пример использования вкладыша при
пайке прямоугольного медного волновода со
стальным фланцем.
ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
259
Рис. 24. Вкладыш, препятствующий короблению
стенок медиого волновода при пайке
со стальными фланцами:
/ - стальные фланцы; 2 - медный волновод;
3 вкладыш; 4 - форма волновода после пайки
прн отсутствии вкладыша; П- место пайки
Рис. 25. Фиксатор, препятствующий
возникновению деформации в стакане
из никель-кобальтового сплава при пайке:
1 - фиксатор; 2 - стакан; 3 и 5 - нихромовая
проволока, препятствующая растеканию припоя;
4 - стальное кольцо; б - никелевое кольцо;
7 - фланец; /7, и Пг - места пайки
Кроме того, деформации паяемых дета-
лей могут возникать вследствие снятия их соб-
ственных напряжений (особенно в тонкостен-
ных деталях), а также в результате неравно-
мерного нагрева отдельных деталей паяемого
узла. В таких случаях наряду с принятием мер,
препятствующих неравномерному нагреву
(применение экранов и т.п.), используют фик-
саторы, которые позволяют сохранять форму
деталей. На рис. 25 приведен пример примене-
ния фиксатора, препятствующего возникнове-
нию деформаций стакана из никель-кобальто-
вого сплава вследствие снятия собственных
напряжений.
Пайка тонких деталей представляет
большую трудность ввиду того, что они быстро
остывают, а сосредоточенный их нагрев при-
водит к прожогам. Чтобы устранить указанные
трудности, рекомендуется применять пустоте-
лые оправки I и металлический компенсатор 3
(рис. 26).
Рис. 26. Приспособление для пайки тонкостенных
деталей:
1 - пустотелая оправка; 2 - деталь;
3 - металлический компенсатор
При пайке нагревают изнутри оправку 1
до расплавления ранее нанесенного на деталь 2
флюса, после чего второй горелкой при непре-
рывном передвижении пламени производят
пайку. Если на оправку под шов подкладывают
асбестовую прокладку, то в этом случае пайку
производят одной горелкой.
Иногда создание температурного перепа-
да решается с помощью водоохлаждаемых
радиаторов. На рис. 27 показан радиатор, пре-
дохраняющий сильфон и стеклянную трубку от
перегрева при пайке его с корпусом прибора.
Материал радиаторов и нагревательных опра-
вок должен обладать высокой теплопроводно-
стью, поэтому радиаторы чаще всего делают из
меди, а оправки - из графита.
Рис. 27. Оправка с водоохлаждаемыми
радиаторами:
1 - узел, подлежащий пайке; 2 — сильфон;
3 - стеклянная трубка; 4 - электроды для пайки
260 ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ. СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ
Рис. 28. Приспособление для пайки пластин
методом заливки:
/ - асбоцементные гребенки; 2 - болты крепления;
3 - асбоцементная плита
Паяное соединение может быть изготов-
лено методом заливки расплавленного припоя
в приспособление с заложенными в него пла-
стинами (рис. 28). Перед заливкой припоя при-
способление нагревается. Во избежание обра-
зования трещин во время остывания затверде-
вание припоя производилось в термостатах с
начальной температурой 200 °C.
Материалы с капиллярно-пористой струк-
турой (КПС), получаемые спеканием никеле-
вого порошка № ПНК-1л8 при температуре
560 . 610 °C, требуют специальной подготов-
ки при их пайке Низкотемпературная пайка
припоями на основе олова оказалась непригод-
ной ввиду засорения пор остатками флюса. Для
диффузной пайки КПС был применен способ
пайки в вакууме через жидкометаллическую
прослойку, например олово-висмутовое по-
крытие; температура плавления 232 °C. В итоге
получены качественные паяные соединения
КПС с подложкой. Поскольку структура мате-
риала КПС не позволяет применять традици-
онные методы подготовки к пайке, материал
КПС применялся в состоянии поставки. В ка-
честве подложки опробованы медь марки М-1
и коррозионно-стойкая сталь 12Х18Н10Т.
Сборка под пайку производилась в специаль-
ном приспособлении, обеспечивающем плот-
ное поджатие материала КПС к подложке [9].
СПИСОК ЛИТЕРАТУРЫ
1 Гладков А. С., Подвигнна О. П.,
Чернов О. В. Пайка деталей электровакуум-
ных приборов. М.: Энергия, 1967. 287 с.
2. Григорьев Г. А., Березников Ю. И.,
Лоцманов С. Н. Метод определения качества
подготовки поверхностей изделий под пайку и
паяемости материалов / В кн.; Технология и
оборудование высокотемпературной пайки. М
МДНТП, 1973. 168 с
3 Демиденко Л. М. Высокоогнеупор-
ные композиционные покрытия. М.: Металлур-
гия. 1979. 216 с.
4. Дымовнч В. И., Коробцов В. П., Со-
колов Д. Ю. Контроль чистоты поверхности
перед пайкой методом измерения контактной
разности потенциалов (КРП) / В кн.: Расшире-
ние производства паяных изделий и повыше-
ние его эффективности. Омск; ЦП НТО Маш-
пром, 1980. 207 с.
5 Контроль качества сварки / Под ред.
В. Н. Волченко. М.: Машиностроение, 1975.328 с.
6. Любимов М. Л. Спаи металла со
стеклом. М.: Энергия, 1968. 280 с.
7. Металлы и сплавы для электроваку-
умных приборов / Под ред. Р. А. Нилендера.
М.: Энергия, 1965. 100 с.
8. Хряпин В. Е. Справочник паяльщика.
М.: Машиностроение, 1980. 327 с.
9 Кузнецов В. А., Суслов А. А., Пече-
ннна Н. И., Шандорина Р. Б. Разработка тех-
нологий пайки капиллярно-пористой структу-
ры (КПС) с металлической подложкой / В сб..
Современное состояние пайки. М.; ЦРДЗ, 1999.
С. 87.
Глава?. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПАЙКА СТАЛЕЙ И СПЛАВОВ
Пайка углеродистых
и низколегированных сталей
Углеродистые стали обыкновенного ка-
чества групп А, Б, В и марок СтО - Стб
(ГОСТ 380-94) широко используют для изго-
товления металлоконструкций и в машино-
строении. Для деталей с повышенной твердо-
стью поверхности и вязкой сердцевиной при-
меняют стали, поддающиеся цементации, азо-
тированию и закалке ТВЧ. К ним относятся,
например, стали высокой пластичности 08кп,
Юпс, 15кп, 20, 25Г, 10Г2. Из сталей 15Х, 18ХГ,
20ХФ, 20Х2Н4А 18Х2Н4МА, 20ХН2М изго-
тавливают малонагруженные валы и зубчатые
колеса (ГОСТ 21354—87), а для тяжелонагру-
женных деталей используют стали, легирован-
ные титаном (15ХГН2ТА и 25Х2ГНТА) и бо-
ром (20ХТР и 20ХГНР). К углеродистым отно-
сятся и улучшаемые стали марок ЗОГ, 65Г,
38ХА, ЗОХГСА, 40ХФА и 40ХГТР. Из высоко-
прочных сталей 38ХНЗМФА, 34ХН1МА и
35ХН1М2ФА изготавливают ответственные
детали турбин и компрессорных машин, а из
сталей 55С2А, 70СЗА, 50ХГА 50ХГФА и
60С2ХФА - рессоры и пружины. К низколеги-
рованным, применяемым в судостроении, хи-
мическом и нефтяном машиностроении, отно-
сятся стали с карбонитридным упрочнением
марок: 16Г2АФД, 15Г2АФДпс, 12ГН2МФАЮ,
легированные кремнием, хромом, марганцем,
никелем, медью: 10ХСНД, 09Г2С, 09Г2Д,
15ГФДидр. [4]
Пайка низкоуглеродистых и низколеги-
рованных сталей не вызывает особых трудно-
стей и может быть осуществлена всеми извест-
ными способами. При пайке высокоуглероди-
стых сталей требуется лишь более тщательная
подготовка соединяемых поверхностей. Низко-
температурную пайку углеродистых и низколе-
гированных сталей часто выполняют оловянно-
свинцовыми припоями. В качестве флюса
обычно применяют водные растворы хлористо-
го цинка.
При пайке сталей мартенситного класса
оловянно-свинцовыми припоями возможно
возникновение трещин под действием расплав-
ленного припоя. При этом наблюдается опре-
деленная закономерность: чем больше содер-
жание олова в применяемом припое и чем вы-
ше собственные напряжения в паяемом метал-
ле, тем больше вероятность возникновения в
нем трещин в процессе пайки. Для устранения
этого явления перед пайкой необходимо про-
изводить отпуск закаленных сталей. При сбор-
ке заготовок из таких сталей под пайку необ-
ходимо стремиться не создавать собственных
напряжений в паяемом металле и производить
пайку припоями, содержащими не более 40 % Sn.
Наиболее часто применяют оловянно-
свинцовые припои ПОССу40-0,5, ПОС61 и
олово. В соединениях, паянных этими припоя-
ми, на границе раздела припой - паяемый ме-
талл может образоваться прослойка хрупкой
интерметаллидной фазы FeSn2, которая ослаб-
ляет шов. Не допускается перегрев припоя, так
как это увеличивает толщину интерметаллид-
ной прослойки, повышает пористость паяных
швов; прочность соединений снижается.
Прочность паяных соединений во многом
зависит и от технологического процесса пайки,
зазора, применяемых флюсов и припоев. Наи-
большую прочность имеют соединения стали,
паянные припоями ПОС40 и ПОС61 Низко-
температурные припои на основе цинка мало-
пригодны для пайки углеродистых и низколе-
гированных сталей из-за плохого смачивания,
>атекания в зазор и низкой прочности паяных
соединений в результате образования на гра-
нице раздела хрупкой интерметаллидной про-
слойки.
Кадмиевые припои системы Cd-Ag, со-
стоящие из металлов, не образующих твердых
растворов с железом, плохо растекаются при
пайке сталей и не дают прочных соединений.
Кадмиево-серебряные припои, легированные
цинком, который активно взаимодействует с
железом, обеспечивают более прочные соеди-
нения, чем припои системы Pb-Sn или Pb-Ag.
Например, прочность соединений стали 10,
паянных припоем состава 82 % Cd. 16 % Zn и
2 % Ag, составляет 160 МПа
Высокотемпературную пайку углероди-
стых и низколегированных сталей выполняют
обычно медью, медно-цинковыми и серебря-
ными припоями Медно-фосфористые припои
использовать для пайки сталей не рекоменду-
ется, так как на границе со сталью они образу-
ют хрупкие фосфиды железа, что придает пая-
262
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ным соединениям повышенную хрупкость и
хладноломкость. Применение медно-фосфо-
ристых припоев возможно только для соедине-
ний, не работающих при вибрационных и ди-
намических нагрузках, а также при низких
температурах.
Для пайки низколегированных сталей
возможно использование в качестве припоя
чугуна. Для этого используют высокопрочные
и пластичные модифицированные чугуны. При
пайке углеродистых и низколегированных ста-
лей в качестве флюсов применяют буру, флю-
сы ПВ200, ПВ201, ПВ209, паяют также в газо-
вых средах, в атмосфере водорода, диссоции-
рованного аммиака, в продуктах неполного
сгорания смесей воздуха с газами: генератор-
ным городским, пропаном и др. Оксидная
пленка, образующаяся на поверхности углеро-
дистых и низколегированных сталей, химиче-
ски нестойкая. Она легко восстанавливается в
газовых средах и растворяется всеми флюсами,
рекомендованными для пайки сталей. При пай-
ке в контролируемых средах углеродистых и
низколегированных сталей самым распростра-
ненным способом является пайка медью в печи
с восстановительной атмосферой.
Соединения, паянные медью, более проч-
ные, чем медь в исходном состоянии. Времен-
ное сопротивление при растяжении соединений
стали (СтЗ), паянных медью в защитной среде,
составляет 350 МПа, а прочность лигой меди
190 ... 200 МПа. Повышение прочности пая-
ных швов, выполненных медью, обусловлено
растворением железа в жидкой меди в процессе
пайки. Необходимо учитывать, что медь и не-
которые медные припои склонны к проникно-
вению по границам зерен низкоуглеродистых и
конструкционных сталей.
Нагрев при пайке термически обработан-
ных низколегированных и углеродистых ста-
лей в некоторых случаях приводит к отжигу,
превращению остаточного аустенита в мартен-
сит, распаду мартенсита, к отпускной хрупко-
сти. Поэтому при выборе температуры пайки и
способа нагрева необходимо учитывать воз-
можность развития этих процессов. Способы
нагрева, припои и флюсы для пайки сталей
приведены в соответствующих разделах спра-
вочника.
Низколегированные стали также можно
паять всеми известными способами. Затрудне-
ния в процессе пайки встречаются только в тех
случаях, когда легирующие элементы, напри-
мер алюминий или хром, образуют на поверх-
ности стали химически устойчивые оксиды.
В этом случае применяют более активные
флюсы, а магнитные стали, содержащие алю-
миний, перед пайкой предварительно обраба-
тывают в растворе NaOH для удаления плотной
пленки оксидов алюминия. В качестве газовой
среды при пайке используют азот или аргон в
смеси с трехфтористым бором. При этом сле-
дует иметь в виду возможность поверхностно-
го азотирования стали в процессе пайки, что
при небольших толщинах (менее 1 мм) может
привести к повышению прочности и снижению
пластичности стали. При пайке закаленных
низколегированных сталей следует иметь в
виду возможность отжига в процессе пайки и,
следовательно, снижения их механических
свойств. Во избежание этого пайку ведут при
температуре высокого отпуска (620 °C) с при-
менением припоя ПСр40 и флюсов ПВ284Х
или ПВ209, которые обеспечивают получение
высококачественных паяных соединений
Возможен и другой вариант высокотем-
пературной пайки конструкционных сталей без
снижения прочности паяемого металла. Для
этого совмещают процесс пайки с закалкой и
последующим отпуском. Такой технологиче-
ский процесс дает возможность не только со-
хранить прочность основного металла, но и
существенно повысить прочность паяных со-
единений. Например, расчетом и эксперимен-
тально подтверждено, что при пайке ТВЧ сты-
ков трубопроводов из стали 20 оптимальным
является режим нагрева, когда градиент темпе-
ратур не превышает 25 °C, а нагрев ведется со
скоростью не менее 10 °С/с Применяемые в
практике пайки охлаждающие среды также
необходимо выбирать с учетом свойств основ-
ного металла и условий допустимого уровня
напряжений в стали 20. Так, для трубы типо-
размера 194x6 мм скорость остывания при ес-
тественном охлаждении200 ... 250°С/мин, при
охлаждении сжатым воздухом 495 . 650 °С/мин,
а при охлаждении водой 3000 ... 3700 °С/мин.
При этом в качестве охлаждающей среды ре-
комендован сжатый воздух, поскольку этот
режим охлаждения обеспечивает сохранение
требуемых свойств паяемого металла и соеди-
нения (табл. 1).
В значительной мере на структуру и
свойства паяемого металла и паяных соедине-
ний влияют операции подпайки, горячего цин-
кования (табл. 2). Для пайки соединений из
низкоуглеродистых сталей, имеющих сбороч-
ные зазоры до 2 мм, применяли порошковые
ПАЙКА СТАЛЕЙ И СПЛАВОВ
263
1. Механические свойства соединений из стали 20, паянных припоем П87,
в зависимости от условий охлаждения
Условия охлаждения а,, МПа 8, % Г’
Сталь 20 в состоянии поставки Охлаждение соединений с температуры 1200 °C: 423 21,5 155
естественное 420 23,5 165
сжатым воздухом 565 19,6 149
водой 603 15,2 120
*\|/ - угол изгиба.
2. Механические свойства паяных соединений в зависимости
от условий термической обработки
Микротвердость
Условия термической обработки* Феррит Перлит МПа
Один нагрев до 1200 °C, 2 мин (пайка) 4300 5000 320
Два нагрева до 1200 °C, 2 мин (пайка и подпайка) 2500 4100 180
Один нагрев до 1200 °C, 2 мин, и один нагрев в расплаве до 500 °C, 5 мин 3200 4000 280
Два нагрева до 1200 °C, 2 мин, и один нагрев в расплаве до 500 °C, 5 мин 3300 4200 260
♦После нагрева до 1200 °C охлаждение проводили сжатым воздухом; после нагрева в цинке - охлажда-
ли естественно.
3. Состав паяльной пасты (связующее - акриловый лак АС-82)
Порошковые компоненты Содержание компонента, % Размер зерна, мкм
Припой П100 68 350
Сталь 20 12 350
Стекло № 15 10 50
Флюс ПВ201 10 50
припои с добавками тугоплавкого наполнителя
до 30 % . Например, при пайке стальных (СтЗ)
труб ТВЧ или газовой горелкой (1000 °C, 30 с)
с использованием паяльной пасты, состоящей
из 70 % порошков припоя, 20 % наполнителя и
10 % флюса, обеспечивается предел прочности
соединений на срез 300 ... 320 МПа. При при-
менении паяльной пасты, содержащей припой
ПАН-3 (62 % Си, 30 % Мп и 8 % Ni), наполни-
тель - порошки меди и кобальта в соотноше-
нии 1:1 и флюс - 80 % Na2B4O7 и 20 % Н3ВО3
обеспечивают прочность тср= 230 ... 270 МПа.
Прочность паяных швов незначительно снижа-
ется с увеличением сборочного зазора от 0,2 до
1,5 мм; при больших зазорах прочность резко
падает, что связывают с появлением усадочной
пористости и снижением эффекта контактного
упрочнения шва
Высокая прочность соединений, паянных
с зазорами до 1 мм, обеспечивается и при при-
менении паяльной пасты на базе железо-
марганцевого припоя П100 (табл. 3). Так, при
пайке ТВЧ (1180 °C, 120 с) стыков стальных
(сталь 20) труб диаметром 100 300 мм пре-
дел прочности на срез в зависимости от зазора
составляет 250 .. 330 МПа. Тугоплавкий на-
полнитель добавляют в паяльную пасту в зави-
симости от величины соединительного зазора;
для зазоров 0,25 .. 1 мм требуется не более 30 %
тугоплавкого наполнителя [12, 13].
Пайка коррозионно-стойких сталей
В паяных конструкциях применяют ста-
ли: ферритные, легированные хромом; аусте-
нитные и аустенитно-ферритные, легирован-
ные хромом и никелем; мартенситные и аусте-
нитно-мартенситные, легированные феррито-
образующими элементами (алюминием, тита-
ном, молибденом и другими при низком со-
264
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
держании углерода). На поверхности этих ста-
лей образуются оксиды, химически более стой-
кие, чем на простых сталях. При нагреве леги-
рованных сталей в вакууме на поверхности
обнаружены только оксиды типа шпинели
(FeO-Me2O3); при нагреве на воздухе обнару-
жены два вида оксидов: Ме2О3 и FeO. Оксиды
Ме2О3 обогащены хромом, а на поверхностях
сталей, значительно легированных хромом,
образуются почти чистые оксиды хрома.
В связи с высоким содержанием хрома поверх-
ность этих сталей покрыта химически устойчи-
вой оксидной пленкой, состоящей в значитель-
ной части из труднорастворимых в обычных
флюсах оксидов хрома, поэтому пайка корро-
зионно-стойких сталей достаточно трудна.
Например, оксидная пленка на этих сталях в
газовых восстановительных средах восстанав-
ливается при температуре 1200 °C, в то время
как на обычных конструкционных сталях ок-
при температуре 900 °C. Поэтому при пайке
коррозионно-стойких сталей часто используют
трехфтористый бор в смеси с инертными газа-
ми, который более активен и восстанавливает
оксиды при более низких температурах. При
пайке этих металлов на воздухе необходимо
выбирать наиболее активные флюсы. Так, при
пайке припоями на медной или никелевой ос-
нове целесообразно использовать более туго-
плавкие флюсы ПВ200 и ПВ201, а при пайке
серебряными припоями наиболее качественные
соединения получают при применении флюсов
ПВ284Х или ПВ209 [10].
При низкотемпературной пайке коррози-
онно-стойких сталей оловянно-свинцовыми
припоями обычные канифольно-спиртовые
флюсы.непригодны. Непригодны и канифоль-
но-спиртовые флюсы с малыми добавками
хлористого цинка и хлористого аммония. Ре-
комендуется канифольно-спиртовой флюс с
добавкой ортофосфорной кислоты (JIM1), со-
стоящий из 100 мл ортофосфорной кислоты,
400 мл спирта или этиленгликоля и 30 г кани-
фоли. Достоинством этого флюса является его
слабая коррозионная активность и возмож-
ность применения при пайке в интервале тем-
ператур 280 ... 320 °C. При температуре 350 °C
и выше происходит активное испарение кисло-
ты, а спирт воспламеняется. При пайке с этим
флюсом в диапазоне температур 200 ... 300 °C
ортофосфорная кислота превращается в пиро-
фосфорную Н4РО7. В температурном интервале
образования пирофосфорной кислоты флюс
наиболее активен. Удаление остатков флюса
ЛМ1 после пайки можно выполнять промыв-
кой спиртом. Ввиду возможного испарения
компонентов флюса нагрев необходимо произ-
водить быстро.
При пайке коррозионно-стойких сталей
оловянно-свинцовыми припоями в качестве
флюса широко применяют водный раствор
хлористого цинка. Для повышения активности
хлористого цинка в него добавляют неоргани-
ческие кислоты (НС1, HF, HNO3, Н3РО4), хло-
ристые соли (NH4CI) или хлористые соли тяже-
лых металлов, олова или меди [9,17, 20]. Наибо-
лее активен флюс, состоящий из 38 ... 40 %-ного
водного раствора хлористого цинка (2 объема)
и насыщенного раствора соляной кислоты
(1 объем). Пайку можно осуществить после
предварительной обработки в соляной кислоте
и последующего использования водного раство-
ра хлористого цинка Однако указанные флюсы
можно успешно применять только при пайке
паяльником или горелкой, когда за процессом
можно наблюдать визуально и добавлять флюс
по мере необходимости в процессе пайки.
При печной пайке введение в водный
раствор хлористого цинка добавок кислот не
способствует повышению его активности по
отношению к коррозионно-стойкой стали при
температуре пайки. Активирующее действие
добавок проявляется только до температуры
кристаллизации флюсов, т.е. до расплавления
припоя, причем активное действие флюсов
повышается с ростом температуры растворов, а
при температуре их кристаллизации актив-
ность флюсов не зависит от их состава. Для
печной пайки коррозионно-стойких сталей
оловянно-свинцовыми припоями хороших
флюсов не разработано. Флюсы на основе хло-
ристого цинка с добавками кислот практически
непригодны, поскольку при пайке в печи флюс
не восполняется, а количества флюса, нанесен-
ного перед пайкой, оказывается недостаточ-
ным. Кроме того, температурный интервал
активного действия флюсов на основе хлори-
стого цинка ограничен только областью суще-
ствования флюсов в виде раствора. В расплав-
ленном состоянии флюсы практически не ак-
тивируют поверхность стали и не защищают ее
от кислорода воздуха. Паяемость этих сталей
облегчается за счет нанесения на них техноло-
гических покрытий, которые без затруднения
паяются легкоплавкими припоями. В качестве
таких покрытий применяют медь, никель, се-
ребро и другие металлы
264
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
держании углерода). На поверхности этих ста-
лей образуются оксиды, химически более стой-
кие, чем на простых сталях. При нагреве леги-
рованных сталей в вакууме на поверхности
обнаружены только оксиды типа шпинели
(FeO-MejO3); при нагреве на воздухе обнару-
жены два вида оксидов: Ме2О3 и FeO. Оксиды
Ме2О3 обогащены хромом, а на поверхностях
сталей, значительно легированных хромом,
образуются почти чистые оксиды хрома.
В связи с высоким содержанием хрома поверх-
ность этих сталей покрыта химически устойчи-
вой оксидной пленкой, состоящей в значитель-
ной части из труднорастворимых в обычных
флюсах оксидов хрома, поэтому пайка корро-
зионно-стойких сталей достаточно трудна.
Например, оксидная пленка на этих сталях в
газовых восстановительных средах восстанав-
ливается при температуре 1200 °C, в то время
как на обычных конструкционных сталях ок-
сидная пленка восстанавливается в водороде
при температуре 900 °C Поэтому при пайке
коррозионно-стойких сталей часто используют
трехфтористый бор в смеси с инертными газа-
ми, который более активен и восстанавливает
оксиды при более низких температурах. При
пайке этих металлов на воздухе необходимо
выбирать наиболее активные флюсы. Так, при
пайке припоями на медной или никелевой ос-
нове целесообразно использовать более туго-
плавкие флюсы ПВ200 и ПВ201, а при пайке
серебряными припоями наиболее качественные
соединения получают при применении флюсов
ПВ284Х или ПВ209 [10].
При низкотемпературной пайке коррози-
онно-стойких сталей оловянно-свинцовыми
припоями обычные канифольно-спиртовые
флюсы.непригодны. Непригодны и канифоль-
но-спиртовые флюсы с малыми добавками
хлористого цинка и хлористого аммония. Ре-
комендуется канифольно-спиртовой флюс с
добавкой ортофосфорной кислоты (ЛМ1), со-
стоящий из 100 мл ортофосфорной кислоты
400 мл спирта или этиленгликоля и 30 г кани-
фоли. Достоинством этого флюса является его
слабая коррозионная активность и возмож-
ность применения при пайке в интервале тем-
ператур 280 ... 320 °C. При температуре 350 °C
и выше происходит активное испарение кисло-
ты, а спирт воспламеняется. При пайке с этим
флюсом в диапазоне температур 200 ... 300 °C
ортофосфорная кислота превращается в пиро-
фосфорную Н4РО7. В температурном интервале
образования пирофосфорной кислоты флюс
наиболее активен. Удаление остатков флюса
ЛМ1 после пайки можно выполнять промыв-
кой спиртом. Ввиду возможного испарения
компонентов флюса нагрев необходимо произ-
водить быстро.
При пайке коррозионно-стойких сталей
оловянно-свинцовыми припоями в качестве
флюса широко применяют водный раствор
хлористого цинка. Для повышения активности
хлористого цинка в него добавляют неоргани-
ческие кислоты (НС1, HF, HNO3, Н3РО4), хло-
ристые соли (NH|C1) или хлористые соли тяже-
лых металлов, олова или меди [9,17, 20]. Наибо-
лее активен флюс, состоящий из 38 ... 40 %-ного
водного раствора хлористого цинка (2 объема)
и насыщенного раствора соляной кислоты
(1 объем). Пайку можно осуществить после
предварительной обработки в соляной кислоте
и последующего использования водного раство-
ра хлористого цинка. Однако указанные флюсы
можно успешно применять только при пайке
паяльником или горелкой, когда за процессом
можно наблюдать визуально и добавлять флюс
по мере необходимости в процессе пайки.
При печной пайке введение в водный
раствор хлористого цинка добавок кислот не
способствует повышению его активности по
отношению к коррозионно-стойкой стали при
температуре пайки. Активирующее действие
добавок проявляется только до температуры
кристаллизации флюсов, т.е. до расплавления
припоя, причем активное действие флюсов
повышается с ростом температуры растворов, а
при температуре их кристаллизации актив-
ность флюсов не зависит от их состава. Для
печной пайки коррозионно-стойких сталей
оловянно-свинцовыми припоями хороших
флюсов не разработано. Флюсы на основе хло-
ристого цинка с добавками кислот практически
непригодны, поскольку при пайке в печи флюс
не восполняется, а количества флюса, нанесен-
ного перед пайкой, оказывается недостаточ-
ным. Кроме того, температурный интервал
активного действия флюсов на основе хлори-
стого цинка ограничен только областью суще-
ствования флюсов в виде раствора. В расплав-
ленном состоянии флюсы практически не ак-
тивируют поверхность стали и не защищают ее
от кислорода воздуха. Паяемость этих сталей
облегчается за счет нанесения на них техноло-
гических покрытий, которые без затруднения
паяются легкоплавкими припоями. В качестве
таких покрытий применяют медь, никель, се-
ребро и другие металлы.
ПАЙКА СТАЛЕЙ И СПЛАВОВ
265
Растекание оловянно-свинцовых и других
легкоплавких припоев по стали может быть
значительно улучшено за счет предварительно-
го лужения паяемой поверхности этими же
припоями. Лужение производят с использова-
нием активных флюсов путем последователь-
ного погружения деталей во флюс и в расплав-
ленный припой. Припой можно наносить вруч-
ную на место пайки и лудить с помощью па-
яльника или горелки. Оловянно-свинцовые
припои на коррозионно-стойкие стали можно
наносить и гальваническим методом, после
чего изделие флюсуют и нагревают в печи до
температуры пайки После лужения остатки
коррозионно-активных флюсов удаляют с по-
верхности кипячением или промывкой в про-
точной воде. Пайку луженых деталей можно
производить с использованием канифольно-
спиртовых флюсов, обеспечивающих высокую
коррозионную стойкость паяных соединений.
Высокотемпературную пайку коррозион-
но-стойкой стали производят серебряными,
медными, никелевыми и другими припоями.
Из серебряных припоев широкое распростране-
ние получили припои системы Ag-Cu (ПСр72),
Ag-Cu-Cd-Zn (ПСр40, ПСр45, ПСр25). Стали,
содержащие 18 % хрома и легированные тита-
ном, алюминием, кремнием, плохо смачиваются
серебряными припоями (ПСр72 и ПСр72 МЛН) в
вакууме и аргоне. Некоторое улучшение расте-
кания обнаруживается при легировании припоя
ПСр72 титаном (0,12 %) или цирконием
(1 %). Пайку коррозионно-стойкой стали при-
поем ПСр72 производят в вакууме 10'2 Па по
предварительно нанесенному барьерному слою
меди или гальванического никеля; по непокры-
той стали припой ПСр72 плохо растекается и
не затекает в зазор. При повышении темпера-
туры пайки до 1000 °C и вакуума до 10'3 Па
растекаемость не улучшается, а припой интен-
сивно испаряется. Покрытие химическим ни-
келем в качестве барьерного слоя при пайке в
вакууме припоем ПСр72 не допускается, так
как на границе раздела покрытие - паяемый
металл образуются хрупкие интерметалличе-
ские фазы, что ослабляет прочность паяных
соединений; швы разрушаются хрупко. Осо-
бенно это проявляется при работе изделия в
условиях низких температур или при динами-
ческих нагрузках.
При пайке газовой горелкой припой ПСр72
плохо растекается по стали 12Х18Н10Т как с
использованием флюса ПВ209, так и ПВ200.
Для улучшения смачивания и растекания при-
поя ПСр72 его легируют литием. Растекае-
мость серебряных припоев по коррозионно-
стойкой стали можно улучшить введением в
них никеля. Оптимальными свойствами обла-
дают припои, легированные 3 ... 5 % Ni; реко-
мендуется следующий состав припоя: 65 % Си,
30 % Ag, 5 % Ni. Температура плавления при-
поя 830 . 900 °C [9, 17]. Кроме того, соедине-
ния из коррозионно-стойких сталей, паянные
серебряными припоями, не содержащими ни-
кель, склонны к щелевой коррозии во влажной
атмосфере. Щелевая коррозия не возникает при
пайке серебряными припоями, содержащими
2. 3 %Ni.
Для пайки хромистых ферритных сталей
рекомендуются припои следующих составов:
1) 40 % Ag; 30 % Си; 28 % Zn; 2 % Ni
(температура растекания 783 °C),
2) 40 % Ag; 30 % Си; 25 % Zn; 5 % Ni
(температура растекания 850 °C);
3) 50%Ag 15,5%Cu; 16%Cd; 15,5%Zn,
3 % Ni (температура растекания 690 °C).
При пайке нестабилизированных корро-
шонно-стойких аустенитных сталей следует
учитывать их возможную склонность к интер-
кристаллитной коррозии после нагрева в ин-
тервале температур 500 ... 750 °C; пайка при
600 ... 800 °C для таких сталей не рекоменду-
ется. Серебряные припои с температурой плав-
ления 620 ... 800 °C применяют при пайке ста-
лей, содержащих низкую долю углерода или
стабилизированных карбидообразующими
элементами (Nb, Ti), устраняющими склон-
ность их к интеркристаллитной коррозии после
нагрева.
Пайка ферритных коррозионно-стойких
сталей (13 % Сг) серебряными припоями не
снижает коррозионной стойкости паяных со-
единений, так как эти стали склонны к интер-
кристаллитной коррозии только после закалки
с температуры выше 900 °C. При пайке корро-
зионно-стойких сталей припоем ПСр25КН с
применением флюса ПВ209 наблюдается рас-
трескивание. Поэтому припой ПСр25КН не-
пригоден для пайки тонкостенных изделий, от
которых требуется герметичность, и для узлов,
подвергающихся вибрационным нагрузкам.
Для предупреждения растрескивания необхо-
димо следить за тем, чтобы в процессе нагрева
детали не находились в напряженном состоя-
нии. При этом нужно выбирать такие серебря-
ные припои, которые не проникают по грани-
цам зерен основного металла. В этом случае
применяют припой ПСр40 с использованием
флюса ПВ284Х.
266
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Пайку припоем ПСр40 можно произво-
дить газовой горелкой и нагревом в печи. При
пайке в печи флюс ПВ284Х или ПВ209 в виде
пасты замешивают на воде или спирте, наносят
на места пайки и предварительно уложенный
припой. При пайке горелкой необходимо по-
стоянное флюсование до образования галтели.
Остатки флюса после пайки следует удалять
путем кипячения в воде или в проточной горя-
чей и холодной воде, так как они способствуют
развитию коррозии.
Для высокотемпературной пайки корро-
зионно-стойких сталей в качестве припоев
применяют также чистую медь или сплавы на
ее основе. Достоинством медных припоев яв-
ляется то, что пайку ими осуществляют при
температурах 950 ... 1150 °C. При температу-
рах пайки выше 1000 °C происходит отжиг
стали и устраняются внутренние напряжения,
что предотвращает опасность растрескивания
основного металла в контакте с расплавленным
припоем. Медь хорошо смачивает коррозион-
но-стойкую сталь в среде аргона с трехфтори-
стым бором (BF3). Для улучшения растекания
по стали при пайке в среде аргона медь леги-
руют различными поверхностно-активными
добавками: литием (0,15 ... 0,3 %), оловом (до
5 %), марганцем, кремнием, титаном и др
В качестве припоев для пайки коррозион-
но-стойких сталей можно применять латуни.
Они достаточно хорошо растекаются по стали
и образуют прочные паяные соединения
(ав < 350 МПа). Существенным недостатком
этих припоев является то, что латуни в жидком
состоянии проникают по границам зерен стали
и способствуют хрупкому разрушению под
напряжением. Эффект растрескивания сталей
по границам зерен наиболее выражен при пай-
ке ТВЧ или в пламени газовой горелки, т.е.
когда вследствие неравномерного и быстрого
нагрева создаются внутренние растягивающие
напряжения. Вероятность образования трещин
становится меньше при пайке латунью ото-
жженной стали в печах или в солевых ваннах,
где обеспечивается равномерный нагрев паяе-
мых деталей. Во всех случаях опасность обра-
зования трещин возрастает при повторной пе-
репайке. Следует также учитывать, что при
пайке в печах происходит значительное испа-
рение цинка из латуни и повышение темпера-
туры пайки.
Для пайки коррозионно-стойких сталей
применяют и медномарганцевые припои, на-
пример П65, легированный цирконием, или
ВПр2 и ВПр4, легированные литием или бо-
ром. Эти припои хорошо растекаются по ста-
лям Х17Н5, Х18ДТ, 12Х18Н10Т и Х15Н8М2Ю
в среде проточного аргона и в вакууме слабо
растворяют стали даже при выдержке 1,5 ч при
температуре пайки [12, 16, 22]. Пайку деталей
из стали 12Х18Н10Т можно производить ТВЧ
на воздухе с использованием флюса ПВ200.
Соединения стали 12Х18Н10Т, паянные при-
поями П65, ВПр2 и ВПр4, могут кратковре-
менно работать при температуре 600 °C и име-
ют более высокую прочность, чем при пайке
серебряными припоями
Припои системы Cu-Ni-Si, например
ВПр1, ПЖ45-81, можно применять для пайки
нагартованных коррозионно-стойких сталей, а
также для пайки конструкций, в материале
которых могут возникнуть растягивающие
напряжения. Предел прочности на срез соеди-
нений стали 12Х18Н10Т, паянных припоем
ВПр1, составляет 280 МПа. Соединения, паян-
ные припоями ВПр1 и ПЖ45, теплостойки до
температуры 700 °C и хладостойки до -196 °C.
Для пайки коррозионно-стойких сталей можно
применять припои на основе никеля системы
Ni-Cr-Mn, Ni-P Припоями Ni-Cr-Mn можно
паять в среде аргона с трехфтористым бором.
При пайке в вакууме припоями, содержащими
марганец, последний интенсивно испаряется,
поэтому изделия желательно ампулировать или
помещать в закрытый контейнер. Припои с
широким интервалом кристаллизации системы
Ni-Cr-Mn плохо смачивают коррозионно-
стойкую сталь и образуют пористые паяные
соединения.
Припой системы Ni-P наносят на сталь
химическим методом. После нанесения хими-
ческого никеля толщиной 25 ..100 мкм пайку
можно производить в сухом водороде, аргоне
или в вакууме при температуре 1000 ... 1050 °C.
Соединения, паянные припоем Ni-P, прочные
(ов = 270 МПа), однако швы отличаются низ-
кой пластичностью и непригодны для конст-
рукций, работающих при ударных и вибраци-
онных нагрузках, и особенно для работы при
криогенных температурах. Они становятся
ударно-хрупкими уже при температуре -196 °C.
Пайку стыков труб коррозионно-стойкой
стали, а также труб с трубными досками можно
производить с использованием экзотермиче-
ского нагрева. В качестве источника тепла
применяют термитные шашки. Этот метод
нагрева апробирован в условиях космоса на
приборе «Реакция» при пайке стыков труб с
ПАЙКА СТАЛЕЙ И СПЛАВОВ
267
муфтами припоем никель-марганец [1] При
пайке стыков труб в условиях завода или мон-
тажных размеры термитных шашек подбира-
ются экспериментально в зависимости от раз-
мера паяемых труб и температуры плавления
припоя. Например, для пайки железомарганце-
вым припоем П-87 (Г = 1200 °C) стыка труб
диаметром 10 мм при толщине стенки 1 мм
требуется термитная шашка с наружным диа-
метром 21 мм, внутренним 11 мм, высотой 12 мм
и массой 6 г. Для трубопровода диаметром
42 мм и толщиной стенки 4 мм требуется шаш-
ка с наружным диаметром 84 мм, внутренним
44 мм, высотой 50 мм и массой 400 г [14].
Пайка жаропрочных сталей и сплавов
В ГОСТ 5632 внесено 39 марок жаро-
прочных сталей и 24 марки жаростойких
сплавов. К ним относятся, например: стали,
легированные вольфрамом, ванадием, молиб-
деном, ниобием и алюминием 12Х1МФ,
09Х14Н19В2БР; карбидоупрочняемые спла-
вы - 40Х15Н7Г7Ф2МС и 37Х12Н8Г8МФБ;
дисперсионно-твердеющие аустенитные стали
10Х11Н20ТЗР и мартенситные - Х12НМБФ,
стареющие сплавы на основе никеля и кобаль-
та - ХН55ВМТКЮ; сплавы на основе никеля,
легированные бором и церием, - ХН35ВТЮ,
ХН77ТЮР и др. Из жаропрочных сталей и
сплавов изготавливают лопатки паровых и
газовых турбин (ХН35ВТЮ, ХН77ТЮР), дета-
ли авиационных двигателей (ЖС6К и ВЖ98).
Главным требованием для этих материалов
является жаропрочность, т.е. их сопротивление
упругим и пластическим деформациям при
высоких температурах. Например, у лопаток
паровых турбин деформации не должны пре-
вышать 1 % за 10 лет работы, а для паровых
котлов - не более 1 % за 100 000 ч. Такие же
высокие требования по жаропрочности предъ-
являются и к паяным соединениям узлов, изго-
товляемых из этих материалов
Припои, применяемые для пайки жаро-
прочных сплавов, должны обеспечивать необ-
ходимую жаропрочность и коррозионную
стойкость. Так, в лопатках турбин реактивных
двигателей, испытывающих значительные тер-
мические нагрузки, паяные соединения долж-
ны длительное время работать при температу-
рах 850 ... 900 °C. Трудности пайки жаропроч-
ных сталей и сплавов обусловлены наличием
на их поверхности прочных и плотных пленок,
состоящих из оксидов хрома, титана, алюми-
ния и других элементов. Эти оксидные пленки
обладают высокой термической и химической
стойкостью. Для удаления оксидной пленки с
этих материалов применяют высокоактивные
флюсы и производят тщательную подготовку
поверхности.
Подготовку к пайке соединяемых по-
верхностей производят наждачной бумагой,
напильником, обезжиривают в парах органиче-
ских растворителей, в горячих щелочных рас-
творах или в электролитических ваннах. Пайку
жаропрочных сплавов, содержащих металлы с
большим сродством к кислороду, например
алюминий, титан, бор, рекомендуется произво-
дить в водородной среде с добавкой фториро-
ванной атмосферы. В этом случае в герметич-
ный контейнер под изделие предварительно
помещают фтористый аммоний в количестве
1 г на 1000 см3 объема контейнера. При нагреве
фтористый аммоний разлагается на водород,
азот и фтористый водород, при этом на по-
верхности изделий адсорбируются фториды,
препятствующие окислению.
Флюсы, содержащие бориды и фтористые
соли, плохо удаляют оксиды хрома, поэтому
они малопригодны для пайки жаропрочных
сталей и сплавов. Более приемлемы флюсы, в
состав которых входят тетраборат и фториды.
В качестве защитной атмосферы применяют
сухие и очень чистые газы (аргон, гелий, водо-
род, водород в сочетании с парами галоидных
солей хрома или марганца фторированную
атмосферу). Пайку в этом случае производят в
специальной камере. Под изделие помещают
хлористые или фтористые соли хрома, марган-
ца или других металлов. В верхней части каме-
ры располагают гранулированный или порош-
кообразный хром, никель, марганец, железо,
которые служат для регенерации паров металла
в атмосфере. При нагреве соли выделяются
соответствующие пары, которые препятствуют
окислению паяемого металла и способствуют
растеканию припоя [9,23].
Для высокотемпературной пайки жаро-
прочных сталей применяют серебряные при-
пои. Припои с содержанием не менее 72 % Ag
используют для пайки сталей в вакууме или
инертных средах по предварительно нанесен-
ному барьерному слою никеля или меди. При-
поями с меньшим содержанием серебра паяют
стали без покрытий с помощью ТВЧ или газо-
пламенного нагрева с применением флюсов
ПВ209 или ПВ284Х.
268
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Медь в качестве припоя для жаропрочных
сталей применяют редко из-за сильной ее диф-
фузии в сталь и плохой растекаемости. При
пайке медью жаропрочных сплавов с большим
содержанием никеля (сплавы типа ХН78Т) в
печах медь в расплавленном состоянии актив-
но взаимодействует с паяемым металлом, обра-
зуя более тугоплавкий, чем медь, сплав. Этот
сплав при температуре пайки плохо растекает-
ся по стали и не затекает в зазор. Применение
припоев Л63, ЛОК82-04-06 для пайки жаро-
прочных сплавов ограничено ввиду проникно-
вения их по границам зерен в паяемый металл
и образования в нем трещин.
К медным припоям, обеспечивающим
высокое качество паяных соединений, относят
припои марок П65, ВПр1, ВПр2 и ВПр4. Пайку
этими припоями осуществляют всеми спосо-
бами нагрева с использованием флюсов ПВ200
или ПВ201. Пайку припоем ВПр1 можно про-
изводить при температуре 1180 °C в среде ар-
гона, гелия, смеси аргона и трехфтористого
бора или в вакууме без флюса, при этом обес-
печивается высокая жаропрочность соедине-
ний до температуры 600 °C. Припой ВПр4 яв-
ляется самофлюсующимся ввиду присутствия в
нем добавок натрия, лития, калия и фосфора
Припой ВПр4 можно применять при пайке
жаропрочных сплавов в среде следующих га-
зообразных флюсов: аргон с фтористым водо-
родом или аргон с трехфтористым бором при
температуре 1050 °C. Пайку сплава ХН77ТЮР
припоем ВПр4 при быстром нагревании ТВЧ
или электросопротивлением можно произво-
дить без флюса [9].
Припои на основе серебра, меди или мар-
ганца не могут обеспечить кратковременной
жаропрочности соединений, работающих при
температурах 700 . 1000 °C. Не обеспечивают
они достаточной жаропрочности и при дли-
тельном их нагружении. Так, например, соеди-
нения из сплавов Х20Н80Т, паянные при тем-
пературе 1050 °C припоем на основе меди с
содержанием 20 % Мп и 19 % Ni, имеют крат-
ковременный предел прочности: при 500 °C
с, = 270 МПа, а при 750 °C ав = 80 МПа. При
температурах 800 ... 900 °C эти припои прак-
тически неработоспособны.
Соединения, полученные с применением
припоев никель-марганец, серебро-марганец,
при температуре испытания 800 °C имеют
с, = 90 МПа; при длительном нагружении в
этих условиях среднее время до разрушения
при тср = 40 МПа составляет 27 ч.
Прочность при 800 °C соединений, паян-
ных припоем состава 75 % Ag, 20 % Pd, 5 % Мп,
ниже, чем соединений, паянных медными
припоями.
Достаточной прочностью при высоких
температурах обладают соединения жаропроч-
ных сплавов, паянных припоями на основе
никеля. Легирующими компонентами, способ-
ствующими повышению жаропрочности, слу-
жат хром, кремний, молибден и некоторые
другие элементы. Припои на основе никеля с
добавками до 30 % Сг хотя и обеспечивают
необходимую жаропрочность, имеют высокую
температуру пайки. Для снижения температу-
ры плавления хромоникелевых припоев при-
меняют бор, бериллий, кремний, германий,
палладий, марганец. Все эти элементы, за ис-
ключением палладия и марганца, значительно
понижают пластичность никелевых сплавов.
Для пайки жаропрочных сплавов широ-
кое распространение получили припои систе-
мы Ni-Cr-B (Be; Si). Эти припои используют в
виде порошков или паст, приготовленных на
органической связке. В качестве связки служат
акриловая смола или толуол, который сгорает в
процессе пайки, не оставляя шлама Припои
хорошо растекаются по жаропрочным сплавам
в среде аргона, гелия или в вакууме 10“' Па.
Соединения обладают высокой жаропрочно-
стью и коррозионной стойкостью, однако пла-
стичность их низкая. Длительный отжиг, кото-
рый совмещают с процессом пайки, повышает
пластичность соединений за счет диффузии
бора, бериллия и кремния в паяемый металл. В
процессе пайки возможно значительное рас-
творение паяемого металла в припое, особенно
тогда, когда между ними образуются легко-
плавкие фазы. При пайке жаропрочных спла-
вов припоями, содержащими бор, происходит
значительное растворение паяемого металла и
проникновение припоя по границам зерен пая-
емого металла. Поэтому эти припои непригод-
ны для пайки тонкостенных конструкций.
Детали авиационных двигателей, изго-
тавливаемые из жаропрочных никелевых спла-
вов ЖС6К и ВЖ98, паяют припоями ПЖК-
1000, ВПрЮ и ВПрП. Эти припои обеспечи-
вают необходимую прочность соединений при
работе изделий при температурах 20 ... 900 °C
(табл. 4). Припой ВПрП наносят на паяемые
поверхности в виде пасты, которая приготавли-
вается в соотношении 60:40 из порошков при-
поя и сплава никель-бор-кремний. В качест-
ве связующего порошков применяют 10 %-ный
ПАЙКА СТАЛЕЙ И СПЛАВОВ
269
4. Прочность соединений жаропрочных сплавов, паянных никелевыми припоями
Паяемые материалы Припой Условия и режим пайки Температура испытаний, °C Прочность, МПа
о.
ВЖ98 + ВЖЛ12 ХН55МВЮ ХН55МВЮ + + ХН77ТЮР ПЖК-1000 1240 °C, 5 мин, отжиг 800 °C, 4 ч (вакуум 5 10“3 Па) 900 20 900 20 900 750 265 800 400 200
ВЖ98 + ВЖ98 12Х18Н10Т + + 12Х18Н10Т ВПр 10 1200 °C, 10 мин (вакуум Г10 2 Па) 20 900 20 900 205 135 200 150
ЖС6К + ЖС6К ВПрН ИЗО °C, Имин (вакуум 5- 10~3Па) 950 270 -
20 310
ВЖ98+ЖС6К 900 220 —
60% ВПрН +40%Ni 1120 °C, 5 мин в аргоне 100 150 -
ВЖ98 + ХН78Т 800 1000 240 130
ВЖ98 + ВЖ98 20 900 - 66 50
раствор акриловой смолы БМК-5, разведенной
в растворителе Р5. Пайку осуществляют в печи
в среде аргона с трехфтористым бором при
1130 °C и выдержке 5 мин. Нагрев производят
со скоростью 50 °С/мин. При таком режиме
пайки сохраняются механические свойства
паяемого материала. Стыковые соединения
имеют временное сопротивление при растяже-
нии (1000 °C) 120 ... 150 МПа. При увеличении
зазора с 0,3 до 1,0 мм прочность соединений
практически не меняется.
В автомобильной и тракторной промыш-
ленности для пайки клапанов и седел, изготав-
ливаемых из сталей и никелевых сплавов, при-
меняют припой марки 5АГ системы никель-
хром-кремний, имеющий в литом состоянии вре-
менное сопротивление при растяжении 500 МПа
и температуру плавления 990 1080 °C.
Смесь 85 % порошков припоя 5АГ с 15 %
вольфрама обозначена маркой 5ВА и применя-
ется в виде пасты. Паяльную пасту приготав-
ливают смешением порошковой смеси 5ВА со
связующим на основе акриловой смолы АС-82
и наносят на паяемые поверхности пульвериза-
тором или кистью.
Пайку можно осуществлять в вакууме и в
среде аргона при 1200 °C. Предел прочности на
срез соединений стали 09X16Н4Б, паянных
этой пастой, 430 МПа при 20 °C, а при 900 °C -
120 МПа. Припой обеспечивает и высокую
температуру распайки, равную 1240 °C. Для
пайки жаропрочной стали 20X13 рекомендован
медно-марганцевый припой П65, позволяющий
получать соединения с пределом прочности
300 МПа и работающий в диапазоне темпера-
тур 196 + 400 °C [12,13].
В США для пайки жаропрочных сплавов
применяют следующие припои на основе
никеля:
«Кольманой б»: 72 % Ni; 15 % Сг; 4 % Fe;
3,75 % Р; 4,5 % Si; 0,45 % С (7^= 1010... 1070 °C):
«Никробрейз»: 70,5 %Ni; 6,5 % Сг; 4 % В:
1,0 % С; 4 % Si (7;л= 1010 . 1070 °C);
«Сольбрейз»: 60 ... 85 % Ni; 20 % Сг; до
30 % Мп; 0,6 ... 2 % Si; 3 % В (7^ = 950 ...
1070 °C).
Например, соединения стали 37Х12Н8Г8МФБ
в атмосфере водорода при 1175 °C, паянные
припоем «Кольманой 6», обеспечивают предел
прочности св = 240 МПа при 700 °C в течение
112 ч. При пайке сплавов типа ХН77ТЮР эти
припои активно растворяют основной металл и
проникают по границам зерен. Пластичность
соединений можно повысить отжигом в вакуу-
ме или аргоне при температуре ниже темпера-
туры пайки на 100 ... 150 °C. При этом повы-
шаются прочность соединений и температура
распая за счет испарения и диффузии в паяе-
270
ТЕХНОЛОГИЧЕСКИМ ПРОЦЕСС ПАНКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
5. Пайка изделий из жаропрочных и жаростойких сталей
Способ пайки Припой Флюс
Паяльником, газопламенны- ми горелками, погружением в расплавленный припой На оловянной и свинцовой основах по барьерному слою никеля или меди и без покрытия Водный раствор хлористого цинка с добавками соляной кислоты Ортофосфорная кислота со спиртом и канифолью
В соляных ваннах, газопла- менными горелками, ТВЧ Ag-Cu Ag-Cu-Zn-Cd Ag-Cu-Pd Cu-Cd-Zn Бура, борная кислота и их смеси (ПВ209, ПВ284Х)
Cu-Ni-Mn Cu-Ni-Mn-Fe Флюсы ПВ200 и ПВ201
В печах с контролируемой атмосферой Cu-Ni-Mn(Fe, Co, B, Si), Ni-Cr-Pd Ni-Cr-Fe-B-Si Ni-Cr-Mn-B-Si Защитно-восстановительные среды: Ar + BF3; Ar + HF; водород; вакуум 10 2 Па
мый металл ряда компонентов. Соединения
паянные этими припоями, могут работать до
температуры 800 °C.
Для пайки газовых турбин в США при-
меняют припой следующего состава: 36 % Ni:
10 % Сг; 54 % Мп, имеющий Т11п = 1086 ... 1170 °C.
В припой этой системы для улучшения расте-
кания вводят Fe, Си, Si и В, для повышения
жаропрочности и коррозионной стойкости -
Al, Ti, Mo, Nb, а для придания им самофлю-
сующих свойств - Li, К, Na. Пайку производят
в аргоне, в смеси аргона с фтористым водоро-
дом или трехфгористым бором либо в вакууме
10“2 Па. Припои этой системы значительно
меньше растворяют паяемый металл и меньше
проникают по границам зерен по сравнению с
высоконикелевыми припоями, содержащими
бор. Эти припои применяют для пайки тепло-
обменников, деталей ракетных и реактивных
двигателей из жаропрочных сплавов, плакиро-
ванных нихромом или другими металлами.
В США и Германии для пайки жаропроч-
ных сплавов получили распространение при-
пои системы Ni-Cr-Pd, например припой соста-
ва 44,3 % Ni; 54,9 % Pd; 0,49 % Si, 0,25 % Be
(Т’пд = 1115 .. 1160 °C). Палладий снижает тем-
пературу пайки, улучшает растекаемость,
уменьшает проникновение по границам зерен,
а также позволяет паять соединения с больши-
ми зазорами. Припой хорошо смачивает жаро-
прочные сплавы, содержащие титан и алюми-
ний, при пайке их в контролируемых атмосфе-
рах или вакууме.
Весьма жаропрочными являются соедине-
ния, паянные припоями системы Ni-Та, Fe-Ta,
Со-Si, Ni-Mo, Ni-Cr, Ni-Pd с температурой пай-
ки 1200 .. 1400 °C. Применение этих припоев
ограничивается из-за высокой температуры
пайки. Низкотемпературную пайку оловянно-
свинцовыми припоями жаропрочных сталей и
сплавов производят редко. Пайку осуществля-
ют паяльником, газопламенным нагревом или
погружением в расплавленный припой. В каче-
стве флюсов применяют водный раствор хло-
ристого цинка с добавками соляной кислоты,
раствор ортофосфорной кислоты или ком-
плексные флюсы. Канифольные флюсы недос-
таточно активны для пайки жаропрочных ста-
лей, однако ими можно пользоваться при пайке
луженых поверхностей. Основные способы
пайки, флюсы и припои для жаропрочных и
коррозионно-стойких сталей приведены в табл. 5
Пайка инструментальных сталей
Инструментальными называют высокоуг-
леродистые стали, содержащие 0,6 ... 1,2 % С.
Для повышения теплостойкости этих сталей их
легируют вольфрамом (до 18 %), хромом (до 5 %),
ванадием (до 4 %) и другими элементами. Ин-
струментальные стали подвергают закалке с
температур 1200 ... 1300 °C с последующим
отпуском при 560 580 °C или обработкой
холодом. Быстрорежущие стали припаивают к
корпусу инструмента из конструкционных ста-
лей в указанном интервале температур с приме-
нением высокотемпературных никелевых при-
поев. Такие стали можно паять всеми способами
с учетом технологических рекомендаций по
пайке конструкционных сталей и чугуна.
Для снижения внутренних напряжений в
шве наряду с применением припоев с более
ПАЙКА СТАЛЕЙ И СПЛАВОВ
271
низкой температурой плавления и компенсаци-
онных прокладок корпус инструмента изготов-
ляют из стали типа ЗОХГСА, которая после
пайки и закалки на мартенсит почти вдвое
снижает напряжения в твердосплавном инст-
рументе в сравнении с напряжением, возни-
кающим в инструменте с корпусом из стали У7
со структурой перлита. Это объясняется тем,
что при превращении аустенита в мартенсит
сталь ЗОХГСА несколько увеличивается в объ-
еме, что снижает ее суммарное сужение при
охлаждении после пайки [7, 8, 17,20].
При ремонте инструмента из высокоугле-
родистых инструментальных сталей и при из-
готовлении биметаллического составного ин-
струмента (например, резцов, сверл, фрез, дол-
бяков и др.) часто применяют пайку высоко-
температурными припоями. В этом случае
пайкой соединяют рабочую часть инструмента
из быстрорежущих сталей с державкой из
среднеуглеродистых легированных сталей типа
40Х или инструментальных сталей типа У7.
Пайку высокоуглеродистых инструментальных
сталей как между собой, так и с другими ме-
таллами, кроме алюминиевых, магниевых и
жаропрочных сплавов, осуществляют чаще
всего медью, медно-цинковыми, медно-
марганцевыми и серебряными припоями.
Перед пайкой соединяемые поверхности
очищают от грязи, масла и собирают с соответ-
ствующим зазором, который определяют для
каждого случая в зависимости от метода нагре-
ва и коэффициента расширения паяемых ме-
таллов. Инструментальные стали паяют в со-
ляных ваннах, в печах, нагревом ТВЧ и газо-
пламенными горелками.
В соляной ванне паяют при 1150
1200 °C. После пайки инструмент охлаждают
на воздухе до 900 ... 1000 °C; дальнейшее ох-
лаждение до 500 ... 560 °C производят в ваннах
следующего состава (по массе). 1) хлористый
барий - 30 %, хлористый натрий - 22 %, хло-
ристый кальций - 48 %; 2) хлористый натрий -
24 %, хлористый кальций - 76 %. После пайки
изделия охлаждают на воздухе до 20 °C, затем
промывают водой до полного удаления солей
с поверхности.
Для печной пайки применяют обычно
пламенные двухкамерные печи, имеющие ка-
меры предварительного подогрева и пайки.
Пайку производят в следующем порядке:
1) пластинку из быстрорежущей стали
устанавливают в соответствующий паз дер-
жавки или корпуса и наносят флюс;
2) помещают заготовку инструмента в
камеру предварительного нагрева (температура
камеры 750... 800 °C);
3) после выдержки (время зависит от раз-
меров инструмента) изделия вынимают из ка-
меры, укладывают в зону пайки припой, по-
крывают припой и зону соединения флюсом,
устанавливают на керамическую подставку и
помещают в камеру пайки;
4) после заполнения шва припоем изде-
лие вынимают из печи и охлаждают до 20 °C;
5) отпуск осуществляют при 560 °C, по-
сле чего инструмент очишают и проверяют
качество пайки.
С нагревом ТВЧ можно паять многие ти-
пы инструмента, но чаще всего этот метод
применяют для пайки (с целью удлинения ин-
струмента или его ремонта) сверл, зенкеров,
разверток, метчиков. При диаметрах изделий
до 7 мм применяют нахлесточные соединения с
косым срезом; пайку осуществляют с помощью
соединительной втулки. Изделие в этом случае
располагают горизонтально и припой с флю-
сом устанавливают в специальное гнездо втул-
ки. После пайки инструмент помещают в печь
для снятия внутренних напряжений и дополни-
тельного отпуска. Температура печи 560 °C.
Пайку инструмента с конусным соединением
осуществляют в следующем порядке:
1) в специальное гнездо удлинителя по-
мещают припой и флюс, после чего инстру-
мент собирают под пайку;
2) инструмент устанавливают в индукто-
ре вертикально, чтобы место соединения нахо-
дилось в зоне нагрева индуктора; установку
производят на центрах;
3) во время нагрева инструмент равно-
мерно вращают;
4) после охлаждения снимают инстру-
мент с центров и помещают в печь для снятия
внутренних напряжений и дополнительного
отпуска.
Пайка с помощью газопламенного нагре-
ва рекомендуется только для термически обра-
ботанных стержневых инструментов диамет-
ром не более 10 мм. Рихтовку инструмента
производят в горячем состоянии на участке
соединения.
Для пайки инструмента из быстрорежу-
щей стали наиболее часто применяют припои
ГФ, ГФК, ГПФ; в качестве флюсов используют
буру, буру с добавками ферромарганца, фтори-
стого калия или борной кислоты [5].
272
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПАЙКА СПЕЧЕННЫХ ТВЕРДЫХ СПЛАВОВ
Спеченные твердые сплавы состоят из
карбидов вольфрама, титана, тантала и кобаль-
та Твердые сплавы изготовляют методом
прессования из смеси тонкоразмолотых по-
рошков карбида и металла с последующим
спеканием в защитной атмосфере при 1400 ..
1600 °C. По ГОСТ 3882-74 промышленность
выпускает три типа спеченных твердых спла-
вов: вольфрамовые, титано-вольфрамовые и
титано-тантало-вольфрамовые.
Приготовленные методом спекания пла-
стины твердого сплава припаивают к корпусу
инструмента, изготовленного из углеродистой
стали. Коэффициент линейного расширения
применяемых сталей в 2 - 3 раза больше, чем у
твердого сплава. Это обстоятельство требует,
чтобы нагрев и охлаждение твердосплавного
инструмента при пайке происходили равно-
мерно; в противном случае на пластинах твер-
дого сплава образуются трещины Влияние
разности коэффициентов линейного расшире-
ния стали и твердого сплава снижают приме-
нением компенсационных прокладок, изготов-
ленных из сплава железа с никелем (45 % Ni) и
устанавливаемых при пайке между двумя со-
единяемыми материалами.
Перед пайкой пластины твердого сплава
очищают песком и шлифуют по опорным
плоскостям шлифовальными кругами. Подго-
товленные для пайки пластины не должны
иметь трещин, расслоений и посторонних
включений. В корпусе инструмента фрезеруют
паз по конфигурации пластины, куда устанав-
ливают для припайки предварительно обезжи-
ренную и очищенную пластину. Паз под пла-
стину должен быть ровным, не иметь завалов,
ступенек и заусенцев. Пластина должна быть
хорошо пригнана к основной грани паза.
Во избежание выпадения пластины из па-
за во время пайки ее предварительно закреп-
ляют Крепление проволокой неудобно тем,
что она всегда припаивается к корпусу и для
своего удаления требует дополнительной ме-
ханической обработки. Кроме того, проволока
нагревается быстрее твердого сплава, что при-
водит к образованию трещин в местах касания
пластин с проволокой, поэтому такой метод
крепления применяют очень редко. Закрепле-
ние хрупких пластин твердого сплава чеканкой
и клиньями иногда приводит к их поломке
Наиболее приемлемым способом считают за-
крепление пластин при помощи компенсаци-
онных прокладок различной толщины техноло-
гической стенки. При контактной пайке или
при пайке нагревом ТВЧ применяют различ-
ные приспособления для крепления и прижима
пластины твердого сплава к державке.
Спеченные твердые сплавы можно паять
методами электросопротивления, нагревом
ТВЧ, в вакуумных печах, в восстановительных
и инертных средах, а также погружением в
расплавленный припой. Пайка инструмента
электросопротивлением состоит в том, что
подготовленную под пайку пластину вставля-
ют в корпус инструмента, который зажимают
между контактами сварочной машины. Перед
включением тока пластину посыпают порош-
ком флюса, сверху кладут припой, который
также покрывают флюсом. Чтобы не происхо-
дил перегрев, ток в процессе нагрева включают
периодически. Во время расплавления флюса
следят за тем, чтобы он был в достаточном
количестве и смачивал соединяемые поверхно-
сти; в противном случае флюс добавляют. В
момент начала расплавления припоя ток вы-
ключают и дают возможность припою растечь-
ся по пластине и заполнить зазор. Пластину
поджимают к державке до температуры 800 °C,
затем давление снимают до момента прекра-
щения растекания припоя и продолжают при-
жимать до полной кристаллизации припоя. При
пайке с нагревом ТВЧ большое значение имеет
правильный выбор формы и размеров индукто-
ра. Последовательность пайки следующая: в
паз державки вносят небольшое количество
флюса, укладывают компенсационную про-
кладку, покрывают ее тем же флюсом, после
чего укладывают пластину. На пластину в зоне
соединения с державкой помещают припой,
который также покрывают флюсом. Собран-
ный так инструмент помещают в индуктор. Ток
включают периодически. Скорость нагрева для
лучшего смачивания припоем и уменьшения
окисления пластины и перегрева стали держав-
ки должна быть строго определена и составля-
ет 30 °С/с - для инструмента с поперечным
сечением до 150 мм2 и 60 °С/с - для инстру-
мента с поперечным сечением до 1000 мм2
При пайке твердосплавного инструмента
важным условием получения качественного
соединения является обеспечение равномерно-
го нагрева. Для этой цели инструмент поме-
щают в индуктор так, чтобы в первую очередь
нагреть корпус инструмента и за счет его теп-
лопроводности прогреть пластину твердого
ПАЙКА СПЕЧЕННЫХ ТВЕРДЫХ СПЛАВОВ
273
сплава. После прогрева для выравнивания тем-
пературы инструмент передвигают и произво-
дят нагрев места пайки. Во время пайки поло-
жение пластины в пазу поправляют (если нет
зажимного приспособления) фарфоровой или
асбестовой палочкой. Спаянный инструмент
охлаждают в печи или на спокойном воздухе,
для чего его укладывают на кирпичные, асбе-
стовые, керамические и другие подставки. При
охлаждении в печи инструменту дают отпуск
при 200 ... 250 °C в течение 6 ч. В результате
нагрева изделия при пайке твердость корпуса
инструмента снижается, поэтому он нуждается
в дополнительной термической обработке.
Если требуется закалка, то ее производят сразу
же после пайки. Для предотвращения появле-
ния трещин на пластинах их закаливают в сре-
де с температурой 260... 320 °C.
Пайку инструмента можно осуществить в
вакуумной печи и в печи с восстановительной
атмосферой припоем Г30Д60НХЦ(П65). При
этом вольфрамовые пластины и твердые спла-
вы на основе карбида титана не требуют при-
менения высокоактивных флюсов независимо
от того, на какую сталь их напаивают. Труд-
ность печной пайки в основном сводится к
креплению пластины к корпусу инструмента
Наиболее рациональным способом крепления
пластин при этом методе пайки является кер-
нение или прихватка проволокой с предвари-
тельным размещением компенсационной про-
кладки, припоя и флюса. Пайку инструмента
погружением в расплавленный припой обычно
применяют для совмещения пайки с термиче-
ской обработкой корпуса. Процесс пайки-
закалки состоит из трех основных операций:
предварительного нагрева в соляной ванне до
800 ... 850 °C, пайки погружением в расплавлен-
ный припой и закалки инструмента. Предвари-
тельный нагрев при температуре 260 ... 280 °C
осуществляют в ванне, содержащей 70 % ВаС12,
30 % NaCl. Закалку сплавов марок ВК8 и Т15К6
производят в расплаве солей при 380 ... 400 °C
состава: 70 % КОН, 30 % NaOH. Для сплава
Т15К6 после основной закалки необходима
дополнительная закалка в нагретой до 180 ..
200 °C селитре.
При пайке погружением требуется тща-
тельное крепление пластины к державке и об-
работка собранного под пайку инструмента в
кипящем насыщенном водном растворе буры
(для вольфрамовых пластин) или в растворе с
35 % фтористого калия (для пластин на основе
карбида титана).
В связи с резким различием ТКЛР соеди-
няемых материалов пайку твердосплавного
инструмента нельзя вести при высоких темпе-
ратурах Наилучший результат, т.е. наиболь-
шая долговечность инструмента, достигается
при пайке серебряными припоями, легирован-
ными для повышения теплостойкости никелем
или марганцем, однако из-за дефицитности
серебряные припои применяют редко. Наи-
большее распространение получили медно-
цинковые припои типа Л63, легированные для
повышения теплостойкости небольшими до-
бавками никеля, марганца или алюминия,
обеспечивающими высококачественные соеди-
нения. В качестве флюса употребляют буру
или буру с добавками ферромарганца, фтори-
стого калия или борной кислоты [5, 7,20]
Практика показала, что при пайке твер-
дых сплавов группы WC-Co с большим содер-
жанием кобальта стандартные флюсы ПВ200 и
ПВ201 обеспечивают получение качественных
соединений, но при пайке сплавов группы WC-
TiC-Co и WC-Co с малым содержанием ко-
бальта (Т15К6 и Т30К4) активность этих флю-
сов недостаточна, поэтому требуется вводить
дополнительные операции подготовки поверх-
ности твердого сплава: пескоструйную или
дробеструйную, электрохимическую или хи-
мико-механическую. Эти операции необязатель-
ны при применении флюса марки Ф100 следую-
щего состава: 46,5 % KBF4, 36,5 % Na2B4O7,
13,5 % WO3 и 3,5 % Со2О3. Флюс плавится при
500 °C и имеет температуру активного дейст-
вия 900 ... 1100 °C. Использование этого флю-
са позволяет в 4 - 8 раз увеличить площадь
растекания припоя по поверхности твердого
сплава и повысить прочность паяных соедине-
ний; содержание в его составе токсичных фто-
ристых соединений является его недостатком.
Этот флюс целесообразно применять только на
мелкосерийных предприятиях при условии
хорошей вентиляции на рабочих местах. На
крупных предприятиях вместо флюса Ф100
применяют стандартные флюсы, но поверхно-
сти твердого сплава обрабатывают специаль-
ным методом. Сущность этого метода заклю-
чается в нагреве сплава в печах в атмосфере
воздуха до 800 °C в течение 10 ... 30 мин с
последующим удалением окисленного слоя во
вращающемся барабане со смесью речного
песка, древесных опилок и раствора каустиче-
ской соды.
В настоящее время для замены дефицит-
ных серебряных припоев рекомендован ряд
274
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
сплавов на Cu-Mn (П65) и CuZn основе. Наряду
с литыми припоями в последние годы разрабо-
таны порошковые сплавы П-100, П-102 и трех-
слойный припой марки ТП-1. Эти припои по-
зволяют паять соединения с некапиллярными
зазорами, т.е. более 0,3 мм. Порошковый при-
пой П-100 имеет = 870 °C и состав: 2 % Сг;
5 % Ni; 8 % Мп; 15 % Fe; 23 % Zn; Си - осталь-
ное и 15 ... 20 % порошка стали Х18Н15 (на-
полнителя). Припой может быть использован в
виде прессованных пластин и пасты.
Припой ТП-1 представляет собой триме-
таллическую полосу, полученную прокаткой
Плавящиеся в процессе пайки наружные слои
толщиной 0,2 мм состоят из латуни марки
ЛНМц 50-2-2, имеющей Т„„ = 872 °C. Внутрен-
ний слой не плавится в процессе пайки и слу-
жит прокладкой; изготовлен из бронзы марки
БрНБ7-0,5 толщиной 0,4 мм и имеет Tm = 1126 °C
Главным преимуществом трехслойного припоя
является получение паяного шва достаточной
прочности, способного компенсировать раз-
ность сокращения размеров стали и твердого
сплава при охлаждении паяного соединения в
большей степени, чем все известные припои, в
том числе и серебряные. Припой ТП-1 меньше,
чем другие припои, деформируется во всем
температурном интервале (от температуры
солидуса наружных слоев до 20 °C). Это объ-
ясняется низким пределом текучести металла
паяного шва, не превышающим во всем темпе-
ратурном интервале охлаждения 132 МПа.
Снижению паяльных остаточных напряжений в
паяном шве и твердом сплаве способствует и
толщина паяного шва, равная в этом случае
0,7 ... 0,8 мм.
Для получения качественных паяных со-
единений помимо правильно выбранных при-
поя и флюса требуется также выбрать сталь
для корпуса инструмента, режимы пайки и
термической обработки [5, 7]. Нагрев под пай-
ку следует производить на высокочастотных
установках, имеющих частоту тока 2,5 ... 8,5 кГц,
дающих более глубокий и равномерный на-
грев, чем установки, имеющие частоту 60 кГц
[2,3]
ПАЙКА ЧУГУНА
Основная трудность при пайке чугуна -
наличие в его структуре графита, затрудняю-
щего смачивание поверхности основного ме-
талла расплавленным припоем. Для удаления
графита обычно применяют пескоструйную
обработку с последующим выжиганием графи-
та окислительным пламенем газовой горелки
или удаление его электрохимической обработ-
кой в соляной ванне при 450 ... 510 °C. При
низкотемпературной пайке чу!уна оловянно-
свинцовыми или другими легкоплавкими при-
поями паяемые поверхности можно подгото-
вить путем их обработки флюсами ПВ209 или
ПВ284Х при 600 ... 700 °C или электрохимиче-
ским методом в соляной ванне, а затем обез-
жирить бензином, ацетоном или раствором
щелочи. Пайку нужно производить паяльником
или газовой горелкой с применением флюсов
на основе хлористого цинка. Наиболее просто
пайку чугуна осуществляют при использова-
нии флюсов на основе хлористого цинка с до-
бавками хлористых солей меди и олова. Для
облегчения пайки легкоплавкими припоями
применяют гальваническое лужение или кон-
тактное меднение в растворе медного купороса.
Высокотемпературную пайку чугуна
производят припоями на основе меди, напри-
мер латунью. Иногда применяют серебряные
припои, которые содержат никель, имеют
сравнительно низкие температуры плавления и
образуют прочные паяные соединения. При
высокотемпературной пайке чугуна более це-
лесообразно применять такие активные флюсы,
как ПВ209 и ПВ284Х, которые растворяют
графит на поверхности чугуна в процессе пай-
ки, благодаря чему обеспечивается надежное
смачивание припоем соединяемых поверхно-
стей. Главное преимущество пайки чугунов
серебряными припоями с флюсами ПВ209 или
ПВ284Х в том, что нет необходимости прини-
мать меры по удалению графита, а также и в
том, что при пайке серебряными припоями при
температурах до 900 °C чугун не перегревает-
ся Перегрев чугуна связан со структурными
превращениями, что при последующем его
охлаждении ведет к выделению хрупкого це-
ментита. Поэтому применение меди для пайки
чугунов следует ограничивать ввиду высокой
температуры ее плавления. Припои, содержа-
щие фосфор, не применяют вообще из-за обра-
зования в швах хрупких железофосфорных
соединений.
Нагрев при пайке чугуна можно произво-
дить газовой горелкой или паяльной лампой до
температуры не выше 900 °C; при этом пламя
должно быть только нейтральным. Для снятия
внутренних напряжений и упрочнения паяных
соединений чугунные изделия сразу же после
пайки подвергают отжигу при 700 ... 750 °C в
ПАЙКА МЕДИ И ЕЕ СПЛАВОВ
275
течение 20 мин. Пайку в печах с контролируе-
мой атмосферой производят с флюсом, кото-
рый улучшает смачивание основного металла и
затекание припоя в зазор.
Пайку дефектных участков (усадочных
раковин, пор и трещин) чугунных литых дета-
лей осуществляют с применением оловянно-
свинцовых припоев. Чаще всего применяют
припой ПОСЗО с использованием в качестве
флюса водного раствора хлористого цинка с
добавками хлористых солей меди и олова.
Паяют только после механической зачистки и
лужения соединяемых поверхностей. Последо-
вательность лужения: места пайки очищают от
литейной корки проволочной щеткой; очищен-
ную поверхность обезжиривают бензином или
раствором щелочи и затем наносят флюс; рав-
номерно прогревают место пайки газовой го-
релкой до температуры, при которой начинает
плавиться припой; после лужения дефекты
запаивают, применяя для этой цели паяльник
или горелку После пайки изделие тщательно
промывают горячей и холодной водой
ПАЙКА МЕДИ И ЕЕ СПЛАВОВ
Технически чистая медь имеет высокие
теплопроводность и электропроводность и
достаточно высокую коррозионную стойкость.
Она устойчива к атмосферной коррозии вслед-
ствие образования на ее поверхности тонкой
защитной пленки, состоящей из окисла Си2О.
Медь - относительно прочный (а, = 240 МПа)
и пластичный металл (8 = 45 ... 50 %). С умень-
шением содержания в меди газов ее пластич-
ность возрастает до 62 %; при повышенных
температурах прочность меди уменьшается, а
пластичность возрастает. Ценным свойством
меди является ее способность сохранять высо-
кую пластичность до температуры жидкого
гелия (-269 °C).
Для повышения прочности меди и прида-
ния ей особых свойств (жаропрочности, корро-
зионной стойкости и др.) ее легируют различ-
ными добавками. Сплавы на основе меди обла-
дают высокими механическими свойствами и
другими ценными качествами Поэтому во
многих отраслях техники для изделий, рабо-
тающих в условиях повышенных и криогенных
температур, в качестве основного металла ши-
роко применяются медь и ее сплавы, имеющие
необходимый комплекс свойств. Пайка этих
материалов может производиться всеми из-
вестными способами.
Наиболее широко применяется пайка па-
яльником, газовыми горелками, погружением в
расплавленный припой и в печах. Пайка низко-
температурными припоями нашла большое
применение благодаря простоте и общедоступ-
ности этого способа. Ограничения в ее приме-
нении вызваны лишь тем, что паяльником
можно осуществлять пайку только тонкостен-
ных деталей при температуре до 350 °C. Мас-
сивные детали вследствие большой теплопро-
водности, превышающей в 6 раз теплопровод-
ность железа, паяют газовыми горелками. Для
трубчатых медных теплообменников применя-
ется пайка погружением в расплавы солей и
припоев. При пайке погружением в расплавы
солей используют, как правило, соляные печи-
ванны. Соли обычно служат источником тепла
и оказывают флюсующее действие, поэтому
дополнительного флюсования при пайке не
требуется. При пайке погружением в ванну с
припоем предварительно офлюсованные дета-
ли нагревают в расплаве припоя, который при
температуре пайки заполняет соединительные
зазоры. Зеркало припоя защищают активиро-
ванным углем или инертным газом. Недостат-
ком пайки в соляных ваннах является невоз-
можность в ряде случаев удаления остатков
солей или флюса.
Широкое распространение в промышлен-
ности находит пайка в печах, поскольку при
этом обеспечивается равномерный нагрев со-
единяемых изделий без их деформации даже
при больших габаритах изделий [3].
При пайке изделий из меди оловянно-
свинцовыми .и другими легкоплавкими при-
поями используют обычно канифольно-
спиртовые флюсы, водные растворы хлористо-
го цинка или хлористого аммония [9, 17, 20].
Пайка серебряными припоями успешно
идет при применении флюсов на основе соеди-
нений бора и фтористых соединений калия
Эти флюсы хорошо очищают поверхность ме-
ди от окисной пленки и способствуют растека-
нию припоя Недостатком флюсовой пайки
меди является трудность получения при этом
способе герметичных соединений. Кроме того,
остатки флюса являются очагами коррозии.
Поэтому пайку меди чаще всего осуществляют
в восстановительных или нейтральных газовых
средах. В азоте пайку меди можно производить
при температурах 750 ... 800 °C. Недостатки
этого метода - сложность оборудования по
очистке азота, а также отсутствие возможности
осуществлять пайку при температуре ниже
276
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
750 °C [15]. Применяется пайка меди и в среде
аргона припоем ЛС59-1 с дополнительным
флюсованием мест пайки водным раствором
буры
Пайку в вакууме успешно применяют для
соединений многих металлов, в том числе и
меди. Этот вид пайки достаточно экономичен,
совершенно безопасен и производится в ваку-
умных печах или контейнерах, загружаемых в
обычные печи. Паяные швы, полученные при
использовании нагрева в вакууме, отличаются
чистотой исполнения, прочностью металла шва
и высокой коррозионной стойкостью. К недос-
таткам способа пайки в вакууме следует отнести
сложность применяемого оборудования [2, 3].
Соединение меди при низкотемператур-
йой пайке производится стандартными оло-
вянно-свинцовыми припоями ПОССуЗО-0,5;
ПОС40; ПОССу40-0,5, ПОС61 и свинцово-
серебряными припоями ПСр1,5; ПСр2,5;
ПСрЗ с использованием флюсов на основе хло-
ристого цинка или канифольно-спиртовых.
Соединения, паянные оловянно-свинцовыми
припоями, теплостойки до температур 100 ...
120 °C. При снижении температуры до -196 . .
253 °C предел прочности этих соединений увели-
чивается в 1,5 - 2,5 раза, достигая 45 . 75 МПа;
при этом пластичность соединений резко сни-
жается.
Хрупкость оловянно-свинцовых припоев
и паянных ими соединений при низких темпе-
ратурах объясняется аллотропическим превра-
щением олова и образованием в шве хрупких
интерметаллидов, которые при низких темпе-
ратурах являются очагами развития трещин
[8, 17]. Для оловянно-свинцовых сплавов, со-
держащих менее 15 % олова, падения ударной
вязкости не происходит Это обусловлено тем,
что свинец, являясь основой сплава, с пониже-
нием температуры увеличивает ударную вяз-
кость, давая во всех случаях вязкий излом.
Высокая пластичность свинца делает его не-
чувствительным к надрезу. Поэтому, несмотря
на низкую технологичность свинцовых припо-
ев, вполне закономерны стремления применять
для пайки изделий криогенной техники припои
на основе свинца с содержанием олова менее
15 %. Например, применение припоя на основе
свинца, легированного серебром (припой ПСрЗ),
позволяет получать теплостойкие и хладостой-
кие соединения меди. Введение в этот припой
5 % Sn (ПСр2,5) улучшает его технологические
свойства, однако при 20 °C соединения, паян-
ные припоями ПСрЗ и ПСр2,5, имеют низкую
прочность; предел прочности при срезе 12 ...
18 МПа. Легирование свинца оловом до 16 % и
кадмием до 5 % делает припой ПСр1,5 более
технологичным, однако он становится мало-
пластичным даже при температуре 20 °C
Применение кадмиевых припоев требует
специального навыка, так как технологичность
их значительно ниже, чем у оловянно-свин-
цовых. Соединения меди, паянные кадмиевыми
припоями ПСр5КЦН, ПСрвКЦН, теплостойки
до температуры 350 °C, но нехладостойки.
При этом они отличаются низкой прочностью
(а„ = 29 МПа) из-за образования в шве хрупких
интерметаллидов.
Припои на основе цинка редко применя-
ют для пайки меди ввиду интенсивного рас-
творения ее в расплаве припоя. При этом пре-
дел прочности на срез не превышает 15 МПа.
Цинковые припои, легированные медью и се-
ребром, также плохо растекаются по меди.
Легирование этих припоев оловом и кадмием
(ПЦА8М, ПЦКдПСрСУ25-5-5) хотя и несколь-
ко улучшает их растекаемость, но швы стано-
вятся хрупкими.
Для пайки меди находят также примене-
ние припои на основе медно-фосфористой
эвтектики с добавлением серебра. Швы, паян-
ные этими припоями, достаточно прочны
(ств = 250 ... 300 МПа), теплостойки до 800 °C,
но непластичны. В условиях низких темпера-
тур прочность соединений меди, паянных эти-
ми припоями, увеличивается, но пластичность
резко падает
Широкое применение для высокотемпе-
ратурной пайки медных конструкций находят
припои ПСр45, ПСр40, ПСр25, ПСр12. Пайку
ггими припоями осуществляют нагревом аце-
тилено-кислородным пламенем или в печах с
использованием коррозионно-активных флю-
сов ПВ209, ПВ284Х. После пайки остатки
флюса необходимо удалять промывкой в горя-
чей воде. Пайку теплообменной аппаратуры
осуществляют с применением припоя ПСр72
или ПСр71 в вакууме или аргоне
При пайке изделий из медных сплавов,
конструкция которых позволяет производить
пайку под давлением, в качестве припоя можно
использовать серебряное покрытие (10 ..
25 мкм) или тонкую серебряную фольгу. При
нагреве выше 779 °C медь взаимодействует с
серебром с образованием в шве сплава типа
припоя ПСр72 Пайка этим методом (контакт-
но-реактивным) осуществляется без примене-
ния флюса - в вакууме или инертной среде
ПАЙКА МЕДИ И ЕЕ СПЛАВОВ
277
Припои на медной основе тугоплавки и вызы-
вают растворение (эрозию) основного металла,
поэтому для пайки меди их применяют реже,
чем серебряные.
Диффузионная пайка меди может быть
выполнена галлием, индием, оловом, свинцом,
припоями ПОССу40-2, ПОС61 путем поджатия
деталей в вакууме или аргоне при температу-
рах 650 ... 800 °C и длительных выдержках
Припой в место пайки можно наносить напы-
лением в вакууме, гальваническим способом
или в виде тонкой фольги.
Капиллярную пайку меди низкотемпера-
турными припоями можно производить при
зазорах 0,05 ... 0,5 мм и температурах 650 .
900 °C в вакууме или аргоне. При этом соеди-
нения меди, паянные индием, галлием, оловом,
припоями ПОС61 и ПОС40, хрупкие и мало-
прочные; предел прочности на срез не превы-
шает 40... 70 МПа.
При пайке меди свинцом соединения хотя
и малопрочны, но пластичны. При применении
припоя системы Pb-Ag-Sn-Ni (ПСр7,5) можно
обеспечить предел прочности при растяжении
140 МПа с достаточно высокой пластичностью,
угол изгиба образца, паянного встык, 130° [21]
Пайка латуней
Процесс пайки латуней имеет свои осо-
бенности ввиду образования на ее поверхности
оксидной пленки и испарения цинка при нагреве.
На латунях, содержащих до 15 % Zn, оксиды
состоят из Си2О с внедренными в нее частица-
ми ZnO. В сплавах меди с большим содержа-
нием цинка слой оксида состоит в основном из
ZnO, удаление которого более сложно, чем
Си2О.
Особенность низкотемпературной пайки
латуней оловянно-свинцовыми и другими ана-
логичными припоями заключается в том, что
удаление оксидной пленки с поверхности ла-
туней не обеспечивается канифольно-спирто-
выми флюсами. Для этого необходимо приме-
нять более активные флюсы. Например, при
пайке латуней ЛС59-1-1, Л63 используют флю-
сы на основе хлористого цинка с добавками
азотной кислоты.
Латунь медленнее, чем медь, растворяет-
ся в расплавах оловянно-свинцовых припоев,
поэтому при ее пайке медленнее растут интер-
металлидные слои, что должно положительно
влиять на механические свойства паяных со-
единений. Однако соединения, полученные прч
пайке латуни Л63 оловянно-свинцовыми при-
поями, имеют более низкую прочность по
сравнению с медью в тех же условиях. Напри-
мер, предел прочности соединений меди встык,
паянных оловом, составляет 90 МПа, свинцом -
36 МПа, а соединений из латуни - соответст-
венно 59 и 26 МПа. Снижение предела прочно-
сти соединений латуни связывают с пористо-
стью в швах, которую объясняют испарением
цинка и попаданием его паров в жидкий при-
пой. Порообразование наблюдается после пай-
ки как низкотемпературными, так и высоко-
температурными припоями.
Высокотемпературную пайку латуни в
печах с восстановительной или нейтральной
атмосферой применяют ограниченно из-за ис-
парения цинка. Пайка латуней в газовых средах
возможна только с предварительным флюсова-
нием мест пайки. Например, латунь, содержа-
щую до 3 % свинца и кремния (ЛКС80-3-2),
удовлетворительно паяют в газовых средах
медно-фосфористыми и серебряными припоя-
ми. но с обязательным использованием флю-
сов. Латунь паяют в печи без флюса только в
том случае, если она предварительно покрыта
слоем меди или никеля, предохраняющим от
испарения цинка.
Детали из латуни можно паять и в соля-
ных ваннах при температурах 850 .. 870 °C.
Для улучшения затекания припоя в зазор в
раствор ванн добавляют 4 5 % флюса, со-
держащего фтороборат калия или буру. При
нагреве изделий в пламени газовых горелок и в
печах также происходит испарение и окисле-
ние цинка, что ухудшает растекание припоев.
При пайке латуни горелкой в восстановитель-
ном пламени испарение и окисление цинка
удается несколько уменьшить; при этом порис-
тость в паяных швах уменьшается.
Для пайки латуней, богатых медью, ис-
пользуют серебряные припои ПСр72, ПСр40,
ПСр45, ПСр25, ПСр12, а также латуни с низ-
кой температурой плавления (припои типа
ПМЦ36, ПМЦ48, ПМЦ54) и медно-фосфо-
ристые. Для латуней, богатых цинком (Л63,
Л68), применяют припой ПСр40 Фосфори-
стые припои для них непригодны, так как при
этом появляются малопластичные паяные
соединения. Последнее объясняется тем, что в
паяном шве образуются весьма хрупкие фос-
фиды цинка.
Для соединений, не подвергающихся
вибрационным и динамическим нагрузкам,
применяют припои ПМЦ36 и ПМЦ48.
278
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Латуни интенсивно растворяются при
пайке серебряными и медно-фосфористыми
припоями. Поэтому паять их следует с высо-
кими скоростями нагрева для сокращения кон-
такта жидкого припоя и твердого металла. Ла-
тунь Л63 интенсивно растворяется в припоях
ПСр40, ПСр45, ПСр 15, но меньше, чем в при-
поях ПСр37,5 и ПСр50КД [11, 17, 20]
Пайка бронз
Оловянистые бронзы можно паять оло-
вянно-свинцовыми, серебряными и медно-
цинковыми припоями. Пайка высокооловяни-
стых бронз медно-цинковыми припоями неже-
лательна ввиду близости температуры плавле-
ния паяемых металлов к температуре плавле-
ния этих припоев Пайку оловянных бронз
можно производить любым известным спосо-
бом: паяльником, газопламенными горелками,
контактным нагревом, нагревом ТВЧ, в соля-
ных ваннах, в печах с контролируемой атмо-
сферой; при этом нагрев изделия следует вести
постепенно, так как при высоких скоростях
нагрева основной металл склонен к красно-
ломкости
Пайку можно производить оловянно-
свинцовыми припоями с использованием флю-
сов на основе хлористого цинка с добавками
соляной кислоты. При высокотемпературной
пайке используют медно-цинковые и серебря-
ные припои с применением флюсов на основе
борной кислоты с добавками хлористых и фто-
ристых солей металлов.
Свинцовые бронзы можно паять припоя-
ми с флюсами, которые применяют для пайки
оловянистых бронз. При этом места пайки не-
обходимо флюсовать более тщательно, по-
скольку образующиеся на поверхности оксиды
свинца препятствуют затеканию припоя в зазор.
Алюминиевые бронзы выделяются высо-
кими механическими свойствами среди мед-
ных сплавов, в связи с чем их широко приме-
няют в машиностроении. В промышленности
используют как двойные сплавы меди с алю-
минием (простые бронзы), так и более сложные
по составу бронзы с добавками марганца, же-
леза, никеля и других элементов. На поверхно-
сти алюминиевой и кремнистой бронз образу-
ется оксидная пленка, которая трудно удаляет-
ся с использованием обычных флюсов. Изде-
лие перед пайкой необходимо обрабатывать во
фтористо-водородной или плавиковой кислоте.
При пайке оловянно-свинцовыми припоями
применяют активные флюсы с повышенным
содержанием соляной кислоты. Рекомендуются
предварительная очистка и флюсование по-
верхности алюминиевой бронзы смесью бор-
ной кислоты с хлористыми солями металлов
Марганцевые бронзы следует паять с ис-
пользованием ортофосфорной кислоты Алю-
миниевые бронзы во избежание окисления и
образования хрупких интерметаллидов в шве
следует паять, применяя быстрые методы на-
грева. Введение в припои никеля повышает
пластичность и прочность соединений из алю-
миниевой бронзы Повышение пластичности,
вероятно, обусловлено образованием интерме-
таллцда алюминий-никель, что предотвращает
образование окислов алюминия.
Для высокотемпературной пайки алюми-
ниевых бронз серебряными и медно-цинко-
выми припоями флюсы ПВ200 и ПВ284 непри-
годны, так как они не растворяют окислы на их
поверхности. Для успешной пайки в эти флю-
сы необходимо ввести кремнефтористый на-
трий (10 ... 20 %) или флюс для пайки алюми-
ния (до 50 %).
Высокотемпературную пайку марганцо-
вистых бронз осуществляют с использованием
флюсов, в состав которых входят фторобораты
и фториды щелочных металлов. При высоко-
температурной пайке бронз ввиду их красно-
ломкости следует обращать внимание на кон-
струирование фиксирующих приспособлений и
добиваться, чтобы они не препятствовали рас-
ширению деталей при нагреве и, следователь-
но, не создавали в них напряжений, могущих
вызвать растрескивание металла в процессе
пайки.
Бериллиевые бронзы паять значительно
труднее, чем другие медные сплавы; их следу-
ет паять немедленно после механической зачи-
стки серебряными припоями с флюсом, в со-
став которого должны входить фтористые соли.
Медно-никелевые сплавы паяют любым
способом и припоем, в том числе и чистой ме-
дью. Пайку медью в печи с контролируемой
атмосферой необходимо выполнять при высо-
ких скоростях нагрева, так как при длительной
пайке основной металл растворяется в припое
и прочность шва значительно падает.
ПАЙКА НИКЕЛЯ И ЕГО СПЛАВОВ
Никель является одним из важнейших про-
мышленных металлов. Чистый никель имеет вы-
сокие предел прочности (а, = 400 ... 500 МПа),
ПАЙКА НИКЕЛЯ И ЕГО СПЛАВОВ
279
пластичность (8 = 50 %) и химическую стой-
кость. Сплавы на основе никеля характеризу-
ются высокими электрохимическим сопротив-
лением и коррозионной стойкостью, а также
повышенными жаропрочностью и жаростойко-
стью. На чистом никеле при нагреве образуется
только один оксид; при легировании никеля
хромом, алюминием, титаном и другими ме-
таллами образуется комплекс окислов соответ-
ствующих металлов.
Электрохимические никелевые сплавы
типа монель и константан, представляющие
собой сплавы никеля с медью и железом, име-
ют на своей поверхности химически нестойкую
оксидную пленку, которая легко восстанавли-
вается в газовых средах, удаляется флюсовани-
ем и при высокотемпературной пайке в вакуу-
ме разлагается на кислород и металл. Поэтому
пайка этих сплавов не вызывает трудностей.
При пайке можно применять припои, флюсы и
газовые среды, рекомендованные для сталей и
меди. Для пайки никелевых сплавов требуются
специальные флюсы, поскольку поверхность
сплавов, например никеля с хромом (нихромы),
покрыта весьма стойкой оксидной пленкой,
содержащей оксиды хрома. При легировании
нихрома алюминием и титаном химическая
стойкость оксидной пленки возрастает, что
влечет за собой ряд затруднений при пайке.
Пайка жаропрочных сплавов на основе никеля
в восстановительных гдзовых средах требует
тщательной их очистки от остатков кислорода
с помощью платинового или дунитового ката-
лизатора, а также дополнительного осушения
до точки росы (-70 °C).
При пайке жаропрочных сплавов на ос-
нове никеля в вакууме или нейтральных газо-
вых средах последние необходимо тщательно
осушать с помощью цеолита, перекиси бария
или фосфорного ангидрида. Перед пайкой ни-
хромы следует покрывать слоем никеля или
меди толщиной 15 мкм, который обеспечивает
хорошее смачивание паяемых поверхностей в
вакууме и нейтральных средах без применения
флюса.
Для низкотемпературной пайки никеля
пригодны оловянно-свинцовые припои, содер-
жащие 40 . 60 % Sn и флюсы, рекомендуемые
для пайки сталей. Для конструкций из никеле-
вых сплавов, работающих при температуре
350 ... 500 °C, применяют серебряные припои.
Например, для пайки сплавов ХН78Т и
ХН77ТЮР рекомендуются следующие составы
припоев:
1) 61 % Ag; 28,5 % Си; 10,5 % Zn
(Г™ = 720... 746°C);
2) 85 % Ag; 15 % Мп = 970.. 980 °C).
Никелевые сплавы типа нихром и монель
склонны к охрупчиванию в контакте с жидки-
ми припоями, особенно содержащими сереб-
ро, кадмий и цинк. Для предотвращения
хрупкого разрушения пайку этих сплавов
производят в отожженном состоянии и при
отсутствии внутренних и внешних растяги-
вающих напряжений. Для работы никелевых
изделий при более высокой температуре пайку
их производят припоями систем Ag-Pd-Mn,
Pd-Ni, Pd-Ni-Cr и др. Никель и его сплавы
практически не подвергаются растворению
припоями систем Ni-Mn-Сг, Pd-Ni, Ni-Pd-Ag,
Pd-Ni-Cr при пайке до температур 1150... 1250 °C.
Пайка жаропрочных никелевых сплавов
палладиевыми припоями может быть осущест-
влена в вакууме или в аргоне. Пайку припоями
Ni-Mn-Cr обычно производят в атмосфере ар-
гона, в смесях Ar + BF3 или Ar + HF. Для ки-
слотостойких и жаропрочных паяных соедине-
ний применяют припои на никель-хромовой
основе, легированные марганцем, бором,
фосфором или кремнием для снижения тем-
пературы плавления. При этом припои, леги-
рованные марганцем, дают более пластичные
соединения по сравнению с нихромовыми при-
поями типа «Кольманой», легированными бо-
ром и кремнием.
Предел прочности на срез соединений
сплава инконель, паянного припоем Cr-В, со-
ставляет 288 МПа, припоем Ni-P - 91 МПа,
припоем Ag-Pd-Mn - 222 МПа. При пайке ни-
хромов жаропрочными припоями с местным
нагревом рекомендуется применять флюсы
ПВ200 и ПВ201, а при пайке серебряными
припоями - ПВ209 и ПВ284Х.
Серебряные и медные припои для пайки
жаропрочных никелевых сплавов используют
редко вследствие низкой их жаропрочности и
коррозионной стойкости. Кроме того, при пай-
ке никеля медью паяемый металл значительно
растворяется в припое. Поэтому необходимы
строгая дозировка припоя и четкий контроль
температуры пайки. Для пайки высоконикеле-
вых сплавов не следует применять припои,
содержащие фосфор, алюминий и магний,
которые образуют на границе раздела припоя
и паяемого металла хрупкие интерметаллид-
ные фазы.
При пайке никеля и его сплавов необхо-
димо следить за тем, чтобы применяемые газо-
280
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
вне среды не содержали соединений серы, так
как при взаимодействии серы с никелем обра-
зуется легкоплавкая эвтектика, проникающая
по границам зерен и вызывающая охрупчива-
ние металла
При пайке никелевых сплавов припоями,
легированными бериллием и особенно бором,
паяемый металл активно растворяется в при-
пое, поэтому необходимо строго соблюдать
режим пайки: процесс следует вести с высоки-
ми скоростями и без перегревов. Заметному
локальному растворению подвергаются нике-
левые сплавы при пайке их припоями, содер-
жащими кремний, особенно при температуре
выше 1200 °C, что приводит также к снижению
растекания припоя.
Пайка нихрома, сплава инконель, а также
никелевых сплавов, содержащих алюминий и
титан, требует применения достаточно актив-
ных флюсов. При использовании боридных
флюсов при печной пайке вследствие образо-
вания легкоплавкой боридной эвтектики Ni-B
возможна эрозия основного металла. Поэтому
пайку в печах никеля и его сплавов проводят в
атмосфере водорода с точкой росы -40 ... -70 °C.
Сплавы, легированные алюминием и титаном,
паяют в вакууме, в смесях нейтральных газов с
газовыми флюсами BF3 или NH4CI
При диффузионной пайке сплава
XH77TIOP (Ni-Cr) припоем состава, %:
Ni-4,5Si-7Cr-3Fe-2B (СМ-53) качественные со-
единения с прочностью до 300 МПа без вклю-
чений хрупкой боридной составляющей обра-
зуются в случае, если пайку вести при Т= 1070 °C
и термообработку при Т= 1000 °C с выдержкой
до 4 ч, а сборочный зазор соединяемых эле-
ментов не должен превышать 0,05 мм.
При пайке никелевого сплава ХН20ТЮ
припоем BNi-5 при температуре 1150 °C, вы-
держке 1 мин и приложении усилия во время
пайки 0,5 МПа, термообработке при 710 °C с
выдержкой в течение 16 ч образуются соеди-
нения без хрупких фаз
Получение пластичных соединений при
пайке жаропрочных никелевых сплавов
ХН75МБТЮ, ХН50МВКТЮР, ХН67МВТЮ
припоями системы Ni-Si-B возможно также
при приложении дозированного усилия на шов
в процессе пайки. Под действием давления из
зазора удаляется избыток жидкой фазы, а ос-
тавшийся в узком зазоре припой кристаллизу-
ется с образованием общих зерен. Этот эффект
хорошо проявляется при применении аморфно-
го припоя Ni-Si-B в виде фольги толщиной
20 мкм. При пайке в вакууме 1 • 10~3 Па сплава
ХН62МВКЮ (Гп = 1220 °C, выдержка 10 мин)
давление на соединяемые детали 0,5 МПа
При минимальном сборочном зазоре (менее
0,04 мм) получаются соединения, равнопроч-
ные паяемому металлу.
Трудности обеспечения капиллярных за-
зоров 0,03 .. 0,15 мм при сборке деталей
сдерживает для ряда конструкций из никеле-
вых сплавов применение печной вакуумной
пайки. К настоящему времени разработаны
материалы и технология пайки изделий со сбо-
рочными зазорами до 1,5 мм. Типичным при-
мером является пайка гермовводов и ТВЭлов
из никелевых сплавов с зазором 0,5 мм припо-
ем состава Au-18%Ni, обеспечивающего тре-
буемые прочность и герметичность соедине-
ний. Для изделий из жаропрочных никелевых
сплавов, работающих при температуре 1000 °C,
применяют припой ПЖК-1000. Техно логиче-
ской основой широкозазорной пайки никеле-
выми припоями является применение компо-
зиций, состоящих из двух компонентов: легко-
плавкого и тугоплавкого, который не расплав-
ляется при пайке. В качестве тугоплавкого
наполнителя используют никелевые порошки,
сетку, проволоку, стружку. Количество туго-
плавкого наполнителя не должно быть меньше
30 % и больше 70 %.
Припой J-8101 (Ni-20Cr-10Si) с темпера-
турой пайки 1227 °C фирмы «Дженерал элек-
трик» состоит из смеси 60 % порошка припоя и
40 % порошка чистого никеля. Для снижения
температуры пайки до температуры 1170 °C
вместо никелевого порошка применяют поро-
шок из сплава Ni-Si-B. Отечественным анало-
гом припоя J-8101 является припой ВПр11-40Н
с температурой пайки 1125 °C. Частицы по-
рошка припоя имеют сферическую форму с
размерами частиц до 100 мкм. Припой наносят
в зазор в виде пасты. Пайку этим припоем из-за
наличия в нем самофлюсующихся компонен-
тов Si и В можно вести в низком вакууме.
Для пайки при температуре 1180... 1210 °C
жаропрочных никелевых сплавов применяют
припой 6МА, состоящий из механической
смеси легкоплавких порошков припоя 5А
(Ni-12Cr-8Si-5Fe-0,45B) - 85 % и тугоплавкого
порошка молибдена - 15 %. Припой 6МА ре-
комендован в соединениях с зазором не более
0,5 мм для пайки узлов, работающих в агрес-
сивных средах при температуре 800 °C. При-
мером применения пайки изделий из никеле-
вых сплавов являются трубчатые теплообмен-
.ПАЙКА ТИТАНА И ЕГО СПЛАВОВ
281
ники для ядерной энергетики. При этом оребре-
ние труб проволокой производится индукцион-
ной пайкой с использованием германиевых при-
поев ПЖГ-22 и ПГ-17Н. Пайку труб с трубны-
ми решетками производят в вакуумных печах.
ПАЙКА ТИТАНА И ЕГО СПЛАВОВ
Титан по совокупности физико-механи-
ческих свойств является одним из важнейших
современных конструкционных материалов
Он почти в 2 раза легче, чем углеродистые
стали и многие цветные сплавы, его плот-
ность равна 4,5 г/см3. Титан - высокопрочный
(а„ = 300 ... 600 МПа) и пластичный (8 = 25 ..
50 %) металл; его коррозионная стойкость в
ряде агрессивных сред превосходит коррози-
онно-стойкие стали. Титан довольно широко
распространен в природе; его в 10 раз больше,
чем Мп, Сг, Си, Zn, V, Ni, Со, W и Nb вместе
взятых. Эти и ряд других ценных свойств от-
крывают большие возможности для широкого
применения титана в промышленности.
На поверхности титана всегда имеется
альфированный слой, насыщенный атмосфер-
ными газами. Перед пайкой этот слой необхо-
димо удалить пескоструйной обработкой или
травлением в растворе следующего состава:
20 30 мл H2NO3, 30 ... 40 мл НС1 на литр
воды. Время травления 5 . 10 мин при 20 °C
После такой обработки на поверхности титана
все же остается тонкая оксидная пленка, пре-
пятствующая смачиванию его поверхности
припоем. Поэтому иногда пытаются паять ти-
тан с применением специальных флюсов, по
составу аналогичных флюсам для пайки алю-
миния. Но соединения титана, паянные с при-
менением таких флюсов, не отличаются высо-
ким качеством. Обычно пайку титана и его
сплавов ведут в вакууме или аргоне, который
тщательно очищен от примесей кислорода,
азота и паров воды. Только в такой чистой ат-
мосфере или в вакууме оксидная и нитридная
пленки на титане растворяются в металле при
условии, что температура пайки выше 700 °C.
Поэтому процесс пайки титана ведут обычно
при температуре 800 ... 900 °C, что способст-
вует быстрой очистке поверхности титана и
хорошему смачиванию его припоями. Пайку
титановых сплавов при более высоких темпе-
ратурах производят довольно редко (особенно
печную), так как при его длительном нагреве
при температурах выше 900 °C отмечаются
склонность к росту зерна и некоторое сниже-
ние пластических свойств. Поскольку предел
прочности основного металла при этом прак-
тически не снижается, то в отдельных случаях
соединение титановых сплавов пайкой произ-
водят даже при 1000 °C.
Водород, всегда находящийся в титане и
снижающий его пластичность, удаляется при
пайке (или нагреве) в вакууме 10“2 Па при тем-
пературе около 900 °C, поэтому пайка титана в
вакууме предпочтительнее, чем пайка в ней-
тральной атмосфере.
При выборе припоя, способа и режимов
пайки необходимо иметь в виду, что титан
образует хрупкие интерметаллиды в паяном
шве почти со всеми элементами, входящими в
припои. Поэтому в качестве основы припоя
часто выбирают серебро, которое образует с
титаном интерметаллиды, предположительно
менее хрупкие, чем с другими металлами. Ино-
гда за основу припоев выбирают алюминий,
который образует с титаном ограниченную
область твердых растворов, что позволяет рас-
считывать на получение менее хрупких паяных
соединений
При пайке титана в вакууме чистым алю-
минием, из-за образования в шве интерметал-
лидных фаз, соединения имеют практически
нулевую прочность. Толщина интерметаллид-
ной прослойки уменьшается, если при пайке
титана в качестве припоя применяется алюми-
ний, легированный Си, Fe, Ge, Mg, Mn, Ni, Sb,
Ti, Zr и Si. Все названные добавки (по 1 % в
отдельности) способствуют подавлению роста
интерметаллидной прослойки. Наиболее эффек-
тивное торможение обеспечивает 0,8 % Si в А1
При пайке в вакууме титана таким припо-
ем образуется интерметаллидный слой не-
большой толщины состава Al3Ti, но прочность
соединений не превышает 80 МПа. При приме-
нении другого припоя на основе А1, содержа-
щего 4,8 % Si; 3,8 % Си; 0,2 % Fe и 0,2 % Ni,
при пайке титана ВТ1 в вакуумной печи при
температуре 670 ± 10 °C и выдержке 5 мин
прочность соединений равна 140 МПа. Пайка
ТВЧ в среде аргона при температуре 720± 10 °C
трубопроводов из сплава ВТ1 припоем на ос-
нове алюминия, содержащего: 0,3 % Fe; 0,35 %
Si и 0,05 % Си, дает возможность получить
герметичные соединения с прочностью тср =
= 110.. 130 МПа.
Титановые сплавы можно паять чистым
серебром и припоями систем Ag-Cu (ПСр72) и
Ag-Cu-Mn (ПСр37,5), которые позволяют по-
лучить при пайке в вакуумных печах при
282
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Т = 850 1000 °C высокопрочные паяные
соединения. Например, при пайке титана ВТ1
чистым серебром в атмосфере аргона предел
прочности на срез паяных соединений равен
180 . 200 МПа, а при пайке серебром, легиро-
ванным марганцем (10 ... 15 %), достигает
280 МПа. При этом соединения, паянные чис-
тым серебром, неустойчивы против коррозии и
в течение года (в городской атмосфере) сни-
жают свою прочность на 25 ... 30 %.
Для пайки в вакууме титановых сплавов
применяют также серебряные припои, состав
которых определяется треугольником тройной
системы Ag-Cu-Al с точками координат (в %)
Ag91-Cu2-A17; Ag54-Cu2-A144; Ag54-Cu39-A17.
С целью повышения механических свойств
соединений за счет подавления роста интерме-
таллидных фаз в паяных швах трехкомпонент-
ные припои легируют Ti, Zr, V, Nb, Сг, Мп, Fe,
Со, Ni, Au и Zn в количестве, не превышающем
7 % от массы припоя. В результате прочность
ов соединений титана, паянных этими припоя-
ми, возрастает от 150 ... 180 МПа до 200 ...
270 МПа и зависит от состава припоя, темпера-
туры пайки и величины сборочного зазора.
Прочность ов соединений титанового сплава
Ti-6A1-4V, паянного в вакуумной печи при
разрежении 5 • 10 3 Па при температуре 630 °C и
выдержке 15 мин припоем, содержащим (в %):
65Ag-30Al-5Cu, равна 210 МПа, если величина
сборочного зазора не превышает 0,05 мм. При
пайке этого же сплава в вакууме при темпера-
туре 770 °C припоем, содержащим (в %):
49,5Ag-20Cu-20Zn-3Ni-5In-2,5Li, прочность со-
единений достигает 245 МПа, а при пайке в
вакууме при температуре 930 °C и зазоре 0,05 мм
припоем на основе серебра, содержащим (в %):
95,5Ag-4Al-0,5Mn, прочность ов возрастает до
270 МПа.
Применение припоев на основе серебра с
различными легирующими компонентами по-
зволяет при пайке с зазорами 0,02 0,05 мм
уменьшить отрицательное влияние хрупких
интерметаллвдных прослоек и обеспечить вы-
сокую ударную вязкость паяных соединений,
однако получаемая прочность соединений
в 3 - 4 раза меньше прочности основного ме-
талла в отожженном состоянии, а сами припои
дефицитны и дороги.
Еще более высокие значения предела
прочности паяных соединений можно полу-
чить при высокотемпературной пайке титана
припоями на основе никеля или меди
(о, = 300 МПа), а также припоями на основе
титана. Припои системы Ti-Zr-Cu-Ni хрупкие и
не поддаются прокатке традиционными мето-
дами. Такие припои применялись в виде по-
рошков или стружки. К настоящему времени из
слитков сплавов системы Ti-Zr-Cu-Ni может
быть получена лента толщиной 200 мкм быст-
рой кристаллизацией из расплава струи при-
поя, выливаемой на вращающийся охлаждае-
мый валок. Процесс получения ленты осущест-
вляется в инертной среде. Имеются разработки
по изготовлению аморфных припоев в виде
лент толщиной от 20 мкм из сплавов той же
системы. Известно также применение в качест-
ве припоя титана, плакированного с двух сто-
рон медью.
Применяются в качестве припоя и пакеты
толщиной 0,07 мм из фольги титана толщиной
0,05 мм, меди - 0,01 мм и никеля - 0,01 мм.
При пайке этими припоями в вакууме при тем-
пературе 960 °C и выдержке 16 мин титанового
сплава (Ti-6A1-4V) обеспечивается предел
прочности на срез 310 ... 442 МПа, а после
диффузионной обработки прочность соедине-
ний возрастает. При этом видна роль леги-
рующего компонента-бериллия, который спо-
собствует увеличению прочности соединений
(табл. 6).
6. Механические свойства паяных соединений
Состояние образца Состав припоя и режим пайки тср> МПа а., МПа 8, % у, % KCV, Дж/см2
Ti-14Ni-14Cu 960 °C, 16 мин 310,3 371,7 2,8
После пайки Ti-14Ni-13Cu-0,26Be 960 °C, 16 мин 442,3 - - - -
После пайки и Ti-14Ni-14Cu 920 °C, 2 ч 404 870 3.6 3.33 31,9
диффузионной Ti-14Ni-13Cu-0,26Be 920 °C, 4 ч 463,8 904,6 11,5 40,31 40,3
обработки Ti-14Ni-14Cu 920 °C, 6 ч 1099,9 11,76 49,31 44,1
. ПАЙКА ТИТАНА И ЕГО СПЛАВОВ
283
7. Прочность соединений сплава ВТ6С, паянных припоями ВПр16 и Стемет 1201
Припой Зазор, мм Режимы пайки: Т, °C; т, мин
980 °C, 15 мин 980 °C, 15 мин 1 930 °C, 180 мин
ЛПа
ВПр16 (Ti-осн.,12Ni-12Zr-22Cu) 0,12 209 209
Стемет 1201 0,02 797 810
(Ti-осн., 12Ni-12Zr-24Cu) 0,1 170 190
При пайке в вакууме при температуре
960 °C и зазоре 0,05 мм титанового сплава
(Ti-4,7Al-2,5Sn) припоем, содержащим (в %):
70Ti- 15Cu-15Ni, прочность соединений в зави-
симости от выдержки 2 ч, 4 ч и 6 ч возрастает
соответственно до 713, 745 и 755 МПа. При
пайке с зазором 0,25 мм прочность соединений
не меняется от выдержки и составляет 326 МПа.
Пайка в вакууме сплава ВТ6С припоями
Ti-Ni-Cu показала, что механические свойства
соединений также зависят от толщины обра-
зующегося шва, которая определяется величи-
ной сборочно-паяльного зазора и процессами
металлургического взаимодействия припоя с
титаном. В равной степени это относится и к
припоям системы Ti-Zr-Cu-Ni, например
ВПр16 и Стемет 1201 [6], что иллюстрируют
данные, представленные в табл. 7.
Припой ВПр16 в виде ленты толщиной
120 мкм и аморфный припой Стемет 1201 в
виде фольги (8 = 20 мкм) закладывались непо-
средственно в зазор. Измерение микротвердо-
сти зон соединений, паянных припоем ВПр16 с
зазором 0,12 мм и припоем Стемет 1201 с зазо-
ром 0,1 мм, указывает на наличие в шве хруп-
ких интерметаллидных фаз Об этом свиде-
тельствует также фрактографическое исследо-
вание изломов после разрушения образцов, где
соотношение хрупкой и пластичной фаз в шве
оценено как 60:40.
Прочность ов соединений, паянных с за-
зором 20 мкм аморфным припоем Стемет 1201,
который по химическому составу близок к
припою ВПр16, составляет 797 МПа, т.е. 92 %
от прочности сплава ВТ6С в отожженном
состоянии. При пайке припоем Стемет 1201
с зазором 0,02 мм ударная вязкость соединений
увеличивается в 4 раза (8 Дж/см2 против
2 Дж/см2) для соединений, паянных с зазором
0,1 мм и с зазором 0,12 мм припоем ВПр16.
Для получения более пластичных и проч-
ных соединений с успехом применяют диффу-
зионную пайку титана, сущность которой за-
ключается в том, что изделие, паянное мини-
мально необходимым количеством припоя,
например никелем, медью, железом, кобальтом
и другими металлами, выдерживают при тем-
пературе пайки до тех пор, пока в паяном со-
единении не образуется пластичный твердый
раствор. Прочность соединений, полученных
таким способом, близка к прочности паяемого
металла.
Пайка титановых сплавов оловянно-
свинцовыми и другими низкотемпературными
припоями применяется редко. В этом случае
перед пайкой титан покрывают никелем хими-
ческим или гальваническим способом. Для
увеличения сцепления никеля с титаном детали
подвергают нагреву до 250 °C в течение 1 ч.
После этого пайку производят теми же при-
поями и флюсами, которые используют для
чистого никеля. Паять титан и его сплавы низ-
котемпературными припоями можно также
после предварительного покрытия изделий
оловом, серебром или медью. Для покрытия
оловом подготовленное под пайку изделие
быстро опускают на 10 ... 20 мин в нагретое до
700 °C олово. Покрыть титан оловом можно и
при помощи флюса, в состав которого входит
хлористое олово. Компоненты флюса просу-
шивают и применяют в мелкоразмолотом виде.
Изделие покрывают флюсом толщиной до 3 мм
и нагревают в печи с нейтральной средой до
350 ... 400 °C. Медное покрытие может быть
получено погружением изделия на несколько
секунд в расплавленную хлористую медь или
ее смесь с другими хлоридами меди при 650 ...
700 °C. Серебром титан покрывают методом
погружения изделия в расплавленное серебро.
После охлаждения деталь очищают от остатков
флюса и шлака паром или кипячением в воде с
последующей зачисткой наждачной бумагой
или щеткой. Луженое изделие паяют легко-
плавкими припоями с Гпл 5 200 °C с примене-
нием канифольных флюсов.
284
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Перед нанесением покрытия детали обра-
батывают в соответствии с технологией, при-
меняемой в гальванотехнике.
ПАЙКА МОЛИБДЕНА
Удачное сочетание комплекса ценных
физико-механических и коррозионных свойств
делает этот металл одним из основных конст-
рукционных материалов новой техники. Мо-
либден имеет Гпд = 2622 °C; его плотность поч-
ти вдвое меньше, чем у вольфрама. Из него
можно выполнять конструкции, работоспособ-
ные до 2000 °C. Молибден имеет высокую кор-
розионную стойкость против атмосферной
коррозии. Однако он, так же как и вольфрам,
сильно окисляется и без специальных покры-
тий не может работать при высоких температу-
рах в воздушной атмосфере. Основное затруд-
нение при пайке молибдена возникает из-за
большого сродства его к кислороду, а также
склонности к росту зерна при высоких темпе-
ратурах.
Температура рекристаллизации молибде-
на (850 ... 1220 °C) зависит от многих факто-
ров и в первую очередь от степени деформации
и чистоты. При переходе через порог рекри-
сталлизации молибден становится хрупким,
что необходимо учитывать при выборе припоя
для его пайки. Кроме того, молибден имеет
небольшой температурный коэффициент ли-
нейного расширения (а = 5,6 • КГ6 °C"1), что
отличает его от металлов и сплавов, с которы-
ми он обычно соединяется при пайке (медь,
никель, железо). По этим причинам пайку мо-
либдена необходимо производить в глубоком
вакууме или среде аргона, тщательно очищен-
ного от кислорода и паров воды, с применени-
ем высоких скоростей нагрева. Перед пайкой
молибдена должна быть полностью удалена
оксидная пленка путем погружения его в рас-
плав, состоящий из 70 % NaOH и 30 % Na2CO3,
при температуре не выше 400 °C или с помо-
щью электролитического травления в 80 %-ном
водном растворе серной кислоты при 50... 60 °C
В качестве припоев для пайки молибдена
пригодно большинство припоев, рекомендо-
ванных для пайки вольфрама. Например, при-
пой, содержащий 80 % Ni, 14 % Сг и 6 % Fe,
обеспечивает получение паяного соединения с
пределом прочности на срез 132 МПа при 980 °C
Если пайку производят при температуре
выше температуры рекристаллизации молиб-
дена (около 1100 °C), то время его выдержки
при пайке должно быть минимальным. Для
пайки молибдена со сталью рекомендуется
припой на медной основе состава: 10 % Ni,
10 % Мп, 2 ... 3 % Сг, 1 . 2 % Fe, 0,5 % Si
При пайке со сталью 12Х18Н9Т предел проч-
ности паяного соединения при 600 °C состав-
ляет 220 ... 230 МПа.
Для пайки молибдена применяют припои
системы золото-никель, обеспечивающие по-
лучение надежных паяных соединений; в мас-
совом производстве из-за дефицитности золо-
тые припои применяют редко. Для пайки, на-
пример, меди с молибденом используют при-
пой ПСр72 или чистое серебро. Для улучшения
растекаемости серебряных припоев молибден
покрывают никелем и медью. Толщина нике-
левого слоя не должна быть больше 3 мкм,
медного - 3 ... 4 мкм; при большей толщине
возможно отслаивание покрытия. Для улучше-
ния сцепления никелевого покрытия с молиб-
деном производят термическую обработку в
вакууме при 950 ... 1000 °C. Кроме того, дета-
ли из молибдена перед никелированием отжи-
гают в вакууме при 950 ... 1000 °C с выдерж-
кой 10... 15 мин.
Растекаемость серебряных припоев
ПСр72 и чистого серебра по молибдену улуч-
шается при введении в них 1 ... 2 % фосфора.
Для пайки молибдена в качестве припоя
можно применять чистую медь. Однако медь
плохо смачивает и растекается по поверхности
молибдена. Для улучшения смачивающей спо-
собности медь легируют кобальтом, железом,
марганцем, никелем, кремнием, палладием.
Количество легирующих добавок в медных
припоях строго регламентируется и не должно
превышать 4 ... 5 %. Ограничение вызвано тем,
что все названные добавки, кроме палладия,
образуют с молибденом хрупкие интерметал-
лиды, которые кристаллизуются на границе
раздела и ослабляют прочность соединения.
При пайке молибдена чистой медью необходи-
мо строго соблюдать режим пайки: температу-
ра 1100 °C, выдержка 20 мин. Увеличение тем-
пературы и выдержки приводит к расширению
хрупкой диффузионной зоны и снижению
прочности соединения.
Молибден можно паять и чистым нике-
лем. Никель наносят на молибден гальваниче-
ским способом или в виде фольги. Пайку про-
изводят в вакууме 10“2 - 10'3 Па при 1350 °C,
т.е. выше температуры образования эвтектики,
с поджатием деталей давлением 15 МПа, с
выдержкой при температуре пайки 2 ... 6 ч.
. ПАЙКА НИОБИЯ И ЕГО СПЛАВОВ
285
При таком режиме происходит полное раство-
рение никеля в молибдене с образованием
твердого раствора, в швах не образуется хруп-
ких зон и соединения выдерживают много-
кратные нагревы до 2600 °C.
Для пайки молибдена используют припои
на основе титана, ванадия, хрома, тантала. Так,
соединение молибденовых деталей - фланца с
тепловой трубой системы ядерного реактора, осу-
ществляют в вакууме при температуре 1750 °C
припоем состава V-35%Ti. Если сборочный
зазор соединяемых деталей не превышает 0,05 мм,
то паяные швы могут успешно работать до
температуры 1397 °C. Для эксплуатации со-
единений выше этой температуры рекомендо-
ван припой, состоящий из механической смеси
порошков молибдена и ванадия (50 : 50). При
пайке в вакууме этим припоем- при температу-
ре 2257 °C образуются герметичные соедине-
ния, способные работать до температуры
1597 °C и противостоять воздействию агрес-
сивных теплоносителей.
Для соединения молибденовых деталей
можно использовать и чистый ванадий, при
пайке которым в вакууме при температуре
1512 °C и сборочном зазоре 0,025 мм образу-
ются плотные соединения с прочностью до
35 МПа. Хорошую стойкость в расплавах
(Т = 700 800 °C) Na, Li и Bi показали соеди-
нения, паянные в вакууме при температуре
1050 1175 °C припоями на основе железа
Fe-4C-1B; Fe-15Mo-5Ge-4C-lB; Fe-25Mo-4C-lB.
Соединения молибдена, паянные легко-
плавкими оловянно-свинцовыми припоями с
применением флюсов на основе водного рас-
твора хлористого цинка, могут работать при
температурах не более 150 °C. Для пайки
соединений молибдена, работающих при тем-
пературах 650 °C, применяют припои: Ag-P;
Ag-Cu; Ag-Cu-Ni-Li. Пайку производят погру-
жением в расплавленный припой или газовой
горелкой
ПАЙКА НИОБИЯ И ЕГО СПЛАВОВ
Высокие коррозионная стойкость в силь-
ных кислотах и в расплавленных щелочных
металлах, стойкость при облучении, сверхпро-
водимость и другие свойства делают ниобий и
его сплавы весьма ценными конструкционными
материалами для ракетостроения, химического
аппаратостроения и других областей техники
Предел прочности ниобия о, = 400 МПа, отно-
сительное удлинение 5 = 30 %, Т„л = 2500 °C.
При высокотемпературном отжиге ниобия
(1450 °C и выше) отмечается собирательная
рекристаллизация, т.е. интенсивный рост зерна
и появление выделений по границам зерен;
ударная вязкость ниобия при этом снижается
примерно в 20 раз.
При нагреве на воздухе выше 200 °C нио-
бий заметно окисляется; с повышением темпе-
ратуры окисляемость сильно возрастает. Резкое
повышение окисляемости ниобия при 1000 °C
и выше связано не только с увеличением ско-
рости диффузии кислорода, но и с качест-
венными изменениями, происходящими в
структуре оксидной пленки. При температуре
1000 ... 1100 °C происходит переход низко-
температурной модификации оксида a-Nb2O5 в
высокотемпературную модификацию P-Nb2O5,
сопровождающийся значительным увеличени-
ем объема (в 2,7 раза), что приводит к возник-
новению внутренних напряжений и локальным
разрушениям пленки и ее отслоению. Послед-
нее и вызывает резкое повышение окисляемо-
сти ниобия.
При нагреве ниобия наряду с его окисле-
нием происходят диффузия и растворение га-
зов в металле. Предельная растворимость ки-
слорода в ниобии (массовые доли) составляет:
при 500 °C - 0,25 %, при 1916 °C - 0,72 %; азо-
та при 300 °C - 0,003 %, при 1500 °C - 0,07 %.
Образование газонасыщенного слоя приводит к
резкому повышению твердости и снижению
пластичности ниобия. Значительно более вы-
сокими свойствами, чем ниобий, обладают
сплавы на его основе.
Для получения высокопрочных и пла-
стичных паяных соединений целесообразно
для пайки ниобия применять чистые металлы:
титан, ванадий, цирконий, которые образуют с
ниобием неограниченные твердые растворы.
На основе указанных металлов можно полу-
чить пластичные припои и жаропрочные пая-
ные соединения, однако все они слишком ту-
гоплавки и требуют оборудования, позволяю-
щего производить пайку в высоком вакууме
при температурах 1600 ... 1900 °C. При ваку-
умной пайке ниобия титаном (1750 °C), цирко-
нием (1900 °C) и ванадием (1950 °C) при вы-
держке 5 мин образуются качественные соеди-
нения, но из-за роста зерна в паяемом металле
падают его прочность и пластичность.
Для пайки ниобия при более низких тем-
пературах используют бинарные сплавы Ti-Zr
и Ti-V, имеющие минимум на линии ликвидус
(1620 °C). Снижение температуры пайки до
286
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
близкой к вторичной кристаллизации ниобия
(1000 °C) в сплавах Ti-Zr, Ti-V и Zr-V достига-
ется за счет легирования их бериллием до 5 %
или железом до 15 %. Припои состава (в %):
48Ti-48Zr-4Be и 45Ti-40Zr-15Fe имеют тем-
пературу пайки 1050 °C, а припой состава
67Zr-29V-4Fe - 1300 °C. При пайке этими
припоями в швах образуются хрупкие интер-
металлидные фазы, которые снижают проч-
ность соединений. Толщина интерметаллид-
ной фазы и прочность соединения зависят от
величины сборочного зазора. При пайке нио-
бия с зазором 0,075 мм припоем состава (в %):
48Ti-48Zr-4Be предел прочности на срез со-
единения равен 248 МПа, а при пайке с ббль-
шим зазором (0,127 мм) - 184 МПа. Во многом
свойства паяных соединений зависят и от со-
става припоя. Так, соединения ниобия, паян-
ные припоем 48Ti-48Zr-4Be, остаются работо-
способными после 500 термоциклов (815 ...
371 °C) и после старения при 815 °C в течение
100 ч. В то же время при применении припоев
45Ti-40Zr-15Fe и 67Zr-29V-4Fe в швах после
таких испытаний появляются трещины [15].
Ниобиевый сплав Д36 (Nb-10Ti-5Zr) ра-
ботает при температурах до 1650 °C. Пайку его
можно осуществлять в вакууме при температу-
ре 1470 °C припоем Ti-ЗЗСг и при температуре
1280 °C припоем Ti-30V-4Be. Длительный от-
жиг при температуре 1310 °C в течение 16 ч
обеспечивает жаростойкость соединений до
1815 °C.
При пайке припоем Ti-ЗЗСг не происхо-
дит эрозии паяемого металла, а микрострукту-
ра шва состоит из твердого раствора Ti и Сг в
ниобии, содержащего внутри и по границам
зерен частицы интерметаллида TiCr2 После
диффузионного отжига частицы TiCr2 равно-
мерно распределяются, а твердый раствор
Nb-Ti-Cr обогащается ниобием и становится
пластичнее.
При пайке ниобиевого сплава припоем
Ti-30V-4Be при температуре 1288 °C, выдерж-
ке 2 мин и диффузионной обработке (4 ч при
температуре 1124 °C и 16 ч при 1316 °C) эро-
зии паяемого металла и хрупких фаз в шве не
образуется, если величина сборочного зазора
не превышает 0,05 мм. При сборочных зазорах
более 0,05 мм в центре шва кристаллизуется
хрупкая фаза, ослабляющая шов.
Жаропрочность при температуре 1371 °C
соединений ниобиевого сплава CL-3, паянного
припоем Ti-ЗЗСг, выше (31,8 МПа), чем при
применении припоя Ti-40V-4Be (18,3 МПа).
Припой Ti-ЗЗСг применяется и при пайке нио-
биевого сплава (Nb-I%Zr) для соединений уз-
лов энергоустановок с высокотемпературными
жидкометаллическими теплоносителями (Na,
К, Li).
Для пайки ниобия в вакууме применяют и
припой на основе меди, содержащий 30 % Ni;
1 ... 2 % Fe; 1 ... 2 % Si; 0,2 % В и после дли-
тельной выдержки при температуре пайки
(1500 °C) обеспечивающий получение доста-
точно прочных паяных соединений.
Для пайки ниобия в среде аргона с точкой
росы -70 °C можно использовать сплавы сис-
темы Cr-Pd-Ge Рекомендованы два сплава:
1) 50 % Сг; 30 % Pd; 20 % Ge, температура
пайки 1450 °C, выдержка 5 мин; предел проч-
ности соединения на срез при 1093 °C 58 МПа;
2) 50 % Сг; 35 % Pd; 15 % Ge; температура пай-
ки 1450 °C, выдержка 5 мин; предел прочности
соединения на срез при 1093 °C 74 МПа
Рекомендуется также.припой для пайки
ниобия, состоящий из 17 % Nb; 10 % V; 8 % Сг;
2,3 % Al; Ti - основа. Временное сопротивление
при растяжении ов соединения равно 800 МПа,
относительное удлинение 5 = 4%.
ПАЙКА ВОЛЬФРАМА
Вольфрам и его сплавы, обладая высокой
прочностью, жаропрочностью до температуры
2700 °C и другими ценными качествами, явля-
ются необходимыми материалами в ряде об-
ластей техники. Металлический вольфрам ши-
роко применяют в ракетостроении, электро-
ламповой, радиотехнической и электровакуум-
ной промышленности. Вольфрам широко ис-
пользуют в промышленности в чистом виде и в
виде сплавов; он является наиболее тугоплав-
ким металлом с = 3410 °C, имеет временное
сопротивление при растяжении 500 ... 900 МПа,
3200 ... 4150 НВ. Недостатком вольфрама яв-
ляется его хрупкость при 20 °C (относительное
удлинение и сужение равны нулю). Механиче-
скую обработку вольфрама можно производить
только при температуре 300 ... 500 °C, т.е. вы-
ше порога хрупкости.
Пайку вольфрама необходимо стремиться
производить при температурах ниже темпера-
туры его рекристаллизации 1450 °C, поскольку
выше этой температуры прочность вольфрама
значительно снижается. При сварке плавлени-
ем рекристаллизация вольфрама и его охруп-
чивание неизбежны, поэтому применение пай-
ки для изделий из вольфрама предпочтитель-
ПАЙКА ЦИРКОНИЯ
287
нее При соединении. вольфрама с другими
металлами основная трудность связана со зна-
чительным различием в ТКЛР.
При 20 °C вольфрам обладает высокой
химической стойкостью, но при нагревании
выше 400 ... 500 °C окисляется с образованием
трехокиси вольфрама WO3. При пайке вольф-
рама требуется особо тщательная очистка его
поверхности, которую производят механиче-
скими средствами или травлением в кислотах.
Травить можно в смеси равных частей азотной
и фтористоводородной кислот с последующей
промывкой в горячей воде или спирте. Очистку
можно вести также в горячем растворе едкого
натра или электролитическим методом, приме-
няя в качестве электролита разбавленный рас-
твор азотнокислого натрия (NaNO3). Способ
очистки выбирают в зависимости от степени
окисленности вольфрама.
После тщательной очистки вольфрам ус-
пешно паяется во всех защитаых и восстанови-
тельных средах, но чаще в вакууме, так как при
этом обеспечивается получение более плотных
паяных швов. Для улучшения смачивания
вольфрама расплавленными припоями иногда
применяют предварительное гальваническое
покрытие его никелем или медью
Для высокотемпературной пайки вольф-
рама используют припои с температурой плав-
ления до 3000 °C, в том числе чистые металлы
(тантал, ниобий, никель, медь) и сплавы (Ni-Ti,
Ni-Cu,.Mn-Ni-Co, Мо-В и др.)
Учитывая склонность вольфрама к рекри-
сталлизации, пайку его необходимо произво-
дить при Максимальных скоростях нагрева с
минимальной выдержкой при пайке. Наиболее
перспективным способом соединения вольф-
рама является сочетание пайки с последующей
диффузионной обработкой. В результате такой
обработки получаются паяные соединения с
высокой температурой распайки (вторичного
расплавления паяного шва).
При диффузионной обработке происхо-
дят диффузия, растворение, а также испарение
отдельных компонентов. Например, марганец
кипит при 2150 °C и при этой же температуре
полностью испаряется. Поэтому при диффузи-
онной обработке швов, паянных припоями,
содержащими марганец, повышение темпера-
туры вторичного расплавления достигается за
счет испарения марганца. При правильном
сочетании припоя, температуры пайки и вре-
мени выдержки можно получить паяные со-
единения с температурой вторичного расплав-
ления до 2760 °C. Например, при пайке вольф-
рама при 1000 ... 1100 °C припоем платина -
бор с добавкой порошка вольфрама в результа-
те реактивной диффузии в шве образуется
сплав, работоспособный при 2000 °C. Преиму-
ществом этого припоя является то, что пайку
вольфрама можно производить при температу-
ре ниже температуры его рекристаллизации,
т.е. без снижения механических свойств
вольфрама.
Перспектавным является метод диффузи-
онной пайки, позволяющий до минимума
уменьшить толщину прослойки припоя в зазо-
ре, в результате чего сокращается количество
жидкой фазы в шве и уменьшается возмож-
ность образования хрупких зон.
Для капиллярной пайки вольфрама в ва-
кууме 10"2 Па или аргоне высокой чистоты
можно использовать стандартные серебряные
припои ПСр72, ПСр62, ПСр37,5; медно-
никелевые припои ВПр4, ПМ17, ПМ17А и
припой на железной основе системы Fe-Mn.
Наибольшее временное сопротивление при
растяжении (265 МПа при зазоре 0,15 мм)
обеспечивает припой ПСр37,5
Соединения вольфрама, паянные чистым
железом, могут надежно работать при 900 °C.
Соединения, паянные припоем, состоящим
из 75 % Сг и 25 % V, успешно работают при
1200 °C.
Возможно соединение вольфрама и при
использовании в качестве припоев меди, мар-
ганца, олова и серебра, обеспечивающих высо-
кую прочность соединений, получающуюся за
счет насыщения шва вольфрамом. Зерна
вольфрама диспергируют вследствие адсорб-
ционного понижения его прочности под дейст-
вием расплавов припоев и спекаются в капил-
лярном зазоре. Для диффузионной пайки вольф-
рама рекомендованы три состава припоев в %:
1) Ni - основа, 6,5Сг, 2,5Fe, ЗВ, 5Si, 0,15С
(7^=1066 °C);
2) 67,5Mn, 16Ni, 16Со, 0,5В (Тпл =
= 1066 °C);
3) 69Ni, 20Cr, 10Si, IFe (7ПЛ = 1185 °C).
Припои применяют в виде порошка Пай-
ку производят в атмосфере водорода; выдерж-
ка при пайке 5 мин.
ПАЙКА ЦИРКОНИЯ
Цирконий является относительно туго-
плавким металлом с Тт = 1855 °C, его плот-
ность 6,4 г/см3. Цирконий обладает сравни-
288
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
тельно низким временным сопротивлением при
растяжении (200 .. 280 МПа). Прочность его
ниже, чем у титана и железа, а твердость при-
мерно одинакова. Добавки к цирконию молиб-
дена, ниобия, титана улучшают его механиче-
ские свойства. Цирконий и его сплавы пла-
стичны, хорошо обрабатываются давлением,
резанием, имеют высокую коррозионную стой-
кость в агрессивных средах.
Близкие значения температурных коэф-
фициентов объемного расширения цирконие-
вых сплавов и некоторых диэлектриков позво-
ляют использовать их для получения соедине-
ний со стеклом и керамикой. Эти свойства де-
лают цирконий и его сплавы весьма ценными
материалами в электронике и вакуумной технике.
При 20 °C цирконий и его сплавы инерт-
ны по отношению к газам, но при повышенной
температуре они взаимодействуют с кислоро-
дом, азотом и водородом, образуя оксиды, нит-
риды и гидриды. Водород - единственный газ,
реакция поглощения которого цирконием об-
ратима Максимальное насыщение циркония
водородом происходит при 280 ... 300 °C; при
нагреве в вакууме до 800 °C водород полно-
стью удаляется. С азотом цирконий начинает
взаимодействовать с 400 °C. Наибольшее по-
глощение азота из воздуха происходит при
1000 ... 1600 °C. Удалить азот из циркония при
нагревании в вакууме до температуры 1300 °C
не удается. Реакция циркония с кислородом
сопровождается образованием на его поверх-
ности оксидной пленки. Однако при 450 °C
оксидная пленка растворяется в металле,
вследствие чего происходит дальнейшее по-
глощение кислорода. Удалить кислород из
циркония нагревом в вакууме не удается.
Инертные газы - аргон и гелий - не растворя-
ются в цирконии, но при недостаточной их
чистоте цирконий окисляется и на его поверх-
ности образуется слой оксидов черно-синего
цвета. Перед пайкой цирконий и его сплавы
травят в смеси водных растворов плавиковой и
азотной кислот (3 мл азотной, 5 мл плавиковой
кислоты и 92 мл воды).
При пайке циркония в аргоне или гелии
последние необходимо предварительно очи-
щать от примесей кислорода, водорода, азота и
паров воды. Паять цирконий и его сплавы в
вакууме можно при разрежении в камере пайки
не ниже 10~3 Па.
При выборе припоя необходимо учиты-
вать, что многие компоненты, входящие в при-
пой (Ag, Си, Ni), активно взаимодействуют с
основным металлом с образованием химиче-
ских соединений или легкоплавких эвтектик.
Поэтому пайку циркония с медью, никелем,
железом или коррозионно-стойкой сталью
можно осуществлять без припоя (контактно-
реактивным методом). Хотя соединения полу-
чаются и непрочными, но обеспечивают герме-
тичность и коррозионную стойкость. Многие
припои активно растворяют цирконий, вызы-
вая сильную эрозию или сквозное проплавле-
ние тонкостенных конструкций. Сильной эро-
зии цирконий подвергается при пайке медью.
Припой на основе титана не вызывает эрозии,
так как титан с цирконием образует твердые
растворы. Припоями на основе титана можно
паять цирконий диффузионным методом.
Для высокотемпературной пайки цирко-
ния можно применять припои на основе золота.
Золото с цирконием реагирует при 1065 °C.
Небольшое количество легирующих добавок
железа, никеля, меди, образующих с золотом
твердые растворы, снижает температуру пайки,
но не изменяет механические свойства паяных
соединений. В качестве легирующих компо-
нентов используют также ванадий и кобальт.
Эти элементы снижают температуру пайки и
уменьшают растворимость циркония в припое,
т.е. образуют с цирконием твердые растворы,
или эвтектику, при температуре, значительно
превышающей температуру пайки. Для пайки
циркония рекомендуются также припои систе-
мы Cu-Pd с различными добавками (табл. 8).
Легирование меди палладием и циркони-
ем способствует уменьшению растворения
основного металла в припое Температура
плавления припоев 960 ... 1050 °C, пайку цир-
кония этими припоями осуществляют в вакуу-
ме 10~2 Па.
Припои обеспечивают вакуумную плот-
ность соединений циркония с железом, низко-
углеродистой сталью и никелем при 20 °C и
8. Припои для пайки циркония
(без предварительного покрытия)
Компонент Содержание (массовые доли), %, для припоев
№ 1 №2 №3
Pd 19 ...20 17 ...20 19... 20
Сг - - 2,5 .3
Zr 3 ... 4 2...3 -
Ti - 1 . 1,5 -
Си Остальное
ПАЙКА ТАНТАЛА
289
повышенных температурах. Пайку циркония
этими припоями осуществляют без нанесения
барьерных покрытий, что упрощает техноло-
гический процесс и повышает надежность со-
единений.
При пайке циркониевых сплавов (Zr-Sn) -
циркалой палладиевыми припоями состава
(в %): Ag-33Pd-3Mn; Au-25Pd-25Ni; Pd-35Co, -
происходит интенсивное растворение паяемого
металла. Растворение уменьшается при приме-
нении припоев (в %). Au-18Ni; Zr-5Be; Zr-
50Ag; Zr-29Mn и Zr-24Sn, - но при пайке изде-
лий из этих сплавов с зазорами 0,08 ... 0,15 мм
в швах образуются фазы с высокой микротвер-
достью. Получить пластичные соединения без
хрупких интерметаллидных фаз можно при
пайке этими же припоями при обеспечении
сборочного зазора от 5 до 20 мкм [15].
Для узлов ядерной энергетики хорошим
сочетанием коррозионной стойкости в бориро-
ванной воде при температуре 360 °C и давле-
нии 14,7 МПа и механической прочности
450 ... 500 МПа обладают соединения цирка-
лоя, паянные припоями (в %): Zr-50Ag и
Zr-24Sn. Используют для узлов ядерной энер-
гетики и припои системы Zr-Ве.Так, дистанци-
рующие решетки ТВЭЛов паяют в вакуумных
печах с индукционным нагревом при темпера-
туре 980 °C припоем Zr-5Be или при темпера-
туре 1030 °C припоем состава (в %): 93Zr-5Be-
2Sn. Эти соединения также имеют высокую
коррозионную стойкость
Пайку циркония без барьерного покрытия
производят и самофлюсующими серебряными
припоями.
Для предотвращения растворения цирко-
ния припоями, вступающими с ним в активное
взаимодействие, применяют промежуточные
барьерные покрытия. В этом случае использу-
ют никелевое покрытие, которое имеет удовле-
творительное сцепление с цирконием при ус-
ловии предварительного травления поверхно-
сти детали в водных растворах фторида аммо-
ния и плавиковой кислоты, подогретых до
30 ... 40 °C, и последующего отжига в вакууме
при 850 . 900 °C. Пайку по никелевому по-
крытию можно производить всеми легкоплав-
кими припоями, смачивающими никель, и вы-
сокотемпературными, но с температурой пай-
ки, не превышающей 900 °C, так как уже при
температуре 960 °C образуется легкоплавкая
эвтектика.
При пайке циркония припоями на основе
серебра по никелевому барьерному покрытию
9. Припои для пайки циркония
(массовые доли), % Тля» С Покрытие
78 Ag; 22 Си 60 Ag; 39 Си; 1 Ni 63 Ag; 27 Си; 10 Ni 779 820 710... 885 Никель
90 Zr; 10 Ni 60 Pd; 40 Ni 53 Ti; 47 Pd 80 Ag; 20 Pd 70 Ag; 18 Pd; 12 Ni 1200 1237 1080 1080... 1120 930 ...980 Ниобий
92 Zr, 6,6 Ni; 1,4 Be 85 Zr; 15 Co 70 Zr; 30 V 70 Ti; 30 Си 1000... 1200 Без покры- тия для пай- ки с молиб- деном и ниобием
обеспечиваются вакуумная плотность и предел
прочности паяных соединений до 200 МПа.
Для работы паяных соединений циркония
при высокой температуре применяют более
тугоплавкие барьерные покрытия, например
ниобий. Пайку по ниобиевому покрытию про-
изводят при 1000 ... 1200 °C припоями систем
Zr-Ni; Zr-Ni-Pd; Ti-Pd и др. При пайке цирко-
ния с ниобием, танталом, молибденом и гафни-
ем без нанесения барьерного покрытия приме-
няют припои систем Zr-V, Zr-Co и др. (табл. 9).
Соединения, паянные этими припоями, обеспе-
чивают теплостойкость до 1200... 1300°C.
ПАЙКА ТАНТАЛА
Тантал среди других металлов выделяет-
ся исключительной химической стойкостью в
сильных кислотах и расплавах щелочных ме-
таллов, а также рядом других свойств. Он име-
ет Тпл = 2996 °C, плотность 16,6 г/см3, в отли-
чие от вольфрама и молибдена обладает пла-
стичностью Тантал промышленной чистоты в
отожженном состоянии при 20 °C имеет предел
прочности <тв “ 420 МПа, относительное удли-
нение 8 = 25 %; при 980 °C с, = 140 МПа. Тем-
пература пластично-хрупкого перехода для
тантала лежит ниже -196 °C.
Кроме чистого тантала, в промышленно-
сти применяют сплавы тантала с вольфрамом,
ниобием, гафнием, которые достаточно пла-
стичны. Относительное удлинение этих спла-
вов 8 = 25 ... 30 % (зависит от способа выплав-
ки). Тантал и его сплавы используют в элек-
10 - 8294
290
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
тротехнике и для изготовления нагревателей в
вакуумных печах. Известно также применение
чистого тантала и его сплавов с ниобием в хи-
мическом аппаратостроении. При нагреве на
воздухе тантал, так же как и ниобий, начиная с
200 .. 300 °C, заметно окисляется. Наряду с
окислением происходит диффузия газов в ме-
талл, непосредственно под оксидной пленкой
образуется газонасыщенный слой, толщина
которого зависит от температуры и времени
нагрева.
Тантал интенсивно поглощает газы при
нагревании, поэтому при пайке тантала пред-
почтителен вакуум не ниже 1(Г2 Па. В качестве
припоев для пайки тантала целесообразно при-
менять, прежде всего, такие металлы, как ти-
тан, ванадий, ниобий и молибден, которые
образуют с танталом непрерывный ряд твер-
дых растворов, что позволяет получить высо-
копрочные и пластичные паяные соединения
Из указанных металлов успешно применяют
сплав, содержащий 85 % Ti и 15 % Мо, даюший
возможность производить пайку при 1850 °C.
Вакуумную пайку танталовых сплавов
выполняют припоями на основе титана и гаф-
ния. Например, при пайке сплавов, содержа-
щих (в %): Ta-30Nb-7,5V, применяют припой
Ti-34Cr, а для танталовых сплавов Ta-10W и
Ta-8W-2Hf рекомендовано несколько составов
припоев (в %): Ti-30V-4Be; Hf-15Ti-7Mo;
Hf-30Ta-llV; Hf-7Mo-6V и Hf-7Mo, которые
назначаются в зависимости от условий работы
изделия. Так, для работы изделия до темпера-
туры 1972 °C используют припой Hf-7Mo,
обеспечивающий при пайке в вакууме при
температуре 1512 °C обоих танталовых спла-
вов высокую жаропрочность соединений.
Прочность и пластичность соединений можно
повысить на 30 ... 40 % за счет диффузионной
термообработки при температуре 1978 °C.
Сплав Та-10W хорошо паяется при тем-
пературе 1305 °C припоем Ti-30V-4Be. Обра-
зующиеся швы имеют пластичную однофаз-
ную структуру, в которой равномерно распре-
делен твердый бериллид титана. Предел проч-
ности соединений на срез при температуре
1655 °C равен 40 МПа. При пайке сплава
Ta-10W при температуре 2193 °C припоем
Hf-40Ta образуется соединение с температурой
распая 2093 °C, а угол изгиба без растрескива-
ния стыкового образца равен 40 ... 60° [15].
Для диффузионной пайки сплава тантала
с содержанием 1 % W в качестве припоя при-
меняют чистый титан. Припой в виде фольги
укладывают в места соединений. Пайку произ-
водят в печи при разрежении 10~2 10“3 Па,
температура пайки 1760 °C, выдержка 10 мин
Температура вторичного расплавления шва
после пайки поддерживалась 2092 °C, времен-
ное сопротивление при растяжении соединений
при 1928 °C составляет 16,5 МПа. Для капил-
лярной пайки используют припой на основе
тантала с 40 % Hf. Пайку выполняют при 2205 °C
с выдержкой 1 мин. Для пайки тантала при-
меняют припой следующего состава (в %):
20Ta-5Nb-3W (остальное Ti). Пайку этим припо-
ем осуществляют в вакууме 10 3 Па при 1000 °C
с выдержкой 5 мин. Предел прочности соеди-
нения на срез тср = 200 МПа, температура вто-
ричной распайки 2000 °C.
Тантал можно паять по предварительно
нанесенному слою серебра. Пасту, состоящую
из порошка серебра и связующего, наносят на
тантал, после сушки и обжига при 600 °C в
течение 1 ч получают прочное сцепление. Об-
работанный таким образом тантал можно па-
ять, например, с медью. Предел прочности
соединения достигает 50 МПа. Ввиду того что
тантал трудно поддается пайке, его поверх-
ность рекомендуется предварительно покры-
вать никелем или платиной. Пайку покрытых
изделий можно вести с применением флюсов, в
среде инертных газов или вакууме.
ПАЙКА БЕРИЛЛИЯ
Бериллий - легкий металл (плотность
1,84 г/см3), но имеет высокий предел прочно-
сти (560 МПа) и довольно высокую температу-
ру плавления (1283 °C). Ввиду высокой хими-
ческой активности поверхность бериллия в
атмосферных условиях покрывается оксидной
пленкой ВеО. Перед пайкой бериллия для уда-
ления оксидов его травят в растворе следую-
щего состава: 450 ... 500 мл ортофосфорной
кислоты, 50 ... 55 г хромового ангидрида и
20 ... 25 мл концентрированной серной кисло-
ты. Раствор, подогретый до 50 ... 60 °C, более
активно снимает оксидную пленку
Легкоплавкими припоями бериллий пая-
ют с применением специальных флюсов, со-
держащих фториды и хлориды цинка, аммония
или щелочноземельных металлов. Нагрев под
пайку осуществляют быстро, поскольку при-
меняемые флюсы быстро теряют свои свойст-
ва. Перед пайкой поверхности желательно лу-
дить. Лужение и пайку производят оловянно-
ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
291
свинцовыми припоями, содержащими цинк,
индий или серебро. Пайку бериллия можно
осуществить цинковыми или кадмиевыми при-
поями, которые хорошо растекаются по по-
верхности бериллия и затекают в зазор. Для
улучшения смачивания легкоплавкими при-
поями с использованием флюса ЛК-2 бериллий
покрывают гальваническим никелем.
Высокотемпературную пайку бериллия
обычно производят в вакууме 10 3 ... 10-4 Па
либо в тщательно очищенном аргоне или ге-
лии. В качестве припоев применяют эвтектиче-
ский сплав алюминия с кремнием или серебра
с медью. Пайку производят при температуре
785 ... 1060 °C, выдержке 5 ... 10 мин. Берил-
лий можно паять и по специально подготов-
ленной поверхности, которую лудят магнием
при 750 °C в аргоне. При этом на поверхности
бериллия образуется оксидная пленка MgBe.
Пайку луженой поверхности производят в ар-
гоне при температуре 750 °C алюминием, ко-
торый в виде фольги закладывают между паяе-
мыми поверхностями
Пайка бериллия алюминием с длительной
выдержкой при температуре пайки (870 °C)
приводит к упрочнению паяного шва. Времен-
ное сопротивление при растяжении постепенно
повышается с 90 до 190 МПв при выдержке
96 ч. Другой способ пайки состоит в предвари-
тельном покрытии бериллия медью или сереб-
ром. Покрытие производят в цианистых или
кислотных растворах, металлизацией или по-
гружением в расплав металла. Перед покрыти-
ем изделие травят в 5 ..10 %-ном растворе
плавиковой кислоты и без промывания перено-
сят в ванну для покрытия. Пайку по барьерно-
му или луженому слою производят серебряны-
ми припоями в аргоне или вакууме
Соединения бериллия, паянные серебря-
ными припоями, имеют временное сопротив-
ление при растяжении 100 МПа. При пайке
бериллия с другими металлами, например с
никелем, монель-металлом или с титаном, при
применении серебряных припоев прочность
соединений ов = 100 ..150 МПа. Серебряные
припои применяют при пайке соединений,
работающих при 20 °C. Для улучшения смачи-
вания и растекания припоев в них вводят
0,2 ... 0,5 % Li. Для пайки изделий из берил-
лия, работающих при высоких температурах,
припоями служат сплавы бериллия с серебром,
титаном или цирконием.
ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Алюминий и его сплавы находят широкое
применение для изготовления паяных конст-
рукций в авиационной, электротехнической,
радиотехнической и ряде других отраслей
промышленности. Особенности пайки алюми-
ниевых сплавов определяются такими факто-
рами, как высокая стойкость оксидной пленки,
низкая температура солидуса большинства
промышленных алюминиевых сплавов, высо-
кая теплоемкость алюминия.
Алюминий, обладая большим сродством
к кислороду, образует стойкий оксид А12О3,
находящийся на его поверхности в ввде плот-
ной и прочной пленки. Состав и структура
оксвдных пленок на поверхности алюминие-
вых сплавов зависят от состава последних. Так,
на поверхности алюминиево-магниевых спла-
вов присутствует смесь оксидов А12О3 и MgO.
При пайке алюминиевых сплавов оксиды уда-
ляют с помощью флюсов, в вакууме с добавле-
нием паров магния, трением и ультразвуком.
Кроме того, разработаны способы пайки кон-
тактным плавлением, а также по защитным и
барьерным покрытиям и др.
Для высокотемпературной пайки алюми-
ниевых сплавов в качестве флюсов применяют
смеси солей хлоридов щелочных и тяжелых
металлов с добавками фторидов металлов.
Пайку алюминия с указанными флюсами про-
изводят припоями на основе алюминия типа
силумин, 34А, П425А, В62 и др. Зазор при
флюсовой пайке должен быть не менее 0,1 ..
0,25 мм. Высокотемпературная флюсовая пай-
ка алюминия и его сплавов может произво-
диться с применением газопламенного, печно-
го, индукционного и контактного нагрева, а
также путем погружения в расплавы флюсов.
Для пайки алюминиевых деталей приме-
няют бензовоздушные и газовоздушные горел-
ки. Ацетилено-кислородное пламя непригодно,
так как снижает активность флюсов.
Для пайки ажурных тонкостенных конст-
рукций из алюминиевых сплавов хорошие ре-
зультаты обеспечивает печной нагрев. Ско-
рость нагрева для пайки зависит от толщины
стенок соединяемых деталей. Температуру печ-
ной пайки с применением припоя 34А и флюса
34А поддерживают 550 ... 560 °C; при пайке
эвтектическим силумином - 580 ... 600 °C.
Применение флюса 34А при печном нагреве
опасно ввиду возможности значительного рас-
творения паяемого металла цинком, выделяю-
щимся из флюса; в случае пайки тонкостенных
ю*
292
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
деталей это может привести к сквозному про-
плавлению. Лучшие результаты дает примене-
ние флюсов, в которых хлористый цинк заме-
нен на хлористое олово, хлористый кадмий или
хлористый свинец. Это приводит к резкому
снижению растворения паяемой поверхности
металлом, выделяющимся из флюса.
Пайка в солевых ваннах отличается высо-
кой производительностью В связи со значи-
тельной температурой пайки (580 .. 620 °C)
этим способом паяют сплавы с высокой темпе-
ратурой ликвидуса - АД1, АМц и др. Припои
должны быть заранее нанесены на паяемые
поверхности в виде покрытия или плакирую-
щего слоя (пайка пластинчатых теплообменни-
ков). В случае пайки в солевых расплавах со-
став флюсовой ванны не должен содержать
активных хлоридов типа ZnCl2 из-за сильного
растворения в них паяемого металла Для нор-
мальной работы ванны необходимо тщательное
удаление из расплава влаги и солей тяжелых
металлов. Для этого солевую ванну обезвожи-
вают алюминием при температуре около 600 °C.
Еще более высокой степени очистки удается
достигнуть применением порошка сплава со-
стоящего из 30 % А1 и 70 % Mg [16, 18].
При подготовке поверхности изделий из
алюминиевых сплавов к пайке рекомендуется
после обезжиривания поверхностей произво-
дить их травление в 7 ... 10 %-ном растворе
едкого натра при 60 °C с последующей промыв-
кой в холодной воде и обработкой в 20 %-ном
растворе азотной кислоты, после чего следует
тщательная промывка в проточной горячей и
холодной воде и сушка горячим воздухом.
Пайку рекомендуется производить не позже
чем через 2-3 суток после травления.
При пайке погружением в расплав флюса
необходим предварительный подогрев изделий
до 400 ... 500 °C. Сборку изделий под пайку
производят с помощью специальных приспо-
соблений, не взаимодействующих с солевыми
расплавами. Приспособления изготовляют из
коррозионно-стойких сталей, инконеля, керамики.
Своеобразной разновидностью флюсовой
высокотемпературной пайки алюминия и его
сплавов является реактивно-флюсовая. Флюсы-
пасты для этой цели, как правило, содержат до
90 % активных хлоридов. При использовании
таких паст наблюдается заметная эрозия ос-
новного металла. Для избежания указанного
недостатка пайку производят погружением в
солевую ванну, в состав которой вводят не-
большое количество (в сумме до 1 %) активных
хлоридов типа хлористого цинка, хлористого
олова, хлористого кадмия и др
В связи с тем что остатки флюсов чрез-
вычайно коррозионно-активны, особенно при
эксплуатации паяных соединений в электро-
проводящих средах, необходимо сразу же по-
сле пайки изделия подвергать тщательной об-
работке с целью удаления остатков флюсов;
с этой целью их промывают в горячей и холод-
ной проточной воде с последующей обработ-
кой в 5 %-ном растворе азотной кислоты или
в 10 %-ном растворе хромового ангидрида.
Однако флюсы могут оказаться и внутри пая-
ного шва, и такая обработка не устранит опас-
ности возникновения очагов коррозии. В этом
заключается основной недостаток флюсовой
пайки алюминиевых сплавов
Прочностные характеристики паяных со-
единений при применении наиболее распро-
страненных припоев приведены в табл. 10.
Низкотемпературную пайку алюминия и
его сплавов припоями на основе олова можно
осуществить с применением флюсов на основе
высококипящих органических соединений типа
триэтаноламина с добавками в качестве актив-
ных компонентов борфторидов кадмия и цин-
ка. Применение этих флюсов хотя и обеспечи-
вает удаление оксида алюминия при пайке, но
в промышленности они не нашли широкого
распространения, так как не обеспечивают
получения надежных и герметичных соедине-
ний. Кроме того, компоненты легкоплавких
припоев в паре с алюминием образуют корро-
зионно-нестойкие соединения вследствие
большой разности нормальных электродных
потенциалов. Такие соединения не способны
работать в коррозионно-активных средах. Ука-
занные недостатки и затруднения исчезают при
использовании технологических покрытий под
пайку В качестве таких покрытий при низко-
температурной пайке алюминия принято ис-
пользовать медь, никель, серебро, цинк и т.п.
Покрытие может быть нанесено электролити-
чески, химически, термовакуумным напылени-
ем и другими способами.
Наиболее высокое качество сцепления
покрытия с основным металлом и коррозион-
ную стойкость паяных соединений обеспечива-
ет применение никельфосфорных покрытий,
наносимых на поверхность алюминия химиче-
ским способом из специальных гипофосфит-
ных растворов. Оптимальная толщина покры-
тия 17 ... 25 мкм. После нанесения покрытия
деталь подвергают термической обработке
.ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
293
10. Прочность паяных соединений из алюминиевых сплавов
Припой Режим пайки а„ МПа, для сплавов
АМц АМгб Д20
ПЗООА, П425А 440 °C, 20 мин НО.. 120 120 220 208 208
34А 550 °C, 20 мин 80... НО - 288
В62 510 °C, 15 мин 120 238
в защитной среде (аргон или вакуум) при
200 °C в течение 1 ч, что приводит к повыше-
нию прочности сцепления покрытия с поверх-
ностью паяемого металла.
Пайка по покрытию легкоосуществима
оловянно-свинцовыми припоями с применени-
ем канифольно-спиртовых флюсов или флюсов
на основе водных растворов хлористого цинка.
Коррозионная стойкость таких соединений
намного выше стойкости соединений из алю-
миния, выполненных без защитных покрытий.
Соединения из сплавов АМц и Д16, выполнен-
ные по никельфосфорному покрытию припоем
ПОС61, обеспечивают тср= 30 ... 50 МПа. По-
сле годичных испытаний в 3 %-ном растворе
поваренной соли прочность соединений сни-
жается лишь на 15 .. 18 %.
Коррозионная стойкость соединений, вы-
полненных по медному покрытию, особенно в
коррозионно-активных средах, гораздо ниже,
чем, по никельфосфорному покрытию; корро-
зионная стойкость повышается при пайке по
цинковым покрытиям и, в частности, по слою
цинкового сплава, содержащего 5 % А1. Слой
нанесен на поверхность алюминия методом
горячего плакирования. Пайку по цинковому
покрытию рекомендуется вести припоем типа
ПОСК51 с удалением оксидных пленок меха-
ническим способом или с помощью флюса на
основе эвтектики NaOH-KOH, вводимой в ко-
личестве до 20 % в глицерин.
Бесфлюсовую высокотемпературную
пайку алюминия можно осуществить в вакуу-
ме, в газовых средах без применения защитных
покрытий (контактно-реактивным методом).
В качестве припоя применяют кремний, медь
или серебро, которые наносят на алюминий
гальванически, термовакуумным напылением
или методом горячего плакирования. Высокое
качество паяного соединения получают при
пайке в вакууме 10 3 Па и толщине покрытия
10 ... 12 мкм. Пайку алюминия припоями типа
силумин осуществляют в специальных газовых
средах: смесях аргона с парами магния. Такая
атмосфера способна при 550 ... 580 °C восста-
навливать оксид алюминия и обеспечивать
смачивание паяемой поверхности припоями
типа силумин. При пайке алюминиевых спла-
вов в атмосфере паров магния последний пере-
ходит из газообразной фазы в расплав. Предел
прочности на срез соединений сплава АМгб,
выполненных этим способом, 352 . 358 МПа,
а для сплава АМц - 115 ... 125 МПа. Коррози-
онная стойкость получаемых соединений на-
много выше, чем при флюсовой пайке.
Пайку в защитной атмосфере можно
осуществить при использовании самофлю-
сующих припоев [например, составов (в %):
3-15 Si; 0,4 - 1,0 Mg; Al - остальное, или
7,5 - 13 Si; 0,3 Си; 0,1 Mg; 4,5 Р; 0,1 - 3,0 ме-
таллов из группы Ni и Со; 0,2 Zn; 0,5 Mn; А1 -
остальное]. Пайку этими припоями следует
производить в среде аргона, гелия или в вакууме.
Бесфлюсовую пайку алюминия припоями
типа 34А, силумин (ПСр 5АКЦ) можно произ-
водить по предварительно луженой поверхно-
сти припоем П200А. Лужение производят ме-
ханическим способом; толщина слоя 0,03 ...
0,05 мм на сторону. Нагрев под пайку реко-
мендуется производить в печи в потоке аргона
или на воздухе индукционным способом.
Прогрессивные способы пайки в вакууме
и инертных средах значительно вытеснили
пайку с применением флюсов. Пайку в вакууме
осуществляют в специальных печах при разре-
жении 1 10 3 Па (в этом случае в камере пайки
содержится 3 10'7 г/м3 кислорода и 2 10-8 г/м3
паров воды). В процессе нагрева с изделия и с
внутренней поверхности печи происходит де-
сорбция паров воды и кислорода, что значи-
тельно ухудшает состав среды. Для улучшения
состава атмосферы применяют распыляемый
геттер - магний. При пайке в вакууме с распы-
ляемым геттером получают высококачествен-
ные паяные соединения. Недостатком этих
печей и способа является сложность удаления
294
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАИКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
после пайки магния, конденсирующегося на
стенках печного пространства, нагревателях и
теплоотражающих экранах, а также длитель-
ность цикла нагрева изделия.
Альтернативой способу пайки в вакуум-
ных печах, имеющих внутри камеры экраны й
нагреватели, является пайка в аргоне в печах с
аэродинамическим подогревом. Внутри рабо-
чей камеры этих печей нет традиционных эк-
ранов и нагревателей, а нагрев в них осуществ-
ляют вращающиеся колеса с лопатками, и он
происходит за счет диссипации энергии газа
при его вихреобразовании на лопатках специ-
ального профиля Примером использования
такого способа нагрева является агрегат, соз-
данный в ОАО «Криогенмаш» для бесфлюсо-
вой пайки алюминиевых изделий в аргоне.
Агрегат состоит из термобарокамеры со встро-
енными аэродинамическими нагревателями
(АДН), систем очистки аргона и подачи его в
камеру, вакуумирования, контроля и управле-
ния процессом пайки и средств загрузки и вы-
грузки изделия. Рабочая камера агрегата объе-
мом 40 м3 представляет собой гладкий сталь-
ной толстостенный цилиндр, внутри которой
нет экранов, поэтому она легка и доступна для
очистки от конденсирующихся компонентов.
Перед напуском каталитически очищенного
аргона камера вакуумируется до разрежения
10~3 Па; нагрев камеры до температуры 635 °C
с градиентом по газу 3 ... 5 °C осуществляется
тремя встроенными АДН общей мощностью
450 кВт. Аэродинамические колеса, вращаю-
щиеся с переменной частотой (500, 1000, 1500
об/мин), позволяют регулировать интенсив-
ность нагрева Теплоотдача от газа к изделию
осуществляется путем интенсивной конвекции
сильно турбулизированного потока газа а так-
же теплопроводности по элементам конструк-
ции. По сравнению с вакуумной пайкой, при
сопоставимых габаритах и показателях качест-
ва изделий, пайка в среде аргона за счет со-
кращения термического цикла (интенсивный
нагрев в газе и выгрузка изделия при 400 °C)
является более производительной (на 20 %),
менее энергоемкой (на 30 %), а конструкция
камеры пайки, не содержащей экранов, облег-
чает очистку камеры от сконденсированного
магния [19]
Качество паяных соединений из алюми-
ниевых сплавов зависит как от выбора эффек-
тивного способа предварительной подготовки
поверхностей деталей к пайке, включающего
удаление жировых загрязнений и «старых»
оксидных пленок, так и от состава газовой сре-
ды, в которой производится пайка. Для подго-
товки поверхностей деталей к пайке распро-
странение получили в основном два способа:
травление в щелочных растворах и в растворах
кислот Однако эти способы подготовки по-
верхности нельзя отнести к экологически чис-
тым. Между тем в настоящее время созданы
универсальные кислотные и щелочные очи-
щающие средства, представляющие собой во-
дорастворимые, нетоксичные, взрывопожаро-
безопасные, полностью биоразлагаемые жид-
кости широкого спектра применения, в составе
которых присутствуют поверхностно-активные
вещества и компоненты, способные удалять с
поверхностей алюминиевых сплавов жировые
загрязнения и оксидные пленки. Такие средст-
ва в виде концентратов производит, например,
российская компания «ЕСТОС». Продукция
компании сертифицирована, по гигиеническим
показателям допущена к производству на тер-
ритории России в качестве очищающих
средств, в промышленности и в быту.
Активность растворов очистителей на ос-
нове ортофосфорной кислоты, например ЕС-
очиститель фасадов ФФ (ЕС - ФФ), начинается
с 10 %-ной концентрации. В отличие от широ-
ко распространенных кислотных и щелочных
способов подготовки поверхностей деталей
обработка в растворе ЕС - ФФ производится
при значительно меньшей потере металла
(7,0 мкм/мин в NaOH и 0,09 мкм/мин в очисти-
теле ЕС - ФФ). Раствор ЕС - ФФ сохраняет
высокую активность после обработки не менее
1,0 м2 на 1 л раствора без корректировки состава.
При пайке в вакуумных печах с разреже-
нием в камере пайки 1 10“3 Па газовая среда
содержит 3 • КГ7 г/м3 кислорода и 2 10-8 г/м3
паров воды. При пайке в аргоне содержание
паров воды и кислорода на 2 - 3 порядка выше,
что неблагоприятно для пайки AI-сплавов. Так,
в аргоне высшего сорта по ГОСТ 10157-79
содержится 7 • 104 г/м3 кислорода. При пайке
алюминиевых сплавов припоями типа силумин
в таком непроточном аргоне качественных
соединений не образуется. Это еще связано и с
непрерывным ухудшением атмосферы в про-
цессе пайки за счет термической дегазации
паров воды и кислорода с поверхностей изде-
лия, камеры и приспособления. Улучшить со-
став газовой среды в данном случае можно за
счет предварительного и промежуточного ва-
куумирования камеры до 1 10~3 Па, подогрева
ДАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
295
изделия с приспособлением, дополнительной
осушки аргона от паров воды и кислорода и
применения нераспыляемого геттера - порис-
того титана. Например, в процессе пайки в
аргоне высокой чистоты (ТУ 6-21-1279) при
использовании названных приемов среда для
пайки улучшается на порядок и содержит
6 КГ4 г/м3 кислорода и 1 • КГ4 г/м3 паров во-
ды. Однако в аргоне при пайке сплава АМц
эвтектическим силумином даже в такой среде
не удается получить стабильное качество со-
единения Условия пайки существенно улуч-
шаются, если в паяемом металле или припое
содержится магний в количестве не более 1 %
При нагреве в атмосфере аргона алюминиевых
сплавов, легированных магнием, магний прак-
тически не испаряется, а диффундирует к по-
верхности детали и способствует разрушению
оксидной пленки и улучшению растекания
припоя.
В результате технологический процесс,
включающий каталитическую очистку аргона,
двукратное вакуумирование камеры, использо-
вание нераспыляемого геттера, ампулирование
изделия и подготовку паяемых поверхностей
экологически чистыми растворами, реализован
при пайке крупногабаритных пластинчато-
ребристых теплообменников (ПРТ) длиной
3000 мм и сечением 850 х 1100 мм. Пайка про-
изводится при температуре 605 ± 5 °C. Общее
время цикла составляет 22 ч.
Конструктивно ПРТ представляет собой
паяный пакет из проставочных листов толщи-
ной 1 1,5 мм и гофрированной насадки, вы-
полненной из ленты толщиной 0,2 ... 0,7 мм
Припоем служит эвтектический (11,7 % Si) или
близкий к эвтектическому силумин, которым с
обеих сторон на толщину 80 . 120 мкм плаки-
рован проставочный лист. Количество припоя,
наносимого на паяемые поверхности, должно
быть расчетным, поскольку при недостаточной
толщине плакированного слоя снижаются ка-
чество и прочность соединений, а при избы-
точной возможно растворение тонкостенных
элементов.
При пайке крупногабаритных конструк-
ций ПРТ применение сплавов, содержащих
магний, для тонкостенной насадки (0,15 ... 03 мм)
недопустимо, так как проникновение припоя
по границам зерен приводит к полной потере
ее устойчивости. Поэтому насадку изготавли-
вают из сплава АМц, в качестве материала
для брусков используют сплав АД31, содер-
жащий магний, а для проставочных листов
применяют сплав АМц, плакированный эвтек-
тическим силумином.
Известны способы низкотемпературной
пайки без применения флюсов, такие, как абра-
зивная пайка или пайка трением. При этом
способе пайки оксидную пленку с поверхности
алюминия можно удалить шабером, металли-
ческими щетками, частицами абразива; помо-
гают удалению оксида и первичные твердо-
жидкие кристаллы, находящиеся в расплаве
припоя. Для лужения алюминия применяют
также абразивные паяльники, у которых рабо-
чая часть представляет собой стержень из час-
тиц припоя и абразива.
Операция пайки осуществляется уже по-
сле абразивного лужения обеспечением плот-
ного контакта по луженым поверхностям при
температуре полного расплавления припоя;
возможна подпитка шва припоем. Ультразву-
ковое лужение можно производить с помощью
ультразвуковых паяльников и в ультразвуко-
вых ваннах. В связи с тем что при ультразвуко-
вом лужении отмечается сильная эрозия ос-
новного металла, лужению этим способом
нельзя подвергать изделия с толщиной стенок
менее 0,5 мм. Применим также способ абра-
зивно-кавитационного лужения. При этом спо-
собе твердые частицы, находящиеся в жидком
припое, в ультразвуковом поле оказывают до-
полнительное абразивное воздействие на ме-
талл. При пайке алюминия припоями-пастами
на основе галлия в качестве наполнителя паст
служат алюминий и сплав алюминия с магни-
ем. Температура пайки 200 ... 225 °C, время
выдержки 4 ... 6 ч; ов = 30 .50 МПа. При
пайке луженой поверхности чистым галлием с
последующей термической обработкой ов = 28 ...
38 МПа. Паяные швы выдерживают ударные,
вибрационные и термоциклические нагрузки,
обеспечивают вакуумную плотность не ниже
1 Па и имеют удовлетворительную коррозион-
ную стойкость. Применяют пайку алюминия
цинковыми припоями по серебряному покры-
тию, нанесенному на поверхности пайки пред-
почтительно термовакуумным напылением с
последующей термической обработкой.
Разработан ряд технологических процес-
сов, обеспечивающих надежное соединение
алюминия с медью и ее сплавами, со сталью,
никелевыми и другими сплавами Основные
трудности при осуществлении процесса пайки
алюминия с указанными материалами заклю-
чаются в следующем: в выборе флюса или га-
зовой среды, обеспечивающей удаление окси-
296
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
дов с поверхностей столь разнородных мате-
риалов; в образовании хрупких соединений из-
за возникновения интерметаллидов в зоне шва,
в наличии большой разности ТКЛР алюминия
и перечисленных материалов. Первые две за-
дачи успешно решаются предварительным
нанесением на поверхности соединяемых ма-
териалов защитных металлических покрытий
Пайку алюминия с медью можно осуществить
по никелевому покрытию, нанесенному на
алюминий химическим способом. Пайку про-
изводят в водороде припоем состава (в %)
49 Ag, 20 Си, 31 In; температура пайки близка к
температуре плавления алюминия. Пайка алю-
миния с медью и ее сплавами может быть так-
же осуществлена нанесением защитных по-
крытий типа цинка, серебра и их сплавов на
поверхность меди. При этом используют при-
пои на основе олова, кадмия, цинка. Через се-
ребряное покрытие на меди может быть осу-
ществлена контактно-реактивная пайка с обра-
зованием в паяном шве хрупкой эвтектики
Al-Ag-Cu. Такие паяные соединения могут
быть использованы только в ненагруженных
конструкциях.
Соединение алюминия со сталью, в том
числе и с коррозионно-стойкой, облегчается
при предварительном лужении поверхности
стальной детали легкоплавкими оловянисто-
свинцовыми припоями, алюминием и алюми-
ниевыми припоями с применением активных
флюсов на основе хлористых и фтористых со-
лей. При пайке алюминия со сталью очень
важно строго ограничивать режим из-за опас-
ности образования хрупких интерметаллидов в
паяных швах (время выдержки не должно пре-
вышать 1 ... 4 мин, температура пайки - задан-
ного предела).
Пайка алюминия с титаном возможна
только по слою алюминия или олова, нанесен-
ному на поверхность титана путем горячего
лужения.
ПАЙКА МАГНИЕВЫХ СПЛАВОВ
Магний является самым легким (плот-
ность 1,8 .1,4 г/см3) и дешевым конструкци-
онным материалом. Низкая плотность сочета-
ется с высоким временным сопротивлением
при растяжении (260 ... 460 МПа), жаропроч-
ностью и жаростойкостью (до 450 ... 500 °C).
Высокие прочность и устойчивость при дина-
мических нагрузках позволяют широко ис-
пользовать эти сплавы в различных конструк-
циях. Пайка затруднена тем, что из всех конст-
рукционных металлов магний обладает наи-
большей активностью. Он известен как геттер.
При окислении на поверхности магния образу-
ется пленка сложного состава, содержащая
оксид магния, гидроокись магния, углекислые,
сернокислые и другие соединения. На поверх-
ности сплавов магния оксидная пленка имеет
более сложный состав за счет окисления леги-
рующих компонентов сплава. Эта химически
устойчивая пленка не удаляется в известных
активных средах и в вакууме до 10 3... 10"4 Па.
Процесс пайки затруднен еще и тем, что гидрат
оксида магния при нагреве выше 300 ... 400 °C
разлагается с выделением воды и водорода.
Плотность сплавов магния меньше плот-
ности солевых систем, используемых в качест-
ве флюса, поэтому в шве при флюсовой пайке
неизбежно присутствуют остатки солей. Маг-
ний имеет наиболее электроотрицательный
потенциал (-2,38 В), что затрудняет нанесение
надежных покрытий электрохимическим и
химическим методами; отличается низкой кор-
розионной стойкостью. Сплавы на основе маг-
ния являются активным эмиттером, что создает
определенные трудности при нанесении по-
крытий в тлеющем разряде ионным способом.
Пайку изделий осуществляют паяльни-
ком, газопламенными горелками, нагревом
ТВЧ, погружением в ванну с расплавленным
флюсом, в печи с контролируемой средой или
в вакууме. При использовании газопламенного
нагрева подогрев изделий должен осуществ-
ляться бензино-воздушной горелкой или пла-
менем, образуемым при сгорании газов - заме-
нителей ацетилена в смеси с воздухом. Не до-
пускается применение ацетилено-кислородного
пламени.
При сборке деталей под пайку следует
тщательно удалить стружку, пыль и заусенцы,
которые могут явиться источником воспламе-
нения. Смазочные материалы, маркировочную
краску удаляют промывкой в бензине, ацетоне
или спирте, а также кипячением в 0,5 ... 1 %-ном
водном растворе соды в течение 20 ... 30 мин с
последующей промывкой в теплой воде и суш-
кой при 60 ... 80 °C. Поверхности деталей в
местах пайки должны быть тщательно зачище-
ны от загрязнений и окислов. Зачистку произ-
водят напильником, стальной щеткой или ша-
бером. Оксидную пленку удаляют обработкой
в водном растворе хромового ангидрида с кон-
центрацией 20 .. 30 г/л при 60 ... 70 °C или
150 ... 260 г/л при температуре не выше 30 °C
ПАЙКА МАГНИЕВЫХ СПЛАВОВ
297
с последующей промывкой в горячей и холод-
ной воде. Подготовленные таким образом де-
тали собирают в приспособлениях. Перерыв
между подготовкой деталей и пайкой не дол-
жен превышать 5 ч. Зазор при флюсовой пайке
магниевых сплавов 0,1 . 0,3 мм.
В настоящее время разработано несколь-
ко способов пайки магниевых сплавов, кото-
рые можно осуществлять с флюсами и без
флюсов. Флюсовую пайку магниевых сплавов
выполняют при 450 ... 600 °C с использовани-
ем припоев на основе магния и флюсов на ос-
нове галлоилов щелочных и щелочно-
земельных металлов (табл. 11 и 12).
Флюс должен быть хорошо просушен, так
как наличие в нем влаги способствует образо-
ванию на поверхности магния оксидов, затруд-
няющих пайку. Нагрев под пайку рекомендует-
ся вести таким образом, чтобы пламя не сопри-
касалось с поверхностью, по которой должен
растекаться припой. Флюс прн наличии нахле-
стки более 5 мм необходимо подавать не толь-
ко к месту подвода припоя, но и с противопо-
ложной стороны. Только после расплавления
флюса и затекания его в зазор следует начинать
вводить припой, который в основном плавится
за счет тепла паяемых деталей
Широкое распространение получил метод
пайки магниевых сплавов погружением в рас-
плавленный флюс. Собранные в приспособле-
ния узлы нагревают в печи до 400 ... 450 °C, а
затем на 1 .3 мин погружают в ванну с рас-
плавленным флюсом
Пайку в печи выполняют с флюсом, ко-
торый наносят на изделие в виде сухого по-
рошка, при этом следует применять электриче-
ский или газовый обогрев с автоматическим
регулированием температуры. Эффективен
нагрев электрическими нагревательными пли-
тами. В них легко поддерживать необходимую
температуру, что очень важно при пайке маг-
ниевых сплавов. Спаянный узел охлаждают до
200 °C. промывают в 2 ... 3 %-ном кипящем
растворе углекислой соды в течение 30 . 60 мин,
а затем в холодной воде, после чего дополни-
тельно обрабатывают при 20 ... 30 °C в хромо-
вокислой ванне, промывают в холодной и го-
рячей воде и высушивают в сушильном шкафу
при60... 70°C [И].
Низкотемпературную пайку магниевых
сплавов можно осуществлять только по пред-
варительно нанесенным покрытиям легкопаяе-
мых металлов, например меди, никеля или
серебра. Электроосаждение олова и никеля
осуществляют обычными методами из стан-
дартных электролитов. Гальванические покры-
тия следует наносить после тщательной подго-
товки поверхности и декапирования. Подго-
товка поверхности деталей заключается в по-
гружении на 1 .3 мин в ванну, содержащую
150 г/л хромового ангидрида и 240 г/л азотной
кислоты.
11. Припои для пайки магниевых сплавов
Марка Содержание компонентов (массовые доли),%
Cd Al Ni Zn Мп Mg
1 — 26 1,3 0,2 72,5 435 . 520
2 25 21 0,3 0,2 53,5 398 .415
П430Мг — 0.8 14 — 85,2 430... 600
12 11 12 4 73 560 . 580
12. Флюсы для пайки магниевых сплавов
| Марка | Содержание компонентов (массовые доли), % Темпсрагура.°С
§ N у Z *й Z | Криолит | Карналлит плавленый О i £ 5 р h
5 6 134 42,5 35 37 30 10 15 10 10 10 8 0,5 89 3 420 400 390 425. 620 425 ... 600 420... 600
298
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПАЙКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Декапирование изделий из магниевого
сплава перед покрытием производят путем
погружения на 2 мин в ванну, состоящую из
400 г/л ортофосфорной кислоты и 100 г/л фто-
ристого калия.
Покрытие медью осуществляют после
контактного осаждения цинка в электролите,
содержащем (в г/л): 45 цинкового купороса,
210 пирофосфорнокислого натрия и 5 углеки-
слого натрия. Продолжительность осаждения
5 ... 7 мин, температура ванны 40 ... 90 °C,
кислотность раствора pH - 10,2 .. 10,4. Темпе-
ратуру ванны и продолжительность обработки
выбирают в зависимости от требуемой толщи-
ны цинкового покрытия. Осаждение меди про-
изводят из раствора состава (в г/л): 40 меди
цианистой, 50 натрия цианистого, 30 углеки-
слого натрия, 45 сегнетовой соли, 7 едкого
натра. Температура ванны 65 ... 70 °C, про-
должительность процесса 0,5 ... 1 мин, плот-
ность токаЗ ... 4 А/дм2.
Нанесение покрытий на магниевые спла-
вы гальваническим путем сопряжено со значи-
тельными трудностями. Надежное покрытие
магниевых сплавов практически любым метал-
лом обеспечивает ионный способ нанесения в
тлеющем разряде. Покрытые изделия паяют
методами и припоями, применяемыми для пай-
ки металла покрытия.
При зачистке паяного шва, выполненного
с использованием флюса, не следует стремить-
ся удалять с него литейную корку, так как она
защищает металл от коррозии. Однако если ее
не удается сохранить, то надо следить за тем,
чтобы из открывшихся под ней пор или рако-
вин были тщательно удалены остатки флюса.
В качестве газовых сред для пайки спла-
вов на основе магния можно использовать ар-
гон высшей категории, азот с точкой росы
-50 °C, вакуум 10-1 10'2 Па и активную га-
зовую среду, состоящую из аргона или азота,
активированного парами хлористого аммония
0,1 % (объемные доли). Применение активной
среды позволяет паять предварительно покры-
тые медью, никелем или серебром магниевые
сплавы при 150 . 550 °C. Разработаны три
способа пайки в этих средах
• 1. Пайка магниевых сплавов по покры-
тию меди, никеля или серебра в аргоне, акти-
вированном парами хлористого аммония.
В качестве припоев используют сплавы с Гщ, =
= 200 ... 300 °C (например, оловянно-свинцо-
вые). Нагрев и охлаждение производят в атмо-
сфере аргона, содержащего пары хлористого
аммония. Использование среды обеспечивает
затекание припоя в зазор, качественное удале-
ние оксидов. Обработки поверхности после
пайки не требуется. Временное сопротивление
при растяжении соединений равно 40... 50 МПа
• 2. Пайка с использованием припоев-
паст на основе галлия. Процесс пайки можно
осуществлять в среде аргона и азота. Припои-
пасты состава, приведенного в табл 13, легко
наносятся и при 20 °C. Обе паяемые поверхно-
сти с нанесенным припоем приводят в контакт,
который надо сохранить в процессе пайки.
Соединения, полученные этим методом,
обладают достаточной герметичностью, а пре-
дел прочности на срез достигает 50 МПа. От-
мечается нестабильность механических харак-
теристик Содержание галлия в составе паст
дает возможность получать температуру рас-
пайки значительно более высокую, чем темпе-
ратура пайки. Особенность этого метода пайки
заключается также в возможности получения
паяных соединений при 150 ... 600 °C, что
расширяет диапазон применения пайки.
• 3. Контактно-реактивная пайка магние-
вых сплавов. Соединение деталей этим мето-
дом осуществляют с применением промежу-
точных прокладок металлов-припоев, обра-
зующих эвтектики с магнием. В качестве при-
поев целесообразно использовать медь или
никель (толщиной примерно 20 мкм). Процесс
осуществляют в нейтральной среде, азоте или
вакууме при обеспечении постоянного поджа-
тия в процессе пайки. Температура пайки
450 ... 600 °C. Предел прочности на срез пая-
ных соединений не превышает 30 ... 50 МПа
Разновидностью этого метода пайки является
контактно-реактивная пайка сопротивлением с
удалением жидкой фазы. Этим методом паяют
стыковые соединения. Продолжительность
нагрева составляет доли секунды (например,
для детали диаметром 10 мм время нагрева при
пайке 0,45 с). Этот метод обеспечивает полу-
13. Припон-пасты на основе галлия для пайки магниевых сплавов
Марка Содержание компонентов (массовые доли),% Температура плавления основы пасты,°C
Mg Cd Zn Sn In Ga
2 4 4 1 Ц 25 88 55 29,8 10,6
СПИСОК ЛИТЕРАТУРЫ
299
чение высокопрочных соединений, сохранение
чистоты соединяемых поверхностей и в значи-
тельной степени свойств основного металла.
Характер коррозионного разрушения
паяных соединений магниевых сплавов отли-
чается от коррозионного разрушения других
материалов. Шов является катодным участком
вследствие низкого электродного потенциала
магния, в результате чего разрушению подвер-
гается основной материал, а не паяное соеди-
нение. Для предотвращения и уменьшения
коррозии после пайки детали анодируют (под
окраску) в электролите состава (в г/л): 280 ки-
слого фтористого аммония, 70 двухромовокис-
лого натрия, 65 ортофосфорной кислоты. Тем-
пература ванны 70 ... 80 °C, продолжитель-
ность обработки 30 ... 40 мин. плотность тока
5. 6А/дм2.
Равномерную, устойчивую к истиранию и
поддающуюся полированию поверхностную
пленку, которая (после дополнительного вос-
кования) обладает высокой коррозионной
стойкостью в средах с большой относительной
влажностью, дает обработка магниевых изде-
лий (после пайки) в ванне следующего состава
(массовые доли) (в %): 0,5 ... 3,0 азотной ки-
слоты; 0,2 3,0 плавиковой кислоты; 2 ...
20 трехокиси хрома; 0,5 .. 5,0 ортофосфорной
кислоты. Ванна работает при низких темпера-
турах; время обработки 2 ... 10 мин.
В атмосфере воздуха эти меры защиты
обеспечивают достаточную устойчивость маг-
ниевых сплавов против коррозионного разру-
шения.
СПИСОК ЛИТЕРАТУРЫ
1. Беляков И. Т., Борисов Ю. Д. Осно-
вы космической технологии. М. Машино-
строение, 1980. 184 с.
2. Вологдин В. В., Кущ Э. В. Индукци-
онная пайка. Л.: Машиностроение, 1979. 80 с.
3. Гржимальский Л. Л., Ильевский И. И.
Технология и оборудование пайки. М.; Маши-
ностроение, 1979. 240 с.
4. Журавлев В. Н., Николаева О. Н.
Машиностроительные стали: Справочник. М.:
Машиностроение, 1981. 391 с.
5. Иванов И. Н., Кузнецова Г. П. Тех-
нологические процессы пайки твердосплавного
инструмента. М.: ВНИИинструмент, 1987. 91 с.
6. Калин Б. А., Севрюков О. Н. Новые
аморфные припои для пайки титана и его спла-
вов // Сварочное производство. 2001. № 3. С. 37.
7. Клочко Н. А. Основы технологии
пайки и термообработки твердосплавного ин-
струмента. М._ Металлургия, 1981. 200 с.
8. Краткий справочник паяльщика /
Под общ. ред. И. Е. Петрунина. М.: Машино-
строение, 1991,212 с.
9. Лашко Н. Ф., Лашко С. В. Пайка ме-
таллов. М.: Машиностроение, 1988. 376 с.
10. Лашко С. В., Врублевский Е. И.
Технология пайки изделий в машиностроении:
Справочник проектировщика. М.: Машино-
строение, 1993.461 с.
11. Петрунин И. Е., Маркова И. Ю.,
Екатова А. С. Металловедение пайки. М.:
Металлургия, 1976.264 с.
12. Петрунин И. Е., Шеин Ю. Ф., Мос-
каленко А. П. Влияние режимов пайки и тер-
мообработки на свойства соединений стали 20 /
В кн.: Пути повышения качества, долговечно-
сти и надежности сварных и паяных изделий.
М.: МДНТП, 1980. 200 с.
13. Петрунин И. Е., Шеин К). Ф., Ер-
маков В. А. Исследования по технологии пай-
ки нержавеющей стали 20X13 / В кн.: Пайка в
машиностроении. Омск: ОДТ, 1980. 208 с.
14. Петрунин И. Е., Мороз П. К., Стре-
калов Г. Н., Шеин Ю.Ф. Пайка при производ-
стве крупногабаритных строительных метал-
локонструкций. М.: Стройиздат, 1980.149 с.
15. Поннмаш И. Д., Орлов А. В., Рыб-
кин Б. В. Вакуумная пайка реакторных метал-
лов. М.: Энергоатомиздат, 1995. 190 с.
16. Смирнов Г. Н. Прогрессивные спо-
собы пайки алюминия. М.: Металлургия, 1981
240 с
17. Справочник по пайке/Под ред.И. Е. Пет-
рунина. М.: Машиностроение, 1984.400 с.
18. Сторчай Е. И. Флюсовая пайка алю-
миния. М.: Металлургия, 1980. 124 с.
19. Сторчай Е. И., Горбатский Ю. В.,
Соколова А. В., Лантушенко Л. С. Разработ-
ка способа пайки алюминиевых пластинчато-
ребристых теплообменников в среде аргона //
Химическое и нефтегазовое машиностроение
1999. № 9. С. 6
20. Хряпин В. Е. Справочник паяльщика
М.: Машиностроение, 1981. 349 с.
21. Шеин Ю. Ф. Особенности бесфлюсо-
вой пайки низкотемпературными припоями /
В кн.: Надежность и качество паяных изделий
М„ 1982. 302 с.
22. Шеин Ю. Ф., Сторчай Е. И., Лан-
тушенко Ю. Н. Универсальный припой для
пайки узлов криогенной техники из сталей и
медных сплавов. Сб. 2: Пайка. Современные тех-
нологии, материалы, конструкции / ЦЦРЗ, 2001.
23. Шибалов М. В. Пайка с кристаллиза-
цией под давлением. М.: Металлургия, 1980.68 с.
Глава 8. ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И
ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПАЙКА ПОЛУПРОВОДНИКОВ
Поверхность изделия из полупроводника
предварительно облуживают в расплаве припоя
с помощью ультразвукового паяльника, спосо-
бом гальванического покрытия (никелирова-
ние, золочение). Пайку производят в печах с
контролируемой средой (нейтральной, восста-
новительной), в вакууме или методом сопро-
тивления предварительно облуженных поверх-
ностей. При соединении изделий с уже гото-
вым переходом требуется строго выдерживать
температуру нагрева, для чего применяют тер-
морегуляторы.
Пайку тонких электрических выводов
можно осуществлять на воздухе микропаяль-
никами с использованием защитных или ак-
тивных флюсов (спиртового раствора канифо-
ли, флюса на основе хлористого цинка и хло-
ристого аммония). После флюсовой пайки из-
делие промывают деионизированной водой и
сушат.
Для получения электрических контактов
малой площади выводы присоединяют с по-
мощью связи, состоящей из металлического
порошка компонентов припоя (олова, свинца,
кадмия, алюминия, индия, сурьмы, фосфора) с
разлагающейся при нагреве органической добав-
кой (смесь нитроцеллюлозы с бутилацетатом).
Операции по сборке изделия под пайку
выполняют в сборочных линейках, имеющих
контролируемую атмосферу и состоящих из
нескольких соединенных между собой скафан-
дров, в которые подается воздух или азот опре-
деленной температуры и влажности. При пайке
полупроводниковых материалов припои долж-
ны образовывать электронно-дырочный пере-
ход или невыпрямляющий омический контакт.
В производстве германиевых и кремниевых
приборов в качестве основы припоев приме-
няют алюминий, индий и сплавы на основе
олова и свинца. Для создания в месте контакта
проводимости электронного типа в основу
припоев в качестве примесей вводят фосфор,
мышьяк, сурьму и висмут. Для обеспечения
невыпрямляющего омического контакта в ос-
нову припоев добавляют бор и галлий.
При создании переходов и омических
контактов на интерметаллических соединениях
применяют олово, висмут, сурьму, цинк, кад-
мий и др.
Пайку полупроводников используют как
при внутреннем монтаже приборов - припайка
токоотводов, напайка перехода на кристалло-
держатель, так и при наружном монтаже -
припайка внешних выводов, герметизация.
Состав припоев влияет на электрические
параметры паяемых приборов, поэтому при
выборе припоев следует учитывать их элек-
трофизические свойства, например электропро-
водность, температурный коэффициент линейно-
го расширения. Составы припоев для низкотем-
пературной пайки приведены в табл. 1. Для пай-
ки полупроводников применяют также припои-
пасты на основе галлия; для обеспечения на-
дежности смачивания контактной поверхности
используют ультразвук. Составы припоев и
режимы пайки германия и кремния приведены
в табл. 2.
В качестве флюсов используют спирто-
вые и водные растворы хлористого цинка и
хлористого аммония или вазелиновые пасты
(бескислотные флюсы - раствор канифоли в
спирте). При высокотемпературной пайке при-
меняют флюсы на основе буры
Паяемость полупроводников на основе
твердых растворов халькогенидов сурьмы и
висмута зависит от следующих факторов: спо-
соба производства полупроводников (экстру-
зия, прессование, зонная плавка), технологии
подготовки поверхности, состава припоев,
режима пайки.
Диффузионные процессы между припоем
и полупроводником способствуют образова-
нию соединений, увеличивающих переходное
сопротивление термоэлемента, поэтому вре-
мя контакта полупроводника с припоем в
1. Составы низкотемпературных припоев,
применяемых при пайке
германия и кремния
Содержание (ма Ткь-С
Bi Pb Sn Cd
50,1 24,9 14,2 10,8 65,5
52,0 40,0 - 8,0 91,5
56 44 - 125,0
36 64 181,0
ПАЙКА ПОЛУПРОВОДНИКОВ
301
2. Составы припоев и режимы пайки германия и кремния
Паяемые материалы Состав припоя, % (масс.) Режим пайки Применение, особенности процесса
Темпера- тура, °C Время, Среда
Кремний п-типа РЬ 63; Sn 35,5; Sb-1,5 720 ... 730 12... 13 Флюс Кремниевые вентили
Pb —97; Sb—l,5;Ni-1,5
Алюминий Вакуум 6 • 10'2 Па
Силумин
Ag-97; Pb-2; Sb-1
Кремний Золото(контактно- реактивная пайка) 420 - - Интегральные схемы
Арсенид галлия + + никель + кремний Ga-39,6; Sn-4,4; Си (порошок) - 56 100 - - Нагрев лучом лазера
Кремний КЭФ + + ковар 29 НК Стекло C48-1 или «Пирекс» 980 10 Аргон Пайка в два этапа: 1) стекло с коваром; 2) стекло-коваровый узел с кремнием l/ = 800... 1000В
400... 450 20... 25
Германий + пла- Sn-99; Bi- 1 280 5 Водород -
процессе лужения и пайки должно быть пре-
дельно ограниченным. Отклонение температу-
ры нагрева при пайке не должно превышать
2 . 3°С.
Для пайки полупроводников на основе
халькогенидов сурьмы и висмута в качестве
припоев применяют сплавы, содержащие вис-
мут, свинец, олово, кадмий, сурьму, теллур,
алюминий, галлий, индий, серебро. При произ-
водстве терморегулирующих устройств приме-
няют припои и флюсы, приведенные в табл. 3 и 4
Припои № 2 и 3 (табл. 3) используют также для
однослойного и двухслойного лужения полу-
проводников При пайке полупроводников
этого типа большинство процессов выполняет-
ся вручную. Для условий массового производ-
ства процесс пайки механизирован.
Полученное таким путем паяное соедине-
ние должно обеспечивать определенное сопро-
тивление контакта площадью 1 см2. Это требова-
ние к качеству пайки ужесточается с уменьшени-
ем высоты ветвей полупроводников (для ветви
высотой порядка 2 мм сопротивление контакта
площадью 1 см2 не более 1 10"6 Ом • см2). Кроме
того, соединение должно быть виброустойчи-
вым, коррозионно-стойким и выдерживать
заданное время работы в условиях термоцик-
лирования от 100 °C до 0 °C в течение 10 000 ч,
сохраняя требуемые эксплуатационные свойства.
3. Составы припоев для пайки
полупроводников на основе халькогенидов
сурьмы и висмута
№ Состав, % (масс.)
Висмут Олово Сурьма
1 54 42 4 150
2 95 - 5 280
3 58 42 135
4. Составы флюсов для пайки
полупроводников на основе халькогенидов
сурьмы и висмута
К» Состав, % (масс.)
Хлористый цинк Хлористый аммоний Хлористый кобальт I 1
2 35 16 50 14 50 150 17,9
302 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Подготовка поверхности полупровод-
ников типа халькогенидов к облуживанию
включает следующие этапы:
- удаление консервирующего слоя пара-
фина обезжириванием в бензине (или четырех-
хлористом углероде) при 90 °C в течение 5 мин
и последующая промывка изделия в горячей
воде;
- шлифование образцов с двух сторон до
оптимальной толщины абразивной пастой
М-14 (раствор порошка окиси алюминия дис-
персностью 14 мкм в воде) в течение 5 мин при
механизированном производстве. При этом
производится снятие дефектных слоев (0,2 ...
0,3 мм), образовавшихся в процессе разрезания
полупроводников. При обработке вручную
кроме шлифования производится также поли-
рование поверхности образца.
Обезгаживание поверхности полупровод-
ников достигается выдерживанием их в экси-
каторе в течение двух суток.
Хранить подготовленные к облуживанию
образцы следует в герметичных сосудах с при-
тертыми пробками.
Облуживание полупроводников. При об-
луживании вручную используют паяльник с
никелевым наконечником; применение медно-
го наконечника недопустимо, так как при
взаимодействии полупроводника с медью об-
разуются соединения теллура, обладающие
большим электросопротивлением Механизи-
рованное облуживание производится погруже-
нием деталей (в кассете) в расплав припоя с
одновременной активацией поверхности меха-
ническим способом или ультразвуком.
Облуживание и пайка материалов теп-
лообменников. При облуживании меди приме-
няют такие же флюсы и припои, как и при об-
луживании полупроводников ПВДХ-1 и
ПВЭХ-1 однослойным и двухслойным спосо-
бами (табл. 5).
При облуживании алюминия в качестве
припоев для первого слоя (ультразвуковое лу-
жение) применяют припои на основе цинка,
для последующих слоев - припои, используе-
мые в качестве поверхностных слоев для луже-
ния полупроводников; облуживание алюминия,
плакированного медью, производят аналогично
облуживанию меди.
Технология пайки полупроводников с те-
плообменниками определяется коммутацион-
ным материалом, используемым для изготов-
ления теплообменника (медь или алюминий).
Составы припоев, режимы пайки и свой-
ства паяных соединений полупроводников
ПВДХ-1 и ПВЭХ-1 с теплообменниками, изго-
товленными из меди и алюминия, приведены в
табл. 5.
Обработка терморегуляторов после пай-
ки и контроль качества. Для защиты от корро-
зии в результате попадания влаги на изделие
после пайки наносят лакокрасочные покрытия.
Качество коммутации терморегуляторов
оценивают по электрическим характеристикам
и величине тепловых потерь соединения в от-
дельных его элементах (при пайке вручную) и
в сборе. Электрическое сопротивление паяных
термоэлементов определяют одно- и двухзон-
довыми методами. Тепловые потери оценива-
ют по термостойкости припоев и по добротно-
сти термоэлемента по методу «заморозки».
ПАЙКА ГРАФИТА СО СТАЛЯМИ
Небольшая плотность графита, высокая
теплопроводность, близкая к теплопроводно-
сти металлов, а также более высокая термо-
стойкость, чем у большинства керамических
материалов, обусловили его применение в раз-
личных отраслях техники. С повышением тем-
пературы до 2000 . 2500 °C прочность графи-
та возрастает; при этих температурах он имеет
наибольший предел прочности из всех извест-
ных материалов. Графит имеет слоистую
структуру, что позволяет ему быть хорошим
самосмазывающимся материалом, легко обра-
батывается, обладает низкой химической ак-
тивностью ко многим реагентам.
Соединение графита с графитом и метал-
лами вызывается экономическими соображе-
ниями, а также необходимостью реализации
положительных свойств графита. Примерами
таких конструкций являются длинномерные
нагреватели, тигли и лодочки для плавки ме-
таллов, электроды дуговых печей, крупногаба-
ритные аноды ртутных выпрямителей, нагревате-
ли шахтных печей, высокотемпературные тепло-
обменники, тепловыделяющие элементы и др.
Пайка является наиболее технологичным
и экономически выгодным методом соедине-
ния графитовых материалов, обеспечивающим
получение высокопрочных, электропроводных
и герметичных соединений; может применять-
ся капиллярная, контактно-реакционная, диф-
фузионная пайка и пайко-сварка.
Графит удовлетворительно смачивается
тугоплавкими металлами (титан, цирконий,
кремний, гафний, ванадий, ниобий, вольфрам,
молибден), металлами группы железа, алюми-
нием, а также кремнием и бором.
5. Составы припоев для лужения и пайки полупроводников ПВДХ-1 и ПВЭХ-1 с медью и алк
Паяемые материалы Состав припоев, % (масс.) Режим пайки*1 с„ МПа
Температура, °C Время, с Среда (флюс см. табл. 4)
Медь (или алюминий, плакирован- ный медью) + ПВДХ-1 или ПВЭХ-1 54 Bi + 42Sn+4Sb (однослойное лужение) 170 2... 5 Флюс № 1 6... 22
58 Bi + 42 Sn 300 (лужение) 200 (лужение) 2 . 5 2 ... 5 Флюс № 2 5.8 . 19.9
(95 Bi + 5 Sb) + (58 Bi + 42 Sn) (двухслойное лужение) 210 2... 5 Флюс № 2
Алюминий + ПВДХ-1 или ПВЭХ-1 (88,5 Zn + 7 Al+ 4 Си+ 0,5 Co) + + (54 Bi + 42 Sn + 4 Sb) (двухслойное лужение) 420 (лужение) 5 Ультразвук 2,0... 2,5
170 (лужение) 210 2 ... 5 2 ... 5 Флюс №2
54 Bi + 42 Sn + 4 Sb 170 (лужение) 210 2 ... 5 2 ... 5 Флюс № 1 Флюс№ 2
(88,5 Zn + 7Al + 4 Cu + 0,5 Co) + + (58 Bi + 42 Sn) (двухслойное лужение) 420 (лужение) 2 ... 5 Ультразвук
200 (лужение) 2 ... 5 Флюс № 1
210 2... 5 Флюс № 2
(95 Bi + 5 Sb) + (58 Bi + 42 Sn) (двухслойное лужение) 300 (лужение) 2... 5 ФлюсХа 2
200 (лужение) 2 ... 5 Флюс № 1
210 2 ... 5 Флюс № 2
Давление сжатия соединяемых образцов 0,1 МПа.
ПАЙКА ГРАФИТА СО СТ?
304 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Основной стадией процесса пайки графи-
та с металлами является его пропитка расплав-
ленным припоем. Образующийся при этом
металлический каркас определяет прочность
паяного соединения.
Трудность соединения графитовых мате-
риалов с металлами обусловлена существен-
ным различием их теплофизических и физико-
механических характеристик: теплопроводно-
сти, модуля упругости, прочности и особенно
теплового расширения. Поскольку графит -
сравнительно хрупкий и малопрочный матери-
ал, то возможно разрушение графитовой дета-
ли в зоне соединения. Снизить уровень внут-
ренних напряжений в соединении можно при
выполнении следующих условий:
- уменьшение температуры пайки;
- подбор материалов, максимально близ-
ких по ТКЛР к графиту в диапазоне температур
нагрева;
- применение пластичных припоев или
промежуточных прослоек из молибдена,
вольфрама, титана, циркония, сплава 29НК,
предел упругости которых ниже или близок к
пределу прочности при растяжении графитово-
го материала;
- выбор конструкции соединения, при ко-
тором на графит воздействуют только напря-
жения сжатия;
- создание неравномерного температур-
ного поля, при котором металлические детали
нагреваются при пайке до более низкой темпе-
ратуры, чем графитовые.
Наиболее характерные конструкции пая-
ных соединений графита с металлами приведе-
ны на рис. 1
Пайка графита со сталями. Для соеди-
нений графитовых электродов со стальными
штангами применяют контактно-реактивную
пайку, что позволяет уменьшить величину
«огарка» электрода, повысить электропровод-
ность зоны перехода и удешевить способ со-
единения. Глубина проникновения расплава
припоя в поры графита и предел прочности
паяного соединения при разрыве зависят от
давления сжатия (рис. 2). Оптимальная темпе-
ратура контактно-реактивной пайки составляет
1150. 1200 °C в атмосфере защитных газов
или на воздухе. Использование флюсов не обя-
зательно, так как восстановление окислов ста-
ли осуществляется углеродом графита.
Пайка в воздушной среде целесообразна
лишь для деталей большого сечения, так как
при нагреве происходит окисление и разрых-
ление графита с потерей прочности.
Рис. 1. Типы конструкций паяных соединений
графита с металлами:
а, б, в - стыковые; г стыковое с заглублением;
д - охватывающее
При контактно-реакционной пайке спла-
вов железа с графитом происходит диффузия
активных карбидообразующих компонентов
сплава в зону спаев с образованием погранич-
ных слоев, обогащенных карбидами этих эле-
ментов.
Оптимальный режим контактно-реакци-
онной пайки графита плотностью 1,6 ... 1,9 г/см3
с низкоуглеродистой сталью следующий: на-
грев со скоростью более 100 °С/мин до 1150 ..
1200 °C, выдержка при этой температуре 1
2 мин, охлаждение в печи или на прессе горя-
чего прессования при отключенном токе, дав-
ление сжатия (1,5 ... 1,7)- 107Па.
Пайка графита с высоколегированными
сталями ограничена их толщинами (не более
15 мм). Оптимальный режим пайки следую-
щий: температура нагрева 1270 ... 1350 °C,
выдержка 2 ... 10 мин в вакууме 13,3 .. 1,33 Па
или в атмосфере защитных газов
Пайка графита со сталями с применением
припоев обеспечивает возможность осуществ-
ления процесса при более низких температу-
рах, формирование шва из более пластичного
материала, использование промежуточных
компенсационных элементов, снижающих
Рис. 2. Зависимость глубины пропитки графита (/) и
прочности соединения (2) от давления сжатия
'ПАЙКА ГРАФИТА СО СТАЛЯМИ
305
уровень внутренних напряжений, что особенно
важно при пайке графита с коррозионно-стой-
кими и жаростойкими сплавами, имеющими
отличные от графита ТКЛР.
В зависимости от назначения изделий для
соединения графитовых и стальных материа-
лов применяют низко- или высокотемператур-
ную пайку.
Низкотемпературную пайку используют в
основном при изготовлении торцовых уплот-
нений, подпятников, радиальных и упорных
подшипников, рабочая температура эксплуата-
ции которых не превышает 200 ... 250 °C. При
этой пайке применяют припои на основе олова,
свинца, висмута, кадмия и сурьмы. Перечис-
ленные припои не смачивают чистый графит,
поэтому они рекомендуются для пайки графи-
та, пропитанного металлами, или графита с
предварительно нанесенным покрытием. В ка-
честве покрытий наиболее часто применяют
медь и никель. Меднение графита производят в
ванне следующего состава: 160 г/л CuSO4,
15 г/л H2SO4, 50 мл/л этилового спирта. Плот-
ность тока 1 ... 5 А/дм2, выдержка 5 ч, темпе-
ратура 25 ... 30 °C. В результате образуется
покрытие толщиной 15 ... 20 мкм
Высокотемпературную пайку графита со
сталью широко используют при изготовлении
отдельных узлов ядерных реакторов, а также
для соединения графитовых электродов с то-
коведущими элементами, уплотнительных ко-
лец и вкладышей с металлическими обоймами.
При пайке графита с никель-кобальтовым
сплавом рекомендуется припой с ббльшим, чем
у графита, ТКЛР. После охлаждения металла
паяного шва в соединении возникают напря-
жения сжатия, что позволяет использовать
более высокий предел прочности графитового
материала при сжатии (примерно в 3 раза
больший, чем при растяжении).
Зазоры в этом случае рекомендуется на-
значать порядка 0,0125 0,025 мм с целью
уменьшения растягивающих напряжений, воз-
никающих в зоне шва.
Составы припоев, режимы пайки и свой-
ства паяных соединений графита с металлами
приведены в табл. 6. Характеристикой токове-
дущих конструкций является электропровод-
ность зоны паяного соединения; в случае исполь-
зования припоя состава (массовые доли), %:
80Cu, 10Sn, 10Ti электропроводность соедине-
ния примерно в 1,5 раза выше, чем при кон-
тактно-реакционной пайке.
Пайка графита с тугоплавкими метал-
лами. В процессе пайки требуется особо чис-
тая среда, так как даже незначительное содер-
жание кислорода, азота, водорода или углерода
(до КГ4 %) сопровождается трешинообразова-
нием в тугоплавких металлах.
Широкое применение для соединения ту-
гоплавких металлов с графитом нашли высоко-
температурная пайка в печах с контролируемой
атмосферой и пайко-сварка с использованием
электронного луча и газоэлектрической дуги
Предотвращение науглероживания и охрупчи-
вания металла достигается предварительным
нанесением на соединяемые поверхности по-
крытия из пластичных металлов, не образую-
щих в контакте с графитом сплошных хрупких
карбидных диффузионных слоев, а также при-
менением припоев с основой из пластичных
металлов, инертных по отношению к графиту,
и введением в них карбидообразующих доба-
вок для обеспечения смачиваемости. Металли-
зацию графита производят плазменным или
электролитическим способом.
Составы припоев и свойства паяных со-
единений графита с тугоплавкими металлами
приведены в табл. 7. Свойства паяных соеди-
нений графита с молибденом, ниобием, танта-
лом приведены на рис. 3 (температура пайки
940 ... 1000 °C, выдержка 5 ... 10 мин)
Соединение графита с титаном использу-
ется при креплении графитовых колец торцо-
вых уплотнений в титановой обойме и в каче-
стве промежуточного слоя при соединении
графита со сталью. В этом случае применяют
дуговую пайко-сварку вольфрамовым электро-
дом в защитной атмосфере аргона. Режим пай-
ко-сварки титана с силицированным графитом
следующий: сила тока 100 ... 120 А; напряже-
ние дуги 16 ... 18 В; скорость подачи проволо-
ки 2 м/мин.
Рис. 3. Свойства паяных соединений графита
с металлами:
I - с молибденом; 2 - с ниобием; 3 - с танталом
6. Составы припоев, режимы пайки и свойства паяных соединений графита с металлами
Паяемые материалы Состав припоя, % (масс.), или способ пайки Режим пайки Свойства паяных соединений
Температура, °C Время, мин Среда, давление сжатия Температура испытаний, °C о„ МПа
Графит + сплав 29НК (зазор 0,0125 . 0,025 мм) На титановой основе с эвтектикой Cu-Ag 950 15... 25 Вакуум 13,3 мПа -
Графит ГМЗ + СтЗ Контактно-реакционная пайка 1150 5 Давление сжатия 17 МПа 20 600 1000 И 5 3
80 Си-г 10Sn-r 10 Ti 1150 20 600 И 7,5
90 Си + 1 Ti + 9 Si 1150 20 4,5
52 Pb+36 Sn+1,5 Sb + + 10 5 Ti 1150 20 600 11 5,5
56 Си + 1 Sb + 37 Zn + + 0,5 Si + 5,5 Ti 950 600 5,5
59 Си + 0,5 Sn + 35.5 Zn + + 0,5 Si + 4.5 Ti 950 600 4,5
52 Си + 0,5 Sn + 9,5 Mn + + 4 Ni + 28 Zn + 0.5 Al + + 5,5 Ti 950 600 3,5
Графит БСГ + СтЗ ПОС 40+10 % Си 650 30 Гелий
ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПАЙКА ГРАФИТА СО СТАЛЯМИ
307
7. Составы припоев, режимы пайки графита с тугоплавкими металлами
Паяемые материалы Состав припоя, % (масс.), способ Режим пайки Свойства паяных соединений
Темпера- тура, °C Время, мин Среда
Детали электро- вакуумных при- боров 20... 50 Au; 20... 50 Ni; 15 ... 45 Mo 1300 15 Аргон ИЛИ гелий Высокая коррозионная стой- кость в расплавленных солевых системах типа LiF-ReF2-UF3 или LiF-BeF2-ZrF4-ThF3-UF4 (при 700 °C в течение 1000 ч). Воз- можно 10-кратное термоцикли- рование от 20 до 700 °C
30 ...45 Ni; 43 ... 68 Pd; 2.. 12Cr 1250... 1300 10
Графит МПГ-6 + + Мо или Ti Электронно-луче- вая пайко-сварка Ток 50 мА; напряжение 50 мВ - 50-кратное термоциклирование соединений в вакууме от 20 до 1500 °C (нагрев 2 мин, охлаж- дение 30 мин)
Примечание. Скорость пайко-сварки 120... 130 мм/мин, диаметр проволоки 1 мм.
Для улучшения растекания припоя по си-
лицированному графиту необходим предвари-
тельный подогрев до 500 ... 600 °C. Предел
прочности соединения при срезе 23 МПа при
20 °C и 3,0 ... 3,5 МПа при 900 °C
При пайке графита Вар 253-V и титаново-
го сплава ВТ1-0 необходима металлизация
графитового образца алюмокремниевым спла-
вом (массовые доли), %: 85 А1 + 15 Si при
1150 °C в вакууме 13 Па. Пайку металлизиро-
ванного графита производят нагревом плотно
поджатых соединяемых элементов при темпе-
ратуре до 900 °C в течение 10 ... 15 с. В каче-
стве припоя служит слой металлизации на по-
верхности графита. Для соединения графита с
тугоплавкими металлами применяют элек-
тронно-лучевую пайко-сварку. Способ нашел
применение для соединения графитового анода
с металлическим токопроводом в химической и
электротехнической промышленности; графи-
тового диска с молибденовым цилиндром (де-
таль баллона разрядника). Соединения выдер-
живают 50-кратное термоциклирование от 1300
до 20 °C
Пайка графита с медью. Трудности при
пайке графита с медью связаны с практически
отсутствующим химическим взаимодействием
между ними и существенным различием физи-
ко-механических свойств.
Пайка этих материалов осуществляется за
счет применения промежуточных прослоек и
припоев, содержащих металлы, поверхностно-
активные к углероду (титан, цирконий^ никель,
коррозионно-стойкая сталь). Составы припоев,
режимы пайки и свойства паяных соединений
графита с медью приведены в табл. 8
Успешно осуществляется контактно-ре-
акционная пайка графита с медью. Пайку гра-
фита с медью припоями на основе меди или
серебра можно проводить и на воздухе, ис-
пользуя стандартные флюсы № 200,201,209.
Пайка силицированных графитов со
сталью. Составы припоев, режимы пайки и
свойства паяных соединений силицированных
графитов со сталью приведены в табл. 9. Гра-
фитовые изделия со стальными можно паять с
применением стандартных припоев на медной,
железной, свинцовой и оловянной основах. Для
обеспечения смачиваемости на поверхность
графита предварительно наносят силикатную
или боросиликатную пленку толщиной 0,1 ...
0,2 мм путем объемной или поверхностной
пропитки графита кремнием или его сплавом с
бором по следующему режиму: температура
нагрева 1850 ... 2100 °C, время 15 ... 40 мин,
вакуум 26,66 ... 133,3 Па.
При использовании этого метода силици-
рованный или боросилицированный графит
нагревают на воздухе до 1600 ... 1800 °C ТВЧ
и выдерживают 20 ... 40 мин.
Пайка графита с графитом. Соединение
графитовых деталей между собой требуется
при создании из них блоков или же при изго-
товлении изделий из графитов с различными
физико-механическими свойствами
Искусственный графит, начиная с 400 °C,
легко окисляется, разрыхляется и теряет проч-
ность. Для сохранения его свойств пайку
308 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
8. Составы припоев, режимы пайки графита с медью и свойства паяных соединений
Паяемые материалы Режим пайки а., кПа
доли), %; или способ пайки ратура, ВминЯ’ Среда
Медная проволока с гра- фитовым блоком или гра- фитизированной тканью 70 Си+30 Ti 1000 10 Вакуум 66.65 мПа -
Графит ГМЗ + медь М1 45 Cu+45Ag+10Ti 900 Аргон 82
Графит ВПП + медь Ml Цирконий 900 950 1000 - 65 48 75
Контактно- реакционная
45 Си + 45 Ag + 10 Ti 850 - 92
900 - 95 83
950 -
Титан 900 - 32
Контактно- реакционная 950 - 60
1000 - 68
Меднений электролити- ческий графит + медь Ml ПСр 45 + 10 Ti 900 10 Аргон, давление сжатия 0,5 МПа
9. Составы припоев, режимы пайки и свойства паяных соединений
силицированных графитов со сталью
Паяемые материалы припоя, % (масс.) Режим пайки Темпера- тура испы- тания, °C а., МПа
Температура пайки, °C Время, Среда
СГ-М + + 12Х18Н10Т 80 Си; 20 Ti 1100... 1200 3 . 5 Аргон, 3 ... 8 МПа 20 1,8 4,1
800 1,4... 5,2
80 Си; 10 Sn; 10Ti 20 3,7... 8,4
800 4,4... 8,1
СГ-М + СтЗ 45 Си; 45 Ag; 10 Ti 950... 1050 5... 15 Флюс № 209, 3 ... 8 МПа 20 6,5 ... 9,0
85 ... 95 Sn; 15 ... 5 Ti 900... 1200 Аргон, 3 ... 8 МПа 20
БСГ-30 + СтЗ 80 Си; 20 Ti 1200 ... 1300 3 5 0,4... 1,0
70 Mn; 20 Ni; 5 Sn; 5 Ti 1100.. 1300 20 1,8... 3,0
БСГ-30 (медненый) + + СтЗ Л63 950... 1050 5 ... 15 Бура, 3 ... 8 МПа 20 9,0... 13
ПАЙКА МЕТАЛЛА СО СТЕКЛОМ
309
10. Составы припоев, режимы пайки и свойства паяных соединений графита с графитом
Паяемые материалы Состав припоя, % (масс.) Режим пайки* Температура испытания, °C о„ МПа
Температура пайки,°C Время, мин
БСГ-30 80 Si; 20 В 1700 ... 1950 1 ... 5 20 14,1
2000 12,6
СГМ 80 Si; 20 В 1900... 1950 3...4 20 9,5
2000 3,0
Si 20 3,5
2000 2,1
ГМЗ Zr 1900 ... 2000 120 ... 160 - -
АРВ 2500... 2700 4... 10
♦ При пайке БСГ-30 среда нейтральная, давление 3 5 МПа.
осуществляют в вакууме или нейтральных сре-
дах (аргоне, гелии, азоте и др.). Силицирован-
ный графит обладает высокой жаростойко-
стью, химической стойкостью по отношению к
расплавленным металлам и другим агрессив-
ным средам. Из него изготавливают термопары
погружения, роликовые конвейеры обжиговых
печей. Составы припоев, режимы пайки и
свойства паяных соединений графита с графи-
том приведены в табл. 10.
Углеграфитовые материалы паяют с при-
менением карбвдообразующих припоев (тита-
на, циркония, тантала или ниобия) за счет об-
разования эвтектики МеС-С.
Зависимость предела прочности при раз-
рыве графитовых образцов при 2500 °C от тем-
пературы пайки и времени выдержки приведе-
на на рис. 4
Рис. 4. Прочность паяных образцов графита
в зависимости от температуры пайки (а) и
выдержки (б):
1 - графит АРВ; 2 - графит ГМЗ
ПАЙКА МЕТАЛЛА СО СТЕКЛОМ
Расплавленные стекла хорошо смачивают
все металлы при условии наличия на их по-
верхности адсорбирующего слоя окисла и на-
грева до соответствующей температуры. Обра-
зование прочного соединения между металлом
и стеклом зависит от напряжений в зоне спая,
наличия газовых пузырей, процесса электроли-
за и расстекловывания стекла. Спаи металла со
стеклом могут быть согласованными и несо-
гласованными. Согласованные спаи образуют-
ся между стеклом и металлом с равными или
близкими ТКЛР во всем интервале температур
от 20 °C до температуры пайки. Несогласован-
ные спаи образуются между стеклом и метал-
лом с резко различными ТКЛР. Обеспечение
прочности в этом случае достигается конструк-
тивными решениями металлической детали,
которая должна свободно деформироваться
вслед за деформацией стекла.
При выборе металла для соединения со
стеклом помимо значений ТКЛР (в зависимо-
сти от типа спая и его конструкции) важную
роль играют температура плавления, упругость
паров в вакууме, газовыделение, электро- и
теплопроводность, магнитные свойства, хими-
ческая стойкость, механические свойства, об-
рабатываемость резанием и давлением, воз-
можность сварки и пайки, наличие аллотропи-
ческих изменений и др. Необходимость обес-
печения постоянных электрических парамет-
ров в приборах, как условие их надежности и
долговечности, выдвигает требования к струк-
туре металла в рабочем интервале температур.
Свойства металлов и стекол, применяемых для
спаев, приведены на рис. 5, 6.
310 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
0 Ю0 200 300 000 500 600 700 800 900 Т^С
Рис. 5. Влияние температуры нагрева
иа относительное удлинение при пайке
со стеклом:
а - металлов; б и в - сплавов
При пайке металлов со стеклом исполь-
зуют газовый нагрев, индукционный, в печах,
сопротивлением.
Газовый нагрев применяют для бусинко-
вых и ленточных спаев, для изготовления гре-
бешковых и плоских ножек. Эти виды соеди-
нений выполняются при радиационном нагреве
горелкой в печах, с помощью простых приспо-
соблений или на универсальных горизонталь-
но-заварочных станках для стеклодувных
работ.
Индукционный нагрев целесообразно
применять для изготовления рантовых, диско-
вых и других типов соединений. При этом ис-
пользуют генераторы мощностью до 30 кВт и
специальное оборудование
Рис. 6. Влияние температуры нагрева
на относительное удлинение
электровакуумных стекол
ПАЙКА МЕТАЛЛА СО СТЕКЛОМ
311
Для сплавления слоя стеклянной пасты,
наносимой на поверхность металла для предот-
вращения его переокисления, нагрев произво-
дят в муфельных, туннельных и конвейерных
печах. Печной нагрев целесообразен для пайки
деталей простой конфигурации (глазковых,
окошечных спаев, коаксиальных вводов, сжа-
тых спаев, плоских ножек).
Нагрев стекла осуществляется за счет те-
плопроводности металла, нагретого при про-
пускании через него тока. Этот способ нагрева
обеспечивает дозирование тепла и не требует
высокой квалификации оператора.
Соединение стекла с металлом возможно
за счет использования эмали. На соединяемые
детали наносят слой эмалиевой пасты и место
соединения нагревают до температуры ее
плавления. При этом способе соединения
уменьшаются внутренние напряжения, пере-
окисление металла и обеспечивается получение
разъемных вакуумно-плотных соединений.
После соединения стекла с металлом
производят отжиг соединений для снижения
внутренних напряжений.
Режим отжига выбирают с учетом ТКЛР
соединяемых материалов и конструкции спая.
С этой же целью применяют и оптимальный
режим отжига или охлаждения для поддержа-
ния одинакового объемного сжатия металла и
стекла в процессе охлаждения.
Для соединения стекла с другими материа-
лами применяются таллиевые пасты. В табл. 11
приведены сочетания материалов, для которых
получено соединение с применением таллиево-
го припоя состава (массовые доли), %: 39,6 Ga;
4,4 Sn; 56 Си (порошок).
Существующие способы пайки кварцево-
го стекла (кварца) с металлами различаются в
зависимости от агрегатного состояния кварца
во время пайки. Кварц можно паять, доводя его
до плавления, при высокой температуре, как и
стекло, или вести процесс при более низких
температурах, когда кварц находится в твердом
состоянии.
При пайке кварца с его оплавлением ис-
пользуют переходные стекла с различными
ТКЛР, которые, сплавляясь друг с другом, об-
разуют постепенный переход от металла к
кварцу таким образом, чтобы напряжения на
отдельных границах между стеклами не пре-
вышали допустимых значений. В качестве ме-
талла для ввода применяют, как правило,
вольфрам или молибден. Этот способ пайки
кварца с металлами трудоемок, спаи имеют
значительные размеры, механическая проч-
ность и теплоемкость невелики.
Более прогрессивным считается способ
впаивания металлической фольги непосредст-
венно в кварц (ленточные спаи). При этом в
качестве металлов используют вольфрам, мо-
либден, тантал, платину Однако размеры
фольги ограничены (ширина порядка несколь-
ких миллиметров, толщина 0,01 ... 0,05 мм).
Это ограничение связано с большой разностью
ГКЛР соединяемых материалов. Иногда одно-
временно впаивают несколько одиночных тон-
ких вводов.
Существует способ пайки кварца с помо-
щью активных металлов. В этом случае на по-
верхность кварца наносится слой титана или
циркония, пайка производится припоями, со-
держащими легкоплавкие металлы - олово,
индий, галлий. В качестве конструкционного
металла используют медь, серебро, золото.
По поверхности нанесенной на кварц
пленки меди, никеля или серебра (гальваниче-
ски, металлизацией, вжиганием) можно произ-
водить пайку его с металлами малооловяни-
стыми припоями с применением канифольных
флюсов.
Пленка благородных металлов на кварце
образуется по следующей технологии; на
паяемую поверхность кварца наносят платино-
золотую краску, нагревают в вакууме до 550 ...
580 °C до получения металлического блеска.
Затем на поверхность кварца наносят пленку
расплавленного индия при температуре 200 ...
250 °C При пайке кварца с медью на кварц
предварительно наносят слой титана из порош-
ка гидрида титана, для чего используют пасту
на амилацетате с добавкой биндера. Нагрев в
вакууме (2,6 . 6,5) • 10'3 Па при 1000... 1050 °C
11. Сочетание материалов при пайке микросхем с применением галлиевых паст
Подложка Материал пленки илн массивного элемента Материал микропровода
Ситалл Си (8 = 5 • 10'8 мкм) Аи (8 - 4 • 10 8 мкм) Окись олова (8 3 10"8 мкм) Си, Au, Ni (0 30... 50 мкм)
Стекло Си
312 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
в течение 15 .30 мин. В качестве припоя ис-
пользуют свинец. Пайка ведется в вакууме
(2,6 ... 6,5) КГ3 Па при 750 . 800 °C.
Возможна пайка кварца непосредственно
с титаном или цирконием припоем ПСр 72
При этом образуются прочные и термостойкие
спаи Активный металл можно применять в
качестве присадки к припою, например при пайке
кварца со сплавом 29НК припоем ПСр 72. Для
этого поверхность кварца покрывали гидридом
титана, образующим в вакууме чистый титан.
Для соединения кварца с никель-кобальтовым
сплавом применяют также припой системы
Ag-Cu эвтектического состава и сердечник,
содержащий 8 % Ti (массовые доли). Получен-
ные таким образом спаи сохраняют вакуумную
плотность при повторном нагреве до 400 °C
При изготовлении ненапряженного спая кварца
с металлами используют оловянно-титановый
или свинцово-титановый припой.
Для пайки кварца успешно используют
таллиевые припои (например, при производст-
ве пьезоэлектрических кварцевых резонато-
ров). При пайке галлиевыми припоями, содер-
жащими индий, олово и медь, термообработку
этих спаев следует проводить в кислородосо-
держащей атмосфере при температуре не менее
100 °C
Пайка кварца, покрытого алюминием и
медью с никель-кобальтовым сплавом и лату-
нью, производится припоем следующего со-
става (массовые доли), %: 75 In, 15,5 Sn,
2,5 Ag; 7 Bi. Температура пайки 370 ... 380 °C,
выдержка - 20 мин. Пайка производится в ва-
кууме 5 • 10'3 Па при давлении сжатия образцов
3 МПа. Полученные таким способом паяные
соединения имеют предел прочности при срезе
тср = 12 ... 15 МПа; могут работать в условиях
нагрева (80 ... 100 °C) при статическом давле-
нии 30 МПа, амплитудах пульсации давления
10"' .. 4,5 МПа и диапазоне частот 20
5000 Гц.
ПАЙКА СИТАЛЛА, ФЕРРИТА,
САПФИРА С МЕТАЛЛАМИ
Ситаллы. Составы припоев и режимы пай-
ки ситаллов с металлами приведены в табл. 12.
Для изготовления оптических газонаполненных
электроразрядных приборов применяют ситалл
марки СТЛ-ЗМ. В этих приборах должны оста-
ваться неизменными геометрия конструкции,
механическая прочность и вакуумная плотность.
На основе определения температурной зависимо-
сти ТКЛР, микротвердости и структуры показано,
что целесообразная температура его пайки 800 ...
900 °C в вакууме 1,3 • 10'2 Па.
Пайку высокопластичным припоем с ад-
гезионно-активными добавками применяют
для соединения ситалла с ситаллом, кварцем,
стеклом, сплавом 29НК и медью. Герметизиро-
ванные этим способом пайки приборы работа-
ют в условиях от -5 до +300 °C, стойки к тер-
моудару при -5 ... +65 °C, виброустойчивы,
надежно работают свыше 10 лет. Известно
непосредственное соединение ситаллов с ме-
дью, сталями, сплавами никеля, хрома с желе-
зом и расплавленной стекломассой в процессе
прессования изделия и последующего нагрева
его для превращения стекла в ситалл (нагрев до
700 900 °C, выдержка 1 ч). Металлические
детали предварительно подвергают тепловой
обработке при 500 ... 700 °C с целью образова-
ния окисной пленки.
Ферриты. Иттриевые и гадолиниевые
ферриты паяют с титаном, сплавами Фени-46,
29НК, 47НД в среде очищенного аргона или в
вакууме 10’2 Па. Скорость нагрева 20 °С/мин.
Более быстрый нагрев недопустим, так как
приводит к растрескиванию ферритов. Пайку
производят по металлизированной никелем
поверхности феррита или без предварительно-
го покрытия. Составы припоев, режимы пайки
и свойства паяных соединений приведены в
табл. 13.
12. Составы припоев и режимы пайки ситалла с металлами
Паяемые материалы Припои; покрытие Режим пайки Примечание
Темпера- тура, °C Время, Флюс
Ситалл (MgO-Al2O3-SiO2) + + медь Ml + сплав 29НК ПОС 40; серебро 6= 10 .15 мкм 260 1 3 КЭ Высокая вакуумная плотность соединений торцового и охваты- вающего типов
Ситалл (LiO2-Al2O3-SiO2) + + медь Ml + сплав 29НК ПСр 2,5; серебро 6= 10 ... 15 мкм 350
Ситалл 39,6 % Ga; 4,4 % Sn; 56 % Си (порошок) 100 - Нагрев лучом лазера, нанесение припоя с помощью ультразвука
. ПАЙКА МЕТАЛЛА С КЕРАМИКОЙ
313
13. Составы припоев, режимы пайки и свойства паяных соединений ферритов с металлами
Паяемые материалы Припой Температура, °C (выдержка 1 мин) а,, МПа
30 СЧ-2 (покрытие - Nb) + титан ПСр 72В 780 24
30 СЧ-3 (покрытие - Ni) + Фени-46 ПСр 65 (15 ...20 В) 2,5
ПСр 72В 780 3,1
30 СЧ-3 (покрытие - Ni) + 47 НД 13
30 СЧ-4 (покрытие - Ni) + 29НК*2 ПСр 72 3,2
30 СЧ-6 + ВТ1-0*2 ПСр 72В 880*1 780*' 27 17
*' Выдержка 3 мин.
*2 Без термоциклирования паяного соединения.
Примечание. Термоциклирование паяного соединения по режиму 20 - 800 - 20 °C 10 циклов.
Сапфир. Пайка сапфира с титановым спла-
вом ВТ-16 осуществляется припоем ПСр 72 при
840 °C в течение 5 мин в вакууме 1,3 мПа.
Паяное соединение подвергается последующе-
му старению при 450 °C в течение 3 ч в вакуу-
ме 13 мПа. Предел прочности паяного соеди-
нения 1270... 1300 МПа.
Разработке технологического процесса
серийного изготовления прецизионных рези-
стивных сборок на сапфировой подложке по-
священа статья [7].
ПАЙКА МЕТАЛЛА С КЕРАМИКОЙ
Известны и нашли широкое применение в
производстве следующие виды пайки [8]:
пайка металла с металлизированной
керамикой (аналогично пайке металлов);
- активная пайка с использованием тита-
на и циркония в качестве компонентов припоя;
- пайка стеклоприпоем (глазурью);
- пайка по металлизированному слою;
- пайка неметаллизированной керамики
под давлением.
Простейшие типы соединений керамики с
металлами приведены на рис. 7.
Пайка металлизированной керамики.
В состав металлизационного покрытия, нано-'
симого на керамику, входят: порошок молиб-
дена или вольфрама в количестве 75 95 %
(по массе) и активные добавки марганца, крем-
ния титана (гидрида титана), железа, борида
молибдена, ферросилиция, стекла и др. Выбор
добавок определяется химсоставом керамиче-
ского материала и температурой спекания по-
крытия. в процессе которого происходит за-
крепление слоя металлизации на поверхности
керамической детали. Составы применяемых
для металлизации керамики паст приведены в
табл. 14
14. Состав паст для металлизации керамики
Марка керамики Химический состав пасты, % (по массе)
22-ХС 80Мо, 20Мп; 80Мо, ЮМп, ЮПИ,; 75Мо, 20Mn, 5Si; 75Мо, 20Mn, 5Si; 75Мо, 20Мп, 5 стекло (С 48-2)
М-7 80Мо, ЮМп, 10TiH4; 75Мо, 20Mn, 5Si; 80Мо, 14Мп, 6 ферросилиций
Сапфирит 75Мо, 20Mn, 5V2O5; 80Мо, 20 стекло (Мп O-Al2OrSiO2)
Стоал 75Мо, 20Мп, 5 стекло (С 48 - 2); 80Мо, 14Мп, 6 ферросилиций
А-995 70Мо, 20Мп, 10МоВ4
Поликор, ГМ 95W, 5V,O5
314 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
15. Рецептура металлизационных паст
Компоненты паст Паста
для намазки для опрыскивания
Молибден, г 240 240
Марганец, г 60 60
Биндер вязкостью 19 ... 20. см3 90 300
Изоамилацетат, см3 60 -
Ацетон, см3 - 120
Рис. 7. Элементарные формы соединений керамики с металлами:
а - торцовое компенсированное; б - торцовое некомпенсированное; в - лезвийное; г - конусное;
д - охватывающее; е - охватывающее с бандажом; ж цилиндрическое внутреннее и наружное
(охватывающее); з - внутреннее
Компоненты паст перед приготовлением
паст тщательно измельчают в ацетоне или эти-
ловом спирте. Для приготовления металлиза-
ционных паст используют раствор коллокси-
лина в изоамил-ацетате. Рецептура металлиза-
ционных паст из расчета на 300 г порошка
приведена в табл. 15.
После нанесения паст детали поступают
на вжигание. Температура вжигания для кера-
мических материалов, содержащих стекло (6 .
20 %), 1250 1450 °C. С уменьшением содер-
жания стекла температура вжигания может
достигать 1500 ... 1650 °C.
После закрепления первого слоя порош-
ковым или гальваническим методом наносится
второй слой (никеля, железа, меди). Состав и
режим работы ванны для химического никели-
рования приведены ниже.
Никель хлористый, г/л..... 40 ... 50
Аммоний хлористый, г/л.... 40 ... 50
Натрий лим. кисл., г/л.... 40 ... 5
Натрий гипофосфат, г/л....< 10 ... 20
pH........................ 8,0... 8,5
Температура, °C ... .. 80 ... 85
Время, мин........ ... 15 ... 20
Перед никелированием детали травят в
смеси соляной и азотной кислот в течение 4
8 с и промывают в проточной воде
Сборка металлокерамических узлов осу-
ществляется при плотной посадке манжет на
цилиндрические керамические детали с приме-
нением рычажных или винтовых процессов.
При этом натяг манжеты на керамику не дол-
жен превышать 0,1 ... 0,15 мм во избежание
скола керамики и металлизационного слоя
При сборке под пайку существенное значе-
ние имеет размещение припоя (рис. 8 и рис. 9).
Режимы пайки металлокерамических узлов
приведены на рис. 10. Пайку осуществляют в
печах с защитной атмосферой. Рекомендуемое
время выдержки и температура пайки металли-
зированной керамики с металлом приведены в
табл. 16.
Для металлокерамических узлов (МКУ),
изготовленных с применением пайки, особое
значение имеет сохранение вакуумной плотно-
сти в условиях эксплуатации и хранения. Ваку-
умную плотность изделий контролируют мето-
дом испытания на термостойкость, по величи-
не которой оценивают технологическую и экс-
плуатационную надежность конструкций.
ПАЙКА МЕТАЛЛА С КЕРАМИКОЙ
315
Рис. 9. Потолочное (верхнее) закрепление
припоя в телескопических соединениях
керамики с металлами:
1 - керамика: 2 - фольга припоя: 3 - манжета:
4- припой
Вопросам конструирования МКУ посвя-
щены работы [8, 9]. Исследованию термостой-
кости применительно к изделиям с различной
конструкцией спая посвящена работа [10], в
которой приведена оценка термостойкости
трех вариантов МКУ с торцовым некомпенси-
рованным спаем, телескопическим и Т-образ-
ным (рис. 11). Материал манжет - ковар 29НК,
керамика ВК94-1, металлизированная молиб-
дено-марганцевым покрытием с гидридом ти-
тана (Mo-Mn-Ti Н2). В качестве второго слоя
покрытия — никель гальванический 6 ... 9 мкм.
Пайка МКУ осуществлялась на установке
ЛМ 4890. Термостойкость исследовалась путем
нагрева и охлаждения в среде азота по режиму
50 - 600 - 50 °C. После каждого цикла нагрева-
охлаждения производилась проверка узлов на
вакуумную плотность гелиевым течеискателем
ПТН-10. Из исследованных трех типов конст-
рукций паяного соединения наибольшей тер-
мостойкостью обладают МКУ с Т-образной
конструкцией спая (рис. 11, в), наименьшей - с
телескопической (рис. 11,6).
металлокерамических узлов:
а - торцовый некомпенсированный;
б - телескопический; в -Т-образный
Как следует из проведенных исследова-
ний, термостойкость паяных соединений кера-
мики ВК94-1 с коваром 29НК, выполненных
медью для диаметров до 25 мм, существенно
зависит как от конструкции паяного соедине-
ния, так и от геометрии спаев.
ПАЙКА УГЛЕРОД-УГЛЕРОДИСТЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Углерод-углеродистые композиционные
материалы (УУКМ) обладают высокой термо-
стойкостью (порядка 2000 К), что позволяет
использовать их в энергетическом и химиче-
ском машиностроении. Перспективна высоко-
температурная пайка этих материалов для по-
лучения соединений с металлами. При пайке
целесообразно применять припои на основе
сплавов молибдена, ниобия, титана с темпера-
турой плавления до 2500 К.
При разработке паяных соединений УУКМ
с металлами важно учитывать существенное от-
личие теплофизических характеристик металлов:
теплопроводности, модуля упругости, прочности,
коэффициента линейного расширения Послед-
ний, например для материала КУП-ВИ-БС, очень
мал, приблизительно равен 6 • 10"6 1/К во всем
интервале температур 293 ... 2273 К [11].
316 ПАЙКА ПОЛУПРОВОДНИКОВ, ГРАФИТА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
16. Рекомендуемое время выдержки и температура пайки
металлизированной керамики с металлами
Металлизационное покрытие - металл Припой Режим пайки Примечание
/, °C т,с
Молибден-марган- цевое покрытие (МоМп) без второго слоя - ковар Медь МОб 1083 ... 1090 30... 40 При увеличении времени выдерж- ки до 120 с в 2 раза уменьшается термостойкость
МоМп + второй слой Fe - ковар Медь МОб 1083 ... 1100 30 ...90 Менее зависимо от длительности выдержки
МоМп + Ni - ковар Медь МОб ПСр ПдМКБ 65-15-19В ПЗлМ35В ПСр 999В* ПСрМПд 59-31-10В ПСрМПд 68-27-5В ПСр72В* ПСрМОГл 70-27-2-1В 1083 ... 1100 900 ... 910 1020 ... 1040 960... 1000 850... 860 810 ... 860 780 ...810 750... 810 30 ...60 30 ... 40 45 ... 60 30 ... 120 30 ...90 30... 120 30... 150 30 ... 300 Даже при оптимальном режиме термостойкость в 2 раза меньше, чем в предыдущем случае При увеличении температуры и времени выдержки резко ухудша- ется качество соединения Допустима выдержка до 2 ... 3 мин при превышении температуры на 100... 150 °C Лучший припой для пайки керамики
МоМп + Ni - железо армко Медь МОб ПЗлМ35В ПСр 999 * 1083 ... 1100 1020 ... 1040 960... 1020 30 ...90 45 ...60 30... 150 Наиболее надежные соединения
МоМп + Ni - медь МОб ПЗлМ35В ПСрМПд 59-31-10В ПСрМПд 68-27-5В ПСр 72В ПСрМОГл 70-27-2-1В 1000... 1010 850... 860 810... 860 790... 810 750... 810 30 ... 40 30. .90 30 ... 120 30 ... 120 30 ... 150 Сильно растворяется медь
* Спаиваемый с керамикой металл следует никелировать.
СПИСОК ЛИТЕРАТУРЫ
317
СПИСОК ЛИТЕРАТУРЫ
1. Аникин Л. Т., Дергунова В. С., Кра-
вецкий Г. А. Пайка и сварка графита. М.: Ме-
таллургия, 1978. 136 с.
2. Бережной А. И. Ситаллы и фотоситал-
лы. М.: Машиностроение, 1980. 348 с.
3. Курносов А. И., Юдин В. В. Техноло-
гия производства приборов и интегральных
микросхем. М.: Высшая школа, 1979. 367 с.
4. Любимов М. Л. Спаи металла со стек-
лом. М.: Энергия, 1968. 280 с.
5. Маслов А. А. Технология и конструк-
ции полупроводниковых приборов. М.: Энер-
гия, 1970.296 с.
6. Нагорный В. Г., Котосонов А. С.,
Островский В. С. Свойства конструкционных
материалов на основе углерода. М.: Металлур-
гия. 1975. 334 с
7. Зенин В. В., Знаменский О. В., Клы-
чев А. И. Пайка кристаллов с пленочными
резисторами на теплоотводы / В сб.: Сварка и
пайка в производстве аппаратуры и приборов.
Пенза: 1992.
8. Ерошев В. К., Козлов Ю. А., Павло-
ва В. Д. Конструирование и технология изготов-
ления паяных металлокерамических узлов. Ч. 1:
Свойства материалов и технология изготовления
металлокерамических узлов. М., 1988.
9. Ерошев В. К., Козлов Ю. А., Павло-
ва В. Д. Конструирование и технология изго-
товления паяных металлокерамических узлов.
Ч. 2: Расчет и конструирование металлокера-
мических узлов. М., 1988.
10. Прибылов Ю. И., Титов В. И., Чер-
нов С. В. Исследования термостойкости ме-
таллокерамических узлов с различной конст-
рукцией спая / В сб.: Роль процессов пайки в
создании новой техники. М., 1996. Ч. II. С. 22.
11. Чикунов М. И., Семенченко М. В„
Карташов Н. Г. Технологические особенности
получения герметичного соединения углерод-
ных материалов с металлами методом высоко-
температурной пайки / В сб.: Новые энерго- и
материалосберегающие технологии пайки в на-
родном хозяйстве. Тез. докл. Всесоюзн. науч.-
техн. совещания. Смоленск, 1991. С. 83 - 88.
Г л а в a 9. ПРОЧНОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
Прочность соединений встык определяется
ct = /V/F<ct'p, (1)
где F- площадь поперечного сечения паяемого
элемента; ст'р - предел прочности паяного шва
при растяжении (или сжатии).
Прочность косых швов можно рассчитать
по аналогичной формуле
<т=Л7Г<т'ср. (2)
где F' - площадь шва; трр - предел прочности
паяного стыкового шва при срезе.
Соединения внахлестку при пайке обес-
печивают равнопрочность соединения и паяе-
мого материала; длину нахлестки находят из
соотношения-
V = <„/>/. (3)
где т'ср - предел прочности при срезе паяных
внахлестку швов; b - ширина соединяемых
элементов; / -протяженность паяного шва:
1 = Еор/Ьт'ср. (4)
На рис. 1 приведены зависимости проч-
ности паяных соединений из разных марок
сталей от длины нахлестки. Пайка производи-
лась медно-цинковым припоем Л63.
В соединениях полос с элементами угол-
кового профиля протяженность шва зависит от
соотношений толщин сочленяемых элементов.
В телескопических трубчатых конст-
рукциях длина нахлестки при растягивающих
Паяные швы в соединениях втавр редко
работают на растяжение, чаще - на срез в кон-
струкциях, испытывающих изгибающие мо-
менты. Напряжение среза
тср=0$/78, (6)
где Q - поперечная сила в элементе, испыты-
вающем поперечный изгиб; J - момент инер-
ции всего сечения; 5 - толщина вертикального
листа, равная протяженности шва; S - статиче-
ский момент площади пояса относительно цен-
тра тяжести сечения.
В большинстве случаев напряжения сре-
за в поясных швах при поперечном изгибе
незначительны и намного ниже допускаемых
при срезе.
КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ
В ПАЯНЫХ СОЕДИНЕНИЯХ
Концентрация напряжений в соедине-
ниях, паянных встык. Соединения, паянные
встык, работают под нагрузкой аналогично
сварным с мягкой прослойкой. Предел текуче-
сти паяного шва - мягкой прослойки - меньше
предела текучести паяемого материала соеди-
няемых частей; модуль упругости паяного
шва Е' меньше модуля упругости паяемого
материала Е (в мягких прослойках при сварке,
как правило, Е' мало отличается от £).
При работе соединения встык в пределах
упругих деформаций прослойка испытывает
упрочнение. В результате взаимодействия пая-
силах определяется из соотношения
емого материала с припоем повышаются проч-
Рис. 1. Прочность стальных паяных соединений внахлестку в зависимости от длины нахлестки. Сталь:
а-СтЗсп: б- 10ХСНД; в-ЗОХГСА
КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ В ПАЯНЫХ СОЕДИНЕНИЯХ
319
равное рег; продольные деформации в про-
слойке е'2=ст./£’ обусловливают поперечное
сужение прослойки ре' > це2 (ц - коэффици-
ент Пуассона).
В паяных соединениях стержней круглого
поперечного сечения в результате неодинако-
вого поперечного сужения стержня и прослой-
ки на границе в стержне возникают напряже-
ния сжатия. Кольцевая прослойка подвергается
равномерному растяжению по радиальным
направлениям при напряжениях
стг=£'(е;-е,)ц. (7)
В прослойке образуются также напряже-
ния растяжения в окружном направлении
ст, = ст,.
Таким образом, в пределах упругих де-
формаций в кольцевой прослойке реализуется
трехосное растяжение, связывающее незначи-
тельную концентрацию напряжений, так как ст,
и ст, значительно меньше ст„ но их возникнове-
ние способствует повышению предела текуче-
сти и понижению пластичности прослойки.
В пластическом состоянии поле напряже-
ний в мягкой прослойке толщиной 8 показано
на рис. 2. Предел текучести прослойки при
одноосном напряженном состоянии обозначим
стт. Из теории пластичности известно, что наи-
большие напряжения возникают в прослойке
на контактных поверхностях. Если допустить,
что модули упругости прослойки Е' и паяемого
материала Е близки (£'» £), то
(8>
о, =ст, =стт-£Д(/?-г), (9)
<3 о
где R - радиус стержня цилиндрической фор-
мы; 8 - ширина шва; г - радиус, определяющий
положение точки в сечении.
Наибольшие напряжения возникают при
г = 0, т.е.
(10)
(11)
Так как в тонких прослойках, имеющих
место при пайке, отношение Л/8 очень велико,
то напряженное состояние, описываемое фор-
Рис. 2. Паяное соединение встык с мягкой
прослойкой:
а—схема нагружения; б- поле напряжений в прослойке
мулами (10) и (11), невозможно. Задолго до
образования в сечении полной текучести на-
пряжения ст. достигают значений, при которых
происходит разрушение стержня, т.е. пласти-
ческий характер разрушений невозможен. Раз-
рушение прослойки хрупкое. Аналогичное яв-
ление наблюдается в стержнях с поперечными
сечениями некруглой формы.
Характер работы паяной прослойки при
модуле упругости Е', приближающемся к весь-
ма малой величине, отличается от рассмотрен-
ного при£'»£.
Однако и в этом случае текучесть на кон-
тактных поверхностях возможна лишь при
весьма больших значениях ст„ ведущих к раз-
рушению стержней.
Таким образом, при всех значениях £',
отличных от £, мягкие прослойки при пайке
встык разрушаются хрупко.
Концентрация напряжений в соедине-
ниях внахлестку. Концентрация напряжений
вследствие неравномерной работы спая по дли-
не. Распределение касательных напряжений q по
длине нахлестки в направлении действия сил
происходит неравномерно и почти аналогично
распределению напряжений в сварных фланго-
вых швах. Для соединения двух изделий с рав-
ными площадями поперечных сечений £(рис. 3)
Рис. 3. Паяное соединение внахлестку,
нагруженное осевыми силами
320
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
наибольшее значение q на единицу длины пая-
ного шва в концевых точках определяется сле-
дующим уравнением:
= aPp + cha/A
7m“ 2 I sha/ J’
(12)
где I - длина нахлестки;
(13)
где G - модуль упругости паяного шва при
сдвиге; b - ширина образца; Е - модуль упру-
гости паяемого материала при растяжении; 50 -
толщина мягкой прослойки (шва).
Если из условия статической равнопроч-
ное™ паяного шва и паяемого материала при-
нять I = 25 и F = 8Ь (5 - толщина образца), то
, l2Cbl2 |SG8
al =,------= I----
V EFb0 }E80
(14)
Коэффициент концентрации напряжений
в паяном шве
п_ 9тм _l+sha/'j I _ al(l + cha/'j
q0 ~ 2 I sha/ )P~ 2 I sha/ J'
(15)
Если модуль упругости мягкой прослойки
медно-цинкового припоя Л63 принять равным
98 000 МПа, модуль сдвига G = 39 200 МПа,
модуль упругости стали Е = 196 000 МПа, то
GIЕ = 0,4. Чем меньше отношение Gt Е, тем
меньше коэффициент концентрации.
Выравнивание касательных напряжений
и устранение концентрации напряжений воз-
можно лишь при очень больших пластических
деформациях; при малых пластических дефор-
мациях концентрация напряжений в паяных
соединениях возникает и монотонно снижается
в процессе деформирования.
Образование пластических деформаций в
соединениях внахлестку сопровождается сни-
жением коэффициентов концентрации напря-
жений в крайних точках соединений и вырав-
ниванием эпюры распределения q (см. рис. 3)
по длине соединения, что характерно для пая-
ных швов.
Концентрация напряжений, вызванная
изгибом элементов. Соединения, паянные вна-
хлестку, как и сварные (точечные и роли-
ковые), имеют эксцентриситеты, вызывающие
Рис. 4. Паяное соединение внахлестку
образование дополнительных изгибающих
моментов. Каждый из элементов соединения
при растяжении изгибается (рис. 4)
Напряжения изгиба
ЗРр
1 ./и. /з°о
1 5 V Е
где о0 - напряжение в элементах от растяги-
вающих сил; /н - длина нахлестки; 5 - толщина
элементов.
Значения напряжений изгиба зависят от
величины нахлестки и толщин элементов: чем
больше нахлестка и тоньше соединяемые эле-
менты, тем меньше напряжения изгиба.
Теоретический коэффициент концентрации
Kt=1+o„/q0.
При 8 -> 0 -> 0; Kr = 1; при больших
толщинах о„ возрастают, КТ = 4.
ПРОЧНОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
Прочность паяных соединений зависит от
свойств паяемого и присадочного металлов,
флюсующих сред, режима пайки. Взаимодей-
ствуя с соединяемыми металлами, припой не
должен образовывать хрупких фаз.
о.ою.озцос hi о.г о.з оя
100 300 500 700 300 Р.ии’
В)
Рнс. 5. Зависимость предела прочности паяных
соединений:
a - от ширины зазора; б - от площади шва
ПРОЧНОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
321
Прочность паяных соединений встык за-
висит от ширины зазора и в некоторой степени
от площади спая. Когда прочность паяемого
металла превышает прочность припоя, наи-
лучшие результаты достигаются при опти-
мальном зазоре и полном заполнении зазора
припоем. Уменьшение зазора ниже определен-
ного значения препятствует затеканию припоя,
в результате прочность соединения понижается.
На рис. 5, а приведены значения пределов
прочности соединений из стали 03-ВД паян-
ных медью, в зависимости от ширины зазора и
отношения последней к диаметру испытывае-
мых образцов Штриховой линией показан
предел прочности паяемой стали. На рис. 5, б
приведена зависимость предела прочности
паяных соединений от площади шва.
Значения пределов прочности паяных со-
единений в зависимости от механических
свойств паяемых материалов - высокопрочной
стали - приведены на рис. 6. Пайка производи-
лась припоем, содержащим 40 % серебра. На
рис. 7 показаны значения пределов прочности
соединений из стали 45, паянной медью при
зазоре 0,1 мм, и термообработанных при раз-
ных режимах.
Прочность паяных швов внахлестку
также зависит в значительной мере от ширины
Рис. 6. Зависимость прочности паяных
соединений от механических свойсти паяемой
высокопрочной стали
Рве. 8. Зависимость предела прочности при срезе
от зазора:
а - припой системы Sn-Pb; б- припой ПСр45
зазора. На рис. 8, а даны значения пределов
прочности при срезе паяных образцов из низ-
коуглеродистой стали (кривая 3), латуни (кри-
вая 2) и меди (кривая 7), паянных припоями
Sn + РЬ при зазорах 0,02 ... 0,15 мм. На рис. 8, б
приведены те же зависимости при пайке сталей
45 и СтЗ припоями ПСр45.
На рис. 9 приведены значения предела
прочности при срезе в соединениях вала с
кольцом в зависимости от размеров зазора.
Паяемый материал - низкоуглеродистая сталь.
Ломаные линии соответствуют результатам
испытаний при разных припоях. Каждому виду
припоя соответствует свое значение оптималь-
ного зазора.
На рис. 10 приведена зависимость преде-
ла прочности соединений мягких сталей тол-
щиной 5 = 5 мм, паянных припоями Си - Zn
с содержанием 0,11 ... 0,25 % Si.
Рис. 9. Предел прочности телескопических
соединений при срезе
11 - 8294
322
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
в,, мпа
ззо
зю
270
250
0.10 0.13 0.16 0.19 0,22 Si.%
Рнс. 10. Зависимость предела прочности
соединений из мягкой стали толщиной 8 = 5 мм
от содержания кремния в припоях Cu-Zn
Вопрос о влиянии качества обработки по-
верхности на прочность паяных соединений
является дискуссионным. По данным Колбуса
и Мюллера, гладкая поверхность образцов
обеспечивает более высокие механические
свойства паяных соединений, чем шероховатая.
Имеются сведения противоположного характе-
ра. По результатам некоторых исследователей,
шероховатость поверхности и насечки, нане-
сенные на нее, способствуют повышению ме-
ханических свойств паяных соединений.
В табл. 1 - 4 приведены пределы прочно-
сти паяных соединений из разных металлов и
сплавов, паянных серебряными и другими
припоями, работающих на срез при разных
температурах испытаний.
На рис 11 показаны полученные экспе-
риментально зависимости пределов прочности
стыковых образцов из инструментальной и
низкоуглеродистой сталей, паянных чистыми
серебром и медью. С уменьшением толщины
шва прочность возрастает, максимальная проч-
ность достигается при зазорах, меньших 0,1 мм.
1. Предел прочности при срезе паяных соединений при повышенных температурах
Припой Паяемый металл Тер, МПа, при температуре, °C
200 300 400 600
ПСр45 12Х18Н9Т - 160 .240 145 . 150 30... 40
ПСр40 15Х18Н12С4ТЮ 220... 320 150 . 170 50 .90 —
ПСр37,5 12Х18Н9Т - 310... 350 - ПО... 180
2. Предел прочности при срезе соединений, паянных жаропрочными припоями,
при различных температурах испытания
Припой Паяемый металл Тер, МПа, при температуре, °C
-60 20 200 400 500 600
ВПр1 12Х18Н9Т 430 ... 580 370... 500 300 ... 400 190 ...220 - 90... 160
ВПр1 09Х15Н9Ю 250... 300 210... 300 200 ... 300 190... 240 120... 200 -
ВПр1 10Х17Н5МЗ 190... 220 210... 250 190... 230 210... 250 90... 130 -
3. Предел прочности при срезе соединений, паянных серебряными припоями
Паяемый металл Тер, МПа
ПСр40 ПСр45 ПСр25
12Х18Н9Т 240... 290 180 ... 260 190... 240
40ХНМА ЗЗО ... 460 - —
ЗОХГСА 350... 460 350 ...410 350... 430
Медь 250 250 250
4. Предел прочности при срезе соединений, паянных оловянно-свинцовым припоем ПОС40
Паяемый металл Тер, МПа, при температуре испытания, °C
-196 -183 1 -96 I -60 +20 +85
М3 35 33 34 35 27 16
Л63 29 29 31 27 22 22
12Х18Н9Т 30 34 30 50 32 20
ПРОЧНОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
323
Рнс. 11. Зависимость предела прочности паяных
соединений встык от зазора:
а- припой-медь; б- припой-серебро
Эксперименты при пайке коррозионно-
стойкой стали серебряным, кадмиевым и цин-
ковым припоями показали, что предел прочно-
сти при разрыве увеличивается по мере
уменьшения толщины паяного шва. Снижение
предела прочности паяного соединения с очень
малым зазором объясняется дефектами в шве.
Исследованиями установлено, что гол-
шина шва влияет на прочность соединения при
различных нагрузках. Пайка образцов из низ-
коуглеродистой стали (с содержанием углеро-
да 0,4 %) с толщиной листа 10 мм производи-
лась медно-цинковым сплавом Л70 в печи с
температурой 1000 °C; флюс - плавленая бура
Na2B4O7. Зазор паяного шва составлял 0,03;
0,07; 0,12; 0,15; 0,20 мм.
Образец размерами 38 х 5 х 90 мм подвер-
гался воздействию знакопеременной нагрузки.
Схема испытаний образцов представлена на
рис. 12. Данные экспериментов приведены на
рис. 13.
Результаты испытаний образцов из низ-
коуглеродистой стали при пайке медным, цин-
ковым, кадмиевым и никелевым припоями
свидетельствуют о том, что при изменении
ширины зоны сплавления предел прочности
при разрыве остается неизменным. Следует
отметить, что в этом случае прочность припоя и
паяемого материала (низкоуглеродистой стали)
практически одинаковая (примерно 412 МПа).
Результаты диффузионной пайки сплава
ОТ4 с применением промежуточных гальвано-
покрытий при 890 ... 1000 °C и различных вы-
держках приведены в табл. 5. Максимальная
прочность может быть получена при толщине
гальванопокрытий 6 ... 9 мкм.
В табл. 6 приведены значения пределов
прочности при срезе паяных соединений неко-
торых сплавов титана, выполненных с исполь-
зованием различных припоев. В качестве об-
разцов применяли соединяемые внахлестку
Рнс. 13. Зависимость прочности паяных
соединений от ширины шва:
1 - усталостная прочность; 2 - предел прочности
при срезе; 3 - предел прочности при разрыве;
4 - предел прочности при изгибе
324
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
5. Предел прочности паяных соединений из сплава ОТ4 в зависимости от режима пайки
Режим пайки <т„ МПа, для различных покрытий
Температура, °C Время выдержки, мин Си Cu-Ni-Cu Cu-(Co-Ni)-Cu
890 30 85... 95 92. .. 103 98.. . 112
900 30 79... 97 95 . .. 131 98.. . 148
910 30 87... 102 97 . .. 144 103 .. 157
910 60 93 .. 160 112.. . 175 127.. 189
920 30 104.. 173 126. . 187 142.. 191
920 60 ПО . 177 140.. . 192 147.. . 198
930 30 120.. 180 150.. .. 200 150.. . 200
930 60 120.. 180 160.. .210 170.. . 220
940 30 180 . 190 230.. . 280 370.. . 400
940 60 180... 210 270.. .. 320 370.. . 410
950 15 150 . 200 240.. . 290 480.. . 530
950 30 160... 200 280.. . 320 550.. . 630
950 45 180... 210 290.. . 330 420.. .. 510
950 60 190... 220 270.. .. 290 370.. .. 400
960 15 260... 280 380.. .. 420 670.. .. 750
960 30 250... 260 300.. .310 400. ..530
960 45 220... 230 280.. .. 290 360.. .. 380
960 60 200... 210 250.. .270 300.. .. 320
970 15 260... 290 400.. .430 650.. .. 690
970 30 200... 230 280.. .. 290 310.. . 320
980 15 200 . 210 250.. . 280 260.. .. 300
990 15 190 . 200 250.. . 270 250.. .. 290
1000 15 150 160 200.. .. 210 200.. . 210
6. Пределы прочности, МПа, при срезе паяных соединений из сплавов титана
Припой Рабочая тем- пература, °C 13 % V; 11 % Сг; 3%A1 (5 = 1,6 мм) 9 % Al, 1 % Mo; 1 % V (5 =1,63 мм) 5 % Al, 2,5 % Sn (5 = 1,65 мм) 6 % Al, 4%V (5 = 1,42 мм)
Ag-Li 790 16 32. .. 72 98 .. 133 106. .. 115
Ag-Al 900 166.. . 152 83 33 .. 100 —
790 ИЗ 105. .. 114 96 . 162 68.. . 103
Ag-Cu 900 147. .160 127. .. 155 12.. 107 101 . .. 126
Ag-Cu-Sn 760 50.. . 61 60 .. . 105 110 65
840 60.. . 132 70. .. 88 89.. 121 89.. . 129
(/ = 5 мм) пластинки шириной 16 мм, толщиной
от 1 до 2 мм. Пайка производилась в муфель-
ной печи в среде аргона.
На рис. 14 приведены результаты испы-
таний на срез соединений из сплава ОТ4, паян-
ных в среде проточного аргона, в зависимости
от температуры и времени пайки: кривая 1 - об-
разцы паялись припоем ПСр 85-15 при 1000 °C;
кривая 2 - то же, при 1050 °C; кривая 3 - то же,
при 1150 °C; кривая 4 - пайка серебром при
1000 °C.
На рис. 15 показано влияние давления
при диффузионной пайке соединений из сплава
ОТ4. Образцы паялись в вакууме (1,33 Па): а -
припой содержит 28,5 % Ti (кривая 1 - при
1050 °C; кривая 2 - при 960 °C); б - припой
содержит 33 % Си (кривая 1 - при 1050 °C;
кривая 2 - при 960 °C).
Для пайки тугоплавких металлов приме-
няют кремний-ниобиевые припои, обеспечи-
вающие равнопрочность соединения и основ-
ного металла. Припои могут быть изготовлены
в виде проволок, листов, порошка. Пайку ведут
в среде водорода с продувкой гелием. Темпе-
ратура пайки зависит от содержания в припое
кремния. Например, при 7 % Si температура
пайки 2000 °C; при 4 % - 2250 °C; при 2 % -
2350 °C; при 0,5 % - 2400 °C (остальное - ниобий).
ПРОЧНОСТЬ ПАЯНЫХ СОЕДИНЕНИЙ
325
Рнс. 14. Зависимость предела прочности
при срезе паяных соединений из сплава ОТ4
от температуры пайки и времени
Рнс. 15. Влияние давления на прочность
при диффузионной пайке соединений
нз сплава ОТ4
На рис. 16 приведена зависимость проч-
и соединений, паянных серебром, от вре-
Рнс. 16. Зависимость прочности соединений,
паянных серебром, от времени выдержки
(7= 97 ...990 °C):
а - пайка ТВЧ внахлестку образцов шириной 10 мм,
толщиной I мм из сплава ОТ4; б - пайка в печи
встык образцов шириной 7 мм, толщиной 1,5 мм
из сплава БТ1 (кружок со стрелкой - образец
порвался в захватах)
Рнс. 17. Зависимость прочности соединений встык
нз сплава ВТ1 в зависимости от времени выдержки:
а - припой Ag + 2 % Си (7 = 960 °C); б - припой
Ag + 8 % Си (7= 920 °C); в - припой Ag + 28 % Си
(7 =810 °C)
мени выдержки с момента заполнения зазора
припоем. На рис. 17 даны значения прочности
стыковых соединений из сплава ВТ1 в зависи-
мости от времени выдержки с момента запол-
нения зазора.
Прочность паяных соединений при
статических нагрузках. Основными дефекта-
ми паяных соединений являются непропаи,
поры, раковины, включения флюса, дефекты
сцепления в зонах спаев и др.
Изучение влияния внутренних дефектов
на прочность соединений при статических на-
грузках производилось на образцах из стали
СтЗ при индукционном нагреве. Испытания
проводили при 20 °C (рис. 18, а). По оси абс-
цисс отложены доли дефекта (непропая) в про-
центах по отношению ко всей зоне соединения,
а по оси ординат - предел прочности, отнесен-
ный к участку разрушения. Из рисунка следует,
что прочность монотонно уменьшается с уве-
личением площади дефекта. В целом образце
разрушающие напряжения по основному ме-
таллу составляли 392 МПа, при непропае
50 %-ное разрушение наступало по месту спая
при напряжении 343 МПа
На рис. 18, б приведены результаты ис-
пытаний образца с дефектом, выходящим на-
ружу к галтели (образцы из стали 10, паяемые
припоями Л63). Нагрев индукционный, темпе-
ратура испытаний 20 °C. Падение прочности
326
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Рнс. 18. Влияние дефектов на прочность паяных соединений при статической нагрузке:
а - внутренних дефектов; б - дефектов, выходящих на поверхность; в - внутренних дефектов
(Г = -35 °C)
с увеличением доли дефектов, выходящих к
галтели, более интенсивно, чем в первом случае.
Результаты испытаний образцов с внут-
ренним непропаем при статическом нагруже-
нии и низких температурах показали, что пая-
ные соединения не обнаружили склонности к
хрупким разрушениям (рис. 18, в). Материал
образцов-сталь 10, припой-Л 63; образцы паяли
газовой горелкой; температура испытаний 35 °C
В образцах без дефектов разрушения воз-
никали по зоне шва и по паяемому металлу при
Gp = 402 МПа, а при дефекте 50 % - при
343 МПа. Испытания показали, что паяные
соединения достаточно хорошо сопротивляют-
ся хрупким разрушениям даже при наличии в
них сложнонапряженного состояния, вызван-
ного непропаем и изгибающим моментом от
внецентренно приложенных сил.
Прочность при переменных нагрузках.
Испытания при переменных нагрузках прово-
дились на образцах из низкоуглеродистой ста-
ли одинаковых размеров с припаянной или
приваренной накладкой угловыми лобовыми
швами (рис. 19). Сварка производилась элек-
тродами высокого качества, пайка - припоями
Л63. Эксперименты (симметричные циклы)
показали, что паяные соединения более долго-
вечны, чем сварные; при о = 118 МПа паяные
соединения выдерживали миллион нагруже-
ний, сварные - примерно 250 000.
Результаты испытаний на долговечность
паяных и сварных соединений при рабочих
напряжениях показаны на рис. 20. При воздей-
ствии знакопеременных и пульсирующих на-
грузок паяные соединения из низкоуглероди-
стых сталей, рационально спроектированные,
более долговечны, чем сварные. Это наблюда-
ется как при связующих, так и при рабочих
напряжениях в зонах соединений.
Как было показано выше, на концентра-
цию напряжений в паяных соединениях вна-
хлестку сильное влияние оказывают толщина
паяемых элементов и длина нахлестки: с уве-
личением толщины элементов и уменьшением
длины нахлестки концентрация напряжений
возрастает.
Испытания паяных образцов из низкоуг-
леродистой стали СтЗсп показали, что с увели-
чением толщины паяемых элементов предел
выносливости снижается (рис. 21, а). Для об-
разцов толщиной 5 мм с01 = 67 МПа (кривая /),
для образцов толщиной 9 мм о01 = 49 МПа
(кривая 2).
Сварной образец
Рис. 19. Образцы для испытаний
при переменных нагрузках
Рнс. 20. Долговечность паяных н сварных
соединений из СтЗ прн пульсирующих нагрузках:
/ - паяные (припой Л63): 2 - сварные (лобовые швы,
К= 5 мм); 3 - сварные (фланговые швы, К = 5 км)
ПЛАСТИЧЕСКИЕ СВОЙСТВА ПАЯНОГО ШВА
327
Рнс. 21. Выносливость паяных соединений
внахлестку:
а: /-образцы с 6 = 5 мм; 2- образцы с 8 = 9 мм;
б: /-/„ = 38;2-/„ = 28(8 = 5 мм)
На образцах из стали СтЗсп толщиной
8 = 5 мм увеличение длины нахлестки от 28 до
38 повысило предел выносливости паяного
соединения (рис. 21, б). При длине нахлестки
28 а01 =61 МПа (кривая 2), при длине 38 с01 =
= 67 МПа (кривая /)
Влияние дефектов на механические свой-
ства. Эксперименты по определению влияния
внутренних непропаев на долговечность под-
твердили, что непропаи меньше 40 %, не выхо-
дящие на поверхность, практически не снижа-
ют срока службы соединений, если соединение
спроектировано с учетом требований статиче-
ской равнопрочности (рис. 22). Образцы изго-
товлены из стали 10, припой Л63, пайка произ-
водилась газовой горелкой, G = 154 МПа. При
этих условиях разрушения в бездефектных
соединениях и в соединениях с небольшими
непропаями происходили по паяемому метал-
лу. Дефект соединения не вызывал достаточно
сильной концентрации напряжений, которая
бы переместила разрушение в зону шва. Лишь
при непропае более 40 % разрушения наступа-
ли по участку шва, и срок службы резко падал
с ростом числа дефектов.
Рнс. 22. Влияние внутренних непропаев
на прочность паяных соединений
прн переменных нагрузках
Рнс. 23. Выносливость паяных соединений
внахлестку:
I - образцы с галтелью; 2 - образцы без галтели
Существенное влияние на выносливость
паяных соединений внахлестку оказывают гал-
тели. Отсутствие галтели повышает концентра-
цию напряжений и понижает предел выносливо-
сти (рис. 23). Для паяного соединения, выпол-
ненного с галтелью, о0.i = 49 МПа (кривая /), для
соединений без галтели (кривая 2) g0.i = 38 МПа.
ПЛАСТИЧЕСКИЕ СВОЙСТВА
ПАЯНОГО ШВА
Изучение пластических свойств паяного
шва проводилось на образцах прямоугольного
сечения высотой 20 мм и шириной 8 мм, спа-
янных по плоскости касания. В зонах соедине-
ния образцы обрабатывались по полукругу;
при контактировании образцов оба полукруга,
складываясь, образовывают круг, который и
подвергается пайке. Образец после пайки ук-
ладывают на две опоры, а к участку паяного
шва прикладывают сосредоточенную силу Р,
которая вызывает изгиб конструкции в целом и
скручивание участка шва. Это дает возмож-
ность определить пластические свойства пая-
ного соединения, работающего под действием
касательных напряжений. Деформация опреде-
ляется углом а между соединяемыми элемен-
тами (рис. 24).
Испытываемые образцы изготовлены из
стали 10, пайка выполнена припоем Л63 газо-
вой горелкой. При а < 4 ... 5° деформации
Рнс. 24. Схема испытаний соединений
для определенна пластичности паяного шва
328
ПРОЧНОСТЬ И КОНСТРУИРОВАНИЕ ПАЯНЫХ СОЕДИНЕНИЙ
Рнс. 25. Влнянне
непропаев
на пластические
свойства паяных
соединений:
1 - образцы
без дефектов и
с дефектом 20 %;
2 - образцы
с дефектом 40 %
в основном упругие; при больших углах про-
исходит пластическое деформирование. На
рис. 25 показана зависимость угла загиба Р,
определяющего пластические свойства паяного
соединения, от силы Р. Наличие дефектов в
шве ведет к образованию пластических дефор-
маций при меньших нагружениях, чем в хоро-
шо пропаянных соединениях
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
В ПАЯНЫХ СОЕДИНЕНИЯХ
Допускаемые напряжения в паяных со-
единениях зависят от ряда факторов: свойств
паяемого материала, припоев, флюсующих
сред; ширины зазора; режима пайки; вида со-
единения; от рода нагрузок - статических, пе-
ременных; от температуры эксплуатации; от
среды, в которой работает конструкция.
Многие из указанных факторов, оказы-
вающие непосредственное влияние на свойства
паяных соединений, а следовательно, и на зна-
чения допускаемых напряжений, не дают воз-
можности установить их числовые характери-
стики при помощи графиков или табличных
данных. Единственно надежным и приемле-
мым методом определения допускаемых на-
пряжений в паяных соединениях является ис-
пытание образцов при параметрах, близких к
производственным.
Для паяных соединений встык рацио-
нальным является испытание до разрушения
При этом разрушающее напряжение
Qp=P/F, (16)
где Р - разрушающая сила; F - площадь попе-
речного сечения испытываемого образца.
Для испытания может быть принят обра-
зец, который обычно используют при оценке
сварных стыковых соединений. Допускаемое
напряжение при пайке может быть установле-
но в зависимости от значения разрушающего
напряжения и коэффициента запаса прочности
К; при статических нагружениях рекомендует-
ся принимать К = 2,5 ... 3,0.
При определении допускаемых напряже-
ний в трубчатых телескопических паяных
соединениях целесообразно проводить испыта-
ния аналогичных соединений Разрушающие
напряжения при срезе
^=PIF^ (17)
где Fcp - площадь шва в телескопическом со-
единении
Допускаемое напряжение может быть оп-
ределено с учетом разрушающего напряжения
при том же коэффициенте запаса, что и в швах,
паянных встык.
При определении допускаемых напряже-
ний в соединениях, паянных внахлестку, испы-
тания проводят над образцами, имеющими
толщины 8, аналогичные применяемым в кон-
струкциях при длине нахлестки 2,58 Разру-
шающие напряжения при срезе
тср= Р / (Ь • 2,58), (18)
где b - ширина образца; 8 - толщина образца.
Коэффициент запаса прочности такой же,
как и при испытаниях соединений, паянных встык
При определении допускаемых напряже-
ний в соединениях уголка с листом испытания
должны быть проведены на образцах аналогично-
го типа, полученных при тех же технологических
процессах, что и при изготовлении изделия.
В случае назначения допускаемых на-
пряжений в паяных соединениях других типов
(сотовых, тавровых и др.) необходимо прово-
дить предварительные испытания под нагрузкой.
При работе паяных соединений в услови-
ях агрессивных сред или высоких температур
испытания соединений для определения допус-
каемых напряжений должны проводиться в усло-
виях, соответствующих эксплуатационным.
При работе паяных соединений при пере-
менных нагрузках допускаемые напряжения в них
могут устанавливаться с учетом коэффициента у:
У О.6Р+О.2-(О,6РТО,2)Г ’
где Р - эффективный коэффициент концентра-
ции напряжений при пайке соединений из низ-
коуглеродистой стали. В соединениях встык
Р = 1,2, внахлестку Р = 3,0, в телескопических
соединениях Р = 2,0. При пайке низколегиро-
ванных сталей, а также цветных сплавов ука-
занные коэффициенты Р следует увеличить в
Среднем на 20 ... 30 %; Г = Сщт/Стах (Стах и
Gmin - наибольшее и наименьшее напряжения
по абсолютной величине, взятые со своими
знаками); верхние знаки в формуле принима-
ются при преобладающем растяжении соеди-
нения, нижние — при сжатии.
Глава 10. ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ
КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Применение пайки в области производст-
ва крупногабаритных металлоконструкций
изначально имело целью разработку и приме-
нение технологических процессов, которые
обладали бы явными преимуществами перед
сваркой, т.е обеспечивали рост производи-
тельности труда, снижение трудоемкости про-
изводственных процессов, сокращение ручного
труда. С первых же шагов решения этой зада-
чи пришлось столкнуться с тем, что в миро-
вой практике неизвестно применение высоко-
прочных, дешевых и недефицитных припоев.
В итоге первого этапа работ были созданы
припои на железо-марганцевой основе марок
П-87 для нормальных условий работы и П-100
для работы при повышенных температурах.
Составы этих припоев приведены в табл. 1,
а свойства - в табл. 2.
Применение этих припоев позволило
впервые преодолеть сложившееся мнение, что
для пайки основным является нахлесточное
соединение и что только сварка обеспечивает
надежное соединение встык, между тем как
пайка стыковых соединений элементов метал-
локонструкций из сталей припоем П-87 надеж-
но обеспечивает равнопрочность зоны пайки и
основного металла.
Поскольку опоры ЛЭП, для которых пер-
воначально разрабатывался припой П-87,
должны надежно работать в различных клима-
тических условиях, были проведены испытания
паяных соединений при низких и высоких тем-
пературах Минусовые температуры создава-
лись с помощью смеси ацетона и углекислоты
(сухого льда). Температура измерялась с точ-
ностью ± 2 °C. Испытания при повышенных
температурах в атмосфере воздуха проводи-
лись в электрической печи сопротивления при
нагреве до 1000 °C. Результаты испытаний
показали, что соединения из стали СтЗ, паян-
ные припоем П-87, обладают более высокой
прочностью, чем при электросварке плавлени-
ем. При пайке припоем П-87 прочность шва
выше, чем основного металла, поэтому увели-
чение величины зазора не влияет на прочность
соединения.
На базе припоев П-87 и П-100 разработа-
ны в проектно-конструкторском бюро (ПКБ)
Главэнергомеханизации Минэнерго (ныне
«Проектэнергомаш») составы паст, пленок,
закладных деталей из припоя, флюса и свя-
зующего, которые обеспечивают технологич-
ность сборки и пайки крупногабаритных ме-
таллоконструкций при равнопрочное™ основ-
ного металла и зоны соединения.
Работы по внедрению пайки крупногаба-
ритных стальных конструкций в производство
с применением созданных припоев и техноло-
гии велись:
- на Волжском ЗСК - по производству
паяных трубчатых опор ЛЭП типа П 11/0,4 и
А11/0,4 в экспортном исполнении (для Респуб-
лики Бангладеш);
- в ВТИ им. Ф. Э. Дзержинского - по от-
работке технологии пайки стыков труб тепло-
вых и атомных электростанций;
1. Химический состав (%) припоев на железо-маргаицевой основе
Марка припоя Марганец Никель Хром Медь Кремний Бор Углерод Желе- зо Сера Фор
П-87 31,0... 32,5 12,0... 12,5 - ПД... 13,0 2,4... 3,0 0,05... 0,1 0,3 0,4 Осталь- 0,02 0,02
П-100 63,5 65,0 4,0... 4,5 6,0... 6,5 4,5... 5,0 Не более ОД 0,04 0,04
2. Физико-мехаиические свойства железо-марганцевых припоев в литом состоянии
Марка Температура плавления Плотность. Временное Относительное удлинение, % Ударная вязкость, Твердость по Бринеллю, кге/мм2
припоя Солидус Ликвидус г/см1 сопротивление разрыву, МПа
П-87 1060 ИЗО 7,45 370 4,5 7,0 150
П-100 1120 1140 7,40 365 15,0 6,5 120
330 ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
4-
Рис. 1. Тип соединения трубы 2 0108 мм
с трубой 10159 мм
Рис. 2. Пайка стыкон труб дли опор
высоконольтных линий:
а - спаянный стык; б - схема к расчету количества
наносимого припоя
- с нефтяниками Азербайджана - по пай-
ке бурильных и обсадных труб нефтяных
скважин,
- во Всесоюзном научно-исследователь-
ском институте - по пайке стыков труб магист-
ральных трубопроводов (ВНИИСТ);
- на опытном производстве ПКБ «Глав-
энергостроймеханизация» при Домодедовском
заводе Московской обл. - по пайке решетчатых
опор линий электропередачи (ЛЭП) для Мин-
энерго
ПАЙКА СТЫКОВ ТРУБЧАТЫХ ОПОР ВЛ
ЭЛЕКТРОПЕРЕДАЧИ (В ЭКСПОРТНОМ
ИСПОЛНЕНИИ)
Трубчатая опора высоковольтных линий
(ВЛ) изготавливается составной из труб диа-
метром 108, 159, 180 и 194 мм. Прочность со-
единения внахлестку регулируется величиной
перекрытия. Соединение образуется путем
3. Состав паяльной пасты (на 1 кг)
Наименование Содер- жание, г Грануля- ция, мкм
Припой П-87 680 <350
Основной металл-сталь 20 120
Стекло № 15 100 <50
Флюс № 201 100 -
раздачи конца трубы меньшего диаметра и
осадки конца трубы большего диаметра (рис. 1).
Припой вносится в зазор при сборке в виде
колец, шайб, втулок. Из припоя изготавлива-
ются порошки, которые в смеси с флюсом ис-
пользуют в виде паст. Состав паяльной пасты
из расчета на 1 кг приведен в табл. 3.
При пайке стволов опор припой наносит-
ся на внешнюю поверхность конусной части
трубы большого диаметра (рис. 2) пульвериза-
тором за три оборота стыка. Требуемая толщи-
на слоя припоя 0,9 ... 1,2 мм. До температуры
750 °C в стали 20 не происходят фазовые пре-
вращения, поэтому нагрев в этом интервале
ведется медленно. От 750 °C до температуры
пайки (1180 °C) стык должен нагреваться с
максимальной скоростью.
Оборудование участка пайки должно
обеспечивать формовку концов труб, зачистку
мест под пайку, нанесение припоя и пайку.
Ручной труд сведен до минимума. На линии
пайки трубчатых опор осуществляются; резка
труб в размер, формование концов труб, зачи-
стка концов труб, нанесение припоя, съем пая-
ного ствола опоры. Скорость и равномерность
Рис. 3. Расположение индуктора 2 относительно
стыка 3 и распределение температур и зоне пайки 1
ПАЙКА СТЫКОВ ТРУБЧАТЫХ ОПОР ВЛ ЭЛЕКТРОПЕРЕДАЧИ
331
Рис. 4. Изменение мошиостн, необходимой для
нагрева стыков труб до 1200 °C.
Размеры соединяемых труб, мм:
/-0 108 х 159,2-0 159 х 18О;3-0 159 х 194
Оптимальный режим нагрева стыка труб из
стали 20 складывается из равномерного нагре-
ва до 735 °C, когда фазовые превращения не
происходят, и ускоренного нагрева до темпера-
туры пайки (1180 °C). Изменение мощности,
необходимой для нагрева стыков, в зависимо-
сти от сочетания труб приведено на рис. 4.
Электрические параметры индукционного на-
грева стыков труб приведены в табл. 4
Результаты механических испытаний об-
разцов. вырезанных из стыков стволов опор
ВЛ, показали, что при нахлестке 20 мм соеди-
нения равнопрочны основному металлу.
При индукционной пайке трубчатых опор
припоем П-87 изделие нагревается до температу-
ры 1180 °C. Максимальная температура 1200 °C
обнаруживается в средней части стыка. Зона
влияния имеет протяженность порядка 70 мм
по обе стороны от соединения (см. рис. 3).
4. Электрические параметры индукционного нагрева стыков труб
Диаметр соеди- няемых труб, мм Ступени нагрева (температура. °C) Л кВт /, А с, В К С, мкФ Время, с
108х 159 1 (450) 28 30 520 24 1,42 52
2(750) 56/48’ 75 700 24 1,42 32
3(1180) 26 76 500 24 1,42 44
159х 180 1 (450) 40 120 775 18 4,2 60
2 (750) 76/58 120 775 18 4,2 32
3(1180) 28 120 775 18 4,2 28
159х 194 1 (450) 48 100 525 12 16 50
2(750) 80/60 НО 800 12 16 44
3(1180) 36 55 550 12 16 26
* Числитель дроби - максимальная мощность в начале нагрева; знаменатель - минимальная в конце
нагрева.
Обозначения: К-коэффициент, учитывающий расход припоя на формирование i кислей
Максимальная прочность соединения
труб из стали 20 припоем П-87 достигается при
охлаждении стыка после пайки сжатым возду-
хом под давлением 4 - 6 ат. Аналогичная зако-
номерность наблюдается и в изменении микро-
твердости составляющих микроструктуры пая-
ного шва. Свойства паяных соединений стыков
трубчатых опор ВЛ в зависимости от условий
охлаждения, охлаждающей среды представле-
ны на рис. 5; влияние на скорость охлаждения
охлаждающей среды - на рис. 6.
На основе проведенных исследований на
Волжском заводе стальных конструкций была
создана поточная линия по производству труб-
Рнс. 5. Свойства паяных соединений стыков
трубчатых опор ВЛ в завнснмости от условий
охлаждения после пайки:
1 - микротвердость; 2 - прочность на срез
332 ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Рис. 6. Влияние среды на скорость охлаждения
стыка труб 0 159 х 4,5 мм. Охлаждение:
1 - естественное; 2 - сжатым воздухом; 3 - водой
чатых опор ВЛ. В итоге в Республику Бангла-
деш было поставлено свыше 80 000 трубчатых
опор ЛЭП в экспортном исполнении.
ПАЙКА СТЫКОВ ТРУБ ТЕПЛОВЫХ
ЭЛЕКТРОСТАНЦИЙ
Необходимость применения пайки для
соединения стыков труб тепловых электро-
станций вызывается высокой долей ручного
труда в производстве, причем сварщиков высо-
кой квалификации. Применение пайки не толь-
ко устраняет этот недостаток, но и обеспечива-
ет получение равнопрочных соединений, обла-
дающих более высокой, чем при сварке, проч-
ностью. Самое же важное - пайка позволяет
механизировать и автоматизировать процесс
производства, что особенно важно при соеди-
нении труб диаметром 219 ... 426 мм с толщи-
ной стенок 7 ... 18 мм. Для пайки таких труб
ТЭС наиболее отвечающим требованиям ока-
зался индукционный нагрев. Требуемая мощ-
ность для нагрева таких труб приведена в табл. 5.
5. Мощность для нагрева труб тепловых
электростанций
Диаметр трубы, мм Полная мощ- ность источ- ника нагрева, кВт Диаметр грубы. Полная мощ- ность источ- ника нагрева. кВт
219 75,8 1020 366
273 95,3 1220 438
325 114,2 1320 475
377 133,0 1420 510
426 150,8 1520 547
600 214,0 1620 583
Конструкция стыка имеет определяющее
значение для обеспечения прочности паяного
соединения. Из приведенных на рис 7 типов
разделки концов труб оптимальное формиро-
вание паяного соединения обеспечивает торце-
вая форма разделки стыка, когда на стыкуемую
поверхность наносится накатка или спиральная
насечка (рис.7, в). При этом качественное со-
единение образуется при осевом давлении на
стык до 30 кгс/см2 (3 МПа). Наиболее надеж-
ные и стабильные результаты достигаются при
V-образной разделке торцев (рис. 7, г). Пайка
стыков труб диаметром 219 ... 426 мм произ-
водится припоем П-87 (грануляции
0,05 ... 0,35 мм), флюс № 201 до 15 % от массы
припоя и порошка стали 20, связующее - акри-
ловый лак АС-82. Порошок основного металла -
сталь 20 (грануляции 0,05 ... 0,35 мм) до 20 %
от массы припоя.
Режим пайки: температура пайки 1180 °C,
время нагрева 60 с, время выдержки при тем-
пературе пайки 1 ... 2 мин, осевое давление
5 кгс/см2 (0,5 МПа). Высокочастотный нагрев
обеспечивает установка МГЗ-102А с преобра-
зователем ПВС-100-2500 и высокочастотным
трансформатором ВТО-500. Нагрев труб диа-
метром 325 мм осуществляется с применением
индуктора (рис. 8); зазор между нагреваемой
трубой и индуктором 8 ... 10 мм.
Режимы нагрева стыков труб из стали 20
диаметром 325 мм приведены на рис. 9. Меха-
нические испытания подтвердили, что соеди-
нения с V-образной разделкой торцев труб по
прочности соответствуют прочности основного
металла. Угол изгиба образцов паяного соеди-
нения 150... 180°.
Рис. 7. Формы разделки концов труб:
а - под углом 30°; б~ под углом 30° с двумя
ступеньками; в - встык; г - V-образная
ПАЙКА СТЫКОВ ТРУБ ТЕПЛОВЫХ ЭЛЕКТРОСТАНЦИЙ
333
Рнс. 8. Разъемный индуктор для пайки труб
диаметром 325 мм
Рнс. 9. Режимы нагрева стыков труб из стали 20
диаметром 325 мм:
/ - термический цикл при пайке труб, соединенных
встык; 2 - термический цикл пайки труб с разделкой
кромок стыка под углом 30°; 3 - напряжение
на индукторе при пайке труб с разделкой кромок
под углом 30°; 4 - напряжение на индукторе
при пайке труб встык
В эксплуатации трубопроводы ТЭС
должны обеспечивать сопротивляемость удар-
ным нагрузкам в диапазоне температур +350 ..
-70 °C. Исследования паяных образцов при
комнатной и пониженной температурах пока-
зали, что прочность паяного соединения труб
определяется многими факторами Зависи-
мость ударной вязкости образцов из основного
металла (сталь 20) и паяных образцов, разли-
чающихся местом надреза и расположением
индуктора (И), приведена на рис. 10. В итоге
испытаний соединения 5-го и 6-го типов при-
няты за основу оценки прочности стыков.
Ударная вязкость исследовалась при темпера-
турах: +20, -20, -40 и -70 °C. Результаты ис-
Рнс. 11. Зависимость ударной вязкости стали 20
и паяных соединений от температуры испытаний:
I - сталь 20 (образец типа 1, см. рис. 10); 2 - П-87
(образец типа 5); 3 - П-87 - сталь 20 (тип 6);
4-П-87 (тип 6)
пытаний образцов из стали 20 и образцов пая-
ных соединений из стали 20 (рис. 11) показали,
что ударная вязкость образцов 5-го и 6-го ти-
пов в 2 - 3 раза ниже ударной вязкости осталь-
ных образцов. По сравнению с основным ме-
таллом ударная вязкость паяных соединений
уступает незначительно. Разрушение образцов
происходит по основному металлу в зоне тер-
мического влияния. Микротвердость зон тер-
мического влияния образцов из стали 20 (фер-
ритная фаза) представлена на рис. 12. Микро-
твердость зон термического влияния (перлит-
ная фаза) - на рис. 13.
Таким образом, применение пайки взамен
сварки для производства строительных конст-
рукций позволяет обеспечить получение рав-
нопрочных с основным металлом соединений в
условиях механизации и автоматизации, а так-
же повысить культуру производства.
334 ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Рис. 12. Микротвердость зоны термического
влияния стали 20 (ферритная фаза) в зависимости
от температуры нагрева (охлаждение на воздухе):
/ - 1150 °C; 2 - 1200 °C; 3 - 1250 °C; 7-1300 °C
Рис. 13. Микротвердость зои термического
влияния стали 20 (перлитная фаза) после
охлаждения с 1200 °C в различных средах:
1 - сжатый воздух 2 ат (I ат « 0,1 МПа); 2 - сжатый
воздух 4 ат; 3 - вода - 5 ат: 4 - вода - 1.6 ат
ПАЙКА СТЫКОВ БУРИЛЬНЫХ ТРУБ
Бурение геологоразведочных скважин
осуществляется снарядами со съемными кер-
ноприемниками, важнейший элемент которых -
бурильная колонна, определяющая производи-
тельность и экономичность бурения. Для по-
вышения прочности конструкции колонны к
стальной трубе (сталь 36Г2С) присоединяются
на резьбе концы из более прочной стали 40ХН.
Применение вместо резьбового соединения
сварки электродуговой. трением, контактной,
диффузионной в вакууме, электронно-лучевой
не дало положительных результатов. Разруше-
ние при диффузионной сварке происходит по
шву, в остальных способах сварки - по зоне
термического влияния При применении всех
видов сварки изгибающий момент соединения
ниже, чем при резьбовом варианте, причем в
большинстве случаев образуются зоны термиче-
ского влияния, прочностные характеристики
которых ниже допустимого уровня.
Переход на пайку позволил получать со-
единения, равнопрочные с основным металлом,
обладающие высокой герметичностью, вибра-
ционной и усталостной прочностью. Для пай-
ки бурильных труб использован индукцион-
ный нагрев. Применительно к сталям 36Г2С и
40ХН индукционный нагрев не вызывает зна-
чительного роста зерна и обезуглероживания
при кратковременном нагреве до температуры
пайки. Нагрев при пайке производится машин-
ным генератором с преобразователем повы-
шенной частоты 2500 Гц, мощностью 100 кВт
Пайка велась припоем П-100 с применением
флюса № 201 со стеклом № 15 в соотношении
1:1 по режиму: температура пайки - 1180 °C.
время нагрева до температуры пайки 45 с, вы-
держка Юс.
Нагрев - на высокочастотной установке
МГЗ-102А (с преобразователем частоты ПВС-
100-2500 и трансформатором ВТО-500) и
ЛГ-363 с частотой 68 кГц. В качестве припоя
применялась смесь припоев П-87 и П-100. Из
паяльной смеси готовились закладные детали
методом горячего прессования. На состав па-
яльной пасты для пайки труб с муфтами Госу-
дарственным Комитетом по делам изобретений
и открытий (Российское агентство по патентам
и товарным знакам) выдано авторское свиде-
тельство № 671961. Режимы пайки бурильных
труб из стали 36Г2С с муфтами из стали 40ХН
с применением высокочастотного нагрева при-
ведены в табл. 6.
6. Режимы пайки бурильных труб
Тип генератора Мощность. кВт Сила гока, А Напряжение. кВ Время нагрева, с
Машинный с частотой 2,4 кГц 5 - для первой ступени, 15 - для второй ступени 10 (первичная обмотка) 0 4+0'7 и’4-0.9 50
Ламповый с частотой 68 кГц 67 Сетки - 2; анода- 12 11 (анода) 57
ПАЙКА СТЫКОВ БУРИЛЬНЫХ ТРУБ
335
Рис. 14. Форма стыка при соединении бурильных
труб пайкой:
I - труба из стали 36Г2С; 2 - кольцо припоя;
3 - муфта из стали 40ХН
Форма стыка при соединении бурильных
труб пайкой приведена на рис. 14.
Пайка производилась припоем П-100 с
использованием флюса № 201 со стеклом № 15
в равных соотношениях. Температура пайки -
1180 °C. время нагрева до температуры пайки
45 с, время выдержки 10 с. Установки МГЗ-102А
(с преобразователем ПВС-100-2500 и транс-
форматором ВТО-500) и ЛГ363 с частотой
68 кГц. Нагрев осуществлялся с применением
конусного индуктора, обеспечивающего рав-
номерный нагрев труб разного диаметра
(рис. 15). Пайка трубы с муфтой производится
в оснастке, обеспечивающей соосность в усло-
виях поджатия в осевом направлении. Предот-
вращение вытекания жидкого припоя П-87
достигнуто применением смеси припоев П-87 и
П-100. В итоге из этих припоев штампуются
закладные детали химсостава, приведенного
в табл. 7.
Рис. 15. Термокниетическне циклы нагрев» и
пайки стыка трубы с муфтой:
/ - термический цикл для трубы 0 70 х 4,5 мм, сталь
36Г2С; 2 - термический цикл для муфты 0 73 х 10 мм,
сталь 40ХН; 3-термический цикл для стыка трубы
с муфтой; 7- изменение напряжения при нагреве
стыка трубы с муфтой; 5 - изменение напряжения
на индукторе при нагреве муфты; 6 - изменение
напряжения на индукторе при нагреве трубы
7. Компонентный состав закладных деталей
Компонент Содержание. % Грануля- ция, мм.
Припой П-87 47,2 ± 1.5 0,5 ... 0,7
Припой П-100 47,2 ± 1,5 0,5 ... 0,7
Связующие СФД 4,2 ± 0,5 0.1
Связующие ПЭВД 1,4 ±0,5 0.1
Режим нагрева стыков бурильных труб
определяется их типоразмером, видом раздел-
ки стыка, формой и размерами индуктора. Ре-
жим пайки бурильных труб с использованием
высокочастотного нагрева приведен в табл. 8.
Термокинетические циклы нагрева и пайки
стыка трубы с муфтой представлены на рис. 15.
8. Режим пайки бурильных труб с использованием высокочастотного нагрева
Тип высокочастотного генератора Мощность, кВт Сила тока, А Напряжение, кВ Время нагрева, с
Машинный с частотой 2,4 кГц 5 (1-я ступень) 15 (2-я ступень) 10 0.4^ 25 (до 300 °C) 50 (до /° пайки)
Ламповый с частотой 68 кГц 67 Сетки-2; анода - 12 Анода - 11 57
336 ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
ПАЙКА СТЫКОВ ОБСАДНЫХ ТРУБ
НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИН
С ростом глубины бурения нефтяных и
газовых скважин повысились требования к
прочности и эксплуатационным свойствам
труб нефтяного сортамента и способам их со-
единения. Для соединения труб над устьем
скважин обычно использовались только резь-
бовые соединения и сварные с применением
электродуговой или контактной сварки. Недос-
татками этих способов соединения труб обсад-
ных колонн являются:
1) наличие подкладных колец, ослабляю-
щих тело трубы и повышающих металлоем-
кость конструкции;
2) сложность изготовления, хранения и
транспортировки подкладных колец большого
диаметра с толщиной стенки 2.5 мм;
3) трудность обеспечения соосности труб
при сборке под сварку над устьем скважины;
4) наличие внутреннего и наружного гра-
та при применении контактной сварки;
5) увеличение диаметра обсадной колон-
ны за счет муфт при применении резьбового
соединения.
Технологический процесс соединения
труб пайкой над устьем скважин включает:
1) разделку торцев труб;
2) сборку под пайку (припой и флюс вно-
сятся в зазор в виде кольца по форме стыка
труб);
3) нагрев токами высокой частоты при
приложении осевого усилия.
Соединение обсадных труб над устьем
скважин пайкой с применением припоя на же-
лезной основе П-87 обеспечивает соединение
стандартных труб и из легированных сталей
При этом отсутствует внутренний и наружный
грат; обеспечивается надежная герметичность;
прочность паяного соединения соответствует
прочности основного металла труб; имеется
возможность распая соединения.
Длина паяной колонны на скважине
№ 509 Кюрсанги-южная Кюрсангинского УБР
составила 1553 м, а на скважине № 1 пл. Шир-
ванли Джарлинского УБР - 2005 м.
Пайка стыков обсадных труб производит-
ся с V-образной разделкой, угол при вершине
60°, припой П-87, флюс № 201.
Режимы индукционного нагрева стыков
труб типоразмера 0 168 х 10 приведены в табл. 9
Обсадка нефтяных скважин колоннами
труб, стыкованными пайкой припоем П-87,
показала надежность и перспективность этого
метода и получила широкое распространение
ПАЙКА СТЫКОВ ТРУБ МАГИСТРАЛЬНЫХ
ТРУБОПРОВОДОВ
Исследования по пайке стыков труб ма-
гистральных трубопроводов были предприня-
ты с целью преодоления недостатков сущест-
вовавшего способа их производства. В итоге
накоплен опыт применения индукционной
пайки стыков труб из низкоуглеродистых ста-
лей 36Г2С, 40ХН, коррозионно-стойких диа-
метром до 426 мм. Отработаны геометрия сты-
ка, метод нагрева, условия пайки неповорот-
ных стыков, состав паяльной смеси и опти-
мальные условия ее нанесения, а также создан
комплекс оборудования, обеспечивающего
механизацию производственных процессов.
Пайка припоем на железной основе П-87 труб
диаметром до 426 мм с толщиной стенки от
7 до 12 мм осуществлялась по режиму:
- время индукционного нагрева до тем-
пературы пайки 1,5 ... 2 мин;
- температура пайки 1200 °C;
9. Режимы индукционного нагрева стыков труб 0 168 х 10 мм
Режим Ступень Параметры индукционного нагрева Время, с Температура, °C
О /, А Р, кВт С, мкФ
I 1 800 170... 120 100... 85 10,7 55 ... 60
2 500 70 35 10,7 60
II 1 600 150... 120 90 ... 7 10,7 25 1200 . 1220
2 400 60 25 ... 20 10,7 25
3 600 80 45 10,7 45
4 500 70 35 10,7 60
ПРОИЗВОДСТВО ПАЯНЫХ РЕШЕТЧАТЫХ ОПОР ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
337
- выдержка при температуре пайки 1 мин;
- охлаждение на воздухе.
Припой в соединение труб вносится в ви-
де закладных колец, изготовленных по форме
стыкуемых кромок концов труб под углом 30°.
Состав паяльной смеси для прессования за-
кладных колец (по массе): припой - 79 %; по-
рошок основного металла - 11 %; сополимер
формальдегида с диаксаном - 10 %. Режим прес-
сования: температура нагрева 210 .. 220 °C;
давление 400 ... 500 Па. Пресс-форма обо-
рудуется нагревателем и имеет охлаждающие
каналы После достижения заданной темпе-
ратуры и выдержки 0,5 ... 3 мин (в зависимо-
сти от габаритов прессформы) включается
охлаждение.
В целях реализации полученных резуль-
татов в практику к работам по пайке труб,
применяемых для магистральных трубопрово-
дов, был привлечен Всесоюзный научно-
исследовательский институт по строительству
магистральных трубопроводов (ВНИИСТ), в
котором в итоге была создана собственная ла-
боратория пайки. На основе полученных ре-
зультатов в 1986 г ВНИИСТом процесс ин-
дукционной пайки припоем П-87 успешно
применен для прокладки магистрального тру-
бопровода на Уренгойском газоконденсатном
месторождении. В проспекте ВНИИСТа отме-
чается: «При индукционной пайке стыков
трубопроводов производительность труда в
3 раза выше, а стоимость расходуемого мате-
риала в 3 раза ниже, чем при ручной электро-
дуговой сварке».
ПРОИЗВОДСТВО ПАЯНЫХ РЕШЕТЧАТЫХ
ОПОР ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
Опоры ЛЭП являются одними из ответст-
венных элементов электроэнергетики. Метал-
лические опоры из стали СтЗсп выпускаются в
болтовом и сварном исполнении. Болтовые
опоры ввиду отсутствия сварных швов устой-
чивее против коррозионного разрушения и
обеспечивают при транспортировке высокий
коэффициент загрузки вагонов. Но они трудо-
емки при сборке, и, соответственно, удорожа-
ется стоимость монтажных работ. Применение
сварных опор ЛЭП нерентабельно, так как при
этом возрастает стоимость автомобильных и
железнодорожных перевозок. Кроме того, про-
изводство решетчатых металлических опор
слабо механизировано, сварка осуществляется
вручную. Решетчатая опора под пайку конст-
руктивно изменена по сравнению со сварной,
выполняется из трех плоских независимых
панелей, которые легко транспортировать,
обеспечивая высокий процент загрузки ваго-
нов. Паяные соединения в отличие от сварных
имеют сплошное прилегание раскосов к поя-
сам; в итоге при цинковании образуется моно-
литная конструкция панели и, соответственно,
опоры при сборке. Пояса стоек и траверсы со-
стоят из двух ветвей тонкостенного профиля
сечением 40 х 90 х 55 х 4 мм, соединяемых
болтами или пайкой через прокладки толщи-
ной 8 мм. Решетка стоек и боковые решетки
траверсы выполнены из гнутого швеллера се-
чением 32 х 25 х 3 мм, а решетка нижней грани
траверсы - из гнутого уголка 50 х 50 х 3 мм.
Крепление раскосов к поясам осуществляется
пайкой. Материал конструкции опоры - сталь
СтЗсп. Паяная опора подлежит горячей оцин-
ковке.
Конструкция плоских панелей позволяет
не только механизировать процесс производст-
ва, но и облегчает и удешевляет транспорти-
ровку и монтаж опор. Преодолевается и недос-
таток сварных опор, связанный с низкой корро-
зионной стойкостью. Конструкция промежу-
точной паяной опоры на оттяжках представле-
на на рис. 16. Стойки и траверса опоры - трех-
гранного сечения. Особенностью конструкции
опоры является применение холодногнутых
профилей (пояса и раскосы).
Рис 16. Конструкция паяной опоры ЛЭП-500
338 ПАЙКА В ПОТОЧНОМ ПРОИЗВОДСТВЕ КРУПНОГАБАРИТНЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ
Основные параметры и размеры опоры:
Рабочее напряжение, кВ.............. 500
Габариты, м:
расстояние между крайними
подвесками...................... 24
расстояние между опорными
шарнирами....................... 17,4
высота опоры до траверсы ....... 27,2
полная высота опоры............. 32,4
Масса опоры без учета массы
покрытия, кг......................... 6007
Технологический процесс пайки решет-
чатых опор ЛЭП включает: заготовку элемен-
тов конструкции, сборку, нанесение припоя,
закрепление элементов конструкции, нагрев,
пайку, нанесение защитных покрытий.
Припои типа твердого раствора на желез-
ной основе нетребовательны к состоянию по-
верхности. Ржавчина в местах пайки не влияет
на прочностные и другие характеристики пая-
ных соединений.
Сборка под пайку осуществляется на спе-
циальных стендах. Проведенные исследования
показали, что при пайке металлоконструкций
из стали ВСтЗ припоем П-87 максимальная
прочность достигается при зазоре 0,4 ... 0,5
мм. Увеличение зазора до 1,1 ... 1,2 мм вызы-
вает снижение прочности до 10 %, поэтому
оптимальным при пайке стали ВСтЗ припоем
П-87 считается зазор 0,4 ... 0,8 мм. Следует,
однако, учитывать, что при пайке в отличие от
сварки соединение осуществляется по плоско-
сти, поэтому паяные швы имеют более высо-
кий запас прочности; некоторое снижение пре-
дела прочности на срез с увеличением зазора
практически не влияет на прочность паяного
соединения и конструкции опоры в целом.
Припой можно вносить в виде фольги
толщиной 0,3 ... 0,5 мм, паст или порошка, в
виде закладных деталей на полимерном свя-
зующем. При соединении пайкой толстостен-
ных элементов конструкций равномерность
зазора по всей площади шва обеспечить труд-
но, поэтому на основе порошка припоя П-87
разработаны припои-пасты. Оптимальное со-
держание порошка припоя в пастах - 79 . 85 %
по массе.
Состав пасты ППА-1 на акриловом лаке
(% по массе): припой П-87 (порошок) - 71,
акриловый лак АС-84 - 12; ацетон - 12; флюс
АП-1-4,5: триэтиламин - 0,5.
Состав пасты ППЭ-1 на основе кремний-
органической эмульсии (% по массе): припой
П-87 (порошок) - 83,4; эмульсия кремнийоргани-
ческая КМ-11/70 - 4; дистиллированная вода - 7;
флюс ЛП-1 - 4,8; триэтиламин - 0,4; крахмал -
0,3; марганцово-кислый калий - 0,1.
Нагрев при пайке может осуществляться
токами высокой частоты методом электросо-
противления, а также с применением газовых
горелок В условиях массового производства
наиболее целесообразна групповая пайка пло-
ских панелей методом сопротивления на кон-
тактных машинах типа сварочных со специ-
альными электродами, создающими рассредо-
точенный нагрев. При индукционном или газо-
пламенном нагреве необходимы специальные
приспособления для поджатия соединяемых
элементов.
При пайке конструкций из стали СтЗ
припоем П-87 (флюс ЛП-1) с индукционным
нагревом оптимальный режим пайки для эле-
ментов толщиной 5 ... 8 мм: скорость нагрева
70 ... 80 °С/мин, температура пайки 1180 °C,
выдержка 60 с, охлаждение естественное.
По месту пайки устанавливают выносные
трансформаторы ТВД-500 с разъемными ин-
дукторами и смонтированный на трансформа-
торе пневмоцилиндр для создания давления
при пайке. Источник питания - машинный
генератор МГЗ-102-А. Трансформаторы могут
быть установлены стационарно, и изделие,
уложенное в кондуктор-тележку, последова-
тельно с определенным шагом проходит через
индуктор или трансформатор с индуктором и
цилиндром, установленными на тележку, пере-
двигается вдоль изделия.
Режим индукционной пайки панелей опор
ЛЭП ППО-500 (припайка раскоса к поясу):
площадь спая 900 мм2; температура пайки
1180 °C; удельное давление 0,1 ... 0.2 кгс/мм2
(10 ... 20 МПа); время выдержки 140 с; напря-
жение 750 В.
Обработка после пайки включает травле-
ние в растворе серной кислогы, промывку в про-
точной холодной и теплой воде (30 ... 40 °C),
флюсование с последующей сушкой и горячее
цинкование.
Соединение при пайке осуществляется по
плоскости, поэтому «карманы» не образуются,
что исключает попадание коррозионно-актив-
ных растворов в зазоры и обеспечивает высо-
кую коррозионную стойкость конструкций.
СПИСОК ЛИТЕРАТУРЫ
339
Испытания натурных конструкций в ста-
тических условиях, а также на удар и вибра-
цию показали, что они обладают высокой
прочностью и надежностью. Искусственно
вводимые непропаи площадью до 60 % площа-
ди соединения, но не выходящие в галтельные
участки, практически не снижают статической
прочности конструкции.
Испытания цельнопаяных опор ЛЭП-500
производились на испытательном полигоне
института ОРГРЭС. В процессе испытаний
установлено, что они полностью удовлетворя-
ют требованиям, предъявляемым к сварным
опорам ЛЭП при значительно меньшей массе.
Испытания на воздействие влаги, морско-
го тумана, динамическое воздействие пыли,
хладостойкость, коррозионную стойкость по-
казали, что конструкция паяной опоры отвеча-
ет всем техническим требованиям.
Экономическая и техническая целесооб-
разность перехода от сварки на пайку в произ-
водстве решетчатых металлоконструкций опор
ЛЭП складывается из повышения производи-
тельности труда при применении механизиро-
ванных способов заготовки, сборки и пайки
опор ЛЭП, снижения стоимости перевозок
(коэффициент использования подвижного со-
става при перевозке сварных опор составляет
1,5 ..6 %), сокращения эксплуатационных
расходов за счет снижения металлоемкости
паяной опоры ЛЭП.
Партия цельнопаяных решетчатых опор
ЛЭП и цельнопаяных решетчатых траверс опор
ЛЭП-500 установлена на действующей линии
электропередачи Владимир - Суздаль
СПИСОК ЛИТЕРАТУРЫ
1. Петрунин И. Е. Физико-химические
процессы при пайке. М.: Высшая школа, 1972
2. Петрунин И. Е. О строении спаев и
пайке с большими зазорами / В кн.: Новые ма-
териалы и технология пайки в машинострое-
нии. М.: ЦП НТО «Машпром», 1971. С. 6 - 14
3. Петрунин И. Е., Мороз П. К„ Стре-
калов Г. Н., Шеин Ю. Ф. Пайка при произ-
водстве крупногабаритных строительных ме-
таллоконструкций. М., 1980.
4. Петрунин И. Е., Маркова И. Ю.,
Данилов Ю. П. Пайка для соединения стыков
труб в трассовых условиях / В сб.: Современ-
ные методы пайки. Киев: АН УССР, 1982. С. 69.
5. Петрунин Н. Е., Маркова И. Ю.
Прочность паяных соединений магистральных
трубопроводов из малоуглеродистых сталей /
В сб.: Прогрессивные методы высокотемпера-
турной пайки. Киев: ИЭС им. Е. О. Патона,
1989. С. 61.
6. Петрунин И. Е., Шеин Ю. Ф., Мос-
каленко А. Л. Поточная линия по производст-
ву паяных трубчатых опор высоковольтных
линий / В сб.: Механизация и автоматизация
процессов пайки. М.: МДНТП им. Ф. Э. Дзер-
жинского, 1976. С. 9.
ПРЕДСТАВЛЕНИЕ О ХАРАКТЕРЕ СОВЕРШЕНСТВОВАНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЖРД 341
342
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
- выбрать зазор между паяемыми поверх-
ностями и тем самым создать плотный их кон-
такт, что является необходимым условием
обеспечения качественной пайки;
- защитить материалы паяемой конструк-
ции от окисления как во внутренней (паяемой)
полости, так и снаружи, в процессе всего цикла
пайки;
- повысить чувствительность прибора-
течеискателя к появлению микротрещин или
других ничтожно малых дефектов в материа-
лах конструкций и сварных швах, позволяю-
щих создать герметичную паяемую полость.
Повышенной чувствительности течеиска-
теля способствует гелий, обладающий высокой
степенью проницаемости. В случае разгерме-
тизации конструкции на стадии пайки (до
плавления припоя) наличие гелия в газовой
среде позволяет установить месторасположе-
ние дефекта, произвести в этом месте ремонт и
продолжить пайку конструкции. На стадии
охлаждения, когда сформирован паяный шов,
наличие гелия в защитной среде в случае раз-
герметизации конструкции предотвращает
окисление паяного шва. Такой состав среды
позволяет одновременно сохранить паяемую
конструкцию без ее отбраковки, гарантировать
качественное формирование паяного шва. Под-
готовку деталей под пайку и режимы пайки
выбирали с учетом существующего опыта и
рекомендаций [6-8]. Низкая прочность паяного
соединения с разрушением по паяному шву
(см. рис. 3) свидетельствует о некачественном
формировании паяного шва в процессе пайки.
ПРИРОДА ИЗМЕНЕНИЯ МЕХАНИЧЕСКИХ
СВОЙСТВ ТВЕРДЫХ МЕТАЛЛИЧЕСКИХ ТЕЛ
В КОНТАКТЕ С ЖИДКИМИ СРЕДАМИ
Механизм разрушения материалов, нахо-
дящихся в контакте с жидкими средами, впер-
вые обнаружен Ребиндером [9] как эффект
адсорбционного понижения прочности твер-
дых тел в контакте с жидкими средами в конце
20-х гт. Суть эффекта заключается в облегче-
нии разрыва твердого тела и, соответственно, в
уменьшении работы образования новых по-
верхностей в твердом теле. Появляющиеся при
этом дефекты (микротрещины, вакансии, дива-
кансии, поры и т.д.) способствовали формиро-
ванию трещин разрушения и деформации твер-
дого тела. Дефекты, являющиеся капилляром,
адсорбируют атомы поверхностно-активной
среды и служат каналом для их дальнейшего
проникновения в объем твердого тела. Формы
проявления адсорбционного эффекта [9] могут
быть в виде:
- пластифицирования со снижением пре-
дела текучести и коэффициента упрочнения;
- хрупкого разрушения с понижением
прочности;
- самопроизвольного диспергирования.
Эффект пластифицирования обнаружива-
ется при деформировании материалов, контак-
тируемых с органическими растворами, на-
пример с олеиновой кислотой, этиловым спир-
том и др., и заключается в облегчении зарож-
дения и выхода дислокаций на поверхность
твердого тела. Пластифицирующее действие
может также проявляться при адсорбционной
активности жидкометаллического расплава по
отношению к твердому телу (в случае отсутст-
вия других эффектов и малой скорости дефор-
мации).
Эффект хрупкого разрушения наблюдает-
ся при снижении свободной поверхностной
энергии и сопутствующих процессов облегче-
ния зарождения и развития трещин под дейст-
вием адсорбционно-активной легкоплавкой
среды (металла). Разрушение преимуществен-
но происходит по границам зерен; не исклю-
чаются случаи разрушения по телу зерна.
Эффект самопроизвольного диспергиро-
вания отмечается при понижении свободной
поверхностной энергии твердого тела до зна-
чений порядка 10“8 Дж/см2 и практически ма-
лой его растворимостью в жидкой среде. Об-
щепризнанными, хотя и в меньшей степени,
являются также коррозионный и диффузион-
ный механизмы воздействия на твердое тело.
Особенностью коррозионного воздейст-
вия является растворение твердого тела в жид-
кой среде. Основную роль при этом играют
физические процессы [10]. В ряде случаев на-
блюдается одновременное протекание физиче-
ских и химических процессов, в результате
которого происходит необратимое изменение
решетки твердого тела вследствие перехода
сродственных атомов в жидкометаллический
расплав. Процесс коррозионного воздействия
наблюдается как в теле зерен, так и на их гра-
ницах; в последнем случае он происходит бо-
лее интенсивно вследствие того, что уровень
потенциальной энергии на границах выше, чем
в теле зерен.
Механизм диффузионного воздействия
состоит в том, что фронт проникновения ато-
мов жидкой среды проходит по всему объему
твердого тела, и процесс этот является необра-
ПРИРОДА ИЗМЕНЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ МЕТАЛЛИЧЕСКИХ ТЕЛ 343
тимым [11]. Следует отметить, что при воздей-
ствии напряжений проявление указанных ме-
ханизмов интенсифицируется.
Неясность природы зарождения и разви-
тия трещин, противоречивость результатов
исследований, обилие методик (отличающихся
друг от друга, хотя и предназначенных для
решения одной и той же задачи), индивидуаль-
ность в изучении факторов, влияющих на эф-
фект разрушения, и т.д. явились основанием для
тщательного и всестороннего изучения природы
разрушения сложнолегированных сталей и
сплавов при высокотемпературной пайке биме-
таллических конструкций. Указанные материа-
лы отличаются от обычных не только сложным
химическим составом, но и многофазностью
структуры, меняющейся в зависимости от воз-
действия многих факторов [1-5].
Степень алияния припоя на механические
свойства материалов в работе [12] определяли
путем сравнения результатов, полученных при
испытаниях образцов в исходном состоянии
(без припоя) и в контакте с припоем. Испыта-
ния проводили на следующих материалах:
- дисперсионно-твердеющие сплавы на
основе никель-хром ХН67ВМТЮ (ЭП202),
ХН60МКБЮ (ЭД99), ХН68М9Б2Ю (ЭП782);
- гомогенный сплав этой же основы
ХН78Т (ЭИ435);
стали мартенситного класса
03Х12Н10МТРВД (ВНС25), 06Х15Н6МВФБШ
(ВНС16) и переходного 07X16Н6 (СН2А);
- аустенитная сталь 12Х18Н10Т;
- дисперсионно-твердеюший сплав на ос-
нове железо-никель Н36ХТЮ (ЭИ702).
Разные по структуре и свойствам указан-
ные материалы позволили авторам [1-5, 12]
установить связь эффекта зарождения и разви-
тия трещин с различными факторами, возни-
кающими в процессе изготовления и пайки
конструкций. Результаты исследований образ-
цов, изготовленных из указанных материалов,
в исходном состоянии (без припоя) и при его
воздействии представлены на рис. 4 и рис. 5
соответственно. Из рис. 4 следует, что терми-
ческий цикл пайки способствует понижению
механических свойств всей гаммы исследуе-
мых материалов. Однако уровень изменения их
различен:
- для сплавов ХН67ВМТЮ и
ХН68М9Б2Ю, стали 03Х12Н10МТРВД харак-
терна задержка в уменьшении предела кратко-
временной прочности ов и текучести os в ин-
тервале температур 990 ... 1080 К;
- для стали 06Х15Н6МВФБШ - задержка
в интервале 1090 ... 1190 К;
- для сплавов ХН60МБКБЮ и Н36ХТЮ -
задержка в уменьшении только os в интервале
температур 990 ... 1120 К и 990 ... 1080 К со-
ответственно;
-для сплаваХН78Т и сталей 12Х18Н10Т
и 07X16Н6 наблюдается понижение прочности
вплоть до температуры 1270 К.
Пластические свойства, в частности от-
носительное удлинение 8 и сужение ц/ при
нагреве сплавов ХН67ВМТЮ, Н36ХТЮ,
ХН68М9Б2Ю и ХН60МБКБЮ до определен-
ной температуры, снижаются; для сплавов
ХН67ВМТЮ, ХН60МБКБЮ - до температуры
1150 К и 1120 К соответственно, для
ХН68М9Б2Ю и Н36ХТЮ - до 990 К. Даль-
нейший нагрев приводит к непрерывному уве-
личению этих характеристик, за исключением
сплава ХН68М9Б2Ю, для которого свыше
Т = 1120 К вновь отмечается некоторый спад в
росте 8 и ф. Снижение относительного удлине-
ния и сужения до величин 6 и 8 % соответствен-
но обнаружено также на сплаве ХН58МБЮД
относящегося к той же группе материалов, что
и сплавы ХН67ВМТЮ и ХН60МКБЮ [4].
Величины 8 и ц/ сплава ХН78Т при на-
греве увеличиваются до Т = 990 К; свыше этой
температуры происходит задержка в их росте
Хотя общий уровень этих характеристик оста-
ется достаточно высоким, нагрев сталей
06Х15Н6МВФБШ и 07X16Н6 до Т = 1090 К
способствует повышению 8, в интервале
1090 ... 1190 К отмечается некоторый спад в
росте 8 для стали 06Х15Н6МВФБШ и задерж-
ка для стали 07X16Н6 Дальнейший нагрев
этих материалов вызывает рост этой характе-
ристики. Относительное сужение ц/ стали
06Х15Н6МВФБШ до 7= 990 К увеличивается,
в интервале 990 . 1190 К отмечается задержка
в росте ц/, а затем вновь увеличение; для стали
07X16Н6 до 7 = 990 К ф несколько понижает-
ся, а свыше этой температуры ц/ повышается.
Нагрев стали 03Х12Н10МТРВД вызывает
непрерывное увеличение как 8, так и ц/; нагрев
стали 12Х18Н10Т до 990 К приводит к некото-
рому спаду этих характеристик (хотя общий
уровень 8 и ц/ остается высоким), а свыше -
к их увеличению.
344
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
В процессе расплавления припоя все ис-
следуемые материалы испытывают снижение
механических свойств (см. рис. 5), причем бо-
лее резко падает пластичность, о чем свиде-
тельствует низкое значение 8, составляющее не
более 2 % при любой температуре испытаний,
т.е. металлы становятся хрупкими и работа
разрушения приближается к нулю.
Снижение 8 до 2 % и низкая работа раз-
рушения отмечаются также на сплаве
ХН58МБЮД при воздействии медно-серебряно-
го припоя в том же интервале температур [2].
Действие расплава припоя сказывается и
на падении прочности исследуемых материа-
лов (см. рис. 5), однако это зависит от класса
материалов и их структуры. Так, например, для
дисперсионно-твердеющих сплавов, в том чис-
ле сплава ХН58МБЮД, падение прочности
Рис. 4. Механические свойства материалов
в зависимости от температуры:
a-для стали 12Х18Н10Т; б-для стали
07Х16Н6; в- для сплава Н36ХТЮ; г- для сплава
ХН67ВМТЮ; д - для сплава ХН60МКБЮ;
е - для сплава ХН68М9Б2Ю; ж - для сплава ХН78Т;
з - для стали 06Х15Н6МВФБШ;
и - для стали 03Х12Н10МТРВД
ПРИРОДА ИЗМЕНЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ МЕТАЛЛИЧЕСКИХ ТЕЛ 345
Рис. 5. Изменение прочности а. и удлинения 8
материалов в зависимости от температуры при
воздействии расплава припоя Cu-Ag:
а - для стали 03Х12Н10МТРВД; б - для стали
06Х15Н6МВФБШ; в - для сплава Н36ХТЮ; г - для
стали 07X16Н6; д - для стали 12Х18Н1 ОТ; е - для
сплава ХН67ВМТЮ; ж - для сплава ХН60МКБЮ;
з - для сплава ХН68М9Б2Ю; и - для сплава ХН78Т
достигает 90 %, когда сплавы имеют гетеро-
генную структуру (Т < 1190 К), в то же время
свыше этой температуры, когда структура
сплавов представляет собой однородный
у-твердый раствор с гомогенной структурой
[2, 12], падение прочности не превышает 20 %.
Для сталей мартенситного 03Х12Н10МТРВД и
06Х15Н6МВФБШ и переходного 07Х16Н6 клас-
сов падение а достигает 30 %, для остальных
исследуемых материалов - не более 20 % [ 12].
Следует отметить: 1) разрушение образ-
цов всех исследуемых материалов происходит
скачкообразно, т.е. процесс развития трещины
идет с кратковременными неоднократными
остановами; 2) при отсутствии растягивающих
напряжений разрушение образцов под воздей-
ствием припоя не происходит.
В зоне контакта отмечаются лишь рав-
номерное избирательное растворение нике-
ля (элемента исследуемых материалов) в рас-
плаве припоя (см. рис 6, г) и избирательная
диффузия меди (элемента припоя) в материалы
(см. рис. 6, б), а также избирательное распре-
деление элементов припоя в трещине (см. рис.
7, б - для меди и рис. 7. в - для серебра - тре-
щина тупиковая).
Сопоставляя данные, полученные без
припоя и в контакте с ним, можно отметить,
что максимальный эффект снижения прочно-
сти при воздействии расплава характерен толь-
ко в интервале температур, где материалы
имеют низкую пластичность в исходном со-
стоянии. В интервале температур с постоян-
ным ростом 8 и ц/ (в исходном состоянии) чув-
ствительность их к воздействию расплава при-
поя значительно ослабевает, но вместе с тем
разрушение имеет хрупкий характер, пластич-
ность не превышает 2 %, а падение прочности
достигает 20 %.
Дисперсионно-твердеющие сплавы, в от-
личие от гомогенного сплава и сталей, испы-
тывают усиление чувствительности к воздей-
ствию припоя в некотором интервале темпера-
тур, определяемом малой их деформационной
348
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
Снижение пластичности при увеличении ско-
рости деформации связано с уменьшением
объема локальной деформации в районе заро-
дившейся трещины за счет уменьшения време-
ни локального деформирования материалов.
Поскольку деформация при ползучести
является результатом действия нескольких
механизмов: межкристаллитного скольжения
(проскальзывания), внутризеренного скольже-
ния и других процессов, то различная степень
деформации материалов с ростом ее скорости
связана с неравномерной реализацией этих
процессов как в объеме металла, так и в ло-
кальных участках на пути зарождения и разви-
тия трещин. Под воздействием припоя законо-
мерность изменения прочности материалов
практически такая же, как и при испытании в
неактивной среде, хотя процессы протекают
более интенсивно.
В [12, 13] эта особенность объясняется со
следующих позиций С ростом скорости де-
формации уменьшается время до разрушения
образцов. Следовательно, в поверхностных
слоях и в зонах, граничащих с трещинами, бу-
дет наблюдаться уменьшение: глубины про-
никновения элементов припоя в основу; плот-
ности химических соединений; концентрации
элементов замещения; плотности барьеров для
выхода дислокаций. Эти процессы в значи-
тельной мере влияют на эффект охрупчивания,
причем именно в сторону его ослабления.
Концентратор напряжений в виде риски
глубиной 0,1 и 0,15 мм на сторону вызывает
некоторые изменения в характере температур-
ных зависимостей свойств исследуемых мате-
риалов. Изменения заключаются в том, что у
ряда сплавов и сталей, таких, как ХН67ВМТЮ,
06Х15Н6МВФБШ, 12Х18Н10Т, 07Х16Н6, при
испытании в исходном состоянии происходит
повышение о, на 5 ... 10 %, а у других ХН78Т
и ХН67ВМТЮ - его уменьшение на 5 ... 8 %.
Величина 8 всех материалов уменьшается на
3 ... 8 %. В контакте с расплавом припоя ов и 8
образцов всех материалов с концентратором
на 8 ... 12 % ниже, чем без концентратора
напряжений.
Влияние концентратора напряжений в
виде риски на изменение прочности материа-
лов в [12, 13] объясняется появлением микро-
напряжений в локальных объемах - в вершине
риски, которые, суммируясь с внешними, уси-
ливают их воздействие. Возникновению мик-
ронапряжений способствует затруднение ре-
лаксационных процессов. Об этом свидетель-
ствует пониженный уровень пластичности всех
исследуемых образцов с концентратором по
сравнению с пластичностью образцов без кон-
центратора. Отсюда следует, что накопленная
энергия в вершине риски образцов сплава
ХН67ВМТЮ и сталей 06Х15Н6МВФБШ и
07X16Н6, видимо, превышает ту, которая мо-
жет быть поглощена ими; у других материалов,
например сплавов ХН78Т, Н36ХТЮ и стали
12Х18Н10Т,-наоборот.
В контакте с припоем влияние риски про-
является на всех исследуемых материалах, о
чем свидетельствует понижение прочности
образцов. Усиление чувствительности мате-
риалов к охрупчиванию при наличии риски
объясняется тем, что расплав припоя, адсорби-
руясь по «берегам» риски и в ее «вершине»,
интенсифицирует процессы, связанные с появ-
лением напряжений и затруднением пластиче-
ской деформации.
Размер зерна. В [12] установлено, что
при увеличении размера зерна ов всех иссле-
дуемых материалов, за исключением стали
12Х18Н10Т, при испытании в исходном со-
стоянии повышается на 3 ... 8 %, а8 снижается
на3 ... 5 %. При испытании образцов в контак-
те с расплавом припоя увеличение зерна на
свойства проявляется неодинаково: ов сплава
ХН67ВМТЮ, сталей 06Х15Н6МВФБШ и
07X16Н6 снижается на 5 ... 9 %, для остальных
материалов эта характеристика практически
остается без изменений. Значение пластично-
сти 8 сплавов ХН67ВМТЮ и Н36ХТЮ с рос-
том зерна не изменяется, других материалов -
немного уменьшается (но не более чем на 5 %).
Результаты исследования в [12, 13] пока-
зали, что повышение прочности и уменьшение
пластичности материалов с увеличением диа-
метра зерна от 0,01 до 0,05 мм обусловлены
следующими факторами: 1) большей концен-
трацией вторичных фаз (уменьшается протя-
женность границ зерен), а при их растворении -
легирующих элементов, расположенных на
границах зерен; 2) уменьшением общей протя-
женности границ зерен, что уменьшает вклад в
деформацию путем проскальзывания зерен и
миграции границ зерен; 3) повышением плот-
ности сегрегации в виде карбидных сеток и
других соединений, в том числе и на основе
легкоплавких элементов, что затрудняет пла-
стическую деформацию.
Повышение чувствительности к охрупчи-
ванию дисперсионно-твердеющих сплавов и
сталей 06Х15Н6МВФБШ и 07Х16Н6 при воз-
КОНТАКТНОЕ ВЛИЯНИЕ МЕДИ И СЕРЕБРА НА МЕХАНИЧЕСКИЕ СВОЙСТВА
349
действии припоя связано с интенсификацией
проникновения припоя по границам зерен
крупнозернистого металла по сравнению с
мелкозернистым. Отсутствие подобной зако-
номерности на других материалах при воздей-
ствии расплава, вероятно, обусловлено их од-
нофазным состоянием, в том числе и сплава
Н36ХТЮ, в котором при 1240 К практически
все фазы растворены в у-твердом растворе.
Покрытия. При нанесении покрытий, та-
ких, как молибден, хром, никель, установлено,
что первые два покрытия, в отличие от послед-
него, не оказывают защитного действия [12].
Чувствительность всех материалов к разруше-
нию адекватна чувствительности без покры-
тий. При исследовании никелевого покрытия
обнаружено, что при толщине h > 30 мкм оно
является достаточным барьерным слоем, пре-
пятствующим хрупкому разрушению материа-
лов [12]. Поэтому использование его является
эффективным способом для предотвращения
появления трещин в конструкциях при пайке.
КОНТАКТНОЕ ВЛИЯНИЕ МЕДИ И СЕРЕБРА
НА МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА
ХН67ВМТЮ И СТАЛИ 06Х15Н6МВФБШ
В [1-5, 12] указано, что пайку биметалли-
ческих конструкций осуществляют, используя
преимущественно медно-серебряные припои -
покрытия. В результате контактно-реакцион-
ного плавления, начиная с Т = 1050 К, на
границе раздела металл-покрытие образуется
расплав припоя. Так как до этой температуры
покрытия находятся в твердом состоянии
(на наружной оболочке - медь, на внутренней -
серебро), поэтому оценка влияния твердых
покрытий меди и серебра на чувствительность
паяемых материалов актуальна. В связи с этим
в [12] проведены исследования влияния этих
элементов на примере сплава ХН67ВМТЮ и
стали 06Х15Н6МВФБШ. Результаты оценки
исследуемых материалов при испытаниях с
твердой медью и серебром приведены в табл. 1
Максимальное снижение оЕ вызывает серебро,
что характерно для обоих материалов.
Исследование разрушенных образцов ме-
тодом Оже-спектроскопии (на примере сплава
ХН67ВМТЮ) показало, что в трещинах, наря-
ду с медью или серебром, имеются следы лег-
коплавких элементов (Sn, Cd, S, Pd, К) и легко-
плавких соединений типа Cu6Sn. AgCd, NiSn2,
CuS.
Водород. Влияние водорода на зарождение
трещин в [12] исследовали на примере сплава
ХН67ВМТЮ и стали 06Х15Н6МВФБШ. Появ-
лению водорода в паяемых материалах способ-
ствуют кислоты, в которых происходит травле-
ние материалов при удалении окисной пленки, и
алага, содержащаяся в пористой футеровке печи.
Результаты исследований показали: распределе-
ние водорода в объеме сплава ХН67ВМТЮ и
стали 06Х15Н6МВФБШ после покрытия образ-
цов и пайки составляет (0,9 .. 3,2) Ю’4 %
(масс.). После разрушения образцов при
Т= 1190 К (температура пайки) наблюдается
повышение концентрации водорода [в сплаве
ХН67ВМТЮ до (10 ... 15) 10-4 % (масс.) и в
стали 06Х15Н6МВФБШ до 3,3 10-4 % (масс.)]
в зоне разрушения и на границе раздела рас-
плав-металл и уменьшение [в сплаве
ХН67ВМТЮ до (0,8 ... 1,8)-10-4 % (масс.) и в
стали 06Х15Н6МВФБШ до (0,8 ... 1,4)10^ %
(масс.)] в пограничном районе и в объеме ме-
таллов. Увеличение концентрации водорода в
зоне разрушения объясняется появлением на-
пряжений и препятствием расплава припоя
выходу его на поверхность.
Действие водорода на снижение прочно-
сти на примере сплава ХН67ВМТЮ, являюще-
гося наиболее чувствительным к появлению
трещин при воздействии медно-серебряного
припоя, показало, что данный металл при со-
держании в нем водорода (0,6 .. 1,5) • 1 О'4 %
(масс.) имеет минимальную прочность, состав-
ляющую 65 МПа, в то же время при концен-
трации его 3 • Ю^1 и (15 ... 16)- Ю^1 % (масс.)
Таблица 1
Материал с,', МПа. при воздействии на образец
неактивной среды меди серебра
Сплав ХН67ВМТЮ 420(413 ...450) 430(388... 501) 425(324 .509)
Сталь 06X15Н6МВФБШ 135(131 ... 138) 135(118,5.. 140) 115(103,5 ... 115,5)
* Приведены средние значения а, (в скобках - интервал изменений о,).
350
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
минимальная прочность до разрушения равна
50 и 10 МПа соответственно. Следовательно,
водород, содержащийся в металлах, способст-
вует их разрушению при воздействии медно-
серебряного расплава припоя.
Влияние времени выдержки при пайке
на долговечность паяемых материалов. Для
различных конструкций продолжительность вы-
держки при температуре пайки колеблется от 3 до
30 мин; нагрев до температуры пайки составляет
120 ... 150 мин При зтом материал конструкций
контактирует с расплавом припоя примерно по-
ловину этого времени. Температура плавления
припоя, как отмечалось выше, 1050 К, температу-
ра пайки находится в пределах 1190 .. 1240 К.
Необходимость длительного нагрева до темпера-
туры пайки связана с обеспечением равномерно-
сти прогрева деталей конструкции по сечению, а
выдержка при пайке - с формированием качест-
венного паяного шва и взаимной диффузией ме-
жду расплавом припоя и паяемыми материалами.
Длительность времени при пайке пред-
ставлена в табл. 2, из которой следует, что дол-
говечность образцов как в исходном состоя-
нии, так и в контакте с расплавом монотонно
убывает с увеличением выдержки. Так же как и
при кратковременных испытаниях, наиболее
существенное снижение прочности имеют
сплавы ХН67ВМТЮ, Н36ХТЮ Разрушение
всех исследуемых материалов имеет межкри-
сталлитный характер; остаточная деформация
образцов не превышает 1 . 2 %.
Таблица 2
Материал Температура испытания, К Время выдержки при испытании, Предел прочности*. МПа
Без припоя При взаимодействии припоя медь-серебро
0 420 120
ХН67ВМТЮ 10 280 100
40 250 80
0 135 105
10 ПО 88
ХН78Т
20 90 74
30 85 67
0 135 90
06Х15Н6МВФБШ 15 50 40
1190 40 38 30
0 115 75
07X16Н6 12 45 45
54 30 25
0 105 78
12Х18Н10Т 8 80 65
26 75 45
0 190 80
Н36ХТЮ 9 90 38
29 70 30
‘ Значения а, при воздействии на материалы припоя приведены с учетом средней арифметической ве-
личины, полученной на пяти образцах.
ВЛИЯНИЕ ТРЕХ ФАКТОРОВ НА МЕХАНИЧЕСКИЕ СВОЙСТВА СПЛАВА ХН67ВМТЮ 351
Результаты длительной прочности, при-
веденные в табл. 2, характеризуют статический
подход к проблеме разрушения материалов
В настоящее время получило развитие новое
направление, учитывающее тепловое влияние
атомов и молекул и существенно меняющее
представление о физической природе прочно-
сти и механизме разрушения твердых металли-
ческих тел [15]. Этот подход (предложенный
Френкелем и называемый кинетическим) позво-
ляет рассматривать систему связанных атомов в
постоянном тепловом движении и дает возмож-
ность характеризовать проблему разрушения
как процесс, развивающийся во времени.
Согласно [15] время .жизни материалов
(или долговечность) подчиняется формуле
Журкова:
Оехр RT
где т0 - долговечность в полюсе, определяемая
экстраполяцией экспериментальных данных,
С/о - начальная энергия активации разрушения;
у - коэффициент показателя напряжений: R -
газовая постоянная Больцмана; Т- температура.
Применимость этой формулы рассмотре-
на в [16] на сплаве ХН67ВМТЮ и стали
06Х15Н6МВФБШ. На основе экспериментов
(см. табл. 2) и зависимости 1gт = / (о) в рабо-
те [16] показано, что долговечность исследуе-
мых материалов при Т = 1190 К имеет линей-
ную зависимость с закономерно изменяющим-
ся наклоном прямых. Полюс lgx0 находится в
точке lgT = -12,5 (сплав ХН67ВМТЮ) и lgx =
=-12,7 (сталь 06Х15Н6МВФБШ). Это справед-
ливо для образцов как без припоя, так и с при-
поем. Положим с, = 0. При 1190 К для сплава
ХН67ВМТЮ в исходном состоянии
Uo = 430 кДж/моль, при воздействии расплава
Uo - 380 кДж/моль; для стали 06Х15Н6МВФБШ
Uo - 437 кДж/моль в исходном состоянии, при
воздействии расплава Uo = 408 кДж/моль.
Коэффициент у [16]:
• для сплава ХН67ВМТЮ:
- в исходном состоянии 2,4 (кДж/моль) х
х(мм2/кг);
- при воздействии расплава
14,6 (кДж/моль) (мм2/кг);
• для стали 06Х15Н6МВФБШ:
- в исходном состоянии 1,6 (кДж/моль) X
х(мм2/кг);
при воздействии расплава
1,9 (кДж/моль) - (мм2/кг).
Поскольку коэффициент у является пока-
зателем концентрации напряжений то его
большая величина при воздействии расплава
свидетельствует о перенапряжении в местах
разрушения материалов.
ОДНОВРЕМЕННОЕ ВЛИЯНИЕ
ГРЕХ ФАКТОРОВ (РАЗМЕРА ЗЕРНА,
ТОЛЩИНЫ НИКЕЛЕВОГО ПОКРЫТИЯ И
ХИМИЧЕСКОГО СОСТАВА ПРИПОЯ Cu-Ag)
НА МЕХАНИЧЕСКИЕ СВОЙСТВА
СПЛАВА ХН67ВМТЮ
В процессе подготовки деталей под пайку
одни параметры (размер зерна и химический
состав припоя) подвергаются выборочному кон-
тролю, а другие анализируются по режиму тех-
процесса (например, толщина никелевого по-
крытия). Как показывают результаты металло-
графического исследования, на шлифах, выре-
занных из конструкций, эти параметры иногда
имеют отступления от требований технической
документации, и при неблагоприятном их соче-
тании металлы могут проявлять склонность к
хрупкому разрушению. В [12] предложена мето-
дика расчета совместного влияния величины
зерна d, равного 0,01 и 0,11 мм, толщины нике-
левого покрытия Ni, равной 0,01 и 0,045 мм, и
химического состава припоя Ag - 83 % (осталь-
ное - Си) на охрупчивание материалов при пайке.
Значения прочности при совместном
влиянии трех указанных факторов на сплав
ХН67ВМТЮ при Т = 1190 К, припой - медь-
серебро. представлены в табл. 3.
Из результатов (табл. 3) следует, что в
первой серии экспериментов под воздействием
расплава наблюдается резкое снижение проч-
ности сплава. В исходном состоянии величина
ов» 450 МПа при Гп = 1190 К. В остальных сери-
ях отмечается ослабление эффекта, на что указы-
вают достаточно высокие значения напряжения
разрушения, а в четвертой, помимо этого, наблю-
дается максимальная их стабильность.
Для получения аппроксимирующей
функции, позволяющей определить напряже-
ние до разрушения сплава в контакте с припо-
ем, проводили статистическую обработку экс-
периментов по методике [17].
Окончательный вид математической
функции
о = 211,86-55,15(20%,-1,2) +
+ 35,15 (5.7%, - 1.57) + 86,15 (0,04%3 - 2,48),
где %, - размер зерна; %, - толщина барьерного
покрытия; %3 - содержание серебра в припое.
352
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
Таблица 3
Номер эксперимента Номер серии Полученные значения предела проч- ности сг., МПа Среднее значение сг„ МПа Дисперсия
1 95
2 20
3 1 12 35,4 1250,8
4 40
5 10
6 250
7 290
8 2 280 272 370
9 280
10 260
П 250
12 300
13 3 280 278 370
14 290
15 270
16 310
17 320
18 4 310 318 70,0
19 320
20 330
Подставляя в эту формулу значения па-
раметров, находим, что полученные значения
ств мало отличаются от средних.
Проведенные испытания на образцах по-
зволили получить аппроксимирующую функ-
цию напряжения ов до разрушения сплава.
Расчетные результаты ов совпадают с резуль-
татами эксперимента.
Полученная зависимость позволяет вы-
брать значения входящих в нее технологиче-
ских параметров так, чтобы возникающие в
паяемой конструкции растягивающие напря-
жения не приводили к ее разрушению.
ОПРЕДЕЛЕНИЕ СНИЖЕНИЯ ПРОЧНОСТИ
МАТЕРИАЛОВ С ТРЕЩИНОЙ
Дисперсионно-твердеющие сплавы на ос-
нове никеля под воздействием медно-
серебряного припоя резко ухудшают свои ме-
ханические свойства. При этом предел прочно-
сти их может уменьшаться в несколько раз.
Разрушение имеет хрупкий характер (8 не пре-
вышает 1 ... 2 %) [2-4, 12, 13]; снижение пла-
стичности наблюдается и у сталей, хотя сни-
жение предела прочности менее заметно и не
превышает 25 % [12]. Трещина имеет клинооб-
разную форму с острием на атомарном уровне
в вершине трещины (рис. 9). В зоне взаимодей-
ствия металлов с припоем наблюдаются корро-
зионно-диффузионные процессы - в сплавах
(см. рис. 6, а - г и 7. а - в) и в сталях (см.
рис. 10, а) [2, 4, 5, 12].
Наличие трещин в материале спаянной
конструкции влияет на ее прочностные харак-
теристики. С целью оценки влияния трещин на
прочность материалов [18, 19] предложена
следующая методика: образец для испытаний
выполняют плоским с V-образным надрезом,
354
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
ломе, облуженной расплавом припоя, опреде-
ляют размер трещины (ее протяженность), а по
величине разрушающей нагрузки - влияние
длины трещины на прочность металла.
РАСЧЕТНАЯ ОЦЕНКА НАПРЯЖЕНИЙ В
ПАЯЕМОЙ ПАРЕ
Как показано в [2, 4, 12, 13], эффект
хрупкого разрушения проявляется только при
наличии растягивающих напряжений. Для ка-
ждой группы материалов существует критиче-
ская величина напряжений, при которой заро-
ждается трещина. С целью оценки критических
напряжений, а также предотвращения их появ-
ления авторами [18, 19] предложена следую-
щая методика, которая относится к паяемой
паре, состоящей из двух колец, выполненных
из разнородных материалов: наружное кольцо -
дисперсионно-твердеющий сплав на основе
никель-хрома. внутреннее - бронза (основа -
медь).
На рис 11 представлена схема паяемой
конструкции. Радиальный зазор А между коль-
цами равен нулю. Пайку осуществляют припо-
ем медь-серебро при температуре пайки Тп =
= 1190 К; выдержка составляет 5 мин. Размеры
колец обусловлены конструкторскими и техно-
логическими соображениями так, чтобы
62< 0,1
Для обеспечения работоспособности
кольца 1 в процессе пайки, т.е. предотвраще-
ния разрушения конструкции, должно выпол-
няться условие о, <[ст, ] Здесь с, - тангенци-
альное напряжение в кольце /; [ст,] - допусти-
мое напряжение в кольце 1 при температуре
пайки, определяемое как
времени, соответствующего времени выдержки
при Гп; К - коэффициент, характеризующий
изменение прочности материала кольца 1 при
воздействии припоя в зависимости от площади
поперечного сечения (масштабный фактор); п -
коэффициент запаса прочности. Радиальные
напряжения в кольце 1 при bt/R<O,i можно
не учитывать [18, 19].
Величины о|дл и К определяли экспери-
ментальным путем. С этой целью на цилинд-
рических образцах (рис. 12) из материала коль-
ца 1 строили зависимости о„ =f(T) (рис. 13) в
случае отсутствия припоя и в контакте с ним,
где ов - кратковременная прочность материала
кольца Г,Т-температура испытания. Испыта-
ния проводили в интервале температур начала
плавления припоя (1050 К) - температура Тп
согласно [18, 19]. Из рис. 13 видно, что в ин-
тервале 1120 ... 1190 К прочность материала
кольца 1 с припоем резко снижается в сравне-
нии с прочностью без припоя. Учитывая, что
минимальная длительная прочность под воз-
действием припоя составляет 50 МПа в диапа-
зоне температур 1120 ... 1190 К, а пайку кольца
проводят при температуре Т„ = = 1190 К с вы-
держкой 5 мин, критическую темпе-
ратуру Г, принимали равной Т„. Затем при 7"п
для образцов, облуженных припоем.
Рис. 12. Образец для определения
механических свойств металлов
где CTiJU - предел длительной прочности мате-
риала кольца 1 в контакте с припоем в течение
Рис. 11. Конструкция паяно! о соединения
600
400
200
0
1120 1170 1230 К
Рис. 13. Кратковременная прочность
сплава ХН67ВМТЮ в интервале температур
1050... 1190 К
РАСЧЕТНАЯ ОЦЕНКА НАПРЯЖЕНИЙ В ПАЯЕМОЙ ПАРЕ
355
Рнс. 14. Длительная прочность сплава
ХН67ВМТЮ в контакте с медио-серебряиым
припоем при Т = 1190 К
строили зависимость длительной прочности от
времени (рис. 14). Минимальная длительная
прочность при выдержке 5 мин (время пайки
колец при Тп) составляет 45 МПа. Проведенные
исследования в [12] показали, что предел крат-
ковременной прочности образцов с площадью
поперечного сечения 5 = 3,2; 19; 27 мм2 прак-
тически одинаков, поэтому коэффициент К
принимали равным 1. Подставляя значения
о1дл = 45 МПа; К = 1 и принимая и = 2, получа-
ем [о,] =22,5 МПа.
Так как растягивающие напряжения в
кольце 1 создаются за счет большего КТР ма-
териала кольца 2, толщину последнего рассчи-
тывали таким образом, чтобы уровень напряже-
ний в кольце 1 не превышал [о,]. Для этого ис-
пользовали равенство радиальных перемещений
U поверхности контакта колец 1 и 2:
Ut = U2. (1)
Для тонкостенного кольца 1
£,8,
(2)
Для толстостенного кольца 2
E2(R2-^)
(1-р2)Я + (1 + Н2)-у +
ч-а^Я,
где рк - контактное давление; £ь £г - модули
упругости материалов колец 1 и 2 при темпера-
туре Гп; ц2 - коэффициент Пуассона материала
кольца 2; аь а2 - коэффициенты линейного
расширения материалов колец 1 и 2;
Тп - температура пайки; R - радиус поверхно-
сти контакта; г2 - внутренний радиус кольца 2:
8| — толщина кольца 1
Чтобы напряжения в кольце 1 не превы-
шали величины [о.], контактное давление
R
Подставляя (2) - (4) в равенство (1), полу-
чим соотношение для определения допустимой
величины внутреннего радиуса г2 кольца 2:
r2>R
(5)
где л=Г^[(а2_<Х|)Гп-^1+Ц2'
Следовательно, при толщине кольца 2
52<Я-г2 напряжения в кольце 1 не будут
превышать величины [о,]. Формула (5) выве-
дена в предположении упругого состояния
кольца 2, но может оказаться, что кольцо 2
целиком или частично работает в области пла-
стических деформаций, поэтому необходимо
проверить уровень максимальных напряжений
в кольце 2 при г = г2.
2р, 2|с,|»,
где K2=r2/R.
Если сг2пих < сй (о.й - предел текучести
материала кольца 2 при температуре Т„), то
определение г2 по (5) верно.
В случае о2п,,у > о.,2 в проведенный ранее
расчет следует ввести коррективы, учитываю-
щие пластическое состояние кольца 2. Для
этого сначала определяют интенсивность на-
пряжений в кольце 2 при r = R:
где В = (1 + £2)/(1-£2).
Если Од > а.,2, то кольцо 2 целиком нахо-
дится в пластическом состоянии, т.е. напряже-
ния в нем по всей толщине о2 = -ст,2 .
Тогда из условия равновесия тангенци-
альных усилий
о181+о282 =0 (8)
следует [о, ]8, - <т,2 (R - г2) = 0.
12*
356
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
Отсюда
= (9)
°Х2
При Од < часть кольца находится в
упругом состоянии (при R > г > г,), а часть - в
пластическом (г, > г > г2). Радиус г = г, является
границей между упругой и пластической зона-
ми. В этом случае упругую часть кольца 2
можно рассматривать как толстостенное коль-
цо, нагруженное наружным давлением рк и
внутренним давлением:
п о,2(К,-1)
р'~’
где Ks =г21 г„.
Так как при г = rs интенсивность напря-
жений Од = 0,-2, то
4=26,8;
(Ю)
Радиальное перемещение кольца U2 при
r = R будет другим:
R [2K22ot2(Kv-l)
Е2(1-Е22)[
-№[1-ц2 + ^(1+ц2)]| + а2ТпЛ, (11)
Рис. 16. Диаграмма
иапряжеиие-
деформация сплава
ХН67ВМТЮ при
Т=1190К
Рис. 15. Диаграмма
иапряжеиие-
деформация стали
12Х18Н10Т при
Т=1190К
r2>/?J^—!-=95, —=915 мм
2 V Я + 1 V 27.8
Следовательно, при толщине кольца 2
62 <R-r2 =95-91.5=3.5 мм
напряжение в кольце 1 не будет превышать допусти-
мую величину [о,] = 22,5 МПа.
Наибольшее напряжение в кольце 2 определя-
ется по формуле (6):
°2тах - 33,2 МПа.
Так как
и условие (1) примет вид:
Огтах < <5.а =75 МПа,
т . 1 [2*2Ч2(*,-1)
Е, ' " Е2(1-Е22)[ Ks
_Ы^[1_М2+К2(1 + М2)]}+а2Гп. (12)
Система уравнений (10) и (12) позволяет
определить искомые неизвестные К„ К2, а сле-
довательно, и г,, г2. Рассмотрим два примера.
Пример 1. Пусть внутреннее кольцо 2 выполне-
но из коррозионно-стойкой стали, которая при темпе-
ратуре Тп = 1190 К имеет следующие необходи-
мые для расчета характеристики: а2= 21,0- 10^ 1/К;
Е2 = 14 I О’ МПа; ц2 = 0,3; о.,2 = 75 МПа.
Так как для материала кольца I при
Тп = 1190 К, О) = 20,5 1 (Г6 1/К; Е\ = 0,96 • 105 МПа
(рис. 16), a [nJ = 22,5 МПа, то при 6, = 5 мм и
R = 95 мм (см. рис. 11) из формулы (5) следует:
то предположение об упругом поведении кольца 2,
сделанное в начале расчета, справедливо и дальней-
шие исследования не нужны.
Пример 2. Когда кольцо 2 выполнено из медного
сплава, для которого при Тп = 1190 К, а2 = 22,0-10"61/К;
Е2 = 7 • 104 МПа; = 7 МПа; ц2 = 0,3.
В этом случае при тех же параметрах и геометрии коль-
ца / из формулы (5) получим А = 68,2; г2 > 93,6 мм
и 82 < 1,4 мм. Определяя по формуле (6)
о2тах = 82,3 МПа,
убеждаемся, что o2max > cs2 = 7 МПа. Из формулы
(7) следует, что при г = R
Gi2 - 7.73 >
Следовательно, кольцо 2 целиком находится в
пластическом состоянии. Этот вывод позволяет ре-
шить поставленную задачу - найти допустимую
толщину кольца 2 с помощью формулы (9):
МЕХАНИЗМ РАЗРУШЕНИЯ МАТЕРИАЛОВ ПРИ ПАЙКЕ
357
Рис. 17. Диаграмма напряженне-деформа!
сплава на основе меди при Т= 1190 К
г2=95-^ = 78,9мм:
62 = R-r2 = 16,1 мм
При этой толщине кольца 2 напряжения в
кольце 1 не превысят допустимые [сГ| ] = 22,5 МПа
Разработанная методика (включающая
математический аппарат анализа напряжения
деформированного состояния двухслойных
цилиндрических колец [18, 19] позволяет на
стадии проектирования паяной конструкции
заложить размеры деталей с учетом работо-
способности в процессе пайки, т.е. обеспечить
совместимость паяемых материалов с
припоем.
МЕХАНИЗМ РАЗРУШЕНИЯ МАТЕРИАЛОВ
ПРИ ПАЙКЕ
Несмотря на сложность понимания при-
роды хрупкого разрушения металлов при пай-
ке, в [4, 5, 12, 13, 20] на основе полученного
комплекса результатов исследований и с их
учетом предложен механизм разрушения ме-
таллов при пайке припоями системы медь-
серебро, имеющий как сходство, так и разли-
чие с общепризнанными механизмами разру-
шения адсорбционным, коррозионным, диф-
фузионным и хемосорбционным. Сходство
заключается в том, что действие расплава при-
поя приводит к снижению прочности и пла-
стичности исследуемых материалов, хотя в
основе его лежит преимущественно принцип
коррозионно-диффузионного характера.
Отличительные особенности рассмотрим
применительно к каждому из названных обще-
признанных механизмов в отдельности. На-
пример, проявление адсорбционного механиз-
ма, как уже отмечалось, обусловлено пониже-
нием свободной поверхностной энергии твер-
дого тела при адсорбции жидкости, причем
достаточно даже монослоя для того, чтобы
разрушить твердое тело любых размеров. Од-
нако, как следует из [4, 21], при недостаточно-
сти жидкой фазы - припоя Cu-Ag - разрушение
образцов (всех материалов) происходит двояко
(рис. 18): с поверхности - хрупко (рис. 18, а),
трещины имеют весьма разветвленный характер
(рис. 19), внутри - пластично (см. рис. 18, б).
Двойственность разрушения связана как с
постепенным повышением вязкости припоя в
связи с диффузией в него никеля - элемента
паяемых материалов, так и с ограничением до-
зировки припоя из-за коррозионно-диффузион-
ных процессов, происходящих в паяемых мате-
риалах, в том числе в сквозных (см. рис. 20, б, в)
и в тупиковых трещинах (см. рис. 7, б, в).
Следовательно, при недостаточной дози-
ровке припоя и возросшей его вязкости хруп-
кое разрушение сплава ограничивается лишь
глубиной проникновения расплава припоя в
толщу металла. В то же время внутренний слой
металла при отсутствии расплава свободно
деформируется (см. рис. 18, а) с пластичным
дорывом образца, о чем свидетельствуют про-
межутки между зонами (кольцами) на образце, а
также выступ на одной его части и впадиПа на
другой после дорыва образца (см. рис 18. б).
6)
Рис. 18. Образец (сплав ХН67ВМТЮ)
после испытания иа растяжение:
а - разрушение с поверхности при контакте
с припоем медь-серебро, Т= 1190 К; б - разрушение
в сердцевине (без контакта с припоем)
МЕХАНИЗМ РАЗРУШЕНИЯ МАТЕРИАЛОВ ПРИ ПАЙКЕ
359
ка изготовлена из медного сплава БрХ0,8, на-
ружная - из никельхромового сплава
ХН67ВМТЮ или стали 06Х15Н6МВФБШ мар-
тенситного класса), так и вследствие градиента
температуры из-за различной толщины стенок
паяемых оболочек конструкций.
Появление внутренних напряжений связано
со следующими причинами. На стадии, предше-
ствующей плавлению припоя (Г = 1050 К), они
возникают: в сплаве ХН67ВМТЮ вследствие
фазового наклепка при распаде у-твердого рас-
твора, с выделением мелкодисперсных частиц
у'-фазы; в стали 06Х15Н6МВФБШ вследствие
а -> у превращения и выделения карбидной
фазы Ме23С6 типа СгиСб. Наряду с появлением
внутренних напряжений происходящие струк-
турные изменения вызывают снижение дефор-
мационной способности материалов, особенно
в сплаве ХН67ВМТЮ. Такое заключение сде-
лано на основе результатов механических
свойств и данных изменения содержания упроч-
няющих фаз в материалах при нагреве их по
режиму пайки. Например, пластичность сплава
ХН67ВМТЮ с 29 % при 290 К уменьшается до
4 % при иагреве до 1070 К. При этом количество
у'-фазы увеличивается от 8,5 до 13 %. При даль-
нейшем нагреве пластичность возрастает и при
Т = 1120 К достигает 30 %, а содержание час-
тиц у'-фазы уменьшается с 13 до 8,5 %; при
достижении температуры 1270 К пластичность
превышает 50 %, а количество у'-фазы умень-
шается с 8,5 до 4 %. Тенденция к изменению
структурного состояния свойственна и стали
06Х15Н6МВФБШ, с той разницей, что при
распаде твердого раствора выделяется карбид-
ная фаза при значительно меньшей ее концен-
трации и происходит а -> у превращение.
По мере появления жидкого расплава при-
поя при Г> 1050 К (температура начала плавле-
ния) и до температуры пайки Т„ = 1190 К, наря-
ду с фазовым наклепом, усиливающимся
вследствие повышения концентрации частиц
у'-фазы, на увеличение уровня внутренних
напряжений и снижение деформационной спо-
собности влияют искаженная кристаллическая
решетка, скопление водорода в приповерхно-
стных слоях материалов и образование здесь
же «леса» дислокаций [4, 5, 12,13,20]
Об усилении распада у-твердого раствора
с появлением расплава припоя на примере
сплава ХН67ВМТЮ свидетельствуют данные
фазового физико-химического анализа. Так,
при Т= 1190 К вне контакта с припоем содер-
жание частиц у'-фазы составляет 8,2 %, тогда
как при взаимодействии с жидким припоем -
13,85 % [4, 12].
Искажение решетки материалов под
воздействием жидкого расплава припоя под-
тверждается данными рентгеноструктурного
анализа. Так, в объеме сплава ХН67ВМТЮ
параметр решетки составляет 0,3548 нм, в ста-
ли - 0,2872 нм, тогда как в зоне взаимодейст-
вия с расплавом он увеличивается в сплаве до
0,3582 нм, а в стали - до 0,2941 нм [4, 12]. Из-
менение параметра решетки обусловлено изби-
рательным растворением никеля - элемента
сплава ХН67ВМТЮ и стали 06Х15Н6МВФБШ
в медно-серебряном припое и диффузией пре-
имущественно меди и частично серебра в по-
верхностные слои материалов. Атомный ради-
ус никеля составляет 0,1377 нм, а меди и се-
ребра-0,1413 и 0,1598 нм соответственно [22]
Скоплению водорода в приповерхност-
ных слоях способствует расплав припоя. При
этом его содержание в материалах в зоне раз-
рушения под расплавом припоя резко возрас-
тает. В то же время его содержание в объеме
сплава ХН67ВМТЮ и стали 06Х15Н6МВФБШ
уменьшается. Водород в поверхностный слой,
контактируемый с расплавом, попадает из объ-
ема металлов, так как в процессе нагрева его
подвижность резко возрастает. Однако выход
водорода из металлов в зоне контакта с распла-
вом затруднен. Помехой этому является огра-
ниченность пустот и малый их размер в меди
из-за перекрытия ее электронных облаков
(медь - элемент припоя) [12, 13]. Скопление
дислокаций до величины 1015 см-2 вызвано
трудностью их выхода на поверхность метал-
лов из-за искажения кристаллической решетки
и повышенного содержания упрочняющих
частиц фаз в поверхностном слое металлов, а
при их растворении - повышенной концентра-
цией химических элементов, в том числе туго-
плавких.
Согласно [20] между процессами выпаде-
ния упрочняющей у'-фазы и появления внут-
ренних напряжений в сплаве существует связь
подобно «снежному кому» Интенсификация
выпадения частиц вторичных фаз вызывает
увеличение напряжений, которые, свою оче-
редь, вновь усиливают распад твердого раство-
360
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
ра с очередным выделением частиц у'-фазы.
Такой вывод сделан на основе:
- прерывистого подрастания трещины на
начальной стадии ее продвижения;
- роста трещины в виде клина с острым
надрезом на уровне атомного расстояния в
вершине ее (см. рис. 9);
- увеличения содержания частиц у'-фазы
в сплаве ХН67ВМТЮ на границах с расплавом
припоя, в том числе и по берегам трещины.
Подобная картина поведения обнаружена на
сплаве ХН58МБЮД [4].
В стали 06Х15Н6МВФБШ появлению
внутренних напряжений в процессе пайки спо-
собствуют:
- искаженная кристаллическая решетка;
- несколько увеличенное содержание во-
дорода и дислокаций в зоне контакта с припоем;
- твердорастворное легирование при
начавшемся растворении карбидной фазы при
Т> ИЗО К.
Так как на начальной стадии взаимодей-
ствия процессы искажения кристаллической
решетки, скопления дислокаций и водорода
происходят на поверхности и в приповерхно-
стных слоях материалов, поэтому первона-
чально рост внутренних напряжений наблюда-
ется в этих зонах. Вследствие указанных про-
цессов затрудняется пластическая деформация
поверхностных слоев, что приводит к интен-
сивному деформационному упрочнению. Соче-
тание локальных концентраций напряжений с
заторможенностью пластической деформации
создает условия для накопления упругой энер-
гии в поверхностных слоях материала.
Рост упругой энергии в исследуемых ме-
таллах наблюдается вплоть до температуры
1190 К. Такой вывод сделан на основе анализа
механических свойств сплава ХН67ВМТЮ и
стали 06Х15Н6МВФБШ, поскольку до этой
температуры обнаружено усиление чувстви-
тельности материалов к разрушению под воз-
действием расплава припоя, особенно диспер-
сионно-твердеющего сплава ХН67ВМТЮ, а
при Т= 1270 К-резкое ослабление.
Благоприятным местом для зарождения
дефектов являются участки:
- скопления дислокаций вблизи барьеров,
какими являются сидячие дислокации в иска-
женной решетке, граница зерна с включениями
упрочняющей у'-фазы в сплаве ХН67ВМТЮ и
карбидной - как в сплаве ХН67ВМТЮ, так и в
стали 06X15Н6МВФБШ;
- перегибы термического происхождения,
облегчающие слияние дислокаций и возникно-
вение зародышевой микротрещины;
- встречи двойника деформации с проч-
ными барьерами, какими являются границы
зерен с частицами упрочняющих фаз, напри-
мер у'-фаза и карбидная в сплаве ХН67ВМТЮ;
- границы на стыках перемещающихся
друг относительно друга кристаллов, например
на стыке трех зерен. Это зафиксировано на
сплаве ХН67ВМТЮ [5, 12, 13];
- места появления вакансий вследствие
избирательного растворения никеля в жидко-
металлическом расплаве.
В стали 06Х15Н6МВФБШ, поскольку она
при температуре свыше 1190 К становится
практически однофазной, не исключена веро-
ятность появления трещин благодаря межзе-
ренному проскальзыванию вдоль границы со
ступенькой, а также из-за образования и разви-
тия пор с помощью механизма конденсации
вакансий, возникновение и рост которых сов-
падают как с понижением пластичности метал-
лов при пайке, так и с началом незначительно-
го проскальзывания по границам зерен. Кроме
того, процесс порообразования может быть
связан с диффузией элементов основы, в част-
ности никеля в расплав припоя. Реализация
последней схемы возможна также и в сплаве
ХН67ВМТЮ с началом появления расплава
припоя.
Трещины зарождаются одновременно как
с поверхности металла, так и внутри него, о
чем свидетельствуют следующие факты
- разрушение образцов происходит при
значительно меньшей нагрузке в сравнении с
разрушением в неактивной среде, особенно в
сплаве ХН67ВМТЮ;
- наличие разветвленности трещин, а
также отсутствие растворения элементов осно-
вы в расплаве припоя при дорыве на конечной
стадии разрушения.
Последний факт является наиболее убе-
дительным, поскольку даже при нагреве образ-
цов из сплава ХН67ВМТЮ токами высокой
частоты в индукторе (время нагрева не превы-
шало 50 с) в контакте с припоем (среда - ваку-
МЕХАНИЗМ РАЗРУШЕНИЯ МАТЕРИАЛОВ ПРИ ПАЙКЕ
361
ум) наблюдалось существенное растворение
никеля в расплаве припоя [5, 12, 13]. Кроме
того, в пользу высказанного предположения об
одновременности образования микротрещин на
поверхности и внутри объема металла свиде-
тельствуют данные металлографического ана-
лиза образцов. Установлено, что как в сплаве
ХН67ВМТЮ, так и в стали 06Х15Н6МВФБШ
внутри объема металлов в зонах, отдаленных
от места разрушения, образуются пустоты в
виде микротрещин [5,12,13].
Поскольку разрушение имеет только
межкристаллитный характер, то зарождение
трещин происходит непосредственно по гра-
ницам зерен. Такое явление можно объяснить,
например, меньшей прочностью границ зерен в
сравнении с телом вследствие нескомпенсиро-
ванности атомов и их «уширения» (размер по-
следнего может достигать значения, состав-
ляющего 10 нм). Образованию трещин по гра-
ницам зерен способствует и неоднородная де-
формация. Ее появление в поверхностном слое
связано с происходящими физико-химическими
процессами при воздействии припоя, приводя-
щими к искажению кристаллической решетки
и скоплению дислокаций с образованием «леса»
дислокаций, а в объеме металла - преимущест-
венно вследствие присутствия вторичных фаз,
твердорастворного легирования и примесей
Последние, например S, Sn, Pb и т.д„ распола-
гаясь, как правило, по границам зерен, могут
как с основным металлом, так и между собой
образовывать легкоплавкие соединения с по-
ниженной температурой плавления. Располо-
жение примесей по границам зерен объясняется
их большим атомным радиусом. Например, для
Sn, Pb, S, Р он равен 0,1862, 0,1949, 0,1862 и
0,1582 нм соответственно, тогда как для хими-
ческих элементов, например Ni, составляющего
основу сплава ХН67ВМТЮ, не превышает
0,1377 нм, Fe в стали 06Х15Н6МВФБШ -
0,1411 нм [22].
Стремясь понизить свою энергию, легко-
плавкие элементы перемещаются в области
растяжения, какими являются границы зерен
Появление областей растяжения связано с раз-
личной ориентацией атомов, так как граница
зерна представляет собой дислокационную
структуру и непрерывный переход между дву-
мя решетками создается за счет линий дисло-
каций, равноудаленных друг от друга.
Докритический рост трещин в материалах
в зоне взаимодействия связан с существовани-
ем и образованием точечных дефектов. Ско-
рость движения точечных дефектов велика,
особенно вакансий, и составляет до 10 км/ч
[23, 24], поэтому при наличии жидкого припоя
точечные дефекты могут способствовать под-
растанию микротрещин за очень короткий
промежуток времени.
Контролирующим фактором в объясне-
нии докритического подрастания трещин в
металлах, вероятно, является дислокационный
механизм подпитки трещины, о чем свидетель-
ствует скачкообразное продвижение трещины
в начальный момент. При подрастании трещи-
ны до гриффитсовских размеров вся упругая
энергия, накапливаемая в металле, поглощает-
ся трещиной. Процессы деформирования ок-
ружающего трещину объема практически пре-
кращаются. Поток энергии идет теперь только
на разрыв межатомных связей в вершине тре-
щины Трещина начинает прогрессировать и
переходит в стадию закритического роста. Ин-
тенсивному развитию закритической трещины
способствуют трещины и поры, имеющиеся в
объеме металла, и малая вязкость припоя при
температуре пайки, что увеличивает скорость
его проникновения в микротрещину и, следо-
вательно, сокращает время до разрушения об-
разцов. Процесс зарождения и роста трещин
значительно ускоряют элементы, которые обра-
зуют с элементами припоя легкоплавкие фазы, а
также крупное зерно, концентраторы напряже-
ний в виде рисок и скорость деформации.
Можно заключить, что характер разру-
шения других исследуемых материалов ХН78Т,
Н36ХТЮ, 07Х16Н6, 12Х18Н10Т в контакте с
припоем заключается в следующем:
— разрушение имеет хрупкий характер, о
чем свидетельствует малое относительное уд-
линение, не превышающее 2 %; излом межкри-
сталлитный; воздействие различных факторов
на механические свойства проявляется практи-
чески в равной мере;
- на границе раздела основа-припой на-
блюдается как диффузия элементов припоя
меди и серебра в металлы, так и растворение
никеля - элемента основы в расплаве припоя;
- при температуре пайки материалы
имеют ГЦК-решетку с близким атомным ра-
диусом;
362
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
- сохраняется неизменная балльность
зерна при нагреве до Т„;
- чувствительность к охрупчиванию про-
является в равной степени при температуре,
превышающей температуру пайки, т.е. когда
структура всех металлов однофазная; излом
при этом также межкристаллитный.
Некоторые металлы имеют отличия в ха-
рактере разрушения:
- для сплава ХН78Т и стали 12Х18Н10Т
на поверхности, контактируемой с расплавом,
свойственно множество микротрещин, запол-
ненных припоем,
- скорость разрушения дисперсионно-
твердеющих сплавов существенно выше, чем
гомогенного и сталей;
- вязкость разрушения дисперсионно-
твердеющих сплавов существенно ниже, чем
гомогенного и сталей;
- работа разрушения дисперсионно-
твердеющих сплавов несколько меньше, чем
гомогенного и сталей.
Указанные отличия в характере разруше-
ния сплава ХН78Т и стали 12Х18Н10Т при Тп
объясняются тем, что при воздействии припоя
упругая энергия, накапливаемая в поверхност-
ных слоях металлов в контакте с припоем, час-
тично релаксируется в объеме за счет пласти-
ческой деформации (структура их однофазная),
совершаемой, например, путем внутризеренно-
го скольжения и скольжения по границам зерен
и субзерен, миграции зерен и т.д. Возможность
для этого в данных металлах благоприятная,
поскольку как при комнатной температуре, так
и при Т„ они однофазные.
Отличия в скорости, вязкости и работе
разрушения дисперсионно-твердеющих спла-
вов от других исследуемых материалов обу-
словлены напряженным их состоянием, так как
эти сплавы с нагревом претерпевают фазовые
изменения, вследствие чего их деформацион-
ная способность резко падает. Отсюда, при
воздействии припоя, релаксация упругой энер-
гии затруднена как с поверхности, так внутри
металлов
Следовательно, повышенная чувстви-
тельность дисперсионно-твердеющих сплавов
к охрупчиванию связана с ограниченной пла-
стической их деформацией в процессе пайки, в
результате которой создаются условия для наг
копления в них упругой энергии. Такое явление
наблюдается вплоть до 1190 К. Неравномерное
ее накопление приводит к локализации напря-
жений, и в момент, когда напряжения в отдель-
ных участках превысят предел прочности, про-
исходит образование трещин, приводящих в
конечном итоге к разрушению образцов.
Подтверждением того, что в этих сплавах
при испытаниях до Т„ процесс накопления уп-
ругой энергии превалирует над ее затратами,
свидетельствует малая растягивающая нагруз-
ка, при которой происходит разрушение образ-
цов и незначительная работа разрушения, а
также данные механических испытаний при
Т = 1270 К, когда эти сплавы являются одно-
фазными. Чувствительность их к охрупчива-
нию резко ослабевает, и потеря прочности в
процентном отношении такая же, как и для
других исследуемых материалов (см. рис. 5).
Природа разрушения всех исследуемых
материалов при воздействии припоя Cu-Ag
аналогична, а отличия связаны лишь с фазовы-
ми или структурными изменениями, порож-
дающими уменьшение пластичности материа-
лов, и чем больше эти изменения, тем в боль-
шей мере наблюдается усиление эффекта ох-
рупчивания.
Изложенная модель механизма разруше-
ния конструкционных материалов при высоко-
температурной пайке биметаллических конст-
рукций свидетельствует о том, что природа
зарождения и развития трещин в материалах
имеет существенные отличия от известных:
зарождение трещин вызвано появлением растя-
гивающих напряжений в материалах при их
резкой потере деформационной способности
под воздействием расплава припоя Уровень
возникающих напряжений в локальных объе-
мах может превышать предел прочности мате-
риалов, при этом пластичность практически
снижается до нуля.
Появлению внутренних напряжений пре-
имущественно способствуют: фазовый наклеп,
увеличивающийся с появлением расплава при-
поя, твердорастворное легирование; искажен-
ная кристаллическая решетка вследствие рас-
творно-диффузионных процессов; скопление
водорода и дислокаций в поверхностном слое
материала на границе с расплавом припоя.
МЕХАНИЗМ РАЗРУШЕНИЯ МАТЕРИАЛОВ ПРИ ПАЙКЕ
363
Рост трещин происходит в две стадии: на
первой стадии - дискретно, на второй - мгно-
венно. Прерывистость подрастания трещины
на первом этапе связана с повторяющимися
процессами накопления и расхода упругой
энергии в вершине трещины при ее продвиже-
нии и останове соответственно, а мгновенное -
со слиянием магистральной поверхностной
трещины с трещинами, образующимися во
внутреннем объеме материала.
Обеспечение прочности паяного соеди-
нения. Важная проблема, заключающаяся в
разрушении соединения по спаю и относящая-
ся к конструкциям типа цилиндра или с конфи-
гурацией, подобной соплу с критическим сече-
нием, вызвана низкой прочностью сцепления
по спаю вблизи стали (см. рис. 3). В соответст-
вии с литературными данными по пайке появ-
ление низкой прочности в подобном сочетании
паяемых материалов припоем медь-серебро
казалось маловероятным. Вместе с тем повто-
ряющиеся разрушения спаянных конструкций
при давлениях ниже требуемых являлись осно-
ванием [25] для проведения ряда работ по изу-
чению проблемы преждевременного разруше-
ния паяных конструкций
Паяная конструкция состояла из двух
оболочек: наружная изготовлена из высоко-
прочной стали, внутренняя - из сплава на ос-
нове меди. Паяли оболочки между собой по
вершинам ребер, выполненных на наружной
поверхности внутренней оболочки. Для пайки
использовали припой медь-серебро; наносили
его на паяемые поверхности гальванически.
Образование расплава припоя происходило за
счет контактно-реакционного плавления при-
поя при 1050 К.
Металлографическим анализом шлифов,
вырезанных из зоны, расположенной вблизи
дефектного участка, установлено, что спай
имеет ширину до 100 мкм, тогда как в местах с
прочноплотным шаом (на цилиндрической
части) он не превышает 2 мкм. Отрыв проис-
ходит на границе раздела спай - основной ме-
талл (см. рис. 3, в). В диффузионной зоне стали
в местах отрыва наблюдалась полоска толщи-
ной 10 ... 15 мкм, отличающаяся по цвету от
основного металла (см. рис. 3, б). Увеличенный
размер спая свидетельствовал о невыбранном
зазоре между оболочками в процессе пайки
конструкции (в местах повышенной жесткости,
какими являются граница перехода цилиндра в
конус и сама коническая часть). Наличие по-
лоски в стали указывало на образование слоя с
иной структурой по сравнению с основным
материалом
Для разработки технологии пайки, позво-
ляющей получить паяные соединения с доста-
точной прочностью, возникла необходимость в
изучении причины разрушения конструкции.
В [25] исследованы химическая неоднород-
ность в поверхностном слое стали, контакти-
рующая с расплавом припоя, скопившимся в
невыбранном зазоре, и влияние зазора на обра-
зование химической неоднородности и проч-
ности паяного соединения. С этой целью про-
ведены металлографический, микрорентгенос-
пектральный, фазовый физико-химический и
рентгеноструктурный анализы, а также меха-
нические испытания. Работу проводили на
образцах-имитаторах и образцах, вырезанных
из зоны разрушения паяной конструкции.
Конструктивно образец-имитатор состоял
из двух дисков, которые соединяли между со-
бой с помощью пайки медно-серебряным при-
поем. Припой на паяемые поверхности наноси-
ли гальванически. Геометрия оребренного уча-
стка на диске из сплава на основе меди соответ-
ствовала геометрии ребер, выполненных на
внутренней оболочке паяемой конструкции.
Зазор между дисками в процессе пайки устанав-
ливали в одном случае 0,05, а в другом - 0,1 мм.
Для сравнения использовали паяное соедине-
ние, собранное под пайку без зазора. Вид и
толщина покрытий, а также режим пайки соот-
ветствовали условиям подготовки деталей под
пайку и пайки конструкции.
Механическими испытаниями установле-
но, что паяные соединения, собранные без за-
зора под пайку, разрушаются по основному
металлу - по ребрам, собранные с зазором - по
спаю; прочность паяного соединения уменьша-
ется с увеличением зазора.
Результаты металлографии показали, что
в соединениях, паяемых без зазора, полоска в
стали не наблюдается, тогда как в соединениях
с зазором полоска а стали существует. Протя-
женность ее по глубине при зазоре 0,1 мм со-
ставляла 10 ... 15 мкм, и располагалась она
подобно имеющейся в стали разрушившейся
конструкции (см. рис. 3).
364
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
При микрорентгеноспектральном анализе
установлено, что полоска как в образце-
имитаторе, так и в разрушенной конструкции
состояла из 68 % железа, 29 % хрома, 1 % нике-
ля, остальное - ниобий, вольфрам и молибден.
В то же время в объеме стали содержание желе-
за, хрома и никеля составляло 78, 14 и 5 % соот-
ветственно. В спае на границе с полоской обра-
зовалась эвтектика, состоящая из меди и серебра;
из элементов основы здесь наблюдались никель
и частично хром. Растворения железа, являюще-
гося основой стали, в спае не обнаружено
В результате фазового физико-хими-
ческого послойного и рентгеноструктурного
анализов выявлено, что в имеющейся полоске
наблюдалось вкрапление карбидной фазы
М23С6 - Сг23С6, содержание которой составляло
0,58 %; параметр решетки 2,865 А . В то же
время в объеме металла концентрация ее со-
ставляла 0,48 %, а параметр решетки - 2,875 А
(1 А = 0,1 нм).
На границе раздела полоска — закристал-
лизовавшийся расплав припоя зафиксированы
фазы типа CueSn, NiSn, FeSn, CuO и Cui>96S.
Аналогичные типы фаз образуются в зоне раз-
рушения паяной конструкции (в полоске стали).
Можно заключить, что при пайке конст-
рукций с «невыбранным» зазором происходят
сложные физико-химические процессы, спо-
собствующие: образованию химической неод-
нородности, представляющей собой полоску,
граничащую с припоем; увеличению в этой же
полоске содержания карбидной фазы; появле-
нию легкоплавких соединений на границе раз-
дела сталь - расплав припоя. Адекватность
результатов исследований на образцах и пая-
ной конструкции позволили сделать вывод, что
разрушение в области сталь - спай связано с
этими аномальными явлениями. Появление
полоски в стали можно объяснить тем, что при
пайке конструкций в сохранившемся зазоре
между оболочками скапливались излишки рас-
плава припоя. В процессе контактирования
жидкой фазы с поверхностью стали при пайке
на границе раздела между твердым телом и
жидкой средой происходит взаимная диффузия
химических элементов: из стали в расплав
диффундирует преимущественно никель, а в
сталь - медь.
Наблюдаемое растворение никеля в рас-
плаве приводит к перераспределению содер-
жания железа и хрома в полоске. Кроме того,
сопутствующим фактором, приводящим к из-
менению концентраций железа и хрома в по-
лоске, является повышенное содержание кар-
бидной фазы Сг23С6, в состав которой входят
железо и хром. Появление избытка карбидной
фазы связано с тем, что в поверхностном слое
стали при взаимодействии с расплавом припоя
возникал градиент напряжений (напряжения
интенсифицируют выпадение упрочняющих
фаз). Появление градиента напряжения вызва-
но искажением кристаллической решетки по-
верхностных слоев стали вследствие внедрения
в решетку твердого раствора железо-никель-
хром атомов меди, имеющей больший атомный
радиус в сравнении с никелем.
Влияние полоски, карбидной фазы и лег-
коплавких соединений на прочность паяного
соединения можно объяснить исходя из сле-
дующих соображений. Железо и хром, состав-
ляющие основу полоски, имеют слабое сродст-
во с серебром и медью - элементами припоя.
Серебро нерастворимо в твердом железе, а
растворимость меди составляет примерно 1 %.
Со вторым элементом полоски - хромом -
компоненты припоя также не образуют ника-
ких соединений до температуры пайки. Кар-
бидная фаза, содержащаяся в виде вкраплений
в полоске, является хрупким соединением и не
образует химических связей как с серебром,
так и с медью.
Действие легкоплавких химических со-
единений на поверхности полоски объясняется
тем, что их прочность невысока по сравнению
с металлом, полученным диффузионным сра-
щиванием через медь-серебро в процессе пай-
ки конструкции при отсутствии зазора между
соединяемыми оболочками
Все три фактора: увеличение концентра-
ции железа и хрома, далеких от сродства к
элементам припоя, наличие карбидной фазы и
легкоплавких соединений, - дополняя друг
друга, влияют на прочность связи атомов ре-
шетки металла на границе раздела полоска -
закристаллизовавшийся расплав, что приводит,
в конечном итоге, к разрушению паяной конст-
рукции при меньшей нагрузке в процессе
испытаний.
РАСЧЕТ ДАВЛЕНИЯ РАБОЧЕГО ГАЗА В ОБЪЕМЕ ПЕЧИ
365
В паяных соединениях без зазора между
контактирующими поверхностями при пайке
полоска не образуется, и прочность такого со-
единения существенно выше, чем при наличии
полоски в соединении. Данный факт указывает
на то, что для обеспечения необходимой проч-
ности спая следует предотвратить появление
полоски в стальной оболочке при пайке конст-
рукции, и этого можно достичь лишь при усло-
вии выбора зазора при нагреве оболочек, при-
чем в тот момент, когда припой еще находится
в твердом состоянии, т.е. в виде покрытия.
Поэтому на стадии нагрева конструкции для
выбора зазора использовано явление ползуче-
сти материала оболочек. Для этого при темпе-
ратуре ниже начала плавления припоя осуще-
ствляют изотермическую выдержку и создают
избыточное давление за счет вакуумирования
полости между паяемыми деталями и давления
снаружи. Время выдержки устанавливают на
основании предела текучести материала обо-
лочек, их размеров, коэффициента термическо-
го расширения, температуры, при которой про-
водится выдержка. После выбора зазора про-
должают дальнейший нагрев конструкции до
температуры пайки.
Таким образом, изотермическая вы-
держка на стадии нагрева конструкции под
пайку и избыточное давление позволяют пре-
дотвратить появление химической неоднород-
ности в стали на границе с расплавом припоя и
обеспечить качественное формирование пая-
ного шва и необходимую прочность спая.
РАСЧЕТ ДАВЛЕНИЯ РАБОЧЕГО ГАЗА
В ОБЪЕМЕ ПЕЧИ ДЛЯ ПОДЖАТИЯ
(ВЫБОРА ЗАЗОРА) ПАЯЕМЫХ ДЕТАЛЕЙ
В [25] показано, что преждевременное
разрушение (отрыв оболочек) паяных конструк-
ций (см. рис. 3) происходит вследствие низкой
прочности сцепления на границе «сталь - пая-
ный шов» Повышение прочности спая было
достигнуто за счет избыточного давления, соз-
даваемого в процессе пайки [26].
При расчете давления исходили из сле-
дующих предположений и допущений.
1. Внутренняя оболочка обладает сущест-
венно меньшим пределом текучести, чем на-
ружная, т.е. ai2(1) >as2(2).
2. Оболочки тонкие, т.е. RX=R2.
3. При расчете напряженно-деформиро-
ванного состояния справедлива безмоментная
теория.
4. Условие качественной пайки - кон-
тактное давление /?к в местах сопряжения обо-
лочек должно быть не менее 0,1 МПа.
Принятые допущения соответствуют ши-
роко распространенному на практике случаю
пайки внутренней бронзовой и наружной
стальной оболочек, применительно к которому
проводится рассмотрение.
В процессе пайки можно выделить два
важных этапа: нагрев оболочек до температуры
пайки и охлаждение их после пайки до ком-
натной температуры. Рассмотрим каждый из
этих этапов. При нагреве оболочек исходный
монтажный зазор между оболочками выбира-
ется за счет различного увеличения диамет-
ральных размеров оболочек. Полная деформа-
ция наружной оболочки
Ei=Ecl+£„+£„,,
(13)
где
В,.
£1 £i О]
Еп1=4’
Знак перед еп1 определяется напряженным
состоянием оболочки: при растяжении «+»,
при сжатии «-».
Полная деформация внутренней оболочки
е2 = ей+е/2+еп2, (14)
Ег £2°2
Здесь £с1, ес2 - силовая деформация деталей /
и 2; £н,е,2 - температурная деформация дета-
лей 1 и 2; еп|,еп2 - деформация, вызванная
ползучестью металлов наружной и внутренней
оболочек; р - избыточное давление; £ь £2 -
модули упругости металлов наружной и внут-
ренней оболочек; АХ,А2- коэффициенты, зави-
сящие от ползучести металлов оболочек; т -
366
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
время; tn - температура пайки; t0 - комнатная
температура; Од, а2 — коэффициенты термиче-
ского расширения металлов наружной и внут-
ренней оболочек; 8,, 82 - толщина стенки обо-
лочек, наружной и внутренней соответственно.
Условие обеспечения плотного контакта
между оболочками в конце этапа нагрева
е2 =£,+£„,
(15)
где ем=[//К - исходный относительный
монтажный зазор между оболочками; U - зазор
между оболочками при сборке.
Подставляя в условие (15) уравнения (13),
(14), полагая при этом р = рк0 (рю ~ атмо-
сферное давление) и решая полученное выра-
жение относительно р, получим формулу для
расчета необходимого давления рабочего газа:
в случае ее растяжения принимается «+», в
случае сжатия «-». Из двух значений р, полу-
ченных по формулам (16) и (17), выбирается
наименьшее. После проведения расчета следу-
ет определить напряженное состояние внешней
оболочки, пользуясь, например, формулой (13),
и сравнить его с допустимым.
Рассмотрим пример пайки конструкций
из двух оболочек: внутренняя оболочка - брон-
за БрХ0,8; наружная - сталь 06X15Н6МВФБШ.
Пусть t„ = 1240 К, (0 = 290 К, £, = 15 -104 МПа,
8] = 7,5 мм, а1 = 18-10^ 1/К, £2 =7-104 МПа,
82 =4 мм, а2 = 21 1045 1/К, £=500 мм, U =
= 0,1 мм, с12(2) = 7 МПа. Для упругого состоя-
ния внутренней оболочки, пренебрегая в нуле-
вом приближении ползучестью оболочек, из
(16) находим:
[-(а2 - а,)(t„ -/0)-еп2 -еп1 ±ем]е262
р'° 1 7 ’
где 8Ь 82 -толщина стенки наружной и внут-
ренней оболочек.
При учете ползучести материала оболо-
чек расчеты по (16) проводятся методом по-
следовательных приближений. В нулевом при-
ближении следует положить еп1 = еп2 = 0. При
положительном знаке разницы (р-рко) на-
ружная оболочка находится в сжатом состоя-
нии, внутренняя - в растянутом, и перед еп1 и
еп2 принимается знак «+», при знаке «-» -
наоборот. После этого расчет проводится с
учетом ползучести в первом приближении,
далее нагрузка уточняется и расчет проводится
во втором приближении и т.д.
Формула (16) получена в предположении,
что внутренняя оболочка находится в упругом
состоянии. Если внутренняя оболочка находит-
ся в пластическом состоянии, требуемое дав-
ление рабочего газа
Р = Рко
(17)
R
Знак в формуле (17) определяется напря-
женным состоянием внутренней оболочки:
= -4,5 МПа.
Для пластического состояния внутренней
оболочки по формуле (17) находим
р = о,1 -^ = -0,5 МПа.
Отрицательное значение р показывает,
что в рассмотренном примере плотное поджатие
оболочек обеспечивается только за счет различ-
ного теплового расширения оболочек, без пода-
чи в печь рабочего газа. Также нетрудно понять,
что абсолютное значение полученной величины
р есть превышение контактного давления над
требуемым значением рк0 = 0,1 МПа.
При охлаждении оболочек от температу-
ры пайки внутренняя оболочка стремится со-
кратиться в размерах быстрее наружной, что
может привести к нарушению требуемого кон-
такта между оболочками. Этап охлаждения
состоит из двух подэтапов:
- охлаждение от температуры пайки до
температуры полной кристаллизации /кр паяно-
го шва;
- охлаждение от полной кристаллизации
паяного шва до комнатной температуры.
РАСЧЕТ ДАВЛЕНИЯ РАБОЧЕГО ГАЗА В ОБЪЕМЕ ПЕЧИ
367
Для расчета давления рабочего газа на
первом подэтапе охлаждения можно восполь-
зоваться ранее представленными уравнениями
(16), (17) с соответствующими изменениями
уравнений (13) и (14), а именно:
Ед =-а1('п-'кр) и =-а2(«п-^),
где «кр - температура кристаллизации припоя,
а также положим ем = 0.
С учетом этих дополнений получены сле-
дующие выражения для определения давления
рабочего газа в процессе охлаждения оболочек
от температуры пайки до температуры кри-
сталлизации шва При упругом состоянии
внутренней оболочки
[-(а2 -а,)(/п -«кр)-ЕГ|1 -еп2 + ем]/:2й2
ня
(18)
В отношении ползучести оболочек в об-
щем остается справедливым замечание к фор-
муле (18), но знаки перед еп1 и еп2 меняются
на противоположные. При пластическом со-
стоянии внутренней оболочки
^2(2)'
R
(19)
В качестве примера снова рассмотрим
случай пайки бронзовой и стальной оболочек.
Температуру кристаллизации паяного шва
приняли 1кр = 1070 К, при этом ад2(2) = 2 МПа.
Пренебрегая в нулевом приближении ползуче-
стью оболочек, получим
по формуле (18)
З-КГ6-170-4-7-104 о„жт
р = 0,1 +-7 —т— = 2,9 МПа,
“Ш)
а по формуле (19)
12-4
р = 0,1+——=1,1 МПа.
Ползучесть оболочек снижает требуемое
давление рабочего газа. Этот факт является
благоприятным, поскольку, как показывает
опыт, создание в печи для пайки давления ра-
бочего газа, превышающего 0,55 МПа, пред-
ставляет трудную задачу. Поэтому для под-
держания плотного контакта между деталями
учтем ползучесть внутренней оболочки.
Воспользуемся формулой (18), определим
из нее требуемую деформацию ползучести
внутренней оболочки. Поскольку она находит-
ся в растянутом состоянии (р > рко), в формуле
(13) перед еп| следует взять знак «+». С уче-
том этого, а также с помощью выражения (13)
из формулы (18) получим необходимое время
выдержки оболочек при температуре кристал-
лизации для обеспечения плотного контакта
между оболочками
(а2-а1)«п-'кр)-
£282
Для рассматриваемого примера пайки
бронзовой и стальной оболочек эксперимен-
тально в работе [12] было получено значение
At = 1,35 КГ4 1/мин. Поэтому
---—--ЗЮ’6
1,35-10-4
0,04-50-1,32
3,6-104
= 3,3 мин.
При дальнейшем охлаждении оболочек от
температуры кристаллизации до комнатной
температуры отрыву внутренней оболочки от
наружной препятствует прочность паяного
шва. Чтобы вычислить необходимое давление
рабочего газа на этом этапе, необходимо
учесть действующие между оболочками силы
сцепления. Уравнения (13) и (14) при этом
изменяются следующим образом:
_ (p + q)R _ (p + q)R
CI £,8, ’ с2 £282 ’
где q - прочность спая шва. Расчетная формула
для определения давления рабочего газа при-
мет вид:
368
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
[(«'г — <)—Еп] -£n2]£z8'2
(20)
Поскольку величина q при снижении
температуры изменяется — возрастает, в фор-
мулу (20) входит текущее значение температу-
ры t. Расчеты по (20) следует проводить, сни-
жаясь по температуре ступенчато и полагая
неизменность q на каждой ступени. В рассмат-
риваемом примере пайки бронзовой и стальной
оболочек прочность спая при температуре (кр
составляет q = 40 МПа. Полагая, что при сни-
жении температуры до 870 К величина q оста-
ется неизменной, и пренебрегая ползучестью
оболочек, получим из формулы (15):
3-10~6 100-3,6 104
50-1,32
40 = -39,7 МПа
Отрицательное значение р свидетельству-
ет о том, что рабочий газ не нужен. При даль-
нейшем охлаждении оболочек прочность пая-
ного шва возрастает сильнее, чем отрывающая
нагрузка, вызванная различием коэффициентов
линейного расширения. Отсюда следует, что до
кристаллизации паяемого шва в рассматривае-
мом примере проводить поджатие оболочек
рабочим газом не нужно. На всех этапах опре-
деления давления рабочего газа необходимо
проверять внутреннюю оболочку на местную
прочность, т.е. несущую способность участка
оболочки, заключенного между соседними
ребрами. Таким образом, применение методики
расчета давления рабочего газа для выбора
зазора между соединяемыми поверхностями
позволило обеспечить качественную пайку
конструкций, состоящих из оболочек, приве-
денных выше
На практике возможны случаи, когда для
выбора зазора (при его завышении) требуется
давление газа, превышающее допустимое в
паяемой печи, т.е. 0,55 МПа. В этом случае
достичь плотного контакта можно также с по-
мощью ползучести материала внутренней обо-
лочки. Для этого до начала плавления припоя в
работах предложена выдержка в процессе пай-
ки (до плавления припоя). Время выдержки
Разработанная методика расчета давления
рабочего газа может быть полезна для других
сочетаний металлов независимо от градиента
температур, ползучести металлов, интервала
кристаллизации припоя и т.д.
ОПТИМИЗАЦИЯ ХИМИЧЕСКОГО
СОСТАВА ПРИПОЯ И ПРОЧНОСТИ
ПАЯНОГО СОЕДИНЕНИЯ
Поведение жидкого припоя на поверхно-
стях паяемых металлов характеризуется смачи-
ваемостью и растекаемостью. Смачиваемость -
чисто физический процесс, определяемый по-
верхностным натяжением, свободной поверх-
ностной энергией на единицу поверхности и
краевым углом смачивания; является необхо-
димым, но недостаточным условием доброка-
чественного паяного шва и предшествует более
сложной характеристике - растекаемости, ко-
торую можно определить как свойство мате-
риала изменять свою форму в жидком состоя-
нии на поверхности твердого тела или зазоре.
Поскольку смачиваемость и растекае-
мость являются определяющими в достижении
качественного формирования паяного шва,
изучение поведения расплава припоя очень
важно как в гидродинамическом, так и в ме-
таллургическом аспектах. Однако такое изуче-
ние является недостаточным условием получе-
ния оптимального по качеству паяного соеди-
нения. Наряду с этим требуется исследование
прочностных характеристик паяного соедине-
ния. Как указано в [12], только одновременное
изучение указанных выше характеристик мо-
жет быть близким к оптимальному варианту в
обеспечении качественного формирования
паяного шва и прочности паяного соединения.
В [12] предложен методический подход к изу-
чению вышеуказанных характеристик в сле-
дующих направлениях.
ОПТИМИЗАЦИЯ ХИМИЧЕСКОГО СОСТАВА ПРИПОЯ И ПРОЧНОСТИ ПАЯНОГО СОЕДИНЕНИЯ 369
Плотность и поверхностное натяжение
припоя ПСр37,5. Выбор этой композиции
припоя был связан с его широким использова-
нием в различных областях техники, в том
числе и при пайке конструкций ЖРД. Изучение
характеристик проводили в ИВТ РАН (авторы
В. А. Фомин, В. В. Качалов, С. Н. Сковородько
и В. Н. Семенов). Плотность и поверхностное
натяжение определяли методом Сагдена. При-
менение двух капилляров различных диамет-
ров, погруженных на разную глубину в иссле-
дуемый жидкий металл, позволяло получить
большой набор экспериментальных данных для
расчета плотности, а при расчете поверхност-
ного натяжения снимало неопределенность в
глубине погружения капилляров в жидкий ме-
талл и учете кривизны мениска в тигле.
В эксперименте использовался припой
ПСр37,5 следующего химического состава:
Ag - 38,89 %, Си - 48,16 %, Мп - 8,08 % и
Zn - 5,37 %. Предварительно рабочий участок
подвергался горячей очистке в печи при мак-
симальной температуре эксперимента и вакуу-
ме 5 • 10-6 мм рт. ст. (1 мм рт. ст. » 133 Па)
в течение 5 ч. После очистки рабочего участка
штабик металла загружался в тигель на 1 ч для
удаления остатков газа при температуре не-
сколько выше температуры плавления. Затем
проводилось заполнение печи и рабочего уча-
стка гелием. На каждом температурном режи-
ме измеряли максимальное давление образова-
ния пузырей на 8-10 уровнях погружения. Для
проверки воспроизводимости замеры проводи-
лись при подъеме и опускании капилляров.
Скорость образования пузырей выбира-
лась одинаковой на всех режимах и соответст-
вовала образованию одного пузыря за 10 с; при
такой скорости можно было легко регистриро-
вать положение менисков манометрической
жидкости на всех этапах образования пузыря.
Продолжительность проведения эксперимента
была приемлемой, и отсутствовало искажение
величины максимального давления за счет
гидравлического сопротивления в газовых ма-
гистралях. Были проведены измерения на пяти
температурных режимах в интервале от темпе-
ратуры плавления припоя 1080 К до темпера-
туры пайки 1340 К при прямом и обратном
температурных ходах
Плотность исследуемого сплава рассчи-
тывалась методом наименьших квадратов по
уравнению Сагдена. По экспериментальным
значениям плотности методом наименьших
квадратов подобрано уравнение
р (г/см3) = 11,410 - 0,003359t.
В табл. 4 приведены экспериментальные
значения плотности и отклонения этих значе-
ний от подобранного уравнения.
Поверхностное натяжение рассчитыва-
лось по формуле Сагдена а = а2рж/2, где
а2 - капиллярная постоянная. Капиллярную
постоянную находили методом последователь-
ных приближений с использованием таблиц
Сагдена:
А^А^._л/.
1/х,-1/х2
где Дру, Дрш - максимальное давление обра-
зования пузыря в узком и широком капилля-
рах; Д/, - расстояние между плоскостями сре-
зов капилляров с учетом температурного рас-
ширения; хх,хг - функции радиусов капилля-
ров и капиллярной постоянной (приведены в
таблице Сагдена).
По полученным значениям методом наи-
меньших квадратов подобрано уравнение
а = 725,0 + 0,2577t [дин/см].
Таблица 4
Параметр Значение параметра при температуре, К
1155 1185 1230 1270 1340
Рэкет Г/СМ3 8,46 8,31 8,25 8,01 7,83
Рэксп ~Ррасч % РЭКСП +0,1 -0,5 + 0,6 -0,6 0
370
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
Таблица 5
Параметр Значение параметра при температуре, К
1155 1185 1230 1270 1340
оэксп, дин/см 949 966 969 982 1000
^эксп ~врдсч % °эксп - + 0.6 -0,3 -0,02 +0,03
В табл. 5 представлены эксперименталь-
ные значения поверхностного натяжения и
отклонения этих значений от аппроксимирую-
щего уравнения
Анализ погрешностей дал величину отно-
сительной предельной погрешности изменения
поверхностного натяжения при доверительной
вероятности 0,95, равную 2 %. Полученные
данные показали:
- зависимости плотности и поверхност-
ного натяжения от температуры в исследован-
ном интервале температур линейные;
- что положительный температурный ко-
эффициент поверхностного натяжения в иссле-
дованном температурном интервале является
следствием перераспределения компонентов
сплава между поверхностным слоем и объем-
ной фазой.
Уход поверхностно-активного компонен-
та в объемную фазу при повышении темпера-
туры приводит к росту поверхностного натя-
жения в некотором температурном интервале.
Совпадение результатов химического анализа,
проведенного до и после эксперимента, кос-
венно подтверждает такую возможность. Ука-
занные предложения по перераспределению
химических элементов припоя согласуются с
исследованиями, полученными на микроанали-
заторе «Хитачи», анализ которых показал, что
компоненты припоя ПСр37,5 (в частности,
медь и марганец) избирательно адсорбируются
на поверхности образовавшейся трещины в
сплаве ХН67ВМТЮ при пайке.
Впервые явление перераспределения эле-
ментов обнаружили и объяснили П. А. Ребин-
дер и А. Б. Таубман при исследовании органи-
ческих жидкостей. Для двухкомпонентных
металлических систем Cu-Ag это явление на-
блюдали Краузе, Зауэрвальд, Михальке; для
систем Cu-Sn и Cu-Sb - Драт и Зауэрвальд;
для системы Sn-Bi - Пугачевич и др.
Вязкость припоев системы Cu-Ag. Вяз-
кость этой системы изучали в ИВТ РАН (авто-
ры В. А. Фомин, В. В. Качалов, С. Н. Сково-
родько и В. Н. Семенов). Исследования вязко-
сти высокотемпературных припоев проводили
методом затухающих крутильных колебаний
стаканчика с расплавом. При проведении экс-
перимента на каждом температурном режиме
определяли логарифмический декремент зату-
хания крутильных колебаний и период колебав
ний подвесной системы. Логарифмический дек-
ремент затухания рассчитывался по формуле
где и - число периодов колебаний подвесной
системы; и А„ - половины амплитуд соот-
ветственно начальной и конечной, отсчиты-
ваемые визуально от нулевого положения по
миллиметровой шкале, отстоящей на 1 м от
зеркала подвесной системы.
За время проведения эксперимента сме-
щения нулевого положения подвесной системы
не наблюдалось. После первоначального кру-
тящего импульса пропускались 5-8 колебаний
для установления квазистационарного гидро-
динамического поля скоростей, а затем прово-
дилась регистрация амплитуд, причем для ис-
ключения возможных случайных и системати-
ческих ошибок на каждом температурном ре-
жиме число периодов колебаний п было раз-
личным и изменялось при проведении опытов
на жидком металле от 7 до 10; при тарировке
пустой подвесной системы и в опытах по опре-
делению момента инерции фиксировалось
100 колебаний. Период колебаний вычислялся
по времени п колебаний в пределах 0,1 с.
На каждом температурном режиме про-
изводилось 4-6 записей. Разброс полученных
значений логарифмического декремента зату-
хания 8 не превышал 0,4 % и составлял в ос-
новном 0,2... 0,3%; разброс 80 - до 0,5 %. По
ОПТИМИЗАЦИЯ ХИМИЧЕСКОГО СОСТАВА ПРИПОЯ И ПРОЧНОСТИ ПАЯНОГО СОЕДИНЕНИЯ 371
периоду колебаний т разброс составлял около
0,06 %, а по т0 около 0,01 %. Вязкость припоев
вычислялась по уравнению Е. Г. Швидковского с
поправкой на мениск, предложенной И. С. Арм-
брюстером:
0 = 1- 1,5х - 0,375.x2 - а+—”------(Л - сх);
н, _ т' х = ^_.
np'(R')2 ’ 2л’
v - кинематическая вязкость; K‘,m‘,R‘ - со-
ответственно момент инерции подвесной сис-
темы, масса жидкого металла в стаканчике и
внутренний радиус стаканчика при температу-
ре опыта Г. 8, 80 - логарифмический декре-
мент затухания соответственно заполненной и
пустой системы; h — высота мениска, опреде-
ляемая после эксперимента; Н‘ - высота стол-
ба металла при температуре опыта г; т, т0 -
периоды колебания соответственно заполнен-
ной и пустой системы; с - поверхностное на-
тяжение металла; р‘ — плотность жидкого ме-
талла при температуре г; а, Ь, с - постоянные
функции аргумента, определяемые из работы
Е. Г Швидковского; п - число торцевых по-
верхностей трения.
Исследование вязкости проводили на четы-
рех бинарных припоях Ag-Cu и одной четырех-
компонентной системы Ag-Cu-Zn-Mn (ПСр37,5).
Все использованные в исследованиях сплавы
подвергались вакуумной переплавке. Содержа-
ние основных компонентов приведено в табл. 6.
Таблица 6
Припой Содержание элементов, % (масс.)
Ag Zn Mn Си
ПСр37,5 36,72 -
ПСр50 47,52 -
ПСр87 83,4 - - Остальное
ПСр37,5 (с Zn, Мп) 37,5 5... 6 7,9... 8,5
ПСр43,3 41,1 - -
Примечание. Содержание кислорода во всех припоях составляет до 5 • КГ4 % (масс.), водорода -
2 -КГ1 % (масс.).
Таблица 7
,к | 1 8 1 L-I v-lO4, см!/с | П'Ю1, г/см2-с | | (Лэ-ЛурУЛур • %
ПСр37,5 (бинарный)
1269 0,13268 3,536 51,67 43,60 +0,3
1225 0,13578 3,541 55.03 46,65 -0,4
1230 0,13521 3,546 54,32 46.02 -0,8
1240 0,13495 3,536 54,19 45,87 +0,3
1209 0,13769 3,542 57,22 48,59 +0,7
372
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
Продолжение табл. 7
г.к 5 - 1 v-104, см2/с | | гр 1 О’, г/см2-с | (П3-Чл.)/Ли.*,%
ПСр37,5 (четырехкомпонентный)
1275 0,11733 3,585 40,15 32,28 -0,8
1240 0,12078 3,577 43,35 35,41 +0,4
1183 0,12574 3,577 48,63 40,69 +0,7
1140 0,12844 3,576 51,59 43,76 -0,5
1170 0,12613 3,583 48,96 41,12 -0,5
1218 0,12237 3,578 44,50 37,07 +0,6
ПСр43,3
1220 0,13397 3,599 49,55 42,38 -0,3
1267 0,13005 3,599 45,48 38,71 +0,3
1252 0,13108 3,595 46,58 39,71 -0,2
1205 0,13581 3,605 51,44 44,07 +0,3
ПС р50
1223 0,13531 3,664 50,54 43,65 +0,4
1272 0,13174 3,664 46,87 40,26 +0,01
1220 0,13523 3,679 50,21 43,37 -0,4
1273 0,13185 3,676 46,85 40,25 -0,1
ПС р87
1274 0,13319 3,568 36,80 33,42 +0,3
1235 0,13584 3,567 38,72 35,30 -0.1
1188 0,14037 3,571 42,09 38,57 -0,3
1149 0,14421 3,561 45,64 42,00 +0,6
1165 0,14240 3,567 43,87 40,30 -0,3
1193 0,13976 3,563 41,72 38,22 -0,3
iq)p определяется по аппроксимационным уравнениям.
Результаты экспериментального исследо-
вания вязкости указанных композиций пред-
ставлены в табл. 7. Обработка полученных дан-
ных проводилась по уравнению Я. И. Френкеля:
где г] - динамическая вязкость, г/см2 • с; А -по-
стоянная; U - энергия активации вязкого тече-
ния; R - газовая постоянная (» 2 кал/моль °C);
Т - температура, К.
В системе координат 1пт|-^ экспери-
ментальные данные для всех исследованных
составов хорошо укладываются на прямые
линии (см. рис. 21 ). Коэффициенты уравнения
1пд = а + ^£ для каждой прямой приведены в
табл. 8. Отклонения экспериментальных дан-
ных от этих уравнений не превышают ± 0.8 %.
Рис. 21. Температурная зависимость вязкости
медно-серебряных припоев
ОПТИМИЗАЦИЯ ХИМИЧЕСКОГО СОСТАВА ПРИПОЯ И ПРОЧНОСТИ ПАЯНОГО СОЕДИНЕНИЯ 373
Таблица 8
Припой а Ь
ПСр37,5 - 5,2207 2648,17
ПСр43,3 -5,8462 3285,98
ПСр50 -5.0902 2391,66
ПСр87 -5,4711 2637,27
ПСр37,5 с Zn и Мп -6,0596 3360,97
Вязкость данных медно-серебряных сис-
тем уменьшается с ростом температуры. Для
припоев ПСр87 и ПСр37,5 с Zn и Мп ее значе-
ние наименьшее Следовательно, эти припои
наиболее технологичны с точки зрения запол-
нения капиллярных зазоров, так как их жидко-
текучесть максимальна.
Растекаемость припоев системы Cu-Ag
в условиях пайки и прочность паяного со-
единения. Приведенные теплофизические ха-
рактеристики медно-серебряных припоев пред-
ставляют собой информацию об их поведении
в зависимости от температуры. Они необходи-
мы с точки зрения знаний о жидкотекучести
припоев и, соответственно, о заполнении ка-
пиллярных зазоров. Однако этого недостаточно
при разработке технологии пайки, поскольку в
процессе пайки происходит взаимодействие
припоя с паяемыми металлами. Поэтому следует
ожидать, что процесс взаимодействия повлечет
за собой изменение этих характеристик и воз-
. можно изменение в формировании паяного шва.
Как известно из [12], эти изменения в
значительной мере зависят от химического
состава припоя, покрытия, наносимого на
паяемые материалы перед пайкой, а также от
сродства химических элементов припоя и
паяемых металлов
Применительно к пайке биметаллических
конструкций, состоящих из стальной и бронзо-
вой деталей, наиболее приемлемой композици-
ей является сплав медь-серебро. Эти данные
хорошо согласуются с результатами вязкости
(жидкотекучести). Обусловлено это тем, что
данные припои обладают достаточной стойко-
стью при воздействии вибронагрузок и цикли-
ческих нагрузок, агрессивных сред, включая
кислоты, щелочи, кислород и т.д. Вместе с тем,
рассматривая диаграмму состояния этой ком-
позиции (рис. 22), нельзя однозначно опреде-
лить оптимальный химический состав припоя
для пайки биметаллической конструкции, по-
скольку на диаграмме существуют три области,
где структура и химический состав их различны
В связи с этим в [12] предложен принципиаль-
ный подход оценки выбора оптимальности хи-
мического состава припоя. В основе подхода -
учет диаграммы состояния медь-серебро (см
рис. 22) и экспериментальных данных, включая
теплофизические характеристики - вязкость, а
также смачиваемость и растекаемость припоя
на паяемых металлах и прочность паяного со-
единения, выполненного с использованием
этих припоев.
Рассмотрим диаграмму состояния медь-
серебро, представленную на рис. 22. Из диа-
граммы следует, что данный бинарный сплав
(медь-серебро) является эвтектическим. Поми-
мо эвтектики существуют две области с огра-
ниченной растворимостью. Слева - область
a-твердый раствор (а-тв.р.), являющийся доэв-
тектической составляющей, справа - Р-твердый
раствор (Р-тв.р.) - заэвтектической состав-
ляющей. Все три области имеют разную струк-
туру, причем структура доэвтектического и
заэвтектического сплавов меняется еще и в
зависимости от температуры, поэтому стано-
вится очевидным необходимость анализа
структуры в интервале температур «кристалли-
зация при-поя - комнатная». Оправдан такой
анализ и тем, что отдельные паяные биметал-
лические конструкции работают в условиях
высоких температур. Рассмотрим структурные
изменения в каждой из областей, причем в
374
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
доэвтектической и заэвтекгической - по два
сплава, так как есть ограниченные области
твердых растворов, и эвтектический сплав, т.е
всего пять сплавов: I и II- доэвтектические;
III - эвтектический; IV и V - заэвтектические
Сплав I выше точки Г, находится в жид-
ком состоянии, химический состав - медь-се-
ребро. В процессе охлаждения до Г, из медно-
серебряного расплава начинают выделяться
кристаллы а-тв.р. (Си и Ag). В диапазоне тем-
ператур Тх-Т2 сплав состоит из расплава медь-
серебро и кристаллов а-тв.р.; концентрация
а-тв.р. меняется по линии солидуса (точки 1... 2)
В интервале температур Т^-Гз закристаллизо-
вавшийся сплав находится в состоянии одно-
фазного пересыщенного а-тв.р. В результате
ниже Т3 из сплава одновременно выпадают
вторичные кристаллы а-тв.р и первичные
Р-тв.р., образующие эвтектику. Этот процесс
происходит до полного охлаждения, т.е. до
комнатной температуры. Следует отметить, что
растворимость меди в серебре при Т = 779 °C
составляет 8,8 %, а при Т= 20 °C не превышает
0,01 %. Таким образом, сплав I представляет
собой структуру, состоящую из частиц первич-
ных кристаллов а-тв.р. и эвтектики - механиче-
ской смеси. Количество первичных кристаллов
Ю0% =85,76 %,
28,1
а-тв.р. в сплаве будет
4
количество эвтектики------100% = 14,24 %.
28,1
Сплав II, так же как и сплав I, является
доэвтектическим, однако в нем отсутствует
область твердых растворов, как это имеет ме-
сто в сплаве I; в процессе кристаллизации (точ-
ка Тх) из сплава II начинают выделяться пер-
вичные кристаллы а-тв.р. В точке Т2 жидкость
полностью кристаллизуется, образуя эвтектику
из частиц а-тв.р. состава точки «/>> и Р-тв.р.
состава «£». Количество первичных кристаллов
при Т = 20 °C будет составлять 37,72 %, а эв-
тектики - 62,28 %.
Эвтектический сплав III в отличие от спла-
вов I и II кристаллизуется при строго опреде-
ленной температуре, составляющей 779 °C; при
20 °C количество а-тв.р. = 71,8 %, Р-тв.р. =
= 28,2%.
В сплаве IV на начальной стадии кри-
сталлизации из жидкости при Тх выделяются
кристаллы Р-тв.р. (Ag и Си), а при Т2 жидкий
расплав полностью кристаллизуется, образуя
эвтектику из частиц а-тв.р. +- Р-тв.р., причем
частицы Р-тв.р. являются вторичными Коли-
чество первичных Р-тв.р. кристаллов будет
составлять 43 %, а эвтектики - 57 %.
В сплаве V, так же как и в сплаве IV, при
достижении температуры Тх начинают выде-
ляться кристаллы Р-тв.р. Концентрация жидкой
фазы при этом меняется по линии ликвидуса, а
состав Р-тв.р. - по линии солидуса. При Т2
сплав представляет собой пересыщенный од-
нофазный Р-тв.р., из которого при Т3 начинает
выделяться эвтектика (а + Р). При комнатной
температуре сплав состоит из первичных кри-
сталлов Р-тв.р. и эвтектики (а + Р). Раствори-
мость серебра в меди при Т= 290 К очень мала
и составляет 0,1 %. Количество первичных
кристаллов Р-тв.р. при Г= 20 °C будет 93,17 %,
а эвтектики - 6,83 %.
Для наглядности приведенных расчетов
сведем данные в табл. 9, из которой следует,
что доэвтектический и эвтектический сплавы
состоят из а-тв.р. и эвтектики, заэвтектические -
из эвтектики и частиц Р-тв.р. В первых трех
сплавах структура преимущественно состоит
из серебра, а в последних двух - из меди. Ана-
лиз структуры в зависимости от температуры
показал, что такие изменения имеют место
только в сплавах I и IV, причем в сплаве I на-
блюдается увеличение растворения меди с
повышением температуры (предельная раство-
римость при 779 °C составляет 8,8 %); в сплаве
V отмечается аналогичная тенденция, но толь-
ко с серебром (предельная растворимость се-
ребра в меди при Г= 779 °C составляет 8 %).
Из анализа структуры сплавов следует,
что оптимальными для пайки биметаллических
конструкций являются сплавы III и IV, т.е.
эвтектический и заэвтектический. Обусловлено
это тем, что структура этих сплавов практиче-
ски не претерпевает изменений вплоть до тем-
пературы их плавления, а значит, структура не
повлияет на изменение прочности паяного
соединения при его нагреве.
Доэвтектические сплавы и заэвтектиче-
ский сплав V использовать нецелесообразно.
Для доэвтектических сплавов первой причиной
является высокая стоимость, так как сплавы
преимущественно состоят из серебра; вторая
причина - низкая прочность как самого сереб-
ра, так и паяного соединения; третья - возмож-
ОПТИМИЗАЦИЯ ХИМИЧЕСКОГО СОСТАВА ПРИПОЯ И ПРОЧНОСТИ ПАЯНОГО СОЕДИНЕНИЯ 375
Таблица 9
№ сплава Структурные составляющие, %, сплав медь-серебро
а-тв.р. эвтектика Р-ТВ.р. Ag Си
I 85,76 14,24 - 95 5
II 37,72 62,28 - 84 16
III 71,8 100 28,12 72 28
IV - 57 43 42 58
X । 1 6,83 93,17 4 96
ность эрозии бронзы из-за взаимодействия
серебра с медью - основой бронзы. Отсутствие
интереса к сплаву V связано с тем, что его
структура практически состоит из кристаллов
чистой меди, а медь в сравнении с серебряны-
ми сплавами хуже смачивает поверхность ста-
ли, особенно при капиллярной пайке, и, кроме
того, медь может вызывать охрупчивание и
растрескивание сталей. Таким образом, для
определения характеристик смачиваемости и
растекаемости были предложены сплавы III и
IV; в данном случае оценку смачиваемости и
растекаемости выбранных припоев проводили
по краевому углу смачиваемости.
В процессе растекания расплава по твер-
дому телу условия равновесия определяются
°1.з =°2.з +°i,2 (c°s6) >
где о13 - поверхностное натяжение между
твердым телом и газовой средой; о23 - по-
верхностное натяжение расплава на границе с
твердым телом, о, 2 - поверхностное натяже-
ние жидкости на границе с газовой средой.
Из условия равновесия следует, что
cos0 = (о, з -о23)/о, j. Отсюда видно, что при
cos0 > 0 или 0 < 90° жидкий расплав смачивает
поверхность твердого тела, растекаясь по его
поверхности.
Проведенные исследования по определе-
нию cos0 на стали и бронзе в вакууме
1(Г2 мм рт. ст. (1 мм рт. ст. » 133 Па) показали,
что сплавы III и IV плохо смачивают поверх-
ность стали и бронзы, так как имеющийся в
них хром образует окисную пленку Сг2О3 тол-
щиной более 30 А . Силы взаимодействия ме-
жду атомами расплава и твердого тела возни-
кают лишь при ее толщине менее 10 А , по-
этому оценить смачиваемость этих сплавов на
стали и бронзе можно лишь при условии без-
окислительного нагрева при низком парциаль-
ном давлении кислорода (высокий вакуум) или
при наличии покрытий на стали и бронзе,
окислы которых, в случае их образования, лег-
ко диссоциируют при высоком парциальном
давлении кислорода (неглубокий вакуум со
степенью разряжения 10-2 мм рт. ст.).
Из числа покрытий, применяемых в про-
мышленности, например золото, серебро, медь,
никель, железо и др., наибольший интерес с
практической точки зрения представляют медь
и никель. Отсутствие интереса к остальным
покрытиям обусловлено тем, что золото и се-
ребро являются дорогостоящими элементами, а
железо практически нерастворимо как в меди,
так и в серебре, и, соответственно, прочность
сцепления припоя со сталью будет низкой.
Проведенные исследования по определе-
нию cos0 на стали и бронзе как с медным, так
и с никелевым покрытием показали, что угол
0 = 0 для обоих медно-серебряных сплавов.
Однако пятно растекания имеет большую пло-
щадь на медном покрытии. В то же время из
двух исследованных сплавов большей площа-
дью растекания по медному покрытию облада-
ет сплав III. Меньшая площадь растекания на
никелевом покрытии в сравнении с медным
связана с увеличением содержания серебра в
припое вследствие избирательного растворе-
ния меди - элемента припоя в никеле (они об-
разуют неограниченные твердые растворы).
Серебро же, наоборот, имеет слабое химиче-
ское сродство с никелем, что и обусловливает
376
ЖИДКОМЕТАЛЛИЧЕСКОЕ ОХРУПЧИВАНИЕ И ПРОЧНОСТЬ ПРИ ПАЙКЕ
меньшую смачивающую способность. Прису-
щее данным элементам взаимодействие (медь-
никель) объясняется еще и тем, что на внешних
их подуровнях «</» - Ni и <«» - Си существует
незаполненность электронами, что энергетиче-
ски выгодно для обмена атомов.
Большая площадь растекания сплава III
по меди объясняется тем, что в нем содержится
72 % серебра (остальное - медь) (см. рис. 22).
При наличии химического сродства между
ними обеспечивается лучшая растекаемость
этого сплава по медному покрытию. Установ-
лено, что оптимальным покрытием является
медь, а припоем - сплав III эвтектического
состава.
Для исследования прочности паяного со-
единения проводили экспериментальную рабо-
ту с учетом выбранных видов покрытия, нано-
симых на сталь и бронзу и припоя медь-сереб-
ро (сплав III), оптимального по химическому
составу. Исследования проводили на цилинд-
рических образцах. В процессе пайки образцов
создавали вакуум 1(Г2 мм рт. ст. Эксперимен-
тальной проверкой установлено, что макси-
мальная прочность паяного соединения с ис-
пользованием в качестве припоя сплава III при
Т= 20 °C составляет 200 ... 220 МПа при зазо-
ре 0,1 мм. При увеличении зазора до 0,2 мм
прочность паяного соединения уменьшается и
составляет менее 150 МПа (по техническим
условиям она должна быть не ниже 200 МПа)
Уменьшение прочности паяного соединения
при увеличении зазора до 0,2 мм объясняется
образованием карбидной фазы и a-железа в
стали на границе с паяным швом, ослабляю-
щим сцепление медно-серебряного припоя со
сталью. Появление карбидной фазы и а-железа
на поверхности стали, граничащей с распла-
вом, связано с избирательным растворением
никеля - элемента стали в медно-серебряном
припое, и увеличением в 2 раза содержания в
этом слое хрома - элемента стали.
Таким образом, анализ диаграммы Cu-Ag
и учет экспериментальных данных - вязкости,
смачиваемости и растекаемости - показал, что
наиболее оптимальными для пайки биметалли-
ческих конструкций с учетом достижения
прочности паяемого соединения являются
эвтектические и близкие к эвтектике по хими-
ческому составу припои, а для уменьшения их
влияния на охрупчивание паяемых материалов
предложен ряд технических приемов.
СПИСОК ЛИТЕРАТУРЫ
1. Семенов В. Н., Черницын А. И., Са-
галович В. В. Влияние структуры сплава
ЭП202 на склонность к растрескиванию при
пайке // Сварочное производство. 1975. № 12.
С. 33-35.
2. Семенов В. Н., Сипягина Л. Е., Со-
рокина Л. П. Влияние технологического про-
цесса пайки на фазовый состав сплава
ХН58МБЮД//МиТОМ. 1993. № 1. С. 29-31.
3. Семенов В. Н., Черницын А. И., Са-
галович В. В. Влияние термического цикла
пайки на структуру сплава ХН67ВМТЮ и
склонность его к растрескиванию под воздей-
ствием жидкого припоя // Сварочное производ-
ство. 1976. № 1. С. 36-37.
4. Семенов В. Н. Природа зарождения и
развития трещины в дисперсионно-твердею-
щем сплаве под воздействием жвдкометалли-
ческого медно-серебряного расплава // Ми-
ТОМ. 2001. № 12. С. 4-7.
5. Семенов В. Н. и др. О механизме раз-
рушения сплава ХН67МВТЮ под воздействи-
ем медно-серебряного припоя // МиТОМ. 1982.
№8. С. 47-51.
6. Губин А. И. Пайка нержавеющих ста-
лей и жаропрочных сплавов. М.: Машино-
строение, 1964.
7. Справочник по пайке / Под ред.
С. Н. Лоиманова и др. М.: Машиностроение.
1975.
8. Петрунин И. Е., Лоцманов С. Н., Ни-
колаев Г. А. Пайка металлов. М.: Металлур-
гия, 1973.
9. Ребиндер П. А. Новые проблемы фи-
зико-химической механики / Доклады на по-
стоянном коллоквиуме по твердым фазам пе-
ременного состава совместно с Московским
коллоидным коллоквиумом.-М., 1956
10. Василенко И. И., Мелехов Р. К. Кор-
розионное растрескивание сталей. Киев Нау
кова думка, 1977.
11. Никитин В. И. Физико-химические
явления при воздействии жидких металлов на
твердые. М.: Атомиздат, 1967.
12. Семенов В. Н. Влияние расплава
медно-серебряного припоя на свойства высо-
копрочных и жаропрочных сплавов и сталей I
МиТОМ. 1999. № 10. С. 6-12.
13. Семенов В. Н. Закономерности уп-
рочнения и охрупчивания паяемых сталей и
сплавов при нагреве их по термическому цикле
пайки //МиТОМ. 1999. № 10. С. 20-24.
СПИСОК ЛИТЕРАТУРЫ
14. Семенов В. Н. Зарождение и развитие
трещины в сплаве ХН67ВМТЮ в процессе
пайки биметаллической конструкции И Ми-
ТОМ. 1992. №4. С. 20-21.
15. Журков С. Н., Томашевский Э. И. И
ЖТФ. 1955. № 25; 66.
16 Семенов В. Н., Сипягииа Л. Е., Дуб-
ровский К. Е. Влияние трещин, заполненных
закристаллизовавшимся расплавом припоя, на
прочность конструкционных материалов И
Проблемы прочности. 1990. № 2. С. 21-23.
17. Гришин В. К. Статистические мето-
ды анализа и планирования эксперимента. М.,
1975.
18. Семенов В. Н., Чулков Ю. П., Ко-
маров Л. Н. Определение допустимых на-
пряжений в процессе пайки // Сварочное про-
изводство. 1981. № 3. С. 11-13.
19. Комаров Л. Н., Семенов В. Н., Чул-
ков Ю. П. // Проблемы прочности. 1981. № 9.
20. Семенов В. Н. Диплом на открытие
№ 88 (приоритет - ноябрь 1991) // Бюлл. ВАК
России. 1998. № 2. С. 43-46.
21. Семенов В. Н. Особенности разруше-
ния материалов при пайке конструкций // Ми-
ТОМ. 1999. № 10. С. 17-19
22. Физическое металловедение / Под
ред. Р. Кана. М.: Мир, 1967. Т. 1.
23. Фиикель В. М. Физика разрушения.
М.: Металлургия, 1973.
24. Бокштейн Б. С. Диффузия в метал-
лах. М.. Металлургия, 1970.
25. Семенов В. Н. Влияние неоднородно-
сти структуры материала на прочность паяного
соединения//МиТОМ. 1999. № 10. С. 13-16.
26. Дубровский К. Е., Семенов В. Н.
Расчетная оценка давления газа для поджатия
медно-стальных конструкций при пайке И Сва-
рочное производство. 1982. № 5. С. 23—24
Глава 12. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ПАЙКИ
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
В математически записанных условиях
должно быть дано краткое и достаточно точное
выражение существа производства паяных
изделий. Рассмотрим эти условия.
Температурное условие. Стремление по-
высить эксплуатационные температуры паяных
конструкций потребовало учета ряда темпера-
турных факторов, составляющих основное ус-
ловие процесса пайки, названное температур-
ным Процесс пайки происходит без оплав-
ления материала детали: плавится лишь припой,
а паяемый металл подогревается до температу-
ры пайки, которая несколько выше температуры
плавления припоя, но всегда ниже температуры
плавления материала детали. При этом темпера-
тура начала плавления припоя должна быть
выше рабочей температуры паяного изделия в
эксплуатации. В противном случае при доста-
точно высокой рабочей температуре паяное
изделие окажется неработоспособным.
Таким образом, это условие можно запи-
сать в виде (температура, °C)
(1)
где б - температура начала плавления (точка
солидуса) материала детали; tz — температура
нагрева детали при пайке или температура
пайки, Г3 - температура начала плавления
(точка солидуса) припоя; Г4 - рабочая темпера-
тура паяного соединения при эксплуатации.
Сведения о значениях Г, ряда паяемых ста-
лей и сплавов приведены в работах [6, 10,16].
Расчет Г] (°C) для конструкционных, кор-
розионно-стойких сталей и жаропрочных
паяемых сталей в зависимости от химического
состава может быть выполнен с помощью
формулы А. Г. Лифшица [16]:
Г,=1530-Дгик-^с,ДГ,. (2)
где Дгик = 30 ... 50 °C - интервал кристаллиза-
ции стали, т. е. разность между температурами
ликвидуса и солидуса; с, - концентрация 1-го
легирующего элемента в стали, %; Дг, - изме-
нение температуры плавления железа от введе-
ния 1 % i-го элемента, °C/ %; п - число леги-
рующих элементов в стали. Значение 1530 °C
означает температуру плавления технически
чистого железа с учетом имеющихся в нем
постоянных примесей серы, фосфора, кислоро-
да, азота и водорода.
Подобным образом была получена фор-
мула для расчета I, (°C) никелевых сплавов-.
r,=1455-ArH1I-£Ci^, (3)
а также для сплавов на основе титана
^1668-Дг^-^Дг, (4)
В последних двух формулах значения
Д/и к рекомендуется выбирать в тех же преде-
лах, что и в случае для сталей. Значения Дги к
для оценки влияния легирующих элементов в
сталях, в никелевых и титановых сплавах при-
ведены в табл. 1. Знак «минус» указан в тех слу-
1. Значения Дг, (°С/%)
для химических элементов в сталях,
никелевых и титановых сплавах
Легирующий элемент В сталях В сплавах никеля* В сплавах титана*
А1 2,7 5,1 5,3
В 94,0 86,0 —
V 2,0 — 4,9
W 0,9 -1,6 —
Fe — 0,6 18,2
Со 1,8 —0 4 —
Si 9,7 2б’1 39,8
Мп 4,9 7,2 11,6
Си 5,0 3,7 —
Мо 1,8 2,9 -9,6
Ni 3,9 — 29,1
Nb 40,0 7,7 —
Sn — — 1,8
S — 21,1 —
Ti 15,4 11,0 —
C 71,0 61,7 —
P — 52,0 —
Cr 1,6 2,2 5,0
Zr — 4,2 -
♦ Данные получены автором совместно с
В. П. Сыроегиным и В. Д. Ковалевым
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 379
чаях, когда легирующий элемент повышает
температуру плавления, сплава в отличие от
остальных, когда легирующие элементы сни-
жают Г,.
Формула для расчета tt (°C) имеет вид:
медных сплавов
Г,=1О83-Дги.к-^с,Дг,, (5)
алюминиевых сплавов
Л=660-дгик-^с,Дг,, (6)
магниевых сплавов
г,=650-Д1и1(-£с,Д^ (7)
Значение Дгик в формулах (5)—(7) следует
принимать в интервале 20 .. 40 °C. Значения
Дг, для учета влияния легирующих элементов
в медных, алюминиевых и магниевых сплавах
приведены в табл. 2.
Точность расчета Г, по приведенной ме-
тодике вполне приемлема для инженерной
практики. Рассогласование экспериментальных
и расчетных данных не превышает ±5 % и даже
ниже. Значения t2 обычно согласуются со зна-
чениями Гз [1, 10, 11,13 ,16]. Вместе с тем зна-
чение t2 не может быть выбрано произвольно
без учета Zb как это видно из (1).
Рекомендован метод расчета значений t3
по известным данным о химическом составе
припоев путем моделирования на ЭВМ [4] в
общем случае:
t3 = do + а,х, + fl2x2 + а3 х3 +... + а„х„ +
+ а12-х1-х2 +а13-х1'Х3 + — + а1пх1Хп +
+«23*2*3 (8)
где а0, а,, а2,..., а(пЧ)„ - постоянные коэффи-
циенты; х2, х3,...,х„ - содержание каждого
химического элемента в припое, %; и - общее
число элементов.
Проверка работоспособности уравнения
(8) и оценка точности данного метода прово-
дились на обширном массиве эксперименталь-
ных данных t3 для т = 388 припоев. При разбие-
нии общей выборки т на ряд частных, относя-
щихся, например, к медным, никелевым, сереб-
ряным и другим припоям, достигается вполне
приемлемая точность совпадения расчетных и
2. Значения Дг, (°С/%) в сплавах
Легирую- щий эле- мент В медных сплавах В алюми- ниевых сплавах В магние- вых сплавах Легирую- щий эле- В медных сплавах В алюми- ниевых сплавах В магние- вых сплавах
Ag 43 1,2 3,0 Мп 11,0 0,8 -0,5
Al 4,2 - 4,5 Мо - -21,5 —
В -49,3 - Na — 6,7 -
Be 51,0 14,5 — Nd — — 2,0
Са - 7,8 Ni -5,8 3,5 6,0
Cd - 1,5 2,0 Р 35,0 - —
Се — 2,3 1.9 Pb 3,0 — —
Сг 8,0 -2,0 — Sb — -18,8 —
Си 3,4 — Si 35,0 7,1 9,2
Fe -4,0 2,5 — Sn 10,7 1,2
Y - 2,4 Ti — -33,3
Jn - 2,4 v — -67,7 —
Li 1,0 4,4 Zn 4,4 2,1 3,6
Mg - 5,0 - Zr - -5,0 -1,1
♦ Данные получены автором совместно с С. А. Кабердой [20]
380
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
экспериментальных данных. Так, в выборке
серебряных припоев по ГОСТ 19738-74 с учетом
в уравнении (8) членов, отражающих парное
взаимодействие, получено, что около 50 % зна-
чений имело относительную погрешность, %:
— (г3э-г3т)100
и не было ни одного значения с 8г3 > 8 %.
Средняя относительная погрешность при этом
составила ±2 %.
Рассмотренный метод позволил практи-
чески начать формирование автоматизирован-
ной системы управления проектированием
технологии пайки (АСУ ПТП) припоями с за-
данными свойствами [3,4]
Температура паяного соединения в усло-
виях эксплуатации t4 и диапазон ее изменения
назначаются при проектировании паяных изде-
лий, исходя из специальных расчетов [16]. До-
пускаемые значения t4 для конструкционных
материалов и припоев указаны в [13,16].
В последние десятилетия существенно
возросли значения t4, назначаемые при созда-
нии новых изделий, в результате чего диапазон
Г1 - t4 для паяных изделий стал сравнительно
узким.
Параметры, входящие в выражение (1),
могут быть найдены по следующим формулам:
где A/j - превышение температуры начала
плавления материала над температурой пайки,
необходимое из условия сохранения формы
изделия при нагреве в процессе пайки, °C;
Дг2 - технологический фактор, учитывающий
необходимость перегрева расплавленного при-
поя выше точки ликвидуса для лучшего смачи-
вания конструкционного материала и затекания
в зазоры между соединяемыми деталями, °C;
Д/3 - интервал кристаллизации припоя, т.е.
разность между температурой конца г3 и нача-
ла Г3 плавления припоя или между температу-
рами ликвидуса и солидуса припоя, °C; Д/4 -
минимальный температурный запас работоспо-
собности припоя, °C.
Решая совместно выражения (1) и (9) от-
носительно Г3 и учитывая необходимость ис-
ключения погрешностей измерения темпера-
тур, получаем
^-Д^-Д/2-ДГз >г3 >г4+Дг4. (10)
Чтобы исключить отсюда величины, не под-
дающиеся строгому учету, введем коэффициенты
K}=t2/t} и К2=Т4/Т3, (11)
где Г3 и Т4 - абсолютные температуры’, К. От-
ношение температур, выражаемое коэффициен-
том Кг, называют гомологической (сходствен-
ной) температурой сплава (в данном случае
припоя) и нередко используют для расчета
прочности и упругости сплавов
После подстановки (11) в выражение (10)
и некоторых преобразований имеем
К/,-Дг2-Д/3 >г3 >г4+
+273) (12)
Это условие (12) изображено в виде но-
мограммы на рис. 1. При расчетах рекоменду-
ется выбирать возможно большее значение Кх,
но не выше 0,85 ... 0,95. Значение Д/2 выби-
рают в пределах 15 ... 75 °C, а Дг3 обычно
указывается в инструкциях и справочниках по
пайке, но для эвтектических припоев и чистых
металлов Д/3 = 0. Значения коэффициента К2,
как показывает опыт, следует выбирать в пре-
делах 0,5 .. 0,8, причем меньшие значения К2
соответствуют большему запасу прочности
Зная марку конструкционного материала
и, следовательно, температуры г, и t4, можно
рассчитать или определить по номограмме
(рис. 1), при выбранных коэффициентах Кх и
К2 пределы допускаемых температур г3 и Г3, по
которым, пользуясь справочной литературой,
нужно выбрать тот или иной припой. По (12)
можно определить любой из параметров, если
известны остальные. Например, если имеем
определенный припой, то, зная температуру
начала его плавления Г3 и задавшись К2, можно
вычислить допускаемую эксплуатационную
температуру t4 по формуле
t4 =К2Г3-273(1-К2).
* Учитывая, что в ряде расчетных формул ис-
пользуются только абсолютные температуры, в дан-
ном разделе приняты обозначения температуры как
по шкале Цельсия (г, °C), удобной из соображений
практики, так и по шкале Кельвина (Г, К).
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 381
t'C 2400 1SOO ООО О 0,2 0,4 0,0 0.0 1,0 Кг
Рис. 1. Номограмма для расчета температурного условия пайки
Расчет температуры пайки Z2, с учетом
необходимости исключения погрешностей
измерения температур, следует производить,
пользуясь выражением
X1z1>Z2>z3 + ZV2+AZ3
На рис 1 штриховой линией показан
пример определения коэффициента К2 по из-
вестным значениям Z] = 1485 °C, Кх = 0,8, Дг2 =
= 50 °C, Дг3 = 100 °C, Z4 = 700 °C для припоя
системы никель-хром-марганец-бор. При этом
определяем не только К2 = 0,74, но и ранее
неизвестные для этого случая значения t2 =
- 1184 °C и/3= 1034 °C.
Поскольку температура пайки t2 должна
быть согласована с температурой начала рек-
ристаллизации zp паяемого материала, во избе-
жание значительного изменения его структуры
и снижения прочности, необходимо конкрети-
зировать условия выбора коэффициента Кх
С этой целью введем понятие о коэффициенте
dp, характеризующем степень перегрева ме-
талла выше температуры Zp:
(13)
Если считать, что Z2 > Zp, то значение это-
.го коэффициента изменяется в пределах
0<ар S1, поскольку при z2 = Zp ар= 0, а при
Z2 = Z] соответственно ар= 1. Однако возмож-
ны случаи, когда Z2 < zp. Следовательно, ар < 0.
Принимая соотношение
7р=0,47пл, (14)
получаем границу начала рекристаллизации
технически чистых металлов. Если параметры,
входящие в выражение (14), пересчитать в °C,
то при условии, что Уш, = Ть имеем
zp =0,4Zj-164. (15)
С учетом этого получаем
Z2- 0,4z,+1 64
: z, - 0.4Z, +164
(16)
Исключив из этого выражения z2, путем
подстановки t2 = Kxtx согласно (11) имеем
К, =0,4+0,6ар-164—(17)
Эта зависимость представлена на рис. 2, а,
где отмечена граница начала рекристаллиза-
ции. Итак, задаваясь различными значениями
ар, в том числе и ар <0, можно обоснованно
выбрать К\ для расчетов по формуле (12) или
номограмме (рис. 1).
382
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
Рис. 2. Зависимость коэффициента ЛГ от температуры начала плавления ti и ар паяемых материалов:
а - технически чистых металлов; б - промышленных сплавов
Для большинства промышленных спла-
вов выражение (14) несправедливо, поэтому
рассмотрим случай, когда
7'р = 0.87пл. (18)
Выразив параметры в °C, получим
Гр=О,8^-55 (19)
После подстановки этого значения в
формулу (13) можно записать
Г2 -0,8г, +55
G -0,8^ +55 ’
Исключив t2 согласно (11), окончательно
получим
Kj = 0,8 + 0,2ар-0,55—(21)
График этой зависимости показан на
рис. 2, б. В отличие от чистых металлов для
промышленных сплавов имеется возможность
выбирать существенно большие значения Kt
при сопоставимых значениях ар. Коэффициент
К2 следует выбирать в пределах 0 < К2 < 1.
Однако на практике имеют место случаи, когда
К2 > 1, что отражено на рис. 1. Это объясняется
возможностью повышения (за счет диффузии в
паяном шве) температуры вторичного расплав-
ления припоя или, точнее, зоны сплавления на
некоторое значение
Ч^-'з. (22)
где Д/^ - превышение температуры начала
распаивания паяной конструкции г3рс над тем-
пературой Г3 припоя в исходном состоянии.
При этом может оказаться, что tj > tj^. В этих
случаях необходимо, однако, чтобы соблюда-
лось условие
рз>
Нетрудно доказать, что при г4 < г3^ возможно
допустить r3 <t4 (или иначе, когда 0 < t4 -t3 <
< Д/рт ) и коэффициент К2 становится больше.
Это обстоятельство существенно расширяет
возможности эксплуатации паяных изделий
при высоких температурах.
Далее необходимо учесть максимальную
/5 и минимальную t6 температуры действия
флюса или газовой среды. Очевидно, что
г5-г6 = Дг5, (24)
где Дг5 - температурный интервал действия
флюса или газовой среды [13]. При этом необ-
ходимо обеспечить условия
и
(25)
После подстановки этих выражений в
(24) получим
Д/5 > Д/2 + Д/3
(26)
При пайке температура нагрева связана со
временем т. Следовательно, параметры t2, tp, t3,
t6 и другие есть не только характеристики фак-
торов, составляющих процесс пайки, но и неко-
торые значения функции Г =/(т) или Т = <р(т).
Дифференциальное уравнение, описы-
вающее в общем случае изменение температу-
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 383
ры Т паяемого изделия с поверхностью F во времени т, получим из закона сохранения энер- гии в следующем виде [16]: Связь между т и Т при нестационарном нагреве от начальной температуры Т^ч (т = 0) до температуры пайки Т2 можно получить ре-
Си^= ([«(Ti-D+^-EGoHdF, (27) ат J F шением (28): тI ~ dT т (29)
где Сн - полная теплоемкость, под которой понимается количество тепла, поглощаемое изделием при его нагревании на 1 °C. Если изделие однородно, то Си = ср Г, где с, р и V - соответственно удельная теплоемкость, плот- ность и объем изделия. Если же изделие состо- ит из разнородных частей, то параметр Сн мо- жет быть определен как сумма полных тепло- емкостей его отдельных частей. Коэффициент теплоотдачи а [Вт/(м2-°С)], температуру окружающей среды (например, в печи), поглощаемый изделием удельный лу- чистый тепловой поток q„ и степень черноты поверхности паяемого изделия е принимаем постоянными во времени, но они могут изме- няться по поверхности изделия. Параметр q„ считается положительным, если изделие по- глощает тепловой поток. Коэффициент излуче- ния абсолютно черного тела (постоянная Сте- фана-Больцмана) а0 = 5,67 10 "8 Вт/[м2 (°C)4]. Уравнение (27) можно записать через средние значения параметров: F ^сЦГ-ТЭ-есоГ4 Это выражение приведено к безразмер- ному виду: г Л (зо) 8J 1-9-AS4 где Энм = Тмч/Т и § = Т/Т - относительные начальная и текущая температуры, а 92=7'2/7’ - относительная температура пай- ки; т’ =atF/C1) - безразмерное время; фактор a Интеграл (30) вычисляем по правилам интегрирования рациональных функций. Гра- фик получаемой зависимости может быть ис- пользован на практике. Из общего уравнения (27) имеем ряд частных случаев, когда, напри- мер, отсутствует конвективный теплообмен (а = 0) или можно пренебречь собственным
<2«> излучением паяемого изделия, или изделие лишь излучает тепло со своей поверхности, т.е. когда а = 0 и qn = 0.
где аср=у JatZF; Уравнение (27) позволяет также решать некоторые задачи по оптимизации нагрева паяемого изделия.
Т = J(a?;+ qB)dF-, Ecp=y|edF. Итак, выражения (11)-(13), (22)-(26) и (28)-(30), взятые в совокупности, и составляют температурное условие пайки. Условие взаимодействия окисиой плен-
Если поверхность паяемого изделия мож- но разбить на п конечных участков с площадью F,, в пределах каждого из которых значения a,, , q„. и е, постоянные, то интегралы в последних соотношениях заменяем конечными суммами: ки и металла с газовой средой (флюсом). Окисная пленка препятствует образованию металлической связи между расплавленным припоем и паяемым металлом, и поэтому ее необходимо удалить. Наиболее эффективным средством удаления окисных пленок при пайке рельефных изделий оказались специальные газовые флюсы, активно взаимодействующие
. « 1 " не только с окислами, но и с металлом. При
химической реакции изменяется термодинами- ческий потенциал системы. Z2-Z,=AZT. (31)
где Zi и Z2 - термодинамические потенциалы системы в произвольных состояниях 1 и 2,
384
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
AZT - изменение термодинамического потен-
циала системы или термодинамический потен-
циал реакции, Дж/моль.
Реакция протекает самопроизвольно
только в том направлении, в котором термоди-
намический потенциал системы уменьшается, а
энтропия увеличивается. Следовательно, в
этом случае
Z2<Zj и AZT<0. (32)
Поскольку пайка происходит обычно при
постоянном давлении окружающей среды, то
указанное изменение потенциала называют
изобарным. Изменение изобарного потенциала
вещества при нагреве до температуры пайки Т2
[16]
дгт = дя298 + }дсР1^+а+...+
298
(33)
где ДЯ298 - стандартная теплота образования
(энтальпия) вещества; 7] ... Tt — температуры
фазовых превращений в интервале от 298 К до
Г2; ДСр1 ... ДСр/ - изменение молярной тепло-
емкости при соответствующих интервалах
температур; Q,... Q, - теплота фазовых пре-
вращений; Д5298 - изменение стандартной
энтропии.
Указанные термодинамические парамет-
ры подсчитывают на основании известных
положений физической химии. Однако для
расчета изменения изобарного потенциала до
заданной температуры Г2 вместо уравнения
(33) можно использовать с достаточной степе-
нью точности зависимость
AZT = ДЯ298 + а0Т2 lgT2 + в,Г22 +
+ a2T2'+J{T2+J2, (34)
где о0, а{ и а2 - коэффициенты пропорциональ-
ности; Jb J2 - константы.
Результаты вычислений AZT по формулам
(33) и (34) приведены в справочных пособиях в
виде таблиц и графиков для конкретных хими-
ческих реакций. Они охватывают диапазон
температур пайки Т2 от 200 до 2500 К и прак-
тически все встречающиеся случаи взаимодей-
ствия паяемых металлов и их окислов с гало-
идными газами (BF3, ВС13, ВВг3, РС13), водоро-
дом, окисью и двуокисью углерода, метаном,
хлором, фтором, бромом, углеродом, а также с
HF, НС1 и НВт.
Таким образом, при отсутствии справоч-
ных данных выражения (32) и (33) или (32) и
(34) могут быть использованы для совместного
решения с уравнениями, неравенствами и дру-
гими элементами температурного условия
Условие смачиваемости и растекаемо-
сти. Мерой смачиваемости конструкционного
материала жидким припоем является коэффи-
циент смачивания.
cose=^_~°B , (35)
°12
где <т12, ст13 и <т23 - поверхностное натяжение на
границах соответствующих фаз (индексы «1» -
жидкость; «2»- газовая среда, в частности воз-
дух; «3» - твердое тело). Если cos © = 1, т.е.
© = 0, то смачивание полное.
Установлено, что при полном смачивании
различные припои характеризуются разной
площадью растекания Sp одинаковых по объе-
му (в частности, 0,33 см3) навесок припоя на
одном и том же конструкционном материале
при одинаковых условиях пайки. Однако не-
редки случаи получения ббльших значений Ур
при неполном смачивании, что видно на гра-
фике (рис. 3), построенном на основе анализа и
обработки экспериментальных данных. В связи
с этими положениями предложен комплексный
критерий смачиваемости и растекаемости,
представляющий собой произведение покры-
той припоем площади на косинус краевого
угла. Здесь этот фактор преобразован в безраз-
мерный критерий в виде
X
Kcp=y£-cos0, (36)
где Ур и 5тах - текущее и максимальное значе-
ния площади растекания навески припоя объе-
мом 0,33 см3 при выбранных условиях пайки.
Как видно на рис. 4, удовлетворительные
значения фактора смачиваемости и растекае-
мости находятся в пределах
0,155<Кср<1, (37)
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 385
Рис. 3. Области допускаемых и иедопускаемых
значений 0hSp при пайке (I дюйм »2,54 см)
Рис. 4. График для определения минимально
допускаемых значений критерия смачиваемости
и растекаемости Кс.р
Рис. 5. График определения критически
смачиваемости по формуле (38)
Таким образом, если из эксперимента вы-
явлено хотя бы значение краевого угла 0, то
согласно выражениям (37) и (38) можно судить
об удовлетворении условия смачиваемости и
растекаемости.
К числу критериев, характеризующих рас-
текаемость, следует отнести также время и ско-
рость заполнения жидким припоем капилляр-
ных зазоров. Однако последние одновременно
зависят и от геометрических параметров соеди-
высоты подъема припоя по капиллярам и др.
Поэтому рассмотрим условие, отображающее
особенности конструкции паяемого изделия.
Условие конструктивной приемлемо-
сти изделия. Это условие в виде системы ко-
личественных критериев выражает степень
соответствия процесса пайки тем особенностям
конструкции, которые должны быть приняты во
внимание при проектировании изделий под пай-
ку. Высота подъема h припоя в зазоре Д может
быть подсчитана по следующей формуле:
ft^2a12cos0
уД ’
а расчетная формула для его определения име-
ет вид:
Kz р = O,769cos0 (1,3 - 0,06530 +
+ 1О'3 1,43802-1О’51,172е3). (38)
Как видно из этого выражения, при 0 = 0
Кср = 1, а при О = 90° Кср = 0. Графически эта
зависимость представлена на рис. 5, где выяв-
лен критический угол смачивания Окр = 37°,
при котором допускаемое значение (A^p)mlI, =
= 0,155. Это означает, что при Q>Qm качество
пайки неудовлетворительное.
где а12 - поверхностное натяжение припоя в
соответствующей газовой среде; у - удельный
вес припоя. Оптимальная величина зазоров Д
лежит в пределах
0,005 < Д < 0,025 см. (40)
Вертикальная сторона галтели припоя у в
тавровом соединении, а следовательно, и ради-
ус галтели R определяются при достаточном
количестве жидкой фазы.
y = R
(41)
13 - 8294
386
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
Время заполнения припоем горизонталь-
но расположенного шва протяженностью b
стное решение выражений (44)-(46) приводит к
удобному виду:
Зцб2
Au12cos0 ’
(42)
; /эбр-^2
m1c1 + т2с2
где т - время, с; т] — вязкость расплавленного
припоя в момент заполнения зазора.
Средняя скорость продвижения фронта
жидкого припоя
A<t12cos0
6/л]
(43)
Условие теплового баланса. Процесс
пайки возможен при условии, когда распола-
гаемого количества тепла Qp источника нагре-
ва, за вычетом потерь дп, достаточно для рас-
плавления припоя и нагрева изделия до темпе-
ратуры пайки t2. В общем виде условие тепло-
вого баланса
<?₽ ~ЧП =('”1^1 + m2c2)(t2— t0) + lm2 , (44)
где тх и ci - масса и удельная теплоемкость
металла паяемого изделия; т2 и с2 — масса и
удельная теплоемкость припоя; Го - начальная
(комнатная) температура изделия и припоя; / -
удельная теплота плавления припоя
Неизбежные потери тепла q„ связаны с
нагревом рабочего пространства (муфеля, кон-
тейнера, соляной ванны и т.п.), различных при-
способлений (фиксаторов, стапелей, индукто-
ров), а также с радиационными и другими по-
терями. Для совместного решения выражения
(44) с уравнениями и неравенствами темпера-
турного условия необходимо представить его в
следующем виде:
. вр-дп ~1т2
+т2с2
Значения Qp и д„ обычно подбирают экс-
периментально применительно к имеющемуся
оборудованию [1]. Однако условие теплового
баланса можно реализовать и расчетным пу-
тем, если ввести критерий экономичности f3
для выбранного способа нагрева при пайке:
_ (miCi+m2c2)(t2 -t0) + lm2
Получив численные значения f3 на основе об-
работки статистических данных, можно ис-
пользовать их для расчетов, поскольку совме-
Условие металлургического взаимо-
действия припоя с паяемым материалом.
В процессе пайки, если соблюдено условие
смачиваемости и растекаемосги, наступает
процесс металлургического взаимодействия
расплавленного припоя с паяемым материалом.
Характер и степень этого взаимодействия в
значительной мере зависят от того, насколько
легкоплавок или тугоплавок выбранный при-
пой. Попытки зарубежных н отечественных
исследователей классифицировать припои на
особолегкоплавкие, легкоплавкие, среднеплав-
кие и т.д. не определяют действительного ха-
рактера взаимодействия с паяемым материа-
лом. Для научной оценки ожидаемого взаимо-
действия припоя с паяемым материалом преж-
де всего необходимо сопоставить их абсолют-
ные температуры плавления, т.е. вычислить
критерий легкоплавкости припоя:
К3=7’3/Г1, (48)
где Т3 и Т} - абсолютные температуры начала
плавления припоя и паяемого материала
Значение К3 может изменяться в пределах
от 0 до 1. Этот интервал следует расчленить на
два: для легкоплавких и тугоплавких, приняв
границей между ними значение К3, соответст-
вующее порогу рекристаллизации паяемого
материала. Так, для чистых металлов, исполь-
зуемых в качестве паяемых конструкционных
материалов, граничное значение К3 = 0,4. Сле-
довательно, легкоплавкими припоями для
паяемых чистых металлов могут называться
такие сплавы или чистые металлы, для которых
соблюдается условие
0<К3<0,4, (49)
а тугоплавкими - те припои, для которых
0,4<£3<1. (50)
При такой классификации один и тот же при-
пой может быть и легкоплавким, и тугоплав-
ким, в зависимости от того, с каким паяемым
материалом сопоставляется. Так, для железа с
Г1 = 1539 °C медь (Г3 = 1083 °C) характеризуется
значением К3 = 0,75 и, следовательно, является
тугоплавким припоем В то же время для
вольфрама медь- легкоплавкий припой, по-
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 387
скольку в этом случае Ку = 0,37. Паяные со-
единения, выполненные легкоплавкими при-
поями, могут подвергаться неоднократной пе-
репайке с разборкой, и поэтому их следует
называть легкоразъемными, в то время как
другие соединения - трудноразъемными. Это
опровергает мнение о пайке как способе созда-
ния неразъемных соединений, которое не от-
ражает практических возможностей пайки.
Введение критерия Ку предопределяет вы-
бор мягкого или жесткого режима нагрева при
пайке, характеризуемого скоростью нагрева:
Ун=б/Г/(А) (51)
Значение этого критерия может быть по-
добрано экспериментально или вычислено:
VH=^-[acp(F-r)-scpGOr4l. (52)
Логическая связь между критериями Ку и
vH состоит в том, что если вычисленное значе-
ние Ку, согласно (48), удовлетворяет условию
(50), то в этом случае необходимо назначить
жесткий режим нагрева. Если же критерий Ку
удовлетворяет условию (49), то допустимы и
тот. и другой режимы нагрева. Условная гра-
ница между этими режимами может быть при-
нята на основе обработки статистических дан-
ных при vH = 10 °С/мин [13, 16]. Существует
также связь между режимами нагрева и интер-
валом кристаллизации припоя Д/3. При соблю-
дении
0<Д13<50 °C
допустимы мягкий и жесткий режимы. При
Д/3 > 50 °C (54)
рекомендуется жесткий режим нагрева, по-
скольку в противном случае имеется опасность
получения некачественного соединения [16].
Связь критерия Ку с коэффициентами К\ и Кг\
К^ + 213)
к^+гтьк^'
Произведение коэффициентов
(56)
может быть найдено, в соответствии с (11) и
(48), в начале технологического проектирова-
ния по известным из технического задания
значениям и Т4, поскольку
/С4=7'4/7'1,
где Х4 - гомологическая температура конст-
рукционного материала, по которой вычисляют
показатели высокотемпературной прочности
При пайке происходит обменная диффу-
зия между атомами припоя и паяемого метал-
ла, самодиффузия атомов, растворение паяемо-
го металла в жидком припое, образование но-
вых фаз и, в частности, химических соедине-
ний. Последующая кристаллизация сплава,
образовавшегося в паяном шве, наиболее су-
щественно влияет на свойства соединения.
Диффузию можно определить как кине-
тический процесс, связанный с выравниванием
неодинаковых концентраций данного компо-
нента в различных местах фазы, обусловлен-
ный молекулярным тепловым движением.
Диффузионная подвижность атомов металлов в
твердых растворах сплавов подчиняется гомо-
логическому закону диффузии
-lg£) = 9+43 (1-Глнф/Гпл)2-8, (58)
где D - коэффициент самодиффузии металлов,
а Тдиф / Тп„ - гомологическая температура для
диффундирующего металла.
Согласно (58) металлы, имеющие более
низкую температуру плавления и меньшие
силы межатомной связи, при одной и той же
температуре, например при 7го1ф= Т2, проявля-
ют ббльшую диффузионную подвижность.
Металлы с более высокой Ты имеют меньшую
диффузионную подвижность в растворе спла-
ва. Отсюда могут бьггь сделаны выводы о воз-
можности оценки упрочняющего и разупроч-
няющего влияний компонентов в зависимости
от соотношения растворителя (в данном
случае 7|) и растворяемого материала, т.е. раз-
личных значений Ту
Скорости самодиффузии металлов в твер-
дом состоянии (Г < Гпл) имеют общий порядок
значений, определяемых D = 1(Г8 ... 1СГ9 см2/с,
тогда как в жидком состоянии (Г ® Гпл) скоро-
сти самодиффузии скачкообразно увеличива-
ются в 103 .. 104 раз, т.е. до значений D
= 10"4 ... КГ5 см2/с. Известно также, что разни-
ца скоростей диффузии элементов в каком-
либо металле и их самодиффузии в жидком
состоянии меньше, чем в твердом.
Использование законов диффузии дает
возможность аналитически решать некоторые
проектно-технологические задачи пайки.
В общем случае, когда скорость раство-
рения металла в припое зависит одновременно
и от скорости перехода атомов паяемого (твер-
388
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
дого) металла в расплавленный припой, и от
скорости диффузии в жидкой фазе, уравнение,
описывающее кинетику растворения [13], име-
ет вид:
где с - концентрация паяемого металла в рас-
плавленном припое при t2, %; с, - концентра-
ция насыщения расплавленного припоя паяе-
мым металлом при t2, %; т - время, с; Д - зазор
в соединении под пайку, см; а - константа
скорости растворения, см/с:
ютр/сж +0/8
ютр/с„ + 08
(60)
где ют - вероятность перехода атомов паяемого
металла в расплавленный припой; р - поверх-
ностная плотность основного металла или чис-
ло атомов на поверхности единичной площади;
D коэффициент диффузии атомов паяемого
металла в жидком припое; 5 - суммарная ши-
рина пограничного слоя и диффузионной зоны
со стороны припоя
В рассмотренных случаях а изменяется
от 0,55 • 10"4 до 5,0 10"4 см/с. Это позволяет
представить выражение (59) в виде номограм-
мы (рис. 6).
Если в процессе диффузии между основ-
ным металлом и припоем образуется одно или
несколько интерметаллических соединений в
виде слоев, то каждый из них растет с различ-
ной скоростью. Для иллюстрации этого меха-
низма можно использовать выражение первого
закона диффузии Фика, которое после преоб-
разований и интегрирования [13] имеет вид
Рис. 6. Изменение относительной концентрации
с/с„ в зоне сплавления от времени выдержки т
при температуре пайки t2= 1200 °C и размеров
зазора Д (паяемый материал - нихром,
припой - система Ni-B-Mo-Si)
х2=2О^т,
(61)
где х - толщина слоя интерметаллида; Дс -
разность концентрации на границах отдельного
слоя интерметаллида при температуре t2,
а - коэффициент пропорциональности, имею-
щий ту же размерность, что и концентрация
вещества
Таким образом, согласно (61) толщина
слоя интерметаллического соединения х уве-
личивается в зависимости от времени выдерж-
ки т при пайке по параболическому закону.
Выражение (61) можно использовать с
известными допущениями, для оценки пере-
мещения в единицу времени атомов в жидком
хж и твердом хтв состояниях вблизи Т„л, приняв
xJxn=jDJDn .
При D*/DTB = 104 получим соответственно
хж=хтв102.
Выражения (58)-(62) в неявной форме за-
висят от t2, что открывает возможности ис-
пользования последних для проектировочных
расчетов, в частности при диффузионной пайке
[8,13].
Для процесса диффузии в твердых фазах
должны соблюдаться следующие условия:
1) малое различие в размерах диаметров
атомов паяемого металла и компонентов при-
поя, не превышающее 15 ... 16%;
2) определенная растворимость припоя в
конструкционном материале, что может быть
выявлено по данным бинарных диаграмм со-
стояния сплавов.
В общем случае толщина диффузионного
слоя х в твердых телах в зависимости от темпе-
ратуры и продолжительности процесса
х = 2/йтехр[-В/(2Г)], (64)
где т - время, с; Г - температура, К; А и В -
постоянные коэффициенты Для определения
последних обычно составляют два уравнения с
известными значениями толщины слоев, полу-
чаемых экспериментально. После этого можно
рассчитать толщину диффузионных слоев,
которые образуются при любых других режи-
мах их образования.
Так, например, если исследуется диффу-
зия кремния в железо и известно, что при Т| =
= 3,6 • 103 с и Г, = 1223 К толщина слоя х, =
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 389
= 0,0072 см, а при т2 = 14,4 • 103 с и Т2 = 1323 К
х2 = 0,0265 см, то при решении системы урав-
нений согласно (64) получим значения А =
= 3,46 • 10“2 и В = 1,964 -104, позволяющие все-
сторонне изучить взаимодействие кремния и
железа при любых Гит.
При пайке меди, латуни и мягкой стали
припоями на оловянно-свинцовой основе уста-
новлена эмпирическая связь между зазором Д и
температурой пайки t2 из условия получения
максимальной прочности паяного соединения:
Г2=183+^, (65)
А
где Д - зазор, мм; t2 - температура пайки, °C.
Расчетная кривая для этого случая приве-
дена на рис. 7; точками нанесены эксперимен-
тальные данные. Эту корреляцию можно счи-
тать законом для всех припоев, содержащих
оловянно-свинцовую эвтектику, независимо от
паяемого металла. Итак, выражение (65) по-
добно указанным выше, удобно для совместно-
го решения с количественными зависимостями
при других условиях получения паяных соеди-
нений.
Условие технологичности. Технологич-
ность - свойство конструкции, позволяющее
получить наиболее рациональными способами
изделие с высокими качествами при наимень-
ших затратах материалов, средств и груда.
В качестве основных критериев технологично-
сти паяных изделий целесообразно рассматри-
вать совокупность характеристик: Кнм, © и
С*„ усл, где Кии - коэффициент использования
материала, 0 - общая трудоемкость изготовле-
Рис. 7. Зависимость температуры пайки h от
размеров зазора А для оловяиио-свиицовых
припоев из условия получения максимальной
прочности соединений
ния изделия, Ступ усл - условная удельная себе-
стоимость технологического процесса с учетом
стоимости конструкционного материала.
Значения критериев технологичности ме-
няются с течением времени и, в частности, с
возрастанием порядкового номера выпускае-
мого изделия. Для данного периода времени
имеются основания записать для проектируе-
мых паяных изделий, что
0,5<Х7нм<1. (66)
Действительные значения А?„м можно рас-
считать исходя из принятой формы заготовок.
В общем случае суммарную трудоемкость
0 операций технологического процесса изго-
товления паяных изделий можно представить в
виде трудоемкостей следующих групп работ:
заготовительных 9^ механической обработки
9мех, слесарно-сборочных 9^6, термических
(пайка) 9терм и заключительных 9МКЛ (контроль-
но-измерительных, малярных, а также испыта-
ний). Тогда можно записать, что
0 = ^9,, (67)
или с учетом указанных групп
0 = 9заг + Э^+Эо.хб + 9^+9^. (68)
Разделив это равенство на 0 и введя
£,=9,/О, (69)
получим уравнение относительных трудоем-
костей
1 — - £заг + £мех + £сл.сб + £терм + £закл • Р0)
Чтобы проанализировать, какими же фак-
торами следует воспользоваться для наиболь-
шего сокращения трудоемкости, необходимо
установить зависимости отдельных состав-
ляющих от влияющих на них параметров:
^аг=/(О/,6/,...);
£мех =ф(°<р> ^<р’ —)’
£сл.сб =Х(ах> •")’
£терм
£закл *£>-)
(71)
390
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
После подстановки этих значений в (70)
получим уравнение состояния производства
паяных изделий:
1 = /(а/,6/,...) + <р(аф,8ф,...)+
+Х(ах, bx, ...)+v(ov, by, ...)+^(дс, b^, ...).(72)
По значениям частных производных
а/ а/
——, ——,.. можно судить о степени влия-
аау дь^
ния изменений а^,Ь^,.. на/ а по произведе-
нию 8а г-^—, bbf-^— и т.д. - о степени из-
oaf dbj
менения f при изменении аргументов af,bf,...
на 8ах,8/у,.. Таким образом, в результате
изменения, например, а} на 8ау первое сла-
гаемое уравнения состояния производства при
усовершенствовании технологии
так как в случае снижения трудоемкости про-
изводная отрицательная.
Поскольку f ~ f\ =Ъа^—^—
или
f -Sf = f. то уравнение (72) можно записать
в виде
l-8/ = /l+<p + x + V + C (74)
Поделив каждый член полученного уравнения
на его левую часть, имеем
l = ^L_ + _±_+_J^ + ^_ + _^_. (75)
1-8/ 1-8/ 1-8/ 1-8/ 1-8/
Отсюда видно, что при изменении одного из
слагаемых меняются и все остальные, т.е. про-
исходит перераспределение значимости сла-
гаемых Следовательно, при некотором усо-
вершенствовании работ одной группы работы
другой группы становятся более трудоемкими
и нуждаются в усовершенствовании.
Расчет условной удельной себестоимости
технологических процессов Ступ усл зависит от
размеров серии, которая обычно указывается в
техническом задании. При моделировании
целесообразно сопоставить этот фактор с оп-
тимальной удельной себестоимостью Супт,
достижимой при среднестатистических затра-
тах труда и при обеспечении заданных техни-
ко-экономических требований, т.е. следует
стремиться к обеспечению условия
Ст\усл<С^. (76)
Условие прочности. Прочность паяных
соединений должна быть достаточной для вос-
приятия нагрузок, возникающих при эксплуа-
тации, а в ряде случаев - равна прочности кон-
струкционного материала.
Для паяных соединений встык условие
прочности
<^0=^.
(77)
где - допускаемое напряжение паяного
шва (припоя) при расчетной температуре Г4,
Па; Fo - площадь паяного соединения, м2;
Pf* - эксплуатационная нагрузка при расчет-
ной температуре, Н.
Если ввести коэффициент безопасности
/о=^/о^п. (78)
который равен 1,25 ... 1,35, то выражение (77)
можно записать в виде
т Г 4
(79)
где а?4 предел прочности паяного шва (при-
поя) при температуре ТА, Па
Применив для этих условий данные рабо-
ты [16], получим выражение для этого показа-
теля. МПа:
of4 =О,386йо7'3 ехр^- 4,886^
(80)
где Т3 - температура начала плавления припоя,
К; Ао - коэффициент.
Решая совместно выражения (79), (80) и
(11), получим общий вид условия прочности
для паяных соединений встык:
/оД'4 = 0,386 A0F0T3 ехр(-4,866К2) (81)
Выражение (81) может быть использова-
но для совместных решений с выражениями
(55) и (56).
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 391
Паяные соединения внахлестку целесо-
образно рассчитывать из условия равнопроч-
ное™ [16]:
o<p=cR‘)p. (82)
где а - длина нахлестки в паяном соединении,
м; с - толщина конструкционного материала,
м; т*4 - прочность паяного соединения (при-
поя) на срез при температуре Т4, Па; (а'4 )р -
предел прочности конструкционного материа-
ла при той же температуре с учетом разупроч-
нения в результате пайки, Па.
Показатели прочности, входящие в выра-
жение (82), обычно получают эксперименталь-
ным путем. Однако при моделировании для этой
цели может быть использована зависимость
= ОЗвбфИоГз ехр(-4,866К2), (83)
где <р = 0,6 ... 0,7, а остальные параметры оп-
ределяются по аналогии с выражением (80) и
(of4 )р = 0,386Л,Г, ехр(-4,866Х4), (84)
где Т\ - температура начала плавления конст-
рукционного материала, К; At - коэффициент,
определяемый по аналогии с Ло; К4=Т4/ТХ.
После подстановки (83) и (84) в (82) и
преобразований с учетом (56) получим
а = АХК2 с4.866(к7-кд) , (85)
с <рЛ0Х4
где а - относительная нахлестка; с - толщина
материала.
Полученное в общем виде условие равно-
прочное™ паяных соединений внахлестку ока-
зывается вполне удовлетворительным, если
2<а<10, (86)
что хорошо согласуется с технологическими
особенностями выполнения соединений этого
типа.
Зависимость (85) также может быть ис-
пользована для совместных решений с выра-
жениями (12), (55), (56) и (86). Графически она
представлена на рис. 8 при условии, что ф = 0,65
и Л0=Л1
Влияние температуры пайки t2 на проч-
ность изделия особенно заметно в случае при-
менения термообрабатываемых материалов
Эффект разупрочнения зависит от степени
рассогласования режимов пайки и термической
обработки, а также от степени термоупрочнения
Рис. 8. Зависимость относительной нахлестки а
от коэффициентов Кг, Ks и К4
сплава [16]. Эффект разупрочнения при пайке
алюминиевых сплавов (охлаждение на воздухе)
можно оценить по выведенным на основе об-
работки экспериментальных данных [6] фор-
мулам-
для сплавов типа АМц и АЛ4 при
480 </2< 540 °C
(of3 )р > 0,25 (з< + ); (87)
для сплавов тапа Д16АТ и АК6 при
480 < t2 < 520 °C
(а*93)р>0,5(<+а°), (88)
где (св93)р - предел прочности сплава при
Г4 = 293 К, разупрочненного частичным отжи-
гом при пайке, МПа; с" предел прочности
сплава (при той же температуре) в исходном
состоянии, т.е. термоупрочненного закалкой и
старением, МПа; <т° - предел прочности спла-
ва в отожженном состоянии, МПа.
Рис. 9. Зависимость предела прочности сплава
Д16АТ от температуры пайки h (°C)
и эксплуатационной температуры Т, (К)
392
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
Совместное влияние температуры пайки
/2 (°C) и эксплуатационной температуры Т4 (К)
на предел прочности cf4 сплава Д16АТ (7™ =
= Г| = 830 К) показано на рис. 9, где точками
нанесены экспериментальные данные, а ли-
ниями - результаты расчета по формуле (84).
Условие выносливости. Способность
материала конструкции, в том числе и паяных
соединений, сопротивляться усталостному
разрушению получила название выносливости.
Это свойство обычно оценивается пределом
выносливости или числом циклов, необходи-
мых для разрушения при некотором значении
амплитуды напряжений, превышающем предел
выносливости [5].
Условие выносливости паяного изделия
соблюдается, если во всем диапазоне эксплуа-
тационных температур Т4 справедливы соот-
ношения
оа(7;)<си(7;л) И <(г4) <<(?;, АГ),
(89)
где са и о* - переменные напряжения устало-
стного цикла нагружения или амплитуды цик-
лических напряжений в материале конструк-
ции и соответственно в паяном соединении,
Па; ст и Ощ - пределы выносливости (т.е. не-
которые константы) материала конструкции и
соответственно паяного соединения, работаю-
щих преимущественно на изгиб, Па; N и Лл -
числа циклов до разрушения соответственно
материала конструкции и паяного соединения,
на базе которых определяются пределы вынос-
ливости.
В общем случае справедливы выражения-
оа(Т4) * <(Г4); <МГ4,А) «Т,, N');
N*N' (90)
Необходимая при моделировании связь
между допускаемыми значениями ста (или <т*)
и ав при умеренных температурах может быть
установлена с помощью приближенной формулы
^=(1-^[Лв+у,(1-4)], (91)
где св - предел прочности при растяжении, Па;
среднее напряжение усталостного цикла
нагружения, т.е полусумма максимального
Отах и минимального cmin напряжений в конст-
рукции, Па; А, и уь - коэффициенты, зависящие
от природы материала или паяного шва и па-
раметров цикла нагружения.
Расчеты по (91) могут производиться (при
отсутствии концентраторов напряжений) при
следующих значениях коэффициентов А„ и ув:
для сталей
1 + 0,0038и4
1 + 0,0008л4 ’
(92)
для алюминиевых сплавов
t । 0,0031л4
1 +0,064л4 .
1 + 0,0031л4 ’
r j | лп, у
< + 225 J
где
и = 1пМ (94)
причем обычно
Ю’^А^Ю8; 5<л<8. (95)
Для изделий кратковременного примене-
ния граничные значения N можно снизить на
один порядок, т.е. принять
104<А<107 и 4<л<7. (96)
Значения са и а„ связаны коэффициентом
асимметрии цикла R, под которым понимают
отношение минимального напряжения к мак-
симальному
При симметричном цикле, когда = 0 и R = -1,
предел выносливости аш (или о’ ) обозначает-
ся О_| (или c’j).
Предел выносливости и для раз-
личных конструкционных материалов и пая-
ных соединений определяют экспериментально
[5, 15, 17]. Однако имеются многочисленные
рекомендации по расчету о_( с использованием
механических свойств и теплофизических кон-
стант материалов, таких, как предел прочности
(91), предел текучести, твердость, теплота и
температура плавления и др. В результате
оценки характера связи между пределом вы-
носливости и пределом прочности материалов
с учетом изменения температуры установлено:
• 1. При комнатной температуре Т4 = 293 К
отношение предела прочности к пределу вы-
носливости, т.е.
С = ав/а_|, (98)
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 393
изменяется для разных сплавов в широких пре-
делах, а именно от 1,67 до 3,7. Однако для всех
сталей, температура начала плавления которых
достаточно стабильна (7\ = 1720 ± 50 К), при
комнатной температуре, т.е. при Кл = 0,165 ..
0,175, имеет место устойчивое равенство: С=2.
• 2. При температурах ниже комнатной,
т.е. при К4< 0,165, значение С для сталей не-
сколько снижается.
• 3. С повышением температуры предел
выносливости сталей и других сплавов, как и
при комнатной температуре, довольно тесно
связан с пределом прочности при растяжении,
причем значение С сначала возрастает, дости-
гая максимума при К4 > 0,5, а затем снижается,
приближаясь к единице при К4 -> 1.
Эти положения позволяют рассматривать
критерий С для разных сплавов при одинако-
вых гомологических температурах К* полагая,
что при Кд = 1 С= 1.
Проверка данной гипотезы проведена на
примере сопоставления св(Г4) и «Т-1(7«) для
коррозионно-стойких и жаропрочных паяе-
мых сталей, в результате найдена зависимость
InC = f (Кд), графически представленная на
Рис. 10. Зависимость In С от К, для коррозионно-
стойких и жаропрочных сталей
рис. 10 (точками обозначены экспериментальные
данные, а линии — результат аппроксимации).
На основе рис. 10, как и при определении
коэффициента Л, получаем зависимости:
C = exp(0,5 + 0,81K4)
при 0 < К4 <0,175;
С = ехр(0,62 + 0,12К4)
при 0,175 < К4 <0,581;
С = ехр(1,65 - 1,65Кд)
при 0,581 < Кд <1
3. Расчетные и экспериментальные значения предела выносливости для коррозионно-
стойких и жаропрочных сталей
Эксперимент Погреш- ность ±х.
Сталь (марки США и отечественные) Г4,К Кд стр , МПа «<♦, МПа (98)и(99) .МПа
№107 №10"
304 293 0,175 1475 — 785 777 -1,0
304 195 0,117 1700 — 880 937 +6,5
304 77 0,046 2110 — 1070 1230 +14,9
322 293 0,175 1270 — 660 668 +U
322 195 0,117 1400 — 865 773 -10,6
322 77 0,046 1700 — ИЗО 993 -12,1
448 293 0,175 1050 495 560 553 -1,3
448 573 0,342 895 401 453 461 +1,8
448 673 0,402 880 353 398 451 +13,3
448 773 0,462 760 274 310 387 +24,8
448 873 0,521 570 212 240 286 +19,2
2X13 293 0,175 711 375 405 374 -7,7
2X13 573 0,342 657 277 313 338 +8,0
2X13 773 0,462 534 255 288 272 -5,6
2X13 823 0,491 455 195 220 231 +5,0
12Х18Н9Т 293 0,175 540 250 250 284 +13,6
13Х14НЗВ2ФРА 773 0,462 920 483 548 469 -14,4
1Х12Н2ВМФ 823 0,491 800 422 458 406 -из
ХН62МВКЮ 1173 0,702 560 285 330 342 +3,6
Х13НЗВФЛ 293 0,175 900 415 468 474 +1,3
Х13НЗВФЛ 673 0,402 780 330 372 400 +7.5
Х13НЗВФЛ 823 0,491 520 290 290 264 -9,0
394
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
Результаты проверки справедливости за-
висимостей (99) и (98) для американских
(№ 304, 322, 448) и отечественных сталей, а
также для никелевого сплава ХН62МВКЮ в
широком диапазоне температур приведены в
табл. 3. Экспериментальные данные для этих
целей заимствованы из работ [5, 15].
Как видно из табл. 3, в 90 % случаев рас-
чета по полученным формулам имеются по-
грешности не более ± 15 %, что можно при-
знать вполне удовлетворительным для постав-
ленных целей.
С учетом изложенного выше для модели-
рования условия выносливости можно реко-
мендовать следующий общий метод восполне-
ния недостающей информации о пределе вы-
носливости. Если для заданного сплава требу-
ется выяснить непрерывную температурную
зависимость О-|(Г4) или (Г4), когда извест-
ны лишь отдельные экспериментальные значе-
ния о_ь полученные на некоторой базе N, то
необходимо сопоставить их со значениями
по формуле (98) при соответствующих гомо-
логических температурах и определить зави-
симость In С = f\KA) типа (99) по аналогии с
изложенными выше приемами.
Проверка этого общего метода проведена
на примере анализа свойств стали 09X15Н8Ю.
Экспериментальные значения <тв и на базе
106 циклов заимствованы из работы [5]. Для
расчета зависимостей о,4 и при принятом
Т\ = 1723 К получены следующие формулы:
Ах = ехр (1,02 + 3,08Х4) при 0 < КА < 0,170;
И| = ехр(8,96Х4) при 0,170 < КА < 0,275;
Al = ехр (2,0+ 1,68Х'4) при 0,275 < КА < 0,430;
Л, = ехр(4,77- 4,77К4) при 0,430 < КА < 1,0; •
С = ехр (0,5 + 1,56Х4) при 0 < К4 < 0,170;
С = ехр (0,8 - 0,18Х4) при 0,170 < КА < 0,581;
С = ехр(1,66- 1,66Х4) при 0,581 < КА < 1,0.
(ЮО)
Совместное решение выражений (84),
(100) и (98) представлено искомыми кривыми
на рис. 11. Точками здесь обозначены соответ-
ствующие экспериментальные данные. Смеще-
ние одной точки (ТА = 21 К) объясняется из-
вестной аномалией свойств стали 09X15Н8Ю в
области, близкой к абсолютному нулю.
Рис. 11. Зависимость предела прочности и предела
выносливости (N= 106) стали 09Х15Н8Ю от тем-
пературы Г4 по данным расчета и эксперимента
Условие пластичности. Наиболее рас-
пространенной характеристикой пластичности
является относительное удлинение материала
при разрушении 8.
Минимально допускаемым значением от-
носительного удлинения для материалов со-
временных конструкций можно считать
8ЯОП>(1 ... 5) % (101)
Это требование можно предъявить и к
паяным соединениям. Однако как в тех случа-
ях, когда жесткость паяных соединений выше
жесткости элементов конструкции, например в
соединениях внахлестку из тонколистовых
материалов, допускаемое удлинение материала
шва 8ЯОП может быть несколько меньше и со-
ставлять
8;ОП>(0,5... 1)%. (102)
Относительное удлинение определяют
экспериментально. Наряду с этим предлагают-
ся расчетные методы определения 8. Так,
Г. К. Щербак рекомендует следующую формулу:
8$=*~, (ЮЗ)
ов
где 85 - относительное удлинение, определяе-
мое при отношении длины образца к диаметру,
равном 5, %; к - коэффициент, зависящий от
природы материала; ан - ударная вязкость; ов -
предел прочности.
Выражение (103) справедливо для конст-
рукционных сталей в области умеренных тем-
ператур. Установлено, что коэффициент к свя-
зан с ударной вязкостью стали выражением
к = к0/а„, (104)
где ко - константа, характеризующая особенно-
сти той или иной марки стали. В частности, для
стали 20 ко = 1200. для стали 40Х ко = 1500.
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 395
В общем случае относительное удлине-
ние связано со средней скоростью ползучести
£ (%/ч) и временем до разрушения т следую-
щим соотношением [16]:
5 =ёт. (105)
В свою очередь, £ зависит от напряже-
ния с и температуры ТА:
ё = сос", (106)
где Оо и п - коэффициенты, зависящие от тем-
пературы и природы сплава.
При подстановке выражения (106) в фор-
мулу (105) получаем
8 = а0та". (107)
В диапазоне 500 ... 800 °C показатель
степени п для перлитных и аустенитных
сталей изменяется от 4,6 до 15,5. В частности,
для стали Х16Н25М6 при 700 °C п - 9 и
%
°о=Ю14^^-------, поэтому в этом случае
выражение примет вид 8 = 1О'|3тс9. Отсюда
следует, что, например, при а = 1,52 МПа и
т = 600 ч 8 = 2,4 %, что означает возможность
хрупкого разрушения изделий. При с = 3,88 МПа
и т = 1 ч 8 = 15,8 %, что свидетельствует о дос-
таточной пластичности сплава и отсутствии
опасности хрупкого разрушения.
С повышением температуры показатель
степени п заметно снижается, что согласно
(107) означает уменьшение пластичности и
возможность хрупкого разрушения при срав-
нительно высоких скоростях ползучести, или
при малой продолжительности эксплуатации
изделия.
Зная характер зависимости и и <т0 от Г4,
можно произвести учет влияния последней, в
соответствии с формулой (107), на относитель-
ное удлинение и дать количественную оценку
согласно выражениям (101) и (102) принятому
конструктивно-технологическому решению для
соблюдения условия пластичности
Условие коррозионной стойкости и
старения. С течением времени под действием
агрессивных сред прочность паяных соедине-
ний изменяется [14]. Если эти изменения про-
исходят с той же или меньшей интенсивно-
стью, что и в материале конструкции, то можно
считать их приемлемыми. Используя выраже-
ние (82), условие коррозионной стойкости
V = V k,T,<j],
(108)
где <р и у - характеристики разупрочнения
конструкционного материала и соответственно
паяных соединений; W - фактор, характери-
зующий природу окружающей среды; т — время
Для изделий, работающих при повышен-
ных температурах в окислительной среде, со-
гласно формуле (108), должна быть проверена
прежде всего сопротивляемость паяных швов
газовой коррозии. Изучение кинетики окисле-
ния металлов и сплавов показывает, что ско-
рость их окисления во времени определяется
линейной, параболической или логарифмиче-
ской зависимостью и соответственно выража-
ется следующими уравнениями [16]:
g = ktx; (109)
g2 = *zT; (ПО)
g = A3lg(aT+l), (111)
где g - количество вступившего в реакцию
кислорода; т - продолжительность процесса
окисления; к1г к2, к3 и а - константы.
Константы к, характеризуют скорость
процесса окисления и являются основными его
параметрами. Для большинства процессов
окисления металлов и сплавов эти константы
определяют по уравнению Аррениуса
Л = Л)ехр[-е/(Л7’4)], (112)
где Ао - постоянная; Q - энергия активации
реакции окисления; R - газовая постоянная;
Г4 - эксплуатационная температура
Наилучшими защитными свойствами об-
ладает окисная пленка на металлах и сплавах,
процесс окисления которых происходит по
логарифмическому закону (111). В этом случае
на поверхности металла образуется только
один окисел постоянного состава, окисная
пленка плотная и непроницаемая Диффузия
атомов металла или кислорода через такую
пленку затруднена. Пленка практически защи-
щает металл от дальнейшего окисления [16].
По логарифмическому закону медь окис-
ляется при температуре ниже 140 °C, железо -
ниже 200 °C, цинк - ниже 225°, марганец -
ниже 290 °C. Подобным образом окисляются
многие жаростойкие стали и сплавы. Так, на-
396
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
пример, сталь 12Х25Н16Г7АР окисляется при
Тл= 1273 К по уравнению
bg = 2,3 1g т- 0,41, (113)
где Ag - «привес» материала за счет окисления,
г/м2; т - время, мин.
Полагая, что преобладающей фазой в по-
следнем случае будет двойной окисел типа
шпинели FeCr2O4 с соотношением массовых
частей металлов и кислорода 2,5:1, можно по-
казать, что, например, за т = 10 мин расчетная
толщина элементов изделия из стали
12Х25Н16Г7АР согласно формуле (113)
уменьшается на 1,3 %. Но если учесть, что с
повышением температуры ТА до 1673 К ско-
рость окисления возрастает в несколько раз,
необходимо ограничить срок службы такого
изделия либо увеличить толщину его элемен-
тов по сравнению с расчетной.
Рассматривая старение изделий как наи-
более общий процесс изменения рабочих
свойств материала и паяных швов на стадиях
хранения, транспортирования и применения по
назначению, включая все виды коррозии, целе-
сообразно считать выражения (108) - (113) как
частные случаи основного уравнения старения
1пР=1пР0-Гте’£?/е, (114)
или после логарифмирования и разрешения
относительно т в форме
1пт = 1п(1пР0-1п/>)-1пЛ'+2/е, (115)
где Р - мгновенная прочность; Ро - начальная
прочность; к" - функция природы и концен-
трации реагирующих веществ, а также кон-
станты к', зависящей от свойств материала, и
константы ко, характеризующей размер дефек-
та; т - длительность старения; Q - энергия ак-
тивации; е - энергия реакции.
Из анализа уравнения (114) видно, что
при постоянстве внешней среды прочность
изделий уменьшается со временем по экспо-
ненциальному закону. Срок службы т изделия
до достижения заданной прочности обратно
пропорционален концентрации агрессивной
среды. Как видно из (115), логарифм долговеч-
ности изделия, отвечающей определенному
значению прочности, прямо пропорционален
энергии активации и обратно пропорционален
энергии реакции.
Условие долговечности. Свойство изде-
лия сохранять работоспособность (с возмож-
ными перерывами для технического обслужи-
вания и ремонта) до разрушения или другого
предельного состояния получило название
долговечности [9].
Долговечность паяных соединений дос-
тигается, если соблюдаются следующие соот-
ношения:
Tq>t0; г;>тр, (116)
где Тд, т’, т*р - соответствующие характери-
стики долговечности, относящиеся к паяным
соединениям.
Значения т0, тр и тпр определяются прежде
всего технико-экономическими требованиями,
однако их значения уточняют при испытаниях.
Оценивая характеристики долговечности
изделий по усталостным явлениям в материале
конструкции и паяных соединениях, необхо-
димо обеспечить следующие условия:
^^^Р[ао(Г4)>си(7;)];)
^•^^p[<(7’4)><(7’4)],J 0,7
где No и No - числа циклов нагружения мате-
риала конструкции и паяного соединения изде-
лия за период выработки ресурса; N„p и N^p -
предельно допускаемые числа циклов нагру-
жения материала конструкции и паяного со-
единения при амплитудах напряжений, превы-
шающих соответствующие пределы выносли-
вости С-1 и <<!, причем в общем случае
Для установления связи между Nnf, ст_,,
со (Г4) и соответственно ст*^) при
умеренных температурах используют следую-
щую зависимость [16]:
(П8)
где Q - коэффициент сопротивления металла
пластической деформации, МПа - цикл; <т„ - пе-
ременные усталостного цикла нагружения;
<т_| и с_|Т - соответственно предел выносливо-
сти, циклический предел текучести материала
конструкции (паяного соединения), МПа.
ЭЛЕМЕНТЫ МАТЕМАТИЧЕСКОЙ МОДЕЛИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ 397
При оценке фактора долговечности, ис-
ходя из условия пластичности, следует пользо-
ваться выражением (107), решая его относи-
тельно т:
т0 =т = 8/(о0с"). (119)
Наконец, параметры т0, Тр, тпр и соответ-
ственно Тр, т*, т*р должны быть сопоставлены
с фактором времени, учитываемым в формулах
(108) - (111), (113) - (115). В последнем случае
после потенциирования имеем.
тпр = т = -^1п^-ее/е. (120)
Отказ изделия согласно (120) произойдет
тогда, когда мгновенная прочность снизится до
значения приложенной нагрузки. В этом случае
долговечность будет исчерпана и надежность
станет равной нулю.
Условие надежности. Проблема надеж-
ности технических устройств является одной
из центральных.
В качестве одного из основных числовых
показателей надежности паяных соединений
можно принять интенсивность отказов X [7],
показывающую, какая доля работающих в мо-
мент времени т паяных соединений выходит из
строя в единицу времени. Тогда условие на-
дежности можно записать в виде:
А.*<АГу<Ху, (121)
где А.у - интенсивность отказов паяных узлов
(сборочных единиц, агрегатов) изделия; Ху -
интенсивность отказов прочих узлов изделия.
Если для изделия принять Х.у = 5 - (10“3...
КГ1) ч“' (при доверительной вероятности а =
= 0,95), то выражение (121) получит вид
АГ <5 10” ч-' и АГу < 5-Ю-3 ч1. (122)
Наиболее достоверным методом опреде-
ления X* является испытание паяных соедине-
ний на работоспособность в условиях экс-
плуатации в течение заданного времени
тР, тр или т’р. Однако практически это
трудно осуществить, и поэтому прибегают к
ускоренным испытаниям на форсированных
режимах.
Интенсивность отказов по результатам
испытаний вычисляют по формуле:
где п - число отказавших паяных узлов; Дт -
интервал времени, для которого вычисляют А.*:
^р _ среднее число исправных паяных узлов
за время Дт.
Из выражения (123) следует, что необхо-
димо обеспечить такие значения Дт и что-
бы получить п > 1.
Значение А.* можно вычислить также на
основе обработки статистических данных об
отказах паяных узлов в эксплуатации. В частно-
сти, в работе [16] приводятся следующие значе-
ния интенсивности отказов паяных соединений
А.*: наибольшее-5 • 10”9 ч-1, среднее-4 • 10”9 ч-1
и наименьшее - 2 • КГ10 ч-1. Как видно из этих
данных, технологический процесс пайки по-
зволяет получить значения А.’, удовлетворяю-
щие условию (122)
Если принять А.’= const, то прочие харак-
теристики надежности можно определить по
следующим формулам:
/(т) = А.'ехр(-А.*т), (124)
где f (т) - частота отказов, или плотность рас-
пределения времени безотказной работы,
т - время (в частности, тр или т*);
тср=1/Г. (125)
где тср - средний срок службы (математическое
ожидание), ч;
Р(т) = ехр(-А.’т), (126)
где Р (т) вероятность безотказной работы.
В последнем случае, приняв для некото-
рого цельнопаяного узла, состоящего из боль-
шого числа паяных соединений, tJ = 2 ч и
P(tJ)= 0.999. можно вычислить по формуле
(126) допускаемое значение А*у для узла: 2А.у =
=- In 0,999 = 1О’3, откуда А.у = 5 • 10^ ч_|, что
не противоречит выражению (122).
Если же принять предельный срок служ-
бы паяных соединений в изделии т*р = 5 лет =
= 8,76 103 ч и Р( т'пр ) = 0,999, то Г= 1,14 • 10“7 ч’1,
что также согласуется с условием (122).
398
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
Таким образом, выражения (122) - (126)
могут быть использованы для совместного
решения с выражениями (116) и (118) - (120).
В общем случае X* и Х*у зависят от времени и
характеристики надежности имеют иной вид.
ЗАДАЧИ И ПРИНЦИПЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ
Основными задачами при проектирова-
нии технологического процесса (ПТП) являются:
- разработка принципиальной схемы
технологического процесса, т.е. установление
определенной последовательности операций по
получению заготовок и преобразованию их в
законченное изделие, которое соответствовало
бы заданным технико-экономическим требова-
ниям (ТЭТ);
- составление технических условий
(ТУ) на заготовки и приемку изделия, включая
операции обработки деталей, сборки и контроля;
- расчеты или выбор режимов подгото-
вительно-заключительных и основных опера-
ций технологического процесса,
- выбор оборудования, проектирование
технологической оснастки и составление тех-
нической документации;
- расчет норм времени, загрузки обору-
дования, рабочих мест и уровня механизации;
- организация рабочих мест.
Задачи ПТП решаются на базе опреде-
ленных принципов.
Главный из них - принцип использования
новейших достижений отечественной и зару-
бежной науки и техники. Другим не менее
важным принципом является принцип обеспе-
чения минимальных сроков ПТП.
Следующий принцип состоит в том, что
при технологическом проектировании выби-
рают наиболее экономичные методы изготов-
ления для обеспечения должной работоспособ-
ности, долговечности и надежности изделия.
Наряду с этим должен соблюдаться принцип
учета производственных возможностей при
одновременной ориентации на передовые фор-
мы организации и технологии производства.
Весь комплекс вопросов, решаемых в хо-
де ПТП и конструирования изделия (КИ), а
также устанавливающиеся при этом прямые и
обратные связи изображены в виде логиче-
ской блок-схемы (рис. 12). Исходным задаю-
щим блоком является техническое задание (ТЗ),
Рис. 12. Логическая блок-схема разработки
нового изделия (агрегата, узла)
содержащее технико-экономические требова-
ния, а также условия транспортировки, хране-
ния и эксплуатации (УТХЭ) изделия. В распо-
ряжении конструкторской (КС) и технологиче-
ской служб (ТС) находится блок технической и
экономической информации (ТЭИ) в виде ан-
нотаций, рефератов, руководящих материалов,
справочников, стандартов, нормалей, описаний
изобретений и патентов, результатов научно-
исследовательских работ и других данных,
имеющихся к началу поступления ТЗ.
В результате конструирования изделия
(КИ) и ПТП составляется технико-экономичес-
кое обоснование проекта (ТЭОП) изделия, по-
зволяющее начать экспериментальные иссле-
дования (ЭИ): опытно-конструкторские работы
(ОКР) и опытно-технологические работы
(ОТР). Получаемая при этом информация по
каналам обратной связи направляется в блок
ТЭИ и через него в блоки КИ и ПТП. Пре-
образуясь в этих блоках в результате корректи-
ровки проекта изделия и технологического
процесса его изготовления, информация вновь
поступает в блок ЭИ. На определенном этапе
этот кругооборот позволяет реализовать вы-
ходные данные в опытном образце изделия
(ООИ), который затем сдается в серийное про-
изводство.
Длительность воплощения ТЗ в ООИ за-
висит как от характера объекта изготовления,
так и от технологического совершенства про-
изводства в данной отрасли.
СПИСОК ЛИТЕРАТУРЫ
399
Получив техническое задание (ТЗ), тех-
нологическая служба (ТС) совместно с конст-
рукторами выбирает материал для разрабаты-
ваемого изделия. С выбором определенной
марки материала ТС получает дополнитель-
ную исходную информацию для следующих
этапов ПТП.
С этого момента весьма эффективным
мероприятием является включение в общий
механизм технологического проектирования
математической модели технологического
процесса (ММТП) пайки. После расчета тем-
пературного условия можно приступить ко
второму этапу ПТП: по полученным расчет-
ным и справочным данным выбрать марку
припоя.
С этого этапа ход ПТП сопровождается
экспериментальными лабораторными исследо-
ваниями. При наличии подходящего припоя
производят уточняющий расчет температурно-
го условия, поскольку известны окончательные
значения t3 = const и Д/3 = const, а также рас-
чет всех остальных условий. Параллельно с
этим по мере поступления информации произ-
водится выбор метода пайки, что составляет
содержание третьего этапа
Затем переходят к следующему этапу
ПТП, так как имеется возможность уточнить
предопределенные расчетами способ и ско-
рость нагрева, термический цикл пайки, вы-
брать способ нанесения (подачи) припоя, сре-
ды для пайки изделия (вакуум, активная газо-
вая среда, флюс); оценить реализацию условия
взаимодействия окисной пленки и металла с
паяльной средой, условия смачиваемости и
растекаемости припоя, конструктивной прием-
лемости изделия, теплового баланса, а также
металлургического взаимодействия припоя с
паяемым материалом. На этом этапе можно
построить график термического цикла пайки,
т.е. t(°C) = /(т). и выдать исходные данные
для проектирования технологической оснастки
и оборудования.
При соблюдении перечисленных условий
появляется возможность для оценки техноло-
гичности изделия. Если критерии технологич-
ности оказываются удовлетворительными, то
полученная при ПТП информация поступает в
блок технико-экономического обоснования
проекта (ТЭОП) и далее в блок эксперимен-
тальных исследований для проведения ОКР и
ОТР. Если при данных обстоятельствах усло-
вие технологичности не может быть выполне-
но, то весь цикл работ по ПТП должен быть
повторен на базе какого-то другого метода
изготовления изделия, например с помощью
сварки и т.п
В результате работ по ПТП создается
схема типового технологического процесса
изготовления паяных изделий.
СПИСОК ЛИТЕРАТУРЫ
I. Гржимальский Л. Л., Ильевский И. И.
Технология и оборудование пайки. М.: Маши-
ностроение, 1979.240 с.
2. Инженерный справочник по косми-
ческой технике / Под ред. А. В. Солодова. М.:
Воениздат, 1977. 342 с.
3. К вопросу создания АСУ проектиро-
ванием технологии ремонта деталей авиацион-
ной техники гражданской авиации / В. П. Фро-
лов, В. П. Сладков, Ю. Н. Макин и др. - В кн.:
Повышение эффективности систем и методов
ремонта воздушных судов. Тезисы докладов
Всесоюзной научно-практической конферен-
ции. М.: Транспорт, 1982.142 с.
4. Кольчак В. В., Фролов В. П. Новый
метод разработки сплавов-припоев путем мо-
делирования на ЭЦВМ. - В кн.: Надежность и
качество паяных изделий. Тезисы докладов
Всесоюзной научно-технической конференции.
Ч. 1 / Под общей ред. И. Е. Петрунина. М.:
НТО Машпром, 1982. С. 18-21.
5. Конструкционные материалы: Эн-
циклопедия современной техники. В 3-х т. М.:
Советская Энциклопедия, 1963 - 1965.
6. Лоцманов С. Н., Фролов В. П. Тех-
нологичность паяных конструкций. - В кн..
Технологичность конструкций (Библиотека
конструктора): Справочное пособие / Под ред.
С. Л. Ананьева и В. П. Купровича. М.: Маши-
ностроение, 1969. 418 с.
7. Мартынов Г. К. Надежность элек-
трических соединений, выполненных пайкой
легкоплавкими припоями. М.: Изд-во стандар-
тов, 1968. 52 с.
8. Петрунин И. Е., Лоцманов С. Н.,
Николаев Г. А. Пайка металлов. М.: Метал-
лургия, 1973. 279 с.
9. Проников А. С. Надежность машин.
М.. Машиностроение, 1978. 591 с.
400
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПАЙКИ
10. Руководство по пайке металлов /
Пер. с англ.; Под ред. С. Н. Лоцманова. М.:
Оборонгиз, 1960.192 с
И. Руководство по пайке металлов мяг-
кими припоями / Пер. с англ.; Под ред. В. Р. Вер-
ченко. М.: Оборонгиз, 1963. 186 с.
12. Смирнов Н. Н., Ицкович А. А. Об-
служивание и ремонт авиационной техники по
состоянию. М.: Транспорт, 1980.229 с.
13. Справочник по пайке / Под. ред.
С. Н. Лоцманова, И. Е. Петрунина, В. П. Фро-
лова. М.: Машиностроение, 1975.407 с
14. Стеклов О. И., Лапшии Л. Н. Кор-
розионно-механическая стойкость паяных со-
единений. М.: Машиностроение, 1981 101 с.
15. Форрест П. Усталость металлов /
Пер. с англ.; Под ред. С. В. Серенсена. М.:
Машиностроение, 1968. 352 с.
16. Фролов В. П. Методы выбора опти-
мальных конструкционных материалов и тех-
нологии изготовления полипланных панелей с
ортогональной решеткой. Научно-методичес-
кие материалы. М.: ВВИА им. Н. Е. Жуковско-
го, 1974. 243 с.
17. Хейвуд Р. Б. Проектирование с уче-
том усталости / Пер. с англ.; Под ред. И. Ф. Об-
разцова. М.: Машиностроение, 1969. 674 с.
18. Безумов А. В., Ковалёв В.Д., Фро-
лов В. П. Математическая модель прогноза
вероятности совпадения результатов расчета
°? и ао’г с экспериментальными данными
для титановых сплавов / В сб.: Инженерные ме-
тоды обеспечения безопасности полетов при экс-
плуатации и ремонте авиационной техники гра-
жданской авиации. М. МИИГА, 1987. С. 56 - 78.
19. Варшавский А. Д., Плаунов В. П.,
Ильин А. М., Чикунов М. И. Автоматизиро-
ванный расчет предела прочности и модуля
упругости в функции температуры с помощью
ЕС ЭВМ / В сб.: Инженерные методы обеспе-
чения безопасности полетов при ремонте авиа-
ционной техники гражданской авиации. М.:
МИИГА, 1986. С. 94-102
20. Каберда С. А., Фролов В. П. Опре-
деление температуры плавления медных спла-
вов на основе химического состава / В сб.: Эф-
фективность процессов восстановления авиа-
ционной техники гражданской авиации. М..
МИИГА, 1985. С. 94- 106.
21. Информационная поддержка САПР
технологических процессов производства и ре-
монта ЛА и двигателей с применением пайки и
сварки современных конструкционных сплавов /
В. П. Фролов, В. Н. Семенов, В. М. Засимов,
А. В. Жариков. М.: Машиностроение, 1996.
367 с.
22. Решетчатые крылья / С. М. Белоцер-
ковский, Л. А. Одновол, Ю. 3. Сафин и др.;
Под ред. С. М. Белоцерковского. М.: Машино-
строение, 1985. 320 с.
Глава 13. СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
ФАКТОРЫ, ВЛИЯЮЩИЕ НА СТРУКТУРУ И
СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
На процессы формирования паяного со-
единения оказывают влияние различные фак-
торы, вызывающие изменение его структуры и
свойств. Основными из них являются:
- природа взаимодействующих материалов;
- количество жидкой фазы:
- флюсующая среда,
- способ нагрева;
- режим пайки;
- давление;
- воздействие электрических и магнит-
ных полей и др.
Классификация факторов, влияющих на
структуру и свойства паяных соединений, при-
ведена на рис. 1. Наибольшее влияние на проч-
ность паяных соединений оказывают свойства
паяемого материала и припоя. При прочих рав-
ных условиях более прочный исходный мате-
риал может обеспечить более высокие свойства
соединения.
При пайке наблюдается понижение проч-
ности паяемого материала под действием рас-
плавленных флюсов, припоев, условий и ха-
рактера нагрева. Оценку влияния расплава
припоя на паяемый материал по ГОСТ 20487
(в ред. 1981 г.) производят на основе показателя
влияния припоя на пластические свойства мате-
риала (Kg, %), являющегося частным от деления
относительного удлинения образца, разрушен-
ного в контакте с жидким припоем, на относи-
тельное удлинение образца, разрушенного при
отсутствии контакта с припоем. Форма и раз-
меры образца приведены на рис. 2.
Влияние расплава припоя на прочность
металла паяемого изделия связано с зарожде-
нием и развитием микротрещин, вызываемых
появлением растягивающих внутренних на-
пряжений при резкой потере деформационной
способности основным металлом под влиянием
нагрева и расплава припоя. При этом микро-
трещины зарождаются и развиваются одновре-
менно как с поверхности, так и в объеме паяе-
мого металла. Уровень возникающих напряже-
ний как на поверхности, так и в объеме металла
локально может превышать предел прочности.
В итоге пластичность твердого металла, смо-
ченного расплавом припоя, может падать до
нуля. Рост трещин происходит в этих условиях
в две стадии: первая - дискретная, вторая -
мгновенное разрушение образца.
Рис. 1. Классификации факторов, влияющих иа структуру и i
ых соединений
402
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Влияние расплава на прочность паяемого
материала оценивают по изменению временно-
го сопротивления af и относительного удли-
нения 87 материала в контакте с припоем и
без припоя (а, и 8Г вычисляют как среднее
арифметическое из пяти значений).
Показатель влияния расплава припоя на
временное сопротивление и относительное
удлинение:
где индекс «единица» означает испытания без
припоя, индекс «два» - с припоем.
Метод испытаний при повышенных тем-
пературах регламентирует ГОСТ 9651-84. Ис-
пытания считаются недействительными при
разрушении образцов вне места контакта с
расплавом.
Свойства паяных соединений в опреде-
ляющей степени зависят от количества жид-
кой фазы в зазоре между соединяемыми по-
верхностями деталей. При капиллярной пайке
применяют зазоры от сотых до десятых долей
миллиметра в зависимости от свойств припоя,
паяемого металла, конструктивных факторов
изделия, технологии пайки. Например, при
пайке железа и углеродистой стали медью в газо-
вой атмосфере рекомендуются зазоры порядка 0,1
мм, так как в этом случае стойкость окисной
пленки на паяемом металле и припое невелика,
жидкотекучесть меди высокая и практически
не меняется в процессе пайки
При пайке алюминия и его сплавов при-
поями на основе алюминия зазор должен быть
не менее 0,2 ... 0,1 мм. Поскольку окисная
пленка на паяемом металле химически стойкая,
для ее удаления требуется применять активные
Рис. 2. Форма и размеры образца для оценки
влиянии расплава припоя иа паиемый материал
флюсы. При больших зазорах из-за вытеснения
более легкоплавкой и менее прочной состав-
ляющей сплава в центральную зону шва про-
исходит охрупчивание соединения, снижается
его прочность.
Особую чувствительность к ширине зазо-
ра соединений встык, работающих на отрыв,
можно объяснить влиянием дефектов паяных
швов. В интервале весьма малых зазоров (по-
рядка 0,05 мм) легко образуются непропаи,
газовые поры; при больших зазорах возможно
образование усадочных раковин. Указанные
дефекты являются концентраторами напряже-
ний, снижают прочность соединений. Механи-
ческие испытания стали 12Х18Н10Т, паянной
припоями ПМцЮ и Г40НХ, показали, что наи-
меньшая прочность характерна для соедине-
ний, паянных с зазором 0,15 мм, так как при
кристаллизации в таком зазоре от границ раз-
дела растут ячеистые кристаллы. При этом
усадочные и газовые поры концентрируются в
центральной части шва.
При двухфазном строении сплава, обра-
зующегося в паяном шве, ширина зазора ока-
зывает влияние на характер распределения фаз
в шве. Так, в случае пайки коррозионно-
стойкой стали припоем системы Cu-Ni-Mn-Zn
максимальную прочность имели образцы, па-
янные с зазором 0,2 мм, поскольку в этом слу-
чае более легкоплавкая и малопрочная вторая
фаза типа Р-латуни располагалась в межденд-
ритных пространствах. При уменьшении зазора
она представляет собой сплошную прослойку в
центральной части шва. Предел прочности при
этом снижался с 520 до 260 МПа. С увеличени-
ем зазора предел прочности также снижался в
результате возникновения дефектов типа уса-
дочных раковин
Оптимальная величина зазора зависит от
точности сборки соединения под пайку. Особо
важное значение для сохранения в процессе
нагрева при пайке оптимального зазора имеет
учет ТКЛР соединяемых материалов.
Причиной снижения прочности паяных
соединений обычно являются избыточное ко-
личество расплава припоя в зазоре и возникно-
вение хрупких интерметаллидных прослоек.
При больших зазорах ликвация приводит к
ослаблению центральной части шва вследствие
концентрации в ней более легкоплавкой и ме-
нее прочной составляющей. Для увеличения
числа центров кристаллизации и снижения
ликвации в шве в состав припоев иногда вво-
дят частицы паяемого металла или иного более
ФАКТОРЫ, ВЛИЯЮЩИЕ НА СТРУКТУРУ И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
403
тугоплавкого металла; увеличение числа цен-
тров кристаллизации происходит в случае мо-
дифицирования расплава. Особенности гео-
метрии шва затрудняют равномерное распре-
деление модификатора в расплаве зоны сплав-
ления, что оказывает влияние на структуру
шва.
Эффективный способ увеличения чис-
ла центров кристаллизации - применение
вибрации в процессе кристаллизации расплава.
Твердые частицы в зоне сплавления под воз-
действием вибрации перемещаются в расплаве,
в результате центральная часть шва обогащает-
ся тугоплавким компонентом. Таким образом,
вибрация способствует выравниванию химиче-
ского состава шва по сечению. Возникновение
и рост интерметаллидных прослоек в шве зави-
сят от длительности взаимодействия твердой и
жидкой фаз. Применение вибрации способст-
вует сокращению необходимого времени кон-
тактирования расплава с поверхностью паяе-
мого металла и тем самым измельчению возни-
кающих интерметаллидов. Мелкодисперсные
частицы тугоплавкого соединения являются
дополнительными центрами кристаллизации,
что, в свою очередь, повышает свойства соеди-
нений. Для обеспечения колебаний одинаковой
интенсивности во всех зонах шва используют
частоты не свыше 300 Гц.
При пайке стали 08Х18Н10Т припоями на
никельхромомарганцевой основе применение
вибрации (амплитуда колебания якоря элек-
тромагнита 0,02 ... 0,03 мм) способствует повы-
шению прочности соединений на 30 ... 50 %. На
рис 3 представлены зависимости предела
прочности паяных соединений от частоты виб-
рации и ширины зазора при пайке стали
08Х18Н10Т припоями Г40НХ (а) и ПЖК-35
(б). Из рис. 3 видно, что приложение вибрации
частотой до 150 Гп способствует повышению
прочности соединения. Дальнейшее увеличе-
ние частоты колебаний практически не влияет
на повышение прочности независимо от шири-
ны зазора.
Флюсы, особенно при высокотемператур-
ной пайке, снижают поверхностное натяжение
расплавленного припоя и тем самым облегчают
процессы смачивания и капиллярного течения.
В то же время остатки флюсов и продукты
взаимодействия их с окисными пленками обра-
зуют в шве шлаковые включения, приводящие
к потере прочности, коррозионной стойкости
соединения, нарушению плотности металла
шва. При пайке в газовых средах, содержащих
СО, Н2, N2, в случае длительных выдержек
возможно их нежелательное воздействие на
паяемый металл с образованием на его поверх-
ности карбидов, нитридов, гидридов, обезугле-
роженных зон
Использование газовых сред обеспечива-
ет возможность получения паяных швов с
минимальными зазорами Одновременно ак-
тивные составляющие газовых сред могут
вступать во взаимодействие с припоем, образуя
продукты реакции (гидриды, нитриды, карби-
ды, газообразный водород). При пайке в ва-
кууме наблюдается дегазация металла шва и,
как следствие, достигается более высокая его
плотность. Вместе с тем в вакууме возможно
испарение летучих компонентов припоя, таких,
как марганец, цинк, кадмий, что может, привес-
ти к пористости шва.
Влияние способа нагрева при пайке зави-
сит от природы источника тепла, от парамет-
ров оборудования, флюсующей среды, приме-
няемых средств механизации При нагреве
горелками газовое пламя вступает во взаимо-
действие с паяемым металлом и расплавом
припоя; при печном нагреве требуются бо-
лее эффективные флюсующие средства;
404
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
индукционный - связан с воздействием пере-
менного магнитного поля, что способствует
лучшему формированию шва. От способа на-
грева зависит равномерность распределения
тепла по сечению паяемого изделия.
Скорость нагрева под пайку может нахо-
диться в широких пределах и определяется
такими факторами, как характер источника
нагрева, природа взаимодействующих мате-
риалов, габариты и толщина стенок паяемого
изделия и др. От нее зависит равномерность
нагрева, возникновение напряжений в зоне
соединений, структурные превращения в паяе-
мом металле и др. Поэтому, например, пайка в
печах или солевых ваннах обеспечивает более
равномерный нагрев, чем пайка горелками или
паяльником. Однако печной нагрев или нагрев
в солевых ваннах приводит к снижению проч-
ности паяемого металла.
Режим пайки зачастую оказывает ре-
шающее влияние на прочность паяных соеди-
нений. Как известно, в понятие режима пайки
входит температура пайки, время выдержки
при температуре пайки, давление, скорость
охлаждения паяного соединения.
Правильный выбор температурного ин-
тервала пайки обеспечивает хорошее смачива-
ние припоем поверхности, гарантированное
заполнение зазоров, необходимое взаимодей-
ствие припоя с паяемым металлом. Совокуп-
ность этих факторов обеспечивает максималь-
ную прочность паяных соединений. На выбор
температурного интервала пайки оказывает
влияние температура плавления припоя, харак-
тер его взаимодействия с паяемым металлом,
способ внесения припоя в зазор, применяемая
флюсующая среда и др. Обычно температура
пайки выше температуры ликвидуса припоя, в
некоторых случаях она может быть равна ей и
даже быть ниже ее (интервал твердожцдкого
состояния). Повышение температуры пайки и
времени выдержки наряду с ускорением диф-
фузионных процессов и усилением растворе-
ния паяемого металла в расплаве припоя может
вызвать разупрочнение паяемого металла, его
эрозию, окисление, испарение отдельных ком-
понентов, что непосредственно отражается на
структуре и свойствах паяного соединения.
Время выдержки в выбранном интервале
температур пайки также определяет структуру
и прочность паяных соединений Так, при ка-
пиллярной пайке время выдержки невелико и
составляет от десятков секунд до нескольких
минут. Увеличенное время выдержки, напри-
мер при диффузионной пайке, может привести
к значительному повышению прочности со-
единения. Однако продолжительная выдержка
может заметно ухудшить свойства паяемого
металла. Зависимость предела прочности пая-
ного соединения при срезе от выдержки при
пайке припоями Fe-Mn. Fe-C-Mn и медью при-
ведена на рис. 4.
Большое влияние на повышение прочно-
сти паяных соединений оказывает давление в
процессе пайки. Это особенно важно при пайке
припоями, применяемыми в виде готовых
форм из порошка, на полимерной связке и пас-
тами, когда давление обеспечивает необходи-
мую плотность металла шва. Существенное
влияние на структуру и, как следствие, на
прочность паяных соединений оказывает ско-
рость охлаждения; ее увеличение может при-
вести к измельчению структуры, перераспре-
делению составляющих зоны сплавления или к
выделению структурных составляющих, опре-
деляющих прочностные характеристики со-
единения. Как правило, измельчение структур-
ных составляющих повышает прочность со-
единения. Влияние скорости охлаждения на
прочность соединений при пайке в вакууме меди
свинцом, оловом, индием и припоем ПСр 7,5
показано на рис. 5.
Скорость охлаждения после пайки ока-
зывает влияние на формирование первичной
структуры шва, распределение компонентов,
пористость, внутренние напряжения, возник-
новение горячих и холодных трещин в шве и
околошовной зоне. На рис. 6 показано влияние
скорости охлаждения на количество эвтектиче-
ской составляющей в шве при контактно-
Рис. 4. Изменение прочности паяных
нахлесточных соединений из СтЗ в зависимости
от выдержки при температуре пайки:
/ - припой Fe-Mn; 2- припой Fe-Mn-C;
3 - припой Си
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
405
Рис. 6. Содержание эвтектической составляющей
в зависимости от скорости охлаждения при пайке
магния серебром
реактивной пайке магния серебром. На основе
приведенной зависимости можно назначать
скорости охлаждения, при которых содержание
хрупкой составляющей в шве минимально,
добиться совмещения цикла пайки с термиче-
ской обработкой паяного соединения.
Для повышения механических, коррози-
онных и других харатеристик паяного соеди-
нения довольно часто используют термиче-
скую обработку, которая может быть примене-
на при пайке термообрабатываемых сплавов.
Например, при соединении быстрорежущих ин-
струментальных сталей с корпусом инструмента
из конструкционных сталей в качестве припоя
используют ферромарганец (70 ... 80 % Мп). Это
позволяет сразу после пайки произвести закал-
ку инструмента с температуры 1200 .. 1300 °C
с последующим отпуском при 560 .. 580 °C.
Аналогичным образом совмещают пайку с
закалкой и отпуском для конструкционных
сталей. С целью выравнивания состава и улуч-
шения структуры и механических характери-
стик паяного соединения иногда используют
термодиффузионный гомогенизирующий от-
жиг. Например, применяют термодиффузион-
ную обработку паяных соединений титановых
рабочих колес центробежных компрессорных
машин. Пайку проводят с применением в каче-
стве припоя фольги меди или никеля (контакт-
но-реактивная пайка), что позволяет повысить
механические характеристики паяного соеди-
нения
Таким образом, конструктивные факторы
изделия, физико-химические свойства мате-
риалов, условия и режимы пайки оказывают
влияние на структуру и свойства паяного со-
единения. Исследования паяных соединений
имеют целью прежде всего выявить тенденции
этого влияния и определить оптимальные ус-
ловия получения паяного соединения на всех
стадиях производства паяного изделия.
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И
СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
Исследование паяных соединений ведет-
ся практически всеми существующими мето-
дами изучения металлов и сплавов. Наиболь-
шее применение при исследовании паяных
соединений получил структурный анализ.
Микроструктурный анализ позволяет
выявить структуру металла, взаимное распо-
ложение структурных составляющих, распре-
деление интерметаллидных фаз, наличие раз-
ного рода дефектов, неметаллических включе-
ний и др.
Отбор проб паяных соединений для мик-
роисследования с помощью светового микро-
скопа производят с учетом наиболее полной
оценки исследуемого свойства в одном образце
и удобства проведения металлографических
исследований.
Образец для микроисследования паяного
соединения берется высотой 10 .. 20 мм и
площадью поверхности исследования до 3 см2.
Вырезать образцы из паяного соединения до-
пускается только металлорежущим инструмен-
том, не вызывающим деформирования зоны
шва и изменения структуры в результате на-
грева. При вырезке образцов из листовых кон-
струкций толщиной менее 1 .. 2 мм их пред-
варительно закрепляют с придающими жест-
кость конструкции подкладками и обрабаты-
вают совместно. Вырезанный из паяного со-
единения образец обычно монтируют в специ-
альные зажимы. При исследовании образцов
малых размеров их помещают в формы (коль-
ца) и заливают серой или легкоплавкими спла-
вами. Следует иметь в виду, что такое закреп-
406
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
ление микрошлифа нежелательно, поскольку
материал заливки искажает результаты иссле-
дования, а также загрязняет полировальные
круги Более целесообразно заливать образцы
пластмассой. Существует несколько способов
фиксации пластмассой образцов для металло-
графических исследований при 20 °C или по-
вышенной температуре (до 150 . 180 °C).
При допустимости нагрева исследуемых
образцов паяных соединений применяют баке-
лит или термопластические пены. Можно ис-
пользовать жидкие эпоксидные смолы ЭД-5
или ЭД-6 в сочетании с отвердителем (пример-
но 25 %), которые позволяют заливать образец
при 20 °C и повышенной температуре. Условия
отверждения эпоксидных смол приведены в
табл. 1.
Образец, предназначенный для заливки,
помещают в форму, например засыпают по-
рошком бакелита, и нагревают под давлением.
При использовании эпоксидных смол их
в смеси с отвердителем заливают в форму, где
помещен образец. Отверждение происходит
без приложения давления.
Для приготовления микрошлифов приме-
няют бумагу на водоупорной основе с указани-
ем номера зернистости, определяемой в мик-
ромиллиметрах. Классификация размеров зе-
рен абразивных материалов в соответствии с
ГОСТ 3647-80 применяемых для изготовления
микрошлифов приведена в табл. 2.
При приготовлении микрошлифов основ-
ное внимание должно быть обращено на полу-
чение ровной поверхности, без рельефа между
паяемым металлом и зоной шва. Для шлифова-
ния образцов применяют шлифовальные круги;
обычная обработка на шлифовальных станках
для этой цели непригодна, поскольку вызывает
изменение в структуре металла на значитель-
ную глубину.
В процессе шлифования образца на шли-
фовальных кругах при переходе от крупнозер-
нистого абразива к мелкозернистому необхо-
димо тщательно мыть образец под струей во-
ды, с тем чтобы исключить возможность пере-
носа частиц более крупного абразива. При ка-
ждом переходе направление шлифования ме-
няется на 90°. Частота вращения горизонталь-
ных кругов при приготовлении микрошлифов
паяных соединений сталей и медных сплавов
составляет800 ... 1200 об/мин, алюминиевых и
магниевых сплавов 600 ... 800 об/мин. На од-
них и тех же кругах нельзя обрабатывать об-
разцы из различных материалов, так как качество
1. Условия отверждения смол ЭД-5 н ЭД-6
Отвердитель Условия отверждения
температура, °C время, ч
40 АГ или 40 АФ 20 24
А40 20 100... 150 72 8
ПЭПА (полиэтилен- полиамин) 20 1
2. Мнкрошлифпорошкн
Размер зерен основной фракции, мкм Зерни- стость Размер зерен основной фракции, мкм
М63 63 ... 50 М20 20. 14
М50 50 ... 40 М14 14 ... 10
М40 40. 28 М10 10 ...7
М28 28... 20 М7 7... 5
М5 5...3
шлифов при этом снижается. Шлифование на
данном абразиве считается законченным, когда
на обрабатываемой поверхности не остается
рисок от предыдущего абразива.
Полирование микрошлифов паяных со-
единений можно производить механическим
способом или электрохимическим. Механиче-
ское полирование принципиально не отличает-
ся от шлифования; оно производится на дис-
ках, обтянутых сукном, фетром или бархатом
Абразивный материал при полировании (окись
алюминия или хрома) подают в виде водной сус-
пензии (5 ... 15 г абразива на 1 л воды), получен-
ной после отстоя более крупных фракций.
Качественно приготовленный микро-
шлиф паяного соединения должен иметь пло-
скую поверхность без рисок от шлифования,
царапин и загрязнений. Нежелательны в поле
шлифа «хвосты», появляющиеся в результате
выкрашивания при обработке хрупких состав-
ляющих. Наиболее частым дефектом шлифов
паяных соединений являются завалы на грани-
це шва и паяемого металла. Поэтому при изго-
товлении шлифов необходимо учитывать раз-
личие состава и свойств паяемого металла и
шва. Различие в твердости зон паяного соеди-
нения при обычном механическом полирова-
нии приводит к тому, что в связи с неравно-
мерной обработкой создается рельефность
поверхности или дефектность. При резком
различии твердости зон паяного соединения
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
407
3 Пасты на алмазной основе
Зернистость алмазного порошка, мкм Массовая концентрация алмазного порошка в пасте Цвет пасты и этикетки
н П В
60/40 40/28 8 20 40 Крас- ный
28/20
20/14 14/10 6 15 30 Голу- бой
10/7 7/5, 5/3 4 10 20 Зеле- ный
3/2
2/1 1/0 2 5 10 Жел- тый
используют алмазное полирование, что обес-
печивает получение достаточно ровной по-
верхности шлифа и повышает производитель-
ность процесса в 2 - 3 раза. В табл. 3 приведена
классификация составов паст на алмазной ос-
нове.
Выявить микроструктуру паяного соеди-
нения можно химическим или электролитиче-
ским травлением с использованием фазового
контраста, а также методом теплового травле-
ния. Существенным недостатком многих ме-
таллографических методов исследования явля-
ется отсутствие количественной оценки ре-
зультатов, что в некоторой степени восполня-
ется расчетными методами и сочетанием мик-
роанализа с другими методами (физическим,
химическим и др.).
Для исследований микроструктуры наи-
более часто используют световые микроскопы
МИМ-7 и МИМ-8. Разрешающая способность
оптического светового микроскопа с примене-
нием масляного иммерсионного объектива
соответствует практически 1 мкм.
Изучение структуры производят на шли-
фах, изготовленных перпендикулярно или под
углом к плоскости спая («косой» шлиф). Пер-
вый вид шлифов общепринят как более про-
стой; «косые» шлифы изготовляют под не-
большим углом к плоскости спая, что позволя-
ет расширить исследуемую область, которая
при перпендикулярном срезе, ввиду незначи-
тельной протяженности сечения, трудно под-
дается изучению.
Подготовленный микрошлиф вначале
изучают в нетравленом состоянии при различ-
ном увеличении. Это дает возможность вы-
явить такие дефекты, как непропаи, раковины,
поры, трещины, неметаллические включения.
При изучении нетравленого шлифа возможно
частичное выявление микроструктуры, осо-
бенно при наличии значительной разности
электрохимических потенциалов паяемого
металла и припоя.
Неметаллические включения обладают
меньшей отражающей способностью, чем ме-
таллы, поэтому в поле зрения микроскопа они
выявляются в виде темных пятен. Чтобы отли-
чить их от пор, которые также выявляются в
виде темных пятен, слегка изменяют фокусное
расстояние, поворачивая микрометрический
винт микроскопа. При этом края микропор то
сходятся, то расходятся, чего не происходит при
рассмотрении неметаллических включений.
Химическое травление позволяет выявить
общую структуру шва, производить селектив-
ное определение фаз с учетом колебания их
состава, кристаллографической ориентировки,
выявлять ликвацию элементов в сплаве, дисло-
кацию структур, проводить цветовое разделе-
ние фаз и др
Для изучения структуры паяемого метал-
ла, отдельных зон шва или отдельных фаз при-
ходится последовательно применять несколько
травителей. В табл. 4 приведены составы реак-
тивов и способы химического травления для
выявления микроструктуры паяных соединений.
Для выявления микроструктуры при на-
личии близких электрохимических потенциа-
лов припоя и паяемого металла применяют
электролитическое травление Составы элек-
тролитов и режимы электролитического трав-
ления приведены в табл. 5.
Тепловое травление целесообразно в тех
случаях, когда химическое травление дает од-
нотонную структуру шва. Подбирая составы
сред, обладающих различной окисляющей спо-
собностью, и температуру травления, можно
получить четкую картину структуры паяного
соединения. Метод окрашивания поверхности
микрошлифа при нагреве в проточном аргоне
используют, например, для выявления струк-
гуры паяного соединения коррозионно-стойкой
стали (08Х18Н10Т, 12Х25Н16Г7АР) с медным
сплавом (БрХ1).
Использование электронных микроско-
пов при исследовании паяных соединений по-
зволяет повысить разрешающую способность
до 1 нм. В настоящее время применяют элек-
тронные микроскопы просвечивающего типа
4. Составы реактивов и способы химического травления паяных соединений
Паяемый материал Припой, покрытие Состав реактива Способ травления Преимущественное выявление структурных составляющих
Магниевый сплав МА8 Mg-Al-Zn-Mn Покрытие - Ag, Ni, Си 2 % HNOj, 98 % этилового спирта To же Погружение на 5 ... 10 с, про- мывка в спирте Погружение на 3 ... 5 с. про- мывка в спирте Паяемого металла и шва
Алюминий Al-Si Al-Si-Cu Покрытие - Ni Объемные части: 2HF, IHNOj HNO3 концентрированная Погружение на 10 с, промывка водой, сушка спиртом Погружение до 20 мин
Покрытия
Алюминиевый сплав Д16 Zn-Al-Cu-Co Объемные части: 2HF, 1HNO3 Погружение на 5 . Юс Паяемого металла и шва
Титан Диффузионное сращивание Объемные части: 2HF, 1HNO3 Погружение до 10 с, промывка водой, сушка спиртом Соединения
Ti-Cu Ti-Ag Ti-Ni Объемные части: 1HF, IHNOj. 1 ... 10 глицерина Погружение на 5 ... 10 с Паяемого металла и шва
Медь Ag-Cu Насыщенный раствор пер- сульфата аммония в воде Погружение на 5 ... 10 с Паяемого металла и шва
Cu-Au 5 мл HNO3,15 мл уксусной кислоты, 25 мл глицерина Погружение при 100 °C Шва
Медь -г сплав 29 НК Cu-Ge 10 %-ный раствор FeCl3 в воде Протирка в течение 10 с Паяемых металлов и шва
Сталь низкоуглероди- стая Си или Cu-Zn Sn-Pb 1) 4 %-ный раствор HNO3 в спирте; 2) концентрированный рас- твор аммиака 3) 1 % HNO3; 1 % СН3СООН, 98 % глицерина Погружение на 5 с Тоже Погружение на 5 с Паяемого металла Припоя Припоя и промежуточных фаз
Паяемый материал Припой, покрытие Состав реактива
Сталь 08Х18Н10Т + + бронза БрХ1 ПМ17 или ПМ17А 1) 15 мл H2SO4 85 мл HNO3 2) НС1 (плотность 1,19 г/см3) + + перекись водорода (30 %-ная) - 0,5 мл 3) объемные части: 1 аммиака (25 %-ного), 1 перекиси водо- рода (3 %-ной)
Сталь 08Х18Н10Т ПМ17илиПМ17А 20 г хлорной меди, 80 мл ам- миака (раствор применять све- жеприготовленным)
Сталь 11X11Н2В2МФ ПЖК-35 5 г FeClj, 15 мл НС1 (плотность 1,19 г/см3), 50 мл Н2О
Сталь ХН62КВКЮ ПЖК-1000 40 мл HNO3, 40 мл уксусной кислоты, 10 мл реактива «Марбле», 10 мл НС1
Коррозионно-стойкие стали + медные сплавы Покрытие - Мп 2 г К2СгО4; 8 мл H2SO4: 2 мл НС1
Керамика + сталь 08Х18Н10Т 50 % Ti-50 % Си 10 мл реактива «Марбле», 20 мл НС1, 4 г CuSO4,20 мл Н2О
Керамика, металлизи- рованная хромом или Мо-Мп + сплав 29НК ПМ-17 50 % HNO3, 50 % уксусной кислоты
Продолжение табл. 4
Способ травления Преимущественное выявление структурных составляющих
Погружение на 1 ... 2 с Погружение на 5 с Паяемого металла и шва То же
Погружение на 5 с, промывка водой и спиртом Бронзы и шва
После травления протирка там- поном, смоченным 50 %-ным раствором HNO3 в теплой воде Шва
Погружение на 30 с, после трав- ления осветление раствором хромпика Паяемого металла и шва
Погружение на 1 мин в реактив, нагретый до 90 °C Шва
Погружение, протирка в течение 30 с Шва и медного сплава
Погружение Стали и шва
Погружение Покрытия шва
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
5. Составы электролитов и режимы травления паяных соединений
Паяемый металл Припой Состав электролита н a s С р Напряжение, В 1. 11“ м || Преимущественное выявление структурных составляющих
АМгб Al-Mg-Cu Al-Ga 80 мл Н2РО4, 20 мл этило- вого спирта 0,5 25 30... 40 Алюминий Шва и промежуточных фаз (электрополирование)
То же 0,1 ... 0,2 5 6 30 То же Шва и промежуточных фаз (электротравление)
» 0,1 ... 0,2 5 ... 6 50 » Диффузионных зон и шва
Алюминий Al-Zn 100 мл НС1О4 (плотность 1,12 г/см3), 400 мл этило- вого спирта 1,8 ... 2,0 - 10 Алюминий Шва
Сталь 08Х18Н10Т Al-Ga 80 мл Н3РО4,20 мл этило- вого спирта 0,1 ... 0,2 6 . 8 60 Алюминий Диффузионных зон и шва
Сталь ХН62МВКЮ ПЖК-1000 30 г FeCl3, 0,5 г SnCl4, 1 г СиС12, 100 см3 НС1,300 см3 этилового спирта 0,1 10 1 .. 2 Коррозионно- стойкая сталь Структура шва и паяемого металла (электротравление)
Сталь ХН77ТЮ ПЖК-1000 30 г FeC 13, 0,5 г SnCI4, 1 г CuCl2, 100 см3 НС1,300 см3 этилового спирта 0,1 8 . 10 1 .. 2 То же Шва (электротравление)
Стали ХН77ТЮ и ХН62МВКЮ ПЖК-1000 10 мл HCI, 50 мл этилового спирта, 2 ... 5 мл HNO3 0,1 8... 10 1 .. 2 » Шва и паяемого материала (электротравление)
Сталь 12Х25Н16Г7АР ПЖК-35. Г40НХ, Г70НХ 10 %-ный раствор щаве- левой кислоты в воде 0,1 3 5 20... 30 » Шва и паяемого металла (электротравление)
Сталь 08Х18Н10Т Г40НХ, Г70НХ 10 %-ный раствор щаве- левой кислоты в воде 0,5 5 ... 7 30... 40 » То же
Сплавы ХН62ВМКЮ и ХН77ТЮ Ni-Pd 30 г FeC 13; 0,5 г SnCl4, 1 г СиС12, 100 мл НС1, 300 мл этилового спирта 0,1 8 . 10 1 ..2 » Шва
Сталь 08Х18Н10Т Ni-Mn-Cr 10 %-ный раствор щаве- левой кислоты в воде 0,5 5 ... 7 30... 40 Коррозионно- стойкая сталь Шва и паяемого металла
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
411
(ЭМ5, УЭМВ-100А, УЭМВ-100К и др.), кото-
рые позволяют исследовать микроструктуру на
пленках. Такие пленки можно получать, изго-
тавливая тонкие срезы массивных образцов с
их последующим электрополированием или
химическим травлением (метод фольг), образо-
ванием окисных пленок либо снятием реплик.
Для исследования паяных, соединений целесо-
образно использовать реплики. Последние по-
лучают нанесением на исследуемую поверх-
ность тончайших слоев различных веществ
(коллодий, углерод и др.), воспроизводящих
после снятия рельеф поверхности шлифа. Раз-
решающая способность передачи рельефа оп-
ределяется используемым для снятия реплик
веществом: лаковые пленки дают возможность
иметь разрешающую способность 20 ... 50 нм,
а платино-углеродные до 1 ... 2 нм.
Метод исследований с помощью ионного
микроскопа обеспечивает более высокую раз-
решающую способность (< 1 нм), что дает воз-
можность наблюдать отдельные атомы матри-
цы и примесей, вакансии в решетке и меж-
узельные атомы, атомную структуру границ
зерен, структуру ядра дислокации, эффект ле-
гирования (упорядочение, разупорядочение
твердых растворов).
Высокотемпературная металлография по-
зволяет исследовать микроструктуру металлов
и сплавов в интервале от 20 °C до температу-
ры, близкой к их расплавлению. Основное тре-
бование при всех методах высокотемператур-
ной вакуумной металлографии - создание ос-
таточного давления. Если нагрев производить в
контролируемой атмосфере, содержащей ней-
тральные или активные среды, то на поверхно-
сти образцов возникают пленки различного
состава. Это дает возможность выявлять строе-
ние металла и сплава, изучать коррозионные
свойства составляющих, фиксировать кинетику
процесса окисления и т.д.
Высокотемпературная микроскопия по-
зволяет изучать кинетику процессов, происхо-
дящих при пайке: смачивание, растекание при-
поев, диффузионные процессы, возникновение
или рост фаз при контактном плавлении, ре-
кристаллизацию. С использованием высоко-
температурной микроскопии можно наблюдать
за изменением механических свойств (твердо-
сти, пластичности) в зависимости от степени
нагрева. Этот вид исследований осуществляет-
ся на специальных микроскопах, оснащенных
индентором и приспособлением для деформи-
рования образца.
Наряду с металлографическими методами
исследования паяных соединений широко рас-
пространен микрорентгеноспектральный ана-
лиз паяных соединений.
Рентгеноструктурный анализ дает воз-
можность определить тип структуры и пара-
метры решетки, размеры кристаллов, их ориен-
тировку, наличие микродефектов и неметалли-
ческих включений, которые нельзя обнаружить
обычными методами рентгеновской дефекто-
скопии. Для локального рентгеноструктурного
анализа применяют установки с острофокусной
рентгеновской трубкой. Разрешающая способ-
ность при этом повышается до 40 ... 50 мкм.
Микрорентгеноспектральный анализ по-
зволяет изучать химическую микронеоднород-
ность материалов. Он определяет ориентиров-
ку монокристаллов и параметры решетки с
точностью до 0,0002 нм. Чувствительность
метода до 10'" г.
Выпускаемые серийно приборы МАР-1 и
MAP-2, MS-46 (Франция), JXA-3 (Япония) и
другие имеют минимальный размер зонда око-
ло 0,1 мкм. Электронно-оптические схемы всех
приборов схожи. С помощью рентгеноспек-
трального анализа можно анализировать хими-
ческие элементы, начиная с магния, а на неко-
торых установках - с бериллия. Разрешающая
способность метода: при количественном ана-
лизе - 2 мкм, при качественном - десятые доли
нанометра.
Микроанализаторы, работающие в режи-
ме сканирования (обегания заданной площади),
могут быть использованы для подсчета числа
неметаллических включений, определения их
размера и идентификации.
Концентрацию элемента А в сплаве опре-
деляют отношением интенсивностей излучения
от образца и эталона J* из чистого эле-
мента:
^=-7-100. (1)
4т
Погрешность метода может составлять от
3 ... 5 % (при определении марганца в железе)
до 50 ... 100 % (при определении алюминия в
железе). Для получения более точных резуль-
татов следует учитывать влияние поглощения
излучения в материале образца, зависимость
поперечного сечения ионизации от энергии
электрона, ионизации флуоресценции.
В общем виде концентрация элемента в
исследуемом образце определяется по сле-
дующей формуле:
412
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
2^а>с>
где а, - поправка на атомный номер; F (х) -
поправка на поглощение; G(c) - поправка на
флуоресценцию.
Для получения более точных данных о
содержании элемента в сплаве в качестве эта-
лонов следует применять сплавы, близкие по
химическому составу к исследуемым. Для ис-
ключения ошибок эксперимента подготовку
поверхности эталона и исследуемого образца
следует вести одинаково, обеспечивая высокое
качество поверхности шлифов. Наличие неров-
ностей шлифа или активного травления может
привести к неверным результатам: микро-
структура поверхности образца, выявленная
тепловым травлением, будет отличаться от
состава подложки, что повлияет на результаты
анализа. При резком перепаде концентрации
элементов надо учитывать влияние вторичной
флуоресценции на результаты анализа.
В паяных соединениях микрорентгено-
спектральным анализом можно определить
химический состав отдельных фаз и характер
распределения элементов в зонах паяных швов.
Распределение элементов оценивают по интен-
сивности их излучения. При неравномерном
распределении элемента в исследуемой зоне
можно определить его среднее содержание с
(массовые доли, %):
<3)
где J3 и /ф - интенсивности излучения соответ-
ственно элемента от эталона и фона, снимае-
мые с ленты потенциометра, см; Sul - соот-
ветственно площадь под кривой изменения
интенсивности и длина ее проекции на гори-
зонтальную ось.
Количество элемента, приходящееся на
единицу площади поперечного сечения анализи-
руемого участка, определяют из соотношения
е<ср/-^-10-’, (4)
где р - средняя плотность сплава, г/см3; и
v„ - соответственно скорость движения образца
относительно электронного луча (мкм/с) и ско-
рость движения ленты потенциометра (мм/с).
Следует отметить, что применительно к
исследованию структуры и свойств паяных
соединений рентгеноструктурный анализ не
отличается высокой чувствительностью и точ-
ностью.
Метод микротвердости позволяет иден-
тифицировать отдельные фазы и структурные
составляющие сплавов. В практике проведения
подобного рода исследований получили рас-
пространение приборы ПМТ-2 и ПМТ-3. Типы,
классы и основные параметры приборов для
измерения микротвердости определяются стан-
дартами. Применительно к паяным соединени-
ям этот метод исследований имеет исключи-
тельное значение. Он дает возможность оце-
нить свойства тонких прослоек и мельчайших
образований, часто определяющих механиче-
ские характеристики соединений
В практике исследований микротвердо-
сти применяют прибор ПМТ-3 как наиболее
совершенный (рис. 7). Микротвердость опре-
деляют путем вдавливания индентора под на-
грузкой 0,02 ... 2 Н. В качестве индентора ис-
пользуют алмазную пирамиду с квадратным
основанием и углом при вершине между про-
тиволежащими гранями 136°. Измерения оку-
лярным микрометром на приборе ПМТ-3 мож-
но вести с точностью до 0,15 мкм.
Имеются варианты приборов ПМТ-2 и
ПМТ-3, позволяющие сверлением брать пробы
металлов для микрохимического анализа с
микроскопических участков поверхности ме-
таллографических шлифов. В микрообъемах
изучают свойства отдельных структурных со-
ставляющих или сложных соединений. При
этом можно определить влияние отдельных
составляющих сплава при нагреве, отжиге,
деформации или других изменениях состояния
структуры сплава. Высокая локальность метода
позволяет оценить свойства тончайших про-
слоек или мельчайших выделений, часто опре-
деляющих механические свойства соединений
На базе прибора ПМТ-3 сконструированы
приборы, на которых одновременно можно
деформировать металлические образцы и заме-
рять деформирующие силы. Для исследования
микротвердости при повышенных температу-
рах анализируемые образцы нагревают. Ал-
мазная пирамида, если она зачеканена в сталь-
ной оправке, а не залита легкоплавким сплавом,
допускает нагрев до 750 °C. Прибор ПМТ-3 мо-
жет быть применен для определения микро-
твердости при минусовых температурах (до
-55 °C). В качестве охлаждающей среды ис-
пользуют охлаждающую жидкость в сочетании
с жидким азотом. Этот же метод дает возмож-
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
413
ность измерять микротвердость и при нагреве,
интервал измерений от -200 до +200 °C.
Использование прибора ПМТ-2 или
ПМТ-3 ограничено минимальным размером
отпечатка (порядка 5 мкм) Для повышения
разрешающей способности вместо оптического
можно использовать электронный микроскоп.
При этом применяют четырехгранную пирами-
ду с квадратным основанием и углом при вер-
шине между противоположными гранями 136°
или трехгранную правильную пирамиду с уг-
лом при вершине между ребром и высотой 65°.
С исследуемой поверхности делают реплику, а
с реплики, оттесненной хромом, - снимки на
электронном микроскопе, по которым опреде-
ляют размеры отпечатков.
При использовании трехгранной пирами-
ды отпечаток получается с острой вершиной,
что делает целесообразным использование
трехгранных пирамид при малых значениях
микротвердости исследуемых материалов. Зна-
чения микротвердости некоторых материалов
приведены в табл. 6. Микротвердость отдель-
ных фаз и структурных составляющих сталей и
чугуна приведена соответственно в табл. 7 и 8.
Рис. 7. Микротвердомер ПМТ-3:
1 - станина; 2 и 3— вннты предметного столика;
4 - стойка; 5 - кольцевая гайка; 6 - кронштейн;
7 - механизм мнкроподачи; 8 - механизм
макроподачи; 9 и /0- кронштейны механизма
нагружеиня; 11 - индентор (алмазная пирамида);
12 - окулярный микрометр; 13 - тубус
Метод микротермоЭДС. Использование
специального приспособления к оптической
системе прибора ПМТ-3 дает возможность
проводить прицельные измерения микротер-
моЭДС на шлифах исследуемого материала.
Микрообъемы, требуемые для замера микро-
ЭДС, по порядку величин соответствуют раз-
мерам, на которых измеряется микротвердость.
Электрическая схема установки для измерения
микротермоэлектрических свойств приведена
на рис. 8.
Специальное приспособление к оптиче-
ской системе прибора ПМТ-3 для прицельного
исследования термоЭДС в микрообъемах при-
ведено на рис. 9. Вместо втулки с алмазной
пирамидой это устройство предусматривает
применение иглы с контролируемым нагревом
микропечью. При соприкосновении нагретого
конца иглы с поверхностью шлифа возникает
термоЭДС. При прочих равных условиях
Рис. 8. Электрическая схема установки для
измерения микротермоЭДС:
1 - феррорезонансный стабилизатор; 2 -
вольфрамовая нгла; 3 - микропечь; 4 - термопара;
5 - образец; б - гальванометр; 7 - шунт
Рис. 9. Датчик прибора для определения
микротермоЭДС:
1 - цанговый зажим; 2 - вольфрамовая игла;
3 - фарфоровая трубка; 4 - втулка; 5 - монтажная
плита (текстолит); б - термопара; 7 - микропечь
414
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
6. Микротвердость некоторых металлов
Металл или сплав и его состояние Нагрузка, Н Глубина вдавлива- ния пирамиды, мм Диагональ отпе- чатка, мкм Микротвердостъ, МПа
Алюминий лигой (зеркальная по- 0,05 0,0030 21,9 190
верхность получена путем от- 0,1 0,0040 30,0 200
ливки на полированную плиту) 0,2 0,0060 42,3 210
0,5 0,010 70,0 180
1,0 0,015 107,7 160
Алюминий литой (шлифован- 0,05 0,0020 15,9 370
ный наждачной бумагой и по- 0,1 0,0030 24,4 320
лированный пастой ГОИ) 0,2 0,0050 34,2 320
0,5 0,0080 59,0 250
1,0 0,011 96,0 240
Алюминий деформированный, 0,05 0,003 22,0 190
затем отожженный при 400 °C 0,1 0,0038 27,0 250
в течение 4 ч, неполированный 0,2 0,0057 39,6 230
0,5 0,009 65,0 210
1,0 0,014 97,0 190
Медь электролитическая (пере- 0,05 0,0021 15,0 350
плавленная и неполированная) 0,1 0,0030 21,0 420
0,2 0,0040 30,0 410
0,5 0,0077 53,0 320
1,0 0,011 80,0 280
Медь электролитическая (пере- 0,05 0,0015 10,5 850
плавленная и механически от- 0,1 0,002 14,0 940
полированная) 0,2 0,003 20,9 840
0,5 0,005 35,1 750
1,0 0,008 53,4 620
Медь электролитическая (де- 0,05 0,0018 13,0 550
формированная, затем отож- 0,1 0,0025 17,0 660
женная при 700 °C в течение 1 ч, шлифованная наждачной бума- 0,2 0,5 0,0034 0,0057 24,0 40,0 590 560
гой и электролитически отпо- лированная) 1,0 0,008 59,0 530
Цинк литой (неполированный) 0,05 0,002 13,2 550
0,1 0,0025 18,24 570
0,2 0,004 26,5 540
0,5 0,006 43,8 470
1,0 0,009 63,3 460
Цинк литой (механически от- 0,05 0,0019 13,5 510
полированный) 0,1 0,0025 17,4 610
0,2 0,0030 24,0 640
0,5 0,0057 40,0 580
1,0 0,0080 60,6 510
Олово литое (неполированное) 0,02 0,003 20,0 90
0,05 0,004 29,7 100
0,1 0,006 44,0 90
0,2 0,008 61,5 99
0,5 0,014 101,4 90
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
415
Продолжение табл. 6
Металл илн сплав н его состояние Нагрузка, Н Глубина вдавлива- ния пирамиды, мм Диагональ отпечатка, мкм Микротвердость, МПа
Олово литое (механически от- 0,02 0,003 22,0 70
полированное) 0,05 0,004 32,0 90
0,1 0,006 45,6 90
0,2 0,009 62,7 90
0,5 0,014 100,0 90
Свинец литой (неполирован- 0,02 0,004 28,0 44
ный) 0,05 0,005 39,6 58
0,1 0,008 55,5 60
0,2 0,011 79,8 58
0,5 0,019 132,0 53
Свинец литой (механически от- 0,02 0,0035 26,0 55
полированный) 0,05 0,0050 38,7 61
0,1 0,0070 51,3 68
0,2 0,011 78,3 60
0,5 0,019 134,4 53
Кадмий литой (неполирован- 0,05 0,002 16,8 320
ный) 0,1 0,003 23,3 340
0,2 0,005 33,5 340
0,5 0,007 50,1 370
1,0 0,01 75,0 330
Кадмий литой (механически 0,05 0,002 14,7 440
отполированный) 0,1 0,003 20,2 460
0,2 0,004 28,5 460
0,5 0,007 49,2 380
1,0 0,01 75,6 330
Латунь Л68, a-фаза (электроли- 0,05 0,0017 12,0 650
тически отполированная) 0,1 0,0020 15,6 760
0,2 0,0030 22,5 740
0,5 0,0050 35,4 750
1,0 0,0075 53,0 660
Латунь Л68, a-фаза (механиче- 0,05 0,0013 9,7 940
ски отполированная) 0,1 0,0015 11,4 1440
0,2 0,0020 15,9 1440
0,5 0,0035 25,5 1430
1,0 0,0050 36,6 1390
Латунь, 0-фаза (электролитиче- 0,05 0,0013 9,3 1080
ски отполированная) 0,1 0,0017 12,6 1180
0,2 0,0033 16,5 1360
0,5 0,0035 26,4 1350
1,0 0,0050 37,5 1320
0,05 0,0012 8,4 1330
0,1 0,0015 10,8 1600
Латунь, 0-фаза (механически 0,2 0,0019 13,2 2140
отполированная) 0,5 0,0031 22,0 1910
1,0 0,0045 31,0 1930
416
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
7. Микротвердость некоторых фаз и
структурных составляющих
Наименование фазы или структурной составляющей Материал Микротвер- дость, МПа
Феррит Сталь 08 Сталь 20 Сталь 30 Сталь 45 125 200... 275 275 ....315 255
Сорбит (феррит с зернистыми кар- бидами) 20ХН ШХ15 Х12 Х12М 95X18 275 ... 325 215 ... 285 295 ... 340 275 ... 310 300... 312
Пластинчатый перлит Сталь 20 Сталь 30 У7 Чугун 275 ... 320 325 ... 345 275 ... 330 300... 365
Карбидная фаза Чугун Х12М Х12 1095 ... 1150 1156... 1250 1156 ... 1370
Аустенит 12Х18Н9 Х12М Чугун 175 520 425 ... 495
Ледебуритная эвтектика Х12 Чугун 750... 850 1000... 1125
Карбиды ПС ТаС ZrC NbC VC wc Mo2C 2850 1547 2836 2055 2094 1730 1470
значение термоЭДС определяется свойствами
материала, с которым соприкасается игла. Этот
метод исследований используют в сочетании с
микроструктурным анализом. Аналогично ме-
тоду измерения микротвердости он дает воз-
можность производить измерение в любом
месте микрошлифа. Результаты измерений
показывают сравнительные значения термо-
ЭДС отдельных составляющих структуры или
ликвационной неоднородности. Возможны и
абсолютные измерения, для которых необхо-
дим подбор определенных пар материалов игла -
образец и соответствующее их тарирование.
8. Микротвердость мартенсита
Материал Максимальная микротвердость мартенсита, МПА Микротвердость мартенсита (закалка с температуры АО, МПа Микротвердость мартенсита (закалка с температуры оплавления), МПа
Сталь 20 1050 725 425
Сталь 30 935 725 610
У7 1010 710 910
20ХН 635 515 450
ШХ15 1040 590 800
Х12М 890 400 510
95X18 825... 965 445 350
Чугун 1065 675 ... 800 640
Коррозионные исследования паяных
соединений имеют большое значение, по-
скольку стойкость паяного изделия к воздейст-
вию коррозии так же важна, как и его механи-
ческая прочность. Основной причиной корро-
зионного разрушения паяных соединений яв-
ляется различие электродных потенциалов
паяемого металла и металла шва. Стандартные
электродные потенциалы металлов приведены
в табл. 9.
В целях уменьшения различия в элек-
тродных потенциалах паяемого металла и при-
поя в качестве основы припоев предпочтитель-
но выбирают паяемые металлы. Особенно важ-
но это соблюдать при разработке припоев для
пайки металлов и сплавов с низким электрод-
ным потенциалом - алюминия и магния
Непосредственной причиной коррозии
паяных соединений является наличие коррози-
онной среды в зоне шва. Существуют две раз-
новидности коррозионного разрушения паяных
соединений, если не учитывать влияния остат-
ков флюсов:
- потенциал паяемого металла более
электроположительный, чем потенциал шва,
поэтому корродирует шов. Поскольку объем
металла в шве незначителен, то происходит
довольно быстрое разрушение паяного соеди-
нения;
- потенциал паяемого металла более элек-
троотрицателен в сравнении с металлом шва.
В этом случае корродирует основной металл.
Первый тип взаимодействия припоя с
основным металлом характерен для паяных
соединений многих конструкционных мате-
риалов. Оценку коррозионной стойкости
МЕТОДЫ ИССЛЕДОВАНИЯ СТРУКТУРЫ И СВОЙСТВ ПАЯНЫХ СОЕДИНЕНИЙ
417
9. Стандартные электродные потенциалы металлов для электродных реакций
Ме -> Ме"4 + при 25 °C
Электрод Потенциал, В Электрод Потенциал, В Электрод Потенциал, В
Eu/Eu24 -3,40 Lu/Lu34 -2,25 Ni/Ni24 -0,250
Li/Li4 -3,045 Sc/Sc34 -2,08 Mo/Mo34 -0,20
Rb/Rb4 -2,925 Pu/Pu34 -2,07 Sn/Sn24 -0,136
К/К4 -2,925 Th/Th44 -1,90 Pb/Pb24 -0,126
Cs/Cs4 -2,923 Np/Np34 -1,86 Fe/Fe34 -0,036
Ra/Ra24 -2,92 Be/Be24 -1,85 H2/H“ 0,000
Ba/Ba24 -2,90 u/u34 -1,80 Sn/Sn44 +0,007
Sr/Sr24 -2,89 Hf/Hf44 -1,70 Bi/Bi34 +0,226
Ca/Ca24 -2,87 Al/Al34 -1,66 Sb/Sb34 +0,24
Yb/Yb4 -2,80 Ti/Ti24 -1,63 As/As34 ю,з
Na/Na+ -2,714 Zr/Zr34 -1,53 Cu/Cu+ +0,337
Ac/Ac34 -2,6 Np/Np44 -1,354 Co/Co34 +0,418
La/La3+ -2,52 Mn/Mn2+ -1,18 Cu/Cu24 +0,521
Ce/Ce34 -2,48 Nb/Nb34 -1,1 Rh/Rh24 +0,60
Pr/Pr34 -2.47 V/V34 -1,18 Tl/n34 +0,723
Nd/Nd34 -2,44 Zn/Zn24 -0,762 Pb/Pb44 +0,784
Pm/Pm34 -2,42 Cr/Cr34 -0,74 Hg/Hg24 +0,789
Sm/Sm34 -2,41 Ga/Ga34 -0,53 Ag/Ag24 +0,779
Eu/Eu34 -2,41 Ga/Ga24 -0,456 Rh/Rh34 +0,80
Co/Co34 -2,40 Fe/Fe24 -0,440 Hg/Hg2+ +0,854
Tb/Tb34 -2,39 Cd/Cd24 -0,402 PdZPd24 +0,987
Mg/Mg24 -2,37 Jn/Jn34 -0,342 Jr/Jr34 +1,000
Ho/Ho34 -2,32 Te/Te4 -0,336 Pt/Pt24 +1,19
Am/Am34 -2,32 Mn/Mn34 -0,283 Au/Au34 +1,50
Er/Er34 -2,30 Co/Co24 -0,277 Au/Au4 +1,68
соединений при таком характере взаимодейст-
вия припоя и основного металла производят
при испытании паяных соединений в различ-
ных коррозионно-активных средах
При разработке припоев обычно исполь-
зуют ускоренные методы испытаний во влаж-
ной камере (при одновременном взаимодейст-
вии влаги и нагрева), с частичным или полным
погружением паяных образцов в различные
жидкие среды. Этот вид испытания может про-
изводиться при перемещении жидкости или
при попеременном погружении в жидкость и
извлечении из нее образца в различных корро-
зионно-активных средах. Для этой цели чаще
используют 3 %-ный раствор хлористого на-
трия в воде («морская вода»); используют так-
же различные активные среды, соответствую-
щие конкретной среде, в которой эксплуатиру-
ется паяное изделие. В необходимых случаях
проводят длительные коррозионные испыта-
ния. Критерием оценки коррозионной стойко-
сти соединений является снижение прочности
соединений в процессе испытаний. Наиболее
желательная структура соединения - гомогенная,
подвергающаяся равномерному разрушению.
Ускорение процесса коррозии наблюда-
ется в том случае, когда разрушаются тончай-
шие интерметаллические прослойки, выделив-
шиеся в зоне спаев.
Второй тип взаимодействия припоя при-
сущ главным образом паяным соединениям
магниевых сплавов. Испытания паяных соеди-
нений магниевых сплавов в различных корро-
зионно-активных средах с использованием
припоев на основе магния показали, что шов не
подвергается разрушению Это наблюдается
при испытании во всех применяемых средах,
включая 3 %-ный раствор хлористого натрия.
14 - 8294
418
СТРУКТУРА И СВОЙСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Рис. 10. Схема установки для ускоренных
коррозионных испытаний
электрохимическим методом:
1 - исследуемые образцы (И — анод, К катод);
2 - гальванометр; 3 - ключ; 4 - источник
постоянного тока; 5 - микроамперметр постоянного
тока; 6— постоянное сопротивление;
7 - переменное сопротивление
Для количественной оценки коррозион-
ной стойкости паяных соединений можно ис-
пользовать электрохимический метод ускорен-
ных коррозионных испытаний, схема установ-
ки которого приведена на рис. 10. Этим мето-
дом определяют значения микротоков, возни-
кающих в паре припой - паяемый металл. Кри-
вые, характеризующие значения коррозионных
токов, приведены на рис. 11. Метод позволяет
дать сравнительную оценку скорости коррозии
и ориентировочно рассчитать интенсивность
коррозионного процесса за длительный период
времени. Предпочтение оказывается припою,
который в паре с паяемым металлом лает ми-
нимальную силу тока.
Для обеспечения коррозионной стойкости
паяных соединений прежде всего необходимо
при пайке использовать такие припои, которые
создавали бы гальваническую пару с паяемым
металлом при минимальной разности потен-
циалов. Защитные покрытия должны предот-
вращать возможность контактирования корро-
зионно-активных сред с паяным соединением
Это особенно важно для материалов с низким
электродным потенциалом (алюминия, магния
и сплавов на их основе).
Для устранения различия в потенциалах
контактирующих материалов часто используют
технологические приемы. Например, для со-
единения ответственных изделий используют
Рис. 11. Кривые относительного значения
коррозионных токов в контакте:
1 - цинк- припой ПОСК 51; 2 - сплав А (алюминий
с 5 % цинка) - припой ПОСК 51; 3 - сплав П-300 -
припой ПОСК 51
изотермическую выдержку изделий в процессе
пайки. Помимо увеличения прочности соеди-
нений, это способствует выравниванию потен-
циалов контактирующих материалов в зоне
паяного соединения. При пайке алюминиевых
сплавов низкотемпературными припоями на
паяемый материал наносят барьерные покры-
тия, имеющие значительно меньшую разность
потенциалов с материалом припоя.
К числу мер, снижающих коррозионное
разрушение паяных соединений, можно отне-
сти замену флюсовой пайки пайкой в контро-
лируемых средах. При использовании флюсов
следует применять композиции, имеющие ми-
нимальную коррозионную активность. Среди
способов, уменьшающих активное воздействие
остатков флюсов, известно также использова-
ние ингибиторов коррозии.
СПИСОК ЛИТЕРАТУРЫ
1. Петрунин И. Е., Лоцманов С. Н., Ни-
колаев Г. А. Пайка металлов. М.: Металлур-
гия, 1973.279 с.
2. Долгов Ю. С., Сидохин Ю. Ф. Вопро-
сы формирования паяного шва. М.: Машино-
строение, 1973.132 с.
3. Петрунин И. Е., Маркова И. Ю.,
Екатова А. С. Металловедение пайки. М.:
Металлургия, 1976.
4. Петрунин И. Е. Физико-химические
процессы при пайке. М.: Высшая школа, 1972
Глава 14. КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
Контроль качества продукции является
важнейшей операцией и должен проводиться
со стадии проектирования изделия. С целью
унификации паяных сборочных единиц, уста-
новления норм и требований к паяным издели-
ям разработан стандарт ГОСТ 19249-73 «Со-
единения паяные. Основные типы и парамет-
ры». Стандарт определяет конструктивные
параметры паяного соединения, его условные
обозначения, содержит классификацию основ-
ных типов соединений. В приложении к стан-
дарту даны величины сборочных зазоров.
Стандарт является основанием для унификации
конструкторской и технологической докумен-
тации еще на стадии создания паяного изделия.
С этой стадии начинается и контроль качества
пайки. В производстве высокий уровень каче-
ства продукции должен обеспечиваться начи-
ная от заготовки и кончая контролем готовых
изделий. При этом переход к массовому произ-
водству продукции не должен вести к сниже-
нию качества. Еще на стадии разработки изде-
лия ОТК должен принимать участие в создании
изделия. Технологическая документация на
пайку, согласованная с заказчиком, должна
отражать критерии неразрушаюших и разру-
шающих методов контроля.
ДЕФЕКТЫ ПАЯНЫХ СОЕДИНЕНИЙ
Качество паяных изделий определяется
их прочностью, степенью работоспособности,
надежностью, коррозионной стойкостью, спо-
собностью выполнять специальные функции
(теплопроводность, электропроводность, ком-
мутационные характеристики и т.п.). Обеспе-
чение этих характеристик достигается опти-
мальными решениями в процессе производства
паяного изделия.
Дефекты, возникающие при изготовлении
паяных изделий, можно разделить на дефекты
заготовки и сборки, дефекты паяных соедине-
ний и паяных изделий.
К наиболее типичным дефектам паяных
соединений относятся поры, раковины, шлако-
вые и флюсовые включения, непропаи, трещи-
ны. Эти дефекты классифицируют на две груп-
пы: связанные с заполнением расплавом при-
поя зазора между соединенными пайкой дета-
лями и возникающие в процессе охлаждения
изделия с температуры пайки. Дефекты первой
группы связаны главным образом с особенно-
стями заполнения капиллярных зазоров в про-
цессе пайки. Дефекты второй группы обуслов-
лены уменьшением растворимости газов в ме-
таллах при переходе их из жидкого состояния в
твердое и усадочными явлениями. К ним также
относится пористость кристаллизационного и
диффузионного происхождения. Кроме пор к
дефектам сплошности относятся трещины,
которые могут возникать в металле шва, в зоне
спаев или в паяемом металле. Большую группу
дефектов составляют шлаковые и флюсовые
включения.
Причиной образования непропаев, кото-
рые берут начало у границы раздела с паяемым
металлом, может явиться неправильное конст-
руирование паяного соединения (наличие
«глухих», не имеющих выхода полостей), бло-
кирование жидким припоем газа при наличии
неравномерного нагрева или неравномерного
зазора, местное отсутствие смачивания жидким
припоем поверхности паяемого металла. При-
чиной появления блокированных остатков газа
в швах может быть неравномерность движения
фронта жидкости при затекании припоя в за-
зор. Фронт дробится на участки ускоренного и
замедленного продвижения, в результате чего
могут отсекаться малые объемы газа. Таким же
образом может происходить захват флюса и
шлаков в шве.
В процессе охлаждения соединения из-за
уменьшения растворимости газов происходит
их выделение и образование рассеянной газо-
вой пористости. Опыт высокотемпературной
пайки алюминиевых сплавов с предваритель-
ной дегазацией припоев и флюсов показывает,
что пористость металла шва при этом резко
уменьшается.
Другой весьма распространенной причи-
ной образования рассеянной пористости явля-
ется возникновение так называемой усадочной
пористости. Это явление характерно для случая
затвердевания сплава с широким интервалом
кристаллизации. При малых зазорах усадочные
междендритные пустоты, как правило, тянутся
в виде цепочки в центральной части шва. При
больших зазорах усадочные поры располага-
ются в шве более равномерно в междендрит-
ных пространствах.
Причиной образования пор в паяных
швах может быть эффект сфероидизации.
14*
420
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
В этом случае пористость в зоне шва возникает
в результате нескомпенсированной диффузии
атомов припоя и паяемого металла. Такого рода
пористость возникает в системах припой - паяе-
мый металл, у которых имеется заметное раз-
личие в коэффициентах диффузии.
Трещины в паяных швах могут возникать
под действием напряжений и деформаций ме-
талла изделия в процессе охлаждения. Принято
различать холодные и горячие трещины. Хо-
лодные трещины образуются при температурах
до 200 °C. Горячими называются трещины,
образующиеся при температуре выше 200 °C.
Эти трещины обычно имеют кристаллизацион-
ное или полигонизационное происхождение
Если в процессе кристаллизации скорость ох-
лаждения высока и возникающие напряжения
велики, а деформационная способность метал-
ла шва мала, то появляются кристаллизацион-
ные трещины. Полигонизационные трещины
возникают уже при температурах ниже темпе-
ратуры солидуса после затвердевания сплава
по так называемым полигонизационным гра-
ницам, образующимся при выстраивании дис-
локации в металле в ряды и образовании сетки
дислокаций под действием внутренних напря-
жений.
Холодные трещины возникают чаще все-
го в зоне спаев, особенно в случае образования
прослойки хрупких интерметаллидов.
Трещины в паяемом металле могут поя-
виться и в результате воздействия жидких при-
поев, вызывающих адсорбционное понижение
прочности.
Неметаллические включения типа флю-
совых или шлаковых возникают при недоста-
точно тщательной подготовке поверхности
изделия к пайке или при нарушении ее режима.
При слишком длительном нагреве под пайку
флюс реагирует с паяемым металлом с образо-
ванием твердых остатков, которые плохо вы-
тесняются из зазора припоем. Шлаковые вклю-
чения могут образоваться также из-за взаимо-
действия припоев и флюсов с кислородом воз-
духа или пламенем горелки.
Правильное конструирование паяного со-
единения (отсутствие замкнутых полостей,
равномерность зазора), точность сборки под
пайку, дозированное количество припоя и
флюсующих сред, равномерность нагрева -
условия бездефектности паяного соединения.
Наиболее часто встречающиеся дефекты
паяных соединений, причины их возникновения
и меры предотвращения приведены в табл. 1.
Методы контроля паяных изделий, бра-
ковочные признаки и нормы определяются
назначением изделия и обусловлены техниче-
скими требованиями на их производство.
СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА
ПАЯНЫХ ИЗДЕЛИЙ
Для оценки качества паяных изделий
применяется контроль без разрушения и с раз-
рушением.
Применение разрушающих методов кон-
троля паяного изделия оговаривается техниче-
скими условиями на изделие.
Технический осмотр изделия невоору-
женным глазом или с применением лупы в
сочетании с измерениями позволяет проверить
качество поверхности, заполнение зазоров
припоем, полноту галтелей, наличие трещин и
других наружных дефектов. В соответствии с
требованиями технических условий паяные
изделия подвергают другим методам неразру-
шающего контроля.
Радиационный контроль. Область при-
менения методов радиационной дефектоскопии
определяется ГОСТ 20426-75.
Радиографический контроль применяют
для определения внутренних дефектов в ответ-
ственных паяных изделиях, трещин в шве или
паяемом металле, локального отсутствия при-
поя, пор и инородных включений. Целесооб-
разные области применения радиографическо-
го метода неразрушающего контроля приведе-
ны в табл. 2-4.
Схемы просвечивания паяных соедине-
ний приведены на рис. 1.
Для радиографического метода контроля
характерен разрыв во времени между просве-
чиванием объекта и анализом изображения по
рентгеновской пленке, что является недостат-
ком метода.
Радиоскопический метод позволяет на-
блюдать изображение контролируемого участ-
ка одновременно с просвечиванием. Целесооб-
разная область применения радиоскопического
метода приведена в табл. 5. Применяют радио-
скопические установки ПТУ-38, ПТУ-39, МТР-1,
МТР-2, РИ-10Т и др.
Радиометрический метод позволяет произ-
водить автоматическую обработку результатов
контроля. Рациональная область применения
радиометрического метода приведена в табл. 6.
1. Дефекты паяных соединений, причины их возникновения и меры предупреждения
Вид дефекта Причина возникновения Меры предупреждения
Припой не смачивает поверхность металла в зоне пайки Недостаточный нагрев изделия под пайку Повысить температуру пайки
Наличие окисной пленки или других загряз- нений Проверить составы травителей и режимы обработки. При пайке в активных газовых средах проверить наличие среды
Не обеспечено флюсование Использовать более активный флюс или газовую среду, увеличить количество применяемых флюсующих средств
Большая разность температур плавления при- поя и флюса Подобрать припой и флюс в соответствии с требованием технологии пайки
Не обеспечена оптимальная шероховатость поверхности Обеспечить подготовку поверхности к облуживанию (механически, химически или другим способом)
Припой не взаимодействует с паяемым метал- лом Заменить состав припоя; повысить температуру пайки; нанести на паяемый материал технологическое покрытие
Припой не затекает в за- зор при наличии хороше- го смачивания Увеличен или уменьшен зазор в сравнении с оптимальным Подобрать оптимальный зазор и обеспечить его поддержание в про- цессе пайки
Не образуется галтели с обратной стороны шва Не выдержан оптимальный зазор, большая растворимость паяемого металла в припое Изменить размер зазора до оптимального; поднять температуру пай- ки, увеличить количество припоя
Не выдержан режим нагрева Обеспечить равномерный прогрев всего изделия до оптимальной тем- пературы
Плохое качество очистки паяемой поверхно- сти Обеспечить более тщательную очистку поверхности перед пайкой, применять более активные флюсы или газовые среды
Отсутствие выхода для газов из замкнутых полостей в зоне шва Сделать технологические отверстия
КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Продолжение табл. 1
Вид дефекта Причина возникновения Меры предупреждения
Пористость шва Недостаточное количество припоя вследствие уноса его при пайке связующим компонентом припоя Использовать в качестве связующего паяльных паст полимеры, пере- ходящие при нагреве из твердого состояния в газообразное (типа со- полимера формальдегида с диаксоланом - СФД)
Высокая температура нагрева или слишком продолжительный нагрев Сократить время или снизить температуру пайки
Испарение компонентов припоя и флюса Пайку вести в контролируемой среде при минимальных температуре и выдержке; применить способ нагрева, обеспечивающий сокращение времени нагрева
Влияние флюса или контролируемых сред Применить пайку в вакууме
Проникновение газов в зону пайки из диэлек- триков при пайке печатных плат Проверить качество металлизации отверстий печатных плат (толщина покрытия должна быть не менее 25 мкм). Перед пайкой нагревать печатные платы с целью их дегазации. Повысить продолжительность пайки для удаления газообразных компонентов через расплав припоя
Осадки на поверхности печатных плат Выпадение белого осадка связано с составом флюса, режимом пайки, качеством защитных покрытий Удалить осадки сухой щеткой или промывкой водой
Выпадение темного осадка вследствие непра- вильного выбора флюса или неполного удале- ния остатков флюса Удалить остатки канифольного флюса сразу после пайки с помощью растворителей. Остатки кислотных флюсов удалять с применением нейтрализирующих их добавок
Трещины в паяном шве Быстрое охлаждение после пайки Уменьшить скорость охлаждения. Использовать нагрев концентриро- ванным источником энергии
Значительная разность ТКЛР паяемых мате- риалов и припоя Подобрать материалы с близкими ТКЛР
Пайка припоями с широким интервалом кри- сталлизации Применять композитные материалы
Образование хрупких фаз Пересмотреть выбор припоя или режим пайки
ЗАПАЙКИ
Продолжение табл. 1
Вид дефекта Причина возникновения Меры предупреждения
Трещины в зоне паяного соединения Интенсивная диффузия припоя в основной металл Снизить температуру пайки, сократить время нагрева
Значительная разность ТКЛР паяемых мате- риалов Подобрать близкие по ТКЛР материалы. Применить конструктивные или технологические приемы для обеспечения пайки различающихся по ТКЛР материалов. Использовать концентрированные источники нагрева
Смещение и перекосы паяных соединений Плохое крепление изделий перед пайкой Использовать оснастку и приспособления, обеспечивающие надеж- ную фиксацию изделия в процессе пайки
Некачественное состоя- ние поверхности изделий после пайки Окислительная среда в камере пайки Обеспечить герметичность соединений трубопроводов, подающих защитную среду в камеру пайки
Создать избыточное давление в системе, подающей защитную среду в камере пайки
Проверить состояние внутренней поверхности камеры пайки
Наличие углерода на поверхности изделий Проверить полноту удаления смазочного материала на паяемых изде- лиях
Наплывы или натеки при- поя Изделие недостаточно прогрето при пайке Повысить температуру пайки в печи, при конвейерной пайке умень- шить скорость движения конвейера
Наличие перемычек на печатных платах вследствие близкого расположения мест паек Использовать средства, изменяющие физические характеристики рас- плава припоя
В результате низкой температуры пайки, ма- лой выдержки, несоответствия выбранного припоя, плохой смачиваемости поверхности припоем Повысить температуру расплава, увеличить время контакта печатной платы с припоем. Применить механические средства для удаления избытка припоя
I КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
Вид дефекта Причина возникновения
Шероховатая поверхность паяного шва Высокая температура или слишком продол- жительный нагрев
Нет электрического кон- такта впаянного элемента Ложная пайка, отсутствие спая
Высокое электросопро- тивление термоэлемента Пайка произошла не по всей поверхности контакта
Включения флюса в пая- ном шве Температура плавления припоя ниже темпе- ратуры плавления флюса
Заполнение паяльного зазора происходит с двух сторон
Удельный вес флюса больше удельного веса припоя
Шлаковые включения в шве Некачественная подготовка поверхности со- единяемых изделий перед пайкой
Излишняя продолжительность нагрева в про- цессе пайки
Использование пламени с избыточным со- держанием кислорода
Локальная эрозия паяемо- го материала в зоне со- единения Повышенная растворимость паяемого мате- риала в расплаве припоя
Деформация и коробление паяного изделия Неравномерность нагрева и охлаждения изделия
Продолжение табл. 1
Меры предупреждения
Снизить температуру или сократить время нагрева
Перепаять место соединения
Повторно облудить коммутирующие устройства и спаять их
Температура плавления флюса должна быть ниже температуры плав-
ления припоя
Обеспечить одностороннее заполнение зазора припоем
Подобрать соответствующий флюс
Обеспечить тщательную подготовку поверхности перед пайкой
Выдержать режим пайки
Отрегулировать пламя горелки
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
Использовать припой, не вызывающий эрозии, снизить количество
вводимого припоя, уменьшить температуру и продолжительность
пайки_________________________
Обеспечить равномерный нагрев и охлаждение изделия
Применить нагрев концентрированным источником тепла
Использовать оснастку, фиксирующую положение изделия при сбор-
ке, пайке и охлаждении
СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
425
4. Область применения радиографического
2. Область применения радиографического
метода контроля при использовании метода контроля прн использовании
рентгеновских аппаратов бетатронов
Толщина просвечиваемого металла, мм s« „ Толщина просвечиваемого металла, MM S вё
£S £ 8 “ g £ g 8,8 |ф
3 i 1 2 3 I S 1 2 3 I 3 <5 Энергия ренных тронов,
0,4 1 5 14 40 50. 150
0,7 2 12 22 50 100 310 90 190 30 60 6
1 3 20 35 60 70 220
2 6 38 57 80 180 570 130 .350 40 110 9
5 10 54 80 100 100 330
7 18 59 105 120 220 740 190 430 50 110 18
10 24 67 120 150 130 180
21 47 100 160 200 250 920 250 490 60 120 25
27 57 112 200 250 150 570
33 72 132 240 300 350 1300 290 680 60 150 30
46 106 210 310 400 150 610
150 265 430 650 1000 450 1800 290 880 60 180 35
3. Область применения радиографического метода
контроля при использовании гамма-дефектоскопов
Толщина просвечиваемого металла, мм Закрытые ИСТОЧНИКИ излучения
Железо Титан Алюминий Магний
1 ...20 2 40 3 .70 10 . . .200 ,70тт
5 ... 80 10 120 40 ... 350 70 ... 450 ,921г
10. 120 20 150 50 ... 350 100 500 ,37Cs
30... 200 60 300 200... 500 300... 700 “Со
EZZZZZZZZZZZZZZ^i
Рис. 1. Схемы просвечивания паяных соединений
Ксерорадиографический метод. Для по-
вышения производительности контроля и в
целях экономии серебра создан метод получе-
ния изображения на фотополупроводниковых
слоях из аморфного селена. Способ получения
изображений на поверхности, электрические
свойства которой изменяются под действием
рентгеновского и у-излучения, называется
5. Область применения радиоскопического метода
Контролируемый металл Толщина, мм Энергия ускоренных электронов, кэВ Преобразователь излучения
Контроль сварных, паяных и клееных соединений Контроль паяных и клееных соединений, а также отливок и слитков
Алюминий 1-15 10-120 РЭОП, рентгенотелевизионная установка с рентгеновидиконом РЭОП, рентгенотелевизионная установ- ка с рентгеновидиконом, флуороскопи- ческий экран
15-50 50 - 200 Рентгенотелевизиониая установка с РЭОП или рентгеновидиконом Рентгенотелевизионная установка с РЭ- ОП или с рентгеновидиконом, или с флуороскопическим экраном
Железо 1-6 50- 180 РЭОП, рентгенотелевизионная установка с рентгеновидиконом Рентгенотелевизиониая установка с РЭ- ОП или сцинтилляционным монокри- сталлом
4-20 180-250 Рентгенотелевизионная установка с РЭОП или сцинтилляционным монокристаллом То же
20-100 250-1000 Рентгенотелевизионная установка со сцинтил- ляционным монокристаллом Рентгенотелевизионная установка to сцинтилляционным монокристаллом, или с РЭОП
Свыше 100 6000-35 000 Рентгенотелевизионные установки со сцинтилляционным монокристаллом и электронно- оптическим усилителем яркости изображения
1А ПАЙКИ
СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
427
6. Область применения радиометрического метода
Толщина металла, мм Источники излучения
Железо Титан Алюминий
1 . 150 2.. 300 5 ... 500 Рентгеновские установки с напряжением 400 ... 1000 кВ
1 ...200 2 ... 400 5 ... 1000 Радиоизотопные источники из 170Tm, 192Ir, B7Cs, “Со
50... 500 90... 980 150... 200 Ускорители на энергию 6 ... 35 МэВ
ксерорадиографией, или электрорадиографией.
Технология просвечивания паяных соединений
этим методом аналогична технологии радио-
графического контроля Ксерорадиографиче-
ский метод контроля имеет преимущество в
отношении производительности и стоимости,
однако ксерорадиографические пластины не
могут изгибаться, поэтому этим методом воз-
можен контроль швов только на плоской по-
верхности изделий
Радиационный контроль нашел примене-
ние в производстве печатного монтажа. Плата
подключается к источнику питания и работает
в предусмотренном для нее режиме. Регистра-
ция дефектов осуществляется по изменению
теплового поля, образующегося при прохожде-
нии электрического тока по соединениям. Ме-
тод обладает высокой чувствительностью
(примерно 1 °C). Еще более высокие результа-
ты получают при сканировании поверхности
по отдельным линиям. В этом случае установка
позволяет получать информацию о тепловом
поле в виде записи на бумагу последователь-
ных амплитудных профилей по линиям скани-
рования или наблюдать тепловые профили на
экране электронно-лучевой трубки. Качество
соединений оценивают сравнением с эталоном.
Для контроля качества печатного монтажа
применяются электрические методы, с помо-
щью которых наряду с выявлением дефектов
определяются сопротивления перехода.
Акустический контроль. К акустиче-
скому относится контроль ультразвуком, осно-
ванный на способности ультразвуковых коле-
баний отражаться от поверхности внутренних
неоднородностей материала. Этим методом
выявляют трещины, поры, раковины, шлако-
вые включения, незаполнение шва припоем.
В МГТУ им. Н Э. Баумана разработан
прибор для ультразвукового контроля косо-
стыковых паяных соединений по двум схемам:
зеркально-теневой - для контроля поверхности
разделки и эхо-импульсный - для контроля
углов разделки. Контроль ведется наклонным
искателем с углом призмы Р = 50° дефектоско-
пами УДМ-1М, УДМ-3, ДУК-66, портативным
транзисторным ДУК-66П, специализирован-
ными ДУК-11ИМ, ДУК-13ИМ и др.
Дефекты паяных соединений в двух- и
трехслойных конструкциях выявляются аку-
стико-топографическим методом. Он эффекти-
вен для контроля дефектов, залегающих на
глубине не более 3 .. 5 мм. Преимущество
метода - высокая производительность, нагляд-
ность результатов, возможноть контроля
большого ассортимента слоистых материалов.
Ультразвуковой контроль используется
применительно к решетчатым металлоконст-
рукциям типа опор линий электропередачи
(ЛЭП), пролетным, строительным балкам
Конструкции этого типа воспринимают стати-
ческую или повторно-статическую нагрузку
Ультразвуковой контроль нахлесточных со-
единений подобных металлоконструкций мо-
жет быть выполнен эхо-методом прямыми раз-
дельно совмещенными преобразователями на
частоту 2,5 ... 5 МПа [4].
Для оценки в тонкостенных кристаллах
полупроводников (например, кремния) вели-
чины остаточных внутренних напряжений
применяется ультразвуковой спектральный
метод и соответствующая аппаратура. При
этом используется серийный анализатор спек-
тра СКЧ-59 и приставка к нему, состоящая из
стандартных электронных блоков, используе-
мых в ультразвуковой дефектоскопии [5].
Магнитный контроль. Контроль намаг-
ничиванием изделий из ферромагнитных мате-
риалов основан на резком изменении парамет-
ров магнитного поля в дефектных местах (тре-
щины, непропаи, раковины, поры).
Магнитопорошковый метод связан с об-
разованием в местах дефектов при намагничи-
вании потоков рассеяния. Частицы порошка,
наносимые на изделие после намагничивания,
оседают в местах дефектов. Магнитопорошко-
вым методом выявляются дефекты с раскрыти-
ем 1 ... 2,5 мкм, глубиной 25 мкм, длиной до
2,5 мм.
428
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
Магнитный порошок наносится сухим и
мокрым способами. В качестве магнитного
порошка используют окалину железа (магне-
тит), измельченную до состояния пудры. При
мокром методе порошок наносится в виде сус-
пензии (вода, масло, керосин). Перед нанесе-
нием суспензии контролируемое изделие
должно быть обезжирено.
Контроль методом намагничивания осу-
ществляется дефектоскопами: переносными
(ПМД-70, 77ПМД-ЗМ), передвижным (МД50П),
универсальными (УМДЭ-10000, УЭМД-2500) и др.
После контроля паяные изделия размаг-
ничиваются в переменном магнитном поле.
Характеристики серийных магнитных дефек-
тов и приборов размагничивания контролируе-
мого изделия, а также концентрации магнитной
суспензии приведены в табл. 7, 8.
Магнитографический метод обеспечива-
ет запись на магнитную ленту магнитных по-
лей рассеяния. Лента накладывается на кон-
тролируемую поверхность изделия. Информа-
ция о результатах контроля считывается с по-
мощью магнитографического дефектоскопа:
возникающий на экране электрический сигнал
пропорционален величине остаточного маг-
нитного потока полей рассеяния дефектов,
записанных на ленте.
Намагничивание контролируемого изде-
лия производится также возбуждением вихре-
вых токов с помощью переменного электро-
магнитного поля Контроль осуществляется
измерением воздействия поля вихревых токов
на возбуждающий преобразователь. Разработа-
но несколько методов электромагнитного кон-
троля: фазовый, амплитудно-фазовый, ампли-
тудно-частотный, многочастотный и их соче-
тания. Наибольшее применение нашли ампли-
тудно-фазовый и амплитудно-частотный мето-
ды. Промышленностью серийно выпускаются
электромагнитные дефектоскопы марок ДНМ-15,
ДНМ-500, ДНМ-2000 и др. Характеристики
серийных электромагнитных дефектоскопов
приведены в табл. 9.
Капиллярные методы контроля осно-
ваны на проникновении в дефекты контроли-
руемого изделия специальных индикаторных
пенетрантов, имеющих цветовой тон или лю-
минесцирующих при воздействии ультрафио-
летового излучения. Этот метод применяется
для обнаружения трещин, непропаев, пор и
других дефектов. Последовательность опера-
ций контроля капиллярным методом: нанесе-
ние пенетранта и удаление его (протиркой сал-
фетками, промывкой водой, специальными
составами и др.) после выдержки, необходимой
для затенения дефектов; покрытие места кон-
троля мелкодисперсным порошком или специ-
альными красками, которые проявляют остав-
шийся в дефектных местах пенетрант. Обра-
зующийся след на месте дефекта можно на-
блюдать невооруженным глазом.
Различают четыре основных метода ка-
пиллярной дефектоскопии: люминесцентный,
люминесцентно-цветной, люминесцентно-гид-
равлический и смачивание керосином.
Люминесцентный метод контроля отли-
чается повышенной контрастностью пенетран-
та в результате введения в него люминесци-
рующих в ультрафиолетовом свете веществ.
В качестве индикаторного пенетранта при
люминесцентном методе контроля нашел при-
менение керосин. Добавление в него мине-
ральных масел усиливает люминесценцию.
Фосфоресцирующим компонентом в керосине
является норпол, дающий яркое желто-зеленое
свечение В качестве индикаторных пенетран-
тов можно применять люминесцентные жидкости
типа ЛЖ (ЛЖ-1, ЛЖ-2, ЛЖ-4, ЛЖ-5, ЛЖ-6А
и др.). После нанесения на место контроля эти
жидкости удаляются водой, при необходимо-
сти с добавкой эмульгаторов ОП-7 или ОП-Ю.
Последующая сушка детали производится с
помощью опилок.
Дефекты могут обнаруживаться также
вследствие различного отражения дневного
света от проявителя и пенетранта. В состав
индикаторных пенетрантов в этом случае вво-
дят жирорастворимый темно-красный анили-
новый краситель «Судан IV». Режим контроля
с использованием керосино-скипидарного рас-
твора этого красителя следующий: время пропит-
ки 8 ... 15 мин; время проявления 3 ... 30 мин,
очистка - протирка содовым раствором.
Большое распространение получил диф-
фузионный метод проявления пенетранта (ме-
тод красок), при котором сразу после удаления
его с поверхности изделия наносят белую про-
являющую краску.
Люминесцентно-цветной метод основан
на использовании люминофоров - красителей,
светящихся в оранжево-красной области спек-
тра при воздействии ультрафиолетового излу-
чения и избирательно отражающих дневной
свет в красной области спектра. Люминесцент-
но-цветной контроль паяных соединений осу-
ществляют с помощью комплекта АЭРО-12А,
состоящего из флуоресцирующего красителя
7. Характеристики серийных магнитных дефектоскопов
Дефектоскоп Назначение Технические характеристики Габаритные размеры, мм
Переносной магнитный ПМД-70 Контроль в цеховых и поле- вых условиях ’ Сила тока намагничивания 1000 А, мощность 0,25 кВт, зазор между полюсами электромагнита 75 мм, диаметр соленоида 88 мм. Комплект в двух чемоданах 660 х 500 х 260
Переносной магнитный 77ПМД-ЗМ Детали диаметром до 90 мм; плоские, шириной до 200 мм Питание: источник постоянного тока 24 В (мощ- ность 200 В • А); источник переменного тока 220 В (мощность 700 В • А) 636 x 380x 210
Передвижной магнитный МД-50П Крупногабаритные узлы и детали Сила тока намагничивания 5000 А, мощность 2,5 кВт, сечение намагничивающего кабеля 4, 10 и 50 мм 1100x780x620
Передвижной магнитный ДМП-2 То же Сила тока намагничивания 1250 А, сила импульс- ного тока 350 А, потребляемая мощность 8 кВт 780x 910x490
Универсальный магнитный УМДЭ-10000 Детали длиной до 1600 мм, с удлинительными пристав- ками до 4000 мм Сила тока намагничивания: переменного - до 14 000 А; выпрямленного - 2000 А. Потребляемая мощность 250 кВт 2500 х 2000 х 800
Универсальный магнитный УМДЭ-2500 Детали длиной до 900 мм и диаметром до 370 мм Сила тока намагничивания до 4000 А, потребляе- мая мощность 20 кВт 1800 х 1500x800
ЕНИЙ
8. Характеристики приборов размагничивания деталей и контроля концентрации магнитной суспензии
Наименование Назначение Технические характеристики Габаритные размеры, мм
Феррозондовый полюсоискатель ФП-1 Контроль степени размагни- ченности деталей Рабочая частота 10 кГц, чувствитель- ность, регулируемая в 100 раз 290x 225x215
Анализатор концентрации магнит- ной суспензии АКС-1С Контроль магнитной суспен- зии в струе поливного уст- ройства Интервал измеряемых концентраций 5 ... 50 г/л. точность 8 % 340 х 190 х 90
9. Характеристики серийных электромагнитных дефектоскопов
Марка дефектоскопа Выявляемые дефекты Материал контролируемой детали Рабочая частота тока, кГц Масса, кг
ДНК-15 Трещины протяженностью до 3, глубиной 0,15 мм Алюминий, магний, медь 15 8,0
ДНМ-500 Трещины протяженностью до 0,8, глубиной 0,1 мм Сплавы на основе железа, титана, никеля 500 7,0
ДНМ-2000 То же То же 2000 6,0
ППД-1 (портативный) Трещины » - 0,2
ДВТ-1 (с вращающимся преобра- зователем) Трещины протяженностью до 0,4, глубиной 0,1 ... 0,2 мм Цветные металлы 200 8,0
ВД-20НСТ Трещины протяженностью 3, глубиной 0,3 мм Алюминий толщиной не более 1 мм - 4,0
ВД-1ГА Трещины протяженностью 3 ... 4 мм Цветные сплавы 4 000... 10 000 3,0
.ПАЙКИ
СПОСОБЫ КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ
431
родамина-С, растворителя - гидролизного или
технического этилового спирта и эмульгатора
ОП-7. Очистка ведется последовательно водой,
очистителем на основе эмульгатора ОП-7 и
этиловым спиртом, окончательная очистка -
промывка водой. Проявителем служит лак на
основе белой нитроэмали «Экстра», коллодия и
ацетона Люминесцентно-цветной метод по-
зволяет выявлять дефекты паяных соединений
как из ферромагнитных, так и неферромагнит-
ных металлов.
Для выявления дефектов, не обнаружи-
ваемых люминесцентным, цветным и люми-
несцентно-цветным методами, используют
газосорбционный радиоизотопный метод кон-
троля. В качестве вещества, заполняющего
поверхностные дефекты, в этом случае приме-
няют не жидкие пенетранты, а газообразный
Р-радиоактивный газ. Излучение газа, сорбиро-
ванного поверхностными дефектами, можно
зарегистрировать на рентгеновской пленке или
люминесцирующими преобразователями излу-
чения. Контроль дефектов этим методом вклю-
чает обезгаживание изделия в вакуумной каме-
ре, наполнение камеры р-излучающим газом,
удаление изделия из камеры, получение изо-
бражения на рентгеновской пленке или выяв-
ление дефектов с помощью люминесцирующих
преобразователей.
Люминесцентный гидравлический метод
контроля основан на использовании капилляр-
ных свойств жидкостей, светящихся под дейст-
вием ультрафиолетового излучения. При кон-
троле используются люминесцентные жидко-
сти: шубекол, ЛЖ-1, ЛЖ-2, ЛЖ-4, ЛЖ-5 и др
Смачивание керосином. Одну сторону из-
делия обмазывают мелом, а противоположную
сторону обильно смачивают керосином. В мес-
тах негерметичности на поверхности меловой
обмазки появляются бурые пятна.
При керосино-пневматическом методе со
стороны смачивания керосином дополнительно
подается избыточное давление воздуха 0,3 ..
0,4 МПа
Керосино-вакуумный метод основан на
создании со стороны меловой обмазки разре-
жения с помощью переносных вакуумных ка-
мер. Приложение вибрации к контролируемо-
му изделию повышает проникание керосина
через неплотности. Этот метод отличается по-
вышенной разрешающей способностью и про-
изводительностью.
Контроль течеискаиием - контроль
герметичности паяных изделий - осуществля-
ют давлением жидкости или газа Течь в де-
фектных местах обнаруживается течеискаиием.
Чувствительность метода определяется
наименьшим количеством пробного вещества
(жидкости или газа), надежно регистрируемого
при контроле При масс-спектрометрическом
методе контроля в качестве пробных веществ
применяют гелий; при галогенном методе кон-
троля - фреон и другие газы. При выборе ме-
тода контроля течеискаиием необходимо исхо-
дить из того, что чувствительность метода
должна в 2 - 3 раза превышать заданную сте-
пень герметичности. За чувствительность ме-
тода контроля течеискаиием принимается ус-
тойчиво регистрируемая наименьшая утечка
контрольного вещества. Контрольным вещест-
вом называется смесь пробного вещества с
наполнителем (например, гелиево-азотная
смесь при масс-спектрометрическом методе
контроля)
Газоаналитический метод течеискания
основан на изменении электрического сопро-
тивления нагретой проволоки в присутствии
пробного газа в сравнении с такой же проволо-
кой, нагретой в среде воздуха. На этом прин-
ципе разработаны катарометрические течеи-
скатели, действие которых основано на изме-
нении теплопроводности среды при проникно-
вении пробного вещества через течь. Отечест-
венной промышленностью выпускаются пере-
носные катарометрические течеискатели ТП 7101
ИТП7101М.
Пузырьковый метод контроля основан на
регистрации появления пузырьков пробного
вещества в дефектных местах контролируемого
изделия. Различают пневматический, пневмо-
гидравлический и вакуумный пузырьковые
методы. При пневматическом способе сторона
контролируемого изделия, противоположная
подаче давления воздуха, обмазывается пено-
образующим веществом. В качестве простей-
шего пенообразующего вещества служит рас-
твор мыла в воде. Режимы контроля пузырько-
вым методом определяются техническими ус-
ловиями на контролируемое изделие.
Пузырьковый метод контроля может
производиться путем подачи газа в контроли-
руемое изделие с последующим погружением
его в жидкость. Дефектные места определяют-
ся по появлению пузырьков газа.
Вакуумный пузырьковый метод приме-
няют для контроля изделий при одностороннем
к ним подходе. В этом случае на поверхность
дефектного места наносят пенообразующее
вещество, после чего на него устанавливается
переносная вакуумная камера со смотровым
окошком, допускающим осмотр места контроля.
10. Технические характеристики галогенных течеискателей
Течеискатель Тип Чувствительность Габаритные размеры, масса Назначение
ГТИ-ЗА К утечкам фреона-12 не менее 0,5 г/год (соответствует потоку 3,2 • 10"* мм3 • МПа/с) Измерительный блок 315 х 230 х 210 мм, масса 10 кг. Масса выносного щупа 2 кг Для атмосферных испытаний
Галогенный ГТИ-6 С двумя датчиками: вакуумным датчиком к парциаль- ному давлению фреона-12 или фреона-22 1,32 • 10'6 Па (соответствует потоку 1.33 • 10’6 мм3 • МПа/с при ско- рости откачки 1 л/с); с атмосферным датчиком к утеч- кам фреона-12 или фреона-22 в атмосферу 0,2 г/год (соответствует потоку 1,33 • 10"* мм3 • МПа/с) Регистрирующий блок 360 х 160 х 200 мм, масса 10 кг. Масса вакуумного датчика 1,2 кг, атмосферного датчика с кабелем - 1,3кг Для атмосферных и вакуумных испыта- ний
Батарейный галогенный БГТИ-5 К утечкам фреона-12 или фреона-22 - не менее 1,5 г/год (соответствует потоку 9,3 • 10"* мм3 МПа/с) Измерительный блок 286 х 136 х 276 мм, масса 8,5 кг. Зарядное устройство 280 х х 136 х 186 мм, масса 4 кг. Выносной щуп 175 х 135 х 50 мм, масса 0,65 кг Для атмосферных испытаний
11. Технические характеристики масс-спектрометрических течеискателей
Течеискатель Тип Чувствительность течеискателя, мм3 - МПа/с Индикация течи Габаритные размеры, масса
Высокочувстви- тельный ПТИ-7А 6,65 10’’ при давлении в масс-спектрометрической камере 2,64 • 10‘3 Па Стрелочная, звуковая 780 х 600 х 1250 мм, 250 кг
Гелиевый ПТИ-9 6,65 Ю"10 с дросселированием откачки; 6,65 • 10"’ без дросселирования откачки 1400 х 675 х 620.200 кг
ПТИ-10 6,65 Ю'10 с дросселированием откачки; 1,33 • 10’’ без дросселирования откачки Стрелочная, звуковая, световая, имеет выход на электронный автоматический потенциометр 1400 х 675 х 620 мм, 180 кг
СТИ-1 6,65 • 10'” - 6,65 х 10‘12 в режиме высокочувстви- тельных испытаний (откачка цеолитовым насосом); 1,06 10‘9 мм3 х МПа/с • мВ в режиме предваритель- ных испытаний (откачка пароструйным насосом) Стрелочный 1250 x 550 x 1210 мм 260 кг
КОНТРОЛЬ КАЧЕСТВА ПАЙКИ
СПИСОК ЛИТЕРАТУРЫ
433
При создании необходимого разрежения име-
ющиеся неплотности обнаруживаются по по-
явлению пузырьков.
Химический метод основан на химиче-
ском воздействии аммиака NH3 на фенолфта-
леин или азотнокислую ртуть, изменяющих
свою окраску под действием аммиака. В каче-
стве контрольного газа при этом методе при-
меняют 1 %-ную смесь аммиака с воздухом
или 3 %-ную смесь аммиака с азотом. Индика-
торную ленту приготавливают непосредствен-
но перед контролем, пропитывая фенолфта-
леином или азотнокислой ртутью фильтро-
вальную бумагу или белую ткань. Избыточное
давление газа в процессе контроля берется
0,1 ... 0,15 МПа. При контроле химическим
методом необходимо соблюдать правила тех-
ники безопасности и производственной сани-
тарии, предусмотренные при работе с вредны-
ми химическими веществами.
Манометрический метод основан на ре-
гистрации изменения испытательного давления
контрольного или пробного вещества, которым
заполняется контролируемое изделие. Испыта-
тельное давление и время выдержки определя-
ются техническими условиями на изделие.
Галогенный метод контроля основан на
изменении эмиссии ионов нагретой металличе-
ской поверхностью при попадании на нее
пробного вещества, содержащего галогены
Метод отличается высокой чувствительностью
и применяется для контроля герметичности
ответственных паяных изделий. Технические
характеристики отечественных течеискателей
приведены в табл. 10.
Масс-спектрометрический метоо кон-
троля основан на принципе разделения по мас-
сам ионов газов, проходящих через неплотно-
сти контролируемого изделия с помощью масс-
спектрометров. Этот метод отличается высокой
чувствительностью и применяется для контро-
ля герметичности ответственных изделий
В качестве пробного газа используют водород,
гелий, аргон и другие газы (наибольшее при-
менение нашел гелий). В качестве контроль-
ных газов применяют чистый гелий, смеси его
с воздухом или азотом при концентрации гелия
10 ... 90 %. Для контроля герметичности на-
шли распространение гелиевые течеискатели
со встроенным в них масс-спектрометром
Технические характеристики отечественных
масс-спектрометрических течеискателей при-
ведены в табл. 11.
При контроле герметичности течеискате-
лем необходимо обеспечить такое заполнение
изделия контрольным газом, при котором
обеспечивается равномерная концентрация ге-
лия во всем объеме изделия. Избыточное дав-
ление контрольного газа устанавливается в
соответствии с техническими условиями. Про-
верку герметичности проводят путем переме-
щения щупа гелиевого течеискателя по кон-
тролируемой поверхности.
Радиационный метод контроля герме-
тичности основан на фиксировании излучения,
испускаемого радиоактивными жидкостями
или газами, которыми заполняется контроли-
руемое изделие. Применяются на практике и
стандартизированы радиационные методы кон-
троля герметичности тепловыделяющих эле-
ментов ядерных реакторов.
Разрушающие методы. При разрушаю-
щих методах контроля паяных изделий испы-
танию до разрушения подвергают: непосредст-
венно изделие, образцы, вырезанные из взятого
от партии изделия, или образцы, вырезанные
из «свидетеля», т.е. паявшегося по той же тех-
нологии изделия, предназначенного для прове-
дения испытаний. Для выявления механиче-
ских свойств паяных соединений проводят
испытания паяных образцов при различных
способах нагружения: растяжении, сжатии,
изгибе, кручении и др. Вид и требования раз-
рушающих методов контроля определяются
техническими условиями на паяное изделие.
СПИСОК ЛИТЕРАТУРЫ
1. Бакутин В. Н., Заика Ж. А., Кар-
пов В. И. Определение дефектов пайки радиа-
ционным методом // Дефектоскопия. 1972. № 6.
С. 75-80
2. Буслович С. Л., Гельфгат Ю. М., Ко-
цииыш И. А. Автоматизация пайки печатных
плат. М.: Энергия, 1976. 216 с.
3. Румянцев С. В., Добромыслов В. А.,
Борисов О. И. Неразрушающие методы кон-
троля сварных соединений. М.: Машинострое-
ние, 1976. 335 с.
4. Ремизов А. Л. Ультразвуковая дефек-
тоскопия паяных соединений строительных
металлоконструкций / В сб.: Пайка 2000. Толь-
ятти, 2000. С. 89 - 95.
5. Ковшиков Е. К. Неразрушающий кон-
троль качества эвтектической пайки кристалла
кремния при сборке интегральных схем / В сб.:
Неразрушающий контроль и системы уп-
равления качеством сварных и паяных соеди-
нений. М.: ЦРДЗ, 1992. С. 129-133.
Глава 15. ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
Норма расхода материала - это макси-
мально допустимое его количество, необходи-
мое для производства единицы продукции ус-
тановленного качества с учетом планируемых
организационно-технических условий произ-
водства. Для оценки прогрессивности норм
расхода материалов на производство конкрет-
ных изделий, уровня технологии и технологич-
ности применяют коэффициент использования
материала, являющийся отношением массы
детали в целом для производства к соответст-
вующей норме расхода материала на ее изго-
товление*. Для оценки уровня прогрессивно-
сти изделия в сравнении с аналогичными оте-
чественными или зарубежными образцами
пользуются соответствующими нормами рас-
хода материалов на единицу технического па-
раметра данного изделия
Межотраслевые и отраслевые нормативы
содержат предельно допустимые индивидуаль-
ные нормы расхода. Для конкретных условий
крупносерийного и массового производства
должны разрабатываться нормали, предусмат-
ривающие более низкие нормы потерь и отхо-
дов материалов.
При разработке норм руководствуются
конструкторскими спецификациями на изде-
лие, чертежами деталей и узлов, техническими
условиями на изготовление и поставку изделия,
картами технологических процессов и техниче-
скими инструкциями, ГОСТами, ОСТами, ТУ и
условиями на поставку материалов, прейску-
рантами оптовых цен, ведомственными и заво-
дскими номенклатурными справочниками и др.
В паяльном производстве нормированию
расхода материалов, применительно непосред-
ственно к процессам пайки и лужения, подле-
жат припои, флюсы, восстановительные и за-
щитные газовые среды.
При нормировании расхода припоев для
пайки учитываются масса припоя в шве; масса
припоя, идущая на образование галтелей и
наплывов; масса припоя, расходуемая на угар,
и другие безвозвратные потери
* В заготовительных цехах коэффициент ис-
пользования материала подсчитывается как отноше-
ние массы заготовки к нормам расхода на ее изготов-
ление, в механических цехах - как отношение массы
детали к массе заготовки.
Норма расхода припоя на одну деталь
100+а
100 ’
гДе бп.д - масса припоя, наносимого на одну
деталь при сборке под пайку, г; а - угар и безвоз-
вратные потери припоя при пайке, % (табл. 1)
В случае выплавки припоя помимо общей
нормы расхода припоя определяют нормы рас-
хода его компонентов.
= Н Р’ (1+—1
д ук\ 100 J
где Нр к - норма расхода компонентов, кг;
Рукп ~ удельный расход компонента на 1 кг
припоя, кг; Р - угар и безвозвратные потери
данного компонента шихты, %.
Массу необходимого количества припоя
на деталь Q рассчитывают по формуле
Q = аЫщ, (3)
где а - сборочный зазор, мм; b - ширина шва,
мм; / - протяженность шва, мм; у - плотность
припоя, г/см3; <р - коэффициент, учитывающий
увеличение расхода припоя на наплывы (без
учета галтелей ф = 1,1 ... 1,4 в зависимости от
равномерности сборочных зазоров, способа
пайки и вида соединяемых поверхностей).
Средние значения коэффициента ф приведены
в табл. 2.
Зазор под пайку выбирают в соответствии
с конструктивными и технологическими тре-
бованиями, а также техническими условиями
на изготовление детали (изделия)
1. Угар и безвозвратные потери
припоя в зависимости от способа пайки
(средние данные)
Способ пайки Угар и безвозврат- ные потери, %
В восстановительной среде в электропечах -
В соляных ваннах 0,8... 1,0
С нагревом ТВЧ 1,0... 1,5
Электроконтактная пайка 1,0... 1,5
Газопламенными горелками 3 ... 4
Погружением в расплав- ленный припой 4,0
ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
435
2. Значения коэффициента ф, учитывающего
увеличение расхода припоя за счет
наплывов металла, в зависимости от вида
соединяемых деталей (средние данные)
Соединяемые пайкой поверхности <Р
Плоскость с плоскостью 1 1
Соединение по двум и более плос- костям 1,1 .. 1,2
Соединение по сферической по- верхности 1.3
Соединение по двум и более сфе- рическим поверхностям 1,4
Нормы расхода припоя приведены в
табл. 3-5 без учета расхода металла на наплы-
вы, галтели, рассчитанного по формуле (3).
Потери металла (на угар, сплески и др.) учтены
в размере 4 %, что соответствует пайке газо-
пламенными горелками или погружением в
расплавленный припой. При применении более
совершенных способов пайки данные соответ-
ствующих таблиц должны быть скорректиро-
ваны с учетом поправочных коэффициентов
(Кпр): для пайки электроконтактной и ТВЧ
Кпр = 0,4; в соляных ваннах - Кпр = 0,25; в вос-
становительной среде в электропечах угар не
учитывается.
Норма расхода припоя при соединениях
внахлестку по формуле
Яр = Яр.ш + ЯрГ,
где //рШ и Яр г - соответственно нормы расхода
припоя на образование шва и на образование
галтели, г.
Яр = /7’упс,
где F - площадь шва, определяемая по черте-
жу, см2; Рупс - удельный расход припоя, г/см2
(определяется по табл. 3).
Норма расхода припоя на образование
галтелей
ЯрГ = /'Р'у.пг, (4)
где Г - протяженность шва, по периметру ко-
торого образуется галтель, см; Р 'упг - удель-
ный расход припоя на галтель, г/см (определя-
ется по табл. 6).
Норма расхода припоя на пайку проводов
внахлестку
яр = /"р;.пп, (5)
где Г - протяженность шва, определяемая по
чертежу, см; Р 'у п „ - удельный расход припоя
на пайку проводов, г/см (определяется по табл. 4).
Норма расхода припоя на пайку проводов
встык определяется по табл. 5.
Для припайки проводников, кабельных
наконечников, лепестков
(6)
где — число мест пайки данного типо-
размера; Рур - удельный расход припоя на
одно место пайки, г (определяется опытным
путем)
В табл. 7 приведены удельные расходы
материалов на пайку и облуживание кабеля и
кабельных наконечников.
При лужении норму расхода припоя оп-
ределяют по формуле
р ЬР"» 100
где Q'nn - масса припоя, оставшегося на детали
после лужения, г; а — угар и безвозвратные
потери припоя при лужении, %.
При горячем лужении потери на угар ме-
талла в ванне (при возврате сплесков) и меха-
нические потери составляют 4 ... 10 % в зави-
симости от конфигурации деталей: для пла-
стинчатых и цилиндрических без резьбы и
отверстий эти потери составляют до 4 %; для
рельефных и цилиндрических с резьбой - до
7 %; сложной конфигурации с глухими отвер-
стиями и полостями - до 10 %. Масса припоя
Q'n„ = FP'yn, (8)
где F - площадь, подвергаемая обработке, см2;
Р'у п — удельный расход припоя, г/см2.
В табл. 8 приведены показатели удельно-
го расхода материалов при пайке и лужении
горячим способом элементов электрорадиоап-
паратуры. Норму расхода припоя на лужение
устанавливают расчетным методом в том слу-
чае, если площадь поверхности, подвергаемой
обработке, может быть определена практиче-
ски, в остальных случаях - определяется взве-
шиванием партии деталей до и после пайки
(лужения) с учетом возможного увеличения
массы деталей за счет остатков флюса.
Полученные опытным путем нормы рас-
хода припоев после повторных проверок и
корректировки принимаются в качестве рас-
четных норм.
Расход флюсов зависит от состояния об-
рабатываемой поверхности, способа флюсова-
ния (смачивание флюсом, погружение в рас-
твор флюса и т.д.), способа пайки.
3. Нормы расхода припоев иа 1 см2 шва, г
Ширина шва, мм Оловянно-свинцовые Медно-цинковые Медь Латунные
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
0,005 0,0056 0,0053 0,0050 0,0048 0,0043 0,0039 0,0040 0,0042 0,0043 0,0046 0,0044 0,0045
0,010 0,0111 0,0106 0,0101 0,0097 0,0087 0,0078 0,0080 0,0085 0,0086 0,0092 0,0088 0,0089
0,015 0,0167 0,0160 0,0151 0,0145 0,0133 0,0118 0,0120 0,0128 0,0129 0,0139 0,0133 0,0134
0,020 0,0223 0,0213 0,0201 0,0193 0,0175 0,0158 0,0160 0,0170 0,0173 0,0185 0,0177 0,0179
0,025 0,0278 0,0266 0,0252 0,0242 0,0218 0,0197 0,0200 0,0214 0,0216 0,0237 0,0221 0,0224
0,030 0,0334 0,0319 0,0302 0,0290 0,0266 0,0236 0,0240 0,0256 0,0259 0,0278 0,0265 0,0268
0,035 0,0389 0,0372 0,0352 0,0339 0,0311 0,0276 0,0280 0,0299 0,0302 Q,0324 0,0309 0,0313
0,040 0,0445 0,0426 0,0403 0,0387 0,0355 0,0315 0,0320 0,0342 0,0345 0,0371 0,0354 0,0358
0,045 0,0501 0,0479 0,0453 0,0435 0,0400 0,0355 0,0361 0,0384 0,0389 0,0417 0,0398 0,0402
0,050 0,0556 0,0532 0,0503 0,0484 0,0444 0,0394 0,0401 0,0427 0,0432 0,0463 0,0442 0,0447
0,055 0,0612 0,0585 0,0554 0,0532 0,0488 0,0433 0,0441 0,0469 0,0476 0,0509 0,0486 0,0492
0,060 0,0668 0,0638 0,0604 0,0580 0,0533 0,0473 0,0481 0,0512 0,0518 0,0556 0,0530 0,0537
0,065 0,0723 0,0692 0,0654 0,0629 0,0577 0,0513 0,0521 0,0555 0,0562 0,0602 0,0575 0,0581
0,070 0,0779 0,0745 0,0705 0,0677 0,0622 0,0552 0,0561 0,0598 0,0605 0,0649 0,0619 0,0626
0,075 0,0835 0,0798 0,0755 0,0725 0,0666 0,0591 0,0601 0,0640 0,0648 0,0695 0,0663 0,0671
0,080 0,0890 0,0851 0,0805 0,0775 0,0711 0,0631 0,0642 0,0683 0,0692 0,0741 0,0707 0,0716
0,085 0,0946 0,0904 0,0856 0,0822 0,0755 0,0670 0,0682 0,0726 0,0735 0,0788 0,0751 0,0760
0,090 0,1002 0,0958 0,0906 0,0870 0,0799 0,0709 0,0722 0,0768 0,0778 0,0834 0,0796 0,0805
0,095 0,1057 0,1011 0,0956 0,0929 0,0844 0,0749 0,0762 0,0811 0,0821 0,0880 0,0840 0,0850
0,100 0,1113 0,1064 0,1007 0,0967 0,0888 0,0788 0,0802 0,0854 0,0864 0,0927 0,0884 0,0894
0,105 0,1168 0,1117 0,1057 0,1017 0,0933 0,0828 0,0841 0,0897 0,0907 0,0973 0,0928 0,0939
0,110 0,1224 0,1170 0,1107 0,1065 0,0977 0,0867 0,0882 0,0939 0,0951 0,1020 0,0972 0,0984
0,115 0,1280 0,1224 0,1158 0,1113 0,1021 0,0907 0,0920 0,0982 0,0994 0,1066 0,1017 0,1028
0,120 0,1335 0,1277 0,1208 0,1162 0,1066 0,0946 0,0962 0,1025 0,1037 0,1112 0,1061 0,1073
0,125 0,1391 0,1330 0,1258 0,1210 0,1110 0,0985 0,1002 0,1067 0,1080 0,1158 0,1105 0,1118
0,130 0,1447 0,1383 0,1309 0,1257 0,1155 0,1025 0,1042 0,1110 0,1124 0,1205 0,1149 0,1163
0,135 0,1502 0,1436 0,1359 0,1307 0,1199 0,1064 0,1083 0,1153 0,1167 0,1251 0,1193 0,1207
0,140 0,1558 0,1489 0,1409 0,1355 0,1243 0,1104 0,1123 0,1196 0,1210 0,1298 0,1238 0,1252
&
Продолжение табл. 3
Ширина Оловянно-свинцовые Медно-цинковые Латунные
шва, мм ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Медь Л63 Л68
0,145 0,1614 0,1543 0,1450 0,1402 0,1288 0,1143 0,1163 0,1239 0,1254 0,1344 0,1282 0,1297
0,150 0,1669 0.1596 0,1510 0,1452 0,1332 0,1183 0,1203 0,1281 0,1296 0,1391 0,1326 0,1342
0,155 0,1725 0,1649 0,1560 0,1500 0,1377 0,1222 0,1243 0,1324 0,1340 0,1436 0,1370 0,1386
0,160 0,1780 0,1702 0,1611 0,1548 0,1421 0,1262 0,1283 0,1366 0,1383 0,1483 0,1414 0,1431
0,165 0,1836 0,1755 0,1661 0,1596 0,1465 0,1301 0,1323 0,1409 0,1426 0,1529 0,1459 0,1476
0,170 0,1892 0,1809 0,1711 0,1642 0,1510 0,1341 0,1364 0,1452 0,1470 0,1576 0,1503 0,1520 8
0,175 0,1947 0,1862 0,1762 0,1694 0,1554 0,1380 0,1404 0,1495 0,1513 0,1622 0,1547 0,1565 §
0,180 0,2003 0,1915 0,1812 0,1741 0,1599 0,1420 0,1444 0,1537 0,1556 0,1669 0,1591 0,1610 »
0,185 0,2059 0,1968 0,1862 0,1789 0,1643 0,1459 0,1484 0,1580 0,1599 0,1715 0,1635 0,1655
0,190 0,2114 0,2021 0,1913 0,1838 0,1688 0,1498 0,1524 0,1623 0,1643 0,1761 0,1680 0,1699 О
0,195 0,2170 0,2075 0,1963 0,1880 0,1732 0,1538 0,1564 0,1666 0,1686 0,1807 0,1724 0,1744 i
0,200 0,2226 0,2128 0,2013 0,1934 0,1776 0,1577 0,1604 0,1708 0,1730 0,1854 0,1768 0,1789
0,205 0,2281 0,2181 0,2064 0,1983 0,1821 0,1616 0,1644 0,1751 0,1772 0,1900 0,1812 0,1834 03
0,210 0,2337 0,2234 0,2114 0,2031 0,1865 0,1656 0,1684 0,1794 0,1816 0,1947 0,1856 0,1878 %
0,215 0,2393 0,2287 0,2164 0,2080 0,1910 0,1695 0,1724 0,1836 0,1858 0,1993 0,1901 0,1923 1
0,220 0,2448 0,2341 0,2215 0,2128 0,1954 0,1734 0,1765 0,1879 0,1902 0,2040 0,1945 0,1968 а
0,225 0,2504 0,2394 0,2265 0,2176 0,1998 0,1774 0,1804 0,1922 0,1945 0,2085 0,1989 0,2012 &
0,230 0,2559 0,2447 0,2315 0,2225 0,2043 0,1813 0,1844 0,1964 0,1988 0,2132 0,2033 0,2057 £
0,235 0,2615 0,2500 0,2366 0,2273 0,2087 0,1853 0,1885 0,2007 0,2032 0,2178 0,2077 0,2102 £
0,240 0,2671 0,2553 0,2416 0,2321 0,2131 0,1892 0,1925 0,2050 0,2075 0,2224 0,2122 0,2147 х
0,245 0,2726 0,2606 0,2466 0,2370 0,2175 0,1932 0,1965 0,2093 0,2118 0,2271 0,2166 0,2192 5
0,250 0,2762 0,2660 0,2517 0,2418 0,2220 0,1971 0,2005 0,2135 0,2161 0,2317 0,2210 0,2236 §
0,255 0,2838 0,2713 0,2567 0,2466 0,2265 0,2010 0,2045 0,2178 0,2204 0,2364 0,2254 0,2281
0,260 0,2893 0,2766 0,2617 0,2515 0,2309 0,2050 0,2085 0,2221 0,2248 0,2410 0,2298 0,2325
0,265 0,2949 0,2819 0,2668 0,2563 0,2354 0,2089 0,2126 0,2264 0,2291 0,2456 0,2343 0,2370
0,270 0,3005 0,2873 0,2718 0,2611 0,2398 0,2129 0,2166 0,2306 0,2334 0,2503 0,2387 0,2415
0,275 0,3060 0,2926 0,2768 0,2660 0,2442 0,2168 0,2206 0,2349 0,2377 0,2549 0,2431 0,2460
0,280 0,3116 0,2979 0,2819 0,2708 0,2487 0,2208 0,2246 0,2392 0,2421 0,2596 0,2475 0,2504
0,285 0,3171 0,3032 0,2869 0,2757 0,2531 0,2247 0,2286 0,2434 0,2464 0,2642 0,2519 0,2549
0,290 0,3227 0,3085 0,2919 0,2805 0,2576 0,2287 0,2326 0,2477 0,2507 0,2689 0,2564 0,2594
0,295 0,3283 0,3139 0,2970 0,2853 0,2620 0,2326 0,2366 0,2519 0,2550 0,2734 0,2608 0,2638
0,300 0,3338 0,3192 0,3020 0,2902 0,2664 0,2365 0,2406 0,2562 0,2594 0,2781 0,2652 0,2683 6
4. Нормы расхода припоев на пайку 1 см шва пр
Сумма диаметров проводов, мм Оловянно-свинцовые М
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36
0,2 0,0032 0,0030 0,0029 0,0028 0,0025 0,0022 0,0023
0,3 0,0068 0,0067 0,0067 0,0064 0,0057 0,0054 0,0059
0,4 0,0117 0,0121 0,0118 0,0113 0,0101 0,0097 0,0108
0,5 0,0181 0,0190 0,0184 0,0177 0,0159 0,0156 0,0172
0,6 0,0229 0,0240 0,0232 0,0224 0,0200 0,0197 0,0219
0,7 0,0309 0,0324 0,0318 0,0304 0,0270 0,0267 0,0299
0,8 0,0402 0,0429 0,0414 0,0398 0,0357 0,0354 0,0393
0,9 0,0475 0,0510 0,0492 0,0471 0,0425 0,0422 0,0466
1,0 0.0552 0.0594 0,0567 0.0548 0,0495 0,0492 0,0543
1,1 0,0648 0,0698 0,0672 0,0644 0,0581 0,0578 0,0639
1,2 0,0771 0,0831 0,0800 0,0767 0,0692 0,0689 0,0762
1,3 0,0904 0,0975 0,0939 0,0900 0,0812 0,0808 0,0895
1,4 0,1048 0,1133 0,1088 0,1044 0,0943 0,0940 0,1039
1,5 0,1122 0,1213 0,1166 0,1118 0,1009 0,1006 0,1113
1,6 0,1231 0,1333 0,1280 0,1227 0,1109 0,1106 0,1122
1,7 0,1389 0,1501 0,1445 0,1385 0,1249 0,1246 0,1380
1,8 0,1499 0,1627 0,1561 0,1495 0,1354 0,1351 0,1490
1,9 0,1669 0,1806 0,1736 0,1665 0,1502 0,1498 0,1660
2,0 0,1778 0,1926 0,1850 0,1774 0,1602 0,1598 0,1769
«оводов внахлестку, г
едно-цинковые Латунные
Медь
ПМЦ48 ПМЦ54 Л63 Л68
0,0024 0,0025 0,0026 0,0025 0,0024
0,0060 0.0061 0.0027 0,0061 0,0060
0,0109 0,0110 0,0111 0,0110 0,0109 g
0,0173 0,0174 0,0175 0,0174 0,0173
0,0220 0,0221 0,0222 0,0221 0,0220 £
0,0300 0,0301 0,0302 0,0301 0,0300 i
0,0394 0,0395 0,0396 0,0395 0,0394 s о
0,0467 0,0468 0,0469 0,0468 0,0467 1
0,0544 0,0545 0,0546 0,0545 0,0544 i
0,0640 0,0641 0,0642 0,0641 0,0640 1
0,0763 0,0764 0,0765 0,0764 0,0763
0,0896 0,0897 0,0898 0,0897 0,0896
0,1040 0,1041 0,1042 0,1041 0,1040 о
0,1114 0,1115 0,1116 0,1115 0,1114
0,1223 0,1224 0,1225 0,1224 0,1223
0,1381 0,1382 0,1359 0,1382 0,1381
0,1491 0,1492 0,1493 0,1492 0,1491
0,1661 0,1662 0,1663 0,1662 0,1661
0,1770 0,1771 0,1772 0,1771 0,1770
5. Нормы расхода припоев на пайку проводов встык, г
Диаметр проводов, Оловянно-свинцовые Медно-цинковые Медь Латунные
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
0,5 0,0087 0,0083 0,0079 0,0075 0,0068 0,0060 0,0064 0,0068 0,0069 0,0071 0,0068 0,0069
0,6 0,0099 0,0095 0,0090 0,0086 0,0077 0,0070 0,0073 0,0078 0,0079 0,0081 0,0078 0,0079
0,7 0,0110 0,0106 0,0102 0,0096 0,0086 0,0081 0,0031 0,0086 0,0087 0,0093 0,0089 0,0090
0,8 0,0124 0,0120 0,0114 0,0108 0,0097 0,0092 0,0092 0,0098 0,0099 0,0104 0,0099 0,0101
0,9 0,0136 0,0132 0,0125 0,0119 0,0107 0,0102 0,0101 0,0108 0,0109 0,0114 0,0110 0,0110
1,0 0,0150 0,0145 0,0137 0,0130 0,0117 0,0112 0,0111 0,0118 0,0120 0,0124 0,0121 0,0120
1,1 0,0162 0,0157 0,0150 0,0142 0,0127 0,0121 0,0120 0,0128 0,0129 0,0133 0,0130 0,0123
1,2 0,0178 0,0173 0,0162 0,0155 0,0140 0,0134 0,0132 0,0141 0,0142 0,0146 0,0142 0,0139
1,3 0,0191 0,0186 0,0175 0,0166 0,0150 0,0144 0,0142 0,0151 0,0153 0,0156 0,0151 0,0150
1,4 0,0205 0,0199 0,0188 0,0179 0,0161 0,0155 0,0152 0,0162 0,0164 0,0167 0,0163 0,0160
1,5 0,0219 0,0213 0,0200 0,0191 0,0172 0,0166 0,0162 0,0173 0,0175 0,0179 0,0175 0,0173
1,6 0,0233 0,0227 0,0212 0,0203 0,0183 0,0177 0,0173 0,0184 0,0186 0,0191 0,0184 0,0182
1,7 0,0246 0,0240 0,0224 0,0215 0,0194 0,0187 0,0183 0,0195 0,0197 0,0203 0,0194 0,0192
1,8 0,0260 0,0253 0,0236 0,0226 0,0204 0,0197 0,0192 0,0204 0,0207 0,0205 0,0200 0,0201
1,9 0,0274 0,0267 0,0248 0,0238 0,0215 0,0208 0,0203 0,0216 0,0219 0,0216 0,0211 0,0213
2,0 0,0287 0,0280 0,0261 0,0250 0,0225 0,0218 0,0213 0,0227 0,0230 0,0226 0,0225 0,0225
2,1 0,0298 0,0291 0,0271 0,0260 0,0234 0,0227 0,0221 0,0235 0,0238 0,0237 0,0235 0,0234
2,2 0,0311 0,0303 0,0283 0,0271 0,0244 0,0237 0,0230 0,0245 0,0248 0,0246 0,0244 0,0242
2,3 0,0325 0,0317 0,0294 0,0283 0,0255 0,0248 0,0241 0,0257 0,0260 0,0257 0,0253 0,0251
2,4 0,0338 0,0330 0,0305 0,0294 0,0265 0,0258 0,0250 0,0266 0,0269 0,0266 0,0264 0,0261
2,5 0,0349 0,0341 0,0317 0,0304 0,0274 0,0267 0,0259 0,0276 0,0279 0,0275 0,0275 0,0274
2,6 0,0359 0,0351 0,0327 0,0313 0,0282 0,0275 0,0266 0,0283 0,0287 0,0285 0,0284 0,0282
2,7 0,0370 0,0361 0,0335 0,0322 0,0290 0,0283 0,0274 0,0292 0,0295 0,0297 0,0293 0,0292
2,8 0,0381 0,0372 0,0345 0,0331 0,0300 0,0292 0,0282 0,0300 0,0304 0,0305 0,0305 0,0303
2,9 0,0390 0,0381 0,0355 0,0340 0,0306 0,0300 0,0289 0,0308 0,0312 0,0313 0,0313 0,0312
3,0 0,0402 0,0393 0,0365 0,0350 0,0315 0,0309 0,0298 0,0317 0,0321 0,0324 0.0323 0,0323
6. Нормы расхода припоев на 1 см галтели
Толщина стенки детали, на которой 5 S Размер галтели треугольника), мм Оловянно-свинцовые Медно-цинковые Медь Латунные
ПОС 4-6 ПОС 18 ПОС 30 ПОС 40 ПОС 61 ПОС 90 ПМЦ36 ПМЦ48 ПМЦ54 Л63 Л68
<0,2 0,2 0,0022 0,0021 0,0020 0,0019 0,0017 0,0016 0,0016 0,0017 0,0017 0,0018 0.0018 0.0018 §
0,3 0,3 0,0050 0,0048 0,0045 0,0044 0,0040 0,0035 0,0032 0.0038 0,0039 0,0042 0,0040 0,0040 1
0,4 0.4 0,0089 0,0085 0,0080 0,0077 0,0070 0,0063 0,0064 0,0068 0.0069 0,0074 0,0071 0,0072
0,5 0.5 0,0139 0,0133 0.0121 0,0115 0,0105 0,0098 0,0100 0,0106 0,0108 0,0116 0,0110 0,0112
0,6 0,6 0.0200 0.0191 0.0181 0,0174 0,0157 0,0142 0,0144 0,0153 0,0155 0,0166 0,0159 0,0161
0,7 0,65 0,0235 0,0225 0,0212 0,0203 0,0184 0,0166 0,0169 0,0180 0,0182 0,0195 0,0187 0,0189
0.8 0,7 0.0275 0,0261 0,0242 0,0232 0,0210 0,0193 0,0196 0,0209 0,0212 0,0227 0,0217 0,0219 1
0,9 0,75 0.0313 0,0299 0,0282 0,0271 0,0245 0,0221 0,0225 0,0240 0,0243 0.0261 0.0249 0,0252 $
1,0 0,8 0,0356 0,0340 0,0323 0,0310 0,0280 0,0252 0,0256 0,0273 0,0277 0,0296 0,0283 0,0286 Я S
1,1 0,9 0,0451 0,0431 0.0408 0.0392 0.0354 0,0319 0,0325 0,0346 0,0350 0,0375 0,0358 0,0362
1,2 1,0 0,0557 0,0532 0,0503 0,0484 0,0437 0.0394 0,0401 0,0427 0,0432 0,0463 0,0442 0,0447
1,3 1.1 0,0674 0.0644 0,0609 0,0585 0,0530 0,0477 0,0485 0,0516 0,0523 0,0561 0,0535 0,0541
1,4 1,2 0,0802 0,0766 0,0725 0,0696 0,0630 0,0567 0,0577 0,0615 0,0622 0,0667 0,0636 0,0644
1.5 и более 1.25 0.0869 0,0831 0,0786 0,0755 0,0682 0.0615 0,0625 0,0666 0,0674 0,0723 0,0691 0,0699
ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
441
7. Нормы расхода материалов на пайку и облуживание кабеля
и кабельных наконечников
Сечение жилы кабеля, мм2 Расход на одну пайку н одно облуживание Расход на напайку одного наконечника
1* Бескислотного флюса 1 I I Припоя ПОС 40, г Бескислотного флюса t=: 1 е
канифоли, г Z 5 канифоли, г 1 5
1,0 0,13 0,06 0,05 0,03 0,2 0,1 0,09 0,05
1,5 0,14 0,06 0,05 0,03 0,3 0,12 0,11 0,06
2,5 0,15 0,08 0,07 0,04 0,4 0,14 0,13 0,07
4 0,16 0,1 0,09 0,05 0,48 0,16 0,14 0,08
6 0,19 0,12 0,11 0,06 0,7 0,2 0,18 0,1
10 0,25 0,14 0,13 0,07 2,9 0,3 0,27 0,15
16 0,33 0,16 0,14 0,08 3,6 0,46 0,41 0,23
25 0,55 0,18 0,16 0,09 5,2 0,66 0,6 0,33
35 1,0 0,2 0,18 0,1 6,0 0,8 0,72 0,4
50 1,5 0,22 0,20 0,11 6,5 0,82 0,74 0,41
70 2,3 0,24 0,22 0,12 8,0 1,04 0,92 0,5
95 3,25 0,3 0,27 0,15 9,4 1,2 1,08 0,6
120 4,25 0,36 0,32 0,18 11 1,34 1,2 0,67
150 5,4 0,4 0,36 0,2 16 1,42 1,28 0,71
185 6,8 0,5 0,45 0,25 18 1,6 1,44 0,8
240 8,8 0,66 0,6 0,33 26 1,7 1,53 0,85
300 11,0 1,0 0,9 0,5 30 1,8 1,62 0,9
8. Нормы расхода материалов на облуживание
элементов электрорадиоаппаратуры
Элемент S о Z v Удельный расход на 100 элементов
|| | канифоли, г 1 1 5
Концы проводов 20 2,0 0,08 0,15
Лепестки латунные 15 4,0 0,16 0,30
Лепестки никелиро- 15 6.0 0.24 0.45
ванные
Норму расхода флюса
//р =^шп^у.ф’
где /ш п - протяженность шва, м; /”уф - удель-
ный расход флюса на 1 м шва с учетом потерь
на унос, испарение, разбрызгивание и т.д.
Норма расхода флюсов при лужении
Ht = FP"ylt, (10)
где F - площадь обрабатываемой поверхнос-
ти, м2; /’"уф - удельный расход флюса на еди-
ницу поверхности детали с учетом потерь, г/м2
(определяется обычно опытным путем).
Потери на унос, испарение, разбрызгива-
ние, распыление не должны превышать 10 %.
Удельные нормы расхода флюсов при
пайке в зависимости от типа соединения при-
ведены в табл. 9.
Нормирование расхода припоев, содер-
жащих драгоценные металлы, осуществляют
по аналогичной методике. Норма расхода при-
поя на одно паяное соединение
Н„ = НШ + НГ + НК, (11)
где Нш, Нг, Н„ - нормы расхода припоя соот-
ветственно на заполнение зазора, на формиро-
вание галтелей, на растекание и наплывы, г.
Нормы расхода серебряных припоев с
учетом безвозвратных потерь приведены в
табл. 10 13.
442
ОСНОВЫ НОРМИРОВАНИЯ ПАЯЛЬНЫХ РАБОТ
9. Нормы расхода флюсов иа 1 м шва при пайке деталей
в зависимости от типа соединений, г
Толщина элемента, мм Пайка низкотемпературными припоями Пайка высокотемпера- турными припоями
Флюс кислотный Флюс ЛТИ Флюс бескислотный Флюс
хлористый I соляная 1 . г нашатырь цинк кислота г канифоль | спирт бура 1 б0рная г | кислота
Внахлестку
0,25 0,2 0,6 0,8 0,3 0,6 1,8 0,9 0,8
0,32 0,3 0,7 1,0 0,4 0,7 2,1 1 1 0,9
0,40 0,4 1,1 1,4 0,5 1,0 3,0 L5 1,2
0,50 0,5 1,3 1,8 0,6 1,2 3,6 2,0 1,6
0,63 0,6 1,8 2,3 0,8 1,6 4,8 2,5 2,1
0,70 0,7 2,1 2,8 1,0 1,9 5,7 3,1 2,5
0,80 0,8 2,4 3,2 1,1 2,2 6,6 3,6 2,9
0,90 0,9 2,6 3,5 1,2 2,4 7,2 4,0 3,2
1,0 1,0 3,0 4,0 1,4 2,7 8,1 4,6 3,7
1,25 1,2 3,7 5,0 1,7 3 4 10,2 5,3 4,5
1,4 1,3 4,0 5,4 1,8 з’б 10,8 6,0 5,0
1,5 1 4 4 3 5,8 2,0 3,9 11,7 6,5 5,3
1,6 L5 4*7 6,2 2,2 4,2 12,6 7,0 5,7
1,8 1,7 5,3 7,0 2,4 4,8 14,4 8,0 6,5
2,0 1,9 6,0 8,0 2,7 5,5 16,5 9,0 7,3
Встык
0,5 0,15 0,4 0,5 0,2 0,4 1,2 0,6 0,5
0,8 0,20 0,5 0,7 0,3 0,5 1,5 0,8 0,7
1,0 0,25 0,75 1,0 0,4 0,7 2,1 1 1 0,9
1,25 0,30 0,9 1,3 0,45 0,8 2,4 1 4 1,2
1 4 0,35 1,1 1,4 0,5 0,9 2,7 L6 1,3
L5 0,35 1,1 1,5 0,55 1,0 3,0 1,7 1 4
1,6 0,40 1,2 1,6 0,6 1,1 3,3 1,8 1’5
1,8 0,45 1,3 1,8 0,65 1,2 3,6 2,0 1,6
2,0 0,50 1,7 2,2 0,8 1,5 4,5 2,5 2,1
2,5 0,60 2,0 2,7 0,9 1,8 5,4 3,1 2,5
3,0 0,70 2,3 3,1 1,1 2,1 6,3 3,6 2,9
3,5 0,90 2,7 3,6 1,2 2,4 7,2 4,0 3,2
4,0 1,1 3,3 4,5 1,5 3,0 9,0 4,6 3,7
ПУТИ ЭКОНОМИИ ПРИПОЕВ
Интенсивность потребления таких дефи-
цитных материалов, как олово, свинец, медь,
серебро, золото, в паяльном производстве зна-
чительна. Объем потребления серебра в соста-
ве серебросодержащих припоев в расчете на
ПСр45 составляет более 750 т в год, поэтому
закономерен переход на бессеребряные при-
пои, прежде всего тогда, когда не требуется тот
комплекс физико-химических и технологиче-
ских свойств паяного соединения, который
обеспечивают серебряные припои
Бессеребряные припои на основе системы
медь-фосфор для пайки меди и ее сплавов вза-
мен серебряных приведены в табл. 14. Для
пайки изделий из сталей и их соединений с
медью и медными сплавами взамен серебря-
ных припоев рекомендуются бессеребряные
припои, приведенные в табл. 15.
Мероприятия по экономии олова и свин-
ца особенно необходимы при пайке волной
припоя ПОС-61, где масса расплава припоя в
ванне достигает 100 .. 700 Кг. Это свидетель-
ствует о том, что в промышленности наряду с
нормированием расхода материальных ресур-
сов в паяльном производстве особое значение
должны иметь мероприятия по экономии мате-
риалов. Одним из эффективных путей эконо-
мии является нанесение припоев тонкими
слоями. В настоящее время для этих целей
10. Нормы расхода серебряных припоев на 1 см2 шва, г
Ширина шва, мм ПСрЗ ПСр ЗКд ПСр 10 ПСр 12М ПСр 15 ПСр 25 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72 ТМСр 47 М ПСр МцН49
0,005 0,006 0,004 0,004 0,004 0,004 0,004 0,004 0,005 0,005 0,005 0,005 0,005 0,005 0,0156 0,0158
0,010 0,012 0,009 0,009 0,009 0,008 0,009 0,009 0,009 0,009 0,010 0,010 0,010 0,010 0,0313 0,031
0,015 0,017 0,013 0,013 0,013 0,013 0,013 0,013 0,014 0,014 0,015 0,015 0,015 0,015 0,047 0,0474
0,020 0,023 0,018 0,017 0,017 0,017 0,018 0,017 0,019 0,020 0,020 0,020 0,020 0,020 0,0627 0,0632
0,025 0,029 0,022 0,022 0,022 0,021 0,022 0,021 0,023 0,024 0,024 0,025 0,025 0,025 0,0783 0,079
0,030 0,035 0,027 0,027 0,026 0,025 0,027 0,026 0,028 0,028 0,029 0,030 0,030 0,030 0,094 0,095
0,035 0,040 0,031 0,030 0,030 0,030 0,031 0,030 0,032 0,033 0,034 0,035 0,035 0,035 0,110 0,111
0,040 0,046 0,036 0,034 0,035 0,034 0,036 0,035 0,037 0,038 0,039 0,040 0,041 0,040 0,125 0,126
0,045 0,052 0,040 0,039 0,039 0,038 0,040 0,039 0,042 0,043 0,044 0,045 0,045 0,045 0,141 0,142
0,050 0,058 0,044 0,043 0,043 0,042 0,044 0,042 0,046 0,047 0,049 0,050 0,050 0,050 0,157 0,158
0,055 0,063 0,049 0,047 0,048 0,047 0,049 0,047 0,051 0,052 0,054 0,055 0,055 0,056 0,172 0,174
0,060 0,069 0,053 0,052 0,052 0,051 0,053 0,051 0,056 0,057 0,059 0,060 0,060 0,061 0,188 0,190
0,065 0,075 0,058 0,056 0,056 0,055 0,058 0,056 0,060 0,062 0,064 0,065 0,065 0,066 0,204 0,205
0,070 0,081 0,062 0,060 0,061 0,059 0,062 0,060 0,065 0,066 0,069 0,070 0,070 0,071 0,219 0,221
0,075 0,087 0,067 0,065 0,065 0,064 0,067 0,065 0,070 0,071 0,073 0,075 0,075 0,076 0,235 0,237
0,080 0,092 0,071 0,069 0,069 0,068 0,071 0,069 0,074 0,076 0,078 0,080 0,080 0,081 0,251 0,253
0,085 0,098 0,075 0,073 0,074 0,072 0,075 0,072 0,079 0,081 0,083 0,085 0,084 0,086 0,266 0,269
0,090 0,104 0Х>80 0,078 0,078 0,076 0,080 0,077 0,084 0,085 0,088 0,090 0,090 0,091 0,282 0,284
0,095 0,110 0,084 0,082 0,082 0,080 0,084 0,081 0,088 0,090 0,093 0,095 0,095 0,096 0,298 0,300
0,100 0,115 0,089 0,086 0,087 0,085 0,089 0,086 0,093 0,095 0,098 0,100 0,100 0,101 0,310 0,316
0,105 0,121 0,093 0,091 0,089 0,091 0,093 0,090 0,097 0,100 0,103 0,105 0,105 0,107 0,329 0,332
0,110 0,127 0,098 0,095 0,095 0,093 0,098 0,095 0,102 0,104 0,108 0,111 0,110 0,111 0,345 0,348
0,115 0,133 0,102 0,099 0,100 0,097 0,102 0,098 0,107 0,109 0,113 0,115 0,115 0,116 0,360 0,363
0,120 0,138 0,106 0,103 0,104 0,102 0,106 0,102 0,111 0,114 0,118 0,120 0,119 0,121 0,376 0,379
0,125 0,144 0,111 0,108 0,108 0,106 0,111 0,107 0,116 0,119 0,122 0,125 0,125 0,126 0,392 0,395
0,130 0,150 0,115 0,112 0,113 0,110 0,115 0,111 0,121 0,123 0,127 0,130 0,129 0,131 0,407 0,411
0,135 0,156 0,120 0,116 0,117 0,114 0,120 0,116 0,125 0,128 0,132 0,135 0,135 0,136 0,423 0,427
0,140 0,161 0,124 0,121 0,121 0,119 0,124 0,120 0,130 0,133 0,137 0,140 0,140 0,141 0,439 0,443
0,145 0,167 0,129 0,125 0,126 0,123 0,129 0,124 0,135 0,138 0,142 0,145 0,145 0,146 0,464 0,458
0,150 0,173 0,133 0,129 0,130 0,127 0,133 0,128 0,139 0,142 0,147 0,150 0,150 0,151 0,470 0,474
0,155 0,179 0,138 0,134 0,134 0,131 0,138 0,133 0,144 0,147 0,152 0,155 0,155 0,157 0,486 0,490
0,160 0,184 0,142 0,138 0,139 0,135 0,142 0,137 0,149 0,152 0,157 0,160 0,160 0,162 0,501 0,506
0,165 0,190 0,146 0,142 0,143 0,140 0,145 0,141 0,153 0,157 0,162 0,165 0,164 0,167 0,517 0,521
0,170 0,196 0,151 0,147 0,147 0,144 0,151 0,146 0,158 0,161 0,166 0,170 0,170 0,172 0,533 0,537
0,175 0,203 0,155 0,151 0,152 0,148 0,155 0,150 0,162 0,166 0,171 0,175 0,175 0,177 0,548 0,553
0,180 0,207 0,160 0,155 0,156 0,152 0,160 0,154 0,167 0,171 0,176 0,180 0,180 0,182 0,564 0,569
0,185 0,213 0,164 0,159 0,160 0,157 0,164 0,158 0,172 0,175 0,181 0,185 0,185 0,187 0,580 0,585
0,190 0,219 0,169 0,164 0,165 0,161 0,169 0,163 0,176 0,180 0,186 0,190 0,190 0,192 0,595 0,600
0,195 0,225 0,173 0,168 0,169 0,165 0,173 0,167 0,181 0,185 0,191 0,195 0,195 0,197 0,611 0,616
0,200 0,231 0,177 0,172 0,173 0,169 0,177 0,171 0,186 0,190 0,196 0,200 0,199 0,202 0,627 0,632
£
&
Продолжение табл. 10
Ширина шва, мм ПСрЗ ПСрЗКд ПСр 10 ПСр 12М ПСр 15 ПСр 25 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72 ТМСр 47 М ПСр МцН49
0,205 0,236 0,182 0,177 0,178 0,174 0,182 0,176 0,190 0,194 0,201 0,205 0,205 0,207 0,642 0,648
0,210 0,242 0,186 0,181 0,182 0,178 0,186 0,179 0,195 0,199 0,206 0,210 0,209 0,212 0,658 0,664
0,215 0,248 0,191 0,185 0,186 0,182 0,191 0,184 0,200 0,204 0,211 0,215 0,215 0,217 0,674 0,679
0,220 0,254 0,195 0,190 0,191 0,186 0,195 0,188 0,204 0,209 0,215 0,220 0,220 0,222 0,689 0,695
0,225 0,259 0,200 0,194 0,195 0,190 0,200 0,193 0,209 0,213 0,220 0,225 0,225 0,227 0,705 0,711
0,230 0,265 0,204 0,198 0,199 0,195 0,204 0,197 0,213 0,218 0,225 0,230 0,230 0,232 0,721 0,727
0,235 0,271 0,209 0,203 0,204 0,199 0,209 0,202 0,218 0,223 0,230 0,235 0,235 0,237 0,736 0,743
0,240 0,277 0,213 0,207 0,208 0,203 0,213 0,206 0,223 0,228 0,235 0,240 0,240 0,242 0,752 0,759
0,245 0,282 0,217 0,211 0,212 0,207 0,217 0,209 0,227 0.232 0,240 0,245 0,244 0,247 0,768 0,774
0,250 0,288 0,222 0,215 0,217 0,212 0,222 0,214 0,232 0,237 0,245 0,250 0,250 0,252 0,783 0,790
И. Нормы расхода серебряных припоев на 1 см галтели, г
Толщина эле- мента мм, ие более ПСрЗ ПСр ЗКд ПСр 10 ПСр 12М ПСр 15 ПСр 25 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72
0,2 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 -
0,3 0,012 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,010 0,012 0,012 0,012
0,4 0,018 0,014 0,014 0,014 0,014 0,014 0,014 0,014 0,016 0,016 0,016 0,016 0,016
0,5 0,020 0,015 0,015 0,015 0,015 0,015 0,015 0,017 0,017 0,017 0,018 0,017 0,018
0,6 0,027 0,021 0,021 0,021 0,019 0,021 0,019 0,022 0,022 0,023 0,023 0,023 0,023
0,7 0,029 0,023 0,022 0,022 0,022 0,023 0,022 0,024 0,024 0,025 0,025 0,025 0,025
0,8 0,033 0,026 0,025 0,025 0,024 0,026 0,024 0,027 0,027 0,028 0,029 0,029 0,029
0,9 0,037 0,029 0,028 0,028 0,027 0,029 0,027 0,030 0,030 0,029 0,032 0,033 0,033
1,0 0,042 0,032 0,032 0,032 0,030 0,032 0,030 0,033 0,034 0,034 0,036 0,036 0,036
1 1 0,047 0,036 0,035 0,035 0,034 0,036 0,035 0,038 0,038 0,040 0,041 0,041 0,041
1,2 0,058 0,044 0,043 0,043 0,042 0,044 0,042 0,046 0,047 0,049 0,050 0,050 0,051
1,3 0,070 0,054 0,052 0,053 0,051 0,054 0,052 0,056 0,057 0,059 0,061 0,061 0,061
1,4 0,083 0,064 0,062 0,062 0,061 0,064 0,062 0,067 0,068 0,071 0,072 0,072 0,073
1,5 и более 0,090 0,069 0,067 0,068 0,066 0,069 0,067 0,072 0,074 0,076 0,078 0,078 0,079
Примечание. Для обратной галтели норма расхода припоя 0,3 от приведенной в данной таблице
12. Нормы расхода серебряных припоев на 1 см наплывов, г
Ширина зазора, мм ПСрЗ ПСр ЗКд ПСр 10 ПСр 12М ПСр 15 ПСр 25 ПСр 40 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72
2 0,1 0,019 0,014 0,014 0,014 0,014 0,014 0,014 0,015 0,015 0,015 0,016 0,016 0,016
0,1 .0,2 0,021 0,016 0,017 0,016 0,016 0,016 0,015 0,018 0,018 0,018 0,019 0,018 0,019
ОД .0,3 0,029 0,022 0,022 0,022 0,021 0,022 0,021 0,024 0,024 0,025 0,025 0,025 0,025
Примечание. Нормативы распространяются на соединения, в которых наплыв является
13. Нормы расхода серебряных припоев на пайку проводов встык (на одно соединение), г
Диаметр провода, мм ПСрЗКд ПСр 25 ПСр 40 ПСр 44 ПСр 45 ПСр 50 ПСр 65 ПСр 70 ПСр 71 ПСр 72
0,5 0,6 0,006 0,006 0,006 0,006 0,007 0,007 0,007 0,007 0,007 0,007
0,007 0,007 0,007 0,007 0,008 0,008 0,008 0,008 0,008 0,008
0,7 0,008 0,008 0,008 0,008 0,008 0,008 0,009 0,009 0,009 0,009
0,8 0,008 0,008 0,008 0,009 0,010 0,009 0,009 0,010 0,010 0,009 0,010
0,9 0,009 0,009 0,009 0,010 0.011 0,011 0,011 0,010 0,011
1,0 0,010 0,010 0,010 0,010 0,011 0,011 0,012 0,012 0,011 0,012
1 1 0,010 0,010 0,010 0,012 0,012 0,012 0,013 0,013 0,011 0,013
1Д 0,012 0,012 0,012 0,013 0,013 0,013 0,014 0,014 0,014 0,014
1,3 0,013 0,013 0,013 0,014 0,014 0,014 0,015 0,015 0,015 0,015
1,4 0,014 0,014 0,014 0,015 0,015 0,015 0,016 0,016 0,016 0,016
1,5 0,015 0,015 0,014 0,016 0,016 0,016 0,017 0,017 0,017 0,018
1,6 0,016 0,016 0,015 0,017 0,018 0,018 0,019 0,019 0,018 0,019
1,7 1,8 0,017 0,017 0,016 0,018 0,018 0,018 0,019 0,019 0,019 0,020
0,018 0,018 0,017 0,019 0,020 0,020 0,021 0,021 0,020 0,021
1,9 0,019 0,019 0,018 0,020 0,020 0,020 0,022 0,022 0,021 0,022
2,0 0,020 0,020 0,019 0,021 0,022 0,022 0,023 0,023 0,022 0,023
2,1 0,021 0,021 0,020 0,022 0,023 0,023 0,024 0,024 0,024 0,024
2,2 0,022 0,022 0,021 0,023 0,024 0,024 0,025 0,025 0,025 0,025 0,025
2,3 2,4 0,022 0,022 0,021 0,023 0,024 0,024 0,025 0,025 0,026
0,023 0,023 0,022 0,024 0,025 0,026 0,027 0,027 0,026 0,027
2,5 0,024 0,024 0,023 0,025 0,026 0,026 0,027 0,028 0,027 0,028
2,6 0,025 0,025 0,024 0,026 0,027 0,027 0,027 0,028 0,028 0,029
2,7 0,026 0,026 0,025 0,027 0,028 0,028 0,029 0,029 0,029 0,030
2,8 0,026 0,026 0,025 0,027 0,028 0,029 0,030 0,030 0,029 0,031
2,9 0,027 0,027 0,026 0,028 0,029 0,030 0,031 0,031 0,030 0,032
3,0 0,028 0,028 0,027 0,029 0,030 0,031 0,032 0,032 0,032 0,033
Примечание. При соединении проводов различных диаметров норму расхода определяют по большему диаметру провода.
ПУТИ ЭКОНОМИИ ПРИПОЕВ
14. Бессеребряные припон на основе системы медь - фосфор для пайки меди и ее сплавов
Марка припоя Номер нормативной документа- ции на хим. состав, технические требования Плотность, г/см1 Температура, °C Форма поставки, сортамент Изготовитель
начала плавления ПОЛНОГО расплавления
ПМФОЦр 6-4-0,03 П14ПМФО6-4 (полный аналог припоя № 1 по технологическим и механическим характеристикам) ТУ 48-21-663-79 ТУ 48-17228138//ОПП-003- 2001 (некалиброванный) ТУ 48-17228138/ОПП-008-97 (калиброванный) ТУ 48-17228138/ОПП-006- 2000 (офлюсованный) 7.85 7,85 640 640 680 680 Прессованные прутки 0 3,0 мм Литые прутки 0 > 10 мм, проволока 0 0,3 ... 3,0 мм, калиброванные, нека- либрованные (в т.ч офлюсо- ванные 0 1,5 ... 3,0 мм), лента 0,2 ... 0,8 х 5 ... 15 мм, изго- товленные способом высоко- скоростного затвердевания из расплава ЭЗКС (Москва) ЗАО «АЛАРМ» (Москва)
ПрМЦФЖ 24-6-0,75 ТУ 48-21-479-75 7,8 690 700 Прессованные прутки 0 3,0 мм ЭЗКС (Москва)
ПФОЦ 7-3-2 ОСТ 190056-72 7,5 680 700 Прессованные и литые прутки от 0 3,0 мм и выше -
ПМФСу 92-6-2 ТУ 48-21-584-77 - 600 650 Литые прутки 0 20 мм ЭЗКС (Москва)
ПМФП 8,5-8,5 ТУ 48-0820/0-318-85 8,34 630 650 Прессованные прутки 0 3,0 мм, литые прутки 0 20 мм ЭЗКС (Москва)
ПМФС 6-0.15 ТУ 48-3650-10-80 714 800 Прессованные прутки, прово- лока 0 1 ... 3,0 мм Опытно- сварочный з-д ИЭС им. Е.О. Па- тона (Киев)
ПДОл5117 ТУ 14-1-8709-84 - 640 680 Порошок Предприятие «Полема» (Тула)
ПМФ7 ТУ 48-17228138/ОПП-ОЮ-97 7 714 820 Лента 0,3.. 1,0 х 10 ... 20 мм ЗАО «АЛАРМ» (Москва)
ПМФ9 - 6,5 714 725 Порошок ЗАО «АЛАРМ» (Москва)
СПИСОК ЛИТЕРАТУРЫ
447
15. Бессеребряные припои для пайки стали и ее соединений с медью и меднымн сплавами
Марка припоя Номер нормативной документацш на хим. состав и технические требования Плот- ность, г/см3 Температура, °C Форма поставки, сортамент Изготови- тель (Москва)
начала плавления ПОЛНОГО расплавления
П21 ТУ 48-21-843-87 8,2 796 830 Прессованные прут- ки 0 2,5 мм ЭЗКС
Проволока н прутки 0 1,2 . 2 мм ЗАО сАЛАРМ»
П81 ТУ 48-172281387/ОПП-002-2000 7,7 630 660 Проволока и прутки 0 0,4 ... 2,4 мм ЗАО <АЛАРМ»
П47 ТУ 48-172281387/ОПП-001-98 - 780 810 Проволока и прутки 0 1,6 . 2,0 мм Лента0,1 ... 0.4 х х 5 ... 20 мм ЗАО <АЛАРМ»
получил распространение гальванический спо-
соб, который обеспечивает:
- механизацию и автоматизацию процес-
са нанесения припоя на разнообразные по
форме и размерам детали;
- точное дозирование и регулирование в
широких пределах количества наносимого
припоя;
- снижение расхода припоев;
- получение чистой от примесей поверх-
ности спая;
- ускорение и упрощение сборки деталей
под пайку.
Гальванический способ нанесения припоя
нашел применение даже при изготовлении
крупногабаритных теплообменников при пайке
в печах с контролируемой средой
В случае соединения легированной брон-
зы с хромоникелевой сталью детали покрыва-
ют гальванически медью слоем не менее
12 мкм и серебром 6 ... 12 мкм. При контактно-
реакционной пайке в этом случае образуется
небольшое количество жидкой фазы, не рас-
творяющей технологическое покрытие. Галь-
ванический способ нанесения марганца нашел
применение при контактно-реакционной пайке
деталей из бронзы, сталей, никеля. Никель
наносится слоем 10 ... 15 мкм, марганец - сло-
ем 25 ... 35 мкм.
В промышленности получила применение
также экономичная контактно-реакционная
пайка биметаллического инструмента через
стальные борированные прокладки. Достоин-
ство ее в том, что температура контактного
плавления в системе Fe-B находится в интер-
вале температуры закалки большинства быст-
рорежущих сталей и сплавов, что позволяет
совместить процесс пайки с нагревом под
закалку в соляных хлорбариевых ваннах и уп-
ростить технологию изготовления биметалли-
ческого инструмента. Имевший место при
применении этого способа недостаток, связан-
ный с выделением из быстрорежущих сталей
карбидов и карбоборидов, снижающих пла-
стичность паяного соединения, и сравнительно
высокая температура пайки (1200 °C) преодо-
лен нанесением перед пайкой на борированный
слой высокофосфористого никелевого сплава
(патент РФ 204 24 81) [4].
В целях экономии расхода припоев при
пайке нашли распространение лужение, плаки-
рование припоем, изготовление полосы, фоль-
ги, проволоки из пластичных и хрупких припо-
ев, порошковые припои. Все это свидетельст-
вует о том, что экономия дефицитных метал-
лов в паяльном производстве является важной
государственной задачей.
СПИСОК ЛИТЕРАТУРЫ
1. Инструкция по нормированию расхо-
да материалов в основном производстве маши-
ностроения (типовая). М.: Экономика, 1971.
С. 423.
2. Инструкция по нормированию расхо-
да драгоценных металлов. М.: Минстанкин-
пром, 1980. С. 68.
3. Пашков И. Н., Ильина И. И., Марко-
ва И. Ю. Анализ состояния вопроса экономии
драгоценных металлов в производстве паяных
конструкций способами высокотемпературной
пайки / В сб.: Припои, флюсы и материалы для
пайки. М.: ЦРДЗ, 2002. С. 8.
4. Радченко В. Г., Шабалин В. Н.,
Фридман Л. Н. Контактно-реактивная пайка
быстрорежущих сталей с конструкционными с
использованием комбинированного покрытия /
В сб.: Пайка в создании изделий современной
техники. М.: ЦРДЗ, 1997.
5. Маркова И. Ю. Перечень норматив-
ных материалов по пайке. М.: ИПК. Минэлек-
троприбор, 1990.
6. Маркова И. Ю., Певзнер Н. Б. Спосо-
бы экономии припоев в паяльном производстве //
Сварочное производство. 2002. № 1, № 2.
Глава 16. ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ, ПРОИЗВОДСТВЕННАЯ
САНИТАРИЯ И ОХРАНА ТРУДА
К вредным и опасным факторам в паяль-
ном производстве относятся: ультрафиолетовое
видимое и инфракрасное излучение источни-
ков нагрева и нагретых деталей; электромаг-
нитные поля; ионизирующие излучения; ульт-
развук; рентгеновское излучение; запылен-
ность и загазованность воздуха. При пайке,
напылении, выплавке припоев и флюсов в ок-
ружающую среду поступают аэрозоли, содер-
жащие в составе твердой фазы окислы метал-
лов (марганца, хрома, никеля, железа, меди,
титана, алюминия), а также токсичные газы
(окись углерода, фтористые, хлористые, бро-
мистые соединения, окислы азота). В составе
аэрозолей могут быть составляющие флюсов и
припоев, содержащих свинец, кадмий, цинк,
олово, углеводороды. Количество аэрозолей,
их токсичность зависят от состава припоев,
флюсов, технологии и степени механизации
производства.
Отрицательное воздействие на здоровье
человека может оказать инфракрасное излучение
нагретых деталей, нагревательных устройств.
При пайке высокочастотным нагревом опера-
тор подвергается воздействию электромагнит-
ных полей. При работе электронно-лучевых
установок, проведении гамма- и рентгеновского
просвечивания возможно воздействие на рабо-
тающего ионизирующего излучения.
Источниками повышенного шума явля-
ются пневмоприводы, генераторы, рабочие
части вакуумных и других установок. К опас-
ным производственным факторам относятся
воздействия электрического тока, выбросы
расплавленного металла и флюса, сжатые газы,
движущиеся механизмы и изделия Характери-
стика процессов пайки и напыления по вредным
и опасным факторам приведена в табл. 1 [2].
По степени воздействия на организм че-
ловека вредные вещества подразделяются на
четыре класса: 1 — вещества чрезвычайно опас-
ные; 2 - вещества высокоопасные; 3 - вещества
умеренно опасные; 4 - вещества малоопасные.
1. Характеристика паяльных работ по опасным и вредным производственным факторам
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
449
Агрегатные состояния веществ в услови-
ях производства могут быть в виде паров, га-
зов, аэрозолей и смесей паров и аэрозолей.
Превышение допустимых концентраций (ПДК)
вредных газов, пыли и других аэрозолей в воз-
духе рабочей зоны производственных помеще-
ний не должно допускаться. Предельно допус-
тимые концентрации ядовитых газов, паров и
пыли в воздухе производственных помещений
приведены в табл. 2. При травлении, в случае
повышения температуры травильных ванн,
увеличивается опасность отравления парами
кислот и щелочей. Санитарно-гигиеническая
характеристика травильного и гальванического
участков приведена в табл. 3.
2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны
Вещество Предельно допустимая концентрация, мг/м’ опасности Агрегатное состояние
Азота окислы (в пересчете на N02) 2 2 п
Алюминий и его сплавы (в пересчете на алюми- ний) 2 4 а
Алюминия окись в виде аэрозоля 6 4 а
Аммиак 20 4 п
Ангидрид борный 5 3 а
Асбест природный и искусственный 2 4 а
Ацетон 200 4 п
Бензин-растворитель (в пересчете на С) 100 4 п
Бензол* 5 2 п
Бериллий и его соединения (в пересчете на бе- риллий) 0,001 1 а
Бор фтористый 1 2 п
Вольфрам 6 3 а
Дихлорэтан* 10 2 п
Кадмия окись 0,1/0,03* 1 а
Керосин (в пересчете на С) 300 4 п
Кислота азотная - 2 п
Кислота серная 1 2 а
Кислота соляная 5 2 п
Кобальт металлический 0,5 2 а
Кобальта окись 0,5 2 а
Кремния карбид (карборунд) 6 4 а
Ксилол 50 3 п
Легированные стали и их смеси с алмазом до 5 % 6 4 а
Марганец (в пересчете на МпО2) 0,3 2 а
Медь металлическая 1/0,5* 2 а
Молибден, нерастворимые соединения 6 3 а
Молибден, растворимые соединения в виде пыли 4 3 а
Никеля окись (в пересчете на никель) 0,5 2 а
Озон 0,1 1 п
Перхлорэтилен - 2 п
Ртуть металлическая 0,01/0,005* 1 п
Свинец и его неорганические соединения 0,01/0,007* 1 п
15 - 8294
450
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Продолжение табл. 2
Вещество Предельно допустимая опасности Агрегатное состояние
Сероводород* 10 2 п
Сероуглерод 1 2 п
Скипидар (в пересчете на С) 300 4 п
Сода кальцинированная 2 3 а
Спирт метиловый* 5 3 п
Спирт этиловый 1000 4 п
Тетрахлорэтилен 10 3 п
Титан и его двуокись 10 4 п
Толуол 50 3 п
Торий 0,05 1 а
Трихлорэтилен 10 3 п
Триэтиламин 10 3 п
Уайт-спирит (в пересчете на С) 300 4 п
Углерод четыреххлористый* 20 2 п
Углерода окись 20 4 п
Фенол 0,3 2 п
Формальдегид 0,5 2 п
Фосген 0,5 2 п
Фосфористый водород 0,1 1 п
Фтористый водород Фтористоводородной кислоты соли (в пересчете 0,05 2 п
на фтористый водород) Фтористые соединения (в пересчете на фтор): - хорошо растворимые в воде неорганиче- 1 2 а
ские фториды .(фтористый натрий и др.) - плохо растворимые в воде неорганические фториды (фтористый алюминий и др.) 0,2 2 а
Хлор 1 2 п
Хлора двуокись 0,1 1 п
Хлорбензол 50 3 п
Хлористый водород 5 2 п
Хрома окись 1 2 а
Цианистый водород* 0,3 2 п
Цинка окись 0,5 2 а
Цирконий металлический Щелочи едкие (в пересчете на гидрат окиси 6 3 а
натрия) 0,5 2 а
Электрокорунд в смеси с легированными ста- лями 6 4 а
♦ Среднемесячные величины ПДК.
Примечание: Знак «+» означает, что вещество опасно при поступлении через кожу. Буквы означа-
ют: п - пары и (или) газы; а - аэрозоли
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
451
3. Санитарно-гигиеническая характеристика травильного и гальванического участков
Назначение ванн Температура раствора или электролита, Выделяющиеся вредные вещества Норма отсоса воздуха с 1 м2 зеркала жидкости, м’/мин, при ширине вани, мм Необхо- димая
Состав Допусти- мое со- держание в воздухе, мг/л до 500 св. 500 до 750 800 . 1000 вом отсосе, м/с
Обезжиривание: - в органических растворителях - химическое - электрохими- ческое 18... 25 80 ...90 60... 70 Пары бензина и дру- гих растворителей Брызги щелочи Водород, кислород, брызги щелочи 0,3 35 40 40 45 45 50 50 55 55 ...60 60... 65 7 9 8 11
Травление: - в серной ки- слоте - в соляной ки- слоте - в азотной ки- слоте 40 60 40 60 18 25 Мышьяковистый водород Сернистый газ Хлористый водород Окислы азота, брыз- ги азотной кислоты 0,0003 0,020... 0,040 0,010 0,002 40 55 60 ... 70 9 11
Цианистые <40 Цианистый водород 0,0003 25 ... 30 35 ...40 40... 55 -
Никелирование, меднение, цин- кование в кис- лых электроли- тах 18 25 Брызги сернокисло- го электролита
ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ В перечень подготовки деталей к пайке входят: - термическая очистка; - механическая очистка; - химическая очистка; - нанесение покрытий под пайку; - окисление поверхности при соединении металлов с неметаллами. При механической очистке рекомендует- ся применять вращающиеся барабаны, гидро- пескоструйные установки, дробеструйные ка- меры Очистка сухим песком вызывает про- фессиональные заболевания. В связи с этим пескоструйная обработка, как метод очистки деталей, законодательством по охране труда запрещена. Заменять ее рекомендуется гидро- очисткой или очисткой в дробеструйных каме- рах. Очистительные установки необходимо 15* располагать в отдельных помещениях с мощ- ной вытяжной вентиляцией и очистным уст- ройством. Загрузка и выгрузка деталей в каме- ры и барабаны, очистка от пыли и дроби долж- ны быть механизированы. При подготовке деталей к пайке и нане- сению покрытий применяются кислоты, щело- чи, растворители и другие химические вещест- ва, работа с которыми требует соблюдения правил техники безопасности. Общую систему мероприятий по безопасности труда при нане- сении гальванических покрытий устанавливает ГОСТ 12.3.008-75 «ОСБТ - Производство по- крытий металлических и неметаллических неор- ганических. Общие требования безопасности». Травильные помещения и участки долж- ны быть обеспечены вентиляционными уст- ройствами. Материал ванн должен быть устой- чивым к воздействию кислот и щелочей. Рабо- тать с кислотами и щелочами необходимо в резиновых перчатках и в кислотостойкой оде-
452
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
жде. От брызг лицо необходимо защищать
защитными очками или экраном из целлулоида
или органического стекла. При засыпке хими-
катов в ванны не допускать появления брызг.
Загрузка деталей в ванну должна быть равно-
мерной, не вызывающей разбрызгивания рас-
твора из ванн. Категорически запрещается за-
ливать воду в концентрированную кислоту.
Емкость и тара, содержащие серную кислоту,
должны быть снабжены надписью «Яд». Буты-
ли с кислотами и щелочами должны храниться
в корзинах с опилками или стружками. Слив
едких жидкостей из бутылей большой емкости
производить с помощью устройства под не-
большим давлением сжатого воздуха или
сильфоном Температура растворов в ваннах
должна быть не выше установленной техноло-
гическим процессом Для снижения концен-
трации паров кислот и щелочей в воздухе,
кроме вытяжного зонта над травильной ванной
должны быть бортовые отсосы. Перечень орга-
нических растворителей и их свойства даны в
табл. 4.
Помещения, в которых производится
подготовка деталей к пайке (обезжиривание,
травление), должны быть оборудованы при-
точно-вытяжной вентиляцией с 15-кратным
воздухообменом. При выборе очистного обо-
рудования следует учитывать агрегатное со-
стояние, физико-химические свойства улавли-
ваемых веществ, эффективность очистки.
Не менее важное значение при этом имеют
4. Органические растворители,
характеристика безопасности
Растворитель Температура, °C
кипения ВСПЫШКИ
Ацетон 57 -9
Бензол 80 -11
Изопропиловый спирт 82 21
Керосин 175 .325 38 ... 74
Ксилол 138... 144 25 ... 46
Метиловый спирт 65 18
Метилэтилкетон 80 5
Скипидар 154 .170 35
Толуол 110 4
Трихлорэтилен 87 Нет-
Четыреххлористый углерод 77 Нет
Этиловый спирт 78 16
капитальные затраты, эксплуатационные рас-
ходы, надежность работы, простота обслужи-
вания, занимаемая площадь, расход электро-
энергии и воды. Важнейшим экологическим
мероприятием при работе гальванических уча-
стков является очистка сточных вод от химиче-
ски растворимых и взвешенных веществ.
РАБОЧЕЕ МЕСТО ПАЯЛЬЩИКА
Для участка пайки и монтажа, сопровож-
дающегося пайкой, следует отводить отдельное
помещение. Рабочие поверхности оборудова-
ния необходимо покрывать легкообмывающи-
мися материалами; стационарные места пайки
необходимо оборудовать местными вытяжны-
ми устройствами, обеспечивающими скорость
воздуха непосредственно на месте пайки не
менее 0,6 м/с. Помещения, в которых произво-
дится пайка, должны обеспечиваться приточ-
ным воздухом, подаваемым в верхнюю зону.
В процессе пайки пары и газы могут образовы-
ваться за счет сгорания загрязнений, имею-
щихся на поверхности паяемых деталей, а так-
же при нагреве флюсов и припоев. Наиболее
вредны испарения галоидных флюсов, особен-
но содержащих фториды. Все емкости с флю-
сами, содержащими соединения фтора, должны
иметь наклейки с указанием мер предосторож-
ности при их применении. Нельзя допускать
образования паров или пыли кадмия, свинца и
цинка. Вредное действие их усиливается, когда
эти металлы применяются в чистом виде. Пе-
регрев при пайке усиливает испарение отдель-
ных компонентов припоев.
При пайке в газовых средах, образующих
с воздухом взрывоопасные смеси, перед нагре-
вом контейнера, реторты или печи с такой ат-
мосферой необходимо продуть их воздухом.
Чтобы предупредить проникновение в про-
странство печи атмосферного воздуха и, следо-
вательно, образование взрывоопасной смеси, в
ней необходимо поддерживать небольшое ат-
мосферное давление, с тем чтобы скорость
истечения газа была выше, чем скорость горе-
ния газа. Следует также предупреждать утечку
контролируемых газовых сред через неплотно-
сти в трубопроводах и соединениях. Для пре-
дупреждения взрывов при выполнении паяль-
ных работ запрещается производить пайку
сосудов, находящихся под давлением, а также
емкостей из-под воспламеняющихся материа-
лов без предварительной обработки.
Рабочее место паяльщика для газопла-
менной пайки должно быть расположено в
РАБОЧЕЕ МЕСТО ПАЯЛЬЩИКА
453
Рис. 1. Рабочее место монтажиика-паялыцика:
1 - монтажный верстак; 2 - кассы для деталей,
3 - рамка для технологической карты; 4 - подставка
для флюса н смывки; 5 - место расположения
плоскогубцев, кусачек, пинцета и др.; б- подставка
для паяльника; 7 - гнезда для включения паяльника;
8 - регулятор нагрева паяльника; 9 - ящики для
инструмента; 10- место расположения
трубчатого припоя
Рис. 3. Рабочее место паяльщика
газопламенной пайки:
/ - шкаф для хранения инструмента; 2 - кислородный
редуктор; 3 - предохранительный затвор; 4
огнеупорный кирпич; 5 - экономайзер; 6 - горелка;
7 - сосуд с водой для охлаждения горелки; 8 -
металлический стол; 9 - ящик для прутков припоя
Рис. 2. Рабочее место паяльщика высокочастотной установки:
1 - место пайки; 2 - паяные резцы; 3 - индуктор; 4 — место пайки; 5 - приспособление; 6 - индуктор;
7 - клещи; 8 - вентиляция
специально отведенном помещении. Площадь
рабочего места паяльщика должна быть не
менее 4 м2. На рабочем месте паяльщика рас-
полагаются железный стол, выложенный огне-
упорным кирпичом, ящик для хранения припоя
и флюса, шкаф для инструментов и приспособ-
лений. Рабочее место паяльщика должно быть
оборудовано вытяжной вентиляцией с местны-
ми отсосами и освещением. Защита глаз рабо-
чих при пайке обеспечивается очками закрыто-
го типа, снабженными стеклами-светофильт-
рами. От правильной организации рабочего
места прежде всего зависит безопасность работ
при пайке. Наиболее рациональная организа-
ция рабочего места монтажника-паяльщика
приведена на рис. I, паяльщика на высокочас-
тотной установке - на рис. 2, паяльщика газо-
пламенной пайкой - на рис. 3.
454
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ
ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ
При эксплуатации оборудования для пай-
ки должны быть предусмотрены мероприятия
против поражения током, взрывов газовых
смесей, выброса расплавленных солей и метал-
лов, против ожогов, действия излучения на
глаза и кожу человека. Почти все способы на-
грева при пайке связаны с применением элек-
трического тока, поэтому при выполнении па-
яльных работ имеется опасность поражения
электрическим током. Характер и степень по-
ражения зависят от силы тока: ток до 0,002 А
человек переносит безболезненно; сила тока до
0,05 А вызывает болевые ощущения и является
опасной; сила тока выше 0,05 А может привес-
ти к смертельному исходу. С повышением на-
пряжения опасность поражения током усили-
вается. При нормальных условиях работы в
исправной сухой одежде и обуви в сухих по-
мещениях напряжение ниже 36 В считается
безопасным. В сырых помещениях опасным
является уже напряжение выше 12 В. Наиболее
опасным является включение пострадавшего в
электрическую сеть сразу к двум фазам. Через
организм человека в этом случае протекает ток
напряжением 220 или 380 В, что может при-
вести к смертельному исходу.
Для предупреждения поражения электри-
ческим током при эксплуатации оборудования
при пайке следует соблюдать следующие пра-
вила: корпуса источников питания, корпуса
машин для контактной пайки должны быть
заземлены; в машинных и ламповых генерато-
рах высокочастотных установок все металли-
ческие части и вторичный виток нагреватель-
ного контура должны быть заземлены; все уст-
ройства для подключения и переключения
электрических цепей должны быть защищены
кожухами; при индукционной пайке для защи-
ты от токов высокой частоты необходимо ус-
танавливать специальные экраны; доводить
какие-либо работы в установках, находящихся
под напряжением, запрещается; номинальная
сила тока плавких предохранителей не должна
превышать указанного в электрической схеме.
Правила технической эксплуатации элек-
трооборудования промышленных предприятий
регламентированы Государственной инспекци-
ей по промэнергетике и электронадзору.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ
ПРОИЗВОДСТВЕ ПРИПОЕВ, ФЛЮСОВ И
ВЫПОЛНЕНИИ ПАЯЛЬНЫХ РАБОТ
При производстве припоев и флюсов пу-
тем сплавления их компонентов основными
факторами, вызывающими вредное воздейст-
вие на организм человека, являются высокая
температура расплавов, а также выделения
вредных паров, газов и пыли. Перед введением
компонентов в расплав металлы и соли должны
быть подогреты до полного удаления влаги.
Присадку легкоиспаряющихся компонентов
припоев и флюсов следует производить в по-
следнюю очередь, когда сплав уже приготов-
лен. Из металлов, входящих в состав припоев,
наиболее вредное воздействие на организм
человека оказывают литий, калий, натрий,
кадмий, бериллий, свинец, марганец и цинк.
Соединения кадмия, независимо от их состоя-
ния (пыль, дым, пары, туман) и путей поступ-
ления в организм человека (органы дыхания,
желудочно-кишечный тракт), токсичны. Они
вызывают острое отравление, поражают дыха-
тельные пути и нервную систему. Профилак-
тические мероприятия, предупреждающие по-
ступление соединений кадмия в рабочую зону, -
это герметизация оборудования, устройство
общеобменной вентиляции в помещениях, где
производят операции, связанные с выделением
содержащих кадмий паров, дыма, пыли, а так-
же средства индивидуальной защиты спец-
одежда, спецобувь, резиновые перчатки, фар-
туки, респираторы типа «Лепесток» и про-
мышленные противогазы с фильтрами, задер-
живающими дым [4].
При выплавке припоев, содержащих мар-
ганец, происходит его испарение. Пары и пыль
марганца ядовиты и при длительном воздейст-
вии на организм вызывают сильное отравле-
ние. Применяемые при пайке припои на основе
меди и никеля, содержащие фосфор до 11 %,
являющиеся заменителями серебросодержащих
припоев, при температуре пайки выделяют
пары фосфора, которые токсичны, взрыво- и
пожароопасны. При выплавке медно-фосфор-
ных и серебряно-медно-фосфорных припоев
расплав меди взаимодействует с красным фос-
фором, и при этом происходят большие потери
фосфора, пары которого загрязняют окружаю-
щую среду. Для уменьшения выгорания фос-
фора используются содержащие фосфор лига-
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОИЗВОДСТВЕ ПРИПОЕВ
455
туры. При выплавке оловянно-свинцовых и
других припоев, содержащих свинец, необхо-
димо принимать меры, предупреждающие по-
падание в организм человека паров свинца.
При длительном воздействии свинец вызывает
отравление, выражающееся в развитии мало-
кровия и расстройство нервной системы.
Особо вредное воздействие на организм
человека оказывает бериллий. Проникая через
дыхательные пути и поры кожного покрова,
бериллий вызывает отравление. Ртуть попадает
в производственные помещения в виде паров,
которые почти в 7 раз тяжелее воздуха. Пары
ртути, не имеющие запаха и цвета и не оказы-
вающие раздражающего воздействия на чело-
века, скапливаются внизу помещения. К работе
с ртутью женщины и подростки не допускают-
ся. Средства индивидуальной защиты рабо-
тающих с ртутью: спецодежда, противогазы
марки Г. В рабочих помещениях должен быть
установлен постоянный контроль за наличием
в воздухе паров ртути с помощью индикатор-
ной бумаги, на которую наносят слой пасты и
осадка, полученного при смешении растворов
йодида калия и сульфида меди с этиловым
спиртом. В присутствии ртутных паров бумага
розовеет.
При выплавке флюсов особое внимание
следует обращать на предупреждение вредного
воздействия на организм человека фтористых
солей щелочных и щелочноземельных метал-
лов. Размол флюса производят в фарфоровых
барабанах или ступах в специальных вытяж-
ных шкафах с усиленной вентиляцией. Хлори-
стый цинк, попадая на кожу, при длительном
воздействии вызывает сильные ожоги и воспа-
ления. Хлористый аммоний при температуре
свыше 100 °C начинает улетучиваться, образуя
ядовитые пары. Выплавку флюсов, содержа-
щих эти компоненты, следует производить
только при наличии местной вентиляции. При
приготовлении флюсов путем смешения ком-
понентов необходимо соблюдать меры предос-
торожности. Соляная кислота, применяемая в
качестве флюсов, пои попадании на кожу вы-
зывает ожоги, и пары ее ядовиты.
При работе с припоями и флюсами необ-
ходимо учитывать класс их опасности (табл. 5
и 6), руководствоваться требованиями Санитар-
ных правил П952-72 и ОСТ 4Г0.033.200. При-
менение припоев, в которых содержатся сви-
нец и кадмий, следует резко ограничивать.
Содержание кадмия в припоях не должно пре-
вышать 20 %.
Рабочие места при пайке волной припоя и
электропаяльником должны быть оборудованы
местной вытяжной вентиляцией. Скорость
движения воздуха непосредственно на месте
пайки должна быть не менее 0,6 м/с.
При работе с электрическим паяльником
следует строго соблюдать правила защиты от
поражения электрическим током. Помещение,
в котором производится пайка, должно быть
снабжено общей вентиляцией и усиленной
местной вентиляцией, защищающей рабочих
от вредного воздействия паров и газов, выде-
ляющихся при пайке.
5. Токсичность припоев
Марка припоя Класс опас- ности ПДК в воздухе рабочей зоны, мг/м’
ПОСК 50-18; ПОСКВи 70; 22-25-3-4; сплав Вуда 1 0,007 (по свинцу)
ПИнОК44 1 0,1 (по кадмию)
ПОС-61; ПОС-61П; ПОС-61М; ПОС-40; ПОССу 61-05; ПОССу 50-0,5; ПОССу 40-05; ПОССу 30-0,5; Пор ПОССу 30-2; ПСр 2,5; ПСр2; ПСр 1,5; ПСрОС 2-58; ПСрОС 3-58; ПОСВи 36-4; ПСрОСИн 3-56; сплав «РОЗЕ» 1 0,01 (по свинцу)
ПОЦ55 (АВИА); ПОЦ80(П250А); ПОЦЮ 3 10 (по олову)
(П200А); ПОЦГЮ-1 (П200Г); ПСрОС 3,5-95; ПрМЦН49; ПЗлМ37в; ПГлМ65 2 1 (по меди)
Л63; ЛКБО62-0,2-10,04-0,5 2 0,5 (по окиси цинка)
ВПр1;НП2; ПГлН54 2 0,05 (по никелю)
Силумин эвтектический; 34А; ПАМГ-76 (АЛ4-ГМ); АКД-12-1 3 2 (по алюминию)
456
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
6. Токсичность компонентов флюсов
Компоненты флюсов Класс опасности ПДК в воздухе рабочей зоны, мг/м’
Этиловый спирт 4 1000
Этилацетат 4 200
Трибутилфосфат 2 0,5
Триэтаноламин 3 5
Солянокислый диэтиламин 4 30
Солянокислый гидразин 1 0,1
Ортофосфорная кислота - 1
Борный ангидрид 3 5
Полиэфирная смола марки ПН-9, ПН-56 3 5
К выполнению работ по газопламенной
пайке допускаются лица обоего пола не моло-
же 18 лет, прошедшие инструктаж и сдавшие
экзамен по технике безопасности. До разжига-
ния паяльной лампы необходимо проверить ее
исправность и при необходимости устранить
подтекание горючего. Заполнять горючим па-
яльную лампу необходимо не более 75 % ее
емкости. Давление воздуха в паяльной лампе,
во избежание взрыва, не должно превышать
(15 . 20 104Па).
Безопасностью работы с контролируемы-
ми атмосферами предусматривается предот-
вращение взрывов, отравления газами, пожар-
ной опасности. Большинство газов, применяе-
мых при пайке в качестве защитных атмосфер,
ядовиты и взрывоопасны одновременно. Взры-
воопасность атмосферы зависит от содержания
в ней водорода и окиси углерода. Взрывоопас-
ность газовоздушных смесей зависит от харак-
тера контролируемой атмосферы. Разбавление
водорода азотом снижает взрывоопасность
Азотоводородные смеси с содержанием водо-
рода менее 8 ... 10 % невзрывоопасны, так же
как и продукты частичного сгорания диссо-
циированного аммиака или углеводородных
газов. В контролируемых атмосферах, приме-
няемых для термообработки и пайки, отрав-
ляющим газом является окись углерода.
Все контролируемые атмосферы, кроме
азотной, являются горючими газовыми смеся-
ми, и поэтому к ним следует применять такие же
правила пожарной безопасности, как и для любо-
го газообразного топлива (ГОСТ 12.3.004-75,
ОСТ 105-699-79).
Для предупреждения поступления окиси
углерода в производственные помещения не-
обходимо герметизировать технологическое
оборудование, иметь местную и общеобмен-
ную вентиляцию и тщательно следить за со-
держанием окиси углерода. Средствами инди-
видуальной защиты при невысоких концентра-
циях окиси углерода служит промышленный
фильтрующий противогаз марки СО, а при
высоких концентрациях - изолирующий про-
тивогаз КИП-5.
Наличие сероводорода в воздухе можно
обнаружить с помощью фильтровальной бума-
ги, смоченной ацетатом свинца. При внесении
в атмосферу, содержащую сероводород, через
30 с бумага изменяет окраску от желтой до
черной в зависимости от концентрации серово-
дорода. Средства индивидуальной защиты:
фильтрующие промышленные противогазы
марок КД или В
Сернистый ангидрид обладает резким за-
пахом и раздражающе действует на слизистые
оболочки глаз и верхних дыхательных путей.
Длительное адыхание воздуха с малой концен-
трацией сернистого ангидрида приводит к хро-
ническим заболеваниям в форме гастритов,
бронхитов и ларингитов. Средства индивиду-
альной защиты - фильтрующие противогазы.
Мышьяковистый водород в производственных
условиях образуется как побочный продукт
при травлении металла серной или соляной
кислотой. Предупреждение выделения мышья-
ковистого водорода в производственных по-
мещениях достигается герметизацией аппара-
туры и надежно действующей вытяжной вен-
тиляцией.
К работам по пайке в солевых ваннах до-
пускаются лица, хорошо знающие правила
техники безопасности и имеющие соответст-
вующее удостоверение. Паяемые изделия и
приспособления перед пайкой в солевых ван-
МЕРЫ БЕЗОПАСНОСТИ ПРИ КОНТАКТНОЙ ПАЙКЕ
457
нах должны быть очищены от масла и просу-
шены, в противном случае возможен выброс
расплавленных солей из ванны. Под ванной
должен быть предусмотрен сток солей, на слу-
чай прожога тигля, и аварийный сборник. Со-
ли, добавляемые в ванну в процессе работы,
должны быть сухими, засыпать их следует
небольшими порциями специальным совком.
Ванны должны быть оборудованы местной
вентиляцией. Работать у ванн паяльщику без
рукавиц и специальных очков запрещается
Помещение, где производятся работы по пайке,
должно быть оборудовано приточно-вытяжной
вентиляцией в соответствии с Санитарными
нормами проектирования СН-245-71.
МЕРЫ БЕЗОПАСНОСТИ ПРИ
КОНТАКТНОЙ ПАЙКЕ
ЭЛЕКТРОСОПРОТИВЛЕНИЕМ
Контактная пайка сопротивлением на
специальной и обычных машинах для контакт-
ной сварки получила широкое распростране-
ние. Электроды в них заменяют графитовыми
или вольфрамовыми по конфигурации шва
Машины для контактной пайки общего назна-
чения можно присоединять непосредственно к
распределительным электрическим сетям на-
пряжением не выше 660 В. Вторичное напря-
жение трансформатора не должно превышать
без нагрузки 36 В: корпус должен быть зазем-
лен; конструкция переключателей ступеней
трансформатора должна исключать возмож-
ность случайного'соприкосновения оператора с
элементами машины, находящимися под на-
пряжением
В подвесных машинах один полюс цепи
должен быть соединен с корпусом подвесного
трансформатора, а корпус надежно заземлен.
Шкафы, пульты и станины контактных машин,
внутри которых расположена электроаппара-
тура с открытыми токоведущими частями, на-
ходящимися под напряжением свыше 36 В,
должны иметь дверцы с блокировкой, обеспе-
чивающей отключение первичного напряжения
электроаппаратуры при открывании дверцы.
При открытой дверце блокировочное устрой-
ство должно исключать наличие токоведущих
частей, находящихся под напряжением. В кон-
струкции контактных машин должно быть пре-
дусмотрено наличие ограждающих устройств,
предохраняющих рабочего от возможных
всплесков расплава припоя и позволяющих
вести наблюдение за процессом пайки.
МЕРЫ БЕЗОПАСНОСТИ ПРИ ПАЙКЕ
В ЭЛЕКТРОПЕЧАХ
При пайке в электропечах паяльщик дол-
жен хорошо знать правила их эксплуатации и
следить за исправностью токоведущих частей.
Если работа на электроустановках связана с
применением тока напряжением 380 В, их об-
служивание осуществляется в соответствии с
Правилами технической эксплуатации элек-
трооборудования промышленных предпри-
ятий. При эксплуатации электротермических
печей возникают электромагнитные поля. До-
пустимые параметры этих полей регламенти-
руются ГОСТ 12.1.006-84 (в ред. 1988 г.).
Основные вредные и опасные производ-
ственные факторы при печном нагреве могут
быть (ГОСТ 12.3.004-75 в ред 1982 г.;
ОСТ 105-699-79):
• 1. Токсичные газы, содержащиеся в со-
ставе контролируемых атмосфер и исходных
газах: окись углерода, аммиак, водород и др
• 2. Повышенная температура материалов
или поверхностей оборудования, повышенный
уровень теплового излучения.
• 3. Увеличенное напряжение в электри-
ческих цепях. Токоведущие части электротер-
мического оборудования, особенно без элек-
трической изоляции.
• 4. Повышенная напряженность электро-
магнитных полей. Согласно ГОСТ 12.1.006-84
(в ред. 1982 г.) в диапазоне частот 0,06 ...
300 МГц нормируются предельно допустимые
напряжения ЕнН электрического и магнитно-
го полей:
Частота, МГц 0,06 ...13 13..33 30 30... 50 50... 300
£, В/м 50 50 20 10 5
Я.А/м 5 - - 0,3
В диапазоне частот 300 МГц ... 300 ГГц
нормируется допустимая плотность потока
энергии электромагнитных полей и время пре-
бывания на рабочих местах и местах возмож-
ного нахождения персонала
• 5. Уровень шума на рабочих местах.
Допустимый уровень шума ограничен ГОСТ
12.1.003-83 (вред. 1989г.).
• 6. Опасность травматизма от движу-
щихся машин и механизмов.
• 7. Наличие контролируемых взрыво-
опасных атмосфер.
При загрузке, очистке, ремонте и осмотре
электрических печей ток должен быть отклю-
чен. Электрические печи должны иметь элек-
троблокировку загрузочной дверцы печи, ав-
томатически отключающей ток при открыва-
нии дверцы.
458
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
МЕРЫ БЕЗОПАСНОСТИ
ПРИ ИНДУКЦИОННОЙ ПАЙКЕ
При индукционной пайке следует руково-
дствоваться Правилами безопасности при экс-
плуатации электротермических установок повы-
шенной и высокой частоты [5]. Персонал, обслу-
живающий высокочастотные установки, обязан
пройти курс техминимума по их эксплуатации,
технике безопасности, правилам противопожар-
ной безопасности на электроустановках, по ока-
занию первой помощи пострадавшим и иметь
удостоверение на право выполнения работ.
Работающие на высокочастотных установ-
ках обязаны производить наладку установок и все
необходимые переключения для настройки ре-
жима только в присутствии мастера или наладчи-
ка, имеющего необходимую квалификацию и
соответствующее на это разрешение. Высокочас-
тотные установки, предназначенные для пайки,
должны быть размещены в отдельном помеще-
нии и обеспечены ограждениями, механической
или электрической блокировкой. Все металличе-
ские части в установках с машинными или лам-
повыми генераторами и вторичный виток нагре-
вательного контура должны быть заземлены. При
индукционной пайке для защиты от действия
токов высокой частоты (ТВЧ) необходимо уста-
навливать специальные экраны.
Категорически запрещается проведение
ремонтных работ в установке, находящейся
под напряжением. По окончании работы необ-
ходимо отключить генератор высокой частоты
со стороны питающего фидера (провода пря-
моугольного сечения). Воспрещается присту-
пать к работе на установке при неисправном
электрооборудовании (индукторе, высоко-
вольтном трансформаторе, реле управления и
т.п.), при неисправных или отключенных бло-
кировках, а также при неисправных огражде-
ниях, обшивочных листах и кожухах, обеспе-
чивающих безопасность работы.
Во время работы высокочастотной установ-
ки воспрещается прикасаться к индуктору или
вторичному витку высоковольтного трансформа-
тора, так как это может вызвать ожог. Пол рабо-
чего места покрывается резиновыми ковриками
[6]. При обнаружении неисправностей, пожаре и
стихийных бедствиях паялыцик обязан немед-
ленно отключить генератор.
Помещение, где проводятся работы по
пайке, должно быть оборудовано приточно-
вытяжной вентиляцией. Если продукты разло-
жения флюсов (например, Ф 100 [6]) токсичны,
пайку следует проводить в условиях вытяжной
вентиляции, расположенной непосредственно у
индуктора установки ТВЧ
МЕРЫ БЕЗОПАСНОСТИ
ПРИ ТЕРМИТНОЙ ПАЙКЕ
Термитные смеси развивают при горении
очень высокую температуру, поэтому неосто-
рожное обращение с ними может привести к
тяжелым ожогам [7]. Все работы, связанные с
производством термитных шашек и их приме-
нением, должны производиться в соответствии
с действующими Правилами, утвержденными
Президиумом ЦК профсоюзов и согласован-
ными с главным санитарным врачом. В состав
термитных смесей может входить магний.
Учитывая это и степень нагрева термитной
шашки (до 3000 °C), в случае пожара тушение
следует производить сухим песком или сухими
флюсами, применяемыми для плавки магние-
вых сплавов: ВИ-2, ВИ-3, флюс № 2, плавле-
ный карналит. Эти флюсы гигроскопичны и
должны храниться на рабочих местах в герме-
тичной таре. Средства огнетушения для обес-
печения пожарной безопасности должны рас-
полагаться в удобных и доступных местах:
вблизи рабочих мест, мест накапливания по-
рошкообразных смесей или спрессованных
термитных шашек
Помещению, в котором производятся
операции по термитной пайке, особенно если
это связано с выделением магниевой пыли,
присваивается знак «3» (взрывоопасное поме-
щение). В помещениях этой категории выве-
шивают плакаты в красной рамке: «Хождение с
открытым огнем запрещено», «Обработка чер-
ных металлов на наждачных кругах запреще-
на», «Огнеопасно», «Не тушить водой».
Использование воды, химических огне-
тушителей пенного типа недопустимо, по-
скольку эти средства способствуют усилению
возгорания и взрывообразованию. Неосторож-
ное обращение с термитными смесями может
привести к тяжелым ожогам. Термитную пайку
необходимо производить в рукавицах, кожа-
ных ботинках и головном уборе. Одежда рабо-
тающих не должна быть пропитана легковос-
пламеняющимися жидкостями: бензином, ке-
росином. маслом и т.д.
МЕРЫ БЕЗОПАСНОСТИ ПРИ УЛЬТРАЗВУКОВОЙ ПАЙКЕ
459
Термитные спички во избежание ожога
рук должны быть закреплены в специальной
державке, на отрезке стальной проволоки или в
плоскогубцах. Спички следует содержать и
переносить отдельно от термитных смесей и
патронов. Коробку со спичками при производ-
стве работ рекомендуется носить в металличе-
ских коробках (спички могут загораться от
трения между собой). Несгоревшие спички и
раскаленный шлак термитных патронов следу-
ет класть только на несгораемое основание,
например цементный пол, на котором отсутст-
вуют легковоспламеняющиеся материалы.
При выполнении работ на высоте нельзя
стоять и проходить под местом пайки.
Особую опасность представляет попада-
ние влаги на раскаленные термитные патроны
или тигель-формы, так как это может вызвать
бурное парообразование и взрыв. Нельзя рабо-
тать во время дождя под открытым небом, а
также пользоваться термитными патронами,
термитными смесями и тигель-формами, на
которые попадала влага; запрещается накло-
няться над тигель-формами или горящими тер-
митными патронами. При термитно-тигельной
пайке после введения спички в термитную
смесь работающий должен закрыть крышку
тигля и отойти от него на расстояние не менее
1,5 м. Подходить к тигель-форме разрешается
не раньше чем через 5 мин после окончания
горения термита
Если термит не воспламенился, то по-
вторно зажигать его нужно с большой осто-
рожностью, не ранее чем через 5 мин и при
закрытой крышке тигля. При этом термитную
спичку, привязанную к стальной проволочке,
необходимо вводить через отверстие в крышке.
При необходимости сменить в тигле термит
после неудавшегося его воспламенения горло-
вина тигля при всыпании термита должна быть
наклонена в сторону от работающего. Самым
важным требованием является защита глаз
Весь процесс термитно-муфельной и термитно-
тигельной пайки от момента воспламенения
термита до момента удаления шлака нужно
обязательно выполнять в очках.
Хранение и транспортирование термита и
спичек выполняется по особым правилам заво-
дов-изготовителей. Небольшие количества тер-
мита и спичек разрешается хранить в общих
складах и кладовых монтажных организаций,
не приспособленных для хранения пожаро-
опасной продукции. В этих случаях должны
быть запираемые железные шкафы или ящики,
которые располагают не ближе 5 м от отопи-
тельных приборов (печей) и не ближе 1 м от
сгораемых конструкций. Количество спичек
при хранении не должно превышать 500 шт., а
термитных патронов или смесей - 50 кг (по 25 кг
в каждом шкафу). Спички следует хранить в
отдельных от термитных патронов или термит-
ных смесей шкафах или ящиках, выложенных
внутри слоем асбеста толщиной 10 мм или
футерованных огнеупорным кирпичом.
МЕРЫ БЕЗОПАСНОСТИ ПРИ
УЛЬТРАЗВУКОВОЙ, ЭЛЕКТРОННО-ЛУЧЕВОЙ
И ЛАЗЕРНОЙ ПАЙКЕ
При работе ультразвуковых установок
уровни звуковых давлений на рабочих местах
должны соответствовать требованиям
ГОСТ 12.1.001-89 и ГОСТ 12.1.003-83 (в ред.
1989 г.), а применяемое оборудование -
ГОСТ 12.2.051-80. Допускается применение
ультразвуковых установок с потребляемой
электрической мощностью менее 250 Вт и ра-
бочей частотой не ниже 44 кГц без защитных
мероприятий по снижению частоты ультразвука.
При эксплуатации установок должен
быть исключен непосредственный контакт с
ультразвуковым инструментом и обрабатывае-
мыми деталями. Если при работе установок
концентрации вредных паров и газов в воздухе
рабочей зоны не соответствуют требованиям
ГОСТ 12.1.005-88 (в ред. 2000 г.), необходимо
устраивать местную вытяжную вентиляцию.
Пульт управления и контрольные прибо-
ры для пайки ультразвуком должны быть раз-
мещены так, чтобы в процессе работы паяль-
щика было удобно занимать место у установки,
которая должна иметь приспособление для
закрепления деталей. Акустический узел уста-
новки должен быть закрыт защитным кожухом,
исключающим непосредственный контакт с
ним во время работы. Генераторы ультразвуко-
вых установок должны соответствовать Прави-
лам устройства электроустановок (ПУЭ).
Допустимые уровни звукового давления
для рабочих мест ультразвуковых установок
(ГОСТ 12.1.001-89):
460
ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ
Среднегеометрические частоты
1/3 октавных полос, Гц 1250016 000 >20 000
Уровни звукового давления. Б. 75 85 110
При суммарном времени воздействия
ультразвука менее 4 ч в смену указанные выше
уровни следует увеличивать в соответствии с
табл. 7. Рабочая частота ультразвуковых уста-
новок должна быть не ниже 18 кГц. Для защи-
ты от воздействия вибраций применяют в от-
дельных случаях специальные раковины и ан-
тивибрационную обувь.
Электронно-лучевые установки должны
удовлетворять действующим «Правилам уст-
ройства электрических установок». Эксплуата-
цию их необходимо вести в соответствии с
требованиями «Правил технической эксплуа-
тации и безопасности обслуживания электро-
установок промышленных предприятий», ус-
тановки следует размещать в отдельных поме-
щениях или специально отведенных местах.
Материал полов помещения должен отвечать
требованиям электрической безопасности.
Механические вакуумные насосы необ-
ходимо устанавливать в отдельных звукоизо-
лированных помещениях, где должна быть
устроена механическая приточно-вытяжная
вентиляция с кратностью воздухообмена не
ниже пяти. Конструкция установок должна
обеспечивать необходимую защиту от воздей-
ствия рентгеновского излучения.
При работе установок электронно-луче-
вой пайки для обеспечения взрывобезопасно-
сти нельзя допускать попадания воздуха и во-
ды в место парообразования паромасляных на-
сосов при разогретых насосах, а также в
7. Поправки к уровням звукового давления
для рабочих мест у ультразвуковых установок
Суммарная длительность воздействия ультразвука, ч Поправка, Б
1 4 +6
1/4 . 1 +12
5... 15 +18
1 5 +24
вакуумную камеру или откачную систему при
остановке форвакуумного насоса.
При лазерной пайке необходимо выпол-
нять требования Санитарных правил и ГОСТ
12.3.002-75 (в ред. 1991 г.). В технологических
процессах должны применяться лазерные ус-
тановки закрытого типа; в обоснованных слу-
чаях допускается применение лазеров открыто-
го типа при соблюдении требований Правил [2,
10]. Предельно допустимые уровни лазерного
излучения изложены в [2]. При эксплуатации
лазеров запрещается-
- проводить визуальную юстировку лазе-
ров II - IV классов без необходимых средств
защиты глаз и кожи;
— в момент генерации излучения осуще-
ствлять визуальный контроль попадания луча в
мишень (III - IV классы);
- обслуживать лазеры III - IV классов од-
ним человеком;
- находиться в зоне наблюдения лицам,
не связанным с эксплуатацией лазеров,
- отключать блокировку и сигнализацию
во время работы лазера или зарядки конденса-
торных батарей.
Для защиты персонала от лазерного излу-
чения необходимо:
- устанавливать защитные экраны или
кожухи, препятствующие попаданию излуче-
ния на рабочие места;
- размещать пульт управления лазерной
установки в отдельном помещении с телевизи-
онной или другой системой наблюдения за
ходом процесса;
- проверять работу системы блокировок и
сигнализации, предотвращающих доступ пер-
сонала в пределы лазерно-опасной зоны;
— иметь на рабочем месте схему лазерно-
опасной зоны;
- окрашивать внутренние поверхности
помещений матовой краской с минимальным
коэффициентом отражения на длине волны
излучения;
- при совмещении системы наблюдения с
оптической системой лазера применять авто-
матические затворы и светофильтры, защи-
щающие глаза оператора в момент генерации
излучения [2].
СПИСОК ЛИТЕРАТУРЫ
СПИСОК ЛИТЕРАТУРЫ
1. Реймерс Н. Ф. Надежда на выживание
человечества. М., 1992.
2. Белов С. В., Бринза В. Н., Векшин Б. С.
и др. Безопасность производственных процес-
сов: Справочник / Под общ. ред. С. В. Белова.
М.: Машиностроение, 1985.
3. Хряпни В. Е. Справочник паяльщика.
М.: Машиностроение, 1981.
4. Лебедева К. В. Техника безопасности и
производственная санитария на предприятиях
цветной металлургии. М.: Металлургия, 1972
5. Правила безопасности при эксплуата-
ции электротехнических установок повышен-
ной и высокой частоты. М.: Машгиз. 1963.
6. Иванов И. Н., Кузнецова Г. П. Техно-
логические процессы пайки твердосплавного
инструмента: Методические рекомендации. М.:
ВНИИинструмент; ВНИИТЭМР, 1987
7. Санитарные нормы проектирования
промышленных предприятий. СН 245-71 М..
Стройиздат, 1972.
8. Иванов И. Н., Кузнецова Г. П. Техно-
логические процессы пайки твердосплавного
инструмента: Методические рекомендации. М.:
ВНИИинструмент; ВНИИТЭМР, 1967.
9. Санитарные нормы и правила устрой-
ства и эксплуатации лазеров. СН 2392-81. М.:
Минздрав СССР, 1982.
10. Рахманов Б. Н., Чистов Е. Д. Безо-
пасность при эксплуатации лазерных устано-
вок. М.: Машиностроение, 1981
11 Чекунов И. П. Безопасность труда
паяльщика. М.: Машиностроение, 1992.
Глава 17. ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
ОБЩИЕ ВОПРОСЫ
I. ГОСТ 17325-79. (в ред. 1991). Пайка и
лужение. Основные термины и определения.
2. ГОСТ 17349-79. Пайка. Классификация
способов.
3. ГОСТ 19249-73. (в ред. 1981). Соедине-
ния паяные. Основные типы и параметры.
4. ГОСТ 20485-75. (в ред 1981). Пайка.
Методы определения заполнения зазора припоем.
5. ГОСТ 20487-75. (в ред. 1981). Пайка.
Метод испытаний для оценки влияния жидкого
расплава припоя на механические свойства
паяемого материала.
6. ГОСТ 21547-76. (в ред. 1981). Пайка.
Метод определения температуры распайки.
7. ГОСТ 21548-76. (в ред 1986). Пайка.
Метод выявления и определения толщины про-
слойки химического соединения
8. ГОСТ 21549-76. (в ред. 1986). Пайка.
Метод определения эрозии паяемого материала.
9. ГОСТ 23904-79. Пайка. Метод опреде-
ления смачивания материалов припоями
10. ОСТ 3-14.223-85. Отраслевая система
технологической подготовки производства.
Общие требования по обеспечению техноло-
гичности паяных конструкций
11. ОСТ 4.050.093-78. Швы паяные. Тех-
нические требования. Правила приемки и кон-
троля.
12. ОСТ 5.9070-71. Швы соединений, па-
янных припоями, содержащих драгоценные
металлы. Основные типы и конструктивные
элементы.
13. ОСТ 11-0125-85. Соединения паяные.
Применение проектирования изделий элек-
тронной техники. Типы и технические требо-
вания.
14. ОСТ 26-05-627-82. Соединения пая-
ные. Основные параметры.
15. ОСТ 105-772-79. Соединения паяные.
Технические требования.
16. ОСТ 11 14.7002-86 Изделия элек-
тронной техники. Сварка и пайка. Термины и
определения.
17. ГОСТ 3.1407-86. ЕСТД. Формы и тре-
бования к заполнению и оформлению доку-
ментов на технологический процесс (операции
специализированы по методам сборки)
18. ГОСТ 3.1408-85. ЕСТД. Формы и пра-
вила оформления документов на технологиче-
ский процесс получения покрытий.
19. ГОСТ 3.1704-81. (в ред. 1983). ЕСТД.
Правила записи операций и переходов. Пайка и
лужение.
ПРИПОИ
1. ГОСТ 859-2001. Медь. Марки.
2. ГОСТ 1066-90. Проволока латунная.
Технические условия.
3. ГОСТ 1429.0-77 - ГОСТ 1429.15-77.
(в ред. 1987) Припои оловянно-свинцовые.
Методы анализа. Сб. ГОСТов. М., 1977.
4. ГОСТ 4515-93. Сплавы медно-фосфор-
ные. Технические условия.
5. ГОСТ 6836-2002. Серебро и серебря-
ные сплавы. Марки.
6. ГОСТ 15527-70. (в ред. 1999). Сплавы
медно-цинковые (латуни). Марки.
7. ГОСТ 16130-90. Проволока и прутки из
меди и сплавов на медной основе сварочные.
Технические условия.
8. ГОСТ 16882.1-71 - ГОСТ 16882.2-71
(в ред. 1985). Серебряно-медно-фосфорные
припои. Метод определения содержания се-
ребра. Сб. ГОСТов
9. ГОСТ 16883.1-71 - ГОСТ 16883.3-71.
(в ред. 1985). Серебряно-медно-цинковые при-
пои. Методы анализа. Сб. ГОСТов. М., 1972.
10. ГОСТ 19248-90. Припои Классифи-
кация и обозначение.
11. ГОСТ 19738-74. (вред. 1985). Припои
серебряные. Марки.
12. ГОСТ 19739-74. (в ред. 1984). Полосы
из припоев серебряных
13. ГОСТ 19746-74. (в ред. 1998). Прово-
лока из припоев серебряных.
14. ГОСТ 21930-76. (в ред. 1995). Припои
оловянно-свинцовые в чушках. Технические
условия.
15. ГОСТ 21931-76. (в ред. 1995). Припои
оловянно-свинцовые в изделиях. Технические
условия.
16. ГОСТ 22864-83. (в ред. 1989). Благо-
родные металлы и их сплавы. Общие требова-
ния к методам анализа.
17. ГОСТ 23137-78 Припои медно-цин-
ковые. Марки
ПРИПОИ
463
18. OCT 1.41468-81 Ультразвуковое лу-
жение и пайка многожильных алюминиевых
проводов в медные наконечники.
19. ОСТ 1.90208-75 Полосы припоя ма-
рок ВПр1, ВПр4, ВПр7 и ВПр8.
20. ОСТ 4.050.007-79. Припои оловянно-
свинцовые. Нормирование расхода.
21. ОСТ 4 ГО. 033. 200. Припои и флюсы
для пайки. Марки, состав, свойства и область
применения.
22. OCT 11-6В80.732.003-84. Детали из
припоев, кольца, марки и размеры.
23. OCT 11-6В80.732.010-88 Детали из
припоев, стержни, марки и размеры.
24. ОСТ 11-6В80.732.011-85. Детали из
припоев, диски, марки и размеры.
25. OCT 11-6В80.732.019-84. Детали из
припоев. Типовые конструкции.
26. ОСТ 34115-74. Припои на железомар-
ганцевой основе П-87, П-100.
27. ОСТ 48-127.0-77 - ОСТ 48-127.4-77.
Припой оловянно-цинко-германиевый ПОЦГ
10-1. Методы анализа. Сб. ОСТов.
28. ОСТ 48-132-78. Припои на основе
олова, свинца и индия для полупроводниковой
техники.
29. ОСТ 48-133.0-78. Сплавы и припои на
основе олова, свинца и индия для полупровод-
никовой технологии. Общие требования к ме-
тодам анализа.
30. ОСТ 48-133.2-78. Сплав ОССу 34-1,
припои ПОСВи 42-10,5 и ПОСК 35-17. Методы
определения содержания свинца.
31. ОСТ 48-133.8-78. Припой ПОЦ-Ю,
сплав ИНЦ-1. Метод определения содержания
цинка.
32. ОСТ 48-133.10-78. Сплав СО-Ю, при-
пой ПСВи 25-30. Методы определения содер-
жания олова
33. ОСТ 48-133.14-78. Припой ПСИн,
ПСИн 25. Методы определения содержания
примесей: мышьяка, сурьмы, висмута, железа,
меди и цинка.
34. ОСТ 48-133.15-78. Припои ПОСК 36-
17 и ПИнК 24. Методы определения содержа-
ния кадмия.
35. ОСТ 48-133.16-78. Припой ПИнК 24.
Метод определения содержания примесей:
меди, железа и мышьяка.
36. ОСТ 48-133.17-78. Припои ПОВи 0,5;
ПСВиО 25-30, ПОСВи 42-10,5. Методы опре-
деления содержания висмута.
37. ОСТ 48-133.18-78. Припои ПОСК 36-17;
ПОСВи 42-10,5, ПОСВиО 25-30, ПОВи 0,5;
ПОСу 91; ПОЦ 10, ПОИн. Метод определения
содержания примесей железа, меди, сурьмы и
мышьяка.
38. ОСТ 48-184-81. Припои для пайки
твердосплавного металлорежущего инструмен-
та. Технические условия.
39. ОСТ 34-13-198-80. Отраслевой стан-
дарт. Припои на медно-марганцевой основе
П-50, П-65. М., ЦНИИТМАШ, 1980.
40. ОСТ 190056-72. Припой марки ПФОЦ
7-3-2.
41. ОСТ 190082-88. Полосы припоев ма-
рок ВПр1, ВПр2, ВПр4 и ВПр7. Общие техни-
ческие условия.
42. ОСТ 251291-87. Система стандартов
безопасности труда. Пайка свинцово-оловян-
ными припоями.
43 ТУ 1-5-096-80. Ленты и полосы при-
поя марки ПЖК-35.
44 ТУ 1-92-16-81. Полосы припоя марки
ВПр 10.
45. ТУ 1-92-46-76. Прутки припоя марки
34 А.
46. ТУ 1.751-82. Фольга припоя марки
ПЗл Гр 880.
47. ТУ 2-038-574-8558-056-83. Таблети-
рованный припой.
48. ТУ 6-09-4064-87. Сплав ВУДа чистый.
49. ТУ 6-09-4065-88. Сплав РОЗЕ чистый.
50. ТУ 11-11М0.082.153ТУ-78. Набор пайки.
51. ТУ 11-ЕТО.035.380ТУ-89. Пасты при-
пойные.
52. ТУ 11-ПБЦО. 032.005ТУ-89. Порош-
ки припойные.
53. ТУ 11-ТХ0.027.030ТУ-84. Порошки
из стекла припоечного марки С 67-1.
54. ТУ 11-ТХО.027.048ТУ-87. Цемент
стеклокристаллический марки ОЦИ 91-11.
55. ТУ 11-ТХО. 027.085ТУ-87. Цемент
стеклокристаллический марки ОЦ 90-1
56. ТУ 11-ЯЕО.021-186ТУ-84. Ленты прес-
сованные из легкоплавкого припоя.
57. ТУ 11-ЯЕ0.021-207ТУ-90. Ленты ми-
крокристаллические припойные марки ЦАГ.
58. ТУ 14-1-2703-79. Порошок припоя
ПТ56Л23Ц12Н9 (ВПр16)
59. ТУ 14-1-3143-81 Порошок припоя
марки ПРД70Г24Н5 (ВПр2).
60. ТУ 14-1-3178-81. Порошок припоев
композиционных.
464
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
61. ТУ 14-1-4729-89. Смеси паяльные ме-
таллофлюсовые. Таблетизированные и порош-
ковые.
62. ТУ 14-22-126-99. Порошок припоя
марки ПДбЗЦн (ПАН-212).
63. ТУ 14-1-3178-81. Порошок припоев
композиционных.
64. ТУ 14-1-3709-84. Припой ПДОл 5117.
Порошок.
65. ТУ 14-1-4887-90. Припой порошко-
вый марки ПМК60НХБ.
66. ТУ 48-1-11-79. Проволока из припоев ма-
рок ПСрПдМКБ65-15-19В и ПСрМОГл70-27-2-1В.
67. ТУ МАТИ 3903/ОП-001-89. Прутки и
проволока припоя ПМФОЦр 6-4-0.03. Техни-
ческие условия.
68. ТУ 48-1-38-82. Фольга из припоя се-
ребросодержащего марки ПСр50Кд.
69. ТУ 48-1-58-83. Проволока из серебро-
содержащего припоя марки ПСрвчМ-72-28.
70. ТУ 48-1-61-83. Фольга и полосы из се-
ребросодержащего припоя марки ПСрвчМ-72-28.
71. ТУ 48-1-202-89. Прутки из припоя
марки ПСрМИН 49.
72. ТУ 48-1-203-85. Заготовки фасонные
из припоя.
73. ТУ 48-1-205-84. Прутки из припоев
марки ПСрФ 1-7,5 и ПСрФ 1-5-7,5.
74. ТУ 48-1-261-90. Проволока из сплава
марки ПСр 29,5.
75. ТУ 48-1-304-87. Проволока из припоя
марки ПСрМНЦ 38.
76. ТУ 48-1 -306-78. Прутки из серебросо-
держащего припоя марки ПсрМСуФбО.
77. ТУ 48-1-323-87. Прутки из припоя
марки ПСр 05-40 (ВПр12).
78. ТУ 48-1-337-90. Полосы и фольга из
припоев серебряных.
79. ТУ 48-1-351-75. Профильные прутки
из припоя марки ПСрОС2-58.
80. ТУ 48-1-352-85. Проволока из припо-
ев марок ПСр 2 и ПСр 2,5.
81. ТУ 48-1-354-75. Фольга и полосы из
припоя марки ПСрМцИН 23.
82. ТУ 48-1-360-81. Проволока из припоя
марки ПСрФ 5-5.
83. ТУ 48-1-366-81. Порошок из припоев
серебряных.
84. ТУ 48-1-369-87. Проволока из припоя
марки ПСрМ72В.
85. ТУ 48-1-372-89. Полосы и фольга из
припоя марки ПСрМК72В.
86. ТУ 48-1-379-84. Полосы из припоя
марки ПСрКАДРМГЗ.
87. ТУ 48-1-394-81. Проволока из припоя
марки ПСрМОФ15
88. ТУ 48-1-383-80. Порошок из припоя
ПСрМСу 1,5-24-15
89. ТУ 48-1-387-86. Проволока из припоя
ПСрКДНЦРИГ 2.
90. ТУ 48-1-397-82. Лента в рулоне из
припоя марки ПСр72.
91. ТУ 48-1-408-83. Полосы из палладие-
вого припоя ПЖК 1000
92. ТУ 48-1-751-82. Фольга из припоя
марки ПЗлГрА800.
93. ТУ 48-1-770-85. Лента и фольга в ру-
лоне из сплава марки ПСрМГрИн 40.
94. ТУ 48-1-772-86. Полосы и фольга из ва-
куумноплавленных припоев марок ПСрМГрИн
40В и ПСрМГр 15В.
95. ТУ 48-1-773-85. Проволока из ваку-
умноплавленных припоев марок ПСрМГрИн
40В и ПСрМГр 15В.
96. ТУ 48-1-789-89. Припой пастообраз-
ный из сплава марки ПСрМЦКд 40.
97. ТУ 48-13-6-85 Припой оловянно-
свинцовый марки ПОССу 30-2 в проволоке
98. ТУ 48-13-7-85 Припои оловянно-
свинцовые марки ПОС 30 и ПОС 35 в трубке с
раскисляющим флюсом
99. ТУ 48-13-10-84. Припои оловянно-
свинцовые.
100. ТУ 48-13-13-77. Припой свинцово-
кадмиевый марки ПСК 18.
101. ТУ 48-13-21-74. Припой оловянно-
свинцово-кадмиевый ПОСК 2.
102. ТУ 48-13-23-91. Припой оловянно-
свинцовый марки ПОССу 18-0,5 с раскисляю-
щим флюсом.
103. ТУ 48-13-25-80. Припой легкоплав-
кий марки ПОСВи 36-4.
104. ТУ 48-13-28-80. Припои оловянно-
свинцовые в многоканальных трубках с флюсом.
105. ТУ 48-13-29-77. Припой оловянно-
свинцовый марки ПОС 2.
106. ТУ 48-13-33-83. Припои оловянно-
свинцовые композиционные.
107. ТУ 48-13-35-83. Набор паяльный НП-1
108. ТУ 48-13-36-83. Набор паяльный НП-2
ФЛЮСЫ
465
109. ТУ 48-13-39-89. Припой марки ПОС-63.
ПО. ТУ 48-13-43-90. Припои оловянно-
свинцовые повышенной чистоты.
111. ТУ 48-21-141-72. Полосы припоя
марки ПМц 10.
112. ТУ 48-21-305-82. Прутки из сплава
ЛОМНА 49-0,1-10-4.
113. ТУ 48-21-326-79. Полосы и ленты
припоя марки ПМ-17.
114. ТУ 48-21-479-85. Прутки припоя
марки ПрМЦФЖ 24-6-0,75.
115. ТУ 48-21-584-77. Прутки припоя
ФМСу 92-6-2.
116. ТУ 48-21-628-79. Полосы и проволо-
ка медно-германиевых припоев марок ПМГр
05 10-1-0,1 (№ 417) и ПМГрЖКо 10-1-0,1-0.1
(№483)
117. ТУ 48-21-663-79. Лента из оловянно-
фосфорной бронзы марки БрОФ 6,5-0,15.
118. ТУ 48-21-662-79. Полосы из прово-
локи медно-германиевых припоев марок
ПМГрН 10-1.5 В (№ 702), ПМГрН 5-2,5В
(№ 507), ПМГрК 4-2,5 В (№ 570), ПМГрО
10-2,8 В (№ 698).
119. ТУ 48-21-663-89. Прутки припоя
марки ПМФОЦр 6-4-0,03.
120. ТУ 48-21-674-80. Ленты и полосы
припоев ПрМНМц 68-4-2. ПРАНМц 0,6-4-2.
121. ТУ 48-21-731-86. Полосы трехслой-
ные припоя ТП-1М.
122. ТУ 48-21-786-85. Слитки припоя
(№ 22) ПМГрОБ 10-1-0,1У.
123. ТУ 48-21-786-86. Лента припоя мар-
ки МПГрОВ 10-1-0,1У для пайки электроваку-
умных и полупроводниковых приборов.
124. ТУ 48-21-788-85. Слитки припоя № 22.
125. ТУ 48-21-811-86. Полосы припоя
марки ПР МТНЖК 20-5-0,1-0,1.
126. ТУ 48-21-843-87. Прутки припоя П-21.
127. ТУ 48-21-875-89. Прутки припоя ма-
рок ПМФОЦр 6-4-0,03, ПМФОГр 6-4-0,2.
128. ТУ 48-21-5009-72. Ленты и полосы
припоев медно-никелево-цинковых.
129. ТУ 48-0220-13-91. Припой на основе
олова и индия марки ПОИнД.
130. ТУ 48-0220-029-89. Порошок мелко-
дисперсионный припоя марок ПОС 61 и
ПОССу 61-0,5
131. ТУ 48-0220-37-89. Припой оловянно-
цинко-германиевый ПОЦГ 10-1.
132. ТУ 48-0220-43-92. Припой на основе
олова и сурьмы марки ПОСу 97-3.
133. ТУ 48-0224-40-90. Сплавы и припои
на основе олова, свинца и индия для полупро-
водниковой техники.
134 ТУ 48-0820/0-318-85. Припой
ПМФН 8,5-8,5. Прутки прессованные и литые.
135. ТУ 48-3650-10-80. Припой ПМФС
6-0,15. Прутки прессованные, проволока.
136. ТУ 48-1318-08-88. Композиционный
диффузионно-твердеющий припой марки
ПОМ.
137. ТУ 48-17228138/ОПП-001-98 При-
пой П 47. Проволока, прутки, лента.
138. ТУ 48-17228138/ОПП-002-2000. При-
пой П 81. Проволока и прутки.
139. ТУ 48-17228138/ОПП-003-2001.
Припой П 14 (ПМФО 6-4). Прутки литые (не-
калиброванные).
140. ТУ 48-17228138/ОПП-006-2000.-
Припой П 14 (ПМФО 6-4). Прутки литые (оф-
люсованные).
141 ТУ 48-17228138/ОПП-008-97. При-
пой П 14 (ПМФО 6-4). Прутки литые (калибро-
ванные).
142. ТУ 48-17228138/ОПП-ОЮ-97. При-
пой ПМФ 7. Лента.
143. ТУ 107-ВА0.033.002ТУ-89. Припой
ПОСВ-45.
144. ТУ 117-1-796-91. Прутки профиль-
ные из припоя марки ПСрГЛ 3,0-0,01.
145. ТУ 2332-369-021. Припои оловянно-
цинковые.
146. ТУ 400К «Р» 1805-22-91. Пасты па-
яльные низкотемпературные (ПОС-61 К, ЛОК и
ДР-)-
147. ТУ МАТИ 3903/ОП-002-89. Прутки и
проволока припоя П 21. Технические условия.
ФЛЮСЫ
1. ГОСТ 19250-73. Флюсы паяльные.
Классификация.
2. ГОСТ 23178-78. (в ред. 1989). Флюсы
паяльные высокотемпературные фторборатно-
и боридно-галогенидные.
3. ОСТ 4 ГО. 033.000. Флюсы и припои
для пайки. Состав. Свойства. Область приме-
нения.
4. ОСТ 11 ПО. 029.000. (в ред. 1971).
Флюсы и припои. Марки.
466
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
5. ОСТ 16.0.686.758-79. ОЕСТПП. Источ-
ники света электрические. Приготовление флю-
сов. Типовые технологические процессы.
6. ОСТ 107-460091.001.86. Производство
сварочно-монтажное. Удельные нормы расхода
припоев и флюсов.
7. ТУ107-АУЭ0.033.018ТУ-87. Концен-
трат флюса ФКГЖ.
8. ТУ 400 СП «ЭВ» 21778-137-92. Флюсы
паяльные типа ФПС для низкотемпературной
пайки. С литерой Е (экспортный вариант).
9. ТУ 1-00-0208930-18-98. Флюс БМ-1.
10. ТУ 4-КС0.029.000ТУ-87. Флюс па-
яльный водорастворимый на основе галоид-
гидринов ФО.
11 ТУ 13-4000177-51085. Флюс кани-
фольный активированный.
12. ТУ 14-1-4996-91. Смеси порошковые
паяльные флюсовые.
13. ТУ 48-4-229-87. Флюс 34 А.
14. ТУ 48-4-346-84. Флюс марки 100 для
пайки твердосплавного инструмента.
15. ТУ 48-4-394-77. Флюс 3 ВАЗ.
16. ТУ 48-4-395-77. Флюс 5 ВАЗ.
17. ТУ 48-4-472-86. Флюсы для пайки и
сварки алюминия и алюминиевых сплавов.
18. ТУ 48-13-27-76. Флюс паяльный низ-
котемпературный ФПНТ.
19. ТУ 48-13-35-83. Набор паяльный НП-1.
20. ТУ 484-65-86. Мастика для бески-
слотной пайки.
21. ТУ 107-АУЭ0.033.002ТУ-87. Флюсы
паяльные водорастворимые Л-5 и Л-5М.
22. ТУ 107-АУЭ0.033.007ТУ-84. Флюс
паяльный ФКГЭА.
23. ТУ 107-АУЭ0.033.014ТУ-85. Флюс
паяльный ФГФ 35.
24. ТУ 107-АУЭ0.033.016ТУ-87. Жид-
кость защитная водоотмываемая ЛЗЖ-2М.
25. ТУ Ю7-АУЭО. 033.017ТУ-87. Кон-
центрат флюса ФКГЭА.
ОБОРУДОВАНИЕ, ОСНАСТКА
1. ГОСТ 1077-79 (в ред. 1985). Горелки
однопламенные универсальные для ацетилено-
кислородной сварки, пайки и подогрева. Тех-
нические требования.
2. ГОСТ 7219-83 (в ред. 1992). Электро-
паяльники бытовые. Технические условия.
3. ГОСТ 26337-84 (в ред. 1998). Соедине-
ния трубопроводов резьбовые. Штуцера пря-
мые под пайку для осевого монтажа Конст-
рукции и размеры.
4. ОСТ 64-1-424-80. Пайка низкотемпера-
турная сборочных единиц медицинских прибо-
ров и аппаратов Типовой технологический
процесс
5. ОСТ 160.686.062-83.ОСТПП. Установ-
ки ультразвуковые. Преобразователи магнито-
стрикционные. Пайка. Типовой технологиче-
ский процесс.
6. ОАА 614.028-68. Машины электриче-
ские трехфазные синхронные. Применение
пайки при изготовлении демпферных обмоток.
7. ТУ 1-01-0328-83. Лампы паяльные типа
ПЛ-57М и Т-40.
8. ТУ 3-468-76. Лампа паяльная ЛП-2.
9. ТУ 16-539.444-79. Лампа паяльная типа
ЛП-0,2.
10. ТУ 23.4.487-79. Лампа паяльная ЛП-2.
11. ТУ 24.04.794-81. Лампа паяльная.
12 ТУ 24.08.1227-81. Лампы паяльные
ПЛ80-1; ПЛ80-1,5; ПЛ80-2.
13. ТУ 27-32-2212-78. Лампа паяльная
Гб-ПЛ-1,6.
14. ТУ 37-04-131-72. Лампа паяльная.
15. ТУ 45-6А0.005.093ТУ-90. Лампы па-
яльные специальные ЛП.
16. ТУ 78-ЭД1-515-83. Лампа паяльная.
17. ТУ 84-748-78. Лампа паяльная ПЛ-72
(портативная).
18. ТУ 105-6-072-82. Лампа паяльная ЛП-1.
19. РСТ ЛИТ ССР 124-87 Лампа паяль-
ная. Технические условия.
ТЕХНОЛОГИЯ ПАЙКИ
1. ОСТ 160.686.067-79. ОСТПП. Конден-
саторы силовые. Детали и изоляторы. Пайка.
Типовой технологический процесс.
2. ОСТ 160.686.126-81. Аппараты элек-
трические коммутационные на напряжение до
1000 В серий АЗ 700, АЕ 1000, АЕ 2000, ПМЕ.
Сварка и пайка контактов Типовой технологи-
ческий процесс.
3. ОСТ 160.686.846-80. ОСТПП. Пайка
изоляторов к крышкам силовых конденсаторов.
Типовой технологический процесс.
4. ОСТ 160.686.880-81. Устройства ком-
плектные распределительные электроэнергии
ТЕХНОЛОГИЯ ПАЙКИ
467
на напряжение до 1000 В. Шины алюминиевые.
Пайка Типовые технологические процессы.
5. ОСТ 160.686.967-82. Конденсаторы си-
ловые. Методы контроля качества швов свар-
ных и паяных соединений. Типовой технологи-
ческий процесс.
6. ОСТ 160.886.052-83. Платы печатные.
Требования к конструированию.
7. ОСТ 16.086-054-78. Платы печатные.
8. ОСТ 16.0539.092-82. Платы печатные.
Общие технические условия.
9. ОСТ 36592-90. Спай стекло-ковар для
фотоэлектрических полупроводниковых при-
емников излучения. Конструкция. Методы
контроля качества.
10. ОСТ 92-2301-69. Технология пайки
твердосплавного инструмента.
11 РД 1614.403-85. ОСТПП. Трансфор-
маторы силовые 11-111 габариты. Вторая
сборка Монтаж схемы и пайка отводов. Типо-
вой технологический процесс.
12. РД 16151-84. ОСТПП. Конденсаторы
силовые. Пайка и сварка токоведущих деталей
пакета Типовой технологический процесс.
13. РТ 14-1256. Пайка электромонтажных
соединений коммутационной аппаратуры.
14. РТМ 1164-67. Пайка керамики с ме-
таллами.
15. РТМ 16 686.339-75. Аппараты элек-
трические на напряжение до 1000 В. Выключа-
тели автоматические серий АЗ 700, АЕ 1000,
пускатели магнитные серии ПМЕ Сварка и
пайка токоведущих сборочных единиц. Типо-
вой технологический процесс.
16. СТП 03-304-78. Система технологиче-
ской подготовки производства «Оргтехника».
Пайка, сварка, нанесение покрытий, сборка,
электромонтаж, перемещения. Типовые техно-
логические операции и переходы.
17. СТПМа 97-76. Система технологиче-
ской подготовки производства. Сборка, пайка и
сварка. Классификация и кодирование техно-
логических операций.
18. СТПМа 111-76. Система технологиче-
ской подготовки производства. Пайка и сварка.
Технологические требования.
19. Сварка, пайка и термическая резка ме-
таллов. Сб. Ч. 1. М.: Издательство стандартов,
1978 (Госстандарт СССР).
20. Сварка, пайка и термическая резка ме-
таллов. Ч. 2. Сварные и паяные соединения.
Типы, основные параметры, размеры и обозна-
чения. М.: Издательство стандартов, 1976.
(Госстандарт СССР).
21. ОСТ 1.41080-71. Пайка медных бор-
товых электропроводов. Типовой технологиче-
ский процесс.
22. ОСТ 1.41138-71. Пайка трубопрово-
дов из нержавеющей стали. Типовой техноло-
гический процесс.
23. ОСТ 1.41164-72. Пайка высоколеги-
рованных сталей в вакууме.
24. ОСТ 1.41205-72 - ОСТ 1.41207-72.
Пайка бандажей электрических машин низко-
температурными припоями. Типовой техноло-
гический процесс. Сб. ОСТов б.м. 1972.
25. ОСТ 1.41368-89. Пайка теплообмен-
ных аппаратов из алюминиевых сплавов в со-
ляных ваннах. Типовой технологический про-
цесс.
26. ОСТ 1.41468-81. Ультразвуковое лу-
жение и пайка многожильных алюминиевых
проводов в медные наконечники. Типовой тех-
нологический процесс.
27. ОСТ 1.41489-86. Пайка лопаток со-
плового аппарата из жаропрочных сплавов.
Типовой технологический процесс.
28. ОСТ 1.41657-75. Пайка теплообмен-
ников из коррозионно-стойких (нержавеющих)
сталей электронным лучом. Типовой техноло-
гический процесс.
29. ОСТ 1.41794-78. Пайка трехслойных
панелей с сотовым заполнителем из нержа-
веющих сталей. Типовой технологический
процесс.
30. ОСТ 1.80206-75. Пайка постоянных
магнитов с магнитомягкими материалами. Ти-
повой технологический процесс.
31. ОСТ 1.80315-77. Пайка печатных плат
волной припоя на установке УПВ-903. Типовой
технологический процесс.
32. ОСТ 1.80460-82. Металлизация и пай-
ка деталей из керамики 22 ХС Типовой техно-
логический процесс.
33. ОСТ 1.80465-81. Пайка электросопро-
тивлением высокотемпературными припоями.
Типовой технологический процесс.
34. ОСТ 1.80473-82. Пайка алюминия и
его сплавов в расплавленных солях. Типовой
технологический процесс.
35. ОСТ 1.80516-83. Горячее лужение
медной проволоки. Типовой технологический
процесс.
468
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
36. ОСТ 1.80524-84. Пайка серебрографи-
товых щеток с предварительной очисткой
паяемой поверхности ультразвуком. Типовой
технологический процесс.
37 ОСТ 3-3619-77. Соединения трубо-
проводов из конструкционных сталей. Пайка
индукционная. Типовой технологический про-
цесс.
38 ОСТ 3-3620-77. Соединения трубо-
проводов из конструкционных сталей. Пайка
газопламенная. Типовой технологический про-
цесс.
39 ОСТ 3-3621-77. Соединения трубо-
проводов из конструкционных сталей. Пайка в
печи соединений с капиллярными сборочными
зазорами. Типовой технологический процесс.
40. ОСТ 3-6241-87. Соединения электро-
монтажные повышенной прочности. Типовой
технологический процесс пайки активирован-
ными флюсами и припоями луженых поверх-
ностей.
41 ОСТ 3-6242-87. Соединения электро-
монтажные повышенной прочности. Типовой
технологический процесс пайки активированны-
ми флюсами и припоями нелуженых изделий.
42. ОСТ 3-6243-87. Соединения электро-
монтажные повышенной прочности. Типовой
технологический процесс бесфлюсовой пайки
активированным припоем луженых изделий.
43 ОСТ 4 ГО. 010.033. Металлокерами-
ческие соединения вакуумно-плотные. Типы и
основные размеры.
44. ОСТ 4 ГО. 052.213. Отраслевая систе-
ма технологической подготовки производства
(ОСТПП). Сборочно-сварочное производство.
Пайка черных, цветных металлов и сплавов.
Удельные нормы расхода вспомогательных
материалов.
45. ОСТ 4 ГО. 054.000. Швы вакуумно-
плотные паяные и сварные. Типовой техноло-
гический процесс.
46. ОСТ 4 ГО. 054.010. Сборка и пайка
узлов на печатных платах. Типовой технологи-
ческий процесс.
47. ОСТ 4 ГО. 054.042. Пайка ферритов и
керамики. Типовой технологический процесс
48. ОСТ 4 ГО. 054.077. Пайка в производ-
стве радиоэлектронной аппаратуры. Типовые
технологические процессы.
49. ОСТ 4 ГО. 054.089. Узлы и блоки ра-
диоэлектронной аппаратуры. Пайка монтаж-
ных соединений. Типовой технологический
процесс.
50. ОСТ 4 ГО. 054.249. Швы вакуумно-
плотные паяные и сварные. Типовой техноло-
гический процесс.
51. ОСТ 4 ГО. 054.267. Аппаратура ра-
диоэлектронная. Сборочно-монтажное произ-
водство. Пайка электромонтажных соедине-
ний. Типовой технологический процесс.
52. ОСТ 4 ГО. 054.291-83 Отраслевая
система технологической подготовки произ-
водства (ОСТПП). Сборочно-сварочное произ-
водство пайки бессеребряными припоями. Ти-
повой технологический процесс.
53. ОСТ 4 ГО. 054317-84. Пайка конст-
рукций в производстве радиоэлектронной ап-
паратуры. Типовые технологические процессы.
54. ОСТ 5-9867-81. Пайка твердосплавно-
го инструмента. Типовой технологический
процесс.
55. ОСТ 11-054.007-75. Приборы полу-
проводниковые. Электродные сплавы и при-
пои. Марки и технологический процесс.
56. ОСТ 11-14.4004-87. Приборы газораз-
рядные, типовые технологические процессы
пайки и сварки металлокерамических сбороч-
ных единиц.
57. ОСТ 11-14.5006-85. Трансформаторы
и дроссели малой мощности. Технологический
процесс пайки к лепесткам выводов катушек из
алюминиевых и медных проводов
58. ОСТ 11-ГО. 054.013. Приборы элек-
тронные. Холодно-дисперсионная пайка Ти-
повой технологический процесс
МЕТОДЫ ИСПЫТАНИЯ, СВОЙСТВА
ПАЯНЫХ СОЕДИНЕНИЙ И ИЗДЕЛИЙ
1. ГОСТ 9651-84. (в ред. 1990). Металлы.
Методы испытаний на растяжение при повы-
шенной температуре.
2. ГОСТ 20485-75. (в ред 1988). Пайка.
Метод определения заполнения зазора припоями.
3. ГОСТ 20487-75. (в ред 1981). Пайка.
Метод испытаний для оценки влияния жидкого
припоя на механические свойства паяемого
материала.
4. ГОСТ 23046-78. (в ред 1984). Соеди-
нения паяные. Метод испытаний на удар.
ОХРАНА ТРУДА И ТЕХНИКА БЕЗОПАСТНОСТИ
469
5. ГОСТ 23904-79. Пайка. Метод опреде-
ления смачивания материалов припоями.
6. ГОСТ 24167-80. Соединения паяные.
Метод испытаний на изгиб.
7. ГОСТ 24715-81. Соединения паяные.
Методы контроля качества.
8. ГОСТ 26446-85. Соединения паяные.
Методы испытаний на усталость.
9. ГОСТ 28830-90. Соединения паяные.
Методы испытания на растяжение и длитель-
ную прочность.
10. ОСТ 1.41584-82. Паяные соединения
трубопроводов. Метод контроля ультразвуком.
11. СТ МЭК. Основные методы испытаний
на воздействие внешних факторов. Ч. 2. Испыта-
ния Т: Пайка 4-е изд., 35 с. Публ. 68-2-20-79
ГОСТ 28211-89
12. СТ МЭК. Основные методы испытания
на воздействие внешних факторов. Ч. 2. Испы-
тание Т: Пайка. Испытание на паяемость мето-
дом баланса смачивания Публ. 68-2-54-1985
ГОСТ 28235-89
13 СТ МЭК. Основные методы испыта-
ний на воздействие внешних факторов. Ч. 2.
Испытания. Руководство по испытанию Т: Пайка
19 с. Публ. 68-2-44-1979. ГОСТ 28228-89.
14. СТ МЭК. Электромеханические ком-
поненты для электронной аппаратуры. Основ-
ные методы испытаний и измерений. Ч. 6.
Климатические испытания на пайку. Публ.
512-6. 1984. 42 с. ГОСТ 28381-89 (в ред. 1998).
15. ОСТ 92-1540-68. Устранение негерме-
тичности методом пайки.
16. Методические рекомендации. ЕСТПП.
Основные требования, обеспечивающие техно-
логичность паяных конструкций. М., ВНИИН-
МАШ, 1983
17. Методические рекомендации. Клас-
сификация свойств паяных соединений. М.,
ВНИИНМАШ, 1983.
18. Методические рекомендации. Оценка
достоверности справочных данных о свойствах
паяных соединений. ВНИИНМАШ, 1983.
19. МЭК 68-2-44-79. Основные методы
испытаний на воздействие внешних факторов.
Ч. 2. Испытания. Руководство по испытанию.
20. IEC 68-2-54-85. Основные методы ис-
пытаний на воздействие внешних факторов.
Пайка. Определение способности к пайке ме-
тодом равновесного смачивания.
21. ISO 5179-83. Изучение паяемости с ис-
пользованием образца с переменным зазором.
22. ГОСТ 3647-80. (в ред. 1995). Мате-
риалы шлифовальные. Классификация зерни-
стости и зерновой состав. Методы контроля
23. ГОСТ 10157-79. (в ред. 1998). Аргон
газообразный и жидкий. Технические условия
НОРМИРОВАНИЕ РАСХОДА
МАТЕРИАЛОВ
1. ОСТ 1 80053-81. Нормативы расхода
оловянно-свинцовых припоев и флюсов.
2. ОСТ 107-460091.001-86. Производство
сборочно-монтажное. Удельные нормы расхо-
да припоев и флюсов.
3. РТМ 1.4.566-79. Нормирование расхода
вспомогательных материалов, применяемых
при пайке.
ОХРАНА ТРУДА И
ТЕХНИКА БЕЗОПАСНОСТИ
1. ГОСТ 4.99-83. СПКЦ. Пенообразовате-
ли для тушения пожаров. Номенклатура пока-
зателей.
2. ГОСТ 4.106-83. СПКП. Газовые огне-
тушители. Номенклатура показателей.
3. ГОСТ 12.0.004-90. Система стандартов
безопасности труда (ССБТ). Организация обу-
чения безопасности труда. Общие положения
4. ГОСТ 12.1.001-89. ССБТ. Ультразвук.
Общие требования безопасности.
5. ГОСТ 12.1.002-84. ССБТ. Электриче-
ские поля промышленной частоты. Допусти-
мые уровни напряженности и требования кон-
троля на рабочих местах.
6. ГОСТ 12.1.003-83. (в ред. 1989). ССБТ.
Шум. Общие требования безопасности.
7. ГОСТ 12.1.004-91. (в ред. 1995). ССБТ.
Пожарная безопасность. Общие требования.
8. ГОСТ 12.1.005-88. (в ред. 2000). ССБТ.
Общие санитарно-гигиенические требования к
воздуху рабочей зоны
9. ГОСТ 12. 1.006-84. (в ред. 1988). ССБТ.
Электромагнитные поля радиочастот. Допус-
тимые уровни. Требования к проведению кон-
троля.
10 ГОСТ 12.1.007-76. (в ред. 1990).
ССБТ Вредные вещества. Классификация и
общие требования безопасности.
И. ГОСТ 12.1.009-76. ССБТ. Электро-
безопасность. Термины и определения.
470
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ
12 ГОСТ 12.1.010-76. (в ред. 1983).
ССБТ. Взрывоопасность. Общие требования.
13. ГОСТ 12.1.011-78. (в ред. 1988).
ССБТ. Смеси взрывоопасные. Классификация.
14. ГОСТ 12.1.012-90. ССБТ. Вибрацион-
ная безопасность. Общие требования.
15. ГОСТ 12.1.014-84. (в ред. 1990).
ССБТ. Воздух рабочей зоны. Метод измерения
концентраций вредных веществ индикаторны-
ми трубками.
16 ГОСТ 12.1.016-79. (в ред. 1983).
ССБТ Воздух рабочей зоны. Требования к
методикам измерения концентрации вредных
веществ.
17. ГОСТ 12.1.019-79. (в ред. 1986).
ССБТ. Электробезопасность. Общие требова-
ния и номенклатура видов защиты
18. ГОСТ 12.1.029-80. ССБТ. Средства и
методы защиты от шума. Классификация.
19. ГОСТ 12.1.030-81. (в ред. 1987).
ССБТ. Электробезопасность. Защитные зазем-
ления, зануления.
20. ГОСТ 12.1.031-81. (в ред. 1988).
ССБТ. Лазеры. Методы дозиметрического кон-
троля лазерного излучения.
21. ГОСТ 12.3.004-75. (в ред. 1982).
ССБТ. Топливо газообразное. Общие требова-
ния безопасности.
22. ОСТ 105-699-79. ССБТ. Топливо газо-
образное. Общие требования безопасности.
23. ГОСТ 12.1.041-83. (в ред. 1991).
ССБТ. Пожаровзрывобезопасность горючих
пылей. Общие требования.
24. ГОСТ 12.1.050-86. ССБТ. Методы из-
мерения шума на рабочих местах.
25. ГОСТ 12.2.003-91. ССБТ. Оборудова-
ние производственное. Обшие требования
безопасности.
26. ГОСТ 12.2.007.9-93 (МЭК 519-1-84).
ССБТ. Безопасность электротермического обо-
рудования. Ч. 1. Общие требования.
27. ГОСТ 12.1.018-93. ССБТ. Пожаро-
взрывобезопасность статического электричест-
ва. Общие требования.
28. ГОСТ 12.2.032-78. ССБТ. Рабочее ме-
сто при выполнении работ сидя. Общие эрго-
номические требования.
29. ГОСТ 12.2.049-80. ССБТ. Оборудова-
ние производственное. Общие эргономические
требования.
30. ГОСТ 12.2.051-80. ССБТ. Ультразвук.
Оборудование. Общие требования безопасности.
31. ГОСТ 12.3.002-75. (в ред. 1991).
ССБТ. Процесс производства. Общие требова-
ния безопасности.
32. ГОСТ 12.3.004-75. (в ред. 1982).
ССБТ. Термическая обработка металлов. Об-
щие требования безопасности.
33. ГОСТ 12.3.008-75. ССБТ. Нанесение
гальванических покрытий. Общие требования
безопасности.
34. ГОСТ 12.4.002-97. ССБТ. Средства
защиты рук от вибрации. Технические требо-
вания и методы испытаний.
35. ГОСТ 12.4.005-85. ССБТ Средства
индивидуальной защиты органов дыхания.
Метод определения величины сопротивления
дыханию.
36. ГОСТ 12.4.010-75. (в ред. 1985).
ССБТ. Средства индивидуальной защиты. Ру-
кавицы специальные.
37. ГОСТ 12.4.011-89. ССБТ. Средства
защитных работ. Обшие требования и класси-
фикация.
38. ГОСТ 12.4.016-83. ССБТ. Одежда
специальная защитная. Номенклатура показа-
телей качества
39. ГОСТ 12.4.023-84. (в ред. 1997).
ССБТ. Щитки защитные лицевые. Методы
контроля.
40. ГОСТ 12.4.026-76. (в ред. 1986).
ССБТ. Цвета сигнальные и знаки безопасности
41. ГОСТ 12.4.031 Средства индивиду-
альной защиты. Определение сортности.
42. ГОСТ 12.4.061-88. ССБТ. Метод оп-
ределения работоспособности человека в сред-
ствах индивидуальной защиты.
43. ГОСТ 12.4.123-83. ССБТ. Средства
коллективной защиты от инфракрасных излу-
чений. Общие технические требования
44. ГОСТ 12.4. 132-83. (в ред. 1989).
ССБТ. Халаты мужские. Технические условия.
45. ГОСТ 12.4.133-83. ССБТ. Средства
индивидуальной защиты рук. Перчатки камер-
ные. Общие технические требования.
46. ГОСТ 12.4.203-99. ССБТ. Средства
индивидуальной защиты рук Перчатки для
защиты от ионизирующего излучения и радио-
активных веществ. Общие технические требо-
вания и методы испытаний.
47. ГОСТ 12.4.153-85. ССБТ. Очки за-
щитные. Номенклатура показателей качества.
НОРМИРОВАНИЕ
471
48. ГОСТ 12.4.154-85. ССБТ. Устройства
экранизирующие для защиты от электрических
полей промышленной частоты. Общие техни-
ческие требования, основные параметры и раз-
меры.
49. ГОСТ Р 12.4.208-99. ССБТ. Средства
индивидуальной защиты органа слуха. Науш-
ники. Общие технические требования. Методы
испытаний.
50. ГОСТ 17216-2001 Промышленная
чистота. Классы чистоты жидкостей.
51. ГОСТ 20426-82. Контроль неразру-
шающий. Методы дефектоскопии радиацион-
ные. Область применения.
52. ГОСТ 27408-87. Шум. Методы стати-
стической обработки результатов определения
и контроля уровня шума, излучаемого маши-
нами.
53. ГОСТ 30494-96. Здания жилые и об-
щественные. Параметры микроклимата в по-
мещении.
54. ОСТ 4 ГО. 033.200. ССБТ. Припои и
флюсы для пайки. Общие требования безопас-
ности.
55. ОСТ 1.42173-84. Система стандартов
безопасности труда. Пайка и лужение свинцо-
во-оловянными припоями и общие требования
безопасности.
56. ГОСТ Р 50723-94. Лазерная безопас-
ность. Общие требования безопасности при
разработке и эксплуатации лазерных изделий.
57. ГОСТ Р 50786-95. Помещения чистые.
Классификация. Методы аттестации. Основные
требования.
58. РИСО 14644-1-2000. Чистые помеще-
ния и связанные с ними контролируемые сре-
ды. Ч. 1. Классификация чистоты воздуха.
НОРМИРОВАНИЕ
Нормирование расхода материальных
ресурсов в машиностроении. В 2-х т. М.: Ма-
шиностроение, 1988.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Агрегаты вакуумные 175
— для пайки и термообработки в кон-
тролируемой среде 177
Адгезионная пайка 31
Алюминий и его сплавы - Зазоры при ка-
пиллярной пайке 22 - Технология пайки 291
— Травление 245
Аппараты для пайки безбаллонные 217
- «Москва» 218
Ацетилен - Оборудование для производства
209
Б
Баллоны - Типоразмеры 209,210
Бериллий - Технология пайки 290
Бронзы - Технология пайки 278
В
Вакуум - Приборы для измерения и контро-
ля 176 - Значения для диссоциации окислов,
143
Ваниы - Приспособления для пайки в ван-
нах 257
- для пайки ультразвуковые 221
- для ультразвукового обезжиривания
239
- для обезжиривания поверхности 235,
236
Ванны для химического травления берил-
лия 246
- меди 245
- олова, свинца, цинка, кадмия 246
- стали, алюминия, серебра 241
- титана 246
Вентили вакуумные 175
Водород - Влияние на зарождение трещин
350
Вольфрам Технология пайки 286
Газовые смеси горючие - Баллоны для
хранения 209, 210 - Свойства 207
Газовые среды 139
-активированные 141
-восстановительные 139
-инертные и нейтральные 142
Газоприготовнтельные установки 165
Газы технические баллонной поставки 207
Галтели паяных соединений - Формирова-
ние 16, 17
Генератор ацетиленовый 207, 209
- высокочастотный ФД-10/66 186
Генераторы тиристорные 184
- электромашинные 184
Горелка 213, 214
-бензино-воздушная 217
-керосино-кислородная ГКР-1-67 217
- многопламенная 216
- наплавочная 214, 215
- пропано-воздушная ГВП-2 215
д
Дефектоскопы магнитные 429
- электромагнитные 430
Дефекты соединений 421
Диаграмма состояния сплавов системы
алюминий-кремний 81
- висмут-кадмий 94
- висмут-олово 94
- висмут-свинец-кадмий 94
- галлий-индий 95
- галлий-олово 95
- галлий-цинк 95
- железо-марганец 77
- золото-медь 66
- золото-никель 68
- золото-серебро 66
- индий-кадмий 90
- кадмий-цинк 91
- кадмий-серебро 91
- марганец-никель 78
- медь-никель 48
- медь-серебро 58
- медь-фосфор 52
- медь-цинк 43
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
473
- олово-свинец 84
- олово-цинк 87
- свинец-висмут 89
- свинец-кадмий 89
- свинец-серебро 89
- серебро-палладий 63
Диссоциаторы аммиака 167
Диффузионная пайка 34
3
Зазоры при капиллярной пайке 22
Заменители серебряных и золотых при-
поев 70
Затворы вакуумные 175
- предохранительные 210
И
Изотермы ликвидуса системы палладий-
серебро-медь 64
- серебро-медь-олово 60
- серебро-медь-цинк 58
- серебро-цинк-кадмий 58
Индуктор 188
Индукционные установки - Выбор пара-
метров 187
- для пайки на базе машинных генера-
торов 182
Индукционный нагрев - Тепловые процес-
сы 178
Источники питания 0,5 ... 10 кГц 184
- электропечей 225
К
Капиллярная константа 17
Кварцевые лампы с ксеноно-иодным на-
полнением 202
- с аргонно-иодным наполнением 201
Клеши для пайки электросопротивлением
196
- сварочные 197
Композиционная пайка 37
Контактно-реактивная пайка 27
Контроль паяных соединений газоанали-
тический 431
- галогенный 433
- капиллярный 428
- люминесцентно-цветной 428
- люминесцентный гидравлический 431
- магнитный 427
- манометрический 433
- масс-спектрометрический 433
- пузырьковый 431
- радиационный 420,433
- радиометрический 427
- радиографический 425
- радиоскопический 426
- разрушающий 433
- теченсканием 431
- ультразвуковой 427
- химический 433
Контроль качества покрытий 253
- подготовки поверхности 249
Коррозионные исследования 416
Л
Латуни - Технология пайки 277
Латунные припои 44
- многокомпонентные 45, 46
Лужение - Схемы 251
- полупроводников 303
М
Магниевые сплавы - Технология пайки
296
Машины для пайки электросопротивлением
197
-для рельефной контактной сварки 198
-для точечной контактной сварки 198
-подвесные для точечной контактной
сварки 197
Медно-никелевые припои 47 - Химиче-
ский состав 48
- с марганцем и серебром 48, 49
Медно-цинковые припои - Механические
и физические свойства 43 - Прочность со-
единений 46 - Химический состав 43
- Германии 47
Медные припои 41
-Германии 47
-для жаропрочных сталей и сплавов
268
-для коррозионно-стойких сталей 266
474
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Медь и ее сплавы - Зазоры при капилляр-
ной пайке 22 - Механические свойства 42 -
Технология пайки 275 - Травление 243, 244 -
Химический состав 42
Металлы - Взаимодействие 9-11
Метод микротвердости 412
- микротермоЭДС 413
Механические свойства припоев медно-
германиевых 72
- медно-цинковых 42
Механические свойства соединений мед-
но-ннкелевыми припоями 51
- медью 42
Микроструктура спаев 12, 13
Микроструктурный анализ 405
Микротвердость металлов 414
Микрошлифпорошки 406
Молибден - Технологический процесс пай-
ки 284
Н
Нагреватели печей 160 - Рабочие
температуры 162-Материалы 162, 172
- для вакуумных электропечей 172
Нанесение припоя 254
Наплавка светолазерная - Оборудование
205
Напряжения в паяемой паре - Расчетная
оценка 354
Насосы вакуумные 174
Некапиллярная пайка 36
Никелирование химическое 246 - Сани-
тарно-гигиенические нормы 451
Никель и сплавы на его основе - Техноло-
гия пайки 278
Ниобий - Технология пайки 285
Норма расхода припоя - Расчетная форму-
ла 435 - Стандарты 468
- на 1 см галтели 440
- на 1 см2 шва 436
- на 1 см шва проводов внахлестку 438
- на пайку и облуживание кабеля 441
- на пайку проводов встык 439
Норма расхода серебряных припоев на
1 см галтели 444
- на 1 см наплывов 445
- на 1 см шва 443
- на пайку проводов встык 445
Норма расхода флюса - Расчетная формула
441 - Стандарты 468
- на 1 см шва 442
О
Обезжиривание поверхности химическое
235 - Санитарно-гигиенические нормы 451 -
Установки 237
- комбинированное 237, 238
- ультразвуковое 238 - Моющие среды
240
- электрохимическое - Составы элек-
тролитов, режимы 239
Окисление поверхности 249
Очистка поверхности механическая 234
- химическая 237
П
Пайка - В электролите 199 - Классифика-
ция 22 - Опасные факторы 448 - Разрушение
конструкции при пайке 340, 341 - Сборка
под пайку 254 - Соединения деталей 254 -
Стандарты на технологию 465 - Тепловые
процессы в печах 146
Пайка графита с графитом 307
- графита с медью 307
- графита со сталями 303, 304
- графита с тугоплавкими металлами
305
-металлизированной керамики с ме-
таллами 316
- металлов с керамикой 313
- полупроводников 300
- сапфира с металлами 313
-светолазерная - Оборудование, уста-
новки 205
-силицированных графитов со сталью
307
- ситалла с металлами 312
- стекла и металла 309 - Подготовка
поверхности 249
- углерод-углеродистых композицион-
ных материалов 315
- ферритов с металлами 312
-электросопротивлением - Тепловые
процессы 195
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
475
Пайка газопламенная - Тепловые процес-
сы 206 - Устройства механизированные 218
- графита со сталями 302
Пайка конденсаторов - Полуавтоматы для
индукционной пайки 181
Пайка погружением - В расплавах солей
192 - Состав солевых ванн 194 - Тепловые
процессы 190 - Установки 191
Пайка титана и его сплавов - Влияние
газовых сред 177
Пасты для металлизации керамики 313
Пасты паяльные 96, 130
- для магниевых сплавов на основе
галлия 298
-для радиоэлектроники 135
-для углеродистых и низколегирован-
ных сталей 263
Пасты травильные 246
Паяльники 219,220 - Тепловые процессы 219
- с косвенным нагревом 221
- специализированные 221
- ультразвуковые 221
Паяльные стержни - Форма 219
Паяные соединения - Влияние припоя 17 -
Влияние газовой среды 17 - Механические
свойства 263 - Стандарты на методы испы-
таний 467 - Ударная вязкость 52
ПДК вредных веществ 449
Печи циркуляционные 194
Печи-ванны для высокотемпературной
пайки 193
- для пайки погружением в расплавы
солей 192
Пирометры 230
Пистолеты сварочные 197
Пластические свойства паяного шва 327
Покрытия металлические - Способы нане-
сения 250
Полупроводники - Подготовка поверхно-
сти 302
Порообразование в шве 20 - Преодоление
пористости 21
Посты газоразборные 213
Преобразователь термоэлектрический
кабельный типа КТХА 223
Приборы размагничивания деталей 430
Припои - Классификация 441 - Предотвра-
щение растекания 253 - Стандарты 461 -
Схема растворения металлов 24 - Токсич-
ность 455
Припои алюминиевые 81
- аморфные на никелевой основе 76
- бессеребряные для пайки стали с ме-
дью 71
- висмутовые 93
- таллиевые 95
- группы «ВПр» на никелевой основе 73
- для вакуумной плавки 65
- для пайки германия и кремния 300
- для пайки графита с графитом 309
- для пайки графита с медью 308
- для пайки металлизированной кера-
мики 65, 68
- для пайки электровакуумных прибо-
ров 69
- жаропрочные и жаростойкие 73
- железо-марганцевые 78
- золотые 66
- золотые многокомпонентные с палла-
дием 68
- индиевые 90, 91
- кадмиевые 91
— композиционные 76, 96
- латунные 44
- магниевые 83
- медно-германиевые 57, 72
- медно-никелевые 47
- медно-фосфорные 52, 446
- медно-фосфорные с серебром 55
- медно-цинковые 42
- на никелевой основе 73 - Пайка жа-
ропрочных сталей 269
- на основе железа 77, 329
- палладиевые 63
- платиновые 68
- порошковые 96
- свинцовые с висмутом, кадмием и
оловом 89
- свинцовые с серебром 90
- титановые 79
- цинковые 91
Припои оловянно-свинцовые - Пайка ме-
ди 275 - Пайка никеля 279 - Пайка углеро-
дистых сталей 261
- отечественные 84
- США и Германии 88
- с цинком, серебром, сурьмой, медью,
кадмием 88
476
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Припои серебряные 57, 60 - Вязкость 370 -
Пайка вольфрама 287 - Пайка жаропрочных
сталей 267 - Пайка латуни 277 - Пайка меди
275, 276 - Пайка молибдена 284 - Пайка
чугуна 274 - Растекаемость 372
- с никелем, индием и марганцем 61
- с палладием Германии 66
Припои Германии и США 47, 56. 60, 61,
66, 83, 88, 92
Припои-пасты 96, 130, 134
- на основе галлия для магниевых
сплавов 298
Приспособления для поджатия деталей 258
- для точного центрирования диамет-
ров деталей 257
- пластин методом заливки 260
- тонкостенных деталей 259
Приспособления для пайки 254 - Оправка
с водоохдаждаемыми радиаторами 259 -
Подставка для колпаковой печн 256 - Под-
ставка для неустойчивых изделий 257 -
Фиксатор 259 - Центрирующая оправка 258 -
Штыри 256
Проволока для нагревателей 161
Прочность припоев - Зависимость от меха-
нических свойств материала 16
- железомарганцевых 78
- кадмиевых 93
- композиционных никелевых 76
- магниевых 83
- медно-германиевых 72
- медно-никелевых 51
- медно-фосфорных 55
- медно-цинковых 43, 46
- на железной основе с германием 78
- оловянно-свинцовых 86
- оловянно-цинковых 87
- палладиевого ПЖК-1000 65
- титановых 79
Прочность соединений - Расчет 320 -
Обеспечение прочности 362
- встык, внахлестку, втавр 318
— из алюминиевых сплавов 293
- графита с графитом 309
- графита с металлами 305,306,308
- из коррозионно-стойких, жаростой-
ких и жаропрочных сплавов 75
- из латуни и меди 70
- изсплаваОТ4 324
- из стали с медью 71
- из титана 282, 283, 324
- из магниевых сплавов 83
- при переменных нагрузках 326
- при повышенных температурах 322
- при статических нагрузках 325
- силицированных графитов с метал-
лами 308
Р
Рабочее место паяльщика 453
Рампы 212,213
Растворение металлов в припое 24
Растворители органические - Характери-
стика безопасности 452
Реактивно-флюсовая пайка 33
Регистраторы температуры 231
Регулирующая коммуникационная аппа-
ратура 210
Регулятор температуры микропроцессор-
ный 226-228, 230
- расхода газа 212
Редукторы 210
- баллонные одноступенчатые 211
- рамповые 212
- сетевые одноступенчатые 211
Рентгеноструктурный анализ 411
С
Сварка контактная рельефная 198
- постоянным током 198
- светолазерная 205
Скорость деформации 348
Смесители газов универсальные 213
Содержание металла в шве в зависимости
от зазора 14
Солевые ванны - Состав 194
Сплав ОТ4 - Механические свойства об-
разцов 19
Сплавы спеченные твердые - Технология
пайки 272
Способы пайки - Классификация 23
Средства взрывозащиты 210,211
-откачки 174
Стали жаропрочные - Технология пайки
267 - Припои 267
Стали инструментальные - Технология
пайки 270
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
477
Стали коррозионно-стойкие - Зазоры при
капиллярной пайке 22 - Технология пайки
263 - Травление 243, 244
Стали углеродистые и низколегирован-
ные - Зазоры при капиллярной пайке 22 -
Технология пайки 261
Стали хромистые ферритные - Припои
265
Т
Тантал - Технология пайки 289
Температура испарения элементов в ва-
кууме 143
Тепловой коэффициент линейного рас-
ширения для металлов 255
Термометр контактный микропроцессорный
ТК-5 224
- манометрический 222
- сопротивления 222
- цифровой 228, 229
Термопары 222
Т ермоэлектрические преобразователи
222-224
Течеискатели галогенные 432
- масс-спектрометрические 432
Титан его сплавы - Зазоры при капилляр-
ной пайке 22 - Растворимость металлов 18.
19 - Технология пайки 281
Травление - Санитарно-гигиенические нор-
мы 451
- для удаления окислов 242
- изделий из коррозионно-стойкой ста-
ли, чугуна, меди 243
- химическое паяных соединений - Со-
ставы и способы 408
- электрохимическое 240 - Составы
ванн 257
У
Удаление изоляции с электропроводов -
Способы 235
- химическим путем 240
Ударная вязкость соединений 52
Условие взаимодействия оксидной пленки и
металла с газовой средой (флюсом) 383
- выносливости 392
- конструктивной приемлемости 385
- коррозионной стойкости н старения
395
- металлургического взаимодействия с
паяемым материалом 386
- прочности 390
- смачиваемости и растекаемости 384
- температурное 378
- теплового баланса 386
- технологичности 389
Установки ацетиленовые 208
- высокочастотные типа ВЧИ 181
- газоприготовнтельные 165
- для ванно-валковой пайки консерв-
ной тары 191
- для диффузионной пайко-сваркн из-
делий под давлением 183
- для индукционной пайки муфельные
186
- для индукционной пайки с тиристор-
ными преобразователями 179
- для комбинированного обезжирива-
ния 238
- для пайки с жидким горючим 216
- для пайки трубопроводов 183
- для пайки концентрированными ис-
точниками энергии 199
- для пайки электросопротивлением спе-
циальные 199
- для пайки световым лучом 204
- для получения контролируемых сред
165
- для очистки аргона 166
- для очистки водорода 167. 168
- для химического обезжиривания 237
- индукционные Выбор параметров
187
- контактной точечной сварки УК-0401
196
- лазерные 204, 205
- с инфракрасным излучением 200
- с машинными генераторами для пай-
ки 182
- электронно-лучевые 203
478
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Ф
Физические свойства припоев алюминие-
вых 82
- латунных 42, 45
- медно-германиевых 57, 72
- медно-никелевых 51
- медно-никелевых с марганцем и се-
ребром 48 - 50
- медно-фосфорных 53. 54
- медно-цинковых 43
- оловянно-цинковых 87
- палладиевых 65
- серебряных 59-63
- титановых 80
Флюсопитатель ФГФ-1-56 216
Флюсы - Способы приготовления 113, 138 -
Стандарты 464 - Токсичность 456 - Требо-
вания 99
-анилиновые низкотемпературные для
черных и цветных металлов 122
- бесканифольные низкотемпературные
для черных и цветных металлов 125
- галогенидные низкотемпературные
для пайки черных и цветных металлов 115
- гидразиновые низкотемпературные
для черных и цветных металлов 122
- для алюминия высокотемпературные
107
-для алюминия низкотемпературные
128
-для магниевых сплавов высокотем-
пературные 111,297
-для магниевых сплавов низкотемпе-
ратурные 128,297
- для пайки полупроводников 301
-для радиоэлектроники 134
-для титана и его сплавов 113
- канифольсодержащие низкотемпе-
ратурные 119
- нестандартные высокотемператур-
ные для пайки черных и цветных металлов
102
- стандартизованные низкотемператур-
ные 129
- фторборатные высокотемператур-
ные 101
- фторборатные высокоактивные ЗАО
«АЛАРМ» 106
X
Химический состав припоев алюминиевых
отечественных 82
- алюминиевых США 83
- аморфных припоев 77
- висмутовых 94
- галлиевых 95
- для магниевых сплавов 297
- для пайки графита с медью 308
- для пайки графита с тугоплавкими
металлами 307
- жаропрочных и жаростойких группы
«ВПр» 74
- железомарганцевых 78, 329
- золотых для пайки металлизирован-
ной керамики 68
- золотых с медью и серебром 67
- золотых с палладием и индием 67,68
- золотых с серебром, медью, цинком,
кадмием 67
- индиевых с кадмием 91
- кадмиевых 93
- латунных 44,46
- марганцевых 79
- медных 42
- медно-никелевых 48
- медно-никелевых с марганцем и се-
ребром 50
- медно-фосфорных 51,53, 56
- медно-фосфорных с серебром 56
- медно-цинковых 43
- на железомарганцевой основе 329
- на никелевой основе 74
- оловянно-свинцовых 84, 88
- оловянных с цинком, серебром, сурь-
мой, медью, кадмием 88
- палладиевых 63 - 65
- платиновых 69
- свинцовых с висмутом, кадмием и
оловом 89
- свинцовых с серебром 90
- серебряных отечественных 59, 60
- серебряных с литием и бором 63
- серебряных с никелем, индием и мар-
ганцем 62
- серебряных с палладием Германии 66
-титановых 79, 81
- титановых с цирконием, ниобием,
хромом и бериллием 80
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
479
Ц
Цирконий - Технология пайки 287
Ч
Чугун - Технология пайки 274 - Травление
243
Ш
Шланги 212
Э
Экзогенератор 169
Экспресс-контроль температуры 231
Электролиты для травления паяных со-
единений 410
- стали 248
Электронагреватели карбидокремниевые
161 - Материалы 162, 163 - Нагрузка 163 -
Типоразмеры 164-Типы 163
Электропечи вакуумные 169, 173
- вакуумные с нагревательными блока-
ми из углеродных материалов 173
- вакуумные шахтные 172
- вакуумные элеваторные 171
- водородные колпаковые 151 - Уни-
версальная подставка 256
- водородные конвейерные сопротив-
ления 249
-водородные толкательные модульно-
го исполнения 150
- водородные элеваторные 152
-камерные 155, 159
-камерные для пайки в контролируе-
мых средах 154
- камерные лабораторные 159
- камерные лабораторные высокотем-
пературные 160
- камерные с выдвижным подом 160
- камерные с выкатным подом 161
- камерные сопротивления 155-157
- колпаковые 151
- колпаковые вакуумные 170
- колпаковые с экранной теплоизоля-
цией и принудительным охлаждением 170
- муфельные (лабораторные) 158
- плавильные тигельные 160
- с шагающим подом с водородной и
азотно-водородной средой 148
- с контролируемыми средами 148
- специализированные 177
- шахтные 152, 153, 159
-элеваторные 152, 157
Электролиты для электрохимического обез-
жиривания 239
Эмульсии для комбинированного обезжи-
ривания 238
Эндогенераторы 168 - Технические пара-
метры 169